Cebora 286 Sound MIG 2035/MD Double Pulse Handleiding
- Type
- Handleiding
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...

59
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK
ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet
de gebruiker worden gewezen op de gevaren, hierna
opgesomd, die met laswerkzaamheden gepaard gaan.
Voor meer gedetailleerde informatie, bestel het handboek
met code 3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
• Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
• Raak elektrische onderdelen of elektroden
onder spanning niet aan met de blote huid, handschoe-
nen of natte kledij.
• Zorg dat u zowel van de aarde als van het werkstuk geï-
soleerd bent.
• Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
• Houd uw hoofd uit de buurt van dampen.
• Werk in aanwezigheid van een goede ventilatie
en gebruik ventilatoren rondom de boog om gasvorming
in de werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
• Bescherm uw ogen met een lasmasker met
gefilterd glas en bescherm uw lichaam met aan-
gepaste veiligheidskledij.
• Bescherm anderen door de installatie van geschikte
schermen of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
• Vonken (spatten) kunnen brand en brandwon-
den veroorzaken; daarom dient u zich ervan te
vergewissen dat er geen brandbaar materiaal in
de buurt is en aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/las-
procédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
PACEMAKERS
• De magnetische velden die worden opgewekt door de
hoge stroom kunnen de werking van pacemakers beïn-
vloeden. Dragers van vitale elektronische apparaten
(pacemakers) dienen hun arts te raadplegen alvorens
vlambooglas-, snij-, guts- of puntlaswerkzaamheden uit
te voeren.
ONTPLOFFINGEN
• Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. • Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
Deze machine is vervaardigd in overeenstemming met de
voorschriften zoals bepaald in de geharmoniseerde norm
EN50199 en mag uitsluitend worden gebruikt voor
professionele doeleinden in een industriële omgeving.
Het garanderen van elektromagnetische compatibili-
teit kan problematisch zijn in niet-industriële omge-
vingen.
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Dit lasapparaat is een stroombron die vervaardigd is met
INVERTER-technologie en geschikt is voor synergisch
pulserend MIG/MAG-lassen, niet-pulserend synergisch
MIG/MAG-lassen en conventioneel MIG/MAG-lassen.
De machine mag uitsluitend worden gebruikt voor de in
deze handleiding beschreven doeleinden.
De machine mag niet worden gebruikt om bevroren lei-
dingen te ontdooien.
2.2 UITLEG VAN DE TECHNISCHE SPECIFICATIES
IEC 60974.1 Het lasapparaat is vervaardigd in over-
EN 50199 eenstem ming met de internationale norm .
NE. Serienummer. Moet worden vermeld bij elk
verzoek betreffende het lasapparaat.
Enfasige statische-frequentieomvormer
transformator-gelijkrichter inverter.
MIG Geschikt voor MIG-lassen.
U0. Secundaire openboogspanning.
X. Inschakelduurpercentage
De inschakelduur drukt het percentage van
10 minuten uit gedurende dewelke het las-
apparaat kan werken met een bepaalde
stroomsterkte zonder oververhit te raken.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale voedingsspanning
1~ 50/60 Hz Enfasige voeding van 50 of 60 Hz.
I
1
Max Max. opgenomen stroom bij overeenkomstige
stroom I
2
en spanning U
2
.
I
1
eff Dit is de maximale waarde van de eigenlijke
opgenomen stroom, rekening houdend met
de inschakelduur. Deze waarde komt
gewoonlijk overeen met de capaciteit van
de zekering (trage type) die moet worden
gebruikt als bevei liging van het apparaat.
IP23 C. Beschermingsklasse van de behuizing.
Klasse 3 als tweede cijfer wil zeggen dat dit
apparaat geschikt is om buiten in de regen te
worden gebruikt.
De bijkomende letter C betekent dat het
apparaat beveiligd is tegen de aanraking van
onder spanning staande onderdelen van het
voe dingscircuit met een stuk gereedschap
(diameter van 2,5 mm ).
Geschikt voor werkzaamheden in omgevin
gen met verhoogd risico.
S
1
~
f
1
f
2
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE

60
OPMERKING: Het lasapparaat is ook ontworpen voor gebruik
in omgevingen met verontreinigingsgraad 3. (Zie IEC 664).
2.3 BEVEILIGING
2.3.1 Blokkeringsbeveiligingen
In geval van een storing kan een knipperend nummer op
het display G verschijnen, met de volgende betekenis:
52 = Startknop ingedrukt tijdens het starten.
53 = Startknop ingedrukt tijdens reset van de thermo-
staat.
56 = Langdurige kortsluiting tussen de lasdraad en het
te lassen materiaal.
Schakel het apparaat uit en weer in.
Neem contact op met de technische dienst als er andere
nummers op het display verschijnen.
2.3.2 Mechanische beveiliging (veiligheidsknop)
Wanneer de mobiele zijde wordt geopend, wordt de vei-
ligheidsknop geactiveerd. Deze voorkomt het gebruik
van het lasapparaat. Deze beveiliging, aangeduid door
de knipperende melding “OPn” op het display G, ver-
mijdt gevaarlijke situaties wanneer de gebruiker de rol
van de draadaanvoerunit of de laselektrode vervangt.
2.3.3 Thermische beveiliging
Dit apparaat is beveiligd met een thermische beveiliging,
die de werking van het apparaat blokkeert als de toege-
stane temperaturen zijn overschreden. Onder deze
omstandigheden blijft de ventilator werken en knippert
de melding “OPn” op het display G .
3 INSTALLATIE
Controleer of de voedingsspanning overeenstemt met
de voedingsspanning die is aangegeven op het type-
plaatje van het lasapparaat.
Breng een geschikte stekker aan op de voedingskabel.
Zorg ervoor dat de geel/groene draad wordt verbonden
met de aardingspen.
De capaciteit van de thermische beveiliging of de zekerin-
gen die in serie met de voeding zijn geïnstalleerd moet
gelijk zijn aan de opgenomen stroom I1 van het apparaat.
3.1 OPSTARTEN
Het apparaat moet worden geïnstalleerd door bekwaam
personeel. Alle aansluitingen moeten worden uitgevoerd
overeenkomstig de geldende normen en met strikte
naleving van de veiligheidsreglementen (reglement CEI
26-10 - CENELEC HD 427)
3.2 BEDIENINGSELEMENTEN OP HET VOORPANEEL
A- Gele “Hold”-LED
Geeft aan dat de stroom die het display G toont de wer-
kelijk gebruikte lasstroom is. Geactiveerd aan het einde
van elke lassessie.
B- Afstelknop voor draadsnelheid.
Het afstellen van deze knop heeft het volgende effect:
• Bij gebruik van conventionele programma’s toont het
display G de snelheid in meter per minuut.
• Bij gebruik van synergische programma’s (pulserend of
conventioneel) toont het display G de stroom waarmee
het lassen zal plaatsvinden.
• Bij gebruik van pulserende synergische programma’s
toont het display Q ongeveer 2 seconden lang de aan-
bevolen dikte voor de ingestelde stroom; daarna wordt
opnieuw het nummer van het gekozen lasprogramma
getoond.
C - Groene LED.
Geeft aan dat de punt- of streeplasmodus is geactiveerd
als tegelijkertijd LED M brandt.
D - Instelknop.
Met deze knop wordt de puntlastijd of de werktijd tij-
dens het streeplassen ingesteld.
E - Centraalaansluiting
Hierop wordt de lastoorts aangesloten.
F - Massa-aansluiting
Aansluiting voor de massakabel.
G - 3-cijferig display
Dit display toont:
• Wanneer synergische programma’s worden gekozen
(knop R), het type materiaal dat overeenkomt met het
gekozen programma (FE = ijzer, AL = aluminium, SS =
roestvrij staal).
• In conventionele programma’s, de draadsnelheid vóór
het lassen en de stroom na het lassen.
• In synergische programma’s, vóór het lassen de snel-
heid of de vooraf ingestelde stroom, en na het lassen de
werkelijk gebruikte stroom.
• in conventionele en pulserende of conventionele
synergische programma’s, de variaties in booglengte
(knop I) en de variaties in impedantie (knop P) in verhou-
ding tot de aanbevolen nulpositie.
• De afkorting “OPn” (knipperend) als de deur van de
motorruimte wordt geopend.
• De melding “OPn” (knipperend) als de thermische
beveiliging in werking is getreden.
