Cebora 367 TIG Sound AC-DC 3341/T Synergic Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
Deze handleiding is ook geschikt voor

I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2
GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 13
D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 23
F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 35
E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 46
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 57
SF -KAARIHITSAUSKONEEN KÄYTTÖOHJE sivu. 68
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.79
NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.90
S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.101
GR -
ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH"
sel
.111
Parti di ricambio e schema elettrico
Spare parts and electrical schematic
Ersatzteile und Schaltplan
Pièces détachées et schéma électrique
Partes de repuesto y esquema eléctrico
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediav-
gramma
Pagg. Sid.
sel.: 122 ÷ 137
3.300.266/B
25/05/11

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUE-
STO MANUALE E CONSERVARLO, PER TUTTA LA VITA
OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO
POSSONO ESSERE NOCIVI PER VOI E
PER GLI ALTRI, pertanto l'utilizzatore
deve essere istruito contro i rischi, di seguito riassunti,
derivanti dalle operazioni di saldatura. Per informazioni
più dettagliate richiedere il manuale cod.3.300758
RUMORE
Questo apparecchio non produce di per se rumo-
ri eccedenti gli 80dB. Il procedimento di taglio
plasma/saldatura può produrre livelli di rumore
superiori a tale limite; pertanto, gli utilizzatori dovranno
mettere in atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qual-
siasi conduttore produce dei campi elettro-
magnetici (EMF). La corrente di saldatura o
di taglio genera campi elettromagnetici
attorno ai cavi e ai generatori.
· I campi magnetici derivanti da correnti elevate possono
incidere sul funzionamento di pacemaker. I portatori di
apparecchiature elettroniche vitali (pacemaker) dovreb-
bero consultare il medico prima di avvicinarsi alle ope-
razioni di saldatura ad arco, di taglio, scriccatura o di sal-
datura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura
o del taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della pinza
portaelettrodo o della torcia rimangano affiancati. Se
possibile, fissarli assieme con del nastro.
- Non avvolgere i cavi di massa e della pinza porta
elettrodo o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della
pinza portaelettrodo o della torcia. Se il cavo di
massa si trova sulla destra dell’operatore anche
quello della pinza portaelettrodo o della torcia deve
stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione
più vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressio-
ne o in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori
di pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indica-
zioni contenute nella norma IEC 60974-10(Cl. A) e deve
essere usato solo a scopo professionale in un
ambiente industriale. Vi possono essere, infatti,
potenziali difficoltà nell'assicurare la compatibilità
elettromagnetica in un ambiente diverso da quello
industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
1.1 TARGA DELLE AVVERTENZE
Il testo numerato seguente corrisponde alle caselle
numerate della targa.
B. I rullini trainafilo possono ferire le mani.
C. Il filo di saldatura ed il gruppo trainafilo sono sotto
tensione durante la saldatura. Tenere mani eoggetti
metallici a distanza.
MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO

1. Le scosse elettriche provocate dall’elettrodo di sal-
datura o dal cavo possono essere letali. Proteggersi
adeguatamente dal pericolo di scosse elettriche.
1.1 Indossare guanti isolanti. Non toccare l’elettrodo a
mani nude. Non indossare guanti umidi o danneggiati.
1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal
suolo
1.3 Scollegare la spina del cavo di alimentazione prima di
lavorare sulla macchina.
2. Inalare le esalazioni prodotte dalla saldatura può
essere nocivo alla salute.
2.1 Tenere la testa lontana dalle esalazioni.
2.2 Utilizzare un impianto di ventilazione forzata o di sca-
rico locale per eliminare le esalazioni.
2.3 Utilizzare una ventola di aspirazione per eliminare le
esalazioni.
3. Le scintille provocate dalla saldatura possono causa-
re esplosioni od incendi.
3.1 Tenere i materiali infiammabili lontano dall’area di sal-
datura.
3.2 Le scintille provocate dalla saldatura possono causa-
re incendi Tenere un estintore nelle immediate vici-
nanze e far sì che una persona resti pronta ad utiliz-
zarlo.
3.3 Non saldare mai contenitori chiusi.
4. I raggi dell’arco possono bruciare gli occhi e ustiona-
re la pelle.
4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare
adeguate protezioni per le orecchie e camici con il
colletto abbottonato. Utilizzare maschere a casco
con filtri della corretta gradazione. Indossare una pro-
tezione completa per il corpo.
5. Leggere le istruzioni prima di utilizzare la macchina
od eseguire qualsiasi operazione su di essa.
6. Non rimuovere né coprire le etichette di avvertenza
2 DESCRIZIONI GENERALI
2.1 SPECIFICHE
Questa saldatrice è un generatore di corrente continua
costante realizzata con tecnologia INVERTER, progettata
per saldare gli elettrodi rivestiti (con esclusione del tipo
cellulosico) e con procedimento TIG con accensione a
contatto e con alta frequenza.
NON DEVE ESSERE USATA PER SGELARE I TUBI.
2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI
SULLA TARGA DI MACCHINA.
L’apparecchio è costruito secondo le seguenti norme:
IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC
61000-3-11 - IEC 61000-3-12 (vedi nota 2).
N°. Numero di matricola da citare sempre per
qualsiasi richiesta relativa alla saldatrice.
Convertitore statico di frequenza trifase trasfor-
matore-raddrizzatore.
Caratteristica discendente.
MMA Adatto per saldatura con elettrodi rivestiti.
TIG. Adatto per saldatura TIG.
U0. Tensione a vuoto secondaria
X. Fattore di servizio percentuale. % di 10 minuti in
cui la saldatrice può lavorare ad una determina-
ta corrente senza causare surriscaldamenti.
3
I2. Corrente di saldatura
U2. Tensione secondaria con corrente I2
U1. Tensione nominale di alimentazione
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz
l1 max. E’ il massimo valore della corrente assorbita.
l1 eff. E’ il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP23 S Grado di protezione della carcassa.
Grado 3 come seconda cifra significa che
questo apparecchio può essere immagazzinato,
ma non impiegato all’esterno durante le precipi-
tazioni, se non in condizione protetta.
Idoneità ad ambienti con rischio accresciuto.
NOTE:
1- L’apparecchio è inoltre stato progettato per lavorare in
ambienti con grado di inquinamento 3. (Vedi IEC 60664).
2- Questa attrezzatura è conforme alla norma IEC
61000-3-12 a condizione che l’impedenza massima
Zmax ammessa dell’impianto sia inferiore o uguale a
0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) al
punto di interfaccia fra l’impianto dell’utilizzatore e quel-
lo pubblico. E’ responsabilità dell’’installatore o dell’utiliz-
zatore dell’attrezzatura garantire, consultando eventual-
mente l’operatore della rete di distribuzione, che l’attrez-
zatura sia collegata a un’alimentazione con impedenza
massima di sistema ammessa Zmax inferiore o uguale a
0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368).
2.3 DESCRIZIONE DELLE PROTEZIONI
2.3.1 Protezione termica
Questo apparecchio è protetto da una sonda di tempe-
ratura la quale, se si superano le temperature ammesse,
impedisce il funzionamento della macchina. L'intervento
del termostato è segnalato dall'accensione della sigla
"OPn" sul display O posto sul pannello di controllo.
2.3.2 - Protezione di blocco.
Questa saldatrice è provvista di diverse protezioni che
fermano la macchina prima che subisca danni.
L'intervento di ogni protezione è segnalato dalla accen-
sione della sigla "Err" sul display O e da un numero che
compare sul display U.
Se viene rilevato un basso livello di acqua per il grup-
po di raffreddamento comparirà la sigla H2O lam-
peggiante sul display O.
3 INSTALLAZIONE
Controllare che la tensione di alimentazione corrisponda
alla tensione indicata sulla targa dei dati tecnici della sal-
datrice.
Collegare una spina di portata adeguata al cavo di ali-
mentazione assicurandosi che il conduttore giallo/verde
sia collegato allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili,
in serie alla alimentazione, deve essere uguale alla cor-
rente I1max. assorbita dalla macchina.
3.1. MESSA IN OPERA
L'installazione della macchina deve essere fatta da per-
sonale esperto. Tutti i collegamenti debbono essere ese-
S

guiti in conformità alle norme vigenti e nel pieno rispetto
della legge antinfortunistica (CEI 26-23 / CEI CLC 62081).
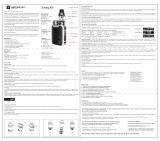
3.2 DESCRIZIONE DELL'APPARECCHIO (Fig.1-1/A).
BA) Morsetto di uscita negativo (-).
BB) Morsetto di uscita positivo (+).
BC) Connettore per il pulsante della torcia TIG.
Collegare i fili del pulsante torcia ai pin 1 e 9.
BD) Raccordo (1/4 gas).
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368
4
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

Vi si connette il tubo gas della torcia di saldatura TIG.
BE) Interruttore generale.
BF) Tappo serbatoio.
BG) Cavo di alimentazione.
BH) Raccordo alimentazione gas.
BI) Raccordo ingresso acqua calda
(utilizzare solo per torce TIG).
BL) Raccordo uscita acqua fredda
(utilizzare solo per torce TIG).
BM) Asola per controllo del livello del liquido.
BN) Raccordi per torce MIG
(non debbono essere cortocircuitati).
BO) Connettore tipo DB9 (RS 232).
Da utilizzare per aggiornare i programmi dei
microprocessori.
BP) Porta fusibile.
BQ) Presa cavo rete.
BR) Presa pressostato.
N.B: Nell’art. 366 il gruppo di raffreddamento è optional.
3.3 DESCRIZIONE DEL PANNELLO (Fig.2).
Tasto di processo AT.
La selezione è evidenziata dalla accensione di uno
del led AX, AV, oppure AW
.
Led AX Led AV Led AW
Tasto di modo AS.
La selezione è evidenziata dalla accensione di uno
dei led D, C, E, B, A, oppure AU:
Led D "HOT START"
Attivo in saldatura MMA.
L'accensione di questo led indica che il display U visua-
lizza il tempo, espresso in centesimi di secondo, in cui la
saldatrice eroga una sovracorrente per migliorare l'ac-
censione dell'elettrodo. La regolazione avviene tramite la
manopola Y.
Led C "Arc-Force"
Attivo in saldatura MMA DC.
E' una percentuale della corrente di saldatura. Il display U
ne visualizza il valore e la manopola Y lo regola. In prati-
ca questa sovracorrente favorisce il trasferimento delle
gocce di metallo fuso.
Led E:
Saldatura TIG CONTINUO con accensione
mediante dispositivo ad alta tensione/fre-
quenza.
Led B:
Saldatura TIG PULSATO con accensione
mediante dispositivo ad alta tensione/fre-
quenza.
La frequenza di pulsazione è regolabile da 0,16 a 500Hz
(led AE), la corrente di picco e la corrente di base sono
attivabili rispettivamente con i led AG e AD, e sono rego-
labili tramite la manopola Y.
Da 0,16 fino a 1,1 Hz di frequenza di pulsazione il display
O visualizza alternativamente la corrente di picco (princi-
pale) e la corrente di base. I led AG e AD si accendono
alternativamente; oltre 1,1 Hz il display O visualizza la
media delle due correnti.
TIG
TIG
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2
5

Led A:
Saldatura TIG CONTINUO con accensione a
contatto (striscio).
Led AU:
Saldatura TIG PULSATO con accensione a
contatto (striscio). La logica di funzionamento
è la stessa descritta per il led B.
Tasto di programma AR.
La selezione è evidenziata dalla accensione di uno
dei led G, F, W, X, Z, oppure AA.
Led G:
puntatura (Manuale).
Dopo avere scelto la corrente di saldatura (led AG) e il
tempo di puntatura (led AE) tramite il selettore AP, impo-
starne i valori tramite la manopola Y.
Si esegue questo modo di saldatura solo se viene sele-
zionata la saldatura in continuo e la accensione con alta
frequenza (led E acceso). L'operatore preme il pulsante
della torcia, si accende l'arco e dopo il tempo di puntatu-
ra regolato, l'arco si spegne automaticamente. Per ese-
guire il punto successivo è necessario rilasciare il pulsan-
te torcia e poi ripremerlo. Regolazione da 0,1 a 30 sec.
F - Led saldatura TIG 2 tempi (manuale)
Premendo il pulsante della torcia la corrente inizia ad
aumentare ed impiega un tempo corrispondente allo
"slope up", preventivamente regolato, per raggiungere il
valore regolato con manopola Y. Quando si lascia il pul-
sante la corrente inizia a diminuire ed impiega un tempo
corrispondente allo "slope down", preventivamente rego-
lato, per ritornare a zero.
In questa posizione si può collegare l’accessorio coman-
do a pedale ART. 193,
W - Led saldatura TIG 4 tempi (automatico).
Questo programma differisce dal precedente perché sia
l'accensione che lo spegnimento vengono comandati
premendo e rilasciando il pulsante della torcia
X - Led programma speciale
Per accendere l'arco premere il pulsante della torcia e
tenendolo premuto, la corrente inizia ad aumentare con
un incremento fisso. Se si rilascia il pulsante la corrente
sale immediatamente al valore di saldatura (led AG). Per
terminare la saldatura premere il pulsante torcia e mante-
nendolo premuto la corrente inizia a diminuire con un
decremento fisso. Se si rilascia il pulsante la corrente si
azzera istantaneamente.
Z - Led saldatura Tig con tre livelli di cor-
rente quattro tempi (automatico).
Per impostare le tre correnti di saldatura agire come
segue:
Premere il selettore AP fino ad accendere il led AG quindi
regolare il valore della massima corrente con la manopola Y.
Premere il selettore AP fino ad accendere il led AD quin-
di regolare il valore della corrente intermedia con la
manopola Y.
Premere il selettore AP fino ad accendere il led AY quindi
TIG
TIG
regolare il valore della corrente di accensione con la
manopola Y.
Alla accensione dell'arco la corrente si porta alla prima
regolazione, led AI acceso, l'operatore può mantenere
questa corrente fino a quando lo desidera ( per esempio
fino a che non si sia riscaldato il pezzo ). Premendo e rila-
sciando immediatamente il pulsante torcia, la corrente
passa dalla prima alla seconda corrente nel tempo di
"slope-up" ( led AH); raggiunta la corrente di saldatura il
led AG si accende.
Se durante la saldatura vi è la necessità di diminuire la
corrente senza spegnere l'arco (per esempio cambio del
materiale d'apporto, cambio di posizione di lavoro, pas-
saggio da una posizione orizzontale ad una verticale
ecc.…) premere e rilasciare immediatamente il pulsante
torcia, la corrente si porta al secondo valore selezionato,
il led AD si accende e AG si spegne.
Per tornare alla precedente corrente principale ripetere
l'azione di pressione e di rilascio del pulsante torcia, il led
AG si accende mentre il led AD si spegne. In qualsiasi
momento si voglia interrompere la saldatura premere il
pulsante torcia per un tempo maggiore di 0,7 secondi
poi rilasciarlo, la corrente comincia a scendere fino al
valore di zero nel tempo di "slope down", preventivamen-
te stabilito (led AC acceso).
Durante la fase di "slope down", se si preme e si rilascia
immediatamente il pulsante della torcia, si ritorna in
"slope up" se questo è regolato ad un valore maggiore di
zero, oppure alla corrente minore tra i valori regolati.
N.B. il termine "PREMERE E RILASCIARE IMMEDIATA-
MENTE" fa riferimento ad un tempo massimo di 0,5 sec.
AA - Led saldatura TIG con due livelli di cor-
rente.
Questo programma differisce dal precedente perché alla
accensione dell'arco la corrente si porta sempre alla
prima regolazione, led AI acceso, ma l'operatore non la
può mantenere ed inizia immediatamente il tempo di
slope-up (led AH).
Crater Arc.
Nelle seconde funzioni è disponibile questo programma
che è stato ideato per la chiusura del cratere finale trami-
te l’impostazione di una corrente e la sua durata.
Questa funzione è utilizzabile in TIG AC o DC in funzio-
namento manuale o automatico (Fig. 3).
Fig. 3
6

Per attivare la funzione agire come segue:
• Premere il tasto AQ e mantenendolo premuto premere
il tasto AP.
• Mantenere premuto fino quando sul display O compare
la sigla H2O.
• Premere il tasto AP fino alla comparsa sul display O
della sigla CrA (Crater Arc).
• Il display U visualizza la sigla OFF (impostazione del
costruttore).
• Ruotare la manopola Y fino alla comparsa sul display
U della sigla On.
• Ruotare la manopola Y, il display O visualizza la sigla
CrC (crater current – corrente di cratere) e il display U
visualizza 50; questo è il valore percentuale della cor-
rente di cratere rispetto alla corrente di saldatura.
Impostazione del costruttore 50%.
Regolazione 1 ÷ 100%.
• Ruotare la manopola Y, il display O visualizza la sigla
tCr (Crater time – tempo della corrente di cratere).
• Con la manopola Y si regola il valore di questa gran-
dezza e il display U visualizza il valore. Impostazione
del costruttore 0,5 secondi.
Regolazione 0,1 ÷ 30,0 secondi.
La rampa di raccordo tra la corrente principale e la cor-
rente di cratere è regolata dallo “slope down” led AC.
Y - Manopola
Normalmente regola la corrente di saldatura.
Inoltre se si seleziona una funzione con il seletto-
re AP questa manopola ne regola la grandezza.
O - Display
Visualizza:
1. in condizioni di vuoto la corrente
preimpostata.
2. in condizioni di carico la corrente di saldatura ed i suoi
livelli.
3. in abbinamento al led di "Hold" acceso l'ultima
corrente di saldatura.
4. in Tig pulsato, a carico, l'alternanza delle correnti nei
relativi livelli.
5. all'interno dei parametri sinergici la corrente in relazio-
ne allo spessore selezionato.
6. la sigla "H2O" quando si imposta il gruppo di raffred-
damento e la stessa sigla lampeggiante quando si
apre il pressostato del gruppo di raffreddamento.
7. la sigla "OPn" lampeggiante alla apertura del termostato.
8. durante la selezione dei programmi liberi o memoriz-
zati le sigle PL …P01…P09
9. la sigla MMA.
Led N
Non è selezionabile e si accende quando il display O
visualizza una corrente.
U - Display
Visualizza:
1. in MMA senza saldare la tensione a
vuoto e in saldatura la tensione a carico.
2. in TIG continuo, con pulsante non premuto, zero; con
pulsante premuto ma senza saldare la tensione a
vuoto e saldando la tensione di carico.
3. visualizza numericamente tutte le grandezze, ad
esclusione delle correnti, selezionate con il pulsante
AP.
4. visualizza le combinazioni numeriche che fanno riferi
mento alle varie forme d'onda selezionabili quando,
con il pulsante AP, si seleziona il led AY ( Wave ).
5. nella predisposizione del gruppo di raffreddamento le
sigle: OFF, OnA, OnC.
6. nella predisposizione del tipo di corrente in MMA le
sigle: AC, DC.
7. in sinergia (led I acceso) la sigla dei materiali da sal-
dare se il led L è stato selezionato, la sigla delle posi-
zioni di saldatura se il led M è stato selezionato, i dia-
metri di elettrodo se il led R è stato selezionato.
INOLTRE con il led P (Hold) acceso visualizza la ten-
sione di saldatura.
Led Q
Non è selezionabile e si accende quando il display U
visualizza una tensione.
AQ - SELETTORE
Seleziona e memorizza i programmi.
La saldatrice ha la possibilità di memorizzare nove pro-
grammi di saldatura P01…..P09 e di poterli richiamare
tramite questo pulsante. Inoltre è disponibile un program-
ma lavoro PL .
Selezione
Premendo brevemente questo pulsante viene visualizza-
to sul display O il numero del programma successivo a
quello in cui si sta lavorando. Se questo non è stato
memorizzato la scritta sarà lampeggiante, contrariamen-
te sarà fissa.
Memorizzazione (3.6)
Una volta selezionato il programma, premendo per un
tempo maggiore di 3 secondi, si memorizzano i dati. A
conferma di questo, il numero del programma, visualizza-
to sul display O, terminerà di lampeggiare.
AP - SELETTORE
Premendo questo pulsante si illuminano in succes-
sione i led:
Attenzione! si illumineranno solo i led che si riferiscono al
modo di saldatura scelto; es. in saldatura TIG continuo
non si illuminerà il led AE che rappresenta la frequenza di
pulsazione.
Ogni led indica il parametro che può essere regolato tra-
mite la manopola Y durante il tempo di accensione del led
stesso. Dopo 5 secondi dall'ultima variazione il led inte-
ressato si spegne e viene indicata la corrente di saldatu-
ra principale e si accende il corrispondente led AG.
SELETTORI AQ + AP = SECONDE
FUNZIONI.
L’ accesso al menù “seconde funzioni” avviene con la
pressione contemporanea dei tasti AQ e AP per un
tempo maggiore di 3 secondi.
La selezione delle voci del “MENU” avviene tramite la
pressione breve del tasto AP.
L’uscita da questo “MENU” avviene tramite la pressione
breve del tasto AQ.
Il display O visualizza la funzione, il display U visualizza
l’impostazione che può essere regolata dalla manopola Y.
7

Le funzioni presenti sono:
1. Gruppo di raffreddamento
Sigla H2O
Regolazioni:
OFF = spento (impostazione del costruttore).
OnC = Continuo sempre acceso.
OnA = Accensione automatica.
2. Funzionamento con robot
Sigla rob
Regolazioni:
OFF = spento (impostazione del costruttore).
On = acceso.
3. Feeder Unit (Funzionamento con carrello filo freddo).
Sigla FdU
Regolazioni:
OFF = spento (impostazione del costruttore).
On = acceso.
4. Crater Arc (riempimento del cratere finale).
Sigla CrA
Regolazioni:
OFF = spento (impostazione del costruttore).
On = acceso.
5. MMA (saldatura con elettrodo rivestito).
Sigla MMA
Regolazioni:
DC = Corrente continua (impostazione del costruttore).
AC = Corrente alternata.
LED SELEZIONABILI IN SALDATURA TIG DC (COR-
RENTE CONTINUA) E IN SALDATURA TIG AC (COR-
RENTE ALTERNATA):
AL - Led Pre-gas
Regolazione 0,05-2,5 secondi.
Tempo di uscita del gas prima
dell'inizio della saldatura.
AI - Led corrente di inizio salda-
tura.
E' una percentuale della corrente
di saldatura (led AG).
AH - Led Slope up.
E' il tempo in cui la corrente rag-
giunge, partendo dal minimo,
raggiunge il valore di corrente
impostato. (0-10 sec.)
AG - Led Corrente di saldatura-
principale.
AD - Led secondo livello di cor-
rente di saldatura o di base.
Questa corrente è sempre una
percentuale della corrente princi-
pale.
AE - Led Frequenza di pulsazio-
ne (0,16-500 Hz).
Quando viene selezionata la pun-
tatura (led G) l'accensione di que-
sto led indica che il display U visualizza il tempo di pun-
tatura che è regolabile tramite la manopola Y da 0,1 a 30
secondi.
AF - Led
Regola percentualmente il rap-
porto tra il tempo della corrente di
picco AG e la frequenza AE.
t/T ( 10 ÷ 90 % ) fig.4
AC - Led Slope down.
E' il tempo in cui la corrente rag-
giunge il minimo e lo spegnimen-
to dell'arco.(0-10 sec.)
AB - Led Post gas.
Regola il tempo di uscita del gas
al termine della saldatura. (0-30
sec.)
LED SELEZIONABILI SOLO IN SALDATURA TIG AC
(CORRENTE ALTERNATA):
Led AO Start
Regola il livello di "hot-start" per ottimizzare le
accensioni in TIG AC per ciascun diametro di elet-
trodo. Alla accensione di questo led il display U visualiz-
zerà un valore numerico che fa riferimento ai diametri di
elettrodo, l'operatore tramite la manopola Y può imposta-
re il diametro da lui utilizzato ed ottenere immediatamen-
te una buona partenza. Regolazione da 0,5 a 4,8.
Led AY Wave
Selezione della forma d'onda di saldatura.
Alla accensione di questo led display U visualiz-
zerà un numero che corrisponderà alla forma dell'onda
selezionata.(vedi tabella)
11 = quadra - quadra 22 = sinusoide - sinusoide
33 = triangolo - triangolo 12 = quadra - sinusoide
13 = quadra - triangolo 23 = sinusoide - triangolo
21 = sinusoide - quadra 32 = triangolo - snusoide
31 = triangolo - quadra.
Default = quadra - sinusoidale (12).
Questa combinazione di numeri può essere modificato
con l'encoder Y.
NOTA: Il primo numero che compone la cifra è riferito alla
semionda negativa o di penetrazione, il secondo numero
è riferito alla semionda positiva o di pulizia.
La variazione del tipo di forma d'onda può anche
ridurre il rumore dell'arco in saldatura AC.
Fig. 4
8

Led R: Diametro dell'elettrodo.
La visualizzazione del diametro dell'elettrodo è la conse-
guenza dell'impostazione del materiale
(led L), della posizione (led M) e dello spessore (led S).
Il display U visualizzerà l'elettrodo consigliato in
modo non lampeggiante; l'operatore tramite la manopo-
la Y può visualizzare anche altri diametri ma questi
saranno visualizzati, in modo lampeggiante, che signifi-
ca non consigliato.
BC - Connettore 10 poli
A questo connettore vanno collegati i
comandi remoti descritti nel paragrafo 4.
E' disponibile tra i pin 3 e 6 un contatto puli-
to che segnala la accensione dell'arco (Max
0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30
VDC).
3.3. NOTE GENERALI
Prima dell'uso di questa saldatrice leggere attentamente
le norme CEI 26-23 / IEC-TS 62081 inoltre verificare l'in-
tegrità dell'isolamento dei cavi, delle pinze porta elettro-
di, delle prese e delle spine e che la sezione e la lun-
ghezza dei cavi di saldatura siano compatibili con la cor-
rente utilizzata.
3.4. SALDATURA DI ELETTRODI RIVESTITI (MMA)
- Questa saldatrice è idonea alla saldatura di tutti i tipi di
elettrodi ad eccezione del tipo cellulosico (AWS 6010).
- Assicurarsi che l'interruttore BE sia in posizione 0, quin-
di collegare i cavi di saldatura rispettando la polarità
richiesta dal costruttore di elettrodi che andrete ad utiliz-
zare e il morsetto del cavo di massa al pezzo nel punto
più vicino possibile alla saldatura assicurandosi che vi sia
un buon contatto elettrico.
- Non toccare contemporaneamente la torcia o la pinza
porta elettrodo ed il morsetto di massa.
- Accendere la macchina mediante l'interruttore BE.
- Selezionare, premendo il pulsante A, il procedimento
MMA, led AW acceso.
Per selezionare il tipo di corrente adatta all’elettrodo scel-
to agire come segue:
• Premere il tasto AQ e mantenendolo premuto premere
il tasto AP.
• Mantenere premuto fino quando sul display O compare
la sigla H2O.
• Premere il tasto AP fino alla comparsa sul display O
della sigla MMA.
• Il display U visualizza la sigla DC (corrente continua)
tipo di corrente impostata dal costruttore.
• Per selezionare la corrente alternata ruotare la mano-
pola Y fino alla comparsa sul display U della sigla AC.
N.B. Per uscire dalle seconde funzioni premere breve-
mente il tasto AQ.
- Regolare la corrente in base al diametro dell'elettrodo,
alla posizione di saldatura e al tipo di giunto da eseguire.
- Terminata la saldatura spegnere sempre l'apparecchio e
togliere l'elettrodo dalla pinza porta elettrodo.
Se si vogliono regolare le funzioni di Hot-start (led D) e di
Arc force (led C) vedere il paragrafo precedente.
Ø El.
Led AN Hz
Regola la frequenza della corrente alternata.
Regolazione 50 ÷ 120 Hz.
Led AM Regolazione del bilanciamento dell'on-
da.
Regola la percentuale della semionda negativa
(penetrazione) nel periodo di corrente alternata.
Regolazione -10 / 0 / 10 dove 0 = 65% (consigliata) -10
= 50% e 10 = 85%.
Led T:
Led indicazione del corretto funzionamento del dispositi-
vo che riduce il rischio di scosse elettriche.
Tasto H:
Premendolo brevemente attiva la sinergia, ove pre-
vista, e seleziona i led I, L, M, S, R (si intende per
"brevemente" un tempo inferiore a 0,7 sec).
Se, dopo avere selezionato i parametri non si conferma il
diametro dell'elettrodo, la pressione breve di questo tasto
fa uscire dalla sinergia.
Se invece, dopo avere confermato il diametro dell'elettro-
do, si vuole uscire dalla sinergia è necessario premerlo
per un tempo lungo (per lungo si intende un tempo mag-
giore di 0,7 sec.).
Led L: Materiale
I tipi di materiali selezionabili sono in relazione al proces-
so di saldatura e sono:
In TIG AC l'alluminio (AL), il magnesio (MG).
In TIG DC L'acciaio inossidabile (SS), il Rame (Cu), il Ferro
(FE) e il Titanio (ti).
Led M: Posizione di saldatura
Le sigle che compaiono sul display U sono relative alle
normative ISO 6947 e corrispondono alle posizioni di sal-
datura elencate in figura.
Le ASME vengono distinte da un numero più una lettera.
Per una maggiore chiarezza sono riportate simbolica-
mente di seguito.
Led S: Spessore.
il display O si accende e visualizza la corrente impostata,
il display U visualizza lo spessore relativo alla corrente.
Ruotando la manopola Y si varia lo spessore e in relazio-
ne varierà anche la corrente.
Ovviamente la misura dello spessore e della relativa cor-
rente saranno in relazione alle impostazioni del materiale
e della posizione di saldatura.
<
48V
AC
Mat.
Pos.
9
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

3.5. SALDATURA TIG
Selezionando il procedimento TIG AC si può salda-
re l'Alluminio, le leghe di alluminio, l'ottone ed il magne-
sio mentre selezionando TIG DC si può saldare l'ac-
ciaio inossidabile, il ferro ed il rame.
Collegare il connettore del cavo di massa al polo positivo
(+) della saldatrice e il morsetto al pezzo nel punto più
vicino possibile alla saldatura assicurandosi che vi sia un
buon contatto elettrico.
Collegare il connettore di potenza della torcia TIG al polo
negativo (-) della saldatrice.
Collegare il connettore di comando della torcia al connet-
tore BC della saldatrice.
Collegare il raccordo del tubo gas della torcia al raccordo
BD della macchina ed il tubo gas proveniente dal ridutto-
re di pressione della bombola al raccordo gas BH.
3.5.1 Gruppo di raffreddamento (optional per Art. 351).
Se si utilizza una torcia raffreddata ad acqua utilizzare il
gruppo di raffreddamento.
Inserire i tubi di raffreddamento della torcia nei raccordi
BI e BL del gruppo refrigerante facendo attenzione a
rispettare la mandata e il ritorno.
3.5.1.1 Descrizione delle protezioni
- Protezione pressione liquido refrigerante.
Questa protezione è realizzata mediante un pressostato,
inserito nel circuito di mandata del liquido, che comanda
un microinterruttore. Lapressione insufficente è segnalata
dalla sigla H2O lampeggiante sul display O.
3.5.1.2 Messa in opera
Svitare il tappo BF e riempire il serbatoio (l'apparecchio è
fornito con circa un litro di liquido).
E' importante controllare periodicamente, attraverso l'a-
sola BM, che il liquido sia mantenuto al livello "max".
Utilizzare, come liquido refrigerante acqua (preferibilmen-
te del tipo deionizzato) miscelata con alcool in percen-
tuale definita secondo la tabella seguente:
temperatura acqua/alcool
-0°C fino a -5°C 4L/1L
-5°C fino a -10°C 3,8L/1,2L
NB Se la pompa ruota in assenza del liquido refrigerante
è necessario togliere l'aria dai tubi.
In questo caso spegnere il generatore, riempire il serba-
toio, collegare un tubo al raccordo ( ) e inserire l'altra
estremità del tubo nel serbatoio.
Solo per Art. 351, inserire il connettore del pressostato e
il cavo rete nelle prese BR e BQ.
Accendere il generatore per circa 10/15 secondi quindi
ricollegare i tubi.
Accendere la macchina. Per selezionare il modo di fun-
zionamento del gruppo di raffreddamento agire come
segue:
1. Selezionare un qualsiasi procedimento TIG.
2. Mantenendo premuto il tasto AQ premere il tasto AP
e mantenerli premuti fino a quando sul display O
compare la sigla H2O.
3. Selezionare il funzionamento tramite la manopola Y
OFF = Gruppo spento,
OnC = Funzionamento in continuo,
OnA = Funzionamento in automatico.
Per uscire dalla selezione premere brevemente il
10
tasto AQ.
N.B. Per "Funzionamento automatico" si intende che il
gruppo di raffreddamento si mette in moto alla pressione
del pulsante torcia e smette di funzionare dopo circa 2
minuti dal rilascio del pulsante torcia.
Attenzione! Se selezionata la saldatura in elettrodo, il raf-
freddamento non è acceso e non è selezionabile. E' nor-
male che alla accensione della macchina il display O
visualizzi, in modo lampeggiante, la sigla H2O.
3.5.2 Messa in opera.
Non toccare parti sotto tensione e i morsetti di uscita
quando l'apparecchio è alimentato.
Alla prima accensione della macchina selezionare il modo
mediante il pulsante AS e i parametri di saldatura
mediante il tasto AP e la manopola Y come indicato al
paragrafo 3.2.
ATTENZIONE Le regolazioni per i led AO = start, AY =
wave, AN = Hz, AM = bilanciamento dell'onda si posso-
no selezionare solo in TIG AC.
Il flusso di gas inerte deve essere regolato ad un valore (in
litri al minuto) di circa 6 volte il diametro dell'elettrodo.
Se si usano accessori tipo il gas-lens la portata di gas
può essere ridotta a circa 3 volte il diametro dell'elettro-
do. Il diametro dell'ugello ceramico deve avere un diame-
tro da 4 a 6 volte il diametro dell'elettrodo.
• Terminata la saldatura ricordarsi di spegnere l’appa-
recchio e chiudere la valvola della bombola del gas.
3.5.3 Preparazione dell’elettrodo
E’ necessaria una particolare attenzione nella pre-
parazione della punta dell’elettrodo. Smerigliarla in modo
che presenti una rigatura verticale come indicato in
fig.5.
ATTENZIONE: PARTI METALLICHE VOLATILI INCAN-
DESCENTI possono ferire il personale, originare incen-
di e danneggiare le attrezzature; LA CONTAMINAZIONE
DA TUNGSTENO può diminuire la qualità della saldatura.
• Sagomare l’elettrodo di tungsteno unicamente con una
smerigliatrice provvista di adeguati carter di prote-
zione
indossando protezioni per il viso, le mani ed il corpo.
• Sagomare gli elettrodi di tungsteno con una mola
abrasiva dura a grana fine, utilizzata unicamente per
sagomare il tungsteno.
• Smerigliare l’estremità dell’elettrodo di tungsteno in
forma conica per una lunghezza di 1,5 - 2 volte il dia-
metro dell’elettrodo.(fig. 5)
Fig. 5

11
3.6. MEMORIZZAZIONE
Il pulsante AQ, premuto brevemente, effettua una
scelta; premuto per un tempo maggiore di 3 secondi,
effettua una memorizzazione.
Ad ogni accensione, la macchina presenta sempre
l'ultima condizione utilizzata in saldatura.
3.6.1. Memorizzare i dati del programma PL
Utilizzando la macchina per la prima volta
Alla accensione della macchina il display visualizza la
sigla PL questa, dopo 5, scompare e viene visualizzata
una corrente di lavoro. Seguire le indicazioni dei paragra-
fi 3.2 e 3.5 quindi, per memorizzare i dati nel programma
P01, procedere nel seguente modo:
· Premere brevemente il pulsante AQ (mem+mem-) com-
parirà la scritta P01 lampeggiante.
· Premere il pulsante AQ per un tempo maggiore di 3
secondi fino a che la sigla P01 smetta di lampeggiare, a
questo punto la memorizzazione è avvenuta.
· Ovviamente se invece di memorizzare nel programma
P01 si vuole memorizzare in un programma diverso si
premerà il pulsante AQ in maniera breve tante volte quan-
te necessarie per visualizzare il programma desiderato.
Alla riaccensione della macchina viene visualizzato P01.
IL PULSANTE AQ PREMUTO BREVEMENTE EFFET-
TUA UNA SCELTA, PREMUTO PER UN TEMPO MAG-
GIORE DI 3 SECONDI EFFETTUA UNA MEMORIZZA-
ZIONE.
3.6.2. Memorizzare da un programma libero
L'operatore può modificare e memorizzare un programma
scelto procedendo nel seguente modo:
· Premere il pulsante AQ in modo breve e scegliere il
numero di programma desiderato.
I programmi liberi hanno la sigla lampeggiante.
Premere il pulsante AT e scegliere il procedimento di salda-
tura e con il pulsante AS scegliere il modo (paragrafo 3.1).
· Girare la manopola Y ed impostare la corrente di salda-
tura.
Se è stato scelto il procedimento TIG, attivare il led AB
(post gas) tramite il pulsante AP e regolare tramite la
manopola Y il valore desiderato (paragrafo 3.1.)
Se dopo queste regolazioni, necessarie per saldare, si
vogliono regolare i tempi di "slope" o altro agire come
descritto al paragrafo 3.1.
Per memorizzare nel programma scelto precedentemen-
te, premere il pulsante AQ per più di 3 secondi fino a che
il numero smette di lampeggiare.
Per memorizzare in un programma diverso, fare la scel-
ta premendo brevemente il pulsante AQ quindi premere il
pulsante AQ per più di 3 secondi.
3.6.3 Memorizzare da un programma memorizzato.
Partendo da un programma già memorizzato l'operatore
può modificare i dati in memoria per aggiornare il pro-
gramma stesso o per trovare nuovi parametri da memo-
rizzare in un altro programma.
3.6.3.1 Aggiornare
· Dopo avere acceso la macchina selezionare i parametri
da modificare e modificarli.
· Premere per un tempo maggiore di 3 secondi il tasto AQ
fino alla conferma della memorizzazione (sigla del pro-
gramma da lampeggiante a continua).
3.6.3.2 Memorizzare in un nuovo programma
· Dopo avere acceso la macchina selezionare i parametri
da modificare e modificarli.
· Eseguire una saldatura anche breve.
· Premere brevemente il selettore AQ fino alla visualizza-
zione del programma da Voi desiderato.
· Premere di continuo il tasto AQ fino alla conferma della
memorizzazione ( sigla del programma da lampeggiante a
continua).
3.6.4 Saldare con la sinergia.
Lo scopo della "sinergia" è quello di dare una guida rapi-
da all'operatore per impostare i parametri di saldatura
TIG. Quindi non ha uno scopo impositivo ma di sug-
gerimento.
Le relazioni "sinergiche" tra corrente spessore e diametro
dell'elettrodo sono state realizzate con elettrodi Ceriati
2% ( EN 26848 WC20 ) colore grigio, ad una frequenza
della corrente alternata di 90 Hz.
La forma d’onda con cui sono state eseguite le prove è la
12 (in penetrazione quadra - in pulizia sinusoidale).
La logica: L'operatore, in relazione al processo di salda-
tura, imposta il tipo di materiale da saldare, la posizione
di saldatura e lo spessore; in relazione a queste scelte gli
viene suggerito un diametro di elettrodo e se conferma
queste scelte la macchina si predispone per la saldatura.
Accendere la sinergia.
Premere brevemente (inferiore 0,7 sec) il tasto H: si
accende il led I (Syn) contemporaneamente al led L
(materiale). Il display O si spegne e il display U visualizza
una sigla corrispondente al materiale da saldare (vedi
descrizione led L). Ruotando la manopola Y si effettua la
scelta.
Una successiva pressione del pulsante H conferma la
scelta del materiale e fa accendere il led M, il display U
visualizza le posizioni di saldatura disponibili (vedi descri-
zione led M).
Ruotando la manopola Y si effettua la scelta. Una suc-
cessiva pressione del pulsante H conferma la scelta della
posizione e fa accendere il led S, il display O visualizza la
corrente impostata, il display U visualizza lo spessore, in
millimetri, relativo alla corrente (vedi descrizione led S).
La successiva pressione del pulsante H conferma la scel-
ta dello spessore e fa accendere il Led R.
In relazione alle scelte impostate di materiale, posizione,
spessore e corrente viene proposto uno o più diametri di
elettrodo. L'elettrodo consigliato verrà proposto per
primo e il valore numerico del diametro sarà sempre
acceso fisso e affiancato dalla lettera A; se ci fossero due
diametri nella cui gamma di corrente cade la impostazio-
ne degli Ampere selezionati per la saldatura la seconda
scelta del diametro dell'elettrodo verrà proposta solo se
l'encoder Y viene ruotato. Anche la seconda scelta verrà
visualizzata accesa fissa. Se si ruota ulteriormente l'en-
coder, il display U visualizzerà il diametro superiore alla
seconda scelta e il diametro inferiore alla prima scelta in
modo lampeggiante.
Dato che il diametro dell'elettrodo definisce principal-
mente il livello di start AO e la corrente minima AI, l'ope-

12
ratore può scegliere una combinazione non consigliata.
A questo punto l'operatore ha due scelte:
1.Uscire dalla sinergia senza confermare le scelte effet-
tuate. Per fare questo premere brevemente il pulsante H,
il led I si spegne e il pannello visualizza le impostazioni
precedenti alla entrata in sinergia .
2.Confermare la sinergia premendo il pulsante H per un
tempo maggiore di 0,7 sec. A questo punto tutte le fun-
zioni relative alla sinergia vengono impostate e, se sele-
zionate con il pulsante AP, il display U visualizza la sigla
"AU" (automatico).
Il led I rimane acceso per confermare che i parametri
sono stati impostati.
Riassumendo, nel momento che confermo il diametro
dell'elettrodo (pressione lunga del pulsante H quando è
selezionato il led R) le funzioni di start, Wave, Hz, bilan-
ciamento e corrente AI si dispongono con la logica di
automatico descritta precedentemente. Alla conferma
dell'elettrodo si spegne il led R e si accende il led I.
4 COMANDI A DISTANZA
Per la regolazione della corrente di saldatura a questa sal-
datrice possono essere connessi i seguenti comandi a
distanza:
Art.1256 Torcia TIG solo pulsante.(raffreddamento ad
acqua).
Art.1258 Torcia TIG UP/DOWN.(raffreddamento ad
acqua)
Art. 193 Comando a pedale (usato in saldatura TIG)
Art 1192+Art 187 (usato in saldatura MMA)
Art. 1180 Connessione per collegare contemporanea-
mente la torcia e il comando a pedale. Con questo acces-
sorio l’Art. 193 può essere utilizzato in qualsiasi modo di
saldatura TIG.
I comandi che includono un potenziometro regolano
la corrente di saldatura dal minimo fino alla massima
corrente impostata con la manopola Y.
I comandi con logica UP/DOWN regolano dal minimo
al massimo la corrente di saldatura.
Le regolazioni dei comandi a distanza sono sempre attive
nel programma PL mentre in un programma memorizza-
to non lo sono.
5 MANUTENZIONE
Ogni intervento di manutenzione deve essere eseguito da
personale qualificato nel rispetto della norma CEI 26-29
(IEC 60974-4).
5.1 MANUTENZIONE GENERATORE
In caso di manutenzione all'interno dell’apparecchio, assicu-
rarsi che l'interruttore BE sia in posizione "O" e che il cavo
di alimentazione sia scollegato dalla rete.
Periodicamente, inoltre, è necessario pulire l’interno dell’ap-
parecchio
dalla polvere metallica accumulatasi, usando aria
compressa.
5.2 ACCORGIMENTI DA USARE DOPO UN
INTERVENTO DI RIPARAZIONE.
Dopo aver eseguito una riparazione, fare attenzione a
riordinare il cablaggio in modo che vi sia un sicuro isola-
mento tra il lato primario ed il lato secondario della macc-
china. Evitare che i fili possano andare a contatto con
parti in movimento o parti che si riscaldano durante il fun-
zionamento. Rimontare tutte le fascette come sull’appa-
recchio originale in modo da evitare che, se accidental-
mente un conduttore si rompe o si scollega, possa avve-
nire un collegamento tra il primario ed il secondario.
Rimontare inoltre le viti con le rondelle dentellate come
sull’apparecchio originale.

13
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH
MUST BE STORED IN A PLACE FAMILIAR TO ALL
USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF
THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE
HARMFUL TO YOURSELF AND OTHERS.
The user must therefore be educated
against the hazards, summarized below, deriving from
welding operations. For more detailed information, order
the manual code 3.300.758
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding pro-
cedure may produce noise levels beyond said
limit; users must therefore implement all precautions
required by law.
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any con-
ductor causes localized Electric and Magnetic
Fields (EMF). Welding/cutting current creates
EMF fields around cables and power sources.
· The magnetic fields created by high currents
may affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) should consult their
physician before beginning any arc welding, cutting, goug-
ing or spot welding operations.
· Exposure to EMF fields in welding/cutting may have other
health effects which are now not known.
· All operators should use the followingprocedures in order
to minimize exposure to EMF fields from the welding/cutting
circuit:
- Route the electrode and work cables together - Secure
them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead cable
is on your right side, the work cable should also be on
your right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the standard IEC 60974-10 (CL. A),
and must be used solely for professional purposes in an
industrial environment. There may be potential difficul-
ties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As the
owner of the equipment, you should get information on
approved collection systems from our local representa-
tive. By applying this European Directive you will improve
the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
1.1 WARNING LABEL
The following numbered text corresponds to the label
numbered boxes.
B. Drive rolls can injure fingers.
C. Welding wire and drive parts are at welding voltage
during operation — keep hands and metal objects
away.
1 Electric shock from welding electrode or wiring can
kill.
1.1 Wear dry insulating gloves. Do not touch electrode
with bare hand. Do not wear wet or damaged gloves.
1.2 Protect yourself from electric shock by insulating
yourself from work and ground.
INSTRUCTION MANUAL FOR ARC WELDING MACHINE

14
1.3 Disconnect input plug or power before working on
machine.
2 Breathing welding fumes can be hazardous to your
health.
2.1 Keep your head out of fumes.
2.2 Use forced ventilation or local exhaust to remove
fumes.
2.3 Use ventilating fan to remove fumes.
3 Welding sparks can cause explosion or fire.
3.1 Keep flammable materials away from welding.
3.2 Welding sparks can cause fires. Have a fire extinguish-
er nearby and have a watchperson ready to use it.
3.3 Do not weld on drums or any closed containers.
4 Arc rays can burn eyes and injure skin.
4.1 Wear hat and safety glasses. Use ear protection and
button shirt collar. Use welding helmet with correct
shade of filter. Wear complete body protection.
5 Become trained and read the instructions before
working on the machine or welding.
6 Do not remove or paint over (cover) label.
2 GENERAL DESCRIPTIONS
2.1 SPECIFICATIONS
This welding machine is a constant current power source
built using INVERTER technology, designed to weld cov-
ered electrodes (not including cellulosic) and for TIG pro-
cedures, with contact starting and high frequency.
IT MUST NOT BE USED TO DEFROST PIPES.
2.2 EXPLANATION OF THE TECHNICAL SPECIFI-
CATIONS LISTED ON THE MACHINE PLATE.
This machine is manufactured according to the following
international standards: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 CL. A - IEC 61000-3-11 - IEC 61000-3-12 (see
note 2).
N°. Serial number, which must be indicated on any
type of request regarding the welding machine.
Three phase static transformer-rectifier frequency
converter.
Drooping-characteristic.
MMA Suitable for welding with covered electrodes.
TIG Suitable for TIG welding.
U0. Secondary open-circuit voltage
X. Duty cycle percentage. % of 10 minutes during
which the welding machine may run at a certain
current without overheating.
I2. Welding current
U2. Secondary voltage with current I2
U1. Rated supply voltage
3~ 50/60Hz 50- or 60-Hz three-phase power supply
I1 max. This is the maximum value of the absorbed current.
I1 eff. This is the maximum value of the actual current
absorbed, considering the duty cycle.
IP23S Protection rating for the housing.
Grade 3 as the second digit means that this
machine may be stored, but it is not suitable for
use outdoors in the rain, unless it is protected.
Suitable for hazardous environments.
NOTES:
1- The machine has also been designed for use in envi-
ronments with a pollution rating of 1. (See IEC 60664).
S
- This equipment complies with IEC 61000-3-12 provided
that the maximum permissible system impedance Zmax
is less than or equal to 0,093 (Art. 366) - 0,044 (Art. 367)
- 0,031 (Art. 368) at the interface point between the
user's supply and the public system. It is the responsibil-
ity of the installer or user of the equipment to ensure, by
consultation with the distribution network operator if nec-
essary, that the equipment is connected only to a supply
with maximum permissible system impedance Zmax
less than or equal to 0,093 (Art. 366) - 0,044 (Art. 367) -
0,031 (Art. 368).
2.3 DESCRIPTION OF PROTECTIVE DEVICES
2.3.1 Thermal protection
This machine is protected by a temperature probe, which
prevents the machine from operating if the allowable tem-
peratures are exceeded. When the thermostat is tripped
the message “OPn” appears on the display O on the con-
trol panel.
2.3.2 - Block protection.
This welding machine is equipped with various safety
devices that stop the machine before it can suffer dam-
age. When any protection is tripped, the message “Err”
appears on the display O along with a number that
appears on the display U.
If a low water level is detected for the cooling unit the
abbreviation H2O flashes on the display O.
3 INSTALLATION
Make sure that the supply voltage matches the voltage
indicated on the specifications plate of the welding
machine.
When mounting a plug, make sure it has an adequate
capacity, and that the yellow/green conductor of the
power supply cable is connected to the earth pin.
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be equiva-
lent to the absorbed current I1max. of the machine.
3.1. START-UP
Only skilled personnel should install the machine. All con-
nections must be carried out according to current regula-
tions, and in full observance of safety laws (CEI 26-23/
CEI CLC 62081).
3.2 DESCRIPTION OF THE EQUIPMENT (Fig.1-1/A).
BA) Negative output terminal (-).
BB) Positive output terminal (+).
BC) TIG torch trigger connector.
Connect the wires of the torch trigger to pins 1 and 9.
BD) Fitting (1/4 gas).
This is where the gas hose of the TIG welding torch
is to be connected.
BE) Main switch.
BF) Tank cap.
BG) Power cord.
BH) Gas supply fitting.
BI) Hot water inlet fitting

15
(use only for TIG torches).
BL) Cold water outlet fitting
(use only for TIG torches).
BM) Slot for fluid level check.
BN) Fittings for MIG torches
(there must not be any short-circuits).
BO) Connector type DB9 (RS 232).
To be used for updating the microprocessor
programs.
BP) Fuse holder.
BQ) Power cord socket.
BR) Pressure switch socket.
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

16
NOTE: The cooling unit is optional for art. 366.
3.3 DESCRIPTION OF THE PANEL (Fig.2).
Process key AT.
One of the LEDs AX, AV, or AW lights when
selected.
LED AX LED AV LED AW
Mode key AS.
One of the LEDs D, C, E, B, A, or AU lights when
selected:
LED D “HOT START”
MMA welding active.
This LED lights to indicate that the display U displays the
time, expressed in seconds, during which the welding
machine delivers an overcurrent to improve electrode
starting. It may be adjusted using the knob Y.
LED C “Arc-Force”
MMA DC welding active.
This is a percentage of the welding current. The display U
displays its value, and the knob Y adjusts it. This over-
current essentially aids in the transfer of drops of molten
metal.
LED E:
CONTINUOUS TIG welding, started by
means of a high voltage/frequency device.
TIG
LED B:
PULSE TIG welding, started by means of a
high voltage/frequency device.
The pulse frequency is adjustable from 0.16 to 500Hz
(LED AE); the peak current and the base current may be
activated via the LEDs AG and AD, respectively, and are
adjustable using the knob Y.
From a pulse frequency of 0.16 to 1.1Hz, the display O
alternately shows the peak (main) current and the base
current. The LEDs AD and AD light alternately; above 1.1
Hz the display O shows the average of the two currents.
LED A:
CONTINUOUS TIG welding with contact
starting (striking).
LED AU:
PULSE TIG welding with contact starting
(striking). The operating logic is the same as
described for LED B.
Program key AR.
One of the LEDs G, F, W, X, Z, or AA lights when
selected.
LED G:
Spot-welding (Manual).
After selecting the welding current (LED AG) and the spot
welding time (LED AE) using the selector switch AP, set
the values using the knob Y.
This welding mode is only used if continuous welding is
selected and high-frequency start is used (LED E lit). The
operator presses the torch trigger, the arc lights and shuts
TIG
TIG
TIG
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2

17
off automatically after the pre-set spot welding time. To do
the next spot, you must therefore release the torch trigger
and press it again. Range from 0.1 to 30 sec.
F - 2-stage TIG welding LED (manual)
When the torch trigger is pressed, the current begins to
increase over the previously set “slope up” time, until it
reaches the value set by means of the knob Y. When the
trigger is released, the current begins to drop over the
previously set “slope down” time, until it returns to zero.
In this position, you may connect the pedal control
accessory ART. 193.
W - 4-stage TIG welding LED (automatic).
This program differs from the previous one in that the arc
is both started and shut off by pressing and releasing the
torch trigger
X - Special program LED
To light the arc, press the torch trigger and hold it down;
the current begins to increase at a fixed rate. If the torch
trigger is released, the current immediately rises to the
welding value (LED AG). To stop welding, press the torch
trigger and hold it down; the current begins to drop at a
fixed rate. The current immediately returns to zero if the
trigger is released.
Z - four-stage TIG welding LED with four lev-
els of current (automatic).
To set the three minimum welding currents, proceed as
follows:
Press the selector switch AP until the LED AG lights, then
adjust the maximum current value using the knob Y.
Press the selector switch AP until the LED AD lights, then
adjust the intermediate current value using the knob Y.
Press the selector switch AP until the LED AY lights, then
adjust the starting current value using the knob Y.
When the arc strikes, the current reaches the first setting,
LED AI lit. The operator may maintain this current as long
as desired (for example until the part is heated). Pressing
and immediately releasing the torch trigger causes the
current to pass from the first to the second current over
the “slope-up” time (LED AH); the LED AG lights once the
welding current has been reached.
Should it be necessary to reduce the current during weld-
ing, without shutting off the arc (for instance when chang-
ing the welding material or working position, moving from
horizontal to upright, etc.), press and immediately release
the torch trigger: the current will switch to the second
value selected, the LED AD will light and AG will go off.
To return to the previous main current, press and release
the torch trigger once again. The LED AG will light, and the
LED AD will go off. To stop welding at any time, simply hold
down the torch trigger for more than 0.7 seconds, then
release. The current begins to fall to zero within the previ-
ously set “slope down” time interval (LED AC lit).
If you press and immediately release the torch trigger dur-
ing the “slope down” phase, you will return to “slope up”
if it is set to greater than zero, or to the lesser current
value of those set.
NOTE: The expression “PRESS AND IMMEDIATELY
RELEASE” refers to a maximum time of 0.5 seconds.
AA - TIG welding LED with two levels of cur-
rent.
This program differs from the previous one because when
the arc lights the current always rises to the first setting,
LED AI lit, but the operator cannot maintain it and the
slope-up time begins immediately (LED AH).
Crater Arc.
In the second functions this software is available which
was created to close the final crater by setting a given
current and its duration.
This function can be used in TIG AC or DC modes, both
manual and automatic (Fig. 3).
To activate the function proceed as follows:
• Press knob AQ and while holding it down press knob
AP.
• Hold it down until the display O shows the abbrevia-
tion H2O.
• Press knob AP until the display O shows the abbrevi-
ation CrA(Crater Arc).
• The display U shows the abbreviation OFF .
• Turn knob Y until the display U shows the abbrevia-
tion On.
• Turn the knob Y, the display O shows the abbreviation
CrC (crater current – corrente di cratere) and the dis-
play U shows 50; this is the crater current percentage
value related to the welding current. 50%. manufac-
turer' setting.
Range from 1 to 100%.
• Turn knob Y, the display O shows the abbreviation
CrC (crater current time – tempo corrente di cratere).
•knobY is used to set this value which is shown on dis-
play U. 0.5 seconds - manufacturer' setting.
Range 0.1 to 30.0 seconds.
The fitting range between the main power and the
crater current is controlled by the AC «slope down»
led.
Y - Knob
Normally adjusts the welding current.
Also, if you select a function with the selector
switch AP, this knob adjusts its size.
Fig. 3

18
O - Display
Displays:
1.in no-load conditions, the preset current.
2.under load, the welding current and its
levels.
3. in combination with the “Hold” LED lit, the last
welding current.
4. In pulsed TIG mode, loaded, the alternating currents in
the corresponding levels.
5. within the synergic parameters, the current in relation
to the selected thickness.
6. the message “H2O” when the cooling unit is set, and
the same message flashing when the cooling unit
pressure switch is tripped.
7. the message “OPn” flashing when the thermostat is
tripped.
8. while selecting free or saved programs, the message
PL …P01…P09
9. abbreviation MMA.
Led N
Cannot be selected and lights when the display O dis-
plays a current.
U - Display
Displays:
1. in MMA mode without welding,
the no-load voltage,
and when welding the loaded voltage.
2. in continuous TIG mode, with button not pressed,
zero; with button pressed but without welding, the
no-load voltage, and when welding the loaded
voltage.
3. displays numerically all values except for currents
selected using the button AP.
4. displays the numerical combinations that refer to the
various wave forms that may be selected when the AP
button is used to select the LED AY (Wave).
5. when setting up the cooling unit, the messages: OFF,
OnA, OnC.
6. in MMA type of current abbreviations: AC, DC.
7. in synergic mode (LED I lit) the abbreviation of the
materials to be welded if the LED L is selected; the
abbreviations of the welding positions if the LED M is
selected; and the electrode diameters if the LED R is
selected.
ADDITIONALLY, with the LED P (Hold) lit, it displays
the welding voltage.
LED Q
May not be selected and lights when the display U dis-
plays a voltage.
AQ - SELECTOR SWITCH
Selects and saves programs.
The welding machine can save nine welding pro-
grams P01…..P09, and call them up using this button. A
working program PL is also available.
Selecting
When this push-button is pressed briefly, the display O
shows the next program number after the one being
used. If it has not been saved the message will flash, oth-
erwise it will remain steady.
Saving (3.6)
Once the program has been selected, hold for more than
3 seconds to save the data. In confirmation, the program
number on the display O will stop flashing.
AP - SELECTOR SWITCH
When this button is pressed, the LEDs light in suc-
cession:
Warning: only those LEDs that refer to the chosen weld-
ing mode will light; i.e., in continuous TIG welding mode
the LED AE, representing the pulse frequency, will not
light.
Each LED indicates the parameter that may be adjusted
by means of the knob Y while the LED itself is lit. Five
seconds after the last change, the LED involved will shut
off; the main welding current will be displayed, and the
corresponding LED AG lights.
SELECTORS AQ + AP = SECOND FUNC-
TIONS
Access to «second functions» menu is obtained by press-
ing simultaneously knobs AQ and AP for more than 3
seconds.
Selection of «MENU» entries is obtained by means of a
short pressure on knob AP.
Exit from this «MENU» is obtained by means of a short
pressure on knob AQ.
Display O shows the function, display U shows the set-
ting that can be controlled by means of knob Y.
The existing functions are:
1. Cooling unit
Abbreviation H2O
Range:
OFF = off; (manufacturer’ setting).
OnC = Continuous always on.
OnA = automatic start-up.
2. Robot operation
Abbreviation rob
Range:
OFF = off; (manufacturer’ setting).
On = on.
3. Feeder Unit (Operation with cold wire trolley wire).
Abbreviation FdU
Range:
OFF = off; (manufacturer’ setting).
On = on
4. Crater Arc (final crater filler).
Abbreviation CrA
Range:
OFF = off; (manufacturer’ setting).
On = on
5. MMA (welding with covered electrodes).
Abbreviation MMA
Range:
DC = direct current (manufacturer’ setting).
AC = Alternating current.

19
THE FOLLOWING LEDS MAY BE SELECTED IN TIG
DC (DIRECT CURRENT) TIG AC (ALTERNATING CUR-
RENT) WELDING MODES:
AL - Pre-gas LED
Range 0.05-2.5 seconds. Gas
output time before welding
begins.
AI - Welding start current LED.
This is a percentage of the weld-
ing current (LED AG).
AH - Slope up LED.
This is the time in which the cur-
rent, beginning from the mini-
mum, reaches the set current
value. (0-10 sec.)
AG - Main welding current LED.
AD - Second level of welding or
base current.
This current is always a percent-
age of the main current.
AE - Pulse frequency LED (0.16-
500 Hz).
When spot-welding is selected
(LED G) this LED lights to indicate
that the display U displays the spot welding time that may
be adjusted from 0.1 to 30 seconds using the knob Y.
AF - LED
Adjusts the ratio between the
peak current time AG and the fre-
quency AE. t/T ( 10-90 % ) fig.4
AC - Slope down LED.
This is the time in which the cur-
rent reaches the minimum and
the arc shuts down (0-10 sec.).
AB - Post-gas LED.
Adjusts the time gas escapes
after welding ends. (0-30 sec.)
LED THAT MAY BE SELECTED ONLY IN TIG AC
(ALTERNATING CURRENT) WELDING MODE:
AO Start LED
Adjusts the “hot-start” level to maximize starts in
TIG AC mode for each electrode diameter. When
this LED lights the display U shows a numerical value that
refers to the electrode diameters. The operator may use
the knob Y to set the diameter being used and obtain a
good start immediately. Range from 0.5 to 4.8.
LED AY Wave
Selects the welding waveform.
When this LED lights display U shows a number
corresponding to the selected waveform (see table).
11 = square - square 22 = sine - sine
33 = delta - delta 12 = square - sine
13 = square - delta 23 = sine - delta
21 = sine - square 32 = delta - sine
31 = delta - square.
Default = square - sine (12).
This combination of numbers may be changed using the
encoder Y.
NOTE: The first number that makes up the figure refers
to the negative or penetration half-wave, the second
number refers to the positive or cleaning half-wave.
Changing the type of waveform may also reduce
noise in the arc in AC welding.
LED AN Hz
Adjusts the frequency of the alternating current.
Range 50-100 Hz.
LED AM Adjusts the wave balance.
Adjusts the percentage of the negative (penetra-
tion) half-wave in the alternating current period.
Range -10/0/10 where 0 = 65% (recommended) -10 =
50% and 10 = 85%.
LED T:
LED indicating that the device to reduce the risk of elec-
tric shock is in good working order.
Key H:
Pressing briefly activates synergy, where available,
and selects the LEDs I, L, M, S, and R (“briefly”
refers to less than 0.7 sec).
If the electrode diameter is not confirmed after the parame-
ters are selected, pressing this key briefly will exit synergy.
If instead you wish to exit synergy after confirming the
electrode diameter, you must hold it down longer (mean-
ing more than 0.7 sec.).
LED L: Material
The types of materials that may be selected are in relation
to the welding process and are:
In TIG AC mode aluminum (AL), magnesium (MG).
In TIG DC mode stainless steel (SS), copper (Cu), iron (FE)
and titanium (Ti).
<
48V
AC
Mat.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE
Fig. 4

20
LED M: Welding position
The abbreviation that appears on the display U meets ISO
6947 standards and corresponds to the welding positions
listed in the figure.
The ASME are distinguished by a number plus a letter.
For greater clarity, their symbols are shown below.
LED S: Thickness.
The display O lights and displays the set current; the dis-
play U displays the thickness corresponding to the cur-
rent. Turning the knob Y changes the thickness and the
current will also be adjusted accordingly.
Obviously the thickness and corresponding current will
be measured in relation to the material settings and of
welding position.
LED R: Electrode diameter.
The electrode diameter is displayed as a result of settings
for the material
(LED L), position (LED M:), and thickness (LED S).
The display U shows the recommended electrode
without flashing; the operator may use the knob Y to
also display other diameters, but these will be shown
flashing to indicate that they are not recommended.
BC - 10-pin connector
This connector is connected to the remote
controls described in paragraph 4.
A clean contact is available between pins 3
and 6 which indicates when the arc is lit
(max. 0.5 A - 125 VAC/ 0.3 A - 110 VDC/1A
- 30 VDC).
3.3. GENERAL NOTES
Before using this welding machine, carefully read the
standards CEI 26-23/IEC-TS 62081. Also make sure the
insulation of the cables, electrode clamps, sockets and
plugs are intact, and that the size and length of the weld-
ing cables are compatible with the current used.
3.4. MMA WELDING WITH COVERED ELECTRODES
- This welding machine is suitable for welding all types of
electrodes, with the exception of cellulosic (AWS 6010).
- Make sure that the switch BE is in position 0, then con-
nect the welding cables, observing the polarity required
by the manufacturer of the electrodes you will be using;
also connect the clamp of the ground cable to the work-
piece, as close to the weld as possible, making sure that
there is good electrical contact.
- Do NOT touch the torch or electrode clamp simultane-
ously with the mass terminal.
- Turn on the machine using the switch BE.
- Select the MMA procedure by pressing the button A,
LED AW lit.
To select the type of current suitable for the electrode, fol-
low the instructions below:
• Press knob AQ and while holding it down press knob
AP.
• Hold it down until the display O shows the abbrevia-
tion H2O.
• Press knob AP until display O shows the abbreviation
Ø El.
Pos.
MMA.
• Display U shows the abbreviation DC direct current-
type of current set by the manufacturer..
• To select the alternating current turn knob Y until the
display U shows the abbreviation AC.
N.B. To exit selection, briefly press the key AQ.
- Adjust the current based on the diameter of the elec-
trode, the welding position and the type of joint to be
made.
- Always remember to shut off the machine and remove
the electrode from the clamp after welding.
If you wish to adjust the Hot-start (LED D) and Arc force
functions (LED C), see the previous paragraph.
3.5. TIG WELDING
By selecting TIG AC welding mode you may weld
aluminium, aluminium alloys, brass and magnesium,
while selecting TIG DC allows you to weld stainless
steel, iron and copper.
Connect the mass cable connector to the positive pole (+)
of the welding machine, and the clamp to the workpiece
as close as possible to the welding point, making sure
there is good electrical contact.
Connect the power connector of the TIG torch to the neg-
ative pole (-) of the welding machine.
Connect the torch connector to the welding machine
connector BC.
Connect the torch gas hose fitting to the fitting BD on the
machine, and the gas hose from the cylinder pressure
regulator to the gas fitting BH.
3.5.1 Cooling unit. (optional for Art.351).
If using a water-cooled torch, use the cooling unit.
Insert the torch cooling hoses in the fittings BI and BL of
the cooling unit, being careful to correctly place the deliv-
ery and return.
3.5.1.1 Description of protections
- Coolant pressure protection.
This protection is achieved by means of a pressure
switch, inserted in the fluid delivery circuit, which controls
a microswitch. Low pressure is indicated from the flash-
ing message H2O on the display O.
3.5.1.2 Start-up
Unscrew the cap BF and fill the tank (the equipment is
supplied with approximately one liter of fluid).
It is important to periodically check through the slot BM
that the fluid remains at the “max” level”.
As a coolant, use water (preferably deionized) mixed with
alcohol in percentages defined according to the following
table:
water/alcohol temperature
-0°C up to –5°C 4L/1L
-5°C up to –10°C 3.8L/1.2L
NOTE If the pump runs with no coolant present, you must
remove all air from the tubes.
In this case shut off the power source, fill the tank, con-
nect a hose to the fitting ( ) and insert the other end of
the hose in the tank. Only for Art. 351, insert the pressure
switch connector and the power cord into the sockets BR
and BQ.
Run the power source for approximately 10/15 seconds,

21
then re-connect the hoses.
Turn on the machine. To select the operating mode of the
cooling unit, proceed as follows:
1. Select any TIG welding mode.
2. Holding down knob AQ press knob AP and then
hold both down until the display O shows the
abbreviation H2O.
3. Select the operating mode using the knob Y
OFF = Unit off,
OnC = Continuous operation,
OnA = Automatic operation.
To exit selection, briefly press the key AQ.
NOTE: “Automatic mode” means that the cooling unit
starts when the torch button is pressed and stops running
approximately 2 minutes after the torch button is
released.
Warning! If MMA electrode welding is selected, cooling is
not on and may not be selected. It is normal for the
machine display O to show the flashing message H2O on
start-up.
3.5.2 Start-up.
Do not touch live parts and output terminals while the
machine is powered.
The first time the machine is turned on, select the mode
using the push-button AS and the welding parameters by
means of the key AP and the knob Y as described in
paragraph 3.2.
CAUTION The adjustments for the LEDs AO = start, AY =
wave, AN = Hz, AM = wave balance may only be select-
ed in TIG AC mode. The flow of inert gas must be set to
a value (in liters per minute) approximately 6 times the
diameter of the electrode.
If you are using gas-lens type accessories, the gas
throughput may be reduced to approximately 3 times the
diameter of the electrode. The ceramic nozzle diameter
must be between 4 and 6 times the electrode diameter.
• Remember to shut off the machine and close the
gas cylinder valve when you have finished welding.
3.5.3 Preparing the electrode
Be especially careful when preparing the electrode tip.
Grind it so that it has vertical grooves as shown in fig.5.
WARNING: LOOSE HOT METAL PARTICLES may cause
personal injury, fire and equipment damage; TUNGSTEN
CONTAMINATION may lower the quality of the weld.
• Use only a grinding machine equipped with adequate
safety guards to shape the tungsten electrode
protect the face, hands and body with suitable gear.
• To shape the tungsten, use a hard, fine-grained abrasive
grinding wheel used solely for this purpose.
• Grind the end of the tungsten electrode into a tapered
shape, for a length equivalent to approximately 1.5-2
times the electrode diameter. (fig. 5).
3.6. SAVING
Pressing the push-button AQ briefly makes a selec-
tion; held down for more than 3 seconds, it saves the
data.
Each time it is turned on, the machine always shows
the last welding condition used.
3.6.1. Saving data from the PL program
Using the machine for the first time
When the machine is turned on, the display shows the
symbol PL; this disappears after 5 seconds, and a work-
ing current is displayed. Follow the instructions in para-
graphs 3.2 and 3.5, then proceed as follows to save the
data in the program P01:
· Briefly press the push-button AQ (mem+mem-); the
message P01 will appear, flashing.
· Hold down the push-button AQ for more than 3 sec-
onds, until the symbol P01 stops flashing: at this point,
the data have been saved.
· Obviously, if you wish to save in a program other than
P01, you should briefly press the push-button AQ as
many times as necessary to display the desired pro-
gram.P01 will be displayed the next time the machine is
turned on.
PRESSING THE PUSH-BUTTON AQ BRIEFLY MAKES
A SELECTION, WHILE HOLDING IT DOWN FOR MORE
THAN 3 SECONDS SAVES THE DATA.
3.6.2. Save from a free program
The operator may edit and save a selected program by
proceeding as follows:
· Press the push-button AQ briefly and select the desired
program number.
The symbols of free programs are flashing.
Press the button AT and choose the welding procedure;
press the button AS to select the mode (paragraph 3.1).
· Turn the knob Y and set the welding current.
If the TIG procedure has been selected, activate the LED
AB (post gas) by means of the push-button AP, and set
the desired value via the knob Y (paragraph 3.1.)
If you wish to adjust the “slope” times or other parame-
ters, after making these adjustments which are neces-
sary in order to weld, follow the steps described in para-
graph 3.1.
To save in the previously selected program, press the
button AQ for more than 3 seconds, until the number
stops flashing.
To save in a different program, make your selection by
briefly pressing the push-button AQ, then hold down the
push-button AQ for more than 3 seconds.
3.6.3 Save from a saved program.
Beginning with a previously saved program, the operator
may edit the data in memory to update the program itself,
or to find new parameters to save in another program.
Fig. 5

22
3.6.3.1 Updating
· After turning on the machine, select the parameters to
be edited and edit them.
· Hold down the AQ button for more than 3 seconds, until
the save is confirmed (program symbol changes from
flashing to steady).
3.6.3.2 Save in a new program
· After turning on the machine, select the parameters to
be edited and edit them.
· Weld, even briefly.
· Briefly press the selector switch AQ until the desired
program is displayed.
· Hold down the AQ button until the save is confirmed
(program symbol changes from flashing to steady).
3.6.4 Weld with synergy.
The purpose of “synergy” is to offer the operator a quick
guide for setting the TIG welding parameters. It is there-
fore not compulsory, but only a suggestion.
“Synergic” relationships between current thickness and
electrode diameter have been developed using Ceriati
grey 2% electrodes (EN26848 WC20), at an alternating
current frequency of 90 Hz.
The teasts were carried out with the waveform n°. 12
(square penetration - sinusoidal cleaning).
The logic: The operator sets the type of material to be
welded, the welding position and thickness in relation to
the welding process; an electrode diameter is suggested
based on these choices, and if confirmed the machine
prepares for welding.
Turning on synergy.
Briefly press the key H (for less than 0.7 sec):the LED I
(Syn) lights simultaneously with the LED L (material). The
display O shuts off and the display U displays a message
corresponding to the material to be welded (see descrip-
tion of LED L). Turn the knob Y to choose.
Pressing the button H again confirms the choice of material
and causes the LED M to light. The display U shows the
welding positions available (see description of LED M).
Turn the knob Y to choose. Pressing the button H again
confirms the choice of position and causes the LED S to
light. The display O shows the set current, while the dis-
play U shows the thickness in millimeters that corre-
sponds to the current (see description of LED S).
Pressing the button H again confirms the choice of thick-
ness and causes the LED R to light.
One or more electrode diameters are proposed based on
the set choice of material, position, thickness and current.
The recommended electrode will be proposed first and
the numerical value of the diameter will always be steadi-
ly lit, next to the letter A if the amp setting selected for
welding falls within the current range of two diameters;
the second choice of electrode diameter will be proposed
only if the encoder Y is turned. The second choice will
also be displayed steadily lit. If you turn the encoder fur-
ther, the display U shows the diameter above the second
choice and below the first choice, flashing.
Given that the electrode diameter mainly defines the start
level AO and the minimum current AI, the operator may
choose a combination that is not recommended.
At this point the operator has two choices:
1. To exit synergy without confirming the choices made.
To do so, briefly press the button H; the LED I shuts off
and the panel displays the settings in effect before you
entered synergy.
2. Confirm the synergy by pressing the button H for
longer than 0.7 sec. At this point all synergy functions are
set and, if selected using the button AP, the display U
shows the message “AU” (automatic).
The LED I remains lit to confirm that the parameters have
been set.
To summarize, when you confirm the electrode diameter
(by holding down the button H when the LED R is select-
ed) the start, wave, Hz, balance and current AI functions
are arranged according to the automatic logic described
previously. When the electrode is confirmed, the LED R
shuts off and the LED I lights.
4 REMOTE CONTROLS
The following remote controls may be connected to
adjust the welding current for this welding machine:
Art.1256 TIG torch button only (water-cooled).
Art.1258 TIG torch UP/DOWN (water-cooled).
Art. 193 Foot control (used in TIG welding)
Art 1192+Art 187 (used in MMA welding)
Art. 1180 Connection to simultaneously connect the torch
and the pedal control. Art 193 may be used in any TIG
welding mode with this accessory.
Commands that include a potentiometer regulate the
welding current from the minimum to the maximum
current set via the knob Y.
Commands with UP/DOWN logic regulate the welding
current from the minimum to the maximum.
The remote control settings are always active in the PL
program, while they are not active in a saved program.
5 MAINTENANCE
Any maintenance operation must be carried out by qua-
lified personnel in compliance with standard CEI 26-29
(IEC 60974-4).
5.1 GENERATOR MAINTENANCE
In the case of maintenance inside the machine, make
sure that the switch BE is in position "O" and that the
power cord is disconnected from the mains.
It is also necessary to periodically clean the interior of the
machine from the accumulated metal dust, using com-
pressed air.
5.2 PRECAUTIONS AFTER REPAIRS.
After making repairs, take care to organize the wiring so that
there is secure insulation between the primary and secon-
dary sides of the machine. Do not allow the wires to come
into contact with moving parts or those that heat up during
operation. Reassemble all clamps as they were on the origi-
nal machine, to prevent a connection from occurring
between the primary and secondary circuits should a wire
accidentally break or be disconnected.
Also mount the screws with geared washers as on the ori-
ginal machine.

23
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR-
UNG VON SCHWEIßARBEITEN VERWENDET WERDEN.
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -
SCHNEIDEN KANN FÜR SIE UND ANDE-
RE GESUNDHEITSSCHÄDLICH SEIN;
daher muß der Benutzer über die nachstehend kurz dar-
gelegten Gefahren beim Schweißen unterrichtet werden.
Für ausführlichere Informationen das Handbuch Nr.
3.300758 anfordern.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert über-
schreitet. Daher müssen die Benutzer die gesetzlich vor-
geschriebenen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können sein:
· Der elektrische Strom, der durch einen beliebi-
gen Leiter fließt, erzeugt elektromagnetische
Felder (EMF). Der Schweiß- oder Schneidstrom
erzeugt elektromagnetische Felder um die
Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Träger
von lebenswichtigen elektronischen Geräten
(Herzschrittmacher) müssen daher ihren Arzt befragen, bevor
sie sich in die Nähe von Lichtbogenschweiß-, Schneid-,
Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schneiden
erzeugten elektromagnetischen Felder kann bislang unbe-
kannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagnetische
Felder zu mindern, müssen sich alle SchweißerInnen an die
folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw. der Schweißerin befindet, muss sich auch das
Kabel der Elektrodenzange oder des Brenners auf
dieser Seite befinden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen, die
explosiven Staub, Gas oder Dämpfe enthalten. Die
für den Schweiß-/Schneiprozeß verwendeten Gasflaschen
und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den Angaben der
harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und
darf ausschließlich zu gewerblichen Zwecken und nur in
industriellen Arbeitsumgebungen verwendet werden. Es
ist nämlich unter Umständen mit Schwierigkeiten verbun-
den ist, die elektromagnetische Verträglichkeit des Geräts
in anderen als industriellen Umgebungen zu gewährleis-
ten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie 2002/96/EG
über Elektro- und Elektronik-Altgeräte und der jeweiligen
Umsetzung in nationales Recht sind nicht mehr verwen-
dete Elektrogeräte gesondert zu sammeln und einer
Anlage für umweltgerechtes Recycling zuzuführen. Als
Eigentümer der Geräte müssen Sie sich bei unserem ört-
lichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
1.1 WARNHINWEISSCHILD
Die Nummerierung der Beschreibungen entspricht der
Nummerierung der Felder des Schilds.
B. Die Drahtförderrollen können Verletzungen an den
Händen verursachen.
C. Der Schweißdraht und das Drahtvorschubgerät stehen
während des Schweißens unter Spannung. Die Hände
und Metallgegenstände fern halten.
1. Von der Schweißelektrode oder vom Kabel verursachte
Stromschläge können tödlich sein. Für einen angemes-
senen Schutz gegen Stromschläge Sorge tragen.
1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit
bloßen Händen berühren. Keinesfalls feuchte oder
schadhafte Schutzhandschuhe verwenden.
1.2 Sicherstellen, dass eine angemessene Isolierung vom
Werkstück und vom Boden gewährleistet ist.
1.3 Vor Arbeiten an der Maschine den Stecker ihres
Netzkabels abziehen.
2. Das Einatmen der beim Schweißen entstehenden
Dämpfe kann gesundheitsschädlich sein.
2.1 Den Kopf von den Dämpfen fern halten.
2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungs-
oder Absauganlage verwenden.
2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwen-
den.
BETRIEBSANLEITUNG FÜR LICHTBOGENSCHWEIßMASCHINE

24
3. Die beim Schweißen entstehenden Funken können
Explosionen oder Brände auslösen.
3.1 Keine entflammbaren Materialien im Schweißbereich
aufbewahren.
3.2 Die beim Schweißen entstehenden Funken können
Brände auslösen. Einen Feuerlöscher in der unmittelba-
ren Nähe bereit halten und sicherstellen, dass eine
Person anwesend ist, die ihn notfalls sofort einsetzen
kann.
3.3 Niemals Schweißarbeiten an geschlossenen Behältern
ausführen.
4. Die Strahlung des Lichtbogens kann Verbrennungen an
Augen und Haut verursachen.
4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten
Gehörschutztragen und bei Hemden den Kragen
zuknöpfen. Einen Schweißerschutzhelm mit einem Filter
mit der geeigneten Tönung tragen. Einen kompletten
Körperschutz tragen.
5. Vor der Ausführung von Arbeiten an oder mit der
Maschine die Betriebsanleitung lesen.
6. Die Warnhinweisschilder nicht abdecken oder entfer-
nen.
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Bei dieser Schweißmaschine handelt es sich um eine
Konstant-Gleichstromquelle mit INVERTER-Technologie,
die zum Schweißen mit umhüllten Elektroden
(Zelluloseumhüllungen ausgenommen) und zum WIG-
Schweißen mit Berührungs- und Hochfrequenzzündung
entwickelt wurde.
SIE DARF NICHT ZUM AUFTAUEN VON ROHREN VER-
WENDET WERDEN.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN,
DIE AUF DEM LEISTUNGSSCHILD DER
MASCHINE ANGEGEBEN SIND.
Die Konstruktion des Geräts entspricht den folgenden
Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A
IEC 61000-3-11 - IEC 61000-3-12 (siehe Anm. 2).
Nr. Seriennummer; sie muss bei allen Anfragen zur
Schweißmaschine stets angegeben werden.
Statische Dreiphasen-Frequenzumrichter
Transformator-Gleichrichter.
Fallende Kennlinie.
MMA Geeignet zum Schweißen mit umhüllten
Elektroden.
WIG. Geeignet zum WIG-Schweißen.
U0. Leerlauf-Sekundärspannung
X. Relative Einschaltdauer. Die relative
Einschaltdauer ist der auf eine Einschaltdauer von
10 Minuten bezogene Prozentsatz der Zeit, die die
Schweißmaschine bei einer bestimmten Strom-
stärke arbeiten kann, ohne sich zu überhitzen.
I2. Schweißstrom.
U2. Sekundärspannung bei Schweißstrom I2.
U1. Nennspannung.
Das Gerät verfügt über die automatische
Spannungsumschaltung.
3~ 50/60Hz Dreiphasen-Stromversorgung 50 oder 60 Hz.
l1 max. Maximale Stromaufnahme.
l1 eff. Maximale effektive Stromaufnahme unter
Berücksichtigung der relativen Einschaltdauer.
IP23 S Schutzart des Gehäuses.
Die zweite Ziffer 3 gibt an, dass dieses Gerät bei
Niederschlägen zwar im Freien gelagert, jedoch
nicht ohne geeigneten Schutz betrieben werden
darfs.
Geeignet zum Betrieb in Umgebungen mit
erhöhter Gefährdung.
ANMERKUNGEN:
1-Das Gerät ist außerdem für den Betrieb in
Umgebungen mit Verunreinigungsgrad 3 konzipiert.
(Siehe IEC 60664).
2-Dieses Gerät ist konform mit der Norm IEC 61000-3-12
unter der Voraussetzung, dass die maximal zulässige
Impedanz Zmax am Verknüpfungspunkt zwischen der
Abnehmeranlage und dem öffentlichen
Versorgungsnetz kleiner oder gleich 0,093 (Art. 366) -
0,044 (Art. 367) - 0,031 (Art. 368) ist. Es liegt in der
Verantwortung des Installateurs bzw. des Betreibers
des Geräts, erforderlichenfalls in Absprache mit dem
öffentlichen Energieversorgungsunternehmen sicher-
zustellen, dass das Gerät ausschließlich an eine Anlage
angeschlossen wird, deren maximal zulässige
Netzimpedanz Zmax kleiner oder gleich 0,093 (Art.
366) - 0,044 (Art. 367) - 0,031 (Art. 368) ist.
2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN
2.3.1 Thermischer Schutz
Dieses Gerät wird durch einen Temperaturfühler geschützt,
der, wenn die zulässige Temperatur überschritten wird, den
Betrieb der Maschine sperrt. Die Auslösung des
Thermostaten wird durch das Erscheinen des Kürzels “OPn”
auf dem Display O der Steuertafel angezeigt.
S

25
2.3.2 - Sicherheitsverriegelung
Diese Schweißmaschine verfügt über verschiedene
Schutzeinrichtungen, die die Maschine ausschalten,
bevor sie Schaden nehmen kann. Die Auslösung der ein-
zelnen Schutzeinrichtungen wird durch das Erscheinen
des Kürzels “Err” auf dem Display O sowie einer Zahl auf
dem Display U gemeldet.
Wenn der Wasserpegel im Kühlaggregat zu niedrig ist,
erscheint auf Display O das blinkende Kürzel H2O.
3 INSTALLATION
Sicherstellen, dass die Netzspannung der auf dem
Leistungsschild der Schweißmaschine angegebenen
Nennspannung entspricht.
Das Netzkabel mit einem der Stromaufnahme entspre-
chenden Netzstecker ausrüsten und sicherstellen, dass
der gelb-grüne Schutzleiter an den Schutzkontakt ange-
schlossen ist.
Der Nennstrom des in Reihe mit der Netzstromversor-
gung geschalteten Leistungsschutzschalters oder der
Schmelzsicherungen muss gleich dem von der Maschine
aufgenommenen Strom I1max. sein.
3.1. INSTALLATION
Die Installation der Maschine muss durch Fachpersonal
erfolgen. Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden (Norm
CEI 26-23 / CEI CLC 62081).
3.2 BESCHREIBUNG DES GERÄTS (Abb. 1-1/A)
BA) Negative Ausgangsklemme (-).
BB) Positive Ausgangsklemme (+).
BC) Steckverbinder für den Taster des WIG-Brenners.
Die Drähte des Brennertasters an die Kontaktstifte 1
und 9 anschließen.
BD) Anschluss (1/4 Gas).
Hier wird der Gasschlauch des WIG-
Schlauchpakets angeschlossen.
BE) Hauptschalter.
BF) Verschluss des Behälters.
BG) Netzkabel.
BH) Gasanschluss.
BI) Anschluss des Warmwasserzulaufs
(nur für WIG-Brenner verwenden).
BL) Anschluss Kaltwasserauslauf
(nur für WIG-Brenner verwenden).
BM) Langloch für die Kontrolle des Kühlmittelstands.
BN) Anschlüsse für MIG-Brenner
(sie dürfen nicht kurzgeschlossen werden).
BO) Stecker DB9 (RS232).
Er dient zum Aktualisieren der Programme der
Mikroprozessoren.
BP) Sicherungshalter.
BQ) Steckdose Netzkabel.
BR) Steckdose Druckschalter.
HINWEIS: Beim Art. 366 ist das Kühlaggregat optional.
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
Abb. 1
Art. 366 & 367 Art. 367 Art. 366

26
3.3 BESCHREIBUNG DER STEUERTAFEL (Abb. 2).
Prozess-Taster AT.
Die Wahl wird durch das Aufleuchten einer der
LEDs AX, AV oder AW angezeigt.
LED AX LED AV LED AW
Betriebsartentaster AS.
Die Wahl wird durch das Aufleuchten einer der
LEDs D, C, E, B, A oder AU angezeigt:
LED D “HOT START”
Aktiv beim MMA-Schweißen.
Das Aufleuchten dieser LED signalisiert, dass das Display
U die Zeit in Hundertstelsekunden anzeigt, in der die
Schweißmaschine einen erhöhten Strom abgibt, um die
Zündung der Elektrode zu optimieren. Die Einstellung
erfolgt mit Regler Y.
LED C “Arc-Force”
Aktiv beim MMA DC-Schweißen.
Dies ist ein Prozentwert des Schweißstroms. Das Display
U zeigt den Wert an, der mit Regler Y eingestellt werden
kann. Dieser Überstrom begünstigt praktisch den
Tropfenübergang.
LED E:
WIG-KONSTANTSTROMSCHWEISSEN mit
Zündung durch HS/HF-Vorrichtung.
TIG
LED B:
WIG-IMPULSSCHWEISSEN mit Zündung
durch HS/HF-Vorrichtung.
Die Impulsfrequenz kann in einem Bereich von 0,16 bis
500Hz eingestellt werden (LED AE). Der Impulsstrom und
der Grundstrom können mit den LEDs AG bzw. AD
gewählt und mit dem Regler Y eingestellt werden.
Im Impulsfrequenzbereich von 0,16 bis 1,1 Hz zeigt das
Display O abwechselnd den Impulsstrom (Hauptstrom)
und den Grundstrom an. Die LEDs AG und AD leuchten
abwechselnd auf. Jenseits von 1,1 Hz zeigt das Display O
den Mittelwert der beiden Ströme an.
LED A:
WIG-KONSTANTSTROMSCHWEISSEN mit
Berührungszündung (Anreißen).
LED AU:
WIG-IMPULSSCHWEISSEN mit
Berührungszündung (Anreißen). Die
Funktionslogik entspricht der zuvor für die LED B
beschriebenen Logik.
Programmtaster AR.
Die Wahl wird durch das Aufleuchten einer der
LEDs G, F, W, X, Z oder AA angezeigt.
LED G:
Punktschweißen (Handbetrieb).
Nach Wahl des Schweißstroms (LED AG) und der
Punktschweißzeit (LED AE) mit Wahltaster AP die Werte
mit Regler Y einstellen.
Dieses Schweißverfahren ist nur bei Wahl der Funktionen
TIG
TIG
TIG
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
Abb. 1/A
Art. 368

27
Dauerschweißen und Hochfrequenz-Zündung möglich
(LED E leuchtet). Drückt man den Brennertaster, entzündet
sich der Lichtbogen und erlischt nach Ablauf der einge-
stellten Punktschweißzeit automatisch wieder. Für die
Ausführung der nächsten Punktschweißung muss man
den Brennertaster loslassen und dann erneut drücken.
Einstellbereich: 0,1 bis 30 s.
F - LED WIG-Schweißen 2-Takt (Handbetrieb)
Drückt man den Brennertaster, steigt der Strom innerhalb
des zuvor eingestellten Zeitintervalls “Slope-up” auf den
mit Regler Y eingestellten Wert an. Löst man den
Brennertaster, sinkt der Strom in des zuvor eingestellten
Zeitintervalls “Slope-down” auf den Wert 0.
In dieser Schaltstellung kann man den zusätzlichen
Fußregler Art. 193 anschließen.
W - LED WIG-Schweißen 4-Takt
(Automatikbetrieb).
Dieses Programm unterscheidet sich von der vorherigen
Funktion darin, dass sowohl das Zünden als auch das
Löschen durch Betätigen und Lösen des Brennertasters
gesteuert werden.
X - LED Sonderprogramm
Zum Zünden des Lichtbogens den Brennertaster
gedrückt halten: Der Strom steigt konstant an. Löst man
den Taster, steigt der Strom unverzüglich auf den Wert
des Schweißstroms an (LED AG). Zum Beenden des
Schweißvorgangs den Brennertaster gedrückt halten: Der
Strom nimmt konstant ab. Löst man den Brennertaster,
sinkt der Strom augenblicklich auf Null.
Z - LED WIG-Schweißen mit Dreiwertschal-
tung, 4-Takt (Automatikbetrieb).
Die drei Schweißströme werden wie folgt eingestellt:
Den Wahltaster AP drücken, bis die LED AG aufleuchtet;
dann den Höchstwert des Stroms mit dem Regler Y ein-
stellen. Den Wahltaster AP drücken, bis die LED AD auf-
leuchtet; dann den Zwischenwert des Stroms mit dem
Regler Y einstellen.
Den Wahltaster AP drücken, bis die LED AY aufleuchtet;
dann den Zündstrom des Stroms mit dem Regler Y ein-
stellen.
Beim Zünden des Lichtbogens steigt der Strom auf den
ersten Einstellwert an (LED AI leuchtet). Der Schweißer
kann dieses Stromwert beibehalten, so lange er wünscht
(z.B. bis sich das Werkstück erwärmt hat). Drückt man
den Brennertaster kurz, erfolgt innerhalb des
Zeitintervalls “Slope-up” der Übergang vom ersten zum
zweiten Stromeinstellwert (LED AH). Nach Erreichen des
Schweißstroms leuchtet die LED AG auf.
Wenn während des Schweißens das Erfordernis besteht,
den Strom zu senken, ohne den Lichtbogen zu löschen
(z.B. Wechsel des Schweißzusatzes, Wechsel der
Arbeitsstellung, Übergang von einer horizontalen Lage in
eine vertikale Lage usw.), muss man den Brennertaster
kurz drücken: Der Strom sinkt dann auf den zweiten
gewählten Wert, die LED AD leuchtet auf und die LED AG
erlischt.
Um zum vorherigen Hauptstrom zurückzukehren, muss
man den Brennertaster erneut kurz drücken: Die LED AG
leuchtet auf und die LED AD erlischt. Wenn man den
Schweißprozess unterbrechen will, muss man den
Brennertaster für eine Dauer von mehr als 0,7
Sekunden drücken und dann wieder loslassen: Der
Strom sinkt dann innerhalb des Zeitintervalls ”Slope-
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Abb. 2

28
down”, das zuvor festgelegt wurde, bis auf den Wert 0
(LED AC leuchtet).
Wenn man während des ”Slope-down” den Brennertaster
kurz drückt, kehrt man entweder zum ”Slope-up”, wenn
dessen Wert größer Null ist, oder zum niedrigeren der ein-
gestellten Stromwerte zurück.
HINWEIS: Mit dem Ausdruck “KURZ DRÜCKEN” ist eine
Betätigungsdauer von maximal 0,5 s gemeint.
AA - LED WIG-Schweißen mit Zweiwert-
schaltung.
Dieses Programm unterscheidet sich vom vorherigen
darin, dass zwar beim Zünden des Lichtbogens der
Strom ebenfalls den ersten Einstellwert annimmt (LED AI
leuchtet), doch vom Schweißer nicht auf diesem Wert
gehalten werden kann, weil unverzüglich das Zeitintervall
Slope-up beginnt (LED AH).
Crater Arc.
Bei den Nebenfunktionen ist dieses Programm verfügbar,
das zum abschließenden Füllen des Kraters mittels
Einstellung von Strom und Zeit dient.
Diese Funktion kann mit den Verfahren WIG AC und DC
im Hand- und im Automatikbetrieb verwendet werden.
Die Funktion aktiviert man in der folgenden Weise:
• Die Taste AQ gedrückt halten und dann die Taste AP
drücken.
• Die Taste gedrückt halten, bis auf dem Display O das
Kürzel H2O erscheint.
• Die Taste AP drücken, bis auf dem Display O das
Kürzel CrA (Crater Arc) erscheint.
• Auf dem Display U erscheint die Anzeige OFF
(Werkseinstellung).
• Den Regler Y drehen, bis auf dem Display U die
Anzeige ON erscheint.
• Den Regler Y drehen; auf dem Display O erscheint das
Kürzel CrC (crater current – Kraterfüllstrom) und auf
dem Display U die Anzeige 50; dies ist der
Kraterfüllstrom in Prozent des Schweißstroms.
Werkseinstellung: 50%.
Einstellbereich: 1 bis 100%.
• Den Regler Y drehen; auf dem Display O erscheint das
Kürzel tCr (Crater time – Kraterfüllzeit).
• Mit dem Regler Y kann man den Wert dieser Größe ein-
stellen, der dann auf dem Display U angezeigt wird.
Werkseinstellung: 0,5 Sekunden.
Einstellbereich: 0,1 bis 30,0 Sekunden.
Die Übergangsrampe zwischen dem Hauptstrom und
dem Kraterfüllstrom wird von der LED AC Slope-down
geregelt.
Y - Regler
Er dient normalerweise zum Einstellen des
Schweißstroms.
Außerdem dient der Regler bei Wahl einer
Funktion mit Wahltaster AP zum Einstellen der entspre-
chenden Größe.
O - Display
Es zeigt Folgendes an:
1. im unbelasteten Zustand den vorein-
gestellten Strom;
2. im belasteten Zustand den Schweißstrom und seine
Stufen;
3. in Verbindung mit der leuchtenden LED “Hold” den
letzten Schweißstrom;
4. beim WIG-Impulsschweißen im belasteten Zustand
abwechselnd die verschiedenen Ströme;
5. bei den synergetischen Parametern den Strom in
Abhängigkeit von der gewählten Dicke;
6. das Kürzel “H2O” während der Einstellung des
Kühlaggregats; dieses Kürzel blinkt, wenn der
Druckschalter des Kühlaggregats ausschaltet.
7. das blinkende Kürzel “OPn” bei Auslösung des
Thermostaten;
8. während der Wahl der freien oder gespeicherten
Programme die Kürzel PL …P01…P09.
9. Das Kürzel MMA.
LED N
Nicht wählbar; sie leuchtet auf, wenn das Display O einen
Strom anzeigt.
U - Display
Es zeigt Folgendes an:
1. bei Wahl des MMA-Verfahrens die
Leerlaufspannung, wenn nicht
geschweißt wird, und die Lastspannung während des
Schweißens;
2. beim WIG-Konstantstromschweißen die Ziffer 0, wenn
der Brennertaster nicht gedrückt wird; wenn der Taster
gedrückt, aber nicht geschweißt wird, die
Leerlaufspannung; beim Schweißen die Lastspannung;
3. es zeigt die Werte aller Größen mit Ausnahme der
Ströme an, die mit dem Taster AP gewählt werden;
4. es zeigt den verschiedenen wählbaren Wellenformen
entsprechende Zahlenkombinationen an, wenn man
mit dem Taster AP die LED AY (Wave) wählt;
5. bei der Voreinstellung des Kühlaggregats die Kürzel:
OFF, OnA, OnC.
6. bei der Voreinstellung der Stromart im Modus MMA
die Kürzel: AC, DC.
7. bei der Synergie-Funktion (LED I leuchtet) das Kürzel
der zu schweißenden Werkstoffe, wenn die LED L
gewählt wurde; das Kürzel der Schweißpositionen,
wenn die LED M gewählt wurde; die
Elektrodendurchmesser, wenn die LED R gewählt
wurde.
Abb. 3

29
Außerdem zeigt es bei leuchtender LED P (Hold) die
Schweißspannung an.
LED Q
Nicht wählbar; sie leuchtet auf, wenn das Display U eine
Spannung anzeigt.
AQ - WAHLSCHALTER
Auswählen und Speichern der Programme.
Die Schweißmaschine kann neun Programme (P01
bis P09) abspeichern, die mit diesem Taster aufgerufen
werden können. Außerdem ist ein Arbeitsprogramm PL
verfügbar.
Wahl
Betätigt man diesen Taster kurz, zeigt das Display O die
Nummer des Programms an, das auf das Programm
folgt, mit dem gerade gearbeitet wird. Wenn dieses
Programm nicht gespeichert wurde, blinkt die Anzeige;
andernfalls ist die Anzeige permanent.
Speichern (3.6)
Drückt man nach der Wahl des Programms den Taster für
mehr als 3 Sekunden, werden die Daten gespeichert. Zur
Bestätigung hört die Anzeige der Programmnummer auf
dem Display O auf zu blinken.
AP - WAHLSCHALTER
Drückt man diesen Taster, leuchten nacheinander
folgende LEDs auf:
Achtung: Es leuchten nur die dem gewählten
Schweißverfahren entsprechenden LEDs auf; beim WIG-
Konstantstromschweißen leuchtet zum Beispiel nicht die
LED AE auf, welche die Impulsfrequenz repräsentiert.
Die jeweiligen LEDs zeigen den Parameter an, der mit
dem Regler Y innerhalb des Zeitraums, in dem die LED
leuchtet, eingestellt werden kann. 5 Sekunden nach der
letzten Änderung erlischt die betreffende LED. Es wird der
Hauptschweißstrom angezeigt und die zugehörige LED
AG leuchtet auf.
WAHLSCHALTER AQ + AP =
NEBENFUNKTIONEN.
Zum Aufrufen des Menüs “Nebenfunktionen” muss man
gleichzeitig die Tasten AQ und AP länger als 3 Sekunden
gedrückt halten.
Die Wahl der Menüoptionen erfolgt durch kurzes
Drücken der Taste AP.
Das Schließen dieses Menüs erfolgt durch kurzes
Drücken der Taste AQ.
Auf dem Display O wird die Funktion angezeigt und auf
dem Display U die Einstellung, die mit dem Regler Y
geändert werden kann.
Die folgenden Funktionen stehen zur Verfügung:
1. Kühlaggregat
Kürzel H2O
Einstellungen:
OFF = ausgeschaltet (Werkseinstellung).
OnC = Dauerbetrieb, immer eingeschaltet.
OnA = automatische Einschaltung.
2. Betrieb mit Roboter
Kürzel rob
Einstellungen:
OFF = ausgeschaltet (Werkseinstellung).
ON = eingeschaltet.
3. Feeder Unit (Betrieb mit Kaltdrahtvorschubgerät).
Kürzel FdU
Einstellungen:
OFF = ausgeschaltet (Werkseinstellung).
ON = eingeschaltet.
4. Crater Arc (abschließendes Kraterfüllen).
Kürzel CrA
Einstellungen:
OFF = ausgeschaltet (Werkseinstellung).
ON = eingeschaltet.
5. MMA (Schweißen mit umhüllter Elektrode).
Kürzel MMA
Einstellungen:
DC = Gleichstrom (Werkseinstellung).
AC = Wechselstrom.
WÄHLBARE LEDS BEI DEN SCHWEISSVERFAHREN
WIG DC (GLEICHSTROM) UND WIG AC
(WECHSELSTROM):
AL - LED Gasvorströmzeit (Pre-
gas)
Einstellbereich: 0,05 - 2,5
Sekunden. Dauer des
Gasaustritts vor Beginn des Schweißvorgangs.
AI - LED Strom bei
Schweißbeginn.
Dies ist ein Prozentwert des
Schweißstroms (LED AG).
AH - LED Slope-up.
Dies ist das Zeitintervall, indem
der Strom ausgehend vom
Mindestwert den Einstellwert des
Schweißstroms erreicht. (0 - 10 s)
AG - LED Hauptschweißstrom.
AD - LED Zweite Schweißstrom-
stufe oder Grundstrom.
Dieser Strom ist stets ein
Prozentsatz des Hauptstroms.
AE - LED Impulsfrequenz (0,16-
500 Hz).
Bei Wahl des Punktschweißens
(LED G) signalisiert das
Aufleuchten dieser LED, dass das Display U die
Punktschweißzeit anzeigt, die mit dem Regler Y in einem
Bereich von 0,1 bis 30 Sekunden eingestellt werden kann.

30
AF - LED
Zum Einstellen als Prozentwert
des Verhältnisses zwischen dem
Impulsstrom AG und der
Frequenz AE. t/T (10 - 90%) Abb. 4.
AC - LED Slope-down.
Dies ist das Zeitintervall, in dem
der Strom den Mindestwert
erreicht und der Lichtbogen
gelöscht wird (0 - 10 s).
AB - LED Gasnachströmzeit
(Post-gas).
Zum Einstellen der Dauer des
Gasaustritts nach Abschluss des
Schweißvorgangs. (0 - 30 s)
NUR BEI WAHL DES VERFAHRENS WIG AC
(WECHSELSTROM) WÄHLBARE LEDS:
LED AO Start
Zum Einstellen des Levels für den “Hot-start” zum
Optimieren der Zündung mit den verschiedenen
Elektrodendurchmessern beim WIG-
Wechselstromschweißen. Wenn diese LED aufleuchtet,
zeigt das Display U einen Zahlenwert an, der sich auf die
Elektrodendurchmesser bezieht. Der Benutzer kann mit
dem Regler Y den von ihm verwendeten Durchmesser
einstellen, um den Start zu optimieren. Einstellbereich:
0,5 bis 4,8.
LED AY Wave
Wahl der Wellenform.
Wenn diese LED aufleuchtet, zeigt das Display U
eine Zahl an, die die gewählte Wellenform angibt (siehe
Tabelle).
11 = Rechteck - Rechteck 22 = Sinus - Sinus
33 = Dreieck - Dreieck 12 = Rechteck - Sinus
13 = Rechteck - Dreieck 23 = Sinus - Dreieck
21 = Sinus - Rechteck 32 = Dreieck - Sinus
31 = Dreieck - Rechteck.
Standardeinstellung = Rechteck - Sinus (12).
Diese Zahlenkombination kann mit dem Encoder Y modi-
fiziert werden.
HINWEIS: Die erste Ziffer der Zahl bezieht sich auf die
negative Halbwelle, d.h. die Einbrandtiefe, und die zweite
Ziffer auf die positive Halbwelle, d.h. den
Reinigungseffekt.
Durch Ändern der Wellenform kann man auch das
Geräusch des Lichtbogens beim Wechselstrom-
schweißen verringern.
LED AN Hz
Zum Einstellen der Frequenz des Wechselstroms.
Einstellbereich: 50 - 100 Hz.
LED AM Einstellung der Balance.
Zum Einstellen des Prozentsatzes der negativen
Halbwelle (Einbrandtiefe) in der
Wechselstromperiode.
Mögliche Einstellungen: -10 / 0 / 10, wobei gilt: 0 = 65%
(empfohlen) -10 = 50% und 10 = 85%.
LED T:
Anzeige-LED für die Anzeige des einwandfreien Betriebs
der Vorrichtung zum Schutz gegen elektrische Schläge.
Taster H:
Er aktiviert, wenn er kurz betätigt wird, die
Synergie-Funktion (falls vorgesehen) und wählt die
LEDs I, L, M, S und R (mit “kurz” ist eine Zeit von weni-
ger als 0,7 s gemeint).
Wenn nach Wahl der Parameter nicht der
Elektrodendurchmesser bestätigt wird, bewirkt die kurze
Betätigung dieses Tasters die Deaktivierung der
Synergie-Funktion.
Will man hingegen nach Bestätigung des
Elektrodendurchmessers die Synergie-Funktion deakti-
vieren, muss man den Taster lang drücken (mit “lang” ist
eine Zeit von mehr als 0,7 s gemeint).
LED L: Werkstoff
Folgende Werkstoffe können in Abhängigkeit vom
Schweißverfahren gewählt werden:
Für TIG AC Aluminium (AL) und Magnesium (MG).
Für WIG DC nichtrostender Stahl (SS), Kupfer (Cu), Eisen
(FE) und Titan (ti).
LED M: Schweißposition
Die auf dem Display U angezeigten Kürzel beziehen sich
auf die Norm ISO 6947 und entsprechen den in der
Abbildung illustrierten Schweißpositionen.
Die ASME-Codes bestehen aus einer Zahl und einem
Buchstaben. Aus Gründen der größeren Klarheit werden
sie nachstehend mit Symbolen aufgeführt.
LED S: Dicke.
Das Display O schaltet sich ein und zeigt den eingestell-
ten Strom an; das Display U zeigt die Dicke für den Strom
an. Dreht man den Regler Y, ändert sich die Dicke und
entsprechend auch der Strom.
Selbstverständlich sind Dicke und zugehöriger Strom
abhängig von den Einstellungen des Werkstoffs und der
Schweißposition.
LED R: Elektrodendurchmesser.
Der angezeigte Elektrodendurchmesser hängt von der
Einstellung des Werkstoffs
(LED L), der Position (LED M) und der Dicke (LED S) ab.
Pos.
Mat.
<
48V
AC
Ø El.
Abb. 4
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

31
Auf dem Display U wird die empfohlene Elektrode
angezeigt (nicht blinkend). Der Benutzer kann mit dem
Regler Y auch andere Durchmesser anzeigen, die aller-
dings blinken, was bedeutet, dass sie nicht empfohlen
werden.
BC - 10-polige Steckvorrichtung
An diese Steckvorrichtung werden die in
Abschnitt 4 beschriebenen Fernregler
angeschlossen.
Zwischen den Stiften 3 und 6 befindet sich
ein potentialfreier Kontakt für die Meldung
der Zündung des Lichtbogens (max. 0,5 A -
125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC).
3.3. ALLGEMEINE HINWEISE
Vor Gebrauch dieser Schweißmaschine die Normen CEI
26-23 / IEC-TS 62081 aufmerksam lesen. Außerdem
sicherstellen, dass die Isolierung der Leitungen, der
Elektrodenspannzange, der Steckdosen und der Stecker
intakt ist und dass Querschnitt und Länge der
Schweißleitungen mit dem verwendeten Strom verträg-
lich sind.
3.4. SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN
(MMA)
• Diese Schweißmaschine ist zum Schweißen mit allen
Typen von umhüllten Elektroden mit Ausnahme von
Elektroden mit Zelluloseumhüllungen (AWS 6010) geeignet.
- Sicherstellen, dass sich Schalter BE in Schaltstellung 0
befindet. Dann die Kabel unter Beachtung der vom
Elektrodenhersteller angegebenen Polung anschließen.
Außerdem die Klemme des Massekabels an das
Werkstück so nahe wie möglich an der Schweißstelle
anschließen und sicherstellen, dass ein guter elektrischer
Kontakt gegeben ist.
- Niemals gleichzeitig den Brenner oder die
Elektrodenspannzange und die Masseklemme berühren.
- Die Maschine mit dem Schalter BE einschalten.
- Durch Drücken des Tasters A das Schweißverfahren
MMA wählen; die LED AW leuchtet dann.
Die für die gewählte Elektrode geeignete Stromart wählt
man wie folgt:
• Die Taste AQ gedrückt halten und dann die Taste AP
drücken.
• Die Taste gedrückt halten, bis auf dem Display O das
Kürzel H2O erscheint.
• Die Taste AP drücken, bis auf dem Display O das
Kürzel MMA erscheint.
• Auf dem Display U erscheint die Anzeige DC
(Gleichstrom), d.h. die werkseitig eingestellte Stromart.
• Für die Wahl des Wechselstroms den Regler Y drehen,
bis auf dem Display U die Anzeige AC erscheint.
Zum Verlassen der Wahlfunktion kurz den Taster AQ
drücken.
- Den Strom in Abhängigkeit vom Elektrodendurchmesser,
der Schweißposition und der auszuführenden Art von
Schweißverbindung einstellen.
- Nach Abschluss des Schweißvorgangs stets das Gerät
ausschalten und die Elektrode aus der
Elektrodenspannzange nehmen.
Für die Einstellung der Funktionen Hot-Start (LED D) und
Arc-Force (LED C) siehe den vorherigen Abschnitt.
3.5. WIG-SCHWEISSEN.
Bei Wahl des Verfahrens WIG AC kann man
Aluminium, Alulegierungen, Messing und Magnesium
schweißen; bei Wahl von WIG DC kann man hinge-
gen rostfreien Stahl, Eisen und Kupfer schweißen.
Den Steckverbinder des Massekabels an den Pluspol (+)
der Schweißmaschine und die Klemme an das Werkstück
möglichst nahe bei der Schweißstelle anschließen;
sicherstellen, dass ein guter elektrischer Kontakt gege-
ben ist.
Den Hauptstromsteckverbinder des WIG-Brenners an
den Minuspol (-) der Schweißmaschine anschließen.
Den Steckverbinder der Steuerleitung des
Schlauchpakets an die Steckvorrichtung BC der
Schweißmaschine anschließen.
Den Anschluss des Gasschlauchs des Schlauchpakets
an den Anschluss BD der Maschine und den vom
Druckminderer der Gasflasche kommenden Gasschlauch
an den Gasanschluss BH anschließen.
3.5.1 Kühlaggregat (optional bei Art. 351).
Bei Gebrauch eines wassergekühlten Brenners das
Kühlaggregat verwenden.
Die Kühlschläuche des Schlauchpakets an die
Anschlüsse BI und BL des Kühlaggregats anschließen.
Hierbei darauf achten, Druck- und Rückleitung nicht zu
verwechseln.
3.5.1.1 Beschreibung der Schutzeinrichtungen
- Schutzeinrichtung für die Überwachung des
Kühlmitteldrucks.
Diese Schutzfunktion wird von einem Druckwächter reali-
siert, der sich auf der Kühlmitteldruckleitung befindet und
einen Mikroschalter steuert. Ein ungenügender Druck
wird durch das blinkende Kürzel H2O auf dem Display O
signalisiert.
3.5.1.2 Installation
Verschluss BF aufschrauben und den Behälter füllen (das
Gerät enthält bei Lieferung rund einen Liter Flüssigkeit).
Es ist wichtig, regelmäßig durch das Langloch BM zu
kontrollieren, dass der Flüssigkeitspegel an der MAX-
Markierung ist.
Als Kühlflüssigkeit Wasser (vorzugsweise destilliert) mit
Alkohol verwenden. Der Alkoholanteil ist in der nachste-
henden Tabelle angegeben:
Temperatur Wasser/Alkohol
-0°C bis -5°C 4l/1l
-5°C bis -10°C 3,8l/1,2l
HINWEIS: Wenn die Pumpe trocken läuft, muss man die
Leitungen entlüften.
In diesem Fall die Stromquelle ausschalten, den Behälter
füllen, einen Schlauch an den Anschluss ( ) anschlie-
ßen und das andere Ende des Schlauchs in den Behälter
eintauchen.
Nur bei Art. 351 den Steckverbinder des Druckschalters
und das Netzkabel an die Steckdosen BR und BQ
anschließen.
Die Stromquelle rund 10/15 Sekunden einschalten und

32
dann die Schläuche wieder anschließen.
Die Maschine einschalten. Für die Wahl der Betriebsart
des Kühlaggregats wie folgt vorgehen:
1. Ein beliebiges WIG-Verfahren wählen.
2. Die Taste AQ gedrückt halten, dann die Taste AP
drücken und beide Tasten gedrückt halten, bis auf
dem Display O das Kürzel H2O erscheint.
3. Die Funktionsweise mit Regler Y wählen.
OFF = Aggregat ausgeschaltet;
OnC = Dauerbetrieb;
OnA = Automatikbetrieb.
Zum Verlassen der Wahlfunktion kurz den Taster AQ
drücken.
HINWEIS: “Automatikbetrieb” bedeutet, dass das
Kühlaggregat bei Betätigung des Brennertasters anläuft
und rund 2 Minuten nach Lösen des Brennertasters wie-
der abschaltet.
Achtung! Wenn das Elektodenschweißen gewählt wurde,
ist die Kühlung nicht eingeschaltet und kann folglich auch
nicht gewählt werden. Es ist normal, dass im Moment der
Einschaltung der Maschine auf dem Display O die blin-
kende Anzeige “H2O” erscheint.
3.5.2 Inbetriebnahme
Keinesfalls spannungführende Teile und die
Ausgangsklemmen berühren, wenn das Gerät gespeist ist.
Beim ersten Einschalten der Maschine mit dem Taster AS
das Verfahren wählen; außerdem die Schweißparameter
mit der Taste AP und dem Regler Y wie in Abschnitt 3.2
beschrieben einstellen.
ACHTUNG: Die Einstellungen für die LEDs AO = Start, AY
= Wave, AN = Hz und AM = Balance können nur beim
Verfahren TIG AC vorgenommen werden.
Der Schutzgasfluss muss auf einen Wert (Liter/Minute)
eingestellt werden, der ungefähr dem Sechsfachen des
Elektrodendurchmessers entspricht.
Bei Verwendung von Zubehör wie Gaslinsen kann die
Gas-Liefermenge auf ungefähr das Dreifache des
Elektrodendurchmessers gesenkt werden. Der
Durchmesser der Keramikdüse muss dem Vier- bis
Sechsfachen des Elektrodendurchmessers entsprechen.
• Nach Abschluss der Schweißung das Gerät aus-
schalten und das Ventil der Gasflasche schließen.
3.5.3 Vorbereitung der Elektrode
Die Vorbereitung der Elektrodenspitze erfordert besonde-
re Aufmerksamkeit. Die Elektrode leicht anschleifen, so
dass sie vertikale Riefen aufweist (siehe Abb.5).
ACHTUNG: GLÜHENDE METALLPARTIKEL können zu
Verletzungen führen, Brände verursachen und Ausrüstungen
beschädigen; DIE VERUNREINIGUNG DES WOLFRAMS
kann die Güte der Schweißung mindern.
• Die Wolframelektrode ausschließlich mit einer
Schleifmaschine mit geeigneter Schutzhaube formen.
Hierbei Schutzausrüstung für das Gesicht, die Hände und
den Körper tragen.
• Die Wolframelektroden mit einem harten Schleifkörper
mit feiner Körnung anschleifen, der nur zum Formen von
Wolfram verwendet wird.
• Die Wolframelektrodenspitze auf einer Länge, die dem
1,5 bis 2-fachen des Elektrodendurchmessers entspricht,
konisch anschleifen (Abb. 5).
3.6. SPEICHERN
Die Wahl erfolgt durch kurze Betätigung von Taster
AQ. Zum Speichern muss man den Taster länger als 3
Sekunden gedrückt halten.
Bei jeder Einschaltung befindet sich die Maschine
stets in dem Zustand, in dem sie bei der letzten
Schweißung verwendet wurde.
3.6.1. Speichern der Daten von Programm PL
Bei erstmaliger Verwendung der Maschine
Beim Einschalten der Maschine erscheint auf dem
Display das Kürzel PL. Nach 5 Sekunden erlischt diese
Anzeige und es wird ein Arbeitsstrom angezeigt. Die
Anweisungen in den Abschnitten 3.2 und 3.5 befolgen
und dann zum Speichern der Daten in Programm P01 wie
folgt vorgehen:
· Taster AQ (mem+mem-) kurz drücken: Es erscheint die
blinkende Anzeige P01.
· Taster AQ länger als 3 Sekunden gedrückt halten, bis die
Anzeige P01 zu blinken aufhört. An diesem Punkt wurde
der Speichervorgang ausgeführt.
· Wenn man die Daten anstatt in Programm P01 in einem
anderen Programm speichern will, muss man lediglich
den Taster AQ mehrmals kurz betätigen, bis das
gewünschte Programm angezeigt wird. Bei
Wiedereinschaltung der Maschine wird das Programm
P01 angezeigt.
DURCH KURZE BETÄTIGUNG DES TASTERS AQ
NIMMT MAN EINE WAHL VOR. DRÜCKT MAN IHN
LÄNGER ALS 3 SEKUNDEN, VERANLASST MAN EINE
SPEICHERUNG.
3.6.2. Speichern in einem freien Programm
Der Benutzer kann ein gewähltes Programm modifizieren
und speichern, indem er wie folgt vorgeht:
· Den Taster AQ kurz drücken und die gewünschte
Programmnummer wählen.
Die freien Programme erkennt man daran, dass ihr
Kürzel blinkt.
Taster AT drücken und das Schweißverfahren wählen; mit
Taster AS die Betriebsart wählen (Abschnitt 3.1).
· Mit dem Regler Y den Schweißstrom einstellen.
Wenn das WIG-Verfahren gewählt wurde, die LED AB
(post-gas) mit Taster AP einschalten und mit dem Regler
Y den gewünschten Wert einstellen (Abschnitt 3.1).
Wenn nach diesen, zum Schweißen erforderlichen
Einstellungen die Slope-Zeiten oder anderes eingestellt
werden sollen, wie in Abschnitt 3.1 beschrieben vorgehen.
Abb. 5

33
Zum Speichern in dem zuvor gewählten Programm den
Taster AQ für mehr als 3 Sekunden gedrückt halten, bis
die Nummer zu blinken aufhört.
Zum Speichern in einem anderen Programm durch kurze
Betätigung von Taster AQ die Wahl vornehmen und dann
den Taster AQ für mehr als 3 Sekunden gedrückt halten.
3.6.3 Speichern ausgehend von einem schon gespei-
cherten Programm.
Ausgehend von einem schon gespeicherten Programm
kann der Benutzer die Daten im Speicher ändern, um das
Programm zu aktualisieren oder um neue Parameterwerte
festzulegen, die in einem anderen Programm gespeichert
werden sollen.
3.6.3.1 Aktualisieren
· Nach Einschaltung der Maschine die zu ändernden
Parameter wählen und sie modifizieren.
· Für mehr als 3 Sekunden den Taster AQ gedrückt hal-
ten, bis die Ausführung der Speicherung bestätigt wird
(die Anzeige der Kurzbezeichnung des Programms blinkt
nicht mehr, sondern wird ständig angezeigt).
3.6.3.2 Speichern in einem neuen Programm
· Nach Einschaltung der Maschine die zu ändernden
Parameter wählen und sie modifizieren.
· Eine auch nur kurze Schweißung ausführen.
· Kurz Wahlschalter AQ drücken, bis das gewünschte
Programm angezeigt wird.
· Ständig den Taster AQ drücken, bis die Speicherung bestä-
tigt wird (die Anzeige der Kurzbezeichnung des Programms
blinkt nicht mehr, sondern wird ständig angezeigt).
3.6.4 Schweißen mit Synergie-Funktion
Zweck der “Synergie-Funktion” ist es, den Benutzer bei
der Einstellung der Parameter für das WIG-Schweißen
anzuleiten. Daher handelt es sich hier nicht um
Einstellungen, sondern um Ratschläge.
Die “synergetischen” Beziehungen zwischen Strom,
Dicke und Elektrodendurchmesser wurden mit Elektroden
mit 2% Cerium (EN 26848 WC20), Kennfarbe Grau, bei
einer Wechselstromfrequenz von 90 Hz realisiert.
Zu den Versuchen wurde die Wellenform 12 (Einbrand
Rechteckwelle - Reinigung Sinuswelle) verwendet.
Die Logik: Der Benutzer stellt in Abhängigkeit vom
Schweißverfahren den zu schweißenden Werkstoff, die
Schweißposition und die Dicke ein. Auf Grundlage dieser
Einstellungen wird ihm ein Elektrodendurchmesser vorge-
schlagen. Bestätigt der Benutzer diesen Vorschlag, wird
die Maschine für den Schweißprozess eingerichtet.
Aktivieren der Synergie-Funktion.
Kurz (kürzer als 0,7 s) den Taster H drücken: Die LED I
(Syn) leuchtet zusammen mit der LED L (Werkstoff) auf.
Das Display O wird ausgeschaltet und das Display U zeigt
das dem zu schweißenden Werkstoff entsprechende
Kürzel an (siehe die Beschreibung zur LED L). Mit dem
Regler Y nimmt man die Wahl vor.
Durch die nächste Betätigung des Tasters H bestätigt man
die Wahl des Werkstoffs. Die LED M leuchtet dann auf und
das Display U zeigt die verfügbaren Schweißpositionen an
(siehe die Beschreibung zur LED M).
Mit dem Regler Y nimmt man die Wahl vor. Mit der nächs-
ten Betätigung des Tasters H bestätigt man die Wahl der
Schweißposition. Die LED S leuchtet dann auf, das
Display O zeigt den eingestellten Strom an und das
Display U die Dicke in Millimetern bezogen auf den Strom
(siehe die Beschreibung zur LED S).
Durch die nächste Betätigung des Tasters H bestätigt
man die Wahl der Dicke. Die LED R leuchtet dann auf.
In Abhängigkeit von den Einstellungen von Werkstoff,
Dicke und Strom werden einer oder mehrere
Elektrodendurchmesser vorgeschlagen. Die empfohlene
Elektrode wird zuerst vorgeschlagen und der numerische
Wert des Durchmessers wird ständig neben dem
Buchstaben A angezeigt. Wenn es zwei Durchmesser
gibt, in deren Strombereich die Einstellung der zum
Schweißen gewählten Stromstärke liegt, wird die zweite
Wahl des Elektrodendurchmessers nur angezeigt, wenn
der Encoder Y gedreht wird. Auch die zweite Wahl wird
ständig angezeigt. Dreht man den Encoder ein weiteres
Mal, zeigt das Display U den über der zweiten Wahl und
unter der ersten Wahl liegenden Durchmesser blinkend
an.
Da der Elektrodendurchmesser vor allen Dingen den
Start-Level AO und den Mindeststrom AI definiert, kann
der Benutzer eine der nicht empfohlenen Kombinationen
wählen.
An diesem Punkt hat der Benutzer zwei
Wahlmöglichkeiten:
1. Die Synergie-Funktion deaktivieren, ohne die vorgenom-
menen Wahlen zu bestätigen. Hierzu den Taster H kurz
drücken: Die LED I erlischt und die Steuertafel zeigt die
Einstellungen vor Aktivierung der Synergie-Funktion an.
2. Die mit der Synergie-Funktion vorgenommenen
Einstellungen durch Drücken des Tasters H länger als 0,7
s bestätigen. In diesem Fall werden alle mit der Synergie-
Funktion zusammenhängenden Funktionen eingestellt.
Wenn sie mit dem Taster AP gewählt werden, erscheint
auf dem Display U das Kürzel “AU” (Automatikbetrieb).
Die LED I leuchtet ständig und signalisiert so, dass die
Parameter eingestellt wurden.
Zusammenfassend heißt das: Wenn der
Elektrodendurchmesser bestätigt wird (langes Drücken
des Tasters H, wenn die LED R gewählt ist), werden die
Funktionen Start, Wave, Hz, Balance und Strom AI nach
der zuvor beschriebenen Logik eingerichtet. Bei
Bestätigung der Elektrode erlischt die LED R und die LED
I leuchtet auf.
4 FERNREGLER
Zum Einstellen des Schweißstroms können an diese
Schweißmaschine folgende Fernregler angeschlossen
werden:
Art. 1256 WIG-Brenner nur für Impulsschweißen
(Wasserkühlung)
Art. 1258 WIG-Brenner UP/DOWN (Wasserkühlung)
Art. 193 Fußregler (für das WIG-Schweißen)
Art 1192+Art 187 (für das MMA-Schweißen)
Art. 1180 Steckdose für den gleichzeitigen Anschluss des
Brenners und des Fußreglers. Mit diesem Zubehör kann
Art. 193 bei allen WIG-Schweißverfahren verwendet wer-
den.
Die Stellteile, die ein Potentiometer einschließen,
regeln den Schweißstrom vom Minimum bis zum

34
maximalen, mit Regler Y eingestellten Strom.
Die Stellteile mit UP/DOWN-Steuerung regeln den
Schweißstrom vom Minimum bis zum Maximum.
Die Einstellungen der Fernregler sind im Programm PL
stets aktiv, während dies bei einem gespeicherten
Programm nicht der Fall ist.
5 WARTUNG
Alle Wartungsarbeiten müssen von einem Fachmann
in Einklang mit der Norm CEI 26-29 (IEC 60974-4) aus-
geführt werden.
5.1 WARTUNG DER STROMQUELLE
Für Wartungseingriff innerhalb des Geräts sicherstellen,
dass sich der Schalter BE in der Schaltstellung “O” befin-
det und dass das Netzkabel vom Stromnetz getrennt ist.
Ferner muss man den Metallstaub, der sich im Gerät
angesammelt hat, in regelmäßigen Zeitabständen mit
Druckluft entfernen.
5.2 SICHERHEITSVORKEHRUNGEN NACH EINEM
REPARATUREINGRIFF
Nach Ausführung einer Reparatur darauf achten, die
Verdrahtung wieder so anzuordnen, dass eine sichere
Isolierung zwischen Primär- und Sekundärseite des
Geräts gewährleistet ist. Sicherstellen, dass die Drähte
nicht mit beweglichen Teilen oder mit Teilen, die sich wäh-
rend des Betriebs erwärmen, in Berührung kommen kön-
nen. Alle Kabelbinder wieder wie beim Originalgerät
anbringen, damit es nicht zu einem Schluss zwischen
Primär- und Sekundärkreis kommen kann, wenn sich ein
Leiter löst oder bricht.
Außerdem die Schrauben mit den gezahnten
Unterlegscheiben wieder wie beim Originalgerät anbringen.

