ESAB IEFC-S PT-24 Precision Plasmarc System Installatie gids
- Type
- Installatie gids

F15-763
Dec, 2010
Installatie-, gebruiks- en onderhoudshandleiding voor de
IEFC-S
PT-24 Precision Plasmarc System
met geïntegreerde debietregeling (scheidbaar)
Gasconsole
Gasbundel
Ontstekingsconsole
Voedingskast
Snijbrander
Cutting Systems
411 South Ebenezer Road
Florence, South Carolina, VS
.

De in deze handleiding beschreven apparatuur is
mogelijk gevaarlijk. Wees voorzichtig tijdens de
installatie, het gebruik en het onderhoud van deze
apparatuur.
De verkoper is uitsluitend verantwoordelijk
voor de veilige bediening en het veilige
gebruik van alle verkochte producten, inclusief
naleving van de eisen van de Amerikaanse
instantie voor veiligheid en gezondheid tijdens
het werk (OSHA) en andere overheidsnormen.
ESAB Cutting Systems is niet aansprakelijk
voor persoonlijk letsel of andere schade die
ontstaat door het gebruik van producten die
door ESAB zijn geproduceerd of verkocht. Zie
de standaard ESAB-verkoopvoorwaarden voor
een overzicht van de specifieke verantwoorde-
lijkheden en beperkte aansprakelijkheden van
ESAB.
De eerste prioriteit van ESAB Cutting Systems
is totale klanttevredenheid. Wij zoeken continu
naar mogelijkheden om onze producten,
service en documentatie te verbeteren.
Daarom brengen wij verbeteringen en/of
ontwerpwijzigingen aan als en waar dat nodig
is. ESAB doet haar uiterste best om ervoor te
zorgen dat onze documentatie actueel is. Wij
kunnen echter niet garanderen dat elk
document dat onze klanten ontvangen, de
laatste ontwerpverbeteringen weerspiegelen.
Daarom kan de informatie in dit document
zonder kennisgeving worden gewijzigd.
Deze handleiding is ESAB-onderdeelnummer
F15763
Deze handleiding is bedoeld voor het gemak en
het gebruik van de koper van de snijmachine. Het
is geen contract of andere verplichting namens
ESAB Cutting Systems.
© ESAB Cutting Systems, 2002
Gedrukt in de VS

Precision Plasma IEFC-S - CE Inhoudsopgave
i
Hoofdstuk 1 Veiligheid Pagina 1--(_)
1.1 Inleiding............................................................................................... 1
1.2 Veiligheidswoorden en -symbolen...................................................... 2
1.3 Algemene veiligheidsinformatie.......................................................... 3
1.4 Voorzorgsmaatregelen voor de installatie........................................... 4
1.5 Elektrische aarding ............................................................................. 5
1.6 Bediening van een plasmasnijmachine............................................... 6-10
1.7 Voorzorgsmaatregelen voor onderhoud ............................................. 11
1.8 Veiligheidsreferenties.......................................................................... 12-17
Hoofdstuk 2 Beschrijving Pagina 2--(_)
2.1 Algemeen............................................................................................ 1
2.2 Toepassingsgebied............................................................................. 1
2.3 Beschikbare pakketopties................................................................... 2
2.4 Technische specificaties
2.4.1 Precision Plasma System .......................................................... 3
2.4.2 Plasmagas ................................................................................. 4
2.4.3 Startgas ...................................................................................... 4
2.4.4 Secundair gas ............................................................................ 4
2.4.5 Snijgas ....................................................................................... 4
2.4.6 PT-24 snijbrander ...................................................................... 4

Precision Plasma IEFC-S - CE Inhoudsopgave
ii
Hoofdstuk 3 Installatie Pagina 3--(_)
3.1 Algemeen............................................................................................. 1
3.2 Vereiste apparatuur............................................................................. 1
3.3 Plaats................................................................................................... 1
3.4 Primaire elektrische ingangsaansluitingen .......................................... 2-3
3.5 Alternatieve aansluitplaatsen voor IFC................................................ 4
3.6 Beschrijving van IFC-basisonderdelen................................................ 4
3.7 Basisonderdelen en aansluitpunten van de ontstekingsconsole......... 5
3.8 Verbindingsleidingen ........................................................................... 6
3.9 Op elkaar aansluiten van gas- en ontstekingsconsoles...................... 7
3.10 Aansluiten van gescheiden gas- en ontstekingsconsoles ................. 8
3.11 Aansluitingen van de voedingskast ................................................... 9
3.12 Spanningskeuzeschakelaar............................................................... 9
3.13 Verbindingsschema voor gescheiden gas- en ontstekingsconsoles . 10-11
3.14 Verbindingsschema voor gecombineerde gas- en
ontstekingsconsoles ...................................................................................
12-13
3.15 Ingang naar gasconsole .................................................................... 14-15
3.16 Ingang naar voedingskast.................................................................. 16
3.17 Montage van de snijbrander.............................................................. 17
3.18 Koelvloeistof voor de snijbrander....................................................... 18
3.19 Inspectie van gas- en koelvloeistofleidingen ...................................... 18
3.20 Gebruik van een snijbranderverdeelstuk voor 5 magneetkleppen..... 19
3.21 Aanpassing van het IEFC-S gasconsoleverdeelstuk voor een
snijbranderverdeelstuk voor 4 magneetkleppen................................
19-20

Precision Plasma IEFC-S - CE Inhoudsopgave
iii
Hoofdstuk 4 Bediening Pagina 4--(_)
4.1 Elektrische regelaars
4.1.1 Hoofdschakelaar......................................................................... 1
4.1.2 Ontstekingsboogschakelaar........................................................ 1
4.1.3 Storingslampjes .......................................................................... 2
4.1.4 Meters......................................................................................... 2
4.1.5 Stroomregelschakelaar............................................................... 2
4.2 Snijkwaliteit.........................................................................................
4.2.1 Inleiding....................................................................................... 3
4.2.2 Snijhoek...................................................................................... 4
4.2.3 Snijvlakheid................................................................................. 5
4.2.4 Oppervlakteafwerking................................................................. 6
4.2.5 Slak............................................................................................. 7-8
4.2.6 Maatnauwkeurigheid................................................................... 9
4.3 Invloed van gasopties op snijkwaliteit
4.3.1 Inleiding....................................................................................... 10
4.3.2 Aluminium................................................................................... 10
4.3.3 Koolstofstaal ............................................................................... 11
4.3.4 Roestvrij staal ............................................................................. 12-13
4.4 Procesgegevens
4.4.1 Inleiding....................................................................................... 15
4.4.2 Instellingen procesgegevens ...................................................... 16-61
Aluminium............................................................................ 16-23
Koolstofstaal ........................................................................ 24-33
Roestvrij staal ...................................................................... 34-61
4.4.3 Verhouding tussen snijvoegbreedte en stroomsterkte /
materiaaldikte.............................................................................................
62
4.4.3.1 Aluminium snijvoegwaarden............................................... 62
4.4.3.2 Koolstofstaal snijvoegwaarden ........................................... 64
4.4.3.3 Roestvrij staal snijvoegwaarden O
2
/N
2
/O
2
......................... 67
4.4.3.4 Roestvrij staal snijvoegwaarden lucht/lucht/CH
4
................ 68
4.4.3.5 Roestvrij staal snijvoegwaarden N
2
/N
2
/CH
4
....................... 69
4.4.3.6 Roestvrij staal snijvoegwaarden N
2
/N
2
............................... 70
4.4.3.7 Roestvrij staal snijvoegwaarden lucht/lucht....................... 72
Plasmamarkeringsgegevens............................................... 74

Precision Plasma IEFC-S - CE Inhoudsopgave
iv
Hoofdstuk 5 Onderhoud Pagina 5--(_)
5.1 Algemeen............................................................................................. 1
5.2 Inspectie en reiniging........................................................................... 1
5.3 Beschrijving PT-24 snijbrander............................................................ 2-4
5.4 IEFC-S vloeistofschema...................................................................... 3
5.4 Onderhoud van de snijbrander............................................................ 5-6
5.5 Demontage en inspectie van PT-24 verbruikmaterialen...................... 7-10
5.6 Hermontage van de PT-24 snijbrander................................................ 11-12
5.7 Debietregeling...................................................................................... 13
5.8 Verwijderen van mengkleppen ............................................................ 14
Hoofdstuk 6 verhelpen van storingen Pagina 6--(_)
6.1 Algemene veiligheid............................................................................. 1
6.2 Handleiding voor het verhelpen van storingen .................................... 2
6.2.1 Beperkte gebruiksduur van verbruiksmaterialen ......................... 2
6.2.2 Slechte snijkwaliteit...................................................................... 3
6.2.3 Geen ontstekingsboog................................................................. 3
6.2.4 Geen boogoverdracht.................................................................. 3
6.2.5 Geen voorstroom......................................................................... 3
6.2.6 Snijbrander kan niet worden ontstoken ....................................... 3
6.2.7 Mondstuk met extreem korte gebruiksduur ................................. 4
6.2.8 Elektrode met korte gebruiksduur................................................ 4
6.2.9 Korte gebruiksduur van elektrode EN mondstuk......................... 4
6.3 IEFC-S vloeistofschema...................................................................... 5
Beschrijving van IEFC-S verdeelstukklep.................................... 5
6.4 IEFC-S elektrisch schema................................................................... 6-7
6.5 Elektrisch schema ontstekingsconsole................................................ 8
6.6 Vloeistofschema ontstekingsconsole................................................... 8
6.7 Elektrisch schema Plasmavoeding...................................................... 10-11
6.8 Bedradingsschema Plasmavoeding (inclusief CE-versie) 12-16
6.7 Schema voedingsmodule – CE-versie................................................. 18-19
6.8 Bedradingsschema Precision Plasma voedingsmodule – CE-versie .. 20-21
6.9 Verdeelstuk van snijbrander................................................................ 22

Precision Plasma IEFC-S - CE Inhoudsopgave
v
Hoofdstuk 7 Reserveonderdelen Pagina 7--(_)
7.1 Algemeen............................................................................................ 1
7.2 Bestellen............................................................................................. 1
7.3 Plasmarc voeding – externe componenten......................................... 2-7
7.4 Plasmarc voeding – interne componenten.......................................... 8-17
7.5 Voedingsmodule................................................................................. 18-25
7.6 IEFC-S gasconsole............................................................................. 26-27
7.7 IEFC-S gasverdeelstuk....................................................................... 28-29
7.8 IEFC-S ontstekingsconsole................................................................. 30-31
7.9 PT-24 snijbrander - IFC-serie .............................................................
32-33
7.10 Snijbranderverdeelstuk met 5 magneetkleppen................................
34-35
7.11 Verbindingskabels en slangen..........................................................
36-37
Klant-/technische gegevens Achterkant handleiding

Precision Plasma IEFC-S - CE Inhoudsopgave
vi
Deze pagina is opzettelijk leeg gelaten.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-1
1.1 Inleiding
Het snijden van metalen met plasma-apparatuur
biedt de industrie en waardevol en veelzijdig
hulpmiddel. ESAB-snijmachines zijn zo ontworpen
dat zij zowel veilig als efficiënt kunnen worden
gebruikt. Net zoals met elk ander gereedschap, moet
echter goede aandacht en (gezond) verstand worden
besteed aan de gebruiksprocedures, voorzorgs-
maatregelen en veilige praktijken om de machine
optimaal te kunnen gebruiken. De vastgestelde
voorzorgsmaatregelen en veilige praktijken moeten
altijd worden nageleefd, ongeacht of iemand nu
belast is met de bediening of het onderhoud of
slechts als observeerder aanwezig is. Het niet-
opvolgen van bepaalde voorzorgsmaatregelen kan
leiden tot ernstig persoonlijk letsel of ernstige
materiële schade. De onderstaande voorzorgs-
maatregelen zijn algemene richtlijnen voor het
werken met snijmachines. Uitgebreidere voorzorgs-
maatregelen voor de gehele machine en accessoires
zijn te vinden in de instructies. Lees voor meer
algemene veiligheidsinformatie over snij- en
lasapparatuur de publicaties in het gedeelte
Aanbevolen referenties.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
DANGER
!
WARNING
!
CAUTION
!
CAUTION
NOTICE
1.2 Veiligheidswoorden en -symbolen
De volgende woorden en symbolen worden in deze
handleiding gebruikt. Zij geven verschillende
veiligheidsniveaus aan.
!
LET OP of PAS OP. Uw veiligheid kan gevaar
lopen of er kan sprake zijn van een apparatuur-
storing. Wordt gebruikt samen met andere
symbolen en informatie.
Wordt gebruikt om te wijzen op directe gevaren
die, als zij niet worden vermeden, zullen leiden
tot ernstig persoonlijk of fataal letsel.
Wordt gebruikt om te wijzen op mogelijke
gevaren die zouden kunnen leiden tot persoonlijk
of fataal letsel.
Wordt gebruikt om te wijzen op gevaren die
zouden kunnen leiden tot gering persoonlijk
letsel of materiële schade.
Wordt gebruikt om te wijzen op geringe gevaren
voor de apparatuur.
Wordt gebruikt om te wijzen op belangrijke
installatie-, gebruiks- of onderhoudsinformatie
die niet direct verband houdt met veiligheids-
risico's.
DANGER = GEVAAR
WARNING = WAARSCHUWING
CAUTION = VOORZICHTIG
NOTICE = OPMERKING
1-2

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1.3 Algemene veiligheidsinformatie
NOTICE
Sommige onderwerpen hebben niet specifiek
betrekking op de soort apparatuur die in deze
handleiding wordt beschreven. Ook dan gelden
de veiligheidsprincipes. Zij dienen als herinnering
dat deze apparatuur of verwante apparatuur
nauwlettend en met verstand moet worden
bediend. De veiligheid van bedienings-personeel,
technici, onderhoudsmonteurs mag niet als
vanzelfsprekend worden beschouwd.
WARNING
!
De machine kan automatisch starten.
Apparatuur dat machinaal aangedreven
plasmasnijbranders verplaatst, beweegt in
diverse richtingen en met diverse snelheden.
• Bewegende machines kunnen verpletten.
• Alleen gekwalicificeerd personeel mag
deze voeding gebruiken of onderhouden.
• Houd alle werknemers, materialen en
apparatuur die niet betrokken zijn bij het
productieproces, uit de buurt van de
gehele systeemruimte.
• Zet de gehele werkplek af om te voor-
komen dat personeel door de ruimte loopt
of in de werkzone van de apparatuur staat.
• Breng passende WAARSCHUWINGEN bij
de ingang van elke werkruimte.
• Volg de vergrendelingsprocedure voordat
apparatuur wordt onderhouden.
1-3
WARNING
!
Het niet-opvolgen van gebruiks-
aanwijzingen kan ernstig of fataal letsel
veroorzaken.
Lees en begrijp de gebruikershandleiding
voordat u de machine gebruikt.
• Lees de gehele procedure voordat het
systeem wordt bediend of onderhouden.
• Speciale aandacht moet worden besteed
aan alle waarschuwingen die essentiële
informatie geven over de veiligheid van
personeel en/of mogelijke materiële
schade.
• Alle voorzorgsmaatregelen voor elektrisch
materieel en processen moeten strikt

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-4
worden opgevolgd door iedreeen die
verantwoordelijk is voor of toegang heeft
tot het systeem.
• Lees alle veiligheidspublicaties die door
uw bedrijf ter beschikking worden gesteld.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
WARNING
!
Het niet-opvolgen van veiligheids-
instructies op waarschuwingsstickers kan
ernstig of fataal letsel veroorzaken.
Lees en begrijp alle veiligheidswaar-
schuwingsstickers op de machine.
Raadpleeg de gebruikershandleiding voor
aanvullende veiligheidsinformatie.
1.4 Voorzorgsmaatregelen voor de
installatie
WARNING
!
Verkeerd geïnstalleerde apparatuur kan
(fataal) letsel veroorzaken.
Volg deze richtlijnen tijdens de installatie van de
machine:
• Sluit een cilinder niet direct op de machine-
inlaat aan. Een passende cilinderdrukregelaar
moet op elke stookgascilinder worden
geïnstalleerd om de druk tot een redelijke
inlaatdruk te verlagen. De machineregeling
wordt dan gebruikt voor de druk die voor de
snijbranders vereist is.
• Neem vóór de installatie contact op met uw
ESAB-vertegenwoordiger. Hij/zij kan u
bepaalde voorzorgsmaatregelen aanbevelen
voor het aansluiten van de leidingen, het
optillen van de machine, etc. om maximale
veilgheid te garanderen.
• Probeer nooit de machine te wijzigen of
apparaten toe te voegen zonder eerst een
gekwalicificeerde ESAB-vertegenwoordiger te
raadplegen.
• Houd u aan de eisen wat betreft vrije ruimte
rondom de machine voor een goede werking
en persoonlijke veiligheid.
• Laat de installatie, het onderhoud en het
verhelpen van storingen van deze apparatuur
1-5

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-6
altijd over aan gekwalicificeerd personeel.
• Zorg voor een aan de wand gemonteerde
AAN/UIT-schakelaar met de juiste zekeringen
en dichtbij de stroomvoorziening.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1.5 Elektrische aarding
Elektrische aarding is absoluut noodzakelijk voor de
goede werking van de machine en VEILIGHEID.
Raadpleeg het hoofdstuk Installatie in deze
handleiding voor gedetaileerde aardingsinstructies.
WARNING
!
Gevaar voor elektrische schokken.
Verkeerde aarding kan ernstig of fataal letsel
veroorzaken.
De machine moet op de juiste wijze zijn geaard
voordat deze in bedrijf wordt gesteld.
WARNING
!
Verkeerde aarding kan de machine en
haar elektrische onderdelen
beschadigen.
• De machine moet op de juiste wijze zijn
geaard voordat deze in bedrijf wordt gesteld.
• De snijtafel moet op de juiste wijze zijn geaard
naar
een goede aardingsstaaf.
1-7

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1.6 Bediening van een plasmasnijmachine
WARNING
!
Gevaar van rondvliegende deeltjes en
lawaai.
• Hete spetters kunnen brandwonden en
oogletsel veroorzaken. Draag een veilig-
heidsbril om uw ogen te beschermen tegen
brandwonden en rondvliegende deeltjes die
tijdens het gebruik ontstaan.
• Afgeschilferd slak kan heet zijn en ver worden
weggeslingerd. Ook omstanders dienen
(veiligheids)brillen te dragen.
• Het geluid c.q. lawaai van de plasmaboog kan
gehoorletsel veroorzaken. Draag passende
oorbescherming als u boven water snijdt.
WARNING
!
Gevaar van brand(wonden).
Heet metaal kan brandwonden veroorzaken.
• Raak geen metaalplaat of delen aan direct na
het snijden. Laat metaal afkoelen of
besprenkel het met water.
• Raak de plasmasnijbrander niet direct na het
snijden aan. Laat de snijbrander afkoelen.
1-8

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
WARNING
!
Gevaarlijke spanningen. Elektrische
schokken kunnen dodelijk zijn.
• Raak de plasmasnijbrander, snijtafel of
kabelaansluitingen tijdens het plasmasnijden
NIET aan.
• Schakel altijd de stroom naar de plasma-
voedingen uit voordat u de plasmasnijbrander
aanraakt of onderhoud daaraan uitvoert.
• Schakel altijd de stroom naar de plasma-
voedingen uit voordat u onderhoud aan een
systeemonderdeel uitvoert.
• Raak geen spanningvoerende elektrische
onderdelen aan.
• Laat alle panelen en afdekplaten zitten als de
machine is aangesloten op de voeding.
• Draag isolerende handschoenen, schoenen
en kleding om uzelf te isoleren van het
werkstuk en elektrische aarding.
• Houd handschoenen, schoenen, kleding,
werkplek en apparatuur droog.
• Vervang versleten of beschadigde kabels.
WARNING
!
Rookgevaar.
Rook/gassen die ontstaan tijdens het plasma-snijden
kunnen gevaarlijk zijn voor uw gezond-heid.
• Adem rook NIET in.
• Gebruik de plasmasnijbrander niet zonder een goed
werkend rookafzuigsysteem.
• Gebruik, indien nodig, extra ventilatie om de rook te
verwijderen.
• Gebruik een goedgekeurd gasmasker als de ventilatie
onvoldoende is.
• Zorg voor mechanische ventilatie bij het snijden van
gegalvaniseerd staal, roestvrij staal, koper, zink,
beryllium of cadmium. Adem de rook van deze stoffen
NIET in.
•
Gebruik de machine niet in de buurt van ontvettings- en
spuitwerkzaamheden. Hitte of boogstralen kunnen
reageren met chloor-houdende koolwaterstofdampen
tot fosgeen, een zeer giftig gas en andere irriterende
gassen.
1-9

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
WARNING
!
1-10
WARNING
!
Stralingsgevaar.
Boogstralen kunnen oogletsel en brandwonden
op de huid veroorzaken.
• Draag de juiste oog- en
lichaamsbescherming.
• Draag donkere veiligheidsbrillen of brillen met
zijschermen. Raadpleeg de onderstaande
tabel voor aanbevolen lenswaarden voor
plasmasnijden:
Boogstroom Lenswaarde
Tot 100 A 8
100-200 A 10
200-400 A 12
Meer dan 400 A 14
• Vervang (veiligheids)brillen als de lensen
putjes hebben of gebroken zijn
• Waarschuw omstanders dat zij niet direct in
de boog moeten kijken en alleen met een
passende veiligheidsbril.
• Zorg dat de snijplaats zo weinig mogelijk UV-
lucht reflecteert en verzendt.
Verf wanden en andere oppervlakken
met donkere kleuren om reflecties te
verminderen.
Monteer schermen of gordijnen om de
overbrenging van UV-licht te verminderen.
Gescheurde gascilinders kunnen
dodelijk zijn
Gascilinders kunnen bij misbruik scheuren,
waarbij gas met kracht vrijkomt.
• Voorkom ruwe omgang met cilinders.
• Houd cilinderkleppen gesloten als deze niet
worden gebruikt.
• Houd slangen en fittings in goede staat.
• Maak cilinders altijd rechtop en met een
ketting of riem vast aan een passende stabiel
voorwerp, dat geen onderdeel is van een
elektrisch circuit.
• Plaats cilinders altijd uit de buurt van
verwarmingsbronnen, vonken en vlammen.
Richt een boog nooit op een cilinder.
• Gebruik een goedgekeurde drukregelaar voor

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-11
het betreffende gas.
• Raadpleeg CGA Standard P-1, “Precautions
for Safe Handling of Compressed Gases in
Cylinders (Voorzorgsmaatregelen voor de
veilige omgang met gecomprimeerde gassen
in cilinders)”, dat bij de Compressed Gas
Association (CGA) verkrijgbaar is.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
WARNING
!
Gevaar van brand(wonden).
Warmte, spetters en vonken kunnen brand en
brandwonden veroorzaken.
• Snij niet in de buurt van brandbaar materiaal.
• Haal eventuele brandbare stoffen uit uw
zakken (bijv. butaanaansteker).
• De ontstekingsboog kan brandwonden
veroorzaken. Houd het mondstuk van de
snijbrander van u en anderen af als u met
plasmasnijden begint.
• Draag de juiste oog- en
lichaamsbescherming.
• Draag kaphandschoenen,
veiligheidsschoenen en een helm.
• Draag brandvertragende en volledige kleding
die alle lichaamsdelen afdekt.
• Daar broeken zonder omslagen zodat vonken
en slak zich niet daarin kunnen ophopen.
• Houd brandblusapparaten bij de hand.
CAUTION
Gebruik deze snijbrander niet onder
water.
De PT-24 is ontworpen voor droogsnijden.
Snijden onder water kan leiden tot:
• kortere levensduur
• vermindering van de snijkwaliteit
• mogelijke beschadiging van de snijbrander
Snijden onder water kan leiden tot een slechte
snijkwaliteit. Waterdamp dat ontstaat als heet
materiaal of vonken in contact komen met
vloeistof, kan leiden tot vonkvorming binnenin de
snijbrander.
Bij snijden op een watertafel moet het waterpeil
worden verlaagd voor een maximale afstand
tussen water en materiaal.
1-12

