
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO Pag. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE Page 12
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE Seite.22
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL Page 33
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO Pag. 44
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO Pag. 55
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE Sivu. 66
DK -NSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING Side . 76
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE Seite. 86
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS Sid . 97
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel. 107
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Pagg. Seiten : 118÷135
10/11/2015
3.300.911/G

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUE-
STO MANUALE E CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'u-
tilizzatore deve essere istruito contro i rischi, di seguito
riassunti, derivanti dalle operazioni di saldatura. Per
informazioni più dettagliate richiedere il manuale cod
3.300.758
SCOSSA ELETTRICA - Può uccidere.
• Installate e collegate a terra la saldatrice secon-
do le norme applicabili.
• Non toccare le parti elettriche sotto tensione o
gli elettrodi con la pelle nuda, i guanti o gli indumenti
bagnati.
• Isolatevi dalla terra e dal pezzo da saldare.
• Assicuratevi che la vostra posizione di lavoro sia sicu-
ra.
FUMI E GAS - Possono danneggiare la salute.
• Tenete la testa fuori dai fumi.
• Operate in presenza di adeguata ventilazione
ed utilizzate aspiratori nella zona dell’arco onde
evitare la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare
la pelle.
• Proteggete gli occhi con maschere di saldatura
dotate di lenti filtranti ed il corpo con indumenti
appropriati.
• Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
• Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utiliz-
zare idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
PACE MAKER
• I campi magnetici derivanti da correnti elevate posso-
no incidere sul funzionamento di pacemaker. I portatori
di apparecchiature elettroniche vitali (pacemaker)
dovrebbero consultare il medico prima di avvicinarsi
alle operazioni di saldatura ad arco, di taglio, scriccatura
o di saldatura a punti.
ESPLOSIONI
• Non saldare in prossimità di recipienti a pres-
sione o in presenza di polveri, gas o vapori esplo-
sivi. · Maneggiare con cura le bombole ed i rego-
latori di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma armonizzata IEC 60974-10 e deve
essere usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONI GENERALI
L'apparecchio Sound Mig 5040/D Pulse è un impianto
multiprocesso idoneo alla saldatura MIG/MAG pulsato
sinergico, MIG/MAG non pulsato sinergico, MIG/MAG
convenzionale, TIG (DC) con accensione a contatto del-
l'arco ed MMA, realizzato con tecnologia ad inverter. La
saldatrice è fornita completa di carrello trainafilo WF4/P
con motoriduttore a quattro rulli e di gruppo di raffredda-
mento GR52.
L'apparecchio può essere utilizzato solo per gli impieghi
descritti nel manuale.
L'apparecchio non deve essere utilizzato per sgelare i
tubi.
2.1 GENERATORE
2.1.1 Spiegazione dei dati tecnici
IEC 60974.1 La saldatrice è costruita secondo queste
IEC 60974.10 norme internazionali.
N°. Numero di matricola da citare per ogni
richiesta relativa alla saldatrice.
Convertitore statico di frequenza trifase
Trasformatore-raddrizzatore.
MIG Adatto per saldatura MIG-MAG.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale
di 10 minuti in cui la saldatrice può lavorare
ad una determinata corrente senza surri-
scaldarsi.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
3
~
f
1
f
2
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO

U1. Tensione nominale di alimentazione
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz
I
1
Max Corrente max. assorbita alla corrispondente
corrente I
2
e tensione U
2
.
I
1
eff E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
Solitamente, questo valore corrisponde alla
portata del fusibile (di tipo ritardato) da utiliz-
zare come protezione per l’ apparecchio.
IP23 C. Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio è idoneo a lavorare
all’esterno sotto la pioggia. La lettera addi-
zionale C significa che l’apparecchio è
protetto contro l’accesso di un utensile (Ø2,5
mm) alle parti in tensione del circuito di
alimentazione.
Idonea a lavorare in ambienti con rischio
accresciuto.
N.B: La saldatrice è inoltre stata progettata per lavora-
re in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
S
3
2.1.2 Descrizione del generatore (Fig. 1)
BO - Pr
esa:
In saldatura MIG, collegare il connettore del cavo di
massa. In caso di saldatura TIG collegare il connettore
volante del cavo di potenza della connessione generato-
re/carrello
BP - Connettore:
Connettore tipo DB9 (RS 232) da utilizzare per aggiorna-
re i programmi dei microprocessori.
BR - Presa:
In saldatura MIG, collegare il connettore volante del cavo
di potenza (polo +) della connessione generatore/carrello
BS - Connettore:
Collegare il connettore del cavo dei servizi della connes-
sione generatore/carrello.
BU - Interruttore ON/OFF.
BV - Cavo di alimentazione.
2.2 CARRELLO TRAINAFILO
2.2.1 Descrizione del carrello (Fig. 1)
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

4
BA - Attacco centralizzato:
Collegare la torcia di saldatura MIG oppure TIG
BB - Connettore:
Per il collegamento dei comandi a distanza. Tra i pin 4 e
5 è disponibile un contatto pulito che si chiude all'accen-
sione dell'arco (Arc On).
Tra i pin 1 e 9 è possibile comandare l'inizio e l'arresto
della saldatura.
BC - Supporto:
Supporto per la torcia di saldatura.
BD - Connettore:
Collegare il connettore del cavo dei servizi della connes-
sione generatore/carrello.
BE - Raccordo tubo gas:
Collegare il tubo gas della connessione generatore/car-
rello.
BF - Presa:
Collegare il connettore volante del cavo di potenza della
connessione generatore/carrello.
BG - Apertura:
Asola per il passaggio dei tubi di raffreddamento.
BH - Rubinetti ad innesto rapido:
Collegare i tubi rosso e blu della connessione generatore/
carrello. NB Rispettare i colori dei tubi e dei rubinetti.
BI - Rubinetti ad innesto rapido:
Collegare i tubi fuoriuscenti dalla eventuale torcia raffred-
data ad acqua. NB Rispettare i colori dei tubi e dei rubi-
netti
BJ - Sportello.
BL - Copertura bobina filo.
BM - Supporto bobina:
Idoneo per bobine standard fino a Ø 300 mm, 16 Kg.
BN - Manopola regolazione:
Mediante questa manopola regolare la pressione dei rulli
trainafilo sul filo di saldatura. NB: regolare a valori minimi
nel caso di saldatura dell'alluminio.
2.3 GRUPPO DI RAFFREDDAMENTO
Questo gruppo di raffreddamento è stato progettato per
raffreddare le torce utilizzate per la saldatura TIG e
MIG/MAG.
Deve essere utilizzato esclusivamente con questo gene-
ratore.
2.3.1 Spiegazione dati tecnici
U1 Tensione nominale di alimentazione
1x400V Alimentazione monofase
50/60 Hz Frequenza
I1max Corrente massima assorbita
Pmax Pressione massima
P (1l/min) Potenza refrigerante misurata a 1L/min
2.3.2 DESCRIZIONE DELLE PROTEZIONI
2.3.2.1 Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
un microinterruttore. La pressione insufrficente è segna-
lata, con la sigla H2O lampeggiante, dal display O (vedi
istruzioni pannelli di comando).
2.3.2.2 Fusibile (T 1,6A/400V-Ø 6,3x32).
Questo fusibile è stato inserito a protezione della pompa
ed è collocato sul circuito di controllo posto all'interno del
gruppo.
2.3.3 DESCRIZIONE DEL GRUPPO DI RAFFREDDA
MENTO (Fig. 1)
BX- Asola:
Asola per l'ispezione del livello del liquido refrigerante
BQ - Rubinetti ad innesto rapido:
Utilizzare solo per gli impianti di saldatura TIG.
NB: non debbono essere cortocircuitati.
BW - Tappo.
BT - Rubinetti ad innesto rapido:
Collegare il tubo rosso e blu della connessione generato-
re/ carrello. NB Rispettare i colori dei tubi e dei rubinetti.
2.3.4 MESSA IN OPERA
Svitare il tappo BW e riempire il serbatoio (l'apparecchio
è fornito con circa un litro di liquido).
E' importante controllare periodicamente, attraverso l'a-
sola BX, che il liquido sia mantenuto al livello "max".
Utilizzare, come liquido refrigerante acqua (preferibilmen-
te del tipo deionizzato) miscelata con alcool in percen-
tuale definita secondo la tabella seguente:
temperatura acqua/alcool
-0°C fino a -5°C 4L/1L
-5°C fino a -10°C 3,8L/1,2L
NB Se la pompa ruota in assenza del liquido refrigerante
è necessario togliere l'aria dai tubi.
In questo caso spegnere il generatore, riempire il serba-
toio, scollegare il raccordo della connessione generato-
re/carrello dal raccordo BT( ) e collegarvi un tubo,
inserire l'altra estremità del
tubo nel serbatoio. accendere il generatore per circa
10/15 secondi quindi ricollegare i tubi della connessione
generatore/carrello.
2.4 CARRELLO DI TRASPORTO (Fig. 1)
BY - Supporto bombola.
BZ - Cinghie bloccaggio bombola.
BK - Foro:
Fissare la piastra collegata alla connessione
carrello/macchina.
3 DESCRIZIONE DEL PANNELLO(Fig. 2)
I comandi, sui pannelli, sono suddivisi in 4 settori più un
menu di seconde funzioni e sono descritti nei seguenti
paragrafi:
3.1 Impostazione del processo di saldatura
3.2 Funzioni accessorie per pannello P1
3.3 Visualizzazione e regolazione dei parametri di salda-
tura
3.4 Funzioni di servizio
3.5 Menu seconde funzioni
3.1 IMPOSTAZIONE DEL PROCESSO DI SALDATURA
3.1.1 Pulsante AI - Scelta del processo di saldatura.
Ad ogni pressione di questo pulsante si accende il
led corrispondente alla scelta:
Led R1
Saldatura MIG/MAG pulsato sinergico.
Led R2
Saldatura MIG/MAG sinergico non pulsato.
Led R3
Saldatura MIG/MAG convenzionale.

5
Led R4
Saldatura TIG. L'accensione dell'ar
co avvie-
ne per corto circuito.
Led R5
Saldatura ad elettrodo (MMA).
3.1.2 Pulsante AJ - Scelta del modo di funzionamento.
Ad ogni pressione di questo pulsante si accende il
led corrispondente alla scelta:
Led S-Due tempi
La macchina inizia a saldare quando si preme
il pulsante e s'interrompe quando si rilascia.
N.B. Questo modo è attivo in tutti i processi MIG e in TIG.
Led T-Quattro tempi
Per iniziare la saldatura premere e rilasciare il
pulsante torcia, per interrompere è necessario schiacciar-
lo e rilasciarlo nuovamente.
N.B. Questo modo è attivo in tutti i processi MIG e in TIG.
Led U-Saldatura con tre livelli di corrente.
N.B: questo modo è attivo nei processi MIG
sinergici e in TIG.
Particolarmente consigliata per la saldatura MIG
dell'Alluminio.
Sono disponibili tre correnti richiamabili in saldatura tra-
mite il pulsante di start della torcia. L'impostazione delle
correnti e dello "slope" è descritta nel paragrafo 3.2 "fun-
zioni accessorie": led AB, AC, AD.
- Funzionamento in MIG:
La saldatura inizia alla pressione del pulsante torcia, la
corrente di saldatura richiamata sarà quella impostata
con il led AB. Questa corrente verrà mantenuta fino a
quando il pulsante torcia viene tenuto premuto; al rilascio
la prima corrente si raccorda alla corrente di saldatura,
impostata con la manopola N, nel tempo stabilito dal led
AC e verrà mantenuta fino a quando il pulsante torcia non
sarà ripremuto. Alla successiva pressione del pulsante
torcia la corrente di saldatura si raccorderà alla terza cor-
rente o corrente di "crater-filler ", impostata con il led AD,
nel tempo stabilito dal led AC e verrà mantenuta fino a
quando il pulsante torcia viene tenuto premuto. Al rilascio
del pulsante la saldatura s'interrompe.
Dalla versione 06 dell’art 287 e versione 13 dell’art. 289 i
parametri impostati con i led AB, AC, AD sono visualiz-
zabili e regolabili nel menu funzioni di servizio (paragrafo
3.5) e avranno rispettivamente come sigle:
SC = starting current (corrente di start) corrispondente
al led AB.
Slo = Slope (tempo di raccordo) corrispondente al led
AC.
CrC = Crater current (corrente di riempimento cratere)
corrispondente al led AD, espressa in percen-
tuale della velocità del filo in saldatura.
- Funzionamento in TIG:
Per accendere l'arco premere e rilasciare brevemente
(< di 0,7 sec) il pulsante torcia, realizzare entro tre secon-
di, un breve cortocircuito tra l'elettrodo di tungsteno e il
pezzo da saldare, l'arco si accende e la corrente di sal-
datura sarà quella impostata con il led AB. Questa cor-
rente verrà mantenuta fino a quando il pulsante torcia
verrà premuto e rilasciato brevemente. A questo coman-
do la prima corrente si raccorda alla corrente di saldatu-
ra, impostata con la manopola N, nel tempo stabilito dal
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

6
led AC e verrà mantenuta fino a quando il pulsante torcia
non sarà, di nuovo premuto e rilasciato brevemente. A
questo punto la corrente di saldatura si raccorderà alla
terza corrente, o corrente di " crater-filler ", impostata con
il led AD, nel tempo stabilito dal led AC. Per spegnere
l'arco premere e rilasciare brevemente pulsante.
In ogni momento della saldatura una pressione del pul-
sante torcia maggiore di 0,7 secondi comanda lo spegni-
mento dell'arco.
N.B: muovendo la corrente di riferimento, cioè quella impo-
stata con la manopola N, si cambiano automaticamente in
percentuale le correnti impostate con i led AB e AD.
3.1.3 Pulsante AK Scelta del diametro del filo.
Ogni volta che è premuto questo pulsante s'illumina
il led (V1, V2, V3, V4) relativo al diametro di filo che
la macchina si predispone a saldare.
N.B. Questa selezione è attiva solo con processi MIG
sinergici.
3.1.4 Pulsante AL Scelta del materiale di apporto
Ad ogni pressione si accende il led corrispondente
alla scelta:
Led W1 per il ferro.
Led W2 per l'Alluminio.
Led W3 per l'acciaio inossidabile.
Il led X visualizza la scelta d'altri fili d'appor-
to di tipo speciale.
In conseguenza alle scelte fatte tramite il pulsante AL:
Il display AN1
visualizza i programmi di saldatura esistenti per i tipi
di materiale e più precisamente:
se selezionato FE SG2 etc.
se selezionato AL AlSi 5, AlMg 5, Al 99,5 etc.
se selezionato SS 308L, 316L etc.
se selezionato SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi etc.
La scelta dei materiali avviene tramite il pulsante AM.
N.B. Questa selezione è attiva solo con processi MIG.
Il display AN2
visualizza i programmi di saldatura esistenti per i tipi
gas abbinati ai tipi di materiale e più precisamente:
se selezionato FE CO2, Ar 18CO2 etc.
se selezionato Al Ar
se selezionato SS Ar 2CO2, Ar 2O2 etc.
se selezionato SP Ar, Ar 30He, Ar 18CO2 etc.
La scelta dei gas avviene tramite il pulsante AX.
N.B. Questa selezione è attiva solo con processi MIG.
N.B: Se, dopo avere impostato le scelte, non esiste un
programma per saldare il diametro di filo selezionato, su i
display O e P verrà visualizzata la scritta NO-PRG.
3.2 FUNZIONI ACCESSORIE
3.2.1 Pulsante AH
Alla pressione di questo pulsante il display AN2 si
spegne ed il display AN1 visualizza numericamente il
valore della grandezza selezionata.
Questa è segnalata dall'accensione del led corrisponden-
te ed è regolabile tramite i pulsanti AM e AX.
Se entro 5 secondi il valore numerico non viene modifica-
to i display AN2 e AN1 tornano alla configurazione pre-
cedente.
N.B: sono memorizzati gli ultimi valori visualizzati dal
display AN1.
Led Y Pre-gas
Regolazione 0 - 10 sec
E' attivo in tutti i processi MIG e in TIG.
Led Z Post-gas
Regolazione 0 - 30 sec
E' attivo in tutti i processi MIG e in TIG.
Led AA Accostaggio
Regolazione Auto - 1-100%
E' attivo in tutti i processi MIG.
E' la velocità del filo, espressa in percentuale della velo-
cità impostata per la saldatura, prima che lo stesso toc-
chi il pezzo da saldare.
N.B: Questa regolazione è importante per ottenere sem-
pre buone partenze.
Regolazione del costruttore "auto" automatico.
Led AB Corrente di "Hot start"
Regolazione 1 - 200% della corrente di sal-
datura (regolata con la manopola N)
Attivo nei programmi MIG sinergici e in TIG quando è
stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AC Slope
Regolazione 1 - 10 sec
Definisce il tempo di raccordo tra la prima corrente "Hot
start" con la seconda corrente "saldatura" e la seconda
corrente con la terza "crater filler.
Attivo nei programmi MIG sinergici e in TIG. quando è
stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AD Corrente di "crater filler"
Regolazione 1 - 200% della corrente di sal-
datura (regolata con la manopola N)
Attivo nei programmi MIG sinergici e in TIG solo quando
è stato selezionato il modo di saldatura a tre livelli (led U).
Attivo con "HSA-ON" vedi 3.5.2.
Led AE Burn - back
Regolazione Auto - 4-250 ms.
Serve a regolare la lunghezza del filo uscente dall'ugello
gas dopo la saldatura. Attivo in tutti i processi MIG.
Più alto è il numero maggiore è la bruciatura del filo
Regolazione del costruttore "auto" automatico.
Led AF Hot - start per MMA
Regolazione0 - 100%.
Sovracorrente erogata nel momento dell'accensione del-
l'arco. Attivo in MMA.
Led AG Arc - force
Regolazione0 - 100%.
E' la regolazione della caratteristica dinamica dell'arco.
Attivo in MMA.
3.3 VISUALIZZAZIONE E REGOLAZIONE DEI PARA-
METRI DI SALDATURA.
Manopola N
In relazione al tipo di processo selezionato mediante que-
sta manopola si regolano le seguenti grandezze:

7
- MIG pulsato sinergico e MIG sinergico:
spessor
e (led B)
velocità del filo (led C)
corrente (led D)
- MIG convenzionale:
velocità del filo (led C)
- TIG e MMA:
corrente (led D)
Nelle funzioni di servizio seleziona le sigle: H2O, SP, HSA,
CrA, dP, Ito, rob, FAC.
N.B.: nei programmi sinergici regolando una grandezza
anche le altre si modificano di conseguenza.
Pulsante E
Ogni pressione seleziona la grandezza regolabile tra-
mite la manopola N.
Le grandezze selezionabili sono in relazione al tipo di pro-
cesso di saldatura scelto.
Led B Spessore
Il display O visualizza lo spessore consigliato in base
alla corrente ed alla velocità del filo impostate.
Attivo nei procedimenti MIG sinergici.
Led C Velocità del filo
Indica che il display O visualizza la velocità del filo in
saldatura. Attivo in tutti procedimenti di saldatura MIG.
Led D Corrente
Indica che il display O visualizza la corrente di sal-
datura preimpostata oppure, in combinazione con la
accensione del led F, la vera corrente di saldatura. Attivo
in tutti i processi di saldatura.
Manopola Q
In relazione al tipo di processo selezionato mediante que-
sta manopola si regolano le seguenti grandezze:
- MIG pulsato sinergico e MIG sinergico:
lunghezza dell'arco (led K)
Impedenza (led L)
- MIG convenzionale:
tensione di saldatura (led J)
Impedenza (led L)
- All'interno dei programmi memorizzati seleziona il
numero di programma desiderato.
Tutte queste grandezze sono visualizzate dal display (P) e
sono selezionate dal pulsante I.
Nelle funzioni di servizio seleziona le sigle: OFF, OnC,
OnA, SAu, rES. On.
Pulsante I
Ogni pressione seleziona la grandezza regolabile tra-
mite la manopola Q.
Le grandezze selezionabili sono in relazione al tipo di pro-
cesso di saldatura scelto.
Led J Tensione
In tutti i processi di saldatura MIG indica che il
display P visualizza la tensione preimpostata oppu-
re, in combinazione con l'accensione del led F, la vera
tensione di saldatura.
In TIG e in MMA resta sempre acceso e non è seleziona-
bile. Indica che il display P visualizza la tensione a vuoto
o la tensione di saldatura oppure, in combinazione con la
accensione del led F, la vera tensione di saldatura.
Led K Lunghezza d'arco
Regolazione -9,9 ÷ +9,9.
In tutti i programmi MIG sinergici il display P visua-
lizza un numero. Lo zero è la regolazione impostata
dal costruttore, se il numero è portato in negativo dimi-
nuisce la lunghezza d'arco se in positivo lo allunga.
La lunghezza dell’arco è visualizzata anche girando la
manopola Q durante la visualizzazione del led J; dopo 3
secondi dall’ultima correzione questo led si spegne e si
riaccende il led J.
Led L Impedenza
Regolazione -9,9 ÷ +9,9.
In tutti i programmi MIG il display P visualizza un
numero. Lo zero è la regolazione impostata dal costrutto-
re, se il numero è portato in negativo l'impedenza diminui-
sce e l'arco diventa più duro se aumenta diventa più dolce.
Led A Posizione globulare
Non è selezionabile. Attivo nel procedimento MIG
sinergico non pulsato. L'accensione segnala che la
coppia di valori scelti per la saldatura può dare archi
instabili e con spruzzi.
Led F Hold
Non è selezionabile. Si attiva in saldatura MIG, TIG,
MMA e segnala che le grandezze visualizzate dai
display O e P (normalmente Ampere e Volt) sono quelle
utilizzate in saldatura. Si attiva alla fine di ogni saldatura.
Led G Termostato
La sua accensione segnala l'intervento della prote-
zione termica.
Led H Sicurezza
Segnala la funzione di blocco di tutti i pulsanti.
L'operatore potrà regolare solo i parametri di salda-
tura compresi nella fascia AY.
Per attivare la funzione premere prima il pulsante AO e,
mantenendolo premuto, premere brevemente il pulsante

8
I. Il led H si illumina e visualizza che la funzione è attiva.
Per uscire ripetere nello stesso modo la pressione dei
pulsanti AO e I.
Led M Programmi memorizzati
Questo led si accende quando si preme il tasto AO
(PRG). Consultare paragrafo 3.4.1.
Display O
In tutti i processi di saldatura visualizza numericamente le
selezioni fatte tramite il pulsante E e regolate tramite la
manopola N.
Per la corrente di saldatura (led D) visualizza gli Ampere
Per la velocità di filo (led C) visualizza i metri al minuto
Per lo spessore (led B) visualizza i millimetri.
Se non esiste un programma nelle scelte impostate
visualizza NO (sigla NO-PRG).
Nella predisposizione al funzionamento del gruppo di raf-
freddamento visualizza la sigla H2O.
Visualizza la scritta "OPn", in modo lampeggiante, se lo
sportello del carrello trainafilo è aperto.
Nei messaggi di errore visualizza la sigla " Err ".
Nelle funzioni di servizio visualizza le sigle: H2O, SP, HSA,
CrA,dP,Ito, rob, FAc.
Display P
In tutti i processi di saldatura visualizza numericamente le
selezioni fatte tramite il pulsante I e regolate tramite la
manopola Q.
Per la tensione di saldatura (led J) visualizza i Volt
Per la lunghezza dell'arco (led K) visualizza un numero
compreso tra -9,9 e +9,9; lo zero è la regolazione consi-
gliata.
Per l'impedenza (led L) visualizza un numero compreso
tra -9,9 e +9,9, lo zero è la regolazione consigliata.
All'interno delle memorie visualizza il numero del pro-
gramma scelto.
Nella predisposizione al funzionamento del gruppo di raf-
freddamento visualizza la sigla OFF (spento), On-C (funzio-
namento continuo), On-A (funzionamento in automatico).
Se non esiste un programma nelle scelte impostate
visualizza PRG (sigla NO-PRG).
Nei messaggi di errore visualizza il numero dell'errore.
Nelle funzioni di servizio visualizza le sigle: OFF, OnC,
OnA. (H2O).
Nella funzione "HSA" visualizza le sigle OFF / On.
Nelle le funzioni della doppia pulsazione:
-FdP visualizza OFF - 0,1÷5
-ddP visualizza 0,1÷3
-tdP visualizza 25÷75
-AdP visualizza -9,9÷9,9
Nella funzione "rob" visualizza le sigle OFF, On (se non è
inserita la interfaccia robot il display O indicherà la sigla
rob lampeggiante).
Nella funzione "FAc" visualizza la sigla - - -, ALL, noP,
PrG.
3.4 FUNZIONI DI SERVIZIO
Pulsante AR Test filo
Permette l'avanzamento a 8 m/min senza la presen-
za di tensione e del gas.
Pulsante AQ Test gas
Premendo questo tasto il gas comincia ad uscire,
per fermarne l'uscita è necessario ripremerlo. Se non
è ripremuto, dopo 30 sec., l'uscita del gas è interrotta.
3.4.1 Memorizzazione e richiamo dei programmi
memorizzati.
Pulsante AP Memorizzazione
Premere il tasto AP, si accende il led M e AT qualo-
ra sia inserita la torcia con comando U/D.
Il display O visualizza la sigla Sto ed il display P ne indi-
ca il numero (lampeggiante se libero, fisso se occupato).
Viene visualizzato il primo numero di programma libero,
scegliere con la manopola Q il numero di programma
desiderato quindi premere il tasto AP per un tempo mag-
giore 3 sec. A memorizzazione avvenuta, il numero del
programma passerà da lampeggiante a fisso. Rilasciando
il pulsante AP si esce dalla memorizzazione e il led M si
spegne. Nel caso si intenda sovrascrivere un programma,
alla pressione del pulsante AP, per un tempo maggiore 3
sec, il numero passerà da fisso a lampeggiante per poi
ritornare fisso in modo da visualizzare la avvenuta sovra-
scrittura. L'azione di memorizzazione deve avvenire entro
il tempo in cui il display P visualizza il numero del pro-
gramma (5sec).
Nota: La scelta del n° del programma può avvenire sia
ruotando la manopola Q oppure, se è inserita la torcia
con il pulsante U/D, premendo il tasto U/D di sinistra
posto sulla impugnatura.
Nel caso si premesse brevemente il pulsante AP per visua-
lizzare le memorie e non si intenda né usarle né modificar-
le premere brevemente il pulsante AO per uscire.
Inoltre si ha la possibilità di cancellare un programma
di saldatura memorizzato.
Per realizzare questo agire come segue:
Premere il tasto AP il display O visualizza la sigla Sto e il
display P ne indica il numero. Selezionare il numero del
programma di saldatura memorizzato con la manopola Q.
Ruotare la manopola N fino alla comparsa, sul display O,
della sigla “del”. Premere il pulsante AP per un tempo
maggiore di 3 sec.
Se si desidera richiamare un programma memorizzato
per modificarlo ripetere le azioni descritte precedente-
mente, ma con la manopola N selezionare la sigla “rCL”
(recall - richiamo memoria). Premere il pulsante AP per
un tempo maggiore di 3 sec; il led M si spegne e sul
pannello vengono impostate tutte le impostazioni del
programma richiamato.
Pulsante AO Richiamo dei programmi memorizzati
Per richiamare un programma memorizzato premere
brevemente il pulsante AO. Il display O visualizza la
sigla PRG ed il display P indica il numero dell'ultimo pro-
gramma utilizzato o, se non sono mai stati utilizzati, l'ulti-
mo programma memorizzato. Il led M si accende, sce-
gliere con la manopola Q, oppure con il pulsante di sini-
stra della torcia U/D, il numero di programma. Dopo 5
secondi dalla scelta i display O e P visualizzano le gran-
dezze memorizzate e la macchina è pronta per saldare.
Quando i led M e AT (se è inserita la torcia UD) sono
accesi ogni regolazione è interdetta.
N.B.: Si potranno visualizzare, ma non modificare, le
grandezze segnalate dai led J - K - L e B - C - D.
I comandi a distanza verranno interdetti.
Per uscire dai programmi memorizzati premere il pulsan-
te AO (due volte se è scomparso il numero del program-
ma), i led M e AT (se è inerita la torcia UD) si spengono e
la macchina visualizza l'ultima impostazione prima della
pressione del pulsante PRG.
NB: con il pulsante U/D della torcia si può cambiare pro-
gramma anche mentre si salda e richiamare in sequenza

9
tutti i programmi memorizzati.
Inoltr
e si possono richiamare, in sequenza, dei program-
mi di saldatura dello stesso tipo memorizzati consecuti-
vamente e delimitati da due programmi liberi.
Questa funzione viene eseguita ad arco acceso.
3.5 MENU FUNZIONI DI SERVIZIO
3.5.1 Gestione gruppo di raffreddamento
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Con la manopola N eseguire la scelta: H2O
Ruotare la manopola Q per selezionare il tipo di funziona-
mento:
- OFF = spento.
- On C = sempre acceso
- On A = accensione automatica. Quando si accende la
macchina, il gruppo funziona. Se il pulsante torcia non è
premuto, dopo 15 secondi si spegne. Alla pressione del
pulsante torcia il gruppo inizia a funzionare e si spegne
dopo 3 minuti dal rilascio del pulsante stesso.
Premendo nuovamente i tasti AO ed E si esce.
Se la pressione del liquido refrigerante è insufficiente il
generatore non eroga corrente e sul display O comparirà
la scritta H2O lampeggiante.
3.5.2 SP Puntatura e intermittenza.
Attiva in saldatura due tempi (led S) o quattro tempi (led T).
La selezione avviene tramite la manopola N, il display P
visualizza OFF ruotare la manopola Q fino alla comparsa
della sigla On sul display P per attivare la funzione.
Ruotando la manopola N selezionare la sigla “tSP”
(tempo di puntatura Spot time), il display P visualizza il
tempo di 1secondo con la manopola Q impostare il
tempo, regolazione da 0,3 a 5secondi.
Se si vuole impostare l’intermittenza (saldatura con
tempo di pausa automatico) ruotare ulteriormente la
manopola N così che il display P visualizzi la sigla “tIn”
(tempo di intermittenza), il display P visualizza OFF ruo-
tare la manopola Q fino alla comparsa di un numero che
sarà il tempo da Voi scelto tra una puntatura e l’altra.
3.5.3 Hot Start Automatico.( HSA ).
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Girando la manopola N eseguire la scelta: HSA.
Ruotare la manopola Q per selezionare il tipo di funziona-
mento:
OFF = Spento
On = Attivo
La funzione è attiva nei programmi MIG sinergici quando
viene selezionata la saldatura due tempi (led S) o quattro
tempi (led T).
L'operatore potrà regolare:
1. Il livello della corrente di "hot-start" led AB.
2. La sua durata led AD regolazione 0,1÷10 secondi.
3. Il tempo di passaggio tra la corrente di "hot-start" e la
corrente di saldatura led AC .
Dalla versione 06 dell’art 287 e versione 13 dell’art. 289 i
parametri impostati con i led AB, AC, AD sono selezionabi-
li (manopola N) e regolabili (manopola Q) di seguito alla
selezione della funzione HSA le sigle selezionabili sono:
SC = starting current (corrente di start) corrispondente
al led AB.
Slo = Slope (tempo di raccordo) corrispondente al led AC.
tSC= Starting current time (tempo della corrente di
start) corrispondente al led AD.
3.5.4 CrA (crater filler- riempimento del cratere finale).
La funzione è selezionabile con la manopola N ed è fun-
zionante in saldatura due tempi (led S) o quattro tempi
(led T) e se si desidera, anche in abbinamento con la
funzione HSA. Dopo avere attivato la funzione selezio-
nando “On” con la manopola Q, ruotare la manopola N
per visualizzare le sigle:
Slo = Tempo di raccordo tra la corrente di saldatura e la
corrente di riempimento cratere. Default 0,5 sec.
Regolazione 0,1 –10 sec.
CrC = corrente di riempimento di cratere espressa in
percentuale della velocità del filo in saldatura.
Default 60%. Regolazione 10 –200%.
TCr = tempo di durata della corrente di riempimento.
Default 0,5 sec. Regolazione 0,1 –10 sec.
3.5.5 dP Doppia pulsazione ( Art. 287 Optional )
Questo tipo di saldatura fa variare l'intensità di corrente
tra due livelli e può essere inserito in tutti i programmi
sinergici.
Prima di impostarla è necessario eseguire un breve cor-
done per determinare la velocità più vicina alla saldatura
che dovrete eseguire. Si determina così la velocità di rife-
rimento.
Per attivare la funzione procedere come segue:
1. Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
2. Ruotare la manopola N fino alla comparsa della sigla
“dP” sul display O, attivare la funzione ruotando la
manopola Q fino alla comparsa della sigla On sul
display P.
3. Ruotare la manopola N fino alla comparsa della sigla
FdP (frequenza doppia pulsazione) sul display O. Il
display P visualizza la sigla OFF (spento).
Ruotare la manopola Q per selezionare la frequenza di
lavoro (regolazione da 0,5 a 5 Hz). Il valore scelto viene
visualizzato dal display P.
4. Ruotare la manopola N fino alla comparsa della sigla
ddP (differenza in mt/min della doppia pulsazione).
Ruotare la manopola Q per selezionare i metri al minu-
to (regolazione 0,1- 3m/min ) che verranno sommati e
sottratti alla velocità di riferimento (default 1m/min).
5. Ruotare la manopola N fino alla comparsa della sigla
tdP. Questo è il tempo di durata della velocità di filo
più alta, cioè della corrente maggiore. Viene espresso
in percentuale del tempo ricavato dalla frequenza Fdp
(vedi figura 3).
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
Velocità di
riferimento

10
Ruotare la manopola Q per regolare la percentuale.
Regolazione tra 25 e 75% (default 50%).
6. Ruotare la manopola N fino alla comparsa della sigla
AdP (lunghezza d'arco della corrente maggiore).
Regolazione -9,9 - 9,9 (default 0).
Verificare, in saldatura, che la lunghezza dell'arco sia la
stessa per entrambi le correnti; eventualmente ruotare la
manopola Q per correggerla.
Nota: è possibile saldare all'interno delle funzioni di dop-
pia pulsazione.
Una volta realizzate queste regolazioni per tornare alla
normale configurazione del pannello premere il pulsante
AO e, mantenendolo premuto, premere il pulsante E.
Se si rendesse necessario regolare la lunghezza dell'arco
della corrente più bassa, velocità minore, agire sulla rego-
lazione della lunghezza d'arco della velocità di riferimen-
to (led K attivato).
Muovendo la velocità di riferimento le impostazioni pre-
cedentemente regolate saranno ripetute anche per la
nuova velocità
3.5.6 Funzione ito (inching time out).
Lo scopo è quello di bloccare la saldatrice se, dopo lo
start, il filo esce per la lunghezza in centimetri impostata
senza passaggio di corrente.
Premere il pulsante AO e, mantenendolo premuto, pre-
mere il pulsante E per entrare in un sottomenu.
Girando la manopola N eseguire la scelta: ito.
Ruotare la manopola Q per selezionare il tipo di funzio-
namento:
OFF = Spento
Regolazione = 5 –50cm.
3.5.7 Funzioni Robot “rob”.
Valida solo per versioni robot.
3.5.8 Funzione FAC (factory).
Attivazione:
Lo scopo è quello di riportare la saldatrice alle imposta-
zioni di prima fornitura della casa produttrice. Premere il
pulsante AO e, mantenendolo premuto, premere il pul-
sante E per entrare in un sottomenu. Girando la mano-
pola N eseguire la scelta: FAC
Ruotando la manopola Q si può selezionano le sigle:
noP = Viene ripristinato il funzionamento impostato
dalla casa produttrice senza cancellare i program-
mi memorizzati. Il gruppo di raffreddamento viene
spento.
PrG = Vengono cancellati tutti i programmi memorizzati.
ALL = Viene ripristinato il funzionamento impostato dalla
casa produttrice.
Il gruppo di raffreddamento viene spento.
Per attivare la funzione premere il pulsante AP.
4 INSTALLAZIONE
L'installazione della saldatrice deve essere eseguita da
personale esperto. Tutti i collegamenti devono essere
eseguiti nel pieno rispetto della legge antinfortunistica
vigente.
4.1 SISTEMAZIONE
Il peso della saldatrice è di 108 Kg pertanto per l'even-
tuale sollevamento vedi Fig. 4
Posizionare l'apparecchio in una zona che assicuri una
buona stabilità, un'efficiente ventilazione e tale da evitare
che polvere metallica (es. smerigliatura) possa entrare.
4.2 MESSA IN OPERA
Posizionare il trainafilo WF4-P sul generatore.
Collegare il trainafilo al generatore mediante la connessione
Art. 1197 oppure 1197-20 fissandola con l'apposita piastra
al punto BK posto sul pianale del carrello di trasporto.
NB: evitare disporre la connessione sotto forma di bobi-
na per ridurre al minimo gli effetti induttivi che potrebbe-
ro influenzare il risultati in saldatura MIG/MAG pulsato.
Montare la spina sul cavo d'alimentazione facendo parti-
colare attenzione a collegare il conduttore giallo verde al
polo di terra.
Verificare che la tensione d'alimentazione corrisponda a
quella nominale della saldatrice.
Dimensionare i fusibili di protezione in base ai dati ripor-
tati sulla targa dei dati tecnici
Posizionare la bombola sul supporto BY bloccarla con le
cinghie BZ e collegare il tubo gas all'uscita del riduttore
di pressione.
Montare la torcia.
Controllare che la gola dei rulli corrisponda al diametro
del filo utilizzato.
Per la eventuale sostituzione (Fig. 5):
CA
BN
BN
Fig. 5
Fig. 4

11
Aprire lo sportello BJ, togliere la copertura CA, sbloccare i
rulli premifilo mediante la manopola di regolazione della
pressione BN, sostituire i rulli e rimontare la copertura CA.
Montare la bobina del filo ed infilare il filo nel traino e nella
guaina della torcia.
Bloccare i rulli premifilo con la manopola BN e regolare la
pressione.
Accendere la macchina.
Regolare il gas utilizzando il tasto AQ quindi fare avanza-
re il filo utilizzando il tasto AR.
L'apparecchio è fornito con il gruppo di raffreddamento
predisposto su OFF. Se è utilizzata una torcia con raffred-
damento ad acqua, impostare il funzionamento del grup-
po di raffreddamento come descritto al paragrafo 3.5.1.
5 SALDATURA
5.1 SALDATURA MIG PULSATO SINERGICO (LED R1)
OPPURE MIG NON PULSATO SINERGICO (LED R2)
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo, il diametro del filo, il tipo e la
qualità del materiale ed il tipo di gas.
Regolare le funzioni accessorie secondo quanto indicato
ai paragrafi 3.2.
Regolare i parametri di saldatura tramite le manopole N e Q.
5.2 SALDATURA IN MIG CONVENZIONALE (LED R3)
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo, il diametro del filo, il tipo e la
qualità del materiale ed il tipo di gas.
Regolare le funzioni accessorie seguendo quanto indica-
to ai paragrafi 3.2.
Regolare la velocità del filo e la tensione di saldatura
rispettivamente tramite le manopole N e Q.
5.3 SALDATURA TIG (LED R4)
Collegare il cavo di massa al polo positivo BR ed il con-
nettore del cavo di potenza della connessione carrello
/generatore al polo negativo BO.
Collegare la torcia TIG al connettore BA.
Selezionare questo processo tramite il pulsante AI.
Scegliere quindi il modo tramite il pulsante AJ.
Regolare le funzioni accessorie seguendo quanto indica-
to ai paragrafi 3.2.
5.4 SALDATURA IN MMA. (LED R5)
NB: il carrello deve restare connesso al generatore.
Collegare i connettori del cavo della pinza portaelettrodi e
di massa ai connettori BO e BR rispettando la polarità
prevista dal costruttore degli elettrodi.
6 ACCESSORI
6.1 CASSETTO PER REGOLAZIONE CORRENTE ART.
187 (POTENZIOMETRO) + CAVO DI PROLUNGA
(m5) ART. 1192 + CAVO ADATTATORE ART. 1191
Regolazioni possibili nei vari processi di saldatura:
MMA Il cassetto regola la corrente dal minimo(10A) alla
corrente impostata con l'encoder N posto sul
pannello.
TIG Il cassetto esegue la stessa funzione di MMA.
6.2 PEDALE ART. 193 + CAVO ADATTATORE ART. 1191
Utilizzare con processo di saldatura TIG.
La regolazione della corrente avviene tramite questo
accessorio mentre il comando di start avviene tramite il
pulsante della torcia.
E' possibile regolare la corrente dal minimo fino al massi-
mo del valore impostato con la manopola N del pannello.
6.3 TORCIA TIG ART. 1265
Torcia TIG tipo SR 26 non raffreddata mt.4
6.4 TORCIA MIG ART. 1243
Torcia MIG CEBORA PW 500 raffreddata ad acqua m. 3,5
6.5 TORCIA MIG ART. 1245 (con doppio comando
U/D)
Torcia MIG CEBORA PW 500 U/D raffreddata ad acqua
m. 3,5
Il comando U/D di sinistra:
- nei programmi sinergici regola i parametri di saldatura
lungo la curva sinergica.
- in MIG convenzionale regola la velocità del filo.
- all'interno dei programmi memorizzati li seleziona
numericamente.
Se con torcia U/D inserita (led AT acceso) si intende
memorizzare, la scelta del numero del programma può
avvenire tramite il pulsante U/D.
Il comando U/D di destra:
- nei programmi sinergici regola la lunghezza d'arco.
- in MIG convenzionale regola la tensione
- all'interno dei programmi memorizzati non è attivo
All'inserimento del connettore delle torce U/D si accende
il led AS che visualizza l'avvenuto riconoscimento della
torcia.
6.6 Kit per saldatura con torce push - pull.
Installando questa scheda accessoria è possibile utilizza-
re torce push - pull
con motore della torcia a 42V.
7 MANUTENZIONE
Periodicamente controllare che la saldatrice e tutti i colle-
gamenti siano in condizione di garantire la sicurezza del-
l'operatore.
Dopo aver eseguito una riparazione fare attenzione a rior-
dinare il cablaggio in modo che vi sia un sicuro isolamen-
to tra le parti connesse all'alimentazione e le parti con-
nesse al circuito di saldatura.
Evitare che i fili possano andare a contatto con parti in
movimento o con parti che si riscaldano durante il funzio-
namento. Rimontare le fascette come sulla macchina ori-
ginale in modo da evitare che, se accidentalmente un
conduttore si rompe o si scollega, possa avvenire un col-
legamento tra alimentazione e i circuiti di saldatura.

12
12
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH
MUST BE STORED IN A PLACE FAMILIAR TO ALL
USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF
THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO
YOURSELF AND OTHERS. The user must therefore be
educated against the hazards, summarized below, deriv-
ing from welding operations. For more detailed informa-
tion, order the manual code 3.300.758
ELECTRIC SHOCK - May be fatal.
• Install and earth the welding machine according
to the applicable regulations.
• Do not touch live electrical parts or electrodes
with bare skin, gloves or wet clothing.
• Isolate yourselves from both the earth and the work-
piece.
• Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
• Keep your head away from fumes.
• Work in the presence of adequate ventilation,
and use ventilators around the arc to prevent
gases from forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
• Protect your eyes with welding masks fitted with
filtered lenses, and protect your body with appro-
priate safety garments.
• Protect others by installing adequate shields or cur-
tains.
RISK OF FIRE AND BURNS
• Sparks (sprays) may cause fires and burn the
skin; you should therefore make sure there are no
flammable materials in the area, and wear appro-
priate protective garments.
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding pro-
cedure may produce noise levels beyond said
limit; users must therefore implement all precautions
required by law.
PACEMAKERS
• The magnetic fields created by high currents may affect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) should consult their physician
before beginning any arc welding, cutting, gouging or
spot welding operations.
EXPLOSIONS
• Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the harmonized standard IEC
60974-10, and must be used solely for professional pur-
poses in an industrial environment. There may be poten-
tial difficulties in ensuring electromagnetic compatibility
in non-industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As
the owner of the equipment, you should get information
on approved collection systems from our local represen-
tative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
2 GENERAL DESCRIPTIONS
The Sound MIG 5040/T Pulse machine is a multi-process
system suitable for pulsed synergic MIG/MAG welding,
non-pulsed synergic MIG/MAG, conventional MIG/MAG,
TIG (DC) with scratch starting of the arc and MMA, devel-
oped using inverter technology.
The welding machine is supplied complete with WF4/P
four roll wire feeder, and cooling unit GR52.
The equipment may be used only for the purposes
described in the manual.
The equipment must not be used to defrost pipes.
2.1 POWER SOURCE
2.1.1 EXPLANATION OF TECHNICAL SPECIFICATIONS
IEC 60974.1 The welding machine is manufactured
IEC 60974.10 according to these international standards
N°. Serial number. Must be indicated on any
type of request regarding the welding machine.
Three-phase static frequency converter
transformer-rectifier.
MIG Suitable for MIG welding.
MMA Suitable for welding with covered electro-des.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage
The duty cycle expresses the percentage of
10 minutes during which the welding machine
may run at a certain current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
3~ 50/60Hz 50- or 60-Hz three-phase power supply
I
1
Max Max. absorbed current at the corresponding
3
~
f
1
f
2
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE

13
13
current I
2
and voltage U
2
.
I
1
eff This is the maximum value of the actual cur-
ent absorbed, considering the duty cycle.
This value usually corresponds to the capa-
city of the fuse (delayed type) to be used as
a protection for the equipment.
IP23 C. Protection rating for the housing.
Grade 3 as the second digit means that this
equipment is suitable for use outdoors in the
rain.The additional letter C means that the
equipment is protected against access to
the live parts of the power circuit by a tool
(diameter 2.5 mm ).
Suitable for use in high-risk environments.
NOTE: The welding machine has also been designed for use
in environments with a pollution rating of 3. (See IEC 60664).
2.1.2 Description of the power source (Fig. 1)
BO - Socket:
In MIG welding, connect the earth cable connector. For
S
TIG welding, connect the patch connector of the power
source/wire feeder connection power cable
BP - Connector:
Connector type DB9 (RS 232) to be used to update the
microprocessor programs.
BR - Socket:
In MIG welding, connect the patch connector of the
power source/wire feeder connection power cable (pole
+)
BS - Connector
Connect the connector of the power source/wire feeder
connection service cable
BU - Switch ON/OFF.
BV - Power cord.
2.2 WIRE FEEDER
2.2.1 Description of the wire feeder (Fig. 1)
BA - Central adapter:
Connect the MIG or TIG welding torch
BB - Connector:
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

14
14
for connecting the remote controls.
A clean contact is available between pins 4 and 5 that
closes when the ar
c is lit (Arc On).
Between pins 1 and 9 it is possible to command the weld-
ing start and stop.
BC - Support :
Support for the welding torch
BD - Connector:
Connect the connector of the power source/wire feeder
connection service cable
BE - Gas hose fitting:
Connect the gas hose of the power source/wire feeder
connection
BF - Socket:
Connect the patch connector of the power source/wire
feeder connection power cable
BG - Opening :
Slot for cooling hoses
BH - Quick-fitting sockets :
Connect the red and blue tubes of the wire feeder/ power
source connection. NOTE: Match the hose and socket
colours correctly
BI - Quick-fitting sockets:
Connect any hoses leaving a water-cooled torch.
NOTE: Match the hose and socket colours correctly
BJ - Door.
BL - Wire coil cover.
BM - Coil support:
Suitable for standard coils up to Æ 300 mm, 16 Kg.
BN - Adjustment knob:
Use this knob to adjust the pressure of the wire feeder
rollers on the welding electrode. NOTE: set to minimum
values when welding aluminum.
2.3 COOLING UNIT
This cooling unit has been designed to cool the torches
used for TIG and MIG/MAG welding.
Must be used exclusively with this power source.
2.3.1 Explanation of technical specifications
U1 Rated supply voltage
1x400V Single-phase power supply
50/60 Hz Frequency
I1max Maximum absorbed current
Pmax Maximum pressure
P (1l/min) Refrigerant power measured at 1L/min
2.3.2 DESCRIPTION OF PROTECTIONS
2.3.2.1 Coolant pressure protection
This protection is achieved by means of a pressure
switch, inserted in the fluid delivery circuit, which controls
a microswitch.
2.3.2.2 Fuse (T 1.6A/400V-Æ 6.3x32)
This fuse was inserted to protect the pump, and is locat-
ed on the control circuit inside the unit. The message
H2O flashes on the display O to indicate low pressure
(control panel instructions).
2.3.3 DESCRIPTION OF THE COOLING UNIT (Fig. 1)
BX - Slot:
Slot to inspect the coolant fluid level
BQ - Quick-fitting sockets:
Use only for TIG welding systems.
NOTE: they must not be linked together.
BW - Cap.
BT - Quick-fitting valves:
Connect the red and blue lines of the wire feeder/machine
connection.
NOTE: Match the hose and socket colours correctly.
2.3.4 INSTALLATION
Unscrew the cap BW and fill the tank (the equipment is
supplied with approximately one liter of fluid). It is impor-
tant to periodically check, through the slot BX, that the
fluid remains at the "max" level. As a coolant, use water
(preferably deionized) mixed with alcohol in percentages
defined according to the following table:
temperature water/alcohol
0°C up to -5°C 4L/1L
-5°C up to -10°C 3.8L/1.2L
NOTE If the pump turns with no coolant present, you
must remove all air from the tubes.
If so, turn off the power source, fill the tank, disconnect
the fitting of the power source/wire feeder connection
from the fitting BT( ) and connect a hose. Insert the
other end of the hose in the tank. Start the power source
for approximately 10/15 seconds, then connect the hoses
of the power source/wire feeder connection.
2.4 TROLLEY (Fig. 1)
BY - Cylinder support.
BZ - Cylinder holding straps.
BK - Hole:
Fasten the plate connected to the wire feeder/ power
source connection.
3 DESCRIPTION OF THE PANEL (Fig. 2)
The panel commands are divided into 4 sectors, plus a
menu of secondary functions, and are described in the
following paragraphs:
3.1 Setting up the welding process
3.2 Accessory functions for the P1 panel
3.3 Displaying and adjusting the welding parameters
3.4 Service functions
3.5 Secondary functions menu
3.1 SETTING UP THE WELDING PROCESS
3.1.1 AI Button - Choosing the welding process.
Each time this button is pressed, the LED corre-
sponding to the selection lights.
LED R1
Pulsed synergic MIG/MAG welding.
LED R2
Non-pulsed synergic MIG/MAG welding.
LED R3
Conventional MIG/MAG welding.
LED R4
TIG welding
The arc is started by means of a short-circuit.
LED R5
MMA (Manual Metal Arc) welding.

15
15
3.1.2 AJ Button Selecting the operating mode.
Each time this button is pr
essed, the LED corre-
sponding to the selection lights.
LED S-Two-stage
The machine begins welding when the torch
trigger is pressed, and stops when released.
NOTE: This mode is active in all MIG and TIG processes.
LED T-Four-stage
To begin welding press and release the torch
trigger; to interrupt, you must press and release it again.
NOTE: This mode is active in all MIG and TIG processes.
LED U-Welding with three levels of cur-
rent.
NOTE: this mode is active in synergic MIG processes in
TIG mode.
Especially recommended for MIG welding of aluminium.
Three currents are available, which may be called up
during welding using the torch start button. The "slope"
current may be set as described in paragraph 3.2
"accessory functions": LEDs AB, AC, AD.
- Operation in MIG mode:
Welding begins when the torch button is pressed. The
welding current used will be the one set with the LED
AB. This current will be kept for as long as the torch
trigger is held down; when released, the first current
changes to the welding current, set with the knob N,
within the time established by the LED AC, and will be
kept until the torch trigger is pressed again. The next
time the torch button is pressed, the welding current will
switch to the third current or "crater-filler" current, set
with the LED AD, in the time established by the LED AC,
and will be maintained for as long as the torch trigger is
held down. Welding stops when the button is released.
Starting from version 06 of art. 287 and version 13 of art.
289, the parameters set via the LEDs AB, AC, AD may be
viewed and adjusted in the service functions menu (para-
graph 3.5), and will be abbreviated as follows, respectively:
SC = starting current corresponding to the LED AB.
Slo = Slope (interface time) corresponding to the LED AC.
CrC = Crater current corresponding to the LED AD,
expressed as a percentage of the wire speed in
welding.
- Operation in TIG mode:
To start the arc, briefly press and release (< 0.7 sec.) the
torch trigger, and within three seconds create a brief
short-circuit between the tungsten electrode and the
workpiece. The arc lights and the welding current will be
the one set with the LED AB. This current will be main-
tained until the torch trigger is pressed briefly and relea-
sed. At this commands the first current switches to the
welding current, set with the knob N, in the time establi-
shed by the LED AC and will be maintained until the
torch trigger is once again briefly pressed and released.
At this point the welding current will switch to the third
current, or "crater-filler" current, set with the LED AD, in
the time established by the LED AC. To shut off the arc,
briefly press and release the button.
At any time during welding, pressing the torch button for
more than 0.7 seconds will shut off the arc.
NOTE: moving the reference current, thus the one set
with knob N, automatically changes to percentages the
current set with the LEDs AB and AD.
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

16
3.1.3 Button AK Choice of the wire diameter.
Every time this button is pressed, it lights the LED
(V1, V2, V3, V4) corresponding to the wire diameter
that the machine is set to weld.
NOTE: This selection is active only with synergic MIG
proceses.
3.1.4 Button AL Choice of filler material
With each press, the LED corresponding to the choi-
ce will light.
LED W1 for iron,
LED W2 for aluminium,
LED W3 for stainless steel.
The LED X displays the choice of other spe-
cial types of wires. As a result of the choices
made using the above buttons:
-The display AN1
displays the welding programs that exist for the
various ypes of material, specifically:
if selected FE SG2 etc.
if selected AL AlSi 5, AlMg 5, Al 99,5 etc.
if selected SS 308L, 316L etc.
if selected SP Al Bz8, CuSi 3, Rutile, Basic,
Metal, CrNi etc.
The materials may be chosen using the
button AM.
NOTE: This selection is active only with MIG
processes.
-The display AN2
displays the welding programs that exist for the gas
types associated with the types of material, specifically:
if FE is selected CO2, Ar 18CO2 etc.
if Al is selected Ar
if SS is selected Ar 2CO2, Ar 2O2 etc.
if SP is selected Ar, Ar 30He, Ar 18CO2 etc.
The gas may be chosen using the torch
trigger AX.
NOTE: This selection is active only with MIG processes.
NOTE: If, after setting your choices, there is no program
to weld the wire diameter selected, the displays O and P
will display the message NO-PRG.
3.2 ACCESSORY FUNCTIONS
3.2.1 AH Button
When this button is pressed the display AN2 shuts
off and the display AN1 numerically displays the
value of the size selected.
This is signaled by the corresponding LED, which lights,
and is adjustable via the buttons AM and AX. If the numeri-
cal value is not changed within 5 seconds, the displays
AN2 and AN1 return to the previous configuration.
NOTE: the last values shown on the display AN1 are
saved.
LED Y Pre-gas
Adjustment Auto - 10 sec.
Active in all MIG processes and in TIG mode.
LED Z Post-gas
Adjustment 0 - 30 sec.
Active in all MIG processes and in TIG mode.
LED AA Soft Start
Adjustment 1 - 100%
Active in all MIG processes.
It is the wire speed, expressed as a percentage of the
speed set for the welding, before the wire touches the
workpiece.
NOTE: This adjustment it is important in order to always
achieve good starts.
Manufacturer setting "auto" automatic.
LED AB "Hot start" current
Adjustment 1 - 200% of the welding current
(adjusted with the knob N)
Active in synergic MIG programs and in TIG mode when
the three-level welding mode has been selected (LEDU).
Active with "AHS-ON" see 3.5.2.
LED AC Slope
adjustment 1 - 10 sec.
Defines the time for switching between the first "Hot
start" current and the second "welding" current, and
from the second to the third "crater filler" current.
Active in synergic MIG programs and in TIG mode. when
the three-level welding mode has been selected (LED U).
Active with "AHS-ON" see 3.5.2.
LED AD "Crater filler" current
Adjustment 1 - 200% of the welding current
(adjusted with the knob N)
Active in synergic MIG programs and in TIG mode only
when three-level welding mode has been selected (LED U).
Active with "AHS-ON" see 3.5.2.
LED AE Burn - back
Adjustment 4 - 250 ms)
Serves to adjust the length of the wire leaving the con-
tact tip after welding.
Active in all MIG processes.
The higher the number, the more the wire burns
Manufacturer setting "auto" automatic.
LED AF Hot - start for MMA
Adjustment 0 - 100%
Overcurrent output when the arc is first struck.
Active in MMA.
LED AG Arc - force
Adjustment 0 - 100%
This is the adjustment of the dynamic characteristic of
the pilot arc.
Active in MMA.
3.3 DISPLAYING AND ADJUSTING THE WELDING
PARAMETERS.
Knob N
In relation to the type of process selected, this knob is
used to adjust the following values:
- synergic pulsed MIG and synergic MIG:

17
thickness (LED B),
wir
e speed (LED C),
Current (LED D).
- conventional MIG:
wire speed (LED C)
- TIG and MMA :
current (LED D)
In the service functions select the functions indicated by
the abbreviations: H2O, SP, HSA, CrA, dP, Ito, rob, FAC.
NOTE: in synergic programs, adjusting one size will also
vary the others consequently.
Button E
Each press selects the value adjustable via the knob N.
The values that may be selected are in relation to
the type of welding process selected.
LED B Thickness
The display O shows the recommended thickness
based on the current and wire speed set.
Active in synergic MIG welding.
LED C Wire speed
Indicates that the display O shows the welding wire
speed. Active in all MIG welding operations.
LED D Current
Indicates that the display O shows the preset wel-
ding current or, in combination with the lighting of
the LED F, the actual welding current. Active in all wel-
ding processes.
Knob Q
In relation to the type of process selected, this knob is
used to adjust the following values:
· synergic pulsed MIG and synergic MIG:
length of the arc (K)
Impedance (L)
· conventional MIG:
welding voltage (J)
Impedance (L)
· Within the saved programs select the desired program
number.
All of these values are shown on the display (P) and are
selected by the button I.
In the service functions select the abbreviations: OFF,
OnC, OnA, SAu, rES, On.
Button I
Each pressure selects the value adjustable via the
Knob Q.
The values that may be selected are in relation to the
type of welding process selected.
LED J Voltage
In all MIG welding processes, indicates that the
display P shows the preset voltage or, in combina-
tion with the lighting of LED F, the actual welding
voltage.
in TIG and MMA modes it always remains lit, and may
not be selected. IIndicates that the Display P displays
the open-circuit voltage or welding voltage or, in combi-
nation with LED F lit, the actual welding voltage.
LED K Arc length
Adjustment -9,9 ÷ +9,9.
In all synergic MIG programs the display P shows a
number. Zero is the manufacturer setting; if the
number is set to negative, the arc length diminishes,
if set to positive it extends.
The arc length is also displayed by turning the knob Q
while displaying the LED J; 3 seconds after the last correc-
tion, LED K shuts off and LED J comes back on.
LED L Impedance
Adjustment -9,9 ÷ +9,9.
In all MIG programs the display P shows a number.
Zero is the manufacturer setting, if the number is set
to negative impedance it decreases, and the arc
becomes harder; if it increases, the arc becomes softer.
LED A globular position
May not be selected. Active in non-pulsed synergic
MIG mode. When this occurs, it signals that the pair
of values selected for welding may create unstable, spat-
tering arcs.
LED F Hold
May not be selected. Activated in MIG, TIG, and
MMA welding and signals that the values shown
on the displays O and P (normally Ampere and Volt) are
those used in welding. Activated at the end of each wel-
ding session.
LED G Thermostat
It lights to signal that the overload cut-out has
been tripped.
LED H Safety
Signals that all buttons are locked. The operator
may adjust only the welding parameters in the AY
section.
To activate the function, first press the button AO and,
holding it down, briefly press the button I. The LED H
lights and displays that the function is active. To exit,
press the buttons AO and I again in the same way.

