Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...

42
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK
ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet
de gebruiker worden gewezen op de gevaren, hierna
opgesomd, die met laswerkzaamheden gepaard gaan.
Voor meer gedetailleerde informatie, bestel het handboek
met code 3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
· Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
· Raak elektrische onderdelen of elektroden onder
spanning niet aan met de blote huid, handschoenen of
natte kledij.
· Zorg dat u zowel van de aarde als van het werkstuk geï-
soleerd bent.
· Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
· Houd uw hoofd uit de buurt van dampen.
· Werk in aanwezigheid van een goede ventilatie
en gebruik ventilatoren rondom de boog om gasvorming
in de werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
· Bescherm uw ogen met een lasmasker met gefil-
terd glas en bescherm uw lichaam met aangepas-
te veiligheidskledij.
· Bescherm anderen door de installatie van geschikte
schermen of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
· Vonken (spatten) kunnen brand en brandwonden
veroorzaken; daarom dient u zich ervan te verge-
wissen dat er geen brandbaar materiaal in de
buurt is en aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/las-
procédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk
zijn .
• De elektrische stroom die door een wille-
keurige conductor stroomt produceert elek-
tromagnetische velden (EMF). De las- of
snijstroom produceert elektromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden geproduceerd door hoge stroom
kunnen de functionering van pacemakers beïnvloeden. De
dragers van vitale elektronische apparatuur (pacemakers)
moeten zich tot hun arts wenden voordat ze booglas-, snij-
, afbrand- of puntlaswerkzaamheden benaderen.
De blootstelling aan elektromagnetische velden, geprodu-
ceerd tijdens het lassen of snijden, kunnen de gezondheid
op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure hou-
den om de gevaren geproduceerd door elektromagneti-
sche velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de
elektrodeklem of de lastoorts naast elkaar blijven
liggen. Maak ze, indien mogelijk, met tape aan elkaar
vast.
- Voorkom dat u de aardekabel en de kabel van de
elektrodeklem of de lastoorts om uw lichaam wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel van
de elektrodeklep of de lastoorts komt te staan. Als de
aardekabel zich rechts van de operator bevindt, moet
de kabel van de elektrodeklem of de lastoorts zich
tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de nabijheid
van het las- of snijpunt aan op het te bewerken stuk.
- Voorkom dat u in de nabijheid van de generator werk-
zaamheden verricht.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen of
dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met
de voorschriften zoals bepaald in de geharmoniseerde
norm IEC 60974-10 (Cl. A) en mag uitsluitend worden
gebruikt voor professionele doeleinden in een indus-
triële omgeving. Het garanderen van elektromagneti-
sche compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE

43
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Deze handleiding is opgemaakt met het doel het perso-
neel dat belast is met de installatie, de bediening en het
onderhoud van het lastoestel van aanwijzingen te voor-
zien.
Dit toestel is een constante spanningsbron die geschikt
is voor het MIG/MAG en OPEN-ARC lassen.
Controleer bij ontvangst of er geen onderdelen kapot of
beschadigd zijn.
Ledere eventuele claim voor verliezen of schade dient
de koper in te dienen bij de transporteur. Telkens
wanneer er informatie wordt gevraagd met betrekking
tot het lastoestel, wordt u verzocht het artikel en het
serienummer door te geven.
2.2 PLAATSING
Pak het apparaat uit en plaats het in een goed geventi-
leerde, liefst stofvrije ruimte. Zorg ervoor dat de luchtin-
laat en -uitlaat van de ventilatiegleuven niet wordt belem-
merd.
OPGELET: BELEMMERING VAN DE LUCHTCIRCULATIE
kan oververhitting en beschadiging van de interne onder-
delen veroorzaken.
Laat een ruimte van minstens 500 mm vrij rondom het
apparaat.
Plaats nooit een filterinrichting boven de inlaatluchtope-
ningen van dit lasapparaat.
De garantie vervalt bij het gebruik van een filterinrichting.
Monteer de bij het apparaat geleverde onderdelen zoals
getoond in figuur 1.
3 BESCHRIJVING VAN HET APPARAAT
A) Schakelaar
Schakelt het apparaat in en uit en regelt ook de las-
spanning.
B) Instelknop
Deze knop dient om de aanvoersnelheid van de
lasdraad in te stellen.
C) Massakabel
D) Gele LED
Licht alleen op wanneer de thermische beveiliging in
werking is getreden en de werking van het apparaat
heeft onderbroken.
E) Groene LED
Geeft aan dat het apparaat is ingeschakeld.
F) Lastoorts
G) Handvat
Mag niet worden gebruikt om het apparaat op te tillen.
4 ALGEMENE BESCHRIJVING
4.1 SPECIFICATIES
Dit lasapparaat kan worden gebruikt voor het lassen van
staal, roestvrij staal en aluminium.
