
CUTTING SYSTEMS
F-15-659
december 2001
Dutch
Installatie-, Bedienings- en Onderhoudshandleiding voor het
PRECISION PLASMARC SYSTEEM
met Elektronische flowregeling
411 s. Ebenezer Road
Florence, SC 29501-0545
VS

De in deze handleiding beschreven apparatuur kan
gevaarlijk zijn. Wees voorzichtig bij de installatie en
bediening, alsmede het onderhoud van deze
apparatuur.
De koper is volledig verantwoordelijk voor de
veilige bediening en het gebruik van alle
aangeschafte producten, inclusief naleving
van OSHA- (Am. Arbowet) en andere
overheidsnormen. ESAB Cutting Systems
aanvaardt geen aansprakelijkheid voor
persoonlijk letsel of andere schade, die
voortkomt uit het gebruik van door ESAB
vervaardigde of verkochte producten.
Raadpleeg de standaard-verkoopvoorwaarden
en –bepalingen van ESAB voor een specifieke
verklaring van de verantwoordelijkheden en
beperkingen m.b.t. de aansprakelijkheid van
ESAB.
De eerste prioriteit van ESAB Cutting Systems is
De eerste prioriteit van ESAB Cutting Systems is De eerste prioriteit van ESAB Cutting Systems is
De eerste prioriteit van ESAB Cutting Systems is
volledige k
volledige kvolledige k
volledige klanttevredenheid. Wij zijn voortdurend op
lanttevredenheid. Wij zijn voortdurend op lanttevredenheid. Wij zijn voortdurend op
lanttevredenheid. Wij zijn voortdurend op
zoek naar manieren om onze producten, service en
zoek naar manieren om onze producten, service en zoek naar manieren om onze producten, service en
zoek naar manieren om onze producten, service en
documentatie te verbeteren. Als resultaat daarvan
documentatie te verbeteren. Als resultaat daarvan documentatie te verbeteren. Als resultaat daarvan
documentatie te verbeteren. Als resultaat daarvan
maken wij zoals benodigd verbeteringen en/of
maken wij zoals benodigd verbeteringen en/of maken wij zoals benodigd verbeteringen en/of
maken wij zoals benodigd verbeteringen en/of
ontwerpveranderingen. ESAB stelt alles in het werk
ontwerpveranderingen. ESAB stelt alles in het werk ontwerpveranderingen. ESAB stelt alles in het werk
ontwerpveranderingen. ESAB stelt alles in het werk
om te verzekeren da
om te verzekeren daom te verzekeren da
om te verzekeren dat onze documentatie bijgewerkt
t onze documentatie bijgewerkt t onze documentatie bijgewerkt
t onze documentatie bijgewerkt
is. Wij kunnen niet garanderen dat elke door onze
is. Wij kunnen niet garanderen dat elke door onze is. Wij kunnen niet garanderen dat elke door onze
is. Wij kunnen niet garanderen dat elke door onze
klanten ontvangen bladzijde met docume
klanten ontvangen bladzijde met documeklanten ontvangen bladzijde met docume
klanten ontvangen bladzijde met documen
nn
ntatie de
tatie de tatie de
tatie de
laatste ontwerpverbeteringen bevat. Om die reden
laatste ontwerpverbeteringen bevat. Om die reden laatste ontwerpverbeteringen bevat. Om die reden
laatste ontwerpverbeteringen bevat. Om die reden
kan de in dit document bevatte informatie zonder
kan de in dit document bevatte informatie zonder kan de in dit document bevatte informatie zonder
kan de in dit document bevatte informatie zonder
voorafgaande kennisgeving wo
voorafgaande kennisgeving wovoorafgaande kennisgeving wo
voorafgaande kennisgeving worden gewijzigd.
rden gewijzigd.rden gewijzigd.
rden gewijzigd.
Deze handleiding is ESAB
Deze handleiding is ESABDeze handleiding is ESAB
Deze handleiding is ESAB-
--
-onderdeelnummer
onderdeelnummer onderdeelnummer
onderdeelnummer
F15659
F15659F15659
F15659
December 2001
December 2001 December 2001
December 2001 Reserveonderdeel partitie
watertje gewijzigde.
Deze handleiding is samengesteld om de koper van
de snijmachine behulpzaam te zijn en voor gebruik
door de koper. Het vormt geen contract of andere
verplichting van de kant van ESAB Cutting Systems.
©
©©
© ESAB Cutting Systems, 2001
Gedrukt in de Verenigde Staten

Precision Plasma Elektronische flowregeling Inhoudsopgave
i
Pagina
Hoofdstuk 1 Veiligheid
1.1 Inleiding...............................................................................................
1
1.2 Veiligheidsaantekeningen en -symbolen ...............................................
1-2
1.3 Algemene veiligheidsinformatie ............................................................
3-4
1.4 Installatievoorzorgsmaatregelen ...........................................................
4
1.5 Elektrische aarding ..............................................................................
5
1.6 Bediening van een plasmasnijmachine .................................................
6-10
1.7 Onderhoudvoorzorgsmaatregelen........................................................
11
1.8 Veiligheidsverwijzingen..........................................................................
12
Hoofdstuk 2 Beschrijving
2.1 Algemeen............................................................................................
1
2.2 Scope.................................................................................................
1
2.3 Verkrijgbare pakketopties ....................................................................
1-2
2.4 Technische specificaties
2.4.1 Precision Plasma-systeem ..........................................................
2-3
2.4.2 Plasmagas ..................................................................................
4
2.4.3 Startgas ......................................................................................
4
2.4.4 Secundair gas .............................................................................
4
2.4.5 PT-24 Toorts...............................................................................
4
Hoofdstuk 3 Installatie
3.1 Algemeen............................................................................................
1
3.2 Vereiste installatiebenodigdheden ........................................................
1
3.3 Locatie................................................................................................
1
3.4 Primaire elektriciteitsingangsaansluitingen ............................................
2-3
3.5 Koppelleidingen...................................................................................
4-9
Precision Plasmarc Componenten-koppeldiagram ...............................
7
3.6 Montage van de toorts ........................................................................
10
3.7 Koelmiddel voor de toorts....................................................................
11
3.8 Inspectie van de gas- en koelmiddelleidingen.......................................
11
3.9 Vervanging van de EPROM in de Plasmarc-krachtbron
Programmable Logic Controller (PLC) (Programmeerbare
schakelregelaar) ........................................................................................
12-14

Precision Plasma Elektronische flowregeling Inhoudsopgave
ii
Hoofdstuk 4 Bediening
4.1 Stroomvoorzieningsbedieningen
4.1.1 Hoofdstroomschakelaar ..............................................................
1
4.1.2 Waakvlamboogschakelaar...........................................................
1
4.1.3 Foutindicatorlichtjes.....................................................................
2
4.1.4 Meters........................................................................................
2
4.1.5 Stroomregelschakelaar................................................................
3
4.2 Snijkwaliteit
4.2.1 Inleiding ......................................................................................
4
4.2.2 Snijhoek......................................................................................
5
4.2.3 Snijvlakheid.................................................................................
6
4.2.4 Oppervlakte-finish .......................................................................
7
4.2.5 Slakken.......................................................................................
8-9
4.2.6 Dimensionale precisie..................................................................
10
4.3 Gevolgen van gasopties op de snijkwaliteit
4.3.1 Inleiding ......................................................................................
11
4.3.2 Aluminium...................................................................................
11
4.3.3 Koolstofstaal...............................................................................
12
4.3.4 Roestvrijstaal...............................................................................
13-14
4.4 Procesgegevens
4.4.1 Inleiding ......................................................................................
15
4.4.2 Procesgegevensinstellingen.........................................................
16
Plasmamarkeringsgegevens ................................................
56
4.4.3 Verhouding van insnijdingsbreedte tot ampères en materiaaldikte.
78
4.4.3.1 Insnijdingswaarden aluminium .............................................
78-79
4.4.3.2 Insnijdingswaarden koolstofstaal..........................................
80-82
4.4.3.3 Insnijdingswaarden roestvrijstaal O
2
/N
2
/O
2
...........................
83
4.4.3.4 Insnijdingswaarden roestvrijstaal Lucht/Lucht/CH
4
...............
84
4.4.3.5 Insnijdingswaarden roestvrijstaal N
2
/N
2
/CH
4
.........................
85
4.4.3.6 Insnijdingswaarden roestvrijstaal N
2
/N
2
................................
86-87
4.4.3.7 Insnijdingswaarden roestvrijstaal Lucht/Lucht.......................
88-89

Precision Plasma Elektronische flowregeling Inhoudsopgave
iii
Hoofdstuk 5 Onderhoud
5.1 Algemeen............................................................................................
1
5.2 Inspectie en reiniging...........................................................................
1-2
5.3 PT-24 Toortsbeschrijving.....................................................................
2-4
5.4 Toortsonderhoud.................................................................................
5-6
5.5 PT-24 Demontage en inspectie van verbruiksmaterialen.......................
7-9
5.6 Hermontage PT-24 Toorts...................................................................
10-11
Hoofdstuk 6 Problemen oplossen
6.1 General Safety Algemene veiligheid .............................................................
1
6.2 Programmable Logic Controller (PLC) Programmable Logic Controller (PLC)
(Programmeerbare schakelregelaar
) .......................................................................... 1
6.2.1 PLC LED Introduction PLC LED Inleiding ..........................................
2
6.2.2 PLC LED Functions PLC LED Functies .............................................
2
6.3 Troubleshooting Guide Probleemoplossingsgids
6.3.1 Reduced Consumable Life Verminderde levensduur verbruiksmaterialen........
3
6.3.2 Poor Cut Quality Slechte snijkwaliteit...................................................
4
6.3.3 No Pilot Arc Geen waakvlamboog .......................................................
4
6.3.4 No Arc Transfer Geen boogoverbrenging ..............................................
4
6.3.5 No Preflow Geen voorflow ................................................................
4
6.3.6 Torch Fails to Fire Toorts wordt niet ontstoken........................................
4
6.3.7 Nozzle Life Extremely Short Levensduur mondstuk uiterst kort ...................
5
6.3.8 Short Electrode Life Korte levensduur elektrode ......................................
5
6.3.9 Short Electrode AND Nozzle Life Korte levensduur elektrode EN mondstuk ..
5
6.4 Flow Control Schematic Schematisch diagram flowregeling...............................
6
6.5 Gas Flow Schematic Schematisch diagram gasflow .......................................
7
6.6 Junction Box Wiring Diagram Aansluitkast-bedradingsdiagram .........................
8
6.7 Junction Box Schematic Schematisch diagram aansluitkast ..............................
9
6.8 Precision Plasma Power Module Wiring Diagram
Bedradingsdiagram Precision Plasma-krachtmodule
........................................................
10-11
6.9 Power Module Schematic Schematisch diagram krachtmodule ..........................
12
6.10 Power Source Wiring Diagrams Krachtbron-bedradingsdiagrammen................
13-17
6-11 Power Source Schematic Schematisch diagram krachtbron ...........................
18-19

Precision Plasma Elektronische flowregeling Inhoudsopgave
iv
6.12 Technical Guide to Using/Understanding the Operation of the EFC
Technische gids voor het gebruik/begrijpen van de bediening van de EFC
20
6.12.1 Precision Process Timers Precisie-procestimers ................................
21
6.12.2 Process Timer Values Procestimerwaarden.......................................
22
6.12.3 Process Window Key Functions Procesvenster-sleutelfuncties ..............
23
6.12.4 Proportional Valve Analog Values for PARAM.CUT
PARAM.CUTPARAM.CUT
PARAM.CUT and DEF.TEC
DEF.TECDEF.TEC
DEF.TEC
Analoge waarden proportionele klep voor PARAM.CUT
PARAM.CUTPARAM.CUT
PARAM.CUT en DEF.TEC
DEF.TECDEF.TEC
DEF.TEC
24
6.12.5 Process Gas Selection Requirements Procesgas-selectievereisten .......
25
6.12.6 EFC Process Gas Flow Chart EFC Procesgas-stroomdiagram ...............
26
6.12.7 Station On, Flush/Pressurize Cycle Timers
Station Aan, Spoelen/Drukzetting-cyclustimers
.........................................................
27
6.12.8 Solenoid/Proportional Valve Requirements and Gas Error
Monitoring
Solenoïde/Proportionele klepvereisten en gasfoutcontrole
Carbon Steel PG-O
2
, SG-O
2
Koolstofstaal PG-O
2
, SG-O
2
.............................
28
Carbon Steel PG-O
2
, SG-N
2
/O
2
Koolstofstaal PG-O
2
, SG-N
2
/O
2
..................
30
Carbon Steel PG-O
2
, Sg-O
2
Koolstofstaal PG-O
2
, Sg-O
2
...............................
32
Stainless Steel PG-N
2
, SG-N
2
Roestvrijstaal PG-N
2
, SG-N
2
..........................
34
Stainless Steel PG-N
2
, SG-N
2
/CH
4
Roestvrijstaal PG-N
2
, SG-N
2
/CH
4
.........
36
Stainless Steel PG-Air, SG-Air Roestvrijstaal PG-Lucht, SG-Lucht.............
38
Stainless Steel PG-Air, SG-Air/CH
4
Roestvrijstaal PG-Lucht, SG- Lucht/CH
4
.......................................................................
40
Aluminum PG-N
2
, SG- N
2
Aluminium PG-N
2
, SG- N
2
......................................
42
Aluminum PG-N
2
, SG-N
2
/CH
4
Aluminium PG-N
2
, SG-N
2
/CH
4
.......................
44
Marking PG-Argon, SG-Air Markeren van PG-Argon, SG-Lucht ...................
46
Hoofdstuk 7 Vervangonderdelen
7.1 General Algemeen..................................................................................
1
7.2 Ordering Bestellen .................................................................................
2
7.3 Plasmarc Power Source – Exterior Components
Plasmarc-krachtbron – uitwendige onderdelen
........................................................
3
7.4 Plasmarc Power Source – Internal Components
Plasmarc-krachtbron – inwendige onderdelen
.........................................................
8
7.5 Power Source Module Krachtbronmodule..................................................
18
7.6 EFC Junction Box EFC-aansluitkast ..........................................................
26
7.7 Electronic Flow Control Box Elektronische flowregelingskast............................
32
7.8 PT-24 Torch Assembly EFC Series A/M
PT-24 Toortsassemblage EFC-serie A/M
..............................................................
36
7.9 Gas Shut-off Valve Assembly - Series A/M Torch
Assemblage T Gasuitschakelklep - serie A/M-toorts
..................................................
38
7.10 PT-24 Torch Assembly – Version 1 PT-24 Toortsassemblage – versie 1...........
40
7.11 Solenoid Assembly - EFC Torch – Version 1
Solenoïdeassemblage – EFC-toorts – versie 1......................................................
42
Klant-/Technische informatie Achterin de handleiding

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-1
1.1 Inleiding
Het proces van het snijden van metalen met plasma-
apparatuur biedt de industrie een waardevol en
veelzijdig werktuig. ESAB-snijmachines zijn ontworpen
om zowel bedieningsveiligheid en efficiëntie te
verschaffen. Zoals bij elk machinewerktuig zijn
bezonnen aandacht voor bedieningsprocedures,
voorzorgsmaatregelen en veilige praktijken
noodzakelijk teneinde volledige bruikbaarheid te
kunnen verkrijgen. Of iemand nu betrokken is bij de
bediening of het onderhoud of alleen maar als
waarnemer, naleving van de ingestelde
voorzorgsmaatregelen en veilige praktijken moeten in
acht worden genomen. Nalaten bepaalde
voorzorgsmaatregelen op te volgen kan ernstig
persoonlijk letsel of ernstige apparatuurschade tot
gevolg hebben. De volgende voorzorgsmaatregelen
zijn algemene richtlijnen, die van toepassing zijn op het
werken met snijmachines. Uitgebreidere
voorzorgsmaatregelen die betrekking hebben op de
basismachine en –hulpstukken worden aangetroffen in
de instructieliteratuur. Voor meer uitgebreide
veiligheidsinformatie op het gebied van snij- en
lasapparaten kunt u de publicaties in Aanbevolen
verwijzingen lezen.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-2
1.2 Veiligheidsaantekeningen en -symbolen
De volgende woorden en symbolen worden door deze
gehele handleiding gebruikt. Zij geven de verschillende
niveaus aan van vereiste betrokkenheid m.b.t.
veiligheid.
!
ALARM of ATTENTIE. Dit betreft uw veiligheid of
er bestaat de mogelijkheid van
apparatuurstoring. Gezamenlijk gebruikt met
andere symbolen en informatie.
GEVAAR
!
Wordt gebruikt om de aandacht te vestigen
op onmiddellijke gevaren die, indien niet
vermeden, ernstig persoonlijk letsel of de
dood tot gevolg heeft.
WAARSCHUWING
!
Wordt gebruikt om de aandacht te vestigen
op mogelijke gevaren die persoonlijk letsel of
de dood tot gevolg kunnen hebben.
VOORZICHTIG
!
Wordt gebruikt om de aandacht te vestigen
op gevaren die gering persoonlijk letsel of
apparatuurbeschadiging tot gevolg kunnen
hebben.
VOORZICHTIG
Wordt gebruikt om de aandacht te vestigen
op kleine gevaren voor de apparatuur.
LET OP
Wordt gebruikt om de aandacht te vestigen
op belangrijke installatie-, bedienings- of
onderhoudsinformatie die niet rechtstreeks
verband houdt met veiligheidsgevaren.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-3
1.3 Algemene veiligheidsinformatie
WAARSCHUWING
!
De machine start automatisch.
Deze apparatuur beweegt zich in verschillende
Deze apparatuur beweegt zich in verschillende Deze apparatuur beweegt zich in verschillende
Deze apparatuur beweegt zich in verschillende
richtingen en op verschillende snelheden.
richtingen en op verschillende snelheden.richtingen en op verschillende snelheden.
richtingen en op verschillende snelheden.
• Bewegende machinerie kan verpletteren.
Bewegende machinerie kan verpletteren.Bewegende machinerie kan verpletteren.
Bewegende machinerie kan verpletteren.
• Uitsluitend bevoeg
Uitsluitend bevoegUitsluitend bevoeg
Uitsluitend bevoegd personeel moet de
d personeel moet de d personeel moet de
d personeel moet de
apparatuur bedienen of er onderhoud aan
apparatuur bedienen of er onderhoud aan apparatuur bedienen of er onderhoud aan
apparatuur bedienen of er onderhoud aan
verrichten.
verrichten.verrichten.
verrichten.
• Houd alle personeel, materialen en apparatuur
Houd alle personeel, materialen en apparatuur Houd alle personeel, materialen en apparatuur
Houd alle personeel, materialen en apparatuur
die niet bij het productieproces betrokken zijn
die niet bij het productieproces betrokken zijn die niet bij het productieproces betrokken zijn
die niet bij het productieproces betrokken zijn
op afstand van het gehele systeemgebied.
op afstand van het gehele systeemgebied.op afstand van het gehele systeemgebied.
op afstand van het gehele systeemgebied.
• Houd de tandheugelrekken en rails weg van
Houd de tandheugelrekken en rails weg van Houd de tandheugelrekken en rails weg van
Houd de tandheugelrekken en rails weg van
afval o
afval oafval o
afval of belemmeringen, zoals gereedschappen
f belemmeringen, zoals gereedschappen f belemmeringen, zoals gereedschappen
f belemmeringen, zoals gereedschappen
of kleding.
of kleding.of kleding.
of kleding.
• Scheid de gehele werkruimte af om te
Scheid de gehele werkruimte af om te Scheid de gehele werkruimte af om te
Scheid de gehele werkruimte af om te
voorkomen dat personeel door het gebied loopt
voorkomen dat personeel door het gebied loopt voorkomen dat personeel door het gebied loopt
voorkomen dat personeel door het gebied loopt
of in de werkomgeving van de apparatuur staat.
of in de werkomgeving van de apparatuur staat. of in de werkomgeving van de apparatuur staat.
of in de werkomgeving van de apparatuur staat.
• Plaats toepasselijke WAARSCHUWING
Plaats toepasselijke WAARSCHUWINGPlaats toepasselijke WAARSCHUWING
Plaats toepasselijke WAARSCHUWING-
--
-borden
borden borden
borden
bij elke werkruimte
bij elke werkruimtebij elke werkruimte
bij elke werkruimte-
--
-ingang.
ingang. ingang.
ingang.
• Vol
VolVol
Volg de blokkeerprocedure alvorens onderhoud
g de blokkeerprocedure alvorens onderhoud g de blokkeerprocedure alvorens onderhoud
g de blokkeerprocedure alvorens onderhoud
te verrichten.
te verrichten.te verrichten.
te verrichten.
WAARSCHUWING
!
Nalaten de bedieningsinstructies te volgen
kan tot de dood of ernstige verwonding
leiden.
Lees en begrijp deze gebruikershandleiding,
Lees en begrijp deze gebruikershandleiding, Lees en begrijp deze gebruikershandleiding,
Lees en begrijp deze gebruikershandleiding,
alvorens de machine te gebruiken.
alvorens de machine te gebruiken.alvorens de machine te gebruiken.
alvorens de machine te gebruiken.
• Lees de volledige procedure alvorens te
Lees de volledige procedure alvorens te Lees de volledige procedure alvorens te
Lees de volledige procedure alvorens te
bedienen of enig systeemonderhoud te
bedienen of enig systeemonderhoud te bedienen of enig systeemonderhoud te
bedienen of enig systeemonderhoud te
verrichten.
verrichten. verrichten.
verrichten.
• Er moet speciale aandacht worden beste
Er moet speciale aandacht worden besteEr moet speciale aandacht worden beste
Er moet speciale aandacht worden besteed aan
ed aan ed aan
ed aan
alle waarschuwingen m.b.t. gevaren die
alle waarschuwingen m.b.t. gevaren die alle waarschuwingen m.b.t. gevaren die
alle waarschuwingen m.b.t. gevaren die
essentiële informatie verschaffen over
essentiële informatie verschaffen over essentiële informatie verschaffen over
essentiële informatie verschaffen over
personeelsveiligheid en/of mogelijke
personeelsveiligheid en/of mogelijke personeelsveiligheid en/of mogelijke
personeelsveiligheid en/of mogelijke
apparatuurbeschadiging.
apparatuurbeschadiging.apparatuurbeschadiging.
apparatuurbeschadiging.
• Alle voorzorgsmaatregelen die betrekking
Alle voorzorgsmaatregelen die betrekking Alle voorzorgsmaatregelen die betrekking
Alle voorzorgsmaatregelen die betrekking
hebben op de elektrische apparatuur en
hebben op de elektrische apparatuur en hebben op de elektrische apparatuur en
hebben op de elektrische apparatuur en
procesverwerkingen moeten na
procesverwerkingen moeten naprocesverwerkingen moeten na
procesverwerkingen moeten nauwkeurig
uwkeurig uwkeurig
uwkeurig
worden opgevolgd door allen die
worden opgevolgd door allen die worden opgevolgd door allen die
worden opgevolgd door allen die
systeemverantwoordelijkheid of daartoe
systeemverantwoordelijkheid of daartoe systeemverantwoordelijkheid of daartoe
systeemverantwoordelijkheid of daartoe
toegang hebben op het systeem.
toegang hebben op het systeem. toegang hebben op het systeem.
toegang hebben op het systeem.
• Lees alle veiligheidspublicaties die uw bedrijf
Lees alle veiligheidspublicaties die uw bedrijf Lees alle veiligheidspublicaties die uw bedrijf
Lees alle veiligheidspublicaties die uw bedrijf
beschikbaar stelt.
beschikbaar stelt.beschikbaar stelt.
beschikbaar stelt.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-4
WAARSCHUWING
!
Nalaten de instructies op de
waarschuwingsstickers te volgen kan tot
de dood of ernstige verwonding leiden.
Lees en begrijp all waarschuwingsstickers op de
Lees en begrijp all waarschuwingsstickers op de Lees en begrijp all waarschuwingsstickers op de
Lees en begrijp all waarschuwingsstickers op de
machine over veil
machine over veilmachine over veil
machine over veiligheid.
igheid.igheid.
igheid.
Raadpleeg de gebruikershandleiding voor
Raadpleeg de gebruikershandleiding voor Raadpleeg de gebruikershandleiding voor
Raadpleeg de gebruikershandleiding voor
aanvullende veiligheidsinformatie.
aanvullende veiligheidsinformatie.aanvullende veiligheidsinformatie.
aanvullende veiligheidsinformatie.
1.4 Installatievoorzorgsmaatregelen
WAARSCHUWING
!
Onjuist geïnstalleerde apparatuur kan
letsel of de dood veroorzaken.
Volg deze richtlijnen tijdens het installeren van de
Volg deze richtlijnen tijdens het installeren van de Volg deze richtlijnen tijdens het installeren van de
Volg deze richtlijnen tijdens het installeren van de
machi
machimachi
machine:
ne:ne:
ne:
Sluit een cilinder nooit rechtstreeks op een
Sluit een cilinder nooit rechtstreeks op een Sluit een cilinder nooit rechtstreeks op een
Sluit een cilinder nooit rechtstreeks op een
machine
machinemachine
machine-
--
-inlaat aan. De juiste cilinderregulateur
inlaat aan. De juiste cilinderregulateur inlaat aan. De juiste cilinderregulateur
inlaat aan. De juiste cilinderregulateur
moet worden geïnstalleerd op een brandstof
moet worden geïnstalleerd op een brandstofmoet worden geïnstalleerd op een brandstof
moet worden geïnstalleerd op een brandstof-
--
-
gascilinder om de druk tot een redelijke
gascilinder om de druk tot een redelijke gascilinder om de druk tot een redelijke
gascilinder om de druk tot een redelijke
inlaattoevoerdruk te verlagen. De machineregulateur
inlaattoevoerdruk te verlagen. De machineregulateur inlaattoevoerdruk te verlagen. De machineregulateur
inlaattoevoerdruk te verlagen. De machineregulateur
wordt daarna gebruikt
wordt daarna gebruikt wordt daarna gebruikt
wordt daarna gebruikt om de door de toortsen
om de door de toortsen om de door de toortsen
om de door de toortsen
vereiste druk te verkrijgen.
vereiste druk te verkrijgen.vereiste druk te verkrijgen.
vereiste druk te verkrijgen.
Neem vóór installatie contact op met uw ESAB
Neem vóór installatie contact op met uw ESABNeem vóór installatie contact op met uw ESAB
Neem vóór installatie contact op met uw ESAB-
--
-
vertegenwoordiger. Hij kan bepaalde
vertegenwoordiger. Hij kan bepaalde vertegenwoordiger. Hij kan bepaalde
vertegenwoordiger. Hij kan bepaalde
voorzorgsmaatregelen aanbevelen met betrekking
voorzorgsmaatregelen aanbevelen met betrekking voorzorgsmaatregelen aanbevelen met betrekking
voorzorgsmaatregelen aanbevelen met betrekking
tot leidinginstallatie en het optillen van de machine
tot leidinginstallatie en het optillen van de machine tot leidinginstallatie en het optillen van de machine
tot leidinginstallatie en het optillen van de machine
enz., om maximale veil
enz., om maximale veilenz., om maximale veil
enz., om maximale veiligheid te verzekeren.
igheid te verzekeren.igheid te verzekeren.
igheid te verzekeren.
Probeer nooit machinewijzigingen of
Probeer nooit machinewijzigingen of Probeer nooit machinewijzigingen of
Probeer nooit machinewijzigingen of
apparaatuitbreidingen aan te brengen, zonder eerst
apparaatuitbreidingen aan te brengen, zonder eerst apparaatuitbreidingen aan te brengen, zonder eerst
apparaatuitbreidingen aan te brengen, zonder eerst
een bevoegde ESAB
een bevoegde ESABeen bevoegde ESAB
een bevoegde ESAB-
--
-vertegenwoordiger te hebben
vertegenwoordiger te hebben vertegenwoordiger te hebben
vertegenwoordiger te hebben
geraadpleegd.
geraadpleegd.geraadpleegd.
geraadpleegd.
Neem de vereisten m.b.t. machinetussenruimtes in
Neem de vereisten m.b.t. machinetussenruimtes in Neem de vereisten m.b.t. machinetussenruimtes in
Neem de vereisten m.b.t. machinetussenruimtes in
acht voor juiste werking en veilighei
acht voor juiste werking en veiligheiacht voor juiste werking en veilighei
acht voor juiste werking en veiligheid voor het
d voor het d voor het
d voor het
personeel.
personeel. personeel.
personeel.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-5
1.5 Elektrische aarding
Elektrische aarding is vereist voor de juiste
machinewerking en VEILIGHEID. Raadpleeg het
Installatiehoofdstuk in deze handleiding voor
gedetailleerde instructies over aarding.
WAARSCHUWING
!
Gevaar van elektrische schok.
Onjuiste aarding kan ernstige verwonding of de dood
Onjuiste aarding kan ernstige verwonding of de dood Onjuiste aarding kan ernstige verwonding of de dood
Onjuiste aarding kan ernstige verwonding of de dood
veroorzaken.
veroorzaken.veroorzaken.
veroorzaken.
De machine moet op de juiste manier geaard zijn,
De machine moet op de juiste manier geaard zijn, De machine moet op de juiste manier geaard zijn,
De machine moet op de juiste manier geaard zijn,
alvorens hij in gebruik wordt gesteld.
alvorens hij in gebruik wordt gesteld.alvorens hij in gebruik wordt gesteld.
alvorens hij in gebruik wordt gesteld.
WAARSCHUWING
!
Onjuiste aarding kan de machine en
elektrische onderdelen beschadigen.
• De machine m
De machine mDe machine m
De machine moet op de juiste manier geaard zijn,
oet op de juiste manier geaard zijn, oet op de juiste manier geaard zijn,
oet op de juiste manier geaard zijn,
alvorens in gebruik te stellen.
alvorens in gebruik te stellen. alvorens in gebruik te stellen.
alvorens in gebruik te stellen.
• De snijtafel moet op de juiste manier geaard zijn op
De snijtafel moet op de juiste manier geaard zijn op De snijtafel moet op de juiste manier geaard zijn op
De snijtafel moet op de juiste manier geaard zijn op
een goede aardingsstang in de grond.
een goede aardingsstang in de grond.een goede aardingsstang in de grond.
een goede aardingsstang in de grond.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-6
1.6 Bediening van een plasmasnijmachine
WAARSCHUWING
!
Gevaar van rondvliegend débris en
overmatig lawaai.
• Hete spatten kunnen de ogen verbranden en ze
Hete spatten kunnen de ogen verbranden en ze Hete spatten kunnen de ogen verbranden en ze
Hete spatten kunnen de ogen verbranden en ze
verwonden. Draag een stofbril om de ogen te
verwonden. Draag een stofbril om de ogen te verwonden. Draag een stofbril om de ogen te
verwonden. Draag een stofbril om de ogen te
beschermen tegen verbranding en rondvliegend
beschermen tegen verbranding en rondvliegend beschermen tegen verbranding en rondvliegend
beschermen tegen verbranding en rondvliegend
débris dat tijdens het gebruik wordt geproduceerd.
débris dat tijdens het gebruik wordt geproduceerd.débris dat tijdens het gebruik wordt geproduceerd.
débris dat tijdens het gebruik wordt geproduceerd.
• Slakkenschilfers kunnen heet zijn en ver in het rond
Slakkenschilfers kunnen heet zijn en ver in het rond Slakkenschilfers kunnen heet zijn en ver in het rond
Slakkenschilfers kunnen heet zijn en ver in het rond
vliegen
vliegenvliegen
vliegen. Omstanders moeten ook een stofbril en
. Omstanders moeten ook een stofbril en . Omstanders moeten ook een stofbril en
. Omstanders moeten ook een stofbril en
veiligheidsbril dragen.
veiligheidsbril dragen.veiligheidsbril dragen.
veiligheidsbril dragen.
• Lawaai van de plasmaboog kan het gehoor
Lawaai van de plasmaboog kan het gehoor Lawaai van de plasmaboog kan het gehoor
Lawaai van de plasmaboog kan het gehoor
beschadigen. Draag de juiste oorbescherming als
beschadigen. Draag de juiste oorbescherming als beschadigen. Draag de juiste oorbescherming als
beschadigen. Draag de juiste oorbescherming als
boven water wordt gesneden.
boven water wordt gesneden. boven water wordt gesneden.
boven water wordt gesneden.
WAARSCHUWING
!
Verbrandingsgevaar.
Heet metaal kan brandwonden veroorzaken.
Heet metaal kan brandwonden veroorzaken.Heet metaal kan brandwonden veroorzaken.
Heet metaal kan brandwonden veroorzaken.
• Raak he
Raak heRaak he
Raak hete metaalplaten of
te metaalplaten of te metaalplaten of
te metaalplaten of –
––
– onderdelen niet
onderdelen niet onderdelen niet
onderdelen niet
onmiddellijk na het snijden aan. Geef het metaal
onmiddellijk na het snijden aan. Geef het metaal onmiddellijk na het snijden aan. Geef het metaal
onmiddellijk na het snijden aan. Geef het metaal
tijd om af te koelen, of gooi er water op.
tijd om af te koelen, of gooi er water op.tijd om af te koelen, of gooi er water op.
tijd om af te koelen, of gooi er water op.
• De plasmatoorts niet onmiddellijk na het snijden
De plasmatoorts niet onmiddellijk na het snijden De plasmatoorts niet onmiddellijk na het snijden
De plasmatoorts niet onmiddellijk na het snijden
aanraken. Geef het tijd om af te koelen.
aanraken. Geef het tijd om af te koelen.aanraken. Geef het tijd om af te koelen.
aanraken. Geef het tijd om af te koelen.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-7
WAARSCHUWING
!
Gevaarlijke spanningen. Elektrische
schokken kunnen dodelijk zijn.
• Raak de plasmatoorts, snijtafel of
Raak de plasmatoorts, snijtafel of Raak de plasmatoorts, snijtafel of
Raak de plasmatoorts, snijtafel of
kabelaansluitingen NIET aan tijdens het
kabelaansluitingen NIET aan tijdens het kabelaansluitingen NIET aan tijdens het
kabelaansluitingen NIET aan tijdens het
plasmasnijproces.
plasmasnijproces.plasmasnijproces.
plasmasnijproces.
• Zet de stroom naar de plasma
Zet de stroom naar de plasmaZet de stroom naar de plasma
Zet de stroom naar de plasma-
--
-
stroomvoorzieningen altijd uit voordat de
stroomvoorzieningen altijd uit voordat de stroomvoorzieningen altijd uit voordat de
stroomvoorzieningen altijd uit voordat de
plasmatoorts wordt aangeraakt of er onderhoud
plasmatoorts wordt aangeraakt of er onderhoud plasmatoorts wordt aangeraakt of er onderhoud
plasmatoorts wordt aangeraakt of er onderhoud
aan wordt v
aan wordt vaan wordt v
aan wordt verricht.
erricht. erricht.
erricht.
• Zet de stroom naar de plasma
Zet de stroom naar de plasmaZet de stroom naar de plasma
Zet de stroom naar de plasma-
--
-
stroomvoorzieningen altijd uit voordat het plasma
stroomvoorzieningen altijd uit voordat het plasmastroomvoorzieningen altijd uit voordat het plasma
stroomvoorzieningen altijd uit voordat het plasma-
--
-
loodgieterswerk of de flowregelkast wordt
loodgieterswerk of de flowregelkast wordt loodgieterswerk of de flowregelkast wordt
loodgieterswerk of de flowregelkast wordt
geopend of onderhouden.
geopend of onderhouden.geopend of onderhouden.
geopend of onderhouden.
• Onder spanning staande elektrische onderdelen
Onder spanning staande elektrische onderdelen Onder spanning staande elektrische onderdelen
Onder spanning staande elektrische onderdelen
niet aanraken.
niet aanraken.niet aanraken.
niet aanraken.
• Houd alle panelen en deksels op hun pla
Houd alle panelen en deksels op hun plaHoud alle panelen en deksels op hun pla
Houd alle panelen en deksels op hun plaats als de
ats als de ats als de
ats als de
machine op de krachtbron staat aangesloten.
machine op de krachtbron staat aangesloten.machine op de krachtbron staat aangesloten.
machine op de krachtbron staat aangesloten.
• Isoleer uzelf van het werkstuk en de elektrische
Isoleer uzelf van het werkstuk en de elektrische Isoleer uzelf van het werkstuk en de elektrische
Isoleer uzelf van het werkstuk en de elektrische
aarding: draag isolerende handschoenen,
aarding: draag isolerende handschoenen, aarding: draag isolerende handschoenen,
aarding: draag isolerende handschoenen,
schoenen en kleding.
schoenen en kleding.schoenen en kleding.
schoenen en kleding.
• Houd handschoenen, schoenen, kleding, het
Houd handschoenen, schoenen, kleding, het Houd handschoenen, schoenen, kleding, het
Houd handschoenen, schoenen, kleding, het
werkgebied en de apparatuur droog.
werkgebied en de apparatuur droog.werkgebied en de apparatuur droog.
werkgebied en de apparatuur droog.
WAARSCHUWING
!
Knelgevaar.
Verticale schuiven verplaatsen kan verpletteren of
Verticale schuiven verplaatsen kan verpletteren of Verticale schuiven verplaatsen kan verpletteren of
Verticale schuiven verplaatsen kan verpletteren of
bekneld doen raken.
bekneld doen raken.bekneld doen raken.
bekneld doen raken.
Houd de handen weg van de toorts en schuif tijdens
Houd de handen weg van de toorts en schuif tijdens Houd de handen weg van de toorts en schuif tijdens
Houd de handen weg van de toorts en schuif tijdens
de werking.
de werking.de werking.
de werking.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-8
WAARSCHUWING
!
Dampengevaar.
De door het plasma
De door het plasmaDe door het plasma
De door het plasma-
--
-snijproces geproduceerde
snijproces geproduceerde snijproces geproduceerde
snijproces geproduceerde
dampen en gassen kunnen gevaarlijk zijn voor uw
dampen en gassen kunnen gevaarlijk zijn voor uw dampen en gassen kunnen gevaarlijk zijn voor uw
dampen en gassen kunnen gevaarlijk zijn voor uw
gezo
gezogezo
gezondheid.
ndheid.ndheid.
ndheid.
• De dampen NIET inademen.
De dampen NIET inademen.De dampen NIET inademen.
De dampen NIET inademen.
• De plasmatoorts niet gebruiken zonder dat het
De plasmatoorts niet gebruiken zonder dat het De plasmatoorts niet gebruiken zonder dat het
De plasmatoorts niet gebruiken zonder dat het
dampverwijderingssysteem op de juiste manier
dampverwijderingssysteem op de juiste manier dampverwijderingssysteem op de juiste manier
dampverwijderingssysteem op de juiste manier
werkt.
werkt. werkt.
werkt.
• Gebruik indien nodig extra ventilatie om de
Gebruik indien nodig extra ventilatie om de Gebruik indien nodig extra ventilatie om de
Gebruik indien nodig extra ventilatie om de
dampen te verwijderen.
dampen te verwijderen.dampen te verwijderen.
dampen te verwijderen.
• Gebruik een goedgekeurde respirator indien de
Gebruik een goedgekeurde respirator indien de Gebruik een goedgekeurde respirator indien de
Gebruik een goedgekeurde respirator indien de
ventilatie
ventilatie ventilatie
ventilatie onvoldoende is.
onvoldoende is.onvoldoende is.
onvoldoende is.
WAARSCHUWING
!
Stralingsgevaar.
De stralen van de plasmaboog kunnen de ogen
De stralen van de plasmaboog kunnen de ogen De stralen van de plasmaboog kunnen de ogen
De stralen van de plasmaboog kunnen de ogen
verwonden en de huid verbranden.
verwonden en de huid verbranden.verwonden en de huid verbranden.
verwonden en de huid verbranden.
• Draag de juiste oog
Draag de juiste oogDraag de juiste oog
Draag de juiste oog-
--
- en lichaamsbescherming.
en lichaamsbescherming. en lichaamsbescherming.
en lichaamsbescherming.
• Draag een donkere veiligheidsbril of stofbril met
Draag een donkere veiligheidsbril of stofbril met Draag een donkere veiligheidsbril of stofbril met
Draag een donkere veiligheidsbril of stofbril met
zijafscherming. Raadpleeg de volgende tabel v
zijafscherming. Raadpleeg de volgende tabel vzijafscherming. Raadpleeg de volgende tabel v
zijafscherming. Raadpleeg de volgende tabel voor
oor oor
oor
aanbevolen lenstinten voor het plasmasnijden:
aanbevolen lenstinten voor het plasmasnijden:aanbevolen lenstinten voor het plasmasnijden:
aanbevolen lenstinten voor het plasmasnijden:
Boogspanning
BoogspanningBoogspanning
Boogspanning
Lenstint
Lenstint Lenstint
Lenstint
T/m 100 amp.
T/m 100 amp.T/m 100 amp.
T/m 100 amp.
Tintnr. 8
Tintnr. 8Tintnr. 8
Tintnr. 8
100
100100
100-
--
-200 amp.
200 amp.200 amp.
200 amp.
Tintnr. 10
Tintnr. 10Tintnr. 10
Tintnr. 10
200
200200
200-
--
-400 amp.
400 amp.400 amp.
400 amp.
Tintnr. 12
Tintnr. 12Tintnr. 12
Tintnr. 12
Over 400 amp.
Over 400 amp.Over 400 amp.
Over 400 amp.
Tintnr. 14
Tintnr. 14Tintnr. 14
Tintnr. 14
• Vervang de bril/stofbril als de lenzen putjes
Vervang de bril/stofbril als de lenzen putjes Vervang de bril/stofbril als de lenzen putjes
Vervang de bril/stofbril als de lenzen putjes
vertonen of gebroken zijn.
vertonen of gebroken zijn.vertonen of gebroken zijn.
vertonen of gebroken zijn.
• Waarschuw anderen in het gebied niet direct in de
Waarschuw anderen in het gebied niet direct in de Waarschuw anderen in het gebied niet direct in de
Waarschuw anderen in het gebied niet direct in de
plasmaboog te kijken, tenzij een toepasselijke
plasmaboog te kijken, tenzij een toepasselijke plasmaboog te kijken, tenzij een toepasselijke
plasmaboog te kijken, tenzij een toepasselijke
veiligheidsbril wordt gedragen.
veiligheidsbril wordt gedragen. veiligheidsbril wordt gedragen.
veiligheidsbril wordt gedragen.
• Prepareer het snijgebied om weerkaatsing en de
Prepareer het snijgebied om weerkaatsing en de Prepareer het snijgebied om weerkaatsing en de
Prepareer het snijgebied om weerkaatsing en de
uitstraling van ultraviolet licht te verlagen.
uitstraling van ultraviolet licht te verlagen.uitstraling van ultraviolet licht te verlagen.
uitstraling van ultraviolet licht te verlagen.
• Verf de muren en andere oppervla
Verf de muren en andere oppervlaVerf de muren en andere oppervla
Verf de muren en andere oppervlakken met
kken met kken met
kken met
donkere kleuren om weerkaatsing te verminderen.
donkere kleuren om weerkaatsing te verminderen.donkere kleuren om weerkaatsing te verminderen.
donkere kleuren om weerkaatsing te verminderen.
• Installeer beschermschilden of
Installeer beschermschilden of Installeer beschermschilden of
Installeer beschermschilden of –
––
– gordijnen om
gordijnen om gordijnen om
gordijnen om
ultraviolet uitstraling te verlagen.
ultraviolet uitstraling te verlagen.ultraviolet uitstraling te verlagen.
ultraviolet uitstraling te verlagen.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-9
WAARSCHUWING
!
Gescheurde gascilinders zijn dodelijk
Verkeerd behandelde gascilinders kunnen scheuren en
Verkeerd behandelde gascilinders kunnen scheuren en Verkeerd behandelde gascilinders kunnen scheuren en
Verkeerd behandelde gascilinders kunnen scheuren en
gas met kracht vri
gas met kracht vrigas met kracht vri
gas met kracht vrijzetten.
jzetten. jzetten.
jzetten.
• Vermijd ruw hanteren van de cilinders.
Vermijd ruw hanteren van de cilinders.Vermijd ruw hanteren van de cilinders.
Vermijd ruw hanteren van de cilinders.
• Indien niet in gebruik, de cilinderventielen gesloten
Indien niet in gebruik, de cilinderventielen gesloten Indien niet in gebruik, de cilinderventielen gesloten
Indien niet in gebruik, de cilinderventielen gesloten
houden.
houden.houden.
houden.
• Houd de slangen en fittingen in goede conditie.
Houd de slangen en fittingen in goede conditie.Houd de slangen en fittingen in goede conditie.
Houd de slangen en fittingen in goede conditie.
• Zet de cilinders stevig en rechtopstaand met een
Zet de cilinders stevig en rechtopstaand met een Zet de cilinders stevig en rechtopstaand met een
Zet de cilinders stevig en rechtopstaand met een
ketting of riem vast aan een geschikt stabiel
ketting of riem vast aan een geschikt stabiel ketting of riem vast aan een geschikt stabiel
ketting of riem vast aan een geschikt stabiel
v
vv
voorwerp, dat geen deel uitmaakt van een
oorwerp, dat geen deel uitmaakt van een oorwerp, dat geen deel uitmaakt van een
oorwerp, dat geen deel uitmaakt van een
elektriciteitscircuit.
elektriciteitscircuit.elektriciteitscircuit.
elektriciteitscircuit.
• Zet de cilinders weg van hitte, vonken en vuur.
Zet de cilinders weg van hitte, vonken en vuur. Zet de cilinders weg van hitte, vonken en vuur.
Zet de cilinders weg van hitte, vonken en vuur.
Laat een boog een cilinder nooit raken.
Laat een boog een cilinder nooit raken.Laat een boog een cilinder nooit raken.
Laat een boog een cilinder nooit raken.
• Raadpleeg CGA Standard P
Raadpleeg CGA Standard PRaadpleeg CGA Standard P
Raadpleeg CGA Standard P-
--
-1,
1, 1,
1,
“Voorzorgsmaatregelen voor veilig hanteren van
“Voorzorgsmaatregelen voor veilig hanteren van “Voorzorgsmaatregelen voor veilig hanteren van
“Voorzorgsmaatregelen voor veilig hanteren van
samengeperste gassen in cilin
samengeperste gassen in cilinsamengeperste gassen in cilin
samengeperste gassen in cilinders”, beschikbaar
ders”, beschikbaar ders”, beschikbaar
ders”, beschikbaar
bij de Compressed Gas Association
bij de Compressed Gas Association bij de Compressed Gas Association
bij de Compressed Gas Association
(Samengeperst Gasassociatie).
(Samengeperst Gasassociatie).(Samengeperst Gasassociatie).
(Samengeperst Gasassociatie).
WAARSCHUWING
!
Vonkgevaar.
Hitte, spatten en vonken veroorzaken brand en
Hitte, spatten en vonken veroorzaken brand en Hitte, spatten en vonken veroorzaken brand en
Hitte, spatten en vonken veroorzaken brand en
brandwonden.
brandwonden. brandwonden.
brandwonden.
• Niet snijden nabij ontbrandbare materialen.
Niet snijden nabij ontbrandbare materialen.Niet snijden nabij ontbrandbare materialen.
Niet snijden nabij ontbrandbare materialen.
• Geen containers snijden waarin ontbrandbare
Geen containers snijden waarin ontbrandbare Geen containers snijden waarin ontbrandbare
Geen containers snijden waarin ontbrandbare
material
materialmaterial
materialen hebben gezeten.
en hebben gezeten.en hebben gezeten.
en hebben gezeten.
• Geen ontbrandbare materialen (bv. een
Geen ontbrandbare materialen (bv. een Geen ontbrandbare materialen (bv. een
Geen ontbrandbare materialen (bv. een
butaanaansteker) bij u dragen.
butaanaansteker) bij u dragen.butaanaansteker) bij u dragen.
butaanaansteker) bij u dragen.
• De waakvlamboog kan brandwonder veroorzaken.
De waakvlamboog kan brandwonder veroorzaken. De waakvlamboog kan brandwonder veroorzaken.
De waakvlamboog kan brandwonder veroorzaken.
Houd het mondstuk weg van uzelf en anderen als
Houd het mondstuk weg van uzelf en anderen als Houd het mondstuk weg van uzelf en anderen als
Houd het mondstuk weg van uzelf en anderen als
het plasmaproces wordt geactiveerd.
het plasmaproces wordt geactiveerd.het plasmaproces wordt geactiveerd.
het plasmaproces wordt geactiveerd.
• Draag de juiste oog
Draag de juiste oogDraag de juiste oog
Draag de juiste oog-
--
- en lichaamsbescherm
en lichaamsbescherm en lichaamsbescherm
en lichaamsbescherming.
ing.ing.
ing.
• Draag kaphandschoenen, veiligheidsschoenen en
Draag kaphandschoenen, veiligheidsschoenen en Draag kaphandschoenen, veiligheidsschoenen en
Draag kaphandschoenen, veiligheidsschoenen en -
--
-
hoofddeksel.
hoofddeksel.hoofddeksel.
hoofddeksel.
• Draag vuurvertragende kleding die alle
Draag vuurvertragende kleding die alle Draag vuurvertragende kleding die alle
Draag vuurvertragende kleding die alle
blootgestelde gebieden bedekt.
blootgestelde gebieden bedekt.blootgestelde gebieden bedekt.
blootgestelde gebieden bedekt.
• Draag broeken zonder omslagen om te voorkomen
Draag broeken zonder omslagen om te voorkomen Draag broeken zonder omslagen om te voorkomen
Draag broeken zonder omslagen om te voorkomen
dat vonken en slakken erin kunnen vallen.
dat vonken en slakken erin kunnen vallen.dat vonken en slakken erin kunnen vallen.
dat vonken en slakken erin kunnen vallen.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-10
BOVEN WATER SNIJDEN HEEFT
SLECHTE PRESTATIES TOT GEVOLG.
De PT-24 is ontworpen als droog snijproces.
Boven water kan resulteren in:
Boven water kan resulteren in: Boven water kan resulteren in:
Boven water kan resulteren in:
• verlaagde gebruikslevensduur
verlaagde gebruikslevensduurverlaagde gebruikslevensduur
verlaagde gebruikslevensduur
• achteruitgang van de snijkwaliteit
achteruitgang van de snijkwaliteitachteruitgang van de snijkwaliteit
achteruitgang van de snijkwaliteit
Boven water snijden kan slechte snijprestaties tot
Boven water snijden kan slechte snijprestaties tot Boven water snijden kan slechte snijprestaties tot
Boven water snijden kan slechte snijprestaties tot
gevolg hebben. Geproduceerde w
gevolg hebben. Geproduceerde wgevolg hebben. Geproduceerde w
gevolg hebben. Geproduceerde waterdamp wanneer
aterdamp wanneer aterdamp wanneer
aterdamp wanneer
heet materiaal of vonken met vloeistof in aanraking
heet materiaal of vonken met vloeistof in aanraking heet materiaal of vonken met vloeistof in aanraking
heet materiaal of vonken met vloeistof in aanraking
komt kan vonkontlading in de toorts veroorzaken.
komt kan vonkontlading in de toorts veroorzaken.komt kan vonkontlading in de toorts veroorzaken.
komt kan vonkontlading in de toorts veroorzaken.
Als op een watertafel wordt gesneden, moet het
Als op een watertafel wordt gesneden, moet het Als op een watertafel wordt gesneden, moet het
Als op een watertafel wordt gesneden, moet het
waterniveau worden verlaagd om maximale ruimte te
waterniveau worden verlaagd om maximale ruimte te waterniveau worden verlaagd om maximale ruimte te
waterniveau worden verlaagd om maximale ruimte te
verschaffen tussen water en materiaal.
verschaffen tussen water en materiaal. verschaffen tussen water en materiaal.
verschaffen tussen water en materiaal.
WAARSCHUWING
!
Ontploffingsgevaar.
Bepaalde gesmolten aluminium
Bepaalde gesmolten aluminiumBepaalde gesmolten aluminium
Bepaalde gesmolten aluminium-
--
-lithium (Al
lithium (Allithium (Al
lithium (Al-
--
-Li)
Li)Li)
Li)-
--
-
legeringen kunnen ontploffingen veroorzaken bij
legeringen kunnen ontploffingen veroorzaken bij legeringen kunnen ontploffingen veroorzaken bij
legeringen kunnen ontploffingen veroorzaken bij
plasmasnijden BOVEN water.
plasmasnijden BOVEN water. plasmasnijden BOVEN water.
plasmasnijden BOVEN water.
De volgende Al
De volgende AlDe volgende Al
De volgende Al-
--
-Li
LiLi
Li-
--
-legeringen niet plasmasnijden
legeringen niet plasmasnijden legeringen niet plasmasnijden
legeringen niet plasmasnijden
met water:
met water:met water:
met water:
Alithlite (Alcoa)
Alithlite (Alcoa)Alithlite (Alcoa)
Alithlite (Alcoa)
X8192 (Alcoa)
X8192 (Alcoa)X8192 (Alcoa)
X8192 (Alcoa)
Alithally (Alcoa)
Alithally (Alcoa)Alithally (Alcoa)
Alithally (Alcoa)
Navalite (Am. Marine)
Navalite (Am. Marine)Navalite (Am. Marine)
Navalite (Am. Marine)
2090 Legering (Alcoa)
2090 Legering (Alcoa)2090 Legering (Alcoa)
2090 Legering (Alcoa)
Lockalite (Lockheed)
Lockalite (Lockheed)Lockalite (Lockheed)
Lockalite (Lockheed)
X8090A (Alcoa)
X8090A (Alcoa)X8090A (Alcoa)
X8090A (Alcoa)
Kalite (Kaiser)
Kalite (Kaiser)Kalite (Kaiser)
Kalite (Kaiser)
X8092 (Alcoa)
X8092 (Alcoa)X8092 (Alcoa)
X8092 (Alcoa)
8091 (Alcan)
8091 (Alcan)8091 (Alcan)
8091 (Alcan)
• Deze legeringen moeten uitsluitend droog worden
Deze legeringen moeten uitsluitend droog worden Deze legeringen moeten uitsluitend droog worden
Deze legeringen moeten uitsluitend droog worden
gesneden op een droge tafel.
gesneden op een droge tafel.gesneden op een droge tafel.
gesneden op een droge tafel.
• NIET droogsnijden boven water.
NIET droogsnijden boven water.NIET droogsnijden boven water.
NIET droogsnijden boven water.
• Neem contact op met uw al
Neem contact op met uw alNeem contact op met uw al
Neem contact op met uw aluminiumleverancier
uminiumleverancier uminiumleverancier
uminiumleverancier
voor aanvullende veiligheidsinformatie over met
voor aanvullende veiligheidsinformatie over met voor aanvullende veiligheidsinformatie over met
voor aanvullende veiligheidsinformatie over met
deze legeringen in verband staande gevaren
deze legeringen in verband staande gevarendeze legeringen in verband staande gevaren
deze legeringen in verband staande gevaren
.
VOORZICHTIG

