
AUTOMIG 223i/273i
AUTOMIG 223i/273i Boost
AUTOMIG 223i DUO
AUTOMIG 223i DUO Boost
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d'instruction
Bruksanvisning
Käyttöohje
Gebruikershandleiding
Manuale d'istruzione
Kezelési útmutató
Instrukcja obsługi
Valid from 2012 week 04 50111822 G

EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: AUTOMIG 273i
As of Week 26 2010
Type: AUTOMIG 223i/223i DUO
As of Week 01 2011
conforms to directives 2006/95/EC and 2004/108/EC.
European Standards: EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Issued in Fjerritslev on 1st January 2011.
Peter Roed
Managing director

3
DK - INDHOLDSFORTEGNELSE: - Advarsel / Elektromagnetisk støjudstråling ...............................................................................5
- Produktprogram / Tilslutning og Ibrugtagning ..................................................................... 6 - 7
- Betjeningspanel .........................................................................................................................8
- Software .....................................................................................................................................9
- Tekniske data...........................................................................................................................10
- Fejlkoder...................................................................................................................................11
- Vedligeholdelse / Garantibetingelser.......................................................................................12
- Kredsløbsdiagram............................................................................................................85 - 88
UK - CONTENTS: - Warning / Electromagnetic emissions .....................................................................................13
- Product programme / Connection and operation............................................................ 14 - 15
- Control panel............................................................................................................................16
- Software ...................................................................................................................................17
- Technical data..........................................................................................................................18
- Error codes...............................................................................................................................19
- Maintenance / Warranty conditions.........................................................................................20
- Circuit diagram................................................................................................................. 85 - 88
D - INHALTSVERZEICHNIS: - Warnung / Elektromagnetische Störungen .............................................................................21
- Produktübersicht / Anschluß und Inbetriebnahme.......................................................... 22 - 23
- Bedienfeld ................................................................................................................................24
- Software ...................................................................................................................................25
- Technische Daten....................................................................................................................26
- Fehlerkoden .............................................................................................................................27
- Wartung / Garantiebedingungen .............................................................................................28
- Kreislaufdiagramme......................................................................................................... 85 - 88
F - TABLE DES MATIERES: - Avertissement / Emissions électomagnétiques.......................................................................29
- Programme du produit / Branchement et fonctionnement.............................................. 30 - 31
- Panneau de commande ..........................................................................................................32
- Software ...................................................................................................................................33
- Caractéristiques techniques ....................................................................................................34
- Codes erreurs ..........................................................................................................................35
- Entretien / Conditions de garantie ...........................................................................................36
- Schéma électrique ...........................................................................................................85 - 88
SE - INNEHÅLLSFÖRTECKNING: - Varning / Elektromagnetisk störfält..........................................................................................37
- Produktprogram / Anslutning och Igångsättning............................................................. 38 - 39
- Funktionspanel.........................................................................................................................40
- Software ...................................................................................................................................41
- Teknisk data.............................................................................................................................42
- Felkoder ...................................................................................................................................43
- Underhåll / Garantivillkor .........................................................................................................44
- Kretsloppsdiagram...........................................................................................................85 - 88
FI - SISÄLLYSLUETTELO: - Varoitus / Sähkömagneettiset häiriöt.......................................................................................45
- Tuoteohjelma / Kytkentä ja käyttö ................................................................................... 46 - 47
- Ohjauspaneeli ..........................................................................................................................48
- Software – Ohjelmat ................................................................................................................49
- Tekniset tiedot..........................................................................................................................50
- Virhekoodit ...............................................................................................................................51
- Huolto / Takuuehdot ................................................................................................................52
- Kytkentäkaavio................................................................................................................. 85 - 88
NL - INHOUD: - Waarschuwing / Elektromagnetische storingen......................................................................53
- Productprogramma / Aansluiting en bediening............................................................... 54 - 55
- Besturingspaneel .....................................................................................................................56
- Software ...................................................................................................................................57
- Technische gegevens..............................................................................................................58
- Foutcodes ................................................................................................................................59
- Onderhoud / Garantiebepalingen............................................................................................60
- Schema's.......................................................................................................................... 85 - 88
I - INDICE: - Attenzione/Emissioni elettromagnetiche .................................................................................61
- Programma del prodotto / Collegamenti ed uso ............................................................. 62 - 63
- Pannello di controllo.................................................................................................................64
- Software ...................................................................................................................................65
- Dati tecnici................................................................................................................................66
- Codici d’errore..........................................................................................................................67
- Manutenzione / Condizioni di garanzia ...................................................................................68
- Schema elettrico .............................................................................................................. 85 - 88
HU - TARTALOMJEGYZÉK: - Figyelmeztetés/elektromágneses hatás..................................................................................69
- Termékismertetés / Csatlakoztatás és üzembehelyezés ............................................... 70 - 71
- Automig vezérlés .....................................................................................................................72
- Szoftver ....................................................................................................................................73
- Műszaki adatok........................................................................................................................74
- Hibakódok ................................................................................................................................75
- Karbantartás / Garancia feltételek...........................................................................................76
- Kapcsolási rajz................................................................................................................. 85 - 88
PL – SPIS TREŚCI: - Ostrzeżenie / Emisje elektromagnetyczne..............................................................................77
- Opis produktu / Podłączenie i eksploatacja .................................................................... 78 - 79
- Panel sterowania .....................................................................................................................80
- Oprogramowanie .....................................................................................................................81
- Dane techniczne ......................................................................................................................82
- Kody błędów.............................................................................................................................83
- Konserwacja / Przepisy dotyczące gwarancji .........................................................................84
- Schemat połączeń........................................................................................................... 85 - 88


5
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, overhol-
der kravene i den europæiske standard EN/IEC60974-10 (Class A).
Standarden har til formål at sikre, at svejseudstyr ikke forstyrrer eller
bliver forstyrret af andet elektrisk udstyr som følge af elektromagne-
tisk støjudstråling. Da også lysbuen udsender støj, forudsætter an-
vendelse uden forstyrrelser, at der tages forholdsregler ved installa-
tion og anvendelse. Brugeren skal sikre, at andet elektrisk udstyr
i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen hvor svejsning og andre aktiviteter, afhæn-
gig af elektrisk udstyr, foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nød-
vendigt at tage særlige forholdsregler (f.eks. information om midler-
tidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr, som kan blive forstyrret.
2. Anvend korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Fjern signalkabler i svejseområdet fra netkabler.
6. Beskyt signalkabler i svejseområdet f.eks med skærmning.
7. Benyt isoleret netforsyning til følsomme apparater.
8. Overvej skærmning af den komplette svejseinstallation.
ADVARSEL
Lysbuesvejsning og -skæring kan ved forkert brug være farligt for såvel bruger som omgivelser. Derfor må ud-
styret kun anvendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på
følgende:
Elektrisk stød
- Svejseudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i svejsekredsen eller elektroder med bare hænder. Brug aldrig defekte
eller fugtige svejsehandsker.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
Svejse- og skærelys
- Beskyt øjnene, idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med foreskrevet
filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen, idet huden kan tage skade af stråling. Brug beskyttende beklædning, der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Svejserøg og gas
- Røg og gasser, som dannes ved svejsning, er farlige at indånde. Sørg for passende udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal være sikret mod gnister og sprøjt fra lysbuen. Brug evt. brandsikkert forklæde og pas på åbenstå-
ende lommer.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af svejseopgaven. Det vil i visse tilfælde være
nødvendigt at beskytte sig med høreværn.
Farlige områder
- Stik ikke fingrene ind i de roterende tandhjul i trådfremføringsenheden.
- Særlig forsigtighed skal udvises når svejsearbejdet foregår i lukkede rum eller i højder hvor der er fare for at falde
ned.
Placering af svejsemaskinen
- Placer svejsemaskinen således, at der ikke er risiko for, at den vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til (f.eks. optøning af vandrør) frarådes og sker i givet
tilfælde på eget ansvar.
Gennemlæs denne betjeningsvejledning omhyggeligt,
inden udstyret installeres og tages i brug!

6
PRODUKTPROGRAM
220/270A svejsemaskine til MIG/MAG svejsning. Ma-
skinen er luftkølet og leveres med indbygget trådfrem-
føring med 4-hjuls trissetræk.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit produkt-
program levere MIG/MAG-slanger, returstrømkabler,
mellemkabler, sliddele mm.
Tilbehørsprogram
Kontakt nærmeste forhandler for oplysninger om
AUTOMIG tilbehørsprogram.
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
TILSLUTNING OG
IBRUGTAGNING
Installation
I det følgende beskrives, hvorledes de enkelte dele af
maskinen kobles sammen, sluttes til forsyningsnettet
og tilsluttes gasforsyningen mm. Tallene i parentes
henviser til figurerne i afsnittet.
Udpakning af AUTOMIG 223i/273i
Efter udpakning og før ibrugtagning af
AUTOMIG 223i/273i gøres følgende (se skitse)
Nettilslutning
Inden maskinen tilkobles forsyningsnettet, skal det
kontrolleres, at den er beregnet til den aktuelle net-
spænding, og at forsikringen i forsyningsnettet er i
overensstemmelse med typeskiltet. Netkablet (1) skal
tilsluttes 3-faset vekselstrøm 50 eller 60 Hz og beskyt-
telsesjord. Rækkefølgen af faserne er uden betydning.
Maskinen tændes med hovedafbryderen (2).
Nettilslutning AUTOMIG Boost
AUTOMIG Boost kan tilsluttes en-faset netspænding i
området fra 200-240V og trefaset netspænding fra
200-440V. Maskinen indstiller sig automatisk til den
aktuelle netspænding uden at der skal foretages
omkobling indvendig i maskinen.
Netstikket skal monteres af en elektriker.
Maskinen er udstyret med et firleder netkabel og skal
monteres som vist nedenfor:
Konfigurering
Hvis maskinen udstyres med svejsebrænder og svej-
sekabler, der er underdimensioneret i forhold til
svejsemaskinens specifikationer f.eks. med hensyn til
den tilladelige belastning, påtager MIGATRONIC sig
intet ansvar for beskadigelse af kabler, slanger og
eventuelle følgeskader.

7
Advarsel
Tilslutning til generator, kan medføre at svejsemaski-
nen ødelægges.
Generatorer kan i forbindelse med tilslutning til en
svejsemaskine afgive store spændingspulser som vir-
ker ødelæggende på svejsemaskinen. Kun frekvens-
og spændingsstabile generatorer af asynkron-typen
må anvendes.
Defekter som opstår på svejsemaskinen, som følge af
tilslutning til generator er ikke omfattet af garantien.
Løfteanvisning
Løfteøjet kan bruges på sækkevogn til løft med kran
(figur 1). Vogn med 4 hjul kan kun bruges til manuel
løft ved at løfte i håndtaget (figur 2).
Maskinen må ikke løftes med monteret gasflaske!
Vigtigt!
Når stelkabel og svejsebrænder til-
sluttes maskinen, er god elektrisk
kontakt nødvendig, for at undgå at
stik og kabler ødelægges.
Tilslutning af beskyttelsesgas
Gasslangen, som udgår fra bagsiden af maskinen (3),
tilsluttes en gasforsyning med en trykreduktion til max.
6 bar. En gasflaske kan fikseres bag på eventuel
vogn.
Tilslutning af brænder for MIG/MAG-svejsning
Svejseslangen trykkes i ZA-koblingen (4), og spænde-
omløberen (5) på enden af slangen spændes med
hånden. Stelkablet tilsluttes svejseminus (6).
Tilslutning af svejsebrænder 1 (pos. 7) og
svejsebrænder 2 (pos. 8) for MIG/MAG-svejsning
(AUTOMIG 223i DUO)
Svejseslangen trykkes i ZA-koblingen (7 og 8), og
spændeomløberen (5) på enden af slangen spændes
med hånden. Omskifteren (9) anvendes til at skifte
mellem svejsebrænder 1 og 2.
Stelkablet tilsluttes svejseminus (10).
Brænderregulering (Dialog brænder)
Hvis en svejseslange med Dialog brænder anvendes,
kan strømstyrken justeres både på maskinen og på
dialog brænderen. Denne funktion kan ikke slås fra.
Brænderreguleringen er passiv uden Dialog brænder.
Rangerfunktion
Funktionen bruges til at rangere/fremføre tråd evt.
efter trådskift. Tråden føres frem, når den grønne tast
holdes nede, mens der tastes på brændertasten.
Trådførselen fortsætter, selvom den grønne tast slip-
pes, og stopper først, når brændertasten slippes.
Justering af trådbremse
Trådbremsen skal sikre at trådspolen bremses til-
strækkelig hurtigt når svejsningen ophører. Den nød-
vendige bremsekraft er afhængig af vægten på tråd-
rullen, og den maksimale trådhastighed der anvendes.
Et bremsemoment på 1,5-2,0 Nm vil være fyldest-
gørende til de fleste anvendelser.
Justering:
- Afmonter drejeknappen
ved at stikke en tynd
skruetrækker ind bag-
ved knappen og ryk
derefter knappen ud.
- Juster trådbremsen ved
at spænde eller løsne
låsemøtrikken på tråd-
navets aksel
- Monter knappen igen
ved at trykke den på
plads i rillen.

8
AUTOMIG BETJENINGSPANEL
Valg af materialetype
Her vælges først materialetype ved at trykke
på -knappen, indtil lysdioden tændes ud for
det ønskede valg.
Valg af tråddiameter
Tryk på -knappen indtil lysdioden tændes
ud for den ønskede tråddiameter.
Ikke alle tråddiametre kan vælges for alle
materialer.
Reset til fabriksindstillinger:
Fabriksindstillinger for den valgte tråddiameter gen-
indlæses ved at holde knappen inde, indtil indikatoren
giver et kort blink.
Strøm/trådhastighed/materialetykkelse
Når maskinen ikke svejser, vises den ind-
stillede strøm/trådhastighed/materialetykkel-
se. Under svejsning vises den målte strøm.
Materialetykkelse:
Funktionen er en vejledende hjælp til at indstille strøm-
men ud fra materialetykkelsen (i mm). Når en materia-
letykkelse er valgt, sker en automatisk indstilling af
strømmen, der svarer til den pågældende materiale-
tykkelse. Strømmen kan frit justeres efterfølgende.
Materialetykkelsesfunktionen skal betragtes som et
godt udgangspunkt til valg af den rette strømindstilling
til en given opgave. Det vil for næsten alle opgaver,
hvor denne funktion benyttes som udgangspunkt,
være nødvendigt med efterfølgende trimning af både
strøm og spænding for at opnå et optimalt resultat.
Lysbuelængde
Efter behov kan lysbuelængden justeres
ved at trimme spændingen. Under svejs-
ning vises målt spænding. Tryk på -knappen og trim
fra –9,9 til +9,9.
Drejeknap
På drejeknappen justeres svejsestrøm,
trådhastighed, materialetykkelse, lysbue-
længde og sekundære parametre. Maks.
trådhastighed er 15,0 m/min.
Indstilling af sekundære parametre
Tryk på knappen indtil den ønskede para-
meter vises i displayet. For at vende tilbage til
normalvisning tastes kort på knappen for lys-
buelængde eller strøm/trådhastighed/mate-
rialetykkelse.
Arc adjust:
Arc adjust (elektronisk drossel) gør det muligt
at justere, hvor hurtigt der skal reageres på
kortslutninger. Arc adjust kan indstilles i trin fra –5,0 til
+5,0.
Gasforstrømningstid:
Gasforstrømning skal sikre gasdækning af
svejsestedet, før svejsningen begynder. Gas-
forstrømningstiden er tiden, fra brændertasten aktive-
res, og gasstrømningen begynder, til trådfremføringen
startes. Gasforstrømningstiden indstilles imellem 0,0
sek. og 10,0 sek.
Krybestart:
Krybestart forbedrer tændingsegenskaber. Her
indstilles, hvilken hastighed tråden skal starte
med. Hastigheden indstilles mellem 1,5-15,0 m/min.
Krybestartsfunktionen frakobles, når der vises - - - .

9
Hotstart-tid:
Hotstart er en funktion, som hjælper med at
skabe den rette temperatur i smeltebadet ved
start af svejsningen.
Hotstart-tid bestemmer den tid der svejses i hotstart.
Tiden kan indstilles imellem 0 og 10 sek
Strømsænkningstid:
Her indstilles varigheden af strømsænkningen.
Ved tastning påbegyndes strømsænknings-
fasen, hvor der laves kraterfyldning. Strømmen sæn-
kes fra den indstillede strøm til stopstrømmen.
Burn back:
Burn back funktionen sikrer, at tråden brænder
fri fra smeltebadet. Burn back indstilles i trin fra
1 til 30.
Gasefterstrømningstid:
Gasefterstrømning sikrer beskyttelse af smelte-
badet efter svejsning og køler brænderen.
Gasefterstrømningstiden er tiden, fra lysbuen slukker,
til gastilførslen afbrydes. Tiden kan indstilles imellem
0,0 og 10,0 sek.
Når maskinen slukkes, gemmes de indstillede para-
metre internt i maskinen.
Samtidigt gemmes nummeret på det sidst anvendte
program således, at maskinen starter op i dette.
Svejsespænding
Svejsespændingsindikatoren lyser af sikker-
hedshensyn, hvis der er spænding på elek-
troden eller brænderen.
Overophedning
Overophedningsindikatoren lyser, hvis svejs-
ningen er blev afbrudt på grund af overophed-
ning af maskinen.
SOFTWARE
Hvis kontrolboksen udskiftes er det nødvendigt at
lægge software ind i den nye boks igen, ved hjælp af
et SD kort.
Softwaren ligger på et SD kort, som skal indeholde
mapperne og én eller flere af filerne som vist her-
under. Mappenavne skal skrives med STORE bog-
staver og må ikke omdøbes.
Software indlæsning
• Indsæt SD-kortet i slidsen i maskinens højre side.
• Tænd maskinen.
• Displayet blinker kortvarigt med tre streger.
• Vent indtil maskinens display viser den indstillede
strøm.
• Sluk maskinen og tag SD-kortet ud
• Maskinen er nu klar til brug.
* Alle maskinens brugerindstillinger slettes
når der indlæses nyt software. Tag derfor
altid SD-kortet ud af maskinen efter opdate-
ringen, for at undgå at softwaren indlæses
hver gang maskinen tændes.

10
TEKNISKE DATA
Strømkilde: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Netspænding (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Netspænding (50Hz-60Hz) 1x230V 1x230V
Netsikring 10A 16A 10 A 16A
Netstrøm, effektiv 6,0A 7,1A 7,6 A 10,5A
Netstrøm, max. 10,1A 29,9A 13,2 A 42,0A
Effekt, (100%) 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Effekt, max 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Effekt, tomgang 20W 30W 20 W 30W
Virkningsgrad 0,90 0,84 0,88 0,84
Power faktor 0,87 0,99 0,93 0,99
Strømområde 10-220A 10-220A 10-270 A 10-270 A
Intermittens 100% v/20°C 180A 115A (140A)* 230 A 150A (180A)*
Intermittens 60% v/20°C 220A 150A (175A)* 245 A 180A (200A)*
Intermittens 100% v/40°C 145A 70A (81A)* 175 A 95A (107A)*
Intermittens 60% v/40°C 170A 86A (108A)* 195 A 110A (126A)*
Intermittens max. v/40°C 30% 14% (16%)* 25 % 12% (13%)*
Tomgangsspænding 52V 52V 52 V 52 V
1Anvendelsesklasse
S
S
S
S
2Beskyttelsesklasse IP 23 IP 23 IP 23 IP 23
Normer EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Vægt 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Data for Boost-version er angivet ved 1x230V netspænding
Data i parentes er angivet ved 3x400V netspænding
1
S
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2
Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23.”

11
FEJLKODER
Hvis der opstår en fejl under software indlæsning vil en af nedenstående fejlkoder blinke i displayet.
Fejlkoder til Styresoftware 10001501.xx.cry
Fejlkode Årsag og udbedring
Der er ingen software i kontrol-
boksen.
• Sæt et SD kort med software i
boksen og tænd maskinen.
SD kortet er ikke formateret.
• Formater SD kortet i en PC,
som FAT og læg filerne ned på
kortet. Eller anvend et andet SD
kort.
SD kortet indeholder ingen
software.
• Se side 9.
SD kortet har flere filer med
samme navn.
• Se side 9.
Kontrolboksen har forsøgt at
indlæse flere data end den kan
have i hukommelsen.
1. Indlæs SD kortet igen.
2. Udskift SD kortet.
3. Tilkald MIGATRONIC Service.
Software på SD kortet er låst til
en anden type kontrolboks.
• Anvend et SD kort med
software som passer til din type
kontrolboks.
Software på SD kortet er låst til
en anden kontrolboks med et
andet serienummer/stregkode.
• Anvend et SD kort med
software som passer til din
kontrolboks.
Den interne kopibeskyttelse til-
lader ikke adgang til mikro-
processoren.
1. Indlæs SD kortet i maskinen
igen.
2. Tilkald MIGATRONIC Service.
Kontrolboksens hukommelses-
kreds er defekt.
• Tilkald MIGATRONIC Service.
Kontrolboksens
hukommelseskreds er defekt.
• Tilkald MIGATRONIC Service.
Den indlæste fil 100015xx.xx.cry
er fejlbehæftet.
1. Indlæs SD kortet igen
2. Udskift SD kortet.
Fejlkoder til Svejseprogrampakke 10646001.xx.bin
Fejlkode Årsag og udbedring
Der er ingen svejseprogrammer i
kontrolboksen.
• Sæt et SD kort med software i
boksen og tænd maskinen. Se
side 9.
SD kortet er ikke formateret.
• Formater SD kortet i en PC,
som FAT. Eller anvend et andet
SD kort.
Det er kun muligt at have én fil
med svejseprogrammer.
• Sørg for at der kun ligger én fil
med nummeret 106460xx-xx.bin
på SD kortet. Se side 9.
Den svejseprogrampakke du
forsøger at indlæse passer ikke
til denne kontrolboks.
• Anvend et SD kort med
software som passer til din
kontrolboks.
Den svejseprogrampakke du
forsøger at indlæse, er låst til en
kontrolboks med et andet serie-
nummer.
• Din softwarepakke er kopi-
beskyttet og forsøges anvendt
på en kontrolboks der ikke er
købt licens til.
Kontrolboksen er defekt.
• Tilkald MIGATRONIC Service.
Filen 106460xx.xx.bin mangler på
SD kortet.
• Se side 9.
Den indlæste file 106460xx.xx.bin
er fejlbehæftet.
1. Indlæs SD kortet igen.
2. Udskift SD kortet.
Omega mappen med filerne fin-
des ikke på kortet eller er place-
ret det forkerte sted.
1. Opret mapperne
MIGA_SW / OMEGA som
beskrevet på side 9 og placér
filerne heri.
2. Udskift SD kortet.

12
VEDLIGEHOLDELSE
Maskinen skal regelmæssigt vedligeholdes og rengø-
res for at undgå funktionsfejl og sikre driftssikkerhed.
Manglende vedligeholdelse har indflydelse på drifts-
sikkerheden og resulterer i bortfald af garanti.
ADVARSEL!
Service- og rengøringsarbejder på åbnede svejse-
maskiner må kun udføres af kvalificeret personale.
Anlægget skal frakobles forsyningsnettet (netstik
trækkes ud!). Vent ca. 5 minutter før vedligeholdel-
se og reparation, da alle kondensatorer skal afla-
des da der er risiko for stød.
Trådrum
- Rengør trådrummet med trykluft og efterse tråd-
trissernes spor og tænder for slitage, efter behov.
Strømkilde
- Strømkildens ventilatorvinge og køletunnel skal
rengøres med trykluft efter behov.
- Der skal mindst én gang årligt gennemføres efter-
syn og rengøring af kvalificeret servicetekniker.
GARANTIBETINGELSER
Migatronic svejsemaskiner kvalitetskontrolleres
løbende i hele produktionsforløbet og afprøves som
samlede enheder gennem omhyggelig, kvalitetssikret
funktions- og sluttest.
Migatronic yder 24 måneders garanti, svarende til
1600 lysbuetimer, på alle typer Migatronic
svejsemaskiner, hvis svejsemaskinen registreres.
Registrering skal foretages på internetadressen:
www.migatronic.com/warranty. Som bevis for
registreringen gælder registreringsbeviset, der
fremsendes pr. e-mail. Den originale faktura samt
registreringsbeviset er købers dokumentation for, at
svejsemaskinen er omfattet af en 24 måneders
garanti.
Såfremt registrering ikke foretages, er standard
garantiperioden 12 måneder for nye svejsemaskiner,
regnet fra dato for fakturering til slutkunde. Den
originale faktura er dokumentation for garantiperioden.
Migatronic yder garanti i henhold til gældende
garantibetingelser ved at udbedre mangler eller fejl
ved svejsemaskiner, der påviseligt inden for
garantiperioden måtte skyldes materiale- eller
produktionsfejl.
Der ydes som hovedregel ikke garanti på svejse-
slanger, da disse anses som sliddele; dog vil fejl og
mangler, som opstår inden for 4 uger efter
ibrugtagning og som skyldes materiale- eller
produktionsfejl, blive betragtet som
garantireklamation.
Enhver form for transport i forbindelse med en
garantireklamation er ikke omfattet af Migatronics
garantiydelse og vil derfor ske for købers regning og
risiko.
I øvrigt henvises til Migatronic gældende
garantibetingelser som er tilgængelig på:
www.migatronic.com/warranty.

13
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of
situations where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically con-
trolled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Arc welding and cutting can be dangerous to the user, people working nearby, and the surroundings if the equipment
is handled or used incorrectly. Therefore, the equipment must only be used under the strict observance of all relevant
safety instructions. In particular, your attention is drawn to the following:
Electricity
- The welding equipment must be installed according to safety regulations and by a properly trained and qualified person. The
machine must be connected to earth through the mains cable.
- Make sure that the welding equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the welding circuit and with electrodes and wires if you have bare hands. Always
use dry welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet with suitable
radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective clothes,
covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from the arc.
Welding smoke and gases
- The breathing in of the smoke and gases emitted during welding is damaging to health. Make sure that any exhaust systems
are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be removed from
the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch out for folds
and open pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates acoustic noise according to welding task. In some cases, use of hearing aids is necessary.
Dangerous areas
- Fingers must not be stuck into the rotating gear wheels in the wire feed unit.
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a danger of
falling down.
Positioning of the machine
- Place the welding machine so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the machine for other purposes than it is designed for (e.g. to unfreeze water pipes) is strongly deprecrated. If the
occasion should arise this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation

14
PRODUCT PROGRAMME
220/270A welding machine for MIG/MAG welding. The
machine is air-cooled and is supplied with built-in wire
feed with 4-roll drive.
Welding hoses and cables
MIGATRONIC’s product range can provide MIG/MAG
torches and hoses, return current cables, intermediary
cables and wear parts etc.
Accessories
Please contact your Migatronic dealer for further
information on accessories.
Dispose of the product according to local
standards and regulations.
www.migatronic.com/goto/weee
CONNECTION AND OPERATION
Permissible installation
The following sections describe how the machine is
made ready for use and then connected to mains
supply, gas supply etc. The numbers in parentheses
refer to the illustrations in this paragraph.
Unpacking the AUTOMIG 223i/273i
After unpacking and prior to using the
AUTOMIG 223i/273i, proceed as follows (see
drawing):
Mains connection
Before connecting the power source to the mains
supply, ensure that the power source is of the same
voltage as the mains voltage provided and that the
fuse in the mains supply is of the correct size. The
mains cable (1) of the power source must be
connected to the correct three-phase alternating
current (AC) supply of 50 Hz or 60 Hz and with earth
connection. The sequence of the phases is not of
significance. The power source is switched on with the
mains switch (2).
Mains connection AUTOMIG Boost
The AUTOMIG Boost can be connected to a single-
phase mains supply from 200-240V and three-phase
mains supply from 200V-440V. The machine auto-
matically adjusts itself to the present mains voltage
where no decoupling inside the machine is required.
The mains plug must be mounted by an electrician.
The machine is equipped with a four-wire mains cable
and must be mounted as shown below:
Configuration
MIGATRONIC disclaims all responsibility for damaged
cables and other damages related to welding with
undersized welding torch and welding cables
measured by welding specifications e.g. in relation to
permissible load.

15
Warning
Connection to generators can damage the welding
machine.
When connected to a welding machine, generators
can produce large voltage pulses, which can damage
the welding machine. Use only frequency and voltage
stable generators of the asynchronous type.
Defects on the welding machine arising due to
connection of a generator are not included in the
guarantee.
Lift instructions
The lifting points at the sack barrow can be used for
lifting with a crane (figure 1).
The trolley with 4 wheels can only be lifted manually
by lifting it in the handle (figure 2).
The machine must not be lifted with mounted gas
bottle!
Important!
In order to avoid damage to plugs
and cables, good electric contact is
required when connecting the work
return cable and welding torch to
the machine.
Connection of shielding gas
The shielding gas hose is fitted to the back panel of
the power source (3) and is connected to a gas supply
with a pressure reduction to max. 6 bar. One gas
cylinder can be mounted on the bottle carrier on the
back of a trolley if any.
Connection of torch for MIG/MAG welding
The welding hose assembly is pushed into the central
connector coupling (4) and the nut (5) is tightened by
hand. The return lead is connected to the negative
pole (6).
Connection of torch 1 (7) and torch 2 (8) for
MIG/MAG-welding (AUTOMIG 223i DUO)
The welding hose assembly is pushed into the central
connector coupling (7 and 8), and the nut (5) is
tightened by hand. The reverser (9) is used for change
between welding torch 1 and 2.
The return lead is connected to the negative pole (10).
Torch adjustment (Dialog torch)
The current size can be adjusted both from the
machine and the welding torch if a welding hose with
dialog torch is in use. This function cannot be
disconnected. The torch adjustment is passive without
Dialog torch.
Inching
The function is used for wire inching e.g. after change
of wire. Wire inching starts by pressing the green key
pad and simultaneously triggering the torch trigger.
Wire inching continues even though the green key pad
has been released. It does not stop until the torch
trigger has been released again.
Adjustment of wire brake
The wire brake must ensure that the wire reel brakes
sufficiently quickly when welding stops. The required
brake force is depending on the weight of the wire reel
and the maximum wire feed speed. A brake torque of
1.5-2.0 Nm will be satisfactory for most applications.
Adjustment:
- Dismount the control
knob by placing a thin
screw driver behind the
knob and thereafter pull
it out
- Adjust the wire brake by
fastening or loosening
the self-locking nut on
the axle of the wire hub
- Remount the knob by
pressing it back into the
groove.

16
AUTOMIG CONTROL PANEL
Selection of material type
Press the -key pad until the indicator for the
required material is switched on.
Selection of wire dimension
Press the -key pad until the indicator for the
required diameter is switched on.
Not all wire dimensions can be used for all
materials.
Reset to factory settings:
Factory settings for the selected wire dimension will be
reloaded when pressing the key pad until the indicator
gives a short flash.
Current/wire feed speed/material
thickness:
When the machine is not welding, the set
current/ wire feed speed/material dimension is
displayed. During welding the measured
current is displayed.
Material thickness:
The function helps adjusting the current according to
material thickness (in mm). When selecting material
thickness an automatically setting of current is
calculated. Thereafter, the current can be further
adjusted. The material thickness function can be seen
as a good starting point in the selection of correct
current and voltage. A trimming of these parameters
will be required in almost every welding task in order
to obtain the most optimum result.
Arc length
If necessary, the arc length can be
adjusted by trimming the voltage. The
measured voltage is shown during welding. Press the
-key pad and adjust from –9,9 to +9,9.
Control knob
This knob is used for adjusting welding
current, wire feed speed, material
thickness, arc length and secondary
parameters. Max. wire feed speed is
15.0 m/min.
Setting of secondary parameters
Press the control knob until the requested
parameter is displayed. To return to normal
display the key pad for arc length or
current/wire feed speed/material thickness is
to be pressed briefly.
Arc adjust:
Arc-adjust (electronic choke) makes it possible
to adjust the speed of reaction to short-circuits.
Arc-adjust can be set in steps from –5.0 to +5.0.
Gas pre-flow:
Gas pre-flow ensures that the arc is fully
protected from atmosphere before an arc is
established. Gas pre-flow time is the time from
activating the torch trigger until the wire feed starts.
The gas pre-flow time can be set between 0.0 sec.
and 10.0 sec.
Soft start:
Soft start improves the ignition characteristics.
Here speed with which the wire shall start is
set. The speed is set between 1.5-15.0 m/min. The
soft start function is disengaged when displaying - - - .

17
Hot-start time :
Hotstart is a function which help creating the
right temperature in the weld pool at the
beginning of the welding.
Hot-start time determines the time in which welding in
hot-start takes place. The time can be set between 0
and 10 secs
Slope-down:
The time of the current slope-down is set. By
activating the trigger, the slope down begins in
order to make a crater filling. The current reduces from
the adjusted current to stop amp.
Burn back:
The burn back function prevents the welding
wire sticking to the workpiece at the end of a
weld. Burn-back can be adjusted between 1 and 30.
Gas post-flow:
Gas post-flow time ensures protection of the
molten pool after welding and cools off the
torch. The gas post-flow time is the time from which
the arc extinguishes to the gas flow being dis-
connected. The time can be set between 0.0 and 10.0
sec.
The adjusted parameters are saved internally in the
machine when the machine is turned off.
Simultaneously, the number of the program in use is
saved so the machine will start up in this.
Welding voltage indicator
The welding voltage indicator is illuminated for
reasons of safety and in order to show if there
is voltage at the electrode or torch.
Temperature fault
The indicator is switched on, when the power
source is overheated.
SOFTWARE
It is necessary to read software inside the new control
unit by means of a SD card, if the control unit has
been exchanged.
The software is placed on a SD card which must
contain the folders and one or more of the files as
shown below. The folder names must be saved in BIG
letters and with the original names.
Software reading
• Insert the SD-card in the slide in the right side of
the machine.
• Turn on the machine.
• The display flashes shortly with three lines.
• Wait until the set current is displayed.
• Turn off the machine and remove the SD card.
• The machine is now ready for use.
* All machine user settings are deleted
when new software has been inserted.
Therefore, always remove the SD-card from
the machine after the software update.
Thereby, continuous software update is
avoid each time the machine is turned on.

