Cebora SOUND AC-DC 2330/M Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
Deze handleiding is ook geschikt voor

IT -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
EN -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 11
DE -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN seite 19
FR -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 28
ES -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 37
PT -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 46
FI -KAARIHITSAUSKONEEN KÄYTTÖOHJE sivu. 55
DA -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.63
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.71
SV -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.80
EL -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUVV" SUGKOVLLHSH" sel.88
07/01/20203300237/F
Parti di ricambio e schemi elettrici / vedi Allegato
Spare parts and wiring diagrams / see Annex
Schaltpläne und Ersatzteilliste / Siehe Anlage
Schémas électriques et liste des pièces de rechange / Cf. Annexe
Esquemas eléctricos & lista recambios / Ver Anexo
Esquemas elétricos e lista de peças sobresselentes / Veja Anexo
Sähkökaaviot & varaosaluettelo / Ks.Liite
El-diagrammer & liste over reservedele / Se Bilag
Elektrische Schema’s En Lijst Van Reserveonderdelen / Zie bijlage
Elscheman och reservdelslista / Se Bilaga
ΗΛΕΚΤΡΙΚΑ ΔΙΑΓΡΑΜΜΑΤΑ & ΚΑΤΑΛΟΓΟΣ ΑΝΤΑΛΛΑΚΤΙΚΩΝ /Βλέπε ΠΑΡΑΡΤΗΜΑ

2
MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POS-
SONO ESSERE NOCIVI PER VOI E PER GLI
ALTRI, pertanto l’utilizzatore deve essere istruito contro i
rischi, di seguito riassunti, derivanti dalle operazioni di
saldatura. Per informazioni più dettagliate richiedere il
manuale cod.3.300758
RUMORE.
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qual-
siasi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici at-
torno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) devono
consultare il medico prima di avvicinarsi alle operazioni
di saldatura ad arco, di taglio, scriccatura o di saldatura
a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle se-
guenti procedure:
- Fare in modo che il cavo di massa e della pinza por-
taelettrodoodellatorciarimanganoafancati.Se
possibile,ssarliassiemecondelnastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI.
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle in-
dicazioni contenute nella norma IEC 60974-10(Cl. A) e
deve essere usato solo a scopo professionale in
un ambiente industriale. Vi possono essere, infatti,
potenziali difcoltà nell’assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE.
Non smaltire le apparecchiature elettriche assie-
meairiutinormali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
riutidaapparecchiatureelettricheedelettronicheere-
lativa attuazione nell’ambito della legislazione nazionale,
leapparecchiatureelettrichegiuntea nevita devono
essere raccolte separatamente e conferite ad un impian-
to di riciclo ecocompatibile. In qualità di proprietario delle
apparecchiature dovrà informarsi presso il nostro rappre-
sentante in loco sui sistemi di raccolta approvati. Dando
applicazione a questa Direttiva Europea migliorerà la si-
tuazioneambientaleelasaluteumana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle nu-
merate della targa.
B. Irullinitrainalopossonoferirelemani.
C.Il lo di saldatura ed ilgruppo trainalo sonosotto
tensione durante la saldatura. Tenere mani eoggetti
metallici a distanza.

3
1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggia-
ti.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e
dal suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può es-
sere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1Tenereimaterialiinammabililontanodall’areadisal-
datura.
3.2 Le scintille provocate dalla saldatura possono cau-
sare incendi Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con ltri della corretta gradazione. Indossare una
protezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa saldatrice è un generatore di corrente continua
costante realizzata con tecnologia INVERTER, progettata
per saldare gli elettrodi rivestiti (con esclusione del tipo
cellulosico) e con procedimento TIG con accensione a
contatto e con alta frequenza.
Non deve essere usata per sgelare i tubi.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’ apparecchio è costruito secondo le seguenti norme:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 / IEC
61000-3-11 (vedi nota 2).
N°. Numero di matricola da citare sempre per
qualsiasi richiesta relativa alla saldatrice.
f1
f2
Convertitore statico di frequenza monofase
trasformatore-raddrizzatore.
Caratteristica discendente.
SMAW. Adatto per saldatura con elettrodi rivestiti.
TIG. Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria
X. Fattore di servizio percentuale. % di 10 minuti in
cui la saldatrice può lavorare ad una determinata
cor- rente senza causare surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione
La macchina è provvista di selezione automatica
della tensione di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz
I1 max. E’ il massimo valore della corrente assorbita.
l1 eff. E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP23 S Grado di protezione della carcassa.
Grado3comesecondacifrasignicache
questo apparecchio può essere immagazzinato,
ma non impiegato all’esterno durante le precipi-
tazioni, se non in condizione protetta.
S
Idoneità ad ambienti con rischio accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC
60664).
2- Questa attrezzatura è conforme alla norma IEC 61000-
3-11 a condizione che l’impedenza massima Zmax
ammessa dell’impianto sia inferiore o uguale a 0,294
al punto di interfaccia fra l’impianto dell’utilizzatore e
quello pubblico. E’ responsabilità dell’’installatore o
dell’utilizzatore dell’attrezzatura garantire, consultan-
do eventualmente l’operatore della rete di distribuzio-
ne, che l’attrezzatura sia collegata a un’alimentazione
con impedenza massima di sistema ammessa Zmax
inferiore o uguale a 0,294.
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da una sonda di tempe-
ratura la quale, se si superano le temperature ammesse,
impedisce il funzionamento della macchina. L’intervento
del termostato è segnalato dall’accensione della sigla
“OPn” sul display U posto sul pannello di controllo.
2.3.2 - Protezione di blocco.
Questa saldatrice è provvista di diverse protezioni che
fermano la macchina prima che subisca danni. L’inter-
vento di ogni protezione è segnalato dalla accensione
della sigla “Err” sul display U e da un numero che com-
pare sul display O.
Se viene rilevato un basso livello di acqua per il grup-
po di raffreddamento comparirà la sigla H2O lam-
peggiante sul display U.
3 INSTALLAZIONE
Controllare che la tensione di alimentazione corrispon-
da alla tensione indicata sulla targa dei dati tecnici della
saldatrice.
Collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell’interruttore magnetotermico o dei fusibili,
in serie alla alimentazione, deve essere uguale alla cor-
rente I1 assorbita dalla macchina.

4
3.1. MESSA IN OPERA
L’installazione della macchina deve essere fatta da per-
sonale esperto. Tutti i collegamenti debbono essere ese-
guiti in conformità alle norme vigenti e nel pieno rispetto
della legge antinfortunistica (CEI 26-23 / CEI CLC 62081)
3.2 DESCRIZIONE DELL’APPARECCHIO (FIG.1).
BA) Morsetto di uscita negativo (-).
BB) Morsetto di uscita positivo (+).
BC) Connettore per il pulsante della torcia TIG.
Collegareilidelpulsantetorciaaipin1e9.
BD) Raccordo (1/4 gas).
Vi si connette il tubo gas della torcia di saldatura TIG.
BE) Interruttore generale.
BG) Cavo di alimentazione.
BH) Raccordo alimentazione gas.
BO) Connettore tipo DB9 (RS 232).
Da utilizzare per aggiornare i programmi dei
microprocessori.
BQ) Presa cavo rete.
BR) Presa pressostato.
3.3 DESCRIZIONE DEl PANNELLO (Fig.1).
Tasto di processo AT.
·La selezione è evidenziata dalla accensione di
uno del led AX, AV, oppure AW.
Led AX Led AV Led AW
Tasto di modo E.
La selezione è evidenziata dalla accensione di uno
dei led F, G, H, I, L, M, N, oppure PP.
In TIG i led accesi saranno sempre due, uno indica
il modo di accensione con HF o a contatto e l’altro indica
il modo continuo o pulsato con comando 2 o 4 tempi. A
ogni pressione di questo pulsante si ottiene una nuova
selezione. L’accensione dei led in corrispondenza ai sim-
boli visualizzano la Vostra scelta:
F - LED. Saldatura TIG con accensione
dell’arco senza alta frequenza.
Per accendere l’arco premere il pulsante torcia e toccare
con l’elettrodo di tungsteno il pezzo da saldare e rialzarlo.
Il movimento deve essere deciso e rapido (0,3 sec).
L - LED. Saldatura TIG con accensione
dell’arco con alta frequenza.
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

5
Per accendere l’arco premere il pulsante torcia, una scin-
tilla pilota di alta tensione/frequenza accenderà l’arco.
G - LED. Saldatura TIG-continuo-2 tempi
(manuale).
Premendo il pulsante della torcia la corrente inizia ad au-
mentare ed impiega un tempo corrispondente allo “slope
up”, preventivamente regolato, per raggiungere il valore
regolato con manopola AA. Quando si lascia il pulsante
la corrente inizia a diminuire ed impiega un tempo corri-
spondente allo “slope down”, preventivamente regolato,
per ritornare a zero.
In questa posizione si può collegare l’accessorio coman-
do a pedale ART. 193.
H - LED. Saldatura TIG-continuo-4 tempi
(automatico).
Questo programma differisce dal precedente perché sia
l’accensione che lo spegnimento vengono comandati
premendo e rilasciando il pulsante della torcia.
4 Tempi speciale ( Automatico ).
Questa funzione può essere usata con:
-doppio livello di corrente 4 tempi
-pulsato 4 tempi
-pulsato doppio livello di corrente 4 tempi
Permette di mantenere la corrente di cratere (CrC) al ter-
minedellasaldaturancheilpulsantetorciarimanepre-
muto.
La condizione necessaria per realizzare questo 4 tempi
èchelafunzioneriempimentodelcraterenale(CrA) sia
ON e che il tempo della corrente di cratere (tCr) sia 0,0.
La saldatura inizia premendo e rilasciando immediata-
mente il pulsante torcia.
La corrente di partenza è quella regolata dal parametro
SC, segue la rampa di salita e il raggiungimento della cor-
rente di saldatura.
Per terminare la saldatura l’operatore preme il pulsante
torcia e lo mantiene premuto,
la macchina esegue la rampa di discesa (slope down) per
arrivare alla corrente di cratere (CrC), questa rimarrà at-
tivanoacheilpulsantetorcianonvienerilasciatovedi
g.(2).
Fig. 2
I - LED. Saldatura TIG-continuo con dop-
pio livello di corrente-4 tempi (automatico).
Prima di accendere l’arco impostare i due livelli di cor-
rente:
Primo livello: premere il tasto Pnoadaccendereilled
T e regolare la corrente principale con la manopola AA.
Secondo livello: premere il tasto Pnoadaccendereil
led V e regolare la corrente con la manopola AA.
Dopo l’accensione dell’arco la corrente inizia ad aumen-
tare ed impiega un tempo corrispondente allo “slope up”
(led S acceso), preventivamente regolato, per raggiunge-
re il valore regolato con manopola AA. Il led T si accende
e il display O la visualizza.
Se durante la saldatura vi è la necessità di diminuire la
corrente senza spegnere l’arco (per esempio cambio
del materiale d’apporto, cambio di posizione di lavoro,
passaggio da una posizione orizzontale ad una verticale
ecc.…) premere e rilasciare immediatamente il pulsante
torcia, la corrente si porta al secondo valore selezionato,
il led V si accende e T si spegne.
Per tornare alla precedente corrente principale ripetere
l’azione di pressione e di rilascio del pulsante torcia, il
led T si accende mentre il led V si spegne. In qualsiasi
momento si voglia interrompere la saldatura premere il
pulsante torcia per un tempo maggiore di 0,7 secondi
poirilasciarlo,lacorrentecominciaascenderenoalva-
lore di zero nel tempo di “slope down”, preventivamente
stabilito (led W acceso).
Durante la fase di “slope down”, se si preme e si rilascia
immediatamente il pulsante della torcia, si ritorna alla
corrente minore tra i valori regolati.
N.B. il termine “PREMERE E RILASCIARE IMMEDIATA-
MENTE” fa riferimento ad un tempo massimo di 0,5 sec.
M - LED. Saldatura TIG-pulsato-2 tempi
(manuale).
Premendo il pulsante della torcia la corrente inizia ad au-
mentare ed impiega un tempo corrispondente allo “slope
up”, preventivamente regolato, per raggiungere il valore
regolato con manopola AA. Quando si lascia il pulsante
la corrente inizia a diminuire ed impiega un tempo corri-
spondente allo “slope down”, preventivamente regolato,
per ritornare a zero.
In questa posizione si può collegare l’accessorio coman-
do a pedale ART. 193.
N - LED. Saldatura TIG-pulsato-4 tempi
(automatico).
Questo programma differisce dal precedente perché sia
l’accensione che lo spegnimento vengono comandati
premendo e rilasciando il pulsante della torcia
PP - LED. Saldatura TIG-pulsato con dop-
pio livello di corrente-4 tempi (automatico).
Lo svolgimento del modo di saldatura è uguale a quello
descritto per il led I. Dopo avere regolato le correnti di
picco a di base del primo livello, il rapporto tra le due
verrà mantenuto anche nel secondo livello.
AA - MANOPOLA
Regola la corrente d saldatura da 10-180A in
MMA e da 5-220A in TIG.
Inoltre in abbinamento del pulsante P è pos-
sibile:
-regolare il secondo livello di corrente V
-regolare lo “slope up” S
-regolare lo “slope down” W
-regolare la frequenza di pulsazione AE
-regolare il post gas X
-regolare la frequenza della corrente in saldatura AC Q
-regolare il bilanciamento dell’onda in saldatura AC R

6
U - Display
Visualizza:
1. In MMA la tensione a vuoto e in
saldatura la tensione a carico.
2. In TIG continuo, senza spingere il pulsante torcia, la
sigla PL (programma libero) .
In TIG continuo, premendo il pulsante torcia, ma
senza saldare, la tensione a vuoto.
In TIG continuo, premendo il pulsante torcia, ma in
saldatura, la tensione a carico.
3. Visualizza numericamente tutte le grandezze, ad
esclusione delle correnti, selezionate con il pulsante
P.
4. Visualizza tutte le sigle del menù funzioni di servizio.
5. La sigla “OPn“ lampeggiante all’ apertura del termo-
stato.
6. Durante la selezione dei programmi liberi o memoriz-
zati le sigle PL…P01…P09.
O - Display
Visualizza:
1. In condizioni di vuoto la corrente
reimpostata.
2. In condizioni di carico la corrente di saldatura ed
i suoi livelli.
3. In TIG pulsato, a carico, l’alternanza delle correnti nei
relativi livelli.
4. Visualizza tutte le grandezze e valori del menù delle
seconde funzioni.
AQ - SELETTORE
Seleziona e memorizza i programmi.
La saldatrice ha la possibilità di memorizzare nove
programmi di saldatura P01…..P09 e di poterli richiama-
re tramite questo pulsante. Inoltre è disponibile un pro-
gramma lavoro PL .
Selezione
Premendo brevemente questo pulsante viene visualizza-
to sul display U il numero del programma successivo a
quello in cui si sta lavorando. Se questo non è stato me-
morizzato la scritta sarà lampeggiante, contrariamente
saràssa.
Memorizzazione (vedi par.3.6)
Una volta selezionato il programma, premendo per un
tempo maggiore di 3 secondi, si memorizzano i dati.
A conferma di questo, il numero del programma, visualiz-
zato sul display U, terminerà di lampeggiare.
P - SELETTORE
Premendo questo pulsante si illuminano in suc-
cessione i led:
Attenzione!siilluminerannosoloiledchesiriferiscono
al modo di saldatura scelto; es. in saldatura TIG continuo
non si illuminerà il led Q che rappresenta la frequenza di
pulsazione.
Ogni led indica il parametro che può essere regolato tra-
mite la manopola AA durante il tempo di accensione del
led stesso. Dopo 5 secondi dall’ultima variazione il led
interessato si spegne e viene indicata la corrente di sal-
datura principale e si accende il corrispondente led T.
LED SELEZIONABILI IN SALDATURA TIG DC (COR-
RENTE CONTINUA) E IN SALDATURA TIG AC (COR-
RENTE ALTERNATA):
AL - Led Pre-gas
Regolazione 0,05-2,5 secondi. Tempo
di uscita del gas prima dell’inizio della
saldatura.
S - Led Slope up.
E’ il tempo in cui la corrente raggiun-
ge, partendo dal minimo, raggiunge il
valore di corrente impostato. (0-10 sec.)
T - Led Corrente di saldatura-prin-
cipale.
V - Led secondo livello di corrente
di saldatura o di base.
Questa corrente è sempre una per-
centuale della corrente principale.
AE - Led Frequenza di pulsazione
(0,16-500 Hz).
W - Led Slope down.
E’ il tempo in cui la corrente raggiunge
il minimo e lo spegnimento dell’arco.
(0-10 sec.)
X - Led Post gas.
Regola il tempo di uscita del gas al
termine della saldatura. (0-30 sec.)
LED SELEZIONABILI SOLO IN SALDATURA TIG AC
(CORRENTE ALTERNATA):
Led AO Start
Regola il livello di “hot-start” per ottimizzare
le accensioni in TIG AC per ciascun diame-
tro di elettrodo. Alla accensione di questo led il display O
visualizzerà un valore numerico che fa riferimento ai dia-
metri di elettrodo, l’operatore tramite la manopola AA può
impostare il diametro da lui utilizzato ed ottenere imme-
diatamente una buona partenza. Regolazione da 0,5 a 4,0.
Led Q Hz
Regola la frequenza della corrente alterna-
ta. Regolazione 50 ÷ 150 Hz.
Led R Regolazione del bilanciamento
dell’onda.
Regola la percentuale della semionda ne-
gativa PEn (penetrazione) tramite la manopola AA, il va-
lore può variare da 1 a 10.
Regola la percentuale della semionda positiva CLn (puli-
zia) tramite la manopola AA, il valore può variare da 1 a 10.
Il valore impostato e consigliato è 0.

7
Led Y.
Led indicazione del corretto funzionamen-
to del dispositivo che riduce il rischio di scosse elettriche.
BC - Connettore 10 poli
A questo connettore vanno collegati i co-
mandi remoti descritti nel paragrafo 5.
E’ disponibile tra i pin 3 e 6 un contatto pu-
lito che segnala la accensione dell’arco (Max 0,5 A - 125
VAC / 0,3 A - 110 VDC / 1A - 30 VDC).
3.3. NOTE GENERALI
Prima dell’uso di questa saldatrice leggere attentamente
lenormeCEI26-23/IEC-TS62081inoltrevericarel’inte-
grità dell’isolamento dei cavi, delle pinze porta elettrodi,
delle prese e delle spine e che la sezione e la lunghezza
dei cavi di saldatura siano compatibili con la corrente uti-
lizzata.
3.4. SALDATURA DI ELETTRODI RIVESTITI (MMA)
- Questa saldatrice è idonea alla saldatura di tutti i tipi di
elettrodi ad eccezione del tipo cellulosico (AWS 6010).
- Assicurarsi che l’interruttore BE sia in posizione 0, quin-
di collegare i cavi di saldatura rispettando la polarità ri-
chiesta dal costruttore di elettrodi che andrete ad utiliz-
zare e il morsetto del cavo di massa al pezzo nel punto
più vicino possibile alla saldatura assicurandosi che vi sia
un buon contatto elettrico.
- Non toccare contemporaneamente la torcia o la pinza
porta elettrodo ed il morsetto di massa.
- Accendere la macchina mediante l’interruttore BE.
- Selezionare, premendo il pulsante AT, il procedimento
MMA, led AW acceso.
- Regolare la corrente in base al diametro dell’elettrodo,
alla posizione di saldatura e al tipo di giunto da eseguire.
- Terminata la saldatura spegnere sempre l’apparecchio
e togliere l’elettrodo dalla pinza porta elettrodo.
3.5. SALDATURA TIG
Selezionando il procedimento TIG AC
si può sal-
dare l’Alluminio, le leghe di alluminio, l’ottone ed il ma-
gnesio mentre selezionando TIG DC
si può sal-
dare l’acciaio inossidabile, il ferro ed il rame.
Collegare il connettore del cavo di massa al polo positivo
(+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
Collegare il connettore di potenza della torcia TIG al polo
negativo (-) della saldatrice.
Collegare il connettore di comando della torcia al connet-
tore BC della saldatrice.
Collegare il raccordo del tubo gas della torcia al raccordo
BD della macchina ed il tubo gas proveniente dal ridutto-
re di pressione della bombola al raccordo gas BH.
3.5.1 Gruppo di raffreddamento (optional per Art. 1341).
Se si utilizza una torcia raffreddata ad acqua utilizzare il
gruppo di raffreddamento.
Inserire i tubi di raffreddamento della torcia nei raccordi
del gruppo refrigerante facendo attenzione a rispettare la
mandata e il ritorno.
3.5.1.1 Descrizione delle protezioni.
- Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
unmicrointerruttore.Lapressioneinsufcenteèsegnala-
ta dalla sigla H2O lampeggiante sul display U.
3.5.1.2 Messa in opera.
Svitare il tappo e riempire il serbatoio (l’apparecchio è
fornito con circa un litro di liquido).
E’ importante controllare periodicamente, attraverso
l’asola, che il liquido sia mantenuto al livello “max”.
Utilizzare, come liquido refrigerante acqua (preferibil-
mente del tipo deionizzato) miscelata con alcool in per-
centualedenitasecondolatabellaseguente:
temperatura acqua/alcool
-0°Cnoa-5°C 4L/1L
-5°Cnoa-10°C 3,8L/1,2L
NB Se la pompa ruota in assenza del liquido refrigerante
è necessario togliere l’aria dai tubi.
In questo caso spegnere il generatore, riempire il serba-
toio, collegare un tubo al raccordo (
) e inserire l’altra
estremità del tubo nel serbatoio.
Inserire il connettore del pressostato e il cavo rete nelle
prese BR e BQ.
Accendere il generatore per circa 10/15 secondi quindi
ricollegare i tubi.
Accendere la macchina.
Per selezionare il modo di funzionamento del gruppo di
raffreddamento vedere il capitolo “ MENU FUNZIONI DI
SERVIZIO”.
3.5.2 Messa in opera.
Non toccare parti sotto tensione e i morsetti di uscita
quando l’apparecchio è alimentato.
Alla prima accensione della macchina selezionare il modo
mediante il pulsante E e i parametri di saldatura mediante
il tasto P e la manopola AA.
Attenzione! Le regolazioni per i led AO = start, Q = Hz,
R = bilanciamento dell’onda si possono selezionare solo
in TIG AC.
Ilussodigasinertedeveessereregolatoadunvalore
(in litri al minuto) di circa 6 volte il diametro dell’elettrodo.
Se si usano accessori tipo il gas-lens la portata di gas
può essere ridotta a circa 3 volte il diametro dell’elettro-
do. Il diametro dell’ugello ceramico deve avere un diame-
tro da 4 a 6 volte il diametro dell’elettrodo.
• Terminata la saldatura ricordarsi di spegnere l’appa-
recchio e chiudere la valvola della bombola del gas.
3.5.3 Preparazione dell’elettrodo.
E’ necessaria una particolare attenzione nella prepara-
zione della punta dell’elettrodo. Smerigliarla in modo che
presentiunarigaturaverticalecomeindicatoing.3.

8
1,5 2 d÷
d
Fig. 3
ATTENZIONE: PARTI METALLICHE VOLATILI INCAN-
DESCENTI possono ferire il personale, originare incen-
di e danneggiare le attrezzature; LA CONTAMINAZIONE
DA TUNGSTENO può diminuire la qualità della saldatura.
• Sagomare l’elettrodo di tungsteno unicamente con una
smerigliatrice provvista di adeguati carter di pro-
tezione
indossando protezioni per il viso, le mani ed il corpo.
• Sagomare gli elettrodi di tungsteno con una mola
abrasivaduraagranane,utilizzataunicamentepersa-
gomare il tungsteno.
• Smerigliare l’estremità dell’elettrodo di tungsteno in for-
ma conica per una lunghezza di 1,5 - 2 volte il diametro
dell’elettrodo.(g.3)
3.6. MEMORIZZAZIONE
I programmi da memorizzare, il loro richiamo e la
loro memorizzazione avvengono tramite la pressione
lunga o corta del pulsante AQ.
Pressione corta uguale selezione, pressione lunga
uguale memorizzazione.
I programmi da memorizzare (memorie) se vengono
visualizzati dal display U in modo lampeggiante sono
liberi, se in modo non lampeggiante contengono già
dei dati in memoria.
3.6.1. Memorizzare i dati del programma PL
Utilizzando la macchina per la prima volta
I programmi di lavoro e le memorie (P01… ecc.) sono
sempre visualizzati dal display U, la loro selezione avvie-
ne tramite la pressione breve del pulsante AQ.
Una volta individuato l’insieme dei parametri da memo-
rizzare premere brevemente il pulsante AQ, sul display
U comparirà la sigla P01 lampeggiante e sul display O
compaiono tre linee (---); premere il pulsante AQ per un
tempo maggiore di 3 secondi, la sigla P01niràdilam-
peggiare e un segnale acustico vi avviserà dell’avvenuta
memorizzazione.
Se si vuole scegliere un diverso programma premere il
pulsante AQnchesuldisplayU compaia il numero del
programma desiderato.
3.6.2. Memorizzare da un programma libero
L’operatorepuòmodicareememorizzareunprogram-
ma
scelto procedendo nel seguente modo:
Premere il pulsante AQ in modo breve e scegliere il
numero di programma desiderato.
I programmi liberi hanno la sigla lampeggiante.
Premere il pulsante AT e scegliere il procedimento di sal-
datura e con il pulsante E scegliere il modo.
Girare la manopola AA ed impostare la corrente di sal-
datura.
Se è stato scelto il procedimento TIG, attivare il led X
(post gas) tramite il pulsante P e regolare tramite la
manopola AA il valore desiderato.
Se dopo queste regolazioni, necessarie per memoriz-
zare, si vogliono regolare i tempi di “slope” o altro agire
come descritto al paragrafo corrispondente.
Per memorizzare nel programma scelto precedentemen-
te, premere il pulsante AQperpiùdi3secondinoache
il numero del programma smette di lampeggiare.
3.6.3 Memorizzare da un programma memorizzato.
Partendo da un programma già memorizzato l’ope-
ratorepuòmodicareidatiinmemoriaperaggiornareil
programma stesso o per trovare nuovi parametri da me-
morizzare in un altro programma.
3.6.3.1 Aggiornare
Dopo avere acceso la macchina selezionare i parametri
damodicareemodicarli,durantelamodicalasigla
delprogrammasceltopassadassaalampeggiante.
Premere per un tempo maggiore di 3 secondi il tasto AQ,
sul display O compare la sigla Sto.
Premere per un tempo maggiore di 3 secondi il tasto AQ,
la sigla del programma smetterà di lampeggiare e un se-
gnale acustico vi avvertirà dell’avvenuta memorizzazione.
3.6.3.2 Memorizzare in un nuovo programma.
Dopo avere acceso la macchina selezionare i parametri
damodicareemodicarli.
Premere brevemente il tasto AQnoallavisualizzazione
del programma da voi desiderato.
Premere per un tempo maggiore di 3 secondi il tasto AQ
no alla conferma della memorizzazione(sigla del pro-
gramma da lampeggiante a continua).
3.6.4 Cancellazione di un programma memorizzato.
Selezionare il programma (memoria) da cancellare, pre-
mere per un tempo maggiore di 3 secondi il tasto AQ e
sul display O comparirà la sigla Sto, ruotare la manopola
AAnoallacomparsadellasigladEL, premere il tasto
AQ per un tempo maggiore di 3 secondi la sigla del pro-
gramma comincerà a lampeggiare.
4 MENU FUNZIONI DI SERVIZIO
Per entrare in questo sottomenù premere il pulsante P e,
mantenendolo premuto, premere brevemente
il pulsante AQ.
Per uscire ripetere la stessa azione sopra descritta.
La scelta delle funzioni di servizio viene realizzata pre-
mendo brevemente il pulsante AQ.
LamodicadellefunzioniscelteconilpulsanteAQ avvie-
ne tramite la manopola AA.
Funzioni visibili solo utilizzando il processo TIG.
4.1 GESTIONE GRUPPO DI RAFFREDDAMENTO.
Il display U visualizza la sigla H20 e il display O visualizza
la sigla OFF (default).

9
Ruotare la manopola AA per selezionare il tipo di funzio-
namento:
- OFF = spento.
- On C = sempre acceso
- On A = accensione automatica.
In funzionamento automatico all’accensione della mac-
china il gruppo di raffreddamento.
Si accende per 30 sec. e successivamente si spegne.
Alla pressione del pulsante torcia il raffreddamento inizia
a funzionare e si spegne dopo 3 minuti dal rilascio del
pulsante stesso. Se la pressione del liquido refrigerante
èinsufcienteilgeneratorenonerogacorrenteesuldi-
splay U comparirà la scritta H2O lampeggiante.
4.2 SP PUNTATURA E INTERMITTENZA.
Si attiva in saldatura due tempi (led G) o quattro tempi
(led H) quando viene selezionata l’accensione con alta
frequenza (led L).
Selezionare la sigla SP (spot) sul display U tramite il pul-
sante AQ, il display O visualizza la sigla OFF tramite la
manopola AA impostare ON per attivare la funzione.
Premendo brevemente il pulsante AQ selezionare la sigla
tSP.
4.2.1 tSP (tempo di puntatura Spot time)
Sul display U, il display O visualizza il
tempo di 1secondo con la manopola AA impostare il
tempo desiderato, regolazione da 0,1 a 25secondi.
Se si vuole impostare l’intermittenza (saldatura con
tempo di pausa automatico) premere brevemente il pul-
sante AQ e selezionare la sigla tin.
4.2.2 tin (tempo di intermittenza)
il display O visualizzerà la sigla OFF.
Ruotare la manopola AA per regolare il tempo di intermit-
tenza (regolazione da 0,1 a 25 sec.).
4.3 PDU-DUTY CYCLE PULSATO (attivo solo in pulsato).
Questo è il tempo di durata della corrente più alta selezio-
nata in pulsazione.
Viene espresso in percentuale rispetto al periodo deter-
minato dalla frequenza (default 50%)
Regolazione minimo 10% massimo 90%.
4.4 SC (CORRENTE DI START).
Sempre attiva in tutti i processi TIG.
Livello di corrente di partenza da cui inizia il processo di
saldatura.
Particolarmente usata per partenze in AC con elettrodi
grossi e con rampa di salita (slope up).
Regola il livello minimo del pedale art. 193.
Default 25%.
Regolazioni:
minimo 1%
massimo 100%
4.5 CRA (RIEMPIMENTO DEL CRATERE FINALE).
Selezionare la sigla CrA sul display U tramite il pulsante
AQ, il display O visualizza la sigla OFF tramite la mano-
pola AA impostare ON per attivare la funzione.
Premendo brevemente il pulsante AQ selezionare la sigla
CrC.
4.5.1 CrC (corrente di cratere)
Questa corrente è una percentuale della corrente di sal-
daturaedèlacorrentenaledelprocesso.
Default 50%
Regolazioni:
minimo 10%
massimo 100%
4.5.2 tCr (tempo della corrente di cratere)
Tempo di permanenza della corrente di cratere.
Default 0,5 sec.
Regolazioni:
minimo 0,0 sec.
massimo 30 sec.
Funzioni visibili solo utilizzando il processo MMA.
4.6 HS (PERCENTUALE DELLA CORRENTE DI HOT-
START)
E una sovracorrente che serve per migliorare le partenze.
Default 50%
Regolazioni:
minimo 0%
massimo 100%
4.7 THS (DURATA DELLA CORRENTE DI HOT-START)
Default 0,15 sec.
Regolazioni:
minimo 0 sec.
massimo 0,5 sec.
4.8 AF (PERCENTUALE DELLA CORRENTE DI
ARC-FORCE)
E una corrente che determina il trasferimento dell’elet-
trodo.
Default 30%
Regolazioni:
minimo 0%
massimo 100%
5 COMANDI A DISTANZA E ACCESSORI
Per la regolazione della corrente di saldatura a questa
saldatrice possono essere connessi i seguenti comandi
a distanza:
Art. 193 Comando a pedale (usato in saldatura TIG)
Art. 1260 Torcia BINZEL “ABITIG 200” (200A-35%) m.4
Art. 1262 Torcia BINZEL “ABITIG 200” Up/Down
(200A – 35%) – m. 4
Art. 1256 Torcia raffreddata ad acqua BINZEL “ABITIG
450 W” (450A) – m. 4
Art. 1258 Torcia raffreddata ad acqua BINZEL “ABITIG
450 W Up/Down” (450A) – m. 4
Art. 1656 Carrello per trasporto generatore
Art. 1281.03 Accessorio per saldatura ad elettrodo
Art. 1341 Gruppo di raffreddamento

10
Art 1192 Art 187 (usato in saldatura MMA)
Art. 1180 Connessione per collegare contemporanea-
mente la torcia e il comando a pedale.
Con questo accessorio l’Art. 193 può essere
utilizzato in qualsiasi modo di saldatura TIG.
I comandi che includono un potenziometro regolano
la corrente di saldatura dal minimo no alla massima
corrente impostata con la manopola AA.
I comandi con logica UP/DOWN regolano dal minimo
al massimo la corrente di saldatura.
6 MANUTENZIONE
Ogni intervento di manutenzione deve essere eseguito da
personalequalicatonelrispettodellanormaCEI26-29
(IEC 60974-4).
5.1 MANUTENZIONE GENERATORE
In caso di manutenzione all’interno dell’apparecchio, as-
sicurarsi che l’interruttore BE sia in posizione “O” e che il
cavo di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno
dell’apparecchio dalla polvere metallica accumulatasi,
usando aria compressa.
5.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro iso-
lamento tra il lato primario ed il lato secondario della
maccchina.Evitarecheilipossanoandareacontatto
con parti in movimento o parti che si riscaldano durante il
funzionamento. Rimontare tutte le fascette come sull’ap-
parecchio originale in modo da evitare che, se acciden-
talmente un conduttore si rompe o si scollega, possa
avvenire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

11
culties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT.
Do not dispose of electrical equipment together
withnormalwaste!InobservanceofEuropeanDi-
rective 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representati-
ve. By applying this European Directive you will improve
theenvironmentandhumanhealth!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Driverollscaninjurengers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
INSTRUCTION MANUAL FOR ARC WELDING MACHINE
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WEL-
DING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS. The
user must therefore be educated against the hazards,
summarized below, deriving from welding operations.
For more detailed information, order the manual code
3.300.758
NOISE.
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding
procedure may produce noise levels beyond said
limit; users must therefore implement all precautions re-
quired by law.
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Ma-
gnetic Fields (EMF). Welding/cutting current
createsEMFeldsaroundcablesandpo-
wer sources.
· Themagneticeldscreatedbyhighcurrentsmayaffect
the operation of pacemakers. Wearers of vital electronic
equipment (pacemakers) shall consult their physician be-
fore beginning any arc welding, cutting, gouging or spot
welding operations.
· Exposure to EMF elds in welding/cutting may have
other health effects which are now not known.
· All operators should use the followingprocedures in or-
dertominimizeexposuretoEMFeldsfromthewelding/
cutting circuit:
- Route the electrode and work cables together
- Secure them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead
cable is on your right side, the work cable should also
be on your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under
pressure, or in the presence of explosive dust,
gases or fumes. · All cylinders and pressure regu-
lators used in welding operations should be handled with
care.
ELECTROMAGNETIC COMPATIBILITY.
This machine is manufactured in compliance with the in-
structions contained in the standard IEC 60974-10 (CL.
A), and must be used solely for professional purposes in
anindustrial environment.Theremaybepotentialdif-

12
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove fu-
mes.
2.3 Use ventilating fan to remove fumes.
3 Weldingsparkscancauseexplosionorre.
3.1Keepammablematerialsawayfromwelding.
3.2Weldingsparkscancauseres.Haveareextingui-
sher nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shadeoflter.Wearcompletebodyprotection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This welding machine is a DC power source built using
INVERTER technology, engineered to weld with all types
of coated electrodes (cellulosic type not included) and
with TIG welding process with scratch starting and high
frequency.
Must not be used to defrost pipes.
2.2 EXPLANATION OF THE TECHNICAL SPECIFI-
CATIONS LISTED ON THE MACHINE PLATE.
This machine is manufactured according to the following
international standards: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 CL. A - IEC 61000-3-12 - IEC 61000-3-11 (see
note 2).
N°. Serial number, which must be indicated on any
type of request regarding the welding machine.
f1
f2
Single-phasestatictransformer-rectier
frequency converter.
Drooping characteristic.
SMAW. Suitable for welding with covered electrodes.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage
X. Duty cycle percentage. % of 10 minutes during
which the welding machine may run at a certain
current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
The machine has an automatic supply voltage
selector.
1~ 50/60Hz 50- or 60-Hz single-phase power supply
I1 max. This is the maximum value of the absorbed cur-
rent.
I1 eff. This is the maximum value of the actual current
absorbed, considering the duty cycle.
IP23S Protection rating for the housing.
Grade 3 as the second digit means that this
equipment may be stored, but it is not
suitable for use outdoors in the rain, unless
it is protected.
S
Suitable for hazardous environments.
Note:
1- The machine has also been designed for use in envi-
ronments with a pollution rating of 1. (See IEC 60664).
2- This equipment complies with IEC 61000-3-11 provi-
ded that the maximum permissible system impedan-
ce Zmax is less than or equal to 0,294 at the inter-
face point between the user’s supply and the public
system. It is the responsibility of the installer or user
of the equipment to ensure, by consultation with the
distribution network operator if necessary, that the
equipment is connected only to a supply with maxi-
mum permissible system impedance Zmax less than
or equal to 0,294.
2.3 DESCRIPTION OF PROTECTIVE DEVICES
2.3.1 Thermal protection.
This machine is protected by a temperature probe, which
prevents the machine from operating if the allowable
temperatures are exceeded. The thermostat tripping is
signalled by the glowing abbreviation “OPn” on display
U located on the control panel.
2.3.2 Block protection.
This welding machine is equipped with various protecti-
ve devices that stop the machine to avoid machine dama-
ges. The tripping of each protection device is signalled by
the glowing abbreviation “Err” on display U and by a digit
shown on display O.
If a water low level for the cooling unit is detected
the ashing abbreviation H2O will glow on display U.
3 INSTALLATION
Make sure that the supply voltage matches the voltage
indicatedonthespecicationsplateoftheweldingma-
chine.
When mounting a plug, make sure it has an adequate ca-
pacity, and that the yellow/green conductor of the power
supply cable is connected to the earth pin.
The capacity of the overload cutout switch or fuses in-
stalled in series with the power supply must be equivalent
to the absorbed current I1 of the machine.
3.1. ASSEMBLY
Only skilled personnel should install the machine. All
connections must be carried out according to regulations
in force, and in full observance of safety laws (CEI 26-23
/ IEC-TS 62081)
3.2 DESCRIPTION OF THE EQUIPMENT (FIG.1).
BA) Output terminal, negative (-).
BB) Output terminal, positive (+).
BC) Connector for TIG welding torch trigger .
Connect torch trigger cables to pins 1 and 9.

13
BD) Fitting (1/4 gas)
Used to connect TIG welding torch gas hose .
BE) Main switch.
BG) Power cable
BH) Gas supply tting .
BO) Connector Type DB9 (RS 232). To be used for
updating the microprocessor programs.
BQ) Power supply socket.
BR) Pressure switch socket.
3.3 PANEL DESCRIPTION (g.1).
AT process key.
·Selection is shown by one of the glowing LEDs
AX, AV, or AW.
Led AX Led AV Led AW
Mode button E.
Selection is shown by one of the glowing LEDs F,
G, H, I, L, M, N, or PP.
The TIG LEDs lighted will be two at any time, one
showing the HF or contact start-up mode and the other
showing the continuous or pulsed mode with 2 or 4 sta-
ges control. Every time this push-button is pressed a new
selection is obtained. The LEDs glowing against the con-
cerned symbols show your selection.
F - LED. TIG welding with arc start-up wi-
thout high frequency.
To light the arc press the welding torch button and with
the tungsten electrode touch the workpiece and then
takeitup.Thestrokemustbermandrapid(0.3sec).
L - LED. TIG welding with arc start-up with
high frequency.
Press the torch trigger and a high voltage/frequency pilot
spark will light the arc.
G - LED. TIG 2 stages continuous welding
(manual).
When the torch trigger is pressed, the current begins to
increase over the previously set “slope up” time, until it
reaches the value set by means of the knob AA. When
the trigger is released the current starts to decrease over
the previously set “slope down” time and returns to zero.
In this position the pedal control accessory ART. 193 can
be connected.
H - LED. TIG 4 stages continuous welding
(automatic).
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

14
This program differs from the previous one in that the arc
is both started and shut off by pressing and releasing the
torch trigger.
Special 4 Stages ( Automatic ).
This function can be used with:
- 4 stages double level current
- pulsed 4 stages
- 4 stages double level pulsed current
It allows the crater current to be maintained (CrC) when
the welding process is over until the welding torch trigger
ispressed.Inordertoobtainthis4stagesthenalcrater
llerfunction(CrA) must be ON and the crater current
(tCr) must be 0.0.
Welding starts when the welding torch trigger is pressed
and immediately released. Starting current is the current
controlled by parameter SC, the up slope follows and the
welding current is reached.
To stop welding the operator presses the welding torch
trigger and keeps it held down, the machine then follows
the slope down and reaches the crater current (CrC), this
value remains active until the welding torch trigger is re-
leased Fig. ( 2 ).
Fig. 2
I - LED. 4 stages double level pulsed cur-
rent (automatic).
Before lighting the arc set the two current levels:
First level: Press button P until led T glows and then use
knob AA to set the main power
Second level: press button P until led V glows and use
knob AA to set the main power.
After the arc is lighted, the current begins to increase
over the previously set “slope up” time (led S on), until it
reaches the value set by means of knob AA. The LED T
lights and the display O shows it.
Should it be necessary to reduce the current during
welding, without shutting off the arc (for instance when
changing the welding material or working position, mo-
ving from horizontal to upright, etc.), press and imme-
diately release the torch trigger, the current reaches the
second set value, the led V lights and the led T shuts off.
In order to go back to the previous main current, repeat
the same torch trigger pressing and releasing action, the
led T lights while led V shuts off. To stop welding at any
time, simply hold down the torch trigger for more than
0.7 seconds, then release it; the current starts to decre-
ase down to zero in the “slope down” time previously set
(led W on).
During “slope down” phase, if you press and immedia-
tely release the torch trigger, the current goes back to the
previously set lower level.
IMPORTANT: “PRESS AND IMMEDIATELY RELEASE”
refers to a maximum 0.5 sec. time.
M - LED. TIG 2 stages pulsed welding (ma-
nual).
When the torch trigger is pressed, the current begins to
increase over the previously set “slope up” time, until it
reaches the value set by means of the knob AA. When
the trigger is released the current starts to decrease over
the previously set “slope down” time and returns to zero.
In this position the pedal control accessory ART. 193 can
be connected.
N - LED. TIG-pulsed 4 stages welding (au-
tomatic).
This program differs from the previous one in that the arc
is both started and shut off by pressing and releasing the
torch trigger.
PP - LED. TIG- pulsed 4 stages double le-
vel welding (automatic).
The welding process mode is the same as the one de-
scribedfor led I.Once the rstlevel peak currentsare
set, the ratio between them will be kept in the second
level as well.
AA - KNOB
Set the welding current at 10-180A in MMA
and 5-220A in TIG.
Together with button P it is possible:
-to set the current second level V
-to set the “slope up” S
-to set the “slope down” W
-to set the pulse frequency AE
-to set post gas X
-to set AC welding current frequency Q
-to set wave balance in AC welding R
U - Display
Shows:
1. In MMA the open-circuit voltage
and during welding the load voltage.
2. In TIG continuous, without pressing the torch trigger,
the abbreviation PL (free program).
In TIG continuous, when pressing the welding torch
trigger, but without welding, the open-circuit voltage.
In TIG continuous when pressing the torch trigger,
but while welding, the load voltage.
3. Displays by the number all sizes, except current
ones, selected by means of button P.
4. Displays all the abbreviations of the service fun-
ctions menu.
5. Abbreviation “OPn“ashingwhenthethermostatison.
6. During the selection of free or saved programs abbre-
viations PL…P01…P09.
O - Display
Shows:
1 in open-circuit mode the reset
current
2. In load conditions, the welding current and its levels.
3. In TIG-pulsed, load mode, the currents changing
from one level to the other.

15
4. Shows all sizes and the value of the second fun-
ctions menu.
AQ - SELECTOR SWITCH
Selects and saves programs.
The welding machine can save nine welding pro-
grams P01…..P09, and call them up using this button.
The work program PL is also available.
Selection
IfthisbuttonisbrieypressedthedisplayU shows the
number of the program following the one being used. If it
hasnotbeensavedthemessagewillash,otherwiseit
will remain steady.
Saving (see par.3.6)
Once the program has been selected, if the button is
pressed for more than 3 seconds, data are saved.
Asconrmation,theprogramnumberon thedisplayU
willstopashing.
P – SELECTOR SWITCH
When this button is pressed, the LEDs light in suc-
cession:
Important!onlythoseLEDsthatrefertothechosenwel-
ding mode will light; i.e. in TIG-continuous led Q that re-
presents the pulse frequency will not glow.
Each led shows the parameter that can be set by means
of knob AA during the time when the led is glowing. 5
seconds after the last change the concerned led shuts
off and the main welding current is shown and the corre-
sponding led T glows.
LEDS THAT MAY BE SELECTED ONLY IN TIG DC (DI-
RECT CURRENT OR TIG AC WELDING (ALTERNA-
TING CURRECT)) :
AL- Pre-gas Led
Setting 0.05 to 2.5 seconds. Gas deli-
very time before welding starts.
S - Led Slope up.
This is the time in which the current,
beginning from the minimum, reaches
the set current value. (0-10 sec.).
T - Main welding current Led.
V - Basic or second level welding
current Led.
This current is always a percentage of
the main current.
AE - Pulsed frequency led (0.16-500
Hz).
W - Slope down Led.
This is the time in which the current
reaches the minimum value and the
arc shuts down (0-10 sec.).
X - Post-gas Led.
Sets gas output time when welding is
over. (0-30 sec.).
LEDS THAT MAY BE SELECTED ONLY IN TIG AC (AL-
TERNATING CURRENT) WELDING MODE:
AO Start led
Sets the “hot start” level to maximize TIC
AC ignitions for each electrode diameter
When this led lights the display O will display a digital va-
lue referred to the electrode diameters and the operator
may use the knob AA to set the diameter being used and
obtain a good start immediately. Range from 0.5 to 4.0.
Hz Q led
Sets the frequency of the alternating cur-
rent Range from 50 to 150 Hz.
Led R - Wave balance setting
Sets the percentage of the negative semi-
wave PEn (penetration ) by means of knob
AA; the value may change from 1 to 10.
Sets the percentage of the positive semi-wave CLn (clea-
ning ) by means of knob AA; the value may change from
1 to 10. The recommended setting value is 0.
Y Led.
Led that shows the correct operation of
the device which reduces risks of electric shock.
BC - 10-pin connector
Remote controls described in paragraph 5
must be connected to this connector.
Between pin 3 and 6 a clean contact is
available that signals the arc ignition (Max 0.5 A - 125
VAC / 0.3 A - 110 VDC / 1A - 30 VDC).
3.3. GENERAL NOTES
Before using this welding machine read carefully CEI
26-23 / IEC-TS 62081 standards and check integrity of
cable isolation, electrode clamp, sockets and plugs and
that the section and length of welding cables conform to
the used power.
3.4. MMA WELDING WITH COVERED ELECTRODES
- This welding machine is suitable for welding all types of
electrodes, with the exception of cellulosic (AWS 6010).
- Check that switch BE is in O position, then connect the
welding cables in compliance with the polarity requested
by the manufacturer of the electrodes you are going to
use; connect the earth cable terminal to the workpiece as
close as possible to the welding point and make sure that
there is a good electric contact.
- Do NOT touch the torch or electrode clamp simultane-
ously and the mass terminal.
- Turn the machine on using the switch BE.
- Select MMA process, by pressing button AT, led AW
is on.
- Adjust the current according to the electrode diameter,

16
welding position and type of joint to be made.
- Always remember to shut off the machine and remove
the electrode from the clamp after welding.
3.5. TIG WELDING
If the TIG AC is selected you can weld aluminium,
aluminium alloys, brass and magnesium; if the TIG DC
mode is selected you can weld stainless steel,
iron and copper.
Connect the mass cable connector to the positive pole
(+) of the welding machine, and the terminal to the work-
piece as close as possible to the welding point, making
sure there is good electrical contact.
Connect the power connector of the TIG torch to the neg-
ative pole (-) of the welding machine.
Connect the torch connector to connector BC of the
welding machine.
ConnectthettingofthetorchgashosetotheBD ma-
chine connector and the gas hose coming from the cyl-
inderpressureregulatortothegasttingBH.
3.5.1 Cooling unit(optional for Art. 1341).
If you use a water cooled welding torch, use the cooling unit.
Insertthetorchcoolinghosesintothettingsofthecooling
unit, being careful to correctly place the delivery and return.
3.5.1.1 Description of protections.
- Coolant pressure protective device.
This protection is achieved by means of a pressure
switch,inserted inthe uid delivery circuit,which con-
trols a micro switch. Low pressure is indicated by the
ashingmessageH2OonthedisplayU.
3.5.1.2 Instructions
Unscrewthecapandllthetank(theunitissuppliedwith
approximatelyoneliterofuid).
It is important to periodically check, through the slot ,
thattheuidremainsatthe“max”level”.
As a coolant, use water (preferably deionised) mixed with
alcoholinpercentagesdenedaccordingtothefollowing
table:
temperature Water/alcohol
-0°C up to –5°C 4L/1L
-5°C up to –10°C 3.8L/1.2L
If the pump turns with no coolant present, you must re-
move all air from the tubes.
Inthiscaseshutoffthepowersource,llthetank,con-
nectonehosetotting(
) and insert the hose end into
the tank.
Insert the pressure switch connector and the power cord
into the sockets BR and BQ.
- Turn the power source on for approximately 10 to 15
seconds and the N connect the hoses again.
Turn on the machine.
See chapter “ SERVICE FUNCTIONS MENU ” to select
the cooling unit operation mode.
3.5.2 Start-up
Do not touch live electrical parts and output terminals
when the machine is powered.
Atrststart-up,selecttheoperationmodebymeansof
button E and the welding parameters by means of P but-
ton and knob AA.
Warning! Settings for LEDs AO = start, Q = Hz, R =
wave balance can be selected in TIG AC mode only.
Theinertgasowmustbesetatavalue(litersperminute)
approximately 6 times the electrode diameter.
If gas-lens type accessories are used, the gas delivery
must be reduced by approximately 3 times the electrode
diameter. The ceramic nozzle diameter must be between
4 and 6 times the electrode diameter.
• When you have nished welding, do not forget to
shut off the machine and close the gas cylinder valve
.
3.5.3 Preparing the electrode.
Be especially careful when preparing the electrode tip.
WARNING: LOOSE HOT METAIL PARTS may cause per-
sonalinjuries,resanddamagetheequipment;TUNG-
STEN CONTAMINATION may lower the quality of the
weld.
Use only a grinder equipped with adequate safety guards
to shape the tungsten electrode and wear protections
for face, hands and body.
To shape the tungsten electrodes, use a hard, ne-
grained abrasive grinding wheel used solely for this pur-
pose.
Grind the tungsten electrode tip in a conical form and a
length1.5to2timestheelectrodediameter(g.3).
1,5 2 d
÷
d
Fig. 3
3.6. SAVING
A long or short pressure of button AQ is used for
programs to be saved, their restoring and saving.
Short pressure to select, long pressure to save.
Programs to be saved (memories) are displayed by
display U: ashing are free, non ashing contain al-
ready stored data.
3.6.1. Saving data from the PL program
When using the machine the rst time
Work programs and memories (P01… etc.) are always
displayed by display U, their selection is obtained by a
short pressure of button AQ.
Once all the parameters to be saved are decided, press
shortly button AQ, the display Uwillshowtheashing
abbreviation P01 and display O will show three lines (---
); hold down the button AQ for more than 3 seconds, until

17
the symbol P01 stops ashing and a sound will signal
that data have been stored.
If a different program must be selected, hold down but-
ton AQ until the number of the selected program is dis-
played on display U.
3.6.2. Saving from a free program
The operator can change and save the selected program
using the following procedure:
Hold down button AQ shortly and select
the number of the selected program.
Do not touch live parts and output terminals while
the machine is powered.
Hold down button AT and select the welding process and
by means of the button E select the mode.
Turn knob AA and set the welding current.
If TIG process is selected, activate led X
(post gas) by means of button P and set by means of
knob AA the selected value.
After these settings that are required for saving, if you
wish to set the “slope” times or other times, follow the
procedure given in the corresponding paragraph.
To save the previously selected program hold down but-
ton AQ for more than 3 seconds, until the program num-
berstopsashing.
3.6.3 Saving from a saved program.
Beginning with a previously saved program, the op-
erator may modify the data in memory to update the
programitself,ortondnewparameterstobesavedin
another program.
3.6.3.1 Up-dating
Once the machine is started, select the parameters
tobemodiedandmodifythem:theabbreviationofthe
selectedprogramwillthenchangefromsteadytoash-
ing.
Hold down for more than 3 seconds button AQ, display O
will show abbreviation Sto.
Hold down button AQ for more than 3 seconds, until the
program abbreviation P01 stops ashing and a sound
signals that data have been stored.
3.6.3.2 Saving from a new program.
Once the machine is started, select the parameters
tobemodiedandmodifythem.
Press shortly button AQ until the selected program is dis-
played.
Hold down button AQ for more than 3 seconds until the
savingisconrmed(programabbreviationchangesfrom
ashingtosteady).
3.6.4 Deleting a saved program
Select the program (memory) to be deleted, hold down
for more than 3 seconds button AQ and display O will
show abbreviation Sto, turn knob AA until abbreviation
dEL is displayed, hold down button AQ for more than 3
secondsandtheprogramabbreviationwillstartashing
4 SERVICE FUNCTIONS MENU
To enter this submenu press the button and, while hold-
ing it down, press shortly button AQ
To exit repeat the procedure described above.
The service functions selection is obtained by holding
down shortly button AQ.
Changing the functions selected with button AQ is ob-
tained by means of knob AA.
Functions visible in TIG Process only.
4.1.COOLING UNIT MANAGEMENT
Display U shows abbreviation H20 and display O shows
abbreviation OFF (default).
Turn knob AA to select the type of operation:
- OFF = off.
- ON = always on
- On A = automatic start-up .
In automatic operation, at the machine start-up the cool-
ing unit goes on for 30 seconds and then shuts off.
When the torch trigger is pressed the cooling unit starts
operating and shuts off 3 minutes after the torch trigger
is released. If the coolant pressure is too low, the power
source delivers no current and display U will ash the
message H2O.
4.2 SP SPOT- AND STITCH WELDING
Is activated in two stages welding (led G)or 4 stages (led
H.) when the high frequency start-up is selected(led L).
Select abbreviation SP (spot) on display U by means of
button AQ, display O shows abbreviation OFF, by means
of knob AA set ON to activate the function.
Press shortly button AQ to select abbreviation tSP.
4.2.1 tSP ( Spot time)
Display U shows the abbreviation SP, display O shows
1 sec. time, by means of knob AA set the desired time
, range from 0.1 to 25 seconds.
If you want to set jog (welding with automatic interval)
press shortly button AQ and select abbreviation tin.
4.2.2 tin (interval time)
Display O will show abbreviation OFF.
Turn knob AA to select the interval time (range from 0,1
to 25 sec.).
4.3 PDU-(DUTY CYCLE PULSED active in pulsed mode
only).
This is the duration of the highest selected current in
pulsed mode.
It is expressed as a percentage of the time against the
Fdp frequency (default 50%)
Range: minimum 10% maximum 90%.

18
4.4 SC (START-UP CURRENT).
Always active in all TIG processes.
Start current level where the welding process begins.
Especially used for AC starts-up with big electrodes and
slope up.
Sets the pedal minimum level - Art. 193
Default 25%.
Range: minimum 1% - maximum 100%
4.5- CRA (FINAL CRATER FILLER).
Select abbreviation CrA on display U by means of button
AQ, display O shows abbreviation OFF by means of knob
AA set ON to activate the function.
Press shortly button AQ to select abbreviation CrC.
4.5.1 CrC (Carter current)
This current is a percentage of the welding current and
theprocessnalcurrent.
Default 50%
Range:
minimum 10%
maximum 100%
4.5.2 tCr (Carter current time)
Crater current time duration.
Default 0.5 sec.
Range:
minimum 0.0 sec.
maximum 30 sec.
Functions visible in MMA process only.
4.6 HS (PERCENTAGE OF HOT-START CURRENT)
It is an overvoltage used to improve start-up.
Default 50%
Range:
minimum 0%
maximum 100%
4.7T HS (DURATION OF HOT-START CURRENT)
Default 0.15 sec.
Range:
minimum 0 sec.
maximum 0.5 sec.
4.8 AF (PERCENTAGE OF ARC-FORCE CURRENT)
It is a current that allows the electrode transfer.
Default 30%
Range:
minimum 0%
maximum 100%
5 REMOTE CONTROLS AND ACCESSORIES
The following remote controls may be connected to ad-
just the welding current for this welding machine:
Art. 193 Pedal control (used in TIG welding)
Art. 1260 BINZEL “ABITIG 200” Torch (200A-35%) m.4
Art. 1262 BINZEL “ABITIG 200”Torch Up/Down (200A
– 35%) – m. 4
Art. 1256 Water cooled torch BINZEL “ABITIG 450
W” (450A) – m. 4
Art. 1258 Water cooled BINZEL torch “ABITIG 450 W
Up/Down” (450A) – m. 4
Art. 1656 Power source carriage
Art. 1281.03 Accessory for electrode welding
Art. 1341 Cooling unit
Art. 1192 Art 187 (used in MMA welding)
Art. 1180 Connector to connect torch and pedal
control at the same time.
Art 193 may be used in any TIG welding
mode with this accessory.
Controls that include a potentiometer adjust the
welding current from the minimum to the maximum
current setting by means of knob AA.
Controls with UP/DOWN logic control welding cur-
rent from the minimum to the maximum value.
6 MAINTENANCE
Any maintenance operation must be carried out by qua-
liedpersonnelincompliancewithstandardCEI26-29
(IEC 60974-4).
6.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make
sure that the switch BE is in position “O” and that the
power cord is disconnected from the mains.
It is also necessary to periodically clean the interior of the
machine from the accumulated metal dust, using com-
pressed air.
6.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so
that there is secure insulation between the primary and
secondary sides of the machine. Do not allow the wires
to come into contact with moving parts or those that heat
up during operation. Reassemble all clamps as they were
on the original machine, to prevent a connection from
occurring between the primary and secondary circuits
should a wire accidentally break or be disconnected.
Also mount the screws with geared washers as on the
original machine.

19
BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PER-
SONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUS-
FÜHR- UNG VON SCHWEISSARBEITEN VERWENDET
WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEISSEN UND
SCHNEIDEN KANN FÜR SIE UND ANDERE
GESUNDHEITSSCHÄDLICH SEIN; daher muß der Be-
nutzer über die nachstehend kurz dargelegten Gefahren
beim Schweißen unterrichtet werden. Für ausführlichere
Informationen das Handbuch Nr. 3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer Geräu-
schentwicklung kommen, die diesen Wert überschreitet.
Daher müssen die Benutzer die gesetzlich vorgeschrie-
benen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen be-
liebigenLeiterießt,erzeugtelektromagne-
tische Felder (EMF). Der Schweiß- oder
Schneidstrom erzeugt elektromagnetische
Felder um die Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Trä-
ger von lebenswichtigen elektronischen Geräten (Herz-
schrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schnei-
den erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagne-
tische Felder zu mindern, müssen sich alle SchweißerIn-
nen an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw.derSchweißerinbendet,musssichauchdas
Kabel der Elektrodenzange oder des Brenners auf
dieserSeitebenden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe
von Druckbehältern oder in Umgebungen aus-
führen, die explosiven Staub, Gas oder Dämpfe
enthalten. Die für den Schweiß-/Schneiprozeß verwen-
detenGasaschenundDruckreglersorgsambehandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Anga-
ben der harmonisierten Norm IEC 60974-10 (Cl. A) kons-
truiert und darf ausschließlich zu gewerblichen Zwecken
und nur in industriellen Arbeitsumgebungen verwendet
werden. Es ist nämlich unter Umständen mit Schwierig-
keiten verbunden ist, die elektromagnetische Verträglich-
keit des Geräts in anderen als industriellen Umgebungen
zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND ELEKTRO-
NIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit ge-
wöhnlichenAbfällenentsorgtwerden!InÜberein-
stimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweili-
gen Umsetzung in nationales Recht sind nicht mehr ver-
wendete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen Sammlungssyste-
me informieren. Die Umsetzung genannter Europäischer
Richtlinie wird Umwelt und menschlicher Gesundheit zu-
gutekommen!
IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät ste-
hen während des Schweißens unter Spannung. Die
Hände und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verur-
sachte Stromschläge können tödlich sein. Für einen
angemessenen Schutz gegen Stromschläge Sorge
tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung
vom Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres
Netzkabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüf-
tungs- oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter ver-
wenden.

20
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
3.1 Keine entammbaren Materialien im Schweißbe-
reich aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmit-
telbaren Nähe bereit halten und sicherstellen, dass
eine Person anwesend ist, die ihn notfalls sofort ein-
setzen kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behäl-
tern ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen
an Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigne-
ten Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem
Filter mit der geeigneten Tönung tragen. Einen kom-
pletten Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der
Maschine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder ent-
fernen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Bei dieser Schweißmaschine handelt es sich um eine
Konstant-Gleichstromquelle mit INVERTER-Technologie,
die zum Schweißen mit umhüllten Elektroden (Zellulo-
seumhüllungen ausgenommen) und zum WIG-Schwei-
ßen mit Berührungs- und Hochfrequenzzündung ent-
wickelt wurde. Sie darf nicht zum Auftauen von Rohren
verwendet werden.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN,
DIE AUF DEM LEISTUNGSSCHILD DER MASCHI-
NE ANGEGEBEN SIND.
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A -
IEC 61000-3-12 - IEC 61000-3-11 (siehe Anm. 2).
Nr. Seriennummer; sie muß bei allen Anfragen zur
Schweißmaschine stets angegeben werden.
f1
f2
Transformator-Gleichrichter.
Fallende Kennlinie.
SMAW. Geeignet zum Schweißen mit umhüllten Elek-
troden.
WIG Geeignet zum WIG-Schweißen
U0. Leerlaufspannung Sekundärseite.
X. Einschaltdauer. Die Einschaltdauer ist der auf
eine Spieldauer von 10 Minuten bezogene
Prozentsatz der Zeit, die das Gerät bei einer be-
stimmten Stromstärke arbeiten kann, ohne sich
zu überhitzen. I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Bemessungsspeisespannung.
Die Maschine verfügt über eine Funktion für die
automatische Wahl der Speisespannung.
1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz.
I1 max. Dies ist der Höchstwert der Stromaufnahme.
I1 eff. Dies ist der Höchstwert der effektiven
Stromaufnahme bei Berücksichtigung der rela-
tiven Einschaltdauer.
IP23S Schutzart des Gehäuses.
Die zweite Ziffer 3 gibt an, dass dieses Gerät
bei Niederschlägen zwar im Freien gelagert, je-
doch nicht ohne geeigneten Schutz betrieben
werden darf.
S
Geeignet zum Betrieb in Umgebungen mit er-
höhter Gefährdung.
ANMERKUNGEN:
1- Das Gerät ist außerdem für den Betrieb in Umgebun-
gen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC
60664).
2- Dieses Gerät ist konform mit der Norm IEC 61000-3-
11 unter der Voraussetzung, dass die maximal zulässi-
ge Impedanz ZMAX am Verknüpfungspunkt zwischen
der Abnehmeranlage und dem öffentlichen Versor-
gungsnetz kleiner oder gleich 0,294 ist. Es liegt in der
Verantwortung des Installateurs bzw. des Betreibers
des Geräts, erforderlichenfalls in Absprache mit dem
öffentlichen Energieversorgungsunternehmen sicher-
zustellen, dass das Gerät ausschließlich an eine An-
lage angeschlossen wird, deren maximal zulässige
Netzimpedanz ZMAX kleiner oder gleich 0,294 ist.
2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.1 Thermischer Schutz
Dieses Gerät wird durch einen Temperaturfühler ge-
schützt, der bei Überschreitung der zulässigen Tempera-
tur den Betrieb der Maschine sperrt. Die Auslösung des
Thermostaten wird mit dem Kürzel „OPn“ auf dem Dis-
play U der Steuertafel gemeldet.

21
2.3.2 - Sicherheitsverriegelung
Diese Schweißmaschine verfügt über verschiedene
Schutzeinrichtungen, die die Maschine ausschalten, be-
vor sie Schaden nehmen kann. Die Auslösung der ein-
zelnen Schutzeinrichtungen wird mit dem Kürzel „Err“
auf dem Display U und mit einer Zahl auf dem Display O
gemeldet.
Wenn der Wasserstand im Kühlaggregat zu niedrig
ist, erscheint auf dem Display U das blinkende Kürzel
H2O.
3 INSTALLATION
Sicherstellen, dass die Netzspannung der auf dem Lei-
stungsschild der Schweißmaschine angegebenen Nenn-
spannung entspricht.
Das Netzkabel mit einem der Stromaufnahme entspre-
chenden Netzstecker ausrüsten und sicherstellen, dass
der gelb-grüne Schutzleiter an den Schutzkontakt ange-
schlossen ist.
Der Nennstrom des in Reihe mit der Netzstromversor-
gung geschalteten LS-Schalters oder der Schmelzsiche-
rungen muss gleich dem von der Maschine aufgenom-
menen Strom I1 sein.
3.1. INBETRIEBNAHME
Die Maschine muss vom Fachmann installiert werden.
Alle Anschlüsse müssen nach den geltenden Bestim-
mungen und unter strikter Beachtung der Unfallverhü-
tungsvorschriften ausgeführt werden (Norm CEI 26-23 /
CEI CLC 62081).
3.2 BESCHREIBUNG DES GERÄTS (ABB. 1).
BA) Negative Anschlussklemme (-).
BB) Positive Anschlussklemme (+).
BC) Steckverbinder für den Taster des WIG-Bren-
ners.
Die Drähte des Brennertasters an die Kontaktstifte
1 und 9 anschließen.
BD) Anschluss (1/4 Gas).
Zum Anschließen des Gasschlauchs des WIG-
Schweißbrenners.
BE) Hauptschalter.
BG) Netzkabel.
BH) Gasanschluss.
BO) DB9-Steckverbinder (RS232).
Zum Aktualisieren der Programme des Mikropro-
zessors.
BQ) Steckdose für Netzkabel.
BR) Steckdose für Druckschalter.
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Abb. 1

22
3.3 BESCHREIBUNG DER STEUERTAFEL (Abb. 1).
Verfahrenstaster AT.
·DieWahlwirddurchdasAueuchtenvoneiner
der LEDs AX, AV oder AW angezeigt.
LED AX LED AV LED AW
Betriebsartentaster E.
DieWahlwirddurchdasAueuchtenvoneinerder
LES F, G, H, I, L, M, N oder PP angezeigt.
Beim WIG-Schweißen leuchten stets zwei LEDs:
Die eine zeigt die Art der Zündung (HF- oder Berüh-
rungszündung) an und die andere die Betriebsart (Kon-
stantstrom- oder Impulsschweißen im 2- oder 4-Takt-Be-
trieb). Jede Betätigung dieses Drucktasters bewirkt eine
neue Einstellung. Die getroffene Wahl wird durch das
Aueuchten der LEDs neben den jeweiligen Symbolen
angezeigt:
F - LED. WIG-Schweißen mit Zündung des
Lichtbogens ohne HF.
Zum Zünden des Lichtbogens den Brennertaster drük-
ken, mit der Wolfram-Elektrode das Werkstück berühren
und dann die Elektrode wieder anheben. Diese Bewe-
gung muss entschieden und rasch ausgeführt werden
(0,3 s).
L - LED. WIG-Schweißen mit Hochfre-
quenz-Zündung des Lichtbogens.
Zum Zünden des Lichtbogens den Brennertaster drük-
ken: Ein Zündfunke hoher Spannung/Frequenz zündet
den Lichtbogen.
G - LED. WIG-Konstantstromschweißen,
2-Takt (Handbetrieb).
Bei Betätigung des Brennertasters steigt der Strom in-
nerhalb des zuvor eingestellten Zeitintervalls „Slope up“
auf den Wert an, der mit dem Regler AA eingestellt wur-
de. Löst man den Brennertaster, sinkt der Strom inner-
halb des zuvor eingestellten Zeitintervalls „Slope down“
wieder auf den Wert 0.
Bei dieser Schaltstellung kann man den zusätzlichen
Fußregler Art. 193 anschließen.
H - LED. WIG-Konstantstromschweißen,
4-Takt (Automatikbetrieb).
Diese Funktion unterscheidet sich von der vorherigen
Funktion darin, dass sowohl die Zündung als auch das
Löschen durch kurzes Drücken des Brennertasters ge-
steuert werden.
4-Takt-Spezial (Automatikbetrieb).
Diese Funktion kann in Verbindung mit Folgendem ver-
wendet werden:
- Zweiwertschaltung, 4-Takt
- Impuls, 4-Takt
- Impuls, Zweiwertschaltung, 4-Takt
Zum Aufrechterhalten des Kraterfüllstroms (CrC) am
Ende des Schweißvorgangs, so lange der Brennertaster
gedrückt wird.
Für diesen 4-Takt-Betrieb muss die Kraterfüllfunktion
(CrA) eingeschaltet sein und die Kraterfüllzeit (tCr) muss
auf 0,0 eingestellt sein.
Zum Beginnen des Schweißvorgangs muss man den
Brennertaster kurz drücken.
Der Anfangsstrom ist der beim Parameter SC eingestell-
te Strom; dann steigt der Strom bis zum Erreichen des
Schweißstroms an.
Zum Beenden des Schweißvorgangs muss man den
Brennertaster drücken und gedrückt halten.
Der Strom sinkt (Slope down) bis zum Kraterfüllstrom
(CrC) (2) und wird auf diesem Wert gehalten, bis der
Brennertaster losgelassen wird (siehe Abb. 2).
Abb. 2
I - LED. WIG-Konstantstromschweißen
mit Zweiwertschaltung - 4-Takt (Automa-
tikbetrieb).
Vor dem Zünden des Lichtbogens müssen die zwei ver-
schiedenen Schweißströme eingestellt werden:
Erste Stufe: Die Taste P drücken, bis die LED Taueuch-
tet, und dann den Hauptstrom mit dem Regler AA ein-
stellen.
Zweite Stufe: Die Taste P drücken, bis die LED V auf-
leuchtet, und dann den Strom mit dem Regler AA ein-
stellen.
Nach dem Zünden des Lichtbogens steigt der Strom in
der zuvor eingestellten Zeit ”Slope up” an (LED S leuch-
tet), bis der mit dem Regler AA eingestellt Wert erreicht
wird. Die LED T leuchtet auf und das Display O zeigt den
Strom an.
Wenn während des Schweißens das Erfordernis besteht,
den Strom zu senken, ohne den Lichtbogen zu löschen
(z.B. zum Wechseln des Schweißzusatzes, zum Wech-
seln der Arbeitsstellung, für den Übergang von einer ho-
rizontalen Lage in eine vertikale Lage usw.), muss man
den Brennertaster kurz drücken: Der Strom sinkt dann
auf den zweiten gewählten Wert, die LED V leuchtet auf
und die LED T erlischt.
Um zum vorherigen Hauptstrom zurückzukehren, muss
man den Brennertaster erneut kurz drücken: Die LED T
leuchtet dann auf und die LED V erlischt. Zum Unterbre-
chen des Schweißvorgangs muss man den Brennertaster
länger als 0,7 Sekunden gedrückt halten: Der Strom
sinkt dann innerhalb des zuvor festgelegten Zeitintervalls
”Slope down” bis auf den Wert 0 (LED W leuchtet).
Wenn man während des ”Slope down” den Brennerta-
ster kurz drückt, kehrt man wieder zum niedrigeren der
beiden eingestellten Stromwerte zurück.

23
HINWEIS: Mit dem Ausdruck „KURZ DRÜCKEN“ ist eine
Betätigungsdauer von maximal 0,5 s gemeint.
M - LED. WIG-Impulsschweißen - 2-Takt
(Handbetrieb).
Bei Betätigung des Brennertasters steigt der Strom in-
nerhalb des zuvor eingestellten Zeitintervalls „Slope up“
auf den Wert an, der mit dem Regler AA eingestellt wur-
de. Löst man den Brennertaster, sinkt der Strom inner-
halb des zuvor eingestellten Zeitintervalls „Slope down“
wieder auf den Wert .
Bei dieser Schaltstellung kann man den zusätzlichen
Fußregler Art. 193 anschließen.
N - LED. WIG-Impulsschweißen - 4-Takt
(Automatikbetrieb).
Diese Funktion unterscheidet sich von der vorherigen Funk-
tion darin, dass sowohl das Zünden als auch das Löschen
durch kurzes Drücken des Brennertasters gesteuert werden.
PP - LED. WIG-Impulsschweißen mit Zwei-
wertschaltung - 4-Takt (Automatikbe-
trieb).
Die Funktionsweise dieser Betriebsart entspricht der
in Bezug auf die LED I beschriebenen Funktionsweise.
Nach Einstellung des Impuls- und Grundstroms der er-
sten Stufe wird das Verhältnis zwischen diesen beiden
Werten auch für die zweite Stufe beibehalten.
AA - REGLER
Zum Einstellen des Schweißstroms innerhalb
eines Bereichs von 10 - 180 A bei MMA und
von 5 - 220 A bei WIG.
Außerdem bestehen in Verbindung mit Drucktaster P fol-
gende Möglichkeiten:
- Einstellen der zweiten Stromstufe V
- Einstellen des “Slope up” S
- Einstellen des “Slope down” W
- Einstellen der Impulsfrequenz AE
- Einstellen des Gasnachlaufs X
- Einstellen der Stromfrequenz beim Wechselstrom-
schweißen Q
- Balanceregelung beim Wechselstromschweißen R
U - Display
Es zeigt Folgendes an:
1. Bei Wahl der Funktion MMA die Leerlaufspannung
und bei Schweißen die Lastspannung an.
2. Beim WIG-Konstantstromschweißen, wenn der
Brennertaster nicht gedrückt ist, das Kürzel PL (freies
Programm).
Beim WIG-Konstantstromschweißen, wenn der
Brennertaster gedrückt ist, aber nicht geschweißt
wird, die Leerlaufspannung.
Beim WIG-Konstantstromschweißen, wenn der
Brennertaster gedrückt ist, aber geschweißt wird, die
Lastspannung.
3. Die numerischen Werte aller Größen (mit Ausnahme
der Ströme), die mit dem Taster P gewählt werden .
4. Alle Kürzel des Menüs Dienstfunktionen.
5. Das blinkende Kürzel “OPn“ bei Auslösung des Ther
mostaten.
6. Während der Wahl der freien oder gespeicherten Pro
gramme die Kürzel PL…P01…P09.
O - Display
Es zeigt Folgendes an:
1. Im unbelasteten Zustand den
voreingestellten Strom.
2. Im belasteten Zustand den Schweißstrom und seine
Stufen.
3. Beim WIG-Impulsschweißen im belasteten Zustand
abwechselnd die Ströme der verschiedenen Stu-
fen.
4. Alle Größen und Werte des Menüs der Nebenfunktionen.
AQ - WAHLTASTER
Zum Auswählen und Speichern der Programme.
Die Schweißmaschine kann neun Programme
(P01 bis P09) abspeichern, die mit diesem Taster abgeru-
fen werden können. Außerdem ist ein Arbeitsprogramm
PL verfügbar.
Wahl
Betätigt man diesen Taster kurz, zeigt das Display U die
Nummer des Programms an, das auf das Programm folgt,
mit dem gerade gearbeitet wird. Wenn dieses Programm
nicht gespeichert wurde, blinkt die Anzeige; andernfalls
ist die Anzeige permanent.
Speicherung (siehe Abs. 3.6)
Drückt man nach Wahl des Programms den Drucktaster
länger als 3 Sekunden, werden die Daten gespeichert.
Zur Bestätigung hört die Anzeige der Programmnummer
auf dem Display U auf zu blinken.
P - WAHLTASTER
Drückt man diesen Taster, leuchten nacheinander
die folgenden LEDs auf:
Achtung! Esleuchtennurdie dem gewählten Schweiß-
verfahren entsprechenden LEDs auf. Beispielsweise
leuchtet beim WIG-Konstantstromschweißen nicht die
LED Q für die Impulsfrequenz.
Die einzelnen LEDs zeigen den Parameter an, der mit
dem Regler AA innerhalb des Zeitraums, in dem die LED
leuchtet, eingestellt werden kann. 5 Sekunden nach der
letzten Änderung erlischt die betreffende LED. Es wird
der Hauptschweißstrom angezeigt und die zugehörige
LED T leuchtet auf.
WÄHLBARE LEDS BEI DEN SCHWEISSVERFAHREN
WIG DC (GLEICHSTROM) UND WIG AC (WECHSEL-
STROM):
AL - LED Gasvorlauf
Einstellbereich: 0,05 - 2,5 Sekunden.
Dauer des Gasaustritts vor Beginn der
Schweißung.
S - LED Slope up.
Dies ist das Zeitintervall, innerhalb
dessen der Strom vom Mindestwert

24
auf den eingestellten Schweißstromwert ansteigt. (0 - 10 s)
T - LED Hauptschweißstrom.
V - LED Zweite Schweißstromstufe
oder Grundstrom.
Dieser Strom ist stets ein Prozentsatz
des Hauptstroms.
AE - LED Impulsfrequenz (0,16-500
Hz).
W - LED Slope down.
Dies ist das Zeitintervall, innerhalb
dessen der Strom den Mindestwert
erreicht und der Lichtbogen gelöscht wird (0 - 10 s).
X - LED Gasnachlauf.
Zum Einstellen der Dauer des Gasaus-
tritts nach Abschluss des Schweißvor-
gangs. (0 - 30 s)
NUR BEI WAHL DES VERFAHRENS WIG AC (WECH-
SELSTROM) WÄHLBARE LEDS:
LED AO Start
Zum Einstellen des Levels für den „Hot-
Start“ zum Optimieren der Zündung mit den
verschiedenen Elektrodendurchmessern beim WIG-Wech-
selstromschweißen.WenndieseLEDaueuchtet,zeigtdas
Display O einen Zahlenwert an, der sich auf die Elektroden-
durchmesser bezieht. Der Benutzer kann mit dem Regler
AA den von ihm verwendeten Durchmesser einstellen, um
den Start zu optimieren. Einstellbereich: 0,5 bis 4,0.
LED Q Hz
Zum Einstellen der Frequenz des Wechsel-
stroms. Einstellbereich: 50 bis 150 Hz.
LED R Balanceregelung.
Zum Einstellen des Prozentsatzes der ne-
gativen Halbwelle PEn (Einbrandtiefe) mit
dem Regler AA; Einstellbereich 1 bis 10.
Zum Einstellen des Prozentsatzes der positiven Halbwel-
le CLn (Reinigungseffekt) mit dem Regler AA; Einstellbe-
reich 1 bis 10.
Empfohlene Einstellung: 0.
LED Y.
LED für die Anzeige des einwandfreien Be-
triebs der Vorrichtung zum Schutz gegen Stromschlag.
BC - 10-polige Steckvorrichtung
An diese Steckvorrichtung werden die in
Abschnitt 5 beschriebenen Fernregler an-
geschlossen.ZwischendenStiften3und6bendetsich
ein potentialfreier Kontakt für die Meldung der Zündung
des Lichtbogens (max. 0,5 A - 125 VAC / 0,3 A - 110 VDC
/ 1A - 30 VDC).
3.3. ALLGEMEINE HINWEISE
Vor Gebrauch dieser Schweißmaschine die Normen CEI
26-23 / IEC-TS 62081 aufmerksam lesen. Außerdem si-
cherstellen, dass die Isolierung der Leitungen, der Elek-
trodenspannzange, der Steckdosen und der Stecker
intakt ist und dass Querschnitt und Länge der Schweiß-
leitungen mit dem verwendeten Strom verträglich sind.
3.4. SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN
(MMA)
- Diese Schweißmaschine ist zum Schweißen mit allen
Typen von umhüllten Elektroden mit Ausnahme von Elek-
troden mit Zelluloseumhüllungen (AWS 6010) geeignet.
- Sicherstellen, dass sich der Schalter BE in Schaltstel-
lung0bendet.DanndieKabelunterBeachtungdervom
Elektrodenhersteller angegebenen Polung anschließen.
Außerdem die Klemme des Massekabels an das Werk-
stück so nahe wie möglich an der Schweißstelle anschlie-
ßen und sicherstellen, dass ein guter elektrischer Kontakt
gegeben ist.
- Niemals gleichzeitig den Brenner oder die Elektroden-
spannzange und die Masseklemme berühren.
- Die Maschine mit dem Schalter BE einschalten.
- Mit dem Taster AT das Schweißverfahren MMA wählen;
die LED AW leuchtet dann.
- Den Strom in Abhängigkeit vom Elektrodendurchmes-
ser, der Schweißposition und der auszuführenden Art von
Schweißverbindung einstellen.
- Nach Abschluss des Schweißvorgangs stets das Gerät
ausschalten und die Elektrode aus der Elektrodenspann-
zange nehmen.
3.5. WIG-SCHWEISSEN.
Mit dem Verfahren WIG AC
kann man Aluminium,
Alulegierungen, Messing und Magnesium schweißen; mit
dem Verfahren WIG DC
kann man hingegen rost-
freien Stahl, Eisen und Kupfer schweißen.
Den Steckverbinder des Massekabels an den Pluspol
(+) der Schweißmaschine und die Klemme an das Werk-
stück möglichst nahe bei der Schweißstelle anschließen;
sicherstellen, dass ein guter elektrischer Kontakt gege-
ben ist.
Den Hauptstromsteckverbinder des WIG-Brenners an
den Minuspol (-) der Schweißmaschine anschließen.
Den Steckverbinder der Steuerleitung des Schlauchpa-
kets an die Steckvorrichtung BC der Schweißmaschine
anschließen.
Den Anschluss des Gasschlauchs des Schlauchpakets
an den Anschluss BD der Maschine und den vom Druck-
minderer der Gasasche kommenden Gasschlauch an
den Gasanschluss BH anschließen.
3.5.1 Kühlaggregat (optional bei Art. 1341).
Bei Gebrauch eines wassergekühlten Brenners das Kühl-
aggregat verwenden.
Die Kühlschläuche des Schlauchpakets an die Anschlüs-
se des Kühlaggregats anschließen. Hierbei darauf ach-
ten, Druck- und Rückleitung nicht zu verwechseln.

25
3.5.1.1 Beschreibung der Schutzeinrichtungen.
- Schutzeinrichtung für die Überwachung des Kühl-
mitteldrucks.
Diese Schutzfunktion wird von einem Druckschalter
realisiert,dersichaufderKühlmitteldruckleitungben-
det und einen Mikroschalter steuert. Ein ungenügender
Druck wird durch das blinkende Kürzel H2O auf dem Dis-
play U signalisiert.
3.5.1.2 Inbetriebnahme.
Den Verschluss aufschrauben und den Behälter füllen
(das Gerät enthält bei Lieferung rund einen Liter Flüssig-
keit).
Es ist wichtig, regelmäßig durch das Langloch zu kon-
trollieren, dass der Flüssigkeitspegel an der MAX-Mar-
kierung ist.
Als Kühlüssigkeit (vorzugsweise deionisiertes) Wasser
mit Alkohol verwenden. Der Alkoholanteil ist in der nach-
stehenden Tabelle angegeben:
Temperatur Wasser/Alkohol
- 0°C bis -5°C 4l/1l
- 5°C bis -10°C 3,8l/1,2l
HINWEIS: Wenn die Pumpe trocken läuft, muss man die
Leitungen entlüften.
In diesem Fall die Stromquelle ausschalten, den Behälter
füllen, einen Schlauch an den Anschluss (
) anschlie-
ßen und das andere Ende des Schlauchs in den
Behälter eintauchen.
Den Steckverbinder des Druckschalters und das Netzka-
bel an die Steckdosen BR und BQ anschließen.
Die Stromquelle rund 10/15 Sekunden einschalten und
dann die Schläuche wieder anschließen.
Die Maschine einschalten.
Für die Wahl der Betriebsart des Kühlaggregats siehe
das Kapitel „MENÜ DIENSTFUNKTIONEN“.
3.5.2 Inbetriebnahme
Keinesfalls spannungführende Teile und die Ausgangs-
klemmen berühren, wenn das Gerät gespeist ist.
Beim ersten Einschalten der Maschine mit dem Taster E
das Verfahren wählen und mit der Taste P und dem Reg-
ler AA die Schweißparameter einstellen.
Achtung! Die Einstellungen für die LEDs AO = Start, Q =
Hz und R = Balanceregelung können nur beim Verfahren
TIG AC vorgenommen werden.
Der Schutzgasuss muss auf einen Wert (Liter/Minute)
eingestellt werden, der ungefähr dem Sechsfachen des
Elektrodendurchmessers entspricht.
Bei Verwendung von Zubehör wie Gaslinsen kann der
Gasvolumenstrom auf ungefähr das Dreifache des Elek-
trodendurchmessers gesenkt werden. Der Durchmesser
der Keramikdüse muss dem Vier- bis Sechsfachen des
Elektrodendurchmessers entsprechen.
• Nach Abschluss der Schweißung das Gerät aus-
schalten und das Ventil der Gasasche schließen.
3.5.3 Vorbereitung der Elektrode.
Die Vorbereitung der Elektrodenspitze erfordert besonde-
re Aufmerksamkeit. Die Elektrode leicht anschleifen, so
dass sie vertikale Riefen aufweist (siehe Abb. 3).
ACHTUNG: UMHERFLIEGENDE GLÜHENDE METALL-
PARTIKEL können zu Verletzungen führen, Brände ver-
ursachen und Ausrüstungen beschädigen. Eine VER-
UNREINIGUNG DES WOLFRAMS kann die Güte der
Schweißung mindern.
• Die Wolframelektrode ausschließlich mit einer Schleif-
maschine mit geeigneter Schutzhaube formen.
Hierbei Schutzausrüstung für das Gesicht, die Hände
und den Körper tragen.
• Die Wolframelektroden mit einem harten Schleifkörper
mit feiner Körnung anschleifen, der nur zum Formen von
Wolfram verwendet wird.
• Die Wolframelektrodenspitze auf einer Länge, die dem
1,5- bis 2fachen des Elektrodendurchmessers entspricht,
konisch anschleifen (Abb. 3).
1,5 2 d
÷
d
Fig. 3
3.6. SPEICHERN
Die Programme werden durch kurzes bzw. langes
Drücken des Tasters AQ aufgerufen und gespeichert:
Kurzes Drücken zum Aufrufen und langes Drücken
zum Speichern.
Programme (Speicher), die auf dem Display U blin-
kend angezeigt werden, sind frei; wenn die Anzeige
nicht blinkt, enthalten die Programme schon Daten.
3.6.1. Speichern der Daten von Programm PL
Bei erstmaliger Verwendung der Maschine
Die Arbeitsprogramme und Speicher (P01… usw.) wer-
den stets auf dem Display U angezeigt und durch kurzes
Drücken des Tasters AQ gewählt.
Nach Festlegung des zu speichernden Parametersat-
zes kurz den Taster AQ drücken. Auf dem Display U
erscheint dann das blinkende Kürzel P01 und auf dem
Display O erscheinen drei Bindestriche (---). Den Taster
AQ länger als 3 Sekunden drücken. Das Kürzel P01 hört
dann auf zu blinken und ein akustisches Signal bestätigt
den Speichervorgang.
Zum Wählen eines anderen Programms den Taster AQ
drücken, bis auf dem Display U die Nummer des ge-
wünschten Programms erscheint.
3.6.2. Speichern in einem freien Programm
Zum Ändern und Speichern eines gewählten Programms
verfährt man wie folgt:
Den Taster AQ kurz drücken und die gewünschte Pro-
grammnummer wählen.
Die freien Programme erkennt man daran, dass ihr
Kürzel blinkt.

26
Mit dem Taster AT das Schweißverfahren und mit dem
Taster E die Betriebsart wählen.
Mit dem Regler AA den Schweißstrom einstellen.
Wenn das WIG-Verfahren gewählt wurde, die LED X
(Gasnachlauf) mit Taster P einschalten und mit dem Reg-
ler AA den gewünschten Wert einstellen.
Wenn nach diesen zum Speichern erforderlichen Ein-
stellungen die Slope-Zeiten oder anderes eingestellt
werden sollen, wie im entsprechenden Abschnitt be-
schrieben verfahren.
Zum Speichern in dem zuvor gewählten Programm den
Taster AQ länger als 3 Sekunden gedrückt halten, bis die
Nummer des Programms zu blinken aufhört.
3.6.3 Speichern ausgehend von einem schon gespei-
cherten Programm.
Ausgehend von einem schon gespeicherten Pro-
gramm kann der Benutzer die Daten im Speicher
ändern, um das Programm zu aktualisieren oder um
neue Parameterwerte festzulegen, die in einem an-
deren Programm gespeichert werden sollen.
3.6.3.1 Aktualisieren
Nach Einschaltung der Maschine die zu ändernden Para-
meterwählenundmodizieren.
Während dem Ändern beginnt das Kürzel des gewähl-
ten Programms zu blinken. Den Taster AQ länger als 3
Sekunden drücken. Auf dem Display O erscheint dann
das Kürzel Sto. Den Taster AQ länger als 3 Sekunden
drücken. Das Kürzel des Programms hört dann auf zu
blinken und ein akustisches Signal bestätigt den Spei-
chervorgang.
3.6.3.2 Speichern in einem neuen Programm.
Nach Einschaltung der Maschine die zu ändernden Para-
meterwählenundmodizieren.
Den Taster AQ kurz drücken, bis das gewünschte Pro-
gramm angezeigt wird.
Den Taster AQ länger als 3 Sekunden gedrückt halten,
bis die Ausführung des Speichervorgangs bestätigt wird
(das Kürzel des Programms blinkt nicht mehr, sondern
wird ständig angezeigt).
3.6.4 Löschen eines gespeicherten Programms.
Das zu löschende Programm (Speicher) wählen. Den Ta-
ster AQ länger als 3 Sekunden drücken; auf dem Display
O erscheint dann das Kürzel Sto. Den Regler AA drehen,
bis das Kürzel dEL erscheint. Den Taster AQ länger als 3
Sekunden drücken; das Kürzel beginnt dann zu blinken.
4 MENÜ DER DIENSTFUNKTIONEN
Zum Aufrufen dieses Untermenüs den Taster P gedrückt
halten und kurz den Taster AQ drücken.
Zum Verlassen des Menüs den oben beschriebenen Vor-
gang wiederholen.
Die verschiedenen Dienstfunktionen wählt man durch
kurzes Drücken des Tasters AQ.
Die mit dem Taster AQ gewählten Funktionen kann man
mit dem Regler AA ändern.
Nur bei Verwendung des Verfahrens WIG sichtbare
Funktionen.
4.1. STEUERUNG DES KÜHLAGGREGATS
Das Display U zeigt das Kürzel H20 an und das Display O
das Kürzel OFF (Fabrikeinstellung).
Mit dem Regler AA die Funktionsweise wählen:
- OFF = ausgeschaltet.
- ON C = immer eingeschaltet.
- ON A = automatische Einschaltung.
Beim automatischen Betrieb wird das Kühlaggregat beim
Einschalten der Maschine für 30 Sekunden eingeschaltet
und dann wieder ausgeschaltet.
Die Kühlung wird bei Betätigung des Brennertasters ein-
geschaltet und 3 Minuten nach Lösen des Brennertasters
wieder ausgeschaltet. Wenn der Kühlmitteldruck unge-
nügend ist, gibt die Stromquelle keinen Strom ab und auf
dem Display U erscheint die blinkende Anzeige H2O.
4.2 SP PUNKTSCHWEISSEN UND INTERVALL
SCHWEISSEN.
Diese Funktion wird beim Schweißen im 2-Takt-Betrieb
(LED G) oder im 4-Takt-Betrieb (LED H) aktiviert, wenn
die Hochfrequenz-Zündung (LED L) gewählt wird.
Mit dem Taster AQ das Kürzel SP (spot) auf dem Display
U wählen. Auf dem Display O erscheint das Kürzel OFF.
Mit dem Regler AA auf ON einstellen, um die Funktion
zu aktivieren. Den Taster AQ kurz drücken, um das Kürzel
tSP zu wählen.
4.2.1 tSP (Punktschweißzeit)
Auf dem Display U erscheint das Kürzel tSP; das Display
O zeigt eine Zeit von 1 Sekunde an. Mit dem Regler AA
kann man die gewünschte Zeit im Bereich von 0,1 bis 25
Sekunden einstellen.
Zum Einstellen des Intervall-Betriebs (Schweißen mit
automatischer Pausenzeit) den Taster AQ kurz drücken
und das Kürzel „tin“ wählen.
4.2.2 tin (Pausenzeit)
Das Display O zeigt das Kürzel OFF an.
Mit dem Regler AA die Pausenzeit einstellen (Einstellbe-
reich: 0,1 bis 25 s).
4.3 PDU - EINSCHALTDAUER IMPULSBETRIEB (nur
beim Impulsschweißen aktiviert).
Dies ist die Dauer des gewählten höchsten Stroms beim
Impulsschweißen.
Sie wird als Prozentwert der von der Frequenz vorgege-
benen Periode angegeben (Fabrikeinstellung 50%).
Einstellbereich: 10% bis 90%.
4.4 SC (ANFANGSSTROM).
Bei allen WIG-Verfahren immer aktiviert.
Höhe des Anfangsstrom, mit dem der Schweißprozess
beginnt.
Diese Funktion ndet besonders Anwendung beim
Wechselstromschweißen mit dicken Elektroden und An-
stiegsrampe (Slope up).
Sie regelt den Mindestpegel des Fußreglers Art. 193.
Fabrikeinstellung: 25%.

27
Einstellbereich:
Minimum 1%
Maximum 100%
4.5 CRA (ABSCHLIESSENDES KRATERFÜLLEN).
Mit dem Taster AQ das Kürzel CrA auf dem Display U
wählen. Auf dem Display O erscheint das Kürzel OFF. Mit
dem Regler AA auf ON einstellen, um die Funktion zu
aktivieren.
Den Taster AQ kurz drücken, um das Kürzel CrC zu wäh-
len.
4.5.1 CrC (Kraterfüllstrom)
Dieser Strom ist ein Prozentanteil des Schweißstroms
und der Endstrom des Schweißprozesses.
Fabrikeinstellung: 50%
Einstellbereich:
Minimum 10%
Maximum 100%
4.5.2 tCr (Kraterfüllzeit)
Dauer der Aufrechterhaltung des Kraterfüllstroms.
Fabrikeinstellung: 0,5 s.
Einstellbereich:
Minimum 0,0 s
Maximum 30 s
Nur bei Verwendung des Verfahrens MMA sichtbare
Funktionen.
4.6 HS (PROZENTSATZ DES HOT-START-STROMS)
Dies ist ein Überstrom, der den Schweißstart optimiert.
Fabrikeinstellung: 50%
Einstellbereich:
Minimum 0%
Maximum 100%
4.7 THS (DAUER DES HOT-START-STROMS)
Fabrikeinstellung: 0,15 s.
Einstellbereich:
Minimum 0 s
Maximum 0,5 s
4.8 AF (PROZENTSATZ DES ARC-FORCE-STROMS)
Dieser Strom regelt den Werkstoffübergang.
Fabrikeinstellung: 30%
Einstellbereich:
Minimum 0%
Maximum 100%
5 FERNREGLER UND ZUBEHÖR
Zum Regeln des Schweißstroms können an diese
Schweißmaschine folgende Fernregler angeschlossen
werden:
Art. 193 Fußregler (für das WIG-Schweißen)
Art. 1260 Brenner BINZEL “ABITIG 200” (200A-35%) m 4
Art. 1262 Brenner BINZEL “ABITIG 200” Up/Down
(200A – 35%) – m 4
Art. 1256 Wassergekühlter Brenner BINZEL “ABITIG
450 W” (450A) – m 4
Art. 1258 Wassergekühlter Brenner BINZEL “ABITIG
450 W Up/Down” (450A) – m 4
Art. 1656 Transportwagen für Stromquelle.
Art. 1281.03 Zubehör für das Elektrodenschweißen
Art. 1341 Kühlaggregat
Art. 1192 Art. 187 (für das MMA-Schweißen)
Art. 1180 Steckdose für den gleichzeitigen Anschluss
des Brenners und des Fußreglers.
Mit diesem Zubehör kann Art. 193 bei allen
WIG-Schweißverfahren verwendet werden.
Die Stellteile, die ein Potentiometer einschließen, re-
geln den Schweißstrom vom Minimum bis zum maxi-
malen, mit Regler AA eingestellten Strom.
Die Stellteile mit UP/DOWN-Steuerung regeln den
Schweißstrom vom Minimum bis zum Maximum.
6 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann in
Einklang mit der Norm CEI 26-29 (IEC 60974-4) ausge-
führt werden.
6.1 WARTUNG DER STROMQUELLE
Für Wartungseingriff innerhalb des Geräts sicherstellen,
dass sich der Schalter BEinderSchaltstellung“O”ben-
det und dass das Netzkabel vom Stromnetz getrennt ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
6.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die Ver-
drahtung wieder so anzuordnen, dass eine sichere Iso-
lierung zwischen Primär- und Sekundärseite des Geräts
gewährleistet ist. Sicherstellen, dass die Drähte nicht mit
beweglichen Teilen oder mit Teilen, die sich während des
Betriebs erwärmen, in Berührung kommen können. Alle
Kabelbinder wieder wie beim Originalgerät anbringen,
damit es nicht zu einem Schluss zwischen Primär- und
Sekundärkreis kommen kann, wenn sich ein Leiter löst
oder bricht.
Außerdem die Schrauben mit den gezahnten Unterleg-
scheiben wieder wie beim Originalgerät anbringen.