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-11
1.7 Onderhoudvoorzorgsmaatregelen
VOORZI CHTIG
Zet een preventief onderhoudsprogramma op, en
Zet een preventief onderhoudsprogramma op, en Zet een preventief onderhoudsprogramma op, en
Zet een preventief onderhoudsprogramma op, en
houdt u eraan. Er kan een sa
houdt u eraan. Er kan een sahoudt u eraan. Er kan een sa
houdt u eraan. Er kan een samengesteld programma
mengesteld programma mengesteld programma
mengesteld programma
worden opgezet van aanbevolen schema’s in de
worden opgezet van aanbevolen schema’s in de worden opgezet van aanbevolen schema’s in de
worden opgezet van aanbevolen schema’s in de
instructieliteratuur.
instructieliteratuur.instructieliteratuur.
instructieliteratuur.
Laat geen testapparatuur of handgereedschappen
Laat geen testapparatuur of handgereedschappen Laat geen testapparatuur of handgereedschappen
Laat geen testapparatuur of handgereedschappen
achter op de machine. Er kan zich ernstige elektrische
achter op de machine. Er kan zich ernstige elektrische achter op de machine. Er kan zich ernstige elektrische
achter op de machine. Er kan zich ernstige elektrische
of mechanische schade voordoen aan de apparatuur
of mechanische schade voordoen aan de apparatuur of mechanische schade voordoen aan de apparatuur
of mechanische schade voordoen aan de apparatuur
of de machine.
of de machine.of de machine.
of de machine.
VOORZICHTIG
!
De uiterste voorzichtigheid moet worden betracht als
De uiterste voorzichtigheid moet worden betracht als De uiterste voorzichtigheid moet worden betracht als
De uiterste voorzichtigheid moet worden betracht als
schakelschema’s worden gesondeerd met een
schakelschema’s worden gesondeerd met een schakelschema’s worden gesondeerd met een
schakelschema’s worden gesondeerd met een
oscilloscoop of voltmeter. Geïntegreerde circuits zijn
oscilloscoop of voltmeter. Geïntegreerde circuits zijn oscilloscoop of voltmeter. Geïntegreerde circuits zijn
oscilloscoop of voltmeter. Geïntegreerde circuits zijn
gevoelig voor beschadiging door overvoltage. Schakel
gevoelig voor beschadiging door overvoltage. Schakel gevoelig voor beschadiging door overvoltage. Schakel
gevoelig voor beschadiging door overvoltage. Schakel
de stroom uit voordat testsondes worden gebru
de stroom uit voordat testsondes worden gebrude stroom uit voordat testsondes worden gebru
de stroom uit voordat testsondes worden gebruikt om
ikt om ikt om
ikt om
onopzettelijke kortsluiting in componenten te
onopzettelijke kortsluiting in componenten te onopzettelijke kortsluiting in componenten te
onopzettelijke kortsluiting in componenten te
voorkomen.
voorkomen.voorkomen.
voorkomen.
Zet alle printplaten stevig in de fittingen, sluit alle
Zet alle printplaten stevig in de fittingen, sluit alle Zet alle printplaten stevig in de fittingen, sluit alle
Zet alle printplaten stevig in de fittingen, sluit alle
kabels goed aan, sluit en vergrendel alle kasten en zet
kabels goed aan, sluit en vergrendel alle kasten en zet kabels goed aan, sluit en vergrendel alle kasten en zet
kabels goed aan, sluit en vergrendel alle kasten en zet
alle beveiligingen en deksels op hun plaats voordat de
alle beveiligingen en deksels op hun plaats voordat de alle beveiligingen en deksels op hun plaats voordat de
alle beveiligingen en deksels op hun plaats voordat de
stroom wordt ingeschakeld
stroom wordt ingeschakeldstroom wordt ingeschakeld
stroom wordt ingeschakeld.
..
.
Een printplaat nooit aansluiten of ontkoppelen terwijl
Een printplaat nooit aansluiten of ontkoppelen terwijl Een printplaat nooit aansluiten of ontkoppelen terwijl
Een printplaat nooit aansluiten of ontkoppelen terwijl
de stroom op de machine is ingeschakeld.
de stroom op de machine is ingeschakeld. de stroom op de machine is ingeschakeld.
de stroom op de machine is ingeschakeld.
Onmiddellijke spannings
Onmiddellijke spanningsOnmiddellijke spannings
Onmiddellijke spannings-
--
- en stroomstoten kunnen de
en stroomstoten kunnen de en stroomstoten kunnen de
en stroomstoten kunnen de
elektronische onderdelen beschadigen.
elektronische onderdelen beschadigen.elektronische onderdelen beschadigen.
elektronische onderdelen beschadigen.

HOOFDSTUK 1 VEILIGHEID
Precision Plasma met Elektronische flowregeling – 1-12
1.8 Veiligheidsverwijzingen
De volgende nationaal erkende publicaties over veiligheid bij las- en
snijwerkzaamheden worden aanbevolen. Deze publicaties werden
samengesteld om personen te beschermen tegen letsel of ziekte en
om eigendommen te beschermen tegen beschadiging, hetgeen kan
resulteren van onveilige praktijken. Ofschoon sommige van deze
publicaties niet specifiek betrekking hebben op dit type industriële
snijapparaten, zijn de veiligheidsprincipes of evenzeer van toepassing .
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment,” Form 2035. ESAB Cutting
Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting,”
Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting” - ANSI Z 49.1, American Welding
Society, 2501 NW 7th Street, Miami, Florida, 33125, VS.
• “Recommended Safe Practices for Shielded Gases for Welding and
Plasma Arc Cutting” - AWS C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding” - AWS C5.1,
American Welding Society.
• “Recommended Practices for Arc Cutting” - AWS C5.2, American
Welding Society.
• “Safe Practices” - AWS SP, American Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures” - NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110, VS.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting” - NFPA 51, National Fire
Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene,” Form 3499. ESAB Cutting
Systems. Verkrijgbaar via uw ESAB-vertegenwoordiger of
plaatselijke wederverkoper.
• "Design and Installation of Oxygen Piping Systems," Form 5110.
ESAB Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in Cilinders”,
CGA Standard P-1, Compressed Gas Association.
Literatuur die betrekking heeft op veilige praktijken bij lassen en snijden
met gasachtige materialen is ook beschikbaar via de Compressed Gas
Association, Inc., 500 Fifth Ave., New York, NY 10036, VS.

HOOFDSTUK 2 BESCHRIJVING
Precision Plasma met Elektronische flowregeling –
2-1
2.1 Algemeen
Het Precision Plasmarc-systeem bestaat uit vier aparte
componenten: de krachtbron, aansluitkast,
flowregelingskast en PT-24-toorts. De krachtbron
verschaft vermogen en koelmiddel aan de PT-24-
toorts via de aansluitkast.
2.2 Scope
Het doel van deze handleiding is om de gebruiker alle
vereiste informatie te verschaffen over de installatie en
bediening van het Precision Plasmarc-systeem.
Tevens wordt technisch naslagmateriaal verstrekt om
te helpen bij probleemoplossing die bij het snijpakket
voor kan komen.
2.3 Verkrijgbare pakketopties
Via uw ESAB-dealer verkrijgbare Precision Plasmarc-pakketopties
Precision Plasmarc-krachtbron (
200/230/380/415/460/575) 3-fasige 50/60 Hz
(vereist) - CE-versie
O/N 37358
Elektronische flowregelkast (vereist) O/N 22406
Aansluitkast (vereist) O/N 22407
1,4 m (4.5 ft.) O/N 0558001463
4,4 m (12 ft.) O/N 0558001877
PT-24-toorts Elektronische flowserie A/M (één vereist)
5,2 m (17 ft.) O/N 0558001464
3,6 m (12 ft.) O/N 22428
7,6 m (25 ft.) O/N 21905
12,2 m (40 ft.) O/N 22504
18 m (60 ft.) O/N 21906
24,4 m (80 ft.) O/N 22505
Krachtbundel (één vereist)
30 m (100 ft.) O/N 21907
3 m (10 ft.) O/N 37533
6 m (20 ft.) O/N 37534
9 m (30 ft.) O/N 37535
18 m (60 ft.) O/N 37536
Gasleidingbundel (één vereist)
30 m (100 ft.) O/N 37537
3 m (10 ft.) O/N 21917
6 m (20 ft.) O/N 21918
9 m (30 ft.) O/N 21919
18 m (60 ft.) O/N 21920
Standaardkabel
30 m (100 ft.) O/N 21921
3 m (10 ft.) O/N 56997111
6 m (20 ft.) O/N 56997112
9 m (30 ft.) O/N 56997113
12 m (40 ft.) O/N 0560986745
18 m (60 ft.) O/N 56997114
Leidingsnoer (aanbevolen voor
krachtspoortoepassingen )
30 m (100 ft.) O/N 56997115
Controleleiding– flowconsole naar aansluitkast
(één vereist)

HOOFDSTUK 2 BESCHRIJVING
Precision Plasma met Elektronische flowregeling –
2-2
9,1 m (30 ft.) O/N 57002248
15,2 m (50 ft.) O/N 57002249
22,8 m (75 ft.) O/N 57002250
30,5 m (100 ft.) O/N 57002251
Controleleiding – krachtbron naar snijmachine-I/O
48,8 m (160 ft.) O/N 57002252
0,9 m (3 ft.) O/N 57000419
15,2 m (50 ft.) O/N 57000420
75 ft. (22,8 m) O/N 57000421
30,5 m (100 ft.) O/N 57000422
38,1 m (125 ft.) O/N 57000423
45,7 m (150 ft.) O/N 57000424
53,3 m (175 ft.) O/N 57000425
Hoogfrequentie-stroomkabel – stroomvoorziening naar
aansluitkast – of- stroomvoorziening naar snijmachine-I/O,
afhankelijk van configuratie
61 m (200 ft.) O/N 57000426
Toortskoelmiddel 3,8 liter (1 gallon) containers. 15 liter (4 gallon) vereist. O/N 156F05
AANTEKENINGEN:
• Levering van de controleleiding van de krachtbron naar de klant-CNC is gebaseerd op de bestelling van de
klant.
• Gastoevoer, slangen, werkleiding en primaire invoerkabel worden alle door de klant geleverd.
• Zie de Procesgegevensbladzijden voor een lijst van verbruiksonderdelen voor de toorts.
2.4 Technische specificaties Precision Plasma
2.4.1 Systeem
Ingangsspanning 200/230/380/415/460/575 V 3 fasen 50/60 Hz
Ingangsstroom 65/60/50/40/30/25 A per fase
Stroomfactor 0,95
Uitgangsstroombereik 15-100 A gelijkstroom
Uitgangsbelastingspanning 120 V gelijkstroom
Werkcyclus 100%
Open-circuitspanning 315 V gelijkstroom

HOOFDSTUK 2 BESCHRIJVING
Precision Plasma met Elektronische flowregeling –
2-3
Stroomvoorziening
Aansluitkast
1118 mm
(44 in.)
171 mm
(6.75 in.)
502 mm (19.75 in.)
270 mm (10.62 in.)
1067 mm (42 in.) Gewicht = 12 kg (26.5 lbs.)
559 mm (22 in.)
Gewicht = 254 kg (560 lbs.)
Elektronische flowregelingskast
1118 mm
(14.5 in.)
311 mm (12.25 in.)
305 mm (12 in.)
Gewicht = 23 kg (51 lbs.)
RECISION PLASMARC
PILOT
A
RC
POWER
CONTROL
CURRENT
NITROGEN
O2
AIR
METH
H-35
O2
N2
A
IR
N2
N2
PLASMA GA
S
NO.1
PLASMA GA
S
NO.2
SHIELD GA
S
NO.1
SHIELD GA
S
NO.2
ARGON
AIR
OXYGEN
NITROGEN
AIR
OXYGEN
NITROGEN
HYDROGEN
METHANE

HOOFDSTUK 2 BESCHRIJVING
Precision Plasma met Elektronische flowregeling –
2-4
2.4.2 Technische specificaties plasmagas
Type O
2
, N
2
, Lucht
Druk 8,6 bar (125 psig)
Flow 47 l/min (100 cfh) max. (varieert per toepassing)
Vereiste zuiverheid*
O
2
-99,995%
N
2
-99,995%
Lucht - schoon, droog en olievrij
Aanbevolen vloeibare cilinderserviceregulateurs
Zuurstof: R-76-150-540LC (O/N 19777)
Inert gas: R-76-150-580LC (O/N 19977)
Aanbevolen cilinder 2-fasige regulateurs
Zuurstof: R-77-150-540 (O/N 998337
Waterstof/Methaan: R-77-150-350 (O/N 998342)
Stikstof: R-77-150-580 (O/N 998344)
Industriële lucht: R-77150=590 (O/N 998348)
Aanbevolen heavy– duty hoogflow-station of
pijpleidingregulateurs
Zuurstof: R-76-150-024 (O/N 19151)
Aanbevolen hoogcapaciteitsstation of
pijpleidingregulateurs
R-6703 (O/N 22236)
Vereist gasfilter 25 micron m/schaalbeveiliging (O/N 56998133)
2.4.3 Technische specificaties Startgas
Type N
2
, Lucht
Druk 8,6 bar (125 psig)
Flow 28 l/min (60 cfh) max. (varieert per toepassing)
Minimaal vereiste zuiverheid 99,995%
2.4.4 Technische specificaties Secundair gas
Type N
2
, O
2
, H-35, Methaan, Lucht
Druk
6,6 bar (100 psig) H-35, Methaan; 8,6 bar (125
psig) N
2
, O
2
, Lucht
Flow 60 cfh (28 l/min) max. (varieert per toepassing)
Minimaal vereiste zuiverheid 99,995%
2.4.5 Technische specificaties Pt-24 Toorts
Type Watergekoeld, dubbel gas
Vermogen 100 A op 100% werkcyclus
Afmetingen Zie pakketopties (2.3)

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-1
3.1 Algemeen
LET OP
De juiste installatie kan aanzienlijk bijdragen aan een
bevredigende en probleemloze werking van het
Precision Plasmarc-systeem. Aangeraden wordt om
elke stap in dit hoofdstuk te bestuderen en zorgvuldig
op te volgen.
3.2 Vereiste installatiebenodigdheden
• Gastoevoer en -slangen. De gastoevoer kan van
een bulkbron of van een verdeelstukcilinder-
reserve zijn, en zijn ingesteld om 8,6 bar (125 psig)
te leveren aan de flowregeling (gasstroom).
• Werkleiding. De nr. 4 AWG-kabel wordt
aanbevolen voor aansluiting van de werkleiding op
de krachtbron.
• Primaire ingangskabel.
• 25 micron gasfilters (of fijner) zijn vereist aan de
toevoerzijde van de EFC om op de juiste manier te
kunnen werken.
3.3 Locatie
• Ventilatie is noodzakelijk om de juiste afkoeling van
de stroomvoorziening te verkrijgen.
• Houd blootstelling aan vuil, stof en uitwendige
warmtebronnen tot een minimum.
• Laat minimaal een ruimte van 60 cm vrij rond de
stroomvoorziening voor vrije luchtcirculatie.
VOORZICHTIG
!
De luchtstroming niet beperken
Beperking van de inlaatlucht met elke willekeurige filter
Beperking van de inlaatlucht met elke willekeurige filter Beperking van de inlaatlucht met elke willekeurige filter
Beperking van de inlaatlucht met elke willekeurige filter
op of rondom de stroomvoorziening kan de garantie
op of rondom de stroomvoorziening kan de garantie op of rondom de stroomvoorziening kan de garantie
op of rondom de stroomvoorziening kan de garantie
tenietdoen.
tenietdoen.tenietdoen.
tenietdoen.