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
WARNING
!
Ontploffingsgevaar.
• Bepaalde gesmolten aluminium-lithium (Al-Li)
legeringen kunnen explosies veroorzaken bij
plasmasnijden BOVEN water.
Deze legeringen mogen alleen droog
worden gesneden op een droge tafel.
NIET droog snijden boven water.
Neem contact op met uw
aluminiumleverancier voor aanvullende
veiligheidsinformatie over de gevaren
met deze legeringen
.
•
Snij niet in omgevingen die explosieve stof of
dampen bevatten.
• Haal eventuele brandbare stoffen uit uw
zakken (bijv. butaanaansteker).
• Snij geen containers die eerder brandbare
stoffen/gassen bevatten.
WARNING
!
Afknelgevaar.
Bewegende verticale schuiven kunnen
lichaamsdelen verpletten of afknellen.
Houd de handen tijdens het gebruik uit de buurt
van de snijbrander en schuif.
1-13

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1.7 Voorzorgsmaatregelen voor
onderhoud
WARNING
!
Gevaarlijke spanningen. Elektrische
schokken kunnen dodelijk zijn.
• Raak de plasmasnijbrander, snijtafel of
kabelaansluitingen tijdens het plasmasnijden
NIET aan.
• Schakel altijd de stroom naar de plasma-
voedingen uit voordat u de plasmasnijbrander
aanraakt of onderhoud daaraan uitvoert.
• Schakel altijd de stroom naar de plasma-
voedingen uit voordat u afdekplaten of
panelen van een systeemonderdeel
verwijdert.
• Raak geen spanningvoerende elektrische
onderdelen aan.
• Laat alle panelen en afdekplaten zitten als de
machine is aangesloten op de voeding.
• Houd handschoenen, schoenen, kleding,
werkplek en apparatuur droog.
• Inspecteer voedings- en aardingskabels op
slijtage of scheuren. Vervang versleten of
beschadigde kabels. Gebruik deze niet meer
als zij beschadigd zijn.
• Omzeil nooit veiligheidsvergrendelingen.
• Volg de vergrendelprocedures op.
CAUTION
Zorg voor en houd u aan preventief onderhoud.
Een gecombineerd programma kan worden
opgesteld op basis van aanbevolen schema's.
Laat testapparatuur of handgereedschap niet op
de machine liggen. Dit kan ernstige elektrische of
mechanische schade toebrengen aan de
apparatuur of machine.
1-14

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
CAUTION
!
Wees zeer voorzichtig bij het testen van
stroomkringen met een oscilloscoop of
voltmeter. Geïntegreerde schakelingen zijn
gevoelig voor beschadiging door overspanning.
Schakel de stroom uit voordat u testsondes
gebruikt om onbedoelde kortsluiting van
componenten te voorkomen.
Berg alle printplaten veilig op in houders, maak
alle kabels goed vast, sluit en vergrendel alle
kasten en breng alle bescherm- en afdekplaten
weer aan voordat u de stroom inschakelt.
1-15

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-16
1.8 Veiligheidsreferenties
De volgende nationaal (VS) erkende publicaties over
veliigheid bij lassen en snijden worden aanbevolen.
Deze publicaties zijn opgesteld om personen te
beschermen tegen letsel of ziekte en om materiële
schade te voorkomen, die kunnen ontstaan door
onveilige praktijken. Hoewel sommige van deze
publicaties niet specifiek betrekking hebben op dit
type industriële snijapparatuur, gelden de
veiligheidsprincipes in gelijke mate.
Nationaal (VS)

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-17
• “Precautions and Safe Practices in Welding and Cutting with
Oxygen-Fuel Gas Equipment (Voorzorgsmaatregelen en veilige
praktijken bij het lassen en snijden met zuurstof-
brandstofapparatuur)” , Form 2035. ESAB Cutting Systems.
• “Precautions and Safe Practices for Electric Welding and Cutting
(Voorzorgsmaatregelen en veilige praktijken voor elektrische
lassen en snijden)”, Form 52-529. ESAB Cutting Systems.
• “Safety in Welding and Cutting (Veiligheid bij lassen en snijden)”
- ANSI Z 49.1, American Welding Society, 2501 NW 7th Street,
Miami, Florida, 33125.
• “Recommended Safe Practices for Shielded Gases for Welding
and Plasma Arc Cutting (Aanbevolen veilige praktijken voor
afschermgassen voor lassen en plasmaboogsnijden)” - AWS
C5.10-94, American Welding Society.
• “Recommended Practices for Plasma Arc Welding (Aanbevolen
praktijken voor plasmaboogsnijden)” - AWS C5.1, American
Welding Society.
• “Recommended Practices for Arc Cutting (Aanbevolen praktijken
voor vlamboogsnijden)” - AWS C5.2, American Welding Society.
• “Safe Practices (Veilige praktijken)” - AWS SP, American
Welding Society.
• “Standard for Fire Protection in Use of Cutting and Welding
Procedures (Brandbeveiligingsnorm voor snij- en lasprocedures)”
- NFPA 51B, National Fire Protection Association, 60
Batterymarch Street, Boston, Massachusetts, 02110.
• “Standard for Installation and Operation of Oxygen - Fuel Gas
Systems for Welding and Cutting (Norm voor de installatie en het
gebruik van zuurstof-brandstofgassystemen voor lassen en
snijden)” - NFPA 51, National Fire Protection Association.
• “Safety Precautions for Oxygen, Nitrogen, Argon, Helium, Carbon
Dioxide, Hydrogen, and Acetylene (voorzorgsmaatregelen voor
zuurstof, stikstof, argon, helium, kooldioxide, waterstof en
acetyleen)”, Form 3499. ESAB Cutting Systems. Verkrijgbaar via
uw ESAB-vertegenwoordiger of plaatselijke distributeur.
• "Design and Installation of Oxygen Piping Systems (Ontwerp en
installatie van zuurstofleidingsystemen)", Form 5110. ESAB
Cutting Systems.
• “Precautions for Safe Handling of Compressed Gases in
Cylinders (Voorzorgsmaatregelen voor de veilige omgang met
gecomprimeerde gassen in cilinders)”, CGA Standard P-1,
Compressed Gas Association.
Literatuur over veilige praktijken bij lassen en snijden met
gasvormige materialen is ook verkrijgbaar bij de Compressed Gas
Association, Inc., 500 Fifth Ave., New York, NY 10036.

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-18
Internationaal
VGB-voorschriften ter
voorkoming van ongevallen
VBG-Unfallverhütungsvorschriftten
Algemene bepalingen
VBG 1
Allgemeine Unfallverhütungsvorshriften
Elektrische installaties
VBG 4
Elektrische Anlagen
Lassen, snijden en verwante procedures
VBG 15
Schweißen und Schneiden und verwandte Verfahren
Straalwerkzaamheden
VBG 48
Strahlarbeiten
Gassen
VBG 61
Gase
Zuurstof
VBG 62
Sauerstoff
Werken met vloeistofstralers
VBG 87
Arbeiten mit Flüssigkeitsstrahlem
Laserstralen, voorschriften ter voorkomen van
ongevallen voor fijnmechanica en elektrotechniek
VBG 93
Laserstrahlung, Unfallverhütungsvorschriften für
Feinmechnik und Elektrotechnik
Geluidsniveaus
VBG 121
Lärm

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-19
VDE-voorschriften
VDE-Vorschriften
Bepalingen voor het bouwen van krachtstroom-
installaties met nominale spanningen tot 1000 volt
VDE 0100
Bestimmungen für das Errichten von Starkstromanlagen
mit Nennspannungen bis 1000 Volt
Elektrische uitrusting van industriële machines
VDE0113
Elektrische Ausrüstung von Industriemaschinen
Veiligheid van laserproducten en gebruikershandleiding
(DIN EN 60825)
VDE 0837
Strahlungssicherheit von Lasereinrichtungen und
Benutzungsrichtlinen (DIN EN 60825)
Eisen aan laserbeschermwanden
VDE 0837-
50
Anforderung an Laserschutzwänden
TRAC - Technische regels voor acetyleeninstallaties en calciumcarbideopslag
TRAC- Techische Regein für Azetylenanlagen und Calciumcargidlager
Acetyleenleidingen
TRAC-204
Azetylenleitungen
Acetyleenflessensystemen
TRAC-206
Azetylenflaschenbatterieanlagen
Veiligheidsvoorzieningen
TRAC-207
Sicherheitseinrichtungen
TRG – Technische regels voor drukgassen
TRG – Technische Regein für Druckgase
Algemene bepalingen voor drukgassen
TRG 100
Allgemeine Bestimmungen für Druckgase
Drukgassen
TRG 101
Druckgase
Technische gasmengsels
TRG 102
Technische Gasgemische
Drukgassen; naar keuze gebruik van drukgascilinders
TRG 104
Druckgase, wahlweise Verwendung von
Druckgasbehältem

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-20
TRGS – Technische richtlijnen voor gevaarlijke stoffen
TRGS - Technische Richtlinien für Gefahrstoffe
TRGS-102
Techn. Richtkonzentration (TRK) für gefährliche Stoffe
(TRK-waarde voor gevaarlijke stoffen)
TRGS-402
Ermittlung u. Beurteilung der Konzentration gefährlicher
Stoffe in der Luft im Arbeitsbereich (Bepaling en
beoordeling van de concentratie van gevaarlijke stoffen
in de lucht in de werkomgeving)
TRGS-900
Grenzwerte in der Luft am Arbeitsplatz (Luftgrenzwerte)
(Grenswaarden in de lucht op de werkplek
(luchtgrenswaarden))
TA
TA-Luft und TA-Lärm (BLm SchV) (TA-lucht en TA-
geluid)
DIN-normen
DIN-Normen
DIN 2310
Deel 1
Thermisch snijden - Algemene begrippen en
benamingen
Teil 1
Thermisches Schneiden, Allgemeine Begriffe und
Benennungen
DIN 2310
Deel 2
Thermisch snijden - Bepaling van de kwaliteit van
snijvlakken
Teil 2
Thermisches Schneiden, Ermittein der Güte von
Schnittflächen
DIN 2310
Deel 4
Thermisch snijden - Plasmaboogsnijden -
Procesprincipes, kwaliteit, maattoleranties
Teil 4
Thermisches Schneiden, Plasmaschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
DIN 2310
Deel 5
Thermisch snijden - Laserstraalsnijden van
metaalachtige materialen - Procesprincipes, kwaliteit,
maattoleranties
Teil 5
Laserstrahlschneiden von metallischen Werkstoffen,
Verfahrensgrundlagen, Güte, Maßtoleranzen
DIN 2310
Deel 6
Thermisch snijden - Inleiding, processen
Teil 6 Einführung, Verfahren
DIN 4844
Deel 1
Veiligheidsmarkeringen (see EN 7287)
Teil 1 Sicherheitskennzeichen (zie EN 7287)

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-21
Geharmoniseerde DIN-EN-ISO-normen
DIN EN ISO-Harmonisierte Normen
Veiligheid van machines
DIN EN
292/1 en 2
Sicherheit von Maschinen, Geräten und Anlagen
Slagen voor lassen, snijden en verwante processen
DIN EN 559
Schläuche für Schweißen, Schneiden und verwandte
Verfahren
Slangaansluitingen voor apparatuur voor lassen, snijden
en verwante processen
DIN EN 560
Schlauchanschlüsse und Schlauchverbindungen für
Geräte zum Schweißen, Schneiden und verwandte
Verfahren
Koppelingen voor gaslasapparatuur
DIN EN 561
Gasschweißgeräte, Kupplungen
Veiligheid van machines - Verlaging van de
gezondheidsrisico's
DIN EN
626-1
Sicherheit von Maschinen, Reduzierung des
Gesundheitsrisikos
Freesmachines voor éénzijdige bewerking met draaiend
gereedschap
DIN EN
848-1
Fräsmaschine für einseitige Bearbeitung mit drehendem
Werkzeug
Waterstraalsnijmachine met hoge druk
DIN EN
1829
Hochdruckwasserstrahlschneidmaschine
Thermisch snijden - Autogeen snijbranden -
Procesprincipes, kwaliteit, maattoleranties
DIN EN
9013
Thermisches Schneiden, Autogenes Brennschneiden,
Verfahrensgrundlagen, Güte, Maßtoleranzen
Onvolkomenheden bij brandsnijvlakken, lasersnijvlakken
en plasmasnijvlakken
DIN EN
12584
Unregeimäßigkeiten an Brennschnitten, Laserstrahl- und
Plasmaschnitten
Machines die gebruik maken van lasers
DIN EN
12626
Laserbearbeitungsmaschinen
Opleveringstest voor snijbrandmachines
DIN EN
28206
Abnahmeprüfung für Brennschneidmaschinen
Laserapparatuur
DIN EN
31252
Lasergeräte

HOOFDSTUK 1
VEILIGHEID
PT-24 Precision Plasma System IEFC-S -
1-22
Lasers en laserinstallaties
DIN EN
31553
Laser und Laseranlagen
Elektrische uitrusting van machines
DIN EN
60204-1
Elektrische Ausrüstung von Maschinen
Veiligheid van laserproducten
DIN EN
60825
Strahlensicherheit von Laseranlagen
Plaatsing van beveiligingsinrichtingen
DIN EN 999
Anordnung von Schutzeinrichtungen
VDI-richtlijnen
Kwaliteit van snijvlakken bij metalen werkstukken,
schurend waterstraalsnijden en plasmastraalsnijden
VDI 2906
Schnittflächenqualität beim Schneiden von Werkstücken
aus Metall, Abrasiv-Wasserstrahlschneiden und
Plasmastrahlschneiden
Omgevingslucht - Technische installaties voor
laswerkplaatsen
VDI 2084
Raumluft techn. Anlagen für Schweißwerkstätten

HOOFDSTUK 2 BESCHRIJVING
PT-24 Precision Plasma met IEFC-S consoles
2-1
2.1 Algemeen
Het PT-24 Precision Plasmarc IEFC-S System
biedt een programmeerbare gasomschakeling en
drukregeling. De IEFC-S is de derde generatie
elektronische debietregeling voor het ESAB 100A
Precision Plasma System. De voordelen boven de
oorspronkelijke elektronische debietregeling zijn:
• lager gecombineerd oppervlak t.o.v. het
oorspronkelijk ontwerp
• minder onderdelen
• verbeterde betrouwbaarheid
• verbeterde markeeroptie met snelle
omschakeling
Terwijl hetzelfde zeer betrouwbare geïntegreerde
ontwerp alsmede componenten worden gebruikt,
zijn er nu twee aparte regelingen, nl. de gas- en
ontstekingsconsole. De gas- en ontstekings-
consoles kunnen met bouten aan elkaar worden
vastgemaakt tot een gecombineerde eenheid of
gescheiden worden gebruikt zodat de ontstekings-
console dichter bij de snijbrander kan worden
geplaatst. Het nieuwe ontwerp biedt maximale
flexibiliteit wat betreft de gebruiksplaats.
De gasdruk en -omschakeling worden geregeld
via de CNC van de snijmachine, waardoor geen
andere programmeerbare regelingen meer
noodzakelijk zijn.
2.2 Toepassingsgebied
Het doel van deze handleiding is de gebruiker alle
informatie te geven die nodig is voor de installatie
en de bediening van het Precision Plasmarc
System. Verder wordt technisch referentie-
materiaal verstrekt ter ondersteuning van het
verhelpen van storingen van het snijsysteem.

HOOFDSTUK 2 BESCHRIJVING
PT-24 Precision Plasma met IEFC-S consoles
2-2
2.3 Beschikbare pakketopties
Precision Plasmarc® IEFCS-pakketopties die via uw ESAB-dealer verkrijgbaar zijn
Precision Plasmarc® voedingskast (200/230/380/415/460/575) 3-fase 50/60 Hz
(vereist) CNC regelbaar/Zonder PLC CE-versie (niet beschreven in deze
handleiding)
Ond.nr. 0558002263
Gasconsole Ond.nr. 0558003641
Ontstekingsconsole Ond.nr. 0558003640
4,5 ft. (1,4 m) Ond.nr. 0558002337
12 ft. (3,7 m) Ond.nr. 0558002338
PT-24 snijbrander met markering met hoge snelheid
20 ft. (6,1 m) Ond.nr. 0558002339
12 ft. (3,7 m) Ond.nr. 22428
25 ft. (7,6 m) Ond.nr. 21905
40 ft. (12,2 m) Ond.nr. 22504
60 ft. (18 m) Ond.nr. 21906
80 ft. (24,4 m) Ond.nr. 22505
Voedingsbundel (één vereist)
100 ft. (30 m) Ond.nr. 21907
10 ft. (3 m) Ond.nr. 0558003642
20 ft. (6 m) Ond.nr. 0558003643
Verbindingsbundel
30 ft. (9 m) Ond.nr. 0558003644
10 ft. (3 m) Ond.nr. 0560987422
20 ft. (6,1 m) Ond.nr. 0560987423
30 ft. (9 m) Ond.nr. 0560987424
60 ft. (18 m) Ond.nr. 0560987425
Regelkabel, CNC naar voeding (één vereist)
100 ft. (30 m) Ond.nr. 0560987426
Koelvloeistof voor snijbrander (bussen van 3,8 liter (1 gallon). 15 liter (4 gallons)
nodig)
Ond.nr. 156F05
OPM.:
• De set verbindingskabels is alleen vereist als de gasconsole en ontstekingsconsole gescheiden zijn. Zie
Verbindingsschema in hoofdstuk 3.
• De regelkabel van de voeding naar de CNC van de klant wordt geleverd zoals besteld door de klant.
• De gasvoorziening en alle slangen, werkkabels en de primaire inputkabel worden door de klant geleverd.
• Zie procesinformatiebladen voor een lijst met alle verbruiksmaterialen van de snijbrander.

HOOFDSTUK 2 BESCHRIJVING
PT-24 Precision Plasma met IEFC-S consoles
2-3
2.4 Technische specificaties Precision Plasma System
2.4.1 Systeem
Ingangsspanning 200/230/380/415/460/575 V 3-fase 50/60 Hz
Ingangsstroom 65/60/50/40/30/25 A per fase
Vermogensfactor 0.95
Uitgangsstroombereik 15-100 A DC
Uitgangsspanning bij
belasting
215 V DC
Arbeidscyclus 100%
Nullastspanning 315 V DC
1118mm
Voedingskast
PT-24 snijbrander met
verdeelstuk
559mm
1067mm
191mm
191mm
200mm
369mm
369mm
289mm
Ontstekingsconsole
Gasconsole

HOOFDSTUK 2 BESCHRIJVING
PT-24 Precision Plasma met IEFC-S consoles
2-4
2.4.2 Technische specificaties plasmagas
Soort O
2
, N
2
, Ar, lucht
Druk
150 psig (10,4 bar) O
2
, N
2
, lucht: 85 psig (5,9 bar) Ar
Debiet 100 cfh (47 l/min) max. (varieert per applicatie)
Vereiste zuiverheid*
O
2
-99,8 tot 99,995% N
2
, Ar-99,995%
Lucht-schoon, droog en olievrij
Aanbevolen vloeistofcilinderregelaars
Zuurstof: R-76-150-540LC (ond.nr. 19777)
Inert gas: R-76-150-540LC (ond.nr. 19977)
Aanbevolen 2-traps cilinderregelaars
Zuurstof: R-77-150-540 (ond.nr. 998337
Waterstof/methaan: R-77-150-350 (ond.nr. 998342)
Stikstof: R-77-150-580 (ond.nr. 998344
Industriële lucht: R-77150=590 (ond.nr. 998348)
Aanbevolen krachtige station- of
pijpleidingregelaars voor hoge debieten
Zuurstof: R-76-150-024 (ond.nr. 19151
Aanbevolen station- of pijpleiding-
regelaars voor hoge capaciteiten
R-6703 (ond.nr. 22236)
Vereist gasfilter 25 micron met beschermkom (ond.nr. 56998133)
2.4.3 Technische specificaties startgas
Soort N
2
, Ar, lucht
Druk
150 psig (10,4 bar) N
2
, lucht: 85 psig (5,9 bar) Ar
Debiet 60 cfh (28 l/min) max. (varieert per applicatie)
Minimaal vereiste zuiverheid N2, Ar - 99,995% Lucht –schoon, droog
2.4.4 Technische specificaties secundair gas
Soort N
2
, O
2
, methaan, lucht
Druk
100 psig (6,6 bar) H-35, methaan;
150 psig (10,4 bar) N
2
, O
2
, lucht
Debiet 60 cfh (28 l/min) max. (varieert per applicatie)
Minimaal vereiste zuiverheid N
2
, O
2
, CH
4
- 99,995% Lucht–schoon, droog
2.4.5 Technische specificaties snijgas
Soort N
2
, O
2
, lucht
Druk 150 psig (10,4 bar) N
2
, O
2
, lucht
Debiet 60 cfh (28 l/min) max. (varieert per applicatie)
Minimaal vereiste zuiverheid 99,995% N
2
, 99,8% O
2
en lucht- schoon en droog
2.4.6 Technische specificaties Pt-24 snijbrander
Soort Watergekoeld, dubbel gas
Nom. stroomsterkte 100 A bij 100 % arbeidscyclus
Afmetingen Zie pakketopties (2.3)

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-1
CAUTION
!
3.1 Algemeen
OPMERKING
De juiste installatie kan aanzienlijk bijdragen tot
een tevredenstellende en probleemloze
bediening van het Precision Plasmarc® System.
Wij raden u aan elke stap in dit hoofdstuk
zorgvuldig te bestuderen en op te volgen.
3.2 Vereiste apparatuur
• Gasvoorziening en slangen. Het gas kan worden
aangevoerd vanaf een voorraadsysteem of vanaf
een serie cilinders met verdeelstukken en
regelaars die ervoor zorgen dat de gasdruk naar
de gasconsole (gasstroom) 150 psig (10,4 bar)
bedraagt.
• Werkkabel. Een nr. 4 AWG-kabel wordt
aanbevolen voor het aansluiten van het werkstuk
op de voeding.
• Primaire inputkabel.
• 25 micron gasfilters (ond.nr. 56998133) zijn
vereist aan de toevoerzijde om ervoor te zorgen
dat de IEFC-S goed werkt.
3.3 Plaats
• Ventilatie is noodzakelijk voor een goede koeling
van de voeding.
• Beperk vuil, stof en blootstelling aan externe
warmtebronnen tot een minimum.
• Zorg voor een minimale vrije ruimte van 60 cm
(2 ft) rondom de voeding zodat de lucht vrij kan
in
-
en uitstro
men
Beperking van de luchtstroom leidt tot
oververhitting
Het beperken van de inlaatlucht door een
willekeurig soort filter op of rondom de voeding
leidt tot oververhitting, waardoor de garantie
vervalt.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-2
WARNING
!
3.4 Primaire elektrische ingangsaansluitingen
DANGER
!
Elektrische schokken kunnen dodelijk
zijn!
Zorg voor maximale bescherming tegen
elektrische schokken.
Voordat u aansluitingen binnenin de machine
maakt, moet de AAN/UIT-schakelaar voor de
netspanning (wand) worden uitgeschakeld en de
voedingskabel eruit worden getrokken.
Configuratie van de
stroomvoorziening
De machine moet op de juiste wijze zijn gecon-
figureerd voor uw stroomvoorziening.
De machine wordt af fabriek geleverd voor een
stroomvoorziening van 575 V, 60 Hz.
Sluit GEEN stroomvoorziening met een andere
spanning aan, tenzij de machine opnieuw is
geconfigureerd. Anders zal de machine worden
beschadigd.
Wandaansluiting op stroomvoorziening
Bij het hoofdvoedingspaneel moet worden gezorgd
voor een AAN/UIT-schakelaar voor de netspanning
(wand) met zekeringen of stroomonderbrekers.
Sluit de ingangskabel van de voeding direct aan op
de AAN/UIT-schakelaar of koop een goede stekker
en stopcontact bij een plaatselijke leverancier van
elektrische materialen. (Zie de tabel op de volgende
pagina voor aanbevolen voedingsgeleiders en
zekeringen)