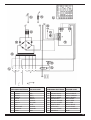
4.2 VERKLARING VAN DE TECHNISCHE SPECIFICA-
TIES
Het lasapparaat is vervaardigd in overeenstemming met
deze internationale normen: EN60974.1 - IEC 61000-3-
12.
N° Serienummer, dat dient te worden ver-
meld bij elk verzoek betreffende het
lasapparaat.
Transformator - gelijkrichter, een fase.
Extern kenmerk van het apparaat.
Uo Secundaire openboogspanning (piek-
waarde)
X De inschakelduur wordt aangegeven in
een percentage van 10 minuten, gedu-
Fig. 2
Fig. 1

44
rende deze periode kan het lasapparaat
met een bepaalde stroomsterkte werken
zonder overbelast te raken.
Voorbeeld: X = 60% bij I
2
= 100 A
Dit betekent dat het apparaat met een
lasstroom I
2
= 100 A gedurende 6 van de
10 minuten kan lassen, dus 60%.
I
2
Lasstroom
U
2
Secundaire spanning bij lasstroom I
2
U
1
Nominale voedingsspanning.
1~ 50/60 Hz Eenfasige voedingsspanning, 50 of 60 Hz.
I
1
Opgenomen stroom bij overeenkomstige
lasstroom I
2
IP21 Beschermingsklasse van de behuizing.
De 1 als tweede cijfer wil zeggen dat dit
apparaat niet geschikt is om buiten in de
regen te worden gebruikt.
Geschikt voor werkzaamheden in omge
vingen met verhoogd risico.
OPMERKING: Het lasapparaat is ook ontworpen voor
gebruik in omgevingen met verontreinigingsgraad 3 (zie
IEC 664)
4.3 BESCHRIJVING VAN DE BEVEILIGING
Dit apparaat is beveiligd door middel van een normaal
gesloten thermische beveiliging op de voedingstransfor-
mator.
Wanneer de thermische beveiliging in werking treedt,
stopt het apparaat met lassen, maar blijft de motoraan-
gedreven ventilator werken, en het gele LED-lampje licht
op.
Wacht na het in werking treden van de beveiliging enkele
minuten tot de stroombron is afgekoeld.
5 INSTALLATIE
Het apparaat moet worden geïnstalleerd door bekwaam
personeel. Alle aansluitingen moeten worden uitgevoerd
overeenkomstig de geldende voorschriften en volledig in
overeenstemming zijn met de veiligheidsreglementen (zie
de normen CEI 26-23 - CEI CLC 62081).
Controleer of de draaddiameter overeenkomt met de op
de rol vermelde diameter en monteer de draadspoel. Zorg
ervoor dat de lasdraad door de groef in de kleine rol 7
wordt gevoerd.
Controleer, alvorens de voedingskabel 23 aan te sluiten,
of de netspanning overeenkomt met de spanning van het
apparaat en ga dan als volgt te werk:
a) voor een permanente aansluiting op de
netspanning zonder stekker, moet u een
hoofdschakelaar installeren met een vermogen
dat overeenstemt met de nominale specifica-
ties.
b) voor een aansluiting met stekker, moet u een
stekker gebruiken met een vermogen dat over-
eenstemt met de nominale specificaties. In dit
geval moet de stekker worden gebruikt om het
apparaat volledig los te koppelen van de
netvoeding, nadat de schakelaar 47 op "O" (uit)
is gezet.
De geel-groene draad moet worden aangesloten op de
massa-aansluiting. Verbind de massaklem 37 met het te
S
lassen stuk.
Het lascircuit mag nooit met opzet direct of indirect in
contact worden gebracht met de massadraad, behalve
op het werkstuk.
Als het werkstuk met opzet wordt geaard door middel van
de aardingskabel, moet de aansluiting zo rechtstreeks
mogelijk zijn en moet de diameter van de kabel minimaal
gelijk zijn aan die van de massakabel. Hij moet tevens
worden aangesloten op het werkstuk, op hetzelfde punt
als de massakabel, met behulp van de massaklem of een
tweede massaklem juist ernaast.
Alle voorzorgsmaatregelen moeten worden genomen om
lekkage van de lasstroom te vermijden.
Schakel het apparaat in met de schakelaar 47.
Verwijder het conische gasmondstuk 44 door het recht-
som te draaien.
Schroef de contacttip 43 los.
Druk niet op de toortsschakelaar voordat u de
instructies aandachtig gelezen hebt.
Het is belangrijk te controleren of het apparaat is uitge-
schakeld voordat u de draadspoel en de draadrol ver-
vangt, om te voorkomen dat de draadaanvoermotor per
ongeluk start.
Druk op de toortsschakelaar 39 en laat hem pas los wan-
neer de draad naar buiten komt.