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-2
3.4 Primaire elektriciteitsingangsaansluitingen
GEVAAR
!
Elektrische schokken kunnen dodelijk
zijn!
Verschaf maximale bescherming tegen
elektrische schokken.
Alvorens aansluitingen binnen de machine te
maken moet de stroomleidingverbreker (in de
muur) worden geopend en de stekker van het
netsnoer uit het stopcontact worden getrokken.
VOORZICHTIG
!
Ingangsstroomconfiguratie
De machine moet juist geconfigureerd zijn voor
de ingangsstroom.
De machine wordt vanaf de fabriek verzonden
met een ingangsconfiguratie van 575 V, 60 Hz.
Sluit GEEN krachtbron van een andere spanning
aan, tenzij de machine opnieuw werd
geconfigureerd. De machine zal schade oplopen.
Stroomingangsaansluiting in de muur
Een stroomleidingverbreker (in de muur) met
zekeringen of stroomonderbrekers moet op het
hoofdelektriciteitspaneel aanwezig zijn.
Sluit de stroomingangskabel van de krachtbron
rechtstreeks aan op de stroomverbrekerschakelaar, of
anders kan de juiste stekker en een stopcontact
worden gekocht bij de plaatselijke elektriciteitswinkel.
(Zie de tabel op de volgende bladzijde voor
aanbevolen inganggeleiders en -zekeringen. )
Aanbevolen maten voor ingang
Aanbevolen maten voor ingangAanbevolen maten voor ingang
Aanbevolen maten voor ingang-
--
-stroomgeleiders en zekeringen voor de leiding
stroom
g
eleiders en zekerin
g
en voor de leidin
g
stroom
g
eleiders en zekerin
g
en voor de leidin
g
stroomgeleiders en zekeringen voor de leiding
Ingangvereisten
Volt Fase Amp.
Ingang- en
aardegeleider,
cu/awg/mm
2
Zekering
vermogen/
fase, amp.
208 3 70 Nr. 4 25 100
230 3 60 Nr. 6 16 80
380 3 50 Nr. 8 10 80
415 3 40 Nr. 10 6 60
460 3 30 Nr. 10 6 50
575 3 25 Nr. 10 6 40

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-3
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
TB2
PHASE 1
PHASE 2
PHASE 3
TB1
K1
Fabriek-bedraad
voor 575 V.
De volgende procedure verklaart de juiste
installatiestappen voor de aansluiting van de primaire
elektriciteit met de krachtbron.
A. Verwijder het rechterzijpaneel.
B. Wees er zeker van dat de stroomingangskabel uit
alle stroombronnen verwijderd is.
C. Leid de stroomingangskabel door de
snoerontlasting op het achterpaneel.
D. Trek de stroomingangskabel door de
snoerontlasting om de kabeldraden voldoende
lengte te geven om aan de hoofdschakelaar te
worden verbonden. Trek de snoerontlasting strak
om te verzekeren dat de stroomingangskabel
beveiligd is.
E. Sluit de aardingsdraad van de stroomingangskabel
aan op het grondaansluitpunt op de basis van de
krachtbron.
F. Sluit de drie stroomdraden van de
stroomingangskabel aan op de terminals bovenop
de hoofdschakelaar. Maak de draden stevig vast
door elke schroef vast te draaien.
G. Sluit de kruisverbindingskabels vanaf de onderkant
van de hoofdschakelaar aan op de juiste
ingangsspanning, die op de autotransformator
gemarkeerd staat. De eenheid is op de fabriek
ingesteld op 575 V, zoals links wordt getoond.
1
Grondaansluiting
2
Stroomingangskabel (verstrekt door klant)
3
Hoo
fdschakelaar
4
Contactblok met 7 aansluitposities
5
Autotransformator
WAARSCHUWING
!
Stroomingang
StroomingangStroomingang
Stroomingang-
--
-kruisverbinding
kruisverbindingkruisverbinding
kruisverbinding
Verzeker dat elke stroomingang
Verzeker dat elke stroomingangVerzeker dat elke stroomingang
Verzeker dat elke stroomingang-
--
-kruisverbinding
kruisverbinding kruisverbinding
kruisverbinding
aangesloten is op de juiste ingangsspanning op de
aangesloten is op de juiste ingangsspanning op de aangesloten is op de juiste ingangsspanning op de
aangesloten is op de juiste ingangsspanning op de
autotransformator.
autotransformator.autotransformator.
autotransformator.
Op de fabriek bedraad voor
Op de fabriek bedraad voorOp de fabriek bedraad voor
Op de fabriek bedraad voor 575 V.
575 V. 575 V.
575 V.
H. Sluit de kruisverbindingsdraad aan op de juiste
ingangsspanningsverbinding op het contactblok met
7 aansluitposities. TB2
1
2
3
4
5

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-4
3.5 Koppelleidingen
Gasleidingbundel
1 Zwarte slang
2 Rode of oranje slang
3 Gele slang
4 Blauwe slang
5 Montageplaat (afstandshouder)
A. Alle bijgeleverde service-koppelleidingen zijn
genummerd of kleurgecodeerd op elk
uiteinde met overeenkomende op de kasten
gemarkeerde nummers/kleuren.
B. Sluit alle vier leidingen in de
gasleidingbundel aan op de
flowregelingskast en aansluitkast. De
leidingen en verbindingen zijn gecodeerd
met kleuren. Ook zijn de ruimtes tussen de
gaten van de montageplaat asymmetrisch
om onjuiste aansluitingen te voorkomen. De
volgorde van de kleuren moet zijn: blauw,
geel, rood/oranje, zwart.
1
2
3
4
5

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-5
Stroomvoorzieningsbundel
1 Negatieve aansluiting stroomvoorziening
2 Nr. 7 slangverbinding (vanaf de krachtbron)
3 Gasbundelaansluitingen
4 Controleleiding vanaf EFC
5 Nr. 6 slangverbinding (naar de krachtbron)
6 Waakvlamboogverbinding
C. Sluit de stroom- en koelmiddelleidingen in
de stroomvoorzieningsbundel van de
krachtbron aan op de aansluitkast. De
stroomvoorzieningsbundel bestaat uit nr. 6
en nr. 7 koelmiddelleidingen (met 5/8-18
L.H.-fittingen), stroomkabel (nr. 3 AWG) en
gele waakvlamboogkabel (nr. 16 AWG).
Beide koelmiddelleidingen zijn gestempeld
met een 6 of een 7 op de fitting om ze te
helpen identificeren.
Stroomvoorziening en EFC
Stroomvoorzienin
g
en EFCStroomvoorzienin
g
en EFC
Stroomvoorziening en EFC-
--
-verbindingen op de J
verbindin
g
en op de Jverbindin
g
en op de J
verbindingen op de J-
--
-kast
kastkast
kast
1
2
3
4
5
6

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-6
Aansluitkast
AansluitkastAansluitkast
Aansluitkast-
--
-naar
naarnaar
naar-
--
-toortsaansluitingen
toortsaansluitingentoortsaansluitingen
toortsaansluitingen
1
Toortsslang-/Stroomkabelaansluiting
2
Toortssolenoïde elektrische aansluiting
3
Toorts-waakvlamboogaansluiting
4
Toortsbundel
D. Sluit de toortsbundelleidingen/-slangen aan
op de aansluitkast. (Zie het koppel-
blokdiagram.)
1
2
3
4

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-7
Precision Plasmarc Componenten-koppeldiagram
ASIOB
N
2
O
2
AirCH
4
Ar
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
1 25 micron gasfilters
2 Elektronische flowregelingskast (EFC)
3 Controleleiding naar aansluitkast
4 Machine-computercontrole (CNC)
5 Hoogfrequente 120 V wisselstroom
6 Gasleidingbundel
7 Hoogfrequente 120 V wisselstroom
8 Stroombundel
9 Precision Plasmarc-aansluitkast
10 PT-24-toorts
11 Snijtafel
12 Werkleiding (negatief)
13 Primaire stroomkabel
14 Aardingsstang
15 Controleleiding – stroomvoorz. naar CNC

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-8
1/4 NPT
N
2
O
2
AirCH
4
Ar
VOORZICHTIG
!
Verontreiniging van de gasleiding
beschadigt de proportionele kleppen
Zuiver de gasleidingen
Voordat de gastoevoerleidingen worden
Voordat de gastoevoerleidingen worden Voordat de gastoevoerleidingen worden
Voordat de gastoevoerleidingen worden
aangesloten op de Elektronische flowregeling
aangesloten op de Elektronische flowregeling aangesloten op de Elektronische flowregeling
aangesloten op de Elektronische flowregeling
moeten alle leidingen grondig worden gezuiverd.
moeten alle leidingen grondig worden gezuiverd. moeten alle leidingen grondig worden gezuiverd.
moeten alle leidingen grondig worden gezuiverd.
Residu van het productieproces van de slangen kan
Residu van het productieproces van de slangen kan Residu van het productieproces van de slangen kan
Residu van het productieproces van de slangen kan
de proportionele kleppen in uw EFC
de proportionele kleppen in uw EFC de proportionele kleppen in uw EFC
de proportionele kleppen in uw EFC
verstoppen/beschadi
verstoppen/beschadiverstoppen/beschadi
verstoppen/beschadigen.
gen.gen.
gen.
E. Zuiver de gasleidingen vóór aansluiting
tussen de toevoer en de EFC. De
proportionele kleppen in de EFC zijn zeer
gevoelig voor stof en andere vreemde
deeltjes.
Gasfilter
F. Sluit de gastoevoerleidingen aan op de
Elektronische flowregeling. Installeer de 25
micron gasfilters in alle toevoerleidingen
tussen de gasbron en EFC.
25 micron filters

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-9
Toegangspaneel verwijderen
G. Verwijder het paneel van de achterkant van de
console en bevestig de waakvlamboog, toorts
en werkleiding.
H. Sluit de controleleiding aan tussen de console en
de Elektronische flowregeling. Verbind de
koelmiddelleidingen van de krachtbundel
1 Stroomkabel van de muur
2 600 amp. buszekering
3 CNC-controleleiding
4 Flowregelingleiding
5 Koelmiddel IN vanaf toorts (nr. 6 aansluiting)
6 Koelmiddel UIT naar toorts (nr. 7 aansluiting)
7 Serienummerplaatje
8 Vermogen-label
Controleleiding
1
2
3
4
5
6
7
8
Waakvlam
boog
Werk
Ont-
steking
Pilot A r
c
Work
Torch

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-10
VOORZICHTIG
3.6 Montage van de toorts
Het ventilatiegat niet bedekken.
Bedek het kleine ventilatiegat i
Bedek het kleine ventilatiegat iBedek het kleine ventilatiegat i
Bedek het kleine ventilatiegat in de zijkant van de mof
n de zijkant van de mof n de zijkant van de mof
n de zijkant van de mof
niet tijdens het monteren. Dit gat laat koelmiddel
niet tijdens het monteren. Dit gat laat koelmiddel niet tijdens het monteren. Dit gat laat koelmiddel
niet tijdens het monteren. Dit gat laat koelmiddel
afvloeien vanuit de binnenkant van de mof als een
afvloeien vanuit de binnenkant van de mof als een afvloeien vanuit de binnenkant van de mof als een
afvloeien vanuit de binnenkant van de mof als een
serviceleiding lek zou raken.
serviceleiding lek zou raken.serviceleiding lek zou raken.
serviceleiding lek zou raken.
Montageopties toorts.
Montageopties toorts.Montageopties toorts.
Montageopties toorts.
46 mm (1.812 in.)
46 mm (1.812 in.)46 mm (1.812 in.)
46 mm (1.812 in.)
kraagdiameter
kraagdiameterkraagdiameter
kraagdiameter
51 mm (2.0 in.)
51 mm (2.0 in.)51 mm (2.0 in.)
51 mm (2.0 in.)
mofdiameter
mofdiametermofdiameter
mofdiameter
Ventilatiegat
• De toorts wordt normaal gemonteerd bij de mof
van 51 mm (2.0 in.) diameter. Bedek het
ventilatiegat niet.
• Voor aangepaste, alternatieve montage kan de
toorts bij de afgebeelde kraag van 46 mm (1.812
in.) worden gemonteerd. Deze geïsoleerde kraag
en de schouder ervan zijn machine-vervaardigd om
te passen in de borgschroefdraad van het
mondstuk op de toortsbehuizing.
• Gebruik uitsluitend de gespecificeerde
montageoppervlakken.

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-11
RECISION PLASMARC
P
I
L
O
T
A
R
C
P
O
W
E
R
C
O
N
T
R
O
L
C
U
R
R
E
N
T
3.7 Koelmiddel voor de toorts
Koelmiddelvuldop
• Verwijder de koelmiddelvuldop aan de voorkant
van de console en vul de koelmiddeltank met 15
liter (4 gallon) plasmakoelmiddel,
onderdeelnummer 156F05 (één gallon).
• Niet vullen boven het maximumniveau.
• Zet de dop er weer op.
VOORZICHTIG
!
Commercieel antivriesmiddel veroorzaakt
storing in de toorts
Gebruik speciaal toortskoelmiddel!
Onderdeelnr. 156F05
Vanwege hoge elektrische conductiviteit moet GEEN
Vanwege hoge elektrische conductiviteit moet GEEN Vanwege hoge elektrische conductiviteit moet GEEN
Vanwege hoge elektrische conductiviteit moet GEEN
leidingwater worden gebruikt of commercieel
leidingwater worden gebruikt of commercieel leidingwater worden gebruikt of commercieel
leidingwater worden gebruikt of commercieel
antivriesmiddel als toortskoelmiddel. Een speciaal
antivriesmiddel als toortskoelmiddel. Een speciaal antivriesmiddel als toortskoelmiddel. Een speciaal
antivriesmiddel als toortskoelmiddel. Een speciaal
geformuleerd
geformuleerdgeformuleerd
geformuleerd toortskoelmiddel is VEREIST. Dit
toortskoelmiddel is VEREIST. Dit toortskoelmiddel is VEREIST. Dit
toortskoelmiddel is VEREIST. Dit
koelmiddel beschermt ook tegen bevriezen tot
koelmiddel beschermt ook tegen bevriezen tot koelmiddel beschermt ook tegen bevriezen tot
koelmiddel beschermt ook tegen bevriezen tot –
––
– 34 °C.
34 °C.34 °C.
34 °C.
De machine gebruiken zonder koelmiddel veroorzaakt
De machine gebruiken zonder koelmiddel veroorzaakt De machine gebruiken zonder koelmiddel veroorzaakt
De machine gebruiken zonder koelmiddel veroorzaakt
blijvende schade aan de koelmiddelpomp.
blijvende schade aan de koelmiddelpomp.blijvende schade aan de koelmiddelpomp.
blijvende schade aan de koelmiddelpomp.
3.8 Inspectie van de gas- en koelmiddelleidingen
Om de installatie te voltooien is het noodzakelijk om
de in het veld geassembleerde aansluitingen te
inspecteren op lekken.
• Gasleidingen: gebruik een standaard-
zeepoplossing. Zet het systeem onder druk
vanaf de bediening (SDP-bestand)
• Koelmiddel: controleer de aansluitingen op
tekenen van vocht op de verbindingen.

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-12
3.9 Vervanging van de EPROM in de Plasmarc-krachtbron Power Source
Programmable Logic Controller (PLC) (Programmeerbare schakelregelaar)
Het Precision Plasmarc-systeem kan worden
verzonden met een configuratie voor handmatige
flowregeling (serie “A”). Als dat het geval is, moet de
EPROM in de Programmable Logic Controller
worden vervangen door een EFC-EPROM. Deze
EFC-EPROM wordt samen met de krachtbron
verzonden.
VOORZICHTIG
!
De verkeerde EPROM gebruiken kan
beschadigde systeemcomponenten tot
gevolg hebben.
De serie “ A” en de EFC-EPROM’s zijn
geprogrammeerd met verschillende software.
De EFC-EPROM negeert de procesgasdruk-
schakelaarinvoer en omvat niet de voor serie
“ A” vereiste procesgaszuivering.
VOORZICHTIG
!
Verkeerde behandeling kan de
elektronische onderdelen beschadigen.
Behandel de elektronische onderdelen
voorzichtig.
• Niet laten vallen
• De pennen niet verbuigen
• De circuitcomponenten niet aanraken-
indien mogelijk langs de randen hanteren
VOORZICHTIG
!
Elektronische onderdelen kunnen worden
beschadigd door elektrostatische
ontlading (ESD).
Geïntegreerde circuitonderdelen zijn gevoelig
voor overvoltages. Het is mogelijk dat de
schade niet onmiddellijk wordt waargenomen,
maar later opdaagt als voortijdig falen.
De EFC-EPROM wordt verzonden in een
antistatische zak. Bewaar EPROM in deze zak.
Draag een beschermend polsbandje bij het
hanteren van gevoelige elektronische
onderdelen.
WAARSCHUWING
!
Elektrische schokken kunnen dodelijk zijn!
Trek de stroomkabel van de krachtbron uit het
stopcontact in de muur, alvorens enige
aansluitingen of bijstellingen worden gemaakt
binnen de krachtbron.

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-13
R
E
C
I
S
I
O
N
P
L
A
S
M
A
R
C
P
I
L
O
T
A
R
C
P
O
W
E
R
C
O
N
T
R
O
L
C
U
R
R
E
N
T
Linkerzijpaneel
1. Wees er zeker van dat de Plasmarc-krachtbron
uitgeschakeld is van de elektriciteitsbron.
2. Leg de PLC bloot door het linkerpaneel van de
Plasmarc-krachtbron te verwijderen.
3. Haal het EPROM-deksel op de PLC eraf om de
EPROM bloot te leggen.
PLC
EFC-EPROM pakketlocatie

HOOFDSTUK 3 INSTALLATIE
Precision Plasma met Elektronische flowregeling --
3-14
VOORZICHTIG
Gebruik van een EPROM-
uittrekgereedschap kan de fitting
beschadigen.
Een vastgeklemde EPROM in de PLC met
kracht verwijderen kan het breken van de
fitting/EPROM tot gevolg hebben.
De speciale gewichtloze kracht-EPROM-fitting
wordt gebruikt om de behoefte aan speciale
gereedschappen overbodig te maken.
EPROM op de plaats vergrendeld
4. Verwijder de EPROM uit de fitting. HIER IS
GEEN UITTREKGEREEDSCHAP VOOR NODIG.
Zet de klem vrij die de EPROM op zijn plaats
vergrendelt, en til de serie “A” EPROM uit de
fitting.
5. Haal de EFC-EPROM uit de verpakking.
6. Zet de pennen van de EFC-EPROM voorzichtig
op één lijn met de fittinggaten en steek hem
erin.
7. Vergrendel de EPROM door de hendel terug te
zetten, terwijl de EPROM op zijn plaats wordt
gehouden.
8. Zet het deksel van de EPROM weer terug en
tevens het linkerzijpaneel van de krachtbron.
EPPESA= Serie “A” EPROM, handmatige
flowregeling
Onderdeelnr. 99513607
EPPSEFC= EFC-EPROM, Elektronische
flowregeling
Onderdeelnr. 99513608
EPROM-sluiting losgemaakt

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-1
EMERGENCY
STOP
POWER
ON
DO NOT SWITCH
WHILE CUTTING
LOW
EMERGENCY
STOP
4.1 Stroomvoorzieningsbedieningen
Hoofdstroomschakelaar (POWER)
Regelt de ingangsspanning naar de ventilator,
waterkoeler en de Gedrukte
bedradingsplaat (PCB). Het amberkleurige
indicatorlichtje zit links van de schakelaar.
4.1.2 Waakvlamboogschakelaar
Waakvlamboogschakelaar (PILOT ARC)
Wordt gebruikt om de HOGE (HIGH) of LAGE (LOW)
startwaakvlamboog te selecteren, afhankelijk van de
snijcondities. Zie de Procesgegevens voor meer
informatie m.b.t. de condities waaronder Hoge en
Lage start worden gebruikt.
VOORZICHTIG
De waakvlamboog bijstellen terwijl hij in
gebruik is kan de toorts beschadigen.
De waakvlamboog niet bijstellen terwijl deze in
gebruik is.
Bijstellen voordat de toorts wordt gestart.
4.1.1 Hoofdstroomschakelaar

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-2
4.1.3 Foutindicatorlichtjes
Foutindicatorlichtjes
• Koelmiddelflow (COOLANT FLOW) toont lage
koelmiddelflow. Als de machine aan staat, geeft
het lichtje kortstondig een foutindicatie, en gaat
daarna uit.
• Plasmagasdruk-(PLASMA GAS PRESSURE)
foutindicator – lage plasmagasdruk. Als de
indicator brandt, wordt de toorts niet ontstoken.
Niet gebruikt voor de EFC.
Niet gebruikt voor de EFC.Niet gebruikt voor de EFC.
Niet gebruikt voor de EFC.
• Startgasdruk-(START GAS PRESSURE)
foutindicator – lage startgasdruk. Als de indicator
brandt, wordt de toorts niet ontstoken. Niet
Niet Niet
Niet
gebruikt voor de EFC.
gebruikt voor de EFC.gebruikt voor de EFC.
gebruikt voor de EFC.
• P/S (krachtbron)-temp-foutindicator – te hoge
temperatuur in de krachtbron van de stroom-
omzetter. De krachtbron wordt uitgeschakeld.
• P/S Fout-(P/S FAULT) foutindicator
– fout in de
plasmaregeling-PCB in de krachtbron van de
stroomomzetter. De krachtbron wordt
uitgeschakeld.
• Over-Onderspanning-(OVER/UNDER
VOLTAGE) foutindicator – geeft aan dat de
ingangsspanning boven of onder de toleranties van
de PCU-console ligt. Wordt vergrendeld totdat de
stroom gerecycleerd wordt door de
hoofdstroomschakelaar.
• Noodstop-(EMERGENCY STOP) foutindicator –
toont de CNC-vergrendelingsstatus. De krachtbron
werkt niet.
4.1.4 Meters
• Snijstroommeter (A) – Geeft de feitelijke
snijstroom weer in ampères.
• Snijstroommeter (V) -- Geeft de feitelijke
snijspanning weer.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-3
4.1.5 Stroomregelschakelaar
Afstands-/Paneelregelschakelaar
• Paneelpositie – (PANEL) De uitgangsstroom
wordt ingesteld met de uitgangsstroomknop.
• Uitgangsstroomknop – (CURRENT)
stelt de
snijstroom in als de stroominstelling op het
voorpaneel van de console wordt gedaan. De
knop gaat van 0 tot 99,9 amp. Er staat 70,0 amp.
afgebeeld.
• Afstandspositie – (REMOTE) De uitgangsstroom
wordt ingesteld met de CNC (of afstandspot) met
een analoog gelijkstroomsignaal.
0-10 V gelijkstroom = 0-100 A gelijkstroom

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-4
4.2 Snijkwaliteit
4.2.1 Inleiding
Invloeden op de snijkwaliteit hebben onderling
afhankelijke oorzaken. Eén variabele waarde veranderen
beïnvloedt alle andere. Een oplossing vinden kan
moeilijk zijn. De volgende richtlijnen bieden mogelijke
oplossingen voor verschillende snijresultaten. Begin met
de meest opvallende conditie te selecteren:
§ 4.2.2 Snijhoek, negatief of positief
§ 4.2.3 Snijdt niet vlak, snijdt rond of
ondersnijdt
§ 4.2.4 Ruw oppervlak
§ 4.2.5 Slak
Gewoonlijk bieden de aanbevolen snijparameters
optimale snijkwaliteit; bij gelegenheid kunnen de
condities genoeg variëren zodat geringe bijstellingen
vereist zijn. Als dat het geval is:
• Maak kleine, stapsgewijze bijstellingen als
correcties worden aangebracht.
• Stel de boogspanning zoals vereist
stapsgewijs bij met toenamen van 5 V,
omhoog of omlaag.
• Stel de snijsnelheid zoals vereist 5% of minder
bij, totdat de condities zijn verbeterd.
LET OP
Alvorens ENIGE bijstellingen worden
uitgeprobeerd, moeten de variabele snijwaarden
worden gecontroleerd tegen de door de fabriek
aanbevolen instellingen/-verbruiksonderdeel-
nummers die in de Procesgegevens vermeld
staan.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-5
4.2.2 Snijhoek
Onderdeel
Val- onderdeel
Negatieve snijhoek
De bovenafmeting is groter dan de onderafmeting.
• Foutief uitgelijnde toorts
• Verbogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• De afstand is klein (boogspanning)
• Snijsnelheid is laag (machine-voortloopsnelheid)
Onderdeel
Val- onderdeel
Positieve snijhoek
De bovenafmeting is kleiner dan de onderafmeting.
• Foutief uitgelijnde toorts
• Verbogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• Hoge afstand is groot (boogspanning)
• Snijsnelheid is hoog
• Stroom te hoog of te laag. (Zie Procesgegevens
voor aanbevolen stroomniveau voor specifieke
mondstukken.)

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-6
4.2.3 Snijvlakheid
Val-
onderdeel
Boven- en onderkant afgerond
Deze conditie komt gewoonlijk voor als het materiaal
6,4 mm (0.25 in.) of minder dik is.
• Grote stroomsterkte voor gegeven materiaaldikte
(zie de Procesgegevens voor de juiste instellingen).
Val-
onderdeel
Ondersnijding bovenrand
• De afstand is klein (boogspanning)

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-7
4.2.4 Oppervlakte-finish
Bovenaanzicht
Door het proces veroorzaakte ruwheid
Het snijoppervlak is doorlopend ruw. Kan al dan niet
beperkt zijn tot één as.
• Onjuist beschermgasmengsel (zie
Procesgegevens)
• Versleten of beschadigde verbruiksmaterialen.
of
Door machine
veroorzaakte ruwheid
door proces
veroorzaakte ruwheid
Door m
Door mDoor m
Door machine veroorzaakte ruwheid
Kan moeilijk te onderscheiden zijn van door proces
veroorzaakte ruwheid. Vaak beperkt tot slechts één as.
De ruwheid is onregelmatig.
• Vuile sporen, wielen en/of aandrijfheugel/ pignon.
(Raadpleeg het hoofdstuk Onderhoud in de
Eigenaarshandleiding van de machine.)
• Sledewiel-bijstelling

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-8
4.2.5 Slakken
Slakken zijn een bijproduct van het snijproces. Dit is
het ongewenste materiaal dat aan het onderdeel vast
blijft zitten. In de meeste gevallen kan het voorkomen
van slakken worden verminderd of geëlimineerd met
de juiste setup van de toorts- en snijparameters.
Raadpleeg de Procesgegevens.
Nalooplijnen
Snijoppervlak
Rollover
Zijaanzicht
Hogesnelheid-slakken
Materiaallasnaden of -rollover op het oppervlak aan de
onderkant langs de insnijding. Moeilijk verwijderbaar.
Kan schuren of schilferen vereisen. Slaklijnen met een
“S”-vorm.
• De afstand is groot (boogspanning)
• Snijsnelheid is hoog
Nalooplijnen Snijoppervlak
Bolletjes
Zijaanzicht
Lagesnelheid-slakken
Vormt zich als bolletjes aan de onderkant langs de
insnijding. Kan gemakkelijk worden verwijderd.
• Snijsnelheid is laag

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-9
Zijaanzicht
Spatten
Snijoppervlak
Slakken aan de bovenkant
Komen voor als spatten op de bovenkant van het
materiaal. Kan gewoonlijk gemakkelijk worden
verwijderd.
• Snijsnelheid is hoog
• De afstand is groot (boogspanning).
Periodiek verschijnende slakken
Komen voor op de boven- of onderkant langs de
insnijding.
Niet doorlopend. Kan voorkomen als elke willekeurige
soort slakken.
• Mogelijk versleten verbruiksmaterialen.
Andere factoren die slakken veroorzaken:
• Materiaaltemperatuur
• Zware walshuid of roest
• Hoge koolstoflegeringen

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-10
4.2.6 Dimensionale precisie
Over het algemeen wordt door gebruik van de laagst
mogelijke snelheid (binnen goedgekeurde niveaus) de
onderdeelprecisie geoptimaliseerd. Selecteer
verbruiksmaterialen waarbij met lagere
boogspanningen en langzamer snijsnelheden kan
worden gewerkt.
LET OP
De aanbevolen snijsnelheid en boogspanning
verschaffen in de meeste gevallen optimale
snijprestaties.
Kleine stapsgewijze bijstellingen kunnen
noodzakelijk zijn vanwege de kwaliteit van het
materiaal, de materiaaltemperatuur en specifieke
legeringen. De operator moet niet vergeten dat
alle variabele snijwaarden van elkaar afhankelijk
zijn. Eén instelling veranderen beïnvloedt alle
andere, en de snijkwaliteit zou achteruit kunnen
gaan. Begin altijd met de aanbevolen
instellingen.
LET OP
Alvorens ENIGE bijstellingen worden
uitgeprobeerd, moeten de variabele snijwaarden
worden gecontroleerd tegen de door de fabriek
aanbevolen instellingen/ verbruiksonderdeel-
nummers die in de Procesgegevens vermeld
staan.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-11
4.3 Gevolgen van gasopties op de snijkwaliteit
4.3.1 Inleiding
Niet alle soorten gas zijn geschikt voor alle situaties.
Bepaalde soorten gas helpen bij het snijden van
specifieke materialen en hun diktes. De volgende
bladzijden leggen uit waarom bepaalde soorten gas
worden geselecteerd, en hoe zij het afgewerkte
onderdeel beïnvloeden. Andere gevolgen zoals de
boogspanning en de gasflow/-druk worden
behandeld in de Procesgegevens.
LET OP
Raadpleeg de Snijprocesgegevens in dit
hoofdstuk voor aanbevolen flow-
/drukinstellingen.
4.3.2 Aluminium
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
All diktes tussen 1,6 mm tot 15,9 mm (0.062 in. tot 0.625 in.)
Snijkwaliteiten:
Snijkwaliteiten:Snijkwaliteiten:
Snijkwaliteiten:
• Glad snijoppervlak
• Vrijwel geen slakken
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Stikstof
Besch
BeschBesch
Beschermgas:
ermgas:ermgas:
ermgas:
Stikstof/Methaan
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Het beschermmengsel is zeer belangrijk. Tussen 2 en 3 delen stikstof op
1 deel methaanverhouding is wenselijk. Een onjuiste verhouding heeft
aanzienlijke vorming van slakken tot gevolg.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-12
LET OP
Raadpleeg de Snijprocesgegevens in de PT24-
handleiding voor aanbevolen flow-
/drukinstellingen.
4.3.3 Koolstofstaal
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
26 GA (0,5 mm) tot 10 GA (3,4 mm) (0.018 in. tot 0.135 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Glad snijoppervlak
• Vrijwel geen slakken
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Zuurstof
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Zuurstof/Stikstof
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Beschermgas is normaal gesproken stikstof. Een kleine hoeveelheid met
stikstof gecombineerde zuurstof kan slakvorming in feite verbeteren op dun
materiaal van 26 GA tot 10 GA koolstofstaal. Ook kan een uitsluitend uit
zuurstof bestaande bescherming aanvaardbare resultaten opleveren op
dunnere materialen.
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
3,2 mm tot 19,1 mm (0.125 in. tot 0.75 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Glad snijoppervlak
• Vrijwel geen slakken
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Zuurstof
Beschermga
BeschermgaBeschermga
Beschermgas:
s:s:
s:
Stikstof
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Koolstofstaal met zuurstof snijden heeft een exothermische reactie tot
gevolg. Deze chemische reactie is er de oorzaak van dat de koolstof in het
materiaal op dezelfde wijze brandt als snijden met zuurstofhoudende
brandstoffen. Dit, plus de elektrische energie gebruiken een lagere
stroomsterkte, zonder de snijsnelheid op te offeren.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-13
LET OP
Raadpleeg de Snijprocesgegevens in de PT24-
handleiding voor aanbevolen flow-
/drukinstellingen
4.3.4 Roestvrijstaal
Materiaaldikt
MateriaaldiktMateriaaldikt
Materiaaldikte:
e:e:
e:
22 GA (0,7 mm) tot 16 GA (1,6 mm) (0.028 in. tot 0.062 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Positieve snijhoek
• Uitstekende prestatie m.b.t. slakken
• Glanzend snijoppervlak.
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Stikstof
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Stikstof/Methaan
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Vanwege hoge snijsnelheden wordt er een positieve snijoppervlakhoek
verwacht. Gebruik een 70 A mondstuk op 50 A om meer gas uit het
mondstuk te doen stromen.
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
26 GA (0,5 mm) tot 16 GA (1,6 mm) (0.018 in. tot 0.062 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Donker snijoppervlak
• Vrijwel geen slakken
• Verbeterd vierkant snijden
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Zuurstof
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Zuurstof/Stikstof
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Snijden op lage stroomsterkte/langzamer snelheid produceert beter
vierkant snijden in dunne materialen. De zuurstof maakt een lagere
boogspanning mogelijk, hetgeen het vierkant snijden verbetert. Het “B”-
mondstuk wordt gebruikt op 30 A.
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
3,2 mm tot 15,9 mm (0.125 in. tot 0.625 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Donkere snijrand
• Goede prestatie m.b.t. slakken
• Goede snijhoek
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Lucht
B
BB
Beschermgas:
eschermgas:eschermgas:
eschermgas:
Lucht
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Als zij hetzelfde zijn, worden het bescherm- en plasmagas
gecombineerd. Deze combinatie produceert het effect van verhoging van
de snijgasflow/-druk. Deze verhoogde flow/druk is van rechtstreekse
invloed op het vierkante snijden.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-14
LET OP
Raadpleeg de Snijprocesgegevens voor
aanbevolen flow-/drukinstellingen
Roestvrijstaal
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
3,2 mm tot 15,9 mm (0.125 in. tot 0.625 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Dof voorkomen van snijrand
• Lichtgrijze kleur
• Veel gladdere finish
• Mogelijk geringe verhoging in de snijhoek
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Lucht
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Lucht/Methaan
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Teveel methaan in het beschermgasmengsel kan meer slakvorming tot
gevolg hebben. Een 4:1 verhouding van lucht tot methaan wordt
aanbevolen. Omdat methaan een brandstofgas is, kan er mogelijk een
geringe verhoging worden ervaren in de snijhoeken.
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
3,2 mm tot 15,9 mm (0.125 in. tot 0.625 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Donker snijoppervlak, vergelijkbaar met lucht
• Uitstekende prestatie m.b.t. slakken
• Goede snijhoek
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Stikstof
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Stikstof
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Bescherm- en plasmagas combineren; het volume/de druk van
beschermgas kan een negatieve invloed hebben op vierkant snijden. Een
hoger beschermvolume produceert een a negatieve snijhoek. Een lager
volume produceert een positieve hoek.
Materiaaldikte:
Materiaaldikte:Materiaaldikte:
Materiaaldikte:
4,7 mm tot 15,9 mm (0.187 in. tot 0.625 in.)
Snijkwaliteit:
Snijkwaliteit:Snijkwaliteit:
Snijkwaliteit:
• Glanzend snijoppervlak
• Lipvorming aan de onderkant
• Er kan uitgebreide slakvorming zijn, hetgeen moeilijk te
verwijderen is
Plasmagas:
Plasmagas:Plasmagas:
Plasmagas:
Stikstof
Beschermgas:
Beschermgas:Beschermgas:
Beschermgas:
Stikstof/Methaan
Uiteenzetting:
Uiteenzetting:Uiteenzetting:
Uiteenzetting:
Omdat methaan een brandstofgas is, kunnen de flow-/druksnelheden
van invloed zijn op de snijhoek. Hoge flow/druk resulteert in een
negatieve snijhoek, lage flow/druk resulteert in een positieve snijhoek.
De stikstof-tot-methaanverhouding is 10 tot 14 delen N
2
/ 1 deel CH
4
. De
aan de onderkant van het snijoppervlak gevormde lip is aanzienlijk,
hetgeen de stikstof/methaan-beschermgascombinatie ongeschikt maakt
voor sommige afgewerkte onderdeeltoepassingen.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elektronische flowregeling -
4-15
4.4 Procesgegevens
4.4.1 Inleiding
4.4.1 Inleiding4.4.1 Inleiding
4.4.1 Inleiding
De volgende informatie is het resultaat van vele uren
testen, en is een algemene richtlijn voor het opzetten
van, en snijden met het PT-24 Precision Plasmarc-
systeem. In de meeste gevallen geven deze
instellingen snijresultaten van kwaliteit. De gegevens
bevatten waarden voor:
• snijden van aluminium, koolstof en roestvrijstaal
• boogspanning (afstand)
• snijsnelheid
• stroomsterkte (in ampères)
• gasflowsnelheden voor alle
plasma/beschermgascombinaties
Deze zelfde gegevens zijn bevat in de SDP-bestanden.
(Zie uw bedieningshandleiding voor meer informatie
over SDP-bestanden.)
Er wordt ook informatie verstrekt over
verbruiksonderdeelnummers voor de gebruikte
stroomsterkte.