28
MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PEN-
DANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN EN-
DROIT CONNU PAR LES DIFFÉRENTES PERSONNES
INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILI-
SÉE QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC
PEUVENT ÊTRE NUISIBLES À VOUS ET AUX
AUTRES. L’utilisateur doit pourtant connaître les risques,
résumés ci-dessous, liés aux opérations de soudure.
Pour des informations plus détaillées, demander le
manuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des
bruits supérieurs à 80 dB. Le procédé de décou-
page au plasma/soudure peut produire des
niveaux de bruit supérieurs à cette limite; les utilisateurs
devront donc mette en oeuvre les précautions prévues
par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dan-
gereux.
· Le courant électrique traversant n’importe
quel conducteur produit des champs
électromagnétiques (EMF). Le courant de
soudure ou de découpe produisent des
champs électromagnétiques autour des
câbles ou des générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des
stimulateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (sti-
mulateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de sou-
dure ou de découpe peut produire des effets inconnus
sur la santé.
Pour reduire les risques provoqués par l’exposition aux
champs électromagnétiques chaque opérateur doit
suivre les procédures suivantes:
- Vérierquelecâbledemasseetdelapinceporte-
électrode ou de la torche restent disposés côte
àcôte.Sipossible,ilfautlesxerensembleavecdu
ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble
de la pince porte-électrode ou de la torche. Si le
câble de masse se trouve à droite de l’opérateur,
le câble de la pince porte-électrode ou de la torche
doit être égale ment à droite.
- Connecter le câble de masse à la pièce à usiner
aussi proche que possible de la zone de soudure
ou de découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous
pression ou en présence de poussières, gaz ou
vapeurs explosifs. Manier avec soin les bou-
teilles et les détendeurs de pression utilisés dans les
opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indi-
cations contenues dans la norme harmonisée IEC
60974-10(Cl. A) et ne doit être utilisée que pour des buts
professionnels dans un milieu industriel. En fait, il peut y
avoirdesdifcultéspotentiellesdansl’assurancedela
compatibilité électromagnétique dans un milieu différent
de celui industriel.
ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements
électriques et électroniques avec les ordures
ménagères!ConformémentàlaDirectiveEuropéenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buezàlaprotectiondel’environnementetdelasanté!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numé-
rotées de la plaquette.
B. Lesgaletsentraînementlpeuventblesserles
mains.
C.Leldesoudureetlegroupeentraînementlsont
sous tension pendant le soudage. Ne pas approcher
les mains ni des objets métalliques.
1. Les décharges électriques provoquées par l’élec-
trode le câble peuvent être mortelles. Se protéger de
manière adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants
humides ou endommagés.
1.2 S’assurer d’être isolés de la pièce à souder et du sol
1.3Débrancherlacheducordond’alimentationavant
de travailler sur la machine.
2. L’inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l’écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de
déchargement des locaux pour éliminer toute exha-
laison.
2.3 Utiliser un ventilateur d’aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent
causer des explosions ou des incendies.

29
3.1Tenirlesmatièresinammablesàl’écartdelazone
de soudure.
3.2 Les étincelles provoquées par la soudure peuvent
causer des incendies. Maintenir un extincteur à
proximité et faire en sorte qu’une personne soit tou-
jours prête à l’utiliser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler
la peau.
4.1 Porter un casque et des lunettes de sécurité. Utiliser
des dispositifs de protection adéquats pour les
oreilles et des blouses avec col boutonné. Utiliser
desmasquesetcasquesdesoudeuravecltresde
degré approprié. Porter des équipements de protec-
tion complets pour le corps.
5. Lire la notice d’instruction avant d’utiliser la machine
ou avant d’effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d’avertisse-
ment
2 DESCRIPTIONS GÉNÉRALES
2.1 SPÉCIFICATIONS
Ce poste à souder est un générateur en courant continu
constant obtenu par technologie INVERTER conçu pour
souder les électrodes enrobées (exception faite pour le
type cellulosique) et avec procédé TIG avec allumage à
contact et haute fréquence.
Ne pas l’utiliser pour dégeler des tuyaux.
2.2 EXPLICATION DES DONNÉES TECHNIQUES
INSCRITES SUR LA PLAQUETTE DE LA
MACHINE.
Le poste à souder est construit selon ces normes:
IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 /
61000-3-11 (voir remarque 2).
N°. Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
f1
f2
Convertisseur statique de fréquence monopha-
sé transformateur - redresseur.
Caractéristique descendante.
SMAW. Indiqué pour la soudure avec électrodes revê-
tues.
TIG Indiqué pour soudure TIG
U0. Tension à vide secondaire
X. Facteur de marche en pour cent. % de 10 mi-
nutes pendant lesquelles le poste à souder
peut opérer à un certain courant sans causer
des surchauffes.
I2. Courant de soudure
U2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation.
La machine est pourvue de sélection automa-
tique de la tension d’alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz
I1 max. C’est la valeur maximale du courant absorbé.
I1 eff. C’est la valeur maximale du courant effectif ab-
sorbé en considérant le facteur de marche.
IP23S Degré de protection estimée pour le logement.
Degré3entantquedeuxièmechiffresignie
que cet appareil peut être entreposé, mais il
ne peut pas être utilisé à l’extérieur en cas de
précipitations à moins qu’il n’en soit protégé.
S
Indiqué pour opérer dans des milieux avec
risque accru.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC
60664).
2- Cet équipement est conforme à la norme IEC 61000-
3-11 à condition que l’impédance admissible maxi-
mum Zmax de l’installation, mesurée dans le point
de raccordement entre l’installation de l’utilisateur et
le réseau de transport électrique, soit inférieure ou
égale à 0,294. C’est l’installateur ou l’utilisateur de
l’équipement qui a la responsabilité de garantir, en
contactant éventuellement le gestionnaire du réseau
de transport électrique, que l’équipement est branché
à une source d’alimentation dont l’impédance admis-
sible maximum Zmax est inférieure ou égale à 0,294.
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par une sonde de tempé-
rature empêchant le fonctionnement de la machine au
dépassement des températures admises. L’intervention
du thermostat est signalée par l’allumage du sigle «OPn»
surl’afcheur« U » placé sur le tableau de contrôle.

30
2.3.2 - Protection de blocage
Ce poste à souder est équipé de plusieurs protections
qui bloquent la machine pour éviter tout risque de dom-
mages. L’intervention de chaque protection est signalée
par l’allumage du sigle «Err»surl’afcheurU et par un
numérovisualisésurl’afcheurO.
Si un niveau bas d’eau est signalé pour le groupe de
refroidissement, le sigle H2O clignotant sera visua-
lisé sur l’afcheur U.
3 MISE EN SERVICE
Assurez-vous que l’alimentation du voltage corresponde
bien à la valeur indiquée sur la plaquette des données
techniques du poste à souder.
Brancherunechedecapacitésufsantesurlecordon
d’alimentation en s’assurant que le conducteur vert/jaune
est relié à la borne de terre.
La capacité de l’interrupteur magnétothermique ou des
fusibles, en série à l’alimentation, doit être égale au cou-
rant I1 absorbé par la machine.
3.1. MISE EN ŒUVRE
L’installation de cette machine doit être faite par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le
plein respect de la loi sur la prévention des accidents
(CEI 26-23 / IEC-TS 62081)
3.2 DESCRIPTION DE LA MACHINE (FIG. 1)
BA) Borne de sortie négative (-).
BB) Borne de sortie positive (+).
BC) Connecteur pour le bouton de la torche TIG.
Brancherleslsduboutondelatorchesurles
broches 1 et 9.
BD) Raccord (1/4 gaz).
Pour connecter le tuyau gaz de la torche TIG.
BE) Interrupteur général.
BG) Cordon d’alimentation.
BH) Raccord alimentation gaz.
BO) Connecteur type DB9 (RS 232).
À utiliser pour mettre au jour les programmes des
microprocesseurs.
BQ) Prise câble de secteur.
BR) Prise pressostat.
3.3 DESCRIPTION DU PANNEAU (Fig.1).
Touche de procédé AT.
La sélection est signalée par l’allumage de l’un
des voyants AX, AV ou bien AW.
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

31
Voyant AX Voyant AV Voyant AW
Touche de mode E.
La sélection est signalée par l’allumage d’un des
voyants F, G, H, I, L, M, N, ou bien PP.
En mode TIG, les voyants allumés seront toujours
deux, un indiquant le mode d’allumage HF ou à contact
et l’autre indiquant le mode continu ou pulsé avec com-
mande 2 ou 4 temps. À chaque pression de cette touche,
le voyant de la sélection correspondante s’allume. L’allu-
mage des voyants correspondant aux symboles visua-
lisent votre choix :
F – VOYANT. Soudure TIG avec allumage
de l’arc sans haute fréquence.
Pour amorcer l’arc, appuyer sur le bouton de la torche, tou-
cher avec l’électrode de tungstène la pièce à souder et la
soulever. Le mouvement doit être ferme et rapide (0,3 sec.).
L - VOYANT. Soudure TIG avec allumage
de l’arc haute fréquence.
Pour amorcer l’arc, appuyer sur le bouton de la torche,
une étincelle pilote haute tension/fréquence amorcera
l’arc.
G - VOYANT. Soudure TIG-continue-2
temps (manuelle).
Le bouton étant appuyé, le courant commence à aug-
menter pendant un temps correspondant au «slope up»,
réglé au préalable, jusqu’à revenir à atteindre la valeur
enregistrée avec le bouton AA. Au relâchement du bou-
ton, le courant commence à diminuer pendant un temps
correspondant au «slope down», réglé au préalable,
jusqu’à revenir à zéro.
Dans cette position, il est possible de relier l’accessoire
commande à pédale ART. 193.
H - VOYANT. Soudure TIG-continue-4
temps (automatique).
Ce programme diffère du précédent car tant l’allumage
que l’arrêt sont commandés en appuyant et relâchant le
bouton de la torche.
4 Temps spécial (Automatique).
Cette fonction peut être utilisée avec :
- double niveau de courant 4 temps
- pulsé 4 temps
- pulsé double niveau de courant 4 temps
Il permet de conserver le courant de cratère (CrC) à la
ndelasoudurejusqu’àquandleboutontorchereste
appuyé.
Pour réaliser ce 4 temps il faut que la fonction remplis-
sage ducratèrenal(CrA) soit ON et que le temps du
courant de cratère (tCr) soit 0,0.
La soudure commence en appuyant et relâchant immé-
diatement le bouton torche.
Le courant de démarrage est le courant réglé par le para-
mètre SC, la rampe de montée suit, et on obtient le cou-
rant de soudure.
Pour terminer la soudure, l’opérateur appuie et maintient
appuyé le bouton torche,
la machine effectue la rampe de descente (slope down)
pour atteindre le courant de cratère (CrC), qui restera
actif jusqu’au relâchement du bouton de la torche, voir
g.(2).
Fig. 2
I-VOYANT. Soudure TIG-continue avec
double niveau de courant- 4 temps (auto-
matique).
Avant d’amorcer l’arc, enregistrer les deux niveaux de
courant :
Premier niveau : appuyer sur la touche P jusqu’à faire
allumer le voyant T et régler ensuite la valeur du courant
principal à l’aide du bouton AA.
Deuxième niveau : appuyer sur la touche P jusqu’à faire
allumer le voyant V et régler ensuite la valeur du courant
à l’aide du bouton AA.
Après l’allumage de l’arc, le courant commence à aug-
menter pendant un temps correspondant au «slope up»,
(voyant Sallumé), réglé au préalable, jusqu’à atteindre la
valeur enregistrée avec le bouton AA. Le voyant T s’al-
lumeetl’afcheurO le visualise.
Si pendant la soudure il faut réduire le courant sans arrê-
ter l’arc (par exemple pour changer de métal d’apport, de
position de travail, pour passer d’une position horizontale
à une verticale, etc…), appuyer sur le bouton de la torche
et le relâcher immédiatement ; le courant se porte à la
deuxième valeur sélectionnée, le voyant V s’allume et le
voyant T s’éteint.
Pour revenir au courant principal précédent, répéter
l’action de pression et de relâchement du bouton de la
torche ; le voyant T s’allume alors que le voyant V s’éteint.
Pour arrêter la soudure dans un moment quelconque,
appuyer sur le bouton de la torche pendant un temps
supérieur à 0,7 secondes et le relâcher ; le courant
commence à descendre jusqu’à la valeur zéro pendant
le temps de «slope down» réglé au préalable (voyant W
allumé).
En appuyant sur le bouton de la torche et en le relâchant
immédiatement pendant la phase de «slope down» on
revient au courant le plus bas parmi les valeurs enregis-
trées.
N.B. L’expression «APPUYER ET RELÂCHER IMMEDIA-
TEMENT» se réfère à un temps maximum de 0,5 sec.
M - VOYANT. Soudure TIG-pulsée-2 temps
(manuelle).
Le bouton étant appuyé, le courant commence à aug-
menter pendant un temps correspondant au «slope up»,

32
réglé au préalable, jusqu’à revenir à atteindre la valeur
enregistrée avec le bouton AA. Au relâchement du bou-
ton, le courant commence à diminuer pendant un temps
correspondant au «slope down», réglé au préalable,
jusqu’à revenir à zéro.
Dans cette position, il est possible de relier l’accessoire
commande à pédale ART. 193.
N - VOYANT. Soudure TIG-pulsée-4 temps
(automatique).
Ce programme diffère du précédent car tant l’allumage
que l’arrêt sont commandés en appuyant et relâchant le
bouton de la torche
PP - VOYANT. Soudure TIG-pulsée avec
double niveau de courant- 4 temps (auto-
matique).
Le système du mode de soudure est le même que celui
décrit pour le voyant I. Après avoir réglé les courants de
crête à la base du premier niveau, le rapport entre les
deux sera maintenu également dans le deuxième niveau.
AA - BOUTON
Règle le courant de soudure de 10-180A en
MMA et de 5-220A en TIG.
En outre, avec la touche P il est possible de :
- régler le deuxième niveau de courant V
- régler le «slope up» S
- régler le «slope down» W
- régler la fréquence de pulsation AE
- régler le post-gaz X
- régler la fréquence du courant alternatif en soudure AC Q
- régler l’équilibre de l’onde en soudure ACR
U - Afcheur
Visualise :
1. En MMA, la tension à vide ; pen-
dant la soudure, la tension en charge.
2. En TIG continu, sans appuyer sur le bouton torche,
le sigle PL (programme libre) .
En TIG continu, en appuyant sur le bouton torche,
mais sans souder, la tension à vide.
En TIG continu, en appuyant sur le bouton torche,
mais pendant le soudage, la tension en charge.
3. Afchagedesvaleursnumériquesdetoutesles
grandeurs, exception faite pour les courants, sélec-
tionnées à l’aide du bouton P .
4. Afchagedetouslessiglesdumenu fonctions de
service.
5. Le sigle «OPn clignotant lors de l’intervention du
thermostat.
6. Pendant la sélection des programmes libres ou
mémorisés, les sigles PL …P01…P09.
O - Afcheur
Visualise :
1. Dans des conditions de vide, le
courant préétabli.
2. Dans de conditions de charge, le courant de soudure
et ses niveaux.
3. En TIG pulsé, en charge, l’alternance des courants
dans les relatifs niveaux.
4. Afchagedetouteslesgrandeursetlesvaleursdu
menu des deuxièmes fonctions.
AQ - SÉLECTEUR
Sélectionne et mémorise les programmes.
Le poste à souder a la possibilité de mémoriser
neuf programmes de soudure P01…..P09 et de les rap-
peler au moyen de ce bouton. Un programme de travail
PL est également disponible.
Sélection
En appuyant brièvement sur ce bouton, l’afcheur U
visualise le numéro du programme successif à celui en
cours d’exécution. Si aucun programme n’a été mémo-
risé,l’inscriptionseraclignotante,autrementseraxe.
Mémorisation (voir par.3.6)
Après avoir sélectionné le programme, en appuyant sur
le bouton pendant un temps supérieur à 3 secondes, les
données sont mémorisées.
Pour conrmer cette mémorisation, le numéro du pro-
grammevisualisésurl’afcheur U cessera de clignoter.
P – SÉLECTEUR
En appuyant sur ce bouton, les voyants suivants
s’allument en succession :
Attention : seulement les voyants se référant au mode de
soudure choisi s’allumeront ; par exemple, en soudure
TIG continu, le voyant Q ne s’allumera pas car il repré-
sente la fréquence de pulsation.
Chaque voyant indique le paramètre pouvant être réglé
au moyen du bouton AA pendant le temps d’allumage
du même voyant. 5 secondes après la dernière variation,
le voyant concerné s’éteint ; le courant de soudure prin-
cipal est indiqué et le correspondant voyant T s’allume.
VOYANTS SELECTIONNABLES EN SOUDURE TIG
DC (COURANT CONTINU) ET EN SOUDURE TIG AC
(COURANT ALTERNATIF) :
AL – Voyant Pré-gaz.
Plage de réglage 0,05-2,5 secondes.
Temps de sortie du gaz avant le début
de la soudure.
S - Voyant Slope up.
C’est le temps pendant lequel le cou-
rant atteint, en partant de la valeur
minimale, la valeur de courant programmée. (0-10 sec.)
T – Voyant courant de soudure
principal.
V – Voyant deuxième niveau de
courant de soudure ou de base.
Ce courant est toujours un pourcen-
tage du courant principal.
AE – Voyant fréquence de pulsation
(0,16-500 Hz).

33
W - Voyant Slope down.
C’est le temps pendant lequel le cou-
rant atteint la valeur minimale et l’arc
s’arrête. (0-10 sec.)
X - Voyant Post-gaz.
Règleletempsdesortiedugazàlan
de la soudure. (0-30 sec.)
VOYANTS SELECTIONNABLES UNIQUEMENT EN
SOUDURE TIG AC (COURANT ALTERNATIF) :
Voyant AO Start
Règleleniveaude«hot-start»and’optimi-
ser les allumages en TIG AC pour chaque
diamètre d’électrode. Lors de l’allumage de ce voyant,
l’afcheurOafcheraunevaleurnumériqueseréférant
aux diamètres d’électrode ; l’opérateur peut, au moyen
du bouton AA, indiquer le diamètre employé et obtenir
immédiatement un bon démarrage. Plage de réglage de
0,5 à 4,0.
Voyant Q Hz
Règle la fréquence du courant alternatif.
Plage de réglage 50 ÷ 150 Hz.
Voyant R Réglage de l’équilibre de
l’onde.
Règle le pourcentage de la demi-onde né-
gative Pen (pénétration) à l’aide du bouton AA, la valeur
pouvant varier de 1 à 10.
Règle le pourcentage de la demi-onde positive CLn (net-
toyage) à l’aide du bouton AA, la valeur pouvant varier de
1 à 10.
La valeur enregistrée et conseillée est 0.
Voyant Y
Voyant indiquant le correct fonctionne-
ment du dispositif qui réduit le risque de décharges élec-
triques.
BC – Connecteur 10 pôles
Pour le branchement des commandes à
distance décrites au paragraphe 5.
Entre les broches 3 et 6 il y a un contact propre qui si-
gnale l’allumage de l’arc (Maxi 0,5 A - 125 VAC / 0,3 A -
110 VDC / 1A - 30 VDC).
3.3. NOTES GÉNÉRALES
Avant d’utiliser ce poste à souder, lire attentivement les
normesCEI26-23/IEC-TS62081etvérierégalement
l’intégrité de l’isolation des câbles, des pinces porte-
électrodes,desprisesetdeschesetquelasectionetla
longueur des câbles de soudure sont compatibles avec
le courant utilisé.
3.4. SOUDURE AVEC ÉLECTRODES ENROBÉES (MMA)
- Ce poste à souder est indiqué pour la soudure de tout
type d’électrode enrobée, exception faite pour le type
cellulosique (AWS 6010).
- S’assurer que l’interrupteur BE est en position 0 et en-
suite relier les câbles de soudure tout en respectant la
polarité demandée par le fabricant des électrodes em-
ployées et brancher la borne du câble de masse sur la
pièce aussi proche que possible de la soudure en s’assu-
rant qu’il y a un bon contact électrique.
- Ne pas toucher la torche ou la pince porte-électrode et
la borne de masse en même temps.
- Mettre la machine en marche à l’aide de l’interrupteur
BE.
- Sélectionner, au moyen du bouton AT, le procédé
MMA, voyant AW allumé.
- Régler le courant selon le diamètre de l’électrode, la
position de soudure et le type de joint à exécuter.
- Le soudage étant terminé, arrêter toujours la machine et
enlever l’électrode de la pince porte-électrode.
3.5. SOUDURE TIG
En sélectionnant le procédé TIG AC
il est pos-
sible de souder l’aluminium, les alliages d’aluminium, le
laiton et le magnésium alors qu’en sélectionnant TIG DC
il est possible de souder l’acier inoxydable, le fer
et le cuivre. Brancher le connecteur du câble de masse
sur le pôle plus (+) du poste à souder et la borne sur la
pièce aussi proche que possible de la soudure en s’assu-
rant qu’il y a un bon contact électrique.
Brancher le connecteur de puissance de la torche TIG
sur le pôle moins (-) du poste à souder.
Brancher le connecteur de commande de la torche sur le
connecteur BC du poste à souder.
Brancher le raccord du tuyau gaz de la torche sur le rac-
cord BD de la machine et le tuyau gaz sortant du déten-
deur de pression de la bouteille sur le raccord gaz BH.
3.5.1 Groupe de refroidissement (optionnel pour l’Art.
1341).
Lorsqu’on emploie une torche refroidie par eau, utiliser le
groupe de refroidissement.
Insérer les tuyaux de refroidissement de la torche dans
les raccords du groupe de refroidissement en veillant à
respecter l’entrée et la sortie.
3.5.1.1 Description des protections.
- Protection pression liquide de refroidissement.
Cette protection est réalisée au moyen d’un pressostat,
inséré dans le circuit de refoulement du liquide, qui com-
mandeunmicro-interrupteur.Lapressioninsufsanteest
signaléeparlesigleH2Oclignotantsurl’afcheurU.
3.5.1.2 Mise en œuvre.
Desserrer le bouchon et remplir le réservoir (la machine
est fournie avec un litre environ de liquide).
Il est important de contrôler périodiquement, à travers la
fente, que le liquide est maintenu au niveau «maxi».
Comme liquide de refroidissement utiliser de l’eau (de
préférence de type dé-ionisé) mélangée avec alcool dans
unpourcentagedéniselonletableausuivant:
température eau/alcool
de 0°C à -5°C 4l/1l

34
de -5°C à -10°C 3,8l/1,2l
NB Si la pompe tourne sans liquide de refroidissement, il
faut enlever l’air des tuyaux.
Pour ce faire, arrêter le générateur, remplir le réservoir,
brancher un tuyau sur le raccord (
) et insérer l’autre
extrémité du tuyau dans le réservoir.
Insérer le connecteur du pressostat et le câble de secteur
dans les prises BR et BQ
Mettre en marche le générateur pendant 10/15 secondes
environ et ensuite relier les tuyaux de nouveau.
Mettre en marche la machine.
Pour sélectionner le mode de fonctionnement du groupe
de refroidissement, voir le chapitre « MENU FONCTIONS
DE SERVICE».
3.5.2 Mise en œuvre
Ne pas toucher les pièces sous tension et les bornes de
sortie lorsque la machine est alimentée.
À la première mise en marche de la machine, sélection-
ner le mode au moyen du bouton E et les paramètres de
soudure à l’aide de la touche P et du bouton AA.
Attention ! Les réglages pour les voyants AO = start, Q
= Hz, R = équilibre de l’onde ne peuvent être sélection-
nés qu’en TIG AC.
Le débit de gaz inerte doit être réglé à une valeur (expri-
mée en litres par minute) d’environ 6 fois le diamètre de
l’électrode. Lorsqu’on utilise des accessoires tels que le
Gas-lens, le débit de gaz peut être réduit à environ 3 fois
le diamètre de l’électrode. La buse céramique doit avoir
un diamètre de 4 à 6 fois le diamètre de l’électrode.
• Le soudage étant terminé, se rappeler toujours
d’arrêter la machine et de fermer la soupape de la
bouteille du gaz.
3.5.3 Préparation de l’électrode.
Une attention particulière doit être prêtée à la prépara-
tion de la pointe de l’électrode. La meuler de façon à ce
qu’elle présente des rayures verticales, comme indiqué
danslag.3.
1,5 2 d÷
d
Fig. 3
ATTENTION : DES PIÈCES MÉTALLIQUES VOLATILES
INCANDESCENTES peuvent blesser le personnel, pro-
voquer des incendies et endommager les équipements ;
LA CONTAMINATION PAR TUNGSTÈNE peut réduire la
qualité de la soudure.
• Ne façonner l’électrode de tungstène qu’avec une ma-
chine à meuler pourvue de carters de protection
tout en utilisant des protections pour le visage, les mains
et le corps.
• Façonner les électrodes de tungstène à l’aide d’une
meuleabrasivedureàgrainn,utiliséeuniquementpour
façonner le tungstène.
• Meuler l’extrémité de l’électrode de tungstène en forme
conique pour une longueur de 1,5 à 2 fois le diamètre de
l’électrode.(g.3)
3.6. MÉMORISATION
Les programmes à mémoriser, leur rappel et mémo-
risation sont commandées par une pression courte
ou longue du bouton AQ.
Pression courte égale à sélection, pression longue
égale à mémorisation.
Les programmes à mémoriser (mémoires) visualisés
sur l’afcheur U, si clignotants sont libres, si non cli-
gnotants contiennent déjà des données de mémoire.
3.6.1. Mémoriser les données du programme PL
En utilisant la machine pour la première fois
Les programmes de travail et les mémoires (P01… etc.)
sonttoujours visualisés surl’afcheur U, leur sélection
étant commandée par une pression courte sur le bouton
AQ
L’ensembledesparamètresàmémoriserétantdéni,ap-
puyer brièvement sur le bouton AQ:l’afcheur U visua-
lise alors le sigle P01clignotantetl’afcheurO visualise
trois lignes (---) ; appuyer sur le bouton AQ pendant un
temps supérieur à 3 secondes jusqu’à ce que le sigle P01
cesse de clignoter ; à ce moment, un signal acoustique
signale que la mémorisation a eu lieu.
Si l’on veut choisir un programme différent, appuyer sur
le bouton AQ jusqu’à ce que l’afcheur U visualise le
numéro du programme choisi.
3.6.2. Mémoriser d’un programme libre
L’opérateurpeutmodieretmémoriserunprogramme
choisi d’après la procédure suivante :
Appuyer brièvement sur le bouton AQet sélectionner le
numéro choisi.
Les programmes libres ont le sigle clignotant.
Appuyer sur le bouton AT et choisir le procédé de sou-
dure ; au moyen du bouton E choisir le mode.
Tourner le bouton AA et enregistrer le courant de soudure.
Si le procédé TIG a été sélectionné, activer le voyant X
(post gaz) à l’aide du bouton P et régler à l’aide du
bouton AA la valeur désirée.
Si, après ces réglages nécessaires pour mémoriser, on
désire régler les temps de «slope» ou d’autres valeurs,
procéder comme décrit au paragraphe correspondant.
Pour mémoriser dans le programme choisi précédem-
ment, appuyer sur le bouton AQ pendant plus de 3 se-
condes jusqu’à ce que le numéro cesse de clignoter.
3.6.3 Mémoriser à partir d’un programme mémorisé.
En partant d’un programme déjà mémorisé, l’opéra-
teurpeutmodierlesdonnéesenmémoirepourmettre
à jour le même programme ou bien trouver de nouveaux
paramètres à mémoriser dans un autre programme.
3.6.3.1 Mettre à jour
Après la mise en marche de la machine, sélectionner les

35
paramètresàmodieretlesmodier.Aucoursdelamo-
dicationlesigleduprogrammechoisichangedexeà
clignotant.
Appuyer pendant un temps plus long de 3 secondes le
bouton AQ,l’afcheurO visualise alors le sigle Sto.
Appuyer pendant un temps supérieur à 3 secondes sur le
bouton AQ ; le sigle du programme cessera de clignoter
etunsignalacoustiqueconrmeraquelamémorisation
a eu lieu.
3.6.3.2 Mémoriser dans un nouveau programme.
Après la mise en marche de la machine, sélectionner les
paramètres
àmodieretlesmodier.
Appuyer brièvement sur le bouton AQjusqu’àl’afchage
du programme désiré.
Appuyer pendant un temps supérieur à 3 secondes sur
le bouton AQjusqu’àlaconrmationdelamémorisation
(sigleduprogrammedeclignotantàxe).
3.6.4 Effacer un programme mémorisé.
Sélectionner le programme (mémoire) à effacer, appuyer
pendant un temps supérieur à 3 secondes sur le bouton
AQetl’afcheurO visualise le sigle Sto, tourner le bouton
AAjusqu’àl’afchagedusigledEL, appuyer sur le bou-
ton AQ pendant un temps supérieur à 3 secondes et le
sigle du programme commencera à clignoter.
4 MENU FONCTIONS DE SERVICE
Pour entrer dans ce sous-menu appuyer sur le bouton et,
tout en le maintenant pressé, appuyer brièvement
sur le bouton AQ.
Pour sortir, suivre le même procédé.
Le choix des fonctions de service est obtenu en appuyant
brièvement sur le bouton AQ.
La modication des fonctions choisies avec le bouton
AQ se fait à l’aide du bouton AA.
Fonctions visibles uniquement avec le procédé TIG.
4.1 GESTION DU GROUPE DE REFROIDISSEMENT.
L’afcheurUvisualiselesigleH20etl’afcheurO visua-
lise le sigle OFF (par défaut).
Tourner le bouton AA pour sélectionner le type de fonc-
tionnement :
- OFF = éteint.
- On C = toujours allumé
- On A = allumage automatique.
En fonctionnement automatique, à la mise en marche de
la machine le groupe de refroidissement
démarre pendant 30 secondes et puis s’éteint.
Sous la pression du bouton torche, le refroidissement
commence à fonctionner et si l’on relâche le bouton, le
refroidissement s’éteint après 3 minutes. Si la pression
du liquide de refroidissement est insufsant, le géné-
rateur nedébit pasdecourantet surl’afcheur U est
visualisé H2O clignotant.
4.2 SP POINTAGE ET INTERMITTENCE.
La soudure deux temps (voyant G ) ou en quatre temps
(voyant H ) est activée quand l’amorçage hate fréquence
(voyant L) est sélectionné.
Sélectionner le sigle SP(spot)surl’afcheur U avec le
bouton AQ, l’afcheur O visualise le sigle OFF, avec le
bouton AA enregistrer ON pour activer la fonction.
En appuyant brièvement sur le bouton AQ, sélectionner
le sigle tSP.
4.2.1 tSP (temps de pointage par points)
Surl’afcheurU ,l’afcheurO visualise le
temps d’1 seconde, avec le bouton AA enregistrer
le temps désiré, réglage de 0,1 à 25 secondes.
Si l’on désire enregistrer l’intermittence (soudure avec
temps de pause automatique) appuyer brièvement sur le
bouton AQ et sélectionner le sigle tin.
4.2.2 tin (temps d’intermittence)
L’afcheurO visualisera le sigle OFF .
Tourner le bouton AA pour sélectionner le type d’inter-
mittence de 0,1 à 25 sec.
4.3 PDU-DUTY CYCLE PULSÉ (actif uniquement en pulsé).
C’est le temps de durée du courant le plus élevé sélec-
tionné en pulsation.
Cette valeur est exprimée en pourcentage par rapport à
lapériodedéteminéeparlafréquence(congurationpar
défaut 50%)
Réglage minimal 10% maximal 90%.
4.4 SC (COURANT DE START).
Toujours actif dans tous les procédés TIG.
Niveau de courant de démarrage au départ du procédé
de soudage.
Spécialement utilisé pour démarrages en AC avec des
grosses électrodes et avec rampe de montée (slope up).
Règle le niveau minimal pédale art. 193.
Congurationpardéfaut25%.
Réglages :
minimum 1%
maximum 100%
4.5 CRA (REMPLISSAGE DU CRATÈRE FINAL).
Sélectionner le sigle SP(spot)surl’afcheur U avec le
bouton AQ, l’afcheur O visualise le sigle OFF, avec le
bouton AA enregistrer ON pour activer la fonction.
En appuyant brièvement sur le bouton AQ, sélectionner
le sigle CrC.
4.5.1 CrC (courant de cratère)
Ce courant est un pourcentage du courant de soudure et
égalementlecourantnalduprocédé.
Congurationpardéfaut50%
Réglages :
minimum 10%
maximum 100%

36
4.5.2 tCr (temps du courant de cratère)
C’est un pourcentage du courant de cratère.
Congurationpardéfaut0,5sec.
Réglages :
minimum 0,0 sec.
maximum 30 sec.
Fonctions visibles uniquement avec le procédé MMA.
4.6 HS (UN POURCENTAGE DU COURANT DE HOT-
START)
Il s’agit d’un surcourant pour améliorer les démarrages
Congurationpardéfaut50%
Réglages :
minimum 0%
maximum 100%
4.7 THS (DURÉE DU COURANT DE HOT-START)
Congurationpardéfaut0,15sec.
Réglages :
minimum 0 sec.
maximum 0,5 sec.
4.8 (POURCENTAGE DU COURANT DE ARC-FORCE)
Courant déterminant le transfert de l’électrode.
Congurationpardéfaut30%
Réglages :
minimum 0%
maximum 100%
5. COMMANDES À DISTANCE ET ACCESSOIRES
• Raccorder les commandes à distance suivantes pour
régler le courant de soudure à cette machine :
Art. 193 Commande à pédale (utilisée pour soudure
TIG)
Art. 1260 Torche BINZEL «ABITIG 200» (200A-35%) m.4
Art. 1262 Torche BINZEL «ABITIG 200» Up/Down
(200A – 35%) – m. 4
Art. 1256 Torche refroidie à l’eau BINZEL «ABITIG 450
W» (450A) – m. 4
Art. 1258 Torche refroidie à l’eau BINZEL «ABITIG
450 W Up/Down» (450A) – m. 4
Art. 1656 Chariot de transport générateur
Art. 1281.03 Accessoire pour soudage à électrode
Art. 1341 Groupe de refroidissement
Art 1192 Art 187 (utilisé en soudure MMA)
Art. 1180 Liaison pour raccorder à la fois la torche et
la commande à pédale.
Avec cet accessoire l’Art. 193 peut être utilisé dans tout
mode de soudure TIG.
Les commandes pourvues d’un potentiomètre règlent
le courant de soudure de la valeur minimale jusqu’à la
valeurmaximaledecourantdéniàl’aideduboutonAA.
Les commandes avec logique UP/DOWN règlent le
courant de soudure de la valeur minimale à celle
maximale.
6 ENTRETIEN
Toute opération d’entretien doit être effectuée par du
personnelqualiéquidoitrespecterlanormeCEI26-29
(IEC 60974-4).
6.1 ENTRETIEN DU GENERATEUR
Encasd’entretienàl’intérieurdelamachine,vérierque
l’interrupteur BE soit en position «O» et le cordon d’ali-
mentation soit débranché.
Il faut nettoyer périodiquement l’intérieur de la machine
en enlevant, avec de l’air comprimé, la poussière qui s’y
accumule.
6.2 MESURES A ADOPTER APRES UNE INTERVEN-
TION DE REPARATION
Après avoir exécuté une réparation, faire attention à
rétablir le câblage de façon qu’il y ait un isolement sûr
entre le côté primaire et le côté secondaire de la ma-
chine. Éviter que les câbles puissent entrer en contact
avec des organes en mouvement ou des pièces qui se
réchauffent pendant le fonctionnement. Remonter tous
les colliers comme sur la machine originale de manière
à éviter que, si par hasard un conducteur se casse ou
se débranche, les côtés primaire et secondaire puissent
entrer en contact.
Remonter en outre les vis avec les rondelles dentelées
comme sur la machine originale.

37
MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIO-
NAMIENTO DEL APARATO, LEER EL CONTENIDO DE
ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA
VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS
INTERESADOS. ESTE APARATO DEBERÁ SER UTILI-
ZADO EXCLUSIVAMENTE PARA OPERACIONES DE
SOLDADURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO
PUEDEN SER NOCIVOS PARA USTEDES Y
PARA LOS DEMÁS, por lo que el utilizador deberá ser
informado de los riesgos, resumidos a continuación,
que derivan de las operaciones de soldadura. Para
informaciones más detalladas, pedir el manual
cod.3.300.758
RUIDO
Este aparato de por sí no produce ruidos supe-
riores a los 80dB. El procedimiento de corte
plasma/soldadura podría producir niveles de
ruido superiores a tal límite; por consiguiente, los
utilizadores deberán poner en practica las precauciones
previstas por la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser daño-
sos.
• La corriente eléctrica que atraviesa
cualquier conductor produce campos
electromagnéticos(EMF). La corriente de
soldadura o de corte genera campos
electromagnéticos alrededor de los cables
y generadores.
• Los campos magnéticos derivados de corrientes
elevadas pueden incidir en el funcionamiento del pace-
maker. Los portadores de aparatos electrónicos vita-
les (pacemakers) deben consultar al médico antes de
aproximarse a la zona de operaciones de soldadura al
arco, de corte, desbaste o soldadura por puntos.
• La exposición a los campos electromagnéticos de la
soldadura o del corte podrían tener efectos desconoci-
dos sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que
atenerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelec-
trodo o de la antorcha de manera que permanezcan
anqueados.Siposible,jarlosjuntoconcintaadhe-
siva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable
de masa se encuentra a la derecha del operador
también el de la pinza portaelectrodo o de la antorcha
tienen que quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento
lo más cerca posible a la zona de soldadura o de
corte.
- No trabajar cerca del generador.
EXPLOSIONES
• No soldar en proximidad de recipientes a
presión o en presencia de polvo, gas o vapores
explosivos. Manejar con cuidado las bombonas
y los reguladores de presión utilizados en las operacio-
nes de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las
indicaciones contenidas en la norma armonizada IEC
60974-10 (Cl. A) y se deberá usar solo de forma pro-
fesional en un ambiente industrial. En efecto, podrían
presentarsepotencialesdicultadesenelasegurarla
compatibilidad electromagnética en un ambiente dife-
rente del industrial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléc-
tricosjuntoconlosresiduossólidosurbanos!
Según lo establecido por la Directiva Europea 2002/96/
CE sobre residuos de aparatos eléctricos y electrónicos
y su aplicación en el ámbito de la legislación nacional,
los aparatos eléctricos que han concluido su vida útil
deben ser recogidos por separado y entregados a una
instalación de reciclado ecocompatible. En calidad de
propietario de los aparatos, usted deberá solicitar a
nuestro representante local las informaciones sobre
los sistemas aprobados de recogida de estos residuos.
¡Aplicando lo establecido por esta Directiva Europea se
contribuye a mejorar la situación ambiental y salvaguar-
darlasaludhumana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 PLACA DE LAS ADVERTENCIAS
El texto numerado que sigue corresponde a los aparta-
dos numerados de la placa.
B. Los rodillos arrastrahilo pueden herir las manos.
C. El hilo de soldadura y la unidad arrastrahilo están
bajo tensión durante la soldadura. Mantener lejos
las manos y objetos metálicos.
1. Las sacudidas eléctricas provocadas por el elec-
trodo de soldadura o el cable pueden ser letales.
Protegerse adecuadamente contra el riesgo de
sacudidas eléctricas.
1.1 Llevar guantes aislantes. No tocar el electrodo con
las manos desnudas. No llevar guantes mojados o
dañados.
1.2 Asegurarse de estar aislados de la pieza a soldar y
del suelo
1.3 Desconectar el enchufe del cable de alimentación
antes de trabajar en la máquina.
2. Inhalar las exhalaciones producidas por la soldadu-
ra puede ser nocivo a la salud.
2.1 Mantener la cabeza lejos de las exhalaciones.
2.2 Usar un sistema de ventilación forzada o de descar-
ga local para eliminar las exhalaciones.
2.3 Usar un ventilador de aspiración para eliminar las
exhalaciones.

38
3. Las chispas provocadas por la soldadura pueden
causar explosiones o incendios.
3.1Mantenerlosmaterialesinamableslejosdelárea
de soldadura.
3.2 Las chispas provocadas por la soldadura pueden
causar incendios. Tener un extintor a la mano de
manera que una persona esté lista para usarlo.
3.3 Nunca soldar contenedores cerrados.
4. Los rayos del arco pueden herir los ojos y quemar la
piel.
4.1 Llevar casco y gafas de seguridad. Usar protec-
ciones adecuadas para orejas y batas con el cuello
abotonado.Usarmáscarasconcascoconltrosde
gradación correcta. Llevar una protección completa
para el cuerpo.
5. Leer las instrucciones antes de usar la máquina o
de ejecutar cualquiera operación con la misma.
6. No quitar ni cubrir las etiquetas de advertencia
2 DESCRIPCIONES GENERALES
2.1 ESPECIFICACIONES
Esta soldadora es un generador de corriente continua
constante realizado con tecnología INVERTER, proyec-
tado para soldar con todos los tipos de electrodos re-
vestidos (excluido el celulósico) y con procedimiento TIG
con encendido por contacto y alta frecuencia.
No debe ser utilizado para deshelar tubos.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS CI-
TADOS EN LA PLACA DE CARACTERÍSTICAS DE LA
MÁQUINA.
Este aparato ha sido fabricado en conformidad con
las siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (ver
Nota 2)
N°. Número de matricula que se citará siempre en
cualquier pregunta relativa a la soldadora.
f1
f2
Convertidor estático de frecuencia monofásica
transformador-recticador
Característica descendiente.
SMAW. Adapto para soldadura con electrodos revesti-
dos.
TIG Adapto para soldadura TIG.
U0. Tensión en vacío secundaria
X. Factor de trabajo porcentual. % de 10 minutos en
el que la soldadora puede trabajar a una determi-
nada corriente sin causar recalentamientos.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente I2
U1. Tensión nominal de alimentación.
La máquina está dotada de selección automáti-
ca de la tensión de alimentación.
1~ 50/60Hz Alimentación monofásica 50 o 60 Hz
I1 max. Es el máximo valor de la corriente absorbida.
I1 efec. Es el máximo valor de la corriente efectiva ab-
sorbida considerando el factor de servicio.
IP2S Grado de protección de la carcasa.
Grado3comosegundacifrasignicaqueeste
aparato puede ser almacenado, pero no es pre-
visto para trabajar en el exterior bajo precipita-
ciones, si no está protegido.
S
Idoneidad a ambientes con riesgo aumentado.
NOTAS:
1- El aparato además se ha proyectado para trabajar en
ambientes con grado de contaminación 3. (Ver IEC
60664).
2- Este equipo cumple con lo establecido por la IEC
61000-3-11, siempre que la impedancia máxima
Zmax admitida por el sistema sea inferior o igual a
0,294 en el punto de interfaz entre sistema del usuario
y sistema público. Es responsabilidad del instalador
o del usuario garantizar, consultando eventualmente
al operador de la red de distribución, que el equipo
sea conectado a una alimentación maxMAX inferior o
igual a 0,294.
2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PRO-
TECCIÓN
2.3.1 Protección térmica
Este aparato está protegido por una sonda de tempera-
tura la cual, si se superasen las temperaturas admitidas,
impediría el funcionamiento de la máquina. La interven-
ción del termostato viene señalada por el encendido de
la sigla ““OPn”” en el display U situado en el tablero de
control.
2.3.2 - Protección de bloque.
Esta soldadora está equipada con diferentes dispositi-
vos de protección que paran la máquina antes de que
sufra daños. La intervención de cada protección viene
señalada por el encendido de la sigla “Err ” en el display
U situado en el tablero de control y por un número que
aparece en el display O.

39
Si viene detectado un bajo nivel de agua por el gru-
po de refrigeración aparecerá la sigla “H2O” cente-
lleante en el display U.
3 INSTALACIÓN
Vericarquelatensióndealimentacióncorrespondaala
tensión indicada en la placa de los datos técnicos de la
soldadora.
Conectar una clavija de calibre adecuado al cable de ali-
mentación asegurándose de que el conductor amarillo/
verde esté conectado al enchufe de tierra.
El calibre del interruptor magneto térmico o de los fu-
sibles, en serie con la alimentación, debe ser igual a la
corriente I1 absorbida por la máquina.
3.1. INSTALACIÓN
La instalación de la máquina deberá ser realizada por
personal experto. Todas las conexiones deberán reali-
zarse de conformidad con las normas vigentes y en el
pleno respeto de la ley de prevención de accidentes (CEI
26-23 / CEI CLC 62081)
3.2 DESCRIPCIÓN DEL APARATO (FIG.1).
BA) Borne de salida negativo (-).
BB) Borne de salida positivo (+).
BC) Conector para el pulsador del soplete TIG.
Conectar los hilos del pulsador soplete a los pin 1 y 9.
BD) Racor (1/4 gas).
Se le conecta el tubo gas del soplete de soldadura
TIG.
BE) Interruptor general.
BG) Cable de alimentación.
BH) Racor de alimentación gas.
BO) Conector tipo DB9 (RS 232).
A usar para actualizar los programas del micropro-
cesador.
BQ) Toma cable de red.
BR) Toma presóstato.
3.3 DESCRIPCIÓN DEL TABLERO (Fig.1).
Tecla de proceso AT.
La selección viene evidenciada por el encendido
de uno de los led AX, AV, o AW.
Led AX Led AV Led AW
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

40
Tecla de modo E.
La selección viene evidenciada por el encendido
de uno de los led F,G,H,I,L,M,N, o PP.
En TIG los led encendidos serán siempre dos, uno
indica el modo de encendido con HF o de contacto y el
otro indica el modo continuo o pulsado con mando de
2 o 4 tiempos. Cada vez que se presiona este botón, se
obtiene una nueva selección. El encendido de los led en
correspondencia de los símbolos visualizan su escogida:
F – LED. Soldadura TIG con encendido del
arco sin alta frecuencia.
Para encender el arco presionar el pulsador soplete y
tocar con el electrodo de tungsteno la pieza por soldar
y soltarlo. El movimiento tiene que ser decidido y rápido
(0,3 seg.).
L – LED. Soldadura TIG con encendido del
arco con alta frecuencia.
Para encender el arco presionar el pulsador soplete, una
chispa piloto de alta tensión/frecuencia encenderá el
arco.
G - LED. Soldadura TIG-continuo-2 tiem-
pos (manual).
Cuando se presiona el pulsador del soplete la corriente
inicia a aumentar y emplea un tiempo correspondiente
al “slope down”, previamente regulado, para alcanzar el
valor regulado con la manecilla AA. Cuando se suelta el
pulsador la corriente inicia a disminuir y emplea un tiem-
po correspondiente al “slope down”, previamente regula-
do, para volver a cero.
En esta posición se puede conectar el accesorio mando
a pedal ART 193.
H – LED. Soldadura TIG-continuo-4 tiem-
pos (automático).
Este programa se diferencia del precedente porque tanto
el encendido como el apagado vienen accionados pre-
sionando y soltando el pulsador del soplete.
4 Tiempos especial ( Automático ).
Esta función se puede utilizar con:
- doble nivel de corriente 4 tiempos
- pulsado 4 tiempos
- pulsado doble nivel de corriente 4 tiem-
pos
Permite mantener la corriente de cráter (CrC)alnalde
la soldadura todo el tiempo en que el pulsador soplete
permanece presionado.
La condición necesaria para realizar este “4 tiempos” es
quelafuncióndellenadodelcráternal(CrA) esté ON y
que el tiempo de la corriente de cráter (tCr) sea 0,0.
La soldadura empieza presionando y soltando inmedia-
tamente el pulsador soplete.
La corriente de partida es aquella regulada por el pa-
rámetro SC, sigue la rampa de subida y se alcanza la
corriente de soldadura.
Para terminar la soldadura el operador presiona el pulsa-
dor soplete y lo mantiene presionado,
la máquina efectúa la rampa de bajada (slope down)
para alcanzar la corriente de cráter (CrC), ésta permane-
cerá activa hasta que se suelte el pulsador soplete (ver
g.2).
Fig. 2
I-LED. Soldadura RIG-continua con doble
nivel de corriente 4 tiempos (automático).
Antes de encender el arco programar los dos niveles de
corriente:
Primer nivel: pulsar la tecla P hasta que se encienda el
led T y regular la corriente principal con la manecilla AA.
Segundo nivel: pulsar la tecla P hasta que se encienda el
led V y regular la corriente con la manecilla AA.
Después de encender el arco la corriente inicia a aumen-
tar y emplea un tiempo correspondiente al “slope up”
(led S encendido), previamente regulado, para alcanzar el
valor regulado con la manecilla AA. El led T se enciende
y el display O la visualiza.
Si durante la soldadura fuese necesario disminuir la co-
rriente sin apagar el arco (por ejemplo cambio del mate-
rial de adjunción, cambio de posición de trabajo, paso
de una posición horizontal a una vertical etc.…) pulsar
y soltar inmediatamente el pulsador soplete, la corriente
pasa al segundo valor seleccionado, el led V se enciende
y T se apaga.
Para volver a la precedente corriente principal, repetir la
acción de presión y de suelta del pulsador soplete, el
led T se enciende mientras el led V se apaga. En el mo-
mento en que se quiera interrumpir la soldadura, pulsar
el pulsador soplete durante un tiempo mayor de 0,7
segundos a continuación soltarlo, la corriente empieza a
descender hasta el valor de cero en el tiempo de “slope
down”, previamente establecido (led W encendido).
Durante la fase de “slope down”, si se pulsa y se suelta
inmediatamente el pulsador del soplete, se vuelve a la
corriente menor entre los valores regulados.
NOTA: el término “PULSAR Y SOLTAR INMEDIATAMEN-
TE” hace referencia a un tiempo máximo de 0,5 seg.
M - LED. Soldadura TIG-pulsado-2 tiem-
pos (manual).
Cuando se presiona el pulsador del soplete la corriente
inicia a aumentar y emplea un tiempo correspondiente
al “slope down”, previamente regulado, para alcanzar el
valor regulado con la manecilla AA. Cuando se suelta el
pulsador la corriente inicia a disminuir y emplea un tiem-
po correspondiente al “slope down”, previamente regula-
do, para volver a cero.

41
En esta posición se puede conectar el accesorio mando
a pedal ART 193.
N – LED. Soldadura TIG-pulsado-4 tiem-
pos (manual).
Este programa se diferencia del precedente porque tanto
el encendido como el apagado vienen accionados pre-
sionando y soltando el pulsador del soplete
PP – LED. Soldadura TIG-pulsado con do-
ble nivel de corriente 4 tiempos (automático).
El desarrollo del modo de soldadura es igual a aquel des-
crito para el led I. Después de haber regulado las corrien-
tes de pico y de base del primer nivel, la relación entre las
dos permanecerá también en el segundo nivel.
AA - MANECILLA
Regula la corriente de soldadura de 10-180A
en MMA y de 5-220A en TIG.
Además junto con el pulsador P es posible:
-regular el segundo nivel de corriente V
-regular el “slope up” S
-regular el “slope down” W
-reguar la frecuencia de pulsado AE
-regular el post gas X
-regular la frecuencia de la corriente en soldadura ACQ
-regular el equilibrado de la onda en soldadura ACR
U - Display
Visualiza:
1. en MMA la tensión en vacío y en
soldadura la tensión en carga.
2. en TIG continuo, sin presionar el pulsador soplete,
la sigla PL (programa libre) .
En TIG continuo, presionando el pulsador soplete,
sin soldar, la tensión en vacío.
En TIG continuo, presionando el pulsador soplete,
pero en soldadura, la tensión en carga.
3. visualiza numéricamente todas las dimensiones, a
exclusión de las corrientes, seleccionadas con el
pulsador AP.
4. Visualiza todas las siglas del menú Funciones de
servicio.
5. la sigla “OPn” centelleante a la apertura del termostato.
6. Durante la selección de los programas libres o memo
rizados las siglas PL …P01…P09.
O - Display
Visualiza:
1. en condiciones de vacío la co-
rriente preprogramada.
2. en condiciones de carga la corriente de soldadura y
sus niveles.
3. en Tig pulsado, en carga, la alternancia de las co-
rrien tes en los correspondientes niveles.
4. Visualiza todas las dimensiones y los valores del
menú de las segundas funciones.
AQ - SELECTOR
Selecciona y memoriza los programas.
La soldadora tiene la posibilidad de memorizar
nueve programas de soldadura P01…..P09 y de poder
volver a llamarlos con este pulsador. Se encuentra ade-
más disponible un programa de trabajo PL .
Selección
Pulsando brevemente este pulsador viene visualizado en
el display U el número del programa sucesivo a aquel
con el que se está trabajando. Si éste no hubiera sido
memorizado, las letras serán centelleantes, en caso con-
trarioseránjas.
Memorización (ver par.3.6)
Una vez seleccionado el programa, pulsando durante un
tiempo mayor de 3 segundos, se memorizan los datos.
Paraconrmarlos,elnúmerodelprograma,visualizado
en el display U, terminará de centellear.
P - SELECTOR
Pulsando este pulsador se iluminarán en sucesión
los led:
Atención: se iluminarán solo los led que se reeren al
modo de soldadura elegido; ej. en soldadura TIG conti-
nuo no se iluminará el led Q que representa la frecuencia
de pulsación.
Cada led indica el parámetro que puede ser regulado
con la empuñadura AA durante el tiempo de encendi-
do del led mismo. Pasados 5 segundos desde la última
variación, el led interesado se apaga y viene indicada la
corriente de soldadura principal y se enciende el corres-
pondiente led T.
LED SELECCIONABLES EN SOLDADURA TIG DC
(CORRIENTE CONTINUA) Y EN SOLDADURA TIG AC
(CORRIENTE ALTERNA):
AL - Led Pre-gas
Regulación 0,05-2,5 segundos. Tiem-
po de salida del gas antes del inicio de
la soldadura.
S - Led Slope up.
Es el tiempo en el que la corriente,
partiendo del mínimo, alcanza el valor
de corriente programado. (0-10 sec.)
T - Led Corriente de soldadura-
principal.
V - Led segundo nivel de corriente
de soldadura o de base.
Esta corriente es siempre una porcen-
taje de la corriente principal.
AE - Led Frecuencia de pulsación
(0,16-500 Hz).
W - Led Slope down.
Es el tiempo en el que la corriente
alcanza el mínimo y el apagado del
arco.(0-10 seg.)

42
X - Led Post gas.
Regula el tiempo de salida del gas al
naldelasoldadura.(0-30sec.)
LED SELECCIONABLES SOLO EN SOLDADURA TIG
AC (CORRIENTE ALTERNA):
Led AO Start
Regula el nivel de “hot-start” para optimi-
zar los encendidos en TIG AC para cada
diámetro de electrodo. Al encendido de este led el dis-
play O visualizará un valor numérico que hace referen-
cia a los diámetros de electrodo, el operador mediante la
manecilla AA puede programar el diámetro por él utiliza-
do y obtener inmediatamente una buena partida. Regu-
lación desde 0,5 a 4,0.
Led Q Hz
Regula la frecuencia de la corriente alter-
na. Regulación 50 ÷ 150 Hz.
Led R Regulación del balanceamiento
de la onda.
Regula el porcentaje de la semionda nega-
tiva PEn (penetración) con la manecilla AA, el valor pue-
de variar de 1 a 10.
Regula el porcentaje de la semionda positiva CLn (limpia-
do) con la manecilla AA, el valor puede variar de 1 a 10.
El valor programado y aconsejado es 0.
LED Y.
Led indicación del correcto funcionamien-
to del dispositivo que reduce el riesgo de sacudidas
eléctricas.
BC - Conector 10 polos
A este conector van conectados los man-
dos remotos descritos en el párrafo 5.
Es disponible entre los pin 3 y 6 un contacto limpio que
señala el encendido del arco (Max 0,5 A - 125 VAC / 0,3
A - 110 VDC / 1A - 30 VDC).
3.3. NOTAS GENERALES
Antes del uso de esta soldadora leer atentamente las
normas CEI 26-23 / IEC-TS 62081 además vericar la
integridad del aislamiento de los cables, de las pinzas
porta electrodos, de las tomas y de las clavijas que la
sección y la longitud de los cables de soldadura sean
compatibles con la corriente utilizada.
3.4. SOLDADURA DE ELECTRODOS REVESTIDOS
(MMA)
- Esta soldadora es idónea para la soldadura de todos
los tipos de electrodos a excepción del tipo celulósico
(AWS 6010).
- Asegurarse de que el interruptor BE esté en posición 0,
después conectar los cables de soldadura respetando la
polaridad requerida por el constructor de electrodos que
serán utilizados y el borne del cable de masa a la pieza
en el punto más cercano posible a la soldadura asegu-
rándose de que haya un buen contacto eléctrico.
- No tocar contemporáneamente el soplete o la pinza
porta electrodo y el borne de masa.
- Encender la máquina mediante el interruptor BE.
- Seleccionar, pulsando el pulsador AT, el procedimiento
MMA, led AW encendido.
- Regular la corriente en base al diámetro del electrodo,
a la posición de soldadura y al tipo de junta por realizar.
- Terminada la soldadura apagar siempre el aparato y
quitar el electrodo de la pinza porta electrodo.
3.5. SOLDADURA TIG
Seleccionando el procedimiento TIG AC
se pue-
de soldar el Aluminio, las aleaciones de aluminio, el latón
y el magnesio mientras que seleccionando TIG DC
se puede soldar el acero inoxidable, el hierro y el
cobre.
Conectar el conector del cable de masa al polo positivo
(+) de la soldadora y el borne a la pieza en el punto más
cercano posible a la soldadura asegurándose de que
haya un buen contacto eléctrico.
Conectar el conector de potencia de la antorcha TIG al
polo negativo (-) de la soldadora.
Conectar el conector de mando de la antorcha al conec-
tor BC de la soldadora.
Conectar el racor del tubo gas de la antorcha al racor BD
de la máquina y el tubo gas proveniente del reductor de
presión de la bombona al racor gas BH.
3.5.1 Grupo de enfriamiento (opcional para Art. 1341).
Si se utiliza un soplete enfriado por agua, utilizar el grupo
de enfriamiento.
Insertar los tubos de enfriamiento del soplete en los ra-
cores del grupo refrigerante teniendo cuidado de respe-
tar la altura de descarga y el retorno.
3.5.1.1 Descripción de los dispositivos de protección.
- 3.2.1 Protección presión líquido refrigerante.
Esta protección se realiza mediante un presóstato, inser-
tado en el circuito de descarga del líquido, que acciona
unmicrointerruptor.Lapresióninsucientevieneseñala-
da por la sigla H2O centelleante en el display U.
3.5.1.2 Instalación.
Destornillar el tapón y rellenar el depósito (el aparato se
entrega con aproximadamente un litro de líquido).
Es importante controlar periódicamente, a través de la
ranura, que el líquido se mantenga en el nivel “max”.
Utilizar, como líquido refrigerante agua (preferiblemente
del tipo desionizado) mezclada con alcohol en un por-
centajedenidosegúnlatablasiguiente:
temperatura agua/alcohol
-0°C hasta -5°C 4L/1L
-5°C hasta -10°C 3,8L/1,2L
NOTA Si la bomba girase sin líquido refrigerante, habría
que quitar el aire de los tubos.
En este caso apagar el generador, rellenar el depósito,
conectar un tubo al racor (
) e insertar la otra extremi-

43
dad del tubo en el depósito.
Insertar el conector del presóstato y el cable red en las
tomas BR y BQ.
Encender el generador durante aproximadamente 10/15
segundos después reconectar los tubos.
Encender la máquina.
Para seleccionar el modo de funcionamiento del grupo
de enfriamiento ver el capítulo “ MENÚ FUNCIONES DE
SERVICIO”.
3.5.2 Puesta en funcionamiento.
No tocar partes bajo tensión y los bornes de salida cuan-
do el aparato esté alimentado.
Al primer encendido de la máquina seleccionar el modo
mediante el pulsador E y los parámetros de soldadura
mediante la tecla P y la manecilla AA.
¡Atención! Las regulaciones de los led AO = start, Q
= Hz, R = nivelación de la onda, se pueden seleccionar
solo en TIG AC.
Elujodegasinertedeberáserreguladoaunvalor(en
litros al minuto) de aproximadamente 6 veces el diámetro
del electrodo. Si se usasen accesorios tipo el gas-lens el
caudal de gas podría ser reducido de aproximadamente
3 veces el diámetro del electrodo. El diámetro de la tobe-
ra cerámica deberá tener un diámetro de 4 a 6 veces el
diámetro del electrodo.
• Terminada la soldadura hay que apagar el aparato y
cerrar la válvula de la bombona del gas.
3.5.3 Preparación del electrodo.
Es necesaria una particular atención en la preparación
de la punta del electrodo. Esmerilarla de forma que pre-
senteunaestríaverticalcomeseindicaenlag.3.
ATENCIÓN: PARTES METÁLICAS VOLÁTILES INCAN-
DESCENTES podrían herir el personal, originar incendios,
dañar los equipos; LA CONTAMINACIÓN DE TUNGSTE-
NO podría disminuir la calidad de la soldadura.
•Perlarelelectrododetungstenoúnicamenteconuna
esmeriladora provista de adecuados cárter de protección
usando protecciones para el rostro, las manos y el cuer-
po.
• Perlar los electrodos de tungsteno con una muela
abrasiva dura de grano no,utilizada únicamente para
perlareltungsteno.
• Esmerilar la extremidad del electrodo de tungsteno de
forma cónica con una longitud de 1,5 - 2 veces el diáme-
trodelelectrodo.(g.3)
1,5 2 d÷
d
Fig. 3
3.6. MEMORIZACIÓN
Los programas a memorizar, su llamamiento y su
memorización tienen lugar por medio de presión
larga o corta del pulsador AQ.
Presión corta igual selección, presión larga igual
memorización
Los programas a memorizar (memorias), si vienen
visualizados en el display U de manera centelleante
son libres, si de manera non centelleante ya contie-
nen datos en memoria.
3.6.1. Memorizar los datos del programa PL
Utilizando la máquina por primera vez
Los programas de trabajo y las memorias (P01… etc.)
vienen siempre visualizados en el display Uy se selec-
cionan presionando brevemente el pulsador AQ.
Una vez individuado el conjunto de parámetros a me-
morizar presionar brevemente el pulsador AQ, en el dis-
play U aparecerá la sigla P01 centelleante, mientras en
el display O aparecen tres líneas (---); Pulsar el pulsador
AQ durante un tiempo mayor de 3 segundos, la sigla P01
dejará de centellear y una señal acústica avisará que la
memorización ha tenido lugar.
Si se quiere elegir un programa diferente presionar el
pulsador AQ hasta que en el display U aparezca el núme-
ro del programa deseado.
3.6.2. Memorizar de un programa libre
Eloperadorpuedemodicarymemorizarunprograma
elegido procediendo de la forma siguiente:
Pulsar el pulsador AQ de forma breve y elegir el
número de programa deseado.
Los programas libres tienen la sigla centelleante.
Pulsar el pulsador AT y elegir el procedimiento de solda-
dura y con el pulsador E elegir el modo.
Girar la empuñadura AA y programar la corriente de sol-
dadura.
Si se ha elegido el procedimiento TIG, activar el led X
(post gas) con el pulsador P y regular con la
empuñadura AA el valor deseado.
Si después de estas regulaciones, necesarias para me-
morizar, se quisieran regular los tiempos de “slope” u
otro, actuar como se ha descrito en el párrafo corres-
pondiente.
Para memorizar en el programa elegido precedentemen-
te, pulsar el pulsador AQ por más de 3 segundos hasta
que el número del programa deje de centellear.
3.6.3 Memorizar de un programa memorizado.
Partiendo de un programa ya memorizado el operador
puedemodicarlosdatosdelamemoriaparaactualizar
el programa mismo o para encontrar nuevos parámetros
que memorizar en otro programa.
3.6.3.1 Actualizar
Después de haber encendido la máquina seleccionar los
parámetros
quehayquemodicarymodicarlos.Duranteestamodi-
caciónlasigladelprogramaelegidopasadejaacen-
telleante.
Pulsar por un tiempo mayor de 3 segundos la tecla AQ,

44
en el display O aparece la sigla Sto.
Pulsar por un tiempo mayor de 3 segundos la tecla AQ la
sigla del programa dejará de centellear y una señal acús-
tica avisará que la memorización ha tenido lugar.
3.6.3.2 Memorizar en un nuevo programa.
Después de haber encendido la máquina seleccionar los
parámetros
quehayquemodicarymodicarlos.
Pulsar brevemente la tecla AQ hasta la visualización
del programa deseado.
Pulsar por un tiempo mayor de 3 segundos la tecla AQ
hastaqueseconrmelamemorización(sigladelprogra-
ma de centelleante a continua).
3.6.4 Anulación de un programa memorizado.
Seleccionar el programa (memoria) que hay que anular,
pulsar por un tiempo mayor de 3 segundos la tecla AQ y
en el display O aparecerá la sigla Sto, girar la manecilla
AA hasta que aparece la sigla dEL, pulsar la tecla AQ por
un tiempo mayor de 3 segundos: la sigla del programa
empecerá a centellear.
4 MENÚ “FUNCIONES DE SERVICIO”
Para entrar en este submenú presionar el pulsador P y,
manteniéndolo pulsado, presionar brevemente
el pulsador AQ.
Para salir repetir la misma acción descrita antes.
La elección de las funciones de servicio se realiza presio-
nando brevemente el pulsador AQ.
Lamodicacióndelasfuncioneselegidasconelpulsa-
dor AQ se actúa por medio de la manecilla AA.
Funciones visibles sólo utilizando el proceso TIG.
4.1 GESTIÓN GRUPO DE ENFRIAMIENTO.
El display U visualiza la sigla H20 y el display O visualiza
la sigla OFF (default).
Girar la manecilla AA para seleccionar el tipo de funcio-
namiento:
- OFF = apagado.
- On C = siempre encendido
- On A = encendido automático.
En funcionamiento automático, al encender la máquina el
grupo de refrigeración
se enciende por 30 segundos y a continuación se apaga.
Con la presión del pulsador soplete el grupo inicia a fun-
cionar y se apaga pasados 3 minutos desde la suelta del
pulsador. Si la presión del líquido refrigerante fuese insu-
cienteelgeneradornodaríacorrienteyeneldisplayU
aparecería la palabra H2O centelleante.
4.2 SP SOLDADURA POR PUNTOS E INTERMITEN-
CIA.
Se activa en soldadura de dos tiempos (led G) o cuatro
tiempos (led H) al seleccionar el encendido con alta fre-
cuencia (led L).
Seleccionar la sigla SP (spot) en el display U por medio
del pulsador AQ, el display O visualiza la sigla OFF, con
la manecilla AA seleccionar ON para activar la función.
Presionando brevemente el pulsador AQ seleccionar la
sigla tSP.
4.2.1 tSP (tiempo de marcado spot time)
En el display U aparece la sigla tSP y el display O visualiza el
tiempo de 1 segundo. Con la manecilla AA programar el
tiempo deseado, regulación de 0,1 a 25 segundos.
Si se quiere programarla intermitencia (soldadura con
tiempo de pausa automático) presionar brevemente el
pulsador AQ y seleccionar la sigla tin.
4.2.2 tin (tiempo de intermitencia)
El display O visualiza la sigla OFF.
Girar la manecilla AA para regular el tiempo de intermi-
tencia (regulación de 0,1 a 25 segundos).
4.3 PDU-DUTY CYCLE PULSADO (activo sólo en pul-
sado).
Este es el tiempo de duración de la corriente más alta
seleccionada en pulsado.
Se expresa en porcentaje respecto del periodo determi-
nado por la frecuencia (default 50%)
Regulación mínimo 10% máximo 90%.
4.4 SC (CORRIENTE DE ARRANQUE).
Es activa en todos los procesos TIG.
Nivel de corriente de partida de que inicia el proceso de
soldadura.
Particularmente utilizada para partidas de soldaduras en
AC con electrodos gruesos y rampa de subida (slope up).
Regula el nivel mínimo del pedal art. 193.
Default 25%.
Regulaciones:
mínimo 1%
máximo 100%
4- CRA (LLENADO DEL CRÁTER FINAL).
Seleccionar la sigla CrA en el display U por medio del
pulsador AQ, el display O visualiza la sigla OFF, con la
manecilla AA seleccionar ON para activar la función.
Presionando brevemente el pulsador AQ seleccionar la
sigla CrC.
4.5.1 CrC (corriente de cráter)
Esta corriente es un porcentaje de la corriente de solda-
durayeslacorrientenaldelproceso.
Default 50%
Regulaciones:
mínimo 10%
máximo 100%
4.5.2 tCr (tiempo de la corriente de cráter)
Tiempo de permanencia de la corriente de cráter.
Default 0,5 sec.
Regulaciones:

45
mínimo 0,0 sec.
máximo 30 sec.
Funciones visibles sólo utilizando el proceso MMA.
4.6 HS (PORCENTAJE DE LA CORRIENTE DE HOT-
START)
Es una sobrecorriente que sirve para mejorar las parti-
das.
Default 50%
Regulaciones:
mínimo 0%
máximo 100%
4.7 THS (DURACIÓN DE LA CORRIENTE DE HOT-
START)
Default 0,15 sec.
Regulaciones:
mínimo 0 sec.
máximo 0,5 sec.
4.8 AF(PORCENTAJE DE LA CORRIENTE DE ARC-
FORCE)
Es una corriente que determina el traslado del electrodo.
Default 30%
Regulaciones:
mínimo 0%
máximo 100%
5 MANDOS A DISTANCIA Y ACCESORIOS
Para la regulación de la corriente de soldadura a esta
soldadora se podrán conectar los siguientes mandos a
distancia:
Art. 193 Mando de pedal (usado en soldadura TIG).
Art. 1260 Soplete BINZEL “ABITIG 200” (200A-35%)
m.4
Art. 1262 Soplete BINZEL “ABITIG 200” Up/Down
(200A – 35%) – m. 4
Art. 1256 Soplete enfriado por agua BINZEL “ABITIG
450 W” (450A) – m4. 4
Art. 1258 Soplete enfriado con agua BINZEL “ABITIG
450 W Up/Down” (450A) – m. 4
Art. 1656 Carro para transporte generador
Art. 1281.03 Accesorio para soldadura por electrodo
Art. 1341 Grupo de enfriamiento
Art 1192 Art 187 (usado en soldadura MMA)
Art. 1180 Conexión para conectar contemporánea-
mente el soplete y el mando a pedal.
Con este accesorio el Art. 193 puede ser
utilizado en cualquier forma de soldadura TIG.
Los mandos que incluyen un potenciómetro regulan
la corriente de soldadura desde el mínimo hasta la
máxima corriente programada con la manecilla AA.
Los mandos con lógica UP/DOWN regulan desde el
mínimo al máximo la corriente de soldadura.
6 MANTENIMIENTO
Cada intervención de mantenimiento debe ser efectua-
daporpersonalcualicadosegúnlanormaCEI26-29
(IEC 60974-4).
6.1 MANTENIMIENTO GENERADOR
En caso de mantenimiento en el interior del aparato,
asegurarse de que el interruptor BE esté en posición
“O” y que el cable de alimentación no esté conectado a
la red.
Periódicamente, además, es necesario limpiar el interior
del aparato para eliminar el polvo metálico que se haya
acumulado, usando aire comprimido.
6.2 MEDIDAS A TOMAR DESPUÉS DE UNA INTER-
VENCIÓN DE REPARACIÓN.
Después de haber realizado una reparación, hay que
tener cuidado de reordenar el cablaje de forma que
exista un aislamiento seguro entre el lado primario y
el lado secundario de la máquina. Evitar que los hilos
puedan entrar en contacto con partes en movimiento o
con partes que se recalientan durante el funcionamien-
to. Volver a montar todas las abrazaderas como estaban
en el aparato original para evitar que, si accidentalmente
un conductor se rompe o se desconecta, se produzca
una conexión entre el primario y el secundario.
Volver además a montar los tornillos con las arandelas
dentelladas como en el aparato original.

46
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A
ARCO PODEM SER NOCIVOS ÀS PESSOAS,
portanto, o utilizador deve conhecer as precauções
contra os riscos, a seguir listados, derivantes das
operações de soldadura. Caso forem necessárias
outras informações mais pormenorizadas, consultar o
manual cod 3.300.758
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento plasma/
soldadura pode produzir níveis de rumor supe-
riores a este limite; portanto, os utilizadores deverão
aplicar as precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qual-
quer condutor produz campos electromag-
néticos (EMF). A corrente de soldadura, ou
de corte, gera campos electromagnéticos
em redor dos cabos e dos geradores.
Os campos magnéticos derivados de correntes eleva-
daspodeminuenciarofuncionamentodepacemakers.
Os portadores de aparelhos electrónicos vitais (pace-
makers) devem consultar o médico antes de se aproxi-
marem de operações de soldadura por arco, de corte,
desbaste ou de soldadura por pontos. A exposição aos
campos electromagnéticos da soldadura, ou do corte,
poderá ter efeitos desconhecidos para a saúde.
Cada operador, para reduzir os riscos derivados da ex-
posição aos campos electromagnéticos, deve respeitar
os seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado
alado.Sepossível,xá-losjuntoscomtaadesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da
pinça de suporte do eléctrodo, ou do maçarico.
Se o cabo de massa se encontrar do lado direito do
operador, também o da pinça de suporte do eléctro-
do, ou do maçarico, deverá estar desse mesmo lado.
- Ligar o cabo de massa à peça a trabalhar mais próxi-
ma possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
· Não soldar nas proximidades de recipientes à
pressão ou na presença de pós, gases ou
vapores explosivos. Manejar com cuidado as
bombas e os reguladores de pressão utilizados nas
operações de soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações
contidas na norma IEC 60974-10 (Cl. A) e deve ser usa-
dosomenteparansprossionaisemambienteindus-
trial.Defacto,podemvericar-sealgumasdiculdades
de compatibilidade electromagnética num ambiente
diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
menteaolixonormal!DeacordocomaDirectiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no
âmbito da legislação nacional, as aparelhagens eléc-
tricas que tenham terminado a sua vida útil devem ser
separadas e entregues a um empresa de reciclagem
eco-compatível. Na qualidade de proprietário das apa-
relhagens, deverá informar-se junto do nosso represen-
tante no local sobre os sistemas de recolha diferenciada
aprovados. Dando aplicação desta Directiva Europeia,
melhoraráasituaçãoambientaleasaúdehumana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A
ASSISTÊNCIA DE PESSOAS QUALIFICADAS.
1.1 CHAPA DAS ADVERTÊNCIAS
O texto numerado abaixo corresponde às casas nume-
radas da chapa.
B. Osrolosdetracçãodoopodemferirasmãos.
C. Oodesoldaduraeogrupodetracçãodooestão

47
sob tensão durante a soldadura. Mantenha as mãos
e os objectos metálicos afastados dos mesmos.
1. Os choques eléctricos provocados pelo eléctrodo
de soldadura ou pelo cabo podem ser mortais.
Proteja-se devidamente contra o perigo de choques
eléctricos.
1.1 Use luvas isolantes. Não toque no eléctrodo com as
mãos nuas. Não use luvas húmidas ou estragadas.
1.2 Certique-sedeestarisoladodapeçaasoldaredo
chão
1.3 Desligueachadocabodealimentaçãoantesde
trabalhar na máquina.
2. Poderá ser nocivo para a saúde inalar as exalações
produzidas pela soldadura.
2.1 Mantenha a cabeça afastada das exalações.
2.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
2.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
3. As faíscas provocadas pela soldadura podem pro-
vocar explosões ou incêndios.
3.1 Mantenhaosmateriaisinamáveisafastadosda
área de soldadura.
3.2 As faíscas provocadas pela soldadura podem pro-
vocar incêndios. Mantenha um extintor nas proxi-
midades e faça com que esteja uma pessoa pronta
para o utilizar.
3.3 Nunca solde recipientes fechados.
4. Os raios do arco podem queimar os olhos e a pele.
4.1 Use capacete e óculos de segurança. Utilize pro-
tecções adequadas das orelhas e camisas com o
colarinho abotoado. Utilize máscaras com capacete,
comltrosdegraduaçãocorrecta.Useumaprotec-
ção completa para o corpo.
5. Leia as instruções antes de utilizar a máquina ou de
efectuar qualquer operação na mesma.
6. Não retire nem cubra as etiquetas de advertência
2 DESCRIÇÕES GERAIS
2.1. ESPECIFICAÇÕES
Esta máquina de soldar é um gerador de corrente con-
tínua constante, realizada com a tecnologia INVERTER,
concebida para soldar eléctrodos revestidos (excepto do
tipo celulósico) e com procedimento TIG, com acendi-
mento por contacto e com alta frequência.
Não deve ser utilizada para descongelar tubos.
2.2. EXPLICAÇÃO DOS DADOS TÉCNICOS INDICA-
DOS NA CHAPA DE IDENTIFICAÇÃO DA MÁQUINA.
O aparelho é construído de acordo com as seguintes
normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A -
IEC 61000-3-12 - EC 61000-3-11 (ver a nota 2)
N°. Número de registo a referir sempre que for ne-
cessário fazer qualquer pedido relativo à má-
quina de soldar.
f1
f2
Conversor estático de frequência monofásico
transformador-recticador.
Característica descendente.
SMAW. Adequado para soldadura com eléctrodos re-
vestidos.
TIG Apropriado para soldagem TIG.
U0. Tensão a vácuo secundária
X. Factor de serviço percentual. % de 10 minu-
tos em que a máquina de soldar pode trabalhar
numa determinada corrente sem causar sobre-
aquecimento.
I2. Corrente de soldadura
U2. Tensão secundária com corrente I2
A máquina selecciona automaticamente a ten-
são de alimentação.
U1. Tensão nominal de alimentação
1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz
I1 máx. É o valor máximo da corrente absorvida.
I1 ef. É o valor máximo da corrente efectiva absorvi-
da considerando factor de serviço.
IP23S Grau de protecção da carcaça.
Grau3comosegundoalgarismosignicaque
este aparelho pode ser armazenado, mas não
deve ser uti- lizado no exterior quando está a
chover, a não ser se estiver devidamente prote-
gida.
S
Idoneidade em ambientes com risco acrescen-
tado.
NOTAS:
1- O aparelho também foi projectado para trabalhar em
ambientes com grau de poluição 3. (Ver IEC 60664).
2- Este equipamento está em conforme com a norma
IEC 61000-3-11 na condição que a impedância má-
xima Zmax admitida da instalação eléctrica seja in-
ferior ou igual a 0,294 no ponto de interligação entre
a instalação eléctrica do utilizador e a pública. É da
responsabilidade do instalador, ou do utilizador do
equipamento, garantir, eventualmente consultando o
operador da rede de distribuição, que o equipamento
seja ligado a uma alimentação com uma impedância
máxima de sistema admitida Zmax inferior ou igual a
0,294.
2.3. DESCRIÇÃO DAS PROTECÇÕES
2.3.1. Protecção térmica
Este aparelho está protegido por uma sonda de tempe-
ratura a qual, se forem ultrapassadas as temperaturas
admitidas, impede o funcionamento da máquina. A in-
tervenção do termóstato é assinalada pelo acendimento
da sigla “OPn” no visor U situado no painel de controlo.
2.3.2. Protecção de bloqueio.
Esta máquina de soldar tem várias protecções que inter-
rompem a máquina antes que sofra danos. A interven-
ção de cada protecção é assinalada pelo acendimento
da sigla “Err” no visor U e por um número que aparece
no visor O.
Se for detectado um nível baixo de água para o grupo
de arrefecimento, aparecerá a sigla H2O a piscar no
visor U.

48
3. INSTALAÇÃO
Vericarseatensãodealimentaçãocorrespondeàten-
sãoindicadanachapadeidenticaçãodosdadostécni-
cos da máquina de soldar.
Ligarumachadecapacidadeadequadaaocabodeali-
mentaçãocerticando-sequeocondutoramarelo/verde
esteja ligado ao terminal de ligação à terra.
A capacidade do interruptor magnetotérmico, ou dos
fusíveis, ligados em série com a alimentação, deve ser
igual à corrente I1 consumida pela máquina.
3.1. PREPARAÇÃO PARA O FUNCIONAMENTO
A instalação da máquina deve ser efectuada por pessoal
especializado. As ligações devem ser todas executadas
de acordo com as normas em vigor e respeitando rigoro-
samente as leis de protecção contra acidentes (CEI 26-
23 / CEI CLC 62081)
3.2. DESCRIÇÃO DO APARELHO (FIG. 1).
BA) Borne de saída negativo (-).
BB) Borne de saída positivo (+).
BC) Conector para o botão do maçarico TIG.
Ligarososdobotãodomaçariconosterminais1e9.
BD) Tomada (1/4 gás).
Serve para ligar o tubo do gás do maçarico de solda-
dura TIG.
BE) Interruptor geral.
BG) Cabo de alimentação.
BH) Tomada de alimentação do gás.
BO) Conector de tipo DB9 (RS 232).
A utilizar para actualizar os programas dos micro-
processadores.
BQ) Tomada do cabo de rede.
BR) Tomada do pressóstato.
3.3. DESCRIÇÃO DO PAINEL (Fig. 1).
Botão de processamento AT.
A selecção é evidenciada pelo acendimento de
um dos leds AX, AV, ou AW.
Led AX Led AV Led AW
Botão de modo E.
A selecção é evidenciada pelo acendimento de
um dos leds F, G, H, I, L, M, N, ou PP.
Em TIG, os leds acesos serão sempre dois, um
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

49
indica o modo de acendimento com HF, ou por contac-
to, e o outro indica o modo contínuo, ou pulsado, com
comando a 2 ou 4 tempos. Cada vez que se prime este
botão obtém-se uma nova selecção. O acendimento dos
leds junto dos símbolos visualiza a vossa selecção:
F - LED de Soldadura TIG com acendimen-
to do arco sem alta frequência.
Para acender o arco, premir o botão do maçarico e tocar
com o eléctrodo de tungsténio na peça a soldar e alçá-lo.
O movimento deve ser preciso e rápido (0,3 seg).
L - LED de Soldadura TIG com acendimen-
to do arco com alta frequência.
Para acender o arco, premir o botão do maçarico, uma
faísca piloto de alta tensão/frequência acenderá o arco.
G - LED de Soldadura TIG-contínua-2 tem-
pos (manual).
Premindo o botão do maçarico, a corrente começa a au-
mentar e emprega um tempo correspondente ao “slope
up”, previamente regulado, para alcançar o valor regu-
lado com o manípulo AA. Quando se larga o botão, a
corrente começa a diminuir e emprega um tempo corres-
pondente ao “slope down”, previamente regulado, para
tornar a zero.
Nesta posição pode-se ligar o acessório pedal de co-
mando ART. 193.
H - LED de Soldadura TIG-contínua-4 tem-
pos (automática).
Este programa distingue-se do anterior porque, quer o
acendimento, quer ao apagamento são comandados
premindo e largando o botão do maçarico.
4 Tempos especial (automática).
Esta função pode ser usada com:
-nível duplo de corrente a 4 tempos
-pulsado a 4 tempos
-pulsado nível duplo de corrente a 4 tem-
pos
Permite manter a corrente de cratera (CrC)no nal da
soldadura enquanto permanece premido o botão do ma-
çarico.
A condição necessária para realizar este 4 tempos é que
afunçãodeenchimentodacrateranal(CrA) esteja em
ON e que o tempo da corrente de cratera (tCr) seja 0,0.
A soldadura começa premindo e largando imediatamen-
te o botão do maçarico.
A corrente de arranque é a regulada pelo parâmetro SC,
segue a rampa de subida e o alcance da corrente de sol-
dadura.
Para terminar a soldadura, o operador prime o botão do
maçarico e mantém-no premido, a máquina executa a
rampa de descida (slope down) para alcançar a corrente
de cratera (CrC), esta permanecerá activa até que seja
largadoobotãodomaçarico,verag.(2).
Fig. 2
I - LED. Soldadura TIG-contínua com nível
duplo de corrente-4 tempos (automática).
Programar os dois níveis de corrente antes de acender o arco:
Primeiro nível: premir o botão P até se acender o led T e
regular a corrente principal no manípulo AA.
Segundo nível: premir o botão P até se acender o led V e
regular a corrente no manípulo AA.
Depois do acendimento do arco, a corrente começa a au-
mentar e emprega um tempo correspondente ao “slope
up” (led S aceso), previamente regulado, para alcançar o
valor regulado com o manípulo AA. O led T acende-se e
o visor O visualiza-a.
Se, durante a soldadura, houver necessidade de dimi-
nuir a corrente sem apagar o arco (por exemplo para
mudança do material a aplicar, mudança de posição de
trabalho, passagem de uma posição horizontal para uma
vertical, etc.) premir e largar imediatamente o botão do
maçarico, a corrente passa ao segundo valor seleccio-
nado, o led V acende-se e apaga-se T.
Para regressar à corrente anterior, premir e largar nova-
mente o botão do maçarico, o led T acende-se e apaga-
-se o led V. Em qualquer momento que se queira inter-
romper a soldadura, premir o botão do maçarico por um
tempo superior a 0,7 segundos e depois largá-lo, a
corrente começa a descer até ao valor zero no tempo de
“slopedown”,previamentedenido(ledW aceso).
Durante a fase de “slope down”, premindo e largando
imediatamente o botão do maçarico, regressa-se à cor-
rente menor entre os valors regulados.
N.B. a frase “PREMIR E LARGAR IMEDIATAMENTE” re-
fere-se a um tempo máximo de 0,5 seg.
M - LED. Soldadura TIG-pulsada-2 tempos
(manual).
Premindo o botão do maçarico, a corrente começa a au-
mentar e emprega um tempo correspondente ao “slope
up”, previamente regulado, para alcançar o valor regula-
do no manípulo AA. Quando se larga o botão, a corrente
começa a diminuir e emprega um tempo correspondente
ao “slope down”, previamente regulado, para regressar
a zero.
Nesta posição pode-se ligar o acessório pedal de co-
mando ART. 193.
N - LED. Soldadura TIG-pulsada-4 tempos
(automática).
Este programa distingue-se do anterior porque, quer o
acendimento quer o apagamento são comandados pre-
mindo e largando o botão do maçarico

50
PP - LED. Soldadura TIG-pulsada com nível
duplo de corrente-4 tempos (automática).
O processo do modo de soldadura é igual ao descrito
para o led I. Depois de ter regulado as correntes de pico
e de base do primeiro nível, o quociente entre as duas
também será mantido no segundo nível.
AA - MANÍPULO
Regula a corrente de soldadura de 10 a 180 A
para MMA e de 5 a 220 A para TIG.
Também é possível a combinação do botão P:
-regular o segundo nível de corrente V
-regular o “slope up” S
-regular o “slope down” W
-regular a frequência de pulsação AE
-regular o pós-gás X
-regular a frequência da corrente em soldadura CA Q
-regular o equilíbrio da onda em soldadura CA R
U - Visor
Mostra:
1. Em MMA, a tensão a vazio e em
soldadura a tensão em carga.
2. Em TIG contínua, sem premir o botão do maçarico,
a sigla PL (programa livre).
Em TIG contínua, premindo o botão do maçarico,
mas sem soldar, a tensão a vazio.
Em TIG contínua, premindo o botão do maçarico,
mas em soldadura, a tensione em carga.
3. Visualiza numericamente todas as grandezas, excep-
to das correntes, seleccionadas com o botão P.
4. Visualiza todas as siglas do menu das funções de
serviço.
5. A sigla “OPn” a piscar na abertura do termóstato.
6. Durante a selecção dos programas livres ou memori-
zados, as siglas PL…P01…P09.
O - Visor
Mostra:
1. Em condições de vazio, a corrente
redenida.
2. Em condições de carga, a corrente de soldadura e
os seus níveis.
3. Em TIG pulsada, em carga, a alternância das corren-
tes nos respectivos níveis.
4. Visualiza todas as grandezas e valors do menu das
segundas funções.
AQ - SELECTOR
Selecciona e memoriza os programas.
A máquina de soldar tem a possibilidade de me-
morizar nove programas de soldadura P01…P09 e de os
poder chamar com este botão. Também está à disposi-
ção um programa de trabalho PL.
Selecção
Premindo brevemente este botão aparece no visor U o
número do programa seguinte ao que está a ser usado.
Se este não tiver sido memorizado, o número pisca, caso
contrário será contínuo.
Memorização (ver o par. 3.6)
Depois de ter seleccionado o programa, premindo por
um tempo superior a 3 segundos, memorizam-se os da-
dos.Comoconrmaçãodisso,onúmerodoprograma,
mostrado no visor U, deixará de piscar.
P - SELECTOR
Premindo este botão iluminam-se em sequência
os leds:
Atenção!Iluminam-seapenasosledsquesereferemao
modo de soldadura escolhida; por ex: em soldadura TIG
contínua não se ilumina o led Q que representa a fre-
quência de pulsação.
Cada led indica o parâmetro que pode ser regulado no
manípulo AA durante o tempo de acendimento desse
led. Após 5 segundos da última variação, o led em ques-
tão apaga-se e é indicada a corrente de soldadura prin-
cipal, acendendo-se o respectivo led T.
LEDS SELECCIONÁVEIS EM SOLDADURA TIG DC
(CORRENTE CONTÍNUA) E EM SOLDADURA TIG CA
(CORRENTE ALTERNA):
AL - Led de Pré-gás
Regulação de 0,05 a 2,5 segundos.
Tempo de saída do gás antes do início
da soldadura.
S - Led de Slope up.
É o tempo no qual a corrente, partindo
do mínimo, alcança o valor de corren-
te programado (0 a 10 seg.)
T - Led de Corrente de soldadura
principal.
V - Led de segundo nível de corren-
te de soldadura ou de base.
Esta corrente é sempre uma percen-
tagem da corrente principal.
AE - Led de Frequência de pulsa-
ção (0,16 a 500 Hz).
W - Led de Slope down.
É o tempo no qual a corrente alcança
o mínimo e o apagamento do arco. (0
a 10 seg.)
X - Led de Pós-gás.
Regula o tempo de saída do gás no
naldasoldadura.(0a30seg.)
LEDS SELECCIONÁVEIS APENAS EM SOLDADURA
TIG CA (CORRENTE ALTERNA):
Led AO Start
Regula o nível de “hot-start” para optimi-
zar os acendimentos em TIG CA para cada
diâmetro de eléctrodo. Quando se acende este led, o vi-

51
sor O visualizará um valor numérico que se refere aos
diâmetros de eléctrodo, o operador, com o manípulo AA,
pode programar o diâmetro utilizado e obter imediata-
mente um bom arranque. Regulação de 0,5 a 4,0.
Led Q Hz
Regula a frequência da corrente alterna.
Regulação de 50 a 150 Hz.
Led R de Regulação do equilíbrio da
onda.
Regula a percentagem da meia onda ne-
gativa PEn (penetração) com o manípulo AA, o valor
pode variar de 1 a 10.
Regula a percentagem da meia onda positiva CLn (lim-
peza) com o manípulo AA, o valor pode variar de 1 a 10.
O valor programado e aconselhado é 0.
Led Y
Led de indicação do funcionamento cor-
recto do dispositivo que reduz o risco de choques eléc-
tricos.
BC - Conector de 10 pólos
São ligados a este conector os comandos
remotos descritos no parágrafo 5.
Entre os terminais 3 e 6 está à disposição
um contacto limpo que assinala o acendimento do arco
(Máx. 0,5 A - 125 Vca / 0,3 A - 110 Vcc / 1 A - 30 Vcc).
3.3. NOTAS GERAIS
Antes de usar esta máquina de soldar, ler atentamente
asnormasCEI26-23/IEC-TS62081evericartambém
o estado de isolamento dos cabos, das pinças dos eléc-
trodos,dastomadasedaschas,eseasecçãoeocom-
primento dos cabos de soldadura são compatíveis com
a corrente utilizada.
3.4. SOLDADURA DE ELÉCTRODOS REVESTIDOS
(MMA)
- Esta máquina de soldar é idónea para a soldadura de
todos os tipos de eléctrodos, excepto do tipo celulósico
(AWS 6010).
-Certicar-seque ointerruptor BE está na posição 0,
depois ligar os cabos de soldadura respeitando a polari-
dade indicada pelo fabricante de eléctrodos que utilizará
e o borne do cabo de massa à peça no ponto mais pró-
ximopossíveldasoldaduracerticando-sequehajaum
bom contacto eléctrico.
- Não tocar simultaneamente o maçarico ou a pinça do
eléctrodo e o borne de massa.
- Ligar a máquina no interruptor BE.
- Seleccionar, premindo o botão AT, o modo MMA, led
AW aceso.
- Regular a corrente em função do diâmetro do eléctro-
do, da posição de soldadura e do tipo de junta a efectuar.
- Depois de terminada a soldadura, desligar sempre o
aparelho e retirar o eléctrodo da pinça.
3.5. SOLDADURA TIG
Seleccionando o modo TIG CA
pode-se soldar
Alumínio, ligas de alumínio, latão e magnésio, seleccio-
nando TIG CC
pode-se soldar aço inoxidável,
ferro e cobre.
Ligar o conector do cabo de massa ao pólo positivo (+)
da máquina de soldar e o borne à peça no ponto mais
próximopossíveldasoldaduracerticando-sequehaja
um bom contacto eléctrico.
Ligar o conector de potência do maçarico TIG ao pólo
negativo (-) da máquina de soldar.
Ligar o conector di comando do maçarico ao conector
BC da máquina de soldar.
Ligar a tomada do tubo do gás do maçarico à tomada BD
da máquina e o tubo do gás proveniente do redutor de
pressão da botija à tomada de gás BH.
3.5.1 Grupo de arrefecimento (opcional no Art. 1341).
Utilizando um maçarico arrefecido a água, deve-se utili-
zar o grupo de arrefecimento.
Inserir os tubos de arrefecimento do maçarico nas toma-
das do grupo refrigerador prestando atenção para res-
peitar a saída e a entrada.
3.5.1.1 Descrição das protecções.
- Protecção da pressão do líquido refrigerador.
Esta protecção é realizada com um pressóstato, inseri-
do no circuito de saída do líquido, que comanda um mi-
crointerruptor.A pressãoinsucienteéassinalada pela
sigla H2O a piscar no visor U.
3.5.1.2 Preparação para o funcionamento.
Desapertar o tampão e encher o depósito (o aparelho é
fornecido com cerca de um litro de líquido).
Éimportantevericarperiodicamente,atravésdavigia,
se o líquido se mantém no nível “máx.”.
Utilizar a água como líquido refrigerador (de preferência
desionizada) misturada com álcool numa percentagem
denidadeacordocomaseguintetabela:
temperatura água/álcool
-0°C até -5°C 4L/1L
-5°C até -10°C 3,8L/1,2L
N.B. Se a bomba rodar na ausência do líquido refrigera-
dor é necessário esvaziar o ar dos tubos.
Nesse caso, desligar o gerador, encher o depósito, ligar
um tubo à tomada (
) e inserir a outra extremidade do
tubo no depósito.
Inserir o conector do pressóstato e o cabo de rede nas
tomadas BR e BQ.
Ligar o gerador por cerca de 10 a 15 segundos e depois
ligar novamente os tubos.
Ligar a máquina.
Para seleccionar o modo de funcionamento do grupo de
arrefecimento, consultar o capítulo “ MENU DAS FUN-
ÇÕES DE SERVIÇO”.
3.5.2 Preparação para o funcionamento.
Não tocar nas partes com corrente nem os bornes de
saída quando o aparelho está alimentado.

52
Quando se liga a máquina pela primeira vez, seleccionar
o modo no botão E e os parâmetros de soldadura no
botão P e no manípulo AA.
Atenção! As regulações para os leds AO = start, Q = Hz,
R = equilíbrio da onda, só podem ser seleccionadas em
TIG CA.
Ouxodegásinertedeveserreguladornumvalor(em
litros por minuto) cerca de 6 vezes o diâmetro do eléc-
trodo.
Utilizando acessórios tipo gas-lens, o caudal de gás
pode ser reduzido a cerca de 3 vezes o diâmetro do eléc-
trodo. O diâmetro do bico de cerâmica deve ser 4 a 6
vezes superior ao diâmetro do eléctrodo.
• Depois de terminada a soldadura, lembrar-se de
desligar o aparelho e de fechar a válvula da botija
do gás.
3.5.3 Preparação do eléctrodo.
É necessária especial atenção na preparação da ponta
do eléctrodo. Lixá-la de modo que apresente uma estria
vertical,comoindicadonag.3.
ATENÇÃO: AS PARTES METÁLICAS VOLÁTEIS INCAN-
DESCENTES podem ferir as pessoas, provocar incêndios
e danicar as aparelhagens; A CONTAMINAÇÃO POR
TUNGSTÉNIO pode diminuir a qualidade da soldadura.
• Moldar o eléctrodo de tungsténio exclusivamente com
uma esmeriladora com as respectivas tampas de pro-
tecção e usando as protecções para o rosto, as mãos e
o corpo.
• Moldar os eléctrodos de tungsténio com um disco
abrasivodurodegrãono,utilizadoexclusivamentepara
moldar o tungsténio.
• Moldar a extremidade do eléctrodo de tungsténio em
forma cónica por um comprimento de 1,5 a 2 vezes o
diâmetrodoeléctrodo.(g.3)
1,5 2 d÷
d
Fig. 3
3.6. MEMORIZAÇÃO
Os programas a memorizar, a sua chamada, e a sua
memorização, são efectuadas premindo, por mais
ou menos tempo, o botão AQ.
Premindo por pouco tempo efectua-se a selecção,
premindo por mais tempo efectua-se a memoriza-
ção.
Os programas a memorizar (memórias), se forem
mostradas pelo visor U a piscar, estão livres, se não
piscarem já contêm já dados na memória.
3.6.1. Memorizar os dados do programa PL
Utilizando a máquina pela primeira vez
Os programas de trabalho e as memórias (P01… etc.)
são sempre mostrados pelo visor U, a sua selecção é
efectuada premindo o botão AQ por pouco tempo.
Depoisdeidenticadooconjuntodeparâmetrosame-
morizar, premir brevemente o botão AQ, aparecerá no
visor U a sigla P01 a piscar, e no visor O aparecem três
traços (---); premir o botão AQ por um tempo superior
a 3 segundos, a sigla P01 deixará de piscar e um sinal
acústico avisa que foi efectuada a memorização.
Desejando escolher outro programa, premir o botão AQ
até que apareça no visor U o número do programa de-
sejado.
3.6.2. Memorizar a partir de um programa livre
Ooperador pode modicar e memorizar um programa
escolhido procedendo do seguinte modo:
Premir brevemente o botão AQ e escolher o número de
programa desejado.
Os programas livres têm a sigla a piscar.
Premir o botão AT e escolher o procedimento de solda-
dura e com o botão E escolher o modo.
Rodar o manípulo AA e programar a corrente de solda-
dura.
Se foi escolhido o procedimento TIG, activar o led X
(pós-gás) no botão P e regular o valor desejado no ma-
nípulo AA.
Se, depois destas regulações, necessárias para me-
morizar, se desejar regular os tempos de “slope”, ou
outros, proceder como descrito no respectivo parágrafo.
Para memorizar no programa previamente escolhido,
premir o botão AQ por mais de 3 segundos até que deixe
de piscar o número do programa.
3.6.3 Memorizar a partir de um programa memori-
zado.
Partindo de um programa já memorizado o operador
pode modicar os dados em memória para actualizar
esse mesmo programa ou para encontrar novos parâ-
metros a memorizar noutro programa.
3.6.3.1 Actualizar
Depois de ter ligado a máquina, seleccionar os parâme-
trosamodicaremodicá-los,duranteamodicaçãoa
sigla do programa escolhido passa de contínua a inter-
mitente.
Premir, por mais de 3 segundos o botão AQ, aparece no
visor O a sigla Sto.
Premir por mais de 3 segundos o botão AQ, a sigla do
programa deixará de piscar e um sinal acústico avisará
que foi efectuada a memorização.
3.6.3.2 Memorizar num programa novo.
Depois de ter ligado a máquina, seleccionar os parâme-
trosamodicar,emodicá-los.
Premir brevemente o botão AQ até aparecer o programa
desejado.
Premir por mais de 3 segundos o botão AQatéàconr-
mação da memorização (a sigla do programa passa de
intermitente a contínua).

