Cebora 287 Sound MIG 3840/T Pulse Handleiding
- Type
- Handleiding
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...

86
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK
ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet
de gebruiker worden gewezen op de gevaren, hierna
opgesomd, die met laswerkzaamheden gepaard gaan.
Voor meer gedetailleerde informatie, bestel het handboek
met code 3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
· Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
· Raak elektrische onderdelen of elektroden onder
spanning niet aan met de blote huid, handschoenen of
natte kledij.
· Zorg dat u zowel van de aarde als van het werkstuk geï-
soleerd bent.
· Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
· Houd uw hoofd uit de buurt van dampen.
· Werk in aanwezigheid van een goede ventilatie
en gebruik ventilatoren rondom de boog om gasvorming
in de werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
· Bescherm uw ogen met een lasmasker met gefil-
terd glas en bescherm uw lichaam met aangepas-
te veiligheidskledij.
· Bescherm anderen door de installatie van geschikte
schermen of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
· Vonken (spatten) kunnen brand en brandwonden
veroorzaken; daarom dient u zich ervan te verge-
wissen dat er geen brandbaar materiaal in de
buurt is en aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasma-
snij/lasprocédé kan evenwel geluidsniveaus ver-
oorzaken die deze limiet overschrijden; daarom dienen
gebruikers alle wettelijk verplichte voorzorgsmaatregelen
te treffen.
PACEMAKERS
· De magnetische velden die worden opgewekt door de
hoge stroom kunnen de werking van pacemakers beïn-
vloeden. Dragers van vitale elektronische apparaten
(pacemakers) dienen hun arts te raadplegen alvorens
vlambooglas-, snij-, guts- of puntlaswerkzaamheden uit
te voeren.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
IEC 60974-10 en mag uitsluitend worden gebruikt voor
professionele doeleinden in een industriële omgeving.
Het garanderen van elektromagnetische compatibiliteit
kan problematisch zijn in niet-industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
2 ALGEMENE BESCHRIJVING
Het lasapparaat Sound MIG 5040/T Pulse is geschikt
voor meerdere lasprocessen, met name pulserend
synergisch MIG/MAG-lassen, niet-pulserend synergisch
MIG/MAG-lassen, conventioneel MIG/MAG-lassen, TIG-
lassen (gelijkstroom) met lift-arc ontsteking en MMA
(elektrode lassen). Het is ontwikkeld met behulp van
inverter-technologie.
Het lasapparaat wordt geleverd met de vier rols draad-
aanvoerunit WF4/P en de waterkoelunit GR52.
De machine mag uitsluitend worden gebruikt voor de in
deze handleiding beschreven doeleinden.
De machine mag niet worden gebruikt om bevroren lei-
dingen te ontdooien.
2.1 STROOMBRON
2.1.1 VERKLARING VAN DE TECHNISCHE SPECIFI-
CATIES
IEC 60974.1 Het lasapparaat is vervaardigd in overeenstem
IEC 60974.10ming met de internationale norm .
NE. Serienummer. Moet worden vermeld bij elk ver-
zoek betreffende het lasapparaat.
Driefasige statische-frequentieomvormer
transformator-gelijkrichter inverter.
3
~
f
1
f
2
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE

87
MIG Geschikt voor MIG-lassen.
MMA Geschikt voor lassen met beklede elektroden.
TIG Geschikt voor TIG-lassen.
U0. Secundaire openboogspanning.
X. Inschakelduurpercentage
De inschakelduur drukt het percentage van 10
minuten uit gedurende dewelke het lasappa-
raat kan werken met een bepaalde stroom-
sterkte zonder oververhit te raken.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale voedingsspanning
3~ 50/60 Hz Driefasige voeding van 50 of 60 Hz.
I
1
Max Max. opgenomen stroom bij overeenkomstige
stroom I
2
en spanning U
2
.
I
1
eff Dit is de maximale waarde van de eigenlijke
opgenomen stroom, rekening houdend met de
inschakelduur. Deze waarde komt gewoonlijk
overeen met de capaciteit van de zekering
(trage type) die moet worden gebruikt als bevei
liging van het apparaat.
IP23 C. Beschermingsklasse van de behuizing.
Klasse 3 als tweede cijfer wil zeggen dat dit
apparaat geschikt is om buiten in de regen te
worden gebruikt.
De bijkomende letter C betekent dat het appa-
raat beveiligd is tegen de aanraking van onder
spanning staande onderdelen van het voe
dingscircuit met een stuk gereedschap (diame-
ter van 2,5 mm ).
Geschikt voor werkzaamheden in omgevingen
met verhoogd risico.
OPMERKING: Het lasapparaat is ook ontworpen voor
gebruik in omgevingen met verontreinigingsgraad 3. (Zie
IEC 60664).
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39
AV AV
10 /20 -400 /36
AV AV
XX
I
2
I
2
U
2
U
2
100
%
100
%
60
%
60
%
40
%
40
%
430
A
320
A
450
A
360
A
500
A
400
A
35,5
V
32,8
V
36,5
V
34
V
39
V
36
V
U
0
U
0
80
V
80
V
U
1
3x400 50/60V- H z
U
1
3x400 50/60V- H z
I
1max= A
36 I
1max= A
26
I
1eff= A
28 I
1eff= A
19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.
288
V
I
0
IP 23C
U
1
= 1x400V-50/60Hz
P 1,5(1l/min) =
kW
P 0,35
max Mpa
=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,81max A=
IP 23C
5 /10 -500 /39
AV AV
10 /20 -400 /36
AV AV
XX
I
2
I
2
U
2
U
2
100
%
100
%
60
%
60
%
40
%
40
%
430
A
320
A
450
A
360
A
500
A
400
A
35,5
V
32,8
V
36,5
V
34
V
39
V
36
V
U
0
U
0
80
V
80
V
U
1
3x400 50/60V- H z
U
1
3x400 50/60V- H z
I
1max= A
36 I
1max= A
26
I
1eff= A
28 I
1eff= A
19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.
288
V
I
0
U
1
= 1x400V-50/60Hz
P 1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

88
2.1.2 Beschrijving van de stroombron (Fig. 1)
BO - Aansluiting:
Sluit hierop de koppeling van de massakabel aan bij MIG-
lassen. Bij TIG-lassen moet hierop de koppeling van de
laskabel uit het tussenpakket worden aangesloten
BP - Connector:
Connector van het type DB9 (RS 232) voor het bijwerken
van de lasprogramma's.
BR - Aansluiting:
Bij MIG-lassen moet hierop de koppeling van de laskabel
uit het tussenpakket (pluspool) worden aangesloten
BS - Connector:
Sluit hierop de stekker van stuurstroomkabel uit het tus-
senpakket aan.
BU - AAN/UIT-schakelaar.
BV - Voedingskabel.
2.2 DRAADAANVOERUNIT
2.2.1 Beschrijving van de draadaanvoerunit (Fig. 1)
BA - Centraalaansluiting:
Sluit hierop de MIG- of TIG-lastoorts aan
BB - Connector:
voor het aansluiten van de afstandsbedieningen
Tussen pinnen 4 en 5 is een zuiver contact beschikbaar
dat sluit wanneer de boog ontsteekt (Arc On).
Tussen pinnen 1 en 9 kan het starten of stoppen van het
lasproces worden geregeld.
BC - Toortshouder:
Steun voor de lastoorts
BD - Connector:
Sluit hierop de stekker van stuurstroomkabel uit het tus-
senpakket aan.
BE - Gasslangtule:
Sluit hierop de gasslang van de uit het tussenpakket aan.
BF - Aansluiting:
Sluit hierop de koppeling van de laskabel uit het tussen-
pakket aan.
BG - Opening:
Opening voor de koelwaterslangen
BH - Snelkoppelingen voor koelwaterslangen:
Sluit hierop de rode en blauwe slangen van de uit het tus-
senpakket aan. OPMERKING: De kleuren van de slang en
van de snelkoppeling moeten met elkaar overeenkomen.
BI - Snelkoppelingen voor de koelwaterslangen van
de lastoorts:
Sluit hierop alle slangen van een watergekoelde toorts
aan.
OPMERKING: De kleuren van de slang en van de snel-
koppeling moeten met elkaar overeenkomen.
BJ - Paneel.
BL - Cover voor lasdraadspoel.
BM - Draadrolhouder:
Geschikt voor standaardspoelen tot Ø 300 mm, 16 kg.
BN - Afstelknop:
Gebruik deze knop om de druk van de draadaanvoerrol-
len op de lasdraad af te stellen. OPMERKING: stel de
druk af op de minimumwaarden bij het lassen van alumi-
nium.
2.3 WATERKOELUNIT
Deze waterkoelunit is ontworpen voor het koelen van de
toortsen die worden gebruikt voor TIG- en MIG/MAG-las-
sen.
Deze waterkoelunit mag uitsluitend met deze stroombron
worden gebruikt.
2.3.1 Verklaring van de technische specificaties
U1 Nominale voedingsspanning
1x…..V Eenfasige voeding
50/60 Hz Frequentie
I1max Maximaal opgenomen stroom
Pmax Maximale druk
P (1l/min) Koelvermogen gemeten bij 1l/min.
2.3.2 BESCHRIJVING VAN DE BEVEILIGINGEN
2.3.2.1 Koelvloeistofdrukbeveiliging
Deze beveiliging bestaat uit een drukschakelaar in het
koelvloeistoftoevoercircuit, die een microschakelaar
bedient. Het bericht H2O knippert op het display O om
lage druk aan te duiden.
2.3.2.2 Zekering (T 1,6 A/400 V-Ø 6,3x32)
Deze zekering beschermt de pomp en bevindt zich in het
stuurcircuit van de koelunit.
2.3.3 BESCHRIJVING VAN DE WATERKOELUNIT (Fig. 1)
BX - Peilglas:
Peilglas voor de controle van het koelvloeistofniveau
BQ - Snelkoppelingen voor de koelwaterslangen van
de TIG-lastoorts:
Gebruik deze uitsluitend voor TIG-lassystemen.
OPMERKING: mogen niet aan elkaar worden gekoppeld.
BW - Dop.
BT - Snelkoppelingen voor de koelwaterslangen van
het tussenpakket:
Sluit hierop de rode en blauwe slangen van het tussen-
pakket aan.
OPMERKING: De kleuren van de slang en van de snel-
koppeling moeten met elkaar overeenkomen.
2.3.4 INSTALLATIE
Schroef de dop BW los en vul de tank (de machine wordt
geleverd met ongeveer één liter vloeistof).
Het is belangrijk dat u regelmatig controleert via het peil-
glas BX of de vloeistof nog tot het "max"-niveau reikt.
Gebruik als koelmiddel een mengsel van (bij voorkeur
gedeioniseerd) water en spiritus en neem hierbij de hier-
onder vermelde verhoudingen in acht:
water/spiritus temperatuur
0°C tot -5°C 4 l/1 l
-5°C tot -10°C 3,8 l/1,2 l
OPMERKING Als de pomp heeft gedraaid zonder dat er
koelvloeistof aanwezig was, moet u de leidingen ontluch-
ten.
In dat geval dient u de stroombron uit te schakelen, de
tank te vullen, de slangen van de tussenkabel los te
maken van de snelkoppelingen BT( ) en één slang aan
te sluiten aan de blauwe snelkop-
peling (uitgaand koelwater). Steek het andere uiteinde
van de slang in de tank. Schakel de stroombron in gedu-
rende ongeveer 10/15 seconden en sluit vervolgens de
slangen van het tussenpakket aan.

89
2.4 VERRIJDBAAR ONDERSTEL (Fig. 1)
BY - Cilindersteun.
BZ - Cilinderbevestigingsriemen.
BK - Aansluitpunt voor trekontlasting tussenpakket:
Maak hier de plaat vast die bevestigd is aan het tussen-
pakket.
3 BESCHRIJVING VAN DE PANELE (Fig. 2).
De bedieningselementen van het paneel zijn onderver-
deeld in 4 sectoren, plus een menu met secundaire func-
ties, en worden beschreven in de volgende paragrafen:
3.1 Instellen van het lasproces
3.2 Hulpfuncties
3.3 Weergeven en instellen van de lasparameters
3.4 Onderhoudsfuncties
3.5 Menu van secundaire functies
3.1 INSTELLEN VAN HET LASPROCES
3.1.1 Toets AI Keuze van het lasproces.
Bij elke druk op deze toets licht het LED-lampje op
dat overeenkomt met de keuze.
