GYS GYSPRESS 8T RIVETING TOOL de handleiding
- Type
- de handleiding

73502-V6-24/10/2016
FR
EN
DE
2-4 / 5-11 / 56-60
GYSPRESS 8T
www.gys.fr
2-4 / 12-17 / 56-60
2-4 / 18-24 / 56-60
ES
2-4 / 25-30 / 56-60
NL
JP
2-4 / 31-36 / 56-60
2-4 / 37-43 / 56-60
RU
2-4 / 44-49 / 56-60
IT
2-4 / 50-55 / 56-60

2
GYSPRESS 8T
FR EN DE ES NL JP RU IT
1 Bras en acier Steel arm Nietbügel Brazo de acero C Arm
スチールアーム
Стальные плечи Braccio in acciaio
2
Levier de
décharge
Discharge lever Entspannungsriegel
Palanca de
descarga
Terugtrek hendel
リリースレバー
Разрядник Leva di scarico
3 Gâchette Trigger Steuerungtrigger Gatillo Aandruk knop
トリガー
Курок
Pulsante di
avanzamento
4 Poignée Handle Handgri Mango Handvat
ハンドル
Ручка Impugnatura
5
Réglage
pression
Pressure
control
Druckregelung
Ajuste de la
presión
Instelknop
drukregelaar
圧力
コントロール
Регулировка
давления
Regolazione
pressione
6 Manomètre Regulator Manometer Manómetro Drukmeter
レギュレーター
Манометр Manometro
7
Circuit
hydraulique
Hydraulic
circuit
Geschlossenes hydraulisches
System
Circuito
hidráulico
Gesloten
hydraulisch
systeem
油圧回路
Система
гидравлического
привода
Circuito idraulico
8
Goupille de
blocage
Locking pin Nietbügelarretierung
Pasador de
bloqueo
Borgpen
ロックピン
Предохранительная
чека
Perno di bloccaggio
9 Axe vérin Jack axle Werkzeugaufnahme Eje cilíndrico
Bevestigingpunt
matrijs
シリンダー軸
Ось цилиндра Asse del pistone
10
Réglage
vitesse
Speed control
Regelung
Werkzeuggeschwindigkeit
Ajuste de la
velocidad
Snelheids
regelknop
スピード
コントロール
Регулировка
скорости
Regolazione velocità
11
Échappement
d’air
Air output Luftauslaß Fuga de aire Luchtuitlaat
排気口
Вытекание воздуха Scarico dell'aria
1
3
4
2
6
5
9
8
7
10
11

3
GYSPRESS 8T
COMPOSITION DU KIT D’EMBOUTS / CONNECTOR KIT CONTENTS / ZUSAMMENSTELLUNG DES
MATRIZEN-KITS / COMPOSICIÓN DEL KIT DE BOQUILLAS / СОСТАВ НАБОРА НАСАДОК / INHOUD
MATRIJZEN KIT /コネクターキットの内容 / COMPOSIZIONE DEL KIT DI TERMINALI
- Matrices pour rivet auto-perçants (RAP) Ø 3,3 mm
- Matrix for self-piercing rivets (RAP) Ø 3.3 mm
- Matrizen für Stanznieten (RAP) Ø 3,3 mm
- Matrices para remaches autoperforantes Ø 3,3 mm
- Матрицы для самопроникающих заклепок (RAP) Ø 3,3 мм
- Matrijs voor zelf perforerende ponsnagel (RAP) Ø 3.3 mm
- セルフピアシング用マトリックス(RAP) Ø 3.3 mm
- Matrice per rivetto auto-perforante (RAP) Ø 3,3 mm
- Matrices pour rivet auto-perçants (RAP) Ø 5,3 mm
- Matrix for self-piercing rivets (RAP) Ø 5.3 mm
- Matrizen für Stanznieten (RAP) Ø 5,3 mm
- Matrices para remaches autoperforantes Ø 5,3 mm
- Матрицы для самопроникающих заклепок (RAP) Ø 5,3 мм
- Matrijs voor zelf perforerende ponsnagel (RAP) Ø 5.3 mm
- セルフピアシング用マトリックス(RAP) Ø 5.3 mm
- Matrice per rivetto auto-perforante (RAP) Ø 5,3 mm
- Mandrin d’extraction
- Extraction mandrel
- Auspress-Satz
- Mandril de extracción
- Муфта для извлечения
- Matrijs voor verwijderen ponsnagels
- 摘出マンドレル
- Mandrino d’estrazione
- Mandrin de poinçonnage
- Punching mandrel
- Vorstanz-/Kalibrierungssatz
- Mandril de perforación
- Муфта для пробивания отверстий
- Matrijs voor ponsen
- パンチング・マンドレル
- Mandrino di punzonatura
- Matrices pour rivet Flow-Form (RFF)
- Matrix for Flow-Form rivet (RFF)
- Matrizen für Fließformnieten (RFF)
- Matrices para remache Flow-Form
- Матрицы для заклепок Flow-Form (RFF)
- Matrijs voor ow form ponsnagels (RFF)
- フローフォーム用マトリックス(RFF)
- Matrice per rivetto Flow-Form (RFF)
- Jeu de clés de montage
- Kit of assembly keys
- Montageschlüssel-Set
- Juego de llaves de montaje
- Набор сборочных ключей
- Montage sleutel
- 組み立て用キーセット
- Set di montaggio
- Bagues de rechange en élastomère
- Spare Elastomer ring
- Ersatz-Dämpferringe
- Anillas de recambio de elastómero
- Запасные кольца из эластомера
- Reserve rubber dempingsring
- スペアゴム製リング
- Anelli di ricambio in elastomero
- Pointeau centreur
- The center punch
- Zentrier-Stempel
- Punzón de centrado
- Пунсон центратор
- Centerpons
- センターパンチ
- Punteruolo di centraggio
A1
B1
E1
T1
F1
16
14
x2

4
GYSPRESS 8T
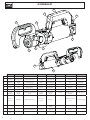
BRAS DE RIVETAGE / RIVETING ARM / NIETBÜGEL / BRAZO DE REMACHADO / C BEUGELS / ПЛЕЧИ
ДЛЯ КЛЕПКИ / リベット作業アーム / BRACCIO DI RIVETTAGGIO
81
43
81
130
141
240
236
121
170
345
HR1S
HR3
HR2
HR1S HR2 HR3
Référence / Reference / Art.-Nr. / Referencia /
Артикул / Artikelnummer / 商品番号 / Codice
054219 053878 053885
Longueur / Length / Gesamthöhe / Longitud /
Длина / Lengte totaal / 長さ/ Lunghezza
121 mm 236 mm 390 mm
Largeur / Width / Stärke / Anchura / Dikte /
Ширина / totaal / 幅 / Larghezza
50 mm 50 mm 50 mm
Hauteur / Height / Gesamtbreite / Altura /
Высота / Breedte totaal / 高さ / Altezza
170 mm 216 mm 345 mm
Ouverture de l’étrier / Caliper opening /
Öffnungsweite / Abertura del brazo / Ширина
открытия скобы / Opening breedte / キャリパ
ー開口幅 / Apertura braccio
81 mm 81 mm 141 mm
Profondeur de l’ouverture / Opening depth /
Einstichtiefe / Profundidad de la abertura /
Глубина открытия / Opening diepte / 開口奥
行き / Profondità dell’apertura
40 mm 130 mm 240 mm
Poids / Weight / Gewicht / Peso / Вес /
Gewicht / 重量 / Peso
2 kg 4 kg 9 kg
390
216

5
GYSPRESS 8T
FR
Ce manuel d’utilisation comprend des indications sur le fonctionnement de votre outil et les précautions à suivre pour
votre sécurité. Merci de le lire attentivement avant la première utilisation et de le conserver soigneusement pour toute
relecture future.
DESCRIPTION
Merci de votre choix ! An de tirer le maximum de satisfaction de votre outil, veuillez lire avec attention ce qui suit :
La riveteuse a été conçue spécialement pour la pose des principaux types de rivets utilisés et homologués dans la répa-
ration automobile :
• Rivets auto-perçants «Punch Rivets»
• Rivets «Flow Form»
Idéale pour toutes les opérations de rivetage sur tôles (jusqu’à 6,5 mm d’épaisseur).
MANIPULATION
Toutes les manipulations nécessaires à une utilisation correcte sont décrites dans cette notice. Il n’est pas permis d’avoir
recours à des méthodes de travail qui ne sont pas explicitement autorisées par le fabricant GYS.
CONNEXION AIR COMPRIMÉ
Pression d’air max :
Veiller à ne pas dépasser la pression d’air d’utilisation maximale de 8 bar.
Air comprimé propre :
Veiller à n’utiliser que de l’air comprimé propre et sec pour alimenter la riveteuse. Humidité et
impuretés peuvent entraîner des défaillances du fonctionnement et/ou des dégats sur l’appareil.
MISE EN PLACE D'UN BRAS
Choisir un bras et préparer la goupille de blocage (1). Placer le bras
avec précaution sur le nez de la riveteuse en prenant soin d’aligner
les 2 repères.
Pour la mise en place de grands bras (ex : HR2, HR3), il est conseillé
de poser les bras à plat sur une table et d’amener le nez de la
riveteuse dans l’orice du bras.
Pour plus de détails voir la vidéo :

6
GYSPRESS 8T
FR
Lorsque le bras est placé sur la riveteuse, introduire la
goupille de blocage dans l’orice.
L’axe se verrouille automatiquement après son insertion
et ne doit plus ressortir spontanément de l’orice.
La goupille de blocage doit être propre et
exempte de tout dommage. Ne pas utiliser de goupille
défectueuse.
Visser la rallonge fournie avec le bras. La riveteuse est à présent opérationnelle.
MONTAGE DES EMBOUTS
Visser le kit d’embouts requis pour la procédure de rivetage dans le support du bras. Avant chaque montage, vérier
que la matrice et le support poinçon sont correctement associés (voir page 3) et serrés.
Support poinçon / mandrin
Matrice rivet
Une fois la matrice et le support poinçon mis en place, nir le serrage avec la clé
spéciale fournie. Vérier que les embouts tiennent bien en place après chaque procédure
de rivetage. Un desserrage est dangereux et peut provoquer une détérioration de la riveteuse.