53
3.6.4 Apagamento de um programa memorizado.
Seleccionar o programa (memória) a apagar, premir por
mais de 3 segundos o botão AQ e aparecerá no visor O a
sigla Sto, rodar o manípulo AA até aparecer a sigla dEL,
premir o botão AQ por mais de 3 segundos, a sigla do
programa começará a piscar.
4 MENU DAS FUNÇÕES DE SERVIÇO
Para entrar neste submenu, premir o botão P e, manten-
do-o premido, premir brevemente o botão AQ.
Para sair, repetir a mesma operação acima descrita.
A selecção das funções de serviço é realizada premindo
brevemente o botão AQ.
Amodicaçãodasfunçõesseleccionadascomobotão
AQ é efectuada no manípulo AA.
Funções visíveis somente utilizando o processo TIG.
4.1 GESTÃO DO GRUPO DE ARREFECIMENTO.
O visor U mostra a sigla H20 e o visor O mostra a sigla
OFF (por defeito).
Rodar o manípulo AA para seleccionar o tipo de funcio-
namento:
- OFF = desligada.
- On C = sempre ligada
- On A = ligação automática.
Em funcionamento automático, quando se liga a máqui-
na, o grupo de arrefecimento acende-se por 30 seg e
depois apaga-se.
Premindo o botão do maçarico, o arrefecimento começa
a funcionar e apaga-se 3 minutos depois de se ter lar-
gado o botão. Se a pressão do líquido refrigerador for
insuciente,ogeradornãoemitecorrenteeapareceráno
visor U a palavra H2O a piscar.
4.2 SP SOLDADURA POR PONTOS E INTERMITÊNCIA.
Activa-se em soldadura a dois tempos (led G) ou a qua-
tro tempos (led H) quando se selecciona a ligação a alta
frequência (led L).
Seleccionar a sigla SP (spot) no visor U com o botão AQ,
o visor O mostra a sigla OFF com o manípulo AA progra-
mar ON para activar a função.
Premindo brevemente o botão AQ, seleccionar a sigla
tSP.
4.2.1 tSP (tempo de soldadura por pontos Spot time)
O visor U, mostra a palavra tSP e o visor O mostra o
tempo de 1 segundo, programar o tempo desejado com
o manípulo AA, regulação de 0,1 a 25 segundos.
Se desejar programar a intermitência (soldadura com
tempo de pausa automático) premir brevemente o botão
AQ e seleccionar a sigla tin.
4.2.2 tin (tempo de intermitência)
O visor O mostrará a sigla OFF.
Rodar o manípulo AA para regular o tempo de intermi-
tência (regulação de 0,1 a 25 seg).
4.3 PDU-FACTOR DE SERVIÇO PULSADA (só activo
em pulsada).
Este é o tempo de duração da corrente mais alta selec-
cionada em pulsação.
É indicado em percentagem em relação ao período de-
terminado pela frequência (por defeito 50%)
Regulação mínima 10%, máxima 90%.
4.4 SC (CORRENTE DE START).
Sempre activa em todos os processos TIG.
Nível de corrente de arranque da qual começa o proces-
so de soldadura.
Especialmente usada para arranques em soldadura CA
com eléctrodos grandes e com rampa de subida (slope
up).
Regula o nível mínimo do pedal art. 193.
Por defeito 25%.
Regulações:
mínimo 1%
máximo 100%
4.5 CRA (ENCHIMENTO DA CRATERA FINAL).
Seleccionar a sigla CrA no visor U com o botão AQ, o
visor O mostra a sigla OFF, programar ON no manípulo
AA para activar a função.
Premindo brevemente o botão AQ seleccionar a sigla
CrC.
4.5.1 CrC (corrente de cratera)
Esta corrente é uma percentagem da corrente de solda-
duraeéacorrentenaldoprocesso.
Por defeito 50%
Regulações:
mínimo 10%
máximo 100%
4.5.2 tCr (tempo da corrente de cratera)
Tempo de permanência da corrente de cratera.
Por defeito 0,5 seg
Regulações:
mínimo 0,0 seg
máximo 30 seg
Funções visíveis somente utilizando o processo
MMA.
4.6 HS (PERCENTAGEM DA CORRENTE DE HOT-
-START)
É uma sobrecarga de corrente que serve para melhorar
os arranques.
Por defeito 50%
Regulações:
mínimo 0%
máximo 100%

54
4.7 THS (DURAÇÃO DA CORRENTE DE HOT-START)
Por defeito 0,15 seg
Regulações:
mínimo 0 seg
máximo 0,5 seg
4.8 AF (PERCENTAGEM DA CORRENTE DE ARC-
FORCE)
É uma corrente que determina a transferência do eléc-
trodo.
Por defeito 30%
Regulações:
mínimo 0%
máximo 100%
5 COMANDOS À DISTÂNCIA E ACESSÓRIOS
Para a regulação da corrente de soldadura, a esta má-
quina de soldar podem ser ligados os seguintes coman-
dos à distância:
Art. 193 Pedal de comando (usado em soldadura
TIG)
Art. 1260 Maçarico BINZEL “ABITIG 200” (200A-35%)
m. 4
Art. 1262 Maçarico BINZEL “ABITIG 200” Up/Down
(200A-35%) – m. 4
Art. 1256 Maçarico arrefecido a água BINZEL “ABITIG
450 W” (450A) – m. 4
Art. 1258 Maçarico arrefecido a água BINZEL “ABITIG
450 W Up/Down” (450A) – m. 4
Art. 1656 Carro para transporte do gerador
Art. 1281.03 Acessório para soldadura com eléctrodo
Art. 1341 Grupo de arrefecimento
Art 1192 Art 187 (usado em soldadura MMA)
Art. 1180 Conexão para ligar simultaneamente o ma
çarico e o pedal de comando.
Com este acessório, o Art. 193 pode ser
utilizado em qualquer modo de soldadura
TIG.
Os comandos que incluem um potenciómetro, regu-
lam a corrente de soldadura da corrente mínima à
corrente máxima programada com o manípulo AA.
Os comandos com lógica UP/DOWN regulam a cor-
rente de soldadura do mínimo ao máximo.
6 MANUTENÇÃO
Cada trabalho de manutenção deve ser executado por
pessoalqualicadorespeitandoanormaCEI26-29(IEC
60974-4).
6.1 MANUTENÇÃO DO GERADOR
Em caso de manutenção no interior do aparelho,
certique-sequeointerruptorSestejanaposição“O”
e que o cavo de alimentação esteja desligado da rede
eléctrica.
Também é necessário limpar periodicamente o pó
metálico acumulado no interior do aparelho utilizando ar
comprimido.
6.2 CUIDADOS APÓS UM TRABALHO DE REPARA-
ÇÃO.
Depois de ter executado uma reparação, prestar aten-
ção em reordenar a cablagem de modo que haja um
isolamento seguro entre o lado primário e o lado se-
cundáriodamáquina.Evitequeosospossamentrar
em contacto com partes em movimento ou partes que
aqueçam durante o funcionamento. Montar novamen-
te todas as braçadeiras como no aparelho original, de
modo a evitar que, se um condutor se parte ou desliga
acidentalmente, possa haver uma ligação entre o primá-
rio e o secundário.
Montar também os parafusos com as anilhas dentadas
como no aparelho original.

55
KAARIHITSAUSKONEEN KÄYTTÖOHJE
TÄRKEÄTÄ: ENNEN LAITTEEN KÄYTTÖÖNOTTOA, LUE
TÄMÄ KÄYTTÖOHJE HUOLELLISESTI. TÄMÄ KÄYT-
TÖOHJE ON SÄILYTETTÄVÄ HUOLELLISESTI JA OL-
TAVA KAIKKIEN KONETTA KÄYTTÄVIEN SAATAVILLA.
KÄYTTÖOPPAASEEN TULEE TURVAUTUA AINA EPÄ-
VARMOISSA TILANTEISSA TAI TILATTAESSA KONEE-
SEEN VARAOSIA.
1 TURVAOHJEET
HITSAUS JA VALOKAARILEIKKAUS VOI AI-
HEUTTAA VAARATILANTEITA ITSELLESI TAI
MUILLE TYÖALUEELLA OLEVILLE HENKILÖILLE.
Koneen käyttäjän tulee sen vuoksi tutustua huolellisesti
hitsauksessa noudatettaviin turvaohjeisiin
ennen koneen käyttöä. Ohessa yhteenveto turvaohjeista.
Täydelliset turvaohjeet on erikseen tilattavissa. Turvaoh-
jeiden tilausnumero on 3.300.758.
MELU.
Tämän koneen melutaso ei ylitä 80 dB . Hitsauk-
sen tai plasmaleikkauksen aikainen melu saattaa
kuitenkin ylittää tämän tason, mistä syystä synty-
vän melun osalta on huomioitava voimassa olevat työ-
suojelumääräykset.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
· Aina kun sähkö kulkee johtimen läpi muo-
dostuu johtimen ympärille paikallinen säh-
kö- ja magneettikenttä EMF. Hitsaus-/ leik-
kausvirta synnyttää EMF -kentän kaapelien
ja virtalähteen ympärille.
- Korkean virran aiheuttamat magneettikentät saattavat
aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elin-
toimintoja ylläpitävien laitteiden (sydämentahdistin) käyt-
täjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen
käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus).
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-ken-
tät voivat myös aiheuttaa muitakin vielä tuntemattomia
terveyshaittoja.
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-ken-
tät voivat myös aiheuttaa muitakin vielä tuntemattomia
terveyshaittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seu-
raavia ohjeita minimoidakseen hitsauksessa / leikkauk-
sessa syntyvien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja
maakaapeli niin, että ne kulkevat rinakkain
varmista jos mahdollista kiinnittämällä ne toisiin-
sa teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita
kehosi ympärille.
- Älä koskaan asetu niin, että kehosi on elekrodi
/ hitsa uskaapelin ja maakaapelin välissä.
Jos elektrodi- / hitsauskaapeli sijaitsee keho-
si oikealla puolella on myös maajohto sijoitettava
niin, että se sijaitsee kehosi oikealla puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus
kohtaa kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen
välittömässä läheisyydessä.
RÄJÄHDYKSET.
· Älä hitsaa paineistettujen säiliöiden tai räjähdys-
alttiiden jauheiden, kaasujen tai höyryjen lähei-
syydessä.
· Käsittele hitsaustoimenpiteiden aikana käytettyjä kaa-
supulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teolli-
sissa tiloissa. Laitteen sähkömagneettista yhteenso-
pivuutta ei voida taata, mikäli sitä käytetään teollisis-
ta tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU.
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin hyväk-
syttyyn kierrätyskeskuksen elektroniikkaromun vastaan-
ottopisteeseen. Paikalliselta laite- edustajalta voi tiedus-
tella lähimmän kierrätyskeskuksen vastaanottopisteen
sijaintia. Noudattamalla EU direktiiviä parannat ympäris-
tön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAIT-
TEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ.
1.1 VAROITUSKILPI

56
Seuraavat numeroidut tekstit vastaavat kilvessä olevia
numeroituja kuvia.
B. Langansyöttörullat saattavat vahingoittaa käsiä.
C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä
hitsauksen aikana. Pidä kädet ja metalliesineet etäällä
niistä.
1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut
ovat hengenvaarallisia. Suojaudu asianmukaisesti
sähköiskuvaaralta.
1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa
paljain käsin. Älä käytä kosteita tai vaurioituneita käsi-
neitä.
1.2 Eristä itsesi asianmukaisesti hitsattavasta kappalees-
ta ja maasta.
1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä
laitteeseen.
2. Hitsaussavujen sisäänhengitys saattaa olla terveydel-
le haitallista.
2.1 Pidä pääsi etäällä hitsaussavuista.
2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjes-
telmän avulla.
2.3 Poista hitsaussavut imutuulettimen avulla.
3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa rä-
jähdyksen tai tulipalon.
3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta.
3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tuli-
palon. Pidä palonsammutinta laitteen välittömässä lä-
heisyydessä ja varmista, että paikalla on aina henkilö,
joka on valmis käyttämään sitä.
3.3 Älä koskaan hitsaa suljettuja astioita.
4. Valokaaren säteet saattavat aiheuttaa palovammoja
silmiin ja ihoon.
4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia
kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä
kokonaamaria ja suodatinta, jonka asteluku on asian-
mukainen. Käytä koko kehon suojausta.
5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritetta-
via toimenpiteitä.
6. Älä poista tai peitä varoituskilpiä.
2 YLEISKUVAUKSET
2.1 MÄÄRITYKSET
Tämä laite on vakiovirtahitsausvirtalähde ja sen toiminta
perustuu INVERTTERI-tekniikkaan. Se on suunniteltu
hitsaukseen kaikentyyppisillä hitsauspuikoilla (lukuun
ottamatta selluloosapäällysteisiä puikkoja) ja TIG-
hitsaukseen kosketus- tai HF-sytytyksellä.
Sitä ei saa käyttää putkien sulatukseen.
2.2 KONEKILVEN MERKKIEN SELITYKSET
Laite on valmistettu seuraavien standardien mukaan: IEC
60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 61000-
3-12 - IEC 61000-3-11 (kts. huomautus 2)
N°. Sarjanumero, joka on ilmoitettava aina
hitsauslaitteeseen liittyvien kyselyjen
yhteydessä.
f1
f2
Yksivaiheinen staattinen taajuusmuunnin,
muuntaja-tasasuuntaaja
Alaspäin laskeutuva ominaisto.
SMAW. Soveltuu hitsauspuikoilla tapahtuvaan hitsauk
seen.
TIG Sopii TIG-hitsaukseen.
U0. Toisiojännite tyhjillään
X. Toimintateho prosentteina. Se % - arvo
10 minuutin aikana, jolloin hitsauslaite voi
toimia tietyllä sähkövirralla aiheuttamatta
ylikuumenemista.
I2. Hitsausvirta
U2. Toisiojännite virran ollessa I2
U1. Nimellinen syöttöjännite.
Laitteessa on automaattinen käyttöjännitteen
valitsin.
1~ 50/60Hz Yksivaihesyöttö 50 tai 60 Hz
I1 max. Suurin sallittu liitäntävirta
I1 eff Käyttösuhteen mukainen suurin ottoteho
IP23S Koteloinnin suojausluokka
3-luokka toinen numero, tarkoittaa, että tämä
laite voidaan varastoida, mutta sitä ei voida
käyttää
ulkona sateessa jos sitä ei ole suojattu sateelta.
S
Soveltuu käytettäväksi tiloissa, jossa riskialttius
on suuri.
HUOMAUTUKSIA:
1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla
työskentelyyn (kts. IEC 60664).
2-Tämä laite on IEC 61000-3-11-standardin mukainen
ehdolla, että käyttäjän laitteiston ja julkisen verkon
liityntäpisteen sallittu maksimi-impedanssi Zmax
on pienempi tai yhtä suuri kuin 0,388. Laitteen
asentajan/käyttäjän vastuulla on varmistaa tarvittaessa
sähkölaitokselta kysymällä, että laite on liitetty
sähköverkkoon, jonka sallittu maksimi-impedanssi Zmax
on pienempi tai yhtä suuri kuin 0,388.
2.3 SUOJIEN KUVAUS
2.3.1 Lämpösuoja
Kone on varustettu lämpösuojalla, joka pysäyttää koneen
sallitun lämpötilan ylittyessä. Lämpösuojan toiminnasta
ilmoitetaan ohjauspaneelin näytölle U syttyvällä
tunnuksella OPn.
2.3.2 - Keskeytyssuoja
Hitsauskone on varustettu useilla suojilla, jotka pysäyttävät
koneen ennen sen vaurioitumista. Jokaisen suojan
toiminnasta ilmoitetaan näytölle U syttyvällä tunnuksella
Err ja näytölle O ilmaantuvalla numerolla.
Jos jäähdytysyksikön veden taso on liian alhainen,
näytölle U ilmaantuu vilkkuva tunnus H2O.
3 ASENNUS
Tarkista, että liitäntäjännite vastaa hitsauskoneen
konekilvessä ilmoitettua jännitettä.
Asenna liitäntäkaapeliin pistotulppa, jonka kapasiteetti
on koneen ottoteholle riittävä. Varmista, että kytket kelta/
vihreän johtimen maadoitusnapaan. Sähköjärjestelmään
asennetun vikavirtakytkimen tai sulakkeiden tehon tulee
vastata koneen virrankulutusta I1.

57
3.1. KÄYTTÖÖNOTTO
Ainoastaan ammattitaitoinen henkilö saa asentaa koneen.
Kaikki liitännät tulee tehdä voimassa olevien standardien
ja täysin työsuojelulain (CEI 26-23 / CEI CLC 62081)
mukaisesti.
3.2 KONEEN KUVAUS (kuva 1)
BA) Negatiivinen ulostuloliitin (-)
BB) Positiivinen ulostuloliitin (+)
BC) TIG-polttimen ohjausvirtaliitin
Liitä polttimen kytkimen johtimet napoihin 1 ja 9.
BD) Liitin (1/4 kaasu)TIG-hitsauspolttimen kaasuletkulle
BE) Pääkytkin
BG) Virtakaapeli
BH) Kaasuliitin
BO) Sarjaportti DB9 (RS 232) ohjelmien päivitykseen
BQ) Virtakaapelin liitin
BR) Painekytkimen liitin
3.3 KÄYTTÖPANEELIN KUVAUS (kuva 1)
Prosessinäppäin AT
·Valinta osoitetaan merkkivaloilla AX, AV tai AW.
Merkkivalo AX Merkkivalo AV Merkkivalo AW
Tilanäppäin E
·Valinta osoitetaan joillakin seuraavista
merkkivaloista F, G, H, I, L, M, N tai PP.
TIG-tilassa palaa aina kaksi merkkivaloa: toinen osoittaa
HF- tai kosketussytytystä ja toinen jatkuvaa tai pulssitettua
tilaa 2- tai 4-tahtisella ohjauksella. Valinta vaihtuu aina,
kun näppäintä painetaan. Valinta osoitetaan symbolia
vastaavalla merkkivalolla:
F - Merkkivalo TIG-hitsaus, sytytys ilman
HF:ää.
Sytytä valokaari painamalla polttimen kytkintä,
koskettamalla volframielektrodilla hitsattavaa kappaletta
ja nostamalla se uudelleen. Liikkeen tulee olla varma ja
nopea (0,3 s).
L - Merkkivalo TIG-hitsaus, HF-sytytyksellä
Sytytä valokaari painamalla polttimen kytkintä.
Korkeajännitteinen / -taajuinen pilottivirta sytyttää
valokaaren.
G - Merkkivalo jatkuva-2-tahti TIG-hitsaus
(käsin ohjaus)
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

58
Kun painat polttimen kytkintä, virta nousee, kunnes se
saavuttaa säätönupilla AA asetetun arvon säädettyä
virrannousuaikaa (slope up) vastaavan ajan kuluessa. Kun
vapautat kytkimen, virta alkaa laskea, kunnes se palaa
nolla-arvoon säädettyä virranlaskuaikaa (slope down)
vastaavan ajan kuluessa.
Tässä toiminnossa voidaan
liittää lisävarusteena toimitettava jalkapoljin (tuote 193).
H - Merkkivalo jatkuva-4-tahti TIG-hitsaus
(automaattiohjaus)
Tämä ohjelma eroaa edellisestä, sillä sekä sytytys että
sammutus ohjataan painamalla ja vapauttamalla polttimen
kytkin.
4-tahti erikoistoiminto (automaattiohjaus)
Toimintoa voidaan käyttää:
- 4-tahti pulssihitsaus kahdella virta-tasolla
- 4-tahti pulssihitsaus
- 4-tahti pulssihitsaus kahdella virta-tasolla
Kraatterintäyttövirtaa (CrC) pidetään päällä hitsauksen
lopussa niin kauan kuin polttimen kytkin on painettuna.
Toimii vain, kun kraatterin lopputäyttötoiminto (CrA) on
päällä ja kraatterintäyttövirran aika (tCr) on 0,0.
Hitsaus aloitetaan painamalla polttimen kytkintä ja
vapauttamalla se välittömästi.
Käynnistysvirta säädetään parametrilla SC ja sitä seuraa
virrannousu, kunnes hitsausvirta saavutetaan.
Hitsaus päätetään painamalla polttimen kytkintä ja pitämällä
se painettuna. Kone suorittaa virranlaskun (slope down),
kunnes se saavuttaa kraatterintäyttövirran (CrC), joka pysyy
päällä polttimen kytkimen vapauttamiseen asti (kuva 2).
Fig. 2
I - Merkkivalo Jatkuva-4-tahti TIG-hitsaus
kahdella virtatasolla (automaattiohjaus)
Aseta kaksi virtatasoa ennen valokaaren sytytystä:
Ensimmäinen taso: paina näppäintä P, kunnes merkkivalo
T syttyy, ja säädä päävirta säätönupilla AA.
Toinen taso: paina näppäintä P, kunnes merkkivalo V
syttyy, ja säädä virta säätönupilla AA.
Valokaaren sytytyksen jälkeen virta alkaa kasvaa, kunnes
se saavuttaa säätönupilla AA valitun arvon säädettyä
virrannousuaikaa (slope up) vastaavan ajan kuluessa.
Merkkivalo T syttyy ja se näkyy näytöllä O.
Jos virtaa tarvitsee laskea hitsauksen aikana valokaarta
sammuttamatta (esim. poistettavan materiaalin vaihto,
työasennon muutos, siirtyminen vaaka-asennosta
pystyasentoon jne.), paina polttimen kytkintä ja vapauta
se välittömästi. Virta laskee toiseen valittuun arvoon,
merkkivalo V syttyy ja T sammuu.
Palaa edelliseen päävirtaan painamalla polttimen
kytkintä ja vapauttamalla se uudelleen. Merkkivalo T
syttyy ja V sammuu. Voit keskeyttää hitsauksen milloin
tahansa painamalla polttimen kytkintä yli 0,7 sekuntia
ja vapauttamalla se. Virta alkaa laskea, kunnes se palaa
säädettyyn nolla-arvoon virranlaskuaikaa (slope down)
vastaavan ajan kuluessa (merkkivalo W syttynyt).
Jos painat polttimen kytkintä ja vapautat sen välittömästi
virranlaskuvaiheessa (slope down), virta palaa kahdesta
säädetystä arvosta alhaisempaan.
HUOM. PAINA JA VAPAUTA VÄLITTÖMÄSTI viittaa
enintään 0,5 sekuntiin.
M - Merkkivalo 2-tahti pulssi-TIG-hitsaus
(käsin ohjaus)
Kun painat polttimen kytkintä, virta alkaa kasvaa, kunnes
se saavuttaa säätönupilla AA valitun arvon säädettyä
virrannousuaikaa (slope up) vastaavan ajan kuluessa. Kun
vapautat kytkimen, virta alkaa laskea, kunnes se palaa
nolla-arvoon säädettyä virranlaskuaikaa (slope down)
vastaavan ajan kuluessa.
Tässä asennossa voidaan liittää
lisävarusteena toimitettava jalkapoljin (tuote 193).
N - Merkkivalo 4-tahti pulssi-TIG-hitsaus
(automaattiohjaus)
Tämä ohjelma eroaa edellisestä, sillä sekä sytytys että
sammutus ohjataan painamalla ja vapauttamalla polttimen
kytkin.
PP - Merkkivalo 4-tahti pulssi-TIG-hitsaus
kahdella virtatasolla (automaattiohjaus)
Hitsaus tapahtuu samoin kuin merkkivalon I kohdalla. Kun
huippuvirrat on säädetty ensimmäisen tason mukaan,
kahden virran välinen suhde säilytetään myös toisella
tasolla.
AA - SÄÄTÖNUPPI
Säätää 10 - 180 A:n hitsausvirtaa MMA-
tilassa ja 5 - 220 A:n virtaa TIG-tilassa.
Mahdollistaa lisäksi yhdessä näppäimen P
kanssa seuraavat toimenpiteet:
- säätää toinen virtataso V
- säätää virrannousuaika (slope up) S
- säätää virranlaskuaika (slope down) W
- säätää pulssitustaajuus AE
- säätää jälkikaasu X
- säätää virran taajuutta AC-hitsauksessa Q
- säätää aallon tasapainon AC-hitsauksessa R
U - Näyttö
Näyttää:
1. MMA-tilassa tyhjäkäyntijännitteen ja
hitsauksen aikana kuormitusjännitteen
2. Jatkuvassa TIG-tilassa tunnuksen PL (vapaa ohjelma),
kun polttimen kytkintä ei paineta.
Jatkuvassa TIG-tilassa tyhjäkäyntijännitteen, kun
polttimen kytkintä painetaan, mutta hitsausta ei
suoriteta.
Jatkuvassa TIG -tilassa kuormitusjännitteen, kun
polttimen kytkintä painetaan ja hitsaus suoritetaan.
3. Kaikki näppäimellä P valitut numeeriset suureet
(lukuun ottamatta virta-arvoja).
4. Kaikki käyttötoimintojen valikon tunnukset

59
5. Vilkkuvan tunnuksen OPn lämpösuojan toimiessa
6. Vapaiden tai tallennettujen ohjelmien aikana
tunnukset PL…P01…P09.
O - Näyttö
Näyttää:
1. Uudelleenasetetun virran
tyhjäkäyntitilassa.
2. Hitsausvirran ja sen tasot kuormitustilassa.
3. Virtojen vuorottelun vastaavilla tasoilla pulssi-TIG-
tilassa kuormitettuna.
4. Toisten toimintojen valikon kaikki suureet ja arvot.
AQ - VALINTANÄPPÄIN
Valitsee ja tallentaa ohjelmat.
Hitsauskoneeseen voidaan tallentaa yhdeksän
hitsausohjelmaa P01 - P09, jotka voidaan ottaa käyttöön
tällä näppäimellä. Lisäksi käytössä on työohjelma PL.
Valinta
Kun painat valintanäppäintä lyhyesti, näytölle U ilmaantuu
käytössä olevaa ohjelmaa seuraavan ohjelman numero.
Mikäli ohjelmapaikka on vapaa, vilkkuu ohjelmanumero
näytöllä. Jos ohjelmapaikan numero ei vilku, on kyseinen
ohjelmapaikka varattu.
Tallennus (kappale 3.6)
Kun olet valinnut ohjelman, tallenna tiedot painamalla
näppäintä yli 3 sekuntia. Tämän vahvistukseksi näytöllä U
näytetty ohjelmanumero lakkaa vilkkumasta.
P - VALINTANÄPPÄIN
Kun painat näppäintä, kaikki merkkivalot syttyvät
peräkkäin.
Huomio! Ainoastaan valittuun hitsaustilaan viittaavat
merkkivalot syttyvät: esim. pulssitaajuutta vastaava
merkkivalo Q ei syty jatkuvan TIG-hitsauksen aikana.
Jokainen merkkivalo osoittaa parametrin, joka voidaan
säätää säätönupilla AA, kun ko. parametria ilmaiseva
merkkivalo palaa. Merkkivalo sammuu 5 sekunnin
kuluttua viimeisestä muutoksesta, näytölle ilmaantuu
päähitsausvirta ja vastaava merkkivalo T syttyy.
TIG-TASAVIRTAHITSAUKSEN JA TIG-VAIHTOVIRTAHIT-
SAUKSEN AIKANA VALITTAVAT MERKKIVALOT
AL - Esikaasun merkkivalo
Säätöalue 0,05 - 2,5 sekuntia.
Esikaasun virtausaika ennen
hitsauksen aloitusta.
S - Slope up -merkkivalo
Aika, jonka kuluessa virta nousee
minimiarvosta asetettuun virta-arvoon
(0-10 s)
T - Hitsaus-päävirran merkkivalo
V - Toisen hitsaustason tai
käynnistystason merkkivalo
Prosenttimäärä päävirrasta
AE - Pulssitaajuuden merkkivalo
(0,16 - 500 Hz)
W - Slope down -merkkivalo
Aika, jonka kuluessa virta laskee
minimiarvoon ja kaari sammuu (0 - 10 s)
X - Jälkikaasun merkkivalo
Kaasun ulostuloajan säätö hitsauksen
lopussa (0 - 30 s)
AINOASTAAN TIG-VAIHTOVIRTAHITSAUKSEN AIKANA
VALITTAVAT MERKKIVALOT
Käynnistyksen merkkivalo AO
Kuumakäynnistyksen tason säätö TIG-
vaihtovirtasytytyksen optimoimiseksi
jokaista elektrodin halkaisijaa kohti. Merkkivalon
syttyessä näytöllä O näkyy numeroarvo, joka viittaa
elektrodihalkaisijoihin. Voit asettaa käytettävän halkaisijan
säätönupilla AA ja saada välittömästi hyvän aloituksen.
Säätöalue 0,5 - 4,0.
Merkkivalo Q Hz
Vaihtovirran taajuuden säätö. Säätöalue 50
- 150 Hz.
Aallon tasapainon säädön merkkivalo R
Negatiivisen puoliaallon PEn
(tunkeutuminen) prosenttimäärän säätö
säätönupilla AA, arvo voi olla 1 - 10.
Positiivisen puoliaallon PEn (puhdistus) prosenttimäärän
säätö säätönupilla AA, arvo voi olla 1 - 10.
Asetettu ja suositeltu arvo on 0.
Merkkivalo Y
Sähköiskuvaaralta suojaavan laitteen
asianmukaista toimintaa osoittava merkkivalo
BC - 10-napainen liitin
Tähän liittimeen liitetään kappaleessa 5
kuvaillut kauko-ohjauslaitteet.
Navan 3 ja 6 välissä on potentiaalivapaa
kosketin, joka osoittaa kaaren syttymistä (maks. 0,5 A -
125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC).
3.3. YLEISIÄ HUOMAUTUKSIA
Lue huolellisesti standardit CEI 26-23 / IEC-TS 62081
ennen hitsauskoneen käyttöä. Tarkista myös, että
kaapelien eristys, elektrodinpitimet, liittimet ja pistokkeet
ovat ehjiä ja että hitsauskaapelien läpimitta ja pituus
sopivat käytetylle virralle.
3.4. HITSAUS PÄÄLLYSTETYILLÄ ELEKTRODEILLA
(MMA)
- Hitsauskone soveltuu hitsaukseen kaikilla
elektrodityypeillä lukuun ottamatta selluloosatyyppisiä
elektrodeja (AWS 6010).
- Varmista, että kytkin BE on 0-asennossa. Liitä
hitsauskaapelit ottaen huomioon käytettävien
elektrodien valmistajan vaatimat napaisuudet. Liitä
maadoituskaapelin liitin kappaleeseen mahdollisimman
lähelle hitsiä. Varmista, että sähköinen kontakti on hyvä.
- Älä koske poltinta tai elektrodinpidintä ja
maadoituspuristinta yhtä aikaa.

60
- Käynnistä kone kytkimellä BE.
- Valitse MMA-hitsaus näppäintä AT painamalla:
merkkivalo AW syttyy.
- Säädä virta elektrodin halkaisijan, hitsausasennon ja
tehtävän hitsisauman mukaan.
- Sammuta kone hitsauksen jälkeen ja poista elektrodi
elektrodinpitimestä.
3.5. TIG-HITSAUS
Kun valitset TIG-vaihtovirtahitsauksen
, voit
hitsata alumiinia, alumiiniseoksia, messinkiä ja
magnesiumia. Kun valitset TIG-tasavirtahitsauksen
, voit hitsata ruostumatonta terästä, rautaa ja
kuparia.
Liitä maadoituskaapelin liitin hitsauskoneen positiiviseen
napaan (+) ja puristin kappaleeseen mahdollisimman
lähelle hitsiä. Varmista, että sähköinen kontakti on hyvä.
Liitä TIG-polttimen virtaliitin hitsauskoneen negatiiviseen
napaan (-).
Liitä polttimen ohjausliitin hitsauskoneen liittimeen BC.
Liitä polttimen kaasuletkun liitin koneen liittimeen BD
ja kaasupullon paineensäätimestä tuleva kaasuletku
kaasuliittimeen BH.
3.5.1 Jäähdytysyksikkö (lisävaruste tuotteelle 1341)
Jos käytössä on vesijäähdytteinen poltin, käytä
jäähdytysyksikköä.
Liitä polttimen jäähdytysletkut jäähdytysyksikön liittimiin.
Varmista, että liität syöttö- ja paluuletkut oikeisiin liittimiin.
3.5.1.1 Suojien kuvaus
- Jäähdytysnesteen painesuoja
Suoja muodostuu nesteen syöttöpiiriin asennetusta
painekytkimestä, joka ohjaa mikrokytkintä. Jos paine on
liian alhaista, näytöllä U vilkkuu tunnus H2O.
3.5.1.2 Käyttöönotto
Ruuvaa tulppa auki ja täytä säiliö (koneen toimintaa varten
tarvitaan noin litra nestettä).
On tärkeää tarkistaa säännöllisesti tarkistusaukon kautta,
että neste ulottuu max-tasolle.
Käytä jäähdytysnesteenä vettä ja pakkasnestettä
sekoitettuna seuraavassa taulukossa annettuina
prosenttimäärinä:
lämpötila vesi/pakkasneste
-0°C / -5°C 4 l / 1 l
-5°C / -10°C 3,8 l / 1,2 l
HUOM. Jos pumppu pyörii ilman jäähdytysnestettä, letkut
tulee ilmata.
Sammuta virtalähde, täytä säiliö, liitä letku liittimeen (
)
ja aseta letkun toinen pää säiliöön.
Liitä painekytkimen ja virtakaapelin liittimet liittimiin BR ja
BQ.
Käynnistä virtalähde noin 10 - 15 sekunniksi ja liitä letkut
uudelleen.
Käynnistä kone.
Katso jäähdytysyksikön toimintatilan valinta luvusta
KÄYTTÖTOIMINTOJEN VALIKKO.
3.5.2 Käyttöönotto
Älä koske jännitteisiä osia ja ulostuloliittimiä, kun kone on
kytketty sähköverkkoon.
Kun käynnistät koneen ensimmäisen kerran, valitse tila
näppäimellä E ja hitsausparametrit näppäimellä P ja
säätönupilla AA.
Huomio! Merkkivalojen AO = käynnistys, Q = Hz ja R =
aallon tasapaino säädöt voidaan valita ainoastaan
TIG-vaihtovirtahitsauksessa.
Inertin kaasun virtaus tulee säätää arvoon (litraa
minuutissa), joka on noin 6 kertaa elektrodin halkaisija.
Jos käytössä on lisävarusteita (esim. kaasulinssi), kaasun
virtaus voidaan alentaa arvoon, joka on noin 3 kertaa
elektrodin halkaisija. Keraamisen suuttimen halkaisijan
tulee olla 4 - 6 kertaa elektrodin halkaisija.
• Muista sammuttaa kone ja sulkea kaasupullon
venttiili hitsauksen jälkeen.
3.5.3 Elektrodin valmistelu
Elektrodin kärjen valmistelu vaatii erityistä tarkkuutta. Hio
se, niin että kärjessä on kuvan 3 mukainen pystyura.
1,5 2 d
÷
d
Fig. 3
HUOMIO! SINKOILEVAT HEHKUVAT METALLIOSAT
saattavat aiheuttaa loukkaantumisia, tulipaloja ja
materiaalivahinkoja.
VOLFRAMIN AIHEUTTAMA LIKAANTUMINEN saattaa
heikentää hitsauslaatua.
• Muotoile volframielektrodi yhtenäisesti hiomakoneella,
jossa on asianmukaiset suojakannet. Käytä kasvojen,
käsien ja kehon suojaimia.
• Muotoile volframielektrodi kovalla ja hienorakeisella
hiomalaikalla, joka on tarkoitettu ainoastaan volframin
muotoiluun.
• Hio volframielektrodin kartionmuotoinen pää, niin että
sen pituus on 1,5 - 2 kertaa elektrodin halkaisija (kuva 3).
3.6. TALLENNUS
Tallennettavat ohjelmat valitaan ja tallennetaan
painamalla näppäintä AQ pitkään tai lyhyesti.
Lyhyt painaminen vastaa valintaa, pitkä painaminen
tallennusta. Jos tallennettavat ohjelmat (muistipaikat)
näytetään näytöllä U vilkkuvina, ne ovat vapaita. Jos
ne eivät vilku, niiden muistipaikassa on jo tietoja.
3.6.1. PL-ohjelmatietojen tallennus
Koneen ensimmäinen käyttö
Työohjelmat ja muistipaikat (P01 jne.) näytetään aina
näytöllä U ja ne valitaan painamalla näppäintä AQ lyhyesti.
Kun olet säätänyt sopivat parametrit, paina näppäintä
AQ lyhyesti. Näytölle U ilmaantuu vilkkuva tunnus P01 ja
näytölle O kolme viivaa (---). Kun painat näppäintä AQ yli
3 sekuntia, tunnus P01 lakkaa vilkkumasta ja merkkiääni
vahvistaa tallennuksen.
Jos haluat valita tallennuspaikaksi toisen ohjelmanumeron,
paina näppäintä AQ, kunnes näytölle U ilmaantuu haluttu
ohjelmanumero.

61
3.6.2. Vapaan ohjelman tallennus
Voit muuttaa ja tallentaa valitun ohjelman seuraavasti:
Paina näppäintä AQ lyhyesti ja valitse haluttu
ohjelmanumero.
Vapaiden ohjelmapaikkojen tunnus vilkkuu.
Paina näppäintä AT ja valitse hitsausprosessi. Valitse tila
näppäimellä E.
Käännä säätönuppia AA asettaaksesi hitsausvirran.
Jos valitsit TIG-hitsauksen, sytytä merkkivalo X (jälkikaasu)
näppäimellä P ja säädä haluttu arvo säätönupilla AA.
Tallenna säädöt. Jos haluat säätää niiden jälkeen
virrannousu- tai laskuaikoja tms., toimi vastaavan
kappaleen ohjeiden mukaan.
Tallenna valittu ohjelma painamalla näppäintä AQ yli 3
sekuntia, kunnes ohjelmanumero lakkaa vilkkumasta.
3.6.3 Tallennus tallennetusta ohjelmasta
Jos ohjelma on jo tallennettu, voit muuttaa muistin
tietoja ohjelman päivittämiseksi tai hakea uusia toiseen
ohjelmaan tallennettavia parametreja.
3.6.3.1 Päivitys
Käynnistä kone, valitse muutettavat parametrit ja muuta
ne. Muutoksen aikana valitun ohjelman tunnus muuttuu
kiinteästä vilkkuvaksi.
Paina näppäintä AQ yli 3 sekuntia. Näytölle O ilmaantuu
tunnus Sto.
Paina näppäintä AQ yli 3 sekuntia. Ohjelman tunnus
lakkaa vilkkumasta ja merkkiääni vahvistaa tallennuksen.
3.6.3.2 Uuden ohjelman tallennus
Käynnistä kone, valitse muutettavat parametrit ja muuta
ne.
Paina näppäintä AQ lyhyesti, kunnes näytöllä näkyy
haluamasi ohjelma.
Paina näppäintä AQ yli 3 sekuntia, kunnes tallennus
vahvistetaan (jatkuvasti vilkkuva ohjelman tunnus).
3.6.4 Tallennetun ohjelman poisto
Valitse poistettava ohjelma (muistipaikka) ja paina
näppäintä AQ yli 3 sekuntia. Näytölle O ilmaantuu tunnus
Sto. Käännä säätönuppia AA, kunnes näytölle ilmaantuu
tunnus dEL. Paina näppäintä AQ yli 3 sekuntia. Ohjelman
tunnus alkaa vilkkua.
4 KÄYTTÖTOIMINTOJEN VALIKKO
Avaa tämä alavalikko painamalla näppäintä P, pitämällä
se painettuna ja painamalla lyhyesti näppäintä AQ.
Poistu suorittamalla yllä selostettu toimenpide uudelleen.
Käyttötoiminnot valitaan painamalla lyhyesti näppäintä
AQ.
Näppäimellä AQ valitut toiminnot muutetaan säätönupilla
AA.
Toiminnot näkyvät ainoastaan TIG-prosessin aikana.
4.1 JÄÄHDYTYSYKSIKÖN HALLINTA
Näytöllä U näkyy tunnus H20 ja näytöllä O tunnus OFF
(oletusasetus).
Käännä säätönuppia AA valitaksesi toimintatyypin:
- OFF = sammunut
- On C = aina päällä
- On A = automaattikäynnistys.
Jäähdytysyksikön automaattikäynnistys, kun kone
käynnistetään
Yksikkö käynnistyy 30 sekunniksi ja sammuu.
Painettaessa polttimen kytkintä jäähdytys alkaa toimia.
Se sammuu 3 minuutin kuluttua kytkimen vapautuksesta.
Jos jäähdytysnesteen paine on liian alhainen, virtalähde ei
anna virtaa ja näytölle U ilmaantuu vilkkuva tunnus H2O.
4.2 SP (PISTE JA KATKO)
Aktiivinen kaksi- (merkkivalo G) tai nelivaihehitsauksessa
(merkkivalo H) valittaessa HF-sytytys (merkkivalo L).
Valitse tunnus SP (spot) näytöltä U näppäimellä AQ.
Näytöllä O näkyy tunnus OFF. Valitse säätönupilla AA ON
aktivoidaksesi toiminnon.
Paina näppäintä AQ lyhyesti ja valitse tunnus tSP.
4.2.1 tSP (pisteaika / spot time)
Näytöllä U. Näytöllä O näkyy 1 sekunnin aika. Aseta
haluamasi aika säätönupilla AA. Säätöalue 0,1 - 25
sekuntia.
Jos haluat asettaa katkohitsauksen (hitsaus
automaattisella taukoajalla), paina lyhyesti näppäintä AQ
ja valitse tunnus tin.
4.2.2 tin (katkoaika)
Näytöllä O näkyy tunnus OFF.
Käännä säätönuppia AA säätääksesi katkoajan (säätöalue
0,1 - 25 s).
4.3 PDU (PULSSITETTU KÄYTTÖSUHDE) (aktiivinen
ainoastaan pulssitoiminnossa)
Pulssitoiminnossa valitun korkeimman virran kestoaika.
Ilmaistaan prosentteina suhteessa taajuuden määräämään
aikaan (oletusasetus 50 %).
Säätöalue 10 % - 90 %.
4.4 SC (KÄYNNISTYSVIRTA)
Aina aktiivinen TIG-hitsauksen aikana.
Käynnistysvirran taso, jolta hitsausprosessi alkaa.
Käytetään erityisesti vaihtovirtakäynnistyksissä suurilla
elektrodeilla ja virrannousulla (slope up).
Polkimen (tuote 193) minimitason säätö
Oletusasetus 25 %
Säädöt:
minimi 1 %
maksimi 100 %
4.5 CrA (KRAATERIN LOPPUTÄYTTÖTOIMINTO)
Valitse tunnus CrA näytöltä U näppäimellä AQ. Näytöllä
O näkyy tunnus OFF. Valitse säätönupilla AA ON
aktivoidaksesi toiminnon.
Paina näppäintä AQ lyhyesti ja valitse tunnus CrC.
4.5.1 CrC (kraatterintäyttövirta)
Prosenttimäärä hitsausvirrasta. Prosessin loppuvirta.
Oletusasetus 50 %
Säädöt:
minimi 10 %
maksimi 100 %

62
4.5.2 tCr (kraatterintäyttövirran aika)
Kraatterin täyttövirran ajan kesto
Oletusasetus 0,5 s
Säädöt:
minimi 0,0 s
maksimi 30 s.
Toiminnot näkyvät ainoastaan MMA-prosessin aikana.
4.6 HSKUUMAKÄYNNISTYSVIRRAN
PROSENTTIMÄÄRÄ)
Ylivirta, joka helpottaa käynnistystä
Oletusasetus 50 %
Säädöt:
minimi 0 %
maksimi 100 %
4.7 THS (KUUMAKÄYNNISTYSVIRRAN KESTO)
Oletusasetus 0,15 s
Säädöt:
minimi 0 s
maksimi 0,5 s.
4.8 AF (ARC-FORCE-VIRRAN PROSENTTIMÄÄRÄ)
Tätä ylivirtaa käytetään helpottamaan lisäaineen siirtymistä
sulien metallipisaroiden muodossa hitsattavaan kohtaan.
Oletusasetus 30 %
Säädöt:
minimi 0 %
maksimi 100 %
5 KAUKO-OHJAUSLAITTEET JA LISÄVARUSTEET
Hitsauskoneeseen voidaan liittää seuraavat hitsausvirtaa
säätävät kauko-ohjauslaitteet:
Tuote 193 Jalkapoljin (TIG-hitsaus)
Tuote 1260 Poltin BINZEL ABITIG 200 (200 A- 35 %) - 4 m
Tuote 1262 Poltin BINZEL ABITIG 200 Up/Down (200 A
- 35 %) - 4 m
Tuote 1256 Vesijäähdytteinen poltin BINZEL ABITIG 450
W (450 A) - 4 m
Tuote 1258 Vesijäähdytteinen poltin BINZEL ABITIG 450
W Up/Down (450 A) - 4 m
Tuote 1656 Virtalähteen kuljetuskärry
Tuote 1281.03 Lisävaruste puikkohitsaukseen
Tuote 1341 Jäähdytysyksikkö
Tuote 1192 Tuote 187 (MMA-hitsaus)
Tuote 1180 Liitin polttimen ja jalkapolkimen
samanaikaiseen liitäntään.
Tällä lisävarusteella tuotetta 193 voidaan
käyttää kaikessa TIG-hitsauksessa.
Potentiometrillä varustetut ohjauslaitteet säätävät
hitsausvirran minimivirrasta säätönupilla AA
säädettyyn maksimivirtaan.
UP/DOWN-logiikalla varustetut ohjauslaitteet
säätävät hitsausvirran minimiarvosta maksimiarvoon.
6 HUOLTO
Ainoastaan ammattitaitoiset henkilöt saavat huoltaa
laitetta standardin CEI 26-29 (IEC 60974-4) mukaan.
6.1 VIRTALÄHTEEN HUOLTO
Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että
kytkin BE on O-asennossa ja että virtakaapeli on irrotettu
verkosta.
Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt
metallipöly paineilmalla.
6.2 KORJAUKSEN JÄLKEEN
Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen,
niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti
toisistaan. Älä anna kaapeleiden koskettaa liikkuvia
tai toiminnan aikana kuumenevia osia. Asenna kaikki
nippusiteet takaisin alkuperäisille paikoilleen, ettei
johtimen tahaton rikkoutuminen aiheuta liitäntää ensiö- ja
toisiopuolen välillä.
Asenna lisäksi ruuvit ja hammasaluslaatat takaisin
alkuperäisille paikoilleen.

63
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN
BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEM-
MES OG OPBEVARES I SVEJSEAPPARATETS DRIFT-
SLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPER-
SONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN UDGØ-
RE EN SUNDHEDSRISIKO FOR SVEJSEREN
OG ANDRE PERSONER. Svejseren skal derfor informe-
res om risiciene, der er forbundet med svejsning. Risici-
ene er beskrevet nedenfor. Yderligere oplysning kan fås
ved bestilling af manualen art. nr.3.300.758
STØJ
Apparatets støjniveau overstiger ikke 80 dB. Plas-
masvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger oven-
nævnte niveau. Svejserne skal derfor anvende beskyttel-
sesudstyret, der foreskrives i den gældende lovgivning.
ELEKTROMAGNETISKE FELTER - kan være skadelige .
• Strøm, der løber igennem en leder, skaber
elektromagnetiske felter (EMF). Svejse- og
skærestrøm skaber elektromagnetiske fel-
ter omkring kabler og strømkilder.
• Elektromagnetiske felter, der stammer fra
høj strøm, kan påvirke pacemakere. Brugere af elektroni-
ske livsnødvendige apparater (pacemaker) skal kontakte
lægen, inden de selv udfører eller nærmer sig steder,
hvorbuesvejsning,skæresvejsning,ammehøvlingeller
punktsvejsning udføres.
• Eksponering af elektromagnetiske felter fra svejsning
eller skæring kan have ukendte virkninger på helbredet.
Alle operatører skal gøre følgende for at mindske risici,
der stammer fra eksponering af elektromagnetiske felter:
- Sørg for, at jordkablet og elektrodeholder- eller svej
sekablet holdes ved siden af hinanden. Tape dem
om muligt sammen.
- Sno ikke jordkablerne og elektrodeholder- eller svej-
se-kablet rundt om kroppen.
- Ophold dig aldrig mellem jordkablet og elektrode
holderellersvejsekablet.Hvisjordkabletbender
sig til højre for operatøren, skal også elektrodehol
dereller svejsekablet være på højre side.
- Slut jordkablet til arbejdsemnet så tæt som muligt
på svejseeller skæreområdet.
- Arbejd ikke ved siden af strømkilden.
EKSPLOSIONER
• Svejs aldrig i nærheden af beholdere, som er
under tryk, eller i nærheden af eksplosivt støv,
gas eller dampe. Vær forsigtig i forbindelse med
håndteringafgasaskerneogtrykregulatorerne,soman-
vendes i forbindelse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med
angivelserne i den harmoniserede norm IEC 60974-10.
(Cl. A) Apparatet må kun anvendes til professionel brug
i industriel sammenhæng. Der kan være vanskeligheder
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING
forbundet med fastsættelse af den elektromagnetiske
kompatibilitet, såfremt apparatet ikke anvendes i indu-
striel sammenhæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK
UDSTYR
Bortskaf ikke de elektriske apparater sammen
meddetnormaleaffald!
Ved skrotning skal de elektriske apparater ind-
samles særskilt og indleveres til en genbrugsan-
stalt jf. EU-direktivet 2002/96/EF om affald af elektrisk
og elektronisk udstyr (WEEE), som er inkorporeret i den
nationale lovgivning. Apparaternes ejer skal indhente
oplysninger vedrørende de tilladte indsamlingsmetoder
hos vores lokale repræsentant. Overholdelse af kravene i
dette direktiv forbedrer miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER
RETTES HENVENDELSE TIL KVALIFICERET PERSONA-
LE.
1.1 ADVARSELSSKILT
Den følgende nummererede tekst svarer til skiltets num-
mererede bokse.
B. Trådfremføringens små ruller kan såre hænderne.
C. Svejseledningen og trådfremføringsgruppen er under
spænding i løbet af svejsningen. Hold hænder og me-
talting på afstand.
1. Elektriske stød der fremprovokeres fra svejsningens
elektrode eller fra kablet kan være dødelige. Man skal
beskytte sig på en passende måde mod faren for
elektriske stød.

64
1.1 Vær iført isolerende handsker. Rør ikke ved elektro-
den med bare hænder. Vær ikke iført fugtige eller be-
skadigede handsker.
1.2 Vær sikker på at være isolerede fra stykket der skal
svejses og fra grunden
1.3 Frakobl forsyningskablets stik inden man skal arbejde
på maskinen.
2. Indånding af uddunstning kan være sundhedsfarligt.
2.1 Hold hovedet fjernt fra uddunstningen.
2.2 Anvend et anlæg med forceret ventilation eller med
lokalt aftræk for at fjerne uddunstningen.
2.3 Brug en sugepumpe for at fjerne uddunstningen.
3. Gnisterne der fremprovokeres ved svejsningen kan
forårsage eksplosioner eller brande.
3.1 Hold antændelige materialer fjernt fra svejseområdet.
3.2 Gnisterne der fremprovokeres ved svejsningen kan
forårsage brande. Hav en brandslukker lige i nærhe-
den og lad en person være klar til at bruge den.
3.3 Svejs aldrig lukkede beholdere.
4. Lysbuens stråler kan brænde øjnene og give forbræn-
dinger på huden.
4.1 Vær iført sikkerhedshjelm og -briller. Brug passende
beskyttelser til ørerne og kittel med opknappet hals.
Brugenltrerendeansigtsmaskemedenkorrektgra-
dation. Vær iført en komplet kropsbeskyttelse.
5. Læs vejledningerne inden maskinen bruges eller in-
den der foretages en hvilken som helst operation på
den.
6. Fjern ikke eller tildæk ikke advarselsskiltene
2 GENERELLE BESKRIVELSER
2.1 SPECIFIKATIONER
Dette svejseapparat er en konstant jævnstrømskilde med
INVERTER teknologi, som er projekteret til svejsning
med beklædte elektroder (med undtagelse af cellulose-
elektroder) og TIG svejsning med kontakttænding og høj
frekvens.
Svejseapparatet må ikke anvendes til optøning af vand-
rør.
2.2 FORKLARING AF TEKNISKE DATA PÅ APPARA-
TETS DATASKILT
Apparatet er bygget efter følgende normer : IEC 60974.1
- IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 - og
IEC 61000-3-11 (se ”Bemærk 2”)
Nr. Serienummer, der altid skal oplyses i tilfælde
af spørgsmål med hensyn til svejseappara-
tet.
f1
f2
Enkeltfaset statisk frekvensomformer til trans-
formator-ensretter.
Nedadgående kurve
SMAW. Egnet til svejsning med beklædte elektroder.
TIG Egnet til TIG-svejsning
U0. Sekundær tomgangsspænding.
X. Procentsats for drift: % af 10 minutter. I dette
tidsrum kan svejseapparatet anvendes ved en
bestemt strøm, uden at der er risiko for overop-
hedninger.
I2. Svejsestrøm.
U2. Sekundærspænding ved strøm I2.
U1. Nominel forsyningsspænding.
Maskinen er udstyret med automatisk valg af
forsyningsspænding.
1~ 50/60Hz Enkeltfaset forsyning: 50 eller 60 Hz.
I1 max. Den maksimale optagne strømværdi.
I1 aktiv Den maksimale optagne aktive strømværdi, når
man tager højde for procentsatsen for driften
IP23 S Beskyttelsesgrad for kapsling.
Grad 3 som andet ciffer betyder, at dette ap-
parat kan opbevares udendørs, men appara-
tet er ikke egnet til udendørs arbejde i nedbør,
medmindre apparatet beskyttes på passende
måde.
S
Apparatet er egnet til brug i omgivelser med
øget risiko.
BEMÆRK:
1-Apparatet er også egnet til arbejde i omgivelser med
kontaminationsgrad 3 (se IEC 60664).
2-Dette udstyr opfylder kravene i standard IEC 61000-3-
11, forudsat at systemets maks. tilladte impedans Zmax-
er lavere end eller lig med 0,294 i grænseadepunktet
mellem brugerens system og det offentlige system. Det
påhviler udstyrets installatør eller bruger at garantere, at
udstyret er tilsluttet en forsyningskilde med maks. impe-
dans 0,294. Dette sker eventuelt ved at indhente oplys-
ninger hos forsyningsselskabet.
2.3 BESKRIVELSE AF BESKYTTELSER
2.3.1 Termisk beskyttelse
Dette apparat er beskyttet af en termostat, som hindrer
apparatets funktion ved overskridelse af den tilladte tem-
peratur. Udløsning af termostaten angives ved tænding af
teksten OPn på displayet U på kontrolpanelet.
2.3.2 Blokeringsbeskyttelse
Dette svejseapparat er udstyret med forskellige beskyt-
telser, som afbryder apparatet, inden det udsættes for
skader. Udløsningen af hver beskyttelse signaleres ved
tænding af teksten Err på displayet U og af et tal, som
vises på displayet O.
Hvis der registreres et lavt vandniveau i køleaggre-
gatet, blinker teksten H2O på displayet U.
3 INSTALLATION
Kontrollér, at forsyningsspændingen svarer til mærke-
spændingen i svejseapparatets tekniske data.
Slut et stik med passende kapacitet til forsyningskablet.
Kontrollér, at den gule/grønne leder er sluttet til jordstik-
ket.
Kapaciteten i den termomagnetiske afbryder eller sikrin-
gerne (serieforbundet med forsyningen) skal svare til ap-
paratets strømforbrug I1.
3.1. KLARGØRING
Apparatet skal installeres af specialuddannet personale.
Alle tilslutningerne skal opfylde kravene i de gældende
standarder og i lovgivningen vedrørende forebyggelse af
arbejdsulykker (IEC 26-23 og IEC-TS 62081).

65
3.2 BESKRIVELSE AF APPARAT (g. 1)
BA) Negativ udgangsklemme (-)
BB) Positiv udgangsklemme (+)
BC) Konnektor til TIG svejseslangens knap
Slut ledningerne fra svejseslangens knap til stikben
1 og 9.
BD) Kobling (1/4” G)
Sluttes til gasslangen på TIG svejseslangen.
BE) Hovedafbryder
BG) Forsyningskabel
BH) Kobling til gasforsyning
BO) Konnektor; type DB9 (RS 232)
Benyttes til opdatering af mikroprocessorernes
programmer.
BQ) Stikkontakt til forsyningskabel
BR) Stikkontakt til trykafbryder
3.3 BESKRIVELSE AF PANEL (g.1)
Knap for proces AT
Valget angives ved tænding af en af lysdioderne
AX, AV eller AW.
Lysdiode AX Lysdiode AV Lysdiode AW
Knap for funktionsmåde E
Valget angives ved tænding af en af lysdioderne F,
G, H, I, L, M, N eller PP.
Ved TIG svejsning tændes der altid to lysdioder ad
gangen. Den ene angiver tænding med høj frekvens eller
kontakttænding, og den anden angiver konstant eller pul-
serendeto-ellerretrinssvejsning.Hvergangdertrykkes
på denne knap, foretages et nyt valg. Valget angives af
tændingen af lysdioderne i henhold til symbolerne.
F - Lysdiode for TIG svejsning med tæn-
ding af lysbuen uden høj frekvens
Tryk på svejseslangens knap for at tænde lysbuen, berør
arbejdsemnet med elektroden af tungsten, og fjern den
igen. Udfør en hurtig og bestemt bevægelse (0,3 sekun-
der).
L - Lysdiode for TIG svejsning med tæn-
ding af lysbuen med høj frekvens
Tryk på svejseslangens knap for at tænde lysbuen. Lys-
buen tændes af en gnist med høj spænding/frekvens.
G - Lysdiode for konstant TIG totrinssvejs-
ning (manuel)
Når der trykkes på svejseslangens knap, øges strømmen i
et tidsrum (slope up), som er indstillet forudgående, for at
nå den værdi, der er indstillet ved hjælp af håndtaget AA.
Når knappen slippes, indledes en reduktion af strømmen
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

66
i et tidsrum (slope down), som er indstillet forudgående,
for at vende tilbage til nul.
I denne position er det muligt at tilslutte styrepedalen (til-
behør; art. nr. 193).
H - Lysdiode for konstant TIG retrins-
svejsning (automatisk)
Dette program afviger fra det foregående, idet tændingen
og slukningen styres ved at trykke på og slippe svejse-
slangens knap.
Speciel retrinssvejsning (automatisk)
Denne funktion kan anvendes med:
- retrinssvejsning med to strømniveauer
- pulserende retrinssvejsning
-pulserende retrinssvejsning med to
strømniveauer
Gør det muligt at fastholde slutstrømmen (CrC) (krater-
fyldning) ved afslutning af svejsningen, mens svejseslan-
gens knap holdes trykket nede.
Den nødvendige betingelse for udførelse af denne -
retrinssvejsning er, at funktionen for slutkraterfyldning
(CrA) er ON, og at tidsrummet for slutstrøm ved krater-
fyldning (tCr) er 0,0.
Svejsningen indledes ved at trykke på og straks slippe
svejseslangens knap.
Startstrømmen indstilles af parameteren SC. Herefter føl-
ger strømmen slope up, indtil svejsestrømmen nås.
Tryk på svejseslangens knap, og hold den trykket nede
for at afslutte svejsningen,
Apparatet udfører slope down, indtil slutstrømmen (CrC)
(kraterfyldning) nås. Slutstrømmen forbliver aktiveret,
indtilsvejseslangensknapslippes(g.2).
Fig. 2
I - Lysdiode for konstant TIG retrinssvejs-
ning med to strømniveauer (automatisk)
Indstil de to strømniveauer inden tænding af lysbuen:
Første niveau: Tryk på knappen P, indtil lysdioden T tæn-
des, og indstil hovedstrømmen ved hjælp af håndtaget
AA.
Andet niveau: Tryk på knappen P, indtil lysdioden V tæn-
des, og indstil strømmen ved hjælp af håndtaget AA.
Når lysbuen tændes, øges strømmen i et tidsrum (slope
up) (lysdiode S tændt), som er indstillet forudgående, for
at nå den værdi, der er indstillet ved hjælp af håndtaget
AA. Lysdioden T tændes, og displayet O viser strømmen.
Hvis der under svejsningen opstår behov for reduktion
af strømmen uden slukning af lysbuen (eksempelvis skift
af svejsemateriale, skift af arbejdsposition, skift fra en
vandret til en lodret position osv.), er det nødvendigt at
trykke på og slippe svejseslangens knap med det sam-
me. Strømmen indstiller sig ved den anden valgte værdi,
lysdioden V tændes, og lysdioden T slukkes.
Tryk på og slip svejseslangens knap endnu en gang for
at vende tilbage til den foregående hovedstrøm. Lysdio-
den T tændes, og lysdioden V slukkes. Det er muligt at
afbryde svejsningen på et hvilket som helst tidspunkt ved
at holde svejseslangens knap trykket nede mere end 0,7
sekunder. Slip herefter knappen. Strømmen begynder
herefter at blive reduceret til nulværdien i løbet af slope
down tidsrummet, som er blevet fastlagt forudgående
(lysdiode W tændt).
Hvis der trykkes på svejseslangens knap, og den straks
slippes i forbindelse med slope down fasen, vendes til-
bage til min. strømmen mellem de indstillede værdier.
NB:Proceduren”TRYKPÅOGSLIPSTRAKS”skalnde
sted inden for maks. 0,5 sekunder.
M - Lysdiode for pulserende TIG totrins-
svejsning (manuel)
Når der trykkes på svejseslangens knap, øges strømmen i
et tidsrum (slope up), som er indstillet forudgående, for at
nå den værdi, der er indstillet ved hjælp af håndtaget AA.
Når knappen slippes, indledes en reduktion af strømmen
i et tidsrum (slope down), som er indstillet forudgående,
for at vende tilbage til nul.
I denne position er det muligt at tilslutte styrepedalen (til-
behør; art. nr. 193).
N - LYSDIODE for pulserende TIG retrins-
svejsning (automatisk)
Dette program afviger fra det foregående, idet tændingen
og slukningen styres ved at trykke på og slippe svejse-
slangens knap.
PP - Lysdiode for pulserende TIG retrins-
svejsning med to strømniveauer (automa-
tisk)
Svejsningen svarer til beskrivelsen for lysdiode I. Når
spids- og standardstrømmen indstilles for det første ni-
veau, fastholdes forholdet mellem de to på det andet ni-
veau også.
AA - HÅNDTAG
Indstiller svejsestrømmen til 10-180 A ved
MMA svejsning og 5-220 A ved TIG svejsning.
Det er også muligt at gøre følgende ved kom-
bineret brug af knappen P:
- Indstille det andet strømniveau V
- Indstille slope up S
- Indstille slope down W
- Indstille pulseringsfrekvensen AE
- Indstille eftergassen X
- Indstille strømfrekvensen ved AC svejsning Q
- Indstille afbalanceringen af bølgen ved AC svejsning R
U - Display
Viser:
1. spændingen uden belastning
ved MMA svejsning og spændingen
med belastning ved svejsning;
2. teksten PL (ledigt program), når der ikke trykkes på
svejseslangens knap ved konstant TIG svejsning;
spændingen uden belastning ved konstant TIG
svejsning uden svejsning;
spændingen med belastning ved konstant TIG
svejsning ved svejsning;
3. numerisk angivelse af alle værdier (med undtagelse af
strømmen), der vælges ved hjælp af knappen P;

67
4. alle tekster i menuen for driftsfunktioner;
5. teksten OPn (blinker ved åbning af termostaten);
6. teksten PL…P01 - P09 i forbindelse med valg af ledige
eller lagrede programmer.
O - Display
Viser:
1. den forindstillede strøm uden be-
lastning;
2. svejsestrømmen og de respektive niveauer med
belastning;
3. ændringer i strømmen på de respektive niveauer ved
pulserende TIG svejsning;
4. alle størrelser og værdier i menuen for de sekundære
funktioner.
AQ - KNAP
Vælger og lagrer programmerne.
Svejseapparatet gør det muligt at lagre ni svejse-
programmer P01…..P09 og indlæse dem ved hjælp af
denneknap.EndviderendesarbejdsprogrammetPL.
Valg
Ved et kortvarigt tryk på denne knap vises nummeret på
det efterfølgende program på displayet U. Hvis det ikke
er blevet lagret, blinker teksten. I modsat fald vises den
uden at blinke.
Lagring (afsnit 3.6)
Dataene lagres ved at holde knappen trykket inde i mere
end 3 sekunder efter valg af programmet.
For at bekræfte dette holder programnummeret på dis-
playet U op med at blinke.
P - KNAP
Når der trykkes på denne knap, tændes lysdio-
derne i rækkefølge:
Advarsel!Deterkunlysdiodernevedrørendedenvalgte
svejsefunktion, som tændes. Eksempel: Lysdioden Q,
som repræsenterer pulseringsfrekvensen, tændes ikke
ved valg af konstant TIG svejsning.
Hver lysdiode angiver parameteren, som kan indstilles
ved hjælp af håndtaget AA, når lysdioden er tændt. Lys-
dioden slukkes 5 sekunder efter den seneste ændring,
og hovedsvejsestrømmen angives. Herefter tændes den
tilsvarende lysdiode T.
LYSDIODER, SOM KAN VÆLGES VED DC TIG SVEJS-
NING (JÆVNSTRØM) OG AC TIG SVEJSNING (VEK-
SELSTRØM):
AL - Lysdiode for forgas
Kan indstilles fra 0,05 til 2,5 sekunder.
Tidsrum for forsyning af gas inden ind-
ledning af svejsning.
S - Lysdiode for slope up
Dette er tidsrummet, som forløber, in-
den min. strømmen når den indstillede
værdi (0-10 sekunder).
T - Lysdiode for hovedsvejsestrøm
V - Lysdiode for andet strømniveau
ved svejsning eller standardstrøm
Denne strøm er altid en procentvis angivelse af hoved-
strømmen.
AE - Lysdiode for pulseringsfre-
kvens (0,16-500 Hz)
W - Lysdiode for slope down
Dette er tidsrummet, som forløber, in-
den strømmen når min. værdien, og
lysbuen slukkes (0-10 sekunder).
X - Lysdiode for eftergas
Indstiller tidsrummet for forsyning af
gas efter afslutning af svejsningen (0-
30 sekunder).
LYSDIODER, SOM KUN KAN VÆLGES VED AC TIG
SVEJSNING (VEKSELSTRØM):
AO - Lysdiode for start
Indstiller Hot-Start niveauet for at optime-
re tændingerne ved AC TIG svejsning for
hver elektrodediameter. Når denne lysdiode tændes, vi-
ser displayet O et tal, som refererer til elektrodediamete-
ren. Operatøren kan indstille den anvendte diameter ved
hjælp af håndtaget AA og herved straks sikre en optimal
start. Indstilling fra 0,5 til 4,0.
Q - Lysdiode for frekvens
Indstiller vekselstrømmens frekvens. Ind-
stilling fra 50 til 150 Hz.
R - Lysdiode for indstilling af bølgens
afbalancering
Indstiller den procentvise angivelse af den
negative halvbølge PEn (gennemtrængning) ved hjælp af
håndtaget AA. Værdien kan indstilles fra 1 til 10.
Indstiller den procentvise angivelse af den positive halv-
bølge CLn (rensning) ved hjælp af håndtaget AA. Vær-
dien kan indstilles fra 1 til 10.
Den indstillede og anbefalede værdi er 0.
Y - Lysdiode
Lysdiode, som angiver korrekt funktion
i anordningen til begrænsning af risikoen for elektriske
stød.
BC - 10-polet konnektor
Denne konnektor benyttes til tilslutning af
fjernstyringsudstyret, som er beskrevet i
afsnit 5.
Derndesenrenkontaktmellemstikben3og6.Kontak-
ten signalerer tænding af buen (maks. 0,5 A - 125 VAC /
0,3 A - 110 VDC / 1 A - 30 VDC).
3.3. GENERELLE BEMÆRKNINGER
Læs IEC 26-23/IEC-TS 62081 standarderne grundigt in-
den brug af dette svejseapparat. Kontrollér, at kablernes
isolering, elektrodeholderne, stikkontakterne og stikkene
er intakte. Kontrollér endvidere, at svejsekablernes læng-
de og tværsnit er passende i forhold til den anvendte
strøm.

68
3.4. SVEJSNING MED BEKLÆDTE ELEKTRODER
(MMA)
- Dette svejseapparat er egnet til svejsning med alle for-
mer for elektroder med undtagelse af celluloseelektroder
(AWS 6010).
- Kontrollér, at afbryderen BE er indstillet i position 0.
Tilslut herefter svejsekablerne med overholdelse af po-
lariteten, som er fastsat af elektrodeproducenten. Tilslut
jordkablets klemme så tæt som muligt på stedet, hvor
svejsningenskalndested,ogkontrollér,atderergod
elektrisk kontakt.
- Berør ikke svejseslangen eller elektrodeholderen samti-
digt med jordklemmen.
- Tænd apparatet ved hjælp af afbryderen BE.
- Vælg MMA funktionen (lysdiode AW tændt) ved at tryk-
ke på knappen AT.
- Indstil strømmen på baggrund af elektrodediameteren,
svejsepositionen og sømmen, som skal udføres.
- Sluk altid apparatet efter svejsningen, og fjern elektro-
den fra elektrodeholderen.
3.5. TIG SVEJSNING
Valg af AC TIG
funktionen gør det muligt at svejse
aluminium, aluminiumslegeringer, messing og magnesi-
um. Valg af DC TIG funktionen gør det derimod
muligt at svejse rustfrit stål, jern og kobber.
Slut jordkablets konnektor til den positive pol (+) på svej-
seapparatet, og slut klemmen til arbejdsemnet så tæt
sommuligtpåstedet,hvorsvejsningenskalndested.
Kontrollér, at der er god elektrisk kontakt.
Slut TIG svejseslangens effektkonnektor til den negative
pol (-) på svejseapparatet.
Slut svejseslangens styrekonnektor til svejseapparatets
konnektor BC.
Slut koblingen på svejseslangens gasslange til koblin-
gen BDpåapparatet,ogslutgasslangenfragasaskens
trykregulator til gaskoblingen BH.
3.5.1 Køleaggregat (tilbehør til art. nr. 1341)
Brug køleaggregatet, hvis der benyttes en vandafkølet
svejseslange.
Stik svejseslangens køleslanger ind i koblingerne på kø-
leaggregatet,og kontrollér, atforsynings-og aøbsret-
ningen overholdes.
3.5.1.1 Beskrivelse af beskyttelser
- Beskyttelse for kølevæsketryk
Denne beskyttelse består af en trykafbryder i væskens
forsyningskredsløb. Trykafbryderen styrer en mikroafbry-
der. For lavt tryk signaleres ved, at teksten H2O blinker
på displayet U.
3.5.1.2 Klargøring
Løsn proppen, og fyld tanken (apparatet leveres med ca.
1 l væske).
Det er vigtigt at kontrollere regelmæssigt, at væsken fast-
holdes ved maks. niveauet. Denne kontrol udføres ved
hjælp af fordybningen.
Benyt vand (så vidt muligt deioniseret vand) blandet med
alkohol som kølevæske. Blandingsforholdet fremgår af
følgende tabel:
temperatur vand/alkohol
-0 °C til -5 °C 4 l /1 l
-5 °C til -10 °C 3,8 l / 1,2 l
NB: Hvis pumpen aktiveres uden kølevæske, skal slan-
gerne udluftes.
I dette tilfælde er det nødvendigt at slukke strømkilden,
fylde tanken og slutte en slange til koblingen (
). Stik
den anden ende af slangen ned i tanken.
Stik trykafbryderens konnektor og forsyningskablet i stik-
kontakten BR og BQ.
Start strømkilden 10-15 sekunder, og tilslut herefter slan-
gerne på ny.
Tænd apparatet.
Se kapitlet MENU FOR DRIFTSFUNKTIONER vedrøren-
de valg af køleaggregatets funktionsmåde.
3.5.2 Klargøring
Berør ikke de spændingsførende dele og udgangsklem-
merne, når der er sluttet strøm til apparatet.
Vælg funktionen ved hjælp af knappen E og svejsepara-
metrene ved hjælp af knappen P og håndtaget AA, når
apparatet tændes første gang.
Advarsel: Indstillingerne for lysdioderne AO = start, Q =
frekvens, og R = bølgens afbalancering kan kun vælges
ved AC TIG svejsning.
Flowet af inert gas kan indstilles til en værdi (l pr. min.),
som svarer til ca. 6 gange elektrodediameteren.
Vedbrugafgas-lensudstyrkangasowetreducerestilca.
3 gange elektrodediameteren. Diameteren på den kerami-
ske dyse skal svare til 4-6 gange elektrodediameteren.
• Husk at slukke apparatet og lukke ventilen på gas-
asken efter afslutning af svejsningen.
3.5.3 Forberedelse af elektrode
Det er nødvendigt at være særligt opmærksom i forbin-
delse med forberedelse af elektrodespidsen. Slib den så-
ledes,atdenharenlodretrillesomvistig.3.
ADVARSEL: GLØDENDE FLYVENDE METALPARTIKLER
kan kvæste personalet, være årsag til brand og beska-
dige udstyret. KONTAMINATION FRA TUNGSTEN kan
reducere svejsekvaliteten.
• Slib kun elektroden af tungsten ved hjælp af en slibe-
maskine med passende beskyttelsesafskærmninger.
Bær passende visir, handsker og arbejdsbeklædning.
•Slib elektroderne aftungsten med ennkornet slibe-
sten. Slibestenen må kun benyttes til slibning af tungsten.
• Puds enden af elektroden af tungsten således, at den
får en konisk form i en længde svarende til 1,5-2 gange
elektrodediameteren(g.3).
1,5 2 d
÷
d
Fig. 3
3.6. LAGRING
Programmerne indlæses og lagres ved henholdsvis
at holde knappen AQ trykket nede eller trykke kort-
varigt på den.

69
Når der trykkes kortvarigt, foretages valg, og når
knappen holdes trykket nede, udføres lagring.
Hvis programmerne, der skal lagres (hukommelser),
blinker på displayet U, er de ledige. Hvis de ikke blin-
ker, indeholder de allerede data i hukommelsen.
3.6.1. Lagring af data i arbejdsprogram PL
Brug af apparatet for første gang
Arbejdsprogrammerne og hukommelserne (P01…osv.)
vises altid på displayet U. De vælges ved at trykke kort-
varigt på knappen AQ.
Tryk kortvarigt på knappen AQ, når du har fundet de pa-
rametre, der skal lagres. Teksten P01 blinker på displayet
U, og der vises tre linjer (---) på displayet O. Hold knap-
pen AQ trykket nede i mere end 3 sekunder, indtil teksten
P01 holder op med at blinke. Et lydsignal bekræfter, at
lagringen har fundet sted.
Tryk på knappen AQ, indtil det ønskede programnummer
vises på displayet U, for at vælge et andet program.
3.6.2. Lagring af et ledigt program
Operatøren kan ændre og lagre et valgt program ved at
benytte følgende fremgangsmåde:
Tryk kortvarigt på knappen AQ, og vælg det ønskede
programnummer.
Teksten for de ledige programmer blinker.
Tryk på knappen AT for at vælge svejseprocessen og
knappen E for at vælge funktionsmåden.
Drej håndtaget AA, og indstil svejsestrømmen.
Hvis TIG processen er blevet valgt, skal lysdioden X (ef-
tergas) aktiveres ved hjælp af knappen P. Indstil den øn-
skede værdi ved hjælp af håndtaget AA.
Efter udførelse af disse indstillinger, som er nødvendige
for lagringen, er det muligt at benytte fremgangsmåden,
der er beskrevet i det respektive afsnit, for at indstille slo-
pe tidsrummene eller andet.
Hold knappen AQ trykket nede i mere end 3 sekunder,
indtil tallet holder op med at blinke, for at lagre program-
met, som er blevet valgt forudgående.
3.6.3 Lagring på baggrund af et lagret program
Ved at arbejde på baggrund af et program, som al-
lerede er lagret, har operatøren mulighed for at ændre
data i hukommelsen for at opdatere programmet eller
ndenyeparametre,somskallagresietandetprogram.
3.6.3.1 Opdatering
Tænd apparatet, og vælg parametrene, som skal ændres.
Ændr parametrene. Teksten for programmet begynder at
blinke i forbindelse med ændringen.
Hold knappen AQ trykket nede mere end 3 sekunder,
indtil teksten Sto vises på displayet O.
Hold knappen AQ trykket nede mere 3 sekunder. Teksten
for programmet stopper med at blinke, og et lydsignal
bekræfter, at lagringen har fundet sted.
3.6.3.2 Lagring i et nyt program
Tænd apparatet, og vælg parametrene, som skal ændres.
Ændr parametrene.
Tryk kortvarigt på knappen AQ, indtil det ønskede pro-
gram vises.
Hold knappen AQ trykket nede mere end 3 sekunder,
indtil det bekræftes, at lagringen har fundet sted (teksten
for programmet holder op med at blinke, men forbliver
tændt).
3.6.4 Sletning af et lagret program
Vælg det program (hukommelse), der skal slettes. Hold
knappen AQ trykket nede mere end 3 sekunder, ind-
til teksten Sto vises på displayet O. Drej håndtaget AA,
indtil teksten dEL vises. Hold knappen AQ trykket nede
mere end 3 sekunder, indtil teksten for programmet be-
gynder at blinke.
4 MENU FOR DRIFTSFUNKTIONER
Hold knappen P trykket nede, og tryk samtidigt kortvarigt
på knappen AQ for at få adgang til denne undermenu.
Gentag ovenstående for at forlade menuen.
Tryk kortvarigt på knappen AQ for at vælge driftsfunktio-
nerne. Benyt håndtaget AA til at ændre de funktioner, der
er blevet valgt ved hjælp af knappen AQ.
Funktioner, der kun er tilgængelige ved TIG svejsning
4.1 STYRING AF KØLEAGGREGAT
Displayet U viser teksten H2O, og displayet O viser tek-
sten OFF (standard).
Drej håndtaget AA for at vælge funktionstypen:
- OFF = slukket
- On C = tændt konstant
- On A = automatisk tænding.
Når apparatet tændes i automatisk funktion, tænder kø-
leaggregatet i 30 sekunder og slukker derefter igen.
Aggregatet aktiveres, når der trykkes på svejseslangens
knap, og slukkes 3 minutter efter knappen slippes. Hvis
kølevæskens tryk er for lavt, udsender strømkilden ikke
strøm, og teksten H2O blinker på displayet U.
4.2 SP (PUNKTSVEJSNING OG INTERMITTENS)
Aktiveret i totrins- (lysdiode G)ellerretrinssvejsning(lys-
diode H), når der vælges tænding med høj frekvens (lys-
diode L).
Vælg teksten SP (spot) på displayet U ved hjælp af knap-
pen AQ. Displayet O viser teksten OFF. Vælg ON ved
hjælp af håndtaget AA for at aktivere funktionen.
Tryk kortvarigt på knappen AQ for at vælge teksten tSP.
4.2.1 tSP (spot time/tidsrum for svejsning)
Displayet U viser teksten tSP, og displayet O viser tids-
rummet (1 sekund). Indstil det ønskede tidsrum ved hjælp
af håndtaget AA (indstilling fra 0,1 til 25 sekunder).
Tryk kortvarigt på knappen AQ, og vælg teksten tin, for
at indstille intermittensen (svejsning med automatisk
pause).
4.2.2 tin (tidsrum for intermittens)
Displayet O viser teksten OFF.
Drej håndtaget AA for at indstille tidsrummet for inter-
mittens (indstilling fra 0,1 til 25 sekunder).
4.3 PDU (DRIFTSFAKTOR FOR PULSERENDE SVEJS-
NING) (kun aktiveret ved pulserende svejsning)
Dette er tidsrummet for maks. strøm ved pulserende
svejsning.
Udtrykt i % af tidsrummet på baggrund af frekvensen
(standardværdi 50 %).
Indstilling fra 10 til 90 %.

70
4.4 SC (STARTSTRØM)
Altid aktiveret ved TIG svejsning.
Niveau for startstrøm, hvor svejsningen indledes.
Bruges især til tændinger ved AC svejsning med store
elektroder og slope up.
Indstiller min. niveauet for styrepedalen (art. nr. 193).
Standardværdi 25 %.
Indstillinger:
Min. 1 %
Maks. 100 %
4.5 CRA (SLUTKRATERFYLDNING)
Vælg teksten CrA på displayet U ved hjælp af knappen
AQ. Displayet O viser teksten OFF. Vælg ON ved hjælp af
håndtaget AA for at aktivere funktionen.
Tryk kortvarigt på knappen AQ for at vælge teksten CrC.
4.5.1 CrC (slutstrøm ved kraterfyldning)
Denne strøm er en procentvis angivelse af svejsestrøm-
men og er svejsningens slutstrøm.
Standardværdi 50 %.
Indstillinger:
Min. 10 %
Maks. 100 %
4.5.2 tCr (tidsrum for slutstrøm ved kraterfyldning)
Tidsrum for slutstrøm ved kraterfyldning.
Standardværdi 0,5 sekunder.
Indstillinger:
Min. 0,0 sekunder
Maks. 30 sekunder
Funktioner, der kun er tilgængelige ved MMA svejs-
ning
4.6 HS (PROCENTVIS ANGIVELSE AF STRØM TIL
HOT-START)
Dette er en overstrøm, der har til formål at forbedre tæn-
dingerne.
Standardværdi 50 %.
Indstillinger:
Min. 0 %
Maks. 100 %
4.7 THS (TIDSRUM FOR STRØM TIL HOT-START)
Standardværdi 0,15 sekunder.
Indstillinger:
Min. 0 sekunder
Maks. 0,5 sekunder
4.8 AF (PROCENTVIS ANGIVELSE AF STRØM FOR
ARC-FORCE)
Dette er en strøm, der fastlægger overførslen til elektro-
den.
Standardværdi 30 %.
Indstillinger:
Min. 0 %
Maks. 100 %
5 FJERNSTYRINGSUDSTYR OG TILBEHØR
Der kan tilsluttes følgende fjernstyringsudstyr til indstil-
ling af svejseapparatets svejsestrøm:
Art. nr. 193 Styrepedal (kun TIG svejsning)
Art. nr. 1260 BINZEL svejseslange “ABITIG 200” (200 A -
35 %) - 4 m
Art. nr. 1262 BINZEL svejseslange “ABITIG 200” Up/
Down (200 A - 35 %) - 4 m
Art. nr. 1256 BINZEL vandafkølet svejseslange “ABITIG
450 W” (450 A) - 4 m
Art. nr. 1258 BINZEL vandafkølet svejseslange “ABITIG
450 W Up/Down” (450 A) - 4 m
Art. nr. 1656 Transportvogn til strømkilde
Art. nr. 1281.03 Tilbehør til svejsning med elektrode
Art. nr. 1341 Køleaggregat
Art. nr. 1192 + Art. nr. 187 (kun MMA svejsning)
Art. nr. 1180 Tilslutning til samtidig tilslutning af svejse-
slange og styrepedal
Ved hjælp af dette tilbehør kan art. nr. 193
benyttes til alle former for TIG svejsning.
Betjeningsudstyret, som omfatter et potentiometer,
indstiller svejsestrømmen fra min. til maks. værdi,
der er indstillet ved hjælp af håndtaget AA.
Betjeningsudstyret med UP/DOWN logik indstiller
svejsestrømmen fra min. til maks.
6 VEDLIGEHOLDELSE
Hvert vedligeholdelsesindgreb skal foretages af et kva-
liceretpersonaleioverensstemmelsemednormenIEC
26-29 (IEC 60974-4).
6.1 VEDLIGEHOLDELSE AF GENERATOREN
I tilfælde af vedligeholdelse indeni apparatet, skal man
sikre sig at afbryderen BEbendersigiposition”O”og
at forsyningskablet er frakoblet nettet.
Derudover er det periodisk nødvendigt at rengøre appa-
ratetsindreforaejretmetalstøv,vedatbrugetrykluft.
6.2 RÅD DER SKAL TAGES I BRUG VED ET REPARA-
TIONSINDGREB.
Efter at have foretaget en reparation, skal man sørge for
at genordne ledningsføringen således at der ndes en
sikker isolering mellem maskinens primære side og se-
kundære side. Undgå at ledningerne kommer i kontakt
med dele i bevægelse eller dele der hedes op under funk-
tion. Montér igen samtlige bånd som på det originale ap-
parat således at undgå at der, hvis en ledetråd uheldigvis
skulle ødelægges eller frakobles, kan forekomme en for-
bindelse mellem den primære og den sekundære.
Montér derudover skruerne med de rillede skiver igen,
som på det originale apparat.

71
BELANGRIJK: LEES VOORDAT U MET DEZE MACHI-
NE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING
AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE
VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN GE-
BRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN
SCHADELIJK ZIJN VOOR UZELF EN VOOR
ANDEREN. Daarom moet de gebruiker worden gewezen
op de gevaren, hierna opgesomd, die met laswerkzaam-
heden gepaard gaan. Voor meer gedetailleerde informa-
tie, bestel het handboek met code 3.300.758.
GELUID.
Deze machine produceert geen rechtstreeks ge-
luid van meer dan 80 dB. Het plasmasnij/laspro-
cédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
ELEKTROMAGNETISCHE VELDEN–Kunnen schadelijk zijn.
· De elektrische stroom die door een wille-
keurige conductor stroomt produceert elek-
tromagnetische velden (EMF). De las- of snij-
stroom produceert elektromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden veroorzaakt door een hoge
stroom kunnen een nadelige uitwerking hebben op pace-
makers. Personen die elektronische apparatuur (pace-
makers) dragen moeten informatie bij een arts inwinnen
voor ze afvlam-, booglas-, puntlas- en snijwerkzaamhe-
den benaderen.
De blootstelling aan elektromagnetische velden, gepro-
duceerd tijdens het lassen of snijden, kunnen de gezond-
heid op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure hou-
den om de gevaren geproduceerd door elektromagneti-
sche velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de
elektrodeklem of de lastoorts naast elkaar blijven
liggen. Maak ze, indien mogelijk, met tape aan
elkaar vast.
- Voorkom dat u de aardekabel en de kabel van de
elektrodeklem of de lastoorts om uw lichaam
wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel
van de elektrodeklep of de la stoorts komt te staan.
Als de aardekabel zich rechts van de operator
bevindt, moet de kabel van de elektrodeklem of de
lastoorts zich tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de nabijheid
van het las- of snijpunt aan op het te bewerken stuk.
- Voorkom dat u in de nabijheid van de generator
werkzaamheden verricht.
ONTPLOFFINGEN.
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
Deze machine is vervaardigd in overeenstemming met
de voorschriften zoals bepaald in de geharmoniseerde
norm IEC 60974-10 (Cl. A) en mag uitsluitend worden
gebruikt voor professionele doeleinden in een indus-
triële omgeving. Het garanderen van elektromagne-
tische compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als ge-
woonafval!OvereenkomstigdeEuropeserichtlijn
2002/96/EC betreffende de verwerking van elektrisch
en elektronisch afval en de toepassing van deze richtlijn
conform de nationale wetgeving, moet elektrische appa-
ratuur die het einde van zijn levensduur heeft bereikt ge-
scheiden worden ingezameld en ingeleverd bij een recy-
clingbedrijf dat zich houdt aan de milieuvoorschriften. Als
eigenaar van de apparatuur dient u zich bij onze lokale
vertegenwoordiger te informeren over goedgekeurde in-
zamelingsmethoden. Door het toepassen van deze Euro-
pese richtlijn draagt u bij aan een schoner milieu en een
beterevolksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BE-
KWAAM PERSONEEL.
1.1 PLAATJE MET WAARSCHUWINGEN
De genummerde tekst hieronder komt overeen met de
genummerde hokjes op het plaatje.
GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE

72
B. De draad sleeprollen kunnen de handen verwonden.
C. De lasdraad en de draad sleepgroep staan tijdens het
lassen onder spanning. Houd uw handen en metalen
voorwerpen op een afstand.
1. De elektrische schokken die door de laselektrode of
de kabel veroorzaakt worden, kunnen dodelijk zijn.
Zorg voor voldoende bescherming tegen elektrische
schokken.
1.1 Draag isolerende handschoenen. Raak de elektrode
nooit met blote handen aan. Draag nooit vochtige of
beschadigde handschoenen.
1.2 Controleer of u van het te lassen stuk en de vloer
geïsoleerd bent.
1.3 Haal de stekker van de voedingskabel uit het
stopcontact alvorens u werkzaamheden aan de
machine verricht.
2. De inhalatie van de dampen die tijdens het lassen
geproduceerd worden, kan schadelijk voor de
gezondheid zijn.
2.1 Houd uw hoofd buiten het bereik van de dampen.
2.2 Maak gebruik van een geforceerd ventilatie- of
afzuigsysteem om de dampen te verwijderen.
2.3 Maak gebruik van een afzuigventilator om de dampen
te verwijderen.
3. De vonken die door het lassen veroorzaakt worden,
kunnenontplofngenofbrandveroorzaken.
3.1 Houd brandbare materialen buiten het bereik van de
laszone.
3.2 De vonken die door het lassen veroorzaakt worden,
kunnen brand veroorzaken. Houd een blusapparaat
binnen handbereik en zorg ervoor dat iemand altijd
gereed is om het te gebruiken.
3.3 Voer nooit lassen uit op gesloten houders.
4. De stralen van de boog kunnen uw ogen en huid
verbranden.
4.1 Draag een veiligheidshelm en -bril. Draag een
passende gehoorbescherming en overalls met
gesloten kraag. Draag helmmaskers met lters
met de juiste ltergraad. Draag altijd een complete
bescherming voor uw lichaam.
5. Lees de aanwijzingen door alvorens u van de machine
gebruik maakt of er werkzaamheden aan verricht.
6. Verwijder de waarschuwingsetiketten nooit en dek ze
nooit af
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Dit lasapparaat is een gelijkstroomgenerator met een
INVERTER technologie. Het apparaat is ontworpen voor
het lassen van beklede elektroden (cellulose elektroden
uitgezonderd) en voor het lassen met het TIG proces met
contactontsteking en bij hoge frequentie.
Gebruik het apparaat nooit om buizen te ontdooien.
2.2 UITLEG VAN DE TECHNISCHE GEGEVENS
DIE OP HET PLAATJE VAN DE MACHINE VERMELD
ZIJN.
Het apparaat is gebouwd in overeenstemming met
de volgende normen: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (zie
opmerking 2)
N°. Serienummer, dat moet worden vermeld bij elk
verzoek betreffende de lasmachine.
f1
f2
Statische monofase frequentieconverter
transformator-gelijkrichter.
Neerwaarts.
SMAW. Geschikt voor lassen met beklede elektroden.
TIG Geschikt voor TIG-lassen.
U0. Secundaire nullastspanning
X. Werkcycluspercentage. % van 10 minuten
gedu-rende dewelke de lasmachine kan
werken met een bepaalde stroom zonder te
oververhitten.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale toevoerspanning. De machine heeft
een automatische spanningsregelaar.
1~ 50/60Hz 50- of 60-Hz eenfasige voeding
I1 max. Dit is de maximumwaarde van de opgenomen
stroom.
I1 eff. Dit is de maximumwaarde van de werkelijk
opgenomen stroom, afhankelijk van de
inschakelduur.
IP23S Beschermingsgraad van de kast.
De Graad 3 als tweede cijfer geeft aan dat het
apparaat opgeslagen kan worden, maar dat het
bij neerslag niet buiten gebruikt kan worden,
tenzij in een beschermde omgeving.
S
Geschikt voor gevaarlijke omgevingen.
OPMERKINGEN:
1-Het apparaat is ontworpen om te functioneren in een
omgeving met een vervuilingsgraad 3 (Zie IEC 60664).
2-Deze apparatuur voldoet aan de norm IEC 61000-3-11,
mits de maximum toelaatbare impedantie Zmax van de
installatie lager of gelijk is aan 0,294 op het interfacepunt
tussen de installatie van de gebruiker en het lichtnet.
De installateur of de gebruiker van de apparatuur zijn
verantwoordelijk voor en moeten waarborgen dat de
apparatuur aangesloten is op een stroomvoorziening met
een maximum toelaatbare impedantie Zmax lager of gelijk
aan 0,294. Raadpleeg eventueel het elektriciteitsbedrijf.
2.3 BESCHRIJVING VAN DE BEVEILIGINGEN
2.3.1 Thermische beveiliging
Dit apparaat wordt beschermd door een temperatuurmeter
die de functionering van de machine onmogelijk maakt
als de toegestane temperaturen overschreden worden.
De ingreep van de thermostaat wordt aangegeven door
de weergave van het bericht “OPn” op het display U op
het controlepaneel.
2.3.2 – Blokkeringen.
Dit lasapparaat is voorzien van diverse beveiligingen die
de machine tot stilstand brengen voordat ze schade zal
leiden. De ingreep van elke beveiliging wordt aangegeven
door de weergave van het bericht “Err” op het display
U en door een nummer dat het display O weergegeven
wordt.
Het bericht H2O wordt op het display U weergegeven
als in de koelgroep een laag waterpeil opgemeten
wordt.