18
TECHNICAL DATA
Power source: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Mains voltage (50Hz-60Hz) 3x400V ±15% 3x230/400V ±15% 3x400 V ±15% 3x230/400 V
±15%
Mains voltage (50Hz-60Hz) 1x230V 1x230V
Fuse 10A 16A 10 A 16A
Mains current, effective 6.0A 7.1A 7.6 A 10.5A
Mains current, max. 10.1A 29.9A 13.2 A 42.0A
Power, (100%) 4.2kVA 1.6kVA 5.3 kVA 2.4kVA
Power, max 7.0kVA 6.9kVA 9.1 kVA 9.7kVA
Open circuit power 20W 30W 20 W 30W
Efficiency 0.90 0.84 0.88 0.84
Efficiency factor 0.87 0.99 0.93 0.99
Current range 10-220A 10-220A 10-270 A 10-270 A
Duty cycle 100% at 20°C 180A 115A (140A)* 230 A 150A (180A)*
Duty cycle 60% at 20°C 220A 150A (175A)* 245 A 180A (200A)*
Duty cycle 100% at 40°C 145A 70A (81A)* 175 A 95A (107A)*
Duty cycle 60% at 40°C 170A 86A (108A)* 195 A 110A (126A)*
Duty cycle max. at 40°C 30% 14% (16%)* 25 % 12% (13%)*
Open circuit voltage 52V 52V 52 V 52 V
1Sphere of application
S
S
S
S
2 Protection class IP 23 IP 23 IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensions (hxwxl) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Weight 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Data for Boost-version are stated at 1x230V mains supply
Data in parenthesis are stated at 3x400V mains supply
1
S
This machine meets the demand made for machines which are to operate in areas with increased hazard of electric chocks
2 Equipment marked IP23 is designed for indoor and outdoor applications

19
ERROR CODES
One of the below mentioned error codes will be displayed if an error occurs during software update.
Error codes for control software
10001501.xx.cry
Error code Cause and solution
There is no software present in
the control unit.
• Insert a SD card with software in
the control unit and turn on the
machine.
SD card is not formatted.
• The SD card must be formatted
in a PC as FAT and place the
files down on the card or use
another SD card.
SD card contains no software.
• See page 17.
SD card has more files of the
same name.
• See page 17.
The control unit has tried to read
more data than is accessible in
the memory.
1. Insert the SD card again.
2. Replace the SD card.
3. Contact MIGATRONIC Service.
Software on the SD card is
locked for another type of control
unit.
• Use a SD card with software
that matches your control unit.
Software on the SD card is
locked for another control unit
with another serial number/ bar
code.
• Use a SD card with software
that matches your control unit.
The internal copy protection
does not allow access to the
microprocessor.
1. Insert the SD card in the
machine again.
2. Contact MIGATRONIC Service.
The memory circuit is defective
in the control unit.
• Contact MIGATRONIC Service.
The memory circuit is defective
in the control unit.
• Contact MIGATRONIC Service.
The file 100015xx.xx.cry has an
error.
1. Insert the SD card in the
machine again.
2. Exchange the SD card.
Error codes for welding program package
10646001.xx.bin
Error code Cause and solution
There is no welding programs
present in the control unit
• Insert a SD card with software
in the control unit and turn on
the machine. See page 17.
SD card is not formatted.
• The SD card must be formatted
in a PC as FAT or use another
SD card.
It is only possible to have one file
with welding programs.
• Make sure that there is only one
file with the number
106460xx-xx.bin on the SD
card. See page 17.
The welding program package
does not match this control unit.
• Use a SD card with software
that matches your control unit.
The welding program package is
locked for another control unit
with another serial number/ bar
code.
• Your software package is copy
protected and cannot be used
for a control unit without the
correct license.
The control unit is defective
• Contact MIGATRONIC Service.
The file 106460xx.xx.bin is not
present on the SD card.
• See page 17.
The file 106460xx.xx.bin has an
error.
1. Insert the SD card in the
machine again.
2. Exchange the SD card.
The Omega folder with files are
not present at the card or are
saved incorrectly.
1. Make a folder
MIGA_SW / OMEGA as
described on page 17 and save
the files in the folder.
2. Exchange the SD card

20
MAINTENANCE
The machine requires periodical maintenance and
cleaning in order to avoid malfunction and cancellation
of the guarantee.
WARNING !
Only trained and qualified staff members can carry
out maintenance and cleaning. The machine must
be disconnected from the mains supply (pull out
the mains plug!). Thereafter, wait around 5
minutes before maintenance and repairing, as all
capacitors need to be discharged due to risk of
shock.
Wire cabinet
- Regularly, clean the wire cabinet with compressed
air and check if the grooves and teeth on the wire
drive rolls are worn out.
Power source
- Clean the fan blades and the components in the
cooling pipe with clean, dry, compressed air as
required.
- A trained and qualified staff member must carry out
inspection and cleaning at least once a year.
WARRANTY REGULATIONS
Migatronic welding machines are quality-tested
continuously throughout the production process and
undergo a thorough, quality-assured final function test
as assembled units.
Migatronic provides 24 months warranty,
corresponding to 1,600 arc hours, on all types of
Migatronic welding machines, subject to registration of
the welding machine.
Registration must be made on the online address:
www.migatronic.com/warranty. The certificate of
registry is proof of the registration and will be sent by
e-mail. The original invoice and the certificate of
registry will document to the buyer that the welding
machine falls within the scope of a 24 months
warranty period.
If registration is not made, the standard warranty
period is twelve months for new welding machines, as
from the date of invoicing to end user. The original
invoice is documentation for the warranty period.
Migatronic provides warranty according to the
warranty conditions in force through remedying
defects in the welding machines that can be proved to
be caused by improper materials or workmanship in
the warranty period.
As a main rule, warranty is not provided for welding
hoses as they are considered to be wear parts;
defects that occur within four weeks after putting into
operation and which are caused by improper materials
or workmanship will, however, be considered warranty
claims.
All forms of transport in connection with a warranty
claim fall outside the scope of Migatronic’s warranty
and will take place for buyer’s own account and risk.
We refer to Migatronic’s warranty conditions at
www.migatronic.com/warranty

21
DEUTSCH
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in Übereinstim-
mung mit der Europäischen Norm EN/IEC60974-10 (Class A). Diese
Norm regelt die Ausstrahlung und die Anfälligkeit elektrischer Geräte
gegenüber elektromagenetischer Störung. Da das Lichtbogen auch
Störungen aussendet, setzt ein problemfreier Betrieb voraus, daß
gewisse Maßnahmen bei Installation und Benutzung getroffen
werden. Der Benutzer trägt die Verantwortung dafür, daß andere
elektrischen Geräte im Gebiet nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und Über-
wachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten statt-
finden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen Stö-
rungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch Abschir-
mung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in Sonder-
fällen in Betracht gezogen werden.
WARNUNG
Durch unsachgemäße Anwendung kann Lichtbogenschweißen und -schneiden sowohl für den Benutzer als auch
für die Umgebungen gefährlich werden. Deshalb dürfen die Geräte nur unter Einhaltung aller relevanten Sicher-
heitsvorschriften betrieben werden. Bitte insbesondere folgendes beachten:
Elektrizität
- Das Schweißgerät vorschriftsmäßig installieren. Die Maschine muß durch dem Netzkabel geerdet werden.
- Korrekte Wartung des Schweißgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit um-
gehend unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schweißgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schweißkreis oder den Kontakt mit Elektroden durch Berührung ver-
meiden. Nie defekte oder feuchte Schweißerhandschuhe verwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
Licht- und Hitzestrahlung
- Die Augen schützen, da selbst eine kurzzeitige Strahlung zu Dauerschäden führen kann. Deshalb ist es zwingend not-
wendig ein entsprechendes Schweißschutzschild zu benutzen.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Nur
Arbeitsschutzanzüge verwenden, die alle Teile des Körpers bedecken.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen. Personen in der näheren Umgebung müssen vor der Strahlung ge-
schützt werden.
Schweißrauch und Gase
- Das Einatmen von Rauch und Gase, die beim Schweißen entstehen, sind gesundheitsschädlich. Deshalb ist für gute Ab-
saugung und Ventilation zu sorgen.
Feuergefahr
- Die Hitzestrahlung und der Funkenflug vom Lichtbogen stellen eine Brandgefahr dar. Leicht entflammbare Stoffe müssen
deshalb vom Schweißbereich entfernt werden.
- Die Arbeitskleidung sollte vor Funken während dem Schweißen / Schneiden schützen (Evtl. eine feuerfeste Schürze
tragen und auf Falten oder offenstehenden Taschen achten).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Der Lichtbogen ruft Lärm hervor, der Geräuschpegel ist dabei aber von der Schweißaufgabe abhänging. In manchen
Fällen ist das Tragen eines Gehörschutzes notwendig.
Gefährliche Gebiete
- Die Finger dürfen nicht in den rotierenden Zahnräder in der Drahtvorschubeinheit eingeführt werden.
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden, wo
die Gefahr für Sturtz besteht.
Plazierung der Schweißmaschine
- Die Schweißmaschine muß so plaziert werden, daß die Maschine nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten von Anwendung der Maschine für andere Zwecke als angegeben (z.B. Abtauen der Wasserrohre) ab. Falsche
Anwendung liegt in eigener Verantwortung.
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und in Betrieb genommen wird!

22
PRODUKTÜBERSICHT
220/270A-Schweißmaschine zum MIG/MAG-
Schweißen. Die Maschine ist luftgekühlt und wird
mit eingebautem Drahtvorschub mit 4-Rollen-
Antrieb geliefert.
Brenner und Zubehör
Aus dem MIGATRONIC-Schweißbrenner- und
Zubehörprogramm steht Ihnen für die unter-
schiedlichsten Anwendungsfälle das passende
Equipment zur Verfügung: Massekabel, MIG/-
MAG-Brenner, Zwischenschlauchpakete, Ver-
schleißteile u.a.m.
Zubehörsprogramm
Für weiteren informationen über das AUTOMIG
Zubehörsprogramm verweisen wir auf unseren
Verhändler.
Entsorgen Sie das Produkt gemäß den
örtlichen Standards.
www.migatronic.com/goto/weee
ANSCHLUß UND INBETRIEBNAHME
Zulässige Installation
Im folgenden Text wird beschrieben, wie die einzelnen
Maschinenkomponenten miteinander verbunden und an das
Versorgungsnetz, die Gasversorgung usw. angeschlossen
werden müssen. (Die Ziffern in Klammern weisen auf die
markierten Positionen in den Abbildungen hin).
Auspacken der AUTOMIG 223i/273i
Nach Auspacken und vor Gebrauch der AUTOMIG 223i/273i, wie
folgt vorgehen (siehe Zeichnung):
Netzanschluss
Vor der Inbetriebnahme des Schweißgerätes muss folgendes
überprüft werden:
- Stimmt die Netzspannung mit den Angaben auf dem Typen-
schild überein?
- Ist die betriebliche Netzinstallation entsprechend den Angaben
auf dem Typenschild ausgelegt und abgesichert?
- Ist der entsprechende Netzstecker an dem bereits montierten
Netzkabel angebracht?
Hinweis: Der Anschluss muss durch Elektrofach-personal und
nach den geltenden VDE-Vorschriften erfolgen.
Das Netzkabel (Pos. 1) ist 4-adrig (3 Phasen und Schutzleiter,
gelb-grüne Ader). Die Phasenlage ist beliebig und hat keinen
Einfluss auf die Funktion der Maschine. Die Stromquelle wird
über den Haupt-schalter (Pos. 2) eingeschaltet.
Netzanschluss AUTOMIG Boost
AUTOMIG Boost kann für einphasige Netzspannung von 200-
240V und dreiphasige Netzspannung von 200-440V ange-
schlossen werden. Die Maschine justiert sich automatisch zur
aktuellen Netzspannung ohne, daß Umstellung der Maschine
vorgenommen werden soll.
Der Netzstecker muss von einem Elektriker montiert werden.
Die Maschine ist mit 4-teiligem Netzkabel ausgestattet und muss
wie gezeigt montiert werden:
Konfiguration
Bitte beachten Sie bei der Konfiguration der Schweißmaschine,
dass die Schweißkabel und Schweißbrenner der technischen
Spezifikation der Stromquelle entsprechend ausgelegt sind. Für
Schäden, die durch unterdimensionierte Schweißkabel und
Brenner entstanden sind, übernimmt MIGATRONIC keine
Gewährleistung.

23
Wichtig!
Guter elektrischer Kontakt ist not-
wendig während Anschluss der Masse-
kabel und des Schweißbrenners, weil
Stecker und Kabel sonst zerstört wer-
den können.
Warnung
Durch den Betrieb an Generatoren kann die Schweiß-
maschine beschädigt werden. Die Gefahr liegt in zu
hohen Spannungsimpulsen, die der Generator abgeben
kann. Nur frequenz- und spannungsstabile asynchrone
Generatoren dürfen eingesetzt werden. Defekte der
Schweißmaschine, die auf den Betrieb an Generatoren
zurückzuführen sind, werden nicht von den Garantie-
leistungen abgedeckt.
Hebeanweisung
Wenn die Ma-
schine mit Sack-
karren angehoben
werden soll, muss
an den der
Abbildung ge-
zeigten Hebe-
punkten angesetzt
werden (Bildung
1). Der
Transportwagen
mit 4 Rädern kann
nur durch
manuelle Hebung durch Anwendung des Handgriffs an-
gehoben werden (Bildung 2).
Die Maschine darf nicht mit montierter Gasflasche an-
gehoben werden!
Schutzgasanschluss
Der Gasschlauch an der Rückseite der Maschine (Pos.
3) wird an eine Gasversorgung mit Druckregler (max. 6
bar) angeschlossen. Der Anschluss an eine Gasflasche
erfolgt mit einem entsprechenden Flaschendruck-
minderer mit Literanzeige.
MIG/MAG-Brenneranschluss
Der MIG/MAG-Brenner wird an den Zentralanschluss
(Pos. 4) angeschlossen und mit der Überwurfmutter (Pos
5) festgeschraubt. Das Massekabel wird am Minuspol
(Pos. 6) eingesteckt und durch eine Drehung nach rechts
verriegelt.
MIG/MAG-anschluß für Brenner 1 (Pos. 7) und
2 (Pos. 8) (AUTOMIG 223i DUO)
Der MIG/MAG-Brenner wird an den Zentralanschluss
(Pos. 7 und Pos. 8) angeschlossen, und mit der Über-
wurfmutter (Pos 5) festgeschraubt. Der Umschalter (Pos.
9) wird für Wechsel zwischen Brenner 1 und 2 an-
gewendet.
Das Massekabel wird am Minuspol (Pos. 10) durch Ein-
stecken und einer Drehung nach rechts verriegelt.
Brennerregulierung (Dialog brenner)
Wenn ein Schweißschlauch mit Dialog Brenner an-
gewendet wird, kann die Stromstärke sowohl von der
Maschine als auch dem Dialog Brenner eingestellt
werden. Die Funktion ist immer aktiv. Die Brenner-
regulierung ist passiv ohne Dialog Brenner.
Stromloser Drahteinlauf
Die Funktion wird zum stromlosen Einfädeln des Drahtes
ins Schlauchpaket aktiviert. Wenn die grüne Taste fest-
gehalten wird während der Brennertaste gedrückt wird,
wird Draht gefördert. Die Drahtvorführung setzt fort,
obwohl die grüne Taste losgelassen wird und stopt erst,
wenn die Brennertaste losgelassen wird.
Justierung der Drahtbremse
Die Drahtbremse sichert, daß die Drahtspule schnell
genug bremst, wenn das Schweißen aufhört. Die not-
wendige Bremsekraft ist vom Gewicht der Drahtrolle und
der maksimalen Drahtfördergeschwindigkeit abhängig.
Ein Drehmoment auf 1,5-2,0 Nm ist für die meisten
Fällen zureichend.
Justierung:
- Der Drehknopf kann ab-
montiert werden, wenn ein
Schraubendreher hinter den
Knopf plaziert ist. Danach
kann der Knopf aus-
gezogen werden.
- Die Drahtbremse kann
durch Festspannen oder
Lockern der Gegenmutter
auf die Achse der Draht-
nabe justiert werden.
- Der Knopf kann wieder
montiert werden, wenn er in der Rille zurückgedrückt
ist.

24
AUTOMIG BEDIENFELD
Wahl des Materialtyps
Durch Drücken auf die -Taste wird Material-
typ gewählt, wenn die Lichtdiode neben den
gewünschten Typ einschaltet.
Wahl des Drahtdurchmessers
Durch Drücken auf die -Taste wird Draht-
durchmesser gewählt, wenn die Lichtdiode
neben den gewünschten Durchmesser ein-
schaltet. Nicht alle Drahtdurchmesser können
für alle Materialien gewählt werden.
Einlesung der Standardeinstellungen
Standardeinstellungen können für den aktuellen
Drahtdurchmesser wieder eingelest werden. Die Taste
muss dann festgehalten werden, bis dem Indikator
kurz blinkt.
Strom/Drahtfördergeschwindigkeit/
Materialdicke:
Wenn nicht geschweißt wird, erscheint ein-
gestellter Wert für Strom/Drahtförder-
geschwindigkeit/Materialdicke. Während des
Schweißvorgangs wird der gemessene Schweißstrom
angezeigt.
Materialdicke:
Die Funktion ist eine einleitende Hilfe zu Einstellung
des Stroms von der Materialdicke. Wenn eine Mate-
rialdicke gewählt ist, wird der Strom entsprechend der
jeweiligen Materialdicke automatisch eingestellt. Der
Strom läßt sich nachher frei abstimmen. Die
Materialdickefunktion kann als einen guten Ausgangs-
punkt zu Wahl der korrekten Stromeinstellung be-
trachtet werden. Zu Erreichung eines optimales Resul-
tates wird es für fast alle Ausgaben notwendig, eine
nachfolgende Nachstellung durchzuführen.
Lichtbogenlänge
Die Lichtbogenlänge kann durch Justierung
der Schweißspannung getrimmt werden.
Während des Schweißens wird gemessene Spannung
gezeigt. Die -Taste drücken und zwischen –9,9 bis
+9,9 justieren.
Drehregler
Justierung des Schweißstroms, der Draht-
geschwindigkeit, Materialdicke, Licht-
bogenlänge und Sekundparameter. Maksi-
male Drahtgeschwindigkeit ist 15,0 m/ pro
Minut.
Einstellung der Sekundärparameter
Durch Drücken auf den Drehregler bis dem
gewünschten Sekündærparameter im Display
gezeigt wird. Durch Drücken der Taste für
Lichtbogenlänge oder Strom/Drahtgeschwin-
digkeit/Materialdicke, kehrt das Display zum
normalen Anzeigemodus zurück.
Arc adjust:
Mit der Arc adjust (elektronische Drossel)-
Funktion stellt man die Geschwindigkeit der
Reaktion auf Kurzschlüsse ein. Arc adjust kann in
Stufen von –5,0 bis +5,0 eingestellt werden.
Gasvorströmzeit:
Die Gasvorströmung ist ein Schutz der
Schweißstelle vor atmosphärischer Luft vor
Beginn des Schweißprozesses. Nach Betätigung des
Brennertasters beginnt die eingestellte Gasvorström-
zeit. Erst nach deren Ablauf zündet der Lichtbogen.
Die Zeit ist zwischen 0,0 und 10,0 Sek. einstellbar.
Einschleichen:
Die Einschleichfunktion stellt die anfängliche
Drahtvorschubgeschwindigkeit ein und opti-
miert dadurch die Zündeigenschaften. Die Geschwin-
digkeit ist von 1,5 bis 15,0 m/min einstellbar. Die Ein-
schleichstartfunktion wird bei - - - ausgekuppelt.

25
Hotstart-Zeit:
Hotstart ist eine Funktion, die mit korrekter
Temperatur im Schweissbad von Anfang des
Schweissens.
Hotstart-Zeit entscheidet die Zeit, in der mit Hotstart
geschweißt wird. Die Zeit ist einstellbar zwischen 0
und 10 Sek.
Stromabsenkzeit:
Nach Beendigung des Schweißvorgangs läuft
die eingestellte Stromabsenkzeit ab. Der
Schweißstrom wird innerhalb dieser Zeit linear auf den
Endstrom abgesenkt und vermeidet dadurch die
Bildung eines Endkraters.
Drahtrückbrandzeit:
Die Drahtrückbrand-Funktion gewährleistet,
dass der Schweißdraht nach Beendigung des
Schweißvorgangs nicht im Schweißbad festbrennt.
Die Drahtrückbrandzeit ist in Stufen von 1 bis 30 ein-
stellbar.
Gasnachströmzeit:
Die Gasnachströmung schützt das noch heiße
Schweißbad vor der Umgebungsluft, ver-
hindert die Porenbildung und kühlt den Brenner. Die
Gasnachströmzeit ist die Zeit vom Erlöschen des
Lichtbogens bis zur Unterbrechung der Gaszufuhr. Die
Zeit ist zwischen 0,0 und 10,0 Sekunden einstellbar.
Wenn die Maschine ausgeschaltet ist, werden die ein-
gestellten Parameter intern in der Maschine ge-
speichert.
Gleichseitig wird die Nummer auf das letzt ange-
wendete Programm gespeichert, so die Maschine in
diesem fängt an
Schweißspannung
Der Schweißspannungsanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Span-
nung auf der Elektrode bzw. auf dem Brenner auf.
Überhitzungsfehler
Die Überhitzungsanzeige leuchtet auf, wenn
der Schweißbetrieb wegen einer Überhitzung
der Anlage unterbrochen wurde.
SOFTWARE
Wenn die Kontrolleinheit ausgewechselt wird, ist es
notwendig Software in der neuen Einheit durch
Anwendung einer SD Karte einzulegen.
Die Software liegt auf eine SD Karte, die die unter-
erwähnten Mappen und ein oder mehreren Registers
enthält. Die Mappenamen sind mit GROSSEN Buch-
staben geschrieben und dürfen nicht umgetauft
werden.
Software Einlesen
• Die SD-Karte wird in der Schlitzen in der rechten
Seite der Maschine eingesetzt.
• Die Maschine ist dann eingeschaltet.
• Das Display blinkt kurz mit 3 Strichen.
• Bitte warten bis das Display den eingestellten
Strom zeigt.
• Die maschine muss wieder aufgeschaltet und die
SD Karte entfernt werden.
• Die Maschine ist jetzt gebrauchsfertig.
* Alle Benutzereinstellungen werden über-
schrieben wenn neuer Software eingelest
wird. Die SD-Karte soll deshalb nach Einlesen
der Software immer von der Maschine entfernt
werden. Damit wird die Software nicht ständig
eingelest werden, wenn die Maschine ein-
geschaltet wird.

26
TECHNISCHE DATEN
Stromquelle: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Netzspannung (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Netzspannung (50Hz-60Hz) 1x230V 1x230V
Sicherung 10A 16A 10 A 16A
Effektiver Netzstrom 6,0A 7,1A 7,6 A 10,5A
Max. Netzstrom 10,1A 29,9A 13,2 A 42,0A
Leistung, (100%) 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Leistung, max. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Leerlaufleistung 20W 30W 20 W 30W
Wirkungsgrad 0,90 0,84 0,88 0,84
Leistungsfaktor 0,87 0,99 0,93 0,99
Strombereich 10-220A 10-220A 10-270 A 10-270 A
Zulässige ED 100% bei 20°C 180A 115A (140A)* 230 A 150A (180A)*
Zulässige ED 60% bei 20°C 220A 150A (175A)* 245 A 180A (200A)*
Zulässige ED 100% bei 40°C 145A 70A (81A)* 175 A 95A (107A)*
Zulässige ED 60% bei 40°C 170A 86A (108A)* 195 A 110A (126A)*
Zulässige ED max. bei 40°C 30% 14% (16%)* 25 % 12% (13%)*
Leerlaufspannung 52V 52V 52 V 52 V
1Anwendungsklasse S S S S
2Schutzklasse IP 23 IP 23 IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Masse (HxBxL) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Gewicht 25 kg (223i)
54 kg (223i DUO) 27 kg (223i)
56 kg (223i DUO Boost) 26 kg 28 kg
* Daten für die Boost-Version zeigen 1x230V Netzspannung an
Daten in Parenthese zeigen 3x400V Netzspannung an
1
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöther elektrischer Gefährdung
2
Geräte, die der Schutzklasse IP23 entsprechen, sind für den Innen und Ausseneinsatz ausgelegt.

27
FEHLERKODEN
Eine der folgenden Fehlerkoden blinkt im Display, wenn ein Fehler während Softwareeinlesen entsteht.
Fehlerkoden für Steuersoftware 10001501.xx.cry
Fehlerkode Ursache und Ausbesserung
Keine Software ist in der Kontroll-
einheit vorhanden.
• Eine SD Karte mit Software muß in
der Kontrolleinheit eingesetzt und
die Maschine eingeschaltet werden.
Die SD Karte Formatten ist nicht
durchgeführt.
• Der Formatten der SD Karte muss
als FAT durchgeführt werden und
die Dateien muß auf die Karte ge-
speichert werden. Oder eine andere
Karte muß angewendet werden.
Die SD Karte enthält keine Software.
• Bitte Seite 25 lesen.
Die SD Karte hat mehrere Dateien mit
demselben Name.
• Bitte Seite 25 lesen.
Die Kontrolleinheit hat Einlesen von
mehren Dateien versucht, als die die
gespeichert werden können.
1. Die SD Karte muß wieder eingelest
werden.
2. Die SD Karte muß ausgetauscht
werden.
3. Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Die Software auf die SD Karte ist für
ein andere Typ Kontrolleinheit ge-
schlossen.
• Eine SD Karte muß angewendet
werden, die für Ihre Kontrolleinheit
zutrifft.
Die Software auf die SD Karte ist für
eine Kontrolleinheit mit einer anderen
Seriennr. / Strichkode geschlossen.
• Eine SD Karte muß angewendet
werden, die für Ihre Kontrolleinheit
zutrifft
Der interne Kopieschutz erlaubt
keinen Zutritt des Mikroprozessors.
1. Die SD Karte muß wieder eingelest
werden.
2. Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Der Speicher in der Kontrolleinheit ist
defekt.
• Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Der Speicher in der Kontrolleinheit ist
defekt.
• Setzen Sie sich bitte mit Migatronic
Kundendienst in Verbindung.
Die eingeleste Datei 100015xx.xx.cry
ist fehlerbehaft.
1. Die SD Karte muß wieder eingelest
werden.
2. Die SD Karte muß ausgewechselt
werden.
Fehlerkoden für Schweißprogramme 10646001.xx.bin
Fehlerkode Ursache und Ausbesserung
Keine Schweißprogramme sind in
der Kontrolleinheit vorhanden.
• Eine SD Karte mit Software muß
in der Kontrolleinhet eingesetzt
werden, und die Maschine muß
eingeschaltet werden. Bitte Seite
25 lesen.
Die SD Karte Formatten ist nicht
durchgeführt.
• Der Formatten der SD Karte
muss als FAT durchgeführt
werden. Oder eine andere Karte
muß angewendet werden.
Es ist nur möglich eine Datei mit
Schweißprogramme zu haben.
• Nur eine Datei mit dem Name
106460xx-xx.bin soll auf die SD
Karte gespeichert werden. Bitte
Seite 25 lesen.
Die Schweiβprogramme auf die SD
Karte sind für ein andere Typ
Kontrolleinheit geschlossen.
• Eine SD Karte muß angewendet
werden, die für Ihre Kontroll-
einheit zutrifft.
Die Schweißprogramme auf die SD
Karte sind für eine Kontrolleinheit
mit einer anderen Seriennr. /
Strichkode geschlossen.
• Eine SD Karte muß angewendet
werden, die für Ihre Kontroll-
einheit zutrifft
Die Kontrolleinheit ist defekt.
• Setzen Sie sich bitte mit
Migatronic Kundendienst in
Verbindung.
Die Datei 106460xx.xx.bin empfehlt
auf die SD Karte.
• Bitte Seite 25 lesen.
Die eingeleste Datei
106460xx.xx.bin ist Fehlerbehaft
1. Die SD Karte muß wieder ein-
gelest werden.
2. Die SD Karte muß ausgewechselt
werden.
Die Omega Mappe mit den Dateien
sind nicht auf die Karte vorhanden
oder sind nicht korrekt ge-
speichert.
1. Die Mappe MIGA_SW / OMEGA
muß wie auf Seite 25 beschrieben
gebildet werden. Danach müssen
die Dateien darin gespeichert
werden.
2. Die SD Karte muß ausgetauscht
werden.

28
WARTUNG
Um Funktionsstörungen zu vermeiden und um die
Betriebssicherheit zu gewährleisten, muss die An-
lage regelmäßig gewartet und gereinigt werden.
Mangelnde oder fehlende Wartung beeinträchtigen
die Betriebssicherheit und führen zum Erlöschen von
Garantieansprüchen.
WARNUNG !
Wartungs- und Reinigungsarbeiten an der
offenen Schweißmaschine dürfen nur durch
qualifiziertes Fachpersonal durchgeführt werden.
Unbedingt die Anlage vom Versorgungsnetz
trennen (Netzstecker ziehen !).
Ca. 10 Minuten warten, bis alle Kondensatoren
entladen sind, bevor mit Wartungs- und Repara-
turarbeiten begonnen wird.
Gefahr eines Stromschlages!
Drahtvorschubraum
- Nach Bedarf den Drahtvorschubraum durch
Druckluft reinigen, die Spuren und Zähnen der
Drahtvorschubrollen für Verschleiß nachprüfen.
Stromquelle
- mit trockener Druckluft ausblasen
- muss mindestens einmal jährlich von einem quali-
fizierten Kundendiensttechniker geprüft und ge-
reinigt werden.
GARANTIEBEDINGUNGEN
Migatronic Schweißmaschinen unterliegen während
des gesamten Produktionsprozesses einer ständigen
Qualitätskontrolle und durchlaufen im Rahmen der
Qualitätssicherung als komplett montierte Einheit eine
abschließende Funktionsprüfung.
Migatronic gewährt auf alle Migatronic Schweiß-
maschinen eine 24-monatige Garantie, das entspricht
1.600 Schweißstunden, vorausgesetzt, die Schweiß-
maschine wurde registriert.
Die Registrierung muss Online unter der folgenden
Internetadresse erfolgen:
www.migatronic.com/warranty. Die Registrierungs-
bestätigung dient als Nachweis für die Registrierung
und wird per E-Mail zugesendet. Die Originalrechnung
und die Registrierungsbestätigung dienen dem Käufer
als Nachweis für eine 24-monatige Garantiezeit der
Schweißmaschine.
Ohne Registrierung beträgt die Garantiezeit zwölf
Monate für neue Schweißmaschinen ab Datum der
Rechnungsstellung an den Endverbraucher. Die
Originalrechnung dient als Nachweis für die
Garantiezeit.
Migatronic leistet gemäß den geltenden
Garantiebedingungen eine Garantie auf Behebung
von Defekten an Schweißmaschinen, wenn innerhalb
der Garantiezeit nachgewiesen werden kann, dass
diese Defekte auf Material- oder Verarbeitungsfehlern
beruhen.
In der Regel wird keine Garantie für Schweißbrenner
geleistet, da sie als Verschleißteile angesehen
werden. Defekte, die innerhalb von vier Wochen nach
Inbetriebnahme auftreten und durch Material- oder
Verarbeitungsfehler verursacht werden, werden
jedoch als Garantiefall anerkannt.
Alle Transportkosten im Zusammenhang mit einem
Garantieanspruch sind nicht Bestandteil der
Garantieleistung von Migatronic und erfolgen auf
eigene Rechnung und eigenes Risiko des Käufers.
Übrigens verweisen wir auf die jeweils geltenden
Garantiebedingungen auf der Migatronic Website:
www.migatronic.com/warranty.