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-3
Aanbevolen maten voor voedingsgeleiders en hoofdzekeringen
Voedingsvereisten
Volt Fase Ampère
Ingangs- &
beschermings-
leiding,
cu/awg/mm
2
Nominale
zekeringen /
fase, ampère
208 3 70 Nr. 4 25 100
230 3 60 Nr. 6 16 80
380 3 50 Nr. 8 10 80
415 3 40 Nr. 10 6 60
460 3 30 Nr. 10 6 50
575 3 25 Nr. 10 6 40

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-4
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
200
230
380
415
460
575
TB2
PHASE 1 PHASE 2 PHASE 3
TB1
K1
Aardaansluiting
Voedingskabel
Contact-
doos
Zevenvoudig
klemmenblok
Autotransformato
r
Af fabriek
aangesloten op
575 volt
De volgende procedure beschrijft de juiste
installatiestappen voor het aansluiten van de primaire
stroomvoorziening op de voeding.
1. Verwijder het rechter zijpaneel
2. Zorg dat de voedingskabel is losgekoppeld van
alle elektrische bronnen.
3. Leid de voedingskabel door de trekontlasting in
het achterpaneel.
4. Trek de voedingskabel door de trekontlasting en
zorg dat de kabeldraden lang genoeg zijn voor
aansluiting op de contactdoos. Maak de
trekontlasting vast zodat de voedingskabel goed
vastzit.
5. Sluit de aardedraad van de voedingskabel aan
op de aardingsstrip aan de basis van de voeding.
6. Sluit de drie stroomdraden van de voedingskabel
aan op de klemmen bovenop de contactdoos.
Maak de draden vast door elke schroef vast te
draaien.
7. Sluit de jumperdraden vanaf de onderkant van de
contactdoos aan op het juiste
ingangsspanningcontact op de autotransformator
(zie markering). Het systeem is af fabriek
aangesloten op 575 V zoals rechts aangegeven.
CAUTION
!
Aansluiten van voedingsjumperdraden
Zorg dat elke voedingsjumperdraad is aangesloten
op het juiste ingangsspanningcontact op de
autotransformator.
In de fabriek aangesloten op 575 V.
8. Sluit de jumperdraad aan op het juiste
ingangsspanningcontact op het zevenvoudige
klemmenblok. TB2

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-5
3.5 Alternatieve aansluitplaatsen voor de IEFC-S ontstekingsconsole
Trekontlasting voor
snijbranderkabel
Alternatieve plaats met
trekontlasting voor
snijbranderkabel
De ontstekingsconsole heeft twee plaatsen met
trekontlasting voor de snijbranderkabel. Dit zorgt
voor flexibliteit wat betreft de bevestiging van de
console aan een machine.
OPM.:
Als u een alternatieve aansluitplaats kiest,
moeten de niet-gebruikte I/O-
trekontlastingsgaten worden afgesloten met
een plug om de kast volledig af te dichten.
3.6 Basisonderdelen en aansluitpunten van de gasconsole (afdekplaat verwijderd)
ASIOB-aansluiting Proces ASIOB
P-5 aansluiting
P-1 115/230V IN
24VAC IN
Gas UIT (niet
afgebeeld)
P-2 Gewenste
stroomwaarde (niet
afgebeeld)
Spanningskeuzesc
hakelaar
Gas IN Mengkleppen
Magneet-
kleppen
Gas IN
Verdeelstuk

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-6
3.7 Basisonderdelen en aansluitpunten van de ontstekingsconsole
Trekontlasting
ontstekingsboogkabel
Alternatieve plaats
met trekontlasting
voor snijbrander-
bundel
Trekontlasting voor
snijbranderbundel
Koelwater n aar
snijbrander/boog-
stroom
Koelwater van
snijbrander/ontste-
kingsboog
C
hassismassaverbinding
HF 120V ingang
Instelling vonkbrug
Trekontlasting voor
voedingskabel
snijbrander
Koelwater naar/van
voedingskastaansl
uitingen (niet
afgebeeld)

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-7
3.8 Verbindingsleidingen
Snijbranderbundel
Alle meegeleverde verbindingsleidingen zijn aan
elk uiteinde voorzien van overeenkomende
stickers/kleurcodes die op de kast c.q. consoles
zijn gemarkeerd.
1
KOELWATER NAAR SNIJBRANDER /
BOOGSTROOMKABEL
2
KOELWATER VAN SNIJBRANDER /
ONTSTEKINGSBOOGKABEL
1
2
3
GASLEIDINGEN SNIJBRANDERBUNDEL
3
4
4
P-2 MAGNEETKLEPSTUURKABEL
1. Sluit de leidingen in de snijbranderbundel aan
op de ontstekingsconsole. De leidingen en
aansluitingen zijn voorzien van
overeenkomende stickers en/of kleurcodes.
Het binnenaanzicht van de ontstekingsconsole is
hetzelfde of de gas- en ontstekingsconsoles nu
worden gecombineerd of gescheiden worden
gebruikt.
De interfaceplaat van de verbindingsbundel is op
dezelfde manier geconfigureerd naar de gas-
/signaaluitgang van de gasconsole.
Met elkaar verbonden gas-
en ontstekingsconsoles
Verbindingsbundel (voor
het op elkaar aansluiten
van de gas- en
ontstekingsconsoles.)
1
2
4
3

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-8
3.9 Op elkaar aansluiten van gas- en ontstekingsconsoles
Verwijder de zwarte bolkopvulschroeven uit de
betreffende gaten in de consoles. Sommige van
deze schroeven zijn voorzien van zeskantige
moeren aan de binnenkant van de gasconsole.
Verwijder de bovenpanelen. Deze zitten vast met
snelsluitingen die met een kwartslag kunnen
worden losgedraaid.
Draai deze schroeven uit het oppervlak.
De uitgangsaansluitingen van de gasconsole
(en P5) passen in de uitsparingen in de
ontstekingsconsole, waardoor de twee
oppervlakken strak tegen elkaar liggen.
Gebruik de eerder verwijderde vulschroeven om
de consoles aan elkaar te bevestigen. Bij de
meeste schroefgaten moeten de schroeven eerst
door een uitsparingsgat in de gasconsole worden
gestoken en dan worden vastgedraaid in een
geperste opsluitmoer in de ontstekingsconsole.
Er kunnen enkele uitzonderingen zijn.
Aanzicht van op elkaar aangesloten consoles vanaf
de binnenkant van de ontstekingsconsole

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-9
3.10 Aansluiten van gescheiden gas- en ontstekingsconsoles
Een verbindingsbundel is vereist om gescheiden
consoles op elkaar aan te sluiten
Gasconsoleaansluitingen. Slangen/kabels en
vaste aansluitingen zijn voorzien van stickers.
Bevestig de voorplaat aan de ontstekingsconsole
met de 4 meegeleverde schroeven.
Ontstekingsconsole Voorplaat
verbindingsbundel
Aanzicht vanaf de binnenkant van de
ontstekingsconsole met bevestigde voorplaat.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-10
3.11 Aansluitingen van de voedingskast
Voedingsbundel
Trekontlasting voor
voedingskabel
Koelwater IN/UIT
3.12 Spanningskeuzeschakelaar
Spannings
keuze-
schakelaar
2. Sluit de elektrische kabels en
koelvloeistofleidingen in de voedingsbundel
van de voedingskast aan op de
ontstekingsconsole. De voedingsbundel
bestaat uit de koelvloeistofleidingen nr. 6 en
nr. 7 (met 5/8-18 linksdraaiende
aansluitingen), voedingskabel (nr. 3 AWG) en
de gele ontstekingsboogkabel (nr. 16 AWG).
In de aansluiting van de koelvloeistofleidingen
is een 6 of 7 gestanst, zodat deze
gemakkelijker te herkennen zijn.
De spanningskeuzeschakelaar binnenin de
gasconsole is vooraf ingesteld op een IEFC-S
ingangsspanning van 115 V / 60 Hz. De IEFC-S
ingangsspanning kan ook worden ingesteld op
230 V / 50 Hz.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-11
3.13 Verbindingsschema voor gescheiden gas- en ontstekingsconsoles van het
Precision Plasmarc® System
N
2
O
2
Air
CH
4
Ar
1
2
3
4
5
6
7
8
20
10
11
15
14
16
18
19
17
13
9
12
21
22

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-12
1 AAN/UIT-wandschakelaar (door klant te
leveren)
2 primaire voedingskabel
3 voedingskast Precision Plasma System
4 voedingsbundel
5 I/O-voedingskabel
6 aarde/massa
7 werkkabel (+)
8 snijbrander- en hoogteregeling
9 I/O-kabel hoogteregeling
10 snijbranderbundel
11 hoogteregeling ASIOB-behuizing
12 ontstekingsconsole
13 ASIOB-kabel hoogteregeling*(zie opmerking)
14 proces ASIOB-kabel
15 120 VAC-/24 VDC-kabel
16 CNC
17 procesgasleidingen
18 25 micron filters
19 procesgastoevoer (door klant te leveren)
20 snijtafel
21 Verbindingsbundel voor consoles
22 Gasconsole
Opm.: de nr. 13 ASIOB-kabel voor de hoogteregeling komt van een verbinding met de nr. 14 proces ASIOB-
kabel binnenin de IEFC-S.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-13
3.14 Verbindingsschema voor gecombineerde gas- en ontstekingsconsoleonderdelen
van het Precision Plasmarc® System
N
2
O
2
Air
CH
4
Ar
1
2
3
4
5
6
7
8
20
10
11
15
14
16
18
19
17
13
9
12
22

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-14
1 AAN/UIT-wandschakelaar (door klant te leveren)
2 primaire voedingskabel
3 voedingskast Precision Plasma System
4 voedingsbundel
5 I/O-voedingskabel
6 aarde/massa
7 werkkabel (+)
8 snijbrander- en hoogteregeling
9 I/O-kabel hoogteregeling
10 snijbranderbundel
11 hoogteregeling ASIOB-behuizing
12 ontstekingsconsole
13 ASIOB-kabel hoogteregeling*(zie opmerking)
14 proces ASIOB-kabel
15 120 VAC-/24 VDC-kabel
16 CNC
17 procesgasleidingen
18 25 micron filters
19 procesgastoevoer (door klant te leveren)
20 snijtafel
21 verbindingsbundel voor consoles (niet afgebeeld -- niet vereist als consoles worden
gecombineerd)
22 Gasconsole
Opm.: de nr. 13 ASIOB-kabel voor de hoogteregeling komt van een verbinding met de nr. 14 proces ASIOB-
kabel binnenin de IEFC-S.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-15
3.15 Ingang naar gasconsole
CAUTION
!
Verontreiniging van gasleiding leidt
tot beschadiging van de
mengkleppen en terugslagkleppen
Gasleidingen spoelen
Voordat de gastoevoerleidingen worden
aangesloten op de geïntegreerde
debietregeling, moeten alle leidingen grondig
worden gespoeld. Restanten van het
slangproductieproces kunnen de
mengkleppen in uw debietregeling
verstoppen/beschadigen.
1. Spoel de gasleidingen tussen het
aanvoersysteem en de IEFC-S voordat u de
leidingen aansluit. De meng- en terugslagkleppen
zijn zeer gevoelig voor stof en andere vreemde
voorwerpen.
CAUTION
!
Niet-gefilterde gassen beschadigen
het debietregelsysteem.
Niet-gefilterde snij- en afschermgassen
zullen kleine openingen en
gasafdichtingen verstoppen of
beschadigen.
25µ filters zijn vereist voor alle snij- en
afschermgassen inclusief stikstof,
zuurstof, argon, methaan en lucht.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-16
1/4 NPT
Ingang gasconsole
2. Sluit de gastoevoerleidingen aan op de
geïntegreerde debietregeling. Monteer 25 micron
gasfilters in alle toevoerleiding tussen het
gastoevoersysteem en de gasconsole.
25 micron gasfilter
25 micron filters
N
2
O
2
Air
CH
4
Ar
H-35

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-17
3.16 Ingang naar voedingskast
CAUTION
Meng- en terugslagkleppen zijn gevoelig
voor stof en vuil.
Spoel de gasleidingen grondig met N
2
voordat
u deze aansluit op de gasconsole. Tijdens het
productieproces blijft vaak een fijne stof in de
slangen achter. Deze stof kan leiden tot
vroegtijdig falen van de meng-kleppen. De
terugslagkleppen kunnen verstopt raken.
P
Pilot Arc
Work
Torch
Verwijder de
afdekplaat.
1. Verwijder het paneel aan de achterkant van
de console en bevestig de ontstekingsboog-,
snijbrander- en werkkabel.
Trekontlasting
ingang
7 A / 500 VAC
zekkering
Debietregeling-
kabel
Sticker
met
stroom
sterkte
Sticker
met
serienr
Koelwater IN
van ontstekingsconsole
Koelwater UIT
2. Sluit de I/O-voedingskabel aan tussen de
console en de CNC.

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-18
CAUTION
3.17 Montage van de snijbrander
Ontluchtingsgaten niet afdekken.
Tijdens de montage mag het k leine
ontluchtingsgat aan d e zijkant v an de huls niet
worden afg edekt. Bij een lekkage kan via dit gat
koelvloeistof wegstro men vanaf de binnnenkant
van de huls.
Montageopties snijbrander.
• De snijbrander wordt normaal gesproken
gemonteerd aan de huls met een diameter van
2,0 inch (51mm). Dek het ontluchtingsgat niet af.
• Een andere speciale montageoptie is de
montage van de snijbrander aan de afgebeelde
kraag met een diameter van 1,812 inch (46 mm).
Deze geïsoleerde kraag en de schouder ervan
zijn zodanig machinaal bewerkt dat de
schroefdraad van de opsluitdop van het
mondstuk precies op het snijbranderhuis past.
Gebruik uitsluitend de gespecificeerde
montageoppervlakken
Hulsdia
meter
Ontluchtingsgat

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-19
R
E
C
I
S
I
O
N
P
L
A
S
M
A
RC
P
O
W
E
R
C
O
N
T
R
O
L
C
U
R
R
E
N
T
3.18 Koelvloeistof voor de snijbrander
• Verwijder de vuldop voor koelvloeistof aan de
voorkant van de console en vul de
koelvloeistoftank met 4 gallon (15 liter)
plasmakoelvloeistof, onderdeelnr. 156F05 (1
gallon / 3,8 liter).
• Blijf onder de maximummarkering
• Bevestig de vuldop weer.
CAUTION
!
In de handel verkrijgbaar
antivriesmiddel leidt tot defecte
snijbrander
Gebruik speciale koelvloeistof voor de
snijbrander! onderdeelnr. 156F05
Vanwege het hoge elektrische
geleidingsvermogen mag GEEN kraanwater of
een in de handel verkrijgbaar antivriesmiddel
worden gebruikt voor het koelen van de
snijbrander. Een snijbranderkoelvloeistof met
een speciale formule is VEREIST. Deze
koelvloeistof beschermt ook deze bevriezing tot –
34 °C.
Het gebruik van de snijbrander zonder
koelvloeistof veroorzaakt permanente schade
aan de koelvloeistofpomp.
Vuldop voor
koel-
vloeistof

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-20
3.19 Inspectie van gas- en
koelvloeistofleidingen
Om de installatie te voltooien, is het noodzakelijk
om de ter plaatse gemaakte aansluitingen op
lekkage te controleren.
• Gebruik voor gasleidingen een standaard
zeepoplossing. Zet het systeem onder druk
m.b.v. de regeling (SDP-bestand)
• Koelvloeistof: controleer de aansluitingen op
weglekkend vocht

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-21
3.20 Gebruik van een snijbranderverdeelstuk voor 5 magneetkleppen
Met het snijbranderverdeelstuk voor 5
magneetkleppen kan binnen 1 seconde worden
overgeschakeld van snijden naar markeren en
terug naar snijden vergeleken met een 7 tot 10
seconden omschakelvertraging.
Bij aflevering is de IEFC-S geconfigureerd voor
het gebruik van het snijbranderverdeelstuk voor 5
magneetkleppen.
NOTICE
Bij het markeren met de PT-24 snijbrander
en de IEFC-S wordt geen gebruik gemaakt
van een mengklep voor het regelen van de
argondruk. Een externe regelaar voor de
argontoevoer moet worden ingesteld op 85
psi (5,6 bar). Zie de procesgegevens voor
markering voor nadere informatie.
3.21 Aanpassing van het IEFC-S gasconsoleverdeelstuk voor een
snijbranderverdeelstuk voor 4 magneetkleppen
Ar
1
2
3
4
Het gasconsoleverdeelstuk is ingesteld voor een
snijbrander met 5 magneetkleppen. Een geringe
wijziging is noodzakelijk om te kunnen markeren
met de IEFC-S en een snijbrander met 4
magneetkleppen.
Gasconsoleverdeelstuk
1
Argon-inlaataansluiting
2
Argon-magneetklep
3
1/8 NPT toegangsplug voor wijziging
markering
4
Uitgang lucht-/argonverdeelstuk

HOOFDSTUK 3 INSTALLATIE
PT-24 Precision Plasma met IEFC-S consoles
3-22
Van
plasmagasinlaa
t
Naar plasma-
gasuitlaat
Van
argonmagneetk
lep
Verwijder
toegangsplug
voor toegang
tot poortplug
Verwijder 1/16
NPT plug voor
toegang tot Ar-
poort
Procedure voor het wijzigen van het IEFC-
verdeelstuk in een snijbranderverdeelstuk
voor 4 magneetkleppen.
A. Zoek en verwijder de toegangsplug (1/8 NPT)
naast de magneetklep voor de
argondebietregeling (zie afbeelding).
B. Verwijder de poortplug (1/16 NPT) uit de
onderkant van het toegangsgat.
C. Vervang de toegangsplug.
Opm.: gebruik, indien nodig, een zuurstofveilig en
in de handel verkrijgbaar pijpafdichtmiddel.
GEBRUIK GEEN teflontape. Tapestukken
kunnen losbreken wat leidt tot slechte snijkwaliteit
of een defecte snijbrander.
Dwarsdoorsnedes van argon-markeerpoort
A
A
B
B
View A-A
View B-B
PS
Plasmagas
UIT
Markeergas-
magneetklep (5
e
magneetklep)
Mengklep 1
Ontluchting
Verwijderbare
plug
(verwijderd
afgebeeld)
Drukschakelaar
1
Lucht -2
Naar lucht-1
N
2
-2
Naar N
2
-1 en
N
2
-3
Lucht IN
Argon IN
Schema voor markeren met IEFC en
snijbranderverdeelstuk voor 4
magneetkleppen.
Als de plug en een snijbrander met 5
magneetkleppen is geïnstalleerd, stroomt het
argongas direct naar de vijfde magneetklep
(argon).
Argon wordt verdeeld over en stroomt vervolgens
uit de plasmagasleiding, als de plug is verwijderd
en een snijbrander met 4 magneetkleppen wordt
gebruikt. De leiding naar de vijfde magneetklep
wordt afgesloten met een in één richting werkende
snelkoppeling (vergelijkbaar met de werking van
een terugslagklep)
N
2
IN

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-1
EMERGENCY
STOP
4.1 Elektrische regelaars
4.1.1 Hoofdschakelaar
Hoofdschakelaar
Regelt de stroomvoorziening van de ventilator,
waterkoeler en printplaat. Links van
de schakelaar
bevindt zich een geel waarschuwingslampje.
4.1.2 Ontstekingsboogschakelaar
Ontstekingsboogschakelaar
Deze schakelaar, die eerder handmatig moest
worden bediend, is verwijderd uit de voedingskast
die door de
CNC wordt geregeld. Wordt nu geregeld
door de CNC-regeling van de machine, waarbij
afhankelijk van de snijcondities een HOGE of LAGE
startontstekingsboog kan worden gekozen. Zie
procesgegevens voor nadere informatie over de
condities waarbij hoge en lage start worden gebruikt.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-2
4.1.3 Storingslampjes Storingslampjes
• P/S TEMP geeft een laag koelvloeistofdebiet
aan. Als het systeem is ingeschakeld, zal dit
lampje kort een storing aangeven en dan uitgaan.
• P/S FAULT – dit lampje geeft een storing in de
plasmaregelingprintplaat in de invertervoeding
aan De voeding zal worden uitgeschakeld.
• OVER/UNDER VOLTAGE -- dit lampje geeft aan
dat de ingangsspanning buiten de toleranties van
de PCU-console ligt. Vergrendelt het systeem
totdat de stroomvoorziening weer met de
hoofdschakelaar wordt ingeschakeld.
• EMERGENCY STOP -- dit lampje geeft een
vergrendeling door de CNC aan (noodstop). De
voeding wordt uitgeschakeld.
4.1.4 Meters
• Snijstroommeter (A) -- geeft de huidige
snijstroom in ampère aan.
• Snijspanningmeter (V) -- geeft de huidige
snijspanning aan.
4.1.5 Stroomregelschakelaar
Afstandsbedi enings-/paneelschakelaar
• PANEL – Uitgangsstroom wordt ingesteld door de draaischijf voor de
uitgangsstroom
• REMOTE – Uitgangsstroom wordt ingesteld door de CNC (of
potentiometer van de afstandsbediening) met een analoog DC-
signaal
0-10 VDC = 0-100 ADC
• CURRENT ADJUST – wordt gebruikt om de stroom in de
Panelmodus handmatig te wijzigen. Zie ampèremeter voor waarden.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-3
4.2 Snijkwaliteit
4.2.1 Inleiding
Factoren die van invloed zijn op de snijkwaliteit zijn
onderling afhankelijk. Door wijziging van een
variabele kunnen alle andere worden beïnvloed. Het
kan dan moeilijk zijn om een oplossing te bepalen. De
volgende handleiding biedt mogelijke oplossingen
voor verschillende ongewenste snijresultaten. Begin
met het selecteren van de meest prominente
variabele:
4.2.2 Snijhoek, negatief of positief
4.2.3 Snede niet vlak, afgerond of
ondersneden
4.2.4 Oppervlakteruwheid
4.2.5 Slak
Meestal zorgen de aanbevolen snijparameters voor
optimale snijkwaliteit, maar soms verschillen de
condities zodanig dat geringe wijzigingen noodzakelijk
zijn. Als dat het geval is:
• maak kleine stapsgewijze veranderingen/correcties.
• Pas de boogspanning aan in stappen van 1 volt,
omlaag of omhoog.
• Pas de snijsnelheid 5% of minder aan totdat de
condities verbeteren.
OPMERKING
Voordat u EVENTUELE correcties probeert aan te
brengen, moet u de snijvariabelen vergelijken met de
aanbevolen fabrieksinstellingen/nummers van
verbruiksmaterialen zoals genoemd in de
Procesgegevens.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-4
4.2.2 Snijhoek
Negatieve snijhoek
Afmeting bovenkant is groter dan afmeting onderkant.
• Niet goed uitgelijnde snijbrander
• Gebogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• Lage standoff (boogspanning)
• Lage snijsnelheid (bewegingssnelheid machine)
Positieve snijhoek
Afmeting bovenkant is kleiner dan afmeting
onderkant.
• Niet goed uitgelijnde snijbrander
• Gebogen of kromgetrokken materiaal
• Versleten of beschadigde verbruiksmaterialen
• Hoge standoff (boogspanning)
• Hoge snijsnelheid
• Hoge of lage stroom. (Zie Procesgegevens voor
aanbevolen stroomsterkte voor specifieke
mondstukken).
4.2.3 Snijvlakheid
Deel
Daling
Deel
Deel Daling
Deel

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-5
Boven- en onderkant afgerond
Dit kan meestal voor als het materiaal 0,25 inch
(6,4mm) dik of minder is.
• Hoge stroom voor de betreffende materiaaldikte
(zie Procesgegevens voor juiste instellingen).
Bovenrand ondersneden
• Lage standoff (boogspanning)
Deel
Daling
Deel
Daling

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-6
4.2.4 Oppervlakteafwerking
Door proces veroorzaakte ruwheid
Consistente ruwheid van het snijvlak. Kan al of niet
beperkt zijn tot één as.
• Verkeerd afschermgasmengsel (zie
Procesgegevens)
• Versleten of beschadigde verbruiksmaterialen
Door machine veroorzaakte ruwheid
Kan moeilijk te onderscheiden zijn van door proces
veroorzaakte ruwheid. Vaak beperkt tot slechts één
as. Ruwheid is inconsistent.
• Vuile rails, wielen en/of
rondsel/tandheugelstuurinrichting. (Zie gedeelte
Onderhoud in de
machinebedieningshandleiding).
• Aanpassing sledewiel
of
Door machine
veroorzaakte
ruwheid
Bovenaanzicht
Snijvlak
Door proces
veroorzaakte
ruwheid

