
120
400V
INGANGSSTROOM
SPANNING
UITGANG
MAX. UITGANG
FASE
Art # A-12776NL
Herz.: AF
Datum: 31 oktober 2019 Handleiding #: 300X5398NL
Gebruikershandleiding
esab.eu
ESAB Cutmaster
®
120
PLASMASNIJSYSTEEM
SL100 1Torch™

WIJ BEDANKEN U VOOR UW GETOONDE VER-
TROUWEN!
Hartelijk gefeliciteerd met uw nieuwe ESAB product. We zijn er trots op u als klant te
hebben en we streven ernaar om u de beste service en betrouwbaarheid in de sector te
bieden. Wij ondersteunen dit product met onze uitgebreide garantie en wereldwijde ser-
vicenetwerk. Bezoek ons op onze website op www.esab.com voor de dichtstbijzijnde
distributeur of serviceleverancier.
Deze bedieningshandleiding is ontworpen om u te instrueren over het juiste gebruik en de
werking van uw ESAB product. Uw tevredenheid met dit product en de veilige werking
ervan is het uiteindelijke doel waarna wij streven. Daarom verzoeken wij u even de tijd te
nemen om de hele bedieningshandleiding, en vooral de veiligheidsvoorschriften, goed
door te lezen. Dit zal u helpen om de potentiële gevaren van het werken met dit product
te vermijden.
U VERKEERT IN GOED GEZELSCHAP!
Het merk waaraan aannemers en producenten wereldwijd de voorkeur geven.
ESAB is een wereldwijd gedistribueerd merk van handmatige en geautomatiseerde Plas-
masnijproducten.
Wij onderscheiden ons van onze concurrenten met marktleidende, betrouwbare producten
die de tand des tijds hebben doorstaan. Wij zijn trots op onze technische innovatie, con-
currerende prijzen, uitstekende leveringskarakteristieken, hoogwaardige klantenservice en
technische ondersteuning, samen met onze excellentie in verkoop en marketing expertise.
Maar bovenal zijn we vastbesloten om technologisch geavanceerde producten te ontwik-
kelen om binnen de lasindustrie een veiligere werkomgeving te creëren.

!
WAARSCHUWINGEN
Zorg ervoor dat u deze hele Handleiding evenals de veiligheidsvoorschriften
van uw werkgever goed leest en begrijpt voordat u de apparatuur installeert,
gebruikt of onderhoudt.
Hoewel de informatie in deze Handleiding het beste oordeel van de fabrikant
weerspiegelt zal deze laatste geen verantwoordelijkheid voor het gebruik
ervan aanvaarden.
Stroombron plasmasnijsysteem
ESAB Cutmaster
®
120
SL100 1Torch™
Bedieningshandleiding Nr. 300X5398NL
Uitgegeven door:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Phone: +48 (0) 77 4019270
www.esab.com
Copyright 2015, 2019 van ESAB
Alle rechten voorbehouden.
De gehele of gedeeltelijke reproductie van dit werk, zonder voorafgaande schriftelijke
toestemming van de uitgever, is verboden.
De uitgever aanvaardt geen, en verwerpt bij dezen elke aansprakelijkheid jegens
enige partij voor alle verlies of schade, veroorzaakt door een fout of omissie in deze
Handleiding, ongeacht of deze fout het gevolg is van nalatigheid, een ongeluk, of
andere oorzaken heeft.
Voor Materiaal Specificatie verwijzen naar document 47x1909
Publicatiedatum: 15 Juni, 2015
Revisiedatum: 31 oktober 2019
Registreer de volgende informatie voor garantiedoeleinden:
Naam verkoper:_______________________________ ____________________
Aankoopdatum :__________________________________ _________________
Serienummer stroombron #:___________________________ ______________
Serienummer toorts #:___________________________________ ___________
i

ZORG DAT U DEZE INFORMATIE DOORGEEFT AAN DE BEDIENER
VAN DIT APPARAAT.
BIJ UW LEVERANCIER KUNT U EXTRA EXEMPLAREN KRIJGEN.
LET OP
Deze instructies zijn voor ervaren bedieners. Als u niet bekend bent met de prin-
cipes van de bediening en veilige werking van booglassen en -snijden, raden wij
u dringend aan om ons boekje “Precautions and Safe Practices for Arc Welding,
Cutting, and Gouging,” formulier 52-529 door te lezen. Laat ongetraind personeel
dit apparaat NIET installeren, bedienen of onderhouden. Probeer dit apparaat NIET
te installeren of te bedienen voordat u deze instructies volledig hebt gelezen en
begrepen. Als u deze instructies niet helemaal begrijpt, neemt u contact op met de
leverancier voor meer informatie. Lees de veiligheidsvoorschriften voordat u dit ap-
paraat installeert of bedient.
VERANTWOORDELIJKHEID VAN DE GEBRUIKER
Dit apparaat werkt conform de beschrijving in deze handleiding en de bijbehorende labels en/of bladen
wanneer het wordt geïnstalleerd, bediend, onderhouden en gerepareerd volgens de bijgeleverde instructies.
Dit apparaat moet periodiek worden gecontroleerd. Een slecht werkend of verkeerd onderhouden apparaat
mag niet worden gebruikt. Gebroken, ontbrekende, versleten, vervormde of besmette onderdelen moeten
onmiddellijk worden vervangen. Als een dergelijke reparatie of vervanging nodig is, raadt de fabrikant u aan om
telefonisch of schriftelijk een serviceaanvraag in te dienen bij de erkende distributeur, of bij wie u het apparaat
hebt aangeschaft.
Dit apparaat en de bijbehorende onderdelen mogen niet zonder voorafgaande schriftelijke toestemming
van de fabrikant worden gewijzigd. De gebruiker van dit apparaat is zelf verantwoordelijk voor defecten die ont-
staan vanwege onjuist gebruik, verkeerd onderhoud, schade, verkeerde reparatie of wijzigingen door iemand
anders dan de fabrikant of een servicefaciliteit die door de fabrikant is aangewezen.
!
LEES EN BEGRIJP DE INSTRUCTIEHANDELING VOORDAT U HET APPARAAT BEDIENT.
BESCHERM UZELF EN ANDEREN!

EU CONFORMITEITSVERKLARING
Volgens
De Laagspanningsrichtlijn 2014/35/EU, die actief geworden is op 20 april 2016.
De EMC-richtlijn 2014/30/EU, die actief geworden is op 20 april 2016.
De BGGS-richtlijn 2011/65/EU, van kracht sinds 2 januari 2013
Soort uitrusting
PLASMABOOGSTRALEN
Typeaanduiding, enz.
ESAB Cutmaster® 120, vanuit serienummer 845-xxx-xxxx
Merknaam of handelsmerk
ESAB
Gemachtigde vertegenwoordiger van de fabrikant
Naam, adres, telefoonnummer:
OZAS-ESAB Ltd.
ul. A. Struga 10,
45-073 Opole, Poland
Telefoon: +48 (0) 77 4019270, fax +01 603 298 7402
De volgende geharmoniseerde norm, van kracht binnen de EER, is gevolgd bij het ontwerp:
IEC/EN 60974-1:2017 / AMD1:2019 booglasapparatuur - Deel 1: Voedingsbronnen lassen.
IEC/EN 60974-10:2014 / AMD1:2015 Gepubliceerd 2015-06-19 booglasapparatuur - Deel 10: Elektromagneti-
sche compatibiliteit (EMC) eisen
Extra informatie: Beperkt gebruik, apparatuur van klasse A, bedoeld voor gebruik in andere locaties dan woon-
omgevingen.
Door dit document te ondertekenen, verklaart ondergetekende als fabrikant of als gemachtigd vertegen-
woordiger, vastgelegd binnen de EEA, dat de apparatuur in kwestie voldoet aan de bovengenoemde vei-
ligheidsvereisten.
Date Handtekening Positie
20 augustus 2019
Flavio Santos Algemene Manager
Accessoires en Adjacencies
2019

Inhoudsopgave
HOOFDSTUK 1: VEILIGHEID .................................................................................................1-1
1.0 Veiligheidsvoorschriften ................................................................................. 1-1
HOOFDSTUK 2 SYSTEEM: INLEIDING ................................................................................2-1
2.01 Gebruik van deze handleiding...................................................................2-1
2.02 Apparatuuridentificatie ..............................................................................2-1
2.03 Ontvangst van apparatuur.........................................................................2-1
2.04 Specificaties van de voeding ....................................................................2-2
2.05 Bedradingsspecificaties stroomtoevoer...................................................2-3
2.06 Eigenschappen van de voeding ................................................................2-4
HOOFDSTUK 2 BRANDER: INLEIDING ............................................................................ 2T-1
2T.01 Toepassing van deze handleiding ......................................................... 2T-1
2T.02 Algemene omschrijving .......................................................................... 2T-1
2T.03 Specificaties ........................................................................................... 2T-1
2T.04 Opties en accessoires ............................................................................ 2T-2
2T.05 Inleiding in plasma .................................................................................. 2T-2
HOOFDSTUK 3 SYSTEEM: INSTALLATIE ...........................................................................3-1
3.01 Uitpakken ...................................................................................................3-1
3.02 Hefopties ....................................................................................................3-1
3.03 Hoofdstroomaansluitingen ........................................................................3-1
3.04 Gasaansluitingen .......................................................................................3-2
HOOFDSTUK 3 BRANDER: INSTALLATIE ......................................................................... 3T-1
3T.01 Branderaansluitings ................................................................................ 3T-1
3T.02 Mechanische brander opstellen............................................................. 3T-1
HOOFDSTUK 4 SYSTEEM: GEBRUIK ...................................................................................4-1
4.01 Bediening/eigenschappen voorpaneel .....................................................4-1
4.02 Voorbereiden voor gebruik ........................................................................4-2
HOOFDSTUK 4 BRANDER: GEBRUIK ............................................................................... 4T-1
4T.01 Keuze van branderonderdelen ............................................................... 4T-1
4T.02 Snijkwaliteit ............................................................................................. 4T-1
4T.03 Algemene snijinformatie ......................................................................... 4T-2
4T.04 Werking handbrander ............................................................................. 4T-3
4T.05 Gutsen ..................................................................................................... 4T-6
4T.06 Werking mechanische brander .............................................................. 4T-7
4T.07 Onderdelenkeuze voor snijden met SL100-brander ............................. 4T-8
4T.08 Aanbevolen snijsnelheden voor SL100-brander met ontblote punt ..... 4T-9
4T.09 Aanbevolen snijsnelheden voor SL100-brander met
afgeschermde punt............................................................................... 4T-14
PATENTINFORMATIE ........................................................................................................ 4T-20

Inhoudsopgave
HOOFDSTUK 5 SYSTEEM: SERVICE ....................................................................................5-1
5.01 Algemeen onderhoud ................................................................................5-1
5.02 Onderhoudsschema ..................................................................................5-2
5.03 Veelvoorkomende fouten ..........................................................................5-2
5.04 Foutindicator ..............................................................................................5-3
5.05 Basis-probleemoplossingshandleiding ....................................................5-4
5.06 Vervanging van basisonderdelen van de voeding ...................................5-6
HOOFDSTUK 5 BRANDER: SERVICE ................................................................................ 5T-1
5T.01 Algemeen onderhoud ............................................................................. 5T-1
5T.02 Inspectie en vervanging van verbruiksonderdelen van de brander ..... 5T-2
HOOFDSTUK 6: ONDERDELENLIJSTEN ..............................................................................6-1
6.01 INLEIDING ..................................................................................................6-1
6.02 Bestelinformatie .........................................................................................6-1
6.03 Vervanging van de voeding .......................................................................6-1
6.04 Vervangende onderdelen voor voeding ....................................................6-1
6.05 Opties en accessoires ...............................................................................6-2
6.06 Vervangende onderdelen voor handbrander ...........................................6-3
6.07 Vervangende onderdelen - voor machinale branders met onbeschermde
leidingen .....................................................................................................6-4
6.08 Verbruiksmaterialen brander (SL100) .......................................................6-6
BIJLAGE 1: VOLGORDE VAN WERKING (BLOKSCHEMA) ............................................... A-1
BIJLAGE 2: INFORMATIE GEGEVENSTAG ......................................................................... A-2
BIJLAGE 3: BRANDER PINSCHEMA ................................................................................... A-3
BIJLAGE 4: BRANDERAANSLUITINGSSCHEMA'S ............................................................ A-4
BIJLAGE 5: SYSTEEMSCHEMA, 400 V APPARATEN ........................................................ A-6
Revisiegeschiedenis ............................................................................................................. A-8

Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL ALGEMENE INFORMATIE
1-1
1.0 Veiligheidsvoorschriften
Gebruikers van ESAB-las- en plasmasnijapparaten moeten er voor zorgen dat iedereen die met, of in de buurt
van, het apparaat werkt zich aan de betreende veiligheidsvoorschriften houdt. De veiligheidsvoorschriften
moeten aan de eisen voor dit type las- of plasmasnijapparaat voldoen. Houd u aan de volgende aanbevelingen
en aan de tot standaardregels die voor de werkplek gelden.
Het werk moet worden uitgevoerd door getraind personeel dat goed bekend is met de bediening van las- of
plasmijsnijapparaten. Onjuiste bediening van de apparatuur kan leiden tot gevaarlijke situaties, die kunnen
leiden tot persoonlijk letsel en schade aan het apparaat.
1. Iedereen die las- of plasmasnijapparaten gebruikt, moet bekend zijn met:
- de bediening
- de locatie van noodstop
- de werking
- de relevante veiligheidsvoorschriften
- lassen en/of plasmasnijden
2. Degene die het apparaat bedient, moet ervoor zorgen dat:
- er zich geen ongeautoriseerd personeel in het werkgebied van het apparaat bevindt wanneer dit wordt
opgestart
- niemand onbeschermd is wanneer de boog wordt gestart
3. Het werkgebied moet:
- geschikt zijn voor het doel
- vrij zijn van tocht
4. Middelen voor uw persoonlijke veiligheid:
- Draag altijd de aanbevolen middelen voor persoonlijke veiligheid, zoals een veiligheidsbril,
vlambestendige kleding en veiligheidshandschoenen.
- Draag geen loszittende voorwerpen, zoals dassen, armbanden, ringen, enz. Deze kunnen verstrikt raken
en brandwonden veroorzaken.
5. Algemene voorzorgsmaatregelen:
- Zorg dat de retourkabel correct is aangesloten.
- Werkzaamheden met apparatuur met een hoog voltage mogen alleen door een gekwaliceerde
elektrotechnicus worden uitgevoerd.
- De juiste brandblusapparatuur moet duidelijk zijn aangegeven en binnen handbereik staan.
- Tijdens de bediening van het apparaat mogen geen smering en onderhoud worden uitgevoerd.
Breng afgedankte elektronische apparatuur naar een recyclestation!
In overeenstemming met de Europese richtlijn 2002/96/EG betreffende afgedankte elektrische en elektro-
nische apparatuur en de toepassing hiervan overeenkomstig nationale regelgeving, moet elektrische en/of
elektronische apparatuur aan het einde van de levensduur naar een recyclestation worden gebracht.
Als verantwoordelijke voor de apparatuur moet u zelf informatie inwinnen over goedgekeurde inzamelpun-
ten.
Neem voor meer informatie contact op met de dichtstbijzijnde ESAB-dealer.
ESAB heeft alle benodigde lasbeschermingsvoorzieningen en accessoires voor u.
HOOFDSTUK 1: VEILIGHEID

ESAB CUTMASTER 120
ALGEMENE INFORMATIE 300X5398NL
1-2
OSTRZEŻENIE
LASSEN EN PLASMASNIJDEN KUNEN PERSOONLIJK LETSEL
EN LETSEL BIJ ANDEREN VEROORZAKEN. NEEM VOORZORGS-
MAATREGELEN WANNEER U LAST OF SNIJDT. VRAAG UW
WERKGEVER WELKE MAATREGELEN U MOET TREFFEN, OP BA-
SIS VAN DE RISICOGEGEVENS VAN DE FABRIKANT.
ELEKTRISCHE SCHOK - kan dodelijk zijn.
- Installeer en aard de las- of plasmasnijunit volgens de geldende normen.
- Raak geen elektrische onderdelen of elektrodes die onder stroom staan met de blote huid, natte hand
schoenen of natte kleding aan.
- Isoleer uzelf van de aarde en het werkstuk.
- Zorg voor een goede werkhouding.
ROOK EN GAS - kunnen gevaarlijk voor de gezondheid zijn.
- Houd uw hoofd uit de rook.
- Gebruik ventilatie of boogextractie, of beide, om rook en gassen uit de ademzone en de algemene ruimte
te verwijderen.
BOOGSTRALEN - kunnen letsel aan ogen en huid veroorzaken.
- Bescherm uw lichaam en uw ogen. Gebruik het juiste las/plasmasnijscherm en lterlens, en draag
bescher - mende kleding.
- Bescherm omstanders met geschikte schermen of gordijnen.
BRANDGEVAAR
- Vonken (spatten) kunnen brand veroorzaken. Zorg daarom dat er geen ontvlambare materialen in de
buurt staan.
LAWAAI - te veel lawaai kan het gehoor beschadigen.
- Bescherm uw oren. Gebruik oorbeschermers of een andere gehoorbescherming.
- Wijs omstanders op het risico.
DEFECTEN - bel voor assistentie van een expert als het apparaat defect is.
LEES EN BEGRIJP DE INSTRUCTIEHANDELING VOORDAT U HET APPARAAT BEDIENT.
BESCHERM UZELF EN ANDEREN!
OSTRZEŻENIE
Gebruik de stroombron niet voor het ontdooien van bevroren pijpen.
LET OP
Class A-apparatuur is niet bedoeld voor gebruik in woonomgevingen
waar de elektrische stroom wordt geleverd via het openbare elek-
triciteitsnet, dat een lage spanning heeft. In dergelijke omgevingen
kunnen moeilijkheden ontstaan met de elektromagnetische compa-
tibiliteit van Class A-apparatuur als gevolg van geleidings- en stra-
lingsverstoringen.
LET OP
Dit product is uitsluitend bedoeld voor plasmasnijden. Elk ander gebruik kan
persoonlijk letsel en/of schade aan de apparatuur tot gevolg hebben.
LET OP
Lees en begrijp de instructiehandeling voordat u het apparaat
bedient.
!