• In de onderhoudsfuncties (zie hoofdstuk 5 voor meer
uitleg) geeft het display de volgende meldingen weer:
dSP, Job, PrF, PoF, Acc, bb, HSA, SC, Len, Slo, 3L, CrC,
2-4, Fdp, H2o.
• In het geheugenmenu geeft de letter P gevolgd door
twee cijfers het geheugennummer weer. Lees hoofdstuk
6 voor meer uitleg.
H - Groene LED.
Geeft aan dat het gebruikte lasprogramma pulserend
synergisch is.
I - Instelknop.
Voor het instellen van de lasspanning in conventionele
programma’s. Instelbereik: 1 tot en met 10
In synergische en pulserende synergische programma’s
dient de indicator van deze knop te worden ingesteld op
het symbool “SYNERGIC “ in het midden van het instel-
bereik; dit symbool komt overeen met de instelling die
wordt aanbevolen door de fabrikant. Met deze knop
kunt u de waarde van de booglengte corrigeren.
Wijzigingen van deze waarde, groter of kleiner dan de
instelling “SYNERGIC”, worden getoond op het display
G, waarop de vorige grootte 2 seconden na de laatste
correctie zal worden weergegeven.
L - Groene LED.
Geeft aan dat de continu-lasmodus is geactiveerd.

61
M - Groene LED.
Geeft aan dat de streeplasmodus is geactiveerd. Deze
LED licht samen met LED C op.
N - Instelknop.
Met deze knop wordt de pauzetijd tussen puntlassen
ingesteld.
O - Toets.
Door deze toets in te drukken en los te laten, verhoogt
de numerieke waarde van het display Q.
Wanneer deze toets samen met de toets R wordt inge-
drukt, kunt u onderhouds- en geheugenfuncties kiezen
en programma’s opslaan. (Zie hoofdstuk 6)
P- Instelknop.
In conventionele programma’s is het instelbereik 1 tot en
met 10
Met deze knop wordt de impedantiewaarde ingesteld.
Voor elk synergisch programma is de optimale waarde
de nulpositie. Het apparaat stelt automatisch de juiste
impedantiewaarde in op basis van het gekozen pro-
gramma. De gebruiker kan de ingestelde waarde corri-
geren: door de potentiometer naar + af te stellen, wor-
den warmere, minder penetrerende lassen verkregen;
afstellen naar - resulteert in koudere, meer penetrerende
lassen. Wanneer tijdens het lassen met een synergisch
programma een afstelling naar + of - wordt uitgevoerd
vanaf de centrale nulpositie, dient mogelijk de werkspan-
ning te worden gecorrigeerd met de potentiometer I.
De variatie wordt getoond op het display G, dat de vori-
ge instelling toont 2 seconden na de laatste correctie.
Q - 2-cijferig display.
Dit display toont:
• Het nummer van het gekozen programma.
• Gedurende 2 seconden, de waarde van de dikte wan-
neer knop B wordt ingesteld in pulserende synergische
programma’s.
• In de onderhoudsfuncties, de numerieke waarde van
de parameter getoond op het display G of de meldingen
“On, OF, Au, A, SP, 0, 1, 2, 4”. Lees hoofdstuk 5 voor
meer uitleg.
• In het geheugenmenu, het programmanummer dat
wordt opgeroepen of opgeslagen. Lees hoofdstuk 6
voor meer uitleg.
R - Toets.
Door deze toets in te drukken en los te laten, vermindert
de numerieke waarde op het display Q.
Door deze toets samen met toets O in te drukken, kan
de gebruiker de onderhouds- en geheugenfuncties kie-
zen. (Zie de hoofdstukken over de vermelde functies)
S - 10-pens connector.
Deze connector moet worden aangesloten op de 10-
pens mannetjeskoppeling van de Pull 2003-toorts.
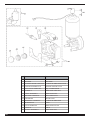
3.3 BEDIENINGSELEMENTEN OP HET
ACHTERPANEEL (Fig. 2)
F
E
D
C
B
A
H
I
L
M
N
O
P
Q
R
S
G
Fig. 1

62
T - Gasslangtule.
U-Schakelaar.
Schakelt het apparaat in en uit.
V- Bevestigingspunten voor de spoelset van 15 kg
Art. 128.
X- Zekeringhouder.
Y- Voedingskabelaansluiting.
Z- Drukschakelaaraansluiting.
3.4 CONNECTOR TYPE DB9 (RS 232) (Fig. 3)
Gebruikt voor het bijwerken van de microprocessorpro-
gramma’s.
4 LASSEN
4.1 OPSTARTEN
Zorg ervoor dat de draaddiameter overeenkomt met de
diameter die wordt aangegeven op de draadaanvoerrol
en dat het gekozen programma compatibel is met het
materiaal en het type gas. Gebruik draadaanvoerrollen
met een “U”-vormige groef voor aluminiumdraad en met
een “V”-vormige groef voor andere draden.
4.1.1 Aansluiten van de gasslang
De gascilinder moet uitgerust zijn met een drukregelaar
en een manometer.
Als de cilinder op het cilinderrek van het verrijdbaar
onderstel wordt geplaatst, moet hij worden vastgezet
met de bijgeleverde riem.
Sluit de gasslang die vertrekt vanaf de achterkant van
het apparaat pas aan op de drukregelaar na het plaat-
sen van de cilinder. Het gasverbruik moet worden inge-
steld op ongeveer 8-10 liter per minuut.
4.2 HET APPARAAT IS KLAAR OM TE LASSEN
Wanneer u een toorts van het type Pull-2003 gebruikt,
dient u de bij de toorts geleverde instructies te volgen.
• Verbind de massaklem met het werkstuk.
• Zet de schakelaar U op 1.
• Kies het programma dat u wilt gebruiken uit de bijge-
leverde lijst, die zich in een houder op het mobiele zijpa-
neel bevindt (Fig. 4).
• Geef het nummer dat overeenkomt met het programma
weer op het display Q met behulp van de toetsen O en R.
• Als een pulserend synergisch programma wordt
gebruikt, draait u aan de knop B totdat het display Q de
dikte toont die u wilt gebruiken. Het display G toont
tegelijkertijd de stroom voor de gekozen dikte.
• Als een synergisch programma wordt gebruikt, dient u
ervoor te zorgen dat de indicator van de knoppen I en P
respectievelijk de melding “SYNERGIC” en de nulpositie
aangeeft.
• Verwijder de snijhuls.
• Schroef de contacttip los.
• Steek de draad in de binnenspiraal van de toorts. Zorg
ervoor dat de draad in de groef van de rol loopt en dat de
rol zich in de juiste positie bevindt. Sluit vervolgens de deur.
• Druk de toortsschakelaar in om de draad door te voe-
ren totdat hij uit de toorts komt.
• Opgelet: houd uw gezicht weg van de contactbuis ter-
wijl de draad naar buiten komt.
• Schroef de contacttip opnieuw vast na te hebben
gecontroleerd dat de opening dezelfde diameter heeft
als de gebruikte draad.
• Monteer de snijhuls.
• Open de cilinder
W
Fig. 3
T
V
Z
X
U
V
Fig. 2
Fig. 4

63
4.3 LASSEN VAN KOOLSTOFSTAAL
Neem bij het lassen van dit materiaal de volgende pun-
ten in acht:
• Gebruik een lasgas met een tweevoudige samenstel-
ling, doorgaans ARGON + CO2, waarbij het percentage
argon 75% of meer bedraagt. Met dit mengsel wordt
een stevige en mooie lasnaad verkregen.
Wanneer zuiver CO2 als beschermgas wordt gebruikt,
ontstaan smalle lasnaden met een grotere penetratie
maar aanzienlijk meer lasspatten.
• Gebruik een lasdraad van dezelfde kwaliteit als het te
lassen staal. Het verdient aanbeveling steeds draden
van hoge kwaliteit te gebruiken. Vermijd het lassen met
verroeste draden, want dit kan lasfouten veroorzaken.
• Vermijd het lassen van verroeste stukken of stukken
waarop olie- of vetvlekken zitten.
4.4 LASSEN VAN ROESTVRIJ STAAL
Roestvrij staal van de 300-reeks moet worden gelast
met een beschermgas met een hoog argongehalte en
een klein percentage O2 of koolstofdioxide CO2 (onge-
veer 2%) om de boog te stabiliseren.