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-16
4.4.2 Procesgegevens
Materiaal:
Aluminium
Ampère:
30
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21356
(
3
g
aten
)
Mondstuk
O/N 21541, "B"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O
/
N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat & mondstuk
zijn de twee enige
vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-17
Procesgegevens
30 Ampère
Aluminium
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.062 0.075 0.090 0.125 0.187 0.250
MM 1,6 1,9 2,3 3,2 4,7 6,4
Doorsnijvertraging (sec.)
0 0 0 0 0 0
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
40 40 40 40 40 40
Plasmasnijgas 1
55 55 55 55 55 55
SG1-Start 45 45 45 45 45 45
SG1-insnijding 20 20 20 20 20 20
Beschermgas
(flowaflezing)
SG2-snijflow 10 10 10 10 10 10
Flowaflezing
Boogspanning (afstand)
150 152 153 158 170 189
Voortloopsnelheid
IPM
150 135 105 78 30 25
MM/MIN.
3810 3429 2667 1981 762 635
Aantekeningen:
1. Waakvlamboog –LOW.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-18
Materiaal:
Aluminium
Ampère:
55
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542, "C"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O
/
N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-19
Procesgegevens
55 Ampère
Aluminium Aluminium
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.062 0.125 0.187 0.250
MM 1,6 3,2 4,7 6,4
Doorsnijvertraging (sec.)
0 0 0 0
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
45 45 45 45
Plasmasnijgas 1
75 75 75 85
SG1-Start 55 55 55 55
SG1-insnijding 20 20 20 20
Beschermgas
(flowaflezing)
SG2-snijflow 10 10 10 10
Flowaflezing
Boogspanning (afstand)
136 139 152 168
Voortloopsnelheid
IPM
170 130 78 46
MM/MIN.
4318 3302 1981 1168
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-20
Materiaal:
Aluminium
Ampère:
70
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-21
Procesgegevens
70 Ampère
Aluminium
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Doorsnijvertraging (sec.)
0 0 0.1 0.2
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
65 65 65 65
Plasmasnijgas 1
50 50 100 100
SG1-Start 45 45 45 45
SG1-insnijding 20 20 20 20
Beschermgas
(flowaflezing)
SG2-snijflow 10 10 10 10
Flowaflezing
Boogspanning (afstand)
150 157 168 182
Voortloopsnelheid
IPM
80 65 55 30
MM/MIN.
2032 1651 1397 762
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-22
Materiaal:
Aluminium
Ampère:
100
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O
/
N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-23
Procesgegevens
100 Ampère
Aluminium
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Doorsnijvertraging (sec.)
0 0 0.1 0.1
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80
Plasmasnijgas 1
100 100 100 100
SG1-Start 60 60 60 60
SG1-insnijding 31 31 31 31
Beschermgas
(flowaflezing)
SG2-snijflow 10 10 10 10
Flowaflezing
Boogspanning (afstand)
155 160 166 174
Voortloopsnelheid
IPM
65 80 65 50
MM/MIN.
2413 2032 1778 1270
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-24
Materiaal:
Koolstofstaal
Ampère:
16
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21852
(
2
g
aten
)
Mondstuk
O
/
N 21540, "A"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-25
Procesgegevens
16 Ampère
Koolstofstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 20GA 18GA 16GA 14GA 12GA 10GA
MM 0,9 1,2 1,6 2,0 2,7 3,4
Doorsnijvertraging (sec.)
0 0 0 0.1 0.5 0.1
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
20 20 20 20 20 20
Plasmasnijgas 1
11 11 11 11 11 11
SG1-Start 20 20 20 20 20 20
SG1-insnijding 0 0 0 0 0 0
Beschermgas
(flowaflezing)
SG2-snijflow 6 6 6 6 6 6
Flowaflezing
Boogspanning (afstand)
103 105 115 118 116 117
Voortloopsnelheid
IPM
100 85 80 60 50 36
MM/MIN.
2540 2159 2032 1524 1270 914
Aantekeningen:
1. Waakvlamboog – LOW.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-26
Materiaal:
Koolstofstaal
Ampère:
35
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21356
(
3
g
aten
)
Mondstuk
O/N 21541, "B"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-27
Procesgegevens
35 Ampère
Koolstofstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 14GA 0.125 0.135 0.187 0.250
MM 1,9 3,2 3,4 4,7 6,4
Doorsnijvertraging (sec.)
0 0 0 0 0
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
38 38 38 38 38
Plasmasnijgas 1
15 15 15 15 15
SG1-Start 50 50 50 50 50
SG1-insnijding 0 0 0 0 0
Beschermgas
(flowaflezing)
SG2-snijflow 6 6 6 6 6
Flowaflezing
Boogspanning (afstand)
113 119 120 122 124
Voortloopsnelheid
IPM
80 55 52 40 30
MM/MIN.
3032 1397 1320 1016 762
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-28
Materiaal:
Koolstofstaal
Ampère:
45
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O
/
N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542, "C"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-29
Procesgegevens
45 Ampère
Koolstofstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 0.125 0.135 0.187 0.250 0.375
MM 3,2 3,4 4,7 6,4 9,5
Doorsnijvertraging (sec.)
0.3 0.3 0.3 0.3 0.4
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
50 50 50 50 50
Plasmasnijgas 1
20 20 20 20 20
SG1-Start 50 50 50 50 50
SG1-insnijding 16 16 16 16 10
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0 0
Flowaflezing
Boogspanning (afstand)
108 111 114 121 124
Voortloopsnelheid
IPM
60 50 45 35 20
MM/MIN.
1524 1270 1143 889 508
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-30
Materiaal:
Koolstofstaal
Ampère:
70
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-31
Procesgegevens
70 Ampère
Koolstofstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 0.187 0.250 0.312 0.375 0.500 0.625
MM 4,7 6,4 7,9 9,5 12,7 12,9
Doorsnijvertraging (sec.)
0 0 0 0.1 0.2 0.5
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
60 60 60 60 60 60
Plasmasnijgas 1
25 25 25 25 25 25
SG1-Start 60 60 60 60 60 60
SG1-insnijding 33 33 33 33 20 20
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0 0 0
Flowaflezing
Boogspanning (afstand)
108 110 114 113 135 140
Voortloopsnelheid
IPM
110 100 70 60 30 25
MM/MIN.
2794 2413 1778 1524 762 635
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-32
Materiaal:
Koolstofstaal
Ampère:
100
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O
/
N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-33
Procesgegevens
100 Ampère
Koolstofstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 0.312 0.375 0.500 0.625 0.750
MM 7,9 9,5 12,9 15,9 19,1
Doorsnijvertraging (sec.)
0 0 0.1 0.1 0.1
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80 80
Plasmasnijgas 1
30 30 30 30 30
SG1-Start 60 60 60 60 60
SG1-insnijding 30 30 30 30 30
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0 0
Flowaflezing
Boogspanning (afstand)
115 120 132 137 143
Voortloopsnelheid
IPM
90 80 50 30 25
MM/MIN.
2290 2030 1270 760 630
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-34
Materiaal:
Roestvrijstaal
Ampère:
30
Plasmagas:
Zuurstof (O
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Zuurstof (O
2
) @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21356
(
3
g
aten
)
Mondstuk
O/N 21541, "B"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-35
Procesgegevens
30 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
O
2
N
2
O
2
IN. 26GA 24GA 22GA 18GA 16GA
MM 0,4 0,6 0,7 1,2 1,6
Doorsnijvertraging (sec.)
0 0 0 0 0
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
45 45 45 45 45
Plasmasnijgas 1
18 18 18 18 18
SG1-Start 40 40 40 40 40
SG1-insnijding 20 20 20 20 20
Beschermgas
(flowaflezing)
SG2-snijflow 5 5 5 5 5
Flowaflezing
Boogspanning (afstand)
105 105 107 109 111
Voortloopsnelheid
IPM
250 200 190 140 100
MM/MIN.
6350 5080 4826 3556 2540
Aantekeningen:
1. Waakvlamboog – LOW.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-36
Materiaal:
Roestvrijstaal
Ampère:
50
Plasmagas:
Lucht @ 8,6 bar (125 psi)
Beschermgas:
Lucht @ 8,6 bar (125 psi)
Beschermgasmengsel: Lucht @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542, "C"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-37
Procesgegevens
50 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
lucht lucht lucht
IN. 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Doorsnijvertraging (sec.)
0 0 01 0.2
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
60 60 60 60
Plasmasnijgas 1
95 95 95 95
SG1-Start 45 45 45 45
SG1-insnijding 35 35 35 35
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
134 140 145 155
Voortloopsnelheid
IPM
90 60 40 18
MM/MIN.
2286 1524 1016 457
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-38
Materiaal:
Roestvrijstaal
Ampère:
70
Plasmagas:
Lucht @ 8,6 bar (125 psi)
Beschermgas:
Lucht @ 8,6 bar (125 psi)
Beschermgasmengsel: Lucht @ 8,6 bar (125 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-39
Procesgegevens
70 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
lucht lucht lucht
IN. 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
70 70 70 70
Plasmasnijgas 1
95 95 95 95
SG1-Start 60 60 60 60
SG1-insnijding 40 40 40 40
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
131 152 158 162
Voortloopsnelheid
IPM
100 50 28 20
MM/MIN.
2540 1270 711 609
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-40
Materiaal:
Roestvrijstaal
Ampère:
100
Plasmagas:
Lucht @ 8,6 bar (125 psi)
Beschermgas:
Lucht @ 8,6 bar (125 psi)
Beschermgasmengsel: Lucht @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-41
Procesgegevens
100 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
lucht lucht lucht
IN. 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80
Plasmasnijgas 1
65 65 65 70
SG1-Start 60 60 60 60
SG1-insnijding 35 35 35 40
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
129 135 142 150
Voortloopsnelheid
IPM
80 60 35 25
MM/MIN.
2030 1520 889 635
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-42
Materiaal:
Roestvrijstaal
Ampère:
70
Plasmagas:
Lucht @ 8,6 bar (125 psi)
Beschermgas:
Lucht @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-43
Procesgegevens
70 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
lucht lucht CH
4
IN. 0.125 0.187 0.250 0.387 0.500
MM 3,2 4,7 6,4 9,5 12,7
Doorsnijvertraging (sec.)
0.2 0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
70 70 70 70 70
Plasmasnijgas 1
100 100 100 100 100
SG1-Start 60 60 60 60 60
SG1-insnijding 40 40 40 40 40
Beschermgas
(flowaflezing)
SG2-snijflow 10 10 10 10 10
Flowaflezing
Boogspanning (afstand)
131 146 154 166 175
Voortloopsnelheid
IPM
120 80 50 30 24
MM/MIN.
3048 2032 1270 762 609
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-44
Materiaal:
Roestvrijstaal
Ampère:
100
Plasmagas:
Lucht @ 8,6 bar (125 psi)
Beschermgas:
Lucht @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-45
Procesgegevens
100 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
lucht lucht CH
4
IN. 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80
Plasmasnijgas 1
100 100 100 100
SG1-Start 60 60 60 60
SG1-insnijding 40 40 40 40
Beschermgas
(flowaflezing)
SG2-snijflow 7 10 10 10
Flowaflezing
Boogspanning (afstand)
140 150 159 170
Voortloopsnelheid
IPM
80 60 35 25
MM/MIN.
2030 1524 889 635
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-46
Materiaal:
Roestvrijstaal
Ampère:
50
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel:
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O
/
N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542, "C"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-47
Procesgegevens
50 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
N
2
N
2
IN. 0.125 0.187 0.250 0.375
MM 3,2 4,7 6,4 9,5
Doorsnijvertraging (sec.)
0 0 0.1 0.2
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
60 60 60 60
Plasmasnijgas 1
85 85 85 85
SG1-Start 45 45 45 45
SG1-insnijding 35 35 35 35
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
128 133 144 155
Voortloopsnelheid
IPM
90 60 40 22
MM/MIN.
2286 1524 1016 558
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-48
Materiaal:
Roestvrijstaal
Ampère:
70
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel:
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-49
Procesgegevens
70 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
N
2
N
2
IN. 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
70 70 70 70
Plasmasnijgas 1
95 95 95 95
SG1-Start 60 60 60 60
SG1-insnijding 40 40 40 40
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
132 150 154 159
Voortloopsnelheid
IPM
75 50 28 24
MM/MIN.
1905 1270 711 609
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-50
Materiaal:
Roestvrijstaal
Ampère:
100
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel:
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-51
Procesgegevens
100 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
N
2
N
2
IN. 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 15,9
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80
Plasmasnijgas 1
95 95 95 95
SG1-Start 60 60 60 60
SG1-insnijding 50 35 35 35
Beschermgas
(flowaflezing)
SG2-snijflow 0 0 0 0
Flowaflezing
Boogspanning (afstand)
135 145 153 157
Voortloopsnelheid
IPM
80 60 35 25
MM/MIN.
2032 1520 889 635
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-52
Materiaal:
Roestvrijstaal
Ampère:
70
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543, "D"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-53
Procesgegevens
70 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.187 0.250 0.375 0.500
MM 4,7 6,4 9,5 12,7
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
75 75 75 75
Plasmasnijgas 1
85 85 85 85
SG1-Start 60 60 60 60
SG1-insnijding 43 43 43 43
Beschermgas
(flowaflezing)
SG2-snijflow 5 5 5 5
Flowaflezing
Boogspanning (afstand)
136 150 159 162
Voortloopsnelheid
IPM
75 50 28 24
MM/MIN.
1905 1270 711 609
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-54
Materiaal:
Roestvrijstaal
Ampère:
100
Plasmagas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgas:
Stikstof (N
2
) @ 8,6 bar (125 psi)
Beschermgasmengsel: Methaan (CH
4
) @ 6,9 bar (100 psi)
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-55
Procesgegevens
100 Ampère
Roestvrijstaal
PG SG1 SG2
Materiaaldikte
N
2
N
2
CH
4
IN. 0.250 0.375 0.500 0.625
MM 6,4 9,5 12,7 5,9
Doorsnijvertraging (sec.)
0.3 0.4 0.5 0.6
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
80 80 80 80
Plasmasnijgas 1
95 95 95 95
SG1-Start 50 70 60 42
SG1-insnijding 45 45 45 42
Beschermgas
(flowaflezing)
SG2-snijflow 5 5 5 7
Flowaflezing
Boogspanning (afstand)
138 150 162 170
Voortloopsnelheid
IPM
80 60 35 25
MM/MIN.
2032 1524 889 635
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-56
Plasmamarkering “ B” -mondstuk
Ampère:
10
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21536
(
3
g
aten
)
Mondstuk
O/N 21541 “ B”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-57
Plasmamarkering
“ B” -mondstuk
Procesgegevens
10 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
35
Plasmasnijgas 1
35
SG1-Start 35
SG1-insnijding 35
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
200
MM/MIN.
5080
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-58
Plasmamarkering “ B” -mondstuk
Ampère:
15
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21536
(
3
g
aten
)
Mondstuk
O/N 21541 “ B”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-59
Plasmamarkering
“ B” -mondstuk
Procesgegevens
15 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
35
Plasmasnijgas 1
35
SG1-Start 35
SG1-insnijding 35
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
300
MM/MIN.
7620
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-60
Plasmamarkering “ C” -mondstuk
Ampère:
10
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542 “ C”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-61
Plasmamarkering
“ C” -mondstuk
Procesgegevens
10 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
62
Plasmasnijgas 1
62
SG1-Start 37
SG1-insnijding 37
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
100
MM/MIN.
2540
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-62
Plasmamarkering “ C” -mondstuk
Ampère:
15
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21542 “ C”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-63
Plasmamarkering
“ C” -mondstuk
Procesgegevens
15 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
62
Plasmasnijgas 1
62
SG1-Start 35
SG1-insnijding 35
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
200
MM/MIN.
5080
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-64
Plasmamarkering “ D” -mondstuk
Ampère:
10
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543 “ D”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-65
Plasmamarkering
“ D” -mondstuk
Procesgegevens
10 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
77
Plasmasnijgas 1
77
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
100
MM/MIN.
2540
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-66
Plasmamarkering “ D” -mondstuk
Ampère:
15
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-67
Plasmamarkering
“ D” -mondstuk
Procesgegevens
15 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
62
Plasmasnijgas 1
62
SG1-Start 37
SG1-insnijding 37
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
300
MM/MIN.
7620
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-68
Plasmamarkering “ D” -mondstuk
Ampère:
20
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543 “ D”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-69
Plasmamarkering
“ D” -mondstuk
Procesgegevens
20 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
77
Plasmasnijgas 1
77
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
200
MM/MIN.
5080
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-70
Plasmamarkering “ D” -mondstuk
Ampère:
30
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21543 “ D”
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-71
Plasmamarkering
“ D” -mondstuk
Procesgegevens
30 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
77
Plasmasnijgas 1
77
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
500
MM/MIN.
12700
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-72
Plasmamarkering “ E” -mondstuk
Ampère:
10
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-73
Plasmamarkering
“ E” -mondstuk
Procesgegevens
10 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
85
Plasmasnijgas 1
85
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
100
MM/MIN.
2540
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-74
Plasmamarkering “ E” -mondstuk
Ampère:
20
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-75
Plasmamarkering
“ E” -mondstuk
Procesgegevens
20 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
85
Plasmasnijgas 1
85
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
300
MM/MIN.
7620
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-76
Plasmamarkering “ E” -mondstuk
Ampère:
30
Plasmagas: Argon @ 8,6 bar / 125 psi
Beschermgas: Lucht @ 8,6 bar / 125 psi
PT-24 Toorts
Toortsbehuizing
O/N 21758
Waterkeerplaat
O/N 21725
O-ring
O/N 638797
O-ring
O/N 86W62
O-ring
O/N 950714
O-ring
O/N 98W18
Elektrode
O/N 21539
Wervelgaskeerplaat
O/N 21692
(
4
g
aten
)
Mondstuk
O/N 21923, "E"
Mondstukborg/Diffuser
O/N 22007
Beschermkopisolator
O/N 22010
Isolatorschermborg
m/O-rin
g
O/N 21712
O-ring - Beschermborg.
(Ref. O/N 996528)
Beschermkop m/borg
O/N 22531
Keerplaat &
mondstuk zijn de twee
enige vervangbare
onderdelen v.d.
toortskop die kunnen
variëren met
stroomsterkte

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-77
Plasmamarkering
“ E” -mondstuk
Procesgegevens
30 Ampère
Setup-parameters (zie Aantekeningen)
Plasmastartgas 1
85
Plasmasnijgas 1
85
SG1-Start 100
SG1-insnijding 100
Beschermgas
(flowaflezing)
SG2-snijflow 0
Flowaflezing
Boogspanning (afstand)
77
Voortloopsnelheid
IPM
500
MM/MIN.
12700
Aantekeningen:
1. Waakvlamboog – HIGH.
2. Snij- en ALT-gasmengsel in flowregeling.
3. Vlotter – midden van de kogel

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-78
4.4.3.1a Insnijwaarden Aluminium N
2
/N
2
/CH
4
30 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
50 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.087
0.065
0.060
0.050
0.050
0.050
2.210
1.651
1.524
1.270
1.2701.270
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.075 0.090 0.125 0.187 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 1.905 2.286 3.175 4.750 6.350
0.093
0.080
0.065
0.060
2.362
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.125 0.188 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 3.175 4.775 6.350

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-79
4.4.3.1b Insnijwaarden Aluminium N
2
/N
2
/CH
4
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.120
0.100
0.112
0.100
3.048
2.540
2.845
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.187 0.250 0.375 0.500
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
4.750 6.350 9.525 12.700
0.130
0.115
0.105
0.100
3.302
2.921
2.667
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-80
4.4.3.2a Insnijwaarden Koolstofstaal O
2
/N
2
/O
4
16 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
35 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.058
0.044
1.473
1.118
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.048 0.134
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.219 3.404
0.059
0.052
0.046
1.499
1.321
1.168
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.060 0.125 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.524 3.175 6.350

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-81
4.4.3.2b Insnijwaarden Koolstofstaal O
2
/N
2
/O
4
45 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.095
0.076
0.064
2.413
1.930
1.626
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 6.350 9.525
0.100
0.080
0.070
0.062
2.540
2.032
1.778
1.575
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.135 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.429 6.350 9.525 12.700

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-82
4.4.3.2c Insnijwaarden Koolstofstaal O
2
/N
2
/O
4
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.120
0.100
0.092
3.048
2.540
2.337
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.375 0.500 0.750
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
9.525 12.700 19.050

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-83
4.4.3.3 Insnijwaarden Roestvrijstaal O
2
/N
2
/O
4
30 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.045
0.035
0.035
0.035
0.035
1.143
0.8890.889
0.889
0.889
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
26GA 24GA 22GA 18GA 16GA
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
0.457 0.584 0.726 1.207 1.588

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-84
4.4.3.4 Insnijwaarden Roestvrijstaal Lucht/Lucht/CH
4
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.115
0.100
0.090
0.080
0.070
2.921
2.540
2.286
2.032
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.188 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.775 6.350 9.525 12.700
0.140
0.120
0.100
0.090
3.556
3.048
2.540
2.286
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-85
4.4.3.5 Insnijwaarden Roestvrijstaal N
2
/N
2
/CH
4
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.115
0.105
0.095
0.080
2.921
2.667
2.413
2.032
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
0.150
0.130
0.110
0.100
3.810
3.302
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-86
4.4.3.6a Insnijwaarden Roestvrijstaal N
2
/N
2
50 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.080
0.070
0.065
0.060
2.032
1.778
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
0.100
0.090
0.090
0.070
2.540
2.286
2.286
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-87
4.4.3.6b Insnijwaarden Roestvrijstaal N
2
/N
2
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.140
0.120
0.110
0.100
3.556
3.048
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-88
4.4.3.7a Insnijwaarden Roestvrijstaal Lucht/Lucht
50 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
70 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
0.115
0.115
0.110
0.075
2.9212.921
2.794
1.905
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-89
4.4.3.7b Insnijwaarden Roestvrijstaal Lucht/Lucht
100 Ampère
Materiaaldikte (mm)
Insnijding I(inches)
Insnijding (mm)
Materiaaldikte (inches)
0.115
0.130
0.140
0.160
2.921
3.302
3.556
4.064
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875

HOOFDSTUK 4 BEDIENING
Precision Plasma met Elrktronische flowegeling--
4-90
Deze badzijde is opzettelijk leeg gelaten.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-1
5.1 Algemeen
Als deze apparatuur niet op de juiste wijze werkt, moet
het werk onmiddellijk worden gestopt en de oorzaak
van de storing worden onderzocht. Bevoegd
personeel moet het onderhoudswerk verrichten. Aan
niet-opgeleide personen moet NIET worden
toegestaan de apparatuur te inspecteren, schoon te
maken of te repareren. Gebruik uitsluitend de
aanbevolen vervangonderdelen.
WAARSCHUWING
!
Elektrische schokken kunnen dodelijk zijn!
Voordat aan inspectie of reparatie binnen de
componenten van de Precision Plasma wordt
begonnen, moet de uitschakelkast of
stroomonderbreker in de muur worden geopend.
5.2 Inspectie en reiniging
Plaats van de
pompfilter
Regelmatige inspectie en reiniging van het Precision
Plasmarc-systeem wordt aanbevolen voor de
veiligheid en juiste werking. Denk aan de volgende
items tijdens de inspectie en reiniging:
• Controleer de aansluiting van werkkabel naar het
werkstuk.
• Controleer de aarding-grondveiligheid op het
werkstuk en krachtbronchassis.
• Controleer het hittescherm op de toorts. Vervang
hem indien beschadigd.
• Controleer de elektrode van de toorts en het
snijmondstuk dagelijks op slijtage.
• Verzeker dat de kabels en slangen niet beschadigd
of geknikt zijn.
• Verzeker dat alle stekkers, fittingen en
aardingsaansluitingen stevig vastzitten.
• Controleer het schermfilter in de koelmiddelpomp
die binnen de krachtbron zit regelmatig, en spoel
hem zoals benodigd.
WAARSCHUWING
!
Gevaar van rondvliegend débris.
Rondvliegend débris kan de ogen ernstig
beschadigen.
Draag oogbescherming, telkens wanneer wordt
gereinigd met perslucht.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-2
VOORZICHTIG
Vermijd mogelijke apparatuurbeschadiging
Water en/of olie kan zich verzamelen in de
persluchtleidingen. Wees er zeker van dat de
eerste luchtstoot niet op de apparatuur gericht is,
om te vermijden dat de aansluitkast of
flowregelkast beschadigd wordt.
• Schakel alle ingangsstroom uit en draag de juiste
oog- en gezichtsbescherming; blaas daarna de
binnenkant van de krachtbron, flowregeling en
aansluitkast uit met schone/droge lucht onder lage
druk.
• Van tijd tot tijd moet alle water uit het filter onder
de luchtfilterregulateur worden afgetapt.
5.3 Pt-24 Toortsbeschrijving
46mm (1.812 in.)
diameter kraag
51mm (2.0 in.)
diameter mof
Ventilatiegat
• Montage.
Montage.Montage.
Montage. De toorts kan worden gemonteerd nabij
de 51 mm (2 in.) diameter mof of nabij het 46 mm
(1.812 in.) diameter afgebeelde machine-
vervaardigde oppervlak. Dit geïsoleerde oppervlak
en de schouder ervan zijn machine-vervaardigd om
te passen in de borgschroefdraad van het
mondstuk van de toortsbehuizing. Zij worden
concentrisch op het snijmondstuk gehouden
binnen een totale indicatoraflezing van 0,25 mm
(0.010 in.), of het boorgat van het mondstuk ligt
binnen 0,127 mm (0.005 in.) van elk willekeurig
punt op de 46 mm (1.812 in.) diameter. Bedek het
kleine ventilatiegat in de zijkant van de mof niet bij
het monteren. Dit gat voorkomt dat koelmiddel
zich binnen de mof verzamelt als zich een lek voor
zou doen.
• Serviceleidingen.
Serviceleidingen.Serviceleidingen.
Serviceleidingen. 1,4 m (4,5 ft.), 3,7 m (12 ft.), 5,2
m (17 ft.) en 6,1 m (20 ft.) leidingen zijn
afgeschermd en verbonden op de aansluitkast met
een geaarde aansluiting met frictiepassing.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-3
Gastoevoer
GastoevoerGastoevoer
Gastoevoer
• Plasmasnij
PlasmasnijPlasmasnij
Plasmasnij-
--
- en startgas.
en startgas. en startgas.
en startgas. Deze soorten gas
komen de toorts binnen door aansluitingen waarin
de controlekleppen binnen de toortsbehuizing
zitten. Deze kleppen, in combinatie met de
solenoïdekleppen werken om het heen en weer
schakelen van de start- en snijgassen te
controleren.
Proceslucht-drukschakelaar
Solenoïdeklep
Drukschakelaar
Proportionele klep
Flowmeter
Controleklep
Controleklep
Interface
InterfaceInterface
Interface-
--
-
plaat
plaatplaat
plaat
2-weg-solenoïdeklep
Gassnelkoppeling
PT-24 Torch
EFC
EFCEFC
EFC–
––
– aansluitkast
aansluitkastaansluitkast
aansluitkast
Let op: Werkplaatslucht
Let op: Werkplaatslucht Let op: Werkplaatslucht
Let op: Werkplaatslucht
moet niet worde
moet niet wordemoet niet worde
moet niet worden
n n
n
gebruikt als
gebruikt als gebruikt als
gebruikt als
proceslucht, tenzij het
proceslucht, tenzij het proceslucht, tenzij het
proceslucht, tenzij het
volledig gedroogd en
volledig gedroogd en volledig gedroogd en
volledig gedroogd en
gereinigd is.
gereinigd is.gereinigd is.
gereinigd is.
METH
N2-3
N2-2
N2-1
O2-2
O2-1
LUCHT-2
LUCHT-1
Ar
PS1
PS2
PS3PS4
PS5
KLEP 1
9-BAR
SENTRONIC
KLEP 2
9-BAR
SENTRONIC
KLEP 3
6-BAR
SENTRONIC
KLEP 4
6-BAR
SENTRONIC
Ar
LUCHT
O2
N2
METH
SG2
ZWART
SG1
ORANJE
PG2
GEEL
PG1
BLAUW
CH4
6.9 BAR
H-35
6.9 BAR
N2
8.6 BAR
O2
8.6 BAR
PROCESS-
LUCHT
ARGON

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-4
• Beschermgas.
Beschermgas.Beschermgas.
Beschermgas. De voor-flow voor het scherm, het
snijscherm en de na-flow voor het scherm komen
de toorts binnen door één aansluiting.
Deze gassen gaan door:
§ de toortsbehuizing;
§ de beschermgasdiffusor,
§ uit de opening in de schermkap rondom de
plasmastraal.
• Stroom en waakvlamboogleidingen.
Stroom en waakvlamboogleidingen. Stroom en waakvlamboogleidingen.
Stroom en waakvlamboogleidingen. Koelmiddel
gaat de toorts IN door de stroomkabel (-).
Koelmiddel gaat de toorts UIT door de
waakvlamboog (+)-leiding.
1
2
3
4
5
6
7
8
9
10
Waterkoeling.
Waterkoeling.Waterkoeling.
Waterkoeling.
1. Koelmiddel komt de toorts binnen door de
stroomkabel (-),
2. circuleert door de toortsbehuizing en de elektrode,
3. steekt over naar de mondstuk (+)-sectie van de
toortsbehuizing via niet-geleidende
kruisingsslangen,
4. gaat terug door de behuizing en circuleert tussen
de mondstukborg en het mondstuk,
5. en terug door de toortsbehuizing naar de
aansluitkast via de waakvlamboogkabel.
1
11
1
Kruisingsslang
KruisingsslangKruisingsslang
Kruisingsslang
2
22
2
Koelmiddel IN via de stroomkabel
Koelmiddel IN via de stroomkabelKoelmiddel IN via de stroomkabel
Koelmiddel IN via de stroomkabel
3
33
3
Koelmiddel UIT via de waakvlamboogkabel
Koelmiddel UIT via de waakvlamboogkabelKoelmiddel UIT via de waakvlamboogkabel
Koelmiddel UIT via de waakvlamboogkabel
4
44
4
Elektrodebehuizing
ElektrodebehuizingElektrodebehuizing
Elektrodebehuizing
5
55
5
Waakvlamboogbehu
WaakvlamboogbehuWaakvlamboogbehu
Waakvlamboogbehuizing
izingizing
izing
6
66
6
Wervelgaskeerplaat
WervelgaskeerplaatWervelgaskeerplaat
Wervelgaskeerplaat
7
77
7
Elektrode
Elektrode Elektrode
Elektrode
8
88
8
Mondstuk
MondstukMondstuk
Mondstuk
9
99
9
Mondstukborg
MondstukborgMondstukborg
Mondstukborg
10
1010
10
Waterkeerplaat
WaterkeerplaatWaterkeerplaat
Waterkeerplaat