ESAB CUTMASTER 120
300X5398NL INLEIDING
2-1
HOOFDSTUK 2 SYSTEEM:
INLEIDING
2.01 Gebruik van deze handleiding
Deze gebruikershandleiding is alleen van toepassing op
de specificatie- of onderdeelnummers die op pagina i
staan vermeld.
Lees voor een veilig gebruik de gehele handleiding,
inclusief het hoofdstuk over veiligheidsinstructies en
waarschuwingen.
In deze handleiding kunnen de woorden GEVAAR,
WAARSCHUWING, LET OP en OPMERKING voorko-
men. Let in het bijzonder op de informatie onder deze
koppen. Deze speciale aantekeningen kunnen eenvou-
dig worden herkend als volgt:
OPMERKING!
Een handeling, procedure, of achtergrond-
informatie waarvoor extra aandacht vereist
is, of welke nuttig is voor een efciënte
werking van het systeem.
!
LET OP
Een procedure welke schade aan de appa-
ratur kan veroorzaken indien deze niet juist
wordt gevolgd.
!
WAARSCHUWINGEN
Een procedure die letsel aan de gebruiker
of anderen kan veroorzaken indien deze
niet juist wordt gevolgd.
WAARSCHUWINGEN
Geeft informatie betreffende mogelijk letsel
door elektrische schokken. Waarschuwingen
worden in een vak zoals deze geplaatst.
!
GEVAAR
Directe gevaren die, indien deze niet wordt
vermeden, kan leiden tot onmiddellijke,
ernstig lichamelijk letsel of overlijden.
Extra kopieën van deze handleiding kunnen worden
aangeschaft door contact op te nemen met ESAB via
het adres en telefoonnummer in uw regio dat op de
achterzijde van deze handleiding wordt vermeld. Ver-
meld ook het nummer van de gebruikershandleiding en
apparatuuridentificatienummers.
Elektronische kopieën van deze handleidingen kunnen
gratis worden gedownload in Acrobat PDF-indeling door
naar onderstaande ESAB-website te gaan
http://www.esab.eu
2.02 Apparatuuridentificatie
Het identificatienummer (specificatie- of onderdeelnum-
mer), type en serienummer van het apparaat worden
normaliter vermeld op een gegevenstag die op het
achterpaneel is bevestigd. Apparatuur zonder gege-
venstag, zoals een brander en kabelsystemen, worden
alleen geïdentificeerd aan de hand van het specificia-
tie- of onderdeelnummer dat op een los bijgevoegde
kaart of de transportcontainer is afgedrukt. Noteer deze
nummers onderaan pagina i voor toekomstige naslag.
2.03 Ontvangst van apparatuur
Controleer de apparatuur wanneer u deze ontvangt
aan de hand van de factuur om zeker te zijn dat deze
compleet is en inspecteer de apparatuur op mogelijke
transportschade. Als er schade is, stel de transporteur
dan onmiddellijk op de hoogte om een claim in te dienen.
Stuur volledige informatie betreffende schadeclaims of
verzendingsfouten naar de locatie in uw regio die aan de
binnenzijde van de achteromslag van deze handleiding
staat vermeld.
Vermeld alle apparatuuridentificatienummers zoals
hierboven beschreven, samen met een volledige be-
schrijving van de foutieve onderdelen.
Verplaats de apparatuur naar de installatieplaats voor-
dat het apparaat wordt uitgepakt. Wees voorzichtig om
schade aan het apparaat te voorkomen bij gebruik van
breekijzers, hamers, enz. om het apparaat uit te pakken.

ESAB CUTMASTER 120
INLEIDING 300X5398NL
2-2
2.04 Specificaties van de voeding
ESAB Cutmaster 120 Specificaties van de voeding
Ingangsstroom 400 VAC (360 - 440 VAC), Drie fasen, 50/60 Hz
Stroomtoevoerkabel Voeding wordt met stroomkabel geleverd.
Uitgangsstroom 30 - 120 A, doorlopend aanpasbaar
Gasltermogelijkheid
van de voeding
Deeltjes tot 5 micron
ESAB Cutmaster 120 Voeding gebruikscyclus *
Omgevingstemperatuur
Nominale gebruikscyclus bij 40° C (104° F)
Werkbereik 0 ° - 50 °C
Alle apparaten
Gebruikscyclus N/A
40% 60% 100%
Beoordelingen
IEC CE IEC CE IEC CE
Stroom 120V 120V 100V 100V 80V 80V
DC-spanning 128 128 120 120 112 112
* Opmerking: De gebruikscyclus wordt verkort als het ingangsvermogen (AC) laag is of de uitgangsspan-
ning (DC) hoger is dan in dit diagram is aangegeven.
OPMERKING!
De IEC-classicatie wordt bepaald zoals is aangegeven door de International Electro-Technical Commission.
Bij deze specicaties hoort het berekenen van een uitgangsspanning op basis van de nominale stroom van
de voeding. Om voedingen te kunnen vergelijken, gebruiken alle fabrikanten deze uitgangsspanning om de
gebruikscyclus te bepalen.
Afmetingen en gewicht van de voeding Ventilatieruimtevereisten
33,5 kg / 73,8 lb
Art # A-12887NL_AC
762 mm
30"
305 mm
12"
381 mm
15"
150 mm
6"
610 mm
24"
150 mm
6"
150 mm
6"
Art # A-14328

ESAB CUTMASTER 120
300X5398NL INLEIDING
2-3
2.05 Bedradingsspecificaties stroomtoevoer
Bedradingsvereisten stroomtoevoerkabel ESAB Cutmaster 120 Voeding
Ingangs-
spanning
Freq
Stroomtoe-
voer
Aanbevolen afmetingen
Volt Hz kVA I max I eff
Zeke-
ring
(Ampè-
re)
Flexibel snoer
(Min. AWG)
Flexibel snoer
(Min. mm
2
)
drie
fasen
400 50 23,6 34 31 40 8 10
Lijnspanningen met aanbevolen stroomkringbeveiliging en draaddiameters
Gebaseerd op de National Electric Code en Canadian Electric Code
OPMERKING!
Raadpleeg de plaatselijke en nationale regelgeving of de bevoegde overheid voor de juiste bedradingsver-
eisten.
De aanbevolen afmetingen zijn gebaseerd op exibele stroomsnoeren met stekkers. Zie voor vaste installaties
plaatselijke of nationale regelgeving.
I
1
max wordt genomen bij TDC nominale minimum gebruikscyclus.
I
1
eff wordt genomen bij TDC 100% nominale gebruikscyclus.

ESAB CUTMASTER 120
INLEIDING 300X5398NL
2-4
2.06 Eigenschappen van de voeding
Wikkel voor handgreep en leidingen
Houder branderleidingen
Regelpaneel
Art # A-08359NL
Werkkabel
en klem
Art # A-08547NL
Stroomtoevoerkabel
Aansluiting voor optionele
automatiseringsinterfacekabel
Gastoevoeraansluiting
Filtersysteem

ESAB CUTMASTER 120
300X5398NL INLEIDING
2T-1
HOOFDSTUK 2 BRANDER:
INLEIDING
2T.01 Toepassing van deze handleiding
Deze handleiding bevat beschrijvingen, gebruiksinstruc-
ties en onderhoudsprocedures voor de brandertypen
SL100 handmatige en mechanische plasmasnijbran-
ders. Onderhoud van deze apparatuur is voorbehouden
aan voldoende getraind personeel; ongekwalificeerd
personeel wordt streng afgeraden reparaties of aanpas-
singen uit te voeren die niet in deze handleiding worden
besproken, met het risico dat de garantie vervalt.
Lees deze handleiding zorgvuldig door. Een volledig
begrip van de eigenschappen en mogelijkheden van
deze apparatuur verzekeren een betrouwbare werking
waarvoor deze is ontworpen.
2T.02 Algemene omschrijving
Plasmabranders hebben een vergelijkbare werking als
autobougies. Deze bestaan uit negatieve en positieve
delen die door een middenisolator worden gescheiden.
In de brander begint de ontstekingsboog in de ruimte
tussen de negatief geladen elektrode en de positief gela-
den punt. Wanneer de ontstekingsboog het plasmagas
heeft geïoniseerd, stroomt de oververhitte gaskolom
door de kleine opening in de branderpunt, welke op het
te snijden metaal is gericht.
Een enkele brander levert gas van een enkele bron om
te gebruiken als zowel plasma- en secundair gas. De
luchtstroom wordt verdeeld in de branderkop. Enkel
gas zorgt voor een kleinere brander en is goedkoper
in gebruik.
OPMERKING!
Zie hoofdstuk "2T.05 Inleiding in plasma"
voor een gedetailleerde beschrijving van de
werking van een plasmabrander.
Zie de bijlagen voor aanvullende specicat-
ies met betrekking tot de gebruikte voeding.
2T.03 Specificaties
A. Branderconfiguraties
1. Handbrander, typen
De kop van de handbrander staat onder een hoek
van 75° met de handgreep. De handbrander
heeft een handgreep en schakelaar.
257 mm (10,125")
95 mm
(3,75"
)
29 mm (1,17")
Art # A-03322NL_AB
2. Mechanische brander, type
De standaard machinale brander heeft een po-
sitioneringsbuis met rek en klemblok.
Art # A-02998NL
44,5 mm
/
1,75"
35 mm / 1,375"
403 mm / 15,875"
16 mm /
0,625"
126 mm / 4,95"
30 mm / 1,175"
236 mm / 9,285"
B. Lengte branderleidingen
Handbranders zijn beschikbaar als volgt:
• 20 voet / 6,1 m, met ATC-aansluitingen
• 50 voet / 15,2 m, met ATC-aansluitingen
Machinale branders zijn beschikbaar als volgt:
• 5 voet / 1,5 m, met ATC-aansluitingen
• 10 voet / 3,05 m, met ATC-aansluitingen
• 25 voet / 7,6 m, met ATC-aansluitingen
• 50 voet / 15,2 m, met ATC-aansluitingen
C. Branderonderdelen
Startcartridge, elektrode, punt, schildkom
D. Onderdelen op plaats (OOP)
Branderkop heeft ingebouwde schakelaar
12 VDC nominale spanning
E. Soort koeling
Combinatie van omgevingslucht en gasstroom door
brander.

ESAB CUTMASTER 120
INLEIDING 300X5398NL
2T-2
F. Branderclassificaties
Classificaties handmatige brander
Omgevingstemperatuur
104° F
40° C
Gebruikscyclus
100% @ 120 Amps @ 400 scfh
Maximale stroom
120 Amps
Spanning (V-piek)
500V
Boogontsteekspanning
7kV
Classificaties mechanische brander
Omgevingstemperatuur
104° F
40° C
Gebruikscyclus
100% @ 120 Amps @ 400 scfh
Maximale stroom
120 Amps
Spanning (V-piek)
500V
Boogontsteekspanning
7kV
G. Gasvereisten
Gasspecificaties voor handmatige en
mechanische brander
Gas (plasma en secundair)
Perslucht
Werkdruk
Zie OPMERKING
60 - 95 psi
4,1 - 6,5 bar
Maximale toevoerdruk
125 psi / 8,6
bar
Gasstroom (snijden en gutsen)
300 - 500 scfh
142 - 235 lpm
!
WAARSCHUWINGEN
Deze brander mag niet worden gebruikt
met z
u
urstof (O2).
OPMERKING!
De werkdruk verschilt per brandertype,
werkamperage en lengte van de branderka-
bel. Zie de instellingendiagrammen voor de
gasdruk voor elk type.
H. Gevaar voor direct contact
Voor afstandsnijden is de aanbevolen afstand 3/16
inch / 4,7 mm.
2T.04 Opties en accessoires
Zie hoofdstuk 6 voor opties en accessoires.
2T.05 Inleiding in plasma
A. Plasmagasstroom
Plasma is een gas dat tot een extreem hoge tem-
peratuur is verhit en geïoniseerd zodat het elek-
trisch geleidend wordt. De snij- en gutsprocessen
gebruiken dit plasma om een elektrische boog
over te brengen op het werkstuk. Het te snijden of
verwijderen metaal wordt gesmolten door de hitte
van de boog en wordt vervolgens weggeblazen.
Terwijl het doel van plasmasnijden het verwijderen
van materiaal is, worden plasmagutsen gebruikt om
metaal tot op een gecontroleerde diepte en breedte
te verwijderen.
In een plasmasnijbrander komt een koel gas zone B
binnen, waar een boog tussen de elektrode en de
boogpunt het gas verhit en ioniseert. De snijboog
wordt vervolgens op het werkstuk overgebracht via
de plasmagasstraal in zone C.
A-00002NL
Werkstuk
Stroom-
bron
+
_
C
B
A
Gebruikelijke branderkop
Door het plasmagas en de elektrische boog door
een kleine opening te persen, levert de brander
een hoge concentratie van warmte op een klein
oppervlak. De rechte, beperkte plasmaboog wordt
aangegeven in zone C. Gelijkstroom (DC) wordt
gebruikt voor plasmasnijden, zoals weergegeven
in de illustratie.
Zone A produceert een secundair gas dat de bran-
der koelt. Dit gas ondersteunt ook het plasmagas

ESAB CUTMASTER 120
300X5398NL INLEIDING
2T-3
met het wegblazen van het gesmolten metaal uit de
snede voor een snelle, slakvrije snede.
B. Gasdistributie
De enkele gasbron wordt intern gesplitst in plasma
en secundair gas.
Het plasmagas stroomt de brander in via de nega-
tieve pool, door de startcartridge, rond de elektrode
en naar buiten door de opening in de punt.
Het secundaire gas stroomt omlaag langs de
buitenkant van de branderstartcartridge en naar
buiten tussen de punt en de schildkom rondom de
plasmaboog.
C. Ontstekingsboog
Wanneer de brander wordt gestart, wordt er een
ontstekingsboog tussen de elektrode en snijpunt
tot stand gebracht. Deze ontstekingsboog creëert
een pad om de hoofdboog op het werkstuk over
te brengen.
D. Hoofdsnijboog
DC-stroom wordt ook gebruikt voor de hoofdsnij-
boog. De negatieve pool wordt aangesloten op de
branderelektrode via de branderkabel. De positieve
pool wordt verbonden met het werkstuk via de werk-
kabel en met de brander via een stuurstroomdraad.
E. Onderdelen op plaats (OOP)
De brander heeft een 'onderdelen op plaats'
(OOP)-stroomkring. Wanneer de schildkom juist is
geïnstalleerd, sluit deze een schakelaar. De brander
werkt niet als deze schakelaar open staat.
A-02997NL
Toortstrekker
PIP-schakelaar
Schermgasmondstuk
Naar
kabelbesturingsbedrading
Toortsschakelaar
OOP-stroomkringschema voor handbrander
PIP-schakelaar
Schermgasmondstuk
Naar ATC
CNC Start
PIP-schakelaar
Schermgasmondstuk
PIP-schakelaar
Schermgasmondstuk
Hangende afstandsbediening
Automatiseringstoorts
Naar ATC
Naar ATC
Art # A-08168
OOP-stroomkringschema voor machinale brander

ESAB CUTMASTER 120
INLEIDING 300X5398NL
2T-4
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL INSTALLATIE
3-1
HOOFDSTUK 3 SYSTEEM:
INSTALLATIE
3.01 Uitpakken
1. Gebruik de paklijsten om elk onderdeel te iden-
tificeren en controleren.
2. Inspecteer elk onderdeel op mogelijke trans-
portschade. Als er schade wordt vastgesteld,
neem dan contact op met uw distributeur en/of
transportbedrijf voordat u verder gaat met de
installatie.
3. Noteer het typenummer, serienummer, aankoop-
datum en naam van de verkoper van de voeding
en de brander in het informatieblok voorin deze
handleiding.
3.02 Hefopties
De voeding heeft een handgreep voor tillen met de
hand. Zorg dat het apparaat veilig wordt getild en
vervoerd.
WAARSCHUWINGEN
Raak onder stroom staande elektrische
onderdelen niet aan.
Koppel de stroomtoevoerkabel af voordat
het apparaat wordt verplaatst.
!
WAARSCHUWINGEN
VALLENDE APPARATUUR kan ernstig per-
soonlijk letsel veroorzaken en kan appa-
ratuur beschadigen.
HANDGREEP is niet bedoeld voor mecha-
nisch heffen.
• Het apparaat dient alleen te worden opgetild door
personen met voldoende fysieke kracht.
• Til het apparaat met twee handen op aan de hand-
greep. Gebruik geen banden om te heffen.
• Gebruik de optionele wagen of vergelijkbaar mid-
del met voldoende capaciteit om het apparaat te
verplaatsen.
• Plaats het apparaat op een geschikte slede en zet
deze vast voordat deze met een heftruck of ander
voertuig wordt getransporteerd.
3.03 Hoofdstroomaansluitingen
!
LET OP
Controleer of de stroombron de juiste
spanning heeft voordat het apparaat wordt
aangesloten. De stroombron, zekering en
alle verlengsnoeren moeten voldoen aan
de plaatselijke elektrische regelgeving en
de aanbevolen stroomkringbeveiliging en
bedradingsvereisten zoals aangegeven in
hoofdstuk 2.
De volgende illustratie en instructies betreffen het aan-
sluiten van een driefasige stroomtoevoer.
Art # A-08548NL
Aansluitingen stroomtoevoerkabel
Drie fasen (3ø)
AARDE
L1
L2
L3
L4
Bedrading voor driefasige stroomtoevoer
A. Aansluitingen op driefasige stroomtoevoer
WAARSCHUWINGEN
Koppel de stroom af van de voeding en
stroomtoevoerkabel voordat deze proce-
dure wordt uitgevoerd.
Deze instructies betreffen het wijzigen van de stroom-
toevoer en/of kabel van de 400 VAC-voeding naar drie
fasen.
1. Verwijder de kap van de voeding volgens de
instructies van hoofdstuk 5.
2. Koppel de oorspronkelijke stroomtoevoerkabel
af van het hoofdaansluitpunt en de aardeaan-
sluiting van het frame.
3. Maak de doorvoerbescherming aan de ach-
terzijde van de voeding los. Trek de originele
stroomkabel uit de voeding.
4. Gebruik een door de klant geleverde vieraderige
stroomkabel voor de gewenste spanning en
verwijder de isolatie van de afzonderlijke draden.
5. Voer de gebruikte kabel door de opening in de
achterzijde van de voeding. Zie hoofdstuk 2 voor
stroomkabelspecificaties.