29
FRANÇAIS
Emission de bruit électromagnétique
Cet équipement de soudage est construit pour une utilisation pro-
fessionnelle et il respecte les demandes au standard européen
EN/IEC60974-10 (Class A). Ce standard a pour but d'assurer que
l'équipement de soudage n'est pas perturbé ou qu'il n'est pas la
source de perturbations pour d'autres appareils électriques suite à
l'émission de bruit électromagnétiques. Parce que l'arc aussi émet le
bruit une utilisation sans perturbations demande des précautions à
la mise en service et le marche de l'équipement. C'est l'utilisateur
qui doit prendre soin que d'autres équipements électroniques
dans l'espace ambiant ne soient pas dérangés.
Choses à considérer dans l'espace ambiant:
1. Câbles d'alimentation et câbles pilotes sur le lieu de soudage
qui sont connectés aux autres appareils électriques.
2. Emetteurs et récepteurs radioélectrique et de télévision.
3. Ordinateurs et systèmes de contrôle électroniques.
4. Equipements de sécurité comme équipements de contrôle et de
surveillance de processus.
5. Personnes qui utilisent stimulateurs cardiaques et appareils
acoustiques.
6. Equipement de calibrage et de mesurage.
7. L'heure du jour où auront lieu le soudage et autres activités.
8. La structure et l'emploi du bâtiment.
Si l'équipement de soudage est utilisé dans les quartiers
d'habitations il peut y avoir besoin des précautions particuliers (p.ex.
information sur travaux de soudage temporaire).
Méthode pour minimiser l'émission de bruit électromagnétique:
1. Eviter l'utilisation d'équipement qui sera dérangé.
2. Utiliser les câbles de soudage courts.
3. Placer les câbles de soudage négatif et positif près l'un à l'autre.
4. Placer les câbles de soudage au niveau du plancher.
5. Séparer les câbles pilotes des câbles d'alimentation.
6. Protéger les câbles pilotes par un écran par exemple.
7. Isoler l'alimentation des appareils sensitifs.
8. Protection de l'installation complète peut être considérée dans
des cas particuliers.
AVERTISSEMENT
Le soudage et coupage de l'arc porte une risque pour l'utilisateur et son entourage si utiliser d'une façon incorrecte.
Pour ce raison il faut seulement utiliser l'équipement en observant les instructions de sécurité adéquates. Surtout faut-il
observer le suivant:
Risque électrique
- L’équipement de soudage doit respecter les consignes de sécurité et être impérativement installé par du personnel qualifié et
formé à cet effet. La machine doit être raccordée à la terre via le câble d’alimentation principal.
- Assurez-vous du bon entretien de l’équipement de soudage.
- En cas de câbles ou d’isolation endommagés, arrêter immédiatement tout travail afin de procéder aux réparations nécessaires.
- Les opérations de réparation et de maintenance sur l’équipement ne peuvent être effectuées que par du personnel qualifié et
formé à cet effet.
- Eviter tout contact à mains nues avec des composants sous tension du circuit de soudage ou des électrodes ou des fils. Veillez
à toujours utiliser des gants de soudeur secs et intacts.
- Assurez-vous que vous êtes correctement isolé de la terre (utilisez par exemple des chaussures à semelle de caoutchouc).
- Adoptez une position de travail stable et sûre (pour éviter par exemple tout risque d’accident par chute).
Lumière de soudage et coupage
- Protégez les yeux parce qu'une brève exposition suffit pour avoir des conséquences irréversibles pour la vue. Utilisez une
cagoule de soudage avec le densité prescrit.
- Protégez le corps contra la lumière de l'arc parce que les rayonnements de la lumière attaquent la peau. Utilisez des vêtements
de protection qui couvrent tout le corps.
- Dans la mesure du possible, il faut séparer le lieu de travail de son environnement, et signaler aux personnes à proximité du lieu
de travail le risque inhérent à la lumière de l'arc.
Fumées de soudage et gaz
- Les fumées et gaz qui se forment lors du soudage sont toxiques à inhaler. Prenez les mesures adéquates: aspiration et aération
suffisante.
Danger d'incendie
- Le rayonnement et les étincelles de l'arc peuvent causé un incendie. Enlever les objets inflammables du lieu de soudage.
- Les vêtements de soudage doivent aussi être protégé contre les étincelles et les éclaboussures de l'arc. (Utilisez par exemple
un tablier inflammable et fait attention aux poches ouvertes).
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués.
Bruit
- L’arc produit un bruit acoustique, et le niveau de bruit dépend du travail de soudage. Dans certain cas on aura besoin d’utiliser
un protecteur d’oreilles.
Secteurs dangereux
- On ne doit pas mettre les doigts dans le moteur de dévidage qui se trouve dans le dévidoir.
- Des précautions particulières doivent être prises quand le soudage est effectué dans des secteurs clos ou en hauteur et qu’il y a
un risque de chute en contrebas.
Positionnement de la machine
- Placez la machine de soudure de telle façon qu’il n’y est aucun risque de chute pour la machine.
- Des règlements spéciaux existent pour les pièces avec un risque d'incendie ou d'explosion. Ces règlements doivent être
appliqués.
Emploi de la machine pour autres buts que son intention (p.ex. dégourdissement des conduites d’eau) est sérieusement
déconseillée et un cet emploi est fait à vos risques et périls.
Avant installation et mise en service de l'équipement
il faut lire ce manuel d'instruction soigneusement!

30
PROGRAMME DU PRODUIT
Onduleur 220/270A dédié au soudage
MIG/MAG. La machine est refroidie par air et est
livrée avec un dévidoir intégrée avec 4 galets
d’entraînement.
Torches et câbles de soudage
La gamme de produits MIGATRONIC peut
fournir des torches, des câbles de masse, des
câbles intermédiaires et des pièces d’usure etc.
Accessoires
Veuillez contacter votre distributeur local pour
toute information complémentaire.
Veillez à mettre le produit au rebut
selon les normes et réglementations
locales.
www.migatronic.com/goto/weee
BRANCHEMENT ET
FONCTIONNEMENT
Installation autorisée
Les sections suivantes décrivent comment préparer la machine
et la brancher au secteur, à l’alimentation en gaz etc. Les
chiffres entre parenthèses renvoient aux figures de ce
paragraphe.
Déballage de AUTOMIG 223i/273i
Après le déballage et avant l’utilisation de AUTOMIG 223i/273i,
procédez comme suit (voir schéma) :
Raccordement électrique
Avant de brancher le module d’alimentation sur le secteur,
assurez-vous que ce dernier présente la même tension que
celle du secteur fournie et que le fusible de l’alimentation
secteur est de taille correcte. Le câble électrique (1) du module
d’alimentation doit être relié à une alimentation correcte en
courant alternatif triphasée (CA) de 50 Hz ou 60 Hz et raccordé
à la terre. La séquence des phases n’est pas importante.
L’alimentation est mise en marche à l’aide de l’interrupteur
principal (2).
Branchement réseau du AUTOMIG Boost
L'AUTOMIG Boost peut être connecté sur une alimentation
monophasée de 200V à 240V, et sur une alimentation tri-
phasée de 200V à 440V.
L'AUTOMIG reconnait automatiquement le type d'alimentation.
Aucune intervention n'est nécessaire à l'intérieur de la
machine.
Le branchement de la prise doit-être réalisé par un électricien.
La machine est livrée avec une câble d'alimentation à 4 fils, qui
doivent être connectés de la façon suivante :
Configuration
MIGATRONIC décline toute responsabilité en cas de
dommages causés sur les câbles ou autres résultant de
l’utilisation de torches ou de câbles de soudage trop petits
selon les spécifications de soudage pour supporter par
exemple la charge admissible.

31
Avertissement
Le raccordement à des générateurs peut endommager la
machine.
Si un générateur est relié à une machine, ce dernier peut
produire de fortes impulsions de tension pouvant
endommager la machine. Utilisez uniquement des
générateurs à fréquence et tension stables de type
asynchrone.
Tout défaut sur la machine résultant d’un raccordement à
un générateur n'est pas inclus à la garantie.
Instructions de levage
Le crochet de levage du chariot type diable peut être
utilisé pour lever la machine, sans la bouteille de gaz.
(figure 1).
Le chariot 4 roues peut être soulevé par la poignée de la
machine, sans la bouteille de gaz. (figure 2).
La machine ne doit pas être soulevée avec une bouteille
de gaz installée.
Important!
De façon à éviter toute détérioration de
prises et de câbles, un bon contact
électrique est nécessaire en connectant
le câbles des masse et la torche de
soudage à la source de soudage.
Raccordement au gaz de protection
Le tuyau de gaz de protection se trouve sur le
panneau arrière du bloc d'alimentation (3) et est relié à
une alimentation en gaz selon une réduction de la
pression allant jusqu'à max. 6 bar. Une bouteille de
gaz peut être installée à l'arrière du chariot.
Branchement de la torche de soudage MIG/MAG
L’ensemble de la torche de soudage est inséré dans le
connecteur central (4) et l’écrou (5) est serré
manuellement. Le conducteur de retour est relié à la
borne négative (6).
Raccordement de la torche 1 ( 7) et
de la torche 2 (8) pour soudage MIG/MAG
(AUTOMIG 223i DUO)
La torche de soudage est branchée sur le raccord central
(7 et 8), et l’écrou (5) est serré manuellement. L’inverseur
(9) est utilisé pour basculer entre la torche 1 et la torche
2.
Le câble de courant retour est branché sur le moins (10).
Réglage à la torche (Torche Dialog)
Le courant de soudage peut être ajusté à la fois sur la
torche, ou sur la machine. Cette fonction ne peut être
déconnectée. Si cette fonction n’est pas souhaitée par
l’opérateur, utiliser une torche sans possibilité de réglage.
Dévidage du fil à froid (chargement de la torche)
Cette fonction est utilisée pour faire dévider le fil à froid
(pour charger le fil dans la torche lors du changement de
bobine).
Presser le bouton vert en façade puis sur la gâchette de
la torche en même temps.
Il est ensuite possible de relâcher le bouton vert pour
continuer le dévidage du fil dans la torche.
Le dévidage de fil s’arrête lorsque la gâchette de la
torche est relâché.
Réglage du frein dédié au fil
Il convient de s’assurer que le dévidoir s’arrête assez
rapidement en cas d’arrêt du soudage. La force de
freinage requise dépend du poids du dévidoir et de la
vitesse maximale de ce dernier. Un couple de freinage
de 1,5-2,0 Nm s’avère satisfaisant pour la plupart des
applications envisagées.
Réglage :
- Démontez le bouton de
réglage en plaçant un petit
tournevis derrière le bouton
puis sortez ce dernier
- Réglez le frein en serrant ou
desserrant l’écrou auto-
bloquant au niveau de l’axe
du moyeu
- Réinstallez le bouton en le
pressant dans la rainure.

32
PANNEAU DE COMMANDE AUTOMIG
Sélection du type de matériau
Appuyer sur ce bouton jusqu’à ce que la
LED indique le matériau utilisé.
Sélection du diamètre fil
Appuyer sur ce bouton jusqu’à ce que la
LED indique le diamètre de fil utilisé.
Tous les diamètres de fil ne sont pas
disponibles en fonction du matériau
sélectionné.
Remise à valeur usine.
La valeur usine est rappelée en appuyant sur ce
bouton jusqu’à ce que les LEDS flashent brièvement.
Courant/vitesse de fil/épaisseur du
matériau:
Lorsque la machine ne soude pas, il est
possible de lire l’intensité / la vitesse fil /
l’épaisseur de tôle. Au cours du soudage, le
courant mesuré est affiché.
Epaisseur du matériau :
La fonction permet d’ajuster le courant en fonction de
l’épaisseur de matière (in mm). En choisissant une
matière, la machine définit automatiquement un
courant de soudage. Le courant peut bien sûr être
ajusté plus en détails après cette opération.
La fonction de choix de l’épaisseur doit être con-
sidérée comme un point de départ dans la sélection
du courant et de la tension ad hoc. Une recherche
plus fine sera de toute façon requise dans presque
toutes les tâches de soudage da façon à obtenir un
résultat optimal.
Hauteur d’arc
Si nécessaire, la hauteur d’arc peut être
corrigée en augmentant ou diminuant la
tension de soudage. La tension de soudage est
indiquée pendant le soudage. Appuyer sur le bouton
gris et ajuster de -9,9 (diminution hauteur d’arc) à
+9,9 (augmentation hauteur d’arc). La valeur d’origine
étant au milieu 0.0.
Bouton de commande
Ce bouton permet de régler la vitesse du
fil, l’épaisseur de tôle ou la hauteur d’arc ou
les paramètres secondaires. Vitesse maxi :
15.0 m/min.
Paramétrage des paramètres secondaires
Appuyer sur ce bouton pour afficher le
numéro du paramètre secondaire à régler.
Pour sortir de ce menu, appuyer sur
n’importe quelle autre touche.
Réglage de l’arc :
Le réglage de l’arc (inductance de lissage)
permet de régler la vitesse de réaction aux
courts-circuits. Le réglage de l’arc peut se faire par
incréments de –5,0 à +5,0.
Pré-gaz :
L’étape pré gaz garantit que l’arc est
entièrement protégé de l'atmosphère avant
son établissement. La durée de cette étape
correspondant à la période comprise entre l'activation
de la torche et le lancement de l’amenée du fil. Cette
durée peut être comprise entre 0,0 s et 10 s.

33
Démarrage progressif :
Le démarrage progressif améliore les
caractéristiques d’allumage. La vitesse à
laquelle le fil est avancé au départ est paramétrée
dans ce cas. Cette vitesse est comprise entre 1.5 et
15.0 m/min. La fonction de démarrage progressif est
désactivée lorsque l’afficheur indique - - - .
Temps de démarrage à chaud :
Le Hotstart permet d’avoir une surintensité de
soudage à l’amorçage pour assurer une
parfaite fusion des tôles dès le démarrage.
Le temps de démarrage à chaud détermine le temps
au cours duquel le démarrage à chaud a lieu. La
durée peut être comprise entre 0 et 10 s.
Evanouissement (Slope-down):
L’évanouissement permet de faire diminuer
progressivement l’intensité de soudage en fin
de soudure. Ceci permet d’éviter le cratère en fin de
soudure.
Burn back:
La fonction burn back (Post fusion du fil en fin
de soudure pour éviter le collage) empêche le
fil-électrode de coller à la pièce à usiner en fin de
soudure. Le burn back peut être réglé de 1 à 30.
Post-gaz :
La durée du post-gaz assure la protection du
bain de fusion à l’issue du soudage et permet
de refroidir la torche. La durée de cette étape
correspond à la période comprise entre l’extinction de
l’arc et la désactivation de l'écoulement de gaz. Cette
durée peut être réglée entre 0.0 et 10.0 secondes.
Les paramètres réglés sont enregistrés par la machine
à sa mise hors tension.
Le numéro du programme utilisé est également
enregistré ; le programme en question sera ainsi
rouvert au prochain démarrage de la machine.
Indicateur de tension de soudage
L’indicateur de tension de soudage et allumé
pour indiquer qu’il y a une tension sur
l’électrode ou la torche.
Voyant de surchauffe
Le voyant de surchauffe s’allume si le soudage
est interrompu en raison d’une surchauffe de la
machine.
SOFTWARE
Il est possible de lire la version du software et
d’enregistrer des nouveaux software à l’aide du
lecteur de carte SD place à l’intérieur de la machine.
Les softwares sont enregistrés sur la carte SD avec la
configuration des fichiers dont un ou plusieurs sont
décrit ci dessous.
Les fichiers doivent être nommés avec des lettres
MAJUSCULES.
Lecture Software
• Insérer la carte SD dans le lecteur situé à
l’intérieur de la machine (côté droit)
• Démarrer la machine
• Les afficheurs clignotent brièvement avec trois
”–“.
• Attendre jusqu’à ce que le courant de soudage
soit affiché
• Eteindre la machine et enlever la carte SD
• La machine est maintenant disponible avec ses
nouveaux softwares
* ATTENTION
Le fait d’utiliser la carte SD réinitialise
complètement la machine.
Il est donc impératif de retirer la carte SD
après la mise à jour, au risque de
réinitialiser la machine à chaque
redémarrage et effacer les réglages
personnalisés.

34
CARACTERISTIQUES TECHNIQUES
Module d’alimentation: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Tension de secteur (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Tension de secteur (50Hz-60Hz) 1x230V 1x230V
Fusible 10A 16A 10 A 16A
Courant du secteur, efficace 6,0A 7,1A 7,6 A 10,5A
Courant du secteur, max. 10,1A 29,9A 13,2 A 42,0A
Puissance nominale 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Puissance, max. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Consommation à vide 20W 30W 20 W 30W
Rendement 0,90 0,84 0,88 0,84
Facteur de puissance 0,87 0,99 0,93 0,99
Plage du courant 10-220A 10-220A 10-270 A 10-270 A
Fact. de travail 100% à 20°C 180A 115A (140A)* 230 A 150A (180A)*
Fact. de travail 60% à 20°C 220A 150A (175A)* 245 A 180A (200A)*
Fact. de travail 100% à 40°C 145A 70A (81A)* 175 A 95A (107A)*
Fact. de travail 60% à 40°C 170A 86A (108A)* 195 A 110A (126A)*
Fact. de travail max. à 40°C 30% 14% (16%)* 25 % 12% (13%)*
Tension à vide 52V 52V 52 V 52 V
1Classe d’utilisation S S S S
2Classe de protection IP 23 IP 23 IP 23 IP 23
Norme EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensions (hxlaxlo) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Poids 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Les caractéristiques pour la version Boost sont données pour une alimentation 230V monophasée
Les caractéristiques entre parenthèse sont données pour une alimentation 300V triphasée
1
S
Cette machine est conforme aux normes exigées pour les machines fonctionnant dans des zones à risque élevé de choc électrique.
2
Tout équipement portant la marque IP23 est conçu pour un usage en intérieur et extérieur

35
CODES ERREURS
Les codes erreurs ci-dessous peuvent s’afficher si une erreur survient lors de la mise à jour.
Codes Erreurs pour Software Control
10001501.xx.cry
Code Problème et solution
Il n’y a pas de software dans la
machine
• Insérer la carte SD avec le bon
Software dans son lecteur et
allumer la machine
La carte SD n’est pas formatée
• La carte doit être formatée en
tant que FAT avec les bons
fichiers ou la carte est
défectueuse
La carte SD est vide
• Voir page 33
La carte SD a plusieurs fichier du
même nom
• Voir page 33
La machine a lu plus de fichiers
que ceux accessibles sur la carte
SD
1. Insérer la carte SD de nouveau
2. Remplacer la carte SD
3. Contact SAV MIGATRONIC
Les Softwares sur la carte SD ne
correspondent pas à la machine
utilisée
• Utiliser la carte SD avec les
bons fichiers, compatibles avec
la machine utilisée
Les Softwares sur la carte SD ne
correspondent pas à la machine
utilisée (numéro de série, code
bare)
• Utiliser la carte SD avec les
bons fichiers, compatibles avec
la machine utilisée
La protection de copie interne ne
permet pas l’accès au
microprocesseur
1. Insérer la carte SD de nouveau
2. Contact SAV MIGATRONIC
Le circuit mémoire est défectueux
dans la façade de contrôle
• Contact SAV MIGATRONIC
Le circuit mémoire est défectueux
dans la façade de contrôle
• Contact SAV MIGATRONIC
Le fichier 100015xx.xx.cry a une
erreur
1. Insérer la carte SD de nouveau
2. Remplacer la carte SD
Codes erreurs pour software soudage
10646001.xx.bin
Code Problème et solution
Il n’y a pas de software soudage
dans la machine
• Insérer la carte SD avec le bon
Software dans son lecteur et
allumer la machine.
La carte SD n’est pas formatée
• La carte doit être formatée en
tant que FAT avec les bons
fichiers ou la carte est
défectueuse.
Il y a 1 seul fichier avec les
programmes de soudage
• Vérifier qu’il n’y ai qu’un seul
fichier avec le numéro
106460xx-xx.bin sur la carte
SD. Voir page 33
Les Softwares soudage sur la
carte SD ne correspondent pas à
la machine utilisée
• Utiliser la carte SD avec les
bons fichiers, compatibles avec
la machine utilisée.
Les Softwares sur la carte SD ne
correspondent pas à la machine
utilisée (numéro de série, code
bar)
• Votre programme de soudage
est protégé contre l’écriture et
ne peut être utilisé sans sa
licence
La façade de contrôle est
défectueuse
• Contact SAV MIGATRONIC
Le fichier 106460xx.xx.bin est
absent sur la carte SD
• Voir page 33
Le fichier 106460xx.xx.bin a une
erreur
1. Insérer la carte SD de nouveau
2. Remplacer la carte SD
Le Fichier OMEGA n’est pas
présent sur la carte SD, ou n’ont
pas été sauvegardés
correctement.
1. Voir page 33
2. Changer la carte SD

36
ENTRETIEN
Cette machine nécessite un entretien périodique pour
éviter toute panne et annulation de la garantie.
ATTENTION !
Seuls des personnes formées et qualifiées
peuvent faire ces travaux de maintenance. La
machine doit être débranchée du secteur.
Attendre 5 minutes avant de procéder au
nettoyage ou à la réparation car il y a un risque
d'électrocution pendant que les condensateurs se
déchargent.
Dévidoir
- Régulièrement, nettoyer l'intérieur du dévidoir avec
de l'air comprimé, et vérifier l'état d'usure des
galets de dévidage.
Générateur
- Nettoyer les pales du ventilateur et les composants
du tunnel de refroidissement avec de l'air
comprimé sec.
- Cette opération de nettoyage doit être effectuée
par du personnel qualifié au moins une fois par an.
CONDITIONS DE GARANTIE
La qualité des machines de soudage Migatronic est
évaluée tout au long du processus de production ; un
test final d’assurance qualité permet également de
vérifier le bon fonctionnement des unités après
l’assemblage.
Migatronic propose une garantie de 24 mois, soit
l’équivalent de 1 600 heures d’arc, sur toutes ses
machines de soudage ; cette garantie prend effet à
compter de la date d’enregistrement de la machine.
La machine doit être enregistrée sur Internet, à
l’adresse suivante : www.migatronic.com/warranty.
Un certificat confirmant l’enregistrement est envoyé
par e-mail. L’original de la facture et le certificat
d’enregistrement de la machine de soudage font état
de la garantie de 24 mois auprès de l’acquéreur.
En l’absence d’enregistrement, la période de garantie
standard est de douze mois pour les machines de
soudage neuves à compter de la date de facturation à
l'utilisateur final. La période de garantie est établie à
partir de l’original de la facture.
Migatronic garantit ses produits conformément aux
conditions en vigueur ; seuls les problèmes constatés
sur les machines de soudage pendant la période de
garantie et provoqués par un défaut matériel ou un
vice de fabrication sont pris en charge.
En règle générale, la garantie ne couvre pas les
torches de soudage, assimilées à des pièces d’usure ;
cependant, les défaillances constatées dans les
quatre semaines suivant la mise en route et dues à un
défaut matériel ou à un vice de fabrication sont prises
en charge.
Aucune forme de transport liée à une demande de
garantie n’est couverte par la garantie Migatronic ; il
incombe donc à l’acquéreur de prendre en charge le
transport à ses propres frais et risques.
Les conditions de garantie Migatronic sont disponibles
à l’adresse www.migatronic.com/warranty.

37
SVENSKA
Elektromagnetiska störfält
Denna svetsutrustning, avsedd för professionell användning, upp-
fyller kraven i den europeiska standarden EN/IEC60974-10 (Class
A). Standarden är till för att säkra att svetsutrustning inte stör eller
blir störd av annan elektrisk utrustning till följd av elektromagnetiska
störfält. Då även ljusbågen stör förutsätter störningsfri drift att man
följer förhållningsregler vid installation och användning. Användaren
skall säkra att annan elektrisk utrustning i området inte störs.
Följande skall kontrolleras i det berörda området:
1. Nätkablar och signalkablar i svetsområdet, som är anslutna till
annan elektrisk utrustning.
2. Radio- och tv-sändare och mottagare.
3. Datorer och elektroniska styrsystem.
4. Säkerhetskritisk utrustning, t.ex. övervakning och processtyr-
ning.
5. Användare av pacemaker och hörapparater.
6. Utrustning som används till kalibrering och mätning.
7. Tidpunkt på dagen, när svetsning och andra aktiviteter förekom-
mer.
8. Byggnaders struktur och användning.
Om svetsutrustningen används i bostadsområden kan det vara nöd-
vändigt att iakttaga särskilda förhållningsregler (t.ex. information om
att svetsarbete kommer att utföras på morgonen).
Metoder för minimering av störningar:
1. Undvik användning av utrustning som kan störas ut.
2. Korta svetskablar.
3. Lägg plus- och minuskablar tätt tillsammans.
4. Placera svetskablarna på golvnivå.
5. Signalkablar i svetsområdet tas bort från nätanslutningar.
6. Signalkablar i svetsområdet skyddas, t.ex. med avskärmning.
7. Isolerad nätförsörjning av strömkänsliga apparater.
8. Avskärmning av den kompletta svetsinstallationen kan övervä-
gas vid särskilda tillfällen.
VARNING
Ljusbågssvetsning och -skärning kan vid fel användning vara farlig för såväl användare som omgivning. Därför får
utrustningen endast användas under iakttagande av relevanta säkerhetsföreskrifter. Var särskilt uppmärksam på
följande:
Elektrisk störning
- Svetsutrustningen skall installeras föreskriftsmässigt. Maskinen skall jordförbindas via nätkabel.
- Sörj för regelbunden kontroll av maskinens säkerhetstillstånd.
- Skadas kablar och isoleringar skall arbetet omgående avbrytas och reparation utföras.
- Kontroll, reparation och underhåll av utrustning skall utföras av en person med nödvändig fackmannamässig kunskap
- Undvik beröring av spänningsförande delar i svetskretsen eller elektroder med bara händer. Använd aldrig defekta eller
fuktiga svetshandskar.
- Isolera dig själv från jord och svetsobjektet (använd t.ex. skor med gummisula).
- Använd en säker arbetsställning (undvik t.ex. ställning med fallrisk).
- Följ reglerna för "Svetsning under särskilda arbetsförhållanden" (Arbetarskyddsstyrelsen).
Svets- och skärljus
- Skydda ögonen då även kortvarig påverkan kan ge bestående skador på synen. Använd svetshjälm med föreskriven
filtertäthet.
- Skydda kroppen mot ljuset från ljusbågen då huden kan ta skada av strålningen. Använd skyddskläder som skyddar alla
delar av kroppen.
- Arbetsplatsen bör om möjligt avskärmas och andra personer i området varnas för ljuset från ljusbågen.
Svetsrök och gas
- Rök och gaser, som uppkommer vid svetsning, är farliga att inandas. Använd lämplig utsugning samt ventilation.
Brandfara
- Strålning och gnistor från ljusbågen kan förorsaka brand. Lättantändliga saker avlägsnas från svetsplatsen.
- Arbetskläder skall också vara skyddade från gnistor och sprut från ljusbågen (använd ev. brandsäkert förkläde och var
aktsam för öppna fickor).
- Särskilda regler är gällande för rum med brand- och explosionsfara. Följ dessa föreskrifter.
Störning
- Ljusbågen framkallar akustisk störning. Störningsnivån beror på svetsuppgiften. Det kan vid vissa tillfällen vara
nödvändigt att använda hörselskydd.
Farliga områden
- Stick inte fingrarna i de roterande tandhjulen i trådmatningsenheten.
- Särskild försiktighet skall visas, när svetsarbetet föregår i stängda rum, eller i höjder där det är fara för att falla ned.
Placering av svetsmaskinen
- Placera svetsmaskinen således, att där ej är risk för, att den välter.
- Särskilda regler är gällande för rum med brand- och explosionsfara. Följ dessa förskrifter.
Användning av maskinen till andra ändamål än det den är tillägnad (t.ex. upptining av vattenrör) undanbedes och sker i
annat fall på egen risk.
Läs igenom denna instruktionsbok noggrant
innan utrustningen installeras och tas i bruk!

38
PRODUKTPROGRAM
220/270A svetsmaskine till MIG/MAG svetsning.
Maskinen är luftkyld och leveras med indbyggd tråd-
matning med 4-hjuls drift.
Slangpaket och kablar
Till maskinerna kan MIGATRONIC från sitt produkt-
program levera MIG/MAG-slangar, återledarkablar,
mellankablar, slitdelar mm
Tillbehörsprogram
Kontakta närmaste återförsäljare för information om
AUTOMIG tillbehörsprogram.
Bortskaffa produkten i överensstämmelse
med gällande regler och föreskrifter.
www.migatronic.com/goto/weee
ANSLUTNING OCH
IGÅNGSÄTTNING
Installation
I det följande beskrivs, hur varje enskild del av maski-
nen kopplas samman, ansluts till försörjningsnätet och
anslutningen till gasförsörjningen mm. Talen i parente-
sen hänvisar till figurerna i avsnittet.
Uppackning av AUTOMIG 223i/273i
Efter uppackning och innan ibruktagning av
AUTOMIG 223i/273i görs följande (se skiss).
Nätanslutning
Innan maskinen kopplas till försörjningsnätet, skall
man kontrollera, att den är beräknad till den aktuella
nätspänningen, och att säkringen i försörjningsnätet är
i överensstämmelse med typskyltet. Nätkabeln (1)
skall anslutas till 3-fasad växelström 50 eller 60 Hz
och skyddsjord. Följdorningen av faserna är utan
betydelse. Maskinen tänds med huvudbrytaren (2).
Nätanslutning AUTOMIG Boost
AUTOMIG Boost kan anslutas till en-fas nätspänning i
området från 200-240V och trefas nätspänning från
200V-440V. Maskinen ställer automatisk in sig till den
aktuella nätspänningen utan att man behöver göra
någon omkoppling invändigt i maskinen.
Nätkontakten skall monteras av en elektriker.
Maskinen är utrustad med en fyrleds nätkabel och
skall monteras som visas här nedan:
Konfigurering
Om maskinen utrustas med slangpaket och svets-
kablar, som är underdimensionerade i förhållande till
svetsmaskinens specifikationer t.ex med hänsyn till
den tillåtna belastningen, påtager MIGATRONIC sig
inget ansvar för skador på kablar, slangar och eventu-
ella följdfel.

39
Varning
Anslutning till generator, kan medföra att svetsmaski-
nen ödeläggs.
Generatorer kan i samband med anslutning till en
svetsmaskin avge stora spänningspulser som verkar
ödeläggande på svetsmaskinen. Endast frekvens- och
spänningsstabila generatorer av asynkron-typen får
användas.
Defekter som uppstår på svetsmaskinen, som följd av
anslutning till generator omfattas ej av garantin.
Viktigt!
När återledarkabel och svetsbrän-
nare ansluts maskinen, är god elek-
trisk kontakt nödvändig, för att und-
gå att kontakter och kablar öde-
läggs.
Lyftanvisning
Lyftöglan kan användas på säckvagn till lyft med kran
(figur 1). Vagn med 4 hjul kan inte lyftas med kran,
utan endast manuellt i handtaget (figur 2).
Maskinen får ej lyftas med monterad gasflaska!
Anslutning av skyddsgas
Gasslangen, som utgår från baksidan av maskinen
(3), anslutes till en gasförsörjning med en tryck-
reduktion på max. 6 bar. En gasflaska kan fixeras bak
på vagnen.
Anslutning av brännare för MIG/MAG-svetsning
Slangpaketet trycks i ZA-kopplingen (4), och spänn-
ringen (5) på änden av slangen spännes med handen.
Återledarkablen ansluts svetsminus (6).
Anslutning av slangpaket 1 (pos. 7) och
slangpaket 2 (pos. 8) för MIG/MAG-svetsning
(AUTOMIG 223i DUO)
Slangpaketet trycks in i ZA-anslutningen (7 och 8),
och spännringen (5) på änden av slangen spännes
med handen. Omskiftaren (9) används till att skifta
mellan slangpaket 1 och 2.
Återledaren ansluts till svetsminus (10).
Brännarreglering (Dialog brännare)
Om ett slangpaket med Dialog brännare används, kan
strömstyrkan justeras både på maskinen och på dialog
brännaren. Denna funktion kan inte slås ifrån.
Brännarregleringen är passiv utan Dialog brännare.
Rangerfunktion
Funktionen används till att rangera/framföra tråd ev.
efter trådskifte. Tråden matas fram, när den gröna
knappen hålls nere, medan man trycker på brännar
avtryckaren.Trådmatningen fortsätter, även om den
gröna knappen släpps och stoppar först när brännar-
avtryckaren släpps.
Justering av trådbroms
Trådbromsen skall säkra att trådspolen bromsas till-
räckligt snabbt när svetsningen upphör. Den nödvän-
diga bromskraften beror på trådrullens vikt och den
maximala trådhastigheten som används. Ett broms-
moment på 1,5-2,0 Nm är tillräcklig för de flesta an-
vändningar.
Justering:
- Avmontera vridknappen
genom att sticka in en
tunn skruvmejsel bakom
knappen och bänd där-
efter loss knappen.
- Justera trådbromsen
genom att spänna eller
lossa låsskruven på tråd-
navets axel.
- Montera knappen igen
genom att trycka in den på
plats igen.