18
LED M Programs saved
This LED lights when you press the key AO (PRG).
See paragraph 3.4.1.
Display O
In all welding processes, it numerically displays the
selections made via the button E and adjusted via the
knob N.
For the welding current (LED D) it displays the Amperes
For the wire speed (LED C) it displays the meters per
minute
For the thickness (LED B) it displays the millimeters.
If no program exists within the selected settings, it
displays NO (abbreviation NO-PRG).
While preparing for operation of the cooling unit, it
displays the abbreviation H2O. It flashes the message
"OPn" if the wire feeder door is open.
In error messages it displays the abbreviation "Err".
In service functions it displays the abbreviations: H2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
In all welding processes, it numerically displays the selec-
tions made via the button I and adjusted via the knob Q.
For the welding voltage (LED J) it displays the Volts
For the arc length (LED K) it displays a number between
-9.9 and +9.9; zero is the recommended setting.
For impedance (LED L) it displays a number between -
9.9 and +9.9, zero is the recommended setting.
Within the memories it displays the program number
selected.
While preparing for operation of the cooling unit, it
displays the message OFF, On-C (continuous opera-
tion), On-A (automatic operation).
If no program exists in the selected settings, it displays
PRG (abbreviation NO-PRG).
In error messages it displays the error number.
In service functions it displays the abbreviations: OFF,
OnC, OnA. (H2O).
In the function "HSA" displays the messages OFF / On.
In double pulse functions:
-FdP reads OFF - 0.1-5
-ddP reads 0.1-3
-tdP reads 25-75
-AdP reads -9.9-9.9
In the function "CP" displays the messages - - -, SAu
and rES.
In the function "rob" displays the messages OFF, on (if
the robot interface is not inserted the display O will
show the flashing message rob).
In the function "FAc" displays the message - - -, ALL,
noP, PrG.
3.4 SERVICE FUNCTIONS
Button AR Wire test
It allows it to move forward at 8 m/min without volta-
ge and gas.
Button AQ Gas test
When this key is pressed, gas begins to flow out;
press it again to stop the output. If it is not pressed
again, the gas output stops after 30 sec..
3.4.1 Saving and calling up saved programs.
Button AP Saving
Press the key AP, the LED M lights along with AT if
the torch with U/D command is inserted. The display
O displays the abbreviation STO, and the display P indi-
cates the number (flashing if free, steady if occupied).
The first free program number is displayed; use the knob
Q to select the desired program number, then press the
key AP for more than 3 sec. When saving is complete,
the program number will stop flashing and remain
steady. Release the AP button to exit saving; the LED M
shuts off. Should you intend to overwrite a program,
when the button AP is held down for longer than 3 sec,
the number starts flashing, then returns to steady mode
to signal overwriting.
Saving must take place within the time in which the
display P shows the program number (5 sec).
Note: The program n° may be selected both by turning
the knob Q or, if the torch with the U/D button is inser-
ted, by pressing the left U/D key on the handle.
If you briefly press the AP button to display the memo-
ries and do not intend to use or change them, briefly
press the button AO to exit.
It is also possible to delete a saved welding program.
To do so, proceed as follows:
Press the key AP; the display O shows the abbreviation
Sto and display P gives the number. Use the knob Q to
select the saved welding program number. Turn the
knob N until the abbreviation “del” appears on the
display O. Hold down the AP Button for more than 3
sec.
If you wish to call up a saved program to change it, repeat
the steps described above, but use the knob N to select
the abbreviation “rCL” (recall - memory recall). Hold down
the AP button for more than 3 sec; the LED M shuts off,
and all of the settings of the program in question are set on
the panel.
Button AO Calling up saved programs
To call up a saved program, briefly press the button
AO. The display O shows the abbreviation PRG and
the display P indicates the number of the last program
used or, if they have never been used, the last program
saved. The LED M lights, use the knob Q or the left but-
ton of the U/D torch to select the program number. Five
seconds after choosing the displays O and P show the
values saved, and the machine is ready to weld.
When the LEDs M and AT (if the UD torch is inserted)
are lit, all adjustments are forbidden.
NOTE:You may display, but not edit, the values shown
by the LEDs J - K - L and B - C - D.
The remote controls will be inhibited.
To exit the saved programs press the button AO (twice if
the program number has disappeared), the LEDs M and
AT (if the torch UD is inserted) will shut off, and the
machine displays the last setting before the PRG button
was pressed.
NOTE: with the U/D button of the torch you may change
the program even while welding, and call up all of the
saved programs in sequence.
You may also call up in sequence welding programs of

19
the same type saved consecutively and bounded by two
fr
ee programs.
This function is carried out with the arc in use.
3.5 SERVICE FUNCTIONS MENU
3.5.1 Managing the cooling unit
Press the button AO and, holding it down, press the
button E to enter in a submenu.
Use the knob N to make your choice: H2O
Turn the knob Q to select the operating mode:
· OFF = off.
· On C = always lit
· On A = automatic start-up. When the machine starts,
the unit is running. If the torch trigger is not pressed, it
shuts off after 15 seconds. When the torch button is
pressed, the unit begins operating, and shuts off 3
minutes after the button itself is released.
Press the keys AO and E again to exit.
If the coolant pressure is too low, the power source deli-
vers no current and the message H2O will appear, fla-
shing, on the display O.
3.5.2 SP Spot-welding and stitch welding.
Active in two-stage (LED S) or four-stage welding (LED T).
Select using the knob N. The display P reads OFF. Turn the
knob Q until the message On appears on the display P to
activate the function.
Turning the knob N, select the item “tSP” (spot welding
time). The display P displays the time of 1 second. Use the
knob Q to set the time, between 0.3 and 5 seconds.
If you want to set stitch welding (welding with automatic
pause time), turn the knob N again so that the display P
reads “tIn” (stitch time). The display P reads OFF. Turn
the knob Q until a number appears, which will be the time
you select between welds.
3.5.3 Automatic Hot Start.(HSA).
Press the button AO and, while holding it down, press the
button E to enter a submenu.
Turn the knob N to select: HSA.
Turn the knob Q to select the type of operation:
OFF = Off
On = Active
Tthe function is active in synergic MIG programs when
two-stage welding (LED S) or four-stage (LED T) is
selected.
The operator may adjust:
1. The level of the “hot-start” current, LED AB.
2. Its duration, LED AD, range from 0.1-10 seconds.
3. The time to switch between the “hot-start” current and
welding current, LED AC.
Starting from version 06 of art. 287 and version 13 of
art. 289, the parameters set with the LEDs AB, AC, and
AD may be selected (knob N)
and adjusted (knob Q)
after selecting the HSA function. The following items
are available:
SC = starting current corresponding to the LED AB.
Slo = Slope (interface time) corresponding to the LED AC.
tSC = Starting current time corresponding to the LED AD.
3.5.4 CrA (crater filler- final crater filling).
The function may be selected using the knob N, and oper-
ates in two-stage (LED S) or four-stroke welding (LED T)
and if you wish, also in combination with the HSA function.
After activating the function by selecting “On” with the
knob Q, turn the knob N to display the items:
Slo = Interface time between the welding current and
crater current. Default 0.5 sec. Adjustment range
0.1 –10 sec.
CrC = crater current expressed as a percentage of the
wire speed in welding. Default 60%. Adjustment
range 10 – 200%.
TCr = crater current duration. Default 0.5 sec. Adjustment
range 0.1 –10 sec.
3.5.5 dP Double pulse ( Art. 287 Optional ).
This type of welding varies the current intensity between
two levels and may be included in all synergic programs.
Before setting, it is necessary to make a short bead to
determine the speed closest to the type of welding that
you will be doing. This determines the reference speed.
Proceed as follows to activate the function:
1. Press the button AO and, while holding it down, press
the button E to enter a submenu.
2. Turn the knob N until the abbreviation “dP” appears on
the display O. Activate the function by turning the knob
Q until the message On appears on the display P.
3. Turn the knob N until the message FdP (double pulse
frequency) appears on the display O. Display P shows
the message OFF. Turn the knob Q to select the work-
ing frequency (range from 0.5 to 5 Hz). The value
selected is shown on display P.
4. Turn the knob N until the message ddP (double pulse
difference in m/min) appears.
Turn the knob Q to select the meters per minute (range
0.1- 3m/min) that will be added to and subtracted fr
om
the reference speed (default 1m/min).
5. Turn the knob N until the message tdP appears. This
is the duration of the highest wire speed, thus the
highest current. It is expressed as a percentage of the
time gained from the frequency Fdp (see figure 3).
Turn the knob Q to adjust the percentage. Range
between 25 and 75% (default 50%).
6. Turn the knob N until the message AdP appears (arc
length of the highest current). Range -9.9 - 9.9 (default 0).
Make sure that the arc length in welding is the same for
both currents; turn the knob Q to correct if necessary.
Note: it is possible to weld within the double pulse func-
tions.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
Reference
speed

Once these adjustment have been made, to return to the
normal panel configuration press the button AO and,
while holding it down, press the button E.
Should it be necessary to adjust the arc length of the low-
est current/lowest speed, adjust the arc length of the ref-
erence speed (LED K activated).
When the reference speed moves, the previous settings
must also be repeated for the new speed.
3.5.6 ITO (inching time out) function.
The purpose is to stop the welding machine if the wire
flows lengthwise after starting with no passage of current.
Press the button AO and, while holding it down, press
the button E to enter a submenu.
Turn the knob N to select: ITO.
Turn the knob Q to select the type of operation:
OFF = Off
Adjustment range = 5 –50cm.
3.5.7 Robot (“rob”) functions.
Valid only for robot versions.
3.5.8 FAC (factory) Function.
Activation:
The purpose is to return the welding machine to the
original settings provided by the manufacturer.
Press the button AO and, while holding it down, press
the button E to enter a submenu.
Turn the knob N to select: FAC
Turning the knob Q allows you to select the items:
noP = Restores operation as set by the manufacturer
without erasing saved programs. The cooling unit is
shut off.
Prg = All saved programs are deleted.
ALL = Restores operation as set by the manufacturer.
The cooling unit is shut off.
To activate the function press the button AP.
4 INSTALLATION
The welding machine must be installed by skilled person-
nel. All connections must be made in full compliance with
current safety laws.
4.1 PLACEMENT
The weight of the welding machine is 108 Kg, thus for lift-
ing see Fig. 4.
Position the equipment in an area that ensures good sta-
bility, efficient ventilation so as to prevent metal dust (i.e.,
from grinding) from entering.
4.2 SETUP
Position the wire feeder WF4-P on the power source.
Connect the wire feeder to the power source via the con-
nection art. 1197 or 1197-20, using the plate provided to
fasten it to the point BK on the trolley shelf.
NOTE: avoid coiling the connection to reduce to a mini-
mum the inductive effects that could affect the results in
pulsed MIG/MAG welding.
Assemble the DIGIBOX panel.
Mount the plug on the power cord, being especially careful-
ly to connect the yellow/green conductor to the earth pole.
Make sure that the supply voltage corresponds to the
rated voltage of the welding machine.
Size the protective fuses based on the data listed on the
technical specifications plate.
Position the cylinder on the support BY, fasten it with the
straps BZ and connect the gas hose to the pressure reg-
ulator output.
Assemble the torch.
Make sure that the groove of the rollers matches the wire
diameter used.
To replace see Fig. 5:
Open the door BJ, remove the cover CA, release the wire
press rollers using the pressure setting knob BN, replace
the rollers and remount the cover CA.
Mount the wire coil and slip the wire into the feeder and
torch sheath.
Block the wire press rollers with the knob BN and adjust
the pressure.
Turn on the machine.
Adjust the gas using the key AQ, then move the wire for-
ward using the key AR. The machine is supplied with the
cooling unit set to OFF. If a water-cooled torch is used,
set the operation of the cooling unit as described in para-
graph 3.5.1 of the control panel manual.
Fig. 4
20
CA
BN
BN
Fig. 5

21
5 WELDING
5.1 SYNERGIC PULSED MIG (LED R1)
OR SYNERGIC NON-PULSED MIG WELDING (LED R2)
Select this process via the button AI.
Then choose the mode, wire diameter, type and quality of
the material and the type of gas.
Adjust the accessory functions according to the instruc-
tions in paragraph 3.2.
Adjust the welding parameters using the knobs N and Q.
5.2 CONVENTIONAL MIG WELDING (LED R3)
Select this process via the button AI.
Then choose the mode, wire diameter, type and quality of
the material and the type of gas.
Adjust the accessory functions following the instructions
in paragraph 3.2 of the control panel manual.
Adjust the wire speed and the welding voltage, respec-
tively, using the knobs N and Q.
5.3 TIG WELDING (LED R4) ONLY FOR PANEL P1
Connect the earth cable to the positive pole BR and the
connector of the trolley/power source connection power
cable to the negative pole BO.
Connect the TIG torch to the connector BA.
Select this process via the button AI.
Then choose the mode via the button AJ.
Adjust the accessory functions following the instructions
in paragraph 3.2 of the control panel manual.
5.4 MMA WELDING (LED R5) ONLY FOR PANEL P1
NOTE: the wire feeder must remain connected to the
power source.
Connect the connectors of the electrode holder and earth
cable to the connectors BO and BR, observing the polar-
ity stated by the electrode manufacturer.
6 ACCESSORIES
6.1 CONTROL BOX TO REGULATE CURRENT ART.
187 (POTENTIOMETER) + EXTENSION CORD (M5)
ART. 1192 + ADAPTER CABLE ART. 1191
Possible settings in the various welding processes:
MMA Adjusts the current from the minimum (10A) to
the current set with the knob N on the panel.
TIG The control box carries out the same function as
MMA.
6.2 FOOT CONTROL ART. 193 + ADAPTER CORD
ART. 1191
Use with TIG welding process.
The current is adjusted using this accessory, while the
start command is given by means of the torch trigger.
It is possible to adjust the current from the minimum up
to the maximum of the value set with the knob N on the
panel.
6.3 TIG TORCH ART 1265
TIG torch type SR 26 uncooled 4m
6.4 MIG TORCH ART 1243
MIG Torch type CEBORA PW 500 water-cooled 3.5 m
6.5 MIG TORCH ART. 1245 (with dual U/D command)
MIG Torch type CEBORA PW 500 U/D water-cooled 3.5
m
The left U/D command:
· in synergic programs, adjusts the welding parameters
along the synergic curve.
· in conventional MIG, adjusts the wire speed.
· within saved programs, selects them numerically.
If you intend to save with the U/D torch inserted (LED AT
lit), you may choose the program number via the U/D but-
ton.
The right U/D command:
· in synergic programs, adjusts the arc length.
· in conventional MIG, adjusts the voltage
· not active within saved programs
When the U/D torch connector is inserted, the LED AS
lights to indicate that the torch has been recognized.
6.6 Kit for welding with push-pull torches.
Installing this optional board makes it possible to use
push-pull torches
with the torch motor at 42V.
7 MAINTENANCE
Periodically make sure that the welding machine and all
connections are in good condition to ensure operator
safety.
After making a repair, be careful to arrange the wiring in
such a way that there the parts connected to the power
supply are safely insulated from the parts connected to
the welding circuit.
Do not allow wires to come into contact with moving
parts or those that heat up during operation. Mount the
clamps as on the original machine to prevent, if a con-
ductor accidentally breaks or becomes disconnected, a
connection from occurring between power supply and
the welding circuits.

22
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WER-
DEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR
AUSFÜHR- UNG VON SCHWEIßARBEITEN VERWEN-
DET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN
KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄD-
LICH SEIN; daher muß der Benutzer über die nachste-
hend kurz dargelegten Gefahren beim Schweißen unter-
richtet werden. Für ausführlichere Informationen das
Handbuch Nr. 3.300.758 anfordern.
STROMSCHLAG - Er kann tödlich sein!
• Die Schweißmaschine gemäß den einschlägigen
Vorschriften installieren und erden.
• Keinesfalls stromführende Teile oder die
Elektroden mit ungeschützten Händen, nassen
Handschuhen oder Kleidungsstücken berühren.
• Der Benutzer muß sich von der Erde und vom
Werkstück isolieren. • Sicherstellen, daß Ihre
Arbeitsposition sicher ist.
RAUCH UND GASE - Sie können gesundheitsschädlich
sein!
• Den Kopf nicht in die Rauchgase halten.
• Für eine ausreichende Lüftung während des
Schweißens sorgen und im Bereich des
Lichtbogens eine Absaugung verwenden, damit der
Arbeitsbereich frei von Rauchgas bleibt.
STRAHLUNG DES LICHTBOGENS - Sie kann die Augen
verletzen und zu Hautverbrennungen führen!
• Die Augen mit entsprechenden Augenschutzfil-
tern schützen und Schutzkleidung verwenden.
• Zum Schutz der anderen geeignete Schutzschir-
me oder Zelte verwenden.
BRANDGEFAHR UND VERBRENNUNGSGEFAHR
• Die Funken (Spritzer) können Brände verursa-
chen und zu Hautverbrennungen führen. Daher ist
sicherzustellen, daß sich keine entflammbaren
Materialien in der Nähe befinden. Geeignete
Schutzkleidung tragen.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert über-
schreitet. Daher müssen die Benutzer die gesetzlich vor-
geschriebenen Vorsichtsmaßnahmen treffen.
HERZSCHRITTMACHER
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören.
Träger von lebenswichtigen elektronischen Geräten
(Herzschritt- macher) müssen daher ihren Arzt befragen,
bevor sie sich in die Nähe von Lichtbogenschweiß-,
Schneid-, Brennputz- oder Punktschweißprozessen
begeben.
EXPLOSIONSGEFAHR
• Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen aus-
führen, die explosiven Staub, Gas oder Dämpfe
enthalten. Die für den Schweiß-/Schneiprozeß verwende-
ten Gasflaschen und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben der
harmonisierten Norm IEC 60974-10 konstruiert und darf
ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es
ist nämlich unter Umständen mit Schwierigkeiten verbun-
den ist, die elektromagnetische Verträglichkeit des Geräts
in anderen als industriellen Umgebungen zu gewährleis-
ten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie
2002/96/EG über Elektro- und Elektronik-Altgeräte und
der jeweiligen Umsetzung in nationales Recht sind nicht
mehr verwendete Elektrogeräte gesondert zu sammeln
und einer Anlage für umweltgerechtes Recycling zuzu-
führen. Als Eigentümer der Geräte müssen Sie sich bei
unserem örtlichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
2 ALLGEMEINE BESCHREIBUNG
Beim Sound Mig 5040/T Pulse handelt es sich um eine
Schweißanlage, die mehrere Schweißverfahren ermög-
licht: synergetisches MIG-MAG-Impulslichtbogen-
schweißen, synergisches MIG-MAG-Schweißen ohne
Pulsen, konventionelles MIG-MAG-Schweißen, WIG(DC)-
Schweißen mit Berührungszündung und MMA-
Schweißen mit Inverter-Technologie.
Die Schweißmaschine wird mit einem Drahtvorschub-
gerät WF4/P mit 4-Rollen-Drahtvorschubgetriebemotor
und Kühlaggregat GR52 geliefert. Das Gerät darf nur zu
den im vorliegenden Handbuch beschriebenen
Anwendungen verwendet werden. Das Gerät darf nicht
zum Auftauen von Rohren verwendet werden.
2.1 STROMQUELLE
2.1.1 ERLÄUTERUNG DER TECHNISCHEN DATEN
Abb. 1
IEC 60974.1 Das Gerät wurde in Übereinstimmung mit
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE

23
IEC 60974.10 diesen internationalen Normen konstruiert.
Nr
.. Seriennummer; sie ist bei jeder Anfrage
zur Schweißmaschine anzugeben.
Statischer Dreiphasen-Frequenzumrichter
Transformator-Gleichrichter.
MIG Geeignet zum MIG-Schweißen.
MMA Geeignet zum Schweißen mit umhüllten
Elektroden.
WIG Geeignet zum WIG-Schweißen.
U0. Leerlaufspannung Sekundärseite .
X. Relative Einschaltdauer.
Die relative Einschaltdauer ist der auf eine
Spieldauer von 10 Minuten bezogene
Prozentsatz der Zeit, die das Gerät bei einer
bestimmten Stromstärke arbeiten kann,
ohne sich zu überhitzen.
I2. Schweißstrom
U2. Sekundärspannung beim Schweißstrom I2
3
~
f
1
f
2
U1. Bemessungsspeisespannung
3~ 50/60Hz Drehstromversorgung mit 50 oder 60 Hz
I
1
Max Maximale Stromaufnahme bei entsprechen-
dem Strom I
2
und Spannung U
2
.
I
1
eff Dies ist der Höchstwert der effektiven Stro-
maufnahme bei Berücksichtigung der relati-
ven Einschaltdauer.
Normalerweise entspricht dieser Wert dem
Bemessungsstrom der Sicherung (träge), die
zum Schutz des Geräts zu verwenden ist.
IP23 C. Schutzart des Gehäuses.
Die zweite Ziffer 3 gibt an, dass dieses Gerät
im Freien bei Regen betrieben werden darf.
Der zusätzliche Buchstabe C gibt an, dass
das Gerät gegen das Eindringen eines Werk
zeugs (Durchmesser 2,5 mm) in den Bereich
der aktiven Teile des Stromversorgungskrei-
ses geschützt ist.
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Abb. 1

24
HINWEIS: Das Gerät ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert (siehe
IEC 60664).
2.1.2 Beschreibung der Stromquelle (Abb. 1)
BO - Steckdose:
Für das MIG-Schweißen den Stecker des Massekabels
anschließen. Für das WIG-Schweißen muss der Stecker
des Hauptstromkabels der Zwischenverbindung
Stromquelle/ Drahtvorschubgerät angeschlossen sein.
BP - Stecker:
Der Stecker vom Typ DB9 (RS 232) dient zum
Aktualisieren der Programme des Mikroprozessors.
BR - Steckdose:
Für das MIG-Schweißen muss der Stecker des
Hauptstromkabels (Pluspol +) Zwischenverbindung
Stromquelle/Drahtvorschubgerät angeschlossen sein.
BS - Stecker:
Den Stecker der Steuerleitung in der Zwischenverbin-
dung Stromquelle/Drahtvorschubgerät anschließen.
BU - EIN-AUS-Schalter.
BV - Netzkabel.
2.2 DRAHTVORSCHUBGERÄT
2.2.1 Beschreibung des Drahtvorschubgeräts (Abb. 1)
BA - Zentralanschluss:
Für den Anschluss des Brenners für das MIG- oder WIG-
Schweißen.
BB - Stecker für den Anschluss des Fernreglers:
Zwischen den Stiften 4 und 5 befindet sich ein potential-
freier Kontakt, der sich beim Zünden des Lichtbogens
schließt (Arc On).
Zwischen Stift 1 und 9 kann man ein Steuersignal für
Schweißbeginn und -ende anlegen.
BC - Halterung:
Halterung für den Schweißbrenner.
BD - Steckvorrichtung:
Den Stecker der Steuerleitung in der
Zwischenverbindung Stromquelle/Drahtvorschubgerät
anschließen.
BE - Anschluss für Gasschlauch:
Den Gasschlauch in der Zwischenverbindung
Stromquelle/Drahtvorschubgerät anschließen.
BF - Steckdose:
Den Stecker der Zwischenverbindung Stromquelle/
Drahtvorschubgerät anschließen.
BG - Öffnung:
Langloch für die Durchführung der Kühlschläuche
BH - Schnellkupplungen:
Den roten und den blauen Wasserschlauch in der
Zwischenverbindung Drahtvorschubgerät/Stromquelle
anschließen.
HINWEIS: Die Farbkodierung der Schläuche und
Schnellkupplungen beachten.
BI - Schnellkupplungen:
Ggf. die aus dem wassergekühlten Brenner austretenden
Schläuche anschließen. HINWEIS: Die Farbkodierung der
Schläuche und Schnellkupplungen beachten.
BJ - Tür.
BL - Abdeckung der Drahtspule.
BM - Spulenträger:
Geeignet für Standardspulen bis Ø 300 mm, 16 kg.
BN - Einstellhandgriff:
Mit diesem Einstellhandgriff den Druck der Rollen des
Drahtvorschubgeräts auf den Schweißdraht einstellen.
HINWEIS: Beim Schweißen von Aluminium auf Minimum
einstellen.
2.3 KÜHLAGGREGAT
Dieses Kühlaggregat wurde zum Kühlen von Brennern
projektiert, die zum WIG- und MIG-MAG-Schweißen ver-
wendet werden.
Es darf nur mit dieser Stromquelle verwendet werden.
2.3.1 Erläuterung der technischen Daten
U1 Nennspannung
1x400V Einphasige Stromversorgung
50/60 Hz Frequenz
I1max Max. Stromaufnahme
Pmax Max. Druck
P (1l/min) Kühlleistung, gemessen bei 1 l/min
2.3.2 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.2.1 Sicherheitsvorrichtung für die Kontrolle des
Kühlflüssigkeitsdrucks
Diese Schutzfunktion wird von einem Druckwächter reali-
siert, der sich auf der Kühlmitteldruckleitung befindet und
einen Mikroschalter steuert. Ein ungenügender Druck
wird durch die blinkende Anzeige H2O auf dem Display O
signalisiert (Anleitung der Steuertafel).
2.3.2.2 Sicherung. (T 1,6A/400V-Ø 6,3x32)
Diese Sicherung dient zum Schutz der Pumpe und befin-
det sich auf dem Steuerkreis im Innern des Aggregats.
2.3.3 BESCHREIBUNG DES KÜHLAGGREGATS (Abb. 1)
BX - Langloch:
Langloch für die Kontrolle des Kühlmittelstands
BQ - Schnellkupplungen:
Nur für WIG-Schweißanlagen verwenden.
HINWEIS: Sie dürfen nicht kurzgeschlossen werden.
BW - Verschluss.
BT - Schnellkupplungen:
Den roten und den blauen Schlauch der
Verbindungsleitung Drahtvorschubgerät/Stromquelle
anschließen.
HINWEIS: Die Farbkodierung der Schläuche und
Schnellkupplungen beachten.
2.3.4 INBETRIEBNAHME
Verschluss BW aufschrauben und den Behälter füllen
(das Gerät enthält bei Lieferung rund einen Liter
Flüssigkeit).
Es ist wichtig, regelmäßig durch das Langloch BX zu kon-
trollieren, dass der Flüssigkeitspegel an der MAX-
Markierung ist. Als Kühlflüssigkeit Wasser (vorzugsweise
destilliert) mit Alkohol verwenden. Der Alkoholanteil ist in
der nachstehenden Tabelle angegeben:
Temperatur Wasser/Alkohol
0°C bis -5°C 4 l /1 l
-5°C bis -10°C 3,8 l / 1,2 l
HINWEIS: Wenn die Pumpe trocken läuft, muss man die
Leitungen entlüften.

25
In diesem Fall die Stromquelle ausschalten, den Behälter
füllen, den Anschluss der Verbindungsleitung
Stromquelle/ Drahtvorschubgerät vom Anschluss BT
lösen und einen Schlauch anschließen. Das andere Ende
des Schlauchs in den Behälter eintauchen, die
Stromquelle rund 10/15 Sekunden einschalten und dann
die Schläuche der Verbindung Stromquelle/
Drahtvorschubgerät wieder anschließen.
2.4 FAHRWAGEN (Abb. 1)
BY - Flaschenträger.
BZ - Gurte zum Sichern der Flasche.
BK - Bohrung:
Die angeschlossene Platte an der Verbindung
Drahtvorschubgerät/Stromquelle befestigen.
3 BESCHREIBUNG DER STEUERTAFEL (Abb. 2)
Die Steuerfunktionen der Steuertafeln sind in 4 Sektoren
und ein Menü für Nebenfunktionen untergliedert und wer-
den in den folgenden Abschnitten beschrieben:
3.1 Einstellen des Schweißverfahrens
3.2 Zusatzfunktionen.
3.3 Anzeige und Einstellung der Schweißparameter
3.4 Dienstfunktionen
3.5 Menü der Nebenfunktionen
3.1 EINSTELLEN DES SCHWEIßVERFAHRENS
3.1.1 Taster AI: Wahl des Schweißverfahrens
Bei jeder Betätigung dieses Tasters leuchtet die der
Wahl entsprechende LED auf.
LED R1
Synergetisches MIG-MAG-Impulslichtbogen-
schweißen
LED R2
Synergetisches MIG-MAG-Schweißen ohne
Pulsen.
LED R3
Konventionelles MIG-MAG-Schweißen.
LED R4
WIG-Schweißen.
Die Zündung des Lichtbogens erfolgt durch Kurzschluss.
LED R5
Elektrodenschweißen.
3.1.2 Taster AJ Wahl der Betriebsart
Bei jeder Betätigung dieses Tasters leuchtet die der
Wahl entsprechende LED auf.
LED S- 2-Takt
Die Maschine beginnt den Schweißvorgang
bei Betätigung des Tasters und unterbricht ihn, wenn der
Taster losgelassen wird.
HINWEIS: Diese Betriebart ist bei allen MIG- und WIG-
Verfahren aktiviert.
LED T- 4-Takt
Zum Beginnen der Schweißung den
Brennertaster drücken und wieder lösen; zum
Unterbrechen muss man den Brennertaster erneut
drücken und wieder lösen.
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

26
HINWEIS: Diese Betriebart ist bei allen MIG- und WIG-
Verfahren aktiviert.
LED U- Schweißen mit Dreiwertschaltung
HINWEIS: Diese Betriebart ist beim synerge-
tischen MIG-Schweißen und beim WIG-Schweißen akti-
viert.
Besonders zu Empfehlen zum MIG-Schweißen von
Aluminium.
Es sind drei Stromstärken verfügbar, die beim Schweißen
mit dem Brennertaster abgerufen werden können. Die
Einstellung der Stromwerte und des "Slope" ist in
Abschnitt 3.2 "Zusatzfunktionen": LEDs AB, AC und AD
beschrieben.
· MIG-Schweißen:
Der Schweißvorgang beginnt bei Betätigung des
Brennertasters mit dem Stromwert, der mit LED AB ein-
gestellt wurde. Dieser Stromwert wird beibehalten, so
lange der Brennertaster gedrückt gehalten wird. Beim
Lösen des Brennertasters wird in der von LED AC festge-
legten Zeit vom ersten Stromwert zu dem mit Regler N
eingestellten Schweißstromwert übergegangen, der bei-
behalten wird, bis der Brennertaster erneut gedrückt wird.
Bei der nächsten Betätigung des Brennertasters geht der
Schweißstromwert in der von der LED AC festgelegten
Zeit zu dem mit der LED AD eingestellten dritten Wert
("Crater-Filler") über und wird beibehalten, so lange der
Brennertaster gedrückt gehalten wird. Löst man den
Brennertaster, wird der Schweiß-vorgang unterbrochen.
Ab den Versionen 06 von Art. 287 und 13 von Art. 289 kön-
nen die mit den LED AB, AC und AD eingestellten
Parameter im Menü Dienstfunktionen (Abschnitt 3.5) ange-
zeigt und eingestellt werden. Sie haben die folgenden
Kurzbezeichnungen:
SC = Starting Current (Anfangsstrom); entspricht der
LED AB.
Slo = Slope (Übergangszeit); entspricht der LED AC.
CrC = Crater Current (Kraterfüllstrom); entspricht der
LED AD, angegeben in Prozent der
Drahtvorschubgeschwindigkeit beim Schweißen.
· WIG-Schweißen:
· Zum Zünden des Lichtbogens den Brennertaster kurz (<
0,7 s) drücken und wieder loslassen. Innerhalb von drei
Sekunden einen kurzen Kurzschluss zwischen der
Wolframelektrode und dem Werkstück erzeugen. Der
Lichtbogen entzündet sich und der Schweißstrom hat
den mit der LED AB eingestellten Wert. Dieser Stromwert
wird beibehalten, bis der Brennertaster kurz gedrückt und
wieder losgelassen wird. Bei diesem Befehl wird in der
von LED AC festgelegten Zeit vom ersten Stromwert zu
dem mit Regler N eingestellten Schweißstromwert über-
gegangen, der beibehalten wird, bis der Brennertaster
erneut kurz gedrückt und wieder losgelassen wird. An
diesem Punkt geht der Schweißstrom in der von LED AC
festgelegten Zeit zum dritten Stromwert ("Crater-Filler")
über, der mit LED AD eingestellt wurde. Zum Ausschalten
des Lichtbogens den Brennertaster kurz drücken und
wieder loslassen.
Zu jedem Zeitpunkt des Schweißvorgangs bewirkt eine
Betätigung des Brennertasters von mehr als 0,7 s Dauer
die Ausschaltung des Lichtbogens.
HINWEIS: Verändert man den Bezugswert des Stroms,
d.h. den mit Regler N eingestellten Wert, ändern sich
automatisch prozentuell die mit den LEDs AB und AD
eingestellten Ströme.
3.1.3 Brennertaster AK Wahl des Drahtdurchmessers
Bei jeder Betätigung dieses Tasters leuchtet die LED
(V1, V2, V3, V4) auf, die dem Drahtdurchmesser ent-
spricht, für dessen Verarbeitung die Maschine eingestellt
ist.
HINWEIS: Diese Wahlmöglichkeit ist nur bei den synergi-
schen MIG-Verfahren gegeben.
3.1.4 Brennertaster AL Wahl des Schweißzusatzes
Bei jeder Betätigung leuchtet die der Wahl entspre-
chende LED auf.
LED W1 für Eisen;
LED W2 für Aluminium,
LED W3 für nichtrostenden Stahl.
Die LED X zeigt die Wahl anderer
Zusatzdrähte besonderen Typs an.
In Abhängigkeit von den mit den genannten Tastern
gewählten Optionen:
Das Display AN1
zeigt die für die Werkstofftypen verfügbaren
Schweißprogramme an; und zwar im Einzelnen:
bei Wahl von FE SG2, etc.
bei Wahl von AL AlSi 5, AlMg 5, Al 99,5 , etc.
bei Wahl von SS 308L, 316L, etc.
bei Wahl von SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi, etc.
Die Wahl des Werkstoffs erfolgt mit Taster AM.
HINWEIS: Diese Wahlmöglichkeit ist nur bei den
MIG-Verfahren gegeben.
Das Display AN2
zeigt die für die den Werkstofftypen zugeordneten
Gasarten verfügbaren Schweißprogramme an; und
zwar im Einzelnen:
bei Wahl von FE CO2, Ar 18CO2, etc.
bei Wahl von Al Ar
bei Wahl von SS Ar 2CO2, Ar 2O2, etc.
bei Wahl von SP Ar, Ar 30He, Ar 18CO2, etc.
Die Wahl des Gases erfolgt mit Taster AX.
HINWEIS: Diese Wahlmöglichkeit ist nur bei den
MIG-Verfahren gegeben.
HINWEIS: Wenn nach Wahl der Optionen kein Programm
zum Schweißen mit dem gewählten Draht-durchmesser
verfügbar ist, erscheint auf den Displays O und P die
Anzeige NO-PRG.
3.2 ZUSATZFUNKTIONEN
3.2.1 Taster AH (nur bei P1)
Bei Betätigung dieses Taster schaltet das Display
AN2 aus und das Display AN1 zeigt den Wert der
gewählten Größe in Ziffern an.
Diese Größe wird durch das Aufleuchten der entspre-
chenden LED signalisiert und kann mit den Tastern AM
und AX reguliert werden.
Wenn der numerische Wert nicht innerhalb von 5
Sekunden modifiziert wird, schalten die Displays AN2
und AN1 wieder auf die vorherige Konfiguration.
HINWEIS: Die zuletzt vom Display AN1 angezeigten
Werte werden gespeichert.

27
LED Y Gasvorströmzeit (Pre-gas)
Einstellber
eich: 0 - 10 s
Aktiv bei allen MIG- und WIG-Verfahren.
LED Z Gasnachströmzeit (Post-gas)
Einstellbereich: 0 - 30 s
Aktiv bei allen MIG- und WIG-Verfahren.
LED AA Einschleichen
Einstellbereich: Auto 1- 100%
Aktiv bei allen MIG-Verfahren.
Dies ist die Drahtvorschubgeschwindigkeit in Prozent der
für das Schweißen eingestellten Geschwindigkeit, bevor
der Draht das Werkstück berührt.
HINWEIS: Diese Einstellung ist zur Gewährleistung eines
optimalen Starts sehr wichtig.
Einstellung des Herstellers "auto" (Automatik).
LED AB Anfangsstrom (Hot start)
Einstellbereich: 1 - 200% des Schweißstroms
(Regulierung mit Regler N)
Aktiv bei den synergetischen MIG-Programmen und beim
WIG-Verfahren, wenn das Schweißen mit Dreiwertschal-
tung gewählt wurde (LED U).
Eingeschaltet, wenn "HSA-ON"; siehe 3.5.2.
LED AC Slope
Einstellbereich: 1 - 10 s
Legt die Übergangszeit zwischen dem ersten Stromwert
(Hot start) und dem zweiten Stromwert (Schweißen) und
zwischen dem zweiten Stromwert und dem dritten
Stromwert (Crater filler) fest.
Aktiv bei den synergetischen MIG-Programmen und beim
WIG-Verfahren, wenn das Schweißen mit Dreiwertschal-
tung gewählt wurde (LED U).
Eingeschaltet, wenn "HSA-ON"; siehe 3.5.2.
LED AD Strom "Crater filler"
Einstellbereich: 1 - 200% des Schweißstroms
(Regulierung mit Regler N)
Aktiv bei den synergetischen MIG-Programmen und beim
WIG-Verfahren, nur wenn das Schweißen mit Dreiwert-
schaltung gewählt wurde (LED U).
Eingeschaltet, wenn "HSA-ON"; siehe 3.5.2.
LED AE Burn back
Einstellbereich: Auto 4- 250 ms)
Zur Regulierung der Länge des aus der Gasdüse austre-
tenden Drahts am Ende des Schweißvorgangs.
Aktiv bei allen MIG-Verfahren.
Je höher die Zahl, desto größer ist der Drahtrückbrand.
Einstellung des Herstellers "auto" (Automatik).
LED AF Hot start für MMA
Einstellbereich: 0 - 100%
Überstrom im Moment der Zündung des Lichtbogens.
Aktiv bei MMA.
LED AG Arc force
Einstellbereich: 0 - 100%
Einstellung der dynamischen Kennlinie des Lichtbogens.
Aktiv bei MMA.
3.3 ANZEIGE UND EINSTELLUNG DER SCHWEIß-
PARAMETER.
Regler N
In Abhängigkeit vom gewählten Verfahren dient dieser
Regler zum Regulieren der folgenden Größen:
· MIG Impulslichtbogenschweißen synergetisch:
Dicke (LED B),
Drahtvorschubgeschwindigkeit (LED C),
Strom (LED D).
· MIG konventionell:
Drahtvorschubgeschwindigkeit (LED C)
· WIG: Strom (LED D)
· MMA: Strom (LED D)
Bei den Dienstfunktionen dient er zur Wahl der den fol-
genden Kürzeln entsprechenden Funktionen: H2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
HINWEIS: Bei den synergetischen Programmen bewirkt
die Regulierung einer Größe auch die entsprechende
Änderung der anderen Größen.
Taster E
Durch aufeinanderfolgendes Drücken wählt man die
mit Regler N einstellbare Größe aus.
Die wählbaren Größen sind abhängig vom gewählten
Schweißverfahren.
LED B Dicke
Das Display O zeigt die auf Grundlage der
Einstellungen von Strom und Drahtvorschub-
geschwindigkeit empfohlene Dicke an.
Aktiv bei den synergetischen MIG-Verfahren.
LED C Drahtvorschubgeschwindigkeit
Sie signalisiert, dass das Display O die
Drahtvorschubgeschwindigkeit während des
Schweißens anzeigt. Aktiv bei allen MIG-
Schweißverfahren.
LED D Strom
Sie signalisiert, dass das Display O den voreinge-
stellten Schweißstrom bzw. - in Verbindung mit dem
Aufleuchten der LED F - den Istwert des Schweißstroms
anzeigt. Aktiv bei allen Schweißverfahren.
Regler Q
In Abhängigkeit vom gewählten Verfahren dient dieser
Regler zum Regulieren der folgenden Größen:
· MIG Impulslichtbogenschweißen synergetisch · MIG
synergetisch:

28
Lichtbogenlänge (K)
Drosselwirkung (L)
· MIG konventionell:
Schweißspannung (J)
Drosselwirkung (L)
· Auswahl der gewünschten Programmnummer aus den
gespeicherten Programmen.
Alle diese Größen werden von Display (P) angezeigt und
werden mit dem Taster I ausgewählt.
Bei den Dienstfunktionen dient er zur Wahl der den fol-
genden Kürzeln entsprechenden Funktionen: OFF, OnC,
OnA, SAu, rES, On.
Taster I
Durch aufeinanderfolgendes Drücken wählt man die
mit Regler Q einstellbare Größe aus.
Die wählbaren Größen sind abhängig vom gewählten
Schweißverfahren.
LED J Spannung
Bei allen MIG-Schweißverfahren signalisiert sie,
dass das Display P die voreingestellte Spannung
bzw. - in Verbindung mit dem Aufleuchten der LED F -
den Istwert der Schweißspannung anzeigt.
Sie leuchtet bei den Verfahren WIG und MMA ständig und
kann nicht gewählt werden. Signalisiert, dass auf Display
P die Leerlaufspannung oder die Soll-Schweißspannung
bzw. in Verbindung mit der LED F die Ist-Schweiß-
spannung angezeigt wird.
LED K Lichtbogenlänge
Einstellbereich: -9,9 ÷ +9,9.
Bei allen synergetischen MIG-Programmen zeigt
Display P eine Zahl an. Null ist die Einstellung des
Herstellers; eine negative Zahl verkürzt die
Lichtbogenlänge und eine positive Zahl verlängert sie.
Die Lichtbogenlänge wird auch angezeigt, wenn man
Regler Q während der Einschaltung der LED J dreht; 3
Sekunden nach der letzten Korrektur erlischt diese LED
und die LED J schaltet sich wieder ein.
LED L Drosselwirkung
Einstellbereich: -9,9 ÷ +9,9.
Bei allen MIG-Programmen zeigt Display P eine
Zahl an. Null ist die Einstellung des Herstellers; eine nega-
tive Zahl verringert die Drosselwirkung (der Lichtbogen
wird härter) und eine positive Zahl verstärkt sie (der
Lichtbogen wird weicher).
LED A Anzeige Übergangslichtbogen
Nicht wählbar. Aktiv beim synergetischen MIG-
Verfahren ohne Pulsen. Das Aufleuchten signalisiert,
dass das für das Schweißen gewählte Wertepaar zur
Instabilität des Lichtbogens und zu Spritzern führen kann.
LED F Hold
Nicht wählbar. Sie aktiviert sich beim MIG-, WIG-
und MMA-Schweißen und signalisiert, dass die von
den Displays O und P angezeigten Größen (normalerwei-
se Ampere und Volt) die zum Schweißen verwendeten
Größen sind. Sie aktiviert sich am Ende jeden
Schweißvorgangs.
LED G Thermostat
Ihr Aufleuchten signalisiert die Auslösung der ther-
mischen Schutzfunktion.
LED H Sicherheit
Sie signalisiert die Sperre aller Taster. Der Schweißer
kann nur die Schweißparameter in Bereich AY ein-
stellen.
Zum Aktivieren der Funktion den Taster AO gedrückt hal-
ten und dann kurz den Taster I drücken. Die LED H leuch-
tet auf und signalisiert, dass die Funktion eingeschaltet
ist. Zum Ausschalten die Taster AO und I erneut in der
oben beschriebenen Weise betätigen.
LED M Gespeicherte Programme
Diese LED leuchtet auf, wenn man den Taster AO
(PRG) drückt. Siehe Abschnitt 3.4.1.
Display O
Es zeigt bei allen Schweißverfahren numerisch die mit
dem Taster E eingestellten und mit Regler N geregelten
Funktionen an.
Den Schweißstrom (LED D) zeigt es in Ampere an.
Die Drahtvorschubgeschwindigkeit (LED C) zeigt es in
Meter pro Minute an.
Die Dicke (LED B) zeigt es in Millimeter an.
Wenn es für die eingestellten Optionen kein Programm
gibt, zeigt es NO an (Kürzel NO-PRG).
Bei der Voreinstellung des Betriebs des Kühlaggregats
zeigt es das Kürzel H2O an.
Es zeigt die blinkende Meldung "OPn" an, wenn die Tür
des Drahtvorschubgeräts offen ist.
Bei den Fehlermeldungen zeigt es das Kürzel "Err" an.
Bei den Dienstfunktionen zeigt es die folgenden Kürzel
an: H2O, SP, HSA, CrA, dP, Ito, rob, FAC.
Display P
Es zeigt bei allen Schweißverfahren numerisch die mit
dem Taster I eingestellten und mit Regler Q geregelten
Funktionen an.
Die Schweißspannung (LED J) zeigt es in Ampere an.
Die Lichtbogenlänge (LED K) zeigt es mit einer Zahl zwi-
schen -9,9 und +9,9 an; Null ist die empfohlene
Einstellung.
Die Drosselwirkung (LED L) zeigt es mit einer Zahl zwi-
schen -9,9 und +9,9 an; Null ist die empfohlene
Einstellung. Innerhalb der Speicher zeigt es die Nummer
des gewählten Programms an.
Bei der Voreinstellung des Betriebs des Kühlaggregats
zeigt es das Kürzel OFF (AUS), On-C (Dauerbetrieb) oder
On-A (Automatikbetrieb) an.
Wenn es für die eingestellten Optionen kein Programm
gibt, zeigt es PRG an (Kürzel NO-PRG).
Bei den Fehlermeldungen zeigt es die Nummer des
Fehlers an.

29
Bei den Dienstfunktionen zeigt es die folgenden Kürzel
an: OFF
, OnC, OnA. (H2O).
Bei der Funktion "HSA" erscheinen die Anzeigen OFF /
On.
Bei den Doppelimpuls-Funktionen erscheinen folgende
Anzeigen:
-FdP: Anzeige OFF - 0,1÷5
-ddP: Anzeige 0,1÷3
-tdP: Anzeige 25÷75
-AdP: Anzeige -9,9÷9,9
Bei der Funktion "rob" erscheinen die Anzeigen OFF und
On (wenn die Roboterschnittstelle nicht eingeschaltet ist,
zeigt das Display O das blinkende Kürzel rob an).
Bei der Funktion "FAc" erscheint die Anzeige - - -, ALL,
noP, PrG.
3.4 DIENSTFUNKTIONEN
Taster AR Drahttest
Er dient zum Fördern des Drahts mit 8 m/min ohne
Spannung und ohne Gas.
Taster AQ Gastest
Drückt man diesen Taster, tritt das Gas aus; zum
Stoppen des Gasaustritt muss man den Taster
erneut drücken. Wenn er nicht gedrückt wird, wird nach
30 s der Gasaustritt unterbrochen.
3.4.1 Speichern und Abrufen der gespeicherten
Programme.
Taster AP Speichern
Den Taster AP drücken. Die LED M leuchtet auf und
auch die LED AT, sofern ein Brenner mit U/D-
Steuerung angeschlossen ist.
Das Display O zeigt das Kürzel STO an und das Display
P zeigt die Nummer an (blinkend, wenn frei; ständig,
wenn belegt).
Es wird die Nummer des freien Programms angezeigt. Mit
dem Regler Q die gewünschte Programmnummer wählen
und dann die Taster AP länger als 3 s gedrückt halten.
Nach Abschluss des Speichervorgangs wird die
Programmnummer nicht mehr blinkend, sondern ständig
angezeigt. Löst man den Taster AP, verlässt man die
Speicherfunktion und die LED M erlischt. Wenn man ein
Programm überschreiben will, blinkt die Anzeige der
Nummer, wenn man den Taster AP länger als 3 s drückt,
und schaltet dann wieder auf ständige Anzeige, um die
erfolgte Überschreibung anzuzeigen.
Der Speichervorgang muss innerhalb der Zeit ausgeführt
werden, in der das Display P die Programmnummer
anzeigt (5 s).
Anmerkung: Die Wahl der Programmnummer kann
einerseits durch Drehen des Reglers Q ausgeführt wer-
den und andererseits - wenn ein Brenner mit U/D-Taste
angeschlossen ist - durch Drücken der linken U/D-Taste
auf dem Griff.
Wenn man den Taster AP kurz drückt, um die Speicher
anzuzeigen, und man nicht beabsichtigt, sie zu verwen-
den oder zu ändern, muss man zum Beenden kurz den
Taster AO drücken.
Ferner besteht die Möglichkeit, ein gespeichertes
Schweißprogramm zu löschen.
Hierzu wie folgt vorgehen:
Den Taster AP drücken. Auf dem Display O erscheint das
Kürzel “Sto” und auf dem Display P die Nummer. Die
Nummer des gespeicherten Schweißprogramms mit dem
Regler Q wählen. Den Regler N drehen, bis auf dem
Display O das Kürzel “del” erscheint. Den Taster AP län-
ger als 3 Sekunden gedrückt halten.
Will man eine gespeichertes Programm aufrufen, um es zu
ändern, die zuvor beschriebenen Vorgänge wiederholen,
jedoch mit dem Regler N das Kürzel “rCL” (recall -
Speicher aufrufen) wählen. Die Taste AP länger als 3
Sekunden gedrückt halten; die LED M erlischt und auf der
Steuertafel werden alle Einstellungen des aufgerufenen
Programms angezeigt.
Taster AO Abrufen der gespeicherten Programme
Zum Abrufen eines gespeicherten Programms kurz
den Taster AO drücken. Das Display O zeigt das
Kürzel PRG an und das Display P zeigt die Nummer des
zuletzt verwendeten Programms an bzw., wenn bisher
kein Programm benutzt wurde, die Nummer des zuletzt
gespeicherten Programms. Die LED M leuchtet auf. Mit
dem Regler Q oder mit dem linken Taster des Brenners
mit U/D-Steuerung die Programmnummer wählen. 5
Sekunden nach der Wahl zeigen die Displays O und P die
gespeicherten Größen an und die Maschine ist bereit zum
Schweißen.
Wenn die LEDs M und AT leuchten (wenn der U/D-
Brenner angeschlossen ist), ist jede Regelung gesperrt.
HINWEIS: Die von den LEDs J - K - L und B - C - D
signalisierten Größen können ausgelesen, jedoch nicht
verändert werden.
Die Fernsteller sind gesperrt.
Zum Verlassen der gespeicherten Programme den Taster
AO drücken (zweimal, wenn die Programmnum-mer ver-
schwunden ist). Die LEDs M und AT erlöschen (wenn der
U/D-Brenner angeschlossen ist) und die Maschine zeigt
die letzte Einstellung vor Betätigung des Tasters PRG an.
HINWEIS: Mit dem Taster U/D des Brenners kann man das
Programm auch während des Schweißens wechseln und
der Reihe nach alle gespeicherten Programme aufrufen.
Außerdem können nacheinander Schweißprogramme
desselben Typs aufgerufen werden, die hintereinander
gespeichert wurden und von zwei freien Programmen
begrenzt werden. Diese Funktion wird bei gezündetem
Lichtbogen ausgeführt.
3.5 MENÜ DER DIENSTFUNKTIONEN
3.5.1 Steuerung des Kühlaggregats
Den Taster AO gedrückt halten und den Taster E drücken,
um ein Untermenü aufzurufen.
Mit dem Regler N die Wahl ausführen: H2O
Durch Drehen des Reglers Q die Betriebsart wählen:
· OFF = ausgeschaltet.
· On C = immer eingeschaltet
· On A = automatische Einschaltung. Wenn die Maschine
eingeschaltet wird, schaltet auch das Aggregat ein. Wenn
der Brennertaster nicht gedrückt wird, schaltet es nach
15 Sekunden aus. Drückt man den Brennertaster, schal-
tet sich das Aggregat ein und schaltet sich 3 Minuten
nach Lösen des Tasters wieder aus.
Zum Verlassen der Funktion erneut die Tasten AO und E
drücken.

30
Wenn der Kühlmitteldruck ungenügend ist, gibt die
Stromquelle keinen Strom ab und auf dem Display O
erscheint die blinkende Anzeige H2O.
3.5.2 SP Punktschweißen und Intervallschweißen.
Aktiviert beim Schweißen zwei (LED S) oder vier Zeiten
(LED T).
Die Wahl erfolgt mit dem Regler N. Das Display P zeigt
OFF an. Regler Q drehen, bis die Anzeige On auf Display P
erscheint, um die Funktion zu aktivieren.
Regler N drehen, um das Kürzel “tSP” (Punktschweißzeit)
zu wählen. Das Display P zeigt eine Zeit von 1 Sekunde an.
Mit dem Regler Q die Zeit einstellen. Einstellbereich: 0,3 bis
5 Sekunden.
Zum Einstellen der Pausenzeit für das
Intervallschweißen (Schweißen mit automatischer
Pausenzeit) Regler N weiter drehen, bis das Display P das
Kürzel “tIn” (Pausenzeit) anzeigt. Das Display P zeigt OFF
an. Den Regler Q drehen, um das Zeitintervall für das
Intervallschweißen einzustellen.
3.5.3 Automatischer Hot Start (HSA).
Den Taster AO gedrückt halten und den Taster E drücken,
um ein Untermenü aufzurufen.
Durch Drehen des Reglers N die Wahl ausführen: HSA.
Durch Drehen des Reglers Q die Betriebsart wählen:
OFF = Ausgeschaltet
On = Eingeschaltet
Ist die Funktion bei den synergetischen Programmen MIG
aktiviert, wenn das 2-Takt-Schweißen (LED S) oder das 4-
Takt -Schweißen (LED T) gewählt wird.
Der Schweißer kann folgende Einstellungen vornehmen:
1. Den Stromlevel für den “Hot Start”: LED AB.
2. Seine Dauer: LED AD; Einstellbereich: 0,1- 10
Sekunden.
3. Die Zeit für den Übergang vom ”Hot Start” Strom zum
Schweißstrom: LED AC.
Ab Version 06 von Art. 287 und Version 13 von Art. 289
können die mit den LED AB, AC und AD eingestellten
Parameter gewählt (Regler N) und reguliert (Regler Q) wer-
den, nachdem die Funktion HSA gewählt wurde. Die wähl-
baren Kürzel sind:
SC = Starting Current (Anfangsstrom); entspricht der LED AB.
Slo = Slope (Übergangszeit); entspricht der LED AC.
tSC= Starting Current Time (Zeit des Anfangsstroms); ent-
spricht der LED AD.
3.5.4 CrA (crater filler- abschließendes Kraterfüllen).
Die Funktion wird mit dem Regler N für das 2-Takt-
Schweißen (LED S) oder 4-Takt-Schweißen (LED T) und auf
Wunsch auch in Verbindung mit der Funktion HSA gewählt.
Nachdem die Funktion aktiviert wurde, indem der Regler Q
auf “On” gedreht wurde, den Regler N für die Anzeige der
folgenden Kürzel drehen:
Slo = Übergangszeit zwischen dem Schweißstrom und
dem Kraterfüllstrom. Standardeinstellung: 0,5 s.
Einstellbereich: 0,1 – 10 s.
CrC = Kraterfüllstrom in Prozent der Drahtvorschub-
geschwindigkeit beim Schweißen. Standard-
einstellung: 60%. Einstellbereich: 10 – 200%.
TCr = Dauer des Kraterfüllstroms. Standardeinstellung:
0,5 s. Einstellbereich: 0,1 – 10 s.
3.5.5 dP Doppelimpuls (Art. 287 optional)
Bei diesem Schweißmodus variiert die Stromstärke zwi-
schen zwei Werten; er kann in alle synergetischen
Programme eingefügt werden.
Vor der Eingabe muss man eine kurze Naht schweißen,
um die für die auszuführende Schweißung am besten
geeignete Geschwindigkeit zu bestimmen. Die
Referenzgeschwindigkeit wird wie folgt bestimmt.
Zum Aktivieren der Funktion wie folgt vorgehen:
1. Den Taster AO gedrückt halten und den Taster E
drücken, um ein Untermenü aufzurufen.
2. Regler N drehen, bis das Kürzel “dP” auf Display O
erscheint. Zum Aktivieren der Funktion den Regler Q
drehen, bis die Anzeige On auf dem Display P erscheint.
3. Den Regler N drehen, bis das Kürzel FdP (Frequenz
Doppelimpuls) auf dem Display O angezeigt wird. Auf
dem Display P erscheint das Kürzel OFF (ausgeschal-
tet). Den Regler Q drehen, um die Arbeitsfrequenz zu
wählen (Einstellbereich: 0,5 bis 5 Hz). Der gewählte
Wert wird auf dem Display P angezeigt.
4. Den Regler N drehen, bis das Kürzel ddP erscheint
(Differenz in m/min des Doppelimpulses). Den Regler
Q drehen, um die m/min (Einstellbereich: 0,1- 3m/min)
zu wählen, die zur Referenzgeschwindigkeit addiert
bzw. von ihr subtrahiert werden (Standardeinstellung:
1 m/min).
5. Den Regler N drehen, bis das Kürzel tdP erscheint.
Dies ist die Dauer der Aufrechterhaltung der höchsten
Drahtgeschwindigkeit, d.h. des höchsten Stroms. Sie
wird in Prozent der aus der Frequenz Fdp abgeleiteten
Zeit ausgedrückt (siehe Abbildung 3).
Den Regler Q drehen, um den Prozentsatz einzustel-
len. Einstellbereich: 25 bis 75% (Standardeinstellung
50%).
6. Den Regler N drehen, bis das Kürzel AdP erscheint
(Bogenlänge beim höchsten Strom). Einstellbereich: -
9,9 - 9,9 (Standardeinstellung 0).
Beim Schweißen sicherstellen, dass die Bogenlänge bei
beiden Strömen gleich ist; ggf. zur Korrektur den Regler
Q drehen.
Hinweis: Es ist möglich, innerhalb der Doppelimpuls-
Funktionen zu schweißen.
Für die Rückkehr zur normalen Konfiguration der
Steuertafel nach dieser Einstellung den Taster AO
gedrückt halten und dann den Taster E drücken.
Für die Regulierung der Bogenlänge des niedrigsten Stroms
(geringste Geschwindigkeit) die Bogenlänge der
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Abb. 3
REFERENZ
GESCHWIN-
DIGKEIT

31
Referenzgeschwindigkeit regulieren (LED K eingeschaltet).
Verändert man die Referenzgeschwindigkeit, müssen die
zuvor vorgenommenen Einstellungen auch bei der neuen
Geschwindigkeit wiederholt werden.
3.5.6 Funktion ito (inching time out).
Diese Funktion hat den Zweck, die Schweißmaschine zu
blockieren, wenn der Draht nach dem Start für die einge-
stellte Länge in Zentimetern austritt, ohne dass Strom
fließt.
Den Taster AO gedrückt halten und den Taster E
drücken, um ein Untermenü aufzurufen.
Durch Drehen des Reglers N die Wahl ausführen: ito.
Durch Drehen des Reglers Q die Funktionsweise wählen:
OFF = Ausgeschaltet
Einstellbereich: 5 – 50 cm.
3.5.7 Roboter-Funktionen ”rob”.
Gültig nur für Roboter-Versionen.
3.5.6. Funktion FAC (factory).
Aktivierung:
Sie dient zum Zurücksetzen der Schweißmaschine auf
die werkseitigen Einstellungen des Herstellers.
Den Taster AO gedrückt halten und den Taster E
drücken, um ein Untermenü aufzurufen.
Durch Drehen des Reglers N die Wahl ausführen: FAC
Durch Drehen des Reglers Q kann man die folgenden
Kürzel wählen:
noP = Die werkseitig eingestellte Funktionsweise wird
wiederhergestellt, ohne die gespeicherten
Programme zu löschen.
Das Kühlaggregat wird ausgeschaltet.
PrG = Alle gespeicherten Programme werden gelöscht.
ALL = Die werkseitig eingestellte Funktionsweise wird
wiederhergestellt.
Das Kühlaggregat wird ausgeschaltet.
Zum Aktivieren der Funktion den Taster AP drücken.
4 INSTALLATION
Die Installation der Schweißmaschine muss durch
Fachpersonal erfolgen. Alle Anschlüsse müssen unter
strikter Beachtung der geltenden Unfallverhütungs-
bestimmun- gen ausgeführt werden.
4.1 AUFSTELLUNG
Die Schweißmaschine hat ein Gewicht von 108 kg; zum
Anheben beachte man daher die Hinweise in Abb. 4
Das Gerät an einem Ort aufstellen, an dem seine Stabilität
und eine wirksame Belüftung gewährleistet ist. Außerdem
muss vermieden werden, dass Metallstaub (z.B.
Schleifstaub) in das Gerät eindringt.
4.2 INBETRIEBNAHME
Das Drahtvorschubgerät WF4-P auf der Stromquelle
anordnen.
Das Drahtvorschubgerät mit der Verbindungsleitung Art.
1197 oder 1197-20 mit der Stromquelle verbinden; die
Verbindungsleitung mit der hierfür vorgesehenen Platte
an Punkt BK auf der Platte des Fahrwagens befestigen.
HINWEIS: Die Zwischenverbindung nicht zu einer Spirale
aufwickeln, damit induktive Störungen beim MIG-MAG-
Impulslichtbogenschweißen vermieden werden.
Den Netzstecker montieren. Hierbei ist darauf zu achten,
dass der gelb-grüne Schutzleiter an den Schutzkontakt
angeschlossen wird.
Sicherstellen, dass die Netzspannung der Nennspannung
der Schweißmaschine entspricht.
Die Sicherungen in Einklang mit den technischen Daten
auf dem Leistungsschild dimensionieren.
Die Flasche auf dem Flaschenträger BY anordnen und
mit den Gurten BZ sichern. Den Gasschlauch an den
Druckminderer anschließen.
Den Brenner montieren.
Sicherstellen, dass die Rille der Rollen dem Durchmesser
des verwendeten Drahts entspricht.
Ggf. zum Austauschen wie folgt vorgehen (Abb.5):
Die Tür BJ öffnen, die Abdeckung CA entfernen, die
Drahtandrückrollen mit dem Handgriff für die
Druckeinstellung BN entriegeln, die Rollen austauschen
und die Abdeckung CA wieder anbringen.
Die Drahtspule montieren und den Draht in die
Drahtfördereinrichtung und den Drahtführungsschlauch
einführen.
Die Drahtandruckrollen mit dem Einstellhandgriff BN
blockieren und den Druck einstellen.
Abb. 4
CA
BN
BN
Fig. 5

32
Die Maschine einschalten.
Das Gas mit der Taste AQ regulieren und dann den Draht
mit Taste AR fördern.
Bei Lieferung des Geräts ist das Kühlaggregat ausgeschal-
tet (OFF). Bei Verwendung eines wassergekühlten Brenners
den Betrieb des Kühlaggregats wie in Abschnitt 3.5.1 des
Handbuchs der Steuertafel beschrieben einstellen.
5 SCHWEISSEN
5.1 SYNERGETISCHES MIG-IMPULSLICHTBOGEN-
SCHWEIßEN (LED R1) ODER SYNERGETISCHES
MIG-SCHWEIßEN OHNE PULSEN (LED R2)
Dieses Verfahren mit Taster AI wählen.
Dann die Betriebsart, den Drahtdurchmesser, den
Werkstofftyp, die Werkstoffqualität und die Gasart
wählen.
Die Zusatzfunktionen nach den Angaben in Abschnitt 3.2.
Die Schweißparameter mit den Reglern N und Q einstellen.
5.2 KONVENTIONELLES MIG-SCHWEIßEN (LED R3)
Dieses Verfahren mit Taster AI wählen.
Dann die Betriebsart, den Drahtdurchmesser, den
Werkstofftyp, die Werkstoffqualität und die Gasart
wählen.
Die Zusatzfunktionen nach den Angaben in Abschnitt 3.2
des Handbuchs der Steuertafeln einstellen.
Die Drahtvorschubgeschwindigkeit und die
Schweißspan-nung mit den Reglern N bzw. Q einstellen.
5.3 WIG-SCHWEIßEN (LED R4)
Das Massekabel an den Pluspol BR und den Stecker des
Hauptstromkabels der Zwischenverbindung
Drahtvorschub-gerät/Stromquelle an den Minuspol BO
anschließen.
Den WIG-Brenner an den Anschluss BA anschließen.
Dieses Verfahren mit Taster AI wählen.
Dann die Betriebsart mit dem Taster AJ wählen.
Die Zusatzfunktionen nach den Angaben in Abschnitt 3.2
des Handbuchs der Steuertafeln einstellen.
5.4 MMA-SCHWEIßEN(LED R5)
HINWEIS: Das Drahtvorschubgerät muss an die
Stromquelle angeschlossen bleiben.
Die Stecker des Kabels der Elektrodenzange und des
Massekabels an die Gegenstecker BO und BR unter
Beachtung der vom Hersteller der Elektroden vorgesehe-
nen Polarität anschließen.
6 ZUBEHÖR
6.1 STROMREGELBOX ART. 187 (POTENTIOMETER)
+ VERLÄNGERUNGSKABEL (5m) ART. 1192 +
ADAPTERKABEL ART. 1191
Einstelloptionen bei den verschiedenen
Schweißverfahren:
MMA Reguliert den Strom vom Minimum (10A) bis zu
dem mit Regler N auf der Steuertafel eingestell-
ten Wert.
WIG Die Regelbox hat dieselbe Funktion wie beim
MMA- Schweißen.
6.2 FUßSTELLER ART. 193 + ADAPTERKABEL
ART. 1191
Verwendung beim WIG-Schweißen.
Die Stromregelung erfolgt mit diesem Zubehör und die
Start-Steuerung mit dem Brennertaster.
Der Strom kann vom Minimum bis zu dem mit dem Regler N
der Steuertafel eingestellten Höchstwert reguliert werden.
6.3 WIG-BRENNER ART. 1265
WIG-Brenner Typ SR 26 ohne Kühlung, 4 m
6.4 MIG-BRENNER ART. 1243
MIG-Brenner Typ CEBORA PW 500 wassergekühlt, 3,5m
6.5 MIG-BRENNER ART. 1245 (mit doppelter U/D-
Steuerung)
MIG-Brenner Typ CEBORA PW 500 U/D wassergekühlt,
3,5m
Linke U/D-Steuerung:
- Regelt bei den synergetischen Programmen die
Schweißparameter längs der Synergiekurve.
- Regelt beim konventionellen MIG-Schweißen die
Drahtvorschubgeschwindigkeit.
- Wählt innerhalb der Funktion der gespeicherten
Programme das Programm numerisch.
Wenn ein U/D-Brenner angeschlossen ist (LED AT leuch-
tet) kann man zum Speichern die Nummer des
Programms mit dem U/D-Taster wählen.
Rechte U/D-Steuerung:
- Regelt bei den synergetischen Programmen die
Lichtbogenlänge.
- Regelt beim konventionellen MIG-Schweißen die
Spannung.
- Innerhalb der Funktion der gespeicherten Programme
nicht aktiviert.
Beim Einstecken des Steckers der U/D-Brenner leuchtet
die LED AS auf und signalisiert so die Erkennung des
Brenners.
6.6 Satz für das Schweißen mit Push-Pull-Brennern.
Wenn diese Karte installiert wird, kann man Push-Pull-
Brenner mit 42-V-Motor im Brenner verwenden.
7 WARTUNG
In regelmäßigen Zeitabständen kontrollieren, dass die
Schweißmaschine und alle Anschlüsse in einem Zustand
sind, der die Sicherheit des Benutzers garantiert.
Nach Ausführung einer Reparatur darauf achten, die
Verdrahtung wieder so anzuordnen, dass eine sichere
Isolierung zwischen den ans Netz angeschlossenen
Teilen und den an den Schweißkreis angeschlossenen
Teilen gewährleistet ist.
Verhindern, dass die Drähte in Berührung mit bewegten
Teilen oder mit Teilen kommen können, die sich während des
Betriebs erhitzen. Die Kabelbinder wieder wie bei der
Originalmaschine anbringen, damit es im Falle des Bruchs
oder Lösens eines Leiters nicht zu einem Schluss zwischen
Netzversorgung und Schweißkreisen kommen kann.

33
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous,
liés aux opérations de soudure. Pour des informations
plus détaillées, demander le manuel code 3.300.758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
STIMULATEURS CARDIAQUES
· Les champs magnétiques générés par des courants élevés
peuvent affecter le fonctionnement des stimulateurs car-
diaques. Les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) devraient consulter le médecin avant
de se rapprocher aux opérations de soudure à l’arc, décou-
page, décriquage ou soudure par points.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bouteilles
et les détendeurs de pression utilisés dans les opérations
de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10 et ne
doit être utilisée que pour des buts professionnels dans
un milieu industriel. En fait, il peut y avoir des difficultés
potentielles dans l’assurance de la compatibilité électro-
magnétique dans un milieu différent de celui industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
2 DESCRIPTIONS GENERALES
La machine Sound Mig 5040/T Pulse est une installation
multiprocédé pour la soudure
MIG/MAG pulsé synergique, MIG/MAG non pulsé syner-
gique, MIG/MAG conventionnel, TIG (DC) avec allumage
par contact de l'arc et MMA, réalisée avec technologie à
onduleur.
Le poste à souder est fourni complet de dévidoir entraî-
nement fil WF4/P avec motoréducteur à quatre galets et
de groupe de refroidissement GR52.
La machine ne peut être utilisée que pour les emplois
décrits dans le manuel.
La machine ne doit pas être utilisée pour décongeler les
tuyaux.
2.1 GENERATEUR
2.1.1 EXPLICATION DES DONNEES TECHNIQUES
IEC 60974.1 Le poste à souder est construit selon ces
IEC 60974.10 normes internationales
N° Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence triphasé
Transformateur - redresseur
MIG
Indiqué pour la soudure MIG.
MMA Indiqué pour la soudure avec électrodes
revêtues.
TIG Indiqué pour la soudure TIG.
U0 Tension à vide secondaire.
X Facteur de marche en pour cent
Le facteur de marche exprime le pourcentage
de 10 minutes pendant lesquelles le poste à
3
~
f
1
f
2
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL

34
souder peut opérer à un certain courant sans
causer des surchauffes
I2 Courant de soudure
U2 Tension secondaire avec courant I2
U1 Tension nominale d’alimentation
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz
I
1
Max Courant maxi absorbé au correspondant
courant I
2
et tension U
2
.
I
1
eff C'est la valeur maximale du courant effectif
absorbé en considérant le facteur de
marche.
Cette valeur correspond habituellement à la
capacité du fusible (de type retardé) à utiliser
comme protection pour la machine.
IP23 C. Degré de protection de la carcasse.
Degré 3 en tant que deuxième chiffre signi-
fie que cette machine peut être utilisée à
l'extérieur sous la pluie.
La lettre additionnelle C signifie que la
machine est protégée contre l'accès d'un
outil (diamètre 2,5 mm) aux pièces sous ten-
sion du circuit d'alimentation.
Indiqué pour opérer dans des milieux avec
risque accru.
N.B.: En outre le poste à souder a été conçu pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC 60664).
2.1.2 Description du générateur (Fig. 1)
BO - Prise:
En soudure MIG, brancher le connecteur du câble de
masse. En cas de soudure TIG, brancher le connecteur
volant du câble de puissance de la liaison
générateur/dévidoir.
BP - Connecteur:
Connecteur type DB9 (RS 232) à utiliser pour mettre à
jour les programmes des microprocesseurs.
BR - Prise:
En soudure MIG, brancher le connecteur volant du câble
de puissance (pôle plus) de la liaison générateur/dévidoir
BS - Connecteur:
Brancher le connecteur du câble des services de la liai-
son générateur/dévidoir.
BU - Interrupteur Marche/Arrêt.
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

35
BV - Cordon d'alimentation.
2.2 DEVIDOIR ENTRAINEMENT FIL
2.2.1 Description du dévidoir (Fig. 1)
BA - Fixation centralisée:
Brancher la torche de soudure MIG ou bien TIG
BB - Connecteur:
pour le branchement des commandes à distance
Entre les broches 4 et 5 se trouve un contact propre se
fermant à l'allumage de l'arc (Arc On).
Entre les broches 1 et 9 il est possible de commander le
début et l'arrêt de la soudure.
BC - Support:
Support pour la torche de soudure
BD - Connecteur:
Brancher le connecteur du câble des services de la liai-
son générateur/dévidoir
BE - Raccord tuyaux gaz:
Brancher le tuyaux gaz de la liaison générateur/dévidoir
BF - Prise:
Brancher le connecteur volant du câble de puissance de
la liaison générateur/dévidoir
BG - Ouverture:
Fente pour le passage des tuyaux de refroidissement
BH - Robinets à accouplement rapide:
Brancher les tuyaux rouge et bleu de la liaison dévi-
doir/générateur.
NB Respecter les couleurs des tuyaux et des robinets
BI - Robinets à accouplement rapide:
Brancher les tuyaux sortant de l'éventuelle torche refroi-
die par eau.
NB Respecter les couleurs des tuyaux et des robinets
BJ - Porte.
BL - Couverture bobine fil.
BM - Support bobine:
Pour bobines standards jusqu'à Ø 300 mm, 16 Kg.
BN - Bouton de réglage:
Régler la pression des galets d'entraînement fil sur le fil
de soudure à l'aide de ce bouton. NB: régler aux valeurs
minimales en cas de soudure de l'aluminium.
2.3 GROUPE DE REFROIDISSEMENT
Ce groupe de refroidissement a été conçu pour refroidir
les torches utilisées pour la soudure TIG et MIG/MAG.
Ne doit être utilisé qu'avec ce générateur.
2.3.1 Explication des données techniques
U1 Tension nominale d'alimentation
1x400V Alimentation monophasée
50/60 Hz Fréquence
I1max Courant maximal absorbé
Pmax Pression maximale
P (1l/min) Puissance de refroidissement mesurée
en 1L/min
2.3.2 DESCRIPTION DES PROTECTIONS
2.3.2.1 Protection pression liquide de refroidissement
Cette protection est réalisée au moyen d'un pressostat
inséré dans le circuit de refoulement du liquide et com-
mandant un microinterrupteur. La pression insuffisante
est signalée, avec le sigle H2O clignotant, par le display
O (instructions panneau de commande).
2.3.2.2 Fusible (T 1,6A/400V-Ø 6,3x32)
Ce fusible a été inséré en tant que protection de la pompe
et est placé sur le circuit de contrôle situé à l'intérieur du
groupe.
2.3.3 DESCRIPTION DU GROUPE DE REFROIDISSE-
MENT (Fig. 1)
BX - Fente:
Fente de contrôle du niveau du liquide de refroidissement
BQ - Robinets à accouplement rapide:
A utiliser uniquement pour les postes de soudure TIG.
NB: ne doivent pas être reliés directement entre eux.
BW - Bouchon.
BT - Robinets à accouplement rapide:
Brancher les tuyaux rouge et bleu de la liaison dévi-
doir/machine.
NB Respecter les couleurs des tuyaux et des robinets
2.3.4 MISE EN OEUVRE
Desserrer le bouchon BW et remplir le réservoir (la machi-
ne est fournie avec à peu près un litre de liquide).
Il est important de contrôler périodiquement, à travers la
fente BX, que le liquide est maintenu au niveau "max".
Comme liquide de refroidissement utiliser de l'eau (de
préférence de type déionisé) mélangée avec le pourcen-
tage d'alcool défini selon la table suivante
température eau/alcool
0°C jusqu'à -5°C 4L/1L
-5°C jusqu'à -10°C 3,8L/1,2L
NB Si la pompe tourne sans liquide de refroidissement, il
faut enlever l'air des tuyaux. Pour ce faire, arrêter le géné-
rateur, remplir le réservoir, débrancher le raccord de la
liaison générateur/dévidoir du raccord BT( ) et y bran-
cher un tuyau tout en insérant l'autre
extrémité du tuyau dans le réservoir. Mettre en marche le
générateur pendant 10/15 secondes environ et brancher
de nouveau les tuyaux de la liaison générateur/dévidoir .
2.4 CHARIOT DE TRANSPORT (Fig. 1)
BY - Support bouteille.
BZ - Sangles de blocage bouteille.
BK - Trou:
Fixer la plaque raccordée à la liaison dévidoir/générateur
3 DESCRIPTION DU PANNEAU (Fig. 2)
Les commandes sur les panneaux sont réparties sur 4
secteurs plus un menu avec fonctions secondaires et
décrites dans le paragraphes suivants :
3.1 Définition du procédé de soudure
3.2 Fonctions accessoires
3.3 Affichage et réglage des paramètres de soudure
3.4 Fonctions de service
3.5 Menu avec fonctions secondaires
3.1 DÉFINITION DU PROCÉDÉ DE SOUDURE
3.1.1 Bouton AI Choix du procédé de soudure.
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant R1
Soudure MIG/MAG pulsé synergique.

