ESAB CUTMASTER 100
300X5397NL GEBRUIK
4T-15
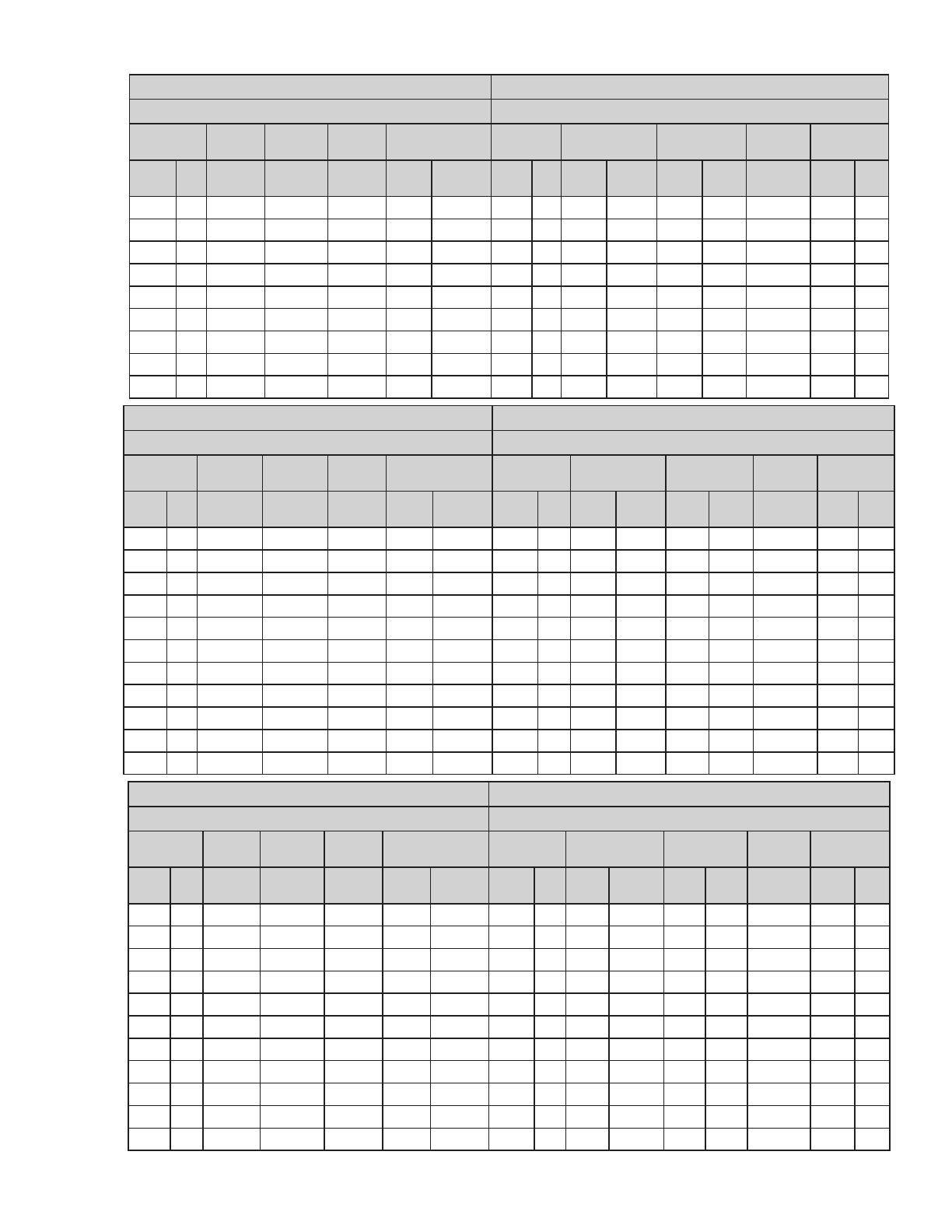
Soort brander: SL100 met afgeschermde punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 70 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 128 80 280 7,11 0,19 4,8 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 126 80 203 5,16 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 128 80 182 4,62 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 128 80 137 3,48 0,19 4,8 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 131 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 134 80 40 1,02 0,19 4,8 65 4,5 115 340 0,50 0,2 5,1
0,500 12,7 9-8211 136 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,2 5,1
0,625 15,9 9-8211 145 80 21 0,53 0,19 4,8 65 4,5 115 340 0,75 0,2 5,1
0,750 19,1 9-8211 144 80 14 0,36 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 149 80 11 0,28 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 110 80 340 8,50 0,125 3,2 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 115 80 260 6,50 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 113 80 250 6,25 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 114 80 170 4,25 0,125 3,2 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 116 80 85 2,13 0,125 3,2 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 123 80 45 1,13 0,125 3,2 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 133 80 18 0,45 0,125 3,2 65 4,5 115 340 0,75 0,25 6,4
0,625 15,9 9-8211 135 80 16 0,40 0,125 3,2 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 144 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 137 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 140 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR













































