7
GYSPRESS 8T
FR
RÉGLAGE DE LA VITESSE ET DE LA PRESSION
L’utilisateur peut ajuster manuellement la vitesse d’avancement du
vérin ainsi que l’effort de pose du rivet suivant le type de matériau à
assembler an d’éviter toute déformation des tôles.
Pour régler la pression en fonction des matrices et matériaux,
voir tableau page 55.
Vitesse Pression
BOITE DE RIVETS FOURNIE
La riveteuse est fournie avec une boite de 300 rivets acier
auto-perçants (RAP). Ces rivets d’essai sont fournis pour permettre
de tester la riveteuse et ne doivent en aucun cas être utilisés pour la
réparation automobile.
POSE DE RIVETS AUTO-PERÇANTS
Ø 3,3 mm Ø 5,3 mm
Lors de l’installation de rivets auto-perçants, contrôler l’assise des rivets. Les matrices ne doivent pas être endomma-
gées car le rivetage pourrait poser problème.
Lors de chaque procédure de rivetage, il est impératif de veiller à ce que la matrice - et non le rivet lui même - soit
posée sur les tôles à assembler. Il est par ailleurs important de faire en sorte que le support poinçon soit positionné sur
les tôles à assembler de manière à former un angle à 90°.
90°

8
GYSPRESS 8T
FR
RÉSULTAT DE POSE D’UN RIVET AUTO-PERÇANT
POINÇONNER ET CALIBRER DES TROUS POUR RIVETS FLOW-FORM
En cas d’utilisation de rivets Flow-Form, il est nécessaire de perçer les tôles au préalable pour permettre la mise en
place du rivet. La matrice de poinçonnage ci-dessus permet un perçage précis ainsi que le calibrage des trous de rivet
Flow-Form.
Après le poinçonnage, le poinçon est enfoncé dans
les tôles à assembler. Il est alors nécessaire de faire
un mouvement de bascule à la riveteuse pour que le
poinçon se libère et qu’il puisse donc être retiré de la
tôle.
POSE DE RIVETS FLOW-FORM
Avant d’envisager d’assembler des tôles avec des rivets Flow-Form, il est nécessaire de faire un
avant-trou (voir la démarche ci-dessus).

9
GYSPRESS 8T
FR
Une fois l’avant-trou effectué, insérer le rivet Flow-Form
dans celui-ci :
L’embout F1 doit être placé côté tête du rivet :
La matrice F2 est munie d’un orice d’évacuation pour
les résidus de colle. Après chaque procédure de rivetage,
retirer les résidus de colle sur tous les outils contaminés.
RÉSULTAT DE POSE D’UN RIVET FLOW-FORM
EXTRACTION DE RIVETS
Dans le cas de réparations de tôles de carrosserie, des rivets anciens ou défectueux doivent
être retirés des tôles jointes.
Pour éviter d’avoir à retirer ces rivets par perçage, l’embout d’extraction et sa matrice
doivent être utilisés. Ils permettent en effet d’extraire les rivets en préservant les tôles.

10
GYSPRESS 8T
FR
Avant d’utiliser la riveteuse et pour faciliter l’extraction
des rivets auto-perçants, il est possible de faire une
empreinte sur le rivet avec l’outil de pointeau centreur
(réf : 048379) an que le poinçon d’extraction soit calé,
par la suite, dans l’empreinte.
Si pendant l’extraction le rivet reste dans l’orice de la
matrice, soufer pour le faire tomber avant d’effectuer
une autre extraction.
Arrêter la progression de la pointe de la matrice dès
que l’insertion du rivet est effectuée. Amener la pointe
en bout de course peut générer des contraintes sur la
pointe susceptibles de la casser.
CONTRÔLES ET MAINTENANCE
La riveteuse GYSPRESS 8T ne nécessite pas de maintenance spéciale. Un simple contrôle visuel périodique est recom-
mandé an de prévenir toute panne ou défaillance éventuelle en cours d’utilisation.
Nettoyer la riveteuse GYSPRESS 8T au moins une fois par semaine an d’éliminer toute les poussières et les salissures
qui pourraient dégrader le bon fonctionnement du produit sur le long terme. Utiliser des chiffons autonettoyants. Ne
pas utiliser d’eau ni de liquides inammables ou corrosifs.
Lors des opérations d’entretien, l’alimentation en air comprimé doit être déconnectée de l’appareil.
ANOMALIES, CAUSES, REMÈDES
Le tableau ci-dessous indique les anomalies pouvant être observées lors de l’utilisation de l’outil. Si le problème ren-
contré ne gure pas dans le tableau ci-dessous, cesser d’utiliser l’outil et contacter immédiatement votre revendeur
pour connaître la démarche à suivre.
ANOMALIES CAUSES REMÈDES
La riveteuse ne fonctionne pas.
L’air n’est pas branché. Connecter l’air comprimé.
Pas assez d’air comprimé.
Vérier l’alimentation en air
comprimé.
L’air comprimé n’est pas
correctement réglé.
Régler l’air comprimé entre 2 et 8 bar.
Le potentiomètre de vitesse est réglé
au minimum.
Régler la vitesse de pose.
Le rivet n’est pas placé correctement.
Mandrin ou matrice défectueux. Remplacer le mandrin ou la matrice.
Présence de résidus de colle sur le
mandrin ou dans la matrice.
Nettoyer la colle.
La pression de pressage n’est pas
sufsante.
La pression de l’air est trop faible ou
n’est pas bien réglée.
Longueur du rivet erronée.
Respecter les instructions du
constructeur.
Le piston de rivetage sort
trop lentement ou pas du tout.
Le levier de décharge est resté
bloqué.
Débloquer le levier de décharge.

11
GYSPRESS 8T
FR
Air, défaut d’étanchéité.
Flexible défectueux. Remplacer le exible.
Accouplements défectueux. Remplacer l’accouplement.
Joints défectueux. Réparation par le fabricant.
CONDITIONS DE GARANTIE
La garantie couvre tout défaut ou vice de fabrication pendant 1 an, à compter de la date d’achat (pièces et main
d’œuvre). La garantie exclut les incidents dus à un mauvais usage, chute, démontage ou toute autre avarie due au
transport. La garantie ne couvre pas l’usure normale des pièces. Seules les pièces de rechange provenant de chez GYS
doivent être utilisées pour effectuer une réparation sur la riveteuse GYSPRESS 8T.
En cas de panne, retourner l’appareil à votre distributeur, en y joignant :
- un justicatif d’achat daté (ticket de sortie de caisse, facture….)
- une note explicative de la panne.

12
GYSPRESS 8T
EN
This manual contains safety and operating instructions. Read it carefully before using the device for the rst time and
keep it in a safe place for future reference.
DESCRIPTION
Thank you for your choice In order to get the maximum benet from your purchase, please read carefully the following
instructions:
The riveting machine has been especially made for the main types of rivets used and homologated for car body repair:
• Self-piercing rivets
• Flow-form rivets
HANDLING
The correct handling procedures are explained in this user manual. It is vital that the GYS operating procedures are
followed.
COMPRESSED AIR CONNECTION
Maximum air pressure:
Make sure that the air pressure does not exceed 8 bar.
Clean compressed air:
Make sure you use only clean and dry compressed air for supply the riveting machine. Moisture
and impurities can lead to system failures and/or damages on the product.
SETTING UP AN ARM
Choose an arm and prepare the locking pin (1). Put the arm with
care on the riveting machine nose, making sure that the 2 points of
reference are aligned.
For the implementation of large arms (eg, HR2, HR3), it is advisable
to lay the arms at on a table and bring the nose of the riveting
machine in the arm’s orice.
For more details see the video:

13
GYSPRESS 8T
EN
As soon as the arm is on the riveting machine, push the
locking pin in the hole.
The axle locks itself automatically and must not be
allowed to become unlocked.
The locking pin must be clean with no damage. Do
not use any damaged pin.
Using the screw, fasten the extension
supplied with the arm.
The riveting machine is now ready to use.
CONNECTOR ASSEMBLY
Screw the required connector kit for the chosen riveting procedure in the arm support. Before assembling, check that
the matrix and the punch support are correctly in place (see page 3) and screwed tight.
Punch / mandrel support
Rivet matrix
As soon as the matrix and the punch support are in place, tighten with the spanner
provided. Check that the connection tips are in place after each riveting process. A release is
dangerous and may damage the riveting machine.

14
GYSPRESS 8T
EN
SPEED AND PRESSURE CONTROL
The user can adjust manually the speed of the actuator as well as
rivet installation pressure according to the type of material in order
to avoid distortion.
See page 55 in order to adjust the pressure according to the
material and matrix.
Speed Pressure
RIVET BOX INCLUDED
The riveting machine is delivered with a box of 300 self-piercing rivets.
These sample rivets are provided to allow a test of the machine. They are
specic to car body repair.
INSTALLATION OF SELF-PIERCING RIVETS
Ø 3,3 mm Ø 5,3 mm
During the installation of self-piercing rivets, make sure that the rivets are well-placed. The matrix must not be damaged
as problems during the riveting process may occur.
During each riveting process, make sure that the matrix - and the rivet itself - are layed out on the metal sheets to
assemble. It is important to put the punch support in place in order to form a 90° angle.
90°

15
GYSPRESS 8T
EN
RESULT OF THE INSTALLATION OF SELF-PIERCING RIVET
STAMP AND CALIBRATE HOLES FOR FLOW-FORM RIVETS
If using Flow-Form rivets, it is necessary to pre-drill the metal before riveting. The stamping matrix above enables pre-
cise drilling and hole calibration for Flow-Form rivets.
After stamping, the punch is pushed into the metal to be
assembled. Then, it is necessary to swing the riveting
machine to release the punch and remove it from the
metal.
INSTALLATION OF FLOW FORM RIVETS
Before assembling metal sheets with Flow-Form rivets, it is necessary to pre-drill the metal (see
the procedure above).