Raak de draad niet aan met uw handen. Het is belang-
rijk dat de laszone te allen tijde schoon blijft, om vervui-
ling van de lasverbinding te voorkomen.
4.5 LASSEN VAN ALUMINIUM
Bij het lassen van aluminium moet u de volgende punten
in acht nemen:
• Gebruik zuiver argon als beschermgas.
• Gebruik een lasdraad met een samenstelling die
geschikt is voor het te lassen basismateriaal.
• Gebruik polijst- en borstelmachines die speciaal ont-
worpen zijn voor aluminium en gebruik ze nooit voor
andere materialen.
• Voor het lassen van aluminium moet u de volgende
toorts gebruiken: PULL 2003 Art. 2003.
5 ONDERHOUDSFUNCTIES
De afkortingen van deze functies worden getoond op
het display G.
Via dit menu kan de gebruiker het apparaat aanpassen
aan zijn behoeften.
Om toegang te krijgen tot deze functies, de toets R
indrukken en, terwijl u deze ingedrukt houdt, kortstondig
de toets O indrukken en loslaten; laat de toets R los
wanneer de melding “dSp” verschijnt.
Met dezelfde bewerking sluit u deze functies af en keert
u terug naar de lasprogramma’s.
Druk de toortsschakelaar in om over te gaan van één
functie naar een andere.
Wanneer u de onderhoudsfuncties afsluit, worden de
doorgevoerde wijzigingen bevestigd.
OPGELET. Lassen vanuit de onderhoudsfuncties is niet
mogelijk.
5.1 BESCHRIJVING VAN DE FUNCTIES
• dSp (display)
Alleen actief in programma’s voor pulserend syner-
gisch lassen
Het display Q toont “A”; dit betekent dat het display G
onder normale omstandigheden het aantal ampère
weergeeft. Wanneer de toets O wordt ingedrukt, geeft
het display Q SP (snelheid) weer. Wanneer deze keuze
wordt gemaakt in een lasprogramma, toont het display
G de draadsnelheid in meter per minuut.
OPMERKING: De snelheid wordt getoond vóór het las-
sen, want na het lassen toont display G de gebruikte
stroom en blijft LED A branden.
• Job
Actief in alle lasprogramma’s
Het display Q toont “0”, LED L brandt en het apparaat is
klaar voor continu lassen.
Wanneer u op de toets O drukt, wordt LED L uitgescha-
keld en toont het display Q “1”; De LED’s C en M gaan
branden en het apparaat is klaar voor streeplassen.
Wanneer de toets O nogmaals wordt ingedrukt, toont
het display Q “2”; LED M wordt uitgeschakeld en LED
C blijft branden, om aan te geven dat het apparaat klaar
is voor puntlassen.
• 2 – 4 (handmatig-automatisch)
Het display Q toont het nummer 2 = 2-takt = handmatig
lassen. Als de toets O wordt ingedrukt, toont het display
Q het nummer 4 = 4-takt = Automatisch.
• (HSA) Automatische “Hot Start”
Alleen actief in programma’s voor pulserend syner-
gisch lassen
Opgelet: Als de functie HSA wordt geactiveerd,
wordt de functie 3L automatisch uitgesloten.
Display Q toont de melding OF =OFF = Uit
Wanneer u op de toets O drukt, toont het display Q de
melding On = Actief.
Als deze functie is geactiveerd, verschijnen achtereen-
volgens de volgende meldingen wanneer u de toorts-
schakelaar indrukt.
- SC (startstroom)
Instelbereik 1-20 (10-200%) van de draadsnelheid in
verhouding tot de lasstroom die is ingesteld met
knop B in de lasprogramma’s. Fabrieksinstelling 13
(130%). Gewijzigd met de toetsen O en R.
- Len (duur)
Dit is de duur, uitgedrukt in seconden, van de voor-
dien getoonde startstroom.
Instelbereik 0,1-10 sec., fabrieksinstelling 0,7.
Gewijzigd met de toetsen O en R.
- Slo (oploop)
Instelbereik 0,1-10 sec., fabrieksinstelling 0,5.
Gewijzigd met de toetsen O en R.
Bepaalt de tussentijd tussen de eerste stroom (SC)
en de lasstroom die is ingesteld met de knop B in
de lasprogramma’s.
In de praktijk werkt het zo:
Het lassen vindt plaats in de handmatige modus (2-takt).
De gebruiker begint te lassen met de stroom die
overeenkomt met een percentage dat hoger of lager
is dan de draadsnelheid, ingesteld in SC (in dit speci-
fieke geval, 30% hoger). Deze stroom heeft een duur,
in seconden, die overeenkomt met de tijd die is inge-
steld in Len (in dit specifieke geval, 0,7 sec); daarna
zakt de stroom tot de stroom die is ingesteld met de
knop B (lassen) binnen de tijd die is ingesteld met Slo
(in dit specifieke geval, 0,5 sec). Wij raden deze func-
tie aan voor het puntlassen van aluminiumplaat.
Als deze functie niet geactiveerd is, kunt u dit doen door
de toortsschakelaar in te drukken:

64
• 3L (drie niveaus)
Actief in pulserende synergische curves
Opgelet: Als de functie 3L wordt geactiveerd, wordt
de functie HSA automatisch uitgesloten.
Display Q toont de melding OF =OFF = Uit
Wanneer u op de toets O drukt, toont het display Q de mel-
ding On = Actief. Als deze functie is geactiveerd, verschijnen
achtereenvolgens de volgende meldingen wanneer u de
toortsschakelaar indrukt.
- SC (startstroom)
Instelbereik 1-20 (10-200%) van de draadsnelheid in
verhouding tot de lasstroom die is ingesteld met knop B
in de lasprogramma’s. Fabrieksinstelling 13 (130%).
Gewijzigd met de toetsen O en R.
- Slo (oploop)
Instelbereik 0,1-10 sec., fabrieksinstelling 0,5. Gewijzigd
met de toetsen O en R.
Bepaalt de tussentijd tussen de eerste stroom (SC) en
de lasstroom die is ingesteld met de knop B in de las-
programma’s, en tussen de lasstroom en de derde “kra-
tervulstroom” CrC.
- CrC “Kratervulstroom”
Instelbereik 1-20 (10-200%) van de draadsnelheid in
verhouding tot de lasstroom die is ingesteld met knop B
in de lasprogramma’s. Fabrieksinstelling 6 (60%).
Gewijzigd met de toetsen O en R.
In de praktijk werkt het zo:
Het lassen vindt plaats in de automatische modus; de
uitvoertijden worden dus bepaald door de gebruiker.
Vooral aanbevolen voor het MIG-lassen van aluminium.
Er zijn drie stroomniveaus beschikbaar. Deze kunnen tij-
dens het lassen worden opgeroepen met de toorts-
schakelaar.
Het lassen begint wanneer de toortsschakelaar wordt
ingedrukt. De gebruikte lasstroom is de stroom die is
ingesteld met de functie SC (in dit specifieke geval 13
=130%). Deze stroom blijft behouden zolang de toorts-
schakelaar wordt ingedrukt; wanneer de schakelaar
wordt losgelaten, verandert de eerste stroom in de las-
stroom, ingesteld met de knop B, binnen de tijd die is
ingesteld met de functie Slo (in dit specifieke geval, 0,5
sec.); deze stroom blijft behouden totdat de toortsscha-
kelaar opnieuw wordt ingedrukt. Wanneer de toorts-
schakelaar de volgende keer wordt ingedrukt, verandert
de lasstroom in de derde stroom of “kratervulstroom”,
ingesteld met de functie CrC (in dit specifieke geval, 6 =
60%), binnen de tijd die is ingesteld met de functie Slo
(in dit specifieke geval, 0,5 sec); deze stroom blijft
behouden zolang de toortsschakelaar ingedrukt blijft.
Het lassen stopt wanneer de toortsschakelaar wordt
losgelaten.
Als deze functie niet geactiveerd is, activeert u de volgende
functie door de toortsschakelaar in te drukken.
• PrF (gasvoorstroomtijd)
Actief in alle lasprogramma’s
Instelbereik 0,0 – 9,9 sec. Instelling 0,1 sec. Gewijzigd met
de toetsen O en R.
• PoF (gasnastroomtijd)
Actief in alle lasprogramma’s
Instelbereik 0,1 – 9,9 sec. Instelling 3,0 sec. Gewijzigd met
de toetsen O en R.