35
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE
QUE POUR DES OPÉRATIONS DE SOUDURE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À
L’ARC PEUVENT ÊTRE NUISIBLES À
VOUS ET AUX AUTRES. L’utilisateur doit
pourtant connaître les risques, résumés ci-dessous, liés
aux opérations de soudure. Pour des informations plus
détaillées, demander le manuel code.3.300758
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc
mette en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs élec-
tromagnétiques (EMF). Le courant de sou-
dure ou de découpe produisent des champs
électromagnétiques autour des câbles ou
des générateurs.
• Les champs magnétiques provoqués par des courants
élevés peuvent interférer avec le fonctionnement des stimu-
lateurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de
soudage à l’arc, découpe, décriquage ou soudage par
points, les porteurs d’appareils électroniques vitaux (stimu-
lateurs cardiaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de sou-
dure ou de découpe peut produire des effets inconnus
sur la santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques et
électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent être
collectés séparément et conférés à une usine de recycla-
ge. Nous recommandons aux propriétaires des équipe-
ments de s’informer auprès de notre représentant local
au sujet des systèmes de collecte agréés.En vous confor-
mant à cette Directive Européenne, vous contribuez à la
protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
1.1 PLAQUETTE DES AVERTISSEMENTS
Le texte numéroté suivant correspond aux cases numérotées
de la plaquette.
MANUEL D’INSTRUCTIONS POUR POSTE À SOUDER À L’ARC

36
B. Les galets entraînement fil peuvent blesser les mains.
C. Le fil de soudure et le groupe entraînement fil sont sous
tension pendant le soudage. Ne pas approcher les
mains ni des objets métalliques.
1. Les décharges électriques provoquées par l'électrode le
câble peuvent être mortelles. Se protéger de manière
adéquate contre les décharges électriques.
1.1 Porter des gants isolants. Ne pas toucher l’électrode
avec les mains nues. Ne jamais porter des gants
humides ou endommagés.
1.2 S'assurer d'être isolés de la pièce à souder et du sol
1.3 Débrancher la fiche du cordon d’alimentation avant de
travailler sur la machine.
2. L'inhalation des exhalations produites par la soudure
peut être nuisible pour la santé.
2.1 Tenir la tête à l'écart des exhalations.
2.2 Utiliser un système de ventilation forcée ou de déchar-
gement des locaux pour éliminer toute exhalaison.
2.3 Utiliser un ventilateur d'aspiration pour éliminer les
exhalations.
3. Les étincelles provoquées par la soudure peuvent cau-
ser des explosions ou des incendies.
3.1 Tenir les matières inflammables à l’écart de la zone de
soudure.
3.2 Les étincelles provoquées par la soudure peuvent cau-
ser des incendies. Maintenir un extincteur à proximité et
faire en sorte qu'une personne soit toujours prête à l'uti-
liser.
3.3 Ne jamais souder des récipients fermés.
4. Les rayons de l’arc peuvent irriter les yeux et brûler la
peau.
4.1 Porter un casque et des lunettes de sécurité. Utiliser des
dispositifs de protection adéquats pour les oreilles et
des blouses avec col boutonné. Utiliser des masques et
casques de soudeur avec filtres de degré approprié.
Porter des équipements de protection complets pour le
corps.
5. Lire la notice d'instruction avant d'utiliser la machine ou
avant d'effectuer toute opération.
6. Ne pas enlever ni couvrir les étiquettes d'avertissement
2 DESCRIPTIONS GENERALES
2.1 SPÉCIFICATIONS
Ce poste à souder est un générateur de courant continu
constant réalisé avec technologie à ONDULEUR, conçu
pour souder les électrodes enrobées (exception faite pour
le type cellulosique) et avec procédé TIG avec allumage
par contact et avec haute fréquence.
LA MACHINE NE DOIT PAS ETRE UTILISEE POUR
DECONGELER LES TUYAUX.
2.2 EXPLICATION DES DONNEES TECHNIQUES
SUR LA PLAQUETTE DE LA MACHINE.
La machine est fabriquée d’après les normes suivantes :
IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC
61000-3-11 - IEC 61000-3-12 (voir remarque 2).
N°. Numéro matricule à citer toujours pour toute
question concernant le poste à souder.
Convertisseur statique de fréquence triphasé
transformateur-redresseur.
Caractéristique descendante.
MMA Indiqué pour la soudure avec électrodes
enrobées.
TIG. Indiqué pour la soudure TIG.
U0. Tension à vide secondaire
X. Facteur de marche en pour cent. % de 10
minutes pendant lesquelles la machine peut
opérer à un certain courant sans causer des
surchauffes.
I2. Courant de soudure
U2. Tension secondaire avec courant I2
U1. Tension nominale d’alimentation
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz
l1 max. C’est la valeur maximale du courant absorbé.
l1 eff. C’est la valeur maximale du courant effectif
absorbé par rapport au facteur de marche.
IP23S Degré de protection estimée pour la carcasse.
Degré 3 en tant que deuxième chiffre signifie
que cette machine peut être entreposée,
mais elle ne peut pas être utilisée à l’extérieur
en cas de précipitations à moins qu’elle n’en
soit protégée.
Indiqué pour opérer dans des milieux avec
risque accru.
REMARQUES :
1- En outre, la machine est indiquée pour opérer dans
des milieux avec degré de pollution 3. (Voir IEC 60664).
2- Cet équipement est conforme à la norme IEC 61000-
3-12 à condition que l’impédance admissible maxi-
mum Zmax de l’installation, mesurée dans le point de
raccordement entre l’installation de l’utilisateur et le
réseau de transport électrique, soit inférieure ou égale
à 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368).
C’est l’installateur ou l’utilisateur de l’équipement qui a
la responsabilité de garantir, en contactant éventuelle-
ment le gestionnaire du réseau de transport électrique,
que l’équipement est branché à une source d’alimen-
tation dont l’impédance admissible maximum Zmax
est inférieure ou égale à 0,093 (Art. 366) - 0,044 (Art.
367) - 0,031 (Art. 368).
2.3 DESCRIPTION DES PROTECTIONS
2.3.1 Protection thermique
Cette machine est protégée par une sonde de tempéra-
ture empêchant le fonctionnement de la machine au
dépassement des températures admises. L’intervention
du thermostat est signalée par l’allumage du sigle “OPn”
sur le display O situé sur le panneau de contrôle.
2.3.2 - Protection d’arrêt.
Ce poste à souder est pourvu de différentes protections
qui arrêtent la machine avant qu’elle puisse être endom-
magée. L’intervention de chaque protection est signalée
par l’allumage du sigle “Err” sur le display O et par un
numéro affiché sur le display U.
En cas de détection d’un bas niveau d’eau pour le
groupe de refroidissement, le sigle H2O clignotera sur
le display O.
3 INSTALLATION
Contrôler que la tension d’alimentation correspond à la
tension indiquée sur la plaquette des données techniques
du poste à souder.
S

37
Brancher une fiche de capacité suffisante sur le cordon
d’alimentation en s’assurant que le conducteur vert/jaune
est relié à la borne de terre.
La capacité de l’interrupteur magnétothermique ou des
fusibles, en série à l’alimentation, doit être égale au cou-
rant I1max. absorbé par la machine.
3.1. MISE EN OEUVRE
L’installation de la machine doit être exécutée par du per-
sonnel expert. Tous les raccordements doivent être exé-
cutés conformément aux normes en vigueur et dans le
plein respect de la loi sur la prévention des accidents (CEI
26-23 / CEI CLC 62081).
3.2 DESCRIPTION DE LA MACHINE (Fig.1).
BA) Borne de sortie moins (-).
BB) Borne de sortie plus (+).
BC) Connecteur pour le bouton de la torche TIG.
Brancher les fils du bouton de la torche sur les
broches 1 et 9.
BD) Raccord (1/4 gaz).
Pour le branchement du tuyau gaz de la torche de
soudure TIG.
BE) Interrupteur général.
BF) Bouchon réservoir.
BG) Cordon d’alimentation.
BH) Raccord alimentation gaz.
BI) Raccord entrée eau chaude
(à utiliser uniquement pour torches TIG).
BL) Raccord sortie eau froide
(à utiliser uniquement pour torches TIG).
BM) Fente de contrôle du niveau du liquide.
BN) Raccords pour torches MIG
(à ne pas court-circuiter)
BO) Connecteur type DB9 (RS 232).
A utiliser pour la mise à jour des programmes des
microprocesseurs.
BP) Porte-fuse.
BQ) Prise câble réseau.
BR) Prise pressostat.
N.B: Dans l’art. 366 le groupe de refroidissement est
optionnel.
3.3 DESCRIPTION DU PANNEAU (Fig.2).
Touche de procédé AT.
La sélection est signalée par l’allumage de l’un des
voyants AX, AV ou bien AW.
Voyant AX Voyant AV Voyant AW
Touche de mode AS.
La sélection est signalée par l’allumage de l’un des
voyants D, C, E, B, A ou bien AU :
Voyant D “HOT START”
Actif en soudure MMA.
L’allumage de ce voyant indique que le display U affiche
le temps, exprimé en centièmes de seconde, pendant
lequel la machine débite un surcourant afin d’améliorer
l’allumage de l’électrode. Le réglage se fait au moyen du
bouton Y.
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

38
Voyant C “Arc-Force”
Actif en soudure MMA DC.
C’est un pourcentage du courant de soudure. Le display
U en affiche la valeur et le réglage se fait au moyen du
bouton Y. En pratique, ce surcourant favorise le transfert
des gouttes de métal fondu.
Voyant E :
Soudure TIG CONTINU avec allumage à l’aide
du dispositif à haute tension/fréquence.
Voyant B :
Soudure TIG PULSE avec allumage à l’aide
du dispositif à haute tension/fréquence.
La fréquence de pulsation peut être réglée de 0,16 à 500
Hz (voyant AE), le courant de pic et le courant de base
peuvent être activés au moyen, respectivement, des
voyants AG et AD, et réglés au moyen du bouton Y.
De 0,16 à 1,1 Hz de fréquence de pulsation, le display O
affiche alternativement le courant de pic (principal) et le
courant de base. Les voyants AG et AD s’allument alter-
nativement ; au-delà de 1,1 Hz, le display O affiche la
moyenne entre les deux courants.
Voyant A :
Soudure TIG CONTINU avec allumage par
contact (frottement).
Voyant AU :
Soudure TIG PULSE avec allumage par
contact (frottement). La logique de fonction-
nement est la même de celle décrite pour le voyant B.
TIG
TIG
TIG
Touche de programme AR.
La sélection est signalée par l’allumage de l’un des
voyants G, F, W, X, Z ou bien AA.
Voyant G :
pointage (Manuel).
Après avoir sélectionné le courant de soudure (voyant
AG) et le temps de pointage (voyant AE) au moyen du
sélecteur AP, en définir les valeurs à l’aide du bouton Y.
Ce mode de soudure ne peut être exécuté que si la sou-
dure en continu et l’allumage avec haute fréquence
(voyant E allumé) ont été sélectionnés. L’opérateur
appuie sur le bouton de la torche, l’arc s’allume et, après
le temps de pointage réglé, l’arc s’arrête automatique-
ment. Pour passer au point suivant, il faut relâcher le bou-
ton de la torche et l’appuyer de nouveau. Plage de régla-
ge de 0,1 à 30 sec.
F – Voyant soudure TIG 2 temps (manuel).
En appuyant sur le bouton de la torche, le courant com-
mence à augmenter pendant un temps correspondant au
“slope up”, réglé au préalable, jusqu’à atteindre la valeur
réglée à l’aide du bouton Y. Au relâchement du bouton, le
courant commence à diminuer pendant un temps corres-
pondant au “slope down”, réglé au préalable, jusqu’à
revenir à zéro.
Dans cette position, il est possible de relier l’accessoire
commande à pédale ART. 193,
W – Voyant soudure TIG 4 temps (automa-
tique).
Ce programme diffère du précédent car tant l’allumage
que l’arrêt sont commandés en appuyant et relâchant le
bouton de la torche
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

39
X – Voyant programme spécial
Pour allumer l’arc, appuyer sur le bouton de la torche et le
garder enfoncé ; le courant commence à augmenter avec
un incrément fixe. Au relâchement du bouton, le courant
monte immédiatement jusqu’à la valeur de soudure (voyant
AG). Pour terminer la soudure, appuyer sur le bouton de la
torche et, en le gardant enfoncé, le courant commence à
diminuer avec décrément fixe. Au relâchement du bouton,
le courant revient instantanément à zéro.
Z – Voyant soudure Tig avec trois niveaux de
courant quatre temps (automatique).
Pour définir les trois courants de soudure, procéder de la
manière suivante :
Appuyer sur le sélecteur AP jusqu’à faire allumer le
voyant AG et régler ensuite la valeur du courant maximal
à l’aide du bouton Y.
Appuyer sur le sélecteur AP jusqu’à faire allumer le
voyant AD et régler ensuite la valeur du courant moyen à
l’aide du bouton Y.
Appuyer sur le sélecteur AP jusqu’à faire allumer le
voyant AY et régler ensuite la valeur du courant d’alluma-
ge à l’aide du bouton Y.
A l’allumage de l’arc, le courant se porte au premier régla-
ge, voyant Al allumé, et l’opérateur peut conserver ce
courant autant qu’il le désire (par exemple autant que la
pièce ne sera chaude). En appuyant sur le bouton de la
torche et en le relâchant immédiatement, le courant
passe du premier au deuxième courant pendant le temps
de “slope-up” ( voyant AH) ; une fois le courant de sou-
dure a été atteint, le voyant AG s’allume.
Si pendant la soudure il faut réduire le courant sans arrê-
ter l’arc (par exemple pour changer de métal d’apport, de
position de travail, pour passer d’une position horizonta-
le à une verticale, etc…), appuyer sur le bouton de la
torche et le relâcher immédiatement ; le courant se porte
à la deuxième valeur sélectionnée, le voyant AD s’allume
et le voyant AG s’éteint.
Pour revenir au courant principal précédent, répéter l’ac-
tion de pression et de relâchement du bouton de la torche
; le voyant AG s’allume alors que le voyant AD s’éteint.
Pour arrêter la soudure dans un moment quelconque,
appuyer sur le bouton de la torche pendant un temps
supérieur à 0,7 secondes et le relâcher ; le courant
commence à descendre jusqu’à la valeur zéro pendant le
temps de “slope down” réglé au préalable (voyant AC
allumé).
En appuyant sur le bouton de la torche et en le relâchant
pendant la phase de “slope down” on revient au “slope
up” si celui-ci a été réglé à une valeur supérieure à zéro,
ou bien au courant le plus bas entre les valeurs réglées.
N.B. L’expression “APPUYER ET RELACHER IMMEDIA-
TEMENT” se réfère à un temps maximum de 0,5 sec.
AA – Voyant soudure TIG avec deux niveaux
de courant.
Ce programme diffère du précédent car à l’allumage de
l’arc le courant se porte toujours à la première valeur
réglée, voyant AI allumé, mais l’opérateur ne peut pas le
conserver et le temps de slope-up commence immédia-
tement (voyant AH).
Crater Arc.
Ce logiciel, conçu pour la fermeture du cratère final à tra-
vers la programmation d’un courant et sa durée relative,
est disponible dans les deuxièmes fonctions.
Cette fonction est utilisable en TIG AC ou DC en fonc-
tionnement manuel ou automatique (Fig. 3).
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2

40
Pour activer la fonction procéder de la manière suivante :
• Appuyer sur la touche AQ et, en la gardant enfoncée,
appuyer sur la touche AP.
• maintenir ces touches enfoncées jusqu’à quand le
sigle H2O apparaît sur l’afficheur O.
• Appuyer sur la touche AP jusqu’à quand le sigle CrA
(Crater Arc) apparaît sur l’afficheur O.
• L’ afficheur U visualise le sigle OFF (préétabli à l’usi-
ne).
• Tourner le bouton Y jusqu’à quand le sigle On appa-
raît sur l’afficheur U.
• Tourner le bouton Y , l’afficheur O visualise le sigle
CrC (crater current – courant de cratère) et l’afficheur
U visualise 50 ; celle-ci est la valeur du pourcentage
du courant de cratère par rapport au courant de sou-
dage. Programmation du fabricant 50%.
Plage de réglage 1 ÷ 100 %.
• Tourner le bouton Y , l’afficheur O visualise le sigle tCr
(crater time – temps du courant).
• Avec le bouton Y on règle la valeur de cette dimension
et l’afficheur U en visualise la valeur. Programmation
du fabricant 0,5 secondes.
Plage de réglage 0,1-30,0 secondes.
La rampe de raccord entre le courant principal et le cou-
rant de cratère est réglée par le voyant AC «slope down».
Y - Bouton
Règle normalement le courant de soudure.
En outre, lorsqu’on sélectionne une fonction à
l’aide du sélecteur AP, ce bouton en règle la
grandeur.
O - Display
Affiche :
1. dans des conditions de vide, le cou-
rant préétabli.
2. dans de conditions de charge, le courant de soudure
et ses niveaux.
3. en combinaison avec le voyant “Hold” allumé, le der-
nier courant de soudure.
4. en Tig pulsé, en charge, l’alternance des courants
dans les relatifs niveaux.
5. à l’intérieur des paramètres synergiques, le courant
par rapport à l’épaisseur sélectionnée.
6. le sigle “H2O” lors de la définition des paramètres du
groupe de refroidissement et le même sigle clignotant
lors de l’intervention du pressostat du groupe de
refroidissement.
7. le sigle “OPn clignotant lors de l’intervention du
thermostat.
8. pendant la sélection des programmes libres ou
mémorisés, les sigles PL …P01…P09
9. le sigle MMA.
Voyant N
N’est pas sélectionnable et s’allume lorsque le display O
affiche un courant.
U - Display
Affiche :
1. en MMA sans souder, la tension à vide
, pendant la soudure, la tension en charge.
2. en TIG continu, avec bouton non enfoncé, zéro ; avec
bouton enfoncé mais sans souder, la tension à vide et
pendant la soudure, la tension en charge.
3. affiche les valeurs numériques de toutes les gran
deurs, exception faite pour les courants, sélec
tionnées à l’aide du bouton AP.
4. affiche les combinaisons numériques se référant aux
différents formes d’onde sélectionnables lorsqu’on
sélectionne le voyant AY (Wave) à l’aide du bouton AP.
5. pendant la définition des paramètres du groupe de
refroidissement, les sigles : OFF, OnA, OnC.
6. pendant la définition du type de courant en MMA le
sigle : AC, DC.
7. en synergie (voyant I allumé), les sigles des matières à
souder lorsque le voyant L a été sélectionné, les sigles
des positions de soudure lorsque le voyant M a été
sélectionné et les diamètres d’électrode lorsque le
voyant R a été sélectionné.
EN OUTRE, avec le voyant P (Hold) allumé, affiche la
tension de soudure.
Voyant Q
N’est pas sélectionnable et s’allume lorsque le display U
affiche une tension.
AQ - SELECTEUR
Sélectionne et mémorise les programmes.
Le poste à souder a la possibilité de mémoriser
neuf programmes de soudure P01…..P09 et de les rap-
peler au moyen de ce bouton. Un programme de travail
PL est également disponible.
Sélection
En appuyant brièvement sur ce bouton, le display O
affiche le numéro du programme successif à celui en
cours d’exécution. Si aucun programme n’a été mémo-
risé, l’inscription sera clignotante, autrement sera fixe.
Mémorisation (3.6)
Après avoir sélectionné le programme, en appuyant sur le
bouton pendant un temps supérieur à 3 secondes, les
données sont mémorisées. En confirmation de cette
mémorisation, le numéro du programme affiché sur le
display O cessera de clignoter.
AP - SELECTEUR
En appuyant sur ce bouton, les voyants suivants
s’allument en succession :
Attention : seulement les voyants se référant au mode
de soudure choisi s’allumeront ; par exemple, en soudu-
Fig. 3

41
re TIG continu, le voyant AE ne s’allumera pas car il
représente la fréquence de pulsation.
Chaque voyant indique le paramètre pouvant être réglé
au moyen du bouton Y pendant le temps d’allumage du
même voyant. 5 secondes après la dernière variation, le
voyant concerné s’éteint ; le courant de soudure princi-
pal est indiqué et le correspondant voyant AG s’allume.
SÉLECTEURS AQ + AP = DEUXIÈMES
FONCTIONS.
Pour avoir accès au menu «deuxièmes fonctions»
appuyer en même temps sur les touches AQ et AP pour
plus de 3 secondes.
La sélection des postes du «MENU» est obtenue en
appuyant brièvement sur la touche AP.
La sortie de ce «MENU» est obtenue en appuyant briè-
vement sur la touche AP.
L’afficheur O visualise la fonction, l’afficheur U visualise
la programmation, qui peut être réglée avec le bouton Y.
Les fonctions présentes sont :
1. REFROIDISSEUR
Sigle H2O
Réglages :
OFF = éteint (programmation du fabricant).
OnC = Continu toujours en fonction.
OnA = Mise en marche automatique.
2. Fonctionnement avec robot
Sigle rob
Réglages :
OFF = éteint (programmation du fabricant).
On = en fonction.
3. Feeder Unit (Fonctionnement avec chariot fil froid).
Sigle FdU
Réglages :
OFF = éteint (programmation du fabricant).
On = en fonction.
4. Crater Arc (remplissage du cratère final).
Sigle CrA
Réglages :
OFF = éteint (programmation du fabricant).
On = en fonction.
5. MMA (soudure avec électrode revêtue).
Sigle MMA
Réglages :
DC = courant continu (programmation du fabricant).
AC = Courant alternatif.
VOYANTS SELECTIONNABLES EN SOUDURE TIG DC
(COURANT CONTINU) ET EN SOUDURE TIG AC
(COURANT ALTERNATIF) :
AL – Voyant Pré-gaz.
Plage de réglage 0,05-2,5
secondes. Temps de sortie du
gaz avant le début de la soudure.
AI – Voyant courant de début
soudure.
C’est un pourcentage du courant
de soudure (voyant AG).
AH - Voyant Slope up.
C’est le temps pendant lequel le
courant atteint, en partant de la
valeur minimale, la valeur de cou-
rant définie. (0-10 sec.)
AG – Voyant courant de soudu-
re principal.
AD – Voyant deuxième niveau
de courant de soudure ou de
base.
Ce courant est toujours un pour-
centage du courant principal.
AE – Voyant fréquence de pul-
sation (0,16-500 Hz).
Lorsque le pointage (voyant G) a
été sélectionné, l’allumage de ce
voyant indique que le display U affiche le temps de poin-
tage pouvant être réglé au moyen du bouton Y de 0,1 à
30 secondes.
AF - Voyant
Règle en pourcentage le rapport
entre le temps du courant de pic
AG et la fréquence AE. t/T ( 10 ÷
90 % ) fig.4
AC - Voyant Slope down.
C’est le temps pendant lequel le
courant atteint la valeur minimale
et l’arc s’arrête. (0-10 sec.)
AB - Voyant Post-gaz.
Règle le temps de sortie du gaz à
la fin de la soudure. (0-30 sec.)
VOYANTS SELECTIONNABLES UNIQUEMENT EN
SOUDURE TIG AC (COURANT ALTERNATIF) :
Voyant AO Start
Règle le niveau de “hot-start” afin d’optimiser les
allumages en TIG AC pour chaque diamètre d’élec-
trode. Lors de l’allumage de ce voyant, le display U affi-
chera une valeur numérique se référant aux diamètres
d’électrode ; l’opérateur peut, au moyen du bouton Y,
indiquer le diamètre employé et obtenir immédiatement
un bon démarrage. Plage de réglage de 0,5 à 4,8.
Fig. 4

42
Voyant AY Wave
Sélection de la forme d’onde de soudure.
Lors de l’allumage de ce voyant, le display U affi-
chera un numéro correspondant à la forme de l’onde
sélectionnée. (voir tableau)
11 = carrée - carrée 22 = sinusoïdale - sinusoïdale
33 = triangulaire - triangulaire
12 = carrée - sinusoïdale 13 = carrée - triangulaire
23 = sinusoïdale - triangulaire
21 = sinusoïdale - carrée 32 = triangulaire - sinusoïdale
31 = triangulaire - carrée
Default = carrée - sinusoïdale (12).
Cette combinaison numérique peut être modifiée à l’aide
de l’encodeur Y.
NOTE: Le premier chiffre se réfère à la demi-onde néga-
tive ou de pénétration ; le second chiffre se réfère à la
demi-onde positive ou de propreté.
La variation du type de forme d’onde peut également
réduire le bruit de l’arc en soudure AC.
Voyant AN Hz
Règle la fréquence du courant alternatif. Plage de
réglage 50 ÷ 100 Hz.
Voyant AM Réglage de l’équilibre de l’onde.
Règle le pourcentage de la demi-onde négative
(pénétration) dans la période de courant alternatif.
Plage de réglage -10 / 0 / 10 où 0 = 65% (conseillé) -10
= 50% et 10 = 85%.
Voyant T :
Voyant indiquant le correct fonctionnement du dispositif
qui réduit le risque de décharges électriques.
Touche H :
En l’appuyant brièvement, active la synergie, où
prévue, et sélectionne les voyants I, L, M, S, R (“briè-
vement” signifie pendant en temps inférieur à 0,7 sec.).
Si, après avoir sélectionné les paramètres, le diamètre de
l’électrode n’est pas confirmé, la brève pression sur cette
touche fait sortir de la synergie.
Si, par contre, après avoir confirmé le diamètre de l’élec-
trode, on désire sortir de la synergie, il faut l’appuyer de
nouveau pendant un temps plus long (“long” signifie un
temps supérieur à 0,7 sec.).
Voyant L : Matière
Les types de matières sélectionnables sont rapportés au
procédé de soudure, notamment :
En TIG AC, l’aluminium (Al) et le magnésium (Mg).
En TIG DC, l’acier inoxydable (SS), le cuivre (Cu), le fer
(Fe) et le titanium (Ti).
Mat.
<
48V
AC
Voyant M : Position de soudure
Les sigles qui apparaissent sur le display U se réfèrent
aux normes ISO 6947 et correspondent aux positions de
soudure indiquées dans la figure.
Les sigles ASME sont caractérisés par un numéro et une
lettre. Pour plus de clarté, ils sont indiqués symbolique-
ment dans la suite.
Voyant S : Epaisseur.
Le display O s’allume et affiche le courant défini ; le dis-
play U affiche l’épaisseur relative au courant. En tournant
le bouton Y, l’épaisseur varie et même le courant variera
par conséquent.
Bien entendu, les valeurs de l’épaisseur et du relatif cou-
rant seront rapportées aux définitions de la matière et de
la position de soudure.
Voyant R : Diamètre de l’électrode.
L’affichage du diamètre de l’électrode est la conséquen-
ce de la définition de la matière (voyant L), de la position
(voyant M) et de l’épaisseur (voyant S).
Le display U affichera l’électrode conseillée en mode
non clignotant ; l’opérateur peut, au moyen du bouton
Y, visualiser aussi les autres diamètres, mais ceux-ci
seront affichés en mode clignotant, ce qui signifie élec-
trode non conseillée.
BC – Connecteur 10 pôles
Pour le branchement des commandes à
distance décrites au paragraphe 4. Entre
les broches 3 et 6 il y a un contact propre
qui signale l’allumage de l’arc (Maxi 0,5 A -
125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC).
3.3. NOTES GENERALES
Avant d’utiliser ce poste à souder, lire attentivement les
normes CEI 26-23 / IEC-TS 62081 et vérifier également
l’intégrité de l’isolation des câbles, des pinces porte-élec-
trodes, des prises et des fiches et que la section et la lon-
gueur des câbles de soudure sont compatibles avec le
courant utilisé.
3.4. SOUDURE AVEC ELECTRODES ENROBEES
(MMA)
- Ce poste à souder est indiqué pour la soudure de tout
type d’électrode enrobée, exception faite pour le type
cellulosique (AWS 6010).
- S’assurer que l’interrupteur BE est en position 0 et
ensuite relier les câbles de soudure tout en respectant la
polarité demandée par le fabricant des électrodes
employées et brancher la borne du câble de masse sur la
pièce aussi proche que possible de la soudure en s’assu-
rant qu’il y a un bon contact électrique.
- Ne pas toucher la torche ou la pince porte-électrode et
la borne de masse en même temps.
- Mettre en marche la machine au moyen de l’interrupteur
BE.
- Sélectionner, au moyen du bouton A, le procédé MMA,
voyant AW allumé.
Pour sélectionner le type de courant indiqué pour l’élec-
trode, procéder de la manière suivante :
Ø El.
Pos.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

43
• Appuyer sur la touche AQ et, en la gardant enfoncée,
appuyer sur la touche AP.
• maintenir ces touches enfoncées jusqu’à quand le
sigle H2O apparaît sur l’afficheur O.
• Appuyer sur la touche AP jusqu’à quand le sigle MMA
apparaît sur l’afficheur O.
• L’afficheur U visualise le sigle DC (courant continu)
type de courant programmé par le fabricant.
• Tourner le bouton Y jusqu’à quand le sigle AC apparaît
sur l’afficheur U.
N. B: Pour sortir de la sélection, appuyer brièvement
sur la touche AQ.
- Régler le courant selon le diamètre de l’électrode, la
position de soudure et le type de joint à exécuter.
- Après la soudure, arrêter toujours la machine et enlever
l’électrode de la pince porte-électrode.
Pour le réglage des fonctions de Hot-start (voyant D) et
de Arc force (voyant C), voir le paragraphe suivant.
3.5. SOUDURE TIG
En sélectionnant le procédé TIG AC il est possible de
souder l’aluminium, les alliages d’aluminium, le laiton et le
magnésium alors qu’en sélectionnant TIG DC il est
possible de souder l’acier inoxydable, le fer et le cuivre.
Brancher le connecteur du câble de masse sur le pôle
plus (+) du poste à souder et la borne sur la pièce aussi
proche que possible de la soudure en s’assurant qu’il y a
un bon contact électrique.
Brancher le connecteur de puissance de la torche TIG sur
le pôle moins (-) du poste à souder.
Brancher le connecteur de commande de la torche sur le
connecteur BC du poste à souder.
Brancher le raccord du tuyau gaz de la torche sur le rac-
cord BD de la machine et le tuyau gaz sortant du déten-
deur de pression de la bouteille sur le raccord gaz BH.
3.5.1 Groupe de refroidissement
(optionnel pour Art. 351).
Lorsqu’on emploie une torche refroidie par eau, utiliser le
groupe de refroidissement.
Insérer les tuyaux de refroidissement de la torche dans
les raccords BI et BL du groupe de refroidissement en
veillant à respecter l’entrée et la sortie.
3.5.1.1 Description des protections
- Protection pression liquide de refroidissement.
Cette protection est réalisée au moyen d’un pressostat,
inséré dans le circuit de refoulement du liquide, qui com-
mande un micro-interrupteur. La pression insuffisante est
signalée par le sigle H2O clignotant sur le display O.
3.5.1.2 Mise en oeuvre
Desserrer le bouton BF et remplir le réservoir (la machine
est fournie avec un litre environ de liquide).
Il est important de contrôler périodiquement, à travers la
fente BM, que le liquide est maintenu au niveau “maxi”.
Comme liquide de refroidissement utiliser de l’eau (de
préférence de type dé-ionisé) mélangée avec alcool dans
un pourcentage défini selon le tableau suivant :
température eau/alcool
de -0°C à -5°C 4l/1l
de -5°C à -10°C 3,8l/1,2l
NB Si la pompe tourne sans liquide de refroidissement, il
faut enlever l’air des tuyaux.
Pour ce faire, arrêter le générateur, remplir le réservoir,
brancher un tuyau sur le raccord ( ) et insérer l’autre
extrémité du tuyau dans le réservoir.
Uniquement pour Art. 351, brancher le connecteur du
pressostat et le câble réseau sur les prises BR et BQ.
Mettre en marche le générateur pendant 10/15 secondes
environ et ensuite relier les tuyaux de nouveau.
Mettre en marche la machine. Pour sélectionner le mode
de fonctionnement du groupe de refroidissement, procé-
der de la manière suivante :
1. Sélectionner un procédé TIG quelconque.
2. Avec la touche AQ appuyée, appuyer également la
touche AP et les garder pressées jusqu’à quand le
sigle H2O apparaît sur l’afficheur O.
3. Sélectionner le fonctionnement au moyen du bouton Y
OFF = Groupe hors service,
OnC = Fonctionnement en continu,
OnA = Fonctionnement en automatique.
Pour sortir de la sélection, appuyer brièvement sur la
touche AQ.
N.B. “Fonctionnement automatique” signifie que le grou-
pe de refroidissement se met en marche à la pression du
bouton de la torche et cesse de fonctionner 2 minutes
environ après le relâchement du bouton de la torche.
Attention ! Si on sélectionne la soudure avec électrode,
le refroidissement n’est pas en service et n’est pas sélec-
tionnable. C’est normal qu’à la mise en marche de la
machine le display O affiche, en mode clignotant, le sigle
H2O.
3.5.2 Mise en oeuvre
Ne pas toucher les pièces sous tension et les bornes de
sortie lorsque la machine est alimentée.
A la première mise en marche de la machine, sélectionner
le mode au moyen du bouton AS et les paramètres de
soudure à l’aide de la touche AP et du bouton Y comme
indiqué au paragraphe 3.2
ATTENTION ! Les réglages pour les voyants AO = start,
AY = wave, AN = Hz, AM = équilibre de l’onde ne peu-
vent être sélectionnés qu’en TIG AC.
Le débit de gaz inerte doit être réglé à une valeur
(exprimée en litres par minute) d’environ 6 fois le diamètre
de l’électrode.
Lorsqu’on utilise des accessoires tels que le Gas-lens, le
débit de gaz peut être réduit à environ 3 fois le diamètre
de l’électrode. La buse céramique doit avoir un diamètre
de 4 à 6 fois le diamètre de l’électrode.
• A la fin de la soudure, se rappeler toujours d’arrêter la
machine et de fermer la soupape de la bouteille du gaz.
3.5.3 Préparation de l’électrode
Une attention particulière doit être prêtée à la préparation
de la pointe de l’électrode. La meuler de façon à ce qu’el-
le présente des rayures verticales, comme indiqué dans
la fig. 5.
ATTENTION : DES PIECES METALLIQUES VOLATILES
INCANDESCENTES peuvent blesser le personnel, provo-
quer des incendies et endommager les équipements ; LA
CONTAMINATION PAR TUNGSTENE peut réduire la qua-

44
lité de la soudure.
• Ne façonner l’électrode de tungstène qu’avec une
machine à meuler pourvue de carters de protection
tout en utilisant des protections pour le visage, les mains
et le corps.
• Façonner les électrodes de tungstène à l’aide d’une
meule abrasive dure à grain fin, utilisée uniquement pour
façonner le tungstène.
• Meuler l’extrémité de l’électrode de tungstène en forme
conique pour une longueur de 1,5 à 2 fois le diamètre de
l’électrode. (fig. 5)
3.6. MEMORISATION
Le bouton AQ, appuyé brièvement, effectue un choix
; si appuyé pendant un temps supérieur à 3 secondes,
effectue une mémorisation.
A chaque mise en marche, la machine présente tou-
jours le dernier réglage utilisé en soudure.
3.6.1. Mémoriser les données du programme PL
En utilisant la machine pour la première fois
A la mise en marche de la machine, le display affiche le
sigle PL qui disparaît après 5 secondes et ensuite affiche
un courant de travail. Suivre les instructions des para-
graphes 3.2 et 3.5 et, pour mémoriser les données dans
le programme P01, procéder de la manière suivante :
· Appuyer brièvement sur le bouton AQ (mem+mem-) ;
l’inscription P01 apparaîtra clignotante.
· Appuyer sur le bouton AQ pendant un temps supérieur
à 3 secondes jusqu’à ce que le sigle P01 cesse de cli-
gnoter; à ce moment, la mémorisation a eu lieu.
· Bien entendu, si au lieu de mémoriser dans le program-
me P01 on désire mémoriser dans un programme diffé-
rent, appuyer brièvement sur le bouton AQ autant de fois
que nécessaire pour afficher le programme désiré. A la
nouvelle mise en marche de la machine, P01 sera affiché.
LE BOUTON AQ APPUYE BRIEVEMENT EFFECTUE
UN CHOIX ; APPUYE PENDANT UN TEMPS SUPER-
IEUR A 3 SECONDES, EFFECTUE UNE MEMORISA-
TION.
3.6.2. Mémoriser d’un programme libre
L’opérateur peut modifier et mémoriser un programme
choisi en procédant de la manière suivante :
· Appuyer brièvement sur le bouton AQ et choisir le
numéro de programme désiré.
Les programmes libres ont le sigle clignotant.
Appuyer sur le bouton AT et choisir le procédé de soudure ;
au moyen du bouton AS, choisir le mode (paragraphe 3.1).
Fig. 5
· Tourner le bouton Y et définir le courant de soudure.
Si on a choisi le procédé TIG, activer le voyant AB (post-
gaz) au moyen du bouton AP et régler la valeur désirée à
l’aide du bouton Y (paragraphe 3.1).
Si, après ces réglages nécessaires pour souder, on
désire régler les temps de “slope” ou d’autres valeurs,
procéder comme décrit au paragraphe 3.1.
Pour mémoriser dans le programme choisi précédem-
ment, appuyer sur le bouton AQ pendant plus de 3
secondes jusqu’à ce que le numéro cesse de clignoter.
Pour mémoriser dans un programme différent, opérer le
choix en appuyant brièvement sur le bouton AQ et ensui-
te appuyer sur le bouton AQ pendant plus de 3 secondes.
3.6.3 Mémoriser d’un programme mémorisé.
En partant d’un programme déjà mémorisé, l’opérateur
peut modifier les données en mémoire pour mettre à jour
le même programme ou bien trouver de nouveaux
paramètres à mémoriser dans un autre programme.
3.6.3.1 Mettre à jour
· Après la mise en marche de la machine, sélectionner les
paramètres à modifier et les modifier.
· Appuyer pendant un temps supérieur à 3 secondes sur
la touche AQ jusqu’à la confirmation de la mémorisation
(sigle du programme de clignotant à fixe).
3.6.3.2 Mémoriser dans un nouveau programme
· Après la mise en marche de la machine, sélectionner les
paramètres à modifier et les modifier.
· Exécuter une soudure, voire brève.
· Appuyer brièvement sur le sélecteur AQ jusqu’à l’affi-
chage du programme désiré.
· Appuyer continuellement sur la touche AQ jusqu’à la
confirmation de la mémorisation (sigle du programme de
clignotant à fixe).
3.6.4 Souder avec la synergie.
Le but de la “synergie” est celui de fournir un guide rapi-
de à l’opérateur pour définir les paramètres de soudure
TIG. Elle n’a pas un caractère d’imposition, mais de
conseil.
Les relations “synergiques” entre courant, épaisseur et
diamètre de l’électrode ont été réalisées avec électrodes
cérium 2% ( EN 26848 WC20 ) de couleur gris, avec une
fréquence du courant alternatif de 90 Hz.
La forme d’onde avec laquelle les épreuves ont été exé-
cutées est la 12 (carrée en pénétration – sinusoïdale en
propreté).
La logique : A partir du procédé de soudure choisi, l’opé-
rateur définit le type de matière à souder, la position de
soudure et l’épaisseur ; sur la base de ces choix, un
diamètre d’électrode lui est conseillé et, s’il confirme ces
choix, la machine se prédispose pour la soudure.
Mettre en marche la synergie.
Appuyer brièvement (inférieur à 0,7 sec.) sur la touche H :
le voyant I (Syn) s’allume en même temps que le voyant L
(matière). Le display O s’éteint et le display U affiche un
sigle correspondant à la matière à souder (voir description
voyant L). Le choix est opéré en tournant le bouton Y.
Une pression successive du bouton H confirme le choix
de la matière et fait allumer le voyant M, le display U

45
affiche les positions de soudure disponibles (voir descrip-
tion voyant M).
Le choix est opéré en tournant le bouton Y. Une pression
successive du bouton H confirme le choix de la position
et fait allumer le voyant S, le display O affiche le courant
défini, le display U affiche l’épaisseur, en millimètres, rela-
tive au courant (voir description voyant S).
La pression successive du bouton H confirme le choix de
l’épaisseur et fait allumer le voyant R.
A partir des choix opérés concernant matière, position,
épaisseur et courant, un ou plusieurs diamètres d’élec-
trode sont proposés. L’électrode conseillée constituera la
première proposition et la valeur numérique du diamètre
sera toujours allumée fixe à côté de la lettre A ; au cas où
il y avait deux diamètres dont la plage de courant com-
prend la valeur des Ampères sélectionnés pour la soudu-
re, le second choix du diamètre de l’électrode ne sera
proposé que si l’encodeur Y est tourné. Même le second
choix sera affiché allumé fixe. Si on tourne encore l’enco-
deur, le display U affichera le diamètre supérieur au
second choix et le diamètre inférieur au premier choix en
mode clignotant.
Etant donné que le diamètre de l’électrode définit princi-
palement le niveau de start AO et le courant minimal AI,
l’opérateur peut choisir une combinaison non conseillée.
A ce point l’opérateur a deux possibilités :
1. Sortir de la synergie sans confirmer les choix opérés.
Pour ce faire, appuyer brièvement sur le bouton H, le
voyant I s’éteint et le panneau affiche les valeurs précé-
dentes à l’entrée en synergie.
2. Confirmer la synergie en appuyant sur le bouton H
pendant un temps supérieur à 0,7 sec. A ce point, toutes
les fonctions relatives à la synergie sont définies et, si
sélectionnées au moyen du bouton AP, le display U
affiche le sigle “AU” (automatique).
Le voyant I reste allumé pour confirmer que les
paramètres ont été définis.
En bref, lorsqu’on confirme le diamètre de l’électrode
(pression longue du bouton H lorsque le voyant R est
sélectionné), les fonctions de start, Wave, Hz, équilibre et
courant AI se disposent avec la logique d’automatique
décrite précédemment. Confirmée l’électrode, le voyant
R s’éteint et le voyant I s’allume.
4 COMMANDES A DISTANCE
Pour régler le courant de soudure de ce poste à souder,
il est possible de relier les commandes à distance sui-
vantes :
Art. 1256 Torche TIG uniquement bouton. (refroidisse-
ment par eau).
Art. 1258 Torche TIG UP/DOWN. (refroidissement par
eau).
Art. 193 Commande à pédale (utilisée en soudure TIG)
Art 1192+Art 187 (utilisé en soudure MMA)
Art. 1180 Liaison pour raccorder à la fois la torche et la
commande à pédale. Avec cet accessoire l’Art. 193 peut
être utilisé dans tout mode de soudure TIG.
Les commandes pourvues d’un potentiomètre règlent
le courant de soudure de la valeur minimale jusqu’à la
valeur maximale de courant défini à l’aide du bouton Y.
Les commandes avec logique UP/DOWN règlent le
courant de soudure de la valeur minimale à celle
maximale.
Les réglages des commandes à distance sont toujours
actifs dans le programme PL alors que dans un program-
me mémorisé ne le sont pas.
5 MANTENIMIENTO
Cada intervención de mantenimiento debe ser efectua-
da por personal cualificado según la norma CEI 26-29
(IEC 60974-4).
5.1 MANTENIMIENTO GENERADOR
En caso de mantenimiento en el interior del aparato, asegu-
rarse de que el interruptor BE esté en posición "O" y que el
cable de alimentación no esté conectado a la red.
Periódicamente, además, es necesario limpiar el interior del
aparato para eliminar el polvo metálico que se haya acumu-
lado, usando aire comprimido.
5.2 MEDIDAS A TOMAR DESPUÉS DE UNA
INTERVENCIÓN DE REPARACIÓN.
Después de haber realizado una reparación, hay que tener
cuidado de reordenar el cablaje de forma que exista un
aislamiento seguro entre el lado primario y el lado secunda-
rio de la máquina. Evitar que los hilos puedan entrar en con-
tacto con partes en movimiento o con partes que se reca-
lientan durante el funcionamiento. Volver a montar todas las
abrazaderas como estaban en el aparato original para evitar
que, si accidentalmente un conductor se rompe o se desco-
necta, se produzca una conexión entre el primario y el
secundario.
Volver además a montar los tornillos con las arandelas den-
telladas como en el aparato original.

46
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONA-
MIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE
MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA
OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTE-
RESADOS. ESTE APARATO DEBERÁ SER UTILIZADO
EXCLUSIVAMENTE PARA OPERACIONES DE SOLDA-
DURA.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO
PUEDEN SER NOCIVOS PARA USTEDES
Y PARA LOS DEMÁS, por lo que el utiliza-
dor deberá ser informado de los riesgos, resumidos a
continuación, que derivan de las operaciones de solda-
dura. Para informaciones más detalladas, pedir el manual
cod.3.300.758
RUIDO
Este aparato de por sí no produce ruidos superio-
res a los 80dB. El procedimiento de corte plas-
ma/soldadura podría producir niveles de ruido
superiores a tal límite; por consiguiente, los utilizadores
deberán poner en practica las precauciones previstas por
la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos.
• La corriente eléctrica que atraviesa cualquier
conductor produce campos electromagnéti-
cos(EMF). La corriente de soldadura o de
corte genera campos electromagnéticos alre-
dedor de los cables y generadores.
• Los campos magnéticos derivados de corrientes elevadas
pueden incidir en el funcionamiento del pacemaker. Los por-
tadores de aparatos electrónicos vitales (pacemakers)
deberían consultar al médico antes de aproximarse a la zona
de operaciones de soldadura al arco, de corte, desbaste o
soldadura por puntos.
• La exposición a los campos electromagnéticos de la sol-
dadura o del corte podrían tener efectos desconocidos
sobre la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que ate-
nerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectrodo o
de la antorcha de manera que permanezcan flanquea-
dos. Si posible, fijarlos junto con cinta adhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable de
masa se encuentra a la derecha del operador también
el de la pinza portaelectrodo o de la antorcha tienen que
quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión o
en presencia de polvo, gas o vapores explosivos.
Manejar con cuidado las bombonas y los regulado-
res de presión utilizados en las operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10
(Cl. A) y se deberá usar solo de forma profesional en un
ambiente industrial. En efecto, podrían presentarse
potenciales dificultades en el asegurar la compatibilidad
electromagnética en un ambiente diferente del indus-
trial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctricos
junto con los residuos sólidos urbanos! Según lo
establecido por la Directiva Europea 2002/96/CE sobre
residuos de aparatos eléctricos y electrónicos y su aplica-
ción en el ámbito de la legislación nacional, los aparatos
eléctricos que han concluido su vida útil deben ser recogi-
dos por separado y entregados a una instalación de reci-
clado ecocompatible. En calidad de propietario de los apa-
ratos, usted deberá solicitar a nuestro representante local
las informaciones sobre los sistemas aprobados de reco-
gida de estos residuos. ¡Aplicando lo establecido por esta
Directiva Europea se contribuye a mejorar la situación
ambiental y salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
1.1 CHAPA DAS ADVERTÊNCIAS
O texto numerado abaixo corresponde às casas numeradas
da chapa..
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE ARCO

47
B. Os rolos de tracção do fio podem ferir as mãos.
C. O fio de soldadura e o grupo de tracção do fio estão
sob tensão durante a soldadura. Mantenha as mãos e
os objectos metálicos afastados dos mesmos.
1. Os choques eléctricos provocados pelo eléctrodo de
soldadura ou pelo cabo podem ser mortais. Proteja-se
devidamente contra o perigo de choques eléctricos.
1.1 Use luvas isolantes. Não toque no eléctrodo com as
mãos nuas. Não use luvas húmidas ou estragadas.
1.2 Certifique-se de estar isolado da peça a soldar e do
chão
1.3 Desligue a ficha do cabo de alimentação antes de tra-
balhar na máquina.
2. Poderá ser nocivo para a saúde inalar as exalações
produzidas pela soldadura.
2.1 Mantenha a cabeça afastada das exalações.
2.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
2.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
3. As faíscas provocadas pela soldadura podem provo-
car explosões ou incêndios.
3.1 Mantenha os materiais inflamáveis afastados da área
de soldadura.
3.2 As faíscas provocadas pela soldadura podem provocar
incêndios. Mantenha um extintor nas proximidades e
faça com que esteja uma pessoa pronta para o utilizar.
3.3 Nunca solde recipientes fechados.
4. Os raios do arco podem queimar os olhos e a pele.
4.1 Use capacete e óculos de segurança. Utilize protec-
ções adequadas das orelhas e camisas com o colari-
nho abotoado. Utilize máscaras com capacete, com
filtros de graduação correcta. Use uma protecção
completa para o corpo.
5. Leia as instruções antes de utilizar a máquina ou de
efectuar qualquer operação na mesma.
6. Não retire nem cubra as etiquetas de advertência
2 DESCRIPCIONES GENERALES
2.1 ESPECIFICACIONES
Esta soldadora es un generador de corriente continua
constante realizada con tecnología INVERTER, proyecta-
da para soldar los electrodos revestidos (con exclusión
del tipo celulósico) y con procedimiento TIG con encen-
dido por contacto y con alta frecuencia.
NO DEBERÁ SER USADA PARA DESCONGELAR LOS
TUBOS.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
CITADOS EN LA PLACA DE CARACTERÍSTICAS
DE LA MÁQUINA.
Este aparato ha sido fabricado en conformidad con las
siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-11 - IEC 61000-3-12 (ver
Nota 2).
N°. Número de matrícula que se citará en todas las
cuestiones relacionadas con la soldadora.
Convertidor estático de frecuencia trifásica
transformador-rectificador.
Característica descendiente.
MMA Adapto para soldadura con electrodos revestidos.
TIG. Adapto para soldadura TIG.
U0. Tensión en vacío secundaria
X. Factor de servicio porcentaje. % de 10 minutos
en los que la soldadora puede trabajar a una
determinada corriente sin causar recalenta-
mientos.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente I2
U1. Tensión nominal de alimentación
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz
l1 max. Es el máximo valor de la corriente absorbida.
l1 ef. Es el máximo valor de la corriente efectiva
absorbida considerando el factor de servicio.
IP23S Grado de protección de la carcasa.
Grado 3 como segunda cifra significa que este
aparato puede ser almacenado, pero no es
previsto para trabajar en el exterior bajo precipi
taciones, si no está protegido.
Idoneidad a ambientes con riesgo aumentado.
NOTAS:
1- El aparato además se ha proyectado para trabajar en
ambientes con grado de contaminación 3. (Ver IEC
60664).
2- Este equipo cumple con lo establecido por la IEC
61000-3-12, siempre que la impedancia máxima
Zmax admitida por el sistema sea inferior o igual a
0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) en
el punto de interfaz entre sistema del usuario y siste-
ma público. Es responsabilidad del instalador o del
usuario garantizar, consultando eventualmente al
operador de la red de distribución, que el equipo sea
conectado a una alimentación maxMAX inferior o
igual a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art.
368).
2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE
PROTECCIÓN
2.3.1 Protección térmica
Esta soldadora está protegida por una sonda de tempe-
ratura la cual, si se superasen las temperaturas admiti-
das, impediría el funcionamiento de la máquina. La inter-
vención del termostato viene señalada por el encendido
de la sigla “OPn” en el display O colocado en el tablero
de control.
2.3.2 - Protección de bloqueo.
Esta soldadora está dotada de diferentes dispositivos de
protección que detienen la máquina antes de que sufra
daños. La intervención de cada dispositivo de protección
viene señalada por el encendido de la sigla “Err” en el
display O y por un número que aparece en el display U.
Si se detectase un nivel bajo de agua para el grupo de
enfriamiento aparecería la sigla H2O centelleante en
el display O.
3 INSTALACIÓN
Controlar que la tensión de alimentación corresponda a la
tensión indicada en la placa de las características técni-
cas de la soldadora.
Conectar un enchufe de calibre adecuado al cable de ali-
S

48
mentación asegurándose de que el conductor
amarillo/verde esté conectado a la clavija de tierra.
El calibre del interruptor magnetotérmico o de los fusi-
bles, en serie en la alimentación, deberá ser igual a la
corriente I1max. absorbida por la máquina.
3.1. COLOCACIÓN
La instalación de la máquina deberá llevarla a cabo per-
sonal experto. Todas las conexiones deberán ser realiza-
das de conformidad con las normas vigentes y en el
pleno respeto de la ley de prevención de accidentes (CEI
26-23 / CEI CLC 62081).
3.2 DESCRIPCIÓN DE LA SOLDADORA (Fig.1-1/A).
BA) Borne de salida negativo (-).
BB) Borne de salida positivo (+).
BC) Conector para el pulsador de la antorcha TIG.
Conectar los hilos del pulsador antorcha a los pin 1 y 9.
BD) Racor (1/4 gas).
Se le conecta el tubo gas de la antorcha de
soldadura TIG.
BE) Interruptor general.
BF) Tapón depósito.
BG) Cable de alimentación.
BH) Racor alimentación gas.
BI) Racor entrada agua caliente
(utilizar solo para antorchas TIG).
BL) Racor salida agua fría
(utilizar solo para antorchas TIG).
BM) Ranura para control del nivel del líquido.
BN) racores para antorchas MIG
(no deberán estar cortocircuitados).
BO) Conector tipo DB9 (RS 232).
Utilizar para actualizar los programas de los
microprocesadores.
BP) Porta fusible.
BQ) Toma cable red.
BR) Toma presóstato.
NOTA: En el art. 366 el grupo de enfriamiento es
opcional.
3.3 DESCRIPCIÓN DEL TABLERO (Fig.2).
Tecla de proceso AT.
La selección viene evidenciada por el encendido
de uno de los led AX, AV, o AW.
Led AX Led AV Led AW
Tecla de modo AS.
La selección viene evidenciada por el encendido
de uno de los led D, C, E, B, A, o AU:
Led D “HOT START”
Activo en la soldadura MMA.
El encendido de este led indica que el display U visualiza
el tiempo, expresado en centésimos de segundo, en el
que la soldadora suministra una sobrecorriente para
mejorar el encendido del electrodo. La regulación tiene
lugar con la empuñadura Y.
Led C “Arc-Force”
Activo en soldadura MMA DC.
Es un porcentaje de la corriente de soldadura. El display
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

49
U visualizará el valor y la empuñadura Y lo regula. En
práctica esta sobrecorriente favorece la transferencia de
las gotas de metal fundido.
Led E: Soldadura TIG CONTINUO con encen-
dido mediante dispositivo de alta tensión/fre-
cuencia.
Led B: Soldadura TIG PULSADO con encen-
dido mediante dispositivo de alta tensión/fre-
cuencia.
La frecuencia de pulsación es regulable de 0,16 a 500Hz
(led AE), la corriente de pico y la corriente de base se
pueden activar respectivamente con los led AG y AD, y
son regulables con la empuñadura Y.
De 0,16 fino a 1,1 Hz de frecuencia de pulsación el dis-
play O visualiza alternativamente la corriente de pico
(principal) y la corriente de base. Los led AG y AD se
encienden alternativamente; por encima de 1,1 Hz el dis-
play O visualiza la media de las dos corrientes.
Led A:
Soldadura TIG CONTINUO con encendido
por contacto (roce).
Led AU:
Soldadura TIG PULSADO con encendido por
contacto (roce). La lógica de funcionamiento
es la misma descrita para el led B.
Tecla de programa AR.
La selección viene evidenciada por el encendido
de uno de los led G, F, W, X, Z, o AA.
TIG
TIG
TIG
TIG
Led G:
soldadura por puntos (Manual).
Después de haber elegido la corriente de soldadura (led
AG) y el tiempo de soldadura por puntos (led AE) con el
selector AP, programar los valores con la empuñadura Y.
Se realiza esta forma de soldadura solo si se selecciona
la soldadura en continuo y el encendido con alta frecuen-
cia (led E encendido). El operador pulsa el pulsador de la
antorcha, se enciende el arco y pasado el tiempo de sol-
dadura por puntos regulado, el arco se apaga automáti-
camente. Para realizar el punto sucesivo hay que soltar el
pulsador antorcha y después volver a pulsarlo.
Regulación de 0,1 a 30 sec.
F - Led soldadura TIG 2 tiempos (manual)
Pulsando el pulsador de la antorcha la corriente inicia a
aumentar y emplea un tiempo correspondiente al “slope
up”, previamente regulado, para alcanzar el valor regula-
do con empuñadura Y. Cuando se suelta el pulsador la
corriente inicia a disminuir y emplea un tiempo corres-
pondiente al “slope down”, previamente regulado, para
volver a cero.
En esta posición se puede conectar el accesorio mando
a pedal ART. 193,
W - Led soldadura TIG 4 tiempos (automá-
tico).
Este programa se diferencia del precedente porque tanto
el encendido como el apagado vienen accionados pul-
sando y soltando el pulsador de la antorcha
X - Led programa especial
Para encender el arco pulsar el pulsador de la antorcha y
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

50
manteniéndolo pulsado, la corriente iniciará a aumentar
con un incremento fijo. Si se suelta el pulsador la corrien-
te aumentará inmediatamente al valor de soldadura (led
AG). Para terminar la soldadura pulsar el pulsador antor-
cha y manteniéndolo pulsado la corriente iniciará a dis-
minuir con una disminución fija. Si se soltase el pulsador
la corriente se resetea istantáneamente.
Z - Led soldadura Tig con tres niveles de corriente
cuatro tiempos (automático).
Para programar las tres corrientes de soldadura actuar
como sigue:
Pulsar el selector AP hasta encender el led AG y a conti-
nuación regular el valor de la máxima corriente con la
empuñadura Y.
Pulsar el selector AP hasta que se encienda el led AD y a
continuación regular el valor de la corriente intermedia
con la empuñadura Y.
Pulsar el selector AP hasta que se encienda el led AY y a
continuación regular el valor de la corriente de encendido
con la empuñadura Y.
Al encendido del arco la corriente va a la primera regula-
ción, led AI encendido, el operador puede mantener esta
corriente hasta cuando se desea (por ejemplo hasta que
no se haya recalentada la pieza). Pulsando y soltando
inmediatamente el pulsador antorcha, la corriente pasa
de la primera a la segunda corriente en el tiempo de
“slope-up” (led AH); alcanzada la corriente de soldadura
el led AG se enciende.
Si durante la soldadura fuese necesario disminuir la
corriente sin apagar el arco (por ejemplo cambio del
material de adjución, cambio de posición de trabajo,
paso de una posición horizontal a una vertical etc.…) pul-
sar y soltar inmediatamente el pulsador antorcha, la
corriente pasa al segundo valor seleccionado, el led AD
se enciende y AG se apaga.
Para volver a la precedente corriente principal, repetir la
acción de presión y de suelta del pulsador antorcha, el
led AG se enciende mientras el led AD se apaga. En el
momento en que se quiera interrumpir la soldadura, pul-
sar el pulsador antorcha durante un tiempo mayor de
0,7 segundos a continuación soltarlo, la corriente empieza
a descender hasta el valor de cero en el tiempo de “slope
down”, previamente establecido (led AC encendido).
Durante la fase de “slope down”, si se pulsa y se suelta
inmediatamente el pulsador de la antorcha, se vuelve en
“slope up” si éste está regulado a un valor mayor de cero,
o a la corriente menor entre los valores regulados.
NOTA el término “PULSAR Y SOLTAR INMEDIATAMEN-
TE” hace referencia a un tiempo máximo de 0,5 seg.
AA - Led soldadura TIG con dos niveles de
corriente.
Este programa se diferencia del precedente porque al
encendido del arco la corriente va siempre a la primera
regulación, led AI encendido, pero el operador no puede
mantenerla e inicia inmediatamente el tiempo de slope-
up (led AH).
Cráter Arc .
En las segundas funciones es disponible este programa
que ha sido proyectado para cerrar el cráter final pro
medio de la programación de una corriente y su duración.
Esta función se puede usar en TIG AC o DC en funcio-
namiento manual o automático (Fig. 3).
Para activar la función actuar como sigue:
• Pulsar la tecla AQ y manteniéndola pulsada pulsar la
tecla AP.
• Mantenerlas pulsadas hasta cuando en el display O
aparecerá la sigla H2O.
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2

51
• Pulsar la tecla AP hasta que en el display O aparecerá
la sigla CrA (Crater Arc).
• El display U visualiza la sigla OFF (programado por
el constructor).
• Girar la manecilla Y hasta que aparezca en el display
Ula sigla On.
• Girar la manecilla Y, el display O visualiza la sigla CrC
(crater current – corriente de cráter) y el display U
visualiza 50; éste es el porcentaje de la corriente de
cráter respecto de la corriente de soldadura.
Programación del constructor 50%.
Regulación 1 ÷ 100%.
• Girar la manecilla Y, el display O visualiza la sigla tCr
(Crater time – tiempo de la corriente de cráter).
• Con la manecilla Y se regula el valor de este tamaño
y el display u visualiza el valor. Programación
del constructor 0,5 segundos.
Regulación 0,1 ÷ 30,0 segundos.
La rampa de racor entre la corriente principal y la
corriente de cráter es regulada por el “slope down”
led AC.
Y - Empuñadura
Normalmente regula la corriente de soldadura.
Además, si se selecciona una función con el selec-
tor AP esta empuñadura regulará la dimensión.
O - Display
Visualiza:
1. en condiciones de vacío la corriente
preprogramada.
2. en condiciones de carga la corriente de soldadura y
sus niveles.
3. en acoplamiento al led de “Hold” encendido la ultima
corriente de soldadura.
4. en Tig pulsado, en carga, la alternancia de las corrien-
tes en los correspondientes niveles.
5. en el interior de los parámetros sinérgicos la corriente
en relación con el espesor seleccionado.
6. la sigla “H2O” cuando se programa el grupo de enfria-
miento y la misma sigla centelleante cuando se abre el
presóstato del grupo de enfriamiento.
7. la sigla “OPn” centelleante a la apertura del termostato.
8. durante la selección de los programas libres o memo-
rizados las siglas PL …P01…P09.
9. la sigla MMA.
Led N
No se puede seleccionar y se enciende cuando el display
O visualiza una corriente.
U - Display
Visualiza:
1. en MMA sin soldar la tensión en vacío
y en soldadura la tensión en carga.
2. en TIG continuo, con pulsador no pulsado, cero; con
pulsador pulsado pero sin soldar la tensión en vacío y
soldando la tensión de carga.
3. visualiza numéricamente todas las dimensiones, a
exclusión de las corrientes, seleccionadas con el
pulsador AP.
4. visualiza las combinaciones numéricas que hacen
referencia a las distintas formas de onda selecciona-
bles cuando, con el pulsador AP, se selecciona el led
AY ( Wave ).
5. en la predisposición del grupo de enfriamiento las
siglas: OFF, OnA, OnC.
6. en la predisposición del tipo de corriente en MMA las
siglas: AC, DC.
7. en sinergía (led I encendido) la sigla de los materiales
por soldar si el led L ha sido seleccionado, la sigla de
las posiciones de soldadura si el led M ha sido selec-
cionado, los diámetros de electrodo si el led R ha sido
seleccionado.
ADEMÁS con el led P (Hold) encendido visualiza la
tensión de soldadura.
Led Q
No se selecciona y se enciende cuando el display U
visualiza una tensión.
AQ - SELECTOR
Selecciona y memoriza los programas.
La soldadora tiene la posibilidad de memorizar
nueve programas de soldadura P01…..P09 y de poder
volver a llamarlos con este pulsador. Se encuentra
además disponible un programa de trabajo PL .
Selección
Pulsando brevemente este pulsador viene visualizado en
el display O el número del programa sucesivo a aquel con
el que se está trabajando. Si éste no hubiera sido memo-
rizado, las letras serán centelleantes, en caso contrario
serán fijas.
Memorización (3.6)
Una vez seleccionado el programa, pulsando durante un
tiempo mayor de 3 segundos, se memorizan los datos.
Para confirmarlos, el número del programa, visualizado
en el display O, terminará de centellear.
AP - SELECTOR
Pulsando este pulsador se iluminarán en sucesión
los led:
Atención: se iluminarán solo los led que se refieren al
modo de soldadura elegido; ej. en soldadura TIG conti-
nuo no se iluminará el led AE que representa la frecuen-
cia de pulsación.
Cada led indica el parámetro que puede ser regulado con la
empuñadura Y durante el tiempo de encendido del led
mismo. Pasados 5 segundos desde la última variación, el
Fig. 3

52
led interesado se apaga y viene indicada la corriente de sol-
dadura principal y se enciende el correspondiente led AG.
SELECTORES AQ + AP = SEGUNDAS
FUNCIONES.
El acceso al menú “segundas funciones” se actúa con la
presión contemporánea de las teclas AQ y AP por un
tiempo mayor de 3 segundos.
La selección de las voces del “MENU” se actúa por
medio de la presión breve de la tecla AP.
La salida de este “MENU” se actúa por medio de la pre-
sión breve de la tecla AQ.
El display O visualiza la función, el display U visualiza la
programación que puede ser regulada por la manecilla Y.
Las funciones presentes son las siguientes:
1. Grupo de refrigeración
Sigla H2O
Regulaciones:
OFF = apagado (programación del constructor).
OnC = continuo siempre encendido.
OnA = encendido automático.
2. Funcionamiento con robot.
Sigla rob
Regulaciones:
OFF = apagado (programación del constructor).
On = encendido.
3. Feeder Unit (Funcionamiento con carro hilo frío).
Sigla FdU
Regulaciones:
OFF = apagado (programación del constructor).
On = encendido.
4. Cráter Arc (llenado del cráter final).
Sigla CrA
Regulaciones:
OFF = apagado (programación del constructor).
On = encendido.
5. MMA (soldadura con electrodo revestido).
Sigla MMA
Regulaciones:
DC = corriente continua (programación del constructor).
AC = corriente alterna.
LED SELECCIONABLES EN SOLDADURA TIG DC
(CORRIENTE CONTINUA) Y EN SOLDADURA TIG AC
(CORRIENTE ALTERNA):
AL - Led Pre-gas
Regulación 0,05-2,5 segundos.
Tiempo de salida del gas antes
del inicio de la soldadura.
AI - Led corriente de inicio sol-
dadura.
Es una porcentaje de la corriente
de soldadura (led AG).
AH - Led Slope up.
Es el tiempo en el que la corrien-
te alcanza, partiendo del mínimo,
alcanza el valor de corriente pro-
gramado. (0-10 sec.)
AG - Led Corriente de soldadu-
ra-principal.
AD - Led segundo nivel de
corriente de soldadura o de
base. Esta corriente es siempre
una porcentaje de la corriente
principal.
AE - Led Frecuencia de pulsa-
ción (0,16-500 Hz).
Cuando viene seleccionada la
soldadura por puntos (led G) el
encendido de este led indica que el display U visualiza el
tiempo de soldadura por puntos que es regulable con la
empuñadura Y desde 0,1 a 30 segundos.
AF - Led
Regula en tanto por ciento la rela-
ción entre el tiempo de la corrien-
te de pico AG y la frecuencia AE.
t/T ( 10 ÷ 90 % ) fig.4
AC - Led Slope down.
Es el tiempo en el que la corrien-
te alcanza el mínimo y el apagado
del arco.(0-10 seg.)
AB - Led Post gas.
Regula el tiempo de salida del
gas al final de la soldadura. (0-30
sec.)
LED SELECCIONABLES SOLO EN SOLDADURA TIG
AC (CORRIENTE ALTERNA):
Led AO Start
Regula el nivel de “hot-start” para optimizar los
encendidos en TIG AC para cada diámetro de elec-
trodo. Al encendido de este led el display U visualizará un
valor numérico que hace referencia a los diámetros de
electrodo, el operador mediante la empuñadura Y puede
programar el diámetro por él utilizado y obtener inmedia-
tamente una buena partida. Regulación desde 0,5 a 4,8.
Led AY Wave
Selección de la forma de sonda de soldadura.
Al encendido de este led display U visualizará un
número que corresponderá a la forma de la onda selec-
Fig. 4

53
cionada (ver tabla)
11 = cuadra - cuadra 22 = sinusoide - sinusoide
33 = triángulo - triángulo 12 = cuadra - sinusoide
13 = cuadra - triángulo 23 = sinusoide - triángulo
21 = sinusoide - cuadra 32 = triángulo - sinusoide
31 = triángulo - cuadra.
Default = cuadra - sinusoidal (12).
Esta combinación de números puede ser modificada con
el encoder Y.
NOTA: El primer número que compone la cifra se refiere
a la semionda negativa o de penetración, el segundo
número se refiere a la semionda positiva o de limpieza.
La variación del tipo de forma de onda podría también
reducir el ruido del arco en soldadura AC.
Led AN Hz
Regula la frecuencia de la corriente alterna.
Regulación 50 ÷ 100 Hz.
Led AM Regulación del balanceamiento de la
onda.
Regula el porcentaje de la semionda negativa
(penetración) en el período de corriente alterna.
Regulación -10 / 0 / 10 donde 0 = 65% (aconsejada) -10
= 50% e 10 = 85%.
Led T:
Led indicación del correcto funcionamiento del dispositi-
vo que reduce el riesgo de sacudidas eléctricas.
Tecla H:
Pulsándolo brevemente activa la sinergia, donde
prevista, y selecciona los led I, L, M, S, R (se
entiende por “brevemente” un tiempo inferior a 0,7 sec).
Si, después de haber seleccionado los parámetros no se
confirmase el diámetro del electrodo, la presión breve de
esta tecla hace salir de la sinergia.
Si por el contrario, después de haber confirmado el diá-
metro del electrodo, se quisiera salir de la sinergia, habría
que pulsarlo durante largo tiempo (por largo se entiende
un tiempo mayor de 0,7 seg.).
Led L: Material
Los tipos de materiales seleccionables están relaciona-
dos con el proceso de soldadura y son:
En TIG AC el aluminio (AL), el magnesio (MG).
En TIG DC El acero inoxidable (SS), el Cobre (Cu), el
Hierro (FE) y el Titanio (ti).
Led M: Posición de soldadura
Las siglas que comparecen en el display U corresponden
a las normativas ISO 6947 y corresponden a las posicio-
nes de soldadura enumeradas en figura.
Pos.
Mat.
<
48V
AC
Las ASME vienen diferenciadas por un número más una
letra. Para una mayor claridad se citan simbólicamente a
continuación.
Led S: Espesor.
el display O se enciende y visualiza la corriente progra-
mada, el display U visualiza el espesor relativo a la
corriente. Girando la empuñadura Y se varía el espesor y
en relación variará también la corriente.
Obviamente la medida del espesor y de la correspon-
diente corriente estarán en relación con las programacio-
nes del material y de la posición de soldadura.
Led R: Diámetro del electrodo.
La visualización del diámetro del electrodo es la conse-
cuencia de la programación del material
(led L), de la posición (led M) y del espesor (led S).
El display U visualizará el electrodo aconsejado de
forma no centelleante; el operador con la empuñadura
Y podrá visualizar también otros diámetros pero estos
serán visualizados, de forma centelleante, que significa
no aconsejado.
BC - Conector 10 polos
A este conector van conectados los man-
dos remotos descritos en el párrafo 4.
Es disponible entre los pin 3 y 6 un contac-
to limpio que señala el encendido del arco
(Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A
- 30 VDC).
3.3. NOTAS GENERALES
Antes del uso de esta soldadora leer atentamente las nor-
mas CEI 26-23 / IEC-TS 62081 además verificar la inte-
gridad del aislamiento de los cables, de las pinzas porta
electrodos, de las tomas y de las clavijas que la sección
y la longitud de los cables de soldadura sean compati-
bles con la corriente utilizada.
3.4. SOLDADURA DE ELECTRODOS REVESTIDOS
(MMA)
- Esta soldadora es idónea para la soldadura de todos los
tipos de electrodos a excepción del tipo celulósico (AWS
6010).
- Asegurarse de que el interruptor BE esté en posición 0,
después conectar los cables de soldadura respetando la
polaridad requerida por el constructor de electrodos que
serán utilizados y el borne del cable de masa a la pieza
en el punto más cercano posible a la soldadura ase-
gurándose de que haya un buen contacto eléctrico.
- No tocar contemporáneamente la antorcha o la pinza
porta electrodo y el borne de masa.
- Encender la máquina mediante el interruptor BE.
- Seleccionar, pulsando el pulsador A, el procedimiento
MMA, led AW encendido.
Para seleccionar el tipo de corriente adecuada para el
electrodo escogido actuar de la forma siguiente:
• Pulsar la tecla AQ y manteniéndola pulsada pulsar la
tecla AP.
• Mantenerlas pulsadas hasta cuando en el display O
aparecerá la sigla H2O.
Ø El.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

54
• Pulsar la tecla AP hasta que aparezca en el display O
la sigla MMA.
• El display U visualiza la sigla DC (corriente conti-
nua), tipo de corriente programado por el constructor.
• Para seleccionar la corriente alterna girar la manecilla
Y hasta que aparezca en el display U la sigla AC.
NOTA: Para salir de la selección pulsar brevemente la
tecla AQ.
- Regular la corriente en base al diámetro del electrodo, a
la posición de soldadura y al tipo de junta por realizar.
- Terminada la soldadura apagar siempre el aparato y qui-
tar el electrodo de la pinza porta electrodo.
Si se quisieran regular las funciones de Hot-start (led D) y
de Arc force (led C) ver el párrafo precedente.
3.5. SOLDADURA TIG
Seleccionando el procedimiento TIG AC se puede
soldar el Aluminio, las aleaciones de aluminio, el latón y
el magnesio mientras que seleccionando TIG DC se
puede soldar el acero inoxidable, el hierro y el cobre.
Conectar el conector del cable de masa al polo positivo
(+) de la soldadora y el borne a la pieza en el punto más
cercano posible a la soldadura asegurándose de que
haya un buen contacto eléctrico.
Conectar el conector de potencia de la antorcha TIG al
polo negativo (-) de la soldadora.
Conectar el conector de mando de la antorcha al conec-
tor BC de la soldadora.
Conectar el racor del tubo gas de la antorcha al racor BD
de la máquina y el tubo gas proveniente del reductor de
presión de la bombona al racor gas BH.
3.5.1 Grupo de enfriamiento (opcional para Art. 351).
Si se utiliza una antorcha enfriada por agua, utilizar el
grupo de enfriamiento.
Insertar los tubos de enfriamiento de la antorcha en los
racores BI y BL del grupo refrigerante teniendo cuidado
de respetar la altura de descarga y el retorno.
3.5.1.1 Descripción de los dispositivos de protección
- Protección presión líquido refrigerante.
Esta protección se realiza mediante un presóstato, inserta-
do en el circuito de descarga del líquido, que acciona un
microinterruptor. La presión insuficiente viene señalada por
la sigla H2O centelleante en el display O.
3.5.1.2 Instalación
Destornillar el tapón BF y rellenar el depósito (el aparato
se entrega con aproximadamente un litro de líquido).
Es importante controlar periódicamente, a través de la
ranura BM, que el líquido se mantenga en el nivel “max”.
Utilizar, como líquido refrigerante agua (preferiblemente
del tipo desionizado) mezclada con alcohol en un por-
centaje definido según la tabla siguiente:
temperatura agua/alcohol
-0°C hasta -5°C 4L/1L
-5°C hasta -10°C 3,8L/1,2L
NOTA Si la bomba girase sin líquido refrigerante, habría
que quitar el aire de los tubos.
En este caso apagar el generador, rellenar el depósito,
conectar un tubo al racor ( ) e insertar la otra extremi-
dad del tubo en el depósito.
Solo para Art. 351, insertar el conector del presóstato y el
cable red en las tomas BR y BQ.
Encender el generador durante aproximadamente 10/15
segundos después reconectar los tubos.
Encender la máquina. Para seleccionar el modo de fun-
cionamiento del grupo de enfriamiento actuar de la forma
siguiente:
1. Seleccionar un procedimiento cualquiera TIG.
2. Manteniendo pulsada la tecla AQ pulsar la tecla AP
y mantenerlas pulsadas hasta cuando en el display O
aparecerá la sigla H2O.
3. Seleccionar el funcionamiento con la empuñadura Y
OFF = Grupo apagado,
OnC = Funcionamiento en continuo,
OnA = Funcionamiento en automático.
Para salir de la selección pulsar brevemente la tecla AQ.
NOTA Por “Funcionamiento automático” se entiende que
el grupo de enfriamiento se pone en funcionamiento con
la presión del pulsador antorcha y deja de funcionar
pasados aproximadamente 2 minutos al soltar el pulsa-
dor antorcha.
¡Atención! Si estuviera seleccionada la soldadura en
electrodo, el enfriamiento no estaría encendido y no se
podría seleccionar. Es normal que al encendido de la
máquina el display O visualice, de forma centelleante, la
sigla H2O.
3.5.2 Puesta en funcionamiento.
No tocar partes bajo tensión y los bornes de salida cuan-
do el aparato esté alimentado.
Al primer encendido de la máquina seleccionar el modo
mediante el pulsador AS y los parámetros de soldadura
mediante la tecla AP y la empuñadura Y como indicado
en el párrafo 3.2.
ATENCIÓN Las regulaciones de los led AO = start, AY =
wave, AN = Hz, AM = nivelación de la onda se pueden
seleccionar solo en TIG AC.
El flujo de gas inerte deberá ser regulado a un valor (en
litros al minuto) de aproximadamente 6 veces el diámetro
del electrodo.
Si se usasen accesorios tipo el gas-lens el caudal de gas
podría ser reducido de aproximadamente 3 veces el diá-
metro del electrodo. El diámetro de la tobera cerámica
deberá tener un diámetro de 4 a 6 veces el diámetro del
electrodo.
• Terminada la soldadura hay que apagar el aparato y
cerrar la válvula de la bombona del gas.
3.5.3 Preparación del electrodo
Es necesaria una particular atención en la preparación de
Fig. 5

55
la punta del electrodo. Esmerilarla de forma que presen-
te una estría vertical come se indica en la fig.5.
ATENCIÓN: PARTES METÁLICAS VOLÁTILES INCAN-
DESCENTES podrían herir el personal, originar incendios,
dañar los equipos; LA CONTAMINACIÓN DE TUNGSTE-
NO podría disminuir la calidad de la soldadura.
• Perfilar el electrodo de tungsteno únicamente con una
esmeriladora provista de adecuados cárter de protección
usando protecciones para el rostro, las manos y el cuerpo.
• Perfilar los electrodos de tungsteno con una muela
abrasiva dura de grano fino, utilizada únicamente para
perfilar el tungsteno.
• Esmerilar la extremidad del electrodo de tungsteno de
forma cónica con una longitud de 1,5 - 2 veces el diáme-
tro del electrodo. (fig. 5)
3.6. MEMORIZACIÓN
El pulsador AQ, pulsado brevemente, efectúa una
elección; pulsado durante un tiempo mayor de 3
segundos, efectúa una memorización.
A cada encendido, la máquina presenta siempre la
última condición utilizada en soldadura.
3.6.1. Memorizar los datos del programa PL
Utilizando la máquina por primera vez
Al encendido de la máquina el display visualiza la sigla PL
ésta, dopo 5 seg., desaparece y viene visualizada una
corriente de trabajo. Seguir las indicaciones de los párra-
fos 3.2 y 3.5 después, para memorizar los datos en el
programa P01, proceder de la forma siguiente:
· Pulsar brevemente el pulsador AQ (mem+mem-) apare-
cerán las letras P01 centelleantes.
· Pulsar el pulsador AQ durante un tiempo mayor de 3
segundos hasta que la sigla P01 deje de centellear, a este
punto la memorización ha tenido lugar.
· Obviamente si en vez de memorizar en el programa P01
se quisiera memorizar en un programa diverso, se pul-
sará el pulsador AQ de forma breve, todas las veces
necesarias para visualizar el programa deseado. Al reen-
cendido de la máquina viene visualizado P01.
EL PULSADOR AQ PULSADO BREVEMENTE
EFECTÚA UNA ELECCIÓN, PULSADO POR UN TIEM-
PO MAYOR DE 3 SEGUNDOS EFECTÚA UNA
MEMORIZACIÓN.
3.6.2. Memorizar de un programa libre
El operador puede modificar y memorizar un programa
elegido procediendo de la forma siguiente:
Pulsar el pulsador AQ de forma breve y elegir el número
de programa deseado.
Los programas libres tienen la sigla centelleante.
Pulsar el pulsador AT y elegir el procedimiento de solda-
dura y con el pulsador AS elegir el modo (párrafo 3.1).
· Girar la empuñadura Y y programar la corriente de sol-
dadura.
Si se ha elegido el procedimiento TIG, activar el led AB
(post gas) con el pulsador AP y regular con la empuña-
dura Y el valor deseado (párrafo 3.1.)
Si después de estas regulaciones, necesarias para sol-
dar, se quisieran regular los tiempos de “slope” u otro,
actuar como se ha descrito en el párrafo 3.1.
Para memorizar en el programa elegido precedentemen-
te, pulsar el pulsador AQ por más de 3 segundos hasta
que el número deje de centellear.
Para memorizar en un programa diverso, elegir pulsan-
do brevemente el pulsador AQ después pulsar el pulsa-
dor AQ por más de 3 segundos.
3.6.3 Memorizar de un programa memorizado.
Partiendo de un programa ya memorizado el operador
puede modificar los datos de la memoria para actualizar
el programa mismo o para encontrar nuevos parámetros
que memorizar en otro programa.
3.6.3.1 Actualizar
· Después de haber encendido la máquina seleccionar los
parámetros que hay que modificar y modificarlos.
· Pulsar por un tiempo mayor de 3 segundos la tecla AQ
hasta que se confirme la memorización (sigla del progra-
ma de centelleante a continua).
3.6.3.2 Memorizar en un nuevo programa
· Después de haber encendido la máquina seleccionar los
parámetros que hay que modificar y modificarlos.
· Realizar una soldadura también breve.
· Pulsar brevemente el selector AQ hasta la visualización
del programa deseado.
· Pulsar de continuo la tecla AQ hasta que se confirme la
memorización (sigla del programa de centelleante a con-
tinua).
3.6.4 Soldar con la sinergia.
El objetivo de la “sinergia” es el de dar una guía rápida
al operador para programar los parámetros de soldadura
TIG. Por tanto no es una imposición sino una suge-
rencia.
Las relaciones “sinérgicas” entre corriente espesor y diá-
metro del electrodo se han realizado con electrodos
Ceriati 2% ( EN 26848 WC20 ) color gris, a una frecuen-
cia de la corriente alterna de 90 Hz.
La forma de onda con la que se han realizado las prue-
bas, es la 12 (en penetración cuadra - en limpieza sinu-
soidal).
La lógica: El operador, en relación al proceso de solda-
dura, programa el tipo de material por soldar, la posición
de soldadura y el espesor; en relación con estas eleccio-
nes les viene sugerido un diámetro de electrodo y si con-
firma estas elecciones, la máquina se predispone para la
soldadura.
Encender la sinergia.
Pulsar brevemente (inferior 0,7 seg) la tecla H: se encien-
de el led I (Syn) contemporáneamente al led L (material).
El display O se apaga y el display U visualiza una sigla
correspondiente al material por soldar (ver descripción
led L). Girando la empuñadura Y se efectúa la elección.
Una sucesiva presión del pulsador H confirma la elección
del material y hace encender el led M, el display U visua-
liza las posiciones de soldadura disponibles (ver descrip-
ción led M).
Girando la empuñadura Y se efectúa la elección. Una
sucesiva presión del pulsador H confirma la elección de
la posición y hace encender el led S, el display O visuali-
za la corriente programada, el display U visualiza el espe-
sor, en milímetros, relativo a la corriente (ver descripción
led S).

56
La sucesiva presión del pulsador H confirma la elección
del espesor y hace encender el Led R.
En relación a las elecciones programadas de material,
posición, espesor y corriente viene propuesto uno o más
diámetros de electrodo. El electrodo aconsejado será
propuesto el primero y el valor numérico del diámetro
estará siempre encendido fijo y flanqueado por la letra A;
si hubiera dos diámetros cuya gama de corriente cae la
programación de los Amperios seleccionados para la sol-
dadura la segunda elección del diámetro del electrodo se
propondrá solo si el encoder Y viene girado. También la
segunda elección será visualizada encendida fija. Si se
gira ulteriormente el encoder, el display U visualizará el
diámetro superior a la segunda elección y el diámetro
inferior a la primera elección de forma centelleante.
Dado que el diámetro del electrodo define principalmen-
te el nivel de start AO y la corriente mínima AI, el opera-
dor puede elegir una combinación no aconsejada.
A este punto el operador tiene dos elecciones:
1.Salir de la sinergia sin confirmar las elecciones efectua-
das. Para hacer esto: pulsar brevemente el pulsador H, el
led I se apaga y el tablero visualiza las programaciones
precedentes a la entrada en sinergia.
2.Confirmar la sinergia pulsando el pulsador H por un
tiempo mayor de 0,7 sec. A este punto todas las funcio-
nes correspondientes a la sinergia vienen programadas y,
si seleccionada con el pulsador AP, el display U visualiza
la sigla “AU” (automático).
El led I permanece encendido para confirmar que los
parámetros han sido programados.
Reasumiendo, en el momento que confirmo el diámetro
del electrodo (presión larga del pulsador H cuando está
seleccionado el led R) las funciones de start, Wave, Hz,
nivelación y corriente AI se disponen con la lógica de
automático descrita precedentemente. A la confirmación
del electrodo se apaga el led R y se enciende el led I.
4 MANDOS A DISTANCIA
Para la regulación de la corriente de soldadura a esta sol-
dadora pueden ser conectados los siguientes mandos a
distancia:
Art.1256 Antorcha TIG solo pulsador.(enfriamiento por
agua).
Art.1258 Antorcha TIG UP/DOWN.(enfriamiento por agua)
Art. 193 Mando a pedal (usado en soldadura TIG)
Art 1192+Art 187 (usado en soldadura MMA)
Art. 1180 Conexión para conectar contemporáneamente
la antorcha y el mando a pedal. Con este accesorio l’Art.
193 puede ser utilizado en cualquier forma de soldadura
TIG.
Los mandos que incluyen un potenciómetro regulan
la corriente de soldadura desde el mínimo hasta la
máxima corriente programada con la empuñadura Y.
Los mandos con lógica UP/DOWN regulan desde el
mínimo al máximo la corriente de soldadura.
Las regulaciones de los mandos a distancia son siempre
activas en el programa PL mientras en un programa
memorizado no lo están.
5 MANTENIMIENTO
Cada intervención de mantenimiento debe ser efectua-
da por personal cualificado según la norma CEI 26-29
(IEC 60974-4).
5.1 MANTENIMIENTO GENERADOR
En caso de mantenimiento en el interior del aparato, asegu-
rarse de que el interruptor BE esté en posición "O" y que el
cable de alimentación no esté conectado a la red.
Periódicamente, además, es necesario limpiar el interior del
aparato para eliminar el polvo metálico que se haya acumu-
lado, usando aire comprimido.
5.2 MEDIDAS A TOMAR DESPUÉS DE UNA
INTERVENCIÓN DE REPARACIÓN.
Después de haber realizado una reparación, hay que tener
cuidado de reordenar el cablaje de forma que exista un
aislamiento seguro entre el lado primario y el lado secunda-
rio de la máquina. Evitar que los hilos puedan entrar en con-
tacto con partes en movimiento o con partes que se reca-
lientan durante el funcionamiento. Volver a montar todas las
abrazaderas como estaban en el aparato original para evitar
que, si accidentalmente un conductor se rompe o se desco-
necta, se produzca una conexión entre el primario y el
secundario.
Volver además a montar los tornillos con las arandelas den-
telladas como en el aparato original.

57
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A
ARCO PODEM SER NOCIVOS ÀS PES-
SOAS, portanto, o utilizador deve conhe-
cer as precauções contra os riscos, a seguir listados,
derivantes das operações de soldadura. Caso forem
necessárias outras informações mais pormenorizadas,
consultar o manual cod 3.300.758
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento plas-
ma/soldadura pode produzir níveis de rumor
superiores a este limite; portanto, os utilizadores deverão
aplicar as precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qualquer
condutor produz campos electromagnéticos
(EMF). A corrente de soldadura, ou de corte,
gera campos electromagnéticos em redor dos
cabos e dos geradores.
Os campos magnéticos derivados de correntes elevadas
podem influenciar o funcionamento de pacemakers. Os por-
tadores de aparelhos electrónicos vitais (pacemakers) deve-
rão consultar o médico antes de se aproximarem de opera-
ções de soldadura por arco, de corte, desbaste ou de sol-
dadura por pontos.
A exposição aos campos electromagnéticos da soldadura,
ou do corte, poderá ter efeitos desconhecidos para a saúde.
Cada operador, para reduzir os riscos derivados da exposi-
ção aos campos electromagnéticos, deve respeitar os
seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado a
lado. Se possível, fixá-los juntos com fita adesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da pinça
de suporte do eléctrodo, ou do maçarico. Se o cabo de
massa se encontrar do lado direito do operador,
também o da pinça de suporte do eléctrodo, ou do
maçarico, deverá estar desse mesmo lado.
- Ligar o cabo de massa à peça a trabalhar mais próxi-
ma possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
· Não soldar nas proximidades de recipientes à pres-
são ou na presença de pós, gases ou vapores explo-
sivos. Manejar com cuidado as bombas e os regula-
dores de pressão utilizados nas operações de soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações con-
tidas na norma IEC 60974-10 (Cl. A) e deve ser usado
somente para fins profissionais em ambiente indus-
trial. De facto, podem verificar-se algumas dificulda-
des de compatibilidade electromagnética num
ambiente diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
mente ao lixo normal!De acordo com a Directiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no
âmbito da legislação nacional, as aparelhagens eléctri-
cas que tenham terminado a sua vida útil devem ser
separadas e entregues a um empresa de reciclagem
eco-compatível. Na qualidade de proprietário das apare-
lhagens, deverá informar-se junto do nosso representan-
te no local sobre os sistemas de recolha diferenciada
aprovados. Dando aplicação desta Directiva Europeia,
melhorará a situação ambiental e a saúde humana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A
ASSISTÊNCIA DE PESSOAS QUALIFICADAS.
1.1 CHAPA DAS ADVERTÊNCIAS
O texto numerado abaixo corresponde às casas numeradas
da chapa.
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO

58
B. Os rolos de tracção do fio podem ferir as mãos.
C. O fio de soldadura e o grupo de tracção do fio estão
sob tensão durante a soldadura. Mantenha as mãos e
os objectos metálicos afastados dos mesmos.
1. Os choques eléctricos provocados pelo eléctrodo de
soldadura ou pelo cabo podem ser mortais. Proteja-se
devidamente contra o perigo de choques eléctricos.
1.1 Use luvas isolantes. Não toque no eléctrodo com as
mãos nuas. Não use luvas húmidas ou estragadas.
1.2 Certifique-se de estar isolado da peça a soldar e do
chão
1.3 Desligue a ficha do cabo de alimentação antes de tra-
balhar na máquina.
2. Poderá ser nocivo para a saúde inalar as exalações
produzidas pela soldadura.
2.1 Mantenha a cabeça afastada das exalações.
2.2 Utilize um equipamento de ventilação forçada ou de
exaustão local para eliminar as exalações.
2.3 Utilize uma ventoinha de aspiração para eliminar as
exalações.
3. As faíscas provocadas pela soldadura podem provo-
car explosões ou incêndios.
3.1 Mantenha os materiais inflamáveis afastados da área
de soldadura.
3.2 As faíscas provocadas pela soldadura podem provocar
incêndios. Mantenha um extintor nas proximidades e
faça com que esteja uma pessoa pronta para o utilizar.
3.3 Nunca solde recipientes fechados.
4. Os raios do arco podem queimar os olhos e a pele.
4.1 Use capacete e óculos de segurança. Utilize protec-
ções adequadas das orelhas e camisas com o colari-
nho abotoado. Utilize máscaras com capacete, com
filtros de graduação correcta. Use uma protecção
completa para o corpo.
5. Leia as instruções antes de utilizar a máquina ou de
efectuar qualquer operação na mesma.
6. Não retire nem cubra as etiquetas de advertência
2 DESCRIÇÕES GERAIS
2.1 ESPECIFICAÇÕES
Esta soldadora é um gerador de corrente contínua cons-
tante realizada com tecnologia INVERTER, concebida
para soldar os eléctrodos revestidos (com exclusão do
tipo celulósico) e com procedimento TIG com acendi-
mento por contacto e com alta-frequência.
NÃO DEVE SER USADA PARA DESCONGELAR TUBOS.
2.2 EXPLICAÇÃO DOS DADOS TÉCNICOS INDICADOS
NA PLACA DE IDENTIFICAÇÃO DA MÁQUINA.
O aparelho é construído de acordo com as seguintes nor-
mas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A -
IEC 61000-3-11 - IEC 61000-3-12 (ver a nota 2)
N.º Número de série a mencionar sempre em qual
quer questão relativa à soldadora.
Conversor estático de frequência trifásica trans
formador-rectificador.
Característica descendente.
MMA Adequado para soldadura com eléctrodos
revestidos.
TIG. Adequado para soldadura TIG.
U0. Tensão em vazio secundária
X. Factor de serviço percentual. % de 10 minutos
nos quais a soldadora pode trabalhar a uma
determinada corrente sem provocar sobreaque-
cimentos.
I2. Corrente de soldadura
U2. Tensão secundária com corrente I2
U1. Tensão nominal de alimentação
3~ 50/60Hz Alimentação trifásica 50 ou 60 Hz
l1 máx. É o valor máximo da corrente consumida.
l1 efect. É o valor máximo da corrente efectiva consumi-
da considerando o factor de serviço.
IP23 S Grau de protecção da carcaça.
Grau 3 como segundo algarismo significa que
este aparelho pode ser armazenado, mas não
utilizado no exterior durante tempo de chuva, a
não ser se devidamente protegido.
Idoneidade para ambientes com risco acrescido.
NOTAS:
1- O aparelho também foi projectado para trabalhar em
ambientes com grau de poluição 3. (Ver IEC 60664).
2- Este equipamento está em conforme com a norma
IEC 61000-3-12 na condição que a impedância máxi-
ma Zmax admitida da instalação eléctrica seja infe-
rior ou igual a 0,093 (Art. 366) - 0,044 (Art. 367) -
0,031 (Art. 368) no ponto de interligação entre a ins-
talação eléctrica do utilizador e a pública. É da res-
ponsabilidade do instalador, ou do utilizador do equi-
pamento, garantir, eventualmente consultando o
operador da rede de distribuição, que o equipamen-
to seja ligado a uma alimentação com uma impedân-
cia máxima de sistema admitida Zmax inferior ou
igual a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art.
368).
2.3 DESCRIÇÃO DAS PROTECÇÕES
2.3.1 Protecção térmica
Este aparelho está protegido por uma sonda de tempera-
tura a qual, se forem ultrapassadas as temperaturas
admitidas, impede o funcionamento da máquina. A inter-
venção do termóstato é assinalada pelo acendimento da
sigla “OPn” no visor O situado no painel de controlo.
2.3.2 Protecção de bloqueio.
Esta soldadora está equipada com diversas protecções
que interrompem a máquina antes que sofra danos. A
intervenção de cada protecção é assinalada pelo acendi-
mento da sigla “Err” no visor O e por um número que
aparece no visor U.
Se for detectado um nível baixo de água no grupo de
arrefecimento, aparecerá a sigla H
2
O a piscar no
visor O.
3 INSTALAÇÃO
Verificar se a tensão de alimentação corresponde à ten-
são indicada na placa dos dados técnicos da soldadora.
Ligar uma ficha de capacidade adequada ao cabo de ali-
mentação certificando-se que o condutor amarelo/verde
esteja ligado ao borne de terra.
A capacidade do interruptor magnetotérmico ou dos fusí-
veis, em série com a alimentação, deve ser igual à cor-
rente I1 max. consumida pela máquina.
S

59
3.1 PREPARAÇÃO PARA O FUNCIONAMENTO
A instalação da máquina deve ser efectuada por pessoal
especializado. Todas as ligações devem ser executadas
em conformidade com as normas em vigor e respeitando
totalmente a lei em vigor em termos de prevenção de aci-
dentes (CEI 26-23 / CEI CLC 62081).
3.2 DESCRIÇÃO DO APARELHO (Fig.1-1/A).
BA) Borne de saída negativo (-).
BB) Borne de saída positivo (+).
BC) Conector para o botão da tocha TIG.
Ligar os fios do botão da tocha nos pinos 1 e 9.
BD) Rosca (1/4 gás).
Nessa é ligado o tubo do gás da tocha de soldadu-
ra TIG.
BE) Interruptor geral.
BF) Tampão do depósito.
BG) Cabo de alimentação.
BH) Rosca de alimentação do gás.
BI) Rosca de entrada da água quente
(utilizar somente para tochas TIG).
BL) Rosca de saída da água fria
(utilizar somente para tochas TIG).
BM) Vigia para controlo do nível do líquido.
BN) Roscas para tochas MIG
(não devem estar em curto-circuito).
BO) Conector tipo DB9 (RS 232).
A utilizar para actualizar os programas dos micro
processadores.
BP) Porta-fusível.
BQ) Tomada do cabo de rede.
BR) Tomada do pressóstato.
N.B.: No art. 366 o grupo de arrefecimento é opcional.
3.3 DESCRIÇÃO DO PAINEL (Fig.2).
Botão de processamento AT.
A selecção é evidenciada pelo acendimento de um
dos leds AX, AV, ou AW.
Led AX Led AV Led AW
Tecla de modo AS.
A selecção é evidenciada pelo acendimento de um
dos leds D, C, E, B, A, ou AU:
Led D “HOT START”
Activo em soldadura MMA.
O acendimento deste led indica que o visor U mostra o
tempo, indicado em centésimos de segundo, no qual a
soldadora emite uma sobrecarga de corrente para melho-
rar o acendimento do eléctrodo. A regulação efectua-se
no manípulo Y.
Led C “Arc-Force”
Activo em soldadura MMA DC.
É uma percentagem da corrente de soldadura. O visor U
mostra o valor e o manípulo Y regula-o. Na prática esta
sobrecarga de corrente facilita a transferências das gotas
de metal fundido.
Led E:
Soldadura TIG CONTÍNUA com acendimen-
to pelo dispositivo a alta tensão/frequência.
TIG
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

60
Led B:
Soldadura TIG PULSANTE com acendimen-
to pelo dispositivo a alta tensão/frequência.
A frequência de pulsação é regulável de 0,16 a 500Hz
(led AE), a corrente de pico e a corrente de base são
accionáveis respectivamente com os leds AG e AD, e
são reguláveis com o manípulo Y.
De 0,16 até 1,1 Hz de frequência de pulsação o visor O
mostra alternadamente a corrente de pico (principal) e a
corrente de base. Os leds AG e AD acendem-se alter-
nadamente; acima de 1,1 Hz o visor O mostra a média
das duas correntes.
Led A:
Soldadura TIG CONTÍNUA com acendimen-
to por contacto (raspão).
Led AU:
Soldadura TIG PULSANTE com acendimen-
to por contacto (raspão). A lógica de funcio-
namento é a mesma descrita para o led B.
Tecla de programa AR.
A selecção é evidenciada pelo acendimento de
um dos leds G, F, W, X, Z, ou AA.
Led G:
Soldadura por pontos (Manual).
Depois de ter escolhido a corrente de soldadura (led
AG) e o tempo de aplicação dos pontos de soldadura
(led AE) no selector AP, programar os valores no maní-
pulo Y.
Só se executa este modo de soldadura se for seleccio-
TIG
TIG
TIG
nada a soldadura em contínuo e o acendimento com
alta-frequência (led E aceso). O operador carrega no
botão da tocha, acende o arco e após o tempo de apli-
cação do ponto de soldadura regulado, o arco apaga-se
automaticamente. Para executar o ponto seguinte é
necessário largar o botão da tocha e depois carregá-lo
novamente. Regulação de 0,1 a 30 seg.
F - Led de soldadura TIG a 2 tempos
(manual)
Carregando no botão da tocha a corrente começa a
aumentar e emprega um tempo correspondente ao
“slope-up”, previamente regulado, para alcançar o valor
regulado com o manípulo Y. Quando se larga o botão, a
corrente começa a diminuir e emprega um tempo corres-
pondente ao “slope-down”, previamente regulado, para
tornar a zero.
Nesta posição pode-se ligar o acessório de comando por
pedal ART. 193,
W - Led de soldadura TIG a 4 tempos
(automático).
Este programa difere do anterior porque tanto o acendi-
mento como o desligamento são comandados carregan-
do e largando o botão da tocha
X - Led de programa especial
Para acender o arco, carregar no botão da tocha e man-
tendo-o carregado, a corrente começa a aumentar com
um incremento fixo. Largando o botão a corrente sobe
imediatamente para o valor de soldadura (led AG). Para
terminar a soldadura carregar no botão da tocha e man-
tendo-o carregado a corrente começa a diminuir com um
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

61
decremento fixo. Largando o botão a corrente passa ins-
tantaneamente a zero.
Z - Led de soldadura TIG com três níveis de
corrente a quatro tempos (automático).
Para programar as três correntes de soldadura proceder
do seguinte modo:
Carregar no selector AP até acender o led AG depois
regular o valor da corrente máxima no manípulo Y.
Carregar no selector AP até acender o led AD depois
regular o valor da corrente intermédia no manípulo Y.
Carregar no selector até acender o led AY depois regular
o valor da corrente de acendimento no manípulo Y.
Ao acendimento do arco a corrente passa à primeira
regulação, led AI aceso, o operador pode manter esta
corrente até quando o desejar (por exemplo até que a
peça tenha aquecido). Carregando e largando imediata-
mente o botão da tocha, a corrente passa da primeira
para a segunda corrente no tempo de “slope-up” (led
AH); alcançada a corrente de soldadura o led AG acen-
de-se.
Se, durante a soldadura, houver a necessidade de dimi-
nuir a corrente sem desligar o arco (por exemplo para a
mudança do material de adição, mudança de posição de
trabalho, passagem de uma posição horizontal para uma
vertical, etc., carregar e largar imediatamente o botão da
tocha, a corrente passa ao segundo valor seleccionado,
o led AD acende-se e o AG apaga-se.
Para tornar à corrente principal anterior, carregar e largar
novamente o botão da tocha, o led AG acende-se e o led
AD apaga-se. Em qualquer momento em que se queira
interromper a soldadura, carregar no botão da tocha por
um tempo superior a 0,7 segundos e depois largá-lo, a
corrente começa a descer até ao valor zero no tempo de
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2
“slope-down”, previamente estabelecido (led AC aceso).
Durante a fase de “slope-down”, carregando e largando
imediatamente o botão da tocha, torna-se em “slope-up”
se este estiver regulado num valor superior a zero, ou a
uma corrente inferior entre os valores regulados.
N.B.: a frase “CARREGAR E LARGAR IMEDIATAMENTE”
refere-se a um tempo máximo de 0,5 seg.
AA - Led de soldadura TIG com dois níveis
de corrente.
Este programa diferencia-se do anterior porque ao acen-
der do arco, a corrente vai sempre para a primeira regu-
lação, led AI aceso, mas o operador não a pode manter
e inicia imediatamente o tempo de slope-up (led AH).
Crater Arc.
Nas segundas funções está à disposição este programa
que foi concebido para o fecho da cratera final através da
programação de uma corrente e da sua duração.
Esta função pode ser utilizada em TIG, AC ou DC em fun-
cionamento manual ou automático (Fig. 3).
Para activar a função, proceda do modo seguinte:
• Prima o botão AQ e mantendo-o premido, prima o
botão AP.
• Mantenha premido até que apareça no visor O a sigla
H2O.
• Prima o botão AP até que apareça no visor O a sigla
CrA (Crater Arc).
• O visor U mostra a sigla OFF (programação do fabri-
cante).
• Rode o manípulo Y até que apareça no visor U a sigla
On.
• Rode o manípulo Y, o visor O mostra a sigla CrC (cra-

62
carregado, zero; com o botão carregado, mas sem
soldar, a tensão a vazio e soldando, a tensão de carga.
3. visualiza numericamente todas as grandezas, excepto
das correntes, seleccionadas com o botão AP.
4. visualiza as combinações numéricas que se referem à
diversas formas de onda seleccionáveis quando,
com o botão AP, se selecciona o led AY (Wave).
5. na predisposição do grupo de arrefecimento, as
siglas: OFF, OnA, OnC.
6. na predisposição do tipo de corrente em MMA as
siglas: AC, DC.
7. em sinergia (led I aceso), a sigla dos materiais a
soldar, se o led L tiver sido seleccionado, a sigla das
posições de soldadura, se o led M tiver sido seleccio-
nado, os diâmetros de eléctrodo, se o led R tiver sido
seleccionado.
TAMBÉM com o led P (Hold) aceso visualiza a tensão
de soldadura.
Led Q
Não é seleccionável e acende-se quando o visor U visua-
liza uma tensão.
AQ - SELECTOR
Selecciona e memoriza os programas.
A soldadora tem a possibilidade de memorizar
nove programas de soldadura P01…..P09 e de os
poder chamar com este botão. Também está disponível
um programa de trabalho PL.
Selecção
Carregando por pouco tempo neste botão, é visualizado
no visor O, o número do programa seguinte ao que está
a trabalhar. Se este não tiver sido memorizado a escrita
piscará, contrariamente será fixa.
Memorização (3.6)
Depois de seleccionado o programa, carregando por um
tempo superior a 3 segundos, memorizam-se os dados.
Como confirmação, o número do programa, mostrado no
visor O, deixará de piscar.
AP - SELECTOR
Carregando neste botão iluminam-se em sequên-
cia os leds:
Atenção: só se iluminarão os leds que se referem
ao modo de soldadura escolhido; por ex. Em soldadura
TIG contínua não se iluminará o led AE que representa a
frequência de pulsação.
Cada led indica o parâmetro que pode ser regulado no
manípulo Y, durante o tempo de acendimento do led.
Após 5 segundos da última variação, o led em questão
apaga-se e é indicada a corrente de soldadura principal
e acende-se o respectivo led AG.
SELECTORES AQ + AP = SEGUNDAS
FUNÇÕES.
O acesso ao menu “segundas funções” dá-se premindo
simultaneamente os botões AQ e AP por um tempo
superior a 3 segundos.
A selecção das opções do “MENU” é efectuada pre-
mindo por pouco tempo o botão AP.
A saída deste “MENU” efectua-se premindo por pouco
tempo o botão AQ.
ter current – corrente de cratera) e o visor U mostra 50;
este é o valor percentil da corrente de cratera em rela-
ção à corrente de soldadura. Programação do fabri-
cante 50%.
Regulação 1 a 100%.
• Rode o manípulo Y, o visor O mostra a sigla tCr
(Crater time – tempo da corrente de cratera).
• No manípulo Y regula-se o valor desta grandeza e o
visor U visualiza o valor. Programação do fabricante
0,5 segundos.
Regulação 0,1 a 30,0 segundos.
A rampa de união entre a corrente principal e a cor-
rente de cratera é regulada pelo “slope down” led AC.
Y - Manípulo
Normalmente regula a corrente de soldadura.
Para além disso quando se selecciona uma fun-
ção com o selector AP este manípulo regula a
sua grandeza.
O - Visor. Visualiza:
1. em condições de vazio, a corrente
predefinida.
2. em condições de carga, a corrente de
soldadura e os seus níveis.
3. em conjugação com o led de “Hold” aceso, a última
corrente de soldadura.
4. em TIG pulsante, em carga, a alternância das
correntes nos respectivos níveis.
5. no interior dos parâmetros sinérgicos, a corrente em
relação à espessura seleccionada.
6. a sigla “H
2
O” quando se programa o grupo de
arrefecimento e a mesma sigla intermitente quando se
abre o pressóstato do grupo de arrefecimento.
7. a sigla “OPn” intermitente na abertura do termóstato.
8. durante a selecção dos programas livres ou memori-
zados as siglas PL …P01…P09.
9. a sigla MMA.
Led N
Não é seleccionável e acende-se quando o visor O mos-
tra uma corrente.
U - Visor. Visualiza:
1. em MMA sem soldar, a tensão a vazio
e em soldadura a tensão em carga.
2. em TIG contínua, com o botão não
Fig. 3

AE - Led Frequência de pulsa-
ção (0,16-500 Hz).
Quando é seleccionada a aplica-
ção de pontos de soldadura (led
G) o acendimento deste led indica que o visor U mostra
o tempo de aplicação dos pontos de soldadura que é
regulável no manípulo Y de 0,1 a 30 segundos.
AF - Led
Regula em percentagem a rela-
ção entre o tempo da corrente de
pico AG e a frequência AE.
t/T ( 10 a 90 % ) fig.4
AC - Led Slope-down.
É o tempo em que a corrente
alcança o mínimo e o apagamen-
to do arco. (0 a 10 seg.)
AB - Led Pós-gás.
Regula o tempo de saída do gás
no final da soldadura. (0 a 30
seg.)
LEDS SELECCIONÁVEIS APENAS EM SOLDADURA
TIG AC (CORRENTE ALTERNA):
Led AO Start
Regula o nível de “hot-start” para optimizar os
acendimentos em TIG AC para cada diâmetro de
eléctrodo. Ao acendimento deste led o visor U mostrará
um valor numérico que se refere aos diâmetros de eléc-
trodo, o operador, com o manípulo Y pode programar o
diâmetro utilizado por ele e obter imediatamente um bom
arranque. Regulação de 0,5 a 4,8.
Led AY Wave
Selecção da forma de onda de soldadura.
Ao acendimento deste led o visor U mostrará um
número que corresponderá à forma da onda selecciona-
da. (consultar a tabela)
11 = quadra - quadra 22 = sinusóide - sinusóide
33 = triângulo - triângulo 12 = quadra - sinusóide
13 = quadra - triângulo 23 = sinusóide - triângulo
21 = sinusóide - quadra 32 = triângulo - sinusóide
31 = triângulo - quadra.
Default = quadra - sinusoidal (12).
Esta combinação de números pode ser modificada com
o codificador Y.
NOTA: O primeiro algarismo que compõe o número refe-
re-se à semionda negativa ou de penetração, o segundo
algarismo refere-se à semionda positiva ou de limpeza.
A variação do tipo de forma de onda pode também
reduzir o ruído do arco em soldadura AC.
63
O visor O mostra a função, o visor U mostra a programa-
ção que pode ser regulada no manípulo Y.
As funções presentes são:
1. Grupo de arrefecimento
Sigla H2O
Regulações:
OFF = apagado (programação do fabricante).
OnC = Contínuo sempre aceso.
OnA = Acendimento automático.
2. Funcionamento com robô
Sigla rob
Regulações:
OFF = apagado (programação do fabricante).
On = aceso.
3. Feeder Unit (Funcionamento com carreto do fio
frio).
Sigla FdU
Regulações:
OFF = apagado (programação do fabricante).
On = aceso.
4. Crater Arc (enchimento da cratera final).
Sigla CrA
Regulações:
OFF = apagado (programação do fabricante).
On = aceso.
5. MMA (soldadura com eléctrodo revestido).
Sigla MMA
Regulações:
DC = Corrente continua (programação do fabricante).
AC = Corrente alternada.
LEDS SELECCIONÁVEIS EM SOLDADURA TIG DC
(CORRENTE CONTÍNUA) E EM SOLDADURA TIG AC
(CORRENTE ALTERNA):
AL - Led Pré-gás
Regulação 0,05-2,5 segundos.
Tempo de saída do gás antes do
início da soldadura.
AI - Led Corrente de início da
soldadura.
É uma percentagem da corrente
de soldadura (led AG).
AH - Led Slope-up.
É o tempo em que a corrente
alcança, partindo do mínimo,
alcança o valor de corrente pro-
gramado. (0-10 seg.)
AG - Led Corrente de soldadu-
ra principal.
AD - Led Segundo nível de cor-
rente da soldadura ou de base.
Esta corrente é sempre uma per-
centagem da corrente principal.
Fig. 4