73
3 INSTALLATIE
Controleer of de voedingsspanning overeenstemt met de
spanning die op het plaatje met de technische gegevens
van het lasapparaat vermeld is.
Sluit een stekker aan met een vermogen dat voor de
voedingskabel geschikt is en controleer of de groengele
draad met de aardestekker verbonden is.
Het vermogen van de magnetothermische schakelaar
of de zekeringen in serie verbonden met de voeding
moet gelijk zijn aan de spanning L1 die door de machine
opgenomen wordt.
3.1 IN BEDRIJF STELLEN
De machine moet door ervaren personeel geïnstalleerd
worden. De aansluitingen moeten uitgevoerd worden in
overeenstemming met de van kracht zijnde normen en
de wet ter bestrijding van arbeidsongevallen (ICE 26-23 /
ICE CLC 62081)
3.2 BESCHRIJVING VAN HET APPARAAT (AFB.1)
BA) Klem negatieve uitgang (-).
BB) Klem positieve uitgang (+).
BC) Connector voor de knop van de TIG lastoorts.
Sluit de draden van de toorts aan op pin 1 en 9.
BD) Verbindingselement (1/4 gas).
Sluit hier de gasleiding van de TIG lastoorts op aan.
BE) Hoofdschakelaar.
BG) Voedingskabel.
BH) Verbindingselement gastoevoer.
BO) Connector type DB9 (RS 232).
Te gebruiken als u de programma’s van de
microprocessoren wenst te updaten.
BQ) Contact netkabel.
BR) Contact drukregelaar.
3.3 BESCHRIJVING VAN HET PANEEL (AFB.1)
AT procestoets.
De keuze wordt aangeduid door het oplichten van
een van de led AX, AV of AW.
Led AX Led AV Led AW
Functioneringtoets E.
De keuze wordt aangeduid door het oplichten van
een van de led F, G, H, I, L, M, N of PP.
In het geval van TIG gaan altijd twee led branden. Een
led geeft de HF of contact functionering aan terwijl de
andere de continue of pulserende functionering met 2
of 4 momenten aangeeft. Elke druk op deze knop komt
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1

74
overeen met een nieuwe keuze. Het oplichten van de led
in combinatie met de symbolen duidt uw keuze aan:
F - LED. TIG lassen met inschakeling van
de boog zonder hoge frequentie.
Druk op de toortstoets om de boog in te schakelen, raak
met de wolfraamelektrode het te lassen voorwerp aan en
hef de toorts op. Voer een snelle en zekere beweging uit
(0,3 sec).
L - LED. TIG lassen met inschakeling van
de boog met hoge frequentie.
Druk op de toortstoets om de boog in te schakelen.
Een hoge spanning/frequentie waakvonk zal de boog
inschakelen.
G - LED. TIG lassen-continu-2 momenten
(handmatig).
Als u op de toortstoets drukt zal de stroom toenemen. De
waarde die u met de knop AA ingesteld heeft zal bereikt
worden binnen een tijd die overeenstemt met de eerder
ingestelde “slope up”. Zodra u de toets loslaat zal de
stroom afnemen. De nulwaarde wordt bereikt binnen een
tijd die overeenstemt met de eerder ingestelde “slope
down”.
In deze stand kunt u de pedaalbediening aansluiten. 193.
H - LED. TIG lassen-continu-4 momenten
(automatisch).
Dit programma verschilt van het vorige programma
aangezien de in- en uitschakeling aangestuurd worden
door het indrukken en loslaten van de toortstoets.
4 Speciale momenten (Automatisch).
Deze functie kan gebruikt worden met:
-dubbel stroomniveau 4 momenten
-pulserend 4 momenten
-pulserend dubbel stroomniveau 4
momenten
Biedt u de mogelijkheid de kraterstroom (CrC) aan het
einde van het lassen te behouden zolang de toortstoets
ingedrukt wordt.
Voor deze 4 momenten is het noodzakelijk dat de
vulfunctie van de eindkrater (CrA) op ON staat en de tijd
voor de kraterstroom (tCr) 0,0 is.
Het lassen wordt aangevangen door de toortstoets in te
drukken en onmiddellijk weer los te laten.
De startstroom wordt ingesteld met de parameter SC,
volgt de stijgende helling en bereikt de lasstroom.
Druk op de toortstoets en houd de toets ingedrukt om
het lassen te beëindigen.
De machine voert de dalende helling (slope down) uit tot
de kraterstroom (CrC) bereikt is. De kraterstroom blijft
actief zolang de operator de toortstoets ingedrukt houdt,
zie afb. ( 2 ).
Fig. 2
I - LED. TIG-continu lassen met dubbel
stroomniveau-4 momenten (automatisch).
Stel de twee stroomniveaus in voordat u de boog
inschakelt:
Eerste niveau: druk op de toets P tot de led T gaat
branden en stel de hoofdstroom af met de knop AA.
Tweede niveau: druk op de toets P tot de led V gaat
branden en stel de hoofdstroom af met de knop AA.
Als u op de toortstoets drukt zal de stroom toenemen.
De waarde die u met de knop AA ingesteld heeft zal
bereikt worden binnen een tijd die overeenstemt met de
eerder ingestelde “slope up” (led S brandt). De led T gaat
branden en het display O geeft de situatie weer.
Als het tijdens het lassen nodig is de stroom af te
laten nemen zonder dat de boog uitgeschakeld wordt
(bijvoorbeeld voor het veranderen van het lasmateriaal,
de werkplek, de overgang van een horizontale naar een
verticale stand enz...) druk op de toortstoets en laat
de toets vervolgens onmiddellijk weer los. De stroom
wordt nu ingesteld op de tweede waarden, de led V gaat
branden en de led T gaat uit.
Druk wederom op de toets en laat hem weer los om
naar de vorige hoofdstroom terug te keren. De led T
gaat branden terwijl de led V uitgaat. Druk minimaal
0,7 seconden op de toortstoets en laat hem vervolgens
los als u op een willekeurig moment het lassen wenst
te onderbreken. De stroom daalt gedurende de eerder
ingestelde “slope down” tijd (led W brandt) naar nul.
Tijdens de “slope down” fase keert u naar de laagst
ingestelde stroomwaarde terug als u de toortstoets
indrukt en vervolgens weer loslaat.
N.B. het begrip “INDRUKKEN EN ONMIDDELLIJK WEER
LOSLATEN” heeft betrekking op een maximum tijd van
0,5 sec.
M - LED. TIG lassen-pulserend-2
momenten (handmatig).
Als u op de toortstoets drukt zal de stroom toenemen. De
waarde die u met de knop AA ingesteld heeft zal bereikt
worden binnen een tijd die overeenstemt met de eerder
ingestelde “slope up”. Zodra u de toets loslaat zal de
stroom afnemen. De nulwaarde wordt bereikt binnen een
tijd die overeenstemt met de eerder ingestelde “slope
down”.
In deze stand kunt u de pedaalbediening aansluiten. 193.
N - LED. TIG Lassen-pulserend-4
momenten (automatisch).
Dit programma verschilt van het vorige programma
aangezien de in- en uitschakeling aangestuurd worden
door het indrukken en loslaten van de toortstoets.
PP - LED. TIG Lassen-pulserend met
dubbel stroomniveau-4 momenten (automatisch).
Deze manier van lassen is geheel identiek aan de wijze

75
beschreven voor led I. De verhouding tussen de waarden
worden ook tijdens het tweede niveau behouden als u
de piek- en dalstromen van het eerste niveau ingesteld
heeft.
AA - KNOP
Stel de lasstroom af op een waarde 10-180 A voor MMA
en 5-22A voor TIG.
In combinatie met de P knop kunt u tevens:
-het tweede stroomniveau V instellen
-de “slope up” S instellen
-de “slope down” W instellen
-de AE pulsfrequentie instellen
-de post gas X instellen
-de frequentie van de lasstroom AC Q instellen
-het uitbalanceren van de golf bij AC R lassen instellen
U - Display
Weergaven:
1. In MMA de nullastspanning en
tijdens het lassen de laadspanning.
2. In TIG continu zonder dat u op de toortstoets drukt
het bericht PL (programma vrij).
IN TIG continu als u op de toortstoets drukt zonder te
lassen de nullastspanning.
In TIG continu als u op de toortstoets drukt en last
de laadspanning.
3. Geeft in nummers alle grootheden, uitgezonderd de
stroom, weer die met de knop P gekozen zijn.
4. Geeft alle berichten weer in het menu met
servicefuncties.
5. Het bericht “OPn” knippert als de thermostaat
geopend wordt.
6. Tijdens het kiezen van de vrije of geprogrammeerde
programma’s de berichten PL...P01...P09.
O - Display
Weergaven:
1. In het geval van nullast de
opnieuw ingestelde stroom.
2. In het geval van lading de lasstroom en de niveaus
ervan.
3. In het geval van pulserende TIG geladen het afwisselen
van de stroom en de stroomniveaus.
4. De weergave van alle grootheden en de menuwaarden
van de tweede functies.
AQ - SCHAKELAAR
Kiest de programma’s en slaat ze op.
Het lasapparaat kan negen lasprogramma’s P01...
P09 opslaan en met behulp van deze knop oproepen. Er
is tevens een bewerkingsprogramma PL aanwezig.
Keuze
Als u kort op deze toets drukt zal op het display U
het nummer van het volgende programma worden
weergegeven. Als dit programma niet opgeslagen is dan
zal de tekst knipperen. Knippert de tekst niet dan is het
programma opgeslagen.
Opslaan (zie par. 3.6)
Druk minstens 3 seconden lang op de toets om de
gegevens op de slaan als u het programma gekozen heeft.
Het nummer van het programma op het display U zal niet
langer knipperen om dit te bevestigen.
P - SCHAKELAAR
Als u op deze toets drukt gaan achtereenvolgens
de led branden.
Let op! Uitsluitend de led behorende bij de gekozen
laswijze gaan branden, bijv. in het geval van TIG lassen
continu gaat de led Q voor de pulsfrequentie niet branden.
Elke led geeft de parameter aan die met behulp van de
knop AA tijdens de inschakeltijd van de led ingesteld
kan worden. 5 seconden na de laatste wijziging gaat
de betreffende led uit, wordt de hoofdlasstroom
weergegeven en gaat de betreffende led T branden.
LED DIE VOOR HET TIG DC (GELIJKSTROOM) EN TIG
AC (WISSELSTROOM) LASSEN GEKOZEN KUNNEN
WORDEN:
AL - Led Pre-gas
Instelling 0,05-2,5 seconden. Tijd voor
gasafgifte voordat met het lassen
aangevangen wordt.
S - Led Slope up.
De tijd waarin de stroom beginnend
vanaf het minimum de ingestelde
stroomwaarde bereikt. (0-10 sec.)
T – Led Hoofdlasstroom.
V – Led tweede niveau lasstroom of
basisstroom.
Deze stroom is altijd een percentage
van de hoofdstroom.
AE – Led Pulsfrequentie (0,16-500
Hz).
W - Led Slope down.
De tijd waarin de stroom de minimum
waarde bereikt en de boog uitschakelt
(0-10 sec).
X - Led Post gas.
Stelt de tijd af voor de gasafgifte aan
het einde van het lassen. (0-30 sec.)
LED DIE UITSLUITEND BIJ TIG AC (WISSELSTROOM)
LASSEN GEKOZEN KUNNEN WORDEN:
Led AO Start
Stelt het niveau af voor de “hot-start” om
de inschakelingen in het geval van TIG AC
voor elektroden met elke doorsnede te optimaliseren.
Als deze led gaat branden wordt op het display O een
nummerwaarde weergegeven. Dit nummer verwijst naar
de doorsneden van de elektrode. De operator kan met
de knop AA de gebruikte doorsnede instellen hetgeen
onmiddellijk resulteert in een goede start. Instelling van
0,5 tot 4,0.

76
Led Q Hz
Stelt de frequentie af van de wisselspanning.
Afstelling 50 ÷ 150 Hz.
Led R Het uitbalanceren van de golf
afstellen.
Stelt met de knop AA het percentage af
van de negatieve halfgolf PEn (penetratie). De waarde
kan variëren van 1 tot 10.
Stelt met de knop AA het percentage af van de positieve
halfgolf CLn (reiniging). De waarde kan variëren van 1 tot
10.
We raden u aan de waarde op 0 in te stellen.
Led Y.
Led indicatie voor de correcte functionering
van het systeem dat het gevaar voor elektrische schokken
beperkt.
BC – 10-polige connector
Op deze connector moeten de remote
bedieningen beschreven in paragraaf 5
worden aangesloten.
Tussen pin 3 en pin 6 is een schoon contact aanwezig dat
de inschakeling van de boog (Max. 0,5 A – 125 VAC / 0,3
A – 110 VDC / 1A – 30 VDC) aangeeft.
3.3. ALGEMENE OPMERKINGEN
Lees aandachtig de normen ICE 26+23 / ICE-TS 62081
door voordat u van dit lasapparaat gebruik maakt en
controleer of de isolatie van de kabels, de elektrodepunten,
de contacten en de stekkers heel is. Controleer tevens of
de doorsnede en de lengte van de laskabels geschikt zijn
voor de gebruikte stroom.
3.4 BEKLEDE ELEKTRODEN LASSEN (MMA)
- Dit lasapparaat is geschikt voor het lassen van alle
soorten elektrodes, met uitzondering van cellulose-
elektrodes (AWS 6010).
- Controleer of de schakelaar BE op de stand 0 geplaatst
is en sluit de laskabels aan. Neem de polariteit in acht
die door de fabrikant van de te gebruiken elektroden
aangegeven wordt. Bevestig de klem van de aardekabel
zo dicht mogelijk in de buurt van het te lassen punt op
het voorwerp en controleer of er sprake is van voldoende
elektrisch contact.
- De toorts of de elektrodepunten en de aardeklem nooit
tegelijkertijd aanraken.
- Schakel de machine in met behulp van de BE schakelaar.
- Kies voor de MMA procedure door te drukken op de AT
knop. De led AW gaat branden.
- Stel de stroom af aan de hand van de doorsnede van de
elektrode, de stand van de las en het soort las.
- Schakel het apparaat altijd uit als u het lassen beëindigd
heeft en verwijder de elektrode uit de elektrodepunten.
3.5. TIG LASSEN
Kies de TIG AC
procedure voor het lassen van
aluminium, aluminiumlegeringen, messing en magnesium.
Kies de TIG DC
procedure voor het lassen van
roestvrij staal, ijzer en koper.
Sluit de connector van de aardekabel aan op de positieve
pool (+) van het lasapparaat. Bevestig de klem van de
aardekabel zo dicht mogelijk in de buurt van het te lassen
punt op het voorwerp en controleer of er sprake is van
voldoende elektrisch contact.
Sluit de vermogensconnector van de TIG toorts aan op
de negatieve pool (-) van het lasapparaat.
Sluit de connector van de toortsbediening aan op de
connector BC van het lasapparaat.
Sluit het verbindingselement van de gasleiding van de
lastoorts aan op het verbindingselement BD van de
machine. Sluit de gasleiding afkomstig van de drukverlager
vandegasesaanophetgasverbindingselementBH.
3.5.1 Koelgroep (optional voor Art. 1341).
Maak gebruik van de koelgroep als u een watergekoeld
lasapparaat benut.
Sluit de koelleidingen van de toorts aan op de
verbindingselementen van de koelgroep. Let erop dat u
de toe- en terugvoer op correcte wijze aansluit.
3.5.1.1 Beschrijving van de beveiligingen.
- Koelvloeistof drukbeveiliging
Deze beveiliging wordt gevormd door een drukregelaar
op het koelvloeistof toevoercircuit. De drukregelaar
stuurt een microschakelaar aan. Een te lage druk wordt
aangeduid met het knipperende bericht H2O op het
display U.
3.5.1.2 In bedrijf stellen.
Draai de dop los en vul de tank (het apparaat is gevuld
met ongeveer een liter vloeistof).
Het is belangrijk dat u regelmatig door de opening
controleert of het “max” peil van de vloeistof nog altijd
behouden is.
Maak voor de koelvloeistof gebruik van een mengsel
van water (het liefst gedeioniseerd) en alcohol in de
verhouding van de onderstaande tabel:
temperatuur water/alcohol
-0°C tot -5°C 4L/1L
-5°C tot -10°C 3,8L/1,2L
NB Verwijder de lucht uit de leidingen als de pomp zonder
koelvloeistof functioneert.
Schakel in dit geval de generator uit, vul de tank, sluit een
leiding aan op het verbindingselement (
) en steek het
ander uiteinde van de leiding in de tank.
Sluit de connector van de drukregelaar en de netkabel
aan op de contacten BR en BQ.
Schakel de generator ongeveer 10/15 seconden in en
sluit vervolgens de leidingen weer aan.
Schakel de machine in.
Zie het hoofdstuk “MENU SERVICEFUNCTIES” om de
functioneringswijze van de koelgroep te kiezen.
3.5.2 In bedrijf stellen.
Voorkom dat u onderdelen onder spanning en de
uitgangsklemmen aanraakt als het apparaat van stroom
voorzien wordt.
Kies op het moment van de eerste inschakeling van de
machine de functioneringswijze met behulp van de toets E
en kies de lasparameters met de toets P en de knop AA.
Let op! De instellingen voor de led AO = start, Q = Hz,
R = uitbalancering van de golf kunnen uitsluitend in het
geval van TIG AC gekozen worden.
De stroom inert gas moet ingesteld worden op een
waarde (liter per minuut) die overeenkomt met 6 maal de
doorsnede van de elektrode.

77
Als u gas-lens accessoires gebruikt dan moet het
gasdebiet beperkt worden tot ongeveer 3 maal de
doorsnede van de elektrode. De doorsnede van de
keramieken spuitmond moet 4 tot 6 maal de doorsnede
van de elektrode zijn.
• Onthoud dat u aan het einde van het lassen het
apparaat uitschakelt en het kraantje van de gases
dichtdraait.
3.5.3 De elektrode voorbereiden.
Schenk extra aandacht aan het voorbereiden van de
elektrodepunt. Polijst de punt tot hier verticale richels op
aangebracht zijn, zie de afb.3.
1,5 2 d÷
d
Fig. 3
LET OP: RONDVLIEGENDE GLOEIENDE METALEN
DELEN kunnen het personeel verwonden, brand
veroorzaken en de apparatuur beschadigen.
WOLFRAAMBEVUILING kan de kwaliteit van het lassen
negatief beïnvloeden.
• Polijst de wolfraamelektrode uitsluitend met een
slijpmachine met adequate beschermende bekleding.
Bescherm altijd het gezicht, de handen en het lichaam.
•Vormdewolfraamelektrodenmeteenjneschuursteen
die uitsluitend gebruikt wordt voor het polijsten van
wolfraam.
• Polijst het uiteinde van de conische wolfraamelektrode
voor een lengte van 1,5 – 2 maal de doorsnede van de
elektrode (afb. 3)
3.6 OPSLAAN
De programma’s die opgeslagen moeten worden, het
oproepen en het opslaan ervan vindt plaats door lang
of kort op de AQ toets te drukken.
Een korte druk voor het kiezen van een programma,
een lange druk voor het opslaan ervan.
De programma’s die opgeslagen moeten worden
(geheugen) zijn vrij als ze knipperend op het display
U weergegeven worden en bevatten opgeslagen
gegevens als ze niet knipperen.
3.6.1 De gegevens van het PL programma opslaan
De machine voor de eerste maal gebruiken
De bewerkingsprogramma’s en de geheugens (P01... enz)
worden altijd door het display U weergegeven. U kunt ze
kiezen door kort op de AQ toets te drukken.
Druk kort op de toets AQ als u vastgesteld heeft welke
parameters opgeslagen moeten worden. Op het display
U wordt het bericht P01 knipperend weergegeven. Op het
display O verschijnen drie streepjes (---). Druk minstens 3
seconden op de knop AQ. Het bericht P01 knippert niet
langer en een pieptoon geeft aan dat de gegevens in het
geheugen opgeslagen zijn.
Druk op de toets AQ tot op het display U het nummer van
het gewenste programma weergegeven wordt als u een
ander programma wenst te kiezen.
3.6.2. Vanuit een vrij programma opslaan
De operator kan op de volgende wijze een gekozen
programma wijzigen en opslaan:
Druk kort op de toets AQ en kies het gewenste
programmanummer.
Het bericht van de vrije programma’s wordt
knipperend weergegeven.
Druk op de toets AT en kies de lasprocedure. Kies
vervolgens met de toets E de laswijze.
Draai aan de knop AA en stel de lasstroom in.
Als u gekozen heeft voor de TIG procedure, activeer de
led X (post gas) met de toets P en stel de
gewenste waarde in met de knop AA.
Voer de handelingen van de betreffende paragraaf uit als
u na deze instellingen, noodzakelijk voor het opslaan,
de “slope” tijden of andere gegevens wenst in te stellen.
Druk minstens 3 seconden lang op de toets AQ tot het
programmanummer niet langer knippert om het eerder
gekozen programma op te slaan.
3.6.3 Opslaan vanuit een opgeslagen programma.
Vanuit een al opgeslagen programma kan de operator
de opgeslagen gegevens wijzigen om het programma te
updaten of nieuwe parameters te vinden die vervolgens
in ander programma zullen worden opgeslagen.
3.6.3.1 Updaten
Kies de te wijzigen parameters als u de machine
ingeschakeld heeft en wijzig ze. Tijdens deze handeling
zal de weergave van het programma gaan knipperen.
Druk minstens 3 seconden op de toets AQ. Op het display
O wordt het bericht Sto weergegeven.
Druk minstens 3 seconden op de toets AQ. De weergave
van het programma knippert niet langer en een pieptoon
geeft aan dat de gegevens opgeslagen zijn.
3.6.3.2 In een nieuw programma opslaan.
Kies de te wijzigen parameters als u de machine
ingeschakeld heeft en wijzig ze.
Druk kort op de toets AQ tot het gewenste programma
weergegeven wordt.
Druk minstens 3 seconden op de toets AQ tot het opslaan
van de gegevens bevestigd wordt (het bericht van het
programma blijft knipperen).
3.6.4 Een opgeslagen programma wissen.
Kies het programma (geheugen) dat u wenst te wissen
en druk minstens 3 seconden op de toets AQ. Op het
display O verschijnt het bericht Sto. Draai aan de knop
AA tot het bericht dEL weergegeven wordt en druk
minstens 3 seconden op de toets AQ. Het bericht van het
programma begint te knipperen.
4 MENU SERVICEFUNCTIES
Druk op de toets P om dit submenu te betreden. Houd de
toets ingedrukt en druk kort op de toets AQ.
Herhaal de hierboven beschreven handeling om het
menu te verlaten.
U kunt de servicefuncties kiezen door kort te drukken op
de toets AQ.
Met de knop AA kunt u de functies die u met de knop AQ
gekozen heeft, wijzigen.

78
De functies zijn uitsluitend zichtbaar als u gebruik
maakt van de TIG procedure.
4.1 DE KOELGROEP BEHEREN.
Het display U geeft het bericht H2O weer en het display
O geeft het bericht OFF (default) weer.
Draai aan de knop AA om de functioneringswijze te
kiezen:
- OFF = uit.
- On C = altijd aan
- On A = automatische inschakeling.
In het geval van de automatische functionering zal de
koelgroep bij het inschakelen van de machine 20 sec. aan
en vervolgens uit gaan.
De koelgroep begint te functioneren als u op de
toortstoets drukt. Drie minuten nadat u de toortstoets
losgelaten heeft gaat de koelgroep uit. De generator
levert geen stroom als de koelvloeistofdruk te laag is
en op het display U wordt knipperend het bericht H2O
weergegeven.
4.2 INTERMITTEREND EN SP PUNTLASSEN.
Als u kiest voor de inschakeling met hoge frequentie
(led L) zal het lassen in twee momenten (led G) of vier
momenten (led H) geactiveerd worden.
Kies met de toets AQ het bericht SP (spot) op het display
U. Op het display O wordt het bericht OFF weergegeven.
Draai de knop AA op ON in om de functie te activeren.
Druk kort op de toets AQ en kies het bericht tSP.
4.2.1 tSP (Spot time puntlastijd)
Het display U geeft het bericht tSp weer en het display O
geeft een tijd van 1 seconde weer. Stel met de knop AA
de gewenste tijd in, instelling tussen 0,1 en 25 seconden.
Druk kort op de toets AQ en kies het bericht tin als u het
intermitterend lassen (met een automatisch ingebouwde
pauzetijd) wenst in te stellen.
4.2.2 tin (tijd intermitterend lassen)
Op het display O wordt het bericht OFF weegegeven.
Draai aan de knop AA om de tijd voor het intermitterend
lassen (instelling van 0,1 tot 25 sec.) in te stellen.
4.3 PDU-DUTY CYCLE PULSEREND (uitsluitend actief
in pulserend).
Dit is de tijd voor de hoogst verkiesbare stroom tijdens
het pulseren.
De waarde wordt uitgedrukt in percentages ten opzichte
van een bepaalde periode door de frequentie (default
50%)
Instelling minimum 10% maximum 90%.
4.4 SC (STARTSTROOM).
Altijd actief tijdens alle TIG processen.
Niveau voor de startstroom waar het lasproces op
aanvangt.
Wordt met name gebruikt voor start in AC lassen met
grote elektroden en een stijgende helling (slope up).
Stelt het minimum niveau in van het pedaal art. 193.
Default 25%.
Instellingen:
minimum 1%
maximum 100%
4.5 CRA (EINDKRATER VULLEN).
Kies met de toets AQ het bericht CrA op het display U.
Op het display O wordt de afkorting OFF weergegeven.
Draai de knop AA op ON in om de functie te activeren.
Druk kort op de toets AQ en kies de afkorting CrC.
4.5.1 CrC (kraterstroom)
Deze stroom is een percentage van de lasstroom en is de
eindstroom van het proces.
Default 50%
Instellingen:
minimum 10%
maximum 100%
4.5.2 tCR (tijd voor de kraterstroom)
Tijd dat de kraterstroom geleverd wordt.
Default 0,5 sec.
Instellingen:
minimum 0,0 sec.
maximum 30 sec.
De functies zijn uitsluitend zichtbaar als u gebruik
maakt van de MMA procedure.
4.6 H (PERCENTAGE VAN DE HOT-START STROOM)
Dit is een overstroom die de start verbetert.
Default 50%
Instellingen:
minimum 0%
maximum 100%
4.7 THS (DUUR VAN DE HOT-START STROOM)
Default 0,15 sec.
Instellingen:
minimum 0 sec.
maximum 0,5 sec.
4.8 AF (PERCENTAGE ARC-FORCE STROOM)
Dit is een stroom die de verplaatsing van de elektrode
bepaalt.
Default 30%
Instellingen:
minimum 0%
maximum 100%
5 BEDIENINGEN OP AFSTAND EN ACCESSOIRES
U kunt de volgende bedieningen op afstand aansluiten
om de lasstroom van dit lasapparaat af te stellen:
Art. 193 Pedaalbediening (gebruikt voor TIG lassen)
Art. 1260 Toorts BINZEL “ABITIG 200” (200A-35%)
m.4
Art. 1262 Toorts BINZEL “ABITIG 200” Up/Down
(200A – 35%) – m. 4
Art. 1256 Toorts watergekoeld BINZEL “ABITIG 450 W”
(450A) – m. 4
Art. 1258 Toorts watergekoeld BINZEL “ABITIG 450 W
Up/Down” (450A) – m. 4

79
Art. 1656 Generator transportwagen
Art. 1281.03 Accessoire voor lassen met elektrode
Art. 1341 Koelgroep
1192 art. Art 187 (gebruikt voor MMA lassen)
Art. 1180 Verbinding waarmee u tijdelijk de toorts op
de pedaalbediening aansluit.
Met deze accessoire kan het Art. 193 voor
elke TIG laswijze gebruikt worden.
De lasstroom, ingesteld met de knop AA, wordt door
de bedieningen waaronder een potentiometer van
een minimum tot een maximum stroom afgesteld.
De bedieningen met een UP/DOWN logica regelen de
lasstroom van een minimum tot een maximum.
6 ONDERHOUD
Hetonderhoudmaguitsluitenddoorgekwaliceerdper-
soneel worden uitgevoerd in overeenstemming met de
norm IEC 26-29 (IEC 60974-4).
6.1 DE GENERATOR ONDERHOUDEN
Controleer of de schakelaar BE op “O” staat en of de
voedingskabel van het lichtnet losgekoppeld is als u on-
derhoud in het apparaat moet uitvoeren.
Reinig tevens regelmatig de binnenkant van het apparaat
en verwijder de opgehoopte metaalstof met behulp van
perslucht.
6.2 HANDELINGEN DIE U NA EEN REPARATIE MOET
VERRICHTEN.
Controleer na een reparatie of de bekabeling correct
aangebracht is en of er sprake is van voldoende isolatie
tussen de primaire en secundaire zijde van de machine.
Zorg ervoor dat de draden niet in aanraking kunnen ko-
men met de onderdelen in beweging of de onderdelen
die tijdens de functionering verhit raken. Hermonteer alle
klemringen op de oorspronkelijke wijze om een verbin-
ding tussen de primaire en secundaire te voorkomen als
een draad breekt of losschiet.
Hermonteer tevens de schroeven met de tandringen op
de oorspronkelijke wijze.

80
INSTRUKTIONSMANUAL FÖR BÅGSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN
UTGÖRA EN FARA FÖR DIG OCH ANDRA
PERSONER. Användaren måste därför informeras om de
risker som uppstår på grund av svetsarbetena. Se sam-
manfattningen nedan. För mer detaljerad information,
beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en le-
dare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på häl-
san.
För att minska risken för exponering för elektromagne-
tiska fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektiveslangpaketetskabel.Omjordkabelnnns
på operatörens högra sida ska även elektrodkläm-
mansrespektiveslangpaketetskabelbennasigpå
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svets-
eller skärzonen som möjligt.
- Arbeta inte nära generatorn.
Explosioner
• Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller ån-
gor.
• Hantera de gastuber och tryckregulatorer som används
vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-
10 (Cl. A) och får endast användas för professionellt bruk
i en industrimiljö. Det kan i själva verket vara svårt att
garantera den elektromagnetiska kompatibiliteten i en
annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans med
normalthushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscen-
tral. Du ska i egenskap av ägare till produkterna infor-
mera dig om godkända återvinningssystem via närmaste
återförsäljare. Hjälp till att värna om miljön och män-
niskorshälsagenomatttillämpadettaEU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta un-
der svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden
med bara händer. Använd inte fuktiga eller skadade
handskar.

81
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
1.3 Dra ut nätkabelns stickkontakt före arbeten på appa-
raten.
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
2.3Användensugäktförattavlägsnautsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd från
svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
tillattdetnnsenbrandsläckareinärhetenochen
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna hu-
den.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäppta
knappar ända upp i halsen. Använd hjälmvisir som
harltermedkorrektskyddsklass.Användkomplett
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna svets är en generator för konstant likström som
är tillverkad med inverterteknik. Den är konstruerad
för svetsning med belagda elektroder (med undantag
för elektroder av cellulosatyp) och TIG-svetsning med
kontakttändning och med hög frekvens.
Svetsen får inte användas för att tina rör.
2.2 FÖRKLARING AV TEKNISKA DATA PÅ
SVETSENS MÄRKPLÅT
Apparaten är konstruerad i överensstämmelse med dessa
internationella standarder: IEC 60974.1 - IEC 60974.3 -
IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11
(anm. 2).
Nr. Serienummer som alltid ska anges vid
förfrågningar angående svetsen.
f1
f2
Statisk enfas frekvensomvandlare -
transformator - likriktare
Fallande kurva.
SMAW. Lämpad för svetsning med belagda elektroder.
TIG Lämplig för svetsning.
U0. Sekundär tomgångsspänning.
X. Intermittensfaktor. % per 10 minuter som
svetsen kan arbeta med en bestämd ström utan
att orsaka överhettningar.
I2. Svetsström.
U2. Sekundärspänning med ström I2.
U1. Nominell spänningstillförsel.
Maskinen är utrustad med automatiskt val av
spänningstillförsel.
1~ 50/60Hz Enfasig eltillförsel 50 eller 60 Hz
I1 max. Max. strömförbrukning.
I1 eff. Max. effektiv strömförbrukning med hänsyn till
intermittensfaktor.
IP23 Höljets kapslingsklass.
Klass 3 som andra siffra innebär att denna
appa- rat kan förvaras utomhus, men att den
inte är avsedd att användas utomhus vid
nederbörd såvida den inte står under tak.
S
Lämplighet för miljöer med ökad risk.
OBS!
1-Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3 (se IEC 60664).
2-Apparaten är i överensstämmelse med standard
SS-EN 61000-3-11 under förutsättning att max.
systemimpedans Zmax är lägre än eller lika med
0,294 i anslutningspunkten mellan användarens och
elbolagets elnät. Det åligger installatören/användaren
att vid behov rådfråga elbolaget och säkerställa
att apparaten är ansluten till ett elnät med max.
systemimpedans Zmax som är lägre än eller lika med
0,294.
2.3 BESKRIVNING AV SKYDD
2.3.1 Överhettningsskydd
Svetsen skyddas av en termostat som stoppar svetsen
om max. temperatur överskrids. Termostatens utlösning
indikeras genom att förkortningen OPn tänds på displayen
U som är placerad på kontrollpanelen.
2.3.2 Blockeringsskydd
Denna svets är försedd med diverse skydd som stoppar
svetsen innan den skadas. Skyddens utlösning indikeras
genom att förkortningen Err tänds på displayen U eller av
att ett nummer visas på displayen O.
Om en låg vattennivå uppmäts för kylaggregatet
blinkar förkortningen H2O på displayen U.
3 INSTALLATION
Kontrollera att matningsspänningen överensstämmer
med spänningen som anges på svetsens märkplåt.
Anslut en kontakt av lämplig dimension till nätkabeln.
Kontrollera att den gulgröna ledaren är ansluten till
jordstiftet.
Dimensionen på den termomagnetiska brytaren eller
säkringarna som är placerade i serie med elmatningen
måste vara lika med strömmen I1 som förbrukas av
svetsen.
3.1. DRIFTFÖRBEREDELSER
Installationenavsvetsenfårendastutförasavkvalicerad
personal. Alla anslutningar måste utföras i enlighet
med gällande standarder och med full respekt för
olycksförebyggande lagar (IEC 26-23/IEC-TS 62081).
3.2 BESKRIVNING AV SVETSEN (g. 1)
BA) Negativ utgångsklämma (-).

82
BB) Positiv utgångsklämma (+).
BC) Kontaktdon för TIG-slangpaketets knapp.
Anslut trådarna för slangpaketets knapp till stift 1
och 9.
BD) Koppling (1/4” G).
Till denna ska TIG-slangpaketets gasslang anslutas.
BE) Huvudströmbrytare.
BG) Nätkabel.
BH) Koppling för gastillförsel.
BO) Kontaktdon av typ DB9 (RS 232).
Används för att uppdatera mikroprocessorernas
program.
BQ) Uttag för nätkabel.
BR) Uttag för tryckvakt.
3.3 BESKRIVNING AV PANEL(g.1)
Knapp för svetsprocess AT.
Valet indikeras av att en av lysdioderna AX, AV
eller AW tänds.
Lysdiod AX Lysdiod AV Lysdiod AW
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1
Knapp för svetsfunktion E.
Valet indikeras av att en av lysdioderna F, G, H, I,
L, M, N eller PP tänds.
Vid TIG-svetsning är alltid två lysdioder tända. Den
ena indikerar tändning med HF eller kontakttändning, den
andra indikerar konstant eller pulserande svetsning med
två- eller fyrtaktsfunktion. Vid varje nedtryckning av denna
knapp görs ett nytt val. Lysdioderna tänds vid symbolerna
för att visa ditt val.
F - Lysdiod. TIG-svetsning med tändning av
bågen utan hög frekvens.
Tänd bågen genom att trycka på slangpaketets knapp,
rör vid arbetsstycket med volframelektroden och ta sedan
bort volframelektroden från arbetsstycket. Rörelsen ska
vara bestämd och snabb (0,3 sekunder).
L - Lysdiod. TIG-svetsning med tändning av
bågen med hög frekvens.
Tänd bågen genom att trycka på slangpaketets knapp. En
pilotlåga med hög spänning/frekvens tänder bågen.
G - Lysdiod. Konstant TIG-svetsning med
tvåtaktsfunktion (manuell).
När slangpaketets knapp trycks ned börjar svetsströmmen
öka i en tid som motsvarar slope up som har reglerats
tidigare, för att nå det värde som har reglerats med vredet

83
AA. När knappen släpps upp sjunker svetsströmmen i en
tid som motsvarar slope down som har reglerats tidigare,
för att sedan sjunka till noll. I detta läge går det att koppla
pedalreglaget (tillbehör art. 193).
H - Lysdiod. Konstant TIG-svetsning med
fyrtaktsfunktion (automatisk).
Detta program skiljer sig från det föregående eftersom
tändningen och avstängningen styrs genom att
slangpaketets knapp trycks ned och släpps upp.
Speciell fyrtaktsfunktion (automatisk).
Denna funktion kan användas med:
- Två strömnivåer, fyrtakt
- Pulserande fyrtakt
- Pulserande, två strömnivåer, fyrtakt
Upprätthåller strömmen för fyllning av ändkrater (CrC)
efter svetsningen så länge slangpaketets knapp hålls
nedtryckt.
Villkoret för fyrtaktsfunktionen är att fyllning av ändkrater
(CrA) är inställd på ON och att varaktigheten för strömmen
för fyllning av ändkrater (tCr) är 0,0.
Svetsningen startar om slangpaketets knapp trycks ned
och omedelbart släpps upp.
Startströmmen regleras av parametern SC, följer slope up
och når upp till svetsströmmen.
Tryck ned slangpaketets knapp och håll den nedtryckt för
att avsluta svetsningen.
Svetsen utför slope down för att nå strömmen för fyllning
av krater (CrC) som förblir aktiv tills slangpaketets knapp
släppsupp(g.2).
Fig. 2
II - Lysdiod. Konstant TIG-svetsning med
två strömnivåer och fyrtaktsfunktion
(automatisk).
Ställ in de två strömnivåerna innan bågen tänds:
Första nivån: Håll knappen P nedtryckt tills lysdioden T
tänds och reglera huvudströmmen med vredet AA.
Andra nivån: Håll knappen P nedtryckt tills lysdioden V
tänds och reglera strömmen med vredet AA.
Efter tändningen av bågen börjar svetsströmmen öka i
en tid som motsvarar slope up (lysdiod S tänd) som har
reglerats tidigare, för att nå det värde som har reglerats
med vredet AA. Lysdioden T tänds och displayen O visar
värdet.
Om strömmen behöver minskas under svetsningen utan
att bågen stängs av (t.ex. för byte av material, byte av
arbetsposition, övergång från ett horisontellt läge till
ett vertikalt läge o.s.v.), trycker du ned och släpper
omedelbart upp slangpaketets knapp. Strömmen ställer
in sig på den andra strömnivån som har valts. Lysdioden
V tänds och lysdioden T släcks.
Återgå till föregående huvudström genom att åter trycka
ned och släppa upp slangpaketets knapp. Lysdioden T
tänds medan lysdioden V släcks. Tryck ned slangpaketets
knapp i mer än 0,7 sekunder och släpp sedan upp den
om du vill avbryta svetsningen. Strömmen börjar minska
ända till noll under den inställda tiden för slope down
(lysdiod W tänd).
Om du trycker ned och omedelbart släpper upp
slangpaketets knapp under fasen för slope down, sker det
en återgång till det minsta strömvärdet av de reglerade
värdena.
OBS! TRYCK NED OCH SLÄPP OMEDELBART UPP
avser en tid på max. 0,5 sekunder
M - Lysdiod. Pulserande TIG-svetsning
med tvåtaktsfunktion (manuell).
När slangpaketets knapp trycks ned börjar svetsströmmen
öka i en tid som motsvarar slope up som har reglerats
tidigare, för att nå det värde som har reglerats med vredet
AA. När knappen släpps upp sjunker svetsströmmen i en
tid som motsvarar slope down som har reglerats tidigare,
för att sedan sjunka till noll. I detta läge går det att koppla
pedalreglaget (tillbehör art. 193).
N - Lysdiod. Pulserande TIG-svetsning med
fyrtaktsfunktion (automatisk).
Detta program skiljer sig från det föregående eftersom
tändningen och avstängningen styrs genom att
slangpaketets knapp trycks ned och släpps upp.
PP - Lysdiod. Pulserande TIG-svetsning
med två strömnivåer och fyrtaktsfunktion
(automatisk).
Svetsningen motsvarar den som beskrivs för lysdiod I.
Efter att ha reglerat topp- och basströmmen för den första
nivån upprätthålls förhållandet mellan dessa två även på
den andra nivån.
AA - VRED
Reglerar svetsströmmen till mellan 10 - 180 A
vid MMA-svetsning och till mellan 5 - 220 A
vid TIG-svetsning.
I kombination med knappen P går det även att:
- Reglera den andra strömnivån V.
- Reglera slope up S.
- Reglera slope down W.
- Reglera pulsfrekvensen AE.
- Reglera eftergasen X.
- Reglera strömfrekvensen vid svetsning med AC Q.
- Reglera vågbalanseringen vid svetsning med AC R.
U - Display
Visar:
1. Tomgångsspänningen vid MMA-
svetsning resp. svetsspänningen vid
pågående svetsning.
2. Förkortningen PL (ledigt program) vid konstant TIG-
svetsning utan att slangpaketets knapp trycks ned.
Tomgångsspänningen vid konstant TIG-svetsning
genom att slangpaketets knapp trycks ned utan
svetsning.
Svetsspänningen vid konstant TIG-svetsning genom
att slangpaketets knapp trycks ned vid svetsning.
3. Samtliga numeriska värden som väljs med knappen
P (med undantag för svetsströmmen).

84
4. Samtliga förkortningar i menyn Driftfunktioner.
5. Förkortningen OPn som blinkar om termostaten
ingriper.
6. Förkortningarna PL, P01 - P09 vid valet av lediga eller
lagrade program.
O - Display
Visar:
1. Den inställda
tomgångsströmmen.
2. Svetsströmmen och strömnivåerna vid pågående
svetsning.
3. Växlingen mellan de olika strömnivåerna vid pågående
pulserande TIG-svetsning.
4. Samtliga storheter och värden i menyn med
underordnade funktioner.
AQ - KNAPP
Väljer och lagrar programmen.
Svetsen kan lagra nio svetsprogram (P01 - P09)
ochhämtademmeddennaknapp.Detnnsdessutom
ett arbetsprogram PL.
Val
När denna knapp trycks ned snabbt visar displayen U
numret på följande program och pågående program.
Texten blinkar om programmet inte har lagrats. I motsatt
fall lyser texten med fast sken.
Lagring (avsnitt 3.6)
Data lagras om programmet väljs och knappen trycks ned
i mer än 3 sekunder.
Programnumret som visas på displayen U slutar blinka för
att bekräfta detta.
P - KNAPP
När denna knapp trycks ned tänds följande
lysdioder efter varandra:
Varning! De är endast de lysdioder som hänvisar till det
valda svetssättet som tänds. Vid konstant TIG-svetsning
tänds t.ex. inte lysdioden Q som står för pulsfrekvensen.
Varje enskild lysdiod indikerar parametern som kan regleras
med vredet AA under den tid som lysdioden är tänd.
Lysdioden släcks 5 sekunder efter den sista ändringen.
Då visas huvudsvetsströmmen och motsvarande lysdiod
T tänds.
LYSDIODER SOM KAN VÄLJAS VID TIG-SVETSNING
MED DC (LIKSTRÖM) OCH TIG-SVETSNING MED AC
(VÄXELSTRÖM):
AL - Lysdiod för förgas.
Reglering mellan 0,05 och 2,5
sekunder. Gasens utsläppstid före
svetsningens start.
S - Lysdiod för slope up.
Det är tidsåtgången då strömmen når
det inställda strömvärdet med start
från min (0 - 10 sekunder).
T - Lysdiod för huvudsvetsström.
V - Lysdiod för den andra
svetsströmnivån eller basnivån.
Denna ström är alltid en procentsats
av huvudsvetsströmmen.
AE - Lysdiod för pulsfrekvens (0,16 -
500 Hz).
W - Lysdiod för slope down.
Det är tidsåtgången då svetsströmmen
ska nå min. svetsström och bågen
släckas (0 - 10 sekunder).
X - Lysdiod för eftergas.
Reglerar tidsåtgången för gasutsläppet
efter svetsningen (0 - 30 sekunder).
LYSDIODER SOM ENDAST KAN VÄLJAS VID TIG-
SVETSNING MED AC (VÄXELSTRÖM):
AO - Lysdiod för start.
Reglerar nivån för Hot-Start för att optimera
tändningarna vid TIG-svetsning med
AC för varje elektroddiameter. När denna lysdiod tänds
visar displayen O ett numeriskt värde som hänvisar till
elektroddiametrarna. Operatören kan med hjälp av vredet
AA ställa in den använda diametern och omedelbart
uppnå en bra start. Reglering mellan 0,5 och 4,0.
Q - Lysdiod för frekvens.
Reglerar växelströmsfrekvensen. Reglering
mellan 50 och 150 Hz.
R - Lysdiod för reglering av
vågbalanseringen.
Reglerar procentsatsen för den negativa
halvvågen PEn (genomsmältning) med vredet AA. Värdet
kan ställas in på mellan 1 och 10.
Reglerar procentsatsen för den positiva halvvågen CLn
(rensning) med vredet AA. Värdet kan ställas in på mellan
1 och 10.
Inställt och rekommenderat värde är 0.
Y - Lysdiod.
Lysdiod som indikerar att anordningen som
reducerar risken för elstötar fungerar korrekt.
BC - 10-poligt kontaktdon.
Fjärrkontrollerna som beskrivs i avsnitt 5
ska anslutas till detta kontaktdon.
Mellanstift3och6nnsenrenkontaktsom
signalerar bågens tändning (max. 0,5 A - 125 VAC / 0,3
A - 110 VDC / 1 A - 30 VDC).
3.3. ALLMÄNT
Innan du använder svetsen, läs noggrant igenom
standarderna IEC 26-23/IEC-TS 62081. Kontrollera
vidare kablarnas isolering, elektrodklämmorna, uttagen
och stiften och att svetskablarnas tvärsnitt och längd är
kompatibla med den använda svetsströmmen.

85
3.4. SVETSNING MED BELAGDA ELEKTRODER (MMA)
- Denna svets är avsedd för svetsning med samtliga
elektrodtyper, med undantag för elektroder av cellulosatyp
(AWS 6010).
- Kontrollera att brytaren BE är i läge 0. Anslut sedan
svetskablarna. Ta hänsyn till tillverkarens hänvisningar
angående elektrodernas polaritet. Anslut jordkabelns
klämma till arbetsstycket så nära svetspunkten som
möjligt och kontrollera att den har bra elektrisk kontakt.
- Rör inte vid slangpaketet eller elektrodklämman och
jordklämman samtidigt.
- Starta svetsen med brytaren BE.
- Tryck ned knappen AT för att välja MMA-svetsning.
Lysdiod AW tänd.
- Reglera strömmen i förhållande till elektroddiametern,
svetspositionen och den typ av svetsfog som ska utföras.
- Stäng alltid av svetsen och ta bort elektroden från
elektrodklämman efter avslutad svetsning.
3.5. TIG-SVETSNING
Du kan svetsa aluminium, aluminiumlegeringar, mässing
och magnesium när du väljer TIG-svetsning med AC
medan du kan svetsa rostfritt stål, järn och koppar
när du väljer TIG-svetsning med DC
.
Collegare il connettore del cavo di massa al polo positivo
(+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
Collegare il connettore di potenza della torcia TIG al polo
negativo (-) della saldatrice.
Collegare il connettore di comando della torcia al connet-
tore BC della saldatrice.
Collegare il raccordo del tubo gas della torcia al raccordo
BD della macchina ed il tubo gas proveniente dal ridutto-
re di pressione della bombola al raccordo gas BH.
3.5.1 Kylaggregat (tillval vid art. 1341).
Kylaggregatet ska användas om det används ett vattenkylt
slangpaket.
För in slangpaketets kylslangar i kopplingarna
på kylaggregatet. Var uppmärksam på tryck- och
returledningens placering.
3.5.1.1 Beskrivning av skydd
- Skydd för kylvätsketryck.
Detta skydd består av en tryckvakt, som sitter i vätskans
tryckledning, som styr en mikrobrytare. Otillräckligt tryck
signaleras av att förkortningen H2O blinkar på displayen
U.
3.5.1.2 Igångsättning
Skruva ur pluggen och fyll behållaren (svetsen är fylld med
ca. 1 liter vätska).
Det är viktigt att regelbundet kontrollera genom springan
att vätskan alltid är på max. nivå.
Kylvätskan ska bestå av vatten (helst dejoniserat vatten)
och alkohol. Se tabellen nedan för korrekt dosering:
temperatur vatten/alkohol
mellan -0 °C och -5 °C 4 l/1 l
mellan -5 °C och -10 °C 3,8 l/1,2 l
OBS!Ompumpenroterarutankylvätskaärdetnödvändigt
att avlufta slangarna.
Stäng i så fall av generatorn, fyll på behållaren, anslut en
slang till kopplingen (
) och stick ned andra änden av
slangen i behållaren.
Sätt i tryckvaktens kontaktdon och nätkabeln i uttaget BR
resp. BQ.
Starta generatorn i ca. 10 - 15 sekunder och anslut sedan
åter slangarna.
Starta svetsen.
För att välja kylaggregatets funktionssätt, se kapitel MENY
DRIFTFUNKTIONER.
3.5.2 Igångsättning
Rör inte vid spänningssatta delar och utgångsklämmorna
när svetsen försörjs med el.
Välj funktion med knappen E och svetsparametrar med
knappen P och vredet AA när svetsen startas för första
gången.
Varning! Regleringarna av lysdioderna AO = start, Q =
frekvens och R = vågbalansering, kan endast väljas vid
TIG-svetsning med AC.
Skyddsgasödetskareglerastillettvärde(l/min)somär
ca. 6 ggr elektroddiametern.
Gastillförseln kan reduceras till ca. 3 ggr elektroddiametern
när det används tillbehör av typen gaslins. Det keramiska
munstyckets diameter ska vara 4 till 6 ggr större än
elektroddiametern.
• Kom ihåg att stänga av svetsen och stänga
gasaskans ventil efter avslutad svetsning.
3.5.3 Förberedelse av elektrod
Elektrodspetsen måste förberedas. Slipa elektrodspetsen
såattdenharenvertikalräfingsomig.3.
1,5 2 d
÷
d
Fig. 3
VARNING! FLYGANDE GLÖDANDE METALLPARTIKLAR
kan skada personer, orsaka brand och skador på
utrustningar. VOLFRAMKONTAMINATION kan försämra
svetskvaliteten.
• Slipa endast volframelektroden med en smärgelslipmaskin
som är utrustad med lämpliga skyddshöljen. Använd
skyddsmask, skyddshandskar och skyddskläder.
•Slipavolframelektrodenmedenhårdslipskivamedn
slipkornstorlek som endast används för att slipa volfram.
• Slipa volframelektrodens ände så att den blir konformad.
Den konformade änden ska vara 1,5 - 2 ggr längre än
elektroddiametern(g.3).
3.6. LAGRING
Lagring av program och hämtning av lagrade program
sker med en lång resp. kort nedtryckning av knappen
AQ.
En kort nedtryckning motsvarar ett val, en lång
nedtryckning motsvarar en lagring.

86
Program som ska lagras (minnen) som blinkar på
displayen U är lediga. Om de inte blinkar nns det
redan data i minnet.
3.6.1. Lagring av data för programmet PL
När svetsen används för första gången.
Svetsprogram och minnen (P01 o.s.v.) visas alltid på
displayen U. De går att välja med en kort nedtryckning av
knappen AQ.
Bestäm vilka parametrar som ska lagras och tryck kort på
knappen AQ. Förkortningen P01 blinkar på displayen U
och det visas tre streck (---) på displayen O. Håll knappen
AQ nedtryck i mer än 3 sekunder. Förkortningen P01
slutar blinka och en ljudsignal bekräftar att lagringen har
utförts. Vill du välja ett annat program håller du knappen
AQ nedtryckt tills önskat programnummer visas på
displayen U.
3.6.2. Lagring från ett ledigt program
Operatören kan ändra och lagra ett valt program på
följande sätt:
Tryck kort på knappen AQ och välj önskat programnummer.
De lediga programmens förkortningar blinkar.
Välj svetssätt med knappen AT och svetsfunktion med
knappen E.
Vrid på vredet AA och reglera svetsströmmen.
Om du har valt TIG-svetsning ska du aktivera lysdioden X
(eftergas) med knappen P och ställa in önskat värde med
vredet AA.
Ovanstående regleringar krävs för lagringen. Om du
även vill reglera tiden för slope eller något annat går du till
väga som i motsvarande avsnitt.
Utför lagringen i det valda programmet genom att
hålla knappen AQ nedtryckt i mer än 3 sekunder tills
programnumret slutar blinka.
3.6.3 Lagring från ett lagrat program
Operatören kan ändra data i minnet på ett redan lagrat
program för att uppdatera programmet. Det går också
att använda det lagrade programmet för att hitta nya
parametrar som ska lagras i ett annat program.
3.6.3.1 Uppdatering
Starta svetsen, välj de parametrar som ska ändras och
ändra dem. Förkortningen för programmet slutar blinka
och börjar lysa med fast sken under ändringen.
Håll knappen AQ nedtryckt i mer än 3 sekunder.
Förkortningen Sto visas på displayen O.
Håll knappen AQ nedtryckt i mer än 3 sekunder.
Förkortningen för programmet slutar blinka och en
ljudsignal bekräftar att lagringen har utförts.
3.6.3.2 Lagring i ett nytt program
Starta svetsen, välj de parametrar som ska ändras och
ändra dem.
Tryck kort på knappen AQ tills önskat program visas.
Håll knappen AQ nedtryckt i mer än 3 sekunder tills
lagringen bekräftas (förkortningen för programmet slutar
blinka och börjar lysa med fast sken).
3.6.4 Radering av ett lagrat program
Välj programmet (minne) som ska raderas och håll knappen
AQ nedtryckt i mer än 3 sekunder. Förkortningen Sto visas
på displayen O. Vrid på vredet AA tills förkortningen dEL
visas och håll knappen AQ nedtryckt i mer än 3 sekunder
tills förkortningen för programmet börjar blinka.
4 MENY DRIFTFUNKTIONER
Håll knappen P nedtryckt och tryck kort på knappen AQ
för att komma till denna undermeny.
Upprepa ovanstående för att gå ur menyn.
Tryck kort på knappen AQ för att välja driftfunktioner.
De funktioner som har valts med knappen AQ går att
reglera med vredet AA.
Funktionerna går endast att se vid TIG-svetsning.
4.1 STYRNING AV KYLAGGREGAT
Displayen U visar förkortningen H2O och displayen O
visar förkortningen OFF (fabriksinställning).
Vrid på vredet AA för att välja funktion:
- OFF = Avstängt.
- On C = Alltid påslaget.
- On A = Automatisk start.
När svetsen startas vid automatisk drift slås kylaggregatet
på i 30 sekunder och stängs sedan av.
Vid nedtryckningen av slangpaketets knapp slås
kylaggregatet på och stängs sedan av 3 minuter efter att
slangpaketets knapp har släppts upp. Om kylvätsketrycket
är otillräckligt matar inte generatorn någon ström och på
displayen U blinkar förkortningen H2O.
4.2 SP (PUNKTSVETSNING OCH PULSSVETSNING)
Aktiv vid tvåtaktsfunktion (lysdiod G) eller fyrtaktsfunktion
(lysdiod H) vid val av tändning med hög frekvens (lysdiod
L).
Välj förkortningen SP (punktsvetsning) på displayen U
med knappen AQ. Displayen O visar förkortningen OFF.
Välj ON med vredet AA för att aktivera funktionen.
Tryck kort på knappen AQ för att välja förkortningen tSP.
4.2.1 tSP (punktsvetsningstid “Spot time”)
Displayen U visar förkortningen tSP och displayen O visar
tiden 1 sekund. Ställ in önskad tid på mellan 0,1 och 25
sekunder med vredet AA.
Om du vill ställa in pulssvetsningen (svetsning med
automatisk paustid) trycker du kort på knappen AQ och
väljer förkortningen tin.
4.2.2 tin (paustid för pulssvetsning)
Displayen O visar förkortningen OFF.
Vrid på vredet AA för att reglera paustiden för pulssvetsning
(reglering mellan 0,1 och 25 sekunder).
4.3 PDU (KAPACITETSFAKTOR VID PULSSVETSNING)
(endast aktiv vid pulssvetsning)
Detta är varaktigheten för den högsta strömmen som har
valts vid pulssvetsning.
Uttrycks i procent av tiden som har beräknats med
frekvensen (fabriksinställning 50 %).
Reglering mellan min. 10 och max. 90 %.
4.4 SC (STARTSTRÖM)
Alltid aktiv i alla TIG-processer.
Nivån på startströmmen från vilken svetsningen börjar.

87
Används speciellt för starter med AC med stora elektroder
och med slope up.
Reglerar min. nivån för pedalreglaget (tillbehör art. 193).
Fabriksinställning 25 %.
Regleringar:
min. 1 %
max. 100 %
4.5 CRA (FYLLNING AV ÄNDKRATER)
Välj förkortningen CrA på displayen U med knappen AQ.
Displayen O visar förkortningen OFF. Välj ON med vredet
AA för att aktivera funktionen.
Tryck kort på knappen AQ för att välja förkortningen CrC.
4.5.1 CrC (ström för fyllning av ändkrater)
Denna ström är en procentsats av svetsströmmen och
motsvarar svetsningens slutström.
Fabriksinställning 50 %.
Regleringar:
min. 10 %
max. 100 %
4.5.2 tCr (varaktighet för strömmen för fyllning av
ändkrater)
Varaktighet för strömmen för fyllning av ändkrater.
Fabriksinställning 0,5 sekunder.
Regleringar:
min. 0,0 sekunder
max. 30 sekunder
Funktionerna går endast att se vid MMA-svetsning.
4.6 HS (PROCENTSATS FÖR STRÖMMEN FÖR HOT-
START)
Det är en överström som används för att förbättra
starterna.
Fabriksinställning 50 %.
Regleringar:
min. 0 %
max. 100 %
4.7 THS (VARAKTIGHET FÖR STRÖMMEN FÖR HOT-
START)
Fabriksinställning 0,15 sekunder.
Regleringar:
min. 0 sekunder
max. 0,5 sekunder
4.8 AF (PROCENTSATS FÖR STRÖMMEN FÖR ARC-
FORCE)
Det är en ström som bestämmer föryttningen av
elektroden.
Fabriksinställning 30 %.
Regleringar:
min. 0 %
max. 100 %
5 FJÄRRKONTROLLER OCH TILLBEHÖR
Följande fjärrkontroller kan anslutas till svetsen för
regleringen av svetsströmmen:
Art. 193 Pedalreglage (används vid TIG-svetsning)
Art. 1260 BINZEL-slangpaket ABITIG 200 (200 A - 35
%) - 4 m
Art. 1262 BINZEL-slangpaket ABITIG 200 UP/DOWN
(200 A - 35 %) - 4 m
Art. 1256 Vattenkylt BINZEL-slangpaket ABITIG 450 W
(450 A) - 4 m
Art. 1258 Vattenkylt BINZEL-slangpaket ABITIG 450 W
UP/DOWN (450 A) - 4 m
Art. 1656 Vagn för generator
Art. 1281.03 Tillbehör för elektrodsvetsning
Art. 1341 Kylaggregat
Art. 1192 Art. 187 (används vid MMA-svetsning)
Art. 1180 Koppling för samtidig anslutning av
slangpaketet och pedalreglaget.
Med detta tillbehör kan art. 193 användas
vid all typ av TIG-svetsning.
De fjärrkontroller som omfattar en potentiometer
reglerar svetsströmmen mellan den min. och max.
ström som har ställts in med vredet AA.
Fjärrkontrollerna med logik UP/DOWN reglerar
svetsströmmen från min. till max.
6 UNDERHÅLL
Samtliga underhållsmoment ska utföras av kvalicerad
personal i enlighet med standard CEI 26-29 (IEC 60974-4).
6.1 UNDERHÅLL AV GENERATOR
Säkerställ att strömbrytaren BE är i läge ”O” och dra ut
nätkabeln före underhållsarbeten inuti apparaten.
Använd tryckluft för att regelbundet avlägsna metal-
ldamm som kan ha samlats inuti apparaten.
6.2 ANVISNINGAR EFTER UTFÖRD REPARATION
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan ap-
paratens primära och sekundära sida. Undvik att trådar-
na kommer i kontakt med delar i rörelse eller med de-
lar som blir varma under driften. Återmontera samtliga
kabelklämmor som på originalapparaten för att undvika
att apparatens primära och sekundära sida kan sam-
mankopplas om en ledare går av eller lossnar.
Återmontera skruvarna med de tandade brickorna som
på originalapparaten.

88
ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA
SHMANTIKO¿ PRIN QE VSETE SE LEITOURGIVA THN
SUSKEUH V DIABAVSTE TO PARO VN EGCEIRIVDIO KAI
DIATHREI VSTE TO GIA O VLH TH DIAVRKEIA TH" ZWH"
TH" SUSKEUHV" SE CW VRO POU NA EI VNAI GNWSTO V
STOU" ENDIAFERO VMENOU".
AUTH V H SUSKEUH V PRE VPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENE VRGEIE" SUGKO VLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKO VLLHSH KAI TO KO VYIMO ME TO VXO
MPOROU VN NA APOTELE VSOUN AITIVE" KIN-
DU VNOU GIA SA" KAI GIA TRI VTOU", gi· auto v o crh vsth"
pre vpei na eivnai ekpaideume vno" w"pro" tou" kindu vnou"
pou proe vrcontai apo v ti" ene vrgeie" sugko vllhsh" kai
pou anafe vrontai sunoptika v paraka vtw. Gia pio v akri-
bei" plhrofori ve" zhtei vste to egceirivdio me kw vdika
3.300758
QO VRUBO"
Auth v kaqeauth v h suskeuh v den para vgei qo-
ru vbou" pou na uperbaivnoun ta 80 dB. H diadi-
kasiva koyivmato" pla vsmato"§sugko vllhsh" mpo-
reiv na para vgei o vmw" qoru vbou" pe vran autou v tou orivou.
Gi· auto v oi crh vste" pre vpei na lamba vnoun ta proble-
po vmena apo v to No vmo me vtra.
HLEKTROMAGNHTIKA PEDIA-Mporou vn na eivnai bla-
b e r a v.
·� To hlektriko v reu vma pou diaperna v opo-
iondh vpote agwgo v para vgei hlektromagnh-
tika v pediva (EMF). To reu vma sugko vllhsh"
h v koph" prokaleiv hlektromagnhtika v pe-
di va gu vrw apo v ta kalw vdia kai ti"
gennh vtr ie".
� Τα μαγνητικά πεδία που προέρχονται από υψηλά
ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία
του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών
ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν
γιατρό ή τον ίδιο τον κατασκευαστή πριν από την
προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής
ή συγκόλλησης ακίδας σποτ.
� H e vkqesh sta hlektromagnhtika v pediva th"
sugko vllhsh" h v koph v" mporou vn na e vcoun a vgnwste"
epidra vsei" sthn ugeiva.
Ka vqe ceiristh", gia na meiw vsei tou" kindu vnou" pou
proe vrcontai apo v thn e vkqesh sta hlektromagnhtika v
pediva, pre vpei na threiv ti" ako vlouqe" diadikasive":
- Na frontivzei w vste kalw vdio sw vmato" kai labi vda""
hlektrodivou h v tsimpi vda" na me vnoun enwme vna. An
ei vnai dunato vn, sterew vste ta maziv me tainiva.
- Mhn tulivgete pote v ta kalw vdia sw vmato" kai
labi vda" hlektrodivou h v tsimpi vda" gu vrw apo v to
sw vma.
- Mhn me vnete pote v ana vmesa sto kalw vdio sw vmato"
kai kalw vdio labivda" hlektrodivou h v tsimpivda". An
to kalw vdio sw vmato" brivsketai dexia v apo v to
ceiristh v, to kalw vdio th" labivda" hlektrodi vou h v
tsimpivda" pre vpei na meivnei sthn ivdia pleura v.
- Sunde vste to kalw vdio sw vmato" sto metallo upo v
katergasiva o vso to dunato vn pio konta v sthn perio-
ch v sugko vllhsh" h v koph v".
- Mhn erga vzeste konta v sth gennh vtria.
EKRH VXEI"
� Mhn ektelei vte sugkollh vsei" konta v se docei-
va upo v pivesh h v se parousiva ekrhktikw vn skonw vn,
aerivwn h v atmw vn. Ceirivzeste me prosoch v ti"
fia vle" kai tou" ruqmiste v" pi vesh" pou crhsimopoiou vn-
tai kata v ti" ene vrgeie" sugko vllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Auth v h suskeuh v ei vnai kataskeuasme vnh su vmfwna me
ti" endeivxei" pou perie vcontai ston enarmonisme vno ka-
nonismo v IEC 60974-10 (Cl. A) kai pre vpei na crhsimo-
poiei vtai mo vno gia epaggelmatikou v" skopou v" kai se
biomhcaniko v periba vllon. Qa mporou vsan, pra vgmati, na
upa vrcoun duskolive" sthn exasfa vlish th" hlektroma-
gnhtikh v" sumbato vthta" se periba vllon diaforetiko v ap·
ekeivno th" biomhcani va".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα
κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή
Οδηγία 2002/96/CE πάνω στα απόβλητα των
ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική
εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής
νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές
πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται
σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά
αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής
πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα
επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό
μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα
καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία!
SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIV-
STE TH SUMPARAVSTASH EIDIKEUMEVNOU
PROSWPIKOUV.
1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ
Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα
τετραγωνάκια της πινακίδας.
B. Το ρολά εφελκυσμού νήματος μπορούν να
πληγώσουν τα χέρια.
C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού
νήματος βρίσκονται υπό τάση κατά την συγκόλληση.
Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε
απόσταση.
1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης
ή το καλώδιο μπορεί να είναι θανατηφόρες.
Προστατευθείτε κατάλληλα την περίοδο
ηλεκτροπληξίας.
1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το
ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά
ή κατεστραμμένα γάντια.
1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο
προς συγκόλληση ή το έδαφος.
1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν
από την λειτουργία της μηχανής.
2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση
μπορεί να είναι βλαβερό για την υγεία.
2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις.
2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού

89
αερισμού ή τοπικής εκκένωσης για την κατάργηση
των αναθυμιάσεων.
2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για
την κατάργηση των αναθυμιάσεων.
3. Οι σπίθες που προκαλούνται από την συγκόλληση
μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές.
3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή
συγκόλλησης.
3.2 Οι σπινθήρες που προκαλούνται από την συγκόλληση
μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε ένα
πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι σε
ετοιμότητα να το χρησιμοποιήσει.
3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία.
4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια
και να προκαλέσουν εγκαύματα στο δέρμα.
4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε
κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με
κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη
με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες
προστατευτικό για το σώμα.
5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την
μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με
αυτή.
6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες
προειδοποίησης
2 ΓΕΝΙΚΕΣ ΠΕΡΙΓΡΑΦΕΣ
2.1 ΠΡΟΔΙΑΓΡΑΦΕΣ
Αυτός ο συγκολλητής είναι μια γεννήτρια συνεχούς
σταθερούς ρεύματος που παράγεται διαμέσου της
τεχνολογίας INVERTER, που σχεδιάστηκε για την
συγκόλληση των επενδυμένων ηλεκτροδίων (με εξαίρεση
τον κυτταρινούχο τύπο) και την διαδικασία TIG με
πυράκτωση επαφής και σε υψηλή συχνότητα.
Δεν θα πρέπει να χρησιμοποιείται για το ξεπάγωμα των
σωλήνων.
2.2 ΕΠΕΞΗΓΗΣΗ ΤΩΝ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ
ΣΤΗΝ ΠΙΝΑΚΙΔΑ ΤΗΣ ΜΗΧΑΝΗΣ.
Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους
κανόνες : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl.
A - IEC 61000-3-12 - IEC 61000-3-11 (δείτε σημείωση 2).
N°. Ariqmov» mhtrwvou pou prevpei na anafevretai
pavnta gia opoiadhvpote zhvthsh scetikhv me
th suskeuhvv
f1
f2
Στατικός μετατροπέας μονοφασικής συχνότητας
μετασχηματιστής-ανορθωτής.
Kaqodikhv idiovthta.
SMAW. Katavllhlo gia sugkovllhsh me ependedumevna
hlektrovdia.
TIG Katavllhlo gia sugkovllhsh TIG
U0. Deutereuvousa tavsh en kenwvv
X. Ekatostiaivo» (%) paravgonta» uphresiva» 10
leptwvn pou h suskeuhv mporeiv na leitourghv-sei
me sugkekrimevno reuvma cwriv» na parav
gei uperqermavnsei».
I2. Reuvma sugkovllhsh».
U2. Deutereuvousa tavsh me reuvma I2.
U1. Onomastikhv tavsh trofodovthsh».
H mhcanhv diaqevtei suvsthma autovmath» epiloghv»
th» tavsh» trofodosiva».
1*50/60Hz Monofasikhv trofodovthsh 50 hv 60 Hz.
I1 max. Eivnai h anwvtath timhv tou aporrofhmevnou reuv
mato».
I1 eff. Eivnai h anwvtath timhv tou reuvmato» pou prag
matikav aporrofavtai qewrwvnta» thn apovdosh
kuvklou uphresiva».
IP23S Baqmov» prostasiva» periblhvmato».
Baqmov» 3 w» deuvtero yhfeivo deivcnei ovti authv
h suskeuhv mporeiv na apoqhkeuvetai allav ovci na
crhsimopoieivtai se exwterikov cwvro katav th
diavrkeia brochv», parav movno an problevpetai
prostasiva.
S
Katallhlovthta w» pro» peribavllonta me
auxhmevno kivnduno.
ΗΜΕΙΩΣΗ:
1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία σε
περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664).
2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC
61000-3-11 με τον όρο ότι η μέγιστη επιτρεπόμενη
εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση
με 0,294 στο σημείο διαπεφής ανάμεσα στο σύστημα
του χειριστή και εκείνο του κοινού. Είναι ευθύνη του
τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού να
εγγυηθεί, συμβουλευόμενος ενδεχομένως τον χειριστή
του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη
με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του
συστήματος Zmax μικρότερης ή ίσης με 0,294.
2.3 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ
2.3.1 Θερμική προστασία
Αυτή η συσκευή προστατεύεται από ένα αισθητήρα
θερμοκρασίας ο οποίος, αν αυξηθεί η επιτρεπόμενη
θερμοκρασία, απαγορεύει την λειτουργία της μηχανής.
Η παρέμβαση του θερμοστάτη σηματοδοτείται από την

90
έναυση της σύντμησης “OPn” στο display U που βρίσκεται
στο πάνελ ελέγχου.
2.3.1 Προστασία φραγής
Αυτή η μηχανή συγκόλλησης διαθέτει διάφορα
προστατευτικά που σταματά την μηχανή πριν αρχίσει
να υφίσταται ζημιές. Η παρέμβαση κάθε προστασίας
σηματοδοτείται από την έναυση της σύντμησης του “Err”
στο display U και από ένα αριθμό που εμφανίζεται στο
display O. Αν ανιχνευτεί ένα χαμηλό επίπεδο νερού
στο γκρουπ ψύξης θα εμφανιστεί η σύντμηση H2O, η
οποία και θα αναβοσβήνει στο display U.
3 ΕΓΚΑΤΑΣΤΑΣΗ
Ελέγξατε ότι η τάση τροφοδοσίας αντιστοιχεί με εκείνη που
αναγράφεται στην πινακίδα των τεχνικών δεδομένων της
μηχανής συγκόλλησης.
Συνδέσατε το φις κατάλληλης απόδοσης στο καλώδιο
τροφοδοσίας βεβαιώνοντας ότι ο αγωγός κίτρινος/
πράσινος είναι συνδεμένος με τον πείρο της γείωσης.
Η απόδοση του μαγνητοθερμικού διακόπτη ή των
ασφαλειών, σε σειρά στην τροφοδοσία θα πρέπει να είναι
ίδια του ρεύματος I1 που απορροφάται από την μηχανή.
3.1. ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ
Η εγκατάσταση της μηχανής θα πρέπει να πραγματοποιηθεί
από έμπειρο προσωπικό. Όλες οι συνδέσεις θα πρέπει να
πραγματοποιηθούν σε συμφωνία με τους κανονισμούς σε
ισχύ και τηρώντας πλήρως τους νόμους προστασίας από
ατυχήματα (CEI 26-23 / CEI CLC 62081)
3.2 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΣΥΣΚΕΥΗΣ (ΕΙΚ.1).
BA) Ακροδέκτης εξόδου αρνητικός (-)
BB) Ακροδέκτης εξόδου θετικός (+)
BC) Συνδέτης για το πλήκτρο του πιστολιού
συγκόλλησης TIG. Συνδέσατε τα καλώδια του
πυρσού συγκόλλησης στα pin 1 και 9.
BD) Σύνδεσμος (1/4 αερίου).
Συνδέεται στον σωλήνα αερίου του πυρσού
συγκόλλησης TIG.
BE) Γενικός διακόπτης
BG) Καλώδιο τροφοδοσίας.
BH) Συνδετικό τροφοδοσίας αερίου.
BO) Συνδέτης τύπου DB9 (RS 232).
Προς χρήση και ενημέρωση των προγραμμάτων
μικροεπεξεργαστών.
BQ) Φις καλωδίου δικτύου.
BR) Πρίζα πρεσοστάτη.
3.3 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ (Εικ.1).
Πλήκτρο διαδικασίας AT.
Η επιλογή προβάλλεται από την έναυση ενός εκ
των led AX, AV, ή AW.
Led AX Led AV Led AW
Πλήκτρο λειτουργίας E.
Η επιλογή προβάλλεται από την έναυση ενός εκ
των led F, G, H, I, L, M, N, ή PP.
Σε λειτουργία TIG τα ενεργοποιημένα led θα είναι
πάντα δύο, εκ των οποίων το ένα υποδεικνύει τον τρόπο
έναυσης με HF ή σε επαφή και το άλλο υποδεικνύει την
συνεχή ή παλμική λειτουργία με εντολές 2 ή 4 χρόνων.
Σε κάθε πίεση αυτού του πλήκτρου έχουμε μια καινούργια
επιλογή. Η εκκίνηση των led σε αντιστοιχία με τα σύμβολα
προβάλλουν την επιλογή Σας:
F - LED. Συγκόλληση TIG με έναυση τόξου
χωρίς υψηλή συχνότητα.
Για την πρόσβαση στο τόξο πατήστε το πλήκτρο πυρσού
και ακουμπήστε με το ηλεκτρόδιο βολφραμίου το τεμάχιο
που θέλετε να συγκολλήσετε και ανασηκώστε το. Η κίνηση
θα πρέπει να είναι αποφασιστική και ταχεία (0,3 sec).
L - LED. Συγκόλληση TIG με έναυση τόξου
υψηλής συχνότητας.
Για την έναυση τόξου πατήστε το πλήκτρο πυρσού και
ένας πιλοτικός σπινθήρας υψηλής τάσης/συχνότητας θα
πυρακτώσει το τόξο.
G - LED. Συγκόλληση TIG-συνεχής-2
χρόνων (χειροκίνητη).
Πατώντας το πλήκτρο του πυρσού το ρεύμα αρχίζει
να αυξάνεται και δαπανά χρόνο αντίστοιχο στο “slope
up”, που προληπτικά ρυθμίστηκε, για την ανάκτηση
της ρυθμιζόμενης τιμής διαμέσου της λαβής AA. Όταν
απελευθερώνεται το πλήκτρο το ρεύμα αρχίζει να μειώνεται
και δαπανά χρόνο αντίστοιχο του “slope down”, που
προληπτικά ρυθμίστηκε, ώστε να επιστρέφει στο μηδέν.
Σε αυτή την θέση είναι δυνατή η σύνδεση του αξεσουάρ
εντολέα πεντάλ ΑΝΤ. 193
H - LED. Συγκόλληση TIG-συνεχής-4
χρόνων (αυτόματη).
Αυτό το πρόγραμμα διαφέρει από το προηγούμενο είτε
γιατί η έναυση είτε γιατί η παύση ελέγχονται πατώντας και
απελευθερώνοντας το πλήκτρο του πυρσού.
Ειδικό 4 Χρόνων ( Aυτόματο ).
Αυτή η λειτουργία μπορεί να χρησιμοποιηθεί με:
-διπλή στάθμη ρεύματος 4 χρόνων
-παλμικό 4 χρόνων
-παλμικό διπλής στάθμης ρεύματος 4
χρόνων
Επιτρέπει την διατήρηση του ρεύματος κρατήρα (CrC)
μετά το τέλος της συγκόλλησης όσο το πλήκτρο πυρσού
παραμένει ανοικτό.
Η αναγκαία συνθήκη για την πραγματοποίηση σε 4
χρόνους είναι ότι η λειτουργία πλήρωσης του τελικού
κρατήρα (CrA) θα πρέπει να είναι ON και ο χρόνος του
ρεύματος κρατήρα (tCr) να είναι 0,0.
Η συγκόλληση ξεκινά πατώντας και αφήνοντας άμεσα το
πλήκτρο πυρσού.
Το ρεύμα εκκίνησης είναι εκείνο που ρυθμίζεται από την
παράμετρο SC, ακολουθεί την ράμπα ανόδου και την
ανάκτηση του ρεύματος συγκόλλησης.
Για την λήξη της συγκόλλησης ο χειριστής θα πρέπει
να πατήσει το πλήκτρο πυρσού και να το διατηρήσει
πατημένο,
η μηχανή να ακολουθεί την ράμπα καθόδου (slope down)
για να φτάσει στο ρεύμα κρατήρα (CrC). Αυτή θα μείνει
ενεργή μέχρι την στιγμή που το πλήκτρο πυρσός δεν θα
απελευθερωθεί, δείτε εικ. ( 2 ).

91
AW
H
I
AT
E
P
AO
Q
R
AA
AL
S
BD
BA
AV AX G F M L U N AQ PP
Y
O
T
BO
W
X
V
AE
BC
BB
BH
BR
BG BE BQ
Fig. 1
Fig. 2
I - LED. Συγκόλληση TIG-συνεχής με διπλό
επίπεδο ρεύματος-4 χρόνων (αυτόματη).
Πριν ενεργοποιήσετε το τόξο ρυθμίστε τα δυο επίπεδα
ρεύματος:
Πρώτο επίπεδο: πατήστε το P μέχρι να ανάψει το led T και
ρυθμίστε το κύριο ρεύμα με το λεβιέ AA.
Δεύτερο επίπεδο: πατήστε το P μέχρι να ανάψει το led V
και ρυθμίστε το κύριο ρεύμα με το λεβιέ AA.
Μετά την έναυση του τόξου το ρεύμα αρχίζει να αυξάνεται
και δαπανά χρόνο αντίστοιχο στο “slope up” (led S
ενεργοποιημένο), που προληπτικά ρυθμίστηκε, για την
ανάκτηση της ρυθμιζόμενης τιμής διαμέσου της λαβής AA.
Το led T ανάβει και το display O την προβάλει.
Αν κατά την διάρκεια της συγκόλλησης υπάρχει ανάγκη
μείωσης του ρεύματος χωρίς να σβήσει το τόξο (για
παράδειγμα αλλαγή του μέσου πλήρωσης, αλλαγή της
εργασιακής θέσης, μετάβαση σε μια οριζόντια θέση
κλπ.…) πατήστε και απελευθερώσατε άμεσα το πλήκτρο
πυρσού, το ρεύμα βαίνει στην δεύτερη επιλεγμένη τιμή, το
led V ανάβει και το T σβήνει.
Για επιστροφή στο προηγούμενο κυρίως ρεύμα,
επαναλάβετε την δράση πίεσης και απελευθέρωσης
του πλήκτρου πυρσού, το led T δεν ανάβει ενώ το led V
απενεργοποιείται. Αν σε οποιαδήποτε στιγμή θελήσετε
να διακόψετε την συγκόλληση πατήστε το πλήκτρο
πυρσού για ένα χρονικό διάστημα μεγαλύτερο των 0,7
δευτερολέπτων, στην συνέχεια απελευθερώστε το. Το
ρεύμα αρχίζει να μειώνεται μέχρι να μηδενιστεί στο χρόνο
του “slope down”, που καθορίστηκε προληπτικά (led W
ενεργοποιημένο).
Κατά την φάση του “slope down”, αν πατηθεί και
απελευθερωθεί άμεσα το πλήκτρο πυρσού, γίνεται
επιστροφή στην χαμηλότερη τιμή ρεύματος ανάμεσα στις
ρυθμιζόμενες τιμές.
ΣΗΜΕΙΩΣΗ. ο όρος “ΠΑΤΗΣΤΕ ΚΑΙ ΑΠΕΛΕΥΘΕΡΩΣΤΕ
ΑΜΕΣΑ” αναφέρεται σε ένα μέγιστο χρόνο των 0,5 δευτ.
M - LED. Συγκόλληση TIG-παλμική-2
χρόνων (χειροκίνητη).
Πατώντας το πλήκτρο του πυρσού το ρεύμα αρχίζει
να αυξάνεται και δαπανά χρόνο αντίστοιχο στο “slope
up”, που προληπτικά ρυθμίστηκε, για την ανάκτηση
της ρυθμιζόμενης τιμής διαμέσου της λαβής AA. Όταν
απελευθερώνεται το πλήκτρο το ρεύμα αρχίζει να μειώνεται
και δαπανά χρόνο αντίστοιχο του “slope down”, που
προληπτικά ρυθμίστηκε, ώστε να επιστρέφει στο μηδέν.
Σε αυτή την θέση είναι δυνατή η σύνδεση του αξεσουάρ
εντολέα πεντάλ ΑΝΤ. 193

92
N - LED. Συγκόλληση TIG-παλμική-4
χρόνων (αυτόματη).
Αυτό το πρόγραμμα διαφέρει από το προηγούμενο είτε
γιατί η έναυση είτε γιατί η παύση ελέγχονται πατώντας και
απελευθερώνοντας το πλήκτρο του πυρσού.
PP - LED. Συγκόλληση TIG-παλμική με
διπλό επίπεδο ρεύματος-4 χρόνων (αυτόματη).
Η πραγματοποίηση της λειτουργίας συγκόλλησης είναι
ίδια με εκείνη που περιγράφεται για το led I. Μετά από την
ρύθμιση των ρευμάτων εκκίνησης, ή σχέση μεταξύ τους θα
διατηρηθεί ακόμα και σε δεύτερο επίπεδο.
AA - ΛΑΒΗ
Ρυθμίζει το ρεύμα συγκόλλησης από 10-180A
σε MMA και από 5-220A σε TIG.
Επιπλέον σε συνδυασμό με το πλήκτρο P
είναι δυνατόν:
-να ρυθμιστεί το δεύτερο επίπεδο του ρεύματος V
-να ρυθμιστεί το “slope up” S
-να ρυθμιστεί το “slope down” W
-να ρυθμιστεί η συχνότητα πάλμωσης AE
-να ρυθμιστούν τα post gas X
-να ρυθμιστεί η συχνότητα του ρεύματος κατά την
συγκόλληση AC Q
-να ρυθμιστεί η ισοστάθμιση του κύματος κατά την
συγκόλληση AC R
U - Display
Visualizza:
1. Σε MMA την τάση εν κενώ και κατά
την συγκόλληση την τάση λειτουργίας
κατά την συγκόλληση.
2. Με TIG συνεχές, χωρίς να πατάτε το πλήκτρο πυρσός,
η σύντμηση PL (ελεύθερο πρόγραμμα) .
Με TIG συνεχές, πατώντας το πλήκτρο πυρσός, αλλά
χωρίς την πραγματοποίηση συγκόλλησης, την τάση εν
κενώ
Με TIG συνεχές, πατώντας το πλήκτρο πυρσός, αλλά
με την πραγματοποίηση συγκόλλησης, την τάση
ηλεκτροσυγκόλλησης.
3. Προβάλει αριθμητικά όλα τα μεγέθη με εξαίρεση τα
ρεύματα, επιλέξατε με το πλήκτρο P.
4. Προβάλει όλες τις συντμήσεις του μενού διαδικασιών
λειτουργίας
5. Η σύντμηση “OPn“ αναβοσβήνει κατά το άνοιγμα του
θερμοστάτη.
6. Κατά την διάρκεια της επιλογής των ελεύθερων ή
αποθηκευμένων στην μνήμη προγραμμάτων τις
συντμήσεις PL…P01…P09.
O - Display
Προβάλει:
1. Σε συνθήκες κενού το
επαναρυθμισμένο ρεύμα.
2. Σε συνθήκες φορτίου το ρεύμα συγκόλλησης και τα
επίπεδά του.
3. Σε συγκόλληση TIG παλμική, την εναλλαγή των
ρευμάτων στα σχετικά επίπεδα.
4. Προβάλει όλα τα μεγέθη και τις τιμές του μενού των
δεύτερων λειτουργιών.
AQ - ΕΠΙΛΟΓΕΑΣ
Επιλέγει και απομνημονεύει τα προγράμματα.
Η μηχανή συγκόλλησης έχει την δυνατότητα να
απομνημονεύσει εννιά προγράμματα συγκόλλησης
P01…..P09 και είναι σε θέση να τα ανακαλεί διαμέσου
αυτού του πλήκτρου. Επιπλέον είναι διαθέσιμο ένα
πρόγραμμα εργασίας PL .
Επιλογή
Πατώντας σύντομα αυτό το πλήκτρο προβάλλεται στο
display U ο αριθμός του επόμενου προγράμματος σε
σχέση με εκείνο με το οποίο δουλεύεται. Αν αυτό δεν
αποθηκευτεί στην μνήμη η επιγραφή θα αναβοσβήνει, σε
αντίθετη περίπτωση θα είναι σταθερά αναμμένη.
Απομνημόνευση (δείτε παρ.3.6)
Όταν επιλέξετε το πρόγραμμα, πατώντας για ένα χρονικό
διάστημα των 3 δευτερολέπτων, απομνημονεύονται
τα δεδομένα. Σαν επιβεβαίωση αυτού, ο αριθμός του
προγράμματος, που θα προβληθεί στο display U, θα
πάψει να αναβοσβήνει.
P - ΕΠΙΛΟΓΕΑΣ
Πατώντας αυτό το πλήκτρο φωτίζονται στην
συνέχεια τα led:
Προσοχή! θα φωτιστούν μόνο τα led που αναφέρονται
στον επιλεγμένο τρόπο συγκόλλησης. Π.χ κατά την
συνεχή συγκόλληση TIG δεν θα φωτιστεί το Q το οποίο
αντιπροσωπεύει την συχνότητα παλμού.
Κάθε led υποδεικνύει μια παράμετρο η οποία μπορεί να
ρυθμιστεί διαμέσου της λαβής AA κατά την διάρκεια της
έναυσης του ίδιου του led. Μετά από 5 δευτερόλεπτα
από την τελευταία μεταβολή, το led ενδιαφέροντος σβήνει
και υποδεικνύεται το κύριο ρεύμα συγκόλλησης ενώ
ενεργοποιείται και το αντίστοιχο led T.
ΕΠΙΛΕΞΙΜΑ LED ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG DC
(ΣΥΝΕΧΟΥΣ ΡΕΥΜΑΤΟΣ) ΚΑΙ ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG
AC (ΕΝΑΛΛΑΣΣΟΜΕΝΟΥ ΡΕΥΜΑΤΟΣ):
AL - Led Προ-αερίου
Ρύθμιση σε 0,05-2,5 δευτερόλεπτα.
Χρόνος εξόδου του αερίου πριν από
την έναρξη της συγκόλλησης.
S - Led Slope up.
Είναι ο χρόνος στον οποίο το ρεύμα
φτάνει, ξεκινώντας από το ελάχιστο την
τιμή του ρεύματος ρύθμισης. (0-10 δευτ.)
T - Led Ρεύματος κύριας-
συγκόλλησης.
V - Led δεύτερου επιπέδου ρεύματος
συγκόλλησης ή βασικού.
Αυτό το ρεύμα είναι πάντα ένα ποσοστό
του κύριου ρεύματος.
AE - Led Παλμικής συχνότητας
(0,16-500 Hz).
W - Led Slope down.
Είναι ο χρόνος στον οποίο το ρεύμα
φτάνει, στο ελάχιστο και στην
απενεργοποίηση του τόξου (0-10 δευτ.)
X - Led Μετά αερίου.
Ρυθμίζει το χρόνο εξόδου του αερίου
στο τέλος της συγκόλλησης. (0-30 δευτ.)

93
ΕΠΙΛΕΞΙΜΑ LED ΜΟΝΟ ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG ΑC
(ΕΝΑΛΛΑΣΣΟΜΕΝΟΥ ΡΕΥΜΑΤΟΣ):
Led AO Start
Ρυθμίζει το επίπεδο “hot-start” για την
βελτιστοποίηση των εναύσεων σε TIG AC
για κάθε διάμετρο ηλεκτροδίου. Κατά την έναυση αυτού
του led το display O θα προβάλει την αριθμητική τιμή που
αναφέρεται στις διαμέτρους του ηλεκτροδίου, ο χειριστής
διαμέσου της λαβής AA μπορεί να ρυθμίσει την διάμετρο
που χρησιμοποιείται από αυτόν και να ανακτήσει άμεσα
μια άρτια εκκίνηση. Ρύθμιση από 0,5 έως 4,0.
Led Q Hz
Ρυθμίζει την συχνότητα του εναλλασσόμενου
ρεύματος. Ρύθμιση από 50 ÷ 150 Hz.
Led R Ρύθμιση ισοστάθμισης του
κύματος.
Ρύθμιση της αρνητικής ποσόστωσης
ημικύματος PEn (διείσδυσης) διαμέσου της λαβής AA, η
τιμή μπορεί να μεταβληθεί από 1 έως 10.
Ρύθμιση της θετικής ποσόστωσης ημικύματος CLn
(καθαρισμός) διαμέσου της λαβής AA, η τιμή μπορεί να
μεταβληθεί από 1 έως 10.
Η προτεινόμενη τιμή είναι 0.
Led Y.
Led υπόδειξης της σωστής λειτουργίας του
συστήματος που μειώνει τον κίνδυνο ηλεκτροπληξίας.
BC – Συνδετικό 10 πόλων
Σε αυτό το συνδέτη συνδέονται
οι απομακρυσμένοι εντολείς που
περιγράφονται στην παράγραφο 5.
Διαθέσιμο ανάμεσα στα pin 3 και 6 μια καθαρή επαφή που
σηματοδοτεί την έναυση του τόξου (Max 0,5 A - 125 VAC /
0,3 A - 110 VDC / 1A - 30 VDC).
3.3. ΓΕΝΙΚΕΣ ΣΗΜΕΙΩΣΕΙΣ
Πριν από την χρήση αυτού του συγκολλητή διαβάστε
με προσοχή τις διατάξεις CEI 26-23 / IEC-TS 62081 και
επιπλέον επιβεβαιώσατε την πληρότητα της μόνωσης
των καλωδίων, των πενσών φορέων ηλεκτροδίων, των
φισών και των φις καθώς επίσης ότι η διατομή και το
μήκος των καλωδίων συγκόλλησης είναι συμβατοί με το
χρησιμοποιούμενο ρεύμα.
3.4. ΣΥΓΚΟΛΛΗΣΗ ΤΩΝ ΕΠΕΝΔΥΜΕΝΩΝ
ΗΛΕΚΤΡΟΔΙΩΝ (MMA)
- Αυτή η μηχανή συγκόλλησης είναι κατάλληλη για την
συγκόλληση όλων των τύπων ηλεκτροδίων και εξαίρεση
τον κυτταρινούχο τύπο (AWS 6010).
- Βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση 0 και
στην συνέχεια συνδέσατε τα καλώδια συγκόλλησης
ακολουθώντας την πολικότητα που αιτεί ο κατασκευαστής
των ηλεκτροδίων που θα χρησιμοποιήσετε και τον
ακροδέκτη του καλωδίου γείωσης κατά τμήμα στο πιο
κοντινό σημείο στην συγκόλληση βεβαιώνοντας ότι
υπάρχει μια καλή ηλεκτρική επαφή.
- Μην αγγίζετε ταυτόχρονα τον πυρσό ή πένσα φορέα
ηλεκτροδίου και τον ακροδέκτη γείωσης.
- Aνάψτε την μηχανή διαμέσου του διακόπτη BE.
- Επιλέξατε, πατώντας το πλήκτρο AT, την διαδικασία
MMA, led AW ενεργοποιημένο.
- Ρυθμίστε το ρεύμα με βάση την διάμετρο του ηλεκτροδίου,
την θέση συγκόλλησης και τον τύπο συνδετικού προς
εκτέλεση.
- Μετά το τέλος της συγκόλλησης απενεργοποιήστε πάντα
την συσκευή και αφαιρέστε το ηλεκτρόδιο από την πένσα
φορέα ηλεκτροδίου.
3.5. ΣΥΓΚΟΛΛΗΣΗ TIG
Επιλέγοντας την διαδικασία TIG AC
είναι δυνατή
η συγκόλληση του Αλουμινίου, των κραμάτων αλουμινίου,
ορείχαλκου και μαγνησίου ενώ επιλέγοντας την επιλογή
TIG DC
είναι δυνατή η συγκόλληση του
ανοξείδωτου χάλυβα, του σιδήρου και του αλουμινίου.
Συνδέσατε τον συνδέτη του καλωδίου γείωσης στον θετικό
πόλο (+) της μηχανής συγκόλλησης και τον ακροδέκτη
τεμαχίου στο πιο δυνατό σημείο της μηχανής συγκόλλησης
βεβαιώνοντας για την ύπαρξη άρτιας ηλεκτρικής επαφής.
Συνδέστε τον συνδέτη ισχύος του πυρσού TIG στον
αρνητικό πόλο (-) της μηχανής συγκόλλησης.
Συνδέστε τον συνδέτη ελέγχου του πυρσού στον συνδέτη
BC της μηχανής συγκόλλησης.
Συνδέσατε το συνδετικό του σωλήνα αερίου του πυρσού
στο συνδετικό BD της μηχανής και τον σωλήνα αερίου
που προέρχεται από τον μειωτήρα πίεσης της φιάλης στο
συνδετικό αερίου BH.
3.5.1 Γκρουπ ψύξης (προαιρετικό για Αντ. 1341).
Αν χρησιμοποιείται ένας πυρσός ψύξης νερού
χρησιμοποιήστε το γκρουπ ψύξης.
Εισάγετε τους σωλήνες ψύξης του πυρσού στα συνδετικά
του γκρουπ ψύξης δίνοντας προσοχή στην τήρηση της
εξόδου και εισόδου.
3.5.1.1 Περιγραφή των προστατευτικών
- Προστατευτικά πίεσης υγρού ψύξης.
Αυτό το προστατευτικό πραγματοποιείται διαμέσου ενός
πρεσοστάτη, που εισάγετε στο κύκλωμα εξόδου του
υγρού και ελέγχει έναν μικροδιακόπτη. Η ανεπαρκής
πίεση σηματοδοτείται από την σύντμηση H2O και η οποία
αναβοσβήνει στο display U.
3.5.1.2 Εκκίνηση λειτουργίας.
Ξεβιδώστε την τάπα και πληρώσατε το ντεπόζιτο (η
συσκευή διαθέτει περίπου ένα λίτρο υγρού).
Είναι σημαντικός ο περιοδικός έλεγχος, διαμέσου του
στελέχους επιθεώρησης, ότι το υγρό διατηρείται στην
στάθμη “max”.
Χρησιμοποιήστε ως ψυκτικό υγρό νερό (κατά προτίμηση
απιονισμένο) αναμεμειγμένο με οινόπνευμα με
καθορισμένη ποσόστωση σύμφωνα με τον ακόλουθο
πίνακα:
θερμοκρασία νερό/οινόπνευμα
από -0°C μέχρι τους -5°C 4L/1L
από -5°C μέχρι τους -10°C 3,8L/1,2L
ΣΗΜΕΙΩΣΗ Αν η αντλία περιστρέφεται με απουσία
ψυκτικού υγρού είναι αναγκαίο να αφαιρέσετε νερό από
τους σωλήνες.
Σε αυτή την περίπτωση απενεργοποιήστε την γεννήτρια,
πληρώσατε το ντεπόζιτο, συνδέσατε ένα σωλήνα στο
συνδετικό (
) και εισάγετε το άλλο άκρο του σωλήνα στο
ντεπόζιτο.
Εισάγετε τον συνδετήρα του πρεσοστάτη και τον σωλήνα
δικτύου στις πρίζες BR και BQ.
Ενεργοποιήστε την γεννήτρια για περίπου 10/15

94
δευτερόλεπτα.
Ανάψτε τη μηχανή
Για να επιλέξετε τον τρόπο λειτουργίας του γκρουπ ψύξης
δείτε το κεφάλαιο “ ΜΕΝΟΥ ΔΙΑΔΙΚΑΣΙΩΝ ΛΕΙΤΟΥΡΓΙΑΣ”.
3.5.2 Εκκίνηση λειτουργίας.
Μην αγγίζεται σημεία υπό τάση και τους ακροδέκτες
εξόδου όταν η συσκευή τροφοδοτείται.
Κατά την πρώτη εκκίνηση της μηχανής επιλέξετε την
λειτουργία διαμέσου του πλήκτρου E και των παραμέτρων
συγκόλλησης διαμέσου του πλήκτρου P και της λαβής AA.
Προσοχή! Οι ρυθμίσεις για τα led AO = start, Q = Hz, R
= ισοστάθμιση του κύματος μπορούν να επιλεχθούν μόνο
σε TIG AC.
Η ροή ανενεργού αερίου θα πρέπει να ρυθμίζεται από μια
τιμή (σε λίτρα από λεπτό) περίπου 6 φορές την διάμετρο
του ηλεκτροδίου.
Αν χρησιμοποιούνται αξεσουάρ τύπου gas-lens η παροχή
αερίου μπορεί να μειωθεί περίπου 3 φορές την διάμετρο
του ηλεκτροδίου. Η διάμετρος του κεραμικού ακροφυσίου
θα πρέπει να είναι από 4 έως 6 φορές την διάμετρο του
ηλεκτροδίου.
- Μετά το τέλος της συγκόλλησης απενεργοποιήστε
πάντα την συσκευή και κλείστε την βαλβίδα της
φιάλης αερίου.
3.5.3 Προετοιμασία ηλεκτροδίου.
Είναι αναγκαία μια ειδική προσοχή στην προετοιμασία της
μύτης του ηλεκτροδίου. Κατεργαστείτε την τρίβοντας ώστε
να περιέχει μια κάθετη αύλακα όπως υποδεικνύεται στην
εικ.3.
1,5 2 d÷
d
Fig. 3
ΠΡΟΣΟΧΗ: ΜΕΤΑΛΛΙΚΑ ΠΤΗΤΙΚΑ ΠΥΡΑΚΤΩΜΕΝΑ
ΜΕΡΗ μπορούν να τραυματίσουν το προσωπικό, να
προκαλέσουν πυρκαγιές και να καταστρέψουν τον
εξοπλισμό. Η ΜΟΛΥΝΣΗ ΑΠΟ ΒΟΛΦΡΑΜΙΟ μπορεί να
μειώσει την ποιότητα της συγκόλλησης.
• Μορφοποιήστε το ηλεκτρόδιο του βολφαρμίου με ένα
τριβείο που διαθέτει ειδικά προστατευτικά κάρτερ
και φορώντας ειδικό προστατευτικό εξοπλισμό και ιματισμό
για το πρόσωπο, τα χέρια και το σώμα.
• Μορφοποιήστε τα ηλεκτρόδια βολφαρμίου με ένα
σμυριδοτροχό χαμηλού γρέζου, που θα πρέπει να
χρησιμοποιηθεί μόνο για την μορφοποίηση του
βολφαρμίου.
• Ακονίστε το άκρο του ηλεκτροδίου βολφαρμίου σε κωνικό
σχήμα για ένα μήκος από 1,5 - 2 φορές την διάμετρο του
ηλεκτροδίου.(εικ. 3)
3.6. ΑΠΟΘΗΚΕΥΣΗ ΣΤΗΝ ΜΝΗΜΗ
Τα προγράμματα προς αποθήκευση στην μνήμη, η
ανάκτησή τους και η απομνημόνευση τους γίνεται
διαμέσου μιας παρατεταμένης ή σύντομης πίεσης του
πλήκτρου AQ.
Η σύντομη πίεση προκαλεί την επιλογή ενώ η
παρατεταμένη την απομνημόνευση.
Τα προγράμματα προς απομνημόνευση (μνήμες) αν
προβληθούν στο display U αναβοσβήνοντας είναι
ελεύθερα, αν όμως δεν αναβοσβήνουν εμπεριέχουν
δεδομένα στην μνήμη.
3.6.1. Απομνημονεύσατε τα δεδομένα του
προγράμματος PL
Χρησιμοποιώντας την μηχανή για πρώτη φορά
Τα προγράμματα εργασίας και οι μνήμες (P01… κλπ.)
προβάλλονται πάντα στο display U, η επιλογή τους
πραγματοποιείται διαμέσου μιας σύντομης πίεσης του
πλήκτρου AQ.
Όταν εντοπιστεί το σύνολο των παραμέτρων προς
αποθήκευση πατήστε σύντομα το πλήκτρο AQ, στο display
U θα εμφανιστεί η σύντμηση P01 αναβοσβήνοντας και στο
display O θα εμφανιστούν τρεις γραμμές (---). Πατήστε
το πλήκτρο AQ για ένα χρονικό διάστημα μεγαλύτερο
από 3 δευτερόλεπτα, η σύντμηση P01 θα σταματήσει να
αναβοσβήνει και ένα ακουστικό σήμα θα επιβεβαιώσει την
πραγματοποίηση της απομνημόνευσης.
Αν θέλετε να επιλέξτε ένα διαφορετικό πρόγραμμα πατήστε
το πλήκτρο AQ μέχρι το display U να εμφανιστεί ο αριθμός
του επιθυμητού προγράμματος.
3.6.2. Απομνημόνευση ενός ελεύθερου προγράμματος
Ο χειριστής μπορεί να μετατρέψει και να απομνημονεύσει
ένα πρόγραμμα
επιλεγμένο με τον παρακάτω τρόπο:
Πατήστε το πλήκτρο AQ σύντομα και επιλέξτε τον αριθμό
του επιθυμητού προγράμματος.
Η σύντμηση των ελεύθερων προγραμμάτων
αναβοσβήνει.
Πατήστε το πλήκτρο AT και επιλέξατε την διαδικασία
συγκόλλησης και με το πλήκτρο E επιλέξατε την λειτουργία.
Γυρίστε τον λεβιέ AA και ρυθμίστε το ρεύμα συγκόλλησης.
Αν επιλεχθεί η διαδικασία TIG, ενεργοποιήστε το led X
(post gas) διαμέσου του πλήκτρου P και ρυθμίστε διαμέσου
του
λεβιέ AA την επιθυμητή τιμή.
Αν μετά από αυτές τις ρυθμίσεις, που είναι αναγκαίες
για την αποθήκευση, θέλετε να ρυθμίσετε τους χρόνους
του “slope” ή άλλο ενεργήστε κατά την περιγραφή που
αναγράφεται στην αντίστοιχη παράγραφο.
Για την απομνημόνευση στο πρόγραμμα που προηγούμενα
επιλέξατε, πατήστε το πλήκτρο AQ για περισσότερο από
3 δευτερόλεπτα μέχρι ο αριθμός του προγράμματος να
σταματήσει να αναβοσβήνει.
3.6.3 Απομνημόνευση από ένα πρόγραμμα μνήμης.
Ξεκινώντας από ένα πρόγραμμα που είδη είναι την
μνήμη ο χειριστής μπορεί να μετατρέψει τα δεδομένα
στην μνήμη για να ενημερώσει το ίδιο το πρόγραμμα ή
για να βρει νέες παραμέτρους προς αποθήκευση σε άλλο
πρόγραμμα.
3.6.3.1 Ενημέρωση
Μετά από την ενεργοποίηση της μηχανής επιλέξτε τις
παραμέτρους
προς μετατροπή και μετατρέψτε τις, κατά την διάρκεια της
μετατροπής η σύντμηση του επιλεγμένου προγράμματος
περνάει από σταθερή προβολή σε διακοπτόμενη.
Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από 3
δευτερόλεπτα το πλήκτρο AQ, στην οθόνη O εμφανίζεται
η σύντμηση Sto.
Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από

95
3 δευτερόλεπτα το πλήκτρο AQ, η σύντμηση του
προγράμματος θα σταματήσει να αναβοσβήνει και
ένα ακουστικό σήμα θα προειδοποιήσει για την
πραγματοποίηση της απομνημόνευσης.
3.6.3 Απομνημόνευση σε ένα νέο πρόγραμμα.
Μετά από την ενεργοποίηση της μηχανής επιλέξτε τις
παραμέτρους
προς μετατροπή και μετατρέψτε τις.
Πατήστε για σύντομο χρονικό διάστημα το πλήκτρο AQ
μέχρι την προβολή
του επιθυμητού από εσάς προγράμματος.
Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από 3
δευτερόλεπτα το πλήκτρο AQ, μέχρι την επιβεβαίωση
της απομνημόνευσης (σύντμηση του προγράμματος από
αναβοσβηνόμενη σε σταθερή).
3.6.4 Ακύρωση ενός υποθηκευμένου προγράμματος.
Επιλέξατε το πρόγραμμα (μνήμη) προς ακύρωση, πατήστε
το πλήκτρο AQ για ένα χρονικό διάστημα μεγαλύτερο από 3
δευτερόλεπτα και στο display O θα εμφανιστεί η σύντμηση
Sto, περιστρέψατε τον λεβιέ AA μέχρι την εμφάνιση
της σύντμησης dEL, πατήστε το πλήκτρο AQ για ένα
χρονικό διάστημα μεγαλύτερο των 3 δευτερολέπτων και η
σύντμηση του προγράμματος θα αρχίσει να αναβοσβήνει.
4 ΜΕΝΟΥ ΔΙΑΔΙΚΑΣΙΩΝ ΛΕΙΤΟΥΡΓΙΑΣ
Για την είσοδο σε αυτό το υπομενού πατήστε το πλήκτρο P
και, διατηρώντας το πατημένο, πατήστε σύντομα
το πλήκτρο AQ.
Για έξοδο επαναλάβετε την ίδια δράση που περιγράφεται
παραπάνω.
Η επιλογή των λειτουργιών υπηρεσίας πραγματοποιείται
πατώντας σύντομα το πλήκτρο AQ.
Η μετατροπή των επιλεγμένων λειτουργιών με το πλήκτρο
AQ πραγματοποιείται διαμέσου της λαβής AA.
Λειτουργίες προβαλλόμενες χρησιμοποιώντας την
διαδικασία TIG.
4.1 ΔΙΑΧΕΙΡΙΣΗ ΓΚΡΟΥΠ ΨΥΞΗΣ.
Το display U προβάλει την σύντμηση H20 και το display O
προβάλει την σύντμηση OFF (default).
Περιστρέψατε την λαβή AA για την επιλογή του τύπου
λειτουργίας:
- OFF = απενεργοποιημένο.
- On C = πάντα αναμμένο
- On A = αυτόματη έναυση.
Κατά την αυτόματη λειτουργία και την έναυση της μηχανής
το γκρουπ ψύξης.
Ενεργοποιείται για 30 δευτ. και στην συνέχεια
απενεργοποιείται.
Κατά την πίεση του πλήκτρου πυρσού η ψύξη αρχίζει να
λειτουργεί και απενεργοποιείται μετά από 3 λεπτά από την
απελευθέρωση του ίδιου του πλήκτρου. Αν η πίεση του
ψυκτικού υγρού είναι ανεπαρκής η γεννήτρια δεν παράγει
ρεύμα και στο display U θα εμφανιστεί η επιγραφή H2O
αναβοσβήνοντας.
4.2 SP ΑΚΙΔΙΚΗ ΣΥΓΚΟΛΛΗΣΗ ΚΑΙ ΑΣΥΝΕΧΕΙΑ.
Ενεργοποιεί κατά την συγκόλληση δυο χρόνους (led G)
ή τέσσερις χρόνους (led H) όταν επιλέγεται η έναυση σε
υψηλή συχνότητα (led L).
Επιλέξατε την σύντμηση SP (spot) στο display U διαμέσου
του πλήκτρου AQ, το display O προβάλει την σύντμηση
OFF διαμέσου της λαβής AA ρυθμίσατε το ON για την
ενεργοποίηση της λειτουργίας.
Πατώντας σύντομα το πλήκτρο AQ επιλέξατε την σύντμηση
tSP.
4.2.1 tSP (χρόνος ακιδικής συγκόλλησης Spot time)
Στο display U, το display O προβάλει τον χρόνο
του 1 δευτερολέπτου, με την λαβή AA ρυθμίσατε τον
επιθυμητό χρόνο, ρύθμιση από 0,1 έως 25 δευτερόλεπτα.
Αν θέλετε να ρυθμίσετε την ασυνέχεια (συγκόλληση με
χρόνο αυτόματης παύσης) πατήστε το πλήκτρο AQ και
επιλέξατε την σύντμηση tin.
4.2.2 tin (χρόνος ασυνέχειας)
το display O θα προβάλει την σύντμηση OFF.
Περιστρέψατε την λαβή AA για την ρύθμιση του χρόνου
ασυνέχειας (ρύθμιση από 0,1 έως 25 δευτ.).
4.3 PDU-DUTY CYCLE ΠΑΛΜΙΚΟ (ενεργό μόνο ως
παλμικό).
Αυτός είναι ο χρόνος διάρκειας του πιο επιλεγμένου
υψηλού ρεύματος κατά την πάλμωση.
Εκφράζεται σε ποσοστό σύμφωνα με την καθορισμένη
περίοδο της συχνότητας (default 50%)
Ρύθμιση ελάχιστο 10% μέγιστο 90%.
4.4 SC (ΡΕΥΜΑ ΤΟΥ START).
Πάντα ενεργό σε όλες τις διαδικασίες TIG.
Επίπεδο ρεύματος εκκίνησης από το οποίο ξεκινά η
διαδικασία συγκόλλησης.
Χρησιμοποιούμενο ειδικά για εκκινήσεις σε AC με χοντρά
ηλεκτρόδια και με ράμπα ανόδου (slope up).
Ρυθμίζει το επίπεδο του πεντάλ αντ. 193.
Default 25%.
Ρυθμίσεις:
ελάχιστο 1%.
μέγιστο 100%
4.5 CRA (ΠΛΗΡΩΣΗ ΤΕΛΙΚΟΥ ΚΡΑΤΗΡΑ).
Επιλέξατε την σύντμηση CrA στο display U διαμέσου
του πλήκτρου AQ, το display O προβάλει την σύντμηση
OFF διαμέσου της λαβής AA ρυθμίσατε το ON για την
ενεργοποίηση της λειτουργίας.
Πατώντας σύντομα το πλήκτρο AQ επιλέξατε την σύντμηση
CrC.
4.5.1 CrC (ρεύμα κρατήρα)
Αυτό το ρεύμα είναι ένα ποσοστό του ρεύματος
συγκόλλησης και ένα τελικό ρεύμα διαδικασίας.
Default 50%.
Ρυθμίσεις:
ελάχιστο 10%.
μέγιστο 100%
4.5.2 tCr (χρόνος ρεύματος του κρατήρα)
Χρόνος παραμονής του ρεύματος κρατήρα.
Default 0,5 δευτ.
Ρυθμίσεις:
ελάχιστο 0,0 δευτ.
μέγιστο 30 δευτ.