16
GYSPRESS 8T
EN
Once the starter hole is done, insert the Flow-Form rivet: The end piece F1 must be on the head rivet side:
The F2 matrix has got an evacuation hole for glue resi-
dues. After each use, remove all the glue residues on
the tools.
RESULT OF THE INSTALLATION OF A FLOW-FORM
RIVET
RIVET EXTRACTION
For car body repairs, old or damaged rivets must be removed.
To avoid to have to take off the rivets by drilling, the extraction connection and the matrix
must be used. Indeed, they enable to extract rivets while preserving metal sheets.

17
GYSPRESS 8T
EN
Before using the riveting machine and to facilitate the
extraction of self-piercing rivets, it is possible to make
a mark on the rivet with the center punch tool (ref :
048379) to locate the extraction tool in the mark.
If during the extraction, the rivet stay in the matrix
hole, breathe out to get it out before making another
extraction.
Stop the progression of the dies’s tip as soon as the
insertion of the rivet is done. Bringing the tip to the
absolute end can generate constraints on the tip
which may break it.
CONTROLS AND MAINTENANCE
The GYSPRESS 8T does not require any special maintenance. A simple periodic visual control is recommended in
order to prevent any breakdown or failure during use.
Clean the GYSPRESS 8T at least once a week in order to eliminate dust and dirt which could alter the function of the
product in the long term. Use auto cleaning cloths. Do not use water nor ammable or corrosive liquids.
During maintenance, the compressed air supply must be disconnected.
TROUBLESHOOTING
The chart below indicates the issues that can be observed during the use of the product. If the problem observed
does not appear in the table below, stop using the product and call immediately your distributor to seek support.
SYMPTOMS POSSIBLE CAUSES REMEDIES
The riveting machine does not work.
Air is not connected. Connect the air pressure.
Air pressure too low. Check air pressure supply.
The air pressure is not adjusted
correctly.
Adjust air pressure between 2 and 8
bar.
The potentiometer is set at the mini-
mum speed.
Adjust the speed laying.
The rivet is not in place.
Mandrel or matrix faulty Replace the mandrel or the matrix.
Presence of glue on the mandrel or
inside the matrix.
Clean the glue
The pressure is not enough.
Air pressure is too low or not well-
ajdusted.
Rivet length incorrect. Follow manufacturer instructions.
The piston does not go out or goes
out too slowly.
The discharge lever is still blocked. Unblock the discharge lever.
Air, leak.
Faulty pipe. Change the pipe.
Faulty coupling. Change the coupling.
Faulty seals. Repair by the manufacturer.

18
GYSPRESS 8T
DE
Diese Betriebsanleitung enthält Sicherheits- und Betriebshinweise. Bitte lesen Sie diese Anleitung aufmerksam durch,
bevor Sie das Gerät zum ersten Mal benutzen und bewahren Sie sie sorgfältig auf.
BESCHREIBUNG
Wir freuen uns, dass Sie sich für ein Markengerät der Firma GYS entschieden haben, und danken Ihnen für das entge-
gengebrachte Vertrauen. Um das Gerät optimal nutzen zu können, lesen Sie bitte die Betriebsanleitung sorgfältig durch.
Das Nietgerät wurde für die Applikation diverser in der Karosseriereparatur zu verarbeitenden und freigegebenen Niet-
typen konzipiert und eignet sich für VErnietungen an Blechen bis 6,5 mm Gesamtblechstärke.
- Stanzniete "Punch Rivets"
- Fließformniete "Flow Form"
HANDHABUNG
Alle für einen störungsfreien Betrieb relevanten Handhabungen sind in dieser Betriebsanleitung beschrieben. Vom Hers-
teller GYS nicht autorisierte Anwendungen sind untersagt.
DRUCKLUFTANSCHLUSS
Maximaler Betriebsdruck:
Der Betriebsdruck darf 8 bar nicht überschreiten.
Saubere Druckluft:
Die Druckluft zur Versorgung des Nietgerätes sollte sauber und trocken sein. Feuchtigkeit und
Verschmutzungen können den Betrieb stören und das Gerät beschädigen.
NIETBÜGEL-MONTAGE
Nietbügel auswählen und Arretierstift bereit legen(1). Bügel ohne ver-
kanten sorgfältig aufsetzen und die beiden Markierungen in Übereins-
timmung bringen.
Um die größeren Bügel (z. B.: HR2, HR3) zu montieren empehlt es
sich diese ach auf eine Arbeitsäche zu legen und die Aufnahme des
Nietgerätes langsam einzustecken. Weitere Informationen können Sie
dem Video unter folgendem Link entnehmen

19
GYSPRESS 8T
DE
Nach Aufsetzen des Nietbügels, den Arretierstift in die
Bohrung einsetzen.
Der Arretierstift muss zur Arretierung bis über die
Kugelsperre eingeschoben werden.
Der Arretierstift muss sauber und unbeschädigt
sein. Keinen beschädigten Arretierstift benutzen.
Schrauben Sie den Verlängerungsadapter an den Arm. Das Nietgerät ist betriebsbereit.
NIETWERKZEUG-MONTAGE
Das für den Niet-/ Entnietvorgang passende Werkzeug in den Träger des Bügels einschrauben. Vor der Montage,
sicherstellen, dass Matrize und Locheisenträger zueinander passen (s. Seite 3) und festgezogen sind.
Gegenstempel
Nietmatrize
Nietmatrizen und Werkzeuge müssen in jedem Fall komplett eingeschraubt, korrekt
montiert und mit dem beiligenden Schlüssel fest gezogen werden. Stellen Sie nach
jedem Nietvorgang sicher, dass sich die Werkzeuge nicht gelöst haben. Nicht korrekt sitzende
Werkzeuge können das Gerät beschädigen.

20
GYSPRESS 8T
DE
REGELUNG DES PRESSDRUCKES UND DER WERKZEUGGESCHWINDIGKEIT
Werkzeuggeschwindigkeit und Pressdruck können zur Präzisierung je
nach Anwendung u. Blechkombination individuell eingestellt werden.
Die passenden Einstellwerte entnehmen Sie der Tabelle a.
Seite 55.
Werkzeug-Ges-
chwindigkeit
Pressdruck
SORTIMENTS-BOX STANZNIETEN (LEIFERUMFANG)
Das Nietgerät wird mit einer Box mit 6x50 Stahl-Stanzniete (RAP) in
unterschiedlichen Abmessungen geliefert. Diese Niete sind zum Testen
des Nietgerätes und für universelle Nietverbindungen bestimmt. Sie
entsprechen nicht den von den Fahrzeugherstellern autorisierten Nietty-
pen und dürfen für Reparaturen nach Herstellervorgabe nicht eingesetzt
werden! BITTE VERWENDEN SIE DAZU DIE VOM FAHRZEUGHERS-
TELLER GELIEFERTEN NIETE!
APPLIKATION VON STANZNIETEN
Ø 3,3 mm Ø 5,3 mm
Bei der Applikation von Stanznieten, den korrekten Sitz der Niete im Stempel prüfen. Zur Gewährleistung einer einwand-
freien Vernietung müssen die Matrizen sauber und unbeschädigt sein.
Zum Vernieten die Blechkombination unter 90° zum Werkzeug an die Matrize (nicht an den Niet) anlegen.
90°

21
GYSPRESS 8T
DE
ABBILDUNG STANZNIETVERBINDUNG VORDER- U. RÜCKSEITE
VORSTANZEN/ KALIBRIERUNG FÜR FLIESSFORMNIETE
Zur Applikation von Fließformnieten muss die Blechkombination vorgestanzt und die Stanzlöcher miteinander kalibriert
werden.
Die Stanzmatrize (s. oben) ermöglicht das gleichzeitige präzise Stanzen und Kalibrieren in einem Arbeitsgang.
Nach dem Vorstanzen fällt das ausgestanzte Material in
die Aussparung der Gegenmatrize. Schwenken Sie das
Gerät kurz zur Seite damit das Material heraus fallen
kann.
APPLIKATION VON FLIESSFORMNIETEN
Vor dem Montieren der Blechen mit Fließformnieten, muss eine Vorbohrung gemacht werden (s.
Vorgang oben).

22
GYSPRESS 8T
DE
Nach der Bohrung der Vorbohrung, fügen Sie den Fließ-
formniet in die Vorbohrung ein:
Die Matrize F1 muss an dem Nietkopf anliegen:
Die Matrize F2 hat eine Bohrung zur Entfernung der
Klebstoffrückstände. Nach jedem Nietvorgang, Klebstof-
frückstände von allen Werkzeugen entfernen.
ERGEBNIS DER APPLIKATION EINES FLIESSFORM-
NIETES
ENTFERNUNG VON NIETEN
Zur Entfernung alter oder beschädigter Niete aus den montierten Blechverbindungen ve-
rwenden Sie die Auspresswerkzeuge E1/E2. Damit wird das Ausbohren überüssig und die
Bleche können einfacher wieder verbunden werden.