64
M) e da espessura (led S).
O visor U mostrará o eléctrodo aconselhado em
modo não intermitente; o operador, no manípulo Y,
pode também visualizar outros diâmetros mas estes
serão visualizados, a piscar, o que significa não aconse-
lhado.
BC - Conector de 10 pólos
A este conector são ligados os comandos
remotos descritos no parágrafo 4.
Está disponível entre os pinos 3 e 6, um
contacto limpo que assinala o acendimento
do arco (Max. 0,5 A - 125 VAC / 0,3 A - 110
VDC / 1A - 30 VDC).
3.3. NOTAS GERAIS
Antes de usar esta soldadora, ler atentamente as normas
CEI 26-23 / IEC-TS 62081 e verificar também o estado do
isolamento dos cabos, das pinças de suporte dos eléc-
trodos, das tomadas e das fichas e se a secção e com-
primento dos cabos de soldadura são compatíveis com a
corrente utilizada.
3.4. SOLDADURA DE ELÉCTRODOS REVESTIDOS
(MMA)
- Esta soldadora é idónea para soldar todos os tipos de
eléctrodos excepto do tipo celulósico (AWS 6010).
- Certificar-se que o interruptor BE esteja na posição 0,
depois ligar os cabos de soldadura respeitando a polari-
dade indicada pelo fabricante dos eléctrodos que serão
utilizados e o borne do cabo de massa à peça no ponto
mais próximo possível à soldadura certificando-se que
haja um bom contacto eléctrico.
- Não tocar ao mesmo tempo na tocha ou na pinça de
suporte do eléctrodo e no borne de massa.
- Acender a máquina no interruptor BE.
- Seleccionar, carregando no botão A, o procedimento
MMA, led AW aceso.
Para seleccionar o tipo de corrente adequada ao eléctro-
do escolhido, proceda do seguinte modo:
• Prima o botão AQ e mantendo-o premido, prima o
botão AP.
• Mantenha premido até que apareça no visor O a sigla
H2O.
• Prima o botão AP até que apareça no visor O a sigla
MMA.
• O visor U mostra a sigla DC (corrente contínua) tipo
de corrente programada pelo fabricante.
• Para seleccionar a corrente alternada, rode o manípu-
lo Y até que apareça no visor U a sigla AC.
Nota: Para sair da selecção, carregar pouco tempo no
botão AQ.
- Regular a corrente em função do diâmetro do eléctrodo,
à posição de soldadura e ao tipo de junta a executar.
- Terminada a soldadura apagar sempre o aparelho e reti-
rar o eléctrodo da pinça de suporte do eléctrodo.
Se desejar regular as funções de Hot-Start (led D) e de
Arc-force (led C) consultar o parágrafo anterior.
Led AN Hz
Regula a frequência da corrente alterna. Regulação
de 50 a 100 Hz.
Led AM Regulação do equilíbrio da onda.
Regula a percentagem da semionda negativa
(penetração) no período de corrente alterna.
Regulação -10 / 0 / 10 onde 0 = 65% (aconselhada) -10
= 50% e 10 = 85%.
Led T:
Led de indicação do correcto funcionamento do disposi-
tivo que reduz o risco de choques eléctricos.
Tecla H:
Carregando pouco tempo activa a sinergia, se
prevista, e selecciona os leds I, L, M, S, R (enten-
de-se por “pouco tempo” um tempo inferior a 0,7 seg.).
Se, depois de ter seleccionado os parâmetros não se
confirmar o diâmetro do eléctrodo, carregando pouco
tempo nesta tecla faz com que se saia da sinergia.
Se, pelo contrário, depois de se ter confirmado o diâme-
tro do eléctrodo, se quiser sair da sinergia é necessário
carregá-la por mais tempo (entende-se por mais tempo
um tempo superior a 0,7 seg.).
Led L: Material
Os tipos de material seleccionáveis estão relacionados
com o processo de soldadura e são:
Em TIG AC o Alumínio (AL), o Magnésio (MG).
Em TIG DC o Aço inoxidável (SS), o Cobre (Cu), o Ferro
(FE) e o Titânio (ti).
Led M: Posição de soldadura
As siglas que aparecem no visor U são relativas às nor-
mativas ISO 6947 e correspondem às posições de solda-
dura indicadas na figura.
As ASME são distinguidas por um número e uma letra.
Para uma maior clareza a seguir estão indicadas simboli-
camente.
Led S: Espessura.
O visor O acende-se e mostra a corrente programada, o
visor U mostra a espessura relativa à corrente. Girando o
manípulo Y varia-se a espessura e em relação também
variará a corrente.
Obviamente, a medida da espessura e da respectiva cor-
rente serão em relação às programações do material e da
posição de soldadura.
Led R: Diâmetro do eléctrodo.
A visualização do diâmetro do eléctrodo é a consequên-
cia da programação do material (led L), da posição (led
Mat.
Pos.
<
48V
AC
Ø El.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

Para sair da selecção, carregar pouco tempo no
botão AQ.
N.B.: Por “Funcionamento automático” entende-se que o
grupo de arrefecimento põe-se em movimento quando se
carrega no botão da tocha e deixa de funcionar após
cerca de 2 minutos depois de largar o botão da tocha.
Atenção! Se for seleccionada a soldadura em eléctrodo,
o arrefecimento não está aceso e não é seleccionável. É
normal que ao acender a máquina o visor O mostre, a
piscar, a sigla H
2
O.
3.5.2 Colocação em funcionamento.
Não tocar em partes sob tensão nem nos bornes de
saída quando o aparelho está alimentado.
No primeiro acendimento da máquina, seleccionar o
modo no botão AS e os parâmetros de soldadura no
botão AP e no manípulo Y como indicado no parágrafo
3.2.
ATENÇÃO: As regulações para os leds AO = start, AY =
wave, AN = Hz, AM = equilíbrio da onda só se podem
seleccionar em TIG AC.
O fluxo de gás inerte deve ser regulado num valor (em
litros por minuto) aproximadamente 6 vezes o diâmetro
do eléctrodo.
Quando se usam acessórios tipo gas-lens o fluxo de gás
pode ser reduzido aproximadamente 3 vezes o diâmetro
do eléctrodo. O injector de cerâmica deve ter um diâme-
tro de 4 a 6 vezes o diâmetro do eléctrodo.
• Terminada a soldadura, lembrar-se de apagar o apa-
relho e fechar a válvula da botija do gás.
3.5.3 Preparação do eléctrodo
É necessário prestar uma atenção especial à preparação
da ponta do eléctrodo. Esmerilá-la de modo que apre-
sente riscos verticais como indicado na fig. 5.
ATENÇÃO: PARTES METÁLICAS VOLANTES INCAN-
DESCENTES podem ferir o pessoal, provocar incêndios
e danificar as aparelhagens; A CONTAMINAÇÃO POR
TUNGSTÉNIO pode diminuir a qualidade da soldadura.
• Esmerilar o eléctrodo de tungsténio somente com uma
esmeriladora com cárteres de protecção adequados
usando protecções para a cara, mãos e corpo.
• Esmerilar os eléctrodos de tungsténio com um disco
abrasivo duro de grão fino, utilizado unicamente para
esmerilar o tungsténio.
• Esmerilar a extremidade do eléctrodo de tungsténio de
forma cónica por um comprimento 1,5 a 2 vezes o diâ-
metro do eléctrodo. (fig. 5).
65
3.5. SOLDADURA TIG
Seleccionando o procedimento TIG AC pode-se
soldar o Alumínio, as ligas de alumínio, o latão e o mag-
nésio enquanto que, seleccionando TIG DC pode-
se soldar aço inoxidável, ferro e cobre.
Ligar o conector do cabo de massa ao pólo positivo (+)
da soldadora e o borne à peça no ponto mais próximo
possível à soldadura certificando-se que haja um bom
contacto eléctrico.
Ligar o conector de potência da tocha TIG ao pólo nega-
tivo (-) da soldadora.
Ligar o conector de comando da tocha ao conector BC
da soldadora.
Ligar a rosca do tubo do gás da tocha à rosca BD da
máquina e o tubo do gás proveniente do redutor de pres-
são da botija à rosca do gás BH.
3.5.1 Grupo de arrefecimento (opcional para Art. 351).
Quando se utiliza uma tocha arrefecida a água, utilizar o
grupo de arrefecimento.
Introduzir os tubos de arrefecimento da tocha nas roscas
BI e BL do grupo refrigerante tomando atenção para res-
peitar a distribuição e o retorno.
3.5.1.1 Descrição das protecções
- Protecção da pressão do líquido refrigerante.
Esta protecção é realizada com um pressóstato, inseri-
do no circuito de distribuição do líquido, que comanda
um microinterruptor. A pressão insuficiente é assinalada
pela sigla H
2
O a piscar no visor O.
3.5.1.2 Preparação para o funcionamento
Desapertar o tampão BF e encher o depósito (o apare-
lho é fornecido com aproximadamente um litro de líqui-
do).
É importante verificar periodicamente, pela vigia BM, se
o líquido está no nível “máx.”.
Utilizar água como líquido refrigerante (de preferência
do tipo desionizado) misturada com álcool numa per-
centagem definida na tabela seguinte:
temperatura água/álcool
de -0°C a-5°C 4L/1L
de -5°C a -10°C 3,8L/1,2L
N.B.: Se a bomba gira sem líquido refrigerante é neces-
sário retirar o ar dos tubos.
Neste caso, desligar o gerador, encher o depósito, ligar
um tubo à rosca ( ) e inserir a outra extremidade do
tubo no depósito.
Só para o Art. 351, ligar o conector do pressóstato e o
cabo de rede nas tomadas BR e BQ.
Acender o gerador por aproximadamente 10 a 15 segun-
dos e depois desligar os tubos.
Acender a máquina. Para seleccionar o modo de funcio-
namento do grupo de arrefecimento, proceder assim:
1. Seleccionar um procedimento TIG qualquer.
2. Mantendo premido o botão AQ prima o botão AP e
mantenha-os premidos até que apareça no visor O l
sigla H2O..
3. Seleccionar o funcionamento no manípulo Y
OFF = Grupo apagado,
OnC = Funcionamento em contínuo,
OnA = Funcionamento em automático.
Fig. 5

66
3.6. MEMORIZAÇÃO
O botão AQ, carregado pouco tempo, efectua uma
escolha; carregado por um tempo superior a 3 segun-
dos, efectua uma memorização.
Em cada acendimento, a máquina apresenta sempre
a última condição utilizada na soldadura.
3.6.1. Memorizar os dados do programa PL
Utilizando a máquina pela primeira vez
Ao acender a máquina, o visor mostra a sigla PL, esta,
após 5, desaparece e é mostrada uma corrente de traba-
lho. Seguir as indicações dos parágrafos 3.2 e 3.5,
depois, para memorizar os dados no programa P01, pro-
ceder do seguinte modo:
· Carregar por pouco tempo no botão AQ (mem+mem-)
aparecerá escrito P01 a piscar.
· Carregar no botão AQ por um tempo superior a 3
segundos até que a sigla P01 deixe de piscar, agora a
memorização foi efectuada.
· Obviamente, se em vez de memorizar no programa P01
se desejar memorizar num programa diferente carrega-se
no botão AQ por pouco tempo tantas vezes quantas as
necessárias para visualizar o programa desejado.
Quando se acende novamente a máquina é visualizado
P01.
O BOTÃO AQ CARREGADO POR POUCO TEMPO
EFECTUA UMA ESCOLHA, CARREGADO POR UM
TEMPO SUPERIOR A 3 SEGUNDOS EFECTUA UMA
MEMORIZAÇÃO.
3.6.2. Memorização a partir de um programa livre
O operador pode modificar e memorizar um programa
escolhido procedendo do seguinte modo:
· Carregar no botão AQ por pouco tempo e escolher o
número de programa desejado.
Os programas livres têm a sigla a piscar.
Carregar no botão AT e escolher o procedimento de sol-
dadura e no botão AS escolher o modo (parágrafo 3.1).
· Girar o manípulo Y e programar a corrente de soldadura.
Se tiver sido escolhido o procedimento TIG, activar o led
AB (pós-gás) no botão AP e regular no manípulo Y o valor
desejado (parágrafo 3.1.)
Se depois destas regulações, necessárias para soldar,
se desejar regular os tempos de “slope” ou outro, proce-
der como descrito no parágrafo 3.1.
Para memorizar no programa escolhido anteriormente,
carregar no botão AQ por mais de 3 segundos até que o
número deixa de piscar.
Para memorizar num programa diferente, efectuar a
escolha carregando por pouco tempo no botão AQ e
depois carregar no botão AQ por mais de 3 segundos.
3.6.3 Memorização a partir de um programa memori-
zado.
Partindo de um programa já memorizado, o operador
pode modificar os dados na memória para actualizar o
programa ou para encontrar novos parâmetros a memo-
rizar noutro programa.
3.6.3.1 Actualizar
Depois de ter aceso a máquina, seleccionar os parâme-
tros a modificar e modificá-los.
· Carregar por um tempo superior a 3 segundos o botão
AQ até à confirmação da memorização (sigla do progra-
ma de intermitente a contínua).
3.6.3.2 Memorização num novo programa
· Depois de ter aceso a máquina, seleccionar os parâme-
tros a modificar e modificá-los.
· Executar uma soldadura, mesmo curta.
· Carregar por pouco tempo no selector AQ até à visuali-
zação do programa desejado por vós.
· Carregar continuamente no botão AQ até à confirmação
da memorização (sigla do programa de intermitente a
contínua).
3.6.4 Soldar com a sinergia.
O objectivo da “sinergia” é o de proporcionar uma guia
rápida ao operador para programar os parâmetros de
soldadura TIG. Portanto não tem um objectivo de
imposição mas de sugestão.
As relações “sinérgicas” entre a corrente da espessura e
do diâmetro do eléctrodo foram realizadas com eléctro-
dos Ceriati 2% (EN 26848 WC20 ) cinzentos, a uma fre-
quência da corrente alterna de 90 Hz.
A forma de onda com que foram feitos os ensaios é a 12
(em penetração quadra – em limpeza sinusoidal).
A lógica: O operador, em relação ao processo de solda-
dura, programa o tipo de material a soldar, a posição de
soldadura e a espessura; em relação a estas escolhas é-
lhe sugerido um diâmetro de eléctrodo e se confirma
estas escolhas a máquina prepara-se para a soldadura.
Acender a sinergia.
Carregar por pouco tempo (inferior a 0,7 seg) no botão H:
acende-se o led I (Syn) ao mesmo tempo do led L (mate-
rial). O visor O apaga-se e o visor U mostra uma sigla cor-
respondente ao material a soldar (consultar a descrição
do led L). Girando o manípulo Y efectua-se a escolha.
Carregando novamente no botão H confirma-se a esco-
lha do material e acende-se o led M, o visor U mostra as
posições de soldadura à disposição (consultar a descri-
ção do led M).
Girando o manípulo Y efectua-se a escolha. Carregando
novamente no botão H confirma-se a escolha da posição
e acende-se o led S, o visor O mostra a corrente progra-
mada, o visor U mostra a espessura, em milímetros, rela-
tiva à corrente (consultar a descrição do led S).
Carregando novamente no botão H confirma-se a esco-
lha da espessura e acende-se o Led R.
Em relação às escolhas programadas de material, posi-
ção, espessura e corrente é proposto um ou mais diâme-
tros de eléctrodo. O eléctrodo aconselhado será propos-
to em primeiro lugar e o valor numérico do diâmetro esta-
rá sempre aceso fixo e com ao lado a letra A; se houves-
se dois diâmetros em cuja gama de corrente se aplica a
programação dos Amperes seleccionados para a solda-
dura só será proposta a segunda escolha do diâmetro do
eléctrodo se o codificador Y for girado. Também a segun-
da escolha será visualizada acesa fixa. Girando ainda
mais o codificador, o visor U mostrará o diâmetro supe-
rior à segunda escolha e o diâmetro inferior à primeira
escolha a piscar.
Dado que o diâmetro do eléctrodo define principalmente
o nível de start AO e a corrente mínima AI, o operador

67
pode escolher uma combinação não aconselhada.
Agora o operador tem duas opções:
1.Sair da sinergia sem confirmar as escolhas efectuadas.
Para tal, carregar por pouco tempo no botão H, o led I
apaga-se e o painel mostra as programações anteriores
à entrada em sinergia.
2.Confirmar a sinergia carregando no botão H por um
tempo superior a 0,7 seg. Agora são programadas as
funções relativas à sinergia e, se for seleccionado com o
botão AP, o visor U mostra a sigla “AU” (automático).
O led I permanece aceso para confirmar que os parâme-
tros foram programados.
Resumindo, no momento de confirmação do diâmetro do
eléctrodo (carregar o botão H por mais tempo, quando é
seleccionado o led R) as funções de start, Wave, Hz,
equilíbrio e corrente AI dispõem-se com a lógica de auto-
mático descrita anteriormente. Na confirmação do eléc-
trodo apaga-se o led R e acende-se o led I.
4 COMANDOS À DISTÂNCIA
Para a regulação da corrente de soldadura, a esta solda-
dora podem ser ligados os seguintes comandos à dis-
tância:
Art.º. 1256 Tocha TIG só botão (arrefecimento a água).
Art.º 1258 Tocha TIG UP/DOWN (arrefecimento a água)
Art.º 193 Comando por pedal (usado na soldadura TIG)
Art.º 1192+ Art.º 187 (usado na soldadura MMA)
Art.º 1180 Ligação para ligar ao mesmo tempo a tocha e
o comando por pedal. Com este acessório o Art.º 193
pode ser utilizado em qualquer modo de soldadura TIG.
Os comandos que incluem um potenciómetro regu-
lam a corrente de soldadura da corrente mínima à
máxima programada no manípulo Y.
Os comandos com lógica UP/DOWN regulam a cor-
rente de soldadura do mínimo ao máximo.
As regulações dos comandos à distância estão sempre
activas no programa PL enquanto que num programa
memorizado não estão.
5 MANUTENÇÃO
Cada trabalho de manutenção deve ser executado por
pessoal qualificado respeitando a norma CEI 26-29 (IEC
60974-4).
5.1 MANUTENÇÃO DO GERADOR
Em caso de manutenção no interior do aparelho, certifique-
se que o interruptor BE esteja na posição "O" e que o cavo
de alimentação esteja desligado da rede eléctrica.
Também é necessário limpar periodicamente o pó metálico
acumulado no interior do aparelho utilizando ar comprimido.
5.2 CUIDADOS APÓS UM TRABALHO DE
REPARAÇÃO.
Depois de ter executado uma reparação, prestar atenção
em reordenar a cablagem de modo que haja um isolamento
seguro entre o lado primário e o lado secundário da máqui-
na. Evite que os fios possam entrar em contacto com par-
tes em movimento ou partes que aqueçam durante o fun-
cionamento. Montar novamente todas as braçadeiras como
no aparelho original, de modo a evitar que, se um condutor
se parte ou desliga acidentalmente, possa haver uma
ligação entre o primário e o secundário.
Montar também os parafusos com as anilhas dentadas
como no aparelho original.

68
KAARIHITSAUSKONEEN KÄYTTÖOHJE
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAIT-
TEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKI-
EN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA
LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA
KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN.
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT
AIHEUTTAA VAARATILANTEITA LAITTEEN
KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ
TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi
seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilan-
teisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi
.3.300.758
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydes-
sä voi kuitenkin syntyä tätäkin korkeampia meluar-
voja. Laitteen käyttäjän on suojauduttava melua vastaan lain
määrittämiä turvavarusteita käyttämällä.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
- Aina kun sähkö kulkee johtimen läpi muodos-
tuu johtimen ympärille paikallinen sähkö- ja
magneettikenttä EMF. Hitsaus-/ leikkausvirta
synnyttää EMF -kentän kaapelien ja virtalähteen
ympärille.
- Korkean virran synnyttämä magneettikenttä vaikuttaa hai-
tallisesti sydämentahdistajan toimintaan. Henkilöt jotka jou-
tuvat käyttämään elintärkeitä elektronisia laitteita kuten
sydämentahdistajaa, on aina otettava yhteyttä hoitavaan
lääkäriin ennen kuin he alkavat käyttää kaarihitsaus, -leik-
kaus, -talttaus tai pistehitsaus laitteita.
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät
voivat myös aiheuttaa muitakin vielä tuntemattomia terveys-
haittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia
ohjeita minimoidakseen hitsauksessa / leikkauksessa synty-
vien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli
niin, että ne kulkevat rinnakkain ja varmista jos mahdol-
lista kiinnittämällä ne toisiinsa teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi
ympärille.
- Älä koskaan asetu niin, että kehosi on elektrodi- / hitsa
uskaapelin ja maakaapelin välissä. Jos elektrodi- / hit-
sauskaapeli sijaitsee kehosi oikealla puolella on myös
maajohto sijoitettava niin, että se sijaitsee kehosi oikeal-
la puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa
kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen välittö-
mässä läheisyydessä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai räjähdysalttii-
den jauheiden, kaasujen tai höyryjen läheisyydessä.
· Käsittele hitsaustoimenpiteiden aikana käytettyjä
kaasupulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teollisis-
sa tiloissa. Laitteen sähkömagneettista yhteensopi-
vuutta ei voida taata, mikäli sitä käytetään teollisista
tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin hyväk-
syttyyn kierrätyskeskuksen elektroniikkaromun vastaan-
ottopisteeseen. Paikalliselta laite- edustajalta voi tiedus-
tella lähimmän kierrätyskeskuksen vastaanottopisteen
sijaintia. Noudattamalla EU direktiiviä parannat ympäris-
tön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN
TOIMINNASSA ILMENEE HÄIRIÖITÄ.
1.1 VAROITUSKILPI
Seuraavat numeroidut tekstit vastaavat kilvessä olevia
numeroituja kuvia.
B. Langansyöttörullat saattavat vahingoittaa käsiä.
C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä hit-
sauksen aikana. Pidä kädet ja metalliesineet etäällä niistä.
1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut ovat

69
hengenvaarallisia. Suojaudu asianmukaisesti sähköisku-
vaaralta.
1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa pal-
jain käsin. Älä käytä kosteita tai vaurioituneita käsineitä.
1.2 Eristä itsesi asianmukaisesti hitsattavasta kappaleesta ja
maasta.
1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä lait-
teeseen.
2. Hitsaussavujen sisäänhengitys saattaa olla terveydelle
haitallista.
2.1 Pidä pääsi etäällä hitsaussavuista.
2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjestel-
män avulla.
2.3 Poista hitsaussavut imutuulettimen avulla.
3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa räjäh-
dyksen tai tulipalon.
3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta.
3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tulipa-
lon. Pidä palonsammutinta laitteen välittömässä lähei-
syydessä ja varmista, että paikalla on aina henkilö, joka
on valmis käyttämään sitä.
3.3 Älä koskaan hitsaa suljettuja astioita.
4. Valokaaren säteet saattavat aiheuttaa palovammoja sil-
miin ja ihoon.
4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuu-
losuojaimia ja ylös asti napitettua työpaitaa. Käytä koko-
naamaria ja suodatinta, jonka asteluku on asianmukai-
nen. Käytä koko kehon suojausta.
5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia
toimenpiteitä.
6. Älä poista tai peitä varoituskilpiä.
2 YLEISKUVAUS
2:1 MÄÄRITELMÄT
Tämä hitsauslaite on vakiovirtaa tuottava virtalähde ja sen
toiminta perustuu INVERTTERI
tekniikkaan. Laite on suunniteltu TIG-hitsaukseen., joko
kosketus tai HF-sytytyksellä sekä puikko-hitsaukseen kai-
ken tyyppisillä hitsauspuikoilla (paitsi selluloosa puikoilla).
LAITETTA EI SAA KÄYTTÄÄ PUTKIEN SULATUKSEEN.
2.2 KONEKILVEN MERKKIEN SELITYKSET
Laite on valmistettu seuraavien standardien mukaan: IEC
60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 61000-
3-12 (kts. huomautus 2).
N`. Sarjanumero, joka on ilmoitettava aina
konetta koskevissa kysymyksissä.
3 - vaihe staattinen muuntaja- tasasuuntaaja–
taajuusmuuttaja
Tasavirta virtalähde
MMA Soveltuu puikkohitsaukseen.
TIG Soveltuu TIG-hitsaukseen
U0. Toisiotyhjäkäyntijännite (Peak arvo)
X. Käyttösuhde prosentteina. Ilmoittaa prosent-
tia 10 minuutissa, jonka kone toimii annetul-
la virralla ylikuumenematta.
12. Hitsausvirta
U2 Toisiojännite hitsausvirralla I2
U1 Liitäntäjännite.
I1 max. Suurin sallittu liitäntävirta
I1 eff. Käyttösuhteen mukainen suurin ottoteho
IP23S Suojausluokka.
Numero 3 toisena lukuna tarkoittaa, että laite
soveltuu varastoitavaksi mutta ei käytett-
äväksi ulkona sateella, ellei sitä ole suojattu
asianmukaisesti
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
Kuva. 1
Art. 366 & 367 Art. 367 Art. 366

70
Soveltuu käytettäväksi ympäristössä joissa on
kohonnut riski
HUOMAUTUKSIA:
1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla
työskentelyyn (kts. IEC 60664).
2-Tämä laite on IEC 61000-3-12-standardin mukainen
ehdolla, että käyttäjän laitteiston ja julkisen verkon lii-
tyntäpisteen sallittu maksimi-impedanssi Zmax on
pienempi tai yhtä suuri kuin 0,093 (Art. 366) - 0,044 (Art.
367) - 0,031 (Art. 368). Laitteen asentajan/käyttäjän
vastuulla on varmistaa tarvittaessa sähkölaitokselta
kysymällä, että laite on liitetty sähköverkkoon, jonka
sallittu maksimi-impedanssi Zmax on pienempi tai yhtä
suuri kuin 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art.
368).
2.3. SUOJALAITTEET
2.3.1. LÄMPÖSUOJA
Tämä laite on varustettu lämpösuojalla joka estää koneen
ylikuumenemisen. Lämpösuojan ollessa
toiminnassa, koneen tuuletin jatkaa jäähdytystä kunnes
koneen lämpötila on laskenut. Kun termostaatti on käyn-
nissä tieto ”OPn” vilkkuu ohjauspanelin näytöllä O.
2.3.2. Keskeytyssuoja
Tämä kone on varustettu usealla erillisellä suojalla, jotka
pysäyttävät koneen ennen kun se ehtii
vaurioitua. Kun joku suoja on toiminnassa, silloin vilkkuu
merkit ”Err” näytöllä O ja lisäksi ilmestyy näytölle U
jokin numerokoodi.
Mikäli vesilaitteen vesitaso on liian matala vilkkuu
näytöllä O viesti H2O.
S
3 ASENNUS
Varmista, että verkkojännite on konekilven mukainen.
Liitännässä käytettävän pistotulpan tulee olla suojamaa-
doitettu ja kapasiteetiltaan riittävän suuri koneen ottote-
hoon I1 nähden. Keltavihreä suojamaadoitusjohto on kyt-
kettävä pistotulpan
suojamaadoitusnapaan. Sulakkeiden tulee olla koneen
ottotehon I1 mukaisesti mitoitettuja.
3.1 KÄYTTÖÖNOTTO
Ammattitaitoisen henkilö tulee suorittaa koneen käyttö-
kuntoon asentaminen ja kaikessa tulee
noudattaa voimassa olevia turvallisuusmääräyksiä ja
–lakeja.(katso CEI 26 –23 ja CEI CLC 62081)
3.2 KONEEN YLEISKUVAUS (Kuva. 1-1/A).
BA) Negatiivinen liitäntätapa (-).
BB) Positiivinen liitäntätapa (+).
BC) TIG-poltimen liitin
Yhdistä polttimen kytkimen johdot liitintappeihin 1 ja9.
BD) Kaasuletkunliitäntä (1/4)
Tähän liittimeen liitetään Tig-polttimen kaasuletku.
BE) Virta päälle/pois kytkin.
BF) Vesisäiliön korkki.
BG) Liitäntäkaapeli.
BH) Kaasuletkun liitäntä.
BI) Kuumanveden liitäntä.
(Vain TIG-polttimille).
BL) Kylmäveden liitäntä.
(Vain TIG-polttimille).
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

71
BM) Jäähdytysnesteen korkeustason tarkistusaukko
BN) MIG polttimen liitäntä.
(Ei saa olla oikosulssa).
BO) Tietoliikenneportti DB9 (RS 232).
Ohjelmien päivitystä varten.
BP) Sulakkeen pidin.
BQ) Liitäntäkaapelin liitäntä.
BR) Painekytkimen liitäntä.
Huom: Velilaite on optiona tuotteelle art. 356.
3.3 PANEELIN YLEISKUVA (Kuva 2)
Valintanäppäin AT
Valinnan jälkeen syttyy jokin seuraavista merkki-
valoista AX, AV tai AW.
MERKKIVALO AX, MERKKIVALO AV, MERKKIVALO AW
Valintanäppäin AS
Valinnan jälkeen syttyy jokin seuraavista
merkkivaloista D, C, E, B, A tai AU.
MERKKIVALO D ”HOT START”
Puikkohitsaus aktivoitu (MMA DC)
Merkkivalon D:n palaessa näyttää näyttö U sekunteina
sen ajan, jonka aikana syötetään ylivirtaa
( HOT START) hitsauspuikon valokaaren sytyttämisen
helpottamiseksi, kun hitsaus aloitetaan.
MERKKIVALO C karheussäätö ”Arc-Force”
Puikkohitsauksessa (MMA)
Karheussäädin prosentteja hitsausvirrasta. Säätö teh-
dään nupilla Y ja näyttö U näyttää säädetyn arvon. Tällä
säädöllä vaikutetaan lisäaineesta hitsisauman siirtyvän
sulan metallipisaran kokoon.
MERKKIVALO E
JATKUVA TIG-hitsaus HF-sytytyksellä
MERKKIVALO B:
Pulssi TIG-hitsaus HF-sytytyksellä
Pulssi taajuus on säädettävissä 0,16 – 500 Hz
(merkkivalo AE ); Hitsaus- ja taukovirta voidaan säätää
erikseen säätönupilla Y merkkivalojen AG tai AD pala-
essa .
Pulssin taajuuksilla 0,16 – 1,1 Hz, näyttö O ilmaisee joko
hitsausvirran tai taukovirran. Merkkivalojen AD tai AG
palaessa valovaihtoehtoisesti O näyttö näyttää noin 1,1
Hz keskimääräisen virran joka on säädetty nupilla Y .
MERKKIVALO A:
JATKUVA TIG-hitsaus hitsauksena
kosketussytytyksessä.
MERKKIVALO AU:
PULSSI TIG-hitsaus kosketussytytyksessä.
Toiminta on sama kun mitä on selostettu
merkkivalo B:n toiminnasta.
TIG
TIG
TIG
TIG
Ohjelmointinäppäin AR.
Kun tätä näppäintä on painettu palaa jokin
seuraavista merkkivaloista G, F, W, X, Z tai AA.
MERKKIVALO G:
Pistehitsaus (manuaalinen toiminta)
Kun tarvittava hitsausvirta (merkkivalo AG) ja
pistehitsausaika (merkkivalo AE) on valittu kytkimellä AP
voidaan tarvittavat säädöt tehdä nupilla Y.
Tämä hitsaustoiminto on käytettävissä vain silloin kun hit-
saustavaksi on valittu jatkuva hitsaus HF-sytytyksellä
(merkkivalon E palaessa ). Kun polttimen kytkintä
painetaan syttyy valokari palaen vain sen ajan mikä on
pistehitsausajaksi aikaisemmin säädetty. Kun halutaan
hitsata seuraava piste on polttimen kytkintä painettava
uudelleen. Pistehitsausaika voidaan säätää 0,1 – 30
sekuntiin.
MERKKIVALO F - 2-vaiheinen jatkuva TIG -
hitsaus (manuaalinen toiminta)
Polttimen kytkintä painettaessa hitsausvirta nousee
”SLOPE UP” säädetyssä ajassa nupilla Y
säädettyyn arvoon. Kun kytkin vapautetaan hitsausvirta
laskee ”SLOPE DOWN” säädetyssä
ajassa nollaan Tässä asennossa voit kytkeä jalkakytkimen
ohjauslaitteet. ART.193
MERKKIVALO W – jatkuva 4 – vaihe (automaat-
tinen toiminta)
Tämä toiminto eroa edellisestä siten, että kun polttimen
kytkintä painetaan syttyy valokaari jonka jälkeen kykin
voidaan vapauttaa ilman, että valokaari sammuu, hitsauk-
sen lopettamiseksi on polttimen kytkinta painettava
uudelleen ja vapautettava se jolloin valokaari sammuu.
MERKKIVALO X – Erikoisohjelmien valomerkki.
Kun haluat sytyttää valokaaren, paina poltinkytkintä ja
pidä se painettuna, hitsausvirta nousee
säädetyssä ajassa, jos polttimen kytkin vapautetaan
ennen säädettyä aikaa nousee hitsausvirta heti säädet-
tyyn hitsausvirta-arvoon (AG)
Hitsauksen lopettamiseksi on painettava poltinkytkintä ja
pidettävä se painettuna, jolloin hitsausvirta laskee sää-
detyssä ajassa nollaan, jos polttimen kytkin vapautetaan
ennen säädettyä aikaa laskee hitsausvirta välittömästi
nollaan.
MERKKIVALO Z – nelitasoinen hitsausvirta.
(automaattinen toiminta)
Kolmen minimihitsausvirran arvon säätämiseksi tee
seuraavasti:
Paina valintakytkin AP kunnes merkkivalo AG palaa,
säädä sen jälkeen maksimi hitsausvirta-arvo nupilla Y.
Paina valintakytkintä AP kunnes merkkivalo AD palaa,
säädä sen jälkeen taukovirran-arvo
nupilla Y
Paina valintakytkintä AP kunnes merkkivalo AY palaa,
säädä sen jälkeen aloitus hitsausvirta-arvo
nupilla Y.
Kun valokaari sytytetään tulee käyttöön ensiksi säädetty
hitsausvirta-arvo ja merkkivalo AI pala.
Tällä hitsausvirta-arvolla voidaan hitsata niin pitkään kun

72
halutaan ( esim. kunnes hitsattava kappale ylikuumenee).
Painamalla nopeasti polttimen kykintä ja vapauttamalla
se heti laskee hitsausvirta toiseksi hitsausvirraksi säädet-
tyyn hitsausvirta-arvoon siinä ajassa joka on säädetty ”
slope up ajaksi” ja
merkkivalo AH syttyy. Merkkivalo AG syttyy kun ensim-
mäinen hitsausvirta on käytössä.
Jos kesken hitsauksen halutaan pudottaa hitausvirta
sammuttamatta välillä valokaarta, esim. työkappaletta tai
hitsaussuuntaa vaihdettaessa vaakatasosta pystysuo-
raan tms. voidaan ensimmäinen hitsausvirta vaihtaa toi-
seksi hitsausvirraksi yksinkertaisesti painamalla
polttimen kytkintä ja vapauttamalla se heti, jolloin ensim-
mäinen hitsausvirta muuttuu toiseksi hitsausvirraksi,
merkkivalo AD syttyy ja merkkivalo AG sammuu.
Ensimmäinen hitsausvirta saadaan takaisin käyttöön pai-
namalla polttimen kytkintä uudelleen ja vapauttamalle se
heti, jolloin - merkkivalo AG syttyy ja AD sammuu.
Hitsaus voidaan lopettaa koska vain painamalla
polttimen kytkintä ja pitämällä se painettuna vähintään
0,7 sekunnin ajan. Hitsausvirta laskea nollan siinä ajassa
joka on säädetty ” slope down” ajaksi merkkivalon AC
palaessa.
Jos ”slope down” vaiheen aikana Painamalla nopeasti
polttimen kykintä ja vapauttamalla se heti polttimen
kytkintä muuttuu tämä toiminto ”slope up” toiminnoksi
jos se on säädetty nollaa suuremmaksi, tai virta-arvoksi
joka on asetettu pienemmäksi..
Huom. ilmaisu: PAINAMALLA NOPEASTI POLTTIMEN
KYKINTÄ JA VAPAUTTAMALLA SE HETI tarkoittaa toi-
mintaa joka tapahtuu nopeammin kuin 0,5 sekunnissa.
MERKKIVALO AA Tig-hitsaus kahdella virta-
arvolla.
Tämä toiminto eroaa edellisestä siinä, että kun valokaa-
ri syttyy nousee hitsausvirta aina ensimmäiseksi asetet-
tuun hitsausvirta-arvoon ja merkkivalo AI palaa.
Toimintaan ei voi vaikuttaa
ja ”slope up” aika alkaa välittömästi merkkivalo AH.
Crater Arc (kraatterin lopputäyttötoiminto)
Toisiin toimintoihin kuuluu tämä ohjelma, joka on kehitet-
ty loppukraatterin täyttöön asettamalla virta ja sen kesto.
Toimintoa voidaan käyttää TIG-vaihto- ja tasavirtahitsauk-
sessa käsin tai automaattiohjauksella.(Fig. 3).
Aktivoi toiminto seuraavasti:
• Paina näppäintä AQ, pidä se painettuna ja paina näp-
päintä AP.
• Pidä näppäimiä painettuina, kunnes näytölle O
ilmaantuu tunnus H2O.
• Paina näppäintä AP, kunnes näytölle O ilmaantuu tun-
nus CrA (kraatterin lopputäyttötoiminto).
• Näytöllä U näkyy tunnus OFF (valmistajan asetus).
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Kuva. 2
Fig. 3

73
• Käännä säätönuppia Y, kunnes näytölle U ilmaantuu
tunnus On.
• Käännä säätönuppia Y, kunnes näytölle O ilmaantuu
tunnus CrC (crater current - kraatterintäyttövirta) ja
näytölle U ilmaantuu 50 (kraatterintäyttövirran pro-
senttimäärä hitsausvirrasta). Valmistajan asetus 50 %.
Säätöalue 1 - 100 %.
• Käännä säätönuppia Y, kunnes näytölle O ilmaantuu
tunnus tCr (Crater time - kraatterintäyttövirran aika).
• Säätönupilla Y säädetään tämän suureen arvo ja se
näytetään näytöllä U. Valmistajan asetus 0,5 sekuntia.
Säätöalue 0,1 - 30,0 sekuntia.
Siirtymäaika päävirran ja kraatterintäyttövirran välillä
sädetään virranlaskuajan mukaan (merkkivalo AC).
Säätönuppi - Y
Tällä nupilla säädetään normaalisti hitsausvirtaa.
Kun valintanäppäimellä AP tehdään jokin valinta
säädetään tehtyyn valintaan liittyvät säädöt tällä
nupilla.
Näyttö –O
Näyttää:
Virta-arvon tyhjäkäynnissä
Hitsauksen aikaisen hitsausvirran ja sen
tason
Yhdessä merkkivalon H kanssa viimeisen hitsausvirta-
arvon Pulssi Tig-hitsauksessa, hitsauksen aikana käytös-
sä vaihtoehtoiset hitsausvirta-arvot.
Synergia tilassa hitsausvirran valitulle hitsauspaksuudelle.
Merkit ” H2O” kun vesilaite on toiminnassa ja samat mer-
kit vilkkuen kun vesilaitteen painekytkin on pysäyttänyt
laitteen. Vilkkuvat merkit ”OPn” kun lämpösuoja on pysä-
yttänyt laitteen.
Jonkin vapaan ohjelmapaikan tai tallennetun
ohjelmanumeron PL… P01 … P09.
Tunnus MMA.
MERKKIVALO -N
Ei ole valittavissa, palaa kun näyttö O näyttää hitsausvir-
ta.
Näyttö –U
Näyttää:
Puikkohitsaustoiminnossa kun ei hitsata
tyhjäkäyntijännitettä ja hitsauksen aikana
kaarijännitettä.
Jatkuvassa Tig-hitsauksessa kun polttimen kytkintä ei ole
painettu, nollaa; kun polttimen kytkin on painettuna ilman
hitsausta tyhjäkäyntijännitettä ja hitsauksen aikana kaari-
jännitettä.
Näyttää kaikkien valintojen numeerisia arvoja, lukuun
ottamatta virta-arvoja jotka valittu näppäimellä AP.
Näyttää numeerisia arvo yhdistelmiä joilla viitataan
valittavissa oleviin aaltomuotoihin jotka ovat valittavissa
kun näppäimellä AP on valittu merkkivalo AY
(aaltomuoto).
Merkit vesilaitteen toimintavaihtoehdoista: OFF, OnA,
OnC.
MMA-hitsauksen virran asetusvalmiuden tunnukset AC ja
DC.
Synergiatoiminnassa ( merkkivalo I pala) hitsattavien
materiaalien lyhenteitä kun merkkivalo L on valittu; lyhen-
teitä hitsausasennoista kun merkkivalo M on valittu ja
elektrodin halkaisijaa kun merkkivalo R on valittu.
LISÄKSI yhdessä merkkivalon P ( hold) kanssa hitsa-
usjännitettä.
MERKKIVALO Q
Ei ole valittavissa, palaa kun näyttö U näyttää jännitettä.
Valintanäppäin AQ
Ohjelmien valintaa ja tallennusta varten
Hitsauskoneeseen voidaan tallentaa yhdeksän hit-
sausohjelmaa P01 … P09 ja kutsua ne tarvittaessa käyt-
töön tällä näppäimellä.
Työohjelma PL on valittavissa.
Valinta
Kun tätä painonäppäintä nopeasti painetaan, näyttää O
seuraavan käytettävissä olevan ohjelmanumeron. Ellei
ohjelmapaikkaan ole vielä tallennettu mitään vilkkuu näy-
tössä oleva ohjelmanumero, muussa tapauksessa näkyy
ohjelmanumero vilkkumatta.
Tallennus 3.6
Kun ohjelmapaikannumero on valittu, pidä näppäintä pai-
nettuna yli 3 sekunnin ajan, kun ohjelmanumero lakkaa
vilkkumasta näytöllä O on ohjelma tallentunut koneen
muistiin.
Valintakytkin - AP
Kun tätä näppäintä painetaan palaa jokin
seuraavista merkkivaloista peräkkäin:
Varoitus: Vain ne merkkivalot palaa joiden toiminta liittyy
valittuun hitsaustoimintoon.
Eli. esim jatkuvassa Tig-hitsauksessa ei
pulssitoimintaan liittyvä merkkivalo AE pala
Jokainen merkkivalo ilmaisee, merkkivalon palaessa
parametria jota kulloinkin voidaan säätää nupilla Y.
Kun viimeisestä säädöstä on kulunut viisi sekuntia sam-
muu valinnan merkkivalo ja näyttöön tule hitsausvirta-
arvo ja tätä osoittava merkkivalo AG palaa.
VALINTANÄPPÄIMET AQ + AP = TOISET
TOIMINNOT
Toisten toimintojen valikko avataan painamalla näppäintä
AQ ja AP yhtä aikaa yli 3 sekuntia.
VALIKON kohdat valitaan painamalla lyhyesti näppäintä
AP.
VALIKOSTA poistutaan painamalla lyhyesti näppäintä
AQ.
Näytöllä O näkyy toiminto ja näytöllä U asetus, jota voi-
daan säätää säätönupilla Y.
Saatavilla olevat toiminnot:
1. Jäähdytysyksikkö
Tunnus H2O
Säädöt:
OFF = sammunut (valmistajan asetus)
OnC = aina päällä
OnA = automaattikäynnistys.
2. Toiminta robotilla
Tunnus rob
Säädöt:
OFF = sammunut (valmistajan asetus)
On = päällä.

74
3. Feeder Unit (toiminta kylmälangan syöttölaitteella)
Tunnus FdU
Säädöt:
OFF = sammunut (valmistajan asetus)
On = päällä.
4. Crater Arc (kraatterin lopputäyttötoiminto)
Tunnus CrA
Säädöt:
OFF = sammunut (valmistajan asetus)
On = päällä.
5. MMA (hitsaus päällystetyllä elektrodilla)
Tunnus MMA
Säädöt:
DC = tasavirta (valmistajan asetus)
AC = vaihtovirta.
SEURAAVAT MERKKIVALOT VOIDAN AKTIVOIDA TIG-
DC ( TSAVIRTA)
JA TIG -AC (VAIHTOVIRTA) HITSAUS TOIMINNOISA.
Merkkivalo –AL esikasu
Säätöalue 0,05 – 2, sekuntia.
Kaasuvirtaa säädetyn ajan ennen
kuin hitaus alkaa.
Merkkivalo -AI aloitusvirta
Aloitusvirta prosenttia säädetystä
hitsausvirasta merkkivalo AG.
Merkkivalo –AH nousuvirta ”
Slope up”
Aika jonka kuluessa aloitusvirta
saavuttaa hitsausvirta-arvon kun hitsaus aloitetaan.
Säätöalue 0 – 10 sekuntia.
Merkkivalo – AG hitsausvirta
Merkkivalo –AD taukovirta
Prosenttia säädetystä hitsausvir-
rasta
Merkkivalo -AE pulssin taajuus
(0,6 -500Hz)
Kun pistehitsaustoiminto on valit-
tuna (merkkivalo G) ilmaise tämä
merkkivalo palaessaan, että näyttö U näyttää pistehitsa-
usaikaa 0,1 – 30 sekuntia; säädettävissä nupilla Y.
Merkkivalo –AF
Säädetään hitsausvirta-ajan AG
suhdetta kokonaistaajuusajasta
AE t/T (10 -90%) kts. kuva 4.
Merkkivalo -AC laskuvirta
”Slope down”
Aika jonka kuluessa hitsausvirta
laskea minimiin ja valokari sam-
muu (0 – 10 sekuntia).
Merkkivalo -AB jälkikaasu
Säädetään aikaa minkä ajan
kaasu vielä virtaa hitsauksen pää-
tyttyä (0 – 30 sekuntia)
MERKKIVALOT JOTKA ON AKTIVOITAVISSA VAIN TIG
AC (VAIHTOVIRTA )
HITSAUKSESSA.
Merkkivalo -AO aloitus
Säädetään aloitusvirran ” Hot Start” taso eriko
koisille elektrodeille TIG AC toiminnassa, parhaan
valokaaren syttyvyyden varmistamiseksi.
Kun merkkivalo palaa näyttö U näyttää elektrodin
halkaisijaa vastaavaa numeroarvoa.
Säädöt tehdään nupilla Y käytettävän elektrodi
halkaisijan mukaan, jolla varmistetaan käytettävälle elekt-
rodille paras syttyvyys.
Säätöalue 0,5 - 4,8.
Merkkivalo -AY aaltomuoto
Valitan hitsausvirran aaltomuoto.
Kun merkkivalo pala näyttää näyttö Y numerokoo-
dia valitulle aaltomuodolle kts. alla oleva taulukko.
11 = suorakaide - suorakaide 22 = sini – sini
33 = delta – delta 12 =suorakaide –sini
13 = suorakaide - delta 23 = sini – delta
21 = sini – suorakaide 32 = delta – sini
31 = delta – suorakaide
Tehdasasetus = suorakaide – sini (12)
Erilaiset aaltomuoto yhdistelmiä vastaavat numerokoodin
on valittavissa nupilla Y.
Huom! Ensimmäinen numero tarkoitta, että aaltokuvio on
negatiivinen tai tunkeutuva puoliaalto,
toinen numero tarkoittaa positiivista aaltokuviota ja puh-
distava puoliaaltoa.
Aaltomuodon vaihtaminen vähentää valokaaren aihe-
uttama melutasoa TIG AC hitsauksessa.
Merkkivalo AN: Hz
Säädetään vaihtovirran taajuutta, säätöalue 50 –
120 Hz.
Merkkivalo –AM: aaltokuvion tasapainosäätö.
Säädetään negatiivisen puolen puoliaallon
(tunkeutuva) prosentuaalista osuutta vaihtovirta
jaksosta.
Säätöalue 10/0/10 jossa 0=65% ( suositus), -10 = 50%
ja 10 =85 %.
Merkkivalo –T:
Merkkivalo ilmaisee, että laitteisto on sähköisesti hyvässä
kunnossa ja sähköiskun vaara on alhainen.
Merkkivalo –H:
Painamalla nopeasti tätä näppäintä aktivoituu
synergiatila, ja voidaan suoritta valintoja
<
48V
AC
kuva. 4

75
merkkivalojen I, L, M, S ja R välillä ( painamalla näppäin-
tänopeasti tarkoitta nopeammin kuin 0,7 sekunnissa).
Mikäli tätä näppäintä painetaan parametrien asetusten
jälkeen , ennen kuin elektrodin koko on vahvistettu pois-
tutan synergia tilasta.
Jos synergia tilasta halutaan poistua elektrodin koon vah-
vistuksen jälkeen on tätä näppäintä painettava ja pidettä-
vä se painettuna vähintään 0,7 sekunta
Merkkivalo –L: materiaali
Eri hitsaustoiminnoissa valittavat materiaalit ovat:
Tig AC –hitsauksessa alumiini (AL), magneesium (MG)
Tig DC –hitsauksessa ruostumaton teräs (SS), kupari
(Cu), teräs (FE ja ntitani (Ti).
Merkkivalo M: Hitsausasento
Näytölle U tulevat lyhenteet ovat ISO 6947 mukaisia joil-
la viitataan eri hitsausasentoihin, jotka on esitetty ohei-
sessa kuvataulukossa.
ASME on erotettu numero- kirjainyhdistelmällä.
Selventävät kuviot on esitetty alla olevassa kuvassa.
Merkkivalo S: paksuus
Näyttö O:n näyttäessä asetettua hitsausvirtaa on näytös-
sä U hitsausvirtaa vastaava hitsattavan aineen paksuus.
Kääntämällä nuppia Y voidaan paksuutta muuttaa,
samalla muuttuu myös hitsausvirta.
Hitsauspaksuutta vastaava hitsausvirta on määritelty hit-
sattavan aineen sekä hitsausasennon perusteella.
Merkkivalo R: elektrodin halkaisija
Elektrodin halkaisija määräytyy hitsattavan aineen
(merkkivalo L), hitsausasennon (merkkivalo M) ja hitsatta-
va ainepaksuuden (merkkivalo S) tehtyjen
säätöjen perusteella.
Tehdasasetuksissa on näytöllä Y elektrodin suositel-
tava halkaisija, jos käyttäjän tekemän säätöjen jälkeen
näytöllä Y elektrodin halkaisijaa ilmaisevat merkit alkavat
vilkkumaan on se merkki siitä, ettei elektrodin
halkaisijaa ole valittu sopivaksi.
BC – 10 –napainen liitin
Tähän liittimeen liitetään kaukosäätimen
ohjausvirtaliitin, esitetty kappaleessa 4.
Kun valokaari syttyy sulkeutuu virtapiiri
liitinnastojen 3 ja 6 välillä
( maks. 0,5A -125VAC/0,3A -110VDC/1A -
30VDC)
3.3 YLEISOHJEET
Ennen kuin hitsauskone otetaan käyttöön lue huolellises-
ti standardi CEI 26-23/IEC –TS 62081.
Ø El.
Pos.
Mat.
Varmistu myös, että kaapelit ja maadoituspuristin ovat
kunnossa ja että kaapeliliittimet on kunnolla
kiinnitetty koneessa oleviin liittimiin sekä, että hitsauskaa-
pelien pituus ja paksuus sopii käytettävälle hitsausvirralle.
3.4 PUIKKOHITSAUS PÄÄLLYSTETYILLÄ
HITSAUSPUIKOLLLA
Tämä hitsauskone soveltuu kaikentyyppisillä
hitsauspuikoilla hitsaamiseen, lukuun ottamatta
selluloosapuikkoja ( AWS 6010).
Varmista, että kytkin BE on asennossa 0, liitä sen
jälkeen koneeseen hitsauskaapelit niin, että napaisuus on
puikonvalmistajan ohjeiden mukainen, kiinnitä sen jälkeen
maadoituspuristin hitsattavaan työkappaleeseen niin
lähelle hitsattavaa kohta kuin mahdollista niin, että sillä on
mahdollisimman hyvä sähköinen kontakti.
Älä pitele yhtä aikaa poltinta tai puikonpidintä sekä hitsa-
uskoneen hitsausvirtaliittimiä.
Käännä koneeseen virta päälle kytkimellä BE.
Valitse näppäimellä A hitsaustavaksi puikkohitsaus,
merkkivalo AW palaa.
Valitse valitulle elektrodille sopiva virta-asetus seuraavasti:
• Paina näppäintä AQ, pidä se painettuna ja paina näp-
päintä AP.
• Pidä näppäimiä painettuina, kunnes näytölle O ilmaan-
tuu tunnus H2O.
• Paina näppäintä AP, kunnes näytölle O ilmaantuu tun-
nus MMA.
• Näytöllä U näkyy tunnus DC (tasavirta; valmistajan
asetus).
• Valitse vaihtovirta kääntämällä säätönuppia Y, kunnes
näytölle U ilmaantuu tunnus AC.
Säädä hitsausvirta sopivaksi käytettävän hitsauspuikon ja
hitsausasennon mukaan.
Muista aina kytkeä virta pois päältä ja irrottaa hitsaus-
puikko puikonpitimestä kun lopetat hitsaamisen.
Jos haluat käyttää aloitusvirtaa ” Hot start” (merkkivalo D)
tai karheuden säätötoimintoa merkkivalo (C) katso ohjeet
edellisestä kappaleesta.
3.5. TIG HITSAUS
Kun hitsaustavaksi valitaan Tig –AC hitsaus voidaan
hitsata alumiinia, alumiiniseoksia, messinkiä ja magnesiu-
mia. Kun hitsaustavaksi valitaan Tig DC –hitsaus voi-
daan hitsata ruostumatonta terästä, terästä ja kuparia.
Liitä maadoituskaapeli hitsauskoneen positiiviseen (+)
virtaliittimeen ja kiinnitä maadoituspuristin hitsattavan
työkappaleeseen niin lähelle hitsattavaa kohta kuin mah-
dollista niin, että sillä on mahdollisimman hyvä sähköinen
kontakti.
Liitä Tig-poltin hitsauskoneen negatiiviseen (-)
virtaliittimeen.
Käännä koneeseen virta päälle kytkimellä BE.
Liitä polttimen kaasuletku hitsauskoneessa olevaan liitti-
men BD ja kaasupullon paineensäätimeltä tuleva kaasu-
letku letkuliittimeen BH.
3.5.1 VESILAITE ( Optio art. 351:lle)
Vesijäähdytteistä poltinta käytettäessä on käytettävä
vesilaitetta.
Liitä polttimelta tulevat vesiletkut vesilaitteen liittimiin BI
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

76
ja BL, varmistaen, että syöttö- ja paluuvesiletkut tulee
oikeisiin liittimiin.
3.5.1.1 Kuvaus suojauksista.
- Jäähdytysnesteen paineen tunnistus
Tämä suojaus toimii painekytkimessä olevan
mikrokytkimen avulla joka on sijoitettu jäähdytysnesteen
kiertojärjestelmään. Jos jäähdytysnesteen paine on liian
alhainen vilkkuu näytössä O viesti H2O.
3.5.1.2 Käyttöön otto
Avaa vesilaitteen säiliön korkki BF ja täytä säiliö ( laitteen
mukana toimitetaan 1 litran astia jäähdytysnestettä).
On tärkeää määrävälein tarkista nesteen taso
vesilaitteen kyljessä olevasta tarkistusaukosta BM, että
nestettä on riittävästi, lähellä maks. tasoa.
Käytä veden ja jäähdytysnesteen/alkoholin seosta alla
olevan taulukon ohjeiden mukaan.
Vesi/jäähdytysneste lämpötila:
4L/1L -0°C - -5°C
3,8L/1,2L -5°C - -10°C
Huom ! jos painetta ei ole vaikka vesilaitteen pumppu
pyörii on letkuista poistettava ilma.
Tällaisissa tapauksissa tee seuraavasti: käännä koneesta
virta pois päältä, täytä vesilaitteen säiliö
liitä letku liittimeen ( ) ja vie letkun toinen pää
vesilaitteen säiliön täyttöaukosta säiliön sisään.
Vain art. 351:lle liitä painekytkimen ja liitäntäkaapelin pis-
toke liittimiin BR ja BQ.
Käynnistä virtalähde 10 … 15 sekunniksi, irrota letku.
Käännä virtalähteeseen virta päälle: Valitse vesilaitteen
toiminta muoto seuraavasti:
1. Valitse hitsaustavaksi Tig-hitsaus
2. Pidä näppäintä AQ painettuna ja paina näppäintä AP.
Pidä näppäimiä painettuina, kunnes näytölle O ilmaantuu
tunnus H2O.
3. Valitse vesilaitteen toiminta nupilla Y.
OFF = pois päältä
OnC = jatkuva käyttö
OnA = automaatti käyttö.
Valikosta poistutaan painamalla nopeasti näppäintä
AQ.
Huom! Automaatti käyttö tarkoitta, että vesilaite käynnis-
tyy kun polttimen kytkin on painettuna ja pysähtyy noin 2
minuutin kuluttua kun polttimen kytkin on vapautettu.
Varoitus! Vesilaitetta ei saa käynnistettyä kun hitsausta-
vaksi on valittu puikko hitsaus.
Normaalisti kun kone käynnistetään vilkkuu näytöllä O
hetken viesti H2O.
3.5.2 Käynnistys
Kun koneeseen on kytketty virta päälle, älä koske
koneen hitsausvirtaliittimiin tai sen liikkuviin osiin.
Kun kone käynnistetään valitse toimintamuoto näppäi-
mellä AS ja tee tarvittavat säädöt
hitsausparametreille näppäimellä AP nupilla Y, kuten kap-
paleessa 3.2 on esitetty.
VAROITUS säädöt merkkivaloilla AO= käynnistys, AY=
aaltomuoto, AN= tajuus AM= balanssi
on tehtävissä vain silloin kun hitsaustavaksi on valittu Tig
AC hitsaus.
Säädä suojakaasun virtaus (litraa minuutissa) niin, että se
on noin 6 kertaa elektrodin halkaisija.
Jos polttimessa käytetään kaasulinssiä voidaan kaasun
virtaus säätää noin 3 kertaa elektrodin halkaisija.
Keraamisen kaasukuvun halkaisijan tule olla noin 4 – 6
kertaa elektrodin halkaisijaa suurempi.
Muista aina kääntää koneesta virta pois päältä ja sul-
kea kaasupullon venttiili kun lopetat hitsaamisen.
3.5.3 Elektrodin valmistelu
Noudata eritystä varovaisuutta kun teroitat elektrodia,
muotoile elektrodit erittäin huolellisesti kuvan 4
mukaisesti.
VAROITUS. KUUMAT IRTOAVAT METALLIHIUKKASET
voi aiheuttaa vakavia vammoja, tulipalon tai vahingoittaa
laitteita; elektrodista irtoavat aineosat , hiontapöly ym.
heikentää hitsauksen laatua.
Käytä hiontaan vain sellaista hiomalaitetta joka on varus-
tettu riittävillä suojalaitteilla ja käytä
hionnassa asianmukaista suojavaatetusta, suojakäsinei-
tä ja kasvosuojusta .
Käytä elektrodien hiontaan kovaa hienorakeista hionta-
laikkaa joka on tarkoitettu elektrodien hiontaan
Teroita elektrodi noin 1,5 – 2 kertaa elektrodin halkaisijaa
vastaavalta pituudelta kts kuva 5.
3.6 TALLENNUS
Painamalla nopeasti AQ näppäintä voidaan tehdä
valintoja; pitämällä näppäintä painettuna kauemmin
kuin 3 sekuntia tallentuu tiedot.
Aina kun kone käynnistetään tulee näyttöön viimeksi
hitsatut arvot.
3.6.1 PL Ohjelmien tallennus
Kun konetta käytetään ensimmäistä kertaa.
Kun koneeseen käännetään virta päälle ilmestyy näyttöön
symboli PL, joka häviää 5 sekunnin kulutta ja näyttöön
tule hitsausvirtaa näyttävä arvo. Noudata kappaleiden
3.2 ja 3.5 ohjeita
ja tallenna ohjelmatiedot muistipaikkaan P01
seuraavasti.:
Paina nopeasti näppäintä AQ ( mem+ mem-) jolloin näy-
tössä alkaa vilkkumaan P01.
Pidä näppäin AQ painettuna vähintään 3 sekunnin ajan
kunnes symboli P01 lakkaa vilkkumasta, jolloin ohjelma-
tiedot on tallentunut muistiin.
Kun halutaan tallentaa jokin muuhun muistipaikkaan kuin
P01, paina nopeasti näppäintä AQ niin monta kertaa
kunnes näytöllä on se ohjelmapaikan numero johon ohjel-
ma halutaan tallentaa.
Kuva. 5

77
PAINAMALLA NÄPPÄINTÄ NOPEASTI VOIDAAN
TEHDÄ VALINTOJA JA PITÄMÄLLÄ
NÄPPÄINTÄPAINETTUNA VÄHINTÄÄN 3 SEKUNTIA
VOIDAAN TIEDOT TALLENTAA.
3.6.2 Omien ohjelmien tallennus
Käyttäjä voi muokata ja tallentaa omia hitsausohjelmia
seuraavasti:
- Paina nopeasti näppäintä AQ ja valitse sopiva muisti-
paikan numero.
Vapaana olevan muistipaikan numero vilkkuu.
Paina näppäintä AT ja valitse hitsaus toiminto; paina näp-
päintä AS ja valitse hitsaustapa ( kappale 3.1)
Säädä hitsausvirta nupilla Y.
Jos hitsaustavaksi on valittu Tig -hitsaus, aktivoi
merkkivalo AB ( jälki-kaasu) näppäimellä AP ja säädä
arvo sopivaksi nupilla Y ( kappale 3.1.)
Jos hitsauksen kannalta on tarvetta säätää ” slope” aikaa
tai muita parametreja edellä kuvattujen säätöjen jälkeen,
noudata kappaleessa 3.1 olevia ohjeita.
Hitsausohjelma voidaan tämän jälkeen tallentaa edellä
valittuun muistipaikkaan painamalla näppäintä AQ ja pitä-
mällä se painettuna vähintään 3 sekuntia kunnes muisti-
paikan numero lakkaa vilkkumasta.
Jos ohjelma halutaankin tallentaa johonkin toiseen muis-
tipaikkaan paina nopeasti näppäintä AQ kun sopiva muis-
tipaikan numero on löytynyt, paina näppäintä sen jälkeen
uudestaan ja pidä se painettuna vähintään 3 sekuntia.
3.6.3 Aikaisemmin tallennetun ohjelman
tallentaminen uuteen muistipaikkaan
Aikaisemmin tallennettua ohjelmaa voidaan muokata ja
tallentaa uudelleen saman tai uuteen muistipaikkaan.
3.6.3.1 Päivitys
- Koneen käynnistyksen jälkeen valitse ohjelmaparametrit
jota haluat muokata ja tee tarvittavat muutokset .
- Pidä sen jälkeen näppäintä AQ painettuna vähintään 3
sekunnin ajan kunnes ohjelma on tallentunut
( näytöllä oleva muistipaikan numero lakkaa vilkkumasta)
3.6.3.2 Uuteen muistipaikkaan tallentaminen
- Koneen käynnistyksen jälkeen valitse
ohjelmaparametrit jota haluat muokata ja tee tarvittavat
muutokset .
- Tee lyhyt hitsaus
Paina nopeasti näppäintä AQ kunnes haluttu muistipai-
kan numero on löytynyt.
Pidä sen jälkeen näppäintä AQ painettuna vähintään 3
sekunnin ajan kunnes ohjelma on tallentunut
(näytöllä oleva muistipaikan numero lakkaa vilkkumasta)
3.6.4 Synergia hitsaus
Synergia hitsauksen tarkoituksena on tarjota käyttäjälle
helppoa ja nopeaa tapaa Tig-hitsausparametrien
asetukseen.
Sen vuoksi synergiaohjelmien käyttäminen on suosi-
teltavaa, eikä ehdoton edellytys Tig-hitsauksessa.
” Synergian” hitsauspaksuuden ja elektrodin halkaisijan
väliset riippuvuussuhteet on määritelty käyttämällä har-
maata 2 % CeriumTig-elektrodia ( EN26848 WC20) ja
90Hz taajuista vaihtovirtaa.
Kokeet on suoritettu aaltomuotoyhdistelmällä n:o 12
(suorakaide tunkeutuva – sini puhdistava).
Toimintaperiaate käytännössä: Käyttäjä valitsee hitsat-
tavan materiaalin, hitsausasennon sekä hitsattavan aine-
paksuuden; näiden valintojen perusteella tulee näyttöön
suositeltava elektrodi koko
ja kone on valmiina hitsaukseen.
Synergia toiminnon aktivointi.
Paina nopeasti näppäintä H ( lyhyemmän aikaa kuin 0,7
sekuntia) merkkivalo I (syn) palaa yhtä aikaa merkkivalon
L (mat.) kanssa. Näyttö O sammuu ja näyttö U näyttää
hitsattavan materiaalin merkkikoodia (kts. merkkivalon L
selitys). Tee tarvittavat valinnat kääntämällä nuppia Y.
Painamalla uudestaan nuppia H vahvistetaan tehdyt
materiaali valinnat ja merkkivalo M syttyy.
Näyttö Y näyttää mahdolliset hitsausasennot (kts. merk-
kivalon M selitys)
Tee tarvittavat valinnat nupilla Y. Painamalla uudestaan
näppäintä H vahvistetaan valittu hitsausasento
ja merkkivalo S syttyy.
Näyttö O näyttää asetettua hitsausvirta ja näyttö U valit-
tua virtaa vastaavaa hitsauspaksuutta mm:nä.
( kts merkkivalon S selitys).
Painamalla uudestaan näppäintä H vahvistetaan valittu
hitsauspaksuus ja merkkivalo R syttyy.
Yksi tai useampia elektrodi kokoja on käytettävissä riip-
puen tehdyistä materiaalin, hitsausasennon, hitsauspak-
suuden ja hitsausvirran asetuksista. Suositeltava elektro-
din koko tule ensimmäiseksi näytölle U vilkkumatta, seu-
raava elektrodin koko saadaan näytölle vain kääntämällä
nuppia Y ja myös tämän toisen vaihtoehtoisen elektrodin
koko näkyy näytöllä U vilkkumatta. Jos nuppia Y käänne-
tään edelleen tule kolmas elektrodin koko vilkkuen näy-
tölle U, samoin elektrodin kokoaa kuvaavat merkit vilkkuu
jos valitaan ensimmäistä elektrodin kokoa pienempi arvo.
Tekemällä elektrodivalinnan vain aloitusvirran AO ja mini-
mivirran AI perusteella, mahdollistaa se tekemään sellai-
sia elektrodin koko valintoja jotka eivät ole
suositeltavia.
Tällaisissa tapauksissa on käyttäjällä kaksi vaihtoehtoa:
Poistumalla synergia tilasta vahvistamatta tehtyjä valinto-
ja. Tee silloin seuraavasti:
1. paina nopeasti näppäintä H; merkkivalo I sammuu ja
näyttöpaneeliin palautuu ne arvot jotka olivat voimassa
ennen
synergiatilaan siirtymistä.
2. Vahvista synergia tila painamalla H näppäintä vähin-
tään 0,7 sekunnin ajan jolloin kaikki synergia toiminnot on
asetettu ja painamalla valintanäppäintä AP tulee näyttöön
U viesti ”AU ” (automaattitoiminto).
Merkkivalo I jatkaa palamista sen merkiksi, että
parametrit on asetettu.
Yhteenveto, kun elektrodin koko on vahvistettu
(pitämällä näppäintä H painettuna, kun merkkivalo R
palaa) aloitus, aaltomuoto, taajuus, balanssi ja hitsaus-
virta AI toiminnot on asetettu automaattitilaan
joka on aikaisemmin selitetty. Kun elektrodin koko on
vahvistettu sammuu merkkivalo R ja merkkivalo I palaa.
4 KAUKOSÄÄTÖ
Seuraavat kaukosäätimet voidaan liittää tähän hitsausko-
neeseen:

78
Art. 1256 Tig-polttin pelkällä kytkimellä (vesijäähdytetty)
Art. 1258 Tig-poltin Up/Down kykimellä (vesijäähdytetty)
Art. 193 Jalkapoljin ( Tig-hitsauksessa)
Art. 1192+Art.187 ( Puikkohitsauksessa)
Art. 1180 Haraliitäntä Tig-polttimen ja jalkapolkimen yhtä-
aikaista liittämistä varten: Art. 193 voidaan myös tällöin
käyttää Tig-hitsauksessa.
Potentiometrillä tehtävät hitsausvirran nupilla Y teh-
tyihin minivirran ja maksimivirran välisiin
säätöihin.
Up/Down kytkimellä tehtävät hitsausvirran nupilla Y
tehtyihin minivirran ja maksimivirran välisiin
säätöihin.
Kauko-ohjain on käytettävissä PL –ohjelmilla, mutta ei ole
aktiivinen tallennettuja ohjelmia käytettäesä.
5 HUOLTO
Ainoastaan ammattitaitoiset henkilöt saavat huoltaa lai-
tetta standardin CEI 26-29 (IEC 60974-4) mukaan.
5.1 VIRTALÄHTEEN HUOLTO
Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että kytkin
BE on O-asennossa ja että virtakaapeli on irrotettu verkosta.
Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt
metallipöly paineilmalla.
5.2 KORJAUKSEN JÄLKEEN
Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen, niin
että laitteen ensiö- ja toisiopuoli on eristetty varmasti toisi-
staan. Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan
aikana kuumenevia osia. Asenna kaikki nippusiteet takaisin
alkuperäisille paikoilleen, ettei johtimen tahaton rikkoutumi-
nen aiheuta liitäntää ensiö- ja toisiopuolen välillä.
Asenna lisäksi ruuvit ja hammasaluslaatat takaisin alkuperäi-
sille paikoilleen.

79
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING
INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAP-
PARATET. MANUALEN SKAL GEMMES OG OPBEVARES I
SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM
KENDES AF SVEJSEPERSONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN
UDGØRE EN SUNDHEDSRISIKO FOR
SVEJSEREN OG ANDRE PERSONER.
Svejseren skal derfor informeres om risiciene, der er forbun-
det med svejsning. Risiciene er beskrevet nedenfor.
Yderligere oplysning kan fås ved bestilling af manualen art.
nr.3.300.758
STØJ
Apparatets støjniveau overstiger ikke 80 dB.
Plasmasvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger ovennævnte
niveau. Svejserne skal derfor anvende beskyttelsesudstyret,
der foreskrives i den gældende lovgivning.
ELEKTROMAGNETISKE FELTER - kan være skadelige .
• Strøm, der løber igennem en leder, skaber
elektromagnetiske felter (EMF). Svejse- og
skærestrøm skaber elektromagnetiske felter
omkring kabler og strømkilder.
• Elektromagnetiske felter, der stammer fra høj
strøm, kan påvirke pacemakere. Brugere af elektroniske livs-
nødvendige apparater (pacemaker) skal kontakte lægen,
inden de selv udfører eller nærmer sig steder, hvor buesvejs-
ning, skæresvejsning, flammehøvling eller punktsvejsning
udføres.
• Eksponering af elektromagnetiske felter fra svejsning eller
skæring kan have ukendte virkninger på helbredet.
Alle operatører skal gøre følgende for at mindske risici, der
stammer fra eksponering af elektromagnetiske felter:
- Sørg for, at jordkablet og elektrodeholder- eller svejse
kablet holdes ved siden af hinanden. Tape dem om
muligt sammen.
- Sno ikke jordkablerne og elektrodeholder- eller svejse-
kablet rundt om kroppen.
- Ophold dig aldrig mellem jordkablet og elektrodeholder-
eller svejsekablet. Hvis jordkablet befinder sig til højre for
operatøren, skal også elektrodeholder- eller svejsekablet
være på højre side.
- Slut jordkablet til arbejdsemnet så tæt som muligt på
svejseeller skæreområdet.
- Arbejd ikke ved siden af strømkilden.
EKSPLOSIONER
· Svejs aldrig i nærheden af beholdere, som er under
tryk, eller i nærheden af eksplosivt støv, gas eller
dampe. Vær forsigtig i forbindelse med håndtering af
gasflaskerne og trykregulatorerne, som anvendes i forbin-
delse med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med angivel-
serne i den harmoniserede norm IEC 60974-10.(Cl. A)
Apparatet må kun anvendes til professionel brug i industri-
el sammenhæng. Der kan være vanskeligheder forbundet
med fastsættelse af den elektromagnetiske kompatibilitet,
såfremt apparatet ikke anvendes i industriel sammen-
hæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEKTRO-
NISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
med det normale affald!
Ved skrotning skal de elektriske apparater indsamles
særskilt og indleveres til en genbrugsanstalt jf. EU-direk-
tivet 2002/96/EF om affald af elektrisk og elektronisk
udstyr (WEEE), som er inkorporeret i den nationale lov-
givning. Apparaternes ejer skal indhente oplysninger ved-
rørende de tilladte indsamlingsmetoder hos vores lokale
repræsentant. Overholdelse af kravene i dette direktiv for-
bedrer miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER
RETTES HENVENDELSE TIL KVALIFICERET PERSONALE.
1.1 ADVARSELSSKILT
Den følgende nummererede tekst svarer til skiltets numme-
rerede bokse.
B. Trådfremføringens små ruller kan såre hænderne.
C. Svejseledningen og trådfremføringsgruppen er under
spænding i løbet af svejsningen. Hold hænder og
metalting på afstand.
1. Elektriske stød der fremprovokeres fra svejsningens
elektrode eller fra kablet kan være dødelige. Man skal
beskytte sig på en passende måde mod faren for elek-
triske stød.
1.1 Vær iført isolerende handsker. Rør ikke ved elektroden

80
med bare hænder. Vær ikke iført fugtige eller beskadi-
gede handsker.
1.2 Vær sikker på at være isolerede fra stykket der skal
svejses og fra grunden
1.3 Frakobl forsyningskablets stik inden man skal arbejde
på maskinen.
2. Indånding af uddunstning kan være sundhedsfarligt.
2.1 Hold hovedet fjernt fra uddunstningen.
2.2 Anvend et anlæg med forceret ventilation eller med
lokalt aftræk for at fjerne uddunstningen.
2.3 Brug en sugepumpe for at fjerne uddunstningen.
3. Gnisterne der fremprovokeres ved svejsningen kan
forårsage eksplosioner eller brande.
3.1 Hold antændelige materialer fjernt fra svejseområdet.
3.2 Gnisterne der fremprovokeres ved svejsningen kan
forårsage brande. Hav en brandslukker lige i nærheden
og lad en person være klar til at bruge den.
3.3 Svejs aldrig lukkede beholdere.
4. Lysbuens stråler kan brænde øjnene og give forbrænd-
inger på huden.
4.1 Vær iført sikkerhedshjelm og -briller. Brug passende
beskyttelser til ørerne og kittel med opknappet hals.
Brug en filtrerende ansigtsmaske med en korrekt gra-
dation. Vær iført en komplet kropsbeskyttelse.
5. Læs vejledningerne inden maskinen bruges eller inden
der foretages en hvilken som helst operation på den.
6. Fjern ikke eller tildæk ikke advarselsskiltene
2 GENERELLE BESKRIVELSER
2.1. SPECIFIKATIONER
Dette svejseapparat er en konstant jævnstrømsgenerator
med INVERTER teknologi, som er projekteret til TIG
svejsning med beklædte elektroder (med undtagelse af
celluloseelektroder) med kontakttænding og høj frekvens.
MÅ IKKE ANVENDES TIL OPTØNING AF RØR.
2.2 FORKLARING AF TEKNISKE DATA PÅ
APPARATETS DATASKILT
Apparatet er konstrueret med overholdelse af kravene i
følgende standarder: IEC 60974.1, IEC 60974.3, IEC
60974.10 Klasse A, og IEC 61000-3-12 (se ”Bemærk 2”).
Nr. Serienummer, som altid skal oplyses i forbin-
delse med henvendelse vedrørende
svejseapparatet.
Trefaset statisk frekvensomformer-transfor-
mator-ensretter.
Nedadgående karakteristika.
MMA. Egnet til svejsning med beklædte elektroder.
TIG. Egnet til TIG svejsning.
U0. Sekundær spænding uden belastning.
X. Procentvis driftsfaktor. Procentvis angivelse
af 10 minutter, som svejseapparatet kan
arbejde ved en bestemt strøm uden at der
herved er risiko for overophedninger.
I2. Svejsestrøm.
U2. Sekundær spænding med I2 strøm.
U1. Nominel forsyningsspænding.
3~ 50/60Hz Trefaset forsyning (50 eller 60 Hz).
Maks. l1 Maks. strømforbrug.
Eff. l1 Effektivt maks. strømforbrug, når der tages
højde for driftsfaktoren.
IP23S Beskyttelsesgrad for kapsling.
Grad 3 som andet ciffer betyder, at dette
apparat kan opbevares udendørs, men
apparatet er ikke egnet til udendørs arbejde
i nedbør, medmindre apparatet beskyttes på
passende måde
Egnet til omgivelser med øget risiko.
BEMÆRK:
1-Apparatet er også egnet til arbejde i omgivelser med
kontaminationsgrad 3 (se IEC 60664).
2-Dette udstyr opfylder kravene i standard IEC 61000-3-
11, forudsat at systemets maks. tilladte impedans
Zmaxer lavere end eller lig med 0,093 (Art. 366) - 0,044
(Art. 367) - 0,031 (Art. 368) i grænsefladepunktet mellem
brugerens system og det offentlige system. Det påhviler
udstyrets installatør eller bruger at garantere, at udstyret
er tilsluttet en forsyningskilde med maks. impedans 0,093
(Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). Dette sker
eventuelt ved at indhente oplysninger hos forsyningssel-
skabet.
2.3 BESKRIVELSE AF BESKYTTELSER
2.3.1 Termisk beskyttelse
Dette apparat er beskyttet af en termostat, som hindrer
apparatets funktion ved overskridelse af den tilladte tem-
peratur. Udløsning af termostaten angives ved tænding af
teksten OPn på displayet O på kontrolpanelet.
2.3.2 Blokeringsbeskyttelse
Dette svejseapparat er udstyret med forskellige beskyt-
telser, som afbryder apparatet, inden det udsættes for
skader. Udløsningen af hver beskyttelse signaleres ved
tænding af teksten Err på displayet O og af et tal, som
vises på displayet U.
Hvis der registreres et lavt vandniveau i køleaggrega-
tet, blinker teksten H2O på displayet O.
3 INSTALLATION
Kontrollér, at forsyningsspændingen svarer til mærkes-
pændingen i svejseapparatets tekniske data.
Slut et stik med passende kapacitet til forsyningskablet
og kontrollér, at den gule/grønne leder er sluttet til jord-
stikket.
Kapaciteten i den termomagnetiske afbryder eller sikrin-
gerne (tilsluttet i serie til forsyningen) skal svare til appa-
ratets strømforbrug I1max.
3.1. KLARGØRING
Apparatet skal installeres af specialuddannet personale.
Alle tilslutningerne skal opfylde kravene i de gældende
standarder og i lovgivningen vedrørende forebyggelse af
arbejdsulykker (CEI 26-23 og IEC-TS 62081).
3.2 BESKRIVELSE AF APPARAT (fig. 1-1/A)
BA) Negativ udgangsklemme (-)
BB) Positiv udgangsklemme (+)
BC) Konnektor til TIG svejsebrænderens knap
S

81
Slut ledningerne fra svejsebrænderens knap til
stikben 1 og 9.
BD) Kobling (1/4” G)
Sluttes til gasslangen på TIG svejsebrænderen.
BE) Hovedafbryder
BF) Tankdæksel
BG) Forsyningskabel
BH) Kobling til gasforsyning
BI) Kobling til varmtvandsindtag
(benyttes kun til TIG svejsebrændere).
BL) Kobling til koldtvandsudløb
(benyttes kun til TIG svejsebrændere).
BM) Fordybning til kontrol af væskeniveau
BN) Koblinger til MIG svejsebrændere
(skal ikke kortsluttes).
BO) Konnektor; type DB9 (RS 232)
Skal benyttes til opdatering af mikroprocessorer-
nes programmer.
BP) Sikringsholder
BQ) Stikkontakt til forsyningskabel
BR) Stikkontakt til trykafbryder
NB: Køleaggregatet er tilbehør til art. nr. 366.
3.3 BESKRIVELSE AF PANEL (fig. 2)
Knap for proces AT
Valget angives ved tænding af en af lysdioderne
AX, AV eller AW.
Lysdiode AX Lysdiode AV Lysdiode AW
Knap for funktionsmåde AS
Valget angives ved tænding af en af lysdioderne
D, C, E, B, A eller AU:
Lysdiode D for Hot-Start
Aktiveret ved MMA svejsning
Tændingen af denne lysdiode angiver, at displayet U viser
det tidsrum (udtrykt i 1/100 sekund), hvor svejseappara-
tet udsender en overstrøm for at forbedre tændingen af
elektroden. Justeringen sker ved hjælp af håndtaget Y.
Lysdiode C for Arc-Force
Aktiveret ved MMA DC svejsning
Dette er en procentvis angivelse af svejsestrømmen.
Displayet U viser værdien og håndtaget Y benyttes til
justering af værdien. I virkeligheden øger denne over-
strøm overførslen af stænk af flydende metal.
Lysdiode E:
KONSTANT TIG svejsning med tænding ved
hjælp af højspændings-/frekvensanordning.
Lysdiode B:
PULSERENDE TIG svejsning med tænding
ved hjælp af højspændings-/frekvensanord-
ning.
Pulseringsfrekvensen kan indstilles fra 0,16 til 500 Hz
(lysdiode AE). Spidsstrømmen og standardstrømmen
aktiveres ved hjælp af henholdsvis lysdioden AG og AD
og kan justeres ved hjælp af håndtaget Y.
Ved en pulseringsfrekvens på 0,16-1,1 Hz viser displayet
O skiftevist spidsstrømmen (hovedstrøm) og standards-
trømmen. Lysdioden AG og AD tændes skiftevist. Når
frekvensen er højere end 1,1 Hz, viser displayet O gen-
nemsnittet af de to strømværdier.
TIG
TIG
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

82
Lysdiode A:
KONSTANT TIG svejsning med kontakttænd-
ing (gnidning).
Lysdiode AU:
PULSERENDE TIG svejsning med kontakt-
tænding (gnidning). Funktionslogikken svarer
til logikken med hensyn til lysdiode B.
Knap for program AR
Valget angives ved tænding af en af lysdioderne G,
F, W, X, Z eller AA.
Lysdiode G:
Punktsvejsning (manuel).
Vælg svejsestrømmen (lysdiode AG) og tidsrummet for
punktsvejsning (lysdiode AE) ved hjælp af knappen AP
og indstil værdierne ved hjælp af håndtaget Y.
Denne svejsefunktion udføres kun, hvis der vælges kon-
stant svejsning og tænding med høj frekvens (lysdiode E
tændt). Operatøren trykker på svejsebrænderens knap,
hvorefter lysbuen tændes. Lysbuen slukkes automatisk
efter indstilling af tidsrummet for punktsvejsning. Slip
svejsebrænderens knap og tryk på den på ny for at
udføre det efterfølgende punkt. Indstilling fra 0,1-30
sekunder.
F - Lysdiode for TIG totrinssvejsning (manuel)
Når der trykkes på svejsebrænderens knap, øges strøm-
men og der forløber et tidsrum (slope up), som er indstil-
let forudgående, for at nå den værdi, der er indstillet ved
hjælp af håndtaget Y. Når knappen slippes, indledes en
reduktion af strømmen og der forløber et tidsrum (slope
TIG
TIG
down), som er indstillet forudgående, for at vende tilbage
til nul. I denne position er det muligt at tilslutte styreped-
alen (tilbehør; art. nr. 193).
W - Lysdiode for TIG firetrinssvejsning
(automatisk)
Dette program afviger fra det foregående, idet tændingen
og slukningen styres ved at trykke på og slippe svejse-
brænderens knap.
X - Lysdiode for specialprogram
Tænding af lysbuen sker ved at trykke på svejsebrænde-
rens knap og holde den trykket nede, indtil strømmen
begynder at blive øget med en fast forøgelse. Strømmen
øges straks til svejseværdien (lysdiode AG), hvis knappen
slippes. Tryk på svejsebrænderens knap og hold den
trykket nede for at afslutte svejsningen. Strømmen
begynder at blive reduceret med en fast reduktion.
Strømmen nulstilles øjeblikkeligt, hvis knappen slippes.
Z - Lysdiode for TIG firetaktssvejsning med
tre niveauer (automatisk)
Benyt følgende fremgangsmåde for at indstille de tre
svejsestrømme:
Tryk på knappen AP, indtil lysdioden AG tændes, og indstil
herefter maks. strømværdien ved hjælp af håndtaget Y.
Tryk på knappen AP, indtil lysdioden AD tændes, og ind-
stil herefter den mellemliggende strømværdi ved hjælp af
håndtaget Y. Tryk på knappen AP, indtil lysdioden AY
tændes, og indstil herefter strømværdien for tænding ved
hjælp af håndtaget Y.
Ved tænding af lysbuen indstiller strømmen sig ved den
første justering (lysdiode AI tændt). Operatøren kan fast-
holde denne strøm i det ønskede tidsrum (eksempelvis
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

83
indtil emnet er blevet opvarmet). Ved at trykke på og
straks slippe svejsebrænderens knap skifter strømmen
fra den første til den anden strøm inden for slope up tids-
rummet (lysdiode AH). Lysdioden AG tændes, når svejse-
strømmen nås.
Hvis der under svejsningen opstår behov for reduktion af
strømmen uden slukning af lysbuen (eksempelvis
ændring af svejsemateriale, ændring af arbejdsposition,
skift fra en vandret til en lodret position osv.), er det nød-
vendigt at trykke på og slippe svejsebrænderens knap
med det samme. Strømmen indstiller sig ved den anden
valgte værdi, lysdioden AD tændes og lysdioden AG
slukkes.
Tryk på og slip svejsebrænderens knap endnu en gang for
at vende tilbage til den foregående hovedstrøm.
Lysdioden AG tændes og lysdioden AD slukkes. Det er
muligt at afbryde svejsningen på et hvilket som helst tids-
punkt ved at holde svejsebrænderens knap trykket nede
mere end 0,7 sekunder. Slip herefter knappen.
Strømmen begynder herefter at blive reduceret til nulvær-
dien i løbet af slope down tidsrummet, som er blevet fast-
lagt forudgående (lysdiode AC tændt).
Hvis der trykkes på svejsebrænderens knap og den her-
efter slippes i forbindelse med slope down fasen, vendes
tilbage til slope up fasen, hvis den er indstillet til en værdi,
der er højere end nul, eller til min. strømmen mellem de
indstillede værdier.
NB: Proceduren ”TRYK PÅ OG SLIP STRAKS” skal finde
sted inden for maks. 0,5 sekunder.
AA - Lysdiode for TIG svejsning med to strømniveau-
er
Dette program afviger fra det foregående, idet strømmen
altid stiger til den første indstilling, når lysbuen tændes
(lysdiode AI tændt). Operatøren kan dog ikke fastholde
strømmen ved dette niveau og slope up tidsrummet ind-
ledes straks (lysdiode AH).
Crater Arc.
Blandt de sekundære funktioner findes denne funktion,
som er blevet udviklet til slutkraterfyldning ved indstilling
af en strøm og dens varighed.
Denne funktion kan benyttes i den manuelle eller auto-
matiske AC TIG eller DC TIG funktion (Fig. 3).
Benyt følgende fremgangsmåde for at aktivere funktio-
nen:
• Tryk på knappen AQ og hold den trykket nede, mens
der trykkes på knappen AP.
• Hold knapperne trykket nede, indtil teksten H2O vises
på displayet O.
• Hold knappen AP trykket nede, indtil teksten CrA
(Crater Arc) vises på displayet O.
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2
Fig. 3

84
• Displayet U viser teksten OFF (standardindstilling).
• Drej håndtaget Y, indtil teksten On vises på displayet
U.
• Drej håndtaget Y, indtil displayet O viser teksten CrC
(crater current - slutstrøm ved kraterfyldning), og dis-
playet U viser 50. Dette er den procentvise værdi af
slutstrømmen ved kraterfyldning i forhold til svejse-
strømmen. Standardindstilling: 50 %.
Indstilling fra 1 til 100 %.
• Drej håndtaget Y, indtil displayet O viser teksten tCr
(Crater time - tidsrum for slutstrøm ved kraterfyldning).
• Håndtaget Y benyttes til indstilling af værdien, og dis-
playet U viser værdien. Standardindstilling: 0,5 sekun-
der.
Indstilling fra 0,1 til 30,0 sekunder.
Slope mellem hovedstrømmen og slutstrømmen ved
kraterfyldning indstilles ved hjælp af slope down (lys-
diode AC).
Y - Håndtag
Justerer normalt svejsestrømmen. Hvis der væl-
ges en funktion ved hjælp af knappen AP,
benyttes dette håndtag til indstilling af værdien.
O - Display
Viser:
1. den forindstillede strøm uden belast-
ning;
2. svejsestrømmen og de respektive niveauer med
belastning;
3. den seneste svejsestrøm, hvis lysdioden for Hold er
tændt;
4. ændringer i strømmen på de respektive niveauer i for
bindelse med pulserende TIG svejsning;
5. strømmen i forhold til den valgte tykkelse i synergiens
parametre;
6. teksten H2O ved indstilling af køleaggregatet (teksten
blinker ved åbning af køleaggregatets trykafbryder);
7. teksten OPn (blinker ved åbning af termostaten);
8. teksten PL …P01…P09 i forbindelse med valg af
ledige eller lagrede programmer.
9. teksten MMA.
Lysdiode N
Kan ikke vælges og tændes, når displayet O viser en
strøm.
U - Display
Viser:
1. spændingen uden belastning ved
MMA svejsning uden svejsning og
spændingen med belastning i forbindelse med svejsning.
2. nul ved konstant TIG svejsning, hvor der ikke trykkes
på knappen; spændingen uden belastning, når der
trykkes på knappen uden at svejsningen finder sted;
spændingen med belastning, når svejsningen finder ste
3. numerisk angivelse af alle værdier (med undtagelse af
strømmen), der vælges ved hjælp af knappen AP.
4. angivelse af alle numeriske kombinationer, som referer
til de forskellige bølgeformer, der kan vælges ved valg
af lysdioden AY (bølgeform) ved hjælp af knappen AP
5. teksten OFF, OnA, OnC (hvis apparatet er forberedt til
køleaggregatet).
6. teksterne AC, DC (hvis apparatet er forberedt til
strømtype i MMA).
7. betegnelsen for materialerne, som skal svejses (hvis
lysdioden L er blevet valgt), betegnelsen for svejsepo-
sitionerne (hvis lysdioden M er blevet valgt) eller elek-
trodediameteren (hvis lysdioden R er blevet valgt).
Dette forudsætter, at synergien er aktiveret (lysdiode I
tændt).
ENDVIDERE viser den svejsespændingen, hvis lysdio-
den P (Hold) er tændt.
Lysdiode Q
Kan ikke vælges og tændes, når displayet U viser en
spænding.
AQ - KNAP
Vælger og lagrer programmerne.
Svejseapparatet gør det muligt at lagre ni svejse-
programmer P01…..P09 og indlæse dem ved hjælp af
denne knap. Endvidere findes arbejdsprogrammet PL.
Valg
Ved et kortvarigt tryk på denne knap fremvises nummeret
på det efterfølgende program på displayet O. Hvis det
ikke er blevet lagret, blinker teksten. I modsat fald fremvi-
ses den uden at blinke.
Lagring (3.6)
Dataene lagres ved at holde knappen trykket inde i mere
end 3 sekunder efter valg af programmet. For at bekræf-
te dette holder programnummeret på displayet O op med
at blinke.
AP - KNAP
Når der trykkes på denne knap, tændes lysdioder-
ne i rækkefølge:
Advarsel: Det er kun lysdioderne vedrørende den valgte
svejsefunktion, som tændes. Eksempel: Lysdioden AE,
som repræsenterer pulseringsfrekvensen, tændes ikke
ved valg af konstant TIG svejsning.
Hver lysdiode angiver parameteren, som kan indstilles
ved hjælp af håndtaget Y, når lysdioden er tændt.
Lysdioden slukkes 5 sekunder efter den seneste ændring
og hovedsvejsestrømmen angives. Herefter tændes den
tilsvarende lysdiode AG.
KNAPPER AQ + AP = SEKUNDÆRE
FUNKTIONER.
Adgang til menuen med sekundære funktioner sker ved
at holde knapperne AQ og AP trykket nede samtidigt i
mere end 3 sekunder.
Valget af felter i MENUEN sker ved at trykke kortvarigt
på knappen AP.
MENUEN forlades ved at trykke kortvarigt på knappen
AQ.
Displayet O viser funktionen. Displayet U viser indstillin-
gen, som kan reguleres ved hjælp af håndtaget Y.
Der findes følgende funktioner:
1. Køleaggregat
Tekst H2O
Indstillinger:
OFF = slukket (standardindstilling).
OnC = tændt konstant.
OnA = automatisk tænding.

85
2. Funktion med robot
Tekst rob
Indstillinger:
OFF = slukket (standardindstilling).
On = tændt.
3. Feeder Unit (funktion med trådfremføringsbox til
kold tråd)
Tekst FdU
Indstillinger:
OFF = slukket (standardindstilling).
On = tændt.
4. Crater Arc (slutkraterfyldning)
Tekst CrA
Indstillinger:
OFF = slukket (standardindstilling).
On = tændt.
5. MMA (svejsning med beklædt elektrode)
Tekst MMA
Indstillinger:
DC = jævnstrøm (standardindstilling).
AC = vekselstrøm.
LYSDIODER, SOM KAN VÆLGES I FORBINDELSE
MED DC TIG SVEJSNING (JÆVNSTRØM) OG AC TIG
SVEJSNING (VEKSELSTRØM):
AL - Lysdiode for for-gas
Kan indstilles fra 0,05 til 2,5
sekunder. Tidsrum for forsyning
af gas inden indledning af svejs-
ning.
AI - Lysdiode for strøm til ind-
ledning af svejsning
Dette er en procentvis angivelse
af svejsestrømmen (lysdiode AG).
AH - Lysdiode for slope up
Dette er tidsrummet, som for-
løber, inden min. strømmen når
den indstillede værdi (0-10
sekunder).
AG - Lysdiode for hovedsvejse-
strøm
AD - Lysdiode for andet strøm-
niveau ved svejsning eller stan-
dardstrøm
Denne strøm er altid en procent-
vis angivelse af hovedstrømmen.
AE - Lysdiode for pulseringsfre-
kvens (0,16-500 Hz)
Ved valg af punktsvejsningen (lys-
diode G) angiver tændingen af
denne lysdiode, at displayet U viser tidsrummet for
punktsvejsning, som kan indstilles mellem 0,1 og 30
sekunder ved hjælp af håndtaget Y.
AF - Lysdiode
Udfører en procentvis justering af
forholdet mellem tidsrummet for
spidsstrømmen AG og frekven-
sen AE. t/T (10-90 %) fig. 4.
AC - Lysdiode for slope down
Dette er tidsrummet, som for-
løber, inden strømmen når min.
værdien og lysbuen slukkes (0-10
sekunder).
AB - Lysdiode for efter-gas
Indstiller tidsrummet for forsyning
af gas efter afslutning af svejsnin-
gen (0-30 sekunder).
LYSDIODER, SOM KUN KAN VÆLGES I FORBINDEL-
SE MED AC TIG SVEJSNING (VEKSELSTRØM):
AO - Lysdiode for start
Justerer Hot-Start niveauet for at optimere tændin-
gerne ved TIG AC svejsning for hver elektrodedia-
meter. Når denne lysdiode tændes, viser displayet U et
tal, som refererer til elektrodediameteren. Operatøren kan
indstille den anvendte diameter ved hjælp af håndtaget Y
og herved straks sikre en optimal start. Indstilling fra 0,5
til 4,8.
AY - Lysdiode for bølgeform
Valg af bølgeform ved svejsning.
Når denne lysdiode tændes, viser displayet U et tal,
som svarer til den valgte bølgeform (se tabellen).
11 = kvadratisk - kvadratisk
22 = sinusformet - sinusformet
33 = trekantet - trekantet
12 = kvadratisk - sinusformet
13 = kvadratisk - trekantet
23 = sinusformet - trekantet
21 = sinusformet - kvadratisk
32 = trekantet - sinusformet
31 = trekantet - kvadratisk
Standard = kvadratisk - sinusformet (12).
Dette tal kan ændres ved hjælp af håndtaget Y.
BEMÆRK: Det første ciffer i tallet refererer til den negati-
ve halvbølge (gennemtrængning), hvorimod det andet cif-
fer refererer til den positive halvbølge (rensning).
Ændringen af bølgeformen kan også reducere lysbu-
ens støj i forbindelse med AC svejsning (vekselstrøm).
AN - Lysdiode for Hz
Justerer vekselstrømmens frekvens. Justering fra
50 til 100 Hz.
Fig. 4

86
AM - Lysdiode for justering af bølgens afbalan-
cering
Justerer den procentvise angivelse af den negative
halvbølge (gennemtrængning) i tidsrummet med veksel-
strøm.
Justering -10, 0 eller 10; 0 = 65 % (anbefalet); -10 = 50
%; 10 = 85 %.
Lysdiode T:
Lysdiode, som angiver korrekt funktion i anordningen til
begrænsning af risikoen for elektriske stød.
Knap H:
Når der trykkes kortvarigt på denne knap, aktive-
res synergien (hvis den findes) og lysdioderne I, L,
M, S og R vælges (“kortvarigt” skal forstås som et tids-
rum på under 0,7 sekunder).
Hvis elektrodediameteren ikke bekræftes efter valg af
parametrene, forlades synergien, når der trykkes kortva-
rigt på denne knap.
Hvis synergien derimod skal forlades, når elektrodedia-
meteren er blevet bekræftet, er det nødvendigt at holde
knappen trykket nede i længere tid (”længere tid” skal for-
stås som et tidsrum på mere end 0,7 sekunder).
Lysdiode L: Materiale
Der kan vælges mellem følgende materialetyper på bag-
grund af svejseprocessen:
Aluminium (AL) og magnesium (MG) ved TIG AC svejs-
ning.
Rustfrit stål (SS), kobber (Cu), jern (FE) og titanium (ti) ved
TIG DC svejsning.
Lysdiode M: Svejseposition
Teksterne, som vises på displayet U, vedrører ISO 6947
standarden og svarer til svejsepositionerne, som er vist i
figuren.
ASME angives ved hjælp af et tal og et bogstav. For at
forbedre forståelsen er de vist som symboler nedenfor.
Lysdiode S: Tykkelse
Displayet O tændes og viser den indstillede strøm.
Displayet U viser tykkelsen i forhold til den pågældende
strøm. Når håndtaget Y drejes, ændres tykkelsen og her-
ved ændres også strømmen.
Tykkelsen og den tilhørende strøm indstilles naturligvis på
baggrund af materialet og svejsepositionen.
Lysdiode R: Elektrodediameter
Fremvisningen af elektrodediameteren afhænger af ind-
stillingen af materialet (lysdiode L), positionen (lysdiode
M) og tykkelsen (lysdiode S).
Pos.
Mat.
Ø El.
<
48V
AC
Displayet U viser den anbefalede elektrode (blinker
ikke). Ved hjælp af håndtaget Y kan operatøren også
fremvise de øvrige diametre. Diametrene blinker på dis-
playet, hvilket betyder, at de ikke anbefales.
BC - 10-polet konnektor
Denne konnektor benyttes til tilslutning af
fjernstyringsudstyret, som er beskrevet i
afsnit 4. Der findes en ren kontakt mellem
stikben 3 og 6. Kontakten signalerer tænd-
ing af buen (maks. 0,5 A - 125 VAC / 0,3 A
- 110 VDC / 1 A - 30 VDC).
3.3. GENERELLE BEMÆRKNINGER
Læs CEI 26-23/IEC-TS 62081 standarderne grundigt
inden brug af dette svejseapparat. Kontrollér, at kabler-
nes isolering, elektrodeholderne, stikkontakterne og stik-
kene er intakte. Kontrollér endvidere, at svejsekablernes
længde og tværsnit er passende i forhold til den anvend-
te strøm.
3.4. SVEJSNING MED BEKLÆDTE ELEKTRODER
(MMA)
- Dette svejseapparat er egnet til svejsning med alle for-
mer for elektroder med undtagelse af celluloseelektroder
(AWS 6010).
- Kontrollér, at afbryderen BE er indstillet i position 0.
Tilslut herefter svejsekablerne med overholdelse af pola-
riteten, som er fastsat af elektrodeproducenten. Tilslut
jordkablets klemme så tæt som muligt på stedet, hvor
svejsningen skal finde sted, og kontrollér, at der er god
elektrisk kontakt.
- Berør ikke svejsebrænderen eller elektrodeholderen
samtidig med jordklemmen.
- Tænd maskinen ved hjælp af afbryderen BE.
- Vælg MMA funktionen (lysdiode AW tændt) ved at tryk-
ke på knappen A.
Benyt følgende fremgangsmåde for at vælge den egnede
strømtype til den valgte elektrode:
• Tryk på knappen AQ og hold den trykket nede, mens
der trykkes på knappen AP.
• Hold knapperne trykket nede, indtil teksten H2O vises
på displayet O.
• Hold knappen AP trykket nede, indtil teksten MMA
vises på displayet O.
• Displayet U viser teksten DC (jævnstrøm) (standar-
dindstilling).
• Drej håndtaget Y, indtil teksten AC vises på displayet
U for at vælge vekselstrøm.
Forlad valget ved at trykke kortvarigt på knappen AQ.
- Indstil strømmen på baggrund af elektrodediameteren,
svejsepositionen og sømmen, som skal udføres.
- Sluk altid apparatet efter svejsningen og fjern elektroden
fra elektrodeholderen.
Vedrørende justering af Hot-Start (lysdiode D) og Arc-
Force (lysdiode C) funktionerne henvises til det foregåen-
de afsnit.
3.5. TIG SVEJSNING
Valg af TIG AC funktionen gør det muligt at svejse
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

87
aluminium, aluminiumslegeringer, messing og magnesi-
um. Valg af TIG DC funktionen gør det derimod
muligt at svejse rustfrit stål, jern og kobber.
Slut jordkablets konnektor til den positive pol (+) på svej-
seapparatet og slut klemmen til emnet så tæt som muligt
på stedet, hvor svejsningen skal finde sted. Kontrollér, at
der er god elektrisk kontakt.
Slut TIG svejsebrænderens effektkonnektor til den nega-
tive pol (-) på svejseapparatet.
Slut svejsebrænderens styrekonnektor til svejseappara-
tets konnektor BC.
Slut koblingen på svejsebrænderens gasslange til koblin-
gen BD på apparatet og slut gasslangen fra gasflaskens
trykregulator til gaskoblingen BH.
3.5.1 Køleaggregat (tilbehør til art. nr. 351)
Brug køleaggregatet, hvis der benyttes en vandafkølet
svejsebrænder.
Stik svejsebrænderens køleslanger ind i koblingerne BI
og BL på køleaggregatet og kontrollér, at forsynings- og
afløbsretningen overholdes.
3.5.1.1 Beskrivelse af beskyttelser
- Beskyttelse for kølevæsketryk
Denne beskyttelse består af en trykafbryder i væskens
forsyningskredsløb. Trykafbryderen styrer en mikroafbry-
der. For lavt tryk signaleres ved at teksten H2O blinker
på displayet O.
3.5.1.2 Klargøring
Løsn proppen BF og fyld tanken (apparatet leveres med
ca. 1 l væske).
Det er vigtigt at kontrollere regelmæssigt, at væsken
fastholdes ved maks. niveauet. Denne kontrol udføres
ved hjælp af fordybningen BM.
Benyt vand (så vidt muligt deioniseret vand) blandet
med alkohol som kølevæske. Blandingsforholdet frem-
går af følgende tabel:
temperatur vand/alkohol
-0 °C til -5 °C 4 l /1 l
-5 °C til -10 °C 3,8 l/1,2 l
NB: Hvis pumpen aktiveres uden kølevæske, skal slan-
gerne udluftes.
I dette tilfælde er det nødvendigt at slukke generatoren,
fylde tanken og slutte en slange til koblingen . Stik
den anden ende af slangen ned i tanken.
Kun til art. nr. 351: Stik trykafbryderens konnektor og for-
syningskablet i stikkontakten BR og BQ.
Start generatoren 10-15 sekunder og tilslut herefter slan-
gerne på ny.
Tænd apparatet. Benyt følgende fremgangsmåde for at
vælge køleaggregatets funktionsmåde:
1. Vælg en hvilken som helst TIG funktion.
2. Hold knappen AQ trykket nede, og tryk på knappen
AP. Hold knapperne trykket nede, indtil teksten H2O
vises på displayet O.
3. Vælg funktionen ved hjælp af håndtaget Y:
OFF = Aggregat slukket
OnC = Konstant funktion
OnA = Automatisk funktion
Forlad valget ved at trykke kortvarigt på knappen AQ.
NB: ”Automatisk funktion” indebærer, at køleaggregatet
aktiveres, når der trykkes på svejsebrænderens knap.
Køleaggregatet afbrydes ca. 2 minutter efter at svejse-
brænderens knap er blevet sluppet.
Advarsel: Ved valg af svejsning med elektrode tændes
afkølingen ikke og den kan ikke vælges. Ved tænding af
apparatet blinker teksten H2O normalt på displayet O.
3.5.2 Klargøring
Berør ikke de spændingsførende dele og udgangsklem-
merne, når der er sluttet strøm til apparatet.
Vælg funktionen ved hjælp af knappen AS og svejsepara-
metrene ved hjælp af knappen AP og håndtaget Y som
beskrevet i afsnit 3.2, når apparatet tændes første gang.
ADVARSEL: Justeringerne for lysdioderne AO = start, AY
= bølge, AN = Hz, AM = bølgens afbalancering kan kun
vælges ved TIG AC svejsning.
Flowet af inert gas kan indstilles til en værdi (l pr. min.),
som svarer til ca. 6 gange elektrodediameteren.
Ved brug af gas-lens udstyr kan gasflowet reduceres til
ca. 3 gange elektrodediameteren. Diameteren på den
keramiske dyse skal svare til 4-6 gange elektrodediame-
teren.
• Husk at slukke apparatet og lukke ventilen på gas-
flasken efter afslutning af svejsningen.
3.5.3 Forberedelse af elektrode
Det er nødvendigt at være særligt opmærksom i forbin-
delse med forberedelse af elektrodespidsen. Slib den
således, at den har en lodret rille som vist i fig. 4.
ADVARSEL: GLØDENDE FLYVENDE METALPARTIKLER
kan kvæste personalet, være årsag til brand og beskadi-
ge udstyret. KONTAMINATION FRA TUNGSTEN kan
reducere svejsekvaliteten.
• Slib kun elektroden af tungsten ved hjælp af en slibe-
maskine med passende beskyttelsesafskærmninger. Bær
passende visir, handsker og arbejdsbeklædning.
• Slib elektroderne af tungsten med en finkornet slibe-
sten. Slibestenen må kun benyttes til slibning af tungsten.
• Puds enden af elektroden af tungsten således, at den
får en konisk form i en længde svarende til 1,5-2 gange
elektrodediameteren (fig. 5).
3.6. LAGRING
Et kortvarigt tryk på knappen AQ medfører et valg.
Hvis knappen holdes trykket nede mere end 3 sekun-
der, sker der en lagring.
Hver gang apparatet tændes, vises den senest
anvendte svejsebetingelse.
Fig. 5

88
3.6.1. Lagring af data i arbejdsprogram PL
Brug af apparatet for første gang
Når apparatet tændes, viser displayet teksten PL. Denne
tekst forsvinder efter 5 sekunder og herefter fremvises en
svejsestrøm. Følg anvisningerne i afsnit 3.2 og 3.5 og
benyt følgende fremgangsmåde for at lagre dataene i pro-
grammet P01:
· Tryk kortvarigt på knappen AQ (mem+mem-); herefter
blinker teksten P01.
· Hold knappen AQ trykket inde mere end 3 sekunder,
indtil teksten P01 holder op med at blinke. Nu har lagrin-
gen fundet sted.
· Hvis dataene derimod skal lagres i et andet program end
P01, er det naturligvis nødvendigt at trykke på knappen
AQ det antal gange, som er nødvendigt for at vise det
ønskede program. Teksten P01 vises, når maskinen tæn-
des på ny.
ET KORTVARIGT TRYK PÅ KNAPPEN AQ MEDFØRER
ET VALG. HVIS KNAPPEN HOLDES TRYKKET NEDE
MERE END 3 SEKUNDER, SKER DER EN LAGRING.
3.6.2. Lagring af et ledigt program
Operatøren kan ændre og lagre et valgt program ved at
benytte følgende fremgangsmåde:
· Tryk kortvarigt på knappen AQ og vælg det ønskede
programnummer.
Teksten for de ledige programmer blinker.
Tryk på knappen AT for at vælge svejseprocessen og
knappen AS for at vælge funktionsmåden (afsnit 3.1).
· Drej håndtaget Y og indstil svejsestrømmen.
Hvis TIG processen er blevet valgt, skal lysdioden AB
(efter-gas) aktiveres ved hjælp af knappen AP. Indstil den
ønskede værdi ved hjælp af håndtaget Y (afsnit 3.1).
Efter udførelse af disse justeringer, som er nødvendige
for svejsningen, er det muligt at benytte fremgangsmå-
den, der er beskrevet i afsnit 3.1 for at indstille slope tids-
rummene eller andet.
Hold knappen AQ trykket nede i mere end 3 sekunder,
indtil tallet holder op med at blinke, for at lagre program-
met, som er blevet valgt forudgående.
Lagring af et andet program sker ved at trykke kortvarigt
på knappen AQ for at vælge programmet og herefter
holde knappen AQ trykket nede i mere end 3 sekunder.
3.6.3 Lagring på baggrund af et lagret program
Ved at arbejde på baggrund af et program, som allerede
er lagret, har operatøren mulighed for at ændre data i
hukommelsen for at opdatere programmet eller finde nye
parametre, som skal lagres i et andet program.
3.6.3.1 Opdatering
· Tænd apparatet og vælg parametrene, som skal ænd-
res. Ændre parametrene.
· Hold knappen AQ trykket nede mere end 3 sekunder,
indtil det bekræftes, at lagringen har fundet sted (teksten
for programmet holder op med at blinke men forbliver
tændt).
3.6.3.2 Lagring i et nyt program
· Tænd apparatet og vælg parametrene, som skal ænd-
res. Ændre parametrene.
· Udfør en svejsning (også kortvarig).
· Tryk kortvarigt på knappen AQ, indtil det ønskede pro-
gram fremvises.
· Hold knappen AQ trykket nede, indtil det bekræftes, at
lagringen har fundet sted (teksten for programmet holder
op med at blinke men forbliver tændt).
3.6.4 Svejsning med synergi
Synergi har til formål at fungere som en hurtig vejledning
for operatøren i forbindelse med indstilling af parametre-
ne for TIG svejsning. Funktionen er derfor udelukkende
vejledende.
Synergi forholdet mellem strømmen, tykkelsen og elek-
trodediameteren er baseret på elektroder med 2 % grå
cerium (EN 26848 WC20 standarden) og en veksel-
strømsfrekvens på 90 Hz.
Bølgeformen 12 er blevet anvendt ved udførelse af teste-
ne (kvadratisk ved gennemtrængning og sinusformet ved
rensning).
Logikken: På baggrund af svejseprocessen indstiller
operatøren materialetypen, svejsepositionen og tykkel-
sen. Elektrodediameteren foreslås på baggrund af disse
indstillinger og apparatet indstiller sig til svejsningen, hvis
operatøren bekræfter disse værdier.
Tænd synergien.
Tryk kortvarigt (under 0,7 sekunder) på knappen H:
Lysdioden I (Syn) tændes samtidig med lysdioden L
(materiale). Displayet O slukkes og displayet U viser en
tekst, der svarer til materialet, som skal svejses (se
beskrivelse af lysdiode L). Valget sker, når håndtaget Y
drejes.
Valget af materiale bekræftes, når der efterfølgende tryk-
kes på knappen H. Herved tændes lysdioden M og dis-
playet U viser de disponible svejsepositioner (se beskri-
velse af lysdiode M).
Valget sker, når håndtaget Y drejes. Valget af positionen
bekræftes, når der efterfølgende trykkes på knappen H.
Herved tændes lysdioden S og displayet O viser den ind-
stillede strøm. Displayet U viser tykkelsen (i mm) ved den
pågældende strøm (se beskrivelse af lysdiode S).
Når der efterfølgende trykkes på knappen H, bekræftes
valget af tykkelsen og lysdioden R tændes.
Der foreslås herefter en eller flere elektrodediametre på
baggrund af indstillingerne af materiale, position, tykkel-
se og strøm. Den anbefalede elektrode angives først og
diameterens numeriske værdi forbliver tændt (uden at
blinke) og vises sammen med bogstavet A. Hvis der fin-
des to diametre, som passer til den konkrete ampereind-
stilling for svejsningen, vises den anden anbefalede dia-
meter kun, hvis håndtaget Y drejes. Det andet valg vises
også uden at blinke. Hvis håndtaget drejes yderligere,
viser displayet U diameteren, som er større end det andet
valg, og diameteren, som er mindre end det første valg
(værdierne blinker).
Det kan forekomme, at operatøren vælger en uhensigts-
mæssig kombination, idet elektrodediameteren i princip-
pet fastlægger både startniveauet AO og min. strømmen
AI.
Operatøren har herefter to muligheder:
1. Forlade synergien uden at bekræfte de udførte valg.
Dette sker ved at trykke kortvarigt på knappen H.
Lysdioden I slukkes og displayet viser indstillingerne
inden adgang til synergien.
2. Bekræfte synergien ved at holde knappen H trykket

89
nede mere end 0,7 sekunder. Herefter indstilles alle funk-
tionerne vedrørende synergien og displayet U viser tek-
sten AU (automatisk), hvis funktionerne vælges med
knappen AP.
Lysdioden I forbliver tændt for at bekræfte, at parametre-
ne er blevet indstillet.
Sammenfatning: Ved bekræftelse af elektrodediameteren
(langvarigt tryk på knappen H, når lysdioden R er blevet
valgt), indstilles funktionerne for start, bølge, Hz, afbalan-
cering og strøm AI på baggrund af den automatiske logik,
som er beskrevet ovenfor. Ved bekræftelse af elektroden
slukkes lysdioden R og lysdioden I tændes.
4 FJERNSTYRINGSUDSTYR
Justeringen af svejseapparatets svejsestrøm kan tilsluttes
følgende fjernstyringsudstyr:
Art. nr. 1256 TIG svejsebrænder; kun knap (vandafkølet)
Art. nr. 1258 TIG UP/DOWN svejsebrænder (vandafkølet)
Art. nr. 193 Styrepedal (kun TIG svejsning)
Art. nr. 1192 + Art. nr. 187 (kun MMA svejsning)
Art. nr. 1180 Tilslutning til samtidig tilslutning af svejse-
brænder og styrepedal Ved hjælp af dette tilbehør kan art.
nr. 193 benyttes til alle former for TIG svejsning.
Betjeningsudstyret, som omfatter et potentiometer,
justerer svejsestrømmen fra min. til maks. værdi, der
er indstillet ved hjælp af håndtaget Y.
Betjeningsudstyret med UP/DOWN logik justerer
svejsestrømmen fra min. til maks.
Justeringerne af fjernstyringsudstyret er altid aktiverede i
programmet PL, hvorimod de ikke er aktiveret i et lagret
program.
5 VEDLIGEHOLDELSE
Hvert vedligeholdelsesindgreb skal foretages af et kvali-
ficeret personale i overensstemmelse med normen IEC
26-29 (IEC 60974-4).
5.1 VEDLIGEHOLDELSE AF GENERATOREN
I tilfælde af vedligeholdelse indeni apparatet, skal man sikre
sig at afbryderen BE befinder sig i position "O" og at forsy-
ningskablet er frakoblet nettet.
Derudover er det periodisk nødvendigt at rengøre apparatets
indre for aflejret metalstøv, ved at bruge trykluft.
5.2 RÅD DER SKAL TAGES I BRUG VED ET REPARA-
TIONSINDGREB.
Efter at have foretaget en reparation, skal man sørge for at
genordne ledningsføringen således at der findes en sikker
isolering mellem maskinens primære side og sekundære
side. Undgå at ledningerne kommer i kontakt med dele i
bevægelse eller dele der hedes op under funktion. Montér
igen samtlige bånd som på det originale apparat således at
undgå at der, hvis en ledetråd uheldigvis skulle ødelægges
eller frakobles, kan forekomme en forbindelse mellem den
primære og den sekundære.
Montér derudover skruerne med de rillede skiver igen, som
på det originale apparat.

90
GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN
SCHADELIJK ZIJN VOOR UZELF EN
VOOR ANDEREN. Daarom moet de
gebruiker worden gewezen op de gevaren, hierna opge-
somd, die met laswerkzaamheden gepaard gaan. Voor
meer gedetailleerde informatie, bestel het handboek met
code 3.300.758
GELUID
Deze machine produceert geen rechtstreeks
geluid van meer dan 80 dB. Het plasmasnij/las-
procédé kan evenwel geluidsniveaus veroorzaken
die deze limiet overschrijden; daarom dienen gebruikers
alle wettelijk verplichte voorzorgsmaatregelen te treffen.
ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn.
• De elektrische stroom die door een wille-
keurige conductor stroomt produceert elek-
tromagnetische velden (EMF). De las- of
snijstroom produceert elektromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden geproduceerd door hoge
stroom kunnen de functionering van pacemakers beïn-
vloeden. De dragers van vitale elektronische apparatuur
(pacemakers) moeten zich tot hun arts wenden voordat
ze booglas-, snij-, afbrand- of puntlaswerkzaamheden
benaderen.
De blootstelling aan elektromagnetische velden, gepro-
duceerd tijdens het lassen of snijden, kunnen de gezond-
heid op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure hou-
den om de gevaren geproduceerd door elektromagneti-
sche velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de elektro
deklem of de lastoorts naast elkaar blijven liggen. Maak ze,
indien mogelijk, met tape aan elkaar vast.
- Voorkom dat u de aardekabel en de kabel van de
elektrodeklem of de lastoorts om uw lichaam wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel van
de elektrodeklep of de lastoorts komt te staan. Als
de aardekabel zich rechts van de operator bevindt,
moet de kabel van de elektrodeklem of de lastoorts
zich tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de nabijheid
van het las- of snijpunt aan op het te bewerken stuk.
- Voorkom dat u in de nabijheid van de generator
werkzaamheden verricht.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen
of dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met
de voorschriften zoals bepaald in de geharmoniseerde
norm IEC 60974-10 (Cl. A) en mag uitsluitend worden
gebruikt voor professionele doeleinden in een indus-
triële omgeving. Het garanderen van elektromagneti-
sche compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
1.1 PLAATJE MET WAARSCHUWINGEN
De genummerde tekst hieronder komt overeen met de
genummerde hokjes op het plaatje.
B. De draad sleeprollen kunnen de handen verwonden.
C. De lasdraad en de draad sleepgroep staan tijdens het
lassen onder spanning. Houd uw handen en metalen
voorwerpen op een afstand.
1. De elektrische schokken die door de laselektrode of de
kabel veroorzaakt worden, kunnen dodelijk zijn. Zorg
voor voldoende bescherming tegen elektrische schok-
ken.
1.1 Draag isolerende handschoenen. Raak de elektrode
nooit met blote handen aan. Draag nooit vochtige of
beschadigde handschoenen.
1.2 Controleer of u van het te lassen stuk en de vloer geïso-
leerd bent.
1.3 Haal de stekker van de voedingskabel uit het stopcon-
tact alvorens u werkzaamheden aan de machine verri-
cht.
2. De inhalatie van de dampen die tijdens het lassen
geproduceerd worden, kan schadelijk voor de gezond-
heid zijn.
2.1 Houd uw hoofd buiten het bereik van de dampen.
2.2 Maak gebruik van een geforceerd ventilatie- of afzuig-
systeem om de dampen te verwijderen.
2.3 Maak gebruik van een afzuigventilator om de dampen
te verwijderen.
3. De vonken die door het lassen veroorzaakt worden,
kunnen ontploffingen of brand veroorzaken.
3.1 Houd brandbare materialen buiten het bereik van de
laszone.