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-5
5.4 Toortsonderhoud
WAARSCHUWING
!
Elektrische schokken kunnen dodelijk zijn.
Alvorens onderhoud aan de toorts uit te voeren:
• Zet de stroomschakelaar op de console op de
UIT-stand.
• Schakel de primaire ingangsstroom uit.
O-ring
O/N
950714
O-ring
O/N 86W62
O-ring O/N 638797
O
OO
O-
--
-ringen toort
ringen toortringen toort
ringen toortsbehuizing
sbehuizingsbehuizing
sbehuizing
• De O-ringen op de toorts-behuizing elke dag
controleren voordat het werk begint. Vervangen
indien beschadigd of versleten.
• Breng een dun laagje siliconenvet aan op de O-
ringen voordat ze op de toorts worden
gemonteerd. Gebruik geen Krytox.
• De O-ring binnen de toortsbehuizing (O/N 638797)
die het mondstuk afdicht is zeer cruciaal.
§ Beschadiging of slijtage wordt niet dadelijk
opgemerkt vanwege de locatie ervan.
§ Wij raden aan deze O-ring dagelijks te
vervangen.
§ Zorg ervoor het oppervlak van de toorts niet te
krassen of te beschadigen.
§ Een houten tandenstokertje werkt goed voor het
verwijderen van O-ringen.
§ De O-ring kan worden vervangen zonder
verwijdering van de waterkeerplaat (O/N 21725);
als de keerplaat echter wel wordt verwijderd, moet
altijd een 5 mm (3/16 in.)
zeskantsleutel/moeraandrijver worden gebruikt.
Ventilatiegat
Toortsmofventilatie
ToortsmofventilatieToortsmofventilatie
Toortsmofventilatie
• Waterlekkage, vocht of koelmiddel dat uit het
ventilatiegat van de mof druipt duidt op
beschadiging van de serviceleiding.
• Gebruik altijd twee moersleutels als de
serviceleidingen moeten worden vervangen, om te
voorkomen dat de metalen slangen worden
verdraaid.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-6
VOORZICHTIG
Mof O/N 22568
Toortsmof
ToortsmofToortsmof
Toortsmof
• De toortsmof (O/N 822568) wordt in de
toortsbehuizing geschroefd.
• Als de mof te vast zit om met de hand te worden
verwijderd, moet een grote verstelbare moersleutel
worden gebruikt op de behuizingsvlakken, of draai
deze vlakken lichtelijk vast in een bankschroef. Als
de behuizing beveiligd is, kan het zijn dat de mof
vrijkomt met twee handen. Zo niet, dan moet een
stropsleutel worden gebruikt.
• Voordat de mof wordt vervangen, moeten de
serviceleidingverbindingen altijd op lekken worden
gecontroleerd.
Controleklep O/N 21739
Kogel O/N 21740
Veer O/N 21741
Beschadigde of onjuiste toortscontroleklep-
onderdelen zijn van invloed op de
snijprestatie.
• De controleklepzitting, kogel en veer niet
De controleklepzitting, kogel en veer niet De controleklepzitting, kogel en veer niet
De controleklepzitting, kogel en veer niet
beschadigen bij het hanteren.
beschadigen bij het hanteren. beschadigen bij het hanteren.
beschadigen bij het hanteren.
• Geen andere veer of kogel gebruiken. Als deze
Geen andere veer of kogel gebruiken. Als deze Geen andere veer of kogel gebruiken. Als deze
Geen andere veer of kogel gebruiken. Als deze
verloren zijn gegaan, op de grond gevallen of
verloren zijn gegaan, op de grond gevallen of verloren zijn gegaan, op de grond gevallen of
verloren zijn gegaan, op de grond gevallen of
beschadigd zijn moeten ze worden vervangen met
beschadigd zijn moeten ze worden vervangen met beschadigd zijn moeten ze worden vervangen met
beschadigd zijn moeten ze worden vervangen met
verva
vervaverva
vervangonderdelen van de fabriek.
ngonderdelen van de fabriek.ngonderdelen van de fabriek.
ngonderdelen van de fabriek.
• Niet
NietNiet
Niet-
--
-geautoriseerde toortscontroleklep
geautoriseerde toortscontroleklepgeautoriseerde toortscontroleklep
geautoriseerde toortscontroleklep-
--
-onderdelen
onderdelen onderdelen
onderdelen
gebruiken is van invloed op de ingestelde druk en
gebruiken is van invloed op de ingestelde druk en gebruiken is van invloed op de ingestelde druk en
gebruiken is van invloed op de ingestelde druk en
veroorzaakt slecht starten en doorsnijden.
veroorzaakt slecht starten en doorsnijden.veroorzaakt slecht starten en doorsnijden.
veroorzaakt slecht starten en doorsnijden.
VOORZICHTIG
Onjuist ingezette fittingen veroorzaken
lekken en slechte prestaties.
• Houd de schroefdraden en oppervlakken van de
Houd de schroefdraden en oppervlakken van de Houd de schroefdraden en oppervlakken van de
Houd de schroefdraden en oppervlakken van de
zittingen schoon bij het hermonteren van de
zittingen schoon bij het hermonteren van de zittingen schoon bij het hermonteren van de
zittingen schoon bij het hermonteren van de
controlekleppen.
controlekleppen.controlekleppen.
controlekleppen.
• Als vuil en vreemde voorwerpen de
Als vuil en vreemde voorwerpen de Als vuil en vreemde voorwerpen de
Als vuil en vreemde voorwerpen de
controlekleppen verontrei
controlekleppen verontreicontrolekleppen verontrei
controlekleppen verontreinigen moeten ze worden
nigen moeten ze worden nigen moeten ze worden
nigen moeten ze worden
gedemonteerd, gereinigd of vervangen.
gedemonteerd, gereinigd of vervangen.gedemonteerd, gereinigd of vervangen.
gedemonteerd, gereinigd of vervangen.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-7
5.5 PT-24 Demontage en inspectie van verbruiksmaterialen
WAARSCHUWING
!
Elektrische schokken kunnen dodelijk zijn!
• Draai de stroomschakelaar op de console UIT.
Draai de stroomschakelaar op de console UIT. Draai de stroomschakelaar op de console UIT.
Draai de stroomschakelaar op de console UIT.
• Schakel
Schakel Schakel
Schakel de primaire uitgangsstroom uit.
de primaire uitgangsstroom uit.de primaire uitgangsstroom uit.
de primaire uitgangsstroom uit.
Als het moeilijk is de mondstukborg/diffusor te
Als het moeilijk is de mondstukborg/diffusor te Als het moeilijk is de mondstukborg/diffusor te
Als het moeilijk is de mondstukborg/diffusor te
verwijderen, kan het zijn dat de console aanstaat.
verwijderen, kan het zijn dat de console aanstaat.verwijderen, kan het zijn dat de console aanstaat.
verwijderen, kan het zijn dat de console aanstaat.
PT-24 Kop
OPMERKING:
OPMERKING:OPMERKING:
OPMERKING:
Als de console aanstaat, werkt de pomp en voorkomt
de koelmiddeldruk achter de borg dat hij ongehinderd
draait. Controleer de console alvorens te proberen de
moer te verwijderen. Merk op dat elke keer dat de
verbruiksmaterialen worden verwijderd, er een kleine
hoeveelheid koelmiddel verloren gaat. Dit is normaal,
maar het koelmiddel moet uiteindelijk worden
vervangen. Controleer het koelmiddel vóór elke
inwerkingstelling.
Beschermkopisolator
Isolatorbeschermborg
Beschermkop met borg
1. Schroef de beschermkop/borg eraf. Inspecteer
rondom de opening op beschadiging. Vervang de
randopening indien bekrast of beschadigd. Een
Een Een
Een
vervormde o
vervormde overvormde o
vervormde opening produceert geen rechte
pening produceert geen rechte pening produceert geen rechte
pening produceert geen rechte
snijdingen
snijdingensnijdingen
snijdingen.
2. Schroef het isolatiescherm eraf en verwijder hem.
3. De beschermkopisolator zit tussen de kop en de
mondstukborg/diffusor. Hij kan aan de
mondstukborg bevestigd blijven, omdat het zeer
nauw tussen deze onderdelen past.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-8
4. Schroef de mondstukborg/diffusor los. Inspecteer
op beschadiging, speciaal waar de borg in contact
komt met het mondstuk. Het oppervlak tussen de
borg creëert een metaal-op-metaalafdichting voor
het koelmiddel. Beschadiging van dit
afdichtoppervlak veroorzaakt een lek, hetgeen in
slecht snijden resulteert. Zoals benodigd
vervangen, maar probeer niet te repareren.
Controleer de kleine gasdoorgangen op
belemmeringen. Verwijder de belemmeringen met
een luchtstoot.
1 Mondstuk
2 Mondstukborg
3 Geen beschadiging tussen het contactgebied.
5. Gebruik het bijgeleverde stuk gereedschap om het
mondstuk te verwijderen. Zet de gleuf rondom de
groef van het mondstuk en trek hem vrij.
1
11
1
Mondstuk
MondstukMondstuk
Mondstuk
2
22
2
Elektrode en mondstukgereedschap
Elektrode en mondstukgereedschap Elektrode en mondstukgereedschap
Elektrode en mondstukgereedschap
O/N 21765
O/N 21765O/N 21765
O/N 21765
1
2
3
1
2

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-9
1 Elektrode
2 Wervelgaskeerplaat
3 Mondstuk
6. Verwijder de wervelgaskeerplaat van het
mondstuk. Als de keerplaat in de toorts blijft zitten,
komt hij wel vrij als de elektrode verwijderd wordt.
Controleer de kleine luchtdoorgangen van de
wervelgaskeerplaat op belemmeringen, en
verwijder de belemmeringen met een luchtstoot.
Als de belemmeringen niet kunnen worden
verwijderd, moet de keerplaat worden vervangen.
NIETS
NIETSNIETS
NIETS in deze gaten steken bij het vrijmaken ervan.
Deze gaten vervormen verslechtert de
snijprestaties.
7. Gebruik het bijgeleverde elektrode- en
mondstukgereedschap om de elektrode los te
schroeven (O/N 21765).
1
2
3

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-10
5.6 PT-24 Hermontage toortstip
1. Elektrode
1. Elektrode1. Elektrode
1. Elektrode
Breng een dunne film siliconenvet aan op de O-ring,
net genoeg om een glanzend oppervlak te maken.
Schroef de elektrode op zijn plaats en draai hem stevig
vast met het bijgeleverde stuk gereedschap. NIET TE
NIET TE NIET TE
NIET TE
VAST DRAAIEN.
VAST DRAAIEN.VAST DRAAIEN.
VAST DRAAIEN.
Opengewerkt aanzicht -
mondstukborg
Mondstuk
Kleine hoeveelheid Krytox
2. Mondstuk en wervelgaskeerplaat
2. Mondstuk en wervelgaskeerplaat 2. Mondstuk en wervelgaskeerplaat
2. Mondstuk en wervelgaskeerplaat
Zet de wervelgaskeerplaat in het mondstuk, zodat het
gegroefde uiteinde van de keerplaat in het mondstuk
gaat.
Indien op de juiste wijze gemonteerd, maakt de kleine
bolvormige tip van het mondstuk een metaal-op-
metaal-koelmiddelafdichting met de mondstukborg.
Breng een kleine hoeveelheid Krytox (anti-
vastloopcompound) aan op de kleine diameter van de
mondstukborg, zoals afgebeeld. Dit vet voorkomt
mogelijk afschaven/vastlopen tussen het mondstuk en
de borg. Het bevordert ook een waterdichte afsluiting.
Doe geen Krytox op het mondstuk.
Doe geen Krytox op het mondstuk.Doe geen Krytox op het mondstuk.
Doe geen Krytox op het mondstuk.
Waterafdichting
3. Mondstukborg/Diffusor
3. Mondstukborg/Diffusor3. Mondstukborg/Diffusor
3. Mondstukborg/Diffusor
Schroef de mondstukborg op de toorts en draai hem
met de hand vast.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-11
Bescherm-
kopisolator
Mondstukborg
4. Beschermkopisolator
4. Beschermkopisolator4. Beschermkopisolator
4. Beschermkopisolator
Duw de beschermkopisolator op de mondstukborg.
Dit onderdeel is een persverbinding en kan
gemonteerd blijven bij het demonteren van de
assemblage.
5. Isolatorbeschermborg
5. Isolatorbeschermborg5. Isolatorbeschermborg
5. Isolatorbeschermborg
Breng een dun laagje siliconenvet aan op de O-ring en
schroef de isolatorbeschermborg op de beschermkop.
Met de hand vastdraaien.
OPGELET
Maak de isolator niet eerst aan de
toortsbehuizing vast.
Als de isolator eerst op de toortsbehuizing wordt
Als de isolator eerst op de toortsbehuizing wordt Als de isolator eerst op de toortsbehuizing wordt
Als de isolator eerst op de toortsbehuizing wordt
g
gg
geschroefd, laat hij het beschermgas niet op de juiste
eschroefd, laat hij het beschermgas niet op de juiste eschroefd, laat hij het beschermgas niet op de juiste
eschroefd, laat hij het beschermgas niet op de juiste
manier vloeien. Schroef de isolator eerst op de
manier vloeien. Schroef de isolator eerst op de manier vloeien. Schroef de isolator eerst op de
manier vloeien. Schroef de isolator eerst op de
beschermkop, en bevestig beide stukken daarna op
beschermkop, en bevestig beide stukken daarna op beschermkop, en bevestig beide stukken daarna op
beschermkop, en bevestig beide stukken daarna op
de toortsbehuizing.
de toortsbehuizing.de toortsbehuizing.
de toortsbehuizing.
6. Beschermkop en
6. Beschermkop en 6. Beschermkop en
6. Beschermkop en -
--
-borg
borgborg
borg
Schroef deze montage (isolator/beschermkop en borg)
op de toorts en draai met de hand vast.
VOORZICHTIG
Inspectie en smering van de O-ring
• Inspecteer de O
Inspecteer de OInspecteer de O
Inspecteer de O-
--
-ringen regelmatig op krassen en
ringen regelmatig op krassen en ringen regelmatig op krassen en
ringen regelmatig op krassen en
slijtage. Versleten of beschadigde O
slijtage. Versleten of beschadigde Oslijtage. Versleten of beschadigde O
slijtage. Versleten of beschadigde O-
--
-ringen zijn van
ringen zijn van ringen zijn van
ringen zijn van
invloed op de start
invloed op de startinvloed op de start
invloed op de start-
--
- en snijkwaliteit.
en snijkwaliteit. en snijkwaliteit.
en snijkwaliteit.
• Een dun laagje siliconenvet aanbrengen op de O
Een dun laagje siliconenvet aanbrengen op de OEen dun laagje siliconenvet aanbrengen op de O
Een dun laagje siliconenvet aanbrengen op de O-
--
-
ringen van de toortstip tijdens de
ringen van de toortstip tijdens de ringen van de toortstip tijdens de
ringen van de toortstip tijdens de
serviceassemblage zal
serviceassemblage zal serviceassemblage zal
serviceassemblage zal toekomstige demontage
toekomstige demontage toekomstige demontage
toekomstige demontage
gemakkelijker maken.
gemakkelijker maken.gemakkelijker maken.
gemakkelijker maken.
• Gebruik geen Krytox op de O
Gebruik geen Krytox op de OGebruik geen Krytox op de O
Gebruik geen Krytox op de O-
--
-ringen. Krytox is
ringen. Krytox is ringen. Krytox is
ringen. Krytox is
een anti
een antieen anti
een anti-
--
-vastloopsmeermiddel en verdwijnt na
vastloopsmeermiddel en verdwijnt na vastloopsmeermiddel en verdwijnt na
vastloopsmeermiddel en verdwijnt na
verloop van tijd. Demontage zal moeilijk zijn.
verloop van tijd. Demontage zal moeilijk zijn.verloop van tijd. Demontage zal moeilijk zijn.
verloop van tijd. Demontage zal moeilijk zijn.

HOOFDSTUK 5 ONDERHOUD
Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling Precision Plasma met Elektronische flowregeling
Precision Plasma met Elektronische flowregeling --
----
--
5-12
Deze bladzijde is opsettelijk leeg gelaten.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-1
6.1 General Safety
WARNING
!
Electric Shock Can Kill!
Externally disconnect all primary power to
the machine before servicing.
Open the line (wall) disconnect switch or
circuit breaker before attempting
inspection or work inside the power
source.
WARNING
!
High Voltages Can Be Stored In
Capacitors.
Even when power is disconnected or unit
is de-energized, capacitors can store high
voltages. Assure power supply capacitors
are grounded prior to performing
maintenance.
6.2 Programmable Logic Controller (PLC)
• Located in the Precision Plasma Power Source.
• Capable of providing predefined outputs
depending on state of the inputs. The precise
conditions are programmed and permanently
stored in the PLC.
• Visible through the plexiglas window on the left
side panel of the power source.
• Provides predefined outputs in response to
input signals from external devices.
• The signal exchange between the PLC and
external devices are both time dependent and
condition dependent. If a required signal is not
received in the proper sequence, the PLC will
discontinue the process and generate a fault
signal to the CNC.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-2
OUTPUT 1 CH
0 1 2 3 4 5 6 7
8 9 10 11
POWER
RUN
ALARM
ERROR
INPUT 0 CH
0 1 2 3 4 5 6 7
8 9 10 11 12 13 14 15
6.2.1 PLC LEDs (Light Emmiting Diode)
Highly reliable indicators. It is not likely that one will
"burn out". However, if the technician is not
confident that the LEDs are working, the presence
of a signal can be confirmed by using a meter and
taking a measurement on the appropriate pin.
Refer to the schematic and wiring diagrams.
• This exchange of signals can be confirmed by
observing the LEDs on the top of the PLC while
troubleshooting. These indications are useful in
isolating a system failure to the most likely
device.
• The LEDs are divided into two groups;
§ Input (0-15) light when the corresponding
signal is detected by the PLC.
§ Output (0-11) light when the PLC issues a
signal to an external device.
6.2.2 PLC LED Functions
INPUT
INPUTINPUT
INPUT
OUTPUT
OUTPUTOUTPUT
OUTPUT
LED
LEDLED
LED
Function
FunctionFunction
Function
LED
LEDLED
LED
Function
FunctionFunction
Function
0 Start/Stop 0 Not Used
1 Not Used 1 Hi-Frequency
2 Arc-On 2 Pilot Arc Relay
3 Not Used 3 Power Source
4 Not Used 4 Not Used
5 Fault 5 Fault Output
6 Not Used 6 Not Used
7 Not Used 7 Not Used
8 Not Used 8 Not Used
9 Not Used 9 Not Used
10 Not Used 10 Not Used
11 Not Used 11 Not Used
12 Not Used
13 Not Used
14 Not Used
15 Not Used

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-3
6.3 Troubleshooting Guide
6.3.1 Reduced Consumable Life
Cutting Up Skeletons
Cutting Up SkeletonsCutting Up Skeletons
Cutting Up Skeletons
Cutting skeletons (discarded material left after all
pieces have been removed from a plate) to facilitate
their removal from the table can adversely affect
electrode life by:
• Causing the torch to run off the work.
• Continuous Pilot Arc edge starts
• Greatly increasing the frequency of starts. This
is mainly a problem for O
2
cutting and can be
alleviated by choosing a path with a minimum
number of starts.
• Increase likelihood that the plate will spring up
against the nozzle causing a double arc. This
can be mitigated by careful operator attention
and by increasing standoff and reducing cutting
speeds.
If possible, use a gas torch for skeleton cutting.
Height Control Problems
Height Control ProblemsHeight Control Problems
Height Control Problems
• Torch diving is usually caused by a change in
arc voltage when an automatic height control is
in use. Usually the voltage change is the result
of plate falling away from the arc. These
problems can effectively be eliminated by
disabling the height control and extinguishing
the arc earlier when finishing the cut on a falling
plate.
• Diving can also be caused by a faulty height
control.
Piercing Standoff Too Low
Piercing Standoff Too LowPiercing Standoff Too Low
Piercing Standoff Too Low
Increase pierce standoff
Starting on edges
Starting on edges Starting on edges
Starting on edges with
with with
with
continuous pilot arc
continuous pilot arccontinuous pilot arc
continuous pilot arc
Position torch more carefully or start on adjacent
scrap material.
Work Flipping
Work FlippingWork Flipping
Work Flipping
The nozzle may be damaged if the torch hits a
flipped up part.
Catching on Pierce Spatter
Catching on Pierce SpatterCatching on Pierce Spatter
Catching on Pierce Spatter
Increase standoff or start with longer lead-in
Pierce not complete before starting
Pierce not complete before startingPierce not complete before starting
Pierce not complete before starting
Increase initial delay time.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-4
6.3.2 Poor Cut Quality
See Cut Quality In Section 4
6.3.3 No Pilot Arc
Contaminated Electrode
Contaminated ElectrodeContaminated Electrode
Contaminated Electrode
Clean or replace electrode
Insufficient spark gap setting
Insufficient spark gap settingInsufficient spark gap setting
Insufficient spark gap setting
in plumbing box.
in plumbing box.in plumbing box.
in plumbing box.
Set spark gap to 0.040” (1.016 mm)
Pilot Arc Contactor (PAC)
Pilot Arc Contactor (PAC) Pilot Arc Contactor (PAC)
Pilot Arc Contactor (PAC)
malfunctioning
malfunctioningmalfunctioning
malfunctioning
Replace contactor
6.3.4 No Arc Transfer
Cutting current
Cutting current Cutting current
Cutting current
setting too low.
setting too low.setting too low.
setting too low.
Raise cutting current (see Process Data)
Torch too high
Torch too high Torch too high
Torch too high
above workpiece
above workpieceabove workpiece
above workpiece
Lower torch standoff (see Process Data)
Work lead not
Work lead not Work lead not
Work lead not
connect to cutting table
connect to cutting tableconnect to cutting table
connect to cutting table
Ensure work lead is firmly connected to workpiece
or cutting table
N
NN
N
2
22
2
or O
or O or O
or O
2
22
2
check valve in torch
check valve in torch check valve in torch
check valve in torch
body may be stuck open
body may be stuck openbody may be stuck open
body may be stuck open
See maintenance section for check valve repair.
6.3.5 No Preflow
No start signal
No start signalNo start signal
No start signal
Check input 0 LED on PLC. Should be lit. This
verifies a start command has been given
Emergency stop signal open
Emergency stop signal openEmergency stop signal open
Emergency stop signal open
Check for continuity between TB3-18 and TB3-19
Shorted, closed or jumpered out
Shorted, closed or jumpered out Shorted, closed or jumpered out
Shorted, closed or jumpered out
Cooling Water Flow Switch
Cooling Water Flow SwitchCooling Water Flow Switch
Cooling Water Flow Switch
Check cooling water LED on front panel. Should be
lit.
No Cooling Water
No Cooling WaterNo Cooling Water
No Cooling Water
Check reservoir. Add coolant until full.
6.3.6 Torch Fails To Fire
Start Gas
Start GasStart Gas
Start Gas
Lower start gas flow
Cooling water Flow
Cooling water FlowCooling water Flow
Cooling water Flow
Pump pressure too low. Should be 115 psi.
(7.9 bar)
Faulty cooling water flow switch
Faulty cooling water flow switch Faulty cooling water flow switch
Faulty cooling water flow switch
(CWFS)
(CWFS)(CWFS)
(CWFS)
Replace CWFS switch
Obstruction in torch
Obstruction in torch Obstruction in torch
Obstruction in torch
limiting cooling water flow
limiting cooling water flowlimiting cooling water flow
limiting cooling water flow
Coolant flow through torch should be greater than
0.5 gal/min (1.5 l/min)

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-5
6.3.7 Nozzle Life Extremely Short
Pilot Arc H/L switch
Pilot Arc H/L switch Pilot Arc H/L switch
Pilot Arc H/L switch
in wrong position
in wrong positionin wrong position
in wrong position
Refer to Process Data
Nozzle arcing inside bore
Nozzle arcing inside boreNozzle arcing inside bore
Nozzle arcing inside bore
Nitrogen quality too low. Requires 99.995 % purity
Start gas flow too low
Start gas flow too lowStart gas flow too low
Start gas flow too low
Check Process Data cutting parameters
6.3.8 Short Electrode Life
Insufficient cooling
Insufficient coolingInsufficient cooling
Insufficient cooling
Check pump for 115/130 psi (7.9/9.0 bar)output
pressure
Start gas quality
Start gas qualityStart gas quality
Start gas quality
Gas quality needs to be 99.995 % purity minimum
Cut gas quality
Cut gas qualityCut gas quality
Cut gas quality
Oxygen gas needs to be 99.8 % purity
6.3.9 Short Electrode And Nozzle Life
Water leak on torch front
Water leak on torch frontWater leak on torch front
Water leak on torch front-
--
-end
endend
end
Follow torch leak procedure

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-6
PLASMA GAS 1
PLASMA GAS 2
SHIELD GAS 1
SHIELD GAS 2
PLASMA GAS 1
PLASMA GAS 2
SHIELD GAS 1
SHIELD GAS 2
COMMON
120 vac (11 ne)
A. C. COMMON
CHASSIS
FUSED 24vac TO CNC
24vac COMMON
CHASSIS GROUND
24 vdc GROUND
VALVE 1 SET PT.
VALVE 1 + 24 VDC
}
PLASMA GAS 1
VALVE 2 SET PT.
VALVE 2 +24 VDC
}
PLASMA GAS 2
VALVE 3 SET PT.
VALVE 3 +24 VDC
VALVE 4 SET PT.
VALVE 4 +24 VDC
}
}
SHIELD GAS 1
PRES. SW. 15 V. SOURCE (SR1)
PRES. SW 24 V. SOURCE (SR2)
PS5 (SHIELD GAS 2)
PS4 (SHIELD GAS 1)
H.F. 120 V FROM POWER SUPPLY
H.F. 120 V TO J-BOX
PS3 (PLASMA GAS 2)
H.F 120 V FROM POWER SUPPLY
PS1 (PROCESS AIR)
SELECTOR VALVE COMMON
METHANE
H-35 NOT USED
N2-3
O2-2
AIR-2
ARGON
SHIELD GAS 2
H.F. 120 V TO J-BOX
PS2 (PLASMA GAS 1)
N2-2
N2-1
O2-1
AIR-1
10
9
8
7
6
5
4
3
218
76
10
5
9
4321
10987
65
4
3
2
1
10
987
6
1
2
3
4
5
987
6
1
24
5
310
4
a
m
p
COMMON
4
8
7
6
2
3
5
1
VALVE 1 SHIELD (SH)
VALVE 1 GND (GN)
VALVE 1 SET PT. (SP)
VALVE 1 +24 VALVE (PR)
VALVE 2 SHIELD (SH)
VALVE 2 GND (GN)
VALVE 2 SET PT. (SP)
VALVE 2 +24V (PR)
VALVE 3 SHIELD (SH)
VALVE 3 GND
VALVE 3 SET PT. (SP)
VALVE 3 +24 V (PR)
VALVE 4 SHIELD (SH)
VALVE 4 GND (GN)
VALVE 4 SET PT. (SP)
VALVE 4 +24V (PR)
(SHIELD GAS 2)
(SHIELD GAS 1)
(PLASMA GAS 2)
(PLASMA GAS 1)
(PROCESS AIR)
PS5
PS4
PS5
PS4
PS3
PS3
PS2
PS2
PS1
PS1
{
{
{
{
{
JP1
JP2
JP3
JP4 JP5
RC1
RC2
RC3
RC4
RC5
RC6
RC7
RC8
RC9 RC10
TB1
1
2
34
5
6
78
910
11
12 13 14
15
16
17
18
19 20
METH
METH
H-35
H-35
N-3
N-3
N-2
N-2
N-1
N-1
O-2
O-2
O-1
O-1
AIR-2
AIR-2
AIR-1
AIR-1
AR
SOLENOID SOLENOID
SOLENOID SOLENOID
SOLENOID
SOLENOID SOLENOID
SOLENOID
SOLENOID SOLENOID
1 amp
1 amp
1 amp
1 amp
1 amp
1 amp
1 amp
1 amp
1 amp
1 amp
P4
P1
P2
P3
P5
6.4 Flow Control Schematic

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-7
METH
N2-3
N2-2
N2-1
O2-2
O2-1
AIR-2
AIR-1
Ar
PS1
PS2
PS3PS4
PS5
VALVE 1
9-BAR
SENTRONIC
VALVE 2
9-BAR
SENTRONIC
VALVE 3
6-BAR
SENTRONIC
VALVE 4
6-BAR
SENTRONIC
Ar
Air
O2
N2METH
PT-24 Torch
Gas Quick Coupling
2 Way Solenoid
Valve
Check Valve
Check Valve
Flow Meter
Sentronic Valve
Pressure Switch
Solenoid Valve
EFC Junction
Box
Electronic
Manifold
Assembly
Interface
Board
PG1
BLU
PG2
YEL
SG1
ORG
SG2
BLK
CH4
100 psi
H35
100 psi
N2
125 psi
O2
125 psi
Process Air
125 psi
Argon
125 psi
6.5 Gas Flow Schematic

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-8
T1-X1 RED
PILOT ARC BLU
GND1 GRN
PCB1
12
3
J1-M GRY
J1-N BLK
H1
H2
T3
X1
X2
SG1-2 BLU
SG1-1 RED
T2
X1
X2
X3
X1
X2
X3
T1
BLU
SG1-1 RED
PCB1-1 RED
C1-1 BLU
GND1
J1-A GRN
PCB1-3 GRN
J1
J1
C1-2 BLU
T3-X2 BLU
T1-X1 RED
T3-X1 RED
SG1-2 BLU
T1-X2 BLU
C2
C1
SG1
1 2
1 2
PILOT ARC
J2
PCB1-2 BLU
SPLICE
J2-5 WHT
J2-6 WHT
J2-7 WHT
J2-8 WHT
J1-C WHT
A GRN GND1
B BLU J2-2
C WHT SPLICE
D
E
F YEL J2-1
G
H
I
J BLK J2-3
K
L ORN J2-4
M GRY T3-H1
N BLK T3-H2
J1
1 YEL J1-F
2 BLU J1-B
3 BLK J1-J
4 ORN J1-L
5 WHT SPLICE
6 WHT SPLICE
7 WHT SPLICE
8 WHT SPLICE
9 --- ---
J2
DENOTES IN-LINE SPLICE
DENOTES SELF LEAD
6.6 Junction Box Wiring Diagram

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-9
TO FLOW
CONTROL
J2
GND1
A
B
C
D
E
F
G
H
J
K
L
M
N
I
H2
T3
X2
H1 X1
1
2
SG1
2
1
C1 C2
.002 uf
10KV
2500pf
15KV
X1
X2
X3
PCB1
GND1
1
3
2
X1
X2
X3
T1
T2
NEG
PILOT
ARC
TORCH
CONNECTIONS
J1
PLASMA-1
SOLENOID COMMON
PLASMA-2
SHIELD GAS 1
SHIELD GAS 2
2
5
6
7
8
1
3
4
9
J2
6
5
3
4
1
2
BLU
PG-1
PG-2
ORG
SG-1
SG-2
BLK
MANIFOLD
EFC A/M
YEL
CABLE
CONNECTIONS
TO CONSOLE
NEG
PILOT
ARC
WORK
SCHEMATIC DIAGRAM
6.7 Junction Box Schematic

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-10
6.8 Power Module Wiring Diagram
Page 1

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-11
Power Module Wiring Diagram-
Page 2

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-12
6.9 Power Module Schematic – CE Version