ESAB CUTMASTER 120
INSTALLATIE 300X5398NL
3-2
!
LET OP
De stroombron en stroomkabel moeten
voldoen aan de plaatselijke elektrische
regelgeving en de aanbevolen stroomkring-
beveiliging en bedradingsvereisten (zie de
tabel in hoofdstuk 2).
6. Sluit de draden als volgt aan.
• Draden naar L1-, L2- en L3-aansluiting. De
volgorde waarin de draden worden bevestigd
is niet belangrijk. Zie de vorige illustratie en
het label van de voeding.
• Groen/gele draad naar aarde.
7. Draai met enige speling in de draden de door-
voerbescherming aan om de stroomkabel vast
te zetten.
8. Plaats de kap van de voedings terug volgens de
instructies van hoofdstuk 5.
9. Sluit het andere uiteinde van afzonderlijke dra-
den aan op een door de klant aangeleverde
stekker of stroomschakelaar.
10. Sluit de stroomtoevoerkabel aan (of sluit de
stroomschakelaar) om het systeem van stroom
te voorzien.
3.04 Gasaansluitingen
Aansluiten van de gastoevoer op het apparaat
De aansluiting is hetzelfde voor perslucht of hogedruk-
cilinders. Zie de volgende twee paragrafen als een
optionele luchtleidingfilter wordt geïnstalleerd.
1. Sluit de luchtleiding aan op de ingangsaanslui-
ting. De illustratie toont typische fittingen als
voorbeeld.
OPMERKING!
Breng voor een goede afdichting
draadafdichtmiddel aan op de het schroef-
draad volgens de instructies van de
fabrikant. Gebruik geen teontape als
draadafdichter, omdat kleine deeltjes van
de tape kunnen afbreken en de kleine luch-
topeningen in de brander kunnen belem-
meren.
Art # A-07943NL
Slangklem
Regelaar-/filtersamenstel
Inlaat
Gastoevoerslang
1/4 NPT of ISO-R naar
6 mm (1/4")-fitting
Luchtaansluiting op toevoeraansluiting
Installatie van optioneel enkelfasig luchtfilter
Een optionele filterkit is aanbevolen om de filtering te
verbeteren bij perslucht, om vocht en vuil uit de brander
te houden.
1. Sluit de slang van het enkelfasige filter op aan
de toevoeraansluiting.
2. Sluit het filter aan op de filterslang.
3. Sluit de luchtleiding aan op het filter. De illus-
tratie toont typische fittingen als voorbeeld.
OPMERKING!
Breng voor een goede afdichting
draadafdichtmiddel aan op de het schroef-
draad volgens de instructies van de
fabrikant. Gebruik geen teontape als
draadafdichter, omdat kleine deeltjes van
de tape kunnen afbreken en de kleine luch-
topeningen in de brander kunnen belem-
meren. Aansluiten als volgt:

ESAB CUTMASTER 120
300X5398NL INSTALLATIE
3-3
Art # A-07944
Slangklem
1/4 NPT of 1/4 inch
(6 mm) fitting
Regelaar-/
filtersamenstel
inlaat
Gastoevoerslang
Installatie van optionele enkelfasige filter
Installatie van optionele tweefasige filterkit
Dit optionele tweefase luchttoevoerfilter wordt ook ge-
bruikt in persluchtsystemen. Filter verwijdert vocht en
verontreinigingen tot ten minste 5 micron.
Sluit de luchttoevoer aan als volgt:
1. Bevestig de beugel van het tweefasige filter aan
de achterzijde van de voeding volgens de met
het filter meegeleverde instructies.
OPMERKING!
Breng voor een goede afdichting
draadafdichtmiddel aan op de het schroef-
draad volgens de instructies van de
fabrikant. Gebruik geen teontape als
draadafdichter, omdat kleine deeltjes van
de tape kunnen afbreken en de kleine luch-
topeningen in de brander kunnen belem-
meren.
2. Sluit de afvoerslang van de tweefasige filter aan
op de ingangsaansluiting van het regelings-/
filtersysteem.
3. Gebruik door de klant geleverde verbindings-
stukkken om de luchttoevoer op het filter aan te
sluiten. Een 1/4 NPT naar 1/4" slangaansluiting
is afgebeeld als voorbeeld.
Regelaar
ingang
Gastoevoerslang
1/4 NPT naar
1/4 inch (6 mm)
fitting
Regelaar-/
filtersamenstel
Inlaat 2-
trapsfilter (IN)
Uitlaat
(OUT)
Tweetraps-
filtersamenste
l
Art # A-07945_AC
Installatie van optionele tweefasige filter
Gebruik van hogedrukcilinders
Bij gebruik van hogedrukcilinders als luchttoevoer:
1. Zie de specificaties van de fabrikant voor instal-
latie- en onderhoudsprocedures voor hogedruk-
regelaars.
2. Inspecteer de cilinderkleppen om zeker te zijn
dat deze schoon en vrij van olie, vet of andere
vreemde materialen zijn. Open elke cilinderklep
kort om eventueel aanwezig stof eruit te blazen.
3. De cilinder moet zijn voorzien met een hogedruk-
regelaar geschikt voor drukken tot 6,9 bar (100
psi) en een stroom van tenminste 141,5 l/m (300
scfh).
4. Sluit de toevoerslang aan op de cilinder.
OPMERKING!
De druk moet op 6,9 bar (100 psi) worden
ingesteld op de regelaar van de hogedruk-
cilinder.
Toevoerslang moet een binnendiameter van
minimaal 6 mm (1/4 inch) hebben.
Breng voor een goede afdichting
draadafdichtmiddel aan op de het schroef-
draad volgens de instructies van de
fabrikant. Gebruik geen teontape als
draadafdichter, omdat kleine deeltjes van
de tape kunnen afbreken en de kleine
luchtopeningen in de brander kunnen
belemmeren.

ESAB CUTMASTER 120
INSTALLATIE 300X5398NL
3-4
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL INSTALLATIE
3T-1
HOOFDSTUK 3 BRANDER:
INSTALLATIE
3T.01 Branderaansluitings
Sluit indien nodig de brander aan op de voeding. Sluit al-
leen ESAB type SL100 / handmatige of SL100 / mecha-
nische brander aan op deze voeding. Maximale lengte
branderkabel is 30,5 m / 100 voet, inclusief verlenging.
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
brander wordt aangesloten.
1. Lijn de mannelijke ATC-aansluiting (op de bran-
der) uit met de vrouwelijke aansluiting. Druk de
mannelijke aansluiting in de vrouwelijke opening.
De aansluitingen moeten met een kleine hoeveel-
heid druk samen worden gedrukt.
2. Zet de verbinding vast door de borgmoer
rechtsom te draaien tot deze klikt. NO NOT use
the locking nut to pull the connection together.
Gebruik geen gereedschap om de verbinding
vast te zetten.
1
2
Art # A-07885
Aansluiten van de brander op de stroomtoevoer
3. Het systeem is klaar voor gebruik.
Controleer luchtkwaliteit
Om de luchtkwaliteit te testen:
1. / Zet de AAN/UIT-schakelaar op ON
(AAN, omhoog).
2. Zet de functieregelaar in de SET-stand.
3. Plaats een lasruitlens voor de boog en schakel
de lucht IN. Start geen boog!
Olie of vocht in de lucht is zichtbaar op de lens.
3T.02 Mechanische brander opstellen
OPMERKING!
Er moet een adapter worden geïnstalleerd
in de stroomtoevoer als een handbrander-
systeem wordt omgevormd tot machinale
brander.
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
brander wordt aangesloten.
De mechanische brander heeft een positioneringsbuis
met rek en klemblok.
1. Bevestig het brandersysteem op de snijtafel.
2. Gebruik voor een juiste verticale snede een
winkelhaak om de brander loodrecht op het
oppervlak van het werkstuk te richten.
A-02585NL
Werkstuk
Vierkant
Klembloksamenstel
Configuratie mechanische brander
3. De juiste branderonderdelen (schildkom, punt,
startcartridge en elektrode) moeten worden
geïnstalleerd voor het type gebruik. Zie hoofd-
stuk 4T.07, Branderonderdelenkeuze voor meer
informatie.s.

ESAB CUTMASTER 120
INSTALLATIE 300X5398NL
3T-2
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4-1
HOOFDSTUK 4 SYSTEEM:
GEBRUIK
4.01 Bediening/eigenschappen
voorpaneel
Zie de illustratie voor nummeraanduiding
1. Uitgangsstroomregeling
Stel de gewenste uitgangsstroomsterkte in. Uit-
gangsinstellingen tot 60 Ampère kunnen worden
gebruikt voor sleepsnijden (met de branderpunt
tegen het werkstuk) of voor afstandsnijden.
2. Functieregeling
Functieregelingsknop, gebruikt om tussen de ver-
schillende gebruiksmodussen te schakelen.
SET Wordt gebruikt om lucht door het ap-
paraat en de brander en leidingen te blazen en de
gasdruk aan te passen.
RUN Gebruikt voor algemene snijwerk-
zaamheden
SNELLE AUTOMATISCHE HERSTART
Zorgt voor snellere herstart van de ontstekings-
boog om ononderbroken te kunnen snijden.
GRENDEL Voor langere handmatige
snijbewerkingen. Wanneer een snijboog tot stand
is gebracht, kan de branderschakelaar worden
losgelaten. De snijboog blijft AAN totdat de
brander van het werkstuk wordt getild, de brander
voorbij de rand van het werkstuk gaat, de bran-
derschakelaar weer wordt geactiveerd, of een van
de systeemvergrendelingen wordt geactiveerd.
3. AAN/UIT-stroomschakelaar
/ AAN/UIT-schakelaar regelt stroom naar de
voeding. Omhoog is AAN, omlaag is UIT.
4. Lucht-/gasdrukregeling
+
De drukregelaar wordt gebruikt in de
"SET"-stand om de lucht-/gasdruk aan te passen.
Trek de knop uit om aan te passen en druk in om
te vergrendelen.
5. AC-indicator
Niet-knipperende lamp geeft aan dat de voeding
klaar is voor gebruik. Een knipperende lamp geeft
aan dat het apparaat in de veilige vergrendelstand
staat. Schakel het apparaat UIT, schakel de stroom-
toevoer UIT of koppel deze af, corrigeer de fout en
start het apparaat opnieuw. Zie hoofdstuk 5 voor
meer informatie.
A
+
PSI BAR
MAXMAX
MINMIN
!
12
3
4
5
6
7
8
9
Art# A-07886
MIN
MAX
10
6. Temperatuurindicator
Indicator is normaliter UIT. Indicator is AAN wan-
neer de interne temperatuur de normale grenzen
overschrijdt. Laat het apparaat afkoelen voordat u
het weer gebruikt.
7. Gasindicator
Indicator is AAN wanneer de minimale voor de
werking van de voeding vereiste toevoergasdruk
aanwezig is. Minimale druk voor de voeding is
onvoldoende voor gebruik van de brander.
8. DC-indicator
Indicator is AAN wanneer de DC-uitgangsstroom-
kring is ingeschakeld.
9.
!
Foutindicator
Indicator is AAN wanneer foutcircuit actief is. Zie
hoofdstuk 5 voor uitleg over foutlampen.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4-2
10. Drukindicators
PSI BAR
MAX MAX
MINMIN
80
75
70
65
5.5
85 5.9
90 6.3
5.2
4.8
4.5
Art # A-08170
De indicatoren worden verlicht volgens de met de
drukregelknop ingestelde druk (nummer 4).
4.02 Voorbereiden voor gebruik
Bij het begin van elke gebruikssessie:
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
voeding, branderonderdelen, of brander- en
geldingssystemen worden gemonteerd of
gedemonteerd.
Keuze van branderonderdelen
Controleer de brander op correcte montage en ge-
schikte branderonderdelen. De branderonderdelen
moeten geschikt zijn voor het gebruik en voor de
uitgangsstroom van deze voeding (maximaal 120
Ampère). Zie hoofdstuk 4T.07 en verder voor keuze
van branderonderdelen.
Branderaansluiting
Controleer of de brander juist is aangesloten. Alleen
branders van de typen ESAB SL100 / Handmatig
of SL100 / Mechanisch mogen op deze voeding
worden aangesloten. Zie hoofdstuk 3T van deze
handleiding.
Controleer primaire stroombron
1. Controleer of de stroombron de juiste spanning
heeft. Zorg dat de stroombron voldoet aan de
stroomeisen voor het apparaat volgens hoofd-
stuk 2, Specificaties.
2. Sluit de stroomtoevoerkabel aan (of sluit de
stroomschakelaar) om het systeem van stroom
te voorzien.
Luchtbron
Zorg dat de bron voldoet aan de vereisten (zie
hoofdstuk 2). Controleer aansluitingen en schakel
luchttoevoer IN.
Sluit de werkkabel aan
Klem de werkkabel op het werkstuk of de snijtafel.
Het gebied moet vrij zijn van olie, verf en roest. Ver-
bind alleen het hoofddeel van het werkstuk; verbind
het af te snijden deel niet.
Art # A-04509
Stroom AAN
Zet de AAN/UIT-schakelaar van de voeding op ON
(AAN, omhoog). AC-indicator gaat AAN.
Gasindicator gaat AAN als er voldoende gasdruk
is voor werking van de voeding en de koelventila-
toren gaan AAN.
OPMERKING!
Minimale druk voor de voeding is onvoldo-
ende voor gebruik van de brander.
De koelingsventilatoren worden inge-
schakeld zodra het apparaat wordt inge-
schakeld. Nadat het apparaat tien (10)
minuten niet belast is, worden de ventila-
toren UITgeschakeld. De ventilatoren gaan
weer AAN zodra de branderschakelaar
(startsignaal) wordt geactiveerd of het ap-
paraat UIT wordt geschakeld en weer IN.
Als oververhitting optreedt, blijven de venti-
latoren lopen terwijl de toestand voortduurt
en gedurende tien (10) minuten nadat de
toestand voorbij is.
Stel de werkdruk in
1. Zet de functieregelknop van de voeding op SET.
Gas stroomt.
2. Pas voor afstandsnijden de gasdruk aan naar
70 - 85 psi / 4,8 - 5,9 bar (led’s in het midden
van het regelpaneel). Zie het diagram Afstand
voor drukinstellingsdetails.

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4-3
A
+
PSI BAR
MAXMAX
MINMIN
!
1
2
Art# A-07946
MIN
MAX
AFSTAND
ESAB Cutmaster
®
120 Gasdrukinstellingen
Kabellengte
SL100
(Handbrander)
SL100
(Mechanische
brander)
SL 100 SV
(Automatische
brander)
Tot 7,5 m (25
voet)
75 psi
5,2 bar
75 psi
5,2 bar
Elke aanvullende
7,6 m (25')
Voeg 5 psi 0,4
bar toe
Voeg 5 psi 0,4 bar
toe
3. Pas voor sleepsnijden de gasdruk aan naar 75
- 95 psi / 5,2 - 6,5 bar (led’ss in het midden van
het regelpaneel). Zie het diagram Sleepsnijden
voor drukinstellingsdetails.
SLEPEN (60 Ampère of minder)
ESAB Cutmaster
®
120 Gasdrukinstellingen
Kabellengte
SL100
(Handbrander)
Tot 7,5 m (25 voet)
80 psi
5,5 bar
Elke aanvullende
7,6 m (25')
Voeg 5 psi 0,4 bar toe
Selecteer uitgangsstroomsterkte
1. Plaats de functieregelknop op een van de drie
beschikbare bedieningspostiies:
RUN,
SNELLE AUTOMATISCHE HER-
START
of GRENDEL. Gasstroom stopt.
2. Stel de uitgangsstroom in op de gewenste
stroomsterkte met de regelknop voor de uit-
gangsstroom.
Snijden
Wanneer de brander het werkstuk verlaat tijdens
snijden met de functieregelknop in de RUN-stand,
is er een korte vertraging bij het herstarten van de
ontstekingsboog. Met de knop in de stand SNELLE
AUTOMATISCHE HERSTART (snelle automatische
herstart), wordt wanneer de brander het werkstuk
verlaat de ontstekingsboog direct opnieuw ge-
start en wordt de snijboog direct opnieuw gestart
wanneer de ontstekingsboog het werkstuk raakt.
(Gebruik de stand 'SNELLE AUTOMATISCHE HER-
START' (snelle automatische herstart) bij snijden van
strekmetaal of roosters, of bij gutsen of bijsnijden,
wanneer een ononderbroken herstart gewenst is).
En met de knop in de LATCH-stand blijft de hoofd-
boog ingeschakeld nadat de branderschakelaar
wordt losgelaten.
Gebruikelijke snijsnelheden
Snijsnelheden wisselen afhankelijk van branderuit-
gangsstroom, het te snijden materiaal en de vaar-
digheid van de gebruiker. Zie hoofdstuk 4T.08 en
verder voor meer informatie.
De uitgangsstroom of snijsnelheid kan worden ver-
minderd om langzamer te snijden bij het volgen van
een lijn, of bij gebruik van een sjabloon of snijhulp,
terwijl toch snedes van uitstekende kwaliteit worden
geproduceerd.
Postflow
Laat de schakelaar los om de snijboog te stoppen.
Gas blijft ongeveer 20 seconden stromen. Als tijdens
nastroom de gebruiker de schakelaarontgrendeling
naar achteren verplaatst en op de schakelaar drukt,
wordt de ontstekingsboog gestart. De hoofdboog
wordt op het werkstuk overgebracht als de bran-
derpunt zich binnen overdrachtsafstand van het
werkstuk bevindt.
Uitschakelen
/ Zet de AAN/UIT-schakelaar op UIT (om-
laag). Alle stroomtoevoerindicatoren worden
UIT-geschakeld. Koppel de stroomkabel af of
verbreek de stroomtoevoer. Stroomtoevoer is af-
gekoppeld van het systeem.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4-4
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-1
HOOFDSTUK 4 BRANDER:
GEBRUIK
4T.01 Keuze van branderonderdelen
Bepaal afhankelijk van de snijtoepassing de te gebruiken
branderonderdelen.
Soort gebruik: Sleepsnijden, afstandsnijden of
gutsen
Branderonderdelen: Schildkom, snijpunt, elektro-
de en startcartridge
OPMERKING!
Zie hoofdstuk 4T.07 en verder voor meer
informatie over branderonderdelen.
Wijzig de branderonderdelen voor een andere toepas-
sing als volgt:
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
voeding, branderonderdelen, of brander- en
geldingssystemen worden gemonteerd of
gedemonteerd.
OPMERKING!
De schildkom houdt de punt en startcar-
tridge op hun plaats. Plaats de brander
met de schildkom omhoog gericht om te
voorkomen dat deze onderdelen eruit vallen
wanneer de kom wordt verwijderd.
1. Maak de schildkom van de branderkop los en
verwijder deze.
2. Verwijder de elektrode door deze recht uit de
branderkop te trekken.
A-03510NL_AB
Elektrode
Ontstekingspatroon
Mondstuk
Schermgasmondstuk
Toortskop
Branderonder
delen (sleepschildkap en schildkom
weergegeven)
3. Installeer de vervangende elektrode door deze
in de branderkop te drukken tot deze klikt.
4. Installeer de startcartridge en de gewenste punt
in de branderkop.
5. Draai de schildkom met de hand aan tot deze
op de branderkop zit. Als er weerstand wordt
waargenomen bij het installeren van het schild,
controleer dan de schroefdraden voordat u ver-
der gaat.
4T.02 Snijkwaliteit
OPMERKING!
De snijkwaliteit is sterk afhankelijk van de
conguratie en parameters, zoals afstand
van de brander, uitlijning met het werkstuk,
snijsnelheid, gasdrukken en vaardigheid
van de gebruiker.
Snijkwaliteitsvereisten verschillen afhankelijk van de
toepassing. Nitrideopbouw en snijhoek kunnen bijvoor-
beeld belangrijke factoren zijn wanneer het oppervlak na
het snijden wordt gelast. Slakvrij snijden is belangrijk
als eindafwerkingskwaliteit gewenst is om een secun-
daire reinigingshandeling te vermijden. De volgende
snijkwaliteitseigenschappen worden geïllustreerd in het
volgende figuur:
Snijbreedte
Afschuinhoek
van het snijopper
vlak
Afronding van
de bovenste rand
Drag lijnen van
het snijoppervlak
Opeenhoping
van dross
Laskorrels
bovenop
A-00007NL
Eigenschappen van de snijkwaliteit
Snijoppervlak
De gewenste of opgegeven toestand (glad of ruw)
van het oppervlak van de snede.
Nitrideopbouw
Nitrideafzettingen kunnen achterblijven op het
snijoppervlak wanneer de plasmagasstroom stik-
stof bevat. Deze afzettingen kunnen problemen
veroorzaken als het materiaal na het snijden gelast
moet worden.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-2
Snijhoek
De hoek tussen het oppervlak van de snijrand en
een vlak loodrecht op het oppervlak van de plaat.
Een perfect loodrechte snede zou een snijhoek van
0° opleveren.
Afronding van de bovenrand
Afronding aan de bovenzijde van een snede van-
wege slijtage door het eerste contact van de plas-
maboog op het werkstuk.
Slakopbouw onderzijde
Gesmolten materiaal dat niet uit de snede wordt
geblazen en weer stolt op de plaat. Voor overma-
tige slak kan een secundaire reiniging nodig zijn na
het snijden.
Snijbreedte
De breedte van de snede (of de breedte van het bij
het snijden verwijderde materiaal).
Bovenslak
Slak aan de bovenzijde van de snede wordt ver-
oorzaakt door een langzame snijsnelheid, te grote
snijhoogte, of een snijpunt waarvan de opening is
verwijd.
4T.03 Algemene snijinformatie
!
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
voeding, brander, of brandergeleiding wordt
gedemonteerd.
Lees regelmatig de Belangrijke veiligheids-
voorzorgsmaatregelen voorin deze handle-
iding door. Zorg dat de gebruiker is voorzien
van de juiste handschoenen, kleding en oog-
en oorbescherming en dat alle veiligheids-
voorzorgsmaatregelen voorin deze handle-
iding zijn opgevolgd. Zorg dat geen enkel
deel van het lichaam van de gebruiker in
aanraking komt met het werkstuk terwijl de
brander is ingeschakeld.
!
LET OP
Vonken van het snijproces kunnen schade
toebrengen aan gecoate, geverfde en of
andere oppervlakken, zoals glas, plastic en
metaal.
OPMERKING!
Ga zorgvuldig om met branderleidingen en
bescherm ze tegen schade.
Ontsteken
Ontsteken vergt meer van de levensduur van onder-
delen dan het snijden zelf, omdat de ontstekings-
boog van de elektrode naar de punt loopt in plaats
van naar een werkstuk. Voorkom waar mogelijk
overmatige ontstekingsboogtijd om de levensduur
van onderdelen te verbeteren.
Branderafstand
Onjuiste afstand (de afstand tussen de branderpunt
en werkstuk) kan de levensduur van de punt en de
schildkom negatief beïnvloeden. Afstand kan de
snijhoek ook significant beïnvloeden. Verkleinen van
de afstand levert normaliter een rechtere snede op.
Beginnen aan rand
Houd om aan de rand te beginnen de brander lood-
recht op het werkstuk met de voorzijde van de punt
dichtbij (maar niet tegen) de rand van het werkstuk
op het punt waar de snede moet beginnen. Als er
begonnen wordt aan de rand van de plaat, pauzeer
dan niet op de rand en forceer de boog niet naar de
rand van het metaal te "reiken". Start de snijboog
zo snel mogelijk.
Snijrichting
In de branders wervelt de plasmagasstroom terwijl
deze de brander verlaat om een vloeiende gaskolom
te behouden. Dit werveleffect zorgt dat één zijde
van een snede rechter is dan de andere. Gezien
langs de snijrichting, is de rechterzijde van de snede
rechter dan de linkerzijde.
Snijhoek
rechterzijde
Snijhoek
linkerzijde
A-00512NL
Eigenschappen van de zijkant van de snede