91
3.2 De vonken die door het lassen veroorzaakt worden,
kunnen brand veroorzaken. Houd een blusapparaat
binnen handbereik en zorg ervoor dat iemand altijd ger-
eed is om het te gebruiken.
3.3 Voer nooit lassen uit op gesloten houders.
4. De stralen van de boog kunnen uw ogen en huid ver-
branden.
4.1 Draag een veiligheidshelm en -bril. Draag een passen-
de gehoorbescherming en overalls met gesloten kraag.
Draag helmmaskers met filters met de juiste filtergraad.
Draag altijd een complete bescherming voor uw licha-
am.
5. Lees de aanwijzingen door alvorens u van de machine
gebruik maakt of er werkzaamheden aan verricht.
6. Verwijder de waarschuwingsetiketten nooit en dek ze
nooit af
2 ALGEMENE BESCHRIJVING
2.1. SPECIFICATIES
Deze lasmachine is een constante-stroomgenerator met
inverter-technologie, ontworpen voor het lassen met
beklede elektroden (uitgezonderd het cellulosetype) en
TIG-lassen met contactontsteking en hoge frequentie.
NIET GEBRUIKEN VOOR HET ONTDOOIEN VAN PIJ-
PEN.
2.2 UITLEG VAN DE TECHNISCHE GEGEVENS OP
HET MACHINEPLAATJE
Het apparaat is gebouwd in overeenstemming met de
volgende normen: IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A IEC 61000-3-12 (zie opmerking 2).
Nr. Serienummer, te vermelden bij elke vraag
met betrekking tot de lasmachine.
Statische driefasen transformator-gelijkrich
ter frequentieomzetter.
Verloopkenmerk.
MMA Geschikt voor het lassen met beklede
elektroden.
TIG. Geschikt voor TIG-lassen.
U0. Secundaire nullastspanning
X. Percentuele belastingsduur. % van 10
minuten waarin de lasmachine kan werken
bij een bepaalde stroom zonder oververhit-
ting te veroorzaken.
I2. Lasstroom
U2. Secundaire spanning met stroom I2
U1. Nominale voedingsspanning
3~ 50/60Hz Driefasenvoeding 50 of 60 Hz
l1 max. Dit is de maximale waarde van de opgeno-
men stroom.
l1 eff. Dit is de maximale waarde van de daadwer
kelijk opgenomen stroom rekening houdend
met de belastingsduur.
IP23S Beschermingsgraad van de behuizing.
Graad 3 als tweede cijfers geeft aan dat dit
apparaat opgeslagen kan worden, maar dat
het niet geschikt is voor gebruik in de regen,
tenzij het beschermd wordt.
Geschiktheid voor omgevingen met een
verhoogd risico.
OPMERKINGEN:
1-Het apparaat is ontworpen om te functioneren in een
omgeving met een vervuilingsgraad 3 (Zie IEC 60664).
2-Deze apparatuur voldoet aan de norm IEC 61000-3-11,
mits de maximum toelaatbare impedantie Zmax van de
installatie lager of gelijk is aan 0,093 (Art. 366) - 0,044 (Art.
367) - 0,031 (Art. 368) op het interfacepunt tussen de
installatie van de gebruiker en het lichtnet. De installateur
of de gebruiker van de apparatuur zijn verantwoordelijk
voor en moeten waarborgen dat de apparatuur aangeslo-
ten is op een stroomvoorziening met een maximum toe-
laatbare impedantie Zmax lager of gelijk aan 0,093 (Art.
366) - 0,044 (Art. 367) - 0,031 (Art. 368). Raadpleeg even-
tueel het elektriciteitsbedrijf.
2.3 BESCHRIJVING VAN BEVEILIGINGEN
2.3.1 Thermische beveiliging
Deze machine wordt beveiligd door een temperatuurson-
de die bij overschrijding van de toegestane temperaturen,
de werking van de machine belemmert. De inwerkingtre-
ding van de thermostaat wordt aangegeven door het
oplichten van het bericht “OPn” op het display O op het
controlepaneel.
2.3.2 - Blokbeveiliging.
Deze lasmachine is voorzien van verschillende beveiligin-
gen die de machine stoppen alvorens hieraan schade
ontstaat. De inwerkingtreding van elke beveiliging wordt
aangegeven door het oplichten van het bericht “Err” op
het display O en een nummer dat op het display U ver-
schijnt.
Wordt voor de koeleenheid een te laag waterpeil
S

92
waargenomen, dan verschijnt het bericht H20 knippe-
rend op het display O.
3 INSTALLATIE
Controleer of de voedingsspanning overeenkomt met de
spanning die wordt aangegeven op het plaatje met tech-
nische gegevens van de lasmachine.
Sluit een stekker van geschikt vermogen op de voedings-
kabel aan en zorg dat de geelgroene geleider wordt ver-
bonden met de aardpen. Het vermogen van de thermo-
magnetische schakelaar of de zekeringen, die in serie
met de voeding zijn geschakeld, moet gelijk zijn aan de
stroom I1Max die door de machine wordt opgenomen.
3.1. INWERKINGSTELLING
De machine moet door vakkundig personeel worden geïn-
stalleerd. Alle aansluitingen moeten geschieden conform de
geldende normen en met volledige inachtneming van de wet
op de ongevallenpreventie (CEI 26-23 / CEI CLC 62081).
3.2 BESCHRIJVING VAN DE MACHINE (Fig. 1-1/A)
BA) Negatieve uitgangsklem (-).
BB) Positieve uitgangsklem (+).
BC) Connector voor de knop van de TIG-lastoorts.
Sluit de draden van de toortsknop aan op de
pinnen 1 en 9.
BD) Aansluiting (1/4 gas).
Hier wordt de gasleiding van de TIG-lastoorts op
aangesloten.
BE) Hoofdschakelaar.
BF) Tankdop.
BG) Voedingskabel.
BH) Aansluiting gastoevoer.
BI) Aansluiting warmwatertoevoer
(uitsluitend te gebruiken voor TIG-lastoortsen).
BL) Aansluiting koudwaterafvoer
(uitsluitend te gebruiken voorTIG-lastoortsen).
BM) Sleuf voor vloeistofpeilcontrole.
BN) aansluitingen voor MIG-lastoortsen
(mogen niet zijn kortgesloten)
BO) Connector type DB9 (RS 232).
Te gebruiken voor het updaten van programma’s
van de microprocessoren.
BP) Zekeringhouder.
BQ) Voedingskabelaansluiting.
BR) Drukschakelaaraansluiting.
OPMERKING: De waterkoelunit is optioneel voor art. 366.
3.3 BESCHRIJVING VAN HET PANEEL (Fig. 2).
Procesknop AT.
Een van de ledden AX, AV of AW licht op na
selectie.
Led AX Led AV Led AW
Modusknop AS.
Een van de ledden D, C, E, B, A of AU licht op na
selectie.
Led D “HOT START”
Actief bij MMA-lassen.
Het oplichten van deze led geeft aan dat het display U de
tijd, uitgedrukt in honderdsten van seconden, weergeeft
waarin de lasmachine een overstroom levert om de ont-
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

93
steking van de elektrode te verbeteren. Deze tijd kan wor-
den ingesteld met de knop Y.
Led C “Arc-Force”
Actief bij MMA DC-lassen.
Dit is een percentage van de lasstroom. Het display U
geeft de waarde ervan weer en met de knop Y kan die
worden geregeld. Feitelijk vergemakkelijkt deze over-
stroom de overdracht van druppels gesmolten metaal.
Led E:
CONTINU TIG-lassen met ontsteking middels
een inrichting met hoge spanning/frequentie.
Led B:
PULSEREND TIG-lassen met ontsteking mid-
dels een inrichting met hoge spanning/fre-
quentie.
De pulsfrequentie is regelbaar van 0,16 tot 500 Hz (led
AE), de piekstroom en de basisstroom zijn activeerbaar
met respectievelijk de ledden AG en AD en ze zijn regel-
baar met de knop Y. Bij een pulsfrequentie van 0,16 tot
1,1 Hz toont het display O afwisselend de (hoofd)piek-
stroom en de basisstroom. De ledden AG en AD gaan
afwisselend aan; boven 1,1 Hz toont het display O het
gemiddelde van de twee stroomwaarden.
Led A:
CONTINU TIG-lassen met contactontsteking
(strijken).
Led AU:
PULSEREND TIG-lassen met contactontste-
king (strijken). De werking is hetzelfde als
beschreven bij led B.
TIG
TIG
TIG
TIG
Programmaknop AR.
Een van de ledden G, F, W, X, Z of AA licht op na
selectie.
Led G:
puntlassen (handmatig).
Na het kiezen van de lasstroom (led AG) en de puntlas-
tijd (led AE) door middel van de schakelaar AP, moeten
de waarden ervan worden ingesteld met de knop Y.
Deze wijze van lassen wordt alleen toegepast als continu
lassen en ontsteking met hoge frequentie (led E brandt)
worden geselecteerd. De lasser drukt op de toortsknop,
de boog wordt ontstoken en na de ingestelde puntlastijd
gaat de boog automatisch uit. Om de volgende puntlas
aan te brengen, moet de toortsknop worden losgelaten en
weer worden ingedrukt. Instelbaar van 0,1 tot 30 sec.
F – Led TIG-lassen 2-takt (handmatig)
Na het indrukken van de toortsknop, begint de stroom
toe te nemen gedurende de vooraf ingestelde “slope up”-
tijd om de met de knop Y ingestelde waarde te bereiken.
Wordt de knop losgelaten, dan begint de stroomt af te
nemen gedurende de vooraf ingestelde “slope down’-tijd
om naar nul terug te keren. In deze positie kan als acces-
soire het voetpedaal ART. 193 worden aangesloten.
W – Led TIG-lassen 4-takt (automatisch)
Dit programma verschilt van het vorige omdat zowel de
ontsteking als de uitschakeling wordt bediend door de
toortsknop in te drukken en los te laten.
X – Led speciaal programma
Om de boog te ontsteken, moet de toortsknop ingedrukt
worden gehouden. De stroom begint in gelijke mate toe
te nemen. Wordt de knop losgelaten, dan stijgt de
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

94
stroomwaarde onmiddellijk naar de laswaarde (led AG).
Om het lassen te beëindigen, moet de toortsknop inge-
drukt worden gehouden. De stroom begint in gelijke mate
af te nemen. Wordt de knop losgelaten, dan keert de
stroomwaarde onmiddellijk naar nul.
Z - Led TIG-lassen met drie stroomniveaus
4-takt (automatisch).
Ga als volgt te werk om de drie lasstromen in te stellen:
Druk op de schakelaar AP tot de led AG gaat branden en
stel de maximumstroomwaarde in met de knop Y.
Druk op de schakelaar AP tot de led AD gaat branden en
stel de tussenstroomwaarde in met de knop Y.
Druk op de schakelaar AP tot de led AY gaat branden en
stel de ontstekingsstroomwaarde in met de knop Y.
Bij het ontsteken van de boog neemt de stroom de eerste
instellingswaarde aan, de led AI brandt; de lasser kan
deze stroomwaarde handhaven zo lang hij wil (bijvoor-
beeld tot het werkstuk is opgewarmd). Door de toorts-
knop in te drukken en direct weer los te laten, gaat de
stroom van de eerste naar de tweede stroomwaarde in de
“slope up”-tijd (led AH); bij het bereiken van de lasstroom
gaat de led AG branden.
Als tijdens het lassen de noodzaak bestaat om de stroom
te verlagen zonder de boog te doven (bijvoorbeeld voor
het verwisselen van lasdraad, het veranderen van werk-
positie, het overgaan van een horizontale naar een verti-
cale positie, enz.), druk de toortsknop dan in en laat deze
direct weer los, waarna de stroom naar de tweede gese-
lecteerde waarde gaat, de led AD gaat branden en de led
AG uitgaat.
Om naar de vorige hoofdstroom terug te keren, moet de
toortsknop opnieuw worden ingedrukt en losgelaten, waar-
na de led AG gaat branden en de led AD uitgaat. Indien men
op een willekeurig moment met lassen wil stoppen, druk de
toortsknop dan langer dan 0,7 seconden in en laat hem
los; de stroom begint af te nemen tot nul in de eerder vast-
gestelde “slope down”-tijd (led AC brandt).
Als tijdens de “slope down”-fase de toortsknop wordt
ingedrukt en direct weer wordt losgelaten, keert men
terug naar “slope up” als deze is ingesteld op een waar-
de groter dan nul, of naar de laagste ingestelde stroom-
waarde.
N.B. Met “INDRUKKEN EN DIRECT WEER LOSLATEN”
wordt een tijdsduur bedoeld van maximaal 0,5 seconden.
AA - Led TIG-lassen met twee stroomniveaus.
Dit programma verschilt van het vorige, omdat de stroom
bij de ontsteking van de boog altijd naar de eerste instel-
ling gaat, waarbij de led AI brandt, maar de lasser kan
deze stroom niet handhaven en de “slope up”-tijd begint
onmiddellijk (led AH).
Crater Arc.
In de secundaire functies is dit programma opgenomen
voor het afsluiten van de eindkrater door middel van het
afstellen van een stroom en de duur ervan.
Deze functie kan tijdens de handmatige of automatische
functionering gebruikt worden met TIG, AC of DC (Fif. 3).
Voer de volgende procedure uit om de functie te active-
ren:
• Druk op de toets AQ, houdt haar ingedrukt en druk op
de toets AP.
• Houd de toetsen ingedrukt tot op het display O het
bericht H2O weergegeven wordt.
• Druk op de toets AP tot het bericht CrA (Crater Arc)
op het display O weergegeven wordt.
• Op het display U wordt het bericht OFF (fabrieksin-
stelling) weergegeven.
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2

95
• Draai aan de knop Y tot op het display U het bericht
On weergegeven wordt.
• Draai aan de knop Y. Op het display O wordt het
bericht CrC (crater current – kraterstroom) weergege-
ven terwijl het display U 50 toont. Dit is het percenta-
ge van de kraterstroom in vergelijking tot de las-
stroom. Fabrieksinstelling 50%.
Afstelling 1 ÷ 100%.
• Draai aan de knop Y. Op het display O wordt het
bericht tCr (Crater time – tijd voor de kraterstroom)
weergegeven.
• Met de knop Y kunt u de waarde voor deze grootheid
instellen terwijl op het display U de waarde ervan
wordt weergegeven. Fabrieksinstelling 0,5 seconden.
Afstelling 0,1 ÷ 30,0 seconden.
De verbindingshelling tussen de hoofdstroom en de
kraterstroom wordt afgesteld door de “slope down”
led AC.
Y - Knop
Deze knop regelt normaal de lasstroom.
Bovendien regelt deze knop, als een functie
wordt gekozen met de schakelaar AP, ook de
grootte ervan.
O - Display
Toont:
1. Onder onbelaste condities de vooraf
ingestelde stroomwaarde.
2. Onder belaste condities de lasstroom en de bijbeho-
rende niveaus.
3. Als de led “Hold” brandt de laatste lasstroomwaarde.
4. Bij pulserend TIG-lassen, belast, de afwisseling van
stroomwaarden binnen de betreffende niveaus.
5. Binnen de synergische parameters de stroom in
relatie tot de gekozen dikte.
6. Het bericht “H2O” wanneer de koeleenheid is
ingesteld en toont dit bericht knipperend wanneer
men de drukschakelaar van de koeleenheid opent.
7. Het bericht “OPn” knipperend bij het openen van de
thermostaat.
8. Tijdens de selectie van de vrije of opgeslagen
programma’s de berichten PL …P01…P09.
9. het bericht MMA.
Led N
Deze led kan niet worden geselecteerd en hij gaat bran-
den als het display O een stroomwaarde weergeeft.
U - Display
Toont:
1. Bij MMA-lassen als niet wordt gelast
de onbelaste spanning en als wordt
gelast de belaste spanning.
2. Bij continu TIG-lassen, bij een niet ingedrukte knop,
nul; bij een ingedrukte knop zonder te lassen de
onbelaste spanning en tijdens het lassen de belaste
spanning.
3. Numeriek alle waarden, uitgezonderd die van stroom,
die geselecteerd zijn met de knop AP.
4. Numerieke combinaties die verwijzen naar de verschil-
lende selecteerbare golfvormen wanneer, met de knop
AP, de led AY (Wave) wordt geselecteerd).
5. Bij het instellen van de koeleenheid de berichten: OFF,
OnA, OnC.
6. voor het afstellen van de stroomsoort in MMA de
berichten: AC, DC.
7. In de synergische modus (led I brandt) het bericht van
de te lassen materialen als de led L is geselecteerd,
dat van de lasposities als de led M is geselecteerd en
de elektrodediameters als de led R is geselecteerd.
BOVENDIEN toont die als de led P (Hold) brandt de
lasspanning.
Led Q
Deze led kan niet worden geselecteerd en hij gaat bran-
den als het display U een spanningswaarde weergeeft.
AQ - KEUZESCHAKELAAR
Deze schakelaar selecteert programma’s en slaat
deze op.
De lasmachine kan negen lasprogramma’s P01…..P09
opslaan, die met deze knop kunnen worden opgevraagd.
Bovendien is een werkprogramma PL beschikbaar.
Selecteren
Door kort op deze knop te drukken, wordt op het display
O het programmanummer getoond dat volgt op dat van
het programma waarin wordt gewerkt. Als die niet is
opgeslagen, dan knippert het bericht, anders brandt het
continu.
Opslaan (3.6)
Is het programma geselecteerd, dan kunnen de gegevens
worden opgeslagen door de knop meer dan 3 seconden
in te drukken. Ter bevestiging hiervan stopt het program-
manummer dat op het display O wordt getoond met knip-
peren.
AP - KEUZESCHAKELAAR
Door deze knop in te drukken, lichten de ledden
achtereenvolgens op:
Attentie: alleen de ledden die verband houden met de
gekozen lasmodus, lichten op; bijvoorbeeld, bij continu
TIG-lassen zal de led AE, die staat voor de pulsfrequen-
tie, niet oplichten.
Elke led geeft de parameter aan die met de knop Y kan
worden ingesteld gedurende de tijd dat deze led brandt.
Vijf seconden na de laatste wijziging gaat de betreffende
led uit, wordt de hoofdlasstroom aangegeven en gaat de
bijbehorende led AG branden.
Fig. 3

96
AP + AQ SCHAKELAARS = SECUNDAI-
RE FUNCTIES.
U kunt het menu “secundaire functies” betreden door de
toetsen AQ en AP tegelijkertijd minstens 3 seconden lang
ingedrukt te houden.
Met behulp van een korte druk op de toets AP kunt u de
functies in het "MENU" kiezen.
U kunt het “MENU” verlaten door de toets AQ kort in te
drukken.
Het display O toont de functie terwijl het display U de
instelling, die u met de knop Y kunt afstellen, weergeeft.
De volgende functies zijn aanwezig:
1. Koelgroep
Bericht H2O
Afstellingen
OFF = uit (fabrieksinstelling).
OnC = Continu, altijd aan.
OnA = Automatische inschakeling.
2. Functionering met robot
Bericht rob
Afstellingen
OFF = uit (fabrieksinstelling).
On = aan.
3. Feeder Unit (Functionering met wagen met koud
draad).
Bericht FdU
Afstellingen
OFF = uit (fabrieksinstelling).
On = aan.
4. Crater Arc (opvullen van de eindkrater).
Bericht CrA
Afstellingen
OFF = uit (fabrieksinstelling).
On = aan.
5. MMA (lassen met beklede elektrode).
Bericht MMA
Afstellingen
DC = Gelijkstroom (fabrieksinstelling).
AC = Wisselspanning.
SELECTEERBARE LEDDEN BIJ TIG-LASSEN DC
(GELIJKSTROOM) EN TIG-LASSEN AC (WISSEL-
STROOM):
AL - Led Pre-gas
Instelling 0,05-2,5 seconden.
Gasuitvoertijd voor aanvang van
het lassen.
AI - Led lasstartstroom.
Dit is een percentage van de las-
stroom (led AG).
AH - Led Slope up.
Dit is de tijd waarin de stroom,
vanaf de minimumwaarde, de
ingestelde stroomwaarde bereikt.
(0-10 sec.)
AG - Led Hoofdlasstroom.
AD - Led tweede lasstroomni-
veau of basisstroom.
Deze stroom is altijd een percen-
tage van de hoofdstroom.
AE - Led Pulsfrequentie (0,16-
500 Hz).
Als puntlassen (led G) wordt
geselecteerd, wordt door het
oplichten van deze led aangegeven dat het display U de
puntlastijd weergeeft, die met knop Y regelbaar is van 0,1
tot 30 seconden.
AF - Led
Regelt percentueel de verhouding
tussen de piekstroomtijd AG en
de frequentie AE. t/T (10 ÷ 90 % )
fig. 4
AC - Led Slope down.
Dit is de tijd waarin de stroom het
minimum bereikt en de boog
dooft. (0-10 sec.)
AB - Led Post gas.
Regelt de gasuitvoertijd bij de
beëindiging van het lassen. (0-30
sec.)
SELECTEERBARE LEDDEN BIJ TIG-LASSEN AC
(WISSELSTROOM):
Led AO Start
Regelt het “hot-start”-niveau om in TIG AC de ont-
steking voor elke elektrodediameter te optimalise-
ren. Bij het oplichten van deze led geeft het display U een
numerieke waarde weer die staat voor de elektrodedia-
meters; de lasser kan met de knop Y de door hem
gebruikte diameter instellen en direct een goede start ver-
krijgen. Instelbaar van 0,5 tot 4,8.
Led AY Wave
Selectie van de golfvorm voor het lassen.
Bij het oplichten van deze led geeft het display U
een nummer weer dat staat voor de geselecteerde golf-
vorm (zie de tabel).
11 = blok - blok 22 = sinus - sinus
33 = driehoek - driehoek 12 = blok - sinus
13 = blok - driehoek 23 = sinus - driehoek
21 = sinus - blok 32 = driehoek - sinus
31 = driehoek - blok
Default = blok - sinus (12).
Fig. 4

97
Deze combinatie van nummers kan worden gewijzigd met
de encoder Y.
OPMERKING: Het eerste nummer van de samenstelling
verwijst naar de negatieve of penetratiehalf-golf, het
tweede naar de positieve of reinigingshalf-golf.
De verandering van het type golfvorm kan ook het
lawaai van de boog bij AC-lassen verminderen.
Led AN Hz
Regelt de frequentie van de wisselstroom. Instelling
50 tot 100 Hz.
Led AM Instellen van de golfbalans.
Regelt het percentage van de negatieve (penetra-
tie)half-golf tijdens de wisselstroomperiode.
Instelling -10 / 0 / 10 waarbij 0 = 65% (aanbevolen) -10
= 50% en 10 = 85%.
Led T:
Led die wijst op de goede werking van de inrichting voor
de reductie van elektrische schokken.
Knop H:
Door deze knop kort in te drukken, wordt de syner-
gische modus geactiveerd, indien aanwezig, en
worden de ledden I, L, M, S, R geselecteerd (onder “kort”
wordt verstaan minder dan 0,7 seconden).
Indien na de selectie van de parameters de elektrodedia-
meter niet wordt bevestigd, wordt door kort op deze knop
te drukken, de synergische modus verlaten.
Indien men echter, na bevestiging van de elektrodedia-
meter, de synergische modus wil verlaten, moet de knop
lang worden ingedrukt (onder “lang” wordt verstaan meer
dan 0,7 seconden).
Led L: Materiaal
De selecteerbare materiaaltypen hangen samen met het
lasproces en zijn:
Bij TIG AC aluminium (Al), magnesium (Mg).
Bij TIG DC roestvrij staal (RVS), koper (Cu), ijzer (Fe) en
titaan (Ti).
Led M: Laspositie
De berichten die op het display U verschijnen, voldoen
aan de norm ISO 6947 en komen overeen met de laspo-
sities die in de afbeelding worden weergegeven.
ASME-normen worden aangegeven met een nummer en
een letter. Voor de duidelijkheid worden de betreffende
symbolen hierna weergegeven.
Led S: Dikte.
Het display O gaat aan en toont de ingestelde stroom; het
display U toont de dikte die bij de stroom hoort. Door aan
Pos.
Mat.
<
48V
AC
de knop Y te draaien, kan de dikte worden veranderd en
daarmee ook de stroom.
Uiteraard hangen de dikte en de bijbehorende stroom
samen met de materiaalinstelling en de laspositie.
Led R: Elektrodediameter.
De weergave van de elektrodediameter hangt samen met
de instelling van het materiaal
(led L), de positie (led M) en de dikte (led S).
Het display U toont niet-knipperend de aanbevolen elek-
trode; de lasser kan met de knop Y ook andere diameters
weergeven, maar deze worden knipperend weergegeven,
wat betekent dat ze niet worden aanbevolen.
BC - 10-polige connector
Op deze connector worden de in paragraaf
4 beschreven afstandsbedieningen aange-
sloten. Er is tussen de pinnen 3 en 6 een
schoon contact beschikbaar dat de ontste-
king van de boog aangeeft (max. 0,5 A -
125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC).
3.3. ALGEMENE OPMERKINGEN
Lees alvorens deze lasmachine in gebruik te nemen, aan-
dachtig de normen CEI 26-23 / IEC-TS 62081. Controleer
bovendien of de isolatie van de kabels, de elektrodehou-
ders, de contactstoppen en de stekkers intact is en of de
doorsnede en de lengte van de laskabels geschikt zijn
voor de gebruikte stroom.
3.4. MMA-LASSEN MET BEKLEDE ELEKTRODEN
- Deze lasmachine is geschikt voor het lassen met alle
soorten elektroden, uitgezonderd die van cellulose (AWS
6010).
- Zorg dat de schakelaar BE in de stand 0 staat, sluit de
laskabels aan volgens de door de fabrikant van de
gebruikte elektroden voorgeschreven polariteit en sluit de
klem van de werkstukkabel zo dicht mogelijk bij de las
aan en zorg daarbij voor een goed elektrisch contact.
- Raak nooit tegelijkertijd de toorts of de elektrodehouder
en de massaklem aan.
- Schakel de machine in met de schakelaar BE.
- Selecteer door op de knop A te drukken het MMA-pro-
ces, de led AW brandt.
Voer de volgende procedure uit om de stroom te kiezen
die voor de elektrode geschikt is:
• Druk op de toets AQ, houdt haar ingedrukt en druk op
de toets AP.
• Houd de toetsen ingedrukt tot op het display O de
afkorting H2O weergegeven wordt.
• Druk op de toets AP tot de afkorting MMA op het dis-
play O weergegeven wordt.
• Op het display U wordt het bericht DC (gelijkstroom),
de stroom die door de fabrikant ingesteld is, weerge-
geven
• Draai aan de knop Y tot op het display U het bericht
AC weergegeven wordt en kies de wisselspanning.
- Regel de stroom op basis van de elektrodediameter, de
laspositie en de aan te brengen las.
Om de selectie te verlaten, moet kort de knop AQ
worden ingedrukt.
- Schakel na beëindiging van het lassen altijd de machine
Ø El.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

98
uit en verwijder de elektrode uit de elektrodehouder.
Zie de vorige paragraaf voor het instellen van de functies
Hot-start (led D) en Arc force (led C).
3.5. TIG-LASSEN
Door TIG AC te selecteren, kunnen aluminium, alu-
miniumlegeringen, koper en magnesium worden gelast,
en door TIG DC te selecteren, kunnen roestvrij
staal, ijzer en koper worden gelast.
Sluit de connector van de werkstukkabel op de positieve
(+) pool van de lasmachine aan en sluit de klem van de
werkstukkabel zo dicht mogelijk bij de las aan en zorg
daarbij voor een goed elektrisch contact.
Sluit de vermogensconnector van de TIG-lastoorts aan
op de negatieve (-) pool van de lasmachine.
Sluit de bedieningsconnector van de toorts aan op de
connector BC van de lasmachine.
Sluit het verbindingsstuk van de gasleiding van de toorts
aan op de aansluiting BD van de machine en de gaslei-
ding die van het reduceerventiel van de gasfles komt, op
de gasaansluiting BH.
3.5.1 Waterkoelunit (optioneel voor Art. 351).
Maakt men gebruik van een watergekoelde toorts,
gebruik dan de koeleenheid.
Breng de koelleidingen van de toorts in de aansluitingen
BI en BL van de koeleenheid aan en let daarbij goed op
de toe- en afvoer.
3.5.1.1 Beschrijving van beveiligingen
- Beveiliging koelvloeistofdruk.
Deze beveiliging vindt plaats middels een drukschake-
laar in het vloeistoftoevoercircuit, die een microschake-
laar bedient. Lage druk wordt aangegeven door het
bericht H2O dat knipperend op het display O wordt
weergegeven.
3.5.1.2 Inwerkingstelling
Schroef de dop BF los en vul de tank (de machine wordt
geleverd met circa een liter vloeistof).
Het is belangrijk periodiek via de sleuf BM te controleren
of de vloeistof op het “max”-niveau staat.
Gebruik als koelvloeistof water (bij voorkeur gedeïoni-
seerd) vermengd met alcohol volgens een in de volgen-
de tabel aangegeven verhouding:
temperatuur water/alcohol
-0°C tot -5°C 4L/1L
-5°C tot -10°C 3,8L/1,2L
N.B. Als de pomp draait in afwezigheid van koelvloeistof,
dan moet alle lucht uit de leidingen worden verwijderd.
Schakel in dat geval de generator uit, vul de tank, sluit
een leiding op de aansluiting aan en breng het ande-
re uiteinde van de leiding in
de tank aan.
Alleen voor Art. 351, sluit de stekker van de drukschakelaar
en de voedingskabel aan op de aansluitingen BR en BQ.
Schakel de generator circa 10 tot 15 seconden in en sluit
de leidingen weer aan.
Schakel de machine in. Om de bedrijfsmodus van de
koeleenheid te selecteren, moet u als volgt te werk gaan:
1. Selecteer een willekeurig TIG-lasproces.
2. Houd de toets AQ ingedrukt en druk tegelijkertijd op
de toets AP. Houd de beide toetsen ingedrukt tot op
het display O het bericht H2O weergegeven wordt.
3. Selecteer de bedrijfsmodus met de knop Y.
OFF = Eenheid uit
OnC = Continubedrijf
OnA = Automatisch bedrijf
Om de selectie te verlaten, moet kort de knop AQ
worden ingedrukt.
N.B. Onder “Automatisch bedrijf” wordt verstaan dat de
koeleenheid wordt ingeschakeld met het indrukken van
de toortsknop en dat die circa 2 minuten na het loslaten
van de toortsknop, stopt.
Attentie! Is elektrodelassen geselecteerd, dan is de koeling
niet ingeschakeld en is die ook niet selecteerbaar. Het is nor-
maal dat bij het inschakelen van de machine op het display
O knipperend het bericht H2O wordt weergegeven.
3.5.2 Inwerkingstelling.
Raak als de machine wordt gevoed geen onder spanning
staande delen en uitgangsklemmen aan.
Selecteer bij de eerste inschakeling van de machine de
modus met de knop AS en de lasparameters met de knop
AP en de knop Y zoals aangegeven in paragraaf 3.2.
ATTENTIE! De instellingen voor de ledden AO = start, AY
= wave, AN = Hz, AM = golfbalancering kunnen allen in
TIG AC worden geselecteerd.
De stroom inert gas moet worden ingesteld op een waar-
de (in liters per minuut) van circa 6 keer de elektrodedia-
meter. Worden accessoires gebruikt van het type gas-
lens, dan kan het gasdebiet tot circa 3 keer de elektrode-
diameter worden gereduceerd. De diameter van het kerami-
sche mondstuk moet 4 tot 6 keer de elektrodediameter
bedragen.
• Na beëindiging van het lassen, moet de machine
worden uitgeschakeld en de gasflesklep worden
gesloten.
3.5.3 Klaarmaken van de elektrode
Ga omzichtig te werk bij het klaarmaken van de elektro-
depunt. Slijp de punt zo dat die verticale groeven heeft,
zoals aangegeven in figuur 5.
ATTENTIE: RONDVLIEGENDE HETE METAALDEELTJES
kunnen persoonlijk letsel, brand en beschadigde uitrus-
ting tot gevolg hebben. WOLFRAAMVERONTREINIGING
kan de laskwaliteit verminderen.
• Slijp de wolfraamelektrode uitsluitend met een slijper
met een geschikte afscherming.
Draag beschermingsmiddelen voor het gezicht, de han-
den en het lichaam.
• Slijp de wolfraamelektrode met een harde, fijnkorrelige
Fig. 5

99
slijpschijf die uitsluitend voor dat doel wordt gebruikt.
• Slijp het uiteinde van de wolfraamelektrode in een coni-
sche vorm over een lengte van 1,5 tot 2 keer de elektro-
dediameter (fig. 5).
3.6. OPSLAAN
Door de knop AQ kort in te drukken, wordt een keuze
gemaakt; wordt die langer dan 3 seconden ingedrukt,
dan vindt opslag plaats.
Bij elke inschakeling van de machine, wordt altijd de
laatst gebruikte lasconditie weergegeven.
3.6.1. Opslaan van gegevens uit het PL-programma
Bij het eerste gebruik van de machine
Bij inschakeling van de machine geeft het display het
bericht PL weer, dat na 5 seconden verdwijnt, waarna een
werkstroom wordt weergegeven. Volg de aanwijzingen in
de paragrafen 3.2 en 3.5 en ga vervolgens om de gege-
vens in het programma P01 op te slaan, als volgt te werk:
· Druk kort op de knop AQ (mem+mem-); het knipperen-
de bericht P01 verschijnt.
· Druk langer dan 3 seconden op de knop AQ tot het
bericht P01 stopt met knipperen; de opslag heeft nu
plaatsgevonden.
· Wil men in plaats van in het programma P01 in een
ander programma opslaan, dan moet de knop AQ een
aantal keren worden ingedrukt tot het gewenste pro-
gramma verschijnt. Wanneer de machine opnieuw wordt
ingeschakeld, wordt P01 weergegeven.
WORDT DE KNOP AQ KORT INGEDRUKT, DAN VINDT
EEN KEUZE PLAATS, WORDT DIE LANGER DAN 3
SECONDEN INGEDRUKT, DAN VINDT EEN OPSLAG
PLAATS.
3.6.2. Opslaan uit een vrij programma
De lasser kan een gekozen programma als volgt wijzigen
en opslaan:
· Druk kort op de knop AQ en kies het gewenste pro-
grammanummer.
De vrije programma’s hebben knipperende symbolen.
Druk op de knop AT en kies het lasproces; kies met de
knop AS de modus (paragraaf 3.1)
· Draai aan de knop Y en stel de lasstroom in.
Is voor TIG-lassen gekozen, activeer dan de led AB (post
gas) met de knop AP en stel de gewenste waarde in met
de knop Y (paragraaf 3.1).
Wil men na deze instellingen, die nodig zijn om te las-
sen, de “slope”-tijden of andere parameters instellen, ga
dan te werk zoals wordt beschreven bij paragraaf 3.1.
Om op te slaan in het eerder gekozen programma, moet
langer dan 3 seconden op de knop AQ worden gedrukt
tot het nummer stopt met knipperen.
Om op te slaan in een ander programma, moet een
keuze worden gemaakt door kort de knop AQ in te druk-
ken, om de knop AQ vervolgens langer dan 3 seconden
ingedrukt te houden.
3.6.3 Opslaan uit een opgeslagen programma.
Vanuit een reeds opgeslagen programma kan de lasser
de in het geheugen aanwezige gegevens wijzigen om het
programma te updaten of om nieuwe parameters te vin-
den om op te slaan in een ander programma.
3.6.3.1 Updaten
· Kies nadat de machine is ingeschakeld de te wijzigen
parameters en wijzig deze.
· Druk langer dan 3 seconden op de knop AQ tot de
opslag wordt bevestigd (programmasymbool gaat van
knipperend continu branden).
3.6.3.2 Opslaan in een nieuw programma
· Kies nadat de machine is ingeschakeld de te wijzigen
parameters en wijzig deze.
· Ga lassen, al dan niet kort.
· Druk kort op de knop AQ tot het gewenste programma
verschijnt.
· Druk continu op de knop AQ tot de opslag wordt beves-
tigd (programmasymbool gaat van knipperend continu
branden).
3.6.4 Synergisch lassen.
Het doel van “synergie” is de lasser snel door de instel-
ling van de parameters voor het TIG-lassen te leiden. Het
is dus geen noodzakelijk doel, maar een suggestief
doel.
De “synergische” relaties tussen stroom, dikte en elektro-
dediameter zijn ontwikkeld met grijskleurige Ceriati 2%-
elektroden (EN 26848 WC20 ) bij een wisselstroomfre-
quentie van 90 Hz.
De golfvorm waarmee de proeven zijn uitgevoerd, is 12
(bij penetratie blok – bij reiniging sinus).
De logica: De lasser stelt in relatie tot het lasproces het
te lassen type materiaal, de laspositie en de dikte in. Met
betrekking tot deze keuzen wordt hem een elektrodedia-
meter voorgesteld en als hij deze bevestigt, maakt de
machine zich klaar om te lassen.
Inschakelen van synergie.
Druk kort (minder dan 0,7 sec.) op de knop H: de led I
(Syn) gaat tegelijk met de led L (materiaal) branden. Het
display O gaat uit en het display U toont een bericht dat
hoort bij het te lassen materiaal (zie beschrijving led L).
Draai aan de knop Y om de keuze te maken.
Door nogmaals op de knop H te drukken, wordt de mate-
riaalkeuze bevestigd en gaat de led M branden. Het dis-
play U toont de beschikbare lasposities (zie beschrijving
led M).
Draai aan de knop Y om de keuze te maken. Door nog-
maals op de knop H te drukken, wordt de positiekeuze
bevestigd en gaat de led S branden. Het display O toont
de ingestelde stroom, het display U toont de dikte, in mil-
limeters, in relatie tot de stroom (zie beschrijving led S).
Door nogmaals op de knop H te drukken, wordt de dikte-
keuze bevestigd en gaat de led R branden.
In relatie tot de ingestelde keuzen van materiaal, positie,
dikte en stroom, worden een of meerdere elektrodedia-
meters voorgesteld. De aanbevolen elektrode wordt als
eerste voorgesteld en de numerieke waarde van de dia-
meter zal altijd continu branden in combinatie met de let-
ter A; zijn er twee diameters binnen het stroombereik
waarvan de instelling van de geselecteerde ampèrewaar-
den voor het lassen valt, dan wordt de tweede elektrode-
diameter alleen voorgesteld als de encoder Y wordt
gedraaid. Ook de tweede keuze wordt continu brandend
weergegeven. Wordt de encoder verder gedraaid, dan
toont het display U knipperend de diameter die groter is

100
dan de tweede keuze en de diameter die kleiner is dan de
eerste keuze.
Omdat de elektrodediameter hoofdzakelijk het startni-
veau AO en de minimumstroom AI definieert, kan de las-
ser een niet aanbevolen combinatie kiezen.
De lasser heeft nu twee keuzemogelijkheden:
1. De synergie verlaten zonder de gemaakte keuzen te
bevestigen. Druk daartoe kort op de knop H; de led I gaat
uit en het paneel toont de instellingen zoals die golden
voordat naar synergie werd gegaan.
2. De synergie bevestigen door langer dan 0,7 seconden
op de knop H te drukken. Dan worden alle functies met
betrekking tot de synergie ingesteld en als deze gekozen
worden met de knop AP, toont het display U het bericht
“AU” (automatisch).
De led I blijft branden ter bevestiging dat de parameters
zijn ingesteld.
Samengevat, op het moment van bevestiging van de
elektrodediameter (door de knop H lang in te drukken als
de led R is geselecteerd) worden de functies start, Wave,
Hz, balancering en stroom AI gereedgemaakt volgens de
eerder beschreven automatische logica. Bij de bevesti-
ging van de elektrode gaat de led R uit en de led I aan.
4 AFSTANDBEDIENINGEN
Voor de regeling van de lasstroom kunnen op deze las-
machine de volgende afstandbedieningen worden aange-
sloten:
Art. 1256 TIG-toorts, alleen knop (watergekoeld).
Art. 1258 TIG-toorts, UP/DOWN (watergekoeld).
Art. 193 Voetpedaal (voor TIG-lassen)
Art. 1192 + Art. 187 (voor MMA-lassen)
Art. 1180 Aansluiting voor gelijktijdige aansluiting van
toorts en voetpedaal. Met dit accessoire kan art. 193 in
elke TIG-lasmodus worden gebruikt.
De bedieningsorganen met een potentiometer rege-
len de lasstroom van de met de knop Y ingestelde
minimum- tot maximumwaarde.
De bedieningsorganen met UP/DOWN-logica regelen
de lasstroom van de minimum- tot de maximumwaar-
de.
De instellingen van de afstandbedieningen zijn altijd actief
in het PL-programma, terwijl dat in een opgeslagen pro-
gramma niet het geval is.
5 ONDERHOUD
Het onderhoud mag uitsluitend door gekwalificeerd
personeel worden uitgevoerd in overeenstemming
met de norm IEC 26-29 (IEC 60974-4).
5.1 DE GENERATOR ONDERHOUDEN
Controleer of de schakelaar BE op “O” staat en of de
voedingskabel van het lichtnet losgekoppeld is als u
onderhoud in het apparaat moet uitvoeren.
Reinig tevens regelmatig de binnenkant van het apparaat
en verwijder de opgehoopte metaalstof met behulp van
perslucht.
5.2 HANDELINGEN DIE U NA EEN REPARATIE MOET
VERRICHTEN.
Controleer na een reparatie of de bekabeling correct aan-
gebracht is en of er sprake is van voldoende isolatie tus-
sen de primaire en secundaire zijde van de machine. Zorg
ervoor dat de draden niet in aanraking kunnen komen met
de onderdelen in beweging of de onderdelen die tijdens
de functionering verhit raken. Hermonteer alle klemringen
op de oorspronkelijke wijze om een verbinding tussen de
primaire en secundaire te voorkomen als een draad
breekt of losschiet.
Hermonteer tevens de schroeven met de tandringen op
de oorspronkelijke wijze

101
INSTRUKTIONSMANUAL FÖR BÅGSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA
LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST
ANVÄNDAS FÖR SVETSARBETEN.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN
KAN UTGÖRA EN FARA FÖR DIG OCH
ANDRA PERSONER. Användaren måste
därför informeras om de risker som uppstår på grund av
svetsarbetena. Se sammanfattningen nedan. För mer
detaljerad information, beställ manual kod.3.300.758
BULLER
Denna utrustning alstrar inte buller som överskri-
der 80 dB. Plasmaskärningen/svetsningen kan
alstra bullernivåer över denna gräns. Användarna
ska därför vidta de försiktighetsåtgärder som föreskrivs
av gällande lagstiftning.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en
ledare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagnetis-
ka fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektive slangpaketets kabel. Om jordkabeln finns
på operatörens högra sida ska även elektrodkläm-
mans respektive slangpaketets kabel befinna sig på
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svets-
eller skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-10
(Cl. A) och får endast användas för professionellt bruk
i en industrimiljö. Det kan i själva verket vara svårt att
garantera den elektromagnetiska kompatibiliteten i
en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess tillämp-
ning i överensstämmelse med landets gällande lagstift-
ning, ska elektriska produkter vid slutet av sitt liv samlas
in separat och lämnas till en återvinningscentral. Du ska i
egenskap av ägare till produkterna informera dig om god-
kända återvinningssystem via närmaste återförsäljare.
Hjälp till att värna om miljön och människors hälsa genom
att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
1.1 VARNINGSSKYLT
Följande numrerade textrader motsvaras av numrerade-
rutor på skylten.
B. Trådmatarrullarna kan skada händerna.
C. Svetstråden och trådmataren är spänningssatta
under svetsningen. Håll händer och metallföremål på
behörigt avstånd.
1. Elstötar som orsakas av svetselektroden eller kabeln
kan vara dödliga. Skydda dig mot faran för elstötar.
1.1 Använd isolerande handskar. Rör inte vid elektroden
med bara händer. Använd inte fuktiga eller skadade
handskar.
1.2 Säkerställ att du är isolerad från arbetsstycket som
ska svetsas och marken.
1.3 Dra ut nätkabelns stickkontakt före arbeten på appa-
raten.

102
2. Det kan vara hälsovådligt att inandas utsläppen som
alstras vid svetsningen.
2.1 Håll huvudet på behörigt avstånd från utsläppen.
2.2 Använd ett system med forcerad ventilation eller
punktutsug för att avlägsna utsläppen.
2.3 Använd en sugfläkt för att avlägsna utsläppen.
3. Gnistbildning vid svetsningen kan orsaka explosion
eller brand.
3.1 Förvara brandfarligt material på behörigt avstånd från
svetsområdet.
3.2 Gnistbildning vid svetsningen kan orsaka brand. Se
till att det finns en brandsläckare i närheten och en
person som är beredd att använda den.
3.3 Svetsa aldrig i slutna behållare.
4. Bågens strålning kan skada ögonen och bränna
huden.
4.1 Använd skyddshjälm och skyddsglasögon. Använd
lämpliga hörselskydd och skyddsplagg med knäppta
knappar ända upp i halsen. Använd hjälmvisir som
har filter med korrekt skyddsklass. Använd komplett
skyddsutrustning för kroppen.
5. Läs bruksanvisningen före användning av eller arbe-
ten på apparaten.
6. Avlägsna inte eller dölj varningsetiketterna.
2 ALLMÄN BESKRIVNING
2.1. SPECIFIKATIONER
Denna svets är en generator för konstant likström som är
tillverkad med inverterteknik. Den är konstruerad för
svetsning med belagda elektroder (med undantag för
elektroder av cellulosatyp) och TIG-svetsning med kon-
takttändning och med hög frekvens.
APPARATEN FÅR INTE ANVÄNDAS FÖR ATT TINA RÖR.
2.2 FÖRKLARING AV TEKNISKA DATA PÅ APPARA-
TENS MÄRKPLÅT
Apparaten är konstruerad i överensstämmelse med
dessa internationella standarder: IEC 60974.1 - IEC
60974.3 - IEC 60974.10 Cl. A - IEC 61000-3-12 (anm. 2).
Nr. Serienummer som alltid ska uppges vid alla
slags förfrågningar angående svetsen.
Statisk trefas frekvensomvandlare - transfor-
mator - likriktare.
Sjunkande karakteristik.
MMA Lämpar sig för svetsning med belagda
elektroder.
TIG Lämpar sig för TIG-svetsning.
U0 Sekundär tomgångsspänning.
X Procentuell kapacitetsfaktor. Anger procent
per 10 minuter som svetsen kan arbeta med
en bestämd ström utan att överhettas.
I2 Svetsström.
U2 Sekundär spänning med ström I2.
U1 Nominell matningsspänning.
3~ 50/60 Hz Trefasmatning 50 eller 60 Hz.
Max. l1 Max. strömförbrukning.
Verk. l1 Max. verklig strömförbrukning med hänsyn
till kapacitetsfaktorn.
IP23S Höljets kapslingsklass.
Klass 3 som andra siffra innebär att denna
apparat kan förvaras utomhus, men att den
inte är avsedd att användas utomhus vid
nederbörd såvida den inte används under tak.
Lämpar sig för arbete i utrymmen med
förhöjd risk.
OBS!
1-Apparaten är tillverkad för arbete i omgivningar med
föroreningsklass 3 (se IEC 60664).
2-Apparaten är i överensstämmelse med standard SS-EN
61000-3-12 under förutsättning att max. systemimpe-
dans Zmax är lägre än eller lika med 0,093 (Art. 366) -
0,044 (Art. 367) - 0,031 (Art. 368) i anslutningspunkten
mellan användarens och elbolagets elnät. Det åligger
installatören/användaren att vid behov rådfråga elbolaget
och säkerställa att apparaten är ansluten till ett elnät med
max. systemimpedans Zmax som är lägre än eller lika
med 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368).
2.3 BESKRIVNING AV SKYDD
2.3.1 Överhettningsskydd
Apparaten skyddas av en termostat som stoppar appara-
ten om max. temperatur överskrids. Termostatens utlös-
ning indikeras genom att förkortningen OPn tänds på
displayen O som är placerad på kontrollpanelen.
2.3.2 Blockeringsskydd
Denna svets är försedd med diverse skydd som stoppar
svetsen innan den skadas. Skyddens utlösning indikeras
genom att förkortningen Err tänds på displayen O eller av
att ett nummer visas på displayen U.
Om en låg vattennivå uppmäts för kylaggregatet blin-
kar förkortningen H2O på displayen O.
3 INSTALLATION
Kontrollera att matningsspänningen överensstämmer
med spänningen som anges på svetsens märkplåt.
Anslut en kontakt av lämplig dimension till nätkabeln.
Kontrollera att den gulgröna ledaren är ansluten till
jordstiftet. Dimensionen på den termomagnetiska bryta-
ren och säkringarna som är placerade i serie med elmat-
ningen måste vara lika med strömmen I1 Max. som för-
brukas av apparaten.
3.1 DRIFTFÖRBEREDELSER
Installationen av apparaten får endast utföras av kvalifi-
cerad personal. Alla anslutningar måste utföras i enlighet
med gällande standarder och med full respekt för olyck-
sförebyggande lagar (CEI 26-23 / CEI CLC 62081).
3.2 BESKRIVNING AV APPARATEN (fig. 1-1/A)
BA) Negativ utgångsklämma (-).
BB) Positiv utgångsklämma (+).
BC) Kontaktdon för TIG-brännarknapp.
Anslut brännarknappens trådar till stift 1 och 9.
BD) Koppling (1/4” G).
Till denna ska TIG-slangpaketets gasslang
anslutas.
BE) Huvudströmbrytare.
BF) Behållarens plugg.
BG) Nätkabel.
BH) Koppling för gastillförsel.
S

103
BI) Koppling för inlopp för varmvatten.
(ska endast användas för TIG-slangpaket).
BL) Koppling för utlopp för kallvatten.
(ska endast användas för TIG-slangpaket).
BM) Synglas för kontroll av vätskenivån.
BN) Kopplingar för MIG-slangpaket.
(får inte kortslutas).
BO) Kontaktdon av typ DB9 (RS 232). Används för att
uppdatera mikroprocessorernas program.
BP) Säkringshållare.
BQ) Uttag för nätkabel.
BR) Uttag för tryckvakt.
OBS! Kylaggregatet är tillval vid art. 366.
3.3 BESKRIVNING AV PANEL (fig. 2)
Knapp för svetsprocess AT.
Valet indikeras av att en av lysdioderna AX, AV
eller AW tänds.
Lysdiod AX Lysdiod AV Lysdiod AW
Knapp för svetsfunktion AS.
Valet indikeras av att en av lysdioderna D, C, E, B,
A eller AU tänds.
Lysdiod D för Hot-Start.
Aktiv vid MMA-svetsning.
När denna lysdiod tänds betyder det att displayen U visar
tiden (uttryckt i hundradels sekunder) under vilken svet-
sen matar en överström för att förbättra elektrodens tänd-
ning. Regleringen görs med vredet Y.
Lysdiod C för Arc-Force.
Aktiv vid MMA-svetsning.
Den är en procentsats av svetsströmmen. Displayen U visar
värdet som kan regleras med vredet Y. Överströmmen gyn-
nar förflyttningen av den smälta metallens droppar.
Lysdiod E:
KONSTANT TIG-svetsning med tändning av
bågen via en anordning med hög
spänning/frekvens.
Lysdiod B:
PULSERANDE TIG-svetsning med tändning
av bågen via en anordning med hög spän-
ning/frekvens. Pulsfrekvensen kan regleras mellan 0,16
och 500 Hz (lysdiod AE). Toppströmmen och basström-
men kan aktiveras med lysdioderna AG respektive AD
och kan regleras med vredet Y. Mellan 0,16 och 1,1 Hz
pulsfrekvens visar displayen O omväxlande toppström-
men (huvudström) och basströmmen. Lysdioderna AG
och AD tänds omväxlande. Över 1,1 Hz visar displayen O
medelvärdet för de två strömnivåerna.
Lysdiod A:
KONSTANT TIG-svetsning med kontakttänd-
ning (beröring).
Lysdiod AU:
PULSERANDE TIG-svetsning med kontak-
ttändning (beröring). Funktionslogiken är den-
samma som beskrivits tidigare för lysdioden B.
Knapp för program AR.
Valet indikeras av att en av lysdioderna G, F, W, X,
Z eller AA tänds.
TIG
TIG
TIG
TIG
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
fig. 1
Art. 366 & 367 Art. 367 Art. 366

104
Lysdiod G:
Punktsvetsning (manuell). Välj svetsström (lysdiod AG)
och punktsvetsningstid (lysdiod AE) med knappen AP.
Ställ sedan in värdena med vredet Y.
Denna svetsfunktion är endast möjlig om det har valts
konstant svetsning och tändning av bågen med hög fre-
kvens (lysdiod E tänd). Operatören trycker på brän-
narknappen. Bågen tänds. Efter det att punktsvetsnings-
tiden har reglerats slocknar bågen automatiskt. Genomför
nästa punkt genom att släppa upp brännarknappen och
trycka ned den igen. Reglering mellan 0,1 och 30 sekun-
der.
F - Lysdiod för TIG-svetsning, 2-takt (manuell).
När brännarknappen trycks ned börjar svetsströmmen
öka i en tid som motsvarar slope up som har reglerats
tidigare, för att nå det värde som har reglerats med vredet
Y. När knappen släpps upp sjunker svetsströmmen i en
tid som motsvarar slope down som har reglerats tidigare,
för att sedan sjunka till noll. I detta läge går det att kopp-
la pedalreglaget (tillbehör art. 193).
W - Lysdiod för TIG-svetsning, 4-takt (auto-
matisk).
Detta program skiljer sig från det föregående eftersom
tändningen och avstängningen styrs genom att brän-
narknappen trycks ned och släpps upp.
X - Lysdiod för specialprogram.
Tryck ned brännarknappen för att tända bågen och håll
den nedtryckt. Strömmen börjar öka enligt ett fast värde.
Om knappen släpps upp stiger strömmen omedelbart till
svetsvärdet (lysdiod AG). Tryck ned brännarknappen och
håll den nedtryckt för att avsluta svetsningen. Strömmen
börjar minska enligt ett fast värde. Om knappen släpps
upp nollställs strömmen omedelbart.
Z - Lysdiod för TIG-svetsning med tre
strömnivåer, 4-takt (automatisk).
Ställ in de tre svetsströmnivåerna på följande sätt:
Tryck på knappen AP tills lysdioden AG tänds och regle-
ra max. ström med vredet Y.
Tryck på knappen AP tills lysdioden AD tänds och regle-
ra medelströmmen med vredet Y.
Tryck på knappen AP tills lysdioden AY tänds och regle-
ra tändningsströmmen med vredet Y.
Strömmen ställer in sig på den första strömnivån vid
tändningen av bågen (lysdiod AI tänd). Operatören kan
upprätthålla denna ström så länge det önskas (t.ex. tills
arbetsstycket är uppvärmt). Om brännarknappen trycks
ned och omedelbart släpps upp, går strömmen från den
första strömnivån till den andra strömnivån under tiden
för slope up (lysdiod AH). När svetsströmmen nås tänds
lysdioden AG.
Om strömmen behöver minskas under svetsningen utan
att bågen stängs av (t.ex. för byte av material, byte av
arbetsposition, övergång från ett horisontellt läge till ett
vertikalt läge osv.), trycker du ned och släpper omedel-
bart upp brännarknappen. Strömmen ställer in sig på den
andra strömnivån som har valts. Lysdioden AD tänds och
lysdioden AG släcks.
Återgå till föregående huvudström genom att åter trycka
ned och släppa upp brännarknappen. Lysdioden AG
tänds medan lysdioden AD släcks. Tryck ned brän-
narknappen i mer än 0,7 sekunder och släpp sedan upp
den om du vill avbryta svetsningen. Strömmen börjar
minska ända till noll under den inställda tiden för slope
down (lysdiod AC tänd).
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
fig. 1/A
Art. 368

105
Om du trycker ned och omedelbart släpper upp brän-
narknappen under fasen för slope down, sker det en åter-
gång till slope up om den är reglerad till ett värde som är
högre än noll. Annars sker det en återgång till det minsta
strömvärdet av de reglerade värdena.
OBS! TRYCK NED OCH SLÄPP OMEDELBART UPP
avser en tid på max. 0,5 sekunder
AA - Lysdiod för TIG-svetsning med två strömnivåer.
Detta program skiljer sig från det föregående eftersom
strömmen alltid ställer in sig på den första strömnivån vid
tändningen av bågen (lysdiod AI tänd). Operatören kan
dock inte upprätthålla den nivån och tiden för slope up
börjar omedelbart (lysdiod AH).
Crater Arc.
Denna funktion finns bland de underordnade funktioner-
na för fyllning av ändkrater genom inställning av en ström
och dess varaktighet.
Funktionen kan användas vid TIG-svetsning med AC eller
DC i manuell eller automatisk drift (Fig. 3).
Gör följande för att aktivera funktionen:
• Tryck på knappen AQ och håll den nedtryckt samtidigt
som du trycker på knappen AP.
• Håll knapparna nedtryckta tills förkortningen H2O
visas på displayen O.
• Tryck på knappen AP tills förkortningen CrA (Crater
Arc) visas på displayen O.
• Displayen U visar förkortningen OFF (tillverkarens
inställning).
• Vrid på vredet Y tills förkortningen On visas på
displayen U.
• Vrid på vredet Y tills förkortningen CrC (crater current
- ström för fyllning av ändkrater) visas på displayen O
och 50 visas på displayen U. Värdet är en procentsats
av strömmen för fyllning av ändkrater i förhållande till
svetsströmmen. Tillverkarens inställning 50 %.
Reglering 1 - 100 %.
• Vrid på vredet Y tills förkortningen tCr (Crater time -
varaktighet för strömmen för fyllning av ändkrater)
visas på displayen O.
• Vrid på vredet Y för att ställa in värdet. Värdet visas på
displayen U. Tillverkarens inställning 0,5 sekunder.
Reglering 0,1 - 30,0 sekunder.
Övergångstiden mellan huvudsvetsströmmen och
strömmen för fyllning av ändkrater regleras av “slope
down” (lysdiod AC).
Y - Vred
Reglerar i vanliga fall svetsströmmen.
Om en funktion väljs med knappen AP reglerar
detta vred värdet.
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Fig. 2
Fig. 3

106
O - Display
Visar:
1. Den inställda tomgångsströmmen.
2.Svetsströmmen och strömnivåerna vid
pågående svetsning.
3. Den senast använda svetsströmmen i kombination
med tänd lysdiod för Hold.
4. Växlingen mellan de olika strömnivåerna vid pågående
pulserande TIG-svetsning.
5. Svetsströmmen i förhållande till den valda tjockleken
vid de synergiska parametrarna.
6. Förkortningen H2O när kylaggregatet ställs in.
Förkortningen blinkar om kylaggregatets tryckvakt
ingriper.
7. Förkortningen OPn som blinkar om termostaten
ingriper.
8. Förkortningarna PL, P01-P09 vid valet av lediga eller
lagrade program.
9. förkortningen MMA.
Lysdiod N
Går inte att välja och tänds när displayen O visar en ström.
U - Display. Visar:
1. Tomgångsspänningen vid ej pågående
MMA-svetsning. - Svetsspänningen
vid pågående MMA-svetsning.
2. Siffran noll vid konstant TIG-svetsning och ej
nedtryckt knapp. - Tomgångsspänningen vid
nedtryckt knapp och ej pågående TIG-svetsning. -
Svetsspänningen vid nedtryckt knapp och pågående
TIG-svetsning.
3. Samtliga numeriska värden som väljs med knappen
AP (med undantag för svetsströmmen).
4. Sifferkombinationerna som refererar till de olika våg
formerna som kan väljas när lysdioden AY (vågform)
väljs med knappen AP.
5. Följande förkortningar vid förberedelsen av kylaggre-
gatets funktion: OFF, OnA och OnC.
6. vid förberedelsen av typen av ström för MMA-svets-
ning förkortningarna: AC, DC.
7. Med synergism (lysdiod I tänd): Förkortningen på de
material som ska svetsas om lysdioden L har valts.
Förkortningen på svetspositionerna om lysdioden M har
valts. - Elektroddiametrarna om lysdioden R har valts.
DESSUTOM visas svetsspänningen när lysdioden P
(Hold) är tänd.
Lysdiod Q
Går inte att välja och tänds när displayen U visar en spän-
ning.
AQ - KNAPP
Väljer och lagrar programmen.
Svetsen kan lagra nio svetsprogram (P01-P09) och
hämta dem med denna knapp. Det finns dessutom ett
arbetsprogram PL.
Val
När denna knapp trycks ned snabbt visar displayen O
numret på följande program och pågående program.
Texten blinkar om programmet inte har lagrats. I motsatt
fall lyser texten med fast sken.
Lagring (3.6)
Data lagras om programmet väljs och knappen trycks
ned i mer än 3 sekunder. Programnumret som visas på
displayen O slutar blinka för att bekräfta detta.
AP - KNAPP
När denna knapp trycks ned tänds följande lysdio-
der efter varandra:
Varning! De är endast de lysdioder som hänvisar till det
valda svetssättet som tänds. Vid konstant TIG-svetsning
tänds t.ex. inte lysdioden AE som står för pulsfrekvensen.
Varje enskild lysdiod indikerar parametern som kan regleras
med vredet Y under den tid som lysdioden är tänd. Lysdioden
släcks 5 sekunder efter den sista ändringen. Då visas huvuds-
vetsströmmen och motsvarande lysdiod AG tänds.
KNAPPAR AQ + AP = UNDERORDNADE
FUNKTIONER.
Du kommer till menyn med underordnade funktioner
genom att trycka ned knapparna AQ och AP samtidigt i
över 3 sekunder.
Välj alternativen i MENYN genom att trycka snabbt på
knappen AP.
Gå ur MENYN genom att trycka snabbt på knappen AQ.
Displayen O visar funktionen. Displayen U visar inställ-
ningen som kan regleras med vredet Y.
Det finns följande funktioner:
1. Kylaggregat
Förortning H2O
Regleringar:
OFF = Avstängt (tillverkarens inställning).
OnC = Alltid påslaget.
OnA = Automatisk start.
2. Funktion med robot
Förkortning rob
Regleringar:
OFF = Avstängt (tillverkarens inställning).
On = Påslaget.
3. Feeder Unit (funktion med vagn med kalltråd)
Förkortning FdU
Regleringar:
OFF = Avstängt (tillverkarens inställning).
On = Påslaget.
4. Crater Arc (fyllning av ändkrater)
Förkortning CrA
Regleringar:
OFF = Avstängt (tillverkarens inställning).
On = Påslaget.
5. MMA (svetsning med belagd elektrod)
Förkortning MMA
Regleringar:
DC = Likström (tillverkarens inställning).
AC = Växelström.
LYSDIODER SOM KAN VÄLJAS VID TIG-SVETSNING
MED DC (LIKSTRÖM) OCH TIG-SVETSNING MED AC
(VÄXELSTRÖM):

107
AL - Lysdiod för förgas.
Reglering mellan 0,05 och 2,5
sekunder. Gasens utsläppstid
före svetsningens start.
AI - Lysdiod för ström för svets-
ningens start.
Den är en procentsats av
svetsströmmen (lysdiod AG).
AH - Lysdiod för slope up.
Det är tidsåtgången då strömmen
når det inställda strömvärdet med
start från min. (0 - 10 sekunder).
AG - Lysdiod för huvuds-
vetsström.
AD - Lysdiod för den andra
svetsströmnivån eller basnivån.
Denna ström är alltid en procent-
sats av huvudsvetsströmmen.
AE - Lysdiod för pulsfrekvens
(0,16 - 500 Hz).
Om denna lysdiod tänds när det
väljs punktsvetsning (lysdiod G)
betyder det att displayen U visar punktsvetsningstiden. Den
kan regleras med vredet Y mellan 0,1 och 30 sekunder
AF - Lysdiod.
Reglerar i procent förhållandet
mellan tiden för toppströmmen
AG och frekvensen AE.
t/T (10 - 90 %), fig. 4
AC - Lysdiod för slope down.
Det är tidsåtgången då
svetsströmmen ska nå min.
svetsström och bågen släckas (0
- 10 sekunder).
AB - Lysdiod för eftergas.
Reglerar tidsåtgången för gasut-
släppet efter svetsningen (0 - 30
sekunder).
LYSDIODER SOM ENDAST KAN VÄLJAS VID TIG-
SVETSNING MED AC (VÄXELSTRÖM):
AO - Lysdiod för start.
Reglerar nivån för Hot-Start för att optimera tänd-
ningarna vid TIG-svetsning med AC för varje elek-
troddiameter. När denna lysdiod tänds visar displayen U
ett numeriskt värde som hänvisar till elektroddiametrarna.
Operatören kan med hjälp av vredet Y ställa in den använ-
da diametern och omedelbart uppnå en bra start.
Reglering mellan 0,5 och 4,8.
AY - Lysdiod för vågform.
Val av svetsvågformen.
När denna lysdiod tänds visar displayen U numret
som motsvarar den valda vågformen (se tabellen).
11 = kvadratisk - kvadratisk
22 = sinusformad - sinusformad
33 = triangulär - triangulär
12 = kvadratisk - sinusformad
13 = kvadratisk - triangulär
23 = sinusformad - triangulär
21 = sinusformad - kvadratisk
32 = triangulär - sinusformad
31 = triangulär - kvadratisk
Standard = kvadratisk - sinusformad (12)
Denna sifferkombination kan ändras med vredet Y.
OBS! Den första siffran i numret syftar på den negativa
eller genomsmältande halvvågen. Den andra siffran syftar
på den positiva eller rensande halvvågen.
Ändringen av typen av vågform kan även minska lju-
det från bågen vid svetsning med AC.
AN - Lysdiod för Hz.
Reglerar växelströmsfrekvensen. Reglering mellan
50 och 100 Hz.
AM - Lysdiod för reglering av vågbalanseringen
Reglerar procentsatsen för den negativa halvvågen
(genomsmältning) vid växelström.
Reglering -10 / 0 / 10 där 0 = 65 % (rekommenderat) -10
= 50 % och 10 = 85 %.
Lysdiod T:
Lysdiod som indikerar att anordningen som reducerar ris-
ken för elstötar fungerar korrekt.
Knapp H:
Tryck snabbt (max. 0,7 sekunder) på knappen för
att aktivera synergismen (om den finns) och välja
lysdioderna I, L, M, S och R.
Om du väljer parametrarna utan att bekräfta elektroddia-
metern går du ur synergismen genom att trycka snabbt
på denna knapp.
Om du istället har bekräftat elektroddiametern och vill gå
ur synergismen, måste du trycka länge på knappen (min.
0,7 sekunder).
<
48V
AC
Fig. 4
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

108
Lysdiod L: Material
De typer av material som kan väljas beror på svetspro-
cessen och är följande:
Vid TIG-svetsning med AC: aluminium (AL), magnesium
(MG).
Vid TIG-svetsning med DC: rostfritt stål (SS), koppar (Cu),
järn (FE) och titan (ti).
Lysdiod M: Svetsposition
Förkortningarna som visas på displayen U hänvisar till
standard ISO 6947 och motsvarar de svetspositioner som
listas i figuren.
ASME markeras med en siffra och en bokstav. De sam-
manfattas nedan för att förtydliga.
Lysdiod S: Tjocklek
Displayen O tänds och visar den inställda strömmen.
Displayen U visar tjockleken som motsvarar strömmen.
Vrid på vredet Y för att ändra tjockleken och därmed även
strömmen. Tjockleken och motsvarande ström är natur-
ligtvis beroende av inställningarna av materialet och
svetspositionen.
Lysdiod R: Elektroddiameter
Visningen av elektroddiametern är beroende av inställ-
ningarna av materialet (lysdiod L), svetspositionen (lys-
diod M) och tjockleken (lysdiod S).
Displayen U visar den rekommenderade elektroden
utan att blinka. Operatören kan med hjälp av vredet Y
även visa andra diametrar men de blinkar när de visas
vilket betyder att de inte rekommenderas.
BC - 10-poligt kontaktdon
Fjärrkontrollerna som beskrivs i avsnitt 4
ska anslutas till detta kontaktdon.
Mellan stift 3 och 6 finns en ren kontakt som
signalerar bågens tändning (max. 0,5 A -
125 VAC / 0,3 A - 110 VDC / 1 A - 30 VDC).
3.3. ALLMÄNT
Innan du använder svetsen, läs noggrant igenom stan-
darderna CEI 26-23/IEC-TS 62081. Kontrollera vidare
kablarnas isolering, elektrodklämmorna, uttagen och stif-
ten och att svetskablarnas tvärsnitt och längd är kompa-
tibla med den använda svetsströmmen.
3.4. SVETSNING MED BELAGDA ELEKTRODER (MMA)
- Denna svets är avsedd för svetsning med samtliga elek-
trodtyper, med undantag för elektroder av cellulosatyp
(AWS 6010).
- Kontrollera att brytaren BE är i läge 0. Anslut sedan
svetskablarna. Ta hänsyn till tillverkarens hänvisningar
angående elektrodernas polaritet. Anslut jordkabelns
klämma till arbetsstycket så nära svetspunkten som möj-
ligt och kontrollera att den har bra elektrisk kontakt.
- Rör inte vid slangpaketet eller elektrodklämman och
jordklämman samtidigt.
- Starta apparaten med brytaren BE.
- Tryck på knappen A för att välja MMA-svetsning.
Lysdiod AW tänd.
Gör följande för att välja korrekt typ av ström för den
valda elektroden:
Ø El.
Pos.
Mat.
• Tryck på knappen AQ och håll den nedtryckt samti-
digt som du trycker på knappen AP.
• Håll knapparna nedtryckta tills förkortningen H2O
visas på displayen O.
• Tryck på knappen AP tills förkortningen MMA visas på
displayen O.
• Displayen U visar förkortningen DC (likström) som är
den typ av ström som har ställts in av tillverkaren.
• Välj växelström genom att vrida på vredet Y tills för-
kortningen AC visas på displayen U.
Tryck snabbt på knappen AQ för att ångra valet.
- Reglera strömmen i förhållande till elektroddiametern,
svetspositionen och den typ av svetsfog som ska utföras.
- Stäng alltid av apparaten och ta bort elektroden från
elektrodklämman efter avslutad svetsning.
Se föregående avsnitt om du vill reglera funktionerna för
Hot-Start (lysdiod D) och Arc-Force (lysdiod C).
3.5 TIG-SVETSNING
Du kan svetsa aluminium, aluminiumlegeringar, mässing
och magnesium när du väljer TIG-svetsning med AC
medan du kan svetsa rostfritt stål, järn och koppar när du
väljer TIG-svetsning med DC
.
Anslut jordkabelns kontaktdon till svetsens positiva pol
(+). Anslut jordkabelns klämma till arbetsstycket så nära
svetspunkten som möjligt och kontrollera att den har bra
elektrisk kontakt.
Anslut TIG-slangpaketets effektkontaktdon till svetsens
negativa pol (-).
Anslut slangpaketets styrkontaktdon till svetsens kontak-
tdon BC.
Anslut kopplingen på slangpaketets gasslang till appara-
tens koppling BD. Anslut gasslangen på gasflaskans
tryckreduceringsventil till kopplingen för gas BH.
3.5.1 Kylaggregat (tillval vid art. 351).
Kylaggregatet ska användas om det används ett vat-
tenkylt slangpaket.
För in slangpaketets kylslangar i kopplingarna BI och BL
på kylaggregatet. Var uppmärksam på tryck- och retur-
ledningens placering.
3.5.1.1 Beskrivning av skydd
- Skydd för kylvätsketryck
Detta skydd består av en tryckvakt, som sitter i vätskans
tryckledning, som styr en mikrobrytare. Otillräckligt tryck sig-
naleras av att förkortningen H2O blinkar på displayen O.
3.5.1.2 Igångsättning
Skruva ur pluggen BF och fyll behållaren (apparaten är
fylld med cirka en liter vätska).
Det är viktigt att regelbundet kontrollera genom synglaset
BM att vätskan alltid är på max. nivå.
Kylvätskan ska bestå av vatten (helst dejoniserat vatten)
och alkohol. Se tabellen nedan för korrekt dosering:
temperatur vatten/alkohol
mellan -0 °C och -5 °C 4 l/1 l
mellan -5 °C och -10 °C 3,8 l/1,2 l
OBS! Om pumpen roterar utan kylvätska är det nödvän-
digt att avlufta slangarna.
Stäng i så fall av generatorn, fyll på behållaren, anslut en
slang till kopplingen och stick ned andra änden av
slangen i behållaren.

109
Sätt i tryckvaktens kontaktdon och nätkabeln i uttaget BR
resp. BQ (gäller endast art. 351).
Starta generatorn i cirka 10 - 15 sekunder och anslut
sedan åter slangarna.
Starta apparaten. Gör på följande sätt för att välja kylag-
gregatets funktionssätt:
1. Välj ett TIG-svetssätt.
2. Tryck på knappen AQ och håll den nedtryckt samti-
digt som du trycker på knappen AP. Håll knapparna
nedtryckta tills förkortningen H2O visas på displayen
O.
3. Välj funktionssätt med vredet Y.
OFF = Avstängt kylaggregat
OnC = Kontinuerlig funktion
OnA = Automatisk funktion
Tryck snabbt på knappen AQ för att ångra valet.
OBS! Med automatisk funktion menas att kylaggregatet
startar när brännarknappen trycks ned och stannar ca. 2
minuter efter det att brännarknappen släpps upp.
Varning! Kylningen är inte aktiv och kan inte heller väljas
om elektrodsvetsning väljs. Det är helt normalt att
displayen O visar den blinkande förkortningen H2O vid
apparatens start.
3.5.2 Igångsättning
Rör inte vid spänningssatta delar och utgångsklämmorna
när apparaten försörjs med el.
Vid den första igångsättningen av apparaten ska du välja
funktionssätt med knappen AS och svetsparametrarna
med knappen AP och vredet Y enligt avsnitt 3.2.
VARNING! Regleringarna av lysdioderna AO = start, AY =
vågform, AN = Hz och AM = vågbalansering, kan endast
väljas vid TIG-svetsning med AC.
Skyddsgasflödet ska regleras till ett värde (l/min) som är
ca. 6 ggr elektroddiametern. Gastillförseln kan reduceras
till ca. 3 ggr elektroddiametern när det används tillbehör
av typen gaslins. Det keramiska munstyckets diameter
ska vara 4 till 6 ggr större än elektroddiametern.
• Kom ihåg att stänga av apparaten och stänga
gasflaskans ventil efter avslutad svetsning.
3.5.3 Förberedelse av elektrod
Elektrodspetsen måste förberedas. Slipa elektrodspetsen
så att den har en vertikal räffling som i fig. 5.
VARNING! FLYGANDE GLÖDANDE METALLPARTIKLAR
kan skada personer, orsaka brand och skador på utrust-
ningar. VOLFRAMKONTAMINATION kan försämra svets-
kvaliteten.
• Slipa endast volframelektroden med en smärgelslipma-
skin som är utrustad med lämpliga skyddshöljen.
Använd skyddsmask, skyddshandskar och skyddskläder.
• Slipa volframelektroden med en hård slipskiva med fin
slipkornstorlek som endast används för att slipa volfram.
• Slipa volframelektrodens ände så att den blir konfor-
mad. Den konformade änden ska vara 1,5 - 2 ggr längre
än elektroddiametern (fig. 5).
3.6. LAGRING
Tryck snabbt på knappen AQ för att utföra ett val. Håll
den nedtryckt i mer än 3 sekunder för att utföra en
lagring.
Apparaten startar alltid med det senast använda
svetssättet.
3.6.1. Lagring av data för programmet PL
När apparaten används för första gången.
När apparaten startas visas förkortningen PL på display-
en. Förkortningen slocknar efter 5 sekunder och då visas
arbetsströmmen. Följ anvisningarna i avsnitt 3.2 och 3.5.
Lagra sedan data i programmet P01 på följande sätt:
· Tryck snabbt på knappen AQ (mem+mem-). Texten P01
blinkar på displayen.
· Tryck på knappen AQ i mer än 3 sekunder tills förkort-
ningen P01 slutar blinka. Lagringen har nu utförts.
· Om du vill utföra lagringen i ett annat program än P01
trycker du snabbt på knappen AQ flera gånger tills öns-
kat program visas. När apparaten åter startas visas P01.
TRYCK NED KNAPPEN AQ SNABBT FÖR ATT
UTFÖRA ETT VAL. HÅLL DEN NEDTRYCKT I MER ÄN
3 SEKUNDER FÖR ATT UTFÖRA EN LAGRING.
3.6.2. Lagring från ett ledigt program
Operatören kan ändra och lagra ett valt program på föl-
jande sätt:
· Tryck snabbt på knappen AQ och välj önskat program-
nummer.
De lediga programmens förkortningar blinkar.
Välj svetssätt med knappen AT och svetsfunktion med
knappen AS (avsnitt 3.1).
· Vrid på vredet Y och reglera svetsströmmen.
Om du har valt TIG-svetsning ska du aktivera lysdioden
AB (eftergas) med knappen AP och ställa in önskat värde
med vredet Y (avsnitt 3.1).
Ovanstående regleringar krävs för svetsningen. Om du
även vill reglera tiden för slope eller något annat går du till
väga som i avsnitt 3.1.
Utför lagringen i det valda programmet genom att trycka
på knappen AQ i mer än 3 sekunder tills programnumret
slutar blinka.
Utför lagringen i ett annat program genom att trycka
snabbt på knappen AQ för att välja program och därefter
trycka på knappen AQ i mer än 3 sekunder.
3.6.3 Lagring från ett lagrat program
Operatören kan ändra data i minnet på ett redan lagrat
program för att uppdatera programmet. Det går också att
använda det lagrade programmet för att hitta nya para-
metrar som ska lagras i ett annat program.
3.6.3.1 Uppdatering
· Starta apparaten, välj de parametrar som ska ändras
och ändra dem.
Fig. 5

110
· Tryck ned knappen AQ i mer än 3 sekunder tills lagring-
en bekräftas (förkortningen för programmet slutar blinka
och börjar lysa med fast sken).
3.6.3.2 Lagring i ett nytt program
· Starta apparaten, välj de parametrar som ska ändras
och ändra dem.
· Utför en svetsning (den behöver inte vara långvarig).
· Tryck snabbt på knappen AQ tills önskat program visas.
· Håll knappen AQ nedtryckt tills lagringen bekräftas (för-
kortningen för programmet slutar blinka och börjar lysa
med fast sken).
3.6.4 Svetsning med synergism
Syftet med synergismen är att hjälpa operatören att stäl-
la in parametrarna för TIG-svetsning. Den är alltså ingen
förhållningsregel utan ett hjälpmedel.
Synergismen mellan ström, tjocklek och elektroddiameter
har uppnåtts med grå 2 % Cerium-legerade elektroder
(EN 26848 WC20) vid en växelströmsfrekvens på 90 Hz.
Testen har utförts vid vågform 12 (kvadratisk genoms-
mältning - sinusformad rensning).
Logik: Operatören ställer in typen av material som ska
svetsas, svetspositionen och tjockleken i förhållande till
svetsprocessen. En elektroddiameter föreslås utifrån
dessa val. Apparaten förbereder sig för svetsningen om
valen bekräftas.
Start av synergism
Tryck snabbt (max. 0,7 sekunder) på knappen H:
Lysdioden I (Syn) tänds samtidigt som lysdioden L (mate-
rial). Displayen O släcks och displayen U visar en förkort-
ning som motsvarar det material som ska svetsas (se
beskrivningen om lysdiod L). Vrid på vredet Y för att utfö-
ra valet.
Tryck åter på knappen H för att bekräfta materialvalet.
Lysdioden M tänds och displayen U visar de tillgängliga
svetspositionerna (se beskrivningen om lysdioden M).
Vrid på vredet Y för att utföra valet. Tryck åter på knappen
H för att bekräfta valet av svetspositionen. Lysdioden S
tänds och displayen O visar den inställda strömmen.
Displayen U visar tjockleken i millimeter i förhållande till
strömmen (se beskrivningen om lysdioden S).
Tryck åter på knappen H för att bekräfta valet av tjockle-
ken. Lysdioden R tänds.
Det föreslås olika elektroddiametrar beroende på det
material samt den position, tjocklek och ström som har
valts. Först visas den föreslagna elektroden. Det numeris-
ka värdet för diametern lyser med fast sken bredvid bok-
staven A. Om det förekommer två diametrar vars strö-
mintervall omfattar de valda amperestyrkorna för svets-
ningen, föreslås det andra elektroddiameteralternativet
endast om vredet Y vrids. Även det andra alternativet
visas med fast sken. Diametern snäppet över det andra
alternativet och diametern snäppet under det första alter-
nativet blinkar på displayen U om vredet vrids ytterligare.
Det kan hända att operatören väljer en olämplig kombi-
nation eftersom elektroddiametern i princip definierar
startnivån AO och min. strömmen AI.
Operatören har då två valmöjligheter:
1. Gå ur synergismen utan att bekräfta de utförda valen.
Utför detta genom att trycka snabbt på knappen H.
Lysdioden I släcks och displayen visar inställningarna
före synergismen.
2. Bekräfta synergismen genom att trycka på knappen H
i mer än 0,7 sekunder. Alla funktioner angående synergis-
men ställs nu in. Om de väljs med knappen AP visar
displayen U förkortningen AU (automatisk).
Lysdioden I förblir tänd för att bekräfta att parametrarna
har ställts in.
När elektroddiametern bekräftas (lysdioden R väljs och
knappen H hålls nedtryckt länge) innebär detta att start-
funktionerna, vågform, Hz, balansering och ström AI pla-
ceras med den automatiska logik som beskrivs tidigare.
Lysdioden R släcks och lysdioden I tänds vid bekräftel-
sen av elektroden.
4 FJÄRRKONTROLLER
Följande fjärrkontroller kan anslutas till svetsen för regler-
ingen av svetsströmmen:
Art. 1256 TIG-slangpaket, endast knapp (vattenkylning)
Art. 1258 TIG-slangpaket, UP/DOWN (vattenkylning)
Art. 193 Pedalreglage (används vid TIG-svetsning)
Art. 1192 och art. 187 (används vid MMA-svetsning)
Art. 1180 Koppling för samtidig anslutning av slangpake-
tet och pedalreglaget. Med detta tillbehör kan art. 193
användas vid all typ av TIG-svetsning.
De fjärrkontroller som omfattar en potentiometer
reglerar svetsströmmen mellan den min. och max.
ström som har ställts in med vredet Y.
Fjärrkontrollerna med logik UP/DOWN reglerar
svetsströmmen från min. till max.
Regleringarna av fjärrkontrollerna är alltid aktiva i pro-
grammet PL medan de inte är det i ett lagrat program.
5 UNDERHÅLL
Samtliga underhållsmoment ska utföras av kvalifice-
rad personal i enlighet med standard CEI 26-29 (IEC
60974-4).
5.1 UNDERHÅLL AV GENERATOR
Säkerställ att strömbrytaren BE är i läge "O" och dra ut
nätkabeln före underhållsarbeten inuti apparaten.
Använd tryckluft för att regelbundet avlägsna metall-
damm som kan ha samlats inuti apparaten.
5.2 ANVISNINGAR EFTER UTFÖRD REPARATION
Efter en reparation ska du vara noga med att lägga alla
kablar på plats så att isoleringen garanteras mellan appa-
ratens primära och sekundära sida. Undvik att trådarna
kommer i kontakt med delar i rörelse eller med delar som
blir varma under driften. Återmontera samtliga kabelkläm-
mor som på originalapparaten för att undvika att appara-
tens primära och sekundära sida kan sammankopplas
om en ledare går av eller lossnar.
Återmontera skruvarna med de tandade brickorna som
på originalapparaten.

111
ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH"
SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN
SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI
DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV"
TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV
STOU" ENDIAFEROVMENOU".
AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH".
1 PROFULAVXEI" ASFAVLEIA"
H SUGKOVLLHSH KAI TO KOVYIMO ME
TOVXO MPOROUVN NA APOTELEVSOUN
AITIVE" KINDUVNOU GIA SA" KAI GIA
TRIVTOU", gi· autov o crhvsth" prevpei na eivnai ekpai-
deumevno" w" pro" tou" kinduvnou" pou proevrcontai apov
ti" enevrgeie" sugkovllhsh" kai pou anafevrontai sunop-
tikav parakavtw. Gia piov akribeiv" plhroforive" zhteivste
to egceirivdio me kwvdika 3.300758
QOVRUBO"
Authv kaqeauthv h suskeuhv den paravgei qoruvbou"
pou na uperbaivnoun ta 80 dB. H diadikasiva koyiv-
mato" plavsmato"§sugkovllhsh" mporeiv na parav-
gei ovmw" qoruvbou" pevran autouv tou orivou. Gi· autov oi
crhvste" prevpei na lambavnoun ta problepovmena apov to
Novmo mevtra.
HLEKTROMAGNHTIKA PEDIA-Mporouvn na eivnai blaberav.
• To hlektrikov reuvma pou diapernav
opoiondhvpote agwgov paravgei hlektro-
magnhtikav pediva (EMF). To reuvma sug-
kovllhsh" hv kophv" prokaleiv hlektromagnh-
tikav pediva guvrw apov ta kalwvdia kai ti"
gennhvtrie".
• Ta hlektromagnhtikav pediva pou proevrcontai apov uyh-
lav reuvmata mporouvn na parevmboun me th leitourgiva
bhmatodotwvn. Atoma pou fevroun hlektronikev" suskeuev"
zwtikhv" shmasiva" (pacemaker) qa prevpei na sumbouleu-
vontai ton iatrov prin proseggivsoun enevrgeie" sug-
kovllhsh" tovxou, koph"v, frezarivsmato" hv shmeiakhv" sug-
kovllhsh".
• H evkqesh sta hlektromagnhtikav pediva th" sug-
kovllhsh" hv kophv" mporouvn na evcoun avgnwste" epidrav-
sei" sthn ugeiva.
Kavqe ceiristhv", gia na meiwv
sei tou" kinduvnou" pou pro-
evrcontai apov thn evkqesh sta hlektromagnhtikav pediva,
prevpei na threiv ti" akovlouqe" diadikasive":
- Na frontivzei wvste kalwvdio swvmato" kai labivda"
hlektrodivou hv tsimpivda" na mevnoun enwmevna. An
eivnai dunatovn, sterewvste ta maziv me tainiva.
- Mhn tulivgete potev ta kalwvdia swvmato" kai
labivda" hlektrodivou hv tsimpivda" guvrw apov to
swvma.
- Mhn mevnete potev anavmesa sto kalwvdio swvmato"
kai kalwvdio labivda" hlektrodivou hv tsimpivda". An
to kalwvdio swvmato" brivsketai dexiav apov to
ceiristhv, to kalwvdio th" labivda" hlektrodivou hv
tsimpivda" prevpei na meivnei sthn ivdia pleurav.
- Sundevste to kalwvdio swvmato" sto metallo upov
katergasiva ovso to dunatovn pio kontav sthn periochv
sugkovllhsh" hv kophv".
- Mhn ergavzeste kontav sth gennhvtria.
EKRHVXEI"
• Mhn ekteleivte sugkollhvsei" kontav se doceiva
upov pivesh hv se parousiva ekrhktikwvn skonwvn,
aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiav-
le" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai
katav ti" enevrgeie" sugkovllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti"
endeivxei" pou perievcontai ston enarmonismevno kanoni-
smov IEC 60974-10 (Cl. A) kai prevpei na crhsimopoieivtai
movno gia epaggelmatikouv" skopouv" kai se biomhcanikov
peribavllon. Qa mporouvsan, pravgmati, na
upavrcoun
duskolive" sthn exasfavlish th" hlektromagnhtikhv" sum-
batovthta" se peribavllon diaforetikov ap· ekeivno th"
biomhcaniva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα
κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή
Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών
και ηλεκτρονικών συσκευών και την σχετική εφαρμογή
της μέσα στα πλαίσια της ισχύουσας εθνικής
νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές
πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε
μία μονάδα ανακύκλωσης αποβλήτων οικολογικά
αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής
πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα
επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό
μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα
καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία!
SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH
SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV.
1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ
Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα τετρ-
αγωνάκια της πινακίδας.
B. Το ρολά εφελκυσμού νήματος μπορούν να
πληγώσουν τα χέρια.
C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού
νήματος βρίσκονται υπό τάση κατά την συγκόλληση.
Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε
απόσταση.
1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης ή
το καλώδιο μπορεί να είναι θανατηφόρες. Προστατε-
υθείτε κατάλληλα την περίοδο ηλεκτροπληξίας.
1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το
ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά
ή κατεστραμμένα γάντια.
1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο προς
συγκόλληση ή το έδαφος.
1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν
από την λειτουργία της μηχανής.
2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση
μπορεί να είναι βλαβερό για την υγεία.
2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις.
2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού αερι-
σμού ή τοπικής εκκένωσης για την κατάργηση των
αναθυμιάσεων.

112
2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για
την κατάργηση των αναθυμιάσεων.
3. Οι σπίθες που προκαλούνται από την συγκόλληση
μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές.
3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή
συγκόλλησης.
3.2 Οι σπινθήρες που προκαλούνται από την συγκόλ-
ληση μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε
ένα πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι
σε ετοιμότητα να το χρησιμοποιήσει.
3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία.
4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια και
να προκαλέσουν εγκαύματα στο δέρμα.
4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε
κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με
κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη
με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες
προστατευτικό για το σώμα.
5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχα-
νή ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή.
6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες προειδο-
ποίησης
2 GENIKH PERIGRAFH
2.1 PRODIAGRAFES
Autov" o sugkollhthv" eivnai mia gennhvtria sunecouv" sta-
qerouv reuvmato", kataskeuasmevnh me tecnologiva INVER-
TER, scediasmevnh gia th sugkovllhsh ependedumevnwn
hlektrodivwn (exairoumevnou tou kuttarinouvcou tuvpou) kai
me diadikasiva TIG me empuvreuma dia epafhv" kai me
uyhlhv sucnovthta.
DEN PREPEI NA CRHSIMOPOIEITAI GIA TO
XEPAGWMA SWLHNWN.
2.2 EPEXHGHSH TWN TECNIKWN STOICEIWN POU
ANAGRAFONTAI STHN PINAKIDA TOU
MHCANHMATOS.
Η συσκευή είναι κατασκευασµένη κατά τους ακό-
λουθους κανόνες : IEC 60974.1 - IEC 60974.3 -IEC
60974.10 Cl. A - IEC 61000-3-12 (δείτε σηµείωση 2).
N°. Ariqmo" mhtrwvou pou prevpei pavnta na ana
fevretai gia opoiodhvpote aivthma scetikav
me to sugkollhthv.
Statiko" trifasiko" metaschmatisthv"-anor
qwthv" sucnovthta".
Carakthristikav exasqevnish"
MMA katavllhlo gia sugkovllhsh me ependedumevna
hlektrovdia.
TIG. Katavllhlo gia sugkovllhsh TIG.
U0. Deutereuvousa tavsh se anoiktov kuvklwma
X. Posostaiva apovdosh kuvklou ergasiva".
Posostov % 10 leptwvn katav to opoivo to
mhcavnhma mporeiv na leitourghvsei se evna
orismevno reuvma cwriv" na prokalevsei uper
qermavnsei".
I2. Reuvma sugkovllhsh"
U2. Deutereuvousa tavsh me reuvma I2
U1. Onomastikhv tavsh trofodosiva"
3~ 50/60Hz Trifasikhv trofodosiva 50 hv 60 Hz
l1 max. Eivnai h mevgisth timhv
aporrofhmevnou reuv
mato".
l1 eff. Eivnai h mevgisth timhv tou pragmatikouv reuv
mato" pou aporrofavtai lambavnonta" upovyh
thn apovdosh kuvklou ergasiva".
IP23S Βαθμός «ροστασίας του «λαισίου.
Βαθμός 3 ως δεύτερη σύντμηση σημαίνειότι αυτήη
σ υσκευή μ«ορείνα α«οθηκευτεί, αλλά όχι καινα
χρησιμο«οιηθεί στο εξωτερικό κατά την διάρκεια
βροχής, «αρά μόνο αν
« ροστατεύεται.
Katallhlovthta pro" leitourgiva se
peribavvllonta me auxhmevno kivnduno.
ΗΜΕΙΩΣΗ:
1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία
σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664).
2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC
61000-3-12 με τον όρο ότι η μέγιστη επιτρεπόμενη
εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση με
0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) στο
σημείο διαπεφής ανάμεσα στο σύστημα του χειριστή και
εκείνο του κοινού. Είναι ευθύνη του τεχνικού εγκατάστα-
σης ή του χρήστη του εξοπλισμού να εγγυηθεί, συμβου-
λευόμενος ενδεχομένως τον χειριστή του δικτύου διανο-
μής, ότι η συσκευή είναι συνδεδεμένη με τροφοδοσία μέγι-
στης επιτρεπόμενης εμπέδησης του συστήματος Zmax
μικρότερης ή ίσης με 0,093 (Art. 366) - 0,044 (Art. 367) -
0,031 (Art. 368).
2.3
PERIGRAFH TWN PROSTASIWN
2.3.1 Qermikhv prostasiva
Authv h suskeuhv prostateuvetai apov evnan aisqhthvra
qermokrasiva" o opoivo", an xepernouvntai oi apodektev"
qermokrasive", empodivzei th leitourgiva tou mhcanhvmato".
S

113
H parevmbash tou qermostavth epishmaivnetai apov to
avnamma tou mhnuvmato" “OPn” sthn oqovnh O topoqeth-
mevnh ston pivnaka elevgcou.
2.3.2 - Prostasiva apokleismouv ekkivnhsh".
Auto" o sugkollhth" diaqevtei diavfore" prostasive" pou
stamatouvn to mhcavnhma prin uposteiv blavbe".
H parevmbash kavvqe prostasiva" epishmaivnetai apov to
avnamma tou mhnuvmato" “Err” sthn oqovnh O kai apov evnan
ariqmov pou emfanivzetai sthn oqovnh U.
An epishmanqeiv mia camhlhjv stavqmh nerouv gia th monav-
da yuvxh" qa emfanistei
v to anabosbhnovmeno muvnhma
H2O sthn oqovnh O.
3 EGKATASTASH
Elevgxte ovti h tavsh trofodosiva" antistoiceiv sthn
tavsh pou anafevretai sthn pinakivda tecnikwvn
stoiceivwn th" mhcanh".
Sundevste enan reumatolhvpth katavllhlh" apovdosh"
pro" to kalwvdio trofodosiva", elevgconta" ovti o
kivtrino"/pravsino" agwgo" eivnai sundedemevno" me to
buvsma geivwsh".
H apovdosh tou magnhtoqermikouv diakovpth hv twn
asfaleiwvn, se seirav sthn trofodosiva, prevpei na eivnai
ivsh me to reuma I1 max. pou aporrofavtai apov th
mhcanhv.
3.1 QESH SE LEITOURGIA
H egkatavstash th" mhcanhv" prevpei ma ekteleivtai apov
pepeiramevno proswpikov. Ole" oi diasundevsei" prevpei na
ektelouvntai suvmfwna me tou" iscuvonte" kanonismouv"
kai thrwvnta" plhvrw" th nomoqesiva prostasiv
a" apov atu-
chvmata (CEI 26-23 / CEI CLC 62081).
3.2 PERIGRAFH TOU MHCANHMATOS (Eik.1-1/A).
BA) Arnhtikov" akrodevkth" exovdou (-).
BB) Qetikov" akrodevkth" exovdou (+).
BC) Suvndesmo" gia to plhvktro th" tsimpivda" TIG.
Sundevste ta kalwvdia tou plhvktrou tsimpivda" sta
pin 1 kai 9.
BD) Suvndesmo" (1/4 aevrio).
Edwv sundevetai o swlhvna" aerivou th" tsimpivda"
sugkovllhsh" TIG.
BE) Genikov" diakovpth".
BF)
Pwvma dexamenhv".
BG) Kalwvdio trofodosiva".
BH) Suvndesmo" trofodosiva" aerivou.
BI) Suvndesmo" eisovdou qermouv nerouv
(crhsimopoieivte movno gia tsimpivde" TIG).
BL) Suvndesmo" exovdou kruvou nerouv
(crhsimopoieivte movno gia tsimpivde"TIG).
BM) Mavti elevgcou stavqmh" ugrouv.
BN) Suvndesmoi gia tdimpivde" MIG
(den prevpei na bracukuklwvnontai).
BO) Suvndesmo" tuvpou DB9 (RS 232).
Crhsimopoieivtai gia na enhmerwvnontai ta
progravmmata twn mikroepexergastwvn.
BP) Asfaleioqhvkh.
BQ) Privza kalwdivou diktuvou.
BR) Privza elegkthv pivesh".
Prosochv: Ston Kwd. 366 h monavda yuvxh" eivnai ovpsional.
3.3 PERIGRAFH TOU PINAKA (Eik.2).
Plhvktro diadikasiva" AT.
H epiloghv epishmaivnetai apov to avnamma mia"
twn lucniwvn AX, AV, hv AW.
Lucniva AX Lucniva AV Lucniva AW
BB
BO
BE
BG
BH
BP
BQ
BR
BA
BC
BD
BL
BI
BF
BM
BN
BN
Eik. 1
Art. 366 & 367 Art. 367 Art. 366

114
Plhvktro trovpou AS.
H epiloghv epishmaivnetai apov to avvnamma mia"
twn lucniwvn D, C, E, B, A, hv AU:
Lucniva D “HOT START”
Energhv se sugkovllhsh MMA.
To avnamma auth" th" lucniva" deivcnei ovti h oqovnh U
emfanivzei to crovno, ekfrazovmeno se ekatostav
deuterolevptou, ovpou o sugkollhth" parevcei evna
upereuvma gia na beltiwvsei to empuvreuma tou hlektro-
divou. H ruvqmish pragmatopoieivtai mevsw th" labh" Y.
Lucniva C “Arc-Force”
Energhv se sugkovllhsh MMA DC.
Eivnai posostov epiv toi" ekatov tou reuvmato"
sugkovllhsh". H oqovnh U emfanivzei thn timhv tou kai h
labhv Y to ruqmivzei. Ousiastikav
autov to upereuvma eunoeiv
th metaforav twn stagovnwn leiwmevnou metavllou.
Lucniva E:
Sugkovllhsh TIG SUNECHS me empuvreuma
mevsw susthvmato" uyhlh" tavsh"/sucnovthta".
Lucniva B:
Sugkovllhsh TIG PALMWDH me empuvreuma
mevsw susthvmato" uyhlhv" tavsh"/sucnovthta".
H sucnovthta palmwvdou" ruqmivzetai apov 0,16 evw" 500Hz
(lucniva AE), to reuvma korufhv" kai to basikov reuvma
energopoiouvntai antivstoica me ti" lucnive" AG kai AD
kai ruqmivzontai me th labhv Y.
Apov 0,16 mevcri 1,1 Hz sucnovthta" palmwvdou" h oqovnh O
deivcnei enallaktikav to reuvma korufhv" (kuvrio) kai to
basikov reuvma. Oi lucnive" AG kai AD anavbvoun
enallaktikav. Ektov" 1,1 Hz h oqovnh O emfanivzei to mevso
ovro twn duo reumavtwn.
TIG
TIG
Lucniva A:
Sugkovllhsh TIG SUNECHS me empuvreuma dia
epafh" (suvrsimo).
Lucniva AU:
Sugkovllhsh TIG PALMVDH me empuvreuma dia
epafhv" (suvrsimo). H logikhv leitourgiva" eivnai
h ivdia pou perigravfetai gia th lucniva B.
Plhvktro progravmmato" AR.
H epiloghv epishmaivnetai apov to avnamma mia"
twn lucniwvn G, F, W, X, Z, hv AA.
Lucniva G:
Pontavrisma (Ceirokivnhto).
Afouv epilevxate to reuvma sugkovllhsh" (lucniva AG) kai to
crovno pontarivsmato" (lucniva AE) mevsw tou
epilogeva AP, ruqmivste ti" scetikev" timev" me th labhv Y.
Ekteleivtai autov" o trovpo" sugkovllhsh" movno an
epilevgetai h sugkovllhsh se sunechv trovpo kai to
empuvreuma me uyhlhv sucnovthta (lucniva E anammevnh). O
ceiristhv" pievzei to plhvktro tsimpivda", anavbei to tovxo
kai metav to ruqmizovmeno crovno pontarivsmato", to tovxo
sbhnvei autovmata. Gia na ektelevsete ton epovmeno povn-
to prevpei na apeleuqerwvsete to plhvktro tsimpivda" kai
na to xanapievsete. Ruvqmish apov 0,1 mevcri 30 sec.
F - Lucniva sugkovllhsh" TIG 2 crovnwn
(ceirokivnhth)
Pievzonta" to plhvktro tsimpivda" to reuvma arcivzei na
auxavnetai kai creiavzetai evna" crovno" antivstoico" sto
“slope up” prohgoumevnw" ruqmismevno, gia na ftavsei
sthn timhv pou prosdiorivsthke me th labhv Y. Otan ape-
leuqerwvnetai to plhvktro to reuvma arcivzei na elattwv-
netai kai creiavzetai evna" crovno" antivstoico" sto
TIG
TIG
BB
BO
BE
BG
BH
BA
BD
BC
BL
BI
BF
BM
BN
BN
Eik. 1/A
Art. 368

115
“slope down”, prohgoumevnw" ruqmismevno", gia na guriv-
sei sto mhdevn. Se authv th qevsh mporeivte na sundevse-
te to exavrthma ceirismouv me pentavl ART. 193,
W - Lucniva sugkovllhsh" TIG 4 crovnwn
(autovmath).
Autov to provgramma diafevrei apov to prohgouvmeno gia-
tiv tovso to empuvreuma ovso to sbhvsimo elevgcontai piev-
zonta" kai apeleuqerwvnonta" to plhvktro tsimpivda".
X - Lucniva eidikouv progravmmato".
Gia na anavyete to tovxo pievste to plhvktro tsimpivda"
kai, diathrwvnta" to piesmevno, to reuvma arcivzei na
auxavnetai me staqerhv auvxhsh. An apeleuqerwvnetai to
plhvktro to reuvma anebaivnei amevsw” sthn timhv sugkovl-
lhsh” (lucniva AG). Gia na teleiwvsete th sugkovllhsh
pievste to plhvktro tsimpivda" kratwvnta" to piesmevno,
to reuvma arcivzei na elattwvnetai me staqerhv meivwsh.
An apeleuqerwvnetai to plhvktro to reuvma mhdenivzetai
amevsw".
Z - Lucniva sugkovllhsh‰ Tig me triva epivpeda
reuvmato‰ tessavrwn crovnwn (autovmath).
Gia na prosdiorivsete ta triva reuvmata sugkovllhsh"
energhvste w" exh":
Pievste ton epilogeva AP mevcri na anavyete th lucniva
AG kai ruqmivste thn timhv mevgistou reuvmato" me th
labhv Y. Pievste ton epilogeva AP mevcri na anavyete th
lucniva AD kai ruqmivste thn timhv endiavmesou reuvmato"
me th labhv Y.
Pievste ton epilogeva AP mevcri na anavyete th lucniva
AY kai ruqmivste thn timhv tou reuvmato" empureuvmato"
me th labhv Y.
Sto avnamma tou tovxou to reuvma metafevretai sthn
prwvth ruvqmish, lucniva AI anammevnh, o ceiristhv" mpo-
reiv na diathrhvsei autov to reuvma ovso to epiqumeiv (gia
paravdeigma mevcri pou den zestavqhke to mevtallo).
Pievzonta" kai afhvnonta" amevsw" to plhvktro tsimpiv-
da", to reuvma pernavei apov to prwvto sto deuvtero reuv-
ma sto crovno “slope-up” (lucniva AH). Otan ftavsei sto
reuvma sugkovllhsh" h lucniva AG anavbei.
An katav th sugkovllhsh upavrcei h anavgkh na elattwv-
sete to reuvma cwriv" na sbhvsete to tovxo (p.c. gia alla-
ghv ulikouv trofodosiva", allaghv qevsh" ergasiva", pevra-
sma apov orizovntia se kavqeth qevsh klp.) pievste kai ape-
leuqerwvste amevsw" to plhvktro tsimpivda", to reuvma
metafevretai sth deuvterh epilegmevnh timhv, h lucniva AD
anavbvei kai AG sbhvnei.
Gia na epistrevyete sto prohgouvmeno kuvrio reuvma epa-
nalavbete thn enevrgeia pivesh kai apeleuqvrwsh tou plhvk-
trou tsimpivda", h lucniva AG anavbei enwv h lucniva AD
sbhvnei. Se opoiadhvpote stigmhv qelhvsete na diakovyete
th sugkovllhsh, pievste to plhvktro tsimpivda" gia crov-
no anwvtero twn 0,7 sec kai metav afhvste to. To reuvma
arcivzei na katebaivnei mevcri thn timhv mhdevn sto crovno
“slope down” pou evcei prohgoumevnw" prosdioristeiv (luc-
niva AC anammevnh). Katav th favsh tou “slope down”, an
pievzetai kai apeleuqerwvnetai amevsw" to plhvktro tsim-
pivda", epistrevfete se “slope up” an autov eivnai ruqmi-
smevno se crovno anwvtero tou mhdenov", hv sto katwvtero
reuvma apov ti" ruqmismevne" timev".
PROSOCH: h evkfrash “PIESTE KAI APELEUQERWSTE
AMESWS” anafevretai se mevgisto crovno 0,5 sec.
AA - Lucniva s
ugkovllhsh" TIG me duo epivpeda
reuvmato".
Autov to provgramma diafevrei apov to prohgouvmeno gia-
tiv sto avnamma tou tovxou to reuvma metafevretai pavnta
sthn prwvth ruvqmish, lucniva AI anammevnh, allav o ceiri-
sth" den mporeiv na thn diathrhvsei kai xekinavei amev-
sw" o crovno" tou slope-up (lucniva AH).
E
AV
B
AW
A
AU
AT
AS
AA
AQ
AR AO AY AN H AM ALRAIAHAFAEADACABAP
C
AX
D ZXWFGL I MSNOYP T UQ AG
Eik.2

116
Crater Arc.
Στις δευτερεύουσες λειτουργίες είναι διαθέσιμο αυτό το
πρόγραμμα που κατασκευάσθηκε για το κλείσιμο του τελι-
κού κρατήρα διαμέσου των ρυθμίσεων ενός ρεύματος και
της διάρκειάς του.
Αυτή η λειτουργία μπορεί να χρησιμοποιηθεί στην TIG AC
ή DC σε χειροκίνητη λειτουργία ή αυτόματη (Ejk. 3).
Για την ενεργοποίηση των λειτουργιών ενεργήστε κατά τα
ακόλουθα:
• Πατήστε το πλήκτρο AQ και διατηρώντας το πατημένο
πατήστε το πλήκτρο AP.
• Διατηρήστε το πατημένο μέχρι στο display O να εμφα-
νιστεί η σύντμηση H2O.
• Πατήστε το πλήκτρο AP μέχρι την εμφάνιση στο
display O της σύντμησης CrA (Crater Arc).
• Το display U προβάλει την σύντμηση OFF (ρύθμιση του
κατασκευαστή).
• Περιστρέψατε τον λεβιέ Y μέχρι την εμφάνιση στο
display U της σύντμησης On.
• Περιστρέψατε τον λεβιέ Y, στο display O προβάλλεται
η σύντμηση CrC (crater current – ρεύμα κρατήρα) και
το U προβάλλει 50. Αυτή η τιμή είναι η ποσοστιαία τιμή
ρεύματος κρατήρα σε σχέση με το ρεύμα συγκόλ-
λησης. Ρυθμίσεις του κατασκευαστή 50%.
Ρύθμιση από 1 ÷ 100%.
• Περιστρέψατε τον λεβιέ Y, η οθόνη O θα προβάλλει την
σύντμηση tCr (Crater time – χρόνος του ρεύματος κρα-
τήρα).
• Με τον λεβιέ Y ρυθμίζεται η τιμή αυτού του μεγέθους
και το display u προβάλει την τιμή . Ρύθμιση του κατασ-
κευαστή 0,5 δευτερόλεπτα.
Ρύθμιση σε 0,1 ÷ 30,0 δευτερόλεπτα.
Η ράμπα σύνδεσης ανάμεσα στο κύριο ρεύμα και το
ρεύμα κρατήρα ρυθμίζεται από το “slope down” led AC.
Y - Labhv
Kanonikav ruqmivzei to reuvma sugkovllhsh".
Epivsh" an epilevgetai mia leitourgiva me ton epi-
logeva AP authv h labhv ruqmivzei to mevgeqov" th".
O - Oqovnh
Emfanivzei:
1. se kaqestw" kenouv to prokaqorisme-v
no reuvma.
2. se kaqestw" upov fortivo to reuv-
ma sugkovllhsh" kai ta epivpedav tou.
3. se sunduasmov me th lucniva tou “Hold” anammevnh to
teleutaivo reuvma sugkovllhsh".
4. se Tig palmwvde", upov fortivo, thn enallaghv twn
reumavtwn sta scetikav epivpeda.
5. mevsa sti" sunergike" paramevtrou" to reuvma se
scevsh me to epilegmevno pavco".
6. to mhvnuma “H2O” ovtan ruqmivzetai h monavda yuvxh"
kai to ivdio anabosbhnovmeno mhvnuma ovtan anoivgetai
o elegkthv" pivesh" th" monavda" yuvxh".
7. to mhvnuma “OPn” anabosbhnovmeno sto avnoigma tou
qermovstatou.
8. katav thn epiloghv twn eleuvqerwn hv apoqhkeumevnwn
programmavtwn ta mhnuvmata PL …P01…P09
9. η σύντμηση MMA.
Lucniva N
Den mporeiv na epilecqeiv kai anavbei ovtan h oqovnh O
emfanivzei evna reuvma.
U - Oqovnh
Emfanivzei:
1. se MMA cwri" na sugkolleivte, thn
tavsh se anoiktov kuvklwma kai ovtan
sugkolleivte thn tavsh upov fortivo.
2. se TIG sunecev", me plhvktro ovci piesmevno, mhdevn kai
me plhktro piesmevno allav cwriv" na sugkolleivte thn
tavsh se anoiktov kuvklwma kai ovtan sugkolleivte thn
tavsh fortivou.
3. emfanivzei ariqmhtikav ovla ta megevqh, exairoumevnwn
twn reumavtwn, pou epilevgontai me to plhvktro AP.
4. emfanivzei tou" ariqmhtikouv" sunduasmou" pou
anafevrontai sti" diavfore" epilevxime" morfe"
kumavtwn ovtan, me to plhvktro AP, epilevgetai h
lucniva AY ( Wave ).
5. sthn proetoimasiva th" monavda" yuvxh" ta mhnuvmata:
OFF, OnA, OnC.
6. στην διάθεση του τύπου ρεύματος MMA οι συντμήσεις:
AC, DC.
7. se sunergiva (lucniva I anammevnh) to suvmbolo twn
ulikwvn pro" sugkovllhsh an h lucniva L evcei
epilecqeiv, to suvmbolo twn qevsewn sugkovllhsh" an h
lucniva M evcei epilecqeiv, ti" diamevtrou" hlektrodivou
an h lucniva R evcei epilecqeiv.
EPISHS me th lucniva P (Hold) anammevnh emfanivzei thn
tavsh sugkovllhsh".
Lucniva Q
Den mporeiv na epilecqeiv kai anavbei ovtan h oqovnh U
emfanivzei mia tavsh.
AQ - EPILOGEAS
Epilevgei kai apoqhkeuvei ta progravmmata.
O sugkollhth" evcei th dunatovthta na apoqhkeuv-
sei enniav progravmmata sugkovllhsh" P01…..P09 kai na
ta anakalevsei mevsw autuv tou plhvktrou. Epivsh" eivnai
diaqevsimo evna provgramma ergasiva" PL .
Epiloghv
Pievzonta" suvntoma autov to plhvktro emfanivzetai sthn
oqovnh O o ariqmo" tou progravmmato" pou diadevcetai
ekeivno me to opoivo ergavzeste. An autov den apo-
qhkeuvthke, to mhvnuma qa eivnai anabosbhnovmeno, alliwv"
qa eivnai staqerovv.
Apoqhvkeush (3.6)
Afouv epilevcqhke to provgramma, pievzonta" gia pio poluv
apov 3 deuterovlepta, apoqhkeuvontai ta dedomevna. W"
epibebaivwsh autouv, o ariqmov" progravmmato" emfanizov-
Fig. 3

117
meno" sthn oqovnh O qa stamathvsei na anabosbhvnei.
AP - EPILOGEAS
Pievzonta" autov to plhvktro fwtivzontai diadocikav
oi lucnive":
Prosochv: qa fwtistouvn movno oi lucnive" pou anafevron-
tai ston epilegmevno trovpo sugkovllhsh". P.c.: se
sugkovllhsh TIG sunechv den qa fvwtisteiv h lucniva AE
pou antiproswpeuvei th sucnovthta palmwvdou"”.
Kavqe lucniva deivcnei thn paravmetro pou mporeiv na ruq-
misteiv mevsw th" labh" Y katav to crovno pou anavbei h
ivdia lucniva. Metav apov 5 deuterovlepta apov thn teleu-
taiva metabolhv h endiaferovmenh lucniva sbhvnei, deivcne-
tai to kuvrio reuvma sugkovllhsh" kai anavbei h antiv-
stoich lucniva AG.
ΕΠΙΛΟΓΕΙΣ AQ + AP = ΔΕΥΤΕΡΕΥΟΥΣΕΣ
ΛΕΙΤΟΥΡΓΙΕΣ.
Η είσοδος στο μενού “δεύτερες λειτουργίες” πραγματοποι-
είται με την ταυτόχρονη πίεση των πλήκτρων AQ και AP
για ένα χρόνο μεγαλύτερο από 3 δευτερόλεπτα.
Η επιλογή των επιλογών του μενού “MENU” πραγματο-
ποιείται διαμέσου σύντομης πίεσης του πλήκτρου AP.
Η έξοδος από αυτό το “MENU” πραγματοποιείται διαμέ-
σου μιας σύντομης πίεσης του πλήκτρου AQ.
Το display O προβάλλει την λειτουργία, το display U προβά-
λει την ρύθμιση που μπορεί να ρυθμιστεί από τον λεβιέ Y.
Οι παρούσες λειτουργίες είναι:
1. Γκρουπ ψύξης
Σύντμηση H2O
Ρυθμίσεις:
OFF = ανενεργό (ρυθμίσεις του κατασκευαστή).
OnC = Συνεχές πάντα ενεργοποιημένο.
OnA = Αυτόματη έναυση.
2. Λειτουργία με robot
Σύντμηση rob
Ρυθμίσεις:
OFF = ανενεργό (ρυθμίσεις του κατασκευαστή).
On = αναμμένο.
3. Feeder Unit (Λειτουργία με βαγονέτο ψυχρού νήμα-
τος).
Σύντμηση FdU
Ρυθμίσεις:
OFF = ανενεργό (ρυθμίσεις του κατασκευαστή).
On = αναμμένο.
4. Crater Arc (πλήρωση του τελικού κρατήρα).
Σύντμηση CrA
Ρυθμίσεις:
OFF = ανενεργό (ρυθμίσεις του κατασκευαστή).
On = αναμμένο.
5. MMA (συγκόλληση με επενδυμένο ηλεκτρόδιο).
Σύντμηση MMA
Ρυθμίσεις:
DC = Συνεχές ρεύμα (ρύθμιση του κατασκευαστή).
AC = Εναλλασσόμενο ρεύμα.
LUCNIES POU MPOROUN NA EPILECTOUN SE
SUGKOLLHSH TIG DC (SUNECES REUMA) KAI SE
SUGKOLLHSH TIG AC (ENALLASSOMENO REUMA):
AL - Lucniva Pro-aerivou
Ruvqmish 0,05-2,5 deuterovlepta.
Crovno" exovdou aerivou prin thn
evnarxh th" sugkovllhsh".
AI - Lucniva reuvmato" evnarxh"
sugkovllhsh". Eivnai posostov epiv
toi" ekatov tou reuvmato" sugkovl-
lhsh" (lucniva AG).
AH - Lucniva Slope up.
Eivnai o crovno" ovpou to reuvma,
xekinwvnta" apov to elavcisto,
ftavnei sthn prosdiorismevnh timhv
reuvmato". (0-10 sec.)
AG - Lucniva kuvriou reuvmato‰ sug-
kovllhsh".
AD - Lucniva deuvterou epipevdou
reuvmato" sugkovllhsh" hv basikouv.
Autov to reuvma eivnai pavnta
posostov epiv toi" ekatov tou kuvri-
ou reuvmato".
AE - Lucniva sucnovthta" palmwv-
dou" (0,16-500 Hz).
Otan epilevgetai to pontavrisma
(lucniva G) to avnamma authv" th"
lucniva" deivcnei ovti h oqov
nh U emfanivzei to crovno pon-
tarivsmato" pou ruqmivzetai mevsw th" labh" Y apov 0,1
w" 30 sec.
AF - Lucniva
Ruqmivzei se posostov epiv toi"
ekatov th" scevsh" anavmesa sto
crovno tou reuvmato" korufh" AG
kai th sucnovthta AE. t/T ( 10 ÷ 90 % ) eik.4
AC - Lucniva Slope down.
Eivnai o crovno" ovpou to reuma
ftavnei sto elavcisto kai sto
sbhvsimo tou tovxou (0-10 sec.)
AB - Lucniva Metav aerivou.
Ruqmivzei to crovno exovdou aerivou
sto tevlo" th" sugkovllhsh". (0-
30 sec.)
LUCNIES POU EPILEGONTAI MONO STH SUGKOL-
LHSH TIG AC (ENALLASSOMEN
O REUMA):
Eik.4

118
Lucniva AO Start
Ruqmivzei to epivpedo tou “hot-start” gia na
beltistopoiouvntai ta empureuvmata se TIG AC gia
kavqe diavmetro hlektrodivou. Sto avnamma auth" th" luc-
niva" h oqovnh U qa emfanivsei mia ariqmhtikhv timhv pou
kavnei anaforav sti" diamevtrou" hlektrodivou, o ceiristh"
mevsw th" labh" Y mporeiv na prosdiorivsei th diavmetro
pou crhsimopoieiv kai na exasfalivsei amevsw" evna kalov
xekivnhma. Ruvqmish apov 0,5 w" 4,8.
Lucniva AY Wave
Epiloghv morfhv" kuvmato" sugkovllhsh".
Sto avnamma authv" th" lucniva" h oqovnh U qa
emfanivsei evnan ariqmov pou qa antistoiceiv sth morfhv
epilegmevnou kuvmato" (blevpe pivnaka)
11 = tetravgwnh - tetravgwnh
22 = hmitonoeidh" - hmitoneidh"
33 = trivgwno - trivgwno
12 = tetravgwnh -
hmitonoeidhv"
13 = tetravgwnh - trivgwno
23 = hmitonoeidh" - trivgwno
21 = hmitonoeidh" - tetravgwnh
32 = trivgwno - hmitonoeidh"
31 = trivgwno - tetravgwnh.
Default = tetravgwnh - hmitonoeidhv" (12).
Auto" o sunduasmov" ariqmwvn mporeiv na tropopoihqeiv me
to enkovnter Y.
SHMEIWSH: To prwvto yhfeivo pou schmativzei ton ariq-
mov anafevretai sto arnhtikov hmikuvma hv dieivsdush", to
deuvtero yhfeivo anafevretai sto qetikov hmikuvma hv
kaqarismouv.
H metabolhv tou tuvpou morfhv‰ kuvmato‰ mporeiv kai na
elattw
vsei to qovrubo tou tovxou sth sugkovllhsh AC.
Lucniva AN Hz
Ruqmivzei th sucnovthta enallassovmenou reuvmato".
Ruvqmish 50 ÷ 100 Hz.
Lucniva AM Ruvqmish th" isostavqmish" tou kuvma-
to".
Ruqmivzei to posostov epiv toi" ekatov tou arn-
htikouv hmikuvmato" (dieivsdush) sthn perivodo enallassov-
menou reuvmato".
Ruvqmish -10 / 0 / 10 ovpou 0 = 65% (sumbouleuovmenh) -10 =
50% kai 10 = 85%.
Lucniva T:
Lucniva evndeixh" th" swsth" leitourgiva" tou susthvma-
to" pou elattwvnei ton kivnduno hlektroplhxiwvn.
Plhvktro H:
Pievzonta" to suvntoma, energeiv th sunergiva ovpou
problevpetai kai epilevgei ti" lucnive" I, L, M, S,
R (“suvntoma” evcei thn evnnoia crovnou katwvterou apov 0,7
sec). An, afouv epilevxate ti" paramevtrou", den epibebai-
wvnetai h diavmetro" hlektrodivou, h suvntomh pivesh autouv
tou plhvktrou qa prokalevsei thn evxodo apov th
sunergiva.
An ovmw", afouv epibebaiwvsete th diavmetro hlektrodivou,
qevlete na bgeivte apov th sunergiva, prevpei na pievsete
gia makruv cronikov diasthma (gia “makruv” ennoieivtai
evna" crovno" anwvtero" apov 0,7 sec).
<
48V
AC
Lucniva L: ULikov
Ta eivdh ulikwvn pou mporouvn na epilecqouvn scetivzontai
me th diadikasiva sugkovllhsh" kai eivnai:
Se TIG AC to aloumivnio (AL), to magnhvsio (MG).
Se TIG DC o anoxeivdwto" cavluba" (SS), o calkov" (Cu),
o sivdhro" (FE) kai to titavnio (ti).
Lucniva M: Qevsh sugkovllhsh"
Ta mhnhvmata pou emfanivzontai sth oqovnh U scetivzon-
tai me tou" kanonismouv" ISO 6947 kai antistoicouvn sti"
qevsei" sugkovllhsh" pou anagravfontai sthn eikovna.
Oi ASME diacwrivzontai apov evnan ariqmov sun evna gravm-
ma. Gia megaluvterh safhvneia anagravfontai sumbolikav
sth sunevceia.
Lucniv
a S: Pavco".
H oqovnh O anavbei kai emfanivzei to prosdiorismevno reuv-
ma, h oqovnh U emfanivzei to pavco" pou scetivzetai me
to kuvma. Peristrevfonta" th labhv Y metabavlletai to
pavco" kai, se scevsh me autov, qa metablhqeiv kai to
reuvma.
Fusikav to mevgeqo" tou pavcou" kai tou scetikouv reuv-
mato" qa scetivzontai me ti" ruqmivsei" tou ulikouv kai
th" qevsh" sugkovllhsh".
Lucniva R: Diavmetro" hlektrodivou.
H emfavnish th" diamevtrou hlektrodivou eivnai h sunevpeia
th" ruvqmish" tou ulikouv. (lucniva L), th" qevsh" (lucniva
M) kai tou pavcou" (lucniva S).
H oqovnh U qa emfanivsei to endedeigmevno hlektrovdio se
mh anabosbhnovmeno trovpo. O ceiristh" mevsw th" labh"
Y mporeiv na emfanivsei kai avlle" diamevtrou" allav
autev" qa emfanistouvn se trovpo anabosbhnovmeno, pou
shmaivnei mh endedeigmevno.
BC - Sundesmo" 10 povlwn
Se autovn sundevontai oi apomakrusmevnoi
ceirismoiv pou perigravfontai sthn parav-
grafo 4.
Diativqetai anavmesa sta pin 3 kai 6 mia
kaqarhv epafhv pou epishmaivnei to empu-
vreuma tou tovxou (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC
/ 1A - 30 VDC).
3.3. GENIKES PLHROFORIES
Prin th crhvsh autouv tou sugkollhthv diabavste prosek-
tikav tou" kanonismou" CEI 26-23 / IEC-TS 62081.
Elevgxte epivsh" thn akeraiovthta th" movnwsh" twn
kalwdivwn, twn labivdwn hlektrodivwn, twn prizwvn kai twn
akivdwn kaqw" kai ovti h diavmetro" kai to mhvko" twn
Ø El.
Mat.
Pos.
45°
1F
PA
1G
PA
2G
PC
2F
PB
3F
PF
PG
3G
PF
PG
4F
PD
4G
PE

119
kalwdivwn sugkovllhsh" evnai sumbatoiv me to crhsimo-
poiouvmeno reuvma.
3.4. SUGKOLLHSH EPENDEDUMENWN HLEKTRODIWN
(MMA)
- Autov" o sugkollhth" eivnai katavllhlo" gia th sugkovl-
lhsh ovlwn twn ependedumevnwn hlektrodivwn exairoumevnou
tou kuttarinouvcou tuvpou (AWS 6010).
- Bebaiwqeivte ovti o diakovpth" BE eivnai se qevsh 0, sun-
devste ta kalwvdia sugkovllhsh" thrwvnta" thn polikovth-
ta pou zhteivtai apov ton kataskeuasthv hlektrodivwn pou
qa crhsimopoihvsete kai ton akrodevkth tou kalwdivou swv-
mato" sto mevtallo se shmeivo ovso to dunatovn pio kon-
tav sth sugkovllhsh, elevgconta" na upavrcei kalhv hlek-
trikhv epafhv.
- Mhn aggivzete sugcrovnw" thn tsimpivda hv thn labivda
hlektrodivou kai ton akrodevkth swvmato".
- Anavyte to mhcavnhma mevsw tou diakovpth BE.
- Epilevxte, pievzonta" to plhvktro A, th diadikasiva
MMA, lucniva AW anammevnh.
Για την επιλογή του τύπου ρεύματος που συμμορφώνεται
με το επιλεγμένο ηλεκτρόδιο ενεργήστε κατά τα ακόλουθα:
• Πατήστε το πλήκτρο AQ και διατηρώντας το πατημένο
πατήστε το πλήκτρο AP.
• Διατηρήστε το πατημένο μέχρι στο display O να εμφα-
νιστεί η σύντμηση H2O.
• Πατήστε το πλήκτρο AP μέχρι την εμφάνιση στο
display O της σύντμησης MMA.
• Το display U προβάλει την σύντμηση DC (συνεχές
ρεύμα) τύπου ρεύματος που ρυθμίζεται από τον
κατασκευαστή.
• Για την επιλογή του εναλλασσόμενου ρεύματος περι-
στρέψατε τον λεβιέ Y μέχρι την εμφάνιση της οθόνης U
της σύντμησης AC.
Gia na bgeivte apov thn epiloghv pievste suvntoma to plhvk-
tro AQ.
- Ruqmivste to reuvma bavsei th" diamevtrou hlektrodivou,
th" qevsh" sugkovllhsh" kai tou eivdou" suvndesh" pou
qevlete na ektelevsete.
- Otan teleiwvnete th sugkovllhsh, sbhvnete pavnta to
mhcavnhma kai afaireivte to hlektrovdio apov th labivda
tou.
An qevlete na ruqmivsete ti" leitourgie" tou Hot-start
(lucniva D) kai tou Arc force (lucniva C) blevpete thn pro-
hgouvmenh paravgrafo.
3.5. SUGKOLLHSH TIG
Epilevgonta" th diadikasiva TIG AC mporeivte na
sugkollhvsete to aloumivnio, ta kravmatav tou alouminivou,
ton oreivcalko kai to magnhvsio enwv epilevgonta" TIG DC
mporeivte na sugkollhvsete ton anoxeivdwto cavluba,
to sivdhro kai to calkov.
Sundevste to suvndesmo tou kalwdivou swvmato" sto qetikov
povlo (+) tou sugkollhthv kai ton akrodevkth sto mevtal-
lo se shmeivo ovso to dunatovn pio kontav sth sugkovllhsh,
elevgconta" na upavrcei kalhv hlektrikhv epafhv.
Sundevste to suvndesmo iscuvo" th" tsimpivda" TIG ston
arnhtikov povlo (-) tou sugkollhthv.
Sundevste to suvndesmo tou elevgcou tsimpivda" sto suvn-
desmo BC tou sugkollhthv.
Sundevste to sundethvra tou swlhvna aerivou th" tsimpiv-
da" sto sundethvra BD tou mhcanhvmato" kai to swlhvna
aerivou pou proevrcetai apov to meiwthvra pivesh" th"
fiavlh" sto sundethvra aerivou BH.
3.5.1 Monavda yuvch‰ (ovpsional gia Kwd. 351).
An crhsimopoieivte mia tsimpivda me yuvxh nerouv, crhsi-
mopoihvste th monavda yuvxh".
Eisavgete tou" swlhvne" yuvxh" th" tsimpivda" stou" sun-
dethvre" BI kai BL th" yuktikh" monavda" prosevconta"
na thrhvsete thn ektovxeush kai thn epistrofhv.
3.5.1.1 Perigrafhv twn prostasiwvn.
- Prostasiva pivesh" yuktikouv ugrouv.
Authv h prostasiva pragmatopoieivtai mevsw eno" elegkthv
pivesh", egkatesthmevnou sto kuvklwma ektovxeush" ugrouv,
pou elevgcei evnan mikroepexergasthv. H aneparkh" pive-
sh epishmaivnetai apov to mhvnuma H2O pou anabosbhvnei
sthn oqovnh O.
3.5.1.2 Qevsh se leitourgiva
Xebidwste to pwvma BF kai gemivste th dexamenhv (to
mhcavnhma promhqeuvetai me evna livtro perivpou nerovv).
Eivnai shmantikov na elevgcete periodikav, mevsw tou
matiouv elevgcou BM, ovti to ugrov diathreivtai sth stav-
qmh “max”.
Crhsimopoihvste nero san yuktikov ugrov (katav protivmh-
sh apionismevnou tuvpou) anameigmevno me alkoovl se poso-
stov kaqorismevno apov ton akovlouqo pivnaka:
qermokrasivanerov/alkoovl
-0°C mevcri -5°C4L/1L
-5°C mevcri -10°C 3,8L/1,2L
PROSOCH An h antliva peristrevfetai en apousiva yuk-
tikouv ugrouv prevpei na afairevsete ton aevra apov tou"
swlhvne".
Se authvn thn perivptwsh sbhvste th gennhvtria, gemivste
th dexamenhv, sundevste evna swlhvna sto sundethvra
kai topoqethvste mevsa thn avllh avkrh tou swlhvna sth
dexamenhv.
Movno gia Kwd. 351, eisavgete to suvndesmo tou elegkthv
pivesh" kai to kalwvdio diktuvou sti" privze" BR kai BQ.
Anavyte th gennhvtria gia perivpou 10/15 sec kai, tevlo",
xanasundevste tou" swlhvne".
Anavyte to mhcavnhma. Gia na epilevxete ton trovpo lei-
tourgiva" th" monavda" yuvxh" energhvste w" exh":
1. Epilevxte mia opoiadhvpote diadikasiva TIG.
2. Διατηρώντας πατημένο το πλήκτρο AQ πατήστε το
πλήκτρο AP και διατηρήστε το πατημένο μέχρι να εμφ
ανιστεί στην οθόνη O η σύντμηση H2O.
3. Epilevxte th leitourgiva mevsw th" labh" Y
OFF = Monavda sbhsthv,
OnC = Sunech" leitourgiva,
OnA = Autovmath leitourgiva.
Gia na
bgeivte apov thn epiloghv pievste suvntoma to plhvk-
tro AQ.
SHMEIWSH Gia “Autovmath leitourgiva” ennoeivtai ovti h
monavda yuvxh" tivqetai se kivnhsh ovtan pievzetai to plhvk-
tro tsimpivda" kai stamatavei na leitourgeiv meta 2 lep-
tav perivpou apov thn apeleuqevrwsh tou plhvktrou tsim-
pivda".
PROSOCH! An epilevgetai h sugkovllhsh me hlektrovdio,
h yuvxh den eivnai anammevnh kai den mporeiv na epilec-
qeiv. Eivnai fusiologikov katav to avnamma tou mhcanhvma-
to" h oqovnh O na emfanivzei, se anabosbhnovmeno trovpo,
to mhvnuma H2O.