36
Voyant R2
Soudure MIG/MAG synergique non pulsé.
Voyant R3
Soudure MIG/MAG conventionnel.
Voyant R4
Soudure TIG. L'allumage de l'arc se fait par
court-circuit.
Voyant R5
Soudure à l'électrode (MMA).
3.1.2 Bouton AJ Choix du mode de fonctionnement.
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant S-Deux temps
La machine commence à souder lorsqu'on
appuie sur le bouton et s'arrête lorsqu'on le relâche
N.B. Ce mode est actif dans tous les procédés MIG et en TIG.
Voyant T-Quatre temps
Pour commencer la soudure, appuyer sur le
bouton de la torche et le relâcher; pour l'arrêter, il faut
appuyer et le relâcher de nouveau.
N.B. Ce mode est actif dans tous les procédés MIG et en TIG.
Voyant U-Soudure avec trois niveaux de
courant.
N.B: ce mode est actif dans les procédés MIG syner-
giques et en TIG.
Particulièrement conseillée pour la soudure MIG de
l'Aluminium.
Trois courants peuvent être rappelés en cours de soudu-
re au moyen du bouton de start de la torche. La définition
des courant et du "slope" est décrite au paragraphe 3.2
"fonctions accessoires": voyants AB, AC, AD.
· Fonctionnement en MIG:
La soudure commence lorsqu'on appuie sur le bouton de
la torche; le courant de soudure rappelé sera celui défini
au moyen du voyant AB. Ce courant sera maintenu tant
que le bouton de la torche sera gardé pressé; à son relâ-
chement, le premier courant va joindre le courant de sou-
dure, défini au moyen du bouton N, dans le temps établi
par le voyant AC et sera maintenu jusqu'à la prochaine
pression du bouton de la torche. A cette occurrence, le
courant de soudure va joindre le troisième courant ou
courant de "crater-filler ", défini au moyen du voyant AD,
dans le temps établi par le voyant AC (Slo pour P2) et
sera maintenu tant que le bouton de la torche sera gardé
pressé; au relâchement du bouton, la soudure s'arrête.
A partir de la version 06 de l’art. 287 et de la version 13 de
l’art. 289, les paramètres définis à l’aide des voyants AB,
AC, AD sont affichables et réglables dans le menu fonc-
tions de marche (paragraphe 3.5) et auront, respective-
ment, les sigles suivants :
SC = Starting current (courant de démarrage) correspon-
dant au voyant AB.
Slo = Slope (temps de raccordement) correspondant au
voyant AC.
CrC = Crater current (courant de remplissage cratère) cor-
respondant au voyant AD, exprimé en pourcentage
de la vitesse du fil pendant la soudure.
· Fonctionnement en TIG:
Pour allumer l'arc, appuyer et relâcher brièvement (< 0,7
sec) le bouton de la torche; d'ici trois secondes, réaliser
un bref court-circuit entre l'électrode de tungstène et la
pièce à souder. L'arc s'allume et le courant de soudure
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

37
sera celui défini au moyen du voyant AB. Ce courant sera
maintenu jusqu'à quand le bouton de la tor
che sera
appuyé et relâché brièvement. Suite à cette commande,
le premier courant va joindre le courant de soudure, défi-
ni au moyen du bouton N, dans le temps établi par le
voyant AC et sera maintenu jusqu'à quand le bouton de
la torche sera encore appuyé et relâché brièvement. A ce
point, le courant de soudure va joindre le troisième cou-
rant, ou courant de "crater-filler ", défini au moyen du
voyant AD, dans le temps établi par le voyant AC. Pour
éteindre l'arc, appuyer et relâcher brièvement le bouton.
En cours de soudure, toute pression du bouton de la torche
pendant un temps supérieur à 0,7 sec fait éteindre l'arc.
N.B: en modifiant le courant de repère, c'est-à-dire celui
défini au moyen du bouton N, même les courants définis
au moyen des voyants AB et AD varient automatique-
ment en pour cent.
3.1.3 Bouton AK Choix du diamètre du fil.
A chaque pression de ce bouton, le voyant (V1, V2,
V3, V4) relatif au diamètre de fil que la machine se
prépare à souder s'allume.
N.B. Cette sélection n'est active qu'avec les procédés
MIG synergiques.
3.1.4 Bouton AL Choix du métal d'apport
A chaque pression de ce bouton, le voyant corres-
pondant au choix s'allume.
Voyant W1 pour le fer,
voyant W2 pour l'Aluminium,
voyant W3 pour l'acier inoxydable.
Le voyant X affiche le choix d'autres fils d'ap-
port de type spécial.
Par suite des choix opérés au moyen des boutons ci-dessus:
Le display AN1
affiche les programmes de soudure disponibles selon
les types de métal, à savoir:
avec sélection FE SG2, etc.
avec sélection AL AlSi 5, AlMg 5, Al 99,5, etc.
avec sélection SS 308L, 316L, etc.
avec sélection SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi, etc.
Le choix des métaux se fait au moyen du bouton AM.
N.B. Cette sélection n'est active qu'avec les procé-
dés MIG.
Le display AN2
affiche les programmes de soudure disponibles selon
les types de gaz combinés aux types de métal, à
savoir:
avec sélection FE CO2, Ar 18CO2, etc.
avec sélection Al Ar
avec sélection SS Ar 2CO2, Ar 2O2, etc.
avec sélection SP Ar, Ar 30He, Ar 18CO2, etc.
Le choix des gaz se fait au moyen du bouton AX.
N.B.Cette sélection n'est active qu'avec les procédés MIG.
N.B: Si, après avoir opéré les choix, aucun programme
pour souder le diamètre de fil sélectionné n'est dispo-
nible, l'inscription NO-PRG sera affichée sur les displays
O et P.
3.2 FONCTIONS ACCESSOIRES
3.2.1 Bouton AH
A la pression de ce bouton, le display AN2 s'éteint et
le display AN1 affiche numériquement la valeur de la
grandeur sélectionnée.
Cela est signalé par l'allumage du voyant correspondant
et le réglage se fait au moyen des boutons AM et AX.
Si d'ici 5 secondes la valeur numérique n'est pas modi-
fiée, les displays AN2 et AN1 reviennent à la configuration
précédente.
N.B: les dernières valeurs affichées par le display AN1
seront mémorisées.
Voyant Y Pré-gaz
Plage de réglage 0 - 10 sec
Actif dans tous les procédés MIG et en TIG.
Voyant Z Post-gaz
Plage de réglage 0 - 30 sec
Actif dans tous les procédés MIG et en TIG.
Voyant AA Accostage
Plage de réglage Auto 1 - 100%
Actif dans tous les procédés MIG.
C'est la vitesse du fil, exprimée en pour cent de la vites-
se définie pour la soudure, avant que le fil touche la pièce
à souder.
N.B: Ce réglage est important pour obtenir toujours de
bons démarrages.
Réglage du fabricant "auto" automatique.
Voyant AB Courant de "Hot start"
Plage de réglage 1 - 200% du courant de
soudure (réglé au moyen du bouton N)
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U). Actif avec "HSA-ON" voir 3.5.2.
Voyant AC Slope
Plage de réglage 1 - 10 sec
Définit le temps de liaison entre le premier courant "Hot
start" et le deuxième courant "soudure" et entre le
deuxième courant et le troisième de "crater filler" .
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U).
Actif avec "HSA-ON" voir 3.5.2.
Voyant AD Courant de "crater filler"
Plage de réglage 1 - 200% du courant de
soudure (réglé au moyen du bouton N)
Actif dans les programmes MIG synergiques et en TIG
lorsqu'on a sélectionné le mode de soudure à trois
niveaux (voyant U).
Actif avec "HSA-ON" voir 3.5.2.
Voyant AE Burn - back
Plage de réglage 4 - 250 ms)
Sert à régler la longueur du fil sortant de la buse gaz
après la soudure.

38
Actif dans tous les procédés MIG.
Plus élevée est la valeur, plus importante est la brûlure du
fil. Réglage du fabricant "auto" automatique.
Voyant AF Hot - start pour MMA
Plage de réglage 0 - 100%
Surintensité débitée à l'allumage de l'arc.
Actif en MMA.
Voyant AG Arc - force
Plage de réglage 0 - 100%
C'est le réglage de la caractéristique dynamique de l'arc.
Actif en MMA.
3.3 AFFICHAGE ET RÉGLAGE DES PARAMÈTRES DE
SOUDURE.
Bouton N
Selon le type de procédé sélectionné, au moyen de ce
bouton il est possible de régler les grandeurs suivantes :
· MIG pulsé synergique, MIG synergique :
épaisseur (voyant B),
vitesse du fil (voyant C),
Courant (voyant D).
· MIG conventionnel:
vitesse du fil (voyant C)
· TIG et MMA:
courant (voyant D)
Dans les fonctions de service, sélectionne les fonctions
indiquées par les sigles H2O, SP, HSA, CrA, dP, Ito, rob,
FAC.
N.B.: dans les programmes synergiques, lorsqu'on règle
une grandeur, les autres vont se modifier par conséquent.
Bouton E
Chaque pression sélectionne la grandeur réglable au
moyen du bouton N.
Les grandeurs sélectionnables sont rapportées au type
de procédé de soudure choisi.
Voyant B Epaisseur
Le display O affiche l'épaisseur conseillée sur la
base du courant et de la vitesse du fil définis.
Actif dans les procédés MIG synergiques.
Voyant C Vitesse du fil
Inique que le display O affiche la vitesse du fil en
soudure.
Actif dans tous les procédés de soudure MIG.
Voyant D Courant
Inique que le display O affiche le courant de soudu-
re préétabli ou bien, si associé à l'allumage du
voyant F, le véritable courant de soudure.
Actif dans tous les procédés de soudure.
Bouton Q
Selon le type de procédé sélectionné, au moyen de ce
bouton il est possible de régler les grandeurs suivantes :
MIG pulsé synergique et MIG synergique:
longueur de l'arc (K)
Impédance (L)
· MIG conventionnel:
tension de soudure (J)
Impédance (L)
· A l'intérieur des programmes mémorisés, sélectionner le
numéro de programme désiré.
Toutes ces grandeurs sont affichées par le display (P) et
sont sélectionnées au moyen du bouton I.
Dans les fonctions de service sélectionner les sigles OFF,
OnC, OnA, SAu, rES, On.
Bouton I
Chaque pression sélectionne la grandeur réglable au
moyen du bouton Q.
Les grandeurs sélectionnables sont rapportées au type
de procédé de soudure choisi.
Voyant J Tension
Dans tous les procédés de soudure MIG, indique
que le display P affiche la tension préétablie ou
bien, si associé à l'allumage du voyant F, la véritable ten-
sion de soudure.
En TIG et en MMA, il est toujours allumé et n'est pas
sélectionnable. Indique que le display P affiche la tension
à vide ou la tension de soudure ou bien, si associé à l'al-
lumage du voyant F, la véritable tension de soudure.
Voyant K Longueur de l'arc
Plage de réglage (-9,9 ÷ +9,9).
Dans tous les programmes MIG synergiques le dis-
play P affiche un numéro. Zéro est le réglage établi
par le fabricant. Si ce numéro devient négatif, la longueur
de l'arc diminue; au contraire, si positif, augmente.
La longueur de l’arc est affichée même en tournant le bou-
ton Q lorsque le voyant J est affiché; 3 secondes après la
dernière correction, le voyant K s’éteint et le voyant J se
rallume.
Voyant L Impédance
Plage de réglage (-9,9 ÷ +9,9).
Dans tous les programmes MIG le display P affiche
un numéro. Zéro est le réglage établi par le fabricant. Si
ce numéro devient négatif, l'impédance diminue et l'arc
devient plus dur; au contraire, si augmente, devient plus
souple.

39
Voyant A position globulaire
N'est pas sélectionnable. Actif dans le pr
océdé MIG
synergique non pulsé. Son allumage signale que le
couple de valeurs choisies pour la soudure peut causer
des arcs instables et avec projections.
Voyant F Hold
N'est pas sélectionnable. Actif en soudure MIG, TIG
et MMA, signale que les grandeurs affichées par les
displays O et P (normalement Ampères et Volts) sont les
valeurs utilisées en soudure. S'allume à la fin de chaque
soudure.
Voyant G Thermostat
Son allumage signale l'entrée en service de la pro-
tection thermique.
Voyant H Sécurité
Signale la fonction de blocage de tous les boutons.
L'opérateur ne pourra régler que les paramètres de
soudure compris dans la plage AY.
Pour activer la fonction, appuyer d'abord sur le bouton
AO et, en le gardant pressé, appuyer brièvement sur le
bouton I. Le voyant H s'allume et signale que la fonction
est active. Pour la désactiver, répéter de la même façon
la pression des boutons AO et I.
Voyant M Programmes mémorisés
Ce voyant s'allume lorsqu'on appuie sur la touche
AO (PRG).
Voir paragraphe 3.4.1.
Display O
Dans tous les procédés de soudure affiche numérique-
ment les sélections faites au moyen du bouton E et
réglées à l'aide du bouton N.
Pour le courant de soudure (voyant D), affiches les
Ampères.
Pour la vitesse du fil (voyant C), affiche les mètres la
minute
Pour l'épaisseur (voyant B), affiche les millimètres.
Si aucun programme n'est disponible dans les choix défi-
nis, affiche NO (sigle NO-PRG).
Dans la prédisposition au fonctionnement du groupe de
refroidissement, affiche le sigle H2O.
Affiche l'inscription "OPn", en mode clignotant, si la porte
du dévidoir entraînement fil est ouverte.
Dans les messages d'erreur, affiche le sigle " Err ".
Dans les fonctions de service, affiche les sigles H2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
Dans tous les procédés de soudure affiche numérique-
ment les sélections faites au moyen du bouton I et
réglées à l'aide du bouton Q.
Pour la tension de soudure (voyant J), affiche les Volts
Pour la longueur de l'arc (voyant K), affiche un numéro
compris entre -9,9 et +9,9, zéro étant le réglage conseillé
Pour l'impédance (voyant L), affiche un numéro compris
entre -9,9 et +9,9, zéro étant le réglage conseillé.
A l'intérieur des mémoires, affiche le numéro du pro-
gramme choisi.
Dans la prédisposition au fonctionnement du groupe de
refroidissement, affiche le sigle OFF (arrêt), On-C (fonc-
tionnement continu), On-A (fonctionnement automa-
tique).
Si aucun programme n'est disponible dans les choix défi-
nis, affiche PRG (sigle NO-PRG).
Dans les messages d'erreur, affiche le numéro de l'erreur.
Dans les fonctions de service, affiche les sigles OFF,
OnC, OnA. (H2O).
Dans la fonction "HSA", affiche les sigles OFF / On.
Dans les fonctions de double pulsation:
-FdP, affiche OFF - 0,1÷5
-ddP, affiche 0,1÷3
-tdP, affiche 25÷75
-AdP, affiche -9,9÷9,9
Dans la fonction "rob", affiche les sigles OFF, On (si l'in-
terface robot n'est pas insérée, le display O affichera le
sigle rob clignotant).
Dans la fonction "FAc", affiche le sigle - - -, All, noP, PrG.
3.4 FONCTIONS DE SERVICE
Bouton AR Test fil
Permet l'avancement à 8 m/min sans la présence de
tension et du gaz.
Bouton AQ Test gaz
En appuyant sur cette touche, le gaz commence à
sortir; pour arrêter sa sortie, il faut l'appuyer de nouveau.
Si non appuyée, après 30 sec. la sortie du gaz s'arrête.
3.4.1 Mémorisation et rappel des programmes
mémorisés.
Bouton AP Mémorisation
Appuyer sur la touche AP; le voyant M s'allume et, en
présence de torche avec bouton HAUT/BAS, égale-
ment le voyant AT s'allume.
Le display O affiche le sigle STO et le display P indique
son numéro (clignotant si libre, fixe si occupé).
Le premier numéro de programme libre est indiqué; au
moyen du bouton Q, choisir le numéro de programme
désiré et appuyer donc sur la touche AP pendant un
temps supérieur à 3 sec. Après la mémorisation, le numé-
ro du programme passera de clignotant à fixe. En relâ-
chant le bouton AP, on sort de la mémorisation et le
voyant M s'éteint. Lorsqu'on veut écraser un programme,
à la pression du bouton AP pendant un temps supérieur
à 3 sec., le numéro passera de fixe à clignotant pour
devenir encore fixe de façon à afficher la réécriture.
L'action de mémorisation doit avoir lieu dans le temps
pendant lequel le display P affiche le numéro du pro-
gramme (5 sec).
Nota: Le choix du numéro du programme peut se faire
aussi bien en tournant le bouton Q que, en présence de
torche avec bouton HAUT/BAS, en appuyant sur le bou-
ton HAUT/BAS gauche situé sur la poignée.
Au cas où on appuie brièvement sur le bouton AP pour
afficher les mémoires et on ne veut ni les utiliser ni les modi-
fier, appuyer brièvement sur le bouton AO pour sortir.
En outre, il est possible d'effacer un programme de
soudure mémorisé.
Pour ce faire, procéder de la manière suivante :
Appuyer sur le bouton AP; le display O affiche le sigle

40
“Sto” et le display P indique le numéro. Sélectionner le
numéro du programme de soudure mémorisé au moyen
du bouton Q. Tourner le bouton N jusqu'à l'apparition, sur
le display O, du sigle “del”. Appuyer sur le bouton AP
pendant un temps supérieur à 3 secs.
Si l’on désire rappeler un programme mémorisé pour le
modifier, répéter les actions décrites précédemment, mais
à l’aide du bouton N sélectionner le sigle “rCL” (recall –
rappel mémoire). Appuyer sur le bouton AP pendant un
temps supérieur à 3 sec ; le voyant M s’éteint et tous les
paramètres du programme rappelé peuvent être définis sur
le panneau.
Bouton AO Rappel des programmes mémorisés
Pour rappeler un programme mémorisé, appuyer
brièvement sur le bouton AO. Le display O affiche le
sigle PRG et le display P indique le numéro du dernier
programme utilisé ou bien, si aucun programme n'a
jamais été utilisé, le dernier programme mémorisé. Le
voyant M s'allume. Au moyen du bouton Q ou bien du
bouton HAUT/BAS gauche de la torche, choisir le numé-
ro de programme. Pendant 5 secondes après le choix, les
displays O et P affichent les grandeurs mémorisées et la
machine est prête à souder.
Lorsque les voyants M et AT (en présence de torche avec
bouton HAUT/BAS) sont allumés, tout réglage est interdit.
N.B. Les grandeurs signalées par les voyants J - K - L et
B - C - D pourront être affichées, mais non pas modifiées.
Les commandes à distance seront interdites.
Pour sortir des programmes mémorisés, appuyer sur le
bouton AO (deux fois si le numéro du programme a dis-
paru); les voyants M et AT (en présence de torche avec
bouton HAUT/BAS) s'éteignent et la machine affiche les
derniers paramètres avant la pression du bouton PRG.
NB: à l'aide du bouton HAUT/BAS de la torche il est pos-
sible de changer de programme même en cours de sou-
dure et de rappeler en séquence tous les programmes
mémorisés.
En outre, il est possible de rappeler, en séquence, des
programmes de soudure du même type mémorisés
consécutivement et délimités par deux programmes
libres.
Cette fonction doit être exécutée avec l'arc allumé.
3.5 MENU FONCTIONS DE SERVICE
3.5.1 Gestion groupe de refroidissement
En appuyant sur le bouton AO et en le gardant pressé,
appuyer sur le bouton E pour entrer dans un sous-menu.
Au moyen du bouton N opérer le choix: H2O
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement:
· OFF = arrêt.
· On C = marche continue.
· On A = mise en marche automatique. A la mise en marche
de la machine, même le groupe entre en service. Si le bou-
ton de la torche n'est pas appuyé, après 15 secondes le
groupe s'arrête. A la pression du bouton de la torche, le
groupe commencer à fonctionner et s'arrête 3 minutes après
le relâchement du même bouton.
Pour sortir, appuyer de nouveau sur les touches AO et E.
Si la pression du liquide de refroidissement est insuffi-
sante, le générateur ne débite aucun courant et le display
O affichera l'inscription H2O de façon clignotante.
3.5.2 SP Pointage et intermittence.
Fonction active dans la soudure à deux temps (voyant S)
ou quatre temps (voyant T).
Pour la sélectionner, tourner le bouton N, le display P affi-
chant OFF. Pour activer la fonction, tourner le bouton Q
jusqu’à l’apparition du sigle On sur le display P.
En tournant le bouton N, sélectionner le sigle “tSP” (temps
de pointage Spot time). Le display P affiche le temps de
1 seconde ; régler ce temps à l’aide du bouton Q avec
une plage de réglage de 0,3 à 5 secondes.
Si l’on désire régler l’intermittence (soudure avec temps
de pause automatique), tourner ultérieurement le bouton N
de façon à ce que le display P affiche le sigle “tIn” (temps
d’intermittence). Le display P affichant OFF, tourner le
bouton Q jusqu’à l’apparition d’un numéro qui sera le
temps choisi entre deux pointages.
3.5.3 Hot Start Automatique (HSA).
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-menu.
En tournant le bouton N, opérer le choix: HSA.
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement :
OFF = Arrêt
On = Marche
La fonction est active dans les programmes MIG syner-
giques lorsqu’on sélectionne la soudure à deux temps
(voyant S) ou quatre temps (voyant T).
L’opérateur pourra régler :
1. Le niveau du courant de “hot-start” voyant AB.
2. Sa durée, voyant AD, plage de réglage 0,1÷10
secondes.
3. Le temps de passage entre le courant de “hot-start” et
le courant de soudure voyant AC.
A partir de la version 06 de l’art. 287 et de la version 13 de
l’art. 289, les paramètres définis à l’aide des voyants AB,
AC, AD sont sélectionnables (bouton N) et réglables (bou-
ton Q) après la sélection de la fonction HSA ; les sigles
sélectionnables sont:
SC = starting current (courant de démarrage) correspon-
dant au voyant AB.
Slo = Slope (temps de raccordement) correspondant au
voyant AC.
tSC = Starting current time (temps du courant de démar-
rage) correspondant au voyant AD.
3.5.4 CrA (crater filler – remplissage du cratère final).
La fonction est sélectionnable au moyen du bouton N et
est active dans la soudure à deux temps (voyant S) ou
quatre temps (voyant T) et, si désiré, même en combinai-
son avec la fonction HSA. Après avoir activé la fonction en
sélectionnant “On” à l’aide du bouton Q, tourner le bouton
N pour afficher les sigles:
Slo = temps de raccordement entre le courant de soudure
et le courant de remplissage cratère. Par défaut
0,5 sec. Plage de réglage 0,1 – 10 sec.
CrC = courant de remplissage cratère exprimé en pour-
centage de la vitesse du fil pendant la soudure. Par
défaut 60%. Plage de réglage 10 – 200%.
TCr = temps de durée du courant de remplissage. Par
défaut 0,5 sec. Plage de réglage 0,1 – 10 sec.

41
3.5.5 dP Double pulsation (Art. 287 Optionnel).
Ce type de soudure fait varier l’intensité de courant entre
deux niveaux et peut être insérée dans tous les pro-
grammes synergiques.
Avant de la définir, il faut réaliser un bref cordon afin de
déterminer la vitesse la plus proche à la soudure à exé-
cuter. La vitesse de référence est ainsi déterminée.
Pour activer la fonction, procéder de la manière suivante :
1. Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
2. Tourner le bouton N jusqu’à l’apparition du sigle “dP”
sur le display O ; activer la fonction en tournant le bou-
ton Q jusqu’à l’apparition du sigle On sur le display P.
3. Tourner le bouton N jusqu’à l’apparition du sigle FdP
(fréquence double pulsation) sur le display O. Le dis-
play P affiche le sigle OFF (arrêt). Tourner le bouton Q
pour sélectionner la fréquence de travail (plage de
réglage de 0,5 à 5 Hz). La valeur choisie est affichée
par le display P.
4. Tourner le bouton N jusqu’à l’apparition du sigle ddP
(différence en m/min de la double pulsation). Tourner le
bouton Q pour sélectionner les mètres par minute
(plage de réglage 0,1- 3 m/min) qui seront additionnés
et soustraits à la vitesse de référence (default 1
m/min).
5. Tourner le bouton N jusqu’à l’apparition du sigle tdP.
C’est le temps de durée de la vitesse du fil la plus
élevée, à savoir du courant le plus élevé. Est exprimé
en pourcentage du temps obtenu de la fréquence Fdp
(voir figure 3).
Tourner le bouton Q pour régler le pourcentage. Plage
de réglage de 25 à 75% (default 50%).
6. Tourner le bouton N jusqu’à l’apparition du sigle AdP
(longueur d’arc du courant le plus élevé). Plage de
réglage -9,9 - 9,9 (default 0).
Pendant la soudure, vérifier que la longueur de l’arc est la
même pour les deux courants; au besoin, tourner le bou-
ton Q pour la corriger.
Note: il est possible de souder l’intérieur des fonctions de
double pulsation.
Après avoir exécuté ces réglages, pour revenir à la confi-
guration normale du panneau, appuyer sur le bouton AO
et, en le gardant enfoncé, appuyer sur le bouton E.
S’il faut régler la longueur de l’arc du courant le plus bas,
notamment la vitesse la plus faible, régler la longueur
d’arc relative à la vitesse de référence (voyant K activé).
En modifiant la vitesse de référence, les réglages précé-
dents seront répétés même pour la nouvelle vitesse.
3.5.6 Fonction ito (inching time out).
Le but est d’arrêter le poste à souder si, après le démarra-
ge, le fil sort de la longueur en centimètres définie sans
passage de courant.
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
En tournant le bouton N, opérer le choix: ito.
Tourner le bouton Q pour sélectionner le type de fonc-
tionnement :
OFF = Arrêt
Plage de réglage = 5 – 50 cm.
3.5.7 Fonctions Robot “rob”.
Valide uniquement pour versions robot.
3.5.8 Fonction FAC (factory).
Activation:
Le but est de rétablir les valeurs usine du poste à souder
définies par le fabricant lors de la première fourniture.
Appuyer sur le bouton AO et, en le gardant enfoncé,
appuyer sur le bouton E pour entrer dans un sous-
menu.
En tournant le bouton N, opérer le choix: FAC
En tournant le bouton Q, on peut sélectionner les sigles
suivants:
noP = Rétablissement du fonctionnement défini par le
fabricant sans effacer les programmes mémorisés.
Arrêt du groupe de refroidissement.
PrG = Effacement de tous les programmes mémorisés.
ALL = Rétablissement du fonctionnement défini par le
fabricant. Arrêt du groupe de refroidissement.
Pour activer la fonction, appuyer sur le bouton AP.
4 INSTALLATION
L'installation du poste à souder doit être exécutée par du
personnel expert. Tous les raccordements doivent être
exécutés dans le plein respect de la loi de prévention des
accidents en vigueur.
4.1 MISE EN PLACE
Le poste à souder pèse 108 Kg; pour son éventuel soulè-
vement voir Fig. 4
Positionner la machine dans une aire assurant une bonne
stabilité et une efficace ventilation et de façon à éviter
toute entrée de poudre métallique (par ex. émeri).
4.2 MISE EN OEUVRE
Positionner le dévidoir entraînement fil WF4-P sur le
générateur.
Relier le dévidoir entraînement fil au générateur à l'aide
de la liaison Art. 1197 ou bien 1197-20 en la fixant à l'ai-
de la plaque prévue au point BK situé sur le plan du cha-
riot de transport.
NB: éviter de ranger la liaison en forme de bobine afin de
minimiser les effets inductifs qui pourraient affecter les
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
VITESSE DE
REFERENCE

42
résultats en soudure MIG/MAG pulsé.
Monter la broche sur le cordon d'alimentation en veillant
notamment à relier le conducteur vert-jaune au pôle de la
terre.
Vérifier que la tension d'alimentation correspond à la ten-
sion nominale du poste à souder.
Dimensionner les fusibles de protection sur la base des
données indiquées sur la plaquette des données tech-
niques.
Positionner la bouteille sur le support BY et la bloquer à
l'aide des sangles BZ ; brancher le tuyau gaz sur la sor-
tie du détendeur de pression.
Monter la torche.
Contrôler que la gorge des galets correspond au diamètre
du fil utilisé.
Pour son éventuel remplacementvoir Fig.5:
Ouvrir la porte BJ, enlever la couverture CA, débloquer
les galets appuie-fil à l'aide du bouton de réglage de la
pression BN, remplacer les galets et monter de nouveau
la couverture CA.
Monter la bobine du fil et enfiler le fil dans l'entraînement
et dans la gaine de la torche.
Bloquer les galets appuie-fil à l'aide du bouton BN et
régler la pression.
Mettre en marche la machine.
Régler le gaz en utilisant la touche AQ et faire avancer le
fil en utilisant la touche AR.
La machine est fournie avec le groupe de refroidissement
prédisposé sur OFF. Lorsqu'on utilise une torche avec
refroidissement par eau, définir le fonctionnement du
groupe de refroidissement comme décrit au paragraphe
3.5.1.
5 SOUDURE
5.1 SOUDURE MIG PULSÉ SYNERGIQUE (VOYANT
R1) OU BIEN MIG NON PULSÉ SYNERGIQUE
(VOYANT R2)
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode, le diamètre du fil, le type et la
qualité de la matière et le type de gaz.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2 du manuel des panneaux de contrôle.
Régler les paramètres de soudure à l'aide des boutons N
et Q.
5.2 SOUDURE EN MIG CONVENTIONNEL (VOYANT
R3)
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode, le diamètre du fil, le type et la
qualité de la matière et le type de gaz.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2.
Régler la vitesse du fil et la tension de soudure à l'aide
des boutons N et Q respectivement.
5.3 SOUDURE TIG (VOYANT R4)
Brancher le câble de masse sur le pôle plus BR et le
connecteur du câble de puissance de la liaison dévi-
doir/générateur sur le pôle moins BO.
Brancher la torche TIG sur le connecteur BA.
Sélectionner le procédé à l'aide du bouton AI.
Ensuite, choisir le mode à l'aide du bouton AJ.
Régler les fonctions accessoires selon les indications aux
paragraphes 3.2.
5.4 SOUDURE EN MMA (VOYANT R5)
NB: le dévidoir doit rester relié au générateur.
Brancher les connecteurs du câble de la pince porte-
électrodes et de masse sur les connecteurs BO et BR en
respectant la polarité prévue par le fabricant des élec-
trodes.
6 ACCESSOIRES
6.1 TIROIR POUR RÉGLAGE COURANT ART. 187
(POTENTIOMÈTRE) + LIAISON DE RACCORDE
MENT (m 5) ART.1192 + CÂBLE ADAPTATEUR
ART. 1191
Possibles réglages dans les différents procédés de soudure:
MMA Règle le courant du minimum (10A) au courant
défini au moyen du bouton N situé sur le
panneau.
TIG Le tiroir exécute la même fonction qu'en MMA.
CA
BN
BN
Fig. 5
Fig. 4

43
6.2 PÉDALE ART. 193 + CÂBLE ADAPTATEUR ART. 1191
A utiliser avec procédé de soudure TIG.
Le réglage du courant se fait au moyen de cet accessoi-
re alors que la commande de start se fait au moyen du
bouton de la torche. Il est possible de régler le courant du
minimum jusqu'au maximum de la valeur établie à l'aide
du bouton N du panneau.
6.3 TORCHE TIG ART. 1265
Torche TIG type SR 26 non refroidie m 4
6.4 TORCHE MIG ART. 1243
Torche MIG type CEBORA PW 500 Refroidie par eau m
3,5
6.5 TORCHE MIG ART. 1245 (avec double commande
HAUT/BAS)
Torche MIG type CEBORA PW 500 U/D Refroidie par eau
m 3,5
La commande HAUT/BAS gauche:
- dans les programmes synergiques, règle les paramètres
de soudure au long de la courbe synergique.
- en MIG conventionnel, règle la vitesse du fil.
- à l'intérieur des programmes mémorisés, les sélection-
ne numériquement.
Si, en présence de torche avec bouton HAUT/BAS
(voyant AT allumé), on désire effectuer une mémorisation,
le choix du numéro du programme peut se faire au moyen
du bouton HAUT/BAS.
La commande HAUT/BAS droite:
- dans les programmes synergiques, règle la longueur de
l'arc
- en MIG conventionnel, règle la tension
- à l'intérieur des programmes mémorisés, n'est pas active
Au branchement du connecteur des torches avec bouton
HAUT/BAS le voyant AS s'allume tout en signalant que la
torche a été reconnue.
6.6 KIT POUR SOUDURE AVEC TORCHES
PUSH - PULL.
En installant cette carte accessoire, il est possible d'utili-
ser les torches push - pull avec moteur de la torche à 42V.
7 ENTRETIEN
Contrôler périodiquement que le poste à souder et tous
les raccordements sont à même de garantir la sécurité de
l'opérateur.
Après un dépannage, veiller à monter le câblage de façon
à avoir une isolation sûre entre les pièces reliées à l'ali-
mentation et les pièces reliées au circuit de soudure.
Eviter que les fils puissent entrer en contact avec les
pièces en mouvement ou avec des pièces se réchauffant
pendant le fonctionnement. Remonter les colliers comme
sur la machine d'origine de façon à éviter que, si un
conducteur se casse ou se débranche accidentellement,
l'alimentation et les circuits de soudure puissent être
reliés.

44
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONA-
MIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE
MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA
OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTE-
RESADOS. ESTE APARATO DEBERÁ SER UTILIZADO
EXCLUSIVAMENTE PARA OPERACIONES DE SOLDA-
DURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER
NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo
que el utilizador deberá ser informado de los riesgos,
resumidos a continuación, que derivan de las operacio-
nes de soldadura. Para informaciones más detalladas,
pedir el manual cod 3.300.758
DESCARGA ELÉCTRICA – Puede matar.
· Instalar y conectar a tierra la soldadora según las
normas aplicables.
· No tocar las partes eléctricas bajo corriente o los
electrodos con la piel desnuda, los guantes o las ropas
mojadas.
· Aíslense de la tierra y de la pieza por soldar.
· Asegúrense de que su posición de trabajo sea segura.
HUMOS Y GASES – Pueden dañar la salud.
· Mantengan la cabeza fuera de los humos.
· Trabajen con una ventilación adecuada y utilicen
aspiradores en la zona del arco para evitar la pre-
sencia de gases en la zona de trabajo.
RAYOS DEL ARCO – Pueden herir los ojos y quemar la
piel.
· Protejan los ojos con máscaras para soldadura
dotadas de lentes filtrantes y el cuerpo con pren-
das apropiadas.
· Protejan a los demás con adecuadas pantallas o corti-
nas.
RIESGO DE INCENDIO Y QUEMADURAS
· Las chispas (salpicaduras) pueden causar incen-
dios y quemar la piel; asegurarse, por tanto de
que no se encuentren materiales inflamables en
las cercanías y utilizar prendas de protección idóneas.
RUIDO
Este aparato de por sí no produce ruidos superio-
res a los 80dB. El procedimiento de corte pla-
sma/soldadura podría producir niveles de ruido
superiores a tal límite; por consiguiente, los utilizadores
deberán poner en practica las precauciones previstas por
la ley.
PACE-MAKER (MARCA – PASOS)
· Los campos magnéticos que derivan de corrientes ele-
vadas podrían incidir en el funcionamiento de los pace-
maker. Los portadores de aparatos electrónicos vitales
(pace-maker) deberían consultar el médico antes de
acercarse a las operaciones de soldadura de arco, de
corte, desagrietamiento o soldadura por puntos.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión
o en presencia de polvo, gas o vapores explosi-
vos. Manejar con cuidado las bombonas y los
reguladores de presión utilizados en las operaciones de
soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10 y
se deberá usar solo de forma profesional en un ambien-
te industrial. En efecto, podrían presentarse potenciales
dificultades en el asegurar la compatibilidad electro-
magnética en un ambiente diferente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos!
Según lo establecido por la Directiva Europea
2002/96/CE sobre residuos de aparatos eléctricos y
electrónicos y su aplicación en el ámbito de la legisla-
ción nacional, los aparatos eléctricos que han concluido
su vida útil deben ser recogidos por separado y entre-
gados a una instalación de reciclado ecocompatible. En
calidad de propietario de los aparatos, usted deberá
solicitar a nuestro representante local las informaciones
sobre los sistemas aprobados de recogida de estos
residuos. ¡Aplicando lo establecido por esta Directiva
Europea se contribuye a mejorar la situación ambiental y
salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
2 DESCRIPCIONES GENERALES
El aparato Sound Mig 5040/T Pulse es una instalación
multiproceso idónea para la soldadura MIG/MAG con
pulsado sinérgico, MIG/MAG sin pulsado sinérgico,
MIG/MAG convencional, TIG (DC) con encendido por
contacto del arco y MMA, realizado con tecnología por
inverter.
La soldadora se entrega con el carro arrastrahilo WF4/P
con moto reductor de cuatro rodillos y con grupo de
enfriamiento GR52.
El aparato podrá ser utilizado solo para los usos descri-
tos en el manual.
El aparato no deberá ser utilizado para descongelar
tubos.
2.1 GENERADOR
2.1.1 EXPLICACIÓN DE LOS DATOS TÉCNICOS
IEC 60974.1 La soldadora se ha construido según
IEC 60974.10 estas normas internacionales.
N°. Número de matricula que se nombrará para
cualquier petición correspondiente a la
soldadora.
Convertidor estático de frecuencia trifásica
Transformador - rectificador.
3
~
f
1
f
2
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO

45
MIG Adapto para soldadura MIG.
MMA
Adapto para soldadura con electrodos
revestidos.
TIG Adapto para soldadura TIG.
U0. Tensión en vacío secundaria.
X. Factor de trabajo en tantos por ciento
El factor de trabajo expresa el porcentaje de
10 minutos en el que la soldadora puede
trabajar a una determinada corriente sin
recalentarse.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente I2
U1. Tensión nominal de alimentación
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz
I
1
Max Corriente máx. absorbida a la correspon-
diente corriente I
2
y tensión U
2
.
I
1
eff. Es el máximo valor de la corriente efectiva
absorbida considerando el factor de trabajo.
Normalmente, este valor corresponde a la
capacidad del fusible (de tipo retardado) que
se utilizará como protección para el aparato.
IP23 C. Grado de protección del armazón.
Grado 3 como segunda cifra significa que
este aparato es idóneo para trabajar en el
exterior bajo la lluvia.
La letra adicional C significa que el aparato
está protegido contra el acceso de una her-
ramienta (diámetro 2,5 mm ) en las partes en
tensión del circuito de alimentación.
. Idóneo para trabajar en ambientes con rie-
sgo aumentado.
. Idónea para trabajar en ambientes con
riesgo aumentado.
N.B.: La soldadora ha sido proyectada para trabajar en
ambientes con grado de polución 3. (Ver IEC 60664).
2.1.2 Descripción del generador (Fig. 1)
BO - Toma:
En soldadura MIG, conectar el conector del cable de
masa. En caso de soldadura TIG conectar el conector
volante del cable de potencia de la conexión generador /
carro
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

46
BP - Conector:
Conector tipo DB9 (RS 232) que se utilizará para actuali-
zar los pr
ogramas de los microprocesadores.
BR - Toma:
En soldadura MIG, conectar el conector volante del cable
de potencia (polo +) de la conexión generador / carro
BS - Conector:
Conectar el conector del cable de los servicios de la
conexión generador / carro.
BU - Interruptor ON/OFF.
BV - Cable de alimentación.
2.2 CARRO ARRASTRAHILO
2.2.1 Descripción del carro (Fig. 1)
BA - Empalme centralizado:
Conectar la antorcha de soldadura MIG o TIG
BB - Conector:
para la conexión de los mandos a distancia
Entre los pin 4 y 5 existe un contacto limpio que se cier-
ra al encendido del arco (Arc On).
Entre los 1 y 9 se puede accionar el inicio y la parada de
la soldadura.
BC - Soporte:
Soporte para la antorcha de soldadura
BD - Conector:
Conectar el conector del cable de los servicios de la
conexión generador / carro
BE - Empalme tubo gas:
Conectar el tubo gas de la conexión generador / carro
BF - Toma:
Conectar el conector volante del cable de potencia de la
conexión generador / carro
BG - Apertura:
Ranura para el paso de los tubos de enfriamiento
BH - Grifos de encastre rápido:
Conectar los tubos rojo y azul de la conexión carro /
generador.
NOTA Respetar los colores de los tubos y de los grifos
BI - Grifos de encastre rápido:
Conectar los tubos salientes de la eventual antorcha
enfriada por agua.
NOTA Respetar los colores de los tubos y de los grifos
BJ - Portillo.
BL - Cubierta bobina hilo.
BM - Soporte bobina:
Idóneo para bobinas estándar fino a Ø 300 mm, 16 Kg.
BN - Manecilla de regulación:
Mediante esta manecilla regular la presión de los rodillos
arrastrahilo en el hilo de soldadura. NOTA: ajustar a los
valores mínimos en el caso de soldadura del aluminio.
2.3 GRUPO DE ENFRIAMIENTO
Este grupo de enfriamiento se ha proyectado para enfriar
las antorchas utilizadas para la soldadura TIG y
MIG/MAG.
Deberá utilizarse exclusivamente con este generador.
2.3.1 Explicación datos técnicos
U1 Tensión nominal de alimentación
1x400V Alimentación monofásica
50/60 Hz Frecuencia
I1max Corriente máxima absorbida
Pmax Presión máxima
P (1l/min) Potencia refrigerante medida en 1L/min.
2.3.2 DESCRIPCIÓN DE LOS DISPOSITIVOS DE
PROTECCIÓN
2.3.2.1 Dispositivo de protección presión liquido refri-
gerante
Esta protección se lleva a cabo mediante un presóstato,
insertado en el circuito de impulso del liquido, que accio-
na un microinterruptor. La presión insuficiente viene
señalada, con la sigla H2O centelleante, en el display O
(instrucciones tablero de control).
2.3.2.2 Fusible (T 1,6A/400V-Æ 6,3x32)
Este fusible se ha insertado como protección de la
bomba y está colocado en el circuito de control situado
en el interior del grupo.
2.3.3 DESCRIPCIÓN DEL GRUPO DE ENFRIAMIENTO
(Fig. 1)
BX - Ranura:
Ranura para la inspección del nivel del liquido refrigeran-
te
BQ - Grifos de encastre rápido:
Utilizar solo para las instalaciones de soldadura TIG.
NOTA: no deberán estar conectados entre ellos directa-
mente.
BW - Tapón.
BT - Grifos de encastre rápido:
Conectar el tubo rojo y azul de la conexión carro / máquina.
NOTA Respetar los colores de los tubos y de los grifos.
2.3.4 PUESTA EN MARCHA
Aflojar el tapón BW y llenar el depósito (el aparato se
entrega con aproximadamente un litro de liquido).
Es importante controlar periódicamente, a través de la
ranura BX, que el liquido se mantenga en el nivel "max".
Utilizar, como líquido refrigerante agua (preferiblemente
del tipo desionizado) mezclado con alcohol en un por-
centaje definido según la tabla siguiente:
temperatura agua / alcohol
0°C fino a -5°C 4L/1L
-5°C fino a -10°C 3,8L/1,2L
NOTA Si la bomba girase sin liquido refrigerante sería
necesario quitar el aire de los tubos.
En este caso apagar el generador, llenar el depósito,
desconectar el empalme de la conexión generador / carro
del empalme BT( ) y conectar un tubo, introducir la
otra extremidad del tubo en el
depósito. encender el generador durante aproximada-
mente 10/15 segundos y a continuación volver a conec-
tar los tubos de la conexión generador / carro.
2.4 CARRO DE TRANSPORTE (Fig. 1)
BY - Soporte bombona.
BZ - Correas fijación bombona.
BK - Orificio:
Fijar la placa unida a la conexión carro / generador.

47
3 DESCRIPCIÓN DEL PANEL (Fig. 2)
Los mandos están subdivididos en 4 sector
es más un
menú de segundas funciones y están descritos en los
siguientes párrafos:
3.1 Programación del proceso de soldadura
3.2 Funciones accesorias
3.3 Visualización y regulación de los parámetros de sol-
dadura
3.4 Funciones de servicio
3.5 Menú segundas funciones
3.1 PROGRAMACIÓN DEL PROCESO DE SOLDADU-
RA
3.1.1 Pulsador AI - Selección del proceso de soldadura
A cada presión de este pulsador se enciende el led
correspondiente a la elección
Led R1
Soldadura MIG/MAG pulsado sinérgico.
Led R2
Soldadura MIG/MAG sinérgico no pulsado.
Led R3
Soldadura MIG/MAG convencional.
Led R4
Soldadura TIG
El encendido del arco tiene lugar por corto circuito.
Led R5
Soldadura por electrodo (MMA).
3.1.2 Pulsador AJ Selección del modo de funcionamien-
to.
A cada presión de este pulsador se enciende el led
correspondiente a la selección
Led S-Dos tiempos
La máquina inicia a soldar cuando se presio-
na el pulsador y se interrumpe cuando se suelta.
NOTA Este modo es activo en todos los procesos MIG y
en TIG.
Led T-Cuatro tiempos
Para iniciar la soldadura presionar y soltar el
pulsador antorcha, para interrumpir es necesario apretar-
lo y soltarlo de nuevo.
NOTA Este modo es activo en todos los procesos MIG y
en TIG.
Led U-Soldadura con tres niveles de
corriente.
NOTA: este modo es activo en los procesos MIG sinérgi-
cos y en TIG.
Particularmente aconsejada para la soldadura MIG del
Aluminio.
Existen tres corrientes reanudables en soldadura con el
pulsador de start de la antorcha. La programación de las
corrientes y del "slope" está descrita en el párrafo 3.2
"funciones accesorias": led AB, AC, AD.
· Funcionamiento en MIG:
La soldadura inicia con la presión del pulsador antorcha,
la corriente de soldadura requerida será la programada
con el led AB. Esta corriente se mantendrá mientras que
el pulsador antorcha permanezca presionado; al soltarlo
la primera corriente se une a la corriente de soldadura,
programada con la manecilla N, en el tiempo establecido
por el led AC y se mantendrá hasta que no se vuelva a
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

48
presionar el pulsador antorcha. A la sucesiva presión del
pulsador antorcha la corriente de soldadura se unirá a la
tercera corriente o corriente de " crater-filler ", programa-
da con el led AD, en el tiempo establecido por el led AC
y se mantendrá mientras el pulsador antorcha se man-
tenga presionado. Al soltar el pulsador la soldadura se
interrumpirá.
De la versión 06 del art. 287 y versión 13 del art. 289 los
parámetros programados con los led AB, AC, AD se visua-
lizan y se regulan con el menú funciones de servicio (párra-
fo 3.5) y tendrán respectivamente como siglas:
SC = starting current (corriente de start) correspondiente
al led AB.
Slo = Slope (tiempo de empalme) correspondiente al led
AC.
CrC = Crater current (corriente de rellenado cráter) corres-
pondiente al led AD, expresada en porcentaje de la
velocidad del hilo en soldadura.
· Funcionamiento en TIG:
· Para encender el arco presionar y soltar brevemente
(< de 0,7 seg.) el pulsador antorcha, efectuar antes de
tres segundos, un breve cortocircuito entre el electrodo
de tungsteno y la pieza por soldar, el arco se enciende y
la corriente de soldadura será la programada con el led
AB. Esta corriente se mantendrá hasta que el pulsador
antorcha será presionado y soltado brevemente. A este
mando la primera corriente se une a la corriente de sol-
dadura, programada con la manecilla N, en el tiempo
establecido por el led AC y se mantendrá hasta que el
pulsador antorcha no sea presionado y soltado breve-
mente. A este punto la corriente de soldadura se unirá a
la tercera corriente, o corriente de " crater-filler ", progra-
mada con el led AD, en el tiempo establecido por el led
AC. Para apagar el arco presionar y soltar brevemente el
pulsador.
En cada momento de la soldadura una presión del pulsa-
dor antorcha mayor de 0,7 segundos acciona el apagado
del arco.
NOTA: moviendo la corriente de referencia, es decir la
programada con la manecilla N, se cambian automática-
mente en tanto por ciento las corrientes programadas
con los led AB y AD.
3.1.3 Pulsador AK Selección del diámetro del hilo.
Cada vez que se presione este pulsador se ilumina el
led (V1, V2, V3, V4) relativo al diámetro de hilo que la
máquina se predispone a soldar.
NOTA Esta selección es activa solo con procesos MIG
sinérgicos.
3.1.4 Pulsador AL Selección del cordón de soldadura.
A cada presión se enciende el led correspondiente a
la selección.
Led W1 para el hierro.
led W2 para el aluminio.
led W3 para el acero inoxidable.
El led X visualiza la selección de otros cordo-
nes de soldadura de tipo especial.
En consecuencia a las selecciones hechas con los pulsa-
dores citados:
El display AN1
visualiza los programas de soldadura existentes para
los distintos tipos de material y precisando:
si seleccionado FE SG2, etc.
si seleccionado AL AlSi 5, AlMg 5, Al 99,5, etc.
si seleccionado SS 308L, 316L, etc.
si seleccionado SP Al Bz8, CuSi 3, Rutilo,
Basic, Metal, CrNi, etc.
La selección de los materiales se lleva acabo con el
pulsador AM.
NOTA Esta selección es activa solo con procesos MIG.
El display AN2
visualiza los programas de soldadura existentes para
los \tipos de gas aplicados a los distintos tipos de
material y precisando:
si seleccionado FE CO2, Ar, 18CO2, etc.
si seleccionado Al A
si seleccionado SS Ar 2CO2, Ar 2O2, etc.
si seleccionado SP Ar, Ar 30He, Ar 18CO2, etc.
La selección de los gases se lleva acabo con el
pulsador AX.
NOTA Esta selección es activa solo con procesos MIG.
NOTA: Si, después de haber programado las opciones,
no existiese un programa para soldar el diámetro de hilo
seleccionado, en los display O y P se visualizarán las
palabras NO-PRG.
3.2 FUNCIONES ACCESORIAS
3.2.1 Pulsador AH
A la presión de este pulsador el display AN2 se
apaga y el display AN1 visualiza numéricamente el
valor de la medida seleccionada.
Esta viene señalada por el encendido del led correspon-
diente y se regula mediante los pulsadores AM y AX.
Si antes de 5 segundos el valor numérico no viene modi-
ficado los display AN2 y AN1 vuelven a la configuración
precedente.
NOTA: están memorizados los últimos valores visualiza-
dos en el display AN1.
Led Y Pre-gas
Regulación 0 - 10 seg.
Es activo en todos los procesos MIG y en TIG.
Led Z Post-gas
Regulación 0 - 30 seg.
Es activo en todos los procesos MIG y en TIG.
Led AA Acercamiento
Regulación Auto 1 - 100%
Es activo en todos los procesos MIG.
Es la velocidad del hilo, expresada en tanto por ciento de
la velocidad programada para la soldadura, antes de que
el mismo toque la pieza por soldar.
NOTA: Esta regulación es importante para obtener siem-
pre buenas salidas.
Regulación del constructor "auto" automático.
Led AB Corriente de "Hot start"
Regulación 1 - 200% de la corriente de sol-
dadura (regulada con la manecilla N)

49
Activo en los programas MIG sinérgicos y en TIG cuando
se ha seleccionado el modo de soldadura a tr
es niveles
(led U). Activo con "HSA-ON" ver 3.5.2.
Led AC Slope
Regulación 1 - 10 seg.
Define el tiempo de unión entre la primera corriente "Hot
start" con la segunda corriente "soldadura" y la segunda
corriente con la tercera "crater filler".
Activo en los programas MIG sinérgicos y en TIG. cuan-
do se ha seleccionado el modo de soldadura a tres nive-
les (led U). Activo con "HSA-ON" ver 3.5.2.
Led AD Corriente de "crater filler"
Regulación 1 - 200% de la corriente de sol-
dadura (regulada con la manecilla N)
Activo en los programas MIG sinérgicos y en TIG solo
cuando se ha seleccionado el modo de soldadura a tres
niveles (led U). Activo con "HSA-ON" ver 3.5.2.
Led AE Burn - back
Regulación Auto 4 - 250 ms)
Sirve a regular la longitud del hilo que sale de la tobera
gas después de la soldadura.
Activo en todos los procesos MIG.
Más alto es el numero mayor es la estañadura del hilo
Regulación del constructor "auto" automático.
Led AF Hot - start para MMA
Regulación 0 - 100%
Sobrecorriente suministrada en el momento del encendi-
do del arco. Activo en MMA.
Led AG Arc - force
Regulación 0 - 100%
Es la regulación de la característica dinámica del arco.
Activo en MMA.
3.3 VISUALIZACIÓN Y REGULACIÓN DE LOS PARÁ-
METROS DE SOLDADURA.
Manecilla N
En relación al tipo de proceso seleccionado mediante
esta manecilla se regulan las siguientes medidas:
· MIG pulsado sinérgico y MIG sinérgico:
espesor (leed B)
velocidad del hilo (leed C)
Corriente (leed D).
· MIG convencional:
velocidad del hilo (leed C)
· TIG y MMA:
corriente (leed D)
· En las funciones de servicio selecciona las funciones
indicadas por las siglas: H2O, SP, HSA, CrA, dP, Ito, rob,
FAC.
NOTA: en los programas sinérgicos regulando una medi-
da también las demás se modifican en consecuencia.
Pulsador E
Cada presión selecciona la medida regulable
mediante la manecilla N.
Le medidas seleccionables están relacionadas con el tipo
de proceso de soldadura elegido.
Led B Espesor
El display O visualiza el espesor aconsejado en base
a la corriente y a la velocidad del hilo programadas.
Activo en los procedimientos MIG sinérgicos.
Led C Velocidad del hilo
Indica que el display O visualiza la velocidad del hilo
en soldadura. Activo en todos procedimientos de
soldadura MIG.
Led D Corriente
Indica que el display O visualiza la corriente de sol-
dadura preprogramada o, en combinación con el
encendido del led F, la verdadera corriente de soldadura.
Activo en todos los procesos de soldadura.
Manecilla Q
En relación al tipo de proceso seleccionado mediante
esta manecilla se regulan las siguientes medidas:
· MIG pulsado sinérgico y MIG Sinérgico:
longitud del arco (K)
Impedancia (L)
· MIG convencional:
tensión de soldadura (J)
Impedancia (L)
· Al interior de los programas memorizados selecciona el
numero de programa deseado.
Todas estas medidas se visualizan en el display (P) y se
seleccionan con el pulsador I.
En las funciones de servicio selecciona las siglas: OFF,
OnC, OnA, SAu, rES.
Pulsador I
Cada presión selecciona la medida regulable
mediante la manecilla Q.
Le medidas seleccionables están relacionadas con el tipo
de proceso de soldadura elegido.
Led J Tensión
En todos los procesos de soldadura MIG indica que
el disply P visualiza la tensión preprogramada o, en
combinación con el encendido del led F, la verdadera
tensión de soldadura.

50
En TIG y en MMA permanece siempre encendido y no es
seleccionable. Indica que el display P visualiza la tensión
en vacío o la tensión de soldadura o, en combinación con
el encendido del led F, la verdadera tensión de soldadura.
Led K Longitud del arco
Regulación (-9,9 ÷ +9,9).
En todos los programas MIG sinérgicos el display P
visualiza un numero. El cero es la regulación pro-
gramada por el constructor, si el numero lo hacemos
negativo disminuye la longitud del arco, si lo hacemos
positivo lo alarga.
La longitud del arco se visualiza también girando la mane-
cilla Q durante la visualización del led J; pasados 3 segun-
dos desde la última corrección le led K se apaga y se
vuelve a encender el led J.
Led L Impedancia
Regulación (-9,9 ÷ +9,9).
En todos los programas MIG el display P visualiza
un numero. El cero es la regulación programada por el
constructor, si el numero lo hacemos negativo la impe-
dancia disminuye y el arco se vuelve más duro si aumen-
ta se vuelve más dulce.
Led A posición globular
No se puede seleccionar. Activo en el procedimien-
to MIG sinérgico no pulsado. El encendido señala
que el par de valores seleccionados para la soldadura
podría dar arcos inestables y con salpicaduras.
Led F Hold
No se puede seleccionar. Se activa en soldadura
MIG, TIG, MMA y señala que las medidas visualiza-
das por los O y P (normalmente Amperio y Volt) son las
utilizadas en soldadura. Se activa al final de cada solda-
dura.
Led G Termostato
Su encendido señala la intervención del dispositivo
de protección térmica.
Led H Dispositivo de seguridad
Señala la función de bloqueo de todos los pulsado-
res. El operador podrá regular solo los parámetros
de soldadura comprendidos en la fase AY.
Para activar la función presionar antes el pulsador AO y,
manteniéndolo presionado, presionar brevemente el pul-
sador I. El led H se ilumina y visualiza que la función es
activa. Para salir repetir de la misma forma la presión de
los pulsadores AO e I.
Led M Programas memorizados
Este led se enciende cuando se presiona la tecla
AO (PRG).
Consultar párrafo 3.4.1.
Display O
En todos los procesos de soldadura visualiza numérica-
mente las selecciones hechas mediante el pulsador E y
reguladas con la manecilla N.
Para la corriente de soldadura (led D) visualiza los
Amperios
Para la velocidad del hilo (led C) visualiza los metros por
minuto
Para el espesor (led B) visualiza los milímetros.
Si no existiese un programa en las selecciones progra-
madas, visualiza NO (sigla NO-PRG).
En la predisposición al funcionamiento del grupo de
enfriamiento visualiza la sigla H2O.
Visualiza las palabras "OPn", de forma centelleante, si el
portillo del carro arrastrahilo estuviera abierto.
En los mesajes de error visualiza la sigla " Err ".
En las funciones de servicio visualiza las siglas: HH2O, SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
En todos los procesos de soldadura visualiza numérica-
mente las selecciones hechas mediante el pulsador I y
reguladas con la manecilla Q.
Para la tensión de soldadura (led J) visualiza los Volt
Para la longitud del arco (led K) visualiza un numero com-
prendido entre -9,9 e +9,9; el cero es la regulación acon-
sejada. Para la impedancia (led L) visualiza un numero
comprendido entre -9,9 y +9,9, el cero es la regulación
aconsejada.
En el interior de las memorias visualiza el numero del pro-
grama seleccionado.
En la predisposición al funcionamiento del grupo de
enfriamiento visualiza la sigla OFF (apagado), On-C (fun-
cionamiento continuo), On-A (funcionamiento en
automático).
Si no existiese un programa en las selecciones progra-
madas visualiza PRG (sigla NO-PRG).
En los mensajes de error visualiza el numero del error.
En las funciones de servicio visualiza las siglas: OFF,
OnC, OnA.
En la función "HSA" visualiza las siglas OFF / On.
En las funciones de la doble pulsación:
-FdP visualiza OFF - 0,1÷5
-ddP visualiza 0,1÷3
-tdP visualiza 25÷75
-AdP visualiza -9,9÷9,9
En la función "rob" visualiza las siglas OFF, On (si no está
insertada la interfaz robot el display O indicherà la sigla
rob lampeggiante).
En la función "FAc" visualiza la sigla - - -, All, noP, PrG.
3.4 FUNCIONES DE SERVICIO
Pulsador AR Test hilo
Permite el avance a 8 m/min sin la presencia de ten-
sión y del gas.
Pulsador AQ Test gas
Presionando este tecla el gas empieza a salir, para
detener la salida hay que volver a presionarlo. Si no
se presionase de nuevo, pasados 30 seg., la salida del
gas se interrumpiría.
3.4.1 Memorización y reanudación de los programas
memorizados.
Pulsador AP Memorización
Presionar la tecla AP, se enciende el led M y AT en
el caso de que esté insertada la antorcha con mando
U/D.