23
GYSPRESS 8T
DE
Vor Entfernung der Niete empehlt es sich diese zur
besseren Zentrierung der Auspressmatrize mittels des
optional erhältlichen Stempel (Art.-Nr.: 048379) an zu
körnen.
Vor jeder weiteren Auspressung sollten die Nietrücks-
tände (falls vorhanden) aus der «E1»-Matrize entfernt
werden.
Stoppen Sie den Pressvorgang sobald der Niet voll-
ständig gesetzt ist. Ein Überdrücken kann sonst zum
Bruch der Matrizen führen.
STEUERUNG UND WARTUNG
Überprüfen Sie das GYSPRESS 8T regelmäßig, um Störungen im Gebrauch zu vermeiden.
Das GYSPRESS 8T mindestens einmal pro Woche reinigen, um Verschmutzungen, die die ordnungsgemäße Funktion
langfristig beeinussen können, zu entfernen. Kein Wasser oder brennbare und korrosive Flüssigkeiten
benutzen.
Bei allen Wartungsvorgängen muss das Gerät von der Druckluftversorgung getrennt werden!
FEHLER, URSACHEN, LÖSUNGEN
Die nachfolgende Tabelle zeigt Fehler, die beim Einsatz des GYSPRESS 8T beobachtet werden können. Sollte es zu
einer Störung kommen, die nicht in der Tabelle aufgeführt ist, kontaktieren Sie umgehend Ihren Händler.
FEHLERSUCHE URSACHE LÖSUNG
Das Nietgerät funktioniert nicht.
Druckluft nicht angeschlossen. Druckluft anschließen.
Druckluftversorgung unzureichend. Die Druckluftversorgung prüfen.
Die Druckluft ist nicht korrekt
eingestellt.
Druck zwischen 2 und
8 bar einstellen.
Das Geschwindigkeitspotentiometer
ist auf dem Maximal geregelt.
Stellen Sie die Applikationsgeschwin-
digkeit ein.
Der Niet ist nicht richtig positioniert.
Beschädigte Stempel oder Matrize. Stempel oder Matrize ersetzen.
Klebstoffrückstände auf Stempel oder
Matrize.
Rückstände entfernen.
Ungenügender Pressdruck. Luftdruck korrekt einstellen.
Ungenügender Pressdruck.
Entsprechend der Vorgaben korrigie-
ren.
Nietkolbenbewegung stockend oder
blockeirt.
Entspannungsriegel ist blockiert oder
gerückt.
Entspannungsriegel lösen.
Luft, Undichtigkeit.
Anschluss beschädigt. Defekten Anschluss ersetzen.
Kupplung beschädigt. Defekte Kupplung ersetzen.
Abdichtungen beschädigt. Reparatur durch den Hersteller.

24
GYSPRESS 8T
DE
HERSTELLERGARANTIE
Die Garantieleistung des Herstellers erfolgt ausschließlich bei Fabrikations- oder Materialfehlern, die binnen 12 Monate
nach Kauf angezeigt werden (Nachweis Kaufbeleg). Nach Anerkenntnis des Garantieanspruchs durch den Hersteller
bzw. seines Beauftragten erfolgen eine für den Käufer kostenlose Reparatur und ein kostenloser Ersatz von Ersatzteilen.
Der Garantiezeitraum bleibt aufgrund erfolgter Garantieleistungen unverändert.
Ausschluss:
Die Garantieleistung erfolgt nicht bei Defekten, die durch unsachgemäßen Gebrauch, Sturz oder harte Stöße sowie
durch nicht autorisierte Reparaturen oder durch Transportschäden, die infolge des Einsendens zur Reparatur, hervor-
gerufen worden sind. Keine Garantie wird für Verschleißteile (z. B. Kabel, Klemmen, Vorsatzscheiben etc.) sowie bei
Gebrauchsspuren übernommen.
Das betreffende Gerät bitte immer mit Kaufbeleg und kurzer Fehlerbeschreibung ausschließlich über den Fachhandel
einschicken.
Die Reparatur erfolgt erst nach Erhalt einer schriftlichen Akzeptanz (Unterschrift) des zuvor vorgelegten Kostenvoran-
schlags durch den Besteller. Im Fall einer Garantieleistung trägt GYS ausschließlich die Kosten für den Rückversand an
den Fachhändler.
Kontakt KD:
GYS GmbH
Professor-Wieler-Straße 11
52070 Aachen
Tel: +49-241-189-23-71-21
Fax: +49-241-189-23-71-8

25
GYSPRESS 8T
ES
Este manual de uso contiene indicaciones sobre el funcionamiento de su herramienta y las precauciones que debe
tomar para su seguridad. Léalo atentamente antes de usar el producto y consérvelo para cualquier consulta futura.
DESCRIPCIÓN
¡Gracias por su elección! Para sacar el máximo provecho de su equipo, lea con atención lo siguiente:
La remachadora ha sido diseñada especialmente para los principales tipos de remaches utilizados y homologados en la
reparación automotriz:
• Remaches autoperforante «Punch Rivets»
• Remaches «Flow Form»
Ideal para todo tipo de operaciones de remachado en chapas (hasta 6,5 mm de grosor).
MANIPULACIÓN
Todas las manipulaciones necesarias para un uso correcto están descritas en este manual. No está permitido utilizar la
herramienta para otros métodos de trabajo que los autorizados por le fabricante.
CONEXIÓN DE AIRE COMPRIMIDO
Presión de aire máxima:
Vigile que la presión de aire máxima no pase de los 8 bar.
Aire comprimido limpio:
Utilice solamente aire comprimido limpio y seco para la remachadora. La humedad y las impure-
zas pueden provocar fallos o daños a la herramienta.
INSTALACIÓN DE UN BRAZO
Elija un brazo y prepare el pasador de bloqueo (1). Coloque el brazo
con precaución en la zona designada para ello prestando atención a
que se alineen las 2 marcas.
Para colocar los brazos grandes (ej.: HR2, HR3), se aconseja colocar
los brazos en horizontal sobre una mesa y colocar el diente de la
remachadora en el oricio del brazo.
Para más detalles, ver el vídeo:

26
GYSPRESS 8T
ES
Cuando el brazo esté colocado en la remachadora, introduzca el
pasador de bloqueo en el oricio.
El eje se bloquea automáticamente tras su inserción y no debe salir
de nuevo por si mismo del oricio.
El pasador de bloqueo debe estar limpio y exento de todo daño.
No utilice un pasador defectuoso.
Atornillar la prolongación incluida con el brazo. La remachadora ya se puede utilizar.
MONTAJE DE LAS BOQUILLAS
Atornille el kit de boquillas necesario para el procedimiento de remachado en el soporte de brazo. Antes de cada mon-
taje, compruebe que la matriz y el soporte para punzón están correctamente asociados (vea página 3) y jados.
Matriz del remache Soporte para punzón / mandril
Matriz del remache
Cuando la matriz y el soporte para punzón están instalados, fíjelos con la llave espe-
cial para ello incluida. Compruebe que las boquillas están bien sujetos tras cada remache.
Una pérdida de sujeción es peligroso y puede provocar un deterioro de la remachadora.

27
GYSPRESS 8T
ES
CONFIGURACIÓN DE LA VELOCIDAD Y DE LA PRESIÓN
El operador puede ajustar manualmente la velocidad de avance del
cilindro y la fuerza de presión del remachado según el tipo de mate-
rial que se vaya a ensamblar para evitar cualquier deformación.
Para ajustar la presión en función de las matrices y mate-
riales, vea la tabla de la página 55.
Velocidad Presión
CAJA DE REMACHES INCLUIDA
La remachadora incluye de fábrica una caja de 300 remaches de acero
autoperforantes. Estos remaches de prueba están incluidos para probar
la remachadora y no se deben usar para la reparación de vehículos.
PONER REMACHES AUTOPERFORANTES
Ø 3,3 mm Ø 5,3 mm
Cuando se vaya a utilizar remaches autoperforantes, controle la base de los remaches. Las matrices no deben estar
dañadas ya que esto podría suponer un problema.
Cuando se proceda a remachar, es imperativo prestar atención a que la matriz, y no el remache, esté colocado sobre la
chapa que se va a ensamblar. Es importante hacerlo de forma que el soporte de punzón esté posicionado sobre la chapa
de modo que forme un ángulo de 90º.
90°

28
GYSPRESS 8T
ES
RESULTADO AL PONER UN REMACHE AUTOPERFORANTE
PERFORAR Y CALIBRAR LOS AGUJEROS PARA REMACHES FLOW-FORM
Cuando se use remaches Flow-Form, es necesario perforar las chapas anteriormente para permitir la inserción del
remache. La matriz de perforación de la imagen anterior permite una perforación precisa y un calibrado de agujeros
para remaches Flow-Form.
Tras la perforación, el punzón se hunde en la chapa que
se va a ensamblar. Tras ello es necesario realizar un
movimiento de retracción con la remachadora para que
el punzón se libere y se retire de la chapa.
PONER REMACHES FLOW-FORM
Antes de ensamblar las chapas con los remaches Flow-Form, es necesario efectuar un oricio
previo (ver el procedimiento anterior).

29
GYSPRESS 8T
ES
Una vez que el oricio se ha hecho, inserte el remache
Flow-Form en este:
La boquilla F1 debe estar colocada del lado de la cabeza
del remache:
La matriz F2 tiene un oricio de salida para los residuos
de pegamento. Tras cada operación, retire los residuos
de pegamento de las herramientas afectadas.
RESULTADO AL PONER UN REMACHE FLOW-FORM
EXTRACCIÓN DE REMACHES
En caso de reparaciones de chapas de carrocería, los remaches antiguos o defectuosos
deben retirarse de las chapas unidas.
Para evitar retirar estos remaches mediante perforación, se debe utilizar la boquilla de
extracción y su matriz. Estos permiten extraer el remache sin dañar la chapa.

30
GYSPRESS 8T
ES
Antes de utilizar la remachadora para facilitar la
extracción de remaches autoperforantes, es posible
hacer una marca en el remache con la herramienta de
punzón de centrado (ref. 048379) para que el punzón
de extracción esté bien centrado en la marca.
Si durante la extracción el remache queda en el ori-
cio de la matriz, sople para que caiga antes de realizar
otra extracción.
Detenga el avance de la punta de la matriz cuando se
haya insertado el remache. Forzar la punta al extremo
de su longitud puede degradarla o incluso quebrarla.
CONTROL Y MANTENIMIENTO
La remachadora Gyspress 8T no requiere un mantenimiento especial. Se recomienda un simple control visual perió-
dico para prevenir cualquier fallo eventual durante su uso.
Limpie la remachadora Gyspress 8T al menos una vez por semana para eliminar el polvo y la suciedad que podrían
degradar el buen funcionamiento del producto a largo término. Utilice trapos de usar y tirar. No utilice agua ni líquidos
inamables o corrosivos.
Cuando se realicen operaciones de mantenimiento, se debe desconectar la entrada de aire compri-
mido del aparato.
ANOMALÍAS, CAUSAS Y SOLUCIONES
La siguiente tabla indica las anomalías que se pueden observar cuando se utiliza esta herramienta. Si el problema
que se ha encontrado no gura en esta tabla, no utilice el producto y contacte inmediatamente a su distribuidor para
conocer qué debe hacer.
ANOMALÍAS CAUSAS SOLUCIONES
La remachadora no funciona.
El aire no está conectado. Conecte el aire comprimido.
No hay aire comprimido.
Compruebe la entrada de aire com-
primido.
El aire comprimido no está correcta-
mente ajustado.
Ajuste el aire comprimido entre 2 y
8 bar.
El potenciómetro de velocidad está
ajustado al mínimo.
Ajuste la velocidad.
El remache no está colocado correc-
tamente.
Mandril o matriz defectuosos. Reemplace el mandril o la matriz.
Presencia de residuos de pegamento
en el mandril o en la matriz.
Limpie el pegamento.
La presión de prensado no es su-
ciente.
La presión de aire es demasiado débil
o no está bien ajustada.
Longitud de remache incorrecta.
Respete las instrucciones del
constructor.
El pistón de remachado con dema-
siada lentitud o no sale.
La palanca de descarga está blo-
queada.
Desbloquee la palanca de descarga.
Aire, fallo de hermeticidad.
Conducto de aire comprimido defec-
tuoso.
Reemplace el conducto de aire.
Fallo del acoplamiento del conducto
de aire.
Reemplace el acoplamiento.
Juntas defectuosas. Reparación por el fabricante.