120
3.5.2 Qevsh se leitourgiva.
Mhn aggivzete mevrh upov tavsh kai tou" akrodevkte" exov-
dou ovtan to mhcavnhma trofodoteivtai.
Kata to prwvto avnamma tou mhcanhvmato" epilevxte ton
trovpo me to plhvktro AS kai ti" paramevtrou" sugkovl-
lhsh" mevsw tou plhvktrou AP kai th" labhv" Y ovpw"
perigravfetai sthn paravgrafo 3.2.
PROSOCH Oi ruqmivsei" gia ti" lucnive" AO = start, AY
= wave, AN = Hz, AM = isostavqmish kuvmato" mporouvn
na epilectouvn movno se TIG AC.
H rohv adranou" aerivou prevpei na ruqmivzetai se timhv
(livtrwn anav leptov) 6 forev" perivpou th diavmetro tou
hlektrodivou.
An crhsimopoiouvntai exarthvmata tuvpou gas-lens, h
parochv aerivou mporeiv na meiwqeiv katav 3 forev" perivpou
th diavmetro tou hlektrodivou. H diavmetro" tou kera-
mikouv mpek prevpei na evcei diavmetro apov 4 w" 6 forev"
th diavmetro tou hlektrodivou.
• Otan oloklhrwvnete th sugkovllhsh, qumovsaste pavnta
na kleivnete to mhcavnhma kai na kleivnete th balbivda
fiavlh" aerivou.
3.5.3 Proetoimasiva tou hlektrodivou
Eivnai aparaivthth mia idiaivterh PROSOCH sthn proe-
toimasiva th" aicmh" tou hlektrodivou. Leiavnetev thn me
smuvrida wvste na parousiavzei kavqeth gravmmwsh ovpw"
deivcnei h eik. 5.
PROSOCH: PURAKTWMENA PTHTIKA METALLIKA
MERH mporouvn na traumativsoun to proswpikov, na proka-
levsoun purkagiev" kai na blavyoun ti" egkatastavsei". H
KHLIDWSH APO BOLFRAMIO mporeiv na meiwvsei thn
poiovthta th" sugkovllhsh".
• Exiswvste to hlektrovdio apov bolfravmio apokleistikav
me mhcanhv smuvrida" pou na diaqevtei katavllhla kavrter
prostasiva", forwvnta" prostasive" gia to provswpo, ta
cevria kai to swvma.
• Exiswvste to hlektrovdio bolframivou me sklhrovv dia-
brwtikov leiantikov livqo leptwvn kovkkwn, to opoivo qa crh-
simopoieivtai apokleistikav gia thn epexergasiva tou bol-
framivou.
• Leiavnete thn avkrh tou hlektrovdiou apov bolfravmio se
kwnikov schvma gia mhvko" 1,5 - 2 forev" th diavmetro tou
hlektrodivou (eik. 5)
3.6. APOQHKEUSH
To plhvktro AQ, piesm
evno suvntoma, ekteleiv mia epilo-
ghv. Piesmevno gia crono anwvtero twn 3 sec, ekteleiv
mia apoqhvkeush.
Se kavqe avnamma, to mhcavnhma parousiavzei pavnta to
teleutaivo kaqestw" pou efarmovsthke sth sugkov
llhsh.
3.6.1. Apoqhvkeush dedomevnwn progravmmato‰ PL
Crhsimopoiwvnta" to mhcavnhma gia prwvth forav
Katav to avnamma tou mhcanhvmato" h oqovnh emfanivzei
to mhvnuma PL, metav 5 sec autov exafanivzetai kai emfa-
nivzetai evna reuvma ergasiva". Akolouqhvste ti" endeivxei"
twn par. 3.2 kai 3.5 kai, gia na apoqhkeuvsete ta dedo-
mevna sto provgramma P01, energhvste w" exh":
· Pievste suvntoma to plhvktro AQ (mem+mem-) kai qa
emfanisteiv to mhvnuma P01 anabosbhnovmeno.
· Pievste to plhvktro AQ
gia crono anwvtero twn 3 sec
mecri pou to mhvnuma P01 stamatavei na anabosbhnei. Se
autov to shmeivo h apoqhvkeush ektelevsthke.
· Fusikav an antiv na apoqhkeuvsete sto provgramma P01
qevlete na apoqhkeuvsete se evna diaforetikov programma,
qa pievsete to plhvktro AQ se suvntomo trovpo tovse"
forev" ovse" creiavzontai gia na emfanivsete to epiqumh-
tov provgramma. Anavbonta" xanav to mhcavnhma qa emfa-
nisteiv P01.
TO PLHKTRO AQ PIESMENO SUNTOMA EKTELEI
MIA EPILOGH, PIESMENO GIA CRONO MEGALUTERO
APO 3 DEUTEROLEPTA EKTELEI MIA APOQHKEUSH.
3.6.2. Ap
oqhvkeush apov evna eleuvqero provgramma
O ceiristhv" mporeiv na metabavlei kai na apoqhkeuvsei
evna epilegmevno provgramma katav ton akovlouqo trovpo:
· Pievste to plhvktro AQ se suvntomo trovpo kai epilevvxte
ton ariqmov epiqumhtouv progravmmato".
Ta eleuvqera programmata evcoun to suvmbolo pou ana-
bosbhvnei.
Pievste to plhvktro AT kai epilevxte th diadikasiva
sugkovllhsh" kai me to plhvktro AS epilevxte ton trovpo
(paravgrafo" 3.1).
· Peristrevyte th labhv Y kai prosdiori
vste to reuvma sug-
kovllhsh".
An epilevcthke h diadikasiva TIG, energopoihvste th luc-
niva AB (metav aevrio) mevsw tou plhvktou AP kai ruqmivste
mevsw th" labh" Y thn epiqumhthv timhv (paravgrafo‰ 3.1.)
An metav apov aute" ti" ruqmivsei", anagakaive" gia na
sugkollhvsete, qevlete na ruqmivsete tou" crovnou" tou
“slope” hv avllo, energhvste ovpw" perigravfetai sthn par-
avgrafo 3.1.
Gia na apoqhkeuvsete sto provgramma pou epilevxate pro-
hgoumevvnw", pievste to plhvktro AQ gia perissovtero apov
3 sec mevcri pou o ariqmov" stamatavei na anabosbhvnei.
Gia na apoqhkeuvsete evna diaforetikov provgramma, kavnte
thn epiloghv pievzonta" suvntoma to plhvktro AQ kai
pievvste to plhvktro AQ gia pio poluv apov 3 sec.
3.6.3 Apoqhvkeush apov evna apoqhkeumevno provgramma.
Xekinwvnta" apov evna hvdh apoqhkeumevno provgramma o
ceiristh" mporeiv na metabavlei ta apoqhkeumevna dedomev-
na gia na enhmerwvsei to ivdio to provgramma hv gia na
brei neve" paramevtrou" gia na ti" apoqhkeuvsei se avllo
provgramma
3.6.3.1 Enhmevrwsh
· Afouv anavyete to mhcavnhma, epilevxte ti" paramevtrou"
pro" metabolhv kai metatrevyte te".
· Pievste gia crono anwvtero twn 3 sec to plhvktro AQ
mevcri thn epibebaivwsh th" apoqhvkeush" (suvmbolo tou
Fig. 5

121
progravmmato" apov anabosbhnovmeno se sunecev").
3.6.3.2 Apoqhvkeush se evna nevo provgramma
· Afouv anavyete to mhcavnhma, epilevxte ti" paramevtrou"
pro" metabolhv kai metatrevyte te".· Ektelevste mia
sugkovllhsh, evstw kai suvntomh.
· Pievste suvntoma ton epilogeva AQ mevcri thn emfavni-
sh tou progravmmato" pou epiqumeivte.
· Pievste sunecw" to plhvktro AQ mevcri thn epibebaivw-
sh th" apoqhvkeush" (suvmbolo tou progravmmato" apov
anabosbhnovmeno se sunece").
3.6.4 Sugkovllhsh me sunergiva.
Scopo" th" “sunergiva"” eivnai na divnetai mia grhvgorh
kaqodhvghsh sto ceiristhv gia na prosdiodiorivzontai oi
paravmetroi th" sugkovllhsh" TIG. Den evcei dhladhv evnan
epitaktikov allav evnan upodeigmatikov skopov.
Oi “sunergikev"” scevsei" metaxuv reuvmato", pavcou" kai
diamevtrou hlektrovdivou evcoun pragmatopoihqeiv me hlek-
trovdia dhmhtrivou 2% ( EN 26848 WC20 ) crwvmato" gkri,
se sucnovthta enallassovmenou reuvmato" 90 Hz.
H morfhv kuvmato" me thn opoiva ektelevsthkan oi dokimev"
eivnai h 12 (se tetravgwnh dieivsdush – se hmitonoeidhv
kaqarismov).
H logikhv: O ceiristh", se scevsh me th diadikasiva sug-
kovllhsh", prosdiorivzei to eivdo" ulikouv pro" sugkovllhsh,
th qevsh sugkovllhsh" kai to pavco". Se scevsh me aute"
ti" epilogev" tou upodeiknuvontai mia diavmetro hlektro-
divou kai an o ivdio" epibebaiwvsei ti" epilogev" to
mhcavnhma prodiativqetai gia th sugkovllhsh.
Anavyte th sunergiva.
Pievste suvntoma (ligovtero apov 0,7 sec) to plhvktro H:
anavbei h lucniva I (Syn) tautovcrona me th lucniva L
(ulikov). H oqovnh O sbhvnei kai h oqovnh U emfanivzei evna
mhvnuma antistoicouvmeno sto ulikov pro" sugkovllhsh
(blevpe perigrafhv lucniva L). Peristrevfonta" th labhv Y
ekteleivtai mia epiloghv.
Mia epovmenh pivesh tou plhvktrou H epibebaiwvnei thn
epiloghv tou ulikouv kai kavnei th lucniva M na anavyei,
h oqovnh U emfanivzei ti" diaqevsime" qevsei" sugkovllhsh"
(blevpe perigrafhv lucniva M).
Peristrevfonta" th labhv Y ekteleivtai mia epiloghv. Mia
epovmenh pivesh tou plhvktrou H epibebaiwvnei thn epilo-
ghv th" qevsh" kai kavvnei th lucniva S na anavyei, h oqovnh
O emfanivzei to prosdiorismevno reuvma, h oqovnh U emfa-
nivzei to pavvco" se ciliostav scetikov me to reuvma (blev-
pe perigrafhv lucniva S).
H epovmenh pivesh tou plhvktro H epibebaiwvnei thn epi-
loghv tou pavcou" kai kavnei th lucniva R na anavyei.
Se scevsh me ti" prosdiorismevne" epiloge" ulikouv,
qevsh", pavcou" kai reuvmato" proteivnetai mia hv peris-
sovtere" diamevtrou" hlektrodivou. To sumbouleuovmeno
hlektrovdio qa protaqeiv gia prwvto kai h ariqmhtikhv
timhv th" diamevtrou qa eivnai pavvnta anammevnh staqerav
kai qa sunodeuvetai apov to gravmma A. An upavrxoun duo
diavmetroi sthn klivmaka reuvmato" ovpou pevftei o pro-
sdiorismo" twn epilegmevnwn gia th sugkovllhsh
Ampere, h deuvterh epiloghv diamevtrou hlektrodivou qa
protaqeiv movno an peristrevyete to enkovnter Y. Akovma
kai h deuvterh epiloghv qa emfanisteiv anammevnh staqerhv.
An peristrevfetai peraitevrw to enkovnter, h oqovnh U qa
emfanivsei thn anwvterh diavmetro sth deuvterh epiloghv
kai thn katwvterh diavmetro sthn prwvth epiloghv se trov-
po anabosbhnovmeno.
Epeidhv h diavmetro" hlektrovdiou kaqorivzei kurivw" to epiv-
pedo tou start AO kai to elavcisto reuvma AI, o cei-
risth" mporeiv na epilevxei evnan mh sumbouleuovmeno sun-
duasmov.
Se autov to shmeivo o ceiristh" evcei duo epiloge":
1. Na bgei apov th sunergiva cwri" na epibebaiwvsei ti"
epilegmevne" epilogev". Gia na kavnete autov pievste suvn-
toma to plhvktro H, h lucniva I sbhvnei kai o pivnaka"
emfanivzei ti" ruqmivsei" pou prohgouvntai thn eivsodo se
sunergiva.
2. Na epibebaiwvsei th sunergiva pievzonta" to plhvktro
H gia crono anwvtero twn 0,7 sec. Se autov to shmeivo
ovle" oi leitourgive" scetike" me th sunergiva qa pro-
sdioristouvn kai, an epilevgontai me to plhvktro AP, h
oqovnh U emfanivzei to mhvnuma “AU” (autovmato).
H lucniva I paramevnei anammevnh gia na epibebaiwvsei ovti
oi paravmetroi evcoun prosdioristeiv.
Sunoyivzonta", th stigmhv pou epibebaiwvnete th diame-
tro hlektrodivou (makrav pivesh plhvktrou H ovtan epilev-
getai h lucniva R) oi leitourgive" tou start, Wave, Hz,
isostavqmish kai reuvma AI diatavssontai me th logikhv
autovmatou pou perigravfhke pio pavnw. Sthn epibebaivw-
sh tou hlektrodivou sbhvnei h lucniva R kai anavbei h luc-
niva I.
4 CEIRISMOI EX APOSTASEWS
Gia th ruvqmish tou reuvmato" sugkovllhsh" se autovn to
sugkollhthv mporouvn na sundeqouvn oi akovlouqoi ceirismoiv
ex apostavsew":
Art.1256 Tsimpivda TIG movno plhvktro (yuvxh nerouv).
Art.1258 Tsimpivda TIG UP/DOWN (yuvxh nerouv).
Art. 193 Ceirismo" me pentavl (crhsimopoieivtai sth sug-
kovllhsh TIG)
Art 1192+Art 187 (crhsimopoieivtai sth sugkovllhsh MMA)
Art. 1180 Suvndesh gia na sundevsete sugcrovnw" thn
tsimpivda kai to ceirismov me pentavl. Me autov, to
exavrthma Art. 193 mporeiv na crhsimopoihqeiv se opoiond-
hvpote trovpo sugkovllhsh" TIG.
Oi ceirismoiv pou perilambavnoun evna potensiovmetro
ruqmivzoun to reuvma sugkovllhs
h‰ apov to elavcisto sto
mevgisto reuvma pou prosdiorivsthke me th labhv Y.
Oi ceirismoiv me logikhv UP/DOWN ruqmivzoun apov to elav-
cisto sto mevgisto to reuvma sugkovllhsh".
Oi ruqmivsei" twn ceirismwvn ex apostavsew" eivnai pavn-
ta energoiv sto provgramma PL enwv den eivnai se evna apo-
qhkeume
vno programma.
5 ΣΥΝΤΗΡΗΣΗ
Κάθε διαδικασία συντήρησης θα πρέπει να πραγμα-
τοποιείται από προσοντούχο προσωπικό και σε
συμφωνία με τους κανονισμούς CEI 26-29 (IEC
60974-4).
5.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ
Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής,
βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση "O" και
ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από
το δίκτυο.

122
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V
Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το
εσωτερικό της συσκευής από την μεταλλική σκόνη που
συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα.
5.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ
ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ.
Μετά από την πραγματοποίηση μιας επιδιόρθωσης,
δώστε προσοχή στην επανατακτοποίηση της καλωδίω-
σης με τρόπο ώστε να υφίσταται μια σίγουρη μόνωση
ανάμεσα στην πρωταρχική πλευρά και την δευτερεύουσα
πλευρά της μηχανής. Αποφύγετε να έρθουν σε επαφή
τα καλώδια με τα εξαρτήματα σε κίνηση ή με εξαρτήματα
που θερμαίνονται κατά την διάρκεια της λειτουργίας.
Επανασυναρμολογήστε τα δετικά όπως στην γνήσια
συσκευή με τρόπο ώστε να αποφύγετε την σύνδεση ανά-
μεσα σε πρωτεύον και δευτερεύοντα αγωγό αν συμβεί το
γεγονός της ατυχούς ρήξης ή αποσύνδεσης ενός αγω-
γού.
Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές
ροδέλες όπως στην γνήσια συσκευή.

123
Art.366

124
Art.367

125

126
Art.368

127

128
21 12
13
14
13
12
47
53
52
51
50
49
48
56
59
58
60
57
68
61
45
46
44
67
66
65
64
62
37
63
4
5
3
26
25
43
6
7
8
15
18
17
23
24
19
11
10
22
21
20
16
9
27
28
25
29
30
31
1
42
41
43
39 38 37 35 33
40
32
101
100
101
100
106105114
113
112
111
108
110
117
3436
115
116
55
119
118
69
70
71
Art.366

129
Art.366
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
001 LATERALE FISSO FIXED SIDE PANEL
002 COPERCHIO COVER
003 PIANO INTERMEDIO INSIDE BAFFLE
004 CIRCUITO DI MISURA MEASURE CIRCUIT
005 AUTOTRASFORMATORE AUTOTRANSFORMER
006 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT
007 TRASFORMATORE DI POTENZA POWER TRANSFORMER
008 INTERRUTTORE SWITCH
009 PROTEZIONE PROTECTION
010 PANNELLO POSTERIORE BACK PANEL
011 CIRCUITO FILTRO FILTER CIRCUIT
012 CORNICE FRAME
013 PANNELLO ALETTATO FINNED PANEL
014 PROTEZIONE PROTECTION
015 CAVO RETE POWER CORD
016 PRESSACAVO STRAIN RELIEF
017 RACCORDO FITTING
018 ELETTROVALVOLA SOLENOID VALVE
019 RACCORDO FITTING
020 CONNESSIONE CONNECTOR
021 PRESA SOCKET
022 PORTAFUSIBILE FUSE HOLDER
023 MOTORE CON VENTOLA MOTOR WITH FAN
024 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT
025 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
026 DISSIPATORE RADIATOR
027 SUPPORTO CENTRALE DX. RIGHT CENTRAL SUPPORT
028 CORNICE FRAME
029 ISOLAMENTO INSULATION
030 DIODO DIODE
031 KIT DIODO DIODE KIT
032 CAVALLOTTO JUMPER
033 CAVALLOTTO JUMPER
034 CAVALLOTTO JUMPER
035 TRASDUTTORE TRANSDUCER
036 CAVALLOTTO JUMPER
037 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
038 I.G.B.T. I.G.B.T.
039 ISOLAMENTO INSULATION
040 KIT I.G.B.T. I.G.B.T. KIT
041 SUPPORTO CAVALLOTTI JUMPERS SUPPORT
042 CIRCUITO DRIVER DRIVER CIRCUIT
043 ISOLAMENTO INSULATION
044 TRASFORMATORE DI POTENZA POWER TRANSFORMER
045 TRASFORMATORE H.F. H.F. TRANSFORMER
046 FONDO BOTTOM
047 PANNELLO ANTERIORE FRONT PANEL
048 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
049 RACCORDO FITTING
050 RACCORDO FITTING
051 TAPPO CAP
052 PRESA GIFAS GIFAS SOCKET
053 PROTEZIONE PROTECTION
055 GOLFARA EYEBOLT
056 CONNETTORE + CAVO CONNECTOR + CABLE
057 CIRCUITO MICRO MICRO CIRCUIT
058 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT
059 PROTEZIONE PROTECTION
060 MANOPOLA KNOB
061 CIRCUITO FILTRO FILTER CIRCUIT
062 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
063 GRUPPO I.G.B.T. I.G.B.T. UNIT
064 GRUPPO RESISTENZA RESISTANCE UNIT
065 CORNICE FRAME
066 SUPPORTO CENTRALE SX. LEFT CENTRAL SUPPORT
067 DISSIPATORE RADIATOR
068 IMPEDENZA IMPEDANCE
069 GOLFARA EYEBOLT
070 SUPPORTO MANICO HANLE SUPPORT
071 MANICO HANDLE
100 CINGHIA BELT
101 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
105 RUOTA FISSA FIXED WHEEL
106 TAPPO CAP
108 RUOTA PIROETTANTE SWIVELING WHEEL
110 APPOGGIO REST
111 ATTACCO SUPP. BOMBOLA GAS CYLINDER SUPP. CONN.
112 SUPPORTO BOMBOLA GAS CYLINDER SUPPORT
113 FONDO BOTTOM
114 ASSALE AXLE
115 SUPPORTO ASSALE AXLE SUPPORT
116 SUPPORTO RUOTE WHEELS BRACKET
117 SUPPORTO GENERATORE POWER SOURCE SUPPORT
118 PANNELLO INTERNO INSIDE PANEL
119 PANNELLO DI CHIUSURA LID
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

130
102
101
103 104 105 106
154
155
163
158
159
156
157
152
153
114
145146147148149109 144 143 142 136
160
161
162
141
140
137
135
133 132
134
131 129 128 124 123 122 101
126
125
130
127
119
120
121
118
118
115
116
186
138
137
188
187
139
181
182
183
114
117
110
111
107 109108
113
112
180
179
178
177
176
175
174
173
172
171
169
170
166
184
185
131
165
164
189
151
190
191
192
Art.367

131
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
101 LATERALE FISSO FIXED SIDE PANEL
102 COPERCHIO COVER
103 PIANO INTERMEDIO INSIDE BAFFLE
104 CIRCUITO DI MISURA MEASURE CIRCUIT
105 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT
106 TRASFORMATORE DI POTENZA POWER TRANSFORMER
107 CIRCUITO FILTRO FILTER CIRCUIT
108 PANNELLO POSTERIORE BACK PANEL
109 CORNICE FRAME
110 INTERRUTTORE SWITCH
111 PROTEZIONE PROTECTION
112 PRESSACAVO STRAIN RELIEF
113 CAVO RETE POWER CORD
114 PANNELLO ALETTATO FINNED PANEL
115 RACCORDO FITTING
116 ELETTROVALVOLA SOLENOID VALVE
117 RACCORDO FITTING
118 IMPEDENZA IMPEDANCE
119 MOTORE CON VENTOLA MOTOR WITH FAN
120 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT
121 IMPEDENZA IMPEDANCE
122 CAVALLOTTO JUMPER
123 CAVALLOTTO JUMPER
124 CAVALLOTTO JUMPER
125 ISOLAMENTO INSULATION
126 DIODO DIODE
127 KIT DIODO DIODE KIT
128 CAVALLOTTO JUMPER
129 CAVALLOTTO JUMPER
130 TRASDUTTORE TRANSDUCER
131 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
132 I.G.B.T. I.G.B.T.
133 ISOLAMENTO INSULATION
134 KIT I.G.B.T. I.G.B.T. KIT
135 SUPPORTO CAVALLOTTI JUMPERS SUPPORT
136 CIRCUITO DRIVER DRIVER CIRCUIT
137 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
138 CONVOGLIATORE ARIA AIR CONVEYOR
139 DISSIPATORE RADIATOR
140 CORNICE FRAME
141 SUPPORTO CENTRALE DX. RIGHT CENTRAL SUPPORT
142 IMPEDENZA IMPEDANCE
143 TRASFORMATORE H.F. H.F. TRANSFORMER
144 FONDO BOTTOM
145 PANNELLO ANTERIORE FRONT PANEL
146 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
147 RACCORDO FITTING
148 RACCORDO FITTING
149 TAPPO CAP
151 GOLFARA EYEBOLT
152 PROTEZIONE PROTECTION
153 PRESA SOCKET
154 MANOPOLA KNOB
155 CONNETTORE + CAVO CONNECTOR + CABLE
156 CIRCUITO MICRO MICRO CIRCUIT
157 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT
158 COPERCHIO COVER
159 CIRCUITO FILTRO FILTER CIRCUIT
160 GUIDA CIRCUITO CIRCUIT GUIDE
161 PROTEZIONE PROTECTION
162 SUPPORTO CENTRALE SX. LEFT CENTRAL SUPPORT
163 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
164 MOLLA SPRING
165 SUPPORTO TERMOSTATO THERMOSTAT SUPPORT
166 CONDENSATORE CAPACITOR
169 ISOLAMENTO INSULATION
170 KIT DRIVER CON I.G.B.T. DRIVER KIT WIYH I.G.B.T.
171 RESISTENZA RESISTANCE
172 CAVALLOTTO JUMPER
173 ISOLAMENTO INSULATION
174 CAVALLOTTO JUMPER
175 ISOLAMENTO INSULATION
176 CAVALLOTTO JUMPER
177 CIRCUITO DI MISURA MEASURE CIRCUIT
178 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
179 CONDENSATORE CAPACITOR
180 SUPPORTO CONDENSATORE CAPACITOR SUPPORT
181 CIRCUITO PRECARICA PRECHARGE CIRCUIT
182 ISOLAMENTO INSULATION
183 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT
184 GRUPPO RESISTENZA RESISTANCE UNIT
185 CORNICE FRAME
186 DISSIPATORE RADIATOR
187 DISSIPATORE RADIATOR
188 TRASFORMATORE DI POTENZA POWER TRANSFORMER
189 PROTEZIONE PROTECTION
190 GOLFARA EYEBOLT
191 SUPPORTO MANICO HANLE SUPPORT
192 MANICO HANDLE
Art.367
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

132
200
277
223
224248253251252
250
249
217
254
255
295
296
257
256
271
272
269
274
275
276
273
278
279
280
281
282
283
284
246
247
285
286
290
288
287
289
292
294
293
218
244
245
291
246
247
235
231
302
232
233
242
243
241
225
230
226229228210
219
220
221
238
240
238
240
239
224 223
216
222
218
217
215
212
214
213
211
205
209
207
206
208
202
203
204
201200
242
241
261 260 259
258
264
268
267
262
263
234
270
266
299
300
301
Art.368

133
Art.368
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
200 LATERALE FISSO FIXED SIDE PANEL
201 CIRCUITO DRIVER DRIVER CIRCUIT
202 CAVALLOTTO JUMPER
203 DISTANZIALE SPACER
204 DISTANZIALE SPACER
205 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
206 I.G.B.T. I.G.B.T.
207 ISOLAMENTO INSULATION
208 KIT I.G.B.T. I.G.B.T. KIT
209 TRASDUTTORE TRANSDUCER
210 COPERCHIO COVER
211 SUPPORTO ISOLANTE INSULATING SUPPORT
212 DISSIPATORE RADIATOR
213 GRUPPO RESISTENZA RESISTANCE UNIT
214 CORNICE FRAME
215 SUPPORTO CENTRALE AC. AC CENTRAL SUPPORT
216 DISSIPATORE RADIATOR
217 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
218 ISOLAMENTO DISSIPATORE RADIATOR INSULATION
219 ISOLAMENTO INSULATION
220 DIODO DIODE
221 KIT DIODO DIODE KIT
222 CORNICE FRAME
223 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT
224 MOTORE CON VENTOLA MOTOR WITH FAN
225 PIANO INTERMEDIO INSIDE BAFFLE
226 TRASFORMATORE DI POTENZA POWER TRANSFORMER
228 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT
229 SUPPORTO TRASFORMATORE TRANSFORMER SUPPORT
230 CIRCUITO FILTRO FILTER CIRCUIT
231 PANNELLO POSTERIORE BACK PANEL
232 PRESSACAVO STRAIN RELIEF
233 CAVO RETE POWER CORD
234 PROTEZIONE PROTECTION
235 INTERRUTTORE SWITCH
238 CAVALLOTTO JUMPER
239 CAVALLOTTO INTERNO INSIDE JUMPER
240 CAVALLOTTO ESTERNO EXTERNAL JUMPER
241 CORNICE FRAME
242 PANNELLO ALETTATO FINNED PANEL
243 PROTEZIONE PROTECTION
244 IMPEDENZA IMPEDANCE
245 SUPPORTO POSTERIORE REAR SUPPORT
246 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT
247 MORSETTIERA TERMINAL BOARD
248 SUPPORTO MOBILE HINGED SUPPORT
249 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE
250 SUPPORTO IMPEDENZA CHOKE SUPPORT
251 TRASFORMATORE H.F. H.F. TRANSFORMER
252 SUPPORTO SUPPORT
253 FONDO BOTTOM
254 PROTEZIONE PROTECTION
255 CIRCUITO FILTRO FILTER CIRCUIT
256 CIRCUITO HF HF CIRCUIT
257 GUIDA CIRCUITO CIRCUIT GUIDE
258 COPERCHIO COVER
259 PANNELLO ANTERIORE FRONT PANEL
260 CIRCUITO CONNETTORE CONNECTOR CIRCUIT
261 TAPPO CAP
262 PRESA SOCKET
263 PROTEZIONE PROTECTION
264 CONNESSIONE CONNECTION
266 GOLFARA EYEBOLT
267 MANOPOLA KNOB
268 CIRCUITO MICRO MICRO CIRCUIT
269 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
270 CIRCUITO DI MISURA MEASURE CIRCUIT
271 ISOLAMENTO INSULATION
272 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT
273 CONDENSATORE CAPACITOR
274 CIRCUITO DRIVER DRIVER CIRCUIT
275 I.G.B.T. I.G.B.T.
276 ISOLAMENTO INSULATION
277 KIT DRIVER CON I.G.B.T. DRIVER KIT WIYH I.G.B.T.
278 RESISTENZA RESISTANCE
279 CAVALLOTTO JUMPER
280 ISOLAMENTO INSULATION
281 CAVALLOTTO JUMPER
282 ISOLAMENTO INSULATION
283 CAVALLOTTO JUMPER
284 CIRCUITO DI MISURA MEASURE CIRCUIT
285 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
286 CONDENSATORE CAPACITOR
287 CIRCUITO PRECARICA PRECHARGE CIRCUIT
288 ISOLAMENTO INSULATION
289 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT
290 SUPPORTO CONDENSATORE CAPACITOR SUPPORT
291 ELETTROVALVOLA SOLENOID VALVE
292 TRASFORMATORE DI POTENZA POWER TRANSFORMER
293 DISSIPATORE RADIATOR
294 DISSIPATORE RADIATOR
295 SUPPORTO ISOLANTE INSULATING SUPPORT
296 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT
299 GOLFARA EYEBOLT
300 SUPPORTO MANICO HANLE SUPPORT
301 MANICO HANDLE
302 CHIUSURA CLOSING

134
Art.367-368

135
pos DESCRIZIONE DESCRIPTIONpos DESCRIZIONE DESCRIPTION
002 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
003 CINGHIA BELT
004 SUPPORTO MONTANTE PILLAR BRACKET
006 ASSALE AXLE
007 RUOTA FISSA FIXED WHEEL
008 TAPPO CAP
009 RUOTA PIROETTANTE SWIVELING WHEEL
010 LATERALE DESTRO RIGHT SIDE PANEL
011 FONDO GRUPPO DI RAFF. COOLING UNIT BOTTOM
012 APPOGGIO REST
013 SERBATOIO TANK
014 TAPPO CAP
015 PANNELLO ANTERIORE FRONT PANEL
016 CORNICE FRAME
017 RACCORDO FITTING
018 RACCORDO FITTING
019 RACCORDO FITTING
020 LATERALE SINISTRO LEFT SIDE PANEL
021 COPERCHIO COVER
022 RACCORDO A TRE VIE T-FITTING
023 RACCORDO FITTING
024 RACCORDO BICONO BICONICAL FITTING
025 RACCORDO A RESCA FITTING
026 RACCORDO FITTING
027 RACCORDO FITTING
028 RACCORDO FITTING
029 RADIATORE RADIATOR
030 SUPPORTO RADIATORE RADIATOR SUPPORT
031 CIRCUITO DI CONTROLLO CONTROL CIRCUIT
032 TRASFORMATORE DI SERVIZIO AUXILIARY TRANSFORMER
033 MOTORE CON VENTOLA MOTOR WITH FAN
034 DISTANZIALE SPACER
035 RACCORDO FITTING
036 ELETTROPOMPA MOTOR PUMP
037 PRESSOSTATO PRESSURE SWITCH
038 RACCORDO A TRE VIE T-FITTING
039 PANNELLO POSTERIORE BACK PANEL
040 MONTANTE CARRELLO TROLLEY PILLAR
041 PROLUNGA APP. BOMBOLA EXTENSION SUPPORT
042 RINFORZO REINFORCEMENT
043 SUPPORTO ASSALE AXLE SUPPORT
044 FONDO BOTTOM
045 SUPPORTO RUOTE WHEELS SUPPOR
046 SUPPORTO CAVI ABLES SUPPOR
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
Art.367-368

136
Art.368.05

137
pos DESCRIZIONE DESCRIPTION
01 SUPPORTO CAVI ABLES SUPPOR
02 SUPPORTO MONTANTE PILLAR BRACKET
03 PROLUNGA MONTANTE PILLAR EXTENSION
04 ATTACCO CONNECTOR
05 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT
06 CINGHIA BELT
07 MONTANTE CARRELLO TROLLEY PILLAR
08 PROLUNGA APP. BOMBOLA EXTENSION SUPPORT
09 RINFORZO REINFORCEMENT
10 ASSALE AXLE
11 RUOTA FISSA FIXED WHEEL
12 TAPPO CAP
13 SUPPORTO ASSALE AXLE SUPPORT
14 FONDO CARRELLO TROLLEY BOTTOM
15 RUOTA PIROETTANTE SWIVELING WHEEL
16 SUPPORTO RUOTE WHEELS SUPPOR
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.