51
El display O visualiza la sigla STO y el display P indica el
numer
o (centelleante si libre, fijo si ocupado).
Viene visualizado el primer numero de programa libre,
elegir con la manecilla Q el numero de programa desea-
do a continuación presionar la tecla AP durante un tiem-
po mayor de 3 seg. A memorización realizada, el numero
del programa pasará de centelleante a fijo. Soltando el
pulsador AP, se sale de la memorización y el led M se
apaga. En el caso de que se tenga intención de sobres-
cribir un programa, a la presión del pulsador AP, durante
un tiempo mayor de 3 seg., el numero pasará de fijo a
centelleante para después volver a fijo de forma que se
visualice la sobre escritura.
La acción de memorizar deberá ejecutarse durante el
tiempo en el que el display P visualiza el numero del pro-
grama (5seg.).
Nota: La selección del n° del programa puede efectuar-
se girando la manecilla Q o, si está insertada la antorcha
con el pulsador U/D, presionando la tecla U/D de la
izquierda situada en la empuñadura.
En el caso se presionase brevemente el pulsador AP para
visualizar las memorias y no se pensase usarlas ni modi-
ficarlas, presionar brevemente el pulsador AO para salir.
Además se tendrá la posibilidad de cancelar un pro-
grama de soldadura memorizado.
Para realizar esto actuar de la forma siguiente:
Presionar la tecla AP el display O visualizará la sigla “Sto”
y el display P indicará el número. Seleccionar el número
del programa de soldadura memorizado con la manecilla
Q. Girar la manecilla N hasta que aparezca, en el display
O, la sigla “del”. Pulsar el pulsador AP durante un
tiempo mayor de 3 seg.
Si se desea llamar un programa memorizado para modifi-
carlo repetir las acciones descritas precedentemente, pero
con la manecilla N seleccionar la sigla “rCL” (recall – lla-
mar memoria). Pulsar el pulsador AP durante un tiempo
mayor de 3 seg.; el led M se apaga y en panel se plantean
todas las programaciones del programa llamado.
Pulsador AO Reanudación de los programas memori-
zados
Para reanudar un programa memorizado presionar
brevemente el pulsador AO. El display O visualiza la
sigla PRG y el display P indica el numero del último pro-
grama utilizado o, si no se hubiesen utilizado nunca, el
último programa memorizado. El led M se enciende, ele-
gir con la manecilla Q, o con el pulsador de la izquierda
de la antorcha U/D, el numero de programa. Pasados 5
segundos desde la selección los display O y P visualizan
las medidas memorizadas y la máquina está lista para
soldar. Cuando los led M y AT (si está insertada la antor-
cha UD) estén encendidos todas las regulaciones estarán
inhabilitadas.
NOTA:Se podrán visualizar, pero no modificar, las medi-
das señaladas por los led J - K - L y B - C - D.
Los mandos a distancia serán inhabilitados.
Para salir de los programas memorizados presionar el
pulsador AO (dos veces si ha desaparecido el número del
programa) los led M y AT (si está insertada la antorcha
UD) se apagan y la máquina visualiza la última programa-
ción antes de la presión del pulsador PRG.
NOTA: con el pulsador U/D de la antorcha se puede cam-
biar programa incluso mientras se suelda y reanudar en
secuencia todos los programas memorizados.
Además se pueden volver a llamar, en secuencia, los pro-
gramas de soldadura del mismo tipo memorizados con-
secutivamente y delimitados por dos programas libres.
Esta función se realiza con el arco encendido.
3.5 MENÚ FUNCIONES DE SERVICIO
3.5.1 Gestión grupo de enfriamiento
Presionar el pulsador AO y, manteniéndolo presionado,
presionar el pulsador E para entrar en un submenú.
Con la manecilla N efectuar la selección: H2O
Girar la manecilla Q para seleccionar el tipo de funciona-
miento:
· OFF = apagado.
· On C = siempre encendido
· On A = encendido automático. Cuando se enciende la
máquina, el grupo funciona. Si el pulsador antorcha no
está presionado, pasados 15 segundos se apaga. A la
presión del pulsador antorcha el grupo inicia a funcionar
y se apaga pasados 3 minutos desde que se suelta el
pulsador mismo.
Presionando nuevamente las teclas AO y E se sale.
Si la presión del liquido refrigerante fuese insuficiente el
generador no distribuirá corriente y en el display O apa-
recerán la palabra H2O centelleante.
3.5.2 SP Soldadura por puntos e intermitencia.
Activa en soldadura dos tiempos (led S) o cuatro tiempos
(led T).
La selección tiene lugar con la manecilla N, el display P
visualiza OFF girar la manecilla Q hasta que aparezca la
sigla On en el display P para activar la función.
Girando la manecilla N seleccionar la sigla “tSP” (tiempo
de soldadura por puntos Spot time), el display P visuali-
za el tiempo de 1 segundo con la manecilla Q programar el
tiempo, regulación desde 0,3 a 5 segundos.
Si se quiere programar la intermitencia (soldadura con
tiempo de pausa automático) girar ulteriormente la maneci-
lla N de forma que el display P visualice la sigla “tIn”
(tiempo de intermitencia), el display P visualiza OFF girar
la manecilla Q hasta que aparezca un numero que será el
tiempo elegido por ustedes entre una soldadura por pun-
tos y otra.
3.5.3 Hot Start Automatico (HSA).
Presionar el pulsador AO y, manteniéndolo presionado,
presionar el pulsador E para entrar en un submenú.
Girando la manecilla N seleccionar: HSA.
Girar la manecilla Q para seleccionar el tipo de funciona-
miento:
OFF = Apagado
On = Activo
La función es activa en los programas MIG sinérgicos
cuando se seleccione la soldadura dos tiempos (led S) o
cuatro tiempos (led T).
El operador podrá regular:
1. El nivel de la corriente de “hot-start” led AB.
2. La duración led AD regulación 0,1÷10 segundos
3. El tiempo de paso entre la corriente de “hot-start” y la
corriente de soldadura led AC .
De la versión 06 del art 287 y versión 13 del art. 289 los
parámetros programados con los led AB, AC, AD son

52
manecilla Q para corregirla.
Nota: es posible soldar al interno de las funciones de
doble pulsación
Una vez realizadas estas regulaciones, para volver a la
normal configuración del panel presionar el pulsador AO
y, manteniéndolo presionado, presionar el pulsador E.
Si fuese necesario regular la longitud del arco de la cor-
riente más baja, velocidad menor, proceder en la regula-
ción de la longitud de arco de la velocidad de referencia
(led K activado).
Moviendo la velocidad de referencia, las programaciones
precedentemente reguladas serán repetidas también
para la nueva velocidad
3.5.6 Función ito (inching time out).
El objetivo es el de bloquear la soldadora si, después del
start, el hilo sale por la longitud en centímetros programada
sin paso de corriente.
Pulsar el pulsador AO y, manteniéndolo pulsado, pulsar
el pulsador E para entrar en un submenú.
Girando la manecilla N colocarla en: ito.
Girar la manecilla Q para seleccionar el tipo de funcio-
namiento:
OFF = Apagado
Regulación = 5 –50cm.
3.5.7 Funciones Robot “rob”.
Válida solo para versiones robot.
3.5.8 Función FAC (factory).
Activación:
El objetivo es el de hacer que la soldadora vuelva a los
planteos con los que la casa productora la entregó.
Pulsar el pulsador AO y, manteniéndolo pulsado, pulsar
el pulsador E para entrar en un submenú.
Girando la manecilla N colocarla en: FAC
Girando la manecilla Q se seleccionan las siglas:
noP = Viene reactivado el funcionamiento programado
por la casa productora sin cancelar los programas
memorizados.
El grupo de enfriamiento viene apagado.
PrG = Se cancelan todos los programas memorizados.
ALL = Viene reactivado el funcionamiento programado por
la casa productora.
El grupo de enfriamiento viene apagado.
Para activar la función pulsar el pulsador AP.
seleccionables (manecilla N) y regulables (manecilla Q)
después de la selección de la función HSA las siglas selec-
cionables son:
SC = starting current (corriente de start) correspondiente
al led AB.
Slo = Slope (tiempo de empalme) correspondiente al led
AC.
tSC = Starting current time (tiempo de la corriente de
start) correspondiente al led AD.
3.5.4 CrA (crater filler- llenado del cráter final).
La función se puede seleccionar con la manecilla N y fun-
ciona en soldadura dos tiempos (led S) o cuatro tiempos
(led T) y si se desea, también en coordinación con la fun-
ción HSA. Después de haber activado la función seleccio-
nando “On” con la manecilla Q, girar la manecilla N para
visualizar las siglas:
Slo = Tiempo de empalme entre la corriente de soldadura
y la corriente de llenado cráter. Default 0,5 seg.
Regulación 0,1 –10 seg.
CrC = corriente de llenado de cráter expr
esada en porcen-
taje de la velocidad del hilo en soldadura.
Default 60%. Regulación 10 –200%.
TCr = tiempo de duración de la corriente de llenado.
Default 0,5 seg. Regulación 0,1 –10 seg.
3.5.5 dP Doble pulsación ( Art. 287 Opcional ).
Este tipo de soldadura cambiará la intensidad de corrien-
te entre dos niveles y puede ser incluido en todos los pro-
gramas sinérgicos.
Antes de programarla hay que efectuar un breve cordón
para determinar la velocidad más cercana a la soldadura
que se deberá efectuar. Se determina de esta forma la
velocidad de referencia.
Para activar la función proceder como sigue:
1. Presionar el pulsador AO y, manteniéndolo presionado,
presionar el pulsador E para entrar en un submenú.
2. Girar la manecilla N hasta que aparezca la sigla “dP” en
el display O, activar la función girando la manecilla Q
hasta que aparezca la sigla On en el display P.
3. Girar la manecilla N hasta que aparezca la sigla FdP
(frecuencia doble pulsación) en el display O. El display
P visualiza la sigla OFF (apagado).
Girar la manecilla Q para seleccionar la frecuencia de
trabajo (regulación da 0,5 a 5 Hz). El valor selecciona-
do viene visualizado en el display P.
4. Girar la manecilla N hasta que aparezca la sigla ddP
(diferencia en mt/min de la doble pulsación).
Girar la manecilla Q para seleccionar los metros por
minuto (regulación 0,1- 3m/min) que serán sumados y
restados a la velocidad de referencia (default 1m/min).
5. Girar la manecilla N hasta que aparezca la sigla tdP.
Éste sería el tiempo de duración de la velocidad del hilo
más alta, es decir de la corriente mayor. Viene expre-
sado en porcentaje del tiempo obtenido por la frecuen-
cia Fdp (ver figura 3).
Girar la manecilla Q para regular el porcentaje.
Regulación entre 25 y 75% (default 50%).
6. Girar la manecilla N hasta que aparezca la sigla AdP
(longitud de arco de la corriente mayor). Regulación -
9,9 - 9,9 (default 0).
Verificar, en soldadura, que la longitud del arco sea la
misma para ambas corrientes; eventualmente girar la
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
VELOCIDAD
DE REFEREN-
CIA

53
4 INSTALACIÓN
La instalación de la soldadora deberá ser efectuada por
personal experto. Todos las conexiones deberán realizarse
respetando la vigente ley de prevención de accidentes.
4.1 COLOCACIÓN
El peso de la soldadora es de 108 Kg. por tanto para un
eventual levantamiento ver Fig. 4
Colocar el aparato en una zona que asegure una buena
estabilidad, una eficiente ventilación que pueda evitar
que polvo metálico (ej. esmerilado) pueda entrar.
4.2 PUESTA EN MARCHA
Colocar el arrastrahilo WF4-P en el generador.
Conectar el arrastrahilo al generador mediante la
conexión Art. 1197 o 1197-20 fijándola con la correspon-
diente placa al punto BK situado en la plataforma del
carro de transporte.
NOTA: evitar disponer la conexión bajo forma de bobina
para reducir al mínimo los efectos inductivos que pudie-
ran influenciar los resultados con soldadura MIG/MAG
pulsada.
Montar la clavija en el cable de alimentación teniendo
especial cuidado en conectar el conductor amarillo verde
al polo de tierra.
Verificar que la tensión de alimentación corresponda a la
nominal de la soldadora.
Dimensionar los fusibles de protección en base a los
datos citados en la tarjeta de los datos técnicos
Colocar la bombona en el soporte BY fijarla con las cor-
reas BZ y conectar el tubo de gas a la salida del reductor
de presión.
Montar la antorcha.
Controlar que la garganta de los rodillos corresponda al
diámetro del hilo utilizado.
Para la eventual sustitución ver fig. 5:
Abrir el portillo BJ, quitar la cubierta CA, desbloquear los
rodillos prensahilo mediante la manecilla de regulación de
la presión BN, sustituir los rodillos y volver a montar la
cubierta CA.
Montar la bobina del hilo e insertar el hilo en el remolque
y en la vaina de la antorcha.
Bloquear los rodillos prensahilo con la manecilla BN y
regular la presión.
Encender la máquina.
Regular el gas utilizando la tecla AQ a continuación hacer
avanzar el hilo utilizando la tecla AR.
El aparato se entrega con el grupo de enfriamiento predi-
spuesto en OFF. Si se utilizase una antorcha con enfria-
miento por agua, programar el funcionamiento del grupo
de enfriamiento como se describe en el párrafo 3.5.1 del
manual del panel de control.
5 SOLDADURA
5.1 SOLDADURA MIG PULSADO SINÉRGICO (LED R1)
O MIG SIN PULSADO SINÉRGICO (LED R2)
Seleccionar este proceso mediante el pulsador AI.
Elegir a continuación el modo, el diámetro del hilo, el tipo
y la calidad del material y el tipo de gas.
Regular las funciones accesorias según cuanto indicado
en los párrafos 3.2 del manual de los paneles de control.
Regular los parámetros de soldadura mediante las mane-
cillas N y Q.
5.2 SOLDADURA EN MIG CONVENCIONAL (LED R3)
Seleccionar este proceso mediante el pulsador AI.
Elegir a continuación el modo, el diámetro del hilo, el tipo
y la calidad del material y el tipo de gas.
Regular las funciones accesorias siguiendo cuanto indi-
cado en los párrafos 3.2.
Regular la velocidad del hilo y la tensión de soldadura
respectivamente mediante las manecillas N y Q.
5.3 SOLDADURA TIG (LED R4)
Conectar el cable de masa al polo positivo BR y el conec-
tor del cable de potencia de la conexión carro /generador
al polo negativo BO.
Conectar la antorcha TIG al conector BA.
CA
BN
BN
Fig. 5
Fig. 4

54
Seleccionar este proceso mediante el pulsante AI.
Elegir a continuación el modo mediante el pulsador AJ.
Regular las funciones accesorias siguiendo cuanto indi-
cado en los párrafos 3.2.
5.4 SOLDADURA EN MMA. (LED R5)
NOTA: el carro deberá permanecer conectado al genera-
dor.
Conectar los conectores del cable de la pinza porta elec-
trodos y de masa a los conectores BO y BR respetando
la polaridad prevista por el constructor de los electrodos.
6 ACCESORIOS
6.1 CAJA DE MANDOS PARA REGULACIÓN COR
RIENTE ART. 187 (POTENCIÓMETRO) + CABLE DE
ELEMENTO DE PROLONGACIÓN (5 M) ART.1192 +
CABLE ADAPTADOR ART. 1191
Regulaciones posibles en los varios procesos de solda-
dura:
MMA Regula la corriente del mínimo (10A) a la corriente
programada con la manecilla N colocada en el
panel.
TIG La caja de mandos efectúa la misma función de
MMA.
6.2 PEDAL ART. 193 + CABLE ADAPTADOR ART. 1191
Utilizar con proceso de soldadura TIG.
La regulación de la corriente tienen lugar con este acce-
sorio mientras que el accionamiento de start tiene lugar
con el pulsador de la antorcha.
Se puede regular la corriente desde el mínimo al máximo
del valor programado con la manecilla N del panel.
6.3 ANTORCHA TIG ART. 1265
Antorcha TIG tipo SR 26 no enfriada 4m.
6.4 ANTORCHA MIG ART. 1243
Antorcha MIG tipo CEBORA PW 500 enfriada por agua
mt. 3,5
6.5 ANTORCHA MIG ART. 1245 (con doble mando
U/D)
Antorcha MIG tipo CEBORA PW 500 U/D enfriada por
agua mt. 3,5
El mando U/D de la izquierda
- En los programas sinérgicos regula los parámetros de
soldadura a lo largo de la curva sinérgica.
- en MIG convencional regula la velocidad del hilo.
- En el interior de los programas memorizados los selec-
ciona numéricamente
Si con la antorcha U/D insertada (led AT encendido) se
piensa memorizar, la selección del número del programa
puede llevarse a cabo con el pulsador U/D.
El mando U/D de la derecha:
- En los programas sinérgicos regula la longitud de arco.
- en MIG convencional regula la tensión
- en el interior de los programas memorizados no es activo
A la introducción del conector de las antorchas U/D se
enciende el led AS que visualiza que ha tenido lugar el
reconocimiento de la antorcha.
6.6 KIT PARA SOLDADURA CON ANTORCHAS
PUSH - PULL.
Instalando esta tarjeta accesoria se podrán utilizar antor-
chas push - pull
con motor de la antorcha a 42V.
7 MANTENIMIENTO
Periódicamente controlar que la soldadora y todas las
conexiones estén en condiciones de garantizar la seguri-
dad del operador.
Después de haber efectuado una reparación tomen la
precaución de reordenar el cablaje de forma que exista
un aislamiento seguro entre las partes conectadas a la
alimentación y las partes conectadas al circuito de solda-
dura.
Evitar que los hilos puedan entrar en contacto con partes
en movimiento o con partes que se calientan durante el
funcionamiento. Remontar las abrazaderas como en la
máquina original de forma que se evite el que accidental-
mente un conductor se rompa o se desconecte, se pueda
producir una conexión entre alimentación y los circuitos
de soldadura.

55
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A ARCO PODEM
SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve
conhecer as precauções contra os riscos, a seguir lista-
dos, derivantes das operações de soldadura. Caso forem
necessárias outras informações mais pormenorizadas,
consultar o manual cod 3.300.758
CHOQUE ELÉCTRICO - Perigo de Morte.
· A Máquina de Soldar deve ser instalada e ligada
à terra, de acordo com as normas vigentes.
· Não se deve tocar as partes eléctricas sob
tensão ou os eléctrodos com a pele do corpo, com luvas
ou com indumentos molhados.
· O utilizador deve se isolar da terra e da peça que deverá
ser soldada.
· O utilizador deve se certificar que a sua posição de tra-
balho seja segura.
FUMAÇA E GÁS - Podem ser prejudiciais à saúde.
· Manter a cabeça fora da fumaça.
· Trabalhar na presença de uma ventilação ade-
quada e utilizar os aspiradores na zona do arco
para evitar a presença de gás na zona de trabalho.
RAIOS DO ARCO - Podem ferir os olhos e queimar a
pele.
· Proteger os olhos com máscaras de soldadura
montadas com lentes filtrantes e o corpo com
indumentos apropriados.
· Proteger as outras pessoas com amparos ou cortinas.
RISCO DE INCÊNDIO E QUEIMADURAS
· As cintilas (borrifos) podem causar incêndios e
queimar a pele; certificar-se, portanto, se não há
materiais inflamáveis aos redores e utilizar indu-
mentos de protecção idóneos.
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento
plasma/soldadura pode produzir níveis de rumor
superiores a este limite; portanto, os utilizadores deverão
aplicar as precauções previstas pela lei.
PACE-MAKER
· Os campos magnéticos derivantes de correntes eleva-
das podem incidir no funcionamento de pace-maker. Os
portadores de aparelhagens electrónicas vitais (pace-
maker) devem consultar um médico antes de se aproxi-
mar das operações de soldadura a arco, cisalhamento,
descosedura ou soldagem por pontos.
EXPLOSÕES
· Não soldar nas proximidades de recipientes à
pressão ou na presença de pós, gases ou vapo-
res explosivos. Manejar com cuidado as bombas
e os reguladores de pressão utilizados nas operações de
soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações con-
tidas na norma IEC 60974-10 e deve ser usado somen-
te para fins profissionais em ambiente industrial. De
facto, podem verificar-se algumas dificuldades de
compatibilidade electromagnética num ambiente
diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
mente ao lixo normal!De acordo com a Directiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no
âmbito da legislação nacional, as aparelhagens eléctri-
cas que tenham terminado a sua vida útil devem ser
separadas e entregues a um empresa de reciclagem
eco-compatível. Na qualidade de proprietário das apare-
lhagens, deverá informar-se junto do nosso representan-
te no local sobre os sistemas de recolha diferenciada
aprovados. Dando aplicação desta Directiva Europeia,
melhorará a situação ambiental e a saúde humana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A
ASSISTÊNCIA DE PESSOAS QUALIFICADAS.
2 DESCRIÇÕES GERAIS
O aparelho Sound Mig 5040/T Pulse é um equipamento
preparado para vários processos como soldadura
MIG/MAG pulsado sinérgico, MIG/MAG não pulsado
sinérgico, MIG/MAG convencional, TIG (DC) com arran-
que por contacto do arco e MMA, realizado com tecnolo-
gia inverter.
A máquina de soldadura é fornecida com cofré porta fio
WF4/P, com motor de alimentação do fio de quatro rolos
e grupo de arrefecimento GR52.
O aparelho só pode ser utilizado para os fins descritos no
manual.
O aparelho não deve ser utilizado para descongelar os
tubos.
2.1 GERADOR
2.1.1 DESCRIÇÃO DOS DADOS TÉCNICOS
IEC 60974.1 A máquina de soldadura foi fabricada de
IEC 60974.10 acordo com as normas internacionais.
N°. Número de matrícula que deverá ser indi-
cado em caso de qualquer solicitação rela
tiva à máquina de soldadura.
Conversor estático de frequência trifásica
Transformador - rectificador.
MIG Apropriado para soldadura MIG.
3
~
f
1
f
2
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO

56
MMA Apropriado para soldadura eléctrodos
r
evestidos.
TIG Apropriado para soldadura TIG.
U0. Tensão a vácuo secundária.
X. Factor de serviço percentual
O factor de serviço exprime a percentagem
de 10 minutos em que a máquina de solda-
dura pode trabalhar com uma determinada
corrente sem causar sobreaquecimentos.
I2. Corrente de soldadura
U2. Tensão secundária com corrente I2
U1. Tensão nominal de alimentação
3~ 50/60Hz Alimentação trifásica 50 ou então 60 Hz
1
Max Corrente max. absorvida na corresponden-
te corrente I
2
e tensão U
2
.
I
1
eff É o máximo valor da corrente efectiva
absorvida considerando o factor de ser-
viço.
Geralmente, este valor corresponde com a
capacidade do fusível (de tipo retardado) a
utilizar como protecção para o aparelho.
IP23 C. Grau de protecção da carcassa.
Grau 3 como segundo número significa
que este aparelho é idóneo para trabalhar
no exterior debaixo de chuva.
A letra adicional C significa que o aparelho
está protegido contra o acesso de um
utensílio (diâmetro 2,5 mm ) nas partes em
tensão do circuito de alimentação.
. Idónea a trabalhar em ambientes com risco
acrescentado.
OBS.: A máquina de soldadura foi projectada para tra-
balhar também em ambientes com grau de poluição 3.
(Ver IEC 60664).
2.1.2 Descrição do gerador (Fig. 1)
BO - Tomada:
Em soldadura MIG, ligar conector do cabo de massa. Em
caso de soldadura TIG ligar o conector volante do cabo
de potência da ligação gerador/cofré
BP - Conector:
Conector tipo DB9 (RS 232) a utilizar para actualizar os
programas dos micro-processadores.
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- Hz
U1
3x400 50/60V- Hz
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

57
BR - Tomada:
Em soldadura MIG, ligar o conector volante do cabo de
potência (pólo +) da ligação gerador / cofré
BS - Conector:
Ligar o conector dos cabos de serviço da ligação gerador
/ cofré
BU - Interruptor ON/OFF
.
BV - Cabo de alimentação.
2.2 COFRÉ ALIMENTADOR DE FIO
2.2.1 Descrição do cofré (Fig. 1)
BA - Adaptador central:
Ligar a tocha de soldadura MIG ou então TIG
BB - Conector:
para a conexão dos comandos à distância
Entre os pinos 4 e 5 encontra-se disponível um contacto
limpo que se fecha no momento do arranque do arco (Arc
On).
Entre os pinos 1 e 9 é possível comandar o início e a
paragem da soldadura.
BC - Suporte:
Suporte da tocha de soldadura
BD - Conector:
Ligar o conector dos cabos de serviço da ligação gerador
/ cofré
BE - Ligação tubo de gás:
Ligar o tubo de gás da ligação gerador / cofré
BF - Tomada:
Ligar o conector volante do cabo de potência da ligação
gerador / cofré
BG - Abertura:
Abertura para a passagem dos tubos de arrefecimento
BH - Torneiras de acoplamento rápido:
Ligar os tubos vermelho e azul da ligação cofré / gerador.
Obs.: Respeitar as cores dos tubos e das torneiras
BI - Torneiras de acoplamento rápido:
Ligar os tubos que saem da eventual tocha arrefecida a
água.
Obs.: Respeitar as cores dos tubos e das torneiras
BJ - Portinhola.
BL - Cobertura bobine fio.
BM - Suporte bobine:
Preparado para bobines padrão de até Ø 300 mm, 16 Kg.
BN - Manípulo regulação:
Por meio deste manípulo regular a pressão dos rolos ali-
mentadores sobre o fio de soldadura. OBS.: Regular nos
valores mínimos em caso de soldadura de alumínio.
2.3 GRUPO DE ARREFECIMENTO
Este grupo de arrefecimento foi projectado para arrefecer
as tochas utilizadas para a soldadura TIG e MIG/MAG.
Deve ser utilizado exclusivamente com este gerador.
2.3.1 Explicações dos dados técnicos
U1 Tensão nominal de alimentação
1x400V Alimentação monofásica
50/60 Hz Frequência
I1max Corrente máxima absorvida
Pmax Pressão máxima
P (1l/min) Potência arrefecedora medida em
1L/min
2.3.2 DESCRIÇÃO DAS PROTECÇÕES
2.3.2.1 Protecção pressão líquido arrefecedor
Esta protecção é realizada mediante um pressostato,
inserido no circuito de emissão do líquido, que comanda
um micro-interruptor. A pressão insuficiente é indicada,
com a sigla H2O lampejante, pelo display O (instruções
painel de comando).
2.3.2.2 Fusível (T 1,6A/400V-Ø 6,3x32)
Este fusível foi inserido como protecção da bomba e é colo-
cado no circuito de controlo localizado no interior do grupo.
2.3.3 DESCRIÇÃO DO GRUPO DE ARREFECIMENTO
(Fig. 1)
BX - Abertura:
Abertura para a inspecção do nível do líquido arrefecedor
BQ - Torneiras de acoplamento rápido:
Utilizar somente para equipamentos de soldadura TIG.
OBS.: não devem ser ligados directamente entre si.
BW - Tampão.
BT - Torneiras de acoplamento rápido:
Ligar o tubo vermelho e azul da ligação cofré / máquina.
OBS.: Respeitar as cores dos tubos e das torneiras.
2.3.4 FUNCIONAMENTO
Desaparafusar o tampão BW e encher o reservatório (o
aparelho é fornecido com aprox. um litro de líquido).
È importante controlar periodicamente, através a abertu-
ra BX, que o líquido seja mantido no nível "max".
Utilizar, como líquido arrefecedor, água (de preferência do
tipo desionizado) misturada com álcool na percentagem
indicada na tabela seguinte:
temperatura água/álcool
0°C até a -5°C 4L/1L
-5°C até a -10°C 3,8L/1,2L
OBS.: Se a bomba gira em ausência do líquido arrefece-
dor é necessário retirar o ar dos tubos.
Neste caso desligar o gerador, encher o reservatório,
desconectar a ligação gerador / cofré da ligação BT()
e ligar um tubo, inserir a outra extremidade do tubo
no reservatório, ligar o gerador durante aprox. 10/15
segundos e ligar novamente os tubos da ligação gerador
/ cofré.
2.4 COFRÉ DE TRANSPORTE (Fig. 1)
BY - Suporte bomba.
BZ - Correias de bloqueio bomba.
BK - Furo:
Fixar a placa ligada na conexão cofré / gerador.
3 DESCRIÇÃO DO PAINÉI (Fig. 2)
Os comandos, nos painéis, são subdivididos em 4 secto-
res e um menu de funções secundárias e estão descritos
nos seguintes parágrafos:
3.1 Definição do processo de soldadura
3.2 Funções acessórias
3.3 Visualização e regulação dos parâmetros de soldadu-
ra
3.4 Funções de serviço
3.5 Menu funções secundárias

58
3.1 DEFINIÇÃO DO PROCESSO DE SOLDADURA
3.1.1 Botão AI Escolha do pr
ocesso de soldadura.
Cada vez que este botão é pressionado o sinalizador
correspondente à escolha se ilumina.
Sinalizador R1
Soldadura MIG/MAG pulsado sinérgico.
Sinalizador R2
Soldadura MIG/MAG sinérgico não pulsado.
Sinalizador R3
Soldadura MIG/MAG convencional.
Sinalizador R4
Soldadura TIG
O arranque do arco acontece por curto circuito.
Sinalizador R5
Soldadura por eléctrodo (MMA).
3.1.2 Botão AJ Escolha do modo de funcionamento.
Cada vez que este botão é pressionado o sinalizador
correspondente à escolha se ilumina.
Sinalizador S-Dois tempos
A máquina começa a soldar quando o gatilho
é pressionado e interrompe a soldadura quando o gatilho
é liberado.
OBS.: Este modo é activo em todos os processos MIG e
em TIG.
Sinalizador T-Quatro tempos
Para iniciar a soldadura pressionar e liberar o
gatilho da tocha, para interromper é necessário pressio-
nar e liberar novamente.
OBS.: Este modo é activo em todos os processos MIG e
em TIG.
Sinalizador U-Soldadura com três níveis
de corrente.
OBS.: este modo é activo nos processos MIG sinérgicos
e em TIG.
Particularmente recomendado para a soldadura MIG do
Alumínio.
Estão disponíveis três correntes que podem ser usadas na
soldadura através do botão de start da tocha. A definição
das correntes e do "slope" encontra-se descrita no pará-
grafo 3.2 "funções acessórias ": sinalizador AB, AC, AD.
· Funcionamento em MIG:
A soldadura começa quando se carrega no gatilho da
tocha, a corrente de soldadura utilizada será aquela defi-
nida com o sinalizador AB. Esta corrente será mantida
enquanto o gatilho da tocha permanecer carregado; ao
liberá-lo, a primeira corrente liga-se na corrente de sol-
dadura, definida com o manípulo N, no tempo estabele-
cido pelo sinalizador AC e se mantém até quando for car-
regado novamente o gatilho da tocha. Ao carregar nova-
mente o gatilho da tocha, a corrente de soldadura liga-se
na terceira corrente ou corrente de " crater-filler ", defini-
da com o sinalizador AD, no tempo estabelecido pelo
sinalizador AC e se mantém enquanto gatilho da tocha
permanecer carregado. Ao liberar o gatilho, a soldadura
é interrompida.
Na versão 06 do art. 287 e versão 13 do art. 289, os parâ-
metros definidos com os sinalizadores AB, AC, AD
poderão ser visualizados e regulados no menu funções
de serviço (parágrafo 3.5) e terão, respectivamente,
como siglas:
SC = starting current (corrente de start) correspondente
ao sinalizador AB.
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

59
Slo =
Slope (tempo de acoplamento) correspondente
ao sinalizador AC.
CrC = Crater current (corrente de enchimento cratera)
correspondente ao sinalizador AD, expressa em
percentual da velocidade do fio de soldadura.
· Funcionamento em TIG:
· Para ligar o arco carregar e liberar brevemente (< di 0,7
seg.) o gatilho da tocha, fazer, dentro de três segundos,
um breve curto-ciurcuito entre o eléctrodo de tungsténio
e a peça a soldar; o arco acende-se e a corrente de sol-
dadura será aquela definida com o sinalizador AB. Esta
corrente será mantida até quando o gatilho da tocha for
carregado e liberado brevemente. Com este comando, a
primeira corrente liga-se na corrente de soldadura, defi-
nida com o manípulo N, no tempo estabelecido pelo
sinalizador AC e se mantém até quando o gatilho da
tocha for novamente carregado e liberado brevemente.
Nesta altura, a corrente de soldadura liga-se na terceira
corrente, ou corrente de " crater-filler ", definida com o
sinalizador AD, no tempo estabelecido pelo sinalizador
AC. Para extinguir o arco carregar e liberar brevemente o
gatilho. Em cada momento da soldadura, a pressão do
gatilho da tocha durante um período mais longo que 0,7
segundos, comandará a extinção do arco.
OBS.: movendo a corrente de referência, isto è, aquela
definida com o manípulo N, modifica-se automaticamen-
te em percentual as correntes definidas com os sinaliza-
dores AB e AD.
3.1.3 Botão AK Escolha do diâmetro do fio.
Cada vez que este botão é carregado o sinalizador
(V1, V2, V3, V4) relativo ao diâmetro do fio que a
máquina se predispõe soldar se ilumina.
OBS.: Esta selecção é activa somente com processos
MIG sinérgicos.
3.1.4 Botão AL Escolha do material de aporte
A cada pressão acende-se o sinalizador correspon-
dente à escolha.
Sinalizador W1 para o ferro
sinalizador W2 para o Alumínio
sinalizador W3 para o aço inoxidável.
O sinalizador X visualiza a escolha de outros
fios de aporte especiais.
Como consequência das escolhas feitas através dos
botões citados:
O display AN1
Visualiza os programas de soldadura existentes para
os tipos de material, nomeadamente:
se seleccionado FE SG2, etc.
se seleccionado AL AlSi 5, AlMg 5, Al 99,5, etc.
se seleccionado SS 308L, 316L, etc.
se seleccionado SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi, etc.
A escolha dos materiais é feita através do botão AM.
OBS.: Esta selecção é activa somente com processos MIG.
O display AN2
Visualiza os programas de soldadura existentes para
os tipos de gás combinados com os tipos de mate-
riais, nomeadamente:
se seleccionado FE CO2, Ar 18CO2, etc.
se seleccionado Al Ar
se seleccionado SS Ar 2CO2, Ar 2O2, etc.
se seleccionado SP Ar, Ar 30He, Ar 18CO2, etc.
A escolha dos gases ocorre através do botão AX.
OBS.: Esta selecção é activa somente com processos MIG.
OBS.: Se, após ter definido as escolhas, não existir um
programa para soldar o diâmetro de fio seleccionado, no
display O e P será visualizada a escrita NO-PRG.
3.2 FUNÇÕES ACESSÓRIAS
3.2.1 Botão AH
Ao carregar este botão o display AN2 apaga-se e o
display AN1 visualiza numericamente o valor da
grandeza seleccionada.
A mesma é visualizada através do sinalizador correspon-
dente que se ilumina e pode ser regulada através do
botão AM e AX.
Se dentro de 5 segundos o valor numérico não for modi-
ficado os displays AN2 e AN1 voltam para a configuração
anterior.
OBS.: estão memorizados os últimos valores visualiza-
dos no display AN1.
Sinalizador Y Pré-gás
Regulação 0 - 10 seg
é activo em todos os processos MIG e em TIG.
Sinalizador Z Pós-gás
Regulação 0 - 30 seg
é activo em todos os processos MIG e em TIG.
Sinalizador AA Aproximação
Regulação Auto 1 - 100%
é activo em todos os processos MIG.
é a velocidade do fio, expressa em percentual da veloci-
dade definida para a soldadura, antes que o mesmo
toque a peça a soldar.
OBS.: Esta regulação é importante para obter sempre um
início óptimo da operação.
Regulação do fabricante "auto" automático.
Sinalizador AB Corrente de "Hot start"
Regulação 1 - 200% da corrente de soldadu-
ra (regulada com o manípulo N)
Activo nos programas MIG sinérgicos e em TIG quando
seleccionado o modo de soldadura em três níveis (sinali-
zador U). Activo com "HSA-ON" veja 3.5.2.
Sinalizador AC Slope
Regulação 1 - 10 seg
Define o tempo de ligação entre a primeira corrente "Hot
start" com a segunda corrente "soldadura" e a segunda
corrente com a terceira "crater filler".
Activo nos programas MIG sinérgicos e em TIG. quando
tiver sido seleccionado o modo de soldadura de três
níveis (sinalizador U). Activo com "HSA-ON" veja 3.5.2.
Sinalizador AD Corrente de "crater filler"
Regulação 1 - 200% da corrente de soldadu-
ra (regulada com o manípulo N)
Activo nos programas MIG sinérgicos e em TIG somente

60
quando tiver sido seleccionado o modo de soldadura de
três níveis (sinalizador U). Activo com "HSA-ON" veja
3.5.2.
Sinalizador AE Burn - back
Regulação Auto 4 - 250 ms)
Serve para regular o comprimento do fio que sai do bocal
gás após a soldadura.
Activo em todos os processos MIG.
Quanto mais alto for o número maior será a queimadura
do fio. Regulação do fabricante "auto" automático.
Sinalizador AF Hot - start para MMA
Regulação 0 - 100%
Sobrecorrente distribuída no momento de arranque do
arco. Activo em MMA.
Sinalizador AG Arc - force
Regulação 0 - 100%
é a regulação da característica dinâmica do arco.
Activo em MMA.
3.3 VISUALIZAÇÃO E REGULAÇÃO DOS PARÂME
TROS DE SOLDADURA.
Manípulo N
Em relação ao tipo de processo seleccionado através
deste manípulo regulam-se as seguintes grandezas:
· MIG pulsado sinérgico, MIG sinérgico:
espessura (sinalizador B)
velocidade do fio (sinalizador C)
Corrente (sinalizador D).
· MIG convencional:
velocidade do fio (sinalizador C)
· TIG, MMA :
corrente (sinalizador D)
Nas funções de serviço selecciona as funções indicadas
nas siglas: H2O, SP, HSA, CrA, dP, Ito, rob, FAC.
OBS.: nos programas sinérgicos, ao regular uma grande-
za, consequentemente as outras também se modificam.
Botão E
Cada pressão selecciona a grandeza regulável
através do manípulo N.
As grandezas seleccionáveis estão relacionadas com o
tipo de processo de soldadura escolhido.
Sinalizador B Espessura
O display O visualiza a espessura recomendada
com base na definição dada à corrente e à veloci-
dade do fio. Activo nos procedimentos MIG sinérgicos.
Sinalização C Velocidade do fio
Indica que o display O visualiza a velocidade do fio
em soldadura. Activo em todos os procedimentos
de soldadura MIG.
Sinalização D Corrente
Indica que o display O visualiza a corrente de soldadu-
ra pré-definida ou então, em combinação com a entra-
da em função do sinalizador F, a verdadeira corrente de sol-
dadura. Activo em todos os processos de soldadura.
Manípulo Q
Em relação ao tipo de processo seleccionado mediante
este manípulo, regulam-se as seguintes grandezas:
· MIG pulsado sinérgico, MIG sinérgico :
comprimento do arco (K)
Impedância (L)
· MIG convencional:
tensão de soldadura (J)
Impedância (L)
· Entre os programas memorizados selecciona o número
do programa desejado.
Todas estas grandezas são visualizadas no display (P) e
são seleccionadas através do botão I. Nas funções de
serviço, selecciona as siglas: OFF, OnC, OnA, SAu, rES.
Botão I
Cada pressão selecciona a grandeza regulável
através do manípulo Q.
As grandezas seleccionáveis estão relacionadas com o
tipo de processo de soldadura escolhido.
Sinalizador J Tensão
Em todos os processos de soldadura MIG este
sinalizador indica que o display P visualiza a tensão
pré-definida ou então, em combinação com a entrada em
função do sinalizador F, a verdadeira tensão de soldadu-
ra.
Em TIG e em MMA, permanece sempre iluminado e não
é seleccionável. Indica que o display P visualiza a tensão
a vazio ou a tensão de soldadura ou então, em combi-
nação com a entrada em função do sinalizador F, a ver-
dadeira tensão de soldadura.
Sinalizador K Comprimento do arco
Regulação (-9,9 ÷ + 9,9).
Em todos os programas MIG sinérgicos o display P
visualiza um número. O zero é a regulação definida
pelo fabricante, se o número é levado para negativo,
diminui o comprimento do arco, se para positivo alonga
o comprimento do mesmo.
O comprimento do arco é também visualizado girando o
manípulo Q durante a visualização do sinalizador J;
após 3 segundos depois da última correcção, o sinaliza-
dor K apaga-se e o sinalizador J acende-se.

61
Sinalizador L Impedância
Regulação (-9,9 ÷ + 9,9).
Em todos os pr
ogramas MIG o display P visualiza
um número. O zero é a regulação definida pelo fabrican-
te, se o número é levado para negativo, a impedância
diminui e o arco torna-se mais duro, se aumenta torna-se
mais doce.
Sinalizador A posição globular
Não é seleccionável. Activo no procedimento MIG
sinérgico não pulsado. Quando em função indica
que o par de valores escolhidos para a soldadura pode
resultar em arcos instáveis e com borrifos.
Sinalizador F Hold
Não é seleccionável. Activa-se em soldadura MIG,
TIG, MMA e indica que as grandezas visualizadas
pelos displays O e P (normalmente Ampere e Volt) são
aquelas utilizadas em soldadura. Activa-se no final de
cada soldadura.
Sinalizador G Termóstato
A sua entrada em função indica a intervenção da
protecção térmica.
Sinalizador H Segurança
Indica a função de bloqueio de todos os botões. O
operador poderá regular somente os parâmetros de
soldadura incluídos na faixa AY.
Para activar a função carregar primeiro no botão AO e,
mantendo-o carregado, pressionar brevemente o botão I.
O sinalizador H ilumina-se indicando que a função é acti-
va. Para sair, repetir o mesmo procedimento de pressão
dos botões AO e I.
Sinalizador M Programas memorizados
Este sinalizador ilumina-se quando a tecla AO
(PRG) é carregada.
Consultar parágrafo 3.4.1.
Display O
Em todos os processos de soldadura, visualiza numeri-
camente as selecções feitas através do botão E e regula-
das através do manípulo N.
Para a corrente de soldadura (sinalizador D) visualiza os
Amperes
Para a velocidade do fio (sinalizador C) visualiza os
metros por minuto
Para a espessura (sinalizador B) visualiza os milímetros.
Se não existe um programa nas escolhas definidas,
visualiza NO (sigla NO-PRG).
Na predisposição para o funcionamento do grupo de
arrefecimento, visualiza a sigla H2O.
Visualiza a escrita "OPn", de modo lampejante, se a por-
tinhola do cofré alimentador de fio estiver aberto.
Nas mensagens de erro visualiza a sigla " Err ".
Nas funções de serviço visualiza as siglas:H2O, SP, HSA,
CrA, dP, Ito, rob, FAC.
Display P
Em todos os processos de soldadura visualiza numerica-
mente as selecções feitas através do botão I e reguladas
através do manípulo Q.
Para a tensão de soldadura (sinalizador J) visualiza os
Volts
Para o comprimento do arco (sinalizador K) visualiza um
número entre -9,9 e +9,9; o zero é a regulação recomen-
dada.
Para a impedância (sinalizador L) visualiza um número
entre -9,9 e +9,9, o zero é a regulação recomendada.
No interior da memória visualiza o número do programa
escolhido.
Na predisposição para o funcionamento do grupo de
arrefecimento, visualiza a sigla OFF (desligado), On-C
(funcionamento contínuo), On-A (funcionamento em
automático).
Se não existe um programa nas escolhas definidas,
visualiza PRG (sigla NO-PRG).
Nas mensagens de erro visualiza o número do erro.
Nas funções de serviço visualiza as siglas: OFF, OnC,
OnA. (H2O).
Na função "HSA" visualiza as siglas OFF / On.
Nas funções da dupla pulsação:
-FdP visualiza OFF - 0,1÷5
-ddP visualiza 0,1÷3
-tdP visualiza 25÷75
-AdP visualiza -9,9÷9,9
Na função "rob" visualiza as siglas OFF, On (se não esti-
ver inserida a interface robot o display O indicará a sigla
rob lampejante).
Na função "FAc" visualiza a sigla ALL, noP, PrG.
3.4 FUNÇÕES DE SERVIÇO
Botão AR Teste fio
Permite o avanço de 8 m/min sem a presença de
tensão e de gás.
Botão AQ Teste gás
Ao carregar esta tecla, o gás começa a sair, para
interromper a saída é necessário carregar novamen-
te. Se a tecla não for carregada novamente, após 30 seg.,
a saída do gás interrompe-se.
3.4.1 Memorização e busca dos programas memori-
zados.
Botão AP Memorização
Ao carregar a tecla AP, os sinalizadores M e AT
entram em função se a tocha for inserida com
comando U/D.
O display O visualiza a sigla STO e o display P indica o
número (lampejante, se livre, fixo se ocupado).
É visualizado o primeiro número de programa livre,
escolher com o manípulo Q o número de programa
desejado e carregar a tecla AP por mais de 3 seg. Após
a memorização, o número do programa passará de lam-
pejante para fixo. Ao liberar o botão AP abandona-se a
memorização e o sinalizador M apaga-se. Caso desejar
reescrever um programa, ao pressionar o botão AP, por
mais de 3 seg, o número passará de fixo para lampejan-
te para depois voltar fixo, de modo que se visualize a
nova escrita memorizada. A acção de memorização deve
ser feita dentro do prazo em que o display P visualiza o
número do programa (5 seg).
Obs.: A escolha do n° do programa pode ocorrer giran-

62
do o manípulo Q ou então, se estiver inserida a tocha,
com o botão U/D, carregando na tecla U/D de esquerda
colocada no punho.
Caso carregar brevemente no botão AP para visualizar as
memórias e não quiser usá-las ou modificá-las, carregar
brevemente no botão AO para sair.
Além disso existe a possibilidade de cancelar um pro-
grama de soldadura memorizado.
Para fazer isto, agir da seguinte maneira:
Carregar na tecla AP, o display O visualiza a sigla “Sto”
e o display P indica o número. Seleccionar o número do
programa de soldadura memorizado com o manípulo Q.
Girar o manípulo N até aparecer, no display O, a sigla
“del”. Carregar no botão AP por mais de 3 segundos.
Caso desejar chamar novamente um programa memori-
zado, para modificá-lo, repetir as acções descritas ante-
riormente, mas com o manípulo N seleccionar a sigla
“rCL” (recall – chamada memória). Carregar no botão
AP por um prazo maior que 3 seg; o sinalizador M
apaga-se e no painel todas as definições do programa
chamado são aplicadas.
Botão AO Busca dos programas memorizados
Para buscar um programa memorizado, carregar
brevemente no botão AO. O display O visualiza a
sigla PRG e o display P indica o número do último pro-
grama utilizado ou, se nunca tiverem sido utilizados, o
último programa memorizado. O sinalizador M ilumina-
se, escolher com o manípulo Q, ou então com o botão da
esquerda da tocha U/D, o número do programa. Após 5
segundos da escolha os displays O e P visualizam as
grandezas memorizadas e a máquina está pronta para
soldar.
Quando os sinalizadores M e AT (se estiver inserida a
tocha UD) estiverem iluminados, qualquer regulação fica
interditada.
OBS.: Poderão ser visualizadas, mas não modificadas, as
grandezas indicadas pelos sinalizadores J - K - L e B - C
- D.
Os comandos à distância serão interditados.
Para sair dos programas memorizados, carregar no
botão AO (duas vezes se o número do programa tiver
desaparecido), os sinalizadores M e AT (se estiver inseri-
da a tocha UD) se desligam e a máquina visualiza a últi-
ma definição antes da pressão do botão PRG.
OBS.: com o botão U/D da tocha pode-se mudar de pro-
grama mesmo enquanto estiver soldando e buscar em
sequência todos os programas memorizados.
Além disso, é possível chamar, em sequência, os progra-
mas de soldadura do mesmo tipo memorizados conse-
cutivamente e delimitados por dois programas livres.
Esta função é efectuada com arco ligado.
3.5 MENU FUNÇÕES DE SERVIÇO
3.5.1 Gestão grupo de arrefecimento
Carregar no botão AO e, mantendo-o carregado, carre-
gar no botão E para entrar num sub-menu.
Com o manípulo N efectuar a escolha: H2O
Girar o manípulo Q para seleccionar o tipo de funciona-
mento:
· OFF = desligado.
· On C = sempre ligado
· On A = arranque automático. Quando a máquina estiver
ligada, o grupo funciona. Se o gatilho da tocha não for
carregado, desliga-se após 15 segundos. Ao pressionar
o gatilho da tocha o grupo começa a funcionar e desliga-
se após 3 minutos que o mesmo for liberado.
Ao carregar novamente as teclas AO e E, abandona-se a
modalidade.
Se a pressão do líquido arrefecedor for insuficiente, o
gerador não distribui corrente e no display O aparece a
escrita H2O lampejante.
3.5.2 SP Punção e intermitência.
Activa em soldadura dois tempos (sinalizador S) ou qua-
tro tempos (sinalizador T).
A selecção ocorre através do manípulo N, o display P
visualiza OFF girar o manípulo Q até aparecer a sigla
On no display P para activar a função.
Girando o manípulo N seleccionar a sigla “tSP” (tempo
de punção Spot time), o display P visualiza o tempo de
1segundo com o manípulo Q determinar o tempo, regu-
lação de 0,3 a 5 segundos.
Se desejar determinar a intermitência (soldadura com
tempo de intervalo automático) girar o manípulo N de
modo que o display P visualize a sigla “tIn” (tempo de
intermitência), o display P visualiza OFF girar o maní-
pulo Q até que um numero apareça. Este número indi-
ca o tempo que escolheu entre uma punção e outra.
3.5.3 Hot Start Automático (HSA).
Carregar no botão AO e, mantendo-o carregado, carre-
gar no botão E para entrar no submenu.
Ao girar o manípulo N efectuar a escolha: HSA.
Girar o manípulo Q para seleccionar o tipo de funciona-
mento:
OFF = Desligado
On = Activo
A função é activa nos programas MIG sinérgicos, quan-
do é seleccionada a soldadura dois tempos (sinalizador
S) ou quatro tempos (sinalizador T).
O operador poderá regular:
1. O nível da corrente de “hot-start” sinalizador AB.
2. A sua duração Sinalizador AD regulação 0,1÷10
segundos.
3. O tempo de passagem entre a corrente de “hot-start”
e a corrente de soldadura Sinalizador AC .
Versão 06 do art. 287 e versão 13 do art. 289 os parâme-
tros determinados com o sinalizador AB, AC, AD podem
ser seleccionados (manípulo N) e regulados (manípulo Q)
após a selecção da função HSA as siglas seleccionáveis
são:
SC = starting current (corrente de start) correspondente
ao sinalizador AB.
Slo = Slope (tempo de acoplamento) correspondente ao
sinalizador AC.
tSC = Starting current time (tempo da corrente de start)
correspondente ao sinalizador AD.
3.5.4 CrA (crater filler- enchimento do cratera final).
A função pode ser seleccionada com o manípulo N e fun-
ciona na soldadura de dois tempos (sinalizador S) ou qua-
tro tempos (sinalizador T); caso desejar, funciona também
em combinação com a função HSA. Após ter activado a
função, seleccionando “On” com o manípulo Q, girar o
manípulo N para visualizar as siglas:

63
Obs.: é possível soldar no interior das funções de dupla
pulsação.
Uma vez realizadas estas regulações, para voltar à confi-
guração normal do painel, carregar no botão AO e, man-
tendo-o carregado, carregar no botão E.
Se for necessário, regular o cumprimento do arco da cor-
rente mais baixa, velocidade menor, agir na regulação do
comprimento do arco da velocidade de referencia (sinali-
zador K activado).
Movendo a velocidade de referencia, as definições ante-
riormente reguladas repetir-se-ão também para a nova
velocidade.
3.5.6 Função ito (inching time out).
O objectivo é bloquear a máquina de soldadura se, após o
start, o fio sai no comprimento determinado sem a passa-
gem de corrente.
Carregar no botão AO e, mantendo-o carregado, carre-
gar no botão E para entrar no submenu.
Girando o manípulo N escolher: ito.
Girar o manípulo Q para seleccionar o tipo de funciona-
mento:
OFF = Desligado
Regulação = 5 –50cm.
3.5.7 Funções Robot “rob”.
Válida somente para versões robot.
3.5.8 Função FAC (factory).
Activação: O objectivo é recolocar a máquina de solda-
dura com as definições fornecidas inicialmente pelo
fabricante.
Carregar o botão AO e, mantendo-o carregado, carregar
no botão E para entrar no submenu.
Girando o manípulo N escolher: FAC
Girando o manípulo Q é possível seleccionar as siglas:
noP =O funcionamento definido pela fábrica é
restabelecido, sem cancelar os programas
memorizados. O grupo de arrefecimento apaga-se.
PrG = São cancelados todos os programas memorizados.
ALL = O funcionamento definido pela fábrica é
restabelecido. O grupo de arrefecimento apagase.
Para activar a função, carregar no botão AP.
4 INSTALAÇÃO
A instalação da máquina de soldadura deve ser efectua-
da por pessoal qualificado. Todas as ligações devem ser
efectuadas observando todas as leis contra acidentes
vigentes.
4.1 DISPOSIÇÃO
A máquina de soldadura pesa 108 Kg, portanto, antes de
levantá-la, consultar a Fig. 4
Posicionar o aparelho assegurando-lhe uma boa estabili-
dade e uma ventilação eficiente que evite a entrada de pó
metálico (ex.esmerilhagem).
4.2 FUNCIONAMENTO
Posicionar o alimentador de fio WF4-P no gerador.
Ligar o alimentador de fio no gerador por meio da
conexão Art. 1197 ou então 1197-20 fixando-a com a
Slo = Tempo de acoplamento entre a corrente de
soldadura e a corrente de enchimento cratera.
Default 0,5 seg. Regulação 0,1 –10 seg.
CrC = corrente de enchimento cratera expressa em
percentual da velocidade do fio de soldadura.
Default 60%. Regulação 10 –200%.
TCr = tempo de duração da corrente de enchimento.
Default 0,5 seg. Regulação 0,1 –10 seg.
3.5.5 dP Dupla pulsação ( Art. 287 Opcional )
Este tipo de soldadura faz variar a intensidade de corren-
te entre dois níveis e pode ser inserida em todos os pro-
gramas sinérgicos.
Antes de defini-la, é necessário efectuar um breve cordão
para determinar a velocidade mais próxima da soldadura
que se deve efectuar. Desta forma determina-se a veloci-
dade de referencia.
Para activar a função proceder como segue:
1. Carregar no botão AO e, mantendo-o carregado, car-
regar no botão E para entrar no submenu.
2. Girar o manípulo N até o aparecimento da sigla “dP” no
display O, activar a função girando o manípulo Q até o
aparecimento da sigla On no display P.
3. Girar o manípulo N até aparecer a sigla FdP (frequên-
cia dupla pulsação) no display O. O display P visuali-
za a sigla OFF (desligado).
Girar o manípulo Q para seleccionar a frequência de
trabalho (regulação de 0,5 a 5 Hz). O valor escolhido é
visualizado no display P.
4. Girar o manípulo N até aparecer a sigla ddP (diferen-
ça em m/min da dupla pulsação).
Girar o manípulo Q para seleccionar os metros por
minuto (regulação 0,1- 3m/min ) que serão somados e
subtraídos pela velocidade de referencia (default
1m/min).
5. Girar o manípulo N até aparecer a sigla tdP. Este é o
tempo de duração da velocidade mais alta do fio, isto
é da corrente maior. É expressa em percentagem do
tempo produzido pela frequência Fdp (veja figura 3).
Girar o manípulo Q para regular a percentagem.
Regulação entre 25 e 75% (default 50%).
6. Girar o manípulo N até aparecer a sigla AdP (compri-
mento do arco da corrente maior). Regulação -9,9 -
9,9 (default 0).
Certificar, na soldadura, que o comprimento do arco seja
o mesmo em ambas as correntes; eventualmente girar o
manípulo Q para corrigi-la.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
VELOCIDAD
DE REFEREN-
CIA

64
chapa no ponto BK colocado no plano do cofré de trans-
porte.
OBS.: evitar preparar a conexão sob forma de bobine
para reduzir ao mínimo os efeitos indutivos que poderiam
afectar os resultados na soldadura MIG/MAG pulsado.
Montar a ficha no cabo de alimentação prestando
atenção para ligar o condutor amarelo verde no pólo de
terra.
Certificar-se que a tensão de alimentação corresponde
com a tensão nominal da máquina de soldadura.
Dimensionar os fusíveis de protecção com base nos
dados indicados na placa dos dados técnicos
Posicionar a garrafa no suporte BY bloqueá-la com as
correias BZ e ligar o tubo de gás na saída do redutor de
pressão.
Montar a tocha.
Controlar para que o tubo dos rolos corresponda com o
diâmetro do fio utilizado.
Para eventual substituição consultar a Fig. 5:
Abrir a portinhola BJ, retirar a cobertura CA, desbloque-
ar os rolos de premir premer fio através do manípulo de
regulação da pressão BN, substituir os rolos e remontar
a cobertura CA. Montar a bobine do fio e enfiar o fio no
trenó e na guia da tocha.
Bloquear os rolos de apertar fio com o manípulo BN e
regular a pressão.
Ligar a máquina.
Regular o gás utilizando a tecla AQ, em seguida avançar
o fio utilizando a tecla AR.
O aparelho é fornecido com o grupo de arrefecimento
predisposto em OFF. Se for utilizada uma tocha com arre-
fecimento a água, definir o funcionamento do grupo de
arrefecimento como descrito no parágrafo 3.5.1.
5 SOLDADURA
5.1 SOLDADURA MIG PULSADO SINÉRGICO
(SINALIZADOR R1) OU ENTÃO MIG NÃO PUL-
SADO SINÉRGICO (SINALIZADOR R2)
Seleccionar este processo através do botão AI.
Em seguida, escolher o modo, o diâmetro do fio, o tipo e
a qualidade do material e o tipo de gás.
Regular as funções acessórias como indicado nos pará-
grafos 3.2.
Regular os parâmetros de soldadura através dos maní-
pulos N e Q.
5.2 SOLDADURA EM MIG CONVENCIONAL
(SINALIZADOR R3)
Seleccionar este processo através do botão AI.
Escolher então o modo, o diâmetro do fio, o tipo e a qua-
lidade do material e o tipo de gás.
Regular as funções acessórias seguindo quanto indicado
nos parágrafos 3.2.
Regular a velocidade do fio e a tensão de soldadura res-
pectivamente através dos manípulos N e Q.
5.3 SOLDADURA TIG (SINALIZADOR R4)
Ligar o cabo de massa no pólo positivo BR e o conector
do cabo de potência da conexão cofré / gerador no pólo
negativo BO. Ligar a tocha TIG no conector BA.
Seleccionar este processo através do botão AI.
Escolher então o modo através do botão AJ.
Regular as funções acessórias seguindo quanto indicado
nos parágrafos 3.2.
5.4 SOLDADURA EM MMA. (SINALIZADOR R5)
OBS.: o cofré deve permanecer ligado ao gerador.
Ligar os conectores do cabo da pinça porta eléctrodos e
de massa nos conectores BO e BR respeitando a polari-
dade prevista pelo fabricante dos eléctrodos.
6 ACESSÓRIOS
6.1 CAIXA PARA REGULAÇÃO CORRENTE ART. 187
(POTENCIÓMETRO) + CABO DE EXTENSÃO (M5)
ART.1192 + CABO ADAPTADOR ART. 1191.
Regulações possíveis nos vários processos de soldadura:
MMA Regula a corrente a partir do mínimo (10A) até a
corrente definida com o manípulo N colocado no
painel.
TIG A caixa exerce a mesma função de MMA.
6.2 PEDAL ART. 193 + CABO ADAPTADOR ART. 1191
Utilizar com processo de soldadura TIG.
A regulação da corrente è feita através deste acessório,
CA
BN
BN
Fig. 5
Fig. 4

65
enquanto que o comando de arranque è feito através do
botão da tocha.
É possível regular a corrente a partir do mínimo até o
máximo do valor definido com o manípulo N do painel.
6.3 TOCHA TIG ART. 1265
Tocha TIG tipo SR 26 não arrefecida mt.4
6.4 TOCHA MIG ART. 1243
Tocha MIG tipo CEBORA PW 500 Arrefecida a água mt.
3,5
6.5 TOCHA MIG ART. 1245 (COM DUPLO COMANDO
U/D)
Tocha MIG tipo CEBORA PW 500 U/D Arrefecida a água
mt. 3,5
O comando U/D de esquerda:
- nos programas sinérgicos regula os parâmetros de sol-
dadura ao longo da curva sinérgica.
- em MIG convencional regula a velocidade do fio.
- entre os programas memorizados selecciona-os nume-
ricamente.
Se com tocha U/D inserida (Sinalizador AT aceso) se
deseja memorizar, a escolha do número do programa
pode ser feita através do botão U/D.
O comando U/D de direita:
- nos programas sinérgicos regula o comprimento do
arco.
- em MIG convencional regula a tensão
- nos programas memorizados não é activo
Ao inserir o conector das tochas U/D, o sinalizador AS
acende-se e visualiza o reconhecimento da tocha.
6.6 KIT PARA SOLDADURA COM TOCHAS
PUSH - PULL.
Instalando este cartão acessório é possível utilizar tochas
push - pull
com motor da tocha a 42V.
7 MANUTENÇÃO
Controlar periodicamente que a máquina de soldadura e
todas as conexões estejam em condições de garantir a
segurança do operador.
Após ter efectuado uma reparação reordenar cuidadosa-
mente o conjunto de cabos de modo que haja um isola-
mento seguro entre as partes ligadas na alimentação e as
partes ligadas ao circuito de soldadura.
Evitar que os fios possam entrar em contacto com partes
em movimento ou com partes que se aqueçam durante o
funcionamento. Remontar as faixas como na máquina
original de modo a evitar uma conexão entre a alimen-
tação e os circuitos de soldadura caso um condutor se
romper ou se desconectar acidentalmente.

66
KÄYTTÖOPAS MIG-HITSAUSKONEELLE
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAIT-
TEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS
KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAI-
KASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAI-
TETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMEN-
PITEISIIN.
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAA-
RATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN
YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE.
Tutustu tämän vuoksi seuraavassa esittelemiimme hits-
aukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätieto-
ja, kysy käyttöopasta koodi 3.300.758
SÄHKÖISKU - Voi tappaa.
· Asenna ja maadoita hitsauslaite voimassa olevi-
en normien mukaisesti.
· Älä koske jännitteen alaisina oleviin osiin tai
elektrodeihin paljain käsin tai silloin, kun käyttämäsi käs-
ineet tai vaatteet ovat märät.
· Eristä itsesi maasta ja älä koske hitsattavaan kappale-
eseen.
· Varmista, että työskentelyasentosi on turvallinen.
SAVUT JA KAASUT - Voivat vaarantaa terveyden.
· Älä hengitä syntyviä savuja.
· Työskentele ainoastaan silloin, kun työtilan tuu-
letus on riittävä ja käytä sellaisia imulaitteita kaa-
ren alueella jotka poistavat kaasut työskentelyalueelta.
KAAREN SÄDE - Voi aiheuttaa silmävaurioita tai polttaa
ihon.
· Suojaa silmäsi suodattavilla linsseillä varustetul-
la hitsausnaamarilla ja vartalosi tarkoitukseen
sopivilla suojavaatteilla.
· Suojaa hitsauslaitteen ympärillä työskentelevät henkilöt
tarkoituksenmukaisilla seinämillä tai verhoilla.
TULIPALON JA PALOVAMMOJEN VAARA
· Kipinät (roiskeet) voivat aiheuttaa tulipaloja tai
polttaa ihon. Varmista tämän vuoksi, ettei hitsau-
salueen ympärillä ole helposti syttyviä materiaa-
leja ja suojaudu tarkoitukseen sopivilla turvavarusteilla.
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden yhtey-
dessä voi kuitenkin syntyä tätäkin korkeampia
meluarvoja. Laitteen käyttäjän on suojauduttava melua
vastaan lain määrittämiä turvavarusteita käyttämällä.
SYDÄMEN TAHDISTAJA
· Korkean syöttövirran tuottamat magneettikentät voivat
vaikuttaa sydämen tahdistajan toimintaan. Tällaisia elek-
tronisia laitteita (kuten sydämen tahdistaja) käyttävien
henkilöiden on käännyttävä lääkärin puoleen ennen kaa-
rihitsauksen, leikkuun, kaasuhöyläyksen tai pistehitsauk-
sen suorituspaikkojen lähelle menemistä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai
räjähdysalttiiden jauheiden, kaasujen tai höyryjen
läheisyydessä. · Käsittele hitsaustoimenpiteiden
aikana käytettyjä kaasupulloja sekä paineen säätimiä var-
ovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 annettujen määräysten mukaisesti ja sitä
saa käyttää ainoastaan ammattikäyttöön teollisissa
tiloissa. Laitteen sähkömagneettista yhteensopivuut-
ta ei voida taata, mikäli sitä käytetään teollisista tiloi-
sta poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä nii-
hin liittyvät välineet, lajiteltava ja toimitettava johonkin
hyväksyttyyn kierrätyskeskuksen elektroniikkaromun
vastaanottopisteeseen. Paikalliselta laite- edustajalta voi
tiedustella lähimmän kierrätyskeskuksen vastaanottopi-
steen sijaintia. Noudattamalla EU direktiiviä parannat
ympäristön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN
TOIMINNASSA ILMENEE HÄIRIÖITÄ.
2 YLEISTÄ
Sound Mig 5040/T-Pulse on moni-toimi hitsauskone joka
soveltuu pulssi- MIG/MAG-hitsaukseen, synergiseen
MIG/MAG- hitsaukseen, perinteiseen MIG/MAG hitsauk-
seen, TIG-hitsaukseen (DC) kosketus-sytytyksellä ja
puikkohitsaukseen. Koneen toiminta perustuu invertteri
tekniikkaan.
Hitsauskone on varustettu erillisellä 4-pyöräveto langan-
syöttölaitteella WF4/P, sekä vesilaitteella GR52.
Laitetta saa käyttää vain tässä käyttöohjeessa mainitulla
tavalla.
Laitetta ei saa käyttää jäätyneiden putkien sulatukseen.
2.1 VIRTALÄHDE
2.1.1 KONEKILVEN MERKKIEN SELITYS
IEC 60974.1 Kone on valmistettu kansainvälisen
IEC 60974.10 standardin mukaan.
Nº .............. Sarja numero, ilmoitettava aina konetta
koskevissa kysymyksissä.
3~vaihe staattinen taajuusmuuttaja-muunta
jatasasuuntaaja.
MIG MIG-hitsaus
MMA sopiva puikkohitsaukseen
TIG Tig-hitsaus
U0............... Tyhjäkäyntijännite
X................. Kuormitettavuus prosentteina. Ilmoittaa
prosenttia 10 minuutissa, jonka kone toimii
annetulla virralla ylikuumenematta.
3
~
f
1
f
2

67
I2............... Hitsausvirta
U2.............
Toisiojännite hitsausvirralla I2
U1.............. Liitäntäjännite
3~50/60Hz liitännälle
I
1
MAX. Ottoteho I
2
mukaisella hitsausvirralla
I
1
eff Maksimi virta jota kyseisellä kuormitettavu-
us arvolla voidaan käyttää.
Konetta suojaavat sulakkeet on mitoitettu
tämän tehon mukaan.
IP23 C ....... Suojausluokka, luokka 3, toinen numero
tarkoittaa, että tämä laite soveltuu ulkona
sateessa käytettäväksi. Lisäkirjain C
tarkoittaa, että laitteen piirikortit on suojattu
niin ettei niitä voi koskettaa työkaluilla
joiden halkaisija on suurempi kuin 2,5 mm.
..........Soveltuu käytettäväksi vaarallisessa ympäri-
stössä.
Huom Laite on suunniteltu saasteluokan 3 mukaisilla alu-
eilla työskentelyyn. ( katso IEC 60664).
2.1.2 Virtalähteen kuvaus ( kuva 1 )
BO - Liitin:
S
Mig-hitsauksessa liitä maakaapeli tähän liittimeen. TIG
hitsauksessa tule virtalähteen /langansyöttölaitteen
välikaapeli liittää tähän liittimeen.
BP - Liitin:
Liitintyyppi DB9 ( RS 232 ) tätä liitintä käytetään mikro-
prosessorin ohjelmatietojen päivittämiseen.
BR - Liitin:
Mig-hitsauksessa tähän liittimeen liitetään virtalähteen
/langansyöttölaitteen välikaapeli (+).
BS - Liitin:
Liitin virtalähteen /välikaapelin ohjausvirtaliitäntää varten.
BU - Päälle/Pois kytkin.
BV - Liitäntäkaapeli.
2.2 LANGASYÖTTÖLAITE
2.2.1 Langansyöttölaitteen kuvaus ( kuva 1 )
BA - Euroliitin:
MIG- ja Tig- polttimen liittämistä varten
BB - Kaukosäätimen liitin:
Piiri sulkeutuu liitinpiikkien 4 ja 5 välillä kun valokaari
palaa ( Arc on ).
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
kuva. 1

68
Liittimen piikit 1 ja 9 on tarkoitettu hitsauksen aloitus /
pysäytyskomentoja varten.
BC - Tuki:
Tuki hitsauspolttimen ripustusta varten.
BD - Liitin:
Liitin virtalähteen /välikaapelin ohjausvirtaliitäntää varten.
BE - Kaasuletkun liitin:
Liitin virtalähteen /välikaapelin kaasuletkun liittämistä varten
BF - Liitin:
Liitin virtalähteen/langansyöttölaitteen virtakaapelin liit-
tämistä varten.
BG - Aukko:
Aukko vesilaitteen vesiletkujen läpivientiä varten
BH - Pikaliitin:
Virtalähteen/langansyöttölaitteen välikaapelin sinisen
vesiletkun liittämistä varten,. Huom! Tarkista, että liitti-
men ja vesiletkun värikoodit täsmäävät.
BI - Pikaliitin:
Polttimesta tulevan paluuvesiletkun liittämistä varten
Huom! Tarkista, että liittimen ja vesiletkun värikoodit täs-
määvät.
BJ - Luukku.
BL - Lankakelan suojakotelo.
BM - Lankakelan tuki:
Sopii standardin mukaisille lankakeloille joiden maksimi
halkaisija on 300mm, 16 kg.
BN - Säätönuppi:
Tällä nupilla säädetään langansyöttöpyörien puristuspai-
netta.HUOM. Käytä alumiinilangalle minimi kireyttä.
2.3 VESILAITE
Tämä vesilaite on tarkoitettu TIG- ja MIG/MAG-polttimen
jähdyttämiseen.
Tätä vesilaitetta saa käyttää vain tämän virtalähteen kanssa.
2.3.1 Tekninen erittely
U1 Liitäntäjännite
1x 400V Yksi-vaihe liitäntäteho
50/60 Hz Taajuus
I1 maks. Suurin ottoteho
P max Suurin paine
P ( l /min ) Jäähdytysteho mittayksikkönä 1 / min
2.3.2 SUOJAUKSET
2.3.2.1 Vesilaitteen painevahti
Tämä suojaus on toteutettu vedenkiertojärjestelmään
sijoitetulla painekytkimellä, joka ohjaa mikrokytkintä.
2.3.2.2 Sulake ( T 1.6A /400V - 6.3 x 32 )
Tämä sulake suojaa pumppumoottoria ja se sijaitse ves-
ilaitteen sisäsäpuolella olevalla ohjauspiirikortilla.
2.3.3 VESILAITTEN YLEISKUVAUS
BX - Aukko:
Aukko josta voidaan tarkistaa vesilaitteen nesteen määrä.
BQ - Pikaliitin:
Käytetään vain TIG-hitsauksessa
HUOM. Ei saa liittää yhteen
BW - Korkki.
BT - Pikaliitin venttiili:
Liitä langansyöttö/virtalähteen punainen ja sininen ves-
iletku niin, että letkujen värit liittimien värimerkinnät vasta-
avat toisiaan.
2.3.4 ASENNUS
Ruuvaa Korkki BW auki ja täytä säiliö ( laitteessa on noin
yksi litra nestettä )
Tärkeää: tarkista märäävälein nesteen määrä täyttöau-
kosta BX, nestepinnan tulee olla maks. tasossa.
Käytä jäähdytysnesteenä veden ja alkoholin sekoitusta seur-
aavan taulukon mukaan. Lämpötila Vesi / alkoholiseos
0°C ... -5°C 4L / 1L
- 5°C...-10°C 3,8L / 1,2L
Huom. Jos pumppua on käytetty tyhjänä on kaikista put-
kista ja letkuista poistettava ilmat.
Tee silloin seuraavasti: Katkaise virta virtalähteestä, täytä
vesilaitteen säiliö, irrota vesiletkun langansyöttölaitteen/virta-
lähteen puoleisesta liittimestä vie irrotettu vesiletkun pää
säiliöön, käynnistä pumppu 10/15 sekunniksi jonka jälkeen
vesiletkun toinen pää voidaan uudelleen liittää.
2.4 KÄRRY ( kuva 1 )
BY - Kaasupullon tuki.
BZ - Pullon kiinnityshihna.
BK - Reikä:
langansyöttölaitteen / virtalähteen laatan kiinnitystä varten.
3 OHJAUSYKSIKÖIDE YLEISKUVAUS ( kuvat 2)
Ohjaustoiminnot on jaettu neljään eri sektoriin jonka lisäk-
si valikosta löytyy seuraavat toiminnot:
3.1 Hitsausprosessin asetukset
3.2 Lisälaitteiden toiminnat
3.3 Hitsausparametrien näyttö
3.4 Huoltotoiminnot
3.5 Valikko lisätoiminnoille
3.1 HITSAUSPROSESSIEN ASETTAMINEN
3.1.1 AI näppäin - Hitsaustavan valintanäppäin.
Painettaessa tätä näppäintä palaa jokin seuraavista
hitsaustavan merkkivaloista:
Merkkivalo R1
Synerginen pulssi MIG/MAG-hitsaus.
Merkkivalo R2
Synerginen MIG/MAG hitsaus ilman pulssia.
Merkkivalo R3
Perinteinen MIG/MAG hitsaus.
Merkkivalo R4
Tig -hitsaus kosketussytytyksellä.
Merkkivalo R5
MMA Puikkohitsaus.
3.1.2 AJ valintanäppäin eri toimintamuodoille
Painettaessa tätä näppäintä palaa jokin seuraavista
merkkivaloista:
Merkkivalo S kaksivaihe käyttö
Hitsaus käynnistyy painettaessa polttimen
kytkintä ja päättyy kun polttimen kytkin vapautetaan.
HUOM. tämä toiminto voidaan aktivoida vain MIG- ja TIG-
hitsauksessa
Merkkivalo T nelivaihe käyttö
Hitsaus käynnistyy polttimen kytkintä paina-
malla minkä jälkeen kytkin voidaan vapauttaa ja hitsaus
jatku. Hitsauksen lopettamiseksi tulee polttimen kytkintä
painaa uudelleen, jonka jälkeen hitsaus päättyy kun kytkin
vapautetaan.