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-13
PCB1
PCB1PCB1
PCB1
P1
P1P1
P1 P2
P2P2
P2 P3
P3P3
P3 P4
P4P4
P4
P10
P10P10
P10
1
11
1
2
22
2
3
33
3
4
44
4
5
55
5
6
66
6
7
77
7
8
88
8
9
99
9
10
1010
10
11
1111
11
12
1212
12
13
1313
13
14
1414
14
15
1515
15
16
1616
16
7
77
7
12
1212
12
14
1414
14
13
1313
13
10
1010
10
11
1111
11
8
88
8
9
99
9
5
55
5
6
66
6
3
33
3
4
44
4
1
11
1
2
22
2
16
1616
16
17
1717
17
18
1818
18
7
77
7
12
1212
12
14
1414
14
15
1515
15
13
1313
13
10
1010
10
11
1111
11
8
88
8
9
99
9
5
55
5
6
66
6
3
33
3
4
44
4
1
11
1
2
22
2
16
1616
16
17
1717
17
18
1818
18
7
77
7
12
1212
12
14
1414
14
15
1515
15
13
1313
13
10
1010
10
11
1111
11
8
88
8
9
99
9
5
55
5
6
66
6
3
33
3
4
44
4
1
11
1
2
22
2
5
55
5
3
33
3
4
44
4
1
11
1
2
22
2P4-14(BRN)
P4-14(BRN)P4-14(BRN)
P4-14(BRN)
PLC1 P2-11(WHT)
PLC1 P2-11(WHT)PLC1 P2-11(WHT)
PLC1 P2-11(WHT)
PLC1 P2-12(ORN)
PLC1 P2-12(ORN)PLC1 P2-12(ORN)
PLC1 P2-12(ORN)
PLC1 P2-13(GRY)
PLC1 P2-13(GRY)PLC1 P2-13(GRY)
PLC1 P2-13(GRY)
PLC1 P2-14(YEL)
PLC1 P2-14(YEL)PLC1 P2-14(YEL)
PLC1 P2-14(YEL)
MOD1 P1-5 (BLK)
MOD1 P1-5 (BLK)MOD1 P1-5 (BLK)
MOD1 P1-5 (BLK)
MOD1 P1-6 (RED)
MOD1 P1-6 (RED)MOD1 P1-6 (RED)
MOD1 P1-6 (RED)
15
1515
15
16
1616
16
MOD1 P1-2 (BLU)
MOD1 P1-2 (BLU)MOD1 P1-2 (BLU)
MOD1 P1-2 (BLU)
MOD1 P1-1 (VIO)
MOD1 P1-1 (VIO)MOD1 P1-1 (VIO)
MOD1 P1-1 (VIO)
P4-11(GRY)
P4-11(GRY)P4-11(GRY)
P4-11(GRY)
P4-12(BLU)
P4-12(BLU)P4-12(BLU)
P4-12(BLU)
MOD1 P1-3(ORN)
MOD1 P1-3(ORN)MOD1 P1-3(ORN)
MOD1 P1-3(ORN)
MOD1 P1-4(WHT)
MOD1 P1-4(WHT)MOD1 P1-4(WHT)
MOD1 P1-4(WHT)
PCB-TB P1-6(YEL)
PCB-TB P1-6(YEL)PCB-TB P1-6(YEL)
PCB-TB P1-6(YEL)
MOD1 P1-7(BLU)
MOD1 P1-7(BLU)MOD1 P1-7(BLU)
MOD1 P1-7(BLU)
PLC1 P1-1(BRN)
PLC1 P1-1(BRN)PLC1 P1-1(BRN)
PLC1 P1-1(BRN)
PLC1 P1-2(GRY)
PLC1 P1-2(GRY)PLC1 P1-2(GRY)
PLC1 P1-2(GRY)
MOD1 P3-1(RED)
MOD1 P3-1(RED)MOD1 P3-1(RED)
MOD1 P3-1(RED)
MOD1 P3-2(YEL)
MOD1 P3-2(YEL)MOD1 P3-2(YEL)
MOD1 P3-2(YEL)
PLC1 P1-3(YEL)
PLC1 P1-3(YEL)PLC1 P1-3(YEL)
PLC1 P1-3(YEL)
PLC1 P1-8(ORN)
PLC1 P1-8(ORN)PLC1 P1-8(ORN)
PLC1 P1-8(ORN)
PLC1 P1-3(YEL)
PLC1 P1-3(YEL)PLC1 P1-3(YEL)
PLC1 P1-3(YEL)
MOD1 P3-7(RED)
MOD1 P3-7(RED)MOD1 P3-7(RED)
MOD1 P3-7(RED)
MOD1 P3-8(BLK)
MOD1 P3-8(BLK)MOD1 P3-8(BLK)
MOD1 P3-8(BLK)
MOD1 P3-9(VIO)
MOD1 P3-9(VIO)MOD1 P3-9(VIO)
MOD1 P3-9(VIO)
MOD1 P3-10(YEL)
MOD1 P3-10(YEL)MOD1 P3-10(YEL)
MOD1 P3-10(YEL)
MOD1 P3-3(BLU)
MOD1 P3-3(BLU)MOD1 P3-3(BLU)
MOD1 P3-3(BLU)
MOD1 P3-4(ORN)
MOD1 P3-4(ORN)MOD1 P3-4(ORN)
MOD1 P3-4(ORN)
S3-5(VIO)
S3-5(VIO)S3-5(VIO)
S3-5(VIO)
S3-2(RED)
S3-2(RED)S3-2(RED)
S3-2(RED)
P4-10(VIO)
P4-10(VIO)P4-10(VIO)
P4-10(VIO)
P4-9(VIO)
P4-9(VIO)P4-9(VIO)
P4-9(VIO)
P4-8(ORN)
P4-8(ORN)P4-8(ORN)
P4-8(ORN)
P4-7(ORN)
P4-7(ORN)P4-7(ORN)
P4-7(ORN)
P3-3(GRY)
P3-3(GRY)P3-3(GRY)
P3-3(GRY)
P3-4(RED)
P3-4(RED)P3-4(RED)
P3-4(RED)
P3-5(GRY)
P3-5(GRY)P3-5(GRY)
P3-5(GRY)
P4-4(BRN)
P4-4(BRN)P4-4(BRN)
P4-4(BRN)
P4-3(BRN)
P4-3(BRN)P4-3(BRN)
P4-3(BRN)
P4-2(BLU)
P4-2(BLU)P4-2(BLU)
P4-2(BLU)
P4-1(BLU)
P4-1(BLU)P4-1(BLU)
P4-1(BLU)
P3-1(YEL)
P3-1(YEL)P3-1(YEL)
P3-1(YEL)
P3-2(YEL)
P3-2(YEL)P3-2(YEL)
P3-2(YEL)
P3-7(BLK)
P3-7(BLK)P3-7(BLK)
P3-7(BLK)
P3-6(WHT)
P3-6(WHT)P3-6(WHT)
P3-6(WHT)
P3-8(WHT)
P3-8(WHT)P3-8(WHT)
P3-8(WHT)
P4-13(RED)
P4-13(RED)P4-13(RED)
P4-13(RED)
P9
P9P9
P9
MOD1 P1-14(RED)
MOD1 P1-14(RED)MOD1 P1-14(RED)
MOD1 P1-14(RED)
MOD1 P1-15(BLK)
MOD1 P1-15(BLK)MOD1 P1-15(BLK)
MOD1 P1-15(BLK)3
33
3
1
11
1
2
22
2
17
1717
17
18
1818
18
PCB1 P1-6(BLK)
PCB1 P1-6(BLK)PCB1 P1-6(BLK)
PCB1 P1-6(BLK)
PCB1 P1-5(BLK)
PCB1 P1-5(BLK)PCB1 P1-5(BLK)
PCB1 P1-5(BLK)
TB3-1 (BRN)
TB3-1 (BRN)TB3-1 (BRN)
TB3-1 (BRN)
TB3-2 (GRY)
TB3-2 (GRY)TB3-2 (GRY)
TB3-2 (GRY)
TB3-11 (RED)
TB3-11 (RED)TB3-11 (RED)
TB3-11 (RED)
TB3-22 (WHT)
TB3-22 (WHT)TB3-22 (WHT)
TB3-22 (WHT)
TB3-12 (VIO)
TB3-12 (VIO)TB3-12 (VIO)
TB3-12 (VIO)
TB3-3 (ORN)
TB3-3 (ORN)TB3-3 (ORN)
TB3-3 (ORN)
TB3-14 (BRN)
TB3-14 (BRN)TB3-14 (BRN)
TB3-14 (BRN)
TB3-4 (WHT)
TB3-4 (WHT)TB3-4 (WHT)
TB3-4 (WHT)
TB3-19 (YEL)
TB3-19 (YEL)TB3-19 (YEL)
TB3-19 (YEL)
TB3-18 (VIO)
TB3-18 (VIO)TB3-18 (VIO)
TB3-18 (VIO)
TB3-23 (BLK)
TB3-23 (BLK)TB3-23 (BLK)
TB3-23 (BLK)
TB3-13 (ORN)
TB3-13 (ORN)TB3-13 (ORN)
TB3-13 (ORN)
TB3-21 (GRY)
TB3-21 (GRY)TB3-21 (GRY)
TB3-21 (GRY)
TB3-20 (BLU)
TB3-20 (BLU)TB3-20 (BLU)
TB3-20 (BLU)
PLC-0101 (VIO)
PLC-0101 (VIO)PLC-0101 (VIO)
PLC-0101 (VIO)
PLC1 J2-9 (GRY)
PLC1 J2-9 (GRY)PLC1 J2-9 (GRY)
PLC1 J2-9 (GRY)
PLC-0110 (WHT)
PLC-0110 (WHT)PLC-0110 (WHT)
PLC-0110 (WHT)
K6-A (YEL)
K6-A (YEL)K6-A (YEL)
K6-A (YEL)
PLC-0111 (BRN)
PLC-0111 (BRN)PLC-0111 (BRN)
PLC-0111 (BRN)
PLC-0109 (GRY)
PLC-0109 (GRY)PLC-0109 (GRY)
PLC-0109 (GRY)
K5-A (BLK)
K5-A (BLK)K5-A (BLK)
K5-A (BLK)
GND2 (GRN)
GND2 (GRN)GND2 (GRN)
GND2 (GRN)
PLC-0108 (YEL)
PLC-0108 (YEL)PLC-0108 (YEL)
PLC-0108 (YEL)
PLC1 J2-4 (ORN)
PLC1 J2-4 (ORN)PLC1 J2-4 (ORN)
PLC1 J2-4 (ORN)
3
33
3
1
11
1
2
22
2
P7
P7P7
P7
PLC1 P2-5(BLK)
PLC1 P2-5(BLK)PLC1 P2-5(BLK)
PLC1 P2-5(BLK)
PLC1 P1-4(WHT)
PLC1 P1-4(WHT)PLC1 P1-4(WHT)
PLC1 P1-4(WHT)
TB6-5(RED)
TB6-5(RED)TB6-5(RED)
TB6-5(RED)
PLC-COMM6 (BLU)
PLC-COMM6 (BLU)PLC-COMM6 (BLU)
PLC-COMM6 (BLU)
N
NN
N
M
MM
M
K
KK
K
L
LL
L
D
DD
D
J
JJ
J
H
HH
H
G
GG
G
F
FF
F
E
EE
E
B
BB
B
C
CC
C
A
AA
A
J1
J1J1
J1
E
EE
E
L
LL
L
N
NN
N
M
MM
M
K
KK
K
J
JJ
J
I
II
I
G
GG
G
H
HH
H
F
FF
F
D
DD
D
B
BB
B
C
CC
C
A
AA
A
J2
J2J2
J2
PCB1 P1-12(BLK)
PCB1 P1-12(BLK)PCB1 P1-12(BLK)
PCB1 P1-12(BLK)
PCB1 P1-11(BLK)
PCB1 P1-11(BLK)PCB1 P1-11(BLK)
PCB1 P1-11(BLK)
PCB1 P1-18(BLK)
PCB1 P1-18(BLK)PCB1 P1-18(BLK)
PCB1 P1-18(BLK)
PCB1 P1-17(BLK)
PCB1 P1-17(BLK)PCB1 P1-17(BLK)
PCB1 P1-17(BLK)
U
UU
U
T
TT
T
S
SS
S
R
RR
R
P
PP
P
V
VV
V
PLC1 P1-6 (VIO)
PLC1 P1-6 (VIO)PLC1 P1-6 (VIO)
PLC1 P1-6 (VIO)2
22
2
PLC1 P1-5 (BLK)
PLC1 P1-5 (BLK)PLC1 P1-5 (BLK)
PLC1 P1-5 (BLK)1
11
1
P5
P5P5
P5
P1
P1P1
P1
P2
P2P2
P2
P3
P3P3
P3
P4
P4P4
P4
P10
P10P10
P10
P5
P5P5
P5
2
R2
R2R2
R2
1,3
PCB4
PCB4PCB4
PCB4
1
11
1
2
22
2
3
33
3
4
44
4
5
55
56
66
6
S3
S3S3
S3
S2
S2S2
S2
S1
S1S1
S1
MOD1 P1-7(BLU)
MOD1 P1-7(BLU)MOD1 P1-7(BLU)
MOD1 P1-7(BLU)
R2-2(BRN)
R2-2(BRN)R2-2(BRN)
R2-2(BRN)
PCB1 P10-2(RED)
PCB1 P10-2(RED)PCB1 P10-2(RED)
PCB1 P10-2(RED)
TB6-7(ORN)
TB6-7(ORN)TB6-7(ORN)
TB6-7(ORN)
PCB1 P10-1(VIO)
PCB1 P10-1(VIO)PCB1 P10-1(VIO)
PCB1 P10-1(VIO)
TB6-8(GRY)
TB6-8(GRY)TB6-8(GRY)
TB6-8(GRY)
K1-L1 (BRN)
K1-L1 (BRN)
K1-L1 (BRN)
K1-L1 (BRN)
K1-L2 (BLU)
K1-L2 (BLU)K1-L2 (BLU)
K1-L2 (BLU)
F4-1 (YEL)
F4-1 (YEL)F4-1 (YEL)
F4-1 (YEL)
4
44
4
1
11
12
22
2
3
33
3
5
55
56
66
6
MOD1 TB2-1 (RED)
MOD1 TB2-1 (RED)
MOD1 TB2-1 (RED)
MOD1 TB2-1 (RED)
T3-H1 (RED)
T3-H1 (RED)
T3-H1 (RED)
T3-H1 (RED)
M1-GND (GRN)
M1-GND (GRN)M1-GND (GRN)
M1-GND (GRN)
GND2
GND2GND2
GND2
*
**
*
J1-A (GRN)
J1-A (GRN)J1-A (GRN)
J1-A (GRN)
R2-3(BLU)
R2-3(BLU)R2-3(BLU)
R2-3(BLU)
4
44
4
1
11
1
1
11
1
P7
P7P7
P7
3
33
3
4
44
4
P9
P9P9
P9
1
11
1
1
11
118
1818
18
16
1616
16
1
11
1
18
1818
18
1
11
1
1
11
1
18
1818
18
1
11
1
5
55
5
6
6
6
6
4
4
4
4
1
1
1
1
3
3
3
3
2
2
2
2
5
5
5
5
VIEW OF R2
VIEW OF R2VIEW OF R2
VIEW OF R2
2
22
2
1
11
1
3
33
3
S3-1 (BRN)
S3-1 (BRN)S3-1 (BRN)
S3-1 (BRN)
MOD1 P1-9 (ORN)
MOD1 P1-9 (ORN)MOD1 P1-9 (ORN)
MOD1 P1-9 (ORN)
S3-4 (BLU)
S3-4 (BLU)S3-4 (BLU)
S3-4 (BLU)
SEE
SEESEE
SEE
VIEW
VIEWVIEW
VIEW
OF R2
OF R2OF R2
OF R2
4
4
4
4
1
1
1
1
3
3
3
3
2
2
2
2
6
6
6
6
5
5
5
5
S2
S2S2
S2
L1-H2 (BLK)
L1-H2 (BLK)L1-H2 (BLK)
L1-H2 (BLK)
R1-2 (BLK)
R1-2 (BLK)R1-2 (BLK)
R1-2 (BLK)
K2-L3 (BLU)
K2-L3 (BLU)K2-L3 (BLU)
K2-L3 (BLU)
R7-2 (ORN)
R7-2 (ORN)R7-2 (ORN)
R7-2 (ORN)
BLK
BLKBLK
BLK
L1
L1L1
L1
H2
H2H2
H2
H1
H1H1
H1
S2-5 (BLK)
S2-5 (BLK)S2-5 (BLK)
S2-5 (BLK)
K2-L3(BLU)
K2-L3(BLU)K2-L3(BLU)
K2-L3(BLU)
M1
M1M1
M1
1
11
1
GND
GNDGND
GND
2
22
2
GND2 (GRN)
GND2 (GRN)GND2 (GRN)
GND2 (GRN)
CB1-1 (WHT)
CB1-1 (WHT)CB1-1 (WHT)
CB1-1 (WHT)
J1
J1J1
J1
CB1
CB1CB1
CB1
CB2
CB2CB2
CB2
FS1
FS1FS1
FS1
J2
J2J2
J2
J4-14(BRN)
J4-14(BRN)J4-14(BRN)
J4-14(BRN)
J4-13(RED)
J4-13(RED)J4-13(RED)
J4-13(RED)
M1-2 (WHT)
M1-2 (WHT)
M1-2 (WHT)
M1-2 (WHT)
MOD1 TB2-2(GRY)
MOD1 TB2-2(GRY)
MOD1 TB2-2(GRY)
MOD1 TB2-2(GRY)
CB1-1 (BLK)
CB1-1 (BLK)
CB1-1 (BLK)
CB1-1 (BLK)
M2-4 SPLICE (WHT)
M2-4 SPLICE (WHT)
M2-4 SPLICE (WHT)
M2-4 SPLICE (WHT)
2
22
2
1
11
11
11
1
2
22
2
TB2-3 (RED)
TB2-3 (RED)
TB2-3 (RED)
TB2-3 (RED)
CB2-1 (BLK)
CB2-1 (BLK)
CB2-1 (BLK)
CB2-1 (BLK)
*
**
*
*
**
*
MOD1 TB2-1(BLK)
MOD1 TB2-1(BLK)MOD1 TB2-1(BLK)
MOD1 TB2-1(BLK)
*
**
*
*
**
*
NC
NCNC
NC
C
CC
C
1
11
1
2
22
2
F4
F4F4
F4
TB2-1(BLU)
TB2-1(BLU)
TB2-1(BLU)
TB2-1(BLU)
S1-2(YEL)
S1-2(YEL)
S1-2(YEL)
S1-2(YEL)
NO
NONO
NO
RED
REDRED
RED
BLK
BLKBLK
BLK
ORN
ORNORN
ORN
*
**
*
*
**
*
*
**
*
6.10 Precision Plasma Power Source Wiring Diagrams
Part 1
Part 1Part 1
Part 1

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-14
M2
M2M2
M2
1
11
1
4
44
4
6
66
6
2
22
2
3
33
3
MOD1 TB2-1(RED)
MOD1 TB2-1(RED)MOD1 TB2-1(RED)
MOD1 TB2-1(RED)
RED (INTERNAL)
RED (INTERNAL)RED (INTERNAL)
RED (INTERNAL)
CB2-2 (WHT)
CB2-2 (WHT)CB2-2 (WHT)
CB2-2 (WHT)
BRN (INTERNAL)
BRN (INTERNAL)BRN (INTERNAL)
BRN (INTERNAL)
WHT (INTERNAL)
WHT (INTERNAL)WHT (INTERNAL)
WHT (INTERNAL)
GRN
GRNGRN
GRN
MOD1
MOD1MOD1
MOD1
TB1
TB1TB1
TB1
TB2
TB2TB2
TB2
K1
K1K1
K1
M2
M2M2
M2
T1
T1T1
T1
1
11
1
2
22
2
3
33
3
4
44
4
5
55
5
6
66
6
7
77
7
8
88
8
9
99
9
10
1010
10
11
1111
11
12
1212
12
13
1313
13
14
1414
14
15
1515
15
16
1616
16
17
1717
17
18
1818
18
B
BB
B
A
AA
A
L1
L1L1
L1
L2
L2L2
L2 L3
L3L3
L3
T2
T2T2
T2
T1
T1T1
T1 T3
T3T3
T3
ZD1
ZD1ZD1
ZD1
MOV2
MOV2MOV2
MOV2
MOV3
MOV3MOV3
MOV3
MOV1
MOV1MOV1
MOV1
SEE
SEESEE
SEE
DETAIL
DETAILDETAIL
DETAIL
SEE
SEESEE
SEE
DETAIL
DETAILDETAIL
DETAIL
S1-5 (BRN)
S1-5 (BRN)
S1-5 (BRN)
S1-5 (BRN)
S1-1 (BLU)
S1-1 (BLU)
S1-1 (BLU)
S1-1 (BLU)
J4-12(BLU)
J4-12(BLU)J4-12(BLU)
J4-12(BLU)
J4-11(GRY)
J4-11(GRY)J4-11(GRY)
J4-11(GRY)
BLK
BLKBLK
BLK
BLK
BLKBLK
BLK
BLK
BLKBLK
BLK
SEE DETAIL
SEE DETAILSEE DETAIL
SEE DETAIL
MOD1 BR1-A
MOD1 BR1-AMOD1 BR1-A
MOD1 BR1-A
MOD1 BR1-C
MOD1 BR1-CMOD1 BR1-C
MOD1 BR1-C
T2
T2T2
T2
AH2
AH2AH2
AH2
BH2
BH2BH2
BH2
CH2
CH2CH2
CH2
SPLICE
SPLICESPLICE
SPLICE
SPLICE
SPLICESPLICE
SPLICE
MOV
MOVMOV
MOV
MOV
MOVMOV
MOV
MOV
MOVMOV
MOV
BR1
BR1BR1
BR1
T2-AH2
T2-AH2T2-AH2
T2-AH2
T2-BH2
T2-BH2T2-BH2
T2-BH2
T2-CH2
T2-CH2T2-CH2
T2-CH2
A
AA
A
B
BB
B
C
CC
C
MOD1 BR1-B
MOD1 BR1-BMOD1 BR1-B
MOD1 BR1-B
T3
T3T3
T3
SEE T3
SEE T3SEE T3
SEE T3
DETAIL
DETAILDETAIL
DETAIL
TB2
TB2TB2
TB2
T3-H7(VIO)
T3-H7(VIO)T3-H7(VIO)
T3-H7(VIO)
T3-H6(ORN)
T3-H6(ORN)T3-H6(ORN)
T3-H6(ORN)
T3-H5(BRN)
T3-H5(BRN)T3-H5(BRN)
T3-H5(BRN)
T3-H4(YEL)
T3-H4(YEL)T3-H4(YEL)
T3-H4(YEL)
T3-H3(GRY)
T3-H3(GRY)T3-H3(GRY)
T3-H3(GRY)
T3-H2(BLK)
T3-H2(BLK)T3-H2(BLK)
T3-H2(BLK)
F4-2(BLU)
F4-2(BLU)F4-2(BLU)
F4-2(BLU)
BLK
BLKBLK
BLK
CB2-1(RED)
CB2-1(RED)CB2-1(RED)
CB2-1(RED)
TB2-4 (YEL)
TB2-4 (YEL)TB2-4 (YEL)
TB2-4 (YEL)
TB2-5 (BRN)
TB2-5 (BRN)TB2-5 (BRN)
TB2-5 (BRN)
TB2-6 (ORN)
TB2-6 (ORN)TB2-6 (ORN)
TB2-6 (ORN)
TB2-7 (VIO)
TB2-7 (VIO)TB2-7 (VIO)
TB2-7 (VIO)
T1-H3 (GRY)
T1-H3 (GRY)T1-H3 (GRY)
T1-H3 (GRY)
TB2-3 (GRY)
TB2-3 (GRY)TB2-3 (GRY)
TB2-3 (GRY)
TB2-2 (BLK)
TB2-2 (BLK)TB2-2 (BLK)
TB2-2 (BLK)
T1-H1 (RED)
T1-H1 (RED)T1-H1 (RED)
T1-H1 (RED)
S1-6 (RED)
S1-6 (RED)S1-6 (RED)
S1-6 (RED)
T3
T3T3
T3
H7
H7H7
H7
H6
H6H6
H6
H5
H5H5
H5
H4
H4H4
H4
H3
H3H3
H3
H2
H2H2
H2
H1
H1H1
H1
1
2
3
4
5
6
7
T1
T1T1
T1
(BLK)
(BLK)
(BLK)
(BLK)
T3-H3(GRY)
T3-H3(GRY)
T3-H3(GRY)
T3-H3(GRY)
(YEL)
(YEL)
(YEL)
(YEL)
(BRN)
(BRN)
(BRN)
(BRN)
(ORN)
(ORN)
(ORN)
(ORN)
(VIO)
(VIO)
(VIO)
(VIO)
TOP
TOPTOP
TOP
J4-10(VIO)
J4-10(VIO)
J4-10(VIO)
J4-10(VIO)
J4-9(VIO)
J4-9(VIO)
J4-9(VIO)
J4-9(VIO)
J4-8(ORN)
J4-8(ORN)
J4-8(ORN)
J4-8(ORN)
J4-7(ORN)
J4-7(ORN)
J4-7(ORN)
J4-7(ORN)
J4-4(BRN)
J4-4(BRN)
J4-4(BRN)
J4-4(BRN)
J4-3(BRN)
J4-3(BRN)
J4-3(BRN)
J4-3(BRN)
J4-2(BLU)
J4-2(BLU)
J4-2(BLU)
J4-2(BLU)
J
4
-
1
(
B
L
U
)
J
4
-
1
(
B
L
U
)
J
4
-
1
(
B
L
U
)
J
4
-
1
(
B
L
U
)
J
3
-
1
(
Y
E
L
)
J
3
-
1
(
Y
E
L
)
J
3
-
1
(
Y
E
L
)
J
3
-
1
(
Y
E
L
)
J
3
-
2
(
Y
E
L
)
J
3
-
2
(
Y
E
L
)
J
3
-
2
(
Y
E
L
)
J
3
-
2
(
Y
E
L
)
J
3
-
3
(
G
R
Y
)
J
3
-
3
(
G
R
Y
)
J
3
-
3
(
G
R
Y
)
J
3
-
3
(
G
R
Y
)
J
3
-
4
(
B
L
K
)
J
3
-
4
(
B
L
K
)
J
3
-
4
(
B
L
K
)
J
3
-
4
(
B
L
K
)
J
3
-
5
(
G
R
Y
)
J
3
-
5
(
G
R
Y
)
J
3
-
5
(
G
R
Y
)
J
3
-
5
(
G
R
Y
)
J
3
-
6
(
W
H
T
)
J
3
-
6
(
W
H
T
)
J
3
-
6
(
W
H
T
)
J
3
-
6
(
W
H
T
)
J
3
-
7
(
R
E
D
)
J
3
-
7
(
R
E
D
)
J
3
-
7
(
R
E
D
)
J
3
-
7
(
R
E
D
)
J
3
-
8
(
W
H
T
)
J
3
-
8
(
W
H
T
)
J
3
-
8
(
W
H
T
)
J
3
-
8
(
W
H
T
)
H
2
H
2
H
2
H
2
X
1
X
1
X
1
X
1
X
2
X
2
X
2
X
2
X
3
X
3
X
3
X
3
X
4
X
4
X
4
X
4
X
5
X
5
X
5
X
5
X
6
X
6
X
6
X
6
X
7
X
7
X
7
X
7
X
8
X
8
X
8
X
8
H
3
H
3
H
3
H
3
H
4
H
4
H
4
H
4
H
5
H
5
H
5
H
5
H
6
H
6
H
6
H
6
H
7
H
7
H
7
H
7
X
9
X
9
X
9
X
9
X
1
0
X
1
0
X
1
0
X
1
0
X
1
4
X
1
4
X
1
4
X
1
4
X
1
5
X
1
5
X
1
5
X
1
5
X
1
6
X
1
6
X
1
6
X
1
6
X
1
1
X
1
1
X
1
1
X
1
1
X
1
2
X
1
2
X
1
2
X
1
2
X
1
3
X
1
3
X
1
3
X
1
3
H
1
H
1
H
1
H
1
T
3
-
H
1
(
G
R
Y
)
T
3
-
H
1
(
G
R
Y
)
T
3
-
H
1
(
G
R
Y
)
T
3
-
H
1
(
G
R
Y
)
K4
A
B
2
4
6
1
3
5
ZD3
T3 - H1 RED
M2 - 4 (SPLICE) RED
J4 - 5 BLK
J4 - 6 WHT
M2 - 1 (SPLICE) RED
CB2 - 2 WHT
K4
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
Detail for CE units only
A
B
C
A
B
C
BR1-A
BR1-B
BR1-C
T2-AH2
T2-BH2
T2-CH2
LINE LOAD
Wiring Diagram – Precision Plasma Power Source
Part 2
Part 2Part 2
Part 2

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-15
J3
J3J3
J3
7
77
7
8
88
8
3
33
3
4
44
4
6
66
6
5
55
5
1
11
1
2
22
2
T1-X5(YEL)
T1-X5(YEL)T1-X5(YEL)
T1-X5(YEL)
K1-B(BLU)
K1-B(BLU)K1-B(BLU)
K1-B(BLU)12
1212
12
15
1515
15
16
1616
16
13
1313
13
14
1414
14
FS1-NO(RED)
FS1-NO(RED)FS1-NO(RED)
FS1-NO(RED)
FS1-C(BRN)
FS1-C(BRN)FS1-C(BRN)
FS1-C(BRN)
6
66
6
9
99
9
11
1111
11
10
1010
10
8
88
8
7
77
7
5
55
5
4
44
4
3
33
3
2
22
2
1
11
1
K1-A(GRY)
K1-A(GRY)K1-A(GRY)
K1-A(GRY)
T1-X8(BLU)
T1-X8(BLU)T1-X8(BLU)
T1-X8(BLU)
J4
J4J4
J4
T1-X6(YEL)
T1-X6(YEL)T1-X6(YEL)
T1-X6(YEL)
T1-X14(GRY)
T1-X14(GRY)T1-X14(GRY)
T1-X14(GRY)
T1-X15(BLK)
T1-X15(BLK)T1-X15(BLK)
T1-X15(BLK)
T1-X16(GRY)
T1-X16(GRY)T1-X16(GRY)
T1-X16(GRY)
T1-X11(WHT)
T1-X11(WHT)T1-X11(WHT)
T1-X11(WHT)
T1-X12(RED)
T1-X12(RED)T1-X12(RED)
T1-X12(RED)
T1-X13(WHT)
T1-X13(WHT)T1-X13(WHT)
T1-X13(WHT)
T1-X7(BLU)
T1-X7(BLU)T1-X7(BLU)
T1-X7(BLU)
T1-X4(BRN)
T1-X4(BRN)T1-X4(BRN)
T1-X4(BRN)
T1-X3(BRN)
T1-X3(BRN)T1-X3(BRN)
T1-X3(BRN)
T1-X10(ORN)
T1-X10(ORN)T1-X10(ORN)
T1-X10(ORN)
T1-X9(ORN)
T1-X9(ORN)T1-X9(ORN)
T1-X9(ORN)
T1-X2(VIO)
T1-X2(VIO)T1-X2(VIO)
T1-X2(VIO)
T1-X1VIO)
T1-X1VIO)T1-X1VIO)
T1-X1VIO)
1
11
1
2
22
2
TB2
TB2TB2
TB2
MOD1
MOD1MOD1
MOD1
CB1-2(GRY)
CB1-2(GRY)CB1-2(GRY)
CB1-2(GRY)
M1-1(BLK)
M1-1(BLK)M1-1(BLK)
M1-1(BLK)
S1-6(RED)
S1-6(RED)S1-6(RED)
S1-6(RED)
M2-1 SPLICE (RED)
M2-1 SPLICE (RED)M2-1 SPLICE (RED)
M2-1 SPLICE (RED)
MOD1
MOD1MOD1
MOD1
TB3
TB3TB3
TB3
P4
P4P4
P4
TB2
TB2TB2
TB2
J3
J3J3
J3
J4
J4J4
J4
REAR VIEW
REAR VIEWREAR VIEW
REAR VIEW
WITH REAR PANEL
WITH REAR PANELWITH REAR PANEL
WITH REAR PANEL
REMOVED
REMOVEDREMOVED
REMOVED
TORCH
TORCHTORCH
TORCH
PA
PAPA
PA
WORK
WORKWORK
WORK
TB4
TB4TB4
TB4
SEE DETAIL
SEE DETAILSEE DETAIL
SEE DETAIL
F3
F3F3
F3
2
22
21
11
1
TB3-15 (RED)
TB3-15 (RED)TB3-15 (RED)
TB3-15 (RED)
MOD1 P4-7 (RED)
MOD1 P4-7 (RED)MOD1 P4-7 (RED)
MOD1 P4-7 (RED)
1
11
1
10
1010
10
8
88
8
1
11
1
1
11
1
16
1616
16
4
44
4
8
88
8
9
99
9
10
1010
10
5
55
5
7
77
7
6
66
6
TB3-7(RED)
TB3-7(RED)TB3-7(RED)
TB3-7(RED)1
11
1
2
22
2
3
33
3
TB3-8(YEL)
TB3-8(YEL)TB3-8(YEL)
TB3-8(YEL)
P4
P4P4
P4
MOD1
MOD1MOD1
MOD1
TB3-10(ORN)
TB3-10(ORN)TB3-10(ORN)
TB3-10(ORN)
TB3-9(BLU)
TB3-9(BLU)TB3-9(BLU)
TB3-9(BLU)
TB3-12(VIO)
TB3-12(VIO)TB3-12(VIO)
TB3-12(VIO)
TB3-11(RED)
TB3-11(RED)TB3-11(RED)
TB3-11(RED)
TB3-16(BLK)
TB3-16(BLK)TB3-16(BLK)
TB3-16(BLK)
F3-1(RED)
F3-1(RED)F3-1(RED)
F3-1(RED)
TB3-19(YEL)
TB3-19(YEL)TB3-19(YEL)
TB3-19(YEL)
TB3-18(VIO)
TB3-18(VIO)TB3-18(VIO)
TB3-18(VIO)
6
66
6
5
55
5
4
44
4
3
33
3
2
22
2
1
11
1
13
1313
13
12
1212
12
11
1111
11
10
1010
10
9
99
9
8
88
8
7
77
7
20
2020
20
19
1919
19
18
1818
18
17
1717
17
16
1616
16
15
1515
15
14
1414
14
24
2424
24
23
2323
23
22
2222
22
21
2121
21
TB3
TB3TB3
TB3
J2-N (BRN)
J2-N (BRN)J2-N (BRN)
J2-N (BRN)
J2-M (GRY)
J2-M (GRY)J2-M (GRY)
J2-M (GRY)
J2-I(ORN)
J2-I(ORN)J2-I(ORN)
J2-I(ORN)
J2-G(WHT)
J2-G(WHT)J2-G(WHT)
J2-G(WHT)
J2-L(RED)
J2-L(RED)J2-L(RED)
J2-L(RED)
J2-J(VIO)
J2-J(VIO)J2-J(VIO)
J2-J(VIO)
J2-C(ORN)
J2-C(ORN)J2-C(ORN)
J2-C(ORN)
J2-H(BRN)
J2-H(BRN)J2-H(BRN)
J2-H(BRN)
J2-E(VIO)
J2-E(VIO)J2-E(VIO)
J2-E(VIO)
J2-F (YEL)
J2-F (YEL)J2-F (YEL)
J2-F (YEL)
J2-A (BLU)
J2-A (BLU)J2-A (BLU)
J2-A (BLU)
J2-B(GRY)
J2-B(GRY)J2-B(GRY)
J2-B(GRY)
J2-K(WHT)
J2-K(WHT)J2-K(WHT)
J2-K(WHT)
J2-D(BLK)
J2-D(BLK)J2-D(BLK)
J2-D(BLK)
PLC-0000 (BRN)
PLC-0000 (BRN)PLC-0000 (BRN)
PLC-0000 (BRN)
PLC(-24VDC) (GRY)
PLC(-24VDC) (GRY)PLC(-24VDC) (GRY)
PLC(-24VDC) (GRY)
PLC-COMM 2 (ORN)
PLC-COMM 2 (ORN)PLC-COMM 2 (ORN)
PLC-COMM 2 (ORN)
PLC-0100 (WHT)
PLC-0100 (WHT)PLC-0100 (WHT)
PLC-0100 (WHT)
MOD1 P4-1(RED)
MOD1 P4-1(RED)MOD1 P4-1(RED)
MOD1 P4-1(RED)
MOD1 P4-2(YEL)
MOD1 P4-2(YEL)MOD1 P4-2(YEL)
MOD1 P4-2(YEL)
MOD1 P4-3(BLU)
MOD1 P4-3(BLU)MOD1 P4-3(BLU)
MOD1 P4-3(BLU)
MOD1 P4-4(ORN)
MOD1 P4-4(ORN)MOD1 P4-4(ORN)
MOD1 P4-4(ORN)
MOD1 P4-5(RED)
MOD1 P4-5(RED)MOD1 P4-5(RED)
MOD1 P4-5(RED)
MOD1 P4-6(VIO)
MOD1 P4-6(VIO)MOD1 P4-6(VIO)
MOD1 P4-6(VIO)
PCB2 P1-2(ORN)
PCB2 P1-2(ORN)PCB2 P1-2(ORN)
PCB2 P1-2(ORN)
PCB2 P1-3(BRN)
PCB2 P1-3(BRN)PCB2 P1-3(BRN)
PCB2 P1-3(BRN)
F3-2 (RED)
F3-2 (RED)F3-2 (RED)
F3-2 (RED)
MOD1 P4-8(BLK)
MOD1 P4-8(BLK)MOD1 P4-8(BLK)
MOD1 P4-8(BLK)
MOD1 P4-9(VIO)
MOD1 P4-9(VIO)MOD1 P4-9(VIO)
MOD1 P4-9(VIO)
MOD1 P4-10(YEL)
MOD1 P4-10(YEL)MOD1 P4-10(YEL)
MOD1 P4-10(YEL)
K8-9 (BLU)
K8-9 (BLU)K8-9 (BLU)
K8-9 (BLU)
K8-6 (GRY)
K8-6 (GRY)K8-6 (GRY)
K8-6 (GRY)
K7-B (WHT)
K7-B (WHT)K7-B (WHT)
K7-B (WHT)
K7-A (BLK)
K7-A (BLK)K7-A (BLK)
K7-A (BLK)
PLC1 J1-6 (VIO)
PLC1 J1-6 (VIO)PLC1 J1-6 (VIO)
PLC1 J1-6 (VIO)
PLC1 J1-5 (BLK)
PLC1 J1-5 (BLK)PLC1 J1-5 (BLK)
PLC1 J1-5 (BLK)
Wiring Diagram – Precision Plasma Power Source
Part 3
Part 3Part 3
Part 3