LED R1
Pulserend synergisch MIG/MAG-lassen.
LED R2
Niet-pulserend synergisch MIG/MAG-lassen.
LED R3
Conventioneel MIG/MAG-lassen.
LED R4
TIG-lassen
De boog wordt gestart door middel van een kortsluiting.
LED R5
MMA-lassen (Elektrode-lassen).
3.1.2 Toets AJ Keuze van de bedrijfsmodus.
Bij elke druk op deze toets licht het LED-lampje op
dat overeenkomt met de keuze.
LED S-Tweetakt
Het apparaat begint te lassen wanneer de
toortsschakelaar wordt ingedrukt en stopt wanneer de
schakelaar wordt losgelaten.
OPMERKING: Deze modus is actief in alle MIG- en TIG-
processen.
LED T- Viertakt
Om het lasproces te starten, moet men de
toortsschakelaar indrukken en loslaten; om het lasproces
te onderbreken, moet men de schakelaar nogmaals
indrukken en loslaten.
OPMERKING: Deze modus is actief in alle MIG- en TIG-
processen.
LED U-Lassen met drie stroomniveaus.
OPMERKING: deze modus is actief in syner-
gische MIG-processen in de TIG-modus.
Vooral aanbevolen voor MIG -lassen van aluminium.
Er zijn drie stroomniveaus beschikbaar. Deze kunnen tij-
dens het lassen worden opgeroepen met de startknop
van de toorts. De "slope"-stroom kan worden ingesteld
zoals beschreven in paragraaf 3.2 "hulpfuncties": LED's
AB, AC, AD.
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

90
· Werking in de MIG-modus:
Het lassen begint wanneer de toortsschakelaar wordt
ingedrukt. De gebruikte lasstroom is de stroom die is
ingesteld met de LED AB. Deze stroom blijft behouden
zolang de toortsschakelaar wordt ingedrukt; wanneer de
schakelaar wordt losgelaten, verandert de eerste stroom
in de lasstroom die is ingesteld met de knop N, binnen de
tijdspanne die is vastgesteld door de LED AC. Deze
stroom blijft behouden totdat de toortsschakelaar
opnieuw wordt ingedrukt. De volgende keer dat de
toortsschakelaar wordt ingedrukt, verandert de lasstroom
in de derde stroom of "kratervulstroom", ingesteld met de
LED AD, binnen de tijdspanne die is vastgesteld door de
LED AC. Deze stroom blijft behouden zolang de toorts-
schakelaar ingedrukt wordt. Het lassen stopt wanneer de
schakelaar wordt losgelaten.
Vanaf versie 06 van art. 287 en versie 13 van art. 289 kun-
nen de parameters die worden ingesteld met de LED's
AB, AC, AD worden bekeken en ingesteld in het onder-
houdsfunctiemenu (paragraaf 3.5), en worden ze respec-
tievelijk als volgt afgekort:
SC = startstroom die overeenkomt met de LED AB.
Slo = oploop (tussentijd) die overeenkomt met de LED
AC.
CrC = kratervulstroom die overeenkomt met de LED AD,
uitgedrukt als percentage van de aanvoersnelheid
van de lasdraad.
· Werking in de TIG-modus:
Om de boog te starten, moet u de toortsschakelaar kort-
stondig indrukken en loslaten (< 0,7 sec.) en binnen drie
seconden een kortstondige kortsluiting tot stand brengen
tussen de wolfraamelektrode en het werkstuk. De boog
ontsteekt en de lasstroom is de stroom die is ingesteld
met de LED AB. Deze stroom blijft behouden tot de
toortsschakelaar kortstondig wordt ingedrukt en losgela-
ten. Als gevolg hiervan verandert de eerste stroom in de
lasstroom die is ingesteld met de knop N, binnen de door
LED AC vastgestelde tijdspanne. Deze stroom blijft
behouden tot de toortsschakelaar nogmaals kortstondig
wordt ingedrukt en losgelaten. Op dat moment verandert
de lasstroom in de derde stroom, of "kratervulstroom",
ingesteld met de LED AD, binnen de door LED AC vast-
gestelde tijdsduur. Om de boog uit te schakelen, moet u
de schakelaar kortstondig indrukken en loslaten.
Als tijdens het lassen de toortsschakelaar langer dan 0,7
seconden indrukt, wordt de boog uitgeschakeld.
OPMERKING: wanneer de referentiestroom - d.w.z. de
stroom die is ingesteld met de knop N - wordt gewijzigd,
verandert de stroom automatisch in percentages van de
stroom die is ingesteld met de LED's AB en AD.
3.1.3 Toets AK Keuze van de draaddiameter.
Bij elke druk op deze toets licht de LED (V1, V2, V3,
V4) op die overeenkomt met de draaddiameter waar-
voor het lasapparaat is ingesteld.
OPMERKING: Deze keuze is enkel actief bij synergische
MIG-processen.
3.1.4 Toets AL Keuze van het toevoegmateriaal.
Bij elke druk licht de LED op die overeenkomt met de
gemaakte keuze.
LED W1 voor ijzer
LED W2 voor aluminium
LED W3 voor roestvrij staal.
LED X geeft de keuze van andere speciale
soorten draden weer.
Het maken van keuzes met de bovenstaande toetsen
resulteert in het volgende:
Het display AN1
geeft de bestaande lasprogramma's weer voor de
verschillende soorten materiaal, namelijk:
indien gekozen is voor FE SG2, etc.
indien gekozen is voor AL AlSi 5, AlMg 5, Al 99,5, etc.
indien gekozen is voor SS 308L, 316L, etc.
indien gekozen is voor SP Al Bz8, CuSi 3, rutiel,
basisch, metaal, CrNi, etc.
De materialen kunnen worden gekozen met de
toets AM.
OPMERKING: Deze keuze is enkel actief bij MIG-
processen.
Het display AN2
geeft de bestaande lasprogramma's weer voor de
gassoorten die bij de gekozen materiaalsoorten
horen, namelijk:
indien FE is gekozen CO2, Ar 18CO2, etc.
indien Al is gekozen Ar
indien SS is gekozen Ar 2CO2, Ar 2O2, etc.
indien SP is gekozen Ar, Ar 30He, Ar 18CO2, etc.
De gassoort kan worden gekozen met de toorts-
schakelaar AX.
OPMERKING: Deze keuze is enkel actief bij MIG-
processen.
OPMERKING: Als er na het maken van uw keuzes geen
programma bestaat om de gekozen draaddiameter te las-
sen, geven de displays O en P de melding NO-PRG weer.
3.2 HULPFUNCTIES
3.2.1 Toets AH.
Wanneer deze toets wordt ingedrukt, wordt het display
AN2 uitgeschakeld en geeft display AN1 de waarde
van de gekozen parameter numeriek weer.
Deze parameter wordt aangeduid door de bijbehorende
LED, die oplicht, en is instelbaar met de toetsen AM en AX.
Als de numerieke waarde niet binnen 5 seconden wordt
veranderd, keren de displays AN2 en AN1 terug naar de
vorige configuratie.
OPMERKING: de laatst getoonde waarden op het display
AN1 worden opgeslagen.
LED Y Gasvoorstroomtijd
Instelbereik 0 - 10 sec.
Actief in alle MIG-processen en in de TIG-modus.
LED Z Gasnastroomtijd
Instelbereik 0 - 30 sec.
Actief in alle MIG-processen en in de TIG-modus.
LED AA Soft start
Instelbereik Auto 1 - 100%

91
Actief in alle MIG-processen.
Het is de snelheid van de draad, uitgedrukt als percenta-
ge van de ingestelde lassnelheid, voordat de draad het
werkstuk raakt.
OPMERKING: Deze instelling is belangrijk met het oog op
een goede start.
Fabrieksinstelling "auto" automatisch.
LED AB "Hot-startstroom"
Instelbereik 1 - 200% van de lasstroom (inge-
steld met de knop N)
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AC Slope
instelbereik 1 - 10 sec.
Bepaalt de overgangstijd tussen de eerste "Hot-start-
stroom" en de tweede "lasstroom", en tussen de tweede
stroom en de derde "kratervulstroom".
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AD "Kratervulstroom"
Instelbereik 1 - 200% van de lasstroom (inge-
steld met de knop N)
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AE "Burn - back"
instelbereik Auto 4- 250 ms)
Bepaalt de lengte van de draad die uit de contacttip komt
na het lassen.
Actief in alle MIG-processen.
Hoe hoger de waarde, hoe verder de draad afbrandt.
Fabrieksinstelling "auto" automatisch.
LED AF Hot-start voor MMA
Instelbereik 0 - 100%
Overstroom die wordt geproduceerd wanneer de boog
voor het eerst wordt ontstoken. Actief bij MMA-lassen.
LED AG Arc-Force
Instelbereik 0 - 100%
Dit is de instelling van de dynamische karakteristiek van
de hulpboog. Actief bij MMA-lassen.
3.3 WEERGEVEN EN INSTELLEN VAN DE LASPARA
METERS.
Knop N
Afhankelijk van het gekozen proces wordt deze knop
gebruikt om de volgende waarden in te stellen:
· synergisch pulserend MIG-lassen, synergisch MIG-
lassen:
plaatdikte (LED B)
draadsnelheid (LED C)
lasstroom (LED D).
· conventioneel MIG-lassen:
draadsnelheid (LED C)
· TIG MMA-lassen:
lasstroom(LED D)
Selecteer in de onderhoudsfuncties de functies die wor-
den aangeduid met de afkortingen: H2O,SP, HSA, CrA,
dP, Ito, rob, FAC.
OPMERKING: wanneer in synergische programma's één
waarde wordt gewijzigd, veranderen de andere waarden
dienovereenkomstig.
Toets E
Bij elke druk op deze toets wordt de waarde gekozen
die instelbaar is met de knop N.
Welke waarden u kunt selecteren, hangt af van het geko-
zen lasproces.
LED B Plaatdikte
Het display O geeft de aanbevolen plaatdikte weer
op basis van de ingestelde stroom en draadsnelheid.
Actief bij synergisch MIG-lassen.
LED C Draadsnelheid
Geeft aan dat het display O de snelheid van de las-
draad weergeeft. Actief in alle MIG-lasprocessen.
LED D Lasstroom
Geeft aan dat het display O de vooraf ingestelde las-
stroom of, in combinatie met het oplichten van LED F, de
werkelijke lasstroom weergeeft. Actief in alle lasprocessen.
Knop Q
Afhankelijk van het gekozen proces wordt deze knop
gebruikt om de volgende waarden in te stellen:
· synergisch pulserend MIG-lassen, synergisch MIG-
lassen :
booglengte (K)
Impedantie (L)
· conventioneel MIG-lassen:
lasspanning (J)
Impedantie (L)
- Kies in de opgeslagen programma's het gewenste pro-
grammanummer.
Al deze waarden worden weergegeven op het display (P)
en worden gekozen met de toets I.

92
Kies in de onderhoudsfuncties de volgende afkortingen:
OFF, OnC, OnA, SAu, rES, On.
Toets I
Bij elke druk op deze toets wordt de waarde gekozen
die instelbaar is met de knop Q.
Welke waarden u kunt selecteren, hangt af van het geko-
zen lasproces.
LED J Lasspanning
Geeft in alle MIG-lasprocessen aan dat het display
P de vooraf ingestelde lasspanning of, in combina-
tie met het oplichten van LED F, de werkelijke lasspan-
ning weergeeft.
Brandt constant en kan niet worden geselecteerd in TIG-
en MMA-processen. Geeft aan dat het display P de nul-
lastspanning of de lasspanning toont of, in combinatie met
de brandende led F, de werkelijke lasspanning.
LED K Booglengte
Instelbereik (-9,9 ÷ +9,9).
In alle synergische MIG-programma's geeft het dis-
play P een getal weer. Nul is de fabrieksinstelling; als
een negatief getal wordt ingesteld, neemt de booglengte
af; bij een positief getal nummer neemt ze toe.