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-3
Om een rechte binnenrand te krijgen bij een cir-
kelsnede, moet de brander tegen de klok in worden
bewogen. Om een rechte buitenrand te krijgen bij
een cirkelsnede, moet de brander met de klok mee
worden bewogen.
Slak
Wanneer slak aanwezig is op carbonstaal wordt
dit gewoonlijk "snelle, langzame, of bovenslak"
genoemd. Slak aan de bovenzijde van de plaat
wordt gewoonlijk veroorzaakt door een te grote
afstand tussen brander en plaat. "Bovenslak" is
gewoonlijk zeer eenvoudig te verwijderen en kan
vaak weggeveegd worden met een lashandschoen.
"Lagesnelheidsslak" is gewoonlijk aanwezig aan de
onderzijde van de plaat. Dit kan verschillen van een
lichte tot zware rand, maar kleeft niet sterk aan de
snijrand en kan er eenvoudig af worden geschraapt.
"Hogesnelheidsslak" vormt gewoonlijk een dunne
rand langs de onderzijde van de snijrand en is zeer
moeilijk te verwijderen. Bij het snijden van lastig
staal kan het soms nuttig zijn de snijsnelheid te ver-
lagen om "langzame slak" te produceren. Eventuele
reiniging kan worden gedaan door te schrapen, niet
door te slijpen.
4T.04 Werking handbrander
Afstandsnijden met handbrander
OPMERKING!
Gebruik voor de beste prestaties en
levensduur van onderdelen altijd de juiste
onderdelen voor de gebruikte toepassing.
1. De brander kan comfortabel met één hand wor-
den vastgehouden of met twee voor stabiliteit.
Positioneer de hand om de knop op de brander-
handgreep in te drukken. Met de handbrander
kan de hand dicht bij de branderkop worden
geplaatst voor maximale controle, of naar ach-
teren voor maximale bescherming tegen hitte.
Kies de techniek die het comfortabelst voelt en
voor goede controle en beweging zorgt.
OPMERKING!
De punt mag nooit in aanraking komen met
het werkstuk, behalve bij sleepsnijden.
2. Doe afhankelijk van de snijtoepassing een van
de volgende:
a. Houd om aan de rand te beginnen de bran-
der loodrecht op het werkstuk met de voor-
zijde van de punt dichtbij (maar niet tegen)
de rand van het werkstuk op het punt waar
de snede moet beginnen.
b. Houd voor afstandsnijden de brander op 3-9
mm (1/8 - 3/8 inch) van het werkstuk, zoals
hieronder is aangegeven.
A-00024NL_AB
Schermgasmondstuk
Toorts
Stand-off afstand
1/8 inch -3/8 inch (3-9 mm)
Afstand
3. Houd de brander weg van uw lichaam.
4. Schuif de knopontgrendeling naar de achterzijde
van de branderhandgreep terwijl u gelijktijdig de
knop indrukt. De ontstekingsboog wordt gestart.
A-02986NL
Trekker
Trekkervergrendeling
5. Breng de brander binnen bereik van het werk. De
hoofdboog wordt op het werkstuk overgebracht
en de ontstekingsbroog wordt uitgeschakeld.
OPMERKING!
De gasvoorstroom en -nastroom zijn een
eigenschap van de voeding en geen functie
van de brander.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-4
3
4
Art # A-03383NL
Trekker
2
1
Trekkervergrendeling
6. Snijden zoals gewoonlijk. Laat simpelweg de
knop los om te stoppen met snijden.
7. Volg de normale aanbevolen snijpraktijken zoals
in de gebruikershandleiding van de voeding
worden gegeven.
OPMERKING!
Wanneer de schildkom juist is geïnstalleerd,
is er een kleine ruimte tussen de schildkom
en de branderhandgreep. Gas stroomt door
deze opening als onderdeel van de nor-
male werking. Probeer de schildkom niet
te forceren om deze opening af te dichten.
Het forceren van de schildkom tegen de
branderkop of brandergreep kan onderdel-
en beschadigen.
8. Installeer voor een consistente afstand tot het
werkstuk de afstandshouder door deze op de
branderschildkom te schuiven. Installeer de
geleider met de poten aan weerszijden van de
schildkom om goed zicht te houden op de snij-
boog. Plaats tijdens gebruik de poten van de
afstandshouder tegen het werkstuk.
Schermgasmondstuk
Werkstuk
Stand-off geleider
Art # A-04034NL
Toortsmondstuk
Schildkom met rechte rand
De sleepschildkom kan worden gebruikt met een
niet-geleidende rechte rand om handmatig rechte
snedes te maken.
WAARSCHUWINGEN
De rechte rand moet niet-geleidend zijn.
A-03539NL
Niet-geleidende
rechte-rand
geleider
Gebruik van sleepschildkom met rechte rand
De schildkom werkt het best bij het snijden van 4,7
mm (3/16 inch) dik massief metaal met een relatief
glad oppervlak.
Sleepsnijden met een handbrander
Sleepsnijden werkt het best op metaal met een dikte
van 6 mm (1/4") of minder.
OPMERKING!
Sleepsnijden kan alleen bij 60 Ampère of
minder worden uitgevoerd.
Gebruik voor de beste prestaties en
levensduur van onderdelen altijd de juiste
onderdelen voor de gebruikte toepassing.
1. Installeer de sleepsnijpunt en stel de uitgangs-
stroom in.
2. De brander kan comfortabel met één hand wor-
den vastgehouden of met twee voor stabiliteit.
Positioneer de hand om de knop op de brander-
handgreep in te drukken. Met de handbrander
kan de hand dicht bij de branderkop worden
geplaatst voor maximale controle, of naar ach-
teren voor maximale bescherming tegen hitte.
Kies de techniek die het comfortabelst voelt en
voor goede controle en beweging zorgt.
3. Houd de brander tijdens de snijcyclus in contact
met het werkstuk.
4. Houd de brander weg van uw lichaam.
5. Schuif de knopontgrendeling naar de achterzijde
van de branderhandgreep terwijl u gelijktijdig de
knop indrukt. De ontstekingsboog wordt gestart.

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-5
A-02986NL
Trekker
Trekkervergrendeling
6. Breng de brander binnen bereik van het werk. De
hoofdboog wordt op het werkstuk overgebracht
en de ontstekingsbroog wordt uitgeschakeld.
OPMERKING!
De gasvoorstroom en -nastroom zijn een
eigenschap van de voeding en geen functie
van de brander.
3
4
Art # A-03383NL
Trekker
2
1
Trekkervergrendeling
7. Snijden zoals gewoonlijk. Laat simpelweg de
knop los om te stoppen met snijden.
8. Volg de normale aanbevolen snijpraktijken zoals
in de gebruikershandleiding van de voeding
worden gegeven.
OPMERKING!
Wanneer de schildkom juist is geïnstalleerd,
is er een kleine ruimte tussen de schildkom
en de branderhandgreep. Gas stroomt door
deze opening als onderdeel van de nor-
male werking. Probeer de schildkom niet
te forceren om deze opening af te dichten.
Het forceren van de schildkom tegen de
branderkop of brandergreep kan onderde-
len beschadigen.
Doorboren met handbrander
1. De brander kan comfortabel met één hand wor-
den vastgehouden of met twee voor stabiliteit.
Positioneer de hand om de knop op de brander-
handgreep in te drukken. Met de handbrander
kan de hand dicht bij de branderkop worden
geplaatst voor maximale controle, of naar ach-
teren voor maximale bescherming tegen hitte.
Kies de techniek die het comfortabelst voelt en
voor goede controle en beweging zorgt.
OPMERKING!
De punt mag nooit in aanraking komen met
het werkstuk, behalve bij sleepsnijden.
2. Plaats de brander onder een kleine hoek om
weggeblazen deeltjes weg van de branderpunt
(en de gebruiker) te richten in plaats van recht
erin, tot het snijden is voltooid.
3. Begin de snede op een deel van het ongewenste
metaal buiten de snijlijn en ga vervolgens verder
op de lijn. Houd de brander loodrecht op het
werkstuk nadat dit is doorboord.
4. Houd de brander weg van uw lichaam.
5. Schuif de knopontgrendeling naar de achterzijde
van de branderhandgreep terwijl u gelijktijdig de
knop indrukt. De ontstekingsboog wordt gestart.
A-02986NL
Trekker
Trekkervergrendeling
6. Breng de brander binnen bereik van het werk. De
hoofdboog wordt op het werkstuk overgebracht
en de ontstekingsbroog wordt uitgeschakeld.
OPMERKING!
De gasvoorstroom en -nastroom zijn een
eigenschap van de voeding en geen functie
van de brander.
Wanneer de schildkom juist is geïnstalleerd,
is er een kleine ruimte tussen de schildkom
en de branderhandgreep. Gas stroomt door
deze opening als onderdeel van de nor-
male werking. Probeer de schildkom niet
te forceren om deze opening af te dichten.
Het forceren van de schildkom tegen de
branderkop of brandergreep kan onderde-
len beschadigen.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-6
7. Verwijder spatten en afzettingen zo snel mogelijk
van de schildkom en de punt. Door de schildkom
te bespuiten met een anti-spatmiddel wordt de
hoeveelheid afzettingen die zich erop vastzetten
geminimaliseerd.
Snijsnelheid is afhankelijk van materiaal, dikte en de
vaardigheid van de gebruiker om nauwkeurig de ge-
wenste snijlijn te volgen. De volgende factoren kunnen
invloed hebben op de systeemprestaties:
• Slijtage van branderonderdelen
• Luchtkwaliteit
• Lijnspanningsfluctuaties
• Branderafstandshoogte
• Juiste werkkabelverbinding
4T.05 Gutsen
!
WAARSCHUWINGEN
Zorg dat de gebruiker is voorzien van de
juiste handschoenen, kleding en oog- en
oorbescherming en dat alle veiligheids-
voorzorgsmaatregelen voorin deze handle-
iding zijn opgevolgd. Zorg dat geen enkel
deel van het lichaam van de gebruiker in
aanraking komt met het werkstuk terwijl de
brander is ingeschakeld.
Koppel de stroom van het systeem af voor-
dat de brander, geleiding of voeding wordt
gedemonteerd.
!
LET OP
Vonken van plasmagutsen kunnen schade
toebrengen aan gecoate, geverfde, of
andere oppervlakken, zoals glas, plastic en
metaal.
Controleer branderonderdelen. De brand-
eronderdelen moeten geschikt zijn voor het
type gebruik. Zie hoofdstuk 4T.07, Brand-
eronderdelenkeuze voor meer informatie.s.
Gutsparameters
Gutsprestaties zijn afhankelijk van parameters zoals
brandersnelheid, stroomsterkte, hellingshoek (hoek
tussen de brander en het werkstuk) en de afstand
tussen de branderpunt en het werstuk.
!
LET OP
Aanraking van de branderpunt of schildkom
met het werkoppervlak leidt tot overmatige
slijtage van onderdelen.
Snijsnelheid
OPMERKING!
Zie de bijlagen voor aanvullende informatie
met betrekking tot de gebruikte voeding.
De optimale snijsnelheid is afhankelijk van de
stroominstelling, hellingshoek en gebruiksmodus
(hand- of machinale brander).
Stroominstelling
Stroominstellingen zijn afhankelijk van de bewe-
gingssnelheid van de brander, gebruiksmodus
(hand- of machinale brander) en de hoeveelheid te
verwijderen materiaal.
Drukinstelling
Ook als de instelling binnen het opgegeven bereik
is, moet de druk mogelijk worden verminderd als
de brander niet goed ontsteekt.
Hellingshoek
De hoek tussen de brander en het werkstuk is af-
hankelijk van de uitgangsstroominstelling en snijs-
nelheid. De aanbevolen hellingshoek is 35°. Bij een
hellingshoek van meer dan 45° wordt het gesmolten
metaal niet uit de snede geblazen en kan terug op
de brander worden geblazen. Als de hellingshoek
te klein is (minder dan 35°), wordt mogelijk minder
materiaal verwijderd, waardoor meer herhalingen
nodig zijn. Bij sommige toepassingen, zoals het
verwijderen van lasnaden of bij het werken met
lichtmetaal, kan dit gewenst zijn.
35°
Werkstuk
Toortskop
Stand-off hoogte
A-00941NL_AB
Gutshoek en afstand

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-7
Afstand
De afstand tussen de punt en het werkstuk bepaalt
de kwaliteit en diepte van de guts. Een afstand van
3-6 mm (1/8 - 1/4 inch) zorgt voor een vloeiende,
consistente verwijdering van metaal. Kleinere af-
standen kunnen tot volledige doorsnijding leiden in
plaats van een guts. Afstanden groter dan 6 mm
(1/4 inch) kunnen leiden tot minder verwijdering
van metaal of overdrachtverlies van de hoofdboog.
Slakopbouw
Slak ontstaan door gutsten van materialen als car-
bonstaal en roestvast staal, nikkel en staallegerin-
gen kan in de meeste gevallen eenvoudig worden
verwijderd. Slak belemmert het gutsproces niet
als het zich naast de gutslijn ophoopt. Slakopbouw
kan echter inconsistenties en onregelmatige mate-
riaalverwijdering veroorzaken als grote hoeveelhe-
den materiaal worden afgezet voor de boog. De
afzetting is meestal het gevolg van een onjuiste
snijsnelheid, hellingshoek of afstand.
4T.06 Werking mechanische brander
Snijden met mechanische brander
De mechanische brander kan worden geactiveerd
door externe pendelschakelaar of door een extern
interfaceapparaat, zoals een CNC.
1. Om een snede te starten aan de rand van de
plaat, positioneert u het midden van de brander
langs de rand van de plaat.
Snijsnelheid
De juiste snijsnelheid wordt aangegeven door het
spoor van de boog welke zichtbaar is onder de
plaat. De boog kan een van de volgende zijn:
1. Rechte boog
Een rechte boog staat loodrecht op het oppervlak
van het werkstuk. Deze boog wordt gewoonlijk
aanbevolen voor de beste snede met luchtplas-
ma op roestvast staal of aluminium.
2. Voorboog
De boog wordt in dezelfde richting geleid als
de snijrichting. Een voorboog van vijf graden
wordt gewoonlijk aanbevolen voor luchtplasma
op zacht staal.
3. Volgboog
De volgboog wordt tegenovergesteld aan de
snijrichting gesteld.
Stand-off afstand
Rechte boog
Meelopende boog
Vooruitlopende boog
Voortbewegingsrichting toorts
A-02586NL
Werking mechanische brander
Voor een optimaal gladde oppervlakkwaliteit moet
de snijsnelheid worden aangepast zodat de snede
wordt gemaakt met alleen de voorzijde van de
boogkolom. Als de snijsnelheid te laag is, wordt een
ruwe snede geproduceerd, omdat de boog heen en
weer beweegt op zoek naar metaal.
De snijsnelheid is ook van invloed op de snijhoek
van een snede. Bij het snijden in een cirkel of om
een hoek zorgt het verlagen van de snijsnelheid voor
een rechtere snede. Het uitgangsvermogen moet
ook worden verminderd. Zie de gebruikshandleiding
van de regelmodule voor aanpassingen die mogelijk
nodig zijn voor vertraging bij hoeken.
Doorboren met machinale brander
Voor doorboring met een machinale brander moet
de boog worden gestart met de brander zo hoog
mogelijk boven de plaat, waarbij de boog kan over-
slaan en doorboren. Deze afstand helpt voorkomen
dat gesmolten metaal terug wordt geblazen op de
voorzijde van de brander.
Bij gebruik met een snijmachine is doorborings- of
rusttijd nodig. De brander mag niet worden bewo-
gen tot de boog de onderzijde van de plaat heeft
doorboort. Wanneer de beweging wordt gestart,
moet de afstand van de brander worden verminderd
tot de aanbevolen afstand van 3-6 mm (1/8 - 1/4
inch) voor optimale snelheid en snijkwaliteit. Ver-
wijder spatten en afzettingen zo snel mogelijk van
de schildkom en de punt. Bespuiten met of on-
derdompelen van het schild in een anti-spatmiddel
minimaliseert de hoeveelheid afzettingen die zich
erop vastzetten.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-8
4T.07 Onderdelenkeuze voor snijden met SL100-brander
Ontstekingspatroon
9-8213
Elektrode
9-8232
50-55A 9-8209
60A 9-8210
70A 9-8231
80A 9-8211
90/100A 9-8212
120A 9-8233
Mondstukken:
Mondstukken:
Mondstuk A 9-8225 (40 Amps Max.)
Mondstuk B 9-8226 (50 - 120 Amps)
Mondstuk C 9-8227 (60 - 120 Amps)
Mondstuk D 9-8228 (60 - 120 Amps)
Mondstuk E 9-8254 (60 - 120 Amps)
Schermgasmondstuk,
gutsen 9-8241
Mondstukken:
40-120A
GUTSEN
Schermgas-
mondstuk
9-8218
Schermgaskap, machine 50-60A
9-8238
Drag-schermgasmondstuk
9-8235
Drag-schermgasmondstuk
70-100A 7-8236
Drag-schermgasmondstuk
120A 9-8258
Schermgaskap, machine
70-100A 9-8239
Schermgaskap, machine
120A 9-8256
Art # A-08066_AF
SNIJDEN
STANDOFF
70-120A
SNIJDEN
STANDOFF
20-40A
50-60A
SNIJDEN
STANDOFF
Behuizing
schermgas-
mondstuk ,
9-8237
Behuizing
schermgas-
mondstuk ,
9-8237
Behuizing
schermgas-
mondstuk ,
9-8237
Schermgas-
mondstuk
9-8218
Schermgaskap, deflector
9-8243
Schermgaskap, deflector
9-8243
Schermgaskap, deflector
9-8243
Schermgaskap, machine 40A
9-8245
20A 9-8205
30A 9-8206
40A 9-8208
Behuizing
schermgas-
mondstuk ,
9-8237
Mondstukken:
Ohmse klem
9-8224
Schermgas-
mondstuk
9-8218