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-7
4.2.5 Slak
Slak is een bijproduct van het snijproces. Het
is ongewenst materiaal dat op het deel
achterblijft. In de meeste gevallen kan slak
worden verminderd of geëlimineerd door een
goede instelling van de snijbrander en
snijparameters. Zie procesgegevens.
Slak door hoge snelheid
Materiaallasnaad of rollover (overslaan) op onderste
oppervlak langs snijvoeg. Moeilijk te verwijderen.
Slijpen of weghakken kan noodzakelijk zijn. “S”-
vormige nalooplijnen.
• Hoge standoff (boogspanning)
• Hoge snijsnelheid
Snijvlak
Naloo
plijnen
Zijaanzicht
Rollover

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-8
Slak door lage snelheid
Vormt zich als bolletjes op de onderkant langs de
snijvoeg. Gemakkelijk te verwijderen.
• Lage snijsnelheid
Slak aan de bovenkant
Verschijnt als spetters bovenop het materiaal.
Meestal gemakkelijk te verwijderen.
• Lage snijsnelheid
• Hoge standoff (boogspanning)
Naloop-
lijnen
Snijvlak
Bolletjes
Zi
j
aanzicht
Zijaanzicht
Spetters
Snijvlak

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-9
Afwisselende slak
Verschijnt aan de boven- of onderkant langs
snijvoeg.
Niet-continu. Kan voorkomen als een willekeurige
slakvorm
• Wellicht versleten verbruiksmaterialen
Andere factoren die slak beïnvloeden:
• Materiaaltemperatuur
• Ernstige walshuid of roest
• Legeringen met veel koolstof
• Verontreinigde gastoevoer

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-10
4.2.6 Maatnauwkeurigheid
Meestal wordt de optimale maatnauwkeurigheid
verkregen als de laagst mogelijke snelheid
(binnen passende grenzen) wordt gebruikt. Kies
verbruiksmaterialen die een lagere boogspanning
en lagere snijsnelheid mogelijk maken.
OPMERKING
De aanbevolen snijsnelheid en boogspanning
zullen in de meeste gevallen optimale
snijresultaten opleveren.
Kleine stapsgewijze aanpassingen kunnen
noodzakelijk zijn vanwege de kwaliteit en
temperatuur van het materiaal en een
specifieke legering. De gebruiker dient er
zich bewust van te zijn dat alle snijvariabelen
elkaar beïnvloeden. Verandering van de ene
variabele heeft invloed op alle andere
variabelen, waardoor de snijkwaliteit kan
verminderen. Start altijd met de aanbevolen
instellingen.
OPMERKING
Voordat u EVENTUELE correcties probeert
aan te brengen, moet u de snijvariabelen
vergelijken met de aanbevolen
fabrieksinstellingen/nummers van
verbruiksmaterialen zoals genoemd in de
Procesgegevens.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-11
4.3 Invloed van gasopties op snijkwaliteit
4.3.1 Inleiding
Alle gasen zijn niet geschikt voor alle situaties.
Bepaalde gassen zijn bij uitstek geschikt voor het
snijden van bepaalde materialen en dikten.
Hieronder wordt uitgelegd waarom bepaalde gassen
zijn geselecteerd en de invloed ervan op het
eindproduct. Andere invloeden zoals boogspanning
en gasdebiet/-druk worden besproken in
Procesgegevens.
OPMERKING
Raadpleeg het gedeelte Snijprocesgegevens
in dit hoofdstuk voor de aanbevolen debiet-
/drukinstellingen.
4.3.2 Aluminium
Materiaaldikte:
Alle dikten van 0,062 tot 0,625 inch (1,6 mm tot 15,9 mm)
Snijkwaliteiten:
• Glad snijvlak
• Bijna geen slak
Plasmagas:
Stikstof
Afschermgas:
Stikstof/methaan
Discussie:
Een goed afschermgasmengsel is zeer belangrijk. De aanbevolen verhouding
is 2 en 3 delen stikstof en 1 deel methaan. Een onjuiste verhouding leidt tot
ernstige slak.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-12
OPMERKING
Raadpleeg het gedeelte Snijprocesgegevens in
de PT24-handleiding voor de aanbevolen
debiet-/drukinstellingen.
4.3.3 Koolstofstaal
Materiaaldikte:
26 GA (0,018 inch) tot 10 GA (0,135 inch) (0,5 mm tot 3,4 mm)
Snijkwaliteiten:
• Glad snijvlak
• Bijna geen slak
Plasmagas:
Zuurstof
Afschermgas:
Zuurstof/stikstof
Discussie:
Meestal wordt stikstof als afschermgas gebruikt. Een kleine hoeveelheid
zuurstof in combinatie met stikstof kan slakvorming op effectieve wijze
verbeteren bij dun materiaal tussen 26 GA en 10 GA koolstofstaal. Ook kan
een afschermgas bestaande uit alleen zuurstof leiden tot acceptabele
resultaten bij dunnere materialen.
Materiaaldikte:
0,125" tot 0,75 inch (3,2 mm tot 19,1 mm)
Snijkwaliteiten:
• Glad snijvlak
• Bijna geen slak
Plasmagas:
Zuurstof
Afschermgas:
Stikstof
Discussie:
Het snijden van koolstofstaal met zuurstof leidt tot een exotherme reactie. Bij
deze chemische reactie verbrandt het koolstof in het materiaal op soortgelijke
wijze als bij zuurstofsnijden. Daardoor, en door de elektrische energie,
kunnen lagere stroomsterkten worden gebruikt, zonder de snijsnelheid
nadelig te beïnvloeden.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-13
OPMERKING
Raadpleeg het gedeelte Snijprocesgegevens
in de PT24-handleiding voor de aanbevolen
debiet-/drukinstellingen.
4.3.4 Roestvrij staal
Materiaaldikte:
22 GA (0,028 inch) tot 16 GA (0,062 inch) (0,7 mm tot 1,6 mm)
Snijkwaliteiten:
• Positieve snijhoek
• Uitstekende slakprestatie
• Glanzend snijoppervlak
Plasmagas:
Stikstof
Afschermgas:
Stikstof/methaan
Discussie:
Vanwege de hoge snijsnelheden wordt een positieve snijhoek verwacht.
Gebruik een 70 A-mondstuk voor 50 A zodat meer gas het mondstuk kan
verlaten.
Materiaaldikte:
26 GA (0,018 inch) tot 16 GA (0,062 inch) (0,5 mm tot 1,6 mm)
Snijkwaliteiten:
• Donker snijvlak
• Bijna slakvrij
• Betere snijvierkantigheid
Plasmagas:
Zuurstof
Afschermgas:
Zuurstof/stikstof
Discussie:
Snijden met lage stroomsterkte/lage snijsnelheden leiden tot meer vierkante
sneden bij dunne materialen. De zuurstof maakt een lagere boogspanning
mogelijk, waardoor de snijvierkantigheid wordt verbeterd. Het “B”-mondstuk
wordt gebruikt bij 30 A
Materiaaldikte:
0,125 tot 0,625 inch (3,2 mm tot 15,9 mm)
Snijkwaliteiten:
• Donkere snijrand
• Goede slakprestatie
• Goede snijhoek
Plasmagas:
Lucht
Afschermgas:
Lucht
Discussie:
Als zij gelijk zijn, wordt het afschermgas en het plasmagas gecombineerd.
Door deze combinatie wordt het snijgasdebiet/-druk verhoogd. Dit hogere
debiet/druk heeft direct invloed op de snijvierkantigheid.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-14
OPMERKING
Raadpleeg het gedeelte Snijprocesgegevens
voor de aanbevolen debiet-/drukinstellingen.
Roestvrij staal
Materiaaldikte:
0,125 tot 0,625 inch (3,2 mm tot 15,9 mm)
Snijkwaliteiten:
• Matte snijrand
• Lichtgrijze kleur
• Veel gladdere afwerking
• Mogelijk iets hogere snijhoek
Plasmagas:
Lucht
Afschermgas:
Lucht/methaan
Discussie:
Te veel methaan in het afschermgasmengsel kan leiden tot meer
slakvorming. Een lucht-/methaanverhouding van 4:1 wordt aanbevolen.
Omdat methaan een stookgas is, zouden mogelijk iets grotere snijhoeken
kunnen worden verwacht.
Materiaaldikte:
0,125 tot 0,625 inch (3,2 mm tot 15,9 mm)
Snijkwaliteiten:
• Donker snijvlak vergelijkbaar met lucht
• Uitstekende slakprestatie
• Goede snijhoek
Plasmagas:
Stikstof
Afschermgas:
Stikstof
Discussie:
Als afschermgas en plasmagas worden gecombineerd, kan het volume c.q.
de druk van het afschermgas een negatieve invloed heben op de
snijvierkantigheid. Een hoger percentage afschermgas leidt tot een negatieve
snijhoek. Een lager percentage leidt tot een positieve snijhhoek.
Materiaaldikte:
0,187 tot 0,625 inch (4,7 mm tot 15,9 mm)
Snijkwaliteiten:
• Glanzend snijvlak
• Lipvorming aan de onderkant
• Slakvorming kan aanzienlijk zijn en moeilijk te verwijderen
Plasmagas:
Stikstof
Afschermgas:
Stikstof/methaan
Discussie:
Omdat methaan een stookgas is, kan het debiet c.q. de druk de snijhoek
negatief beïnvloeden. Een hoog debiet c.q. hoge druk leiden tot een
negatieve snijhoek, laag debiet c.q. lage druk tot een positieve snijhoek. De
stikstof-/methaanverhouding is 10 tot 14 delen N2/ 1 deel CH4. De lip die
wordt gevormd aan de onderkant van het snijvlak is ernstig, waardoor een
stikstof-/methaanmengsel ongeschikt is als afschermgas voor bepaalde
eindproducten.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-15
4.4 Procesgegevens
4.4.1 Inleiding
De volgende informatie is het resultaat van vele
testuren en is een algemene handleiding voor het
instellen en snijden met een PT-24 Precision
Plasmarc® System. In de meeste gevallen zullen
deze instellingen leiden tot een hoogwaardige snede.
De gegevens bevatten waarden voor:
• het snijden van koolstof, koolstof en roestvrij
staal
• boogspanning (standoff)
• snijsnelheid
• stroomsterkte (ampère)
• gasdebieten voor alle plasma-/afschermgas-
combinaties
Dezelfde gegevens zijn opgenomen in SDP-
bestanden. (Zie de handleiding van uw regelsysteem
voor meer informatie over SDP-bestanden.)
Ook vindt u informatie over de (onderdeel)nummers
van verbruiksmaterialen voor de gebruikte
stroomsterkte.