96
ΠΡΟΣΟΧΗ! Αν ο χρόνος του ρεύματος κρατήρα (tCr)
ρυθμιστεί στο 0,0 είναι δυνατή η πραγματοποίηση της
εικόνας (2).
Λειτουργίες προβαλλόμενες μόνο κατά την χρήση της
διαδικασίας MMA.
4.6 HS (ΠΟΣΟΣΤΩΣΗ ΤΟΥ ΡΕΥΜΑΤΟΣ HOT-START)
Είναι ένα υπερρεύμα που χρησιμεύει για την βελτίωση των
εκκινήσεων.
Default 50%.
Ρυθμίσεις:
ελάχιστο 0%.
μέγιστο 100%
4.7 THS (ΔΙΑΡΚΕΙΑ ΤΟΥ ΡΕΥΜΑΤΟΣ HOT-START)
Default 0,15 δευτ.
Ρυθμίσεις:
ελάχιστο 0 δευτ.
μέγιστο 0,5 δευτ.
4.8 AF (ΠΟΣΟΣΤΩΣΗ ΤΟΥ ΡΕΥΜΑΤΟΣ ARC-FORCE)
Είναι ένα ρεύμα που καθορίζει την μεταφορά του
ηλεκτροδίου.
Default 30%.
Ρυθμίσεις:
ελάχιστο 0%.
μέγιστο 100%
5 ΕΝΤΟΛΕΙΣ ΑΠΟ ΑΠΟΣΤΑΣΗ ΚΑΙ ΑΞΕΣΟΥΑΡ
Για την ρύθμιση του ρεύματος συγκόλλησης σε αυτή την
μηχανή συγκόλλησης μπορούν να συνδεθούν οι παρακάτω
εντολείς από απόσταση:
Αντικ. 193 Εντολέας με πεντάλ (κατά την συγκόλληση
TIG)
Αντικ. 1260 Πυρσός BINZEL “ABITIG 200” (200A-
35%) m.4
Αντικ. 1262 Πυρσός BINZEL “ABITIG 200” Up/Down
(200A – 35%) – m. 4
Αντικ. 1256 Πυρσός ψύξης νερού BINZEL “ABITIG
450 W” (450A) – m. 4
Αντικ. 1258 Πυρσός ψύξης νερού BINZEL “ABITIG
450 W Up/Down” (450A) – m. 4
Αντικ. 1656 Βαγονέτο για την μεταφορά της γεννήτριας
Αντ. 1281.03 Αξεσουάρ για την συγκόλληση
ηλεκτροδίου
Αντικ. 1341 Γκρουπ ψύξης
Αντ. 1192 Αντ 187 (κατά την συγκόλληση MMA)
Αντικ. 1180 Συνδέσεις για την σύνδεση ταυτόχρονα
του πυρσού και του εντολέα πεντάλ.
Με αυτό το αξεσουάρ το Αντ. 193 μπορεί
να χρησιμοποιηθεί με οποιοδήποτε
τρόπο κατά την συγκόλληση TIG.
Οι εντολείς που εμπεριέχουν ένα ποτενσιόμετρο
ρυθμίζουν το ρεύμα συγκόλλησης από το ελάχιστο
μέχρι το μέγιστο ρεύμα ρυθμιζόμενο με την λαβή ΑΑ.
Οι εντολής με λογική UP/DOWN ρυθμίζουν από το
ελάχιστο έως το μέγιστο το ρεύμα συγκόλλησης.
6 ΣΥΝΤΗΡΗΣΗ
Κάθε διαδικασία συντήρησης θα πρέπει να
πραγματοποιείται από προσοντούχο προσωπικό και σε
συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4).
6.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ
Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής,
βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση «O» και
ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το
δίκτυο.
Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το
εσωτερικό της συσκευής από την μεταλλική σκόνη που
συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα.
6.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ
ΕΠΙΔΙΟΡΘΩΣΗΣ.
Μετά από την πραγματοποίηση μιας επιδιόρθωσης,
δώστε προσοχή στην επανατακτοποίηση της
καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη
μόνωση ανάμεσα στην πρωταρχική πλευρά και την
δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να
έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση
ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της
λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως
στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την
σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό
αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης
ενός αγωγού.
Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές
ροδέλες όπως στην γνήσια συσκευή.
CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy
Tel. +39.051.765.000 - Fax. +39.051.765.222
www.cebora.it - e-mail: [email protected]
Documenttranscriptie
IT -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2 EN -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 11 DE -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN seite 19 FR -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 28 ES -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 37 PT -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 46 FI -KAARIHITSAUSKONEEN KÄYTTÖOHJE sivu. 55 DA -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.63 NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.71 SV -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.80 EL -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUVV" SUGKOVLLHSH" sel.88 Parti di ricambio e schemi elettrici / vedi Allegato Spare parts and wiring diagrams / see Annex Schaltpläne und Ersatzteilliste / Siehe Anlage Schémas électriques et liste des pièces de rechange / Cf. Annexe Esquemas eléctricos & lista recambios / Ver Anexo Esquemas elétricos e lista de peças sobresselentes / Veja Anexo Sähkökaaviot & varaosaluettelo / Ks.Liite El-diagrammer & liste over reservedele / Se Bilag Elektrische Schema’s En Lijst Van Reserveonderdelen / Zie bijlage Elscheman och reservdelslista / Se Bilaga ΗΛΕΚΤΡΙΚΑ ΔΙΑΓΡΑΜΜΑΤΑ & ΚΑΤΑΛΟΓΟΣ ΑΝΤΑΛΛΑΚΤΙΚΩΝ /Βλέπε ΠΑΡΑΡΤΗΜΑ 3300237/F 07/01/2020 MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL’APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. dicazioni contenute nella norma IEC 60974-10(Cl. A) e deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell’assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. 1 PRECAUZIONI DI SICUREZZA SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE. Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell’ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l’utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 RUMORE. Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) devono consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI. · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle in2 IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 1.1 TARGA DELLE AVVERTENZE Il testo numerato seguente corrisponde alle caselle numerate della targa. B. I rullini trainafilo possono ferire le mani. C. Il filo di saldatura ed il gruppo trainafilo sono sotto tensione durante la saldatura. Tenere mani eoggetti metallici a distanza. 1. Le scosse elettriche provocate dall’elettrodo di saldatura o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 1.1 Indossare guanti isolanti. Non toccare l’elettrodo a mani nude. Non indossare guanti umidi o danneggiati. 1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal suolo 1.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 2. Inalare le esalazioni prodotte dalla saldatura può essere nocivo alla salute. 2.1 Tenere la testa lontana dalle esalazioni. 2.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 2.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 3. Le scintille provocate dalla saldatura possono causare esplosioni od incendi. 3.1 Tenere i materiali infiammabili lontano dall’area di saldatura. 3.2 Le scintille provocate dalla saldatura possono causare incendi Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 3.3 Non saldare mai contenitori chiusi. 4. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. 4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 5. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 6. Non rimuovere né coprire le etichette di avvertenza 2 DESCRIZIONI GENERALI 2.1 SPECIFICHE Questa saldatrice è un generatore di corrente continua costante realizzata con tecnologia INVERTER, progettata per saldare gli elettrodi rivestiti (con esclusione del tipo cellulosico) e con procedimento TIG con accensione a contatto e con alta frequenza. Non deve essere usata per sgelare i tubi. 2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI SULLA TARGA DI MACCHINA. L’ apparecchio è costruito secondo le seguenti norme: IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 / IEC 61000-3-11 (vedi nota 2). N°. Numero di matricola da citare sempre per qualsiasi richiesta relativa alla saldatrice. f Convertitore statico di frequenza monofase f trasformatore-raddrizzatore. Caratteristica discendente. SMAW. Adatto per saldatura con elettrodi rivestiti. TIG. Adatto per saldatura TIG. U0. Tensione a vuoto secondaria X. Fattore di servizio percentuale. % di 10 minuti in 1 2 cui corI2. U2. U1. la saldatrice può lavorare ad una determinata rente senza causare surriscaldamenti. Corrente di saldatura Tensione secondaria con corrente I2 Tensione nominale di alimentazione La macchina è provvista di selezione automatica della tensione di alimentazione. 1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz I1 max. E’ il massimo valore della corrente assorbita. l1 eff. E’ il massimo valore della corrente effettiva assorbita considerando il fattore di servizio. IP23 S Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo apparecchio può essere immagazzinato, ma non impiegato all’esterno durante le precipitazioni, se non in condizione protetta. Idoneità ad ambienti con rischio accresciuto. S NOTE: 1- L’apparecchio è inoltre stato progettato per lavorare in ambienti con grado di inquinamento 3. (Vedi IEC 60664). 2- Questa attrezzatura è conforme alla norma IEC 610003-11 a condizione che l’impedenza massima Zmax ammessa dell’impianto sia inferiore o uguale a 0,294 al punto di interfaccia fra l’impianto dell’utilizzatore e quello pubblico. E’ responsabilità dell’’installatore o dell’utilizzatore dell’attrezzatura garantire, consultando eventualmente l’operatore della rete di distribuzione, che l’attrezzatura sia collegata a un’alimentazione con impedenza massima di sistema ammessa Zmax inferiore o uguale a 0,294. 2.3 DESCRIZIONE DELLE PROTEZIONI 2.3.1 Protezione termica Questo apparecchio è protetto da una sonda di temperatura la quale, se si superano le temperature ammesse, impedisce il funzionamento della macchina. L’intervento del termostato è segnalato dall’accensione della sigla “OPn” sul display U posto sul pannello di controllo. 2.3.2 - Protezione di blocco. Questa saldatrice è provvista di diverse protezioni che fermano la macchina prima che subisca danni. L’intervento di ogni protezione è segnalato dalla accensione della sigla “Err” sul display U e da un numero che compare sul display O. Se viene rilevato un basso livello di acqua per il gruppo di raffreddamento comparirà la sigla H2O lampeggiante sul display U. 3 INSTALLAZIONE Controllare che la tensione di alimentazione corrisponda alla tensione indicata sulla targa dei dati tecnici della saldatrice. Collegare una spina di portata adeguata al cavo di alimentazione assicurandosi che il conduttore giallo/verde sia collegato allo spinotto di terra. La portata dell’interruttore magnetotermico o dei fusibili, in serie alla alimentazione, deve essere uguale alla corrente I1 assorbita dalla macchina. 3 3.1. MESSA IN OPERA L’installazione della macchina deve essere fatta da personale esperto. Tutti i collegamenti debbono essere eseguiti in conformità alle norme vigenti e nel pieno rispetto della legge antinfortunistica (CEI 26-23 / CEI CLC 62081) Tasto di processo AT. ·La selezione è evidenziata dalla accensione di uno del led AX, AV, oppure AW. 3.2 DESCRIZIONE DELL’APPARECCHIO (FIG.1). Led AX BA) Morsetto di uscita negativo (-). BB) Morsetto di uscita positivo (+). BC) Connettore per il pulsante della torcia TIG. Collegare i fili del pulsante torcia ai pin 1 e 9. BD) Raccordo (1/4 gas). Vi si connette il tubo gas della torcia di saldatura TIG. BE) Interruttore generale. BG) Cavo di alimentazione. BH) Raccordo alimentazione gas. BO) Connettore tipo DB9 (RS 232). Da utilizzare per aggiornare i programmi dei microprocessori. BQ) Presa cavo rete. BR) Presa pressostato. Led AV Led AW Tasto di modo E. La selezione è evidenziata dalla accensione di uno dei led F, G, H, I, L, M, N, oppure PP. In TIG i led accesi saranno sempre due, uno indica il modo di accensione con HF o a contatto e l’altro indica il modo continuo o pulsato con comando 2 o 4 tempi. A ogni pressione di questo pulsante si ottiene una nuova selezione. L’accensione dei led in corrispondenza ai simboli visualizzano la Vostra scelta: F - LED. Saldatura TIG con accensione dell’arco senza alta frequenza. Per accendere l’arco premere il pulsante torcia e toccare con l’elettrodo di tungsteno il pezzo da saldare e rialzarlo. Il movimento deve essere deciso e rapido (0,3 sec). 3.3 DESCRIZIONE DEl PANNELLO (Fig.1). L - LED. Saldatura TIG con accensione dell’arco con alta frequenza. AW AV AX H I AT E P AO Q R AA AL S G F M L U N AQ PP BG BQ Y O T BO W X V AE BD BC BA BB BR Fig. 1 4 BE BH Per accendere l’arco premere il pulsante torcia, una scintilla pilota di alta tensione/frequenza accenderà l’arco. G - LED. Saldatura TIG-continuo-2 tempi (manuale). Premendo il pulsante della torcia la corrente inizia ad aumentare ed impiega un tempo corrispondente allo “slope up”, preventivamente regolato, per raggiungere il valore regolato con manopola AA. Quando si lascia il pulsante la corrente inizia a diminuire ed impiega un tempo corrispondente allo “slope down”, preventivamente regolato, per ritornare a zero. In questa posizione si può collegare l’accessorio comando a pedale ART. 193. H - LED. Saldatura TIG-continuo-4 tempi (automatico). Questo programma differisce dal precedente perché sia l’accensione che lo spegnimento vengono comandati premendo e rilasciando il pulsante della torcia. 4 Tempi speciale ( Automatico ). Questa funzione può essere usata con: -doppio livello di corrente 4 tempi -pulsato 4 tempi -pulsato doppio livello di corrente 4 tempi Permette di mantenere la corrente di cratere (CrC) al termine della saldatura finche il pulsante torcia rimane premuto. La condizione necessaria per realizzare questo 4 tempi è che la funzione riempimento del cratere finale (CrA) sia ON e che il tempo della corrente di cratere (tCr) sia 0,0. La saldatura inizia premendo e rilasciando immediatamente il pulsante torcia. La corrente di partenza è quella regolata dal parametro SC, segue la rampa di salita e il raggiungimento della corrente di saldatura. Per terminare la saldatura l’operatore preme il pulsante torcia e lo mantiene premuto, la macchina esegue la rampa di discesa (slope down) per arrivare alla corrente di cratere (CrC), questa rimarrà attiva fino a che il pulsante torcia non viene rilasciato vedi fig. ( 2 ). Fig. 2 I - LED. Saldatura TIG-continuo con doppio livello di corrente-4 tempi (automatico). Prima di accendere l’arco impostare i due livelli di corrente: Primo livello: premere il tasto P fino ad accendere il led T e regolare la corrente principale con la manopola AA. Secondo livello: premere il tasto P fino ad accendere il led V e regolare la corrente con la manopola AA. Dopo l’accensione dell’arco la corrente inizia ad aumentare ed impiega un tempo corrispondente allo “slope up” (led S acceso), preventivamente regolato, per raggiungere il valore regolato con manopola AA. Il led T si accende e il display O la visualizza. Se durante la saldatura vi è la necessità di diminuire la corrente senza spegnere l’arco (per esempio cambio del materiale d’apporto, cambio di posizione di lavoro, passaggio da una posizione orizzontale ad una verticale ecc.…) premere e rilasciare immediatamente il pulsante torcia, la corrente si porta al secondo valore selezionato, il led V si accende e T si spegne. Per tornare alla precedente corrente principale ripetere l’azione di pressione e di rilascio del pulsante torcia, il led T si accende mentre il led V si spegne. In qualsiasi momento si voglia interrompere la saldatura premere il pulsante torcia per un tempo maggiore di 0,7 secondi poi rilasciarlo, la corrente comincia a scendere fino al valore di zero nel tempo di “slope down”, preventivamente stabilito (led W acceso). Durante la fase di “slope down”, se si preme e si rilascia immediatamente il pulsante della torcia, si ritorna alla corrente minore tra i valori regolati. N.B. il termine “PREMERE E RILASCIARE IMMEDIATAMENTE” fa riferimento ad un tempo massimo di 0,5 sec. M - LED. Saldatura TIG-pulsato-2 tempi (manuale). Premendo il pulsante della torcia la corrente inizia ad aumentare ed impiega un tempo corrispondente allo “slope up”, preventivamente regolato, per raggiungere il valore regolato con manopola AA. Quando si lascia il pulsante la corrente inizia a diminuire ed impiega un tempo corrispondente allo “slope down”, preventivamente regolato, per ritornare a zero. In questa posizione si può collegare l’accessorio comando a pedale ART. 193. N - LED. Saldatura TIG-pulsato-4 tempi (automatico). Questo programma differisce dal precedente perché sia l’accensione che lo spegnimento vengono comandati premendo e rilasciando il pulsante della torcia PP - LED. Saldatura TIG-pulsato con doppio livello di corrente-4 tempi (automatico). Lo svolgimento del modo di saldatura è uguale a quello descritto per il led I. Dopo avere regolato le correnti di picco a di base del primo livello, il rapporto tra le due verrà mantenuto anche nel secondo livello. AA - MANOPOLA Regola la corrente d saldatura da 10-180A in MMA e da 5-220A in TIG. Inoltre in abbinamento del pulsante P è possibile: -regolare il secondo livello di corrente V -regolare lo “slope up” S -regolare lo “slope down” W -regolare la frequenza di pulsazione AE -regolare il post gas X -regolare la frequenza della corrente in saldatura AC Q -regolare il bilanciamento dell’onda in saldatura AC R 5 2. 3. 4. 5. 6. U - Display Visualizza: 1. In MMA la tensione a vuoto e in saldatura la tensione a carico. In TIG continuo, senza spingere il pulsante torcia, la sigla PL (programma libero) . In TIG continuo, premendo il pulsante torcia, ma senza saldare, la tensione a vuoto. In TIG continuo, premendo il pulsante torcia, ma in saldatura, la tensione a carico. Visualizza numericamente tutte le grandezze, ad esclusione delle correnti, selezionate con il pulsante P. Visualizza tutte le sigle del menù funzioni di servizio. La sigla “OPn“ lampeggiante all’ apertura del termostato. Durante la selezione dei programmi liberi o memorizzati le sigle PL…P01…P09. O - Display Visualizza: 1. In condizioni di vuoto la corrente reimpostata. 2. In condizioni di carico la corrente di saldatura ed i suoi livelli. 3. In TIG pulsato, a carico, l’alternanza delle correnti nei relativi livelli. 4. Visualizza tutte le grandezze e valori del menù delle seconde funzioni. AQ - SELETTORE Seleziona e memorizza i programmi. La saldatrice ha la possibilità di memorizzare nove programmi di saldatura P01…..P09 e di poterli richiamare tramite questo pulsante. Inoltre è disponibile un programma lavoro PL . Selezione Premendo brevemente questo pulsante viene visualizzato sul display U il numero del programma successivo a quello in cui si sta lavorando. Se questo non è stato memorizzato la scritta sarà lampeggiante, contrariamente sarà fissa. Memorizzazione (vedi par.3.6) Una volta selezionato il programma, premendo per un tempo maggiore di 3 secondi, si memorizzano i dati. A conferma di questo, il numero del programma, visualizzato sul display U, terminerà di lampeggiare. P - SELETTORE Premendo questo pulsante si illuminano in successione i led: Attenzione! si illumineranno solo i led che si riferiscono al modo di saldatura scelto; es. in saldatura TIG continuo non si illuminerà il led Q che rappresenta la frequenza di pulsazione. Ogni led indica il parametro che può essere regolato tramite la manopola AA durante il tempo di accensione del led stesso. Dopo 5 secondi dall’ultima variazione il led interessato si spegne e viene indicata la corrente di saldatura principale e si accende il corrispondente led T. 6 LED SELEZIONABILI IN SALDATURA TIG DC (CORRENTE CONTINUA) E IN SALDATURA TIG AC (CORRENTE ALTERNATA): AL - Led Pre-gas Regolazione 0,05-2,5 secondi. Tempo di uscita del gas prima dell’inizio della saldatura. S - Led Slope up. E’ il tempo in cui la corrente raggiunge, partendo dal minimo, raggiunge il valore di corrente impostato. (0-10 sec.) T - Led Corrente di saldatura-principale. V - Led secondo livello di corrente di saldatura o di base. Questa corrente è sempre una percentuale della corrente principale. AE - Led Frequenza di pulsazione (0,16-500 Hz). W - Led Slope down. E’ il tempo in cui la corrente raggiunge il minimo e lo spegnimento dell’arco. (0-10 sec.) X - Led Post gas. Regola il tempo di uscita del gas al termine della saldatura. (0-30 sec.) LED SELEZIONABILI SOLO IN SALDATURA TIG AC (CORRENTE ALTERNATA): Led AO Start Regola il livello di “hot-start” per ottimizzare le accensioni in TIG AC per ciascun diametro di elettrodo. Alla accensione di questo led il display O visualizzerà un valore numerico che fa riferimento ai diametri di elettrodo, l’operatore tramite la manopola AA può impostare il diametro da lui utilizzato ed ottenere immediatamente una buona partenza. Regolazione da 0,5 a 4,0. Led Q Hz Regola la frequenza della corrente alternata. Regolazione 50 ÷ 150 Hz. Led R Regolazione del bilanciamento dell’onda. Regola la percentuale della semionda negativa PEn (penetrazione) tramite la manopola AA, il valore può variare da 1 a 10. Regola la percentuale della semionda positiva CLn (pulizia) tramite la manopola AA, il valore può variare da 1 a 10. Il valore impostato e consigliato è 0. Led Y. Led indicazione del corretto funzionamento del dispositivo che riduce il rischio di scosse elettriche. Inserire i tubi di raffreddamento della torcia nei raccordi del gruppo refrigerante facendo attenzione a rispettare la mandata e il ritorno. BC - Connettore 10 poli A questo connettore vanno collegati i comandi remoti descritti nel paragrafo 5. E’ disponibile tra i pin 3 e 6 un contatto pulito che segnala la accensione dell’arco (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.5.1.1 Descrizione delle protezioni. - Protezione pressione liquido refrigerante. Questa protezione è realizzata mediante un pressostato, inserito nel circuito di mandata del liquido, che comanda un microinterruttore. Lapressione insufficente è segnalata dalla sigla H2O lampeggiante sul display U. 3.3. NOTE GENERALI 3.5.1.2 Messa in opera. Svitare il tappo e riempire il serbatoio (l’apparecchio è fornito con circa un litro di liquido). E’ importante controllare periodicamente, attraverso l’asola, che il liquido sia mantenuto al livello “max”. Utilizzare, come liquido refrigerante acqua (preferibilmente del tipo deionizzato) miscelata con alcool in percentuale definita secondo la tabella seguente: temperatura acqua/alcool -0°C fino a -5°C 4L/1L -5°C fino a -10°C 3,8L/1,2L NB Se la pompa ruota in assenza del liquido refrigerante è necessario togliere l’aria dai tubi. In questo caso spegnere il generatore, riempire il serbatoio, collegare un tubo al raccordo ( ) e inserire l’altra estremità del tubo nel serbatoio. Inserire il connettore del pressostato e il cavo rete nelle prese BR e BQ. Accendere il generatore per circa 10/15 secondi quindi ricollegare i tubi. Accendere la macchina. Per selezionare il modo di funzionamento del gruppo di raffreddamento vedere il capitolo “ MENU FUNZIONI DI SERVIZIO”. Prima dell’uso di questa saldatrice leggere attentamente le norme CEI 26-23 / IEC-TS 62081 inoltre verificare l’integrità dell’isolamento dei cavi, delle pinze porta elettrodi, delle prese e delle spine e che la sezione e la lunghezza dei cavi di saldatura siano compatibili con la corrente utilizzata. 3.4. SALDATURA DI ELETTRODI RIVESTITI (MMA) - Questa saldatrice è idonea alla saldatura di tutti i tipi di elettrodi ad eccezione del tipo cellulosico (AWS 6010). - Assicurarsi che l’interruttore BE sia in posizione 0, quindi collegare i cavi di saldatura rispettando la polarità richiesta dal costruttore di elettrodi che andrete ad utilizzare e il morsetto del cavo di massa al pezzo nel punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico. - Non toccare contemporaneamente la torcia o la pinza porta elettrodo ed il morsetto di massa. - Accendere la macchina mediante l’interruttore BE. - Selezionare, premendo il pulsante AT, il procedimento MMA, led AW acceso. - Regolare la corrente in base al diametro dell’elettrodo, alla posizione di saldatura e al tipo di giunto da eseguire. - Terminata la saldatura spegnere sempre l’apparecchio e togliere l’elettrodo dalla pinza porta elettrodo. 3.5. SALDATURA TIG Selezionando il procedimento TIG AC si può saldare l’Alluminio, le leghe di alluminio, l’ottone ed il masi può salgnesio mentre selezionando TIG DC dare l’acciaio inossidabile, il ferro ed il rame. Collegare il connettore del cavo di massa al polo positivo (+) della saldatrice e il morsetto al pezzo nel punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico. Collegare il connettore di potenza della torcia TIG al polo negativo (-) della saldatrice. Collegare il connettore di comando della torcia al connettore BC della saldatrice. Collegare il raccordo del tubo gas della torcia al raccordo BD della macchina ed il tubo gas proveniente dal riduttore di pressione della bombola al raccordo gas BH. 3.5.2 Messa in opera. Non toccare parti sotto tensione e i morsetti di uscita quando l’apparecchio è alimentato. Alla prima accensione della macchina selezionare il modo mediante il pulsante E e i parametri di saldatura mediante il tasto P e la manopola AA. Attenzione! Le regolazioni per i led AO = start, Q = Hz, R = bilanciamento dell’onda si possono selezionare solo in TIG AC. Il flusso di gas inerte deve essere regolato ad un valore (in litri al minuto) di circa 6 volte il diametro dell’elettrodo. Se si usano accessori tipo il gas-lens la portata di gas può essere ridotta a circa 3 volte il diametro dell’elettrodo. Il diametro dell’ugello ceramico deve avere un diametro da 4 a 6 volte il diametro dell’elettrodo. • Terminata la saldatura ricordarsi di spegnere l’apparecchio e chiudere la valvola della bombola del gas. 3.5.3 Preparazione dell’elettrodo. E’ necessaria una particolare attenzione nella preparazione della punta dell’elettrodo. Smerigliarla in modo che presenti una rigatura verticale come indicato in fig.3. 3.5.1 Gruppo di raffreddamento (optional per Art. 1341). Se si utilizza una torcia raffreddata ad acqua utilizzare il gruppo di raffreddamento. 7 1,5÷2 d Fig. 3 d ATTENZIONE: PARTI METALLICHE VOLATILI INCANDESCENTI possono ferire il personale, originare incendi e danneggiare le attrezzature; LA CONTAMINAZIONE DA TUNGSTENO può diminuire la qualità della saldatura. • Sagomare l’elettrodo di tungsteno unicamente con una smerigliatrice provvista di adeguati carter di protezione indossando protezioni per il viso, le mani ed il corpo. • Sagomare gli elettrodi di tungsteno con una mola abrasiva dura a grana fine, utilizzata unicamente per sagomare il tungsteno. • Smerigliare l’estremità dell’elettrodo di tungsteno in forma conica per una lunghezza di 1,5 - 2 volte il diametro dell’elettrodo.(fig. 3) 3.6. MEMORIZZAZIONE I programmi da memorizzare, il loro richiamo e la loro memorizzazione avvengono tramite la pressione lunga o corta del pulsante AQ. Pressione corta uguale selezione, pressione lunga uguale memorizzazione. I programmi da memorizzare (memorie) se vengono visualizzati dal display U in modo lampeggiante sono liberi, se in modo non lampeggiante contengono già dei dati in memoria. 3.6.1. Memorizzare i dati del programma PL Utilizzando la macchina per la prima volta I programmi di lavoro e le memorie (P01… ecc.) sono sempre visualizzati dal display U, la loro selezione avviene tramite la pressione breve del pulsante AQ. Una volta individuato l’insieme dei parametri da memorizzare premere brevemente il pulsante AQ, sul display U comparirà la sigla P01 lampeggiante e sul display O compaiono tre linee (---); premere il pulsante AQ per un tempo maggiore di 3 secondi, la sigla P01 finirà di lampeggiare e un segnale acustico vi avviserà dell’avvenuta memorizzazione. Se si vuole scegliere un diverso programma premere il pulsante AQ finche sul display U compaia il numero del programma desiderato. 3.6.2. Memorizzare da un programma libero L’operatore può modificare e memorizzare un programma scelto procedendo nel seguente modo: Premere il pulsante AQ in modo breve e scegliere il numero di programma desiderato. I programmi liberi hanno la sigla lampeggiante. 8 Premere il pulsante AT e scegliere il procedimento di saldatura e con il pulsante E scegliere il modo. Girare la manopola AA ed impostare la corrente di saldatura. Se è stato scelto il procedimento TIG, attivare il led X (post gas) tramite il pulsante P e regolare tramite la manopola AA il valore desiderato. Se dopo queste regolazioni, necessarie per memorizzare, si vogliono regolare i tempi di “slope” o altro agire come descritto al paragrafo corrispondente. Per memorizzare nel programma scelto precedentemente, premere il pulsante AQ per più di 3 secondi fino a che il numero del programma smette di lampeggiare. 3.6.3 Memorizzare da un programma memorizzato. Partendo da un programma già memorizzato l’operatore può modificare i dati in memoria per aggiornare il programma stesso o per trovare nuovi parametri da memorizzare in un altro programma. 3.6.3.1 Aggiornare Dopo avere acceso la macchina selezionare i parametri da modificare e modificarli, durante la modifica la sigla del programma scelto passa da fissa a lampeggiante. Premere per un tempo maggiore di 3 secondi il tasto AQ, sul display O compare la sigla Sto. Premere per un tempo maggiore di 3 secondi il tasto AQ, la sigla del programma smetterà di lampeggiare e un segnale acustico vi avvertirà dell’avvenuta memorizzazione. 3.6.3.2 Memorizzare in un nuovo programma. Dopo avere acceso la macchina selezionare i parametri da modificare e modificarli. Premere brevemente il tasto AQ fino alla visualizzazione del programma da voi desiderato. Premere per un tempo maggiore di 3 secondi il tasto AQ fino alla conferma della memorizzazione (sigla del programma da lampeggiante a continua). 3.6.4 Cancellazione di un programma memorizzato. Selezionare il programma (memoria) da cancellare, premere per un tempo maggiore di 3 secondi il tasto AQ e sul display O comparirà la sigla Sto, ruotare la manopola AA fino alla comparsa della sigla dEL, premere il tasto AQ per un tempo maggiore di 3 secondi la sigla del programma comincerà a lampeggiare. 4 MENU FUNZIONI DI SERVIZIO Per entrare in questo sottomenù premere il pulsante P e, mantenendolo premuto, premere brevemente il pulsante AQ. Per uscire ripetere la stessa azione sopra descritta. La scelta delle funzioni di servizio viene realizzata premendo brevemente il pulsante AQ. La modifica delle funzioni scelte con il pulsante AQ avviene tramite la manopola AA. Funzioni visibili solo utilizzando il processo TIG. 4.1 GESTIONE GRUPPO DI RAFFREDDAMENTO. Il display U visualizza la sigla H20 e il display O visualizza la sigla OFF (default). Ruotare la manopola AA per selezionare il tipo di funzionamento: - OFF = spento. - On C = sempre acceso - On A = accensione automatica. In funzionamento automatico all’accensione della macchina il gruppo di raffreddamento. Si accende per 30 sec. e successivamente si spegne. Alla pressione del pulsante torcia il raffreddamento inizia a funzionare e si spegne dopo 3 minuti dal rilascio del pulsante stesso. Se la pressione del liquido refrigerante è insufficiente il generatore non eroga corrente e sul display U comparirà la scritta H2O lampeggiante. 4.2 SP PUNTATURA E INTERMITTENZA. Si attiva in saldatura due tempi (led G) o quattro tempi (led H) quando viene selezionata l’accensione con alta frequenza (led L). Selezionare la sigla SP (spot) sul display U tramite il pulsante AQ, il display O visualizza la sigla OFF tramite la manopola AA impostare ON per attivare la funzione. Premendo brevemente il pulsante AQ selezionare la sigla tSP. 4.2.1 tSP (tempo di puntatura Spot time) Sul display U, il display O visualizza il tempo di 1secondo con la manopola AA impostare il tempo desiderato, regolazione da 0,1 a 25secondi. Se si vuole impostare l’intermittenza (saldatura con tempo di pausa automatico) premere brevemente il pulsante AQ e selezionare la sigla tin. 4.2.2 tin (tempo di intermittenza) il display O visualizzerà la sigla OFF. Ruotare la manopola AA per regolare il tempo di intermittenza (regolazione da 0,1 a 25 sec.). 4.3 PDU-DUTY CYCLE PULSATO (attivo solo in pulsato). Questo è il tempo di durata della corrente più alta selezionata in pulsazione. Viene espresso in percentuale rispetto al periodo determinato dalla frequenza (default 50%) Regolazione minimo 10% massimo 90%. pola AA impostare ON per attivare la funzione. Premendo brevemente il pulsante AQ selezionare la sigla CrC. 4.5.1 CrC (corrente di cratere) Questa corrente è una percentuale della corrente di saldatura ed è la corrente finale del processo. Default 50% Regolazioni: minimo 10% massimo 100% 4.5.2 tCr (tempo della corrente di cratere) Tempo di permanenza della corrente di cratere. Default 0,5 sec. Regolazioni: minimo 0,0 sec. massimo 30 sec. Funzioni visibili solo utilizzando il processo MMA. 4.6 HS (PERCENTUALE DELLA CORRENTE DI HOTSTART) E una sovracorrente che serve per migliorare le partenze. Default 50% Regolazioni: minimo 0% massimo 100% 4.7 THS (DURATA DELLA CORRENTE DI HOT-START) Default 0,15 sec. Regolazioni: minimo 0 sec. massimo 0,5 sec. 4.8 AF (PERCENTUALE DELLA CORRENTE DI ARC-FORCE) E una corrente che determina il trasferimento dell’elettrodo. Default 30% Regolazioni: minimo 0% massimo 100% 4.4 SC (CORRENTE DI START). 5 COMANDI A DISTANZA E ACCESSORI Sempre attiva in tutti i processi TIG. Livello di corrente di partenza da cui inizia il processo di saldatura. Particolarmente usata per partenze in AC con elettrodi grossi e con rampa di salita (slope up). Regola il livello minimo del pedale art. 193. Default 25%. Regolazioni: minimo 1% massimo 100% 4.5 CRA (RIEMPIMENTO DEL CRATERE FINALE). Selezionare la sigla CrA sul display U tramite il pulsante AQ, il display O visualizza la sigla OFF tramite la mano- Per la regolazione della corrente di saldatura a questa saldatrice possono essere connessi i seguenti comandi a distanza: Art. 193 Comando a pedale (usato in saldatura TIG) Art. 1260 Torcia BINZEL “ABITIG 200” (200A-35%) m.4 Art. 1262 Torcia BINZEL “ABITIG 200” Up/Down (200A – 35%) – m. 4 Art. 1256 Torcia raffreddata ad acqua BINZEL “ABITIG 450 W” (450A) – m. 4 Art. 1258 Torcia raffreddata ad acqua BINZEL “ABITIG 450 W Up/Down” (450A) – m. 4 Art. 1656 Carrello per trasporto generatore Art. 1281.03 Accessorio per saldatura ad elettrodo Art. 1341 Gruppo di raffreddamento 9 Art 1192 Art. 1180 Art 187 (usato in saldatura MMA) Connessione per collegare contemporaneamente la torcia e il comando a pedale. Con questo accessorio l’Art. 193 può essere utilizzato in qualsiasi modo di saldatura TIG. I comandi che includono un potenziometro regolano la corrente di saldatura dal minimo fino alla massima corrente impostata con la manopola AA. I comandi con logica UP/DOWN regolano dal minimo al massimo la corrente di saldatura. 6 MANUTENZIONE Ogni intervento di manutenzione deve essere eseguito da personale qualificato nel rispetto della norma CEI 26-29 (IEC 60974-4). 5.1 MANUTENZIONE GENERATORE In caso di manutenzione all’interno dell’apparecchio, assicurarsi che l’interruttore BE sia in posizione “O” e che il cavo di alimentazione sia scollegato dalla rete. Periodicamente, inoltre, è necessario pulire l’interno dell’apparecchio dalla polvere metallica accumulatasi, usando aria compressa. 5.2 ACCORGIMENTI DA USARE DOPO UN INTERVENTO DI RIPARAZIONE. Dopo aver eseguito una riparazione, fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra il lato primario ed il lato secondario della maccchina. Evitare che i fili possano andare a contatto con parti in movimento o parti che si riscaldano durante il funzionamento. Rimontare tutte le fascette come sull’apparecchio originale in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un collegamento tra il primario ed il secondario. Rimontare inoltre le viti con le rondelle dentellate come sull’apparecchio originale. 10 INSTRUCTION MANUAL FOR ARC WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 culties in ensuring electromagnetic compatibility in nonindustrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT. Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! NOISE. This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. ELECTRIC AND MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) shall consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/ cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY. This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential diffi- IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 1.1 WARNING LABEL The following numbered text corresponds to the label numbered boxes. B. Drive rolls can injure fingers. C. Welding wire and drive parts are at welding voltage during operation — keep hands and metal objects away. 1 Electric shock from welding electrode or wiring can kill. 1.1 Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves. 11 1.2 Protect yourself from electric shock by insulating yourself from work and ground. 1.3 Disconnect input plug or power before working on machine. 2 Breathing welding fumes can be hazardous to your health. 2.1 Keep your head out of fumes. 2.2 Use forced ventilation or local exhaust to remove fumes. 2.3 Use ventilating fan to remove fumes. 3 Welding sparks can cause explosion or fire. 3.1 Keep flammable materials away from welding. 3.2 Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. 3.3 Do not weld on drums or any closed containers. 4 Arc rays can burn eyes and injure skin. 4.1 Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. 5 Become trained and read the instructions before working on the machine or welding. 6 Do not remove or paint over (cover) label. 2 GENERAL DESCRIPTIONS 2.1 SPECIFICATIONS This welding machine is a DC power source built using INVERTER technology, engineered to weld with all types of coated electrodes (cellulosic type not included) and with TIG welding process with scratch starting and high frequency. Must not be used to defrost pipes. 2.2 EXPLANATION OF THE TECHNICAL SPECIFICATIONS LISTED ON THE MACHINE PLATE. This machine is manufactured according to the following international standards: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 CL. A - IEC 61000-3-12 - IEC 61000-3-11 (see note 2). N°. Serial number, which must be indicated on any type of request regarding the welding machine. f Single-phase static transformer-rectifier f frequency converter. Drooping characteristic. SMAW. Suitable for welding with covered electrodes. TIG Suitable for TIG welding. U0. Secondary open-circuit voltage X. Duty cycle percentage. % of 10 minutes during which the welding machine may run at a certain current without overheating. I2. Welding current U2. Secondary voltage with current I2 U1. Rated supply voltage The machine has an automatic supply voltage selector. 1~ 50/60Hz 50- or 60-Hz single-phase power supply I1 max. This is the maximum value of the absorbed current. I1 eff. This is the maximum value of the actual current absorbed, considering the duty cycle. IP23S Protection rating for the housing. 1 2 12 S Grade 3 as the second digit means that this equipment may be stored, but it is not suitable for use outdoors in the rain, unless it is protected. Suitable for hazardous environments. Note: 1- The machine has also been designed for use in environments with a pollution rating of 1. (See IEC 60664). 2- This equipment complies with IEC 61000-3-11 provided that the maximum permissible system impedance Zmax is less than or equal to 0,294 at the interface point between the user’s supply and the public system. It is the responsibility of the installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the equipment is connected only to a supply with maximum permissible system impedance Zmax less than or equal to 0,294. 2.3 DESCRIPTION OF PROTECTIVE DEVICES 2.3.1 Thermal protection. This machine is protected by a temperature probe, which prevents the machine from operating if the allowable temperatures are exceeded. The thermostat tripping is signalled by the glowing abbreviation “OPn” on display U located on the control panel. 2.3.2 Block protection. This welding machine is equipped with various protective devices that stop the machine to avoid machine damages. The tripping of each protection device is signalled by the glowing abbreviation “Err” on display U and by a digit shown on display O. If a water low level for the cooling unit is detected the flashing abbreviation H2O will glow on display U. 3 INSTALLATION Make sure that the supply voltage matches the voltage indicated on the specifications plate of the welding machine. When mounting a plug, make sure it has an adequate capacity, and that the yellow/green conductor of the power supply cable is connected to the earth pin. The capacity of the overload cutout switch or fuses installed in series with the power supply must be equivalent to the absorbed current I1 of the machine. 3.1. ASSEMBLY Only skilled personnel should install the machine. All connections must be carried out according to regulations in force, and in full observance of safety laws (CEI 26-23 / IEC-TS 62081) 3.2 DESCRIPTION OF THE EQUIPMENT (FIG.1). BA) Output terminal, negative (-). BB) Output terminal, positive (+). BC) Connector for TIG welding torch trigger . Connect torch trigger cables to pins 1 and 9. AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 BD) Fitting (1/4 gas) Used to connect TIG welding torch gas hose . BE) Main switch. BG) Power cable BH) Gas supply fitting . BO) Connector Type DB9 (RS 232). To be used for updating the microprocessor programs. BQ) Power supply socket. BR) Pressure switch socket. 3.3 PANEL DESCRIPTION (fig. 1). AT process key. ·Selection is shown by one of the glowing LEDs AX, AV, or AW. Led AX Led AV Led AW Mode button E. Selection is shown by one of the glowing LEDs F, G, H, I, L, M, N, or PP. The TIG LEDs lighted will be two at any time, one showing the HF or contact start-up mode and the other showing the continuous or pulsed mode with 2 or 4 sta- ges control. Every time this push-button is pressed a new selection is obtained. The LEDs glowing against the concerned symbols show your selection. F - LED. TIG welding with arc start-up without high frequency. To light the arc press the welding torch button and with the tungsten electrode touch the workpiece and then take it up. The stroke must be firm and rapid (0.3 sec). L - LED. TIG welding with arc start-up with high frequency. Press the torch trigger and a high voltage/frequency pilot spark will light the arc. G - LED. TIG 2 stages continuous welding (manual). When the torch trigger is pressed, the current begins to increase over the previously set “slope up” time, until it reaches the value set by means of the knob AA. When the trigger is released the current starts to decrease over the previously set “slope down” time and returns to zero. In this position the pedal control accessory ART. 193 can be connected. H - LED. TIG 4 stages continuous welding (automatic). 13 This program differs from the previous one in that the arc is both started and shut off by pressing and releasing the torch trigger. Special 4 Stages ( Automatic ). This function can be used with: - 4 stages double level current - pulsed 4 stages - 4 stages double level pulsed current It allows the crater current to be maintained (CrC) when the welding process is over until the welding torch trigger is pressed. In order to obtain this 4 stages the final crater filler function (CrA) must be ON and the crater current (tCr) must be 0.0. Welding starts when the welding torch trigger is pressed and immediately released. Starting current is the current controlled by parameter SC, the up slope follows and the welding current is reached. To stop welding the operator presses the welding torch trigger and keeps it held down, the machine then follows the slope down and reaches the crater current (CrC), this value remains active until the welding torch trigger is released Fig. ( 2 ). Fig. 2 I - LED. 4 stages double level pulsed current (automatic). Before lighting the arc set the two current levels: First level: Press button P until led T glows and then use knob AA to set the main power Second level: press button P until led V glows and use knob AA to set the main power. After the arc is lighted, the current begins to increase over the previously set “slope up” time (led S on), until it reaches the value set by means of knob AA. The LED T lights and the display O shows it. Should it be necessary to reduce the current during welding, without shutting off the arc (for instance when changing the welding material or working position, moving from horizontal to upright, etc.), press and immediately release the torch trigger, the current reaches the second set value, the led V lights and the led T shuts off. In order to go back to the previous main current, repeat the same torch trigger pressing and releasing action, the led T lights while led V shuts off. To stop welding at any time, simply hold down the torch trigger for more than 0.7 seconds, then release it; the current starts to decrease down to zero in the “slope down” time previously set (led W on). During “slope down” phase, if you press and immediately release the torch trigger, the current goes back to the previously set lower level. 14 IMPORTANT: “PRESS AND IMMEDIATELY RELEASE” refers to a maximum 0.5 sec. time. M - LED. TIG 2 stages pulsed welding (manual). When the torch trigger is pressed, the current begins to increase over the previously set “slope up” time, until it reaches the value set by means of the knob AA. When the trigger is released the current starts to decrease over the previously set “slope down” time and returns to zero. In this position the pedal control accessory ART. 193 can be connected. N - LED. TIG-pulsed 4 stages welding (automatic). This program differs from the previous one in that the arc is both started and shut off by pressing and releasing the torch trigger. PP - LED. TIG- pulsed 4 stages double level welding (automatic). The welding process mode is the same as the one described for led I. Once the first level peak currents are set, the ratio between them will be kept in the second level as well. AA - KNOB Set the welding current at 10-180A in MMA and 5-220A in TIG. Together with button P it is possible: -to set the current second level V -to set the “slope up” S -to set the “slope down” W -to set the pulse frequency AE -to set post gas X -to set AC welding current frequency Q -to set wave balance in AC welding R U - Display Shows: 1. In MMA the open-circuit voltage and during welding the load voltage. 2. In TIG continuous, without pressing the torch trigger, the abbreviation PL (free program). In TIG continuous, when pressing the welding torch trigger, but without welding, the open-circuit voltage. In TIG continuous when pressing the torch trigger, but while welding, the load voltage. 3. Displays by the number all sizes, except current ones, selected by means of button P. 4. Displays all the abbreviations of the service functions menu. 5. Abbreviation “OPn“ flashing when the thermostat is on. 6. During the selection of free or saved programs abbreviations PL…P01…P09. O - Display Shows: 1 in open-circuit mode the reset current 2. In load conditions, the welding current and its levels. 3. In TIG-pulsed, load mode, the currents changing from one level to the other. 4. Shows all sizes and the value of the second functions menu. AQ - SELECTOR SWITCH Selects and saves programs. The welding machine can save nine welding programs P01…..P09, and call them up using this button. The work program PL is also available. Selection If this button is briefly pressed the display U shows the number of the program following the one being used. If it has not been saved the message will flash, otherwise it will remain steady. Saving (see par.3.6) Once the program has been selected, if the button is pressed for more than 3 seconds, data are saved. As confirmation, the program number on the display U will stop flashing. X - Post-gas Led. Sets gas output time when welding is over. (0-30 sec.). LEDS THAT MAY BE SELECTED ONLY IN TIG AC (ALTERNATING CURRENT) WELDING MODE: AO Start led Sets the “hot start” level to maximize TIC AC ignitions for each electrode diameter When this led lights the display O will display a digital value referred to the electrode diameters and the operator may use the knob AA to set the diameter being used and obtain a good start immediately. Range from 0.5 to 4.0. Hz Q led Sets the frequency of the alternating current Range from 50 to 150 Hz. P – SELECTOR SWITCH When this button is pressed, the LEDs light in succession: Important! only those LEDs that refer to the chosen welding mode will light; i.e. in TIG-continuous led Q that represents the pulse frequency will not glow. Each led shows the parameter that can be set by means of knob AA during the time when the led is glowing. 5 seconds after the last change the concerned led shuts off and the main welding current is shown and the corresponding led T glows. Led R - Wave balance setting Sets the percentage of the negative semiwave PEn (penetration ) by means of knob AA; the value may change from 1 to 10. Sets the percentage of the positive semi-wave CLn (cleaning ) by means of knob AA; the value may change from 1 to 10. The recommended setting value is 0. LEDS THAT MAY BE SELECTED ONLY IN TIG DC (DIRECT CURRENT OR TIG AC WELDING (ALTERNATING CURRECT)) : BC - 10-pin connector Remote controls described in paragraph 5 must be connected to this connector. Between pin 3 and 6 a clean contact is available that signals the arc ignition (Max 0.5 A - 125 VAC / 0.3 A - 110 VDC / 1A - 30 VDC). AL- Pre-gas Led Setting 0.05 to 2.5 seconds. Gas delivery time before welding starts. S - Led Slope up. This is the time in which the current, beginning from the minimum, reaches the set current value. (0-10 sec.). T - Main welding current Led. Y Led. Led that shows the correct operation of the device which reduces risks of electric shock. 3.3. GENERAL NOTES Before using this welding machine read carefully CEI 26-23 / IEC-TS 62081 standards and check integrity of cable isolation, electrode clamp, sockets and plugs and that the section and length of welding cables conform to the used power. 3.4. MMA WELDING WITH COVERED ELECTRODES V - Basic or second level welding current Led. This current is always a percentage of the main current. AE - Pulsed frequency led (0.16-500 Hz). W - Slope down Led. This is the time in which the current reaches the minimum value and the arc shuts down (0-10 sec.). - This welding machine is suitable for welding all types of electrodes, with the exception of cellulosic (AWS 6010). - Check that switch BE is in O position, then connect the welding cables in compliance with the polarity requested by the manufacturer of the electrodes you are going to use; connect the earth cable terminal to the workpiece as close as possible to the welding point and make sure that there is a good electric contact. - Do NOT touch the torch or electrode clamp simultaneously and the mass terminal. - Turn the machine on using the switch BE. - Select MMA process, by pressing button AT, led AW is on. - Adjust the current according to the electrode diameter, 15 3.5. TIG WELDING If the TIG AC is selected you can weld aluminium, aluminium alloys, brass and magnesium; if the TIG DC mode is selected you can weld stainless steel, iron and copper. Connect the mass cable connector to the positive pole (+) of the welding machine, and the terminal to the workpiece as close as possible to the welding point, making sure there is good electrical contact. Connect the power connector of the TIG torch to the negative pole (-) of the welding machine. Connect the torch connector to connector BC of the welding machine. Connect the fitting of the torch gas hose to the BD machine connector and the gas hose coming from the cylinder pressure regulator to the gas fitting BH. 3.5.1 Cooling unit(optional for Art. 1341). If you use a water cooled welding torch, use the cooling unit. Insert the torch cooling hoses into the fittings of the cooling unit, being careful to correctly place the delivery and return. 3.5.1.1 Description of protections. - Coolant pressure protective device. This protection is achieved by means of a pressure switch, inserted in the fluid delivery circuit, which controls a micro switch. Low pressure is indicated by the flashing message H2O on the display U. 3.5.1.2 Instructions Unscrew the cap and fill the tank (the unit is supplied with approximately one liter of fluid). It is important to periodically check, through the slot , that the fluid remains at the “max” level”. As a coolant, use water (preferably deionised) mixed with alcohol in percentages defined according to the following table: temperature Water/alcohol -0°C up to –5°C 4L/1L -5°C up to –10°C 3.8L/1.2L If the pump turns with no coolant present, you must remove all air from the tubes. In this case shut off the power source, fill the tank, connect one hose to fitting ( ) and insert the hose end into the tank. Insert the pressure switch connector and the power cord into the sockets BR and BQ. - Turn the power source on for approximately 10 to 15 seconds and the N connect the hoses again. Turn on the machine. See chapter “ SERVICE FUNCTIONS MENU ” to select the cooling unit operation mode. 3.5.2 Start-up Do not touch live electrical parts and output terminals when the machine is powered. 16 At first start-up, select the operation mode by means of button E and the welding parameters by means of P button and knob AA. Warning! Settings for LEDs AO = start, Q = Hz, R = wave balance can be selected in TIG AC mode only. The inert gas flow must be set at a value (liters per minute) approximately 6 times the electrode diameter. If gas-lens type accessories are used, the gas delivery must be reduced by approximately 3 times the electrode diameter. The ceramic nozzle diameter must be between 4 and 6 times the electrode diameter. • When you have finished welding, do not forget to shut off the machine and close the gas cylinder valve . 3.5.3 Preparing the electrode. Be especially careful when preparing the electrode tip. WARNING: LOOSE HOT METAIL PARTS may cause personal injuries, fires and damage the equipment; TUNGSTEN CONTAMINATION may lower the quality of the weld. Use only a grinder equipped with adequate safety guards to shape the tungsten electrode and wear protections for face, hands and body. To shape the tungsten electrodes, use a hard, finegrained abrasive grinding wheel used solely for this purpose. Grind the tungsten electrode tip in a conical form and a length 1.5 to 2 times the electrode diameter (fig. 3). 1,5÷2 d welding position and type of joint to be made. - Always remember to shut off the machine and remove the electrode from the clamp after welding. Fig. 3 d 3.6. SAVING A long or short pressure of button AQ is used for programs to be saved, their restoring and saving. Short pressure to select, long pressure to save. Programs to be saved (memories) are displayed by display U: flashing are free, non flashing contain already stored data. 3.6.1. Saving data from the PL program When using the machine the first time Work programs and memories (P01… etc.) are always displayed by display U, their selection is obtained by a short pressure of button AQ. Once all the parameters to be saved are decided, press shortly button AQ, the display U will show the flashing abbreviation P01 and display O will show three lines (--); hold down the button AQ for more than 3 seconds, until the symbol P01 stops flashing and a sound will signal that data have been stored. If a different program must be selected, hold down button AQ until the number of the selected program is displayed on display U. 3.6.2. Saving from a free program The operator can change and save the selected program using the following procedure: Hold down button AQ shortly and select the number of the selected program. Do not touch live parts and output terminals while the machine is powered. Hold down button AT and select the welding process and by means of the button E select the mode. Turn knob AA and set the welding current. If TIG process is selected, activate led X (post gas) by means of button P and set by means of knob AA the selected value. After these settings that are required for saving, if you wish to set the “slope” times or other times, follow the procedure given in the corresponding paragraph. To save the previously selected program hold down button AQ for more than 3 seconds, until the program number stops flashing. 3.6.3 Saving from a saved program. Beginning with a previously saved program, the operator may modify the data in memory to update the program itself, or to find new parameters to be saved in another program. 3.6.3.1 Up-dating Once the machine is started, select the parameters to be modified and modify them: the abbreviation of the selected program will then change from steady to flashing. Hold down for more than 3 seconds button AQ, display O will show abbreviation Sto. Hold down button AQ for more than 3 seconds, until the program abbreviation P01 stops flashing and a sound signals that data have been stored. 3.6.3.2 Saving from a new program. Once the machine is started, select the parameters to be modified and modify them. Press shortly button AQ until the selected program is displayed. Hold down button AQ for more than 3 seconds until the saving is confirmed (program abbreviation changes from flashing to steady). 3.6.4 Deleting a saved program Select the program (memory) to be deleted, hold down for more than 3 seconds button AQ and display O will show abbreviation Sto, turn knob AA until abbreviation dEL is displayed, hold down button AQ for more than 3 seconds and the program abbreviation will start flashing 4 SERVICE FUNCTIONS MENU To enter this submenu press the button and, while holding it down, press shortly button AQ To exit repeat the procedure described above. The service functions selection is obtained by holding down shortly button AQ. Changing the functions selected with button AQ is obtained by means of knob AA. Functions visible in TIG Process only. 4.1.COOLING UNIT MANAGEMENT Display U shows abbreviation H20 and display O shows abbreviation OFF (default). Turn knob AA to select the type of operation: - OFF = off. - ON = always on - On A = automatic start-up . In automatic operation, at the machine start-up the cooling unit goes on for 30 seconds and then shuts off. When the torch trigger is pressed the cooling unit starts operating and shuts off 3 minutes after the torch trigger is released. If the coolant pressure is too low, the power source delivers no current and display U will flash the message H2O. 4.2 SP SPOT- AND STITCH WELDING Is activated in two stages welding (led G)or 4 stages (led H.) when the high frequency start-up is selected(led L). Select abbreviation SP (spot) on display U by means of button AQ, display O shows abbreviation OFF, by means of knob AA set ON to activate the function. Press shortly button AQ to select abbreviation tSP. 4.2.1 tSP ( Spot time) Display U shows the abbreviation SP, display O shows 1 sec. time, by means of knob AA set the desired time , range from 0.1 to 25 seconds. If you want to set jog (welding with automatic interval) press shortly button AQ and select abbreviation tin. 4.2.2 tin (interval time) Display O will show abbreviation OFF. Turn knob AA to select the interval time (range from 0,1 to 25 sec.). 4.3 PDU-(DUTY CYCLE PULSED active in pulsed mode only). This is the duration of the highest selected current in pulsed mode. It is expressed as a percentage of the time against the Fdp frequency (default 50%) Range: minimum 10% maximum 90%. 17 4.4 SC (START-UP CURRENT). 5 REMOTE CONTROLS AND ACCESSORIES Always active in all TIG processes. Start current level where the welding process begins. Especially used for AC starts-up with big electrodes and slope up. Sets the pedal minimum level - Art. 193 Default 25%. Range: minimum 1% - maximum 100% The following remote controls may be connected to adjust the welding current for this welding machine: Art. 193 Pedal control (used in TIG welding) Art. 1260 BINZEL “ABITIG 200” Torch (200A-35%) m.4 Art. 1262 BINZEL “ABITIG 200”Torch Up/Down (200A – 35%) – m. 4 Art. 1256 Water cooled torch BINZEL “ABITIG 450 W” (450A) – m. 4 Art. 1258 Water cooled BINZEL torch “ABITIG 450 W Up/Down” (450A) – m. 4 Art. 1656 Power source carriage Art. 1281.03 Accessory for electrode welding Art. 1341 Cooling unit Art. 1192 Art 187 (used in MMA welding) Art. 1180 Connector to connect torch and pedal control at the same time. Art 193 may be used in any TIG welding mode with this accessory. Controls that include a potentiometer adjust the welding current from the minimum to the maximum current setting by means of knob AA. Controls with UP/DOWN logic control welding current from the minimum to the maximum value. 4.5- CRA (FINAL CRATER FILLER). Select abbreviation CrA on display U by means of button AQ, display O shows abbreviation OFF by means of knob AA set ON to activate the function. Press shortly button AQ to select abbreviation CrC. 4.5.1 CrC (Carter current) This current is a percentage of the welding current and the process final current. Default 50% Range: minimum 10% maximum 100% 4.5.2 tCr (Carter current time) Crater current time duration. Default 0.5 sec. Range: minimum 0.0 sec. maximum 30 sec. Any maintenance operation must be carried out by qualified personnel in compliance with standard CEI 26-29 (IEC 60974-4). Functions visible in MMA process only. 6.1 GENERATOR MAINTENANCE 4.6 HS (PERCENTAGE OF HOT-START CURRENT) It is an overvoltage used to improve start-up. Default 50% Range: minimum 0% maximum 100% 4.7T HS (DURATION OF HOT-START CURRENT) Default 0.15 sec. Range: minimum 0 sec. maximum 0.5 sec. 4.8 AF (PERCENTAGE OF ARC-FORCE CURRENT) It is a current that allows the electrode transfer. Default 30% Range: minimum 0% maximum 100% 18 6 MAINTENANCE In the case of maintenance inside the machine, make sure that the switch BE is in position “O” and that the power cord is disconnected from the mains. It is also necessary to periodically clean the interior of the machine from the accumulated metal dust, using compressed air. 6.2 PRECAUTIONS AFTER REPAIRS. After making repairs, take care to organize the wiring so that there is secure insulation between the primary and secondary sides of the machine. Do not allow the wires to come into contact with moving parts or those that heat up during operation. Reassemble all clamps as they were on the original machine, to prevent a connection from occurring between the primary and secondary circuits should a wire accidentally break or be disconnected. Also mount the screws with geared washers as on the original machine. BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUSS FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIESSLICH ZUR AUSFÜHR- UNG VON SCHWEISSARBEITEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEISSEN UND SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300758 anfordern. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweiß- oder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUSS MAN SICH AN EINEN FACHMANN WENDEN. 1.1 WARNHINWEISSCHILD Die Nummerierung der Beschreibungen entspricht der Nummerierung der Felder des Schilds. B. C. 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 Die Drahtförderrollen können Verletzungen an den Händen verursachen. Der Schweißdraht und das Drahtvorschubgerät stehen während des Schweißens unter Spannung. Die Hände und Metallgegenstände fern halten. Von der Schweißelektrode oder vom Kabel verursachte Stromschläge können tödlich sein. Für einen angemessenen Schutz gegen Stromschläge Sorge tragen. Isolierhandschuhe tragen. Die Elektrode niemals mit bloßen Händen berühren. Keinesfalls feuchte oder schadhafte Schutzhandschuhe verwenden. Sicherstellen, dass eine angemessene Isolierung vom Werkstück und vom Boden gewährleistet ist. Vor Arbeiten an der Maschine den Stecker ihres Netzkabels abziehen. Das Einatmen der beim Schweißen entstehenden Dämpfe kann gesundheitsschädlich sein. Den Kopf von den Dämpfen fern halten. Zum Abführen der Dämpfe eine lokale Zwangslüftungs- oder Absauganlage verwenden. Zum Beseitigen der Dämpfe einen Sauglüfter verwenden. 19 2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE AUF DEM LEISTUNGSSCHILD DER MASCHINE ANGEGEBEN SIND. Die Konstruktion des Geräts entspricht den folgenden Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-12 - IEC 61000-3-11 (siehe Anm. 2). Nr. Seriennummer; sie muß bei allen Anfragen zur Schweißmaschine stets angegeben werden. f Transformator-Gleichrichter. f 1 3. 3.1 3.2 3.3 4. 4.1 5. 6. Die beim Schweißen entstehenden Funken können Explosionen oder Brände auslösen. Keine entflammbaren Materialien im Schweißbereich aufbewahren. Die beim Schweißen entstehenden Funken können Brände auslösen. Einen Feuerlöscher in der unmittelbaren Nähe bereit halten und sicherstellen, dass eine Person anwesend ist, die ihn notfalls sofort einsetzen kann. Niemals Schweißarbeiten an geschlossenen Behältern ausführen. Die Strahlung des Lichtbogens kann Verbrennungen an Augen und Haut verursachen. Schutzhelm und Schutzbrille tragen. Einen geeigneten Gehörschutztragen und bei Hemden den Kragen zuknöpfen. Einen Schweißerschutzhelm mit einem Filter mit der geeigneten Tönung tragen. Einen kompletten Körperschutz tragen. Vor der Ausführung von Arbeiten an oder mit der Maschine die Betriebsanleitung lesen. Die Warnhinweisschilder nicht abdecken oder entfernen. 2 ALLGEMEINE BESCHREIBUNG 2.1 TECHNISCHE ANGABEN Bei dieser Schweißmaschine handelt es sich um eine Konstant-Gleichstromquelle mit INVERTER-Technologie, die zum Schweißen mit umhüllten Elektroden (Zelluloseumhüllungen ausgenommen) und zum WIG-Schweißen mit Berührungs- und Hochfrequenzzündung entwickelt wurde. Sie darf nicht zum Auftauen von Rohren verwendet werden. 20 2 Fallende Kennlinie. SMAW. Geeignet zum Schweißen mit umhüllten Elektroden. WIG Geeignet zum WIG-Schweißen U0. Leerlaufspannung Sekundärseite. X. Einschaltdauer. Die Einschaltdauer ist der auf eine Spieldauer von 10 Minuten bezogene Prozentsatz der Zeit, die das Gerät bei einer bestimmten Stromstärke arbeiten kann, ohne sich zu überhitzen. I2. Schweißstrom. U2. Sekundärspannung bei Schweißstrom I2. U1. Bemessungsspeisespannung. Die Maschine verfügt über eine Funktion für die automatische Wahl der Speisespannung. 1~ 50/60Hz Einphasen-Stromversorgung 50 oder 60 Hz. I1 max. Dies ist der Höchstwert der Stromaufnahme. I1 eff. Dies ist der Höchstwert der effektiven Stromaufnahme bei Berücksichtigung der relativen Einschaltdauer. IP23S Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an, dass dieses Gerät bei Niederschlägen zwar im Freien gelagert, jedoch nicht ohne geeigneten Schutz betrieben werden darf. Geeignet zum Betrieb in Umgebungen mit erS höhter Gefährdung. ANMERKUNGEN: 1- Das Gerät ist außerdem für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC 60664). 2- Dieses Gerät ist konform mit der Norm IEC 61000-311 unter der Voraussetzung, dass die maximal zulässige Impedanz ZMAX am Verknüpfungspunkt zwischen der Abnehmeranlage und dem öffentlichen Versorgungsnetz kleiner oder gleich 0,294 ist. Es liegt in der Verantwortung des Installateurs bzw. des Betreibers des Geräts, erforderlichenfalls in Absprache mit dem öffentlichen Energieversorgungsunternehmen sicherzustellen, dass das Gerät ausschließlich an eine Anlage angeschlossen wird, deren maximal zulässige Netzimpedanz ZMAX kleiner oder gleich 0,294 ist. 2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN 2.3.1 Thermischer Schutz Dieses Gerät wird durch einen Temperaturfühler geschützt, der bei Überschreitung der zulässigen Temperatur den Betrieb der Maschine sperrt. Die Auslösung des Thermostaten wird mit dem Kürzel „OPn“ auf dem Display U der Steuertafel gemeldet. 2.3.2 - Sicherheitsverriegelung Diese Schweißmaschine verfügt über verschiedene Schutzeinrichtungen, die die Maschine ausschalten, bevor sie Schaden nehmen kann. Die Auslösung der einzelnen Schutzeinrichtungen wird mit dem Kürzel „Err“ auf dem Display U und mit einer Zahl auf dem Display O gemeldet. Wenn der Wasserstand im Kühlaggregat zu niedrig ist, erscheint auf dem Display U das blinkende Kürzel H2O. 3 INSTALLATION Sicherstellen, dass die Netzspannung der auf dem Leistungsschild der Schweißmaschine angegebenen Nennspannung entspricht. Das Netzkabel mit einem der Stromaufnahme entsprechenden Netzstecker ausrüsten und sicherstellen, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen ist. Der Nennstrom des in Reihe mit der Netzstromversorgung geschalteten LS-Schalters oder der Schmelzsicherungen muss gleich dem von der Maschine aufgenommenen Strom I1 sein. Die Maschine muss vom Fachmann installiert werden. Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden (Norm CEI 26-23 / CEI CLC 62081). 3.2 BESCHREIBUNG DES GERÄTS (ABB. 1). BA) Negative Anschlussklemme (-). BB) Positive Anschlussklemme (+). BC) Steckverbinder für den Taster des WIG-Brenners. Die Drähte des Brennertasters an die Kontaktstifte 1 und 9 anschließen. BD) Anschluss (1/4 Gas). Zum Anschließen des Gasschlauchs des WIGSchweißbrenners. BE) Hauptschalter. BG) Netzkabel. BH) Gasanschluss. BO) DB9-Steckverbinder (RS232). Zum Aktualisieren der Programme des Mikroprozessors. BQ) Steckdose für Netzkabel. BR) Steckdose für Druckschalter. 3.1. INBETRIEBNAHME AW AV AX H I AT E P AO Q R AA AL S G F M L U N AQ PP BG BE BQ Y O T BO W X V AE BD BC BA BB BH BR Abb. 1 21 3.3 BESCHREIBUNG DER STEUERTAFEL (Abb. 1). Verfahrenstaster AT. · Die Wahl wird durch das Aufleuchten von einer der LEDs AX, AV oder AW angezeigt. LED AX LED AV LED AW Betriebsartentaster E. Die Wahl wird durch das Aufleuchten von einer der LES F, G, H, I, L, M, N oder PP angezeigt. Beim WIG-Schweißen leuchten stets zwei LEDs: Die eine zeigt die Art der Zündung (HF- oder Berührungszündung) an und die andere die Betriebsart (Konstantstrom- oder Impulsschweißen im 2- oder 4-Takt-Betrieb). Jede Betätigung dieses Drucktasters bewirkt eine neue Einstellung. Die getroffene Wahl wird durch das Aufleuchten der LEDs neben den jeweiligen Symbolen angezeigt: F - LED. WIG-Schweißen mit Zündung des Lichtbogens ohne HF. Zum Zünden des Lichtbogens den Brennertaster drükken, mit der Wolfram-Elektrode das Werkstück berühren und dann die Elektrode wieder anheben. Diese Bewegung muss entschieden und rasch ausgeführt werden (0,3 s). L - LED. WIG-Schweißen mit Hochfrequenz-Zündung des Lichtbogens. Zum Zünden des Lichtbogens den Brennertaster drükken: Ein Zündfunke hoher Spannung/Frequenz zündet den Lichtbogen. G - LED. WIG-Konstantstromschweißen, 2-Takt (Handbetrieb). Bei Betätigung des Brennertasters steigt der Strom innerhalb des zuvor eingestellten Zeitintervalls „Slope up“ auf den Wert an, der mit dem Regler AA eingestellt wurde. Löst man den Brennertaster, sinkt der Strom innerhalb des zuvor eingestellten Zeitintervalls „Slope down“ wieder auf den Wert 0. Bei dieser Schaltstellung kann man den zusätzlichen Fußregler Art. 193 anschließen. H - LED. WIG-Konstantstromschweißen, 4-Takt (Automatikbetrieb). Diese Funktion unterscheidet sich von der vorherigen Funktion darin, dass sowohl die Zündung als auch das Löschen durch kurzes Drücken des Brennertasters gesteuert werden. 4-Takt-Spezial (Automatikbetrieb). Diese Funktion kann in Verbindung mit Folgendem verwendet werden: - Zweiwertschaltung, 4-Takt - Impuls, 4-Takt 22 - Impuls, Zweiwertschaltung, 4-Takt Zum Aufrechterhalten des Kraterfüllstroms (CrC) am Ende des Schweißvorgangs, so lange der Brennertaster gedrückt wird. Für diesen 4-Takt-Betrieb muss die Kraterfüllfunktion (CrA) eingeschaltet sein und die Kraterfüllzeit (tCr) muss auf 0,0 eingestellt sein. Zum Beginnen des Schweißvorgangs muss man den Brennertaster kurz drücken. Der Anfangsstrom ist der beim Parameter SC eingestellte Strom; dann steigt der Strom bis zum Erreichen des Schweißstroms an. Zum Beenden des Schweißvorgangs muss man den Brennertaster drücken und gedrückt halten. Der Strom sinkt (Slope down) bis zum Kraterfüllstrom (CrC) (2) und wird auf diesem Wert gehalten, bis der Brennertaster losgelassen wird (siehe Abb. 2). Abb. 2 I - LED. WIG-Konstantstromschweißen mit Zweiwertschaltung - 4-Takt (Automatikbetrieb). Vor dem Zünden des Lichtbogens müssen die zwei verschiedenen Schweißströme eingestellt werden: Erste Stufe: Die Taste P drücken, bis die LED T aufleuchtet, und dann den Hauptstrom mit dem Regler AA einstellen. Zweite Stufe: Die Taste P drücken, bis die LED V aufleuchtet, und dann den Strom mit dem Regler AA einstellen. Nach dem Zünden des Lichtbogens steigt der Strom in der zuvor eingestellten Zeit ”Slope up” an (LED S leuchtet), bis der mit dem Regler AA eingestellt Wert erreicht wird. Die LED T leuchtet auf und das Display O zeigt den Strom an. Wenn während des Schweißens das Erfordernis besteht, den Strom zu senken, ohne den Lichtbogen zu löschen (z.B. zum Wechseln des Schweißzusatzes, zum Wechseln der Arbeitsstellung, für den Übergang von einer horizontalen Lage in eine vertikale Lage usw.), muss man den Brennertaster kurz drücken: Der Strom sinkt dann auf den zweiten gewählten Wert, die LED V leuchtet auf und die LED T erlischt. Um zum vorherigen Hauptstrom zurückzukehren, muss man den Brennertaster erneut kurz drücken: Die LED T leuchtet dann auf und die LED V erlischt. Zum Unterbrechen des Schweißvorgangs muss man den Brennertaster länger als 0,7 Sekunden gedrückt halten: Der Strom sinkt dann innerhalb des zuvor festgelegten Zeitintervalls ”Slope down” bis auf den Wert 0 (LED W leuchtet). Wenn man während des ”Slope down” den Brennertaster kurz drückt, kehrt man wieder zum niedrigeren der beiden eingestellten Stromwerte zurück. HINWEIS: Mit dem Ausdruck „KURZ DRÜCKEN“ ist eine Betätigungsdauer von maximal 0,5 s gemeint. M - LED. WIG-Impulsschweißen - 2-Takt (Handbetrieb). Bei Betätigung des Brennertasters steigt der Strom innerhalb des zuvor eingestellten Zeitintervalls „Slope up“ auf den Wert an, der mit dem Regler AA eingestellt wurde. Löst man den Brennertaster, sinkt der Strom innerhalb des zuvor eingestellten Zeitintervalls „Slope down“ wieder auf den Wert . Bei dieser Schaltstellung kann man den zusätzlichen Fußregler Art. 193 anschließen. N - LED. WIG-Impulsschweißen - 4-Takt (Automatikbetrieb). Diese Funktion unterscheidet sich von der vorherigen Funktion darin, dass sowohl das Zünden als auch das Löschen durch kurzes Drücken des Brennertasters gesteuert werden. PP - LED. WIG-Impulsschweißen mit Zweiwertschaltung - 4-Takt (Automatikbetrieb). Die Funktionsweise dieser Betriebsart entspricht der in Bezug auf die LED I beschriebenen Funktionsweise. Nach Einstellung des Impuls- und Grundstroms der ersten Stufe wird das Verhältnis zwischen diesen beiden Werten auch für die zweite Stufe beibehalten. AA - REGLER Zum Einstellen des Schweißstroms innerhalb eines Bereichs von 10 - 180 A bei MMA und von 5 - 220 A bei WIG. Außerdem bestehen in Verbindung mit Drucktaster P folgende Möglichkeiten: - Einstellen der zweiten Stromstufe V - Einstellen des “Slope up” S - Einstellen des “Slope down” W - Einstellen der Impulsfrequenz AE - Einstellen des Gasnachlaufs X - Einstellen der Stromfrequenz beim Wechselstromschweißen Q - Balanceregelung beim Wechselstromschweißen R U - Display Es zeigt Folgendes an: 1. Bei Wahl der Funktion MMA die Leerlaufspannung und bei Schweißen die Lastspannung an. 2. Beim WIG-Konstantstromschweißen, wenn der Brennertaster nicht gedrückt ist, das Kürzel PL (freies Programm). Beim WIG-Konstantstromschweißen, wenn der Brennertaster gedrückt ist, aber nicht geschweißt wird, die Leerlaufspannung. Beim WIG-Konstantstromschweißen, wenn der Brennertaster gedrückt ist, aber geschweißt wird, die Lastspannung. 3. Die numerischen Werte aller Größen (mit Ausnahme der Ströme), die mit dem Taster P gewählt werden . 4. Alle Kürzel des Menüs Dienstfunktionen. 5. Das blinkende Kürzel “OPn“ bei Auslösung des Ther mostaten. 6. Während der Wahl der freien oder gespeicherten Pro gramme die Kürzel PL…P01…P09. O - Display Es zeigt Folgendes an: 1. Im unbelasteten Zustand den voreingestellten Strom. 2. Im belasteten Zustand den Schweißstrom und seine Stufen. 3. Beim WIG-Impulsschweißen im belasteten Zustand abwechselnd die Ströme der verschiedenen Stufen. 4. Alle Größen und Werte des Menüs der Nebenfunktionen. AQ - WAHLTASTER Zum Auswählen und Speichern der Programme. Die Schweißmaschine kann neun Programme (P01 bis P09) abspeichern, die mit diesem Taster abgerufen werden können. Außerdem ist ein Arbeitsprogramm PL verfügbar. Wahl Betätigt man diesen Taster kurz, zeigt das Display U die Nummer des Programms an, das auf das Programm folgt, mit dem gerade gearbeitet wird. Wenn dieses Programm nicht gespeichert wurde, blinkt die Anzeige; andernfalls ist die Anzeige permanent. Speicherung (siehe Abs. 3.6) Drückt man nach Wahl des Programms den Drucktaster länger als 3 Sekunden, werden die Daten gespeichert. Zur Bestätigung hört die Anzeige der Programmnummer auf dem Display U auf zu blinken. P - WAHLTASTER Drückt man diesen Taster, leuchten nacheinander die folgenden LEDs auf: Achtung! Es leuchten nur die dem gewählten Schweißverfahren entsprechenden LEDs auf. Beispielsweise leuchtet beim WIG-Konstantstromschweißen nicht die LED Q für die Impulsfrequenz. Die einzelnen LEDs zeigen den Parameter an, der mit dem Regler AA innerhalb des Zeitraums, in dem die LED leuchtet, eingestellt werden kann. 5 Sekunden nach der letzten Änderung erlischt die betreffende LED. Es wird der Hauptschweißstrom angezeigt und die zugehörige LED T leuchtet auf. WÄHLBARE LEDS BEI DEN SCHWEISSVERFAHREN WIG DC (GLEICHSTROM) UND WIG AC (WECHSELSTROM): AL - LED Gasvorlauf Einstellbereich: 0,05 - 2,5 Sekunden. Dauer des Gasaustritts vor Beginn der Schweißung. S - LED Slope up. Dies ist das Zeitintervall, innerhalb dessen der Strom vom Mindestwert 23 auf den eingestellten Schweißstromwert ansteigt. (0 - 10 s) T - LED Hauptschweißstrom. V - LED Zweite Schweißstromstufe oder Grundstrom. Dieser Strom ist stets ein Prozentsatz 3.3. ALLGEMEINE HINWEISE Vor Gebrauch dieser Schweißmaschine die Normen CEI 26-23 / IEC-TS 62081 aufmerksam lesen. Außerdem sicherstellen, dass die Isolierung der Leitungen, der Elektrodenspannzange, der Steckdosen und der Stecker intakt ist und dass Querschnitt und Länge der Schweißleitungen mit dem verwendeten Strom verträglich sind. des Hauptstroms. AE - LED Impulsfrequenz (0,16-500 Hz). W - LED Slope down. Dies ist das Zeitintervall, innerhalb dessen der Strom den Mindestwert erreicht und der Lichtbogen gelöscht wird (0 - 10 s). X - LED Gasnachlauf. Zum Einstellen der Dauer des Gasaustritts nach Abschluss des Schweißvorgangs. (0 - 30 s) NUR BEI WAHL DES VERFAHRENS WIG AC (WECHSELSTROM) WÄHLBARE LEDS: LED AO Start Zum Einstellen des Levels für den „HotStart“ zum Optimieren der Zündung mit den verschiedenen Elektrodendurchmessern beim WIG-Wechselstromschweißen. Wenn diese LED aufleuchtet, zeigt das Display O einen Zahlenwert an, der sich auf die Elektrodendurchmesser bezieht. Der Benutzer kann mit dem Regler AA den von ihm verwendeten Durchmesser einstellen, um den Start zu optimieren. Einstellbereich: 0,5 bis 4,0. LED Q Hz Zum Einstellen der Frequenz des Wechselstroms. Einstellbereich: 50 bis 150 Hz. LED R Balanceregelung. Zum Einstellen des Prozentsatzes der negativen Halbwelle PEn (Einbrandtiefe) mit dem Regler AA; Einstellbereich 1 bis 10. Zum Einstellen des Prozentsatzes der positiven Halbwelle CLn (Reinigungseffekt) mit dem Regler AA; Einstellbereich 1 bis 10. Empfohlene Einstellung: 0. LED Y. LED für die Anzeige des einwandfreien Betriebs der Vorrichtung zum Schutz gegen Stromschlag. BC - 10-polige Steckvorrichtung An diese Steckvorrichtung werden die in Abschnitt 5 beschriebenen Fernregler angeschlossen. Zwischen den Stiften 3 und 6 befindet sich ein potentialfreier Kontakt für die Meldung der Zündung des Lichtbogens (max. 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 24 3.4. SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN (MMA) - Diese Schweißmaschine ist zum Schweißen mit allen Typen von umhüllten Elektroden mit Ausnahme von Elektroden mit Zelluloseumhüllungen (AWS 6010) geeignet. - Sicherstellen, dass sich der Schalter BE in Schaltstellung 0 befindet. Dann die Kabel unter Beachtung der vom Elektrodenhersteller angegebenen Polung anschließen. Außerdem die Klemme des Massekabels an das Werkstück so nahe wie möglich an der Schweißstelle anschließen und sicherstellen, dass ein guter elektrischer Kontakt gegeben ist. - Niemals gleichzeitig den Brenner oder die Elektrodenspannzange und die Masseklemme berühren. - Die Maschine mit dem Schalter BE einschalten. - Mit dem Taster AT das Schweißverfahren MMA wählen; die LED AW leuchtet dann. - Den Strom in Abhängigkeit vom Elektrodendurchmesser, der Schweißposition und der auszuführenden Art von Schweißverbindung einstellen. - Nach Abschluss des Schweißvorgangs stets das Gerät ausschalten und die Elektrode aus der Elektrodenspannzange nehmen. 3.5. WIG-SCHWEISSEN. Mit dem Verfahren WIG AC kann man Aluminium, Alulegierungen, Messing und Magnesium schweißen; mit dem Verfahren WIG DC kann man hingegen rostfreien Stahl, Eisen und Kupfer schweißen. Den Steckverbinder des Massekabels an den Pluspol (+) der Schweißmaschine und die Klemme an das Werkstück möglichst nahe bei der Schweißstelle anschließen; sicherstellen, dass ein guter elektrischer Kontakt gegeben ist. Den Hauptstromsteckverbinder des WIG-Brenners an den Minuspol (-) der Schweißmaschine anschließen. Den Steckverbinder der Steuerleitung des Schlauchpakets an die Steckvorrichtung BC der Schweißmaschine anschließen. Den Anschluss des Gasschlauchs des Schlauchpakets an den Anschluss BD der Maschine und den vom Druckminderer der Gasflasche kommenden Gasschlauch an den Gasanschluss BH anschließen. 3.5.1 Kühlaggregat (optional bei Art. 1341). Bei Gebrauch eines wassergekühlten Brenners das Kühlaggregat verwenden. Die Kühlschläuche des Schlauchpakets an die Anschlüsse des Kühlaggregats anschließen. Hierbei darauf achten, Druck- und Rückleitung nicht zu verwechseln. 3.5.1.2 Inbetriebnahme. Den Verschluss aufschrauben und den Behälter füllen (das Gerät enthält bei Lieferung rund einen Liter Flüssigkeit). Es ist wichtig, regelmäßig durch das Langloch zu kontrollieren, dass der Flüssigkeitspegel an der MAX-Markierung ist. Als Kühlflüssigkeit (vorzugsweise deionisiertes) Wasser mit Alkohol verwenden. Der Alkoholanteil ist in der nachstehenden Tabelle angegeben: Temperatur Wasser/Alkohol - 0°C bis -5°C 4l/1l - 5°C bis -10°C 3,8l/1,2l HINWEIS: Wenn die Pumpe trocken läuft, muss man die Leitungen entlüften. In diesem Fall die Stromquelle ausschalten, den Behälter füllen, einen Schlauch an den Anschluss ( ) anschließen und das andere Ende des Schlauchs in den Behälter eintauchen. Den Steckverbinder des Druckschalters und das Netzkabel an die Steckdosen BR und BQ anschließen. Die Stromquelle rund 10/15 Sekunden einschalten und dann die Schläuche wieder anschließen. Die Maschine einschalten. Für die Wahl der Betriebsart des Kühlaggregats siehe das Kapitel „MENÜ DIENSTFUNKTIONEN“. 3.5.2 Inbetriebnahme Keinesfalls spannungführende Teile und die Ausgangsklemmen berühren, wenn das Gerät gespeist ist. Beim ersten Einschalten der Maschine mit dem Taster E das Verfahren wählen und mit der Taste P und dem Regler AA die Schweißparameter einstellen. Achtung! Die Einstellungen für die LEDs AO = Start, Q = Hz und R = Balanceregelung können nur beim Verfahren TIG AC vorgenommen werden. Der Schutzgasfluss muss auf einen Wert (Liter/Minute) eingestellt werden, der ungefähr dem Sechsfachen des Elektrodendurchmessers entspricht. Bei Verwendung von Zubehör wie Gaslinsen kann der Gasvolumenstrom auf ungefähr das Dreifache des Elektrodendurchmessers gesenkt werden. Der Durchmesser der Keramikdüse muss dem Vier- bis Sechsfachen des Elektrodendurchmessers entsprechen. • Nach Abschluss der Schweißung das Gerät ausschalten und das Ventil der Gasflasche schließen. 3.5.3 Vorbereitung der Elektrode. Die Vorbereitung der Elektrodenspitze erfordert besondere Aufmerksamkeit. Die Elektrode leicht anschleifen, so dass sie vertikale Riefen aufweist (siehe Abb. 3). ACHTUNG: UMHERFLIEGENDE GLÜHENDE METALLPARTIKEL können zu Verletzungen führen, Brände verursachen und Ausrüstungen beschädigen. Eine VERUNREINIGUNG DES WOLFRAMS kann die Güte der Schweißung mindern. • Die Wolframelektrode ausschließlich mit einer Schleifmaschine mit geeigneter Schutzhaube formen. Hierbei Schutzausrüstung für das Gesicht, die Hände und den Körper tragen. • Die Wolframelektroden mit einem harten Schleifkörper mit feiner Körnung anschleifen, der nur zum Formen von Wolfram verwendet wird. • Die Wolframelektrodenspitze auf einer Länge, die dem 1,5- bis 2fachen des Elektrodendurchmessers entspricht, konisch anschleifen (Abb. 3). 1,5÷2 d 3.5.1.1 Beschreibung der Schutzeinrichtungen. - Schutzeinrichtung für die Überwachung des Kühlmitteldrucks. Diese Schutzfunktion wird von einem Druckschalter realisiert, der sich auf der Kühlmitteldruckleitung befindet und einen Mikroschalter steuert. Ein ungenügender Druck wird durch das blinkende Kürzel H2O auf dem Display U signalisiert. Fig. 3 d 3.6. SPEICHERN Die Programme werden durch kurzes bzw. langes Drücken des Tasters AQ aufgerufen und gespeichert: Kurzes Drücken zum Aufrufen und langes Drücken zum Speichern. Programme (Speicher), die auf dem Display U blinkend angezeigt werden, sind frei; wenn die Anzeige nicht blinkt, enthalten die Programme schon Daten. 3.6.1. Speichern der Daten von Programm PL Bei erstmaliger Verwendung der Maschine Die Arbeitsprogramme und Speicher (P01… usw.) werden stets auf dem Display U angezeigt und durch kurzes Drücken des Tasters AQ gewählt. Nach Festlegung des zu speichernden Parametersatzes kurz den Taster AQ drücken. Auf dem Display U erscheint dann das blinkende Kürzel P01 und auf dem Display O erscheinen drei Bindestriche (---). Den Taster AQ länger als 3 Sekunden drücken. Das Kürzel P01 hört dann auf zu blinken und ein akustisches Signal bestätigt den Speichervorgang. Zum Wählen eines anderen Programms den Taster AQ drücken, bis auf dem Display U die Nummer des gewünschten Programms erscheint. 3.6.2. Speichern in einem freien Programm Zum Ändern und Speichern eines gewählten Programms verfährt man wie folgt: Den Taster AQ kurz drücken und die gewünschte Programmnummer wählen. Die freien Programme erkennt man daran, dass ihr Kürzel blinkt. 25 Mit dem Taster AT das Schweißverfahren und mit dem Taster E die Betriebsart wählen. Mit dem Regler AA den Schweißstrom einstellen. Wenn das WIG-Verfahren gewählt wurde, die LED X (Gasnachlauf) mit Taster P einschalten und mit dem Regler AA den gewünschten Wert einstellen. Wenn nach diesen zum Speichern erforderlichen Einstellungen die Slope-Zeiten oder anderes eingestellt werden sollen, wie im entsprechenden Abschnitt beschrieben verfahren. Zum Speichern in dem zuvor gewählten Programm den Taster AQ länger als 3 Sekunden gedrückt halten, bis die Nummer des Programms zu blinken aufhört. 3.6.3 Speichern ausgehend von einem schon gespeicherten Programm. Ausgehend von einem schon gespeicherten Programm kann der Benutzer die Daten im Speicher ändern, um das Programm zu aktualisieren oder um neue Parameterwerte festzulegen, die in einem anderen Programm gespeichert werden sollen. 3.6.3.1 Aktualisieren Nach Einschaltung der Maschine die zu ändernden Parameter wählen und modifizieren. Während dem Ändern beginnt das Kürzel des gewählten Programms zu blinken. Den Taster AQ länger als 3 Sekunden drücken. Auf dem Display O erscheint dann das Kürzel Sto. Den Taster AQ länger als 3 Sekunden drücken. Das Kürzel des Programms hört dann auf zu blinken und ein akustisches Signal bestätigt den Speichervorgang. 3.6.3.2 Speichern in einem neuen Programm. Nach Einschaltung der Maschine die zu ändernden Parameter wählen und modifizieren. Den Taster AQ kurz drücken, bis das gewünschte Programm angezeigt wird. Den Taster AQ länger als 3 Sekunden gedrückt halten, bis die Ausführung des Speichervorgangs bestätigt wird (das Kürzel des Programms blinkt nicht mehr, sondern wird ständig angezeigt). 3.6.4 Löschen eines gespeicherten Programms. Das zu löschende Programm (Speicher) wählen. Den Taster AQ länger als 3 Sekunden drücken; auf dem Display O erscheint dann das Kürzel Sto. Den Regler AA drehen, bis das Kürzel dEL erscheint. Den Taster AQ länger als 3 Sekunden drücken; das Kürzel beginnt dann zu blinken. 4 MENÜ DER DIENSTFUNKTIONEN Zum Aufrufen dieses Untermenüs den Taster P gedrückt halten und kurz den Taster AQ drücken. Zum Verlassen des Menüs den oben beschriebenen Vorgang wiederholen. Die verschiedenen Dienstfunktionen wählt man durch kurzes Drücken des Tasters AQ. Die mit dem Taster AQ gewählten Funktionen kann man mit dem Regler AA ändern. Nur bei Verwendung des Verfahrens WIG sichtbare Funktionen. 26 4.1. STEUERUNG DES KÜHLAGGREGATS Das Display U zeigt das Kürzel H20 an und das Display O das Kürzel OFF (Fabrikeinstellung). Mit dem Regler AA die Funktionsweise wählen: - OFF = ausgeschaltet. - ON C = immer eingeschaltet. - ON A = automatische Einschaltung. Beim automatischen Betrieb wird das Kühlaggregat beim Einschalten der Maschine für 30 Sekunden eingeschaltet und dann wieder ausgeschaltet. Die Kühlung wird bei Betätigung des Brennertasters eingeschaltet und 3 Minuten nach Lösen des Brennertasters wieder ausgeschaltet. Wenn der Kühlmitteldruck ungenügend ist, gibt die Stromquelle keinen Strom ab und auf dem Display U erscheint die blinkende Anzeige H2O. 4.2 SP PUNKTSCHWEISSEN UND INTERVALL SCHWEISSEN. Diese Funktion wird beim Schweißen im 2-Takt-Betrieb (LED G) oder im 4-Takt-Betrieb (LED H) aktiviert, wenn die Hochfrequenz-Zündung (LED L) gewählt wird. Mit dem Taster AQ das Kürzel SP (spot) auf dem Display U wählen. Auf dem Display O erscheint das Kürzel OFF. Mit dem Regler AA auf ON einstellen, um die Funktion zu aktivieren. Den Taster AQ kurz drücken, um das Kürzel tSP zu wählen. 4.2.1 tSP (Punktschweißzeit) Auf dem Display U erscheint das Kürzel tSP; das Display O zeigt eine Zeit von 1 Sekunde an. Mit dem Regler AA kann man die gewünschte Zeit im Bereich von 0,1 bis 25 Sekunden einstellen. Zum Einstellen des Intervall-Betriebs (Schweißen mit automatischer Pausenzeit) den Taster AQ kurz drücken und das Kürzel „tin“ wählen. 4.2.2 tin (Pausenzeit) Das Display O zeigt das Kürzel OFF an. Mit dem Regler AA die Pausenzeit einstellen (Einstellbereich: 0,1 bis 25 s). 4.3 PDU - EINSCHALTDAUER IMPULSBETRIEB (nur beim Impulsschweißen aktiviert). Dies ist die Dauer des gewählten höchsten Stroms beim Impulsschweißen. Sie wird als Prozentwert der von der Frequenz vorgegebenen Periode angegeben (Fabrikeinstellung 50%). Einstellbereich: 10% bis 90%. 4.4 SC (ANFANGSSTROM). Bei allen WIG-Verfahren immer aktiviert. Höhe des Anfangsstrom, mit dem der Schweißprozess beginnt. Diese Funktion findet besonders Anwendung beim Wechselstromschweißen mit dicken Elektroden und Anstiegsrampe (Slope up). Sie regelt den Mindestpegel des Fußreglers Art. 193. Fabrikeinstellung: 25%. Einstellbereich: Minimum 1% Maximum 100% 4.5 CRA (ABSCHLIESSENDES KRATERFÜLLEN). Mit dem Taster AQ das Kürzel CrA auf dem Display U wählen. Auf dem Display O erscheint das Kürzel OFF. Mit dem Regler AA auf ON einstellen, um die Funktion zu aktivieren. Den Taster AQ kurz drücken, um das Kürzel CrC zu wählen. 4.5.1 CrC (Kraterfüllstrom) Dieser Strom ist ein Prozentanteil des Schweißstroms und der Endstrom des Schweißprozesses. Fabrikeinstellung: 50% Einstellbereich: Minimum 10% Maximum 100% Art. 1262 Brenner BINZEL “ABITIG 200” Up/Down (200A – 35%) – m 4 Art. 1256 Wassergekühlter Brenner BINZEL “ABITIG 450 W” (450A) – m 4 Art. 1258 Wassergekühlter Brenner BINZEL “ABITIG 450 W Up/Down” (450A) – m 4 Art. 1656 Transportwagen für Stromquelle. Art. 1281.03 Zubehör für das Elektrodenschweißen Art. 1341 Kühlaggregat Art. 1192 Art. 187 (für das MMA-Schweißen) Art. 1180 Steckdose für den gleichzeitigen Anschluss des Brenners und des Fußreglers. Mit diesem Zubehör kann Art. 193 bei allen WIG-Schweißverfahren verwendet werden. Die Stellteile, die ein Potentiometer einschließen, regeln den Schweißstrom vom Minimum bis zum maximalen, mit Regler AA eingestellten Strom. Die Stellteile mit UP/DOWN-Steuerung regeln den Schweißstrom vom Minimum bis zum Maximum. 6 WARTUNG 4.5.2 tCr (Kraterfüllzeit) Dauer der Aufrechterhaltung des Kraterfüllstroms. Fabrikeinstellung: 0,5 s. Einstellbereich: Minimum 0,0 s Maximum 30 s Nur bei Verwendung des Verfahrens MMA sichtbare Funktionen. 4.6 HS (PROZENTSATZ DES HOT-START-STROMS) Dies ist ein Überstrom, der den Schweißstart optimiert. Fabrikeinstellung: 50% Einstellbereich: Minimum 0% Maximum 100% 4.7 THS (DAUER DES HOT-START-STROMS) Fabrikeinstellung: 0,15 s. Einstellbereich: Minimum 0 s Maximum 0,5 s 4.8 AF (PROZENTSATZ DES ARC-FORCE-STROMS) Dieser Strom regelt den Werkstoffübergang. Fabrikeinstellung: 30% Einstellbereich: Minimum 0% Maximum 100% Alle Wartungsarbeiten müssen von einem Fachmann in Einklang mit der Norm CEI 26-29 (IEC 60974-4) ausgeführt werden. 6.1 WARTUNG DER STROMQUELLE Für Wartungseingriff innerhalb des Geräts sicherstellen, dass sich der Schalter BE in der Schaltstellung “O” befindet und dass das Netzkabel vom Stromnetz getrennt ist. Ferner muss man den Metallstaub, der sich im Gerät angesammelt hat, in regelmäßigen Zeitabständen mit Druckluft entfernen. 6.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF Nach Ausführung einer Reparatur darauf achten, die Verdrahtung wieder so anzuordnen, dass eine sichere Isolierung zwischen Primär- und Sekundärseite des Geräts gewährleistet ist. Sicherstellen, dass die Drähte nicht mit beweglichen Teilen oder mit Teilen, die sich während des Betriebs erwärmen, in Berührung kommen können. Alle Kabelbinder wieder wie beim Originalgerät anbringen, damit es nicht zu einem Schluss zwischen Primär- und Sekundärkreis kommen kann, wenn sich ein Leiter löst oder bricht. Außerdem die Schrauben mit den gezahnten Unterlegscheiben wieder wie beim Originalgerät anbringen. 5 FERNREGLER UND ZUBEHÖR Zum Regeln des Schweißstroms können an diese Schweißmaschine folgende Fernregler angeschlossen werden: Art. 193 Fußregler (für das WIG-Schweißen) Art. 1260 Brenner BINZEL “ABITIG 200” (200A-35%) m 4 27 MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. 1 PRÉCAUTIONS DE SÉCURITÉ COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 60974-10(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code.3.300758 BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. · Le courant électrique traversant n’importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l’exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l’opérateur, le câble de la pince porte-électrode ou de la torche doit être égale ment à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. 28 ÉLIMINATION D’ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 1.1 PLAQUETTE DES AVERTISSEMENTS Le texte numéroté suivant correspond aux cases numérotées de la plaquette. B. Les galets entraînement fil peuvent blesser les mains. C. Le fil de soudure et le groupe entraînement fil sont sous tension pendant le soudage. Ne pas approcher les mains ni des objets métalliques. 1. Les décharges électriques provoquées par l’électrode le câble peuvent être mortelles. Se protéger de manière adéquate contre les décharges électriques. 1.1 Porter des gants isolants. Ne pas toucher l’électrode avec les mains nues. Ne jamais porter des gants humides ou endommagés. 1.2 S’assurer d’être isolés de la pièce à souder et du sol 1.3 Débrancher la fiche du cordon d’alimentation avant de travailler sur la machine. 2. L’inhalation des exhalations produites par la soudure peut être nuisible pour la santé. 2.1 Tenir la tête à l’écart des exhalations. 2.2 Utiliser un système de ventilation forcée ou de déchargement des locaux pour éliminer toute exhalaison. 2.3 Utiliser un ventilateur d’aspiration pour éliminer les exhalations. 3. Les étincelles provoquées par la soudure peuvent causer des explosions ou des incendies. 2.2 Le poste à souder est construit selon ces normes: IEC 60974-1 / IEC 60974-10 (CL. A) / IEC 61000-3-12 / 61000-3-11 (voir remarque 2). N°. Numéro matricule à citer toujours pour toute question concernant le poste à souder. f Convertisseur statique de fréquence monophaf sé transformateur - redresseur. Caractéristique descendante. SMAW. Indiqué pour la soudure avec électrodes revêtues. TIG Indiqué pour soudure TIG U0. Tension à vide secondaire X. Facteur de marche en pour cent. % de 10 minutes pendant lesquelles le poste à souder peut opérer à un certain courant sans causer des surchauffes. I2. Courant de soudure U2. Tension secondaire avec courant I2 U1. Tension nominale d’alimentation. La machine est pourvue de sélection automatique de la tension d’alimentation. 1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz I1 max. C’est la valeur maximale du courant absorbé. I1 eff. C’est la valeur maximale du courant effectif absorbé en considérant le facteur de marche. IP23S Degré de protection estimée pour le logement. Degré 3 en tant que deuxième chiffre signifie que cet appareil peut être entreposé, mais il ne peut pas être utilisé à l’extérieur en cas de précipitations à moins qu’il n’en soit protégé. Indiqué pour opérer dans des milieux avec S risque accru. REMARQUES : 1- En outre, la machine est indiquée pour opérer dans des milieux avec degré de pollution 3. (Voir IEC 60664). 2- Cet équipement est conforme à la norme IEC 610003-11 à condition que l’impédance admissible maximum Zmax de l’installation, mesurée dans le point de raccordement entre l’installation de l’utilisateur et le réseau de transport électrique, soit inférieure ou égale à 0,294. C’est l’installateur ou l’utilisateur de l’équipement qui a la responsabilité de garantir, en contactant éventuellement le gestionnaire du réseau de transport électrique, que l’équipement est branché à une source d’alimentation dont l’impédance admissible maximum Zmax est inférieure ou égale à 0,294. 1 3.1 Tenir les matières inflammables à l’écart de la zone de soudure. 3.2 Les étincelles provoquées par la soudure peuvent causer des incendies. Maintenir un extincteur à proximité et faire en sorte qu’une personne soit toujours prête à l’utiliser. 3.3 Ne jamais souder des récipients fermés. 4. Les rayons de l’arc peuvent irriter les yeux et brûler la peau. 4.1 Porter un casque et des lunettes de sécurité. Utiliser des dispositifs de protection adéquats pour les oreilles et des blouses avec col boutonné. Utiliser des masques et casques de soudeur avec filtres de degré approprié. Porter des équipements de protection complets pour le corps. 5. Lire la notice d’instruction avant d’utiliser la machine ou avant d’effectuer toute opération. 6. Ne pas enlever ni couvrir les étiquettes d’avertissement 2 DESCRIPTIONS GÉNÉRALES 2.1 SPÉCIFICATIONS Ce poste à souder est un générateur en courant continu constant obtenu par technologie INVERTER conçu pour souder les électrodes enrobées (exception faite pour le type cellulosique) et avec procédé TIG avec allumage à contact et haute fréquence. Ne pas l’utiliser pour dégeler des tuyaux. EXPLICATION DES DONNÉES TECHNIQUES INSCRITES SUR LA PLAQUETTE DE LA MACHINE. 2 2.3 DESCRIPTION DES PROTECTIONS 2.3.1 Protection thermique Cette machine est protégée par une sonde de température empêchant le fonctionnement de la machine au dépassement des températures admises. L’intervention du thermostat est signalée par l’allumage du sigle «OPn» sur l’afficheur « U » placé sur le tableau de contrôle. 29 2.3.2 - Protection de blocage Ce poste à souder est équipé de plusieurs protections qui bloquent la machine pour éviter tout risque de dommages. L’intervention de chaque protection est signalée par l’allumage du sigle «Err» sur l’afficheur U et par un numéro visualisé sur l’afficheur O. Si un niveau bas d’eau est signalé pour le groupe de refroidissement, le sigle H2O clignotant sera visualisé sur l’afficheur U. 3 MISE EN SERVICE Assurez-vous que l’alimentation du voltage corresponde bien à la valeur indiquée sur la plaquette des données techniques du poste à souder. Brancher une fiche de capacité suffisante sur le cordon d’alimentation en s’assurant que le conducteur vert/jaune est relié à la borne de terre. La capacité de l’interrupteur magnétothermique ou des fusibles, en série à l’alimentation, doit être égale au courant I1 absorbé par la machine. plein respect de la loi sur la prévention des accidents (CEI 26-23 / IEC-TS 62081) 3.2 DESCRIPTION DE LA MACHINE (FIG. 1) BA) Borne de sortie négative (-). BB) Borne de sortie positive (+). BC) Connecteur pour le bouton de la torche TIG. Brancher les fils du bouton de la torche sur les broches 1 et 9. BD) Raccord (1/4 gaz). Pour connecter le tuyau gaz de la torche TIG. BE) Interrupteur général. BG) Cordon d’alimentation. BH) Raccord alimentation gaz. BO) Connecteur type DB9 (RS 232). À utiliser pour mettre au jour les programmes des microprocesseurs. BQ) Prise câble de secteur. BR) Prise pressostat. 3.3 DESCRIPTION DU PANNEAU (Fig.1). 3.1. MISE EN ŒUVRE L’installation de cette machine doit être faite par du personnel expert. Tous les raccordements doivent être exécutés conformément aux normes en vigueur et dans le AW AV AX H I AT E P AO Q R AA AL S G F M L U N Touche de procédé AT. La sélection est signalée par l’allumage de l’un des voyants AX, AV ou bien AW. AQ PP BG BQ Y O T BO W X V AE BD BC BA BB BR Fig. 1 30 BE BH Voyant AX Voyant AV Voyant AW Touche de mode E. La sélection est signalée par l’allumage d’un des voyants F, G, H, I, L, M, N, ou bien PP. En mode TIG, les voyants allumés seront toujours deux, un indiquant le mode d’allumage HF ou à contact et l’autre indiquant le mode continu ou pulsé avec commande 2 ou 4 temps. À chaque pression de cette touche, le voyant de la sélection correspondante s’allume. L’allumage des voyants correspondant aux symboles visualisent votre choix : F – VOYANT. Soudure TIG avec allumage de l’arc sans haute fréquence. Pour amorcer l’arc, appuyer sur le bouton de la torche, toucher avec l’électrode de tungstène la pièce à souder et la soulever. Le mouvement doit être ferme et rapide (0,3 sec.). L - VOYANT. Soudure TIG avec allumage de l’arc haute fréquence. Pour amorcer l’arc, appuyer sur le bouton de la torche, une étincelle pilote haute tension/fréquence amorcera l’arc. G - VOYANT. Soudure TIG-continue-2 temps (manuelle). Le bouton étant appuyé, le courant commence à augmenter pendant un temps correspondant au «slope up», réglé au préalable, jusqu’à revenir à atteindre la valeur enregistrée avec le bouton AA. Au relâchement du bouton, le courant commence à diminuer pendant un temps correspondant au «slope down», réglé au préalable, jusqu’à revenir à zéro. Dans cette position, il est possible de relier l’accessoire commande à pédale ART. 193. H - VOYANT. Soudure TIG-continue-4 temps (automatique). Ce programme diffère du précédent car tant l’allumage que l’arrêt sont commandés en appuyant et relâchant le bouton de la torche. 4 Temps spécial (Automatique). Cette fonction peut être utilisée avec : - double niveau de courant 4 temps - pulsé 4 temps - pulsé double niveau de courant 4 temps Il permet de conserver le courant de cratère (CrC) à la fin de la soudure jusqu’à quand le bouton torche reste appuyé. Pour réaliser ce 4 temps il faut que la fonction remplissage du cratère final (CrA) soit ON et que le temps du courant de cratère (tCr) soit 0,0. La soudure commence en appuyant et relâchant immédiatement le bouton torche. Le courant de démarrage est le courant réglé par le paramètre SC, la rampe de montée suit, et on obtient le courant de soudure. Pour terminer la soudure, l’opérateur appuie et maintient appuyé le bouton torche, la machine effectue la rampe de descente (slope down) pour atteindre le courant de cratère (CrC), qui restera actif jusqu’au relâchement du bouton de la torche, voir fig. (2). Fig. 2 I-VOYANT. Soudure TIG-continue avec double niveau de courant- 4 temps (automatique). Avant d’amorcer l’arc, enregistrer les deux niveaux de courant : Premier niveau : appuyer sur la touche P jusqu’à faire allumer le voyant T et régler ensuite la valeur du courant principal à l’aide du bouton AA. Deuxième niveau : appuyer sur la touche P jusqu’à faire allumer le voyant V et régler ensuite la valeur du courant à l’aide du bouton AA. Après l’allumage de l’arc, le courant commence à augmenter pendant un temps correspondant au «slope up», (voyant Sallumé), réglé au préalable, jusqu’à atteindre la valeur enregistrée avec le bouton AA. Le voyant T s’allume et l’afficheur O le visualise. Si pendant la soudure il faut réduire le courant sans arrêter l’arc (par exemple pour changer de métal d’apport, de position de travail, pour passer d’une position horizontale à une verticale, etc…), appuyer sur le bouton de la torche et le relâcher immédiatement ; le courant se porte à la deuxième valeur sélectionnée, le voyant V s’allume et le voyant T s’éteint. Pour revenir au courant principal précédent, répéter l’action de pression et de relâchement du bouton de la torche ; le voyant T s’allume alors que le voyant V s’éteint. Pour arrêter la soudure dans un moment quelconque, appuyer sur le bouton de la torche pendant un temps supérieur à 0,7 secondes et le relâcher ; le courant commence à descendre jusqu’à la valeur zéro pendant le temps de «slope down» réglé au préalable (voyant W allumé). En appuyant sur le bouton de la torche et en le relâchant immédiatement pendant la phase de «slope down» on revient au courant le plus bas parmi les valeurs enregistrées. N.B. L’expression «APPUYER ET RELÂCHER IMMEDIATEMENT» se réfère à un temps maximum de 0,5 sec. M - VOYANT. Soudure TIG-pulsée-2 temps (manuelle). Le bouton étant appuyé, le courant commence à augmenter pendant un temps correspondant au «slope up», 31 réglé au préalable, jusqu’à revenir à atteindre la valeur enregistrée avec le bouton AA. Au relâchement du bouton, le courant commence à diminuer pendant un temps correspondant au «slope down», réglé au préalable, jusqu’à revenir à zéro. Dans cette position, il est possible de relier l’accessoire commande à pédale ART. 193. N - VOYANT. Soudure TIG-pulsée-4 temps (automatique). Ce programme diffère du précédent car tant l’allumage que l’arrêt sont commandés en appuyant et relâchant le bouton de la torche PP - VOYANT. Soudure TIG-pulsée avec double niveau de courant- 4 temps (automatique). Le système du mode de soudure est le même que celui décrit pour le voyant I. Après avoir réglé les courants de crête à la base du premier niveau, le rapport entre les deux sera maintenu également dans le deuxième niveau. AA - BOUTON Règle le courant de soudure de 10-180A en MMA et de 5-220A en TIG. En outre, avec la touche P il est possible de : - régler le deuxième niveau de courant V - régler le «slope up» S - régler le «slope down» W - régler la fréquence de pulsation AE - régler le post-gaz X - régler la fréquence du courant alternatif en soudure AC Q - régler l’équilibre de l’onde en soudure ACR 2. 3. 4. 5. 6. U - Afficheur Visualise : 1. En MMA, la tension à vide ; pendant la soudure, la tension en charge. En TIG continu, sans appuyer sur le bouton torche, le sigle PL (programme libre) . En TIG continu, en appuyant sur le bouton torche, mais sans souder, la tension à vide. En TIG continu, en appuyant sur le bouton torche, mais pendant le soudage, la tension en charge. Affichage des valeurs numériques de toutes les grandeurs, exception faite pour les courants, sélectionnées à l’aide du bouton P . Affichage de tous les sigles du menu fonctions de service. Le sigle «OPn clignotant lors de l’intervention du thermostat. Pendant la sélection des programmes libres ou mémorisés, les sigles PL …P01…P09. O - Afficheur Visualise : 1. Dans des conditions de vide, le courant préétabli. 2. Dans de conditions de charge, le courant de soudure et ses niveaux. 3. En TIG pulsé, en charge, l’alternance des courants 32 dans les relatifs niveaux. 4. Affichage de toutes les grandeurs et les valeurs du menu des deuxièmes fonctions. AQ - SÉLECTEUR Sélectionne et mémorise les programmes. Le poste à souder a la possibilité de mémoriser neuf programmes de soudure P01…..P09 et de les rappeler au moyen de ce bouton. Un programme de travail PL est également disponible. Sélection En appuyant brièvement sur ce bouton, l’afficheur U visualise le numéro du programme successif à celui en cours d’exécution. Si aucun programme n’a été mémorisé, l’inscription sera clignotante, autrement sera fixe. Mémorisation (voir par.3.6) Après avoir sélectionné le programme, en appuyant sur le bouton pendant un temps supérieur à 3 secondes, les données sont mémorisées. Pour confirmer cette mémorisation, le numéro du programme visualisé sur l’afficheur U cessera de clignoter. P – SÉLECTEUR En appuyant sur ce bouton, les voyants suivants s’allument en succession : Attention : seulement les voyants se référant au mode de soudure choisi s’allumeront ; par exemple, en soudure TIG continu, le voyant Q ne s’allumera pas car il représente la fréquence de pulsation. Chaque voyant indique le paramètre pouvant être réglé au moyen du bouton AA pendant le temps d’allumage du même voyant. 5 secondes après la dernière variation, le voyant concerné s’éteint ; le courant de soudure principal est indiqué et le correspondant voyant T s’allume. VOYANTS SELECTIONNABLES EN SOUDURE TIG DC (COURANT CONTINU) ET EN SOUDURE TIG AC (COURANT ALTERNATIF) : AL – Voyant Pré-gaz. Plage de réglage 0,05-2,5 secondes. Temps de sortie du gaz avant le début de la soudure. S - Voyant Slope up. C’est le temps pendant lequel le courant atteint, en partant de la valeur minimale, la valeur de courant programmée. (0-10 sec.) T – Voyant courant de soudure principal. V – Voyant deuxième niveau de courant de soudure ou de base. Ce courant est toujours un pourcentage du courant principal. AE – Voyant fréquence de pulsation (0,16-500 Hz). W - Voyant Slope down. C’est le temps pendant lequel le courant atteint la valeur minimale et l’arc s’arrête. (0-10 sec.) X - Voyant Post-gaz. Règle le temps de sortie du gaz à la fin de la soudure. (0-30 sec.) VOYANTS SELECTIONNABLES UNIQUEMENT EN SOUDURE TIG AC (COURANT ALTERNATIF) : Voyant AO Start Règle le niveau de «hot-start» afin d’optimiser les allumages en TIG AC pour chaque diamètre d’électrode. Lors de l’allumage de ce voyant, l’afficheur O affichera une valeur numérique se référant aux diamètres d’électrode ; l’opérateur peut, au moyen du bouton AA, indiquer le diamètre employé et obtenir immédiatement un bon démarrage. Plage de réglage de 0,5 à 4,0. Voyant Q Hz Règle la fréquence du courant alternatif. Plage de réglage 50 ÷ 150 Hz. Voyant R Réglage de l’équilibre de l’onde. Règle le pourcentage de la demi-onde négative Pen (pénétration) à l’aide du bouton AA, la valeur pouvant varier de 1 à 10. Règle le pourcentage de la demi-onde positive CLn (nettoyage) à l’aide du bouton AA, la valeur pouvant varier de 1 à 10. La valeur enregistrée et conseillée est 0. Voyant Y Voyant indiquant le correct fonctionnement du dispositif qui réduit le risque de décharges électriques. BC – Connecteur 10 pôles Pour le branchement des commandes à distance décrites au paragraphe 5. Entre les broches 3 et 6 il y a un contact propre qui signale l’allumage de l’arc (Maxi 0,5 A - 125 VAC / 0,3 A 110 VDC / 1A - 30 VDC). 3.3. NOTES GÉNÉRALES Avant d’utiliser ce poste à souder, lire attentivement les normes CEI 26-23 / IEC-TS 62081 et vérifier également l’intégrité de l’isolation des câbles, des pinces porteélectrodes, des prises et des fiches et que la section et la longueur des câbles de soudure sont compatibles avec le courant utilisé. 3.4. SOUDURE AVEC ÉLECTRODES ENROBÉES (MMA) - Ce poste à souder est indiqué pour la soudure de tout type d’électrode enrobée, exception faite pour le type cellulosique (AWS 6010). - S’assurer que l’interrupteur BE est en position 0 et ensuite relier les câbles de soudure tout en respectant la polarité demandée par le fabricant des électrodes employées et brancher la borne du câble de masse sur la pièce aussi proche que possible de la soudure en s’assurant qu’il y a un bon contact électrique. - Ne pas toucher la torche ou la pince porte-électrode et la borne de masse en même temps. - Mettre la machine en marche à l’aide de l’interrupteur BE. - Sélectionner, au moyen du bouton AT, le procédé MMA, voyant AW allumé. - Régler le courant selon le diamètre de l’électrode, la position de soudure et le type de joint à exécuter. - Le soudage étant terminé, arrêter toujours la machine et enlever l’électrode de la pince porte-électrode. 3.5. SOUDURE TIG En sélectionnant le procédé TIG AC il est possible de souder l’aluminium, les alliages d’aluminium, le laiton et le magnésium alors qu’en sélectionnant TIG DC il est possible de souder l’acier inoxydable, le fer et le cuivre. Brancher le connecteur du câble de masse sur le pôle plus (+) du poste à souder et la borne sur la pièce aussi proche que possible de la soudure en s’assurant qu’il y a un bon contact électrique. Brancher le connecteur de puissance de la torche TIG sur le pôle moins (-) du poste à souder. Brancher le connecteur de commande de la torche sur le connecteur BC du poste à souder. Brancher le raccord du tuyau gaz de la torche sur le raccord BD de la machine et le tuyau gaz sortant du détendeur de pression de la bouteille sur le raccord gaz BH. 3.5.1 Groupe de refroidissement (optionnel pour l’Art. 1341). Lorsqu’on emploie une torche refroidie par eau, utiliser le groupe de refroidissement. Insérer les tuyaux de refroidissement de la torche dans les raccords du groupe de refroidissement en veillant à respecter l’entrée et la sortie. 