De lasdraad kan prikwonden veroorzaken.
Richt de toorts nooit op lichaamsdelen, andere personen
of metaal tijdens het aanvoeren van de lasdraad.
Schroef de contacttip 43 weer vast en controleer of de
diameter van het gat overeenkomt met de gebruikte
draad.
Bevestig het conische gasmondstuk 44 opnieuw door het
rechtsom te draaien.
5.1 AANSLUITEN VAN DE GASSLANG
• De gascilinder moet voorzien zijn van een reduceerven-
tiel en een flowmeter.
• Als de cilinder op de cilinderhouder van het apparaat
wordt geplaatst, moet hij op zijn plaats worden gehouden
door de voorziene ketting en van een geschikt formaat
zijn, om de stabiliteit van het apparaat niet in het gedrang
te brengen.
• Sluit na het plaatsen van de cilinder de gasslang die ach-
teraan uit het apparaat komt aan op het reduceerventiel.
• Draai de gascilinder open en stel de flowmeter in op
ongeveer 8-10 l/min.
OPGELET: Let erop dat het gebruikte gas geschikt is voor
het te lassen materiaal.
5.2 ALGEMENE OPMERKINGEN
Lees vóór gebruik van dit lasapparaat aandachtig de
voorschriften CEI 26-23 - CEI CLC 62081. Zorg er ook
voor dat de isolatie van de kabels, de toorts en de mas-
sakabel intact is.
6 LASSEN
6.1 LASSEN VAN STAAL
6.1.1 Met gasbescherming.
Voor het lassen van staal kan 75% ARGON + 25% CO2

45
of 100% CO2 worden gebruikt.
Sluit de kabels aan zoals getoond in figuur 3.
Kies de gewenste lasstroom met de draaischakelaar 47.
Beweeg de toorts naar het laspunt en druk de schakelaar
39 in.
Regel de potentiometerknop 2 tot het apparaat met een
constant en continu geluid last.
Als de snelheid te hoog is, heeft de draad de neiging aan
het stuk te gaan kleven, waardoor de toorts overspringt.
Als de snelheid te laag is, smelt de draad in losse drup-
pels of blijft de boog niet branden.
Wanneer u klaar bent met lassen, zet u het apparaat uit
en draait u de gascilinder dicht.
Zie figuur 5 voor de juiste lashoek.
6.1.2 Zonder gasbescherming.
Sluit de kabels aan zoals getoond in figuur 4.
Gebruik uitsluitend gevulde lasdraad met een diam. van
0,9 die overeenstemt met de norm AWS AS.20 E71 TII of
E71 TGS en die geschikt is voor gebruik zonder gasbe-
scherming.
Verbind de massakabelklem met het werkstuk.
Volg na het aansluiten van de kabels de instructies in
paragraaf 5.1.1.
OPMERKING: Voor compacte, goed beschermde lasna-
den moet u van links naar rechts en van boven naar onder
werken.
Verwijder al het afval na elke lasbewerking.
Zie figuur 5 voor de juiste lashoek.
6.2 LASSEN VAN ALUMINIUM
Het lasapparaat moet op dezelfde manier worden voor-
bereid als voor het lassen van staal met gasbescherming,
met de volgende verschillen:
- 100% ARGON als beschermgas voor het lassen.
- De samenstelling van de draad moet geschikt zijn voor
het te lassen basismateriaal.
— Voor het lassen van ALLUMAN: lasdraad met 3÷5%
silicium
— Voor het lassen van ANTICORODAL: lasdraad met
3÷5% silicium
— Voor het lassen van PERALUMAN: lasdraad met 5%
magnesium
— Voor het lassen van ERGAL: lasdraad met 5% magne-
sium
Gebruik slijpschijven en borstels die specifiek bedoeld
zijn voor aluminium en gebruik ze nooit voor het bewer-
ken van ander materiaal.
DENK ERAAN dat schoon werken gelijk is aan kwaliteit!
De draadspoelen moeten worden opgeborgen in nylon
zakken die vochtvreters bevatten.
Zie figuur 5 voor de juiste lashoek.
6.3 LASSEN VAN ROESTVRIJ STAAL
Het lasapparaat moet op dezelfde manier worden voor-
bereid als voor het lassen van staal met gasbescherming,
met de volgende verschillen:
— De spoel van de roestvrij-staaldraad moet geschikt zijn
voor de samenstelling van het te lassen materiaal.
— De cilinder moet 98% ARGON + 2% 02 bevatten (aan-
bevolen samenstelling)
De aanbevolen toortshoek en lasrichting worden getoond
in figuur 5.
7 ONDERHOUD EN CONTROLES
7.1 ALGEMENE OPMERKINGEN
• Schakel het lasapparaat uit en trek de stekker uit het
stopcontact alvorens controles of onderhoud uit te voe-
ren.