De booglengte wordt ook weergegeven door aan de knop
Q te draaien terwijl LED J wordt weergegeven; 3 seconden
na de laatste correctie gaat LED K uit en wordt LED J weer
ingeschakeld.
LED L Impedantie
Instelbereik (-9,9 ÷ +9,9).
In alle MIG-programma's geeft het display P een
getal weer. Nul is de fabrieksinstelling; als een negatief
getal wordt ingesteld, neemt de impedantie af en wordt
de boog harder. als de waarde stijgt , wordt de boog
zachter.
LED A Bolvormige positie
Kan niet worden gekozen. Actief bij niet-pulserend
synergisch MIG-lassen. Geeft aan dat de gekozen
waarden voor het lassen onstabiele bogen en spatten kan
veroorzaken.
LED F "HOLD"
Kan niet worden gekozen. Geactiveerd in MIG-,
TIG- en MMA-lasprocessen. Geeft aan dat de waar-
den op de displays O en P (normaliter Ampère en Volt) de
waarden zijn die tijdens het lassen worden gebruikt.
Geactiveerd aan het einde van elke lassessie.
LED G Thermostaat
Licht op om aan te geven dat de thermische bevei-
liging in werking is getreden.
LED H Veiligheid
Geeft aan dat alle toetsen vergrendeld zijn. De
gebruiker kan enkel de lasparameters in sectie AY
instellen.
Om de functie te activeren, drukt u eerst op de toets AO
en, terwijl u deze ingedrukt houdt, drukt u kortstondig op
de toets I. LED H licht op en geeft aan dat de functie
actief is. Om de functie af te sluiten, drukt u de toetsen
AO en I opnieuw op dezelfde manier in.
LED M Opgeslagen programma's
Deze LED licht op wanneer u op de toets AO (PRG)
drukt. Zie paragraaf 3.4.1.
Display O
Geeft in alle lasprocessen de keuzes numeriek weer die
zijn gemaakt met de toets E en zijn ingesteld met de knop N.
Geeft de lasstroom (LED D) weer in Ampère
Geeft de draadsnelheid (LED C) weer in meters per
minuut
Geeft de plaatdikte (LED B) weer in millimeter.
Als er geen programma bestaat binnen de gekozen instel-
lingen, geeft het NO (afkorting van NO-PRG) weer.
Tijdens de voorbereiding voor de inbedrijfstelling van de
waterkoelunit geeft het de afkorting H2O weer.
Het geeft de melding "OPn" knipperend weer als het
paneel van de draadaanvoerunit openstaat.
Het geeft bij foutmeldingen de afkorting "Err" weer.
In onderhoudsfuncties geeft het de volgende afkortingen
weer: H2O,SP, HSA, CrA, dP, Ito, rob, FAC.
Display P
Geeft in alle lasprocessen de keuzes numeriek weer die
zijn gemaakt met de toets I en zijn ingesteld met de knop Q.
Geeft de lasspanning (LED J) weer in Volt
Geeft de booglengte (LED K) weer als een getal tussen -
9,9 en +9,9; nul is de aanbevolen instelling.
Geeft de impedantie (LED L) weer als een getal tussen -
9,9 en +9,9, waarbij nul de aanbevolen instelling is.
Het geeft in de geheugens het gekozen programmanum-
mer weer.
Het geeft tijdens de voorbereiding voor de inbedrijfstel-
ling van de waterkoelunit de melding OFF, On-C (continu
bedrijf), On-A (automatisch bedrijf) weer.
Als er geen programma bestaat binnen de gekozen instellin-
gen, geeft het de melding PRG (afkorting van NO-PRG) weer.
Het geeft bij foutmeldingen het foutnummer weer.
In onderhoudsfuncties geeft het de volgende afkortingen
weer: OFF, OnC, OnA. (H2O)
Geeft in de functie "HSA" de meldingen OFF / On weer.
In dubbele-pulsfuncties:
- FdP is OFF - 0.1-5
- ddP is 0.1-3
- tdP is 25-75
- AdP is -9.9-9.9
Geeft in de functie "rob" de meldingen OFF, on weer (als
de robotinterface niet is aangesloten, geeft het display O
de knipperende melding rob) weer.
Geeft in de functie "FAc" de melding ALL, noP, PrG weer.
3.4 ONDERHOUDSFUNCTIES
Toets AR Spanningsloze draaddoorvoer
Hiermee kunt u de draad doorvoeren met een snel-
heid van 8 m/min. zonder spanning en gas.
Toets AQ Gastest
Wanneer deze toets wordt ingedrukt, begint het gas
te stromen; druk nogmaals om de gasstroom te
stoppen. Als de toets niet opnieuw wordt ingedrukt, stopt
de gasstroom na 30 sec.

93
3.4.1 Opslaan en oproepen van opgeslagen programma's.
Toets AP Opslaan
Druk op de toets AP; de LED M licht op samen met AT
als de toorts met U/D-besturing is aangesloten.
Het display O geeft de afkorting STO weer, en het display
P geeft het nummer weer(knippert indien vrij, brandt con-
stant indien bezet).
Het eerste vrije programmanummer wordt weergegeven;
kies het gewenste programmanummer met de knop Q en
druk vervolgens de toets AP langer dan 3 sec. in.
Wanneer het opslaan is voltooid, houdt het programma-
nummer op met knipperen en brandt het constant. Laat
de toets AP los om het opslaan te beëindigen; LED M
wordt uitgeschakeld. Als u een programma wilt over-
schrijven, houdt u de toets AP langer dan 3 sec. inge-
drukt. Het nummer begint te knipperen en is dus vrij om
te overschrijven. Als het nummer constant brandt, geeft
dit aan dat het programma is overschreven.
Het opslaan moet gebeuren binnen de tijd gedurende het
display P het programmanummer weergeeft (5 sec.).
Opmerking: Het programmanummer kan worden geko-
zen door te draaien aan de knop Q of, als de toorts met
de U/D-toets is aangesloten, door de linkse U/D-toets op
het handvat in te drukken.
Als u kortstondig de toets AP indrukt om de geheugens
weer te geven en u ze niet wilt gebruiken of wijzigen, drukt u
kortstondig op de toets AO om de geheugens af te sluiten.
Het is ook mogelijk om een opgeslagen lasprogramma te
wissen.
Hiervoor gaat u als volgt te werk:
Druk op de toets AP; het display O geeft de afkorting Sto
weer en het display P geeft het nummer weer. Kies het num-
mer van het opgeslagen lasprogramma met de knop Q.
Draai aan de knop N tot de afkorting del verschijnt op het
display O. Houd de toets AP langer dan 3 seconden inge-
drukt.
Aan het einde van de beschrijving moet het volgende
worden toegevoegd:
Als u een opgeslagen programma wilt oproepen om het
te wijzigen, moet u de bovenstaande stappen herhalen,
maar de knop N gebruiken om de afkorting “rCL” (recall
- geheugenoproep) te selecteren. Druk de toets AP langer
dan 3 sec. in; de LED M gaat uit en alle instellingen van
het programma in kwestie worden ingesteld op het
paneel.
Toets AO Oproepen van opgeslagen programma's
Om een opgeslagen programma op te roepen, drukt
u kortstondig op de toets AO. Het display O geeft de
afkorting PRG weer en het display P toont het nummer
van het laatst gebruikte programma of, als de program-
ma's nog nooit zijn gebruikt, het laatst opgeslagen pro-
gramma. LED M licht op; kies het programmanummer
met de knop Q of met de linkse toets van de U/D-toorts.
Vijf seconden na het kiezen van het nummer geven de
displays O en P de opgeslagen waarden weer en is het
apparaat klaar om te lassen.
Wanneer de LED's M en AT (als de UD-toorts aangeslo-
ten is) branden, zijn alle instellingen verboden.
OPMERKING:U kunt de door LED's J - K - L en B - C -
D getoonde waarden weergeven, maar niet wijzigen.
Het gebruik van de afstandsbedieningen wordt verhin-
derd.
Om de opgeslagen programma's af te sluiten, drukt u op
de toets AO (tweemaal indien het programmanummer is
verdwenen); de LED's M en AT (als de toorts UD aange-
sloten is) worden uitgeschakeld, en het apparaat toont de
laatste instelling voordat de PRG-toets werd ingedrukt.
OPMERKING: met de U/D-toets van de toorts kunt u het
programma zelfs tijdens het lassen wijzigen en alle opge-
slagen programma's één voor één oproepen.
U kunt ook lasprogramma's van hetzelfde type die na
elkaar zijn opgeslagen en worden begrensd door twee
vrije programma's opeenvolgend oproepen.
Deze functie wordt uitgevoerd terwijl de boog brandt.
3.5 MENU SERVICEFUNCTIES
3.5.1 Beheer van de waterkoelunit
Druk op de toets AO; terwijl u deze ingedrukt houdt, drukt
u op de toets E om een submenu op te roepen.
Maak uw keuze met behulp van de knop N: H2O
Draai aan de knop Q om de bedrijfsmodus te selecteren:
· OFF = uitgeschakeld.
· On C = altijd aan
· On A = automatisch bij opstarten. Wanneer het apparaat
wordt opgestart, werkt de unit. Als de toortsschakelaar
niet wordt ingedrukt, wordt de unit na 15 seconden uit-
geschakeld. Wanneer de toortsschakelaar wordt inge-
drukt, begint de unit te werken. Drie minuten nadat de
schakelaar is losgelaten, wordt de unit uitgeschakeld.
Druk nogmaals op de toetsen AO en E om af te sluiten.
Als de koelvloeistofdruk te laag is, levert de stroombron
geen stroom en verschijnt de knipperende melding H2O
op het display O.
3.5.2 SP Proplassen en hechtlassen.
Actief in 2-takt- (LED S) of 4-taktlasprocessen (LED T).
Selecteer met de knop N. Het display P geeft OFF weer.
Draai aan de knop Q totdat On verschijnt op het display
P om de functie in te schakelen.
Draai aan de knop N en selecteer het item “tSP” (pro-
plastijd). Het display P geeft de tijdsaanduiding 1 secon-
de weer. Gebruik de knop Q om de tijd in te stellen tus-
sen 0,3 en 5 seconden.
Als u hechtlassen wilt instellen (lassen met automatische
pauzetijd), draait u nogmaals aan de knop N totdat “tIn”
(hechtlastijd) verschijnt op het display P. Het display P
geeft OFF weer. Draai aan de knop Q totdat een getal
verschijnt. Dit is de geselecteerde tijd tussen de lassen.
3.5.3 Automatische Hot Start (AHS).
Druk op de knop AO, houd deze ingedrukt en druk op de
knop E om naar een submenu te gaan.
Draai aan de knop N en kies: AHS.
Draai aan de knop Q om het type werking te kiezen:
OFF = Uit
On = Actief
Met deze softwareversie is de functie actief in synergi-
sche MIG-programma's wanneer 2-takt-lassen (LED S) of
4-takt-lassen (LED T) is geselecteerd.De lasser kan het
volgende instellen:
1. Het niveau van de hot start-stroom led AB.
2. De duur ervan led AD instelling 0,1¸10 seconden.
3. De overgangstijd tussen de hot start-stroom en de
lasstroom led AC.
Vanaf versie 06 van art. 287 en versie 13 van art. 289 kun-
nen de parameters die worden ingesteld met de LED's

94
AB, AC, AD worden geselecteerd (knop N) en ingesteld
(knop Q) na het selecteren van de functie HSA. De vol-
gende items zijn beschikbaar:
SC = startstroom die overeenkomt met de LED AB.
Slo = oploop (tussentijd) die overeenkomt met de LED
AC.
tSC = startstroom die overeenkomt met de LED AD.
3.5.4 CrA (kratervulling- definitieve kratervulling).
De functie kan worden geselecteerd met de knop N en
werkt in 2-takt- (LED S) of 4-takt-lasprocessen (LED T) en
- indien gewenst - ook in combinatie met de functie HSA.
Na het inschakelen van de functie door “On” te selecte-
ren met de knop Q, draait u aan de knop N om de vol-
gende items weer te geven:
Slo = tussentijd tussen de lasstroom en de kratervul-
stroom. Standaard 0,5 sec. Instelbereik 0,1 –10
sec.