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-16
4.4.2 IFC PT-24 procesgegevens
Materiaal: Aluminium
Beginstroom: 15
Eindstroom: 30
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21852 (2 gaten)
! Mondstuk
ond.nr. 21541, "B"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-17
Procesgegevens
15 begin- / 30 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Aluminium
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,062 0,075 0,09 0,125 0,187 0,250
mm
1,6 1,9 2,3 3,2 4,7 6,4
Timers
Doordringvertraging (sec.)
0 0 0 0 0 0
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
Plasmasnijgas 1- psi/bar
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
132,0
/9,0
1-start - psi/bar
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
1- snij - psi/bar
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
16,5
/1,3
Afschermgas
2- snij - psi/bar
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
Boogspanning (standoff)
150 152 153 165 180 189
Inch
0,100 0,100 0,100 0,100 0,100 0,100
Bginhoogte
mm
2,54 2,54
2,54 2,54 2,54 2,54
Inch
0,150 0,150 0,150 0,160 0,220 0,250
Doordringhoogte
mm
6,35 6,35 6,35 4,04 5,59 6,35
Inch
0,125 0,130 0,135 0,165 0,220 0,250
Snijhoogte
mm
3,18 3,30 3,43 4,19 5,59 6,35
Bewegingssnelheid
INCH/MINUUT
150 135 105 78 45 40
MM/MIN
3810 3429 2667 1981 1143 1016
Opmerkingen:
Ontstekingsboog – LAAG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-18
Materiaal: Aluminium
Beginstroom: 28
Eindstroom: 55
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het mondstuk
zijn de enige twee vervangbare
delen aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-19
Procesgegevens
28 begin- – 55 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Aluminium
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,062 0,125 0,125 0,250
mm
1,6 3,2 4,7 6,4
Timers
Doordringvertraging (sec.)
0 0 0 0
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
64
/4,4
64
/4,4
64
/4,4
64
/4,4
Plasmasnijgas 1- psi/bar
100,3
/6,8
100,3
/6,8
100,3
/6,8
112,3
/7,6
1-start - psi/bar
42,9
/2,9
42,9
/2,9
42,9
/2,9
42,9
/2,9
1- snij - psi/bar
16
/1,1
16
/1,1
16
/1,1
16
/1,1
Afschermgas
2- snij - psi/bar
12,3
/0,8
12,3
/0,8
12,3
/0,8
12,3
/0,8
Boogspanning (standoff)
136 139 152 168
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,09 0,09 0,180 0,150
Doordringhoogte
mm
2,29 2,29 4,57 3,81
Inch
0,09 0,09 0,180 0,225
Snijhoogte
mm
2,29 2,29 4,57 5,72
Bewegingssnelheid
INCH/MINUUT
170 130 78 46
MM/MIN
4318 3302 1981 1168
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-20
Materiaal: Aluminium
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-21
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Aluminium
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,187 0,250 0,375 0,500
mm
4,7 6,4 9,5 12,7
Timers
Doordringvertraging (sec.)
0 0 0,1 0,2
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
76,6
/5,2
76,6
/5,2
76,6
/5,2
76,6
/5,2
Plasmasnijgas 1- psi/bar
68,6
/4,7
108,5
/7
108,5
/7
108,5
/7
1-start - psi/bar
43,8
/3,0
43,8
/3,0
43,8
/3,0
43,8
/3,0
1- snij - psi/bar
15,4
/1,0
15,4
/1,0
15,4
/1,0
15,4
/1,0
Afschermgas
2- snij - psi/bar
11,7
/0,8
11,7
/0,8
11,7
/0,8
11,7
/0,8
Boogspanning (standoff)
150 157 168 182
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,190 0,150 0,240 0,260
Doordringhoogte
mm
4,83 3,81 6,10 6,60
Inch
0,190 0,225 0,240 0,260
Snijhoogte
mm
4,83 5,72 6,10 6,60
Bewegingssnelheid
INCH/MINUUT
80 65 66 30
MM/MIN
3032 1651 1397 762
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-22
Materiaal: Aluminium
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-23
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Aluminium
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,250 0,375 0,500 0,625
mm
6,4 9,5 12,7 15,9
Timers
Doordringvertraging (sec.)
0 0 0,1 0,1
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
76,4
/5,2
76,4
/5,2
76,4
/5,2
76,4
/5,2
Plasmasnijgas 1- psi/bar
95,6
/6,5
95,6
/6,5
95,6
/6,5
95,6
/6,5
1-start - psi/bar
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
1- snij - psi/bar
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Afschermgas
2- snij - psi/bar
17,9
/1,2
17,9
/1,2
17,9
/1,2
17,9
/1,2
Boogspanning (standoff)
155 160 166 174
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,190 0,225 0,260 0,285
Doordringhoogte
mm
4,83 5,72 6,60 7,24
Inch
0,190 0,225 0,260 0,285
Snijhoogte
mm
4,83 5,72 6,60 7,24
Bewegingssnelheid
INCH/MINUUT
95 80 65 50
MM/MIN
2413 2032 1778 1270
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-24
Materiaal: Koolstofstaal
Beginstroomst
erkte:
16
Eindstroomster
kte:
16
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgasm
engsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21852 (2 gaten)
! Mondstuk
ond.nr. 21540, "A"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het mondstuk zijn
de enige twee vervangbare delen
aan het voorste uiteinde van de
snijbranden die afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-25
Procesgegevens
16 begin- / 16 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Koolstofstaal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 O2
Materiaaldikte
Inch
20 GA 18 GA 16 GA 14 GA 12 GA 10 GA
mm
0,9 1,2 1,6 2,0 2,7 3,4
Timers
Doordringvertraging (sec.)
0 0 0 0,1 0,5 0,5
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
71,3
/4,9
Plasmasnijgas 1- psi/bar
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
83,2
/5,7
1-start - psi/bar
12,9
/0,8
12,9
/0,8
12,9
/0,8
12,9
/0,8
12,9
/0,8
12,9
/0,8
1- snij - psi/bar
2,0
/0,1
2,0
/0,1
2,0
/0,1
2,4
/0,2
2,0
/0,1
2,4
/0,2
Afschermgas
2- snij - psi/bar
2,2
/0,1
2,2
/0,1
2,4
/0,2
3,0
/0,2
2,2
/0,1
3,0
/0,2
Boogspanning (standoff)
103 105 115 118 116 117
Inch
0,04 0,04 0,04 0,04 0,04 0,04
Beginhoogte
mm
1,02 1,02
1,02 1,02 1,02 1,02
Inch
0,06 0,06 0,06 0,06 0,115 0,115
Doordringhoogte
mm
1,52 1,52 1,52 1,52 2,92 2,92
Inch
0,108 0,118 0,140 0,144 0,126 0,126
Snijhoogte
mm
2,74 2,74 3,56 3,66 3,20 3,20
Bewegingssnelheid
INCH/MINUUT
100 85 80 60 50 36
MM/MIN
2540 2159 2032 1524 1270 914
Opmerkingen:
Ontstekingsboog –LAAG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-26
Materiaal: Koolstofstaal
Beginstroom: 18
Eindstroom: 35
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21536 (3 gaten)
! Mondstuk
ond.nr. 21541, "B"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-27
Procesgegevens
18 begin/35 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Koolstofstaal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 O2
Materiaaldikte
Inch
14 GA 0,125 0,135 0,187 0,250
mm
1,9 3,2 3,4 4,7 6,4
Timers
Doordringvertraging (sec.)
0 0 0 0 0,2
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
86,9
/5,9
86,9
/5,9
86,9
/5,9
86,9
/5,9
86,9
/5,9
Plasmasnijgas 1- psi/bar
102,9
/7,0
102,9
/7,0
102,9
/7,0
102,9
/7,0
102,9
/7,0
1-start - psi/bar
46,5
/3,2
46,5
/3,2
46,5
/3,2
46,5
/3,2
46,5
/3,2
1- snij - psi/bar
0 0 0 0 0
Afschermgas
2- snij - psi/bar
2,5
/0,2
2,5
/0,2
2,5
/0,2
2,5
/0,2
2,5
/0,2
Boogspanning (standoff)
113 119 120 122 124
Inch
0,04 0,04 0,04 0,04 0,04
Beginhoogte
mm
1,02 1,02 1,02
1,02 1,02
Inch
0,103 0,113 0,118 0,118 0,130
Doordringhoogte
mm
2,62 2,87 3,00 3,00 3,30
Inch
0,103 0,113 0,118 0,118 0,130
Snijhoogte
mm
2,62 2,87 3,00 3,00 3,30
Bewegingssnelheid
INCH/MINUUT
80 55 52 40 30
MM/MIN
3032 1397 1320 1016 762
Opmerkingen:
Ontstekingsboog –LAAG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-28
Materiaal: Koolstofstaal
Beginstroom: 23
Eindstroom: 45
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-29
Procesgegevens
23 begin/45 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Koolstofstaal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 O2
Materiaaldikte
Inch
0,125 0,135 0,187 0,250 0,375
mm
3,2 3,4 4,7 6,4 9,5
Timers
Doordringvertraging (sec.)
0 0,3 0,3 0,3 0,4
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
73,8
/5,0
73,8
/5,0
73,8
/5,0
73,8
/5,0
73,8
/5,0
Plasmasnijgas 1- psi/bar
86,2
/5,9
86,2
/5,9
86,2
/5,9
86,2
/5,9
86,2
/5,9
1-start - psi/bar
48,1
/3,3
48,1
/3,3
48,1
/3,3
48,1
/3,3
48,1
/3,3
1- snij - psi/bar
11,2
/0,8
11,2
/0,8
11,2
/0,8
11,2
/0,8
11,2
/0,8
Afschermgas
2- snij - psi/bar
0 0 0 0 0
Boogspanning (standoff)
108 111 114 121 124
Inch
0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
25,4 25,4 25,4
25,4 25,4
Inch
0,145 0,155 0,145 0,205 0,164
Doordringhoogte
mm
3,68 3,94 3,68 5,21 2,41
Inch
0,145 0,155 0,145 0,205 0,164
Snijhoogte
mm
3,68 3,94 3,68 5,21 2,41
Bewegingssnelheid
INCH/MINUUT
60 50 45 35 20
MM/MIN
1524 1270 1143 889 508
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-30
Materiaal: Koolstofstaal
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-31
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Koolstofstaal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 O2
Materiaaldikte
Inch
0,187 0,250 0,312 0,375 0,500 0,625
mm
4,7 6,4 7,9 9,5 12,7 15,9
Timers
Doordringvertraging (sec.)
0,3 0,3 0,3 0,4 0,5 0,5
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
66,7
/4,5
Plasmasnijgas 1- psi/bar
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
81,6
/5,6
1-start - psi/bar
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
49,1
/3,3
1- snij - psi/bar
20,6
/1,4
28,4
/1,9
20,6
/1,4
28,4
/1,9
13,5
/0,9
135,
/0,9
Afschermgas
2- snij - psi/bar
0 0 0 0 0 0
Boogspanning (standoff)
108 110 114 113 135 140
Inch
0,100 0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54
2,54 2,54 2,54 2,54
Inch
0,140 0,140 0,165 0,160 0,275 0,315
Doordringhoogte
mm
3,56 3,56 4,19 40,06 6,99 8,00
Inch
0,140 0,140 0,165 0,160 0,275 0,315
Snijhoogte
mm
3,56 3,56 4,19 40,06 6,99 8,00
Bewegingssnelheid
INCH/MINUUT
110 95 70 60 30 25
MM/MIN
2794 2413 1778 1524 762 635
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-32
Materiaal: Koolstofstaal
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-33
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Koolstofstaal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 N2
Materiaaldikte
Inch
0,312 0,375 0,500 0,625 0,750
mm
7,9 9,5 12,9 15,9 19,1
Timers
Doordringvertraging (sec.)
0,3 0,3 0,4 0,5 0,5
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
77,5
/5,2
77,5
/5,2
77,5
/5,2
77,5
/5,2
77,5
/5,2
Plasmasnijgas 1- psi/bar
89,5
/6,1
89,5
/6,1
89,5
/6,1
89,5
/6,1
89,5
/6,1
1-start - psi/bar
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1- snij - psi/bar
26,3
/1,8
26,3
/1,8
26,3
/1,8
26,3
/1,8
26,3
/1,8
Afschermgas
2- snij - psi/bar
0 0 0 0 0
Boogspanning (standoff)
115 120 132 137 142
Inch
0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54 2,54
Inch
0,175 0,190 0,280 0,290 0,320
Doordringhoogte
mm
4,45 4,83 7,11 7,37 8,13
Inch
0,175 0,190 0,280 0,290 0,320
Snijhoogte
mm
4,45 4,83 7,11 7,37 8,13
Bewegingssnelheid
INCH/MINUUT
90 80 50 30 25
MM/MIN
2290 2030 1270 760 630
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-34
Materiaal: Roestvrij staal
Beginstroom: 15
Eindstroom: 30
Plasmagas:
Zuurstof, O2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Zuurstof, O2 @ 150 psi / 10,4 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21536 (3 gaten)
! Mondstuk
ond.nr. 21541, "B"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-35
Procesgegevens
15 begin/30 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
O2 N2 O2
Materiaaldikte
Inch
26 GA 24 GA 22 GA 18 GA 16 GA
mm
0,4 0,6 0,7 1,2 1,6
Timers
Doordringvertraging (sec.)
0 0 0 0 0
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
99,8
/6,8
99,8
/6,8
99,8
/6,8
99,8
/6,8
99,8
/6,8
Plasmasnijgas 1- psi/bar
116,8
/7,9
116,8
/7,9
116,8
/7,9
116,8
/7,9
116,8
/7,9
1-start - psi/bar
32,7
/2,2
32,7
/2,2
32,7
/2,2
32,7
/2,2
32,7
/2,2
1- snij - psi/bar
10,3
/0,7
10,3
/0,7
10,3
/0,7
10,3
/0,7
10,3
/0,7
Afschermgas
2- snij - psi/bar
7,1
/0,5
7,1
/0,5
7,1
/0,5
7,1
/0,5
7,1
/0,5
Boogspanning (standoff)
105 105 107 109 111
Inch
0,06 0,06 0,06 0,06 0,06
Beginhoogte
mm
1,52 1,52 1,52
1,52 1,52
Inch
0,105 0,120 0,107 0,109 0,111
Doordringhoogte
mm
2,67 3,05 2,72 2,77 2,82
Inch
0,105 0,120 0,107 0,109 0,111
Snijhoogte
mm
2,67 3,05 2,72 2,77 2,82
Bewegingssnelheid
INCH/MINUUT
250 200 190 140 100
MM/MIN
6350 5080 4826 3556 2540
Opmerkingen:
Ontstekingsboog –LAAG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-36
Materiaal: Roestvrij staal
Beginstroom: 25
Eindstroom: 50
Plasmagas:
Lucht @ 150 psi / 10,4 bar
Afschermgas:
Lucht @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-37
Procesgegevens
25 begin/50 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
Lucht Lucht
Materiaaldikte
Inch
0,125 0,187 0,250 0,375
mm
3,2 4,7 6,4 9,5
Timers
Doordringvertraging (sec.)
0 0 0,1 0,2
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
77
/5,2
77
/5,2
77
/5,2
77
/5,2
Plasmasnijgas 1- psi/bar
125,7
/8,5
125,7
/8,5
125,7
/8,5
125,7
/8,5
1-start - psi/bar
44,5
/3,0
44,5
/3,0
44,5
/3,0
44,5
/3,0
1- snij - psi/bar
31,9
/2,2
31,9
/2,2
31,9
/2,2
31,9
/2,2
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
134 140 145 157
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,145 0,165 0,160 0,220
Doordringhoogte
mm
3,68 4,19 40,06 5,59
Inch
0,145 0,165 0,160 0,220
Snijhoogte
mm
3,68 4,19 40,06 5,59
Bewegingssnelheid
INCH/MINUUT
90 60 40 18
MM/MIN
2286 1524 1016 457
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-38
Materiaal: Roestvrij staal
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Lucht @ 150 psi / 10,4 bar
Afschermgas:
Lucht @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-39
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
Lucht Lucht
Materiaaldikte
Inch
0,187 0,250 0,375 0,500
mm
4,7 6,4 9,5 12,7
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Plasmasnijgas 1- psi/bar
105,5
/7,2
105,5
/7,2
105,5
/7,2
105,5
/7,2
1-start - psi/bar
62,6
/4,3
62,6
/4,3
62,6
/4,3
62,6
/4,3
1- snij - psi/bar
38,3
/2,6
38,3
/2,6
38,3
/2,6
38,3
/2,6
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
131 152 158 157
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,150 0,240 0,280 0,280
Doordringhoogte
mm
3,81 6,10 7,11 7,11
Inch
0,150 0,240 0,280 0,280
Snijhoogte
mm
3,81 6,10 7,11 7,11
Bewegingssnelheid
INCH/MINUUT
100 50 28 20
MM/MIN
2540 2270 711 609
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-40
Materiaal: Roestvrij staal
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Lucht @ 150 psi / 10,4 bar
Afschermgas:
Lucht @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-41
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
Lucht Lucht
Materiaaldikte
Inch
0,250 0,375 0,500 0,625
mm
6,4 9,5 12,7 15,9
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Plasmasnijgas 1- psi/bar
69,3
/4,7
69,3
/4,7
69,3
/4,7
69,3
/4,7
1-start - psi/bar
62
/4,2
62
/4,2
62
/4,2
62
/4,2
1- snij - psi/bar
37,8
/2,6
37,8
/2,6
37,8
/2,6
37,8
/2,6
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
129 135 142 150
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,220 0,265 0,295 0,325
Doordringhoogte
mm
5,59 6,73 7,49 8,26
Inch
0,220 0,265 0,295 0,325
Snijhoogte
mm
5,59 6,73 7,49 8,26
Bewegingssnelheid
INCH/MINUUT
80 60 35 25
MM/MIN
2030 1520 889 635
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-42
Materiaal: Roestvrij staal
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Lucht @ 150 psi / 10,4 bar
Afschermgas:
Lucht @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-43
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
Lucht Lucht CH4
Materiaaldikte
Inch
0,125 0,187 0,250 0,375 0,500
mm
3,2 4,7 6,4 9,5 12,7
Timers
Doordringvertraging (sec.)
0,2 0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
80,5
/5,5
80,5
/5,5
80,5
/5,5
80,5
/5,5
80,5
/5,5
Plasmasnijgas 1- psi/bar
111,1
/7,6
111,1
/7,6
111,1
/7,6
111,1
/7,6
111,1
/7,6
1-start - psi/bar
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
61,5
/4,2
1- snij - psi/bar
40,3
/2,7
40,3
/2,7
40,3
/2,7
40,3
/2,7
40,3
/2,7
Afschermgas
2- snij - psi/bar
26,7
/1,8
26,7
/1,8
26,7
/1,8
26,7
/1,8
26,7
/1,8
Boogspanning (standoff)
131 146 154 166 175
Inch
0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54 2,54
Inch
0,115 0,170 0,210 0,230 0,275
Doordringhoogte
mm
2,92 4,32 5,33 5,84 6,99
Inch
0,115 0,170 0,210 0,230 0,275
Snijhoogte
mm
2,92 4,32 5,33 5,84 6,99
Bewegingssnelheid
INCH/MINUUT 120 80 50 30 24
MM/MIN
3048 2032 1270 762 609
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-44
Materiaal: Roestvrij staal
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Lucht @ 150 psi / 10,4 bar
Afschermgas:
Lucht @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-45
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
Lucht Lucht CH4
Materiaaldikte
Inch
0,250 0,375 0,500 0,625
mm
6,4 9,5 12,7 15,9
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
78,6
/5,3
78,6
/5,3
78,6
/5,3
78,6
/5,3
Plasmasnijgas 1- psi/bar
96
/6,5
96
/6,5
96
/6,5
96
/6,5
1-start - psi/bar
62
/4,2
62
/4,2
62
/4,2
62
/4,2
1- snij - psi/bar
40,8
/2,7
40,8
/2,7
40,8
/2,7
40,8
/2,7
Afschermgas
2- snij - psi/bar
28,2
/1,9
28,2
/1,9
28,2
/1,9
28,2
/1,9
Boogspanning (standoff)
140 150 159 170
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,175 0,210 0,225 0,250
Doordringhoogte
mm
4,54 5,33 5,72 6,35
Inch
0,175 0,210 0,225 0,250
Snijhoogte
mm
4,54 5,33 5,72 6,35
Bewegingssnelheid
INCH/MINUUT
80 60 35 25
MM/MIN
2030 1524 889 635
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-46
Materiaal: Roestvrij staal
Beginstroom: 25
Eindstroom: 50
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-47
Procesgegevens
25 begin/50 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2
Materiaaldikte
Inch
0,125 0,187 0,250 0,375
mm
3,2 4,7 6,4 9,5
Timers
Doordringvertraging (sec.)
0 0 0,1 0,3
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
78,5
/5,3
78,5
/5,3
78,5
/5,3
78,5
/5,3
Plasmasnijgas 1- psi/bar
116,4
/7,9
116,4
/7,9
116,4
/7,9
116,4
/7,9
1-start - psi/bar
42,4
/2,9
42,4
/2,9
42,4
/2,9
42,4
/2,9
1- snij - psi/bar
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
128 135 144 155
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,05 0,09 0,130 0,180
Doordringhoogte
mm
1,27 2,29 3,30 4,57
Inch
0,05 0,09 0,130 0,180
Snijhoogte
mm
1,27 2,29 3,30 4,57
Bewegingssnelheid
INCH/MINUUT
90 60 40 22
MM/MIN
2286 1524 1016 558
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-48
Materiaal: Roestvrij staal
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-49
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2
Materiaaldikte
Inch
0,187 0,250 0,375 0,500
mm
4,7 6,4 9,5 12,7
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
81,1
/5,5
81,1
/5,5
81,1
/5,5
81,1
/5,5
Plasmasnijgas 1- psi/bar
107,1
/7,3
107,1
/7,3
107,1
/7,3
107,1
/7,3
1-start - psi/bar
61
/4,1
61
/4,1
61
/4,1
61
/4,1
1- snij - psi/bar
35,1
/2,4
35,1
/2,4
35,1
/2,4
35,1
/2,4
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
132 150 154 159
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,120 0,190 0,170 0,220
Doordringhoogte
mm
3,05 4,83 4,32 5,59
Inch
0,120 0,190 0,170 0,220
Snijhoogte
mm
3,05 4,83 4,32 5,59
Bewegingssnelheid
INCH/MINUUT
75 50 28 24
MM/MIN
1905 1270 711 609
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-50
Materiaal: Roestvrij staal
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-51
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2
Materiaaldikte
Inch
0,250 0,375 0,500 0,625
mm
6,4 9,5 12,7 15,9
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
79,1
/5,4
79,1
/5,4
79,1
/5,4
79,1
/5,4
Plasmasnijgas 1- psi/bar
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
1-start - psi/bar
61
/4,1
61
/4,1
61
/4,1
61
/4,1
1- snij - psi/bar
27,9
/1,9
27,9
/1,9
27,9
/1,9
27,9
/1,9
Afschermgas
2- snij - psi/bar
0 0 0 0
Boogspanning (standoff)
135 145 153 157
Inch
0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54
Inch
0,180 0,235 0,250 0,272
Doordringhoogte
mm
4,57 5,97 6,35 6,91
Inch
0,180 0,235 0,250 0,272
Snijhoogte
mm
4,57 5,97 6,35 6,91
Bewegingssnelheid
INCH/MINUUT
80 60 35 25
MM/MIN
2032 1520 889 635
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-52
Materiaal: Dun roestvrij staal
Beginstroom: 30A
Eindstroom: 60A
Met spe ciaal mondstu k ond.nr.
21923SS
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde
Met speciaal mondstuk voor
tijt l
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923SS
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-53
30 A begin- /
Procesgegevens
60 A eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Met speciaal mondstuk ond.nr. 21923SS
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2
Materiaaldikte
Inch
0,030 0,039 0,059
mm
0,75 1,0 1,5
Timers
Doordringvertraging (sec.)
0 0 0
Begin- tot eindstroomsterkte (sec.)
0 0 0
Instelparameters
Plasmastartgas 1- psi/bar
69
/4,75
69
/4,75
69
/4,75
Plasmasnijgas 1- psi/bar
73
/5,05
73
/5,05
73
/5,05
1-start - psi/bar
59
/4,05
59
/4,05
59
/4,05
1- snij - psi/bar
73
/5,05
73
/5,05
73
/5,05
Afschermgas
2- snij - psi/bar
0 0 0
Boogspanning (standoff)
118 120 119
Inch
0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
Bewegingssnelheid
INCH/MINUUT
362 256 236
MM/MIN
9200 6500 6000
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-54
Materiaal: Dun Aluminum
Beginstroom: 40A
Eindstroom: 80A
Met spe ciaal mondstuk ond.nr.
21923SS
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
PT-24 snijbrander met geïntegreerde
Met speciaal mondstuk voor
tijt l
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923SS
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-55
40 A begin
Procesgegevens
80 A eind
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Met speciaal mondstuk ond.nr. 21923SS
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2
Materiaaldikte
Inch
0,078 0,118
mm
2,0 3,0
Timers
Doordringvertraging (sec.)
0 0
Begin- tot eindstroomsterkte (sec.)
0 0
Instelparameters
Plasmastartgas 1- psi/bar
80
/5,52
80
/5,52
Plasmasnijgas 1- psi/bar
79
/5,45
79
/5,45
1-start - psi/bar
59
/4,05
59
/4,05
1- snij - psi/bar
73
/5,05
73
/5,05
Afschermgas
2- snij - psi/bar
0 0
Boogspanning (standoff)
118 122
Inch
0,100 0,100
Beginhoogte
mm
2,54 2,54
Bewegingssnelheid
INCH/MINUUT
220 197
MM/MIN
5600 5000
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-56
Materiaal: Roestvrij staal
Beginstroom: 25
Eindstroom: 50 -- met 70 A-mondstuk
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-57
Procesgegevens
25 begin- / 50 eindstroom*
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
22 GA 20 GA 18 GA 16 GA
mm
0,7 0,9 1,2 1,6
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
78,5
/5,3
78,5
/5,3
78,5
/5,3
78,5
/5,3
Plasmasnijgas 1- psi/bar
93,1
/6,3
93,1
/6,3
93,1
/6,3
93,1
/6,3
1-start - psi/bar
25,1
/1,7
25,1
/1,7
25,1
/1,7
25,1
/1,7
1- snij - psi/bar
27,3
/1,9
27,3
/1,9
27,3
/1,9
27,3
/1,9
Afschermgas
2- snij - psi/bar
25,8
/1,7
25,8
/1,7
25,8
/1,7
25,8
/1,7
Boogspanning (standoff)
130 130 130 130
Inch
0,06 0,06 0,06 0,100
Beginhoogte
mm
1,52 1,52 1,52
2,54
Inch
0,100 0,100 0,130 0,100
Doordringhoogte
mm
2,54 2,54 3,30 2,54
Inch
0,100 0,100 0,130 0,100
Snijhoogte
mm
2,54 2,54 3,30 2,54
Bewegingssnelheid
INCH/MINUUT
550 475 350 225
MM/MIN
13970 12065 8890 5081

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-58
Opmerkingen:
Ontstekingsboog –HOOG,
*50 A snijden met 70 A mondstuk (ond.nr. 21543)
Materiaal: Roestvrij staal
Beginstroom: 35
Eindstroom: 70
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het mondstuk zijn de
enige twee vervangbare delen aan het
voorste uiteinde van de snijbranden die
afhankelijk zijn van de stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-59
Procesgegevens
35 begin/70 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,187 0,250 0.314 0,375 0,500
mm
4,7 6,4 8,0 9,5 12,7
Timers
Doordringvertraging (sec.)
0,3 0,4 0,5 0,5 0,6
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
Plasmasnijgas 1- psi/bar
93,6
/6,4
93,6
/6,4
93,6
/6,4
93,6
/6,4
93,6
/6,4
1-start - psi/bar
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1- snij - psi/bar
37,6
/2,6
37,6
/2,6
37,6
/2,6
37,6
/2,6
37,6
/2,6
Afschermgas
2- snij - psi/bar
20,7
/1,4
20,7
/1,4
20,7
/1,4
20,7
/1,4
20,7
/1,4
Boogspanning (standoff)
136 150 154 159 162
Inch
0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54 2,54
Inch
0,154 0,225 0,234 0,240 0,232
Doordringhoogte
mm
3,91 5,72 5,94 6,10 5,89
Inch
0,154 0,225 0,234 0,240 0,232
Snijhoogte
mm
3,91 5,72 5,94 6,10 5,89
Bewegingssnelheid
INCH/MINUUT
75 50 47 28 24
MM/MIN
1905 1270 1200 711 609
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-60
Materiaal: Roestvrij staal
Beginstroom: 50
Eindstroom: 100
Plasmagas:
Stikstof, N2 @ 150 psi / 10,4 bar
Afschermgas:
Stikstof, N2 @ 150 psi / 10,4 bar
®
Afschermgas-
mengsel:
Methaan, CH4 @ 100 psi / 6,9 bar
PT-24 snijbrander met geïntegreerde debietregeling
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21692 (4 gaten)
! Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
Dopscherm met houder
ond.nr. 22531
! De stuwplaat en het
mondstuk zijn de enige
twee vervangbare delen
aan het voorste uiteinde
van de snijbranden die
afhankelijk zijn van de
stroomsterkte

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-61
Procesgegevens
50 begin/100 eindstroom
Precision Plasma System met
geïntegreerde debietregeling
Roestvrij staal
Plasmagas Afschermgas
1
Afschermgas
2
N2 N2 CH4
Materiaaldikte
Inch
0,250 0,312 0,375 0,500 0,625 0,708 0,787
mm
6,4 7,9 9,5 12,7 15,9 18 20
Timers
Doordringvertraging (sec.)
0,3 0,3 0,4 0,5 0,6
0,7 0,8
Begin- tot eindstroomsterkte (sec.)
0,2 0,2 0,2 0,2 0,2
0,2 0,2
Instelparameters
Plasmastartgas 1- psi/bar
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
79,6
/5,4
Plasmasnijgas 1- psi/bar
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
97,2
/6,6
1-start - psi/bar
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
60,5
/4,1
1- snij - psi/bar
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
39,7
/2,7
Afschermgas
2- snij - psi/bar
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
22,7
/1,5
Boogspanning (standoff)
138 140 150 162 170
174 178
Inch
0,100 0,100 0,100 0,100 0,100 0,100 0,100
Beginhoogte
mm
2,54 2,54 2,54
2,54 2,54 2,54 2,54
Inch
0,138 0,165 0,190 0,252 0,290 0,309 0,328
Doordringhoogte
mm
3,51 4,19 4,83 6,40 7,37
7,8 8,3
Inch
0,138 0,165 0,190 0,252 0,290 0,309 0,328
Snijhoogte
mm
3,51 4,19 4,83 6,40 7,37
7,8 8,3
Bewegingssnelheid
INCH/MINUUT
80 71 63 47 25 22 19
MM/MIN
2032 1800 1600 1200 630 550 480
Opmerkingen:
Ontstekingsboog –HOOG,

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4-62

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.1 Aluminium snijvoegwaarden N
2
/N
2
/CH
4
Aluminium N
2
/N
2
/CH
4
30 ampère
Materiaaldikte (mm)
0.087
0.065
0.060
0.050
0.050
0.050
2.210
1.651
1.524
1.270
1.2701.270
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.075 0.090 0.125 0.187 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 1.905 2.286 3.175 4.750 6.350
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
4-63
0.093
0.080
0.065
0.060
2.362
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.062 0.125 0.188 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.575 3.175 4.775 6.350
Materiaaldikte (mm)
Aluminium N
2
/N
2
/CH
4
50 ampère
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
Aluminium N
2
/N
2
/CH
4
70 ampère
Materiaaldikte (mm)
0.120
0.100
0.112
0.100
3.048
2.540
2.845
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.187 0.250 0.375 0.500
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
4.750 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Aluminium N
2
/N
2
/CH
4
100 ampère
4-64
0.130
0.115
0.105
0.100
3.302
2.921
2.667
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Materiaaldikte (mm)
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.2 Koolstofstaal snijvoegwaarden O
2
/N
2
/O
2
Koolstofstaal O
2
/N
2
/O
2
16 ampère
Materiaaldikte (mm)
0.058
0.044
1.473
1.118
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.048 0.134
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.219 3.404
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Koolstofstaal O
2
/N
2
/O
2
35 ampère
Materiaaldikte (mm)
4-65
0.059
0.052
0.046
1.499
1.321
1.168
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.060 0.125 0.250
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
1.524 3.175 6.350
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
Koolstofstaal O
2
/N
2
/O
2
45 ampère
Materiaaldikte (mm)
0.095
0.076
0.064
2.413
1.930
1.626
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 6.350 9.525
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Koolstofstaal O
2
/N
2
/O
2
70 ampère
Materiaaldikte (mm)
2.540
4-66
0.100
0.080
0.070
0.062
2.032
1.778
1.575
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.135 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.429 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
Koolstofstaal O
2
/N
2
/O
2
100 ampère
Materiaaldikte (mm)
0.120
0.100
0.092
3.048
2.540
2.337
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.375 0.500 0.750
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
9.525 12.700 19.050
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
4-67

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.3 Roestvrij staal snijvoegwaarden O
2
/N
2
/O
2
Roestvrij staal O
2
/N
2
/O
2
30 ampère
Materiaaldikte (mm)
0.045
0.035
0.035
0.035
0.035
1.143
0.8890.889
0.889
0.889
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
26GA 24GA 22GA 18GA 16GA
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
0.457 0.584 0.726 1.207 1.588
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
4-68

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.4 Roestvrij staal snijvoegwaarden lucht/lucht/CH
4
Roestvrij staal lucht/lucht/CH
4
70 ampère
Materiaaldikte (mm)
0.115
0.100
0.090
0.080
0.070
2.921
2.540
2.286
2.032
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.188 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.775 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Materiaaldikte (mm)
Roestvrij staal lucht/lucht/CH
4
100 ampère
3.556
4-69
0.140
0.120
0.100
0.090
3.048
2.540
2.286
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.5 Roestvrij staal snijvoegwaarden N
2
/N
2
/CH
4
Roestvrij staal N
2
/N
2
/CH
4
70 ampère
Materiaaldikte (mm)
0.115
0.105
0.095
0.080
2.921
2.667
2.413
2.032
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Materiaaldikte (mm)
Roestvrij staal N
2
/N
2
/CH
4
100 ampère
3.810
4-70
0.150
0.130
0.110
0.100
3.302
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.6 Roestvrij staal snijvoegwaarden N
2
/N
2
Roestvrij staal N
2
/N
2
50 ampère
Materiaaldikte (mm)
0.080
0.070
0.065
0.060
2.032
1.778
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Roestvrij staal N
2
/N
2
70 ampère
Materiaaldikte (mm)
2.540
2.286
2.286
4-71
0.100
0.090
0.090
0.070
1.778
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
Met 21923SS-mondstuk
Roestvrij staal N
2
/N
2
100 ampère
Materiaaldikte (mm)
0.140
0.120
0.110
0.100
3.556
3.048
2.794
2.540
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Stainless Steel N2/N2 60/80A
0.15
0.148
0.128
0.118
0.108
3.86
3.759
3.251
2.997
2.743
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.030 0.040 0.059 0.079 0.12
Material Thickness (inches)
Kerf (inches)
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
0.762 1.016 1.499 2.007 3.00
Material Thickness (mm)
Kerf (mm)
4-72

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
4.4.3.7 Roestvrij staal snijvoegwaarden lucht/lucht
Roestvrij staal lucht/lucht 50 ampère
Materiaaldikte (mm)
0.095
0.080
0.065
0.060
2.413
2.032
1.651
1.524
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.125 0.187 0.250 0.375
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
3.175 4.750 6.350 9.525
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
Materiaaldikte (mm)
Roestvrij staal lucht/lucht 70 ampère
2.921 2.921
2.794
0.115
0.115
0.110
4-73
0.075
1.905
0.000
0.020
0.040
0.060
0.080
0.100
0.120
0.140
0.187 0.250 0.375 0.500
0.000
0.508
1.016
1.524
2.032
2.540
3.048
3.556
4.750 6.350 9.525 12.700
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)

HOOFDSTUK 4 BEDIENING
PT-24 Precision Plasma System IEFC-S -
Materiaaldikte (mm)
Roestvrij staal lucht/lucht 100 ampère
0.115
0.130
0.140
0.160
2.921
3.302
3.556
4.064
0.050
0.070
0.090
0.110
0.130
0.150
0.170
0.190
0.250 0.375 0.500 0.625
1.270
1.778
2.286
2.794
3.302
3.810
4.318
4.826
6.350 9.525 12.700 15.875
Snijvoeg (mm)
Snijvoeg (inch)
Materiaaldikte (inch)
4-74