Fig. 5
Fig. 3
Fig. 4

46
• Bewegende onderdelen kunnen ernstige letsels veroor-
zaken
• Blijf uit de buurt van bewegende onderdelen.
• GLOEIENDE OPPERVLAKKEN kunnen ernstige brand-
wonden veroorzaken.
• Laat het apparaat afkoelen alvorens onderhoud uit te
voeren.
• Verwijder regelmatig stof of vreemde deeltjes van de
transformator of diodes; gebruik hiervoor schone, droge
perslucht.
• Zorg er bij het vervangen van de draadrol voor dat de
groef is uitgelijnd met de draad en overeenkomt met de
diameter van de gebruikte draad.
• Zorg ervoor dat de binnenkant van het gasmondstuk
schoon blijft, om metaalbruggen als gevolg van lasslak
tussen het gasmondstuk en de contacttip te vermijden.
Controleer of de uitgangsopening van de contacttip niet
te zeer is uitgezet; vervang hem als dit het geval is.
• Vermijd absoluut dat de toorts wordt blootgesteld aan
hevige schokken.
7.2 REPAREREN VAN HET LASAPPARAAT
De ervaring leert dat vele ongevallen veroorzaakt worden
door slecht uitgevoerde reparaties. Daarom is een nauw-
keurige en volledige controle van een gerepareerd lasap-
paraat even belangrijk als de controle van een nieuw
apparaat.
Bovendien ontheft dit de fabrikant van de aansprakelijk-
heid voor defecten waarvoor anderen verantwoordelijk
zijn.
7.2.1 Instructies voor het uitvoeren van reparaties
• Na het opnieuw wikkelen van de transformator of de
smoorspoelen moet het lasapparaat de toegepaste span-
ningstest doorstaan overeenkomstig de aanwijzigen in
tabel 2 van paragraaf 6.1.3 van de norm EN 60974.1 (CEI
26.13). De overeenstemming moet worden geverifieerd
zoals aangegeven in 6.1.3.
• Als geen herwikkeling is uitgevoerd, moet een lasappa-
raat dat gereinigd is en/of gereviseerd een toegepaste
spanningstest doorstaan, waarbij de spanningswaarden
50% bedragen van de waarden vermeld in tabel 2 van
paragraaf 6.1.3. De overeenstemming moet worden
geverifieerd zoals aangegeven in 6.1.3.
• Na herwikkeling en/of vervanging van onderdelen mag
de openboogspanning de waarden vermeld in paragraaf
10.1 van EN 60974.1 niet overschrijden.
• Als de reparatie niet is uitgevoerd door de fabrikant,
moet op een gerepareerd lasapparaat waarin onderdelen
zijn vervangen of gewijzigd duidelijk worden aangeduid
door wie de reparatie is uitgevoerd.
• Na een reparatie moet de bedrading zodanig worden
teruggeplaatst dat er een zekere isolatie is tussen de pri-
maire en secundaire zijde van het apparaat. Voorkom dat
de draden in contact komen met bewegende onderdelen
of onderdelen die warm worden tijdens het gebruik.
Plaats alle klemmen op hun oorspronkelijke plaats op het
apparaat terug, om contact tussen het primaire en het
secundaire circuit te voorkomen als een draad per onge-
luk zou breken of loskomen.
PRO-
BLEEM
Beperkte
stroom-
toevoer
van het
lasappa-
raat
Veel
metaal-
spatten
tijdens
het las-
sen
Geen of
onregel-
matige
draa-
daanvoer
De draad
loopt
vast of
raakt ver-
strikt tus-
sen de
aandrij-
frollen en
de bin-
nenspi-
raal
Poreushe
id binnen
de
lasnaad
MOGELIJKE OORZAAK
Netspanningszekering door-
gebrand
Doorgebrande diode of dio-
des
Doorgebrande printplaat
Losse toorts-, aardings- of
andere elektrische aanslui-
tingen
Los contact in spannings-
schakelaar
Verkeerd ingestelde laspara-
meters
Onvoldoende aarding
Aandrijfrol met te brede
groef
Binnenspiraal belemmerd of
verstopt
Draadrol zit niet goed vast
Verstopte contacttip
Contacttip met verkeerde
diameter
Slechte uitlijning van de aan-
drijfrolgroef
Binnenspiraal belemmerd of
verstopt
Onvoldoende beschermgas
Overmatige oxidatie van de
te lassen randen
Gasmondstuk geheel of
gedeeltelijk verstopt door
lasspatten
OPLOSSING
Vervang de leidingzekering
Vervangen
Vervangen
Maak alle aansluitingen vast
Vervang de schakelaar
Kies de juiste parameters
met behulp van de lasspan-
ningsschakelaar en de
instelknop voor de draad-
snelheid
Controleer zijn efficiëntie
Vervang de aandrijfrol
Verwijderen en schoon-
maken
Goed vastzetten
Vervangen
Vervangen
Opnieuw uitlijnen
Verwijderen en schoon-
maken
Gastoevoer verhogen
Maak de randen goed
schoon met een metaalbor-
stel
Verwijderen en schoon-
maken of vervangen, erop
lettend dat de gasuitgangen