CrC = kratervulstroom uitgedrukt als percentage van de
aanvoersnelheid van de lasdraad. Standaard
60%. Instelbereik 10 – 200%.
TCr = duur van kratervulstroom. Standaard 0,5 sec.
Instelbereik 0,1 –10 sec.
3.5.5 dP Dubbele puls. (Art. 287 Optioneel)
Dit type van lassen wisselt af tussen twee niveaus van
stroomintensiteit en kan worden ingesteld in alle synergi-
sche programma's.
Vóór het instellen dient een korte lasnaad te worden
gemaakt om de snelheid te bepalen die het dichtst bij het
lastype ligt dat u gaat gebruiken. Op basis hiervan wordt
de referentiesnelheid bepaald.
Ga als volgt te werk om de functie te activeren:
1. Druk op de toets AO en druk, terwijl u deze ingedrukt
houdt, op de toets E om een submenu te openen.
2. Draai aan de knop N totdat de afkorting “dP” ver
schijnt op het display O. Schakel de functie in door
aan de knop Q te draaien totdat On verschijnt op het
display P.
3. Draai aan de knop N totdat de melding FdP (dubbe-
le-pulsfrequentie) op het display O verschijnt.
Display P geeft de melding OFF weer.
Draai aan de knop Q om de werkfrequentie te kiezen
(instelbaar van 0,5 tot 5 Hz). De gekozen waarde
wordt weergegeven op het display P.
4. Draai aan de knop N totdat de melding ddP (dubbe
le-pulsverschil in m/min.) verschijnt.
Draai aan de knop Q
om het aantal meter per minuut
te kiezen (instelbaar van 0,1 tot 3 m/min.) dat moet
worden opgeteld bij en afgetrokken van de referentie
snelheid (standaard 1m/min.).
5. Draai aan de knop N totdat de melding tdP verschijnt.
Dit is de duur van de hoogste draadsnelheid, d.w.z.
de hoogste stroom. Deze wordt uitgedrukt als een
percentage van de tijd die wordt gewonnen met de
frequentie Fdp (zie figuur 3).
Draai aan de knop Q om het percentage aan te pas-
sen. Instelbaar van 25 tot 75% (standaard 50%).
6. Draai aan de knop N totdat de melding AdP verschijnt
(booglengte van hoogste stroom). Instelbereik -9,9 -
9,9 (standaard 0).
Zorg ervoor dat de booglengte voor het lassen dezelfde is
voor de beide stromen; draai aan de knop Q om de instel-
ling indien nodig te veranderen.
Opmerking: lassen in de dubbele-pulsfuncties is mogelijk.
Na het aanpassen van deze instellingen keert u terug naar
de normale paneelconfiguratie door de toets AO in te
drukken en, terwijl u deze ingedrukt houdt, op de toets E
te drukken.
Als een aanpassing van de booglengte van de laagste
stroom/laagste snelheid nodig is, moet u de booglengte
van de referentiesnelheid aanpassen (LED K geactiveerd).
Wanneer de referentiesnelheid verandert, moeten ook de
vorige instellingen worden herhaald voor de nieuwe snel-
heid.
3.5.6 ITO-functie ('Inching Time-Out').
Het doel van deze functie is het lasapparaat te stoppen
als de draad in de lengte wordt aangevoerd zonder dat er
stroomtoevoer is.
Houd de toets AO ingedrukt en druk tegelijkertijd op de
toets E om een submenu te openen.
Draai aan de knop N om ITO te kiezen.
Draai aan de knop Q om het soort bewerking te kiezen:
OFF = uit
Instelbereik = 5 –50cm.
3.5.7 Robotfuncties ("rob").
Alleen geldig voor robotversies.
3.5.8 FAC-functie.
Activering:
Zij heeft tot doel het lasapparaat terug te stellen in de oor-
spronkelijke instellingen van de fabrikant.
Houd de toets AO ingedrukt en druk tegelijkertijd op de
toets E om een submenu te openen.
Draai aan de knop N om FAC te kiezen.
Door aan de knop Q te draaien, kunt u de volgende items
selecteren:
noP = herstelt de door de fabrikant ingestelde bedie-
ning zonder de opgeslagen programma's te
wissen. De waterkoelunit wordt uitgeschakeld.
Prg = alle opgeslagen programma's worden verwijderd.
ALL = herstelt de door de fabrikant ingestelde
bediening. De waterkoelunit wordt uitgeschakeld.
Om de functie te activeren, drukt u op de toets AP.
4 INSTALLATIE
Het lasapparaat moet geïnstalleerd worden door
bekwaam personeel. Alle aansluitingen moeten worden
gemaakt in overeenstemming met de geldende veilig-
heidsvoorschriften.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
=
=
Abb. 3
REFEREN-
TIESNEL-
HEID

95
4.1 PLAATSING
Het lasapparaat weegt 108 kg; zie bijgevolg voor het hef-
fen Fig. 4
Installeer de machine op een plaats waar een goede sta-
biliteit en een doeltreffende ventilatie verzekerd is, om het
binnendringen van metaalstof (bijv. als gevolg van slijp-
werken) te vermijden.
4.2 OPSTELLING
Plaats de draadaanvoerunit WF4-P op de stroombron.
Verbind de draadaanvoerunit met de stroombron met
behulp van het tussenpakket art. 1197 of 1197-20 en
gebruik de trekontlastingskabel om het te bevestigen aan
het punt BK op het verrijdbare onderstel.
OPMERKING: Vermijd het oprollen van het tussenpakket
om inductie-effecten, die een negatieve invloed kunnen
hebben tijdens pulserend MIG/MAG-lassen, tot een mini-
mum te beperken.
Monteer de stekker op de voedingskabel en vergeet hier-
bij zeker niet de geel/groene draad te verbinden met de
aardingspen.
Controleer of de voedingsspanning overeenstemt met de
nominale spanning van het lasapparaat.
Bereidt u voor op de stroomsterkte van de zekeringen via
de technische gegevens op het identificatieplaatje.
Plaats de cilinder op de steun BY, zet hem vast met de
riemen BZ en sluit de gasslang aan op de uitgang van de
drukregelaar.
Monteer de toorts.
Zorg ervoor dat de groef van de draadaanvoerrollen over-
eenkomt met de diameter van de gebruikte draad.
Vervanging van de draadaanvoerrollen (Fig. 5):
Open het paneel BJ, verwijder de afdekplaat CA, zet de
draaddrukrollen los met de drukinstelknop BN, vervang
de draadaanvoerrollen en plaats de afdekplaat CA terug.
Monteer de draadspoel en voer de draad in de draadaan-
voerunit en de binnenspiraal van de toorts.
Blokkeer de draaddrukrollen met de knop BN en stel de
druk af.
Zet het lasapparaat aan.
Regel het gas met de toets AQ en voer vervolgens de
draad door met de toets AR.
Bij levering is de waterkoelunit uitgeschakeld (OFF). Bij
gebruik van een watergekoelde toorts dient u de werking
van de waterkoelunit in te stellen zoals beschreven in
paragraaf 3.5.1 van de handleiding.
5 LASSEN
5.1 SYNERGISCH PULSEREND MIG-LASSEN (LED
R1) OF SYNERGISCH NIET-PULSEREND MIG-LAS-
SEN (LED R2)
Selecteer dit proces met de toets AI.
Kies vervolgens de lasmodus, de draaddiameter, het
soort en de kwaliteit van het materiaal en het soort gas.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2. Stel de lasparameters in met de knoppen N en Q.
5.2 CONVENTIONEEL MIG-LASSEN (LED R3)
Selecteer dit proces met de toets AI.
Kies daarna de modus, de draaddiameter, het soort en de
kwaliteit van het materiaal en het soort gas.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2. Regel de draadsnelheid en de lasspanning, respec-
tievelijk met de knoppen N en Q.
5.3 TIG-LASSEN (LED R4).
Sluit de massakabel aan op de pluspool BR en sluit de
koppeling van de laskabel uit het tussenpakket aan op de
minpool BO.
Sluit de TIG-toorts aan op de centraalaansluiting BA.
Selecteer dit proces met de toets AI.
Kies vervolgens de lasmodus met de toets AJ.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2.
5.4 MMA (ELEKTRODE)-LASSEN (LED R5).
OPMERKING: de draadaanvoerunit moet aangesloten
blijven op de stroombron.
Sluit de stekkers van de elektrodehouder en de massa-
kabel aan op de connectors BO en BR en neem hierbij de
door de elektrodefabrikant opgegeven polariteit in acht.
Abb. 4
CA
BN
BN
Fig. 5

96
6 TOEBEHOREN
6.1 AFSTANDSBEDIENING VOOR DE STROOMREGE-
LING ART. 187 (POTMETER) + VERLENGKABEL (5 M)
ART. 1192+ ADAPTERKABEL ART. 1191
Mogelijke instellingen voor de diverse lasprocessen:
MMA Regelt de stroom vanaf het minimum (10A) tot de
stroom die is ingesteld met de potmeter N op het
paneel.
TIG De afstandsbediening voert dezelfde functie uit als
bij MMA.
6.2 VOETBEDIENING ART. 193 + ADAPTERKABEL
ART. 1191
Voor gebruik met het TIG-lasproces.
Met dit toebehoren regelt u de lasstroom; de startop-
dracht wordt gegeven met de toortsschakelaar.
De stroom kan worden geregeld van het minimum tot het
maximum van de waarde die is ingesteld met de potme-
ter N op het paneel.
6.3 TIG-TOORTS ART 1265
TIG-toorts type SR 26 niet-gekoeld 4 m
6.4 MIG-TOORTS ART 1243
MIG-toorts type CEBORA PW 500 watergekoeld 3,5 m
6.5 MIG-TOORTS ART. 1245 (met dubbele Up/Down-
besturing)
MIG-toorts type CEBORA PW 500 U/D watergekoeld 3,5
m
Linkse U/D-besturing:
- stelt bij synergische programma's de lasparameters in
volgens de synergische curve.
- regelt de draadsnelheid bij conventioneel MIG-lassen.
- selecteert de eventuele opgeslagen programma's via de
programmanummers.
Als u het programma wilt opslaan met aangesloten U/D-
toorts (LED AT brandt), kunt u het programmanummer
kiezen met de U/D-toets.
Rechtse U/D-besturing:
- regelt de booglengte bij synergische programma's.
- regelt de spanning bij conventioneel MIG-lassen
- niet actief bij opgeslagen programma's
Wanneer de stekker van de U/D-toorts aangesloten
wordt, licht het LED-lampje AS op om aan te geven dat
de toorts is herkend.
6.6 KIT VOOR HET LASSEN MET PUSH-PULL-
TOORTSEN.
De installatie van deze optionele hulpprint maakt het
gebruik van push-pull-toortsen met een toortsmotor-
spanning van 42 V mogelijk
7 ONDERHOUD
Om de veiligheid van de gebruiker te garanderen, dient u
regelmatig te controleren of het lasapparaat en alle aan-
sluitingen nog in goede staat zijn.
Na een reparatie moet de bedrading zodanig worden
teruggeplaatst dat de delen die aangesloten zijn op de
voeding veilig geïsoleerd zijn van de delen die aangeslo-
ten zijn op het lascircuit.
Voorkom dat de draden in contact komen met bewegen-
de onderdelen of onderdelen die warm worden tijdens het
gebruik. Monteer de klemmen op hun oorspronkelijke
plaats om contact tussen het voedings- en het lascircuit
te voorkomen als een draad per ongeluk breekt of losge-
koppeld wordt.