31
GYSPRESS 8T
NL
Deze handleiding bevat veiligheids en bedieningsinstructies. Lees deze aandachtig door voor de eerste ingebruikname
van het apparaat en bewaar de handleiding op een veilige plek voor eventuele toekomstige referenties.
OMSCHRIJVING
Wij danken u voor uw keuze voor de GYSPRESS. Om het maximale voordeel uit het apparaat te halen, lees aandachtig
de volgende instructies. Het ponsnagelapparaat is gemaakt voor de algemeen meest voorkomende types van geho-
mologeerde ponsnagels die gebruikt worden in de autoschadeherstel, namelijk:
• Zelf perforerende nagels
• Flow-form nagels
BEDIENING
De juiste bedieningswijze worden in deze handleiding beschreven. Het is belangrijk dat deze instructies van GYS worden
opgevolgd.
PERSLUCHT AANSLUITING
Maximum luchtdruk:
Zorg ervoor dat de perslucht de 8 Bar druk niet overschrijdt.
Schone lucht:
Zorg ervoor dat er alleen schone en droge perslucht in de ponstang komt. Vocht en vervuiling
kan leiden tot systeemfouten en of beschadiging aan het apparaat.
MONTEREN VAN EEN C BEUGEL
Kies een C beugel en houd de vergrendelings pin (1) bij de hand .
Bevestig de C beugel op de kop van de ponstang, zorg ervoor dat de
2 uitsparingen in de C beugel overeenkomen met de ponsnageltang.

32
GYSPRESS 8T
NL
Zodra de C beugel is bevestigd op de ponsnageltang,
steek de vergrendelingspin in het daarvoor bestemde gat
door op de rode dop te duwen.
De vergrendelingspin blokkeerd automatisch, het is niet
toegestaan dat deze zichzelf deblokkeerd.
De vergrendelingspin moet schoon en onbescha-
digd zijn. Gebruik nooit een beschadigde vergrendelings-
pin.
Using the screw, fasten the extension
supplied with the arm.
De ponsnageltang is nu gereed voor
gebruik.
MONTEREN VAN EEN MATRIJS EN CONTRA MATRIJS
Schroef de gewenste matrijs en contra matrijs in de machine en controleer of deze correct geplaatst zijn (zie blz. 3) en
zet deze stevig vast
Contra Matrijs
Ponsnagel Matrijs
Zodra de matrijs en contra matrijs zijn gemonteerd, draai deze geheel en stevig aan
met de bijgeleverde sleutel. Controleer de matrijzen na ieder gebruik. Los zittende matrijzen
zijn zeer gevaarlijk en kunnen de gebuiker verwonden en/of de ponsnageltang beschadigen.

33
GYSPRESS 8T
NL
SNELHEID EN DRUK REGELING
De gebruiker kan de snelheid van de zuiger en de aandrukkracht
handmatig aanpassen overeenkomstig het soort materiaal om ver-
vorming te voorkomen.
Zie blz. 55 voor de juiste instellingen van materiaal en matri-
jzen.
Snelheid Druk
ACCESOIREBOX MET PONSNAGELS INBEGREPEN
Het ponsnagelapparaat wordt met een accesoirebox met ca 300 uni-
versele ponsnagels (RAP) van diverse maten geleverd. Deze ponsna-
gels zijn voor test doeleinden en universele automotive ponsna-
gelverbindingen geschikt. Indien u niet over door de betreffende
autofabrikant goedgekeurde ponsnagels beschikt kunt u de repa-
ratie niet uitvoeren volgens de door de fabrikant gestelde regels.
VRAAG UW ONDERDEEL LEVERANCIER NAAR DE DOOR DE FABRIKANT
GOEDGEKEURDE PONSNAGELS!
AANBRENGEN VAN ZELF PERFORERENDE NAGELS
Ø 3,3 mm Ø 5,3 mm
Gedurende het aanbrengen van de ponsnagels dient de bevestiging hiervan gecontroleerd te worden. De matrijzen
mogen niet beschadigd zijn waardoor eventuele problemen met het bevestigen kunnen voorkomen.
Gedurende het aanbrengen van de nagels moet de contra matrijs tegen het plaatwerk aan gehouden worden NIET de
matrijs met de nagel. Het is belangrijk dat de ponsnageltang en het plaatwerk altijd onder een 90 graden hoek staan.
90°

34
GYSPRESS 8T
NL
AFBEELDING PONSNAGEL VERBINDING VOOR- EN ACHTER-ZIJDE
HET EGALISEREN EN VOORPONSEN VAN EEN GAT VOOR DE FLOW-FORM NAGELS
Bij het gebruik van Flow-Form nagels is het noodzakelijk dat vooraf de juiste maat gaten wordt aangebracht, voordat
deze nagels aangebracht worden. De ponsmatrijs zorgt voor de juiste maat en calibratie van het gat voor de Flow-
Form nagel.
Na het ponsen valt het uitgestanste stukje metaal in de
uitsparing van de contra matrijs. Vervolgens is het noo-
dzakelijk de ponsnageltang licht heen en weer te bewe-
gen om de matrijs uit het materiaal te verwijderen.
AANBRENGEN VAN FLOW-FORM NAGELS
Voordat de Flowform ponsnagels aangebracht kunnen worden is het noodzakelijk om de gaten
voor te ponsen (zie de procedure hierboven).

35
GYSPRESS 8T
NL
Zodra de gaten zijn aangebracht, breng de Flowform
ponsnagel aan:
De matrijs met nummer F1 is voor de kop van de
ponsnagel:
De F2 matrijs heeft een afvoergat voor de overtollige
lijm. Reinig direct na gebruik de matrijzen van de
lijmresten voordat deze uitgehard zijn!.
RESULTAAT VAN EEN FLOW FORM PONSNAGELVERBIN-
DING.
VERWIJDEREN VAN PONSNAGELS
Voor het verwijderen van oude of beschadigde ponsnagels uit de plaatwerkverbindingen
gebruikt u de matrijzen E1/E2. Hiermee word uitboren overbodig en kunnen de plaatwerk-
delen eenvoudig weer aan elkaar verbonden worden.

36
GYSPRESS 8T
NL
Voor de verwijdering van de ponsnagel is het aan
te bevelen deze voor een goede centreering van de
uitdruk matrijs de ponsnagel d.m.v optioneel verkrijg-
bare centerpons (Art.-Nr.: GY 048379) te markeren.
Indien er na de verwijdering resten van de ponsnagel
aan de matrijs «E1» blijven zitten dienen deze resten
eerst verwijderd te worden voordat men de volgende
ponsnagel kan verwijderen.
BEDIENINGS KNOPPEN EN ONDERHOUD
De GYSPRESS 8T heeft geen speciaal onderhoud nodig. Een periodieke visuele controle is aanbevolen om problemen
en/of uitval tijdens gebruik te voorkomen. Maak de GYSPRESS 8T minimaal een keer per week schoon om te voorkomen
dat stof en vuil op de langere termijn problemen kan veroorzaken. Gebruik hiervoor zelfklevende schoonmaakdoek.
Gebruik geen water, brandbare of agressieve reinigingsmiddelen.
Bij onderhoud aan de ponsnageltang dient de perslucht altijd afgekoppeld te worden.
PROBLEMEN, OORZAKEN EN OPLOSSINGEN
In de volgende tabel staan mogelijk voorkomende fouten die bij het gebruik van de GYSPRESS 8T kunnen voorkomen.
Komt er een storing voor die niet in de tabel is opgenomen, neemt u dan contact op met uw leverancier.
PROBLEEM MOGELIJKE OORZAAK OPLOSSING
De ponsnageltang werkt niet.
Perslucht is niet aangesloten Sluit perslucht aan
Persluchtdruk is te laag Controleer de persluchtdruk
De persluchtdruk is niet correct
Stel de persluchtdruk af tussen de 2
en 8 BAR.
De snelheidsregelaar staat op maxi-
male snelheid.
Stel de snelheidsregelaar lager af.
De ponsnagel is niet correct gemon-
teerd.
Beschadigde of foutieve matrijs Vervang de matrijs
Aanwezigheid van lijm in de matrijs Reinig de matrijs
De druk is niet hoog genoeg
Persluchtdruk is te laag of niet goed
ingesteld
Verkeerde lengte van de ponsnagel.
Zie reparatievoorschrift van de fabri-
kant.
De zuiger gaat niet uit of zeer traag. De retour hendel is ingedrukt. Laat de hendel los.
Perslucht lekkage.
Lekke slang Vervang de slang
lekke snelkoppeling Vervang de snelkoppeling
Lekke afdichtringen Reparatie noodzakelijk door fabrikant