69
HUOM. tämä toiminto voidaan aktivoida vain MIG- ja TIG-
hitsauksessa
Merkkivalo U hitsaus kolmella eri virta-
alueella
HUOM. tämä toiminto on mahdollinen vain MIG-hitsauk-
sen syner
gia-tilassa sekä TIG-hitsauksessa.
Tämän toiminnon käyttöä suositellaan erityisesti alumiinin
MIG-hitsaukseen.
Valinta kolmen eri hitsausvirran välillä suoritetaan poltti-
men kytkimen avulla.
Virta-alueiden muutosaika asetetaan kohdassa 3.2
" varusteiden toiminta" : kuvatulla tavalla merkkivalot AB,
AC ja AD.
· Toiminnat MIG-hitsauksessa:
Hitsaus käynnistyy kun polttimen kytkintä painetaan.
Hitsausvirtana on ensimmäinen virta-alue joka on asetet-
tu merkkivalon AB-palaessa. Tämä virta-alue on käytös-
sä niin kauan kun polttimen kytkin pidetään painettuna.
Kun polttimen kytkin vapautetaan tulee käyttöön toinen
virta-alue joka on säädetty nupilla N merkkivalon AC -
palaessa. Virta-alue on käytössä kunnes polttimen
kytkintä painetaan uudelleen jonka jälkeen saadaan
käyttöön kolmas virta-alue tai "kraatterin täyttövirta", joka
on asetettu merkkivalon AD-palaessa. Tämä kolmas
virta-alue on käytössä niin kauan kun polttimen kytkin
pidetään painettuna. Tämän jälkeen päättyy hitsaus kun
polttimen kytkin vapautetaan.
Alkaen ohjelmaversiosta 06 koskien art. 287 ja ohjelma-
versiosta 13 koskien art. 289, parametriarvot joihin
merkkivalot AB, AC ja AD viittaavat voidaan säätää sekä
näyttää alivalikon ”huoltotoiminnot” kautta ( kappale 3.5)
jolloin näytössä on jokin seuraavista lyhenteistä:
SC = aloitusvirta , merkkivalo AB
Slo = Slope ( siirtymä aika), merkkivalo AC
CrC = Kraatterin täyttövirta, merkkivalo AD
arvot esitetään prosentteina säädetystä
langansyöttönopeu.
· Toiminnat TIG-hitsauksessa:
Aloitettaessa hitsaus on polttimen kytkintä painettava ja
vapautettava se heti (<0,7 sek.), jonka jälkeen valokaari
on sytytettävä, elektrodin ja työkappaleen välille, koske-
tussytytyksellä, kolmen sekunnin sisällä siitä kun poltti-
men kytkin on vapautettu.
Hitsaus käynnistyy ja hitsausvirtana on ensimmäinen
virta-alue joka on asetettu merkkivalon AB palaessa.
Tämä virta-alue on käytössä kunnes polttimen kytkintä
painetaan uudelleen ja vapautetaan välittömästi, jonka
jälkeen käyttöön tulee toinen virta-alueen joka on sää-
detty nupilla N merkkivalon AC palaessa. Tämä virta-alue
on käytössä kunnes polttimeen kytkintä taas painetaan ja
vapautetaan välittömästi jolloin käyttöön saadaan kol-
mas virta-alue tai "kraatterin täyttö virta " joka on asetet-
tu merkkivalon AD palaessa. Valokari saadaan sammu-
maan kun polttimen kytkintä painetaan uudelleen ja
vapautetaan välittömästi.
Aina kun polttimen kytkintä pidetään painettuna kauem-
min kuin 0,7 sekunnin ajan sammuu valokaari.
HUOM. muutettaessa ensimmäisen virta-alueen arvoa
nupilla N, muuttuvat automaattisesti myös toisen ja kolman-
nen virta-alueen arvot, jotka on säädetty merkkivalojen AB ja
AD palaessa, prosentteina ensimmäisestä arvosta .
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
kuva. 2
3

70
3.1.3 Näppäin AK lankakoon valinta
Aina kun tätä näppäintä painetaan palaa jokin
merkkivaloista ( V1,V2,V3 tai V4) jotka ilmaisevat kul-
loinkin käyttöön valittua lankakokoa.
HUOM. Tämä valintanäppäin on toiminnassa vain syner-
gia MIG-hitsauksessa.
3.1.4 Näppäin AL Lisäaineen valinta
Painettaessa näppäintä palaa jokin merkkivaloista
jotka ilmaisee valitun lisäaineen.
Merkkivalo W1 teräs
merkkivalo W2 alumiini
merkkivalo W3 ruostumaton teräs.
Merkkivalo X ilmaisee valintaa joka on tehty
jollekin muulle erikoiselle lisäaineelle.
Edellä mainituilla näppäimillä tehtyjen valintojen tiedot
näkyy:
Näyttö AN1
Näyttää vallitsevan hitsausohjelman erityyppisille mate-
riaaleille seuraavasti:
valinnalle FE SG2, etc.
valinnalle AL AlSi 5, AlMg 5, Al 99,5, etc.
valinnalle SS 308L, 3316L, etc.
valinnalle SP Al Bz8, CuSi 3, Rutile Basic,
Metal, CrNi, etc.
Materiaali valinnat tehdään näppäimellä AM.
HUOM. nämä valinnat ovat käytössä vain MIG-
hitsauksessa.
Näyttö AN2
Näyttää vallitsevan hitsausohjelman mukaiselle mate-
riaalille sopivan suojakaasutypin seuraavasti:
valinnalle FE CO2, Ar 18CO2, etc.
valinnalle AL Ar
valinnalle SS Ar 2CO2, Ar 202, etc.
valinnalle SP Ar, Ar30He, Ar 18Co2, etc.
Kaasutyyppi valitaan polttimen kytkimellä AX
HUOM. nämä valinnat ovat käytössä vain MIG-
hitsauksessa.
HUOM. Jos valitulle lankakoolle ei ole käytettävissä val-
mista hitsausohjelmaa tulee näyttöihin
O ja P seuraava koodi NO-PRG.
3.2 LISÄLAITTTEIDEN TOIMINNOT
3.2.1 Näppäin AH
Kun tätä näppäintä painetaan sammu näyttö AN2 ja
näyttö AN1 näyttää numeerista arvoa tehdylle valin-
nalle. Ko. valinta joka on kyseessä ilmaistaan merkkivalolla
joka palaa ja asetukset tehdään näppäimillä AM ja AX.
Mikäli numeerista arvoa ei ole muutettu 5 sekunnin aika-
na , palautuvat näytöt AN2 ja AN1 edellisiin
asetuksiin.
HUOM. viimeinen näytössä AN1 oleva arvo on tallennet-
tu koneen muistiin.
Merkkivalo Y esikaasu
Säätöalue 0 - 10 sek. Toiminnassa kaikissa
MIG-hitsausmuodoissa ja TIG-hitsauksessa.
Merkkivalo Z jälkikaasu
Säätöalue 0 - 30 sek. Toiminnassa kaikissa
MIG- hitsausmuodoissa ja TIG-hitsauksessa.
Merkkivalo AA pehmeä aloitus
Säätöalue Auto - 100%, Toiminnassa
kaikkien MIG-hitsausmuotojen yhteydessä.
Toiminnalla säädetään aloituksen langansyöttönopeutta
prosentteina säädetystä hitsauksen aikaisesta langan-
syöttönopeudesta. Tällä estetään hitsauslangan törmää-
minen hitsattavaan kappaleeseen aloituksessa.
HUOM. Tämä toiminto takaa mahdolisimman hyvän aloi-
tuksen. Valmistajan asetukset " auto" automaattinen.
Merkkivalo AB "hot start" aloitusvirta
Säätöalue 1 - 200% nupilla N säädetystä hit-
sausvirrasta. Toiminnassa synergia MIG-hitsauksessa
sekä TIG-hitsauksessa silloin kun kolmi-virta hitsaustoi-
minto on valittuna ( merkkivalo U).
Aktiivinen kun " AHS-ON" kts. 3.5.2.
Merkkivalo AC "muutos aika" ( slope )
Säätöalue 1 -10 sek. Aika sekunneissa minkä
kuluessa ensimmäinen "aloitusvirta"-arvo muuttuu toi-
seksi säädettyksi hitsausvirta-arvoksi sekä toisesta hit-
sausvirta-arvosta kolmanneksi " kraatterin täyttö"
virta-arvoksi. Toiminnassa synergia MIG-hitsauksessa
sekä TIG-hitsauksessa silloin kun kolmi-virta hitsaustoi-
minto on valittuna ( merkkivalo U).
Aktiivinen kun " AHS-ON" kts. 3.5.2.
Merkkivalo AD " Kraatterin täyttö" virta
Säätöalue 1 - 200% nupilla N säädetystä hit-
sausvirrasta.
Toiminnassa synergia MIG-hitsauksessa ja TIG-hitsauk-
sessa vain silloin kun kolmi-virta hitsaustoiminto on valit-
tuna ( merkkivalo U).
Aktiivinen kun " AHS-ON" kts. 3.5.2.
Merkkivalo AE "Burn -back" jälkilangan
säätö
Säätöalue Auto 4- 250 msek.
Tällä toiminnolla säädetään hitsauksen päätyttyä virta-
suuttimesta ulos tulevan langan pituutta. Mitä
suurempi numero sitä pidempään lanka palaa.
Valmistajan asetukset " auto" automaattinen.
Merkkivalo AF "hotstart" Aloitusvirta
puikkohitsauksessa
Säätöalue 0 - 100%
Aloituksessa ylivirtaa syötetään kunnes valokaari on
syttynyt.
Toiminnassa puikkohitsauksessa
Merkkivalo AG karheussäätö
Säätöalue 0 - 100%
Tällä säädöllä muutetaan valokaaren dynaamisia ominai-
suuksia.
Toiminnassa puikkohitsauksessa
3.3 HITSAUSPARAMETRIEN NÄYTTÖ JA SÄÄTÄMINEN
Nuppi N
Aktiivisena olevasta valinnasta riippuen voidaan tällä

71
nupilla tehdä säätöjä seuraavien parametrien arvoille:
· synergia pulssi MIG-hitsauksessa, synergia MIG-hit-
sauksessa:
hitsattavan aineen paksuus (merkkivalo B )
langansyöttönopeus ( merkkivalo C )
hitsausvirta (merkkivalo D )
· perinteinen MIG-hitsaus:
langansyöttönopeus (merkkivalo C )
· TIG-hitsaus, PUIKKO-hitsaus:
hitsausvirta (merkkivalo D )
T
ukitoiminnoissa valitse toiminnot seuraavista lyhentei-
stä: H2O,SP, HSA, CrA, dP, Ito, rob, FAC.
HUOM. synergiatilassa yhden parametriarvon muuttami-
nen vaikuttaa samanaikaisesti vastaavasti myös muihin
arvoihin.
Näppäin E
Painettaessa ntätä näppäintä voidaan voidaan vali-
tun toiminnon arvoa säätää nupilla N.
Merkkivalo B paksuus
Näyttö O näyttää suositeltavaa ainevahvuutta valitul-
le hitsausvirralle ja langansyöttönopeudelle.
Toimii synergia MIG-hitsauksessa.
Merkkivalo C langansyöttönopeus
Näyttö O ilmaisee merkkivalon palaessa langan-
syöttönopeutta. Toimii kaikissa MIG-hitsaus muo-
doissa.
Merkkivalo D Hitsausvirta
Näyttö O ilmaisee asetetun hitsausvirran tai yhdes-
sä merkkivalon F kanssa viimeisen hitsausvirran.
Toimii kaikissa hitsausmuodoissa.
Nuppi Q
Riippuen tehdystä valinnasta voidaan tällä nupilla säätää
seuraavia arvoja:
· synergia pulssi MIG-hitsaus, synergia MIG-hitsaus:
valokaarten pituus ( K)
Impedanssi (L)
· perinteinen MIG-hitsaus:
kaarijännite ( J )
Impedanssi ( L)
- Lannettettujen ohjelmien osalta, sopivan ohjelman valinta.
Kaikki edellä mainitut arvot näkyvät näytöllä ( P ) ja valin-
ta voidaan tehdä näppäimellä I.
Tukitoimintojen valinnat ilmaistaan seuraavin lyhentein :
OFF, OnC, OnA, SAu, rES.On.
Näppäin I
Näppäintä painamalla voidaan valita ne toiminnot joi-
den arvoja voidaan säätää nupilla Q
Merkkivalo J Jännite
Kaikissa hitsaustavoissa näyttää näyttö P esiasete-
tun kaarijännitteen, tai yhdessä merkkivalon F kans-
sa vallitsevan kaarijännitteen.
TIG- ja Puikko-hitsauksessa merkkivalo palaa aina eikä
valinta ole aktiivinen. Ilmaisee, että näyttö P näyttää
avointa piirijännitettä tai hitsausjännitettä taikka kun palaa
yhdessä merkkivalon F kanssa vallitsevaa hitsausjänni-
tettä.
Merkkivalo K valokaaren pituus
Säätöalue (-9,9 ÷ + 9,9).
Kaikissa synergia MIG-hitsaus ohjelmissa näyttää
näyttö P numeroarvoa. Nolla tarkoittaa tehdasase-
tuksia; jos numeroarvo asetetaan negatiiviseksi lyhenee
valokaari ja pitenee joa numeroarvo asetetaan positiivi-
seksi.
Valokaarenpituus jota säädetään nupilla Q pituus näkyy
näytöllä 3 sekunnin ajan, merkkivalon J palaessa, vii-
meksi tehdyn säädön jälkeen, merkkivalo K sammuu ja
merkkivalo J syttyy uudelleen.
Merkkivalo L impedanssi
Säätöalue (-9,9 ÷ + 9,9).
Kaikissa Mig-hitsaus ohjelmissa näyttää näyttö P
numeroarvoa. Nolla tarkoittaa tehdasasetuksia; jos
numeroarvo asetetaan negatiiviseksi pienenee impedans-
si ja valokaari tulee kovaksi, jos numeroarvo asetetaan
positiiviseksi suurenee impedanssi arvo ja valokaari
muuttuu pehmeämmäksi.
Merkkivalo A globulaarinen asento
Tätä valintaa ei voi tehdä. Aktiivinen vain ilman puls-
sia olevassa synergia MIG-hitsauksessa.
Kun tämä merkkivalo palaa se ilmaisee, että hitsausparame-
trin arvot on asetettu siten, että valokaari on epävakaa.
Merkkivalo F
Tätä valintaa ei voi tehdä. Aktiivinen MIG- TIG ja
Puikko-hitsauksessa. Ilmaisee näytöillä O ja P
( normaalisti Ampeerit ja Voltit ) jotka ovat olleet käytössä
hitsauksen päättyessä.
Merkkivalo G lämpösuoja
Merkkivalo palaa kun lämpösuoja on pysäyttänyt
koneen.
Merkkivalo H turvalukitus
Merkkivalo palaa kun kaikki näppäimet on lukittu.
Tällöin voidaan vain hitsausparametrejä säätää AY
alueella.
Toiminnan aktivoimiseksi tulee näppäintä AO painaa ja
pitää sitä painettuna ja painaa samanikaisesti näppäintä I.
Merkkivalo H syttyy mikä ilmaisee, että toiminta on akti-
voitu. Lukitus saadaan pois päältä painamalla uudelleen

72
samanaikaisesti näppäimiä AO ja I.
Merkkivalo M tallennetut ohjelmat
Tämä merkkivalo palaa kun näppäintä AO (PRG)
painetaan.
Katso kohta 3.4.1
Näyttö O
Toimii kaikissa hitsausmuodoissa, numeerinen näyttö
joka näyttää arvoa toiminnalle joka on valittu näppäimel-
lä E ja säädetty nupilla N.
Hitsausvirta ampeereina (merkkivalo D palaa ).
Langansyöttönopeus metriä/minuutti (merkkivalo C palaa ).
Ainevahvuus mm (merkkivalo B palaa ).
Muistinalueen kohdalla, lyhenne ( PRG).
Jos muistipaikkaan ei ole tallennettu mitään ohjelmaa
lukee näytössä lyhenne (NO-PRG) .
Vesilaitteen käyttöönotto ilmaistaan lyhenteellä H2O.
Mikäli näytössä vilkkuu viesti "OPn" on langansyöttölait-
teen luukku jäänyt auki.
Käynnistyksen yhteydessä tulee näyttöön hitsauskoneen
Art. numero.
Häiriötilanteissa tulee näyttöön viesti "Err".
Tukitoimintojen yhteydessä on näytössä ;H2O,SP, HSA,
CrA, dP, Ito, rob, FAC.
Näyttö P
Kaikkissa hitsaustoiminnoissa numeerinen valinta joka on
tehty näppäimellä I ja arvojen säädöt nupilla Q.
Kaarijännite ilmaistaan voltteina ( merkkivalo J palaa )
Valokaaren pituus ( merkkivalo K palaa ) ilmaistaan
numeerisesti arvoilla -9,9 ... +9,9; Nolla on tälle valin-
nalle suositeltavin arvo.
Impedanssi ilmaistaan ( merkkivalo L palaa ) numeerise-
sti arvoilla -9,9 ... +9,9; Nolla on tälle valinnalle suositel-
tavin arvo.
Muistialueen kohdalla näytössä on ohjelanumero joka on
käytössä.
Vesilaiteen käytön kohdalla näytössä on seuraavista koo-
deista; OFF, ON-C ( jatkuvasti toiminnassa)
ON-A ( Automaattinen käyttö)
Konetta käynnistettäessä tulee näyttöön käytössä olevan
ohjelman numero.
Jos ohjelmaa ei ole käytössä on näytössä PRG, ( lyhen-
ne NO-PRG).
Häiriötilanteissa tulee näyttöön virhekoodin numero.
Tukitoimintojen kohdalla on lyhenteet: OFF, OnC, OnA.
(H20).
"HSA" toiminnossa tulee näyttöön viesti OFF / On.
Kaksoispulssitoiminnossa:
- FdP arvot OFF - 0.1 -5
- ddP arvot 0.1 -3
- tdP arvot 25 - 75
- AdP arvot -9.9 - 9.9
Toimintatilassa "rob" tulee näyttöön viestit OFF, on ( ellei
robotti käyttöliittymää ole asennettu vilkkuu näytössä O
seuraava viesti rob). Toimintatilassa "FAc" tulee näyttöön
viesti ALL, noP, PrG.
3.4 HUOLTOTOIMINNOT
Näppäin AR langan syöttö testi
Mahdollistaa langansyötän 5m/min ilman hitsausvir-
taa ja suojakaasua.
Näppäin AQ kaasu testi
Näppäintä painettaessa alkaa kasu virrata, kaasun-
virtaus loppuu kun näppäintä painetaan uudelleen.
Ellei näppäintä paineta uudelleen loppuu kaasun virtaus
automaattisesti 30 sekunnin kuluttua.
3.4.1 Ohjelmien tallennus ja tallennettujen ohjelmien
haku.
Näppäin AP tallennus
Paina näppäintä AP , merkkivalo M syttyy, mikäli koneeseen
on liitetty Up/Down - poltin syttyy myös merkkivalo AT.
Näytössä O on koodilyhenne PRG ja näytössä P vilkkuu
valittu ohjelmapaikan numero mikäli se on vapaana ja
palaa vilkkumatta jos ohjelmapaikka on varattu.
Näyttöön tulee ensimmäinen vapaana oleva ohjelma-
paikan numero; valitse haluamasi ohjelmapaikan numero
nupilla Q ja paina sen jälkeen näppäintä AP vähintään 3
sekunnin ajan. Kun ohjelma on tallentunut lakkaa ohjel-
manumero vilkkumasta. Vapauta näppäin AP kun lope-
tat tallennuksen jolloin merkkivalo M sammuu. Jos tallen-
nat ohjelman aikaisemmin tallennetun ohjemanumeron
päälle, paina ensin näppäintä AP vähintäin 3 sekunnin,
ajan jolloin ohjelmanumero alkaa ensin vilkkumaan ja
hetken kuluttua palaa jatkuvasti merkkinä siitä , että ohjel-
ma on poistettu.
Tallennus tulee suorittaa silloin kun näytössä P on ko.
ohjelmanumero ( 5 sekuntia).
Huom. ohjelmanumero valitaan joko nupilla Q, taikka sil-
loin kun koneeseen on liitetty U/D -poltin
painamalla U/D kytkimen vasenta puolta.
Jos haluat vain tarkistaa muistissa olevat ohjelmat paina
nopeasti näppäintä AP ja lopettaaksesi tarkistuksen
paina nopeasti näppäintä AO.
Tallennettujen ohjelmien poistaminen on myös mahdolli-
sta. Tee seuraavasti:
Paina näppäintä AP; näyttöön O tulee lyhenne Sto ja
näyttöön P numero.
Valitse nupin Q avulla tallennetun ohjelman numero.
Käännä nuppia N kunnes näyttöön O tulee lyhenne del.
Pidä näppäin AP painettuna vähintään 3 sekunnin ajan.
Jos haluat muuttaa muistiin tallennettua ohjelmaa, tee
kuten aikaisemmin on selostettu, mutta käytä nuppia N
ja valitse näyttöön lyhenne ”rCL” (recall- memory recall)=
nouda muistista. Pidä näppäin AP painettuna vähintään
kolmen sekunnin ajan, merkkivalo M sammuu ja kaikki
kyseessä olevan ohjelman asetukset tallentuvat ohjau-
syksikön muistiin.
Näppäin AO tallennettujen ohjelmien käyttöönotto.
Ohjelmien käyttöönotto tapahtuu painamalla nopea-
sti näppäintä AO. Näyttöön O tulee lyhenne PRG ja
P viimeksi käytetyn ohjelman ohjelmanumero. Jos ohjel-
mia ei käytetty tulee näyttöön viimeksi tallennettu ohjel-
ma. Valitse merkkivalon M palaessa sopiva ohjelma
nupilla Q taikka U/D polttimen kytkimellä. Näyttöön P ja O
tulee muutam sekunnin kuluttua valitun ohjelman arvot.
ja koneella voidaan aloittaa hitsaus.
Kun merkkivalo M ja AT ( silloin koneeseen on liitetty U/D-
poltin ) palaa on säätöjen teko kielletty.
Huom. Arvoja , jotka ilmaistaa merkkivalojen J - K - L ja
B-C-D palaessa, voidaan tarkistaa, mutta niitä ei voida
muuttaa. Kaukosäätimen toiminta on estetty.
T
allennettujen ohjelmien käytöstä poistutaan painamalla

73
näppäintä AO ( kahdesti jos ....) merkkivalot M ja AT palaa
( jos koneeseen on liitetty U/D -poltin).
ja kone palaa viimeiseen asetukseen joka oli käytössä
ennen kun PRG näppäintä painettiin.
Huom. käytettäessä U/D -poltinta voidaan ohjelmia vaih-
taa myös hitsauksen aikana, jolloin tallennetttuja ohjelmia
voidaan ottaa käyttöön peräkkäisessä järjestyksessä.
Saman tyyppisten peräkkäin tallennettujen toisiinsa
sidottujen ohjelmien peräkkäinen käyttöönotto on myös
mahdollista.
Tämä toiminta voidaan suorittaa hitsauksen aikana.
3.5 HUOL
TO TOIMINNAN VALIKKO
3.5.1 Vesilaitteen ohjaus
Paina näppäintä AO ja pidä se painettuna paina
näppäintä E jolloin saat valikon esiin,
käännä nupista N kunnes näytössä on valinta H2O.
Kääntämällä nupista Q voidaan valita vesilaitteen toinin-
tatapa.
OFF = Pois päältä
On C = Aina käytössä
An A = Automaattinen käynnistys. Kun kone käynni-
stetään vesilaite alkaa toimimaan. Jos polttimen kytkintä
ei paineta 15 sekunnin kuluessa pysähtyy vesilaite ja
käynnistyy uudelleen kun polttimen kytkintyä painetaan
jatkaen toimintaa 3 minuuttia vielä sen jälkeen kun polt-
timen kytkin on vapautettu.
Vesilaitteen ohjaustoiminnasta poistutaan painamalla
uudelleen näppäintä AO ja E.
Jos vesilaitteen paine on liian alhainen ei hitsauskoneesta
tule virtaa ja näytössä O vilkkuu viesti H2O.
3.5.2 SP Piste- ja katkohitsaus
Aktiivinen kaksi-vaihe (merkkivalo S palaa) tai nelivaihe
toiminnossa (merkkivalo T palaa).
Valitse toiminto nupilla N. Näytössä P on lyhenne Off .
Toiminto aktivoidaan kääntämällä nuppia Q kunnes
näyttöön P tulee lyhenne On.
Kääntämällä nuppia N tulee näytölle valinta ”tSP”
pistehitsausaika. Näyttö P näyttää aikaa sekunteina.
Pistehitsaus aika on säädettävissä nupilla Q 0,3 – 5
sekuntiin.
Jos käyttöön halutaan katkohitsaus ( hitsaus automaatti-
sella taukoajalla), käännä nuppia N uudestaan kunne
näytössä P on lyhenne ” tIn” Näytössä P on lyhenne
OFF. käännä nuppia Q kunnes näytössä on sopiva hit-
sausten välinen taukoaika.
3.5.3 Automaattinen Hot Start ( AHS )
Paina näppäintä AO ja pidä se painettuna ja paina
yhtäaikaa näppäintä E, jolloin saadaan päävalikko esiin.
Valitse AHS kääntämällä nuppia N.
Toimintatapa valitaan kääntämällä nuppia Q:
OFF=off
On= aktiivinen
Tämä toiminto on aktiivinen synergia Mig-hitsausohjel-
missa sekä kaksi-vaihe (merkkivalo S), että neli-vaihe
(merkkivalo T ) hitsaustoiminnossa.
Käyttäjän tulee tehdä seuraavat säädöt:
1. Aloitusvirran " Hot Start" taso, merkkivalo AB.
2. Kesto, Merkkivalo AD säädettävissä 0,1 -10 sek
3. Aika jonka aikana vaihdetaan Hot Start virta hitsau-
svirraksi, merkivalo AC.
Alkaen ohjelmaversiosta 06 koskien art. 287 ja ohjelma-
versiosta 13 koskien art. 289, parametriarvot joihin
merkkivalot AB, AC ja AD viittaavat voidaan valita (nupil-
la N) ja arvot säätää (nupilla Q) kun HSA toiminto on valit-
tu. Seuraavat toiminnat on käytössä.
SC = aloitusvirta johon merkkivalolla AB viitataan.
Slo = Slope (siirtymä aika) johon merkkivalolla AC
viitataan.
tSC= Aloitusvirran kesto, johon merkkivalolla AD
viitataan.
3.5.4 CrA ( kraatterin täyttö, lopputäyttö)
Toiminto on valittavissa nupilla N ja on toiminnassa kaksi-
vaihe (merkkivalo S) sekä neli-vaihe (merkkivalo T) toi-
minnassa, lisäksi siihen voidaan haluttaessa yhdistää
HSA toiminto. Sen jälkeen kun toiminto on aktivoitu valit-
semalla nupilla Q lyhenne ”ON” voidaan nupilla N tehdä
valinnat:
Slo = Aika jonka kuluessa hitsausvirta muuttuu kraatte-
rin täyttövirraksi, tehdas asetus 0,5 sek.
säätöalue 0,1 - 10 sekuntia.
CrC = Kraatterin täyttövirta, prosentteina säädetystä
langansyöttönopeudesta, tehdasasetus 60%
säätöalue 10 – 200%.
TCr = Kraatterin täyttövirran kesto, tehdasasetus 0,5
sek. säätöalue 0,1 – 10 sekuntia.
3.5.5 dP Kaksoispulssi (Art. 287 Optional)
Tämän tyyppisessä hitsauksessa vaihtelee hitsausvirran
voimakkuus kahden tason välillä ja tämä ominaisuus on
liitetty kaikkiin synergia ohjelmiin.
Ennen asetusta, on tärkeää hitsata lyhyesti jotta voidaan
määrittää nopeus joka sopii mahdollisimman hyvin suo-
ritettavalle hitsaustyölle.
Tällä määritetään siis viitenopeus.
Tee seuraavasti :
1. Paina näppäintä AO, pidä se painettuna ja paina
samanaikaisesti näppäintä E, jolloin päävalikko
saadaan käyttöön.
2. Käännä nuppia N kunnes lyhenne näyttöön O tulee
lyhenne ”dP”. Aktivoi toiminto kääntämällä nuppia Q
kunnes näytössä P on lyhenne On.
3. Käännä nuppia N kunnes näyttöön O tulee merkit
FdP (kaksoispulssin taajuus). Näyttöön P tulee viesti
OFF.
Valitse sopiva taajuus nupilla Q (säätöalue 0,5 - 5Hz)
arvot tulee näyttöön P.
4. Käännä nuppia N kunnes näyttöön O tulee merkit
ddP (kaksoispulssiero m/min).
Valitse sopiva nopeus nupilla Q metriä minuutissa
(säätöalue 0,1 - 3m/min) joka lisätään tai vähennetään
viitenopeudesta ( oletusarvo 1m/min).
5.
Käännä nuppia N kunnes näyttöön O tulee merkit
tdP. Suurimman langansyöttönopeuden kesto,
suurimmalla hitsausvirta-arvolla. Ilmaistaan
prosentteina taajuudesta FdP. ( kts kuva 3). Valitse
sopiva arvo nupilla Q. Säätöalue 25 - 75% (oletus-
arvo 50%).
6. Käännä nuppia N kunnes näyttöön tulee merkit AdP
(valokaren pituus suurimmalla virralla). Arvot -9.9 - 9,9
(oletusarvo 0).
Varmista, että valokaaren pituus on sama molemmille
virta-arvoille; tee tarvittavat korjaukset nupilla Q .
Huom. Kaksoispulssitoiminnalla on mahdollista hitsata:

74
Kun em. asetukset on tehty. palaa normaaliin säätötilaan
painamalla näppäintä AO ja pitämälle se painettuna
samanaikaisesti kun painetaan näppäintä E.
Jos valokaaren pituutta on tarpeen säätää myös pienim-
mälle virralle / nopeudelle, säädä silloin valokaaren pituus
viitenopeudelle (merkkivalo K palaa).
Jos viitenopeutta muutetaan on kaikki edellä mainitut
asetukset tehtävä uudelleen.
3.5.6 ITO ( inching time out ) toiminto
Toiminnon tarkoituksen on pysäyttää koneen toiminta jos
hitsauslankaa syötetään liian pitkään, ilman hitsausvirtaa.
Paina näppäintä AO ja sen ollessa painettuna paina näp-
päintä E jolloin päävalikko saadaan
käyttöön.
Valitse ITO kääntämällä nuppia N.
Valitse toimintamuoto kääntämällä nuppia Q:
OFF=ei toiminnassa
Säätöalue 5 – 50 cm.
3.5.7 Robotti ( "rob") toiminto.
Saatavana vain robotti versiossa.
3.5.8 FAC ( tehdas) Toiminnot.
Aktivointi:
Tämän toiminnon avulla palautetaan käyttöön koneen
alkuperäiset tehdasasetukset.
Paina näppäintä AO ja sen ollessa painettuna paina näp-
päintä E jolloin päävalikko saadaan
käyttöön. Valitse FAC kääntämällä nuppia N.
Kääntämällä nuppia Q voidaan tehdä seuraavat valinnat:
noP = Palauttaa tehdasasetukset ilman että muistiin tal-
lennetut ohjelmat häviävät ja vesilaitteen toiminta menee
off asentoon ja kytkeytyy pois päältä,.
Prg = Kaikki muistiin tallennetut ohjelmat häviävät.
ALL= Kaikki tehdasasetukset palautetaan ja vesilaitteen
toiminta menee off asentoon.
Aktivoi toiminto painamalla näppäintä AP.
4 ASENNUS
Asennuksen saa suorittaa vain täysin ammattitaitoinen
henkilö ja kaikessa tulee noudattaa voimassa olevia
lakeja ja määräyksiä.
4.1 SIJOITUS
Kone painaa 108 kg, mikä tulee huomioida nostettaessa
konetta kts kuva 4.
Sijoita kone tasaiselle alustalle ja hyvin ilmastoituun paik-
kaan joka on vapaa metalli- ym. pölystä ( kuten esim. hio-
mapölystä ).
4.2 KÄYTTÖÖNOTTO
Asenna langansyöttölaite WF4-P virtalähteen päälle.
Liitä langansyöttölaite virtalähteeseen välikaapelilla art.
1197 tai art. 1197.20, kiinnitä l a n g a n a s y öttölaite
kärryssä olevaan tasoon pisteestä BK.
Käytä mahdollisimman lyhyttä ja suoraa välikaapelia vält-
tääksesi kaapeliin muodostuvat induktiiviset tehot, jotka
vaikuttavat pulssi MIG/MAG hitsaustuloksen laatuun.
Asenna pistotulppa liitäntäkaapeliin, liitä keltavihreä johto
suojamaadoitusnapaan.
Varmista, että liitäntäjännite on konekilven mukainen.
Käytä konekilvessä olevan teknisen erittelyn mukaisia sul-
akkeita.
Sijoita kaasupullo pullotukeen BY ja kiinnitä se kiinnitys-
hihnalla BZ ja liitä kaasuletku paineensäätimeen.
Kiinnitä poltin Varmista, että langansyöttöpyörien urat
sopii käytettävälle lankakoolle.
Rullien vaihto (Fig. 5):
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
kuva. 3
VIITENOPEUS
kuva. 4
CA
BN
BN
Kuva. 5

75
Avaa luukku BJ, poista suoja CA, vapauta langansyötön
painorulla löysäämällä kiristysnuppia BN, vaihda rullat ja
laita suoja CA takaisin paikalleen.
Asenna lankakela paikalleen ja pujota lanka langansyöt-
töön ja polttimeen. Kiinnitä langansyötön puristusrulla ja
säädä kir
eys nupilla BN.
Laita koneeseen virta päälle Säädä kaasun virtaus näp-
päimellä AQ, syötä sen jälkeen lankaa näppäimellä AR.
Uusi kone toimitetaan siten, että vesilaite on kytketty pois
toiminnasta. Mikäli koneessa käytetään vesijäähdytteistä
poltinta on vesilaite asetettava toimintaan ohjauspanelista
kts. ohjauspanelin käyttöohjeesta 3.5.1.
5 HITSAUS
5.1 SYNERGINEN PULSSI MIG-HITSAUS ( MERKKIVA-
LO R1 PALAA ) TAI SYNERGINEN MIG-HITSAUS
ILMAN PULSSIA ( MERKKIVALO R2 PALAA ).
Valitse hitsaustapa näppäimellä AI.
Valitse sen jälkeen toimintatapa, lankakoko, hitsattava
materiaali ja käytettävä suojakaasutyyppi.
Säädä lisälaitteiden toiminta kts. ohjeet ohjauspanelin
käyttöohjeesta kohdasta 3.2.
Aseta hitsausparametrit nupeilla N ja Q.
5.2 PERINTEINEN MIG-HITSAUS ( MERKKIVALO R3
PALAA )
Valitse tämä hitsaustapa näppäimellä AI.
Valitse sen jälkeen toimintamuoto näppäimella AJ.
Säädä lisälaitteiden toiminta kts. ohjeet ohjauspanelin
käyttöohjeesta kohdasta 3.2.
Säädä langansyöttönopeus ja hitsausvirta sopivaksi
nupeilla N ja Q.
5.3 TIG-HITSAUS ( MERKKIVALO R4 PALAA ) VAIN
OHJAUSPANELI P1:LLÄ.
Liitä maakaapeli positiiviseen liitäntään BR sekä kärryn /
virtalähteen virtakaapeli negatiiviseen liitäntään BO.
Liitä Tig-poltin liittimeen BA.
Valitse hitsaumuoto näppäimellä AI.
Valitse toiminto näppäimellä AJ.
Säädä lisälaitteiden toiminta kts. ohjeet ohjauspanelin
käyttöohjeesta kohdasta 3.2.
5.4 PUIKKO-HITSAUS ( MERKKIVALO R5 PALAA ).
HUOM. langansyöttölaite tule olla kytkettynä virtalähte-
eseen.
Liitä puikonpitimen virtajohto ja maakaapeli liittimiin BO ja
BR, valitse napaisuus hitsauspuikon valmistajan antami-
en ohjeiden mukaan.
6 VARUSTEET
6.1 KAUKO-OHJAUSLAITE HITSAUSVIRRAN
SÄÄTÖÖN ART. 187 ( POTENTIOMETRI ) JA VÄLIK
AAPELI (5M ) ART. 1192 + VÄLIKAAPELI
ART. 1191.
Mahdolliset asetukset eri hitsaustoiminnoissa.
PUIKKO-hitsaus Hitsausvirran säätö minimi virrasta (10A)
ohjauspanelin nupilla N säädettyyn virtaan.
TIG-hitsaus Samat toiminnot kuin puikkohitsauksessa.
MIG- hitsaus Synergiatilassa kauko-ohjauslaitteella sää-
detään parametrejä synergia käyrien
mukaan. Perinteisessä MIG-hitsauksessa säädetään
laitteella langansyöttönopeutta.
6.2 JALKA-OHJAUSLAITE ART. 193 + VÄLIKAAPELI
ART. 1191.
Käytetään TIG-hitsauksessa.
Laitteella voidaan käynnistää hitsaus ja säätää hitsaus-
virtaa.
Hitsausvirtaa voidaan säätää minimivirrasta ohjauspanel-
in nupilla N säädettyyn maksimi virtaan.
6.3 TIG-POLTIN ART. 1265
Poltintyyppi SR 26 pituus 4m
6.4 MIG-POLTIN ART 1243
Poltintyyppi CEBORA PW 500 vesijäähdytteinen pit.
3,5m
6.5 MIG-POLTIN ART. 1245 ( kaksois- Up/Down
ohjauksella )
Poltintyyppi CEBORA PW 500 U/D vesijäähdytteinen pit.
3,5m
Vasen Up/down ohjaus:
- Synergia tilassa säädetään hitsausparametrejä synergia
käyrien mukaan.
- Perinteisessä MIG-hitsauksessa säädetään langansyöt-
tönopeutta.
- Tallennettujen ohjelmien valinta numeerisesti.
Jos ohjelmia halutaan tallentaa U/D-polttimen ollessa lii-
tettynä ( merkkivalo AT palaa ) valitse ohjelman tallennus
numero polttimen U/D kytkimellä.
Oikea Up/Down ohjaus
- Synergia tilassa säädetään valokaaren pituutta.
- Perinteisessä MIG-hitsauksessa säädetään hitsausvirtaa
- Tallennetujen ohjelmien osalta ei aktiivinen
Kun U/D-polttimen liitin on liitetty palaa merkkivalo AS
palaa polttimen tunnistevalo.
6.6 PUSH-PULL POLTTIMEN HITSAUSVARUSTEET
Asentamalla tämän lisäkortin voidaan push-pull polttimen
moottoria käyttää 42V jännitteellä.
7 VIRHELUETTELO
Käyttäjän turvallisuuden takaamiseksi, tarkista määrävä-
lein, että kone ja kaikki liittimet ovat hyvässä kunnossa.
Korjausten jälkeen tarkista, että kaikki johdot ovat kiinni-
tetty ja ettei liitäntäjohdon osat pääse kosketuksiin hits-
ausvirtapiirin kanssa. Tarkista ettei johdot pääse kosket-
uksiin liikkuvien tai käytön aikana kuumenevien osien
kanssa.
Kiinnitä kaikki nippusiteen alkuperäisille paikoilleen, niin
etteivät virtajohtimet vahinkotilanteissa katketessaan
pääse kosketuksiin liitäntävirtapiirtin tai hitsausvirtapiirin
kanssa.

76
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN
BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEM-
MES OG OPBEVARES I SVEJSEAPPARATETS DRIFTS-
LEVETID PÅ ET STED, SOM KENDES AF SVEJSEPER-
SONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN UDGØRE EN
SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PER-
SONER. Svejseren skal derfor informeres om risiciene,
der er forbundet med svejsning. Risiciene er beskrevet
nedenfor. Yderligere oplysning kan fås ved bestilling af
manualen art. nr.. 3.300.758.
ELEKTRISK STØD - kan forårsage dødsfald
· Installér svejseapparatet og slut det til jordings-
systemet i overensstemmelse med de gældende
normer.
· Berør ikke de strømførende dele eller elektroderne med
bare hænder eller arbejdstøj eller handsker, som er fugtige.
· Isolér svejseren og svejseemnet fra jorden.
· Kontrollér, at arbejdsområdet ikke udgør en fare.
RØG OG GASSER - kan udgøre en sundhedsrisiko
· Hold ansigtet bort fra røgen.
· Udfør svejsningen på steder med tilstrækkelig
udluftning og anvend udsugningsapparater i
området omkring buen. Herved undgås tilstedeværelse af
farlig gas i arbejdsområdet.
STRÅLER FRA BUEN - kan forårsage øjenskader og for-
brænding af huden
· Beskyt øjnene ved hjælp af svejseskærme, der er
forsynede med glas med filter, og bær passende
arbejdstøj.
· Beskyt de øvrige personer i området ved at opstille pas-
sende afskærmninger eller forhæng.
RISIKO FOR BRAND ELLER FORBRÆNDINGER
· Gnisterne (svejsesprøjt) kan resultere i brand
eller forbrændinger af huden. Kontrollér derfor, at
der ikke er anbragt brandfarlige materialer i svej-
seområdet. Bær passende beskyttelsesudstyr.
STØJ
Apparatets støjniveau overstiger ikke 80 dB.
Plasmasvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger ovennævn-
te niveau. Svejserne skal derfor anvende beskyttelsesud-
styret, der foreskrives i den gældende lovgivning.
PACE-MAKER
· De magnetiske felter, der opstår som følge af den høje
strøm, kan påvirke funktionen i en pace-maker. Personer,
som bærer pace-maker, skal derfor rette henvendelse til
lægen inden påbegyndelse af buesvejsning, skæring,
flammehøvling eller punktsvejsning.
EKSPLOSIONER
· Svejs aldrig i nærheden af beholdere, som er
under tryk, eller i nærheden af eksplosivt støv, gas
eller dampe. Vær forsigtig i forbindelse med hånd-
tering af gasflaskerne og trykregulatorerne, som anven-
des i forbindelse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med angivel-
serne i den harmoniserede norm IEC 60974-10. Apparatet må
kun anvendes til professionel brug i industriel sam-
menhæng. Der kan være vanskeligheder forbundet med
fastsættelse af den elektromagnetiske kompatibilitet,
såfremt apparatet ikke anvendes i industriel sam-
menhæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEK-
TRONISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
med det normale affald!
Ved skrotning skal de elektriske apparater indsamles
særskilt og indleveres til en genbrugsanstalt jf. EU-direk-
tivet 2002/96/EF om affald af elektrisk og elektronisk
udstyr (WEEE), som er inkorporeret i den nationale lov-
givning. Apparaternes ejer skal indhente oplysninger
vedrørende de tilladte indsamlingsmetoder hos vores
lokale repræsentant. Overholdelse af kravene i dette
direktiv forbedrer miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER
RETTES HENVENDELSE TIL KVALIFICERET PERSONALE.
2 GENEREL BESKRIVELSE
Sound Mig 5040/T Pulse et anlæg med flere procesmu-
ligheder, egnet til pulseret, synergisk MIG/MAG-svejs-
ning, ikke-pulseret, synergisk MIG/MAG-svejsning, kon-
ventionel MIG/MAG-svejsning, TIG-svejsning (DC) med
strygetænding af lysbuen, og MMA-svejsning, udført med
inverter-teknologi.
Svejsemaskinen leveres med en trådfremføringsboks
WF4/P med gearmotor med fire ruller, og et kølevæske-
anlæg GR52. Svejsemaskinen må udelukkende anvendes
til de formål, der er beskrevet i vejledningen.
Svejsemaskinen må ikke anvendes til at optø rør.
2.1 STRØMKILDE
2.1.1 FORKLARING AF DE TEKNISKE DATA
IEC 60974.1Svejsemaskinen er bygget i overensstemmel-
IEC 60974.10 se med disse internationale standarder.
N°. Serienummer der altid skal oplyses ved hen-
vendelser, der vedrører svejsemaskinen.
Trefaset statisk frekvensomformer
Transformer - ensretter.
MIG Egnet til MIG-svejsning.
MMA Egnet til svejsning med beklædte elektroder.
TIG Egnet til TIG-svejsning.
U0. Sekundær spænding uden belastning
X. Procentvis intermittens
Intermittensen udtrykker den procentdel af 10
minutter, hvor svejsemaskinen kan arbejde
med en bestemt strøm uden at blive overop-
varmet.
3
~
f
1
f
2
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING

77
I2. Svejsestrøm
U2.
Sekundær spænding med I2 strøm.
U1. Nominel forsyningsspænding.
3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz
I
1
Max Max optagen strøm ved den tilsvarende
strøm I
2
og spænding U
2
.
I
1
Aktiv Den maksimale værdi for den optagne akti-
ve strøm, når man tager højde for intermit-
tensen. Normalt svarer denne værdi til kapa
citeten for den sikring (den forsinkede type),
der skal anvendes som beskyttelse for
apparatet.
IP23 C. Maskinkroppens beskyttelsesgrad.
Grad 3 som andet tal betyder, at dette appa-
rat er egnet til udendørs arbejde i regnvejr.
Det ekstra bogstav C betyder, at apparatet
er beskyttet mod, at et værktøj (diameter 2,5
mm) kan komme i kontakt med komponen
terne under spænding i forsyningskredsløbet.
Egnet til arbejde i omgivelser med forhøjet
risiko.
S
N.B: Svejsemaskinen er endvidere udviklet til arbejde i
omgivelser med forureningsgrad 3. (se IEC 60664).
2.1.2 Beskrivelse af strømkilden (Fig. 1)
BO - Stik:
Til dette stik skal stelkablets stik forbindes ved MIG-
svejsning. Ved TIG-svejsning skal strømkilde/boks-for-
bindelsens fritliggende stik på netkablet tilsluttes her.
BP - Adapter:
Adapter a typen DB9 (RS 232), der skal anvendes til
opdatering af mikropocessorernes programmer.
BR - Stik:
Til dette stik skal det fritliggende stik på strømkilde/boks-
forbindelsens netkabel (+ pol) forbindes ved MIG-svejs-
ning.
BS - Stik:
Tilslut stikket fra strømkilde/boks-forbindelsens driftska-
bel.
BU - ON/OFF afbryder.
BV - Forsyningskabel.
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

78
2.2 TRÅDFREMFØRINGSBOKS
2.2.1 Beskrivelse af boksen (Fig. 1)
BA - Centraltilslutning:
Tilslut MIG- eller TIG-svejsebrænderen
BB - Adapter til tilslutning af fjernbetjeningen:
Mellem pin 4 og 5 findes der en ren kontakt, der lukkes
ved tænding af lysbuen (Arc On). Mellem pin 1 og 9 kan
man styre begyndelsen og afslutningen af svejsningen.
BC - Støtte:
Støtte til svejsebrænderen
BD - Adapter:
Tilslut stikket fra strømkilde/boks-forbindelsens driftskabel.
BE - Gasslange-fitting:
Tilslut strømkilde/boks-forbindelsens gasslange
BF - Stik:
Tilslut det fritliggende stik fra strømkilde/boks-forbindel-
sens netkabel
BG - Åbning:
Slids til passage af køleslangerne
BH - Lynkoblinger:
Tilslut boks/strømkilde-forbindelsens røde og blå slange.
NB: sørg for at farverne på slangerne og lynkoblingerne
stemmer overens.
BI - Lynkoblinger:
Til disse lynkoblinger skal man tilslutte slangerne, der
kommer fra en eventuel brænder afkølet med vand.
NB: sørg for at farverne på slangerne og lynkoblingerne
stemmer overens.
BJ - Låge.
BL - Tildækning af trådspolen.
BM - Trådrulleholder:
Egnet til standard-spoler op til Ø 300 mm, 16 Kg.
BN - Indstillingsknap:
Ved hjælp af denne knap kan man indstille trådfrem-
føringsrullernes tryk på svejsetråden. NB: Indstil på et let
tryk ved svejsning med aluminium.
2.3 KØLEVÆSKEANLÆG
Dette kølevæskeanlæg er udviklet til afkøling af brænde-
re, anvendt til TIG- og MIG/MAG-svejsning.
Anlægget må udelukkende anvendes til denne strømkilde.
2.3.1 Forklaring af de tekniske data
U1 Nominel forsyningsspænding.
1x400V Enfaset forsyning
50/60 Hz Frekvens
I1max Max optagen strøm
Pmax Max tryk
P (1l/min) Køle-effekt målt ved 1L/min
2.3.2 BESKRIVELSE AF BESKYTTELSEN
2.3.2.1 Beskyttelse for kølevæsketryk
Denne beskyttelse består af en pressostat - indsat i frem-
løbet for væsken - der styrer en mikroafbryder.
Utilstrækkeligt tryk vises på display O af den blinkende
kode H2O (vejledning til styrepanelet).
2.3.2.2 Sikring (T 1,6A/400V-Ø 6,3x32)
Denne sikring er indsat som beskyttelse af pumpen, og er
anbragt på anlæggets styrekredsløb.
2.3.3 BESKRIVELSE AF KØLEVÆSKEANLÆGGET (Fig. 1)
BX - Slids:
Slids til kontrol af kølevæskeniveauet
BQ - Lynkoblinger:
Må kun anvendes til TIG-svejseanlæg.
NB: må ikke tilsluttes direkte med hinanden.
BW - Prop.
BT - Lynkoblinger:
Tilslut boks/maskine-forbindelsens røde og blå slange.
NB: sørg for at farverne på slangerne og lynkoblingerne
stemmer overens.
2.3.4 IDRIFTSÆTTELSE
Drej proppen BW af, og fyld tanken (apparatet leveres
med cirka en liter væske).
Det er vigtigt, at man jævnligt gennem slidsen BX kon-
trollerer, at væsken holdes på "max" niveau.
Som kølevæske skal man anvende vand (helst af den
afioniserede type) blandet med alkohol i den procentdel,
der er anført på nedenstående tabel:
temperatur vand/alkohol
0°C indtil -5°C 4L/1L
-5°C indtil -10°C 3,8L/1,2L
NB: hvis pumpen drejer uden kølevæske, skal man fjerne
luft fra slangerne.
I dette tilfælde skal man slukke strømkilden, fylde tanken,
afbryde fittingen for forbindelse af strømkilden/boksen fra
fittingen BT( ) og tilslutte en slange dér; indsæt den
anden ende af slangen i tanken, tænd
strømkilden i cirka 10/15 sekunder, og tilslut slangerne for
strømkildens/boksens forbindelse igen.
2.4 TRANSPORTVOGN (Fig. 1)
BY - Flaskeholder.
BZ - Remme til fastholdning af flasken.
BK - Hul:
Fastgør pladen tilsluttet til boksens/strømkildens forbin-
delse.
3 BESKRIVELSE AF PANELERNE (Fig. 2)
Betjeningsenhederne på panelerne er inddelt i 4 sektorer,
samt en menu med underfunktioner, og beskrives i føl-
gende afsnit:
3.1 Indstilling af svejseprocessen
3.2 Supplerende funktioner
3.3 Visning og indstilling af svejseparametrene
3.4 Driftsfunktioner:
3.5 Menu med underfunktioner
3.1 INDSTILLING AF SVEJSEPROCESSEN
3.1.1 Trykknap AI Valg af svejseprocessen
Ved hvert tryk på denne knap, tændes den lysdiode,
der svarer til valget.
Lysdiode R1
Synergisk, pulseret MIG/MAG-svejsning.
Lysdiode R2
Synergisk, ikke-pulseret MIG/MAG-svejsning.
Lysdiode R3
Konventionel MIG/MAG-svejsning.

79
Lysdiode R4
TIG-svejsning
Tænding af lysbuen foregår ved strygetænding.
Lysdiode R5
Elektrodesvejsning (MMA).
3.1.2 Trykknap AJ til valg af funktionsmåden.
Ved hvert tryk på denne knap, tændes den lysdiode,
der svarer til valget.
Lysdiode S-To trin
Maskinen påbegynder svejsningen, når der
trykkes på knappen, og svejsningen standses, når knap-
pen slippes.
N.B. Denne funktionsmåde er aktiv for alle MIG-processer
og for TIG.
Lysdiode T-Fire trin
Tryk og slip brænderknappen for at begynde
svejsningen, tryk og slip knappen igen for at afbryde
svejsningen.
N.B. Denne funktionsmåde er aktiv for alle MIG-processer
og for TIG.
Lysdiode U-Svejsning med tre strømni-
veauer.
N.B: denne funktionsmåde er aktiv for synergiske MIG-
processer og for TIG.
Specielt anbefalet til MIG-svejsning af aluminium.
Der er tre strømme til rådighed, der kan fremkaldes under
svejsningen ved hjælp af brænderens start-knap.
Indstilling af strømmene og af "slope" er beskrevet i afsnit
3.2 "supplerende funktioner": lysdioderne AB, AC, AD.
· MIG-funktion:
Svejsningen påbegyndes ved tryk på brænderknappen;
den fremkaldte svejsestrøm er den, der er indstillet med
lysdiode AB. Denne strøm opretholdes så længe bræn-
derknappen holdes nedtrykket; ved slip sammenføres
den første strøm med svejsestrømmen, indstillet med
knap N, indenfor det tidsrum, der er anført af lysdioden
AC, og opretholdes indtil brænderknappen trykkes igen.
Ved efterfølgende tryk på brænderknappen sammenføres
svejsestrømmen med den tredje strøm eller Krater fylder
strøm, indstillet med lysdiode AD, indenfor tidsrummet
anført af lysdioden AC, og opretholdes så længde bræn-
derknappen holdes nedtrykket. Når knappen slippes,
afbrydes svejsningen.
Fra og med version 06 (art. nr. 287) og version 13 (art. nr.
289) kan parametrene, som er indstillet ved hjælp af lys-
dioderne AB, AC og AD, vises og indstilles i menuen for
driftsfunktioner (afsnit 3.5). Parametrene angives med føl-
gende tekster:
SC = starting current (startstrøm) svarende til lysdiode
AB.
Slo = Slope tidsrum svarende til lysdiode AC.
CrC = Crater current (slutstrøm ved kraterfyldning)
svarende til lysdiode AD,
udtrykt som procent af trådens hastighed under
svejsningen.
· TIG-funktion:
· For at tænde lysbuen skal man trykke og slippe (< di 0,7
sek.) brænderknappen kort, og indenfor tre sekunder
danne en kort berøring mellem wolfram-elektroden og
svejseemnet, hvorefter lysbuen tændes, og svejsestrøm-
men vil være den, der er indstillet med lysdioden AB.
Denne strøm opretholdes indtil brænderknappen trykkes
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

80
og slippes kort. Ved denne kommando sammenføres den
første strøm med svejsestrømmen, indstillet med knap N,
indenfor tidsrummet anført af lysdioden AC, og oprethol-
des indtil brænderknappen igen trykkes og slippes kort.
Herefter vil svejsestrømmen blive sammenført med den
tredje strøm eller Krater fylder strøm, indstillet med lysdi-
oden AD, indenfor tidsrummet anført af lysdioden AC.
Tryk og slip knappen kort for at slukke lysbuen.
På et ethvert tidspunkt under svejsningen, medfører tryk på
brænderknappen i over 0,7 sekunder, at lysbuen slukkes.
N.B: ved flytning af referencestrømmen, d.v.s. den strøm der
er indstillet med knap N, ændrer man automatisk de strømme,
der er indstillet med lysdioderne AB og AD, til procentdele.
3.1.3 Trykknap AK Valg af tråddiameteren.
Hver gang der trykkes på denne knap, lyser lysdio-
den (V1, V2, V3, V4) for den tråddiameter, som
maskinen forbereder sig til at svejse med.
N.B. Denne valgmulighed er kun til stede for synergiske
MIG-processer.
3.1.4 Trykknap AL Valg af svejsematerialet.
Ved hvert tryk tændes den lysdiode, der svarer til val-
get.
Lysdiode W1 for jern
lysdiode W2 for aluminium
lysdiode W3 for rustfrit stål.
Lysdioden X viser valg af andre specielle
svejsetråde.
På grundlag af de udførte valg ved hjælp af de nævnte
trykknapper:
Display AN1
viser de eksisterende svejseprogrammer for materia-
letyperne, og nærmere betegnet:
Hvis FE er valgt SG2, etc.
Hvis AL er valgt AlSi 5, AlMg 5, Al 99,5, etc.
Hvis SS er valgt 308L, 316L, etc.
Hvis SP er valgt Al Bz8, CuSi 3, Rutil, Basic
Metal, CrNi, etc.
Materialet vælges ved hjælp af trykknappen AM.
N.B. Denne valgmulighed er kun til stede for MIG-
processer.
Display AN2
viser de eksisterende svejseprogrammer for gastyper-
ne kombineret med materialetyperne, og nærmere
betegnet:
Hvis FE er valgt CO2, Ar 18CO2, etc.
Hvis AI er valgt Ar
Hvis SS er valgt Ar 2CO2, Ar 2O2, etc.
Hvis SP er valgt Ar, Ar 30He, Ar 18CO2, etc.
Gassen vælges ved hjælp af trykknappen AX.
N.B. Denne valgmulighed er kun til stede for MIG-processer.
N.B: Hvis der efter indstilling af valgene ikke findes et
svejseprogram for den valgte tråddiameter, vises der på
displayene O og P ordet NO-PRG.
3.2 SUPPLERENDE FUNKTIONER
3.2.1 Trykknap AH.
Ved tryk på denne knap, slukkes displayet AN2, og
display AN1 viser den numeriske værdi for den valg-
te størrelse. Dette vises ved tænding af den tilhørende
lysdiode, og indstillingen kan udføres ved hjælp af tryk-
knapperne AM og AX.
Hvis den numeriske værdi ikke ændres indenfor 5 sekun-
der, vender displayene AN2 og AN1 tilbage til den fore-
gående konfiguration.
N.B: de sidst viste værdier på displayet AN1 gemmes.
Lysdiode Y Før-gas
Regulering Auto - 10 sek
Aktiv for alle MIG-processer og TIG.
Lysdiode Z Efter-gas
Regulering 0 -30 sek
Aktiv for alle MIG-processer og TIG.
Lysdiode AA Krybe-start
Regulering 1 - 100%
Aktiv for alle MIG-processer.
Trådens hastighed, udtrykt i procentdele af den indstille-
de hastighed for svejsningen, inden tråden rører ved svej-
seemnet.
N.B: Denne indstilling er vigtig, for altid at få korrekt start.
Fabriksindstilling på automatisk "auto".
Lysdiode AB Strøm for "Hot start"
Regulering 1 - 200% af svejsestrømmen (ind-
stilles med knap N)
Aktiv på programmerne for synergisk MIG og på TIG, når
der er valgt svejsemetode med tre niveauer (lysdiode U).
Tilsluttet med "HSA-ON" læs 3.5.2.
Lysdiode AC Slope
Regulering 1 -10 sek
Fastsætter sammenføringstiden mellem den første strøm
"Hot start" og den anden strøm "svejsning", og mellem
den anden strøm og den tredje strøm Krater fylder.
Aktiv på programmerne for synergisk MIG og på TIG, når
der er valgt svejsemetode med tre niveauer (lysdiode U).
Tilsluttet med "HSA-ON" læs 3.5.2.
Lysdiode AD Strøm for Krater fylder
Regulering 1 - 200% af svejsestrømmen (ind-
stilles med knap N). Aktiv på programmerne for synergisk
MIG og på TIG, men kun når der er valgt svejsemetode
med tre niveauer (lysdiode U).
Tilsluttet med "HSA-ON" læs 3.5.2.
Lysdiode AE Burn - back
Regulering Auto 4- 250 ms.
Benyttes til indstilling af den trådlængde, der kommer ud
fra gasdysen efter svejsning.
Aktiv for alle MIG-processer.
Jo større tallet er, desto mere brændes tråden
Fabriksindstilling på automatisk "auto".
Lysdiode AF Hot - start for MMA
Regulering 0 -100%
Overstrøm udsendt ved tænding af lysbuen.
Aktiv på MMA.
Lysdiode AG Arc - force
Regulering 0 -100%
Indstilling af de dynamiske karakteristika for lysbuen.
Aktiv på MMA.

81
3.3 VISNING OG INDSTILLING AF SVEJSEPARAME
TRENE
Knap N
På grundlag af den valgte pr
ocestype, indstilles følgende
størrelser ved hjælp af denne knap:
· synergisk, pulseret MIG, synergisk MIG :
tykkelse (lysdiode B)
trådhastighed (lysdiode C)
Strøm (lysdiode D).
· konventionel MIG:
trådhastighed (lysdiode C)
· TIG, MMA :
strøm (lysdiode D)
På driftsfunktionerne vælges funktionerne anført af
koderne: H2O,SP, HSA, CrA, dP, Ito, rob, FAC.
N.B.: på de synergiske programmer medfører indstilling af
en størrelse også ændring af de andre i overensstemmel-
se hermed.
Trykknap E
Hvert tryk vælger den størrelse, der kan indstilles
med knap N.
De valgbare størrelser afhænger af den valgte type svej-
seproces.
Lysdiode B Tykkelse
Displayet O viser den anbefalede tykkelse på grund-
lag af den indstillede strøm og trådhastighed.
Aktiv ved synergiske MIG-procedurer.
Lysdiode C Trådhastighed
Angiver at displayet O viser trådhastigheden under
svejsning. Aktiv ved alle MIG-svejseprocedurer.
Lysdiode D Strøm
Angiver at displayet O viser den forindstillede svej-
sestrøm, eller - kombineret med tænding af lysdiode
F - den reelle svejsestrøm. Aktiv for alle svejseprocesser.
Knap Q
På grundlag af den valgte procestype, indstilles følgende
størrelser ved hjælp af denne knap:
· synergisk, pulseret MIG, synergisk MIG :
lysbuens længde (K)
Impedans (L)
· konventionel MIG:
svejsespænding (J)
Impedans (L)
· Vælger det ønskede programnummer blandt de gemte
programmer.
Alle disse størrelser vises på displayet (P), og kan vælges
med knap I.
På driftsfunktionerne vælger knappen koderne: OFF,
OnC, OnA, SAu, rES, On.
Trykknap I
Hvert tryk vælger den størrelse, der kan indstilles
med knap Q.
De valgbare størrelser afhænger af den valgte type svej-
seproces.
Lysdiode J Spænding
På alle MIG-svejseprocesser angiver lysdioden, at
displayet P viser den forindstillede svejsespænding,
eller - kombineret med tænding af lysdiode F - den reelle
svejsespænding.
På TIG og MMA er lysdioden altid tændt, og kan ikke væl-
ges. Angiver at displayet P viser spændingen uden
belastning eller svejsespændingen, eller - kombineret
med tænding af lysdiode F - den reelle svejsespænding.
Lysdiode K Lysbuens længde
Regulering (-9,9 ÷ +9,9).
På alle synergiske MIG-programmer viser display P
et tal. Nul er den fabriksindstillede regulering; hvis tal-
let indstilles negativt, afkortes lysbuens længde, og hvis
tallet indstilles positivt, forlænges lysbuens længde.
Lysbuens længde vises også, når håndtaget Q drejes i
forbindelse med fremvisning af lysdioden J. Lysdioden K
slukkes 3 sekunder efter den seneste korrigering og her-
efter tændes lysdioden J på ny.
Lysdiode L Impedans
Regulering (-9,9 ÷ +9,9).
På alle MIG-programmer viser display P et tal. Nul
er den fabriksindstillede regulering; hvis tallet indstilles
negativt, mindskes impedansen og lysbuen bliver hårde-
re, og hvis tallet øges, bliver lysbuen blødere.
Lysdiode A globulær position
Kan ikke vælges. Aktiv ved ikke-pulseret, synergisk
MIG-procedure. Tænding tilkendegiver, at det valg-
te værdipar for svejsningen kan medføre ustabile lysbuer
og sprøjt.
Lysdiode F Hold
Kan ikke vælges. Aktiveres ved MIG, TIG, MMA
svejsning, og tilkendegiver, at de viste størrelser på
displayene O og P (normalt Ampere og Volt) er dem, der
anvendes under svejsning. Aktiveres ved afslutningen af
hver svejsning.
Lysdiode G Termostat
Tænding tilkendegiver, at den termiske beskyttelse
har grebet ind.
Lysdiode H Sikkerhed
Signalerer blokering af alle trykknapper. Brugeren
kan kun indstille svejseparametrene i gruppen AY.