3.5.1.1 Description des protections. - Protection pression liquide de refroidissement. Cette protection est réalisée au moyen d’un pressostat, inséré dans le circuit de refoulement du liquide, qui commande un micro-interrupteur. La pression insuffisante est signalée par le sigle H2O clignotant sur l’afficheur U. 3.5.1.2 Mise en œuvre. Desserrer le bouchon et remplir le réservoir (la machine est fournie avec un litre environ de liquide). Il est important de contrôler périodiquement, à travers la fente, que le liquide est maintenu au niveau «maxi». Comme liquide de refroidissement utiliser de l’eau (de préférence de type dé-ionisé) mélangée avec alcool dans un pourcentage défini selon le tableau suivant : température eau/alcool de 0°C à -5°C 4l/1l 33 de -5°C à -10°C 3,8l/1,2l NB Si la pompe tourne sans liquide de refroidissement, il faut enlever l’air des tuyaux. Pour ce faire, arrêter le générateur, remplir le réservoir, brancher un tuyau sur le raccord ( ) et insérer l’autre extrémité du tuyau dans le réservoir. Insérer le connecteur du pressostat et le câble de secteur dans les prises BR et BQ Mettre en marche le générateur pendant 10/15 secondes environ et ensuite relier les tuyaux de nouveau. Mettre en marche la machine. Pour sélectionner le mode de fonctionnement du groupe de refroidissement, voir le chapitre « MENU FONCTIONS DE SERVICE». 3.5.2 Mise en œuvre Ne pas toucher les pièces sous tension et les bornes de sortie lorsque la machine est alimentée. À la première mise en marche de la machine, sélectionner le mode au moyen du bouton E et les paramètres de soudure à l’aide de la touche P et du bouton AA. Attention ! Les réglages pour les voyants AO = start, Q = Hz, R = équilibre de l’onde ne peuvent être sélectionnés qu’en TIG AC. Le débit de gaz inerte doit être réglé à une valeur (exprimée en litres par minute) d’environ 6 fois le diamètre de l’électrode. Lorsqu’on utilise des accessoires tels que le Gas-lens, le débit de gaz peut être réduit à environ 3 fois le diamètre de l’électrode. La buse céramique doit avoir un diamètre de 4 à 6 fois le diamètre de l’électrode. • Le soudage étant terminé, se rappeler toujours d’arrêter la machine et de fermer la soupape de la bouteille du gaz. 1,5÷2 d 3.5.3 Préparation de l’électrode. Une attention particulière doit être prêtée à la préparation de la pointe de l’électrode. La meuler de façon à ce qu’elle présente des rayures verticales, comme indiqué dans la fig. 3. Fig. 3 d ATTENTION : DES PIÈCES MÉTALLIQUES VOLATILES INCANDESCENTES peuvent blesser le personnel, provoquer des incendies et endommager les équipements ; LA CONTAMINATION PAR TUNGSTÈNE peut réduire la qualité de la soudure. • Ne façonner l’électrode de tungstène qu’avec une machine à meuler pourvue de carters de protection tout en utilisant des protections pour le visage, les mains et le corps. 34 • Façonner les électrodes de tungstène à l’aide d’une meule abrasive dure à grain fin, utilisée uniquement pour façonner le tungstène. • Meuler l’extrémité de l’électrode de tungstène en forme conique pour une longueur de 1,5 à 2 fois le diamètre de l’électrode. (fig. 3) 3.6. MÉMORISATION Les programmes à mémoriser, leur rappel et mémorisation sont commandées par une pression courte ou longue du bouton AQ. Pression courte égale à sélection, pression longue égale à mémorisation. Les programmes à mémoriser (mémoires) visualisés sur l’afficheur U, si clignotants sont libres, si non clignotants contiennent déjà des données de mémoire. 3.6.1. Mémoriser les données du programme PL En utilisant la machine pour la première fois Les programmes de travail et les mémoires (P01… etc.) sont toujours visualisés sur l’afficheur U, leur sélection étant commandée par une pression courte sur le bouton AQ L’ensemble des paramètres à mémoriser étant défini, appuyer brièvement sur le bouton AQ : l’afficheur U visualise alors le sigle P01 clignotant et l’afficheur O visualise trois lignes (---) ; appuyer sur le bouton AQ pendant un temps supérieur à 3 secondes jusqu’à ce que le sigle P01 cesse de clignoter ; à ce moment, un signal acoustique signale que la mémorisation a eu lieu. Si l’on veut choisir un programme différent, appuyer sur le bouton AQ jusqu’à ce que l’afficheur U visualise le numéro du programme choisi. 3.6.2. Mémoriser d’un programme libre L’opérateur peut modifier et mémoriser un programme choisi d’après la procédure suivante : Appuyer brièvement sur le bouton AQet sélectionner le numéro choisi. Les programmes libres ont le sigle clignotant. Appuyer sur le bouton AT et choisir le procédé de soudure ; au moyen du bouton E choisir le mode. Tourner le bouton AA et enregistrer le courant de soudure. Si le procédé TIG a été sélectionné, activer le voyant X (post gaz) à l’aide du bouton P et régler à l’aide du bouton AA la valeur désirée. Si, après ces réglages nécessaires pour mémoriser, on désire régler les temps de «slope» ou d’autres valeurs, procéder comme décrit au paragraphe correspondant. Pour mémoriser dans le programme choisi précédemment, appuyer sur le bouton AQ pendant plus de 3 secondes jusqu’à ce que le numéro cesse de clignoter. 3.6.3 Mémoriser à partir d’un programme mémorisé. En partant d’un programme déjà mémorisé, l’opérateur peut modifier les données en mémoire pour mettre à jour le même programme ou bien trouver de nouveaux paramètres à mémoriser dans un autre programme. 3.6.3.1 Mettre à jour Après la mise en marche de la machine, sélectionner les paramètresà modifier et les modifier. Au cours de la modification le sigle du programme choisi change de fixe à clignotant. Appuyer pendant un temps plus long de 3 secondes le bouton AQ, l’afficheur O visualise alors le sigle Sto. Appuyer pendant un temps supérieur à 3 secondes sur le bouton AQ ; le sigle du programme cessera de clignoter et un signal acoustique confirmera que la mémorisation a eu lieu. 3.6.3.2 Mémoriser dans un nouveau programme. Après la mise en marche de la machine, sélectionner les paramètres à modifier et les modifier. Appuyer brièvement sur le bouton AQ jusqu’à l’affichage du programme désiré. Appuyer pendant un temps supérieur à 3 secondes sur le bouton AQ jusqu’à la confirmation de la mémorisation (sigle du programme de clignotant à fixe). 3.6.4 Effacer un programme mémorisé. Sélectionner le programme (mémoire) à effacer, appuyer pendant un temps supérieur à 3 secondes sur le bouton AQ et l’afficheur O visualise le sigle Sto, tourner le bouton AA jusqu’à l’affichage du sigle dEL, appuyer sur le bouton AQ pendant un temps supérieur à 3 secondes et le sigle du programme commencera à clignoter. 4 MENU FONCTIONS DE SERVICE Pour entrer dans ce sous-menu appuyer sur le bouton et, tout en le maintenant pressé, appuyer brièvement sur le bouton AQ. Pour sortir, suivre le même procédé. Le choix des fonctions de service est obtenu en appuyant brièvement sur le bouton AQ. La modification des fonctions choisies avec le bouton AQ se fait à l’aide du bouton AA. Fonctions visibles uniquement avec le procédé TIG. 4.1 GESTION DU GROUPE DE REFROIDISSEMENT. L’afficheur U visualise le sigle H20 et l’afficheur O visualise le sigle OFF (par défaut). Tourner le bouton AA pour sélectionner le type de fonctionnement : - OFF = éteint. - On C = toujours allumé - On A = allumage automatique. En fonctionnement automatique, à la mise en marche de la machine le groupe de refroidissement démarre pendant 30 secondes et puis s’éteint. Sous la pression du bouton torche, le refroidissement commence à fonctionner et si l’on relâche le bouton, le refroidissement s’éteint après 3 minutes. Si la pression du liquide de refroidissement est insuffisant, le générateur ne débit pas de courant et sur l’afficheur U est visualisé H2O clignotant. 4.2 SP POINTAGE ET INTERMITTENCE. La soudure deux temps (voyant G ) ou en quatre temps (voyant H ) est activée quand l’amorçage hate fréquence (voyant L) est sélectionné. Sélectionner le sigle SP (spot) sur l’afficheur U avec le bouton AQ, l’afficheur O visualise le sigle OFF, avec le bouton AA enregistrer ON pour activer la fonction. En appuyant brièvement sur le bouton AQ, sélectionner le sigle tSP. 4.2.1 tSP (temps de pointage par points) Sur l’afficheur U , l’afficheur O visualise le temps d’1 seconde, avec le bouton AA enregistrer le temps désiré, réglage de 0,1 à 25 secondes. Si l’on désire enregistrer l’intermittence (soudure avec temps de pause automatique) appuyer brièvement sur le bouton AQ et sélectionner le sigle tin. 4.2.2 tin (temps d’intermittence) L’afficheur O visualisera le sigle OFF . Tourner le bouton AA pour sélectionner le type d’intermittence de 0,1 à 25 sec. 4.3 PDU-DUTY CYCLE PULSÉ (actif uniquement en pulsé). C’est le temps de durée du courant le plus élevé sélectionné en pulsation. Cette valeur est exprimée en pourcentage par rapport à la période déteminée par la fréquence (configuration par défaut 50%) Réglage minimal 10% maximal 90%. 4.4 SC (COURANT DE START). Toujours actif dans tous les procédés TIG. Niveau de courant de démarrage au départ du procédé de soudage. Spécialement utilisé pour démarrages en AC avec des grosses électrodes et avec rampe de montée (slope up). Règle le niveau minimal pédale art. 193. Configuration par défaut 25%. Réglages : minimum 1% maximum 100% 4.5 CRA (REMPLISSAGE DU CRATÈRE FINAL). Sélectionner le sigle SP (spot) sur l’afficheur U avec le bouton AQ, l’afficheur O visualise le sigle OFF, avec le bouton AA enregistrer ON pour activer la fonction. En appuyant brièvement sur le bouton AQ, sélectionner le sigle CrC. 4.5.1 CrC (courant de cratère) Ce courant est un pourcentage du courant de soudure et également le courant final du procédé. Configuration par défaut 50% Réglages : minimum 10% maximum 100% 35 4.5.2 tCr (temps du courant de cratère) C’est un pourcentage du courant de cratère. Configuration par défaut 0,5 sec. Réglages : minimum 0,0 sec. maximum 30 sec. Fonctions visibles uniquement avec le procédé MMA. 4.6 HS (UN POURCENTAGE DU COURANT DE HOTSTART) Il s’agit d’un surcourant pour améliorer les démarrages Configuration par défaut 50% Réglages : minimum 0% maximum 100% 4.7 THS (DURÉE DU COURANT DE HOT-START) Configuration par défaut 0,15 sec. Réglages : minimum 0 sec. maximum 0,5 sec. 4.8 (POURCENTAGE DU COURANT DE ARC-FORCE) Courant déterminant le transfert de l’électrode. Configuration par défaut 30% Réglages : minimum 0% maximum 100% 5. COMMANDES À DISTANCE ET ACCESSOIRES • Raccorder les commandes à distance suivantes pour régler le courant de soudure à cette machine : Art. 193 Commande à pédale (utilisée pour soudure TIG) Art. 1260 Torche BINZEL «ABITIG 200» (200A-35%) m.4 Art. 1262 Torche BINZEL «ABITIG 200» Up/Down (200A – 35%) – m. 4 Art. 1256 Torche refroidie à l’eau BINZEL «ABITIG 450 W» (450A) – m. 4 Art. 1258 Torche refroidie à l’eau BINZEL «ABITIG 450 W Up/Down» (450A) – m. 4 Art. 1656 Chariot de transport générateur Art. 1281.03 Accessoire pour soudage à électrode Art. 1341 Groupe de refroidissement Art 1192 Art 187 (utilisé en soudure MMA) Art. 1180 Liaison pour raccorder à la fois la torche et la commande à pédale. Avec cet accessoire l’Art. 193 peut être utilisé dans tout mode de soudure TIG. Les commandes pourvues d’un potentiomètre règlent le courant de soudure de la valeur minimale jusqu’à la valeur maximale de courant défini à l’aide du bouton AA. Les commandes avec logique UP/DOWN règlent le courant de soudure de la valeur minimale à celle maximale. 36 6 ENTRETIEN Toute opération d’entretien doit être effectuée par du personnel qualifié qui doit respecter la norme CEI 26-29 (IEC 60974-4). 6.1 ENTRETIEN DU GENERATEUR En cas d’entretien à l’intérieur de la machine, vérifier que l’interrupteur BE soit en position «O» et le cordon d’alimentation soit débranché. Il faut nettoyer périodiquement l’intérieur de la machine en enlevant, avec de l’air comprimé, la poussière qui s’y accumule. 6.2 MESURES A ADOPTER APRES UNE INTERVENTION DE REPARATION Après avoir exécuté une réparation, faire attention à rétablir le câblage de façon qu’il y ait un isolement sûr entre le côté primaire et le côté secondaire de la machine. Éviter que les câbles puissent entrer en contact avec des organes en mouvement ou des pièces qui se réchauffent pendant le fonctionnement. Remonter tous les colliers comme sur la machine originale de manière à éviter que, si par hasard un conducteur se casse ou se débranche, les côtés primaire et secondaire puissent entrer en contact. Remonter en outre les vis avec les rondelles dentelées comme sur la machine originale. MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. 1 PRECAUCIONES DE SEGURIDAD LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod.3.300.758 RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos(EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deben consultar al médico antes de aproximarse a la zona de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES • No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 60974-10 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/ CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 1.1 PLACA DE LAS ADVERTENCIAS El texto numerado que sigue corresponde a los apartados numerados de la placa. B. Los rodillos arrastrahilo pueden herir las manos. C. El hilo de soldadura y la unidad arrastrahilo están bajo tensión durante la soldadura. Mantener lejos las manos y objetos metálicos. 1. Las sacudidas eléctricas provocadas por el electrodo de soldadura o el cable pueden ser letales. Protegerse adecuadamente contra el riesgo de sacudidas eléctricas. 1.1 Llevar guantes aislantes. No tocar el electrodo con las manos desnudas. No llevar guantes mojados o dañados. 1.2 Asegurarse de estar aislados de la pieza a soldar y del suelo 1.3 Desconectar el enchufe del cable de alimentación antes de trabajar en la máquina. 2. Inhalar las exhalaciones producidas por la soldadura puede ser nocivo a la salud. 2.1 Mantener la cabeza lejos de las exhalaciones. 2.2 Usar un sistema de ventilación forzada o de descarga local para eliminar las exhalaciones. 2.3 Usar un ventilador de aspiración para eliminar las exhalaciones. 37 Este aparato ha sido fabricado en conformidad con las siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (ver Nota 2) N°. Número de matricula que se citará siempre en cualquier pregunta relativa a la soldadora. f Convertidor estático de frecuencia monofásica f transformador - rectificador Característica descendiente. SMAW. Adapto para soldadura con electrodos revestidos. TIG Adapto para soldadura TIG. U0. Tensión en vacío secundaria X. Factor de trabajo porcentual. % de 10 minutos en el que la soldadora puede trabajar a una determinada corriente sin causar recalentamientos. I2. Corriente de soldadura U2. Tensión secundaria con corriente I2 U1. Tensión nominal de alimentación. La máquina está dotada de selección automática de la tensión de alimentación. 1~ 50/60Hz Alimentación monofásica 50 o 60 Hz I1 max. Es el máximo valor de la corriente absorbida. I1 efec. Es el máximo valor de la corriente efectiva absorbida considerando el factor de servicio. IP2S Grado de protección de la carcasa. Grado 3 como segunda cifra significa que este aparato puede ser almacenado, pero no es previsto para trabajar en el exterior bajo precipitaciones, si no está protegido. Idoneidad a ambientes con riesgo aumentado. S 1 3. Las chispas provocadas por la soldadura pueden causar explosiones o incendios. 3.1 Mantener los materiales inflamables lejos del área de soldadura. 3.2 Las chispas provocadas por la soldadura pueden causar incendios. Tener un extintor a la mano de manera que una persona esté lista para usarlo. 3.3 Nunca soldar contenedores cerrados. 4. Los rayos del arco pueden herir los ojos y quemar la piel. 4.1 Llevar casco y gafas de seguridad. Usar protecciones adecuadas para orejas y batas con el cuello abotonado. Usar máscaras con casco con filtros de gradación correcta. Llevar una protección completa para el cuerpo. 5. Leer las instrucciones antes de usar la máquina o de ejecutar cualquiera operación con la misma. 6. No quitar ni cubrir las etiquetas de advertencia 2 DESCRIPCIONES GENERALES 2.1 ESPECIFICACIONES Esta soldadora es un generador de corriente continua constante realizado con tecnología INVERTER, proyectado para soldar con todos los tipos de electrodos revestidos (excluido el celulósico) y con procedimiento TIG con encendido por contacto y alta frecuencia. No debe ser utilizado para deshelar tubos. 2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS CITADOS EN LA PLACA DE CARACTERÍSTICAS DE LA MÁQUINA. 38 2 NOTAS: 1- El aparato además se ha proyectado para trabajar en ambientes con grado de contaminación 3. (Ver IEC 60664). 2- Este equipo cumple con lo establecido por la IEC 61000-3-11, siempre que la impedancia máxima Zmax admitida por el sistema sea inferior o igual a 0,294 en el punto de interfaz entre sistema del usuario y sistema público. Es responsabilidad del instalador o del usuario garantizar, consultando eventualmente al operador de la red de distribución, que el equipo sea conectado a una alimentación maxMAX inferior o igual a 0,294. 2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN 2.3.1 Protección térmica Este aparato está protegido por una sonda de temperatura la cual, si se superasen las temperaturas admitidas, impediría el funcionamiento de la máquina. La intervención del termostato viene señalada por el encendido de la sigla ““OPn”” en el display U situado en el tablero de control. 2.3.2 - Protección de bloque. Esta soldadora está equipada con diferentes dispositivos de protección que paran la máquina antes de que sufra daños. La intervención de cada protección viene señalada por el encendido de la sigla “Err ” en el display U situado en el tablero de control y por un número que aparece en el display O. Verificar que la tensión de alimentación corresponda a la tensión indicada en la placa de los datos técnicos de la soldadora. Conectar una clavija de calibre adecuado al cable de alimentación asegurándose de que el conductor amarillo/ verde esté conectado al enchufe de tierra. El calibre del interruptor magneto térmico o de los fusibles, en serie con la alimentación, debe ser igual a la corriente I1 absorbida por la máquina. BA) Borne de salida negativo (-). BB) Borne de salida positivo (+). BC) Conector para el pulsador del soplete TIG. Conectar los hilos del pulsador soplete a los pin 1 y 9. BD) Racor (1/4 gas). Se le conecta el tubo gas del soplete de soldadura TIG. BE) Interruptor general. BG) Cable de alimentación. BH) Racor de alimentación gas. BO) Conector tipo DB9 (RS 232). A usar para actualizar los programas del microprocesador. BQ) Toma cable de red. BR) Toma presóstato. 3.1. INSTALACIÓN 3.3 DESCRIPCIÓN DEL TABLERO (Fig.1). La instalación de la máquina deberá ser realizada por personal experto. Todas las conexiones deberán realizarse de conformidad con las normas vigentes y en el pleno respeto de la ley de prevención de accidentes (CEI 26-23 / CEI CLC 62081) Tecla de proceso AT. Si viene detectado un bajo nivel de agua por el grupo de refrigeración aparecerá la sigla “H2O” centelleante en el display U. 3 INSTALACIÓN La selección viene evidenciada por el encendido de uno de los led AX, AV, o AW. Led AX 3.2 DESCRIPCIÓN DEL APARATO (FIG.1). AW AV AX H I AT E P AO Q R AA AL S G F M L U N AQ PP Led AV BG BE Led AW BQ Y O T BO W X V AE BD BC BA BB BH BR Fig. 1 39 Tecla de modo E. La selección viene evidenciada por el encendido de uno de los led F,G,H,I,L,M,N, o PP. En TIG los led encendidos serán siempre dos, uno indica el modo de encendido con HF o de contacto y el otro indica el modo continuo o pulsado con mando de 2 o 4 tiempos. Cada vez que se presiona este botón, se obtiene una nueva selección. El encendido de los led en correspondencia de los símbolos visualizan su escogida: F – LED. Soldadura TIG con encendido del arco sin alta frecuencia. Para encender el arco presionar el pulsador soplete y tocar con el electrodo de tungsteno la pieza por soldar y soltarlo. El movimiento tiene que ser decidido y rápido (0,3 seg.). L – LED. Soldadura TIG con encendido del arco con alta frecuencia. Para encender el arco presionar el pulsador soplete, una chispa piloto de alta tensión/frecuencia encenderá el arco. G - LED. Soldadura TIG-continuo-2 tiempos (manual). Cuando se presiona el pulsador del soplete la corriente inicia a aumentar y emplea un tiempo correspondiente al “slope down”, previamente regulado, para alcanzar el valor regulado con la manecilla AA. Cuando se suelta el pulsador la corriente inicia a disminuir y emplea un tiempo correspondiente al “slope down”, previamente regulado, para volver a cero. En esta posición se puede conectar el accesorio mando a pedal ART 193. H – LED. Soldadura TIG-continuo-4 tiempos (automático). Este programa se diferencia del precedente porque tanto el encendido como el apagado vienen accionados presionando y soltando el pulsador del soplete. 4 Tiempos especial ( Automático ). Esta función se puede utilizar con: - doble nivel de corriente 4 tiempos - pulsado 4 tiempos - pulsado doble nivel de corriente 4 tiempos Permite mantener la corriente de cráter (CrC) al final de la soldadura todo el tiempo en que el pulsador soplete permanece presionado. La condición necesaria para realizar este “4 tiempos” es que la función de llenado del cráter final (CrA) esté ON y que el tiempo de la corriente de cráter (tCr) sea 0,0. La soldadura empieza presionando y soltando inmediatamente el pulsador soplete. La corriente de partida es aquella regulada por el pa40 rámetro SC, sigue la rampa de subida y se alcanza la corriente de soldadura. Para terminar la soldadura el operador presiona el pulsador soplete y lo mantiene presionado, la máquina efectúa la rampa de bajada (slope down) para alcanzar la corriente de cráter (CrC), ésta permanecerá activa hasta que se suelte el pulsador soplete (ver fig. 2). Fig. 2 I-LED. Soldadura RIG-continua con doble nivel de corriente 4 tiempos (automático). Antes de encender el arco programar los dos niveles de corriente: Primer nivel: pulsar la tecla P hasta que se encienda el led T y regular la corriente principal con la manecilla AA. Segundo nivel: pulsar la tecla P hasta que se encienda el led V y regular la corriente con la manecilla AA. Después de encender el arco la corriente inicia a aumentar y emplea un tiempo correspondiente al “slope up” (led S encendido), previamente regulado, para alcanzar el valor regulado con la manecilla AA. El led T se enciende y el display O la visualiza. Si durante la soldadura fuese necesario disminuir la corriente sin apagar el arco (por ejemplo cambio del material de adjunción, cambio de posición de trabajo, paso de una posición horizontal a una vertical etc.…) pulsar y soltar inmediatamente el pulsador soplete, la corriente pasa al segundo valor seleccionado, el led V se enciende y T se apaga. Para volver a la precedente corriente principal, repetir la acción de presión y de suelta del pulsador soplete, el led T se enciende mientras el led V se apaga. En el momento en que se quiera interrumpir la soldadura, pulsar el pulsador soplete durante un tiempo mayor de 0,7 segundos a continuación soltarlo, la corriente empieza a descender hasta el valor de cero en el tiempo de “slope down”, previamente establecido (led W encendido). Durante la fase de “slope down”, si se pulsa y se suelta inmediatamente el pulsador del soplete, se vuelve a la corriente menor entre los valores regulados. NOTA: el término “PULSAR Y SOLTAR INMEDIATAMENTE” hace referencia a un tiempo máximo de 0,5 seg. M - LED. Soldadura TIG-pulsado-2 tiempos (manual). Cuando se presiona el pulsador del soplete la corriente inicia a aumentar y emplea un tiempo correspondiente al “slope down”, previamente regulado, para alcanzar el valor regulado con la manecilla AA. Cuando se suelta el pulsador la corriente inicia a disminuir y emplea un tiempo correspondiente al “slope down”, previamente regulado, para volver a cero. En esta posición se puede conectar el accesorio mando a pedal ART 193. N – LED. Soldadura TIG-pulsado-4 tiempos (manual). Este programa se diferencia del precedente porque tanto el encendido como el apagado vienen accionados presionando y soltando el pulsador del soplete PP – LED. Soldadura TIG-pulsado con doble nivel de corriente 4 tiempos (automático). El desarrollo del modo de soldadura es igual a aquel descrito para el led I. Después de haber regulado las corrientes de pico y de base del primer nivel, la relación entre las dos permanecerá también en el segundo nivel. AA - MANECILLA Regula la corriente de soldadura de 10-180A en MMA y de 5-220A en TIG. Además junto con el pulsador P es posible: -regular el segundo nivel de corriente V -regular el “slope up” S -regular el “slope down” W -reguar la frecuencia de pulsado AE -regular el post gas X -regular la frecuencia de la corriente en soldadura ACQ -regular el equilibrado de la onda en soldadura ACR 2. la 3. 4. 5. 6. U - Display Visualiza: 1. en MMA la tensión en vacío y en soldadura la tensión en carga. en TIG continuo, sin presionar el pulsador soplete, sigla PL (programa libre) . En TIG continuo, presionando el pulsador soplete, sin soldar, la tensión en vacío. En TIG continuo, presionando el pulsador soplete, pero en soldadura, la tensión en carga. visualiza numéricamente todas las dimensiones, a exclusión de las corrientes, seleccionadas con el pulsador AP. Visualiza todas las siglas del menú Funciones de servicio. la sigla “OPn” centelleante a la apertura del termostato. Durante la selección de los programas libres o memo rizados las siglas PL …P01…P09. O - Display Visualiza: 1. en condiciones de vacío la corriente preprogramada. 2. en condiciones de carga la corriente de soldadura y sus niveles. 3. en Tig pulsado, en carga, la alternancia de las corrien tes en los correspondientes niveles. 4. Visualiza todas las dimensiones y los valores del menú de las segundas funciones. AQ - SELECTOR Selecciona y memoriza los programas. La soldadora tiene la posibilidad de memorizar nueve programas de soldadura P01…..P09 y de poder volver a llamarlos con este pulsador. Se encuentra además disponible un programa de trabajo PL . Selección Pulsando brevemente este pulsador viene visualizado en el display U el número del programa sucesivo a aquel con el que se está trabajando. Si éste no hubiera sido memorizado, las letras serán centelleantes, en caso contrario serán fijas. Memorización (ver par.3.6) Una vez seleccionado el programa, pulsando durante un tiempo mayor de 3 segundos, se memorizan los datos. Para confirmarlos, el número del programa, visualizado en el display U, terminará de centellear. P - SELECTOR Pulsando este pulsador se iluminarán en sucesión los led: Atención: se iluminarán solo los led que se refieren al modo de soldadura elegido; ej. en soldadura TIG continuo no se iluminará el led Q que representa la frecuencia de pulsación. Cada led indica el parámetro que puede ser regulado con la empuñadura AA durante el tiempo de encendido del led mismo. Pasados 5 segundos desde la última variación, el led interesado se apaga y viene indicada la corriente de soldadura principal y se enciende el correspondiente led T. LED SELECCIONABLES EN SOLDADURA TIG DC (CORRIENTE CONTINUA) Y EN SOLDADURA TIG AC (CORRIENTE ALTERNA): AL - Led Pre-gas Regulación 0,05-2,5 segundos. Tiempo de salida del gas antes del inicio de la soldadura. S - Led Slope up. Es el tiempo en el que la corriente, partiendo del mínimo, alcanza el valor de corriente programado. (0-10 sec.) T - Led Corriente de soldaduraprincipal. V - Led segundo nivel de corriente de soldadura o de base. Esta corriente es siempre una porcentaje de la corriente principal. AE - Led Frecuencia de pulsación (0,16-500 Hz). W - Led Slope down. Es el tiempo en el que la corriente alcanza el mínimo y el apagado del arco.(0-10 seg.) 41 X - Led Post gas. Regula el tiempo de salida del gas al final de la soldadura. (0-30 sec.) LED SELECCIONABLES SOLO EN SOLDADURA TIG AC (CORRIENTE ALTERNA): Led AO Start Regula el nivel de “hot-start” para optimizar los encendidos en TIG AC para cada diámetro de electrodo. Al encendido de este led el display O visualizará un valor numérico que hace referencia a los diámetros de electrodo, el operador mediante la manecilla AA puede programar el diámetro por él utilizado y obtener inmediatamente una buena partida. Regulación desde 0,5 a 4,0. Led Q Hz Regula la frecuencia de la corriente alterna. Regulación 50 ÷ 150 Hz. Led R Regulación del balanceamiento de la onda. Regula el porcentaje de la semionda negativa PEn (penetración) con la manecilla AA, el valor puede variar de 1 a 10. Regula el porcentaje de la semionda positiva CLn (limpiado) con la manecilla AA, el valor puede variar de 1 a 10. El valor programado y aconsejado es 0. LED Y. Led indicación del correcto funcionamiento del dispositivo que reduce el riesgo de sacudidas eléctricas. BC - Conector 10 polos A este conector van conectados los mandos remotos descritos en el párrafo 5. Es disponible entre los pin 3 y 6 un contacto limpio que señala el encendido del arco (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. NOTAS GENERALES Antes del uso de esta soldadora leer atentamente las normas CEI 26-23 / IEC-TS 62081 además verificar la integridad del aislamiento de los cables, de las pinzas porta electrodos, de las tomas y de las clavijas que la sección y la longitud de los cables de soldadura sean compatibles con la corriente utilizada. 3.4. SOLDADURA DE ELECTRODOS REVESTIDOS (MMA) - Esta soldadora es idónea para la soldadura de todos los tipos de electrodos a excepción del tipo celulósico (AWS 6010). - Asegurarse de que el interruptor BE esté en posición 0, después conectar los cables de soldadura respetando la polaridad requerida por el constructor de electrodos que 42 serán utilizados y el borne del cable de masa a la pieza en el punto más cercano posible a la soldadura asegurándose de que haya un buen contacto eléctrico. - No tocar contemporáneamente el soplete o la pinza porta electrodo y el borne de masa. - Encender la máquina mediante el interruptor BE. - Seleccionar, pulsando el pulsador AT, el procedimiento MMA, led AW encendido. - Regular la corriente en base al diámetro del electrodo, a la posición de soldadura y al tipo de junta por realizar. - Terminada la soldadura apagar siempre el aparato y quitar el electrodo de la pinza porta electrodo. 3.5. SOLDADURA TIG Seleccionando el procedimiento TIG AC se puede soldar el Aluminio, las aleaciones de aluminio, el latón y el magnesio mientras que seleccionando TIG DC se puede soldar el acero inoxidable, el hierro y el cobre. Conectar el conector del cable de masa al polo positivo (+) de la soldadora y el borne a la pieza en el punto más cercano posible a la soldadura asegurándose de que haya un buen contacto eléctrico. Conectar el conector de potencia de la antorcha TIG al polo negativo (-) de la soldadora. Conectar el conector de mando de la antorcha al conector BC de la soldadora. Conectar el racor del tubo gas de la antorcha al racor BD de la máquina y el tubo gas proveniente del reductor de presión de la bombona al racor gas BH. 3.5.1 Grupo de enfriamiento (opcional para Art. 1341). Si se utiliza un soplete enfriado por agua, utilizar el grupo de enfriamiento. Insertar los tubos de enfriamiento del soplete en los racores del grupo refrigerante teniendo cuidado de respetar la altura de descarga y el retorno. 3.5.1.1 Descripción de los dispositivos de protección. - 3.2.1 Protección presión líquido refrigerante. Esta protección se realiza mediante un presóstato, insertado en el circuito de descarga del líquido, que acciona un microinterruptor. La presión insuficiente viene señalada por la sigla H2O centelleante en el display U. 3.5.1.2 Instalación. Destornillar el tapón y rellenar el depósito (el aparato se entrega con aproximadamente un litro de líquido). Es importante controlar periódicamente, a través de la ranura, que el líquido se mantenga en el nivel “max”. Utilizar, como líquido refrigerante agua (preferiblemente del tipo desionizado) mezclada con alcohol en un porcentaje definido según la tabla siguiente: temperatura agua/alcohol -0°C hasta -5°C 4L/1L -5°C hasta -10°C 3,8L/1,2L NOTA Si la bomba girase sin líquido refrigerante, habría que quitar el aire de los tubos. En este caso apagar el generador, rellenar el depósito, conectar un tubo al racor ( ) e insertar la otra extremi- dad del tubo en el depósito. Insertar el conector del presóstato y el cable red en las tomas BR y BQ. Encender el generador durante aproximadamente 10/15 segundos después reconectar los tubos. Encender la máquina. Para seleccionar el modo de funcionamiento del grupo de enfriamiento ver el capítulo “ MENÚ FUNCIONES DE SERVICIO”. 3.5.2 Puesta en funcionamiento. No tocar partes bajo tensión y los bornes de salida cuando el aparato esté alimentado. Al primer encendido de la máquina seleccionar el modo mediante el pulsador E y los parámetros de soldadura mediante la tecla P y la manecilla AA. ¡Atención! Las regulaciones de los led AO = start, Q = Hz, R = nivelación de la onda, se pueden seleccionar solo en TIG AC. El flujo de gas inerte deberá ser regulado a un valor (en litros al minuto) de aproximadamente 6 veces el diámetro del electrodo. Si se usasen accesorios tipo el gas-lens el caudal de gas podría ser reducido de aproximadamente 3 veces el diámetro del electrodo. El diámetro de la tobera cerámica deberá tener un diámetro de 4 a 6 veces el diámetro del electrodo. • Terminada la soldadura hay que apagar el aparato y cerrar la válvula de la bombona del gas. 3.5.3 Preparación del electrodo. Es necesaria una particular atención en la preparación de la punta del electrodo. Esmerilarla de forma que presente una estría vertical come se indica en la fig.3. 1,5÷2 d ATENCIÓN: PARTES METÁLICAS VOLÁTILES INCANDESCENTES podrían herir el personal, originar incendios, dañar los equipos; LA CONTAMINACIÓN DE TUNGSTENO podría disminuir la calidad de la soldadura. • Perfilar el electrodo de tungsteno únicamente con una esmeriladora provista de adecuados cárter de protección usando protecciones para el rostro, las manos y el cuerpo. • Perfilar los electrodos de tungsteno con una muela abrasiva dura de grano fino, utilizada únicamente para perfilar el tungsteno. • Esmerilar la extremidad del electrodo de tungsteno de forma cónica con una longitud de 1,5 - 2 veces el diámetro del electrodo. (fig.3) Fig. 3 d 3.6. MEMORIZACIÓN Los programas a memorizar, su llamamiento y su memorización tienen lugar por medio de presión larga o corta del pulsador AQ. Presión corta igual selección, presión larga igual memorización Los programas a memorizar (memorias), si vienen visualizados en el display U de manera centelleante son libres, si de manera non centelleante ya contienen datos en memoria. 3.6.1. Memorizar los datos del programa PL Utilizando la máquina por primera vez Los programas de trabajo y las memorias (P01… etc.) vienen siempre visualizados en el display Uy se seleccionan presionando brevemente el pulsador AQ. Una vez individuado el conjunto de parámetros a memorizar presionar brevemente el pulsador AQ, en el display U aparecerá la sigla P01 centelleante, mientras en el display O aparecen tres líneas (---); Pulsar el pulsador AQ durante un tiempo mayor de 3 segundos, la sigla P01 dejará de centellear y una señal acústica avisará que la memorización ha tenido lugar. Si se quiere elegir un programa diferente presionar el pulsador AQ hasta que en el display U aparezca el número del programa deseado. 3.6.2. Memorizar de un programa libre El operador puede modificar y memorizar un programa elegido procediendo de la forma siguiente: Pulsar el pulsador AQ de forma breve y elegir el número de programa deseado. Los programas libres tienen la sigla centelleante. Pulsar el pulsador AT y elegir el procedimiento de soldadura y con el pulsador E elegir el modo. Girar la empuñadura AA y programar la corriente de soldadura. Si se ha elegido el procedimiento TIG, activar el led X (post gas) con el pulsador P y regular con la empuñadura AA el valor deseado. Si después de estas regulaciones, necesarias para memorizar, se quisieran regular los tiempos de “slope” u otro, actuar como se ha descrito en el párrafo correspondiente. Para memorizar en el programa elegido precedentemente, pulsar el pulsador AQ por más de 3 segundos hasta que el número del programa deje de centellear. 3.6.3 Memorizar de un programa memorizado. Partiendo de un programa ya memorizado el operador puede modificar los datos de la memoria para actualizar el programa mismo o para encontrar nuevos parámetros que memorizar en otro programa. 3.6.3.1 Actualizar Después de haber encendido la máquina seleccionar los parámetros que hay que modificar y modificarlos. Durante esta modificación la sigla del programa elegido pasa de fija a centelleante. Pulsar por un tiempo mayor de 3 segundos la tecla AQ, 43 en el display O aparece la sigla Sto. Pulsar por un tiempo mayor de 3 segundos la tecla AQ la sigla del programa dejará de centellear y una señal acústica avisará que la memorización ha tenido lugar. del pulsador AQ, el display O visualiza la sigla OFF, con la manecilla AA seleccionar ON para activar la función. Presionando brevemente el pulsador AQ seleccionar la sigla tSP. 3.6.3.2 Memorizar en un nuevo programa. Después de haber encendido la máquina seleccionar los parámetros que hay que modificar y modificarlos. Pulsar brevemente la tecla AQ hasta la visualización del programa deseado. Pulsar por un tiempo mayor de 3 segundos la tecla AQ hasta que se confirme la memorización (sigla del programa de centelleante a continua). 4.2.1 tSP (tiempo de marcado spot time) En el display U aparece la sigla tSP y el display O visualiza el tiempo de 1 segundo. Con la manecilla AA programar el tiempo deseado, regulación de 0,1 a 25 segundos. Si se quiere programarla intermitencia (soldadura con tiempo de pausa automático) presionar brevemente el pulsador AQ y seleccionar la sigla tin. 3.6.4 Anulación de un programa memorizado. Seleccionar el programa (memoria) que hay que anular, pulsar por un tiempo mayor de 3 segundos la tecla AQ y en el display O aparecerá la sigla Sto, girar la manecilla AA hasta que aparece la sigla dEL, pulsar la tecla AQ por un tiempo mayor de 3 segundos: la sigla del programa empecerá a centellear. 4 MENÚ “FUNCIONES DE SERVICIO” Para entrar en este submenú presionar el pulsador P y, manteniéndolo pulsado, presionar brevemente el pulsador AQ. Para salir repetir la misma acción descrita antes. La elección de las funciones de servicio se realiza presionando brevemente el pulsador AQ. La modificación de las funciones elegidas con el pulsador AQ se actúa por medio de la manecilla AA. Funciones visibles sólo utilizando el proceso TIG. 4.1 GESTIÓN GRUPO DE ENFRIAMIENTO. El display U visualiza la sigla H20 y el display O visualiza la sigla OFF (default). Girar la manecilla AA para seleccionar el tipo de funcionamiento: - OFF = apagado. - On C = siempre encendido - On A = encendido automático. En funcionamiento automático, al encender la máquina el grupo de refrigeración se enciende por 30 segundos y a continuación se apaga. Con la presión del pulsador soplete el grupo inicia a funcionar y se apaga pasados 3 minutos desde la suelta del pulsador. Si la presión del líquido refrigerante fuese insuficiente el generador no daría corriente y en el display U aparecería la palabra H2O centelleante. 4.2 SP SOLDADURA POR PUNTOS E INTERMITENCIA. Se activa en soldadura de dos tiempos (led G) o cuatro tiempos (led H) al seleccionar el encendido con alta frecuencia (led L). Seleccionar la sigla SP (spot) en el display U por medio 44 4.2.2 tin (tiempo de intermitencia) El display O visualiza la sigla OFF. Girar la manecilla AA para regular el tiempo de intermitencia (regulación de 0,1 a 25 segundos). 4.3 PDU-DUTY CYCLE PULSADO (activo sólo en pulsado). Este es el tiempo de duración de la corriente más alta seleccionada en pulsado. Se expresa en porcentaje respecto del periodo determinado por la frecuencia (default 50%) Regulación mínimo 10% máximo 90%. 4.4 SC (CORRIENTE DE ARRANQUE). Es activa en todos los procesos TIG. Nivel de corriente de partida de que inicia el proceso de soldadura. Particularmente utilizada para partidas de soldaduras en AC con electrodos gruesos y rampa de subida (slope up). Regula el nivel mínimo del pedal art. 193. Default 25%. Regulaciones: mínimo 1% máximo 100% 4- CRA (LLENADO DEL CRÁTER FINAL). Seleccionar la sigla CrA en el display U por medio del pulsador AQ, el display O visualiza la sigla OFF, con la manecilla AA seleccionar ON para activar la función. Presionando brevemente el pulsador AQ seleccionar la sigla CrC. 4.5.1 CrC (corriente de cráter) Esta corriente es un porcentaje de la corriente de soldadura y es la corriente final del proceso. Default 50% Regulaciones: mínimo 10% máximo 100% 4.5.2 tCr (tiempo de la corriente de cráter) Tiempo de permanencia de la corriente de cráter. Default 0,5 sec. Regulaciones: mínimo 0,0 sec. máximo 30 sec. 6 MANTENIMIENTO Funciones visibles sólo utilizando el proceso MMA. Cada intervención de mantenimiento debe ser efectuada por personal cualificado según la norma CEI 26-29 (IEC 60974-4). 4.6 HS (PORCENTAJE DE LA CORRIENTE DE HOTSTART) 6.1 MANTENIMIENTO GENERADOR Es una sobrecorriente que sirve para mejorar las partidas. Default 50% Regulaciones: mínimo 0% máximo 100% En caso de mantenimiento en el interior del aparato, asegurarse de que el interruptor BE esté en posición “O” y que el cable de alimentación no esté conectado a la red. Periódicamente, además, es necesario limpiar el interior del aparato para eliminar el polvo metálico que se haya acumulado, usando aire comprimido. 4.7 THS (DURACIÓN DE LA CORRIENTE DE HOTSTART) 6.2 Default 0,15 sec. Regulaciones: mínimo 0 sec. máximo 0,5 sec. 4.8 AF(PORCENTAJE DE LA CORRIENTE DE ARCFORCE) Es una corriente que determina el traslado del electrodo. Default 30% Regulaciones: mínimo 0% máximo 100% MEDIDAS A TOMAR DESPUÉS DE UNA INTERVENCIÓN DE REPARACIÓN. Después de haber realizado una reparación, hay que tener cuidado de reordenar el cablaje de forma que exista un aislamiento seguro entre el lado primario y el lado secundario de la máquina. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. Volver a montar todas las abrazaderas como estaban en el aparato original para evitar que, si accidentalmente un conductor se rompe o se desconecta, se produzca una conexión entre el primario y el secundario. Volver además a montar los tornillos con las arandelas dentelladas como en el aparato original. 5 MANDOS A DISTANCIA Y ACCESORIOS Para la regulación de la corriente de soldadura a esta soldadora se podrán conectar los siguientes mandos a distancia: Art. 193 Mando de pedal (usado en soldadura TIG). Art. 1260 Soplete BINZEL “ABITIG 200” (200A-35%) m.4 Art. 1262 Soplete BINZEL “ABITIG 200” Up/Down (200A – 35%) – m. 4 Art. 1256 Soplete enfriado por agua BINZEL “ABITIG 450 W” (450A) – m4. 4 Art. 1258 Soplete enfriado con agua BINZEL “ABITIG 450 W Up/Down” (450A) – m. 4 Art. 1656 Carro para transporte generador Art. 1281.03 Accesorio para soldadura por electrodo Art. 1341 Grupo de enfriamiento Art 1192 Art 187 (usado en soldadura MMA) Art. 1180 Conexión para conectar contemporáneamente el soplete y el mando a pedal. Con este accesorio el Art. 193 puede ser utilizado en cualquier forma de soldadura TIG. Los mandos que incluyen un potenciómetro regulan la corriente de soldadura desde el mínimo hasta la máxima corriente programada con la manecilla AA. Los mandos con lógica UP/DOWN regulan desde el mínimo al máximo la corriente de soldadura. 45 MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. 1 PRECAUÇÕES DE SEGURANÇA A SOLDADURA E O CISALHAMENTO A ARCO PODEM SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/ soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) devem consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. EXPLOSÕES · Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. 46 ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! EM CASO DE MAU FUNCIONAMENTO SOLICITAR A ASSISTÊNCIA DE PESSOAS QUALIFICADAS. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado abaixo corresponde às casas numeradas da chapa. B. Os rolos de tracção do fio podem ferir as mãos. C. O fio de soldadura e o grupo de tracção do fio estão 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. sob tensão durante a soldadura. Mantenha as mãos e os objectos metálicos afastados dos mesmos. Os choques eléctricos provocados pelo eléctrodo de soldadura ou pelo cabo podem ser mortais. Proteja-se devidamente contra o perigo de choques eléctricos. Use luvas isolantes. Não toque no eléctrodo com as mãos nuas. Não use luvas húmidas ou estragadas. Certifique-se de estar isolado da peça a soldar e do chão Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. Poderá ser nocivo para a saúde inalar as exalações produzidas pela soldadura. Mantenha a cabeça afastada das exalações. Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. Utilize uma ventoinha de aspiração para eliminar as exalações. As faíscas provocadas pela soldadura podem provocar explosões ou incêndios. Mantenha os materiais inflamáveis afastados da área de soldadura. As faíscas provocadas pela soldadura podem provocar incêndios. Mantenha um extintor nas proximidades e faça com que esteja uma pessoa pronta para o utilizar. Nunca solde recipientes fechados. Os raios do arco podem queimar os olhos e a pele. Use capacete e óculos de segurança. Utilize protecções adequadas das orelhas e camisas com o colarinho abotoado. Utilize máscaras com capacete, com filtros de graduação correcta. Use uma protecção completa para o corpo. Leia as instruções antes de utilizar a máquina ou de efectuar qualquer operação na mesma. Não retire nem cubra as etiquetas de advertência 2 DESCRIÇÕES GERAIS 2.1. ESPECIFICAÇÕES Esta máquina de soldar é um gerador de corrente contínua constante, realizada com a tecnologia INVERTER, concebida para soldar eléctrodos revestidos (excepto do tipo celulósico) e com procedimento TIG, com acendimento por contacto e com alta frequência. Não deve ser utilizada para descongelar tubos. 2.2. EXPLICAÇÃO DOS DADOS TÉCNICOS INDICADOS NA CHAPA DE IDENTIFICAÇÃO DA MÁQUINA. O aparelho é construído de acordo com as seguintes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-12 - EC 61000-3-11 (ver a nota 2) N°. Número de registo a referir sempre que for necessário fazer qualquer pedido relativo à máquina de soldar. f Conversor estático de frequência monofásico f transformador-rectificador. Característica descendente. 1 SMAW. Adequado para soldadura com eléctrodos revestidos. TIG Apropriado para soldagem TIG. U0. Tensão a vácuo secundária X. Factor de serviço percentual. % de 10 minutos em que a máquina de soldar pode trabalhar numa determinada corrente sem causar sobreaquecimento. I2. Corrente de soldadura U2. Tensão secundária com corrente I2 A máquina selecciona automaticamente a tensão de alimentação. U1. Tensão nominal de alimentação 1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz I1 máx. É o valor máximo da corrente absorvida. I1 ef. É o valor máximo da corrente efectiva absorvida considerando factor de serviço. IP23S Grau de protecção da carcaça. Grau 3 como segundo algarismo significa que este aparelho pode ser armazenado, mas não deve ser uti- lizado no exterior quando está a chover, a não ser se estiver devidamente protegida. Idoneidade em ambientes com risco acrescenS tado. NOTAS: 1- O aparelho também foi projectado para trabalhar em ambientes com grau de poluição 3. (Ver IEC 60664). 2- Este equipamento está em conforme com a norma IEC 61000-3-11 na condição que a impedância máxima Zmax admitida da instalação eléctrica seja inferior ou igual a 0,294 no ponto de interligação entre a instalação eléctrica do utilizador e a pública. É da responsabilidade do instalador, ou do utilizador do equipamento, garantir, eventualmente consultando o operador da rede de distribuição, que o equipamento seja ligado a uma alimentação com uma impedância máxima de sistema admitida Zmax inferior ou igual a 0,294. 2.3. DESCRIÇÃO DAS PROTECÇÕES 2.3.1. Protecção térmica Este aparelho está protegido por uma sonda de temperatura a qual, se forem ultrapassadas as temperaturas admitidas, impede o funcionamento da máquina. A intervenção do termóstato é assinalada pelo acendimento da sigla “OPn” no visor U situado no painel de controlo. 2.3.2. Protecção de bloqueio. Esta máquina de soldar tem várias protecções que interrompem a máquina antes que sofra danos. A intervenção de cada protecção é assinalada pelo acendimento da sigla “Err” no visor U e por um número que aparece no visor O. Se for detectado um nível baixo de água para o grupo de arrefecimento, aparecerá a sigla H2O a piscar no visor U. 2 47 3. INSTALAÇÃO Verificar se a tensão de alimentação corresponde à tensão indicada na chapa de identificação dos dados técnicos da máquina de soldar. Ligar uma ficha de capacidade adequada ao cabo de alimentação certificando-se que o condutor amarelo/verde esteja ligado ao terminal de ligação à terra. A capacidade do interruptor magnetotérmico, ou dos fusíveis, ligados em série com a alimentação, deve ser igual à corrente I1 consumida pela máquina. 3.1. PREPARAÇÃO PARA O FUNCIONAMENTO Ligar os fios do botão do maçarico nos terminais 1 e 9. BD) Tomada (1/4 gás). Serve para ligar o tubo do gás do maçarico de soldadura TIG. BE) Interruptor geral. BG) Cabo de alimentação. BH) Tomada de alimentação do gás. BO) Conector de tipo DB9 (RS 232). A utilizar para actualizar os programas dos microprocessadores. BQ) Tomada do cabo de rede. BR) Tomada do pressóstato. 3.3. DESCRIÇÃO DO PAINEL (Fig. 1). A instalação da máquina deve ser efectuada por pessoal especializado. As ligações devem ser todas executadas de acordo com as normas em vigor e respeitando rigorosamente as leis de protecção contra acidentes (CEI 2623 / CEI CLC 62081) Botão de processamento AT. A selecção é evidenciada pelo acendimento de um dos leds AX, AV, ou AW. 3.2. DESCRIÇÃO DO APARELHO (FIG. 1). Led AX BA) Borne de saída negativo (-). BB) Borne de saída positivo (+). BC) Conector para o botão do maçarico TIG. AW AV AX H I AT E P AO Q R AA AL S G F M L U N Led AW Botão de modo E. A selecção é evidenciada pelo acendimento de um dos leds F, G, H, I, L, M, N, ou PP. Em TIG, os leds acesos serão sempre dois, um AQ PP BG BE BQ Y O T BO W X V AE BD BC BA BB BR Fig. 1 48 Led AV BH indica o modo de acendimento com HF, ou por contacto, e o outro indica o modo contínuo, ou pulsado, com comando a 2 ou 4 tempos. Cada vez que se prime este botão obtém-se uma nova selecção. O acendimento dos leds junto dos símbolos visualiza a vossa selecção: F - LED de Soldadura TIG com acendimento do arco sem alta frequência. Para acender o arco, premir o botão do maçarico e tocar com o eléctrodo de tungsténio na peça a soldar e alçá-lo. O movimento deve ser preciso e rápido (0,3 seg). L - LED de Soldadura TIG com acendimento do arco com alta frequência. Para acender o arco, premir o botão do maçarico, uma faísca piloto de alta tensão/frequência acenderá o arco. G - LED de Soldadura TIG-contínua-2 tempos (manual). Premindo o botão do maçarico, a corrente começa a aumentar e emprega um tempo correspondente ao “slope up”, previamente regulado, para alcançar o valor regulado com o manípulo AA. Quando se larga o botão, a corrente começa a diminuir e emprega um tempo correspondente ao “slope down”, previamente regulado, para tornar a zero. Nesta posição pode-se ligar o acessório pedal de comando ART. 193. H - LED de Soldadura TIG-contínua-4 tempos (automática). Este programa distingue-se do anterior porque, quer o acendimento, quer ao apagamento são comandados premindo e largando o botão do maçarico. 4 Tempos especial (automática). Esta função pode ser usada com: -nível duplo de corrente a 4 tempos de cratera (CrC), esta permanecerá activa até que seja largado o botão do maçarico, ver a fig. (2). Fig. 2 I - LED. Soldadura TIG-contínua com nível duplo de corrente-4 tempos (automática). Programar os dois níveis de corrente antes de acender o arco: Primeiro nível: premir o botão P até se acender o led T e regular a corrente principal no manípulo AA. Segundo nível: premir o botão P até se acender o led V e regular a corrente no manípulo AA. Depois do acendimento do arco, a corrente começa a aumentar e emprega um tempo correspondente ao “slope up” (led S aceso), previamente regulado, para alcançar o valor regulado com o manípulo AA. O led T acende-se e o visor O visualiza-a. Se, durante a soldadura, houver necessidade de diminuir a corrente sem apagar o arco (por exemplo para mudança do material a aplicar, mudança de posição de trabalho, passagem de uma posição horizontal para uma vertical, etc.) premir e largar imediatamente o botão do maçarico, a corrente passa ao segundo valor seleccionado, o led V acende-se e apaga-se T. Para regressar à corrente anterior, premir e largar novamente o botão do maçarico, o led T acende-se e apaga-se o led V. Em qualquer momento que se queira interromper a soldadura, premir o botão do maçarico por um tempo superior a 0,7 segundos e depois largá-lo, a corrente começa a descer até ao valor zero no tempo de “slope down”, previamente definido (led W aceso). Durante a fase de “slope down”, premindo e largando imediatamente o botão do maçarico, regressa-se à corrente menor entre os valors regulados. N.B. a frase “PREMIR E LARGAR IMEDIATAMENTE” refere-se a um tempo máximo de 0,5 seg. -pulsado a 4 tempos -pulsado nível duplo de corrente a 4 tempos Permite manter a corrente de cratera (CrC) no final da soldadura enquanto permanece premido o botão do maçarico. A condição necessária para realizar este 4 tempos é que a função de enchimento da cratera final (CrA) esteja em ON e que o tempo da corrente de cratera (tCr) seja 0,0. A soldadura começa premindo e largando imediatamente o botão do maçarico. A corrente de arranque é a regulada pelo parâmetro SC, segue a rampa de subida e o alcance da corrente de soldadura. Para terminar a soldadura, o operador prime o botão do maçarico e mantém-no premido, a máquina executa a rampa de descida (slope down) para alcançar a corrente M - LED. Soldadura TIG-pulsada-2 tempos (manual). Premindo o botão do maçarico, a corrente começa a aumentar e emprega um tempo correspondente ao “slope up”, previamente regulado, para alcançar o valor regulado no manípulo AA. Quando se larga o botão, a corrente começa a diminuir e emprega um tempo correspondente ao “slope down”, previamente regulado, para regressar a zero. Nesta posição pode-se ligar o acessório pedal de comando ART. 193. N - LED. Soldadura TIG-pulsada-4 tempos (automática). Este programa distingue-se do anterior porque, quer o acendimento quer o apagamento são comandados premindo e largando o botão do maçarico 49 PP - LED. Soldadura TIG-pulsada com nível duplo de corrente-4 tempos (automática). O processo do modo de soldadura é igual ao descrito para o led I. Depois de ter regulado as correntes de pico e de base do primeiro nível, o quociente entre as duas também será mantido no segundo nível. AA - MANÍPULO Regula a corrente de soldadura de 10 a 180 A para MMA e de 5 a 220 A para TIG. Também é possível a combinação do botão P: -regular o segundo nível de corrente V -regular o “slope up” S -regular o “slope down” W -regular a frequência de pulsação AE -regular o pós-gás X -regular a frequência da corrente em soldadura CA Q -regular o equilíbrio da onda em soldadura CA R 2. a 3. 4. 5. 6. U - Visor Mostra: 1. Em MMA, a tensão a vazio e em soldadura a tensão em carga. Em TIG contínua, sem premir o botão do maçarico, sigla PL (programa livre). Em TIG contínua, premindo o botão do maçarico, mas sem soldar, a tensão a vazio. Em TIG contínua, premindo o botão do maçarico, mas em soldadura, a tensione em carga. Visualiza numericamente todas as grandezas, excepto das correntes, seleccionadas com o botão P. Visualiza todas as siglas do menu das funções de serviço. A sigla “OPn” a piscar na abertura do termóstato. Durante a selecção dos programas livres ou memorizados, as siglas PL…P01…P09. O - Visor Mostra: 1. Em condições de vazio, a corrente redefinida. 2. Em condições de carga, a corrente de soldadura e os seus níveis. 3. Em TIG pulsada, em carga, a alternância das correntes nos respectivos níveis. 4. Visualiza todas as grandezas e valors do menu das segundas funções. AQ - SELECTOR Selecciona e memoriza os programas. A máquina de soldar tem a possibilidade de memorizar nove programas de soldadura P01…P09 e de os poder chamar com este botão. Também está à disposição um programa de trabalho PL. Selecção Premindo brevemente este botão aparece no visor U o número do programa seguinte ao que está a ser usado. Se este não tiver sido memorizado, o número pisca, caso contrário será contínuo. Memorização (ver o par. 3.6) Depois de ter seleccionado o programa, premindo por 50 um tempo superior a 3 segundos, memorizam-se os dados. Como confirmação disso, o número do programa, mostrado no visor U, deixará de piscar. P - SELECTOR Premindo este botão iluminam-se em sequência os leds: Atenção! Iluminam-se apenas os leds que se referem ao modo de soldadura escolhida; por ex: em soldadura TIG contínua não se ilumina o led Q que representa a frequência de pulsação. Cada led indica o parâmetro que pode ser regulado no manípulo AA durante o tempo de acendimento desse led. Após 5 segundos da última variação, o led em questão apaga-se e é indicada a corrente de soldadura principal, acendendo-se o respectivo led T. LEDS SELECCIONÁVEIS EM SOLDADURA TIG DC (CORRENTE CONTÍNUA) E EM SOLDADURA TIG CA (CORRENTE ALTERNA): AL - Led de Pré-gás Regulação de 0,05 a 2,5 segundos. Tempo de saída do gás antes do início da soldadura. S - Led de Slope up. É o tempo no qual a corrente, partindo do mínimo, alcança o valor de corrente programado (0 a 10 seg.) T - Led de Corrente de soldadura principal. V - Led de segundo nível de corrente de soldadura ou de base. Esta corrente é sempre uma percentagem da corrente principal. AE - Led de Frequência de pulsação (0,16 a 500 Hz). W - Led de Slope down. É o tempo no qual a corrente alcança o mínimo e o apagamento do arco. (0 a 10 seg.) X - Led de Pós-gás. Regula o tempo de saída do gás no final da soldadura. (0 a 30 seg.) LEDS SELECCIONÁVEIS APENAS EM SOLDADURA TIG CA (CORRENTE ALTERNA): Led AO Start Regula o nível de “hot-start” para optimizar os acendimentos em TIG CA para cada diâmetro de eléctrodo. Quando se acende este led, o vi- sor O visualizará um valor numérico que se refere aos diâmetros de eléctrodo, o operador, com o manípulo AA, pode programar o diâmetro utilizado e obter imediatamente um bom arranque. Regulação de 0,5 a 4,0. Led Q Hz Regula a frequência da corrente alterna. Regulação de 50 a 150 Hz. Led R de Regulação do equilíbrio da onda. Regula a percentagem da meia onda negativa PEn (penetração) com o manípulo AA, o valor pode variar de 1 a 10. Regula a percentagem da meia onda positiva CLn (limpeza) com o manípulo AA, o valor pode variar de 1 a 10. O valor programado e aconselhado é 0. Led Y Led de indicação do funcionamento correcto do dispositivo que reduz o risco de choques eléctricos. BC - Conector de 10 pólos São ligados a este conector os comandos remotos descritos no parágrafo 5. Entre os terminais 3 e 6 está à disposição um contacto limpo que assinala o acendimento do arco (Máx. 0,5 A - 125 Vca / 0,3 A - 110 Vcc / 1 A - 30 Vcc). 3.3. NOTAS GERAIS Antes de usar esta máquina de soldar, ler atentamente as normas CEI 26-23 / IEC-TS 62081 e verificar também o estado de isolamento dos cabos, das pinças dos eléctrodos, das tomadas e das fichas, e se a secção e o comprimento dos cabos de soldadura são compatíveis com a corrente utilizada. 3.4. SOLDADURA DE ELÉCTRODOS REVESTIDOS (MMA) - Esta máquina de soldar é idónea para a soldadura de todos os tipos de eléctrodos, excepto do tipo celulósico (AWS 6010). - Certificar-se que o interruptor BE está na posição 0, depois ligar os cabos de soldadura respeitando a polaridade indicada pelo fabricante de eléctrodos que utilizará e o borne do cabo de massa à peça no ponto mais próximo possível da soldadura certificando-se que haja um bom contacto eléctrico. - Não tocar simultaneamente o maçarico ou a pinça do eléctrodo e o borne de massa. - Ligar a máquina no interruptor BE. - Seleccionar, premindo o botão AT, o modo MMA, led AW aceso. - Regular a corrente em função do diâmetro do eléctrodo, da posição de soldadura e do tipo de junta a efectuar. - Depois de terminada a soldadura, desligar sempre o aparelho e retirar o eléctrodo da pinça. 3.5. SOLDADURA TIG Seleccionando o modo TIG CA pode-se soldar Alumínio, ligas de alumínio, latão e magnésio, seleccionando TIG CC pode-se soldar aço inoxidável, ferro e cobre. Ligar o conector do cabo de massa ao pólo positivo (+) da máquina de soldar e o borne à peça no ponto mais próximo possível da soldadura certificando-se que haja um bom contacto eléctrico. Ligar o conector de potência do maçarico TIG ao pólo negativo (-) da máquina de soldar. Ligar o conector di comando do maçarico ao conector BC da máquina de soldar. Ligar a tomada do tubo do gás do maçarico à tomada BD da máquina e o tubo do gás proveniente do redutor de pressão da botija à tomada de gás BH. 3.5.1 Grupo de arrefecimento (opcional no Art. 1341). Utilizando um maçarico arrefecido a água, deve-se utilizar o grupo de arrefecimento. Inserir os tubos de arrefecimento do maçarico nas tomadas do grupo refrigerador prestando atenção para respeitar a saída e a entrada. 3.5.1.1 Descrição das protecções. - Protecção da pressão do líquido refrigerador. Esta protecção é realizada com um pressóstato, inserido no circuito de saída do líquido, que comanda um microinterruptor. A pressão insuficiente é assinalada pela sigla H2O a piscar no visor U. 3.5.1.2 Preparação para o funcionamento. Desapertar o tampão e encher o depósito (o aparelho é fornecido com cerca de um litro de líquido). É importante verificar periodicamente, através da vigia, se o líquido se mantém no nível “máx.”. Utilizar a água como líquido refrigerador (de preferência desionizada) misturada com álcool numa percentagem definida de acordo com a seguinte tabela: temperatura água/álcool -0°C até -5°C 4L/1L -5°C até -10°C 3,8L/1,2L N.B. Se a bomba rodar na ausência do líquido refrigerador é necessário esvaziar o ar dos tubos. Nesse caso, desligar o gerador, encher o depósito, ligar um tubo à tomada ( ) e inserir a outra extremidade do tubo no depósito. Inserir o conector do pressóstato e o cabo de rede nas tomadas BR e BQ. Ligar o gerador por cerca de 10 a 15 segundos e depois ligar novamente os tubos. Ligar a máquina. Para seleccionar o modo de funcionamento do grupo de arrefecimento, consultar o capítulo “ MENU DAS FUNÇÕES DE SERVIÇO”. 3.5.2 Preparação para o funcionamento. Não tocar nas partes com corrente nem os bornes de saída quando o aparelho está alimentado. 51 Quando se liga a máquina pela primeira vez, seleccionar o modo no botão E e os parâmetros de soldadura no botão P e no manípulo AA. Atenção! As regulações para os leds AO = start, Q = Hz, R = equilíbrio da onda, só podem ser seleccionadas em TIG CA. O fluxo de gás inerte deve ser regulador num valor (em litros por minuto) cerca de 6 vezes o diâmetro do eléctrodo. Utilizando acessórios tipo gas-lens, o caudal de gás pode ser reduzido a cerca de 3 vezes o diâmetro do eléctrodo. O diâmetro do bico de cerâmica deve ser 4 a 6 vezes superior ao diâmetro do eléctrodo. • Depois de terminada a soldadura, lembrar-se de desligar o aparelho e de fechar a válvula da botija do gás. 3.5.3 Preparação do eléctrodo. É necessária especial atenção na preparação da ponta do eléctrodo. Lixá-la de modo que apresente uma estria vertical, como indicado na fig. 3. 1,5÷2 d ATENÇÃO: AS PARTES METÁLICAS VOLÁTEIS INCANDESCENTES podem ferir as pessoas, provocar incêndios e danificar as aparelhagens; A CONTAMINAÇÃO POR TUNGSTÉNIO pode diminuir a qualidade da soldadura. • Moldar o eléctrodo de tungsténio exclusivamente com uma esmeriladora com as respectivas tampas de protecção e usando as protecções para o rosto, as mãos e o corpo. • Moldar os eléctrodos de tungsténio com um disco abrasivo duro de grão fino, utilizado exclusivamente para moldar o tungsténio. • Moldar a extremidade do eléctrodo de tungsténio em forma cónica por um comprimento de 1,5 a 2 vezes o diâmetro do eléctrodo. (fig. 3) Fig. 3 d 3.6. MEMORIZAÇÃO Os programas a memorizar, a sua chamada, e a sua memorização, são efectuadas premindo, por mais ou menos tempo, o botão AQ. Premindo por pouco tempo efectua-se a selecção, premindo por mais tempo efectua-se a memorização. Os programas a memorizar (memórias), se forem mostradas pelo visor U a piscar, estão livres, se não piscarem já contêm já dados na memória. 52 3.6.1. Memorizar os dados do programa PL Utilizando a máquina pela primeira vez Os programas de trabalho e as memórias (P01… etc.) são sempre mostrados pelo visor U, a sua selecção é efectuada premindo o botão AQ por pouco tempo. Depois de identificado o conjunto de parâmetros a memorizar, premir brevemente o botão AQ, aparecerá no visor U a sigla P01 a piscar, e no visor O aparecem três traços (---); premir o botão AQ por um tempo superior a 3 segundos, a sigla P01 deixará de piscar e um sinal acústico avisa que foi efectuada a memorização. Desejando escolher outro programa, premir o botão AQ até que apareça no visor U o número do programa desejado. 3.6.2. Memorizar a partir de um programa livre O operador pode modificar e memorizar um programa escolhido procedendo do seguinte modo: Premir brevemente o botão AQ e escolher o número de programa desejado. Os programas livres têm a sigla a piscar. Premir o botão AT e escolher o procedimento de soldadura e com o botão E escolher o modo. Rodar o manípulo AA e programar a corrente de soldadura. Se foi escolhido o procedimento TIG, activar o led X (pós-gás) no botão P e regular o valor desejado no manípulo AA. Se, depois destas regulações, necessárias para memorizar, se desejar regular os tempos de “slope”, ou outros, proceder como descrito no respectivo parágrafo. Para memorizar no programa previamente escolhido, premir o botão AQ por mais de 3 segundos até que deixe de piscar o número do programa. 3.6.3 Memorizar a partir de um programa memorizado. Partindo de um programa já memorizado o operador pode modificar os dados em memória para actualizar esse mesmo programa ou para encontrar novos parâmetros a memorizar noutro programa. 3.6.3.1 Actualizar Depois de ter ligado a máquina, seleccionar os parâmetros a modificar e modificá-los, durante a modificação a sigla do programa escolhido passa de contínua a intermitente. Premir, por mais de 3 segundos o botão AQ, aparece no visor O a sigla Sto. Premir por mais de 3 segundos o botão AQ, a sigla do programa deixará de piscar e um sinal acústico avisará que foi efectuada a memorização. 3.6.3.2 Memorizar num programa novo. Depois de ter ligado a máquina, seleccionar os parâmetros a modificar, e modificá-los. Premir brevemente o botão AQ até aparecer o programa desejado. Premir por mais de 3 segundos o botão AQ até à confirmação da memorização (a sigla do programa passa de intermitente a contínua). 3.6.4 Apagamento de um programa memorizado. Seleccionar o programa (memória) a apagar, premir por mais de 3 segundos o botão AQ e aparecerá no visor O a sigla Sto, rodar o manípulo AA até aparecer a sigla dEL, premir o botão AQ por mais de 3 segundos, a sigla do programa começará a piscar. 4 MENU DAS FUNÇÕES DE SERVIÇO Para entrar neste submenu, premir o botão P e, mantendo-o premido, premir brevemente o botão AQ. Para sair, repetir a mesma operação acima descrita. A selecção das funções de serviço é realizada premindo brevemente o botão AQ. A modificação das funções seleccionadas com o botão AQ é efectuada no manípulo AA. Funções visíveis somente utilizando o processo TIG. 4.1 GESTÃO DO GRUPO DE ARREFECIMENTO. O visor U mostra a sigla H20 e o visor O mostra a sigla OFF (por defeito). Rodar o manípulo AA para seleccionar o tipo de funcionamento: - OFF = desligada. - On C = sempre ligada - On A = ligação automática. Em funcionamento automático, quando se liga a máquina, o grupo de arrefecimento acende-se por 30 seg e depois apaga-se. Premindo o botão do maçarico, o arrefecimento começa a funcionar e apaga-se 3 minutos depois de se ter largado o botão. Se a pressão do líquido refrigerador for insuficiente, o gerador não emite corrente e aparecerá no visor U a palavra H2O a piscar. 4.2 SP SOLDADURA POR PONTOS E INTERMITÊNCIA. Activa-se em soldadura a dois tempos (led G) ou a quatro tempos (led H) quando se selecciona a ligação a alta frequência (led L). Seleccionar a sigla SP (spot) no visor U com o botão AQ, o visor O mostra a sigla OFF com o manípulo AA programar ON para activar a função. Premindo brevemente o botão AQ, seleccionar a sigla tSP. 4.2.1 tSP (tempo de soldadura por pontos Spot time) O visor U, mostra a palavra tSP e o visor O mostra o tempo de 1 segundo, programar o tempo desejado com o manípulo AA, regulação de 0,1 a 25 segundos. Se desejar programar a intermitência (soldadura com tempo de pausa automático) premir brevemente o botão AQ e seleccionar a sigla tin. 4.2.2 tin (tempo de intermitência) O visor O mostrará a sigla OFF. Rodar o manípulo AA para regular o tempo de intermitência (regulação de 0,1 a 25 seg). 4.3 PDU-FACTOR DE SERVIÇO PULSADA (só activo em pulsada). Este é o tempo de duração da corrente mais alta seleccionada em pulsação. É indicado em percentagem em relação ao período determinado pela frequência (por defeito 50%) Regulação mínima 10%, máxima 90%. 4.4 SC (CORRENTE DE START). Sempre activa em todos os processos TIG. Nível de corrente de arranque da qual começa o processo de soldadura. Especialmente usada para arranques em soldadura CA com eléctrodos grandes e com rampa de subida (slope up). Regula o nível mínimo do pedal art. 193. Por defeito 25%. Regulações: mínimo 1% máximo 100% 4.5 CRA (ENCHIMENTO DA CRATERA FINAL). Seleccionar a sigla CrA no visor U com o botão AQ, o visor O mostra a sigla OFF, programar ON no manípulo AA para activar a função. Premindo brevemente o botão AQ seleccionar a sigla CrC. 4.5.1 CrC (corrente de cratera) Esta corrente é uma percentagem da corrente de soldadura e é a corrente final do processo. Por defeito 50% Regulações: mínimo 10% máximo 100% 4.5.2 tCr (tempo da corrente de cratera) Tempo de permanência da corrente de cratera. Por defeito 0,5 seg Regulações: mínimo 0,0 seg máximo 30 seg Funções visíveis somente utilizando o processo MMA. 4.6 HS (PERCENTAGEM DA CORRENTE DE HOT-START) É uma sobrecarga de corrente que serve para melhorar os arranques. Por defeito 50% Regulações: mínimo 0% máximo 100% 53 4.7 THS (DURAÇÃO DA CORRENTE DE HOT-START) Por defeito 0,15 seg Regulações: mínimo 0 seg máximo 0,5 seg 4.8 AF (PERCENTAGEM DA CORRENTE DE ARCFORCE) É uma corrente que determina a transferência do eléctrodo. Por defeito 30% Regulações: mínimo 0% máximo 100% 5 COMANDOS À DISTÂNCIA E ACESSÓRIOS Para a regulação da corrente de soldadura, a esta máquina de soldar podem ser ligados os seguintes comandos à distância: Art. 193 Pedal de comando (usado em soldadura TIG) Art. 1260 Maçarico BINZEL “ABITIG 200” (200A-35%) m. 4 Art. 1262 Maçarico BINZEL “ABITIG 200” Up/Down (200A-35%) – m. 4 Art. 1256 Maçarico arrefecido a água BINZEL “ABITIG 450 W” (450A) – m. 4 Art. 1258 Maçarico arrefecido a água BINZEL “ABITIG 450 W Up/Down” (450A) – m. 4 Art. 1656 Carro para transporte do gerador Art. 1281.03 Acessório para soldadura com eléctrodo Art. 1341 Grupo de arrefecimento Art 1192 Art 187 (usado em soldadura MMA) Art. 1180 Conexão para ligar simultaneamente o ma çarico e o pedal de comando. Com este acessório, o Art. 193 pode ser utilizado em qualquer modo de soldadura TIG. Os comandos que incluem um potenciómetro, regulam a corrente de soldadura da corrente mínima à corrente máxima programada com o manípulo AA. Os comandos com lógica UP/DOWN regulam a corrente de soldadura do mínimo ao máximo. 54 6 MANUTENÇÃO Cada trabalho de manutenção deve ser executado por pessoal qualificado respeitando a norma CEI 26-29 (IEC 60974-4). 6.1 MANUTENÇÃO DO GERADOR Em caso de manutenção no interior do aparelho, certifique-se que o interruptor S esteja na posição “O” e que o cavo de alimentação esteja desligado da rede eléctrica. Também é necessário limpar periodicamente o pó metálico acumulado no interior do aparelho utilizando ar comprimido. 6.2 CUIDADOS APÓS UM TRABALHO DE REPARAÇÃO. Depois de ter executado uma reparação, prestar atenção em reordenar a cablagem de modo que haja um isolamento seguro entre o lado primário e o lado secundário da máquina. Evite que os fios possam entrar em contacto com partes em movimento ou partes que aqueçam durante o funcionamento. Montar novamente todas as braçadeiras como no aparelho original, de modo a evitar que, se um condutor se parte ou desliga acidentalmente, possa haver uma ligação entre o primário e o secundário. Montar também os parafusos com as anilhas dentadas como no aparelho original. KAARIHITSAUSKONEEN KÄYTTÖOHJE TÄRKEÄTÄ: ENNEN LAITTEEN KÄYTTÖÖNOTTOA, LUE TÄMÄ KÄYTTÖOHJE HUOLELLISESTI. TÄMÄ KÄYTTÖOHJE ON SÄILYTETTÄVÄ HUOLELLISESTI JA OLTAVA KAIKKIEN KONETTA KÄYTTÄVIEN SAATAVILLA. KÄYTTÖOPPAASEEN TULEE TURVAUTUA AINA EPÄVARMOISSA TILANTEISSA TAI TILATTAESSA KONEESEEN VARAOSIA. 1 TURVAOHJEET HITSAUS JA VALOKAARILEIKKAUS VOI AIHEUTTAA VAARATILANTEITA ITSELLESI TAI MUILLE TYÖALUEELLA OLEVILLE HENKILÖILLE. Koneen käyttäjän tulee sen vuoksi tutustua huolellisesti hitsauksessa noudatettaviin turvaohjeisiin ennen koneen käyttöä. Ohessa yhteenveto turvaohjeista. Täydelliset turvaohjeet on erikseen tilattavissa. Turvaohjeiden tilausnumero on 3.300.758. MELU. Tämän koneen melutaso ei ylitä 80 dB . Hitsauksen tai plasmaleikkauksen aikainen melu saattaa kuitenkin ylittää tämän tason, mistä syystä syntyvän melun osalta on huomioitava voimassa olevat työsuojelumääräykset. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. · Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran aiheuttamat magneettikentät saattavat aiheuttaa häiriöitä sydämentahdistimen toimintaan. Elintoimintoja ylläpitävien laitteiden (sydämentahdistin) käyttäjien tulee ottaa yhteyttä lääkäriin ennen hitsauskoneen käyttöä (kaarihitsaus, leikkaus, kaiverrus tai pistehitsaus). - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinakkain varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elekrodi / hitsa uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. RÄJÄHDYKSET. · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU. Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 1.1 VAROITUSKILPI 55 Seuraavat numeroidut tekstit vastaavat kilvessä olevia numeroituja kuvia. B. Langansyöttörullat saattavat vahingoittaa käsiä. C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä hitsauksen aikana. Pidä kädet ja metalliesineet etäällä niistä. 1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut ovat hengenvaarallisia. Suojaudu asianmukaisesti sähköiskuvaaralta. 1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa paljain käsin. Älä käytä kosteita tai vaurioituneita käsineitä. 1.2 Eristä itsesi asianmukaisesti hitsattavasta kappaleesta ja maasta. 1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä laitteeseen. 2. Hitsaussavujen sisäänhengitys saattaa olla terveydelle haitallista. 2.1 Pidä pääsi etäällä hitsaussavuista. 2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjestelmän avulla. 2.3 Poista hitsaussavut imutuulettimen avulla. 3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa räjähdyksen tai tulipalon. 3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta. 3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tulipalon. Pidä palonsammutinta laitteen välittömässä läheisyydessä ja varmista, että paikalla on aina henkilö, joka on valmis käyttämään sitä. 3.3 Älä koskaan hitsaa suljettuja astioita. 4. Valokaaren säteet saattavat aiheuttaa palovammoja silmiin ja ihoon. 4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä kokonaamaria ja suodatinta, jonka asteluku on asianmukainen. Käytä koko kehon suojausta. 5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia toimenpiteitä. 6. Älä poista tai peitä varoituskilpiä. 2 YLEISKUVAUKSET 2.1 MÄÄRITYKSET Tämä laite on vakiovirtahitsausvirtalähde ja sen toiminta perustuu INVERTTERI-tekniikkaan. Se on suunniteltu hitsaukseen kaikentyyppisillä hitsauspuikoilla (lukuun ottamatta selluloosapäällysteisiä puikkoja) ja TIGhitsaukseen kosketus- tai HF-sytytyksellä. Sitä ei saa käyttää putkien sulatukseen. 2.2 KONEKILVEN MERKKIEN SELITYKSET Laite on valmistettu seuraavien standardien mukaan: IEC 60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 610003-12 - IEC 61000-3-11 (kts. huomautus 2) N°. Sarjanumero, joka on ilmoitettava aina hitsauslaitteeseen liittyvien kyselyjen yhteydessä. f Yksivaiheinen staattinen taajuusmuunnin, f muuntaja-tasasuuntaaja Alaspäin laskeutuva ominaisto. 1 2 56 SMAW. Soveltuu hitsauspuikoilla tapahtuvaan hitsauk seen. TIG Sopii TIG-hitsaukseen. U0. Toisiojännite tyhjillään X. Toimintateho prosentteina. Se % - arvo 10 minuutin aikana, jolloin hitsauslaite voi toimia tietyllä sähkövirralla aiheuttamatta ylikuumenemista. I2. Hitsausvirta U2. Toisiojännite virran ollessa I2 U1. Nimellinen syöttöjännite. Laitteessa on automaattinen käyttöjännitteen valitsin. 1~ 50/60Hz Yksivaihesyöttö 50 tai 60 Hz I1 max. Suurin sallittu liitäntävirta I1 eff Käyttösuhteen mukainen suurin ottoteho IP23S Koteloinnin suojausluokka 3-luokka toinen numero, tarkoittaa, että tämä laite voidaan varastoida, mutta sitä ei voida käyttää ulkona sateessa jos sitä ei ole suojattu sateelta. Soveltuu käytettäväksi tiloissa, jossa riskialttius S on suuri. HUOMAUTUKSIA: 1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla työskentelyyn (kts. IEC 60664). 2-Tämä laite on IEC 61000-3-11-standardin mukainen ehdolla, että käyttäjän laitteiston ja julkisen verkon liityntäpisteen sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,388. Laitteen asentajan/käyttäjän vastuulla on varmistaa tarvittaessa sähkölaitokselta kysymällä, että laite on liitetty sähköverkkoon, jonka sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,388. 2.3 SUOJIEN KUVAUS 2.3.1 Lämpösuoja Kone on varustettu lämpösuojalla, joka pysäyttää koneen sallitun lämpötilan ylittyessä. Lämpösuojan toiminnasta ilmoitetaan ohjauspaneelin näytölle U syttyvällä tunnuksella OPn. 2.3.2 - Keskeytyssuoja Hitsauskone on varustettu useilla suojilla, jotka pysäyttävät koneen ennen sen vaurioitumista. Jokaisen suojan toiminnasta ilmoitetaan näytölle U syttyvällä tunnuksella Err ja näytölle O ilmaantuvalla numerolla. Jos jäähdytysyksikön veden taso on liian alhainen, näytölle U ilmaantuu vilkkuva tunnus H2O. 3 ASENNUS Tarkista, että liitäntäjännite vastaa hitsauskoneen konekilvessä ilmoitettua jännitettä. Asenna liitäntäkaapeliin pistotulppa, jonka kapasiteetti on koneen ottoteholle riittävä. Varmista, että kytket kelta/ vihreän johtimen maadoitusnapaan. Sähköjärjestelmään asennetun vikavirtakytkimen tai sulakkeiden tehon tulee vastata koneen virrankulutusta I1. AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 3.1. KÄYTTÖÖNOTTO Ainoastaan ammattitaitoinen henkilö saa asentaa koneen. Kaikki liitännät tulee tehdä voimassa olevien standardien ja täysin työsuojelulain (CEI 26-23 / CEI CLC 62081) mukaisesti. 3.2 KONEEN KUVAUS (kuva 1) BA) Negatiivinen ulostuloliitin (-) BB) Positiivinen ulostuloliitin (+) BC) TIG-polttimen ohjausvirtaliitin Liitä polttimen kytkimen johtimet napoihin 1 ja 9. BD) Liitin (1/4 kaasu)TIG-hitsauspolttimen kaasuletkulle BE) Pääkytkin BG) Virtakaapeli BH) Kaasuliitin BO) Sarjaportti DB9 (RS 232) ohjelmien päivitykseen BQ) Virtakaapelin liitin BR) Painekytkimen liitin 3.3 KÄYTTÖPANEELIN KUVAUS (kuva 1) Prosessinäppäin AT ·Valinta osoitetaan merkkivaloilla AX, AV tai AW. Merkkivalo AX Merkkivalo AV Merkkivalo AW Tilanäppäin E ·Valinta osoitetaan joillakin seuraavista merkkivaloista F, G, H, I, L, M, N tai PP. TIG-tilassa palaa aina kaksi merkkivaloa: toinen osoittaa HF- tai kosketussytytystä ja toinen jatkuvaa tai pulssitettua tilaa 2- tai 4-tahtisella ohjauksella. Valinta vaihtuu aina, kun näppäintä painetaan. Valinta osoitetaan symbolia vastaavalla merkkivalolla: F - Merkkivalo TIG-hitsaus, sytytys ilman HF:ää. Sytytä valokaari painamalla polttimen kytkintä, koskettamalla volframielektrodilla hitsattavaa kappaletta ja nostamalla se uudelleen. Liikkeen tulee olla varma ja nopea (0,3 s). L - Merkkivalo TIG-hitsaus, HF-sytytyksellä Sytytä valokaari painamalla polttimen kytkintä. Korkeajännitteinen / -taajuinen pilottivirta sytyttää valokaaren. G - Merkkivalo jatkuva-2-tahti TIG-hitsaus (käsin ohjaus) 57 Kun painat polttimen kytkintä, virta nousee, kunnes se saavuttaa säätönupilla AA asetetun arvon säädettyä virrannousuaikaa (slope up) vastaavan ajan kuluessa. Kun vapautat kytkimen, virta alkaa laskea, kunnes se palaa nolla-arvoon säädettyä virranlaskuaikaa (slope down) vastaavan ajan kuluessa. Tässä toiminnossa voidaan liittää lisävarusteena toimitettava jalkapoljin (tuote 193). H - Merkkivalo jatkuva-4-tahti TIG-hitsaus (automaattiohjaus) Tämä ohjelma eroaa edellisestä, sillä sekä sytytys että sammutus ohjataan painamalla ja vapauttamalla polttimen kytkin. 4-tahti erikoistoiminto (automaattiohjaus) Toimintoa voidaan käyttää: - 4-tahti pulssihitsaus kahdella virta-tasolla - 4-tahti pulssihitsaus Palaa edelliseen päävirtaan painamalla polttimen kytkintä ja vapauttamalla se uudelleen. Merkkivalo T syttyy ja V sammuu. Voit keskeyttää hitsauksen milloin tahansa painamalla polttimen kytkintä yli 0,7 sekuntia ja vapauttamalla se. Virta alkaa laskea, kunnes se palaa säädettyyn nolla-arvoon virranlaskuaikaa (slope down) vastaavan ajan kuluessa (merkkivalo W syttynyt). Jos painat polttimen kytkintä ja vapautat sen välittömästi virranlaskuvaiheessa (slope down), virta palaa kahdesta säädetystä arvosta alhaisempaan. HUOM. PAINA JA VAPAUTA VÄLITTÖMÄSTI viittaa enintään 0,5 sekuntiin. M - Merkkivalo 2-tahti pulssi-TIG-hitsaus (käsin ohjaus) Kun painat polttimen kytkintä, virta alkaa kasvaa, kunnes se saavuttaa säätönupilla AA valitun arvon säädettyä virrannousuaikaa (slope up) vastaavan ajan kuluessa. Kun vapautat kytkimen, virta alkaa laskea, kunnes se palaa nolla-arvoon säädettyä virranlaskuaikaa (slope down) vastaavan ajan kuluessa. Tässä asennossa voidaan liittää lisävarusteena toimitettava jalkapoljin (tuote 193). - 4-tahti pulssihitsaus kahdella virta-tasolla Kraatterintäyttövirtaa (CrC) pidetään päällä hitsauksen lopussa niin kauan kuin polttimen kytkin on painettuna. Toimii vain, kun kraatterin lopputäyttötoiminto (CrA) on päällä ja kraatterintäyttövirran aika (tCr) on 0,0. Hitsaus aloitetaan painamalla polttimen kytkintä ja vapauttamalla se välittömästi. Käynnistysvirta säädetään parametrilla SC ja sitä seuraa virrannousu, kunnes hitsausvirta saavutetaan. Hitsaus päätetään painamalla polttimen kytkintä ja pitämällä se painettuna. Kone suorittaa virranlaskun (slope down), kunnes se saavuttaa kraatterintäyttövirran (CrC), joka pysyy päällä polttimen kytkimen vapauttamiseen asti (kuva 2). Fig. 2 I - Merkkivalo Jatkuva-4-tahti TIG-hitsaus kahdella virtatasolla (automaattiohjaus) Aseta kaksi virtatasoa ennen valokaaren sytytystä: Ensimmäinen taso: paina näppäintä P, kunnes merkkivalo T syttyy, ja säädä päävirta säätönupilla AA. Toinen taso: paina näppäintä P, kunnes merkkivalo V syttyy, ja säädä virta säätönupilla AA. Valokaaren sytytyksen jälkeen virta alkaa kasvaa, kunnes se saavuttaa säätönupilla AA valitun arvon säädettyä virrannousuaikaa (slope up) vastaavan ajan kuluessa. Merkkivalo T syttyy ja se näkyy näytöllä O. Jos virtaa tarvitsee laskea hitsauksen aikana valokaarta sammuttamatta (esim. poistettavan materiaalin vaihto, työasennon muutos, siirtyminen vaaka-asennosta pystyasentoon jne.), paina polttimen kytkintä ja vapauta se välittömästi. Virta laskee toiseen valittuun arvoon, merkkivalo V syttyy ja T sammuu. 58 N - Merkkivalo 4-tahti pulssi-TIG-hitsaus (automaattiohjaus) Tämä ohjelma eroaa edellisestä, sillä sekä sytytys että sammutus ohjataan painamalla ja vapauttamalla polttimen kytkin. PP - Merkkivalo 4-tahti pulssi-TIG-hitsaus kahdella virtatasolla (automaattiohjaus) Hitsaus tapahtuu samoin kuin merkkivalon I kohdalla. Kun huippuvirrat on säädetty ensimmäisen tason mukaan, kahden virran välinen suhde säilytetään myös toisella tasolla. AA - SÄÄTÖNUPPI Säätää 10 - 180 A:n hitsausvirtaa MMAtilassa ja 5 - 220 A:n virtaa TIG-tilassa. Mahdollistaa lisäksi yhdessä näppäimen P kanssa seuraavat toimenpiteet: - säätää toinen virtataso V - säätää virrannousuaika (slope up) S - säätää virranlaskuaika (slope down) W - säätää pulssitustaajuus AE - säätää jälkikaasu X - säätää virran taajuutta AC-hitsauksessa Q - säätää aallon tasapainon AC-hitsauksessa R U - Näyttö Näyttää: 1. MMA-tilassa tyhjäkäyntijännitteen ja hitsauksen aikana kuormitusjännitteen 2. Jatkuvassa TIG-tilassa tunnuksen PL (vapaa ohjelma), kun polttimen kytkintä ei paineta. Jatkuvassa TIG-tilassa tyhjäkäyntijännitteen, kun polttimen kytkintä painetaan, mutta hitsausta ei suoriteta. Jatkuvassa TIG -tilassa kuormitusjännitteen, kun polttimen kytkintä painetaan ja hitsaus suoritetaan. 3. Kaikki näppäimellä P valitut numeeriset suureet (lukuun ottamatta virta-arvoja). 4. Kaikki käyttötoimintojen valikon tunnukset 5. Vilkkuvan tunnuksen OPn lämpösuojan toimiessa 6. Vapaiden tai tallennettujen ohjelmien aikana tunnukset PL…P01…P09. W - Slope down -merkkivalo Aika, jonka kuluessa virta laskee minimiarvoon ja kaari sammuu (0 - 10 s) O - Näyttö Näyttää: 1. Uudelleenasetetun virran tyhjäkäyntitilassa. 2. Hitsausvirran ja sen tasot kuormitustilassa. 3. Virtojen vuorottelun vastaavilla tasoilla pulssi-TIGtilassa kuormitettuna. 4. Toisten toimintojen valikon kaikki suureet ja arvot. X - Jälkikaasun merkkivalo Kaasun ulostuloajan säätö hitsauksen lopussa (0 - 30 s) AINOASTAAN TIG-VAIHTOVIRTAHITSAUKSEN AIKANA VALITTAVAT MERKKIVALOT AQ - VALINTANÄPPÄIN Valitsee ja tallentaa ohjelmat. Hitsauskoneeseen voidaan tallentaa yhdeksän hitsausohjelmaa P01 - P09, jotka voidaan ottaa käyttöön tällä näppäimellä. Lisäksi käytössä on työohjelma PL. Valinta Kun painat valintanäppäintä lyhyesti, näytölle U ilmaantuu käytössä olevaa ohjelmaa seuraavan ohjelman numero. Mikäli ohjelmapaikka on vapaa, vilkkuu ohjelmanumero näytöllä. Jos ohjelmapaikan numero ei vilku, on kyseinen ohjelmapaikka varattu. Tallennus (kappale 3.6) Kun olet valinnut ohjelman, tallenna tiedot painamalla näppäintä yli 3 sekuntia. Tämän vahvistukseksi näytöllä U näytetty ohjelmanumero lakkaa vilkkumasta. P - VALINTANÄPPÄIN Kun painat näppäintä, kaikki merkkivalot syttyvät peräkkäin. Huomio! Ainoastaan valittuun hitsaustilaan viittaavat merkkivalot syttyvät: esim. pulssitaajuutta vastaava merkkivalo Q ei syty jatkuvan TIG-hitsauksen aikana. Jokainen merkkivalo osoittaa parametrin, joka voidaan säätää säätönupilla AA, kun ko. parametria ilmaiseva merkkivalo palaa. Merkkivalo sammuu 5 sekunnin kuluttua viimeisestä muutoksesta, näytölle ilmaantuu päähitsausvirta ja vastaava merkkivalo T syttyy. TIG-TASAVIRTAHITSAUKSEN JA TIG-VAIHTOVIRTAHITSAUKSEN AIKANA VALITTAVAT MERKKIVALOT AL - Esikaasun merkkivalo Säätöalue 0,05 - 2,5 sekuntia. Esikaasun virtausaika ennen hitsauksen aloitusta. S - Slope up -merkkivalo Aika, jonka kuluessa virta nousee minimiarvosta asetettuun virta-arvoon (0-10 s) T - Hitsaus-päävirran merkkivalo V - Toisen hitsaustason käynnistystason merkkivalo Prosenttimäärä päävirrasta tai AE - Pulssitaajuuden merkkivalo (0,16 - 500 Hz) Käynnistyksen merkkivalo AO Kuumakäynnistyksen tason säätö TIGvaihtovirtasytytyksen optimoimiseksi jokaista elektrodin halkaisijaa kohti. Merkkivalon syttyessä näytöllä O näkyy numeroarvo, joka viittaa elektrodihalkaisijoihin. Voit asettaa käytettävän halkaisijan säätönupilla AA ja saada välittömästi hyvän aloituksen. Säätöalue 0,5 - 4,0. Merkkivalo Q Hz Vaihtovirran taajuuden säätö. Säätöalue 50 - 150 Hz. Aallon tasapainon säädön merkkivalo R Negatiivisen puoliaallon PEn (tunkeutuminen) prosenttimäärän säätö säätönupilla AA, arvo voi olla 1 - 10. Positiivisen puoliaallon PEn (puhdistus) prosenttimäärän säätö säätönupilla AA, arvo voi olla 1 - 10. Asetettu ja suositeltu arvo on 0. Merkkivalo Y Sähköiskuvaaralta suojaavan asianmukaista toimintaa osoittava merkkivalo laitteen BC - 10-napainen liitin Tähän liittimeen liitetään kappaleessa 5 kuvaillut kauko-ohjauslaitteet. Navan 3 ja 6 välissä on potentiaalivapaa kosketin, joka osoittaa kaaren syttymistä (maks. 0,5 A 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. YLEISIÄ HUOMAUTUKSIA Lue huolellisesti standardit CEI 26-23 / IEC-TS 62081 ennen hitsauskoneen käyttöä. Tarkista myös, että kaapelien eristys, elektrodinpitimet, liittimet ja pistokkeet ovat ehjiä ja että hitsauskaapelien läpimitta ja pituus sopivat käytetylle virralle. 3.4. HITSAUS PÄÄLLYSTETYILLÄ ELEKTRODEILLA (MMA) - Hitsauskone soveltuu hitsaukseen kaikilla elektrodityypeillä lukuun ottamatta selluloosatyyppisiä elektrodeja (AWS 6010). - Varmista, että kytkin BE on 0-asennossa. Liitä hitsauskaapelit ottaen huomioon käytettävien elektrodien valmistajan vaatimat napaisuudet. Liitä maadoituskaapelin liitin kappaleeseen mahdollisimman lähelle hitsiä. Varmista, että sähköinen kontakti on hyvä. - Älä koske poltinta tai elektrodinpidintä ja maadoituspuristinta yhtä aikaa. 59 3.5. TIG-HITSAUS , voit Kun valitset TIG-vaihtovirtahitsauksen hitsata alumiinia, alumiiniseoksia, messinkiä ja magnesiumia. Kun valitset TIG-tasavirtahitsauksen , voit hitsata ruostumatonta terästä, rautaa ja kuparia. Liitä maadoituskaapelin liitin hitsauskoneen positiiviseen napaan (+) ja puristin kappaleeseen mahdollisimman lähelle hitsiä. Varmista, että sähköinen kontakti on hyvä. Liitä TIG-polttimen virtaliitin hitsauskoneen negatiiviseen napaan (-). Liitä polttimen ohjausliitin hitsauskoneen liittimeen BC. Liitä polttimen kaasuletkun liitin koneen liittimeen BD ja kaasupullon paineensäätimestä tuleva kaasuletku kaasuliittimeen BH. näppäimellä E ja hitsausparametrit näppäimellä P ja säätönupilla AA. Huomio! Merkkivalojen AO = käynnistys, Q = Hz ja R = aallon tasapaino säädöt voidaan valita ainoastaan TIG-vaihtovirtahitsauksessa. Inertin kaasun virtaus tulee säätää arvoon (litraa minuutissa), joka on noin 6 kertaa elektrodin halkaisija. Jos käytössä on lisävarusteita (esim. kaasulinssi), kaasun virtaus voidaan alentaa arvoon, joka on noin 3 kertaa elektrodin halkaisija. Keraamisen suuttimen halkaisijan tulee olla 4 - 6 kertaa elektrodin halkaisija. • Muista sammuttaa kone ja sulkea kaasupullon venttiili hitsauksen jälkeen. 3.5.3 Elektrodin valmistelu Elektrodin kärjen valmistelu vaatii erityistä tarkkuutta. Hio se, niin että kärjessä on kuvan 3 mukainen pystyura. 1,5÷2 d - Käynnistä kone kytkimellä BE. - Valitse MMA-hitsaus näppäintä AT painamalla: merkkivalo AW syttyy. - Säädä virta elektrodin halkaisijan, hitsausasennon ja tehtävän hitsisauman mukaan. - Sammuta kone hitsauksen jälkeen ja poista elektrodi elektrodinpitimestä. 3.5.1 Jäähdytysyksikkö (lisävaruste tuotteelle 1341) Jos käytössä on vesijäähdytteinen poltin, käytä jäähdytysyksikköä. Liitä polttimen jäähdytysletkut jäähdytysyksikön liittimiin. Varmista, että liität syöttö- ja paluuletkut oikeisiin liittimiin. 3.5.1.1 Suojien kuvaus - Jäähdytysnesteen painesuoja Suoja muodostuu nesteen syöttöpiiriin asennetusta painekytkimestä, joka ohjaa mikrokytkintä. Jos paine on liian alhaista, näytöllä U vilkkuu tunnus H2O. 3.5.1.2 Käyttöönotto Ruuvaa tulppa auki ja täytä säiliö (koneen toimintaa varten tarvitaan noin litra nestettä). On tärkeää tarkistaa säännöllisesti tarkistusaukon kautta, että neste ulottuu max-tasolle. Käytä jäähdytysnesteenä vettä ja pakkasnestettä sekoitettuna seuraavassa taulukossa annettuina prosenttimäärinä: lämpötila vesi/pakkasneste -0°C / -5°C 4l/1l -5°C / -10°C 3,8 l / 1,2 l HUOM. Jos pumppu pyörii ilman jäähdytysnestettä, letkut tulee ilmata. ) Sammuta virtalähde, täytä säiliö, liitä letku liittimeen ( ja aseta letkun toinen pää säiliöön. Liitä painekytkimen ja virtakaapelin liittimet liittimiin BR ja BQ. Käynnistä virtalähde noin 10 - 15 sekunniksi ja liitä letkut uudelleen. Käynnistä kone. Katso jäähdytysyksikön toimintatilan valinta luvusta KÄYTTÖTOIMINTOJEN VALIKKO. 3.5.2 Käyttöönotto Älä koske jännitteisiä osia ja ulostuloliittimiä, kun kone on kytketty sähköverkkoon. Kun käynnistät koneen ensimmäisen kerran, valitse tila 60 Fig. 3 d HUOMIO! SINKOILEVAT HEHKUVAT METALLIOSAT saattavat aiheuttaa loukkaantumisia, tulipaloja ja materiaalivahinkoja. VOLFRAMIN AIHEUTTAMA LIKAANTUMINEN saattaa heikentää hitsauslaatua. • Muotoile volframielektrodi yhtenäisesti hiomakoneella, jossa on asianmukaiset suojakannet. Käytä kasvojen, käsien ja kehon suojaimia. • Muotoile volframielektrodi kovalla ja hienorakeisella hiomalaikalla, joka on tarkoitettu ainoastaan volframin muotoiluun. • Hio volframielektrodin kartionmuotoinen pää, niin että sen pituus on 1,5 - 2 kertaa elektrodin halkaisija (kuva 3). 3.6. TALLENNUS Tallennettavat ohjelmat valitaan ja tallennetaan painamalla näppäintä AQ pitkään tai lyhyesti. Lyhyt painaminen vastaa valintaa, pitkä painaminen tallennusta. Jos tallennettavat ohjelmat (muistipaikat) näytetään näytöllä U vilkkuvina, ne ovat vapaita. Jos ne eivät vilku, niiden muistipaikassa on jo tietoja. 3.6.1. PL-ohjelmatietojen tallennus Koneen ensimmäinen käyttö Työohjelmat ja muistipaikat (P01 jne.) näytetään aina näytöllä U ja ne valitaan painamalla näppäintä AQ lyhyesti. Kun olet säätänyt sopivat parametrit, paina näppäintä AQ lyhyesti. Näytölle U ilmaantuu vilkkuva tunnus P01 ja näytölle O kolme viivaa (---). Kun painat näppäintä AQ yli 3 sekuntia, tunnus P01 lakkaa vilkkumasta ja merkkiääni vahvistaa tallennuksen. Jos haluat valita tallennuspaikaksi toisen ohjelmanumeron, paina näppäintä AQ, kunnes näytölle U ilmaantuu haluttu ohjelmanumero. 3.6.2. Vapaan ohjelman tallennus Voit muuttaa ja tallentaa valitun ohjelman seuraavasti: Paina näppäintä AQ lyhyesti ja valitse haluttu ohjelmanumero. Vapaiden ohjelmapaikkojen tunnus vilkkuu. Paina näppäintä AT ja valitse hitsausprosessi. Valitse tila näppäimellä E. Käännä säätönuppia AA asettaaksesi hitsausvirran. Jos valitsit TIG-hitsauksen, sytytä merkkivalo X (jälkikaasu) näppäimellä P ja säädä haluttu arvo säätönupilla AA. Tallenna säädöt. Jos haluat säätää niiden jälkeen virrannousu- tai laskuaikoja tms., toimi vastaavan kappaleen ohjeiden mukaan. Tallenna valittu ohjelma painamalla näppäintä AQ yli 3 sekuntia, kunnes ohjelmanumero lakkaa vilkkumasta. 3.6.3 Tallennus tallennetusta ohjelmasta Jos ohjelma on jo tallennettu, voit muuttaa muistin tietoja ohjelman päivittämiseksi tai hakea uusia toiseen ohjelmaan tallennettavia parametreja. 3.6.3.1 Päivitys Käynnistä kone, valitse muutettavat parametrit ja muuta ne. Muutoksen aikana valitun ohjelman tunnus muuttuu kiinteästä vilkkuvaksi. Paina näppäintä AQ yli 3 sekuntia. Näytölle O ilmaantuu tunnus Sto. Paina näppäintä AQ yli 3 sekuntia. Ohjelman tunnus lakkaa vilkkumasta ja merkkiääni vahvistaa tallennuksen. 3.6.3.2 Uuden ohjelman tallennus Käynnistä kone, valitse muutettavat parametrit ja muuta ne. Paina näppäintä AQ lyhyesti, kunnes näytöllä näkyy haluamasi ohjelma. Paina näppäintä AQ yli 3 sekuntia, kunnes tallennus vahvistetaan (jatkuvasti vilkkuva ohjelman tunnus). 3.6.4 Tallennetun ohjelman poisto Valitse poistettava ohjelma (muistipaikka) ja paina näppäintä AQ yli 3 sekuntia. Näytölle O ilmaantuu tunnus Sto. Käännä säätönuppia AA, kunnes näytölle ilmaantuu tunnus dEL. Paina näppäintä AQ yli 3 sekuntia. Ohjelman tunnus alkaa vilkkua. 4 KÄYTTÖTOIMINTOJEN VALIKKO Avaa tämä alavalikko painamalla näppäintä P, pitämällä se painettuna ja painamalla lyhyesti näppäintä AQ. Poistu suorittamalla yllä selostettu toimenpide uudelleen. Käyttötoiminnot valitaan painamalla lyhyesti näppäintä AQ. Näppäimellä AQ valitut toiminnot muutetaan säätönupilla AA. Toiminnot näkyvät ainoastaan TIG-prosessin aikana. 4.1 JÄÄHDYTYSYKSIKÖN HALLINTA Näytöllä U näkyy tunnus H20 ja näytöllä O tunnus OFF (oletusasetus). Käännä säätönuppia AA valitaksesi toimintatyypin: - OFF = sammunut - On C = aina päällä - On A = automaattikäynnistys. Jäähdytysyksikön automaattikäynnistys, kun kone käynnistetään Yksikkö käynnistyy 30 sekunniksi ja sammuu. Painettaessa polttimen kytkintä jäähdytys alkaa toimia. Se sammuu 3 minuutin kuluttua kytkimen vapautuksesta. Jos jäähdytysnesteen paine on liian alhainen, virtalähde ei anna virtaa ja näytölle U ilmaantuu vilkkuva tunnus H2O. 4.2 SP (PISTE JA KATKO) Aktiivinen kaksi- (merkkivalo G) tai nelivaihehitsauksessa (merkkivalo H) valittaessa HF-sytytys (merkkivalo L). Valitse tunnus SP (spot) näytöltä U näppäimellä AQ. Näytöllä O näkyy tunnus OFF. Valitse säätönupilla AA ON aktivoidaksesi toiminnon. Paina näppäintä AQ lyhyesti ja valitse tunnus tSP. 4.2.1 tSP (pisteaika / spot time) Näytöllä U. Näytöllä O näkyy 1 sekunnin aika. Aseta haluamasi aika säätönupilla AA. Säätöalue 0,1 - 25 sekuntia. Jos haluat asettaa katkohitsauksen (hitsaus automaattisella taukoajalla), paina lyhyesti näppäintä AQ ja valitse tunnus tin. 4.2.2 tin (katkoaika) Näytöllä O näkyy tunnus OFF. Käännä säätönuppia AA säätääksesi katkoajan (säätöalue 0,1 - 25 s). 4.3 PDU (PULSSITETTU KÄYTTÖSUHDE) (aktiivinen ainoastaan pulssitoiminnossa) Pulssitoiminnossa valitun korkeimman virran kestoaika. Ilmaistaan prosentteina suhteessa taajuuden määräämään aikaan (oletusasetus 50 %). Säätöalue 10 % - 90 %. 4.4 SC (KÄYNNISTYSVIRTA) Aina aktiivinen TIG-hitsauksen aikana. Käynnistysvirran taso, jolta hitsausprosessi alkaa. Käytetään erityisesti vaihtovirtakäynnistyksissä suurilla elektrodeilla ja virrannousulla (slope up). Polkimen (tuote 193) minimitason säätö Oletusasetus 25 % Säädöt: minimi 1 % maksimi 100 % 4.5 CrA (KRAATERIN LOPPUTÄYTTÖTOIMINTO) Valitse tunnus CrA näytöltä U näppäimellä AQ. Näytöllä O näkyy tunnus OFF. Valitse säätönupilla AA ON aktivoidaksesi toiminnon. Paina näppäintä AQ lyhyesti ja valitse tunnus CrC. 4.5.1 CrC (kraatterintäyttövirta) Prosenttimäärä hitsausvirrasta. Prosessin loppuvirta. Oletusasetus 50 % Säädöt: minimi 10 % maksimi 100 % 61 4.5.2 tCr (kraatterintäyttövirran aika) Kraatterin täyttövirran ajan kesto Oletusasetus 0,5 s Säädöt: minimi 0,0 s maksimi 30 s. Toiminnot näkyvät ainoastaan MMA-prosessin aikana. 4.6 HSKUUMAKÄYNNISTYSVIRRAN PROSENTTIMÄÄRÄ) Ylivirta, joka helpottaa käynnistystä Oletusasetus 50 % Säädöt: minimi 0 % maksimi 100 % 4.7 THS (KUUMAKÄYNNISTYSVIRRAN KESTO) Oletusasetus 0,15 s Säädöt: minimi 0 s maksimi 0,5 s. 4.8 AF (ARC-FORCE-VIRRAN PROSENTTIMÄÄRÄ) Tätä ylivirtaa käytetään helpottamaan lisäaineen siirtymistä sulien metallipisaroiden muodossa hitsattavaan kohtaan. Oletusasetus 30 % Säädöt: minimi 0 % maksimi 100 % 5 KAUKO-OHJAUSLAITTEET JA LISÄVARUSTEET Hitsauskoneeseen voidaan liittää seuraavat hitsausvirtaa säätävät kauko-ohjauslaitteet: Tuote 193 Jalkapoljin (TIG-hitsaus) Tuote 1260 Poltin BINZEL ABITIG 200 (200 A- 35 %) - 4 m Tuote 1262 Poltin BINZEL ABITIG 200 Up/Down (200 A - 35 %) - 4 m Tuote 1256 Vesijäähdytteinen poltin BINZEL ABITIG 450 W (450 A) - 4 m Tuote 1258 Vesijäähdytteinen poltin BINZEL ABITIG 450 W Up/Down (450 A) - 4 m Tuote 1656 Virtalähteen kuljetuskärry Tuote 1281.03 Lisävaruste puikkohitsaukseen Tuote 1341 Jäähdytysyksikkö Tuote 1192 Tuote 187 (MMA-hitsaus) Tuote 1180 Liitin polttimen ja jalkapolkimen samanaikaiseen liitäntään. Tällä lisävarusteella tuotetta 193 voidaan käyttää kaikessa TIG-hitsauksessa. Potentiometrillä varustetut ohjauslaitteet säätävät hitsausvirran minimivirrasta säätönupilla AA säädettyyn maksimivirtaan. UP/DOWN-logiikalla varustetut ohjauslaitteet säätävät hitsausvirran minimiarvosta maksimiarvoon. 62 6 HUOLTO Ainoastaan ammattitaitoiset henkilöt saavat huoltaa laitetta standardin CEI 26-29 (IEC 60974-4) mukaan. 6.1 VIRTALÄHTEEN HUOLTO Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että kytkin BE on O-asennossa ja että virtakaapeli on irrotettu verkosta. Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt metallipöly paineilmalla. 6.2 KORJAUKSEN JÄLKEEN Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen, niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti toisistaan. Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan aikana kuumenevia osia. Asenna kaikki nippusiteet takaisin alkuperäisille paikoilleen, ettei johtimen tahaton rikkoutuminen aiheuta liitäntää ensiö- ja toisiopuolen välillä. Asenna lisäksi ruuvit ja hammasaluslaatat takaisin alkuperäisille paikoilleen. INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr.3.300.758 STØJ Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. ELEKTROMAGNETISKE FELTER - kan være skadelige . • Strøm, der løber igennem en leder, skaber elektromagnetiske felter (EMF). Svejse- og skærestrøm skaber elektromagnetiske felter omkring kabler og strømkilder. • Elektromagnetiske felter, der stammer fra høj strøm, kan påvirke pacemakere. Brugere af elektroniske livsnødvendige apparater (pacemaker) skal kontakte lægen, inden de selv udfører eller nærmer sig steder, hvor buesvejsning, skæresvejsning, flammehøvling eller punktsvejsning udføres. • Eksponering af elektromagnetiske felter fra svejsning eller skæring kan have ukendte virkninger på helbredet. Alle operatører skal gøre følgende for at mindske risici, der stammer fra eksponering af elektromagnetiske felter: - Sørg for, at jordkablet og elektrodeholder- eller svej sekablet holdes ved siden af hinanden. Tape dem om muligt sammen. - Sno ikke jordkablerne og elektrodeholder- eller svejse-kablet rundt om kroppen. - Ophold dig aldrig mellem jordkablet og elektrode holdereller svejsekablet. Hvis jordkablet befinder sig til højre for operatøren, skal også elektrodehol dereller svejsekablet være på højre side. - Slut jordkablet til arbejdsemnet så tæt som muligt på svejseeller skæreområdet. - Arbejd ikke ved siden af strømkilden. EKSPLOSIONER • Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med håndtering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10. (Cl. A) Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder forbundet med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. 1.1 ADVARSELSSKILT Den følgende nummererede tekst svarer til skiltets nummererede bokse. B. Trådfremføringens små ruller kan såre hænderne. C. Svejseledningen og trådfremføringsgruppen er under spænding i løbet af svejsningen. Hold hænder og metalting på afstand. 1. Elektriske stød der fremprovokeres fra svejsningens elektrode eller fra kablet kan være dødelige. Man skal beskytte sig på en passende måde mod faren for elektriske stød. 63 1.1 Vær iført isolerende handsker. Rør ikke ved elektroden med bare hænder. Vær ikke iført fugtige eller beskadigede handsker. 1.2 Vær sikker på at være isolerede fra stykket der skal svejses og fra grunden 1.3 Frakobl forsyningskablets stik inden man skal arbejde på maskinen. 2. Indånding af uddunstning kan være sundhedsfarligt. 2.1 Hold hovedet fjernt fra uddunstningen. 2.2 Anvend et anlæg med forceret ventilation eller med lokalt aftræk for at fjerne uddunstningen. 2.3 Brug en sugepumpe for at fjerne uddunstningen. 3. Gnisterne der fremprovokeres ved svejsningen kan forårsage eksplosioner eller brande. 3.1 Hold antændelige materialer fjernt fra svejseområdet. 3.2 Gnisterne der fremprovokeres ved svejsningen kan forårsage brande. Hav en brandslukker lige i nærheden og lad en person være klar til at bruge den. 3.3 Svejs aldrig lukkede beholdere. 4. Lysbuens stråler kan brænde øjnene og give forbrændinger på huden. 4.1 Vær iført sikkerhedshjelm og -briller. Brug passende beskyttelser til ørerne og kittel med opknappet hals. Brug en filtrerende ansigtsmaske med en korrekt gradation. Vær iført en komplet kropsbeskyttelse. 5. Læs vejledningerne inden maskinen bruges eller inden der foretages en hvilken som helst operation på den. 6. Fjern ikke eller tildæk ikke advarselsskiltene U1. 2 GENERELLE BESKRIVELSER 2.3.1 Termisk beskyttelse Dette apparat er beskyttet af en termostat, som hindrer apparatets funktion ved overskridelse af den tilladte temperatur. Udløsning af termostaten angives ved tænding af teksten OPn på displayet U på kontrolpanelet. 2.1 SPECIFIKATIONER Dette svejseapparat er en konstant jævnstrømskilde med INVERTER teknologi, som er projekteret til svejsning med beklædte elektroder (med undtagelse af celluloseelektroder) og TIG svejsning med kontakttænding og høj frekvens. Svejseapparatet må ikke anvendes til optøning af vandrør. 2.2 FORKLARING AF TEKNISKE DATA PÅ APPARATETS DATASKILT Apparatet er bygget efter følgende normer : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 - og IEC 61000-3-11 (se ”Bemærk 2”) Nr. Serienummer, der altid skal oplyses i tilfælde af spørgsmål med hensyn til svejseapparatet. f Enkeltfaset statisk frekvensomformer til transf formator-ensretter. Nedadgående kurve SMAW. Egnet til svejsning med beklædte elektroder. TIG Egnet til TIG-svejsning U0. Sekundær tomgangsspænding. X. Procentsats for drift: % af 10 minutter. I dette tidsrum kan svejseapparatet anvendes ved en bestemt strøm, uden at der er risiko for overophedninger. I2. Svejsestrøm. U2. Sekundærspænding ved strøm I2. 1 2 64 Nominel forsyningsspænding. Maskinen er udstyret med automatisk valg af forsyningsspænding. 1~ 50/60Hz Enkeltfaset forsyning: 50 eller 60 Hz. I1 max. Den maksimale optagne strømværdi. I1 aktiv Den maksimale optagne aktive strømværdi, når man tager højde for procentsatsen for driften IP23 S Beskyttelsesgrad for kapsling. Grad 3 som andet ciffer betyder, at dette apparat kan opbevares udendørs, men apparatet er ikke egnet til udendørs arbejde i nedbør, medmindre apparatet beskyttes på passende måde. Apparatet er egnet til brug i omgivelser med S øget risiko. BEMÆRK: 1-Apparatet er også egnet til arbejde i omgivelser med kontaminationsgrad 3 (se IEC 60664). 2-Dette udstyr opfylder kravene i standard IEC 61000-311, forudsat at systemets maks. tilladte impedans Zmaxer lavere end eller lig med 0,294 i grænsefladepunktet mellem brugerens system og det offentlige system. Det påhviler udstyrets installatør eller bruger at garantere, at udstyret er tilsluttet en forsyningskilde med maks. impedans 0,294. Dette sker eventuelt ved at indhente oplysninger hos forsyningsselskabet. 2.3 BESKRIVELSE AF BESKYTTELSER 2.3.2 Blokeringsbeskyttelse Dette svejseapparat er udstyret med forskellige beskyttelser, som afbryder apparatet, inden det udsættes for skader. Udløsningen af hver beskyttelse signaleres ved tænding af teksten Err på displayet U og af et tal, som vises på displayet O. Hvis der registreres et lavt vandniveau i køleaggregatet, blinker teksten H2O på displayet U. 3 INSTALLATION Kontrollér, at forsyningsspændingen svarer til mærkespændingen i svejseapparatets tekniske data. Slut et stik med passende kapacitet til forsyningskablet. Kontrollér, at den gule/grønne leder er sluttet til jordstikket. Kapaciteten i den termomagnetiske afbryder eller sikringerne (serieforbundet med forsyningen) skal svare til apparatets strømforbrug I1. 3.1. KLARGØRING Apparatet skal installeres af specialuddannet personale. Alle tilslutningerne skal opfylde kravene i de gældende standarder og i lovgivningen vedrørende forebyggelse af arbejdsulykker (IEC 26-23 og IEC-TS 62081). AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 3.2 BESKRIVELSE AF APPARAT (fig. 1) BA) Negativ udgangsklemme (-) BB) Positiv udgangsklemme (+) BC) Konnektor til TIG svejseslangens knap Slut ledningerne fra svejseslangens knap til stikben 1 og 9. BD) Kobling (1/4” G) Sluttes til gasslangen på TIG svejseslangen. BE) Hovedafbryder BG) Forsyningskabel BH) Kobling til gasforsyning BO) Konnektor; type DB9 (RS 232) Benyttes til opdatering af mikroprocessorernes programmer. BQ) Stikkontakt til forsyningskabel BR) Stikkontakt til trykafbryder 3.3 BESKRIVELSE AF PANEL (fig. 1) Knap for proces AT Valget angives ved tænding af en af lysdioderne AX, AV eller AW. Lysdiode AX Lysdiode AV Lysdiode AW Knap for funktionsmåde E Valget angives ved tænding af en af lysdioderne F, G, H, I, L, M, N eller PP. Ved TIG svejsning tændes der altid to lysdioder ad gangen. Den ene angiver tænding med høj frekvens eller kontakttænding, og den anden angiver konstant eller pulserende to- eller firetrinssvejsning. Hver gang der trykkes på denne knap, foretages et nyt valg. Valget angives af tændingen af lysdioderne i henhold til symbolerne. F - Lysdiode for TIG svejsning med tænding af lysbuen uden høj frekvens Tryk på svejseslangens knap for at tænde lysbuen, berør arbejdsemnet med elektroden af tungsten, og fjern den igen. Udfør en hurtig og bestemt bevægelse (0,3 sekunder). L - Lysdiode for TIG svejsning med tænding af lysbuen med høj frekvens Tryk på svejseslangens knap for at tænde lysbuen. Lysbuen tændes af en gnist med høj spænding/frekvens. G - Lysdiode for konstant TIG totrinssvejsning (manuel) Når der trykkes på svejseslangens knap, øges strømmen i et tidsrum (slope up), som er indstillet forudgående, for at nå den værdi, der er indstillet ved hjælp af håndtaget AA. Når knappen slippes, indledes en reduktion af strømmen 65 i et tidsrum (slope down), som er indstillet forudgående, for at vende tilbage til nul. I denne position er det muligt at tilslutte styrepedalen (tilbehør; art. nr. 193). H - Lysdiode for konstant TIG firetrinssvejsning (automatisk) Dette program afviger fra det foregående, idet tændingen og slukningen styres ved at trykke på og slippe svejseslangens knap. Speciel firetrinssvejsning (automatisk) Denne funktion kan anvendes med: - firetrinssvejsning med to strømniveauer - pulserende firetrinssvejsning -pulserende firetrinssvejsning strømniveauer med to Gør det muligt at fastholde slutstrømmen (CrC) (kraterfyldning) ved afslutning af svejsningen, mens svejseslangens knap holdes trykket nede. Den nødvendige betingelse for udførelse af denne firetrinssvejsning er, at funktionen for slutkraterfyldning (CrA) er ON, og at tidsrummet for slutstrøm ved kraterfyldning (tCr) er 0,0. Svejsningen indledes ved at trykke på og straks slippe svejseslangens knap. Startstrømmen indstilles af parameteren SC. Herefter følger strømmen slope up, indtil svejsestrømmen nås. Tryk på svejseslangens knap, og hold den trykket nede for at afslutte svejsningen, Apparatet udfører slope down, indtil slutstrømmen (CrC) (kraterfyldning) nås. Slutstrømmen forbliver aktiveret, indtil svejseslangens knap slippes (fig. 2). Fig. 2 I - Lysdiode for konstant TIG firetrinssvejsning med to strømniveauer (automatisk) Indstil de to strømniveauer inden tænding af lysbuen: Første niveau: Tryk på knappen P, indtil lysdioden T tændes, og indstil hovedstrømmen ved hjælp af håndtaget AA. Andet niveau: Tryk på knappen P, indtil lysdioden V tændes, og indstil strømmen ved hjælp af håndtaget AA. Når lysbuen tændes, øges strømmen i et tidsrum (slope up) (lysdiode S tændt), som er indstillet forudgående, for at nå den værdi, der er indstillet ved hjælp af håndtaget AA. Lysdioden T tændes, og displayet O viser strømmen. Hvis der under svejsningen opstår behov for reduktion af strømmen uden slukning af lysbuen (eksempelvis skift af svejsemateriale, skift af arbejdsposition, skift fra en vandret til en lodret position osv.), er det nødvendigt at trykke på og slippe svejseslangens knap med det samme. Strømmen indstiller sig ved den anden valgte værdi, lysdioden V tændes, og lysdioden T slukkes. 