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Documenttranscriptie
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 ELEKTRISCHE SCHOK - Kan dodelijk zijn. · Installeer en aard de lasmachine volgens de geldende voorschriften. · Raak elektrische onderdelen of elektroden onder spanning niet aan met de blote huid, handschoenen of natte kledij. · Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent. · Zorg voor een veilige werkpositie. DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw gezondheid. · Houd uw hoofd uit de buurt van dampen. · Werk in aanwezigheid van een goede ventilatie en gebruik ventilatoren rondom de boog om gasvorming in de werkzone te vermijden. BOOGSTRALEN - Kunnen oogletsels en brandwonden veroorzaken. · Bescherm uw ogen met een lasmasker met gefilterd glas en bescherm uw lichaam met aangepaste veiligheidskledij. · Bescherm anderen door de installatie van geschikte schermen of gordijnen. GEVAAR VOOR BRAND EN BRANDWONDEN · Vonken (spatten) kunnen brand en brandwonden veroorzaken; daarom dient u zich ervan te vergewissen dat er geen brandbaar materiaal in de buurt is en aangepaste beschermkledij te dragen. GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. PACEMAKERS · De magnetische velden die worden opgewekt door de hoge stroom kunnen de werking van pacemakers beïnvloeden. Dragers van vitale elektronische apparaten (pacemakers) dienen hun arts te raadplegen alvorens vlambooglas-, snij-, guts- of puntlaswerkzaamheden uit te voeren. 86 ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in niet-industriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 2 ALGEMENE BESCHRIJVING Het lasapparaat Sound MIG 5040/T Pulse is geschikt voor meerdere lasprocessen, met name pulserend synergisch MIG/MAG-lassen, niet-pulserend synergisch MIG/MAG-lassen, conventioneel MIG/MAG-lassen, TIGlassen (gelijkstroom) met lift-arc ontsteking en MMA (elektrode lassen). Het is ontwikkeld met behulp van inverter-technologie. Het lasapparaat wordt geleverd met de vier rols draadaanvoerunit WF4/P en de waterkoelunit GR52. De machine mag uitsluitend worden gebruikt voor de in deze handleiding beschreven doeleinden. De machine mag niet worden gebruikt om bevroren leidingen te ontdooien. 2.1 STROOMBRON 2.1.1 VERKLARING VAN DE TECHNISCHE SPECIFICATIES IEC 60974.1 Het lasapparaat is vervaardigd in overeenstem IEC 60974.10ming met de internationale norm . NE. Serienummer. Moet worden vermeld bij elk verzoek betreffende het lasapparaat. Driefasige statische-frequentieomvormer 3~ transformator-gelijkrichter inverter. f1 f2 MIG Geschikt voor MIG-lassen. MMA Geschikt voor lassen met beklede elektroden. TIG Geschikt voor TIG-lassen. U0. X. Secundaire openboogspanning. Inschakelduurpercentage De inschakelduur drukt het percentage van 10 minuten uit gedurende dewelke het lasapparaat kan werken met een bepaalde stroomsterkte zonder oververhit te raken. I2. Lasstroom U2. Secundaire spanning met stroom I2 U1. Nominale voedingsspanning 3~ 50/60 Hz Driefasige voeding van 50 of 60 Hz. I1 Max Max. opgenomen stroom bij overeenkomstige stroom I2 en spanning U2. I1 eff Dit is de maximale waarde van de eigenlijke opgenomen stroom, rekening houdend met de inschakelduur. Deze waarde komt gewoonlijk overeen met de capaciteit van de zekering (trage type) die moet worden gebruikt als bevei liging van het apparaat. IP23 C. Beschermingsklasse van de behuizing. Klasse 3 als tweede cijfer wil zeggen dat dit apparaat geschikt is om buiten in de regen te worden gebruikt. De bijkomende letter C betekent dat het apparaat beveiligd is tegen de aanraking van onder spanning staande onderdelen van het voe dingscircuit met een stuk gereedschap (diameter van 2,5 mm ). S Geschikt voor werkzaamheden in omgevingen met verhoogd risico. OPMERKING: Het lasapparaat is ook ontworpen voor gebruik in omgevingen met verontreinigingsgraad 3. (Zie IEC 60664). BL A HOLD 888 888 MIG 0,8 FE MIG 1,0 AL MIG 1,2 SS TIG 1,6 SP 8 88 8 88 8 88 8 8 8 Ø PRG PRG PRG BD BM Þ Þ MMA BJ V U/D Art. BE 223 MIG P1 BF BA WF4-P BC BB ® BG BI BH MIG 5040/T PULSE ® Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy 3 ~ f1 5A/10V-500A/39V f2 MIG BU ® TIG U0 X 40% 60% 100% I2 500A 450A 430A 80V U2 39V 36,5V 35,5V U1 3x400V-50/60Hz Nº I1max=36 A I1eff=28 A 3~ f1 Art.288 IEC 60974-1 EN 50199 0 10A /20V -400A /36V f2 MMA I U0 X 40% 60% 100% I2 400A 360A 320A 80V U2 36V 34V 32,8V U1 3x400V-50/60Hz MADE IN ITALY I 1max=26 A I 1eff=19 A S IP 23C V INVERTER MIG MIG 5040/T D BV PULSE BZ ® Active Dynamic Control BS Art. 289 BO BP BR RS 232 BT MAX BW MIN BX BQ GR52 GR52 ® ® Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy Nº GR52 IP 23C U1 = 1x400V-50/60Hz I1max = 0,8 A P (1l/min) = 1,5 kW P max = 0,35 Mpa BY BK Fig. 1 87 2.1.2 Beschrijving van de stroombron (Fig. 1) BO - Aansluiting: Sluit hierop de koppeling van de massakabel aan bij MIGlassen. Bij TIG-lassen moet hierop de koppeling van de laskabel uit het tussenpakket worden aangesloten BP - Connector: Connector van het type DB9 (RS 232) voor het bijwerken van de lasprogramma's. BR - Aansluiting: Bij MIG-lassen moet hierop de koppeling van de laskabel uit het tussenpakket (pluspool) worden aangesloten BS - Connector: Sluit hierop de stekker van stuurstroomkabel uit het tussenpakket aan. BU - AAN/UIT-schakelaar. BV - Voedingskabel. 2.2 DRAADAANVOERUNIT 2.2.1 Beschrijving van de draadaanvoerunit (Fig. 1) BA - Centraalaansluiting: Sluit hierop de MIG- of TIG-lastoorts aan BB - Connector: voor het aansluiten van de afstandsbedieningen Tussen pinnen 4 en 5 is een zuiver contact beschikbaar dat sluit wanneer de boog ontsteekt (Arc On). Tussen pinnen 1 en 9 kan het starten of stoppen van het lasproces worden geregeld. BC - Toortshouder: Steun voor de lastoorts BD - Connector: Sluit hierop de stekker van stuurstroomkabel uit het tussenpakket aan. BE - Gasslangtule: Sluit hierop de gasslang van de uit het tussenpakket aan. BF - Aansluiting: Sluit hierop de koppeling van de laskabel uit het tussenpakket aan. BG - Opening: Opening voor de koelwaterslangen BH - Snelkoppelingen voor koelwaterslangen: Sluit hierop de rode en blauwe slangen van de uit het tussenpakket aan. OPMERKING: De kleuren van de slang en van de snelkoppeling moeten met elkaar overeenkomen. BI - Snelkoppelingen voor de koelwaterslangen van de lastoorts: Sluit hierop alle slangen van een watergekoelde toorts aan. OPMERKING: De kleuren van de slang en van de snelkoppeling moeten met elkaar overeenkomen. BJ - Paneel. BL - Cover voor lasdraadspoel. BM - Draadrolhouder: Geschikt voor standaardspoelen tot Ø 300 mm, 16 kg. BN - Afstelknop: Gebruik deze knop om de druk van de draadaanvoerrollen op de lasdraad af te stellen. OPMERKING: stel de druk af op de minimumwaarden bij het lassen van aluminium. 88 2.3 WATERKOELUNIT Deze waterkoelunit is ontworpen voor het koelen van de toortsen die worden gebruikt voor TIG- en MIG/MAG-lassen. Deze waterkoelunit mag uitsluitend met deze stroombron worden gebruikt. 2.3.1 Verklaring van de technische specificaties U1 Nominale voedingsspanning 1x…..V Eenfasige voeding 50/60 Hz Frequentie I1max Maximaal opgenomen stroom Pmax Maximale druk P (1l/min) Koelvermogen gemeten bij 1l/min. 2.3.2 BESCHRIJVING VAN DE BEVEILIGINGEN 2.3.2.1 Koelvloeistofdrukbeveiliging Deze beveiliging bestaat uit een drukschakelaar in het koelvloeistoftoevoercircuit, die een microschakelaar bedient. Het bericht H2O knippert op het display O om lage druk aan te duiden. 2.3.2.2 Zekering (T 1,6 A/400 V-Ø 6,3x32) Deze zekering beschermt de pomp en bevindt zich in het stuurcircuit van de koelunit. 2.3.3 BESCHRIJVING VAN DE WATERKOELUNIT (Fig. 1) BX - Peilglas: Peilglas voor de controle van het koelvloeistofniveau BQ - Snelkoppelingen voor de koelwaterslangen van de TIG-lastoorts: Gebruik deze uitsluitend voor TIG-lassystemen. OPMERKING: mogen niet aan elkaar worden gekoppeld. BW - Dop. BT - Snelkoppelingen voor de koelwaterslangen van het tussenpakket: Sluit hierop de rode en blauwe slangen van het tussenpakket aan. OPMERKING: De kleuren van de slang en van de snelkoppeling moeten met elkaar overeenkomen. 2.3.4 INSTALLATIE Schroef de dop BW los en vul de tank (de machine wordt geleverd met ongeveer één liter vloeistof). Het is belangrijk dat u regelmatig controleert via het peilglas BX of de vloeistof nog tot het "max"-niveau reikt. Gebruik als koelmiddel een mengsel van (bij voorkeur gedeioniseerd) water en spiritus en neem hierbij de hieronder vermelde verhoudingen in acht: water/spiritus temperatuur 0°C tot -5°C 4 l/1 l -5°C tot -10°C 3,8 l/1,2 l OPMERKING Als de pomp heeft gedraaid zonder dat er koelvloeistof aanwezig was, moet u de leidingen ontluchten. In dat geval dient u de stroombron uit te schakelen, de tank te vullen, de slangen van de tussenkabel los te maken van de snelkoppelingen BT( ) en één slang aan te sluiten aan de blauwe snelkoppeling (uitgaand koelwater). Steek het andere uiteinde van de slang in de tank. Schakel de stroombron in gedurende ongeveer 10/15 seconden en sluit vervolgens de slangen van het tussenpakket aan. 2.4 VERRIJDBAAR ONDERSTEL (Fig. 1) BY - Cilindersteun. BZ - Cilinderbevestigingsriemen. BK - Aansluitpunt voor trekontlasting tussenpakket: Maak hier de plaat vast die bevestigd is aan het tussenpakket. 3 BESCHRIJVING VAN DE PANELE (Fig. 2). De bedieningselementen van het paneel zijn onderverdeeld in 4 sectoren, plus een menu met secundaire functies, en worden beschreven in de volgende paragrafen: 3.1 Instellen van het lasproces 3.2 Hulpfuncties 3.3 Weergeven en instellen van de lasparameters 3.4 Onderhoudsfuncties 3.5 Menu van secundaire functies 3.1 INSTELLEN VAN HET LASPROCES 3.1.1 Toets AI Keuze van het lasproces. Bij elke druk op deze toets licht het LED-lampje op dat overeenkomt met de keuze. LED R1 Pulserend synergisch MIG/MAG-lassen. LED R2 Niet-pulserend synergisch MIG/MAG-lassen. LED R3 Conventioneel MIG/MAG-lassen. A V AY N S T R U B C D O E W F G LED R4 TIG-lassen De boog wordt gestart door middel van een kortsluiting. LED R5 MMA-lassen (Elektrode-lassen). 