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-16
PCB2 - P1
P1-1
P1-2
P1-3
P1-6
TB3-13(ORN)
TB3-14(BRN)
TB5-PA(YEL)
TB5-WORK(RED)
TB5-TORCH(BLK)
E
E
VIEW E-E
PLC
L1
L2
COMM 2
0100
0102
COMM 4
COMM 3
0101
0104
0108
COMM 6
0106
0107
0105
COMM 5
0103
COMM 7
0001
0000
HS COMM
0002
0111
0109
0110
0006
0004
0003
-24VDC
+24VDC
COMM 1
TB3-1 (BRN)
TB3-2 (GRY)
K6-9 (RED)
PLC-HS COMM (VIO)
PLC1 J1-8(ORN)
K5-9 (YEL)
PLC1 J1-4(WHT)
PLC-(+24VDC) (VIO)
K7-4 (BLU)
TB3-4 (WHT)
K4-A (WHT)
J1-J (WHT)
J1-L (BRN)
J1-F (GRY)
J1-B (YEL)
K8-A (ORN)
PLC-COMM3 (BLU)
PLC1 J1-2(GRY)
K3-A (VIO)
PLC1 J1-1(BRN)
PLC1 J2-7 (BLU)
TB3-3 (ORN)
PLC1 J2-10(RED)
J1-M (VIO)
PLC-COMM 7 (BLU)
PLC-COMM 6 (BLU)
PLC-L2(BLK)
F
F
PCB2
TB5
VIEW F-F
PCB2
TB5
TB4-1(VIO)
J1-D(BLU)
PA
WORK
TORCH
PLC1 J2-5(RED)
PLC1 J2-1(BLK)
PCB2-PA(YEL)
K2-T1 (YEL)
PCB2 P1-1 (RED)
PCB2 P1-6 (BLK)
MOD1 SH1-2(BLK)
MOD1 TB3-1(BLK)
K7-6 (GRY)
T2
A
7
4
B
9
6
A
4
7
B
6
9
A
7
4
B
6
9
B
A
4
7
9
6
B
A
4
7
9
6
1
K7
3
K6
1
3
1
K5
3
K4
1
3
K3
1
3
J2
J1
PLC-0006(ORN)
10
9
7
6
PLC-0002(WHT)
5
4
PLC-COMM5(GRY)2
TB4-1(VIO)3
8
PLC-0103(BRN)1
J1 J2
PLC1 MODULE
J1-N(GRY)
K3-6(WHT)
PLC-0102(RED)
K3-9(ORN)
PLC-L2(BLK)
PLC-COMM7(BLU)
TB4-1 (VIO)
TB5-WORK(RED)
PLC-COMM3 (BLU)
J1-C(ORN)
16
13
14
15
11
12
8
9
10
6
7
3
4
5
1
2
K4-9(GRY)
K4-6(YEL)
PLC-COMM1(BLK)
PLC1 J2-3(BLU)
TB4-2(BRN)
TB4
TB3-5 (BLK)
TB3-6 (VIO)
PLC-COMM4 (BLU)
3
1
6
9
B
4
7
A
K8
R8
R7
R1
1
2
1
2
1
2
S2-6 (ORN)
S2-3 (BLK)
R10
1
2
BLU
MOD1 SH1-1 (GRY)
R9
1
2
BLU
BLU
BLU
BLU
K7
K6
K5
K4 K3
1
3
AB
4
6
7
99
6
B
3
1
7
4
A
1
3
9
B
6
A
4
7
6
B
9
3
1
7
4
A
6
B
9
3
1
7
4
A
TB4-2(BRN)
TB4-2(BRN)
TB4-2(BRN)
TB4-2(BRN)
J1-K (YEL)
TB4-1(VIO)
J1-G (BLK)
PLC-0003 (YEL)
TB4-1(VIO)
PLC-0105 (WHT)
PLC1 J2-13(GRY)
PLC-0104 (VIO)
PLC1 J2-12(ORN)
PLC1 J2-11(WHT)
PLC-(-24VDC) (GRY)
TB3-22 (WHT)
TB3-23 (BLK)
PLC-0001 (BLU)
PLC-0004 (RED)
PLC1 J2-14(YEL)
ZD3
TB3-20 (BLU)
PLC-0106 (ORN)
TB4-2(BRN)
TB3-21 (GRY)
1
3
B
4
A
7
6
9
K8
TB412
PLC1 J2-15(BRN)
K3-B(BRN)
K4-B(BRN)
K5-B(BRN)
K6-B(BRN)
PLC-L1(VIO)
K5-6(VIO)
K6-6(VIO)
PLC1 J1-3(VIO)
PLC1 J2-2(VIO)
K8-B (BRN)
PLC
PLCPLC
PLC
L1
L1
L1
L1
L2
L2
L2
L2
0100
0100
0100
0100
COMM 2
COMM 2
COMM 2
COMM 2
0101
0101
0101
0101
COMM 3
COMM 3
COMM 3
COMM 3
0102
0102
0102
0102
COMM 4
COMM 4
COMM 4
COMM 4
0103
0103
0103
0103
COMM 5
COMM 5
COMM 5
COMM 5
0104
0104
0104
0104
0105
0105
0105
0105
0106
0106
0106
0106
0107
0107
0107
0107
COMM 6
COMM 6
COMM 6
COMM 6
0108
0108
0108
0108
COMM 7
COMM 7
COMM 7
COMM 7
0109
0109
0109
0109
0110
0110
0110
0110
0111
0111
0111
0111
-24VDC
-24VDC
-24VDC
-24VDC
0006
0006
0006
0006
COMM 1
COMM 1
COMM 1
COMM 1
+24VDC
+24VDC
+24VDC
+24VDC
0001
0001
0001
0001
0000
0000
0000
0000
HS COMM
HS COMM
HS COMM
HS COMM
0002
0002
0002
0002
0003
0003
0003
0003
0004
0004
0004
0004
0007
0007
0007
0007
Wiring Diagram – Precision Plasma Power Source
Part 4
Part 4Part 4
Part 4

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-17
14
15
16
12
13
10
11
7
9
8
5
6
7
6
5
4
2
3
4
P4-10(VIO)
1
P2
2
3
8
P1
1
PLC1 MODULE
10
9
P4-9(VIO)
P4-1(BLU)
P4-2(BLU)
PLC1 P2-1 (VIO)
PCB1 P7-1(BLK)
PCB1 P1-7(WHT)
PLC1 P2-4(BLU)
PCB1 P1-10(YEL)
PCB1 P1-9(GRY)
PCB1 P1-8(ORN)
K2-B(RED)
PLC1 P2-2 (VIO)
PCB1 P4-7(YEL)
PCB1 P4-8(ORN)
PCB1 P4-2(GRY)
PCB1 P4-1(BRN)
PLC1 P2-15(BLU)
PCB1 P4-10(WHT)
PCB1 P4-9(YEL)
PCB1 P5-2(VIO)
PCB1 P5-1 (BLK)
PLC1 P2-7 (VIO)
PLC1 P2-9 (VIO)
K2-A (VIO)
11
15
16
12
14
13
4
4
8
9
10
5
7
6
8
5
7
6
1
2
3
P1
2
1
3
P2
MOD1
4
8
9
10
5
7
6
1
2
3
P3
2
1
SH1
8 PCB1 P2-4(ORN)
8
14 PCB1 P1-2(BRN)
16
15
11 PCB1 P3-1(GRY)
PCB1 P1-3(RED)
PCB1 P3-2(BLU)
13
12
PCB1 P2-1(VIO)
PCB1 P2-2(VIO)
10
9
5
7
6
2
3
4
1
5
PCB1 P2-5(ORN)7
6
PCB1 P2-13(BLU)
PCB1 P2-11(BRN)
PCB1 P2-12(BRN)
2
4
3
P3
PCB1 P2-15(YEL)
PCB1 P2-14(BLU)1
P4
PCB1 P1-16(VIO)
PCB1 P1-15(BLU)
PCB1 P3-12(ORN)
PCB1 P3-13(WHT)
PCB1 P1-13(BLK)
PCB1 P1-14(RED)
PCB1 P3-18(BLU)
PCB-TB P1-1(YEL)
R2-1(ORN)
NOT USED
PCB1 P4-3(RED)
PCB1 P4-4(YEL)
PCB1 P4-15(BLU)
PCB1 P4-16(ORN)
TB6-6(BRN)
TB6-8(GRY)
PCB1 P4-11(RED)
PCB1 P4-12(BLK)
PCB1 P4-13(VIO)
PCB1 P4-14(YEL)
TB5-WORK(BLK)
R10-1 (GRY)
PCB1 P2-16(YEL)
PCB1 P2-8(GRY)
PCB1 P2-9(RED)
PCB1 P2-10(GRY)
PCB1 P10-4(WHT)
PCB1 P10-3(BLK)
PCB1 P10-5(WHT)
PLC1 P2-1(VIO)
PCB1 P9-3(BLK)
PCB1 P9-1(RED)
PLC1 P2-4(BLU)
PLC1 P2-3(BLU)
PLC1 P2-2(VIO)
S3-4(BLU)
MOD1
P1
SH1
P2
P3
P1
P2
PLC MOD
P3
P4
TB3
1
TB5-TORCH(BLK)
FRONT VIEW
WITH FRONT
PANEL REMOVED
12345678
TB6
TB6-2(RED)
SEE DETAIL
8
1
16
1
1
16
1
10
8
1
1
16
1
8
K2
T1
T2
T3
L1
L3
L2
B
A
ZD2
PLC1 P2-9 (VIO)
PLC1 P2-10 (RED)
WHT
C2-2 (WHT)
WHT
L1-H1 (BLU)
K2-T3(WHT)
K2-T1(YEL)
R12
C2
C1
1
1
22
R15-2 (RED)
MOD1 TB3-1 (RED)
D1(-) GRY
2
1
2
1
R15
R14
R13
D1
R14-1 (GRY)
R11
K2-L3 (BLU)
C1-1 (BLU)
S2-2 (BLU)
C2-1 (YEL)
4
TB6
123 5678
R5
R6
R4
R3
MOD1 P3-6(GRY)
S3-6(GRY)
S3-3(ORN)
MOD1 P3-5(BRN)
MOD1-TB3-1 (RED)
PCB1 P7-3(RED)
TB5-PA (YEL)
Wiring Diagram – Precision Plasma Power Source
Part 5
Part 5Part 5
Part 5

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-18
6.11 Schematic- Precision Plasma Power Source
Part 1
Part 1Part 1
Part 1
ØC
ØB
ØA
K1
M1
P3-17(+)
P3-18(-)
120VAC
120VAC
P3-13
FNT PNL
ON/OFF
ISOLATION AMPLIFIER AND
FAULT SIGNAL PCB
PCB1
3A
CB1
12
P3-12
LED6
LED5
T2
LED4
LED3
LED2
LED1
LED9
LED8
LED7
P1-13
P1-14
P1-15
P2-2
P3-1
P3-2
A
B
P1-16
P1-2
P1-3
AUTO XFMR
AH2
AH3
AH4
AH5
AH8
AH6
AH1
AH7
P2-4
P2-5
12VAC
P2-6
P2-7
P2-11
P2-12
24VAC
P2-13
P2-14
24VAC
P2-15
P2-16
24VAC
P2-9
P2-8
18VAC
P2-10
18VAC
P10-3
P10-4
P10-5
18VAC
18VAC
TB1
TB2
1
2
3
4
5
6
7
200V
230V
380V
415V
460V
575V
ZD1,180V
38103
2
15
6
1
2
L3
T3
L2
L1
T1
T2
CB2
7A
12
1
M2
4
PUMP
MOTOR
P1-6
P1-5
AMMETER
+
-
P8
-
+
AM1
+
-
P6
+
-
VOLTMETER
V1
POWER MODULE #1
BR1-A
BR1-B
BR1-C
TB2-1
TB2-2
12345678 821436579 10111213141516
J2
P1
P4-3
P4-4
P4-15
P4-16
P10-2
P10-1
P4-11
P4-12
P4-13
P4-14
K4
K5
K6
K3
96
AB
9
AB
6
9
AB
6
9
AB
6
6
5
4
3
2
1
575V
460V
415V
380V
230V
200V
BH1
BH2
BH3
BH4
BH5
BH6
BH8
BH7
7
8
9
10
11
12
200V
230V
380V
415V
460V
575V
200V
230V
380V
415V
460V
575V
13
14
15
16
17
18
CH1
CH2
CH3
CH4
CH5
CH6
CH8
CH7
MOV1
610V
MOV2
610V
MOV3
610V
S1
P2-1
P9-3
P9-1
J1P1
1
2
3
8
5
4
6
7
9
10
P4-1
P4-2
P4-7
P4-8
P4-9
P4-10
J2P2
P1-9
P1-8
P1-7
P1-10
PLASMA GAS
START GAS
P7-3
P7-1
6
5
3
4
2
1
NOT USED ON
PRECISION PLASMA CONSOLE
1
2
3
4
7
9
8
10
5
6
14
11
12
13
TB4-1
MOD1
15
P1-12
P1-11
P1-17
P1-18
P5-1
P5-2
21
F4
15A
9
BA
K6
6
NC
C
FS1
NO
P4J4
16
15
14
13
12
11
10
9
1
3
2
6
5
7
8
4
1
2
3
4
5
6
7
8
J3 P3
X1
X2
X9
X10
X3
X4
X7
X8
X5
X6
X14
X15
X16
X11
X12
H1
H2
H3
H4
H5
H6
H7
X13
H7
H6
H5
H4
H3
H2
H1
T3
T1
FN1
A
B
C
PCB TRIM
838193
1
6
POT
PLC1
PLC MODULE #1
TB4-2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-19
3
2
1
6
5
4
10K
DPDT S3
FRONT PNL
CURRENT
LOCAL/REMOTE
CURRENT SETTING POT
R2
1
2
3
1 325476 8910
10
9
8
7
6
5
4
3
2
1
P3
P4
120VAC RELAY
K7
START GAS ON, NITROGEN
CUT GAS ON, OXYGEN
REGULATED SHIELD
COMMON
A
B
C
D
E
F
K
M
L
J
H
G
P
N
180 VAC
START UP
PCB2
838131
P1-2
P1-3
P1-6
P1-1
START GAS
PLASMA GAS
PILOT ARC
WORK
TORCH
J1
4
6
AB
1
2
4
3
8
6
7
5
15
16
14
13
12
10
11
9
17
19
18
TB3
J2
A
B
C
D
E
F
G
H
I
J
L
M
N
RELAY CLOSING, DRY CONTACT
EMERGENCY STOP FROM CNC TO P.S.
START SIGNAL FROM
SETTING FROM CNC TO P.S.
TO CNC, RELAY CLOSING
CNC TO P.S., RELAY CLOSING
+10VDC REMOTE CURRENT
ARC ON SIGNAL FROM P.S.
RELAY/CONTACTOR NORMALLY CLOSED
FAULT SIGNAL FROM P.S. TO CNC
20
22
23
21
K
FROM CNC TO P.S.
120VAC PREFLOW SIGNAL
ARC ON SIGNAL
FROM P.S. TO CNC,
TRANSISTOR
CNC TO P.S., 120VAC
START SIGNAL FROM
VOLTAGE DIVIDER, (+)
VOLTAGE DIVIDER, (-)
CONNECTOR CHASSIS GND SUPPLIED
BY CUTTING MACHINE GRO UP
CNC TO P.S., 24VAC
START SIGNAL FROM
24
OPEN IN CASE OF EMERGENCY
SH1-2
SH1-1
TB3-1
SETTING
1
2
3
4
7
8
6
5
15
16
11
13
14
12
10
9
24
23
19
21
22
20
18
17
21
19
11
9
8
7
3
5
6
4
2
1
24
22
23
17
20
18
15
16
14
10
12
13
PLC
L2
L1
ZD3
FULL SHIELD
TO FLOW
CONTROL BOX
J1
TO JUNCTION BOX J1
TO CUTT ING MACHINE CNC
PLC1
PLC MODULE #1
PA
TB6-5
TB6-4
TB6-2
R6
39K
2W
2W
39K
R5
MAX
MIN
TB6-8
TB6-7
TB6-6
R4
4.99K4.99K
R3
R
S
T
U
V
2
F3
1
1A
FRONT PNL
PILOT ARC
SELECTOR S2
HI
6
4
5
R7
20 OHM 300W
R8
20 OHM 300W
ZD2
180
VAC
R10
300W
3.1 OHM
20 OHM 300W
R9
LO
3
1
2
120VAC RELAY
K2
L1
L2
L3
T1
T2
T3
AB
C2
20uf
400V
8W
10K
R11
ZD2
180
VAC
L1
H2
H1
OHM
R7
400V
20uf
C1
8W
10K
10K
8W
R7
OHM
D1
50W
R14
20 OHM
20 OHM
R15
50W
R1
300W
20 OHM
0000
0001
HS COMM
0002
0003
0004
0006
0007
COMM 1
+24VDC
-24VDC
0100
Comm 2
0101
Comm 3
0102
Comm 4
0103
Comm 5
0104
0105
0106
0107
Comm 6
0108
0109
0110
0111
Comm 7
POWER MODULE #1
MOD1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
Schematic- Precision Plasma Power Source
Part 2
Part 2Part 2
Part 2

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-20
6.12 Technical Guide To Using And
Understanding The Operation Of The
Electronic Flow Control
Introduction
IntroductionIntroduction
Introduction
The following information is a guide for
troubleshooting The Precision Plasma Electronic
Flow Control. Knowledge of machine and control
operation is required.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-21
6.12.1 Precision Process Timers
Timer Description
Plasma Preflow Time
Plasma Preflow TimePlasma Preflow Time
Plasma Preflow Time
The minimum interval of time between the receipt of a
plasma process start signal and the issuance of the signal
to turn the plasma power supply on. Plasma process start
gas flows are in effect during this time.
Line Purge Time
Line Purge TimeLine Purge Time
Line Purge Time
The interval of time allowed to purge the plasma process
gas lines. Plasma process purge/fill gas flows are in effect
during this time.
Plasma Firing Time
Plasma Firing TimePlasma Firing Time
Plasma Firing Time
The maximum interval of time allowed for receipt of an arc-
on signal from the issuance of the signal to turn the plasma
power supply on. Plasma process start gas flows are in
effect during this time.
Plasma Pierce Time
Plasma Pierce TimePlasma Pierce Time
Plasma Pierce Time
The interval of time allowed for piercing the work piece
after receipt of the arc-on signal. Plasma process cut gas
flows are in effect during this time. (Torch stationary, AHC
disabled, machine stationary).
Plasma AHC Delay
Plasma AHC DelayPlasma AHC Delay
Plasma AHC Delay
T
he interval of time allowed after expiration of the PLASMA
PIERCE TIME timer before enabling AHC. Plasma process
cut gas flows are in effect during this time. (Torch
stationary, AHC disabled, machine moving).
Plasma Arc Delay
Plasma Arc DelayPlasma Arc Delay
Plasma Arc Delay
The interval of time for filtering the arc-on signal to allow
the signal to assume a stable mode / condition. Plasma
process cut gas flows are in effect during this time.
Master Up
Master UpMaster Up
Master Up
The interval of time allowed to raise the plasma torch after
receipt of a plasma process off signal. Plasma process
start gas flows are in effect during this time.
Analog Channel Disable
Analog Channel DisableAnalog Channel Disable
Analog Channel Disable
The interval of time allowed before enabling the plasma
process idle flow analog values. Plasma process start gas
flow analog values are in effect during this time.
Line Fill Time
Line Fill TimeLine Fill Time
Line Fill Time
The interval of time allowed to fill the plasma process gas
lines. Plasma process purge/fill gas flows are in effect
during this time.
Plasma Postflow
Plasma PostflowPlasma Postflow
Plasma Postflow
The interval of time allowed for plasma process gases to
flow after expiration of the MASTER UP timer. Plasma
process start gas flows are in effect during this time.
Line Vent Time
Line Vent TimeLine Vent Time
Line Vent Time
The interval of time allowed to vent the plasma process
gas lines. Plasma process idle gas flows are in effect
during this time.
Flow
Flow Flow
Flow Control Vent Time
Control Vent TimeControl Vent Time
Control Vent Time
The interval of time allowed to vent the flow control gas
lines. Plasma process purge/fill gas flows are in effect
during this time.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-22
6.12.2 Process Timer Values For Vision Cutting Record File PARAM.CUT
Vision Interpretation Data File DEF.TEC
PARAM.CUT DEF .TEC
Wx
(Preset Value)
Ux
(Lower Editing
Limit)
Qx
(Upper Editing
Limit)
V
(Hidden Flag)
TIMERS
V = Hidden Flag Enabled
Plasma Preflow Time 0.6
0.60.6
0.6
0.5
0.50.5
0.5
50.0
50.050.0
50.0
V
VV
V
Line Purge Time 1.0
1.01.0
1.0
1.0
1.01.0
1.0
50.0
50.050.0
50.0
V
VV
V
Plasma Firing Time 6.0
6.06.0
6.0
4
44
4.0
.0.0
.0
6.0
6.06.0
6.0
V
VV
V
Plasma Pierce Time 0.0
0.00.0
0.0
0.0
0.00.0
0.0
50.0
50.050.0
50.0
Plasma Ahc Delay 0.0
0.00.0
0.0
0.0
0.00.0
0.0
50.0
50.050.0
50.0
Plasma Arc Delay 0.3
0.30.3
0.3
0.0
0.00.0
0.0
0.5
0.50.5
0.5
V
VV
V
Master Up 2.0
2.02.0
2.0
0.0
0.00.0
0.0
50.0
50.050.0
50.0
Analog Channel Disable 600.0
600.0600.0
600.0
600.0
600.0600.0
600.0
600.0
600.0600.0
600.0
V
VV
V
Line Fill Time 5.0
5.05.0
5.0
5.0
5.05.0
5.0
50.0
50.050.0
50.0
V
VV
V
Plasma Postflow 5.0
5.05.0
5.0
5.0
5.05.0
5.0
50.0
50.050.0
50.0
V
VV
V
Line Vent Time / Flow Control Vent Time 2.0
2.02.0
2.0
2.0
2.02.0
2.0
50.0
50.050.0
50.0
V
VV
V

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-23
6.12.3 Process Window Key Functions
Key Function Description
Plasma AHC Allow Icon
(F2 Push
(F2 Push(F2 Push
(F2 Push-
--
-Button)
Button)Button)
Button)
• Icon permits the machine operator to allow or
disallow plasma AHC.
• Icon does not turn plasma AHC
Icon does not turn plasma AHCIcon does not turn plasma AHC
Icon does not turn plasma AHC on.
on. on.
on.
• Plasma AHC is allowed if the icon is highlighted
(darkened).
• Plasma AHC is not allowed if the icon is not
highlighted.
Plasma AHC Icon
(F3 Push
(F3 Push(F3 Push
(F3 Push-
--
-Button)
Button)Button)
Button)
• Icon permits machine operator to manually turn
plasma AHC on or off.
• Icon also permits the operator to perform a
plasma IHS cycle if the plasma process is not
active.
• The plasma AHC allow icon must be highlighted
plasma AHC allow icon must be highlightedplasma AHC allow icon must be highlighted
plasma AHC allow icon must be highlighted.
Plasma Start Parameter Test Icon
(F4 Push
(F4 Push(F4 Push
(F4 Push-
--
-Button)
Button)Button)
Button)
• Icon permits the machine operator to manually
test/adjust the plasma process start parameters
with the exception of the plasma gas 2 start flow.
Plasma Gas 2 Test Icon
(
F5 Push
(
F5 Push
(
F5 Push
(
F5 Push-
--
-Button
)
Button
)
Button
)
Button
)
• Icon permits the machine operator to manually
test/adjust the plasma gas 2 start flow.
• The plasma start parameter test icon must be
plasma start parameter test icon must be plasma start parameter test icon must be
plasma start parameter test icon must be
highlighted
highlightedhighlighted
highlighted.
Plasma Cut Parameter Test Icon
(F6 Push
(F6 Push(F6 Push
(F6 Push-
--
-Button)
Button)Button)
Button)
• Icon permits the machine operator to manually
test/adjust the plasma process cut parameters.
• The plasm
plasmplasm
plasma start parameter test icon must be
a start parameter test icon must be a start parameter test icon must be
a start parameter test icon must be
highlighted
highlightedhighlighted
highlighted.
Plasma Start Icon
(F6 Push
(F6 Push(F6 Push
(F6 Push-
--
-Button)
Button)Button)
Button)
• Icon permits the machine operator to manually
start or stop the plasma process.
• The plasma start parameter test icon must not be
must not be must not be
must not be
highlighted
highlightedhighlighted
highlighted.

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-24
6.12.4 Proportional Valve Analog Flow Values
For Param.Cut And Def.Tec
PARAM.CUT
PARAM.CUTPARAM.CUT
PARAM.CUT
DEF.TEC
DEF.TECDEF.TEC
DEF.TEC
Wx
Wx
Wx
Wx
(Preset Value)
(Preset Value)
(Preset Value)
(Preset Value)
Ux
Ux
Ux
Ux
(Lower Editing
(Lower Editing
(Lower Editing
(Lower Editing
Limit)
Limit)
Limit)
Limit)
Qx
Qx
Qx
Qx
(Upper Editing
(Upper Editing
(Upper Editing
(Upper Editing
Limit)
Limit)
Limit)
Limit)
V
V
V
V
(Hidden Flag)
(Hidden Flag)
(Hidden Flag)
(Hidden Flag)
Xx
Xx
Xx
Xx
(Lower
(Lower
(Lower
(Lower
Parameter
Parameter
Parameter
Parameter
Limit)
Limit)
Limit)
Limit)
Yy
Yy
Yy
Yy
(Upper
(Upper
(Upper
(Upper
Parameter
Parameter
Parameter
Parameter
Limit)
Limit)
Limit)
Limit)
Ix
Ix
Ix
Ix
(Lower
(Lower
(Lower
(Lower
Channel Li
Channel Li
Channel Li
Channel Li
mit)
mit)
mit)
mit)
Jx
Jx
Jx
Jx
(Upper
(Upper
(Upper
(Upper
Channel Limit)
Channel Limit)
Channel Limit)
Channel Limit)
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
V = Hidden Flag Enabled
V = Hidden Flag EnabledV = Hidden Flag Enabled
V = Hidden Flag Enabled
Plasma Gas 1 Start Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Plasma Gas 1 Cut Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Plasma Gas 2 Start Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Plasma Gas 2 Cut Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Shield Gas 1 Start Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Shield Gas 1 Cut Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Shield Gas 2 Start Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Shield Gas 2 Cut Flow Analog Out 0.0 0.0 100.0 0.0 100.0 0.0 255.0
Plasma Gas 1 Soft Flow Analog Out 10.0 10.0 10.0 V 0.0 100.0 0.0 255.0
Plasma Gas 1 Purge/Fill/Vent Flow
Analog Out
100.0 100.0 100.0 V 0.0 100.0 0.0 255.0
Plasma Gas 1 Idle Flow Analog Out 0.0 0.0 0.0 V 0.0 100.0 0.0 255.0
Plasma Gas 2 Soft Flow Analog Out 10.0 10.0 10.0 V 0.0 100.0 0.0 255.0
Plasma Gas 2 Purge/Fill/Vent Flow
Analog Out
100.0 100.0 100.0 V 0.0 100.0 0.0 255.0
Plasma Gas 2 Idle Flow Analog Out 0.0 0.0 0.0 V 0.0 100.0 0.0 255.0
Shield Gas 1 Soft Flow Analog Out 10.0 10.0 10.0 V 0.0 100.0 0.0 255.0
Shield Gas 1 Purge/Fill/Vent Flow
Analog Out
100.0 100.0 100.0 V 0.0 100.0 0.0 255.0
Shield Gas 1 Idle Flow Analog Out 0.0 0.0 0.0 V 0.0 100.0 0.0 255.0
Shield Gas 2 Soft Flow Analog Out 10.0 10.0 10.0 V 0.0 100.0 0.0 255.0
Shield Gas 2 Purge/Fill/Vent Flow
Analog Out
100.0 100.0 100.0 V 0.0 100.0 0.0 255.0
Shield Gas 2 Idle Flow Analog Out 0.0 0.0 0.0 V 0.0 100.0 0.0 255.0

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-25
6.12.5 Process Gas Selection Requirements
• Plasma process gas selection is accomplished
with activation of the appropriate SDP file.
• The correct CUTTING RECORD FLAG must be in
each SDP file.
• Selection is keyed to the value in the CUTTING
RECORD FLAG.
• Please refer to the ATAS description of the
cutting package for a detailed explanation of The
cutting record flag.
Material Type
Material TypeMaterial Type
Material Type
Plasma Gas
Plasma GasPlasma Gas
Plasma Gas
Shield Gas
Shield GasShield Gas
Shield Gas
Abbreviation
AbbreviationAbbreviation
Abbreviation
Cutting Record Flag
Cutting Record FlagCutting Record Flag
Cutting Record Flag
Carbon steel O
2
N
2
CS1-O
2
-N
2
M1000000000000000
Carbon steel O
2
N
2
with O
2
mix CS
2
-O
2
-N
2
/O
2
M0100000000000000
Carbon steel O
2
O
2
CS3-O
2
-O
2
M0000000000010000
Stainless steel N
2
N
2
SS1-N
2
-N
2
M0010000000000000
Stainless steel N
2
N
2
with CH
4
mix SS
2
-N
2
-N
2
/CH
4
M0001000000000000
Stainless steel Air Air SS
4
-Air-Air M0000010000000000
Stainless steel Air Air with CH
4
mix SS5-Air-Air/CH
4
M0000001000000000
Aluminum N
2
N
2
Al1-N
2
-N
2
M0000000010000000
Aluminum N
2
N
2
with CH
4
mix Al
2
-N
2
-N
2
/CH
4
M0000000001000000
Plasma marking Argon Air PM1-Argon-Air M0000000000100000

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-26
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.6 EFC Process Gas Flow Chart

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-27
6.12.7..Station On, Flush/Pressurize Cycle
PG-N
2
,O2 SG-N
2
Start
Start
Start
Start
16 Milliseconds
16 Milliseconds
16 Milliseconds
16 Milliseconds
2.0 Seconds
2.0 Seconds
2.0 Seconds
2.0 Seconds
1.5 Seconds
1.5 Seconds
1.5 Seconds
1.5 Seconds
0.5 Seconds
0.5 Seconds
0.5 Seconds
0.5 Seconds
1.0 Second
1.0 Second
1.0 Second
1.0 Second
0.5 Seconds
0.5 Seconds
0.5 Seconds
0.5 Seconds
Finish
Finish
Finish
Finish
16 Milliseconds
16 Milliseconds
16 Milliseconds
16 Milliseconds
SOLENOID VALVES
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED, X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
ANALOG VALUE = 0
ANALOG VALUE = 0 ANALOG VALUE = 0
ANALOG VALUE = 0 -
--
- 10 VDC
10 VDC 10 VDC
10 VDC
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
X
XX
X
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out
Plasma Gas 2 Soft Flow Analog Out
X
XX
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Idle Flow Analog Out
Shield Gas 1 Soft Flow Analog Out
X
XX
X
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out
Shield Gas 2 Soft Flow Analog Out
X
XX
X
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-28
11
12
6.12.8 Solenoid And Proportional Valve Requirements
Carbon Steel PG-O
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Lin
Lin
Lin
Lin
e Vent
e Vent
e Vent
e Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line
Line
Line
Line
Purge
Purge
Purge
Purge
Line
Line
Line
Line
Fill
Fill
Fill
Fill
Ready
Ready
Ready
Ready
Process
Process
Process
Process
Start
Start
Start
Start
Process
Process
Process
Process
Cut
Cut
Cut
Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
SOLENOID VALVES
X = Open / Enabled, Blank = Clos
X = Open / Enabled, Blank = ClosX = Open / Enabled, Blank = Clos
X = Open / Enabled, Blank = Closed / Disabled,
ed / Disabled, ed / Disabled,
ed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-29
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.9 Gas Error Monitoring
Carbon Steel PG-O
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process
Process
Process
Process
Post Flow
Post Flow
Post Flow
Post Flow
Test (Star
Test (Star
Test (Star
Test (Star
t)
t)
t)
t)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
O = Monitored For Absence Of PressureO = Monitored For Absence Of Pressure
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-30
6.12.10 Solenoid And Proportional Valve Requirements
Carbon Steel PG-O
2
, SG-N
2
/O
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line Vent
Line Vent
Line Vent
Line Vent
Flo
Flo
Flo
Flo
w Control
w Control
w Control
w Control
Vent
Vent
Vent
Vent
Line
Line
Line
Line
Purge
Purge
Purge
Purge
Line
Line
Line
Line
Fill
Fill
Fill
Fill
Ready
Ready
Ready
Ready
Process
Process
Process
Process
Start
Start
Start
Start
Process
Process
Process
Process
Cut
Cut
Cut
Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
SOLENOID VALVES
X = Open / Enabled, Blank = Closed / Disab
X = Open / Enabled, Blank = Closed / DisabX = Open / Enabled, Blank = Closed / Disab
X = Open / Enabled, Blank = Closed / Disabled,
led, led,
led,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-31
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.11 Gas Error Monitoring
Carbon Steel PG-O
2
, SG-N
2
/O
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process
Process
Process
Process
Post Flow
Post Flow
Post Flow
Post Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
O = Monitored For Absence Of PressureO = Monitored For Absence Of Pressure
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-32
6.12.12 Solenoid And Proportional Valve Requirements
Carbon Steel PG-O
2
, SG-O
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line
Line
Line
Line
Purge
Purge
Purge
Purge
Line
Line
Line
Line
Fill
Fill
Fill
Fill
Ready
Ready
Ready
Ready
Process
Process
Process
Process
Start
Start
Start
Start
Process
Process
Process
Process
Cut
Cut
Cut
Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
SOLENOID VALVES
X = Open / Enabled, Blank = Closed / Disabled,,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
Plasma Gas 2 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 1 Start Flow Analog Out
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
13
12
11

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-33
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.13 Gas Error Monitoring
Carbon Steel PG-O
2
, SG- O
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒ ➓
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Flow Control Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process
Process
Process
Process
Post Flo
Post Flo
Post Flo
Post Flo
w
w
w
w
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Start)
(O2)
(O2)
(O2)
(O2)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
O = Monitored For Absence Of PressureO = Monitored For Absence Of Pressure
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
13
12
11

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-34
6.12.14 Solenoid And Proportional Valve Requirements
Stainless Steel PG-N
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
L
L
L
L
ine Vent
ine Vent
ine Vent
ine Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Solenoid Valves
Solenoid ValvesSolenoid Valves
Solenoid Valves
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED, X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
X = OPEN / ENABLED, BLANK = CLOSED / DISABLED,
ANALOG VALUE = 0
ANALOG VALUE = 0 ANALOG VALUE = 0
ANALOG VALUE = 0 -
--
- 10 VDC
10 VDC 10 VDC
10 VDC
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N2
N2N2
N2-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve CH
CHCH
CH
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
13
12
11

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-35
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.15 Gas Error Monitoring
Stainless Steel PG-N
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
O = Monitored For Absence Of PressureO = Monitored For Absence Of Pressure
O = Monitored For Absence Of Pressure
Plasma Gas 1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2 Pressure Switch
O
OO
O
Shield Gas 1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
13
12
11