138

139

140
Documenttranscriptie
I -MANUALE DI ISTRUZIONI PER SALDATRICE AD ARCO pag. 2 GB -INSTRUCTION MANUAL FOR ARC WELDING MACHINE page 13 D -BEDIENUNGSANLEITUNG FÜR LICHTBOGENSCHWEISSMASCHINEN Seite 23 F -MANUEL D’INSTRUCTIONS POUR POSTES A SOUDER A L’ARC page 35 E -MANUAL DE INSTRUCCIONES PARA SOLDADORAS DE ARCO pag. 46 P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO pag. 57 SF -KAARIHITSAUSKONEEN KÄYTTÖOHJE sivu. 68 DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING side.79 NL -GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE pag.90 S -INSTRUKTIONSMANUAL FÖR BÅGSVETS sid.101 GR -ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH" sel.111 Parti di ricambio e schema elettrico Spare parts and electrical schematic Ersatzteile und Schaltplan Pièces détachées et schéma électrique Partes de repuesto y esquema eléctrico Partes sobressalentes e esquema eléctrico Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktikav kai hlektrikov scediavgramma Pagg. Sid. sel.: 122 ÷ 137 3.300.266/B 25/05/11 MANUALE DI ISTRUZIONI PER SALDATRICI AD ARCO IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod.3.300758 RUMORE Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) dovrebbero consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 1.1 TARGA DELLE AVVERTENZE Il testo numerato seguente corrisponde alle caselle numerate della targa. ESPLOSIONI · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 60974-10(Cl. A) e deve 2 B. I rullini trainafilo possono ferire le mani. C. Il filo di saldatura ed il gruppo trainafilo sono sotto tensione durante la saldatura. Tenere mani eoggetti metallici a distanza. 1. Le scosse elettriche provocate dall’elettrodo di saldatura o dal cavo possono essere letali. Proteggersi adeguatamente dal pericolo di scosse elettriche. 1.1 Indossare guanti isolanti. Non toccare l’elettrodo a mani nude. Non indossare guanti umidi o danneggiati. 1.2 Assicurarsi di essere isolati dal pezzo da saldare e dal suolo 1.3 Scollegare la spina del cavo di alimentazione prima di lavorare sulla macchina. 2. Inalare le esalazioni prodotte dalla saldatura può essere nocivo alla salute. 2.1 Tenere la testa lontana dalle esalazioni. 2.2 Utilizzare un impianto di ventilazione forzata o di scarico locale per eliminare le esalazioni. 2.3 Utilizzare una ventola di aspirazione per eliminare le esalazioni. 3. Le scintille provocate dalla saldatura possono causare esplosioni od incendi. 3.1 Tenere i materiali infiammabili lontano dall’area di saldatura. 3.2 Le scintille provocate dalla saldatura possono causare incendi Tenere un estintore nelle immediate vicinanze e far sì che una persona resti pronta ad utilizzarlo. 3.3 Non saldare mai contenitori chiusi. 4. I raggi dell’arco possono bruciare gli occhi e ustionare la pelle. 4.1 Indossare elmetto e occhiali di sicurezza. Utilizzare adeguate protezioni per le orecchie e camici con il colletto abbottonato. Utilizzare maschere a casco con filtri della corretta gradazione. Indossare una protezione completa per il corpo. 5. Leggere le istruzioni prima di utilizzare la macchina od eseguire qualsiasi operazione su di essa. 6. Non rimuovere né coprire le etichette di avvertenza 2 DESCRIZIONI GENERALI 2.1 SPECIFICHE Questa saldatrice è un generatore di corrente continua costante realizzata con tecnologia INVERTER, progettata per saldare gli elettrodi rivestiti (con esclusione del tipo cellulosico) e con procedimento TIG con accensione a contatto e con alta frequenza. NON DEVE ESSERE USATA PER SGELARE I TUBI. 2.2 SPIEGAZIONE DEI DATI TECNICI RIPORTATI SULLA TARGA DI MACCHINA. L’apparecchio è costruito secondo le seguenti norme: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 - IEC 61000-3-12 (vedi nota 2). N°. Numero di matricola da citare sempre per qualsiasi richiesta relativa alla saldatrice. Convertitore statico di frequenza trifase trasformatore-raddrizzatore. Caratteristica discendente. MMA Adatto per saldatura con elettrodi rivestiti. TIG. Adatto per saldatura TIG. U0. Tensione a vuoto secondaria X. Fattore di servizio percentuale. % di 10 minuti in cui la saldatrice può lavorare ad una determinata corrente senza causare surriscaldamenti. I2. Corrente di saldatura U2. Tensione secondaria con corrente I2 U1. Tensione nominale di alimentazione 3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz l1 max. E’ il massimo valore della corrente assorbita. l1 eff. E’ il massimo valore della corrente effettiva assorbita considerando il fattore di servizio. IP23 S Grado di protezione della carcassa. Grado 3 come seconda cifra significa che questo apparecchio può essere immagazzinato, ma non impiegato all’esterno durante le precipitazioni, se non in condizione protetta. S Idoneità ad ambienti con rischio accresciuto. NOTE: 1- L’apparecchio è inoltre stato progettato per lavorare in ambienti con grado di inquinamento 3. (Vedi IEC 60664). 2- Questa attrezzatura è conforme alla norma IEC 61000-3-12 a condizione che l’impedenza massima Zmax ammessa dell’impianto sia inferiore o uguale a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) al punto di interfaccia fra l’impianto dell’utilizzatore e quello pubblico. E’ responsabilità dell’’installatore o dell’utilizzatore dell’attrezzatura garantire, consultando eventualmente l’operatore della rete di distribuzione, che l’attrezzatura sia collegata a un’alimentazione con impedenza massima di sistema ammessa Zmax inferiore o uguale a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). 2.3 DESCRIZIONE DELLE PROTEZIONI 2.3.1 Protezione termica Questo apparecchio è protetto da una sonda di temperatura la quale, se si superano le temperature ammesse, impedisce il funzionamento della macchina. L'intervento del termostato è segnalato dall'accensione della sigla "OPn" sul display O posto sul pannello di controllo. 2.3.2 - Protezione di blocco. Questa saldatrice è provvista di diverse protezioni che fermano la macchina prima che subisca danni. L'intervento di ogni protezione è segnalato dalla accensione della sigla "Err" sul display O e da un numero che compare sul display U. Se viene rilevato un basso livello di acqua per il gruppo di raffreddamento comparirà la sigla H2O lampeggiante sul display O. 3 INSTALLAZIONE Controllare che la tensione di alimentazione corrisponda alla tensione indicata sulla targa dei dati tecnici della saldatrice. Collegare una spina di portata adeguata al cavo di alimentazione assicurandosi che il conduttore giallo/verde sia collegato allo spinotto di terra. La portata dell'interruttore magnetotermico o dei fusibili, in serie alla alimentazione, deve essere uguale alla corrente I1max. assorbita dalla macchina. 3.1. MESSA IN OPERA L'installazione della macchina deve essere fatta da personale esperto. Tutti i collegamenti debbono essere ese- 3 fig. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 Art. 366 fig. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 guiti in conformità alle norme vigenti e nel pieno rispetto della legge antinfortunistica (CEI 26-23 / CEI CLC 62081). BA) BB) BC) 3.2 DESCRIZIONE DELL'APPARECCHIO (Fig.1-1/A). BD) 4 Morsetto di uscita negativo (-). Morsetto di uscita positivo (+). Connettore per il pulsante della torcia TIG. Collegare i fili del pulsante torcia ai pin 1 e 9. Raccordo (1/4 gas). D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM Vi si connette il tubo gas della torcia di saldatura TIG. Interruttore generale. Tappo serbatoio. Cavo di alimentazione. Raccordo alimentazione gas. Raccordo ingresso acqua calda (utilizzare solo per torce TIG). BL) Raccordo uscita acqua fredda (utilizzare solo per torce TIG). BM) Asola per controllo del livello del liquido. BN) Raccordi per torce MIG (non debbono essere cortocircuitati). BO) Connettore tipo DB9 (RS 232). Da utilizzare per aggiornare i programmi dei microprocessori. BP) Porta fusibile. BQ) Presa cavo rete. BR) Presa pressostato. N.B: Nell’art. 366 il gruppo di raffreddamento è optional. BE) BF) BG) BH) BI) R AL AI AH AF AE AD AC AB Led D "HOT START" Attivo in saldatura MMA. L'accensione di questo led indica che il display U visualizza il tempo, espresso in centesimi di secondo, in cui la saldatrice eroga una sovracorrente per migliorare l'accensione dell'elettrodo. La regolazione avviene tramite la manopola Y. Led C "Arc-Force" Attivo in saldatura MMA DC. E' una percentuale della corrente di saldatura. Il display U ne visualizza il valore e la manopola Y lo regola. In pratica questa sovracorrente favorisce il trasferimento delle gocce di metallo fuso. TIG Led E: Saldatura TIG CONTINUO con accensione mediante dispositivo ad alta tensione/fre- quenza. 3.3 DESCRIZIONE DEL PANNELLO (Fig.2). Tasto di processo AT. La selezione è evidenziata dalla accensione di uno del led AX, AV, oppure AW . Led AX Led AV Led AW Tasto di modo AS. La selezione è evidenziata dalla accensione di uno dei led D, C, E, B, A, oppure AU: TIG Led B: Saldatura TIG PULSATO con accensione mediante dispositivo ad alta tensione/fre- quenza. La frequenza di pulsazione è regolabile da 0,16 a 500Hz (led AE), la corrente di picco e la corrente di base sono attivabili rispettivamente con i led AG e AD, e sono regolabili tramite la manopola Y. Da 0,16 fino a 1,1 Hz di frequenza di pulsazione il display O visualizza alternativamente la corrente di picco (principale) e la corrente di base. I led AG e AD si accendono alternativamente; oltre 1,1 Hz il display O visualizza la media delle due correnti. 5 TIG Led A: Saldatura TIG CONTINUO con accensione a contatto (striscio). Led AU: Saldatura TIG PULSATO con accensione a TIG contatto (striscio). La logica di funzionamento è la stessa descritta per il led B. Tasto di programma AR. La selezione è evidenziata dalla accensione di uno dei led G, F, W, X, Z, oppure AA. Led G: puntatura (Manuale). Dopo avere scelto la corrente di saldatura (led AG) e il tempo di puntatura (led AE) tramite il selettore AP, impostarne i valori tramite la manopola Y. Si esegue questo modo di saldatura solo se viene selezionata la saldatura in continuo e la accensione con alta frequenza (led E acceso). L'operatore preme il pulsante della torcia, si accende l'arco e dopo il tempo di puntatura regolato, l'arco si spegne automaticamente. Per eseguire il punto successivo è necessario rilasciare il pulsante torcia e poi ripremerlo. Regolazione da 0,1 a 30 sec. F - Led saldatura TIG 2 tempi (manuale) Premendo il pulsante della torcia la corrente inizia ad aumentare ed impiega un tempo corrispondente allo "slope up", preventivamente regolato, per raggiungere il valore regolato con manopola Y. Quando si lascia il pulsante la corrente inizia a diminuire ed impiega un tempo corrispondente allo "slope down", preventivamente regolato, per ritornare a zero. In questa posizione si può collegare l’accessorio comando a pedale ART. 193, W - Led saldatura TIG 4 tempi (automatico). Questo programma differisce dal precedente perché sia l'accensione che lo spegnimento vengono comandati premendo e rilasciando il pulsante della torcia X - Led programma speciale Per accendere l'arco premere il pulsante della torcia e tenendolo premuto, la corrente inizia ad aumentare con un incremento fisso. Se si rilascia il pulsante la corrente sale immediatamente al valore di saldatura (led AG). Per terminare la saldatura premere il pulsante torcia e mantenendolo premuto la corrente inizia a diminuire con un decremento fisso. Se si rilascia il pulsante la corrente si azzera istantaneamente. Z - Led saldatura Tig con tre livelli di corrente quattro tempi (automatico). Per impostare le tre correnti di saldatura agire come segue: Premere il selettore AP fino ad accendere il led AG quindi regolare il valore della massima corrente con la manopola Y. Premere il selettore AP fino ad accendere il led AD quindi regolare il valore della corrente intermedia con la manopola Y. Premere il selettore AP fino ad accendere il led AY quindi 6 regolare il valore della corrente di accensione con la manopola Y. Alla accensione dell'arco la corrente si porta alla prima regolazione, led AI acceso, l'operatore può mantenere questa corrente fino a quando lo desidera ( per esempio fino a che non si sia riscaldato il pezzo ). Premendo e rilasciando immediatamente il pulsante torcia, la corrente passa dalla prima alla seconda corrente nel tempo di "slope-up" ( led AH); raggiunta la corrente di saldatura il led AG si accende. Se durante la saldatura vi è la necessità di diminuire la corrente senza spegnere l'arco (per esempio cambio del materiale d'apporto, cambio di posizione di lavoro, passaggio da una posizione orizzontale ad una verticale ecc.…) premere e rilasciare immediatamente il pulsante torcia, la corrente si porta al secondo valore selezionato, il led AD si accende e AG si spegne. Per tornare alla precedente corrente principale ripetere l'azione di pressione e di rilascio del pulsante torcia, il led AG si accende mentre il led AD si spegne. In qualsiasi momento si voglia interrompere la saldatura premere il pulsante torcia per un tempo maggiore di 0,7 secondi poi rilasciarlo, la corrente comincia a scendere fino al valore di zero nel tempo di "slope down", preventivamente stabilito (led AC acceso). Durante la fase di "slope down", se si preme e si rilascia immediatamente il pulsante della torcia, si ritorna in "slope up" se questo è regolato ad un valore maggiore di zero, oppure alla corrente minore tra i valori regolati. N.B. il termine "PREMERE E RILASCIARE IMMEDIATAMENTE" fa riferimento ad un tempo massimo di 0,5 sec. AA - Led saldatura TIG con due livelli di corrente. Questo programma differisce dal precedente perché alla accensione dell'arco la corrente si porta sempre alla prima regolazione, led AI acceso, ma l'operatore non la può mantenere ed inizia immediatamente il tempo di slope-up (led AH). Crater Arc. Nelle seconde funzioni è disponibile questo programma che è stato ideato per la chiusura del cratere finale tramite l’impostazione di una corrente e la sua durata. Questa funzione è utilizzabile in TIG AC o DC in funzionamento manuale o automatico (Fig. 3). Fig. 3 Per attivare la funzione agire come segue: • Premere il tasto AQ e mantenendolo premuto premere il tasto AP. • Mantenere premuto fino quando sul display O compare la sigla H2O. • Premere il tasto AP fino alla comparsa sul display O della sigla CrA (Crater Arc). • Il display U visualizza la sigla OFF (impostazione del costruttore). • Ruotare la manopola Y fino alla comparsa sul display U della sigla On. • Ruotare la manopola Y, il display O visualizza la sigla CrC (crater current – corrente di cratere) e il display U visualizza 50; questo è il valore percentuale della corrente di cratere rispetto alla corrente di saldatura. Impostazione del costruttore 50%. Regolazione 1 ÷ 100%. • Ruotare la manopola Y, il display O visualizza la sigla tCr (Crater time – tempo della corrente di cratere). • Con la manopola Y si regola il valore di questa grandezza e il display U visualizza il valore. Impostazione del costruttore 0,5 secondi. Regolazione 0,1 ÷ 30,0 secondi. La rampa di raccordo tra la corrente principale e la corrente di cratere è regolata dallo “slope down” led AC. Y - Manopola Normalmente regola la corrente di saldatura. Inoltre se si seleziona una funzione con il selettore AP questa manopola ne regola la grandezza. 2. 3. 4. 5. ne 6. 7. 8. 9. O - Display Visualizza: 1. in condizioni di vuoto la corrente preimpostata. in condizioni di carico la corrente di saldatura ed i suoi livelli. in abbinamento al led di "Hold" acceso l'ultima corrente di saldatura. in Tig pulsato, a carico, l'alternanza delle correnti nei relativi livelli. all'interno dei parametri sinergici la corrente in relazioallo spessore selezionato. la sigla "H2O" quando si imposta il gruppo di raffreddamento e la stessa sigla lampeggiante quando si apre il pressostato del gruppo di raffreddamento. la sigla "OPn" lampeggiante alla apertura del termostato. durante la selezione dei programmi liberi o memorizzati le sigle PL …P01…P09 la sigla MMA. esclusione delle correnti, selezionate con il pulsante AP. 4. visualizza le combinazioni numeriche che fanno riferi mento alle varie forme d'onda selezionabili quando, con il pulsante AP, si seleziona il led AY ( Wave ). 5. nella predisposizione del gruppo di raffreddamento le sigle: OFF, OnA, OnC. 6. nella predisposizione del tipo di corrente in MMA le sigle: AC, DC. 7. in sinergia (led I acceso) la sigla dei materiali da saldare se il led L è stato selezionato, la sigla delle posizioni di saldatura se il led M è stato selezionato, i diametri di elettrodo se il led R è stato selezionato. INOLTRE con il led P (Hold) acceso visualizza la tensione di saldatura. Led Q Non è selezionabile e si accende quando il display U visualizza una tensione. AQ - SELETTORE Seleziona e memorizza i programmi. La saldatrice ha la possibilità di memorizzare nove programmi di saldatura P01…..P09 e di poterli richiamare tramite questo pulsante. Inoltre è disponibile un programma lavoro PL . Selezione Premendo brevemente questo pulsante viene visualizzato sul display O il numero del programma successivo a quello in cui si sta lavorando. Se questo non è stato memorizzato la scritta sarà lampeggiante, contrariamente sarà fissa. Memorizzazione (3.6) Una volta selezionato il programma, premendo per un tempo maggiore di 3 secondi, si memorizzano i dati. A conferma di questo, il numero del programma, visualizzato sul display O, terminerà di lampeggiare. AP - SELETTORE Premendo questo pulsante si illuminano in successione i led: Attenzione! si illumineranno solo i led che si riferiscono al modo di saldatura scelto; es. in saldatura TIG continuo non si illuminerà il led AE che rappresenta la frequenza di pulsazione. Ogni led indica il parametro che può essere regolato tramite la manopola Y durante il tempo di accensione del led stesso. Dopo 5 secondi dall'ultima variazione il led interessato si spegne e viene indicata la corrente di saldatura principale e si accende il corrispondente led AG. Led N Non è selezionabile e si accende quando il display O visualizza una corrente. SELETTORI AQ + AP = SECONDE FUNZIONI. U - Display Visualizza: 1. in MMA senza saldare la tensione a vuoto e in saldatura la tensione a carico. 2. in TIG continuo, con pulsante non premuto, zero; con pulsante premuto ma senza saldare la tensione a vuoto e saldando la tensione di carico. 3. visualizza numericamente tutte le grandezze, ad L’ accesso al menù “seconde funzioni” avviene con la pressione contemporanea dei tasti AQ e AP per un tempo maggiore di 3 secondi. La selezione delle voci del “MENU” avviene tramite la pressione breve del tasto AP. L’uscita da questo “MENU” avviene tramite la pressione breve del tasto AQ. Il display O visualizza la funzione, il display U visualizza l’impostazione che può essere regolata dalla manopola Y. 7 Le funzioni presenti sono: 1. Gruppo di raffreddamento Sigla H2O Regolazioni: OFF = spento (impostazione del costruttore). OnC = Continuo sempre acceso. OnA = Accensione automatica. AE - Led Frequenza di pulsazione (0,16-500 Hz). Quando viene selezionata la puntatura (led G) l'accensione di questo led indica che il display U visualizza il tempo di puntatura che è regolabile tramite la manopola Y da 0,1 a 30 secondi. 2. Funzionamento con robot Sigla rob Regolazioni: OFF = spento (impostazione del costruttore). On = acceso. AF - Led Regola percentualmente il rapporto tra il tempo della corrente di picco AG e la frequenza AE. t/T ( 10 ÷ 90 % ) fig.4 3. Feeder Unit (Funzionamento con carrello filo freddo). Sigla FdU Regolazioni: OFF = spento (impostazione del costruttore). On = acceso. 4. Crater Arc (riempimento del cratere finale). Sigla CrA Regolazioni: OFF = spento (impostazione del costruttore). On = acceso. 5. MMA (saldatura con elettrodo rivestito). Sigla MMA Regolazioni: DC = Corrente continua (impostazione del costruttore). AC = Corrente alternata. LED SELEZIONABILI IN SALDATURA TIG DC (CORRENTE CONTINUA) E IN SALDATURA TIG AC (CORRENTE ALTERNATA): AL - Led Pre-gas Regolazione 0,05-2,5 secondi. Tempo di uscita del gas prima dell'inizio della saldatura. AI - Led corrente di inizio saldatura. E' una percentuale della corrente di saldatura (led AG). AH - Led Slope up. E' il tempo in cui la corrente raggiunge, partendo dal minimo, raggiunge il valore di corrente impostato. (0-10 sec.) AG - Led Corrente di saldaturaprincipale. AD - Led secondo livello di corrente di saldatura o di base. Questa corrente è sempre una percentuale della corrente principale. 8 Fig. 4 AC - Led Slope down. E' il tempo in cui la corrente raggiunge il minimo e lo spegnimento dell'arco.(0-10 sec.) AB - Led Post gas. Regola il tempo di uscita del gas al termine della saldatura. (0-30 sec.) LED SELEZIONABILI SOLO IN SALDATURA TIG AC (CORRENTE ALTERNATA): Led AO Start Regola il livello di "hot-start" per ottimizzare le accensioni in TIG AC per ciascun diametro di elettrodo. Alla accensione di questo led il display U visualizzerà un valore numerico che fa riferimento ai diametri di elettrodo, l'operatore tramite la manopola Y può impostare il diametro da lui utilizzato ed ottenere immediatamente una buona partenza. Regolazione da 0,5 a 4,8. Led AY Wave Selezione della forma d'onda di saldatura. Alla accensione di questo led display U visualizzerà un numero che corrisponderà alla forma dell'onda selezionata.(vedi tabella) 11 = quadra - quadra 22 = sinusoide - sinusoide 33 = triangolo - triangolo 12 = quadra - sinusoide 13 = quadra - triangolo 23 = sinusoide - triangolo 21 = sinusoide - quadra 32 = triangolo - snusoide 31 = triangolo - quadra. Default = quadra - sinusoidale (12). Questa combinazione di numeri può essere modificato con l'encoder Y. NOTA: Il primo numero che compone la cifra è riferito alla semionda negativa o di penetrazione, il secondo numero è riferito alla semionda positiva o di pulizia. La variazione del tipo di forma d'onda può anche ridurre il rumore dell'arco in saldatura AC. Led AN Hz Regola la frequenza della corrente alternata. Regolazione 50 ÷ 120 Hz. Led AM Regolazione del bilanciamento dell'onda. Regola la percentuale della semionda negativa (penetrazione) nel periodo di corrente alternata. Regolazione -10 / 0 / 10 dove 0 = 65% (consigliata) -10 = 50% e 10 = 85%. < 48V AC Led T: Led indicazione del corretto funzionamento del dispositivo che riduce il rischio di scosse elettriche. Tasto H: Premendolo brevemente attiva la sinergia, ove prevista, e seleziona i led I, L, M, S, R (si intende per "brevemente" un tempo inferiore a 0,7 sec). Se, dopo avere selezionato i parametri non si conferma il diametro dell'elettrodo, la pressione breve di questo tasto fa uscire dalla sinergia. 1G PA 2G PC 3G PF PG 4G PE Ø El. Led R: Diametro dell'elettrodo. La visualizzazione del diametro dell'elettrodo è la conseguenza dell'impostazione del materiale (led L), della posizione (led M) e dello spessore (led S). Il display U visualizzerà l'elettrodo consigliato in modo non lampeggiante; l'operatore tramite la manopola Y può visualizzare anche altri diametri ma questi saranno visualizzati, in modo lampeggiante, che significa non consigliato. BC - Connettore 10 poli A questo connettore vanno collegati i comandi remoti descritti nel paragrafo 4. E' disponibile tra i pin 3 e 6 un contatto pulito che segnala la accensione dell'arco (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. NOTE GENERALI Prima dell'uso di questa saldatrice leggere attentamente le norme CEI 26-23 / IEC-TS 62081 inoltre verificare l'integrità dell'isolamento dei cavi, delle pinze porta elettrodi, delle prese e delle spine e che la sezione e la lunghezza dei cavi di saldatura siano compatibili con la corrente utilizzata. 3.4. SALDATURA DI ELETTRODI RIVESTITI (MMA) 1F PA 2F PB 45° 3F PF PG 4F PD Se invece, dopo avere confermato il diametro dell'elettrodo, si vuole uscire dalla sinergia è necessario premerlo per un tempo lungo (per lungo si intende un tempo maggiore di 0,7 sec.). Mat. Led L: Materiale I tipi di materiali selezionabili sono in relazione al processo di saldatura e sono: In TIG AC l'alluminio (AL), il magnesio (MG). In TIG DC L'acciaio inossidabile (SS), il Rame (Cu), il Ferro (FE) e il Titanio (ti). Pos. Led M: Posizione di saldatura Le sigle che compaiono sul display U sono relative alle normative ISO 6947 e corrispondono alle posizioni di saldatura elencate in figura. Le ASME vengono distinte da un numero più una lettera. Per una maggiore chiarezza sono riportate simbolicamente di seguito. Led S: Spessore. il display O si accende e visualizza la corrente impostata, il display U visualizza lo spessore relativo alla corrente. Ruotando la manopola Y si varia lo spessore e in relazione varierà anche la corrente. Ovviamente la misura dello spessore e della relativa corrente saranno in relazione alle impostazioni del materiale e della posizione di saldatura. - Questa saldatrice è idonea alla saldatura di tutti i tipi di elettrodi ad eccezione del tipo cellulosico (AWS 6010). - Assicurarsi che l'interruttore BE sia in posizione 0, quindi collegare i cavi di saldatura rispettando la polarità richiesta dal costruttore di elettrodi che andrete ad utilizzare e il morsetto del cavo di massa al pezzo nel punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico. - Non toccare contemporaneamente la torcia o la pinza porta elettrodo ed il morsetto di massa. - Accendere la macchina mediante l'interruttore BE. - Selezionare, premendo il pulsante A, il procedimento MMA, led AW acceso. Per selezionare il tipo di corrente adatta all’elettrodo scelto agire come segue: • Premere il tasto AQ e mantenendolo premuto premere il tasto AP. • Mantenere premuto fino quando sul display O compare la sigla H2O. • Premere il tasto AP fino alla comparsa sul display O della sigla MMA. • Il display U visualizza la sigla DC (corrente continua) tipo di corrente impostata dal costruttore. • Per selezionare la corrente alternata ruotare la manopola Y fino alla comparsa sul display U della sigla AC. N.B. Per uscire dalle seconde funzioni premere brevemente il tasto AQ. - Regolare la corrente in base al diametro dell'elettrodo, alla posizione di saldatura e al tipo di giunto da eseguire. - Terminata la saldatura spegnere sempre l'apparecchio e togliere l'elettrodo dalla pinza porta elettrodo. Se si vogliono regolare le funzioni di Hot-start (led D) e di Arc force (led C) vedere il paragrafo precedente. 9 3.5. SALDATURA TIG Selezionando il procedimento TIG AC si può saldare l'Alluminio, le leghe di alluminio, l'ottone ed il magnesio mentre selezionando TIG DC si può saldare l'acciaio inossidabile, il ferro ed il rame. Collegare il connettore del cavo di massa al polo positivo (+) della saldatrice e il morsetto al pezzo nel punto più vicino possibile alla saldatura assicurandosi che vi sia un buon contatto elettrico. Collegare il connettore di potenza della torcia TIG al polo negativo (-) della saldatrice. Collegare il connettore di comando della torcia al connettore BC della saldatrice. Collegare il raccordo del tubo gas della torcia al raccordo BD della macchina ed il tubo gas proveniente dal riduttore di pressione della bombola al raccordo gas BH. 3.5.1 Gruppo di raffreddamento (optional per Art. 351). Se si utilizza una torcia raffreddata ad acqua utilizzare il gruppo di raffreddamento. Inserire i tubi di raffreddamento della torcia nei raccordi BI e BL del gruppo refrigerante facendo attenzione a rispettare la mandata e il ritorno. 3.5.1.1 Descrizione delle protezioni - Protezione pressione liquido refrigerante. Questa protezione è realizzata mediante un pressostato, inserito nel circuito di mandata del liquido, che comanda un microinterruttore. Lapressione insufficente è segnalata dalla sigla H2O lampeggiante sul display O. 3.5.1.2 Messa in opera Svitare il tappo BF e riempire il serbatoio (l'apparecchio è fornito con circa un litro di liquido). E' importante controllare periodicamente, attraverso l'asola BM, che il liquido sia mantenuto al livello "max". Utilizzare, come liquido refrigerante acqua (preferibilmente del tipo deionizzato) miscelata con alcool in percentuale definita secondo la tabella seguente: temperatura acqua/alcool -0°C fino a -5°C 4L/1L -5°C fino a -10°C 3,8L/1,2L NB Se la pompa ruota in assenza del liquido refrigerante è necessario togliere l'aria dai tubi. In questo caso spegnere il generatore, riempire il serbatoio, collegare un tubo al raccordo ( ) e inserire l'altra estremità del tubo nel serbatoio. Solo per Art. 351, inserire il connettore del pressostato e il cavo rete nelle prese BR e BQ. Accendere il generatore per circa 10/15 secondi quindi ricollegare i tubi. Accendere la macchina. Per selezionare il modo di funzionamento del gruppo di raffreddamento agire come segue: 1. Selezionare un qualsiasi procedimento TIG. 2. Mantenendo premuto il tasto AQ premere il tasto AP e mantenerli premuti fino a quando sul display O compare la sigla H2O. 3. Selezionare il funzionamento tramite la manopola Y OFF = Gruppo spento, OnC = Funzionamento in continuo, OnA = Funzionamento in automatico. Per uscire dalla selezione premere brevemente il 10 tasto AQ. N.B. Per "Funzionamento automatico" si intende che il gruppo di raffreddamento si mette in moto alla pressione del pulsante torcia e smette di funzionare dopo circa 2 minuti dal rilascio del pulsante torcia. Attenzione! Se selezionata la saldatura in elettrodo, il raffreddamento non è acceso e non è selezionabile. E' normale che alla accensione della macchina il display O visualizzi, in modo lampeggiante, la sigla H2O. 3.5.2 Messa in opera. Non toccare parti sotto tensione e i morsetti di uscita quando l'apparecchio è alimentato. Alla prima accensione della macchina selezionare il modo mediante il pulsante AS e i parametri di saldatura mediante il tasto AP e la manopola Y come indicato al paragrafo 3.2. ATTENZIONE Le regolazioni per i led AO = start, AY = wave, AN = Hz, AM = bilanciamento dell'onda si possono selezionare solo in TIG AC. Il flusso di gas inerte deve essere regolato ad un valore (in litri al minuto) di circa 6 volte il diametro dell'elettrodo. Se si usano accessori tipo il gas-lens la portata di gas può essere ridotta a circa 3 volte il diametro dell'elettrodo. Il diametro dell'ugello ceramico deve avere un diametro da 4 a 6 volte il diametro dell'elettrodo. • Terminata la saldatura ricordarsi di spegnere l’apparecchio e chiudere la valvola della bombola del gas. 3.5.3 Preparazione dell’elettrodo E’ necessaria una particolare attenzione nella preparazione della punta dell’elettrodo. Smerigliarla in modo che presenti una rigatura verticale come indicato in fig.5. ATTENZIONE: PARTI METALLICHE VOLATILI INCANDESCENTI possono ferire il personale, originare incendi e danneggiare le attrezzature; LA CONTAMINAZIONE DA TUNGSTENO può diminuire la qualità della saldatura. • Sagomare l’elettrodo di tungsteno unicamente con una smerigliatrice provvista di adeguati carter di protezione indossando protezioni per il viso, le mani ed il corpo. • Sagomare gli elettrodi di tungsteno con una mola abrasiva dura a grana fine, utilizzata unicamente per sagomare il tungsteno. • Smerigliare l’estremità dell’elettrodo di tungsteno in forma conica per una lunghezza di 1,5 - 2 volte il diametro dell’elettrodo.(fig. 5) Fig. 5 3.6. MEMORIZZAZIONE Il pulsante AQ, premuto brevemente, effettua una scelta; premuto per un tempo maggiore di 3 secondi, effettua una memorizzazione. Ad ogni accensione, la macchina presenta sempre l'ultima condizione utilizzata in saldatura. 3.6.1. Memorizzare i dati del programma PL Utilizzando la macchina per la prima volta Alla accensione della macchina il display visualizza la sigla PL questa, dopo 5, scompare e viene visualizzata una corrente di lavoro. Seguire le indicazioni dei paragrafi 3.2 e 3.5 quindi, per memorizzare i dati nel programma P01, procedere nel seguente modo: · Premere brevemente il pulsante AQ (mem+mem-) comparirà la scritta P01 lampeggiante. · Premere il pulsante AQ per un tempo maggiore di 3 secondi fino a che la sigla P01 smetta di lampeggiare, a questo punto la memorizzazione è avvenuta. · Ovviamente se invece di memorizzare nel programma P01 si vuole memorizzare in un programma diverso si premerà il pulsante AQ in maniera breve tante volte quante necessarie per visualizzare il programma desiderato. Alla riaccensione della macchina viene visualizzato P01. IL PULSANTE AQ PREMUTO BREVEMENTE EFFETTUA UNA SCELTA, PREMUTO PER UN TEMPO MAGGIORE DI 3 SECONDI EFFETTUA UNA MEMORIZZAZIONE. 3.6.2. Memorizzare da un programma libero L'operatore può modificare e memorizzare un programma scelto procedendo nel seguente modo: · Premere il pulsante AQ in modo breve e scegliere il numero di programma desiderato. I programmi liberi hanno la sigla lampeggiante. Premere il pulsante AT e scegliere il procedimento di saldatura e con il pulsante AS scegliere il modo (paragrafo 3.1). · Girare la manopola Y ed impostare la corrente di saldatura. Se è stato scelto il procedimento TIG, attivare il led AB (post gas) tramite il pulsante AP e regolare tramite la manopola Y il valore desiderato (paragrafo 3.1.) Se dopo queste regolazioni, necessarie per saldare, si vogliono regolare i tempi di "slope" o altro agire come descritto al paragrafo 3.1. Per memorizzare nel programma scelto precedentemente, premere il pulsante AQ per più di 3 secondi fino a che il numero smette di lampeggiare. Per memorizzare in un programma diverso, fare la scelta premendo brevemente il pulsante AQ quindi premere il pulsante AQ per più di 3 secondi. 3.6.3 Memorizzare da un programma memorizzato. Partendo da un programma già memorizzato l'operatore può modificare i dati in memoria per aggiornare il programma stesso o per trovare nuovi parametri da memorizzare in un altro programma. 3.6.3.1 Aggiornare · Dopo avere acceso la macchina selezionare i parametri da modificare e modificarli. · Premere per un tempo maggiore di 3 secondi il tasto AQ fino alla conferma della memorizzazione (sigla del programma da lampeggiante a continua). 3.6.3.2 Memorizzare in un nuovo programma · Dopo avere acceso la macchina selezionare i parametri da modificare e modificarli. · Eseguire una saldatura anche breve. · Premere brevemente il selettore AQ fino alla visualizzazione del programma da Voi desiderato. · Premere di continuo il tasto AQ fino alla conferma della memorizzazione ( sigla del programma da lampeggiante a continua). 3.6.4 Saldare con la sinergia. Lo scopo della "sinergia" è quello di dare una guida rapida all'operatore per impostare i parametri di saldatura TIG. Quindi non ha uno scopo impositivo ma di suggerimento. Le relazioni "sinergiche" tra corrente spessore e diametro dell'elettrodo sono state realizzate con elettrodi Ceriati 2% ( EN 26848 WC20 ) colore grigio, ad una frequenza della corrente alternata di 90 Hz. La forma d’onda con cui sono state eseguite le prove è la 12 (in penetrazione quadra - in pulizia sinusoidale). La logica: L'operatore, in relazione al processo di saldatura, imposta il tipo di materiale da saldare, la posizione di saldatura e lo spessore; in relazione a queste scelte gli viene suggerito un diametro di elettrodo e se conferma queste scelte la macchina si predispone per la saldatura. Accendere la sinergia. Premere brevemente (inferiore 0,7 sec) il tasto H: si accende il led I (Syn) contemporaneamente al led L (materiale). Il display O si spegne e il display U visualizza una sigla corrispondente al materiale da saldare (vedi descrizione led L). Ruotando la manopola Y si effettua la scelta. Una successiva pressione del pulsante H conferma la scelta del materiale e fa accendere il led M, il display U visualizza le posizioni di saldatura disponibili (vedi descrizione led M). Ruotando la manopola Y si effettua la scelta. Una successiva pressione del pulsante H conferma la scelta della posizione e fa accendere il led S, il display O visualizza la corrente impostata, il display U visualizza lo spessore, in millimetri, relativo alla corrente (vedi descrizione led S). La successiva pressione del pulsante H conferma la scelta dello spessore e fa accendere il Led R. In relazione alle scelte impostate di materiale, posizione, spessore e corrente viene proposto uno o più diametri di elettrodo. L'elettrodo consigliato verrà proposto per primo e il valore numerico del diametro sarà sempre acceso fisso e affiancato dalla lettera A; se ci fossero due diametri nella cui gamma di corrente cade la impostazione degli Ampere selezionati per la saldatura la seconda scelta del diametro dell'elettrodo verrà proposta solo se l'encoder Y viene ruotato. Anche la seconda scelta verrà visualizzata accesa fissa. Se si ruota ulteriormente l'encoder, il display U visualizzerà il diametro superiore alla seconda scelta e il diametro inferiore alla prima scelta in modo lampeggiante. Dato che il diametro dell'elettrodo definisce principalmente il livello di start AO e la corrente minima AI, l'ope- 11 ratore può scegliere una combinazione non consigliata. A questo punto l'operatore ha due scelte: 1.Uscire dalla sinergia senza confermare le scelte effettuate. Per fare questo premere brevemente il pulsante H, il led I si spegne e il pannello visualizza le impostazioni precedenti alla entrata in sinergia . 2.Confermare la sinergia premendo il pulsante H per un tempo maggiore di 0,7 sec. A questo punto tutte le funzioni relative alla sinergia vengono impostate e, se selezionate con il pulsante AP, il display U visualizza la sigla "AU" (automatico). Il led I rimane acceso per confermare che i parametri sono stati impostati. Riassumendo, nel momento che confermo il diametro dell'elettrodo (pressione lunga del pulsante H quando è selezionato il led R) le funzioni di start, Wave, Hz, bilanciamento e corrente AI si dispongono con la logica di automatico descritta precedentemente. Alla conferma dell'elettrodo si spegne il led R e si accende il led I. 4 COMANDI A DISTANZA Per la regolazione della corrente di saldatura a questa saldatrice possono essere connessi i seguenti comandi a distanza: Art.1256 Torcia TIG solo pulsante.(raffreddamento ad acqua). Art.1258 Torcia TIG UP/DOWN.(raffreddamento ad acqua) Art. 193 Comando a pedale (usato in saldatura TIG) Art 1192+Art 187 (usato in saldatura MMA) Art. 1180 Connessione per collegare contemporaneamente la torcia e il comando a pedale. Con questo accessorio l’Art. 193 può essere utilizzato in qualsiasi modo di saldatura TIG. I comandi che includono un potenziometro regolano la corrente di saldatura dal minimo fino alla massima corrente impostata con la manopola Y. I comandi con logica UP/DOWN regolano dal minimo al massimo la corrente di saldatura. Le regolazioni dei comandi a distanza sono sempre attive nel programma PL mentre in un programma memorizzato non lo sono. 5 MANUTENZIONE Ogni intervento di manutenzione deve essere eseguito da personale qualificato nel rispetto della norma CEI 26-29 (IEC 60974-4). 5.1 MANUTENZIONE GENERATORE In caso di manutenzione all'interno dell’apparecchio, assicurarsi che l'interruttore BE sia in posizione "O" e che il cavo di alimentazione sia scollegato dalla rete. Periodicamente, inoltre, è necessario pulire l’interno dell’apparecchio dalla polvere metallica accumulatasi, usando aria compressa. 12 5.2 ACCORGIMENTI DA USARE DOPO UN INTERVENTO DI RIPARAZIONE. Dopo aver eseguito una riparazione, fare attenzione a riordinare il cablaggio in modo che vi sia un sicuro isolamento tra il lato primario ed il lato secondario della maccchina. Evitare che i fili possano andare a contatto con parti in movimento o parti che si riscaldano durante il funzionamento. Rimontare tutte le fascette come sull’apparecchio originale in modo da evitare che, se accidentalmente un conduttore si rompe o si scollega, possa avvenire un collegamento tra il primario ed il secondario. Rimontare inoltre le viti con le rondelle dentellate come sull’apparecchio originale. INSTRUCTION MANUAL FOR ARC WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. NOISE This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. 1.1 WARNING LABEL The following numbered text corresponds to the label numbered boxes. ELECTRIC AND MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) should consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in nonindustrial environments. B. Drive rolls can injure fingers. C. Welding wire and drive parts are at welding voltage during operation — keep hands and metal objects away. 1 Electric shock from welding electrode or wiring can kill. 1.1 Wear dry insulating gloves. Do not touch electrode with bare hand. Do not wear wet or damaged gloves. 1.2 Protect yourself from electric shock by insulating yourself from work and ground. 13 1.3 Disconnect input plug or power before working on machine. 2 Breathing welding fumes can be hazardous to your health. 2.1 Keep your head out of fumes. 2.2 Use forced ventilation or local exhaust to remove fumes. 2.3 Use ventilating fan to remove fumes. 3 Welding sparks can cause explosion or fire. 3.1 Keep flammable materials away from welding. 3.2 Welding sparks can cause fires. Have a fire extinguisher nearby and have a watchperson ready to use it. 3.3 Do not weld on drums or any closed containers. 4 Arc rays can burn eyes and injure skin. 4.1 Wear hat and safety glasses. Use ear protection and button shirt collar. Use welding helmet with correct shade of filter. Wear complete body protection. 5 Become trained and read the instructions before working on the machine or welding. 6 Do not remove or paint over (cover) label. 2 GENERAL DESCRIPTIONS 2.1 SPECIFICATIONS This welding machine is a constant current power source built using INVERTER technology, designed to weld covered electrodes (not including cellulosic) and for TIG procedures, with contact starting and high frequency. IT MUST NOT BE USED TO DEFROST PIPES. - This equipment complies with IEC 61000-3-12 provided that the maximum permissible system impedance Zmax is less than or equal to 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) at the interface point between the user's supply and the public system. It is the responsibility of the installer or user of the equipment to ensure, by consultation with the distribution network operator if necessary, that the equipment is connected only to a supply with maximum permissible system impedance Zmax less than or equal to 0,093 (Art. 366) - 0,044 (Art. 367) 0,031 (Art. 368). 2.3 DESCRIPTION OF PROTECTIVE DEVICES 2.3.1 Thermal protection This machine is protected by a temperature probe, which prevents the machine from operating if the allowable temperatures are exceeded. When the thermostat is tripped the message “OPn” appears on the display O on the control panel. 2.3.2 - Block protection. This welding machine is equipped with various safety devices that stop the machine before it can suffer damage. When any protection is tripped, the message “Err” appears on the display O along with a number that appears on the display U. If a low water level is detected for the cooling unit the abbreviation H2O flashes on the display O. 3 INSTALLATION 2.2 EXPLANATION OF THE TECHNICAL SPECIFICATIONS LISTED ON THE MACHINE PLATE. This machine is manufactured according to the following international standards: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 CL. A - IEC 61000-3-11 - IEC 61000-3-12 (see note 2). N°. Serial number, which must be indicated on any type of request regarding the welding machine. Three phase static transformer-rectifier frequency converter. Drooping-characteristic. MMA Suitable for welding with covered electrodes. TIG Suitable for TIG welding. U0. Secondary open-circuit voltage X. Duty cycle percentage. % of 10 minutes during which the welding machine may run at a certain current without overheating. I2. Welding current U2. Secondary voltage with current I2 U1. Rated supply voltage 3~ 50/60Hz 50- or 60-Hz three-phase power supply I1 max. This is the maximum value of the absorbed current. I1 eff. This is the maximum value of the actual current absorbed, considering the duty cycle. IP23S Protection rating for the housing. Grade 3 as the second digit means that this machine may be stored, but it is not suitable for use outdoors in the rain, unless it is protected. S Suitable for hazardous environments. NOTES: 1- The machine has also been designed for use in environments with a pollution rating of 1. (See IEC 60664). 14 Make sure that the supply voltage matches the voltage indicated on the specifications plate of the welding machine. When mounting a plug, make sure it has an adequate capacity, and that the yellow/green conductor of the power supply cable is connected to the earth pin. The capacity of the overload cutout switch or fuses installed in series with the power supply must be equivalent to the absorbed current I1max. of the machine. 3.1. START-UP Only skilled personnel should install the machine. All connections must be carried out according to current regulations, and in full observance of safety laws (CEI 26-23/ CEI CLC 62081). 3.2 DESCRIPTION OF THE EQUIPMENT (Fig.1-1/A). BA) Negative output terminal (-). BB) Positive output terminal (+). BC) TIG torch trigger connector. Connect the wires of the torch trigger to pins 1 and 9. BD) Fitting (1/4 gas). This is where the gas hose of the TIG welding torch is to be connected. BE) Main switch. BF) Tank cap. BG) Power cord. BH) Gas supply fitting. BI) Hot water inlet fitting fig. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 (use only for TIG torches). BL) Cold water outlet fitting (use only for TIG torches). BM) Slot for fluid level check. BN) Fittings for MIG torches (there must not be any short-circuits). Art. 366 BO) Connector type DB9 (RS 232). To be used for updating the microprocessor programs. BP) Fuse holder. BQ) Power cord socket. BR) Pressure switch socket. fig. 1/A BE BG BO BB BA BH BD BC BI BL BF BN BM BN Art. 368 15 NOTE: The cooling unit is optional for art. 366. 3.3 DESCRIPTION OF THE PANEL (Fig.2). Process key AT. One of the LEDs AX, AV, or AW lights when selected. LED AX LED AV LED AW Mode key AS. One of the LEDs D, C, E, B, A, or AU lights when selected: LED D “HOT START” MMA welding active. This LED lights to indicate that the display U displays the time, expressed in seconds, during which the welding machine delivers an overcurrent to improve electrode starting. It may be adjusted using the knob Y. LED C “Arc-Force” MMA DC welding active. This is a percentage of the welding current. The display U displays its value, and the knob Y adjusts it. This overcurrent essentially aids in the transfer of drops of molten metal. TIG LED E: CONTINUOUS TIG welding, started by means of a high voltage/frequency device. D Z X W F G L I LED B: PULSE TIG welding, started by means of a TIG high voltage/frequency device. The pulse frequency is adjustable from 0.16 to 500Hz (LED AE); the peak current and the base current may be activated via the LEDs AG and AD, respectively, and are adjustable using the knob Y. From a pulse frequency of 0.16 to 1.1Hz, the display O alternately shows the peak (main) current and the base current. The LEDs AD and AD light alternately; above 1.1 Hz the display O shows the average of the two currents. LED A: CONTINUOUS TIG welding with contact TIG starting (striking). LED AU: PULSE TIG welding with contact starting TIG (striking). The operating logic is the same as described for LED B. Program key AR. One of the LEDs G, F, W, X, Z, or AA lights when selected. LED G: Spot-welding (Manual). After selecting the welding current (LED AG) and the spot welding time (LED AE) using the selector switch AP, set the values using the knob Y. This welding mode is only used if continuous welding is selected and high-frequency start is used (LED E lit). The operator presses the torch trigger, the arc lights and shuts M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO 16 AY AN H AM R AL AI AH AF AE AD AC AB off automatically after the pre-set spot welding time. To do the next spot, you must therefore release the torch trigger and press it again. Range from 0.1 to 30 sec. F - 2-stage TIG welding LED (manual) When the torch trigger is pressed, the current begins to increase over the previously set “slope up” time, until it reaches the value set by means of the knob Y. When the trigger is released, the current begins to drop over the previously set “slope down” time, until it returns to zero. In this position, you may connect the pedal control accessory ART. 193. W - 4-stage TIG welding LED (automatic). This program differs from the previous one in that the arc is both started and shut off by pressing and releasing the torch trigger X - Special program LED To light the arc, press the torch trigger and hold it down; the current begins to increase at a fixed rate. If the torch trigger is released, the current immediately rises to the welding value (LED AG). To stop welding, press the torch trigger and hold it down; the current begins to drop at a fixed rate. The current immediately returns to zero if the trigger is released. Z - four-stage TIG welding LED with four levels of current (automatic). To set the three minimum welding currents, proceed as follows: Press the selector switch AP until the LED AG lights, then adjust the maximum current value using the knob Y. Press the selector switch AP until the LED AD lights, then adjust the intermediate current value using the knob Y. Press the selector switch AP until the LED AY lights, then adjust the starting current value using the knob Y. When the arc strikes, the current reaches the first setting, LED AI lit. The operator may maintain this current as long as desired (for example until the part is heated). Pressing and immediately releasing the torch trigger causes the current to pass from the first to the second current over the “slope-up” time (LED AH); the LED AG lights once the welding current has been reached. Should it be necessary to reduce the current during welding, without shutting off the arc (for instance when changing the welding material or working position, moving from horizontal to upright, etc.), press and immediately release the torch trigger: the current will switch to the second value selected, the LED AD will light and AG will go off. To return to the previous main current, press and release the torch trigger once again. The LED AG will light, and the LED AD will go off. To stop welding at any time, simply hold down the torch trigger for more than 0.7 seconds, then release. The current begins to fall to zero within the previously set “slope down” time interval (LED AC lit). If you press and immediately release the torch trigger during the “slope down” phase, you will return to “slope up” if it is set to greater than zero, or to the lesser current value of those set. NOTE: The expression “PRESS AND IMMEDIATELY RELEASE” refers to a maximum time of 0.5 seconds. AA - TIG welding LED with two levels of current. This program differs from the previous one because when the arc lights the current always rises to the first setting, LED AI lit, but the operator cannot maintain it and the slope-up time begins immediately (LED AH). Crater Arc. In the second functions this software is available which was created to close the final crater by setting a given current and its duration. This function can be used in TIG AC or DC modes, both manual and automatic (Fig. 3). Fig. 3 To activate the function proceed as follows: • Press knob AQ and while holding it down press knob AP. • Hold it down until the display O shows the abbreviation H2O. • Press knob AP until the display O shows the abbreviation CrA(Crater Arc). • The display U shows the abbreviation OFF . • Turn knob Y until the display U shows the abbreviation On. • Turn the knob Y, the display O shows the abbreviation CrC (crater current – corrente di cratere) and the display U shows 50; this is the crater current percentage value related to the welding current. 50%. manufacturer' setting. Range from 1 to 100%. • Turn knob Y, the display O shows the abbreviation CrC (crater current time – tempo corrente di cratere). • knob Y is used to set this value which is shown on display U. 0.5 seconds - manufacturer' setting. Range 0.1 to 30.0 seconds. The fitting range between the main power and the crater current is controlled by the AC «slope down» led. Y - Knob Normally adjusts the welding current. Also, if you select a function with the selector switch AP, this knob adjusts its size. 17 O - Display Displays: 1.in no-load conditions, the preset current. 2.under load, the welding current and its levels. 3. in combination with the “Hold” LED lit, the last welding current. 4. In pulsed TIG mode, loaded, the alternating currents in the corresponding levels. 5. within the synergic parameters, the current in relation to the selected thickness. 6. the message “H2O” when the cooling unit is set, and the same message flashing when the cooling unit pressure switch is tripped. 7. the message “OPn” flashing when the thermostat is tripped. 8. while selecting free or saved programs, the message PL …P01…P09 9. abbreviation MMA. Led N Cannot be selected and lights when the display O displays a current. U - Display Displays: 1. in MMA mode without welding, the no-load voltage, and when welding the loaded voltage. 2. in continuous TIG mode, with button not pressed, zero; with button pressed but without welding, the no-load voltage, and when welding the loaded voltage. 3. displays numerically all values except for currents selected using the button AP. 4. displays the numerical combinations that refer to the various wave forms that may be selected when the AP button is used to select the LED AY (Wave). 5. when setting up the cooling unit, the messages: OFF, OnA, OnC. 6. in MMA type of current abbreviations: AC, DC. 7. in synergic mode (LED I lit) the abbreviation of the materials to be welded if the LED L is selected; the abbreviations of the welding positions if the LED M is selected; and the electrode diameters if the LED R is selected. ADDITIONALLY, with the LED P (Hold) lit, it displays the welding voltage. LED Q May not be selected and lights when the display U displays a voltage. AQ - SELECTOR SWITCH Selects and saves programs. The welding machine can save nine welding programs P01…..P09, and call them up using this button. A working program PL is also available. Selecting When this push-button is pressed briefly, the display O shows the next program number after the one being used. If it has not been saved the message will flash, otherwise it will remain steady. 18 Saving (3.6) Once the program has been selected, hold for more than 3 seconds to save the data. In confirmation, the program number on the display O will stop flashing. AP - SELECTOR SWITCH When this button is pressed, the LEDs light in succession: Warning: only those LEDs that refer to the chosen welding mode will light; i.e., in continuous TIG welding mode the LED AE, representing the pulse frequency, will not light. Each LED indicates the parameter that may be adjusted by means of the knob Y while the LED itself is lit. Five seconds after the last change, the LED involved will shut off; the main welding current will be displayed, and the corresponding LED AG lights. SELECTORS AQ + AP = SECOND FUNCTIONS Access to «second functions» menu is obtained by pressing simultaneously knobs AQ and AP for more than 3 seconds. Selection of «MENU» entries is obtained by means of a short pressure on knob AP. Exit from this «MENU» is obtained by means of a short pressure on knob AQ. Display O shows the function, display U shows the setting that can be controlled by means of knob Y. The existing functions are: 1. Cooling unit Abbreviation H2O Range: OFF = off; (manufacturer’ setting). OnC = Continuous always on. OnA = automatic start-up. 2. Robot operation Abbreviation rob Range: OFF = off; (manufacturer’ setting). On = on. 3. Feeder Unit (Operation with cold wire trolley wire). Abbreviation FdU Range: OFF = off; (manufacturer’ setting). On = on 4. Crater Arc (final crater filler). Abbreviation CrA Range: OFF = off; (manufacturer’ setting). On = on 5. MMA (welding with covered electrodes). Abbreviation MMA Range: DC = direct current (manufacturer’ setting). AC = Alternating current. THE FOLLOWING LEDS MAY BE SELECTED IN TIG DC (DIRECT CURRENT) TIG AC (ALTERNATING CURRENT) WELDING MODES: AL - Pre-gas LED Range 0.05-2.5 seconds. Gas output time before welding begins. AI - Welding start current LED. This is a percentage of the welding current (LED AG). AH - Slope up LED. This is the time in which the current, beginning from the minimum, reaches the set current value. (0-10 sec.) AG - Main welding current LED. this LED lights the display U shows a numerical value that refers to the electrode diameters. The operator may use the knob Y to set the diameter being used and obtain a good start immediately. Range from 0.5 to 4.8. LED AY Wave Selects the welding waveform. When this LED lights display U shows a number corresponding to the selected waveform (see table). 11 = square - square 22 = sine - sine 33 = delta - delta 12 = square - sine 13 = square - delta 23 = sine - delta 21 = sine - square 32 = delta - sine 31 = delta - square. Default = square - sine (12). This combination of numbers may be changed using the encoder Y. NOTE: The first number that makes up the figure refers to the negative or penetration half-wave, the second number refers to the positive or cleaning half-wave. Changing the type of waveform may also reduce noise in the arc in AC welding. AD - Second level of welding or base current. This current is always a percentage of the main current. AE - Pulse frequency LED (0.16500 Hz). When spot-welding is selected (LED G) this LED lights to indicate that the display U displays the spot welding time that may be adjusted from 0.1 to 30 seconds using the knob Y. AF - LED Adjusts the ratio between the peak current time AG and the frequency AE. t/T ( 10-90 % ) fig.4 LED AN Hz Adjusts the frequency of the alternating current. Range 50-100 Hz. LED AM Adjusts the wave balance. Adjusts the percentage of the negative (penetration) half-wave in the alternating current period. Range -10/0/10 where 0 = 65% (recommended) -10 = 50% and 10 = 85%. < 48V AC LED T: LED indicating that the device to reduce the risk of electric shock is in good working order. Key H: Pressing briefly activates synergy, where available, and selects the LEDs I, L, M, S, and R (“briefly” refers to less than 0.7 sec). If the electrode diameter is not confirmed after the parameters are selected, pressing this key briefly will exit synergy. Fig. 4 AC - Slope down LED. This is the time in which the current reaches the minimum and the arc shuts down (0-10 sec.). 1G PA 1F PA 2F PB 45° AB - Post-gas LED. Adjusts the time gas escapes after welding ends. (0-30 sec.) LED THAT MAY BE SELECTED ONLY IN TIG AC (ALTERNATING CURRENT) WELDING MODE: AO Start LED Adjusts the “hot-start” level to maximize starts in TIG AC mode for each electrode diameter. When 2G PC 3G PF PG 3F PF PG 4G PE 4F PD If instead you wish to exit synergy after confirming the electrode diameter, you must hold it down longer (meaning more than 0.7 sec.). Mat. LED L: Material The types of materials that may be selected are in relation to the welding process and are: In TIG AC mode aluminum (AL), magnesium (MG). In TIG DC mode stainless steel (SS), copper (Cu), iron (FE) and titanium (Ti). 19 Pos. LED M: Welding position The abbreviation that appears on the display U meets ISO 6947 standards and corresponds to the welding positions listed in the figure. The ASME are distinguished by a number plus a letter. For greater clarity, their symbols are shown below. LED S: Thickness. The display O lights and displays the set current; the display U displays the thickness corresponding to the current. Turning the knob Y changes the thickness and the current will also be adjusted accordingly. Obviously the thickness and corresponding current will be measured in relation to the material settings and of welding position. Ø El. LED R: Electrode diameter. The electrode diameter is displayed as a result of settings for the material (LED L), position (LED M:), and thickness (LED S). The display U shows the recommended electrode without flashing; the operator may use the knob Y to also display other diameters, but these will be shown flashing to indicate that they are not recommended. BC - 10-pin connector This connector is connected to the remote controls described in paragraph 4. A clean contact is available between pins 3 and 6 which indicates when the arc is lit (max. 0.5 A - 125 VAC/ 0.3 A - 110 VDC/1A - 30 VDC). 3.3. GENERAL NOTES Before using this welding machine, carefully read the standards CEI 26-23/IEC-TS 62081. Also make sure the insulation of the cables, electrode clamps, sockets and plugs are intact, and that the size and length of the welding cables are compatible with the current used. 3.4. MMA WELDING WITH COVERED ELECTRODES - This welding machine is suitable for welding all types of electrodes, with the exception of cellulosic (AWS 6010). - Make sure that the switch BE is in position 0, then connect the welding cables, observing the polarity required by the manufacturer of the electrodes you will be using; also connect the clamp of the ground cable to the workpiece, as close to the weld as possible, making sure that there is good electrical contact. - Do NOT touch the torch or electrode clamp simultaneously with the mass terminal. - Turn on the machine using the switch BE. - Select the MMA procedure by pressing the button A, LED AW lit. To select the type of current suitable for the electrode, follow the instructions below: • Press knob AQ and while holding it down press knob AP. • Hold it down until the display O shows the abbreviation H2O. • Press knob AP until display O shows the abbreviation 20 MMA. • Display U shows the abbreviation DC direct currenttype of current set by the manufacturer.. • To select the alternating current turn knob Y until the display U shows the abbreviation AC. N.B. To exit selection, briefly press the key AQ. - Adjust the current based on the diameter of the electrode, the welding position and the type of joint to be made. - Always remember to shut off the machine and remove the electrode from the clamp after welding. If you wish to adjust the Hot-start (LED D) and Arc force functions (LED C), see the previous paragraph. 3.5. TIG WELDING By selecting TIG AC welding mode you may weld aluminium, aluminium alloys, brass and magnesium, while selecting TIG DC allows you to weld stainless steel, iron and copper. Connect the mass cable connector to the positive pole (+) of the welding machine, and the clamp to the workpiece as close as possible to the welding point, making sure there is good electrical contact. Connect the power connector of the TIG torch to the negative pole (-) of the welding machine. Connect the torch connector to the welding machine connector BC. Connect the torch gas hose fitting to the fitting BD on the machine, and the gas hose from the cylinder pressure regulator to the gas fitting BH. 3.5.1 Cooling unit. (optional for Art.351). If using a water-cooled torch, use the cooling unit. Insert the torch cooling hoses in the fittings BI and BL of the cooling unit, being careful to correctly place the delivery and return. 3.5.1.1 Description of protections - Coolant pressure protection. This protection is achieved by means of a pressure switch, inserted in the fluid delivery circuit, which controls a microswitch. Low pressure is indicated from the flashing message H2O on the display O. 3.5.1.2 Start-up Unscrew the cap BF and fill the tank (the equipment is supplied with approximately one liter of fluid). It is important to periodically check through the slot BM that the fluid remains at the “max” level”. As a coolant, use water (preferably deionized) mixed with alcohol in percentages defined according to the following table: water/alcohol temperature -0°C up to –5°C 4L/1L -5°C up to –10°C 3.8L/1.2L NOTE If the pump runs with no coolant present, you must remove all air from the tubes. In this case shut off the power source, fill the tank, connect a hose to the fitting ( ) and insert the other end of the hose in the tank. Only for Art. 351, insert the pressure switch connector and the power cord into the sockets BR and BQ. Run the power source for approximately 10/15 seconds, then re-connect the hoses. Turn on the machine. To select the operating mode of the cooling unit, proceed as follows: 1. Select any TIG welding mode. 2. Holding down knob AQ press knob AP and then hold both down until the display O shows the abbreviation H2O. 3. Select the operating mode using the knob Y OFF = Unit off, OnC = Continuous operation, OnA = Automatic operation. To exit selection, briefly press the key AQ. NOTE: “Automatic mode” means that the cooling unit starts when the torch button is pressed and stops running approximately 2 minutes after the torch button is released. Warning! If MMA electrode welding is selected, cooling is not on and may not be selected. It is normal for the machine display O to show the flashing message H2O on start-up. 3.5.2 Start-up. Do not touch live parts and output terminals while the machine is powered. The first time the machine is turned on, select the mode using the push-button AS and the welding parameters by means of the key AP and the knob Y as described in paragraph 3.2. CAUTION The adjustments for the LEDs AO = start, AY = wave, AN = Hz, AM = wave balance may only be selected in TIG AC mode. The flow of inert gas must be set to a value (in liters per minute) approximately 6 times the diameter of the electrode. If you are using gas-lens type accessories, the gas throughput may be reduced to approximately 3 times the diameter of the electrode. The ceramic nozzle diameter must be between 4 and 6 times the electrode diameter. • Remember to shut off the machine and close the gas cylinder valve when you have finished welding. 3.5.3 Preparing the electrode Be especially careful when preparing the electrode tip. Grind it so that it has vertical grooves as shown in fig.5. WARNING: LOOSE HOT METAL PARTICLES may cause personal injury, fire and equipment damage; TUNGSTEN CONTAMINATION may lower the quality of the weld. • Use only a grinding machine equipped with adequate safety guards to shape the tungsten electrode protect the face, hands and body with suitable gear. • To shape the tungsten, use a hard, fine-grained abrasive grinding wheel used solely for this purpose. • Grind the end of the tungsten electrode into a tapered shape, for a length equivalent to approximately 1.5-2 times the electrode diameter. (fig. 5). 3.6. SAVING Pressing the push-button AQ briefly makes a selection; held down for more than 3 seconds, it saves the data. Each time it is turned on, the machine always shows the last welding condition used. 3.6.1. Saving data from the PL program Using the machine for the first time When the machine is turned on, the display shows the symbol PL; this disappears after 5 seconds, and a working current is displayed. Follow the instructions in paragraphs 3.2 and 3.5, then proceed as follows to save the data in the program P01: · Briefly press the push-button AQ (mem+mem-); the message P01 will appear, flashing. · Hold down the push-button AQ for more than 3 seconds, until the symbol P01 stops flashing: at this point, the data have been saved. · Obviously, if you wish to save in a program other than P01, you should briefly press the push-button AQ as many times as necessary to display the desired program.P01 will be displayed the next time the machine is turned on. PRESSING THE PUSH-BUTTON AQ BRIEFLY MAKES A SELECTION, WHILE HOLDING IT DOWN FOR MORE THAN 3 SECONDS SAVES THE DATA. 3.6.2. Save from a free program The operator may edit and save a selected program by proceeding as follows: · Press the push-button AQ briefly and select the desired program number. The symbols of free programs are flashing. Press the button AT and choose the welding procedure; press the button AS to select the mode (paragraph 3.1). · Turn the knob Y and set the welding current. If the TIG procedure has been selected, activate the LED AB (post gas) by means of the push-button AP, and set the desired value via the knob Y (paragraph 3.1.) If you wish to adjust the “slope” times or other parameters, after making these adjustments which are necessary in order to weld, follow the steps described in paragraph 3.1. To save in the previously selected program, press the button AQ for more than 3 seconds, until the number stops flashing. To save in a different program, make your selection by briefly pressing the push-button AQ, then hold down the push-button AQ for more than 3 seconds. 3.6.3 Save from a saved program. Beginning with a previously saved program, the operator may edit the data in memory to update the program itself, or to find new parameters to save in another program. Fig. 5 21 3.6.3.1 Updating · After turning on the machine, select the parameters to be edited and edit them. · Hold down the AQ button for more than 3 seconds, until the save is confirmed (program symbol changes from flashing to steady). 3.6.3.2 Save in a new program · After turning on the machine, select the parameters to be edited and edit them. · Weld, even briefly. · Briefly press the selector switch AQ until the desired program is displayed. · Hold down the AQ button until the save is confirmed (program symbol changes from flashing to steady). 3.6.4 Weld with synergy. The purpose of “synergy” is to offer the operator a quick guide for setting the TIG welding parameters. It is therefore not compulsory, but only a suggestion. “Synergic” relationships between current thickness and electrode diameter have been developed using Ceriati grey 2% electrodes (EN26848 WC20), at an alternating current frequency of 90 Hz. The teasts were carried out with the waveform n°. 12 (square penetration - sinusoidal cleaning). The logic: The operator sets the type of material to be welded, the welding position and thickness in relation to the welding process; an electrode diameter is suggested based on these choices, and if confirmed the machine prepares for welding. Turning on synergy. Briefly press the key H (for less than 0.7 sec):the LED I (Syn) lights simultaneously with the LED L (material). The display O shuts off and the display U displays a message corresponding to the material to be welded (see description of LED L). Turn the knob Y to choose. Pressing the button H again confirms the choice of material and causes the LED M to light. The display U shows the welding positions available (see description of LED M). Turn the knob Y to choose. Pressing the button H again confirms the choice of position and causes the LED S to light. The display O shows the set current, while the display U shows the thickness in millimeters that corresponds to the current (see description of LED S). Pressing the button H again confirms the choice of thickness and causes the LED R to light. One or more electrode diameters are proposed based on the set choice of material, position, thickness and current. The recommended electrode will be proposed first and the numerical value of the diameter will always be steadily lit, next to the letter A if the amp setting selected for welding falls within the current range of two diameters; the second choice of electrode diameter will be proposed only if the encoder Y is turned. The second choice will also be displayed steadily lit. If you turn the encoder further, the display U shows the diameter above the second choice and below the first choice, flashing. Given that the electrode diameter mainly defines the start level AO and the minimum current AI, the operator may choose a combination that is not recommended. At this point the operator has two choices: 22 1. To exit synergy without confirming the choices made. To do so, briefly press the button H; the LED I shuts off and the panel displays the settings in effect before you entered synergy. 2. Confirm the synergy by pressing the button H for longer than 0.7 sec. At this point all synergy functions are set and, if selected using the button AP, the display U shows the message “AU” (automatic). The LED I remains lit to confirm that the parameters have been set. To summarize, when you confirm the electrode diameter (by holding down the button H when the LED R is selected) the start, wave, Hz, balance and current AI functions are arranged according to the automatic logic described previously. When the electrode is confirmed, the LED R shuts off and the LED I lights. 4 REMOTE CONTROLS The following remote controls may be connected to adjust the welding current for this welding machine: Art.1256 TIG torch button only (water-cooled). Art.1258 TIG torch UP/DOWN (water-cooled). Art. 193 Foot control (used in TIG welding) Art 1192+Art 187 (used in MMA welding) Art. 1180 Connection to simultaneously connect the torch and the pedal control. Art 193 may be used in any TIG welding mode with this accessory. Commands that include a potentiometer regulate the welding current from the minimum to the maximum current set via the knob Y. Commands with UP/DOWN logic regulate the welding current from the minimum to the maximum. The remote control settings are always active in the PL program, while they are not active in a saved program. 5 MAINTENANCE Any maintenance operation must be carried out by qualified personnel in compliance with standard CEI 26-29 (IEC 60974-4). 5.1 GENERATOR MAINTENANCE In the case of maintenance inside the machine, make sure that the switch BE is in position "O" and that the power cord is disconnected from the mains. It is also necessary to periodically clean the interior of the machine from the accumulated metal dust, using compressed air. 5.2 PRECAUTIONS AFTER REPAIRS. After making repairs, take care to organize the wiring so that there is secure insulation between the primary and secondary sides of the machine. Do not allow the wires to come into contact with moving parts or those that heat up during operation. Reassemble all clamps as they were on the original machine, to prevent a connection from occurring between the primary and secondary circuits should a wire accidentally break or be disconnected. Also mount the screws with geared washers as on the original machine. BETRIEBSANLEITUNG FÜR LICHTBOGENSCHWEIßMASCHINE WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHRUNG VON SCHWEIßARBEITEN VERWENDET WERDEN. 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEIßEN UND SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300758 anfordern. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweiß- oder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTROUND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN EINEN FACHMANN WENDEN. 1.1 WARNHINWEISSCHILD Die Nummerierung der Beschreibungen entspricht der Nummerierung der Felder des Schilds. B. Die Drahtförderrollen können Verletzungen an den Händen verursachen. C. Der Schweißdraht und das Drahtvorschubgerät stehen während des Schweißens unter Spannung. Die Hände und Metallgegenstände fern halten. 1. Von der Schweißelektrode oder vom Kabel verursachte Stromschläge können tödlich sein. Für einen angemessenen Schutz gegen Stromschläge Sorge tragen. 1.1 Isolierhandschuhe tragen. Die Elektrode niemals mit bloßen Händen berühren. Keinesfalls feuchte oder schadhafte Schutzhandschuhe verwenden. 1.2 Sicherstellen, dass eine angemessene Isolierung vom Werkstück und vom Boden gewährleistet ist. 1.3 Vor Arbeiten an der Maschine den Stecker ihres Netzkabels abziehen. 2. Das Einatmen der beim Schweißen entstehenden Dämpfe kann gesundheitsschädlich sein. 2.1 Den Kopf von den Dämpfen fern halten. 2.2 Zum Abführen der Dämpfe eine lokale Zwangslüftungsoder Absauganlage verwenden. 2.3 Zum Beseitigen der Dämpfe einen Sauglüfter verwenden. 23 2.2 3. Die beim Schweißen entstehenden Funken können Explosionen oder Brände auslösen. 3.1 Keine entflammbaren Materialien im Schweißbereich aufbewahren. 3.2 Die beim Schweißen entstehenden Funken können Brände auslösen. Einen Feuerlöscher in der unmittelbaren Nähe bereit halten und sicherstellen, dass eine Person anwesend ist, die ihn notfalls sofort einsetzen kann. 3.3 Niemals Schweißarbeiten an geschlossenen Behältern ausführen. 4. Die Strahlung des Lichtbogens kann Verbrennungen an Augen und Haut verursachen. 4.1 Schutzhelm und Schutzbrille tragen. Einen geeigneten Gehörschutztragen und bei Hemden den Kragen zuknöpfen. Einen Schweißerschutzhelm mit einem Filter mit der geeigneten Tönung tragen. Einen kompletten Körperschutz tragen. 5. Vor der Ausführung von Arbeiten an oder mit der Maschine die Betriebsanleitung lesen. 6. Die Warnhinweisschilder nicht abdecken oder entfernen. 2 ALLGEMEINE BESCHREIBUNG 2.1 TECHNISCHE ANGABEN Bei dieser Schweißmaschine handelt es sich um eine Konstant-Gleichstromquelle mit INVERTER-Technologie, die zum Schweißen mit umhüllten Elektroden (Zelluloseumhüllungen ausgenommen) und zum WIGSchweißen mit Berührungs- und Hochfrequenzzündung entwickelt wurde. SIE DARF NICHT ZUM AUFTAUEN VON ROHREN VERWENDET WERDEN. 24 ERLÄUTERUNG DER TECHNISCHEN DATEN, DIE AUF DEM LEISTUNGSSCHILD DER MASCHINE ANGEGEBEN SIND. Die Konstruktion des Geräts entspricht den folgenden Normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-11 - IEC 61000-3-12 (siehe Anm. 2). Nr. Seriennummer; sie muss bei allen Anfragen zur Schweißmaschine stets angegeben werden. Statische Dreiphasen-Frequenzumrichter Transformator-Gleichrichter. Fallende Kennlinie. MMA Geeignet zum Schweißen mit umhüllten Elektroden. WIG. Geeignet zum WIG-Schweißen. U0. Leerlauf-Sekundärspannung X. Relative Einschaltdauer. Die relative Einschaltdauer ist der auf eine Einschaltdauer von 10 Minuten bezogene Prozentsatz der Zeit, die die Schweißmaschine bei einer bestimmten Stromstärke arbeiten kann, ohne sich zu überhitzen. I2. Schweißstrom. U2. Sekundärspannung bei Schweißstrom I2. U1. Nennspannung. Das Gerät verfügt über die automatische Spannungsumschaltung. 3~ 50/60Hz Dreiphasen-Stromversorgung 50 oder 60 Hz. l1 max. Maximale Stromaufnahme. l1 eff. Maximale effektive Stromaufnahme unter Berücksichtigung der relativen Einschaltdauer. IP23 S Schutzart des Gehäuses. Die zweite Ziffer 3 gibt an, dass dieses Gerät bei Niederschlägen zwar im Freien gelagert, jedoch nicht ohne geeigneten Schutz betrieben werden darfs. S Geeignet zum Betrieb in Umgebungen mit erhöhter Gefährdung. ANMERKUNGEN: 1- Das Gerät ist außerdem für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC 60664). 2- Dieses Gerät ist konform mit der Norm IEC 61000-3-12 unter der Voraussetzung, dass die maximal zulässige Impedanz Zmax am Verknüpfungspunkt zwischen der Abnehmeranlage und dem öffentlichen Versorgungsnetz kleiner oder gleich 0,093 (Art. 366) 0,044 (Art. 367) - 0,031 (Art. 368) ist. Es liegt in der Verantwortung des Installateurs bzw. des Betreibers des Geräts, erforderlichenfalls in Absprache mit dem öffentlichen Energieversorgungsunternehmen sicherzustellen, dass das Gerät ausschließlich an eine Anlage angeschlossen wird, deren maximal zulässige Netzimpedanz Zmax kleiner oder gleich 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) ist. 2.3 BESCHREIBUNG DER SCHUTZEINRICHTUNGEN 2.3.1 Thermischer Schutz Dieses Gerät wird durch einen Temperaturfühler geschützt, der, wenn die zulässige Temperatur überschritten wird, den Betrieb der Maschine sperrt. Die Auslösung des Thermostaten wird durch das Erscheinen des Kürzels “OPn” auf dem Display O der Steuertafel angezeigt. 2.3.2 - Sicherheitsverriegelung Diese Schweißmaschine verfügt über verschiedene Schutzeinrichtungen, die die Maschine ausschalten, bevor sie Schaden nehmen kann. Die Auslösung der einzelnen Schutzeinrichtungen wird durch das Erscheinen des Kürzels “Err” auf dem Display O sowie einer Zahl auf dem Display U gemeldet. Wenn der Wasserpegel im Kühlaggregat zu niedrig ist, erscheint auf Display O das blinkende Kürzel H2O. 3 INSTALLATION Sicherstellen, dass die Netzspannung der auf dem Leistungsschild der Schweißmaschine angegebenen Nennspannung entspricht. Das Netzkabel mit einem der Stromaufnahme entsprechenden Netzstecker ausrüsten und sicherstellen, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen ist. Der Nennstrom des in Reihe mit der Netzstromversorgung geschalteten Leistungsschutzschalters oder der Schmelzsicherungen muss gleich dem von der Maschine aufgenommenen Strom I1max. sein. 3.1. INSTALLATION Die Installation der Maschine muss durch Fachpersonal erfolgen. Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden (Norm CEI 26-23 / CEI CLC 62081). 3.2 BESCHREIBUNG DES GERÄTS (Abb. 1-1/A) BA) Negative Ausgangsklemme (-). BB) Positive Ausgangsklemme (+). BC) Steckverbinder für den Taster des WIG-Brenners. Die Drähte des Brennertasters an die Kontaktstifte 1 und 9 anschließen. BD) Anschluss (1/4 Gas). Hier wird der Gasschlauch des WIGSchlauchpakets angeschlossen. BE) Hauptschalter. BF) Verschluss des Behälters. BG) Netzkabel. BH) Gasanschluss. BI) Anschluss des Warmwasserzulaufs (nur für WIG-Brenner verwenden). BL) Anschluss Kaltwasserauslauf (nur für WIG-Brenner verwenden). BM) Langloch für die Kontrolle des Kühlmittelstands. BN) Anschlüsse für MIG-Brenner (sie dürfen nicht kurzgeschlossen werden). BO) Stecker DB9 (RS232). Er dient zum Aktualisieren der Programme der Mikroprozessoren. BP) Sicherungshalter. BQ) Steckdose Netzkabel. BR) Steckdose Druckschalter. HINWEIS: Beim Art. 366 ist das Kühlaggregat optional. Abb. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 Art. 366 25 Abb. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 3.3 BESCHREIBUNG DER STEUERTAFEL (Abb. 2). Prozess-Taster AT. Die Wahl wird durch das Aufleuchten einer der LEDs AX, AV oder AW angezeigt. LED AX LED AV LED AW Betriebsartentaster AS. Die Wahl wird durch das Aufleuchten einer der LEDs D, C, E, B, A oder AU angezeigt: LED B: WIG-IMPULSSCHWEISSEN mit Zündung TIG durch HS/HF-Vorrichtung. Die Impulsfrequenz kann in einem Bereich von 0,16 bis 500Hz eingestellt werden (LED AE). Der Impulsstrom und der Grundstrom können mit den LEDs AG bzw. AD gewählt und mit dem Regler Y eingestellt werden. Im Impulsfrequenzbereich von 0,16 bis 1,1 Hz zeigt das Display O abwechselnd den Impulsstrom (Hauptstrom) und den Grundstrom an. Die LEDs AG und AD leuchten abwechselnd auf. Jenseits von 1,1 Hz zeigt das Display O den Mittelwert der beiden Ströme an. TIG LED D “HOT START” Aktiv beim MMA-Schweißen. Das Aufleuchten dieser LED signalisiert, dass das Display U die Zeit in Hundertstelsekunden anzeigt, in der die Schweißmaschine einen erhöhten Strom abgibt, um die Zündung der Elektrode zu optimieren. Die Einstellung erfolgt mit Regler Y. LED C “Arc-Force” Aktiv beim MMA DC-Schweißen. Dies ist ein Prozentwert des Schweißstroms. Das Display U zeigt den Wert an, der mit Regler Y eingestellt werden kann. Dieser Überstrom begünstigt praktisch den Tropfenübergang. TIG 26 LED E: WIG-KONSTANTSTROMSCHWEISSEN mit Zündung durch HS/HF-Vorrichtung. LED A: WIG-KONSTANTSTROMSCHWEISSEN mit Berührungszündung (Anreißen). LED AU: WIG-IMPULSSCHWEISSEN mit TIG Berührungszündung (Anreißen). Die Funktionslogik entspricht der zuvor für die LED B beschriebenen Logik. Programmtaster AR. Die Wahl wird durch das Aufleuchten einer der LEDs G, F, W, X, Z oder AA angezeigt. LED G: Punktschweißen (Handbetrieb). Nach Wahl des Schweißstroms (LED AG) und der Punktschweißzeit (LED AE) mit Wahltaster AP die Werte mit Regler Y einstellen. Dieses Schweißverfahren ist nur bei Wahl der Funktionen D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Abb. 2 AP AR AO AY AN H AM Dauerschweißen und Hochfrequenz-Zündung möglich (LED E leuchtet). Drückt man den Brennertaster, entzündet sich der Lichtbogen und erlischt nach Ablauf der eingestellten Punktschweißzeit automatisch wieder. Für die Ausführung der nächsten Punktschweißung muss man den Brennertaster loslassen und dann erneut drücken. Einstellbereich: 0,1 bis 30 s. F - LED WIG-Schweißen 2-Takt (Handbetrieb) Drückt man den Brennertaster, steigt der Strom innerhalb des zuvor eingestellten Zeitintervalls “Slope-up” auf den mit Regler Y eingestellten Wert an. Löst man den Brennertaster, sinkt der Strom in des zuvor eingestellten Zeitintervalls “Slope-down” auf den Wert 0. In dieser Schaltstellung kann man den zusätzlichen Fußregler Art. 193 anschließen. W - LED WIG-Schweißen 4-Takt (Automatikbetrieb). Dieses Programm unterscheidet sich von der vorherigen Funktion darin, dass sowohl das Zünden als auch das Löschen durch Betätigen und Lösen des Brennertasters gesteuert werden. X - LED Sonderprogramm Zum Zünden des Lichtbogens den Brennertaster gedrückt halten: Der Strom steigt konstant an. Löst man den Taster, steigt der Strom unverzüglich auf den Wert des Schweißstroms an (LED AG). Zum Beenden des Schweißvorgangs den Brennertaster gedrückt halten: Der Strom nimmt konstant ab. Löst man den Brennertaster, sinkt der Strom augenblicklich auf Null. R AL AI AH AF AE AD AC AB Z - LED WIG-Schweißen mit Dreiwertschaltung, 4-Takt (Automatikbetrieb). Die drei Schweißströme werden wie folgt eingestellt: Den Wahltaster AP drücken, bis die LED AG aufleuchtet; dann den Höchstwert des Stroms mit dem Regler Y einstellen. Den Wahltaster AP drücken, bis die LED AD aufleuchtet; dann den Zwischenwert des Stroms mit dem Regler Y einstellen. Den Wahltaster AP drücken, bis die LED AY aufleuchtet; dann den Zündstrom des Stroms mit dem Regler Y einstellen. Beim Zünden des Lichtbogens steigt der Strom auf den ersten Einstellwert an (LED AI leuchtet). Der Schweißer kann dieses Stromwert beibehalten, so lange er wünscht (z.B. bis sich das Werkstück erwärmt hat). Drückt man den Brennertaster kurz, erfolgt innerhalb des Zeitintervalls “Slope-up” der Übergang vom ersten zum zweiten Stromeinstellwert (LED AH). Nach Erreichen des Schweißstroms leuchtet die LED AG auf. Wenn während des Schweißens das Erfordernis besteht, den Strom zu senken, ohne den Lichtbogen zu löschen (z.B. Wechsel des Schweißzusatzes, Wechsel der Arbeitsstellung, Übergang von einer horizontalen Lage in eine vertikale Lage usw.), muss man den Brennertaster kurz drücken: Der Strom sinkt dann auf den zweiten gewählten Wert, die LED AD leuchtet auf und die LED AG erlischt. Um zum vorherigen Hauptstrom zurückzukehren, muss man den Brennertaster erneut kurz drücken: Die LED AG leuchtet auf und die LED AD erlischt. Wenn man den Schweißprozess unterbrechen will, muss man den Brennertaster für eine Dauer von mehr als 0,7 Sekunden drücken und dann wieder loslassen: Der Strom sinkt dann innerhalb des Zeitintervalls ”Slope27 down”, das zuvor festgelegt wurde, bis auf den Wert 0 (LED AC leuchtet). Wenn man während des ”Slope-down” den Brennertaster kurz drückt, kehrt man entweder zum ”Slope-up”, wenn dessen Wert größer Null ist, oder zum niedrigeren der eingestellten Stromwerte zurück. HINWEIS: Mit dem Ausdruck “KURZ DRÜCKEN” ist eine Betätigungsdauer von maximal 0,5 s gemeint. AA - LED WIG-Schweißen mit Zweiwertschaltung. Dieses Programm unterscheidet sich vom vorherigen darin, dass zwar beim Zünden des Lichtbogens der Strom ebenfalls den ersten Einstellwert annimmt (LED AI leuchtet), doch vom Schweißer nicht auf diesem Wert gehalten werden kann, weil unverzüglich das Zeitintervall Slope-up beginnt (LED AH). Einstellbereich: 0,1 bis 30,0 Sekunden. Die Übergangsrampe zwischen dem Hauptstrom und dem Kraterfüllstrom wird von der LED AC Slope-down geregelt. Y - Regler Er dient normalerweise zum Einstellen des Schweißstroms. Außerdem dient der Regler bei Wahl einer Funktion mit Wahltaster AP zum Einstellen der entsprechenden Größe. 2. Crater Arc. Bei den Nebenfunktionen ist dieses Programm verfügbar, das zum abschließenden Füllen des Kraters mittels Einstellung von Strom und Zeit dient. Diese Funktion kann mit den Verfahren WIG AC und DC im Hand- und im Automatikbetrieb verwendet werden. 3. 4. 5. 6. 7. 8. Abb. 3 9. O - Display Es zeigt Folgendes an: 1. im unbelasteten Zustand den voreingestellten Strom; im belasteten Zustand den Schweißstrom und seine Stufen; in Verbindung mit der leuchtenden LED “Hold” den letzten Schweißstrom; beim WIG-Impulsschweißen im belasteten Zustand abwechselnd die verschiedenen Ströme; bei den synergetischen Parametern den Strom in Abhängigkeit von der gewählten Dicke; das Kürzel “H2O” während der Einstellung des Kühlaggregats; dieses Kürzel blinkt, wenn der Druckschalter des Kühlaggregats ausschaltet. das blinkende Kürzel “OPn” bei Auslösung des Thermostaten; während der Wahl der freien oder gespeicherten Programme die Kürzel PL …P01…P09. Das Kürzel MMA. LED N Nicht wählbar; sie leuchtet auf, wenn das Display O einen Strom anzeigt. Die Funktion aktiviert man in der folgenden Weise: • Die Taste AQ gedrückt halten und dann die Taste AP drücken. • Die Taste gedrückt halten, bis auf dem Display O das Kürzel H2O erscheint. • Die Taste AP drücken, bis auf dem Display O das Kürzel CrA (Crater Arc) erscheint. • Auf dem Display U erscheint die Anzeige OFF (Werkseinstellung). • Den Regler Y drehen, bis auf dem Display U die Anzeige ON erscheint. • Den Regler Y drehen; auf dem Display O erscheint das Kürzel CrC (crater current – Kraterfüllstrom) und auf dem Display U die Anzeige 50; dies ist der Kraterfüllstrom in Prozent des Schweißstroms. Werkseinstellung: 50%. Einstellbereich: 1 bis 100%. • Den Regler Y drehen; auf dem Display O erscheint das Kürzel tCr (Crater time – Kraterfüllzeit). • Mit dem Regler Y kann man den Wert dieser Größe einstellen, der dann auf dem Display U angezeigt wird. Werkseinstellung: 0,5 Sekunden. 28 2. 3. 4. 5. 6. 7. U - Display Es zeigt Folgendes an: 1. bei Wahl des MMA-Verfahrens die Leerlaufspannung, wenn nicht geschweißt wird, und die Lastspannung während des Schweißens; beim WIG-Konstantstromschweißen die Ziffer 0, wenn der Brennertaster nicht gedrückt wird; wenn der Taster gedrückt, aber nicht geschweißt wird, die Leerlaufspannung; beim Schweißen die Lastspannung; es zeigt die Werte aller Größen mit Ausnahme der Ströme an, die mit dem Taster AP gewählt werden; es zeigt den verschiedenen wählbaren Wellenformen entsprechende Zahlenkombinationen an, wenn man mit dem Taster AP die LED AY (Wave) wählt; bei der Voreinstellung des Kühlaggregats die Kürzel: OFF, OnA, OnC. bei der Voreinstellung der Stromart im Modus MMA die Kürzel: AC, DC. bei der Synergie-Funktion (LED I leuchtet) das Kürzel der zu schweißenden Werkstoffe, wenn die LED L gewählt wurde; das Kürzel der Schweißpositionen, wenn die LED M gewählt wurde; die Elektrodendurchmesser, wenn die LED R gewählt wurde. Außerdem zeigt es bei leuchtender LED P (Hold) die Schweißspannung an. LED Q Nicht wählbar; sie leuchtet auf, wenn das Display U eine Spannung anzeigt. AQ - WAHLSCHALTER Auswählen und Speichern der Programme. Die Schweißmaschine kann neun Programme (P01 bis P09) abspeichern, die mit diesem Taster aufgerufen werden können. Außerdem ist ein Arbeitsprogramm PL verfügbar. Wahl Betätigt man diesen Taster kurz, zeigt das Display O die Nummer des Programms an, das auf das Programm folgt, mit dem gerade gearbeitet wird. Wenn dieses Programm nicht gespeichert wurde, blinkt die Anzeige; andernfalls ist die Anzeige permanent. Speichern (3.6) Drückt man nach der Wahl des Programms den Taster für mehr als 3 Sekunden, werden die Daten gespeichert. Zur Bestätigung hört die Anzeige der Programmnummer auf dem Display O auf zu blinken. AP - WAHLSCHALTER Drückt man diesen Taster, leuchten nacheinander folgende LEDs auf: Achtung: Es leuchten nur die dem gewählten Schweißverfahren entsprechenden LEDs auf; beim WIGKonstantstromschweißen leuchtet zum Beispiel nicht die LED AE auf, welche die Impulsfrequenz repräsentiert. Die jeweiligen LEDs zeigen den Parameter an, der mit dem Regler Y innerhalb des Zeitraums, in dem die LED leuchtet, eingestellt werden kann. 5 Sekunden nach der letzten Änderung erlischt die betreffende LED. Es wird der Hauptschweißstrom angezeigt und die zugehörige LED AG leuchtet auf. WAHLSCHALTER AQ NEBENFUNKTIONEN. + AP = Zum Aufrufen des Menüs “Nebenfunktionen” muss man gleichzeitig die Tasten AQ und AP länger als 3 Sekunden gedrückt halten. Die Wahl der Menüoptionen erfolgt durch kurzes Drücken der Taste AP. Das Schließen dieses Menüs erfolgt durch kurzes Drücken der Taste AQ. Auf dem Display O wird die Funktion angezeigt und auf dem Display U die Einstellung, die mit dem Regler Y geändert werden kann. Die folgenden Funktionen stehen zur Verfügung: 1. Kühlaggregat Kürzel H2O Einstellungen: OFF = ausgeschaltet (Werkseinstellung). OnC = Dauerbetrieb, immer eingeschaltet. OnA = automatische Einschaltung. 2. Betrieb mit Roboter Kürzel rob Einstellungen: OFF = ausgeschaltet (Werkseinstellung). ON = eingeschaltet. 3. Feeder Unit (Betrieb mit Kaltdrahtvorschubgerät). Kürzel FdU Einstellungen: OFF = ausgeschaltet (Werkseinstellung). ON = eingeschaltet. 4. Crater Arc (abschließendes Kraterfüllen). Kürzel CrA Einstellungen: OFF = ausgeschaltet (Werkseinstellung). ON = eingeschaltet. 5. MMA (Schweißen mit umhüllter Elektrode). Kürzel MMA Einstellungen: DC = Gleichstrom (Werkseinstellung). AC = Wechselstrom. WÄHLBARE LEDS BEI DEN SCHWEISSVERFAHREN WIG DC (GLEICHSTROM) UND WIG AC (WECHSELSTROM): AL - LED Gasvorströmzeit (Pregas) Einstellbereich: 0,05 - 2,5 Sekunden. Dauer des Gasaustritts vor Beginn des Schweißvorgangs. AI LED Strom bei Schweißbeginn. Dies ist ein Prozentwert des Schweißstroms (LED AG). AH - LED Slope-up. Dies ist das Zeitintervall, indem der Strom ausgehend vom Mindestwert den Einstellwert des Schweißstroms erreicht. (0 - 10 s) AG - LED Hauptschweißstrom. AD - LED Zweite Schweißstromstufe oder Grundstrom. Dieser Strom ist stets ein Prozentsatz des Hauptstroms. AE - LED Impulsfrequenz (0,16500 Hz). Bei Wahl des Punktschweißens (LED G) signalisiert das Aufleuchten dieser LED, dass das Display U die Punktschweißzeit anzeigt, die mit dem Regler Y in einem Bereich von 0,1 bis 30 Sekunden eingestellt werden kann. 29 AF - LED Zum Einstellen als Prozentwert des Verhältnisses zwischen dem Impulsstrom AG und der Frequenz AE. t/T (10 - 90%) Abb. 4. < 48V AC LED T: Anzeige-LED für die Anzeige des einwandfreien Betriebs der Vorrichtung zum Schutz gegen elektrische Schläge. Abb. 4 AC - LED Slope-down. Dies ist das Zeitintervall, in dem der Strom den Mindestwert erreicht und der Lichtbogen gelöscht wird (0 - 10 s). AB - LED Gasnachströmzeit (Post-gas). Zum Einstellen der Dauer des Gasaustritts nach Abschluss des Schweißvorgangs. (0 - 30 s) NUR BEI WAHL DES VERFAHRENS (WECHSELSTROM) WÄHLBARE LEDS: WIG LED AM Einstellung der Balance. Zum Einstellen des Prozentsatzes der negativen Halbwelle (Einbrandtiefe) in der Wechselstromperiode. Mögliche Einstellungen: -10 / 0 / 10, wobei gilt: 0 = 65% (empfohlen) -10 = 50% und 10 = 85%. Taster H: Er aktiviert, wenn er kurz betätigt wird, die Synergie-Funktion (falls vorgesehen) und wählt die LEDs I, L, M, S und R (mit “kurz” ist eine Zeit von weniger als 0,7 s gemeint). Wenn nach Wahl der Parameter nicht der Elektrodendurchmesser bestätigt wird, bewirkt die kurze Betätigung dieses Tasters die Deaktivierung der Synergie-Funktion. 1G PA 3G PF PG 4G PE AC LED AO Start Zum Einstellen des Levels für den “Hot-start” zum Optimieren der Zündung mit den verschiedenen Elektrodendurchmessern beim WIGWechselstromschweißen. Wenn diese LED aufleuchtet, zeigt das Display U einen Zahlenwert an, der sich auf die Elektrodendurchmesser bezieht. Der Benutzer kann mit dem Regler Y den von ihm verwendeten Durchmesser einstellen, um den Start zu optimieren. Einstellbereich: 0,5 bis 4,8. LED AY Wave Wahl der Wellenform. Wenn diese LED aufleuchtet, zeigt das Display U eine Zahl an, die die gewählte Wellenform angibt (siehe Tabelle). 11 = Rechteck - Rechteck 22 = Sinus - Sinus 33 = Dreieck - Dreieck 12 = Rechteck - Sinus 13 = Rechteck - Dreieck 23 = Sinus - Dreieck 21 = Sinus - Rechteck 32 = Dreieck - Sinus 31 = Dreieck - Rechteck. Standardeinstellung = Rechteck - Sinus (12). Diese Zahlenkombination kann mit dem Encoder Y modifiziert werden. HINWEIS: Die erste Ziffer der Zahl bezieht sich auf die negative Halbwelle, d.h. die Einbrandtiefe, und die zweite Ziffer auf die positive Halbwelle, d.h. den Reinigungseffekt. Durch Ändern der Wellenform kann man auch das Geräusch des Lichtbogens beim Wechselstromschweißen verringern. 1F PA LED AN Hz Zum Einstellen der Frequenz des Wechselstroms. Einstellbereich: 50 - 100 Hz. 2F PB 45° 3F PF PG 4F PD Will man hingegen nach Bestätigung des Elektrodendurchmessers die Synergie-Funktion deaktivieren, muss man den Taster lang drücken (mit “lang” ist eine Zeit von mehr als 0,7 s gemeint). Mat. LED L: Werkstoff Folgende Werkstoffe können in Abhängigkeit vom Schweißverfahren gewählt werden: Für TIG AC Aluminium (AL) und Magnesium (MG). Für WIG DC nichtrostender Stahl (SS), Kupfer (Cu), Eisen (FE) und Titan (ti). Pos. LED M: Schweißposition Die auf dem Display U angezeigten Kürzel beziehen sich auf die Norm ISO 6947 und entsprechen den in der Abbildung illustrierten Schweißpositionen. Die ASME-Codes bestehen aus einer Zahl und einem Buchstaben. Aus Gründen der größeren Klarheit werden sie nachstehend mit Symbolen aufgeführt. LED S: Dicke. Das Display O schaltet sich ein und zeigt den eingestellten Strom an; das Display U zeigt die Dicke für den Strom an. Dreht man den Regler Y, ändert sich die Dicke und entsprechend auch der Strom. Selbstverständlich sind Dicke und zugehöriger Strom abhängig von den Einstellungen des Werkstoffs und der Schweißposition. Ø El. 30 2G PC LED R: Elektrodendurchmesser. Der angezeigte Elektrodendurchmesser hängt von der Einstellung des Werkstoffs (LED L), der Position (LED M) und der Dicke (LED S) ab. Auf dem Display U wird die empfohlene Elektrode angezeigt (nicht blinkend). Der Benutzer kann mit dem Regler Y auch andere Durchmesser anzeigen, die allerdings blinken, was bedeutet, dass sie nicht empfohlen werden. BC - 10-polige Steckvorrichtung An diese Steckvorrichtung werden die in Abschnitt 4 beschriebenen Fernregler angeschlossen. Zwischen den Stiften 3 und 6 befindet sich ein potentialfreier Kontakt für die Meldung der Zündung des Lichtbogens (max. 0,5 A 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. ALLGEMEINE HINWEISE Vor Gebrauch dieser Schweißmaschine die Normen CEI 26-23 / IEC-TS 62081 aufmerksam lesen. Außerdem sicherstellen, dass die Isolierung der Leitungen, der Elektrodenspannzange, der Steckdosen und der Stecker intakt ist und dass Querschnitt und Länge der Schweißleitungen mit dem verwendeten Strom verträglich sind. 3.4. SCHWEISSEN MIT UMHÜLLTEN ELEKTRODEN (MMA) • Diese Schweißmaschine ist zum Schweißen mit allen Typen von umhüllten Elektroden mit Ausnahme von Elektroden mit Zelluloseumhüllungen (AWS 6010) geeignet. - Sicherstellen, dass sich Schalter BE in Schaltstellung 0 befindet. Dann die Kabel unter Beachtung der vom Elektrodenhersteller angegebenen Polung anschließen. Außerdem die Klemme des Massekabels an das Werkstück so nahe wie möglich an der Schweißstelle anschließen und sicherstellen, dass ein guter elektrischer Kontakt gegeben ist. - Niemals gleichzeitig den Brenner oder die Elektrodenspannzange und die Masseklemme berühren. - Die Maschine mit dem Schalter BE einschalten. - Durch Drücken des Tasters A das Schweißverfahren MMA wählen; die LED AW leuchtet dann. Die für die gewählte Elektrode geeignete Stromart wählt man wie folgt: • Die Taste AQ gedrückt halten und dann die Taste AP drücken. • Die Taste gedrückt halten, bis auf dem Display O das Kürzel H2O erscheint. • Die Taste AP drücken, bis auf dem Display O das Kürzel MMA erscheint. • Auf dem Display U erscheint die Anzeige DC (Gleichstrom), d.h. die werkseitig eingestellte Stromart. • Für die Wahl des Wechselstroms den Regler Y drehen, bis auf dem Display U die Anzeige AC erscheint. Zum Verlassen der Wahlfunktion kurz den Taster AQ drücken. - Den Strom in Abhängigkeit vom Elektrodendurchmesser, der Schweißposition und der auszuführenden Art von Schweißverbindung einstellen. - Nach Abschluss des Schweißvorgangs stets das Gerät ausschalten und die Elektrode aus der Elektrodenspannzange nehmen. Für die Einstellung der Funktionen Hot-Start (LED D) und Arc-Force (LED C) siehe den vorherigen Abschnitt. 3.5. WIG-SCHWEISSEN. Bei Wahl des Verfahrens WIG AC kann man Aluminium, Alulegierungen, Messing und Magnesium schweißen; bei Wahl von WIG DC kann man hingegen rostfreien Stahl, Eisen und Kupfer schweißen. Den Steckverbinder des Massekabels an den Pluspol (+) der Schweißmaschine und die Klemme an das Werkstück möglichst nahe bei der Schweißstelle anschließen; sicherstellen, dass ein guter elektrischer Kontakt gegeben ist. Den Hauptstromsteckverbinder des WIG-Brenners an den Minuspol (-) der Schweißmaschine anschließen. Den Steckverbinder der Steuerleitung des Schlauchpakets an die Steckvorrichtung BC der Schweißmaschine anschließen. Den Anschluss des Gasschlauchs des Schlauchpakets an den Anschluss BD der Maschine und den vom Druckminderer der Gasflasche kommenden Gasschlauch an den Gasanschluss BH anschließen. 3.5.1 Kühlaggregat (optional bei Art. 351). Bei Gebrauch eines wassergekühlten Brenners das Kühlaggregat verwenden. Die Kühlschläuche des Schlauchpakets an die Anschlüsse BI und BL des Kühlaggregats anschließen. Hierbei darauf achten, Druck- und Rückleitung nicht zu verwechseln. 3.5.1.1 Beschreibung der Schutzeinrichtungen - Schutzeinrichtung für die Überwachung des Kühlmitteldrucks. Diese Schutzfunktion wird von einem Druckwächter realisiert, der sich auf der Kühlmitteldruckleitung befindet und einen Mikroschalter steuert. Ein ungenügender Druck wird durch das blinkende Kürzel H2O auf dem Display O signalisiert. 3.5.1.2 Installation Verschluss BF aufschrauben und den Behälter füllen (das Gerät enthält bei Lieferung rund einen Liter Flüssigkeit). Es ist wichtig, regelmäßig durch das Langloch BM zu kontrollieren, dass der Flüssigkeitspegel an der MAXMarkierung ist. Als Kühlflüssigkeit Wasser (vorzugsweise destilliert) mit Alkohol verwenden. Der Alkoholanteil ist in der nachstehenden Tabelle angegeben: Temperatur Wasser/Alkohol -0°C bis -5°C 4l/1l -5°C bis -10°C 3,8l/1,2l HINWEIS: Wenn die Pumpe trocken läuft, muss man die Leitungen entlüften. In diesem Fall die Stromquelle ausschalten, den Behälter füllen, einen Schlauch an den Anschluss ( ) anschließen und das andere Ende des Schlauchs in den Behälter eintauchen. Nur bei Art. 351 den Steckverbinder des Druckschalters und das Netzkabel an die Steckdosen BR und BQ anschließen. Die Stromquelle rund 10/15 Sekunden einschalten und 31 dann die Schläuche wieder anschließen. Die Maschine einschalten. Für die Wahl der Betriebsart des Kühlaggregats wie folgt vorgehen: 1. Ein beliebiges WIG-Verfahren wählen. 2. Die Taste AQ gedrückt halten, dann die Taste AP drücken und beide Tasten gedrückt halten, bis auf dem Display O das Kürzel H2O erscheint. 3. Die Funktionsweise mit Regler Y wählen. OFF = Aggregat ausgeschaltet; OnC = Dauerbetrieb; OnA = Automatikbetrieb. Zum Verlassen der Wahlfunktion kurz den Taster AQ drücken. HINWEIS: “Automatikbetrieb” bedeutet, dass das Kühlaggregat bei Betätigung des Brennertasters anläuft und rund 2 Minuten nach Lösen des Brennertasters wieder abschaltet. Achtung! Wenn das Elektodenschweißen gewählt wurde, ist die Kühlung nicht eingeschaltet und kann folglich auch nicht gewählt werden. Es ist normal, dass im Moment der Einschaltung der Maschine auf dem Display O die blinkende Anzeige “H2O” erscheint. 3.5.2 Inbetriebnahme Keinesfalls spannungführende Teile und die Ausgangsklemmen berühren, wenn das Gerät gespeist ist. Beim ersten Einschalten der Maschine mit dem Taster AS das Verfahren wählen; außerdem die Schweißparameter mit der Taste AP und dem Regler Y wie in Abschnitt 3.2 beschrieben einstellen. ACHTUNG: Die Einstellungen für die LEDs AO = Start, AY = Wave, AN = Hz und AM = Balance können nur beim Verfahren TIG AC vorgenommen werden. Der Schutzgasfluss muss auf einen Wert (Liter/Minute) eingestellt werden, der ungefähr dem Sechsfachen des Elektrodendurchmessers entspricht. Bei Verwendung von Zubehör wie Gaslinsen kann die Gas-Liefermenge auf ungefähr das Dreifache des Elektrodendurchmessers gesenkt werden. Der Durchmesser der Keramikdüse muss dem Vier- bis Sechsfachen des Elektrodendurchmessers entsprechen. • Nach Abschluss der Schweißung das Gerät ausschalten und das Ventil der Gasflasche schließen. 3.5.3 Vorbereitung der Elektrode Die Vorbereitung der Elektrodenspitze erfordert besondere Aufmerksamkeit. Die Elektrode leicht anschleifen, so dass sie vertikale Riefen aufweist (siehe Abb.5). ACHTUNG: GLÜHENDE METALLPARTIKEL können zu Verletzungen führen, Brände verursachen und Ausrüstungen beschädigen; DIE VERUNREINIGUNG DES WOLFRAMS kann die Güte der Schweißung mindern. • Die Wolframelektrode ausschließlich mit einer Schleifmaschine mit geeigneter Schutzhaube formen. Hierbei Schutzausrüstung für das Gesicht, die Hände und den Körper tragen. • Die Wolframelektroden mit einem harten Schleifkörper mit feiner Körnung anschleifen, der nur zum Formen von Wolfram verwendet wird. • Die Wolframelektrodenspitze auf einer Länge, die dem 1,5 bis 2-fachen des Elektrodendurchmessers entspricht, konisch anschleifen (Abb. 5). 32 Abb. 5 3.6. SPEICHERN Die Wahl erfolgt durch kurze Betätigung von Taster AQ. Zum Speichern muss man den Taster länger als 3 Sekunden gedrückt halten. Bei jeder Einschaltung befindet sich die Maschine stets in dem Zustand, in dem sie bei der letzten Schweißung verwendet wurde. 3.6.1. Speichern der Daten von Programm PL Bei erstmaliger Verwendung der Maschine Beim Einschalten der Maschine erscheint auf dem Display das Kürzel PL. Nach 5 Sekunden erlischt diese Anzeige und es wird ein Arbeitsstrom angezeigt. Die Anweisungen in den Abschnitten 3.2 und 3.5 befolgen und dann zum Speichern der Daten in Programm P01 wie folgt vorgehen: · Taster AQ (mem+mem-) kurz drücken: Es erscheint die blinkende Anzeige P01. · Taster AQ länger als 3 Sekunden gedrückt halten, bis die Anzeige P01 zu blinken aufhört. An diesem Punkt wurde der Speichervorgang ausgeführt. · Wenn man die Daten anstatt in Programm P01 in einem anderen Programm speichern will, muss man lediglich den Taster AQ mehrmals kurz betätigen, bis das gewünschte Programm angezeigt wird. Bei Wiedereinschaltung der Maschine wird das Programm P01 angezeigt. DURCH KURZE BETÄTIGUNG DES TASTERS AQ NIMMT MAN EINE WAHL VOR. DRÜCKT MAN IHN LÄNGER ALS 3 SEKUNDEN, VERANLASST MAN EINE SPEICHERUNG. 3.6.2. Speichern in einem freien Programm Der Benutzer kann ein gewähltes Programm modifizieren und speichern, indem er wie folgt vorgeht: · Den Taster AQ kurz drücken und die gewünschte Programmnummer wählen. Die freien Programme erkennt man daran, dass ihr Kürzel blinkt. Taster AT drücken und das Schweißverfahren wählen; mit Taster AS die Betriebsart wählen (Abschnitt 3.1). · Mit dem Regler Y den Schweißstrom einstellen. Wenn das WIG-Verfahren gewählt wurde, die LED AB (post-gas) mit Taster AP einschalten und mit dem Regler Y den gewünschten Wert einstellen (Abschnitt 3.1). Wenn nach diesen, zum Schweißen erforderlichen Einstellungen die Slope-Zeiten oder anderes eingestellt werden sollen, wie in Abschnitt 3.1 beschrieben vorgehen. Zum Speichern in dem zuvor gewählten Programm den Taster AQ für mehr als 3 Sekunden gedrückt halten, bis die Nummer zu blinken aufhört. Zum Speichern in einem anderen Programm durch kurze Betätigung von Taster AQ die Wahl vornehmen und dann den Taster AQ für mehr als 3 Sekunden gedrückt halten. 3.6.3 Speichern ausgehend von einem schon gespeicherten Programm. Ausgehend von einem schon gespeicherten Programm kann der Benutzer die Daten im Speicher ändern, um das Programm zu aktualisieren oder um neue Parameterwerte festzulegen, die in einem anderen Programm gespeichert werden sollen. 3.6.3.1 Aktualisieren · Nach Einschaltung der Maschine die zu ändernden Parameter wählen und sie modifizieren. · Für mehr als 3 Sekunden den Taster AQ gedrückt halten, bis die Ausführung der Speicherung bestätigt wird (die Anzeige der Kurzbezeichnung des Programms blinkt nicht mehr, sondern wird ständig angezeigt). 3.6.3.2 Speichern in einem neuen Programm · Nach Einschaltung der Maschine die zu ändernden Parameter wählen und sie modifizieren. · Eine auch nur kurze Schweißung ausführen. · Kurz Wahlschalter AQ drücken, bis das gewünschte Programm angezeigt wird. · Ständig den Taster AQ drücken, bis die Speicherung bestätigt wird (die Anzeige der Kurzbezeichnung des Programms blinkt nicht mehr, sondern wird ständig angezeigt). 3.6.4 Schweißen mit Synergie-Funktion Zweck der “Synergie-Funktion” ist es, den Benutzer bei der Einstellung der Parameter für das WIG-Schweißen anzuleiten. Daher handelt es sich hier nicht um Einstellungen, sondern um Ratschläge. Die “synergetischen” Beziehungen zwischen Strom, Dicke und Elektrodendurchmesser wurden mit Elektroden mit 2% Cerium (EN 26848 WC20), Kennfarbe Grau, bei einer Wechselstromfrequenz von 90 Hz realisiert. Zu den Versuchen wurde die Wellenform 12 (Einbrand Rechteckwelle - Reinigung Sinuswelle) verwendet. Die Logik: Der Benutzer stellt in Abhängigkeit vom Schweißverfahren den zu schweißenden Werkstoff, die Schweißposition und die Dicke ein. Auf Grundlage dieser Einstellungen wird ihm ein Elektrodendurchmesser vorgeschlagen. Bestätigt der Benutzer diesen Vorschlag, wird die Maschine für den Schweißprozess eingerichtet. Aktivieren der Synergie-Funktion. Kurz (kürzer als 0,7 s) den Taster H drücken: Die LED I (Syn) leuchtet zusammen mit der LED L (Werkstoff) auf. Das Display O wird ausgeschaltet und das Display U zeigt das dem zu schweißenden Werkstoff entsprechende Kürzel an (siehe die Beschreibung zur LED L). Mit dem Regler Y nimmt man die Wahl vor. Durch die nächste Betätigung des Tasters H bestätigt man die Wahl des Werkstoffs. Die LED M leuchtet dann auf und das Display U zeigt die verfügbaren Schweißpositionen an (siehe die Beschreibung zur LED M). Mit dem Regler Y nimmt man die Wahl vor. Mit der nächs- ten Betätigung des Tasters H bestätigt man die Wahl der Schweißposition. Die LED S leuchtet dann auf, das Display O zeigt den eingestellten Strom an und das Display U die Dicke in Millimetern bezogen auf den Strom (siehe die Beschreibung zur LED S). Durch die nächste Betätigung des Tasters H bestätigt man die Wahl der Dicke. Die LED R leuchtet dann auf. In Abhängigkeit von den Einstellungen von Werkstoff, Dicke und Strom werden einer oder mehrere Elektrodendurchmesser vorgeschlagen. Die empfohlene Elektrode wird zuerst vorgeschlagen und der numerische Wert des Durchmessers wird ständig neben dem Buchstaben A angezeigt. Wenn es zwei Durchmesser gibt, in deren Strombereich die Einstellung der zum Schweißen gewählten Stromstärke liegt, wird die zweite Wahl des Elektrodendurchmessers nur angezeigt, wenn der Encoder Y gedreht wird. Auch die zweite Wahl wird ständig angezeigt. Dreht man den Encoder ein weiteres Mal, zeigt das Display U den über der zweiten Wahl und unter der ersten Wahl liegenden Durchmesser blinkend an. Da der Elektrodendurchmesser vor allen Dingen den Start-Level AO und den Mindeststrom AI definiert, kann der Benutzer eine der nicht empfohlenen Kombinationen wählen. An diesem Punkt hat der Benutzer zwei Wahlmöglichkeiten: 1. Die Synergie-Funktion deaktivieren, ohne die vorgenommenen Wahlen zu bestätigen. Hierzu den Taster H kurz drücken: Die LED I erlischt und die Steuertafel zeigt die Einstellungen vor Aktivierung der Synergie-Funktion an. 2. Die mit der Synergie-Funktion vorgenommenen Einstellungen durch Drücken des Tasters H länger als 0,7 s bestätigen. In diesem Fall werden alle mit der SynergieFunktion zusammenhängenden Funktionen eingestellt. Wenn sie mit dem Taster AP gewählt werden, erscheint auf dem Display U das Kürzel “AU” (Automatikbetrieb). Die LED I leuchtet ständig und signalisiert so, dass die Parameter eingestellt wurden. Zusammenfassend heißt das: Wenn der Elektrodendurchmesser bestätigt wird (langes Drücken des Tasters H, wenn die LED R gewählt ist), werden die Funktionen Start, Wave, Hz, Balance und Strom AI nach der zuvor beschriebenen Logik eingerichtet. Bei Bestätigung der Elektrode erlischt die LED R und die LED I leuchtet auf. 4 FERNREGLER Zum Einstellen des Schweißstroms können an diese Schweißmaschine folgende Fernregler angeschlossen werden: Art. 1256 WIG-Brenner nur für Impulsschweißen (Wasserkühlung) Art. 1258 WIG-Brenner UP/DOWN (Wasserkühlung) Art. 193 Fußregler (für das WIG-Schweißen) Art 1192+Art 187 (für das MMA-Schweißen) Art. 1180 Steckdose für den gleichzeitigen Anschluss des Brenners und des Fußreglers. Mit diesem Zubehör kann Art. 193 bei allen WIG-Schweißverfahren verwendet werden. Die Stellteile, die ein Potentiometer einschließen, regeln den Schweißstrom vom Minimum bis zum 33 maximalen, mit Regler Y eingestellten Strom. Die Stellteile mit UP/DOWN-Steuerung regeln den Schweißstrom vom Minimum bis zum Maximum. Die Einstellungen der Fernregler sind im Programm PL stets aktiv, während dies bei einem gespeicherten Programm nicht der Fall ist. 5 WARTUNG Alle Wartungsarbeiten müssen von einem Fachmann in Einklang mit der Norm CEI 26-29 (IEC 60974-4) ausgeführt werden. 5.1 WARTUNG DER STROMQUELLE Für Wartungseingriff innerhalb des Geräts sicherstellen, dass sich der Schalter BE in der Schaltstellung “O” befindet und dass das Netzkabel vom Stromnetz getrennt ist. Ferner muss man den Metallstaub, der sich im Gerät angesammelt hat, in regelmäßigen Zeitabständen mit Druckluft entfernen. 5.2 SICHERHEITSVORKEHRUNGEN NACH EINEM REPARATUREINGRIFF Nach Ausführung einer Reparatur darauf achten, die Verdrahtung wieder so anzuordnen, dass eine sichere Isolierung zwischen Primär- und Sekundärseite des Geräts gewährleistet ist. Sicherstellen, dass die Drähte nicht mit beweglichen Teilen oder mit Teilen, die sich während des Betriebs erwärmen, in Berührung kommen können. Alle Kabelbinder wieder wie beim Originalgerät anbringen, damit es nicht zu einem Schluss zwischen Primär- und Sekundärkreis kommen kann, wenn sich ein Leiter löst oder bricht. Außerdem die Schrauben mit den gezahnten Unterlegscheiben wieder wie beim Originalgerät anbringen. 34 MANUEL D’INSTRUCTIONS POUR POSTE À SOUDER À L’ARC IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. 1 PRÉCAUTIONS DE SÉCURITÉ LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code.3.300758 BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. · Le courant électrique traversant n'importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l'exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l'opérateur, le câble de la pince porte-électrode ou de la torche doit être égale ment à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 60974-10(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 1.1 PLAQUETTE DES AVERTISSEMENTS Le texte numéroté suivant correspond aux cases numérotées de la plaquette. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. 35 B. C. 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. Les galets entraînement fil peuvent blesser les mains. Le fil de soudure et le groupe entraînement fil sont sous tension pendant le soudage. Ne pas approcher les mains ni des objets métalliques. Les décharges électriques provoquées par l'électrode le câble peuvent être mortelles. Se protéger de manière adéquate contre les décharges électriques. Porter des gants isolants. Ne pas toucher l’électrode avec les mains nues. Ne jamais porter des gants humides ou endommagés. S'assurer d'être isolés de la pièce à souder et du sol Débrancher la fiche du cordon d’alimentation avant de travailler sur la machine. L'inhalation des exhalations produites par la soudure peut être nuisible pour la santé. Tenir la tête à l'écart des exhalations. Utiliser un système de ventilation forcée ou de déchargement des locaux pour éliminer toute exhalaison. Utiliser un ventilateur d'aspiration pour éliminer les exhalations. Les étincelles provoquées par la soudure peuvent causer des explosions ou des incendies. Tenir les matières inflammables à l’écart de la zone de soudure. Les étincelles provoquées par la soudure peuvent causer des incendies. Maintenir un extincteur à proximité et faire en sorte qu'une personne soit toujours prête à l'utiliser. Ne jamais souder des récipients fermés. Les rayons de l’arc peuvent irriter les yeux et brûler la peau. Porter un casque et des lunettes de sécurité. Utiliser des dispositifs de protection adéquats pour les oreilles et des blouses avec col boutonné. Utiliser des masques et casques de soudeur avec filtres de degré approprié. Porter des équipements de protection complets pour le corps. Lire la notice d'instruction avant d'utiliser la machine ou avant d'effectuer toute opération. Ne pas enlever ni couvrir les étiquettes d'avertissement 2 DESCRIPTIONS GENERALES 2.1 SPÉCIFICATIONS Ce poste à souder est un générateur de courant continu constant réalisé avec technologie à ONDULEUR, conçu pour souder les électrodes enrobées (exception faite pour le type cellulosique) et avec procédé TIG avec allumage par contact et avec haute fréquence. LA MACHINE NE DOIT PAS ETRE UTILISEE POUR DECONGELER LES TUYAUX. 2.2 EXPLICATION DES DONNEES TECHNIQUES SUR LA PLAQUETTE DE LA MACHINE. La machine est fabriquée d’après les normes suivantes : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 - IEC 61000-3-12 (voir remarque 2). N°. Numéro matricule à citer toujours pour toute question concernant le poste à souder. Convertisseur statique de fréquence triphasé transformateur-redresseur. Caractéristique descendante. 36 MMA Indiqué pour la soudure avec électrodes enrobées. TIG. Indiqué pour la soudure TIG. U0. Tension à vide secondaire X. Facteur de marche en pour cent. % de 10 minutes pendant lesquelles la machine peut opérer à un certain courant sans causer des surchauffes. I2. Courant de soudure U2. Tension secondaire avec courant I2 U1. Tension nominale d’alimentation 3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz l1 max. C’est la valeur maximale du courant absorbé. l1 eff. C’est la valeur maximale du courant effectif absorbé par rapport au facteur de marche. IP23S Degré de protection estimée pour la carcasse. Degré 3 en tant que deuxième chiffre signifie que cette machine peut être entreposée, mais elle ne peut pas être utilisée à l’extérieur en cas de précipitations à moins qu’elle n’en soit protégée. S Indiqué pour opérer dans des milieux avec risque accru. REMARQUES : 1- En outre, la machine est indiquée pour opérer dans des milieux avec degré de pollution 3. (Voir IEC 60664). 2- Cet équipement est conforme à la norme IEC 610003-12 à condition que l’impédance admissible maximum Zmax de l’installation, mesurée dans le point de raccordement entre l’installation de l’utilisateur et le réseau de transport électrique, soit inférieure ou égale à 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). C’est l’installateur ou l’utilisateur de l’équipement qui a la responsabilité de garantir, en contactant éventuellement le gestionnaire du réseau de transport électrique, que l’équipement est branché à une source d’alimentation dont l’impédance admissible maximum Zmax est inférieure ou égale à 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). 2.3 DESCRIPTION DES PROTECTIONS 2.3.1 Protection thermique Cette machine est protégée par une sonde de température empêchant le fonctionnement de la machine au dépassement des températures admises. L’intervention du thermostat est signalée par l’allumage du sigle “OPn” sur le display O situé sur le panneau de contrôle. 2.3.2 - Protection d’arrêt. Ce poste à souder est pourvu de différentes protections qui arrêtent la machine avant qu’elle puisse être endommagée. L’intervention de chaque protection est signalée par l’allumage du sigle “Err” sur le display O et par un numéro affiché sur le display U. En cas de détection d’un bas niveau d’eau pour le groupe de refroidissement, le sigle H2O clignotera sur le display O. 3 INSTALLATION Contrôler que la tension d’alimentation correspond à la tension indiquée sur la plaquette des données techniques du poste à souder. Brancher une fiche de capacité suffisante sur le cordon d’alimentation en s’assurant que le conducteur vert/jaune est relié à la borne de terre. La capacité de l’interrupteur magnétothermique ou des fusibles, en série à l’alimentation, doit être égale au courant I1max. absorbé par la machine. 3.1. MISE EN OEUVRE L’installation de la machine doit être exécutée par du personnel expert. Tous les raccordements doivent être exécutés conformément aux normes en vigueur et dans le plein respect de la loi sur la prévention des accidents (CEI 26-23 / CEI CLC 62081). 3.2 DESCRIPTION DE LA MACHINE (Fig.1). BA) Borne de sortie moins (-). BB) Borne de sortie plus (+). BC) Connecteur pour le bouton de la torche TIG. Brancher les fils du bouton de la torche sur les broches 1 et 9. BD) Raccord (1/4 gaz). Pour le branchement du tuyau gaz de la torche de soudure TIG. BE) Interrupteur général. BF) Bouchon réservoir. BG) Cordon d’alimentation. BH) Raccord alimentation gaz. BI) Raccord entrée eau chaude (à utiliser uniquement pour torches TIG). BL) Raccord sortie eau froide (à utiliser uniquement pour torches TIG). BM) Fente de contrôle du niveau du liquide. BN) Raccords pour torches MIG (à ne pas court-circuiter) BO) Connecteur type DB9 (RS 232). A utiliser pour la mise à jour des programmes des microprocesseurs. BP) Porte-fuse. BQ) Prise câble réseau. BR) Prise pressostat. N.B: Dans l’art. 366 le groupe de refroidissement est optionnel. 3.3 DESCRIPTION DU PANNEAU (Fig.2). Touche de procédé AT. La sélection est signalée par l’allumage de l’un des voyants AX, AV ou bien AW. Voyant AX Voyant AV Voyant AW Touche de mode AS. La sélection est signalée par l’allumage de l’un des voyants D, C, E, B, A ou bien AU : Voyant D “HOT START” Actif en soudure MMA. L’allumage de ce voyant indique que le display U affiche le temps, exprimé en centièmes de seconde, pendant lequel la machine débite un surcourant afin d’améliorer l’allumage de l’électrode. Le réglage se fait au moyen du bouton Y. fig. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 Art. 366 37 fig. 1/A BE BG BO BB BA BH BD BC BI BL BF BN BM BN Art. 368 Voyant C “Arc-Force” Actif en soudure MMA DC. C’est un pourcentage du courant de soudure. Le display U en affiche la valeur et le réglage se fait au moyen du bouton Y. En pratique, ce surcourant favorise le transfert des gouttes de métal fondu. Voyant E : Soudure TIG CONTINU avec allumage à l’aide du dispositif à haute tension/fréquence. Voyant B : Soudure TIG PULSE avec allumage à l’aide TIG du dispositif à haute tension/fréquence. La fréquence de pulsation peut être réglée de 0,16 à 500 Hz (voyant AE), le courant de pic et le courant de base peuvent être activés au moyen, respectivement, des voyants AG et AD, et réglés au moyen du bouton Y. De 0,16 à 1,1 Hz de fréquence de pulsation, le display O affiche alternativement le courant de pic (principal) et le courant de base. Les voyants AG et AD s’allument alternativement ; au-delà de 1,1 Hz, le display O affiche la moyenne entre les deux courants. TIG Voyant A : Soudure TIG CONTINU avec allumage par contact (frottement). Voyant AU : Soudure TIG PULSE avec allumage par TIG contact (frottement). La logique de fonctionnement est la même de celle décrite pour le voyant B. 38 Touche de programme AR. La sélection est signalée par l’allumage de l’un des voyants G, F, W, X, Z ou bien AA. Voyant G : pointage (Manuel). Après avoir sélectionné le courant de soudure (voyant AG) et le temps de pointage (voyant AE) au moyen du sélecteur AP, en définir les valeurs à l’aide du bouton Y. Ce mode de soudure ne peut être exécuté que si la soudure en continu et l’allumage avec haute fréquence (voyant E allumé) ont été sélectionnés. L’opérateur appuie sur le bouton de la torche, l’arc s’allume et, après le temps de pointage réglé, l’arc s’arrête automatiquement. Pour passer au point suivant, il faut relâcher le bouton de la torche et l’appuyer de nouveau. Plage de réglage de 0,1 à 30 sec. F – Voyant soudure TIG 2 temps (manuel). En appuyant sur le bouton de la torche, le courant commence à augmenter pendant un temps correspondant au “slope up”, réglé au préalable, jusqu’à atteindre la valeur réglée à l’aide du bouton Y. Au relâchement du bouton, le courant commence à diminuer pendant un temps correspondant au “slope down”, réglé au préalable, jusqu’à revenir à zéro. Dans cette position, il est possible de relier l’accessoire commande à pédale ART. 193, W – Voyant soudure TIG 4 temps (automatique). Ce programme diffère du précédent car tant l’allumage que l’arrêt sont commandés en appuyant et relâchant le bouton de la torche D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM X – Voyant programme spécial Pour allumer l’arc, appuyer sur le bouton de la torche et le garder enfoncé ; le courant commence à augmenter avec un incrément fixe. Au relâchement du bouton, le courant monte immédiatement jusqu’à la valeur de soudure (voyant AG). Pour terminer la soudure, appuyer sur le bouton de la torche et, en le gardant enfoncé, le courant commence à diminuer avec décrément fixe. Au relâchement du bouton, le courant revient instantanément à zéro. Z – Voyant soudure Tig avec trois niveaux de courant quatre temps (automatique). Pour définir les trois courants de soudure, procéder de la manière suivante : Appuyer sur le sélecteur AP jusqu’à faire allumer le voyant AG et régler ensuite la valeur du courant maximal à l’aide du bouton Y. Appuyer sur le sélecteur AP jusqu’à faire allumer le voyant AD et régler ensuite la valeur du courant moyen à l’aide du bouton Y. Appuyer sur le sélecteur AP jusqu’à faire allumer le voyant AY et régler ensuite la valeur du courant d’allumage à l’aide du bouton Y. A l’allumage de l’arc, le courant se porte au premier réglage, voyant Al allumé, et l’opérateur peut conserver ce courant autant qu’il le désire (par exemple autant que la pièce ne sera chaude). En appuyant sur le bouton de la torche et en le relâchant immédiatement, le courant passe du premier au deuxième courant pendant le temps de “slope-up” ( voyant AH) ; une fois le courant de soudure a été atteint, le voyant AG s’allume. Si pendant la soudure il faut réduire le courant sans arrêter l’arc (par exemple pour changer de métal d’apport, de position de travail, pour passer d’une position horizonta- R AL AI AH AF AE AD AC AB le à une verticale, etc…), appuyer sur le bouton de la torche et le relâcher immédiatement ; le courant se porte à la deuxième valeur sélectionnée, le voyant AD s’allume et le voyant AG s’éteint. Pour revenir au courant principal précédent, répéter l’action de pression et de relâchement du bouton de la torche ; le voyant AG s’allume alors que le voyant AD s’éteint. Pour arrêter la soudure dans un moment quelconque, appuyer sur le bouton de la torche pendant un temps supérieur à 0,7 secondes et le relâcher ; le courant commence à descendre jusqu’à la valeur zéro pendant le temps de “slope down” réglé au préalable (voyant AC allumé). En appuyant sur le bouton de la torche et en le relâchant pendant la phase de “slope down” on revient au “slope up” si celui-ci a été réglé à une valeur supérieure à zéro, ou bien au courant le plus bas entre les valeurs réglées. N.B. L’expression “APPUYER ET RELACHER IMMEDIATEMENT” se réfère à un temps maximum de 0,5 sec. AA – Voyant soudure TIG avec deux niveaux de courant. Ce programme diffère du précédent car à l’allumage de l’arc le courant se porte toujours à la première valeur réglée, voyant AI allumé, mais l’opérateur ne peut pas le conserver et le temps de slope-up commence immédiatement (voyant AH). Crater Arc. Ce logiciel, conçu pour la fermeture du cratère final à travers la programmation d’un courant et sa durée relative, est disponible dans les deuxièmes fonctions. Cette fonction est utilisable en TIG AC ou DC en fonctionnement manuel ou automatique (Fig. 3). 39 refroidissement. 7. le sigle “OPn clignotant lors de l’intervention du thermostat. 8. pendant la sélection des programmes libres ou mémorisés, les sigles PL …P01…P09 9. le sigle MMA. Fig. 3 Pour activer la fonction procéder de la manière suivante : • Appuyer sur la touche AQ et, en la gardant enfoncée, appuyer sur la touche AP. • maintenir ces touches enfoncées jusqu’à quand le sigle H2O apparaît sur l’afficheur O. • Appuyer sur la touche AP jusqu’à quand le sigle CrA (Crater Arc) apparaît sur l’afficheur O. • L’ afficheur U visualise le sigle OFF (préétabli à l’usine). • Tourner le bouton Y jusqu’à quand le sigle On apparaît sur l’afficheur U. • Tourner le bouton Y , l’afficheur O visualise le sigle CrC (crater current – courant de cratère) et l’afficheur U visualise 50 ; celle-ci est la valeur du pourcentage du courant de cratère par rapport au courant de soudage. Programmation du fabricant 50%. Plage de réglage 1 ÷ 100 %. • Tourner le bouton Y , l’afficheur O visualise le sigle tCr (crater time – temps du courant). • Avec le bouton Y on règle la valeur de cette dimension et l’afficheur U en visualise la valeur. Programmation du fabricant 0,5 secondes. Plage de réglage 0,1-30,0 secondes. La rampe de raccord entre le courant principal et le courant de cratère est réglée par le voyant AC «slope down». Y - Bouton Règle normalement le courant de soudure. En outre, lorsqu’on sélectionne une fonction à l’aide du sélecteur AP, ce bouton en règle la grandeur. 2. 3. 4. 5. 6. 40 O - Display Affiche : 1. dans des conditions de vide, le courant préétabli. dans de conditions de charge, le courant de soudure et ses niveaux. en combinaison avec le voyant “Hold” allumé, le dernier courant de soudure. en Tig pulsé, en charge, l’alternance des courants dans les relatifs niveaux. à l’intérieur des paramètres synergiques, le courant par rapport à l’épaisseur sélectionnée. le sigle “H2O” lors de la définition des paramètres du groupe de refroidissement et le même sigle clignotant lors de l’intervention du pressostat du groupe de Voyant N N’est pas sélectionnable et s’allume lorsque le display O affiche un courant. U - Display Affiche : 1. en MMA sans souder, la tension à vide , pendant la soudure, la tension en charge. 2. en TIG continu, avec bouton non enfoncé, zéro ; avec bouton enfoncé mais sans souder, la tension à vide et pendant la soudure, la tension en charge. 3. affiche les valeurs numériques de toutes les gran deurs, exception faite pour les courants, sélec tionnées à l’aide du bouton AP. 4. affiche les combinaisons numériques se référant aux différents formes d’onde sélectionnables lorsqu’on sélectionne le voyant AY (Wave) à l’aide du bouton AP. 5. pendant la définition des paramètres du groupe de refroidissement, les sigles : OFF, OnA, OnC. 6. pendant la définition du type de courant en MMA le sigle : AC, DC. 7. en synergie (voyant I allumé), les sigles des matières à souder lorsque le voyant L a été sélectionné, les sigles des positions de soudure lorsque le voyant M a été sélectionné et les diamètres d’électrode lorsque le voyant R a été sélectionné. EN OUTRE, avec le voyant P (Hold) allumé, affiche la tension de soudure. Voyant Q N’est pas sélectionnable et s’allume lorsque le display U affiche une tension. AQ - SELECTEUR Sélectionne et mémorise les programmes. Le poste à souder a la possibilité de mémoriser neuf programmes de soudure P01…..P09 et de les rappeler au moyen de ce bouton. Un programme de travail PL est également disponible. Sélection En appuyant brièvement sur ce bouton, le display O affiche le numéro du programme successif à celui en cours d’exécution. Si aucun programme n’a été mémorisé, l’inscription sera clignotante, autrement sera fixe. Mémorisation (3.6) Après avoir sélectionné le programme, en appuyant sur le bouton pendant un temps supérieur à 3 secondes, les données sont mémorisées. En confirmation de cette mémorisation, le numéro du programme affiché sur le display O cessera de clignoter. AP - SELECTEUR En appuyant sur ce bouton, les voyants suivants s’allument en succession : Attention : seulement les voyants se référant au mode de soudure choisi s’allumeront ; par exemple, en soudu- re TIG continu, le voyant AE ne s’allumera pas car il représente la fréquence de pulsation. Chaque voyant indique le paramètre pouvant être réglé au moyen du bouton Y pendant le temps d’allumage du même voyant. 