40
AUTOMIG FUNKTIONSPANEL
Val av materialtyp
Här väljs först materialtyp genom att trycka
på -knappen, tills ljusdioden tänds för det
önskade valet.
Val av tråddiameter
Tryck på -knappen tills ljusdioden tänds för
den önskade tråddiametern.
Alla tråddiametrar kan inte väljas för alla
material.
Reset till fabriksinställningar:
Fabriksinställningar för den valda tråddiametern åter-
ställs genom att hålla knappen inne, tills indikatorn ger
ett kort blink.
Ström/trådhastighet/materialtjocklek
Når man inte svetsar, visas den inställda
ström/trådhastighet/materialtjocklek. Under
svetsning visas den mätna strömmen.
Materialtjocklek:
Funktionen är en vägledande hjälp till att ställa in
strömmen utifrån materialtjocklek (i mm). När en mate-
rialtjocklek är vald, sker en automatisk inställning av
strömmen, som svarar till den gällande material-
tjockleken. Strömmen kan fritt justeras i efterhand.
Materialtjocklekfunktionen skall betraktas som en god
utgångspunkt för val av den rätta ströminställningen
för en given uppgift. För nästan alla uppdrag, där
denna funktion används som utgångspunkt, kommer
det att vara nödvändigt med efterföljande trimning av
både ström och spänning för att uppnå ett optimalt
resultat.
Ljusbågelängd
Efter behov kan ljusbågelängden justeras
genom att trimma spänningen. Under
svetsning vises uppmätt spänning. Tryck på -
knappen och trimma från –9,9 till +9,9.
Vridknapp
På vridknappen justeras svetsström, tråd-
hastighet, materialtjocklek, ljusbågelängd
och sekundära parametrar. Max. tråd-
hastighet är 15,0 m/min.
Inställing av sekundära parametrar
Tryck på knappen tills den önskade para-
metern visas i displayen. För att återgå till
normalvisning trycks kort på knappen för
ljusbågelängd eller ström/trådhastighet/mate-
rialtjocklek.
Arc adjust:
Arc adjust (elektronisk drossel) gör det möjligt
att justera, hur snabbt det skall reageras på
kortslutningar. Arc adjust ställas in i steg från –5,0 till
+5,0.
Gasförströmningstid:
Gasförströmning skall säkra gastäckning av
svetsstället innan svetsning startar. Gasför-
strömningstiden är tiden, från brännaravtryckaren akti-
veras, och gasströmningen startar, till att trådmatnin-
gen startar. Gasförströmningstiden ställs in mellan 0,0
sek. och 10,0 sek.
Krypstart:
Krypstart förbättrar tändingsegenskaperna.
Här ställer man in, vilken hastighet tråden skall
starta med. Hastigheten ställs in mellan 1,5 och 15,0
m/min. Krypstartsfunktionen frånkopplas, när det visas
- - -

41
Hotstart-tid:
Hotstart är en funktion, som hjälper till att
skapa den rätta temperaturen i smältbadet vid
start av svetsningen.
Hotstart-tid bestämmer den tid, som det svetsas i
hotstart. Tiden kan ställas in mellan 0 och 10 sek.
Strömsänkningstid:
Här ställer man in varaktigheten av ström-
sänkningen. Vid tryck påbörjas strömsänk-
ningsfasen, där det bildas kraterfyllning. Strömmen
sänks från den inställda strömmen till stopströmmen.
Burn back:
Burn back funktionen säkrar, att tråden brän-
ner fri från smältbadet. Burn back ställs in i
steg från 1 till 30.
Gasefterströmningstid:
Gasefterströmning säkrar skydd av smältbadet
efter svetsning och kyler brännaren. Gasefter-
strömningstiden är tiden, från att ljusbågen slocknar,
till att gastillförseln avbryts. Tiden kan ställas in mellan
0,0 och 10,0 sek.
När maskinen stängs av sparas de inställda paramet-
rarna internt i maskinen.
Samtidigt sparas numret på det senast använda pro-
rammet således, att maskinen starter upp i detta.
Svetsspänning
Svetsspänningsindikatorn lyser av säkerhets-
skäl, när det finns spänning på elektroden eller
brännaren.
Överhettning
Överhettningsindikatorn lyser, om svetsningen
blir avbruten på grund av överhettning av ma-
skinen.
SOFTWARE
Om kontrollboxen byts ut är det nödvändigt att lägga
in software i den nya boxen igen, med hjälp av ett SD
kort.
Softwaren ligger på ett SD kort, som skal innehålla
mapparna och en eller flera av filerna som visas här-
under. Mappnamnet skall skrivas med STORA bok-
stäver och skall ej omdöpas.
Software inläsning
• Sätt i SD-kortet i springan på maskinens högra
sida.
• Tänd maskinen.
• Displayen blinkar kortvarigt med tre streck.
• Vänta tills maskinens display visar den inställda
strömmen.
• Släck maskinen och ta ut SD-kortet.
• Maskinen är nu klar för användning.
* Alla maskinens användarinställningar för-
svinner när man läser in nytt software. Ta
därför alltid ut SD-kortet ur maskinen efter
uppdateringen, för att undgå att softwaren
läses in var gång maskinen tänds.

42
TEKNISK DATA
Strömkälla: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Nätspänning (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Nätspänning (50Hz-60Hz) 1x230V 1x230V
Säkring 10A 16A 10 A 16A
Nätström, effektiv 6,0A 7,1A 7,6 A 10,5A
Nätström, max. 10,1A 29,9A 13,2 A 42,0A
Effekt, (100%) 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Effekt, max 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Effekt, tomgång 20W 30W 20 W 30W
Verkningsgrad 0,90 0,84 0,88 0,84
Effektfaktor 0,87 0,99 0,93 0,99
Strömområde 10-220A 10-220A 10-270 A 10-270 A
Intermittens 100% vid 20°C 180A 115A (140A)* 230 A 150A (180A)*
Intermittens 60% vid 20°C 220A 150A (175A)* 245 A 180A (200A)*
Intermittens 100% vid 40°C 145A 70A (81A)* 175 A 95A (107A)*
Intermittens 60% vid 40°C 170A 86A (108A)* 195 A 110A (126A)*
Intermittens max. vid 40°C 30% 14% (16%)* 25 % 12% (13%)*
Tomgångsspänning 52V 52V 52 V 52 V
1Användarklass S S S S
2Skyddsklasse IP 23 IP 23 IP 23 IP 23
Normer EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensioner (HxBxL) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Vikt 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
1
S
Maskiner uppfyller de krav som ställs för användning i områden med ökad risk för elektrisk chock
2
Anger att maskinen är beräknad för såväl innomhus som utomhus användning

43
FELKODER
Om det uppstår ett fel under software inläsningen kommer en av nedanstående felkoder att blinka i displayen.
Felkoder till Styrsoftware 10001501.xx.cry
Felkod Orsak och åtgärd
Det finns ingen software i
kontrollboxen.
• Sätt i ett SD kort med software i
boxen och tänd maskinen.
SD kortet är ej formaterat.
• Formatera SD kortet i en PC,
som FAT och lägg filerna på
kortet. Eller använd ett annat
SD kort.
SD kortet innehåller inget
software.
• Se sida 41.
SD kortet har flera filer med
samme namn.
• Se sida 41.
Kontrollboxen har försökt att
läsa in flera data än den kan ha i
minnet.
1. Läs in SD kortet igen.
2. Byt ut SD kortet.
3. Tillkalla MIGATRONIC Service.
Software på SD kortet är låst till
en annan typ av kontrollbox.
• Använd ett SD kort med
software som passar till din typ
av kontrollbox.
Software på SD kortet är låst till
en annan kontrollbox med ett
annat serienummer/streckkod.
• Använd ett SD kort med
software som passar till din
kontrollbox.
Det interna kopieringsskyddet til-
låter ej åtgång till mikro-
processorn.
1. Läs in SD kortet i maskinen
igen.
2. Tillkalla MIGATRONIC Service.
Kontrollboxens minneskrets är
defekt.
• Tillkalla MIGATRONIC Service.
Kontrollboxens minneskrets är
defekt.
• Tillkalla MIGATRONIC Service.
Den inlästa filen 100015xx.xx.cry
är felaktiga.
1. Läs in SD kortet igen
2. Byt ut SD kortet.
Felkoder till Svetsprogrampaketet 10646001.xx.bin
Felkod Orsak och åtgärd
Det finns inget svetsprogram i
kontrollboxen.
• Sätt ett SD kort med software i
boxen och tänd maskinen. Se
sida 41
SD kortet är inte formaterat.
• Formatera SD kortet i en PC,
som FAT. Eller använd ett annat
SD kort.
Det är endast möjligt att ha en fil
med svetsprogram.
• Se till att det endast ligger en fil
med nummer 106460xx-xx.bin
på SD kortet. Se sida 41.
Det svetsprogrampaket du för-
söker att läsa in passar ej till
denna kontrollbox.
• Använd ett SD kort med
software som passar till din
kontrollbox.
Det svetsprogrampaketet du för-
söker att läsa in, är låst till en
kontrollbox med ett annat serie-
nummer.
• Ditt softwarepaket är kopierings-
skyddat och försöks användas
på en kontrollbox som det ej är
köpt licens till.
Kontrollboxen är defekt.
• Tillkalla MIGATRONIC Service.
Filen 106460xx.xx.bin saknas på
SD kortet.
• Se sida 41.
Den inlästa filen 106460xx.xx.bin
är felaktig.
1. Läs in SD kortet igen.
2. Byt ut SD kortet.
Omega mappen med filerna finns
ej på kortet eller är placerat på fel
ställe.
1. Upprätta mapparna
MIGA_SW / OMEGA som
beskrivet på sida 41 och placera
filerna häri.
2. Byt ut SD kortet.

44
UNDERHÅLL
Maskinen skall regelmässigt underhållas och rengöras
för att undgå funktionsfel och säkra driftssäkerhet.
Bristande underhåll har inflytande på driftssäkerheten
och resulterar i bortfall av garanti.
VARNING!
Service- och rengöringsarbeten på öppnade svets-
maskiner skall endast utföras av kvalificerad
personal. Anläggningen skall frånkopplas försörj-
ningsnätet (nätkontakt dras ut!). Vänta ca. 5 minu-
ter innan underhåll och reparation, då alla konden-
satorer skall urladdas då det är risk för stöt.
Trådrum
- Rengör trådrummet med tryckluft och efterse
matarhjulens spår och tänder for slitage, efter
behov.
Strömkälla
- Strömkällans fläktvingar och kyltunnel skall ren-
göras med tryckluft efter behov.
- Det skall minst en gång årligen genomföras efter-
syn och rengöring av kvalificerad servicetekniker.
GARANTIVILLKOR
Migatronic svetsmaskiner kvalitetskontrolleras löpande
i hela produktionsförloppet och avprovas som en
samlad enhet genom noggrann, kvalitetssäkrad
funktions- och sluttest.
Migatronic tillämpar 24 månaders garanti,
motsvarande 1600 ljusbågetimmar, på alla typer av
Migatronic svetsmaskiner, om maskinen registrerats.
Registrering skall göras via internet på
www.migatronic.com/warranty. Som bevis för
registreringen gäller registreringsbeviset, som sänds
via e-mail. Orginalfakturan samt registreringsbeviset
är köparens dokumentation för att svetsmaskinen
omfattas av 24 månaders garanti.
Standard garantiperioden är 12 månader för nya
svetsmaskiner räknat från fakturadatum till slutkund,
om registrering icke företagits. Orginalfakturan är
dokumentation för garantiperioden.
Migatronic ger garanti i förhållande till gällande
garantivillkor genom att avhjälpa brister eller fel på
svetsmaskiner, som påvisligt inom garantiperioden
kan härledas material- eller produktionsfel.
Det beviljas som huvudregel icke garanti på
slangpaket, då dessa anses som slitdelar; dock
kommer fel och brister, som uppstår inom 4 veckor
efter ibruktagningen och som härleds till material- eller
produktionsfel, betraktas som garantireklamation.
All form av transport i förhållande med en garanti-
reklamation omfattas ej av Migatronics garantiservice
och kommer således ske för köparens räkning och
risk.
I övrigt hänvisas till Migatronics gällande garantivillkor,
som är tillgänglig på www.migatronic.com/warranty.

45
SUOMI
Sähkömagneettinen häiriökenttä
Tämä teolliseen ja ammattikäyttöön tarkoitettu hitsauslaite täyttää
eurooppalaisen standardin EN/IEC60974-10 (Class A) vaatimukset.
Standardin tarkoituksena on estää tilanteet, joissa laitteeseen syntyy
häiriöitä tai se itse aiheuttaa häiriöitä muissa sähkölaitteissa tai –
kojeissa. Koska myös valokaari aiheuttaa säteilyhäiriötä, on laitetta
asennettaessa suoritettava tiettyjä toimenpiteitä, jotta hitsauslaite
toimisi ilman häiriöitä ja purkauksia. Käyttäjän on varmistettava,
että kone ei aiheuta edellä mainitun kaltaisia häiriöitä.
Seuraavat seikat on otettava huomioon työskentelypistettä ympäröi-
vällä alueella:
1. Hitsausalueella olevat, muihin sähkölaitteisiin kytketyt viesti- ja
syöttökaapelit.
2. Radio- tai televisiolähettimet ja –vastaanottimet.
3. Tietokoneet ja sähköiset ohjauslaitteet.
4. Kriittiset turvalaitteistot esim. sähköisesti ohjattu valvonta tai pro-
sessin ohjaus.
5. Henkilöt, joilla on käytössä sydämentahdistin, kuulolaite tms.
6. Kalibrointiin ja mittaukseen käytettävät laitteet.
7. Vuorokaudenaika, jolloin hitsaus ja muut toiminnot suoritetaan.
8. Rakennusten rakenne ja käyttö.
Mikäli hitsauslaitetta käytetään asuinalueella, saattaa olla tarpeen
suorittaa erityisiä varotoimenpiteitä (esim. ilmoitus käynnissä ole-
vasta väliaikaisesta hitsaustyöstä).
Sähkömagneettisten häiriöiden minimointi:
1. Vältä sellaisten laitteiden käyttöä, jotka saattavat häiriintyä.
2. Käytä lyhyitä hitsauskaapeleita.
3. Pidä plus- ja miinuskaapelit tiukasti yhdessä.
4. Aseta hitsauskaapelit lattialle tai lähelle lattiaa.
5. Irrota hitsausalueella olevat viestikaapelit verkkoliitännöistä.
6. Suojaa hitsausalueella olevet viestikaapelit esim. väliseinä-millä.
7. Käytä herkille sähkölaitteille eristettyjä verkkokaapeleita.
8. Tietyissä tilanteissa on harkittava jopa koko hitsauslaitteiston
eristämistä.
VAROITUS
Kaarihitsaus ja kaarisulatusleikkaus saattaa olla vaarallista koneen käyttäjälle, lähistöllä työskenteleville ihmisille ja
muulle ympäristölle, mikäli laitetta käsitellään tai käytetään väärin. Tästä syystä laitetta käytettäessä on aina
ehdottomasti noudatettava laitteen turvallisuusohjeita. Erityisesti tulee kiinnittää huomiota seuraaviin seikkoihin:
Sähkö
- Hitsauslaitteet on asennettava voimassaolevien turvallisuusmääräysten mukaisesti ja asennuksen saa suorittaa
ainoastaan pätevä ja ammattitaitoinen henkilö. Verkkopistokkeen kytkennän ja sähköön liityvät asennukset saa tehdä vain
hyväksytty sähkö- tai huoltoliike.
- Vältä kosketusta paljain käsin hitsauskytkennän jännitteisiin osiin, elektrodeihin ja johtoihin. Käytä ainoastaan kuivia ja
ehjiä hitsauskäsineitä.
- Varmista, että myös itselläsi on kunnollinen maadoitus (esim. kengissä tulee olla kumipohjat).
- Huolehdi, että työskentelyasentosi on vakaa ja turvallinen (varo esim. putoamisen aiheuttamia onettomuusriskejä).
- Huolehdi hitsauslaitteiston kunnollisesta huollosta. Mikäli johdot tai eristeet vioittuvat, työ on keskeytettävä välittömästi ja
viat korjattava.
- Ainoastaan pätevä ja ammattitaitoinen henkilö saa korjata ja huoltaa hitsauslaitteistoa.
Valo- ja lämpösäteily
- Suojaa silmät kunnolla sillä jo lyhytaikainenkin altistuminen saattaa aiheuttaa pysyvän silmävamman. Käytä tarkoituksen-
mukaisella säteilysuojuksella varustettua hitsauskypärää.
- Suojaa keho valokaarelta sillä hitsaussäteily saattaa vahingoittaa ihoa. Käytä suojakäsineitä ja peitä kaikki ruumiinosat.
- Työskentelypiste tulisi suojata, mikäli mahdollista, ja muita alueella olevia henkilöitä on varoitettava valokaaren valosta.
Hitsaussavu ja -kaasut
- Hitsauksen aikana syntyvän savun ja kaasujen sisäänhengittäminen vahingoittaa terveyttä. Varmista, että imupoisto-järje-
stelmä toimii kunnolla ja huolehdi riittävästä ilmanvaihdosta.
Palovaara
- Kaaresta tuleva säteily ja kipinät aiheuttavat palovaaran. Tästä syystä kaikki tulenarka materiaali on poistettava hitsaus-
alueelta.
- Työvaatetuksen tulisi olla hitsauskipinänkestävä (esim. tulenkestävää materiaalia - varo laskoksia ja avonaisia taskuja).
- Tiloja, joissa on palo- ja räjähdysvaara, koskevat erityismäärykset. Näitä määräyksiä on noudatettava.
Melu
- Valokaari synnyttää hitsauksen kohteesta riippuen tietynlaista akustista kohinaa. Joissain tapauksissa on tarpeen käyttää
kuulosuojaimia.
Vaara-alueet
- Erityistä varovaisuutta on noudatettava kun hitsaus tapahtuu suljetussa tilassa tai korkealla, jossa on putoamisvaara.
Koneen sijoitus
- Aseta hitsauskone siten, ettei se pääse kaatumaan.
- Tiloja, joissa on palo- ja räjähdysvaara, koskevat erityismäärykset. Näitä määräyksiä on noudatettava.
Laitteen käyttö muuhun kuin sille suunniteltuun käyttötarkoitukseen (esim. vesiputkien sulattamiseen!) on ehdottomasti
kielletty. Tällainen käyttö tapahtuu täysin käyttäjän omalla vastuulla.
Lue tämä ohjekirja huolellisesti
ennen laitteen asennusta ja käyttöä.

46
TUOTEOHJELMA
220/270A hitsauskone MIG/MAG-hitsaukseen. Kone
on ilmajäähdytteinen ja varustettu kiinteällä 4-pyörä-
langansyötöllä.
Hitsauspolttimet ja –kaapelit
MIGATRONICin tuotevalikoimaan kuuluu MIG/MAG-
polttimet ja letkut, paluuvirtakaapelit, välikaapelit ja
kuluvat osat jne.
Lisävarusteet
Ota yhteyttä Migatronic-jälleenmyyjääsi, jolta saat
lisätietoja lisävarusteista.
Tuotteen hävittäminen on tehtävä
paikallisten säännösten ja märäysten
mukaisesti.
www.migatronic.com/goto/weee
KYTKENTÄ JA KÄYTTÖ
Luvallinen asennus
Seuraavissa kappaleissa kerrotaan, miten kone
valmistellaan käyttöönottoa varten ja kytketään sähkö-
verkkoon, kaasulähteeseen jne. Sulkeissa olevat
numerot viittaavat tämän kappaleen kuviin.
AUTOMIG 223i/273i purkaminen
Tarkista AUTOMIG 223i/273i purkamisen ja käytön
jälkeen seuraavat asiat (katso kuvaa):
Liitäntä sähköverkkoon
Varmista ennen koneen kytkemistä sähköverkkoon,
että verkkojännite on koneelle sopiva. Varmista myös
että sähköverkon pääsulake on oikean kokoinen.
Virtalähteen verkkokaapeli (1) kytketään kolmi-
vaiheiseen vaihtovirtalähteeseen (AC), 50 Hz tai 60
Hz, sekä maadoitusliitäntään. Vaiheiden järjestyksellä
ei ole merkitystä. Virta kytketään päälle pääkat-
kaisijasta (2).
AUTOMIG Boost verkkokytkentä
AUTOMIG Boost voidaan kytkeä yksivaiheverkkoon
200-240V sekä kolmivaiheverkkoon 200-440V. Kone
säätää itsensä automaattisesti verkosta tulevaan
jännitteeseen, eikä konetta tarvitse erikseen siihen
säätää.
Verkkopistokkeen saa asentaa sähköasentaja, jolla on
siihen tarvittava lupa.
Koneessa on 4-johtiminen verkkokaapeli ja pitää
asentaa alla olevan kuvan mukaan:
Kokoonpano
Valmistaja MIGATRONIC ei vastaa vioittuneista
kaapeleista, muista vahingoista tai välillisistä
vahingoista, mikäli hitsattaessa on käytetty hitsaus-
koneen teknisiin tietoihin verrattuna alimitoitettua
hitsauspoltinta ja hitsauskaapeleita, esimerkiksi
suhteessa sallittuun kuormitukseen.

47
Varoitus
Liittäminen generaattoriin saattaa vahingoittaa
hitsauskonetta.
Liitettäessä hitsauskoneeseen generaattori saattaa
synnyttää suuria jännitesykäyksiä, jotka saattavat
vahingoittaa hitsauskonetta. Käytä ainoastaan
taajuus- ja jännitevakaita epätahtigeneraattoreita.
Hitsauskoneeseen syntyvät viat, jotka aiheutuvat
generaattoriin kytkemisestä, eivät kuulu takuun piiriin.
Tärkeää!
Välttääksesi pistokkeiden ja
johtojen vioittumista, varmista että
koneeseen kytkettyjen maadoitus-
johtojen ja välijohtojen kytkennöissä
on kunnon kosketus.
Nosto-ohjeet
Kuljetuskärryä voidaan nostaa nosturilla nostopisteistä
(kuva 1).
Nelipyöräistä vaunua voidaan nostaa ainoastaan käsin
kahvasta nostamalla (kuva 2).
Konetta ei saa nostaa kaasupullon ollessa kytkettynä
laitteeseen.
Suojakaasun liitäntä
Suojakaasuletku kiinnitetään virtalähteen (3) taka-
paneeliin ja liitetään kaasunlähteeseen paine las-
kettuna max. 6 bariin. Kaasupullo voidaan asentaa
koneen takana olevaan pullotelineeseen.
Hitsauspolttimen kytkentä
MIG/MAG-hitsausta varten
Työnnä hitsauspoltin keskuslukkoon (4) ja kiristä
mutteri (5) käsin. Maakaapeli kytketään miinusnapaan
(6).
Hitsauspolttimen kytkentä MIG/MAG-hitsausta
varten polttimeen 1 (7) ja polttimeen 2 (8)
(AUTOMIG 223i DUO)
Työnnä hitsauspoltin keskuslukkoon (7 ja 8) ja kiristä
mutteri (5) käsin. Vaihtokytkimestä (9) valitaan joko
poltin 1 tai poltin 2.
Maakaapeli kytketään miinusnapaan (10).
Säätö polttimesta (Dialog-poltin)
Kun säädettävä Dialog (F-poltin) on kytketty
koneeseen, säätö toimii koneen paneelista ja myös
polttimesta. Toiminto on aina aktiivinen. Poltinsäätö on
passiivinensilloin, kun koneessa ei ole Dialog-poltinta.
Langansyöttö
Toimintoa käytetään langansyötön hidastamiseen
esimerkiksi lankakelan vaihtamisen jälkeen. Hidastus
käynnistetään painamalla vihreää näppäintä ja
samanaikaisesti painamalla hitsauspolttimen
liipaisinta. Hidas syöttö jatkuu vaikka vihreä näppäin
vapautetaan. Se jatkuu kunnes hitsauspolttimen
liipaisin vapautetaan.
Lankajarrun säätö
Lankajarrun tehtävänä on varmistaa, että lankakela
jarruttaa riittävän nopeasti hitsauksen päättyessä.
Tarvittava jarrutusvoima riippuu lankakelan painosta ja
langansyötön maksiminopeudesta. Jarrumomentti 1,5-
2,0 Nm on useimmisssa tapauksissa riittävä.
Säätö:
- Irrota säätönuppi
asettamalla ohut
ruuvimeisseli nupin
taakse, minkä jälkeen
voit vetää sen pois.
- Säädä jarru kiristämällä
tai löysäämällä
lankakelan napa-akselin
itselukitsevaa mutteria.
- Kiinnitä nuppi painamalla
se takaisin uraansa.

48
AUTOMIG-OHJAUSPANEELI
Materiaalityypin valinta
Paina -näppäintä kunnes halutun
materiaalin merkkivalo syttyy.
Langanvahvuuden valinta
Paina -näppäintä kunnes halutun langan-
vahvuuden merkkivalo syttyy.
Kaikkia langanvahvuuksia ei voi käyttää
kaikille materiaaleille.
Tehdasasetusten palautus:
Valitun langanvahvuuden tehdasasetukset latautuvat
painettaessa näppäintä kunnes merkkivalo välähtää
lyhyesti.
Virran/langansyöttönopeuden/
materiaalivahvuuden:
Kun koneella ei hitsata, näytöllä on asetettu
virta/langansyöttönopeus/materiaalivahvuus
Hitsauksen aikana näytöllä on mitattu virta.
Materiaalivahvuus:
Toiminnon avulla säädetään virran voimakkuus
materiaalivahvuuden mukaan (mm). Kun jokin
materiaalivahvuus valitaan, ohjelma laskee auto-
maattisesti sille sopivan virta-arvon. Tämän jälkeen
virtaa voi vielä säätää. Materiaalivahvuustoiminto on
hyvä lähtökohta oikean virran ja jännitteen valinnassa.
Nämä parametrit kaipaavat hienosäätöä lähes jokaista
hitsaustehtävää varten – vain näin saavutetaan paras
mahdollinen tulos.
Kaaren pituus
Kaaren pituutta voidaan tarvittaessa säätää
jännitettä säätämällä. Hitsauksen aikana
näkyvissä on mitattu jännite. Paina -näppäintä ja
säädä arvo välillä –9,9 - +9,9.
Säädin
Säätimellä säädetään hitsausvirta, langan-
syöttönopeus, materiaalivahvuus, kaaren
pituus ja sekundääriset parametrit.
Maksimi langansyöttönopeus on
15,0 m/minuutissa.
Sekundääristen parametrien asetus
Paina säädintä kunnes haluttu parametri on
näkyvissä. Aloitusnäyttöön palataan paina-
malla lyhyesti kaaren pituuden tai
virran/langan syöttönopeuden/materiaali-
vahvuuden näppäintä.
Kaaren säätö:
Kaaren säädön (virtakuristin) avulla voidaan
säätää se nopeus, jolla kone reagoi
oikosulkuihin. Kaaren säätö voidaan säätää välille -5,0
- +5,0.
Esikaasu:
Kaasun esivirtaus l. esikaasu varmistaa sen,
että valokaari on ennen syttymistään täysin
suojattu ympäröivältä ilmalta. Kaasun esivirtausajalla
tarkoitetaan aikaa hitsauspolttimen liipaisimen paina-
misesta langansyötön käynnistymiseen. Kaasun
esivirtausaika voidaan säätää välille 0,0 – 10,0 sek.

49
Soft-start:
Soft-start, pehmeä aloitus, parantaa sytty-
misominaisuuksia. Asetuksella määrätään
nopeus, jolla langansyöttö tapahtuu ennen kaaren
muodostumista. Langansyöttönopeus on säädettä-
vissä välille 1.5-15.0 m/min. Soft start –toiminto ei ole
käytössä kun näytöllä on - - -.
Hot-start –aika:
Hotstart on toiminto, jonka avulla hitsisulan
lämpötila saadaan sopivaksi hitsauksen
alussa.
Hot-start –aika on toiminnon kestoaika ja se voidaan
säätää välille 0 - 10 sek.
Slope-down - virranlasku:
Kun hitsaus on päättynyt, alkaa virran-
laskuvaihe kraaterin täyttämiseksi. Virta laskee
säädetystä virrasta loppuvirtaan.
Jälkipalo:
Jälkipalotoiminto estää hitsauslankaa tarttu-
masta kiinni työkappaleeseen hitsin lopussa.
Jälkipaloaika voidaan säätää välille 1-30.
Kaasun jälkivirta:
Kaasun jälkivirtausaika on se aika, minkä
suojakaasu jatkaa virtaamista valokaaren
sammumisen jälkeen jäähdyttäen hitsauspoltinta.
Kaasun jälkivirta-aika kestää valokaaren
sammumisesta kaasuvirran katkeamiseen. Aika
voidaan asettaa välille 0.0 - 10.0 sek.
Kun kone sammutetaan, tallentuu koneeseen valitut
parametrit automaattisesti muistiin.
Samalla tallentuu valittu ohjelma ja uudelleen
käynnistyksessä se on voimassa.
Hitsausjännitteen merkkivalo
Hitsausjännitteen merkkivalo palaa turvalli-
suussyistä aina kun hitsauspuikossa tai
polttimessa on jännite.
Ylikuumenemisen merkkivalo
Ylikuumenemisen merkkivalo palaa mikäli
hitsaustyö on keskeytynyt koneen
ylikuumenemisen takia.
SOFTWARE – OHJELMAT
Jos ohjauspaneeli vaihdetaan, on tärkeä vaihtaa uusi
ohjelma SD –kortin avulla.
Ohjelmat sijaitsevat SD-kortilla, joka sisältää alla
mainitut kansiot, ja yksi tai useampia tiedostoja.
Kansion nimet ovat isoilla kirjaimilla ja niitä ei saa
vaihtaa.
Ohjelman uudelleen asentaminen
• SD-kortti tulee laittaa oikealla puolella
lankatilassa olevaan rakoon.
• Kone käynnistetään tämän jälkeen
• Näyttöön ilmestyy kolme viivaa.
• Odottakaa, kunnes näyttöön ilmestyy virta-arvo.
• Kone pitää jälleen sammuttaa kytkimestä ja SD-
kortti poistaa.
• Kone on käyttövalmis.
* Kaikki vanhat asetukset poistuvat, kun
uusi ohjelma asennetaan koneeseen. Siksi
SD-kortti pitää ottaa asennuksen jälkeen
koneesta pois. Kone lukee ohjelman aina
uudelleen päälle kytkettäessä, jos kortti on
koneessa.

50
TEKNISET TIEDOT
Virtalähde: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Verkkojännite (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Verkkojännite (50Hz-60Hz) 1x230V 1x230V
Sulake 10A 16A 10 A 16A
Verkkovirta, tehollinen 6,0A 7,1A 7,6 A 10,5A
Maksimiverkkovirta 10,1A 29,9A 13,2 A 42,0A
Kulutus, 100% 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Kulutus, max. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Tyhjäkäyntivirta 20W 30W 20 W 30W
Hyötysuhde 0,90 0,84 0,88 0,84
Tehokerroin 0,87 0,99 0,93 0,99
Virta-alue, tasavirta 10-220A 10-220A 10-270 A 10-270 A
Kuormitettavuus100% 20°C 180A 115A (140A)* 230 A 150A (180A)*
Kuormitettavuus60% 20°C 220A 150A (175A)* 245 A 180A (200A)*
Kuormitettavuus100% 40°C 145A 70A (81A)* 175 A 95A (107A)*
Kuormitettavuus60% 40°C 170A 86A (108A)* 195 A 110A (126A)*
Kuormitettavuus max. 40°C 30% 14% (16%)* 25 % 12% (13%)*
Tyhjäkäyntijännite 52V 52V 52 V 52 V
1Käyttöluokka S
S
S
S
2Suojausluokka IP 23 IP 23 IP 23 IP 23
Standardit EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Mitat KxLxP cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Paino 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Tiedot Boost-versiolle 1x230V verkkojännite.
Tiedot suluissa 3x400V verkkojännitteelle.
1 S
Tämä kone täyttää ne vaatimukset, jotka koneilta vaaditaan työskenneltäessä alueilla, joilla on suuri sähköiskun vaara.
2 IP23 –merkinnällä varustetut laitteet on tarkoitettu sisä- ja ulkokäyttöön.

51
VIRHEKOODIT
Jokin seuraavista virhekoodeista vilkkuu näytössä, jos ohjelmavirhe on kyseessä.
Virhekoodit ohjelmassa 10001501.xx.cry
Virhekoodi Syy ja korjaus
Ohjausyksikössä ei ole ohjelmaa.
• Ohjelmoitu SD-kortti tulee asettaa
koneeseen ja kone käynnistää.
SD-kortin formaatti ei ole tullut läpi.
• SD-kortin formaatti pitää tallentaa
tietokoneella FAT muodossa. Jos
kortti ei toimi, pitää vaihtaa uusi
SD-kortti.
SD-kortilla ei ole ohjelmaa.
• Ks. sivu 49.
SD-kortilla on useampia ohjelmia
samalla nimellä.
• Ks. sivu 49.
Ohjausyksikkö yrittää lukea useita
ohjelmia, mitä kortille on
tallennettu.
1. SD-kortti pitää uudelleen tallentaa
koneeseen.
2. SD-kortti on viallinen ja täytyy
vaihtaa
3. Ottakaa yhteyttä Migatronicin
asiakaspalveluun tai keskus-
huoltoon.
Ohjelma SD-kortilla on tarkoitettu
toiselle ohjausyksikölle.
• SD-kortille pitää tallentaa oikea
ohjelma.
Ohjelma SD-kortilla on
suljettu/tallennettu toiselle
sarjanumerolle tai viivakoodille.
• SD-kortille pitää tallentaa oikea
ohjelma.
Sisäinen kopiosuoja estää
sisäänpääsyn mikroprosessorille.
1. SD-kortti pitää uudelleen tallentaa
koneeseen.
2. Ottakaa yhteyttä Migatronicin
asiakaspalveluun tai keskus-
huoltoon.
Muisti ohjausyksikössä on
viallinen.
• Ottakaa yhteyttä Migatronicin
asiakaspalveluun tai keskus-
huoltoon.
Muisti ohjausyksikössä on
viallinen.
• Ottakaa yhteyttä Migatronicin
asiakaspalveluun tai keskus-
huoltoon.
Tiedosto 100015xx.xx.cry on
virheen vaivaama.
1. SD-kortti pitää jälleen tallentaa
koneeseen.
2. SD-kortti on viallinen ja pitää
vaihtaa
Virhekoodit hitsausohjelmassa 10646001.xx.bin
Virhekoodi Syy ja korjaus
Hitsausohjelmat eivät ole
saatavilla ohjausyksiköstä.
• Ohjelmoitu SD-kortti pitää
asettaa koneeseen ja kone pitää
käynnistää. Ks. sivu 49.
SD-kortin formaatti ei ole mennyt
läpi.
• SD-kortin formaatti pitää olla
FAT muodossa tietokoneella tai
vaihtaa toinen kortti.
On mahdollista lukea vain yhtä
hitsausohjelmaa.
• Pitää tallentaa myös
106460xx-xx.bin ohjelma SD-
kortille. Ks. sivu 49.
Hitsausohjelmat ovat eri
ohjausyksikölle kuin teidän
koneessa.
• SD-kortti pitää uudelleen
ohjelmoida ja tarkistaa koneen
malli oikealle ohjelmatyypille.
Hitsausohjelmat ovat eri ohjaus-
yksikölle kuin teidän koneessa
tai eri sarja/viivakoodille.
• SD-kortti pitää uudelleen
ohjelmoida ja tarkistaa koneen
malli oikealle ohjelmatyypille.
Ohjausyksikössä on vika.
• Ottakaa yhteyttä Migatronicin
asiakaspalveluun tai keskus-
huoltoon.
Ohjelma 106460xx.xx.bin puuttuu
SD-kortilta.
• Ks. sivu 49.
Ohjelma 106460xx.xx.bin on
virhesisältöinen.
1. SD-kortti pitää jälleen tallentaa
koneeseen.
2. SD-kortti pitää vaihtaa.
Omega kansion tiedostot eivät
ole kortilla tai ne eivät ole oikein
tallentuneet.
1. Kansio MIGA_SW / OMEGA
pitää kirjoittaa kuten sivulla 49
on kerrottu. Sen jälkeen pitää
tiedosto tallentaa
2. SD-kortti pitää vaihtaa.