66 Tryk på og slip svejseslangens knap endnu en gang for at vende tilbage til den foregående hovedstrøm. Lysdioden T tændes, og lysdioden V slukkes. Det er muligt at afbryde svejsningen på et hvilket som helst tidspunkt ved at holde svejseslangens knap trykket nede mere end 0,7 sekunder. Slip herefter knappen. Strømmen begynder herefter at blive reduceret til nulværdien i løbet af slope down tidsrummet, som er blevet fastlagt forudgående (lysdiode W tændt). Hvis der trykkes på svejseslangens knap, og den straks slippes i forbindelse med slope down fasen, vendes tilbage til min. strømmen mellem de indstillede værdier. NB: Proceduren ”TRYK PÅ OG SLIP STRAKS” skal finde sted inden for maks. 0,5 sekunder. M - Lysdiode for pulserende TIG totrinssvejsning (manuel) Når der trykkes på svejseslangens knap, øges strømmen i et tidsrum (slope up), som er indstillet forudgående, for at nå den værdi, der er indstillet ved hjælp af håndtaget AA. Når knappen slippes, indledes en reduktion af strømmen i et tidsrum (slope down), som er indstillet forudgående, for at vende tilbage til nul. I denne position er det muligt at tilslutte styrepedalen (tilbehør; art. nr. 193). N - LYSDIODE for pulserende TIG firetrinssvejsning (automatisk) Dette program afviger fra det foregående, idet tændingen og slukningen styres ved at trykke på og slippe svejseslangens knap. PP - Lysdiode for pulserende TIG firetrinssvejsning med to strømniveauer (automatisk) Svejsningen svarer til beskrivelsen for lysdiode I. Når spids- og standardstrømmen indstilles for det første niveau, fastholdes forholdet mellem de to på det andet niveau også. AA - HÅNDTAG Indstiller svejsestrømmen til 10-180 A ved MMA svejsning og 5-220 A ved TIG svejsning. Det er også muligt at gøre følgende ved kombineret brug af knappen P: - Indstille det andet strømniveau V - Indstille slope up S - Indstille slope down W - Indstille pulseringsfrekvensen AE - Indstille eftergassen X - Indstille strømfrekvensen ved AC svejsning Q - Indstille afbalanceringen af bølgen ved AC svejsning R U - Display Viser: 1. spændingen uden belastning ved MMA svejsning og spændingen med belastning ved svejsning; 2. teksten PL (ledigt program), når der ikke trykkes på svejseslangens knap ved konstant TIG svejsning; spændingen uden belastning ved konstant TIG svejsning uden svejsning; spændingen med belastning ved konstant TIG svejsning ved svejsning; 3. numerisk angivelse af alle værdier (med undtagelse af strømmen), der vælges ved hjælp af knappen P; 4. alle tekster i menuen for driftsfunktioner; 5. teksten OPn (blinker ved åbning af termostaten); 6. teksten PL…P01 - P09 i forbindelse med valg af ledige eller lagrede programmer. O - Display Viser: 1. den forindstillede strøm uden belastning; 2. svejsestrømmen og de respektive niveauer med belastning; 3. ændringer i strømmen på de respektive niveauer ved pulserende TIG svejsning; 4. alle størrelser og værdier i menuen for de sekundære funktioner. AQ - KNAP Vælger og lagrer programmerne. Svejseapparatet gør det muligt at lagre ni svejseprogrammer P01…..P09 og indlæse dem ved hjælp af denne knap. Endvidere findes arbejdsprogrammet PL. Valg Ved et kortvarigt tryk på denne knap vises nummeret på det efterfølgende program på displayet U. Hvis det ikke er blevet lagret, blinker teksten. I modsat fald vises den uden at blinke. Lagring (afsnit 3.6) Dataene lagres ved at holde knappen trykket inde i mere end 3 sekunder efter valg af programmet. For at bekræfte dette holder programnummeret på displayet U op med at blinke. P - KNAP Når der trykkes på denne knap, tændes lysdioderne i rækkefølge: Advarsel! Det er kun lysdioderne vedrørende den valgte svejsefunktion, som tændes. Eksempel: Lysdioden Q, som repræsenterer pulseringsfrekvensen, tændes ikke ved valg af konstant TIG svejsning. Hver lysdiode angiver parameteren, som kan indstilles ved hjælp af håndtaget AA, når lysdioden er tændt. Lysdioden slukkes 5 sekunder efter den seneste ændring, og hovedsvejsestrømmen angives. Herefter tændes den tilsvarende lysdiode T. LYSDIODER, SOM KAN VÆLGES VED DC TIG SVEJSNING (JÆVNSTRØM) OG AC TIG SVEJSNING (VEKSELSTRØM): AL - Lysdiode for forgas Kan indstilles fra 0,05 til 2,5 sekunder. Tidsrum for forsyning af gas inden indledning af svejsning. S - Lysdiode for slope up Dette er tidsrummet, som forløber, inden min. strømmen når den indstillede værdi (0-10 sekunder). T - Lysdiode for hovedsvejsestrøm V - Lysdiode for andet strømniveau ved svejsning eller standardstrøm Denne strøm er altid en procentvis angivelse af hovedstrømmen. AE - Lysdiode for pulseringsfrekvens (0,16-500 Hz) W - Lysdiode for slope down Dette er tidsrummet, som forløber, inden strømmen når min. værdien, og lysbuen slukkes (0-10 sekunder). X - Lysdiode for eftergas Indstiller tidsrummet for forsyning af gas efter afslutning af svejsningen (030 sekunder). LYSDIODER, SOM KUN KAN VÆLGES VED AC TIG SVEJSNING (VEKSELSTRØM): AO - Lysdiode for start Indstiller Hot-Start niveauet for at optimere tændingerne ved AC TIG svejsning for hver elektrodediameter. Når denne lysdiode tændes, viser displayet O et tal, som refererer til elektrodediameteren. Operatøren kan indstille den anvendte diameter ved hjælp af håndtaget AA og herved straks sikre en optimal start. Indstilling fra 0,5 til 4,0. Q - Lysdiode for frekvens Indstiller vekselstrømmens frekvens. Indstilling fra 50 til 150 Hz. R - Lysdiode for indstilling af bølgens afbalancering Indstiller den procentvise angivelse af den negative halvbølge PEn (gennemtrængning) ved hjælp af håndtaget AA. Værdien kan indstilles fra 1 til 10. Indstiller den procentvise angivelse af den positive halvbølge CLn (rensning) ved hjælp af håndtaget AA. Værdien kan indstilles fra 1 til 10. Den indstillede og anbefalede værdi er 0. Y - Lysdiode Lysdiode, som angiver korrekt funktion i anordningen til begrænsning af risikoen for elektriske stød. BC - 10-polet konnektor Denne konnektor benyttes til tilslutning af fjernstyringsudstyret, som er beskrevet i afsnit 5. Der findes en ren kontakt mellem stikben 3 og 6. Kontakten signalerer tænding af buen (maks. 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1 A - 30 VDC). 3.3. GENERELLE BEMÆRKNINGER Læs IEC 26-23/IEC-TS 62081 standarderne grundigt inden brug af dette svejseapparat. Kontrollér, at kablernes isolering, elektrodeholderne, stikkontakterne og stikkene er intakte. Kontrollér endvidere, at svejsekablernes længde og tværsnit er passende i forhold til den anvendte strøm. 67 3.4. SVEJSNING MED BEKLÆDTE ELEKTRODER (MMA) - Dette svejseapparat er egnet til svejsning med alle former for elektroder med undtagelse af celluloseelektroder (AWS 6010). - Kontrollér, at afbryderen BE er indstillet i position 0. Tilslut herefter svejsekablerne med overholdelse af polariteten, som er fastsat af elektrodeproducenten. Tilslut jordkablets klemme så tæt som muligt på stedet, hvor svejsningen skal finde sted, og kontrollér, at der er god elektrisk kontakt. - Berør ikke svejseslangen eller elektrodeholderen samtidigt med jordklemmen. - Tænd apparatet ved hjælp af afbryderen BE. - Vælg MMA funktionen (lysdiode AW tændt) ved at trykke på knappen AT. - Indstil strømmen på baggrund af elektrodediameteren, svejsepositionen og sømmen, som skal udføres. - Sluk altid apparatet efter svejsningen, og fjern elektroden fra elektrodeholderen. 3.5. TIG SVEJSNING funktionen gør det muligt at svejse Valg af AC TIG aluminium, aluminiumslegeringer, messing og magnesifunktionen gør det derimod um. Valg af DC TIG muligt at svejse rustfrit stål, jern og kobber. Slut jordkablets konnektor til den positive pol (+) på svejseapparatet, og slut klemmen til arbejdsemnet så tæt som muligt på stedet, hvor svejsningen skal finde sted. Kontrollér, at der er god elektrisk kontakt. Slut TIG svejseslangens effektkonnektor til den negative pol (-) på svejseapparatet. Slut svejseslangens styrekonnektor til svejseapparatets konnektor BC. Slut koblingen på svejseslangens gasslange til koblingen BD på apparatet, og slut gasslangen fra gasflaskens trykregulator til gaskoblingen BH. 3.5.1 Køleaggregat (tilbehør til art. nr. 1341) Brug køleaggregatet, hvis der benyttes en vandafkølet svejseslange. Stik svejseslangens køleslanger ind i koblingerne på køleaggregatet, og kontrollér, at forsynings- og afløbsretningen overholdes. NB: Hvis pumpen aktiveres uden kølevæske, skal slangerne udluftes. I dette tilfælde er det nødvendigt at slukke strømkilden, ). Stik fylde tanken og slutte en slange til koblingen ( den anden ende af slangen ned i tanken. Stik trykafbryderens konnektor og forsyningskablet i stikkontakten BR og BQ. Start strømkilden 10-15 sekunder, og tilslut herefter slangerne på ny. Tænd apparatet. Se kapitlet MENU FOR DRIFTSFUNKTIONER vedrørende valg af køleaggregatets funktionsmåde. 3.5.2 Klargøring Berør ikke de spændingsførende dele og udgangsklemmerne, når der er sluttet strøm til apparatet. Vælg funktionen ved hjælp af knappen E og svejseparametrene ved hjælp af knappen P og håndtaget AA, når apparatet tændes første gang. Advarsel: Indstillingerne for lysdioderne AO = start, Q = frekvens, og R = bølgens afbalancering kan kun vælges ved AC TIG svejsning. Flowet af inert gas kan indstilles til en værdi (l pr. min.), som svarer til ca. 6 gange elektrodediameteren. Ved brug af gas-lens udstyr kan gasflowet reduceres til ca. 3 gange elektrodediameteren. Diameteren på den keramiske dyse skal svare til 4-6 gange elektrodediameteren. • Husk at slukke apparatet og lukke ventilen på gasflasken efter afslutning af svejsningen. 3.5.3 Forberedelse af elektrode Det er nødvendigt at være særligt opmærksom i forbindelse med forberedelse af elektrodespidsen. Slib den således, at den har en lodret rille som vist i fig. 3. ADVARSEL: GLØDENDE FLYVENDE METALPARTIKLER kan kvæste personalet, være årsag til brand og beskadige udstyret. KONTAMINATION FRA TUNGSTEN kan reducere svejsekvaliteten. • Slib kun elektroden af tungsten ved hjælp af en slibemaskine med passende beskyttelsesafskærmninger. Bær passende visir, handsker og arbejdsbeklædning. • Slib elektroderne af tungsten med en finkornet slibesten. Slibestenen må kun benyttes til slibning af tungsten. • Puds enden af elektroden af tungsten således, at den får en konisk form i en længde svarende til 1,5-2 gange elektrodediameteren (fig. 3). 3.5.1.2 Klargøring Løsn proppen, og fyld tanken (apparatet leveres med ca. 1 l væske). Det er vigtigt at kontrollere regelmæssigt, at væsken fastholdes ved maks. niveauet. Denne kontrol udføres ved hjælp af fordybningen. Benyt vand (så vidt muligt deioniseret vand) blandet med alkohol som kølevæske. Blandingsforholdet fremgår af følgende tabel: temperatur vand/alkohol -0 °C til -5 °C 4 l /1 l -5 °C til -10 °C 3,8 l / 1,2 l 68 1,5÷2 d 3.5.1.1 Beskrivelse af beskyttelser - Beskyttelse for kølevæsketryk Denne beskyttelse består af en trykafbryder i væskens forsyningskredsløb. Trykafbryderen styrer en mikroafbryder. For lavt tryk signaleres ved, at teksten H2O blinker på displayet U. Fig. 3 d 3.6. LAGRING Programmerne indlæses og lagres ved henholdsvis at holde knappen AQ trykket nede eller trykke kortvarigt på den. Når der trykkes kortvarigt, foretages valg, og når knappen holdes trykket nede, udføres lagring. Hvis programmerne, der skal lagres (hukommelser), blinker på displayet U, er de ledige. Hvis de ikke blinker, indeholder de allerede data i hukommelsen. 3.6.1. Lagring af data i arbejdsprogram PL Brug af apparatet for første gang Arbejdsprogrammerne og hukommelserne (P01…osv.) vises altid på displayet U. De vælges ved at trykke kortvarigt på knappen AQ. Tryk kortvarigt på knappen AQ, når du har fundet de parametre, der skal lagres. Teksten P01 blinker på displayet U, og der vises tre linjer (---) på displayet O. Hold knappen AQ trykket nede i mere end 3 sekunder, indtil teksten P01 holder op med at blinke. Et lydsignal bekræfter, at lagringen har fundet sted. Tryk på knappen AQ, indtil det ønskede programnummer vises på displayet U, for at vælge et andet program. 3.6.2. Lagring af et ledigt program Operatøren kan ændre og lagre et valgt program ved at benytte følgende fremgangsmåde: Tryk kortvarigt på knappen AQ, og vælg det ønskede programnummer. Teksten for de ledige programmer blinker. Tryk på knappen AT for at vælge svejseprocessen og knappen E for at vælge funktionsmåden. Drej håndtaget AA, og indstil svejsestrømmen. Hvis TIG processen er blevet valgt, skal lysdioden X (eftergas) aktiveres ved hjælp af knappen P. Indstil den ønskede værdi ved hjælp af håndtaget AA. Efter udførelse af disse indstillinger, som er nødvendige for lagringen, er det muligt at benytte fremgangsmåden, der er beskrevet i det respektive afsnit, for at indstille slope tidsrummene eller andet. Hold knappen AQ trykket nede i mere end 3 sekunder, indtil tallet holder op med at blinke, for at lagre programmet, som er blevet valgt forudgående. 3.6.3 Lagring på baggrund af et lagret program Ved at arbejde på baggrund af et program, som allerede er lagret, har operatøren mulighed for at ændre data i hukommelsen for at opdatere programmet eller finde nye parametre, som skal lagres i et andet program. 3.6.3.1 Opdatering Tænd apparatet, og vælg parametrene, som skal ændres. Ændr parametrene. Teksten for programmet begynder at blinke i forbindelse med ændringen. Hold knappen AQ trykket nede mere end 3 sekunder, indtil teksten Sto vises på displayet O. Hold knappen AQ trykket nede mere 3 sekunder. Teksten for programmet stopper med at blinke, og et lydsignal bekræfter, at lagringen har fundet sted. 3.6.3.2 Lagring i et nyt program Tænd apparatet, og vælg parametrene, som skal ændres. Ændr parametrene. Tryk kortvarigt på knappen AQ, indtil det ønskede program vises. Hold knappen AQ trykket nede mere end 3 sekunder, indtil det bekræftes, at lagringen har fundet sted (teksten for programmet holder op med at blinke, men forbliver tændt). 3.6.4 Sletning af et lagret program Vælg det program (hukommelse), der skal slettes. Hold knappen AQ trykket nede mere end 3 sekunder, indtil teksten Sto vises på displayet O. Drej håndtaget AA, indtil teksten dEL vises. Hold knappen AQ trykket nede mere end 3 sekunder, indtil teksten for programmet begynder at blinke. 4 MENU FOR DRIFTSFUNKTIONER Hold knappen P trykket nede, og tryk samtidigt kortvarigt på knappen AQ for at få adgang til denne undermenu. Gentag ovenstående for at forlade menuen. Tryk kortvarigt på knappen AQ for at vælge driftsfunktionerne. Benyt håndtaget AA til at ændre de funktioner, der er blevet valgt ved hjælp af knappen AQ. Funktioner, der kun er tilgængelige ved TIG svejsning 4.1 STYRING AF KØLEAGGREGAT Displayet U viser teksten H2O, og displayet O viser teksten OFF (standard). Drej håndtaget AA for at vælge funktionstypen: - OFF = slukket - On C = tændt konstant - On A = automatisk tænding. Når apparatet tændes i automatisk funktion, tænder køleaggregatet i 30 sekunder og slukker derefter igen. Aggregatet aktiveres, når der trykkes på svejseslangens knap, og slukkes 3 minutter efter knappen slippes. Hvis kølevæskens tryk er for lavt, udsender strømkilden ikke strøm, og teksten H2O blinker på displayet U. 4.2 SP (PUNKTSVEJSNING OG INTERMITTENS) Aktiveret i totrins- (lysdiode G) eller firetrinssvejsning (lysdiode H), når der vælges tænding med høj frekvens (lysdiode L). Vælg teksten SP (spot) på displayet U ved hjælp af knappen AQ. Displayet O viser teksten OFF. Vælg ON ved hjælp af håndtaget AA for at aktivere funktionen. Tryk kortvarigt på knappen AQ for at vælge teksten tSP. 4.2.1 tSP (spot time/tidsrum for svejsning) Displayet U viser teksten tSP, og displayet O viser tidsrummet (1 sekund). Indstil det ønskede tidsrum ved hjælp af håndtaget AA (indstilling fra 0,1 til 25 sekunder). Tryk kortvarigt på knappen AQ, og vælg teksten tin, for at indstille intermittensen (svejsning med automatisk pause). 4.2.2 tin (tidsrum for intermittens) Displayet O viser teksten OFF. Drej håndtaget AA for at indstille tidsrummet for intermittens (indstilling fra 0,1 til 25 sekunder). 4.3 PDU (DRIFTSFAKTOR FOR PULSERENDE SVEJSNING) (kun aktiveret ved pulserende svejsning) Dette er tidsrummet for maks. strøm ved pulserende svejsning. Udtrykt i % af tidsrummet på baggrund af frekvensen (standardværdi 50 %). Indstilling fra 10 til 90 %. 69 4.4 SC (STARTSTRØM) 5 FJERNSTYRINGSUDSTYR OG TILBEHØR Altid aktiveret ved TIG svejsning. Niveau for startstrøm, hvor svejsningen indledes. Bruges især til tændinger ved AC svejsning med store elektroder og slope up. Indstiller min. niveauet for styrepedalen (art. nr. 193). Standardværdi 25 %. Indstillinger: Min. 1 % Maks. 100 % Der kan tilsluttes følgende fjernstyringsudstyr til indstilling af svejseapparatets svejsestrøm: Art. nr. 193 Styrepedal (kun TIG svejsning) Art. nr. 1260 BINZEL svejseslange “ABITIG 200” (200 A 35 %) - 4 m Art. nr. 1262 BINZEL svejseslange “ABITIG 200” Up/ Down (200 A - 35 %) - 4 m Art. nr. 1256 BINZEL vandafkølet svejseslange “ABITIG 450 W” (450 A) - 4 m Art. nr. 1258 BINZEL vandafkølet svejseslange “ABITIG 450 W Up/Down” (450 A) - 4 m Art. nr. 1656 Transportvogn til strømkilde Art. nr. 1281.03 Tilbehør til svejsning med elektrode Art. nr. 1341 Køleaggregat Art. nr. 1192 + Art. nr. 187 (kun MMA svejsning) Art. nr. 1180 Tilslutning til samtidig tilslutning af svejseslange og styrepedal Ved hjælp af dette tilbehør kan art. nr. 193 benyttes til alle former for TIG svejsning. Betjeningsudstyret, som omfatter et potentiometer, indstiller svejsestrømmen fra min. til maks. værdi, der er indstillet ved hjælp af håndtaget AA. Betjeningsudstyret med UP/DOWN logik indstiller svejsestrømmen fra min. til maks. 4.5 CRA (SLUTKRATERFYLDNING) Vælg teksten CrA på displayet U ved hjælp af knappen AQ. Displayet O viser teksten OFF. Vælg ON ved hjælp af håndtaget AA for at aktivere funktionen. Tryk kortvarigt på knappen AQ for at vælge teksten CrC. 4.5.1 CrC (slutstrøm ved kraterfyldning) Denne strøm er en procentvis angivelse af svejsestrømmen og er svejsningens slutstrøm. Standardværdi 50 %. Indstillinger: Min. 10 % Maks. 100 % 4.5.2 tCr (tidsrum for slutstrøm ved kraterfyldning) Tidsrum for slutstrøm ved kraterfyldning. Standardværdi 0,5 sekunder. Indstillinger: Min. 0,0 sekunder Maks. 30 sekunder Funktioner, der kun er tilgængelige ved MMA svejsning 4.6 HS (PROCENTVIS ANGIVELSE AF STRØM TIL HOT-START) Dette er en overstrøm, der har til formål at forbedre tændingerne. Standardværdi 50 %. Indstillinger: Min. 0 % Maks. 100 % 4.7 THS (TIDSRUM FOR STRØM TIL HOT-START) Standardværdi 0,15 sekunder. Indstillinger: Min. 0 sekunder Maks. 0,5 sekunder 4.8 AF (PROCENTVIS ANGIVELSE AF STRØM FOR ARC-FORCE) Dette er en strøm, der fastlægger overførslen til elektroden. Standardværdi 30 %. Indstillinger: Min. 0 % Maks. 100 % 70 6 VEDLIGEHOLDELSE Hvert vedligeholdelsesindgreb skal foretages af et kvalificeret personale i overensstemmelse med normen IEC 26-29 (IEC 60974-4). 6.1 VEDLIGEHOLDELSE AF GENERATOREN I tilfælde af vedligeholdelse indeni apparatet, skal man sikre sig at afbryderen BE befinder sig i position ”O” og at forsyningskablet er frakoblet nettet. Derudover er det periodisk nødvendigt at rengøre apparatets indre for aflejret metalstøv, ved at bruge trykluft. 6.2 RÅD DER SKAL TAGES I BRUG VED ET REPARATIONSINDGREB. Efter at have foretaget en reparation, skal man sørge for at genordne ledningsføringen således at der findes en sikker isolering mellem maskinens primære side og sekundære side. Undgå at ledningerne kommer i kontakt med dele i bevægelse eller dele der hedes op under funktion. Montér igen samtlige bånd som på det originale apparat således at undgå at der, hvis en ledetråd uheldigvis skulle ødelægges eller frakobles, kan forekomme en forbindelse mellem den primære og den sekundære. Montér derudover skruerne med de rillede skiver igen, som på det originale apparat. GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758. GELUID. Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN–Kunnen schadelijk zijn. · De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De las- of snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden veroorzaakt door een hoge stroom kunnen een nadelige uitwerking hebben op pacemakers. Personen die elektronische apparatuur (pacemakers) dragen moeten informatie bij een arts inwinnen voor ze afvlam-, booglas-, puntlas- en snijwerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: - Zorg ervoor dat de aardekabel en de kabel van de elektrodeklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. - Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. - Voorkom dat u tussen de aardekabel en de kabel van de elektrodeklep of de la stoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. - Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. - Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT Deze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 1.1 PLAATJE MET WAARSCHUWINGEN De genummerde tekst hieronder komt overeen met de genummerde hokjes op het plaatje. ONTPLOFFINGEN. · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij 71 B. De draad sleeprollen kunnen de handen verwonden. C. De lasdraad en de draad sleepgroep staan tijdens het lassen onder spanning. Houd uw handen en metalen voorwerpen op een afstand. 1. De elektrische schokken die door de laselektrode of de kabel veroorzaakt worden, kunnen dodelijk zijn. Zorg voor voldoende bescherming tegen elektrische schokken. 1.1 Draag isolerende handschoenen. Raak de elektrode nooit met blote handen aan. Draag nooit vochtige of beschadigde handschoenen. 1.2 Controleer of u van het te lassen stuk en de vloer geïsoleerd bent. 1.3 Haal de stekker van de voedingskabel uit het stopcontact alvorens u werkzaamheden aan de machine verricht. 2. De inhalatie van de dampen die tijdens het lassen geproduceerd worden, kan schadelijk voor de gezondheid zijn. 2.1 Houd uw hoofd buiten het bereik van de dampen. 2.2 Maak gebruik van een geforceerd ventilatie- of afzuigsysteem om de dampen te verwijderen. 2.3 Maak gebruik van een afzuigventilator om de dampen te verwijderen. 3. De vonken die door het lassen veroorzaakt worden, kunnen ontploffingen of brand veroorzaken. 3.1 Houd brandbare materialen buiten het bereik van de laszone. 3.2 De vonken die door het lassen veroorzaakt worden, kunnen brand veroorzaken. Houd een blusapparaat binnen handbereik en zorg ervoor dat iemand altijd gereed is om het te gebruiken. 3.3 Voer nooit lassen uit op gesloten houders. 4. De stralen van de boog kunnen uw ogen en huid verbranden. 4.1 Draag een veiligheidshelm en -bril. Draag een passende gehoorbescherming en overalls met gesloten kraag. Draag helmmaskers met filters met de juiste filtergraad. Draag altijd een complete bescherming voor uw lichaam. 5. Lees de aanwijzingen door alvorens u van de machine gebruik maakt of er werkzaamheden aan verricht. 6. Verwijder de waarschuwingsetiketten nooit en dek ze nooit af verzoek betreffende de lasmachine. Statische monofase frequentieconverter transformator-gelijkrichter. Neerwaarts. SMAW. Geschikt voor lassen met beklede elektroden. TIG Geschikt voor TIG-lassen. U0. Secundaire nullastspanning X. Werkcycluspercentage. % van 10 minuten gedu-rende dewelke de lasmachine kan werken met een bepaalde stroom zonder te oververhitten. I2. Lasstroom U2. Secundaire spanning met stroom I2 U1. Nominale toevoerspanning. De machine heeft een automatische spanningsregelaar. 1~ 50/60Hz 50- of 60-Hz eenfasige voeding I1 max. Dit is de maximumwaarde van de opgenomen stroom. I1 eff. Dit is de maximumwaarde van de werkelijk opgenomen stroom, afhankelijk van de inschakelduur. IP23S Beschermingsgraad van de kast. De Graad 3 als tweede cijfer geeft aan dat het apparaat opgeslagen kan worden, maar dat het bij neerslag niet buiten gebruikt kan worden, tenzij in een beschermde omgeving. Geschikt voor gevaarlijke omgevingen. S 2 ALGEMENE BESCHRIJVING 2.3 BESCHRIJVING VAN DE BEVEILIGINGEN 2.1 SPECIFICATIES 2.3.1 Thermische beveiliging Dit apparaat wordt beschermd door een temperatuurmeter die de functionering van de machine onmogelijk maakt als de toegestane temperaturen overschreden worden. De ingreep van de thermostaat wordt aangegeven door de weergave van het bericht “OPn” op het display U op het controlepaneel. Dit lasapparaat is een gelijkstroomgenerator met een INVERTER technologie. Het apparaat is ontworpen voor het lassen van beklede elektroden (cellulose elektroden uitgezonderd) en voor het lassen met het TIG proces met contactontsteking en bij hoge frequentie. Gebruik het apparaat nooit om buizen te ontdooien. 2.2 UITLEG VAN DE TECHNISCHE GEGEVENS DIE OP HET PLAATJE VAN DE MACHINE VERMELD ZIJN. Het apparaat is gebouwd in overeenstemming met de volgende normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (zie opmerking 2) N°. Serienummer, dat moet worden vermeld bij elk 72 f1 f2 OPMERKINGEN: 1-Het apparaat is ontworpen om te functioneren in een omgeving met een vervuilingsgraad 3 (Zie IEC 60664). 2-Deze apparatuur voldoet aan de norm IEC 61000-3-11, mits de maximum toelaatbare impedantie Zmax van de installatie lager of gelijk is aan 0,294 op het interfacepunt tussen de installatie van de gebruiker en het lichtnet. De installateur of de gebruiker van de apparatuur zijn verantwoordelijk voor en moeten waarborgen dat de apparatuur aangesloten is op een stroomvoorziening met een maximum toelaatbare impedantie Zmax lager of gelijk aan 0,294. Raadpleeg eventueel het elektriciteitsbedrijf. 2.3.2 – Blokkeringen. Dit lasapparaat is voorzien van diverse beveiligingen die de machine tot stilstand brengen voordat ze schade zal leiden. De ingreep van elke beveiliging wordt aangegeven door de weergave van het bericht “Err” op het display U en door een nummer dat het display O weergegeven wordt. Het bericht H2O wordt op het display U weergegeven als in de koelgroep een laag waterpeil opgemeten wordt. AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 3 INSTALLATIE Controleer of de voedingsspanning overeenstemt met de spanning die op het plaatje met de technische gegevens van het lasapparaat vermeld is. Sluit een stekker aan met een vermogen dat voor de voedingskabel geschikt is en controleer of de groengele draad met de aardestekker verbonden is. Het vermogen van de magnetothermische schakelaar of de zekeringen in serie verbonden met de voeding moet gelijk zijn aan de spanning L1 die door de machine opgenomen wordt. 3.1 IN BEDRIJF STELLEN De machine moet door ervaren personeel geïnstalleerd worden. De aansluitingen moeten uitgevoerd worden in overeenstemming met de van kracht zijnde normen en de wet ter bestrijding van arbeidsongevallen (ICE 26-23 / ICE CLC 62081) 3.2 BESCHRIJVING VAN HET APPARAAT (AFB.1) BA) Klem negatieve uitgang (-). BB) Klem positieve uitgang (+). BC) Connector voor de knop van de TIG lastoorts. Sluit de draden van de toorts aan op pin 1 en 9. BD) Verbindingselement (1/4 gas). Sluit hier de gasleiding van de TIG lastoorts op aan. BE) Hoofdschakelaar. BG) Voedingskabel. BH) Verbindingselement gastoevoer. BO) Connector type DB9 (RS 232). Te gebruiken als u de programma’s van de microprocessoren wenst te updaten. BQ) Contact netkabel. BR) Contact drukregelaar. 3.3 BESCHRIJVING VAN HET PANEEL (AFB.1) AT procestoets. De keuze wordt aangeduid door het oplichten van een van de led AX, AV of AW. Led AX Led AV Led AW Functioneringtoets E. De keuze wordt aangeduid door het oplichten van een van de led F, G, H, I, L, M, N of PP. In het geval van TIG gaan altijd twee led branden. Een led geeft de HF of contact functionering aan terwijl de andere de continue of pulserende functionering met 2 of 4 momenten aangeeft. Elke druk op deze knop komt 73 overeen met een nieuwe keuze. Het oplichten van de led in combinatie met de symbolen duidt uw keuze aan: F - LED. TIG lassen met inschakeling van de boog zonder hoge frequentie. Druk op de toortstoets om de boog in te schakelen, raak met de wolfraamelektrode het te lassen voorwerp aan en hef de toorts op. Voer een snelle en zekere beweging uit (0,3 sec). L - LED. TIG lassen met inschakeling van de boog met hoge frequentie. Druk op de toortstoets om de boog in te schakelen. Een hoge spanning/frequentie waakvonk zal de boog inschakelen. G - LED. TIG lassen-continu-2 momenten (handmatig). Als u op de toortstoets drukt zal de stroom toenemen. De waarde die u met de knop AA ingesteld heeft zal bereikt worden binnen een tijd die overeenstemt met de eerder ingestelde “slope up”. Zodra u de toets loslaat zal de stroom afnemen. De nulwaarde wordt bereikt binnen een tijd die overeenstemt met de eerder ingestelde “slope down”. In deze stand kunt u de pedaalbediening aansluiten. 193. H - LED. TIG lassen-continu-4 momenten (automatisch). Dit programma verschilt van het vorige programma aangezien de in- en uitschakeling aangestuurd worden door het indrukken en loslaten van de toortstoets. 4 Speciale momenten (Automatisch). Deze functie kan gebruikt worden met: -dubbel stroomniveau 4 momenten -pulserend 4 momenten -pulserend momenten dubbel stroomniveau Fig. 2 I - LED. TIG-continu lassen met dubbel stroomniveau-4 momenten (automatisch). Stel de twee stroomniveaus in voordat u de boog inschakelt: Eerste niveau: druk op de toets P tot de led T gaat branden en stel de hoofdstroom af met de knop AA. Tweede niveau: druk op de toets P tot de led V gaat branden en stel de hoofdstroom af met de knop AA. Als u op de toortstoets drukt zal de stroom toenemen. De waarde die u met de knop AA ingesteld heeft zal bereikt worden binnen een tijd die overeenstemt met de eerder ingestelde “slope up” (led S brandt). De led T gaat branden en het display O geeft de situatie weer. Als het tijdens het lassen nodig is de stroom af te laten nemen zonder dat de boog uitgeschakeld wordt (bijvoorbeeld voor het veranderen van het lasmateriaal, de werkplek, de overgang van een horizontale naar een verticale stand enz...) druk op de toortstoets en laat de toets vervolgens onmiddellijk weer los. De stroom wordt nu ingesteld op de tweede waarden, de led V gaat branden en de led T gaat uit. Druk wederom op de toets en laat hem weer los om naar de vorige hoofdstroom terug te keren. De led T gaat branden terwijl de led V uitgaat. Druk minimaal 0,7 seconden op de toortstoets en laat hem vervolgens los als u op een willekeurig moment het lassen wenst te onderbreken. De stroom daalt gedurende de eerder ingestelde “slope down” tijd (led W brandt) naar nul. Tijdens de “slope down” fase keert u naar de laagst ingestelde stroomwaarde terug als u de toortstoets indrukt en vervolgens weer loslaat. N.B. het begrip “INDRUKKEN EN ONMIDDELLIJK WEER LOSLATEN” heeft betrekking op een maximum tijd van 0,5 sec. 4 Biedt u de mogelijkheid de kraterstroom (CrC) aan het einde van het lassen te behouden zolang de toortstoets ingedrukt wordt. Voor deze 4 momenten is het noodzakelijk dat de vulfunctie van de eindkrater (CrA) op ON staat en de tijd voor de kraterstroom (tCr) 0,0 is. Het lassen wordt aangevangen door de toortstoets in te drukken en onmiddellijk weer los te laten. De startstroom wordt ingesteld met de parameter SC, volgt de stijgende helling en bereikt de lasstroom. Druk op de toortstoets en houd de toets ingedrukt om het lassen te beëindigen. De machine voert de dalende helling (slope down) uit tot de kraterstroom (CrC) bereikt is. De kraterstroom blijft actief zolang de operator de toortstoets ingedrukt houdt, zie afb. ( 2 ). M - LED. TIG lassen-pulserend-2 momenten (handmatig). Als u op de toortstoets drukt zal de stroom toenemen. De waarde die u met de knop AA ingesteld heeft zal bereikt worden binnen een tijd die overeenstemt met de eerder ingestelde “slope up”. Zodra u de toets loslaat zal de stroom afnemen. De nulwaarde wordt bereikt binnen een tijd die overeenstemt met de eerder ingestelde “slope down”. In deze stand kunt u de pedaalbediening aansluiten. 193. N - LED. TIG Lassen-pulserend-4 momenten (automatisch). Dit programma verschilt van het vorige programma aangezien de in- en uitschakeling aangestuurd worden door het indrukken en loslaten van de toortstoets. PP - LED. TIG Lassen-pulserend met dubbel stroomniveau-4 momenten (automatisch). Deze manier van lassen is geheel identiek aan de wijze 74 beschreven voor led I. De verhouding tussen de waarden worden ook tijdens het tweede niveau behouden als u de piek- en dalstromen van het eerste niveau ingesteld heeft. AA - KNOP Stel de lasstroom af op een waarde 10-180 A voor MMA en 5-22A voor TIG. In combinatie met de P knop kunt u tevens: -het tweede stroomniveau V instellen -de “slope up” S instellen -de “slope down” W instellen -de AE pulsfrequentie instellen -de post gas X instellen -de frequentie van de lasstroom AC Q instellen -het uitbalanceren van de golf bij AC R lassen instellen U - Display Weergaven: 1. In MMA de nullastspanning en tijdens het lassen de laadspanning. 2. In TIG continu zonder dat u op de toortstoets drukt het bericht PL (programma vrij). IN TIG continu als u op de toortstoets drukt zonder te lassen de nullastspanning. In TIG continu als u op de toortstoets drukt en last de laadspanning. 3. Geeft in nummers alle grootheden, uitgezonderd de stroom, weer die met de knop P gekozen zijn. 4. Geeft alle berichten weer in het menu met servicefuncties. 5. Het bericht “OPn” knippert als de thermostaat geopend wordt. 6. Tijdens het kiezen van de vrije of geprogrammeerde programma’s de berichten PL...P01...P09. O - Display Weergaven: 1. In het geval van nullast de opnieuw ingestelde stroom. 2. In het geval van lading de lasstroom en de niveaus ervan. 3. In het geval van pulserende TIG geladen het afwisselen van de stroom en de stroomniveaus. 4. De weergave van alle grootheden en de menuwaarden van de tweede functies. AQ - SCHAKELAAR Kiest de programma’s en slaat ze op. Het lasapparaat kan negen lasprogramma’s P01... P09 opslaan en met behulp van deze knop oproepen. Er is tevens een bewerkingsprogramma PL aanwezig. Keuze Als u kort op deze toets drukt zal op het display U het nummer van het volgende programma worden weergegeven. Als dit programma niet opgeslagen is dan zal de tekst knipperen. Knippert de tekst niet dan is het programma opgeslagen. Opslaan (zie par. 3.6) Druk minstens 3 seconden lang op de toets om de gegevens op de slaan als u het programma gekozen heeft. Het nummer van het programma op het display U zal niet langer knipperen om dit te bevestigen. P - SCHAKELAAR Als u op deze toets drukt gaan achtereenvolgens de led branden. Let op! Uitsluitend de led behorende bij de gekozen laswijze gaan branden, bijv. in het geval van TIG lassen continu gaat de led Q voor de pulsfrequentie niet branden. Elke led geeft de parameter aan die met behulp van de knop AA tijdens de inschakeltijd van de led ingesteld kan worden. 5 seconden na de laatste wijziging gaat de betreffende led uit, wordt de hoofdlasstroom weergegeven en gaat de betreffende led T branden. LED DIE VOOR HET TIG DC (GELIJKSTROOM) EN TIG AC (WISSELSTROOM) LASSEN GEKOZEN KUNNEN WORDEN: AL - Led Pre-gas Instelling 0,05-2,5 seconden. Tijd voor gasafgifte voordat met het lassen aangevangen wordt. S - Led Slope up. De tijd waarin de stroom beginnend vanaf het minimum de ingestelde stroomwaarde bereikt. (0-10 sec.) T – Led Hoofdlasstroom. V – Led tweede niveau lasstroom of basisstroom. Deze stroom is altijd een percentage van de hoofdstroom. AE – Led Pulsfrequentie (0,16-500 Hz). W - Led Slope down. De tijd waarin de stroom de minimum waarde bereikt en de boog uitschakelt (0-10 sec). X - Led Post gas. Stelt de tijd af voor de gasafgifte aan het einde van het lassen. (0-30 sec.) LED DIE UITSLUITEND BIJ TIG AC (WISSELSTROOM) LASSEN GEKOZEN KUNNEN WORDEN: Led AO Start Stelt het niveau af voor de “hot-start” om de inschakelingen in het geval van TIG AC voor elektroden met elke doorsnede te optimaliseren. Als deze led gaat branden wordt op het display O een nummerwaarde weergegeven. Dit nummer verwijst naar de doorsneden van de elektrode. De operator kan met de knop AA de gebruikte doorsnede instellen hetgeen onmiddellijk resulteert in een goede start. Instelling van 0,5 tot 4,0. 75 Led Q Hz Stelt de frequentie af van de wisselspanning. Afstelling 50 ÷ 150 Hz. Led R Het uitbalanceren van de golf afstellen. Stelt met de knop AA het percentage af van de negatieve halfgolf PEn (penetratie). De waarde kan variëren van 1 tot 10. Stelt met de knop AA het percentage af van de positieve halfgolf CLn (reiniging). De waarde kan variëren van 1 tot 10. We raden u aan de waarde op 0 in te stellen. Led Y. Led indicatie voor de correcte functionering van het systeem dat het gevaar voor elektrische schokken beperkt. BC – 10-polige connector Op deze connector moeten de remote bedieningen beschreven in paragraaf 5 worden aangesloten. Tussen pin 3 en pin 6 is een schoon contact aanwezig dat de inschakeling van de boog (Max. 0,5 A – 125 VAC / 0,3 A – 110 VDC / 1A – 30 VDC) aangeeft. 3.3. ALGEMENE OPMERKINGEN Lees aandachtig de normen ICE 26+23 / ICE-TS 62081 door voordat u van dit lasapparaat gebruik maakt en controleer of de isolatie van de kabels, de elektrodepunten, de contacten en de stekkers heel is. Controleer tevens of de doorsnede en de lengte van de laskabels geschikt zijn voor de gebruikte stroom. 3.4 BEKLEDE ELEKTRODEN LASSEN (MMA) - Dit lasapparaat is geschikt voor het lassen van alle soorten elektrodes, met uitzondering van celluloseelektrodes (AWS 6010). - Controleer of de schakelaar BE op de stand 0 geplaatst is en sluit de laskabels aan. Neem de polariteit in acht die door de fabrikant van de te gebruiken elektroden aangegeven wordt. Bevestig de klem van de aardekabel zo dicht mogelijk in de buurt van het te lassen punt op het voorwerp en controleer of er sprake is van voldoende elektrisch contact. - De toorts of de elektrodepunten en de aardeklem nooit tegelijkertijd aanraken. - Schakel de machine in met behulp van de BE schakelaar. - Kies voor de MMA procedure door te drukken op de AT knop. De led AW gaat branden. - Stel de stroom af aan de hand van de doorsnede van de elektrode, de stand van de las en het soort las. - Schakel het apparaat altijd uit als u het lassen beëindigd heeft en verwijder de elektrode uit de elektrodepunten. 3.5. TIG LASSEN procedure voor het lassen van Kies de TIG AC aluminium, aluminiumlegeringen, messing en magnesium. procedure voor het lassen van Kies de TIG DC roestvrij staal, ijzer en koper. Sluit de connector van de aardekabel aan op de positieve 76 pool (+) van het lasapparaat. Bevestig de klem van de aardekabel zo dicht mogelijk in de buurt van het te lassen punt op het voorwerp en controleer of er sprake is van voldoende elektrisch contact. Sluit de vermogensconnector van de TIG toorts aan op de negatieve pool (-) van het lasapparaat. Sluit de connector van de toortsbediening aan op de connector BC van het lasapparaat. Sluit het verbindingselement van de gasleiding van de lastoorts aan op het verbindingselement BD van de machine. Sluit de gasleiding afkomstig van de drukverlager van de gasfles aan op het gas verbindingselement BH. 3.5.1 Koelgroep (optional voor Art. 1341). Maak gebruik van de koelgroep als u een watergekoeld lasapparaat benut. Sluit de koelleidingen van de toorts aan op de verbindingselementen van de koelgroep. Let erop dat u de toe- en terugvoer op correcte wijze aansluit. 3.5.1.1 Beschrijving van de beveiligingen. - Koelvloeistof drukbeveiliging Deze beveiliging wordt gevormd door een drukregelaar op het koelvloeistof toevoercircuit. De drukregelaar stuurt een microschakelaar aan. Een te lage druk wordt aangeduid met het knipperende bericht H2O op het display U. 3.5.1.2 In bedrijf stellen. Draai de dop los en vul de tank (het apparaat is gevuld met ongeveer een liter vloeistof). Het is belangrijk dat u regelmatig door de opening controleert of het “max” peil van de vloeistof nog altijd behouden is. Maak voor de koelvloeistof gebruik van een mengsel van water (het liefst gedeioniseerd) en alcohol in de verhouding van de onderstaande tabel: temperatuur water/alcohol -0°C tot -5°C 4L/1L -5°C tot -10°C 3,8L/1,2L NB Verwijder de lucht uit de leidingen als de pomp zonder koelvloeistof functioneert. Schakel in dit geval de generator uit, vul de tank, sluit een ) en steek het leiding aan op het verbindingselement ( ander uiteinde van de leiding in de tank. Sluit de connector van de drukregelaar en de netkabel aan op de contacten BR en BQ. Schakel de generator ongeveer 10/15 seconden in en sluit vervolgens de leidingen weer aan. Schakel de machine in. Zie het hoofdstuk “MENU SERVICEFUNCTIES” om de functioneringswijze van de koelgroep te kiezen. 3.5.2 In bedrijf stellen. Voorkom dat u onderdelen onder spanning en de uitgangsklemmen aanraakt als het apparaat van stroom voorzien wordt. Kies op het moment van de eerste inschakeling van de machine de functioneringswijze met behulp van de toets E en kies de lasparameters met de toets P en de knop AA. Let op! De instellingen voor de led AO = start, Q = Hz, R = uitbalancering van de golf kunnen uitsluitend in het geval van TIG AC gekozen worden. De stroom inert gas moet ingesteld worden op een waarde (liter per minuut) die overeenkomt met 6 maal de doorsnede van de elektrode. Als u gas-lens accessoires gebruikt dan moet het gasdebiet beperkt worden tot ongeveer 3 maal de doorsnede van de elektrode. De doorsnede van de keramieken spuitmond moet 4 tot 6 maal de doorsnede van de elektrode zijn. • Onthoud dat u aan het einde van het lassen het apparaat uitschakelt en het kraantje van de gasfles dichtdraait. 1,5÷2 d 3.5.3 De elektrode voorbereiden. Schenk extra aandacht aan het voorbereiden van de elektrodepunt. Polijst de punt tot hier verticale richels op aangebracht zijn, zie de afb.3. Fig. 3 d LET OP: RONDVLIEGENDE GLOEIENDE METALEN DELEN kunnen het personeel verwonden, brand veroorzaken en de apparatuur beschadigen. WOLFRAAMBEVUILING kan de kwaliteit van het lassen negatief beïnvloeden. • Polijst de wolfraamelektrode uitsluitend met een slijpmachine met adequate beschermende bekleding. Bescherm altijd het gezicht, de handen en het lichaam. • Vorm de wolfraamelektroden met een fijne schuursteen die uitsluitend gebruikt wordt voor het polijsten van wolfraam. • Polijst het uiteinde van de conische wolfraamelektrode voor een lengte van 1,5 – 2 maal de doorsnede van de elektrode (afb. 3) 3.6 OPSLAAN De programma’s die opgeslagen moeten worden, het oproepen en het opslaan ervan vindt plaats door lang of kort op de AQ toets te drukken. Een korte druk voor het kiezen van een programma, een lange druk voor het opslaan ervan. De programma’s die opgeslagen moeten worden (geheugen) zijn vrij als ze knipperend op het display U weergegeven worden en bevatten opgeslagen gegevens als ze niet knipperen. 3.6.1 De gegevens van het PL programma opslaan De machine voor de eerste maal gebruiken De bewerkingsprogramma’s en de geheugens (P01... enz) worden altijd door het display U weergegeven. U kunt ze kiezen door kort op de AQ toets te drukken. Druk kort op de toets AQ als u vastgesteld heeft welke parameters opgeslagen moeten worden. Op het display U wordt het bericht P01 knipperend weergegeven. Op het display O verschijnen drie streepjes (---). Druk minstens 3 seconden op de knop AQ. Het bericht P01 knippert niet langer en een pieptoon geeft aan dat de gegevens in het geheugen opgeslagen zijn. Druk op de toets AQ tot op het display U het nummer van het gewenste programma weergegeven wordt als u een ander programma wenst te kiezen. 3.6.2. Vanuit een vrij programma opslaan De operator kan op de volgende wijze een gekozen programma wijzigen en opslaan: Druk kort op de toets AQ en kies het gewenste programmanummer. Het bericht van de vrije programma’s wordt knipperend weergegeven. Druk op de toets AT en kies de lasprocedure. Kies vervolgens met de toets E de laswijze. Draai aan de knop AA en stel de lasstroom in. Als u gekozen heeft voor de TIG procedure, activeer de led X (post gas) met de toets P en stel de gewenste waarde in met de knop AA. Voer de handelingen van de betreffende paragraaf uit als u na deze instellingen, noodzakelijk voor het opslaan, de “slope” tijden of andere gegevens wenst in te stellen. Druk minstens 3 seconden lang op de toets AQ tot het programmanummer niet langer knippert om het eerder gekozen programma op te slaan. 3.6.3 Opslaan vanuit een opgeslagen programma. Vanuit een al opgeslagen programma kan de operator de opgeslagen gegevens wijzigen om het programma te updaten of nieuwe parameters te vinden die vervolgens in ander programma zullen worden opgeslagen. 3.6.3.1 Updaten Kies de te wijzigen parameters als u de machine ingeschakeld heeft en wijzig ze. Tijdens deze handeling zal de weergave van het programma gaan knipperen. Druk minstens 3 seconden op de toets AQ. Op het display O wordt het bericht Sto weergegeven. Druk minstens 3 seconden op de toets AQ. De weergave van het programma knippert niet langer en een pieptoon geeft aan dat de gegevens opgeslagen zijn. 3.6.3.2 In een nieuw programma opslaan. Kies de te wijzigen parameters als u de machine ingeschakeld heeft en wijzig ze. Druk kort op de toets AQ tot het gewenste programma weergegeven wordt. Druk minstens 3 seconden op de toets AQ tot het opslaan van de gegevens bevestigd wordt (het bericht van het programma blijft knipperen). 3.6.4 Een opgeslagen programma wissen. Kies het programma (geheugen) dat u wenst te wissen en druk minstens 3 seconden op de toets AQ. Op het display O verschijnt het bericht Sto. Draai aan de knop AA tot het bericht dEL weergegeven wordt en druk minstens 3 seconden op de toets AQ. Het bericht van het programma begint te knipperen. 4 MENU SERVICEFUNCTIES Druk op de toets P om dit submenu te betreden. Houd de toets ingedrukt en druk kort op de toets AQ. Herhaal de hierboven beschreven handeling om het menu te verlaten. U kunt de servicefuncties kiezen door kort te drukken op de toets AQ. Met de knop AA kunt u de functies die u met de knop AQ gekozen heeft, wijzigen. 77 De functies zijn uitsluitend zichtbaar als u gebruik maakt van de TIG procedure. minimum 1% maximum 100% 4.1 DE KOELGROEP BEHEREN. 4.5 CRA (EINDKRATER VULLEN). Het display U geeft het bericht H2O weer en het display O geeft het bericht OFF (default) weer. Draai aan de knop AA om de functioneringswijze te kiezen: - OFF = uit. - On C = altijd aan - On A = automatische inschakeling. In het geval van de automatische functionering zal de koelgroep bij het inschakelen van de machine 20 sec. aan en vervolgens uit gaan. De koelgroep begint te functioneren als u op de toortstoets drukt. Drie minuten nadat u de toortstoets losgelaten heeft gaat de koelgroep uit. De generator levert geen stroom als de koelvloeistofdruk te laag is en op het display U wordt knipperend het bericht H2O weergegeven. Kies met de toets AQ het bericht CrA op het display U. Op het display O wordt de afkorting OFF weergegeven. Draai de knop AA op ON in om de functie te activeren. Druk kort op de toets AQ en kies de afkorting CrC. 4.2 INTERMITTEREND EN SP PUNTLASSEN. Als u kiest voor de inschakeling met hoge frequentie (led L) zal het lassen in twee momenten (led G) of vier momenten (led H) geactiveerd worden. Kies met de toets AQ het bericht SP (spot) op het display U. Op het display O wordt het bericht OFF weergegeven. Draai de knop AA op ON in om de functie te activeren. Druk kort op de toets AQ en kies het bericht tSP. 4.2.1 tSP (Spot time puntlastijd) Het display U geeft het bericht tSp weer en het display O geeft een tijd van 1 seconde weer. Stel met de knop AA de gewenste tijd in, instelling tussen 0,1 en 25 seconden. Druk kort op de toets AQ en kies het bericht tin als u het intermitterend lassen (met een automatisch ingebouwde pauzetijd) wenst in te stellen. 4.2.2 tin (tijd intermitterend lassen) Op het display O wordt het bericht OFF weegegeven. Draai aan de knop AA om de tijd voor het intermitterend lassen (instelling van 0,1 tot 25 sec.) in te stellen. 4.3 PDU-DUTY CYCLE PULSEREND (uitsluitend actief in pulserend). Dit is de tijd voor de hoogst verkiesbare stroom tijdens het pulseren. De waarde wordt uitgedrukt in percentages ten opzichte van een bepaalde periode door de frequentie (default 50%) Instelling minimum 10% maximum 90%. 4.4 SC (STARTSTROOM). Altijd actief tijdens alle TIG processen. Niveau voor de startstroom waar het lasproces op aanvangt. Wordt met name gebruikt voor start in AC lassen met grote elektroden en een stijgende helling (slope up). Stelt het minimum niveau in van het pedaal art. 193. Default 25%. Instellingen: 78 4.5.1 CrC (kraterstroom) Deze stroom is een percentage van de lasstroom en is de eindstroom van het proces. Default 50% Instellingen: minimum 10% maximum 100% 4.5.2 tCR (tijd voor de kraterstroom) Tijd dat de kraterstroom geleverd wordt. Default 0,5 sec. Instellingen: minimum 0,0 sec. maximum 30 sec. De functies zijn uitsluitend zichtbaar als u gebruik maakt van de MMA procedure. 4.6 H (PERCENTAGE VAN DE HOT-START STROOM) Dit is een overstroom die de start verbetert. Default 50% Instellingen: minimum 0% maximum 100% 4.7 THS (DUUR VAN DE HOT-START STROOM) Default 0,15 sec. Instellingen: minimum 0 sec. maximum 0,5 sec. 4.8 AF (PERCENTAGE ARC-FORCE STROOM) Dit is een stroom die de verplaatsing van de elektrode bepaalt. Default 30% Instellingen: minimum 0% maximum 100% 5 BEDIENINGEN OP AFSTAND EN ACCESSOIRES U kunt de volgende bedieningen op afstand aansluiten om de lasstroom van dit lasapparaat af te stellen: Art. 193 Pedaalbediening (gebruikt voor TIG lassen) Art. 1260 Toorts BINZEL “ABITIG 200” (200A-35%) m.4 Art. 1262 Toorts BINZEL “ABITIG 200” Up/Down (200A – 35%) – m. 4 Art. 1256 Toorts watergekoeld BINZEL “ABITIG 450 W” (450A) – m. 4 Art. 1258 Toorts watergekoeld BINZEL “ABITIG 450 W Up/Down” (450A) – m. 4 Art. 1656 Generator transportwagen Art. 1281.03 Accessoire voor lassen met elektrode Art. 1341 Koelgroep 1192 art. Art 187 (gebruikt voor MMA lassen) Art. 1180 Verbinding waarmee u tijdelijk de toorts op de pedaalbediening aansluit. Met deze accessoire kan het Art. 193 voor elke TIG laswijze gebruikt worden. De lasstroom, ingesteld met de knop AA, wordt door de bedieningen waaronder een potentiometer van een minimum tot een maximum stroom afgesteld. De bedieningen met een UP/DOWN logica regelen de lasstroom van een minimum tot een maximum. 6 ONDERHOUD Het onderhoud mag uitsluitend door gekwalificeerd personeel worden uitgevoerd in overeenstemming met de norm IEC 26-29 (IEC 60974-4). 6.1 DE GENERATOR ONDERHOUDEN Controleer of de schakelaar BE op “O” staat en of de voedingskabel van het lichtnet losgekoppeld is als u onderhoud in het apparaat moet uitvoeren. Reinig tevens regelmatig de binnenkant van het apparaat en verwijder de opgehoopte metaalstof met behulp van perslucht. 6.2 HANDELINGEN DIE U NA EEN REPARATIE MOET VERRICHTEN. Controleer na een reparatie of de bekabeling correct aangebracht is en of er sprake is van voldoende isolatie tussen de primaire en secundaire zijde van de machine. Zorg ervoor dat de draden niet in aanraking kunnen komen met de onderdelen in beweging of de onderdelen die tijdens de functionering verhit raken. Hermonteer alle klemringen op de oorspronkelijke wijze om een verbinding tussen de primaire en secundaire te voorkomen als een draad breekt of losschiet. Hermonteer tevens de schroeven met de tandringen op de oorspronkelijke wijze. 79 INSTRUKTIONSMANUAL FÖR BÅGSVETS VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod.3.300.758 BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 1.1 VARNINGSSKYLT ELEKTROMAGNETISKA FÄLT - Kan vara skadliga. • När elektrisk ström passerar genom en ledare alstras elektromagnetiska fält (EMF). Svets- eller skärströmmen alstrar elektromagnetiska fält runt kablar och generatorer. • De magnetfält som uppstår på grund av starkström kan påverka pacemakerfunktionen. Bärare av livsuppehållande apparater (pacemaker) ska konsultera läkaren innan de påbörjar bågsvetsning, bågskärning, gashyvling eller punktsvetsning eller går in i lokaler där sådant arbete utförs. • Exponering för elektromagnetiska fält i samband med svetsning eller skärning kan ha okända effekter på hälsan. För att minska risken för exponering för elektromagnetiska fält måste alla operatörer iaktta följande regler: - Se till att jordkabeln samt elektrodklämmans eller slangpaketets kabel hela tiden är placerade intill varandra. Tejpa gärna samman dem om möjligt. - Linda inte jordkabeln eller elektrodklämmans respektive slangpaketets kabel runt kroppen. - Stå aldrig mellan jordkabeln eller elektrodklämmans respektive slangpaketets kabel. Om jordkabeln finns på operatörens högra sida ska även elektrodklämmans respektive slangpaketets kabel befinna sig på denna sida. - Anslut jordkabeln till arbetsstycket så nära svetseller skärzonen som möjligt. - Arbeta inte nära generatorn. Explosioner • Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. • Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 6097410 (Cl. A) och får endast användas för professionellt bruk 80 Följande numrerade textrader motsvaras av numrerade rutor på skylten. B. Trådmatarrullarna kan skada händerna. C. Svetstråden och trådmataren är spänningssatta under svetsningen. Håll händer och metallföremål på behörigt avstånd. 1. Elstötar som orsakas av svetselektroden eller kabeln kan vara dödliga. Skydda dig mot faran för elstötar. 1.1 Använd isolerande handskar. Rör inte vid elektroden med bara händer. Använd inte fuktiga eller skadade handskar. 1.2 Säkerställ att du är isolerad från arbetsstycket som ska svetsas och marken. 1.3 Dra ut nätkabelns stickkontakt före arbeten på apparaten. 2. Det kan vara hälsovådligt att inandas utsläppen som alstras vid svetsningen. 2.1 Håll huvudet på behörigt avstånd från utsläppen. 2.2 Använd ett system med forcerad ventilation eller punktutsug för att avlägsna utsläppen. 2.3 Använd en sugfläkt för att avlägsna utsläppen. 3. Gnistbildning vid svetsningen kan orsaka explosion eller brand. 3.1 Förvara brandfarligt material på behörigt avstånd från svetsområdet. 3.2 Gnistbildning vid svetsningen kan orsaka brand. Se till att det finns en brandsläckare i närheten och en person som är beredd att använda den. 3.3 Svetsa aldrig i slutna behållare. 4. Bågens strålning kan skada ögonen och bränna huden. 4.1 Använd skyddshjälm och skyddsglasögon. Använd lämpliga hörselskydd och skyddsplagg med knäppta knappar ända upp i halsen. Använd hjälmvisir som har filter med korrekt skyddsklass. Använd komplett skyddsutrustning för kroppen. 5. Läs bruksanvisningen före användning av eller arbeten på apparaten. 6. Avlägsna inte eller dölj varningsetiketterna. 2 ALLMÄN BESKRIVNING 2.1 SPECIFIKATIONER Denna svets är en generator för konstant likström som är tillverkad med inverterteknik. Den är konstruerad för svetsning med belagda elektroder (med undantag för elektroder av cellulosatyp) och TIG-svetsning med kontakttändning och med hög frekvens. Svetsen får inte användas för att tina rör. 2.2 FÖRKLARING AV SVETSENS MÄRKPLÅT TEKNISKA DATA 2 OBS! 1-Apparaten är tillverkad för arbete i omgivningar med föroreningsklass 3 (se IEC 60664). 2-Apparaten är i överensstämmelse med standard SS-EN 61000-3-11 under förutsättning att max. systemimpedans Zmax är lägre än eller lika med 0,294 i anslutningspunkten mellan användarens och elbolagets elnät. Det åligger installatören/användaren att vid behov rådfråga elbolaget och säkerställa att apparaten är ansluten till ett elnät med max. systemimpedans Zmax som är lägre än eller lika med 0,294. 2.3 BESKRIVNING AV SKYDD 2.3.1 Överhettningsskydd Svetsen skyddas av en termostat som stoppar svetsen om max. temperatur överskrids. Termostatens utlösning indikeras genom att förkortningen OPn tänds på displayen U som är placerad på kontrollpanelen. 2.3.2 Blockeringsskydd Denna svets är försedd med diverse skydd som stoppar svetsen innan den skadas. Skyddens utlösning indikeras genom att förkortningen Err tänds på displayen U eller av att ett nummer visas på displayen O. Om en låg vattennivå uppmäts för kylaggregatet blinkar förkortningen H2O på displayen U. PÅ Apparaten är konstruerad i överensstämmelse med dessa internationella standarder: IEC 60974.1 - IEC 60974.3 IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (anm. 2). Nr. Serienummer som alltid ska anges vid förfrågningar angående svetsen. f Statisk enfas frekvensomvandlare f transformator - likriktare Fallande kurva. SMAW. Lämpad för svetsning med belagda elektroder. TIG Lämplig för svetsning. U0. Sekundär tomgångsspänning. X. Intermittensfaktor. % per 10 minuter som svetsen kan arbeta med en bestämd ström utan att orsaka överhettningar. I2. Svetsström. U2. Sekundärspänning med ström I2. U1. Nominell spänningstillförsel. Maskinen är utrustad med automatiskt val av spänningstillförsel. 1 1~ 50/60Hz Enfasig eltillförsel 50 eller 60 Hz I1 max. Max. strömförbrukning. I1 eff. Max. effektiv strömförbrukning med hänsyn till intermittensfaktor. IP23 Höljets kapslingsklass. Klass 3 som andra siffra innebär att denna appa- rat kan förvaras utomhus, men att den inte är avsedd att användas utomhus vid nederbörd såvida den inte står under tak. Lämplighet för miljöer med ökad risk. S 3 INSTALLATION Kontrollera att matningsspänningen överensstämmer med spänningen som anges på svetsens märkplåt. Anslut en kontakt av lämplig dimension till nätkabeln. Kontrollera att den gulgröna ledaren är ansluten till jordstiftet. Dimensionen på den termomagnetiska brytaren eller säkringarna som är placerade i serie med elmatningen måste vara lika med strömmen I1 som förbrukas av svetsen. 3.1. DRIFTFÖRBEREDELSER Installationen av svetsen får endast utföras av kvalificerad personal. Alla anslutningar måste utföras i enlighet med gällande standarder och med full respekt för olycksförebyggande lagar (IEC 26-23/IEC-TS 62081). 3.2 BESKRIVNING AV SVETSEN (fig. 1) BA) Negativ utgångsklämma (-). 81 AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 BB) Positiv utgångsklämma (+). BC) Kontaktdon för TIG-slangpaketets knapp. Anslut trådarna för slangpaketets knapp till stift 1 och 9. BD) Koppling (1/4” G). Till denna ska TIG-slangpaketets gasslang anslutas. BE) Huvudströmbrytare. BG) Nätkabel. BH) Koppling för gastillförsel. BO) Kontaktdon av typ DB9 (RS 232). Används för att uppdatera mikroprocessorernas program. BQ) Uttag för nätkabel. BR) Uttag för tryckvakt. Knapp för svetsfunktion E. Valet indikeras av att en av lysdioderna F, G, H, I, L, M, N eller PP tänds. Vid TIG-svetsning är alltid två lysdioder tända. Den ena indikerar tändning med HF eller kontakttändning, den andra indikerar konstant eller pulserande svetsning med två- eller fyrtaktsfunktion. Vid varje nedtryckning av denna knapp görs ett nytt val. Lysdioderna tänds vid symbolerna för att visa ditt val. F - Lysdiod. TIG-svetsning med tändning av bågen utan hög frekvens. Tänd bågen genom att trycka på slangpaketets knapp, rör vid arbetsstycket med volframelektroden och ta sedan bort volframelektroden från arbetsstycket. Rörelsen ska vara bestämd och snabb (0,3 sekunder). 3.3 BESKRIVNING AV PANEL (fig. 1) Knapp för svetsprocess AT. Valet indikeras av att en av lysdioderna AX, AV eller AW tänds. Lysdiod AX 82 Lysdiod AV Lysdiod AW L - Lysdiod. TIG-svetsning med tändning av bågen med hög frekvens. Tänd bågen genom att trycka på slangpaketets knapp. En pilotlåga med hög spänning/frekvens tänder bågen. G - Lysdiod. Konstant TIG-svetsning med tvåtaktsfunktion (manuell). När slangpaketets knapp trycks ned börjar svetsströmmen öka i en tid som motsvarar slope up som har reglerats tidigare, för att nå det värde som har reglerats med vredet AA. När knappen släpps upp sjunker svetsströmmen i en tid som motsvarar slope down som har reglerats tidigare, för att sedan sjunka till noll. I detta läge går det att koppla pedalreglaget (tillbehör art. 193). H - Lysdiod. Konstant TIG-svetsning med fyrtaktsfunktion (automatisk). Detta program skiljer sig från det föregående eftersom tändningen och avstängningen styrs genom att slangpaketets knapp trycks ned och släpps upp. Speciell fyrtaktsfunktion (automatisk). Denna funktion kan användas med: - Två strömnivåer, fyrtakt - Pulserande fyrtakt - Pulserande, två strömnivåer, fyrtakt Upprätthåller strömmen för fyllning av ändkrater (CrC) efter svetsningen så länge slangpaketets knapp hålls nedtryckt. Villkoret för fyrtaktsfunktionen är att fyllning av ändkrater (CrA) är inställd på ON och att varaktigheten för strömmen för fyllning av ändkrater (tCr) är 0,0. Svetsningen startar om slangpaketets knapp trycks ned och omedelbart släpps upp. Startströmmen regleras av parametern SC, följer slope up och når upp till svetsströmmen. Tryck ned slangpaketets knapp och håll den nedtryckt för att avsluta svetsningen. Svetsen utför slope down för att nå strömmen för fyllning av krater (CrC) som förblir aktiv tills slangpaketets knapp släpps upp (fig. 2). Fig. 2 II - Lysdiod. Konstant TIG-svetsning med två strömnivåer och fyrtaktsfunktion (automatisk). Ställ in de två strömnivåerna innan bågen tänds: Första nivån: Håll knappen P nedtryckt tills lysdioden T tänds och reglera huvudströmmen med vredet AA. Andra nivån: Håll knappen P nedtryckt tills lysdioden V tänds och reglera strömmen med vredet AA. Efter tändningen av bågen börjar svetsströmmen öka i en tid som motsvarar slope up (lysdiod S tänd) som har reglerats tidigare, för att nå det värde som har reglerats med vredet AA. Lysdioden T tänds och displayen O visar värdet. Om strömmen behöver minskas under svetsningen utan att bågen stängs av (t.ex. för byte av material, byte av arbetsposition, övergång från ett horisontellt läge till ett vertikalt läge o.s.v.), trycker du ned och släpper omedelbart upp slangpaketets knapp. Strömmen ställer in sig på den andra strömnivån som har valts. Lysdioden V tänds och lysdioden T släcks. Återgå till föregående huvudström genom att åter trycka ned och släppa upp slangpaketets knapp. Lysdioden T tänds medan lysdioden V släcks. Tryck ned slangpaketets knapp i mer än 0,7 sekunder och släpp sedan upp den om du vill avbryta svetsningen. Strömmen börjar minska ända till noll under den inställda tiden för slope down (lysdiod W tänd). Om du trycker ned och omedelbart släpper upp slangpaketets knapp under fasen för slope down, sker det en återgång till det minsta strömvärdet av de reglerade värdena. OBS! TRYCK NED OCH SLÄPP OMEDELBART UPP avser en tid på max. 0,5 sekunder M - Lysdiod. Pulserande TIG-svetsning med tvåtaktsfunktion (manuell). När slangpaketets knapp trycks ned börjar svetsströmmen öka i en tid som motsvarar slope up som har reglerats tidigare, för att nå det värde som har reglerats med vredet AA. När knappen släpps upp sjunker svetsströmmen i en tid som motsvarar slope down som har reglerats tidigare, för att sedan sjunka till noll. I detta läge går det att koppla pedalreglaget (tillbehör art. 193). N - Lysdiod. Pulserande TIG-svetsning med fyrtaktsfunktion (automatisk). Detta program skiljer sig från det föregående eftersom tändningen och avstängningen styrs genom att slangpaketets knapp trycks ned och släpps upp. PP - Lysdiod. Pulserande TIG-svetsning med två strömnivåer och fyrtaktsfunktion (automatisk). Svetsningen motsvarar den som beskrivs för lysdiod I. Efter att ha reglerat topp- och basströmmen för den första nivån upprätthålls förhållandet mellan dessa två även på den andra nivån. AA - VRED Reglerar svetsströmmen till mellan 10 - 180 A vid MMA-svetsning och till mellan 5 - 220 A vid TIG-svetsning. I kombination med knappen P går det även att: - Reglera den andra strömnivån V. - Reglera slope up S. - Reglera slope down W. - Reglera pulsfrekvensen AE. - Reglera eftergasen X. - Reglera strömfrekvensen vid svetsning med AC Q. - Reglera vågbalanseringen vid svetsning med AC R. U - Display Visar: 1. Tomgångsspänningen vid MMAsvetsning resp. svetsspänningen vid pågående svetsning. 2. Förkortningen PL (ledigt program) vid konstant TIGsvetsning utan att slangpaketets knapp trycks ned. Tomgångsspänningen vid konstant TIG-svetsning genom att slangpaketets knapp trycks ned utan svetsning. Svetsspänningen vid konstant TIG-svetsning genom att slangpaketets knapp trycks ned vid svetsning. 3. Samtliga numeriska värden som väljs med knappen P (med undantag för svetsströmmen). 83 4. Samtliga förkortningar i menyn Driftfunktioner. 5. Förkortningen OPn som blinkar om termostaten ingriper. 6. Förkortningarna PL, P01 - P09 vid valet av lediga eller lagrade program. O - Display Visar: 1. Den inställda tomgångsströmmen. 2. Svetsströmmen och strömnivåerna vid pågående svetsning. 3. Växlingen mellan de olika strömnivåerna vid pågående pulserande TIG-svetsning. 4. Samtliga storheter och värden i menyn med underordnade funktioner. AQ - KNAPP Väljer och lagrar programmen. Svetsen kan lagra nio svetsprogram (P01 - P09) och hämta dem med denna knapp. Det finns dessutom ett arbetsprogram PL. Val När denna knapp trycks ned snabbt visar displayen U numret på följande program och pågående program. Texten blinkar om programmet inte har lagrats. I motsatt fall lyser texten med fast sken. Lagring (avsnitt 3.6) Data lagras om programmet väljs och knappen trycks ned i mer än 3 sekunder. Programnumret som visas på displayen U slutar blinka för att bekräfta detta. V - Lysdiod för den andra svetsströmnivån eller basnivån. Denna ström är alltid en procentsats av huvudsvetsströmmen. AE - Lysdiod för pulsfrekvens (0,16 500 Hz). W - Lysdiod för slope down. Det är tidsåtgången då svetsströmmen ska nå min. svetsström och bågen släckas (0 - 10 sekunder). X - Lysdiod för eftergas. Reglerar tidsåtgången för gasutsläppet efter svetsningen (0 - 30 sekunder). LYSDIODER SOM ENDAST KAN VÄLJAS VID TIGSVETSNING MED AC (VÄXELSTRÖM): AO - Lysdiod för start. Reglerar nivån för Hot-Start för att optimera tändningarna vid TIG-svetsning med AC för varje elektroddiameter. När denna lysdiod tänds visar displayen O ett numeriskt värde som hänvisar till elektroddiametrarna. Operatören kan med hjälp av vredet AA ställa in den använda diametern och omedelbart uppnå en bra start. Reglering mellan 0,5 och 4,0. Q - Lysdiod för frekvens. Reglerar växelströmsfrekvensen. Reglering mellan 50 och 150 Hz. P - KNAPP När denna knapp trycks ned tänds följande lysdioder efter varandra: Varning! De är endast de lysdioder som hänvisar till det valda svetssättet som tänds. Vid konstant TIG-svetsning tänds t.ex. inte lysdioden Q som står för pulsfrekvensen. Varje enskild lysdiod indikerar parametern som kan regleras med vredet AA under den tid som lysdioden är tänd. Lysdioden släcks 5 sekunder efter den sista ändringen. Då visas huvudsvetsströmmen och motsvarande lysdiod T tänds. R Lysdiod för reglering av vågbalanseringen. Reglerar procentsatsen för den negativa halvvågen PEn (genomsmältning) med vredet AA. Värdet kan ställas in på mellan 1 och 10. Reglerar procentsatsen för den positiva halvvågen CLn (rensning) med vredet AA. Värdet kan ställas in på mellan 1 och 10. Inställt och rekommenderat värde är 0. LYSDIODER SOM KAN VÄLJAS VID TIG-SVETSNING MED DC (LIKSTRÖM) OCH TIG-SVETSNING MED AC (VÄXELSTRÖM): Y - Lysdiod. Lysdiod som indikerar att anordningen som reducerar risken för elstötar fungerar korrekt. AL - Lysdiod för förgas. Reglering mellan 0,05 och 2,5 sekunder. Gasens utsläppstid före svetsningens start. BC - 10-poligt kontaktdon. Fjärrkontrollerna som beskrivs i avsnitt 5 ska anslutas till detta kontaktdon. Mellan stift 3 och 6 finns en ren kontakt som signalerar bågens tändning (max. 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1 A - 30 VDC). S - Lysdiod för slope up. Det är tidsåtgången då strömmen når det inställda strömvärdet med start från min (0 - 10 sekunder). T - Lysdiod för huvudsvetsström. 84 3.3. ALLMÄNT Innan du använder svetsen, läs noggrant igenom standarderna IEC 26-23/IEC-TS 62081. Kontrollera vidare kablarnas isolering, elektrodklämmorna, uttagen och stiften och att svetskablarnas tvärsnitt och längd är kompatibla med den använda svetsströmmen. - Denna svets är avsedd för svetsning med samtliga elektrodtyper, med undantag för elektroder av cellulosatyp (AWS 6010). - Kontrollera att brytaren BE är i läge 0. Anslut sedan svetskablarna. Ta hänsyn till tillverkarens hänvisningar angående elektrodernas polaritet. Anslut jordkabelns klämma till arbetsstycket så nära svetspunkten som möjligt och kontrollera att den har bra elektrisk kontakt. - Rör inte vid slangpaketet eller elektrodklämman och jordklämman samtidigt. - Starta svetsen med brytaren BE. - Tryck ned knappen AT för att välja MMA-svetsning. Lysdiod AW tänd. - Reglera strömmen i förhållande till elektroddiametern, svetspositionen och den typ av svetsfog som ska utföras. - Stäng alltid av svetsen och ta bort elektroden från elektrodklämman efter avslutad svetsning. 3.5. TIG-SVETSNING Du kan svetsa aluminium, aluminiumlegeringar, mässing och magnesium när du väljer TIG-svetsning med AC medan du kan svetsa rostfritt stål, järn och koppar . när du väljer TIG-svetsning med DC Collegare il connettore del cavo di massa al polo positivo (+) della saldatrice e il morsetto al pezzo nel punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico. Collegare il connettore di potenza della torcia TIG al polo negativo (-) della saldatrice. Collegare il connettore di comando della torcia al connettore BC della saldatrice. Collegare il raccordo del tubo gas della torcia al raccordo BD della macchina ed il tubo gas proveniente dal riduttore di pressione della bombola al raccordo gas BH. Stäng i så fall av generatorn, fyll på behållaren, anslut en ) och stick ned andra änden av slang till kopplingen ( slangen i behållaren. Sätt i tryckvaktens kontaktdon och nätkabeln i uttaget BR resp. BQ. Starta generatorn i ca. 10 - 15 sekunder och anslut sedan åter slangarna. Starta svetsen. För att välja kylaggregatets funktionssätt, se kapitel MENY DRIFTFUNKTIONER. 3.5.2 Igångsättning Rör inte vid spänningssatta delar och utgångsklämmorna när svetsen försörjs med el. Välj funktion med knappen E och svetsparametrar med knappen P och vredet AA när svetsen startas för första gången. Varning! Regleringarna av lysdioderna AO = start, Q = frekvens och R = vågbalansering, kan endast väljas vid TIG-svetsning med AC. Skyddsgasflödet ska regleras till ett värde (l/min) som är ca. 6 ggr elektroddiametern. Gastillförseln kan reduceras till ca. 3 ggr elektroddiametern när det används tillbehör av typen gaslins. Det keramiska munstyckets diameter ska vara 4 till 6 ggr större än elektroddiametern. • Kom ihåg att stänga av svetsen och stänga gasflaskans ventil efter avslutad svetsning. 3.5.3 Förberedelse av elektrod Elektrodspetsen måste förberedas. Slipa elektrodspetsen så att den har en vertikal räffling som i fig. 3. 1,5÷2 d 3.4. SVETSNING MED BELAGDA ELEKTRODER (MMA) 3.5.1 Kylaggregat (tillval vid art. 1341). Kylaggregatet ska användas om det används ett vattenkylt slangpaket. För in slangpaketets kylslangar i kopplingarna på kylaggregatet. Var uppmärksam på tryck- och returledningens placering. 3.5.1.1 Beskrivning av skydd - Skydd för kylvätsketryck. Detta skydd består av en tryckvakt, som sitter i vätskans tryckledning, som styr en mikrobrytare. Otillräckligt tryck signaleras av att förkortningen H2O blinkar på displayen U. 3.5.1.2 Igångsättning Skruva ur pluggen och fyll behållaren (svetsen är fylld med ca. 1 liter vätska). Det är viktigt att regelbundet kontrollera genom springan att vätskan alltid är på max. nivå. Kylvätskan ska bestå av vatten (helst dejoniserat vatten) och alkohol. Se tabellen nedan för korrekt dosering: temperatur vatten/alkohol mellan -0 °C och -5 °C 4 l/1 l mellan -5 °C och -10 °C 3,8 l/1,2 l OBS! Om pumpen roterar utan kylvätska är det nödvändigt att avlufta slangarna. Fig. 3 d VARNING! FLYGANDE GLÖDANDE METALLPARTIKLAR kan skada personer, orsaka brand och skador på utrustningar. VOLFRAMKONTAMINATION kan försämra svetskvaliteten. • Slipa endast volframelektroden med en smärgelslipmaskin som är utrustad med lämpliga skyddshöljen. Använd skyddsmask, skyddshandskar och skyddskläder. • Slipa volframelektroden med en hård slipskiva med fin slipkornstorlek som endast används för att slipa volfram. • Slipa volframelektrodens ände så att den blir konformad. Den konformade änden ska vara 1,5 - 2 ggr längre än elektroddiametern (fig. 3). 3.6. LAGRING Lagring av program och hämtning av lagrade program sker med en lång resp. kort nedtryckning av knappen AQ. En kort nedtryckning motsvarar ett val, en lång nedtryckning motsvarar en lagring. 85 Program som ska lagras (minnen) som blinkar på displayen U är lediga. Om de inte blinkar finns det redan data i minnet. 3.6.1. Lagring av data för programmet PL När svetsen används för första gången. Svetsprogram och minnen (P01 o.s.v.) visas alltid på displayen U. De går att välja med en kort nedtryckning av knappen AQ. Bestäm vilka parametrar som ska lagras och tryck kort på knappen AQ. Förkortningen P01 blinkar på displayen U och det visas tre streck (---) på displayen O. Håll knappen AQ nedtryck i mer än 3 sekunder. Förkortningen P01 slutar blinka och en ljudsignal bekräftar att lagringen har utförts. Vill du välja ett annat program håller du knappen AQ nedtryckt tills önskat programnummer visas på displayen U. 3.6.2. Lagring från ett ledigt program Operatören kan ändra och lagra ett valt program på följande sätt: Tryck kort på knappen AQ och välj önskat programnummer. De lediga programmens förkortningar blinkar. Välj svetssätt med knappen AT och svetsfunktion med knappen E. Vrid på vredet AA och reglera svetsströmmen. Om du har valt TIG-svetsning ska du aktivera lysdioden X (eftergas) med knappen P och ställa in önskat värde med vredet AA. Ovanstående regleringar krävs för lagringen. Om du även vill reglera tiden för slope eller något annat går du till väga som i motsvarande avsnitt. Utför lagringen i det valda programmet genom att hålla knappen AQ nedtryckt i mer än 3 sekunder tills programnumret slutar blinka. 3.6.3 Lagring från ett lagrat program Operatören kan ändra data i minnet på ett redan lagrat program för att uppdatera programmet. Det går också att använda det lagrade programmet för att hitta nya parametrar som ska lagras i ett annat program. 3.6.3.1 Uppdatering Starta svetsen, välj de parametrar som ska ändras och ändra dem. Förkortningen för programmet slutar blinka och börjar lysa med fast sken under ändringen. Håll knappen AQ nedtryckt i mer än 3 sekunder. Förkortningen Sto visas på displayen O. Håll knappen AQ nedtryckt i mer än 3 sekunder. Förkortningen för programmet slutar blinka och en ljudsignal bekräftar att lagringen har utförts. 3.6.3.2 Lagring i ett nytt program Starta svetsen, välj de parametrar som ska ändras och ändra dem. Tryck kort på knappen AQ tills önskat program visas. Håll knappen AQ nedtryckt i mer än 3 sekunder tills lagringen bekräftas (förkortningen för programmet slutar blinka och börjar lysa med fast sken). 3.6.4 Radering av ett lagrat program Välj programmet (minne) som ska raderas och håll knappen AQ nedtryckt i mer än 3 sekunder. Förkortningen Sto visas på displayen O. Vrid på vredet AA tills förkortningen dEL visas och håll knappen AQ nedtryckt i mer än 3 sekunder tills förkortningen för programmet börjar blinka. 86 4 MENY DRIFTFUNKTIONER Håll knappen P nedtryckt och tryck kort på knappen AQ för att komma till denna undermeny. Upprepa ovanstående för att gå ur menyn. Tryck kort på knappen AQ för att välja driftfunktioner. De funktioner som har valts med knappen AQ går att reglera med vredet AA. Funktionerna går endast att se vid TIG-svetsning. 4.1 STYRNING AV KYLAGGREGAT Displayen U visar förkortningen H2O och displayen O visar förkortningen OFF (fabriksinställning). Vrid på vredet AA för att välja funktion: - OFF = Avstängt. - On C = Alltid påslaget. - On A = Automatisk start. När svetsen startas vid automatisk drift slås kylaggregatet på i 30 sekunder och stängs sedan av. Vid nedtryckningen av slangpaketets knapp slås kylaggregatet på och stängs sedan av 3 minuter efter att slangpaketets knapp har släppts upp. Om kylvätsketrycket är otillräckligt matar inte generatorn någon ström och på displayen U blinkar förkortningen H2O. 4.2 SP (PUNKTSVETSNING OCH PULSSVETSNING) Aktiv vid tvåtaktsfunktion (lysdiod G) eller fyrtaktsfunktion (lysdiod H) vid val av tändning med hög frekvens (lysdiod L). Välj förkortningen SP (punktsvetsning) på displayen U med knappen AQ. Displayen O visar förkortningen OFF. Välj ON med vredet AA för att aktivera funktionen. Tryck kort på knappen AQ för att välja förkortningen tSP. 4.2.1 tSP (punktsvetsningstid “Spot time”) Displayen U visar förkortningen tSP och displayen O visar tiden 1 sekund. Ställ in önskad tid på mellan 0,1 och 25 sekunder med vredet AA. Om du vill ställa in pulssvetsningen (svetsning med automatisk paustid) trycker du kort på knappen AQ och väljer förkortningen tin. 4.2.2 tin (paustid för pulssvetsning) Displayen O visar förkortningen OFF. Vrid på vredet AA för att reglera paustiden för pulssvetsning (reglering mellan 0,1 och 25 sekunder). 4.3 PDU (KAPACITETSFAKTOR VID PULSSVETSNING) (endast aktiv vid pulssvetsning) Detta är varaktigheten för den högsta strömmen som har valts vid pulssvetsning. Uttrycks i procent av tiden som har beräknats med frekvensen (fabriksinställning 50 %). Reglering mellan min. 10 och max. 90 %. 4.4 SC (STARTSTRÖM) Alltid aktiv i alla TIG-processer. Nivån på startströmmen från vilken svetsningen börjar. Används speciellt för starter med AC med stora elektroder och med slope up. Reglerar min. nivån för pedalreglaget (tillbehör art. 193). Fabriksinställning 25 %. Regleringar: min. 1 % max. 100 % 4.5 CRA (FYLLNING AV ÄNDKRATER) Välj förkortningen CrA på displayen U med knappen AQ. Displayen O visar förkortningen OFF. Välj ON med vredet AA för att aktivera funktionen. Tryck kort på knappen AQ för att välja förkortningen CrC. 4.5.1 CrC (ström för fyllning av ändkrater) Denna ström är en procentsats av svetsströmmen och motsvarar svetsningens slutström. Fabriksinställning 50 %. Regleringar: min. 10 % max. 100 % 4.5.2 tCr (varaktighet för strömmen för fyllning av ändkrater) Varaktighet för strömmen för fyllning av ändkrater. Fabriksinställning 0,5 sekunder. Regleringar: min. 0,0 sekunder max. 30 sekunder Funktionerna går endast att se vid MMA-svetsning. 4.6 HS (PROCENTSATS FÖR STRÖMMEN FÖR HOTSTART) Det är en överström som används för att förbättra starterna. Fabriksinställning 50 %. Regleringar: min. 0 % max. 100 % 4.7 THS (VARAKTIGHET FÖR STRÖMMEN FÖR HOTSTART) Fabriksinställning 0,15 sekunder. Regleringar: min. 0 sekunder max. 0,5 sekunder Art. 193 Pedalreglage (används vid TIG-svetsning) Art. 1260 BINZEL-slangpaket ABITIG 200 (200 A - 35 %) - 4 m Art. 1262 BINZEL-slangpaket ABITIG 200 UP/DOWN (200 A - 35 %) - 4 m Art. 1256 Vattenkylt BINZEL-slangpaket ABITIG 450 W (450 A) - 4 m Art. 1258 Vattenkylt BINZEL-slangpaket ABITIG 450 W UP/DOWN (450 A) - 4 m Art. 1656 Vagn för generator Art. 1281.03 Tillbehör för elektrodsvetsning Art. 1341 Kylaggregat Art. 1192 Art. 187 (används vid MMA-svetsning) Art. 1180 Koppling för samtidig anslutning av slangpaketet och pedalreglaget. Med detta tillbehör kan art. 193 användas vid all typ av TIG-svetsning. De fjärrkontroller som omfattar en potentiometer reglerar svetsströmmen mellan den min. och max. ström som har ställts in med vredet AA. Fjärrkontrollerna med logik UP/DOWN reglerar svetsströmmen från min. till max. 6 UNDERHÅLL Samtliga underhållsmoment ska utföras av kvalificerad personal i enlighet med standard CEI 26-29 (IEC 60974-4). 6.1 UNDERHÅLL AV GENERATOR Säkerställ att strömbrytaren BE är i läge ”O” och dra ut nätkabeln före underhållsarbeten inuti apparaten. Använd tryckluft för att regelbundet avlägsna metalldamm som kan ha samlats inuti apparaten. 6.2 ANVISNINGAR EFTER UTFÖRD REPARATION Efter en reparation ska du vara noga med att lägga alla kablar på plats så att isoleringen garanteras mellan apparatens primära och sekundära sida. Undvik att trådarna kommer i kontakt med delar i rörelse eller med delar som blir varma under driften. Återmontera samtliga kabelklämmor som på originalapparaten för att undvika att apparatens primära och sekundära sida kan sammankopplas om en ledare går av eller lossnar. Återmontera skruvarna med de tandade brickorna som på originalapparaten. 4.8 AF (PROCENTSATS FÖR STRÖMMEN FÖR ARCFORCE) Det är en ström som bestämmer förflyttningen av elektroden. Fabriksinställning 30 %. Regleringar: min. 0 % max. 100 % 5 FJÄRRKONTROLLER OCH TILLBEHÖR Följande fjärrkontroller kan anslutas till svetsen för regleringen av svetsströmmen: 87 ODHGOS CRHSEWS GIA SUSKEUHV SUGKOLLHSHS ME NHMA SHMANTIKO¿ PRIN QE S V ETE SE LEITOURGI VA THN SUSKEUH V DIABAVSTE TO PARO N V EGCEIRI VDIO KAI DIATHREIS V TE TO GIA O VLH TH DIAVRKEIA TH" ZWH" TH" SUSKEUHV" SE CW RV O POU NA EIN V AI GNWSTO V STOU" ENDIAFERO M V ENOU". AUTH V H SUSKEUH V PRE P V EI NA CRHSIMOPOIEI T V AI APOKLEISTIKAV GIA ENE RV GEIE" SUGKO VLLHSH". 1 PROFULAVXEI" ASFAVLEIA" H SUGKO VLLHSH KAI TO KO Y V IMO ME TO X V O MPOROU N V NA APOTELE S V OUN AITI E V " KINDU N V OU GIA SA" KAI GIA TRI T V OU", gi· auto v o crh vsth" pre p v ei na ei nv ai ekpaideume nv o" w"pro" tou" kindu nv ou" pou proe vrcontai apo v ti" ene vrgeie" sugko lv lhsh" kai pou anafe vrontai sunoptika v paraka tv w. Gia pio v akribei" plhrofori ve" zhtei vste to egceiri dv io me kw dv ika 3.300758 QO RV UBO" Auth v kaqeauth v h suskeuh v den para gv ei qoru bv ou" pou na uperbai nv oun ta 80 dB. H diadikasi va koyi m v ato" pla vsmato"§sugko lv lhsh" mporei v na para gv ei o m v w" qoru bv ou" pe vran autou v tou ori vou. Gi· auto v oi crh vste" pre p v ei na lamba nv oun ta problepo m v ena apo v to No m v o me tv ra. HLEKTROMAGNHTIKA PEDIA-Mporou nv na ei nv ai blabera v. ·� To hlektriko v reu m v a pou diaperna v opoiondh p v ote agwgo v para gv ei hlektromagnhtika v pedi va (EMF). To reu m v a sugko lv lhsh" h v koph" prokalei v hlektromagnhtika v pedi va gu vrw apo v ta kalw dv ia kai ti" gennh tv rie". � Τα μαγνητικά πεδία που προέρχονται από υψηλά ρεύματα μπορεί να έχουν αντίκτυπο στην λειτουργία του βηματοδότη. Οι φορείς τέτοιου είδους ζωτικών ηλεκτρονικών συσκευών, πρέπει να συμβουλευτούν γιατρό ή τον ίδιο τον κατασκευαστή πριν από την προσέγγιση στις διαδικασίες συγκόλλησης τόξου, κοπής ή συγκόλλησης ακίδας σποτ. � H e kv qesh sta hlektromagnhtika v pedi va th" sugko lv lhsh" h v koph "v mporou nv na e cv oun a gv nwste" epidra vsei" sthn ugei va. Ka qv e ceiristh", gia na meiw vsei tou" kindu nv ou" pou proe vrcontai apo v thn e kv qesh sta hlektromagnhtika v pedi va, pre p v ei na threi v ti" ako lv ouqe" diadikasi ve": - Na frontivzei w vste kalw dv io sw mv ato" kai labivd a"" hlektrodi vou h v tsimpi dv a" na me nv oun enwme nv a. An ei nv ai dunato nv , sterew vste ta mazi v me taini va. - Mhn tuli gv ete pote v ta kalw dv ia sw m v ato" kai labi dv a" hlektrodi vou h v tsimpi dv a" gu vrw apo v to sw m v a. - Mhn me nv ete pote v ana m v esa sto kalw dv io sw m v ato" kai kalw dv io labi dv a" hlektrodi vou h v tsimpi dv a". An to kalw dv io sw m v ato" bri vsketai dexia v apo v to ceiristh v, to kalw dv io th" labi dv a" hlektrodi vou h v tsimpi dv a" pre p v ei na mei nv ei sthn i dv ia pleura v. - Sunde sv te to kalw dv io sw m v ato" sto metallo upo v katergasi va o vso to dunato nv pio konta v sthn perioch v sugko lv lhsh" h v koph "v . - Mhn erga zv este konta v sth gennh tv ria. 88 EKRH X V EI" � Mhn ekteleitv e sugkollh vsei" konta v se doceiva upo v pi vesh h v se parousi va ekrhktikw nv skonw nv , aeriwv n h v atmw nv . Ceirizv este me prosoch v ti" fia lv e" kai tou" ruqmiste "v pi vesh" pou crhsimopoiou nv tai kata v ti" ene vrgeie" sugko lv lhsh". HLEKTROMAGNHTIKH SUMBATOTHTA Auth v h suskeuh v ei nv ai kataskeuasme nv h su m v fwna me ti" endei xv ei" pou perie cv ontai ston enarmonisme nv o kanonismo v IEC 60974-10 (Cl. A) kai pre p v ei na crhsimopoieitv ai mo nv o gia epaggelmatikou "v skopou "v kai se biomhcaniko v periba lv lon. Qa mporou vsan, pra gv mati, na upa vrcoun duskoli ve" sthn exasfa lv ish th" hlektromagnhtikh "v sumbato tv hta" se periba lv lon diaforetiko v ap· ekei nv o th" biomhcani va". DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV” LEITOURGIVA” ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα τετραγωνάκια της πινακίδας. B. C. 1. 1.1 1.2 1.3 2. 2.1 2.2 Το ρολά εφελκυσμού νήματος μπορούν να πληγώσουν τα χέρια. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού νήματος βρίσκονται υπό τάση κατά την συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε απόσταση. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης ή το καλώδιο μπορεί να είναι θανατηφόρες. Προστατευθείτε κατάλληλα την περίοδο ηλεκτροπληξίας. Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά ή κατεστραμμένα γάντια. Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο προς συγκόλληση ή το έδαφος. Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν από την λειτουργία της μηχανής. Η εισπνοή των αναθυμιάσεων από την συγκόλληση μπορεί να είναι βλαβερό για την υγεία. Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις. Χρησιμοποιήστε ένα σύστημα αναγκαστικού Δεν θα πρέπει να χρησιμοποιείται για το ξεπάγωμα των σωλήνων. 2.2 ΕΠΕΞΗΓΗΣΗ ΤΩΝ ΤΕΧΝΙΚΩΝ ΔΕΔΟΜΕΝΩΝ ΣΤΗΝ ΠΙΝΑΚΙΔΑ ΤΗΣ ΜΗΧΑΝΗΣ. Η συσκευή είναι κατασκευασμένη κατά τους ακόλουθους κανόνες : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 - IEC 61000-3-11 (δείτε σημείωση 2). N°. Ariqmov» mhtrwvou pou prevpei na anafevretai pavnta gia opoiadhvpote zhvthsh scetikhv me th suskeuhvv f Στατικός μετατροπέας μονοφασικής συχνότητας f μετασχηματιστής-ανορθωτής. Kaqodikhv idiovthta. SMAW. Katavllhlo gia sugkovllhsh me ependedumevna hlektrovdia. TIG Katavllhlo gia sugkovllhsh TIG U0. Deutereuvousa tavsh en kenwvv X. Ekatostiaivo» (%) paravgonta» uphresiva» 10 leptwvn pou h suskeuhv mporeiv na leitourghv-sei me sugkekrimevno reuvma cwriv» na parav gei uperqermavnsei». I2. Reuvma sugkovllhsh». U2. Deutereuvousa tavsh me reuvma I2. U1. Onomastikhv tavsh trofodovthsh». H mhcanhv diaqevtei suvsthma autovmath» epiloghv» th» tavsh» trofodosiva». 1*50/60Hz Monofasikhv trofodovthsh 50 hv 60 Hz. I1 max. Eivnai h anwvtath timhv tou aporrofhmevnou reuv mato». I1 eff. Eivnai h anwvtath timhv tou reuvmato» pou prag matikav aporrofavtai qewrwvnta» thn apovdosh kuvklou uphresiva». IP23S Baqmov» prostasiva» periblhvmato». Baqmov» 3 w» deuvtero yhfeivo deivcnei ovti authv h suskeuhv mporeiv na apoqhkeuvetai allav ovci na crhsimopoieivtai se exwterikov cwvro katav th diavrkeia brochv», parav movno an problevpetai prostasiva. Katallhlovthta w» pro» peribavllonta me S auxhmevno kivnduno. ΗΜΕΙΩΣΗ: 1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664). 2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC 61000-3-11 με τον όρο ότι η μέγιστη επιτρεπόμενη εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση με 0,294 στο σημείο διαπεφής ανάμεσα στο σύστημα του χειριστή και εκείνο του κοινού. Είναι ευθύνη του τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού να εγγυηθεί, συμβουλευόμενος ενδεχομένως τον χειριστή του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του συστήματος Zmax μικρότερης ή ίσης με 0,294. 1 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. αερισμού ή τοπικής εκκένωσης για την κατάργηση των αναθυμιάσεων. Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για την κατάργηση των αναθυμιάσεων. Οι σπίθες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές. Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή συγκόλλησης. Οι σπινθήρες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει. Μην συγκολλάτε ποτέ κλειστά δοχεία. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια και να προκαλέσουν εγκαύματα στο δέρμα. Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες προστατευτικό για το σώμα. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες προειδοποίησης 2 ΓΕΝΙΚΕΣ ΠΕΡΙΓΡΑΦΕΣ 2.1 ΠΡΟΔΙΑΓΡΑΦΕΣ Αυτός ο συγκολλητής είναι μια γεννήτρια συνεχούς σταθερούς ρεύματος που παράγεται διαμέσου της τεχνολογίας INVERTER, που σχεδιάστηκε για την συγκόλληση των επενδυμένων ηλεκτροδίων (με εξαίρεση τον κυτταρινούχο τύπο) και την διαδικασία TIG με πυράκτωση επαφής και σε υψηλή συχνότητα. 2 2.3 ΠΕΡΙΓΡΑΦΗ ΤΩΝ ΠΡΟΣΤΑΤΕΥΤΙΚΩΝ 2.3.1 Θερμική προστασία Αυτή η συσκευή προστατεύεται από ένα αισθητήρα θερμοκρασίας ο οποίος, αν αυξηθεί η επιτρεπόμενη θερμοκρασία, απαγορεύει την λειτουργία της μηχανής. Η παρέμβαση του θερμοστάτη σηματοδοτείται από την 89 έναυση της σύντμησης “OPn” στο display U που βρίσκεται στο πάνελ ελέγχου. 2.3.1 Προστασία φραγής Αυτή η μηχανή συγκόλλησης διαθέτει διάφορα προστατευτικά που σταματά την μηχανή πριν αρχίσει να υφίσταται ζημιές. Η παρέμβαση κάθε προστασίας σηματοδοτείται από την έναυση της σύντμησης του “Err” στο display U και από ένα αριθμό που εμφανίζεται στο display O. Αν ανιχνευτεί ένα χαμηλό επίπεδο νερού στο γκρουπ ψύξης θα εμφανιστεί η σύντμηση H2O, η οποία και θα αναβοσβήνει στο display U. 3 ΕΓΚΑΤΑΣΤΑΣΗ Ελέγξατε ότι η τάση τροφοδοσίας αντιστοιχεί με εκείνη που αναγράφεται στην πινακίδα των τεχνικών δεδομένων της μηχανής συγκόλλησης. Συνδέσατε το φις κατάλληλης απόδοσης στο καλώδιο τροφοδοσίας βεβαιώνοντας ότι ο αγωγός κίτρινος/ πράσινος είναι συνδεμένος με τον πείρο της γείωσης. Η απόδοση του μαγνητοθερμικού διακόπτη ή των ασφαλειών, σε σειρά στην τροφοδοσία θα πρέπει να είναι ίδια του ρεύματος I1 που απορροφάται από την μηχανή. 3.1. ΕΚΚΙΝΗΣΗ ΛΕΙΤΟΥΡΓΙΑΣ Η εγκατάσταση της μηχανής θα πρέπει να πραγματοποιηθεί από έμπειρο προσωπικό. Όλες οι συνδέσεις θα πρέπει να πραγματοποιηθούν σε συμφωνία με τους κανονισμούς σε ισχύ και τηρώντας πλήρως τους νόμους προστασίας από ατυχήματα (CEI 26-23 / CEI CLC 62081) 3.2 ΠΕΡΙΓΡΑΦΗ ΤΗΣ ΣΥΣΚΕΥΗΣ (ΕΙΚ.1). BA) Ακροδέκτης εξόδου αρνητικός (-) BB) Ακροδέκτης εξόδου θετικός (+) BC) Συνδέτης για το πλήκτρο του πιστολιού συγκόλλησης TIG. Συνδέσατε τα καλώδια του πυρσού συγκόλλησης στα pin 1 και 9. BD) Σύνδεσμος (1/4 αερίου). Συνδέεται στον σωλήνα αερίου του πυρσού συγκόλλησης TIG. BE) Γενικός διακόπτης BG) Καλώδιο τροφοδοσίας. BH) Συνδετικό τροφοδοσίας αερίου. BO) Συνδέτης τύπου DB9 (RS 232). Προς χρήση και ενημέρωση των προγραμμάτων μικροεπεξεργαστών. BQ) Φις καλωδίου δικτύου. BR) Πρίζα πρεσοστάτη. 3.3 ΠΕΡΙΓΡΑΦΗ ΤΟΥ ΠΑΝΕΛ (Εικ.1). Πλήκτρο διαδικασίας AT. Η επιλογή προβάλλεται από την έναυση ενός εκ των led AX, AV, ή AW. Led AX Led AV Led AW Πλήκτρο λειτουργίας E. Η επιλογή προβάλλεται από την έναυση ενός εκ των led F, G, H, I, L, M, N, ή PP. Σε λειτουργία TIG τα ενεργοποιημένα led θα είναι 90 πάντα δύο, εκ των οποίων το ένα υποδεικνύει τον τρόπο έναυσης με HF ή σε επαφή και το άλλο υποδεικνύει την συνεχή ή παλμική λειτουργία με εντολές 2 ή 4 χρόνων. Σε κάθε πίεση αυτού του πλήκτρου έχουμε μια καινούργια επιλογή. Η εκκίνηση των led σε αντιστοιχία με τα σύμβολα προβάλλουν την επιλογή Σας: F - LED. Συγκόλληση TIG με έναυση τόξου χωρίς υψηλή συχνότητα. Για την πρόσβαση στο τόξο πατήστε το πλήκτρο πυρσού και ακουμπήστε με το ηλεκτρόδιο βολφραμίου το τεμάχιο που θέλετε να συγκολλήσετε και ανασηκώστε το. Η κίνηση θα πρέπει να είναι αποφασιστική και ταχεία (0,3 sec). L - LED. Συγκόλληση TIG με έναυση τόξου υψηλής συχνότητας. Για την έναυση τόξου πατήστε το πλήκτρο πυρσού και ένας πιλοτικός σπινθήρας υψηλής τάσης/συχνότητας θα πυρακτώσει το τόξο. G - LED. Συγκόλληση TIG-συνεχής-2 χρόνων (χειροκίνητη). Πατώντας το πλήκτρο του πυρσού το ρεύμα αρχίζει να αυξάνεται και δαπανά χρόνο αντίστοιχο στο “slope up”, που προληπτικά ρυθμίστηκε, για την ανάκτηση της ρυθμιζόμενης τιμής διαμέσου της λαβής AA. Όταν απελευθερώνεται το πλήκτρο το ρεύμα αρχίζει να μειώνεται και δαπανά χρόνο αντίστοιχο του “slope down”, που προληπτικά ρυθμίστηκε, ώστε να επιστρέφει στο μηδέν. Σε αυτή την θέση είναι δυνατή η σύνδεση του αξεσουάρ εντολέα πεντάλ ΑΝΤ. 193 H - LED. Συγκόλληση TIG-συνεχής-4 χρόνων (αυτόματη). Αυτό το πρόγραμμα διαφέρει από το προηγούμενο είτε γιατί η έναυση είτε γιατί η παύση ελέγχονται πατώντας και απελευθερώνοντας το πλήκτρο του πυρσού. Ειδικό 4 Χρόνων ( Aυτόματο ). Αυτή η λειτουργία μπορεί να χρησιμοποιηθεί με: -διπλή στάθμη ρεύματος 4 χρόνων -παλμικό 4 χρόνων -παλμικό διπλής στάθμης ρεύματος 4 χρόνων Επιτρέπει την διατήρηση του ρεύματος κρατήρα (CrC) μετά το τέλος της συγκόλλησης όσο το πλήκτρο πυρσού παραμένει ανοικτό. Η αναγκαία συνθήκη για την πραγματοποίηση σε 4 χρόνους είναι ότι η λειτουργία πλήρωσης του τελικού κρατήρα (CrA) θα πρέπει να είναι ON και ο χρόνος του ρεύματος κρατήρα (tCr) να είναι 0,0. Η συγκόλληση ξεκινά πατώντας και αφήνοντας άμεσα το πλήκτρο πυρσού. Το ρεύμα εκκίνησης είναι εκείνο που ρυθμίζεται από την παράμετρο SC, ακολουθεί την ράμπα ανόδου και την ανάκτηση του ρεύματος συγκόλλησης. Για την λήξη της συγκόλλησης ο χειριστής θα πρέπει να πατήσει το πλήκτρο πυρσού και να το διατηρήσει πατημένο, η μηχανή να ακολουθεί την ράμπα καθόδου (slope down) για να φτάσει στο ρεύμα κρατήρα (CrC). Αυτή θα μείνει ενεργή μέχρι την στιγμή που το πλήκτρο πυρσός δεν θα απελευθερωθεί, δείτε εικ. ( 2 ). AW AV AX G F M L U N AQ PP BG BE BQ Y O T BO W X V AE H I AT E P AO Q R AA AL S BD BC BA BB BH BR Fig. 1 Fig. 2 I - LED. Συγκόλληση TIG-συνεχής με διπλό επίπεδο ρεύματος-4 χρόνων (αυτόματη). Πριν ενεργοποιήσετε το τόξο ρυθμίστε τα δυο επίπεδα ρεύματος: Πρώτο επίπεδο: πατήστε το P μέχρι να ανάψει το led T και ρυθμίστε το κύριο ρεύμα με το λεβιέ AA. Δεύτερο επίπεδο: πατήστε το P μέχρι να ανάψει το led V και ρυθμίστε το κύριο ρεύμα με το λεβιέ AA. Μετά την έναυση του τόξου το ρεύμα αρχίζει να αυξάνεται και δαπανά χρόνο αντίστοιχο στο “slope up” (led S ενεργοποιημένο), που προληπτικά ρυθμίστηκε, για την ανάκτηση της ρυθμιζόμενης τιμής διαμέσου της λαβής AA. Το led T ανάβει και το display O την προβάλει. Αν κατά την διάρκεια της συγκόλλησης υπάρχει ανάγκη μείωσης του ρεύματος χωρίς να σβήσει το τόξο (για παράδειγμα αλλαγή του μέσου πλήρωσης, αλλαγή της εργασιακής θέσης, μετάβαση σε μια οριζόντια θέση κλπ.…) πατήστε και απελευθερώσατε άμεσα το πλήκτρο πυρσού, το ρεύμα βαίνει στην δεύτερη επιλεγμένη τιμή, το led V ανάβει και το T σβήνει. Για επιστροφή στο προηγούμενο κυρίως ρεύμα, επαναλάβετε την δράση πίεσης και απελευθέρωσης του πλήκτρου πυρσού, το led T δεν ανάβει ενώ το led V απενεργοποιείται. Αν σε οποιαδήποτε στιγμή θελήσετε να διακόψετε την συγκόλληση πατήστε το πλήκτρο πυρσού για ένα χρονικό διάστημα μεγαλύτερο των 0,7 δευτερολέπτων, στην συνέχεια απελευθερώστε το. Το ρεύμα αρχίζει να μειώνεται μέχρι να μηδενιστεί στο χρόνο του “slope down”, που καθορίστηκε προληπτικά (led W ενεργοποιημένο). Κατά την φάση του “slope down”, αν πατηθεί και απελευθερωθεί άμεσα το πλήκτρο πυρσού, γίνεται επιστροφή στην χαμηλότερη τιμή ρεύματος ανάμεσα στις ρυθμιζόμενες τιμές. ΣΗΜΕΙΩΣΗ. ο όρος “ΠΑΤΗΣΤΕ ΚΑΙ ΑΠΕΛΕΥΘΕΡΩΣΤΕ ΑΜΕΣΑ” αναφέρεται σε ένα μέγιστο χρόνο των 0,5 δευτ. M - LED. Συγκόλληση TIG-παλμική-2 χρόνων (χειροκίνητη). Πατώντας το πλήκτρο του πυρσού το ρεύμα αρχίζει να αυξάνεται και δαπανά χρόνο αντίστοιχο στο “slope up”, που προληπτικά ρυθμίστηκε, για την ανάκτηση της ρυθμιζόμενης τιμής διαμέσου της λαβής AA. Όταν απελευθερώνεται το πλήκτρο το ρεύμα αρχίζει να μειώνεται και δαπανά χρόνο αντίστοιχο του “slope down”, που προληπτικά ρυθμίστηκε, ώστε να επιστρέφει στο μηδέν. Σε αυτή την θέση είναι δυνατή η σύνδεση του αξεσουάρ εντολέα πεντάλ ΑΝΤ. 193 91 N - LED. Συγκόλληση TIG-παλμική-4 χρόνων (αυτόματη). Αυτό το πρόγραμμα διαφέρει από το προηγούμενο είτε γιατί η έναυση είτε γιατί η παύση ελέγχονται πατώντας και απελευθερώνοντας το πλήκτρο του πυρσού. PP - LED. Συγκόλληση TIG-παλμική με διπλό επίπεδο ρεύματος-4 χρόνων (αυτόματη). Η πραγματοποίηση της λειτουργίας συγκόλλησης είναι ίδια με εκείνη που περιγράφεται για το led I. Μετά από την ρύθμιση των ρευμάτων εκκίνησης, ή σχέση μεταξύ τους θα διατηρηθεί ακόμα και σε δεύτερο επίπεδο. AA - ΛΑΒΗ Ρυθμίζει το ρεύμα συγκόλλησης από 10-180A σε MMA και από 5-220A σε TIG. Επιπλέον σε συνδυασμό με το πλήκτρο P είναι δυνατόν: -να ρυθμιστεί το δεύτερο επίπεδο του ρεύματος V -να ρυθμιστεί το “slope up” S -να ρυθμιστεί το “slope down” W -να ρυθμιστεί η συχνότητα πάλμωσης AE -να ρυθμιστούν τα post gas X -να ρυθμιστεί η συχνότητα του ρεύματος κατά την συγκόλληση AC Q -να ρυθμιστεί η ισοστάθμιση του κύματος κατά την συγκόλληση AC R 2. 3. 4. 5. 6. U - Display Visualizza: 1. Σε MMA την τάση εν κενώ και κατά την συγκόλληση την τάση λειτουργίας κατά την συγκόλληση. Με TIG συνεχές, χωρίς να πατάτε το πλήκτρο πυρσός, η σύντμηση PL (ελεύθερο πρόγραμμα) . Με TIG συνεχές, πατώντας το πλήκτρο πυρσός, αλλά χωρίς την πραγματοποίηση συγκόλλησης, την τάση εν κενώ Με TIG συνεχές, πατώντας το πλήκτρο πυρσός, αλλά με την πραγματοποίηση συγκόλλησης, την τάση ηλεκτροσυγκόλλησης. Προβάλει αριθμητικά όλα τα μεγέθη με εξαίρεση τα ρεύματα, επιλέξατε με το πλήκτρο P. Προβάλει όλες τις συντμήσεις του μενού διαδικασιών λειτουργίας Η σύντμηση “OPn“ αναβοσβήνει κατά το άνοιγμα του θερμοστάτη. Κατά την διάρκεια της επιλογής των ελεύθερων ή αποθηκευμένων στην μνήμη προγραμμάτων τις συντμήσεις PL…P01…P09. O - Display Προβάλει: 1. Σε συνθήκες κενού το επαναρυθμισμένο ρεύμα. 2. Σε συνθήκες φορτίου το ρεύμα συγκόλλησης και τα επίπεδά του. 3. Σε συγκόλληση TIG παλμική, την εναλλαγή των ρευμάτων στα σχετικά επίπεδα. 4. Προβάλει όλα τα μεγέθη και τις τιμές του μενού των δεύτερων λειτουργιών. AQ - ΕΠΙΛΟΓΕΑΣ Επιλέγει και απομνημονεύει τα προγράμματα. 92 Η μηχανή συγκόλλησης έχει την δυνατότητα να απομνημονεύσει εννιά προγράμματα συγκόλλησης P01…..P09 και είναι σε θέση να τα ανακαλεί διαμέσου αυτού του πλήκτρου. Επιπλέον είναι διαθέσιμο ένα πρόγραμμα εργασίας PL . Επιλογή Πατώντας σύντομα αυτό το πλήκτρο προβάλλεται στο display U ο αριθμός του επόμενου προγράμματος σε σχέση με εκείνο με το οποίο δουλεύεται. Αν αυτό δεν αποθηκευτεί στην μνήμη η επιγραφή θα αναβοσβήνει, σε αντίθετη περίπτωση θα είναι σταθερά αναμμένη. Απομνημόνευση (δείτε παρ.3.6) Όταν επιλέξετε το πρόγραμμα, πατώντας για ένα χρονικό διάστημα των 3 δευτερολέπτων, απομνημονεύονται τα δεδομένα. Σαν επιβεβαίωση αυτού, ο αριθμός του προγράμματος, που θα προβληθεί στο display U, θα πάψει να αναβοσβήνει. P - ΕΠΙΛΟΓΕΑΣ Πατώντας αυτό το πλήκτρο φωτίζονται στην συνέχεια τα led: Προσοχή! θα φωτιστούν μόνο τα led που αναφέρονται στον επιλεγμένο τρόπο συγκόλλησης. Π.χ κατά την συνεχή συγκόλληση TIG δεν θα φωτιστεί το Q το οποίο αντιπροσωπεύει την συχνότητα παλμού. Κάθε led υποδεικνύει μια παράμετρο η οποία μπορεί να ρυθμιστεί διαμέσου της λαβής AA κατά την διάρκεια της έναυσης του ίδιου του led. Μετά από 5 δευτερόλεπτα από την τελευταία μεταβολή, το led ενδιαφέροντος σβήνει και υποδεικνύεται το κύριο ρεύμα συγκόλλησης ενώ ενεργοποιείται και το αντίστοιχο led T. ΕΠΙΛΕΞΙΜΑ LED ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG DC (ΣΥΝΕΧΟΥΣ ΡΕΥΜΑΤΟΣ) ΚΑΙ ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG AC (ΕΝΑΛΛΑΣΣΟΜΕΝΟΥ ΡΕΥΜΑΤΟΣ): AL - Led Προ-αερίου Ρύθμιση σε 0,05-2,5 δευτερόλεπτα. Χρόνος εξόδου του αερίου πριν από την έναρξη της συγκόλλησης. S - Led Slope up. Είναι ο χρόνος στον οποίο το ρεύμα φτάνει, ξεκινώντας από το ελάχιστο την τιμή του ρεύματος ρύθμισης. (0-10 δευτ.) T - Led Ρεύματος συγκόλλησης. κύριας- V - Led δεύτερου επιπέδου ρεύματος συγκόλλησης ή βασικού. Αυτό το ρεύμα είναι πάντα ένα ποσοστό του κύριου ρεύματος. AE - Led Παλμικής συχνότητας (0,16-500 Hz). W - Led Slope down. Είναι ο χρόνος στον οποίο το ρεύμα φτάνει, στο ελάχιστο και στην απενεργοποίηση του τόξου (0-10 δευτ.) X - Led Μετά αερίου. Ρυθμίζει το χρόνο εξόδου του αερίου στο τέλος της συγκόλλησης. (0-30 δευτ.) ΕΠΙΛΕΞΙΜΑ LED ΜΟΝΟ ΣΕ ΣΥΓΚΟΛΛΗΣΗ TIG ΑC (ΕΝΑΛΛΑΣΣΟΜΕΝΟΥ ΡΕΥΜΑΤΟΣ): Led AO Start Ρυθμίζει το επίπεδο “hot-start” για την βελτιστοποίηση των εναύσεων σε TIG AC για κάθε διάμετρο ηλεκτροδίου. Κατά την έναυση αυτού του led το display O θα προβάλει την αριθμητική τιμή που αναφέρεται στις διαμέτρους του ηλεκτροδίου, ο χειριστής διαμέσου της λαβής AA μπορεί να ρυθμίσει την διάμετρο που χρησιμοποιείται από αυτόν και να ανακτήσει άμεσα μια άρτια εκκίνηση. Ρύθμιση από 0,5 έως 4,0. Led Q Hz Ρυθμίζει την συχνότητα του εναλλασσόμενου ρεύματος. Ρύθμιση από 50 ÷ 150 Hz. Led R Ρύθμιση ισοστάθμισης του κύματος. Ρύθμιση της αρνητικής ποσόστωσης ημικύματος PEn (διείσδυσης) διαμέσου της λαβής AA, η τιμή μπορεί να μεταβληθεί από 1 έως 10. Ρύθμιση της θετικής ποσόστωσης ημικύματος CLn (καθαρισμός) διαμέσου της λαβής AA, η τιμή μπορεί να μεταβληθεί από 1 έως 10. Η προτεινόμενη τιμή είναι 0. Led Y. Led υπόδειξης της σωστής λειτουργίας του συστήματος που μειώνει τον κίνδυνο ηλεκτροπληξίας. BC – Συνδετικό 10 πόλων Σε αυτό το συνδέτη συνδέονται οι απομακρυσμένοι εντολείς που περιγράφονται στην παράγραφο 5. Διαθέσιμο ανάμεσα στα pin 3 και 6 μια καθαρή επαφή που σηματοδοτεί την έναυση του τόξου (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. ΓΕΝΙΚΕΣ ΣΗΜΕΙΩΣΕΙΣ Πριν από την χρήση αυτού του συγκολλητή διαβάστε με προσοχή τις διατάξεις CEI 26-23 / IEC-TS 62081 και επιπλέον επιβεβαιώσατε την πληρότητα της μόνωσης των καλωδίων, των πενσών φορέων ηλεκτροδίων, των φισών και των φις καθώς επίσης ότι η διατομή και το μήκος των καλωδίων συγκόλλησης είναι συμβατοί με το χρησιμοποιούμενο ρεύμα. 3.4. ΣΥΓΚΟΛΛΗΣΗ ΗΛΕΚΤΡΟΔΙΩΝ (MMA) ΤΩΝ ΕΠΕΝΔΥΜΕΝΩΝ - Αυτή η μηχανή συγκόλλησης είναι κατάλληλη για την συγκόλληση όλων των τύπων ηλεκτροδίων και εξαίρεση τον κυτταρινούχο τύπο (AWS 6010). - Βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση 0 και στην συνέχεια συνδέσατε τα καλώδια συγκόλλησης ακολουθώντας την πολικότητα που αιτεί ο κατασκευαστής των ηλεκτροδίων που θα χρησιμοποιήσετε και τον ακροδέκτη του καλωδίου γείωσης κατά τμήμα στο πιο κοντινό σημείο στην συγκόλληση βεβαιώνοντας ότι υπάρχει μια καλή ηλεκτρική επαφή. - Μην αγγίζετε ταυτόχρονα τον πυρσό ή πένσα φορέα ηλεκτροδίου και τον ακροδέκτη γείωσης. - Aνάψτε την μηχανή διαμέσου του διακόπτη BE. - Επιλέξατε, πατώντας το πλήκτρο AT, την διαδικασία MMA, led AW ενεργοποιημένο. - Ρυθμίστε το ρεύμα με βάση την διάμετρο του ηλεκτροδίου, την θέση συγκόλλησης και τον τύπο συνδετικού προς εκτέλεση. - Μετά το τέλος της συγκόλλησης απενεργοποιήστε πάντα την συσκευή και αφαιρέστε το ηλεκτρόδιο από την πένσα φορέα ηλεκτροδίου. 3.5. ΣΥΓΚΟΛΛΗΣΗ TIG είναι δυνατή Επιλέγοντας την διαδικασία TIG AC η συγκόλληση του Αλουμινίου, των κραμάτων αλουμινίου, ορείχαλκου και μαγνησίου ενώ επιλέγοντας την επιλογή είναι δυνατή η συγκόλληση του TIG DC ανοξείδωτου χάλυβα, του σιδήρου και του αλουμινίου. Συνδέσατε τον συνδέτη του καλωδίου γείωσης στον θετικό πόλο (+) της μηχανής συγκόλλησης και τον ακροδέκτη τεμαχίου στο πιο δυνατό σημείο της μηχανής συγκόλλησης βεβαιώνοντας για την ύπαρξη άρτιας ηλεκτρικής επαφής. Συνδέστε τον συνδέτη ισχύος του πυρσού TIG στον αρνητικό πόλο (-) της μηχανής συγκόλλησης. Συνδέστε τον συνδέτη ελέγχου του πυρσού στον συνδέτη BC της μηχανής συγκόλλησης. Συνδέσατε το συνδετικό του σωλήνα αερίου του πυρσού στο συνδετικό BD της μηχανής και τον σωλήνα αερίου που προέρχεται από τον μειωτήρα πίεσης της φιάλης στο συνδετικό αερίου BH. 3.5.1 Γκρουπ ψύξης (προαιρετικό για Αντ. 1341). Αν χρησιμοποιείται ένας πυρσός ψύξης νερού χρησιμοποιήστε το γκρουπ ψύξης. Εισάγετε τους σωλήνες ψύξης του πυρσού στα συνδετικά του γκρουπ ψύξης δίνοντας προσοχή στην τήρηση της εξόδου και εισόδου. 3.5.1.1 Περιγραφή των προστατευτικών - Προστατευτικά πίεσης υγρού ψύξης. Αυτό το προστατευτικό πραγματοποιείται διαμέσου ενός πρεσοστάτη, που εισάγετε στο κύκλωμα εξόδου του υγρού και ελέγχει έναν μικροδιακόπτη. Η ανεπαρκής πίεση σηματοδοτείται από την σύντμηση H2O και η οποία αναβοσβήνει στο display U. 3.5.1.2 Εκκίνηση λειτουργίας. Ξεβιδώστε την τάπα και πληρώσατε το ντεπόζιτο (η συσκευή διαθέτει περίπου ένα λίτρο υγρού). Είναι σημαντικός ο περιοδικός έλεγχος, διαμέσου του στελέχους επιθεώρησης, ότι το υγρό διατηρείται στην στάθμη “max”. Χρησιμοποιήστε ως ψυκτικό υγρό νερό (κατά προτίμηση απιονισμένο) αναμεμειγμένο με οινόπνευμα με καθορισμένη ποσόστωση σύμφωνα με τον ακόλουθο πίνακα: θερμοκρασία νερό/οινόπνευμα από -0°C μέχρι τους -5°C 4L/1L από -5°C μέχρι τους -10°C 3,8L/1,2L ΣΗΜΕΙΩΣΗ Αν η αντλία περιστρέφεται με απουσία ψυκτικού υγρού είναι αναγκαίο να αφαιρέσετε νερό από τους σωλήνες. Σε αυτή την περίπτωση απενεργοποιήστε την γεννήτρια, πληρώσατε το ντεπόζιτο, συνδέσατε ένα σωλήνα στο ) και εισάγετε το άλλο άκρο του σωλήνα στο συνδετικό ( ντεπόζιτο. Εισάγετε τον συνδετήρα του πρεσοστάτη και τον σωλήνα δικτύου στις πρίζες BR και BQ. Ενεργοποιήστε την γεννήτρια για περίπου 10/15 93 δευτερόλεπτα. Ανάψτε τη μηχανή Για να επιλέξετε τον τρόπο λειτουργίας του γκρουπ ψύξης δείτε το κεφάλαιο “ ΜΕΝΟΥ ΔΙΑΔΙΚΑΣΙΩΝ ΛΕΙΤΟΥΡΓΙΑΣ”. 3.5.2 Εκκίνηση λειτουργίας. Μην αγγίζεται σημεία υπό τάση και τους ακροδέκτες εξόδου όταν η συσκευή τροφοδοτείται. Κατά την πρώτη εκκίνηση της μηχανής επιλέξετε την λειτουργία διαμέσου του πλήκτρου E και των παραμέτρων συγκόλλησης διαμέσου του πλήκτρου P και της λαβής AA. Προσοχή! Οι ρυθμίσεις για τα led AO = start, Q = Hz, R = ισοστάθμιση του κύματος μπορούν να επιλεχθούν μόνο σε TIG AC. Η ροή ανενεργού αερίου θα πρέπει να ρυθμίζεται από μια τιμή (σε λίτρα από λεπτό) περίπου 6 φορές την διάμετρο του ηλεκτροδίου. Αν χρησιμοποιούνται αξεσουάρ τύπου gas-lens η παροχή αερίου μπορεί να μειωθεί περίπου 3 φορές την διάμετρο του ηλεκτροδίου. Η διάμετρος του κεραμικού ακροφυσίου θα πρέπει να είναι από 4 έως 6 φορές την διάμετρο του ηλεκτροδίου. - Μετά το τέλος της συγκόλλησης απενεργοποιήστε πάντα την συσκευή και κλείστε την βαλβίδα της φιάλης αερίου. 1,5÷2 d 3.5.3 Προετοιμασία ηλεκτροδίου. Είναι αναγκαία μια ειδική προσοχή στην προετοιμασία της μύτης του ηλεκτροδίου. Κατεργαστείτε την τρίβοντας ώστε να περιέχει μια κάθετη αύλακα όπως υποδεικνύεται στην εικ.3. Fig. 3 d ΠΡΟΣΟΧΗ: ΜΕΤΑΛΛΙΚΑ ΠΤΗΤΙΚΑ ΠΥΡΑΚΤΩΜΕΝΑ ΜΕΡΗ μπορούν να τραυματίσουν το προσωπικό, να προκαλέσουν πυρκαγιές και να καταστρέψουν τον εξοπλισμό. Η ΜΟΛΥΝΣΗ ΑΠΟ ΒΟΛΦΡΑΜΙΟ μπορεί να μειώσει την ποιότητα της συγκόλλησης. • Μορφοποιήστε το ηλεκτρόδιο του βολφαρμίου με ένα τριβείο που διαθέτει ειδικά προστατευτικά κάρτερ και φορώντας ειδικό προστατευτικό εξοπλισμό και ιματισμό για το πρόσωπο, τα χέρια και το σώμα. • Μορφοποιήστε τα ηλεκτρόδια βολφαρμίου με ένα σμυριδοτροχό χαμηλού γρέζου, που θα πρέπει να χρησιμοποιηθεί μόνο για την μορφοποίηση του βολφαρμίου. • Ακονίστε το άκρο του ηλεκτροδίου βολφαρμίου σε κωνικό σχήμα για ένα μήκος από 1,5 - 2 φορές την διάμετρο του ηλεκτροδίου.(εικ. 3) 3.6. ΑΠΟΘΗΚΕΥΣΗ ΣΤΗΝ ΜΝΗΜΗ Τα προγράμματα προς αποθήκευση στην μνήμη, η ανάκτησή τους και η απομνημόνευση τους γίνεται διαμέσου μιας παρατεταμένης ή σύντομης πίεσης του πλήκτρου AQ. 94 Η σύντομη πίεση προκαλεί την επιλογή ενώ η παρατεταμένη την απομνημόνευση. Τα προγράμματα προς απομνημόνευση (μνήμες) αν προβληθούν στο display U αναβοσβήνοντας είναι ελεύθερα, αν όμως δεν αναβοσβήνουν εμπεριέχουν δεδομένα στην μνήμη. 3.6.1. Απομνημονεύσατε τα δεδομένα του προγράμματος PL Χρησιμοποιώντας την μηχανή για πρώτη φορά Τα προγράμματα εργασίας και οι μνήμες (P01… κλπ.) προβάλλονται πάντα στο display U, η επιλογή τους πραγματοποιείται διαμέσου μιας σύντομης πίεσης του πλήκτρου AQ. Όταν εντοπιστεί το σύνολο των παραμέτρων προς αποθήκευση πατήστε σύντομα το πλήκτρο AQ, στο display U θα εμφανιστεί η σύντμηση P01 αναβοσβήνοντας και στο display O θα εμφανιστούν τρεις γραμμές (---). Πατήστε το πλήκτρο AQ για ένα χρονικό διάστημα μεγαλύτερο από 3 δευτερόλεπτα, η σύντμηση P01 θα σταματήσει να αναβοσβήνει και ένα ακουστικό σήμα θα επιβεβαιώσει την πραγματοποίηση της απομνημόνευσης. Αν θέλετε να επιλέξτε ένα διαφορετικό πρόγραμμα πατήστε το πλήκτρο AQ μέχρι το display U να εμφανιστεί ο αριθμός του επιθυμητού προγράμματος. 3.6.2. Απομνημόνευση ενός ελεύθερου προγράμματος Ο χειριστής μπορεί να μετατρέψει και να απομνημονεύσει ένα πρόγραμμα επιλεγμένο με τον παρακάτω τρόπο: Πατήστε το πλήκτρο AQ σύντομα και επιλέξτε τον αριθμό του επιθυμητού προγράμματος. Η σύντμηση των ελεύθερων προγραμμάτων αναβοσβήνει. Πατήστε το πλήκτρο AT και επιλέξατε την διαδικασία συγκόλλησης και με το πλήκτρο E επιλέξατε την λειτουργία. Γυρίστε τον λεβιέ AA και ρυθμίστε το ρεύμα συγκόλλησης. Αν επιλεχθεί η διαδικασία TIG, ενεργοποιήστε το led X (post gas) διαμέσου του πλήκτρου P και ρυθμίστε διαμέσου του λεβιέ AA την επιθυμητή τιμή. Αν μετά από αυτές τις ρυθμίσεις, που είναι αναγκαίες για την αποθήκευση, θέλετε να ρυθμίσετε τους χρόνους του “slope” ή άλλο ενεργήστε κατά την περιγραφή που αναγράφεται στην αντίστοιχη παράγραφο. Για την απομνημόνευση στο πρόγραμμα που προηγούμενα επιλέξατε, πατήστε το πλήκτρο AQ για περισσότερο από 3 δευτερόλεπτα μέχρι ο αριθμός του προγράμματος να σταματήσει να αναβοσβήνει. 3.6.3 Απομνημόνευση από ένα πρόγραμμα μνήμης. Ξεκινώντας από ένα πρόγραμμα που είδη είναι την μνήμη ο χειριστής μπορεί να μετατρέψει τα δεδομένα στην μνήμη για να ενημερώσει το ίδιο το πρόγραμμα ή για να βρει νέες παραμέτρους προς αποθήκευση σε άλλο πρόγραμμα. 3.6.3.1 Ενημέρωση Μετά από την ενεργοποίηση της μηχανής επιλέξτε τις παραμέτρους προς μετατροπή και μετατρέψτε τις, κατά την διάρκεια της μετατροπής η σύντμηση του επιλεγμένου προγράμματος περνάει από σταθερή προβολή σε διακοπτόμενη. Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από 3 δευτερόλεπτα το πλήκτρο AQ, στην οθόνη O εμφανίζεται η σύντμηση Sto. Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από 3 δευτερόλεπτα το πλήκτρο AQ, η σύντμηση του προγράμματος θα σταματήσει να αναβοσβήνει και ένα ακουστικό σήμα θα προειδοποιήσει για την πραγματοποίηση της απομνημόνευσης. 3.6.3 Απομνημόνευση σε ένα νέο πρόγραμμα. Μετά από την ενεργοποίηση της μηχανής επιλέξτε τις παραμέτρους προς μετατροπή και μετατρέψτε τις. Πατήστε για σύντομο χρονικό διάστημα το πλήκτρο AQ μέχρι την προβολή του επιθυμητού από εσάς προγράμματος. Πιέσατε για ένα χρονικό διάστημα μεγαλύτερο από 3 δευτερόλεπτα το πλήκτρο AQ, μέχρι την επιβεβαίωση της απομνημόνευσης (σύντμηση του προγράμματος από αναβοσβηνόμενη σε σταθερή). 3.6.4 Ακύρωση ενός υποθηκευμένου προγράμματος. Επιλέξατε το πρόγραμμα (μνήμη) προς ακύρωση, πατήστε το πλήκτρο AQ για ένα χρονικό διάστημα μεγαλύτερο από 3 δευτερόλεπτα και στο display O θα εμφανιστεί η σύντμηση Sto, περιστρέψατε τον λεβιέ AA μέχρι την εμφάνιση της σύντμησης dEL, πατήστε το πλήκτρο AQ για ένα χρονικό διάστημα μεγαλύτερο των 3 δευτερολέπτων και η σύντμηση του προγράμματος θα αρχίσει να αναβοσβήνει. 4 ΜΕΝΟΥ ΔΙΑΔΙΚΑΣΙΩΝ ΛΕΙΤΟΥΡΓΙΑΣ Για την είσοδο σε αυτό το υπομενού πατήστε το πλήκτρο P και, διατηρώντας το πατημένο, πατήστε σύντομα το πλήκτρο AQ. Για έξοδο επαναλάβετε την ίδια δράση που περιγράφεται παραπάνω. Η επιλογή των λειτουργιών υπηρεσίας πραγματοποιείται πατώντας σύντομα το πλήκτρο AQ. Η μετατροπή των επιλεγμένων λειτουργιών με το πλήκτρο AQ πραγματοποιείται διαμέσου της λαβής AA. Λειτουργίες προβαλλόμενες χρησιμοποιώντας την διαδικασία TIG. 4.1 ΔΙΑΧΕΙΡΙΣΗ ΓΚΡΟΥΠ ΨΥΞΗΣ. Το display U προβάλει την σύντμηση H20 και το display O προβάλει την σύντμηση OFF (default). Περιστρέψατε την λαβή AA για την επιλογή του τύπου λειτουργίας: - OFF = απενεργοποιημένο. - On C = πάντα αναμμένο - On A = αυτόματη έναυση. Κατά την αυτόματη λειτουργία και την έναυση της μηχανής το γκρουπ ψύξης. Ενεργοποιείται για 30 δευτ. και στην συνέχεια απενεργοποιείται. Κατά την πίεση του πλήκτρου πυρσού η ψύξη αρχίζει να λειτουργεί και απενεργοποιείται μετά από 3 λεπτά από την απελευθέρωση του ίδιου του πλήκτρου. Αν η πίεση του ψυκτικού υγρού είναι ανεπαρκής η γεννήτρια δεν παράγει ρεύμα και στο display U θα εμφανιστεί η επιγραφή H2O αναβοσβήνοντας. 4.2 SP ΑΚΙΔΙΚΗ ΣΥΓΚΟΛΛΗΣΗ ΚΑΙ ΑΣΥΝΕΧΕΙΑ. Ενεργοποιεί κατά την συγκόλληση δυο χρόνους (led G) ή τέσσερις χρόνους (led H) όταν επιλέγεται η έναυση σε υψηλή συχνότητα (led L). Επιλέξατε την σύντμηση SP (spot) στο display U διαμέσου του πλήκτρου AQ, το display O προβάλει την σύντμηση OFF διαμέσου της λαβής AA ρυθμίσατε το ON για την ενεργοποίηση της λειτουργίας. Πατώντας σύντομα το πλήκτρο AQ επιλέξατε την σύντμηση tSP. 4.2.1 tSP (χρόνος ακιδικής συγκόλλησης Spot time) Στο display U, το display O προβάλει τον χρόνο του 1 δευτερολέπτου, με την λαβή AA ρυθμίσατε τον επιθυμητό χρόνο, ρύθμιση από 0,1 έως 25 δευτερόλεπτα. Αν θέλετε να ρυθμίσετε την ασυνέχεια (συγκόλληση με χρόνο αυτόματης παύσης) πατήστε το πλήκτρο AQ και επιλέξατε την σύντμηση tin. 4.2.2 tin (χρόνος ασυνέχειας) το display O θα προβάλει την σύντμηση OFF. Περιστρέψατε την λαβή AA για την ρύθμιση του χρόνου ασυνέχειας (ρύθμιση από 0,1 έως 25 δευτ.). 4.3 PDU-DUTY CYCLE ΠΑΛΜΙΚΟ (ενεργό μόνο ως παλμικό). Αυτός είναι ο χρόνος διάρκειας του πιο επιλεγμένου υψηλού ρεύματος κατά την πάλμωση. Εκφράζεται σε ποσοστό σύμφωνα με την καθορισμένη περίοδο της συχνότητας (default 50%) Ρύθμιση ελάχιστο 10% μέγιστο 90%. 4.4 SC (ΡΕΥΜΑ ΤΟΥ START). Πάντα ενεργό σε όλες τις διαδικασίες TIG. Επίπεδο ρεύματος εκκίνησης από το οποίο ξεκινά η διαδικασία συγκόλλησης. Χρησιμοποιούμενο ειδικά για εκκινήσεις σε AC με χοντρά ηλεκτρόδια και με ράμπα ανόδου (slope up). Ρυθμίζει το επίπεδο του πεντάλ αντ. 193. Default 25%. Ρυθμίσεις: ελάχιστο 1%. μέγιστο 100% 4.5 CRA (ΠΛΗΡΩΣΗ ΤΕΛΙΚΟΥ ΚΡΑΤΗΡΑ). Επιλέξατε την σύντμηση CrA στο display U διαμέσου του πλήκτρου AQ, το display O προβάλει την σύντμηση OFF διαμέσου της λαβής AA ρυθμίσατε το ON για την ενεργοποίηση της λειτουργίας. Πατώντας σύντομα το πλήκτρο AQ επιλέξατε την σύντμηση CrC. 4.5.1 CrC (ρεύμα κρατήρα) Αυτό το ρεύμα είναι ένα ποσοστό του ρεύματος συγκόλλησης και ένα τελικό ρεύμα διαδικασίας. Default 50%. Ρυθμίσεις: ελάχιστο 10%. μέγιστο 100% 4.5.2 tCr (χρόνος ρεύματος του κρατήρα) Χρόνος παραμονής του ρεύματος κρατήρα. Default 0,5 δευτ. Ρυθμίσεις: ελάχιστο 0,0 δευτ. μέγιστο 30 δευτ. 95 ΠΡΟΣΟΧΗ! Αν ο χρόνος του ρεύματος κρατήρα (tCr) ρυθμιστεί στο 0,0 είναι δυνατή η πραγματοποίηση της εικόνας (2). Λειτουργίες προβαλλόμενες μόνο κατά την χρήση της διαδικασίας MMA. 4.6 HS (ΠΟΣΟΣΤΩΣΗ ΤΟΥ ΡΕΥΜΑΤΟΣ HOT-START) Είναι ένα υπερρεύμα που χρησιμεύει για την βελτίωση των εκκινήσεων. Default 50%. Ρυθμίσεις: ελάχιστο 0%. μέγιστο 100% 4.7 THS (ΔΙΑΡΚΕΙΑ ΤΟΥ ΡΕΥΜΑΤΟΣ HOT-START) Default 0,15 δευτ. Ρυθμίσεις: ελάχιστο 0 δευτ. μέγιστο 0,5 δευτ. 4.8 AF (ΠΟΣΟΣΤΩΣΗ ΤΟΥ ΡΕΥΜΑΤΟΣ ARC-FORCE) Είναι ένα ρεύμα που καθορίζει την μεταφορά του ηλεκτροδίου. Default 30%. Ρυθμίσεις: ελάχιστο 0%. μέγιστο 100% 5 ΕΝΤΟΛΕΙΣ ΑΠΟ ΑΠΟΣΤΑΣΗ ΚΑΙ ΑΞΕΣΟΥΑΡ Για την ρύθμιση του ρεύματος συγκόλλησης σε αυτή την μηχανή συγκόλλησης μπορούν να συνδεθούν οι παρακάτω εντολείς από απόσταση: Αντικ. 193 Εντολέας με πεντάλ (κατά την συγκόλληση TIG) Αντικ. 1260 Πυρσός BINZEL “ABITIG 200” (200A35%) m.4 Αντικ. 1262 Πυρσός BINZEL “ABITIG 200” Up/Down (200A – 35%) – m. 4 Αντικ. 1256 Πυρσός ψύξης νερού BINZEL “ABITIG 450 W” (450A) – m. 4 Αντικ. 1258 Πυρσός ψύξης νερού BINZEL “ABITIG 450 W Up/Down” (450A) – m. 4 Αντικ. 1656 Βαγονέτο για την μεταφορά της γεννήτριας Αντ. 1281.03 Αξεσουάρ για την συγκόλληση ηλεκτροδίου Αντικ. 1341 Γκρουπ ψύξης Αντ. 1192 Αντ 187 (κατά την συγκόλληση MMA) Αντικ. 1180 Συνδέσεις για την σύνδεση ταυτόχρονα του πυρσού και του εντολέα πεντάλ. Με αυτό το αξεσουάρ το Αντ. 193 μπορεί να χρησιμοποιηθεί με οποιοδήποτε τρόπο κατά την συγκόλληση TIG. Οι εντολείς που εμπεριέχουν ένα ποτενσιόμετρο ρυθμίζουν το ρεύμα συγκόλλησης από το ελάχιστο μέχρι το μέγιστο ρεύμα ρυθμιζόμενο με την λαβή ΑΑ. Οι εντολής με λογική UP/DOWN ρυθμίζουν από το ελάχιστο έως το μέγιστο το ρεύμα συγκόλλησης. 6 ΣΥΝΤΗΡΗΣΗ Κάθε διαδικασία συντήρησης θα πρέπει να πραγματοποιείται από προσοντούχο προσωπικό και σε συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4). 6.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής, βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση «O» και ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο. Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το εσωτερικό της συσκευής από την μεταλλική σκόνη που συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα. 6.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ. Μετά από την πραγματοποίηση μιας επιδιόρθωσης, δώστε προσοχή στην επανατακτοποίηση της καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη μόνωση ανάμεσα στην πρωταρχική πλευρά και την δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης ενός αγωγού. Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές ροδέλες όπως στην γνήσια συσκευή. CEBORA S.p.A - Via Andrea Costa, 24 - 40057 Cadriano di Granarolo - BOLOGNA - Italy Tel. +39.051.765.000 - Fax. +39.051.765.222 www.cebora.it - e-mail: [email protected] 96-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
































































