niet verstopt raken
7.3 RICHTLIJNEN VOOR HET OPLOSSEN VAN PRO-
BLEMEN
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Documenttranscriptie
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 ELEKTRISCHE SCHOK - Kan dodelijk zijn. · Installeer en aard de lasmachine volgens de geldende voorschriften. · Raak elektrische onderdelen of elektroden onder spanning niet aan met de blote huid, handschoenen of natte kledij. · Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent. · Zorg voor een veilige werkpositie. DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw gezondheid. · Houd uw hoofd uit de buurt van dampen. · Werk in aanwezigheid van een goede ventilatie en gebruik ventilatoren rondom de boog om gasvorming in de werkzone te vermijden. BOOGSTRALEN - Kunnen oogletsels en brandwonden veroorzaken. · Bescherm uw ogen met een lasmasker met gefilterd glas en bescherm uw lichaam met aangepaste veiligheidskledij. · Bescherm anderen door de installatie van geschikte schermen of gordijnen. GEVAAR VOOR BRAND EN BRANDWONDEN · Vonken (spatten) kunnen brand en brandwonden veroorzaken; daarom dient u zich ervan te vergewissen dat er geen brandbaar materiaal in de buurt is en aangepaste beschermkledij te dragen. GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn . • De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De las- of snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden geproduceerd door hoge stroom kunnen de functionering van pacemakers beïnvloeden. De 42 dragers van vitale elektronische apparatuur (pacemakers) moeten zich tot hun arts wenden voordat ze booglas-, snij, afbrand- of puntlaswerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: - Zorg ervoor dat de aardekabel en de kabel van de elektrodeklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. - Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. - Voorkom dat u tussen de aardekabel en de kabel van de elektrodeklep of de lastoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. - Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. - Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 2 ALGEMENE BESCHRIJVING 2.1 SPECIFICATIES Deze handleiding is opgemaakt met het doel het personeel dat belast is met de installatie, de bediening en het onderhoud van het lastoestel van aanwijzingen te voorzien. Dit toestel is een constante spanningsbron die geschikt is voor het MIG/MAG en OPEN-ARC lassen. Controleer bij ontvangst of er geen onderdelen kapot of beschadigd zijn. Ledere eventuele claim voor verliezen of schade dient de koper in te dienen bij de transporteur. Telkens wanneer er informatie wordt gevraagd met betrekking tot het lastoestel, wordt u verzocht het artikel en het serienummer door te geven. 2.2 PLAATSING Pak het apparaat uit en plaats het in een goed geventileerde, liefst stofvrije ruimte. Zorg ervoor dat de luchtinlaat en -uitlaat van de ventilatiegleuven niet wordt belemmerd. OPGELET: BELEMMERING VAN DE LUCHTCIRCULATIE kan oververhitting en beschadiging van de interne onderdelen veroorzaken. Laat een ruimte van minstens 500 mm vrij rondom het apparaat. Plaats nooit een filterinrichting boven de inlaatluchtopeningen van dit lasapparaat. De garantie vervalt bij het gebruik van een filterinrichting. Monteer de bij het apparaat geleverde onderdelen zoals getoond in figuur 1. Fig. 2 D) Gele LED Licht alleen op wanneer de thermische beveiliging in werking is getreden en de werking van het apparaat heeft onderbroken. E) Groene LED Geeft aan dat het apparaat is ingeschakeld. F) Lastoorts G) Handvat Mag niet worden gebruikt om het apparaat op te tillen. 4 ALGEMENE BESCHRIJVING 4.1 SPECIFICATIES Dit lasapparaat kan worden gebruikt voor het lassen van staal, roestvrij staal en aluminium. 