37
GYSPRESS 8T
JP
当取扱説明書は操作説明及び安全性についての情報を提供致します。ご使用前にこの取扱説明書を注意深くお読みく
ださい。またお読みいただいた後は大切に保管し必要な時に再度お読みください。
概要
当社の製品をお買い上げ頂きまして誠にありがとうございます。製品を正しくお取り扱い頂くために以下の事項を注
意深くお読みください。当リベッターは共通タイプリベットや公認車体整備用リベット作業を実行するために設計さ
れました。
•セルフピアシングリベット
•フローフォームリベット
取り扱いについて
正しい取り扱い手順は、当取扱説明書に記載されています。GYSが指定する取り扱い手順を厳守して下さい。
圧縮空気接続
最高空気圧
空気圧が8バールを越えないようにして下さい。
クリーンな圧縮空気
リベット作業に使用する圧縮空気は清潔であることを確認してください。水分や不純物は、製
品のシステム障害および損害につながることがあります。
アーム取り付け方法
アームを選択し、ロッキングピン(1)を用意して下さい。アームをリ
ベットマシーン本体に真直ぐになるように慎重に取り付けます。
大型のアーム (HR2, HR3など)組み立て時は作業台などの
平らな場所に置き、
リベッター先端をアームの穴へ装着してください。
詳しくはビデオをご覧ください。

38
GYSPRESS 8T
JP
アームをリベッターマシーンに取り付けると直ちにロッキングピンを
穴に差し込んでください。軸は自動的にロックされ、ロックは自動解
除されません。
ロッキングピンが無傷・清潔であることを確認してください。
損傷しているロッキングピンは使用しないで下さい。
アーム備品のエクステンションをネジ付けしてください。
リベッターマシーンは使用できる状態に
なりました。
コネクター取り付け方法
各リベット作業に応じたコネクターキットをアームサポートにネジ付けします。取り付け前に、マトリックスとパン
チサポートの組み合わせが正しいことを確認し(3ページ参照)、その後しっかりネジを固定してください。
パンチ/マンドレルサポート
リベットマトリックス
マトリックスとパンチサポートを所定の位置に取り付けると、付属のスパナーで締めて下さ
い。各リベット処理後に接続チップが所定の位置にあることを確認してください。部品が緩
んでいると大変危険であり、リベッターマシーンに損傷を与える可能性があります。

39
GYSPRESS 8T
JP
速度及び圧力コントロール
ユーザーは歪みを回避するために、材料の種類に応じて手動でシリ
ンダーの速度やリベットインストール圧を調整することができま
す。材料及びマトリックスに応じて圧力を調整するには、55ページ
を参照してください。
速度 圧力
付属リベットボックス
セルフピアシングリベット(一箱300個入り)がお買い上げ時付属品とし
て含まれています。これらのサンプル車体修理専用リベットはマシン
のテスト目的として付属されています。
セルフピアシングリベットの取り付け方法
Ø 3,3 mm Ø 5,3 mm
セルフピアシングリベット取り付け中はリベットがうまく配置されていることを確認してください。マトリックスに
損傷があるとリベット作業に悪影響を及ぼす可能性がありますので十分にお気をつけください。
リベット作業中はマトリックス-及びリベット-をリベット打ちする母材の上に置いておいて下さい。正確に90°のア
ングルをつくる為にパンチサポートを必ず使用してください。
90°

40
GYSPRESS 8T
JP
セルフピアシングリベットの仕上がり
フローフォームリベット用穴の測定とパンチング
フローフォームリベットをご使用の際はあらかじめ、リベット打ちをする箇所に穴を開ける必要があります。上記の
パンチングによってフローフォームリベット用の穴測定及び穴あけ作業がより正確に行えます。
打ち抜き作業後にはパンチが母材に押し込まれた状態に
なります。その後リベッターマシーンを動かし、パンチ
を母材から抜き取ります。
フローフォームリベットの設置
フローフォームリベットで母材をリベット打ちをする際にはあらかじめその箇所に穴を開ける
必要があります。(上記の手順を確認してください)

41
GYSPRESS 8T
JP
穴あけ作業が完了したら、フローフォームリベットを挿
入します。
F1端はヘッドリベット側になるように配置します。
F2マトリックスには接着剤残留物を排出する穴が空いて
います。毎回の使用後にそれらの接着剤残留物を取り除
いてください。
フローフォームリベットの仕上がり
リベット摘出
車体修理作業には古いリベットや損傷しているリベットを取り除いてください。取り除
き作業にはドリルを使用せず、必ずリベット摘出用マトリックスを使用してください。
この作業を適切に行うことによって母材損傷を防ぎます。

42
GYSPRESS 8T
JP
セルフピアシングリベットの摘出作業を行う前にセン
ターパンチ(商品番号048379)で印を付けることが出来
ます。
摘出作業後にマトリックス穴の中にリベットが残留し
ていた場合は、次の作業を始める前に取り除いてくだ
さい。リベットが挿入されてすぐにマトリックスの
先端の前進を停止してください。
先端までシリンダーを進めすぎることによって、完成
されたリベットを破損する可能性があります。
管理とメンテナンス
ジスプレス8Tは特別なメンテナンスの必要性がありません。故障や使用中の不具合を防ぐ為に時々外観をチェックし
て下さい。長期的には、少なくとも週に一度程製品の機能を保つ為に埃や汚れを取り除いてください。清掃には自動
車清掃用クロスなどをご使用ください。水や可燃性、腐食性がある液体を使用しないでください。
メンテナンス作業中は圧縮空気の供給を完全に遮断して下さい。
トラブルシューティング
下記の表には製品使用中に起こりうる問題が記されています。現行の問題がこの表内の項目に該当しない場合は直ち
に販売元へご相談ください。
症状 主な原因 対策
リベットマシーンが作動しない。
空気コネクターが正常に接続されていない。
空気圧を
接続してください。
空気圧が低すぎる。
空気圧供給を
チェックして下さい。
空気圧が正確に
調整されていない。
空気圧を2~8バールの
間に調節してください。
ポテンショメータは、
最小速度に設定されています。
スピード敷設を
調整します。
リベットが正しく打ち込まれない。
マンドレル、もしくはマトリックスに異常が
ある。
マンドレル、もしくはマトリックスを
交換してください。
マンドレル、もしくはマトリックス内に接着
剤が残留している。
接着剤を
取り除いてください。
圧力不足。
空気圧が低すぎるか、
もしくは正常に調整されていません。
リベットの長さが正しくない。
製造元又は販売元に
ご相談ください。

43
GYSPRESS 8T
JP
ピストンが正しく出ていない、又は遅
すぎる。
リリースレバーが
ブロックされた状態になっている。
リリースレバーを
解除してください。
空気が漏れている。
パイプに異常がある。
パイプを
交換してください。
継手異常。
継手を
交換してください。
封印状態の異常。
製造元又は販売元に
修理を依頼してください。

44
GYSPRESS 8T
RU
Данная инструкция описывает функции инструмента и меры предосторожности в целях обеспечения вашей
безопасности. Пожалуйста, прочтите ее перед первым использованием и сохраните, чтобы при надобности
перечитать.
ОПИСАНИЕ
Благодарим за ваш выбор! Чтобы полностью использовать возможности инструмента, пожалуйста, внимательно
ознакомьтесь с данной инструкцией :
Этот клепальный инструмент специально разработан для основных типов заклепок, используемых и
омологированных автомобилестроителями для ремонта кузова :
• Самопроникающие заклепки «Punch Rivets»
• Заклепки «Flow Form»
Идеален для всех клепальных работ по металлу толщиной до 6,5 мм.
ОБРАЩЕНИЕ С ИНСТРУМЕНТОМ
Данное руководство описывает, как нужно обращаться с инструментом для правильного использования.
Прибегать к методам работы, которые явно не одобрены изготовителем GYS, не дозволено.
ПОДКЛЮЧЕНИЕ СЖАТОГО ВОЗДУХА
Максимальное давление воздуха :
Следите за тем, чтобы не превышать максимальное давление воздуха 8 бар.
Чистый сжатый воздух :
Сжатый воздух, поступающий в клепальный аппарат, должен быть чистым и сухим. Наличие
влаги и примесей может привести к сбоям в работе и/или к повреждениям аппарата.
УСТАНОВКА ПЛЕЧА
Выберите плечо и подготовьте предохранительную чеку (1).
Аккуратно установите плечо на клепальный аппарат, ровно
расположив обе ориентировочные отметки.
Для монтажа больших плеч (например: HR2, HR3), советуется
положить их горизонтально на стол и вставить наконечник
клепальника в отверстие плеча.
Для более подробной информации смотрите видео.

45
GYSPRESS 8T
RU
После того, как плечо установлено на клепальный
аппарат, вставьте предохранительную чеку в
отверстие, вдавив верхнюю часть красного цвета.
После ее ввода ось автоматически блокируется и
больше не должна самопроизвольно выходить из
отверстия.
Предохранительная чека должна быть чистой
и без повреждений. Не использовать чеку, если она
неисправна.
Привинтите насадку, идущую в комплекте с плечом.
Клепальный инструмент считается
теперь в рабочем состоянии.
УСТАНОВКА НАСАДОК
Привинтите к плечу комплект насадок, необходимых для операции клепания. Каждый раз перед установкой
насадок проверяйте, что матрица и пуансон соответствуют друг другу (см. стр. 3) и хорошо закреплены.
Держатель пуансона / муфта
Матрица заклепки
После установки матрицы и держателя пуансона затяните их с помощью
специального ключа (поставляется в наборе). После каждой операция клёпки
проверьте, что насадки хорошо завинчены. Ослабление зажима опасно и может привести
к повреждению клепального инструмента.