• Acc (“Soft Start”)
Alleen actief in programma’s voor pulserend syner-
gisch lassen
Instelbereik Automatisch - 1-100%
Dit is de draadsnelheid, uitgedrukt als een percentage van
de ingestelde lassnelheid, voordat de draad het werkstuk
raakt.
Opmerking: Deze afstelling is belangrijk met het oog op een
goede start.
Fabrieksinstelling “Au” automatisch.
Gewijzigd met de toetsen O en R. Als u na het wijzigen van
de instelling wilt terugkeren naar de fabrieksinstelling, drukt
u de toetsen O en R gelijktijdig in totdat de afkorting “Au” op
het display Q verschijnt.
• bb (terugbrandtijd)
Actief in alle lasprogramma’s
Instelbereik 00 – 99. Fabrieksinstelling “Au” automatisch.
Deze instelling bepaalt de lengte van de lasdraad die uit de
snijhuls komt na het lassen. Hoe hoger het nummer, hoe
meer de draad brandt.
• PPF (“Push Pull Force”)
Stelt het aandrijfkoppel van de push-pull-toortsmotor in.
Gebruikt voor een lineaire draadaanvoer.
Instelbereik 9/-9, fabrieksinstelling 0.
Gewijzigd met de toetsen O en R.
• Fdp (Dubbel puls).
Het display G toont de afkorting Fdp (dubbel-pulsfrequentie).
Het display Q geeft OFF weer.
Druk op de toets O om de frequentie te kiezen (instelbaar
van 0,5 tot 5 Hz).
De gekozen waarde wordt weergegeven op het display Q.
Nadat de werkfrequentie Fdp is ingesteld, verschijnt het vol-
gende wanneer de toortsschakelaar wordt ingedrukt:
-ddP (verschil in meter/minuut van de dubbel puls).
Draai aan de knop Q om het aantal meter per minuut te kie-
zen (instelbaar van 0,1 tot 3 m/min.) dat moet worden opge-
teld bij en afgetrokken van de referentiesnelheid (standaard
1m/min.).
De gekozen waarde wordt weergegeven op het display Q.
-bdP
Dit is de duur van de hoogste draadsnelheid, d.w.z. de
hoogste lasstroom. Deze wordt uitgedrukt als een percenta-
ge van de tijd die wordt gewonnen met de frequentie Fdp
(zie figuur 5).
Druk op de toets O om het percentage in te stellen.
Instelbaar van 25 tot 75% (standaard 50%).
DdP= 0,1÷3 m/min
tdP T= 25÷75% di
T Fdp= 1/ (0,5÷5 Hz)
=
=
Fig. 5
REFEREN-
TIESNEL-
HEID

65
-AdP (booglengte van de hoogste lasstroom).
Druk op de toets O om een waarde in te stellen tussen –9,9
en 9.9 (standaard 0).
Controleer bij het lassen of de booglengte dezelfde is voor
beide stroomwaarden; druk indien nodig op de toets O om
dit te corrigeren.
Opmerking: lassen in de dubbel-pulsfuncties is mogelijk.
Als een aanpassing van de booglengte van de laagste las-
stroom/laagste draadsnelheid nodig is, moet u de boog-
lengte van de referentiesnelheid aanpassen.
Wanneer de referentiesnelheid verandert, moeten ook de
bovenstaande instellingen worden aangepast voor de nieu-
we snelheid.
• H20 (waterkoelunit).
Het display G geeft H2O weer.
Druk op de toets O om het soort bewerking te kiezen:
OF = uitgeschakeld.
ON = altijd ingeschakeld.
Au = automatisch bij opstarten.
Wanneer het apparaat wordt opgestart, werkt de waterkoe-
lunit. De unit wordt automatisch uitgeschakeld als het lassen
niet begint binnen 15 seconden. Als het lassen begint,
begint de unit te werken; 3 minuten na het loslaten van de
toortsschakelaar, wordt de waterkoelunit uitgeschakeld.
Als de koelvloeistofdruk te laag is, levert de stroombron
geen stroom en verschijnt de knipperende melding H2O op
het display G.
6 PROGRAMMA’S OPSLAAN IN EN OPROEPEN UIT
HET GEHEUGEN
Tien geheugenplaatsen, P01 tot en met P10, zijn beschik-
baar.
• Om een programma op te slaan, last u een klein stuk met
de parameters die u wilt opslaan en gaat u daarna als volgt
te werk:
• Druk de toets R in, houd hem ingedrukt en druk op de
toets O totdat de knipperende afkorting P01 verschijnt
op het display G; laat vervolgens beide toetsen los.
OPMERKING: Een knipperende afkorting duidt een
vrij programma aan, niet-knipperende afkortingen
zijn opgeslagen programma’s. Display Q toont het
nummer van het programma waarnaar het opgeslagen
lasprogramma verwijst.
• Kies met de toetsen O en R het programmanummer
dat u wilt opslaan en druk vervolgens op de toets O tot-
dat de programma-afkorting niet meer knippert.
• Laat de toets O los om het opslaan te beëindigen.
• Als u een programma wilt overschrijven, houdt u de
toets O langer dan 3 sec. ingedrukt; het nummer begint
te knipperen en blijft daarna constant branden, om aan
te geven dat het programma is overschreven.
Het overschrijven moet gebeuren terwijl het display G
het programmanummer toont (5 sec).
• Om een opgeslagen programma op te roepen, herhaalt u
dezelfde stappen als hierboven
(toetsen R en O indrukken totdat de afkorting P... verschijnt);
het laatst opgeslagen programma verschijnt. Vijf seconden
nadat de toetsen R en O de laatste keer zijn ingedrukt, is het
apparaat klaar om te lassen.
Vóór het lassen met een opgeslagen programma toont dis-
play G het nummer van het programma. Wanneer het lassen
begint, toont display G de stroom; wanneer het lassen stopt,
gaat LED A branden. Alle knoppen worden geblokkeerd.
Om de instelling van de onderhoudsfunctie voor een opge-
slagen programma te bekijken, houdt u de toets R ingedrukt;
na 2 sec. toont het display G de eerste melding dSP.
Wanneer u de toortsschakelaar indrukt, worden de afkortin-
gen van de diverse functies achtereenvolgens getoond; dis-
play Q toont de instelling.
Laat de toets R los om terug te keren naar het lassen met
een opgeslagen programma.
Om opgeslagen programma’s af te sluiten, de toets R inge-
drukt houden, de toets O kortstondig indrukken en loslaten.
7 ONDERHOUD
• Veiligheidssnijhuls
Deze snijhuls moet regelmatig worden gereinigd om gesmol-
ten metaalresten te verwijderen. Vervang de snijhuls als deze
vervormd of samengedrukt is.
• Contacttip.
Alleen als er een goed contact is tussen deze contacttip en
de draad zijn een stabiele boog en een optimale stroomop-
brengst verzekerd; neem daarom de volgende voorzorgs-
maatregelen in acht:
A) De opening van de contacttip moet vrij blijven van vuil en
oxidatie.
B) Metaaldeeltjes hechten zich makkelijker aan de snijhuls
na lange lassessies en blokkeren de draadaanvoer.
In dat geval moet de tip vaker worden schoongemaakt en
indien nodig worden vervangen.
C) De contacttip moet altijd goed op het toortslichaam vast-
geschroefd zijn. Door de thermische cycli waaraan de toorts
wordt onderworpen kan de contacttip loskomen; dit kan
ertoe leiden dat het toortslichaam en de tip warm worden en
dat de draad ongelijkmatig wordt aangevoerd.
• Binnenspiraal.
Dit is een belangrijk onderdeel dat vaak moet worden
gecontroleerd. De draad kan immers koperstof of kleine
schilfers achterlaten. Maak hem regelmatig schoon samen
met de gasleidingen en gebruik hiervoor perslucht.
De binnenspiralen zijn onderhevig aan voortdurende slijtage
en moeten daarom na een bepaalde tijd worden vervangen.
• Tandwielmotorgroep.
Maak regelmatig de aanvoerrollen schoon, om roest of
metaalresten, veroorzaakt door de draadrollen, te verwijde-
ren. Controleer regelmatig de volledige draadaanvoergroep:
sluithaak, draadgeleiderollen, binnenspiraal en contacttip.
8 TOEBEHOREN
Art. 1656 Draadaanvoerunit.