52
HUOLTO
Kone on huollettava ja puhdistettava säännöllisesti,
mikä on tarpeen sekä koneen virheettömän toiminnan
vuoksi että takuun voimassa pitämiseksi.
VAROITUS!
Ainoastaan pätevä ja asianmukaisesti koulutettu
henkilöstö saa huoltaa ja puhdistaa konetta.
Koneesta on kytkettävä virta pois (irrota verkko-
virtajohto pistorasiasta!). Odota vielä noin viisi
minuuttia ennen kuin aloitat huollon tai
korjauksen, sillä kaikkien kondensaattorien on
purkauduttava kokonaan sähköiskuvaaran vuoksi.
Lankakotelo
- Puhdista lankakotelo säännöllisesti paineilmalla ja
tarkista, etteivät lankatelojen urat ja hampaat ole
kuluneet.
Virtalähde
- Puhdista tuulettimen siivet ja jäähdytysputken osat
tarvittaessa puhtaalla, kuivalla paineilmalla.
- Pätevän ja asianmukaisesti koulutetun henkilön on
suoritettava tarkastus ja puhdistus vähintään
kerran vuodessa.
TAKUUEHDOT
Migatronic-hitsauskoneille tehdään useita laatutestejä
tuotantoprosessin aikana, ja kun yksiköt on
kokoonpantu, niille suoritetaan perusteellinen ja
luotettava lopullinen toimintatesti.
Migatronic myöntää kaikentyyppisille rekisteröidyille
Migatronic-hitsauskoneille 24 kuukauden, tai
vastaavasti 1 600 hitsaustunnin, takuun.
Rekisteröinti on tehtävä verkko-osoitteessa
www.migatronic.com/warranty. Rekisteröinnin
todisteena asiakkaalle lähetetään sähköpostitse
rekisteröintitodistus. Alkuperäinen lasku ja
rekisteröintitodistus ovat koneen ostajalle todisteita
siitä, että hitsauskoneen 24 kuukauden takuujakso on
voimassa.
Jos rekisteröintiä ei ole tehty, vakiotakuujakso on 12
kuukautta uusille hitsauskoneille alkaen
loppukäyttäjän laskun päiväyksestä. Alkuperäinen
lasku on takuujakson todiste.
Migatronic myöntää hitsauskoneille takuun voimassa
olevien takuuehtojen mukaisesti koskien takuuaikana
ilmenneitä vikoja, joiden voidaan todistaa aiheutuneen
virheellisistä materiaaleista tai valmistusviasta.
Pääsääntöisesti takuuta ei myönnetä hitsausletkuille,
sillä ne ovat kuluvia osia. Hitsausletkujen vauriot, jotka
ilmenevät neljän viikon kuluessa käyttöönotosta ja
johtuvat virheellisistä materiaaleista tai
valmistusviasta, kuuluvat kuitenkin takuun piiriin.
Migatronicin takuu ei sisällä mitään takuuvaateisiin
liittyviä kuljetuksia, vaan kuljetukset tapahtuvat ostajan
omalla kustannuksella ja riskillä.
Viittaamme Migatronicin takuuehtoihin osoitteessa
www.migatronic.com/warranty.

53
NEDERLANDS
Electromagnetische straling en het uitzenden van electromagnetische storing
Deze lasmachine voor industrieel en professioneel gebruik is in overeen-
stemming met de Europese norm EN/IEC60974-10 (Class A). Het doel
van deze standaard is het voorkomen van situaties waarbij de machine
gestoord wordt, of zelf een storingsbron is voor andere electrische
apparatuur of toepassingen. De vlamboog zendt storing uit; daarom
vereist een probleemloze inzet zonder storing of onderbreking, het
nemen van bepaalde voorzorgsmaatregelen bij het aansluiten en ge-
bruiken van de lasapparatuur. De gebruiker moet zich ervan ver-
gewissen dat het gebruik van deze machine geen storing ver-
oorzaakt van bovenvermelde aard.
Met de volgende zaken in de omgeving moet rekening gehouden
worden:
1. Voedingskabels voor andere apparatuur, stuurleidingen, tele-
communicatiekabels in de nabijheid van de lasmachine.
2. Radio- of televisiezenders en ontvangers.
3. Computers met besturingsapparatuur van uiteenlopende aard.
4. Gevoelige beveiligingsapparatuur, bijvoorbeeld elektronische of
elektrische beveiligingsapparatuur of beveiligingen rond produktie-
apparatuur.
5. De gezondheidstoestand van mensen in de omgeving, bijvoorbeeld
het gebruik van pacemakers, en gehoorapparaten enz.
6. Apparatuur voor meten en kalibreren.
7. De periode van de dag dat het lassen en de andere activiteiten
moeten worden uitgevoerd.
8. De structuur en het gebruik van het gebouw.
Deze machines worden meestal gebruikt in een industriële omgeving.
Indien deze apparatuur wordt gebruikt in een woonomgeving, is er een
vergroot gevaar op veroorzaken van storing van andere elektrische
apparatuur en kan het nodig zijn om aanvullende maatregelen te nemen
om problemen met storing te voorkomen (bv. bekendmaking bij tijdelijk
laswerk).
Methoden voor het verminderen van elektromagnetische storing:
1. Vermijd het gebruik van storingsgevoelige apparatuur.
2. Houd de laskabels zo kort mogelijk.
3. De laskabels, zowel de positieve als de negatieve, moeten zo dicht
mogelijk naast elkaar gelegd worden.
4. Leg de laskabels op of dicht bij de vloer.
5. De voedingskabels en andere kabels van bv. telefoon, computer en
stuurkabels, moeten niet parallel worden gelegd en dicht bij elkaar,
bv. niet in dezelfde kabelgoot of kabelkoker.
6. Het apart afschermen van kabels moet onder bepaalde omstandig-
heden overwogen worden.
7. Galvanisch geïsoleerde voedingskabels voor gevoelige elektro-
nische apparatuur, zoals bv. computer.
8. Het afschermen van de gehele lasinstallatie moet overwogen
worden onder speciale omstandigheden en bij speciale
toepassingen.
WAARSCHUWING
Booglassen en snijden kan gevaar opleveren voor de lasser, voor mensen in de omgeving en voor de gehele nabijheid,
indien de apparatuur onjuist wordt gehanteerd of gebruikt. Daarom mag de apparatuur slechts gebruikt worden indien
aan alle relevante veiligheidsvoorschriften is voldaan. Wij vestigen in het bijzonder uw aandacht op het volgende:
Elektriciteit
- Lasapparatuur moet overeenkomstig de veiligheidsvoorschriften worden aangesloten door een goed opgeleid en gediplomeerd
elektriciën
- Vermijd aanraking van onder spanning staande delen in de elektrische keten en van elektroden en draden indien de handen
onbedekt zijn.
- Gebruik altijd droge lashandschoenen zonder gaten.
- Zorg voor een degelijke en veilige isolatie (bv. draag schoenen met rubber zolen).
- Zorg voor een stabiele en veilige werkhouding (bv. vermijd de kans op ongelukken t.g.v. een val).
- Zorg voor goed onderhoud aan de apparatuur. In het geval van beschadigde kabels of isolatie, meteen de werkzaamheden
stoppen en de benodigde herstelwerkzaamheden uitvoeren.
- Herstellingen en onderhoud mogen alleen worden verricht door een goed opgeleid en gediplomeerd elektriciën
Emissie van straling en warmte
- Bescherm de ogen altijd omdat zelfs een kortdurende blootstelling blijvend oogletsel kan veroorzaken. Gebruik een lashelm met
het juiste lasglas tegen de straling.
- Bescherm ook het gehele lichaam tegen de boogstraling, omdat de huid door de straling kan worden beschadigd. Draag
beschermende kleding, die het lichaam totaal bedekt.
- De werkplek kan het best worden afgeschermd; mensen in de nabijheid dienen te worden gewaarschuwd voor de boogstraling.
Lasrook en gassen
- Het inademen van rook en gassen, die bij het lassen vrijkomen, zijn schadelijk voor de gezondheid. Controleer of het
afzuigsysteem correct werkt en of er voldoende ventilatie is.
Brandgevaar
- Straling en vonken kunnen brand veroorzaken. Daarom moeten brandbare stoffen uit de lasomgeving worden verwijderd.
- De werkkleding moet bestand zijn tegen lasspatten (gebruik brandvrije stof en let speciaal op plooien en openstaande
zakken).
- Voor vuur- en explosiegevaarlijke ruimtes bestaan speciale voorschriften. Deze voorschriften moeten worden opgevolgd.
Geluid
- De boog genereert, afhankelijk van de laswerkzaamheden, een bepaald geluidniveau. In sommige gevallen is gebruik van ge-
hoorbescherming noodzakelijk.
Gevaarlijke plaatsen
- Vingers moeten niet in de draaiende aandrijfwielen van de draadaanvoerunit gestoken worden.
- Speciale aandacht moet er besteed worden wanneer het lassen uitgevoerd wordt in afgesloten ruimtes of op hoogtes waar
gevaar van omlaag vallen bestaat.
Plaatsen van de machine
- Plaats de machine zo dat er geen risico bestaat dat de machine om kan vallen
Gebruik van de machine voor andere doeleinden dan waar hij voor ontworpen is (bijv.het ontdooien van een waterleiding) wordt
ten strengste afgeraden. Mocht dit toch het geval zijn dan vervalt iedere aansprakelijkheid onzer zijde.
Lees deze bedieningshandleiding zorgvuldig alvorens de apparatuur
aan te sluiten en in gebruik te nemen

54
PRODUCTPROGRAMMA
220/270A lasmachine voor MIG/MAG lassen.
De machine is luchtgekoeld en wordt ge-
leverd met een ingebouwde draadaanvoer-
unit met 4-rols draadaanvoer.
Lastoortsen en kabels
MIGATRONIC’s accessoirerange voorziet in
laskabels, MIG/MAG toortsen, aardkabels,
tussenpakketten, slijtonderdelen etc.
Accessoires
Neem svp kontakt op met uw Migatronic
dealer voor verdere informatie over de
accessoires.
Voer het product af volgens locale
standaards en regelingen.
www.migatronic.com/goto/weee
AANSLUITING EN BEDIENING
Toegestane installatie
De volgende onderdelen beschrijven hoe de machine gebruiks-
klaar te maken, aan te sluiten aan het net, de gastoevoer etc. De
nummers in de tekst refereren aan de tekeningen.
Uitpakken van de AUTOMIG 223i/273i
Ga na het uitpakken en voorafgaand aan gebruik van de
AUTOMIG 223i/273i als volgt te werk (zie tekening):
Netaansluiting
Alvorens de stroombron aan het net aan te sluiten, controleer of
de stroombron van dezelfde spanning is als de netspanning en of
de zekering van het net de de juiste waarde hebben. De netkabel
(1) van de stroombron moet worden aangesloten aan de 3-fase
wisselstroom (AC) voeding van 50 Hz of 60Hz, met aard-
aansluiting. De volgorde van de fases is niet belangrijk. De
stroombron wordt met de hoofdschakelaar (2) ingeschakeld.
Netaansluiting AUTOMIG Boost
De AUTOMIG Boost kan aangesloten worden op een een-fase
netvoeding van 200-240V en een drie-fase netvoeding 200V-
440V. De machine past zichzelf automatisch aan de aanwezige
netspanning aan zonder dat de machine inwendig omgezet hoeft
te worden.
De aansluitstekker moet door een elektricien aangebracht
worden.
De machine is uitgevoerd met een 4-polige aansluitkabel en
moet aangesloten worden zoals onderstaand aangegeven:
Uitvoering
MIGATRONIC neemt geen enkele verantwoordelijkheid voor
beschadigde kabels en andere beschadigingen, voortgekomen
uit het lassen met te lichte toortsen en kabels, bijv. in relatie tot
de toegestane belasting.
Belangrijk!
Om schade aan pluggen en kabels te voor-
komen, wanneer de aardkabel en de lastoorts op
de machine worden aangesloten, is een goed
elektrisch contact vereist.

55
Waarschuwing
Aansluiting op aggregaten kan de lasmachine be-
schadigen.
Indien aangesloten op een lasmachine, kan een
aggregaat grote spanningspulsen veroorzaken, die de
machine kunnen beschadigen. Gebruik enkel fre-
quentie- en spanningsstabiele aggregaten van het
asynchrone type.
Defecten aan de lasmachine die te wijten zijn aan-
sluiting op een aggregaat vallen niet onder de garantie.
Hefinstructies
De hefpunten aan de kruiwagen kunnen gebruikt
worden voor het optillen door middel van een kraan
(afbeelding 1).
Het onderstel met 4 wielen kan alleen door middel van
de handgreep met de hand opgetild worden (afbeelding
2).
De machine mag niet worden opgetild wanneer er een
gasfles is aangesloten.
Aansluiting van het beschermgas
De gasslang wordt aangesloten op het achterpaneel
van de stroombron (3), en verbonden met de gas-
voorziening met een gasdruk van max. 6 bar. Een gas-
cylinder kunnen geplaatst worden op de flessendrager
aan de achterkant van het onderstel.
Aansluiting toorts voor MIG/MAG lassen
De centrale aansluiting van de lastoorts moet in de
centrale aansluiting (4) geschoven worden, waarna de
moer (5) met de hand vastgedraaid moet worden. De
aardkabel wordt aangesloten op de negatieve zitting -
(6).
Aansluiting van toorts 1 ( 7) en toorts 2 (8) voor
het MIG/MAG lassen (AUTOMIG 223i DUO)
De plug van de lasslang moet worden aangesloten op
de centrale aansluiting (7 en 8), en de moer (5) moet
met de hand worden vastgedraaid. Door middel van de
schakelaar (9) kunt u kiezen tussen lastoorts 1 en 2. De
aardkabel wordt aangesloten op de negatieve zitting
(10).
Toortsregeling (Dialoog toorts)
Het stroombereik kan worden ingesteld op de stroom-
bron, en wanneer er een lastoorts aangesloten is, via
deze lastoorts. Deze functie kan niet worden uit-
geschakeld. De toortsregeling is passief zonder Dialoog
toorts.
Draadinvoer
Deze functie wordt gebruikt voor het doorvoeren van de
draad bijvoorbeeld wanneer de draad vervangen moet
worden. Draad invoeren start door de groene knop in te
drukken en tegelijk de toortsschakelaar te activeren.
Draadinvoeren gaat door ook wanneer de groene knop
losgelaten is. Het stopt niet totdat de toortsschakelaar
losgelaten wordt.
Afstellen van draadhaspelrem
De draadrem moet er voor zorgen dat de draadhaspel
voldoende snel afremt na het lassen
De gewenste remkracht is afhankelijk van het gewicht
van de haspel en de maximale draadsnelheid. Een
remkracht van 1,5-2,0 Nm is in de meeste gevallen
voldoende.
Afstellen:
- Verwijder de knop door
er een dunne schroeven-
draaier achter te
plaatsen en vervolgens
deze knop uit de
uitsparing te trekken.
- Stel de draadrem af door
de zelfborgende moer op
de as van de haspel-
houder vaster of losser te
draaien.
- Druk de knop terug in de uitsparing.

56
AUTOMIG BESTURINGSPANEEL
Selectie van de materiaalsoort
Druk de -knop in todat de indicator voor het
gewenste materiaal is ingeschakeld is.
Selectie van de draaddiameter
Druk de -knop in totdat de indicator bij de
gewenste diameter ingeschakeld is.
Niet alle draaddiameters kunnen voor alle
materialen gebruikt worden.
Resetten naar de fabrieksinstelling:
De fabrieksinstelling voor het geselecteerde draad-
diameter zal herladen worden door de knop in te
drukken totdat de indicator kort oplicht.
Stroomsterkte/draadsnelheid/materiaal-
dikte:
Wanneer de machine niet last, wordt de
ingestelde stroom/draadsnelheid/materiaal-
dikte getoond. De gemeten stroomsterkte
wordt tijdens het lassen weergegeven.
Materiaaldikte:
De functie helpt het aanpassen van de lasstroom aan
de materiaaldikte (in mm). Wanneer de materiaaldikte
wordt geselecteerd wordt automatisch de instelling
van de lasstroom berekend. Hierna kan de lasstroom
verder worden aangepast. Deze functie kan worden
gezien als een startpunt bij de selectie van de juiste
lasstroom en spanning. Een fijnafstelling van deze
parameters is echter bijna bij elke lasklus aan te
raden, om een zo optimaal mogelijk resultaat te
verkrijgen.
Booglengte
Indien nodig, kan de booglengte door
middel van de spanning fijn geregeld
worden. De gemeten spanning wordt tijdens het
lassen getoond. Druk de -knop in en regel van –9,9
tot +9,9.
Besturingsknop
Deze knop wordt gebruikt om de
lasstroom, draadsnelheid, materiaaldikte,
booglengte en secundaire parameters in te
stellen. Max. draadsnelheid is 15,0 m/min.
Afstellen van secundaire parameters
Druk de besturingsknop net zolang in totdat
de gewenste parameter getoond wordt. Om
terug te gaan naar het standaard display moet
de drukknop voor booglengte of stroom/
draadsnelheid/materiaaldikte kort ingedrukt
worden.
Boogkarakteristiek:
Boogkarakteristiek (elektronische smoorspoel)
maakt het mogelijk om de snelheid op het
reageren van de kortsluitingen in te stellen. Boog-
karakteristiek kan ingesteld worden in stappen van
-5,0 tot + 5,0.
Gasvoorstroom:
De gasvoorstroom zorgt ervoor dat de boog
volledig beschermd wordt van de omgevings-
lucht voordat de boog wordt ontstoken. De gasvoor-
stroomtijd is de tijd waarin de toortsschakelaar ge-
activeerd wordt totdat de draadaanvoer start. De gas-
voorstroomtijd kan ingesteld worden tussen de 0.0
sec. en 10.0 sec.
Softstart:
Softstart verbetert de startkarakteristiek. Hier-
mee wordt de snelheid waarmee de draad
moet starten ingesteld. De snelheid wordt ingesteld
tussen 1,5-15,0 m/min. De softstartfunctie is uit-
geschakeld wanneer - - - getoond wordt.

57
Hotstarttijd:
Hotstart is een functie die helpt de juiste
temperatuur van het smeltbad bij het begin van
de las te creëren.
Hotstarttijd is de tijd waarin lassen in hotstart actief is.
De tijd kan ingesteld worden tussen 0 en 10
seconden.
Downslope:
De downslopetijd is ingesteld. Door de toorts-
schakelaar te activeren begint de downslope
waardoor de krater wordt gevuld. De stroom neemt af
vanaf de ingestelde stroom tot de eindstroom.
Terugbrand:
De terugbrandfunctie voorkomt dat de las-
draad aan het einde van de las aan het werk-
stuk blijft plakken. De terugbrandtijd kan worden
ingesteld tussen de 1 en 30 sec.
Gasnastroomtijd:
De gasnastroomtijd zorgt voor de bescherming
van het smeltbad na het lassen en koelt de
toorts. De gasnastroomtijd is de tijd van het doven van
de boog tot de gasstroom gestopt is. De tijd kan in-
gesteld worden tussen 0,0 en 10,0 sec.
De aangepaste parameters worden intern in de
machine opgeslagen wanneer de machine wordt uit-
geschakeld.
Tegelijkertijd wordt het nummer van het gebruikte
programma opgeslagen, zodat de machine met dat
programma wordt opgestart.
Lasspanningindicator
De lasspanningsindicator licht op uit veilig-
heidsredenen en om aan te geven wanneer er
spanning op de draad of toorts staat.
Indicator voor oververhitting
De indicator voor oververhitting licht op
wanneer het lassen wordt onderbroken door
oververhitting van de machine.
SOFTWARE
Wanneer de besturingsunit is vervangen voor een
nieuwe, is het nodig om door middel van een SD kaart
de software opnieuw te laten lezen.
De software staat op een SD kaart die een of meer
mappen of programma’s moet bevatten, zoals onder-
staand getoond. De namen van de mappen moeten
opgeslagen worden in hoofdletters en met originele
namen.
Software lezen
• Schuif de SD-kaart in de in gleuf aan de rechter-
kant van de draadtransportunit.
• Schakel de machine in.
• In het display flikkeren kort drie regels.
• Wacht tot de ingestelde stroom wordt getoond.
• Schakel de machine uit en verwijder de SD kaart.
• De machine is nu klaar voor gebruik.
* Alle machine gebruikers-instellingen
worden gewist wanneer nieuwe software
wordt ingevoerd. Verwijder daarom, na de
software update, altijd de SD kaart uit de
machine. Hierdoor wordt, continue software
update voorkomen iedere keer dat de
machine aangezet wordt.

58
TECHNISCHE GEGEVENS
Stroombron: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Aansluitspanning (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Aansluitspanning (50Hz-60Hz) 1x230V 1x230V
Netzekering 10A 16A 10 A 16A
Netstroom, effectief 6,0A 7,1A 7,6 A 10,5A
Netstroom, max. 10,1A 29,9A 13,2 A 42,0A
Opgenomen vermogen, 100% 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Opgenomen vermogen, max. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Nullast vermogen 20W 30W 20 W 30W
Rendement 0,90 0,84 0,88 0,84
Cos phi 0,87 0,99 0,93 0,99
Stroombereik 10-220A 10-220A 10-270 A 10-270 A
Inschakelduur 100% bij 20°C 180A 115A (140A)* 230 A 150A (180A)*
Inschakelduur 60% bij 20°C 220A 150A (175A)* 245 A 180A (200A)*
Inschakelduur 100% bij 40°C 145A 70A (81A)* 175 A 95A (107A)*
Inschakelduur 60% bij 40°C 170A 86A (108A)* 195 A 110A (126A)*
Inschakelduur max. bij 40°C 30% 14% (16%)* 25 % 12% (13%)*
Open spanning 52V 52V 52 V 52 V
1Gebruikersklasse S S S S
2Beschermingsklasse IP 23 IP 23 IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Afmetingen (HxBxL) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Gewicht 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Data voor de Boost-versie zijn gegevens voor de 1x230V netvoeding
Data tussen haakjes zijn gegevens voor de 3x400V netvoeding
1
S
Deze machine voldoet aan de eisen gesteld aan machines die moeten werken in gebieden waar een verhoogd risico bestaat voor electrische schokken
2 Apparatuur gemerkt met IP 23 is ontwikkeld voor binnen-en buitentoepassingen

59
FOUTCODES
Wanneer er een fout optreedt tijdens de software-update zal een van ondergenoemde foutcodes worden getoond.
Foutcodes voor besturings-software
10001501.xx.cry
Foutcode Oorzaak en oplossing
Er is geen software geplaatst in
de besturingsunit.
• Schuif een SD kaart met
software in de besturingsunit en
schakel de machine in.
SD kaart is niet geformatteerd.
• De SD kaart moet geformat-
teerd zijn in een PC als FAT en
zet de programma’s op de kaart
of gebruik een andere SD kaart.
Op de SD kaart staat geen
software.
• Zie pagina 57.
Op de SD kaart staan meer pro-
gramma’s met dezelfde naam.
• Zie pagina 57.
De besturingsunit heeft ge-
probeerd meer dat te lezen dan
toegankelijk is in het geheugen.
1. Voer de SD kaart opnieuw in.
2. Vervang de SD kaart.
3. Bel MIGATRONIC Service.
Software op de SD kaart is ge-
blokkeerd voor een ander type
besturingsunit.
• Gebruik een SD kaart met soft-
ware die overeenkomt met de
besturingsunit.
Software op de SD kaart is ge-
blokkeerd voor een andere be-
sturingsunit met een ander
serienummer/ barcode.
• Gebruik een SD kaart met soft-
ware die overeenkomt met de
besturingsunit.
De interne kopieerbescherming
geeft geen toegang tot de micro-
processor.
1. Voer de SD kaart opnieuw in.
2. Bel MIGATRONIC Service
Het geheugen van de besturings-
unit is defect.
• Bel MIGATRONIC Service.
Het geheugen van de besturings-
unit is defect.
• Bel MIGATRONIC Service.
Het programma 100015xx.xx.cry
heeft een fout.
1. Voer de SD kaart opnieuw in.
2. Vervang de SD kaart.
Foutcodes voor lasprogramma-pakket
10646001.xx.bin
Foutcode Oorzaak en oplossing
Er staan geen lasprogramma’s in
de besturingsunit
• Voer een SD kaart met software
in de besturingsunit schakel de
machine in. Zie pagina 57.
SD kaart is niet geformatteerd.
• De SD kaart moet ge-
formatteerd zijn in een PC als
FAT of gebruik een andere SD
kaart.
Het is alleen mogelijk om één
programma met lasprogramma’s
te hebben.
• Verzeker u ervan dat er slechts
één programma is met het
nummer 106460xx-xx.bin op de
SD kaart. Zie pagina 57.
Het lasprogramma-pakket is niet
geschikt voor deze besturings-
unit
• Gebruik een SD kaart met
software die overeenkomt met
uw besturingsunit.
Het lasprogramma-pakket is
geblokkeerd voor een andere
besturingsunit met een ander
serienummer/ barcode.
• Uw softwarepakket is be-
schermd tegen kopiëren en kan
niet gebruikt worden in een
besturingsunit zonder de juiste
licentie.
De besturingsunit is defect.
• Bel MIGATRONIC Service.
Het programma 106460xx.xx.bin
staat niet op de SD kaart.
• Zie pagina 57.
Het programma 106460xx.xx.bin
heeft een fout.
1. Voer de SD kaart opnieuw in.
2. Vervang de SD kaart.
De Omega map met pro-
gramma’s staan niet op de kaart
of zijn niet juist opgeslagen.
1. Maak een map
MIGA_SW / OMEGA als op
pagina 57 omschreven en sla
de programma’s op in een map.
2. Vervang de SD kaart

60
ONDERHOUD
De machine heeft periodiek onderhoud en reiniging
nodig om slecht functioneren en het vervallen van de
garantie te voorkomen.
WAARSCHUWING !
Alleen getrainde en gekwalificeerde vaklui kunnen
het onderhoud en reiniging uitvoeren. De machine
moet losgekoppeld worden van de voeding.
Wacht daarna ongeveer 5 minuten alvorens onder-
houd en reparatie uit te voeren, aangezien alle
condensatoren ontladen moeten zijn zodat er geen
risico ontstaat op een elektrische schok
Draadkoffer
- Reinig de draadkoffer regelmatig met perslucht en
controleer of de groeven en tandwielen van de
draadtransportrollen niet versleten zijn.
Stroombron
- Reinig de ventilatorbladen en de componenten in
het koelkanaal met schone droge perslucht.
- Inspectie en reiniging moet eens per jaar door een
getraind en gekwalificeerde vakman uitgevoerd
worden.
GARANTIEBEPALINGEN
De Migatronic-lasmachines worden tijdens het gehele
productieproces continu onderworpen aan
kwaliteitstesten en ondergaan op het moment dat de
units gemonteerd zijn een uitgebreide laatste
functietest om de kwaliteit te garanderen.
Op voorwaarde dat de lasmachine wordt
geregistreerd, biedt Migatronic voor alle typen
Migatronic-lasmachines een garantie van 24
maanden, hetgeen overeenkomt met 1600 lasuren.
De registratie dient online plaats te vinden via:
www.migatronic.com/warranty. Het
registratiecertificaat geldt als registratiebewijs en wordt
per e-mail toegezonden. De oorspronkelijke factuur
met daarop de exacte aankoopdatum en het
registratiecertificaat vormen voor de koper het bewijs
dat de garantieperiode van 24 maanden op de
lasmachine van toepassing is.
Indien er geen registratie plaatsvindt, dan geldt de
standaard garantieperiode van twaalf maanden voor
nieuwe lasmachines, met ingang van de factuurdatum
aan de eindgebruikers. De oorspronkelijke factuur
geldt als bewijs voor de garantieperiode.
Migatronic biedt een garantie overeenkomstig de
hieronder vermelde regels door het herstel van
defecten aan lasmachines, waarvan bewezen kan
worden dat deze zijn ontstaan als gevolg van
ondeugdelijk materiaal of vakmanschap tijdens de
garantieperiode.
Als hoofdregel geldt dat er geen garantie geboden
wordt op lasslangen omdat deze beschouwd worden
als slijtonderdelen; defecten die binnen vier weken na
in bedrijfname optreden en die veroorzaakt worden
door ondeugdelijk materiaal of vakmanschap worden
echter wel als garantieclaim in overweging genomen.
Alle vormen van transport in verband met een
garantieclaim vallen buiten de reikwijdte van de
Migatronic-garantie en worden uitgevoerd op kosten
en op risico van de koper.
We refereren naar de garantiebepalingen van
Migatronic op www.migatronic.com/warranty.

61
ITALIANO
Le emissioni elettromagnetiche e le radiazioni da disturbi elettromagnetici
Questo impianto per saldatura per uso industriale e professionale e'
costruito in conformità' allo Standard Europeo EN/IEC60974-10
(Class A). Lo scopo di questo Standard e' di evitare situazioni in cui
la macchina sia disturbata, o sia essa stessa fonte di disturbo, da
altre apparecchiature elettriche. L'arco irradia disturbi e pertanto si
richiede che vengano prese alcune precauzioni nell'installazione e
nell'uso dell'impianto. L'utilizzatore deve assicurarsi che la
macchina non causi disturbi di tale natura.
E' necessario valutare l'area circostante su quanto segue :
1. Cavi di alimentazione o di segnale collegati ad altre appa-
recchiature elettriche
2. Trasmettitori o ricevitori radio e televisivi
3. Computers ed apparecchiature elettriche di controllo.
4. Apparecchiature critiche di sicurezza come sistemi di protezione
e di allarme.
5. Utilizzatori di pace-maker e di apparecchi acustici.
6. Apparecchiature di misura e calibrazione.
7. Ore del giorno in cui la macchina viene utilizzata.
8. La struttura e la destinazione dell'edificio.
Se l'impianto e' utilizzato in un edificio residenziale possono essere
necessarie misure speciali ed aggiuntive (ad esempio un avviso
preventivo di lavoro temporaneo).
Metodi per ridurre le emissioni elettromagnetiche :
1. Non utilizzare apparecchiature in grado di creare disturbi.
2. Usare cavi di saldatura il più' corti possibile.
3. Stendere i cavi negativo e positivo vicini.
4. Stendere i cavi di saldatura sul pavimento o comunque il più'
vicino possibile ad esso.
5. Separare, nella zona di saldatura, i cavi di alimentazione da
quelli di segnale.
6. Proteggere i cavi di segnale (ad esempio con schermature).
7. Usare cavi di alimentazione schermati per le apparecchiature
elettroniche particolarmente sensibili.
8. La schermatura dell'intero impianto di saldatura deve essere
considerata in speciali circostanze.
ATTENZIONE
Le macchine per saldatura e taglio possono causare pericoli per l'utilizzatore, le persone vicine e l'ambiente se
l'impianto non e' maneggiato o usato correttamente. La macchina pertanto deve essere usata nella stretta osser-
vanza delle istruzioni di sicurezza. In particolare e' necessario prestare attenzione a quanto segue:
Elettricita'
- L'impianto di saldatura deve essere installato in accordo alle norme di sicurezza vigenti e da personale qualificato. La
macchina deve essere collegata a terra tramite il cavo di alimentazione.
- Assicurarsi che l'impianto riceva una corretta manutenzione.
- In caso di danni ai cavi o all'isolamento il lavoro deve essere interrotto immediatamente per eseguire le opportune
riparazioni.
- La riparazione e la manutenzione dell'impianto deve essere eseguita da personale qualificato.
- Evitare ogni contatto a mani nude con componenti sotto tensione nel circuito di saldatura e con fili ed elettrodi di salda-
tura. Usare sempre guanti di saldatura asciutti ed in buone condizioni.
- Assicurarsi di usare indumenti di sicurezza (scarpe con suola di gomma etc.).
- Assumere sempre una posizione di lavoro stabile e sicura (per evitare incidenti e cadute)
Emissioni luminose
- Proteggere gli occhi in quanto anche esposizioni di breve durata possono causare danni permanenti. Usare elmetti di
saldatura con un adeguato grado di protezione.
- Proteggere il corpo dalle radiazioni che possono causare danni alla pelle. Usare indumenti che coprano tutto il corpo.
- Il posto di lavoro deve essere, se possibile, schermato e altre persone che operano nell'area devono essere avvertite del
pericolo.
Fumi di saldatura e gas
- La respirazione di fumi e gas emessi durante la saldatura e' dannosa per la salute. Assicurarsi che gli impianti di aspira-
zione siano funzionanti e che ci sia sufficiente ventilazione.
Incendio
- Le radiazioni e le scintille dell'arco rappresentano un pericolo di incendio. Il materiale combustibile deve essere rimosso
dalle vicinanze.
- Gli indumenti utilizzati devono essere sicuri contro le scintille dell'arco (usare materiale ignifugo, senza pieghe o tasche).
- Aree a rischio di incendio e/o esplosione sono soggette a specifiche regole di sicurezza: queste regole devono essere
seguite rigorosamente.
Rumorosita’
- L’arco genera un rumore superficiale a seconda del procedimento usato. In alcuni casi puo’ essere necessario adottare
una protezione per l’udito.
Aree Pericolose
- Non avvicinarsi con le dita a parti meccaniche in movimento, come gli ingranaggi del sistema trainafilo.
- Prestare particolare attenzione quando si opera in ambienti chiusi o poco ventilati o ad altezze dal suolo tali da costituire
pericolo di caduta.
Posizionamento della macchina
- Collocare la macchina sul piano, in posizione stabile, per evitarene il rischio di ribaltamento.
- Aree a rischio di incendio e/o esplosione sono soggette a specifiche regole di sicurezza: queste regole devono essere
seguite rigorosamente.
L’uso di questo impianto per finalita’ diverse da quelle per le quali e’ stato progettato, ad esempio scongelamento di
condotte d’acqua etc, e’ assolutamente vietato. In tal caso la responsabilita’ dell’operazione ricade interamente su colui che
la esegue.
Leggere questo manuale di istruzioni attentamente
prima di installare e mettere in funzione l'impianto

62
GAMMA DI PRODOTTO
Macchine per saldatura MIG/MAG da 220/270A. Le
macchine sono raffreddate ad aria ed incorporano un
trainafilo a 4 rulli
Torce e cavi
Torce, cavi, parti di usura etc. sono disponibili nella
gamma Migatronic.
Accessori
Contattare il Rivenditore Migatronic per informazioni
sulla gamma completa di accessori disponibili.
Per lo smaltimento del prodotto, attenersi
agli standard e alla normativa locali.
www.migatronic.com/goto/weee
COLLEGAMENTO E
OPERAZIONI INIZIALI
Installazione
I paragrafi seguenti descrivono come approntare la
macchina e collegarla alle alimentazioni di energia,
gas etc. I numeri tra parentesi si riferiscono alle
illustrazioni.
Disimballaggio della AUTOMIG 223i/273i
Prima di usare la AUTOMIG 223i/273i, procedure
come segue (vedi disegno):
Collegamento alla rete
E’ importante controllare che la tensione di
alimentazione della macchina sia in accordo con la
tensione di rete e che i fusibili siano della giusta
portata. Il cavo di alimentazione (1) deve essere
collegato ad una presa trifase 50 o 60 Hz con
collegamento di terra. La sequenza delle fasi è
irrilevante.
La macchina può essere accesa tramite l’interruttore
principale (2).
AUTOMIG Boost - Collegamento alla rete
AUTOMIG Boost può essere collegata ad un’alimen-
tazione monofase da 200 a 240V o ad una trifase da
200 a 440V. La macchina si adatta automaticamente
all’alimentazione senza la necessità di interventi.
La spina deve essere montata da personale qualifi-
cato.
La macchina è dotata di un cavo di alimentazione tri-
fase che deve essere collegato alla spina nel modo
sottoindicato.
Configurazioni
La MIGATRONIC declina ogni responsabilità per
problemi derivanti dall’uso di cavi o torce danneggiate,
sottodimensionate rispetto alle specifiche di saldatura
o ai valori nominali della macchina.