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-75
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 10
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
! Wervelplaat
ond.nr. 21536
(
3
g
aten
)
! Mondstuk
ond.nr. 21541
,
"B"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-76
Plasmamarkeren
Procesgegevens
10 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
.040" / 1 mm
Doordringhoogte
.040" / 1 mm
Snijhoogte
.040" / 1 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
200
MM/MIN
5080
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-77
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 15
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21536 (3 gaten)
Mondstuk
ond.nr. 21541, "B"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-78
Plasmamarkeren
Procesgegevens
15 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,040 inch / 1 mm
Doordringhoogte
0,040 inch / 1 mm
Snijhoogte
0,040 inch / 1 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
300
MM/MIN
7620
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-79
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 10
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-80
Plasmamarkeren
Procesgegevens
10 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
100
MM/MIN
2540
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-81
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 15
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-82
Plasmamarkeren
Procesgegevens
15 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
200
MM/MIN
5080
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-83
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 15
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21542, "C"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-84
Plasmamarkeren
Procesgegevens
15 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
300
MM/MIN
7620
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-85
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 10
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-86
Plasmamarkeren
Procesgegevens
10 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
100
MM/MIN
2540
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-87
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 20
Plasmagas
(4 magneet-kleppen):
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas
(5 magneet-kleppen):
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-88
Plasmamarkeren
Procesgegevens
20 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
200
MM/MIN
5080
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-89
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 30
Plasmagas (4 magneet-
kleppen)
:
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas (5 magneet-
kleppen)
:
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21543, "D"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-90
Plasmamarkeren
Procesgegevens
30 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
500
MM/MIN
12700
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-91
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 10
Plasmagas (4 magneet-
kleppen)
:
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas (5 magneet-
kleppen)
:
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-92
Plasmamarkeren
Procesgegevens
10 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
100
MM/MIN
2540
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-93
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 30
Plasmagas (4 magneet-
kleppen)
:
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas (5 magneet-
kleppen)
:
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-94
Plasmamarkeren
Procesgegevens
30 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
300
MM/MIN
7620
Opmerkingen:
• Ontstekingsboog –LAAG.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-95
Plasmamarkeren
Met Precision Plasma System en IEFC-S
Materiaal: Koolstof- en roestvrij staal
Ampère: 30
Plasmagas (4 magneet-
kleppen)
:
Argon, Ar @ 83,2 psi / 5,6 bar
Plasmagas (5 magneet-
kleppen)
:
Argon, Ar @ 85 psi / 5,9 bar
RECISION
LASMARC
Afschermgas: Lucht @ 150 psi / 10,4 bar
Snijbranderhuis
ond.nr. 21758
Waterstuwplaat
ond.nr. 21725
O-ring
ond.nr. 638797
O-ring
ond.nr. 86W62
O-ring
ond.nr. 950714
O-ring
ond.nr. 98W18
Elektrode
ond.nr. 21539
Wervelplaat
ond.nr. 21692 (4 gaten)
Mondstuk
ond.nr. 21923, "E"
Opsluitdop van
mondstuk/diffuser
Afschermdopisolator
ond.nr. 22010
Isolerende opsluitdop van
hitteschild met O-ring
O-ring - opsluitdop van
hitteschild (zie ond.nr.
PT-24
Dopscherm met houder
ond.nr. 22531

HOOFDSTUK 4 BEDIENING
Precision Plasma Systeem met IEFC-S -
4-96
Plasmamarkeren
Procesgegevens
30 Ampère
Precision Plasma IEFC-S
Koolstof- en roestvrij staal
Plasmagas
Afschermgas
1
Ar Lucht
Materiaaldikte
ALLE dikten
Timers
Doordringvertraging (sec.) 0
Instelparameters
4 magneet-
kleppen
5 magneet-
kleppen
Plasmastartgas 1- psi
83.2/5,6 bar 85/5,87 bar
Plasmasnijgas 1- psi
83.2/5,6 bar 85/5,87 bar
SG1-Start -psi 132/9,0 bar 132/9,1 bar
Afschermgas
SG1- Snij - psi 132/9,0 bar 132/9,1 bar
Boogspanning (standoff)
77
Beginhoogte
0,100 inch / 2,54 mm
Doordringhoogte
0,100 inch / 2,54 mm
Snijhoogte
0,100 inch / 2,54 mm
Bewe
g
in
g
ssnelheid
INCH/MINUUT
500
MM/MIN
12700
Opmerkingen:
• Ontstekingsboog –HIGH.
• Het IEFC-S-verdeelstuk bezit geen mengklep voor argonmarkeergas.
Dit gas wordt extern geregeld.
Deze pagina is opzettelijk leeg gelaten.

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-1
5.1 General
If this equipment does not operate properly, stop work
immediately and investigate the cause. Qualified
personnel must perform maintenance work. Do NOT
permit untrained persons to inspect, clean or
repair equipment. Use only recommended
replacement parts.
WARNING
!
Electric Shock Can Kill!
Before attempting any inspection or repair inside
any of the components of the Precision Plasma,
open wall disconnect or wall circuit breaker.
5.2 Inspection And Cleaning
Frequent inspection and cleaning of the Precision
Plasmarc® System is recommended for safety and
proper operation. Consider the following during
inspection and cleaning:
· Check work cable to workpiece connection.
· Check safety earth ground at workpiece and at
power source chassis.
· Check heat shield on torch. Replace if damaged.
· Check torch electrode and cutting nozzle for wear
daily.
· Ensure cable and hoses are not damaged or
kinked.
· Ensure all plugs, fittings, and ground connections
are tight.
· Check screen filter in coolant pump located inside
Power Source periodically and flush as required.
Location of pump
filter

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-2
WARNING
!
Flying Debris Hazard.
Flying Debris Can Seriously Injure Eyes
Wear protective eyewear whenever cleaning with
compressed air.
CAUTION
Avoid Potential Equipment Damage
Water and/or oil can accumulate in compressed
air lines. Be sure to direct the first air blast away
from equipment to avoid damaging the junction
box or flow control box.
· With all input power disconnected and with proper
eye and face protection, blow out the inside of the
power source, flow control, and junction box using
low-pressure, clean/dry compressed air.
· Occasionally, bleed all water from the filter below
the air filter-regulator.
5.3 PT-24 Torch Description
· Mounting. The torch can be mounted by the 2"
(51 mm) dia. sleeve or by the 1.812" (46 mm) dia
machined surface shown. This insulated surface
and its shoulder are machined relative to the
nozzle retainer thread on the torch body. They are
held concentric to the cutting nozzle within a total
indicator reading of 0.010" (0.25 mm) or the nozzle
bore is within 0.005" (0.13mm) of any point on the
1.812" dia. When mounting, do not to cover the
small vent hole in the side of the sleeve. This hole
prevents coolant from building inside the sleeve if a
leak occurs.
1.812" (46 mm)
Diameter Collar
2.0" (51 mm)
Diameter Sleeve
Vent Hole

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-3
IEFC-S Gas Console Fluid Schematic
· Plasma Cut and Start Gas. These gases enter the
torch through connections that house check valves
within the torch body. The valves acting in
conjunction with solenoid valves control the back
and forth switching of start and cut gases.
AIR 1
N2 1
02 1
H-35 IN
ORIFICE
N2 PURGE
VENT
PS
OXYGEN IN
NITROGEN IN
AIR IN
N2 2
VENT
PS
VENT
PS
N2 3
PS
VENT
METHANE IN
H-35
METHANE
O2 2
AIR 2
ARGON IN
ARG0N
REMOVABLE PLUG
(SHOWN INSTALLED)
PS4
PS2
PS3
PS1
PROP. VALVE 4
PROP. VALVE 2PROP. VALVE 3
PROP. VALVE 1
PS
PS5
SHIELD GAS 1 OUT
PLASMA GAS 2 OUT
SHIELD GAS 2 OUT
PLASMA GAS 1 OUT
ARGON OUT
Check Valve
Proportional Valve
Pressure Switch
2 Way Solenoid Valve

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-4
· Shield Gas. Shield preflow, cut shield and
postflow enter the torch through one connection.
These gases pass through:
§ the torch body,
§ the shield gas diffuser,
§ out the orifice in the shield cap surrounding
the plasma jet.
· Power and Pilot Arc Lines. Coolant IN to the torch
is through the power cable (-). Coolant OUT from
the torch is through the pilot arc (+) line.
Water Cooling.
1. Coolant enters the torch through the power cable
(-),
2. circulates through the torch body and the
electrode,
3. crosses over to the nozzle (+) section of the torch
body through nonconductive crossover tubes,
4. travels back through the body and circulates
between the nozzle retainer and the nozzle,
5. back through the torch body to the junction box
via the pilot arc cable.
Coolant In via
Power Cable
Crossover
Tube
Electrode Body
Pilot Arc Body
Swirl Baffle
Electrode
Nozzle
Nozzle Retainer
Water Baffle
Coolant Out via
Pilot Arc Cable

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-5
5.4 Torch Maintenance
WARNING
!
Electric Shock Can Kill
Before performing torch maintenance:
· Turn power switch on the console to the OFF
position.
· Disconnect primary input power.
Torch Body O-Rings
· Each day before starting operation, check O-rings
on the torch body. Replace if damaged or worn.
· Apply a thin coat of silicone grease to O-rings
before assembling to torch. Do not use Krytox.
· The O-ring, P/N 638797, inside the torch body that
seals the nozzle is especially critical.
§ Damage or wear is not readily apparent because
of its location,
§ We recommend replacing this O-ring on a daily
basis.
§ Be careful not to scratch or damage the torch
surface.
§ A wooden toothpick works well for removing O-
rings.
§ The O-ring can be replaced without removing
the water baffle P/N 21725; however if the baffle is
removed, always use a 3/16" (5 mm) hex wrench
or nut driver.
Torch Sleeve Vent
· Water leaks, moisture or coolant dripping from the
sleeve vent hole indicates service line damage.
· If service lines must be replaced, always use two
wrenches to avoid twisting the metal tubes.
O-ring
P/N 950714
O-ring
P/N 86W62
O-ring
P/N 638797
Vent Hole

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-6
CAUTION
Torch Sleeve
· The torch sleeve P/N 22568 is threaded onto the
torch body.
· If the sleeve is too tight for hand removal, use a
large adjustable wrench on the body flats or lightly
tighten these flats in a vise. With the body
secured, using two hands on the sleeve may break
it free. If not, use a strap wrench.
Before replacing sleeve, always check service line
connections for leaks.
Damaged Or Incorrect Torch Check Valve
Parts Will Affect Cutting Performance.
· Do not damaged the check valve seat, ball and
spring when handling.
· Do not substitute any other spring or ball. If they
are lost, dropped, or damaged, they must be
replaced with factory replacement parts.
· Using non-authorized or damaged torch check
valve parts will affect set pressures and cause poor
starting and piercing.
CAUTION
Improperly Seated Fittings Will Cause Leaks
And Poor Performance.
· Keep threads and seat surfaces clean when re-
assembling check valves.
· If dirt or foreign matter contaminates check valves,
disassemble, clean or replace.
Check Valve Body P/N 21739
Ball P/N 21740
Spring P/N 21741
Sleeve
P/N 22568

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-7
WARNING
!
5.5 PT-24 Consumable Disassembly And Inspection
Hot Torch Will Burn!
· Allow torch to cool before servicing.
· Torch is water cooled, but may be hot
immediately after use.
WARNING
!
Electric Shock Can Kill!
·
Turn power switch on the console OFF.
· Disconnect primary input power.
· If the nozzle retainer/diffuser is difficult to remove,
the console may be on.
WARNING
!
Pressurized Coolant Increase Shock And
Sight Hazard!
· Cooling Water Is Under Pressure When
Console Is On!
· Wear appropriate safety equipment.
· Cooling water is pressurized to 115 PSI
· (7.8 bar) when console is turned on.
· Disassembly of torch front end while console
is turned of may result in cooling water
splashing. This will increase electric shock
hazard. Splashing coolant water may cause
possible eye hazards. If coolant gets eyes
seek first aid immediately and consult coolant
safety data sheet.

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-8
NOTE:
If the console is on, the pump will be running and
coolant pressure behind the retainer will prevent it from
turning freely. Check the console before attempting to
remove the nut. Notice that a small amount of coolant
is lost each time consumables are removed. This is
normal and the coolant will eventually have to be
replaced. Check coolant before each operation.
1. Unscrew the cup shield/retainer. Inspect around
orifice for damage. Replace orifice edge if nicked
or damaged. A distorted orifice will not produce
straight cuts.
2. Unscrew and remove insulator shield
3. The shield cup insulator is sandwiched between
the cup and the nozzle retainer/diffuser. It may
remain attached to nozzle retainer because of the
very close fit between these members.
Cup Shield
w/Retainer
Insulator Shield
Retainer
Shield Cup
Insulator
PT-24 Front End

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-9
4. Unscrew the nozzle retainer/diffuser. Inspect for
damage, especially where the retainer contacts the
nozzle. The surface between the retainer and
nozzle create a metal to metal seal for the coolant.
Any damage to this sealing surface will cause a
leak resulting in poor cutting. Replace as
necessary, but do not attempt to repair. Check
small gas passages for blockages. Clear
blockages with an air blast.
5. Use the tool provided to remove the nozzle. Place
the slot around the nozzle groove and pull it free.
No damage to the
contact area.
Electrode and Nozzle Tool P/N 21765
Nozzle
Nozzle
Nozzle
Retainer

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-10
.284" HEX
for Electrode
.189" HEX
for Cooling Water Tube
Nozzle
Removal Slot
6. Remove the swirl baffle from the nozzle. If the
baffle remains in the torch, it will come free when
removing the electrode. Check the small gas
passages of the swirl baffle for blockage and clear
blockages with an air stream. If blockages cannot
be cleared, replace baffle. Do NOT insert anything
in these holes when trying to clear them. Distorting
these holes will impair cutting performance.
7. Use the electrode and nozzle tool provided to
unscrew the electrode. (P/N 21765).
Electrode
Swirl Baffle
Nozzle

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-11
5.6 PT-24 Torch Tip Re-assembly
1. Electrode
Apply a thin film of silicone grease to the O-ring, just
enough to produce a shiny surface. Thread electrode
in place and tighten snugly with tool provided. DO
NOT OVER TIGHTEN.
2. Nozzle & Swirl Baffle
Place swirl baffle into nozzle with the grooved end of
the baffle going inside nozzle.
When properly assembled, the small spherical tip of
nozzle makes a metal to metal coolant seal with the
nozzle retainer. Apply a small amount of Krytox (anti-
seizing compound) on the small diameter of the nozzle
retainer as shown. This grease prevents possible
galling/seizing between the nozzle and retainer. It also
facilitates a watertight seal. Do not put Krytox on
nozzle.
3. Nozzle Retainer/Diffuser
Thread the nozzle retainer onto torch and hand
tighten.
Small Amount
of Krytox
Nozzle Retainer
Nozzle
Water Seal

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-12
4. Shield Cup Insulator
Push the shield cup insulator on the nozzle retainer.
This component is a press fit and may remain
assembled when the assembly was taken apart.
5. Insulator Shield Retainer
Apply a thin coat of silicone grease to the O-ring and
thread insulator shield retainer on to Shield Cup.
Hand tighten.
NOTICE
Do Not Attach Insulator To The Torch Body
First.
Threading Insulator on to torch body first will not allow
shield gases to flow properly. Thread insulator onto
the Shield Cup first and then attach both pieces onto
the torch body.
6. Shield Cup And Retainer
Screw this assembly (Insulator/Shield Cup and
Retainer) onto the torch and hand tighten.
CAUTION
O-Ring Inspection & Lubrication
· Inspect O-rings often for nicks and wear. Worn or
damaged O-rings will affect starting and cut
quality.
· Applying a thin coat of silicone grease to the torch
tip O-rings during service assembly will facilitate
future disassembly.
· Do not use Krytox on O-rings. Krytox is an anti-
seize lubricant and will dissipate over time, making
disassembly difficult.
Nozzle Retainer
Shield Cup
Insulator

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-13
CAUTION
!
NOTICE
CAUTION
!
5.7 Flow Control
Nitrogen Is Vented Inside Integrated
Flow Control Box.
A small amount of nitrogen gas is vented internally
to provide cooling, safety, and a slight positive
pressure.
To prevent continuous building of pressure, the flow
control chamber is externally vented.
Do Not Remove Integrated Flow
Control Expansion Plugs
Expansion plugs are a necessary safety feature. In
the unlikely event of a rapid expansion of gases
inside the flow control, these holes will provide a
predictable vent area.
Removing these plugs will allow dust and dirt to
enter the flow control.
Do not use these holes for cable or hose entry. Use
proper entry points.
Dirt And Dust Inside IEFC-S May
Damage Precision Components
Seal all undersized cables and unused
holes in strain reliefs with foam tape
(weather stripping) to prevent unwanted
dust entry inside the IEFC consoles.
Expansion Plugs
Chamber Vent

SECTION 5 Maintenance
PT-24 Precision Plasmarc System IEFC-S 5-14
5.8 Proportional Valve Removal
Proportional Valves can be removed if replacement
is required, without disassembling the manifold from
gas console.
1. Access the outside bottom of the unit by
unbolting the IEFC-S gas console from the
machine.
2. Remove the hole plugs to expose cap screws
holding the valves.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-1
6.1 General Safety
WARNING
!
Electric Shock Can Kill!
Externally disconnect all primary power to
the machine before servicing.
Open the line (wall) disconnect switch or
circuit breaker before attempting
inspection or work inside the power
source.
WARNING
!
High Voltages Can Be Stored In
Capacitors.
Even when power is disconnected or unit
is de-energized, capacitors can store high
voltages. Assure power supply capacitors
are grounded prior to performing
maintenance.
CAUTION
!
Gas Line Contamination Will
Damage Proportional Valves
Purge Gas Lines
Before connecting gas delivery lines to the
Integrated Flow Control, purge all lines
thoroughly. Residue from the hose
manufacturing process may clog/damage
the proportional valves in your flow
control.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-2
6.2 Troubleshooting Guide
6.2.1 Reduced Consumable Life
Cutting Up Skeletons Cutting skeletons (discarded material left after all
pieces have been removed from a plate) to facilitate
their removal from the table can adversely affect
electrode life by:
• Causing the torch to run off the work.
• Continuous Pilot Arc edge starts
• Greatly increasing the frequency of starts. This
is mainly a problem for O
2
cutting and can be
alleviated by choosing a path with a minimum
number of starts.
• Increase likelihood that the plate will spring up
against the nozzle causing a double arc. This
can be mitigated by careful operator attention
and by increasing standoff and reducing cutting
speeds.
If possible, use a gas torch for skeleton cutting.
Height Control Problems
• Torch diving is usually caused by a change in
arc voltage when an automatic height control is
in use. Usually the voltage change is the result
of plate falling away from the arc. These
problems can effectively be eliminated by
disabling the height control and extinguishing
the arc earlier when finishing the cut on a falling
plate.
• Diving can also be caused by a faulty height
control.
Piercing Standoff Too Low
Increase pierce standoff
Starting on edges with
continuous pilot arc
Position torch more carefully or start on adjacent
scrap material.
Work Flipping
The nozzle may be damaged if the torch hits a
flipped up part.
Catching on Pierce Spatter
Increase standoff or start with longer lead-in
Pierce not complete before starting
Increase initial delay time.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-3
6.2.2 Poor Cut Quality
See Cut Quality In Section 4
6.2.3 No Pilot Arc
Bad (open) Pilot Arc Cable
Replace Cable
Contaminated Electrode
Clean or replace electrode
Insufficient spark gap setting
in plumbing box.
Set spark gap to 0.040”
Torch negative lead open No open circuit voltage
Pilot Arc Contactor (PAC)
malfunctioning
Replace contactor
6.2.4 No Arc Transfer
Cutting current
setting too low.
Raise cutting current (see Process Data)
Torch too high
above workpiece
Lower torch standoff (see Process Data)
Work lead not
connect to cutting table
Ensure work lead is firmly connected to workpiece
or cutting table
N
2
or O
2
check valve in torch
body may be stuck open
See maintenance section for check valve repair.
6.2.5 No Preflow
Emergency stop signal open
Check for continuity between TB3-18 and TB3-19
Cooling Water Flow Switch
Check cooling water LED on front panel. Should be
lit if switch is open
No Cooling Water
Check reservoir. Add coolant until full.
6.2.6 Torch Fails To Fire
Start Gas
Lower start gas flow
Cooling water Flow
Pump pressure too low. Should be 115 psi.
Faulty cooling water flow switch
(CWFS)
Replace CWFS switch
Obstruction in torch
limiting cooling water flow
Coolant flow through torch should be greater than
0.375 (3/8) gal/min

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-4
Front-end of torch
leaking
Dis-assemble torch front end down to the electrode
Visually inspect O-rings
Are
O-rings
good?
Replace O-rings
Re-assemble torch
Visually inspect nozzle to retaining cup metal to metal seat.
Is the
seat
good?
Replace parts
Turn coolant flow and check for leaks
Still
leaking?
Begin cutting
Replace nozzle and/or
nozzle retaining cup
NO
YES
YES
YES
NO
NO
Apply a thin coat of Dupont
Krytox AntiSieze lubricant
73585064 2oz tube
73585065 8oz tube
Place a thin film of silicone
grease on the O-rings before
reassembling
6.2.7 Nozzle Life Extremely Short
Pilot Arc H/L switch
in wrong position
Refer to Process Data
Nozzle arcing inside bore
Gas quality below purity specification
Start gas flow too low
Check Process Data cutting parameters
6.2.8 Short Electrode Life
Insufficient cooling
Check cooling pump for 115 psi output pressure
Start gas quality
Gas quality below purity specification
Cut gas quality
Gas quality below purity specification
6.2.9 Short Electrode And Nozzle Life
Water leak on torch front-end Follow torch leak procedure

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-5
ARGON
AIR 1
AIR 2
O2-2 O2-1
N2-1
H-35 METHANE
N2-2
N2-3
1
2
3
4
CH4
H-35
N2
O2
Ar
Air
6.3 Gas Console Fluid Schematic and Manifold Valve Identification
Check Valve
Proportional Valve
Pressure Switch 50
psi rising
Solenoid Valve
Schematic Legend

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-6
6.4 IEFC Gas Console Schematic Part 1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-7
6.4 Part 2 IEFC Gas Console Schematic

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-8
6.5 Ignition Console Electrical Schematic
0.040
FILTER
AC LINE
PCB
FILTER
X1
B
REACTOR
X1
REACTOR
X2
C1, C2 2500 pF
X2
X3
X3
SPARK GAP
TRANSFORMER
STEP UP
120 VAC
INPUT
A
PILOT ARC TO
TORCH (-)
TORCH
P1-A
P1-B
CORCOM
2VB3
ESAB P/N
8674969
ESAB P/N 8951179
REACTORS ARE
ESAB P/N 837250
TORCH POWER
6.6 Ignition Console Fluid Schematic
Ignition Console
Cooling
Water IN
Cooling
Water OUT
Torch
Connection
Pilot Arc
Connection

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-9
This page intentionally left blank.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-10
6.7 Precision Plasma Power Source Electrical Schematic
Part 1
J3
T2-CH2
T2-BH2
T2-AH2
TB1
200V
230V
1
2
MOV2
610V
610V
MOV1
6
ØA
L1
T1
5
ØB
4
ØC
L2 T2
A
L3
120VAC
T3
K1
B
12
460V
380V
415V
3
4
5
575V
6
9
230V
200V
8
7
380V
460V
415V
11
10
MOV3
610V
1
575V
200V
230V
380V
13
14
15
575V
415V
460V
16
17
18
2
1
ZD3
180VAC
X10
X14
X15
X16
X12
230V
1
F4
2
ON/OFF
2
H1
H2
3
PNL
FNT
200V
TB2
2
1
ZD1,180V
6
51
S1
15A
T1
H1
H2
X1
X2
X9
H3
H4
H5
H6
H7
575V
460V
415V
380V
5
4
3
7
6
CB2
7A
2
1
T3
H3
H4
H5
X3
X4
X7
H6
H7
X8
X5
X6
6
4
X13
X11
K4
5
A
B
3
WATER)
(COOLING
FS1
16
J4
2
M1
P4
21
15
14
13
12
11
10
9
7
8
CB1
1
3A
1
3
2
6
5
4
4
COOLANT
PUMP
M2
1
NEUTRALNEUTRAL
120 VAC120 VAC
1P4-1
1
POWER MODULE #1
TB2-2
TB2-1
BR1-C
BR1-B
BR1-A
FOR CE UNITS
ONLY
LINE LOAD
A
B
C
A
B
C
AH1
AH2
BR1-A
BR1-B
BR1-C
MOD1
AUTO XFMR
AH5
AH4
AH3
AH6
AH8
BH2
BH1
AH7
BH3
BH5
BH4
J2
TRIM POT
1
PCB
6
BH6
BH7
BH8
CH3
CH2
CH1
CH6
CH5
CH4
CH7
CH8
T2
VOLTAGE
6
NOT USED ON
PRECISION PLASMA CONSOLE
31
245
P3-13
P1-16
P3-12
P1-15
78
P1
P3-17(+)
P3-18(-)
P1-13
P1-14
P4-3
P4-4
P4-15
P4-16
P9-3
P9-1
P1-11
P1-12
ANALOG
CURRENT
P10-2
P10-1
P4-11
P4-12
P4-13
P4-14
P1-18
P1-17
P4-2
P4-7
P4-8
P5-2
P5-1
137423 56 108 91112
FAULT
START
ARC ON
5
6
2
3
8
1614 15
FAULT SIGNAL PCB
ISOLATION AMPLIFIER AND
VOLTMETER
P2-2
P3-1
P3-2
P2-4
P2-5
P2-1
AMMETER
2
120VAC
12VAC
P1-2
P1-3
AM1
+
-
P8
-
+
+
LED3
P2-11
P2-12
P2-13
P2-14
P2-15
P2-16
P2-9
P2-8
P2-10
P10-3
P10-4
P10-5
24VAC
24VAC
24VAC
18VAC
18VAC
5
4
3
2
1
18VAC
18VAC
P3
8
7
6
LED1
LED2
V1
P6
-
-
+
P1-5
P1-6
LED6 LED9
LED5
LED4
LED8
LED7
PCB1
P7-3
P7-1
INPUTS
VOLTMETER
38103
P1
7
9
J1
5
10
6
7
P2
1
2
J2
TB4-1
22
23
21
20
19
25
26
24
28
27
29
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
Next Page