46
GYSPRESS 8T
RU
НАСТРОЙКА СКОРОСТИ И ДАВЛЕНИЯ
Пользователь может вручную откорректировать скорость
продвижения цилиндра, а также силу давления заклепки в
соответствии с используемым металлом, что помогает избежать
деформации кузова.
Для регулировки давления матрицей и материалов см.
таблицу на стр. 55.
Скорость Давление
НАБОР ЗАКЛЕПОК В КОМПЛЕКТЕ
В наборе с клепальным инструментом поставляется коробка с 300
стальными самопроникающими заклепками (RAP). Эти заклепки
поставляются исключительно для использования для тестирования
клепального аппарата и ни в коем случае не должны быть
использованы для кузовного ремонта.
УСТАНОВКА САМОПРОНИКАЮЩИХ ЗАКЛЕПОК
Ø 3,3 мм Ø 5,3 мм
Во время установки самопроникающих заклепок проверьте основу заклепок. Матрицы должны быть без
повреждений, тк могут возникнуть проблемы при клепании.
Каждый раз при клепании необходимо следить за тем, чтобы матрица - а не сама заклепка - прилегала к
соединяемым листам металла. К тому же, чрезвычайно важно, чтобы опора пуансона была подведена к
соединяемым листам металла под углом 90°.
90°

47
GYSPRESS 8T
RU
РЕЗУЛЬТАТ УСТАНОВКИ САМОПРОНИКАЮЩЕЙ ЗАКЛЕПКИ
ПРОБИВАТЬ И КАЛИБРОВАТЬ ОТВЕРСТИЯ ДЛЯ ЗАКЛЕПОК FLOW-FORM
В случае использования заклепок Flow-Form перед установкой необходимо пробить листы. Представленная ниже
дыропробивочная матрица позволяет делать точные, хорошо откалиброванные отверстия для заклепок Flow-
Form.
После пробивки отверстия пуансон забивается в
соединяемые листы металла. После чего необходимо
слегка раскачать клепальный аппарат, чтобы
высвободить пуансон и вынуть его из металла.
УСТАНОВКА ЗАКЛЕПОК FLOW-FORM
Перед соединением металлических листов с помощью заклепок текущей формы Flow-Form
необходимо проделать направляющее отверстие (см. описание действий ниже).

48
GYSPRESS 8T
RU
После того, как направляющее отверстие проделано,
вставьте в него заклепку Flow-Form :
Насадка F1 должна быть помещена со стороны
головки заклепки:
Матрица F2 имеет отверстие для вывода остатков
клея. После каждой операции клёпки удаляйте
остатки клея со всех загрязненных инструментов.
РЕЗУЛЬТАТ УСТАНОВКИ ЗАКЛЕПКИ ТЕКУЩЕЙ
ФОРМЫ FLOW-FORM
ИЗВЛЕЧЕНИЕ ЗАКЛЕПОК
В случае кузовного ремонта нужно извлечь старые или дефектные заклепки из
соединенных листов металла.
Чтобы не извлекать эти заклепки сверлением, используйте специальную насадку для
извлечения и соответствующую матрицу. С их помощью можно извлечь заклепки, не
повредив металл.

49
GYSPRESS 8T
RU
Перед использованием клепального инструмента
и чтобы облегчить извлечение самопроникающих
заклепок, можно сделать углубление на заклепке
с помощью центрирующего кернера (арт : 048379)
таким образом, чтобы пуансон извлечения
вклинился в углубление.
Если во время извлечения заклепка осталась в
отверстии матрицы, подуйте на нее, чтобы она
выпала, перед тем, как извлечь следующую
заклепку.
Остановите проникновение острия матрицы как
только заклепка будет вставлена. Продвижение
острия до упора может привести к нагрузкам,
способным сломать его.
ПРОВЕРКИ И ТЕХОБСЛУЖИВАНИЕ
Клепальный инструмент GYSPRESS 8T не требует специфического обслуживания. Советуется периодически
осуществлять обычный визуальный осмотр с тем, чтобы предупредить возможную поломку или сбой во время
использования.
Как минимум раз в неделю очищайте клепальный инструмент GYSPRESS 8T от пыли и загрязнений, которые
могли бы помешать хорошей работе аппарата в долгосрочной перспективе. Пользуйтесь самочистящимися
тряпочками. Не используйте ни воду, ни воспламеняющуюся или едкую жидкость.
Во время техобслуживания подача сжатого воздуха должна быть отключена от аппарата.
НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
Нижеприведенная таблица содержит список неисправностей, могущих возникнуть при использовании
инструмента. Если встреченная проблема не указана в данной таблице, немедленно прекратите пользование
подъемником и свяжитесь с продавцом, который сообщит вам о дальнейших действиях.
НЕИСПРАВНОСТИ ПРИЧИНЫ УСТРАНЕНИЕ
Клепальный инструмент не
работает.
Сжатый воздух не подключен. CПодключите подачу сжатого воздуха.
Недостаточная подача сжатого воздуха. Проверьте подачу сжатого воздуха.
Сжатый воздух неправильно
отрегулирован.
Отрегулируйте давление сжатого
воздуха от 2 до 8 бар.
Потенциометр скорости
установлен на минимум.
Замените муфту или матрицу.
Заклепка неправильно
помещена.
Муфта или матрица дефектны. Замените муфту или матрицу.
Присутствие остатков клея на муфте или в
матрице.
Удалите клей.
Недостаточное давление прессовки.
Слишком слабое или неправильно
отрегулированное давление воздуха.
Неправильная длина заклепки. Соблюдайте указания производителя.
Клепальный поршень выходит
слишком медленно или совсем
не выходит.
Разрядник (рычаг) блокирован. Разблокируйте разрядник.
Сжатый воздух, проблема
герметичности.
Неисправный шланг. Замените шланг.
Неисправные соединения. Замените соединение.
Неисправные прокладки. Ремонт совершается производителем.

50
GYSPRESS 8T
Questo manuale d’uso contiene le indicazioni sul funzionamento del vostro utensile e le precauzioni da seguire per la
vostra sicurezza. Leggerlo attentamente prima dell’uso e conservarlo con cura per poterlo consultare successivamente.
DESCRIZIONE
Grazie per la Vostra scelta ! Per trarre il massimo delle soddisfazioni dal vostro utensile, vogliate leggere con atttenzione
quanto segue :
La rivettatrice è stata concepita specialmente per la posa dei principali tipi di rivetti utilizzati e omologati nella riparazione
delle automobili :
• Rivetti auto-perforanti «Punch Rivets»
• Rivetti «Flow Form»
Ideale per tutte le operazioni di rivettaggio su lamiere (no a 6,5 mm di spessore).
MANIPOLAZIONE
Tutte le manipolazioni necessarie per un uso corretto sono descritte in questo manuale. Non è permesso ricorrere a
metodi di lavoro che non siano esplicitamente autorizzati dal fabbricante GYS.
CONNESSIONE ALL’ARIA COMPRESSA
Pressione dell’air max :
Controllare di non oltrepassare la pressione d’aria massima di 8 bar.
Aria compressa pulita :
Controllare che l’aria compressa utilizzata per alimentare la rivettatrice sia pulita e secca. Umi-
dità e impurità possono provocare difetti di funzionamento e/o danni all’apparecchio.
POSIZIONAMENTO DI UN BRACCIO
Scegliere un braccio e preparare il perno di bloccaggio (1).
Posizionare il braccio sul naso della rivettatrice facendo attenzione ad
allineare i 2 punti di riferimento.
Per posizionare un grande braccio (ex : HR2, HR3), si consiglia di
appoggiare il braccio a piatto su una tavola e inserire il naso della
rivettatrice nell’orizio del braccio.
Per maggiori dettagli vedere il video :
IT

51
GYSPRESS 8T
IT
Quando il braccio è posizionato sulla rivettatrice, intro-
durre il perno di bloccaggio nell’orizio.
L’asse si blocca automaticamente dopo il suo inserimento
non deve più uscire spontaneamente dall’orizio.
Il perno di bloccaggio deve essere pulito ed inte-
gro. Non utilizzare perni difettosi.
Avvitare la prolunga fornita con il braccio. La rivettatrice è pronta all’uso.
MONTAGGIO DEI TERMINALI
Avvitare il kit di terminali richiesti per la procedura di rivettaggio nei supporti del braccio. Prima di ogni montaggio veri-
care che la matrice e il supporto del punzone siano correttamente associati (vedi pag. 3) e bloccati.
Supporto punzone / mandrino
Matrice rivetto
Posizionati matrice e supporto punzone, bloccare con la chiave speciale fornita. Veri-
care la tenuta dei termnali dopo ogni operazione di rivettaggio. Un cattivo serraggio è perico-
loso e può causare un deterioramento della rivettatrice.

52
GYSPRESS 8T
IT
REGOLAZIONE DELLA VELOCITA’ E DELLA PRESSIONE
L’utilizzatore può regolare manualmente la velocità di avanzamento
del pistone e lo sforzo di posa del rivetto a seconda del tipo di mate-
riale da assemblare per evitare qualsiasi deformazione delle lamiere.
Per regolare la pressione in funzione delle matrici e dei ma-
teriali, vedere la tabella a pag. 55.
Vitesse Pression
CONFEZIONE DI RIVETTI
La rivettatrice è fornita con una scatola da 300 rivetti in acciaio auto-
perforanti (RAP). Questi rivetti di prova sono forniti per permettere di
testare la rivettatrice e non devono essere utilizzati in nessun caso per le
riparazioni delle automobili.
INSTALLAZIONE DEL RIVETTO AUTO-PERFORANTE
Ø 3,3 mm Ø 5,3 mm
Prima di installare il rivetto controllare la sede dei rivetti. Le matrici non devono essere danneggiate perchè il rivettaggio
potrebbe presentare dei problemi.
Ad ogni rivettaggio è obbligatorio controllare che la matrice - e non il rivetto stesso - sia posata sulle lamiere da assem-
blare. E’ inoltre importante fare in modo che il supporto del punzone sia posizionato sulle lamiere da assemblare in modo
da formare un angolo di 90°.
90°

53
GYSPRESS 8T
IT
RISULTATO DELLA POSA DI UN RIVETTO AUTO-PERFORANTE
PUNZONARE E CALIBRARE I FORI PER RIVETTI FLOW-FORM
In caso di utilizzo di rivetti Flow-Form, è necessario perforare prima le lamiere per permettere il posizionamento del
rivetto. La matrice di punzonatura di cui sopra permette una perforazione precisa e la calibratura dei fori del rivetto
Flow-Form.
Dopo la punzonatura, il punzone resta inserito nelle
lamiere da assemblare. E’ necessario un movimento un
movimento basculante della rivettatrice per poter ritirare
il punzone dalle lamiere.
POSA DEI RIVETTI FLOW-FORM
Prima di considerare di assemblare delle lamiere con rivetti Flow-Form, si deve fare un foro guida
(vedi procedimento sopra riportato).