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-9
4T.08 Aanbevolen snijsnelheden voor SL100-brander met ontblote punt
Soort brander: SL100 met ontblote punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,036 0,9 9-8208 104 40 340 8,64 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 108 40 250 6,35 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 108 40 190 4,83 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 110 40 105 2,67 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 113 40 60 1,52 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 111 40 40 1,02 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 124 40 21 0,53 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 123 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 137 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,036 0,9 9-8208 103 40 355 9,02 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 98 40 310 7,87 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 98 40 240 6,10 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 100 40 125 3,18 0,125 3,2 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 120 40 30 0,76 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 124 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 122 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 126 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,032 0,8 9-8208 110 40 440 11,18 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 109 40 350 8,89 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,064 1,6 9-8208 112 40 250 6,35 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 112 40 200 5,08 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 118 40 100 2,54 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 120 40 98 2,49 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 123 40 50 1,27 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 134 40 16 0,41 0,187 4,8 65 4,5 55 170 NR NR NR

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-10
Soort brander: SL100 met ontblote punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8210 110 60 290 7,37 0,19 4,8 70 4,8 90 245 0,00 0,19 4,8
0,075 1,9 9-8210 120 60 285 7,24 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,120 3,0 9-8210 120 60 180 4,57 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,135 3,4 9-8210 119 60 170 4,32 0,19 4,8 70 4,8 90 245 0,10 0,19 4,8
0,188 4,8 9-8210 121 60 100 2,54 0,19 4,8 70 4,8 90 245 0,20 0,19 4,8
0,250 6,4 9-8210 119 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,19 4,8
0,375 9,5 9-8210 124 60 50 1,27 0,19 4,8 70 4,8 90 245 0,50 0,19 4,8
0,500 12,7 9-8210 126 60 26 0,66 0,19 4,8 70 4,8 90 245 0,75 0,19 4,8
0,625 15,9 9-8210 127 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 134 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 140 60 6 0,15 0,19 4,8 70 4,8 90 245 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,06 1,5 9-8210 119 60 350 8,91 0,19 4,8 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 300 7,64 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 123 60 150 3,82 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 125 3,18 0,19 4,8 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 122 60 90 2,29 0,19 4,8 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 120 60 65 1,65 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 130 60 30 0,76 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 132 60 21 0,53 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 130 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 12 0,31 0,25 6,4 70 4,8 90 245 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,00 0,25 6,4
0,075 1,9 9-8210 110 60 440 11,18 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,120 3,0 9-8210 116 60 250 6,35 0,25 6,4 70 4,8 90 245 0,10 0,25 6,4
0,188 3,4 9-8210 116 60 170 4,32 0,25 6,4 70 4,8 90 245 0,20 0,25 6,4
0,250 6,4 9-8210 132 60 85 2,16 0,25 6,4 70 4,8 90 245 0,30 0,25 6,4
0,375 9,5 9-8210 140 60 45 1,14 0,25 6,4 70 4,8 90 245 0,50 0,25 6,4
0,500 12,7 9-8210 143 60 30 0,76 0,25 6,4 70 4,8 90 245 0,80 0,25 6,4
0,625 15,9 9-8210 145 60 20 0,51 0,25 6,4 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 18 0,46 0,25 6,4 70 4,8 90 245 NR NR NR

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-11
Soort brander: SL100 met ontblote punt
Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 113 80 320 8,13 0,19 4,8 65 4,5 115 340 0,00 0,19 4,8
0,120 3,0 9-8211 113 80 230 5,84 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,135 3,4 9-8211 115 80 180 4,57 0,19 4,8 65 4,5 115 340 0,10 0,19 4,8
0,188 4,8 9-8211 114 80 140 3,56 0,19 4,8 65 4,5 115 340 0,20 0,19 4,8
0,250 6,4 9-8211 114 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,19 4,8
0,375 9,5 9-8211 117 80 42 1,07 0,19 4,8 65 4,5 115 340 0,40 0,19 4,8
0,500 12,7 9-8211 120 80 33 0,84 0,19 4,8 65 4,5 115 340 0,60 0,19 4,8
0,625 15,9 9-8211 133 80 22 0,56 0,19 4,8 65 4,5 115 340 0,75 0,19 4,8
0,750 19,1 9-8211 128 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 133 80 10 0,25 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 132 80 9 0,23 0,19 4,8 65 4,5 115 340 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 120 80 340 8,64 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,120 3,0 9-8211 120 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,135 3,4 9-8211 120 80 280 7,11 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 140 3,56 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 120 80 100 2,54 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 126 80 50 1,27 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 129 80 28 0,71 0,25 6,4 65 4,5 115 340 0,80 0,25 6,4
0,625 15,9 9-8211 135 80 20 0,51 0,25 6,4 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 143 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 143 80 9 0,23 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 146 80 8 0,20 0,25 6,4 65 4,5 115 340 NR NR NR

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-12
Soort brander: SL100 met ontblote punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,06 1,5 9-8211 120 80 350 8,89 0,25 6,4 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 124 80 300 7,62 0,25 6,4 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 124 80 180 4,57 0,25 6,4 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 128 80 110 2,79 0,25 6,4 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 136 80 55 1,40 0,25 6,4 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 139 80 38 0,97 0,25 6,4 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,25 6,4 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 145 80 24 0,61 0,25 6,4 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 153 80 10 0,25 0,25 6,4 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 6 0,15 0,25 6,4 65 4,5 115 340 NR NR NR
Soort brander: SL100 met ontblote punt
Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4
9-8212 110 100 105 2,65 0,190 4,8 75 5,2 130 390
0,4
0,200 5,1
0,375 9,5
9-8212 117 100 70 1,75 0,190 4,8 75 5,2 130 390
0,5
0,200 5,1
0,500 12,7
9-8212 120 100 50 1,25 0,190 4,8 75 5,2 130 390
0,6
0,200 5,1
0,625 15,9
9-8212 125 100 35 0,90 0,190 4,8 75 5,2 130 390
1,0 0,200
5,1
0,750 19,0
9-8212 131 100 18 0,45 0,190 4,8 75 5,2 130 390
2,0 0,250
6,4
1,000 25,4
9-8212
135
100
10
0,25
0,190
4,8 75 5,2 130 390
NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250
6,4
9-8212
118
100
90
2,30
0,190
4,8 75 5,2 130 390
0,5 0,250
6,4
0,375
9,5 9-8212
122
100
55
1,40
0,190
4,8 75 5,2 130 390
0,8 0,250
6,4
0,500
12,7 9-8212
126
100
30
0,75
0,190
4,8 75 5,2 130 390
1,0 0,250
6,4
0,625
15,9 9-8212
133
100
20
0,50
0,190
4,8 75 5,2 130 390
1,5 0,250
6,4
0,750
19,0 9-8212
138
100
15
0,40
0,190
4,8 75 5,2 130 390
NR NR
NR
1,000
25,4 9-8212
139
100
10
0,25
0,190
4,8 75 5,2 130 390
NR NR
NR

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-13
Soort brander: SL100 met ontblote punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8212 108 100 120 3,05 0,190 4,8 65 4,5 120 360 0,2 0,225 5,7
0,375 9,5 9-8212 117 100 65 1,65 0,190 4,8 65 4,5 120 360 0,4 0,225 5,7
0,500 12,7 9-8212 120 100 45 1,15 0,190 4,8 65 4,5 120 360 0,5 0,225 5,7
0,625 15,9 9-8212 125 100 30 0,75 0,190 4,8 65 4,5 120 360 0,8 0,225 5,7
0,750 19,0 9-8212 131 100 25 0,65 0,190 4,8 65 4,5 120 360 1,0 0,225 5,7
1,000
25,4 9-8212
140
100
10
0,25
0,190
4,8 65 4,5 120 360
NR NR
NR
Soort brander: SL100 met ontblote punt
Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 138 120 150 3,81 0,19 4,8 75 5,2 180 360 0,10 0,25 6,4
0,375 9,5 9-8253 140 120 85 2,16 0,19 4,8 75 5,2 180 360 0,30 0,25 6,4
0,500 12,7 9-8253 144 120 70 1,78 0,19 4,8 75 5,2 180 360 0,50 0,25 6,4
0,625 15,9 9-8253 152 120 45 1,14 0,19 4,8 75 5,2 180 360 0,70 0,25 6,4
0,750 19,0 9-8253 155 120 30 0,76 0,19 4,8 75 5,2 180 360 0,90 0,25 6,4
0,875 22,2 9-8253 160 120 25 0,64 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 164 120 20 0,51 0,25 6,4 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 12 0,30 0,25 6,4 75 5,2 180 360 NR NR NR
1,500 38,1 9-8253 180 120 8 0,20 0,25 6,4 75 5,2 180 360 NR NR NR
Soort brander: SL100 met ontblote punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 135 120 180 4,57 0,19 4,8 75 5,2 180 360 0,20 0,25 6,4
0,375 9,5 9-8253 144 120 100 2,54 0,19 4,8 75 5,2 180 360 0,40 0,25 6,4
0,500 12,7 9-8253 146 120 60 1,52 0,19 4,8 75 5,2 180 360 0,80 0,25 6,4
0,625 15,9 9-8253 155 120 40 1,02 0,25 6,4 75 5,2 180 360 1,20 0,28 7,0
0,750 19,0 9-8253 164 120 26 0,66 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 164 120 18 0,46 0,25 6,4 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 9 0,23 0,25 6,4 75 5,2 180 360 NR NR NR

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-14
Soort brander: SL100 met ontblote punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 142 120 190 4,83 0,19 4,8 75 5,2 180 360 0,30 0,25 6,4
0,375 9,5 9-8253 145 120 120 3,05 0,19 4,8 75 5,2 180 360 0,50 0,25 6,4
0,500 12,7 9-8253 151 120 70 1,78 0,19 4,8 75 5,2 180 360 0,80 0,25 6,4
0,625 15,9 9-8253 162 120 50 1,27 0,25 6,4 75 5,2 180 360 1,00 0,28 7,0
0,750 19,0 9-8253 164 120 34 0,86 0,25 6,4 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 170 120 20 0,51 0,25 6,4 75 5,2 180 360 NR NR NR
OPMERKING!
* Aangegeven gasdruk is voor branders met toevoerleidingen tot 7,6 m / 25’ lang. Zie voor 15,2 m / 50'
toevoerleidingen het hoofdstuk "Werkdruk instellen" op pagina <?>.
** Totale stroomsnelheid is inclusief plasma en secundaire gasstroom.
4T.09 Aanbevolen snijsnelheden voor SL100-brander met afgeschermde punt
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroomster-
kte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,036 0,9 9-8208 114 40 170 4,32 0,19 4,8 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 120 40 90 2,29 0,19 4,8 65 4,5 55 170 0,10 0,2 5,1
0,075 1,9 9-8208 121 40 80 2,03 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 122 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 123 40 30 0,76 0,19 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 125 40 25 0,64 0,19 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 138 40 11 0,28 0,19 4,8 65 4,5 55 170 NR NR NR
0,500 12,7 9-8208 142 40 7 0,18 0,19 4,8 65 4,5 55 170 NR NR NR
0,625 15,9 9-8208 152 40 3 0,08 0,19 4,8 65 4,5 55 170 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroomster-
kte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,036 0,9 9-8208 109 40 180 4,57 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,05 1,3 9-8208 105 40 165 4,19 0,125 3,2 65 4,5 55 170 0,00 0,2 5,1
0,06 1,5 9-8208 115 40 120 3,05 0,125 3,2 65 4,5 55 170 0,10 0,2 5,1
0,078 2,0 9-8208 120 40 65 1,65 0,187 4,8 65 4,5 55 170 0,30 0,2 5,1
0,135 3,4 9-8208 125 40 25 0,64 0,187 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 20 0,51 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,25 6,4 9-8208 130 40 15 0,38 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 130 40 10 0,25 0,187 4,8 65 4,5 55 170 NR NR NR

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-15
Soort brander: SL100 met afgeschermde punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroomster-
kte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,032 0,8 9-8208 116 40 220 5,59 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,051 1,3 9-8208 116 40 210 5,33 0,187 4,8 65 4,5 55 170 0,00 0,2 5,1
0,064 1,6 9-8208 118 40 180 4,57 0,187 4,8 65 4,5 55 170 0,10 0,2 5,1
0,079 2,0 9-8208 116 40 150 3,81 0,19 4,8 65 4,5 55 170 0,30 0,2 5,1
0,125 3,2 9-8208 130 40 75 1,91 0,19 4,8 65 4,5 55 170 0,40 0,2 5,1
0,188 4,8 9-8208 132 40 60 1,52 0,187 4,8 65 4,5 55 170 0,60 0,2 5,1
0,250 6,4 9-8208 134 40 28 0,71 0,187 4,8 65 4,5 55 170 1,00 0,2 5,1
0,375 9,5 9-8208 143 40 11 0,28 0,187 4,8 65 4,5 55 170 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8210 124 60 250 6,35 0,19 4,8 70 4,8 90 245 0,00 0,2 5,1
0,075 1,9 9-8210 126 60 237 6,02 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,120 3,0 9-8210 126 60 230 5,84 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,135 3,4 9-8210 128 60 142 3,61 0,19 4,8 70 4,8 90 245 0,10 0,2 5,1
0,188 4,8 9-8210 128 60 125 3,18 0,19 4,8 70 4,8 90 245 0,20 0,2 5,1
0,250 6,4 9-8210 123 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,2 5,1
0,375 9,5 9-8210 132 60 34 0,86 0,19 4,8 70 4,8 90 245 0,50 0,2 5,1
0,500 12,7 9-8210 137 60 23 0,58 0,19 4,8 70 4,8 90 245 0,75 0,2 5,1
0,625 15,9 9-8210 139 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 145 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
1,000 25,4 9-8210 156 60 4 0,10 0,19 4,8 70 4,8 90 245 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,06 1,5 9-8210 110 60 165 4,19 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 116 60 155 3,94 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 115 60 125 3,18 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,135 3,4 9-8210 118 60 80 2,03 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 4,8 9-8210 120 60 75 1,91 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 121 60 60 1,52 0,13 3,2 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 129 60 28 0,71 0,13 3,2 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 135 60 17 0,43 0,19 4,8 70 4,8 90 245 0,75 0,20 5,1
0,625 15,9 9-8210 135 60 14 0,36 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 142 60 10 0,25 0,19 4,8 70 4,8 90 245 NR NR NR

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-16
Soort brander: SL100 met afgeschermde punt Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8210 105 60 350 8,89 0,13 3,2 70 4,8 90 245 0,00 0,20 5,1
0,075 1,9 9-8210 110 60 350 8,89 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,120 3,0 9-8210 110 60 275 6,99 0,13 3,2 70 4,8 90 245 0,10 0,20 5,1
0,188 3,4 9-8210 122 60 140 3,56 0,13 3,2 70 4,8 90 245 0,20 0,20 5,1
0,250 6,4 9-8210 134 60 80 2,03 0,19 4,8 70 4,8 90 245 0,30 0,20 5,1
0,375 9,5 9-8210 140 60 45 1,14 0,19 4,8 70 4,8 90 245 0,50 0,20 5,1
0,500 12,7 9-8210 144 60 26 0,66 0,19 4,8 70 4,8 90 245 0,80 0,20 5,1
0,625 15,9 9-8210 145 60 19 0,48 0,19 4,8 70 4,8 90 245 NR NR NR
0,750 19,1 9-8210 150 60 15 0,38 0,19 4,8 70 4,8 90 245 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 128 80 280 7,11 0,19 4,8 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 126 80 203 5,16 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 128 80 182 4,62 0,19 4,8 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 128 80 137 3,48 0,19 4,8 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 131 80 100 2,54 0,19 4,8 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 134 80 40 1,02 0,19 4,8 65 4,5 115 340 0,50 0,2 5,1
0,500 12,7 9-8211 136 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,2 5,1
0,625 15,9 9-8211 145 80 21 0,53 0,19 4,8 65 4,5 115 340 0,75 0,2 5,1
0,750 19,1 9-8211 144 80 14 0,36 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 149 80 11 0,28 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 162 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,060 1,5 9-8211 110 80 340 8,50 0,125 3,2 65 4,5 115 340 0,00 0,2 5,1
0,120 3,0 9-8211 115 80 260 6,50 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,135 3,4 9-8211 113 80 250 6,25 0,125 3,2 65 4,5 115 340 0,10 0,2 5,1
0,188 4,8 9-8211 114 80 170 4,25 0,125 3,2 65 4,5 115 340 0,20 0,2 5,1
0,250 6,4 9-8211 116 80 85 2,13 0,125 3,2 65 4,5 115 340 0,30 0,2 5,1
0,375 9,5 9-8211 123 80 45 1,13 0,125 3,2 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 133 80 18 0,45 0,125 3,2 65 4,5 115 340 0,75 0,25 6,4
0,625 15,9 9-8211 135 80 16 0,40 0,125 3,2 65 4,5 115 340 1,00 0,25 6,4
0,750 19,1 9-8211 144 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 137 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 140 80 8 0,20 0,125 3,2 65 4,5 115 340 NR NR NR

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-17
Soort brander: SL100 met afgeschermde punt
Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,06 1,5 9-8211 115 80 320 8,13 0,13 3,2 65 4,5 115 340 0,00 0,25 6,4
0,12 3,0 9-8211 120 80 240 6,10 0,13 3,2 65 4,5 115 340 0,10 0,25 6,4
0,188 4,8 9-8211 120 80 165 4,19 0,13 3,2 65 4,5 115 340 0,20 0,25 6,4
0,250 6,4 9-8211 124 80 100 2,54 0,13 3,2 65 4,5 115 340 0,30 0,25 6,4
0,375 9,5 9-8211 138 80 60 1,52 0,19 4,8 65 4,5 115 340 0,40 0,25 6,4
0,500 12,7 9-8211 141 80 36 0,91 0,19 4,8 65 4,5 115 340 0,60 0,25 6,4
0,625 15,9 9-8211 142 80 26 0,66 0,19 4,8 65 4,5 115 340 0,75 0,25 6,4
0,750 19,1 9-8211 150 80 18 0,46 0,19 4,8 65 4,5 115 340 NR NR NR
0,875 22,2 9-8211 156 80 8 0,20 0,19 4,8 65 4,5 115 340 NR NR NR
1,000 25,4 9-8211 164 80 6 0,15 0,19 4,8 65 4,5 115 340 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4
9-8212
124
100
110
2,80
0,180
4,6 75 5,2 130 390
0,4 0,200
5,1
0,375 9,5
9-8212
127
100
75
1,90
0,180
4,6 75 5,2 130 390
0,5 0,200
5,1
0,500 12,7
9-8212
132
100
50
1,30
0,180
4,6 75 5,2 130 390
0,6 0,200
5,1
0,625 15,9
9-8212
136
100
30
0,75
0,180
4,6 75 5,2 130 390
0,8 0,200
5,1
0,750 19,0
9-8212
140
100
18
0,45
0,190
4,8 75 5,2 130 390
2,0 0,225
5,7
1,000 25,4
9-8212
147
100
10
0,25
0,190
4,8 75 5,2
130
390
NR NR
NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren Doorboringshoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250
6,4 9-8212
121 100 110
2,80
0,125
3,2 75 5,2 130 390
0,5 0,200
5,1
0,375
9,5 9-8212
125 100 60
1,50
0,150
3,8 75 5,2 130 390
0,8 0,200
5,1
0,500
12,7 9-8212
132 100 35
0,90
0,150
3,8 75 5,2 130 390
1,0 0,200
5,1
0,625
15,9 9-8212
137 100 20
0,50
0,150
3,8 75 5,2 130 390
2,0 0,225
5,7
0,750
19,0 9-8212
144 100 15
0,40
0,190
4,8 75 5,2 130 390
NR NR
NR
1,000
25,4 9-8212
154 100 8
0,20
0,190
4,8 75 5,2 130 390
NR NR
NR