3.1.2 Toets AJ Keuze van de bedrijfsmodus. Bij elke druk op deze toets licht het LED-lampje op dat overeenkomt met de keuze. LED S-Tweetakt Het apparaat begint te lassen wanneer de toortsschakelaar wordt ingedrukt en stopt wanneer de schakelaar wordt losgelaten. OPMERKING: Deze modus is actief in alle MIG- en TIGprocessen. LED T- Viertakt Om het lasproces te starten, moet men de toortsschakelaar indrukken en loslaten; om het lasproces te onderbreken, moet men de schakelaar nogmaals indrukken en loslaten. OPMERKING: Deze modus is actief in alle MIG- en TIGprocessen. LED U-Lassen met drie stroomniveaus. OPMERKING: deze modus is actief in synergische MIG-processen in de TIG-modus. Vooral aanbevolen voor MIG -lassen van aluminium. Er zijn drie stroomniveaus beschikbaar. Deze kunnen tijdens het lassen worden opgeroepen met de startknop van de toorts. De "slope"-stroom kan worden ingesteld zoals beschreven in paragraaf 3.2 "hulpfuncties": LED's AB, AC, AD. H P I Y J K L M Z Q AC AA AD 1 2 3 4 AH AG AF AN1 AB AE AN2 AM 5 AI AO AJ AP AK AQ X AR AL AS AT AX Fig. 2 89 · Werking in de MIG-modus: Het lassen begint wanneer de toortsschakelaar wordt ingedrukt. De gebruikte lasstroom is de stroom die is ingesteld met de LED AB. Deze stroom blijft behouden zolang de toortsschakelaar wordt ingedrukt; wanneer de schakelaar wordt losgelaten, verandert de eerste stroom in de lasstroom die is ingesteld met de knop N, binnen de tijdspanne die is vastgesteld door de LED AC. Deze stroom blijft behouden totdat de toortsschakelaar opnieuw wordt ingedrukt. De volgende keer dat de toortsschakelaar wordt ingedrukt, verandert de lasstroom in de derde stroom of "kratervulstroom", ingesteld met de LED AD, binnen de tijdspanne die is vastgesteld door de LED AC. Deze stroom blijft behouden zolang de toortsschakelaar ingedrukt wordt. Het lassen stopt wanneer de schakelaar wordt losgelaten. Vanaf versie 06 van art. 287 en versie 13 van art. 289 kunnen de parameters die worden ingesteld met de LED's AB, AC, AD worden bekeken en ingesteld in het onderhoudsfunctiemenu (paragraaf 3.5), en worden ze respectievelijk als volgt afgekort: SC = startstroom die overeenkomt met de LED AB. Slo = oploop (tussentijd) die overeenkomt met de LED AC. CrC = kratervulstroom die overeenkomt met de LED AD, uitgedrukt als percentage van de aanvoersnelheid van de lasdraad. LED W1 voor ijzer LED W2 voor aluminium LED W3 voor roestvrij staal. LED X geeft de keuze van andere speciale soorten draden weer. Het maken van keuzes met de bovenstaande toetsen resulteert in het volgende: Het display AN1 geeft de bestaande lasprogramma's weer voor de verschillende soorten materiaal, namelijk: indien gekozen is voor FE SG2, etc. indien gekozen is voor AL AlSi 5, AlMg 5, Al 99,5, etc. indien gekozen is voor SS 308L, 316L, etc. indien gekozen is voor SP Al Bz8, CuSi 3, rutiel, basisch, metaal, CrNi, etc. De materialen kunnen worden gekozen met de toets AM. OPMERKING: Deze keuze is enkel actief bij MIGprocessen. Het display AN2 geeft de bestaande lasprogramma's weer voor de gassoorten die bij de gekozen materiaalsoorten horen, namelijk: indien FE is gekozen CO2, Ar 18CO2, etc. indien Al is gekozen Ar indien SS is gekozen Ar 2CO2, Ar 2O2, etc. indien SP is gekozen Ar, Ar 30He, Ar 18CO2, etc. De gassoort kan worden gekozen met de toortsschakelaar AX. OPMERKING: Deze keuze is enkel actief bij MIGprocessen. OPMERKING: Als er na het maken van uw keuzes geen programma bestaat om de gekozen draaddiameter te lassen, geven de displays O en P de melding NO-PRG weer. · Werking in de TIG-modus: Om de boog te starten, moet u de toortsschakelaar kortstondig indrukken en loslaten (< 0,7 sec.) en binnen drie seconden een kortstondige kortsluiting tot stand brengen tussen de wolfraamelektrode en het werkstuk. De boog ontsteekt en de lasstroom is de stroom die is ingesteld met de LED AB. Deze stroom blijft behouden tot de toortsschakelaar kortstondig wordt ingedrukt en losgelaten. Als gevolg hiervan verandert de eerste stroom in de lasstroom die is ingesteld met de knop N, binnen de door LED AC vastgestelde tijdspanne. Deze stroom blijft behouden tot de toortsschakelaar nogmaals kortstondig wordt ingedrukt en losgelaten. Op dat moment verandert de lasstroom in de derde stroom, of "kratervulstroom", ingesteld met de LED AD, binnen de door LED AC vastgestelde tijdsduur. Om de boog uit te schakelen, moet u de schakelaar kortstondig indrukken en loslaten. Als tijdens het lassen de toortsschakelaar langer dan 0,7 seconden indrukt, wordt de boog uitgeschakeld. OPMERKING: wanneer de referentiestroom - d.w.z. de stroom die is ingesteld met de knop N - wordt gewijzigd, verandert de stroom automatisch in percentages van de stroom die is ingesteld met de LED's AB en AD. 3.2 HULPFUNCTIES 3.1.3 Toets AK Keuze van de draaddiameter. Bij elke druk op deze toets licht de LED (V1, V2, V3, V4) op die overeenkomt met de draaddiameter waarvoor het lasapparaat is ingesteld. OPMERKING: Deze keuze is enkel actief bij synergische MIG-processen. LED Y Gasvoorstroomtijd Instelbereik 0 - 10 sec. Actief in alle MIG-processen en in de TIG-modus. 3.1.4 Toets AL Keuze van het toevoegmateriaal. Bij elke druk licht de LED op die overeenkomt met de gemaakte keuze. 90 3.2.1 Toets AH. Wanneer deze toets wordt ingedrukt, wordt het display AN2 uitgeschakeld en geeft display AN1 de waarde van de gekozen parameter numeriek weer. Deze parameter wordt aangeduid door de bijbehorende LED, die oplicht, en is instelbaar met de toetsen AM en AX. Als de numerieke waarde niet binnen 5 seconden wordt veranderd, keren de displays AN2 en AN1 terug naar de vorige configuratie. OPMERKING: de laatst getoonde waarden op het display AN1 worden opgeslagen. LED Z Gasnastroomtijd Instelbereik 0 - 30 sec. Actief in alle MIG-processen en in de TIG-modus. LED AA Soft start Instelbereik Auto 1 - 100% Actief in alle MIG-processen. Het is de snelheid van de draad, uitgedrukt als percentage van de ingestelde lassnelheid, voordat de draad het werkstuk raakt. OPMERKING: Deze instelling is belangrijk met het oog op een goede start. Fabrieksinstelling "auto" automatisch. LED AB "Hot-startstroom" Instelbereik 1 - 200% van de lasstroom (ingesteld met de knop N) Actief in synergische MIG-programma's en in de TIGmodus wanneer de lasmodus met drie stroomniveaus is gekozen (LED U). Actief bij "AHS-ON" zie 3.5.2. LED AC Slope instelbereik 1 - 10 sec. Bepaalt de overgangstijd tussen de eerste "Hot-startstroom" en de tweede "lasstroom", en tussen de tweede stroom en de derde "kratervulstroom". Actief in synergische MIG-programma's en in de TIGmodus wanneer de lasmodus met drie stroomniveaus is gekozen (LED U). Actief bij "AHS-ON" zie 3.5.2. LED AD "Kratervulstroom" Instelbereik 1 - 200% van de lasstroom (ingesteld met de knop N) Actief in synergische MIG-programma's en in de TIGmodus wanneer de lasmodus met drie stroomniveaus is gekozen (LED U). Actief bij "AHS-ON" zie 3.5.2. LED AE "Burn - back" instelbereik Auto 4- 250 ms) Bepaalt de lengte van de draad die uit de contacttip komt na het lassen. Actief in alle MIG-processen. Hoe hoger de waarde, hoe verder de draad afbrandt. Fabrieksinstelling "auto" automatisch. LED AF Hot-start voor MMA Instelbereik 0 - 100% Overstroom die wordt geproduceerd wanneer de boog voor het eerst wordt ontstoken. Actief bij MMA-lassen. LED AG Arc-Force Instelbereik 0 - 100% Dit is de instelling van de dynamische karakteristiek van de hulpboog. Actief bij MMA-lassen. 3.3 WEERGEVEN EN INSTELLEN VAN DE LASPARA METERS. Knop N Afhankelijk van het gekozen proces wordt deze knop gebruikt om de volgende waarden in te stellen: · synergisch pulserend MIG-lassen, synergisch MIGlassen: plaatdikte (LED B) draadsnelheid (LED C) lasstroom (LED D). · conventioneel MIG-lassen: draadsnelheid (LED C) · TIG MMA-lassen: lasstroom(LED D) Selecteer in de onderhoudsfuncties de functies die worden aangeduid met de afkortingen: H2O,SP, HSA, CrA, dP, Ito, rob, FAC. OPMERKING: wanneer in synergische programma's één waarde wordt gewijzigd, veranderen de andere waarden dienovereenkomstig. Toets E Bij elke druk op deze toets wordt de waarde gekozen die instelbaar is met de knop N. Welke waarden u kunt selecteren, hangt af van het gekozen lasproces. LED B Plaatdikte Het display O geeft de aanbevolen plaatdikte weer op basis van de ingestelde stroom en draadsnelheid. Actief bij synergisch MIG-lassen. LED C Draadsnelheid Geeft aan dat het display O de snelheid van de lasdraad weergeeft. Actief in alle MIG-lasprocessen. LED D Lasstroom Geeft aan dat het display O de vooraf ingestelde lasstroom of, in combinatie met het oplichten van LED F, de werkelijke lasstroom weergeeft. Actief in alle lasprocessen. Knop Q Afhankelijk van het gekozen proces wordt deze knop gebruikt om de volgende waarden in te stellen: · synergisch pulserend MIG-lassen, synergisch MIGlassen : booglengte (K) Impedantie (L) · conventioneel MIG-lassen: lasspanning (J) Impedantie (L) - Kies in de opgeslagen programma's het gewenste programmanummer. Al deze waarden worden weergegeven op het display (P) en worden gekozen met de toets I. 91 Kies in de onderhoudsfuncties de volgende afkortingen: OFF, OnC, OnA, SAu, rES, On. Toets I Bij elke druk op deze toets wordt de waarde gekozen die instelbaar is met de knop Q. Welke waarden u kunt selecteren, hangt af van het gekozen lasproces. LED J Lasspanning Geeft in alle MIG-lasprocessen aan dat het display P de vooraf ingestelde lasspanning of, in combinatie met het oplichten van LED F, de werkelijke lasspanning weergeeft. Brandt constant en kan niet worden geselecteerd in TIGen MMA-processen. Geeft aan dat het display P de nullastspanning of de lasspanning toont of, in combinatie met de brandende led F, de werkelijke lasspanning. LED K Booglengte Instelbereik (-9,9 ÷ +9,9). In alle synergische MIG-programma's geeft het display P een getal weer. Nul is de fabrieksinstelling; als een negatief getal wordt ingesteld, neemt de booglengte af; bij een positief getal nummer neemt ze toe. De booglengte wordt ook weergegeven door aan de knop Q te draaien terwijl LED J wordt weergegeven; 3 seconden na de laatste correctie gaat LED K uit en wordt LED J weer ingeschakeld. LED L Impedantie Instelbereik (-9,9 ÷ +9,9). In alle MIG-programma's geeft het display P een getal weer. Nul is de fabrieksinstelling; als een negatief getal wordt ingesteld, neemt de impedantie af en wordt de boog harder. als de waarde stijgt , wordt de boog zachter. LED A Bolvormige positie Kan niet worden gekozen. Actief bij niet-pulserend synergisch MIG-lassen. Geeft aan dat de gekozen waarden voor het lassen onstabiele bogen en spatten kan veroorzaken. LED F "HOLD" Kan niet worden gekozen. Geactiveerd in MIG-, TIG- en MMA-lasprocessen. Geeft aan dat de waarden op de displays O en P (normaliter Ampère en Volt) de waarden zijn die tijdens het lassen worden gebruikt. Geactiveerd aan