63
Attenzione
L’alimentazione tramite generatore può danneggiare
la macchina.
I generatori possono produrre sbalzi di tensione che
recano danno all’impianto di saldatura. Usare solo
generatori con tensione e frequenza stabilizzati di tipo
asincrono.
Danni derivanti dall’uso di generatori non sono coperti
da garanzia.
Importante!
Per evitare il surriscaldamento con il
conseguente danneggiamento di
prese e cavi, bisogna assicurare un
buon contatto elettrico serrando bene
le prese.
Istruzioni per il sollevamento
Il trolley a 2 ruote è dotato di punti di sollevamento (fig.
1).
Con il trolley a 4 ruote usare la maniglia (fig. 2).
Non sollevare mai la macchina con la bombola del gas
montata!
Collegamento all’alimentazione gas
Il tubo gas posizionato sul pannello posteriore (3)
deve essere collegato ad un’alimentazione gas con
pressione ridotta max: 6 bar. Una bombola può essere
montata sul trolley se disponibile.
Collegamento della torcia MIG/MAG
La torcia va inserita nel connettore centralizzato (4) e
la ghiera (5) stretta a mano. Il cavo di massa va
collegato all’attacco (6)
Collegamento delle torce 1 ( 7) e 2 (8)
per saldatura MIG/MAG (AUTOMIG 223i DUO)
Introdurre la spina della torcia nel connettore centrale
(7 e 8) e avvitare a mano la ghiera (5). Il selettore (9)
permette di cambiare tra torcia 1 e 2.
Il cavo di massa va collegato al connettore (10).
Regolazione da torcia (Torce Dialog)
La corrente può essere regolata dalla macchina e
dall’impugnatura nel caso si usi una torcia Migatronic
Dialog. Questa funzione, è sempre attiva con una
torcia Dialog e sempre inattiva con un tipo diverso di
torcia.
Avanzamento manuale filo
Premere il tasto verde e contemporaneamente il
grilletto torcia. Rilasciare il tasto quando il filo inizia ad
avanzare. Per fermare il filo rilasciare il grilletto torcia.
Regolazione del freno bobina filo
Il freno deve assicurare l’arresto rapido della bobina
all’interruzione della saldatura. La coppia richiesta
dipende dal peso della bobina e dalla velocità del filo.
Una coppia di 1,5-2,0 Nm sarà in genere adeguata.
Regolazione:
- Rimuovere la ghiera inserendo un sottile giravite
ed estraendola
- Regolare il freno stringendo o allentando il dado
posizionato sull’albero
- Rimontare la ghiera premendola in posizione

64
PANNELLO DI CONTROLLO AUTOMIG
Selezione del tipo di materiale
Premere il tasto fino a quando il LED
relativo al materiale richiesto si accende.
Selezione del diametro del filo
Premere il tasto fino a quando il LED
relativo al diametro richiesto si accende.
Non tutti i diametri sono disponibili per ogni
materiale.
Regolazioni di fabbrica:
Tenendo premuto il tasto fino a che il LED lampeggia
si ricarica la selezione diametro di fabbrica.
Corrente/Velocità filo/Spessore materiale
Con la macchina in stand-by il display mostra
il valore di corrente/velocità filo/spessore
materiale impostato. Durante la saldatura
viene visualizzato il valore effettivo.
Spessore del materiale:
Questa funzione aiuta a regolare la corrente in
funzione dello spessore (in mm) del materiale da
saldare. Una volta selezionato il tipo di materiale la
macchina calcola il valore di corrente relativo allo
spessore. Questa funzione dà un buon punto di
partenza per i valori di corrente e tensione. Per risultati
ottimali il saldatore può effettuare una ulteriore regola-
zione fine di questi parametri.
Lunghezza d’arco
Se necessario si può regolare la lunghezza
d’arco. Premere il tasto e girare la
manopola fino ad ottenere la lunghezza desiderata (da
-9.9 a + 9.9).
Manopola di regolazione
Permette di regolare corrente di saldatura,
velocità filo, spessore materiale lunghezza
d’arco ed i parametri secondari. Velocità filo
max. 15.0 m/min.
Regolazione dei parametri secondari
Premere il tasto fino a visualizzare sul display
il parametro desiderato. Per ritornare al
display normale premere brevemente il tasto
lunghezza d’arco o il tasto corrente/velocità/
spessore.
Reattanza elettronica:
Permette di regolare la velocità di reazione al
corto circuito e quindi un arco più o meno
morbido (da -5,0 a + 5,0).
Pregas :
Il pregas assicura che il materiale sia protetto
dall’atmosfera prima che sia innescato l’arco.
E’ il tempo che intercorre tra la pressione sul grilletto
torcia e l’inizio dell’avanzamento del filo. Può essere
regolato da 0.0 a 10.0 sec.
Soft start :
Il Soft start è la velocità del filo prima
dell’accensione dell’arco e migliora le
caratteristiche d’innesco. Tale velocità può essere
regolata da 1.5 a 15 m/min. La funzione è disattivata
visualizzando - - -

65
Tempo di Hot start :
Hot start è la funzione che aiuta a raggiungere
la giusta temperatura del materiale all’inizio
della saldatura.
La durata dell’Hot start è determinata da questo tempo
che può essere regolato da 0 a 10 sec.
Rampa di discesa :
E’ il tempo durante il quale, alla fine della
saldatura, la corrente si riduce fino al valore
finale, per permettere il riempimento del cratere sul
cordone.
Burnback :
Questa funzione impedisce l’incollamento del
filo sul pezzo alla fine della saldatura. Può
essere regolato da 1 a 30.
Postgas :
Il postgas permette la protezione dall’atmos-
fera del materiale fuso alla fine della saldatura
e migliora il raffreddamento della torcia. Il valore
impostato definisce il tempo che intercorre tra lo
spegnimento dell’arco e la fine dell’alimentazione gas.
Può essere regolato da 0.0 a 10.0 sec.
I parametri impostati vengono mantenuti in memoria a
macchina spenta così come il programma usato e la
macchina li ripropone all’accensione.
Indicatore tensione di saldatura
Per motivi di sicurezza il LED si illumina in
presenza di tensione sul filo di saldatura.
Allarme surriscaldamento
Il LED si illumina in caso di surriscaldamento
della macchina.
SOFTWARE
Se l’unità di controllo è stata cambiata, e necessario
caricare il software per mezzo della Carta SD.
Il software è caricato sulla carta SD che deve
contenere le cartelle ed uno o più files sotto indicati.I
nomi delle cartelle vanno salvati in maiuscolo e con I
nomi originali.
Caricamento software
• Inserire la Carta SD nella fessura sul lato destro
della macchina.
• Accendere la macchina.
• Sul display lampeggiano rapidamente 3 linee.
• Aspettare fino all’apparire della corrente
impostata.
• Spegnere la macchina e rimuovere la carta SD.
• La macchina è ora pronta all’uso.
Tutte le regolazioni personalizzate vengono
cancellate inserendo nuovo software.
Pertanto, una volta aggiornato il software
rimuovere la carta SD dalla macchine per
evitare aggiornamenti continui ogni volt che
la macchina viene riaccesa.

66
DATI TECNICI
Generatore : AUTOMIG
223i / 223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Tensione alimentazione (50Hz-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Tensione alimentazione (50Hz-60Hz) 1x230V 1x230V
Fusibile 10A 16A 10 A 16A
Corrente primaria, effettiva 6,0A 7,1A 7,6 A 10,5A
Corrente primaria max. 10,1A 29,9A 13,2 A 42,0A
Assorbimento, 100% 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Assorbimento, max. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Assorbimento a vuoto 20W 30W 20 W 30W
Rendimento 0,90 0,84 0,88 0,84
Fattore di potenza 0,87 0,99 0,93 0,99
Gamma di corrente 10-220A 10-220A 10-270 A 10-270 A
Intermittenza 100% a 20°C 180A 115A (140A)* 230 A 150A (180A)*
Intermittenza 60% a 20°C 220A 150A (175A)* 245 A 180A (200A)*
Intermittenza 100% a 40°C 145A 70A (81A)* 175 A 95A (107A)*
Intermittenza 60% a 40°C 170A 86A (108A)* 195 A 110A (126A)*
Intermittenza max. a 40°C 30% 14% (16%)* 25 % 12% (13%)*
Tensione a vuoto 52V 52V 52 V 52 V
1 Classe di applicazione S S S S
2 Classe protezione IP 23 IP 23 IP 23 IP 23
Norme EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Dimensioni (AxLxP) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Peso 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
54 kg (223i DUO Boost) 26 kg 28 kg
1 S
La macchina è conforme agli standard per impianti destinati a lavorare in ambienti ad alto rischio elettrico
2 Le macchine marcate IP23 sono progettate per operare anche all’aperto

67
CODICI D’ERRORE
Nel caso di errori nell’aggiornamento software, uno dei seguenti messaggi apparirà nel display
Codici d’errore per software di controllo
10001501.xx.cry
Codice
d’errore
Causa e soluzione
Non c’è presenza di software
nell’unità di controllo
• Inserire una Carta SD con soft-
ware e accendere la macchina
La carta SD non è formattata.
• La carta SD deve essere for-
mattata in un PC come FAT ed I
files memorizzati. Altrimenti usare
un’altra carta SD.
La carta SD non contiene software.
• Vedi pag. 65.
La carta SD contiene più files con
lo stesso nome
• Vedi pag. 65.
L’unità di controllo cerca di
leggere più dati di quanti
accessibili nella memoria.
1. Inserire nuovamente la carta SD.
2. Sostituire la carta SD.
3. Contattare il Servizio Assistenza
Migatronic.
Il software sulla carta SD è relativo
ad un altro tipo di unità di
controllo
• Usare una carta SD con il
software corretto per l’unità di
controllo disponibile
Il software sulla carta SD è relativo
ad una unità di controllo con
diverso numero di serie/codice a
barre.
• Usare una carta SD con il
software corretto per l’unità di
controllo disponibile
La protezione copia interna non
permette l’accesso al
microprocessore.
1. Inserire nuovamente la carta SD
nella macchina
2. Contattare il Servizio Assistenza
Migatronic
Il circuito di memoria dell’unità di
controllo è difettoso
• Contattare il Servizio Assistenza
Migatronic
Il circuito di memoria dell’unità di
controllo è difettoso
• Contattare il Servizio Assistenza
Migatronic
Il file 100015xx.xx.cry ha un errore.
1. Inserire nuovamente la carta SD
nella macchina
2. Cambiare la carta SD.
Codici d’errore per pacchetto programmi
10646001.xx.bin
Codice
d’errore
Causa e soluzione
Non c’è presenza di software
nell’unità di controllo
• Inserire una Carta SD con
software e accendere la
macchina. Vedi pag. 65.
La carta SD non è formattata.
• La carta SD deve essere
formattata in un PC come FAT
Altrimenti usare un’altra carta SD.
E’ possibile avere sono un file con
programmi di saldatura.
• Assicurarsi che ci sia un solo file
tipo 106460xx-xx.bin sulla carta
SD. Vedi pag. 65.
Il pacchetto programmi non è
relative all’unità di controllo.
• Usare una carta SD con software
corretto per l’unità di controllo in
uso.
Il pacchetto programmi è bloccato
per un’unità di controllo con
numero di serie/codice a barre
diverso.
• Il software è protetto da copie e
non può essere usato su unità di
controllo sprovviste di licenza.
L’unità di controllo è difettosa
• Contattare il Servizio Assistenza
Migatronic
Il file 106460xx.xx.bin non è
presente sulla carta SD
• Vedi pag. 65.
Il file 106460xx.xx.bin ha un errore.
1. Inserire nuovamente la carta SD
nella macchina
2. Cambiare la carta SD.
La cartella Omega non è presente
sulla carta SD o è salvata in
maniera scorretta.
1. Creare una cartella
MIGA_SW / OMEGA come
descritto pag. 65 e salvarlo nella
cartella.
2. Cambiare la carta SD

68
MANUTENZIONE
Le macchine richiedono manutenzione e pulizia
periodica per evitare malfunzionamenti e l’annulla-
mento della garanzia.
ATTENZIONE!
Manutenzione e pulizia della macchina può essere
effettuata solo da personale qualificato. La
macchina deve essere scollegata dalla rete
(staccare la spina). Dopodiché attendere 5 minuti
prima di effettuare operazioni di manutenzione e
riparazione per permettere la scarica dei conden-
satori ed evitare rischi di scossa elettrica
Trainafilo
- Pulire regolarmente con aria compressa il vano
bobina filo e controllare che le cave e i denti dei
rulli non siano usurati.
Generatore
- Pulire le pale del ventilatore ed i componenti nel
tunnel di raffreddamento con aria compressa
secca e pulita.
- Un tecnico qualificato deve effettuare un’ispe-
zione e pulizia almeno una volta all’anno.
CONDIZIONI DI GARANZIA
Le saldatrici Migatronic sono soggette a continui
controlli di qualità durante tutto il processo produttivo
e a un controllo finale di funzionamento come unità
assemblata in regime di assicurazione della qualità.
Migatronic offre una garanzia di 24 mesi,
corrispondenti a 1600 ore di funzionamento ad arco
acceso, su tutti i tipi di saldatrici Migatronic,
subordinata alla registrazione della vendita della
saldatrice.
La registrazione deve essere eseguita al seguente
indirizzo web: www.migatronic.com/warranty. Il
certificato di registrazione funge da prova
dell’avvenuta registrazione e verrà inviato per posta
elettronica. La fattura originale e il certificato di
registrazione documenteranno all’acquirente che la
saldatrice ricade nei 24 mesi di validità del periodo di
garanzia.
Se non viene eseguita alcuna registrazione, il normale
periodo di garanzia è di dodici mesi per le saldatrici
nuove, a partire dalla data della fatturazione all’utente
finale. La fattura originale documenta il periodo di
garanzia.
La Migatronic fornisce la garanzia alle condizioni in
vigore e durante il periodo di garanzia rimediando ai
difetti delle macchine di saldatura che sono stati
causati da errori nella manodopera o nei materiali.
In generale la garanzia non riguarda le torce di
saldatura, in quanto sono considerati componenti di
consumo; tuttavia, difetti che si verificano entro quattro
settimane dalla messa in servizio e causati da difetti di
materiali o lavorazione ricadranno nella garanzia.
La garanzia non copre i trasporti relativi alla garanzia
stessa, che restano a rischio e a carico
dell’acquirente.
Le condizioni di garanzia di riferimento sono
consultabili al sito www.migatronic.com/warranty.

69
MAGYAR
Elektromágneses zavarok
Ez professzionális feladatra kifejlesztett hegesztőgép megfelel az
EN/IEC60974-10 (A) szabványnak.
Ez a szabvány szabályozza az elektromos készülékek kisugárzását
és hajlamosságát az elektromágneses zavarokkal szemben. Mivel az
ív zavarokat is sugároz, egy problémamentes üzemeltetés
megköveteli hogy bizonyos intézkedéseket az üzembehelyezéskor
és használatkor megtegyenek.
A felhasználó viseli a felelősséget azért, hogy a készülék a
környezetében lévő más elektromos készülékeket ne zavarjon.
A munkaterületen az alábbiakat kell ellenőrizni:
1. A hegesztőgép közelében lévő más készülék hálózati és
vezérlőkábelei.
2. Rádió adók és vevők.
3. Számítógépek és más vezérlési rendszerek.
4. Biztonságvédelmi berendezések, mint pld. vezérlő és figyelő
rendszerek.
5. Szívritmusszabályzóval és hallókészülékkel rendelkező
személyek.
6. Kalibráló és mérő készülékek.
7. Időpont, amikor a hegesztés és más tevékenység végezhető.
8. Szerkezetek és azok használata.
Amennyiben egy hegesztőgépet lakókörnyezetben használnak úgy
külön intézkedések is szükségessé válhatnak(pld. információk
hegesztési munkák idejéről).
Intézkedések az elektromágneses zavarok kibocsátásának
csökkentése érdekében:
1. Ne használjunk olyan készüléket, amely zavart okozhat.
2. Rövid hegesztőkábelek.
3. A plusz és mínusz kábelek szorosan egymás mellett legyenek.
4. A hegesztőkábeleket tartsuk a talajszinten.
5. A hegesztés területén lévő jelzőkábelt a hálózati kábeltől
távolítsuk el.
6. A hegesztés területén lévő jelzőkábelt pld. árnyékolással védjük.
7. Külön hálózati ellátás érzékeny készülékekhez, pld. számítógép.
8. Különleges esetekben a komplett hegesztőgép leárnyékolása is
szükségesé válhat.
FIGYELMEZTETÉS
Nem megfelelő használat esetén az ívhegesztés és vágás úgy a felhasználóra, mint a környezetre káros lehet. Ezért a
készülékeket csak az összes biztonsági előírás figyelembevételével szabad használni. Kérjük különösen az alábbiak
figyelembevételét:
Elektromosság
- A hegesztőgépet előírás szerint kell beüzemelni.
- Az áramkörben vagy elektródában lévő áramvezető részekkel csupasz kézzel történő mindennemű érintkezést kerülni kell.
Soha ne használjon hibás, vagy nedves hegesztőkesztyűt.
- Biztosítson jó szigetelést (pld. gumitalpas cipő használata).
- Biztonságos munkaállást használjon (pld. elesés elkerülése).
- Végezzen megfelelő karbantartást a gépen. A kábel vagy szigetelés meghibásodása esetén a munkát azonnal meg kell
szakítani és a javításokat el kell végezni.
- A hegesztőgépek javítását és karbantartását csak a szükséges ismeretekkel rendelkező személy végezheti.
Fény és hősugárzás
- A szemeket védje, mert egy rövid idejű sugárzás is tartós károsodáshoz vezethet. Ezért szükséges egy megfelelő
hegesztőpajzs használata megfelelő sugárzás elleni betéttel.
- Védje a testet az ívfénytől, mert a bőrt a sugarak károsíthatják. Mindig viseljen munkavédelmi ruhát, mely a test minden részét
fedi.
- Amennyiben lehetséges árnyékolja a munkahelyet és a környezetben lévő más személyeket figyelmeztessen a fény káros
hatására.
Hegesztőfüst és gázok
- A hegesztésnél keletkezett hegesztőfüstök és gázok belélegzése egészségre ártalmas. Ezért jó elszívás és szellőztetés
szükséges.
Tűzveszély
- Az ívfényből keletkező hősugárzás és szikraképződés tűzveszélyt okoz. Gyúlékony anyagokat ezért a hegesztési területről el
kell távolítani.
- A munkaruhának az ívből keletkező szikra ellen védetnek kell lennie. (pld. tűzálló kötény használata, melynél a redőkre és
nyitott zsebekre figyelni kell.)
- Egyedi szabályok vonatkoznak tűz és robbanásveszélyes helyiségekre. Ezeket az előírásokat be kell tartani!
Zaj
- Az ív zajt bocsát ki, melynek szintje azonban függ a hegesztési feladattól. Bizonyos esetekben fülvédő viselése szükséges
lehet.
Veszélyes helyek
- Az újakat nem szabad a huzaltolóban lévő forgó fogaskerekek közé dugni.
- Elővigyázatosan kell eljárni, ha a hegesztést zárt helyen, vagy magasban kell végezni , ahol a felbukás veszélye áll fenn.
A hegesztőgép elhelyezése
- A hegesztrőgépet úgy kell elhelyezni, hogy az ne borulhasson fel.
- Egyedi szabályok vonatkoznak tűz és robbanásveszélyes helyiségekre. Ezeket az előírásokat be kell tartani!
Nem tanácsoljuk a gépnek a megadottól eltérő célra történő használatát (pld. vízcső leolvasztása). Nem megfelelő használat
saját felelőségre történik.
Olvassa el alaposan ezt a kezelési útmutatót, mielőtt a berendezést
üzembe helyezné, vagy használná.

70
TERMÉK ÁTTEKINTÉS
AUTOMIG i
220/270 A-os hegesztőgép MIG/MAG-
hegesztéshez. A gép léghűtött és beépített 4-
görgős tolóművel szállítjuk.
Pisztolyok és tartozékok
A MIGATRONIC hegesztőpisztoly és tartozék
programból a különböző igényeknek megfelelő
pisztolyok, kábelek és tartozékok állnak rendel-
kezésre: elektródatartó, testkábel, MIG/MAG-
pisztolyok, köztes kábelek, kopó alkatrészek,
stb.
tartozékok
Az AUTOMIG i tartozékok további információiért
forduljon MIGATRONIC kereskedőjéhez.
A terméket a helyi előírásoknak
megfelelően semmisítse meg.
www.migatronic.com/goto/weee
CSATLAKOZTATÁS ÉS
ÜZEMBEHELYEZÉS
Lehetséges üzembehelyezés
Az alábbiakban leírjuk, hogy az egyes gépkomponenseket
hogyan csatlakoztatjuk és kötjük a hálózathoz,
gázellátáshoz, stb. (A zárójelben lévő számok az ábrán
szereplő pozíciókat jelölik.)
Az AUTOMIG 223i/273i kicsomagolása
Az AUTOMIG 223i/273i kicsomagolása után és használata
előtt az alábbiak szerint kell eljárni (lásd rajz)
Hálózati csatlakoztatás
A hegesztőgép üzembe helyezése előtt az alábbiakat kell
ellenőrizni:
- megegyezik-e a hálózati feszültség az adattáblán lévővel?
- Az üzemi berendezések megfelelnek-e
az adatlapon lévő adatokkal és biztosítékkal?
- Megfelelő hálózati csatlakozó van-e a ..hálózati kábelre
szerelve ?
Utasítás: A csatlakoztatást az érvényes VDE előírások
alapján elektromos szakembernek kell végeznie.
A hálózati kábel (1. poz.) 4 eres (3 fázis és védelem,
zöld/sárga.). A fázissorrend tetszőleges, nincs hatással a
berendezés működésére. Az áramforrást a főkapcsolóval
(2) kapcsoljuk be.
AUTOMIG Boost hálózati csatlakozása
Az AUTOMIG Boost csatlakoztatható 200-240 V egyfázisú
és 200-400 V három fázisú hálózatra.
A gép automatikusan beállítja magát az aktuális hálózathoz
anélkül, hogy át kellene állítani.
A hálózati csatlakozót villanyszerelőnek kell szerelnie.
A gép 4 eres hálózati kábellel van szerelve, melyet az
alábbiak szerint kell bekötni:

71
Konfiguráció
Kérjük a gép összeállításánál figyelembe venni, hogy
a hegesztőpisztoly és hegesztőkábel az áramforrás
műszaki specifikációjának megfeleljen. A
MIGATRONIC nem vállal felelősséget azon károkért,
amelyeket aluldimenzionált hegesztőpisztoly vagy
hegesztőkábel okoz.
Figyelmeztetés!
Generátorról történő üzemeltetésnél a hegesztőgép
károsodhat. A veszélyt a túl magas feszültség-
impulzus okozza, melyet a generátor adhat le. Csak
frekvencia és feszültségstabil asszinkron
generátorokat szabad használni.
A hegesztőgép meghibásodása, amely a generátorról
történő üzemeltetésre vezethető vissza, nem tartozik a
garanvciába.
FONTOS!
Figyeljen a testkábel szoros
rögzítésére, mert különben a
csatlakozók és kábelek sérülhetnek.
Emelési utasítás
Ha a gépet emelni kell, akkor ahhoz az alábbi ábrán
jelzett emelési pontokat kell használni.
A gépet nem szabad szerelt gázpalackkal emelni!
1. ábra 2. ábra
Védőgáz csatlakozás
A gázcsövet, amely az áramforrás hátoldalán jön ki (3)
nyomáscsökkentővel max. 6 bar csatlakoztatjuk a
gázellátáshoz. A szállítókocsi hátuljára rögzíthetünk
gázpalackot.
MIG/MAG pisztoly csatlakozás
A MIG/MAG pisztolyt a központi csatlakozóba (poz. 4)
csatlakoztatjuk és a rögzítő anyával (5) rögzítjük.
A testkábel (mínusz pólus, poz. 6) az aljzatba
dugásával és jobbra elfordítással rögzítődik.
MIG/MAG-csatlakozó az 1. pisztolyhoz (poz. 7) és
2.-hoz (poz. 8) (AUTOMIG 223i DUO)
A MIG/MAG pisztolyt a központi csatlakozóhoz (poz. 7
és 8) csatlakoztatjuk és a rögzítő anyával (poz. 5)
rögzítjük. Az átkapcsolót (poz. 9) az 1. és 2. pisztoly
közti váltáshoz használjuk.
A testkábelt a mínusz aljzatba (poz. 10) dugjuk és
jobbra fordítva rögzítjük.
pisztolyszabályzás (dialog pisztoly)
A pisztolyszabályzás mindig aktív, ha egy dialóg
pisztolyt csatlakoztatunk a géphez, ennek hiányában a
pisztolyszabályzás nem aktív.
Árammentes huzalbefűzés
Az árammentes huzalbefűzés funkció a pisztolyból
aktiválható. Ha a zöld gombot nyomva tartjuk
miközben a pisztolygombot megnyomjuk, a huzal
befűződik. A huzaltolás folytatódik, ha a zöld gombot
elengedjük és akkor áll meg, ha a pisztolygombot
elengedjük.
A huzalfék beállítása
A huzalfék biztosítja, hogy a dob elég gyorsan
megálljon, amikor a hegesztés leáll. A szükséges
fékerő függ a huzaldob súlyától és a maximális
huzaltoló sebességtől. 1,5-2,0 Nm nyomaték a legtöbb
esetben elegendő.
Beállítás:
- A gombot leszerelhetjük, ha
egy csavarhúzót a gomb
mögé dugunk. Ezután a
gombot kihúzhatjuk.
- A huzalfék a tengelyen levő
ellenanya meghúzásával,
vagy lazításával állítható.
- A gomb visszaszerelhető,
ha visszanyomjuk a
helyére.

72
AUTOMIG VEZÉRLÉS
Anyagtípus választás
A -gomb megnyomásával választjuk ki az
anyagtípust, ha a LED a kívánt típus mellett
kigyúllad.
Huzalátmérő választása
A -gomb megnyomásával választjuk ki a
huzalátmérőt, ha a LED a kívánt típus mellett
kigyúllad. Nem minden huzalátmérőt tudunk
az összes anyaghoz választani.
Az alapbeállítások beolvasása
Az aktuális átmérőre az alapbeállításokat
ismét beolvashatjuk. A gombot ekkor nyomva tartjuk,
amíg a LED röviden villog.
Áram/huzalelőtoló sebesség/
anyagvastagság
Ha nem hegesztünk a beállított érték jelenik
meg áram/huzalelőtoló sebesség/
anyagvastagság-ra.
Anyagvastagság:
Ez a funkció egy bevezető segítség az áram
beállításához az anyagvastágság alapján. Ha egy
anyagvastagságot választunk, az ennek megfelelő
áram automatikusan beállítódik. Az áramot ezután
szabadon állíthatjuk. Az anyagvastagság-funkció égy
jó kiindulási pont lehet a megfelelő árambeállításhoz.
Egy optimális eredmény eléréséhez, majdnem minden
esetben egy utólagos utánállítás szükséges.
Ívhossz
Az ívhossz a hegesztőfeszültség állításával
állítható. A hegesztés közben a mért
feszültséget mutatja. A -gombot nyomni és -9,9 től
+9,9-ig állítani.
Forgatógomb
A hegesztőáram, huzalsebesség,
anyagvastagság, ívhossz és másodlagos
paraméterek beállítása. Max.
huzalsebesség 15 m/perc.
Szekunderparaméterek állítása
A forgatógomb megnyomásával, ameddig a
kívánt másodlagos paraméter a kijelzőn
megjelenik. A gomb megnyomásával az
ívhosszra, vagy áramra/huzalsebességre/
anyagvastagságra, a kijelző visszaugrik az
alap kijelző módra.
Arc Adjust (folytó):
Az „Arc adjust“-tal (elektronikus folytás)-lehet
beállítani a reakció gyorsaságát rövidzár
esetén. Arc adjust –5,0 -től +5,0 –ig állítható.
Gáz-előáramlási idő:
A gázelőáramlásnak kell a hegesztési helyet
gázzal védenie az atmoszférás levegőtől,
mielőtt a hegesztés elkezdődik. A pisztolygomb
megnyomásával elkezdődik a gáz-előáramlási idő.
Csak ennek eltelte után gyút az ív. Ez az idő 0-tól 10
mp-ig állítható.

73
Lágy indítás:
A lágy indítási funkció a kezdési
huzalsebességet állítja be és optimalizálja
ezáltal a gyújtási tulajdonságokat. A sebesség 1,5-től
15m/perc-ig állítható. A funkció – – – állítással
kikapcsol.
”Hotstart”-idő:
A „Hotstart“ egy olyan funkció, amely a
hegesztés indításától megfelelő hőmérsékletet
biztosít a hegesztőfürdőben.
Hotstart-idő, az az idő ameddig a megnövelt árammal
hegesztünk. Az idő 0 és 10 mp. között állítható.
Áramlefutási idő:
Ha a hegesztést befejezzük, elindul a beállított
áramlefutási fázis. Ebben a fázisban az áram a
beállított hegesztő- áramról lineárisan lefut a
végáramra és ezáltal meggátolja a végkráter
képződését.
Huzalvisszaégési idő:
A huzal-visszaégési idő-funkció biztosítja,
hogy a huzal nem ég bele a hegfürdőbe. Az
idő 1 és 30 között állítható, ahol 1 közel a varrathoz és
30 közel az áramátadóhoz jelent.
Gázutánáramlási idő (MIG/MAG):
A gázutánáramlási idő biztosítja a hegfürdő
védelmét a levegőtől hegesztés után és hűti a
pisztolyt. Ez az idő az ív kialvásától a gázáramlás
megszűnéséig tart. Ha a gázután-áramlási idő közben
a hegesztést újra indítjuk, az idő megszakad. Az idő 0
és 20 mp között állítható.
Ha a gépet kikapcsoljuk, a beállított paraméterek a
gépben tárolódnak.
Egyidejűleg az utoljára használt program száma
tárolódik, így a gép ezzel indul.
Hegesztőfeszültség
A hegesztőfeszültség kijelző biztonsági okból
világít, ha a feszültség kinnt van az elektródán,
illetve a pisztolyon.
Túlmelegedési hiba
Ez a jel világít, ha a hegesztés az áramforrás
túlmelegedés miatt megszakad.
SZOFTVER
Ha a vezérlést kicseréljük, szükséges a szoftvert az új
egységbe egy SD-kártyával betölteni.
A szoftver egy SD-kártyán van, mely az alábbi
mappákat és egy, vagy több regisztert tartalmaz. A
mappanév NAGYBETŰVEL van írva és nem szabad
összecserélni.
Szoftver beolvasás
• Az SD-kártyát helyezzük be a gép jobb oldalán
lévő olvasóba.
• kapcsoljuk be a gépet.
• A kijelző röviden 3 csikkal villog.
• Kérjük várjon, amíg a kijelző a beállított áramot
mutatja.
• Kapcsoljuk ki ismét a gépet és vegyük ki a
kártyát.
• A gép most használatra kész.
* Minden beállítás felülírásra kerül, ha új
szoftvert olvasunk be. Ezért az SD-kártyát a
szoftver beolvasásáa után mindig ki kell
venni a gépből. Ezzel a szoftver nem kerül
állandóan beolvasásra, ha a gépet
bekapcsoljuk.