4.2 VERKLARING VAN DE TECHNISCHE SPECIFICATIES Fig. 1 3 BESCHRIJVING VAN HET APPARAAT A) Schakelaar Schakelt het apparaat in en uit en regelt ook de lasspanning. B) Instelknop Deze knop dient om de aanvoersnelheid van de lasdraad in te stellen. C) Massakabel Het lasapparaat is vervaardigd in overeenstemming met deze internationale normen: EN60974.1 - IEC 61000-312. N° Serienummer, dat dient te worden vermeld bij elk verzoek betreffende het lasapparaat. Transformator - gelijkrichter, een fase. Uo X Extern kenmerk van het apparaat. Secundaire openboogspanning (piekwaarde) De inschakelduur wordt aangegeven in een percentage van 10 minuten, gedu- 43 rende deze periode kan het lasapparaat met een bepaalde stroomsterkte werken zonder overbelast te raken. Voorbeeld: X = 60% bij I2 = 100 A Dit betekent dat het apparaat met een lasstroom I2 = 100 A gedurende 6 van de 10 minuten kan lassen, dus 60%. I2 Lasstroom U2 Secundaire spanning bij lasstroom I2 U1 Nominale voedingsspanning. 1~ 50/60 Hz Eenfasige voedingsspanning, 50 of 60 Hz. I1 Opgenomen stroom bij overeenkomstige lasstroom I2 IP21 Beschermingsklasse van de behuizing. De 1 als tweede cijfer wil zeggen dat dit apparaat niet geschikt is om buiten in de regen te worden gebruikt. S Geschikt voor werkzaamheden in omge vingen met verhoogd risico. OPMERKING: Het lasapparaat is ook ontworpen voor gebruik in omgevingen met verontreinigingsgraad 3 (zie IEC 664) 4.3 BESCHRIJVING VAN DE BEVEILIGING Dit apparaat is beveiligd door middel van een normaal gesloten thermische beveiliging op de voedingstransformator. Wanneer de thermische beveiliging in werking treedt, stopt het apparaat met lassen, maar blijft de motoraangedreven ventilator werken, en het gele LED-lampje licht op. Wacht na het in werking treden van de beveiliging enkele minuten tot de stroombron is afgekoeld. lassen stuk. Het lascircuit mag nooit met opzet direct of indirect in contact worden gebracht met de massadraad, behalve op het werkstuk. Als het werkstuk met opzet wordt geaard door middel van de aardingskabel, moet de aansluiting zo rechtstreeks mogelijk zijn en moet de diameter van de kabel minimaal gelijk zijn aan die van de massakabel. Hij moet tevens worden aangesloten op het werkstuk, op hetzelfde punt als de massakabel, met behulp van de massaklem of een tweede massaklem juist ernaast. Alle voorzorgsmaatregelen moeten worden genomen om lekkage van de lasstroom te vermijden. Schakel het apparaat in met de schakelaar 47. Verwijder het conische gasmondstuk 44 door het rechtsom te draaien. Schroef de contacttip 43 los. Druk niet op de toortsschakelaar voordat u de instructies aandachtig gelezen hebt. Het is belangrijk te controleren of het apparaat is uitgeschakeld voordat u de draadspoel en de draadrol vervangt, om te voorkomen dat de draadaanvoermotor per ongeluk start. Druk op de toortsschakelaar 39 en laat hem pas los wanneer de draad naar buiten komt. De lasdraad kan prikwonden veroorzaken. Richt de toorts nooit op lichaamsdelen, andere personen of metaal tijdens het aanvoeren van de lasdraad. Schroef de contacttip 43 weer vast en controleer of de diameter van het gat overeenkomt met de gebruikte draad. Bevestig het conische gasmondstuk 44 opnieuw door het rechtsom te draaien. 5.1 AANSLUITEN VAN DE GASSLANG 5 INSTALLATIE Het apparaat moet worden geïnstalleerd door bekwaam personeel. Alle aansluitingen moeten worden uitgevoerd overeenkomstig de geldende voorschriften en volledig in overeenstemming zijn met de veiligheidsreglementen (zie de normen CEI 26-23 - CEI CLC 62081). Controleer of de draaddiameter overeenkomt met de op de rol vermelde diameter en monteer de draadspoel. Zorg ervoor dat de lasdraad door de groef in de kleine rol 7 wordt gevoerd. Controleer, alvorens de voedingskabel 23 aan te sluiten, of de netspanning overeenkomt met de spanning van het apparaat en ga dan als volgt te werk: a) voor een permanente aansluiting op de netspanning zonder stekker, moet u een hoofdschakelaar installeren met een vermogen dat overeenstemt met de nominale specificaties. b) voor een aansluiting met stekker, moet u een stekker gebruiken met een vermogen dat overeenstemt met de nominale specificaties. In dit geval moet de stekker worden gebruikt om het apparaat volledig los te koppelen van de netvoeding, nadat de schakelaar 47 op "O" (uit) is gezet. De geel-groene draad moet worden aangesloten op de massa-aansluiting. Verbind de massaklem 37 met het te 44 • De gascilinder moet voorzien zijn van een reduceerventiel en een flowmeter. • Als de cilinder op de cilinderhouder van het apparaat wordt geplaatst, moet hij op zijn plaats worden gehouden door de voorziene ketting en van een geschikt formaat zijn, om de stabiliteit van het apparaat niet in het gedrang te brengen. • Sluit na het plaatsen van de cilinder de gasslang die achteraan uit het apparaat komt aan op het reduceerventiel. • Draai de gascilinder open en stel de flowmeter in op ongeveer 8-10 l/min. OPGELET: Let erop dat het gebruikte gas geschikt is voor het te lassen materiaal. 