54
GYSPRESS 8T
IT
Una volta fatto il foro guida,
inserirvi il rivetto Flow-Form :
Il terminale F1 deve essere dalla parte della testa del
rivetto :
La matrice F2 è munita di orizio d’evacuazione dei resi-
dui di colla. Dopo ogni procedura di rivettaggio , ripulire
dai residui di colla tutti gli utensili.
RISULTATO DELLA POSA DI UN RIVETTO FLOW-
FORM
ESTRAZIONE DEI RIVETTI
Nel caso di riparazioni di lamiere di carrozzeria vecchi rivetti o rivetti difettosi devono essere
rimossi dalle lamiere assemblate.
Per evitare di dover togliere questi rivetti perforando, utilizzare il terminale di estrazione e
la sua matrice. Essi permettono di togliere i rivetti preservando le lamiere.

55
GYSPRESS 8T
IT
Prima di utilizzare la rivettatrice e per facilitare l’estra-
zione dei rivetti autoperforanti, è possibile, con il pun-
teruolo di centraggio (réf : 048379), fare un’impronta
guida afnché il punzone d’estrazione si inserisca
nell’impronta.
Se durante l’estrazione il rivetto resta nell’orizio della
matrice, sofare per farlo cadere prima di effettuare
un’altra estrazione.
Fermare la progressione della punta della matrice
appena il rivetto è inserito. Portare la punta a ne
corsa può creare delle tensioni sulla punta e romperla.
CONTROLLI E MANUTENZIONE
La rivettatrice GYSPRESS 8T non necessita di particolari manutenzioni. Un semplice controllo visivo periodico è consi-
gliato e raccomandato per prevenire evventuali guasti o diffetti durante l’uso
Pulire la rivettatrice GYSPRESS 8T almeno una volta alla settimana per eliminare la polvere e la sporcizia che potreb-
bero compromettere, a lungo termine, il buon funzionamento del prodotto. Usare stracci autopulenti. Non usare acqua
né liquidi inammabili o corrosivi.
Quando si effettua la manutenzione, l’alimentazione ad aria compressa deve essere scollegata dall’ap-
parecchio.
ANOMALIE, CAUSE, RIMEDI
La tabella sottoriportata indica le anomalie che si possono osservare durante l’utilizzo dell’utensile. Se il problema
riscontrato non è presente nella tabella sottostante, interrompere l’uso del dispositivo e contattare immediatamente il
rivenditore per informazioni sul da farsi.
ANOMALIE CAUSE RIMEDI
La rivettatrice non funziona.
L’aria non è collegata. Collegare l’aria compressa.
l’aria compressa non è suf-
ciente.
Vericare l’alimentazione di aria com-
pressa.
L’aria compressa non è corretta-
mente regolata.
Regolare l’aria compressa tra 2 e 8 bar.
Il potenziometro di velocità è
regolato al minimo.
Regolare la velocità di posa.
Il rivetto non è posizionato corretta-
mente.
Mandrino o matrice difettosi. Sostituire il mandrino o la matrice.
Presenza di residui di colla sul
mandrino o nella matrice.
Pulire dalla colla.
La pressione di serraggio non è
sufciente.
La pressione dell'aria è troppo debole o
non è ben regolata.
Lunghezza del rivetto errata. Rispettare le istruzioni del costruttore.
Il pistone di rivettaggio esce troppo
lentamente o non del tutto.
La leva di scarico è rimasta
bloccata.
Sbloccare la leva di scarico.
Air, défaut d’étanchéité.
Flessibile difettoso. Sostituire il essibile.
Accoppiamento difettoso. Modicare l'accoppiamento.
Giunzioni difettose. Riparazione da effettuarsi da fabbricante.

56
GYSPRESS 8T
TABLEAU RÉGLAGE PRESSION / PRESSURE CONTROL CHART / TABELLE EINSTELLUNG PRESSDRUCK
/ TABLA DE AJUSTE DE PRESIÓN / ТАБЛИЦА РЕГУЛИРОВКИ ДАВЛЕНИЯ / TABEL INSTELLING AAN-
DRUKKRACHT / 圧力制御チャート / TABELLA REGOLAZIONE PRESSIONE
80
70
60
50
40
30
RAP
Ø 3,3
RAP
Ø 5,3
RFF
ALU
Ø 6
RFF
STEEL
Ø 6
RFF
STEEL
Ø 8
3>5,2
4,7>5,8
5,3>6,4
6,5>8
8
5,8>7
kN
1 2
3
EJECT
&
DRILLING
2,0 >6,5 mm 2,3 >8,3 mm
A1
Ø 3 mm
B1
Ø 5 mm
E1 T1 F1
1 2 1 / 2 / 3 3
A2
Ø 3 mm
B2
Ø 5 mm
E2 T2 F2
RAP RFFE&D
A1+A2 : 054295 B1+B2 : 054301 E1+E2 : 054318 T1+T2 : 054707 F1+F2 : 054714
E1 (x5) : 054288
RAP
- Rivets Auto-Perçants
- Self-piercing rivets (SPR)
- Stanznieten
- Remaches autoperforantes
- Самопроникающие заклепки
- Zelf perforerende ponsnagels
- セルフピアシングリベット
- Rivetti auto-perforanti
RFF
- Rivets Flow-Form
- Flow-Form rivets (FFR)
- Fließformniete
- Remaches Flow-Form
- Заклепки обтекающей
формы Flow-Form
- Flowform ponsnagels
- フローフォームリベット
- Rivetti Flow-Form

57
GYSPRESS 8T
ATTESTATION DE CONFORMITÉ
GYS atteste que la riveteuse GYSPRESS 8T est conforme à la directive 2006/42/CE, et par conséquent respecte les normes suivantes
: EN 693 / EN 792-1 / EN 792-13
Date de marquage CE : 2016.
CONFORMITY ASSESSMENT
GYS certies that the GYSPRESS 8T conforms to the directive 206/42/EC and respects the following standards :
EN 693 / EN 792-1 / EN 792-13
Date CE : 2016.
KONFORMITÄTSERKLÄRUNG
GYS erklärt, dass die Hebebühne GYSPRESS 8T nach Richtlinie 2006/42/EG hergestellt wurde und daher mit den erweiteren Normen
übereinstimmt : EN 693 / EN 792-1 / EN 792-13
CE-Kennzeichung : 2016.
ATTESTACION DE CONFORMIDAD
GYS declara que la GYSPRESS 8T se ajusta a la directiva 2006/42/CE, y por consiguiente cumple las normas siguientes:
EN 693 / EN 792-1 / EN 792-13
Fecha de marcado de CE : 2016.
ДЕКЛАРАЦИЯ СООТВЕТСТВИЯ
GYS заявляет, что клепальный инструмент GYSPRESS 8T произведен в соответствии с директивой 2006/42/CE и, следовательно,
соблюдает следующие нормы : EN 693 / EN 792-1 / EN 792-13
Дата маркировки EС : 2014
VERKLARING VAN OVEREENSTEMMING
GYS verklaart dat de GYSPRESS 8T is in overeenstemming met de 2006/42/EG norm en voldoet aan de volgende standaarden :
EN 693 / EN 792-1 / EN 792-13
De CE -markering is in 2016 toegebracht.
適合宣言書
GYSは当製品ジスプレス8Tが、次の指令に一致することを認証します。
ICÔNES / SYMBOLS / ZEICHENERKLÄRUNG / SÍMBOLOS / SYMBOLEN / アイコン
- Attention ! Risque d’écrasement des mains.
- Warning ! Danger of crushing hands.
- Achtung! Handverletzungen möglich.
- ¡ATENCIÓN! Riesgo de aplastamiento de manos.
- Внимание! Опасность прищемить руку.
- Waarschuwing ! Gevaar van beknelling van handen.
警告!手を挟まれないよう注意
- Attenzione! Rischio di schiacciamento delle mani.
- Attention ! Risque d’écrasement des doigts.
- Warning ! Danger of crushing ngers.
- Achtung! Quetschgefahr.
- ¡ATENCIÓN! Riesgo de aplastamiento de dedos.
- Внимание! Опасность прищемить пальцы.
- Waarschuwing ! Gevaar van beknelling van vingers.
警告!指を挟まれないよう注意
- Attenzione! Rischio di schiacciamento delle dita.
- Respecter les consignes générales.
- Respect general rules.
- Allgemeine Hinweise beachten.
- Sigas las indicaciones generales.
- Соблюдайте общие указания.
- Respecteer algemene veiligheidsregels.
一般的な規則尊厳
- Rispettare le istruzioni generali.
- Porter des gants.
- Wear gloves.
- Handschutz benutzen.
- Lleve guantes.
- Носите перчатки.
- Draag beschermende werkhandschoenen.
手袋着用
- Indossare dei guanti.
- Porter un masque facial.
- Wear a face mask.
- Gesichtsschutz benutzen.
- Lleve una máscara protectora.
- Носите лицевую защитную маску.
- Draag een veiligheidsmasker.
フェイスマスク着用
- Indossare una maschera facciale.
- Respecter le mode d’emploi.
- Follow the user manual.
- Betriebsanleitung beachten.
- Siga el manual de instrucciones.
- Соблюдайте инструкцию по эксплуатации.
- Lees en volg de gebruiksaanwijzing op.
取り扱い説明書の記述に従ってください。
- Rispettare le modalità di utilizzo.
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57

























































GYS GYSPRESS 8T RIVETING TOOL de handleiding
- Type
- de handleiding
in andere talen
Gerelateerde papieren
-
GYS RIVETING MACHINE GYSPRESS 8T PUSH-PULL de handleiding
-
-
-
GYS RIVETER GYSPRESS 10T de handleiding
-
-
GYS SERVANTE GYSPRESS 8T/10T Data papier
-
-
-
-
Andere documenten
-
Makita Nibbler JN1601 Handleiding
-
Metabo KN 6875 Handleiding
-
Beta 1946C7,8 Handleiding
-
-
Facom Y 135F de handleiding
-
Parkside PDBNP 14 B1 Translation Of The Original Instructions
-
-
Trumpf N 500-4 Handleiding
-
-