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-11
Part 2
Component Legend
zone item description zone item description
1 T1 Transformer control, plasma interface 5 TB1 Terminal brd
TB2 Terminal strip MOV1,2,3 Mov 610V
TB4 Terminal strip T2 Auto transformer
J3 Recepacle 10 pos J2 Receptacle 19 pos
P3 Plug 10 pos R2 Potentiometer 10K
J4 Receptacle 16 pos ZD2 Zener diode 180v
P4 Plug 16 pos K2,3 Contactor 120VAC pilot arc and Hi/Low
M2 Pump motor C1,2 Capacitor 20µf 400V
PCB1 P/c brd isolation ampl and fault signal R1,7,8,9 Resistor 20 ohm 300w
CB2 Circuit breaker 3 amp R10 Resistor 3.1 ohm 300w
K4 Contactor 120vac S3 Switch spst
3 ZD1 Zener diode 180v PCB2 P/C brd start-up
M1 Fan motor 6 MOD1 Power module #1
CB1 Circuit breaker 7A MOD1,P1 Plug 16 pin
FS1 Flow switch MOD1,P3 Plug 10 pin
ZD3 Zener diode 180v MOD1,P4 Plug 10 pin
AM1 Ammeter TB6 Terminal strip
V1
V
oltmete
r
F3 Fuse 1A
S1 Switch on/off F4 Fuse 15A Fast acting
4 K1 Contactor 70A @600V R11 Res 10K ohm 2w
TB3 Terminal Brd L1 Inductor
D1 Diode
(SHUNT)(SHUNT)
2
1
436587
(REF. 20 COND /18 gaCABLE PART # 57000472
OHM
300W
CNC
13
10
2
TB3-1
SH1-1
SH1-2
1
6
3
4
5
7
8
9
24 VDC
R11
10K
8W
CURRENT SETTING POT
FRONT PNL LOCAL
4.99K
109
P3
3
5
2
P4
1
6
R3
4.99K
TB6-6
TB6-7
R4
RELAY
120VAC
SETTING
LOCAL/REMOTE
CURRENT
DPDT
FRONT PNL
S3
4
400V
20uf
1
TB6-8
MIN
R2
3
10K
2
MAX
T2
T3
L1
L2
L3
K2
AB
T1
180VAC
ZD2
C2
TB6-2
2W
39K
TB6-4
TB6-5
2W
39K
R5
R6
P1-3
8W
R15
R14
50W
OHM
20
OHM
20
50W
OHM
PCB2
38039
PA
P1-6
CONTACTOR
HI / LOW
PILOT ARC
180VAC
P1-2
FLOW SWITCH
FROM CNC TO P.S. (N.C.)
EMERGENCY STOP
VOLTAGE DIVIDER, (+)
FAULT
VOLTAGE DIVIDER, (-)
COOLANT PUMP
120 VOLTS TO CNC I/O
PILOT ARC RELAY
10K
10K
8W
C1
20uf
400V
D1
H1
L1
H2
L2
L3
R13
OHM
R12
T2
T3
A
T1
K3
L1
B
21
24
23
22
17
20
19
18
16
15
14
B
R
K
D
V
E
F
A
U
H
C
300W
20 OHM
300W
20 OHM
R7
START
300W
UP
R1
OHM
20
P1-1
R9
ZD4
300W
20 OHM
R8
TB4-2
ARC ON SIGNAL
FROM P.S. TO CNC,
START SIGNAL
PILOT ARC (HI/LOW)
CNC TO P.S., RELAY CLOSING
J2 (19 POS)
+10VDC REMOTE CURRENT
SETTING FROM CNC TO P.S.
(TRANSISTOR)
NEUTRAL
A.C.
12
11
10
9
8
7
6
5
TB3
4
3
2
1
L
J
G
P
M
S
T
N
TORCH
ARC
PILOT
BOX (IEFC)
TO JUNCTION
WORK
3.1
R10
-- W/O CONNECTOR
22
23
21
20
19
25
26
24
28
27
29
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
F3
1
1A
2
POWER MODULE #1
MOD1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-12
6.8 Precision Plasma Power Source Wiring Diagram - CE
Part 1
PCB1
P1 P2 P3 P4
P10
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
7
12
14
13
10
11
8
9
5
6
3
4
1
2
16
17
18
7
12
14
15
13
10
11
8
9
5
6
3
4
1
2
16
17
18
7
12
14
15
13
10
11
8
9
5
6
3
4
1
2
5
3
4
1
2P4-14(BRN)
MOD1 P1-5 (BLK)
MOD1 P1-6 (RED)
15
16
MOD1 P1-2 (BLU)
MOD1 P1-1 (VIO)
P4-11(GRY)
P4-12(BLU)
MOD1 P1-3(ORN)
MOD1 P1-4(WHT)
PCB-TB P1-6(YEL)
MOD1 P1-7(BLU)
MOD1 P3-1(RED)
MOD1 P3-2(YEL)
MOD1 P3-7(RED)
MOD1 P3-8(BLK)
MOD1 P3-9(VIO)
MOD1 P3-10(YEL)
MOD1 P3-3(BLU)
MOD1 P3-4(ORN)
S3-5(VIO)
S3-2(RED)
P4-10(VIO)
P4-9(VIO)
P4-8(ORN)
P4-7(ORN)
P3-3(GRY)
P3-4(RED)
P3-5(GRY)
P4-4(BRN)
P4-3(BRN)
P4-2(BLU)
P4-1(BLU)
P3-1(YEL)
P3-2(YEL)
P3-7(BLK)
P3-6(WHT)
P3-8(WHT)
P4-13(RED)
P9
MOD1 P1-14(RED)
MOD1 P1-15(BLK)3
1
2
17
18
PCB1 P1-6(BLK)
PCB1 P1-5(BLK)
TB3-12 (VIO)
TB3-22 (WHT)
TB3-11 (RED)
TB3-2 (GRY)
TB3-1 (BRN)
TB3-5 (BLK)
TB3-24 (RED)
TB3-3 (ORN)
TB3-4 (WHT)
TB3-15 (VIO
TB3-16 (BLK)
TB3-14 (BRN)
TB3-4 (WHT)
TB3-19 (YEL)
TB3-18 (VIO)
TB3-23 (BLK)
TB3-13 (ORN)
TB3-21 (GRY)
TB3-20 (BLU)
3
1
2
P7
P2-5(BLK)
TB6-5(RED)
E
L
N
P
R
S
T
U
V
M
K
J
G
H
F
D
B
C
A
J2
PCB1 P1-12(BLK)
PCB1 P1-11(BLK)
PCB1 P1-18(BLK)
PCB1 P1-17(BLK)
PLC1 P1-6 (VIO)2
PLC1 P1-5 (BLK)1
P5
P1
P2
P3
P4
P10
P5
R2
PCB1
S3
S1
MOD1 P1-7(BLU)
R2-2(BRN)
PCB1 P10-2(RED)
TB6-7(ORN)
PCB1 P10-1(VIO)
TB6-8(GRY)
K1-L1 (BRN)
K1-L2 (BLU)
F4-1 (YEL)
4
12
3
56
MOD1 TB2-1 (RED)
T3-H1 (RED)
M1-GND (GRN)
GND1
*
R2-3(BLU)
4
1
1
P7
3
4
P9
1
118
16
1
18
1
1
18
1
5
VIEW OF R2
2
1
3
S3-1 (BRN)
MOD1 P1-9 (ORN)
S3-4 (BLU)
SEE
VIEW
OF R2
L1
H2
H1
S2-5 (BLK)
K2-L3(BLU)
M1
1
GND
2
GND2 (GRN)
CB1-1 (WHT)
CB1
CB2
FS1
J2
J4-14(BRN)
J4-13(RED)
M1-2 (WHT)
MOD1 TB2-2(GRY)
CB1-1 (BLK)
M2-4 SPLICE (WHT)
2
11
2
TB2-3 (RED)
CB2-1 (BLK)
*
*
MOD1 TB2-1(BLK)
*
*
NC
C
1
2
F4
TB2-1(BLU)
S1-2(YEL)
NO
RED
BLK
ORN
*
*
*
4 5 6
1 2 3
1
2
3
S3- 4 BLU
S3 -1- BRN
MOD1 P1 - 9 ORN
R2
PLC1 P1-1 (BRN)
PLC1 P1-2 (GRY)
PLC1 P1-3 (YEL)
PLC1 P1-8 (ORN)
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-13
Wiring Diagram – Precision Plasma Power Source -CE
Part 2
M2
1
4
6
2
3
K4-3(RED)
RED (INTERNAL)
K4-4 (WHT)
BRN (INTERNAL)
WHT (INTERNAL)
GRN
MOD1
TB1
TB2
K1
M2
T1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
B
A
L1
L2
L3
T2
T1 T3
ZD1
MOV2
MOV3
MOV1
SEE
DETAIL
SEE
DETAIL
S1-5 (BRN)
S1-1 (BLU)
J4-12(BLU)
J4-11(GRY)
BLK
BLK
BLK
SEE DETAIL
MOD1 BR1-A
MOD1 BR1-C
T2
AH2
BH2
CH2
SPLICE
SPLICE
MOV
MOV
MOV
BR1
T2-AH2
T2-BH2
T2-CH2
A
B
C
MOD1 BR1-B
T3
SEE T3
DETAIL
TB2
T3-H7(VIO)
T3-H6(ORN)
T3-H5(BRN)
T3-H4(YEL)
T3-H3(GRY)
T3-H2(BLK)
F4-2(BLU)
BLK
CB2-1(RED)
TB2-4 (YEL)
TB2-5 (BRN)
TB2-6 (ORN)
TB2-7 (VIO)
T1-H3 (GRY)
TB2-3 (GRY)
TB2-2 (BLK)
T1-H1 (RED)
S1-6 (RED)
T3
H7
H6
H5
H4
H3
H2
H1
1
2
3
4
5
6
7
K4
A
B
2
4
6
1
3
5
ZD3
T3 - H1 RED
M2 - 4 (SPLICE) RED
J4 - 5 BLK
J4 - 6 WHT
M2 - 1 (SPLICE) RED
CB2 - 2 WHT
K4
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
Detail for CE units only
A
B
C
A
B
C
BR1-A
BR1-B
BR1-C
T2-AH2
T2-BH2
T2-CH2
LINE LOAD
K4-6 (RED)
T1
(BLK)
T3-H3(GRY)
(YEL)
(BRN)
(ORN)
(VIO)
TOP
J4-10(VIO)
J4-9(VIO)
J4-8(ORN)
J4-7(ORN)
J4-4(BRN)
J4-3(BRN)
J4-2(BLU)
J
4
-
1
(
B
L
U
)
J3-1(YEL)
J3-2(YEL)
J3-3(GRY)
J3-4(BLK)
J3-5(GRY)
J3-6(WHT)
J3-7(RED)
J3-8(WHT)
H2
X1
X2
X3
X4
X5
X6
X7
X8
H3
H4
H5
H6
H7
X9
X10
X14
X15
X16
X11
X12
X13
H1
T3-H1(GRY)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-14
Wiring Diagram – Precision Plasma Power Source -CE
Part 3
P
C
B
2
-
P
1
P
1
-
1
P
1
-
2
P
1
-
3
P
1
-
6
T
B
3
-
1
4
(
B
R
N
)
T
B
3
-
1
3
(
O
R
N
)
T
B
5
-
P
A
(
Y
E
L
)
TB5-WORK(RED)
TB5-TORCH(BLK)
E
E
VIEW E-E
F
F
PCB2
TB5
VIEW F-F
P
C
B
2
T
B
5
PA
WORK
TORCH
P
L
C
1
J
2
-
5
(
R
E
D
)
PCB2-PA(YEL)
K
2
-
T
1
(
Y
E
L
)
PC
B
2
P1
-
1
(
R
ED
)
P
C
B
2
P
1
-
6
(
B
L
K
)
M
O
D
1
S
H
1
-
2
(
B
L
K
)
M
O
D
1
T
B
3
-
1
(
B
L
K
)
T2
J
2
J1
TB3-16 (BLK))
10
9
7
6
5
4
TB3-2 (GRY)2
TB3-15 (VIO)3
8
TB3-1 (BRN)1
J1 J2
PLC1 MODULE
TB3-23 (BLK)
TB3-24 (RED)
TB4-1 (BLK)
TB4-2 (WHT)
TB5-WORK(RED)
TB4-2 (WHT)
Not Used
16
13
14
15
11
12
8
9
10
6
7
3
4
5
1
2
TB4
TB3-5 (BLK)
TB3-20 (BLU)
R8
R7
R1
1
2
1
2
1
2
S2-6 (ORN)
K3-T3 (BLK)
R10
1
2
BLU
MOD1 SH1-1 (GRY)
R9
1
2
BLU
BLU
BLU
BLU
TB4
12
K3-B(WHT)
TB3-22 (WHT)
GND
3
2
1
3
2
1
A
L
B
T
ZD4
K3-L2 WHT
C1-1 BLU
TB3-3 ORN
R1-1 BLK
K3-L1 BLK
K3-T2 WHT
K3-T3 BLK
K3-L3 WHT
L1-H2 BLK
TB3-4 WHT
TB4-2 WHT
R7-2 ORN
K3-T3 WHT
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
TB3-6 (VIO)
TB3-21 (GRY)
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
Not Used
PLC1 P2-6 (BLK)
PLC1 J2-7 (WHT)
PLC1 J2-2 (WHT)
K3

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-15
Wiring Diagram – Precision Plasma Power Source - CE
Part 4
1
2
TB2
MOD1
CB1-2(GRY)
M1-1(BLK)
S1-6(RED)
MOD1
TB3
P4
TB2
J3
J4
REAR VIEW
WITH REAR PANEL
REMOVED
TORCH
PA
WORK
TB4
SEE DETAIL
F3
21
TB3-15 (RED)
MOD1 P4-7 (RED)
1
10
8
1
1
16
Note: PLC1 (connection) refers to an area located on an enclosure that housed the former Programmable Logic
Controller. This plasma power supply is CNC (cutting machine) controlled and does not use a PLC.
6
5
4
3
2
1
13
12
11
10
9
8
7
20
19
18
17
16
15
14
24
23
22
21
TB3
J2-N (BRN)
J2-M (GRY)
J2-S (ORN)
J2-T (WHT)
J2-L(RED)
J2-J(VIO)
J2-C (ORN)
J2-H (BRN)
J2-E (VIO)
J2-F (YEL)
J2-A (BLU) & TB3-5 (BLK)
J2-B(GRY)
PLC1 J2-10 (BLK)
J2-D(BLK)
PLC J1-1 (BRN)
PLC1 J1-2 (GRY)
J2-P (BLK) & PLC1 J1-5 (BLK)
& TB3-20 (BLK)
MOD1 P4-6(VIO)
PCB2 P1-2 (ORN)
PCB2 P1-3 (BRN)
J2-U (VIO) & PLC1 J1-3 (VIO)
PLC1 J1-8 (BLK) & J2-V (BLK)
MOD1 P4-10 (VIO)
MOD1 P4-9 (YEL)
PLC1 J1-7 (BLU)
PLC1 J1-9 (GRY)
TB4-1 (WHT)
J2-K (WHT)
J2-G (VIO)
K3-A (ORN)
K3-B (WHT)
F3-2 (RED)
PLC1 J2-1 (RED)
J2-R (RED)
MOD1 P4-5(RED)
4
8
9
10
5
7
6
1
2
3
P4
MOD1
TB3-12(VIO)
TB3-11(RED)
F3-1(RED)
TB3-18 (VIO)
TB3-19 (YEL)
J3
7
8
3
4
6
5
1
2
T1-X5(YEL)
T1-X6(YEL)
T1-X14(GRY)
T1-X15(BLK)
T1-X16(GRY)
T1-X11(WHT)
T1-X12(RED)
T1-X13(WHT)
K1-B (BLU)12
15
16
13
14
J4-14 (BLK)
J4-13 (BLK)
6
9
11
10
8
7
5
4
3
2
1
K1-A (GRY)
T1-X8 (BLU)
J4
T1-X7 (BLU)
T1-X4 (BRN)
T1-X3 (BRN)
T1-X10 (ORN)
T1-X9 (ORN)
T1-X2 (VIO)
T1-X1 (VIO)
K4-A (BLK)
K4-B (WHT)
FS1-2 (RED)
FS1-1 (RED)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-16
Wiring Diagram – Precision Plasma Power Source - CE
Part 5
14
15
16
12
13
10
11
7
9
8
5
6
7
6
5
4
2
3
4
P4-10 (VIO)
1
P2
2
3
8
P1
1
PLC1 MODULE
10
9
P4-9 (VIO)
P4-5 (BLK)
P4-6 (WHT)
PCB1 P7-1(BLK)
K2-B(RED)
PCB1 P4-7 (YEL)
PCB1 P4-8 (ORN)
PCB1 P4-2 (GRY)
PCB1 P4-1 (BRN)
PCB1 P5-2 (VIO)
PCB1 P5-1 (BLK)
K2-A (VIO)
11
15
16
12
14
13
4
4
8
9
10
5
7
6
8
5
7
6
1
2
3
P3
2
1
3
P2
MOD1
4
8
9
10
5
7
6
1
2
3
P1
2
1
SH1
8
PCB1 P2-7 (WHT)
8
14
PCB1 P1-2 (BRN)
16
15
11
PCB1 P3-1 (GRY)
PCB1 P1-3 (RED)
PCB1 P3-2 (BLU)
13
12
PCB1 P2-1 (VIO)
P2-5 (BLK)
10
9
5
7
6
2
3
4
1
5 PCB1 P2-6 (BLK)
7
6
PCB1 P2-13 (BLU)
PCB1 P2-11 (BRN)
PCB1 P2-12 (BRN)
2
4
3
P3
PCB1 P2-15(YEL)
PCB1 P2-14 (BLU)1
P4
NOT USED
PCB1 P4-3(RED)
PCB1 P4-4(YEL)
PCB1 P4-15(BLU)
PCB1 P4-16(ORN)
PCB1 P1-13 (BLK)
PCB1 P1-14 (RED)
PCB1 P3-18 (BLU)
S3-4 (BLU)
PCB-TP P1-1 (YEL)
R2-3 (ORN)
TB5-WORK(BLK)
R10-1 (GRY)
PCB1 P2-16(YEL)
PCB1 P2-8(GRY)
PCB1 P2-9(RED)
PCB1 P2-10(GRY)
PCB1 P10-4(WHT)
PCB1 P10-3(BLK)
PCB1 P10-5(WHT)
PLC1 P2-1 (VIO)
PLC1 P2-2 (VIO)
MOD1
P1
SH1
P2
P3
P1
P2
PLC MOD
P3
P4
TB3
1
TB5-TORCH(BLK)
FRONT VIEW
WITH FRONT
PANEL REMOVED
12345678
TB6
TB6-2(RED)
SEE DETAIL
8
1
16
1
1
16
1
10
8
1
1
16
1
8
K2
T1
T2
T3
L1
L3
L2
B
A
ZD2
PLC1 P2-9 (VIO)
PLC1 P2-10 (RED)
WHT
C2-2 (WHT)
WHT
L1-H1 (BLU)
K2-T3(WHT)
K2-T1(YEL)
R12
C2
C1
1
1
22
R15-2 (RED)
MOD1 TB3-1 (RED)
D1(-) GRY
2
1
2
1
R15
R14
R13
D1
R14-1 (GRY)
R11
K2-L3 (BLU)
C1-1 (BLU)
C2-1 (YEL)
4
TB6
123 5678
R5
R6
R4
R3
MOD1 P3-6(GRY)
S3-6(GRY)
S3-3(ORN)
MOD1 P3-5(BRN)
MOD1-TB3-1 (RED)
PCB1 P7-3(RED)
TB5-PA (YEL)
Note: PLC1 (connection) or PLC MOD refers to a
location that housed the former Programmable
Logic Controller. This plasma power supply is CNC
(cutting machine) controlled and does not use a
PLC.
11
12
13
14
15
16
PCB1 P9-1 (RED)
PCB1 P9-3 (BLK)
PCB1 P4-3 (RED)
PCB1 P4-4 (YEL)
PCB1 P4-15 (BLU)
PCB1 P4-16 (ORN)
TB6-6 (BRN)
TB6-8 (GRY)
PCB1 P4-11 (RED)
PCB1 P4-12 (BLK)
PCB1 P4-13 (VIO)
PCB1 P4-14 (YEL)
P2-9 (BLK)
PCB1 P2-5 (ORN)
PCB1 P2-4 (ORN)
PCB1 P2-2 (VIO)
PCB1 P1-7 (RED)
PCB1 P1-9 (BRN)
P4-15 (RED)
P4-16 (BRN)
6 1
PCB-TP
PCB1 P3-17 (YEL)
MOD1 P1-8 (YEL)
K3-L3 (BLU)

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-17
Page Intentionally left blank.