5.2 ALGEMENE OPMERKINGEN Lees vóór gebruik van dit lasapparaat aandachtig de voorschriften CEI 26-23 - CEI CLC 62081. Zorg er ook voor dat de isolatie van de kabels, de toorts en de massakabel intact is. 6 LASSEN 6.1 LASSEN VAN STAAL 6.1.1 Met gasbescherming. Voor het lassen van staal kan 75% ARGON + 25% CO2 of 100% CO2 worden gebruikt. Sluit de kabels aan zoals getoond in figuur 3. Verwijder al het afval na elke lasbewerking. Zie figuur 5 voor de juiste lashoek. Fig. 3 Kies de gewenste lasstroom met de draaischakelaar 47. Beweeg de toorts naar het laspunt en druk de schakelaar 39 in. Regel de potentiometerknop 2 tot het apparaat met een constant en continu geluid last. Als de snelheid te hoog is, heeft de draad de neiging aan het stuk te gaan kleven, waardoor de toorts overspringt. Als de snelheid te laag is, smelt de draad in losse druppels of blijft de boog niet branden. Wanneer u klaar bent met lassen, zet u het apparaat uit en draait u de gascilinder dicht. Zie figuur 5 voor de juiste lashoek. 6.1.2 Zonder gasbescherming. Sluit de kabels aan zoals getoond in figuur 4. Fig. 5 6.2 LASSEN VAN ALUMINIUM Het lasapparaat moet op dezelfde manier worden voorbereid als voor het lassen van staal met gasbescherming, met de volgende verschillen: - 100% ARGON als beschermgas voor het lassen. - De samenstelling van de draad moet geschikt zijn voor het te lassen basismateriaal. — Voor het lassen van ALLUMAN: lasdraad met 3÷5% silicium — Voor het lassen van ANTICORODAL: lasdraad met 3÷5% silicium — Voor het lassen van PERALUMAN: lasdraad met 5% magnesium — Voor het lassen van ERGAL: lasdraad met 5% magnesium Gebruik slijpschijven en borstels die specifiek bedoeld zijn voor aluminium en gebruik ze nooit voor het bewerken van ander materiaal. DENK ERAAN dat schoon werken gelijk is aan kwaliteit! De draadspoelen moeten worden opgeborgen in nylon zakken die vochtvreters bevatten. Zie figuur 5 voor de juiste lashoek. 6.3 LASSEN VAN ROESTVRIJ STAAL Fig. 4 Gebruik uitsluitend gevulde lasdraad met een diam. van 0,9 die overeenstemt met de norm AWS AS.20 E71 TII of E71 TGS en die geschikt is voor gebruik zonder gasbescherming. Verbind de massakabelklem met het werkstuk. Volg na het aansluiten van de kabels de instructies in paragraaf 5.1.1. OPMERKING: Voor compacte, goed beschermde lasnaden moet u van links naar rechts en van boven naar onder werken. Het lasapparaat moet op dezelfde manier worden voorbereid als voor het lassen van staal met gasbescherming, met de volgende verschillen: — De spoel van de roestvrij-staaldraad moet geschikt zijn voor de samenstelling van het te lassen materiaal. — De cilinder moet 98% ARGON + 2% 02 bevatten (aanbevolen samenstelling) De aanbevolen toortshoek en lasrichting worden getoond in figuur 5. 7 ONDERHOUD EN CONTROLES 7.1 ALGEMENE OPMERKINGEN • Schakel het lasapparaat uit en trek de stekker uit het stopcontact alvorens controles of onderhoud uit te voeren. 45 • Bewegende onderdelen kunnen ernstige letsels veroorzaken • Blijf uit de buurt van bewegende onderdelen. • GLOEIENDE OPPERVLAKKEN kunnen ernstige brandwonden veroorzaken. • Laat het apparaat afkoelen alvorens onderhoud uit te voeren. • Verwijder regelmatig stof of vreemde deeltjes van de transformator of diodes; gebruik hiervoor schone, droge perslucht. • Zorg er bij het vervangen van de draadrol voor dat de groef is uitgelijnd met de draad en overeenkomt met de diameter van de gebruikte draad. • Zorg ervoor dat de binnenkant van het gasmondstuk schoon blijft, om metaalbruggen als gevolg van lasslak tussen het gasmondstuk en de contacttip te vermijden. Controleer of de uitgangsopening van de contacttip niet te zeer is uitgezet; vervang hem als dit het geval is. • Vermijd absoluut dat de toorts wordt blootgesteld aan hevige schokken. 