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-18
Soort brander: SL100 met afgeschermde punt
Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250
6,4 9-8212
120
100
120
3,05
0,180
65 4,5 105 360
0,2 0,225
5,7
0,375
9,5 9-8212
128
100
65
1,65
0,180
65 4,5 105 360
0,4 0,225
5,7
0,500
12,7 9-8212
130
100
45
1,15
0,180
65 4,5 105 360
0,5 0,225
5,7
0,625
15,9 9-8212
135
100
30
0,75
0,180
65 4,5 105 360
0,8 0,225
5,7
0,750
19,0 9-8212
140
100
25
0,65
0,180
65 4,5 105 360
1,0 0,225
5,7
1,000
25,4 9-8212
148
100
10
0,25
0,190
65 4,5
105 360 NR NR
NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Zacht staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 140 120 165 4,19 0,125 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 142 120 85 2,16 0,125 3,2 75 5,2 180 360 0,50 0,20 5,1
0,500 12,7 9-8253 144 120 75 1,91 0,125 3,2 75 5,2 180 360 0,70 0,20 5,1
0,625 15,9 9-8253 150 120 50 1,27 0,125 3,2 75 5,2 180 360 0,80 0,20 5,1
0,750 19,0 9-8253 154 120 30 0,76 0,150 3,8 75 5,2 180 360 1,50 0,20 5,1
0,875 22,2 9-8253 158 120 25 0,64 0,150 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 160 120 20 0,51 0,150 3,8 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 170 120 13 0,33 0,175 4,4 75 5,2 180 360 NR NR NR
1,500 38,1 9-8253 176 120 8 0,20 0,175 4,4 75 5,2 180 360 NR NR NR
Soort brander: SL100 met afgeschermde punt Soort materiaal: Roestvast staal
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 136 120 180 4,57 0,13 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 144 120 100 2,54 0,13 3,2 75 5,2 180 360 0,40 0,20 5,1
0,500 12,7 9-8253 149 120 60 1,52 0,13 3,2 75 5,2 180 360 0,80 0,20 5,1
0,625 15,9 9-8253 153 120 40 1,02 0,15 3,8 75 5,2 180 360 1,20 0,20 5,1
0,750 19,1 9-8253 157 120 30 0,76 0,15 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 162 120 20 0,51 0,15 3,8 75 5,2 180 360 NR NR NR
1,250 31,8 9-8253 165 120 10 0,25 0,15 3,8 75 5,2 180 360 NR NR NR

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-19
Soort brander: SL100 met afgeschermde punt
Soort materiaal: Aluminium
Soort plasmagas: Lucht Soort secundair gas: Enkele gasbrander
Dikte Punt Uitgang
Stroom-
sterkte
Snelheid (per
minuut)
AFSTAND Plasmagasdruk Stroom (ft³/h) Doorboren
Doorboring-
shoogte
Inch mm (Cat. nr) Volt (VDC) (Amp) Inch Meter Inch mm psi* bar Plasma Totaal**
Vertraging
(sec)
Inch mm
0,250 6,4 9-8253 144 120 190 4,83 0,13 3,2 75 5,2 180 360 0,20 0,20 5,1
0,375 9,5 9-8253 148 120 120 3,05 0,13 3,2 75 5,2 180 360 0,50 0,20 5,1
0,500 12,7 9-8253 152 120 75 1,91 0,15 3,8 75 5,2 180 360 0,70 0,20 5,1
0,625 15,9 9-8253 162 120 45 1,14 0,15 3,8 75 5,2 180 360 1,00 0,20 5,1
0,750 19,1 9-8253 163 120 35 0,89 0,15 3,8 75 5,2 180 360 NR NR NR
1,000 25,4 9-8253 168 120 20 0,51 0,15 3,8 75 5,2 180 360 NR NR NR
OPMERKING!
* Aangegeven gasdruk is voor branders met toevoerleidingen tot 7,6 m / 25’ lang. Zie voor 15,2 m / 50'
toevoerleidingen het hoofdstuk "Werkdruk instellen" op pagina <?>.
** Totale stroomsnelheid is inclusief plasma en secundaire gasstroom.

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-20
PATENTINFORMATIE
Patenten voor plasmasnijbrander
De volgende onderdelen vallen als volgt onder patenten uit de VS en andere landen:
Catalogusnr. Omschrijving Patent(en)
9-8215 Elektrode VS. pat.nr.(s) 6163008; 6987238
In afwachting van overige patenten
9-8213 Cartridge VS. pat.nr.(s) 6903301; 6717096; 6936786; 6703581;
D496842; D511280; D492709; D499620; D504142 In
afwachting van overige patenten
9-8205 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8206 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8207 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8252 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8208 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8209 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8210 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8231 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8211 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8212 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8253 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8225 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8226 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8227 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8228 Punt VS. pat.nr.(s) 6774336; 7145099; 6933461
In afwachting van overige patenten
9-8241 Schildkap VS. pat.nr.(s) 6914211; D505309
In afwachting van overige patenten
9-8243 Schildkap VS. pat.nr.(s) 6914211; D493183
In afwachting van overige patenten
9-8235 Schildkap VS. pat.nr.(s) 6914211; D505309
In afwachting van overige patenten
9-8236 Schildkap VS. pat.nr.(s) 6914211; D505309
In afwachting van overige patenten
9-8237 Schildkom VS. pat.nr.(s) 6914211; D501632; D511633
In afwachting van overige patenten
9-8238 Schildkap VS. pat.nr.(s) 6914211; D496951
In afwachting van overige patenten
9-8239 Schildkap VS. pat.nr.(s) 6914211; D496951
In afwachting van overige patenten
9-8244 Schildkap VS. pat.nr.(s) 6914211; D505309
In afwachting van overige patenten

ESAB CUTMASTER 120
300X5398NL GEBRUIK
4T-21
Catalogusnr. Omschrijving Patent(en)
9-8245 Schildkap VS. pat.nr.(s) 6914211; D496951
In afwachting van overige patenten
De volgende onderdelen worden gebruikt in licentie voor VS. Patentnr. 5120930 en 5132512:
Catalogusnr. Omschrijving
9-8235 Schildkap
9-8236 Schildkap
9-8237 Schildkom
9-8238 Schildkap
9-8239 Schildkap
9-8244 Schildkap
9-8245 Schildkap

ESAB CUTMASTER 120
GEBRUIK 300X5398NL
4T-22
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
300X5398NL SERVICE
5-1
HOOFDSTUK 5 SYSTEEM: SERVICE
5.01 Algemeen onderhoud
Waarschuwing!
Vóór het onderhoud de stroomvoorziening loskoppelen.
Ieder gebruik
Visuele controle van
het toortsmondstuk en
de elektrode
Wekelijks
Visuele inspectie van het mondstuk
van de toortshouder, de elektrode,
de ontstekingspatroon en het
schermgasmondstuk
Visuele controle van
de kabels en leidingen.
Indien noodzakelijk vervangen.
3 maanden
Maak de
buitenkant
van de stroombron
schoon
6 maanden
Vervang alle
kapotte onderdelen
Visuele inspectie en
zorgvuldige reiniging
van de binnenkant
Voer vaker onderhoud uit bij
gebruik onder zware
omstandigheden
Art # A-07938_AB

ESAB CUTMASTER 120
SERVICE 300X5398NL
5-2
5.02 Onderhoudsschema
OPMERKING!
Het kan nodig zijn dat de werkelijke onder-
houdsfrequentie moet worden aangepast
aan de bedrijfsomgeving.
Dagelijkse operationele controles of elke zes
snijuren:
1. Controleer verbruiksmaterialen van de brander,
vervangen indien beschadigd of versleten.
2. Controleer plasma en secundaire toevoer en
druk/stroom.
3. Blaas de plasmagasleiding door om opgehoopt
vocht te verwijderen.
Wekelijks of elke 30 gebruiksuren:
1. Controleer juiste werking van de ventilator en
adequate luchtstroom.
2. Inspecteer de brander op barsten of blootliggen-
de draden en vervang deze indien nodig.
3. Inspecteer de stroomtoevoerkabel op schade
of blootliggende draden en vervang deze indien
nodig.
Zes maanden of elke 720 gebruiksuren:
1. Controleer de in-line luchtfilter(s), reinigen of
vervangen indien nodig.
2. Controleer kabels en slangen op lekken en bar-
sten, vervangen indien nodig.
3. Controleer alle contactpunten op ernstige von-
ken of putten, vervangen indien nodig.
4. Zuig stof en vuil uit de gehele machine.
!
LET OP
Blaas tijdens het reinigen geen lucht in
de voeding. Door lucht in het apparaat te
blazen kunnen metaaldeeltjes gevoelige
elektrische onderdelen verstoren en schade
aan het apparaat veroorzaken.
5.03 Veelvoorkomende fouten
Probleem -
symptoom
Veelvoorkomende oorzaak
Onvoldoende
penetratie
1. Snijsnelheid te hoog.
2. Brander te schuin.
3. Metaal te dik
4. Versleten branderonderdelen
5. Snijstroom te laag.
6. Geen originele ESAB-onderdelen
gebruikt
7. Onjuiste gasdruk
Hoofdboog dooft 1. Snijsnelheid te laag.
2. Branderafstand te hoog vanaf
werkstuk.
3. Snijstroom te hoog.
4. Werkkabel afgekoppeld.
5. Versleten branderonderdelen.
6. Geen originele ESAB-onderdelen
gebruikt
Overmatige
slakvorming
1. Snijsnelheid te laag.
2. Branderafstand te hoog vanaf
werkstuk.
3. Versleten branderonderdelen.
4. Onjuiste snijstroom.
5. Geen originele ESAB-onderdelen
gebruikt
6. Onjuiste gasdruk
Korte levensduur van
branderonderdelen
1. Olie of vocht in luchttoevoer.
2. Systeemcapaciteit overschreden
(materiaal te dik).
3. Overmatige ontstekingsboogtijd
4. Gasdruk is te laag.
5. Onjuist gemonteerde brander.
6. Geen originele ESAB-onderdelen
gebruikt
Moeilijke start 1. Versleten branderonderdelen.
2. Geen originele ESAB-onderdelen
gebruikt.
3. Onjuiste gasdruk.

ESAB CUTMASTER 120
300X5398NL SERVICE
5-3
5.04 Foutindicator
Bij het starten zullen twee lampen tijdelijk 2-3 seconden branden om de versie van de gebruikte software aan te
geven.
Om het eerste cijfer te bepalen, telt u de functie-indicatoren van links naar rechts, 1 t/m 5. Om het tweede cijfer
te bepalen, telt u de drukindicatoren, van onder naar boven, 0 t/m 7. In onderstaand voorbeeld zijn de tempera-
tuurindicator en 75 psi-indicators AAN, wat aangeeft dat de versie 2.3 is.
A
+
PSI BAR
MAXMAX
MINMIN
!
1
2
3
4
Art# A-07988
MIN
MAX
0
1
2
3
4
5
6
7
5
!
Wanneer de foutindicator AAN is of knippert, wordt deze vergezeld door een van de drukindicatorlampen,
afhankelijk van de fout. De volgende tabel verklaart elk van deze fouten.
Drukindicator Fout
Max Overdruk
90 Interne fout
85 Controleer Verbruiksmaterialen
80 Ontbrekende verbruiksmaterialen
75 Startfout
70 Onderdelen op plaats (OOP)
65 Ingangsstroom
Min Onder druk
OPMERKING!
Beschrijvingen van fouten worden in de volgende tabellen gegeven.

ESAB CUTMASTER 120
SERVICE 300X5398NL
5-4
5.05 Basis-probleemoplossingshandleiding
WAARSCHUWINGEN
Binnenin dit apparaat zijn zeer gevaarlijke spanningen en stroomsterktes aanwezig. Probeer het appa-
raat niet zelf te diagnosticeren of repareren, tenzij u training heeft gehad in meet- en probleemoploss-
ingstechnieken voor vermogenselektronica.
Probleem - symptoom Mogelijke oorzaak Aanbevolen actie
AAN/UIT-schakelaar
is AAN maar de AC-
indicator brandt niet
1. Hoofdstroomonderbreker staat UIT.
2. Hoofdzekeringen/-
stroomonderbrekers doorgebrand of
geactiveerd.
3. Interne zekering van apparaat
doorgebrand.
4. Defecte onderdelen in apparaat
1. Zet de hoofdstroomonderbreker op AAN.
2. a) Laat een gekwaliceerd persoon de hoofdzekeringen/-
schakelaars controleren.
b) Sluit het apparaat aan op een bekende, goede
wandcontactdoos
3. a) Vervang de zekering.
b) Als de zekering weer doorslaat, stuur het apparaat dan terug
naar een erkend servicecentrum voor reparatie of vervanging.
4. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
Foutindicator knippert,
65 PSI-indicator knippert
1.Onjuiste snijstroom.
2. Probleem met
hoofdingangsspanning.
3. Defecte onderdelen in apparaat
1. Controleer of de stroombron de juiste spanning heeft.
2. Laat een gekwaliceerd persoon de hoofdspanning controleren
om zeker te zijn dat deze voldoet aan de vereisten van het
apparaat. Zie hoofdstuk 2.05.
3. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
TEMPERATUUR-indicator
AAN. FAULT-indicator
knippert.
1. Luchtstroom door of rond het
apparaat is belemmerd.
2. De gebruikscyclus van het apparaat
is overschreden
3. Defecte onderdelen in apparaat
1. Zie de vrijgave-informatie – hoofdstuk 2.04
2. Laat het apparaat afkoelen.
3. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
GASLED UIT, FAULT- en
MIN. drukindicator
knipperen.
1. Gastoevoer niet aangesloten op het
apparaat.
2. Gastoevoer niet INgeschakeld.
3. Gastoevoerdruk te laag.
4. Regelaar van LUCHTDRUKREGELING
te laag ingesteld.
5. Defecte onderdelen in apparaat.
1. Sluit de gastoevoer aan op het apparaat.
2. Schakel de gastoevoer IN.
3. Stel de toevoerluchtdruk naar het apparaat in op 120 psi.
4. Pas de regelaar aan om de luchtdruk in te stellen - zie hoofdstuk
4.02.
5. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
FAULT en 70 PSI-
indicatoren knipperen.
1. Schildkom los.
2. Brander is neit juist aangesloten op
de voeding.
3. Probleem in brander en kabel OOP-
stroomkring.
4. Defecte onderdelen in apparaat.
1. Draai de schildkom met de hand aan tot deze goed vast zit.
2. Zorg dat de brander-ATC goed aan het apparaat is bevestigd.
3. Brander en leidingen vervangen of terugsturen naar erkend
servicecentrum voor reparatie of vervanging.
4. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
FAULT en 75 PSI-
indicatoren knipperen.
1. Startsignaal is actief wanneer de
AAN/UIT-schakelaar op AAN staat.
2. Probleem in de brander en
kabelschakelaarstroomkring.
3. Defecte onderdelen in apparaat.
1. Start kan actief zijn vanwege een van de volgende:
• Schakelaar handbrander dicht gehouden
• Handpendelschakelaar dicht gehouden
• CNC-startsignaal is actief laag
Laat de START-signaalbron los
2. Brander en leidingen vervangen of terugsturen naar erkend
servicecentrum voor reparatie of vervanging.
3. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.

ESAB CUTMASTER 120
300X5398NL SERVICE
5-5
Probleem - symptoom Mogelijke oorzaak Aanbevolen actie
FAULT en 80 PSI-
indicatoren knipperen.
Gasstroom wisselt
tussen AAN en UIT.
1. Schildkom brander zit los.
2. Branderpunt, elektrode, of
startcartridge ontbreekt.
3. Branderstartcartridge zit vast.
4. Blootliggende geleider in
branderkabel.
5. Probleem in de brander en
kabelschakelaarstroomkring.
6. Defecte onderdelen in apparaat.
1. Draai de schildkom handmatig aan. Niet te vast aandraaien.
2. Schakel de stroomtoevoer UIT. Verwijder de schildkom. Installeer
ontbrekende onderdelen.
3. Schakel de stroomtoevoer UIT. Systeemdruk afblazen. Verwijder
de schildkom, punt en startcartridge. Controleer vrije beweging van
aansluiting aan onderzijde van startcartridge Vervanging indien de
tting niet vrij beweegt.
4. Brander en leidingen vervangen of terugsturen naar erkend
servicecentrum voor reparatie of vervanging.
5. Brander en leidingen vervangen of terugsturen naar erkend
servicecentrum voor reparatie of vervanging.
6. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
Er gebeurt niets
wanneer de
branderschakelaar of
externe schakelaar
wordt gesloten (of CNC
START-signaal is actief),
geen gasstroom, DC-
LED UIT.
1. Probleem in de brander en
kabelschakelaarstroomkring (externe
pendelschakelaarstroomkring).
2. CNC-regelapparaat geeft geen
startsignaal.
3. Defecte onderdelen in apparaat.
1. Breng brander en leidingen (externe pendel) naar erkend
servicecentrum.
2. Neem contact op met de fabrikant van de regelaar.
3. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
FAULT en 85 PSI-
indicatoren knipperen.
1. Bovenste O-ring op branderkop op
verkeerde plaats.
2. Branderstartcartridge zit vast.
3. Versleten of defecte
branderonderdelen.
4. Korgesloten brander.
5. Tijdelijke kortsluiting aangegeven
door 5 knipperingen per seconde.
6. Voedingsfout (standaard
knippersnelheid)
1. Verwijder de schildkom van de brander; controleer de positie van
de bovenste O-ring; corrigeer indien nodig.
2. Schakel de stroomtoevoer UIT. Systeemdruk afblazen. Verwijder
de schildkom, punt en startcartridge. Controleer vrije beweging van
aansluiting aan onderzijde van startcartridge Vervanging indien de
tting niet vrij beweegt.
3. Inspecteer verbruiksmaterialen. Vervangen indien nodig.
4. Brander en leidingen vervangen of terugsturen naar erkend
servicecentrum voor reparatie.
5. Laat de branderschakelaar los en schakel opnieuw in.
6. Terugsturen naar een erkend servicecentrum voor reparatie of
vervanging.
Geen foutlampen AAN,
geen boog in brander.
1. Defecte onderdelen in apparaat. 1. Terugsturen naar een erkend servicecentrum voor reparatie.
FAULT en 90 PSI-
indicatoren knipperen.
1. Interne fout 1. Zet de AAN/UIT-schakelaar op UIT en weer op AAN. Als dat het
probleem niet oplost, stuur het apparaat dan terug naar een erkend
servicecentrum voor reparatie.
Ontstekingsboog is AAN
maar de snijboog kan
niet tot stand worden
gebracht
1. Werkkabel niet aangesloten op het
werkstuk.
2. Werkkabel/verbinding gebroken.
3. Defecte onderdelen in apparaat.
1. Sluit de werkkabel aan.
2. Vervang de werkkabel.
3. Terugsturen naar een erkend servicecentrum voor reparatie.
Verminderde snijkracht 1. Onjuiste stroominstelling.
2. Versleten verbruiksmaterialen.
3. Slechte aansluiting van werkkabel
op werkstuk.
4. Brander wordt te snel bewogen.
5. Overmatige olie of water in de
brander.
6. Defecte onderdelen in apparaat.
1. Controleren en aanpassen naar de juiste instelling.
2. Controleer verbruiksmaterialen van de brander en vervang deze
indien nodig.
3. Controleer de aansluiting van de werkgeleider op het werkstuk.
4. Verlaag de snijsnelheid.
5. Zie "Luchtkwaliteit controleren" in hoofdstuk 3 Brander.
6. Terugsturen naar een erkend servicecentrum voor reparatie.