74
MŰSZAKI ADATOK
Áramforrás AUTOMIG
223i / 223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
hálózati feszültség (50-60Hz) 3 x 400V 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
hálózati feszültség (50-60Hz) 1x230V 1x230V
biztosíték 10A 16A 10 A 16A
Effeltiv hálózati áram 6,0A 7,1A 7,6 A 10,5A
Max. hálózati áram 10,1A 29,9A 13,2 A 42,0A
csatl teljesítmény (100%) 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
max . csatl teljesítmény 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
üresjárási teljesítmény 20W 30W 20 W 30W
Hatásfok 0,90 0,84 0,88 0,84
teljasítmény-tényező 0,87 0,99 0,93 0,99
Áramtartomány 10-220A 10-220A 10-270 A 10-270 A
Bekapcsolási idő 20°C 100% 180A 115A (140A)* 230 A 150A (180A)*
Bekapcsolási idő 20°C 60% 220A 150A (175A)* 245 A 180A (200A)*
Bekapcsolási idő 40°C 100% 145A 70A (81A)* 175 A 95A (107A)*
Bekapcsolási idő 40°C 60% 170A 86A (108A)* 195 A 110A (126A)*
Bekapcsolási idő 40°C max. 30% 14% (16%)* 25 % 12% (13%)*
üresjárati feszültség 52V 52V 52 V 52 V
1használati osztály S
S
S
S
2védettség IP 23 IP 23 IP 23 IP 23
szabvány EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Class A)
Méret (MxSzxH) 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Súly 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
54 kg (223i DUO Boost) 26 kg 28 kg
* A Boost kivitel adatai 1x230V hálózati feszültséget mutatnak
A zárójelben lévő adatok 3x400V hálózati feszültséget mutatnak
1
S A készülék kielégíti a magas elektromos veszélyekkel szemben támasztott követelményeket.
2 Azon készülékek, melyek az IP 23 védettségnek megfelelnek, belső és külső használatra is alkalmasak.

75
HIBAKÓDOK
Az alábbi hibakódok egyike villog a kijelzőn, ha a szoftver beolvasásakor hiba lép fel.
Hibakódok a control szoftverre 10001501.xx.cry
Hibakód Ok és elhárítás
Nincs szoftver a vezérlésben.
• Egy SD-kártyát szoftverrel be kell
helyezni a vezérlésbe és a gépet
kapcsoljuk be.
Az SD kártya formatálása nem
történt meg.
• Az SD-kártya formatálását mint
FAT kell elvégezni és az adatokat
tárolni kell a kártyán. Vagy másik
kártyát kell használni.
Az SD Kártya nem tartalmaz
szoftvert.
• Bitte Seite 73 lesen.
Az SD Kártyán több adat van
ugyanazon néven.
• Bitte Seite 73 lesen.
A vezérlés megpróbált több adatot
beolvasni, mint amennyit tárolni
tud.
1. Az SD Kártyát ismét be kell
olvasni.
2. Az SD Kártyát ki kell cserélni.
3. Kérjük lépjen kapcsolatba a
Migatronic vevőszolgálattal.
Az SD kártyán lévő szoftver más
típusú vezérlés részére le van
zárva.
• Olyan SD kártyát kell használni,
amelyik megfelel a vezérlésének.
Az SD kártyán lévő szoftver másik
vezérlés részére másik
sorozatszámmal/jelszóval van
zárolva.
• Olyan SD kártyát kell használni,
amelyik megfelel a vezérlésének.
A belső másolásvédelem nem
engedi a mikroprocesszor
hozzáférését.
1. Az SD Kártyát ismét be kell
olvasni.
2. Kérjük lépjen kapcsolatba a
Migatronic vevőszolgálattal.
A vezérlés memóriája tönkrement.
• Kérjük lépjen kapcsolatba a
Migatronic vevőszolgálattal.
A vezérlés memóriája tönkrement.
• Kérjük lépjen kapcsolatba a
Migatronic vevőszolgálattal.
A beolvasott adat 100015xx.xx.cry
hibás.
1. Az SD Kártyát ismét be kell
olvasni.
2. Az SD Kártyát ki kell cserélni.
Hibakódok 10646001.xx.bin hegesztőprogramokhoz
Hibakód Ok és elhárítás
Nincsenek hegesztőprogramok a
vezérlésben.
• Egy SD-kártyát szoftverrel
helyezünk be a vezérlésbe és a
gépet kapcsoljuk be. Bitte Seite
73 lesen.
Az SD kártya formatálása nem
történt meg.
• Az SD-kártya formatálását mint
FAT kell elvégezni. Vagy másik
kártyát kell használni.
Csak egy hegesztőprogram adat
elérése lehetséges.
• Csak egy adatot kell
106460xx-xx.bin néven az SD
Kártyára tárolni. Bitte Seite 73
lesen.
A hegesztőprogramok az SD
kártyán más típusú vezérlés
részére zárva van.
• Olyan SD kártyát kell használni,
amelyik a vezérlésének megfelel
a.
Az SD kártyán lévő hegesztő-
programok másik vezérlés részére
másik sorozatszámmal/ jelszóval
van zárolva.
• Az ön szoftvere másolásvédett és
most egy olyan vezérléshez
használják, melynek nincs
jogosultsága.
A vezérlés hibás.
• Kérjük lépjen kapcsolatba a
Migatronic vevőszolgálattal.
A 106460xx.xx.bin adat nincs az
SD kártyán.
• Bitte Seite 73 lesen.
A beolvasott 106460xx.xx.bin
adatok hibásak.
1. Az SD kártyát ismét be kell
olvasni.
2. Az SD kártyát ki kell cserélni.
A Omega mappa az adatokkal
nincs meg a kártyán, vagy nincs
helyesen tárolva.
1. A MIGA_SW / OMEGA mappát a
leírtak szerint kell képezni. Ezután
kell az adatokat ezen tárolni.
2. Az SD kártyát ki kell cseréléni

76
KARBANTARTÁS
Annak érdekében, hogy az üzemi hibákat elkerüljük
és a biztonságot biztosítsuk, a berendezést
rendszeresen karban kell tartani és ki kell tisztítani.
Hiányos, vagy hibás karbantartás befolyásolja az
üzembiztonságot és a garancia elvesztését
okozhatja.
FIGYELEM !
Karbantartási és tisztítási munkákat a nyitott
gépen csak kvalifikált szakember végezhet.
A berendezést mindenképpen le kell választani a
hálózattól(hálózati csatlakozót ki kell húzni!) Min. 2
percet várni, hogy minden kondenzátor kisüljön
mielőtt a karbantartási és javítási munkát
elkezdenénk.
Áramütés veszély!
Áramforrás
Száraz sűrített levegővel kifújatni.
Évente minimum egyszer kvalifikált szerviz-
szakemberrel ellenőriztetni és kitisztítatni.
GARANCIAFELTÉTELEK
A Migatronic hegesztőgépek minőségét gyártásuk
során folyamatosan ellenőrzik, majd összeszerelt
állapotban egy alapos funkcionális minőség-
ellenőrzési tesztnek vetik alá.
A Migatronic minden Migatronic hegesztőgéptípusra
24 hónapos garanciát biztosít, amely 1600 ívórának
felel meg. A garancia feltétele a hegesztőgép
regisztrálása.
A regisztrációt a következő webhelyen kell elvégezni:
www.migatronic.com/warranty. A regisztrációt a
regisztrációs tanúsítvány igazolja, melyet a vásárló e-
mailben kap meg. Az eredeti számla és a
regisztrációs tanúsítvány együtt dokumentálja, hogy a
hegesztőgép a 24 hónapos garanciális időszak
hatálya alá tartozik.
Ha a készüléket nem regisztrálták, a szabványos
garanciális időszak új hegesztőgépekre a
végfelhasználói számla keltétől számított tizenkét
hónap. A garanciális időszakot az eredeti számla
dokumentálja.
A Migatronic a garanciális időszakban az érvényes
jótállási feltételek szerint vállal garanciát a
hegesztőgép olyan hibáinak kijavítására, amelyek
bizonyíthatóan anyaghibából vagy gyártási hibából
erednek.
Fő szabályként a garancia nem vonatkozik a
hegesztőtömlőkre, mert azok kopó alkatrészeknek
minősülnek, de a tömlők olyan meghibásodásai,
amelyek a használatba vételtől számított négy héten
belül következtek be, és amelyeket anyaghiba vagy
gyártási hiba okozott, a garancia hatálya alá
tartoznak.
A Migatronic garanciája nem terjed ki a garanciális
igénnyel kapcsolatos semmilyen szállítási formára,
azaz a szállítás költségei és kockázatai a vásárlót
terhelik.
A Migatronic jótállási feltételei a
www.migatronic.com/warranty oldalon olvashatók
el.

77
POLSKI
Emisja elektromagnetyczna i generowanie zakłóceń elektromagnetycznych
Opisywana spawarka dla zastosowań przemysłowych i profesjonalnych
jest zgodna z normą europejską EN/IEC60974-10 (Klasa A). Celem
powyższej normy jest zapobieganie powstawaniu sytuacji, w których
praca urządzenia jest zakłócana lub jest źródłem zakłóceń dla innych
urządzeń elektrycznych. Łuk generuje zakłócenia, a więc uzyskanie
działania urządzenia bez zakłóceń lub przerw wymaga podjęcia odpo-
wiednich środków podczas instalowania i działania spawarki.
Użytkownik musi upewniać się, czy działanie urządzenia nie powo-
duje powstawania zakłóceń o określonym powyżej charakterze.
W otoczeniu spawarki należy uwzględniać poniższe elementy:
1. Kable zasilające i sygnalizacyjne w strefie spawania, podłączone do
innych urządzeń elektrycznych.
2. Nadajniki i odbiorniki radiowe i telewizyjne.
3. Komputery i inne elektryczne urządzenia sterownicze.
4. Urządzenia bezpieczeństwa o zasadniczym znaczeniu, np. sterowane
elektrycznie lub elektronicznie osłony lub układy zabezpieczające.
5. Użytkowanie rozruszników serca, aparatów słuchowych, itp.
6. Urządzenia do kalibracji i pomiarów.
7. Porę dnia, w której mają być prowadzone operacje spawania lub inne
czynności.
8. Konstrukcja i użytkowanie budynków.
Jeżeli spawarka jest używana w gospodarstwach domowych konieczne
będzie podjęcie specjalnych i dodatkowych środków ostrożności w celu
zapobiegania problemom związanym z emisją (np. informacja o
czasowym wykonywaniu prac spawalniczych).
Metody zmniejszania promieniowania elektromagnetycznego:
1. Unikanie stosowania urządzeń wrażliwych na zakłócenia.
2. Stosowanie możliwie krótkich przewodów spawalniczych.
3. Przewód dodatni i ujemny umieszczać blisko siebie.
4. Umieszczać przewody spawalnicze na poziomie podłogi lub w jego
pobliżu.
5. Przewody sygnalizacyjne w strefie spawania należy odsuwać od
przewodów zasilania.
6. Chronić przewody sygnalizacyjne w strefie spawania poprzez np. przez
ekranowanie.
7. Dla wrażliwych urządzeń elektronicznych należy stosować izolowane
wzajemnie przewody zasilające.
8. W szczególnych okolicznościach i specjalnych zastosowaniach można
rozważyć ekranowanie całej instalacji spawalniczej.
OSTRZEŻENIE
Spawanie i cięcie łukiem elektrycznym może być niebezpieczne dla spawacza, ludzi znajdujących się w pobliżu oraz
otoczenia w przypadku niewłaściwego obsługiwania lub używania spawarki. Wobec tego spawarki wolno używać pod
warunkiem ścisłego przestrzegania wszystkich odpowiednich instrukcji bezpieczeństwa. W szczególności należy
zwracać uwagę na:
Energia elektryczna
- Spawarka musi zostać zainstalowana zgodnie z przepisami bezpieczeństwa oraz przez odpowiednio wyszkolony personel, z
odpowiednimi kwalifikacjami. Urządzenie musi zostać połączone z ziemią poprzez przewód sieci zasilającej.
- Należy upewniać się, czy spawarka jest właściwie konserwowana.
- W przypadku uszkodzenia przewodów lub ich izolacji należy natychmiast wyłączyć urządzenie w celu wykonania naprawy.
- Naprawy i konserwacja urządzenia mogą być wykonywane wyłącznie przez odpowiednio wyszkolony personel, z
odpowiednimi kwalifikacjami.
- Należy unikać dotykania gołymi rękami elementów pod napięciem w obwodzie spawania, jak również elektrod i przewodów.
Zawsze należy używać suchych rękawic spawalniczych (bez dziur).
- Należy zapewniać właściwe i bezpieczne uziemianie osobiste (np. przez używanie butów na gumowych podeszwach).
- Praca powinna odbywać się w stabilnej pozycji (tj. zapobiegającej przypadkowemu upadkowi).
Emisja światła i ciepła
- Należy chronić oczy nawet przed krótkotrwałym promieniowaniem łuku, które może spowodować trwałe uszkodzenie wzroku.
Należy stosować kask spawalniczy z odpowiednią szybką chroniącą przed promieniowaniem.
- Należy chronić ciało przed promieniowaniem łuku przez stosowanie odzieży ochronnej osłaniającej wszystkie części ciała.
- Miejsce spawania powinno być w miarę możliwości osłonięte a inni pracownicy, przebywający w pobliżu, ostrzegani przed
promieniowaniem łuku.
Spaliny i gazy pochodzące ze spawania
- Oddychanie spalinami i gazami pochodzącymi ze spawania jest szkodliwe dla zdrowia. Należy upewniać się czy system
wyciągowy pracuje poprawnie i zapewnia wystarczającą wentylację.
Zagrożenie pożarowe
- Promieniowanie i iskry pochodzące z łuku stanowią zagrożenie pożarowe. Ze względu na to, z miejsca spawania należy usuwać
łatwopalne materiały.
- Odzież robocza powinna również być zabezpieczona przed działaniem iskier (np. przez użycie materiałów ogniotrwałych i
obserwację czy iskry nie dostają się do zagięć odzieży i do kieszeni).
- W pomieszczeniach z zagrożeniem pożarowym i wybuchowym obowiązują specjalne przepisy, które muszą być przestrzegane.
Hałas
- Łuk wytwarza hałas zależny od rodzaju wykonywanego spawania. W niektórych przypadkach konieczne będzie stosowanie
środków ochrony słuchu.
Strefy niebezpieczne
- Nie wolno dotykać wirujących kół zębatych w zespole podajnika drutu spawalniczego.
- W przypadku spawania w zamkniętych strefach lub na wysokości (z której może nastąpić upadek) należy podejmować
specjalne środki ostrożności.
Ustawianie urządzenia
- Spawarkę należy ustawiać w sposób zapobiegający jej przewróceniu się.
- W przypadku pracy w miejscach z zagrożeniem pożarowym lub wybuchowym obowiązują specjalne przepisy, które muszą być
przestrzegane.
Używanie urządzenia dla celów innych niż jest przeznaczone (np. do rozmrażania rur wodociągowych) jest wyraźnie niezalecane.
W przypadku takiego postępowania producent nie będzie ponosić żadnej odpowiedzialności.
Przed instalowaniem i uruchomieniem urządzenia należy uważnie przeczytać niniejszą instrukcję.

78
OPIS PRODUKTU
Spawarka o mocy 220/270A do spawania metodą
MIG/MAG. Chłodzona powietrzem, dostarczana z
wbudowanym podajnikiem drutu o napędzie cztero-
rolkowym.
Węże spawalnicze i przewody
Oferta produktowa MIGATRONIC zawiera między
innymi uchwyty i węże MIG/MAG, przewody masy,
przewody pośrednie i części zamienne.
Osprzęt
Więcej informacji o osprzęcie uzyskasz od swojego
dealera Migatronic.
Pozbądź się produktu zgodnie z
miejscowymi normami i przepisami.
www.migatronic.com/goto/weee
PODŁĄCZENIE I
EKSPLOATACJA
Dozwolona instalacja
Poniższe sekcje opisują sposób przygotowania
spawarki do użytku, a potem podłączenia do sieci
zasilającej, źródła gazu, itd. Liczby w nawiasach
odnoszą się do ilustracji w niniejszej części.
Rozpakowywanie AUTOMIG 223i/273i
Po rozpakowaniu, a przed użytkowaniem
AUTOMIG 223i/273i, postępuj w poniższy sposób
(patrz obrazek):
Podłączenie do sieci
Przed podłączeniem źródła prądu do sieci zasilającej
upewnij się, że napięcie źródła prądu jest identyczne z
napięciem sieci, oraz że bezpiecznik zasilania
sieciowego jest odpowiedniej wartości. Przewód
sieciowy (1) źródła prądu należy podłączyć do
właściwego źródła trójfazowego prądu zmiennego
(AC) o częstotliwości 50 Hz lub 60 Hz oraz do
uziemienia. Kolejność faz nie ma znaczenia. Źródło
prądu uruchamiamy włącznikiem sieciowym (2).
Podłączenie do sieci AUTOMIG Boost
AUTOMIG Boost można podłączyć do zasilania z sieci
jednofazowej o napięciu od 200V do 240V oraz sieci
trójfazowej o napięciu od 200V do 440V.
Wtyczkę sieciową zamontować może jedynie elektryk.
Spawarka jest wyposażona w czterożyłowy przewód
sieciowy, który należy zamontować we wskazany
sposób:
Konfiguracja
MIGATRONIC zrzeka się wszelkiej odpowiedzialności
za uszkodzenia przewodów i inne, wynikłe ze
spawania przy użyciu zbyt małego wg. norm
spawalniczych uchwytu lub przewodów, np. względem
dopuszczalnego obciążenia.

79
Ostrzeżenie
Podłączenie do generatora może doprowadzić do
uszkodzenia spawarki.
Po podłączeniu do spawarki generatory mogą
wytwarzać duże impulsy napięcia, które mogą
uszkodzić urządzenie. Stosuj wyłącznie generatory
asynchroniczne wytwarzające prąd o stałej
częstotliwości i napięciu.
Uszkodzenia spawarki wynikłe z podłączenia
generatora nie są objęte gwarancją.
Instrukcje dotyczące podnoszenia
Punkty nośne wózka dwukołowego służą do
podnoszenia za pomocą dźwigu (rys. 1).
Wózek czterokołowy podnieść można tylko ręcznie
poprzez uniesienie rączki (rys. 2).
Nie wolno podnosić spawarki z zamontowaną butlą z
gazem!
Ważne!
Aby uniknąć uszkodzenia wtyczek i
przewodów, zapewnij dobry styk
elektryczny podłączając przewód
masy i uchwyt spawalniczy do
spawarki.
Podłączenie gazu osłonowego
Wąż gazu osłonowego przymocowany jest do tylnego
panelu źródła prądu (3) i podłączony do źródła gazu z
redukcją ciśnienia maks. do 6 barów. Na podeście dla
butli z tyłu wózka, jeśli jest w zestawie, zamontować
można jedną butlę.
Podłączenie uchwytu do spawania MIG/MAG
Zestaw węża spawalniczego wciska się w złącze
centralne (4), a nakrętkę (5) zaciska się ręcznie.
Przewód masy podłącza się do bieguna ujemnego (6).
Podłączenie uchwytu 1 (7) oraz uchwytu 2 (8) dla
spawania MIG/MAG (AUTOMIG 223i DUO)
Zestaw węża spawalniczego wciska się w złącze
centralne (7 i 8), a nakrętkę (5) zaciska się ręcznie.
Nawrotnik (9) służy do zamiany z uchwytu 1 na 2 i
odwrotnie.
Przewód masy podłącza się do bieguna ujemnego
(10).
Regulacja uchwytu (Uchwyt dialogowy)
Wartość prądu regulować można z poziomu spawarki,
jak i uchwytu, jeśli korzysta się z węża spawalniczego
z dialogowym uchwytem. Funkcji tej nie można
odłączyć. Regulacja palnika pozostaje pasywna, gdy
nie używamy uchwytu dialogowego.
Wyprowadzanie drutu
Funkcji tej używa się do wyprowadzania drutu, np. po
jego wymianie. Wyprowadzanie zaczyna się
wciśnięciem zielonego przycisku i jednoczesnym
naciśnięciem spustu uchwytu. Wyprowadzanie trwa
nadal mimo zwolnienia zielonego przycisku.
Zatrzymuje się dopiero po zwolnieniu spustu uchwytu.
Regulacja hamulca szpuli
Hamulec szpuli musi zapewniać odpowiednio szybkie
zahamowanie szpuli przy zatrzymaniu spawania.
Wymagana siła hamulca zależy od wagi szpuli oraz
maksymalnej prędkości podawania drutu. Moment
obrotowy hamulca o wartości 1.5-2.0 Nm wystarcza
do większości zastosowań.
Regulacja:
- Zdemontuj gałkę
sterowania umieszczając
cienki śrubokręt za gałką
i podważając ją
- Wyreguluj hamulec drutu
dokręcając lub
poluźniając nakrętkę
samozabezpieczającą
na osi piasty szpuli
- Załóż gałkę z powrotem
wciskając ją w rowek.

80
PANEL STEROWANIA AUTOMIG
Wybór rodzaju materiału
Wciśnij przycisk aż do włączenia się
wskaźnika oczekiwanego materiału.
Wybór rozmiaru drutu
Wciśnik przycisk aż do włączenia się
wskaźnika oczekiwanej średnicy.
Nie wszystkie rozmiary drutu stosować
można ze wszystkimi materiałami.
Reset do ustawień fabrycznych:
Ustawienia fabryczne dla wybranego rozmiaru drutu
zostaną przywrócone po wciśnięciu przycisku aż do
wystąpienia krótkiego błysku wskaźnika.
Prąd/prędkość podawania drutu/grubość
materiału:
Gdy spawarka nie spawa, wyświetlony jest
ustawiony prąd/prędkość podawania/rozmiar
materiału. W trakcie spawania wyświetlony
jest prąd mierzony.
Grubość materiału:
Funkcja pomagająca regulować natężenie prądu
względem grubości materiału (w mm). Przy wyborze
grubości materiału automatycznie obliczane jest
ustawienie natężenia. Funkcję Grubość materiału
traktować można jako dobry punkt początkowy w
wyborze właściwego natężenia i napięcia. Prawie
każdy rodzaj spawania wymagać będzie dostrajania
tych parametrów w celu uzyskania najbardziej
optymalnych wyników.
Długość łuku
W razie konieczności, długość łuku można
regulować poprzez dostrajanie napięcia. W
trakcie spawania wyświetlone jest napięcie mierzone.
Wciśnij przycisk , aby regulować w zakresie - 9,9 do
+9,9.
Gałka sterowania
Gałka ta służy do regulacji prądu spawania,
prędkości podawania drutu, grubości
materiału, długości łuku oraz parametrów
drugorzędowych. Maks. prędkość
podawania drutu wynosi 15,0 m/min.
Ustawianie parametrów drugorzędowych
Wciśnij gałkę aż do wyświetlenia się
oczekiwanego parametru. Aby powrócić do
normalnego wyświetlania, należy krótko
nacisnąć przycisk długości łuku lub prądu
/prędkości podawania /grubości materiału.
Regulacja łuku:
Regulacja łuku (dławik elektroniczny)
umożliwia regulację prędkości reakcji na
zwarcia. Regulacja łuku odbywa się krokowo od –5.0
do +5.0.
Wstępny wypływ gazu:
Wstępny wypływ gazu zapewnia pełną
ochronę łuku przed środowiskiem zanim
dojdzie do ustalenia łuku. Czas wstępnego wypływu
gazu to czas od uruchomienia spustu uchwytu do
rozpoczęcia podawania drutu. Czas wypływu ustalać
można w zakresie od 0,0 s do 10,0 s.
Miękki start:
Miękki start poprawia właściwości zajarzenia.
Tu ustawiamy prędkość początkową drutu.
Zakres: 1,5-15,0 m/min. Funkcja miękkiego startu jest
rozłączona, gdy wyświetlony jest komunikat - - - .

81
Czas gorącego startu:
Gorący start to funkcja pomagająca wytworzyć
odpowiednią temperaturę w jeziorku na
początku spawania.
Czas gorącego startu określa czas, w którym odbywa
się spawanie z gorącym startem. Zakres: 0,0 – 10,0 s.
Opadanie prądu:
Czas opadania prądu jest ustawiony. Po
uruchomieniu spustu rozpoczyna się opadanie
prądu w celu utworzenia wypełnienia krateru. Prąd
opada od wartości ustawionej do wartości stop amp.
Upalanie:
Funkcja upalania zapobiega przyklejeniu drutu
do obrabianego materiału na końcu spawu.
Zakres regulacji upalania: od 1 do 30.
Gaz po spawaniu:
Wypływ gazu po spawaniu zapewnia ochronę
stopionego jeziorka po spawaniu i chłodzi
uchwyt. Czas wypływu po spawaniu to czas od
wygaśnięcia łuku do rozłączenia przepływu gazu.
Czas ten można regulować w zakresie od 0,0 do
10,0 s.
Wyregulowane parametry zapisane są w pamięci
spawarki po jej wyłączeniu.
Jednocześnie zapisany zostaje numer używanego
programu, dlatego po włączeniu spawarka uruchomi
się w nim.
Wskaźnik napięcia spawania
Wskaźnik napięcia spawania podświetlony jest
z powodów bezpieczeństwa, oraz w celu
wskazania, czy elektroda lub uchwyt są pod
napięciem.
Błąd związany z temperaturą
Wskaźnik zapala się w chwili, gdy źródło prądu
ulega przegrzaniu.
OPROGRAMOWANIE
Jeśli wymieniono jednostkę sterowania, koniecznie
należy wczytać oprogramowanie wewnątrz jednostki
sterowania za pomocą karty SD.
Oprogramowanie znajduje się na karcie SD, która
zawierać musi foldery oraz jeden lub więcej plików, jak
pokazano poniżej. Nazwy folderów należy zapisywać
WIELKIMI literami, zachowując nazwy oryginalne.
Czytanie oprogramowania
• Włóż kartę SD w gniazdo po prawej stronie
spawarki.
• Włącz spawarkę.
• Wyświetlacz na krótko pokaże trzy linie.
• Poczekaj, aż wyświetli się ustawiony prąd.
• Wyłącz spawarkę i usuń kartę SD.
• Spawarka jest teraz gotowa do pracy.
* Wszystkie ustawienia użytkownika
zostają usunięte po instalacji
oprogramowania. Dlatego zawsze wyjmuj
kartę SD po aktualizacji oprogramowania.
Dzięki temu unikasz ciągłego aktualizowania
przy każdym włączeniu spawarki.

82
DANE TECHNICZNE
Źródło mocy: AUTOMIG
223i/223i DUO
AUTOMIG
223i Boost/223i DUO Boost
AUTOMIG
273i
AUTOMIG
273i Boost
Napięcie sieciowe (50Hz-60Hz) 3x400V ±15% 3x230/400V ±15% 3x400 V ±15% 3x230/400 V ±15%
Napięcie sieciowe (50Hz-60Hz) 1x230V 1x230V
Bezpiecznik 10A 16A 10 A 16A
Prąd sieciowy, skuteczny 6,0A 7,1A 7,6 A 10,5A
Prąd sieciowy, maks. 10,1A 29,9A 13,2 A 42,0A
Moc, (100%) 4,2kVA 1,6kVA 5,3 kVA 2,4kVA
Moc, maks. 7,0kVA 6,9kVA 9,1 kVA 9,7kVA
Moc jałowa 20W 30W 20 W 30W
Sprawność 0,90 0,84 0,88 0,84
Współczynnik sprawności 0,87 0,99 0,93 0,99
Zakres prądu 10-220A 10-220A 10-270 A 10-270 A
Cykl pracy 100% przy 20°C 180A 115A (140A)* 230 A 150A (180A)*
Cykl pracy 60% przy 20°C 220A 150A (175A)* 245 A 180A (200A)*
Cykl pracy 100% przy 40°C 145A 70A (81A)* 175 A 95A (107A)*
Cykl pracy 60% przy 40°C 170A 86A (108A)* 195 A 110A (126A)*
Cykl pracy max. przy 40°C 30% 14% (16%)* 25 % 12% (13%)*
Napięcie jałowe 52V 52V 52 V 52 V
1Zakres zastosowania S S S S
2 Klasa ochronności IP 23 IP 23 IP 23 IP 23
Normy EN/IEC60974-1
EN/IEC60974-5
EN/IEC60974-10 (Klasa A)
Wymiary (wys. x szer. x dł.) cm 55x25x64 (223i)
96x57x87 (223i DUO) 55x25x64 (223i Boost)
96x57x87 (223i DUO Boost) 55x25x64 55x25x64
Ciężar 25 kg (223i)
54 kg (223i DUO) 27 kg (223i Boost)
56 kg (223i DUO Boost) 26 kg 28 kg
* Dane dla wersji Boost podane są dla zasilania z sieci 1x230V
Dane w nawiasach podane są dla zasilania z sieci 3x400V
1
S
Ta spawarka spełnia wymagania dla urządzeń eksploatowanych w obszarach o zwiększonym ryzyku porażenia elektrycznego
2 Urządzenia oznaczone jako IP23 zaprojektowano do zastosowań wewnątrz i na zewnątrz pomieszczeń

83
KODY BŁĘDÓW
Jeśli w trakcie aktualizowania oprogramowania wystąpi błąd, na wyświetlaczu pojawi się jeden z następujących
kodów błędów.
Kody błędów dla oprogramowania sterującego
10001501.xx.cry
Kod błędu Przyczyna i rozwiązanie
W jednostce sterowania brak
oprogramowania.
• Do jednostki sterowania włóż
kartę SD z oprogramowaniem i
włącz spawarkę.
Karta SD jest niesformatowana.
• Kartę SD należy sformatować w
PC jako FAT i umieścić na niej
pliki, albo użyć innej karty SD.
Karta SD nie zawiera
oprogramowania.
• Patrz strona 17.
Na karcie SD niektóre pliki mają
tę samą nazwę.
• Patrz strona 17.
Jedn. sterowania próbuje
odczytać więcej danych niż jest
dostępne w pamięci.
1. Ponownie włóż kartę SD.
2. Wymień kartę SD.
3. Skontaktuj się z serwisem
MIGATRONIC.
Oprogramowanie na karcie SD
jest zablokowane dla innej jedn.
sterowania.
• Użyj karty SD z
oprogramowaniem dla twojej
jednostki sterowania.
Oprogramowanie na karcie SD
jest zablokowane dla innej jedn.
sterowania z innym numerem
seryjnym/kodem kreskowym.
• Użyj karty SD z
oprogramowaniem dla twojej
jednostki sterowania.
Wewnętrzna ochrona przeciw
kopiowaniu nie zezwala na
dostęp do mikroprocesora.
1. Ponownie włóż kartę SD.
2. Skontaktuj się z serwisem
MIGATRONIC.
Obwód pamięci w jednostce
sterowania jest wadliwy.
• Skontaktuj się z serwisem
MIGATRONIC.
Obwód pamięci w jednostce
sterowania jest wadliwy.
• Skontaktuj się z serwisem
MIGATRONIC.
Plik 100015xx.xx.cry posiada
błąd.
1. Ponownie włóż kartę SD.
2. Wymień kartę SD.
Kody błędów dla pakietu programów spawalniczych
10646001.xx.bin
Kod błędu Przyczyna i rozwiązanie
Brak programów spawania w
jednostce sterowania
• Włóż kartę SD z
oprogramowaniem do jednostki
sterowania i włącz spawarkę.
Patrz strona 17.
Karta SD jest niesformatowana.
• Kartę SD należy sformatować w
PC jako FAT, albo użyć innej
karty SD.
Może istnieć tylko jeden plik z
programami spawania.
• Upewnij się, że na karcie jest
tylko jeden plik o numerze
106460xx-xx.bin Patrz strona
17.
Pakiet programów spawania nie
pasuje do tej jedn. sterowania.
• Użyj karty SD z
oprogramowaniem dla twojej
jednostki sterowania.
Pakiet programów spawania jest
zablokowany dla innej jedn.
sterowania z innym numerem
seryjnym/kodem kreskowym.
• Twój pakiet jest chroniony przed
kopiowaniem i nieprzeznaczony
dla jednostki z niewłaściwą
licencją.
Wadliwa jednostka sterowania
• Skontaktuj się z serwisem
MIGATRONIC.
Brak pliku 106460xx.xx.bin na
karcie SD.
• Patrz strona 17.
Plik 106460xx.xx.bin posiada
błąd.
1. Ponownie włóż kartę SD.
2. Wymień kartę SD.
Na karcie brak folderu Omega z
plikami, lub są one błędnie
zapisane.
1. Utwórz folder
MIGA_SW / OMEGA zgodnie z
opisem na str. 9 i zapisz w nim
pliki.
2. Wymień kartę SD.