7.2 REPAREREN VAN HET LASAPPARAAT De ervaring leert dat vele ongevallen veroorzaakt worden door slecht uitgevoerde reparaties. Daarom is een nauwkeurige en volledige controle van een gerepareerd lasapparaat even belangrijk als de controle van een nieuw apparaat. Bovendien ontheft dit de fabrikant van de aansprakelijkheid voor defecten waarvoor anderen verantwoordelijk zijn. 7.2.1 Instructies voor het uitvoeren van reparaties • Na het opnieuw wikkelen van de transformator of de smoorspoelen moet het lasapparaat de toegepaste spanningstest doorstaan overeenkomstig de aanwijzigen in tabel 2 van paragraaf 6.1.3 van de norm EN 60974.1 (CEI 26.13). De overeenstemming moet worden geverifieerd zoals aangegeven in 6.1.3. • Als geen herwikkeling is uitgevoerd, moet een lasapparaat dat gereinigd is en/of gereviseerd een toegepaste spanningstest doorstaan, waarbij de spanningswaarden 50% bedragen van de waarden vermeld in tabel 2 van paragraaf 6.1.3. De overeenstemming moet worden geverifieerd zoals aangegeven in 6.1.3. • Na herwikkeling en/of vervanging van onderdelen mag de openboogspanning de waarden vermeld in paragraaf 10.1 van EN 60974.1 niet overschrijden. • Als de reparatie niet is uitgevoerd door de fabrikant, moet op een gerepareerd lasapparaat waarin onderdelen zijn vervangen of gewijzigd duidelijk worden aangeduid door wie de reparatie is uitgevoerd. • Na een reparatie moet de bedrading zodanig worden teruggeplaatst dat er een zekere isolatie is tussen de primaire en secundaire zijde van het apparaat. Voorkom dat de draden in contact komen met bewegende onderdelen of onderdelen die warm worden tijdens het gebruik. Plaats alle klemmen op hun oorspronkelijke plaats op het apparaat terug, om contact tussen het primaire en het secundaire circuit te voorkomen als een draad per ongeluk zou breken of loskomen. 46 7.3 RICHTLIJNEN VOOR HET OPLOSSEN VAN PROBLEMEN OPLOSSING PROBLEEM MOGELIJKE OORZAAK Beperkte stroomtoevoer van het lasapparaat Netspanningszekering door- Vervang de leidingzekering gebrand Doorgebrande diode of dio- Vervangen des Doorgebrande printplaat Vervangen Losse toorts-, aardings- of andere elektrische aansluitingen Maak alle aansluitingen vast Los contact in spanningsschakelaar Vervang de schakelaar Veel metaalspatten tijdens het lassen Verkeerd ingestelde laspara- Kies de juiste parameters met behulp van de lasspanmeters ningsschakelaar en de instelknop voor de draadsnelheid Onvoldoende aarding Controleer zijn efficiëntie Geen of onregelmatige draadaanvoer Aandrijfrol met te brede groef Vervang de aandrijfrol De draad loopt vast of raakt verstrikt tussen de aandrijfrollen en de binnenspiraal Verwijderen en schoonBinnenspiraal belemmerd of maken verstopt Goed vastzetten Draadrol zit niet goed vast Vervangen Verstopte contacttip Vervangen Contacttip met verkeerde diameter Opnieuw uitlijnen Slechte uitlijning van de aandrijfrolgroef Verwijderen en schoonBinnenspiraal belemmerd of maken verstopt Gastoevoer verhogen Poreushe Onvoldoende beschermgas id binnen Overmatige oxidatie van de de te lassen randen lasnaad Gasmondstuk geheel of gedeeltelijk verstopt door lasspatten Maak de randen goed schoon met een metaalborstel Verwijderen en schoonmaken of vervangen, erop lettend dat de gasuitgangen niet verstopt raken-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60




























































in andere talen
- English: Cebora 494 Bravo 155 combi User manual
- italiano: Cebora 494 Bravo 155 combi Manuale utente
- français: Cebora 494 Bravo 155 combi Manuel utilisateur
- español: Cebora 494 Bravo 155 combi Manual de usuario
- Deutsch: Cebora 494 Bravo 155 combi Benutzerhandbuch
- português: Cebora 494 Bravo 155 combi Manual do usuário
- dansk: Cebora 494 Bravo 155 combi Brugermanual
- suomi: Cebora 494 Bravo 155 combi Ohjekirja
- svenska: Cebora 494 Bravo 155 combi Användarmanual
Gerelateerde papieren
-
Cebora EVO 160 M COMBI Handleiding
-
-
-
-
-
-
-
-
-