Art. 1242 Toorts 3,5 m
Art. 128 Set voor spoel diameter 300 kg 15
Art. 2003 Pull 2003-toorts met UP/DOWN-regeling
op de handgreep.
Art. 1241 MIG-toorts (watergekoeld).
Art. 1432 Draadaanvoerunit.
Art. 1341 Waterkoelunit.
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Documenttranscriptie
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 ELEKTRISCHE SCHOK - Kan dodelijk zijn. • Installeer en aard de lasmachine volgens de geldende voorschriften. • Raak elektrische onderdelen of elektroden onder spanning niet aan met de blote huid, handschoenen of natte kledij. • Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent. • Zorg voor een veilige werkpositie. DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw gezondheid. • Houd uw hoofd uit de buurt van dampen. • Werk in aanwezigheid van een goede ventilatie en gebruik ventilatoren rondom de boog om gasvorming in de werkzone te vermijden. BOOGSTRALEN - Kunnen oogletsels en brandwonden veroorzaken. • Bescherm uw ogen met een lasmasker met gefilterd glas en bescherm uw lichaam met aangepaste veiligheidskledij. • Bescherm anderen door de installatie van geschikte schermen of gordijnen. GEVAAR VOOR BRAND EN BRANDWONDEN • Vonken (spatten) kunnen brand en brandwonden veroorzaken; daarom dient u zich ervan te vergewissen dat er geen brandbaar materiaal in de buurt is en aangepaste beschermkledij te dragen. GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. PACEMAKERS • De magnetische velden die worden opgewekt door de hoge stroom kunnen de werking van pacemakers beïnvloeden. Dragers van vitale elektronische apparaten (pacemakers) dienen hun arts te raadplegen alvorens vlambooglas-, snij-, guts- of puntlaswerkzaamheden uit te voeren. ONTPLOFFINGEN • Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. • Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT Deze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm EN50199 en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in niet-industriële omgevingen. ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 2 ALGEMENE BESCHRIJVING 2.1 SPECIFICATIES Dit lasapparaat is een stroombron die vervaardigd is met INVERTER-technologie en geschikt is voor synergisch pulserend MIG/MAG-lassen, niet-pulserend synergisch MIG/MAG-lassen en conventioneel MIG/MAG-lassen. De machine mag uitsluitend worden gebruikt voor de in deze handleiding beschreven doeleinden. De machine mag niet worden gebruikt om bevroren leidingen te ontdooien. 2.2 UITLEG VAN DE TECHNISCHE SPECIFICATIES IEC 60974.1 Het lasapparaat is vervaardigd in overEN 50199 eenstem ming met de internationale norm . NE. Serienummer. Moet worden vermeld bij elk verzoek betreffende het lasapparaat. Enfasige statische-frequentieomvormer 1~ transformator-gelijkrichter inverter. f1 f2 MIG Geschikt voor MIG-lassen. U0. X. Secundaire openboogspanning. Inschakelduurpercentage De inschakelduur drukt het percentage van 10 minuten uit gedurende dewelke het lasapparaat kan werken met een bepaalde stroomsterkte zonder oververhit te raken. I2. Lasstroom U2. Secundaire spanning met stroom I2 U1. Nominale voedingsspanning 1~ 50/60 Hz Enfasige voeding van 50 of 60 Hz. I1 Max Max. opgenomen stroom bij overeenkomstige stroom I2 en spanning U2. I1 eff Dit is de maximale waarde van de eigenlijke opgenomen stroom, rekening houdend met de inschakelduur. Deze waarde komt gewoonlijk overeen met de capaciteit van de zekering (trage type) die moet worden gebruikt als bevei liging van het apparaat. IP23 C. Beschermingsklasse van de behuizing. Klasse 3 als tweede cijfer wil zeggen dat dit apparaat geschikt is om buiten in de regen te worden gebruikt. De bijkomende letter C betekent dat het apparaat beveiligd is tegen de aanraking van onder spanning staande onderdelen van het voe dingscircuit met een stuk gereedschap (diameter van 2,5 mm ). S Geschikt voor werkzaamheden in omgevin gen met verhoogd risico. 59 OPMERKING: Het lasapparaat is ook ontworpen voor gebruik in omgevingen met verontreinigingsgraad 3. (Zie IEC 664). 2.3 BEVEILIGING 2.3.1 Blokkeringsbeveiligingen In geval van een storing kan een knipperend nummer op het display G verschijnen, met de volgende betekenis: 52 = Startknop ingedrukt tijdens het starten. 53 = Startknop ingedrukt tijdens reset van de thermostaat. 56 = Langdurige kortsluiting tussen de lasdraad en het te lassen materiaal. Schakel het apparaat uit en weer in. Neem contact op met de technische dienst als er andere nummers op het display verschijnen. 2.3.2 Mechanische beveiliging (veiligheidsknop) Wanneer de mobiele zijde wordt geopend, wordt de veiligheidsknop geactiveerd. Deze voorkomt het gebruik van het lasapparaat. Deze beveiliging, aangeduid door de knipperende melding “OPn” op het display G, vermijdt gevaarlijke situaties wanneer de gebruiker de rol van de draadaanvoerunit of de laselektrode vervangt. 2.3.3 Thermische beveiliging Dit apparaat is beveiligd met een thermische beveiliging, die de werking van het apparaat blokkeert als de toegestane temperaturen zijn overschreden. Onder deze omstandigheden blijft de ventilator werken en knippert de melding “OPn” op het display G . 3 INSTALLATIE Controleer of de voedingsspanning overeenstemt met de voedingsspanning die is aangegeven op het typeplaatje van het lasapparaat. Breng een geschikte stekker aan op de voedingskabel. Zorg ervoor dat de geel/groene draad wordt verbonden met de aardingspen. De capaciteit van de thermische beveiliging of de zekeringen die in serie met de voeding zijn geïnstalleerd moet gelijk zijn aan de opgenomen stroom I1 van het apparaat. 3.1 OPSTARTEN Het apparaat moet worden geïnstalleerd door bekwaam personeel. Alle aansluitingen moeten worden uitgevoerd overeenkomstig de geldende normen en met strikte naleving van de veiligheidsreglementen (reglement CEI 26-10 - CENELEC HD 427) 3.2 BEDIENINGSELEMENTEN OP HET VOORPANEEL A- Gele “Hold”-LED Geeft aan dat de stroom die het display G toont de werkelijk gebruikte lasstroom is. Geactiveerd aan het einde van elke lassessie. B- Afstelknop voor draadsnelheid. Het afstellen van deze knop heeft het volgende effect: • Bij gebruik van conventionele programma’s toont het display G de snelheid in meter per minuut. • Bij gebruik van synergische programma’s (pulserend of conventioneel) toont het display G de stroom waarmee het lassen zal plaatsvinden. • Bij gebruik van pulserende synergische programma’s toont het display Q ongeveer 2 seconden lang de aan60 bevolen dikte voor de ingestelde stroom; daarna wordt opnieuw het nummer van het gekozen lasprogramma getoond. C - Groene LED. Geeft aan dat de punt- of streeplasmodus is geactiveerd als tegelijkertijd LED M brandt. D - Instelknop. Met deze knop wordt de puntlastijd of de werktijd tijdens het streeplassen ingesteld. E - Centraalaansluiting Hierop wordt de lastoorts aangesloten. F - Massa-aansluiting Aansluiting voor de massakabel. G - 3-cijferig display Dit display toont: • Wanneer synergische programma’s worden gekozen (knop R), het type materiaal dat overeenkomt met het gekozen programma (FE = ijzer, AL = aluminium, SS = roestvrij staal). • In conventionele programma’s, de draadsnelheid vóór het lassen en de stroom na het lassen. • In synergische programma’s, vóór het lassen de snelheid of de vooraf ingestelde stroom, en na het lassen de werkelijk gebruikte stroom. • in conventionele en pulserende of conventionele synergische programma’s, de