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-36
6.12.16 Solenoid And Proportional Valve Requirements
Stainless Steel PG-N
2
, SG-N
2
/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (S
Test (S
Test (S
Test (S
tart)
tart)
tart)
tart)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
SOLENOID VALVES
SOLENOID VALVESSOLENOID VALVES
SOLENOID VALVES
X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled, X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve CH
CHCH
CH
4
44
4
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-37
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.17 Gas Error Monitoring
Stainless Steel PG-N
2
, SG-N
2
/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station)
Idle (Station)
Idle (Station)
Idle (Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Mo
O = MoO = Mo
O = Monitored For Absence Of Pressure
nitored For Absence Of Pressurenitored For Absence Of Pressure
nitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch
O
OO
O
Shield Gas 1
11
1 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-38
6.12.18 Solenoid And Proportional Valve Requirements
Stainless Steel PG-Air, SG-Air
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
So
SoSo
Solenoid Valves
lenoid Valveslenoid Valves
lenoid Valves
X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled, X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-39
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.19 Gas Error Monitoring
Stainless Steel PG-Air, SG-Air
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
T
T
T
T
est (Cut)
est (Cut)
est (Cut)
est (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station)
Idle (Station)
Idle (Station)
Idle (Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
X = Monitored For Pressure Present, X = Monitored For Pressure Present,
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
O = Monitored For Absence Of PressureO = Monitored For Absence Of Pressure
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch O
OO
O
Shield Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-40
6.12.20 Solenoid And Proportional Valve Requirements
Stainless Steel PG-Air, SG-Air/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purg
Line Purg
Line Purg
Line Purg
e
e
e
e
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Solenoid Valves
Solenoid ValvesSolenoid Valves
Solenoid Valves
X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled, X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-41
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.21 Gas Error Monitoring
Stainless Steel PG-Air, SG-Air/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station)
Idle (Station)
Idle (Station)
Idle (Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch O
OO
O
Shield Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-42
6.12.22 Solenoid And Proportional Valve Requirements
Aluminum PG-N
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (C
Test (C
Test (C
Test (C
ut)
ut)
ut)
ut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Solenoid Valves
Solenoid ValvesSolenoid Valves
Solenoid Valves
X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled, X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
X
XX
X
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-43
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.23 Gas Error Monitoring
Aluminum PG-N
2
, SG-N
2
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fil
Line Fil
Line Fil
Line Fil
l
l
l
l
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station)
Idle (Station)
Idle (Station)
Idle (Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch O
OO
O
Shield Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-44
6.12.24 Solenoid And Proportional Valve Requirements
Aluminum PG-N
2
, SG-N
2
/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Solenoid Valves
Solenoid ValvesSolenoid Valves
Solenoid Valves
X = Open / Enabled, Blank = C
X = Open / Enabled, Blank = CX = Open / Enabled, Blank = C
X = Open / Enabled, Blank = Closed / Disabled,
losed / Disabled, losed / Disabled,
losed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-45
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
6.12.25 Gas Error Monitoring
Aluminum PG-N
2
, SG-N
2
/CH
4
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line Vent
Line Vent
Line Vent
Line Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle
Idle
Idle
Idle
(Station)
(Station)
(Station)
(Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch O
OO
O
Shield Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-46
6.12.26 Solenoid And Proportional Valve Requirements
Marking
PG-Argon, SG-Air
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Line
Line
Line
Line
Vent
Vent
Vent
Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process
Process
Process
Process
Cut
Cut
Cut
Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
Off)
Off)
Off)
Off)
Solenoid Valves
Solenoid ValvesSolenoid Valves
Solenoid Valves
X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled, X = Open / Enabled, Blank = Closed / Disabled,
X = Open / Enabled, Blank = Closed / Disabled,
Analog Value = 0
Analog Value = 0 Analog Value = 0
Analog Value = 0 -
--
- 10 Vdc
10 Vdc 10 Vdc
10 Vdc
Plasma Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-2
22
2
X
XX
X
Plasma Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-2
22
2
Plasma Gas 1
11
1 Supply Solenoid Valve Argon
ArgonArgon
Argon
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-2
22
2
Shield Gas 1
11
1 Supply Solenoid Valve O
OO
O
2
22
2
-
--
-1
11
1
Shield Gas 1
11
1 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-1
11
1
X
XX
X
Shield Gas 1
11
1 Supply Solenoid Valve Air
AirAir
Air-
--
-1
11
1
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve N
NN
N
2
22
2
-
--
-3
33
3
X
XX
X
Shield Gas 2
22
2 Supply Solenoid Valve Ch
ChCh
Ch
4
44
4
Plasma Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
Shield Gas 1
11
1 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 2
22
2 Torch Solenoid Valve X
XX
X
X
XX
X
X
XX
X
Analog Flow Values
Analog Flow ValuesAnalog Flow Values
Analog Flow Values
Plasma Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Plasma Gas 2 Start Flow Analog Out
Plasma Gas 2 Cut Flow Analog Out
Shield Gas 1 Start Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Cut Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Start Flow Analog Out
Shield Gas 2 Cut Flow Analog Out
Plasma Gas 1 Soft Flow Analog Out
Plasma Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Plasma Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Plasma Gas 2 Soft Flow Analog Out
Plasma Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
Plasma Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Soft Flow Analog Out
Shield Gas 1 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
X
XX
X
Shield Gas 1 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
Shield Gas 2 Soft Flow Analog Out
Shield Gas 2 Purge/Fill/Vent Flow Analog Out
X
XX
X
X
XX
X
Shield Gas 2 Idle Flow Analog Out X
XX
X
X
XX
X
X
XX
X
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-47
Vision Shift/Start
Line vent
Flow control vent
Idle (Station off)
Station on Flush/
Pressure cycle
Line Purge
Station
on?
Station on?
Line fill
Station on?
ready
Station on?
New SDP file
selected?
Plasma
start?
Analog
disable
timing?
Idle (Station On)
Station on?
New SDP file
selected?
Plasma
test?
Plasma
start?
Plasma
test?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
Process start.
Plasma
stop?
Error
condition?
Station on?
Arc
established
?
Process cut
New SDP file
selected?
Station on?
Plasma stop
Error
condition?
Station on?
Process
Postflow
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
Test (start)
Station on?
New
SDP files
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (start O
2
)
Station on?
New
SDP file
selected?
Plasma test?
Plasma test
cut?
Plasma test
(start O
2
)?
Test (cut)
Station on?
New
SDP file
selected?
Plasma test?
Plasma
test cut?
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
yes
no
no
no
no
no
no
no
no
no
no
no
no
no
no
yes
1
2
13
3
4
5
6
7
8
9
10
11
Section 6.7.7
for details
12
Numbers
#
correspond to columns on solenoid/
proportional valve requirement charts
and gas error monitoring charts
Gas Error Monitoring --Marking PG-Argon, SG-Air
➊ ➋ ➌ ➍ ➎ ➏ ➐ ➑ ➒
Lin
Lin
Lin
Lin
e Vent
e Vent
e Vent
e Vent
Flow Control
Flow Control
Flow Control
Flow Control
Vent
Vent
Vent
Vent
Line Purge
Line Purge
Line Purge
Line Purge
Line Fill
Line Fill
Line Fill
Line Fill
Ready
Ready
Ready
Ready
Process Start
Process Start
Process Start
Process Start
Process Cut
Process Cut
Process Cut
Process Cut
Process Post
Process Post
Process Post
Process Post
Flow
Flow
Flow
Flow
Test (Start)
Test (Start)
Test (Start)
Test (Start)
Test (Cut)
Test (Cut)
Test (Cut)
Test (Cut)
Idle (Station
Idle (Station
Idle (Station
Idle (Station
On)
On)
On)
On)
Idle (Station)
Idle (Station)
Idle (Station)
Idle (Station)
Off)
Off)
Off)
Off)
Process Gas Pressure Switches
Process Gas Pressure SwitchesProcess Gas Pressure Switches
Process Gas Pressure Switches
X = Monitored For Pressure Present,
O = Monitored For Absence Of Pressure
Plasma Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Plasma Gas 2
22
2 Pressure Switch O
OO
O
Shield Gas 1
11
1 Pressure Switch O
OO
O
X
XX
X
X
XX
X
Shield Gas 2
22
2 Pressure Switch
O
OO
O
11
12
13

SECTION 6 TROUBLESHOOTING
Precision Plasma with Electronic Flow Control -
6-48
This page intentionally left blank.
This page intentionally left blank.This page intentionally left blank.
This page intentionally left blank.

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-1
7.1 General
Always provide the serial number of the unit on
which the parts will be used. The serial number is
stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that
only genuine ESAB parts and products be used
with this equipment. The use of non-ESAB parts
may void your warranty.
Replacement parts may be ordered from your
ESAB Distributor or from:
ESAB Welding and Cutting Products
ATTN: Customer Service Department
PO Box 100545 Ebenezer Road
Florence, SC USA 29501-0545
Phone (843) 664-4405
(800) ESAB-123 (372-3123)
ESAB Cutting Systems - Canada
6010 Tomken Road
Mississauga, Ontario, Canada L5T 1X9
Phone (905) 670-0220
Fax (905) 670-4879
ESAB-HANCOCK GmbH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Be sure to indicate any special shipping instructions
when ordering replacement parts.
Refer to the Communications Guide located on the
last page of this manual for a list of customer
service phone numbers.

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-2
1
2
3
4
5
6
7
8
7.3 Plasmarc Power Source-Exterior Components

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-3
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
D-35925YL
A-995227
B-2091514
A-34941
A-13734588
C-35924YL
D-35923YL
61328087
Cover-Top
Label Warning-Exposed High Volt
Label Warning
Lens Clear
Logo ESAB Clear
Panel Right Side
Panel Left Side
Screw, HMH ¼-20 X .50 L

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-4
1
2
34
5
6
7
8
9
10
11
See
"TEE"
Detail
Page 7-12

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-5
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
A-672508
A-634518
A-951061
A-951061
A-634518
A-2234589
B-954751
D-32286GY
A-598481
C-952182
C-36346GY
S1
S2,3
AM1,VM1
AM1,VM1
S2,3
R2
Switch Toggle 2PST 2 Pos 15A
Switch Toggle DPDT 2 Pos 15A
Meter LED 5VDC
Meter LED 5VDC
Switch Toggle DPDT 2 Pos 15A
POT 10K 10 Turn
Overlay Precision Plasma
Panel Front
Gauge 200 PSI
Spout Remote Filler w/Cap
BRKT, Remote Filler

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-6
1
2
4
5
6
7
8
9
10
11
12
3
13
CE

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-7
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
35928GY
952209
97W63
23610197
950874
952137
32202GY
58V75
954599
950829
950937
13730763
954565
J2
CB2
F4
CB1
Door Access Rear
Conn Box Recpt 19 FS SH
3 Strain Relief
Plug Hole .875 Dia. .125 CT Nyl BK
Circuit Breaker 7 AMP
Fuse 7A 500 VAC Fast Acting
Panel Rear
Adaptor B/A-W F ¼ NPTM BKHD
Label Rating Precision Plasma
Circuit Breaker 3 AMP
Strain Relief
Plate, Serial
Label “CE” logo (CE version only)

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-8
1
2
3
4
5
6
7
8
10
11
12
13
14
15
16
17
Reference: PCB1
Isolation Amp
Reference:
Meter LED
AM1,VM1
3
18
7.4 Plasmarc Power Source-Internal Components

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-9
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
10
11
12
13
14
15
16
17
18
D-35920GY
A-950487
D-38103
A-950096
A-952053
A-952034
A952030
A-952032
A-952205
D-37345GY
A-951209
C-38131
A-950760
17300020
A-13735308
A952012
C-35682
B-952179
A-952013
A-639533
17300931
A-952095
71200732
TB4
PCB1
PCB1 P9,7
PCB1 P10
PCB1 P1,3,4
PCB1 P2
PCB1 P5
PLC
PCB2
K3-6,8
R1,7,8,9
K7
T2
Base, Precision Plasma
Term Block 2 pos
PCB Isolation AMP
Housing Contact, Crimp 3 pin
Standoff #6-32 X .88 L
Plug 5 Pos
Plug 18 Pos
Plug 16 Pos
Receptacle P/C 4 Pos
Box PLC
PLC Controller
Board, PC Startup
Relay Enclosed DPDT 24VAC
Resistor 300W 20ohm 10%
Relay Enclose DPDT 120VAC 20A
Caster Fixed
XFMR Auto
Tank, Water
Caster Swivel
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
Resistor, 300W 3.1ohm 10%
Spacer, LED
Adhesive, SIRBR Clr

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-10
1
2
3
4
5
6
7
9
10
11
1
12
8
14
13
7
15
16

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-11
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
952026
673502
672002GY
2062334
36417GY
951215
951347
13735308
0558002158
33550
37805
32203GY
182W82
10Z30
950179
37360
TB2
K1
M1
M2
K4
T3
MOD1(CE)
Terminal Block
Contactor 3 Pole 75A
Shroud, Fan
Motor, Fan
Shroud, Fan
Motor, Carb 1/3 Hp
Pump, Carb w/Strainer
Relay Enclose DPDT 120VAC 20A
Kit, Wire Primary
Bracket, Motor
Auto XFMR
Bracket, Auto XFMR
Elbow 90 DEG. ¼ NPT
Adaptor, B/A-W M ¼ NPTM
Tee, Pipe Branch ¼ Brs
Module, Power – CE Version

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-12
7
9
2
8
7
9
3
13
10
12
11
X5
1
4
5
6
2
3
7
8
9
“TEE” Detail

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-13
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
B-36538
A-950001
C-21124
B-36539
90858009
B-36418
A-58V75
A-182W82
A-10Z30
A-994471
A-952179
C-952182
A-952181
FS1
Hose, Assy Pump Outlet- Torch out
Switch, Flow .25 GPM SPSTB
Valve, Check Assy
Hose, Assy Flowswitch To Core
TBG, Nylobrade 3/8 I.D X .625 O.D.
Hose Assy Tank Bottom- Pump Inlet
Adaptor, B/A-W F ¼ NPTM BKHD
Elbow 90 Deg. ¼ NPT
Adaptor, B/A-W M ¼ NPTM
Clamp, Hose W/D .50 Dia X 1.06 SS
Tank, Water
Spout, Remote Filler w/Cap
Tee, Plastic Pipe

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-14
1
2
3
4
5
6
7
8
9
7
10

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-15
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
C-13735961
A-950823
A-950167
A-995103
A-36919
A-96W10
A-92W57
A-639533
D-35930GY
A-2234891
TB3
TB5
Heat Exchanger
Bushing, Snap
Grommet, Rub 1.12 I.D. X 1.50 O.D. X .06 W
Terminal Block 24 POS 15A
Board, Terminal Output
Holder, Fuse
Grommet, Rub .63 I.D. X .88 O.D. X .06 W
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
BRKT, Heat Exchanger
Plug, 10 Pos

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-16
1
2
3
4
5
6
7
8
9
10
11
12
13

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-17
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
A-950823
17750020
C-36527GY
A-951161
A-673458
A-2234521
A-2234891
A-2234518
A-2234521
A-2234519
A-635686
A-647065L1
C-38193
R11,12
C1,2
K2
P4,MOD1
P1,PLC1 P2
MOD1 P3, 4,
PLC1 P1
J3
P1,PLC1 P2
J4, PLC1 J2
TB6
PCB-TB
Bushing, Snap
Res 20 ohm 50W
Cover, Terminal Board
Cap, Metpoly 20uf 400VDC
Contactor, Pilot Arc 3P 40A
Plug, 16 Pos
Plug, 10 Pos
Receptacle, 8 Pos
Plug, 16 Pos
Receptacle, 16 Pos
Terminal Strip, 8 Pos
Choke Signal #Ch12
Printed Circuit Board Trim Pot

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-18
1
2
3
4
5
6
7
7.5 Power Source Power Module

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-19
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
35914GY
37102
35799
951339
951340
37101GY
951981
35700
PCB1 P1, 5
PCB1 P2, 6
L1
Base Power Module
Bracket, PCB KYDEX
Wire Kit, Power Module
Plug, Female 12 Position
Plug, Female 14 Position
Deck, Power Module
Heat Sink
Inductor, Power Factor

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-20
A
A
1
2
3
4
5
6
7
8
Section A-A
9
10
CE only
CE only

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-21
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
2234877
951182
950487
950823
35700
17280215
35680
35681
952160
952612
J3,4
M1
TB2
L1
R2
L2
T3
FN5
FN1
Block Terminal 10 Position
Fan, Axial
Terminal Strip 2 Position
Bushing, Snap
Inductor, Power Factor
Resistor 1.5K OHM 100W
Inductor Assembly Output
Transformer Assembly, Main
Filter Inductor, Single Phase – CE Version only
Filter EM1 – CE Version only

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-22
1
2
3
4
5
6
7

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-23
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
2234518
38047
2234519
35917GY
951981
2234877
674156
J2
SH1
J1
J3, 4
TB3
Block Terminal, 8 Position
Shunt, Feedback
Block Terminal, 16 Position
Baffle Heatsink
Heatsink
Block Terminal, 10 Position
Adaptor

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-24
1
2
3
4
5
6
7
9
8
10
11
12
13
14
15
16
17
18
19
19
21
22
21 23
24
21
25
26
20
10
27
28
28
CE units only
CE units only

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-25
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
35940
951978
952611
951192
951833
35794
951979
951196
951980
17750020
951194
647345
17250005
951940
951983
35793
950823
35792
35844
951191
951980
35799
35918
639533
17721020
951185
647345
36873
952255
36872
32958
950711
REF
REF
952157
T1
BR1
SCR1
Q1,2
R4,5
R1
C6,7
C4,5
Q1,2
R6,7,8,9
D1,2
C8,9
T2
TS1,2
C1
C3
FN2,3
Transformer Control
Bridge Diode 3PH 130A
Bridge Diode 3 PH
Pad Thermal Bridge
Pad Termal IGBT 1200V
Busbar Input Bridge
SCR 90A
Pad Thermal SCR Module
IGBT 300A 600V
Resistor 20OHM 50W NI
Pad Thermal Power Resistor 50W
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Resistor 5OHM 50W
Capacitor 1uf 600VDC
Capacitor 3300 uf
Busbar IGBT (-)/Capacitor
Bushing Snap .687
Busbar IGBT (+)/Capacitor
Nomex Insulator
Pad Thermal IGBT 1200V
IGBT 300A 600V
Wire Kit Module
Busbar Shunt
Bushing Snap .875 I.D. X 1.093 MH
Resistor 20 OHM 25W NI
Module Diode 100A 600V
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Busbar Capacitor/IGBT
Capacitor Film 40uf 400VDC
Busbar Capacitor
Transformer, Current
Switch Thermal 194 Deg. F.
Wire Kit
Wire Kit
Filter - CE Version only

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-26
A
A
1
2
3
4
5
Section A-A
6
7
8
2REF
7.6 Precision Plasma Junction Box Replacement Parts

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-27
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
37515
674969
37250
2062119
37391
37392
950256
677905
PCB1
T2,3
J2
C1
SG1
Wire Kit, Junction Box Precision Plasma
PCB Assembly Filter
XFMR H.F. Auto
Conn ( Pos
BKHD A/A-W*F B/A-W*F
BKHD A/A-W*F B/A-W*F
Cap Mica .002uf 10 KwV
Spark Gap Assy

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-28
B
B
Section B-B
C
C
Section C-C
1
2
3
4
5
6
7
8

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-29
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
6271128
37522
37523
Ref
Ref
Ref
Ref
Ref
J1
PCB1
J2
Conn Box Recpt 14 MP Shell 20
Base Kydex J Box
Cover Kydex J Box
Torch Cable Conn Reference
Torch Conn NEG Reference
Pilot Arc Torch Reference

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-30
1
2
3
4
5

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-31
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
954075
37361
951188
954509
952928
950518
Name Plate
Torch Conn Shield
Locknut, Conduit 2NPT
Label Warning High Volt Symbol
Coupling, Quick Disconn F 14 Hose
Grommet RBR 2.12 I.D. X 2.50 O.D. X .06W

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-32
V4
SP
SH
GN
PR
PR
GN
SP
SH
V3
V2
SP
SH
PR
GN
V1
SP
SH
GN
PR
PS1
PS2
PS3
PS4
PS5
RC3
RC2
RC1
RC4
RC5
RC6
RC9
RC10
RC8
RC7
1
1
11
P5
1
SR1
SR2
SR1
SR2
SR1
SR2
SR1
SR2
SR1
SR2
METHH35N-3N-2N-1O-2O-1AIR2AIR1AR
TB1
ASSY. 000-005-0007
JP3 JP2 JP1
JP5 JP4
P4
P3
P2
P1
Air
Argon
Oxygen
Nitrogen
H-35
Methane
Air
N2
Argon
O2
Air
O2
N2
Meth
H-35
N2
Air-1
Air-2
Argon
O2-2
O2-1
N2-3
N2-2 N2-1
H-35
Methane
Process
Air
Argon
Oxygen
Nitrogen
Methane
H-35
1
2
3
4
5
6
7.7 Electronic Flow Control Box
➆ P/N 953914 ➃ P
/
N
95
2
9
1
3
➄ P/N 952915
➁ P/N 952868
➂ P/N 952921
➀ P/N 952920
➅ P/N 952922
7

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-33
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
952920
952686
952921
952913
952915
952922
952914
Switch, Pressure 50 PSI Non-Adj
PCB Prec Flow Control Interface Board
Valve Sol 2-Way 0
2
Manifold Assembly Complete Prec Flow
XMFR Control 115/230V 50/60 HZ
Lamp Pilot 28V Green
Manifold Assembly w/Check Valves ONLY

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-34
Plasma Gas 1
Plasma Gas 2
Shield Gas 1
Shield Gas 2
Vent 1
Vent 2
Vent 3
Vent 4
Valve 1 Valve 2 Valve 3 Valve 4
1
5
4
3
2
6
➁➂➃➄ P/Ns 952919,952918, 952916, 952917
7
6
7

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-35
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
Purchase Locally
952916
952917
952918
952919
639571
0558002392
Fuse, Glass Body, Slow Acting 3AG 4A
Valve, Analog 0-6 Bar 0-10 VDC Valve4 SG2
Valve, Analog 0-6 Bar 0-10 VDC Valve3 SG1
Valve, Analog 0-9 Bar 0-10 VDC Valve2 PG2
Valve, Analog 0-9 Bar 0-10 VDC Valve 1 PG1
Flow Meter Tube ONLY ¼-33-G-5 PG2, SG1,
SG2
Flow Meter Tube ONLY ¼ -15-G-5 PG1

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-36
7.8 PT-24 Torch Assembly EFC Series A/M P/N 0558001462
9
8
7
12
11
6
3
10
14
19
16
13
20
18
2
5
1
4
6*
7*
5*
4*
3*
2*
1*
Notes:
1*
= Plasma 2 in Yellow
2*
= Plasma 2 Out Yellow
3*
= Plasma 1 in Blue
4*
= Plasma 1 Out Blue
5*
= Shield 2 In Black
6*
= Shield 2 Out Black
7*
= Shield 1 In Orange/Red
8*
= Shield 1 Out Orange/Red
5/8 - 18
L.H. (Ref)
3/8 - 24
L.H. (Ref)
Not Shown
24
25
21
22
23

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-37
Item
Number
Part Number Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
21758
22568
22381
22380
22382
See Process Data
See Process Data
22007
22010
21712
21539
22531
0558001336
22375
21765
0558001447
77500101
2234133
996565
0558001470
0558001875
0558001471
21739
21740
21741
37609
3760937609
37609
56996213
5699621356996213
56996213
21536, 21539
21541, 21542
21543, 21692
21693, 21725
21765, 21923
22007, 22101
22531, 86W62
638797, 950714
Body & Tube Assembly PT-24 Torch
Sleeve, Torch PT-24
Gas Line Start Blue
Gas Line Cut Yellow
Gas Line Shield Orange/Red
Swirl Baffle (See Process Data)
Nozzle (see Process Data)
Retainer/Diffuser
Insulator Shield Cup
Insulator Shield Retainer
Electrode
Cup Shield w/Retainer
T Gas Shutoff VLV Assembly EFC
Protector Gortiflex Sensor 7LG
Tool Electrode & Nozzle (NOT Shown)
Quick Disconnect 90 Deg. Elbow 1.18 L
LUB Grease DOW DC-111 (NOT Shown)
Clamp, Worm Drive
Clamp, Hose
PT-24 Cable Bundle Assembly 4.5 Ft.
PT-24 Cable Bundle Assembly 12 Ft.
PT-24 Cable Bundle Assembly 17 Ft.
Check Valve Body
Ball
Spring
PT
PTPT
PT-
--
-24 Start
24 Start24 Start
24 Start-
--
-up Kit
up Kitup Kit
up Kit
(Quantity of each)
Nozzle “A”(2); Nozzle “B”(2); Nozzle “C”(2); Nozzle “D”(2); Nozzle
“E”(2); Swirl Baffle 15A(1); Swirl Baffle 30A(1); Swirl Baffle 50/70A(1);
Lubricant(1); Electrode and Nozzle Tool(1); Shield Insulator Cup(1);
O-ring 1.239 x 0.07(1); O-ring 0.614 X 0.07(1), O-ring 1.498 X 0.07(1)
;
Electrode(5)
Torch Spare Parts Kit
Torch Spare Parts Kit Torch Spare Parts Kit
Torch Spare Parts Kit (Quantity of each)
Swirl Baffle(2), Oxy Electrode(5)
Nozzle “B”(5), Nozzle “C”(5)
Nozzle “D”(5), Swirl Baffle 50/70A(2)
Retainer Shield Cup(1), Water Baffle(1)
Electrode and Nozzle Tool(1), Nozzle “E”(3)
Retainer diffuser Nozzle(1), Shield Insulator Cup(3)
Shield(6), O-ring 1.239 x 0.07(3)
O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3)

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-38
Plasma 1 & 2 Common
Shield 1 & 2 Common
Shield 1
Shield 2
Plasma 2
Plasma 1
1 2 3 4 5 6
3
2
1
7.9 T Gas Shut-off Valve Assembly EFC Series A/M

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-39
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
0558001502
952921
593985
Flange
2 Way Solenoid Valves
O-Ring

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-40
7.10 PT-24 Torch EFC Version 1
9
8
7
12
11
6
10
14
19
2
18
1
3
4
5
13
16
Detail Torch Front End
15
17
Not Shown
20
21
25
26
22
23
24

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-41
Item
Number
Part Number Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
21758
2175821758
21758
22568
2256822568
22568
22381
2238122381
22381
22380
2238022380
22380
22382
2238222382
22382
See Process Data
See Process DataSee Process Data
See Process Data
See
SeeSee
See Process Data
Process Data Process Data
Process Data
22007
2200722007
22007
22010
2201022010
22010
21712
2171221712
21712
21539
2153921539
21539
22531
2253122531
22531
22422
2242222422
22422
22375
2237522375
22375
21765
2176521765
21765
951168
951168951168
951168
77500101
7750010177500101
77500101
2234133
22341332234133
2234133
996565
996565996565
996565
0558001470
05580014700558001470
0558001470
0558001875
05580018750558001875
0558001875
0558001471
05580014710558001471
0558001471
22378
2237822378
22378
22427
2242722427
22427
22389
2238922389
22389
21739
2173921739
21739
21740
2174021740
21740
21741
2174121741
21741
37609
3760937609
37609
56996213
5699621356996213
56996213
21536, 21539
21541, 21542
21543, 21692
21693, 21725
21765, 21923
22007, 22101
22531, 86W62
638797, 950714
Body & Tube Assembly PT
Body & Tube Assembly PTBody & Tube Assembly PT
Body & Tube Assembly PT-
--
-24 Torch
24 Torch24 Torch
24 Torch
Sleeve, Torch PT
Sleeve, Torch PTSleeve, Torch PT
Sleeve, Torch PT-
--
-24
2424
24
Gas Line Start Blue
Gas Line Start BlueGas Line Start Blue
Gas Line Start Blue
Gas Line Cut Yellow
Gas Line Cut YellowGas Line Cut Yellow
Gas Line Cut Yellow
Gas Line Shield Orange/Red
Gas Line Shield Orange/RedGas Line Shield Orange/Red
Gas Line Shield Orange/Red
Swirl Baffle (See Process Data)
Swirl Baffle (See Process Data)Swirl Baffle (See Process Data)
Swirl Baffle (See Process Data)
Nozzle (see Process Data)
Nozzle (see Process Data)Nozzle (see Process Data)
Nozzle (see Process Data)
Retainer/Diffuser
Retainer/DiffuserRetainer/Diffuser
Retainer/Diffuser
Insulator Shield Cup
Insulator Shield CupInsulator Shield Cup
Insulator Shield Cup
Insulato
InsulatoInsulato
Insulator Shield Retainer
r Shield Retainerr Shield Retainer
r Shield Retainer
Electrode
ElectrodeElectrode
Electrode
Cup Shield w/Retainer
Cup Shield w/RetainerCup Shield w/Retainer
Cup Shield w/Retainer
Solenoid Assembly Electronic Flow Control V1
Solenoid Assembly Electronic Flow Control V1Solenoid Assembly Electronic Flow Control V1
Solenoid Assembly Electronic Flow Control V1
Protector Gortiflex Sensor 7LG
Protector Gortiflex Sensor 7LGProtector Gortiflex Sensor 7LG
Protector Gortiflex Sensor 7LG
Tool Electrode & Nozzle (NOT Shown)
Tool Electrode & Nozzle (NOT Shown)Tool Electrode & Nozzle (NOT Shown)
Tool Electrode & Nozzle (NOT Shown)
Clamp, Band
Clamp, BandClamp, Band
Clamp, Band-
--
-it
itit
it
LUB Grease DOW DC
LUB Grease DOW DCLUB Grease DOW DC
LUB Grease DOW DC-
--
-111 (NOT Shown)
111 (NOT Shown)111 (NOT Shown)
111 (NOT Shown)
Clamp, Worm Drive
Clamp, Worm DriveClamp, Worm Drive
Clamp, Worm Drive
Clamp, Hose
Clamp, HoseClamp, Hose
Clamp, Hose
PT
PTPT
PT-
--
-24 Cable Bun
24 Cable Bun24 Cable Bun
24 Cable Bundle Assembly 4.5 Ft.
dle Assembly 4.5 Ft.dle Assembly 4.5 Ft.
dle Assembly 4.5 Ft.
“ “ “ “ 12 Ft.
“ “ “ “ 12 Ft. “ “ “ “ 12 Ft.
“ “ “ “ 12 Ft.
“ “ “ “ 17 Ft.
“ “ “ “ 17 Ft. “ “ “ “ 17 Ft.
“ “ “ “ 17 Ft.
Cable, Solenoid 4 ft.
Cable, Solenoid 4 ft.Cable, Solenoid 4 ft.
Cable, Solenoid 4 ft.
Cable, Solenoid 12 ft.
Cable, Solenoid 12 ft. Cable, Solenoid 12 ft.
Cable, Solenoid 12 ft.
Cable, Solenoid 17 ft.
Cable, Solenoid 17 ft.Cable, Solenoid 17 ft.
Cable, Solenoid 17 ft.
Check Valve Body
Check Valve BodyCheck Valve Body
Check Valve Body
Ball
BallBall
Ball
Spring
SpringSpring
Spring
PT
PTPT
PT-
--
-24 Start
24 Start24 Start
24 Start-
--
-up Kit
up Kitup Kit
up Kit
Nozzle “A”; Nozzle “B”; Nozzle “C”; Nozzle “D”; Nozzle “E”; Swirl
Baffle 15A; Swirl Baffle 30A; Swirl Baffle 50/70A; Lubricant;
Electrode and Nozzle Tool; Shield Insulator Cup; O-rings; Electrode
Torch Spare Parts Kit
Torch Spare Parts Kit Torch Spare Parts Kit
Torch Spare Parts Kit (Quantity of each)
Swirl Baffle(2), Oxy Electrode(5)
Nozzle “B”(5), Nozzle “C”(5)
Nozzle “D”(5), Swirl Baffle 50/70A(2)
Retainer Shield Cup(1), Water Baffle(1)
Electrode and Nozzle Tool(1), Nozzle “E”(3)
Retainer diffuser Nozzle(1), Shield Insulator Cup(3)
Shield(6), O-ring 1.239 x 0.07(3)
O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3)

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-42
7.11 Solenoid Assembly Torch, Electronic Flow Control Version 1
COM/COM
COM/COM
Shield 2
Shield 1
Plasma 2
Plasma 1
1
2
3
6
7
6
8
8
7
5
9
9
10
5
4

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-43
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
22422
596985
952931
22421
952703
22367
952697
22366
22365
22364
Solenoid Assembly Electronic Flow Version 1
O-Ring, 1.42 X .103 NEOP 70A
Plug Block 6 Pos
Bracket, Solenoid EFC
Solenoid, 2 Way
Quick Disconnect Connector, Yellow
Solenoid, 3 Way
Quick Disconnect Connector, Blue
Quick Disconnect Connector, Orange/Red
Quick Disconnect Connector, Silver

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-44
7.12 Interface Cables/Hoses
Cutting Table
CNC
ASIOB
N
2
O
2
AirCH
4
Ar
9
1
5
7
4
3
2
6
8
10

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-45
Item
Number
Part Number Description
1 Reference CNC Interface Cables, 12/c and 18/c flex, see machine schematic
21917
21918
21919
21920
21921
10 ft. (3 m), Control Lead EFC/Junction Box, Standard Cable
20 ft. (6 m), Control Lead EFC/Junction Box, Standard Cable
30 ft. (9 m), Control Lead EFC/Junction Box, Standard Cable
60 ft. (18 m), Control Lead EFC/Junction Box, Standard Cable
100 ft. (30 m), Control Lead EFC/Junction Box, Standard Cable
2
56997111
56997112
56997113
0560986745
59667114
56997115
10 ft. (3 m), Control Lead EFC/Junction Box, Flex Cable
20 ft. (6 m), Control Lead EFC/Junction Box, Flex Cable
30 ft. (9 m), Control Lead EFC/Junction Box, Flex Cable
40 ft. (12 m), Control Lead EFC/Junction Box, Flex Cable
60 ft. (18 m), Control Lead EFC/Junction Box, Flex Cable
100 ft. (30 m), Control Lead EFC/Junction Box, Flex Cable
3 Reference High Freq, Console to EFC
4
37533
37534
37535
37536
37537
10 ft. (3 m), Gas Line Bundle
20 ft. (6 m), Gas Line Bundle
30 ft. (9 m), Gas Line Bundle
60 ft. (18 m), Gas Line Bundle
100 ft. (30 m), Gas Line Bundle
5
57000419
57000420
57000421
57000422
57000423
57000424
57000425
57000426
3ft (.9 m), High Freq Cable, EFC/Junction Box
50 ft. (15.2 m), High Freq Cable, EFC/Junction Box
75 ft. (23 m), High Freq Cable, EFC/Junction Box
100 ft. (30 m), High Freq Cable, EFC/Junction Box
125 ft. (38 m), High Freq Cable, EFC/Junction Box
150 ft. (46 m), High Freq Cable, EFC/Junction Box
175 ft. (53 m), High Freq Cable, EFC/Junction Box
200 ft. (61 m), High Freq Cable, EFC/Junction Box
6
22428
21905
22504
21906
22505
21907
12 ft. (3.6 m), Power Bundle
25 ft. (7.6 m), Power Bundle
40 ft. (12 m), Power Bundle
60 ft. (18 m), Power Bundle
80 ft. (24 m), Power Bundle
100 ft. (30 m), Power Bundle
7 Reference Work Lead (positive)
8 Reference Earth Ground Cable
9
57002248
57002249
57002250
57002251
57002252
30 ft. (9 m), Control Lead, Console / Machine I/O
50 ft. (15 m), Control Lead, Console / Machine I/O
75 ft. (23 m), Control Lead, Console / Machine I/O
100 ft. (30.5 m), Control Lead, Console / Machine I/O
160 ft. (49 m), Control Lead, Console / Machine I/O
10 Reference Primary Power from Wall Disconnect

SECTION 7 REPLACEMENT PARTS
Precision Plasma with Electronic Flow Control - 7-46
Notes:

See back of Title Page for revision list.

Customer // Technical Support
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545
http://www.esab.com
ESAB Cutting Systems – Canada
6010 Tomken Road
Mississauga, Ontario Canada L5T 1X9
Phone: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Germany
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Printed in U.S.A
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
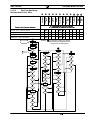 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
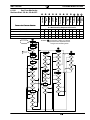 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
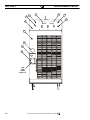 190
190
-
 191
191
-
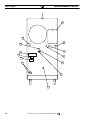 192
192
-
 193
193
-
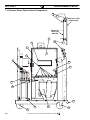 194
194
-
 195
195
-
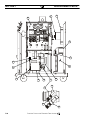 196
196
-
 197
197
-
 198
198
-
 199
199
-
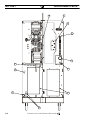 200
200
-
 201
201
-
 202
202
-
 203
203
-
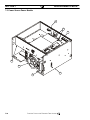 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
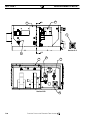 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
 234
234










































































































































































































































ESAB Precision Plasmarc System Installatie gids
- Type
- Installatie gids
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
ESAB PT-36 Mechanized Plasmarc Cutting Torch Handleiding
-
ESAB IEFC-S PT-24 Precision Plasmarc System Installatie gids
-
ESAB PT-36R Mechanized Plasmarc Cutting Torch Handleiding
-
-
ESAB M3® Plasma PT-36 G2 Plasma System Cutting Data Handleiding
-
-
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Handleiding
-
-