ESAB CUTMASTER 120
SERVICE 300X5398NL
5-6
5.06 Vervanging van basisonderdelen van
de voeding
!
WAARSCHUWINGEN
Koppel de stroom van het systeem af voor-
dat de brander, geleiding of voeding wordt
gedemonteerd.
Dit hoofdstuk beschrijft procedures voor het vervangen
van onderdelen. Zie voor gedetailleerdere procedures
voor het vervangen van onderdelen de onderhouds-
handleiding van de voeding.
A. Verwijdering kap
1. Verwijder de schroeven waarmee de kap op het
hoofdsysteem is bevestigd. Maak de onderste
schroeven in de uitgesneden openingen in de
onderzijde van de kap niet los.
Art # A-08429NL
Bovenste
schroeven
Onderste
schroeven
Uitsparingen
Onderste
schroeven
2. Til de kap voorzichtig omhoog en weg van het
apparaat.
B. Installatie kap
1. Sluit de aardedraad weer aan, indien nodig.
2. Plaats de kap op de voeding zodat openingen
in de onderranden van de kap over de onderste
schroeven passen.
3. Draai de onderste schroeven aan.
4. Plaats de bovenste schroeven terug en draai
deze aan.
C. Vervang van filterelement
Het filterelement bevindt zich in het achterpaneel. Voor
betere systeemprestaties moet het filterelement volgens
het onderhoudsschema (hoofdstuk 5.02) worden gecon-
troleerd en worden gereinigd of vervangen.
1. Sluit de stroom naar de voeding af; schakel de
gastoevoer UIT en blaas het systeem af.
2. Verwijder de systeemkap. Zie "A Kap verwijde-
ren" in dit hoofdstuk.
3. Zoek de interne luchtleiding en de aansluiting
van het filtersysteem. Nummer 1 in de volgende
illustratie.
4. Houd een sleutel of vergelijkbaar gereedschap
tegen de klemring op de filteraansluiting en trek
aan de slang om deze los te maken. (Nummer 2
en 3 in de volgende illustratie.).
Art # A-07989
1
2
3
4
5
6mm
5. Verwijder de fitting uit het filterelement door
een 6 mm hexsleutel in de interne hexfitting te
plaatsen en deze tegen de klok in (linksom) te
draaien. Nummers 4 en 5 in de vorige illustratie.

ESAB CUTMASTER 120
300X5398NL SERVICE
5-7
6. Koppel de toevoerleiding van het filtersysteem
af.
7. Verwijder het filterelement via de opening aan
de achterzijde.
OPMERKING!
Zie voor vervanging of reiniging van slechts
het lterelement de volgende illustratie voor
demontage.
Art # A-07990
Filterelement
8. Installeer het nieuwe of gereinigde systeem door
deze procedures om te keren.
9. Schakel de luchttoevoer IN en controleer op
lekken voordat de kap terug wordt geplaatst.
Vervanging van element van optionele
enkelfastige filter
Deze instructies zijn van toepassing op voedingen
waarbij het optionele enkelfastige filter is geïnstalleerd.
De voeding wordt automatisch uitgeschakeld wanneer
het filterelement volledig verzadigd is. Het filterelement
kan uit de behuizing worden verwijderd, gedroogd en
opnieuw gebruikt. Laat het element 24 uur drogen. Zie
hoofdstuk 6, Onderdelenlijst, voor het catalogusnummer
voor een vervangend filterelement.
1. Sluit de stroom naar de voeding af.
2. Schakel de luchttoevoer UIT en blaas het sys-
teem af voordat het filter wordt gedemonteerd
om het filterelement te vervangen.
3. Koppel de gastoevoerslang af.
4. Draai de kap van de filterbehuizing tegen de klok
in en verwijder deze. Het filterelement bevindt
zich in de behuizing.
Art # A-02476NL
Filterelement
(Cat. No. 9-7741)
Behuizing
Afdekking
Slangtuit
Veer
Samengesteld filter
O-ring
(Cat. No. 9-7743)
Vervanging van element van optionele enkelfastige
filter
5. Verwijder het filterelement uit de behuizing en
plaats het element opzij om te drogen.
6. Veeg de binnenzijde van de behuizing schoon
en plaats het vervangende filterelement met de
open kant naar binnen.
7. Plaats de kap terug op de behuizing.
8. Sluit de gastoevoer weer aan.
OPMERKING!
Als het apparaat lekt tussen de behuizing
en de kap, inspecteer de O-ring dan op
inkepingen of andere schade.

ESAB CUTMASTER 120
SERVICE 300X5398NL
5-8
Vervang van element van optionele tweefasige filter
Het tweefasige luchtfilter heeft twee filterelementen. Wanneer de filterelementen vuil worden, blijft de voeding
werken, maar kan de snijkwaliteit onacceptabel worden. Zie hoofdstuk 6, Onderdelenlijst, voor het catalogus-
nummer voor een vervangend filterelement.
1. Schakel de hoofdstroomtoevoer UIT.
2. Schakel de luchttoevoer UIT en blaas het systeem af.
!
WAARSCHUWINGEN
Schakel de luchttoevoer altijd UIT en blaas het systeem af voordat u het lter demonteert om letsel te
voorkomen.
3. Maak de twee bouten aan de bovenzijde van het filtersysteem zover los dat de filterelementen vrij kunnen
bewegen.
4. Let op de plaats en richting van de oude filterelementen.
5. Schuif de oude filterelementen eruit.
Patronen van de
eerste en tweede
trap (zoals
gemarkeerd)
Art # A-02942NL
Vervang van element van optionele tweefasige filter
6. Schuif de vervangende filterelementen in het filtersysteem, in dezelfde richting als bij stap 4 hierboven.
7. Draai de twee bouten gelijkmatig aan met de hand en vervolgens met een momentsleutel tot 2,3 - 3,4 Nm
(20 - 30 in-lbs). Een onjuist moment kan de pakking beschadigen.
8. Breng langzaam luchtdruk aan op het systeem en controleer op lekken.
OPMERKING!
Een kleine hoeveelheid luchtlekkage uit de onderste aansluiting is normaal.
Dit is het einde van de onderdelenvervangingsprocedures.

ESAB CUTMASTER 120
300X5398NL SERVICE
5T-1
HOOFDSTUK 5 BRANDER:
SERVICE
5T.01 Algemeen onderhoud
OPMERKING!
Zie het vorige "hoofdstuk 5 Systeem" voor
algemene en foutindicatoromschrijvingen.
Reinigen van de brander
Ook als voorzorgsmaatregelen worden genomen
alleen schone lucht te gebruiken bij een brander,
wordt de binnenkant van de brander uiteindelijk be-
dekt met een residu. Deze afzetting kan het starten
van de ontstekingsboog en de algehele snijkwaliteit
van de brander beïnvloeden.
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
brander of brandergeleiding wordt gede-
monteerd.
Interne branderonderdelen NIET aanraken
terwijl de AC-indicatorlamp van de voeding
AAN is.
De binnenzijde van de brander moet worden ge-
reinigd met een reinigingsmiddel voor elektrische
contacten met behulp van een wattenstaafje of
een zachte, natte doek. In ernstige gevallen kan de
brander van de leidingen worden afgekoppeld en
grondiger worden gereinigd door een reiniger voor
elektrische contacten in de brander te gieten en
deze door te blazen met perslucht.
!
LET OP
Droog de brander zorgvuldig voordat deze
terug wordt geplaatst.
O-ringsmering
Een O-ring op de branderkop en mannelijke
ATC-aansluiting moet regelmatig worden gesmeerd.
Hierdoor blijven de O-ringen flexibel en vormen een
goede afdichting. De O-ringen drogen uit, worden
hard en barsten als deze niet regelmatig worden
gesmeerd. Dit kan tot mogelijke prestatieproble-
men leiden.
Het wordt aanbevolen om wekelijks een zeer dunne
laag O-ringsmeermiddel (catalogusnr. 8-4025) aan
te brengen op de O-ringen.
Bovenste groef
met ventilatie-
openingen moet
open blijven
Schroefdraad
Bovenste O-ring
in correcte groef
Onderste O-ring
Art # A-03725NL
O-ring branderkop
ATC stekker
Art #A-03791NL_AB
Gasfitting
O-Ring
#8-0525
ATC O-Ring
OPMERKING!
Gebruik GEEN andere smeermiddelen of
vet, daar deze mogelijk niet zijn ontworpen
voor hoge temperaturen of mogelijk "on-
bekende elementen" bevatten die kunnen
reageren met de atmosfeer. Deze reactie
kan verontreinigingen achterlaten in de
brander. Elk van deze omstandigheden
kan voor inconsistente prestaties of korte
levensduur van onderdelen zorgen.

ESAB CUTMASTER 120
SERVICE 300X5398NL
5T-2
5T.02 Inspectie en vervanging van
verbruiksonderdelen van de brander
WAARSCHUWINGEN
Koppel de stroom af bij de bron voordat de
brander of brandergeleiding wordt gede-
monteerd.
Interne branderonderdelen NIET aanraken
terwijl de AC-indicatorlamp van de voeding
AAN is.
Verwijder de verbruiksmaterialen als volgt:
OPMERKING!
De schildkom houdt de punt en startcar-
tridge op hun plaats. Plaats de brander
met de schildkom omhoog gericht om te
voorkomen dat deze onderdelen eruit vallen
wanneer de kom wordt verwijderd.
1. Maak de schildkom van de brander los en ver-
wijder deze.
OPMERKING!
Slakopbouw op de schildkom die niet kan
worden verwijderd kan invloed hebben op
de prestaties van het systeem.
2. Inspecteer de kom op schade. Veeg deze
schoon of vervang indien beschadigd.
Art # A-08067
Schildkom
3. Zorg op branders met een schildkomlichaam en
een schildkap of deflector ervoor dat de kap of
deflector goed tegen het schildkomlichaam zit.
(Alleen) bij afgeschermde sleepsnijhandelingen
mag er een O-ring tussen de schildkom en de
sleepschildkap zitten. Smeer de O-ring niet.
“Drag Shield” kap
Behuizing
schermgas-
mondstuk
O-Ring No. 8-3488
Art # A-03878NL
4. Verwijder de punt. Controleer op extreme slij-
tage (te zien aan uitgerekte of grote opening).
Reinig of vervang de punt indien nodig.
Goed mondstuk
Versleten mondstuk
A-03406 NL
Voorbeeld van puntslijtage
5. Verwijder de startcartridge. Controleer op
extreme slijtage, verstopte gasopeningen of
verkleuringen. Controleer de aansluiting aan de
onderzijde op vrije beweging. Vervangen indien
nodig.
Art # A-08064NL_AC
Veerbelaste fitting
ondereinde volledig
ingedrukt
Veerbelaste fitting
ondereinde op reset/
volledig uitgezet
6. Trek de elektrode recht uit de branderkop.
Controleer het oppervlak van de elektrode op
extreme slijtage. Zie het volgende figuur.
Versleten elektrode
Nieuwe elektrode
Art # A-03284NL
Elektrodeslijtage
7. Plaats de elektrode terug door deze recht in de
branderkop te drukken tot deze klikt.
8. Plaats de gewenste startcartridge en punt terug
in de branderkop.
9. Draai de schildkom met de hand aan tot deze
op de branderkop zit. Als er weerstand wordt
waargenomen bij het installeren van het schild,
controleer dan de schroefdraden voordat u ver-
der gaat.
Dit is het einde van de onderdelenvervangingsproce-
dures.

ESAB CUTMASTER 120
300X5398NL ONDERDELENLIJSTEN
6-1
HOOFDSTUK 6: ONDERDELENLIJSTEN
6.01 INLEIDING
A. Onderdelenlijst
De onderdelenlijst geeft een overzicht van alle vervangbare onderdelen. De onderdelenlijsten zijn als volgt opgesteld:
Hoofdstuk "6.03 Vervanging van de voeding"
Hoofdstuk "6.04 Vervangende onderdelen voor voeding"
Hoofdstuk "6.05 Opties en accessoires"
Hoofdstuk "6.06 Vervangende onderdelen voor handbrander"
Hoofdstuk "6.07 Vervangende onderdelen - voor machinale branders met onbeschermde leidingen"
Hoofdstuk "6.08 Verbruiksmaterialen brander (SL100)"
OPMERKING!
Onderdelen die zonder nummer worden vermeld, worden niet weergegeven, maar kunnen aan de hand van
het vermelde catalogusnummer worden besteld.
B. Terugzendingen
Als een product teruggestuurd moet worden voor onderhoud, neem dan contact op met uw distributeur. Materialen
die worden geretourneerd zonder de juiste toestemming worden niet geaccepteerd.
6.02 Bestelinformatie
Bestel vervangingsonderdelen aan de hand van het catalogusnummer en volledige beschrijving van het onderdeel
of systeem, zoals aangegeven in de onderdelenlijst voor elk onderdeeltype. Vermeld ook het type en serienummer
van de voeding. Richt alle vragen aan uw erkende distributeur.
6.03 Vervanging van de voeding
De volgende zaken worden meegeleverd met de vervangende voeding: werkkabel en klem, stroomkabel, gasdruk-
regelaar, filter en gebruikshandleiding.
Aantal Omschrijving Catalogusnr.
ESAB Cutmaster 120 CE-voeding met 400 VAC,
3 fasen 50/60 Hz, stroomtoevoerkabel 0559319304
6.04 Vervangende onderdelen voor voeding
Aantal Omschrijving Catalogusnr.
1 Regelaar 9-0115
1 Vervangend element filtersysteem 9-0116
1 Stroomtoevoerkabel for 380/400 V Voeding 9-0216

ESAB CUTMASTER 120
ONDERDELENLIJSTEN 300X5398NL
6-2
6.05 Opties en accessoires
Aantal Omschrijving Catalogusnr.
1 Enkelfasige filterkit (inclusief filter en slang) 7-7507
1 Vervang het filterlichaam 9-7740
1 Vervang de filterslang (niet afgebeeld) 9-7742
2 Vervang het filterelement 9-7741
1 Tweefasige filterkit (inclusief slang en bevestigingsschroeven) 9-9387
1 Tweefasig luchtfilter 9-7527
1 Cartridge eerste fase 9-1021
1 Tweede-fasecartridge 9-1022
1 Lange werkkabel (15,2 m / 50 voet) met klem 9-8529
1 Automatiseringsinterfacekit
Voor start/stop, OK om te bewegen en gedeelde boogspanning) 9-8311
1 Automatiseringsleiding Start/Stop en OK to move 9-9385
1 25' / 7,6 m CNC-kabel voor automatiseringsinterfacekit 9-1008
1 35' / 10,7 m CNC-kabel voor automatiseringsinterfacekit 9-1010
1 50' /15,2 m CNC-kabel voor automatiseringsinterfacekit 9-1011
Art # A-02476NL
Filterelement
(Cat. No. 9-7741)
Behuizing
Afdekking
Slangtuit
Veer
Samengesteld filter
O-ring
(Cat. No. 9-7743)
Patronen van de
eerste en tweede
trap (zoals
gemarkeerd)
Art # A-02942NL
Optionele enkelfasige filterkit Optionele tweefasige filterkit

ESAB CUTMASTER 120
300X5398NL ONDERDELENLIJSTEN
6-3
6.06 Vervangende onderdelen voor handbrander
Onderdeelnr. Aantal Omschrijving Catalogusnr.
1 1 Vervangingskit voor branderhandgreep (inclusief onderdelen nr. 2 & 3) 9-7030
2 1 Schakelaarvervangingskit 9-7034
3 1 Handgreepschroevenkit (5 per stuk, 6-32 x 1/2" dopschroef en sleutel) 9-8062
4 1 Vervangingskit voor branderkop (inclusief onderdelen nr. 5 & 6) 9-8219
5 1 Grote O-ring 8-3487
6 1 Kleine O-ring 8-3486
7 Kabels met ATC-aansluitingen (inclusief schakelaars)
1 SL100, 6 m / 20 voet leiding met ATC-aansluiting 4-7836
1 SL100, 50 - voet leiding met ATC-aansluiting 4-7837
8 1 Schakelaarkit 9-7031
10 1 Regelkabeladapter brander (inclusief onderdeel nr. 11) 7-3447
11 1 Doorvoerbescherming 9-8103
7
5
6
3
4
2
Art # A-07993_AB
1
8

ESAB CUTMASTER 120
ONDERDELENLIJSTEN 300X5398NL
6-4
6.07 Vervangende onderdelen - voor machinale branders met onbeschermde leidingen
Onderdeelnr. Aantal Omschrijving Catalogusnr.
1 1 Branderkop zonder leidingen (inclusief onderdelen 2, 3 en 14) 9-8220
2 1 Grote O-ring 8-3487
3 1 Kleine O-ring 8-3486
4 1 OOP-schakelaarkit 9-7036
5 Niet-afgeschermde geautomatiseerde leiding met ATC-aansluitingen
1 5 - voet / 1,5 m kabelwerk met ATC-aansluiting 4-7850
1 10 - voet / 3,05 m kabelwerk met ATC-aansluiting 4-7851
1 25 voet / 7,6 m kabelwerk met ATC-aansluiting 4-7852
1 50 - voet / 15,2 m kabelwerk met ATC-aansluiting 4-7853
6 Niet afgeschermde mechanische leiding met ATC-aansluitingen
1 5 - voet / 1,5 m kabelwerk met ATC-aansluiting 4-7842
1 10 - voet / 3,05 m kabelwerk met ATC-aansluiting 4-7843
1 25 voet / 7,6 m kabelwerk met ATC-aansluiting 4-7844
1 50 - voet / 15,2 m kabelwerk met ATC-aansluiting 4-7845
7 1 11" / 279 mm rek 9-7041
8 1 11" / 279 mm montageleiding 9-7043
9 1 Eindkap 9-7044
10 2 Lichaam, bevestiging, klemblok 9-4513
11 1 Pen, bevestiging, klemblok 9-4521
12 1 Hoes branderhouder 7-2896
13 1 OOP-zuiger- en retourveerkit 9-7045
1 Rondsel (niet afgebeeld) 7-2827
1 5" / 126 mm positioneringsbuis (niet weergegeven) 9-7042
OPMERKING!
*Wordt niet geleverd met regelkabeladapter of doorvoerbescherming.