variaties in booglengte (knop I) en de variaties in impedantie (knop P) in verhouding tot de aanbevolen nulpositie. • De afkorting “OPn” (knipperend) als de deur van de motorruimte wordt geopend. • De melding “OPn” (knipperend) als de thermische beveiliging in werking is getreden. • In de onderhoudsfuncties (zie hoofdstuk 5 voor meer uitleg) geeft het display de volgende meldingen weer: dSP, Job, PrF, PoF, Acc, bb, HSA, SC, Len, Slo, 3L, CrC, 2-4, Fdp, H2o. • In het geheugenmenu geeft de letter P gevolgd door twee cijfers het geheugennummer weer. Lees hoofdstuk 6 voor meer uitleg. H - Groene LED. Geeft aan dat het gebruikte lasprogramma pulserend synergisch is. I - Instelknop. Voor het instellen van de lasspanning in conventionele programma’s. Instelbereik: 1 tot en met 10 In synergische en pulserende synergische programma’s dient de indicator van deze knop te worden ingesteld op het symbool “SYNERGIC “ in het midden van het instelbereik; dit symbool komt overeen met de instelling die wordt aanbevolen door de fabrikant. Met deze knop kunt u de waarde van de booglengte corrigeren. Wijzigingen van deze waarde, groter of kleiner dan de instelling “SYNERGIC”, worden getoond op het display G, waarop de vorige grootte 2 seconden na de laatste correctie zal worden weergegeven. L - Groene LED. Geeft aan dat de continu-lasmodus is geactiveerd. Fig. 1 G A H B I L C M D N O E P Q F R S M - Groene LED. Geeft aan dat de streeplasmodus is geactiveerd. Deze LED licht samen met LED C op. N - Instelknop. Met deze knop wordt de pauzetijd tussen puntlassen ingesteld. O - Toets. Door deze toets in te drukken en los te laten, verhoogt de numerieke waarde van het display Q. Wanneer deze toets samen met de toets R wordt ingedrukt, kunt u onderhouds- en geheugenfuncties kiezen en programma’s opslaan. (Zie hoofdstuk 6) P- Instelknop. In conventionele programma’s is het instelbereik 1 tot en met 10 Met deze knop wordt de impedantiewaarde ingesteld. Voor elk synergisch programma is de optimale waarde de nulpositie. Het apparaat stelt automatisch de juiste impedantiewaarde in op basis van het gekozen programma. De gebruiker kan de ingestelde waarde corrigeren: door de potentiometer naar + af te stellen, worden warmere, minder penetrerende lassen verkregen; afstellen naar - resulteert in koudere, meer penetrerende lassen. Wanneer tijdens het lassen met een synergisch programma een afstelling naar + of - wordt uitgevoerd vanaf de centrale nulpositie, dient mogelijk de werkspanning te worden gecorrigeerd met de potentiometer I. De variatie wordt getoond op het display G, dat de vorige instelling toont 2 seconden na de laatste correctie. Q - 2-cijferig display. Dit display toont: • Het nummer van het gekozen programma. • Gedurende 2 seconden, de waarde van de dikte wanneer knop B wordt ingesteld in pulserende synergische programma’s. • In de onderhoudsfuncties, de numerieke waarde van de parameter getoond op het display G of de meldingen “On, OF, Au, A, SP, 0, 1, 2, 4”. Lees hoofdstuk 5 voor meer uitleg. • In het geheugenmenu, het programmanummer dat wordt opgeroepen of opgeslagen. Lees hoofdstuk 6 voor meer uitleg. R - Toets. Door deze toets in te drukken en los te laten, vermindert de numerieke waarde op het display Q. Door deze toets samen met toets O in te drukken, kan de gebruiker de onderhouds- en geheugenfuncties kiezen. (Zie de hoofdstukken over de vermelde functies) S - 10-pens connector. Deze connector moet worden aangesloten op de 10pens mannetjeskoppeling van de Pull 2003-toorts. 3.3 BEDIENINGSELEMENTEN OP HET ACHTERPANEEL (Fig. 2) 61 4.1.1 Aansluiten van de gasslang De gascilinder moet uitgerust zijn met een drukregelaar en een manometer. Als de cilinder op het cilinderrek van het verrijdbaar onderstel wordt geplaatst, moet hij worden vastgezet met de bijgeleverde riem. Sluit de gasslang die vertrekt vanaf de achterkant van het apparaat pas aan op de drukregelaar na het plaatsen van de cilinder. Het gasverbruik moet worden ingesteld op ongeveer 8-10 liter per minuut. Fig. 2 V T Z V X 4.2 HET APPARAAT IS KLAAR OM TE LASSEN Wanneer u een toorts van het type Pull-2003 gebruikt, dient u de bij de toorts geleverde instructies te volgen. • Verbind de massaklem met het werkstuk. • Zet de schakelaar U op 1. • Kies het programma dat u wilt gebruiken uit de bijgeleverde lijst, die zich in een houder op het mobiele zijpaneel bevindt (Fig. 4). U T - Gasslangtule. U-Schakelaar. Schakelt het apparaat in en uit. V- Bevestigingspunten voor de spoelset van 15 kg Art. 128. X- Zekeringhouder. Y- Voedingskabelaansluiting. Z- Drukschakelaaraansluiting. 3.4 CONNECTOR TYPE DB9 (RS 232) (Fig. 3) W Fig. 4 Fig. 3 Gebruikt voor het bijwerken van de microprocessorprogramma’s. 4 LASSEN 4.1 OPSTARTEN Zorg ervoor dat de draaddiameter overeenkomt met de diameter die wordt aangegeven op de draadaanvoerrol en dat het gekozen programma compatibel is met het materiaal en het type gas. Gebruik draadaanvoerrollen met een “U”-vormige groef voor aluminiumdraad en met een “V”-vormige groef voor andere draden. 62 • Geef het nummer dat overeenkomt met het programma weer op het display Q met behulp van de toetsen O en R. • Als een pulserend synergisch programma wordt gebruikt, draait u aan de knop B totdat het display Q de dikte toont die u wilt gebruiken. Het display G toont tegelijkertijd de stroom voor de gekozen dikte. • Als een synergisch programma wordt gebruikt, dient u ervoor te zorgen dat de indicator van de knoppen I en P respectievelijk de melding “SYNERGIC” en de nulpositie aangeeft. • Verwijder de snijhuls. • Schroef de contacttip los. • Steek de draad in de binnenspiraal van de toorts. Zorg ervoor dat de draad in de groef van de rol loopt en dat de rol zich in de juiste positie bevindt. Sluit vervolgens de deur. • Druk de toortsschakelaar in om de draad door te voeren totdat hij uit de toorts komt. • Opgelet: houd uw gezicht weg van de contactbuis terwijl de draad naar buiten komt. • Schroef de contacttip opnieuw vast na te hebben gecontroleerd dat de opening dezelfde diameter heeft als de gebruikte draad. • Monteer de snijhuls. • Open de cilinder 4.3 LASSEN VAN KOOLSTOFSTAAL Neem bij het lassen van dit materiaal de volgende punten in acht: • Gebruik een lasgas met een tweevoudige samenstelling, doorgaans ARGON + CO2, waarbij het percentage argon 75% of meer bedraagt. Met dit mengsel wordt een stevige en mooie lasnaad verkregen. Wanneer zuiver CO2 als beschermgas wordt gebruikt, ontstaan smalle lasnaden met een grotere penetratie maar aanzienlijk meer lasspatten. • Gebruik een lasdraad van dezelfde kwaliteit als het te lassen staal. Het verdient aanbeveling steeds draden van hoge kwaliteit te gebruiken. Vermijd het lassen met verroeste draden, want dit kan lasfouten veroorzaken. • Vermijd het lassen van verroeste stukken of stukken waarop olie- of vetvlekken zitten. 4.4 LASSEN VAN ROESTVRIJ STAAL Roestvrij staal van de 300-reeks moet worden gelast met een beschermgas met een hoog argongehalte en een klein percentage O2 of koolstofdioxide CO2 (ongeveer 2%) om de boog te stabiliseren. Raak de draad niet aan met uw handen. Het is belangrijk dat de laszone te allen tijde schoon blijft, om vervuiling van de lasverbinding te voorkomen. 