82
For at aktivere funktionen, skal man først trykke på knap-
pen AO og - mens denne holdes nedtrykket - trykke kort
på knappen I. Lysdioden H lyser op og viser, at funktio-
nen er aktiv. For at afbryde denne funktion, skal man gen-
tage trykket på knapperne AO og I på samme måde.
Lysdiode M Gemte programmer
Denne lysdiode tændes ved tryk på tasten AO
(PRG). Læs afsnit 3.4.1.
Display O
På alle svejseprocesser viser dette display numrene på
valgene, udført med knap E og indstillet med knap N.
For svejsestrømmen (lysdiode D) viser displayet ampere
For trådhastigheden (lysdiode C) viser displayet metrene
i minuttet. For tykkelsen (lysdiode B) viser displayet milli-
metrene. Hvis der ikke findes et program i de indstillede
valg, viser displayet NO (koden NO-PRG).
Ved forberedelsen til funktion af kølevæskeanlægget,
viser displayet koden H2O.
Displayet viser ordet "OPn" blinkende, hvis trådfrem-
føringsboksens låge er åben.
Ved fejlmeddelelser viser displayet koden " Err ".
På driftsfunktionerne viser displayet koderne: H2O,SP,
HSA, CrA, dP, Ito, rob, FAC.
Display P
På alle svejseprocesser viser dette display numrene på
valgene, udført med knap I og indstillet med knap Q.
For svejsespændingen (lysdiode J) viser displayet volt
For lysbuens længde (lysdiode K) viser displayet et tal på
mellem -9,9 og +9,9; det anbefales at indstille nul.
For impedansen (lysdiode L) viser displayet et tal på mel-
lem -9,9 og +9,9; det anbefales at indstille nul.
Indenfor de enkelte hukommelser viser displayet numme-
ret på det valgte program.
Ved forberedelse af kølevæskeanlæggets funktion, viser
displayet ordet OFF (slukket), On-C (vedvarende funkti-
on), On-A (automatisk funktion).
Hvis der ikke findes et program i de indstillede valg, viser
displayet PRG (koden NO-PRG).
Ved fejlmeddelelser viser displayet kodens nummer.
På driftsfunktionerne viser displayet koderne: OFF, OnC, OnA
(H2O).
På funktionen "HSA" vises OFF / On.
På funktionerne med dobbelt pulsering:
-FdP viser OFF - 0,1÷5
-ddP viser 0,1÷3
-tdP viser 25÷75
-AdP viser -9,9÷9,9
På funktionen "CP" vises koderne - - -, SAu og rES.
På funktionen "rob" vises OFF, On (hvis robot-grænsefladen
ikke er tilsluttet, viser displayet O koden rob blinkende).
På funktionen "FAc" vises - - -.
3.4 DRIFTSFUNKTIONER
Trykknap AR Tråd-test
Giver mulighed for fremførsel med 8 m/min uden til-
stedeværelse af spænding eller gas.
T
rykknap AQ Gas-test
Når der trykkes på denne tast, begynder gassen at
strømme ud; tryk på knappen igen for at stoppe
udstrømningen. Hvis der ikke trykkes på knappen, afbry-
des gasudstrømningen efter 30 sekunder.
3.4.1 Gemning og fremkald af gemte programmer
Trykknap AP Gemning
Trykke på tasten AP, hvorefter lysdioderne M og AT tæn-
des, hvis brænderen er tilsluttet med U/D betjening.
Display O viser koden STO, og display P viser nummeret
(blinkende, hvis det er frit, fast hvis det er optaget).
Der vises det første nummer på et frit program, hvorefter
man ved hjælp af knap Q skal vælge det ønskede program-
nummer, og derefter trykke på tasten AP i over 3 sek. Når
gemningen er udført, skifter nummeret på programmet fra at
være blinkende til at lyse fast. Når knap AP slippes, går man
ud fra gemningen, og lysdiode M slukkes. Hvis man ønsker
at overskrive et program, medfører tryk på knappen AP i
over 3 sekunder, at nummeret skifter fra fast lysende til at
være blinkende, for derefter at vende tilbage til fast lysende
for at vise den udførte overskrivning.
Gemningen skal udføres indenfor det tidsrum, hvor dis-
play P viser programmets nummer (5 sek.)
Bemærk: Programmets n° kan vælges enten ved at dreje
knap Q eller - hvis brænderen er tilsluttet med U/D knap
- ved at trykke på tasten U/D til venstre på grebet.
Hvis man trykker kort på knappen AP for at vise hukom-
melserne, og man hverken ønsker at anvende dem eller
ændre dem, skal man trykke kort på knap AO for at gå
ud.
Endvidere er det muligt at slette et lagret svejseprogram.
Dette sker ved at benytte følgende fremgangsmåde:
Tryk på knappen AP. Displayet O viser teksten Sto og
displayet P angiver programmets nummer. Vælg numme-
ret på det lagrede svejseprogram ved hjælp af håndtaget
Q. Drej håndtaget N, indtil displayet O viser teksten del.
Hold knappen AP trykket ned i mere end 3 sekunder.
Hvis et lagret program skal indlæses med henblik på
ændring, er det nødvendigt at gentage ovenstående
fremgangsmåde og vælge teksten rCL (recall - ind-
læsning af hukommelse) ved hjælp af håndtaget N. Hold
knappen AP trykket nede i mere end 3 sekunder.
Lysdioden M slukkes og på panelet indstilles samtlige
indstillinger i det indlæste program.
Trykknap AO Fremkald af de gemte programmer
Tryk kort på knap AO for at fremkalde et gemt pro-
gram. Display O viser koden PRG, og display P viser
nummeret på det sidst anvendte program, eller - hvis
ingen programmer er blevet anvendt - det sidste gemte
program. Lysdioden M tændes, hvorefter man med knap
Q - eller med knappen til venstre på U/D brænderen - skal
vælge programnummeret. 5 sekunder efter valget viser
displayene O og P de gemte størrelser, og maskinen er
parat til svejsning.
Når lysdioderne M og AT (hvis UD brænderen er tilsluttet)
er tændt, er enhver indstilling umulig.
N.B.: Man kan vise, men ikke ændre, størrelserne angi-
vet af lysdioder
ne J - K - L og B - C - D.
Fjernbetjening vil ikke være mulig.
For at gå ud fra de gemte programmer, skal man trykke
på knap AO (to gange hvis programmets nummer er for-
svundet), lysdioderne M og AT (hvis UD brænderen er til-
sluttet) slukkes, og maskinen viser den sidste indstilling
før tryk på knappen PRG.

83
NB: ved hjælp af knappen U/D på brænderen kan man
ændr
e programmet, selv under svejsning, og fremkalde
alle de gemte programmer i sekvens.
Endvidere er det muligt at indlæse svejseprogrammer af
samme type, som er blevet gemt efter hinanden og som
er afgrænset af to ledige programmer.
Denne funktion udføres, når lysbuen er tændt.
3.5 MENU FOR DRIFTSFUNKTIONER
3.5.1 Betjening af kølevæskeanlægget
Tryk på knap AO og - mens den holdes nedtrykket - tryk
på knap E for at få adgang til en undermenu.
Ved hjælp af knap N skal man foretage valget: H2O
Drej knap Q for at vælge funktionstypen:
· OFF = slukket.
· On C = altid tændt
· On A = automatisk tænding. Når maskinen tændes, fun-
gerer anlægget. Hvis der ikke trykkes på brænderknap-
pen, slukkes det efter cirka 15 sekunder. Ved tryk på
brænderknappen, begynder anlægget at fungere, og
slukkes 3 minutter efter at knappen er sluppet.
Ved nyt tryk på tasterne AO og E går man ud.
Hvis kølevæsketrykket er utilstrækkeligt, udsender
strømkilden ingen strøm, og på display O vises teksten
H2O blinkende.
3.5.2 SP Punktsvejsning og intermittens
Aktiveret i totrins- (lysdiode S) eller firetrinssvejsning (lys-
diode T).
Valget sker ved hjælp af håndtaget N. Displayet P viser
Off. Aktivér funktionen ved at dreje håndtaget Q, indtil
teksten On vises på displayet P.
Drej håndtaget N og vælg teksten tSP (spot time/tids-
rum for punktsvejsning). Displayet P viser tidsrummet (1
sekund). Indstil tidsrummet til 0,3-5 sekunder ved hjælp
af håndtaget Q.
Hvis intermittensen skal indstilles (svejsning med automatisk
pause), skal håndtaget N drejes yderligere, indtil displayet P
viser teksten tIn (tidsrum for intermittens). Displayet P
viser Off. Drej håndtaget Q, indtil der vises et tal, som svarer
til den valgte pause mellem to punktsvejsninger.
3.5.3 Automatisk Hot Start.( HSA ).
Tryk på knap AO og - mens den holdes nedtrykket - tryk
på knap E for at få adgang til en undermenu.
Drej knap N for at vælge: HSA.
Drej knap Q for at vælge funktionstypen:
OFF = Afbrudt
On = Tilsluttet
er funktionen aktiveret i MIG synergiprogrammerne ved
valg af totrins- (lysdiode S) eller firetrinssvejsningen (lys-
diode T).
Brugeren kan indstille følgende:
1. Strømniveauet for "hot-start", lysdiode AB.
2. Varigheden, lysdiode AD indstilling 0,1 -10 sekunder.
3. Overgangstiden mellem strømmen for "hot-start" og
svejsestrømmen, lysdiode AC.
Fra version 06 (art. nr. 287) og version 13 (art. nr. 289) kan
parametrene, som er indstillet ved hjælp af lysdioderne
AB, AC og AD, vælges (ved hjælp af håndtaget N) og ind-
stilles (ved hjælp af håndtaget Q) efter valg af HSA funk-
tionen. Der vises følgende tekster:
SC = starting curr
ent (startstrøm) svarende til lysdiode AB.
Slo = Slope tidsrum svarende til lysdiode AC.
tSC = Starting current time (tidsrum for startstrøm) svarende
til lysdiode AD.
3.5.4 CrA (crater filler - slutkraterfyldning).
Funktionen kan vælges ved hjælp af håndtaget N og fun-
gerer i totrins- (lysdiode S) eller firetrinssvejsning (lysdio-
de T) og eventuelt også kombineret med HSA funktionen.
Aktivér funktionen ved at vælge On ved hjælp af håndta-
get Q. Drej herefter håndtaget N for at vise teksterne:
Slo = Slope tidsrum mellem svejsestrømmen og
slutstrømmen ved kraterfyldning.
Standardværdi 0,5 sekunder. Indstilling fra 0,1-10
sekunder.
CrC = Slutstrøm ved kraterfyldning udtrykt som procent
af trådens hastighed under svejsningen.
Standardværdi 60 %. Indstilling fra 10-200 %.
TCr= Tidsrum for slutstrøm ved kraterfyldning.
Standardværdi 0,5 sekunder. Indstilling fra 0,1-10
sekunder.
3.5.5 dP Dobbelt pulsering. (Art. nr. 287 Tilbehør).
Denne svejsetype får strømstyrken til at skifte mellem to
niveauer, og den kan tilsluttes på alle synergiske pro-
grammer.
Inden denne funktion indstilles, skal man lave en kort
svejsesøm, for at fastlægge hastigheden tættest på den
svejsning, der skal udføres. På denne måde fastlægges
referencehastigheden.
Følg venligst nedenstående fremgangsmåde for at aktive-
re funktionen:
1. Tryk på knappen AO og - mens denne knap holdes
nedtrykket - tryk på knappen E for at få adgang til en
undermenu.
2. Drej håndtaget N, indtil teksten dP vises på displayet
O. Aktivér funktionen ved at dreje håndtaget Q, indtil
teksten On vises på displayet P.
3. Drej knappen N indtil koden FdP (dobbelt pulserings
frekvens) vises på displayet O. Displayet P viser OFF
(slukket).
Drej knappen Q for at vælge arbejdsfrekvensen (ind
stilling på mellem 0,5 og 5 Hz). Den valgte værdi vises
på displayet P.
4. Drej knappen N indtil koden ddP vises (forskel i
m/min for den dobbelte pulsering).
Drej knappen Q for at vælge de meter i minuttet (ind
stilling 0,1- 3m/min ) der lægges til eller trækkes fra
r
eferencehastigheden (default 1m/min).
5. Drej knappen N indtil koden tdP vises. Dette er varig
heden for den højeste trådhastighed, d.v.s. den høje-
ste strøm. Den udtrykkes i procentdel af tiden aflæst
fra frekvensen Fdp (se fig. 3).
Drej knappen Q for at indstille procentdelen.
Indstilling mellem 25 og 75% (default 50%).
6. Drej knappen N indtil koden AdP vises (lysbuelængde
for den højeste strøm). Indstilling -9,9 - 9,9 (default 0).
Under svejsningen skal man kontrollere, at lysbuens
længde er ens for begge strømme; drej eventuelt på
knappen Q for at indstille.
Bemærk: det er muligt at svejse indenfor funktionerne
med dobbelt pulsering.
Når disse indstillinger er foretaget, skal man - for at vende
tilbage til den normale konfiguration af panelet - trykke på
knappen AO, og - mens denne knap holdes nedtrykket -

84
trykke på knappen E.
Hvis der opstår behov for at indstille lysbuelængden for den
laveste strøm - laveste hastighed - skal man regulere refe-
rencehastighedens lysbuelængde (lysdiode K aktiv).
Når referencehastigheden flyttes, gentages de tidligere
udførte indstillinger også for den nye hastighed.
3.5.6 Ito (inching time out) funktion
Funktionen har til formål at blokere svejseapparatet, hvis
tråden efter start fremtrækkes med den indstillede læng-
de (cm) uden tilførsel af strøm.
Tryk på knappen AO og hold den trykket ned. Tryk sam-
tidig på knappen E for at få adgang til en undermenu.
Drej håndtaget N og vælg: ito.
Drej håndtaget Q for at vælge funktionstypen:
OFF = Slukket
Indstilling fra 5-50 cm.
3.5.7 Robot "rob" funktioner.
Gælder kun for versioner med robot.
3.5.8 FAC (factory) funktion
Aktivering:
Funktionen har til formål at tilbagestille svejseapparatet til
de oprindelige indstillinger fra producenten.
Tryk på knappen AO og hold den trykket ned. Tryk sam-
tidig på knappen E for at få adgang til en undermenu.
Drej håndtaget N og vælg: FAC.
Ved at dreje håndtaget Q er det muligt at vælge følgende
tekster:
noP = Producentens defaultfunktion genetableres uden
sletning af de lagrede programmer.
Køleaggregatet slukkes.
PrG = Alle lagrede programmer slettes.
ALL = Producentens defaultfunktion genetableres.
Køleaggregatet slukkes.
Tryk på knappen AP for at aktivere funktionen.
4 INSTALLERING
Installeringen af svejsemaskinen skal udføres af erfarent
personale. Alle forbindelser skal udføres under overhol-
delse af den gældende lovgivning til forebyggelse af
arbejdsulykker.
4.1 PLACERING
Svejsemaskinen vejer 108 Kg; se Fig. 4 ved behov for
løftning
Placér maskinen i et område, der sikrer korrekt stabilitet
og effektiv ventilation, der forhindrer indtrængning af
metalstøv (fx fra slibning).
4.2 IDRIFTSÆTTELSE
Placér trådfremføringsboksen WF4-P på strømkilden.
Tilslut trådfremføringsboksen til strømkilden ved hjælp af
forbindelsen Art. 1197 eller 1197-20, og fastgør den med
den specielle plade ved punkt BK på transportvognens
lad.
NB: undgå at placere forbindelsen som spoleform, for
mest muligt at reducere de induktive effekter, der kan
have indflydelse på pulseret MIG/MAG-svejsning.
Sæt stikket på forsyningskablet; vær specielt opmærk-
som på at tilslutte den gul/grønne leder til jordpolen.
Kontrollér at forsyningsspændingen svarer til den nomi-
nelle spænding for svejsemaskinen.
Sørg for at beskyttelsessikringerne har de rette dimensio-
ner i forhold til de data, der er anført på skiltet med tekni-
ske data.
Placér flasken på holderen BY, og fastgør den med rem-
mene BZ, hvorefter gasslangen skal tilsluttes til trykre-
duktionsventilens udgang.
Montér brænderen.
Kontrollér at rullernes rille svarer til diameteren på den
tråd, der skal anvendes.
Ved behov for eventuel udskiftning (Fig. 5):
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
REFERENCE-
HASTIGHED
Fig. 4
CA
BN
BN
Fig. 5

85
Åbn lågen BJ, fjer
n tildækningen CA, frigør modtryksrul-
lerne ved hjælp af indstillingsknappen for trykket BN,
udskift rullerne, og montér tildækningen CA igen.
Montér trådspolen og indsæt tråden i brænderens træk
og trådleder.
Blokér modtryksrullerne med knappen BN, og indstil trykket.
Tænd for svejsemaskinen.
Indstil gassen ved hjælp af tast AQ, og før tråden frem
ved hjælp af tast AR.
Apparatet er udstyret med et kølevæskeanlæg, der er for-
indstillet på OFF. Hvis der anvendes en brænder med
vandafkøling, skal kølevæskeanlæggets funktion indstil-
les, som beskrevet i afsnit 3.5.1.
5 SVEJSNING
5.1 PULSERET, SYNERGISK MIG-SVEJSNING
(LYSDIODE R1) ELLER IKKE-PULSERET, SYNER
GISK MIG-SVEJSNING (LYSDIODE R2)
Vælg denne proces ved hjælp af knappen AI.
Vælg derefter metoden, tråddiameteren, materialetypen,
materialekvaliteten og gastypen.
Indstil de supplerende funktioner i overensstemmelse
med oplysningerne i afsnit 3.2 i vejledningen til betje-
ningspanelerne. Indstil svejseparametrene ved hjælp af
knapperne N og Q.
5.2 KONVENTIONEL MIG-SVEJSNING (LYSDIODE R3)
Vælg denne proces ved hjælp af knappen AI.
Vælg derefter metoden, tråddiameteren, materialetypen,
materialekvaliteten og gastypen.
Indstil de supplerende funktioner i overensstemmelse
med oplysningerne i afsnit 3.2.
Indstil trådhastigheden og svejsespændingen henholds-
vis med knap N og knap Q.
5.3 TIG-SVEJSNING (LYSDIODE R4)
Tilslut stelkablet til den positive pol BR og kabelstikket fra
boks/strømkilde-forbindelsen til den negative pol BO.
Forbind TIG-brænderen til tilslutningen BA.
Vælg denne proces ved hjælp af knappen AI.
Vælg derefter metoden ved hjælp af knappen AJ.
Indstil de supplerende funktioner i overensstemmelse
med oplysningerne i afsnit 3.2.
5.4 MMA-SVEJSNING (LYSDIODE R5)
NB: Boksen skal vedblive med at være tilsluttet til
strømkilden.
Tilslut stikkene fra elektrodeholderkablet og stelkablet til
stikkene BO og BR i overensstemmelse med den polari-
tet, som fabrikanten af elektroderne har angivet.
6 TILBEHØR
6.1 KASSE TIL STRØMREGULERING ART. 187
(POTENTIOMETER) + MELLEMKABEL (M5) ART.
1192 + ADAPTER-KABEL ART. 1191.
Mulige indstillinger ved de forskellige svejseprocesser:
MMA Indstiller strømmen fra minumum (10A) til strøm-
men indstillet med knap N på panelet.
TIG Kassen udfører samme funktion som ved MMA.
6.2 PEDAL ART. 193 + ADAPTER-KABEL ART. 1191
Anvendes til TIG-svejseprocessen.
Strømreguleringen udføres ved hjælp af dette tilbehør,
hvorimod start-kommandoen afgives v.h.a. brænderk-
nappen.
Strømmen kan reguleres fra minimum op til maksimum af
værdien indstillet med knap N på panelet.
6.3 TIG-BRÆNDER ART. 1265
TIG-brænder af typen SR 26 luftkølet 4 m.
6.4 MIG-BRÆNDER ART. 1243
MIG-brænder af typen CEBORA PW 500 vandafkølet 3,5
m
6.5 MIG-BRÆNDER ART. 1245 (med dobbelt U/D-
kommando)
MIG-brænder af typen CEBORA PW 500 U/D vandafkø-
let 3,5 m
U/D-kommando til venstre:
- på de synergiske programmer indstiller kommandoen
parametrene langs den synergiske kurve.
- ved konventionel MIG regulerer kommandoen trådha-
stigheden.
- i de gemte programmer vælger kommandoen dem
numerisk.
Hvis man ved tilsluttet U/D-brænder (lysdiode AT tændt)
ønsker at gemme, kan valg af programnummeret udføres
ved hjælp af knappen U/D.
U/D-kommando til højre:
- på de synergiske programmer regulerer kommandoen
lysbuelængden.
· ved konventionel MIG regulerer kommandoen spændin-
gen
- i de gemte programmer er kommandoen ikke aktiv
Ved tilslutning af U/D-brændernes forbindelse, tændes
lysdioden AS der viser, at brænderen er blevet genkendt.
6.6 UDSTYR TIL SVEJSNING MED PUSH-PULL SVEJ-
SEBRÆNDER
Ved installation af dette ekstra print er det muligt at benyt-
te push-pull svejsebrændere sammen med svejsebræn-
derens motor på 42 V.
7 VEDLIGEHOLDELSE
Kontrollér jævnligt, at svejsemaskinen og alle forbindel-
serne er i en sådan tilstand, at brugeren kan arbejde
under sikre forhold.
Efter en udført reparation skal man være omhyggelig med
at genplacere kablerne på en sådan måde, at der findes
en sikker isolering mellem de dele, der er forbundet til for-
syningen, og de dele, der er forbundet til svejsekreds-
løbet.
Undgå at ledningerne kan komme i kontakt med dele i
bevægelse, eller med dele der opvarmes under funktio-
nen. Genmontér alle bånd, som på den originale maskine,
således at man kan undgå, at der opstår forbindelse mel-
lem forsyningen og svejsekredsløbene, hvis en leder ved
et uheld ødelægges eller afbrydes.

86
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK
ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet
de gebruiker worden gewezen op de gevaren, hierna
opgesomd, die met laswerkzaamheden gepaard gaan.
Voor meer gedetailleerde informatie, bestel het handboek
met code 3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
· Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
· Raak elektrische onderdelen of elektroden onder
spanning niet aan met de blote huid, handschoenen of
natte kledij.
· Zorg dat u zowel van de aarde als van het werkstuk geï-
soleerd bent.
· Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
· Houd uw hoofd uit de buurt van dampen.
· Werk in aanwezigheid van een goede ventilatie
en gebruik ventilatoren rondom de boog om gasvorming
in de werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
· Bescherm uw ogen met een lasmasker met gefil-
terd glas en bescherm uw lichaam met aangepas-
te veiligheidskledij.
· Bescherm anderen door de installatie van geschikte
schermen of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
· Vonken (spatten) kunnen brand en brandwonden
veroorzaken; daarom dient u zich ervan te verge-
wissen dat er geen brandbaar materiaal in de
buurt is en aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/las-
procédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
PACEMAKERS
· De magnetische velden die worden opgewekt door de
hoge stroom kunnen de werking van pacemakers beïn-
vloeden. Dragers van vitale elektronische apparaten
(pacemakers) dienen hun arts te raadplegen alvorens
vlambooglas-, snij-, guts- of puntlaswerkzaamheden uit
te voeren.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
IEC 60974-10 en mag uitsluitend worden gebruikt voor
professionele doeleinden in een industriële omgeving.
Het garanderen van elektromagnetische compatibiliteit
kan problematisch zijn in niet-industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
2 ALGEMENE BESCHRIJVING
Het lasapparaat Sound MIG 5040/T Pulse is geschikt
voor meerdere lasprocessen, met name pulserend
synergisch MIG/MAG-lassen, niet-pulserend synergisch
MIG/MAG-lassen, conventioneel MIG/MAG-lassen, TIG-
lassen (gelijkstroom) met lift-arc ontsteking en MMA
(elektrode lassen). Het is ontwikkeld met behulp van
inverter-technologie.
Het lasapparaat wordt geleverd met de vier rols draad-
aanvoerunit WF4/P en de waterkoelunit GR52.
De machine mag uitsluitend worden gebruikt voor de in
deze handleiding beschreven doeleinden.
De machine mag niet worden gebruikt om bevroren lei-
dingen te ontdooien.
2.1 STROOMBRON
2.1.1 VERKLARING VAN DE TECHNISCHE SPECIFI-
CATIES
IEC 60974.1 Het lasapparaat is vervaardigd in overeenstem
IEC 60974.10ming met de internationale norm .
NE. Serienummer. Moet worden vermeld bij elk ver-
zoek betreffende het lasapparaat.
Driefasige statische-frequentieomvormer
transformator-gelijkrichter inverter.
MIG Geschikt voor MIG-lassen.
3
~
f
1
f
2
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE

87
MMA Geschikt voor lassen met beklede elektroden.
TIG
Geschikt voor TIG-lassen.
U0. Secundaire openboogspanning.
X. Inschakelduurpercentage
De inschakelduur drukt het percentage van 10
minuten uit gedurende dewelke het lasappa-
raat kan werken met een bepaalde stroom-
sterkte zonder oververhit te raken.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale voedingsspanning
3~ 50/60 Hz Driefasige voeding van 50 of 60 Hz.
I
1
Max Max. opgenomen stroom bij overeenkomstige
stroom I
2
en spanning U
2
.
I
1
eff Dit is de maximale waarde van de eigenlijke
opgenomen stroom, rekening houdend met de
inschakelduur. Deze waarde komt gewoonlijk
overeen met de capaciteit van de zekering
(trage type) die moet worden gebruikt als bevei
liging van het apparaat.
IP23 C. Beschermingsklasse van de behuizing.
Klasse 3 als tweede cijfer wil zeggen dat dit
apparaat geschikt is om buiten in de regen te
worden gebruikt.
De bijkomende letter C betekent dat het appa-
raat beveiligd is tegen de aanraking van onder
spanning staande onderdelen van het voe
dingscircuit met een stuk gereedschap (diame-
ter van 2,5 mm ).
Geschikt voor werkzaamheden in omgevingen
met verhoogd risico.
OPMERKING: Het lasapparaat is ook ontworpen voor
gebruik in omgevingen met verontreinigingsgraad 3. (Zie
IEC 60664).
2.1.2 Beschrijving van de stroombron (Fig. 1)
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

88
BO - Aansluiting:
Sluit hierop de koppeling van de massakabel aan bij MIG-
lassen. Bij TIG-lassen moet hierop de koppeling van de
laskabel uit het tussenpakket worden aangesloten
BP - Connector:
Connector van het type DB9 (RS 232) voor het bijwerken
van de lasprogramma's.
BR - Aansluiting:
Bij MIG-lassen moet hierop de koppeling van de laskabel
uit het tussenpakket (pluspool) worden aangesloten
BS - Connector:
Sluit hierop de stekker van stuurstroomkabel uit het tus-
senpakket aan.
BU - AAN/UIT-schakelaar.
BV - Voedingskabel.
2.2 DRAADAANVOERUNIT
2.2.1 Beschrijving van de draadaanvoerunit (Fig. 1)
BA - Centraalaansluiting:
Sluit hierop de MIG- of TIG-lastoorts aan
BB - Connector:
voor het aansluiten van de afstandsbedieningen
Tussen pinnen 4 en 5 is een zuiver contact beschikbaar
dat sluit wanneer de boog ontsteekt (Arc On).
Tussen pinnen 1 en 9 kan het starten of stoppen van het
lasproces worden geregeld.
BC - Toortshouder:
Steun voor de lastoorts
BD - Connector:
Sluit hierop de stekker van stuurstroomkabel uit het tus-
senpakket aan.
BE - Gasslangtule:
Sluit hierop de gasslang van de uit het tussenpakket aan.
BF - Aansluiting:
Sluit hierop de koppeling van de laskabel uit het tussen-
pakket aan.
BG - Opening:
Opening voor de koelwaterslangen
BH - Snelkoppelingen voor koelwaterslangen:
Sluit hierop de rode en blauwe slangen van de uit het tus-
senpakket aan. OPMERKING: De kleuren van de slang en
van de snelkoppeling moeten met elkaar overeenkomen.
BI - Snelkoppelingen voor de koelwaterslangen van
de lastoorts:
Sluit hierop alle slangen van een watergekoelde toorts
aan.
OPMERKING: De kleuren van de slang en van de snel-
koppeling moeten met elkaar overeenkomen.
BJ - Paneel.
BL - Cover voor lasdraadspoel.
BM - Draadrolhouder:
Geschikt voor standaardspoelen tot Ø 300 mm, 16 kg.
BN - Afstelknop:
Gebruik deze knop om de druk van de draadaanvoerrol-
len op de lasdraad af te stellen. OPMERKING: stel de
druk af op de minimumwaarden bij het lassen van alumi-
nium.
2.3 WATERKOELUNIT
Deze waterkoelunit is ontworpen voor het koelen van de
toortsen die worden gebruikt voor TIG- en MIG/MAG-las-
sen.
Deze waterkoelunit mag uitsluitend met deze stroombron
worden gebruikt.
2.3.1 Verklaring van de technische specificaties
U1 Nominale voedingsspanning
1x…..V Eenfasige voeding
50/60 Hz Frequentie
I1max Maximaal opgenomen stroom
Pmax Maximale druk
P (1l/min) Koelvermogen gemeten bij 1l/min.
2.3.2 BESCHRIJVING VAN DE BEVEILIGINGEN
2.3.2.1 Koelvloeistofdrukbeveiliging
Deze beveiliging bestaat uit een drukschakelaar in het
koelvloeistoftoevoercircuit, die een microschakelaar
bedient. Het bericht H2O knippert op het display O om
lage druk aan te duiden.
2.3.2.2 Zekering (T 1,6 A/400 V-Ø 6,3x32)
Deze zekering beschermt de pomp en bevindt zich in het
stuurcircuit van de koelunit.
2.3.3 BESCHRIJVING VAN DE WATERKOELUNIT (Fig. 1)
BX - Peilglas:
Peilglas voor de controle van het koelvloeistofniveau
BQ - Snelkoppelingen voor de koelwaterslangen van
de TIG-lastoorts:
Gebruik deze uitsluitend voor TIG-lassystemen.
OPMERKING: mogen niet aan elkaar worden gekoppeld.
BW - Dop.
BT - Snelkoppelingen voor de koelwaterslangen van
het tussenpakket:
Sluit hierop de rode en blauwe slangen van het tussen-
pakket aan.
OPMERKING: De kleuren van de slang en van de snel-
koppeling moeten met elkaar overeenkomen.
2.3.4 INSTALLATIE
Schroef de dop BW los en vul de tank (de machine wordt
geleverd met ongeveer één liter vloeistof).
Het is belangrijk dat u regelmatig controleert via het peil-
glas BX of de vloeistof nog tot het "max"-niveau reikt.
Gebruik als koelmiddel een mengsel van (bij voorkeur
gedeioniseerd) water en spiritus en neem hierbij de hier-
onder vermelde verhoudingen in acht:
water/spiritus temperatuur
0°C tot -5°C 4 l/1 l
-5°C tot -10°C 3,8 l/1,2 l
OPMERKING Als de pomp heeft gedraaid zonder dat er
koelvloeistof aanwezig was, moet u de leidingen ontluch-
ten.
In dat geval dient u de stroombron uit te schakelen, de
tank te vullen, de slangen van de tussenkabel los te
maken van de snelkoppelingen BT( ) en één slang aan
te sluiten aan de blauwe snelkop-
peling (uitgaand koelwater). Steek het andere uiteinde
van de slang in de tank. Schakel de stroombron in gedu-
rende ongeveer 10/15 seconden en sluit vervolgens de
slangen van het tussenpakket aan.
2.4 VERRIJDBAAR ONDERSTEL (Fig. 1)

89
BY - Cilindersteun.
BZ - Cilinderbevestigingsriemen.
BK - Aansluitpunt voor tr
ekontlasting tussenpakket:
Maak hier de plaat vast die bevestigd is aan het tussen-
pakket.
3 BESCHRIJVING VAN DE PANELE (Fig. 2).
De bedieningselementen van het paneel zijn onderver-
deeld in 4 sectoren, plus een menu met secundaire func-
ties, en worden beschreven in de volgende paragrafen:
3.1 Instellen van het lasproces
3.2 Hulpfuncties
3.3 Weergeven en instellen van de lasparameters
3.4 Onderhoudsfuncties
3.5 Menu van secundaire functies
3.1 INSTELLEN VAN HET LASPROCES
3.1.1 Toets AI Keuze van het lasproces.
Bij elke druk op deze toets licht het LED-lampje op
dat overeenkomt met de keuze.
LED R1
Pulserend synergisch MIG/MAG-lassen.
LED R2
Niet-pulserend synergisch MIG/MAG-lassen.
LED R3
Conventioneel MIG/MAG-lassen.
LED R4
TIG-lassen
De boog wordt gestart door middel van een kortsluiting.
LED R5
MMA-lassen (Elektrode-lassen).
3.1.2 Toets AJ Keuze van de bedrijfsmodus.
Bij elke druk op deze toets licht het LED-lampje op
dat overeenkomt met de keuze.
LED S-Tweetakt
Het apparaat begint te lassen wanneer de
toortsschakelaar wordt ingedrukt en stopt wanneer de
schakelaar wordt losgelaten.
OPMERKING: Deze modus is actief in alle MIG- en TIG-
processen.
LED T- Viertakt
Om het lasproces te starten, moet men de
toortsschakelaar indrukken en loslaten; om het lasproces
te onderbreken, moet men de schakelaar nogmaals
indrukken en loslaten.
OPMERKING: Deze modus is actief in alle MIG- en TIG-
processen.
LED U-Lassen met drie stroomniveaus.
OPMERKING: deze modus is actief in syner-
gische MIG-processen in de TIG-modus.
Vooral aanbevolen voor MIG -lassen van aluminium.
Er zijn drie stroomniveaus beschikbaar. Deze kunnen tij-
dens het lassen worden opgeroepen met de startknop
van de toorts. De "slope"-stroom kan worden ingesteld
zoals beschreven in paragraaf 3.2 "hulpfuncties": LED's
AB, AC, AD.
· Werking in de MIG-modus:
Het lassen begint wanneer de toortsschakelaar wordt
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3

90
ingedrukt. De gebruikte lasstroom is de stroom die is
ingesteld met de LED AB. Deze stroom blijft behouden
zolang de toortsschakelaar wordt ingedrukt; wanneer de
schakelaar wordt losgelaten, verandert de eerste stroom
in de lasstroom die is ingesteld met de knop N, binnen de
tijdspanne die is vastgesteld door de LED AC. Deze
stroom blijft behouden totdat de toortsschakelaar
opnieuw wordt ingedrukt. De volgende keer dat de
toortsschakelaar wordt ingedrukt, verandert de lasstroom
in de derde stroom of "kratervulstroom", ingesteld met de
LED AD, binnen de tijdspanne die is vastgesteld door de
LED AC. Deze stroom blijft behouden zolang de toorts-
schakelaar ingedrukt wordt. Het lassen stopt wanneer de
schakelaar wordt losgelaten.
Vanaf versie 06 van art. 287 en versie 13 van art. 289 kun-
nen de parameters die worden ingesteld met de LED's
AB, AC, AD worden bekeken en ingesteld in het onder-
houdsfunctiemenu (paragraaf 3.5), en worden ze respec-
tievelijk als volgt afgekort:
SC = startstroom die overeenkomt met de LED AB.
Slo = oploop (tussentijd) die overeenkomt met de LED
AC.
CrC = kratervulstroom die overeenkomt met de LED AD,
uitgedrukt als percentage van de aanvoersnelheid
van de lasdraad.
· Werking in de TIG-modus:
Om de boog te starten, moet u de toortsschakelaar kort-
stondig indrukken en loslaten (< 0,7 sec.) en binnen drie
seconden een kortstondige kortsluiting tot stand brengen
tussen de wolfraamelektrode en het werkstuk. De boog
ontsteekt en de lasstroom is de stroom die is ingesteld
met de LED AB. Deze stroom blijft behouden tot de
toortsschakelaar kortstondig wordt ingedrukt en losgela-
ten. Als gevolg hiervan verandert de eerste stroom in de
lasstroom die is ingesteld met de knop N, binnen de door
LED AC vastgestelde tijdspanne. Deze stroom blijft
behouden tot de toortsschakelaar nogmaals kortstondig
wordt ingedrukt en losgelaten. Op dat moment verandert
de lasstroom in de derde stroom, of "kratervulstroom",
ingesteld met de LED AD, binnen de door LED AC vast-
gestelde tijdsduur. Om de boog uit te schakelen, moet u
de schakelaar kortstondig indrukken en loslaten.
Als tijdens het lassen de toortsschakelaar langer dan 0,7
seconden indrukt, wordt de boog uitgeschakeld.
OPMERKING: wanneer de referentiestroom - d.w.z. de
stroom die is ingesteld met de knop N - wordt gewijzigd,
verandert de stroom automatisch in percentages van de
stroom die is ingesteld met de LED's AB en AD.
3.1.3 Toets AK Keuze van de draaddiameter.
Bij elke druk op deze toets licht de LED (V1, V2, V3,
V4) op die overeenkomt met de draaddiameter waar-
voor het lasapparaat is ingesteld.
OPMERKING: Deze keuze is enkel actief bij synergische
MIG-processen.
3.1.4 Toets AL Keuze van het toevoegmateriaal.
Bij elke druk licht de LED op die overeenkomt met de
gemaakte keuze.
LED W1 voor ijzer
LED W2 voor aluminium
LED W3 voor roestvrij staal.
LED X geeft de keuze van andere speciale
soorten draden weer.
Het maken van keuzes met de bovenstaande toetsen
resulteert in het volgende:
Het display AN1
geeft de bestaande lasprogramma's weer voor de
verschillende soorten materiaal, namelijk:
indien gekozen is voor FE SG2, etc.
indien gekozen is voor AL AlSi 5, AlMg 5, Al 99,5, etc.
indien gekozen is voor SS 308L, 316L, etc.
indien gekozen is voor SP Al Bz8, CuSi 3, rutiel,
basisch, metaal, CrNi, etc.
De materialen kunnen worden gekozen met de
toets AM.
OPMERKING: Deze keuze is enkel actief bij MIG-
processen.
Het display AN2
geeft de bestaande lasprogramma's weer voor de
gassoorten die bij de gekozen materiaalsoorten
horen, namelijk:
indien FE is gekozen CO2, Ar 18CO2, etc.
indien Al is gekozen Ar
indien SS is gekozen Ar 2CO2, Ar 2O2, etc.
indien SP is gekozen Ar, Ar 30He, Ar 18CO2, etc.
De gassoort kan worden gekozen met de toorts-
schakelaar AX.
OPMERKING: Deze keuze is enkel actief bij MIG-
processen.
OPMERKING: Als er na het maken van uw keuzes geen
programma bestaat om de gekozen draaddiameter te las-
sen, geven de displays O en P de melding NO-PRG weer.
3.2 HULPFUNCTIES
3.2.1 Toets AH.
Wanneer deze toets wordt ingedrukt, wordt het display
AN2 uitgeschakeld en geeft display AN1 de waarde
van de gekozen parameter numeriek weer.
Deze parameter wordt aangeduid door de bijbehorende
LED, die oplicht, en is instelbaar met de toetsen AM en AX.
Als de numerieke waarde niet binnen 5 seconden wordt
veranderd, keren de displays AN2 en AN1 terug naar de
vorige configuratie.
OPMERKING: de laatst getoonde waarden op het display
AN1 worden opgeslagen.
LED Y Gasvoorstroomtijd
Instelbereik 0 - 10 sec.
Actief in alle MIG-processen en in de TIG-modus.
LED Z Gasnastroomtijd
Instelbereik 0 - 30 sec.
Actief in alle MIG-processen en in de TIG-modus.
LED AA Soft start
Instelbereik Auto 1 - 100%
Actief in alle MIG-processen.
Het is de snelheid van de draad, uitgedrukt als percenta-

91
ge van de ingestelde lassnelheid, voordat de draad het
werkstuk raakt.
OPMERKING: Deze instelling is belangrijk met het oog op
een goede start.
Fabrieksinstelling "auto" automatisch.
LED AB "Hot-startstr
oom"
Instelbereik 1 - 200% van de lasstroom (inge-
steld met de knop N)
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AC Slope
instelbereik 1 - 10 sec.
Bepaalt de overgangstijd tussen de eerste "Hot-start-
stroom" en de tweede "lasstroom", en tussen de tweede
stroom en de derde "kratervulstroom".
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AD "Kratervulstroom"
Instelbereik 1 - 200% van de lasstroom (inge-
steld met de knop N)
Actief in synergische MIG-programma's en in de TIG-
modus wanneer de lasmodus met drie stroomniveaus is
gekozen (LED U).
Actief bij "AHS-ON" zie 3.5.2.
LED AE "Burn - back"
instelbereik Auto 4- 250 ms)
Bepaalt de lengte van de draad die uit de contacttip komt
na het lassen.
Actief in alle MIG-processen.
Hoe hoger de waarde, hoe verder de draad afbrandt.
Fabrieksinstelling "auto" automatisch.
LED AF Hot-start voor MMA
Instelbereik 0 - 100%
Overstroom die wordt geproduceerd wanneer de boog
voor het eerst wordt ontstoken. Actief bij MMA-lassen.
LED AG Arc-Force
Instelbereik 0 - 100%
Dit is de instelling van de dynamische karakteristiek van
de hulpboog. Actief bij MMA-lassen.
3.3 WEERGEVEN EN INSTELLEN VAN DE LASPARA
METERS.
Knop N
Afhankelijk van het gekozen proces wordt deze knop
gebruikt om de volgende waarden in te stellen:
· synergisch pulserend MIG-lassen, synergisch MIG-
lassen:
plaatdikte (LED B)
draadsnelheid (LED C)
lasstroom (LED D).
· conventioneel MIG-lassen:
draadsnelheid (LED C)
· TIG MMA-lassen:
lasstroom(LED D)
Selecteer in de onderhoudsfuncties de functies die wor-
den aangeduid met de afkortingen: H2O,SP, HSA, CrA,
dP, Ito, rob, FAC.
OPMERKING: wanneer in synergische programma's één
waarde wordt gewijzigd, veranderen de andere waarden
dienovereenkomstig.
Toets E
Bij elke druk op deze toets wordt de waarde gekozen
die instelbaar is met de knop N.
Welke waarden u kunt selecteren, hangt af van het geko-
zen lasproces.
LED B Plaatdikte
Het display O geeft de aanbevolen plaatdikte weer
op basis van de ingestelde stroom en draadsnelheid.
Actief bij synergisch MIG-lassen.
LED C Draadsnelheid
Geeft aan dat het display O de snelheid van de las-
draad weergeeft. Actief in alle MIG-lasprocessen.
LED D Lasstroom
Geeft aan dat het display O de vooraf ingestelde las-
stroom of, in combinatie met het oplichten van LED F, de
werkelijke lasstroom weergeeft. Actief in alle lasprocessen.
Knop Q
Afhankelijk van het gekozen proces wordt deze knop
gebruikt om de volgende waarden in te stellen:
· synergisch pulserend MIG-lassen, synergisch MIG-
lassen :
booglengte (K)
Impedantie (L)
· conventioneel MIG-lassen:
lasspanning (J)
Impedantie (L)
- Kies in de opgeslagen programma's het gewenste pro-
grammanummer.
Al deze waarden worden weergegeven op het display (P)
en worden gekozen met de toets I.

92
Kies in de onderhoudsfuncties de volgende afkortingen:
OFF, OnC, OnA, SAu, rES, On.
Toets I
Bij elke druk op deze toets wordt de waarde gekozen
die instelbaar is met de knop Q.
Welke waarden u kunt selecteren, hangt af van het geko-
zen lasproces.
LED J Lasspanning
Geeft in alle MIG-lasprocessen aan dat het display
P de vooraf ingestelde lasspanning of, in combina-
tie met het oplichten van LED F, de werkelijke lasspan-
ning weergeeft.
Brandt constant en kan niet worden geselecteerd in TIG-
en MMA-processen. Geeft aan dat het display P de nul-
lastspanning of de lasspanning toont of, in combinatie met
de brandende led F, de werkelijke lasspanning.
LED K Booglengte
Instelbereik (-9,9 ÷ +9,9).
In alle synergische MIG-programma's geeft het dis-
play P een getal weer. Nul is de fabrieksinstelling; als
een negatief getal wordt ingesteld, neemt de booglengte
af; bij een positief getal nummer neemt ze toe.
De booglengte wordt ook weergegeven door aan de knop
Q te draaien terwijl LED J wordt weergegeven; 3 seconden
na de laatste correctie gaat LED K uit en wordt LED J weer
ingeschakeld.
LED L Impedantie
Instelbereik (-9,9 ÷ +9,9).
In alle MIG-programma's geeft het display P een
getal weer. Nul is de fabrieksinstelling; als een negatief
getal wordt ingesteld, neemt de impedantie af en wordt
de boog harder. als de waarde stijgt , wordt de boog
zachter.
LED A Bolvormige positie
Kan niet worden gekozen. Actief bij niet-pulserend
synergisch MIG-lassen. Geeft aan dat de gekozen
waarden voor het lassen onstabiele bogen en spatten kan
veroorzaken.
LED F "HOLD"
Kan niet worden gekozen. Geactiveerd in MIG-,
TIG- en MMA-lasprocessen. Geeft aan dat de waar-
den op de displays O en P (normaliter Ampère en Volt) de
waarden zijn die tijdens het lassen worden gebruikt.
Geactiveerd aan het einde van elke lassessie.
LED G Thermostaat
Licht op om aan te geven dat de thermische bevei-
liging in werking is getreden.
LED H Veiligheid
Geeft aan dat alle toetsen vergrendeld zijn. De
gebruiker kan enkel de lasparameters in sectie AY
instellen.
Om de functie te activeren, drukt u eerst op de toets AO
en, terwijl u deze ingedrukt houdt, drukt u kortstondig op
de toets I. LED H licht op en geeft aan dat de functie
actief is. Om de functie af te sluiten, drukt u de toetsen
AO en I opnieuw op dezelfde manier in.
LED M Opgeslagen programma's
Deze LED licht op wanneer u op de toets AO (PRG)
drukt. Zie paragraaf 3.4.1.
Display O
Geeft in alle lasprocessen de keuzes numeriek weer die
zijn gemaakt met de toets E en zijn ingesteld met de knop N.
Geeft de lasstroom (LED D) weer in Ampère
Geeft de draadsnelheid (LED C) weer in meters per
minuut
Geeft de plaatdikte (LED B) weer in millimeter.
Als er geen programma bestaat binnen de gekozen instel-
lingen, geeft het NO (afkorting van NO-PRG) weer.
Tijdens de voorbereiding voor de inbedrijfstelling van de
waterkoelunit geeft het de afkorting H2O weer.
Het geeft de melding "OPn" knipperend weer als het
paneel van de draadaanvoerunit openstaat.
Het geeft bij foutmeldingen de afkorting "Err" weer.
In onderhoudsfuncties geeft het de volgende afkortingen
weer: H2O,SP, HSA, CrA, dP, Ito, rob, FAC.
Display P
Geeft in alle lasprocessen de keuzes numeriek weer die
zijn gemaakt met de toets I en zijn ingesteld met de knop Q.
Geeft de lasspanning (LED J) weer in Volt
Geeft de booglengte (LED K) weer als een getal tussen -
9,9 en +9,9; nul is de aanbevolen instelling.
Geeft de impedantie (LED L) weer als een getal tussen -
9,9 en +9,9, waarbij nul de aanbevolen instelling is.
Het geeft in de geheugens het gekozen programmanum-
mer weer.
Het geeft tijdens de voorbereiding voor de inbedrijfstel-
ling van de waterkoelunit de melding OFF, On-C (continu
bedrijf), On-A (automatisch bedrijf) weer.
Als er geen programma bestaat binnen de gekozen instellin-
gen, geeft het de melding PRG (afkorting van NO-PRG) weer.
Het geeft bij foutmeldingen het foutnummer weer.
In onderhoudsfuncties geeft het de volgende afkortingen
weer: OFF, OnC, OnA. (H2O)
Geeft in de functie "HSA" de meldingen OFF / On weer.
In dubbele-pulsfuncties:
- FdP is OFF - 0.1-5
- ddP is 0.1-3
- tdP is 25-75
- AdP is -9.9-9.9
Geeft in de functie "rob" de meldingen OFF, on weer (als
de robotinterface niet is aangesloten, geeft het display O
de knipperende melding rob) weer.
Geeft in de functie "FAc" de melding ALL, noP, PrG weer.
3.4 ONDERHOUDSFUNCTIES
Toets AR Spanningsloze draaddoorvoer
Hiermee kunt u de draad doorvoeren met een snel-
heid van 8 m/min. zonder spanning en gas.
Toets AQ Gastest
Wanneer deze toets wordt ingedrukt, begint het gas
te stromen; druk nogmaals om de gasstroom te
stoppen. Als de toets niet opnieuw wordt ingedrukt, stopt
de gasstroom na 30 sec.

93
3.4.1 Opslaan en oproepen van opgeslagen programma's.
T
oets AP Opslaan
Druk op de toets AP; de LED M licht op samen met AT
als de toorts met U/D-besturing is aangesloten.
Het display O geeft de afkorting STO weer, en het display
P geeft het nummer weer(knippert indien vrij, brandt con-
stant indien bezet).
Het eerste vrije programmanummer wordt weergegeven;
kies het gewenste programmanummer met de knop Q en
druk vervolgens de toets AP langer dan 3 sec. in.
Wanneer het opslaan is voltooid, houdt het programma-
nummer op met knipperen en brandt het constant. Laat
de toets AP los om het opslaan te beëindigen; LED M
wordt uitgeschakeld. Als u een programma wilt over-
schrijven, houdt u de toets AP langer dan 3 sec. inge-
drukt. Het nummer begint te knipperen en is dus vrij om
te overschrijven. Als het nummer constant brandt, geeft
dit aan dat het programma is overschreven.
Het opslaan moet gebeuren binnen de tijd gedurende het
display P het programmanummer weergeeft (5 sec.).
Opmerking: Het programmanummer kan worden geko-
zen door te draaien aan de knop Q of, als de toorts met
de U/D-toets is aangesloten, door de linkse U/D-toets op
het handvat in te drukken.
Als u kortstondig de toets AP indrukt om de geheugens
weer te geven en u ze niet wilt gebruiken of wijzigen, drukt u
kortstondig op de toets AO om de geheugens af te sluiten.
Het is ook mogelijk om een opgeslagen lasprogramma te
wissen.
Hiervoor gaat u als volgt te werk:
Druk op de toets AP; het display O geeft de afkorting Sto
weer en het display P geeft het nummer weer. Kies het num-
mer van het opgeslagen lasprogramma met de knop Q.
Draai aan de knop N tot de afkorting del verschijnt op het
display O. Houd de toets AP langer dan 3 seconden inge-
drukt.
Aan het einde van de beschrijving moet het volgende
worden toegevoegd:
Als u een opgeslagen programma wilt oproepen om het
te wijzigen, moet u de bovenstaande stappen herhalen,
maar de knop N gebruiken om de afkorting “rCL” (recall
- geheugenoproep) te selecteren. Druk de toets AP langer
dan 3 sec. in; de LED M gaat uit en alle instellingen van
het programma in kwestie worden ingesteld op het
paneel.
Toets AO Oproepen van opgeslagen programma's
Om een opgeslagen programma op te roepen, drukt
u kortstondig op de toets AO. Het display O geeft de
afkorting PRG weer en het display P toont het nummer
van het laatst gebruikte programma of, als de program-
ma's nog nooit zijn gebruikt, het laatst opgeslagen pro-
gramma. LED M licht op; kies het programmanummer
met de knop Q of met de linkse toets van de U/D-toorts.
Vijf seconden na het kiezen van het nummer geven de
displays O en P de opgeslagen waarden weer en is het
apparaat klaar om te lassen.
Wanneer de LED's M en AT (als de UD-toorts aangeslo-
ten is) branden, zijn alle instellingen verboden.
OPMERKING:U kunt de door LED's J - K - L en B - C -
D getoonde waarden weergeven, maar niet wijzigen.
Het gebruik van de afstandsbedieningen wordt verhin-
der
d.
Om de opgeslagen programma's af te sluiten, drukt u op
de toets AO (tweemaal indien het programmanummer is
verdwenen); de LED's M en AT (als de toorts UD aange-
sloten is) worden uitgeschakeld, en het apparaat toont de
laatste instelling voordat de PRG-toets werd ingedrukt.
OPMERKING: met de U/D-toets van de toorts kunt u het
programma zelfs tijdens het lassen wijzigen en alle opge-
slagen programma's één voor één oproepen.
U kunt ook lasprogramma's van hetzelfde type die na
elkaar zijn opgeslagen en worden begrensd door twee
vrije programma's opeenvolgend oproepen.
Deze functie wordt uitgevoerd terwijl de boog brandt.
3.5 MENU SERVICEFUNCTIES
3.5.1 Beheer van de waterkoelunit
Druk op de toets AO; terwijl u deze ingedrukt houdt, drukt
u op de toets E om een submenu op te roepen.
Maak uw keuze met behulp van de knop N: H2O
Draai aan de knop Q om de bedrijfsmodus te selecteren:
· OFF = uitgeschakeld.
· On C = altijd aan
· On A = automatisch bij opstarten. Wanneer het apparaat
wordt opgestart, werkt de unit. Als de toortsschakelaar
niet wordt ingedrukt, wordt de unit na 15 seconden uit-
geschakeld. Wanneer de toortsschakelaar wordt inge-
drukt, begint de unit te werken. Drie minuten nadat de
schakelaar is losgelaten, wordt de unit uitgeschakeld.
Druk nogmaals op de toetsen AO en E om af te sluiten.
Als de koelvloeistofdruk te laag is, levert de stroombron
geen stroom en verschijnt de knipperende melding H2O
op het display O.
3.5.2 SP Proplassen en hechtlassen.
Actief in 2-takt- (LED S) of 4-taktlasprocessen (LED T).
Selecteer met de knop N. Het display P geeft OFF weer.
Draai aan de knop Q totdat On verschijnt op het display
P om de functie in te schakelen.
Draai aan de knop N en selecteer het item “tSP” (pro-
plastijd). Het display P geeft de tijdsaanduiding 1 secon-
de weer. Gebruik de knop Q om de tijd in te stellen tus-
sen 0,3 en 5 seconden.
Als u hechtlassen wilt instellen (lassen met automatische
pauzetijd), draait u nogmaals aan de knop N totdat “tIn”
(hechtlastijd) verschijnt op het display P. Het display P
geeft OFF weer. Draai aan de knop Q totdat een getal
verschijnt. Dit is de geselecteerde tijd tussen de lassen.
3.5.3 Automatische Hot Start (AHS).
Druk op de knop AO, houd deze ingedrukt en druk op de
knop E om naar een submenu te gaan.
Draai aan de knop N en kies: AHS.
Draai aan de knop Q om het type werking te kiezen:
OFF = Uit
On = Actief
Met deze softwareversie is de functie actief in synergi-
sche MIG-programma's wanneer 2-takt-lassen (LED S) of
4-takt-lassen (LED T) is geselecteerd.De lasser kan het
volgende instellen:
1. Het niveau van de hot start-stroom led AB.
2. De duur ervan led AD instelling 0,1¸10 seconden.
3. De overgangstijd tussen de hot start-stroom en de
lasstroom led AC.
V
anaf versie 06 van art. 287 en versie 13 van art. 289 kun-
nen de parameters die worden ingesteld met de LED's

94
AB, AC, AD worden geselecteerd (knop N) en ingesteld
(knop Q) na het selecteren van de functie HSA. De vol-
gende items zijn beschikbaar:
SC = startstroom die overeenkomt met de LED AB.
Slo = oploop (tussentijd) die overeenkomt met de LED
AC.
tSC = startstroom die overeenkomt met de LED AD.
3.5.4 CrA (kratervulling- definitieve kratervulling).
De functie kan worden geselecteerd met de knop N en
werkt in 2-takt- (LED S) of 4-takt-lasprocessen (LED T) en
- indien gewenst - ook in combinatie met de functie HSA.
Na het inschakelen van de functie door “On” te selecte-
ren met de knop Q, draait u aan de knop N om de vol-
gende items weer te geven:
Slo = tussentijd tussen de lasstroom en de kratervul-
stroom. Standaard 0,5 sec. Instelbereik 0,1 –10
sec.
CrC = kratervulstroom uitgedrukt als percentage van de
aanvoersnelheid van de lasdraad. Standaard
60%. Instelbereik 10 – 200%.
TCr = duur van kratervulstroom. Standaard 0,5 sec.
Instelbereik 0,1 –10 sec.
3.5.5 dP Dubbele puls. (Art. 287 Optioneel)
Dit type van lassen wisselt af tussen twee niveaus van
stroomintensiteit en kan worden ingesteld in alle synergi-
sche programma's.
Vóór het instellen dient een korte lasnaad te worden
gemaakt om de snelheid te bepalen die het dichtst bij het
lastype ligt dat u gaat gebruiken. Op basis hiervan wordt
de referentiesnelheid bepaald.
Ga als volgt te werk om de functie te activeren:
1. Druk op de toets AO en druk, terwijl u deze ingedrukt
houdt, op de toets E om een submenu te openen.
2. Draai aan de knop N totdat de afkorting “dP” ver
schijnt op het display O. Schakel de functie in door
aan de knop Q te draaien totdat On verschijnt op het
display P.
3. Draai aan de knop N totdat de melding FdP (dubbe-
le-pulsfrequentie) op het display O verschijnt.
Display P geeft de melding OFF weer.
Draai aan de knop Q om de werkfrequentie te kiezen
(instelbaar van 0,5 tot 5 Hz). De gekozen waarde
wordt weergegeven op het display P.
4. Draai aan de knop N totdat de melding ddP (dubbe
le-pulsverschil in m/min.) verschijnt.
Draai aan de knop Q om het aantal meter per minuut
te kiezen (instelbaar van 0,1 tot 3 m/min.) dat moet
wor
den opgeteld bij en afgetrokken van de referentie
snelheid (standaard 1m/min.).
5. Draai aan de knop N totdat de melding tdP verschijnt.
Dit is de duur van de hoogste draadsnelheid, d.w.z.
de hoogste stroom. Deze wordt uitgedrukt als een
percentage van de tijd die wordt gewonnen met de
frequentie Fdp (zie figuur 3).
Draai aan de knop Q om het percentage aan te pas-
sen. Instelbaar van 25 tot 75% (standaard 50%).
6. Draai aan de knop N totdat de melding AdP verschijnt
(booglengte van hoogste stroom). Instelbereik -9,9 -
9,9 (standaard 0).
Zorg ervoor dat de booglengte voor het lassen dezelfde is
voor de beide stromen; draai aan de knop Q om de instel-
ling indien nodig te veranderen.
Opmerking: lassen in de dubbele-pulsfuncties is mogelijk.
Na het aanpassen van deze instellingen keert u terug naar
de normale paneelconfiguratie door de toets AO in te
drukken en, terwijl u deze ingedrukt houdt, op de toets E
te drukken.
Als een aanpassing van de booglengte van de laagste
stroom/laagste snelheid nodig is, moet u de booglengte
van de referentiesnelheid aanpassen (LED K geactiveerd).
Wanneer de referentiesnelheid verandert, moeten ook de
vorige instellingen worden herhaald voor de nieuwe snel-
heid.
3.5.6 ITO-functie ('Inching Time-Out').
Het doel van deze functie is het lasapparaat te stoppen
als de draad in de lengte wordt aangevoerd zonder dat er
stroomtoevoer is.
Houd de toets AO ingedrukt en druk tegelijkertijd op de
toets E om een submenu te openen.
Draai aan de knop N om ITO te kiezen.
Draai aan de knop Q om het soort bewerking te kiezen:
OFF = uit
Instelbereik = 5 –50cm.
3.5.7 Robotfuncties ("rob").
Alleen geldig voor robotversies.
3.5.8 FAC-functie.
Activering:
Zij heeft tot doel het lasapparaat terug te stellen in de oor-
spronkelijke instellingen van de fabrikant.
Houd de toets AO ingedrukt en druk tegelijkertijd op de
toets E om een submenu te openen.
Draai aan de knop N om FAC te kiezen.
Door aan de knop Q te draaien, kunt u de volgende items
selecteren:
noP = herstelt de door de fabrikant ingestelde bedie-
ning zonder de opgeslagen programma's te
wissen. De waterkoelunit wordt uitgeschakeld.
Prg = alle opgeslagen programma's worden verwijderd.
ALL = herstelt de door de fabrikant ingestelde
bediening. De waterkoelunit wordt uitgeschakeld.
Om de functie te activeren, drukt u op de toets AP.
4 INSTALLATIE
Het lasapparaat moet geïnstalleerd worden door
bekwaam personeel. Alle aansluitingen moeten worden
gemaakt in overeenstemming met de geldende veilig-
heidsvoorschriften.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Abb. 3
REFEREN-
TIESNEL-
HEID

95
4.1 PLAATSING
Het lasapparaat weegt 108 kg; zie bijgevolg voor het hef-
fen Fig. 4
Installeer de machine op een plaats waar een goede sta-
biliteit en een doeltr
effende ventilatie verzekerd is, om het
binnendringen van metaalstof (bijv. als gevolg van slijp-
werken) te vermijden.
4.2 OPSTELLING
Plaats de draadaanvoerunit WF4-P op de stroombron.
Verbind de draadaanvoerunit met de stroombron met
behulp van het tussenpakket art. 1197 of 1197-20 en
gebruik de trekontlastingskabel om het te bevestigen aan
het punt BK op het verrijdbare onderstel.
OPMERKING: Vermijd het oprollen van het tussenpakket
om inductie-effecten, die een negatieve invloed kunnen
hebben tijdens pulserend MIG/MAG-lassen, tot een mini-
mum te beperken.
Monteer de stekker op de voedingskabel en vergeet hier-
bij zeker niet de geel/groene draad te verbinden met de
aardingspen.
Controleer of de voedingsspanning overeenstemt met de
nominale spanning van het lasapparaat.
Bereidt u voor op de stroomsterkte van de zekeringen via
de technische gegevens op het identificatieplaatje.
Plaats de cilinder op de steun BY, zet hem vast met de
riemen BZ en sluit de gasslang aan op de uitgang van de
drukregelaar.
Monteer de toorts.
Zorg ervoor dat de groef van de draadaanvoerrollen over-
eenkomt met de diameter van de gebruikte draad.
Vervanging van de draadaanvoerrollen (Fig. 5):
Open het paneel BJ, verwijder de afdekplaat CA, zet de
draaddrukrollen los met de drukinstelknop BN, vervang
de draadaanvoerrollen en plaats de afdekplaat CA terug.
Monteer de draadspoel en voer de draad in de draadaan-
voerunit en de binnenspiraal van de toorts.
Blokkeer de draaddrukrollen met de knop BN en stel de
druk af.
Zet het lasapparaat aan.
Regel het gas met de toets AQ en voer vervolgens de
draad door met de toets AR.
Bij levering is de waterkoelunit uitgeschakeld (OFF). Bij
gebruik van een watergekoelde toorts dient u de werking
van de waterkoelunit in te stellen zoals beschreven in
paragraaf 3.5.1 van de handleiding.
5 LASSEN
5.1 SYNERGISCH PULSEREND MIG-LASSEN (LED
R1) OF SYNERGISCH NIET-PULSEREND MIG-LAS-
SEN (LED R2)
Selecteer dit proces met de toets AI.
Kies vervolgens de lasmodus, de draaddiameter, het
soort en de kwaliteit van het materiaal en het soort gas.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2. Stel de lasparameters in met de knoppen N en Q.
5.2 CONVENTIONEEL MIG-LASSEN (LED R3)
Selecteer dit proces met de toets AI.
Kies daarna de modus, de draaddiameter, het soort en de
kwaliteit van het materiaal en het soort gas.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2. Regel de draadsnelheid en de lasspanning, respec-
tievelijk met de knoppen N en Q.
5.3 TIG-LASSEN (LED R4).
Sluit de massakabel aan op de pluspool BR en sluit de
koppeling van de laskabel uit het tussenpakket aan op de
minpool BO.
Sluit de TIG-toorts aan op de centraalaansluiting BA.
Selecteer dit proces met de toets AI.
Kies vervolgens de lasmodus met de toets AJ.
Stel de hulpfuncties in volgens de instructies in paragraaf
3.2.
5.4 MMA (ELEKTRODE)-LASSEN (LED R5).
OPMERKING: de draadaanvoerunit moet aangesloten
blijven op de stroombron.
Sluit de stekkers van de elektrodehouder en de massa-
kabel aan op de connectors BO en BR en neem hierbij de
door de elektrodefabrikant opgegeven polariteit in acht.
Abb. 4
CA
BN
BN
Fig. 5

96
6 TOEBEHOREN
6.1 AFSTANDSBEDIENING VOOR DE STROOMREGE-
LING ART. 187 (POTMETER) + VERLENGKABEL (5 M)
ART. 1192+ ADAPTERKABEL ART. 1191
Mogelijke instellingen voor de diverse lasprocessen:
MMA Regelt de stroom vanaf het minimum (10A) tot de
stroom die is ingesteld met de potmeter N op het
paneel.
TIG De afstandsbediening voert dezelfde functie uit als
bij MMA.
6.2 VOETBEDIENING ART. 193 + ADAPTERKABEL
ART. 1191
Voor gebruik met het TIG-lasproces.
Met dit toebehoren regelt u de lasstroom; de startop-
dracht wordt gegeven met de toortsschakelaar.
De stroom kan worden geregeld van het minimum tot het
maximum van de waarde die is ingesteld met de potme-
ter N op het paneel.
6.3 TIG-TOORTS ART 1265
TIG-toorts type SR 26 niet-gekoeld 4 m
6.4 MIG-TOORTS ART 1243
MIG-toorts type CEBORA PW 500 watergekoeld 3,5 m
6.5 MIG-TOORTS ART. 1245 (met dubbele Up/Down-
besturing)
MIG-toorts type CEBORA PW 500 U/D watergekoeld 3,5
m
Linkse U/D-besturing:
- stelt bij synergische programma's de lasparameters in
volgens de synergische curve.
- regelt de draadsnelheid bij conventioneel MIG-lassen.
- selecteert de eventuele opgeslagen programma's via de
programmanummers.
Als u het programma wilt opslaan met aangesloten U/D-
toorts (LED AT brandt), kunt u het programmanummer
kiezen met de U/D-toets.
Rechtse U/D-besturing:
- regelt de booglengte bij synergische programma's.
- regelt de spanning bij conventioneel MIG-lassen
- niet actief bij opgeslagen programma's
Wanneer de stekker van de U/D-toorts aangesloten
wordt, licht het LED-lampje AS op om aan te geven dat
de toorts is herkend.
6.6 KIT VOOR HET LASSEN MET PUSH-PULL-
TOORTSEN.
De installatie van deze optionele hulpprint maakt het
gebruik van push-pull-toortsen met een toortsmotor-
spanning van 42 V mogelijk
7 ONDERHOUD
Om de veiligheid van de gebruiker te garanderen, dient u
regelmatig te controleren of het lasapparaat en alle aan-
sluitingen nog in goede staat zijn.
Na een reparatie moet de bedrading zodanig worden
teruggeplaatst dat de delen die aangesloten zijn op de
voeding veilig geïsoleerd zijn van de delen die aangeslo-
ten zijn op het lascircuit.
Voorkom dat de draden in contact komen met bewegen-
de onderdelen of onderdelen die warm worden tijdens het
gebruik. Monteer de klemmen op hun oorspronkelijke
plaats om contact tussen het voedings- en het lascircuit
te voorkomen als een draad per ongeluk breekt of losge-
koppeld wordt.