84
KONSERWACJA
Spawarka wymaga okresowej konserwacji i
czyszczenia, aby uniknąć wadliwego działania i utraty
gwarancji.
OSTRZEŻENIE!
Konserwację i czyszczenie przeprowadzać mogą
jedynie przeszkoleni pracownicy o odpowiednich
kwalifikacjach. Spawarkę należy odłączyć od
zasilania sieciowego (wyciągnąć główną
wtyczkę!). Następnie należy odczekać około 5
minut przed przystąpieniem do konserwacji i
czyszczenia, ponieważ wszystkie kondensatory
muszą ulec rozładowaniu ze względu na ryzyko
porażenia.
Pojemnik drutu
- Regularnie czyść pojemnik drutu sprężonym
powietrzem i sprawdzaj, czy bruzdy i zęby rolek
napędowych nie są zużyte.
Źródło prądu
- Zgodnie z potrzebą, czyść łopaty wentylatora oraz
komponenty w rurce chłodzącej za pomocą
czystego i suchego sprężonego powietrza.
- Przeszkolony i wykwalifikowany pracownik
powinien przeprowadzać przegląd i czyszczenie co
najmniej raz na rok.
PRZEPISY DOTYCZĄCE
GWARANCJI
Spawarki Migatronic są badane pod względem
jakości w ciągu całego procesu produkcji, oraz
przechodzą gruntowny końcowy jakościowy test
funkcjonalny już w postaci złożonych zestawów.
Migatronic zapewnia 24-miesięczną gwarancję,
odpowiadającą 1600 godzinom spawania łukiem, na
wszystkie typy spawarek Migatronic, pod warunkiem
zarejestrowania spawarki.
Rejestracji należy dokonać na stronie pod adresem:
www.migatronic.com/warranty. Zaświadczenie o
rejestracji jest dowodem zarejestrowania i zostanie
wysłane pocztą elektroniczną. Oryginalna faktura
oraz zaświadczenie o rejestracji będą dowodem dla
kupującego, iż spawarka podlega 24-miesięcznej
gwarancji.
Bez zarejestrowania, standardowy okres gwarancji
wynosi dwanaście miesięcy na nowe spawarki, licząc
od daty wystawienia faktury użytkownikowi
końcowemu. Oryginalna faktura stanowi podstawę do
uznania okresu gwarancji.
Migatronic zapewnia gwarancję na podstawie
obowiązujących warunków gwarancji, na podstawie
której oferuje naprawę usterek w spawarkach w
przypadku udowodnienia, że usterki powstały w
trakcie okresu gwarancyjnego w związku z
zastosowaniem niewłaściwych materiałów lub
niewłaściwą jakością wykonania.
Co do zasady, gwarancja nie obejmuje węży
spawalniczych, ponieważ uznawane są one za części
zużywalne; jednakże roszczenia gwarancyjne na
usterki pojawiające się w ciągu czterech tygodni od
rozpoczęcia użytkowania i powstałe w związku z
zastosowaniem niewłaściwych materiałów lub
niewłaściwą jakością wykonania będą uznawane.
Żadne formy transportu związanego z realizacją
roszczenia gwarancyjnego nie są objęte gwarancją
Migatronic, a wszelki transport odbywa się na koszt i
ryzyko kupującego.
Zapoznaj się z warunkami gwarancji Migatronic pod
adresem www.migatronic.com/warranty

85
AUTOMIG 223i
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approv ed :
Date :
78545341
A0
Automig 223 i
Migatronic A/S
Aggersundv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migatronic.com
Custom
11Tuesday , Nov ember 30, 2010
JBI
30-11-2010
JBI
30-11-2010
+15V
-15V
1
2
3
4
5
6
M5
Fan2-
MOTOR +
MOTOR - 1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M2
M3
Contactor +
Fan2+
M6
1
2
PRIM-
MOTOR -
GAS_VALVE+
GAS_VALVE-
MOTOR +
TORCH-
TORCH+
+15V
-15V CONTACTOR+
1
2
WIRE MOTOR
-+
1
2
UW-
IW+
IW-
UW+
1
2
UM+
UM-
TORCH+
IM+
IM-
TORCH-
EARLY _WARNING
PWMOUT
Fan1-
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
FAN_ON
CAN_L
CAN_H
IW_SET-
+7V
GND
GND
GND
+7V
1
2
3
4
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M1
CON34
PRIM+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M5
U
1
2
Encoder
Red
400VAC_1
Fan1+
F
F
F
+
-
M10
SWITCH TRANSFORMER
V
71613486
1
23
IGBT
EARTH
U1
1
2
400VAC_2
Blue
FAN1-
1
4
5
6
8
THERMAL SWITCH
ON HEATSINK
80°C
M11
CHOKE COIL
90°C
+5V
THERMAL 0,1,2
1
2
CURRENT SENSOR
16170021
1
23
IGBT
W
71613561
1
2
3
4
5
6
7
8
9
10
11
12
13
14
+
M10
MOTOR+PSU+CTRL
1
23
IGBT
Uw-
1
2
3
4
5
6
7
8
9
10
M3
TORCH
TORCH-
Euro connector
1
2
3
4
LED
5K6
8 - 9K
TRIGGER
1K
TORCH+
MAINS FILTER
M11
+VRS1
Brown
+VRS2
Uw+
V1
RS-1
SWITCH MODULE
RS+1
71613563
W1
M12 Uw +
1
2
1
2
M9
1
2
1
2
1
2
3
4
M6
GAS VALV E
UART_TX
GAS_VALVE+
+5V
71613559
Serial communication
for testpurpose
BOOTMODE
FAN1+
M14 Uw -
MMI BOX
Contactor -
UART_RX
1
2
3
4
W1
16113505
Ipri+
GAS_VALVE-
UART_RX
1
2
FAN MOTOR 17300049
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M5
CON34
+-
UW+
UW-
IW+
IW-
IM-
UM+
UM-
PWMOUT
TORCH+
IM+
TORCH-
EARLY _WARNING
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
BOOTMODE 1
2
3
4
5
6
7
8
M4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Ipri-
16413505
1
2
3
4
5
6
7
8
CURRENT MEAS.
UART_TX
1
2
3
4
5
6
Trigger1
1
23
IGBT
74471330
M8
Trigger2
FAN_ON
M17
CAN_H
IW_SET-
CAN_L
+7V
GND
GND
+7V
-
GND
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M9
M13
CONTACTOR-

86
AUTOMIG 273i
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approv ed :
Date :
78545340
A6
Automig 273 i
Migatronic A/S
Aggersundv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migatronic.com
Custom
11Wednesday , September 15, 2010
MBS
07-07-2010
MBS
07-07-2010
+15V
-15V
1
2
3
4
5
6
M5
Fan2-
MOTOR +
MOTOR - 1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M2
M3
Contactor +
Fan2+
M6
1
2
PRIM-
MOTOR -
GAS_VALVE+
GAS_VALVE-
MOTOR +
TORCH-
TORCH+
+15V
-15V CONTACTOR+
1
2
WIRE MOTOR
-+
1
2
UW-
IW+
IW-
UW+
1
2
UM+
UM-
TORCH+
IM+
IM-
TORCH-
EARLY _WARNING
PWMOUT
Fan1-
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
FAN_ON
CAN_L
CAN_H
IW_SET-
+7V
GND
GND
GND
+7V
1
2
3
4
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M1
CON34
PRIM+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M5
U
1
2
Encoder
Red
400VAC_1
Fan1+
F
F
F
+
-
M10
SWITCH TRANSFORMER
V
71613486
1
23
IGBT
EARTH
U1
1
2
400VAC_2
Blue
FAN1-
1
4
5
6
8
THERMAL SWITCH
ON HEATSINK
80°C
M11
CHOKE COIL
90°C
+5V
THERMAL 0,1,2
1
2
CURRENT SENSOR
16170021
1
23
IGBT
W
71613561
1
2
3
4
5
6
7
8
9
10
11
12
13
14
+
M10
MOTOR+PSU+CTRL
1
23
IGBT
Uw-
1
2
3
4
5
6
7
8
9
10
M3
TORCH
TORCH-
Euro connector
1
2
3
4
LED
5K6
8 - 9K
TRIGGER
1K
TORCH+
MAINS FILTER
M11
+VRS1
Brown
+VRS2
Uw+
V1
RS-1
SWITCH MODULE
RS+1
71613563
W1
M12 Uw +
1
21
2
M9
1
2
1
2
1
2
3
4
M6
GAS VALV E
UART_TX
GAS_VALVE+
+5V
71613559
Serial communication
for testpurpose
BOOTMODE
FAN1+
M14 Uw -
MMI BOX
Contactor -
UART_RX
1
2
3
4
W1
16113505
Ipri+
GAS_VALVE-
UART_RX
1
2
FAN MOTOR 17300049
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M5
CON34
+-
UW+
UW-
IW+
IW-
IM-
UM+
UM-
PWMOUT
TORCH+
IM+
TORCH-
EARLY _WARNING
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
BOOTMODE 1
2
3
4
5
6
7
8
M4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Ipri-
16413505
1
2
3
4
5
6
7
8
CURRENT MEAS.
UART_TX
1
2
3
4
5
6
Trigger1
1
23
IGBT
74471330
M8
Trigger2
FAN_ON
M17
CAN_H
IW_SET-
CAN_L
+7V
GND
GND
+7V
-
GND
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M9
M13
CONTACTOR-

87
AUTOMIG 223i/273i Boost
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approv ed :
Date :
78545332
A3
Omega Boost 270 / 220 / 180
Migatronic A/S
Aggersundv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migatronic.com
Custom
11Wednesday , September 15, 2010
MBS
03-03-2009
MBS
24-06-2009
+15V
-15V
1
2
3
4
5
6
M5
Fan2-
MOTOR +
MOTOR - 1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M2
M3
Contactor +
Fan2+
12
3 4
M6
1
2
DC+
DC-
PRIM-
MOTOR -
GAS_VALVE+
GAS_VALVE-
MOTOR +
TORCH-
TORCH+
+15V
-15V CONTACTOR+
1
2
WIRE MOTOR
-+
1
2
UW-
IW+
IW-
UW+
1
2
UM+
UM-
TORCH+
IM+
IM-
TORCH-
EARLY _WARNING
PWMOUT
Fan1-
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
FAN_ON
CAN_L
CAN_H
IW_SET-
+7V
GND
GND
GND
+7V
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M1
CON34
PRIM+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M5
U
1
2
Encoder
400VAC_1
Fan1+
BOOST
F
F
F
+
-
M10
SWITCH TRANSFORM ER
V
71613569
1
23
EARTH
1
2FAN1-
1
4
5
6
8
M11
CHOKE COIL
1
2
16170021
COIL
(16413503)
1
23
W
71613561
1
2
3
4
5
6
7
8
9
10
11
12
13
14
+
1
23
M10
MOTOR+PSU+CTRL
1
23
Uw-
1
2
3
4
1
2
3
4
5
6
7
8
9
10
M3
TORCH
TOR C H-
Euro connector
LED
5K6
8 - 9K
TRIGGER
1K
TOR C H+
MAINS FILTER
M11
+VRS1
+VRS2
Uw+
RS-1
SWITCH MODULE
RS+1
71613563 / 71613565 / 71613566
M12 Uw +
1
2
1
2
M9
400VAC_2
1
2
1
2
1
2
3
4
M6
GAS VALV E
UART_TX
THERMAL SWITCH
ON HEA TSINK
GAS_VALVE+
80°C/80°C/70°C 90°C
+5V
1
2
3
4
5
6
7
8
9
10
M1
1
2
3
4
5
6
7
8
9
10
1
2
3
4
+5V
71613560
Serial communication
for testpurpose
BOOTMODE
FAN1+
M14 Uw -
MMI BOX
Contactor -
1
2
UART_RX
1
2
3
4
16113502/16113501
Ipri+
GAS_VALVE-
UART_RX
1
2
FAN MOTOR 17300049 / 17300050
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M5
CON34
(71613567)
+-
UW+
UW-
IW+
IW-
IM-
UM+
UM-
PWMOUT
TORCH+
IM+
TORCH-
EARLY _WARNING
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
BOOTMODE 1
2
3
4
5
6
7
8
M4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
(71613568)
Ipri-
16413505
1
2
3
4
5
6
7
8
CURRENT MEAS.
UART_TX
1
2
3
4
5
6
70°C
Trigger1
1
23
COIL
74471330
(16413503)
M8
Trigger2
FAN_ON
M17
CAN_H
IW_SET-
THERMAL 0,1,2
CAN_L
+7V
GND
GND
+7V
-
GND
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M9
M13
CONTACTOR-

88
AUTOMIG 223i DUO
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approv ed :
Date :
78545342
A0
Omega 270 / 220 / 180 DUO
Migatronic A/S
Aggersundv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migatronic.com
Custom
11Tuesday , N ov ember 30, 2010
JBI
30-11-2010
JBI
30-11-2010
+15V
-15V
1
2
3
4
5
6
M5
Fan2-
MOTOR 1+
MOTOR 1- 1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M2
M3
Contactor +
Fan2+
M6
1
2
PRIM-
MOTOR -
GAS_VALVE+
GAS_VALVE-
MOTOR +
TORCH-
TORCH+
+15V
-15V CONTACTOR+
1
2
WIRE MOTOR1
-+
1
2
UW-
IW+
IW-
UW+
1
2
UM+
UM-
TORCH+
IM+
IM-
TORCH-
EARLY _WARNIN G
PWMOUT
Fan1-
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
FAN_ON
CAN_L
CAN_H
IW_SET-
+7V
GND
GND
GND
+7V
1
2
3
4
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M1
CON34
PRIM+
Contactor + 1
2
Contactor -
TORCH2-
1
2
1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
GAS VALV E2
GAS_VALVE2-
GAS_VALVE2+
M5
U
1
2
Encoder
Red
400VAC_1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M21
MIN I FI T1 6
Fan1+
F
F
F
+
-
M10
SWITCH TRANSFORMER
TORCH1-
1
2
M20
MIN I FI T2
V
71613475
1
23
IGBT
EARTH
U1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
MINIFIT16
1
2
400VAC_2
Blue
1
M12.1
pcbled19
M3. 2
Prints py d
1
M12.2
pcbled19
M3. 1
FAN1-
1
4
5
6
8
THERMAL SWITCH
ON HEA TSINK
80°C/80°C/70°C
M11
CHOKE COIL
90°C
+5V
THERMAL 0,1,2
1
2
CURRENT SENSOR
16170021
TORCH2+
1
23
IGBT
W
71613561
1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
2
3
4
M23 MINIFIT4
+
M2. 1
M2. 2
M10
MOTOR+PSU+CTRL
+
TORCH2
TORCH2-
Euro connector
LED
1
23
IGBT
5K6
Uw-
1
2
3
4
MINIFIT4
8 - 9K
TRIGGER
1K
TORCH2+
1
2
3
4
5
6
7
8
9
10
M3
1
2
MINIFIT2
TORCH1
TORCH1-
Euro connector
1
2
3
4
LED
5K6
TORCH1+
8 - 9K
TRIGGER
1K
TORCH1+
MAINS FILTER
TORCH+
M11
+VRS1
Brown
+VRS2
Uw+
V1
RS-1
SWITCH MODULE
RS+1
71613563 / 71613565 / 71613566
W1
M12 Uw +
1
21
2
M9
1
2
1
2
1
2
1
2
1
2
3
4
M6
GAS VALV E1
UART_TX
GAS_VALVE1+
21 1
2
+5V
71613560
Serial communication
for testpurpose
BOOTMODE
FAN1+
M14 Uw -
MMI BOX
Contactor -
UART_RX
1
2
3
4
16113505/16113501
Ipri+
GAS_VALVE1-
UART_RX
1
2
FAN M OTOR 17300049 / 17300050
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
M5
CON34
+-
1
M8. 8
1
M8. 9
UW+
UW-
IW+
IW-
IM-
UM+
UM-
PWMOUT
TORCH+
IM+
TORCH-
EARLY _WARNIN G
CONTACTOR
GAS_ON
POWER_ON
SYNC
IW_SET+
BOOTMODE
1
2
3
4
5
6
M22
1
2
3
4
5
6
1
2
3
4
5
6
7
8
M4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
32
33
34
Ipri-
TORCH-
16413505
1
2
3
4
5
6
7
8
71613599
CURRENT MEAS.
UART_TX
1
2
3
4
5
6
MOTOR -
MOTOR +
Trigger1
Contactor+
1
23
IGBT
GAS_VALVE+
GAS_VALVE-
74471330
M8
Contactor-
74471390
Trigger2
FAN_ON
M17
CAN_H
IW_SET-
CAN_L
+7V
GND
GND
+7V
-
GND
MOTOR 2+
MOTOR 2- 1
2
1
2
3
4
5
6
7
8
9
10
11
12
13
14
M9
WIRE MOTOR2
+ -
1
2
M13
CONTACTOR-

89
Reservedelsliste
Spare parts list
Ersatzteilliste
Liste des pièces de rechange
AUTOMIG 223i/273i
AUTOMIG 223i/273i Boost
AUTOMIG 223i DUO
AUTOMIG 223i DUO Boost

90
AUTOMIG i
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1a 45050318 Håndtag 223i/273i/Boost Handle 223i/273i/Boost
Handgriff 223i/273i/Boost Poignée 223i/273i/Boost
1b 45050319 Håndtag 223i DUO/DUO Boost Handle 223i DUO/DUO Boost
Handgriff 223i DUO/DUO Boost Poignée 223i DUO/DUO Boost
2 45050315 Panellåge Front panel cover
Deckelverschlußklappe Protection du panneau avant
3b 78861285 Elektronikboks servicekit Automig med software Control box servicekit Automig with software
Elektronikbox Servicekit Automig mit Software Boîtier de commande servicekit Automig avec logiciel
4a 18503605 Knap ø28 Button ø28
Knopf ø28 Bouton ø28
4b 18521210 Dæksel for knap ø28 Cover for button ø28
Deckel für den Knopf ø28 Couvercle de bouton ø28
5 17110015 Afbryder, vandtæt Switch, waterproof
Schalter, wasserdicht Interrupteur, étanche à l’eau
6 45050118 Roset Rosette
Rosette Rosette
7 74140012 Centraltilslutning komplet Central adaptor complete
Zentralanschluß komplett Dispositif central de raccord complet

91
AUTOMIG i
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
8 18110002 Dinsebøsning Dinse coupling socket
Dinsebuchse Douille de raccordement, type Dinse
9 45050212 Fod Foot
Fuss Pied
10a 45050354 Front uden folie Front without foil
Vorderseite ohne Folie Face avant sans feuille
10c 61113559 Folie til front, AUTOMIG Foil for front, AUTOMIG
Folie für Vorderseite, AUTOMIG Face avant de feuille, AUTOMIG
11a 45050316 Hjørne til skærm Corner
Ecke Angle plastique
11b 40840510 Skrue M5x10mm Screw M5x10mm
Schraube M5x10mm Vis M5x10mm
11c 41319023 Skærmclips M5 for gevind reparation Panel clip M5
Schirmclips M5 Attache
12a 78857045 Vogn, 4 hjul Trolley, 4 wheels
Wagen 4 Räder Chariot, 4 roues
12b 78857044 Vogn, 2 hjul Trolley, 2 wheels
Wagen 2 Räder Chariot, 2 roues
12c 24611684 Flaskeholder Bottle carrier
Flaschenhalter Support bouteille
12d 44610001 Navkapsel Wheel cap
Nabendeckel Couvre-moyeu
12e 44210251 Endenavshjul (vogn 2-hjul) Wheel (trolley 2-wheels)
Nabenrad (Wagen 2 Räder) Roue d'extrémité moyeu (Chariot, 2 roues)
12e 44210200 Endenavshjul (vogn 4-hjul) Wheel (trolley 4-wheels)
Nabenrad (Wagen 4 Räder) Roue d'extrémité moyeu (Chariot, 4 roues)
12f 44220082 Drejehjul (vogn 4-hjul) Swivelling wheel, (trolley 4-wheels)
Rad, drehbar (Wagen 4 Räder) Roue pivotante (Chariot, 4 roues)
12g 24611701 Værktøjsbakke Tool tray
Werkzeugablage Plateau porte-outils
12h 70611824 Vogn 223i DUO/DUO Boost Trolley, 223i DUO/DUO Boost
Wagen 223i DUO/DUO Boost Chariot, 223i DUO/DUO Boost
12i 70611822 Flaskeholder 223i DUO/DUO Boost Bottle carrier 223i DUO/DUO Boost
Flaschenhalter 223i DUO/DUO Boost Support bouteille 223i DUO/DUO Boost

92
AUTOMIG i

93
AUTOMIG i
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1 71613561 Styreprint Control PCB
Steuerplatine Circuit imprimé de contrôle
2a 71613562 Netfilter, 223i/273i Mains filter, 223i/273i
Netzfilter, 223i/273i Filtre réseau, 223i/273i
2b 71613569 Netfilter, 223i/273i BOOST Mains filter 223i/273i BOOST
Netzfilter 223i/273i BOOST Filtre réseau 223i/273i BOOST
3a 18480036 Kabelforskruning Cable inlet
Kabelverschraubung Manchon fileté de câble
3b 18480038 Møtrik for kabelforskruning Nut for cable inlet
Mutter für Kabelverschraubung Ecrou pour manchon fileté de câble
4 74234061 Netkabel 8,5m 4x1,5mm² Mains supply cable 8.5m 4x1.5mm²
Netzkabel 8,5m 4x1,5mm² Câble d'alimentation 8,5m 4x1.5mm²
4b 74234055 Netkabel 8,5m 4x2,5mm² BOOST Mains supply cable 8.5m 4x2.5mm² BOOST
Netzkabel 8,5m 4x2,5mm² BOOST Câble d'alimentation 8,5m 4x2.5mm² BOOST
5 43350009 Slangenippel ø4x1/8" plast Hose nipple ø4x1/8" plastic
Schlauchnippel ø4x1/8" Plast Raccord d'extrèmitè ø4x1/8" plastique
6 43320031 Nippel ø6x1/8" Hose nipple ø6x1/8"
Schlauchstutz ø6x1/8" Raccord d'extrèmitè ø6x1/8"
7 17230012 Magnetventil Solenoid valve
Magnetventil Solénoïde
8 17300049 Ventilator med ledningssæt Fan with wire set
Lüfter mit Leitungssatz Ventilateur avec jeu de câble
9a 71613607 Switchmodul, 273i Switch module, 273i
Switchmodul 273i Module de commutation, 273i
9b 71613575 Switchmodul, 223i Switch module, 223i
Switchmodul 223i Module de commutation, 223i
9c 71613580 Switchmodul, 273i Boost Switch module, 273i Boost
Switchmodul 273i Boost Module de commutation, 273i Boost
9d 71613581 Switchmodul, 223i Boost Switch module, 223i Boost
Switchmodul 223i Boost Module de commutation, 223i Boost
9.1 12220206 Udgangsdiode Output rectifier
Ausgangsdiode Diode
10a 74471332 Ledningssæt 223i/273i/Boost Wire harness 223i/273i/Boost
Leitungssatz 223i/273i/Boost Jeu de câble 223i/273i/Boost
10b 74471390 Ledningssæt 223i DUO/223i DUO Boost Wire harness 223i DUO/223i DUO Boost
Leitungssatz 223i DUO/223i DUO Boost Jeu de câble 223i DUO/223i DUO Boost
11a 61111768 Sideskærm, venstre 223i/273i Side panel, left 223i/273i
Seitenschirm, links 223i/273i Plaque latérale gauche 223i/273i
11b 61112066 Sideskærm, venstre 223i DUO/223i DUO Boost Side panel, left 223i DUO/223i DUO Boost
Seitenschirm, links 223i DUO/223i DUO Boost Plaque latérale gauche 223i DUO/223i DUO Boost
11c 61111739 Sideskærm, venstre 223i/273i Boost Side panel, left 223i/273i Boost
Seitenschirm, links 223i/273i Boost Plaque latérale gauche 223i/273i Boost
12 45050317 Gælle Gill
Lüftungsslitz Profilé
13 73410163 Trådfremføring komplet Wire feed unit complete
Drahtvorschubeinheit komplett Dispositif de guidage de fil
14 16413505 Drossel Choke
Drossel Inducteur
15 16113503 Trafomodul Module de transformateur
Transformatormodul Transformer module
16a 26150020 Bremseskive, bred Brake disc
Bremsscheibe Disque freinage
16b 45050210 Bremsenav med snaplås Brake hub with lock
Bremsenabe mit Verschluß Moyeu de frein avec fermoir
16c 26150007 Bremseskive, smal Brake disc
Bremsscheibe Disque freinage
16d 41513511 Fladskive ø11, ø25x1,0mm Disc ø11, ø25x1.0mm
Scheibe ø11, ø25x1,0mm Disque ø11, ø25x1,0mm
16e 42110102 Fjeder for trådnav Spring for wire hub
Feder für Drahtnabe Ressort de moyeu de fil
16f 41211012 Låsemøtrik 10mm Sealing nut, 10mm
Gegenmutter, 10mm Ecrou-frein, 10mm
16g 45050211 Knap for bremsenav Knob for brake hub
Knopf für Bremsenabe Bouton pour moyeu de frein
16h 41512081 Låseskive Lock washer
Fächerscheibe Disque de blocage
17 74123171 Gasslange 1,7m Gas hose 1.7m
Gasschlauch 1,7m Tuyau de gaz 1,7m
18a 61111769 Låge 223i/273i/Boost Door 223i/273i/Boost
Tür 223i/273i/Boost Portillon 223i/273i/Boost
18b 61112067 Låge 223i DUO/DUO Boost Door 223i DUO/DUO Boost
Tür 223i DUO/DUO Boost Portillon 223i DUO/DUO Boost
19 45050324 Skærmlås Catches for side panel
Verschluß für Seitenschirm Fermoir plaque

94
AUTOMIG i
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
20a 24431805 Sideskærm, nederste, højre Side panel, lower, right
Seitenschirm, untere, rechts Plaque latérale droit, du bas
20b 24431809 Sideskærm, nederste, højre Boost Side panel, lower, right Boost
Seitenschirm, untere, rechts Boost Plaque latérale droit, du bas Boost
21 16413504 Drossel, OMEGA Boost Choke, OMEGA Boost
Drossel, OMEGA Boost Inducteur, OMEGA Boost
22a 12646000 SD hukommelseskort - tom SD memory card - empty
SD-Speicherkarte - leer Carte memoire SD – vide
22b 12646001 SD hukommelseskort – med software SD memory card – with software
SD-Speicherkarte – mit Software Carte memoire SD – avec programme
23 16170021 Strømsensor Current sensor
Stromsensor Detecteur de courant
24 74471330 Ledningssæt, strømsensor Wire harness, current sensor
Leitungssatz, Stromsensor Jeu de câble, detecteur de courant
25a 17200183 Fladkabel 34-pol 300mm, 223i/273i, Boost Flat cable 34-pole 300mm, 223i/273i, Boost
Flachkabel 34 polig 300mm, 223i/273i, Boost Câble méplat, 34-pôles 300mm, 223i/273i, Boost
25b 17200186 Fladkabel 34-pol 500mm, 223i DUO Flat cable 34-pole 500mm, 223i DUO
Flachkabel 34 polig 500mm, 223i DUO Câble méplat, 34-pôles 500mm, 223i DUO
26 71613599 Print 223i DUO PCB 223i DUO
Platine 223i DUO Circuit imprimé 223i DUO
27a 71613568 Kondensatorbatteri Condenser battery
Kondensatorbatterie Batterie de condensateurs
27b 71613567 Boost-print PCB Boost
Boost-Platine Circuit imprimé, Boost

95

96
TRÅDFREMFØRING
WIRE FEED UNIT
DRAHTVORSCHUBEINHEIT
DISPOSITIF DE GUIDAGE DE FIL

97
TRÅDFREMFØRING
WIRE FEED UNIT
DRAHTVORSCHUBEINHEIT
DISPOSITIF DE GUIDAGE DE FIL
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1 17220050 Motor, 24V 150 RPM med not Motor, 24V 150 RPM with slot
Motor, 24V 150 RPM mit Nut Moteur, 24V 150 RPM with slot
2 45050320 Konsol Bracket
Konsole Console
3 45050220 Top for strammer Upper piece for fastener
Oberteil für Spanner Pièce supérieure pour tendeur
4 61118263 Skalaknap for strammer Scale button for fastener
Skalenknopf für Spanner Bouton commutateur
5 45050322 Trådindløb Wire inlet
Drahteinlauf Entrée de fil
6 44450003 Tandhjul Gear wheel
Zahnrad Pignon
7 42110122 Fjeder for strammer Spring for tightener
Feder für Spanner Ressort pour tendeur
8 24510349 Fladskive Flat disc
Flachscheibe Disque plat
9 45050323 Bom Arm
Arm Bras
10 29410004 Aksel for trisse, ø10 Axle for wire roll, ø10
Achse für Rolle, ø10 Axe pour galet ø10
11 45050321 Forplade Front plate
Frontplatte Plaque avant
12 74140012 Centraltilslutning komplet Central adaptor complete
Zentralanschluß komplett Dispositif central de raccord complet
13 40310525 CHJ unbraco skrue M5x25 CHJ allen screw M5x25
CHJ Imbusschraube M5x25 Vis à pans creux M5x25
14 41811204 Tallerkenfjeder Disc spring
Tellerfeder Ressort à disque
15 40950516 Fingerskrue M5x16 Milled screw M5x16
Rändelschraube M5x16 Vis moleté M5x16
16 25110097 Gevindstang Thread bar
Gewindestab Tige de filetage
17 42710106 Kærvstift til gevindstang ø3 Slotted pin for thread bar ø3
Kerbstift für Gewindestab ø3 Goupille à encoches pour tige de filetage ø3
18 33220018 Strømskinne Current connection
Verbindung, Strom Plaque cuivre
Bemærk: Please note:
Reservedelsnumre på trådførere, kapillarrør Spare parts nos. for wire guide liner, capillary-tube
og trisser: Se skilt i maskinen. and rolls: See sign inside the machine
Bitte bemerken: Important:
Ersatzteilnummern für Drahtführer, Kapillar- Numéros de pièces de rechange de guides fils,
rohre und Scheiben: Bitte das Schild in der tubes capillaires et galets: Voir le panneau
Maschine sehen. dans la machine

98

.

Bundesrepublik Deutschland:
MIGATRONIC SCHWEISSMASCHINEN GmbH
Sandusweg 12, D-35435 Wettenberg
Telefon: (+49) 641 982840
Telefax: (+49) 641 9828450
Czech Republic:
MIGATRONIC CZECH REPUBLIC a.s.
Tolstého 451, 415 03 Teplice, Czech Republic
Telefon: (+42) 0411 135 600
Telefax: (+42) 0417 533 072
Danmark:
MIGATRONIC AUTOMATION A/S
Knøsgårdvej 112, 9440 Aabybro
Telefon: (+45) 96 96 27 00
Telefax: (+45) 96 96 27 01
Danmark:
SVEJSEMASKINEFABRIKKEN MIGATRONIC
Aggersundvej 33, 9690 Fjerritslev
Telefon: (+45) 96 500 600
Telefax: (+45) 96 500 601
Finland:
MIGATRONIC A/S
Puh: (+358) 102 176500
Fax: (+358) 102 176501
France:
MIGATRONIC EQUIPEMENT DE SOUDURE S.A.R.L.
Parc Avenir II, 313 Rue Marcel Merieux, F-69530 Brignais
Tél: (+33) 478 50 6511
Télécopie: (+33) 478 50 1164
Hungary:
MIGATRONIC KFT
Szent Miklos u. 17/a, H-6000 Kecskemét
Tel./fax:+36/76/505-969;481-412;493-243
India:
Migatronic India Private Ltd.
22, Sowri Street, Alandur, 600 016 Chennai, India
Tel.: (0091 44) 22300074
Telefax: (0091 44) 22300064
Italia:
MIGATRONIC s.r.l.
Via dei Quadri 40, 20871 Vimercate (MB) Italy
Tel.: (+39) 039 92 78 093
Telefax: (+39) 039 92 78 094
Nederland:
MIGATRONIC NEDERLAND B.V.
Hallenweg 34, NL-5683 CT Best
Tel.:(+31) 499 37 50 00
Telefax: (+31) 499 37 57 95
Norge:
MIGATRONIC NORGE A/S
Industriveien 1, N-3300 Hokksund
Tel. (+47) 32 25 69 00
Telefax: (+47) 32 25 69 01
Sverige:
MIGATRONIC SVETSMASKINER AB
Nääs Fabriker, Box 5015, S-448 50 TOLLERED
Tel. (+46) 31 44 00 45
Telefax: (+46) 31 44 00 48
United Kingdom:
MIGATRONIC WELDING EQUIPMENT LTD.
21, Jubilee Drive, Belton Park, Loughborough
GB-Leicestershire LE11 5XS
Tel. (+44) 15 09 26 74 99
Fax: (+44) 15 09 23 19 59
Homepage: www.migatronic.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
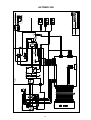 85
85
-
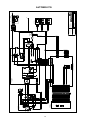 86
86
-
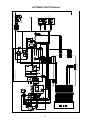 87
87
-
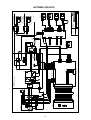 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100




































































































in andere talen
- English: Migatronic M79100140 User manual
- italiano: Migatronic M79100140 Manuale utente
- français: Migatronic M79100140 Manuel utilisateur
- Deutsch: Migatronic M79100140 Benutzerhandbuch
- dansk: Migatronic M79100140 Brugermanual
- svenska: Migatronic M79100140 Användarmanual
- eesti: Migatronic M79100140 Kasutusjuhend
- polski: Migatronic M79100140 Instrukcja obsługi