4.5 LASSEN VAN ALUMINIUM Bij het lassen van aluminium moet u de volgende punten in acht nemen: • Gebruik zuiver argon als beschermgas. • Gebruik een lasdraad met een samenstelling die geschikt is voor het te lassen basismateriaal. • Gebruik polijst- en borstelmachines die speciaal ontworpen zijn voor aluminium en gebruik ze nooit voor andere materialen. • Voor het lassen van aluminium moet u de volgende toorts gebruiken: PULL 2003 Art. 2003. 5 ONDERHOUDSFUNCTIES De afkortingen van deze functies worden getoond op het display G. Via dit menu kan de gebruiker het apparaat aanpassen aan zijn behoeften. Om toegang te krijgen tot deze functies, de toets R indrukken en, terwijl u deze ingedrukt houdt, kortstondig de toets O indrukken en loslaten; laat de toets R los wanneer de melding “dSp” verschijnt. Met dezelfde bewerking sluit u deze functies af en keert u terug naar de lasprogramma’s. Druk de toortsschakelaar in om over te gaan van één functie naar een andere. Wanneer u de onderhoudsfuncties afsluit, worden de doorgevoerde wijzigingen bevestigd. OPGELET. Lassen vanuit de onderhoudsfuncties is niet mogelijk. 5.1 BESCHRIJVING VAN DE FUNCTIES • dSp (display) Alleen actief in programma’s voor pulserend synergisch lassen Het display Q toont “A”; dit betekent dat het display G onder normale omstandigheden het aantal ampère weergeeft. Wanneer de toets O wordt ingedrukt, geeft het display Q SP (snelheid) weer. Wanneer deze keuze wordt gemaakt in een lasprogramma, toont het display G de draadsnelheid in meter per minuut. OPMERKING: De snelheid wordt getoond vóór het lassen, want na het lassen toont display G de gebruikte stroom en blijft LED A branden. • Job Actief in alle lasprogramma’s Het display Q toont “0”, LED L brandt en het apparaat is klaar voor continu lassen. Wanneer u op de toets O drukt, wordt LED L uitgeschakeld en toont het display Q “1”; De LED’s C en M gaan branden en het apparaat is klaar voor streeplassen. Wanneer de toets O nogmaals wordt ingedrukt, toont het display Q “2”; LED M wordt uitgeschakeld en LED C blijft branden, om aan te geven dat het apparaat klaar is voor puntlassen. • 2 – 4 (handmatig-automatisch) Het display Q toont het nummer 2 = 2-takt = handmatig lassen. Als de toets O wordt ingedrukt, toont het display Q het nummer 4 = 4-takt = Automatisch. • (HSA) Automatische “Hot Start” Alleen actief in programma’s voor pulserend synergisch lassen Opgelet: Als de functie HSA wordt geactiveerd, wordt de functie 3L automatisch uitgesloten. Display Q toont de melding OF =OFF = Uit Wanneer u op de toets O drukt, toont het display Q de melding On = Actief. Als deze functie is geactiveerd, verschijnen achtereenvolgens de volgende meldingen wanneer u de toortsschakelaar indrukt. - SC (startstroom) Instelbereik 1-20 (10-200%) van de draadsnelheid in verhouding tot de lasstroom die is ingesteld met knop B in de lasprogramma’s. Fabrieksinstelling 13 (130%). Gewijzigd met de toetsen O en R. - Len (duur) Dit is de duur, uitgedrukt in seconden, van de voordien getoonde startstroom. Instelbereik 0,1-10 sec., fabrieksinstelling 0,7. Gewijzigd met de toetsen O en R. - Slo (oploop) Instelbereik 0,1-10 sec., fabrieksinstelling 0,5. Gewijzigd met de toetsen O en R. Bepaalt de tussentijd tussen de eerste stroom (SC) en de lasstroom die is ingesteld met de knop B in de lasprogramma’s. In de praktijk werkt het zo: Het lassen vindt plaats in de handmatige modus (2-takt). De gebruiker begint te lassen met de stroom die overeenkomt met een percentage dat hoger of lager is dan de draadsnelheid, ingesteld in SC (in dit specifieke geval, 30% hoger). Deze stroom heeft een duur, in seconden, die overeenkomt met de tijd die is ingesteld in Len (in dit specifieke geval, 0,7 sec); daarna zakt de stroom tot de stroom die is ingesteld met de knop B (lassen) binnen de tijd die is ingesteld met Slo (in dit specifieke geval, 0,5 sec). Wij raden deze functie aan voor het puntlassen van aluminiumplaat. Als deze functie niet geactiveerd is, kunt u dit doen door de toortsschakelaar in te drukken: 63 • PrF (gasvoorstroomtijd) Actief in alle lasprogramma’s Instelbereik 0,0 – 9,9 sec. Instelling 0,1 sec. Gewijzigd met de toetsen O en R. • PoF (gasnastroomtijd) Actief in alle lasprogramma’s Instelbereik 0,1 – 9,9 sec. Instelling 3,0 sec. Gewijzigd met de toetsen O en R. • Acc (“Soft Start”) Alleen actief in programma’s voor pulserend synergisch lassen 64 Instelbereik Automatisch - 1-100% Dit is de draadsnelheid, uitgedrukt als een percentage van de ingestelde lassnelheid, voordat de draad het werkstuk raakt. Opmerking: Deze afstelling is belangrijk met het oog op een goede start. Fabrieksinstelling “Au” automatisch. Gewijzigd met de toetsen O en R. Als u na het wijzigen van de instelling wilt terugkeren naar de fabrieksinstelling, drukt u de toetsen O en R gelijktijdig in totdat de afkorting “Au” op het display Q verschijnt. • bb (terugbrandtijd) Actief in alle lasprogramma’s Instelbereik 00 – 99. Fabrieksinstelling “Au” automatisch. Deze instelling bepaalt de lengte van de lasdraad die uit de snijhuls komt na het lassen. Hoe hoger het nummer, hoe meer de draad brandt. • PPF (“Push Pull Force”) Stelt het aandrijfkoppel van de push-pull-toortsmotor in. Gebruikt voor een lineaire draadaanvoer. Instelbereik 9/-9, fabrieksinstelling 0. Gewijzigd met de toetsen O en R. • Fdp (Dubbel puls). Het display G toont de afkorting Fdp (dubbel-pulsfrequentie). Het display Q geeft OFF weer. Druk op de toets O om de frequentie te kiezen (instelbaar van 0,5 tot 5 Hz). De gekozen waarde wordt weergegeven op het display Q. Nadat de werkfrequentie Fdp is ingesteld, verschijnt het volgende wanneer de toortsschakelaar wordt ingedrukt: -ddP (verschil in meter/minuut van de dubbel puls). Draai aan de knop Q om het aantal meter per minuut te kiezen (instelbaar van 0,1 tot 3 m/min.) dat moet worden opgeteld bij en afgetrokken van de referentiesnelheid (standaard 1m/min.). De gekozen waarde wordt weergegeven op het display Q. -bdP Dit is de duur van de hoogste draadsnelheid, d.w.z. de hoogste lasstroom. Deze wordt uitgedrukt als een percentage van de tijd die wordt gewonnen met de frequentie Fdp (zie figuur 5). DdP= 0,1÷3 m/min = REFERENTIESNELHEID = • 3L (drie niveaus) Actief in pulserende synergische curves Opgelet: Als de functie 3L wordt geactiveerd, wordt de functie HSA automatisch uitgesloten. Display Q toont de melding OF =OFF = Uit Wanneer u op de toets O drukt, toont het display Q de melding On = Actief. Als deze functie is geactiveerd, verschijnen achtereenvolgens de volgende meldingen wanneer u de toortsschakelaar indrukt. - SC (startstroom) Instelbereik 1-20 (10-200%) van de draadsnelheid in verhouding tot de lasstroom die is ingesteld met knop B in de lasprogramma’s. Fabrieksinstelling 13 (130%). Gewijzigd met de toetsen O en R. - Slo (oploop) Instelbereik 0,1-10 sec., fabrieksinstelling 0,5. Gewijzigd met de toetsen O en R. Bepaalt de tussentijd tussen de eerste stroom (SC) en de lasstroom die is ingesteld met de knop B in de lasprogramma’s, en tussen de lasstroom en de derde “kratervulstroom” CrC. - CrC “Kratervulstroom” Instelbereik 1-20 (10-200%) van de draadsnelheid in verhouding tot de lasstroom die is ingesteld met knop B in de lasprogramma’s. Fabrieksinstelling 6 (60%). Gewijzigd met de toetsen O en R. In de praktijk werkt het zo: Het lassen vindt plaats in de automatische modus; de uitvoertijden worden dus bepaald door de gebruiker. Vooral aanbevolen voor het MIG-lassen van aluminium. Er zijn drie stroomniveaus beschikbaar. Deze kunnen tijdens het