ESAB CUTMASTER 120
300X5398NL ONDERDELENLIJSTEN
6-5
A-07994_AB
1
4
2
3
5 & 6
7
8
9
10
12
11
10
13

ESAB CUTMASTER 120
ONDERDELENLIJSTEN 300X5398NL
6-6
6.08 Verbruiksmaterialen brander (SL100)
Ontstekingspatroon
9-8213
Elektrode
9-8232
50-55A 9-8209
60A 9-8210
70A 9-8231
80A 9-8211
90/100A 9-8212
120A 9-8233
Mondstukken:
Mondstukken:
Mondstuk A 9-8225 (40 Amps Max.)
Mondstuk B 9-8226 (50 - 120 Amps)
Mondstuk C 9-8227 (60 - 120 Amps)
Mondstuk D 9-8228 (60 - 120 Amps)
Mondstuk E 9-8254 (60 - 120 Amps)
Schermgasmondstuk,
gutsen 9-8241
Mondstukken:
40-120A
GUTSEN
Schermgas-
mondstuk
9-8218
Schermgaskap, machine 50-60A
9-8238
Drag-schermgasmondstuk
9-8235
Drag-schermgasmondstuk
70-100A 7-8236
Drag-schermgasmondstuk
120A 9-8258
Schermgaskap, machine
70-100A 9-8239
Schermgaskap, machine
120A 9-8256
Art # A-08066_AF
SNIJDEN
STANDOFF
70-120A
SNIJDEN
STANDOFF
20-40A
50-60A
SNIJDEN
STANDOFF
Behuizing
schermgas-
mondstuk ,
9-8237
Behuizing
schermgas-
mondstuk ,
9-8237
Behuizing
schermgas-
mondstuk ,
9-8237
Schermgas-
mondstuk
9-8218
Schermgaskap, deflector
9-8243
Schermgaskap, deflector
9-8243
Schermgaskap, deflector
9-8243
Schermgaskap, machine 40A
9-8245
20A 9-8205
30A 9-8206
40A 9-8208
Behuizing
schermgas-
mondstuk ,
9-8237
Mondstukken:
Ohmse klem
9-8224
Schermgas-
mondstuk
9-8218

ESAB CUTMASTER 120
300X5398NL BIJLAGE
A-1
BIJLAGE 1: VOLGORDE VAN WERKING (BLOKSCHEMA)
HANDELING:
ON / OFF schakelaar op ON
GEVOLG:
AC lampje ANN.
GAS-lampje AAN
indien ingangsdruk
voldoendevoor werking
stroombron.
Vermogenscircuit gereed.
HANDELING:
Bescherm ogen en schakel de
toortsschakelaar in (START)
GEVOLG:
Ventilatoren starten, gas stroomt
kort, stopt dan. Gas start opnieuw.
DC lampje AAN (ON).
Pilootboog ontstoken.
HANDELING:
Trek voedingskabel uit
stopcontact of
uitschakelen met
externe onderbrekings-
schakelaar.
GEVOLG:
Systeem zonder spanning.
HANDELING:
Sluit werkkabel aan op werkstuk
Stel uitgangsstroomsterkte in.
GEVOLG:
Systeem gereed voor bedrijf.
HANDELING:
RUN / Rapid Auto
Restart / SET / LATCH-
schakelaar
op SET
GEVOLG:
Gas stroomt met
ingestelde druk.
HANDELING:
RUN / Rapid Auto Restart
/ SET / LATCH-
schakelaar op RUN
(voor meeste toepassingen)
of op
Rapid Auto Restart
(voor gutsen, afbramen of
uitgezet metaal toepassingen)
of op
LATCH
wordt gebruikt voor specifieke
toepassingen (toortsschakelaar
kan worden losgelaten na
overdracht van de hoofdboog).
GEVOLG:
De gasstroom stopt.
HANDELING:
Vrijgave toortsschakelaar.
GEVOLG:
Hoofdboog stopt.
Gasstroom stopt na nastroom.
(Ventilatoren blijven nog 10 minuten
lang draaien nadat de
toortsschakelaar [START] is
verwijderd)
HANDELING:
ON / OFF schakelaar
op OFF
GEVOLG:
Alle lampjes uit.
Stroomvoorziening ventilatoren
uitgeschakeld.
HANDELING:
Sluit de externe
onderbrekings-
schakelaar.
GEVOLG:
Systeem onder
spanning.
HANDELING:
Toorts binnen de werkafstand van
het werkstuk gekomen.
GEVOLG:
Overdracht hoofdboog.
Pilootboog uit.
PILOOTBOOG
HANDELING:
Toorts van werk verwijderd (terwijl hij nog
ingeschakeld was).
GEVOLG:
Hoofdboog stopt.
Pilootboog start automatisch weer.
Art # A-08793_AB

ESAB CUTMASTER 120
BIJLAGE 300X5398NL
A-2
1/ 3
f
f
1
2
Mo del:
U1
1
1
1max 1eff
I
I
U
2
3Ø
3Ø1Ø
1Ø
S/N
U
0
=
X
Standaardsymbolen
Ø
AC
DC
Fase
OPMERKING:
1. Het weergegeven symbool geeft aan een enkel- of driefasige AC-ingang,
statische frequentieomvormer-transformator-gelijkrichter, DC-uitgang.
2. IGeeft de ingangsspanning aan voor deze voeding. De meeste voedingen
hebben een label aan de stroomtoevoerkabel dat de ingangsspanning voor
de voeding aangeeft.
3. Bovenste rij: Gebruikscycluswaarden.
De IEC-gebruikscycluswaarde wordt berekend zoals bepaald door
de International ElectroTechnical Commission.
De TDC-gebruikscycluswaarde wordt bepaald volgens de testprocedures
van de fabrikant van de voeding.
Tweede rij: Nominale snijstroomwaarden.
Derde rij: Normale belastingsspanningswaarden.
4. Onderdelen van de gegevenstag kunnen van toepassing zijn op afzonderlijke
delen van de voeding.
I
Art # A-12765NL
Da te of Mf r:
Uitgangsbereik
(stroom/spanning)
Type voeding
(opmerking 1)
Uitgangsstroomtype
Nominale
onbelaste spanning
Plasmasnijsymbool
Naam en/of logo van de fabrikant,
locatie, type en revisienummer,
serienummer en productie
Normale belastingsspanning
Wettelijke standaard die op
dit type voeding van toepassing is
Gebruikscyclusgegevens (opmerking 3)
Gebruikscyclusfactor
Ingangsstroomspecificaties
(fase,
AC of DC, frequentie)
Ingangsstroomsymbool
Nominale ingangsspanning
(opmerking 2)
Nominale maximale
ingangsstroom
Maximale effectieve
ingangsstroom
Beschermingsgraad
Bestands- en revisienummer
van elektrisch schema
van de fabrikant
BIJLAGE 2: INFORMATIE GEGEVENSTAG

ESAB CUTMASTER 120
300X5398NL BIJLAGE
A-3
BIJLAGE 3: BRANDER PINSCHEMA
A. Pinschema handbrander
1
2
3
4
5
6
7
8
5
6
7
8
1
2
3
4
ATC Contactdoos
vooraanzicht
Piloot
Piloot
6 - Open
7 - Open
8 - Open
5 - Open
Negatief /
plasma
6 - Open
7 - Open
5 - Open
2 - PIP
3 - Schakelaar
4 - Schakelaar
1 - PIP
4 - Groen /
Schakelaar
2- Oranje /
PIP
3 - Wit /
Schakelaar
1 - Zwart /
PIP
Negatief /
plasma
8 - Open
ATC stekker
vooraanzicht
A-03701NL_AB
B. Pinschema mechanische (machinale) brander
ATC Contactdoos
vooraanzicht
ATC stekker
vooraanzicht
Negatief / plasma
3 - White -
hangende
stekker
4- Zwart -
hangende
stekker
2 - Oranje /
PIP
1 - Zwart /
PIP
Piloot
2 - PIP
1 - PIP
6 - Open
7 - Open
5 - Open
8 - Aarde
8 - Groen –
hangende
stekker
Aarde
5 - Wit /
Niet gebruikt
7 - Groen /
niet gebruikt
6 - Open
NIET-AFGESCHERMDE MACHINETOORTS
3 - Schakelaar
4 - Schakelaar
Art # A-03799
Negatief / plasma
Piloot
1
2
3
4
5
6
7
8
5
6
8
1
2
3
4
7

ESAB CUTMASTER 120
BIJLAGE 300X5398NL
A-4
BIJLAGE 4: BRANDERAANSLUITINGSSCHEMA'S
A. Aansluitschema handbrander
Toorts: SL60 / SL100 Handtoorts
Leidingen: Toortsleidingen met ATC stekker
Stroombron: met ATC contactdoos
Piloot
Negatief / plasma
Stroom-
bron
PIP-
schakelaar
ATC
leidingstekker
ATC
contactdoos
Piloot
Negatief / plasma
Zwart
Oranje
Toorts-
leidingen
Toorts-
kop
Naar
stroombroncircuits
Art # A-03797
1
2
5
6
4
3
8
7
1
2
5
6
4
3
8
7
Toorts-
schakelaar
Groen
Wit
Naar
stroombroncircuits
B. Aansluitschema mechanische brander
Toorts: Niet-afgeschermde gemechaniseerde SL100 machinetoorts
Leidingen: leidingen met ATC stekker en
Stekker hangende afstandsbediening
Stroombron: met ATC contactdoos
Piloot
Negatief / plasma
Stroom-
bron
Naar afstandsbediening
Stekker
hangende
afstandsbediening
PIP-
schakelaar
Niet
gebruikt
ATC
leidingstekker
ATC contactdoos
Pilootleiding
Negatieve / plasmaleiding
Toorts-
leidingen
Toorts-
kop
Art # A-03798NL
1
2
5
6
4
3
8
7
Naar
stroombroncircuits
Groen
Naar
stroombroncircuits
1
2
5
6
4
3
8
7
Zwart
Wit
Groen
Zwart
Oranje
Wit

ESAB CUTMASTER 120
300X5398NL BIJLAGE
A-5
Deze pagina is met opzet leeg gelaten

ESAB CUTMASTER 120
BIJLAGE 300X5398NL
A-6
BIJLAGE 5: SYSTEEMSCHEMA, 400 V APPARATEN
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D D
C C
B B
A A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130

ESAB CUTMASTER 120
300X5398NL BIJLAGE
A-7
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130
A-12770_AA
A-12770_AA
5
5
4
4
3
3
2
2
1
1
D
D
C
C
B
B
A
A
+12VDC
+12VDC
+12VDC
+12VDC
+5VDC
+12VDC
+12VDC
+12VDC
+12VDC
+12VDC
24VAC
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
42X1330
11
09:02:19
D
DWG No:
Sheet
of
SupersedesScale
Date:
Drawn: References
DateByRevisionsRev
PCB No:
Assy No:
NOTE:
Unless Otherwise Specified, Resistors are in Ohms 1/4W 5%.
Capacitors are in Microfarads (UF)
Chk: App:
TITLE:
Last Modified:
Size
SCHEMATIC, ESAB Cutmaster 100/120 20'/50' SL100 400V/208-460V
3ph CE/Non-CE CCC/ 1/3ph CSA (Configured for 460V 3ph)
42X1330
11
09:02:19
D
_
OVER PRESSURE
INTERNAL ERROR
SHORTED TORCH
CONSUMABLES MISSING
START ERROR
PARTS IN PLACE
INPUT POWER
UNDER PRESSURE
ERROR IND
FAULT
PCB3
INRUSH
RESISTORS
LATCH
SET
RUN
RAR
MAX
90
85
80
75
70
65
MIN
TP1
TP2
TP3
TP4
TP5
TP6
TP7
LOGIC PCB
GND
+12 VDC
+5 VDC
3.3 VDC
0.v - 5.0 VDC / 0-100PSI
1.8 VDC
CURRENT DEMAND
TEST POINTS
TEMP
CIRCUIT
3.3VDC
TXD
RXD
Q2
D
SERIAL PORT
80
81
82
83
E64
E35
78
79
-
+
ATC CONNECTOR
GND1
GND2
+12V1
48V1
I_DMD_1
TIP_SEN
COMMON
COMMON
+12 VDC SUPPLY
+48 VDC SUPPLY
CURRENT DEMAND
TIP DRAG SENSE
TEST POINTS
J2
_
J1
CNC PINOUT
13
47
811
1214
OK-TO-MOVE
/PIP
PCB1
+
+
+
+
Q1
/START
/SOLENOID
24VAC RETURN
24VAC SUPPLY
MAIN PCB ASSY
/OVERTEMP
TEMP
CIRCUIT
PRESSURE
TRANSDUCER
AIR
INLET
FILTER
REGULATOR
SOLENOID
VALVE
ATC
GAS CONTROL
0-100PSI / 0-4.5VDC
/INRUSH
/OVERTEMP
D3
D1
(5A @ 250VAC / 30VDC)
C
D
B
A
1TORCH
_
AUTOMATION
TORCH SOLENOID
Q2
_
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
29
34
35
36
37
38
39
-V_OUT_SIGNAL
/TIP_VOLTS
/TIP_SENSE
/460V_IN
/230V_IN
CUR_SET
/RAR (RAPID AUTO RESTART)
/INRUSH
/W1_ON
SHDN
/TORCH_SOLENOID
/SOLENOID_ON
/OK_TO_MOVE
/FAN_ON
/LATCH_ACTIVE
/TORCH_SWITCH
/PIP
AC_ON
CSR
/TORCH_SOLENOID_DETECT
/OVERTEMP
V_IN
+12VDC
+12VDC
COMMON
COMMON
MAIN_PCB_ID
460_IN
+3.3VDC
TXD
RXD
COMMON
D
M-L
M-L
M-L
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
L-M
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
M-L
L-M
M-L
M-L
L-M
M-L
40 PIN RIBBON CABLE SIGNALS
B
A
PCB5
40/50 AMP PCB
PCB2
Q1
FAN
/FAN
FAN
D2
D1
C
D
INPUT CAPACITOR PCB
MARCH 30, 2009
1 /OVERTEMP
2 /FAN_ON
3 /CSR
4 CUR_SET
5 MAIN_PCB_ID
6 COMMON
SYNC
}
OK-TO-MOVE
OK TO MOVE
}
}
PCB4
AUTOMATION
INTERFACE PCB
FULL FEATURED AUTOMATION INTERFACE PCB OPTION
(+)
}
To configure DIVIDED ARC VOLTS signal output
No jumper installed for ARC VOLTS / 16.67
Jumper pins 1 & 2 for ARC VOLTS / 30
Jumper pins 2 & 3 for ARC VOLTS / 50
K1
To -V OUT 1
on PCB1
}
/START / STOP
*
*
}
DIVIDED ARC VOLTS
/START / STOP
(+)
(-)
(W/ 100K IN SERIES (2))
(-)
*
ARC VOLTS
SYNC
FAN
9
8
7A
PRIMARY POWER CONNECTIONS:
USE L1, L2, L3 & GND
L1
L2
L4
L3
T2
T1
T4
T3
24VAC RET
5
6
7
L2
L1
GND
L3
/FAN
INTRO ECO B1357
BIAS
SUPPLY
+12VDC
BIAS
SUPPLY
FERRITE
FILTER
FERRITE
FILTER
RWH
RWH
03/31/09
*
EMI
CHOKE
EMI
FILTER
1
2
3
4
1
2
3
4
*
*
380/400/415V
OR 600V
3 PH AC INPUT
CE UNITS
ONLY
C7 & C10 may not be installed
ECO B1399RWH
05/05/09
MTH4MTH4
TP3TP3
WORK1WORK1
AC3AC3
J2J2
1
2
-V OUT 1-V OUT 1
NTCNTC
J9J9
ACAC
AC2AC2
J2J2
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH7MTH7
9090
MOT3MOT3
+-
+
C3,C4,C7,C8*
+
C3,C4,C7,C8*
CHOKE1CHOKE1
SOL 1SOL 1
J1J1
2
3
4
5
6
7
8
9
10
11
12
13
14
1
MTH6MTH6
SEC1SEC1
J14J14
J3J3
3
2
1
PRI 2 PRI 2
Q5
PILOT IGBT
Q5
PILOT IGBT
80A_AC280A_AC2
J13J13
1
2
3
4
5
6
J10J10
1
2
3
4
5
6
7
8
PRI 3PRI 3
80A_AC380A_AC3
SEC1SEC1
TS1TS1
PMTH2PMTH2
8585
+
C16-17
+
C16-17
MTH8MTH8
J4J4
1
2
3
4
5
AC1AC1
PRI 2PRI 2
L2L2
ERRORERROR
NTCNTC
K1K1
TIP1TIP1
PRI 4 PRI 4
7070
MINMIN
D78 CSRD78 CSR
1
2
3
J7J7
1
2
T1T1
MTH2MTH2
SW1SW1
1 3
2 4
MOT1MOT1
+ -
PMTH1PMTH1
PRI 1PRI 1
TORCH SWITCHTORCH SWITCH
PMTH3PMTH3
ELECTRODE1ELECTRODE1
J4J4
1
2
3
4
5
6
7
8
9
10
W1W1
SEC2SEC2
J1J1
1
2
AC2AC2
P2P2
1
2
3
4
5
6
7
8
40A_AC240A_AC2
MOT2MOT2
+-
SEC2SEC2
AC1AC1
W1W1
PMTH1PMTH1
Current ControlCurrent Control
J5J5
1
2
3
+
C12-13
+
C12-13
TP4TP4
PRI 1 PRI 1
DCDC
CHOKE1CHOKE1
MAXMAX
J11J11
1
2
J6J6
1
2
80A_AC180A_AC1
J1J1
1
2
3
4
5
GASGAS
6565
PMTH4PMTH4
AC3AC3
PRI 4PRI 4
TP2TP2
PRI 3PRI 3
J1J1
1
2
3
4
5
6
7
8
40A_AC340A_AC3
P1P1
1
2
3
L1L1
OVERTEMPOVERTEMP
TP5TP5
P10P10
1
2
3
4
5
6
7
8
+OUT_1+OUT_1
PRI 1PRI 1
T2T2
D1D1
PMTH4PMTH4
MTH1MTH1
8080
1
2
3
4
5
6
7
8
PRI 2PRI 2
7575
PIP SWITCHPIP SWITCH
TP1TP1
+
C5,C6,C9,C10*
+
C5,C6,C9,C10*
TP8TP8
K1K1
40A_AC140A_AC1
D59 PCRD59 PCR
J3J3
1
2
PMTH3PMTH3
E1E1
J9J9
1
2
3
4
5
6
7
WORKWORK
PMTH2PMTH2
J2J2
1
2
P10P10
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
AB
ECO B1611 RWH
05/05/09
AA
AB
Friday, December 11, 2009
SEE A-09130

ESAB CUTMASTER 120
BIJLAGE 300X5398NL
A-8
Revisiegeschiedenis
Datum Rev Omschrijving
01/15/2015 AA Handmatige vrijgave
06/15/2015 AB Verbeterde de nominale duty cycle tot show 120A @ 80%
08/14/2015 AC
Bijgewerkt kunst op deksel, Bijgewerkte DoC, toegevoegde duty cycle waarden, verwijderd Vervangende
afgeschermde kabels voor machinale brander
11/14/2015 AD Herziene DoC, verwijderd afgedrukt in tekst
10/31/2019 AE Bijgewerkte Art-bestanden, bijgewerkte conformiteitsverklaring

Deze pagina is met opzet leeg gelaten

Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Heist-op-den-Berg
Tel: +32 70 233 075
Fax: +32 15 257 944
BULGARIA
ESAB Kft Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Bareggio (Mi)
Tel: +39 02 97 96 8.1
Fax: +39 02 97 96 87 01
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
ROMANIA
ESAB Romania Trading SRL
Bucharest
Tel: +40 316 900 600
Fax: +40 316 900 601
RUSSIA
LLC ESAB
Moscow
Tel: +7 (495) 663 20 08
Fax: +7 (495) 663 20 09
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
UKRAINE
ESAB Ukraine LLC
Kiev
Tel: +38 (044) 501 23 24
Fax: +38 (044) 575 21 88
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
AUSTRALIA
ESAB South Pacific
Archerfield BC QLD 4108
Tel: +61 1300 372 228
Fax: +61 7 3711 2328
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Africa
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
SOUTH AFRICA
ESAB Africa Welding & Cutting
Ltd
Durbanvill 7570 - Cape Town
Tel: +27 (0)21 975 8924
Distributors
For addresses and phone num-
bers to our distributors in other
countries, please visit our home
page
www.esab.eu
ESAB subsidiaries and representative offices
www.esab.eu
©2015 ESAB Welding and Cutting Products
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
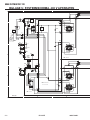 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































ESAB Cutmaster 120 Plasma Cutting System Handleiding
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
ESAB Cutmaster 80 Plasma Cutting System Handleiding
-
ESAB ESAB Cutmaster 100 PLASMA CUTTING SYSTEM Handleiding
-
-
ESAB ESAB Cutmaster 40 Plasma Cutting System Handleiding
-
-
-
-
-
-
ESAB HandyPlasma 35i, HandyPlasma 45i Handleiding