5 secondes après la dernière variation, le voyant concerné s’éteint ; le courant de soudure principal est indiqué et le correspondant voyant AG s’allume. SÉLECTEURS AQ + AP = DEUXIÈMES FONCTIONS. Pour avoir accès au menu «deuxièmes fonctions» appuyer en même temps sur les touches AQ et AP pour plus de 3 secondes. La sélection des postes du «MENU» est obtenue en appuyant brièvement sur la touche AP. La sortie de ce «MENU» est obtenue en appuyant brièvement sur la touche AP. L’afficheur O visualise la fonction, l’afficheur U visualise la programmation, qui peut être réglée avec le bouton Y. Les fonctions présentes sont : 1. REFROIDISSEUR Sigle H2O Réglages : OFF = éteint (programmation du fabricant). OnC = Continu toujours en fonction. OnA = Mise en marche automatique. AI – Voyant courant de début soudure. C’est un pourcentage du courant de soudure (voyant AG). AH - Voyant Slope up. C’est le temps pendant lequel le courant atteint, en partant de la valeur minimale, la valeur de courant définie. (0-10 sec.) AG – Voyant courant de soudure principal. AD – Voyant deuxième niveau de courant de soudure ou de base. Ce courant est toujours un pourcentage du courant principal. AE – Voyant fréquence de pulsation (0,16-500 Hz). Lorsque le pointage (voyant G) a été sélectionné, l’allumage de ce voyant indique que le display U affiche le temps de pointage pouvant être réglé au moyen du bouton Y de 0,1 à 30 secondes. 2. Fonctionnement avec robot Sigle rob Réglages : OFF = éteint (programmation du fabricant). On = en fonction. AF - Voyant Règle en pourcentage le rapport entre le temps du courant de pic AG et la fréquence AE. t/T ( 10 ÷ 90 % ) fig.4 3. Feeder Unit (Fonctionnement avec chariot fil froid). Sigle FdU Réglages : OFF = éteint (programmation du fabricant). On = en fonction. 4. Crater Arc (remplissage du cratère final). Sigle CrA Réglages : OFF = éteint (programmation du fabricant). On = en fonction. 5. MMA (soudure avec électrode revêtue). Sigle MMA Réglages : DC = courant continu (programmation du fabricant). AC = Courant alternatif. VOYANTS SELECTIONNABLES EN SOUDURE TIG DC (COURANT CONTINU) ET EN SOUDURE TIG AC (COURANT ALTERNATIF) : AL – Voyant Pré-gaz. Plage de réglage 0,05-2,5 secondes. Temps de sortie du gaz avant le début de la soudure. Fig. 4 AC - Voyant Slope down. C’est le temps pendant lequel le courant atteint la valeur minimale et l’arc s’arrête. (0-10 sec.) AB - Voyant Post-gaz. Règle le temps de sortie du gaz à la fin de la soudure. (0-30 sec.) VOYANTS SELECTIONNABLES UNIQUEMENT EN SOUDURE TIG AC (COURANT ALTERNATIF) : Voyant AO Start Règle le niveau de “hot-start” afin d’optimiser les allumages en TIG AC pour chaque diamètre d’électrode. Lors de l’allumage de ce voyant, le display U affichera une valeur numérique se référant aux diamètres d’électrode ; l’opérateur peut, au moyen du bouton Y, indiquer le diamètre employé et obtenir immédiatement un bon démarrage. Plage de réglage de 0,5 à 4,8. 41 Voyant AY Wave Sélection de la forme d’onde de soudure. Lors de l’allumage de ce voyant, le display U affichera un numéro correspondant à la forme de l’onde sélectionnée. (voir tableau) 11 = carrée - carrée 22 = sinusoïdale - sinusoïdale 33 = triangulaire - triangulaire 12 = carrée - sinusoïdale 13 = carrée - triangulaire 23 = sinusoïdale - triangulaire 21 = sinusoïdale - carrée 32 = triangulaire - sinusoïdale 31 = triangulaire - carrée Default = carrée - sinusoïdale (12). Cette combinaison numérique peut être modifiée à l’aide de l’encodeur Y. NOTE: Le premier chiffre se réfère à la demi-onde négative ou de pénétration ; le second chiffre se réfère à la demi-onde positive ou de propreté. La variation du type de forme d’onde peut également réduire le bruit de l’arc en soudure AC. Voyant AN Hz Règle la fréquence du courant alternatif. Plage de réglage 50 ÷ 100 Hz. Voyant AM Réglage de l’équilibre de l’onde. Règle le pourcentage de la demi-onde négative (pénétration) dans la période de courant alternatif. Plage de réglage -10 / 0 / 10 où 0 = 65% (conseillé) -10 = 50% et 10 = 85%. < 48V AC Voyant T : Voyant indiquant le correct fonctionnement du dispositif qui réduit le risque de décharges électriques. Touche H : En l’appuyant brièvement, active la synergie, où prévue, et sélectionne les voyants I, L, M, S, R (“brièvement” signifie pendant en temps inférieur à 0,7 sec.). Si, après avoir sélectionné les paramètres, le diamètre de l’électrode n’est pas confirmé, la brève pression sur cette touche fait sortir de la synergie. 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE 4F PD Si, par contre, après avoir confirmé le diamètre de l’électrode, on désire sortir de la synergie, il faut l’appuyer de nouveau pendant un temps plus long (“long” signifie un temps supérieur à 0,7 sec.). Mat. Voyant L : Matière Les types de matières sélectionnables sont rapportés au procédé de soudure, notamment : En TIG AC, l’aluminium (Al) et le magnésium (Mg). En TIG DC, l’acier inoxydable (SS), le cuivre (Cu), le fer (Fe) et le titanium (Ti). 42 Pos. Voyant M : Position de soudure Les sigles qui apparaissent sur le display U se réfèrent aux normes ISO 6947 et correspondent aux positions de soudure indiquées dans la figure. Les sigles ASME sont caractérisés par un numéro et une lettre. Pour plus de clarté, ils sont indiqués symboliquement dans la suite. Voyant S : Epaisseur. Le display O s’allume et affiche le courant défini ; le display U affiche l’épaisseur relative au courant. En tournant le bouton Y, l’épaisseur varie et même le courant variera par conséquent. Bien entendu, les valeurs de l’épaisseur et du relatif courant seront rapportées aux définitions de la matière et de la position de soudure. Ø El. Voyant R : Diamètre de l’électrode. L’affichage du diamètre de l’électrode est la conséquence de la définition de la matière (voyant L), de la position (voyant M) et de l’épaisseur (voyant S). Le display U affichera l’électrode conseillée en mode non clignotant ; l’opérateur peut, au moyen du bouton Y, visualiser aussi les autres diamètres, mais ceux-ci seront affichés en mode clignotant, ce qui signifie électrode non conseillée. BC – Connecteur 10 pôles Pour le branchement des commandes à distance décrites au paragraphe 4. Entre les broches 3 et 6 il y a un contact propre qui signale l’allumage de l’arc (Maxi 0,5 A 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. NOTES GENERALES Avant d’utiliser ce poste à souder, lire attentivement les normes CEI 26-23 / IEC-TS 62081 et vérifier également l’intégrité de l’isolation des câbles, des pinces porte-électrodes, des prises et des fiches et que la section et la longueur des câbles de soudure sont compatibles avec le courant utilisé. 3.4. SOUDURE AVEC ELECTRODES ENROBEES (MMA) - Ce poste à souder est indiqué pour la soudure de tout type d’électrode enrobée, exception faite pour le type cellulosique (AWS 6010). - S’assurer que l’interrupteur BE est en position 0 et ensuite relier les câbles de soudure tout en respectant la polarité demandée par le fabricant des électrodes employées et brancher la borne du câble de masse sur la pièce aussi proche que possible de la soudure en s’assurant qu’il y a un bon contact électrique. - Ne pas toucher la torche ou la pince porte-électrode et la borne de masse en même temps. - Mettre en marche la machine au moyen de l’interrupteur BE. - Sélectionner, au moyen du bouton A, le procédé MMA, voyant AW allumé. Pour sélectionner le type de courant indiqué pour l’électrode, procéder de la manière suivante : • Appuyer sur la touche AQ et, en la gardant enfoncée, appuyer sur la touche AP. • maintenir ces touches enfoncées jusqu’à quand le sigle H2O apparaît sur l’afficheur O. • Appuyer sur la touche AP jusqu’à quand le sigle MMA apparaît sur l’afficheur O. • L’afficheur U visualise le sigle DC (courant continu) type de courant programmé par le fabricant. • Tourner le bouton Y jusqu’à quand le sigle AC apparaît sur l’afficheur U. N. B: Pour sortir de la sélection, appuyer brièvement sur la touche AQ. - Régler le courant selon le diamètre de l’électrode, la position de soudure et le type de joint à exécuter. - Après la soudure, arrêter toujours la machine et enlever l’électrode de la pince porte-électrode. Pour le réglage des fonctions de Hot-start (voyant D) et de Arc force (voyant C), voir le paragraphe suivant. 3.5. SOUDURE TIG En sélectionnant le procédé TIG AC il est possible de souder l’aluminium, les alliages d’aluminium, le laiton et le magnésium alors qu’en sélectionnant TIG DC il est possible de souder l’acier inoxydable, le fer et le cuivre. Brancher le connecteur du câble de masse sur le pôle plus (+) du poste à souder et la borne sur la pièce aussi proche que possible de la soudure en s’assurant qu’il y a un bon contact électrique. Brancher le connecteur de puissance de la torche TIG sur le pôle moins (-) du poste à souder. Brancher le connecteur de commande de la torche sur le connecteur BC du poste à souder. Brancher le raccord du tuyau gaz de la torche sur le raccord BD de la machine et le tuyau gaz sortant du détendeur de pression de la bouteille sur le raccord gaz BH. 3.5.1 Groupe de refroidissement (optionnel pour Art. 351). Lorsqu’on emploie une torche refroidie par eau, utiliser le groupe de refroidissement. Insérer les tuyaux de refroidissement de la torche dans les raccords BI et BL du groupe de refroidissement en veillant à respecter l’entrée et la sortie. 3.5.1.1 Description des protections - Protection pression liquide de refroidissement. Cette protection est réalisée au moyen d’un pressostat, inséré dans le circuit de refoulement du liquide, qui commande un micro-interrupteur. La pression insuffisante est signalée par le sigle H2O clignotant sur le display O. 3.5.1.2 Mise en oeuvre Desserrer le bouton BF et remplir le réservoir (la machine est fournie avec un litre environ de liquide). Il est important de contrôler périodiquement, à travers la fente BM, que le liquide est maintenu au niveau “maxi”. Comme liquide de refroidissement utiliser de l’eau (de préférence de type dé-ionisé) mélangée avec alcool dans un pourcentage défini selon le tableau suivant : température eau/alcool de -0°C à -5°C 4l/1l de -5°C à -10°C 3,8l/1,2l NB Si la pompe tourne sans liquide de refroidissement, il faut enlever l’air des tuyaux. Pour ce faire, arrêter le générateur, remplir le réservoir, brancher un tuyau sur le raccord ( ) et insérer l’autre extrémité du tuyau dans le réservoir. Uniquement pour Art. 351, brancher le connecteur du pressostat et le câble réseau sur les prises BR et BQ. Mettre en marche le générateur pendant 10/15 secondes environ et ensuite relier les tuyaux de nouveau. Mettre en marche la machine. Pour sélectionner le mode de fonctionnement du groupe de refroidissement, procéder de la manière suivante : 1. Sélectionner un procédé TIG quelconque. 2. Avec la touche AQ appuyée, appuyer également la touche AP et les garder pressées jusqu’à quand le sigle H2O apparaît sur l’afficheur O. 3. Sélectionner le fonctionnement au moyen du bouton Y OFF = Groupe hors service, OnC = Fonctionnement en continu, OnA = Fonctionnement en automatique. Pour sortir de la sélection, appuyer brièvement sur la touche AQ. N.B. “Fonctionnement automatique” signifie que le groupe de refroidissement se met en marche à la pression du bouton de la torche et cesse de fonctionner 2 minutes environ après le relâchement du bouton de la torche. Attention ! Si on sélectionne la soudure avec électrode, le refroidissement n’est pas en service et n’est pas sélectionnable. C’est normal qu’à la mise en marche de la machine le display O affiche, en mode clignotant, le sigle H2O. 3.5.2 Mise en oeuvre Ne pas toucher les pièces sous tension et les bornes de sortie lorsque la machine est alimentée. A la première mise en marche de la machine, sélectionner le mode au moyen du bouton AS et les paramètres de soudure à l’aide de la touche AP et du bouton Y comme indiqué au paragraphe 3.2 ATTENTION ! Les réglages pour les voyants AO = start, AY = wave, AN = Hz, AM = équilibre de l’onde ne peuvent être sélectionnés qu’en TIG AC. Le débit de gaz inerte doit être réglé à une valeur (exprimée en litres par minute) d’environ 6 fois le diamètre de l’électrode. Lorsqu’on utilise des accessoires tels que le Gas-lens, le débit de gaz peut être réduit à environ 3 fois le diamètre de l’électrode. La buse céramique doit avoir un diamètre de 4 à 6 fois le diamètre de l’électrode. • A la fin de la soudure, se rappeler toujours d’arrêter la machine et de fermer la soupape de la bouteille du gaz. 3.5.3 Préparation de l’électrode Une attention particulière doit être prêtée à la préparation de la pointe de l’électrode. La meuler de façon à ce qu’elle présente des rayures verticales, comme indiqué dans la fig. 5. ATTENTION : DES PIECES METALLIQUES VOLATILES INCANDESCENTES peuvent blesser le personnel, provoquer des incendies et endommager les équipements ; LA CONTAMINATION PAR TUNGSTENE peut réduire la qua- 43 lité de la soudure. • Ne façonner l’électrode de tungstène qu’avec une machine à meuler pourvue de carters de protection tout en utilisant des protections pour le visage, les mains et le corps. • Façonner les électrodes de tungstène à l’aide d’une meule abrasive dure à grain fin, utilisée uniquement pour façonner le tungstène. • Meuler l’extrémité de l’électrode de tungstène en forme conique pour une longueur de 1,5 à 2 fois le diamètre de l’électrode. (fig. 5) · Tourner le bouton Y et définir le courant de soudure. Si on a choisi le procédé TIG, activer le voyant AB (postgaz) au moyen du bouton AP et régler la valeur désirée à l’aide du bouton Y (paragraphe 3.1). Si, après ces réglages nécessaires pour souder, on désire régler les temps de “slope” ou d’autres valeurs, procéder comme décrit au paragraphe 3.1. Pour mémoriser dans le programme choisi précédemment, appuyer sur le bouton AQ pendant plus de 3 secondes jusqu’à ce que le numéro cesse de clignoter. Pour mémoriser dans un programme différent, opérer le choix en appuyant brièvement sur le bouton AQ et ensuite appuyer sur le bouton AQ pendant plus de 3 secondes. 3.6.3 Mémoriser d’un programme mémorisé. En partant d’un programme déjà mémorisé, l’opérateur peut modifier les données en mémoire pour mettre à jour le même programme ou bien trouver de nouveaux paramètres à mémoriser dans un autre programme. Fig. 5 3.6. MEMORISATION Le bouton AQ, appuyé brièvement, effectue un choix ; si appuyé pendant un temps supérieur à 3 secondes, effectue une mémorisation. A chaque mise en marche, la machine présente toujours le dernier réglage utilisé en soudure. 3.6.3.1 Mettre à jour · Après la mise en marche de la machine, sélectionner les paramètres à modifier et les modifier. · Appuyer pendant un temps supérieur à 3 secondes sur la touche AQ jusqu’à la confirmation de la mémorisation (sigle du programme de clignotant à fixe). 3.6.3.2 Mémoriser dans un nouveau programme · Après la mise en marche de la machine, sélectionner les paramètres à modifier et les modifier. · Exécuter une soudure, voire brève. · Appuyer brièvement sur le sélecteur AQ jusqu’à l’affichage du programme désiré. · Appuyer continuellement sur la touche AQ jusqu’à la confirmation de la mémorisation (sigle du programme de clignotant à fixe). 3.6.1. Mémoriser les données du programme PL En utilisant la machine pour la première fois A la mise en marche de la machine, le display affiche le sigle PL qui disparaît après 5 secondes et ensuite affiche un courant de travail. Suivre les instructions des paragraphes 3.2 et 3.5 et, pour mémoriser les données dans le programme P01, procéder de la manière suivante : · Appuyer brièvement sur le bouton AQ (mem+mem-) ; l’inscription P01 apparaîtra clignotante. · Appuyer sur le bouton AQ pendant un temps supérieur à 3 secondes jusqu’à ce que le sigle P01 cesse de clignoter; à ce moment, la mémorisation a eu lieu. · Bien entendu, si au lieu de mémoriser dans le programme P01 on désire mémoriser dans un programme différent, appuyer brièvement sur le bouton AQ autant de fois que nécessaire pour afficher le programme désiré. A la nouvelle mise en marche de la machine, P01 sera affiché. LE BOUTON AQ APPUYE BRIEVEMENT EFFECTUE UN CHOIX ; APPUYE PENDANT UN TEMPS SUPERIEUR A 3 SECONDES, EFFECTUE UNE MEMORISATION. 3.6.4 Souder avec la synergie. Le but de la “synergie” est celui de fournir un guide rapide à l’opérateur pour définir les paramètres de soudure TIG. Elle n’a pas un caractère d’imposition, mais de conseil. Les relations “synergiques” entre courant, épaisseur et diamètre de l’électrode ont été réalisées avec électrodes cérium 2% ( EN 26848 WC20 ) de couleur gris, avec une fréquence du courant alternatif de 90 Hz. La forme d’onde avec laquelle les épreuves ont été exécutées est la 12 (carrée en pénétration – sinusoïdale en propreté). La logique : A partir du procédé de soudure choisi, l’opérateur définit le type de matière à souder, la position de soudure et l’épaisseur ; sur la base de ces choix, un diamètre d’électrode lui est conseillé et, s’il confirme ces choix, la machine se prédispose pour la soudure. 3.6.2. Mémoriser d’un programme libre L’opérateur peut modifier et mémoriser un programme choisi en procédant de la manière suivante : · Appuyer brièvement sur le bouton AQ et choisir le numéro de programme désiré. Les programmes libres ont le sigle clignotant. Appuyer sur le bouton AT et choisir le procédé de soudure ; au moyen du bouton AS, choisir le mode (paragraphe 3.1). Mettre en marche la synergie. Appuyer brièvement (inférieur à 0,7 sec.) sur la touche H : le voyant I (Syn) s’allume en même temps que le voyant L (matière). Le display O s’éteint et le display U affiche un sigle correspondant à la matière à souder (voir description voyant L). Le choix est opéré en tournant le bouton Y. Une pression successive du bouton H confirme le choix de la matière et fait allumer le voyant M, le display U 44 affiche les positions de soudure disponibles (voir description voyant M). Le choix est opéré en tournant le bouton Y. Une pression successive du bouton H confirme le choix de la position et fait allumer le voyant S, le display O affiche le courant défini, le display U affiche l’épaisseur, en millimètres, relative au courant (voir description voyant S). La pression successive du bouton H confirme le choix de l’épaisseur et fait allumer le voyant R. A partir des choix opérés concernant matière, position, épaisseur et courant, un ou plusieurs diamètres d’électrode sont proposés. L’électrode conseillée constituera la première proposition et la valeur numérique du diamètre sera toujours allumée fixe à côté de la lettre A ; au cas où il y avait deux diamètres dont la plage de courant comprend la valeur des Ampères sélectionnés pour la soudure, le second choix du diamètre de l’électrode ne sera proposé que si l’encodeur Y est tourné. Même le second choix sera affiché allumé fixe. Si on tourne encore l’encodeur, le display U affichera le diamètre supérieur au second choix et le diamètre inférieur au premier choix en mode clignotant. Etant donné que le diamètre de l’électrode définit principalement le niveau de start AO et le courant minimal AI, l’opérateur peut choisir une combinaison non conseillée. A ce point l’opérateur a deux possibilités : 1. Sortir de la synergie sans confirmer les choix opérés. Pour ce faire, appuyer brièvement sur le bouton H, le voyant I s’éteint et le panneau affiche les valeurs précédentes à l’entrée en synergie. 2. Confirmer la synergie en appuyant sur le bouton H pendant un temps supérieur à 0,7 sec. A ce point, toutes les fonctions relatives à la synergie sont définies et, si sélectionnées au moyen du bouton AP, le display U affiche le sigle “AU” (automatique). Le voyant I reste allumé pour confirmer que les paramètres ont été définis. En bref, lorsqu’on confirme le diamètre de l’électrode (pression longue du bouton H lorsque le voyant R est sélectionné), les fonctions de start, Wave, Hz, équilibre et courant AI se disposent avec la logique d’automatique décrite précédemment. Confirmée l’électrode, le voyant R s’éteint et le voyant I s’allume. courant de soudure de la valeur minimale à celle maximale. Les réglages des commandes à distance sont toujours actifs dans le programme PL alors que dans un programme mémorisé ne le sont pas. 5 MANTENIMIENTO Cada intervención de mantenimiento debe ser efectuada por personal cualificado según la norma CEI 26-29 (IEC 60974-4). 5.1 MANTENIMIENTO GENERADOR En caso de mantenimiento en el interior del aparato, asegurarse de que el interruptor BE esté en posición "O" y que el cable de alimentación no esté conectado a la red. Periódicamente, además, es necesario limpiar el interior del aparato para eliminar el polvo metálico que se haya acumulado, usando aire comprimido. 5.2 MEDIDAS A TOMAR DESPUÉS INTERVENCIÓN DE REPARACIÓN. DE UNA Después de haber realizado una reparación, hay que tener cuidado de reordenar el cablaje de forma que exista un aislamiento seguro entre el lado primario y el lado secundario de la máquina. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. Volver a montar todas las abrazaderas como estaban en el aparato original para evitar que, si accidentalmente un conductor se rompe o se desconecta, se produzca una conexión entre el primario y el secundario. Volver además a montar los tornillos con las arandelas dentelladas como en el aparato original. 4 COMMANDES A DISTANCE Pour régler le courant de soudure de ce poste à souder, il est possible de relier les commandes à distance suivantes : Art. 1256 Torche TIG uniquement bouton. (refroidissement par eau). Art. 1258 Torche TIG UP/DOWN. (refroidissement par eau). Art. 193 Commande à pédale (utilisée en soudure TIG) Art 1192+Art 187 (utilisé en soudure MMA) Art. 1180 Liaison pour raccorder à la fois la torche et la commande à pédale. Avec cet accessoire l’Art. 193 peut être utilisé dans tout mode de soudure TIG. Les commandes pourvues d’un potentiomètre règlent le courant de soudure de la valeur minimale jusqu’à la valeur maximale de courant défini à l’aide du bouton Y. Les commandes avec logique UP/DOWN règlent le 45 MANUAL DE INSTRUCCIONES PARA SOLDADORA DE ARCO IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 60974-10 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. 1 PRECAUCIONES DE SEGURIDAD LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod.3.300.758 RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos(EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deberían consultar al médico antes de aproximarse a la zona de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES · No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. 46 RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado abaixo corresponde às casas numeradas da chapa.. B. C. 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. Os rolos de tracção do fio podem ferir as mãos. O fio de soldadura e o grupo de tracção do fio estão sob tensão durante a soldadura. Mantenha as mãos e os objectos metálicos afastados dos mesmos. Os choques eléctricos provocados pelo eléctrodo de soldadura ou pelo cabo podem ser mortais. Proteja-se devidamente contra o perigo de choques eléctricos. Use luvas isolantes. Não toque no eléctrodo com as mãos nuas. Não use luvas húmidas ou estragadas. Certifique-se de estar isolado da peça a soldar e do chão Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. Poderá ser nocivo para a saúde inalar as exalações produzidas pela soldadura. Mantenha a cabeça afastada das exalações. Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. Utilize uma ventoinha de aspiração para eliminar as exalações. As faíscas provocadas pela soldadura podem provocar explosões ou incêndios. Mantenha os materiais inflamáveis afastados da área de soldadura. As faíscas provocadas pela soldadura podem provocar incêndios. Mantenha um extintor nas proximidades e faça com que esteja uma pessoa pronta para o utilizar. Nunca solde recipientes fechados. Os raios do arco podem queimar os olhos e a pele. Use capacete e óculos de segurança. Utilize protecções adequadas das orelhas e camisas com o colarinho abotoado. Utilize máscaras com capacete, com filtros de graduação correcta. Use uma protecção completa para o corpo. Leia as instruções antes de utilizar a máquina ou de efectuar qualquer operação na mesma. Não retire nem cubra as etiquetas de advertência MMA TIG. U0. X. Adapto para soldadura con electrodos revestidos. Adapto para soldadura TIG. Tensión en vacío secundaria Factor de servicio porcentaje. % de 10 minutos en los que la soldadora puede trabajar a una determinada corriente sin causar recalentamientos. I2. Corriente de soldadura U2. Tensión secundaria con corriente I2 U1. Tensión nominal de alimentación 3~ 50/60Hz Alimentación trifásica 50 o 60 Hz l1 max. Es el máximo valor de la corriente absorbida. l1 ef. Es el máximo valor de la corriente efectiva absorbida considerando el factor de servicio. IP23S Grado de protección de la carcasa. Grado 3 como segunda cifra significa que este aparato puede ser almacenado, pero no es previsto para trabajar en el exterior bajo precipi taciones, si no está protegido. S Idoneidad a ambientes con riesgo aumentado. NOTAS: 1- El aparato además se ha proyectado para trabajar en ambientes con grado de contaminación 3. (Ver IEC 60664). 2- Este equipo cumple con lo establecido por la IEC 61000-3-12, siempre que la impedancia máxima Zmax admitida por el sistema sea inferior o igual a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) en el punto de interfaz entre sistema del usuario y sistema público. Es responsabilidad del instalador o del usuario garantizar, consultando eventualmente al operador de la red de distribución, que el equipo sea conectado a una alimentación maxMAX inferior o igual a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). 2.3 DESCRIPCIÓN DE LOS DISPOSITIVOS DE PROTECCIÓN 2 DESCRIPCIONES GENERALES 2.1 ESPECIFICACIONES Esta soldadora es un generador de corriente continua constante realizada con tecnología INVERTER, proyectada para soldar los electrodos revestidos (con exclusión del tipo celulósico) y con procedimiento TIG con encendido por contacto y con alta frecuencia. NO DEBERÁ SER USADA PARA DESCONGELAR LOS TUBOS. 2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS CITADOS EN LA PLACA DE CARACTERÍSTICAS DE LA MÁQUINA. Este aparato ha sido fabricado en conformidad con las siguientes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-11 - IEC 61000-3-12 (ver Nota 2). N°. Número de matrícula que se citará en todas las cuestiones relacionadas con la soldadora. Convertidor estático de frecuencia trifásica transformador-rectificador. Característica descendiente. 2.3.1 Protección térmica Esta soldadora está protegida por una sonda de temperatura la cual, si se superasen las temperaturas admitidas, impediría el funcionamiento de la máquina. La intervención del termostato viene señalada por el encendido de la sigla “OPn” en el display O colocado en el tablero de control. 2.3.2 - Protección de bloqueo. Esta soldadora está dotada de diferentes dispositivos de protección que detienen la máquina antes de que sufra daños. La intervención de cada dispositivo de protección viene señalada por el encendido de la sigla “Err” en el display O y por un número que aparece en el display U. Si se detectase un nivel bajo de agua para el grupo de enfriamiento aparecería la sigla H2O centelleante en el display O. 3 INSTALACIÓN Controlar que la tensión de alimentación corresponda a la tensión indicada en la placa de las características técnicas de la soldadora. Conectar un enchufe de calibre adecuado al cable de ali- 47 mentación asegurándose de que el conductor amarillo/verde esté conectado a la clavija de tierra. El calibre del interruptor magnetotérmico o de los fusibles, en serie en la alimentación, deberá ser igual a la corriente I1max. absorbida por la máquina. 3.1. COLOCACIÓN La instalación de la máquina deberá llevarla a cabo personal experto. Todas las conexiones deberán ser realizadas de conformidad con las normas vigentes y en el pleno respeto de la ley de prevención de accidentes (CEI 26-23 / CEI CLC 62081). Utilizar para actualizar los programas de los microprocesadores. BP) Porta fusible. BQ) Toma cable red. BR) Toma presóstato. NOTA: En el art. 366 el grupo de enfriamiento es opcional. 3.3 DESCRIPCIÓN DEL TABLERO (Fig.2). Tecla de proceso AT. La selección viene evidenciada por el encendido de uno de los led AX, AV, o AW. 3.2 DESCRIPCIÓN DE LA SOLDADORA (Fig.1-1/A). BA) BB) BC) BD) BE) BF) BG) BH) BI) BL) BM) BN) BO) Borne de salida negativo (-). Borne de salida positivo (+). Conector para el pulsador de la antorcha TIG. Conectar los hilos del pulsador antorcha a los pin 1 y 9. Racor (1/4 gas). Se le conecta el tubo gas de la antorcha de soldadura TIG. Interruptor general. Tapón depósito. Cable de alimentación. Racor alimentación gas. Racor entrada agua caliente (utilizar solo para antorchas TIG). Racor salida agua fría (utilizar solo para antorchas TIG). Ranura para control del nivel del líquido. racores para antorchas MIG (no deberán estar cortocircuitados). Conector tipo DB9 (RS 232). Led AX Led AV Led AW Tecla de modo AS. La selección viene evidenciada por el encendido de uno de los led D, C, E, B, A, o AU: Led D “HOT START” Activo en la soldadura MMA. El encendido de este led indica que el display U visualiza el tiempo, expresado en centésimos de segundo, en el que la soldadora suministra una sobrecorriente para mejorar el encendido del electrodo. La regulación tiene lugar con la empuñadura Y. Led C “Arc-Force” Activo en soldadura MMA DC. Es un porcentaje de la corriente de soldadura. El display fig. 1 BE BG BO BB BA BP BQ BC BF BD BI BL Art. 366 & 367 48 BR BN BM BN BH Art. 367 Art. 366 fig. 1/A BE BG BO BB BA BH BD BC BI BL BF BN BM BN Art. 368 U visualizará el valor y la empuñadura Y lo regula. En práctica esta sobrecorriente favorece la transferencia de las gotas de metal fundido. Led E: Soldadura TIG CONTINUO con encendido mediante dispositivo de alta tensión/freTIG cuencia. Led B: Soldadura TIG PULSADO con encendido mediante dispositivo de alta tensión/freTIG cuencia. La frecuencia de pulsación es regulable de 0,16 a 500Hz (led AE), la corriente de pico y la corriente de base se pueden activar respectivamente con los led AG y AD, y son regulables con la empuñadura Y. De 0,16 fino a 1,1 Hz de frecuencia de pulsación el display O visualiza alternativamente la corriente de pico (principal) y la corriente de base. Los led AG y AD se encienden alternativamente; por encima de 1,1 Hz el display O visualiza la media de las dos corrientes. TIG Led A: Soldadura TIG CONTINUO con encendido por contacto (roce). Led AU: Soldadura TIG PULSADO con encendido por TIG contacto (roce). La lógica de funcionamiento es la misma descrita para el led B. Tecla de programa AR. La selección viene evidenciada por el encendido de uno de los led G, F, W, X, Z, o AA. Led G: soldadura por puntos (Manual). Después de haber elegido la corriente de soldadura (led AG) y el tiempo de soldadura por puntos (led AE) con el selector AP, programar los valores con la empuñadura Y. Se realiza esta forma de soldadura solo si se selecciona la soldadura en continuo y el encendido con alta frecuencia (led E encendido). El operador pulsa el pulsador de la antorcha, se enciende el arco y pasado el tiempo de soldadura por puntos regulado, el arco se apaga automáticamente. Para realizar el punto sucesivo hay que soltar el pulsador antorcha y después volver a pulsarlo. Regulación de 0,1 a 30 sec. F - Led soldadura TIG 2 tiempos (manual) Pulsando el pulsador de la antorcha la corriente inicia a aumentar y emplea un tiempo correspondiente al “slope up”, previamente regulado, para alcanzar el valor regulado con empuñadura Y. Cuando se suelta el pulsador la corriente inicia a disminuir y emplea un tiempo correspondiente al “slope down”, previamente regulado, para volver a cero. En esta posición se puede conectar el accesorio mando a pedal ART. 193, W - Led soldadura TIG 4 tiempos (automático). Este programa se diferencia del precedente porque tanto el encendido como el apagado vienen accionados pulsando y soltando el pulsador de la antorcha X - Led programa especial Para encender el arco pulsar el pulsador de la antorcha y 49 D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM manteniéndolo pulsado, la corriente iniciará a aumentar con un incremento fijo. Si se suelta el pulsador la corriente aumentará inmediatamente al valor de soldadura (led AG). Para terminar la soldadura pulsar el pulsador antorcha y manteniéndolo pulsado la corriente iniciará a disminuir con una disminución fija. Si se soltase el pulsador la corriente se resetea istantáneamente. Z - Led soldadura Tig con tres niveles de corriente cuatro tiempos (automático). Para programar las tres corrientes de soldadura actuar como sigue: Pulsar el selector AP hasta encender el led AG y a continuación regular el valor de la máxima corriente con la empuñadura Y. Pulsar el selector AP hasta que se encienda el led AD y a continuación regular el valor de la corriente intermedia con la empuñadura Y. Pulsar el selector AP hasta que se encienda el led AY y a continuación regular el valor de la corriente de encendido con la empuñadura Y. Al encendido del arco la corriente va a la primera regulación, led AI encendido, el operador puede mantener esta corriente hasta cuando se desea (por ejemplo hasta que no se haya recalentada la pieza). Pulsando y soltando inmediatamente el pulsador antorcha, la corriente pasa de la primera a la segunda corriente en el tiempo de “slope-up” (led AH); alcanzada la corriente de soldadura el led AG se enciende. Si durante la soldadura fuese necesario disminuir la corriente sin apagar el arco (por ejemplo cambio del material de adjución, cambio de posición de trabajo, paso de una posición horizontal a una vertical etc.…) pulsar y soltar inmediatamente el pulsador antorcha, la corriente pasa al segundo valor seleccionado, el led AD 50 R AL AI AH AF AE AD AC AB se enciende y AG se apaga. Para volver a la precedente corriente principal, repetir la acción de presión y de suelta del pulsador antorcha, el led AG se enciende mientras el led AD se apaga. En el momento en que se quiera interrumpir la soldadura, pulsar el pulsador antorcha durante un tiempo mayor de 0,7 segundos a continuación soltarlo, la corriente empieza a descender hasta el valor de cero en el tiempo de “slope down”, previamente establecido (led AC encendido). Durante la fase de “slope down”, si se pulsa y se suelta inmediatamente el pulsador de la antorcha, se vuelve en “slope up” si éste está regulado a un valor mayor de cero, o a la corriente menor entre los valores regulados. NOTA el término “PULSAR Y SOLTAR INMEDIATAMENTE” hace referencia a un tiempo máximo de 0,5 seg. AA - Led soldadura TIG con dos niveles de corriente. Este programa se diferencia del precedente porque al encendido del arco la corriente va siempre a la primera regulación, led AI encendido, pero el operador no puede mantenerla e inicia inmediatamente el tiempo de slopeup (led AH). Cráter Arc . En las segundas funciones es disponible este programa que ha sido proyectado para cerrar el cráter final pro medio de la programación de una corriente y su duración. Esta función se puede usar en TIG AC o DC en funcionamiento manual o automático (Fig. 3). Para activar la función actuar como sigue: • Pulsar la tecla AQ y manteniéndola pulsada pulsar la tecla AP. • Mantenerlas pulsadas hasta cuando en el display O aparecerá la sigla H2O. Led N No se puede seleccionar y se enciende cuando el display O visualiza una corriente. Fig. 3 • Pulsar la tecla AP hasta que en el display O aparecerá la sigla CrA (Crater Arc). • El display U visualiza la sigla OFF (programado por el constructor). • Girar la manecilla Y hasta que aparezca en el display Ula sigla On. • Girar la manecilla Y, el display O visualiza la sigla CrC (crater current – corriente de cráter) y el display U visualiza 50; éste es el porcentaje de la corriente de cráter respecto de la corriente de soldadura. Programación del constructor 50%. Regulación 1 ÷ 100%. • Girar la manecilla Y, el display O visualiza la sigla tCr (Crater time – tiempo de la corriente de cráter). • Con la manecilla Y se regula el valor de este tamaño y el display u visualiza el valor. Programación del constructor 0,5 segundos. Regulación 0,1 ÷ 30,0 segundos. La rampa de racor entre la corriente principal y la corriente de cráter es regulada por el “slope down” led AC. Y - Empuñadura Normalmente regula la corriente de soldadura. Además, si se selecciona una función con el selector AP esta empuñadura regulará la dimensión. 2. 3. 4. 5. 6. 7. 8. 9. O - Display Visualiza: 1. en condiciones de vacío la corriente preprogramada. en condiciones de carga la corriente de soldadura y sus niveles. en acoplamiento al led de “Hold” encendido la ultima corriente de soldadura. en Tig pulsado, en carga, la alternancia de las corrientes en los correspondientes niveles. en el interior de los parámetros sinérgicos la corriente en relación con el espesor seleccionado. la sigla “H2O” cuando se programa el grupo de enfriamiento y la misma sigla centelleante cuando se abre el presóstato del grupo de enfriamiento. la sigla “OPn” centelleante a la apertura del termostato. durante la selección de los programas libres o memorizados las siglas PL …P01…P09. la sigla MMA. U - Display Visualiza: 1. en MMA sin soldar la tensión en vacío y en soldadura la tensión en carga. 2. en TIG continuo, con pulsador no pulsado, cero; con pulsador pulsado pero sin soldar la tensión en vacío y soldando la tensión de carga. 3. visualiza numéricamente todas las dimensiones, a exclusión de las corrientes, seleccionadas con el pulsador AP. 4. visualiza las combinaciones numéricas que hacen referencia a las distintas formas de onda seleccionables cuando, con el pulsador AP, se selecciona el led AY ( Wave ). 5. en la predisposición del grupo de enfriamiento las siglas: OFF, OnA, OnC. 6. en la predisposición del tipo de corriente en MMA las siglas: AC, DC. 7. en sinergía (led I encendido) la sigla de los materiales por soldar si el led L ha sido seleccionado, la sigla de las posiciones de soldadura si el led M ha sido seleccionado, los diámetros de electrodo si el led R ha sido seleccionado. ADEMÁS con el led P (Hold) encendido visualiza la tensión de soldadura. Led Q No se selecciona y se enciende cuando el display U visualiza una tensión. AQ - SELECTOR Selecciona y memoriza los programas. La soldadora tiene la posibilidad de memorizar nueve programas de soldadura P01…..P09 y de poder volver a llamarlos con este pulsador. Se encuentra además disponible un programa de trabajo PL . Selección Pulsando brevemente este pulsador viene visualizado en el display O el número del programa sucesivo a aquel con el que se está trabajando. Si éste no hubiera sido memorizado, las letras serán centelleantes, en caso contrario serán fijas. Memorización (3.6) Una vez seleccionado el programa, pulsando durante un tiempo mayor de 3 segundos, se memorizan los datos. Para confirmarlos, el número del programa, visualizado en el display O, terminará de centellear. AP - SELECTOR Pulsando este pulsador se iluminarán en sucesión los led: Atención: se iluminarán solo los led que se refieren al modo de soldadura elegido; ej. en soldadura TIG continuo no se iluminará el led AE que representa la frecuencia de pulsación. Cada led indica el parámetro que puede ser regulado con la empuñadura Y durante el tiempo de encendido del led mismo. Pasados 5 segundos desde la última variación, el 51 led interesado se apaga y viene indicada la corriente de soldadura principal y se enciende el correspondiente led AG. SELECTORES AQ + AP = SEGUNDAS FUNCIONES. El acceso al menú “segundas funciones” se actúa con la presión contemporánea de las teclas AQ y AP por un tiempo mayor de 3 segundos. La selección de las voces del “MENU” se actúa por medio de la presión breve de la tecla AP. La salida de este “MENU” se actúa por medio de la presión breve de la tecla AQ. El display O visualiza la función, el display U visualiza la programación que puede ser regulada por la manecilla Y. Las funciones presentes son las siguientes: 1. Grupo de refrigeración Sigla H2O Regulaciones: OFF = apagado (programación del constructor). OnC = continuo siempre encendido. OnA = encendido automático. 2. Funcionamiento con robot. Sigla rob Regulaciones: OFF = apagado (programación del constructor). On = encendido. 3. Feeder Unit (Funcionamiento con carro hilo frío). Sigla FdU Regulaciones: OFF = apagado (programación del constructor). On = encendido. 4. Cráter Arc (llenado del cráter final). Sigla CrA Regulaciones: OFF = apagado (programación del constructor). On = encendido. 5. MMA (soldadura con electrodo revestido). Sigla MMA Regulaciones: DC = corriente continua (programación del constructor). AC = corriente alterna. LED SELECCIONABLES EN SOLDADURA TIG DC (CORRIENTE CONTINUA) Y EN SOLDADURA TIG AC (CORRIENTE ALTERNA): AL - Led Pre-gas Regulación 0,05-2,5 segundos. Tiempo de salida del gas antes del inicio de la soldadura. AI - Led corriente de inicio soldadura. Es una porcentaje de la corriente de soldadura (led AG). 52 AH - Led Slope up. Es el tiempo en el que la corriente alcanza, partiendo del mínimo, alcanza el valor de corriente programado. (0-10 sec.) AG - Led Corriente de soldadura-principal. AD - Led segundo nivel de corriente de soldadura o de base. Esta corriente es siempre una porcentaje de la corriente principal. AE - Led Frecuencia de pulsación (0,16-500 Hz). Cuando viene seleccionada la soldadura por puntos (led G) el encendido de este led indica que el display U visualiza el tiempo de soldadura por puntos que es regulable con la empuñadura Y desde 0,1 a 30 segundos. AF - Led Regula en tanto por ciento la relación entre el tiempo de la corriente de pico AG y la frecuencia AE. t/T ( 10 ÷ 90 % ) fig.4 Fig. 4 AC - Led Slope down. Es el tiempo en el que la corriente alcanza el mínimo y el apagado del arco.(0-10 seg.) AB - Led Post gas. Regula el tiempo de salida del gas al final de la soldadura. (0-30 sec.) LED SELECCIONABLES SOLO EN SOLDADURA TIG AC (CORRIENTE ALTERNA): Led AO Start Regula el nivel de “hot-start” para optimizar los encendidos en TIG AC para cada diámetro de electrodo. Al encendido de este led el display U visualizará un valor numérico que hace referencia a los diámetros de electrodo, el operador mediante la empuñadura Y puede programar el diámetro por él utilizado y obtener inmediatamente una buena partida. Regulación desde 0,5 a 4,8. Led AY Wave Selección de la forma de sonda de soldadura. Al encendido de este led display U visualizará un número que corresponderá a la forma de la onda selec- cionada (ver tabla) 11 = cuadra - cuadra 22 = sinusoide - sinusoide 33 = triángulo - triángulo 12 = cuadra - sinusoide 13 = cuadra - triángulo 23 = sinusoide - triángulo 21 = sinusoide - cuadra 32 = triángulo - sinusoide 31 = triángulo - cuadra. Default = cuadra - sinusoidal (12). Esta combinación de números puede ser modificada con el encoder Y. NOTA: El primer número que compone la cifra se refiere a la semionda negativa o de penetración, el segundo número se refiere a la semionda positiva o de limpieza. La variación del tipo de forma de onda podría también reducir el ruido del arco en soldadura AC. Led AN Hz Regula la frecuencia de la corriente alterna. Regulación 50 ÷ 100 Hz. Led AM Regulación del balanceamiento de la onda. Regula el porcentaje de la semionda negativa (penetración) en el período de corriente alterna. Regulación -10 / 0 / 10 donde 0 = 65% (aconsejada) -10 = 50% e 10 = 85%. < 48V AC Led T: Led indicación del correcto funcionamiento del dispositivo que reduce el riesgo de sacudidas eléctricas. Tecla H: Pulsándolo brevemente activa la sinergia, donde prevista, y selecciona los led I, L, M, S, R (se entiende por “brevemente” un tiempo inferior a 0,7 sec). Si, después de haber seleccionado los parámetros no se confirmase el diámetro del electrodo, la presión breve de esta tecla hace salir de la sinergia. 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE Led S: Espesor. el display O se enciende y visualiza la corriente programada, el display U visualiza el espesor relativo a la corriente. Girando la empuñadura Y se varía el espesor y en relación variará también la corriente. Obviamente la medida del espesor y de la correspondiente corriente estarán en relación con las programaciones del material y de la posición de soldadura. Ø El. Led R: Diámetro del electrodo. La visualización del diámetro del electrodo es la consecuencia de la programación del material (led L), de la posición (led M) y del espesor (led S). El display U visualizará el electrodo aconsejado de forma no centelleante; el operador con la empuñadura Y podrá visualizar también otros diámetros pero estos serán visualizados, de forma centelleante, que significa no aconsejado. BC - Conector 10 polos A este conector van conectados los mandos remotos descritos en el párrafo 4. Es disponible entre los pin 3 y 6 un contacto limpio que señala el encendido del arco (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. NOTAS GENERALES Antes del uso de esta soldadora leer atentamente las normas CEI 26-23 / IEC-TS 62081 además verificar la integridad del aislamiento de los cables, de las pinzas porta electrodos, de las tomas y de las clavijas que la sección y la longitud de los cables de soldadura sean compatibles con la corriente utilizada. 3.4. SOLDADURA DE ELECTRODOS REVESTIDOS (MMA) 4F PD Si por el contrario, después de haber confirmado el diámetro del electrodo, se quisiera salir de la sinergia, habría que pulsarlo durante largo tiempo (por largo se entiende un tiempo mayor de 0,7 seg.). Mat. Led L: Material Los tipos de materiales seleccionables están relacionados con el proceso de soldadura y son: En TIG AC el aluminio (AL), el magnesio (MG). En TIG DC El acero inoxidable (SS), el Cobre (Cu), el Hierro (FE) y el Titanio (ti). Pos. Las ASME vienen diferenciadas por un número más una letra. Para una mayor claridad se citan simbólicamente a continuación. Led M: Posición de soldadura Las siglas que comparecen en el display U corresponden a las normativas ISO 6947 y corresponden a las posiciones de soldadura enumeradas en figura. - Esta soldadora es idónea para la soldadura de todos los tipos de electrodos a excepción del tipo celulósico (AWS 6010). - Asegurarse de que el interruptor BE esté en posición 0, después conectar los cables de soldadura respetando la polaridad requerida por el constructor de electrodos que serán utilizados y el borne del cable de masa a la pieza en el punto más cercano posible a la soldadura asegurándose de que haya un buen contacto eléctrico. - No tocar contemporáneamente la antorcha o la pinza porta electrodo y el borne de masa. - Encender la máquina mediante el interruptor BE. - Seleccionar, pulsando el pulsador A, el procedimiento MMA, led AW encendido. Para seleccionar el tipo de corriente adecuada para el electrodo escogido actuar de la forma siguiente: • Pulsar la tecla AQ y manteniéndola pulsada pulsar la tecla AP. • Mantenerlas pulsadas hasta cuando en el display O aparecerá la sigla H2O. 53 • Pulsar la tecla AP hasta que aparezca en el display O la sigla MMA. • El display U visualiza la sigla DC (corriente continua), tipo de corriente programado por el constructor. • Para seleccionar la corriente alterna girar la manecilla Y hasta que aparezca en el display U la sigla AC. NOTA: Para salir de la selección pulsar brevemente la tecla AQ. - Regular la corriente en base al diámetro del electrodo, a la posición de soldadura y al tipo de junta por realizar. - Terminada la soldadura apagar siempre el aparato y quitar el electrodo de la pinza porta electrodo. Si se quisieran regular las funciones de Hot-start (led D) y de Arc force (led C) ver el párrafo precedente. 3.5. SOLDADURA TIG Seleccionando el procedimiento TIG AC se puede soldar el Aluminio, las aleaciones de aluminio, el latón y el magnesio mientras que seleccionando TIG DC se puede soldar el acero inoxidable, el hierro y el cobre. Conectar el conector del cable de masa al polo positivo (+) de la soldadora y el borne a la pieza en el punto más cercano posible a la soldadura asegurándose de que haya un buen contacto eléctrico. Conectar el conector de potencia de la antorcha TIG al polo negativo (-) de la soldadora. Conectar el conector de mando de la antorcha al conector BC de la soldadora. Conectar el racor del tubo gas de la antorcha al racor BD de la máquina y el tubo gas proveniente del reductor de presión de la bombona al racor gas BH. 3.5.1 Grupo de enfriamiento (opcional para Art. 351). Si se utiliza una antorcha enfriada por agua, utilizar el grupo de enfriamiento. Insertar los tubos de enfriamiento de la antorcha en los racores BI y BL del grupo refrigerante teniendo cuidado de respetar la altura de descarga y el retorno. 3.5.1.1 Descripción de los dispositivos de protección - Protección presión líquido refrigerante. Esta protección se realiza mediante un presóstato, insertado en el circuito de descarga del líquido, que acciona un microinterruptor. La presión insuficiente viene señalada por la sigla H2O centelleante en el display O. 3.5.1.2 Instalación Destornillar el tapón BF y rellenar el depósito (el aparato se entrega con aproximadamente un litro de líquido). Es importante controlar periódicamente, a través de la ranura BM, que el líquido se mantenga en el nivel “max”. Utilizar, como líquido refrigerante agua (preferiblemente del tipo desionizado) mezclada con alcohol en un porcentaje definido según la tabla siguiente: temperatura agua/alcohol -0°C hasta -5°C 4L/1L -5°C hasta -10°C 3,8L/1,2L NOTA Si la bomba girase sin líquido refrigerante, habría que quitar el aire de los tubos. En este caso apagar el generador, rellenar el depósito, conectar un tubo al racor ( ) e insertar la otra extremidad del tubo en el depósito. 54 Solo para Art. 351, insertar el conector del presóstato y el cable red en las tomas BR y BQ. Encender el generador durante aproximadamente 10/15 segundos después reconectar los tubos. Encender la máquina. Para seleccionar el modo de funcionamiento del grupo de enfriamiento actuar de la forma siguiente: 1. Seleccionar un procedimiento cualquiera TIG. 2. Manteniendo pulsada la tecla AQ pulsar la tecla AP y mantenerlas pulsadas hasta cuando en el display O aparecerá la sigla H2O. 3. Seleccionar el funcionamiento con la empuñadura Y OFF = Grupo apagado, OnC = Funcionamiento en continuo, OnA = Funcionamiento en automático. Para salir de la selección pulsar brevemente la tecla AQ. NOTA Por “Funcionamiento automático” se entiende que el grupo de enfriamiento se pone en funcionamiento con la presión del pulsador antorcha y deja de funcionar pasados aproximadamente 2 minutos al soltar el pulsador antorcha. ¡Atención! Si estuviera seleccionada la soldadura en electrodo, el enfriamiento no estaría encendido y no se podría seleccionar. Es normal que al encendido de la máquina el display O visualice, de forma centelleante, la sigla H2O. 3.5.2 Puesta en funcionamiento. No tocar partes bajo tensión y los bornes de salida cuando el aparato esté alimentado. Al primer encendido de la máquina seleccionar el modo mediante el pulsador AS y los parámetros de soldadura mediante la tecla AP y la empuñadura Y como indicado en el párrafo 3.2. ATENCIÓN Las regulaciones de los led AO = start, AY = wave, AN = Hz, AM = nivelación de la onda se pueden seleccionar solo en TIG AC. El flujo de gas inerte deberá ser regulado a un valor (en litros al minuto) de aproximadamente 6 veces el diámetro del electrodo. Si se usasen accesorios tipo el gas-lens el caudal de gas podría ser reducido de aproximadamente 3 veces el diámetro del electrodo. El diámetro de la tobera cerámica deberá tener un diámetro de 4 a 6 veces el diámetro del electrodo. • Terminada la soldadura hay que apagar el aparato y cerrar la válvula de la bombona del gas. 3.5.3 Preparación del electrodo Es necesaria una particular atención en la preparación de Fig. 5 la punta del electrodo. Esmerilarla de forma que presente una estría vertical come se indica en la fig.5. ATENCIÓN: PARTES METÁLICAS VOLÁTILES INCANDESCENTES podrían herir el personal, originar incendios, dañar los equipos; LA CONTAMINACIÓN DE TUNGSTENO podría disminuir la calidad de la soldadura. • Perfilar el electrodo de tungsteno únicamente con una esmeriladora provista de adecuados cárter de protección usando protecciones para el rostro, las manos y el cuerpo. • Perfilar los electrodos de tungsteno con una muela abrasiva dura de grano fino, utilizada únicamente para perfilar el tungsteno. • Esmerilar la extremidad del electrodo de tungsteno de forma cónica con una longitud de 1,5 - 2 veces el diámetro del electrodo. (fig. 5) 3.6. MEMORIZACIÓN El pulsador AQ, pulsado brevemente, efectúa una elección; pulsado durante un tiempo mayor de 3 segundos, efectúa una memorización. A cada encendido, la máquina presenta siempre la última condición utilizada en soldadura. 3.6.1. Memorizar los datos del programa PL Utilizando la máquina por primera vez Al encendido de la máquina el display visualiza la sigla PL ésta, dopo 5 seg., desaparece y viene visualizada una corriente de trabajo. Seguir las indicaciones de los párrafos 3.2 y 3.5 después, para memorizar los datos en el programa P01, proceder de la forma siguiente: · Pulsar brevemente el pulsador AQ (mem+mem-) aparecerán las letras P01 centelleantes. · Pulsar el pulsador AQ durante un tiempo mayor de 3 segundos hasta que la sigla P01 deje de centellear, a este punto la memorización ha tenido lugar. · Obviamente si en vez de memorizar en el programa P01 se quisiera memorizar en un programa diverso, se pulsará el pulsador AQ de forma breve, todas las veces necesarias para visualizar el programa deseado. Al reencendido de la máquina viene visualizado P01. EL PULSADOR AQ PULSADO BREVEMENTE EFECTÚA UNA ELECCIÓN, PULSADO POR UN TIEMPO MAYOR DE 3 SEGUNDOS EFECTÚA UNA MEMORIZACIÓN. 3.6.2. Memorizar de un programa libre El operador puede modificar y memorizar un programa elegido procediendo de la forma siguiente: Pulsar el pulsador AQ de forma breve y elegir el número de programa deseado. Los programas libres tienen la sigla centelleante. Pulsar el pulsador AT y elegir el procedimiento de soldadura y con el pulsador AS elegir el modo (párrafo 3.1). · Girar la empuñadura Y y programar la corriente de soldadura. Si se ha elegido el procedimiento TIG, activar el led AB (post gas) con el pulsador AP y regular con la empuñadura Y el valor deseado (párrafo 3.1.) Si después de estas regulaciones, necesarias para soldar, se quisieran regular los tiempos de “slope” u otro, actuar como se ha descrito en el párrafo 3.1. Para memorizar en el programa elegido precedentemen- te, pulsar el pulsador AQ por más de 3 segundos hasta que el número deje de centellear. Para memorizar en un programa diverso, elegir pulsando brevemente el pulsador AQ después pulsar el pulsador AQ por más de 3 segundos. 3.6.3 Memorizar de un programa memorizado. Partiendo de un programa ya memorizado el operador puede modificar los datos de la memoria para actualizar el programa mismo o para encontrar nuevos parámetros que memorizar en otro programa. 3.6.3.1 Actualizar · Después de haber encendido la máquina seleccionar los parámetros que hay que modificar y modificarlos. · Pulsar por un tiempo mayor de 3 segundos la tecla AQ hasta que se confirme la memorización (sigla del programa de centelleante a continua). 3.6.3.2 Memorizar en un nuevo programa · Después de haber encendido la máquina seleccionar los parámetros que hay que modificar y modificarlos. · Realizar una soldadura también breve. · Pulsar brevemente el selector AQ hasta la visualización del programa deseado. · Pulsar de continuo la tecla AQ hasta que se confirme la memorización (sigla del programa de centelleante a continua). 3.6.4 Soldar con la sinergia. El objetivo de la “sinergia” es el de dar una guía rápida al operador para programar los parámetros de soldadura TIG. Por tanto no es una imposición sino una sugerencia. Las relaciones “sinérgicas” entre corriente espesor y diámetro del electrodo se han realizado con electrodos Ceriati 2% ( EN 26848 WC20 ) color gris, a una frecuencia de la corriente alterna de 90 Hz. La forma de onda con la que se han realizado las pruebas, es la 12 (en penetración cuadra - en limpieza sinusoidal). La lógica: El operador, en relación al proceso de soldadura, programa el tipo de material por soldar, la posición de soldadura y el espesor; en relación con estas elecciones les viene sugerido un diámetro de electrodo y si confirma estas elecciones, la máquina se predispone para la soldadura. Encender la sinergia. Pulsar brevemente (inferior 0,7 seg) la tecla H: se enciende el led I (Syn) contemporáneamente al led L (material). El display O se apaga y el display U visualiza una sigla correspondiente al material por soldar (ver descripción led L). Girando la empuñadura Y se efectúa la elección. Una sucesiva presión del pulsador H confirma la elección del material y hace encender el led M, el display U visualiza las posiciones de soldadura disponibles (ver descripción led M). Girando la empuñadura Y se efectúa la elección. Una sucesiva presión del pulsador H confirma la elección de la posición y hace encender el led S, el display O visualiza la corriente programada, el display U visualiza el espesor, en milímetros, relativo a la corriente (ver descripción led S). 55 La sucesiva presión del pulsador H confirma la elección del espesor y hace encender el Led R. En relación a las elecciones programadas de material, posición, espesor y corriente viene propuesto uno o más diámetros de electrodo. El electrodo aconsejado será propuesto el primero y el valor numérico del diámetro estará siempre encendido fijo y flanqueado por la letra A; si hubiera dos diámetros cuya gama de corriente cae la programación de los Amperios seleccionados para la soldadura la segunda elección del diámetro del electrodo se propondrá solo si el encoder Y viene girado. También la segunda elección será visualizada encendida fija. Si se gira ulteriormente el encoder, el display U visualizará el diámetro superior a la segunda elección y el diámetro inferior a la primera elección de forma centelleante. Dado que el diámetro del electrodo define principalmente el nivel de start AO y la corriente mínima AI, el operador puede elegir una combinación no aconsejada. A este punto el operador tiene dos elecciones: 1.Salir de la sinergia sin confirmar las elecciones efectuadas. Para hacer esto: pulsar brevemente el pulsador H, el led I se apaga y el tablero visualiza las programaciones precedentes a la entrada en sinergia. 2.Confirmar la sinergia pulsando el pulsador H por un tiempo mayor de 0,7 sec. A este punto todas las funciones correspondientes a la sinergia vienen programadas y, si seleccionada con el pulsador AP, el display U visualiza la sigla “AU” (automático). El led I permanece encendido para confirmar que los parámetros han sido programados. Reasumiendo, en el momento que confirmo el diámetro del electrodo (presión larga del pulsador H cuando está seleccionado el led R) las funciones de start, Wave, Hz, nivelación y corriente AI se disponen con la lógica de automático descrita precedentemente. A la confirmación del electrodo se apaga el led R y se enciende el led I. 4 MANDOS A DISTANCIA Para la regulación de la corriente de soldadura a esta soldadora pueden ser conectados los siguientes mandos a distancia: Art.1256 Antorcha TIG solo pulsador.(enfriamiento por agua). Art.1258 Antorcha TIG UP/DOWN.(enfriamiento por agua) Art. 193 Mando a pedal (usado en soldadura TIG) Art 1192+Art 187 (usado en soldadura MMA) Art. 1180 Conexión para conectar contemporáneamente la antorcha y el mando a pedal. Con este accesorio l’Art. 193 puede ser utilizado en cualquier forma de soldadura TIG. Los mandos que incluyen un potenciómetro regulan la corriente de soldadura desde el mínimo hasta la máxima corriente programada con la empuñadura Y. Los mandos con lógica UP/DOWN regulan desde el mínimo al máximo la corriente de soldadura. Las regulaciones de los mandos a distancia son siempre activas en el programa PL mientras en un programa memorizado no lo están. 56 5 MANTENIMIENTO Cada intervención de mantenimiento debe ser efectuada por personal cualificado según la norma CEI 26-29 (IEC 60974-4). 5.1 MANTENIMIENTO GENERADOR En caso de mantenimiento en el interior del aparato, asegurarse de que el interruptor BE esté en posición "O" y que el cable de alimentación no esté conectado a la red. Periódicamente, además, es necesario limpiar el interior del aparato para eliminar el polvo metálico que se haya acumulado, usando aire comprimido. 5.2 MEDIDAS A TOMAR DESPUÉS INTERVENCIÓN DE REPARACIÓN. DE UNA Después de haber realizado una reparación, hay que tener cuidado de reordenar el cablaje de forma que exista un aislamiento seguro entre el lado primario y el lado secundario de la máquina. Evitar que los hilos puedan entrar en contacto con partes en movimiento o con partes que se recalientan durante el funcionamiento. Volver a montar todas las abrazaderas como estaban en el aparato original para evitar que, si accidentalmente un conductor se rompe o se desconecta, se produzca una conexión entre el primario y el secundario. Volver además a montar los tornillos con las arandelas dentelladas como en el aparato original. MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A ARCO IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. 1 PRECAUÇÕES DE SEGURANÇA A SOLDADURA E O CISALHAMENTO A ARCO PODEM SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) deverão consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! EM CASO DE MAU FUNCIONAMENTO SOLICITAR A ASSISTÊNCIA DE PESSOAS QUALIFICADAS. 1.1 CHAPA DAS ADVERTÊNCIAS O texto numerado abaixo corresponde às casas numeradas da chapa. EXPLOSÕES · Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. 57 B. C. 1. 1.1 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. Os rolos de tracção do fio podem ferir as mãos. O fio de soldadura e o grupo de tracção do fio estão sob tensão durante a soldadura. Mantenha as mãos e os objectos metálicos afastados dos mesmos. Os choques eléctricos provocados pelo eléctrodo de soldadura ou pelo cabo podem ser mortais. Proteja-se devidamente contra o perigo de choques eléctricos. Use luvas isolantes. Não toque no eléctrodo com as mãos nuas. Não use luvas húmidas ou estragadas. Certifique-se de estar isolado da peça a soldar e do chão Desligue a ficha do cabo de alimentação antes de trabalhar na máquina. Poderá ser nocivo para a saúde inalar as exalações produzidas pela soldadura. Mantenha a cabeça afastada das exalações. Utilize um equipamento de ventilação forçada ou de exaustão local para eliminar as exalações. Utilize uma ventoinha de aspiração para eliminar as exalações. As faíscas provocadas pela soldadura podem provocar explosões ou incêndios. Mantenha os materiais inflamáveis afastados da área de soldadura. As faíscas provocadas pela soldadura podem provocar incêndios. Mantenha um extintor nas proximidades e faça com que esteja uma pessoa pronta para o utilizar. Nunca solde recipientes fechados. Os raios do arco podem queimar os olhos e a pele. Use capacete e óculos de segurança. Utilize protecções adequadas das orelhas e camisas com o colarinho abotoado. Utilize máscaras com capacete, com filtros de graduação correcta. Use uma protecção completa para o corpo. Leia as instruções antes de utilizar a máquina ou de efectuar qualquer operação na mesma. Não retire nem cubra as etiquetas de advertência 2 DESCRIÇÕES GERAIS 2.1 ESPECIFICAÇÕES Esta soldadora é um gerador de corrente contínua constante realizada com tecnologia INVERTER, concebida para soldar os eléctrodos revestidos (com exclusão do tipo celulósico) e com procedimento TIG com acendimento por contacto e com alta-frequência. NÃO DEVE SER USADA PARA DESCONGELAR TUBOS. 2.2 EXPLICAÇÃO DOS DADOS TÉCNICOS INDICADOS NA PLACA DE IDENTIFICAÇÃO DA MÁQUINA. O aparelho é construído de acordo com as seguintes normas: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-11 - IEC 61000-3-12 (ver a nota 2) N.º Número de série a mencionar sempre em qual quer questão relativa à soldadora. Conversor estático de frequência trifásica trans formador-rectificador. Característica descendente. MMA Adequado para soldadura com eléctrodos revestidos. TIG. Adequado para soldadura TIG. U0. Tensão em vazio secundária 58 X. Factor de serviço percentual. % de 10 minutos nos quais a soldadora pode trabalhar a uma determinada corrente sem provocar sobreaquecimentos. I2. Corrente de soldadura U2. Tensão secundária com corrente I2 U1. Tensão nominal de alimentação 3~ 50/60Hz Alimentação trifásica 50 ou 60 Hz l1 máx. É o valor máximo da corrente consumida. l1 efect. É o valor máximo da corrente efectiva consumida considerando o factor de serviço. IP23 S Grau de protecção da carcaça. Grau 3 como segundo algarismo significa que este aparelho pode ser armazenado, mas não utilizado no exterior durante tempo de chuva, a não ser se devidamente protegido. S Idoneidade para ambientes com risco acrescido. NOTAS: 1- O aparelho também foi projectado para trabalhar em ambientes com grau de poluição 3. (Ver IEC 60664). 2- Este equipamento está em conforme com a norma IEC 61000-3-12 na condição que a impedância máxima Zmax admitida da instalação eléctrica seja inferior ou igual a 0,093 (Art. 366) - 0,044 (Art. 367) 0,031 (Art. 368) no ponto de interligação entre a instalação eléctrica do utilizador e a pública. É da responsabilidade do instalador, ou do utilizador do equipamento, garantir, eventualmente consultando o operador da rede de distribuição, que o equipamento seja ligado a uma alimentação com uma impedância máxima de sistema admitida Zmax inferior ou igual a 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). 2.3 DESCRIÇÃO DAS PROTECÇÕES 2.3.1 Protecção térmica Este aparelho está protegido por uma sonda de temperatura a qual, se forem ultrapassadas as temperaturas admitidas, impede o funcionamento da máquina. A intervenção do termóstato é assinalada pelo acendimento da sigla “OPn” no visor O situado no painel de controlo. 2.3.2 Protecção de bloqueio. Esta soldadora está equipada com diversas protecções que interrompem a máquina antes que sofra danos. A intervenção de cada protecção é assinalada pelo acendimento da sigla “Err” no visor O e por um número que aparece no visor U. Se for detectado um nível baixo de água no grupo de arrefecimento, aparecerá a sigla H2O a piscar no visor O. 3 INSTALAÇÃO Verificar se a tensão de alimentação corresponde à tensão indicada na placa dos dados técnicos da soldadora. Ligar uma ficha de capacidade adequada ao cabo de alimentação certificando-se que o condutor amarelo/verde esteja ligado ao borne de terra. A capacidade do interruptor magnetotérmico ou dos fusíveis, em série com a alimentação, deve ser igual à corrente I1 max. consumida pela máquina. 3.1 PREPARAÇÃO PARA O FUNCIONAMENTO 3.3 DESCRIÇÃO DO PAINEL (Fig.2). A instalação da máquina deve ser efectuada por pessoal especializado. Todas as ligações devem ser executadas em conformidade com as normas em vigor e respeitando totalmente a lei em vigor em termos de prevenção de acidentes (CEI 26-23 / CEI CLC 62081). Botão de processamento AT. A selecção é evidenciada pelo acendimento de um dos leds AX, AV, ou AW. 3.2 DESCRIÇÃO DO APARELHO (Fig.1-1/A). Led AX BA) Borne de saída negativo (-). BB) Borne de saída positivo (+). BC) Conector para o botão da tocha TIG. Ligar os fios do botão da tocha nos pinos 1 e 9. BD) Rosca (1/4 gás). Nessa é ligado o tubo do gás da tocha de soldadura TIG. BE) Interruptor geral. BF) Tampão do depósito. BG) Cabo de alimentação. BH) Rosca de alimentação do gás. BI) Rosca de entrada da água quente (utilizar somente para tochas TIG). BL) Rosca de saída da água fria (utilizar somente para tochas TIG). BM) Vigia para controlo do nível do líquido. BN) Roscas para tochas MIG (não devem estar em curto-circuito). BO) Conector tipo DB9 (RS 232). A utilizar para actualizar os programas dos micro processadores. BP) Porta-fusível. BQ) Tomada do cabo de rede. BR) Tomada do pressóstato. N.B.: No art. 366 o grupo de arrefecimento é opcional. Led AV Led AW Tecla de modo AS. A selecção é evidenciada pelo acendimento de um dos leds D, C, E, B, A, ou AU: Led D “HOT START” Activo em soldadura MMA. O acendimento deste led indica que o visor U mostra o tempo, indicado em centésimos de segundo, no qual a soldadora emite uma sobrecarga de corrente para melhorar o acendimento do eléctrodo. A regulação efectua-se no manípulo Y. Led C “Arc-Force” Activo em soldadura MMA DC. É uma percentagem da corrente de soldadura. O visor U mostra o valor e o manípulo Y regula-o. Na prática esta sobrecarga de corrente facilita a transferências das gotas de metal fundido. TIG Led E: Soldadura TIG CONTÍNUA com acendimento pelo dispositivo a alta tensão/frequência. fig. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 Art. 366 59 fig. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 Led B: Soldadura TIG PULSANTE com acendimenTIG to pelo dispositivo a alta tensão/frequência. A frequência de pulsação é regulável de 0,16 a 500Hz (led AE), a corrente de pico e a corrente de base são accionáveis respectivamente com os leds AG e AD, e são reguláveis com o manípulo Y. De 0,16 até 1,1 Hz de frequência de pulsação o visor O mostra alternadamente a corrente de pico (principal) e a corrente de base. Os leds AG e AD acendem-se alternadamente; acima de 1,1 Hz o visor O mostra a média das duas correntes. TIG Led A: Soldadura TIG CONTÍNUA com acendimento por contacto (raspão). Led AU: Soldadura TIG PULSANTE com acendimenTIG to por contacto (raspão). A lógica de funcionamento é a mesma descrita para o led B. Tecla de programa AR. A selecção é evidenciada pelo acendimento de um dos leds G, F, W, X, Z, ou AA. Led G: Soldadura por pontos (Manual). Depois de ter escolhido a corrente de soldadura (led AG) e o tempo de aplicação dos pontos de soldadura (led AE) no selector AP, programar os valores no manípulo Y. Só se executa este modo de soldadura se for seleccio60 nada a soldadura em contínuo e o acendimento com alta-frequência (led E aceso). O operador carrega no botão da tocha, acende o arco e após o tempo de aplicação do ponto de soldadura regulado, o arco apaga-se automaticamente. Para executar o ponto seguinte é necessário largar o botão da tocha e depois carregá-lo novamente. Regulação de 0,1 a 30 seg. F - Led de soldadura TIG a 2 tempos (manual) Carregando no botão da tocha a corrente começa a aumentar e emprega um tempo correspondente ao “slope-up”, previamente regulado, para alcançar o valor regulado com o manípulo Y. Quando se larga o botão, a corrente começa a diminuir e emprega um tempo correspondente ao “slope-down”, previamente regulado, para tornar a zero. Nesta posição pode-se ligar o acessório de comando por pedal ART. 193, W - Led de soldadura TIG a 4 tempos (automático). Este programa difere do anterior porque tanto o acendimento como o desligamento são comandados carregando e largando o botão da tocha X - Led de programa especial Para acender o arco, carregar no botão da tocha e mantendo-o carregado, a corrente começa a aumentar com um incremento fixo. Largando o botão a corrente sobe imediatamente para o valor de soldadura (led AG). Para terminar a soldadura carregar no botão da tocha e mantendo-o carregado a corrente começa a diminuir com um D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM decremento fixo. Largando o botão a corrente passa instantaneamente a zero. Z - Led de soldadura TIG com três níveis de corrente a quatro tempos (automático). Para programar as três correntes de soldadura proceder do seguinte modo: Carregar no selector AP até acender o led AG depois regular o valor da corrente máxima no manípulo Y. Carregar no selector AP até acender o led AD depois regular o valor da corrente intermédia no manípulo Y. Carregar no selector até acender o led AY depois regular o valor da corrente de acendimento no manípulo Y. Ao acendimento do arco a corrente passa à primeira regulação, led AI aceso, o operador pode manter esta corrente até quando o desejar (por exemplo até que a peça tenha aquecido). Carregando e largando imediatamente o botão da tocha, a corrente passa da primeira para a segunda corrente no tempo de “slope-up” (led AH); alcançada a corrente de soldadura o led AG acende-se. Se, durante a soldadura, houver a necessidade de diminuir a corrente sem desligar o arco (por exemplo para a mudança do material de adição, mudança de posição de trabalho, passagem de uma posição horizontal para uma vertical, etc., carregar e largar imediatamente o botão da tocha, a corrente passa ao segundo valor seleccionado, o led AD acende-se e o AG apaga-se. Para tornar à corrente principal anterior, carregar e largar novamente o botão da tocha, o led AG acende-se e o led AD apaga-se. Em qualquer momento em que se queira interromper a soldadura, carregar no botão da tocha por um tempo superior a 0,7 segundos e depois largá-lo, a corrente começa a descer até ao valor zero no tempo de R AL AI AH AF AE AD AC AB “slope-down”, previamente estabelecido (led AC aceso). Durante a fase de “slope-down”, carregando e largando imediatamente o botão da tocha, torna-se em “slope-up” se este estiver regulado num valor superior a zero, ou a uma corrente inferior entre os valores regulados. N.B.: a frase “CARREGAR E LARGAR IMEDIATAMENTE” refere-se a um tempo máximo de 0,5 seg. AA - Led de soldadura TIG com dois níveis de corrente. Este programa diferencia-se do anterior porque ao acender do arco, a corrente vai sempre para a primeira regulação, led AI aceso, mas o operador não a pode manter e inicia imediatamente o tempo de slope-up (led AH). Crater Arc. Nas segundas funções está à disposição este programa que foi concebido para o fecho da cratera final através da programação de uma corrente e da sua duração. Esta função pode ser utilizada em TIG, AC ou DC em funcionamento manual ou automático (Fig. 3). Para activar a função, proceda do modo seguinte: • Prima o botão AQ e mantendo-o premido, prima o botão AP. • Mantenha premido até que apareça no visor O a sigla H2O. • Prima o botão AP até que apareça no visor O a sigla CrA (Crater Arc). • O visor U mostra a sigla OFF (programação do fabricante). • Rode o manípulo Y até que apareça no visor U a sigla On. • Rode o manípulo Y, o visor O mostra a sigla CrC (cra- 61 Fig. 3 ter current – corrente de cratera) e o visor U mostra 50; este é o valor percentil da corrente de cratera em relação à corrente de soldadura. Programação do fabricante 50%. Regulação 1 a 100%. • Rode o manípulo Y, o visor O mostra a sigla tCr (Crater time – tempo da corrente de cratera). • No manípulo Y regula-se o valor desta grandeza e o visor U visualiza o valor. Programação do fabricante 0,5 segundos. Regulação 0,1 a 30,0 segundos. A rampa de união entre a corrente principal e a corrente de cratera é regulada pelo “slope down” led AC. Y - Manípulo Normalmente regula a corrente de soldadura. Para além disso quando se selecciona uma função com o selector AP este manípulo regula a sua grandeza. O - Visor. Visualiza: 1. em condições de vazio, a corrente predefinida. 2. em condições de carga, a corrente de soldadura e os seus níveis. 3. em conjugação com o led de “Hold” aceso, a última corrente de soldadura. 4. em TIG pulsante, em carga, a alternância das correntes nos respectivos níveis. 5. no interior dos parâmetros sinérgicos, a corrente em relação à espessura seleccionada. 6. a sigla “H2O” quando se programa o grupo de arrefecimento e a mesma sigla intermitente quando se abre o pressóstato do grupo de arrefecimento. 7. a sigla “OPn” intermitente na abertura do termóstato. 8. durante a selecção dos programas livres ou memorizados as siglas PL …P01…P09. 9. a sigla MMA. Led N Não é seleccionável e acende-se quando o visor O mostra uma corrente. U - Visor. Visualiza: 1. em MMA sem soldar, a tensão a vazio e em soldadura a tensão em carga. 2. em TIG contínua, com o botão não 62 carregado, zero; com o botão carregado, mas sem soldar, a tensão a vazio e soldando, a tensão de carga. 3. visualiza numericamente todas as grandezas, excepto das correntes, seleccionadas com o botão AP. 4. visualiza as combinações numéricas que se referem à diversas formas de onda seleccionáveis quando, com o botão AP, se selecciona o led AY (Wave). 5. na predisposição do grupo de arrefecimento, as siglas: OFF, OnA, OnC. 6. na predisposição do tipo de corrente em MMA as siglas: AC, DC. 7. em sinergia (led I aceso), a sigla dos materiais a soldar, se o led L tiver sido seleccionado, a sigla das posições de soldadura, se o led M tiver sido seleccionado, os diâmetros de eléctrodo, se o led R tiver sido seleccionado. TAMBÉM com o led P (Hold) aceso visualiza a tensão de soldadura. Led Q Não é seleccionável e acende-se quando o visor U visualiza uma tensão. AQ - SELECTOR Selecciona e memoriza os programas. A soldadora tem a possibilidade de memorizar nove programas de soldadura P01…..P09 e de os poder chamar com este botão. Também está disponível um programa de trabalho PL. Selecção Carregando por pouco tempo neste botão, é visualizado no visor O, o número do programa seguinte ao que está a trabalhar. Se este não tiver sido memorizado a escrita piscará, contrariamente será fixa. Memorização (3.6) Depois de seleccionado o programa, carregando por um tempo superior a 3 segundos, memorizam-se os dados. Como confirmação, o número do programa, mostrado no visor O, deixará de piscar. AP - SELECTOR Carregando neste botão iluminam-se em sequência os leds: Atenção: só se iluminarão os leds que se referem ao modo de soldadura escolhido; por ex. Em soldadura TIG contínua não se iluminará o led AE que representa a frequência de pulsação. Cada led indica o parâmetro que pode ser regulado no manípulo Y, durante o tempo de acendimento do led. Após 5 segundos da última variação, o led em questão apaga-se e é indicada a corrente de soldadura principal e acende-se o respectivo led AG. SELECTORES AQ + AP = SEGUNDAS FUNÇÕES. O acesso ao menu “segundas funções” dá-se premindo simultaneamente os botões AQ e AP por um tempo superior a 3 segundos. A selecção das opções do “MENU” é efectuada premindo por pouco tempo o botão AP. A saída deste “MENU” efectua-se premindo por pouco tempo o botão AQ. O visor O mostra a função, o visor U mostra a programação que pode ser regulada no manípulo Y. As funções presentes são: 1. Grupo de arrefecimento Sigla H2O Regulações: OFF = apagado (programação do fabricante). OnC = Contínuo sempre aceso. OnA = Acendimento automático. 2. Funcionamento com robô Sigla rob Regulações: OFF = apagado (programação do fabricante). On = aceso. 3. Feeder Unit (Funcionamento com carreto do fio frio). Sigla FdU Regulações: OFF = apagado (programação do fabricante). On = aceso. 4. Crater Arc (enchimento da cratera final). Sigla CrA Regulações: OFF = apagado (programação do fabricante). On = aceso. 5. MMA (soldadura com eléctrodo revestido). Sigla MMA Regulações: DC = Corrente continua (programação do fabricante). AC = Corrente alternada. LEDS SELECCIONÁVEIS EM SOLDADURA TIG DC (CORRENTE CONTÍNUA) E EM SOLDADURA TIG AC (CORRENTE ALTERNA): AL - Led Pré-gás Regulação 0,05-2,5 segundos. Tempo de saída do gás antes do início da soldadura. AI - Led Corrente de início da soldadura. É uma percentagem da corrente de soldadura (led AG). AH - Led Slope-up. É o tempo em que a corrente alcança, partindo do mínimo, alcança o valor de corrente programado. (0-10 seg.) AG - Led Corrente de soldadura principal. AD - Led Segundo nível de corrente da soldadura ou de base. Esta corrente é sempre uma percentagem da corrente principal. AE - Led Frequência de pulsação (0,16-500 Hz). Quando é seleccionada a aplicação de pontos de soldadura (led G) o acendimento deste led indica que o visor U mostra o tempo de aplicação dos pontos de soldadura que é regulável no manípulo Y de 0,1 a 30 segundos. AF - Led Regula em percentagem a relação entre o tempo da corrente de pico AG e a frequência AE. t/T ( 10 a 90 % ) fig.4 Fig. 4 AC - Led Slope-down. É o tempo em que a corrente alcança o mínimo e o apagamento do arco. (0 a 10 seg.) AB - Led Pós-gás. Regula o tempo de saída do gás no final da soldadura. (0 a 30 seg.) LEDS SELECCIONÁVEIS APENAS EM SOLDADURA TIG AC (CORRENTE ALTERNA): Led AO Start Regula o nível de “hot-start” para optimizar os acendimentos em TIG AC para cada diâmetro de eléctrodo. Ao acendimento deste led o visor U mostrará um valor numérico que se refere aos diâmetros de eléctrodo, o operador, com o manípulo Y pode programar o diâmetro utilizado por ele e obter imediatamente um bom arranque. Regulação de 0,5 a 4,8. Led AY Wave Selecção da forma de onda de soldadura. Ao acendimento deste led o visor U mostrará um número que corresponderá à forma da onda seleccionada. (consultar a tabela) 11 = quadra - quadra 22 = sinusóide - sinusóide 33 = triângulo - triângulo 12 = quadra - sinusóide 13 = quadra - triângulo 23 = sinusóide - triângulo 21 = sinusóide - quadra 32 = triângulo - sinusóide 31 = triângulo - quadra. Default = quadra - sinusoidal (12). Esta combinação de números pode ser modificada com o codificador Y. NOTA: O primeiro algarismo que compõe o número refere-se à semionda negativa ou de penetração, o segundo algarismo refere-se à semionda positiva ou de limpeza. A variação do tipo de forma de onda pode também reduzir o ruído do arco em soldadura AC. 63 Led AN Hz Regula a frequência da corrente alterna. Regulação de 50 a 100 Hz. Led AM Regulação do equilíbrio da onda. Regula a percentagem da semionda negativa (penetração) no período de corrente alterna. Regulação -10 / 0 / 10 onde 0 = 65% (aconselhada) -10 = 50% e 10 = 85%. < 48V AC Led T: Led de indicação do correcto funcionamento do dispositivo que reduz o risco de choques eléctricos. Tecla H: Carregando pouco tempo activa a sinergia, se prevista, e selecciona os leds I, L, M, S, R (entende-se por “pouco tempo” um tempo inferior a 0,7 seg.). Se, depois de ter seleccionado os parâmetros não se confirmar o diâmetro do eléctrodo, carregando pouco tempo nesta tecla faz com que se saia da sinergia. 1G PA 2G PC 3G PF PG 4G PE M) e da espessura (led S). O visor U mostrará o eléctrodo aconselhado em modo não intermitente; o operador, no manípulo Y, pode também visualizar outros diâmetros mas estes serão visualizados, a piscar, o que significa não aconselhado. BC - Conector de 10 pólos A este conector são ligados os comandos remotos descritos no parágrafo 4. Está disponível entre os pinos 3 e 6, um contacto limpo que assinala o acendimento do arco (Max. 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. NOTAS GERAIS Antes de usar esta soldadora, ler atentamente as normas CEI 26-23 / IEC-TS 62081 e verificar também o estado do isolamento dos cabos, das pinças de suporte dos eléctrodos, das tomadas e das fichas e se a secção e comprimento dos cabos de soldadura são compatíveis com a corrente utilizada. 3.4. SOLDADURA DE ELÉCTRODOS REVESTIDOS (MMA) 1F PA 2F PB 45° 3F PF PG 4F PD Se, pelo contrário, depois de se ter confirmado o diâmetro do eléctrodo, se quiser sair da sinergia é necessário carregá-la por mais tempo (entende-se por mais tempo um tempo superior a 0,7 seg.). Mat. Led L: Material Os tipos de material seleccionáveis estão relacionados com o processo de soldadura e são: Em TIG AC o Alumínio (AL), o Magnésio (MG). Em TIG DC o Aço inoxidável (SS), o Cobre (Cu), o Ferro (FE) e o Titânio (ti). Pos. Led M: Posição de soldadura As siglas que aparecem no visor U são relativas às normativas ISO 6947 e correspondem às posições de soldadura indicadas na figura. As ASME são distinguidas por um número e uma letra. Para uma maior clareza a seguir estão indicadas simbolicamente. Led S: Espessura. O visor O acende-se e mostra a corrente programada, o visor U mostra a espessura relativa à corrente. Girando o manípulo Y varia-se a espessura e em relação também variará a corrente. Obviamente, a medida da espessura e da respectiva corrente serão em relação às programações do material e da posição de soldadura. Ø El. Led R: Diâmetro do eléctrodo. A visualização do diâmetro do eléctrodo é a consequência da programação do material (led L), da posição (led 64 - Esta soldadora é idónea para soldar todos os tipos de eléctrodos excepto do tipo celulósico (AWS 6010). - Certificar-se que o interruptor BE esteja na posição 0, depois ligar os cabos de soldadura respeitando a polaridade indicada pelo fabricante dos eléctrodos que serão utilizados e o borne do cabo de massa à peça no ponto mais próximo possível à soldadura certificando-se que haja um bom contacto eléctrico. - Não tocar ao mesmo tempo na tocha ou na pinça de suporte do eléctrodo e no borne de massa. - Acender a máquina no interruptor BE. - Seleccionar, carregando no botão A, o procedimento MMA, led AW aceso. Para seleccionar o tipo de corrente adequada ao eléctrodo escolhido, proceda do seguinte modo: • Prima o botão AQ e mantendo-o premido, prima o botão AP. • Mantenha premido até que apareça no visor O a sigla H2O. • Prima o botão AP até que apareça no visor O a sigla MMA. • O visor U mostra a sigla DC (corrente contínua) tipo de corrente programada pelo fabricante. • Para seleccionar a corrente alternada, rode o manípulo Y até que apareça no visor U a sigla AC. Nota: Para sair da selecção, carregar pouco tempo no botão AQ. - Regular a corrente em função do diâmetro do eléctrodo, à posição de soldadura e ao tipo de junta a executar. - Terminada a soldadura apagar sempre o aparelho e retirar o eléctrodo da pinça de suporte do eléctrodo. Se desejar regular as funções de Hot-Start (led D) e de Arc-force (led C) consultar o parágrafo anterior. 3.5. SOLDADURA TIG Seleccionando o procedimento TIG AC pode-se soldar o Alumínio, as ligas de alumínio, o latão e o magnésio enquanto que, seleccionando TIG DC podese soldar aço inoxidável, ferro e cobre. Ligar o conector do cabo de massa ao pólo positivo (+) da soldadora e o borne à peça no ponto mais próximo possível à soldadura certificando-se que haja um bom contacto eléctrico. Ligar o conector de potência da tocha TIG ao pólo negativo (-) da soldadora. Ligar o conector de comando da tocha ao conector BC da soldadora. Ligar a rosca do tubo do gás da tocha à rosca BD da máquina e o tubo do gás proveniente do redutor de pressão da botija à rosca do gás BH. 3.5.1 Grupo de arrefecimento (opcional para Art. 351). Quando se utiliza uma tocha arrefecida a água, utilizar o grupo de arrefecimento. Introduzir os tubos de arrefecimento da tocha nas roscas BI e BL do grupo refrigerante tomando atenção para respeitar a distribuição e o retorno. 3.5.1.1 Descrição das protecções - Protecção da pressão do líquido refrigerante. Esta protecção é realizada com um pressóstato, inserido no circuito de distribuição do líquido, que comanda um microinterruptor. A pressão insuficiente é assinalada pela sigla H2O a piscar no visor O. 3.5.1.2 Preparação para o funcionamento Desapertar o tampão BF e encher o depósito (o aparelho é fornecido com aproximadamente um litro de líquido). É importante verificar periodicamente, pela vigia BM, se o líquido está no nível “máx.”. Utilizar água como líquido refrigerante (de preferência do tipo desionizado) misturada com álcool numa percentagem definida na tabela seguinte: temperatura água/álcool de -0°C a-5°C 4L/1L de -5°C a -10°C 3,8L/1,2L N.B.: Se a bomba gira sem líquido refrigerante é necessário retirar o ar dos tubos. Neste caso, desligar o gerador, encher o depósito, ligar um tubo à rosca ( ) e inserir a outra extremidade do tubo no depósito. Só para o Art. 351, ligar o conector do pressóstato e o cabo de rede nas tomadas BR e BQ. Acender o gerador por aproximadamente 10 a 15 segundos e depois desligar os tubos. Acender a máquina. Para seleccionar o modo de funcionamento do grupo de arrefecimento, proceder assim: 1. Seleccionar um procedimento TIG qualquer. 2. Mantendo premido o botão AQ prima o botão AP e mantenha-os premidos até que apareça no visor O l sigla H2O.. 3. Seleccionar o funcionamento no manípulo Y OFF = Grupo apagado, OnC = Funcionamento em contínuo, OnA = Funcionamento em automático. Para sair da selecção, carregar pouco tempo no botão AQ. N.B.: Por “Funcionamento automático” entende-se que o grupo de arrefecimento põe-se em movimento quando se carrega no botão da tocha e deixa de funcionar após cerca de 2 minutos depois de largar o botão da tocha. Atenção! Se for seleccionada a soldadura em eléctrodo, o arrefecimento não está aceso e não é seleccionável. É normal que ao acender a máquina o visor O mostre, a piscar, a sigla H2O. 3.5.2 Colocação em funcionamento. Não tocar em partes sob tensão nem nos bornes de saída quando o aparelho está alimentado. No primeiro acendimento da máquina, seleccionar o modo no botão AS e os parâmetros de soldadura no botão AP e no manípulo Y como indicado no parágrafo 3.2. ATENÇÃO: As regulações para os leds AO = start, AY = wave, AN = Hz, AM = equilíbrio da onda só se podem seleccionar em TIG AC. O fluxo de gás inerte deve ser regulado num valor (em litros por minuto) aproximadamente 6 vezes o diâmetro do eléctrodo. Quando se usam acessórios tipo gas-lens o fluxo de gás pode ser reduzido aproximadamente 3 vezes o diâmetro do eléctrodo. O injector de cerâmica deve ter um diâmetro de 4 a 6 vezes o diâmetro do eléctrodo. • Terminada a soldadura, lembrar-se de apagar o aparelho e fechar a válvula da botija do gás. 3.5.3 Preparação do eléctrodo É necessário prestar uma atenção especial à preparação da ponta do eléctrodo. Esmerilá-la de modo que apresente riscos verticais como indicado na fig. 5. ATENÇÃO: PARTES METÁLICAS VOLANTES INCANDESCENTES podem ferir o pessoal, provocar incêndios e danificar as aparelhagens; A CONTAMINAÇÃO POR TUNGSTÉNIO pode diminuir a qualidade da soldadura. • Esmerilar o eléctrodo de tungsténio somente com uma esmeriladora com cárteres de protecção adequados usando protecções para a cara, mãos e corpo. • Esmerilar os eléctrodos de tungsténio com um disco abrasivo duro de grão fino, utilizado unicamente para esmerilar o tungsténio. • Esmerilar a extremidade do eléctrodo de tungsténio de forma cónica por um comprimento 1,5 a 2 vezes o diâmetro do eléctrodo. (fig. 5). Fig. 5 65 3.6. MEMORIZAÇÃO O botão AQ, carregado pouco tempo, efectua uma escolha; carregado por um tempo superior a 3 segundos, efectua uma memorização. Em cada acendimento, a máquina apresenta sempre a última condição utilizada na soldadura. 3.6.1. Memorizar os dados do programa PL Utilizando a máquina pela primeira vez Ao acender a máquina, o visor mostra a sigla PL, esta, após 5, desaparece e é mostrada uma corrente de trabalho. Seguir as indicações dos parágrafos 3.2 e 3.5, depois, para memorizar os dados no programa P01, proceder do seguinte modo: · Carregar por pouco tempo no botão AQ (mem+mem-) aparecerá escrito P01 a piscar. · Carregar no botão AQ por um tempo superior a 3 segundos até que a sigla P01 deixe de piscar, agora a memorização foi efectuada. · Obviamente, se em vez de memorizar no programa P01 se desejar memorizar num programa diferente carrega-se no botão AQ por pouco tempo tantas vezes quantas as necessárias para visualizar o programa desejado. Quando se acende novamente a máquina é visualizado P01. O BOTÃO AQ CARREGADO POR POUCO TEMPO EFECTUA UMA ESCOLHA, CARREGADO POR UM TEMPO SUPERIOR A 3 SEGUNDOS EFECTUA UMA MEMORIZAÇÃO. 3.6.2. Memorização a partir de um programa livre O operador pode modificar e memorizar um programa escolhido procedendo do seguinte modo: · Carregar no botão AQ por pouco tempo e escolher o número de programa desejado. Os programas livres têm a sigla a piscar. Carregar no botão AT e escolher o procedimento de soldadura e no botão AS escolher o modo (parágrafo 3.1). · Girar o manípulo Y e programar a corrente de soldadura. Se tiver sido escolhido o procedimento TIG, activar o led AB (pós-gás) no botão AP e regular no manípulo Y o valor desejado (parágrafo 3.1.) Se depois destas regulações, necessárias para soldar, se desejar regular os tempos de “slope” ou outro, proceder como descrito no parágrafo 3.1. Para memorizar no programa escolhido anteriormente, carregar no botão AQ por mais de 3 segundos até que o número deixa de piscar. Para memorizar num programa diferente, efectuar a escolha carregando por pouco tempo no botão AQ e depois carregar no botão AQ por mais de 3 segundos. 3.6.3 Memorização a partir de um programa memorizado. Partindo de um programa já memorizado, o operador pode modificar os dados na memória para actualizar o programa ou para encontrar novos parâmetros a memorizar noutro programa. 3.6.3.1 Actualizar Depois de ter aceso a máquina, seleccionar os parâmetros a modificar e modificá-los. 66 · Carregar por um tempo superior a 3 segundos o botão AQ até à confirmação da memorização (sigla do programa de intermitente a contínua). 3.6.3.2 Memorização num novo programa · Depois de ter aceso a máquina, seleccionar os parâmetros a modificar e modificá-los. · Executar uma soldadura, mesmo curta. · Carregar por pouco tempo no selector AQ até à visualização do programa desejado por vós. · Carregar continuamente no botão AQ até à confirmação da memorização (sigla do programa de intermitente a contínua). 3.6.4 Soldar com a sinergia. O objectivo da “sinergia” é o de proporcionar uma guia rápida ao operador para programar os parâmetros de soldadura TIG. Portanto não tem um objectivo de imposição mas de sugestão. As relações “sinérgicas” entre a corrente da espessura e do diâmetro do eléctrodo foram realizadas com eléctrodos Ceriati 2% (EN 26848 WC20 ) cinzentos, a uma frequência da corrente alterna de 90 Hz. A forma de onda com que foram feitos os ensaios é a 12 (em penetração quadra – em limpeza sinusoidal). A lógica: O operador, em relação ao processo de soldadura, programa o tipo de material a soldar, a posição de soldadura e a espessura; em relação a estas escolhas élhe sugerido um diâmetro de eléctrodo e se confirma estas escolhas a máquina prepara-se para a soldadura. Acender a sinergia. Carregar por pouco tempo (inferior a 0,7 seg) no botão H: acende-se o led I (Syn) ao mesmo tempo do led L (material). O visor O apaga-se e o visor U mostra uma sigla correspondente ao material a soldar (consultar a descrição do led L). Girando o manípulo Y efectua-se a escolha. Carregando novamente no botão H confirma-se a escolha do material e acende-se o led M, o visor U mostra as posições de soldadura à disposição (consultar a descrição do led M). Girando o manípulo Y efectua-se a escolha. Carregando novamente no botão H confirma-se a escolha da posição e acende-se o led S, o visor O mostra a corrente programada, o visor U mostra a espessura, em milímetros, relativa à corrente (consultar a descrição do led S). Carregando novamente no botão H confirma-se a escolha da espessura e acende-se o Led R. Em relação às escolhas programadas de material, posição, espessura e corrente é proposto um ou mais diâmetros de eléctrodo. O eléctrodo aconselhado será proposto em primeiro lugar e o valor numérico do diâmetro estará sempre aceso fixo e com ao lado a letra A; se houvesse dois diâmetros em cuja gama de corrente se aplica a programação dos Amperes seleccionados para a soldadura só será proposta a segunda escolha do diâmetro do eléctrodo se o codificador Y for girado. Também a segunda escolha será visualizada acesa fixa. Girando ainda mais o codificador, o visor U mostrará o diâmetro superior à segunda escolha e o diâmetro inferior à primeira escolha a piscar. Dado que o diâmetro do eléctrodo define principalmente o nível de start AO e a corrente mínima AI, o operador pode escolher uma combinação não aconselhada. Agora o operador tem duas opções: 1.Sair da sinergia sem confirmar as escolhas efectuadas. Para tal, carregar por pouco tempo no botão H, o led I apaga-se e o painel mostra as programações anteriores à entrada em sinergia. 2.Confirmar a sinergia carregando no botão H por um tempo superior a 0,7 seg. Agora são programadas as funções relativas à sinergia e, se for seleccionado com o botão AP, o visor U mostra a sigla “AU” (automático). O led I permanece aceso para confirmar que os parâmetros foram programados. Resumindo, no momento de confirmação do diâmetro do eléctrodo (carregar o botão H por mais tempo, quando é seleccionado o led R) as funções de start, Wave, Hz, equilíbrio e corrente AI dispõem-se com a lógica de automático descrita anteriormente. Na confirmação do eléctrodo apaga-se o led R e acende-se o led I. 4 COMANDOS À DISTÂNCIA Para a regulação da corrente de soldadura, a esta soldadora podem ser ligados os seguintes comandos à distância: Art.º. 1256 Tocha TIG só botão (arrefecimento a água). Art.º 1258 Tocha TIG UP/DOWN (arrefecimento a água) Art.º 193 Comando por pedal (usado na soldadura TIG) Art.º 1192+ Art.º 187 (usado na soldadura MMA) Art.º 1180 Ligação para ligar ao mesmo tempo a tocha e o comando por pedal. Com este acessório o Art.º 193 pode ser utilizado em qualquer modo de soldadura TIG. Os comandos que incluem um potenciómetro regulam a corrente de soldadura da corrente mínima à máxima programada no manípulo Y. Os comandos com lógica UP/DOWN regulam a corrente de soldadura do mínimo ao máximo. As regulações dos comandos à distância estão sempre activas no programa PL enquanto que num programa memorizado não estão. 5 MANUTENÇÃO Cada trabalho de manutenção deve ser executado por pessoal qualificado respeitando a norma CEI 26-29 (IEC 60974-4). 5.1 MANUTENÇÃO DO GERADOR Em caso de manutenção no interior do aparelho, certifiquese que o interruptor BE esteja na posição "O" e que o cavo de alimentação esteja desligado da rede eléctrica. Também é necessário limpar periodicamente o pó metálico acumulado no interior do aparelho utilizando ar comprimido. 5.2 CUIDADOS APÓS REPARAÇÃO. UM TRABALHO DE Depois de ter executado uma reparação, prestar atenção em reordenar a cablagem de modo que haja um isolamento seguro entre o lado primário e o lado secundário da máquina. Evite que os fios possam entrar em contacto com partes em movimento ou partes que aqueçam durante o funcionamento. Montar novamente todas as braçadeiras como no aparelho original, de modo a evitar que, se um condutor se parte ou desliga acidentalmente, possa haver uma ligação entre o primário e o secundário. Montar também os parafusos com as anilhas dentadas como no aparelho original. 67 KAARIHITSAUSKONEEN KÄYTTÖOHJE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi .3.300.758 MELU Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. - Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran synnyttämä magneettikenttä vaikuttaa haitallisesti sydämentahdistajan toimintaan. Henkilöt jotka joutuvat käyttämään elintärkeitä elektronisia laitteita kuten sydämentahdistajaa, on aina otettava yhteyttä hoitavaan lääkäriin ennen kuin he alkavat käyttää kaarihitsaus, -leikkaus, -talttaus tai pistehitsaus laitteita. - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinnakkain ja varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elektrodi- / hitsa uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. 68 ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 1.1 VAROITUSKILPI Seuraavat numeroidut tekstit vastaavat kilvessä olevia numeroituja kuvia. B. Langansyöttörullat saattavat vahingoittaa käsiä. C. Hitsauslanka ja langansyöttöyksikkö ovat jännitteisiä hitsauksen aikana. Pidä kädet ja metalliesineet etäällä niistä. 1. Hitsauspuikon tai kaapelin aiheuttamat sähköiskut ovat hengenvaarallisia. Suojaudu asianmukaisesti sähköiskuvaaralta. 1.1 Käytä eristäviä käsineitä. Älä koske hitsauspuikkoa paljain käsin. Älä käytä kosteita tai vaurioituneita käsineitä. 1.2 Eristä itsesi asianmukaisesti hitsattavasta kappaleesta ja maasta. 1.3 Irrota pistotulppa ennen kuin suoritat toimenpiteitä laitteeseen. 2. Hitsaussavujen sisäänhengitys saattaa olla terveydelle haitallista. 2.1 Pidä pääsi etäällä hitsaussavuista. 2.2 Poista savut koneellisen ilmanvaihto- tai poistojärjestelmän avulla. 2.3 Poista hitsaussavut imutuulettimen avulla. 3. Hitsauksessa syntyvät kipinät saattavat aiheuttaa räjähdyksen tai tulipalon. 3.1 Pidä syttyvät materiaalit etäällä hitsausalueelta. 3.2 Hitsauksessa syntyvät kipinät saattavat aiheuttaa tulipalon. Pidä palonsammutinta laitteen välittömässä läheisyydessä ja varmista, että paikalla on aina henkilö, joka on valmis käyttämään sitä. 3.3 Älä koskaan hitsaa suljettuja astioita. 4. Valokaaren säteet saattavat aiheuttaa palovammoja silmiin ja ihoon. 4.1 Käytä kypärää ja suojalaseja. Käytä asianmukaisia kuulosuojaimia ja ylös asti napitettua työpaitaa. Käytä kokonaamaria ja suodatinta, jonka asteluku on asianmukainen. Käytä koko kehon suojausta. 5. Lue ohjeet ennen laitteen käyttöä tai siihen suoritettavia toimenpiteitä. 6. Älä poista tai peitä varoituskilpiä. 2 YLEISKUVAUS 2:1 MÄÄRITELMÄT Tämä hitsauslaite on vakiovirtaa tuottava virtalähde ja sen toiminta perustuu INVERTTERI tekniikkaan. Laite on suunniteltu TIG-hitsaukseen., joko kosketus tai HF-sytytyksellä sekä puikko-hitsaukseen kaiken tyyppisillä hitsauspuikoilla (paitsi selluloosa puikoilla). LAITETTA EI SAA KÄYTTÄÄ PUTKIEN SULATUKSEEN. 2.2 KONEKILVEN MERKKIEN SELITYKSET Laite on valmistettu seuraavien standardien mukaan: IEC 60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 610003-12 (kts. huomautus 2). N`. Sarjanumero, joka on ilmoitettava aina konetta koskevissa kysymyksissä. 3 - vaihe staattinen muuntaja- tasasuuntaaja– taajuusmuuttaja Tasavirta virtalähde MMA Soveltuu puikkohitsaukseen. TIG Soveltuu TIG-hitsaukseen U0. Toisiotyhjäkäyntijännite (Peak arvo) X. Käyttösuhde prosentteina. Ilmoittaa prosenttia 10 minuutissa, jonka kone toimii annetulla virralla ylikuumenematta. 12. Hitsausvirta U2 Toisiojännite hitsausvirralla I2 U1 Liitäntäjännite. I1 max. Suurin sallittu liitäntävirta I1 eff. Käyttösuhteen mukainen suurin ottoteho IP23S Suojausluokka. Numero 3 toisena lukuna tarkoittaa, että laite soveltuu varastoitavaksi mutta ei käytettäväksi ulkona sateella, ellei sitä ole suojattu asianmukaisesti Kuva. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 Art. 366 69 S 3 ASENNUS Soveltuu käytettäväksi ympäristössä joissa on kohonnut riski HUOMAUTUKSIA: 1-Laite on suunniteltu saasteluokan 3 mukaisilla alueilla työskentelyyn (kts. IEC 60664). 2-Tämä laite on IEC 61000-3-12-standardin mukainen ehdolla, että käyttäjän laitteiston ja julkisen verkon liityntäpisteen sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). Laitteen asentajan/käyttäjän vastuulla on varmistaa tarvittaessa sähkölaitokselta kysymällä, että laite on liitetty sähköverkkoon, jonka sallittu maksimi-impedanssi Zmax on pienempi tai yhtä suuri kuin 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). Varmista, että verkkojännite on konekilven mukainen. Liitännässä käytettävän pistotulpan tulee olla suojamaadoitettu ja kapasiteetiltaan riittävän suuri koneen ottotehoon I1 nähden. Keltavihreä suojamaadoitusjohto on kytkettävä pistotulpan suojamaadoitusnapaan. Sulakkeiden tulee olla koneen ottotehon I1 mukaisesti mitoitettuja. 3.1 KÄYTTÖÖNOTTO Ammattitaitoisen henkilö tulee suorittaa koneen käyttökuntoon asentaminen ja kaikessa tulee noudattaa voimassa olevia turvallisuusmääräyksiä ja –lakeja.(katso CEI 26 –23 ja CEI CLC 62081) 2.3. SUOJALAITTEET 3.2 KONEEN YLEISKUVAUS (Kuva. 1-1/A). 2.3.1. LÄMPÖSUOJA Tämä laite on varustettu lämpösuojalla joka estää koneen ylikuumenemisen. Lämpösuojan ollessa toiminnassa, koneen tuuletin jatkaa jäähdytystä kunnes koneen lämpötila on laskenut. Kun termostaatti on käynnissä tieto ”OPn” vilkkuu ohjauspanelin näytöllä O. BA) Negatiivinen liitäntätapa (-). BB) Positiivinen liitäntätapa (+). BC) TIG-poltimen liitin Yhdistä polttimen kytkimen johdot liitintappeihin 1 ja9. BD) Kaasuletkunliitäntä (1/4) Tähän liittimeen liitetään Tig-polttimen kaasuletku. BE) Virta päälle/pois kytkin. BF) Vesisäiliön korkki. BG) Liitäntäkaapeli. BH) Kaasuletkun liitäntä. BI) Kuumanveden liitäntä. (Vain TIG-polttimille). BL) Kylmäveden liitäntä. (Vain TIG-polttimille). 2.3.2. Keskeytyssuoja Tämä kone on varustettu usealla erillisellä suojalla, jotka pysäyttävät koneen ennen kun se ehtii vaurioitua. Kun joku suoja on toiminnassa, silloin vilkkuu merkit ”Err” näytöllä O ja lisäksi ilmestyy näytölle U jokin numerokoodi. Mikäli vesilaitteen vesitaso on liian matala vilkkuu näytöllä O viesti H2O. fig. 1/A BE BG BO BB BA BH BD BC BI BL BF BN BM BN Art. 368 70 BM) Jäähdytysnesteen korkeustason tarkistusaukko BN) MIG polttimen liitäntä. (Ei saa olla oikosulssa). BO) Tietoliikenneportti DB9 (RS 232). Ohjelmien päivitystä varten. BP) Sulakkeen pidin. BQ) Liitäntäkaapelin liitäntä. BR) Painekytkimen liitäntä. Huom: Velilaite on optiona tuotteelle art. 356. 3.3 PANEELIN YLEISKUVA (Kuva 2) Valintanäppäin AT Valinnan jälkeen syttyy jokin seuraavista merkkivaloista AX, AV tai AW. MERKKIVALO AX, MERKKIVALO AV, MERKKIVALO AW Valintanäppäin AS Valinnan jälkeen syttyy jokin seuraavista merkkivaloista D, C, E, B, A tai AU. MERKKIVALO D ”HOT START” Puikkohitsaus aktivoitu (MMA DC) Merkkivalon D:n palaessa näyttää näyttö U sekunteina sen ajan, jonka aikana syötetään ylivirtaa ( HOT START) hitsauspuikon valokaaren sytyttämisen helpottamiseksi, kun hitsaus aloitetaan. MERKKIVALO C karheussäätö ”Arc-Force” Puikkohitsauksessa (MMA) Karheussäädin prosentteja hitsausvirrasta. Säätö tehdään nupilla Y ja näyttö U näyttää säädetyn arvon. Tällä säädöllä vaikutetaan lisäaineesta hitsisauman siirtyvän sulan metallipisaran kokoon. TIG MERKKIVALO E JATKUVA TIG-hitsaus HF-sytytyksellä MERKKIVALO B: Pulssi TIG-hitsaus HF-sytytyksellä TIG Pulssi taajuus on säädettävissä 0,16 – 500 Hz (merkkivalo AE ); Hitsaus- ja taukovirta voidaan säätää erikseen säätönupilla Y merkkivalojen AG tai AD palaessa . Pulssin taajuuksilla 0,16 – 1,1 Hz, näyttö O ilmaisee joko hitsausvirran tai taukovirran. Merkkivalojen AD tai AG palaessa valovaihtoehtoisesti O näyttö näyttää noin 1,1 Hz keskimääräisen virran joka on säädetty nupilla Y . TIG MERKKIVALO A: JATKUVA TIG-hitsaus kosketussytytyksessä. hitsauksena MERKKIVALO AU: PULSSI TIG-hitsaus kosketussytytyksessä. TIG Toiminta on sama kun mitä on selostettu merkkivalo B:n toiminnasta. Ohjelmointinäppäin AR. Kun tätä näppäintä on painettu palaa jokin seuraavista merkkivaloista G, F, W, X, Z tai AA. MERKKIVALO G: Pistehitsaus (manuaalinen toiminta) Kun tarvittava hitsausvirta (merkkivalo AG) ja pistehitsausaika (merkkivalo AE) on valittu kytkimellä AP voidaan tarvittavat säädöt tehdä nupilla Y. Tämä hitsaustoiminto on käytettävissä vain silloin kun hitsaustavaksi on valittu jatkuva hitsaus HF-sytytyksellä (merkkivalon E palaessa ). Kun polttimen kytkintä painetaan syttyy valokari palaen vain sen ajan mikä on pistehitsausajaksi aikaisemmin säädetty. Kun halutaan hitsata seuraava piste on polttimen kytkintä painettava uudelleen. Pistehitsausaika voidaan säätää 0,1 – 30 sekuntiin. MERKKIVALO F - 2-vaiheinen jatkuva TIG hitsaus (manuaalinen toiminta) Polttimen kytkintä painettaessa hitsausvirta nousee ”SLOPE UP” säädetyssä ajassa nupilla Y säädettyyn arvoon. Kun kytkin vapautetaan hitsausvirta laskee ”SLOPE DOWN” säädetyssä ajassa nollaan Tässä asennossa voit kytkeä jalkakytkimen ohjauslaitteet. ART.193 MERKKIVALO W – jatkuva 4 – vaihe (automaattinen toiminta) Tämä toiminto eroa edellisestä siten, että kun polttimen kytkintä painetaan syttyy valokaari jonka jälkeen kykin voidaan vapauttaa ilman, että valokaari sammuu, hitsauksen lopettamiseksi on polttimen kytkinta painettava uudelleen ja vapautettava se jolloin valokaari sammuu. MERKKIVALO X – Erikoisohjelmien valomerkki. Kun haluat sytyttää valokaaren, paina poltinkytkintä ja pidä se painettuna, hitsausvirta nousee säädetyssä ajassa, jos polttimen kytkin vapautetaan ennen säädettyä aikaa nousee hitsausvirta heti säädettyyn hitsausvirta-arvoon (AG) Hitsauksen lopettamiseksi on painettava poltinkytkintä ja pidettävä se painettuna, jolloin hitsausvirta laskee säädetyssä ajassa nollaan, jos polttimen kytkin vapautetaan ennen säädettyä aikaa laskee hitsausvirta välittömästi nollaan. MERKKIVALO Z – nelitasoinen hitsausvirta. (automaattinen toiminta) Kolmen minimihitsausvirran arvon säätämiseksi tee seuraavasti: Paina valintakytkin AP kunnes merkkivalo AG palaa, säädä sen jälkeen maksimi hitsausvirta-arvo nupilla Y. Paina valintakytkintä AP kunnes merkkivalo AD palaa, säädä sen jälkeen taukovirran-arvo nupilla Y Paina valintakytkintä AP kunnes merkkivalo AY palaa, säädä sen jälkeen aloitus hitsausvirta-arvo nupilla Y. Kun valokaari sytytetään tulee käyttöön ensiksi säädetty hitsausvirta-arvo ja merkkivalo AI pala. Tällä hitsausvirta-arvolla voidaan hitsata niin pitkään kun 71 D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Kuva. 2 AP AR AO AY AN H AM halutaan ( esim. kunnes hitsattava kappale ylikuumenee). Painamalla nopeasti polttimen kykintä ja vapauttamalla se heti laskee hitsausvirta toiseksi hitsausvirraksi säädettyyn hitsausvirta-arvoon siinä ajassa joka on säädetty ” slope up ajaksi” ja merkkivalo AH syttyy. Merkkivalo AG syttyy kun ensimmäinen hitsausvirta on käytössä. Jos kesken hitsauksen halutaan pudottaa hitausvirta sammuttamatta välillä valokaarta, esim. työkappaletta tai hitsaussuuntaa vaihdettaessa vaakatasosta pystysuoraan tms. voidaan ensimmäinen hitsausvirta vaihtaa toiseksi hitsausvirraksi yksinkertaisesti painamalla polttimen kytkintä ja vapauttamalla se heti, jolloin ensimmäinen hitsausvirta muuttuu toiseksi hitsausvirraksi, merkkivalo AD syttyy ja merkkivalo AG sammuu. Ensimmäinen hitsausvirta saadaan takaisin käyttöön painamalla polttimen kytkintä uudelleen ja vapauttamalle se heti, jolloin - merkkivalo AG syttyy ja AD sammuu. Hitsaus voidaan lopettaa koska vain painamalla polttimen kytkintä ja pitämällä se painettuna vähintään 0,7 sekunnin ajan. Hitsausvirta laskea nollan siinä ajassa joka on säädetty ” slope down” ajaksi merkkivalon AC palaessa. Jos ”slope down” vaiheen aikana Painamalla nopeasti polttimen kykintä ja vapauttamalla se heti polttimen kytkintä muuttuu tämä toiminto ”slope up” toiminnoksi jos se on säädetty nollaa suuremmaksi, tai virta-arvoksi joka on asetettu pienemmäksi.. Huom. ilmaisu: PAINAMALLA NOPEASTI POLTTIMEN KYKINTÄ JA VAPAUTTAMALLA SE HETI tarkoittaa toimintaa joka tapahtuu nopeammin kuin 0,5 sekunnissa. MERKKIVALO AA Tig-hitsaus kahdella virtaarvolla. Tämä toiminto eroaa edellisestä siinä, että kun valokaa72 R AL AI AH AF AE AD AC AB ri syttyy nousee hitsausvirta aina ensimmäiseksi asetettuun hitsausvirta-arvoon ja merkkivalo AI palaa. Toimintaan ei voi vaikuttaa ja ”slope up” aika alkaa välittömästi merkkivalo AH. Crater Arc (kraatterin lopputäyttötoiminto) Toisiin toimintoihin kuuluu tämä ohjelma, joka on kehitetty loppukraatterin täyttöön asettamalla virta ja sen kesto. Toimintoa voidaan käyttää TIG-vaihto- ja tasavirtahitsauksessa käsin tai automaattiohjauksella.(Fig. 3). Fig. 3 Aktivoi toiminto seuraavasti: • Paina näppäintä AQ, pidä se painettuna ja paina näppäintä AP. • Pidä näppäimiä painettuina, kunnes näytölle O ilmaantuu tunnus H2O. • Paina näppäintä AP, kunnes näytölle O ilmaantuu tunnus CrA (kraatterin lopputäyttötoiminto). • Näytöllä U näkyy tunnus OFF (valmistajan asetus). • Käännä säätönuppia Y, kunnes näytölle U ilmaantuu tunnus On. • Käännä säätönuppia Y, kunnes näytölle O ilmaantuu tunnus CrC (crater current - kraatterintäyttövirta) ja näytölle U ilmaantuu 50 (kraatterintäyttövirran prosenttimäärä hitsausvirrasta). Valmistajan asetus 50 %. Säätöalue 1 - 100 %. • Käännä säätönuppia Y, kunnes näytölle O ilmaantuu tunnus tCr (Crater time - kraatterintäyttövirran aika). • Säätönupilla Y säädetään tämän suureen arvo ja se näytetään näytöllä U. Valmistajan asetus 0,5 sekuntia. Säätöalue 0,1 - 30,0 sekuntia. Siirtymäaika päävirran ja kraatterintäyttövirran välillä sädetään virranlaskuajan mukaan (merkkivalo AC). Säätönuppi - Y Tällä nupilla säädetään normaalisti hitsausvirtaa. Kun valintanäppäimellä AP tehdään jokin valinta säädetään tehtyyn valintaan liittyvät säädöt tällä nupilla. Näyttö –O Näyttää: Virta-arvon tyhjäkäynnissä Hitsauksen aikaisen hitsausvirran ja sen tason Yhdessä merkkivalon H kanssa viimeisen hitsausvirtaarvon Pulssi Tig-hitsauksessa, hitsauksen aikana käytössä vaihtoehtoiset hitsausvirta-arvot. Synergia tilassa hitsausvirran valitulle hitsauspaksuudelle. Merkit ” H2O” kun vesilaite on toiminnassa ja samat merkit vilkkuen kun vesilaitteen painekytkin on pysäyttänyt laitteen. Vilkkuvat merkit ”OPn” kun lämpösuoja on pysäyttänyt laitteen. Jonkin vapaan ohjelmapaikan tai tallennetun ohjelmanumeron PL… P01 … P09. Tunnus MMA. MERKKIVALO -N Ei ole valittavissa, palaa kun näyttö O näyttää hitsausvirta. Näyttö –U Näyttää: Puikkohitsaustoiminnossa kun ei hitsata tyhjäkäyntijännitettä ja hitsauksen aikana kaarijännitettä. Jatkuvassa Tig-hitsauksessa kun polttimen kytkintä ei ole painettu, nollaa; kun polttimen kytkin on painettuna ilman hitsausta tyhjäkäyntijännitettä ja hitsauksen aikana kaarijännitettä. Näyttää kaikkien valintojen numeerisia arvoja, lukuun ottamatta virta-arvoja jotka valittu näppäimellä AP. Näyttää numeerisia arvo yhdistelmiä joilla viitataan valittavissa oleviin aaltomuotoihin jotka ovat valittavissa kun näppäimellä AP on valittu merkkivalo AY (aaltomuoto). Merkit vesilaitteen toimintavaihtoehdoista: OFF, OnA, OnC. MMA-hitsauksen virran asetusvalmiuden tunnukset AC ja DC. Synergiatoiminnassa ( merkkivalo I pala) hitsattavien materiaalien lyhenteitä kun merkkivalo L on valittu; lyhen- teitä hitsausasennoista kun merkkivalo M on valittu ja elektrodin halkaisijaa kun merkkivalo R on valittu. LISÄKSI yhdessä merkkivalon P ( hold) kanssa hitsausjännitettä. MERKKIVALO Q Ei ole valittavissa, palaa kun näyttö U näyttää jännitettä. Valintanäppäin AQ Ohjelmien valintaa ja tallennusta varten Hitsauskoneeseen voidaan tallentaa yhdeksän hitsausohjelmaa P01 … P09 ja kutsua ne tarvittaessa käyttöön tällä näppäimellä. Työohjelma PL on valittavissa. Valinta Kun tätä painonäppäintä nopeasti painetaan, näyttää O seuraavan käytettävissä olevan ohjelmanumeron. Ellei ohjelmapaikkaan ole vielä tallennettu mitään vilkkuu näytössä oleva ohjelmanumero, muussa tapauksessa näkyy ohjelmanumero vilkkumatta. Tallennus 3.6 Kun ohjelmapaikannumero on valittu, pidä näppäintä painettuna yli 3 sekunnin ajan, kun ohjelmanumero lakkaa vilkkumasta näytöllä O on ohjelma tallentunut koneen muistiin. Valintakytkin - AP Kun tätä näppäintä painetaan palaa jokin seuraavista merkkivaloista peräkkäin: Varoitus: Vain ne merkkivalot palaa joiden toiminta liittyy valittuun hitsaustoimintoon. Eli. esim jatkuvassa Tig-hitsauksessa ei pulssitoimintaan liittyvä merkkivalo AE pala Jokainen merkkivalo ilmaisee, merkkivalon palaessa parametria jota kulloinkin voidaan säätää nupilla Y. Kun viimeisestä säädöstä on kulunut viisi sekuntia sammuu valinnan merkkivalo ja näyttöön tule hitsausvirtaarvo ja tätä osoittava merkkivalo AG palaa. VALINTANÄPPÄIMET AQ + AP = TOISET TOIMINNOT Toisten toimintojen valikko avataan painamalla näppäintä AQ ja AP yhtä aikaa yli 3 sekuntia. VALIKON kohdat valitaan painamalla lyhyesti näppäintä AP. VALIKOSTA poistutaan painamalla lyhyesti näppäintä AQ. Näytöllä O näkyy toiminto ja näytöllä U asetus, jota voidaan säätää säätönupilla Y. Saatavilla olevat toiminnot: 1. Jäähdytysyksikkö Tunnus H2O Säädöt: OFF = sammunut (valmistajan asetus) OnC = aina päällä OnA = automaattikäynnistys. 2. Toiminta robotilla Tunnus rob Säädöt: OFF = sammunut (valmistajan asetus) On = päällä. 73 3. Feeder Unit (toiminta kylmälangan syöttölaitteella) Tunnus FdU Säädöt: OFF = sammunut (valmistajan asetus) On = päällä. Merkkivalo -AC laskuvirta ”Slope down” Aika jonka kuluessa hitsausvirta laskea minimiin ja valokari sammuu (0 – 10 sekuntia). 4. Crater Arc (kraatterin lopputäyttötoiminto) Tunnus CrA Säädöt: OFF = sammunut (valmistajan asetus) On = päällä. 5. MMA (hitsaus päällystetyllä elektrodilla) Tunnus MMA Säädöt: DC = tasavirta (valmistajan asetus) AC = vaihtovirta. SEURAAVAT MERKKIVALOT VOIDAN AKTIVOIDA TIGDC ( TSAVIRTA) JA TIG -AC (VAIHTOVIRTA) HITSAUS TOIMINNOISA. Merkkivalo –AL esikasu Säätöalue 0,05 – 2, sekuntia. Kaasuvirtaa säädetyn ajan ennen kuin hitaus alkaa. Merkkivalo -AI aloitusvirta Aloitusvirta prosenttia säädetystä hitsausvirasta merkkivalo AG. Merkkivalo –AH nousuvirta ” Slope up” Aika jonka kuluessa aloitusvirta saavuttaa hitsausvirta-arvon kun hitsaus aloitetaan. Säätöalue 0 – 10 sekuntia. Merkkivalo – AG hitsausvirta Merkkivalo –AD taukovirta Prosenttia säädetystä hitsausvirrasta Merkkivalo -AE pulssin taajuus (0,6 -500Hz) Kun pistehitsaustoiminto on valittuna (merkkivalo G) ilmaise tämä merkkivalo palaessaan, että näyttö U näyttää pistehitsausaikaa 0,1 – 30 sekuntia; säädettävissä nupilla Y. Merkkivalo –AF Säädetään hitsausvirta-ajan AG suhdetta kokonaistaajuusajasta AE t/T (10 -90%) kts. kuva 4. Merkkivalo -AB jälkikaasu Säädetään aikaa minkä ajan kaasu vielä virtaa hitsauksen päätyttyä (0 – 30 sekuntia) MERKKIVALOT JOTKA ON AKTIVOITAVISSA VAIN TIG AC (VAIHTOVIRTA ) HITSAUKSESSA. Merkkivalo -AO aloitus Säädetään aloitusvirran ” Hot Start” taso eriko koisille elektrodeille TIG AC toiminnassa, parhaan valokaaren syttyvyyden varmistamiseksi. Kun merkkivalo palaa näyttö U näyttää elektrodin halkaisijaa vastaavaa numeroarvoa. Säädöt tehdään nupilla Y käytettävän elektrodi halkaisijan mukaan, jolla varmistetaan käytettävälle elektrodille paras syttyvyys. Säätöalue 0,5 - 4,8. Merkkivalo -AY aaltomuoto Valitan hitsausvirran aaltomuoto. Kun merkkivalo pala näyttää näyttö Y numerokoodia valitulle aaltomuodolle kts. alla oleva taulukko. 11 = suorakaide - suorakaide 22 = sini – sini 33 = delta – delta 12 =suorakaide –sini 13 = suorakaide - delta 23 = sini – delta 21 = sini – suorakaide 32 = delta – sini 31 = delta – suorakaide Tehdasasetus = suorakaide – sini (12) Erilaiset aaltomuoto yhdistelmiä vastaavat numerokoodin on valittavissa nupilla Y. Huom! Ensimmäinen numero tarkoitta, että aaltokuvio on negatiivinen tai tunkeutuva puoliaalto, toinen numero tarkoittaa positiivista aaltokuviota ja puhdistava puoliaaltoa. Aaltomuodon vaihtaminen vähentää valokaaren aiheuttama melutasoa TIG AC hitsauksessa. Merkkivalo AN: Hz Säädetään vaihtovirran taajuutta, säätöalue 50 – 120 Hz. Merkkivalo Säädetään (tunkeutuva) jaksosta. Säätöalue 10/0/10 ja 10 =85 %. < 48V –AM: aaltokuvion tasapainosäätö. negatiivisen puolen puoliaallon prosentuaalista osuutta vaihtovirta jossa 0=65% ( suositus), -10 = 50% AC Merkkivalo –T: Merkkivalo ilmaisee, että laitteisto on sähköisesti hyvässä kunnossa ja sähköiskun vaara on alhainen. kuva. 4 74 Merkkivalo –H: Painamalla nopeasti tätä näppäintä aktivoituu synergiatila, ja voidaan suoritta valintoja merkkivalojen I, L, M, S ja R välillä ( painamalla näppäintänopeasti tarkoitta nopeammin kuin 0,7 sekunnissa). 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE Varmistu myös, että kaapelit ja maadoituspuristin ovat kunnossa ja että kaapeliliittimet on kunnolla kiinnitetty koneessa oleviin liittimiin sekä, että hitsauskaapelien pituus ja paksuus sopii käytettävälle hitsausvirralle. 3.4 4F PD Mikäli tätä näppäintä painetaan parametrien asetusten jälkeen , ennen kuin elektrodin koko on vahvistettu poistutan synergia tilasta. Jos synergia tilasta halutaan poistua elektrodin koon vahvistuksen jälkeen on tätä näppäintä painettava ja pidettävä se painettuna vähintään 0,7 sekunta Mat. Merkkivalo –L: materiaali Eri hitsaustoiminnoissa valittavat materiaalit ovat: Tig AC –hitsauksessa alumiini (AL), magneesium (MG) Tig DC –hitsauksessa ruostumaton teräs (SS), kupari (Cu), teräs (FE ja ntitani (Ti). Pos. Merkkivalo M: Hitsausasento Näytölle U tulevat lyhenteet ovat ISO 6947 mukaisia joilla viitataan eri hitsausasentoihin, jotka on esitetty oheisessa kuvataulukossa. ASME on erotettu numero- kirjainyhdistelmällä. Selventävät kuviot on esitetty alla olevassa kuvassa. Merkkivalo S: paksuus Näyttö O:n näyttäessä asetettua hitsausvirtaa on näytössä U hitsausvirtaa vastaava hitsattavan aineen paksuus. Kääntämällä nuppia Y voidaan paksuutta muuttaa, samalla muuttuu myös hitsausvirta. Hitsauspaksuutta vastaava hitsausvirta on määritelty hitsattavan aineen sekä hitsausasennon perusteella. Ø El. Merkkivalo R: elektrodin halkaisija Elektrodin halkaisija määräytyy hitsattavan aineen (merkkivalo L), hitsausasennon (merkkivalo M) ja hitsattava ainepaksuuden (merkkivalo S) tehtyjen säätöjen perusteella. Tehdasasetuksissa on näytöllä Y elektrodin suositeltava halkaisija, jos käyttäjän tekemän säätöjen jälkeen näytöllä Y elektrodin halkaisijaa ilmaisevat merkit alkavat vilkkumaan on se merkki siitä, ettei elektrodin halkaisijaa ole valittu sopivaksi. BC – 10 –napainen liitin Tähän liittimeen liitetään kaukosäätimen ohjausvirtaliitin, esitetty kappaleessa 4. Kun valokaari syttyy sulkeutuu virtapiiri liitinnastojen 3 ja 6 välillä ( maks. 0,5A -125VAC/0,3A -110VDC/1A 30VDC) 3.3 YLEISOHJEET Ennen kuin hitsauskone otetaan käyttöön lue huolellisesti standardi CEI 26-23/IEC –TS 62081. PUIKKOHITSAUS PÄÄLLYSTETYILLÄ HITSAUSPUIKOLLLA Tämä hitsauskone soveltuu kaikentyyppisillä hitsauspuikoilla hitsaamiseen, lukuun ottamatta selluloosapuikkoja ( AWS 6010). Varmista, että kytkin BE on asennossa 0, liitä sen jälkeen koneeseen hitsauskaapelit niin, että napaisuus on puikonvalmistajan ohjeiden mukainen, kiinnitä sen jälkeen maadoituspuristin hitsattavaan työkappaleeseen niin lähelle hitsattavaa kohta kuin mahdollista niin, että sillä on mahdollisimman hyvä sähköinen kontakti. Älä pitele yhtä aikaa poltinta tai puikonpidintä sekä hitsauskoneen hitsausvirtaliittimiä. Käännä koneeseen virta päälle kytkimellä BE. Valitse näppäimellä A hitsaustavaksi puikkohitsaus, merkkivalo AW palaa. Valitse valitulle elektrodille sopiva virta-asetus seuraavasti: • Paina näppäintä AQ, pidä se painettuna ja paina näppäintä AP. • Pidä näppäimiä painettuina, kunnes näytölle O ilmaantuu tunnus H2O. • Paina näppäintä AP, kunnes näytölle O ilmaantuu tunnus MMA. • Näytöllä U näkyy tunnus DC (tasavirta; valmistajan asetus). • Valitse vaihtovirta kääntämällä säätönuppia Y, kunnes näytölle U ilmaantuu tunnus AC. Säädä hitsausvirta sopivaksi käytettävän hitsauspuikon ja hitsausasennon mukaan. Muista aina kytkeä virta pois päältä ja irrottaa hitsauspuikko puikonpitimestä kun lopetat hitsaamisen. Jos haluat käyttää aloitusvirtaa ” Hot start” (merkkivalo D) tai karheuden säätötoimintoa merkkivalo (C) katso ohjeet edellisestä kappaleesta. 3.5. TIG HITSAUS Kun hitsaustavaksi valitaan Tig –AC hitsaus voidaan hitsata alumiinia, alumiiniseoksia, messinkiä ja magnesiumia. Kun hitsaustavaksi valitaan Tig DC –hitsaus voidaan hitsata ruostumatonta terästä, terästä ja kuparia. Liitä maadoituskaapeli hitsauskoneen positiiviseen (+) virtaliittimeen ja kiinnitä maadoituspuristin hitsattavan työkappaleeseen niin lähelle hitsattavaa kohta kuin mahdollista niin, että sillä on mahdollisimman hyvä sähköinen kontakti. Liitä Tig-poltin hitsauskoneen negatiiviseen (-) virtaliittimeen. Käännä koneeseen virta päälle kytkimellä BE. Liitä polttimen kaasuletku hitsauskoneessa olevaan liittimen BD ja kaasupullon paineensäätimeltä tuleva kaasuletku letkuliittimeen BH. 3.5.1 VESILAITE ( Optio art. 351:lle) Vesijäähdytteistä poltinta käytettäessä on käytettävä vesilaitetta. Liitä polttimelta tulevat vesiletkut vesilaitteen liittimiin BI 75 ja BL, varmistaen, että syöttö- ja paluuvesiletkut tulee oikeisiin liittimiin. 3.5.1.1 Kuvaus suojauksista. - Jäähdytysnesteen paineen tunnistus Tämä suojaus toimii painekytkimessä olevan mikrokytkimen avulla joka on sijoitettu jäähdytysnesteen kiertojärjestelmään. Jos jäähdytysnesteen paine on liian alhainen vilkkuu näytössä O viesti H2O. 3.5.1.2 Käyttöön otto Avaa vesilaitteen säiliön korkki BF ja täytä säiliö ( laitteen mukana toimitetaan 1 litran astia jäähdytysnestettä). On tärkeää määrävälein tarkista nesteen taso vesilaitteen kyljessä olevasta tarkistusaukosta BM, että nestettä on riittävästi, lähellä maks. tasoa. Käytä veden ja jäähdytysnesteen/alkoholin seosta alla olevan taulukon ohjeiden mukaan. Vesi/jäähdytysneste 4L/1L 3,8L/1,2L lämpötila: -0°C -5°C -5°C - -10°C Huom ! jos painetta ei ole vaikka vesilaitteen pumppu pyörii on letkuista poistettava ilma. Tällaisissa tapauksissa tee seuraavasti: käännä koneesta virta pois päältä, täytä vesilaitteen säiliö liitä letku liittimeen ( ) ja vie letkun toinen pää vesilaitteen säiliön täyttöaukosta säiliön sisään. Vain art. 351:lle liitä painekytkimen ja liitäntäkaapelin pistoke liittimiin BR ja BQ. Käynnistä virtalähde 10 … 15 sekunniksi, irrota letku. Käännä virtalähteeseen virta päälle: Valitse vesilaitteen toiminta muoto seuraavasti: 1. Valitse hitsaustavaksi Tig-hitsaus 2. Pidä näppäintä AQ painettuna ja paina näppäintä AP. Pidä näppäimiä painettuina, kunnes näytölle O ilmaantuu tunnus H2O. 3. Valitse vesilaitteen toiminta nupilla Y. OFF = pois päältä OnC = jatkuva käyttö OnA = automaatti käyttö. Valikosta poistutaan painamalla nopeasti näppäintä AQ. Huom! Automaatti käyttö tarkoitta, että vesilaite käynnistyy kun polttimen kytkin on painettuna ja pysähtyy noin 2 minuutin kuluttua kun polttimen kytkin on vapautettu. Varoitus! Vesilaitetta ei saa käynnistettyä kun hitsaustavaksi on valittu puikko hitsaus. Normaalisti kun kone käynnistetään vilkkuu näytöllä O hetken viesti H2O. 3.5.2 Käynnistys Kun koneeseen on kytketty virta päälle, älä koske koneen hitsausvirtaliittimiin tai sen liikkuviin osiin. Kun kone käynnistetään valitse toimintamuoto näppäimellä AS ja tee tarvittavat säädöt hitsausparametreille näppäimellä AP nupilla Y, kuten kappaleessa 3.2 on esitetty. VAROITUS säädöt merkkivaloilla AO= käynnistys, AY= aaltomuoto, AN= tajuus AM= balanssi on tehtävissä vain silloin kun hitsaustavaksi on valittu Tig AC hitsaus. Säädä suojakaasun virtaus (litraa minuutissa) niin, että se 76 on noin 6 kertaa elektrodin halkaisija. Jos polttimessa käytetään kaasulinssiä voidaan kaasun virtaus säätää noin 3 kertaa elektrodin halkaisija. Keraamisen kaasukuvun halkaisijan tule olla noin 4 – 6 kertaa elektrodin halkaisijaa suurempi. Muista aina kääntää koneesta virta pois päältä ja sulkea kaasupullon venttiili kun lopetat hitsaamisen. 3.5.3 Elektrodin valmistelu Noudata eritystä varovaisuutta kun teroitat elektrodia, muotoile elektrodit erittäin huolellisesti kuvan 4 mukaisesti. VAROITUS. KUUMAT IRTOAVAT METALLIHIUKKASET voi aiheuttaa vakavia vammoja, tulipalon tai vahingoittaa laitteita; elektrodista irtoavat aineosat , hiontapöly ym. heikentää hitsauksen laatua. Käytä hiontaan vain sellaista hiomalaitetta joka on varustettu riittävillä suojalaitteilla ja käytä hionnassa asianmukaista suojavaatetusta, suojakäsineitä ja kasvosuojusta . Käytä elektrodien hiontaan kovaa hienorakeista hiontalaikkaa joka on tarkoitettu elektrodien hiontaan Teroita elektrodi noin 1,5 – 2 kertaa elektrodin halkaisijaa vastaavalta pituudelta kts kuva 5. Kuva. 5 3.6 TALLENNUS Painamalla nopeasti AQ näppäintä voidaan tehdä valintoja; pitämällä näppäintä painettuna kauemmin kuin 3 sekuntia tallentuu tiedot. Aina kun kone käynnistetään tulee näyttöön viimeksi hitsatut arvot. 3.6.1 PL Ohjelmien tallennus Kun konetta käytetään ensimmäistä kertaa. Kun koneeseen käännetään virta päälle ilmestyy näyttöön symboli PL, joka häviää 5 sekunnin kulutta ja näyttöön tule hitsausvirtaa näyttävä arvo. Noudata kappaleiden 3.2 ja 3.5 ohjeita ja tallenna ohjelmatiedot muistipaikkaan P01 seuraavasti.: Paina nopeasti näppäintä AQ ( mem+ mem-) jolloin näytössä alkaa vilkkumaan P01. Pidä näppäin AQ painettuna vähintään 3 sekunnin ajan kunnes symboli P01 lakkaa vilkkumasta, jolloin ohjelmatiedot on tallentunut muistiin. Kun halutaan tallentaa jokin muuhun muistipaikkaan kuin P01, paina nopeasti näppäintä AQ niin monta kertaa kunnes näytöllä on se ohjelmapaikan numero johon ohjelma halutaan tallentaa. PAINAMALLA NÄPPÄINTÄ NOPEASTI VOIDAAN TEHDÄ VALINTOJA JA PITÄMÄLLÄ NÄPPÄINTÄPAINETTUNA VÄHINTÄÄN 3 SEKUNTIA VOIDAAN TIEDOT TALLENTAA. 3.6.2 Omien ohjelmien tallennus Käyttäjä voi muokata ja tallentaa omia hitsausohjelmia seuraavasti: - Paina nopeasti näppäintä AQ ja valitse sopiva muistipaikan numero. Vapaana olevan muistipaikan numero vilkkuu. Paina näppäintä AT ja valitse hitsaus toiminto; paina näppäintä AS ja valitse hitsaustapa ( kappale 3.1) Säädä hitsausvirta nupilla Y. Jos hitsaustavaksi on valittu Tig -hitsaus, aktivoi merkkivalo AB ( jälki-kaasu) näppäimellä AP ja säädä arvo sopivaksi nupilla Y ( kappale 3.1.) Jos hitsauksen kannalta on tarvetta säätää ” slope” aikaa tai muita parametreja edellä kuvattujen säätöjen jälkeen, noudata kappaleessa 3.1 olevia ohjeita. Hitsausohjelma voidaan tämän jälkeen tallentaa edellä valittuun muistipaikkaan painamalla näppäintä AQ ja pitämällä se painettuna vähintään 3 sekuntia kunnes muistipaikan numero lakkaa vilkkumasta. Jos ohjelma halutaankin tallentaa johonkin toiseen muistipaikkaan paina nopeasti näppäintä AQ kun sopiva muistipaikan numero on löytynyt, paina näppäintä sen jälkeen uudestaan ja pidä se painettuna vähintään 3 sekuntia. 3.6.3 Aikaisemmin tallennetun ohjelman tallentaminen uuteen muistipaikkaan Aikaisemmin tallennettua ohjelmaa voidaan muokata ja tallentaa uudelleen saman tai uuteen muistipaikkaan. 3.6.3.1 Päivitys - Koneen käynnistyksen jälkeen valitse ohjelmaparametrit jota haluat muokata ja tee tarvittavat muutokset . - Pidä sen jälkeen näppäintä AQ painettuna vähintään 3 sekunnin ajan kunnes ohjelma on tallentunut ( näytöllä oleva muistipaikan numero lakkaa vilkkumasta) 3.6.3.2 Uuteen muistipaikkaan tallentaminen Koneen käynnistyksen jälkeen valitse ohjelmaparametrit jota haluat muokata ja tee tarvittavat muutokset . - Tee lyhyt hitsaus Paina nopeasti näppäintä AQ kunnes haluttu muistipaikan numero on löytynyt. Pidä sen jälkeen näppäintä AQ painettuna vähintään 3 sekunnin ajan kunnes ohjelma on tallentunut (näytöllä oleva muistipaikan numero lakkaa vilkkumasta) 3.6.4 Synergia hitsaus Synergia hitsauksen tarkoituksena on tarjota käyttäjälle helppoa ja nopeaa tapaa Tig-hitsausparametrien asetukseen. Sen vuoksi synergiaohjelmien käyttäminen on suositeltavaa, eikä ehdoton edellytys Tig-hitsauksessa. ” Synergian” hitsauspaksuuden ja elektrodin halkaisijan väliset riippuvuussuhteet on määritelty käyttämällä harmaata 2 % CeriumTig-elektrodia ( EN26848 WC20) ja 90Hz taajuista vaihtovirtaa. Kokeet on suoritettu aaltomuotoyhdistelmällä n:o 12 (suorakaide tunkeutuva – sini puhdistava). Toimintaperiaate käytännössä: Käyttäjä valitsee hitsattavan materiaalin, hitsausasennon sekä hitsattavan ainepaksuuden; näiden valintojen perusteella tulee näyttöön suositeltava elektrodi koko ja kone on valmiina hitsaukseen. Synergia toiminnon aktivointi. Paina nopeasti näppäintä H ( lyhyemmän aikaa kuin 0,7 sekuntia) merkkivalo I (syn) palaa yhtä aikaa merkkivalon L (mat.) kanssa. Näyttö O sammuu ja näyttö U näyttää hitsattavan materiaalin merkkikoodia (kts. merkkivalon L selitys). Tee tarvittavat valinnat kääntämällä nuppia Y. Painamalla uudestaan nuppia H vahvistetaan tehdyt materiaali valinnat ja merkkivalo M syttyy. Näyttö Y näyttää mahdolliset hitsausasennot (kts. merkkivalon M selitys) Tee tarvittavat valinnat nupilla Y. Painamalla uudestaan näppäintä H vahvistetaan valittu hitsausasento ja merkkivalo S syttyy. Näyttö O näyttää asetettua hitsausvirta ja näyttö U valittua virtaa vastaavaa hitsauspaksuutta mm:nä. ( kts merkkivalon S selitys). Painamalla uudestaan näppäintä H vahvistetaan valittu hitsauspaksuus ja merkkivalo R syttyy. Yksi tai useampia elektrodi kokoja on käytettävissä riippuen tehdyistä materiaalin, hitsausasennon, hitsauspaksuuden ja hitsausvirran asetuksista. Suositeltava elektrodin koko tule ensimmäiseksi näytölle U vilkkumatta, seuraava elektrodin koko saadaan näytölle vain kääntämällä nuppia Y ja myös tämän toisen vaihtoehtoisen elektrodin koko näkyy näytöllä U vilkkumatta. Jos nuppia Y käännetään edelleen tule kolmas elektrodin koko vilkkuen näytölle U, samoin elektrodin kokoaa kuvaavat merkit vilkkuu jos valitaan ensimmäistä elektrodin kokoa pienempi arvo. Tekemällä elektrodivalinnan vain aloitusvirran AO ja minimivirran AI perusteella, mahdollistaa se tekemään sellaisia elektrodin koko valintoja jotka eivät ole suositeltavia. Tällaisissa tapauksissa on käyttäjällä kaksi vaihtoehtoa: Poistumalla synergia tilasta vahvistamatta tehtyjä valintoja. Tee silloin seuraavasti: 1. paina nopeasti näppäintä H; merkkivalo I sammuu ja näyttöpaneeliin palautuu ne arvot jotka olivat voimassa e n n e n synergiatilaan siirtymistä. 2. Vahvista synergia tila painamalla H näppäintä vähintään 0,7 sekunnin ajan jolloin kaikki synergia toiminnot on asetettu ja painamalla valintanäppäintä AP tulee näyttöön U viesti ”AU ” (automaattitoiminto). Merkkivalo I jatkaa palamista sen merkiksi, että parametrit on asetettu. Yhteenveto, kun elektrodin koko on vahvistettu (pitämällä näppäintä H painettuna, kun merkkivalo R palaa) aloitus, aaltomuoto, taajuus, balanssi ja hitsausvirta AI toiminnot on asetettu automaattitilaan joka on aikaisemmin selitetty. Kun elektrodin koko on vahvistettu sammuu merkkivalo R ja merkkivalo I palaa. 