lassen worden opgeroepen met de toortsschakelaar. Het lassen begint wanneer de toortsschakelaar wordt ingedrukt. De gebruikte lasstroom is de stroom die is ingesteld met de functie SC (in dit specifieke geval 13 =130%). Deze stroom blijft behouden zolang de toortsschakelaar wordt ingedrukt; wanneer de schakelaar wordt losgelaten, verandert de eerste stroom in de lasstroom, ingesteld met de knop B, binnen de tijd die is ingesteld met de functie Slo (in dit specifieke geval, 0,5 sec.); deze stroom blijft behouden totdat de toortsschakelaar opnieuw wordt ingedrukt. Wanneer de toortsschakelaar de volgende keer wordt ingedrukt, verandert de lasstroom in de derde stroom of “kratervulstroom”, ingesteld met de functie CrC (in dit specifieke geval, 6 = 60%), binnen de tijd die is ingesteld met de functie Slo (in dit specifieke geval, 0,5 sec); deze stroom blijft behouden zolang de toortsschakelaar ingedrukt blijft. Het lassen stopt wanneer de toortsschakelaar wordt losgelaten. Als deze functie niet geactiveerd is, activeert u de volgende functie door de toortsschakelaar in te drukken. tdP = 25÷75% di T T = 1/ Fdp (0,5÷5 Hz) Fig. 5 Druk op de toets O om het percentage in te stellen. Instelbaar van 25 tot 75% (standaard 50%). -AdP (booglengte van de hoogste lasstroom). Druk op de toets O om een waarde in te stellen tussen –9,9 en 9.9 (standaard 0). Controleer bij het lassen of de booglengte dezelfde is voor beide stroomwaarden; druk indien nodig op de toets O om dit te corrigeren. Opmerking: lassen in de dubbel-pulsfuncties is mogelijk. Als een aanpassing van de booglengte van de laagste lasstroom/laagste draadsnelheid nodig is, moet u de booglengte van de referentiesnelheid aanpassen. Wanneer de referentiesnelheid verandert, moeten ook de bovenstaande instellingen worden aangepast voor de nieuwe snelheid. • H20 (waterkoelunit). Het display G geeft H2O weer. Druk op de toets O om het soort bewerking te kiezen: OF = uitgeschakeld. ON = altijd ingeschakeld. Au = automatisch bij opstarten. Wanneer het apparaat wordt opgestart, werkt de waterkoelunit. De unit wordt automatisch uitgeschakeld als het lassen niet begint binnen 15 seconden. Als het lassen begint, begint de unit te werken; 3 minuten na het loslaten van de toortsschakelaar, wordt de waterkoelunit uitgeschakeld. Als de koelvloeistofdruk te laag is, levert de stroombron geen stroom en verschijnt de knipperende melding H2O op het display G. 6 PROGRAMMA’S OPSLAAN IN EN OPROEPEN UIT HET GEHEUGEN Tien geheugenplaatsen, P01 tot en met P10, zijn beschikbaar. • Om een programma op te slaan, last u een klein stuk met de parameters die u wilt opslaan en gaat u daarna als volgt te werk: • Druk de toets R in, houd hem ingedrukt en druk op de toets O totdat de knipperende afkorting P01 verschijnt op het display G; laat vervolgens beide toetsen los. OPMERKING: Een knipperende afkorting duidt een vrij programma aan, niet-knipperende afkortingen zijn opgeslagen programma’s. Display Q toont het nummer van het programma waarnaar het opgeslagen lasprogramma verwijst. • Kies met de toetsen O en R het programmanummer dat u wilt opslaan en druk vervolgens op de toets O totdat de programma-afkorting niet meer knippert. • Laat de toets O los om het opslaan te beëindigen. • Als u een programma wilt overschrijven, houdt u de toets O langer dan 3 sec. ingedrukt; het nummer begint te knipperen en blijft daarna constant branden, om aan te geven dat het programma is overschreven. Het overschrijven moet gebeuren terwijl het display G het programmanummer toont (5 sec). • Om een opgeslagen programma op te roepen, herhaalt u dezelfde stappen als hierboven (toetsen R en O indrukken totdat de afkorting P... verschijnt); het laatst opgeslagen programma verschijnt. Vijf seconden nadat de toetsen R en O de laatste keer zijn ingedrukt, is het apparaat klaar om te lassen. Vóór het lassen met een opgeslagen programma toont display G het nummer van het programma. Wanneer het lassen begint, toont display G de stroom; wanneer het lassen stopt, gaat LED A branden. Alle knoppen worden geblokkeerd. Om de instelling van de onderhoudsfunctie voor een opgeslagen programma te bekijken, houdt u de toets R ingedrukt; na 2 sec. toont het display G de eerste melding dSP. Wanneer u de toortsschakelaar indrukt, worden de afkortingen van de diverse functies achtereenvolgens getoond; display Q toont de instelling. Laat de toets R los om terug te keren naar het lassen met een opgeslagen programma. Om opgeslagen programma’s af te sluiten, de toets R ingedrukt houden, de toets O kortstondig indrukken en loslaten. 7 ONDERHOUD • Veiligheidssnijhuls Deze snijhuls moet regelmatig worden gereinigd om gesmolten metaalresten te verwijderen. Vervang de snijhuls als deze vervormd of samengedrukt is. • Contacttip. Alleen als er een goed contact is tussen deze contacttip en de draad zijn een stabiele boog en een optimale stroomopbrengst verzekerd; neem daarom de volgende voorzorgsmaatregelen in acht: A) De opening van de contacttip moet vrij blijven van vuil en oxidatie. B) Metaaldeeltjes hechten zich makkelijker aan de snijhuls na lange lassessies en blokkeren de draadaanvoer. In dat geval moet de tip vaker worden schoongemaakt en indien nodig worden vervangen. C) De contacttip moet altijd goed op het toortslichaam vastgeschroefd zijn. Door de thermische cycli waaraan de toorts wordt onderworpen kan de contacttip loskomen; dit kan ertoe leiden dat het toortslichaam en de tip warm worden en dat de draad ongelijkmatig wordt aangevoerd. • Binnenspiraal. Dit is een belangrijk onderdeel dat vaak moet worden gecontroleerd. De draad kan immers koperstof of kleine schilfers achterlaten. Maak hem regelmatig schoon samen met de gasleidingen en gebruik hiervoor perslucht. De binnenspiralen zijn onderhevig aan voortdurende slijtage en moeten daarom na een bepaalde tijd worden vervangen. • Tandwielmotorgroep. Maak regelmatig de aanvoerrollen schoon, om roest of metaalresten, veroorzaakt door de draadrollen, te verwijderen. Controleer regelmatig de volledige draadaanvoergroep: sluithaak, draadgeleiderollen, binnenspiraal en contacttip. 8 TOEBEHOREN Art. Art. Art. Art. 1656 1242 128 2003 Art. 1241 Art. 1432 Art. 1341 Draadaanvoerunit. Toorts 3,5 m Set voor spoel diameter 300 kg 15 Pull 2003-toorts met UP/DOWN-regeling op de handgreep. MIG-toorts (watergekoeld). Draadaanvoerunit. Waterkoelunit. 65-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84




















































































Cebora 286 Sound MIG 2035/MD Double Pulse Handleiding
- Type
- Handleiding
in andere talen
- English: Cebora 286 Sound MIG 2035/MD Double Pulse User manual
- italiano: Cebora 286 Sound MIG 2035/MD Double Pulse Manuale utente
- français: Cebora 286 Sound MIG 2035/MD Double Pulse Manuel utilisateur
- español: Cebora 286 Sound MIG 2035/MD Double Pulse Manual de usuario
- Deutsch: Cebora 286 Sound MIG 2035/MD Double Pulse Benutzerhandbuch
- português: Cebora 286 Sound MIG 2035/MD Double Pulse Manual do usuário
- dansk: Cebora 286 Sound MIG 2035/MD Double Pulse Brugermanual
- suomi: Cebora 286 Sound MIG 2035/MD Double Pulse Ohjekirja
- svenska: Cebora 286 Sound MIG 2035/MD Double Pulse Användarmanual
Gerelateerde papieren
-
Cebora 285 Sound MIG 2035/M Pulse Handleiding
-
Cebora MIG 2060/MD Handleiding
-
-
-
-
-
Cebora 309 Sound MIG 3540/T Star Pulse Handleiding
-
-
-