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-18
6.9 Power Module Schematic - CE Version
Part 1
(+)
L I N E
ØC
ØB
ØA
P.F.C.
(-)
INDUCTOR
FN2
C
MOV3
275V
L O A D
B
MOV1
275V
FN1
A
275V
MOV2
B
~
C
~
A
~
C2
630V
C3
H2
L1
H1
1uf
630V
1uf
C5
3300uf
450V
C1
BR1
1KV
.22
uf
-
+
1.5K
C4
100W
450V
3300uf
1
R2
P5-3
P1-6
P1-9
P1-10
P1-4
P1-3
P2-11
P2-4
P2-1
P2-14
P1-5
X11
120V
FN5
M1
N1
TB2-1
X7
X8
24V
X10
H1
X9
20V
N2
TB2-2
X12
H3
X5
X6
12V
X3
X4
18V
50W
R1
25
G
SCR1
-
FN3
+
P2-5
P2-3
P2-2
P6-7
P1-12
P2-6
P1-2
P1-1
P1-11
P3-1
P6-1
P6-5
P6-4
P6-9
P5-4
T1
X1
X2
12V
3
J2
1
246578
600V
PCB2
(-)
C1
G1
C2E1
E1
Q1
C6
3
2
4
G2
E2
E2
1uf
(+)
PLASMA PROCESS
P3-3
P3-2
P3-4
CONTROL BOARD
PCB1
1
2
3

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-19
Power Module Schematic
Page 2
E2
G2
E1
G1
P5-5
R4
50W
20
P4-2
P4-1
P4-4
P4-3
PCB3
1
3
2
4
PLASMA PROCESS
CONTROL BOARD
PCB1
P5-1
P5-2
TS2 1
2
TS1 21
J1
1 324
SH1
SHUNT
FEEDBACK
TB3-1
OUTPUT INDUCTOR
X2
X1
XFMR
1KWVDC
.033uf
T2
H2 X2
C11
50W
20
R5
CUR
C1
10K 2W
H1 X1
T3
20OHM
20OHM
25W
25W
L2
(+)
C12
(-)
C14
.01uf
630V
R8
.01uf
630V
D2
~
~
20OHM
25W
R6
D1
C13
R9
630V
.01uf
630V
C15
.01uf
(+)
25W
20OHM
R7
(-)
FN4
.047uf
660V
(-)
PILOT ARC
1
2 (+)
P1-8
P1-7
40uf
400WVDC
400WVDC
40uf
C9
C7
1uf
600V
Q2
C2E1
R3
C8
E2
P6-14
P5-6
P6-12
P2-12
P6-13
P6-11
P2-13
P6-10
P6-2
L3
5678 10911 1512 13 14 16 1623 5478910
7
1
4
3
2
5
6
8
9
J4
10
J3
1
2
3
C16
.022uf
250VAC
.022uf
250VAC
C17

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-20
6.10 Power Module Wiring Diagram – CE Version
PAGE 1

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-21
Power Module Wiring – CE Version
PAGE 2

SECTION 6 TROUBLESHOOTING
PT-24 Precision Plasma System IEFC-S -CE
6-22
6.11 Torch Manifold
1 2 3 4 5 6 7 8
1 2 3 4 5 6 7 8
Plasma 2
Plasma 1
Shield 2
Shield 1
Shield 1 & Shield 2 Common
Plasma 1 & Plasma 2 Common
Argon Common
Argon
9
7
2
1
4
3
6
5
Wire
Numbers

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-1
7.1 General
Always provide the serial number of the unit on
which the parts will be used. The serial number is
stamped on the unit nameplate.
7.2 Ordering
To ensure proper operation, it is recommended that
only genuine ESAB parts and products be used
with this equipment. The use of non-ESAB parts
may void your warranty.
Replacement parts may be ordered from your
ESAB Distributor or from:
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
ESAB Welding and Cutting Products
ATTN: Customer Service Department
PO Box 100545 Ebenezer Road
Florence, SC USA 29501-0545
Phone (843) 664-4405
(800) ESAB-123 (372-3123)
ESAB Cutting Systems - Canada
6010 Tomken Road
Mississauga, Ontario, Canada L5T 1X9
Phone (905) 670-0220
Fax (905) 670-4879
Be sure to indicate any special shipping instructions
when ordering replacement parts.
Refer to the Communications Guide located on the
last page of this manual for a list of customer
service phone numbers.

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-2
1
2
3
4
5
6
7.3 Plasmarc Power Source-Exterior Components

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-3
Item
Number
Part Number Elec. Symbol Description
1
2
3
4
5
6
35925YL
995227
2091514
35924YL
61328087
13734588
Cover-Top
Label Warning-Exposed High Volt
Label Warning
Panel, Side
Screw, HMH ¼-20 X .50 L
Logo ESAB Clear

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-4
1
24
5
6
7
8
9
10
See
"TEE"
Detail
3
Page 7-12

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-5
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
672508
951061
954928
951061
634518
2062018
32286GY
See Below
952182
36346GY
S1
AM1,VM1
AM1,VM1
S2,3
R2
Switch Toggle 2PST 2 Pos 15A
Meter LED 5VDC
Overlay, Control Panel CNC
Meter LED 5VDC
Switch Toggle DPDT 2 Pos 15A
Pot LIN 10.0K 2.00W 0.63L 1 turn
Panel Front
Gauge 200 PSI
Spout Remote Filler w/Cap
BRKT, Remote Filler
NOTICE
Refer to Console Serial Number to determine
which gauge to order. Gauges require
different hole sizes in front panel and are not
interchangeable.
• Console with serial number in PxxJ348xx
format require gauge P/N 0558004488
• All others use P/N 598481
P/N 598481 P/N 0558004488

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-6
1
2
4
5
6
7
8
9
10
11
12
3
13
CE

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-7
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
35928GY
952209
97W63
23610197
950874
952137
32202GY
58V75
954599
950829
950937
13730763
954565
J2
CB2
F4
CB1
Door Access Rear
Conn Box Recpt 19 FS SH
3 Strain Relief
Plug Hole .875 Dia. .125 CT Nyl BK
Circuit Breaker 7 AMP
Fuse 7A 500 VAC Fast Acting
Panel Rear
Adaptor B/A-W F ¼ NPTM BKHD
Label Rating Precision Plasma
Circuit Breaker 3 AMP
Strain Relief
Plate, Serial
Label “CE” logo (CE version only)

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-8
1
2
3
4
7
8
11
12
13
14
5
6
16
15
9
10
17
18
7.4 Plasmarc Power Source-Internal Components

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-9
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
35920GY
950487
9639533
38103
950096
952053
952034
952030
952032
952205
37345GY
673458
951209
17300020
17300931
37355GY
952012
35682
952179
952013
71200732
952095
951061
38103
TB4
PCB1
PCB1 P9,7
PCB1 P10
PCB1 P1,3,4
PCB1 P2
PCB1 P5
K2,K3
PCB2
R1,7,8,9
R10
T2
AM1,VM1
PCB1
Base, Precision Plasma
Term Block 2 pos
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
PCB Isolation AMP
Housing Contact, Crimp 3 pin
Standoff #6-32 X .88 L
Plug 5 Pos
Plug 18 Pos
Plug 16 Pos
Receptacle P/C 4 Pos
Panel, Control
Contactor, 3P 40A 110VAC
Board, PC Startup
Resistor 300W 20ohm 10%
Resistor 300W 3.1 OHM 10%
Bracket, Resistor Pilot Arc
Caster Fixed
XFMR Auto
Tank, Water
Caster Swivel
Adhesive, SIRBR Clr
Spacer, LED
Meter, LED 5VDC
PCB Isolation AMP

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-10
1
2
3
4
5
6
7
9
10
11
1
12
8
14
13
7
15
16
17

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-11
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
952026
673502
672002GY
2062334
36417GY
951215
951347
13735308
0558002158
33550
37805
32203GY
182W82
10Z30
950179
37359
37360
951346
TB2
K1
M1
M2
K4
T3
MOD1
MOD1(CE)
Terminal Block
Contactor 3 Pole 75A
Shroud, Fan
Motor, Fan
Shroud, Fan
Motor, Carb 1/3 Hp
Pump, Carb w/Strainer
Relay Enclose DPDT 120VAC 20A
Kit, Wire Primary
Bracket, Motor
Auto XFMR
Bracket, Auto XFMR
Elbow 90 DEG. ¼ NPT
Adaptor, B/A-W M ¼ NPTM
Tee, Pipe Branch ¼ Brs
Module, Power
Module, Power – CE Version
Pump Motor Fan (8.75)

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-12
1
4
5
6
2
3
7
8
9
12
10
2
11
12
10
3
16
X5
14
13
15
44" Long
15
“TEE” Detail

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-13
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
36538
950001
21124
36539
90858009
36418
36423
90858007
90858009
10Z30
182W82
58V75
952182
952181
952179
994471
FS1
Hose, Assy Pump Outlet- Torch out
Switch, Flow .25 GPM SPSTB
Valve, Check Assy
Hose, Assy Flowswitch To Core
TBG, Nylobrade 3/8 I.D X .625 O.D.
Hose Assy Tank Bottom- Pump Inlet
Hose Assembly Out to Gauge
Tubing, Braided .625 Dia
TBG, Nylobrade 3/8 I.D X .625 O.D.
Adaptor, B/A-W M ¼ NPTM
Elbow 90 Deg. ¼ NPT
Adaptor, B/A-W F ¼ NPTM BKHD
Spout, Remote Filler w/Cap
Tee, Plastic Pipe
Tank, Water
Clamp, Hose W/D .50 Dia X 1.06 SS

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-14
1
2
3
4
5
6
7
8
9
7
10

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-15
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
13735961
950823
950167
995103
35919
2017483
92W57
639533
35930GY
2234891
TB3
TB5
F3
MOD1 P4
Heat Exchanger
Bushing, Snap
Grommet, Rub 1.12 I.D. X 1.50 O.D. X .06 W
Terminal Block 24 POS 15A
Board, Terminal Output
Holder, Fuse
Grommet, Rub .63 I.D. X .88 O.D. X .06 W
Bushing, Snap .88 I.D. X 1.09 MH X .45 L
BRKT, Heat Exchanger
Plug, 10 Pos

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-16
1
2
3
4
5
6
7
8
9
10
11
12
13

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-17
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
950823
17750020
36527GY
951161
673458
2234521
2234877
2234891
2234518
2234520
2234521
2234519
2234519
2214521
635686
647065
38193
R11,12
C1,2
K2,3
P4,MOD1
P1,PLC1 P2
PLC1 J1
MOD1 P3, 4,
PLC1 P1
J3
P3
P1,PLC1 P2
J4, PLC1 J2
J4, PLC1 J2
P1,PLC1 P2
TB6
L1
PCB-TP
Bushing, Snap
Res 20 ohm 50W
Cover, Terminal Board
Cap, Metpoly 20uf 400VDC
Contactor, Pilot Arc 3P 40A
Plug, 16 Pos
Plug, 10 Pos
Receptacle, 10 Pos
Receptacle, 8 Pos
Plug, 8 Pos
Plug, 16 Pos
Receptacle, 16 Pos
Receptacle, 16 Pos
Plug, 16 Pos
Terminal Strip, 8 Pos
Choke Signal #Ch12
Printed Circuit Board Trim Pot

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-18
1
2
3
4
5
6
7
7.5 Power Source Power Module

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-19
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
35914GY
37102
35918
951339
951340
37101GY
951981
35700
35701
PCB1 P1, 5
PCB1 P2, 6
L1
L1
Base Power Module
Bracket, PCB KYDEX
Wire Kit, Power Module
Plug, Female 12 Position
Plug, Female 14 Position
Deck, Power Module
Heat Sink
Inductor, Power Factor
Inductor, Power Factor

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-20
A
A
1
2
3
4
5
6
7
8
Section A-A
9
10
CE only
CE only

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-21
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
2234877
951182
950487
950823
35700
17280215
35680
35681
952160
952612
J3,4
M1
TB2
L1
R2
L2
T3
FN5
FN1
Block Terminal 10 Position
Fan, Axial
Terminal Strip 2 Position
Bushing, Snap
Inductor, Power Factor
Resistor 1.5K OHM 100W
Inductor Assembly Output
Transformer Assembly, Main
Filter Inductor, Single Phase – CE Version only
Filter EM1 – CE Version only

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-22
1
2
3
4
5
6
7

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-23
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
2234518
38047
2234519
35917GY
951981
2234877
674156
J2
SH1
J1
J3, 4
TB3
Block Terminal, 8 Position
Shunt, Feedback
Block Terminal, 16 Position
Baffle Heatsink
Heatsink
Block Terminal, 10 Position
Adaptor

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-24
1
2
3
4
5
6
7
9
8
10
11
13
14
12
15
16
17
18
19
19
21
22
21 23
24
21
25
26
20
27
10
29
28
C
CE units only

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-25
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
35940
951978
952611
951192
951833
35794
951979
951196
951980
17750020
951194
647345
17250005
951940
951983
35793
950823
35792
35844
951191
951980
35799
35918
639533
17721020
951185
647345
36873
952255
36872
32958
950711
35799
37141
952157
38052
T1
BR1
SCR1
Q1,2
R4,5
R1
C6,7
C4,5
Q1,2
R6,7,8,9
D1,2
C8,9
T2
TS1,2
C1
C3
FN2,3
PCB2,3
Transformer Control
Bridge Diode 3PH 130A
Bridge Diode 3 PH
Pad Thermal Bridge
Pad Termal IGBT 1200V
Busbar Input Bridge
SCR 90A
Pad Thermal SCR Module
IGBT 300A 600V
Resistor 20OHM 50W NI
Pad Thermal Power Resistor 50W
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Resistor 5OHM 50W
Capacitor 1uf 600VDC
Capacitor 3300 uf
Busbar IGBT (-)/Capacitor
Bushing Snap .687
Busbar IGBT (+)/Capacitor
Nomex Insulator
Pad Thermal IGBT 1200V
IGBT 300A 600V
Wire Kit Module
Busbar Shunt
Bushing Snap .875 I.D. X 1.093 MH
Resistor 20 OHM 25W NI
Module Diode 100A 600V
Bushing Snap 1.31 I.D. X 1.5 MH .44 L
Busbar Capacitor/IGBT
Capacitor Film 40uf 400VDC
Busbar Capacitor
Transformer, Current
Switch Thermal 194 Deg. F.
Wire Kit
Wire Kit
Filter - CE Version only
IGBT Driver

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-26
7.6 IEFC-S Gas Console Replacement Parts
K2
K2-A
K2-B
FUSE 1
AIR2
AIR 1
ARGON
O2-2
O2-1
N2-3
N2-2
N2-1
H-35
METHANE
OUTPUT CARD A
OUTPUT CARD B
ANALOG CARD C
ANALOG CARD D
P3 P4-A
P4-B
1
10
1
112 12
VALVE 1
PLASMA 1
VALVE 2
PLASMA 2
VALVE 3
SHIELD 1
VALVE 4
SHIELD 2
3
3
3
3
1
2
3
4
5

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-27
IEFC-S Gas Console P/N 0558003641
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
0558002074
2237924
0002256475
2237927
2237927*
IIEFC-S Manifold Assembly without Proportional
Valves
ASIOB Control System Motherboard
ASIOB Relay Output Card
ASIOB Analog Output Card “C”
ASIOB Analog Output Card “D”
*Note: Item 5, 1 of 2 Analog Cards, “D”, is a modified ASIOB Analog Output Card

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-28
7.7 IEFC-S Gas Console Manifold Assembly w/o prop. valves - P/N 0558002074
ARGON
N2-1
N2-2
N2-3
O2-2
O2-1
H-35
METHANE
AIR 1
AIR 2
PS1
PS2
PS3
PS4
PS5
1
0
1
P
3
P
4
A
1
2
1
P
4
B
12
1
1
2
3
4
5
4
6
6
8
9
10
7
Bottom View
11

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-29
Item
Number
noitpircseD ytitnauQ rebmuN traP
1
2
3
4
5
6
7
8
9
10
0558002074
952921
10Z30
74S76
3389
3390
952920
0558002070
0558002071
0558002254
1
10
1
1
2
2
4
1
2
1
Manifold Assembly without Proportional Valves
Valve, Solenoid 2-way, Man Mt. O2. S2 24/60 1/8 Or.
Pipe Ftg Brass, Adptr ¼ MNPT X Male 5/8 –11 Hose
Pipe Ftg Brass, Adptr ¼ FNPT X Female 5/8 –11 Hose
Pipe Ftg Brass, Adptr ¼ MNPT X 9/16-18 Male Hose
Pipe Ftg Brass, Adptr ¼ MNPT X 9/16 LH Male Hose
Switch, Pressure, 50PSI Non Adj, N.O. Wire Leads
Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA N2
Valve, Prop., Analog 0-9 Bar 0-10v M.Mt 4-20MA O2
Valve, Prop., Analog 0-6 Bar 0-10v M.Mt 4-20MA H2
11
0560943967
1
Switch,
Pressure, 75PSI Non Adj, N.O. Wire Leads

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-30
7.8 IEFC-S Ignition Console Replacement Parts
X3
X2
X1
PILOT
ARC
TORCH
A
A
PLASMA 2ARGON
PLASMA 1
SHIELD 2
SHIELD 1
SECTION A-A
1
2

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-31
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
674969
37401
PCB Special Function Filter
Electrode, Spark Gap w/Solder Lug

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-32
9
8
7
12
11
6
3
10
14
19
13
20
18
2
5
1
4
5/8 - 18
L.H. (Ref)
3/8 - 24
L.H. (Ref)
Shield 1 IN Orange
Shield 1 OUT Orange
Shield 2 IN Black
Plasma 2 IN Yellow
Plasma 2 OUT Yellow
Argon IN Red
Plasma 1 OUT Blue
Plasma 1 IN Blue
.284" HEX
for Electrode
.189" HEX
for Cooling Water Tube
7.9 PT-24 Torch Assembly IFC Series P/N 0558002396
21
22
23
15
17
24
25
26
Not
Shown
Silcone Lubricant
Krytox AntiSeize
Torch Start -Up Kit
Torch Spare Parts Kit

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-33
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
17
18
19
20
21
22
23
24
25
26
21758
22568
22381
22380
22382
See Process Data
See Process Data
22007
22010
21712
21539
22531
0558002340
22375
21765
77500101
2234133
996565
0558002510
0558002511
0558002512
21739
21740
21741
73585064
73585065
37609
56996213
21536, 21539
21541, 21542
21543, 21692
21693, 21725
21765, 21923
22007, 22
010
22531, 86W62
638797, 950714
Body & Tube Assembly PT-24 Torch
Sleeve, Torch PT-24
Gas Line Start Blue
Gas Line Cut Yellow
Gas Line Shield Orange/Red
Swirl Baffle (See Process Data)
Nozzle (see Process Data)
Retainer/Diffuser
Insulator Shield Cup
Insulator Shield Retainer
Electrode 250 AMP
Cup Shield w/Retainer
Torch Ar Gas Manifold PT24 IFC
Protector Gortiflex Sensor 7LG
Tool Electrode & Nozzle
LUB Grease DOW DC-111 (NOT Shown)
Clamp, Worm Drive
Clamp, Hose
PT-24 Cable Bundle Assembly 4.5 Ft.
PT-24 Cable Bundle Assembly 12 Ft.
PT-24 Cable Bundle Assembly 17 Ft.
Check Valve Body
Ball
Spring
Dupont Krytox 2 oz tube
Dupont Krytox 8 oz tube
PT-24 Start-up Kit (Quantity of each)
Nozzle “A”(2); Nozzle “B”(2); Nozzle “C”(2); Nozzle
“D”(2); Nozzle “E”(2); Swirl
Baffle 15A(1); Swirl Baffle
30A(1); Swirl Baffle 50/70A(1); Lubricant(1); Electrode
and Nozzle Tool(1); Shield Insulator Cup(1); O-ring
1.239 x 0.07(1); O-ring 0.614 X 0.07(1), O-ring 1.498
X 0.07(1); Electrode(5)
Torch Spare Parts Kit (Quantity of each)
Swirl Baffle(2), Oxy Electrode(5)
Nozzle “B”(5), Nozzle “C”(5)
Nozzle “D”(5), Swirl Baffle 50/70A(2)
Retainer Shield Cup(1), Water Baffle(1)
Electrode and Nozzle Tool(1), Nozzle “E”(3)
Retainer diffuser Nozzle(1), Shield Insulator Cup(3)
Shield(6), O-ring 1.239 x 0.07(3)
O-ring 0.614 X 0.07(3), O-ring 1.498 X 0.07(3)

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-34
7.10 Torch Ar Gas Manifold PT24 IFC
1 2 3 4 5 6 7 8
1 2 3 4 5 6 7 8
3
2
1
Plasma 2
Plasma 1
Shield 2
Shield 1
Shield 1 & Shield 2 Common
Plasma 1 & Plasma 2 Common
Argon Common
Argon

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-35
Item
Number
Part Number Symbol
(Elec-Ay)
Description
1
2
3
0558001502
952921
593985
Flange
2 Way Solenoid Valves
O-Ring

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-36
7.11 PT-24 IFC Interface Cables
N
2
O
2
Air
CH
4
Ar
2
6
7
8
9
20
10
3
4
1
5
11
12

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-37
Item
Number
Part Number Description
1 Reference Gas Supply Lines
2 Reference Main Power Cable
3 Reference 120 VAC/24 VDC Cable
4 Reference Process ASIOB Cable
5 Reference Height Control ASIOB Cable (comes from a junction with
process ASIOB cable inside the flow control
6 22428
21905
22504
21906
22505
21907
3,7m (12 ft.) Power Bundle
7,6m (25 ft.) Power Bundle
12,2, (40 ft.) Power Bundle
18,3m (60 ft.) Power Bundle
24,4m (80 ft.) Power Bundle
30,5m (100 ft.) Power Bundle
7 0560987422
0560987423
0560987424
0560987425
0560987426
3,1m (10 ft.) Power supply I/O cable
6,1m (20 ft.) Power supply I/O cable
9,1 (30 ft.) Power supply I/O cable
18,3m (60 ft.) Power supply I/O cable
30,5m (100 ft.) Power supply I/O cable
8 Reference Ground Cable
9 30741 Work Cable
10
0558002510
0558002511
0558002512
0558002502
0558002503
0558002504
21761
22424
0558002505
21762
22425
0558002509
0558002506
0558002507
0558002508
4.5 ft. Torch Bundle (5 Hose)
12 ft. Torch Bundle (5 Hose)
20 ft. Torch Bundle (5 Hose)
Note: Torch Bundle includes items below
4.5 ft. (1.2 m) Gas Tube Assembly (5 hoses)
12 ft. (3.7 m) Gas Tube Assembly (5 hoses)
20 ft. (6.1 m) Gas Tube Assembly (5 hoses)
4.5 ft. (1.2 m) Power Cable
12 ft. (3.7 m) Power Cable
20 ft. (6.1 m) Power Cable
4.5 ft. (1.2 m) Pilot Arc Cable
12 ft. (3.7 m) Pilot Arc Cable
20 ft. (6.1 m) Pilot Arc Cable
4.5 ft. (1.2 m) Solenoid Cable
12 ft. (3.7 m) Solenoid Cable
20 ft. (6.1 m) Solenoid Cable
11 Reference Height Control I/O Cable
12 0558003642
0558003643
0558003644
3m Remote Interconnecting Bundle
6m Remote Interconnecting Bundle
9m Remote Interconnecting Bundle

SECTION 7 REPLACEMENT PARTS
PT-24 Precision Plasma System IEFC-S
7-38
Notes:

revision history
1. Revision of 02/2005 - updated process data page for 16 amps , carbon steel. New data for shield gas, arc voltage,
travel speed.
2. Revision of 10/2005 -
Section 2 - Added Split IEFC Control System p/n 0558003639 package reference.
Section 6 - Updated IEFC Gas console schematics at section 6.4.
Section 7 - Changed IEFC-S Gas Console P/N 0558003641, item 3 p/n from: 56996230 to: 0002256475.

Customer // Technical Support
(843) 664-4405
(800) ESAB-123 (372-2123)
ESAB Welding and Cutting Products
PO BOX 100545 Ebenezer Road
Florence, SC 29501-0545
http://www.esab.com
ESAB Cutting Systems – Canada
6010 Tomken Road
Mississauga, Ontario Canada L5T 1X9
Phone: (905) 670-0220
Fax: (905) 670-4879
ESAB Cutting Systems GMBH
Robert-Bosch-Strasse 20
Postfach 1128
D-61184 Karben 1
Phone 011-49-6039-400
Fax 011-49-6039-403-02
http://www.esab.de
Printed in U.S.A
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
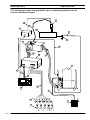 45
45
-
 46
46
-
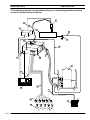 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
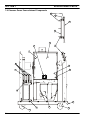 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
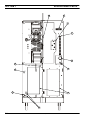 202
202
-
 203
203
-
 204
204
-
 205
205
-
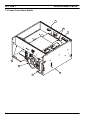 206
206
-
 207
207
-
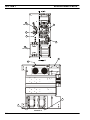 208
208
-
 209
209
-
 210
210
-
 211
211
-
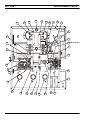 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
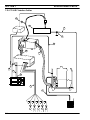 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228




































































































































































































































ESAB IEFC-S PT-24 Precision Plasmarc System Installatie gids
- Type
- Installatie gids
Gerelateerde papieren
-
ESAB M3® Plasma System Interconnection m3 G2 Plasma System Handleiding
-
-
ESAB ESP-200 Plasmarc Cutting System Handleiding
-
-
-
-
ESAB Precision Plasmarc System with Electronic Flow Control Installatie gids
-
-
ESAB PT-38 Plasmarc Cutting Torches Handleiding
-