het einde van elke lassessie. LED M Opgeslagen programma's Deze LED licht op wanneer u op de toets AO (PRG) drukt. Zie paragraaf 3.4.1. Display O Geeft in alle lasprocessen de keuzes numeriek weer die zijn gemaakt met de toets E en zijn ingesteld met de knop N. Geeft de lasstroom (LED D) weer in Ampère Geeft de draadsnelheid (LED C) weer in meters per minuut Geeft de plaatdikte (LED B) weer in millimeter. Als er geen programma bestaat binnen de gekozen instellingen, geeft het NO (afkorting van NO-PRG) weer. Tijdens de voorbereiding voor de inbedrijfstelling van de waterkoelunit geeft het de afkorting H2O weer. Het geeft de melding "OPn" knipperend weer als het paneel van de draadaanvoerunit openstaat. Het geeft bij foutmeldingen de afkorting "Err" weer. In onderhoudsfuncties geeft het de volgende afkortingen weer: H2O,SP, HSA, CrA, dP, Ito, rob, FAC. Display P Geeft in alle lasprocessen de keuzes numeriek weer die zijn gemaakt met de toets I en zijn ingesteld met de knop Q. Geeft de lasspanning (LED J) weer in Volt Geeft de booglengte (LED K) weer als een getal tussen 9,9 en +9,9; nul is de aanbevolen instelling. Geeft de impedantie (LED L) weer als een getal tussen 9,9 en +9,9, waarbij nul de aanbevolen instelling is. Het geeft in de geheugens het gekozen programmanummer weer. Het geeft tijdens de voorbereiding voor de inbedrijfstelling van de waterkoelunit de melding OFF, On-C (continu bedrijf), On-A (automatisch bedrijf) weer. Als er geen programma bestaat binnen de gekozen instellingen, geeft het de melding PRG (afkorting van NO-PRG) weer. Het geeft bij foutmeldingen het foutnummer weer. In onderhoudsfuncties geeft het de volgende afkortingen weer: OFF, OnC, OnA. (H2O) Geeft in de functie "HSA" de meldingen OFF / On weer. In dubbele-pulsfuncties: - FdP is OFF - 0.1-5 - ddP is 0.1-3 - tdP is 25-75 - AdP is -9.9-9.9 Geeft in de functie "rob" de meldingen OFF, on weer (als de robotinterface niet is aangesloten, geeft het display O de knipperende melding rob) weer. Geeft in de functie "FAc" de melding ALL, noP, PrG weer. 3.4 ONDERHOUDSFUNCTIES LED G Thermostaat Licht op om aan te geven dat de thermische beveiliging in werking is getreden. LED H Veiligheid Geeft aan dat alle toetsen vergrendeld zijn. De gebruiker kan enkel de lasparameters in sectie AY instellen. Om de functie te activeren, drukt u eerst op de toets AO en, terwijl u deze ingedrukt houdt, drukt u kortstondig op de toets I. LED H licht op en geeft aan dat de functie actief is. Om de functie af te sluiten, drukt u de toetsen AO en I opnieuw op dezelfde manier in. 92 Toets AR Spanningsloze draaddoorvoer Hiermee kunt u de draad doorvoeren met een snelheid van 8 m/min. zonder spanning en gas. Toets AQ Gastest Wanneer deze toets wordt ingedrukt, begint het gas te stromen; druk nogmaals om de gasstroom te stoppen. Als de toets niet opnieuw wordt ingedrukt, stopt de gasstroom na 30 sec. 3.4.1 Opslaan en oproepen van opgeslagen programma's. Toets AP Opslaan Druk op de toets AP; de LED M licht op samen met AT als de toorts met U/D-besturing is aangesloten. Het display O geeft de afkorting STO weer, en het display P geeft het nummer weer(knippert indien vrij, brandt constant indien bezet). Het eerste vrije programmanummer wordt weergegeven; kies het gewenste programmanummer met de knop Q en druk vervolgens de toets AP langer dan 3 sec. in. Wanneer het opslaan is voltooid, houdt het programmanummer op met knipperen en brandt het constant. Laat de toets AP los om het opslaan te beëindigen; LED M wordt uitgeschakeld. Als u een programma wilt overschrijven, houdt u de toets AP langer dan 3 sec. ingedrukt. Het nummer begint te knipperen en is dus vrij om te overschrijven. Als het nummer constant brandt, geeft dit aan dat het programma is overschreven. Het opslaan moet gebeuren binnen de tijd gedurende het display P het programmanummer weergeeft (5 sec.). Opmerking: Het programmanummer kan worden gekozen door te draaien aan de knop Q of, als de toorts met de U/D-toets is aangesloten, door de linkse U/D-toets op het handvat in te drukken. Als u kortstondig de toets AP indrukt om de geheugens weer te geven en u ze niet wilt gebruiken of wijzigen, drukt u kortstondig op de toets AO om de geheugens af te sluiten. Het is ook mogelijk om een opgeslagen lasprogramma te wissen. Hiervoor gaat u als volgt te werk: Druk op de toets AP; het display O geeft de afkorting Sto weer en het display P geeft het nummer weer. Kies het nummer van het opgeslagen lasprogramma met de knop Q. Draai aan de knop N tot de afkorting del verschijnt op het display O. Houd de toets AP langer dan 3 seconden ingedrukt. Aan het einde van de beschrijving moet het volgende worden toegevoegd: Als u een opgeslagen programma wilt oproepen om het te wijzigen, moet u de bovenstaande stappen herhalen, maar de knop N gebruiken om de afkorting “rCL” (recall - geheugenoproep) te selecteren. Druk de toets AP langer dan 3 sec. in; de LED M gaat uit en alle instellingen van het programma in kwestie worden ingesteld op het paneel. Toets AO Oproepen van opgeslagen programma's Om een opgeslagen programma op te roepen, drukt u kortstondig op de toets AO. Het display O geeft de afkorting PRG weer en het display P toont het nummer van het laatst gebruikte programma of, als de programma's nog nooit zijn gebruikt, het laatst opgeslagen programma. LED M licht op; kies het programmanummer met de knop Q of met de linkse toets van de U/D-toorts. Vijf seconden na het kiezen van het nummer geven de displays O en P de opgeslagen waarden weer en is het apparaat klaar om te lassen. Wanneer de LED's M en AT (als de UD-toorts aangesloten is) branden, zijn alle instellingen verboden. OPMERKING:U kunt de door LED's J - K - L en B - C D getoonde waarden weergeven, maar niet wijzigen. Het gebruik van de afstandsbedieningen wordt verhinderd. Om de opgeslagen programma's af te sluiten, drukt u op de toets AO (tweemaal indien het programmanummer is verdwenen); de LED's M en AT (als de toorts UD aangesloten is) worden uitgeschakeld, en het apparaat toont de laatste instelling voordat de PRG-toets werd ingedrukt. OPMERKING: met de U/D-toets van de toorts kunt u het programma zelfs tijdens het lassen wijzigen en alle opgeslagen programma's één voor één oproepen. U kunt ook lasprogramma's van hetzelfde type die na elkaar zijn opgeslagen en worden begrensd door twee vrije programma's opeenvolgend oproepen. Deze functie wordt uitgevoerd terwijl de boog brandt. 3.5 MENU SERVICEFUNCTIES 3.5.1 Beheer van de waterkoelunit Druk op de toets AO; terwijl u deze ingedrukt houdt, drukt u op de toets E om een submenu op te roepen. Maak uw keuze met behulp van de knop N: H2O Draai aan de knop Q om de bedrijfsmodus te selecteren: · OFF = uitgeschakeld. · On C = altijd aan · On A = automatisch bij opstarten. Wanneer het apparaat wordt opgestart, werkt de unit. Als de toortsschakelaar niet wordt ingedrukt, wordt de unit na 15 seconden uitgeschakeld. Wanneer de toortsschakelaar wordt ingedrukt, begint de unit te werken. Drie minuten nadat de schakelaar is losgelaten, wordt de unit uitgeschakeld. Druk nogmaals op de toetsen AO en E om af te sluiten. Als de koelvloeistofdruk te laag is, levert de stroombron geen stroom en verschijnt de knipperende melding H2O op het display O. 3.5.2 SP Proplassen en hechtlassen. Actief in 2-takt- (LED S) of 4-taktlasprocessen (LED T). Selecteer met de knop N. Het display P geeft OFF weer. Draai aan de knop Q totdat On verschijnt op het display P om de functie in te schakelen. Draai aan de knop N en selecteer het item “tSP” (proplastijd). Het display P geeft de tijdsaanduiding 1 seconde weer. Gebruik de knop Q om de tijd in te stellen tussen 0,3 en 5 seconden. Als u hechtlassen wilt instellen (lassen met automatische pauzetijd), draait u nogmaals aan de knop N totdat “tIn” (hechtlastijd) verschijnt op het display P. Het display P geeft OFF weer. Draai aan de knop Q totdat een getal verschijnt. Dit is de geselecteerde tijd tussen de lassen. 3.5.3 Automatische Hot Start (AHS). Druk op de knop AO, houd deze ingedrukt en druk op de knop E om naar een submenu te gaan. Draai aan de knop N en kies: AHS. Draai aan de knop Q om het type werking te kiezen: OFF = Uit On = Actief Met deze softwareversie is de functie actief in synergische MIG-programma's wanneer 2-takt-lassen (LED S) of 4-takt-lassen (LED T) is geselecteerd.De lasser kan het volgende instellen: 1. Het niveau van de hot start-stroom led AB. 2. De duur ervan led AD instelling 0,1¸10 seconden. 3. De overgangstijd tussen de hot start-stroom en de lasstroom led AC. Vanaf versie 06 van art. 287 en versie 13 van art. 289 kunnen de parameters die worden ingesteld met de LED's 93 3.5.4 CrA (kratervulling- definitieve kratervulling). De functie kan worden geselecteerd met de knop N en werkt in 2-takt- (LED S) of 4-takt-lasprocessen (LED T) en - indien gewenst - ook in combinatie met de functie HSA. Na het inschakelen van de functie door “On” te selecteren met de knop Q, draait u aan de knop N om de volgende items weer te geven: Slo = tussentijd tussen de lasstroom en de kratervulstroom. Standaard 0,5 sec. Instelbereik 0,1 –10 sec. CrC = kratervulstroom uitgedrukt als percentage van de aanvoersnelheid van de lasdraad. Standaard 60%. Instelbereik 10 – 200%. TCr = duur van kratervulstroom. Standaard 0,5 sec. Instelbereik 0,1 –10 sec. 3.5.5 dP Dubbele puls. (Art. 287 Optioneel) Dit type van lassen wisselt af tussen twee niveaus van stroomintensiteit en kan worden ingesteld in alle synergische programma's. Vóór het instellen dient een korte lasnaad te worden gemaakt om de snelheid te bepalen die het dichtst bij het lastype ligt dat u gaat gebruiken. Op basis hiervan wordt de referentiesnelheid bepaald. Ga als volgt te werk om de functie te activeren: 1. Druk op de toets AO en druk, terwijl u deze ingedrukt houdt, op de toets E om een submenu te openen. 2. Draai aan de knop N totdat de afkorting “dP” ver schijnt op het display O. Schakel de functie in door aan de knop Q te draaien totdat On verschijnt op het display P. 3. Draai aan de knop N totdat de melding FdP (dubbele-pulsfrequentie) op het display O verschijnt. Display P geeft de melding OFF weer. Draai aan de knop Q om de werkfrequentie te kiezen (instelbaar van 0,5 tot 5 Hz). De gekozen waarde wordt weergegeven op het display P. 4. Draai aan de knop N totdat de melding ddP (dubbe le-pulsverschil in m/min.) verschijnt. Draai aan de knop Q om het aantal meter per minuut te kiezen (instelbaar van 0,1 tot 3 m/min.) dat moet worden opgeteld bij en afgetrokken van de referentie snelheid (standaard 1m/min.). 