97
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA
EN FARA FÖR DIG OCH ANDRA PERSONER.
Användaren måste därför informeras om de risker som
uppstår på grund av svetsarbetena. Se sammanfattning-
en nedan. För mer detaljerad information, beställ manual
kod 3.300.758
ELSTÖT - Dödsfara
· Installera och anslut svetsen enligt gällande
standard.
· Rör inte vid spänningsförande elektriska delar
eller elektroder med bar hud, våta handskar eller kläder.
· Isolera dig mot jord och det arbetsstycke som ska svet-
sas.
· Kontrollera att arbetsplatsen är säker.
RÖK OCH GAS - Kan vara skadliga för hälsan
· Håll huvudet borta från röken.
· Se till att det finns tillräcklig ventilation vid arbe-
tet och använd uppsugningssystem i bågzonen
för att undvika gasförekomst i arbetszonen.
STRÅLAR FRÅN BÅGEN - Kan skada ögonen och brän-
na huden
· Skydda ögonen med svetsmasker som är för-
sedda med filtrerande linser och bär lämpliga klä-
der.
· Skydda andra personer med lämpliga skärmar eller för-
hängen.
RISK FÖR BRAND OCH BRÄNNSKADOR
· Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättan-
tändligt material i närheten och bär lämpliga
skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
PACEMAKER
· De magnetfält som uppstår på grund av högström kan
påverka pacemakerfunktionen. Bärare av livsuppehållande
elektroniska apparater (pacemaker) ska konsultera en läka-
re innan de går i närheten av bågsvetsnings-, bågskär-
nings-, bågmejslings- eller punktsvetsningsarbeten.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse med
föreskrifterna i harmoniserad standard IEC 60974-10 och får
endast användas för professionellt bruk i en industri-
miljö. Det kan i själva verket vara svårt att garantera den
elektromagnetiska kompatibiliteten i en annan miljö än
en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRONI-
SKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
2 ALLMÄN BESKRIVNING
Svetsen Sound Mig 5040/T Pulse är en flerprocessappa-
rat avsedd för pulserande synergisk MIG/MAG-svetsning,
ej pulserande synergisk MIG/MAG-svetsning, traditionell
MIG/MAG-svetsning, TIG-svetsning (DC) med kontak-
ttändning av bågen och MMA-svetsning. Svetsen har till-
verkats med inverterteknik.
Svetsen är försedd med trådmatarvagn WF4/P med redu-
cerväxel med fyra rullar och kylaggregat GR52.
Svetsen kan endast användas för de användningsområ-
den som beskrivs i bruksanvisningen.
Svetsen ska inte användas för att tina rör.
2.1 GENERATOR
2.1.1 FÖRKLARING AV TEKNISKA DATA
IEC 60974.1 Maskinen är tillverkad i enlighet med dessa
IEC 60974.10europeiska standarder
N°. Serienummer. Ska alltid uppges vid alla typer
av förfrågningar angående maskinen.
Statisk trefas frekvensomvandlare
Transformator-likriktare.
MIG Lämplig för MIG-svetsning.
MMA Lämplig för svetsning med belagda elektroder.
TIG Lämplig för TIG-svetsning.
U0. Sekundärspänning vid tomgång.
X. Procentuell driftfaktor.
Driftfaktor som anger hur många procent av en
period på 10 minuter som maskinen kan tillåtas
arbeta vid en given ström utan att överhettas.
I2. Svetsström.
U2. Sekundärspänning med svetsströmmen I2.
U1. Nominell matarspänning.
3
~
f
1
f
2
INSTRUKTIONSMANUAL FÖR TRÅDSVETS

98
3~ 50/60Hz Trefas matning vid 50 eller 60 Hz.
I
1
Max Den totala strömförbrukningen vid strömmen I
2
och spänningen U
2
.
I
1
eff Värde för max. effektiv strömförbrukning med
hänsyn till driftfaktorn.
Vanligtvis överensstämmer värdet med säkrin-
gens värde (av fördröjd typ) som används för
att skydda maskinen.
IP23 C. Höljets kapslingsklass.
Siffran 3 som andra siffra innebär att denna
maskin får användas utomhus vid regn.
Tilläggsbokstaven C innebär att denna maskin
är skyddad mot ingrepp med verktyg (diameter
2,5 mm) på spänningssatta delar i matningsk
retsen.
Lämplig för användning i miljöer med förhöjd
risk.
OBS! Maskinen är konstruerad för att arbeta i miljöer med
föroreningsgrad 3 (se standard IEC 60664).
2.1.2 Beskrivning av generatorn (fig. 1)
S
BO - Uttag:
Vid MIG-svetsning ska kontaktdonet för jordkabeln anslu-
tas. Vid TIG-svetsning ska det lösa kontaktdonet för
generatorns/vagnens effektkabel anslutas.
BP - Kontaktdon:
Kontaktdon av typ DB9 (RS 232), används för att uppda-
tera mikroprocessorns program.
BR - Uttag:
Vid MIG-svetsning ska det lösa kontaktdonet för genera-
torns/vagnens effektkabel (+ pol) anslutas.
BS - Kontaktdon:
Anslut kontaktdonet för servicekabeln för anslutning av
generatorn/vagnen.
BU - Strömbrytare AV/PÅ.
BV - Matningskabel.
2.2 TRÅDMATARVAGN
2.1.2 Beskrivning av vagnen (fig. 1)
BA - Centraladapter:
Anslut brännaren för MIG- eller TIG-svetsning.
BB - Kopplingsdon för anslutning av fjärrkontroll:
Mellan stift 4 och 5 finns en ren kontakt som sluter när
bågen tänds (Arc On).
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I
2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Fig. 1

99
Mellan stift 1 och 9 är det möjligt att starta och stoppa
svetsningen.
BC - Stöd:
Stöd för svetsbrännar
en.
BD - Kontaktdon:
Anslut kontaktdonet för servicekabeln för anslutning av
generatorn/vagnen.
BE - Kopplingsdon för gasslang:
Anslut gasslangen för anslutning av generatorn/vagnen.
BF - Uttag:
Anslut det lösa kontaktdonet för effektkabeln för anslut-
ning av generatorn/vagnen.
BG - Öppning:
Springa för kylrör.
BH - Snabbkopplingar:
Anslut vagnens/generatorns röda och blå rör.
OBS! Ta hänsyn till färgerna på rören och kopplingarna.
BI - Snabbkopplingar:
Anslut alla rör som sticker ut ur eventuell vattenkyld brän-
nare.
OBS! Ta hänsyn till färgerna på rören och kopplingarna.
BJ - Lucka.
BL - Kåpa för trådrulle.
BM - Rullhållare:
Lämplig för standardrullar upp till Ø 300 mm, 16 kg.
BN - Reglervred:
Med detta vred regleras trådmatarrullarnas tryck på svet-
stråden. OBS! Reglera till min. värden vid svetsning i alu-
minium.
2.3 KYLAGGREGAT
Kylaggregatet är tillverkat för att kyla brännare som
används vid TIG- och MIG/MAG-svetsning.
Kylaggregatet får endast användas med denna generator.
2.3.1 Förklaring av tekniska data
U1 Nominell matningsspänning
1x400V Enfasmatning
50-60 Hz Frekvens
I1max Max. strömförbrukning
Pmax Max. tryck
P (1l/min) Kylkapacitet uppmätt i l/min
2.3.2 BESKRIVNING AV SKYDD
2.3.2.1 Skydd för kylvätsketryck
Detta skydd består av en tryckvakt, som sitter i vätskans
tryckledning, som styr en mikrobrytare. Meddelandet
H2O blinkar på displayen O för att signalera lågt tryck
(instruktioner från kontrollpanelen).
2.3.2.2 Säkring (T 1,6 A/400 V - Ø 6,3x32)
Denna säkring skyddar pumpen och sitter på kontroll-
kretsen i kylaggregatet.
2.3.3 BESKRIVNING AV KYLAGGREGATET (fig. 1)
BX - Springa:
Springa för kontroll av kylvätskenivån.
BQ - Snabbkopplingar:
Använd dessa endast på TIG-svetsar.
OBS! Dessa får inte anslutas direkt till varandra.
BW - Plugg.
BT - Snabbkopplingar:
Anslut vagnens/maskinens röda och blå rör.
OBS! Ta hänsyn till färgerna på rören och kranarna.
2.3.4 IGÅNGSÄTTNING
Skruva ur pluggen BW och fyll behållaren (maskinen är
fylld med cirka en liter vätska).
Det är viktigt att regelbundet kontrollera genom springan
BX att vätskan alltid är på max. nivå.
Kylvätskan ska bestå av vatten (helst dejoniserat vatten)
och alkohol. Se tabellen nedan för korrekt dosering:
Temperatur Vatten/alkohol
0°C ned till -5°C 4 l/1 l
-5 °C ned till -10 °C 3,8 l/1,2 l
OBS! Om pumpen roterar utan kylvätska är det nödvän-
digt att avlufta rören.
I så fall, stäng av generatorn, fyll på behållaren, koppla
från kopplingsdonet för generatorn/vagnen från koppling-
sdonet BT( ) och anslut ett rör. Stick ned andra änden
av röret i behållaren. Starta generatorn i cirka 10 - 15
sekunder. Anslut sedan rören för anslutningen av genera-
torn/vagnen.
2.4 TRANSPORTVAGN (fig. 1)
BY - Gasflaskehållare.
BZ - Fästremmar för gasflaska.
BK - Hål:
Fäst plattan som sitter på anslutningen av
generatorn/vagnen.
3 BESKRIVNING AV PANELERNA (fig. 2)
Kontrollerna på panelerna är indelade i fyra sektorer, samt
en meny med underordnade funktioner, och beskrivs i föl-
jande avsnitt:
3.1 Inställning av svetsprocess
3.2 Extra funktioner
3.3 Visning och reglering av svetsparametrar
3.4 Driftfunktioner
3.5 Meny med underordnade funktioner
3.1 INSTÄLLNING AV SVETSPROCESS
3.1.1 Knapp AI val av svetsprocess
Vid varje nedtryckning av denna knapp tänds lysdio-
den för motsvarande val.
Lysdiod R1
Pulserande synergisk MIG/MAG-svetsning.
Lysdiod R2
Ej pulserande synergisk MIG/MAG-svetsning.
Lysdiod R3
Traditionell MIG/MAG-svetsning.
Lysdiod R4
TIG-svetsning.
Bågen tänds genom kortslutning.
Lysdiod R5
Elektrodsvetsning (MMA).
3.1.2 Knapp AJ val av funktion
Vid varje nedtryckning av denna knapp tänds lysdio-
den för motsvarande val.
Lysdiod S tvåsteg
Maskinen börjar att svetsa när knappen

100
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Fig. 2
3
trycks ned och avbryter svetsningen när knappen släpps
upp.
OBS! Denna funktion är aktiv i alla MIG- och TIG-proces-
ser.
Lysdiod T fyrsteg
Tryck ned och släpp upp brännarens knapp
för att starta svetsningen och tryck åter ned och släpp
upp knappen för att avbryta svetsningen.
OBS! Denna funktion är aktiv i alla MIG- och TIG-processer.
Lysdiod U svetsning med tre strömnivåer
OBS! Denna funktion är aktiv i de synergiska
MIG-processerna och i TIG-processerna.
Rekommenderas särskilt för MIG-svetsning i aluminium.
Du kan välja mellan tre olika strömnivåer med hjälp av
brännarens startknapp. Inställningen av strömnivå och
ramp beskrivs i avsnitt 3.2 "Extra funktioner": Lysdiod
AB, AC och AD.
- Funktion vid MIG-svetsning:
Svetsningen startar när brännarens knapp trycks ned.
Svetsströmmen som används är den som har ställts in
med lysdioden AB. Denna ström upprätthålls så länge
brännarens knapp hålls intryckt. När knappen släpps upp
övergår den första strömmen till svetsströmmen som har
ställts in med vredet N i den tiden som har fastställts av
lysdioden AC, samt upprätthålls tills brännarens knapp
åter trycks ned. Vid följande nedtryckning av brännarens
knapp övergår svetsströmmen till den tredje strömnivån
eller strömmen för fyllning av ändkrater som har ställts in
med lysdioden AD i den tiden som har fastställts av lys-
dioden AC, samt upprätthålls tills brännarens knapp åter
trycks ned. När knappen släpps upp avbryts svetsningen.
I programversionen 06 för art. 287 och programversionen
13 för art. 289 kan parametrarna som har ställts in med
lysdioderna AB, AC och AD visas och regleras i menyn
Driftfunktioner (avsnitt 3.5). Parametrarna har följande för-
kortningar:
SC = Starting current (startström). Motsvaras av
lysdioden AB.
Slo = Slope (övergångstid). Motsvaras av lysdioden AC.
CrC = Crater current (ström för fyllning av ändkrater).
Motsvaras av lysdioden AD.
Uttrycks i procent av trådhastigheten vid
svetsningen.
- Funktion vid TIG-svetsning:
Tänd svetsbågen genom att hastigt trycka ned och släp-
pa upp (< 0,7 sek) brännarens knapp. Skapa en kortvarig
kortslutning mellan tungstenselektroden och arbetsstyck-
et inom tre sekunder. Bågen tänds och svetsströmmen är
den som har ställts in med lysdioden AB. Denna ström-
nivå upprätthålls till brännarens knapp åter trycks ned
och släpps upp hastigt. Vid detta kommando övergår den
första strömnivån till svetsströmmen som har ställts in
med vredet N i den tiden som har fastställts av lysdioden
AC, samt upprätthålls tills brännarens knapp åter trycks
ned och släpps upp hastigt. I detta läge övergår
svetsströmmen till den tredje strömnivån eller strömmen
för fyllning av ändkrater som har ställts in med lysdioden
AD i den tiden som har fastställts av lysdioden AC. Stäng
av bågen genom att hastigt trycka ned och släppa upp
knappen.
Bågen kan släckas när som helst under svetsningen

101
genom att brännarens knapp trycks ned under längre tid
än 0,7 sekunder
.
OBS! När man ändrar referensströmmen, d.v.s. den ström
som har ställts in med vredet N, ändras automatiskt pro-
centsatsen för strömnivåerna som har ställts in med lys-
dioderna AB och AD.
3.1.3 Knapp AK val av tråddiameter
Varje gång som denna knapp trycks ned tänds lys-
dioden (V1, V2, V3 eller V4) för den tråddiameter som
maskinen är förberedd att svetsa med.
OBS! Detta val är endast aktivt i synergiska MIG-processer.
3.1.4 Knapp AL val av tillsatsmaterial.
Vid varje nedtryckning tänds lysdioden för motsva-
rande val.
Lysdiod W1 för järn
lysdiod W2 för aluminium
lysdiod W3 för rostfritt stål.
Lysdioden X visar val av andra speciella
typer av tillsatsmaterial.
Efter att val har skett med de ovannämnda knapparna
visas följande:
Displayen AN1
visar de svetsprogram som finns för materialtyperna:
Vid val av FE SG2, etc.
Vid val av AL AlSi 5, AlMg 5, Al 99,5, etc.
Vid val av SS 308L, 316L, etc.
Vid val av SP Al Bz8, CuSi 3, Rutil, Basic.
Metal, CrNi, etc.
Välj material med knappen AM.
OBS! Detta val är endast aktivt i MIG-processer.
Displayen AN2
visar de svetsprogram som finns för gastyperna som
är kombinerade med materialtyperna:
Vid val av FE CO2, Ar 18CO2, etc.
Vid val av AI Ar
Vid val av SS Ar 2CO2, Ar 2O2, etc.
Vid val av SP Ar, Ar 30He, Ar 18CO2, etc.
Välj gas med knappen AX.
OBS! Detta val är endast aktivt i MIG-processer.
OBS! Om det inte finns något program för att svetsa vald
tråddiameter efter att valen har ställts in visas texten NO-
PRG på displayerna O och P.
3.2 EXTRA FUNKTIONER
3.2.1 Knapp AH.
Vid nedtryckningen av denna knapp släcks display-
en AN2 och displayen AN1 visar det numeriska vär-
det för valt mått.
Detta indikeras genom att motsvarande lysdiod tänds.
Värdet kan regleras med knapparna AM och AX. Om det
numeriska värdet inte ändras inom 5 sekunder återgår
displayerna AN2 och AN1 till den tidigare konfigurationen.
OBS! De senaste värdena som visas på displayen AN1 är
lagrade.
Lysdiod Y förgas
Reglering 0 - 10 sek.
Aktiv i alla MIG- och TIG-processer.
Lysdiod Z eftergas
Reglering 0 - 30 sek.
Aktiv i alla MIG- och TIG-processer.
Lysdiod AA matning
Reglering Auto 1 - 100 %.
Aktiv i alla MIG-processer.
Detta är trådhastigheten uttryckt i procentsats av den
inställda hastigheten för svetsning innan tråden nuddar
arbetsstycket.
OBS! Denna reglering är viktig för goda starter.
Tillverkarens inställning "auto" automatisk.
Lysdiod AB ström för hot start
Reglering 1 - 200 % av svetsströmmen
(reglerad med vredet N). Aktiv i de synergiska MIG-pro-
grammen och i TIG-programmen när funktionen för
svetsning med tre nivåer (lysdiod U) har valts.
Aktiv med "HSA-ON", se 3.5.2.
Led AC ramp
Reglering 1 - 10 sek.
Bestämmer övergångstiden mellan den första strömnivån
för hot start och den andra strömnivån för svetsning samt
mellan den andra strömnivån och den tredje strömnivån
för fyllning av ändkrater.
Aktiv i de synergiska MIG-programmen och i TIG-pro-
grammen när funktionen för svetsning med tre nivåer (lys-
diod U) har valts.
Aktiv med "HSA-ON", se 3.5.2.
Lysdiod AD strömnivå för fyllning av änd-
krater
Reglering 1 - 200 % av svetsströmmen (reglerad med
vredet N).
Endast aktiv i de synergiska MIG-programmen och i TIG-
programmen när funktionen för svetsning med tre nivåer
(lysdiod U) har valts.
Aktiv med "HSA-ON", se 3.5.2.
Lysdiod AE burn back
Reglering Auto 4- 250 msek.
Används för att reglera längden på tråden som kommer ut
ur gasmunstycket efter svetsning.
Aktiv i alla MIG-processer.
Ju högre värde, desto högre är förbränningen av tråden.
Tillverkarens inställning "auto" automatisk.
Lysdiod AF hot start för MMA
Reglering 0 - 100 %.
Överström vid tändningen av bågen.
Aktiv i MMA.
Lysdiod AG arc force
Reglering 0 - 100 %.
Används för att reglera bågens dynamiska karakteristik.
Aktiv i MMA.

102
3.3 VISNING OCH REGLERING AV SVETSPARAMETRAR
Vred N
Beroende på vald process regleras följande värde med
detta vred:
- Pulserande synergisk MIG-svetsning, Synergisk
MIG-svetsning :
Tjocklek (lysdiod B)
trådhastighet (lysdiod C)
och ström (lysdiod D).
- Traditionell MIG-svetsning:
Trådhastighet (lysdiod C).
- TIG, MMA -svetsning:
Ström (lysdiod D).
Under driften används detta vred för att välja funktioner-
na med förkortningarna: H2O,SP, HSA, CrA, dP, Ito, rob,
FAC.
OBS! Vid reglering av ett mått i de synergiska program-
men ändras även de andra värdena.
Vred E
Varje nedtryckning väljer värdet som kan regleras
med vredet N.
Vilka värden som kan väljas beror på vald svetsprocess.
Lysdiod B tjocklek
Displayen O visar rekommenderad tjocklek beroen-
de på inställd ström och trådhastighet.
Aktiv i de synergiska MIG-programmen.
Lysdiod C trådhastighet
Indikerar att displayen O visar trådhastigheten vid
svetsning. Aktiv i alla MIG-processer.
Lysdiod D ström
Indikerar att displayen O visar förinställd svetsström
eller aktuell svetsström (i kombination med att lys-
dioden F tänds). Aktiv i alla svetsprocesser.
Vred Q
Beroende på vald process regleras följande värden med
detta vred:
- Pulserande synergisk MIG-svetsning, Synergisk
MIG-svetsning:
Båglängd (K)
impedans (L).
- Traditionell MIG-svetsning:
Svetsspänning (J)
impedans (L).
- Väljer numret på önskat program med de lagrade pro-
grammen.
Alla dessa värden visas på displayen P och väljs med
knappen I.
Under driften används detta vred för att välja funktionerna
med förkortningarna: OFF, OnC och OnA, SAu, rES, On.
Knapp I
Varje nedtryckning väljer värdet som kan regleras
med vredet Q.
Vilka värden som kan väljas beror på vald svetsprocess.
Lysdiod J spänning
I alla MIG-processer indikerar denna lysdiod att
displayen P visar den förinställda spänningen eller
aktuell svetsspänning (i kombination med att lysdioden F
tänds.
Vid TIG- och MMA-svetsning är lysdioden alltid tänd och
kan inte väljas. Indikerar att displayen P visar tom-
gångsspänning eller svetsspänning, eller aktuell
svetsspänning (i kombination med att lysdioden F tänds).
Lysdiod K båglängd
Reglering (-9,9 ÷ +9,9).
I alla synergiska MIG-program visar displayen P ett
tal. Noll är tillverkarens inställning. Båglängden
minskar om talet ändras till ett negativt tal och ökar om
talet ändras till ett positivt tal.
Båglängden visas även när du vrider på vredet Q när lys-
dioden J är tänd. Lysdioden K släcks och lysdioden J
tänds på nytt 3 sekunder efter den senaste korrigeringen.
Lysdiod L impedans
Reglering (-9,9 ÷ +9,9).
I alla synergiska MIG-program visar displayen P ett
tal. Noll är tillverkarens inställning. Impedansen minskar
och bågen blir hårdare om talet ändras till ett negativt tal
och impedansen ökar och bågen blir mjukare om talet
ändras till ett positivt tal.
Lysdiod A sfärisk position
Kan inte väljas. Lysdioden är aktiv i de ej pulseran-
de synergiska MIG-programmen. Tändningen indi-
kerar att de två valda värdena för svetsning kan ge insta-
bila bågar och svetssprut.
Lysdiod F hold
Kan inte väljas. Lysdioden aktiveras vid MIG-, TIG-
och MMA-svetsning och indikerar att värden som
visas på displayerna O och P (normalt Ampere och Volt)
är de som används vid svetsningen. Lysdioden aktiveras
i slutet av varje svetsning.
Lysdiod G termostat
Lysdioden tänds när överhettningsskyddet ingriper.
Lysdiod H säkerhet
Indikerar att alla knappar är blockerade. Operatören
kan endast reglera svetsparametrarna i området AY.

103
Håll knappen AO intryckt och tryck hastigt på knappen I
för att aktivera denna funktion. L
ysdioden H tänds och
visar att funktionen är aktiv. Tryck på knapparna AO och
I på samma sätt för att deaktivera denna funktion.
Lysdiod M lagrade program
Denna lysdiod tänds när du trycker på knappen AO
(PRG). Se avsnitt 3.4.1.
Display O
Vid alla svetsprocesser visar denna display numeriskt
valen som har skett med knappen E och har reglerats
med vredet N.
Displayen visar amperestyrkan för svetsströmmen (lys-
diod D).
Displayen visar m/min för trådhastigheten (lysdiod C).
Displayen visar mm för tjockleken (lysdiod B).
Om inget program finns bland de inmatade valen visas
NO (förkortning NO-PRG).
Vid förberedelsen av kylaggregatets funktion visas för-
kortningen H2O.
Texten "OPn" blinkar om luckan på trådmatarvagnen är
öppen.
Vid felmeddelanden visas förkortningen "Err".
Vid driftfunktionerna visas förkortningarna: H2O,SP, HSA,
CrA, dP, Ito, rob, FAC.
Display P
Vid alla svetsprocesser visar denna display numeriskt
valen som har skett med knappen I och har reglerats med
vredet Q.
Displayen visar voltstyrkan för svetsspänningen (lysdiod J).
Displayen visar ett tal mellan -9,9 och +9,9 för bågläng-
den (lysdiod K). Rekommenderad reglering är noll.
Displayen visar ett tal mellan -9,9 och +9,9 för impedan-
sen (lysdiod L). Rekommenderad reglering är noll.
Visar numret på valt program i minnet.
Vid förberedelsen av kylaggregatets funktion visas för-
kortningen OFF (släckt), On-C (kontinuerlig drift) och On-
A (automatisk drift).
Om inget program finns bland de inmatade valen visas
PRG (förkortning NO-PRG).
Vid felmeddelanden visas felnumret. Vid driftfunktionerna
visas förkortningarna: OFF, OnC och OnA. (H2O)
Vid funktionen "HSA" visas förkortningarna OFF/On.
Vid funktionerna för dubbel pulsering
- FdP visas OFF - 0,1 - 5
- ddP visas 0,1 - 3
- tdP visas 25 - 75
- AdP visas -9,9 - 9,9
Vid funktionen "rob" visas förkortningarna OFF, On (om
robotens gränssnitt inte är aktiverat blinkar förkortningen
rob på displayen O).
Vid funktionen "FAc" visas förkortningen ALL, noP, PrG.
3.4 DRIFTFUNKTIONER
Knapp AR trådtest
Medger matning med 8 m/min utan spänning och
gas.
Knapp AQ gastest
När du trycker på denna knapp börjar gas att släp-
pas ut. Stäng av gasen genom att åter trycka på
knappen. Om knappen inte åter trycks ned efter 30 sek
avbryts gasutsläppet.
3.4.1 Lagring och hämtning av lagrade program
Knapp AP lagring
Tryck på knappen AP. Lysdioderna M och AT tänds när
brännaren slås på med kontrollen U/D.
Displayen O visar förkortningen STO och displayen P
indikerar numret (blinkar om det är ledigt och lyser med
fast sken om det är upptaget).
Det första lediga programnumret visas. Välj önskat pro-
gramnummer med vredet Q och tryck sedan på knappen
AP i minst 3 sek. Programnumret slutar att blinka och
lyser med fast sken när det har lagrats. Släpp upp knap-
pen AP för att lämna lagringen och lysdioden M slocknar.
Vid överskrivning av ett program, tryck på knappen AP i
minst 3 sek och numret övergår från fast till blinkande
sken. När programmet har överskrivits lyser numret åter
igen med fast sken.
Lagringen ska ske under tiden som displayen P visar pro-
gramnumret (5 sek).
Notera:Valet av programnummer kan ske genom att man
vrider på vredet Q eller, om brännaren med knappen U/D
är påslagen, genom att man trycker på vänster knapp
U/D på handtaget.
Om du trycker hastigt på knappen AP för att visa minnet
och inte vill använda eller ändra minnet ska du trycka has-
tigt på knappen AO för att gå ur minnet.
Det går även att radera ett svetsprogram.
Gör följande för att radera:
Tryck på knappen AP. Displayen O visar förkortningen
Sto och displayen P visar numret. Använd vredet Q för att
välja numret på det lagrade svetsprogrammet. Vrid på
vredet N tills förkortningen del visas på displayen O. Håll
knappen AP intryckt min. 3 sek.
Om du vill hämta ett lagrat program för att ändra det,
upprepar du de tidigare beskrivna momenten men väljer
förkortningen rCL (recall - hämtning ur minnet) med vre-
det N. Håll knappen AP nedtryckt i minst 3 sekunder.
Lysdioden M släcks och samtliga inställningar i det häm-
tade programmet ställs in på kontrollpanelen.
Knapp AO hämtning av lagrade program
För att hämta ett lagrat program trycker du hastigt på
knappen AO. Displayen O visar förkortningen PRG
och displayen P indikerar numret på senast använt pro-
gram eller, om inga program har använts, senast lagrat
program. Lysdioden M tänds. Välj programnummer med
vredet Q eller med vänster knapp på brännaren U/D. Efter
5 sekunder från valet visar displayerna O och P de lagra-
de värdena och maskinen är klar för att användas.
När lysdioderna M och AT (om brännaren UD är inkopp-
lad) är tända är ingen reglering tillåten.
OBS! Måtten som indikeras av lysdioderna J - K - L
och B - C - D kan visas men inte ändras.
Fjärrkontrollerna kan inte användas.
Tryck på knappen AO för att gå ur de lagrade program-
men (två gånger om programnumret har försvunnit), lys-
dioderna M och AT (om brännaren U/D är inkopplad)
släcks och maskinen visar den senaste inställningen före
nedtryckningen av knappen PRG.
OBS! Med U/D brännarens knapp är det även möjligt att

104
ändra program medan du svetsar och hämta alla lagrade
program i följd.
Det går även att hämta sammanhängande program av
samma typ som avgränsas av två lediga program.
Denna funktion ska göras med tänd båge.
3.5 MENY MED DRIFTFUNKTIONER
3.5.1 Styrning av kylaggregat
Håll knappen AO intryckt och tryck på knappen E för att
gå till en undermeny.
Med vredet N ska du välja: H2O
Vrid på vredet Q för att välja funktion:
· OFF = Avstängt.
· On C = Alltid påslaget.
· On A = Automatisk start. När maskinen startar fungerar
aggregatet. Om brännarens knapp inte trycks ned stängs
aggregatet av efter 15 sekunder. Vid nedtryckningen av
brännarens knapp börjar aggregatet att fungera och
stängs av 3 minuter efter att brännarens knapp har släpp-
ts upp.
Tryck åter på knapparna AO och E för att lämna.
Om kylvätsketrycket är otillräckligt matar inte generatorn
någon ström och på displayen O blinkar texten H2O.
3.5.2 SP Punktsvetsning och pulssvetsning.
Aktiv vid tvåtaktsfunktion (lysdiod S) eller fyrtaktsfunktion
(lysdiod T).
Valet görs med vredet N. Displayen P visar Off. Vrid på
vredet Q tills förkortningen On visas på displayen P för att
aktivera funktionen.
Välj förkortningen tSP (Spot time - punktsvetsningstid)
genom att vrida på vredet N. Displayen P visar tiden 1
sekund. Ställ in tiden mellan 0,3 - 5 sekunder med vredet Q.
Om du vill ställa in pulssvetsningen (svetsning med auto-
matisk paustid) vrider du på vredet N tills förkortningen
tIn (paustid för pulssvetsning) visas på displayen P. När
displayen P visar Off vrider du på vredet Q tills värdet för
önskad paustid mellan två svetssträckor visas.
3.5.3 Automatisk hot start (HSA)
Håll knappen AO intryckt och tryck på knappen E för att
gå till en undermeny.
Vrid vredet N för att välja: HSA.
Vrid på vredet Q för att välja funktion:
OFF = Avstängt.
On = Aktiv.
I denna programvaruversion är funktionen aktiv i de
synergiska MIG-programmen när tvåtaktsfunktion (lys-
diod S) eller fyrtaktsfunktion (lysdiod T) väljs vid svets-
ningen.
Operatören kan reglera:
1. nivån för "hot-start" strömmen; lysdiod AB.
2. dess varaktighet; lysdiod AD; reglering 0,1 - 10
sekunder.
3. övergångstiden från "hot-start" strömmen till
svetsströmmen; lysdiod AC.
I programversionen 06 för art. 287 och programversionen
13 för art. 289 kan parametrarna som har ställts in med
lysdioderna AB, AC och AD väljas (med vredet N) och
regleras (med vredet Q) när funktionen HSA har valts.
Följande förkortningar kan väljas:
SC = Starting current (startström). Motsvaras av
lysdioden AB.
Slo = Slope (övergångstid). Motsvaras av lysdioden AC.
tSC = Starting current time (tid för startström).
Motsvaras av lysdioden AD.
3.5.4 CrA (crater filler - fyllning av ändkrater).
Funktionen väljs med vredet N och kan användas när
tvåtaktsfunktion (lysdiod S) eller fyrtaktsfunktion (lysdiod
T) väljs vid svetsningen. Funktionen kan även användas i
kombination med funktionen HSA. När du har aktiverat
funktionen genom att välja On med vredet Q, vrider du på
vredet N för att visa följande förkortningar:
Slo = Övergångstid mellan svetsström och ström för
fyllning av ändkrater. Standardvärde 0,5 sekunder.
Reglering mellan 0,1 och 10 sekunder.
CrC = Ström för fyllning av ändkrater. Uttrycks i procent
av trådhastigheten vid svetsningen.
Standardvärde 60 %. Reglering mellan 10 och
200 %.
TCr = Varaktighet för strömmen för fyllning av ändkrater.
Standardvärde 0,5 sekunder. Reglering mellan 0,1
och 10 sekunder.
3.5.5 dP Dubbel pulsering. (Art.nr. 287 tillval).
Denna typ av svetsning ändrar strömintensiteten mellan två
nivåer och kan kopplas in för samtliga synergiska program.
Innan den ställs in är det nödvändigt att först göra en kort
svetsfog för att fastställa den hastigheten som passar
svetsningen. Referenshastigheten fastställs på så sätt.
Gör följande för att aktivera funktionen:
1. Håll knappen AO intryckt och tryck på knappen E för
att gå till en undermeny.
2. Vrid på vredet N tills förkortningen dP visas på
displayen O. Aktivera funktionen genom att vrida på
vredet Q tills förkortningen On visas på displayen P.
3. Vrid på vredet N tills förkortningen FdP (frekvens för
dubbel pulsering) visas på displayen O. Displayen P
visar förkortningen OFF (släckt).
Vrid på vredet Q för att välja arbetsfrekvens (inställ
ning 0,5 - 5 Hz). Det valda värdet visas på displayen P.
4. Vrid på vredet N tills förkortningen ddP (skillnad i
m/min för dubbel pulsering) visas.
Vrid på vredet Q för att välja meter per minut (inställ-
ning 0,1 - 3 m/min) som läggs till eller dras ifrån refe-
renshastigheten (standardvärde 1 m/min).
5. Vrid på vredet N tills förkortningen tdP visas. Detta är
varaktigheten för den högsta trådhastigheten, d.v.s.
den högsta strömmen. Uttrycks i procent av tiden
som har beräknats med frekvensen Fdp (se fig. 3).
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Fig. 3
REFEREN-
SHASTIGHET

105
Vrid på vredet Q för att r
eglera procentsatsen.
Inställning 25 - 75 % (standardvärde 50 %).
6. Vrid på vredet N tills förkortningen AdP (svetsbågens
längd vid den högsta strömmen) visas. Inställning -9,9
- 9,9 (standardvärde 0).
Kontrollera under svetsningen att svetsbågens längd är
densamma för båda strömmarna. Vrid eventuellt på vre-
det Q för att korrigera.
OBS! Det är möjligt att svetsa i funktionerna för dubbel
pulsering.
Håll knappen AO intryckt och tryck på knappen E för att
återgå till panelens normalkonfiguration när dessa inställ-
ningar har gjorts.
Om det skulle vara nödvändigt att justera svetsbågens
längd för den lägsta strömmen, d.v.s. den lägsta hastig-
heten, ska svetsbågens längd för referenshastigheten
justeras (lysdiod K tänd).
När referenshastigheten ändras kommer de tidigare
inställningarna att kopieras även för den nya hastigheten.
3.5.6 Funktion ito (inching time out)
Målet är att blockera svetsen om tråden matas ut med
inställda antalet centimeter utan svetsström efter starten.
Håll knappen AO intryckt och tryck på knappen E för att
gå till en undermeny.
Vrid på vredet N för att välja: ito.
Vrid på vredet Q för att välja funktion:
OFF = Avstängd.
Reglering mellan 5 och 50 cm.
3.5.7 Robotfunktioner "rob"
(Gäller endast robotversionerna.
3.5.8 Funktion FAC (factory)
Aktivering:
Målet är att återställa svetsens fabriksinställningar.
Håll knappen AO intryckt och tryck på knappen E för att
gå till en undermeny.
Vrid på vredet N för att välja: FAC.
Vrid på vredet Q för att välja följande förkortningar:
noP = Fabriksinställningen återställs utan att de lagrade
programmen raderas. Kylaggregatet stängs av.
PrG = Samtliga lagrade program raderas.
ALL = Fabriksinställningen återställs.
Kylaggregatet stängs av.
Tryck på knappen AP för att aktivera funktionen.
4 INSTALLATION
Installationen av svetsen får endast utföras av kvalificerad
personal. Samtliga anslutningar ska utföras i enlighet
med gällande olycksförebyggande lagar.
4.1 PLACERING
Svetsen väger 108 kg. För eventuell lyft, se fig. 4.
Placera maskinen på en plats där den står stadigt, med
god ventilation och skyddad från metallstoft (t.ex. från
slipmaskiner).
4.2 IGÅNGSÄTTNING
Placera trådmataren WF4-P på generatorn.
Anslut trådmataren till generatorn med anslutningen art.
1197 eller 1197-20. Fäst anslutningen med den därtill
avsedda plattan vid punkt BK på transportvagnens flak.
OBS! Undvik att lägga anslutningen så den bildar en
spole. Detta för att minska de induktiva effekterna så
mycket som möjligt, vilka kan påverka den pulserande
MIG/MAG-svetsningen negativt.
Montera kontakten på matningskabeln. Var noga med att
ansluta den gulgröna ledaren till jordpolen.
Kontrollera att matningsspänningen överensstämmer
med svetsens nominella spänning.
Använd skyddssäkringarna som är lämpliga för vad som
anges i tekniska data på märkplåten.
Placera flaskan på stödet BY, lås fast den med remmar-
na BZ och anslut gasslangen vid tryckventilens utlopp.
Montera brännaren.
Kontrollera att rullarnas spår överensstämmer med dia-
metern på tråden som används.
Vid eventuellt byte (Fig. 5):
Öppna luckan BJ, ta bort kåpan CA, lossa på trådtryck-
arrullarna med vredet för reglering av tryck BN, byt ut rul-
larna och montera tillbaka kåpan CA.
Montera trådrullen och stick in tråden i trådmataren och i
brännarens hölje.
Lås fast trådtryckarrullarna med vredet BN och reglera
trycket.
Starta maskinen.
Reglera gasen med knappen AQ. Mata sedan fram tråden
med knappen AR.
Maskinen är försedd med ett kylaggregat vars standar-
dinställning är AV. Om maskinen används med vattenkyld
brännare ska funktionen för kylaggregatet ställas in enligt
avsnitt 3.5.1.
5 SVETSNING
5.1 PULSERANDE SYNERGISK MIG-SVETSNING (LYS-
DIOD R1) ELLER EJ PULSERANDE SYNERGISK
MIG-SVETSNING (LYSDIOD R2)
Välj denna process med knappen AI.
Välj sedan funktion, tråddiameter, materialtyp och -kvali-
tet samt gastyp.
Reglera de extra funktionerna, se avsnitten i 3.2.
Reglera svetsparametrarna med vreden N och Q.
CA
BN
BN
Fig. 5

106
5.2 TRADITIONELL MIG-SVETSNING (LYSDIOD R3)
Välj denna process med knappen AI.
Välj sedan funktion, tråddiameter, materialtyp och -kvali-
tet samt gastyp.
Reglera de extra funktionerna, se avsnitten i 3.2.
Reglera trådhastigheten med vredet N och svetsspän-
ningen med vredet Q.
5.3 TIG-SVETSNING (LYSDIOD R4).
Anslut jordkabeln till + polen BR och kontaktdonet för
vagnens/generatorns effektkabel till - polen BO.
Anslut TIG-brännaren till kontaktdonet BA.
Välj denna process med knappen AI.
Välj sedan funktion med knappen AJ.
Reglera de extra funktionerna, se avsnitten i 3.2.
5.4 MMA-SVETSNING (LYSDIOD R5) .
OBS! Vagnen ska förbli ansluten till generatorn.
Anslut kontaktdonen för elektrodklämman och jordkabeln
till kontaktdonen BO resp. BR. Ta hänsyn till tillverkarens
anvisningar angående elektrodernas polaritet.
6 TILLBEHÖR
6.1 BOX FÖR REGLERING AV STRÖM ART. 187
(POTENTIOMETER) + FÖRLÄNGNINGSKABEL (5M)
ART. 1192 + ADAPTERKABEL ART. 1191
Regleringar kan göras vid följande svetsningar:
MMA Reglerar strömmen från min. (10 A) till strömmen
som har ställts in med vredet N på panelen.
TIG Boxen utför samma funktion som vid MMA.
6.2 PEDAL ART. 193 + ADAPTERKABEL ART. 1191
Används vid TIG-svetsning.
Med detta tillbehör regleras strömmen, medan svetsen
startas med knappen på brännaren.
Svetsen startas och strömmen regleras med detta tillbe-
hör.
Det går att reglera strömmen från min. till max. värdet
som har ställts in med vredet N på panelen.
6.3 TIG-BRÄNNARE ART. 1265
TIG-brännare av typ SR 26, ej kyld, 4 m.
6.4 MIG-BRÄNNARE ART. 1243
MIG-brännare, typ CEBORA PW 500 vattenkyld, 3,5 m.
6.5 MIG-BRÄNNARE ART. 1245 (med dubbelkontroll
U/D)
MIG-brännare, typ CEBORA PW 500 U/D vattenkyld, 3,5 m.
Vänster kontroll U/D:
- Reglerar svetsparametrarna längs den synergiska kur-
van i synergiska program.
- Reglerar trådhastigheten vid traditionell MIG-svetsning.
- Väljer program med hjälp av nummer i lagrade program.
Om du vill lagra med brännare U/D inkopplad (tänd lys-
diod AT) ska programnumret väljas med knappen U/D.
Höger kontroll U/D:
- Reglerar svetsbågens längd i synergiska program.
- Reglerar spänningen vid traditionell MIG-svetsning.
- Är inte aktiv i lagrade program.
När U/D brännarnas kontaktdon sticks in tänds lysdioden
AS som anger att brännaren har identifierats.
6.6 SVETSSATS MED BRÄNNARE PUSH PULL
När detta tillbehörskort installeras går det att använda
brännare slangpaket Push Pull med brännarens slangpa-
ketets motor på 42 V.
7 UNDERHÅLL
Kontrollera regelbundet att svetsen och alla anslutningar
är i gott skick för att garantera operatörens säkerhet.
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan delar
som är anslutna till elmatningen och delar som är anslut-
na till svetskretsen.
Se till att inga trådar kan komma i kontakt med delar i
rörelse eller delar som värms upp under arbetet. Åter-
montera kabelklämmorna som på originalmaskinen för att
undvika att elmatningen och svetskretsarna kan sam-
mankopplas om en ledare går av eller lossnar.

107
SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN
SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI
DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV"
TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV
STOU" ENDIAFEROVMENOU".
AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPO-
ROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA"
KAI GIA TRIVTOU", gi· autov o crhvsth" prevpei na eivnai
ekpaideumevno" w" pro" tou" kinduvnou" pou proevrcontai
apov ti" enevrgeie" sugkovllhsh" kai pou anafevrontai
sunoptikav parakavtw. Gia piov akribeiv" plhroforive"
zhteivste to egceirivdio me kwvdika 3.300.758
HLEKTROPLHXIVA - Kivnduno" qanavtou.
• Egkatasteivste th suskeuhv kai ektelevste th
geivwshv th" suvmfwna me tou" iscuvonte" kanoni-
smouv".
• Mhn aggivzete ta hlektrikav mevrh upov tavsh hv ta hlek-
trovdia me gumnov devrma, bregmevna gavntia hv rouvca.
• Apomonwqeivte apov th gh hv apov to kommavti pou prev-
pei na sugkollhvsete.
• Bebaiwqeivte na eivnai asfalhv" h qevsh ergasiva" sa".
KAPNOIV KAI AEVRIA
- Mporouvn na prokalevsoun zhmiev"
sthn ugeiva.
• Diathreivte to kefavli evxw apov tou" atmouv".
• Ekteleivte thn ergasiva sa" me katavllhlo aeri-
smov kai crhsimopoieivte anarrofhthvre" sthn
periochv tou tovxou gia na apofeuvgetai h parou-
siva aerivwn sto cwvro ergasiva".
AKTIVNE" TOU TOVXOU - Mporouvn na plhgwvsoun ta mav-
tia kai na kavyoun to devrma.
• Prostateuvete ta mavtia me eidikev" mavske" gia
th sugkovllhsh pou na evcoun fakouv" filtrariv-
smato" kai to swvma me katavllhlh endumasiva.
• Prostateuvete trivta provswpa crhsimopoiwvnta"
katavllhla diacwristikav toicwvmata hv kourtivne".
KIVNDUNO" PURKAGIAV" KAI EGKAUMAVTWN
• Oi spivqe" (pitsiliev") mporouvn na prokalevsoun
purkagiev" hv na kavyoun to devrma. Gi
• autov bebaiwqeivte ovti den upavrcoun guvrw euv-
flekta ulikav kai crhsimopoieivte katavllhlh pro-
stateutikhv endumasiva.
QOVRUBO"
Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou
na uperbaivnoun ta 80 dB. H diadikasiva koyivmato"
plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw"
qoruvbou" pevran autouv tou orivou. Gi· autov oi crhvste"
prevpei na lambavnoun ta problepovmena apov to Novmo mevtra.
BHMATODOVTE"
• Ta magnhtikav pediva pou proevrcontai apov uyhlav reuv-
mata mporouvn na parembaivnoun me th leitourgiva twn
bhmatodotwvn. Oi foreiv" hlektrikwvn suskeuwvn zwtikhv"
shmasiva" (bhmatodovte") qa prevpei na sumbouleutouvn ton
iatrov prin proseggivsoun to cwvro ovpou ektelouvntai oi
enevrgeie" toxoeidouv" sugkovllhsh", koyivmato", limariv-
smato" hv sugkovllhsh" se shmeiva.
EKRHVXEI"
• Mhn ekteleivte sugkollhvsei" kontav se doceiva
upov pivesh hv se parousiva ekrhktikwvn skonwvn,
aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiav-
le" kai tou" ruqmistev" pivesh" pou crhsimo-
poiouvntai katav ti" enevrgeie" sugkovllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti"
endeivxei" pou perievcontai ston enarmonismevno kanoni-
smov IEC 60974-10 kai prevpei na crhsimopoieivtai movno
gia epaggelmatikouv" skopouv" kai se biomhcanikov peri-
bavllon. Qa mporouvsan, pravgmati, na upavrcoun duskoli-
ve" sthn exasfavlish th" hlektromagnhtikhv" sumbatovth-
ta" se peribavllon diaforetikov ap· ekeivno th" biomhca-
niva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετ
άτε τις ηλεκτρικές συσκεύες μαζί με τα
κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή
Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών
και ηλεκτρονικών συσκευών και την σχετική εφαρμογή
της μέσα στα πλαίσια της ισχύουσας εθνικής
νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές
πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε
μία μονάδα ανακύκλωσης αποβλήτων οικολογικά
αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής
πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα
επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό
μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα
καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία!
SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH
SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV.
2 GENIKES PERIGRAFES
H suskeuhvv Sound Mig 5040/T Pulse eivnai mia egkatav-
stash pou prosfevretai gia pollev" epexergasive", katavl-
lhlh gia th sugkovllhsh MIG/MAG pallovmenh suner-
gikhv, MIG/MAG mh pallovmenh sunergikhv, MIG/MAG
sumbatikhv, TIG (DC) me anavflexh dia epafhv" tou tovxou
kai MMA, kataskeuasmevnh me tecnologiva inbevrter.
O sugkollhthv" promhqeuvetai me monavda trofodosiva"
suvrmato" WF4/P me motevr suvrmato" tessavrwn kulivn-
drwn kai me monavda yuvxh" GR52.
H egkatavstash mporeiv na crhsimopohqeiv apokleistikav
gia ti" crhvsei" pou perigravfontai sto egceirivdio.
H egkatavstash den mporeiv na crhsimopoihqeiv gia to
xepavgwma swlhnwvsewn.
2.1 GENNHTRIA
2.2 EPEXHGHSH TWN TECNIKWN STOICEIWN
IEC 60974.1 H suskeuhv sugkovllhsh" evcei kataskeua-
IEC 60974.10 steiv suvmfwna me autouv" tou" dieqneiv"
kanovne".
N°. Ariqmov" mhtrwvou pou prevpei na anafevre-
tai pavnta gia opoiadhvpote zhvthsh sce
tikav me th suskeuhv.
Statikov" mhcanismov" metatrophv" trifa-
sikhv" sucnovthta"
Metaschmatisthv" - anorqwthv".
MIG Katavllhlo gia sugkovllhsh MIG.
MMA Katavllhlo gia sugkovllhsh me ependedu
mevna hlektrovdia.
TIG Katavllhlo gia sugkovllhsh TIG.
U0. Deutereuvousa tavsh me anoictov kuvklwm/a
3
~
f
1
f
2
ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA

108
(korufaiva timhv)
X. Posostiaiva apovdosh kuvklou ergasiva".
H apovdosh kuvklou ergasiva" ekfravzei to
posostov 10 leptwvn katav to opoivo to
mhcavnhma mporeiv na leitourghvsei se evna
kaqorismevno reuvma cwriv" na paravgei uper-
qermavnsei".
I2.Reuvma sugkovllhsh".
U2. Deutereuvousa tavsh me reuvma sugkovllhsh"
I2
U1. Onomastikhv tavsh trofodosiva".
3~ 50/60Hz Trifasikhv trofodosiva 50 hv 60 Hz.
I
1
Max Anwvtato aporrofhmevno reuvma se antivstoi
co reuvma sugkovllhsh" I
2
kai se tavsh U
2
.
I
1
eff Eivnai h anwvtath pragmatikhv timhv apor
rofhmevnou reuvmato" lambavnonta" upovyh
thn apovdosh kuvklou ergasiva".
H timhv authv antistoiceiv sunhvqw" sthn
apov dosh th" asfavleia" (kaqusterhmevnou
tuvpou) pou qa crhsimopoihqeiv san pro
stasiva th" suskeuhv".
IP23 C. Baqmov" prostasiva" skeletouv.
Baqmov" 3 san deuvtero yhfeivo shmaivnei ovti
authv h suskeuhv eivnai katavllhlh gia na lei-
tourgeiv se exwterikov cwvro kavtw apov bro chv.
To provsqeto gravmma C shmaivnei ovti h
suskeuhv prostateuvetai apov thn provsba-
sh ergaleivou (diamevtrou 2,5 mm) sta tmh-v
mata
Katavllhlh gia na leitourgeiv se peribavl
lonta me auxhmevno kivnduno.
PROSOCH: H suskeuhv epivsh" scediavsthke gia na lei-
tourgeiv se peribavllonta me baqmov ruvpansh" 3. (Blevpe
IEC 60664).
2.1.2 Perigrafhv th" gennhvtria" (Eik. 1)
BO - Privza:
Se sugkovllhsh MIG, sundevste to suvndesmo tou kalw-
divou swvmato". Se perivptwsh sugkovllhsh" TIG sundevste
ton kinhtov suvndesmo tou kalwdivou iscuvo" th" suvndesh"
gennhvtria"/trofodovth suvrmato".
BP - Suvndesmo":
Suvndesmo" tuvpou DB9 (RS 232) pou creiavzetai gia thn
enhmevrwsh twn programmavtwn twn mikroepexergastwvn.
BR - Privza:
Se sugkovllhsh MIG, sundevvste ton kinhtov suvndesmo tou
kalwdivou iscuvo" (povlo"+) th" suvndesh" gennhvtria"/trofo-
dovth suvrmato"
BS - Suvndesmo":
Sundevste to suvndesmo tou kalwdivou twn uphresiwvn th"
suvndesh" gennhvtria"/trofodovth suvrmato"
S
MIN
MAX
®
GR52GR52G52R
MIG 5040
/
T DMIG 5040
/
T D
INVERTER
MIG
Active Dynamic
Control
®
WF4-PWF4-PWF4-P
®
®
Art. 289
PULSEPULSEPULSE
RS 232
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
IP 23C
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
P 0,35max Mpa=
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
GR52
I 0,8
1max A
=
IP 23C
5 /10 -500 /39AV AV 10 /20 -400 /36AV AV
XX
I2 I2
U2 U2
100% 100%60% 60%40% 40%
430A 320A450A 360A500A 400A
35,5V 32,8V36,5V 34V39V 36V
U0 U0
80V 80V
U1
3x400 50/60V- H z
U1
3x400 50/60V- H z
I1max= A36 I1max= A26
I1eff= A28 I1eff= A19
33
~~
f
1
f
1
f
2
f
2
MADE
IN ITALY
MMA
Via A.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
IEC 60974-1
EN 50199
TIG
MIG
S
MIG 5040
/
T
PULSE
Art.288
V
I
0
U1 = 1x400V-50/60Hz
P1,5(1l/min) =
kW
ViaA.Costa, 24 - 40057-Cadriano-Bologna-Italy
®
Nº
PRG
U/D
A
V
PRG
HOLD
PRG
0,8
1,0
1,2
1,6
MIG
MIG
MIG
TIG
MMA
Ø
Art.
223
MIG P1
888 888
FE
AL
SS
SP
Þ
Þ
8
8
8
8
8
8
8
8
8
8
8
8
BQ
BP
BO
BI
BB
BA
BJ
BL
BX
BK
BW
BT
BR
BS
BV
BU
BH
BG
BC
BF
BE
BD
BM
BZ
BY
Eik. 1

109
BU - Diakovpth" ON/OFF
.
BV - Kalwvdio trofodosiva".
2.2 MONADA TROFODOSIAS SURMATOS
2.2.1 Perigrafhv (Eik. 1)
BA - Kentrikhv suvndesh:
Sundevste thn tsimpivda sugkovllhsh" MIG hv TIG
BB - Suvndesmo":
twn ceirismwvn ex apostavsew"
Anavmesa sta pin 4 kai 5 diativqetai mia kaqarhv epafhv
pou kleivnei katav thn anavflexh tou tovxou (Arc On).
Anavmesa sta pin 1 kai 9 eivnai dunatovn na dieuquvnete
thn evnarxh kai th stavsh th" sugkovllhsh".
BC - Sthvrigma:
Sthvrigma gia thn tsimpivda sugkovllhsh"
BD - Suvndesmo":
Sundevste to suvndesmo tou kalwdivou twn uphresiwvn th"
suvndesh" gennhvtria"/trofodovth suvrmato"
BE - Suvndesh swlhvna aerivou:
Sundevste to swlhvna aerivou th" suvndesh"
gennhvtria"/trofodovth suvrmato"
BF - Privza:
Sundevste ton kinhtov suvndesmo tou kalwdivou iscuvo" th"
suvndesh" gennhvtria"/trofodovth suvrmato"
BG - Anoigma:
Scismhv gia th diavbash twn swlhvnwn yuvxh"
BH - Strovfigge" taceiva" efarmoghv":
Sundevste tou" swlhvne" kovkkino kai mple th" suvndesh"
trofodovth suvrmato"/gennhvtria".
Prosochv: Thrhvste ta crwvmata swlhvnwn kai strov-
figgwn.
BI - Strovfigge" taceiva" efarmoghv":
Sundevste tou" swlhvne" pou bgaivnoun apov thn tsimpivda
me endecovmenh yuvxh nerouv.
Prosochv: Thrhvste ta crwvmata swlhvnwn kai strov-
figgwn.
BJ - Portavki.
BL - Kavlumma phnivou suvrmato".
BM - Sthvrigma phnivou:
Katavllhlo gia phniva stavntarn mevcri Ø 300 mm, 16 Kg.
BN - Koumpiv ruvqmish":
Mevsw autouv tou koumpiouv ruqmivste thn pivesh twn
kulivndrwn sto suvrma sugkovllhsh". Prosochv: Ruqmivste
se katwvtere" timev" se perivptwsh sugkovllhsh" aloumi-
nivou.
2.3 MONADA YUXHS
Authv h monavda yuvxh" scediavsthke gia thn yuvxh twn
tsimpivdwn pou crhsimopoiouvntai gia th sugkovllhsh TIG
kai MIG/MAG.
Prevpei na crhsimopoieivtai apokleistikav me authv th
gennhvtria.
2.3.1 Epexhvghsh tecnikwvn stoiceivwn
U1 Onomastikhv tavsh trofodosiva"
1x400V Monofasikhv trofodosiva
50/60 Hz Sucnovthta
I1max Anwvtato aporrofouvmeno reuvma
Pmax Anwvtath pivesh
P (1l/min) Yuktikhv iscuv" metrhmevnh se 1L/min
2.3.2 PERIGRAFH TWN PROSTASIWN
2.3.2.1 Prostasiva pivesh" yuktikouv ugrouv
Authv h prostasiva pragmatopoieivtai mevsw enov" pieso-
stavth, topoqethmevnou sto kuvklwma parochv" tou ugrouv,
pou prostavzei evnan mikroepexergasthv. H aneparkhv" pive-
sh epishmaivnetai, me to shvma H2O pou anabosbhvnei,
apov thn oqovnh O (odhgive" pivnaka elevgcou).
2.3.2.2 Asfavleia thvxh" (T 1,6A/400V-Ø 6,3x32)
Authv h asfavleia tevqhke san prostasiva th" antliva"
kai topoqeteivtai sto kuvklwma elevgcou pou brivsketai
sto eswterikov th" monavda".
2.3.3 PERIGRAFHV TH" MONAVDA" YUVXH" (Eik. 1)
BX - Scismhv:
Scismhv gia thn epiqewvrhsh th" stavqmh" yuktikouv
ugrouv.
BQ - Strovfigge" taceiva" efarmoghv":
Crhsimopoihvste movno gia ti" egkatastavsei" sugkovllh-
sh" TIG.
Prosochv: den prevpei na sundeqouvn avmesa metaxuv tou".
BW - Pwvma.
BT - Strovfigge" taceiva" efarmoghv":
Sundevste to swlhvna kovkkino kai mple th" suvndesh"
trofodovth suvrmato"/mhcanhv". Prosochv: Thrhvste ta crwv-
mata swlhvnwn kai strovfiggwn.
2.3.4 QEVSH SE LEITOURGIVA
Xebidwvste to pwvma BW kai gemivste th dexamenhv (h
suskeuhv promhqeuvetai me evna livtro ugrouv perivpou).
Eivnai shmantikov na elevgcete periodikav, mevsw th" sci-
smhv" BX, ovti to ugrov diathreivtai sth stavqmh "max".
Crhsimopoieivte nerov w" yuktikov ugrov (katav protivmhsh
apeionismevnou tuvpou) anameigmevno me oinovpneuma se
posostov kaqorismevno suvmfwna me ton akovlouqo pivnaka:
qermokrasivan
erov/oinovpneuma
0°C mevcri -5°C 4L/1L
-5°C mevcri -10°C 3,8L/1,2L
Prosochv: An h antlia peristrevfetai cwriv" yuktikov
ugrov eivnai aparaivthto na afairevsete ton aevra apov
tou" swlhvne". Sthn perivptwsh authv sbhvste th gennhv-
tria, gemivste th dexamenhv, aposundevste th suvndesh
gennhvtria"/trofodovth apov th suvndesh BT(
) kai sun-
devste sto ivdio shmeivo evvnan swlhvna, topo-
qethvste thn avllh avkrh tou swlhvna sth dexamenhv, anavy-
te th gennhvtria gia 10/15 leptav perivpou kai xana-
sundevste tevlo" tou" swlhvne" gennhvtria"/trofodovth.
2.4 KAROTSI METAFORAS (Eik. 1)
BY - Sthvrigma fiavlh".
BZ - Imavnte" mplokarivsmato" fiavlh".
BK - Ophv:
Sterwvste thn plavka pou sundevetai sth suvndesh trofo-
dovth/ ?gennhvtria"e.
3 PERIGRAFH TWN PINAKWN ELEGCOU (Eik. 2)
Oi ceirismoiv stou" pivnake" elevgcou diairouvntai se 4
tmhvmata sun evna" katavlogo" deutereuovntwn leitourgiwvn
kai perigravfontai sti" epovmene" paragravfou":
3.1 Programmatismov" diadiakasiva" sugkovllhsh"
3.2 Sumplhrwmatikev" leitourgive".
3.3 Emfavnish kai ruvqmish twn paramevtrwn sugkovllhsh"
3.4 Leitourgive" uphresiva"
3.5 Katavlogo" deutereuovntwn leitourgiwvn
3.1 PROGRAMMATISMOV" DIADIKASIVA" SUGKOVLLHSH"
3.1.1. Plhvktro AI Epiloghv th" diadikasiva" sugkovllhsh".
Pievzonta" autov to plhvktro anavbei to lent pou
antistoiceiv sthn epiloghv
Lent R1
Sugkovllhsh MIG/MAG pallovmenh sunergikhv.
Lent R2
Sugkovllhsh MIG/MAG sunergikhv mh pallov-
menh.
Lent R3
Sugkovllhsh MIG/MAG sumbatikhv.