Cebora SOUND AC-DC 2330/M Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
in andere talen
- English: Cebora SOUND AC-DC 2330/M User manual
- italiano: Cebora SOUND AC-DC 2330/M Manuale utente
- français: Cebora SOUND AC-DC 2330/M Manuel utilisateur
- español: Cebora SOUND AC-DC 2330/M Manual de usuario
- Deutsch: Cebora SOUND AC-DC 2330/M Benutzerhandbuch
- português: Cebora SOUND AC-DC 2330/M Manual do usuário
- dansk: Cebora SOUND AC-DC 2330/M Brugermanual
- suomi: Cebora SOUND AC-DC 2330/M Ohjekirja
- svenska: Cebora SOUND AC-DC 2330/M Användarmanual
Gerelateerde artikelen
-
Cebora 346 TIG Sound AC-DC 2030/M Handleiding
-
-
Cebora 264 Power TIG 1640 DC-HF Handleiding
-
-
-
-
-
-
-
Andere documenten
-
GYS TIG TORCH ABITIG 260W - LIQUID - 4m - CONNECT. 35/50 Data papier
-
-
-
Abicor Binzel TIG Welding Torches ABITIG® GRIP Little 90 - 260 Handleiding
-
-
-
Abicor Binzel TIG Welding Torch SR Handleiding
-
ESAB PLW 255 Handleiding
-
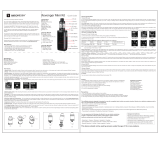 Vaporesso REVENGER MINI Handleiding
Vaporesso REVENGER MINI Handleiding
-
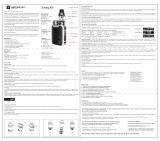 Vaporesso Swag kit Quick Manual
Vaporesso Swag kit Quick Manual