5. Draai aan de knop N totdat de melding tdP verschijnt. Dit is de duur van de hoogste draadsnelheid, d.w.z. de hoogste stroom. Deze wordt uitgedrukt als een percentage van de tijd die wordt gewonnen met de frequentie Fdp (zie figuur 3). Draai aan de knop Q om het percentage aan te passen. Instelbaar van 25 tot 75% (standaard 50%). 6. Draai aan de knop N totdat de melding AdP verschijnt (booglengte van hoogste stroom). Instelbereik -9,9 9,9 (standaard 0). Zorg ervoor dat de booglengte voor het lassen dezelfde is voor de beide stromen; draai aan de knop Q om de instelling indien nodig te veranderen. Opmerking: lassen in de dubbele-pulsfuncties is mogelijk. 94 DdP= 0,1÷3 m/min = REFERENTIESNELHEID = AB, AC, AD worden geselecteerd (knop N) en ingesteld (knop Q) na het selecteren van de functie HSA. De volgende items zijn beschikbaar: SC = startstroom die overeenkomt met de LED AB. Slo = oploop (tussentijd) die overeenkomt met de LED AC. tSC = startstroom die overeenkomt met de LED AD. tdP = 25÷75% di T T = 1/ Fdp (0,5÷5 Hz) Abb. 3 Na het aanpassen van deze instellingen keert u terug naar de normale paneelconfiguratie door de toets AO in te drukken en, terwijl u deze ingedrukt houdt, op de toets E te drukken. Als een aanpassing van de booglengte van de laagste stroom/laagste snelheid nodig is, moet u de booglengte van de referentiesnelheid aanpassen (LED K geactiveerd). Wanneer de referentiesnelheid verandert, moeten ook de vorige instellingen worden herhaald voor de nieuwe snelheid. 3.5.6 ITO-functie ('Inching Time-Out'). Het doel van deze functie is het lasapparaat te stoppen als de draad in de lengte wordt aangevoerd zonder dat er stroomtoevoer is. Houd de toets AO ingedrukt en druk tegelijkertijd op de toets E om een submenu te openen. Draai aan de knop N om ITO te kiezen. Draai aan de knop Q om het soort bewerking te kiezen: OFF = uit Instelbereik = 5 –50cm. 3.5.7 Robotfuncties ("rob"). Alleen geldig voor robotversies. 3.5.8 FAC-functie. Activering: Zij heeft tot doel het lasapparaat terug te stellen in de oorspronkelijke instellingen van de fabrikant. Houd de toets AO ingedrukt en druk tegelijkertijd op de toets E om een submenu te openen. Draai aan de knop N om FAC te kiezen. Door aan de knop Q te draaien, kunt u de volgende items selecteren: noP = herstelt de door de fabrikant ingestelde bediening zonder de opgeslagen programma's te wissen. De waterkoelunit wordt uitgeschakeld. Prg = alle opgeslagen programma's worden verwijderd. ALL = herstelt de door de fabrikant ingestelde bediening. De waterkoelunit wordt uitgeschakeld. Om de functie te activeren, drukt u op de toets AP. 4 INSTALLATIE Het lasapparaat moet geïnstalleerd worden door bekwaam personeel. Alle aansluitingen moeten worden gemaakt in overeenstemming met de geldende veiligheidsvoorschriften. 4.1 PLAATSING Het lasapparaat weegt 108 kg; zie bijgevolg voor het heffen Fig. 4 Fig. 5 BN BN Abb. 4 CA Zet het lasapparaat aan. Regel het gas met de toets AQ en voer vervolgens de draad door met de toets AR. Bij levering is de waterkoelunit uitgeschakeld (OFF). Bij gebruik van een watergekoelde toorts dient u de werking van de waterkoelunit in te stellen zoals beschreven in paragraaf 3.5.1 van de handleiding. 5 LASSEN Installeer de machine op een plaats waar een goede stabiliteit en een doeltreffende ventilatie verzekerd is, om het binnendringen van metaalstof (bijv. als gevolg van slijpwerken) te vermijden. 4.2 OPSTELLING Plaats de draadaanvoerunit WF4-P op de stroombron. Verbind de draadaanvoerunit met de stroombron met behulp van het tussenpakket art. 1197 of 1197-20 en gebruik de trekontlastingskabel om het te bevestigen aan het punt BK op het verrijdbare onderstel. OPMERKING: Vermijd het oprollen van het tussenpakket om inductie-effecten, die een negatieve invloed kunnen hebben tijdens pulserend MIG/MAG-lassen, tot een minimum te beperken. Monteer de stekker op de voedingskabel en vergeet hierbij zeker niet de geel/groene draad te verbinden met de aardingspen. Controleer of de voedingsspanning overeenstemt met de nominale spanning van het lasapparaat. Bereidt u voor op de stroomsterkte van de zekeringen via de technische gegevens op het identificatieplaatje. Plaats de cilinder op de steun BY, zet hem vast met de riemen BZ en sluit de gasslang aan op de uitgang van de drukregelaar. Monteer de toorts. Zorg ervoor dat de groef van de draadaanvoerrollen overeenkomt met de diameter van de gebruikte draad. Vervanging van de draadaanvoerrollen (Fig. 5): Open het paneel BJ, verwijder de afdekplaat CA, zet de draaddrukrollen los met de drukinstelknop BN, vervang de draadaanvoerrollen en plaats de afdekplaat CA terug. Monteer de draadspoel en voer de draad in de draadaanvoerunit en de binnenspiraal van de toorts. Blokkeer de draaddrukrollen met de knop BN en stel de druk af. 5.1 SYNERGISCH PULSEREND MIG-LASSEN (LED R1) OF SYNERGISCH NIET-PULSEREND MIG-LASSEN (LED R2) Selecteer dit proces met de toets AI. Kies vervolgens de lasmodus, de draaddiameter, het soort en de kwaliteit van het materiaal en het soort gas. Stel de hulpfuncties in volgens de instructies in paragraaf 3.2. Stel de lasparameters in met de knoppen N en Q. 5.2 CONVENTIONEEL MIG-LASSEN (LED R3) Selecteer dit proces met de toets AI. Kies daarna de modus, de draaddiameter, het soort en de kwaliteit van het materiaal en het soort gas. Stel de hulpfuncties in volgens de instructies in paragraaf 3.2. Regel de draadsnelheid en de lasspanning, respectievelijk met de knoppen N en Q. 5.3 TIG-LASSEN (LED R4). Sluit de massakabel aan op de pluspool BR en sluit de koppeling van de laskabel uit het tussenpakket aan op de minpool BO. Sluit de TIG-toorts aan op de centraalaansluiting BA. Selecteer dit proces met de toets AI. Kies vervolgens de lasmodus met de toets AJ. Stel de hulpfuncties in volgens de instructies in paragraaf 3.2. 5.4 MMA (ELEKTRODE)-LASSEN (LED R5). OPMERKING: de draadaanvoerunit moet aangesloten blijven op de stroombron. Sluit de stekkers van de elektrodehouder en de massakabel aan op de connectors BO en BR en neem hierbij de door de elektrodefabrikant opgegeven polariteit in acht. 95 6 TOEBEHOREN 6.1 AFSTANDSBEDIENING VOOR DE STROOMREGELING ART. 187 (POTMETER) + VERLENGKABEL (5 M) ART. 1192+ ADAPTERKABEL ART. 1191 Mogelijke instellingen voor de diverse lasprocessen: MMA Regelt de stroom vanaf het minimum (10A) tot de stroom die is ingesteld met de potmeter N op het paneel. TIG De afstandsbediening voert dezelfde functie uit als bij MMA. 6.2 VOETBEDIENING ART. 193 + ADAPTERKABEL ART. 1191 Voor gebruik met het TIG-lasproces. Met dit toebehoren regelt u de lasstroom; de startopdracht wordt gegeven met de toortsschakelaar. De stroom kan worden geregeld van het minimum tot het maximum van de waarde die is ingesteld met de potmeter N op het paneel. 6.3 TIG-TOORTS ART 1265 TIG-toorts type SR 26 niet-gekoeld 4 m 6.4 MIG-TOORTS ART 1243 MIG-toorts type CEBORA PW 500 watergekoeld 3,5 m 6.5 MIG-TOORTS ART. 1245 (met dubbele Up/Downbesturing) MIG-toorts type CEBORA PW 500 U/D watergekoeld 3,5 m Linkse U/D-besturing: - stelt bij synergische programma's de lasparameters in volgens de synergische curve. - regelt de draadsnelheid bij conventioneel MIG-lassen. - selecteert de eventuele opgeslagen programma's via de programmanummers. Als u het programma wilt opslaan met aangesloten U/Dtoorts (LED AT brandt), kunt u het programmanummer kiezen met de U/D-toets. Rechtse U/D-besturing: - regelt de booglengte bij synergische programma's. - regelt de spanning bij conventioneel MIG-lassen - niet actief bij opgeslagen programma's Wanneer de stekker van de U/D-toorts aangesloten wordt, licht het LED-lampje AS op om aan te geven dat de toorts is herkend. 6.6 KIT VOOR HET LASSEN MET PUSH-PULLTOORTSEN. De installatie van deze optionele hulpprint maakt het gebruik van push-pull-toortsen met een toortsmotorspanning van 42 V mogelijk 96 7 ONDERHOUD Om de veiligheid van de gebruiker te garanderen, dient u regelmatig te controleren of het lasapparaat en alle aansluitingen nog in goede staat zijn. Na een reparatie moet de bedrading zodanig worden teruggeplaatst dat de delen die aangesloten zijn op de voeding veilig geïsoleerd zijn van de delen die aangesloten zijn op het lascircuit. Voorkom dat de draden in contact komen met bewegende onderdelen of onderdelen die warm worden tijdens het gebruik. Monteer de klemmen op hun oorspronkelijke plaats om contact tussen het voedings- en het lascircuit te voorkomen als een draad per ongeluk breekt of losgekoppeld wordt.-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
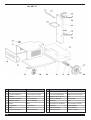 128
128
-
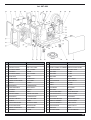 129
129
-
 130
130
-
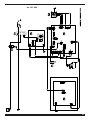 131
131
-
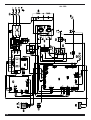 132
132
-
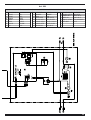 133
133
-
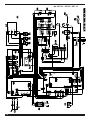 134
134
-
 135
135
-
 136
136








































































































































Cebora 287 Sound MIG 3840/T Pulse Handleiding
- Type
- Handleiding
in andere talen
- English: Cebora 287 Sound MIG 3840/T Pulse User manual
- italiano: Cebora 287 Sound MIG 3840/T Pulse Manuale utente
- français: Cebora 287 Sound MIG 3840/T Pulse Manuel utilisateur
- español: Cebora 287 Sound MIG 3840/T Pulse Manual de usuario
- Deutsch: Cebora 287 Sound MIG 3840/T Pulse Benutzerhandbuch
- português: Cebora 287 Sound MIG 3840/T Pulse Manual do usuário
- dansk: Cebora 287 Sound MIG 3840/T Pulse Brugermanual
- suomi: Cebora 287 Sound MIG 3840/T Pulse Ohjekirja
- svenska: Cebora 287 Sound MIG 3840/T Pulse Användarmanual
Gerelateerde papieren
-
Cebora 289 Sound MIG 5040/TD Double Pulse Handleiding
-
-
-
Cebora MIG 2060/MD Handleiding
-
Cebora 309 Sound MIG 3540/T Star Pulse Handleiding
-
-
-
-
-
Andere documenten
-
GYS INVERTER 3200 Data papier
-
GYS MASTER 250 Data papier
-
Migatronic M79100140 Handleiding
-
GYS MASTER 350 Data papier
-
GYS MASTER 450 Data papier
-
ESAB LUD 320 Handleiding
-
 Nortene VARIATIONS de handleiding
Nortene VARIATIONS de handleiding
-
 Vaporesso REVENGER MINI Handleiding
Vaporesso REVENGER MINI Handleiding
-
Migatronic rally mig 161i Handleiding
-
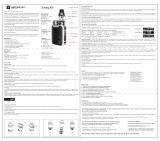 Vaporesso Swag kit Quick Manual
Vaporesso Swag kit Quick Manual