110
Lent R4
Sugkovllhsh TIG
H anavflexh tou tovxou pragmatopoieivtai dia bra-
cukuklwvmato".
Lent R5
Sugkovllhsh me hlektrovdio (MMA).
3.1.2 Plhvvktro AJ Epiloghv trovpou leitourgiva".
Pievzonta" autov to plhvktro anavbei to lent pou
antistoiceiv sthn epiloghv.
Lent S-Duo crovnwn
To mhcavnhma arcivzei na sugkolleiv ovtan piev-
zete to plhvktro kai diakovptei ovtan to afhvnete.
Prosochv: o trovpo" autov" eivnai energov" se ovle" ti" dia-
dikasive" MIG kai se TIG.
Lent T-Tessavrwn crovnwn
Gia na arcivsete th sugokovllhsh pievste kai
afhvste to plhvktro tsimpivda", gia na diakovyete prevpei
na to pievsete kai na to afhvsete pali.
Prosochv: o trovpo" autov" eivnai energov" se ovle" ti" dia-
dikasive" MIG kai se TIG.
Lent U-Sugkovllhsh se triva epivpeda reuvma-
to".
Prosochv: o trovpo" autov" eivnai energov" sti" sunergikev"
diadikasive" MIG kai se TIG.
Sunistavtai idiaivtera gia th sugkovllhsh MIG tou
Alouminivou.
Diaqevtontai triva reuvmata pou anakalouvntai katav th
sugkovllhsh mevsw tou plhvktrou start th" tsimpivda". O
kaqorismovv" twn reumavtwn kai tou "slope" perigravfon-
tai sthn paravgrafo 3.2 "sumplhrwmatikev" leitourgi-
ve"": lent AB, AC, AD.
- Leitourgiva se MIG:
H sugkovllhsh arcivzei ovtan pievzete to plhvktro tsim-
pivda", to anakalouvmeno reuvma qa eivnai ekeivno pou kaqo-
rivsthke me to lent AB. Autov to reuvma diathreivtai mev-
cri pou to plhktro tsimpivda" eivnai piesmevno. Otan
afhvnete to plhvktro to prwvto reuvma pernavei sto reuv-
ma sugkovllhsh" programmatismevno me to koumpiv N, sto
crovno pou kaqorivzetai apov to lent AC kai qa diathrh-
qeiv mevcri na pievsete pavli to plhvktro tsimpivda". Katav
thn epovmenh pivesh tou plhvktrou tsimpivda" to reuvma
sugkovllhsh" qa peravsei sto trivto reuvma hv reuvma "cra-
ter-filler ", programmatismevno me to lent AD, se crovno
kaqorismevno apov to lent AC kai qa diathrhqeiv mevcri
pou to plhvktro tsimpivda" diathreivtai piesmevno.
Otan afhvsete to plhvktro h sugkovllhsh diakovptetai.
Sthn parallaghv 06 tou kwd. 287 kai parallaghv 13 tou
kwd. 289 oi paravmetroi pou ruqmivsthkan me ti" lucni-
ve" AB, AC, AD emfanivzontai kai ruqmivzontai sto menouv
bohqhtikwvn leitourgiwvn (paravgrafo" 3.5) kai qa evcoun
antivstoica san suvmbola:
SC = starting current (reuvma tou start) pou anti
stoiceiv sth lucniva AB.
Slo = Slope (crovno" suvndesh") pou antistoiceiv ath
lucniva AC.
CrC = Crater current (reuvma gemivsmato" krathvra) pou
antistoiceiv sth lucniva AD, ekfrazovmeno se
ekatostiaivo posostov th" tacuvthta" tou
suvrmato" katav th sugkovllhsh.
- Leitourgiva seTIG.
· Gia na anavyete to tovxo pievste kai afhvste suvntoma
(< di 0,7 sec) to plhvktro tsimpivda", pragmatopoihvste
entov" triwvn deuterolevptwn evna suvntomo bracukuvklwma
metaxuv hlektrodivou apov bolfravmio kai metavllou pro"
T
U
X AL
AR AS
AX
AT
R
1
2
4
5
S
AY
N
V
A B C D E W I YF G H J K L M
AC
Q
Z
AA
AD
AH
AG
AF
AB
AE
AN2
AM
O P
AN1
AQ
AK
AP
AJ
AOAI
Eik
. 2
3

111
sugkovllhsh, to tovxo anavbei kai to reuvma sugkovllhsh"
qa eivnai ekeivno pou kaqorivsthke me to lent AB. Autov
to reuvma qa diathrhqeiv mevcri na pievsete to plhvktro
tsimpivda" kai na to afhvsete suvntoma. Katav authv thn
entolhv to prwvto reuvma pernavei sto reuvma sugkovllhsh",
programmatismevno me to koumpiv N, se crovno kaqori-
smevno apov to lent AC kai qa diathrhqeiv mevcri na piev-
sete to plhvktro tsimpivda" kai na to afhvsete suvnto-
ma. Se autov to shmeivo to reuvma sugkovllhsh" qa perav-
sei sto trivto reuvma, hv reuvma "crater
-filler ", topoqeth-
mevno mev to lent AD, sto crovno kaqorismevno apov to
lent AC. Gia na sbhvsete to tovxo pievste kai afhvste
suvntoma to plhvktro.
Se kavqe stigmhv th" sugkovllhsh" mia pivesh tou plhk-
trou tsimpivda" anwvterh apov 0,7 deuterolevptou pro-
stavzei to sbhvsimo tou tovxou.
Prosochv: metakinwvnta" to reuvma anaforav", dhladhv to
programmatismevno me to koumpiv N, autovmata allavzoun
posostiaiva ta reuvmata pou topoqethvqhkan me ta lent
AB kai AD.
3.1.3 Plhvktro AK Epiloghv diamevtrou suvrmato".
Kavqe forav pou pievzetai autov to plhvktro anavbei
to lent (V1, V2, V3, V4) pou suscetivzetai me th
diavmetro tou suvrmato" pou h mhcanhv proetoimavzetai
na sugkollhvsei.
Prosochv: Authv h epiloghv eivnai energhv movno me dia-
dikasive" MIG sunergikev".
3.1.4 Plhvktro AL Epiloghv ulikouv trofodosiva".
Se kavqe pivesh anavbei to lent pou antistoiceiv sthn
epiloghv.
Lent W1 gia to sivdhro
lent W2 gia to aloumivnio
lent W3 gia ton anoxeivdwto cavluba.
To lent X epishmaivnei thn epiloghv avllwn
surmavtwn trofodosiva" eidikwvn tuvpwn.
Se sunevceia twn epilogwvn pou evginan me ta proana-
ferovmena plhvktra:
H oqovnhAN1
emfanivzei ta progravmmata sugkovllhsh" pou upavr-
coun gia ta diavfora eivdh ulikou kai, eidikovtera:
an epilevgetai FE
SG2.
an epilevgetai AL AlSi 5, AlMg 5, Al 99,5
an epilevgetai SS 308L, 316L,
an epilevgetai SP Al Bz8, CuSi 3, Rutil, Basic,
Metal, CrNi
H epiloghv twn ulikwvn ekteleivtai mevsw tou plhvktrou
AM.
Prosochv: Authv h epiloghv eivnai energhv movno me
sunergikev" diadikasive" MIG.
H oqovnh AN2
emfanivzei ta progravmmata sugkovllhsh" pou upavr-
coun gia ta eivdh aerivou pou sunduavzontai me ta
diavfora ulikav kai, eidikovtera:
an epilevgetai FE CO2, Ar 18CO2
an epilevgetai Al
Ar
an epilevgetai SS Ar 2CO2, Ar 2O2
an epilevgetai SP Ar, Ar 30He, Ar 18CO2
H epiloghv twn aerivwn ekteleivtai mevsw tou plhvk-
trou AX.
Prosochv: Authv h epiloghv eivnai energhv movno me
sunergikev" diadiakasive" MIG.
Prosochv: An, metav ti" pragmatopoihmevne" epilogev",
den uparcei evna provgramma gia na sugkollhvsete th
diavmetro tou epilegmevnou suvrmato", sti" oqovne" O kai
P qa emfanisteiv to mhvnuma NO-PRG.
3.2 SUMPLHRWMATIKEV" LEITOURGIVE"
3.2.1 Plhvkro AH.
Pievzonta" autov to plhvktro h oqovnh AN2 sbhvnei
kai h oqovnh AN1 emfanivzei ariqmhtikav thn timhv
tou epilegmevnou megevqou".
Autov epishmaivnetai apov to avnamma tou antivstoicou
lent kai ruqmivzetai mevsw twn plhvktrwn AM kai AX.
An entov" 5 deuterolevptwn h ariqmhtikhv timhv den tro-
popoieivtai oi oqovne" AN2 kai AN1 epistrevfoun sthn
prohgouvmenh diamovrfwsh.
Prosochv: eivnai apoqhkeumevne" oi teleutaive" timev" pou
emfanivzontai apov thn oqovnh AN1.
Lent Y Pro-aevrio
Ruvqmish 0 - 10 sec
Eivnai energov se ovle" ti" diadikasive" MIG kai se TIG.
Lent Z Metav-aevrio
Ruvqmish 0 - 30 sec
Eivnai energov se ovle" ti" diadikasive" MIG kai se TIG.
Lent AA Plhsivasma
Ruvqmish Auto 1- 100%
Eivnai energov se ovle" ti" diadiakasive" MIG.
Eivnai h tacuvthta tou suvrmato", ekfrazovmenh se poso-
stov th" tacuvthta" programmatismevnh" gia th sugkovl-
lhsh, prin to suvrma aggivxei to mevtallo pro" sugkovl-
lhsh.
Prosochv: Authv h ruvqmish eivnai shmantikhv gia na epi-
tugcavnontai pavnta kalev" ekkinhvsei".
Ruvqmish tou kataskeuasthv "auto" se autovmato.
Lent AB Reuvma "Hot start"
Ruvqmish 1 - 200% tou reuvmato" sugkovllh-
sh" (ruqmizovmeno me to koumpiv N)
Energov sta sunergikav progravmmata MIG kai se TIG
ovtan epilevcthke o trovpo" sugkovllhsh" triwvn epipevdwn
(lent U).
Energov me "HSA-ON" blevpe 3.5.2.
Lent AC Slope
Ruvqmish 1 - 10 sec
Kaqorivzei to crovno diavbash" apov to prwvto reuvma "Hot
start" sto deuvtero reuvma "sugkovllhsh"" kai apov to deuv-
tero reuvma sto trivto "crater filler".
Energov sta sunergikav progravmmata MIG kai se TIG
ovtan epilevcthke o trovpo" sugkovllhsh" triwvn epipevdwn
(lent U).
Energov me "HSA-ON" blevpe 3.5.2.
Lent AD Reuvma "crater filler"
Ruvqmish 1 - 200% tou reuvmato" sugkovllh-
sh" (ruqmizovmeno me to koumpiv N).
Energov sta sunergikav progravmmata MIG kai se TIG
movno ovtan epilevcthke o trovpo" sugkovllhsh" triwvn epi-
pevdwn (lent U).
Energov me "HSA-ON" blevpe 3.5.2.

112
Lent AE Burn - back
Ruvqmish ⁄ Auto 4- 250 ms
Creiavzetai gia th ruvqmish tou mhvkou" suvrmato" pou
bgaivnei apov to mpek aerivou metav th sugkovllhsh.
Eivnai energov se ovle" ti" diadiakasive" MIG.
Oso uyhlovtere" eivnai o ariqmov" tovso megaluvterh eivnai
h kauvsh.
Ruvqmish tou kataskeuasthv "auto" se autovmato.
Lent AF Hot - start gia MMA
Ruvqmish 0 - 100%
Upereuvma pou parevcetai katav th stigmhv th" anavflexh"
tou tovxou.
Energov se MMA.
Lent AG Arc - force
Ruvqmish 0 - 100%
Eivnai h ruqmish twn dunamikwvn carakthristikwvn tou
tovxou.
Energov se MMA.
3.3 EMFAVNISH KAI RUVQMISH TWN PARAMEVTRWN
SUGKOVLLHSH".
Koumpiv N
Se scevsh me to eivdo" epilegmevnh" diadiakasiva" mevsw
autouv tou koumpiouv ruqmivzontai ta akovlouqa megevqh:
- MIG pallovmeno sunergikov: pavco", sunergikov:
pavco" (lent B)
tacuvthta suvrmato" (lent C)
reuvma (lent D).
- MIG sumbatikov:
tacuvthta suvrmato" (lent C)
· TIG, MMA :
reuvma (lent D)
Sti" bohqhtikev" leitourgive" epilevgei ti" leitourgive"
pou ekfravzontai mev ti" bracugrafive":
H2O,SP, HSA,
CrA, dP, Ito, rob, FAC.
Prosochv: sta sunergikav progravmmata ruqmivzonta" evna
mevgeqo" tropopoiouvntai katav sunevpeia kai ta upovloipa.
Plhvktro E
Se kavqe pivesh epilevgetai to mevgeqo" pou ruqmivze-
tai mevsw N.
Ta megevqh pou mporouvn na epilectouvn eivnai se scevsh
me ton tuvpo epilegmevnh" diadikasiva" sugkovllhsh".
Lent B Pavco"
H oqovnh O emfanivzei to pavco" pou sumbouleuvetai
se scevsh me to reuvma kai me thn tacuvthta suvr-
mato" pou programmativsthkan.
Energovv sti" sunergikev" diadiakasive" MIG.
Lent C Tacuvthta tou suvrmato"
Epishmaivnei ovti h oqovnh O emfanivzei thn tacuvth-
ta tou suvrmato" sth sugkovllhsh. Energov se ovle"
ti" diadikasive" MIG.
Lent D Reuvma
Epishmaivnei ovti h oqovnh O emfanivzei to prokaqo-
rismevno suvrma sugkovllhsh" hv, se sunduasmov me to
avnamma tou lent F, to pragmatikov reuvma sugkovllhsh".
Energov se ovle" ti" diadikasive" sugkovllhsh".
KoumpivQ
Se scevsh me ton tuvpo epilegmevnh" diadikasiva", mevsw
autouv tou koumpiouv rumqmivzontai ta akovlouqa megevqh:
- MIG pallovmeno sunergiko, MIG sunergikov:
vmhvko" tovxou (K)
suvnqeth antivstash (L)
· MIG sumbatikov:
tavsh sugkovllhsh" (J)
-suvnqeth antivstash (L)
- Mevsa sta apoqhkeumevna progravmmata epilevgei ton
ariqmov tou epiqumhtouv progravmmato".
Ola autav ta megevqh emfanivzontai sthn oqovnh (P) kai
epilevgontai me to plhvktro I.
Sti" bohqhtikev" leitourgive" epilevgei ti" bracugrafive":
OFF, OnC, OnA, SAu, rES, On.
Plhvktro I
Se kavqe piveshv tou epilevgetai to mevgeqo" pou ruq-
mivzetai mevsw tou koumpiouv Q. Ta megevqh pou mpo-
rouvn na epilectouvn eivnai se scevsh me ton tuvpo epi-
legmevnh" diadikasiva"
Lent J Tavsh
Se ovle" ti" diadikasive" sugkovllhsh" MIG deivcnei
ovti h oqovnh P emfanivzei thn prokaqorismevnh tavsh
hv, se sunduasmov me to avnamma tou lent F, thn prag-
matikhv tavsh sugkovllhsh".
SeTIG kai se MMA mevnei pavnta anammevno kai den mpo-
reiv na epilecteiv. Deivcnei ovti h oqovnh P emfanivzei thn
tavsh se anoiktov kuvklwma hv thn tavsh sugkovllhsh" hv,
se sunduasmov me to avnamma tou fwteinouv shvmato" F,
thn pragmatikhv tavsh sugkovllhsh".
Lent K Mhvko" tovxou
Ruvqmish (-9,9 ÷ +9,9).
Se ovla ta sunergikav progravmmata MIG h oqovnh
P emfanivzei evnan ariqmov. To mhdevn eivnai h ruvq-
mish pou ekteleivtai apov ton kataskeuasthv, an o ariq-
mov" apoktavei arnhtikevv" timev" to mhvko" tou tovxou meiwv-
netai enwv auxavnetai an o ariqmov" apoktavei qetikevv"
timev".
To mhvko" tou tovxou emfanivzetai akovma kai peri-
strevfonta" to koumpiv Q katav thn emfavnish th" luc-
niva" J. Metav 3 sec apov thn teleutaiva diovrqwsh h luc-
niva K sbhvnei kai anavbei pavli h lucniva J.

113
Lent L Suvnqeth antivstash
Ruvqmish (-9,9 ÷ +9,9).
Se ovla ta progravmmata MIG h oqovnh P emfaniv-
zei evnan ariqmov. To mhdevn eivnai h ruvqmish pou ekte-
leivtai apov ton kataskeuasthv, an o ariqmov" apoktavei
arnhtikevv" timev" elattwvnetai h suvnqeth antivstash kai
to tovxo givnetai pio sklhrov enwv an o auxavnetai to tovxo
givnetai pio malakov.
Lent A Qevsh gklovmpoular (globular)
Den epilevgetai. Energov se sunergikhv mh pallov-
menh diadikasiva MIG. Deivcnei ovti to zeuvgo" epi-
legmevnwn timwvn gia th sugkovllhsh mporeiv na dwvsei
astaqhv tovxa kai me pitsiliev".
Lent F Hold
Den epilevgetai. Energopoieivtai se sugkovllhsh
MIG, TIG, MMA kai epishmaivnei ovti ta megevqh pou
emfanivzontai sti" oqovne" O kai P (sunhvqw" Amper
e
kai Volt) eivnai autav pou crhsimopoiouvntai sth sugkovl-
lhsh. Energopoieivtai sto tevlo" kavqe sugkovllhsh".
Lent G Qermostavth"
To avnammav tou epishmaivnei thn epevmbash th" qer-
mikhv" prostasiva".
Lent H Asfavleia
Epishmaivnei th leitourgiva mplokarivsmato" ovlwn
twn plhvktrwn. O ceiristhv" qa mporeiv na ruqmivzei
movno ti" paramevtrou" sugkovllhsh" pou perilambavnontai
sth devsmh AY.
Gia na energopoihqeiv h leitourgiav authv pievste prin to
plhvktro AO kai, diathrwvntav" to piesmevno, pievste suvn-
toma to plhvktro I. To lent H anavbei kai epishmaivnei
ovti h leitourgiva eivnai energhv. Gia na bgeivte epanalav-
bete katav ton ivdio trovpo thn pivesh sta plhvktra AO
kai I.
Lent M Apoqhkeumevna progravmmata
Autov to lent anavbei ovtan pievzete to plhvktro AO
(PRG).Sumbouleuteivte thn paravgrafo 3.4.1.
Oqovnh O
Se ovle" ti" diadikasive" sugkovllhsh" emfanivzei ariqmh-
tikav ti" epilogev" pou evginan mevsw tou koumpiouv E kai
pou ruqmivsthkan mevsw N.
Gia to reuvma sugkovllhsh" (lent D) emfanivzei ta
Amper
e.
Gia thn tacuvthta tou suvrmato" (lent C)) emfanivzei ta
mevtra anav leptov.
Gia to pavco" (lent B) emfanivzei ta ciliostav.
An den upavrcei evna provgramma sti" kaqorismevne" epi-
logev" emfanivzei NO (bracugrafiva NO-PRG).
An h mhcanhv eivnai prodiateqeimevnh gia th leitourgiva
th" monavda" yuvxh" emfanivzei H2O.
Emfanivzei to mhvnuma "OPn", se anabosbhnovmeno trovpo,
an to portavki tou trofodovth suvrmato" eivnai anoictov.
Sta mhnuvvmata sfavlmato" emfanivzei "Err ".
Sti" leitourgive" uphresiva" emfanivzei ti" bracugrafive"
:
H2O,SP, HSA, CrA, dP, Ito, rob, FAC.
Oqovnh P
Se ovle" ti" diadikasive" sugkovllhsh" emfanivzei ariqmh-
tikav ti" epilogev" pou evginan mevsw I kai ruqmivsthkan
mevsw Q.
Gia thn tavsh sugkovllhsh" (lent J) emfanivzei ta Volt.
Gia to mhvko" tou tovxou (lent K) emfanivzei evnan ariq-
mov metaxuv -9,9 kai +9,9. To mhdevn eivnai h sumbou-
leuovmenh ruvqmish.
Gia th suvnqeth antivstash (lent L) emfanivzei evnan ari-
qmov metaxuv -9,9 kai +9,9. To mhdevn eivnai h sumbou-
leuovmenh ruvqmish.
Mevsa sti" mnhvme" emfanivzei ton ariqmov tou epilegmev-
nou progravmmato".
An h mhcanhv eivnai prodiateqeimevnh gia th leitourgiva
th" monavda" yuvxh" emfanivzei OFF (sbhstov), On-C
(sunechv" leitourgiva), On-A (autovmath leitourgiva).
An den upavrcei evna provgramma sti" kaqorismevne" epi-
logev" emfanivzei PRG (mhvnuma NO-PRG).
Sta mhnuvmata sfavlmato" emfanivzei ton ariqmov tou
sfavlmato".
SSti" leitourgive" uphresiva" emfanivzei ti" bracugrafi-
ve": OFF, OnC, OnA. (H2O)
Sth leitourgiva "HSA" emfanivzei ta shvmata OFF / On.
Sti" leitourgive" diplovv palmwvde":
-FdP emfanivzei OFF - 0,1÷5
-ddP emfanivzei 0,1÷3
-tdP emfanivzei 25÷75
-AdP emfanivzei -9,9÷9,9
Sth leitourgiva "rob" emfanivzei ta shvmata OFF, On (an
den eivnai energopoihmevnh h allhlepivdrash rompovt h
oqovnh O qa deivcnei to shvma rob anabosbhnovmeno).
Sth leitourgiva "FAc" emfanivzei to shvma ALL, noP,
PrG.
3.4 LEITOURGIVE" UPHRESIVA"
Plhvktro AR Test suvrmato"
Epitrevpei to procwvrhma se 8 m/min cwriv" parou-
siva tavsh" kai aerivou.
Plhvktro AQ Test aerivou
Pievzonta" autov to plhvktro to aevrio arcivzei na
bgaivnei kai gia na stamathvsete thn evxodov tou prev-
pei pavli na pievsete to plhvktro. An den to pievsete,
metav apov 30 deuterovlepta diakovptetai h evxodo" tou
aerivou.
3.4.1 Apoqhvkeush kai anavklhsh twn apoqhkeumevnwn pro
grammavvtwn.
Plhvktro AP Apoqhvkeush
Pievste to plhvktro AP, anavbei to lent M kai AT an
evcei topoqethqeiv h tsimpivda me ceirismov U/D.
H oqovnh O emfanivzei STO kai h oqovnh P deivcnei ton
antivstoico ariqmov (anabosbhnovmeno" an eivnai eleuvqero",
staqerov" an eivnai kateilhmmevno").
Emfanivzetai o prwvto" ariqmov" eleuvqerou progravmmato",
epilevxte me to koumpiv Q ton ariqmov tou epiqumhtouv
progravmmato" kai sth sunevceia pievste to plhvktro AP
gia crovno anwvtero twn 3 deuterolevptwn. Afouv evgine h
apoqhvkeush, o ariqmov" tou progravmmato" qa peravsei
apov anabosbhnovmeno se staqerov. Afhvnonta" to plhvktro
AP bgaivnete apov thn apoqhvkeush kai to lent M sbhv-
nei. Se perivptwsh pou qevlete na antikatasthvsete evna
provgramma, pievzonta" AP gia crovno anwvtero twn 3 deu-
terolevptwn o ariqmov" qa peravsei apov staqerov se ana-
bosbhnovmeno gia na xanagivnei uvstera staqerov" epish-
mavnonta" thn pragmatopoihmevnh antikatavstash.
H enevrgeia apoqhvkeush" qa prevpei na givnei mevsa sto
crovno pou h oqovnh P emfanivzei ton ariqmov tou pro-
gravmmato" (5sec).

114
Shmeivwsh: H epiloghv tou ariqmouv progravmmato" mporeiv
na givnei tovso peristrevfonta" to koumpiv Q tovso, an eiv-
nai topoqethmevnh h tsimpivda me plhvktro U/D, pievzon-
ta" to aristerov plhvktro U/D sth labhv.
Se perivptwsh pou pievsete suvntoma to plhvktro AP gia
na emfanivsete ti" mnhvme" allav den qevlete ouvte na ti"
crhsimopoihvsete ouvte na ti" tropopoihvsete, pievste
suvntoma to plhvktro AO gia na bgeivte.
Ecete epivsh" th dunatovthta na diagravyete evna apo-
qhkeumevno provgramma sugkovllhsh".
Gia na kavnete autov:
Pievste to plhvktro AP, h oqovnh O emfanivzei to mhvnu-
ma Sto kai h oqovnh P deivcnei to scetikov ariqmov.
Epilevxte ton ariqmov tou apoqhkeumevnou progravmmato"
sugkovllhsh" me to koumpiv Q. Peristrevyte to koumpiv
N mevcri thn emfavnish, sthn oqovnh O, tou mhnuvvmato"
del. Pievste to plhvktro AP gia perissovtero apov 3 sec.
An epiqumeivte na anakalevsete evna apoqhkeumevno prov-
gramma, gia na to metabavlete epanalavbete ti" enevr-
geie" pou perigravfontai pio pavnw allav me to koumpiv
N epilevxte to suvmbolo “rCL” (recall – anavklhsh
mnhvmh"). Pievste to plhvktro AP gia perissovtero apov 3
sec. H lucniva M sbhvnei kai ston pivnaka prosdioriv-
zontai ovle" oi ruqmivsei" tou progravmmato" pou anaka-
leivtai.
Plhvktro AO Anavklhsh twn apoqhkeumevnwn program-
mavtwn
Gia na anakalevsete evna apoqhkeumevno provgramma
pievste suvntoma to plhvktro AO. H oqovnh O emfa-
nivzei to mhvnuma PRG kai h oqovnh P deivcnei ton ariq-
mov tou teleutaivou crhsimopoiouvmenou progravmmato" hv,
an den crhsimopoihvqhkan potev, to teleutaivo apoqhkeu-
mevno provgramma. To lent M anavbei, epilevxte me Q hv
me to aristerov plhvktro th" tsimpivda" U/D, ton ariq-
mov progravmmato". Metav apov 5 deuterovlepta apov thn
epiloghv oi oqovne" O kai P emfanivzoun ta apoqhkeumev-
na megevqh kai to mhcavnhma euvnai evtoimo gia th sugkovl-
lhsh.
Otan ta lent M kai AT (an eivnai topoqethmevnh h tsim-
pivda UD) eivnai anammevna kavqe ruvqmish eivnai apagoreu-
mevnh.
Prosochv: Qa mporouvn na emfanistouvn, allav ovci na tro-
popoihqouvn, ta megevqh pou epishmaivnontai apov ta lent
J - K - L kai B - C - D.
Oi ceirismoiv ex apostavsew" qa eivnai apagoreumevnoi.
Gia na bgeivte apov ta apoqhkeumevna progravmmata piev-
ste to plhvktro AO (duo forev" an exafanivsthke o ari-
qmov" tou progravmmato"), ta lent M kai AT (an eivnai
topoqethmevnh h tsimpivda UD) sbhvnoun kai h h mhcanhv
emfanivzei ton teleutaivo programmatismov prin thn pive-
sh tou plhvktrou PRG.
Prosochv: me to plhvktro U/D th" tsimpivda" mporeivte
na allavxete provgramma akovma kai ovtanv sugkolleivte kai
na anakalevsete diadocikav ovla ta apoqhkeumevna pro-
gravmmata.
Epivsh" mporeivte na anakalevsete, diadocikav, progravm-
mata sugkovllhsh" ivdiou tuvpou apoqhkeumevna diadocikav
kai topoqethmevna anavmesa se duo eleuvqera progravmma-
ta.
Authv h leitourgiva ekteleivtai me anammevno tovxo.
3.5 MENOU LEITOURGIWN UPHRESIAS
3.5.1 Ceirismov" monavda" yuvxh"
Pievste to plhvktro AO kai, diathrwvntav" to piesmevno,
pievste to plhvktro E gia na mpeivte se evnan deutereu-
vonta katavlogo leitourgiwvn.
Me to diakovpth N ektelevste thn epiloghv: H2O
Peristrevyte to koumpiv Q gia na epilevxete ton tuvpo
leitourgiva":
- OFF = sbhstov.
- On C = pavnta anammevno
- On A = autovmato avnamma. Otan anavbei h mhcanhv, h
monavda leitourgeiv. An to plhvktro tsimpivda" den eivnai
piesmevno, metav apov 15 deuterovlepta sbhvnei. Otan piev-
sete to plhvktro tsimpivda" h monavda arcivzei na lei-
tourgeiv kai sbhvnei metav apov 3 deuterovlepta afovtou to
afhvsete.
Bgaivnete pievzonta" pavli ta plhvktra AO kai E.
An h pivesh tou yuktikouv ugrouv eivnai aneparkhv" h
gennhvtria den parevcei reuvma enwv sthn oqovnh O qa
emfanisteiv to anabosbhnovmeno mhvnuma H2O.
3.5.2 SP Pontavrisma kai dialeivpousa leitourgiva.
Energov se sugkovllhsh duo crovnwn (lucniva S) hv tessa-
vrwn crovnwn (lucniva T).
H epiloghv ekteleivtai me to koumpiv N, h oqovnh P emfa-
nivzei OFF, peristrevfete to koumpiv Q mevcri na emfa-
nisteiv On sthn oqovnh P gia na energopoihvsete th lei-
tourgiva.
Peristrevfonta" to koumpiv N epilevxte “tSP” (crovno"
pontarivsmato" Spot time), h oqovnh P emfanivzei to
crono 1sec, me to koumpiv Q prosdiorivste to crovno, ruv-
qmish apov 0,3 evw" 5sec.
An qevlete na ruqmivsete th dialeivpousa leitourgivva
(sugkovllhsh me autovmato crovno pauvsh") peristrevyte
peraitevrw to koumpiv N wvste h oqovnh P na emfanivsei
“tIn” (crono dialeivpousa" leitourgiva"), h oqovnh P
emfanivzei OFF, peristrevyte to koumpiv Q mevcri na
emfanisteiv evna" ariqmov" pou qa eivnai o epilegmevno"
crovno" anavmesa se duo pontarivsmata.
3.5.3 Hot Start autovmato (HSA).
Pievste to plhvktro AO kai, kratwvnta" to piesmevno, piev-
ste to plhvktro E gia na mpeivte se evna deutereuvon
menouv.
Peristrevfonta" N ektelevste thn epiloghv: HSA.
Peristrevyte Q gia na epilevxete ton tuvpo leitourgiva":
OFF = Sbhstov
On = Anammevno
Me authv thn parallaghv logismikouv h leitourgiva eivnai
energhvv sta sunergikav progravmmata MIG ovtan epilevge-
tai h sugkovllhsh duo crovnwn (lucniva S) hv tessavrwn
crovnwn (lucniva T).
O ceiristhv" qa mporeiv na ruqmivzei:
1. To epivpedo reuvmato" tou "hot-start" lucniva AB.
2. Th diavrkeia tou lucniva AD ruvqmish 0,1-10 deuterov
lepta.
3. To crovno diavbash" apov to reuvma "hot-start" sto
reuvma sugkovllhsh" lucniva AC.
Apov thn parallaghv 06 tou kwd. 287 kai parallaghv 13
tou kwd. 289 oi paravmetroi pou prosdiorivzontai me ti"
lucnive" AB, AC, AD epilevgontai (koumpiv N) kai ruqmiv-
zontai (koumpiv Q) metav thn epiloghv tou HSA enwv ta
suvmbola pou epilevgontai eivnai:
SC = starting current (reuvvma tou start) pou anti
stoiceiv sth lucniva AB.
Slo = Slope (crono" suvndesh") pou antistoiceiv sth
lucniva AC.
tSC = Starting current time (crovno" reuvmato" tou
start) pou antistoiceiv sth lucniva AD.

115
3.5.4 CrA (crater filler- gevmisma tou telikouv krathvra).
H leitourgiva epilevgetai me to koumpiv N kai leitour-
geiv sth sugkovllhsh duo crovnwn (lucniva S) hv tessavrwn
crovnwn (lucniva T) kai an epiqumeivte, akovma kai se sun-
duasmov me th leitourgiva HSA. Afouv energopoihvsate th
leitourgiva epilevgonta" “On” me to koumpiv Q, peri-
strevyte to koumpiv N gia na emfanivsete:
Slo = Crovno" diavbash" apov reuvma sugkovllhsh" se reuv
ma gemivsmato" krathvra. Default 0,5 sec.
Ruvqmish 0,1 –10 s
ec.
CrC = reuvma gemivsmato" krathvra ekfrazovmeno se eka
tostiaivo posostov th" tacuvthta" tou reuvmato"
sugkovllhsh". Default 60%. Ruvqmish 10 –200%.
TCr = crovno" diavrkeia" reuvmato" gemivsmato". Default
0,5 sec. Ruvqmish 0,1 –10 sec.
3.5.5 dP Diplov palmwvde". (Kwd. 287 Optional).
Autov" o tuvpo" sugkovllhsh" kavnei thn evvntash reuvmato"
na metabavletai anavmesa se duo epivpeda kai mporeiv na
crhsimopoihqeiv se ovla ta sunergikav progravvmmata.
Prin to programmativsete eivnai aparaivthto na ektelev-
sete evna suvntomo kordovni gia na kaqorivsete thn
tacuvthta pio kontav sth sugkovllhsh pou qa prevpei na
ektelevsete. Kaqorivzetai evtsi h tacuvthta anaforav".
Gia na energopoihvsete th leitourgiva energhvste w"
exhv":
1. Pievste to plhvktro AO kai, diathrwvntav" to pie
smevno, pievste to plhvktro E gia na mpeivte se evna
deutereuvon menouv.
2. Peristrevyte to koumpiv N mevcri na enfanisteiv to
mhvnuma “dP” sthn oqovnh O, energopoihvste th lei
tourgiva peristrevfonta" to koumpiv Q mevcri na
emfanisteiv On sthn oqovnh P.
3. Peristrevyte to koumpiv N mevcri pou emfanivzetai to
shvma FdP (sucnovthta diplov palmwvde") sthn oqovnh
O. H oqovnh P emfanivzei to mhvnuma OFF (sbhstov).
Peristrevyte to koumpiv Q gia na epilevxete th suc
novthta ergasiva" (ruvqmish apov 0,5 se 5 Hz). H epi
legmevnh timhv emfanivzetai apov thn oqovnh P.
4. Peristrevyte to koumpiv N mevcri pou emfanivzetai to
shvma ddP (diaforav se mt/min diplov palmwvde").
Peristrevyte to koumpiv Q gia na epilevxete ta mev
tra anav leptov (ruvqmish 0,1- 3m/min) pou qa proste
qouvn kai afaireqouvn apov thn tacuvthta anaforav"
(default 1m/min).
5. Peristrevyte to koumpiv N mevcri na emfanisteiv to
shvma tdP. Autov" eivnai o crovno" diavrkeia" th" uyh
lovterh" tacuvthta" suvrmato", dhladhv tou anwvterou
revumato". Ekfravzetai w" posostov tou crovnou pou
exavgetai apov th sucnovthta Fdp (blevpe eikovna 3).
Peristrevyte to koumpiv Q gia na ruqmivvsete to poso
stov. Ruvqmish metaxuv 25 kai 75% (default 50%).
6. Peristrevyte to koumpiv N mevcri pou emfanivzetai to
shvma AdP (mhvko" tovxou tou uyhlovterou reuvmato").
Ruvqmish -9,9 - 9,9 (default 0).
Epalhqeuvste, sth sugkovllhsh, ovti to mhvko" tovxou
eivnai to ivdio gia amfovtera ta reuvmata. Endecomevnw"
peristrevyte to koumpiv Q gia na to diorqwvsete.
Shmeivwsh: eivnai dunatovn na sugkollhvsete mevsa sti"
leitourgive" diplov palmwvde".
Afouv ektelevsete ti" ruqmivsei" autev", gia na epi-
strevyete sthn kanonikhv diavtaxh tou pivnaka pievste to
plhvktro AO kai, diathrwvntav" to piesmevno, pievste to
plhvktro E.
An parousiasteiv h anavgkh na ruqmivsete to mhvko" tovxou
tou camhlovterou reuvmato", camhlovterh tacuvthta, ener-
ghvste sth ruvqmish tou mhvkou" tovxou th" tacuvthta"
anaforav" (lucniva K energopoihmevnh).
Metakinwvnta" ti" tacuvthte" anaforav" oi prohgouvmene"
ruqmivsei" qa epanalhfqouvn kai gia th neva tacuvthta.
3.5.6 Leitourgiva ito (inching time out).
O skopov" eivnai na mlokavretai h sugkollhtikhv mhcanhv
an, metav to start, to suvrma bgaivnei katav mhvko" se
ekatostav ruqmizovmeno evtsi wvste na mhn pernavei reuvma.
Pievste to plhvktro AO kai, diathrwvnta" to piesmevno,
pievste to plhvktro ? gia na mpeivte se evna deutereuvon
menouv.
Peristrevfonta" to koumpiv N ektelevste thn epiloghv:
ito.
Peristrevyte to koumpiv Q gia na epilevxete ton tuvpo
leitourgiva":
OFF = Sbhstov
Ruvqmish = 5 –50cm.
3.5.7 Leitourgive" Robot "rob".
Iscuvei movno gia parallagev" robot.
3.5.8 Leitourgiva FAC (factory).
Energopoivhsh:
Skopov" th" eivnai na xjanafevrei to sugkollhthv sti"
arcikev" ruqmivsei" tou ergostasivou.
Pievste to plhvktro AO kai, diathrwvnta" to piesmevno,
pievste to plhvktro E gia na mpeivte se evna deutereuvon
menouv.
Peristrevfonta" to koumpiv N kavnte thn epiloghv: FAC
Peristrevfonta" to koumpiv Q mporeivte na epilevxete ta
suvmbola:
noP = Apokaqivstatai h leitourgiva pou prosdiorivsthke
apov ton kataskeuastikov oivko cwriv" na
diagravfontai ta apoqhkeumevna progravmmata.
H monavda yuvxh" sbhvnei.
PrG = Diagravfontai ovla ta apoqhkeumevna progravmmata.
ALL = Apokaqivstatai h leitourgiva pou prosdiorivsthke
apov ton kataskeuastikov oivko.
H monavda yuvxh" sbhvnei.
Gia na energopoihvsete th leitourgiva pievste to plhvk-
tro AP.
4 EGKATASTASH
H egkatavstash tou sugkollhth prevpei na ekteleivtai
apov eidikeumevno proswpikov. Ole"e oi sundevsei"e prevpei
na pragmatopoiouvntai thrwvnta"e plhvrw"e thn iscuvousa
nomoqesiva apofughv"e atuchmavtwn.
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
==
Eik. 3
TACUTHTA
ANAFORAS

116
4.1 TOPOQEVTHSH
To bavro" tou sugkovllhthv eivnai 108 Kg. W" ek touvtou
gia thn endecovmenh anuvywshv tou blevpete thn Eik. 4.
Topoqethvste th suskeuhv se cwvro pou na th" exasfa-
livzei mia kalhv staqerovthta, evnan eparkhv aerismov ovpw"
epivsh" kai na mhn eiscwrouvn metallikev" skovne" (p.c.
apov leivansh epifaneiwvn klp.)
4.2 QEVSH SE LEITOURGIVA
Topoqethvste ton trofodovth suvrmato" WF4-P sth
gennhvtria.
Sundevste ton trofodovth suvrmato" sth gennhvtria mevsw
th" suvndeshh" Art. 1197 hv 1197-20 sterewvnontav" thn
me thn eidikhv plavka sto shmeivo BK pou brivsketai sto
epivpedo tou karotsiouv metaforav".
Prosochv: mhn diamorfwvnete th suvndesh se morfhv phni-
vou evtsi wvste na meiwvnontai endecovmena epagwgikav fai-
novmena pou qa mporouvsan na ephreavsoun ta apotelev-
smata th" sugkovllhsh" MIG/MAG pallovmenou tuvpou.
Egkatasthvste to fi" sto kalwvdio trofodosiva" prosev-
conta" idiaivtera na sundevsete ton kivtrino pravsino agw-
gov sto povlo geivwsh".
Epalhqeuvste ovti h favsh trofodosiva" antistoiceiv sthn
onomastikhv tavsh tou sugkovllhthv. Prosarmovste ti"
asfavleie" prostasiva" bavsei twn dedomevnwn pou anafe-
vrontai sthn pinakivda twn tecnikwvn stoiceivwn.
Topoqethvste th fiavlh sto sthvrigma BY, staqeropoihv-
ste thn me tou" imavnte" BZ kai sundevste to swlhvna
aerivou sthn evxodo tou meiwthvra pivesh".
Egkatasthvste thn tsimpivda.
Elevgxte ovti h diavmetro" twn ravoulwn antistoiceiv sth
diavmetro tou crhsimopoiouvmenou suvrmato".
Gia thn endecovmenh antikatavstash (Eik. 5).
Anoivxte to portavki BJ, afairevste to kavlumma CA, xem-
plokavrete touw kulivndrou" pivesh" suvrmato" mevsw tou
koumpiouv ruvqmish" pivesh" BN, antikatasthvste tou"
kulivndrou" kai topoqethvste xanav to kavlumma CA.
Egkatasthvste to phnivo tou suvrmato" kai eisavgete to
suvrma ston elkusthvra kai sto spiravl th" tsimpivda".
Mplokavrete tou" kulivndrou" pivesh" me to koumpiv BN
kai ruqmivste thn pivesh.
Anavyte th mhcanhv.
Ruqmivste to aevrio crhsimopoiwvnta" to plhvktro AQ kai
kavnte to suvrma na procwrhvsei crhsimopoiwvnta" to
plhvktro AR.
H suskeuhv diativqetai me th monavda yuvxh" prodiateqei-
mevnh se OFF. An crhshmopoieivtai mia tsimpivda me
yuvxh nerouv, programmativste th leitourgiva th" monavda"
authv" ovpw" perigravfetai sthn paravgrafo 3.5.1 tou
egceiridivou tou pivnaka elevgcou.
5 SUGKOLLHSH
5.1 SUGKOVLLHSH MIG PALLOVMENOU SUNERGIKOUV
TROVPOU (LENT R1) HV MIG MH PALLOVMENOU SUNER-
GIKOUV (LENT R2)
Epilevxte authv th diadiakasiva mevsw tou plhvktrou AI.
Epilevxte sth sunevceia ton trovpo, th diavmetro tou suvr-
mato", to eivdo" kai thn poiovthta tou ulikouv kaqwv" kai
to eivdo" aerivou.
Ruqmivste ti" deutereuvouse" leitourgive" suvmfwna me
ovsa kaqorivzontai sti" paargravfou" 3.2.
Ruqmivste ti" paramevtrou" sugkovllhsh" mevsw twn koum-
piwvn N kai Q.
5.2 SUGKOVLLHSH SE MIG SUMBATIKOV (LENT R3)
Epilevxte authv th diadiakasiva mevsw tou plhvktrou AI.
Epilevxte sth sunevceia ton trovpo, th diavmetro tou suvr-
mato", to eivdo" kai thn poiovthta tou ulikouv kaqwv" kai
to eivdo" aerivou.
Rqumivste ti" sumplhrwmatikev" leitourgive" akolouqwvn-
ta" ti" endeivxei" twn paragravfwn 3.2.
Ruqmivste thn tacuvthta tou suvrmato" kai thn tavsh
sugkovllhsh" crhsimopoiwvnta" ta koumpiav N ?a? Q antiv-
stoica.
5.3 SUGKOVLLHSH TIG (LENT R4) MOVNO GIA PIVNAKA P1
Sundevste to kalwvdio swvmato" ston qetikov povlo BR kai
to suvndesmo tou kalwdivou iscuvo" th" suvndesh" trofo-
dovth suvrmato"/gennhvtria" ston arnhtikov povlo BO.
Sundevste thn tsimpivda TIG sto suvndesmo BA.
Epilevxte authv th diadikasiva mevsw tou plhvktrou AI.
Epilevxte sth sunevceia ton trovpo mevsw tou koumpiouv
AJ.
Ruqmivste ti" bohqhtikev" leitourgive" akolouqwvnta" ti"
odhgive" twn paragravfwn 3.2.
5.4 SUGKOVLLHSH SE MMA. (LENT R5).
Prosochv: O trofodovth" prevpei na parameivnei sundede-
mevno" sth gennhvtria.
Sundevste tou" sundevsmou" tou kalwdivou labivda" hlek-
trodivwn kai swvmato" stou" sundevsmou" BO kai BR
thrwvnta" thn polikovthta pou problevpetai apov ton
kataskeuasthv twn hlektrodivwn.
Eik. 4
CA
BN
BN
Eik. 5

117
6 EXARTHMATA
6.1 SURTAVRI GIA TH RUVQMISH REUVMATO" AR
T. 187
(POTENSIOVMETRO) + KALWVDIO PROEVKTASH" (M5)
ART. 1192 + KALWVDIO PROSARMOGHV" ART. 1191.
Dunatev" ruqmivsei" sti" diavfore" diadikasive" sugkovllh-
sh":
MMA Ruqmivzei to reuvma apov thn elavcisth timhv (10A)
sthn timhv pou kaqorivzetai me to to koumpiv N
topoqethmevno ston pivnaka.
TIG To surtavri ekteleiv thn ivdia leitourgiva tou
MMA.
6.2 PENTAVL ART. 193 + KALWVDIO PROEVKTASH" ART.
1191
Gia crhvsh me diadikasiva sugkovllhsh" TIG.
H ruvqmish tou reuvmato" pragmatopoieivtai mevsw autouv
tou exarthvmato" enwv h entolhv tou start ekteleivtai
mevsw tou plhvktrou tsimpivda".
Eivnai dunatovn na ruqmivsete to revuma apov thn elavcisth
mevcri th mevgisth timhv kaqorismevnh me to koumpiv N tou
pivnaka.
6.3 TSIMPIVDA TIG ART 1265
Tsimpivda TIG tuvpou SR 26 cwriv" yuvxh mt.4
6.4 TSIMPIVDA MIG ART 1243
Tsimpivda MIG tuvpou CEBORA PW 500 me yuvxh nerouv
mt. 3,5
6.5 TSIMPIVDA MIG ART. 1245 (me diplov ceirismov U/D)
Tsimpivda MIG tuvpou CEBORA PW 500 U/D me yuvxh
nerouv mt. 3,5
O aristerov" ceirismov" U/D:
- sta sunergikav progravmmata ruqmivzei ti" paramevtrou"
sugkovllhsh" katav to mhvko" th" sunergikhv" kampuvlh".
- se MIG sumbatikov ruqmivzei thn tacuvthta tou suvr-
mato".
- mevsa sta apoqhkeumevna progravmmata ta epilevgei ari-
qmhtikav.
An me topoqethmevnh thn tsimpivda U/D (lent AT anam-
mevno) qevlete na apoqhkeuvsete, h epiloghv tou ariqmouv
progravmmato" mporeiv na givnei kai mevsw tou plhvktrou
U/D.
O dexiov" ceirismov" U/D:
- sta sunergikav progravmmata ruqmivzei to mhvko" tou
tovxou.
- se MIG sumbatikov ruqmivzei thn tavsh.
- mevsa sta apoqhkeumevna progravmmata den eivnai ener-
gov".
Katav thn eisagwghv tou sundevsmou twn tsimpivdwn U/D
anavbei to lent AS pou epishmaivnei thn pragmatopoih-
mevnh anagnwvrish th" tsimpivda".
6.6 KIT SUGKOVLLHSH" ME TSIMPIVDE" PUSH -
PULL.
Egkaqistwvnta" authvn th sumplhrwmatikhv plakevta mpo-
reivte na crhsimopoihvsete tsimpivde" tuvpou push - pull
me ton kinhthvra th" tsimpivda" se 42V.
7 SUNTHRHSH
Periodikav elevgcete ovti o sugkollhthv" kai ovle" oi sun-
devsei" eivnai ikanav na exasfalivsoun thn asfavleia tou
ceiristhv.
Metav apov thn ektevlesh th" episkeuhv" prosevcete na
epanafevrete sth swsthv diavtaxh to kamplavrisma wvste
na upavrcei asfalhv" movnwsh anavmesa sta mevrh pou sun-
devontai me thn trofodosiva kai sta mevrh pou sundevon-
tai me to kuvklwma sugkovllhsh".
Prosevcete wvste ta kalwvdia na mhn evrqoun se epafhv
me tmhvmata pou brivskontai se kivnhsh hv pou qermaiv-
nontai katav th leitourgiva. Xanatopoqethvste ovle" ti"
lwrivde" ovpw" sto prwtovtupo mhcavnhma wvste, an perem-
piptovntw" spavsei hv aposundeqeiv evna" agwgov", na mhn
pragmatopoihqeiv h suvndesh anavmesa sthn trofodosiva
kai sta kuklwvmata sugkovllhsh".
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V

118
Art. 289-289.05

119
Art. 289-289.05
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
250 SUPPORTO GIREVOLE SWIVELLING SUPPORT
251 COPERCHIO COVER
252 CAVO RETE POWER CORD
253 PRESSACAVO STRAIN RELIEF
254 COMMUTATORE SWITCH
255 PROTEZIONE PROTECTION
256 CONNESSIONE CONNECTION
257 PANNELLO POSTERIORE BACK PANEL
258 CORNICE FRAME
259 PANNELLO ALETTATO FINNED PANEL
260 PROTEZIONE PROTECTION
261 PRESA SOCKET
262 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
263 SUPPORTO SUPPORT
264 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT
265 MORSETTIERA TERMINAL BOARD
266 LATERALE FISSO FIXED SIDE PANEL
267 SUPPORTO VENTOLA FAN SUPPORT
268 MOTORE CON VENTOLA MOTOR WITH FAN
269 CAVALLOTTO JUMPER
270 DISTANZIALE SPACER
271 CAVALLOTTO JUMPER
272 DIODO DIODE
273 ISOLAMENTO INSULATION
274 KIT DIODO DIODE KIT
275 TERMOSTATO THERMOSTAT
276 CORNICE FRAME
277 FONDO BOTTOM
278 ISOLAMENTO INSULATION
279 DISSIPATORE RADIATOR
280 SUPPORTO SUPPORT
281 PANNELLO ANTERIORE FRONT PANEL
282 CONNESSIONE CONNECTION
283 PROTEZIONE PROTECTION
285 GOLFARA EYEBOLT
286 PIANO INTERMEDIO INSIDE BAFFLE
287 CIRCUITO FLYBACK FLYBACK CIRCUIT
288 CIRCUITO FILTRO FILTER CIRCUIT
289 TRASDUTTORE TRANSDUCER
290 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
291 CONDENSATORE CAPACITOR
292 CIRCUITO DRIVER DRIVER CIRCUIT
293 IGBT IGBT
294 ISOLAMENTO INSULATION
295 KIT IGBT IGBT KIT
296 RESISTENZA RESISTANCE
297 CAVALLOTTO JUMPER
298 ISOLAMENTO INSULATION
299 CAVALLOTTO JUMPER
300 ISOLAMENTO INSULATION
301 CAVALLOTTO JUMPER
302 CONDENSATORE CAPACITOR
303 CIRCUITO DI PRECARICA PRECHARGE CIRCUIT
304 ISOLAMENTO INSULATION
305 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT
306 MOLLA SPRING
307 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
308 ISOLAMENTO INSULATION
309 DISSIPATORE RADIATOR
310 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
311 SUPPORTO SUPPORT
312 DISSIPATORE RADIATOR
313 CIRCUITO DI MISURA T.A. T.A. MEASURE CIRCUIT
314 SUPPORTO SUPPORT
315 SUPPORTO CONDENSATORE CAPACITOR SUPPORT
316 AVVOLGIMENTO SECONDARIO SECONDARY WINDING
317 AVVOLGIMENTO PRIMARIO PRIMARY WINDING
318 FERRITE FERRITE
319 TRASFORMATORE DI POTENZA POWER TRANSFORMER
320 SUPPORTO TUNNEL TUNNEL SUPPORT
321 CAVALLOTTO JUMPER
322 SUPPORTO SUPPORT
323 CAVO MASSA EARTH CABLE
328 CHIUSURA CLOSING
329 GOLFARA EYEBOLT
330 SUPPORTO MANICO HANDLE SUPPORT
331 MANICO HANDLE
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

120
Art. 289-289.05

121
Art. 289-289.05
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
POS DESCRIZIONE DESCRIPTION
10 LATERALE DESTRO RIGHT SIDE PANEL
11 FONDO GRUPPO DI RAFF. COOLING UNIT BOTTOM
12 APPOGGIO REST
13 SERBATOIO TANK
14 TAPPO CAP
15 PANNELLO ANTERIORE FRONT PANEL
16 CORNICE FRAME
17 RACCORDO FITTING
18 RACCORDO FITTING
19 RACCORDO FITTING
20 LATERALE SINISTRO LEFT SIDE PANEL
21 COPERCHIO COVER
22 RACCORDO A TRE VIE T-FITTING
23 RACCORDO FITTING
24 RACCORDO BICONO BICONICAL FITTING
25 RACCORDO A RESCA FITTING
26 RACCORDO FITTING
27 RACCORDO FITTING
28 RACCORDO FITTING
29 RADIATORE RADIATOR
30 SUPPORTO RADIATORE RADIATOR SUPPORT
31 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
32 TRASFORMATORE SERVIZIO AUXILIARY TRANSFORMER
33 MOTORE CON VENTOLA MOTOR WITH FAN
34 DISTANZIALE SPACER
35 RACCORDO FITTING
36 ELETTROPOMPA MOTOR PUMP
37 PRESSOSTATO PRESSURE SWITCH
38 RACCORDO A TRE VIE T-FITTING
39 PANNELLO POSTERIORE BACK PANEL
GR52 - GRUPPO DI RAFFREDDAMENTO
COOLING UNIT

122
Art. 289-289.05

123
Art. 289-289.05
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
POS DESCRIZIONE DESCRIPTION
01 SUPPORTO CAVI CABLES SUPPORT
02 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
03 CINGHIA BELT
04 ATTACCO SUPPORTO BOMBOLA ATTACK BOTTLE SUPPORT
05 SUPPORTO BOMBOLA GAS CYLINDER SUPPORT
06 PROLUNGA APPOGGIO BOMBOLA EXTENSION GAS CYLINDER SUPPORT
07 RUOTA FISSA WHEEL FENCE
08 TAPPO CAP
09 RUOTA PIROETTANTE SWIVELING WHEEL
10 SUPPORTO RUOTE WHEELS BRACKET
11 FONDO BOTTOM
12 RINFORZO REINFORCEMENT
13 SUPPORTO ASSALE AXLE SUPPORT
14 ASSALE AXLE
5690078 - CARRELLO PER TRASPORTO GENERATORE.
TROLLEY FOR TRANSPORTATION OF THE POWER SOURCE.

124
Art. 287 - 287.05

125
Art. 287 - 287.05
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
500 SUPPORTO GIREVOLE SWIVELLING SUPPORT
501 COPERCHIO COVER
502 CAVO RETE POWER CORD
503 PRESSACAVO STRAIN RELIEF
504 COMMUTATORE SWITCH
505 PROTEZIONE PROTECTION
506 CONNESSIONE CONNECTION
507 PANNELLO POSTERIORE BACK PANEL
508 CORNICE FRAME
509 PANNELLO ALETTATO FINNED PANEL
510 PRESA GIFAS GIFAS SOCKET
511 PORTA FUSIBILE FUSE HOLDER
512 MOTORE CON VENTOLA MOTOR WITH FAN
513 SUPPORTO VENTOLA FAN SUPPORT
514 LATERALE FISSO FIXED SIDE PANEL
515 SUPPORTO CENTRALE CENTRAL SUPPORT
516 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
517 DISSIPATORE RADIATOR
518 CONVOGLIATORE ARIA AIR CONVEJOR
519 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
520 DISSIPATORE DIODI DIODES RADIATOR
521 SUPPORTO CENTRALE CENTRAL SUPPORT
522 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
523 CAVALLOTTO JUMPER
524 CAVALLOTTO JUMPER
525 KIT DIODO DIODE KIT
526 TERMOSTATO THERMOSTAT
527 CORNICE FRAME
529 TRASDUTTORE TRANSDUCER
530 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
531 TRASFORMATORE DI POTENZA POWER TRANSFORMER
532 FONDO BOTTOM
533 CAVO MASSA EARTH CABLE
534 CONNESSIONE CONNECTION
535 PROTEZIONE PROTECTION
537 GOLFARA EYEBOLT
538 PANNELLO ANTERIORE FRONT PANEL
539 CIRCUITO FLYBACK FLYBACK CIRCUIT
540 AUTOTRASFORMATORE AUTOTRANSFORMER
541 PIANO INTERMEDIO INSIDE BAFFLE
542 CIRCUITO FILTRO FILTER CIRCUIT
543 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
544 CONDENSATORE CAPACITOR
545 IGBT IGBT
546 CIRCUITO DRIVER DRIVER CIRCUIT
547 ISOLAMENTO INSULATION
548 KIT IGBT IGBT KIT
549 MOLLA SPRING
550 SUPPORTO TERMOSTATO THERMOSTAT SUPPORT
551 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
552 RESISTENZA RESISTANCE
553 CAVALLOTTO JUMPER
554 ISOLAMENTO INSULATION
555 CAVALLOTTO JUMPER
556 ISOLAMENTO INSULATION
557 CAVALLOTTO JUMPER
558 CIRCUITO DI MISURA T.A. T.A. MEASURE CIRCUIT
559 SUPPORTO SUPPORT
560 SUPPORTO CONDENSATORE CAPACITOR SUPPORT
561 CONDENSATORE CAPACITOR
562 CIRCUITO PRECARICA PRECHARGE CIRCUIT
563 ISOLAMENTO INSULATION
564 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT
565 DISSIPATORE RADIATOR
566 ISOLAMENTO INSULATION
567 DIODO DIODE
568 PROTEZIONE PROTECTION
569 CHIUSURA CLOSING
570 GOLFARA EYEBOLT
571 SUPPORTO MANICO HANDLE SUPPORT
572 MANICO HANDLE
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

126
Art. 287 - 287.05

127
Art. 287 - 287.05
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
102 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
103 CINGHIA BELT
104 SUPPORTO MONTANTE PILLAR BRACKET
106 ASSALE AXLE
107 RUOTA FISSA FIXED WHEEL
108 TAPPO CAP
109 RUOTA PIROETTANTE SWIVELING WHEEL
110 SUPPORTO CAVI CABLES SUPPORT
111 SUPPORTO MONTANTE PILLAR BRACKET
112 LATERALE DESTRO RIGHT SIDE PANEL
113 FONDO GRUPPO DI RAFF. COOLING UNIT BOTTOM
114 APPOGGIO REST
115 SERBATOIO TANK
116 TAPPO CAP
117 PANNELLO ANTERIORE FRONT PANEL
118 CORNICE FRAME
119 RACCORDO FITTING
120 RACCORDO FITTING
121 RACCORDO FITTING
122 LATERALE SINISTRO LEFT SIDE PANEL
123 COPERCHIO COVER
124 SUPPORTO SUPPORT
125 ELETTROPOMPA MOTOR PUMP
126 RACCORDO A TRE VIE T-FITTING
127 PRESSOSTATO PRESSURE SWITCH
128 SUPPORTO VENTOLE FANS SUPPORT
129 RACCORDO FITTING
130 RACCORDO BICONO BICONICAL FITTING
131 MOTORE CON VENTOLA MOTOR WITH FAN
133 RADIATORE RADIATOR
134 PANNELLO POSTERIORE BACK PANEL
135 PIEDE FOOT
136 FONDO BOTTOM
GR52 - GRUPPO DI RAFFREDDAMENTO
COOLING UNIT

128
Art. 287 - 287.05

129
Art. 287 - 287.05
pos DESCRIZIONE DESCRIPTION
101 MONTANTE CARRELLO TROLLEY PILLAR
102 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
103 CINGHIA BELT
104 SUPPORTO MONTANTE PILLAR BRACKET
105 FONDO CARRELLO TROLLEY BOTTOM
106 ASSALE AXLE
107 RUOTA FISSA FIXED WHEEL
pos DESCRIZIONE DESCRIPTION
108 TAPPO CAP
109 RUOTA PIROETTANTE SWIVELING WHEEL
110 SUPPORTO CAVI CABLES SUPPORT
115 PROLUNGA APP. BOMBOLA GAS CYLINDER SUPPORT
116 RINFORZO REINFORCEMENT
117 SUPPORTO ASSALE AXLE SUPPORT
118 SUPPORTO RUOTE WHELLS SUPPORT
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
5690079 - CARRELLO PER TRASPORTO GENERATORE.
TROLLEY FOR TRANSPORTATION OF THE POWER SOURCE.

130
Art. 287-15

131
Art. 287.15
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
500 SUPPORTO GIREVOLE SWIVELLING SUPPORT
501 COPERCHIO COVER
502 CAVO RETE POWER CORD
503 PRESSACAVO STRAIN RELIEF
504 COMMUTATORE SWITCH
505 PROTEZIONE PROTECTION
506 CONNESSIONE CONNECTION
507 PANNELLO POSTERIORE BACK PANEL
508 CORNICE FRAME
509 PANNELLO ALETTATO FINNED PANEL
510 PRESA GIFAS GIFAS SOCKET
511 PORTA FUSIBILE FUSE HOLDER
512 MOTORE CON VENTOLA MOTOR WITH FAN
513 SUPPORTO VENTOLA FAN SUPPORT
514 LATERALE FISSO FIXED SIDE PANEL
515 SUPPORTO CENTRALE CENTRAL SUPPORT
516 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
517 DISSIPATORE RADIATOR
518 CONVOGLIATORE ARIA AIR CONVEJOR
519 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
520 DISSIPATORE DIODI DIODES RADIATOR
521 SUPPORTO CENTRALE CENTRAL SUPPORT
522 IMPEDENZA PRIMARIO PRIMARY IMPEDANCE
523 CAVALLOTTO JUMPER
524 CAVALLOTTO JUMPER
525 KIT DIODO DIODE KIT
526 TERMOSTATO THERMOSTAT
527 CORNICE FRAME
529 TRASDUTTORE TRANSDUCER
530 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
531 TRASFORMATORE DI POTENZA POWER TRANSFORMER
532 FONDO BOTTOM
533 CAVO MASSA EARTH CABLE
534 CONNESSIONE CONNECTION
535 PROTEZIONE PROTECTION
537 GOLFARA EYEBOLT
538 PANNELLO ANTERIORE FRONT PANEL
539 CIRCUITO FLYBACK FLYBACK CIRCUIT
540 AUTOTRASFORMATORE
541 PIANO INTERMEDIO INSIDE BAFFLE
542 CIRCUITO FILTRO FILTER CIRCUIT
543 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
544 CONDENSATORE CAPACITOR
545 IGBT IGBT
546 CIRCUITO DRIVER DRIVER CIRCUIT
547 ISOLAMENTO INSULATION
548 KIT IGBT IGBT KIT
549 MOLLA SPRING
550 SUPPORTO TERMOSTATO THERMOSTAT SUPPORT
551 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
552 RESISTENZA RESISTANCE
553 CAVALLOTTO JUMPER
554 ISOLAMENTO INSULATION
555 CAVALLOTTO JUMPER
556 ISOLAMENTO INSULATION
557 CAVALLOTTO JUMPER
558 CIRCUITO DI MISURA T.A. T.A. MEASURE CIRCUIT
559 SUPPORTO SUPPORT
560 SUPPORTO CONDENSATORE CAPACITOR SUPPORT
561 CONDENSATORE CAPACITOR
562 CIRCUITO PRECARICA PRECHARGE CIRCUIT
563 ISOLAMENTO INSULATION
564 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT
565 DISSIPATORE RADIATOR
566 ISOLAMENTO INSULATION
567 DIODO DIODE
568 PROTEZIONE PROTECTION
569 CHIUSURA CLOSING
570 PRESA SOCKET
571 CONNESSIONE CONNECTION
572 GOLFARA EYEBOLT
573 SUPPORTO MANICO HANDLE SUPPORT
574 MANICO HANDLE
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

132
Art. 287.15
pos DESCRIZIONE DESCRIPTION
101 MONTANTE CARRELLO TROLLEY PILLAR
102 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
103 CINGHIA BELT
104 SUPPORTO MONTANTE PILLAR BRACKET
105 FONDO CARRELLO TROLLEY BOTTOM
106 ASSALE AXLE
107 RUOTA FISSA FIXED WHEEL
108 TAPPO CAP
109 RUOTA PIROETTANTE SWIVELING WHEEL
pos DESCRIZIONE DESCRIPTION
110 SUPPORTO CAVI CABLES SUPPORT
111 SUPPORTO GENERATORE POWER SOURCE SUPPORT
112 PANNELLO DI CHIUSURA LID
113 PANNELLO INTERNO INSIDE PANEL
114 APPOGGIO REST
115 PROLUNGA APP. BOMBOLA GAS CYLINDER SUPPORT
116 RINFORZO REINFORCEMENT
117 SUPPORTO ASSALE AXLE SUPPORT
118 SUPPORTO RUOTE WHELLS SUPPORT

133
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
200 SUPPORTO GIREVOLE SWIVELLING SUPPORT
201 LATERALE DESTRO RIGHT SIDE PANEL
202 SUPPORTO BOBINA COIL SUPPORT
203 RACCORDO FITTING
204 SUPPORTO BOBINA COIL SUPPORT
205 COPERTURA COVER
206 CONNESSIONE CONNECTION
207 PANNELLO POSTERIORE BACK PANEL
208 MANICO HANDLE
209 BLOCCAGGIO LOCKING DEVICE
210 PIANO INTERMEDIO INSIDE BAFFLE
211 PULSANTE SWITCH
215 CERNIERA HINGE
216 LATERALE MOBILE HINGED SIDE PANEL
217 BLOCCAGGIO LOCKING DEVICE
218 LATERALE SINISTRO LEFT SIDE PANEL
219 CORNICE FRAME
221 FLANGIA ADATTATORE ADAPTOR FLANGE
222 CORPO ADATTATORE ADAPTOR BODY
223 PANNELLO ANTERIORE FRONT PANEL
224 RACCORDO FITTING
225 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
226 CORNICE PANNELLO COMANDI CONTROL BOARD FRAME
227 ELETTROVALVOLA SOLENOID VALVE
228 RACCORDO FITTING
229 RACCORDO FITTING
230 RACCORDO FITTING
231 GIFAS GIFAS SOCKET
232 CIRCUITO MICRO MICRO CIRCUIT
233 FONDO BOTTOM
234 FONDO BOTTOM
235 ISOLAMENTO INSULATION
236 RACCORDO FITTING
237 RUOTA PIROETTANTE SWIVELING WHEEL
238 SUPPORTO TORCIA TORCH SUPPORT
239 RUOTA FISSA FIXED WHEEL
240 PROTEZIONE MOTORE MOTOR PROTECTION
324 PANNELLO COMANDI CONTROL PANEL
325 CIRCUITO PANNELLO PANEL CIRCUIT
326 CIRCUITO MICRO MICRO CIRCUIT
327 MANOPOLA KNOB
404 GRUPPO TRAINAFILO COMPLETE WIRE FEED
COMPLETO UNIT
Art. 287-289

134
404 GRUPPO TRAINAFILO COMPLETE WIRE FEED
COMPLETO UNIT
415 MOTORIDUTTORE WIRE FEED MOTOR
422 GUIDAFILO WIRE DRIVE PIPE ASSY
424 ISOLANTE COMPLETO INSULATION ASSY
428 RULLO TRAINAFILO WIRE FEED ROLLER
429 POMELLO KNOB
432 CORPO TRAINAFILO WIRE FEED BODY
433 CANNETTA GUIDAFILO WIRE INLET GUIDE
434 PROTEZIONE PROTECTION
435 TRAINAFILO COMPLETO COMPLETE WIRE FEED
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
441 TRAINAFILO COMPLETO COMPLETE WIRE FEED
444 BLOCCAGGIO GRADUATO ADJUSTMENT KNOB
461 INGRANAGGIO GEAR
470 SUPPORTO PREMIRULLO RIGTH ROLLER
DESTRO PRESSER SUPPORT
471 SUPPORTO PREMIRULLO LEFT ROLLER
SINISTRO PRESSER SUPPORT
472 INGRANAGGIO CENTRALE CENTRAL GEAR
473 KIT TRAINAFILO WIRE FEED KIT
474 PERNO PIN
480 DISTANZIALE SPACER
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
Art. 287-89

135
Art. 287-289

136
Art. 289

137
Art. 289
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
HBLU BLUE
CODIFICA COLORI CABLAGGIO ELETTRICO - WIRING DIAGRAM COLOUR CODE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

138
Art. 287.00 - 287.05 - 287.15

139
Art. 287.00 - 287.05
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
HBLU BLUE
CODIFICA COLORI CABLAGGIO ELETTRICO - WIRING DIAGRAM COLOUR CODE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

140
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - Bologna - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
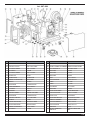 133
133
-
 134
134
-
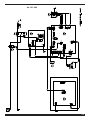 135
135
-
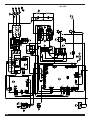 136
136
-
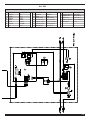 137
137
-
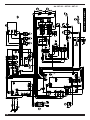 138
138
-
 139
139
-
 140
140












































































































































Cebora 289 Sound MIG 5040/TD Double Pulse Handleiding
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
in andere talen
- italiano: Cebora 289 Sound MIG 5040/TD Double Pulse Manuale utente
- français: Cebora 289 Sound MIG 5040/TD Double Pulse Manuel utilisateur
- español: Cebora 289 Sound MIG 5040/TD Double Pulse Manual de usuario
- Deutsch: Cebora 289 Sound MIG 5040/TD Double Pulse Benutzerhandbuch
- português: Cebora 289 Sound MIG 5040/TD Double Pulse Manual do usuário
- dansk: Cebora 289 Sound MIG 5040/TD Double Pulse Brugermanual
- svenska: Cebora 289 Sound MIG 5040/TD Double Pulse Användarmanual
Gerelateerde papieren
-
Cebora 287 Sound MIG 3840/T Pulse Handleiding
-
Cebora MIG 2060/MD Handleiding
-
-
-
-
-
-
-
-
Andere documenten
-
Air Liquide SAF-FRO PRESTOMIG 200MP Instruction For Operation And Maintenance
-
GYS INVERTER 3200 Data papier
-
GYS MASTER 250 Data papier
-
Migatronic M79100140 Handleiding
-
GYS MASTER 350 Data papier
-
GYS MASTER 450 Data papier
-
ESAB LUD 320 Handleiding
-
 Nortene VARIATIONS de handleiding
Nortene VARIATIONS de handleiding
-
 Vaporesso REVENGER MINI Handleiding
Vaporesso REVENGER MINI Handleiding
-
Migatronic rally mig 161i Handleiding