4 KAUKOSÄÄTÖ Seuraavat kaukosäätimet voidaan liittää tähän hitsauskoneeseen: 77 Art. 1256 Tig-polttin pelkällä kytkimellä (vesijäähdytetty) Art. 1258 Tig-poltin Up/Down kykimellä (vesijäähdytetty) Art. 193 Jalkapoljin ( Tig-hitsauksessa) Art. 1192+Art.187 ( Puikkohitsauksessa) Art. 1180 Haraliitäntä Tig-polttimen ja jalkapolkimen yhtäaikaista liittämistä varten: Art. 193 voidaan myös tällöin käyttää Tig-hitsauksessa. Potentiometrillä tehtävät hitsausvirran nupilla Y tehtyihin minivirran ja maksimivirran välisiin säätöihin. Up/Down kytkimellä tehtävät hitsausvirran nupilla Y tehtyihin minivirran ja maksimivirran välisiin säätöihin. Kauko-ohjain on käytettävissä PL –ohjelmilla, mutta ei ole aktiivinen tallennettuja ohjelmia käytettäesä. 5 HUOLTO Ainoastaan ammattitaitoiset henkilöt saavat huoltaa laitetta standardin CEI 26-29 (IEC 60974-4) mukaan. 5.1 VIRTALÄHTEEN HUOLTO Jos laitteen sisäpuoli tarvitsee huoltoa, varmista että kytkin BE on O-asennossa ja että virtakaapeli on irrotettu verkosta. Poista lisäksi säännöllisesti laitteen sisälle kerääntynyt metallipöly paineilmalla. 5.2 KORJAUKSEN JÄLKEEN Järjestä kaapelit korjauksen jälkeen tarkasti uudelleen, niin että laitteen ensiö- ja toisiopuoli on eristetty varmasti toisistaan. Älä anna kaapeleiden koskettaa liikkuvia tai toiminnan aikana kuumenevia osia. Asenna kaikki nippusiteet takaisin alkuperäisille paikoilleen, ettei johtimen tahaton rikkoutuminen aiheuta liitäntää ensiö- ja toisiopuolen välillä. Asenna lisäksi ruuvit ja hammasaluslaatat takaisin alkuperäisille paikoilleen. 78 INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL BUESVEJSNING INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr.3.300.758 med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. STØJ Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. ELEKTROMAGNETISKE FELTER - kan være skadelige . • Strøm, der løber igennem en leder, skaber elektromagnetiske felter (EMF). Svejse- og skærestrøm skaber elektromagnetiske felter omkring kabler og strømkilder. • Elektromagnetiske felter, der stammer fra høj strøm, kan påvirke pacemakere. Brugere af elektroniske livsnødvendige apparater (pacemaker) skal kontakte lægen, inden de selv udfører eller nærmer sig steder, hvor buesvejsning, skæresvejsning, flammehøvling eller punktsvejsning udføres. • Eksponering af elektromagnetiske felter fra svejsning eller skæring kan have ukendte virkninger på helbredet. Alle operatører skal gøre følgende for at mindske risici, der stammer fra eksponering af elektromagnetiske felter: - Sørg for, at jordkablet og elektrodeholder- eller svejse kablet holdes ved siden af hinanden. Tape dem om muligt sammen. - Sno ikke jordkablerne og elektrodeholder- eller svejsekablet rundt om kroppen. - Ophold dig aldrig mellem jordkablet og elektrodeholdereller svejsekablet. Hvis jordkablet befinder sig til højre for operatøren, skal også elektrodeholder- eller svejsekablet være på højre side. - Slut jordkablet til arbejdsemnet så tæt som muligt på svejseeller skæreområdet. - Arbejd ikke ved siden af strømkilden. EKSPLOSIONER · Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med håndtering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10.(Cl. A) Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder forbundet TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. 1.1 ADVARSELSSKILT Den følgende nummererede tekst svarer til skiltets nummererede bokse. B. Trådfremføringens små ruller kan såre hænderne. C. Svejseledningen og trådfremføringsgruppen er under spænding i løbet af svejsningen. Hold hænder og metalting på afstand. 1. Elektriske stød der fremprovokeres fra svejsningens elektrode eller fra kablet kan være dødelige. Man skal beskytte sig på en passende måde mod faren for elektriske stød. 1.1 Vær iført isolerende handsker. Rør ikke ved elektroden 79 1.2 1.3 2. 2.1 2.2 2.3 3. 3.1 3.2 3.3 4. 4.1 5. 6. med bare hænder. Vær ikke iført fugtige eller beskadigede handsker. Vær sikker på at være isolerede fra stykket der skal svejses og fra grunden Frakobl forsyningskablets stik inden man skal arbejde på maskinen. Indånding af uddunstning kan være sundhedsfarligt. Hold hovedet fjernt fra uddunstningen. Anvend et anlæg med forceret ventilation eller med lokalt aftræk for at fjerne uddunstningen. Brug en sugepumpe for at fjerne uddunstningen. Gnisterne der fremprovokeres ved svejsningen kan forårsage eksplosioner eller brande. Hold antændelige materialer fjernt fra svejseområdet. Gnisterne der fremprovokeres ved svejsningen kan forårsage brande. Hav en brandslukker lige i nærheden og lad en person være klar til at bruge den. Svejs aldrig lukkede beholdere. Lysbuens stråler kan brænde øjnene og give forbrændinger på huden. Vær iført sikkerhedshjelm og -briller. Brug passende beskyttelser til ørerne og kittel med opknappet hals. Brug en filtrerende ansigtsmaske med en korrekt gradation. Vær iført en komplet kropsbeskyttelse. Læs vejledningerne inden maskinen bruges eller inden der foretages en hvilken som helst operation på den. Fjern ikke eller tildæk ikke advarselsskiltene 2 GENERELLE BESKRIVELSER IP23S højde for driftsfaktoren. Beskyttelsesgrad for kapsling. Grad 3 som andet ciffer betyder, at dette apparat kan opbevares udendørs, men apparatet er ikke egnet til udendørs arbejde i nedbør, medmindre apparatet beskyttes på passende måde S Egnet til omgivelser med øget risiko. BEMÆRK: 1-Apparatet er også egnet til arbejde i omgivelser med kontaminationsgrad 3 (se IEC 60664). 2-Dette udstyr opfylder kravene i standard IEC 61000-311, forudsat at systemets maks. tilladte impedans Zmaxer lavere end eller lig med 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) i grænsefladepunktet mellem brugerens system og det offentlige system. Det påhviler udstyrets installatør eller bruger at garantere, at udstyret er tilsluttet en forsyningskilde med maks. impedans 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). Dette sker eventuelt ved at indhente oplysninger hos forsyningsselskabet. 2.3 BESKRIVELSE AF BESKYTTELSER 2.3.1 Termisk beskyttelse Dette apparat er beskyttet af en termostat, som hindrer apparatets funktion ved overskridelse af den tilladte temperatur. Udløsning af termostaten angives ved tænding af teksten OPn på displayet O på kontrolpanelet. 2.1. SPECIFIKATIONER Dette svejseapparat er en konstant jævnstrømsgenerator med INVERTER teknologi, som er projekteret til TIG svejsning med beklædte elektroder (med undtagelse af celluloseelektroder) med kontakttænding og høj frekvens. MÅ IKKE ANVENDES TIL OPTØNING AF RØR. 2.2 FORKLARING AF TEKNISKE APPARATETS DATASKILT DATA PÅ 2.3.2 Blokeringsbeskyttelse Dette svejseapparat er udstyret med forskellige beskyttelser, som afbryder apparatet, inden det udsættes for skader. Udløsningen af hver beskyttelse signaleres ved tænding af teksten Err på displayet O og af et tal, som vises på displayet U. Hvis der registreres et lavt vandniveau i køleaggregatet, blinker teksten H2O på displayet O. 3 INSTALLATION Apparatet er konstrueret med overholdelse af kravene i følgende standarder: IEC 60974.1, IEC 60974.3, IEC 60974.10 Klasse A, og IEC 61000-3-12 (se ”Bemærk 2”). Nr. Serienummer, som altid skal oplyses i forbindelse med henvendelse vedrørende svejseapparatet. Trefaset statisk frekvensomformer-transformator-ensretter. Nedadgående karakteristika. MMA. Egnet til svejsning med beklædte elektroder. TIG. Egnet til TIG svejsning. U0. Sekundær spænding uden belastning. X. Procentvis driftsfaktor. Procentvis angivelse af 10 minutter, som svejseapparatet kan arbejde ved en bestemt strøm uden at der herved er risiko for overophedninger. I2. Svejsestrøm. U2. Sekundær spænding med I2 strøm. U1. Nominel forsyningsspænding. 3~ 50/60Hz Trefaset forsyning (50 eller 60 Hz). Maks. l1 Maks. strømforbrug. Eff. l1 Effektivt maks. strømforbrug, når der tages 80 Kontrollér, at forsyningsspændingen svarer til mærkespændingen i svejseapparatets tekniske data. Slut et stik med passende kapacitet til forsyningskablet og kontrollér, at den gule/grønne leder er sluttet til jordstikket. Kapaciteten i den termomagnetiske afbryder eller sikringerne (tilsluttet i serie til forsyningen) skal svare til apparatets strømforbrug I1max. 3.1. KLARGØRING Apparatet skal installeres af specialuddannet personale. Alle tilslutningerne skal opfylde kravene i de gældende standarder og i lovgivningen vedrørende forebyggelse af arbejdsulykker (CEI 26-23 og IEC-TS 62081). 3.2 BESKRIVELSE AF APPARAT (fig. 1-1/A) BA) BB) BC) Negativ udgangsklemme (-) Positiv udgangsklemme (+) Konnektor til TIG svejsebrænderens knap fig. 1 BE BG BO BB BA BP BQ BC BF BD BI BL Art. 366 & 367 BD) BE) BF) BG) BH) BI) BL) BM) BN) BO) BP) BQ) BR) NB: BR BN BM BN BH Art. 367 Slut ledningerne fra svejsebrænderens knap til stikben 1 og 9. Kobling (1/4” G) Sluttes til gasslangen på TIG svejsebrænderen. Hovedafbryder Tankdæksel Forsyningskabel Kobling til gasforsyning Kobling til varmtvandsindtag (benyttes kun til TIG svejsebrændere). Kobling til koldtvandsudløb (benyttes kun til TIG svejsebrændere). Fordybning til kontrol af væskeniveau Koblinger til MIG svejsebrændere (skal ikke kortsluttes). Konnektor; type DB9 (RS 232) Skal benyttes til opdatering af mikroprocessorernes programmer. Sikringsholder Stikkontakt til forsyningskabel Stikkontakt til trykafbryder Køleaggregatet er tilbehør til art. nr. 366. 3.3 BESKRIVELSE AF PANEL (fig. 2) Knap for proces AT Valget angives ved tænding af en af lysdioderne AX, AV eller AW. Lysdiode AX Lysdiode AV Lysdiode AW Art. 366 Knap for funktionsmåde AS Valget angives ved tænding af en af lysdioderne D, C, E, B, A eller AU: Lysdiode D for Hot-Start Aktiveret ved MMA svejsning Tændingen af denne lysdiode angiver, at displayet U viser det tidsrum (udtrykt i 1/100 sekund), hvor svejseapparatet udsender en overstrøm for at forbedre tændingen af elektroden. Justeringen sker ved hjælp af håndtaget Y. Lysdiode C for Arc-Force Aktiveret ved MMA DC svejsning Dette er en procentvis angivelse af svejsestrømmen. Displayet U viser værdien og håndtaget Y benyttes til justering af værdien. I virkeligheden øger denne overstrøm overførslen af stænk af flydende metal. Lysdiode E: KONSTANT TIG svejsning med tænding ved TIG hjælp af højspændings-/frekvensanordning. TIG Lysdiode B: PULSERENDE TIG svejsning med tænding ved hjælp af højspændings-/frekvensanord- ning. Pulseringsfrekvensen kan indstilles fra 0,16 til 500 Hz (lysdiode AE). Spidsstrømmen og standardstrømmen aktiveres ved hjælp af henholdsvis lysdioden AG og AD og kan justeres ved hjælp af håndtaget Y. Ved en pulseringsfrekvens på 0,16-1,1 Hz viser displayet O skiftevist spidsstrømmen (hovedstrøm) og standardstrømmen. Lysdioden AG og AD tændes skiftevist. Når frekvensen er højere end 1,1 Hz, viser displayet O gennemsnittet af de to strømværdier. 81 fig. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 Lysdiode A: KONSTANT TIG svejsning med kontakttænding (gnidning). down), som er indstillet forudgående, for at vende tilbage til nul. I denne position er det muligt at tilslutte styrepedalen (tilbehør; art. nr. 193). Lysdiode AU: PULSERENDE TIG svejsning med kontaktTIG tænding (gnidning). Funktionslogikken svarer til logikken med hensyn til lysdiode B. W - Lysdiode for TIG firetrinssvejsning (automatisk) Dette program afviger fra det foregående, idet tændingen og slukningen styres ved at trykke på og slippe svejsebrænderens knap. TIG Knap for program AR Valget angives ved tænding af en af lysdioderne G, F, W, X, Z eller AA. Lysdiode G: Punktsvejsning (manuel). Vælg svejsestrømmen (lysdiode AG) og tidsrummet for punktsvejsning (lysdiode AE) ved hjælp af knappen AP og indstil værdierne ved hjælp af håndtaget Y. Denne svejsefunktion udføres kun, hvis der vælges konstant svejsning og tænding med høj frekvens (lysdiode E tændt). Operatøren trykker på svejsebrænderens knap, hvorefter lysbuen tændes. Lysbuen slukkes automatisk efter indstilling af tidsrummet for punktsvejsning. Slip svejsebrænderens knap og tryk på den på ny for at udføre det efterfølgende punkt. Indstilling fra 0,1-30 sekunder. F - Lysdiode for TIG totrinssvejsning (manuel) Når der trykkes på svejsebrænderens knap, øges strømmen og der forløber et tidsrum (slope up), som er indstillet forudgående, for at nå den værdi, der er indstillet ved hjælp af håndtaget Y. Når knappen slippes, indledes en reduktion af strømmen og der forløber et tidsrum (slope 82 X - Lysdiode for specialprogram Tænding af lysbuen sker ved at trykke på svejsebrænderens knap og holde den trykket nede, indtil strømmen begynder at blive øget med en fast forøgelse. Strømmen øges straks til svejseværdien (lysdiode AG), hvis knappen slippes. Tryk på svejsebrænderens knap og hold den trykket nede for at afslutte svejsningen. Strømmen begynder at blive reduceret med en fast reduktion. Strømmen nulstilles øjeblikkeligt, hvis knappen slippes. Z - Lysdiode for TIG firetaktssvejsning med tre niveauer (automatisk) Benyt følgende fremgangsmåde for at indstille de tre svejsestrømme: Tryk på knappen AP, indtil lysdioden AG tændes, og indstil herefter maks. strømværdien ved hjælp af håndtaget Y. Tryk på knappen AP, indtil lysdioden AD tændes, og indstil herefter den mellemliggende strømværdi ved hjælp af håndtaget Y. Tryk på knappen AP, indtil lysdioden AY tændes, og indstil herefter strømværdien for tænding ved hjælp af håndtaget Y. Ved tænding af lysbuen indstiller strømmen sig ved den første justering (lysdiode AI tændt). Operatøren kan fastholde denne strøm i det ønskede tidsrum (eksempelvis D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM indtil emnet er blevet opvarmet). Ved at trykke på og straks slippe svejsebrænderens knap skifter strømmen fra den første til den anden strøm inden for slope up tidsrummet (lysdiode AH). Lysdioden AG tændes, når svejsestrømmen nås. Hvis der under svejsningen opstår behov for reduktion af strømmen uden slukning af lysbuen (eksempelvis ændring af svejsemateriale, ændring af arbejdsposition, skift fra en vandret til en lodret position osv.), er det nødvendigt at trykke på og slippe svejsebrænderens knap med det samme. Strømmen indstiller sig ved den anden valgte værdi, lysdioden AD tændes og lysdioden AG slukkes. Tryk på og slip svejsebrænderens knap endnu en gang for at vende tilbage til den foregående hovedstrøm. Lysdioden AG tændes og lysdioden AD slukkes. Det er muligt at afbryde svejsningen på et hvilket som helst tidspunkt ved at holde svejsebrænderens knap trykket nede mere end 0,7 sekunder. Slip herefter knappen. Strømmen begynder herefter at blive reduceret til nulværdien i løbet af slope down tidsrummet, som er blevet fastlagt forudgående (lysdiode AC tændt). Hvis der trykkes på svejsebrænderens knap og den herefter slippes i forbindelse med slope down fasen, vendes tilbage til slope up fasen, hvis den er indstillet til en værdi, der er højere end nul, eller til min. strømmen mellem de indstillede værdier. NB: Proceduren ”TRYK PÅ OG SLIP STRAKS” skal finde sted inden for maks. 0,5 sekunder. AA - Lysdiode for TIG svejsning med to strømniveauer Dette program afviger fra det foregående, idet strømmen altid stiger til den første indstilling, når lysbuen tændes R AL AI AH AF AE AD AC AB (lysdiode AI tændt). Operatøren kan dog ikke fastholde strømmen ved dette niveau og slope up tidsrummet indledes straks (lysdiode AH). Crater Arc. Blandt de sekundære funktioner findes denne funktion, som er blevet udviklet til slutkraterfyldning ved indstilling af en strøm og dens varighed. Denne funktion kan benyttes i den manuelle eller automatiske AC TIG eller DC TIG funktion (Fig. 3). Fig. 3 Benyt følgende fremgangsmåde for at aktivere funktionen: • Tryk på knappen AQ og hold den trykket nede, mens der trykkes på knappen AP. • Hold knapperne trykket nede, indtil teksten H2O vises på displayet O. • Hold knappen AP trykket nede, indtil teksten CrA (Crater Arc) vises på displayet O. 83 • Displayet U viser teksten OFF (standardindstilling). • Drej håndtaget Y, indtil teksten On vises på displayet U. • Drej håndtaget Y, indtil displayet O viser teksten CrC (crater current - slutstrøm ved kraterfyldning), og displayet U viser 50. Dette er den procentvise værdi af slutstrømmen ved kraterfyldning i forhold til svejsestrømmen. Standardindstilling: 50 %. Indstilling fra 1 til 100 %. • Drej håndtaget Y, indtil displayet O viser teksten tCr (Crater time - tidsrum for slutstrøm ved kraterfyldning). • Håndtaget Y benyttes til indstilling af værdien, og displayet U viser værdien. Standardindstilling: 0,5 sekunder. Indstilling fra 0,1 til 30,0 sekunder. Slope mellem hovedstrømmen og slutstrømmen ved kraterfyldning indstilles ved hjælp af slope down (lysdiode AC). Y - Håndtag Justerer normalt svejsestrømmen. Hvis der vælges en funktion ved hjælp af knappen AP, benyttes dette håndtag til indstilling af værdien. 2. 3. 4. 5. 6. 7. 8. 9. O - Display Viser: 1. den forindstillede strøm uden belastning; svejsestrømmen og de respektive niveauer med belastning; den seneste svejsestrøm, hvis lysdioden for Hold er tændt; ændringer i strømmen på de respektive niveauer i for bindelse med pulserende TIG svejsning; strømmen i forhold til den valgte tykkelse i synergiens parametre; teksten H2O ved indstilling af køleaggregatet (teksten blinker ved åbning af køleaggregatets trykafbryder); teksten OPn (blinker ved åbning af termostaten); teksten PL …P01…P09 i forbindelse med valg af ledige eller lagrede programmer. teksten MMA. Lysdiode N Kan ikke vælges og tændes, når displayet O viser en strøm. U - Display Viser: 1. spændingen uden belastning ved MMA svejsning uden svejsning og spændingen med belastning i forbindelse med svejsning. 2. nul ved konstant TIG svejsning, hvor der ikke trykkes på knappen; spændingen uden belastning, når der trykkes på knappen uden at svejsningen finder sted; spændingen med belastning, når svejsningen finder ste 3. numerisk angivelse af alle værdier (med undtagelse af strømmen), der vælges ved hjælp af knappen AP. 4. angivelse af alle numeriske kombinationer, som referer til de forskellige bølgeformer, der kan vælges ved valg af lysdioden AY (bølgeform) ved hjælp af knappen AP 5. teksten OFF, OnA, OnC (hvis apparatet er forberedt til køleaggregatet). 84 6. teksterne AC, DC (hvis apparatet er forberedt til strømtype i MMA). 7. betegnelsen for materialerne, som skal svejses (hvis lysdioden L er blevet valgt), betegnelsen for svejsepositionerne (hvis lysdioden M er blevet valgt) eller elektrodediameteren (hvis lysdioden R er blevet valgt). Dette forudsætter, at synergien er aktiveret (lysdiode I tændt). ENDVIDERE viser den svejsespændingen, hvis lysdioden P (Hold) er tændt. Lysdiode Q Kan ikke vælges og tændes, når displayet U viser en spænding. AQ - KNAP Vælger og lagrer programmerne. Svejseapparatet gør det muligt at lagre ni svejseprogrammer P01…..P09 og indlæse dem ved hjælp af denne knap. Endvidere findes arbejdsprogrammet PL. Valg Ved et kortvarigt tryk på denne knap fremvises nummeret på det efterfølgende program på displayet O. Hvis det ikke er blevet lagret, blinker teksten. I modsat fald fremvises den uden at blinke. Lagring (3.6) Dataene lagres ved at holde knappen trykket inde i mere end 3 sekunder efter valg af programmet. For at bekræfte dette holder programnummeret på displayet O op med at blinke. AP - KNAP Når der trykkes på denne knap, tændes lysdioderne i rækkefølge: Advarsel: Det er kun lysdioderne vedrørende den valgte svejsefunktion, som tændes. Eksempel: Lysdioden AE, som repræsenterer pulseringsfrekvensen, tændes ikke ved valg af konstant TIG svejsning. Hver lysdiode angiver parameteren, som kan indstilles ved hjælp af håndtaget Y, når lysdioden er tændt. Lysdioden slukkes 5 sekunder efter den seneste ændring og hovedsvejsestrømmen angives. Herefter tændes den tilsvarende lysdiode AG. KNAPPER AQ + AP = SEKUNDÆRE FUNKTIONER. Adgang til menuen med sekundære funktioner sker ved at holde knapperne AQ og AP trykket nede samtidigt i mere end 3 sekunder. Valget af felter i MENUEN sker ved at trykke kortvarigt på knappen AP. MENUEN forlades ved at trykke kortvarigt på knappen AQ. Displayet O viser funktionen. Displayet U viser indstillingen, som kan reguleres ved hjælp af håndtaget Y. Der findes følgende funktioner: 1. Køleaggregat Tekst H2O Indstillinger: OFF = slukket (standardindstilling). OnC = tændt konstant. OnA = automatisk tænding. 2. Funktion med robot Tekst rob Indstillinger: OFF = slukket (standardindstilling). On = tændt. AF - Lysdiode Udfører en procentvis justering af forholdet mellem tidsrummet for spidsstrømmen AG og frekvensen AE. t/T (10-90 %) fig. 4. 3. Feeder Unit (funktion med trådfremføringsbox til kold tråd) Tekst FdU Indstillinger: OFF = slukket (standardindstilling). On = tændt. Fig. 4 4. Crater Arc (slutkraterfyldning) Tekst CrA Indstillinger: OFF = slukket (standardindstilling). On = tændt. AC - Lysdiode for slope down Dette er tidsrummet, som forløber, inden strømmen når min. værdien og lysbuen slukkes (0-10 sekunder). 5. MMA (svejsning med beklædt elektrode) Tekst MMA Indstillinger: DC = jævnstrøm (standardindstilling). AC = vekselstrøm. LYSDIODER, SOM KAN VÆLGES I FORBINDELSE MED DC TIG SVEJSNING (JÆVNSTRØM) OG AC TIG SVEJSNING (VEKSELSTRØM): AL - Lysdiode for for-gas Kan indstilles fra 0,05 til 2,5 sekunder. Tidsrum for forsyning af gas inden indledning af svejsning. AI - Lysdiode for strøm til indledning af svejsning Dette er en procentvis angivelse af svejsestrømmen (lysdiode AG). AH - Lysdiode for slope up Dette er tidsrummet, som forløber, inden min. strømmen når den indstillede værdi (0-10 sekunder). AG - Lysdiode for hovedsvejsestrøm AD - Lysdiode for andet strømniveau ved svejsning eller standardstrøm Denne strøm er altid en procentvis angivelse af hovedstrømmen. AE - Lysdiode for pulseringsfrekvens (0,16-500 Hz) Ved valg af punktsvejsningen (lysdiode G) angiver tændingen af denne lysdiode, at displayet U viser tidsrummet for punktsvejsning, som kan indstilles mellem 0,1 og 30 sekunder ved hjælp af håndtaget Y. AB - Lysdiode for efter-gas Indstiller tidsrummet for forsyning af gas efter afslutning af svejsningen (0-30 sekunder). LYSDIODER, SOM KUN KAN VÆLGES I FORBINDELSE MED AC TIG SVEJSNING (VEKSELSTRØM): AO - Lysdiode for start Justerer Hot-Start niveauet for at optimere tændingerne ved TIG AC svejsning for hver elektrodediameter. Når denne lysdiode tændes, viser displayet U et tal, som refererer til elektrodediameteren. Operatøren kan indstille den anvendte diameter ved hjælp af håndtaget Y og herved straks sikre en optimal start. Indstilling fra 0,5 til 4,8. AY - Lysdiode for bølgeform Valg af bølgeform ved svejsning. Når denne lysdiode tændes, viser displayet U et tal, som svarer til den valgte bølgeform (se tabellen). 11 = kvadratisk - kvadratisk 22 = sinusformet - sinusformet 33 = trekantet - trekantet 12 = kvadratisk - sinusformet 13 = kvadratisk - trekantet 23 = sinusformet - trekantet 21 = sinusformet - kvadratisk 32 = trekantet - sinusformet 31 = trekantet - kvadratisk Standard = kvadratisk - sinusformet (12). Dette tal kan ændres ved hjælp af håndtaget Y. BEMÆRK: Det første ciffer i tallet refererer til den negative halvbølge (gennemtrængning), hvorimod det andet ciffer refererer til den positive halvbølge (rensning). Ændringen af bølgeformen kan også reducere lysbuens støj i forbindelse med AC svejsning (vekselstrøm). AN - Lysdiode for Hz Justerer vekselstrømmens frekvens. Justering fra 50 til 100 Hz. 85 AM - Lysdiode for justering af bølgens afbalancering Justerer den procentvise angivelse af den negative halvbølge (gennemtrængning) i tidsrummet med vekselstrøm. Justering -10, 0 eller 10; 0 = 65 % (anbefalet); -10 = 50 %; 10 = 85 %. < 48V AC Lysdiode T: Lysdiode, som angiver korrekt funktion i anordningen til begrænsning af risikoen for elektriske stød. Knap H: Når der trykkes kortvarigt på denne knap, aktiveres synergien (hvis den findes) og lysdioderne I, L, M, S og R vælges (“kortvarigt” skal forstås som et tidsrum på under 0,7 sekunder). Hvis elektrodediameteren ikke bekræftes efter valg af parametrene, forlades synergien, når der trykkes kortvarigt på denne knap. 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE 4F PD Hvis synergien derimod skal forlades, når elektrodediameteren er blevet bekræftet, er det nødvendigt at holde knappen trykket nede i længere tid (”længere tid” skal forstås som et tidsrum på mere end 0,7 sekunder). Mat. Lysdiode L: Materiale Der kan vælges mellem følgende materialetyper på baggrund af svejseprocessen: Aluminium (AL) og magnesium (MG) ved TIG AC svejsning. Rustfrit stål (SS), kobber (Cu), jern (FE) og titanium (ti) ved TIG DC svejsning. Pos. Lysdiode M: Svejseposition Teksterne, som vises på displayet U, vedrører ISO 6947 standarden og svarer til svejsepositionerne, som er vist i figuren. ASME angives ved hjælp af et tal og et bogstav. For at forbedre forståelsen er de vist som symboler nedenfor. Lysdiode S: Tykkelse Displayet O tændes og viser den indstillede strøm. Displayet U viser tykkelsen i forhold til den pågældende strøm. Når håndtaget Y drejes, ændres tykkelsen og herved ændres også strømmen. Tykkelsen og den tilhørende strøm indstilles naturligvis på baggrund af materialet og svejsepositionen. Displayet U viser den anbefalede elektrode (blinker ikke). Ved hjælp af håndtaget Y kan operatøren også fremvise de øvrige diametre. Diametrene blinker på displayet, hvilket betyder, at de ikke anbefales. BC - 10-polet konnektor Denne konnektor benyttes til tilslutning af fjernstyringsudstyret, som er beskrevet i afsnit 4. Der findes en ren kontakt mellem stikben 3 og 6. Kontakten signalerer tænding af buen (maks. 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1 A - 30 VDC). 3.3. GENERELLE BEMÆRKNINGER Læs CEI 26-23/IEC-TS 62081 standarderne grundigt inden brug af dette svejseapparat. Kontrollér, at kablernes isolering, elektrodeholderne, stikkontakterne og stikkene er intakte. Kontrollér endvidere, at svejsekablernes længde og tværsnit er passende i forhold til den anvendte strøm. 3.4. SVEJSNING MED BEKLÆDTE ELEKTRODER (MMA) - Dette svejseapparat er egnet til svejsning med alle former for elektroder med undtagelse af celluloseelektroder (AWS 6010). - Kontrollér, at afbryderen BE er indstillet i position 0. Tilslut herefter svejsekablerne med overholdelse af polariteten, som er fastsat af elektrodeproducenten. Tilslut jordkablets klemme så tæt som muligt på stedet, hvor svejsningen skal finde sted, og kontrollér, at der er god elektrisk kontakt. - Berør ikke svejsebrænderen eller elektrodeholderen samtidig med jordklemmen. - Tænd maskinen ved hjælp af afbryderen BE. - Vælg MMA funktionen (lysdiode AW tændt) ved at trykke på knappen A. Benyt følgende fremgangsmåde for at vælge den egnede strømtype til den valgte elektrode: • Tryk på knappen AQ og hold den trykket nede, mens der trykkes på knappen AP. • Hold knapperne trykket nede, indtil teksten H2O vises på displayet O. • Hold knappen AP trykket nede, indtil teksten MMA vises på displayet O. • Displayet U viser teksten DC (jævnstrøm) (standardindstilling). • Drej håndtaget Y, indtil teksten AC vises på displayet U for at vælge vekselstrøm. Forlad valget ved at trykke kortvarigt på knappen AQ. - Indstil strømmen på baggrund af elektrodediameteren, svejsepositionen og sømmen, som skal udføres. - Sluk altid apparatet efter svejsningen og fjern elektroden fra elektrodeholderen. Vedrørende justering af Hot-Start (lysdiode D) og ArcForce (lysdiode C) funktionerne henvises til det foregående afsnit. Ø El. Lysdiode R: Elektrodediameter Fremvisningen af elektrodediameteren afhænger af indstillingen af materialet (lysdiode L), positionen (lysdiode M) og tykkelsen (lysdiode S). 86 3.5. TIG SVEJSNING Valg af TIG AC funktionen gør det muligt at svejse aluminium, aluminiumslegeringer, messing og magnesium. Valg af TIG DC funktionen gør det derimod muligt at svejse rustfrit stål, jern og kobber. Slut jordkablets konnektor til den positive pol (+) på svejseapparatet og slut klemmen til emnet så tæt som muligt på stedet, hvor svejsningen skal finde sted. Kontrollér, at der er god elektrisk kontakt. Slut TIG svejsebrænderens effektkonnektor til den negative pol (-) på svejseapparatet. Slut svejsebrænderens styrekonnektor til svejseapparatets konnektor BC. Slut koblingen på svejsebrænderens gasslange til koblingen BD på apparatet og slut gasslangen fra gasflaskens trykregulator til gaskoblingen BH. 3.5.1 Køleaggregat (tilbehør til art. nr. 351) Brug køleaggregatet, hvis der benyttes en vandafkølet svejsebrænder. Stik svejsebrænderens køleslanger ind i koblingerne BI og BL på køleaggregatet og kontrollér, at forsynings- og afløbsretningen overholdes. 3.5.1.1 Beskrivelse af beskyttelser - Beskyttelse for kølevæsketryk Denne beskyttelse består af en trykafbryder i væskens forsyningskredsløb. Trykafbryderen styrer en mikroafbryder. For lavt tryk signaleres ved at teksten H2O blinker på displayet O. 3.5.1.2 Klargøring Løsn proppen BF og fyld tanken (apparatet leveres med ca. 1 l væske). Det er vigtigt at kontrollere regelmæssigt, at væsken fastholdes ved maks. niveauet. Denne kontrol udføres ved hjælp af fordybningen BM. Benyt vand (så vidt muligt deioniseret vand) blandet med alkohol som kølevæske. Blandingsforholdet fremgår af følgende tabel: temperatur vand/alkohol -0 °C til -5 °C 4 l /1 l -5 °C til -10 °C 3,8 l/1,2 l NB: Hvis pumpen aktiveres uden kølevæske, skal slangerne udluftes. I dette tilfælde er det nødvendigt at slukke generatoren, fylde tanken og slutte en slange til koblingen . Stik den anden ende af slangen ned i tanken. Kun til art. nr. 351: Stik trykafbryderens konnektor og forsyningskablet i stikkontakten BR og BQ. Start generatoren 10-15 sekunder og tilslut herefter slangerne på ny. Tænd apparatet. Benyt følgende fremgangsmåde for at vælge køleaggregatets funktionsmåde: 1. Vælg en hvilken som helst TIG funktion. 2. Hold knappen AQ trykket nede, og tryk på knappen AP. Hold knapperne trykket nede, indtil teksten H2O vises på displayet O. 3. Vælg funktionen ved hjælp af håndtaget Y: OFF = Aggregat slukket OnC = Konstant funktion OnA = Automatisk funktion Forlad valget ved at trykke kortvarigt på knappen AQ. NB: ”Automatisk funktion” indebærer, at køleaggregatet aktiveres, når der trykkes på svejsebrænderens knap. Køleaggregatet afbrydes ca. 2 minutter efter at svejsebrænderens knap er blevet sluppet. Advarsel: Ved valg af svejsning med elektrode tændes afkølingen ikke og den kan ikke vælges. Ved tænding af apparatet blinker teksten H2O normalt på displayet O. 3.5.2 Klargøring Berør ikke de spændingsførende dele og udgangsklemmerne, når der er sluttet strøm til apparatet. Vælg funktionen ved hjælp af knappen AS og svejseparametrene ved hjælp af knappen AP og håndtaget Y som beskrevet i afsnit 3.2, når apparatet tændes første gang. ADVARSEL: Justeringerne for lysdioderne AO = start, AY = bølge, AN = Hz, AM = bølgens afbalancering kan kun vælges ved TIG AC svejsning. Flowet af inert gas kan indstilles til en værdi (l pr. min.), som svarer til ca. 6 gange elektrodediameteren. Ved brug af gas-lens udstyr kan gasflowet reduceres til ca. 3 gange elektrodediameteren. Diameteren på den keramiske dyse skal svare til 4-6 gange elektrodediameteren. • Husk at slukke apparatet og lukke ventilen på gasflasken efter afslutning af svejsningen. 3.5.3 Forberedelse af elektrode Det er nødvendigt at være særligt opmærksom i forbindelse med forberedelse af elektrodespidsen. Slib den således, at den har en lodret rille som vist i fig. 4. ADVARSEL: GLØDENDE FLYVENDE METALPARTIKLER kan kvæste personalet, være årsag til brand og beskadige udstyret. KONTAMINATION FRA TUNGSTEN kan reducere svejsekvaliteten. • Slib kun elektroden af tungsten ved hjælp af en slibemaskine med passende beskyttelsesafskærmninger. Bær passende visir, handsker og arbejdsbeklædning. • Slib elektroderne af tungsten med en finkornet slibesten. Slibestenen må kun benyttes til slibning af tungsten. • Puds enden af elektroden af tungsten således, at den får en konisk form i en længde svarende til 1,5-2 gange elektrodediameteren (fig. 5). Fig. 5 3.6. LAGRING Et kortvarigt tryk på knappen AQ medfører et valg. Hvis knappen holdes trykket nede mere end 3 sekunder, sker der en lagring. Hver gang apparatet tændes, vises den senest anvendte svejsebetingelse. 87 3.6.1. Lagring af data i arbejdsprogram PL Brug af apparatet for første gang Når apparatet tændes, viser displayet teksten PL. Denne tekst forsvinder efter 5 sekunder og herefter fremvises en svejsestrøm. Følg anvisningerne i afsnit 3.2 og 3.5 og benyt følgende fremgangsmåde for at lagre dataene i programmet P01: · Tryk kortvarigt på knappen AQ (mem+mem-); herefter blinker teksten P01. · Hold knappen AQ trykket inde mere end 3 sekunder, indtil teksten P01 holder op med at blinke. Nu har lagringen fundet sted. · Hvis dataene derimod skal lagres i et andet program end P01, er det naturligvis nødvendigt at trykke på knappen AQ det antal gange, som er nødvendigt for at vise det ønskede program. Teksten P01 vises, når maskinen tændes på ny. ET KORTVARIGT TRYK PÅ KNAPPEN AQ MEDFØRER ET VALG. HVIS KNAPPEN HOLDES TRYKKET NEDE MERE END 3 SEKUNDER, SKER DER EN LAGRING. 3.6.2. Lagring af et ledigt program Operatøren kan ændre og lagre et valgt program ved at benytte følgende fremgangsmåde: · Tryk kortvarigt på knappen AQ og vælg det ønskede programnummer. Teksten for de ledige programmer blinker. Tryk på knappen AT for at vælge svejseprocessen og knappen AS for at vælge funktionsmåden (afsnit 3.1). · Drej håndtaget Y og indstil svejsestrømmen. Hvis TIG processen er blevet valgt, skal lysdioden AB (efter-gas) aktiveres ved hjælp af knappen AP. Indstil den ønskede værdi ved hjælp af håndtaget Y (afsnit 3.1). Efter udførelse af disse justeringer, som er nødvendige for svejsningen, er det muligt at benytte fremgangsmåden, der er beskrevet i afsnit 3.1 for at indstille slope tidsrummene eller andet. Hold knappen AQ trykket nede i mere end 3 sekunder, indtil tallet holder op med at blinke, for at lagre programmet, som er blevet valgt forudgående. Lagring af et andet program sker ved at trykke kortvarigt på knappen AQ for at vælge programmet og herefter holde knappen AQ trykket nede i mere end 3 sekunder. 3.6.3 Lagring på baggrund af et lagret program Ved at arbejde på baggrund af et program, som allerede er lagret, har operatøren mulighed for at ændre data i hukommelsen for at opdatere programmet eller finde nye parametre, som skal lagres i et andet program. 3.6.3.1 Opdatering · Tænd apparatet og vælg parametrene, som skal ændres. Ændre parametrene. · Hold knappen AQ trykket nede mere end 3 sekunder, indtil det bekræftes, at lagringen har fundet sted (teksten for programmet holder op med at blinke men forbliver tændt). 3.6.3.2 Lagring i et nyt program · Tænd apparatet og vælg parametrene, som skal ændres. Ændre parametrene. · Udfør en svejsning (også kortvarig). · Tryk kortvarigt på knappen AQ, indtil det ønskede pro88 gram fremvises. · Hold knappen AQ trykket nede, indtil det bekræftes, at lagringen har fundet sted (teksten for programmet holder op med at blinke men forbliver tændt). 3.6.4 Svejsning med synergi Synergi har til formål at fungere som en hurtig vejledning for operatøren i forbindelse med indstilling af parametrene for TIG svejsning. Funktionen er derfor udelukkende vejledende. Synergi forholdet mellem strømmen, tykkelsen og elektrodediameteren er baseret på elektroder med 2 % grå cerium (EN 26848 WC20 standarden) og en vekselstrømsfrekvens på 90 Hz. Bølgeformen 12 er blevet anvendt ved udførelse af testene (kvadratisk ved gennemtrængning og sinusformet ved rensning). Logikken: På baggrund af svejseprocessen indstiller operatøren materialetypen, svejsepositionen og tykkelsen. Elektrodediameteren foreslås på baggrund af disse indstillinger og apparatet indstiller sig til svejsningen, hvis operatøren bekræfter disse værdier. Tænd synergien. Tryk kortvarigt (under 0,7 sekunder) på knappen H: Lysdioden I (Syn) tændes samtidig med lysdioden L (materiale). Displayet O slukkes og displayet U viser en tekst, der svarer til materialet, som skal svejses (se beskrivelse af lysdiode L). Valget sker, når håndtaget Y drejes. Valget af materiale bekræftes, når der efterfølgende trykkes på knappen H. Herved tændes lysdioden M og displayet U viser de disponible svejsepositioner (se beskrivelse af lysdiode M). Valget sker, når håndtaget Y drejes. Valget af positionen bekræftes, når der efterfølgende trykkes på knappen H. Herved tændes lysdioden S og displayet O viser den indstillede strøm. Displayet U viser tykkelsen (i mm) ved den pågældende strøm (se beskrivelse af lysdiode S). Når der efterfølgende trykkes på knappen H, bekræftes valget af tykkelsen og lysdioden R tændes. Der foreslås herefter en eller flere elektrodediametre på baggrund af indstillingerne af materiale, position, tykkelse og strøm. Den anbefalede elektrode angives først og diameterens numeriske værdi forbliver tændt (uden at blinke) og vises sammen med bogstavet A. Hvis der findes to diametre, som passer til den konkrete ampereindstilling for svejsningen, vises den anden anbefalede diameter kun, hvis håndtaget Y drejes. Det andet valg vises også uden at blinke. Hvis håndtaget drejes yderligere, viser displayet U diameteren, som er større end det andet valg, og diameteren, som er mindre end det første valg (værdierne blinker). Det kan forekomme, at operatøren vælger en uhensigtsmæssig kombination, idet elektrodediameteren i princippet fastlægger både startniveauet AO og min. strømmen AI. Operatøren har herefter to muligheder: 1. Forlade synergien uden at bekræfte de udførte valg. Dette sker ved at trykke kortvarigt på knappen H. Lysdioden I slukkes og displayet viser indstillingerne inden adgang til synergien. 2. Bekræfte synergien ved at holde knappen H trykket nede mere end 0,7 sekunder. Herefter indstilles alle funktionerne vedrørende synergien og displayet U viser teksten AU (automatisk), hvis funktionerne vælges med knappen AP. Lysdioden I forbliver tændt for at bekræfte, at parametrene er blevet indstillet. Sammenfatning: Ved bekræftelse af elektrodediameteren (langvarigt tryk på knappen H, når lysdioden R er blevet valgt), indstilles funktionerne for start, bølge, Hz, afbalancering og strøm AI på baggrund af den automatiske logik, som er beskrevet ovenfor. Ved bekræftelse af elektroden slukkes lysdioden R og lysdioden I tændes. 4 FJERNSTYRINGSUDSTYR Justeringen af svejseapparatets svejsestrøm kan tilsluttes følgende fjernstyringsudstyr: Art. nr. 1256 TIG svejsebrænder; kun knap (vandafkølet) Art. nr. 1258 TIG UP/DOWN svejsebrænder (vandafkølet) Art. nr. 193 Styrepedal (kun TIG svejsning) Art. nr. 1192 + Art. nr. 187 (kun MMA svejsning) Art. nr. 1180 Tilslutning til samtidig tilslutning af svejsebrænder og styrepedal Ved hjælp af dette tilbehør kan art. nr. 193 benyttes til alle former for TIG svejsning. Betjeningsudstyret, som omfatter et potentiometer, justerer svejsestrømmen fra min. til maks. værdi, der er indstillet ved hjælp af håndtaget Y. Betjeningsudstyret med UP/DOWN logik justerer svejsestrømmen fra min. til maks. Justeringerne af fjernstyringsudstyret er altid aktiverede i programmet PL, hvorimod de ikke er aktiveret i et lagret program. 5 VEDLIGEHOLDELSE Hvert vedligeholdelsesindgreb skal foretages af et kvalificeret personale i overensstemmelse med normen IEC 26-29 (IEC 60974-4). 5.1 VEDLIGEHOLDELSE AF GENERATOREN I tilfælde af vedligeholdelse indeni apparatet, skal man sikre sig at afbryderen BE befinder sig i position "O" og at forsyningskablet er frakoblet nettet. Derudover er det periodisk nødvendigt at rengøre apparatets indre for aflejret metalstøv, ved at bruge trykluft. 5.2 RÅD DER SKAL TAGES I BRUG VED ET REPARATIONSINDGREB. Efter at have foretaget en reparation, skal man sørge for at genordne ledningsføringen således at der findes en sikker isolering mellem maskinens primære side og sekundære side. Undgå at ledningerne kommer i kontakt med dele i bevægelse eller dele der hedes op under funktion. Montér igen samtlige bånd som på det originale apparat således at undgå at der, hvis en ledetråd uheldigvis skulle ødelægges eller frakobles, kan forekomme en forbindelse mellem den primære og den sekundære. Montér derudover skruerne med de rillede skiver igen, som på det originale apparat. 89 GEBRUIKSAANWIJZING VOOR BOOGLASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn. • De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De las- of snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden geproduceerd door hoge stroom kunnen de functionering van pacemakers beïnvloeden. De dragers van vitale elektronische apparatuur (pacemakers) moeten zich tot hun arts wenden voordat ze booglas-, snij-, afbrand- of puntlaswerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: - Zorg ervoor dat de aardekabel en de kabel van de elektro deklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. - Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. - Voorkom dat u tussen de aardekabel en de kabel van de elektrodeklep of de lastoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. - Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. - Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij 90 laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 1.1 PLAATJE MET WAARSCHUWINGEN De genummerde tekst hieronder komt overeen met de genummerde hokjes op het plaatje. B. De draad sleeprollen kunnen de handen verwonden. C. De lasdraad en de draad sleepgroep staan tijdens het lassen onder spanning. Houd uw handen en metalen voorwerpen op een afstand. 1. De elektrische schokken die door de laselektrode of de kabel veroorzaakt worden, kunnen dodelijk zijn. Zorg voor voldoende bescherming tegen elektrische schokken. 1.1 Draag isolerende handschoenen. Raak de elektrode nooit met blote handen aan. Draag nooit vochtige of beschadigde handschoenen. 1.2 Controleer of u van het te lassen stuk en de vloer geïsoleerd bent. 1.3 Haal de stekker van de voedingskabel uit het stopcontact alvorens u werkzaamheden aan de machine verricht. 2. De inhalatie van de dampen die tijdens het lassen geproduceerd worden, kan schadelijk voor de gezondheid zijn. 2.1 Houd uw hoofd buiten het bereik van de dampen. 2.2 Maak gebruik van een geforceerd ventilatie- of afzuigsysteem om de dampen te verwijderen. 2.3 Maak gebruik van een afzuigventilator om de dampen te verwijderen. 3. De vonken die door het lassen veroorzaakt worden, kunnen ontploffingen of brand veroorzaken. 3.1 Houd brandbare materialen buiten het bereik van de laszone. Nr. Serienummer, te vermelden bij elke vraag met betrekking tot de lasmachine. Statische driefasen transformator-gelijkrich ter frequentieomzetter. Verloopkenmerk. MMA Geschikt voor het lassen met beklede elektroden. TIG. Geschikt voor TIG-lassen. U0. Secundaire nullastspanning X. Percentuele belastingsduur. % van 10 minuten waarin de lasmachine kan werken bij een bepaalde stroom zonder oververhitting te veroorzaken. I2. Lasstroom U2. Secundaire spanning met stroom I2 U1. Nominale voedingsspanning 3~ 50/60Hz Driefasenvoeding 50 of 60 Hz l1 max. Dit is de maximale waarde van de opgenomen stroom. l1 eff. Dit is de maximale waarde van de daadwer kelijk opgenomen stroom rekening houdend met de belastingsduur. IP23S Beschermingsgraad van de behuizing. Graad 3 als tweede cijfers geeft aan dat dit apparaat opgeslagen kan worden, maar dat het niet geschikt is voor gebruik in de regen, tenzij het beschermd wordt. S 3.2 De vonken die door het lassen veroorzaakt worden, kunnen brand veroorzaken. Houd een blusapparaat binnen handbereik en zorg ervoor dat iemand altijd gereed is om het te gebruiken. 3.3 Voer nooit lassen uit op gesloten houders. 4. De stralen van de boog kunnen uw ogen en huid verbranden. 4.1 Draag een veiligheidshelm en -bril. Draag een passende gehoorbescherming en overalls met gesloten kraag. Draag helmmaskers met filters met de juiste filtergraad. Draag altijd een complete bescherming voor uw lichaam. 5. Lees de aanwijzingen door alvorens u van de machine gebruik maakt of er werkzaamheden aan verricht. 6. Verwijder de waarschuwingsetiketten nooit en dek ze nooit af 2 ALGEMENE BESCHRIJVING 2.1. SPECIFICATIES Deze lasmachine is een constante-stroomgenerator met inverter-technologie, ontworpen voor het lassen met beklede elektroden (uitgezonderd het cellulosetype) en TIG-lassen met contactontsteking en hoge frequentie. NIET GEBRUIKEN VOOR HET ONTDOOIEN VAN PIJPEN. 2.2 UITLEG VAN DE TECHNISCHE GEGEVENS OP HET MACHINEPLAATJE Het apparaat is gebouwd in overeenstemming met de volgende normen: IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A IEC 61000-3-12 (zie opmerking 2). Geschiktheid voor omgevingen met een verhoogd risico. OPMERKINGEN: 1-Het apparaat is ontworpen om te functioneren in een omgeving met een vervuilingsgraad 3 (Zie IEC 60664). 2-Deze apparatuur voldoet aan de norm IEC 61000-3-11, mits de maximum toelaatbare impedantie Zmax van de installatie lager of gelijk is aan 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) op het interfacepunt tussen de installatie van de gebruiker en het lichtnet. De installateur of de gebruiker van de apparatuur zijn verantwoordelijk voor en moeten waarborgen dat de apparatuur aangesloten is op een stroomvoorziening met een maximum toelaatbare impedantie Zmax lager of gelijk aan 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). Raadpleeg eventueel het elektriciteitsbedrijf. 2.3 BESCHRIJVING VAN BEVEILIGINGEN 2.3.1 Thermische beveiliging Deze machine wordt beveiligd door een temperatuursonde die bij overschrijding van de toegestane temperaturen, de werking van de machine belemmert. De inwerkingtreding van de thermostaat wordt aangegeven door het oplichten van het bericht “OPn” op het display O op het controlepaneel. 2.3.2 - Blokbeveiliging. Deze lasmachine is voorzien van verschillende beveiligingen die de machine stoppen alvorens hieraan schade ontstaat. De inwerkingtreding van elke beveiliging wordt aangegeven door het oplichten van het bericht “Err” op het display O en een nummer dat op het display U verschijnt. Wordt voor de koeleenheid een te laag waterpeil 91 Controleer of de voedingsspanning overeenkomt met de spanning die wordt aangegeven op het plaatje met technische gegevens van de lasmachine. Sluit een stekker van geschikt vermogen op de voedingskabel aan en zorg dat de geelgroene geleider wordt verbonden met de aardpen. Het vermogen van de thermomagnetische schakelaar of de zekeringen, die in serie met de voeding zijn geschakeld, moet gelijk zijn aan de stroom I1Max die door de machine wordt opgenomen. Aansluiting warmwatertoevoer (uitsluitend te gebruiken voor TIG-lastoortsen). BL) Aansluiting koudwaterafvoer (uitsluitend te gebruiken voorTIG-lastoortsen). BM) Sleuf voor vloeistofpeilcontrole. BN) aansluitingen voor MIG-lastoortsen (mogen niet zijn kortgesloten) BO) Connector type DB9 (RS 232). Te gebruiken voor het updaten van programma’s van de microprocessoren. BP) Zekeringhouder. BQ) Voedingskabelaansluiting. BR) Drukschakelaaraansluiting. OPMERKING: De waterkoelunit is optioneel voor art. 366. 3.1. INWERKINGSTELLING 3.3 BESCHRIJVING VAN HET PANEEL (Fig. 2). De machine moet door vakkundig personeel worden geïnstalleerd. Alle aansluitingen moeten geschieden conform de geldende normen en met volledige inachtneming van de wet op de ongevallenpreventie (CEI 26-23 / CEI CLC 62081). Procesknop AT. Een van de ledden AX, AV of AW licht op na selectie. waargenomen, dan verschijnt het bericht H20 knipperend op het display O. 3 INSTALLATIE BI) 3.2 BESCHRIJVING VAN DE MACHINE (Fig. 1-1/A) BA) Negatieve uitgangsklem (-). BB) Positieve uitgangsklem (+). BC) Connector voor de knop van de TIG-lastoorts. Sluit de draden van de toortsknop aan op de pinnen 1 en 9. BD) Aansluiting (1/4 gas). Hier wordt de gasleiding van de TIG-lastoorts op aangesloten. BE) Hoofdschakelaar. BF) Tankdop. BG) Voedingskabel. BH) Aansluiting gastoevoer. Led AX Led AV Led AW Modusknop AS. Een van de ledden D, C, E, B, A of AU licht op na selectie. Led D “HOT START” Actief bij MMA-lassen. Het oplichten van deze led geeft aan dat het display U de tijd, uitgedrukt in honderdsten van seconden, weergeeft waarin de lasmachine een overstroom levert om de ontfig. 1 BE BG BO BB BA BP BQ BC BF BD BI BL Art. 366 & 367 92 BR BN BM BN BH Art. 367 Art. 366 fig. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 steking van de elektrode te verbeteren. Deze tijd kan worden ingesteld met de knop Y. Led C “Arc-Force” Actief bij MMA DC-lassen. Dit is een percentage van de lasstroom. Het display U geeft de waarde ervan weer en met de knop Y kan die worden geregeld. Feitelijk vergemakkelijkt deze overstroom de overdracht van druppels gesmolten metaal. TIG TIG Led E: CONTINU TIG-lassen met ontsteking middels een inrichting met hoge spanning/frequentie. Led B: PULSEREND TIG-lassen met ontsteking middels een inrichting met hoge spanning/fre- quentie. De pulsfrequentie is regelbaar van 0,16 tot 500 Hz (led AE), de piekstroom en de basisstroom zijn activeerbaar met respectievelijk de ledden AG en AD en ze zijn regelbaar met de knop Y. Bij een pulsfrequentie van 0,16 tot 1,1 Hz toont het display O afwisselend de (hoofd)piekstroom en de basisstroom. De ledden AG en AD gaan afwisselend aan; boven 1,1 Hz toont het display O het gemiddelde van de twee stroomwaarden. Programmaknop AR. Een van de ledden G, F, W, X, Z of AA licht op na selectie. Led G: puntlassen (handmatig). Na het kiezen van de lasstroom (led AG) en de puntlastijd (led AE) door middel van de schakelaar AP, moeten de waarden ervan worden ingesteld met de knop Y. Deze wijze van lassen wordt alleen toegepast als continu lassen en ontsteking met hoge frequentie (led E brandt) worden geselecteerd. De lasser drukt op de toortsknop, de boog wordt ontstoken en na de ingestelde puntlastijd gaat de boog automatisch uit. Om de volgende puntlas aan te brengen, moet de toortsknop worden losgelaten en weer worden ingedrukt. Instelbaar van 0,1 tot 30 sec. F – Led TIG-lassen 2-takt (handmatig) Na het indrukken van de toortsknop, begint de stroom toe te nemen gedurende de vooraf ingestelde “slope up”tijd om de met de knop Y ingestelde waarde te bereiken. Wordt de knop losgelaten, dan begint de stroomt af te nemen gedurende de vooraf ingestelde “slope down’-tijd om naar nul terug te keren. In deze positie kan als accessoire het voetpedaal ART. 193 worden aangesloten. Led A: CONTINU TIG-lassen met contactontsteking (strijken). W – Led TIG-lassen 4-takt (automatisch) Dit programma verschilt van het vorige omdat zowel de ontsteking als de uitschakeling wordt bediend door de toortsknop in te drukken en los te laten. Led AU: PULSEREND TIG-lassen met contactontsteTIG king (strijken). De werking is hetzelfde als beschreven bij led B. X – Led speciaal programma Om de boog te ontsteken, moet de toortsknop ingedrukt worden gehouden. De stroom begint in gelijke mate toe te nemen. Wordt de knop losgelaten, dan stijgt de TIG 93 D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM stroomwaarde onmiddellijk naar de laswaarde (led AG). Om het lassen te beëindigen, moet de toortsknop ingedrukt worden gehouden. De stroom begint in gelijke mate af te nemen. Wordt de knop losgelaten, dan keert de stroomwaarde onmiddellijk naar nul. Z - Led TIG-lassen met drie stroomniveaus 4-takt (automatisch). Ga als volgt te werk om de drie lasstromen in te stellen: Druk op de schakelaar AP tot de led AG gaat branden en stel de maximumstroomwaarde in met de knop Y. Druk op de schakelaar AP tot de led AD gaat branden en stel de tussenstroomwaarde in met de knop Y. Druk op de schakelaar AP tot de led AY gaat branden en stel de ontstekingsstroomwaarde in met de knop Y. Bij het ontsteken van de boog neemt de stroom de eerste instellingswaarde aan, de led AI brandt; de lasser kan deze stroomwaarde handhaven zo lang hij wil (bijvoorbeeld tot het werkstuk is opgewarmd). Door de toortsknop in te drukken en direct weer los te laten, gaat de stroom van de eerste naar de tweede stroomwaarde in de “slope up”-tijd (led AH); bij het bereiken van de lasstroom gaat de led AG branden. Als tijdens het lassen de noodzaak bestaat om de stroom te verlagen zonder de boog te doven (bijvoorbeeld voor het verwisselen van lasdraad, het veranderen van werkpositie, het overgaan van een horizontale naar een verticale positie, enz.), druk de toortsknop dan in en laat deze direct weer los, waarna de stroom naar de tweede geselecteerde waarde gaat, de led AD gaat branden en de led AG uitgaat. Om naar de vorige hoofdstroom terug te keren, moet de toortsknop opnieuw worden ingedrukt en losgelaten, waarna de led AG gaat branden en de led AD uitgaat. Indien men op een willekeurig moment met lassen wil stoppen, druk de 94 R AL AI AH AF AE AD AC AB toortsknop dan langer dan 0,7 seconden in en laat hem los; de stroom begint af te nemen tot nul in de eerder vastgestelde “slope down”-tijd (led AC brandt). Als tijdens de “slope down”-fase de toortsknop wordt ingedrukt en direct weer wordt losgelaten, keert men terug naar “slope up” als deze is ingesteld op een waarde groter dan nul, of naar de laagste ingestelde stroomwaarde. N.B. Met “INDRUKKEN EN DIRECT WEER LOSLATEN” wordt een tijdsduur bedoeld van maximaal 0,5 seconden. AA - Led TIG-lassen met twee stroomniveaus. Dit programma verschilt van het vorige, omdat de stroom bij de ontsteking van de boog altijd naar de eerste instelling gaat, waarbij de led AI brandt, maar de lasser kan deze stroom niet handhaven en de “slope up”-tijd begint onmiddellijk (led AH). Crater Arc. In de secundaire functies is dit programma opgenomen voor het afsluiten van de eindkrater door middel van het afstellen van een stroom en de duur ervan. Deze functie kan tijdens de handmatige of automatische functionering gebruikt worden met TIG, AC of DC (Fif. 3). Voer de volgende procedure uit om de functie te activeren: • Druk op de toets AQ, houdt haar ingedrukt en druk op de toets AP. • Houd de toetsen ingedrukt tot op het display O het bericht H2O weergegeven wordt. • Druk op de toets AP tot het bericht CrA (Crater Arc) op het display O weergegeven wordt. • Op het display U wordt het bericht OFF (fabrieksinstelling) weergegeven. den als het display O een stroomwaarde weergeeft. Fig. 3 • Draai aan de knop Y tot op het display U het bericht On weergegeven wordt. • Draai aan de knop Y. Op het display O wordt het bericht CrC (crater current – kraterstroom) weergegeven terwijl het display U 50 toont. Dit is het percentage van de kraterstroom in vergelijking tot de lasstroom. Fabrieksinstelling 50%. Afstelling 1 ÷ 100%. • Draai aan de knop Y. Op het display O wordt het bericht tCr (Crater time – tijd voor de kraterstroom) weergegeven. • Met de knop Y kunt u de waarde voor deze grootheid instellen terwijl op het display U de waarde ervan wordt weergegeven. Fabrieksinstelling 0,5 seconden. Afstelling 0,1 ÷ 30,0 seconden. De verbindingshelling tussen de hoofdstroom en de kraterstroom wordt afgesteld door de “slope down” led AC. Y - Knop Deze knop regelt normaal de lasstroom. Bovendien regelt deze knop, als een functie wordt gekozen met de schakelaar AP, ook de grootte ervan. 2. 3. 4. 5. 6. 7. 8. 9. O - Display Toont: 1. Onder onbelaste condities de vooraf ingestelde stroomwaarde. Onder belaste condities de lasstroom en de bijbehorende niveaus. Als de led “Hold” brandt de laatste lasstroomwaarde. Bij pulserend TIG-lassen, belast, de afwisseling van stroomwaarden binnen de betreffende niveaus. Binnen de synergische parameters de stroom in relatie tot de gekozen dikte. Het bericht “H2O” wanneer de koeleenheid is ingesteld en toont dit bericht knipperend wanneer men de drukschakelaar van de koeleenheid opent. Het bericht “OPn” knipperend bij het openen van de thermostaat. Tijdens de selectie van de vrije of opgeslagen programma’s de berichten PL …P01…P09. het bericht MMA. Led N Deze led kan niet worden geselecteerd en hij gaat bran- U - Display Toont: 1. Bij MMA-lassen als niet wordt gelast de onbelaste spanning en als wordt gelast de belaste spanning. 2. Bij continu TIG-lassen, bij een niet ingedrukte knop, nul; bij een ingedrukte knop zonder te lassen de onbelaste spanning en tijdens het lassen de belaste spanning. 3. Numeriek alle waarden, uitgezonderd die van stroom, die geselecteerd zijn met de knop AP. 4. Numerieke combinaties die verwijzen naar de verschillende selecteerbare golfvormen wanneer, met de knop AP, de led AY (Wave) wordt geselecteerd). 5. Bij het instellen van de koeleenheid de berichten: OFF, OnA, OnC. 6. voor het afstellen van de stroomsoort in MMA de berichten: AC, DC. 7. In de synergische modus (led I brandt) het bericht van de te lassen materialen als de led L is geselecteerd, dat van de lasposities als de led M is geselecteerd en de elektrodediameters als de led R is geselecteerd. BOVENDIEN toont die als de led P (Hold) brandt de lasspanning. Led Q Deze led kan niet worden geselecteerd en hij gaat branden als het display U een spanningswaarde weergeeft. AQ - KEUZESCHAKELAAR Deze schakelaar selecteert programma’s en slaat deze op. De lasmachine kan negen lasprogramma’s P01…..P09 opslaan, die met deze knop kunnen worden opgevraagd. Bovendien is een werkprogramma PL beschikbaar. Selecteren Door kort op deze knop te drukken, wordt op het display O het programmanummer getoond dat volgt op dat van het programma waarin wordt gewerkt. Als die niet is opgeslagen, dan knippert het bericht, anders brandt het continu. Opslaan (3.6) Is het programma geselecteerd, dan kunnen de gegevens worden opgeslagen door de knop meer dan 3 seconden in te drukken. Ter bevestiging hiervan stopt het programmanummer dat op het display O wordt getoond met knipperen. AP - KEUZESCHAKELAAR Door deze knop in te drukken, lichten de ledden achtereenvolgens op: Attentie: alleen de ledden die verband houden met de gekozen lasmodus, lichten op; bijvoorbeeld, bij continu TIG-lassen zal de led AE, die staat voor de pulsfrequentie, niet oplichten. Elke led geeft de parameter aan die met de knop Y kan worden ingesteld gedurende de tijd dat deze led brandt. Vijf seconden na de laatste wijziging gaat de betreffende led uit, wordt de hoofdlasstroom aangegeven en gaat de bijbehorende led AG branden. 95 AP + AQ SCHAKELAARS = SECUNDAIRE FUNCTIES. U kunt het menu “secundaire functies” betreden door de toetsen AQ en AP tegelijkertijd minstens 3 seconden lang ingedrukt te houden. Met behulp van een korte druk op de toets AP kunt u de functies in het "MENU" kiezen. U kunt het “MENU” verlaten door de toets AQ kort in te drukken. Het display O toont de functie terwijl het display U de instelling, die u met de knop Y kunt afstellen, weergeeft. De volgende functies zijn aanwezig: 1. Koelgroep Bericht H2O Afstellingen OFF = uit (fabrieksinstelling). OnC = Continu, altijd aan. OnA = Automatische inschakeling. 2. Functionering met robot Bericht rob Afstellingen OFF = uit (fabrieksinstelling). On = aan. 3. Feeder Unit (Functionering met wagen met koud draad). Bericht FdU Afstellingen OFF = uit (fabrieksinstelling). On = aan. 4. Crater Arc (opvullen van de eindkrater). Bericht CrA Afstellingen OFF = uit (fabrieksinstelling). On = aan. 5. MMA (lassen met beklede elektrode). Bericht MMA Afstellingen DC = Gelijkstroom (fabrieksinstelling). AC = Wisselspanning. SELECTEERBARE LEDDEN BIJ TIG-LASSEN DC (GELIJKSTROOM) EN TIG-LASSEN AC (WISSELSTROOM): AL - Led Pre-gas Instelling 0,05-2,5 seconden. Gasuitvoertijd voor aanvang van het lassen. AI - Led lasstartstroom. Dit is een percentage van de lasstroom (led AG). AH - Led Slope up. Dit is de tijd waarin de stroom, vanaf de minimumwaarde, de ingestelde stroomwaarde bereikt. (0-10 sec.) 96 AG - Led Hoofdlasstroom. AD - Led tweede lasstroomniveau of basisstroom. Deze stroom is altijd een percentage van de hoofdstroom. AE - Led Pulsfrequentie (0,16500 Hz). Als puntlassen (led G) wordt geselecteerd, wordt door het oplichten van deze led aangegeven dat het display U de puntlastijd weergeeft, die met knop Y regelbaar is van 0,1 tot 30 seconden. AF - Led Regelt percentueel de verhouding tussen de piekstroomtijd AG en de frequentie AE. t/T (10 ÷ 90 % ) fig. 4 Fig. 4 AC - Led Slope down. Dit is de tijd waarin de stroom het minimum bereikt en de boog dooft. (0-10 sec.) AB - Led Post gas. Regelt de gasuitvoertijd bij de beëindiging van het lassen. (0-30 sec.) SELECTEERBARE LEDDEN BIJ TIG-LASSEN AC (WISSELSTROOM): Led AO Start Regelt het “hot-start”-niveau om in TIG AC de ontsteking voor elke elektrodediameter te optimaliseren. Bij het oplichten van deze led geeft het display U een numerieke waarde weer die staat voor de elektrodediameters; de lasser kan met de knop Y de door hem gebruikte diameter instellen en direct een goede start verkrijgen. Instelbaar van 0,5 tot 4,8. Led AY Wave Selectie van de golfvorm voor het lassen. Bij het oplichten van deze led geeft het display U een nummer weer dat staat voor de geselecteerde golfvorm (zie de tabel). 11 = blok - blok 22 = sinus - sinus 33 = driehoek - driehoek 12 = blok - sinus 13 = blok - driehoek 23 = sinus - driehoek 21 = sinus - blok 32 = driehoek - sinus 31 = driehoek - blok Default = blok - sinus (12). Deze combinatie van nummers kan worden gewijzigd met de encoder Y. OPMERKING: Het eerste nummer van de samenstelling verwijst naar de negatieve of penetratiehalf-golf, het tweede naar de positieve of reinigingshalf-golf. De verandering van het type golfvorm kan ook het lawaai van de boog bij AC-lassen verminderen. Led AN Hz Regelt de frequentie van de wisselstroom. Instelling 50 tot 100 Hz. Led AM Instellen van de golfbalans. Regelt het percentage van de negatieve (penetratie)half-golf tijdens de wisselstroomperiode. Instelling -10 / 0 / 10 waarbij 0 = 65% (aanbevolen) -10 = 50% en 10 = 85%. < 48V AC Led T: Led die wijst op de goede werking van de inrichting voor de reductie van elektrische schokken. Knop H: Door deze knop kort in te drukken, wordt de synergische modus geactiveerd, indien aanwezig, en worden de ledden I, L, M, S, R geselecteerd (onder “kort” wordt verstaan minder dan 0,7 seconden). Indien na de selectie van de parameters de elektrodediameter niet wordt bevestigd, wordt door kort op deze knop te drukken, de synergische modus verlaten. 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE 4F PD Indien men echter, na bevestiging van de elektrodediameter, de synergische modus wil verlaten, moet de knop lang worden ingedrukt (onder “lang” wordt verstaan meer dan 0,7 seconden). Mat. Led L: Materiaal De selecteerbare materiaaltypen hangen samen met het lasproces en zijn: Bij TIG AC aluminium (Al), magnesium (Mg). Bij TIG DC roestvrij staal (RVS), koper (Cu), ijzer (Fe) en titaan (Ti). Pos. Led M: Laspositie De berichten die op het display U verschijnen, voldoen aan de norm ISO 6947 en komen overeen met de lasposities die in de afbeelding worden weergegeven. ASME-normen worden aangegeven met een nummer en een letter. Voor de duidelijkheid worden de betreffende symbolen hierna weergegeven. Led S: Dikte. Het display O gaat aan en toont de ingestelde stroom; het display U toont de dikte die bij de stroom hoort. Door aan de knop Y te draaien, kan de dikte worden veranderd en daarmee ook de stroom. Uiteraard hangen de dikte en de bijbehorende stroom samen met de materiaalinstelling en de laspositie. Ø El. Led R: Elektrodediameter. De weergave van de elektrodediameter hangt samen met de instelling van het materiaal (led L), de positie (led M) en de dikte (led S). Het display U toont niet-knipperend de aanbevolen elektrode; de lasser kan met de knop Y ook andere diameters weergeven, maar deze worden knipperend weergegeven, wat betekent dat ze niet worden aanbevolen. BC - 10-polige connector Op deze connector worden de in paragraaf 4 beschreven afstandsbedieningen aangesloten. Er is tussen de pinnen 3 en 6 een schoon contact beschikbaar dat de ontsteking van de boog aangeeft (max. 0,5 A 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. ALGEMENE OPMERKINGEN Lees alvorens deze lasmachine in gebruik te nemen, aandachtig de normen CEI 26-23 / IEC-TS 62081. Controleer bovendien of de isolatie van de kabels, de elektrodehouders, de contactstoppen en de stekkers intact is en of de doorsnede en de lengte van de laskabels geschikt zijn voor de gebruikte stroom. 3.4. MMA-LASSEN MET BEKLEDE ELEKTRODEN - Deze lasmachine is geschikt voor het lassen met alle soorten elektroden, uitgezonderd die van cellulose (AWS 6010). - Zorg dat de schakelaar BE in de stand 0 staat, sluit de laskabels aan volgens de door de fabrikant van de gebruikte elektroden voorgeschreven polariteit en sluit de klem van de werkstukkabel zo dicht mogelijk bij de las aan en zorg daarbij voor een goed elektrisch contact. - Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massaklem aan. - Schakel de machine in met de schakelaar BE. - Selecteer door op de knop A te drukken het MMA-proces, de led AW brandt. Voer de volgende procedure uit om de stroom te kiezen die voor de elektrode geschikt is: • Druk op de toets AQ, houdt haar ingedrukt en druk op de toets AP. • Houd de toetsen ingedrukt tot op het display O de afkorting H2O weergegeven wordt. • Druk op de toets AP tot de afkorting MMA op het display O weergegeven wordt. • Op het display U wordt het bericht DC (gelijkstroom), de stroom die door de fabrikant ingesteld is, weergegeven • Draai aan de knop Y tot op het display U het bericht AC weergegeven wordt en kies de wisselspanning. - Regel de stroom op basis van de elektrodediameter, de laspositie en de aan te brengen las. Om de selectie te verlaten, moet kort de knop AQ worden ingedrukt. - Schakel na beëindiging van het lassen altijd de machine 97 uit en verwijder de elektrode uit de elektrodehouder. Zie de vorige paragraaf voor het instellen van de functies Hot-start (led D) en Arc force (led C). 3.5. TIG-LASSEN Door TIG AC te selecteren, kunnen aluminium, aluminiumlegeringen, koper en magnesium worden gelast, en door TIG DC te selecteren, kunnen roestvrij staal, ijzer en koper worden gelast. Sluit de connector van de werkstukkabel op de positieve (+) pool van de lasmachine aan en sluit de klem van de werkstukkabel zo dicht mogelijk bij de las aan en zorg daarbij voor een goed elektrisch contact. Sluit de vermogensconnector van de TIG-lastoorts aan op de negatieve (-) pool van de lasmachine. Sluit de bedieningsconnector van de toorts aan op de connector BC van de lasmachine. Sluit het verbindingsstuk van de gasleiding van de toorts aan op de aansluiting BD van de machine en de gasleiding die van het reduceerventiel van de gasfles komt, op de gasaansluiting BH. 3.5.1 Waterkoelunit (optioneel voor Art. 351). Maakt men gebruik van een watergekoelde toorts, gebruik dan de koeleenheid. Breng de koelleidingen van de toorts in de aansluitingen BI en BL van de koeleenheid aan en let daarbij goed op de toe- en afvoer. 3.5.1.1 Beschrijving van beveiligingen - Beveiliging koelvloeistofdruk. Deze beveiliging vindt plaats middels een drukschakelaar in het vloeistoftoevoercircuit, die een microschakelaar bedient. Lage druk wordt aangegeven door het bericht H2O dat knipperend op het display O wordt weergegeven. 3.5.1.2 Inwerkingstelling Schroef de dop BF los en vul de tank (de machine wordt geleverd met circa een liter vloeistof). Het is belangrijk periodiek via de sleuf BM te controleren of de vloeistof op het “max”-niveau staat. Gebruik als koelvloeistof water (bij voorkeur gedeïoniseerd) vermengd met alcohol volgens een in de volgende tabel aangegeven verhouding: temperatuur water/alcohol -0°C tot -5°C 4L/1L -5°C tot -10°C 3,8L/1,2L N.B. Als de pomp draait in afwezigheid van koelvloeistof, dan moet alle lucht uit de leidingen worden verwijderd. Schakel in dat geval de generator uit, vul de tank, sluit een leiding op de aansluiting aan en breng het andere uiteinde van de leiding in de tank aan. Alleen voor Art. 351, sluit de stekker van de drukschakelaar en de voedingskabel aan op de aansluitingen BR en BQ. Schakel de generator circa 10 tot 15 seconden in en sluit de leidingen weer aan. Schakel de machine in. Om de bedrijfsmodus van de koeleenheid te selecteren, moet u als volgt te werk gaan: 1. Selecteer een willekeurig TIG-lasproces. 2. Houd de toets AQ ingedrukt en druk tegelijkertijd op 98 de toets AP. Houd de beide toetsen ingedrukt tot op het display O het bericht H2O weergegeven wordt. 3. Selecteer de bedrijfsmodus met de knop Y. OFF = Eenheid uit OnC = Continubedrijf OnA = Automatisch bedrijf Om de selectie te verlaten, moet kort de knop AQ worden ingedrukt. N.B. Onder “Automatisch bedrijf” wordt verstaan dat de koeleenheid wordt ingeschakeld met het indrukken van de toortsknop en dat die circa 2 minuten na het loslaten van de toortsknop, stopt. Attentie! Is elektrodelassen geselecteerd, dan is de koeling niet ingeschakeld en is die ook niet selecteerbaar. Het is normaal dat bij het inschakelen van de machine op het display O knipperend het bericht H2O wordt weergegeven. 3.5.2 Inwerkingstelling. Raak als de machine wordt gevoed geen onder spanning staande delen en uitgangsklemmen aan. Selecteer bij de eerste inschakeling van de machine de modus met de knop AS en de lasparameters met de knop AP en de knop Y zoals aangegeven in paragraaf 3.2. ATTENTIE! De instellingen voor de ledden AO = start, AY = wave, AN = Hz, AM = golfbalancering kunnen allen in TIG AC worden geselecteerd. De stroom inert gas moet worden ingesteld op een waarde (in liters per minuut) van circa 6 keer de elektrodediameter. Worden accessoires gebruikt van het type gaslens, dan kan het gasdebiet tot circa 3 keer de elektrodediameter worden gereduceerd. De diameter van het keramische mondstuk moet 4 tot 6 keer de elektrodediameter bedragen. • Na beëindiging van het lassen, moet de machine worden uitgeschakeld en de gasflesklep worden gesloten. 3.5.3 Klaarmaken van de elektrode Ga omzichtig te werk bij het klaarmaken van de elektrodepunt. Slijp de punt zo dat die verticale groeven heeft, zoals aangegeven in figuur 5. ATTENTIE: RONDVLIEGENDE HETE METAALDEELTJES kunnen persoonlijk letsel, brand en beschadigde uitrusting tot gevolg hebben. WOLFRAAMVERONTREINIGING kan de laskwaliteit verminderen. • Slijp de wolfraamelektrode uitsluitend met een slijper met een geschikte afscherming. Draag beschermingsmiddelen voor het gezicht, de handen en het lichaam. • Slijp de wolfraamelektrode met een harde, fijnkorrelige Fig. 5 slijpschijf die uitsluitend voor dat doel wordt gebruikt. • Slijp het uiteinde van de wolfraamelektrode in een conische vorm over een lengte van 1,5 tot 2 keer de elektrodediameter (fig. 5). 3.6. OPSLAAN Door de knop AQ kort in te drukken, wordt een keuze gemaakt; wordt die langer dan 3 seconden ingedrukt, dan vindt opslag plaats. Bij elke inschakeling van de machine, wordt altijd de laatst gebruikte lasconditie weergegeven. 3.6.1. Opslaan van gegevens uit het PL-programma Bij het eerste gebruik van de machine Bij inschakeling van de machine geeft het display het bericht PL weer, dat na 5 seconden verdwijnt, waarna een werkstroom wordt weergegeven. Volg de aanwijzingen in de paragrafen 3.2 en 3.5 en ga vervolgens om de gegevens in het programma P01 op te slaan, als volgt te werk: · Druk kort op de knop AQ (mem+mem-); het knipperende bericht P01 verschijnt. · Druk langer dan 3 seconden op de knop AQ tot het bericht P01 stopt met knipperen; de opslag heeft nu plaatsgevonden. · Wil men in plaats van in het programma P01 in een ander programma opslaan, dan moet de knop AQ een aantal keren worden ingedrukt tot het gewenste programma verschijnt. Wanneer de machine opnieuw wordt ingeschakeld, wordt P01 weergegeven. WORDT DE KNOP AQ KORT INGEDRUKT, DAN VINDT EEN KEUZE PLAATS, WORDT DIE LANGER DAN 3 SECONDEN INGEDRUKT, DAN VINDT EEN OPSLAG PLAATS. 3.6.2. Opslaan uit een vrij programma De lasser kan een gekozen programma als volgt wijzigen en opslaan: · Druk kort op de knop AQ en kies het gewenste programmanummer. De vrije programma’s hebben knipperende symbolen. Druk op de knop AT en kies het lasproces; kies met de knop AS de modus (paragraaf 3.1) · Draai aan de knop Y en stel de lasstroom in. Is voor TIG-lassen gekozen, activeer dan de led AB (post gas) met de knop AP en stel de gewenste waarde in met de knop Y (paragraaf 3.1). Wil men na deze instellingen, die nodig zijn om te lassen, de “slope”-tijden of andere parameters instellen, ga dan te werk zoals wordt beschreven bij paragraaf 3.1. Om op te slaan in het eerder gekozen programma, moet langer dan 3 seconden op de knop AQ worden gedrukt tot het nummer stopt met knipperen. Om op te slaan in een ander programma, moet een keuze worden gemaakt door kort de knop AQ in te drukken, om de knop AQ vervolgens langer dan 3 seconden ingedrukt te houden. 3.6.3 Opslaan uit een opgeslagen programma. Vanuit een reeds opgeslagen programma kan de lasser de in het geheugen aanwezige gegevens wijzigen om het programma te updaten of om nieuwe parameters te vinden om op te slaan in een ander programma. 3.6.3.1 Updaten · Kies nadat de machine is ingeschakeld de te wijzigen parameters en wijzig deze. · Druk langer dan 3 seconden op de knop AQ tot de opslag wordt bevestigd (programmasymbool gaat van knipperend continu branden). 3.6.3.2 Opslaan in een nieuw programma · Kies nadat de machine is ingeschakeld de te wijzigen parameters en wijzig deze. · Ga lassen, al dan niet kort. · Druk kort op de knop AQ tot het gewenste programma verschijnt. · Druk continu op de knop AQ tot de opslag wordt bevestigd (programmasymbool gaat van knipperend continu branden). 3.6.4 Synergisch lassen. Het doel van “synergie” is de lasser snel door de instelling van de parameters voor het TIG-lassen te leiden. Het is dus geen noodzakelijk doel, maar een suggestief doel. De “synergische” relaties tussen stroom, dikte en elektrodediameter zijn ontwikkeld met grijskleurige Ceriati 2%elektroden (EN 26848 WC20 ) bij een wisselstroomfrequentie van 90 Hz. De golfvorm waarmee de proeven zijn uitgevoerd, is 12 (bij penetratie blok – bij reiniging sinus). De logica: De lasser stelt in relatie tot het lasproces het te lassen type materiaal, de laspositie en de dikte in. Met betrekking tot deze keuzen wordt hem een elektrodediameter voorgesteld en als hij deze bevestigt, maakt de machine zich klaar om te lassen. Inschakelen van synergie. Druk kort (minder dan 0,7 sec.) op de knop H: de led I (Syn) gaat tegelijk met de led L (materiaal) branden. Het display O gaat uit en het display U toont een bericht dat hoort bij het te lassen materiaal (zie beschrijving led L). Draai aan de knop Y om de keuze te maken. Door nogmaals op de knop H te drukken, wordt de materiaalkeuze bevestigd en gaat de led M branden. Het display U toont de beschikbare lasposities (zie beschrijving led M). Draai aan de knop Y om de keuze te maken. Door nogmaals op de knop H te drukken, wordt de positiekeuze bevestigd en gaat de led S branden. Het display O toont de ingestelde stroom, het display U toont de dikte, in millimeters, in relatie tot de stroom (zie beschrijving led S). Door nogmaals op de knop H te drukken, wordt de diktekeuze bevestigd en gaat de led R branden. In relatie tot de ingestelde keuzen van materiaal, positie, dikte en stroom, worden een of meerdere elektrodediameters voorgesteld. De aanbevolen elektrode wordt als eerste voorgesteld en de numerieke waarde van de diameter zal altijd continu branden in combinatie met de letter A; zijn er twee diameters binnen het stroombereik waarvan de instelling van de geselecteerde ampèrewaarden voor het lassen valt, dan wordt de tweede elektrodediameter alleen voorgesteld als de encoder Y wordt gedraaid. Ook de tweede keuze wordt continu brandend weergegeven. Wordt de encoder verder gedraaid, dan toont het display U knipperend de diameter die groter is 99 dan de tweede keuze en de diameter die kleiner is dan de eerste keuze. Omdat de elektrodediameter hoofdzakelijk het startniveau AO en de minimumstroom AI definieert, kan de lasser een niet aanbevolen combinatie kiezen. De lasser heeft nu twee keuzemogelijkheden: 1. De synergie verlaten zonder de gemaakte keuzen te bevestigen. Druk daartoe kort op de knop H; de led I gaat uit en het paneel toont de instellingen zoals die golden voordat naar synergie werd gegaan. 2. De synergie bevestigen door langer dan 0,7 seconden op de knop H te drukken. Dan worden alle functies met betrekking tot de synergie ingesteld en als deze gekozen worden met de knop AP, toont het display U het bericht “AU” (automatisch). De led I blijft branden ter bevestiging dat de parameters zijn ingesteld. Samengevat, op het moment van bevestiging van de elektrodediameter (door de knop H lang in te drukken als de led R is geselecteerd) worden de functies start, Wave, Hz, balancering en stroom AI gereedgemaakt volgens de eerder beschreven automatische logica. Bij de bevestiging van de elektrode gaat de led R uit en de led I aan. 4 AFSTANDBEDIENINGEN Voor de regeling van de lasstroom kunnen op deze lasmachine de volgende afstandbedieningen worden aangesloten: Art. 1256 TIG-toorts, alleen knop (watergekoeld). Art. 1258 TIG-toorts, UP/DOWN (watergekoeld). Art. 193 Voetpedaal (voor TIG-lassen) Art. 1192 + Art. 187 (voor MMA-lassen) Art. 1180 Aansluiting voor gelijktijdige aansluiting van toorts en voetpedaal. Met dit accessoire kan art. 193 in elke TIG-lasmodus worden gebruikt. De bedieningsorganen met een potentiometer regelen de lasstroom van de met de knop Y ingestelde minimum- tot maximumwaarde. De bedieningsorganen met UP/DOWN-logica regelen de lasstroom van de minimum- tot de maximumwaarde. De instellingen van de afstandbedieningen zijn altijd actief in het PL-programma, terwijl dat in een opgeslagen programma niet het geval is. 5 ONDERHOUD Het onderhoud mag uitsluitend door gekwalificeerd personeel worden uitgevoerd in overeenstemming met de norm IEC 26-29 (IEC 60974-4). 5.1 DE GENERATOR ONDERHOUDEN Controleer of de schakelaar BE op “O” staat en of de voedingskabel van het lichtnet losgekoppeld is als u onderhoud in het apparaat moet uitvoeren. Reinig tevens regelmatig de binnenkant van het apparaat en verwijder de opgehoopte metaalstof met behulp van perslucht. 100 5.2 HANDELINGEN DIE U NA EEN REPARATIE MOET VERRICHTEN. Controleer na een reparatie of de bekabeling correct aangebracht is en of er sprake is van voldoende isolatie tussen de primaire en secundaire zijde van de machine. Zorg ervoor dat de draden niet in aanraking kunnen komen met de onderdelen in beweging of de onderdelen die tijdens de functionering verhit raken. Hermonteer alle klemringen op de oorspronkelijke wijze om een verbinding tussen de primaire en secundaire te voorkomen als een draad breekt of losschiet. Hermonteer tevens de schroeven met de tandringen op de oorspronkelijke wijze INSTRUKTIONSMANUAL FÖR BÅGSVETS VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod.3.300.758 BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 1.1 VARNINGSSKYLT Följande numrerade textrader motsvaras av numreraderutor på skylten. ELEKTROMAGNETISKA FÄLT - Kan vara skadliga. • När elektrisk ström passerar genom en ledare alstras elektromagnetiska fält (EMF). Svets- eller skärströmmen alstrar elektromagnetiska fält runt kablar och generatorer. • De magnetfält som uppstår på grund av starkström kan påverka pacemakerfunktionen. Bärare av livsuppehållande apparater (pacemaker) ska konsultera läkaren innan de påbörjar bågsvetsning, bågskärning, gashyvling eller punktsvetsning eller går in i lokaler där sådant arbete utförs. • Exponering för elektromagnetiska fält i samband med svetsning eller skärning kan ha okända effekter på hälsan. För att minska risken för exponering för elektromagnetiska fält måste alla operatörer iaktta följande regler: - Se till att jordkabeln samt elektrodklämmans eller slangpaketets kabel hela tiden är placerade intill varandra. Tejpa gärna samman dem om möjligt. - Linda inte jordkabeln eller elektrodklämmans respektive slangpaketets kabel runt kroppen. - Stå aldrig mellan jordkabeln eller elektrodklämmans respektive slangpaketets kabel. Om jordkabeln finns på operatörens högra sida ska även elektrodklämmans respektive slangpaketets kabel befinna sig på denna sida. - Anslut jordkabeln till arbetsstycket så nära svetseller skärzonen som möjligt. - Arbeta inte nära generatorn. EXPLOSIONER · Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 60974-10 (Cl. A) och får endast användas för professionellt bruk i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. B. Trådmatarrullarna kan skada händerna. C. Svetstråden och trådmataren är spänningssatta under svetsningen. Håll händer och metallföremål på behörigt avstånd. 1. Elstötar som orsakas av svetselektroden eller kabeln kan vara dödliga. Skydda dig mot faran för elstötar. 1.1 Använd isolerande handskar. Rör inte vid elektroden med bara händer. Använd inte fuktiga eller skadade handskar. 1.2 Säkerställ att du är isolerad från arbetsstycket som ska svetsas och marken. 1.3 Dra ut nätkabelns stickkontakt före arbeten på apparaten. 101 2. Det kan vara hälsovådligt att inandas utsläppen som alstras vid svetsningen. 2.1 Håll huvudet på behörigt avstånd från utsläppen. 2.2 Använd ett system med forcerad ventilation eller punktutsug för att avlägsna utsläppen. 2.3 Använd en sugfläkt för att avlägsna utsläppen. 3. Gnistbildning vid svetsningen kan orsaka explosion eller brand. 3.1 Förvara brandfarligt material på behörigt avstånd från svetsområdet. 3.2 Gnistbildning vid svetsningen kan orsaka brand. Se till att det finns en brandsläckare i närheten och en person som är beredd att använda den. 3.3 Svetsa aldrig i slutna behållare. 4. Bågens strålning kan skada ögonen och bränna huden. 4.1 Använd skyddshjälm och skyddsglasögon. Använd lämpliga hörselskydd och skyddsplagg med knäppta knappar ända upp i halsen. Använd hjälmvisir som har filter med korrekt skyddsklass. Använd komplett skyddsutrustning för kroppen. 5. Läs bruksanvisningen före användning av eller arbeten på apparaten. 6. Avlägsna inte eller dölj varningsetiketterna. 2 ALLMÄN BESKRIVNING 2.1. SPECIFIKATIONER Denna svets är en generator för konstant likström som är tillverkad med inverterteknik. Den är konstruerad för svetsning med belagda elektroder (med undantag för elektroder av cellulosatyp) och TIG-svetsning med kontakttändning och med hög frekvens. APPARATEN FÅR INTE ANVÄNDAS FÖR ATT TINA RÖR. 2.2 FÖRKLARING AV TEKNISKA DATA PÅ APPARATENS MÄRKPLÅT Apparaten är konstruerad i överensstämmelse med dessa internationella standarder: IEC 60974.1 - IEC 60974.3 - IEC 60974.10 Cl. A - IEC 61000-3-12 (anm. 2). Nr. Serienummer som alltid ska uppges vid alla slags förfrågningar angående svetsen. Statisk trefas frekvensomvandlare - transformator - likriktare. Sjunkande karakteristik. MMA Lämpar sig för svetsning med belagda elektroder. TIG Lämpar sig för TIG-svetsning. U0 Sekundär tomgångsspänning. X Procentuell kapacitetsfaktor. Anger procent per 10 minuter som svetsen kan arbeta med en bestämd ström utan att överhettas. I2 Svetsström. U2 Sekundär spänning med ström I2. U1 Nominell matningsspänning. 3~ 50/60 Hz Trefasmatning 50 eller 60 Hz. Max. l1 Max. strömförbrukning. Verk. l1 Max. verklig strömförbrukning med hänsyn till kapacitetsfaktorn. IP23S Höljets kapslingsklass. Klass 3 som andra siffra innebär att denna apparat kan förvaras utomhus, men att den 102 S inte är avsedd att användas utomhus vid nederbörd såvida den inte används under tak. Lämpar sig för arbete i utrymmen med förhöjd risk. OBS! 1-Apparaten är tillverkad för arbete i omgivningar med föroreningsklass 3 (se IEC 60664). 2-Apparaten är i överensstämmelse med standard SS-EN 61000-3-12 under förutsättning att max. systemimpedans Zmax är lägre än eller lika med 0,093 (Art. 366) 0,044 (Art. 367) - 0,031 (Art. 368) i anslutningspunkten mellan användarens och elbolagets elnät. Det åligger installatören/användaren att vid behov rådfråga elbolaget och säkerställa att apparaten är ansluten till ett elnät med max. systemimpedans Zmax som är lägre än eller lika med 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368). 2.3 BESKRIVNING AV SKYDD 2.3.1 Överhettningsskydd Apparaten skyddas av en termostat som stoppar apparaten om max. temperatur överskrids. Termostatens utlösning indikeras genom att förkortningen OPn tänds på displayen O som är placerad på kontrollpanelen. 2.3.2 Blockeringsskydd Denna svets är försedd med diverse skydd som stoppar svetsen innan den skadas. Skyddens utlösning indikeras genom att förkortningen Err tänds på displayen O eller av att ett nummer visas på displayen U. Om en låg vattennivå uppmäts för kylaggregatet blinkar förkortningen H2O på displayen O. 3 INSTALLATION Kontrollera att matningsspänningen överensstämmer med spänningen som anges på svetsens märkplåt. Anslut en kontakt av lämplig dimension till nätkabeln. Kontrollera att den gulgröna ledaren är ansluten till jordstiftet. Dimensionen på den termomagnetiska brytaren och säkringarna som är placerade i serie med elmatningen måste vara lika med strömmen I1 Max. som förbrukas av apparaten. 3.1 DRIFTFÖRBEREDELSER Installationen av apparaten får endast utföras av kvalificerad personal. Alla anslutningar måste utföras i enlighet med gällande standarder och med full respekt för olycksförebyggande lagar (CEI 26-23 / CEI CLC 62081). 3.2 BESKRIVNING AV APPARATEN (fig. 1-1/A) BA) BB) BC) BD) BE) BF) BG) BH) Negativ utgångsklämma (-). Positiv utgångsklämma (+). Kontaktdon för TIG-brännarknapp. Anslut brännarknappens trådar till stift 1 och 9. Koppling (1/4” G). Till denna ska TIG-slangpaketets gasslang anslutas. Huvudströmbrytare. Behållarens plugg. Nätkabel. Koppling för gastillförsel. fig. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 BI) Koppling för inlopp för varmvatten. (ska endast användas för TIG-slangpaket). BL) Koppling för utlopp för kallvatten. (ska endast användas för TIG-slangpaket). BM) Synglas för kontroll av vätskenivån. BN) Kopplingar för MIG-slangpaket. (får inte kortslutas). BO) Kontaktdon av typ DB9 (RS 232). Används för att uppdatera mikroprocessorernas program. BP) Säkringshållare. BQ) Uttag för nätkabel. BR) Uttag för tryckvakt. OBS! Kylaggregatet är tillval vid art. 366. 3.3 BESKRIVNING AV PANEL (fig. 2) Knapp för svetsprocess AT. Valet indikeras av att en av lysdioderna AX, AV eller AW tänds. Lysdiod AX Lysdiod AV Art. 366 Lysdiod C för Arc-Force. Aktiv vid MMA-svetsning. Den är en procentsats av svetsströmmen. Displayen U visar värdet som kan regleras med vredet Y. Överströmmen gynnar förflyttningen av den smälta metallens droppar. Lysdiod E: KONSTANT TIG-svetsning med tändning av TIG bågen via en anordning med hög spänning/frekvens. Lysdiod B: PULSERANDE TIG-svetsning med tändning TIG av bågen via en anordning med hög spänning/frekvens. Pulsfrekvensen kan regleras mellan 0,16 och 500 Hz (lysdiod AE). Toppströmmen och basströmmen kan aktiveras med lysdioderna AG respektive AD och kan regleras med vredet Y. Mellan 0,16 och 1,1 Hz pulsfrekvens visar displayen O omväxlande toppströmmen (huvudström) och basströmmen. Lysdioderna AG och AD tänds omväxlande. Över 1,1 Hz visar displayen O medelvärdet för de två strömnivåerna. Lysdiod AW Knapp för svetsfunktion AS. Valet indikeras av att en av lysdioderna D, C, E, B, A eller AU tänds. Lysdiod D för Hot-Start. Aktiv vid MMA-svetsning. När denna lysdiod tänds betyder det att displayen U visar tiden (uttryckt i hundradels sekunder) under vilken svetsen matar en överström för att förbättra elektrodens tändning. Regleringen görs med vredet Y. TIG Lysdiod A: KONSTANT TIG-svetsning med kontakttändning (beröring). Lysdiod AU: PULSERANDE TIG-svetsning med kontakTIG ttändning (beröring). Funktionslogiken är densamma som beskrivits tidigare för lysdioden B. Knapp för program AR. Valet indikeras av att en av lysdioderna G, F, W, X, Z eller AA tänds. 103 fig. 1/A BE BG BO BB BA BH BD BC BI BL BF BN BM BN Art. 368 Lysdiod G: Punktsvetsning (manuell). Välj svetsström (lysdiod AG) och punktsvetsningstid (lysdiod AE) med knappen AP. Ställ sedan in värdena med vredet Y. Denna svetsfunktion är endast möjlig om det har valts konstant svetsning och tändning av bågen med hög frekvens (lysdiod E tänd). Operatören trycker på brännarknappen. Bågen tänds. Efter det att punktsvetsningstiden har reglerats slocknar bågen automatiskt. Genomför nästa punkt genom att släppa upp brännarknappen och trycka ned den igen. Reglering mellan 0,1 och 30 sekunder. F - Lysdiod för TIG-svetsning, 2-takt (manuell). När brännarknappen trycks ned börjar svetsströmmen öka i en tid som motsvarar slope up som har reglerats tidigare, för att nå det värde som har reglerats med vredet Y. När knappen släpps upp sjunker svetsströmmen i en tid som motsvarar slope down som har reglerats tidigare, för att sedan sjunka till noll. I detta läge går det att koppla pedalreglaget (tillbehör art. 193). W - Lysdiod för TIG-svetsning, 4-takt (automatisk). Detta program skiljer sig från det föregående eftersom tändningen och avstängningen styrs genom att brännarknappen trycks ned och släpps upp. X - Lysdiod för specialprogram. Tryck ned brännarknappen för att tända bågen och håll den nedtryckt. Strömmen börjar öka enligt ett fast värde. Om knappen släpps upp stiger strömmen omedelbart till svetsvärdet (lysdiod AG). Tryck ned brännarknappen och håll den nedtryckt för att avsluta svetsningen. Strömmen 104 börjar minska enligt ett fast värde. Om knappen släpps upp nollställs strömmen omedelbart. Z - Lysdiod för TIG-svetsning med tre strömnivåer, 4-takt (automatisk). Ställ in de tre svetsströmnivåerna på följande sätt: Tryck på knappen AP tills lysdioden AG tänds och reglera max. ström med vredet Y. Tryck på knappen AP tills lysdioden AD tänds och reglera medelströmmen med vredet Y. Tryck på knappen AP tills lysdioden AY tänds och reglera tändningsströmmen med vredet Y. Strömmen ställer in sig på den första strömnivån vid tändningen av bågen (lysdiod AI tänd). Operatören kan upprätthålla denna ström så länge det önskas (t.ex. tills arbetsstycket är uppvärmt). Om brännarknappen trycks ned och omedelbart släpps upp, går strömmen från den första strömnivån till den andra strömnivån under tiden för slope up (lysdiod AH). När svetsströmmen nås tänds lysdioden AG. Om strömmen behöver minskas under svetsningen utan att bågen stängs av (t.ex. för byte av material, byte av arbetsposition, övergång från ett horisontellt läge till ett vertikalt läge osv.), trycker du ned och släpper omedelbart upp brännarknappen. Strömmen ställer in sig på den andra strömnivån som har valts. Lysdioden AD tänds och lysdioden AG släcks. Återgå till föregående huvudström genom att åter trycka ned och släppa upp brännarknappen. Lysdioden AG tänds medan lysdioden AD släcks. Tryck ned brännarknappen i mer än 0,7 sekunder och släpp sedan upp den om du vill avbryta svetsningen. Strömmen börjar minska ända till noll under den inställda tiden för slope down (lysdiod AC tänd). D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Fig. 2 AP AR AO AY AN H AM R AL AI AH AF AE AD AC AB Om du trycker ned och omedelbart släpper upp brännarknappen under fasen för slope down, sker det en återgång till slope up om den är reglerad till ett värde som är högre än noll. Annars sker det en återgång till det minsta strömvärdet av de reglerade värdena. OBS! TRYCK NED OCH SLÄPP OMEDELBART UPP avser en tid på max. 0,5 sekunder AA - Lysdiod för TIG-svetsning med två strömnivåer. Detta program skiljer sig från det föregående eftersom strömmen alltid ställer in sig på den första strömnivån vid tändningen av bågen (lysdiod AI tänd). Operatören kan dock inte upprätthålla den nivån och tiden för slope up börjar omedelbart (lysdiod AH). Crater Arc. Denna funktion finns bland de underordnade funktionerna för fyllning av ändkrater genom inställning av en ström och dess varaktighet. Funktionen kan användas vid TIG-svetsning med AC eller DC i manuell eller automatisk drift (Fig. 3). Gör följande för att aktivera funktionen: • Tryck på knappen AQ och håll den nedtryckt samtidigt som du trycker på knappen AP. • Håll knapparna nedtryckta tills förkortningen H2O visas på displayen O. • Tryck på knappen AP tills förkortningen CrA (Crater Arc) visas på displayen O. • Displayen U visar förkortningen OFF (tillverkarens inställning). • Vrid på vredet Y tills förkortningen On visas på displayen U. • Vrid på vredet Y tills förkortningen CrC (crater current - ström för fyllning av ändkrater) visas på displayen O och 50 visas på displayen U. Värdet är en procentsats Fig. 3 av strömmen för fyllning av ändkrater i förhållande till svetsströmmen. Tillverkarens inställning 50 %. Reglering 1 - 100 %. • Vrid på vredet Y tills förkortningen tCr (Crater time varaktighet för strömmen för fyllning av ändkrater) visas på displayen O. • Vrid på vredet Y för att ställa in värdet. Värdet visas på displayen U. Tillverkarens inställning 0,5 sekunder. Reglering 0,1 - 30,0 sekunder. Övergångstiden mellan huvudsvetsströmmen och strömmen för fyllning av ändkrater regleras av “slope down” (lysdiod AC). Y - Vred Reglerar i vanliga fall svetsströmmen. Om en funktion väljs med knappen AP reglerar detta vred värdet. 105 O - Display Visar: 1. Den inställda tomgångsströmmen. 2.Svetsströmmen och strömnivåerna vid pågående svetsning. 3. Den senast använda svetsströmmen i kombination med tänd lysdiod för Hold. 4. Växlingen mellan de olika strömnivåerna vid pågående pulserande TIG-svetsning. 5. Svetsströmmen i förhållande till den valda tjockleken vid de synergiska parametrarna. 6. Förkortningen H2O när kylaggregatet ställs in. Förkortningen blinkar om kylaggregatets tryckvakt ingriper. 7. Förkortningen OPn som blinkar om termostaten ingriper. 8. Förkortningarna PL, P01-P09 vid valet av lediga eller lagrade program. 9. förkortningen MMA. Lysdiod N Går inte att välja och tänds när displayen O visar en ström. 2. 3. 4. 5. 6. 7. U - Display. Visar: 1. Tomgångsspänningen vid ej pågående MMA-svetsning. - Svetsspänningen vid pågående MMA-svetsning. Siffran noll vid konstant TIG-svetsning och ej nedtryckt knapp. - Tomgångsspänningen vid nedtryckt knapp och ej pågående TIG-svetsning. Svetsspänningen vid nedtryckt knapp och pågående TIG-svetsning. Samtliga numeriska värden som väljs med knappen AP (med undantag för svetsströmmen). Sifferkombinationerna som refererar till de olika våg formerna som kan väljas när lysdioden AY (vågform) väljs med knappen AP. Följande förkortningar vid förberedelsen av kylaggregatets funktion: OFF, OnA och OnC. vid förberedelsen av typen av ström för MMA-svetsning förkortningarna: AC, DC. Med synergism (lysdiod I tänd): Förkortningen på de material som ska svetsas om lysdioden L har valts. Förkortningen på svetspositionerna om lysdioden M har valts. - Elektroddiametrarna om lysdioden R har valts. DESSUTOM visas svetsspänningen när lysdioden P (Hold) är tänd. Lysdiod Q Går inte att välja och tänds när displayen U visar en spänning. AQ - KNAPP Väljer och lagrar programmen. Svetsen kan lagra nio svetsprogram (P01-P09) och hämta dem med denna knapp. Det finns dessutom ett arbetsprogram PL. Val När denna knapp trycks ned snabbt visar displayen O numret på följande program och pågående program. Texten blinkar om programmet inte har lagrats. I motsatt fall lyser texten med fast sken. 106 Lagring (3.6) Data lagras om programmet väljs och knappen trycks ned i mer än 3 sekunder. Programnumret som visas på displayen O slutar blinka för att bekräfta detta. AP - KNAPP När denna knapp trycks ned tänds följande lysdioder efter varandra: Varning! De är endast de lysdioder som hänvisar till det valda svetssättet som tänds. Vid konstant TIG-svetsning tänds t.ex. inte lysdioden AE som står för pulsfrekvensen. Varje enskild lysdiod indikerar parametern som kan regleras med vredet Y under den tid som lysdioden är tänd. Lysdioden släcks 5 sekunder efter den sista ändringen. Då visas huvudsvetsströmmen och motsvarande lysdiod AG tänds. KNAPPAR AQ + AP = UNDERORDNADE FUNKTIONER. Du kommer till menyn med underordnade funktioner genom att trycka ned knapparna AQ och AP samtidigt i över 3 sekunder. Välj alternativen i MENYN genom att trycka snabbt på knappen AP. Gå ur MENYN genom att trycka snabbt på knappen AQ. Displayen O visar funktionen. Displayen U visar inställningen som kan regleras med vredet Y. Det finns följande funktioner: 1. Kylaggregat Förortning H2O Regleringar: OFF = Avstängt (tillverkarens inställning). OnC = Alltid påslaget. OnA = Automatisk start. 2. Funktion med robot Förkortning rob Regleringar: OFF = Avstängt (tillverkarens inställning). On = Påslaget. 3. Feeder Unit (funktion med vagn med kalltråd) Förkortning FdU Regleringar: OFF = Avstängt (tillverkarens inställning). On = Påslaget. 4. Crater Arc (fyllning av ändkrater) Förkortning CrA Regleringar: OFF = Avstängt (tillverkarens inställning). On = Påslaget. 5. MMA (svetsning med belagd elektrod) Förkortning MMA Regleringar: DC = Likström (tillverkarens inställning). AC = Växelström. LYSDIODER SOM KAN VÄLJAS VID TIG-SVETSNING MED DC (LIKSTRÖM) OCH TIG-SVETSNING MED AC (VÄXELSTRÖM): AL - Lysdiod för förgas. Reglering mellan 0,05 och 2,5 sekunder. Gasens utsläppstid före svetsningens start. ett numeriskt värde som hänvisar till elektroddiametrarna. Operatören kan med hjälp av vredet Y ställa in den använda diametern och omedelbart uppnå en bra start. Reglering mellan 0,5 och 4,8. AI - Lysdiod för ström för svetsningens start. Den är en procentsats av svetsströmmen (lysdiod AG). AY - Lysdiod för vågform. Val av svetsvågformen. När denna lysdiod tänds visar displayen U numret som motsvarar den valda vågformen (se tabellen). 11 = kvadratisk - kvadratisk 22 = sinusformad - sinusformad 33 = triangulär - triangulär 12 = kvadratisk - sinusformad 13 = kvadratisk - triangulär 23 = sinusformad - triangulär 21 = sinusformad - kvadratisk 32 = triangulär - sinusformad 31 = triangulär - kvadratisk Standard = kvadratisk - sinusformad (12) Denna sifferkombination kan ändras med vredet Y. OBS! Den första siffran i numret syftar på den negativa eller genomsmältande halvvågen. Den andra siffran syftar på den positiva eller rensande halvvågen. Ändringen av typen av vågform kan även minska ljudet från bågen vid svetsning med AC. AH - Lysdiod för slope up. Det är tidsåtgången då strömmen når det inställda strömvärdet med start från min. (0 - 10 sekunder). AG - Lysdiod för huvudsvetsström. AD - Lysdiod för den andra svetsströmnivån eller basnivån. Denna ström är alltid en procentsats av huvudsvetsströmmen. AE - Lysdiod för pulsfrekvens (0,16 - 500 Hz). Om denna lysdiod tänds när det väljs punktsvetsning (lysdiod G) betyder det att displayen U visar punktsvetsningstiden. Den kan regleras med vredet Y mellan 0,1 och 30 sekunder AF - Lysdiod. Reglerar i procent förhållandet mellan tiden för toppströmmen AG och frekvensen AE. t/T (10 - 90 %), fig. 4 Fig. 4 AC - Lysdiod för slope down. Det är tidsåtgången då svetsströmmen ska nå min. svetsström och bågen släckas (0 AN - Lysdiod för Hz. Reglerar växelströmsfrekvensen. Reglering mellan 50 och 100 Hz. AM - Lysdiod för reglering av vågbalanseringen Reglerar procentsatsen för den negativa halvvågen (genomsmältning) vid växelström. Reglering -10 / 0 / 10 där 0 = 65 % (rekommenderat) -10 = 50 % och 10 = 85 %. < 48V AC Lysdiod T: Lysdiod som indikerar att anordningen som reducerar risken för elstötar fungerar korrekt. Knapp H: Tryck snabbt (max. 0,7 sekunder) på knappen för att aktivera synergismen (om den finns) och välja lysdioderna I, L, M, S och R. Om du väljer parametrarna utan att bekräfta elektroddiametern går du ur synergismen genom att trycka snabbt på denna knapp. Om du istället har bekräftat elektroddiametern och vill gå - 10 sekunder). 1G PA AB - Lysdiod för eftergas. Reglerar tidsåtgången för gasutsläppet efter svetsningen (0 - 30 sekunder). LYSDIODER SOM ENDAST KAN VÄLJAS VID TIGSVETSNING MED AC (VÄXELSTRÖM): AO - Lysdiod för start. Reglerar nivån för Hot-Start för att optimera tändningarna vid TIG-svetsning med AC för varje elektroddiameter. När denna lysdiod tänds visar displayen U 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE 4F PD ur synergismen, måste du trycka länge på knappen (min. 0,7 sekunder). 107 Mat. Lysdiod L: Material De typer av material som kan väljas beror på svetsprocessen och är följande: Vid TIG-svetsning med AC: aluminium (AL), magnesium (MG). Vid TIG-svetsning med DC: rostfritt stål (SS), koppar (Cu), järn (FE) och titan (ti). Pos. Lysdiod M: Svetsposition Förkortningarna som visas på displayen U hänvisar till standard ISO 6947 och motsvarar de svetspositioner som listas i figuren. ASME markeras med en siffra och en bokstav. De sammanfattas nedan för att förtydliga. Lysdiod S: Tjocklek Displayen O tänds och visar den inställda strömmen. Displayen U visar tjockleken som motsvarar strömmen. Vrid på vredet Y för att ändra tjockleken och därmed även strömmen. Tjockleken och motsvarande ström är naturligtvis beroende av inställningarna av materialet och svetspositionen. Ø El. Lysdiod R: Elektroddiameter Visningen av elektroddiametern är beroende av inställningarna av materialet (lysdiod L), svetspositionen (lysdiod M) och tjockleken (lysdiod S). Displayen U visar den rekommenderade elektroden utan att blinka. Operatören kan med hjälp av vredet Y även visa andra diametrar men de blinkar när de visas vilket betyder att de inte rekommenderas. BC - 10-poligt kontaktdon Fjärrkontrollerna som beskrivs i avsnitt 4 ska anslutas till detta kontaktdon. Mellan stift 3 och 6 finns en ren kontakt som signalerar bågens tändning (max. 0,5 A 125 VAC / 0,3 A - 110 VDC / 1 A - 30 VDC). 3.3. ALLMÄNT Innan du använder svetsen, läs noggrant igenom standarderna CEI 26-23/IEC-TS 62081. Kontrollera vidare kablarnas isolering, elektrodklämmorna, uttagen och stiften och att svetskablarnas tvärsnitt och längd är kompatibla med den använda svetsströmmen. 3.4. SVETSNING MED BELAGDA ELEKTRODER (MMA) - Denna svets är avsedd för svetsning med samtliga elektrodtyper, med undantag för elektroder av cellulosatyp (AWS 6010). - Kontrollera att brytaren BE är i läge 0. Anslut sedan svetskablarna. Ta hänsyn till tillverkarens hänvisningar angående elektrodernas polaritet. Anslut jordkabelns klämma till arbetsstycket så nära svetspunkten som möjligt och kontrollera att den har bra elektrisk kontakt. - Rör inte vid slangpaketet eller elektrodklämman och jordklämman samtidigt. - Starta apparaten med brytaren BE. - Tryck på knappen A för att välja MMA-svetsning. Lysdiod AW tänd. Gör följande för att välja korrekt typ av ström för den valda elektroden: 108 • Tryck på knappen AQ och håll den nedtryckt samtidigt som du trycker på knappen AP. • Håll knapparna nedtryckta tills förkortningen H2O visas på displayen O. • Tryck på knappen AP tills förkortningen MMA visas på displayen O. • Displayen U visar förkortningen DC (likström) som är den typ av ström som har ställts in av tillverkaren. • Välj växelström genom att vrida på vredet Y tills förkortningen AC visas på displayen U. Tryck snabbt på knappen AQ för att ångra valet. - Reglera strömmen i förhållande till elektroddiametern, svetspositionen och den typ av svetsfog som ska utföras. - Stäng alltid av apparaten och ta bort elektroden från elektrodklämman efter avslutad svetsning. Se föregående avsnitt om du vill reglera funktionerna för Hot-Start (lysdiod D) och Arc-Force (lysdiod C). 3.5 TIG-SVETSNING Du kan svetsa aluminium, aluminiumlegeringar, mässing och magnesium när du väljer TIG-svetsning med AC medan du kan svetsa rostfritt stål, järn och koppar när du väljer TIG-svetsning med DC . Anslut jordkabelns kontaktdon till svetsens positiva pol (+). Anslut jordkabelns klämma till arbetsstycket så nära svetspunkten som möjligt och kontrollera att den har bra elektrisk kontakt. Anslut TIG-slangpaketets effektkontaktdon till svetsens negativa pol (-). Anslut slangpaketets styrkontaktdon till svetsens kontaktdon BC. Anslut kopplingen på slangpaketets gasslang till apparatens koppling BD. Anslut gasslangen på gasflaskans tryckreduceringsventil till kopplingen för gas BH. 3.5.1 Kylaggregat (tillval vid art. 351). Kylaggregatet ska användas om det används ett vattenkylt slangpaket. För in slangpaketets kylslangar i kopplingarna BI och BL på kylaggregatet. Var uppmärksam på tryck- och returledningens placering. 3.5.1.1 Beskrivning av skydd - Skydd för kylvätsketryck Detta skydd består av en tryckvakt, som sitter i vätskans tryckledning, som styr en mikrobrytare. Otillräckligt tryck signaleras av att förkortningen H2O blinkar på displayen O. 3.5.1.2 Igångsättning Skruva ur pluggen BF och fyll behållaren (apparaten är fylld med cirka en liter vätska). Det är viktigt att regelbundet kontrollera genom synglaset BM att vätskan alltid är på max. nivå. Kylvätskan ska bestå av vatten (helst dejoniserat vatten) och alkohol. Se tabellen nedan för korrekt dosering: temperatur vatten/alkohol mellan -0 °C och -5 °C 4 l/1 l mellan -5 °C och -10 °C 3,8 l/1,2 l OBS! Om pumpen roterar utan kylvätska är det nödvändigt att avlufta slangarna. Stäng i så fall av generatorn, fyll på behållaren, anslut en slang till kopplingen och stick ned andra änden av slangen i behållaren. Sätt i tryckvaktens kontaktdon och nätkabeln i uttaget BR resp. BQ (gäller endast art. 351). Starta generatorn i cirka 10 - 15 sekunder och anslut sedan åter slangarna. Starta apparaten. Gör på följande sätt för att välja kylaggregatets funktionssätt: 1. Välj ett TIG-svetssätt. 2. Tryck på knappen AQ och håll den nedtryckt samtidigt som du trycker på knappen AP. Håll knapparna nedtryckta tills förkortningen H2O visas på displayen O. 3. Välj funktionssätt med vredet Y. OFF = Avstängt kylaggregat OnC = Kontinuerlig funktion OnA = Automatisk funktion Tryck snabbt på knappen AQ för att ångra valet. OBS! Med automatisk funktion menas att kylaggregatet startar när brännarknappen trycks ned och stannar ca. 2 minuter efter det att brännarknappen släpps upp. Varning! Kylningen är inte aktiv och kan inte heller väljas om elektrodsvetsning väljs. Det är helt normalt att displayen O visar den blinkande förkortningen H2O vid apparatens start. 3.5.2 Igångsättning Rör inte vid spänningssatta delar och utgångsklämmorna när apparaten försörjs med el. Vid den första igångsättningen av apparaten ska du välja funktionssätt med knappen AS och svetsparametrarna med knappen AP och vredet Y enligt avsnitt 3.2. VARNING! Regleringarna av lysdioderna AO = start, AY = vågform, AN = Hz och AM = vågbalansering, kan endast väljas vid TIG-svetsning med AC. Skyddsgasflödet ska regleras till ett värde (l/min) som är ca. 6 ggr elektroddiametern. Gastillförseln kan reduceras till ca. 3 ggr elektroddiametern när det används tillbehör av typen gaslins. Det keramiska munstyckets diameter ska vara 4 till 6 ggr större än elektroddiametern. • Kom ihåg att stänga av apparaten och stänga gasflaskans ventil efter avslutad svetsning. 3.5.3 Förberedelse av elektrod Elektrodspetsen måste förberedas. Slipa elektrodspetsen så att den har en vertikal räffling som i fig. 5. VARNING! FLYGANDE GLÖDANDE METALLPARTIKLAR kan skada personer, orsaka brand och skador på utrustningar. VOLFRAMKONTAMINATION kan försämra svetskvaliteten. • Slipa endast volframelektroden med en smärgelslipmaskin som är utrustad med lämpliga skyddshöljen. Använd skyddsmask, skyddshandskar och skyddskläder. • Slipa volframelektroden med en hård slipskiva med fin slipkornstorlek som endast används för att slipa volfram. • Slipa volframelektrodens ände så att den blir konformad. Den konformade änden ska vara 1,5 - 2 ggr längre än elektroddiametern (fig. 5). 3.6. LAGRING Tryck snabbt på knappen AQ för att utföra ett val. Håll den nedtryckt i mer än 3 sekunder för att utföra en lagring. Apparaten startar alltid med det senast använda svetssättet. 3.6.1. Lagring av data för programmet PL När apparaten används för första gången. När apparaten startas visas förkortningen PL på displayen. Förkortningen slocknar efter 5 sekunder och då visas arbetsströmmen. Följ anvisningarna i avsnitt 3.2 och 3.5. Lagra sedan data i programmet P01 på följande sätt: · Tryck snabbt på knappen AQ (mem+mem-). Texten P01 blinkar på displayen. · Tryck på knappen AQ i mer än 3 sekunder tills förkortningen P01 slutar blinka. Lagringen har nu utförts. · Om du vill utföra lagringen i ett annat program än P01 trycker du snabbt på knappen AQ flera gånger tills önskat program visas. När apparaten åter startas visas P01. TRYCK NED KNAPPEN AQ SNABBT FÖR ATT UTFÖRA ETT VAL. HÅLL DEN NEDTRYCKT I MER ÄN 3 SEKUNDER FÖR ATT UTFÖRA EN LAGRING. 3.6.2. Lagring från ett ledigt program Operatören kan ändra och lagra ett valt program på följande sätt: · Tryck snabbt på knappen AQ och välj önskat programnummer. De lediga programmens förkortningar blinkar. Välj svetssätt med knappen AT och svetsfunktion med knappen AS (avsnitt 3.1). · Vrid på vredet Y och reglera svetsströmmen. Om du har valt TIG-svetsning ska du aktivera lysdioden AB (eftergas) med knappen AP och ställa in önskat värde med vredet Y (avsnitt 3.1). Ovanstående regleringar krävs för svetsningen. Om du även vill reglera tiden för slope eller något annat går du till väga som i avsnitt 3.1. Utför lagringen i det valda programmet genom att trycka på knappen AQ i mer än 3 sekunder tills programnumret slutar blinka. Utför lagringen i ett annat program genom att trycka snabbt på knappen AQ för att välja program och därefter trycka på knappen AQ i mer än 3 sekunder. 3.6.3 Lagring från ett lagrat program Operatören kan ändra data i minnet på ett redan lagrat program för att uppdatera programmet. Det går också att använda det lagrade programmet för att hitta nya parametrar som ska lagras i ett annat program. Fig. 5 3.6.3.1 Uppdatering · Starta apparaten, välj de parametrar som ska ändras och ändra dem. 109 · Tryck ned knappen AQ i mer än 3 sekunder tills lagringen bekräftas (förkortningen för programmet slutar blinka och börjar lysa med fast sken). 3.6.3.2 Lagring i ett nytt program · Starta apparaten, välj de parametrar som ska ändras och ändra dem. · Utför en svetsning (den behöver inte vara långvarig). · Tryck snabbt på knappen AQ tills önskat program visas. · Håll knappen AQ nedtryckt tills lagringen bekräftas (förkortningen för programmet slutar blinka och börjar lysa med fast sken). 3.6.4 Svetsning med synergism Syftet med synergismen är att hjälpa operatören att ställa in parametrarna för TIG-svetsning. Den är alltså ingen förhållningsregel utan ett hjälpmedel. Synergismen mellan ström, tjocklek och elektroddiameter har uppnåtts med grå 2 % Cerium-legerade elektroder (EN 26848 WC20) vid en växelströmsfrekvens på 90 Hz. Testen har utförts vid vågform 12 (kvadratisk genomsmältning - sinusformad rensning). Logik: Operatören ställer in typen av material som ska svetsas, svetspositionen och tjockleken i förhållande till svetsprocessen. En elektroddiameter föreslås utifrån dessa val. Apparaten förbereder sig för svetsningen om valen bekräftas. Start av synergism Tryck snabbt (max. 0,7 sekunder) på knappen H: Lysdioden I (Syn) tänds samtidigt som lysdioden L (material). Displayen O släcks och displayen U visar en förkortning som motsvarar det material som ska svetsas (se beskrivningen om lysdiod L). Vrid på vredet Y för att utföra valet. Tryck åter på knappen H för att bekräfta materialvalet. Lysdioden M tänds och displayen U visar de tillgängliga svetspositionerna (se beskrivningen om lysdioden M). Vrid på vredet Y för att utföra valet. Tryck åter på knappen H för att bekräfta valet av svetspositionen. Lysdioden S tänds och displayen O visar den inställda strömmen. Displayen U visar tjockleken i millimeter i förhållande till strömmen (se beskrivningen om lysdioden S). Tryck åter på knappen H för att bekräfta valet av tjockleken. Lysdioden R tänds. Det föreslås olika elektroddiametrar beroende på det material samt den position, tjocklek och ström som har valts. Först visas den föreslagna elektroden. Det numeriska värdet för diametern lyser med fast sken bredvid bokstaven A. Om det förekommer två diametrar vars strömintervall omfattar de valda amperestyrkorna för svetsningen, föreslås det andra elektroddiameteralternativet endast om vredet Y vrids. Även det andra alternativet visas med fast sken. Diametern snäppet över det andra alternativet och diametern snäppet under det första alternativet blinkar på displayen U om vredet vrids ytterligare. Det kan hända att operatören väljer en olämplig kombination eftersom elektroddiametern i princip definierar startnivån AO och min. strömmen AI. Operatören har då två valmöjligheter: 1. Gå ur synergismen utan att bekräfta de utförda valen. Utför detta genom att trycka snabbt på knappen H. Lysdioden I släcks och displayen visar inställningarna före synergismen. 110 2. Bekräfta synergismen genom att trycka på knappen H i mer än 0,7 sekunder. Alla funktioner angående synergismen ställs nu in. Om de väljs med knappen AP visar displayen U förkortningen AU (automatisk). Lysdioden I förblir tänd för att bekräfta att parametrarna har ställts in. När elektroddiametern bekräftas (lysdioden R väljs och knappen H hålls nedtryckt länge) innebär detta att startfunktionerna, vågform, Hz, balansering och ström AI placeras med den automatiska logik som beskrivs tidigare. Lysdioden R släcks och lysdioden I tänds vid bekräftelsen av elektroden. 4 FJÄRRKONTROLLER Följande fjärrkontroller kan anslutas till svetsen för regleringen av svetsströmmen: Art. 1256 TIG-slangpaket, endast knapp (vattenkylning) Art. 1258 TIG-slangpaket, UP/DOWN (vattenkylning) Art. 193 Pedalreglage (används vid TIG-svetsning) Art. 1192 och art. 187 (används vid MMA-svetsning) Art. 1180 Koppling för samtidig anslutning av slangpaketet och pedalreglaget. Med detta tillbehör kan art. 193 användas vid all typ av TIG-svetsning. De fjärrkontroller som omfattar en potentiometer reglerar svetsströmmen mellan den min. och max. ström som har ställts in med vredet Y. Fjärrkontrollerna med logik UP/DOWN reglerar svetsströmmen från min. till max. Regleringarna av fjärrkontrollerna är alltid aktiva i programmet PL medan de inte är det i ett lagrat program. 5 UNDERHÅLL Samtliga underhållsmoment ska utföras av kvalificerad personal i enlighet med standard CEI 26-29 (IEC 60974-4). 5.1 UNDERHÅLL AV GENERATOR Säkerställ att strömbrytaren BE är i läge "O" och dra ut nätkabeln före underhållsarbeten inuti apparaten. Använd tryckluft för att regelbundet avlägsna metalldamm som kan ha samlats inuti apparaten. 5.2 ANVISNINGAR EFTER UTFÖRD REPARATION Efter en reparation ska du vara noga med att lägga alla kablar på plats så att isoleringen garanteras mellan apparatens primära och sekundära sida. Undvik att trådarna kommer i kontakt med delar i rörelse eller med delar som blir varma under driften. Återmontera samtliga kabelklämmor som på originalapparaten för att undvika att apparatens primära och sekundära sida kan sammankopplas om en ledare går av eller lossnar. Återmontera skruvarna med de tandade brickorna som på originalapparaten. ODHGOS CRHSEWS GIA SUSKEUHV TOXOEIDOUV" SUGKOVLLHSH" SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV" TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV STOU" ENDIAFEROVMENOU". AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH". 1 PROFULAVXEI" ASFAVLEIA" H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPOROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA" KAI GIA TRIVTOU", gi· autov o crhvsth" prevpei na eivnai ekpaideumevno" w" pro" tou" kinduvnou" pou proevrcontai apov ti" enevrgeie" sugkovllhsh" kai pou anafevrontai sunoptikav parakavtw. Gia piov akribeiv" plhroforive" zhteivste to egceirivdio me kwvdika 3.300758 QOVRUBO" Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou na uperbaivnoun ta 80 dB. H diadikasiva koyivmato" plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw" qoruvbou" pevran autouv tou orivou. Gi· autov oi crhvste" prevpei na lambavnoun ta problepovmena apov to Novmo mevtra. HLEKTROMAGNHTIKA PEDIA-Mporouvn na eivnai blaberav. • To hlektrikov reuvma pou diapernav opoiondhvpote agwgov paravgei hlektromagnhtikav pediva (EMF). To reuvma sugkovllhsh" hv kophv" prokaleiv hlektromagnhtikav pediva guvrw apov ta kalwvdia kai ti" gennhvtrie". • Ta hlektromagnhtikav pediva pou proevrcontai apov uyhlav reuvmata mporouvn na parevmboun me th leitourgiva bhmatodotwvn. Atoma pou fevroun hlektronikev" suskeuev" zwtikhv" shmasiva" (pacemaker) qa prevpei na sumbouleuvontai ton iatrov prin proseggivsoun enevrgeie" sugkovllhsh" tovxou, koph"v, frezarivsmato" hv shmeiakhv" sugkovllhsh". • H evkqesh sta hlektromagnhtikav pediva th" sugkovllhsh" hv kophv" mporouvn na evcoun avgnwste" epidravsei" sthn ugeiva. Kavqe ceiristhv", gia na meiwvsei tou" kinduvnou" pou proevrcontai apov thn evkqesh sta hlektromagnhtikav pediva, prevpei na threiv ti" akovlouqe" diadikasive": - Na frontivzei wvste kalwvdio swvmato" kai labivda" hlektrodivou hv tsimpivda" na mevnoun enwmevna. An eivnai dunatovn, sterewvste ta maziv me tainiva. - Mhn tulivgete potev ta kalwvdia swvmato" kai labivda" hlektrodivou hv tsimpivda" guvrw apov to swvma. - Mhn mevnete potev anavmesa sto kalwvdio swvmato" kai kalwvdio labivda" hlektrodivou hv tsimpivda". An to kalwvdio swvmato" brivsketai dexiav apov to ceiristhv, to kalwvdio th" labivda" hlektrodivou hv tsimpivda" prevpei na meivnei sthn ivdia pleurav. - Sundevste to kalwvdio swvmato" sto metallo upov katergasiva ovso to dunatovn pio kontav sthn periochv sugkovllhsh" hv kophv". - Mhn ergavzeste kontav sth gennhvtria. EKRHVXEI" • Mhn ekteleivte sugkollhvsei" kontav se doceiva upov pivesh hv se parousiva ekrhktikwvn skonwvn, aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiavle" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai katav ti" enevrgeie" sugkovllhsh". HLEKTROMAGNHTIKH SUMBATOTHTA Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti" endeivxei" pou perievcontai ston enarmonismevno kanonismov IEC 60974-10 (Cl. A) kai prevpei na crhsimopoieivtai movno gia epaggelmatikouv" skopouv" kai se biomhcanikov peribavllon. Qa mporouvsan, pravgmati, na upavrcoun duskolive" sthn exasfavlish th" hlektromagnhtikhv" sumbatovthta" se peribavllon diaforetikov ap· ekeivno th" biomhcaniva". DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες μαζί με τα κανονικά απόβλητα!! Σύμφωνα με την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρμογή της μέσα στα πλαίσια της ισχύουσας εθνικής νομοθεσίας, οι πρός πέταγμα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να μεταφέρονται σε μία μονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσματική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενημερωθεί πάνω στα εγκεκριμένα συστήματα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό μας. Εφαρμόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 1.1 ΠΙΝΑΚΙΔΑ ΠΡΟΕΙΔΟΠΟΙΗΣΕΩΝ Το αριθμημένο κείμενο αντιστοιχεί με τα αριθμημένα τετραγωνάκια της πινακίδας. B. Το ρολά εφελκυσμού νήματος μπορούν να πληγώσουν τα χέρια. C. Το νήμα συγκόλλησης και το γκρουπ εφελκυσμού νήματος βρίσκονται υπό τάση κατά την συγκόλληση. Κρατήστε τα χέρια και τα μεταλλικά αντικείμενα σε απόσταση. 1. Οι ηλεκτροπληξία από το ηλεκτρόδιο συγκόλλησης ή το καλώδιο μπορεί να είναι θανατηφόρες. Προστατευθείτε κατάλληλα την περίοδο ηλεκτροπληξίας. 1.1 Φορέστε ανθεκτικά μονωτικά γάντια. Μην αγγίζετε το ηλεκτρόδιο με τα χέρια ακάλυπτα. Μην φοράτε υγρά ή κατεστραμμένα γάντια. 1.2 Βεβαιωθείτε ότι είστε μονωμένοι από το τεμάχιο προς συγκόλληση ή το έδαφος. 1.3 Αποσυνδέστε το φις του καλωδίου τροφοδοσίας πριν από την λειτουργία της μηχανής. 2. Η εισπνοή των αναθυμιάσεων από την συγκόλληση μπορεί να είναι βλαβερό για την υγεία. 2.1 Κρατήστε το κεφάλι μακριά από τις αναθυμιάσεις. 2.2 Χρησιμοποιήστε ένα σύστημα αναγκαστικού αερισμού ή τοπικής εκκένωσης για την κατάργηση των αναθυμιάσεων. 111 2.2 EPEXHGHSH TWN TECNIKWN STOICEIWN POU ANAGRAFONTAI STHN PINAKIDA TOU MHCANHMATOS. Η συσκευή είναι κατασκευασµένη κατά τους ακόλουθους κανόνες : IEC 60974.1 - IEC 60974.3 -IEC 60974.10 Cl. A - IEC 61000-3-12 (δείτε σηµείωση 2). N°. Ariqmo" mhtrwvou pou prevpei pavnta na ana fevretai gia opoiodhvpote aivthma scetikav me to sugkollhthv. Statiko" trifasiko" metaschmatisthv"-anor qwthv" sucnovthta". Carakthristikav exasqevnish" katavllhlo gia sugkovllhsh me ependedumevna hlektrovdia. TIG. Katavllhlo gia sugkovllhsh TIG. U0. Deutereuvousa tavsh se anoiktov kuvklwma X. Posostaiva apovdosh kuvklou ergasiva". Posostov % 10 leptwvn katav to opoivo to mhcavnhma mporeiv na leitourghvsei se evna orismevno reuvma cwriv" na prokalevsei uper qermavnsei". I2. Reuvma sugkovllhsh" U2. Deutereuvousa tavsh me reuvma I2 U1. Onomastikhv tavsh trofodosiva" 3~ 50/60Hz Trifasikhv trofodosiva 50 hv 60 Hz l1 max. Eivnai h mevgisth timhv aporrofhmevnou reuv mato". l1 eff. Eivnai h mevgisth timhv tou pragmatikouv reuv mato" pou aporrofavtai lambavnonta" upovyh thn apovdosh kuvklou ergasiva". IP23S Βαθμός «ροστασίας του «λαισίου. Βαθμός 3 ως δεύτερη σύντμηση σημαίνει ότι αυτή η σ υσκευή μ«ορεί να α«οθηκευτεί, αλλά όχι και να χρησιμο«οιηθεί στο εξωτερικό κατά την διάρκεια βροχής, «αρά μόνο αν « ροσταεύεται. MMA 2.3 Χρησιμοποιήστε μια ανεμιστήρα αναρρόφησης για την κατάργηση των αναθυμιάσεων. 3. Οι σπίθες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν εκρήξεις ή πυρκαγιές. 3.1 Κρατήστε τα εύφλεκτα υλικά μακριά από την περιοχή συγκόλλησης. 3.2 Οι σπινθήρες που προκαλούνται από την συγκόλληση μπορεί να προκαλέσουν πυρκαγιά. Κρατήστε ένα πυροσβεστήρα με τρόπο ώστε ένα άτομο να είναι σε ετοιμότητα να το χρησιμοποιήσει. 3.3 Μην συγκολλάτε ποτέ κλειστά δοχεία. 4. Οι ακτίνες του τόξου μπορούν να κάψουν τα μάτια και να προκαλέσουν εγκαύματα στο δέρμα. 4.1 Φορέστε κράτος γυαλιά ασφαλείας. Χρησιμοποιήστε κατάλληλα προστατευτικά για τα αυτιά και ρόμπες με κλειστό το επιλαίμιο. Χρησιμοποιήστε μάσκες κράνη με φίλτρα σωστού μεγέθους. Φορέστε ένα πλήρες προστατευτικό για το σώμα. 5. Διαβάστε τις οδηγίες πριν χρησιμοποιήσετε την μηχανή ή ακολουθήστε οποιαδήποτε διαδικασία με αυτή. 6. Μην αφαιρείτε και μην καλύπτετε τις ετικέτες προειδοποίησης 2 GENIKH PERIGRAFH 2.1 PRODIAGRAFES Autov" o sugkollhthv" eivnai mia gennhvtria sunecouv" staqerouv reuvmato", kataskeuasmevnh me tecnologiva INVERTER, scediasmevnh gia th sugkovllhsh ependedumevnwn hlektrodivwn (exairoumevnou tou kuttarinouvcou tuvpou) kai me diadikasiva TIG me empuvreuma dia epafhv" kai me uyhlhv sucnovthta. DEN PREPEI NA CRHSIMOPOIEITAI GIA TO XEPAGWMA SWLHNWN. 112 S Katallhlovthta pro" leitourgiva peribavvllonta me auxhmevno kivnduno. se ΗΜΕΙΩΣΗ: 1-Η συσκευή έχει επίσης σχεδιαστεί για την επεξεργασία σε περιβάλλον με βαθμό μόλυνσης 3. (Δείτε IEC 60664). 2-Αυτή η συσκευή είναι συμβατή με την διάταξη IEC 61000-3-12 με τον όρο ότι η μέγιστη επιτρεπόμενη εμπέδηση Zmax του συστήματος είναι μικρότερη ή ίση με 0,093 (Art. 366) - 0,044 (Art. 367) - 0,031 (Art. 368) στο σημείο διαπεφής ανάμεσα στο σύστημα του χειριστή και εκείνο του κοινού. Είναι ευθύνη του τεχνικού εγκατάστασης ή του χρήστη του εξοπλισμού να εγγυηθεί, συμβουλευόμενος ενδεχομένως τον χειριστή του δικτύου διανομής, ότι η συσκευή είναι συνδεδεμένη με τροφοδοσία μέγιστης επιτρεπόμενης εμπέδησης του συστήματος Zmax μικρότερης ή ίσης με 0,093 (Art. 366) - 0,044 (Art. 367) 0,031 (Art. 368). 2.3 PERIGRAFH TWN PROSTASIWN 2.3.1 Qermikhv prostasiva Authv h suskeuhv prostateuvetai apov evnan aisqhthvra qermokrasiva" o opoivo", an xepernouvntai oi apodektev" qermokrasive", empodivzei th leitourgiva tou mhcanhvmato". Eik. 1 BE BG BO BB BA BP BQ BC BF BD BR BN BM BN BI BL Art. 366 & 367 BH Art. 367 H parevmbash tou qermostavth epishmaivnetai apov to avnamma tou mhnuvmato" “OPn” sthn oqovnh O topoqethmevnh ston pivnaka elevgcou. Art. 366 3.2 PERIGRAFH TOU MHCANHMATOS (Eik.1-1/A). Elevgxte ovti h tavsh trofodosiva" antistoiceiv sthn tavsh pou anafevretai sthn pinakivda tecnikwvn stoiceivwn th" mhcanh". Sundevste enan reumatolhvpth katavllhlh" apovdosh" pro" to kalwvdio trofodosiva", elevgconta" ovti o kivtrino"/pravsino" agwgo" eivnai sundedemevno" me to buvsma geivwsh". H apovdosh tou magnhtoqermikouv diakovpth hv twn asfaleiwvn, se seirav sthn trofodosiva, prevpei na eivnai ivsh me to reuma I1 max. pou aporrofavtai apov th mhcanhv. Arnhtikov" akrodevkth" exovdou (-). Qetikov" akrodevkth" exovdou (+). Suvndesmo" gia to plhvktro th" tsimpivda" TIG. Sundevste ta kalwvdia tou plhvktrou tsimpivda" sta pin 1 kai 9. BD) Suvndesmo" (1/4 aevrio). Edwv sundevetai o swlhvna" aerivou th" tsimpivda" sugkovllhsh" TIG. BE) Genikov" diakovpth". BF) Pwvma dexamenhv". BG) Kalwvdio trofodosiva". BH) Suvndesmo" trofodosiva" aerivou. BI) Suvndesmo" eisovdou qermouv nerouv (crhsimopoieivte movno gia tsimpivde" TIG). BL) Suvndesmo" exovdou kruvou nerouv (crhsimopoieivte movno gia tsimpivde"TIG). BM) Mavti elevgcou stavqmh" ugrouv. BN) Suvndesmoi gia tdimpivde" MIG (den prevpei na bracukuklwvnontai). BO) Suvndesmo" tuvpou DB9 (RS 232). Crhsimopoieivtai gia na enhmerwvnontai ta progravmmata twn mikroepexergastwvn. BP) Asfaleioqhvkh. BQ) Privza kalwdivou diktuvou. BR) Privza elegkthv pivesh". Prosochv: Ston Kwd. 366 h monavda yuvxh" eivnai ovpsional. 3.1 QESH SE LEITOURGIA 3.3 PERIGRAFH TOU PINAKA (Eik.2). H egkatavstash th" mhcanhv" prevpei ma ekteleivtai apov pepeiramevno proswpikov. Ole" oi diasundevsei" prevpei na ektelouvntai suvmfwna me tou" iscuvonte" kanonismouv" kai thrwvnta" plhvrw" th nomoqesiva prostasiva" apov atuchvmata (CEI 26-23 / CEI CLC 62081). Plhvktro diadikasiva" AT. H epiloghv epishmaivnetai apov to avnamma mia" twn lucniwvn AX, AV, hv AW. 2.3.2 - Prostasiva apokleismouv ekkivnhsh". Auto" o sugkollhth" diaqevtei diavfore" prostasive" pou stamatouvn to mhcavnhma prin uposteiv blavbe". H parevmbash kavvqe prostasiva" epishmaivnetai apov to avnamma tou mhnuvmato" “Err” sthn oqovnh O kai apov evnan ariqmov pou emfanivzetai sthn oqovnh U. An epishmanqeiv mia camhlhjv stavqmh nerouv gia th monavda yuvxh" qa emfanisteiv to anabosbhnovmeno muvnhma H2O sthn oqovnh O. 3 EGKATASTASH BA) BB) BC) Lucniva AX Lucniva AV Lucniva AW 113 Eik. 1/A BE BG BO BB BA BH BD BF BC BN BM BN BI BL Art. 368 Plhvktro trovpou AS. H epiloghv epishmaivnetai apov to avvnamma mia" twn lucniwvn D, C, E, B, A, hv AU: Lucniva D “HOT START” Energhv se sugkovllhsh MMA. To avnamma auth" th" lucniva" deivcnei ovti h oqovnh U emfanivzei to crovno, ekfrazovmeno se ekatostav deuterolevptou, ovpou o sugkollhth" parevcei evna upereuvma gia na beltiwvsei to empuvreuma tou hlektrodivou. H ruvqmish pragmatopoieivtai mevsw th" labh" Y. Lucniva C “Arc-Force” Energhv se sugkovllhsh MMA DC. Eivnai posostov epiv toi" ekatov tou reuvmato" sugkovllhsh". H oqovnh U emfanivzei thn timhv tou kai h labhv Y to ruqmivzei. Ousiastikav autov to upereuvma eunoeiv th metaforav twn stagovnwn leiwmevnou metavllou. TIG Lucniva E: Sugkovllhsh TIG SUNECHS me empuvreuma mevsw susthvmato" uyhlh" tavsh"/sucnovthta". Lucniva B: Sugkovllhsh TIG PALMWDH me empuvreuma TIG mevsw susthvmato" uyhlhv" tavsh"/sucnovthta". H sucnovthta palmwvdou" ruqmivzetai apov 0,16 evw" 500Hz (lucniva AE), to reuvma korufhv" kai to basikov reuvma energopoiouvntai antivstoica me ti" lucnive" AG kai AD kai ruqmivzontai me th labhv Y. Apov 0,16 mevcri 1,1 Hz sucnovthta" palmwvdou" h oqovnh O deivcnei enallaktikav to reuvma korufhv" (kuvrio) kai to basikov reuvma. Oi lucnive" AG kai AD anavbvoun enallaktikav. Ektov" 1,1 Hz h oqovnh O emfanivzei to mevso ovro twn duo reumavtwn. 114 TIG TIG Lucniva A: Sugkovllhsh TIG SUNECHS me empuvreuma dia epafh" (suvrsimo). Lucniva AU: Sugkovllhsh TIG PALMVDH me empuvreuma dia epafhv" (suvrsimo). H logikhv leitourgiva" eivnai h ivdia pou perigravfetai gia th lucniva B. Plhvktro progravmmato" AR. H epiloghv epishmaivnetai apov to avnamma mia" twn lucniwvn G, F, W, X, Z, hv AA. Lucniva G: Pontavrisma (Ceirokivnhto). Afouv epilevxate to reuvma sugkovllhsh" (lucniva AG) kai to crovno pontarivsmato" (lucniva AE) mevsw tou epilogeva AP, ruqmivste ti" scetikev" timev" me th labhv Y. Ekteleivtai autov" o trovpo" sugkovllhsh" movno an epilevgetai h sugkovllhsh se sunechv trovpo kai to empuvreuma me uyhlhv sucnovthta (lucniva E anammevnh). O ceiristhv" pievzei to plhvktro tsimpivda", anavbei to tovxo kai metav to ruqmizovmeno crovno pontarivsmato", to tovxo sbhnvei autovmata. Gia na ektelevsete ton epovmeno povnto prevpei na apeleuqerwvsete to plhvktro tsimpivda" kai na to xanapievsete. Ruvqmish apov 0,1 mevcri 30 sec. F - Lucniva sugkovllhsh" TIG 2 crovnwn (ceirokivnhth) Pievzonta" to plhvktro tsimpivda" to reuvma arcivzei na auxavnetai kai creiavzetai evna" crovno" antivstoico" sto “slope up” prohgoumevnw" ruqmismevno, gia na ftavsei sthn timhv pou prosdiorivsthke me th labhv Y. Otan apeleuqerwvnetai to plhvktro to reuvma arcivzei na elattwvnetai kai creiavzetai evna" crovno" antivstoico" sto D Z X W F G L I M S N O Y P T U Q AG C AX E AV B AW A AU AT AS AA AQ Eik. 2 AP AR AO AY AN H AM “slope down”, prohgoumevnw" ruqmismevno", gia na gurivsei sto mhdevn. Se authv th qevsh mporeivte na sundevsete to exavrthma ceirismouv me pentavl ART. 193, W - Lucniva sugkovllhsh" TIG 4 crovnwn (autovmath). Autov to provgramma diafevrei apov to prohgouvmeno giativ tovso to empuvreuma ovso to sbhvsimo elevgcontai pievzonta" kai apeleuqerwvnonta" to plhvktro tsimpivda". X - Lucniva eidikouv progravmmato". Gia na anavyete to tovxo pievste to plhvktro tsimpivda" kai, diathrwvnta" to piesmevno, to reuvma arcivzei na auxavnetai me staqerhv auvxhsh. An apeleuqerwvnetai to plhvktro to reuvma anebaivnei amevsw” sthn timhv sugkovllhsh” (lucniva AG). Gia na teleiwvsete th sugkovllhsh pievste to plhvktro tsimpivda" kratwvnta" to piesmevno, to reuvma arcivzei na elattwvnetai me staqerhv meivwsh. An apeleuqerwvnetai to plhvktro to reuvma mhdenivzetai amevsw". Z - Lucniva sugkovllhsh‰ Tig me triva epivpeda reuvmato‰ tessavrwn crovnwn (autovmath). Gia na prosdiorivsete ta triva reuvmata sugkovllhsh" energhvste w" exh": Pievste ton epilogeva AP mevcri na anavyete th lucniva AG kai ruqmivste thn timhv mevgistou reuvmato" me th labhv Y. Pievste ton epilogeva AP mevcri na anavyete th lucniva AD kai ruqmivste thn timhv endiavmesou reuvmato" me th labhv Y. Pievste ton epilogeva AP mevcri na anavyete th lucniva AY kai ruqmivste thn timhv tou reuvmato" empureuvmato" me th labhv Y. Sto avnamma tou tovxou to reuvma metafevretai sthn prwvth ruvqmish, lucniva AI anammevnh, o ceiristhv" mpo- R AL AI AH AF AE AD AC AB reiv na diathrhvsei autov to reuvma ovso to epiqumeiv (gia paravdeigma mevcri pou den zestavqhke to mevtallo). Pievzonta" kai afhvnonta" amevsw" to plhvktro tsimpivda", to reuvma pernavei apov to prwvto sto deuvtero reuvma sto crovno “slope-up” (lucniva AH). Otan ftavsei sto reuvma sugkovllhsh" h lucniva AG anavbei. An katav th sugkovllhsh upavrcei h anavgkh na elattwvsete to reuvma cwriv" na sbhvsete to tovxo (p.c. gia allaghv ulikouv trofodosiva", allaghv qevsh" ergasiva", pevrasma apov orizovntia se kavqeth qevsh klp.) pievste kai apeleuqerwvste amevsw" to plhvktro tsimpivda", to reuvma metafevretai sth deuvterh epilegmevnh timhv, h lucniva AD anavbvei kai AG sbhvnei. Gia na epistrevyete sto prohgouvmeno kuvrio reuvma epanalavbete thn enevrgeia pivesh kai apeleuqvrwsh tou plhvktrou tsimpivda", h lucniva AG anavbei enwv h lucniva AD sbhvnei. Se opoiadhvpote stigmhv qelhvsete na diakovyete th sugkovllhsh, pievste to plhvktro tsimpivda" gia crovno anwvtero twn 0,7 sec kai metav afhvste to. To reuvma arcivzei na katebaivnei mevcri thn timhv mhdevn sto crovno “slope down” pou evcei prohgoumevnw" prosdioristeiv (lucniva AC anammevnh). Katav th favsh tou “slope down”, an pievzetai kai apeleuqerwvnetai amevsw" to plhvktro tsimpivda", epistrevfete se “slope up” an autov eivnai ruqmismevno se crovno anwvtero tou mhdenov", hv sto katwvtero reuvma apov ti" ruqmismevne" timev". PROSOCH: h evkfrash “PIESTE KAI APELEUQERWSTE AMESWS” anafevretai se mevgisto crovno 0,5 sec. AA - Lucniva sugkovllhsh" TIG me duo epivpeda reuvmato". Autov to provgramma diafevrei apov to prohgouvmeno giativ sto avnamma tou tovxou to reuvma metafevretai pavnta sthn prwvth ruvqmish, lucniva AI anammevnh, allav o ceiristh" den mporeiv na thn diathrhvsei kai xekinavei amevsw" o crovno" tou slope-up (lucniva AH). 115 Crater Arc. Στις δευτερεύουσες λειτουργίες είναι διαθέσιμο αυτό το πρόγραμμα που κατασκευάσθηκε για το κλείσιμο του τελικού κρατήρα διαμέσου των ρυθμίσεων ενός ρεύματος και της διάρκειάς του. Αυτή η λειτουργία μπορεί να χρησιμοποιηθεί στην TIG AC ή DC σε χειροκίνητη λειτουργία ή αυτόματη (Ejk. 3). Fig. 3 Για την ενεργοποίηση των λειτουργιών ενεργήστε κατά τα ακόλουθα: • Πατήστε το πλήκτρο AQ και διατηρώντας το πατημένο πατήστε το πλήκτρο AP. • Διατηρήστε το πατημένο μέχρι στο display O να εμφανιστεί η σύντμηση H2O. • Πατήστε το πλήκτρο AP μέχρι την εμφάνιση στο display O της σύντμησης CrA (Crater Arc). • Το display U προβάλει την σύντμηση OFF (ρύθμιση του κατασκευαστή). • Περιστρέψατε τον λεβιέ Y μέχρι την εμφάνιση στο display U της σύντμησης On. • Περιστρέψατε τον λεβιέ Y, στο display O προβάλλεται η σύντμηση CrC (crater current – ρεύμα κρατήρα) και το U προβάλλει 50. Αυτή η τιμή είναι η ποσοστιαία τιμή ρεύματος κρατήρα σε σχέση με το ρεύμα συγκόλλησης. Ρυθμίσεις του κατασκευαστή 50%. Ρύθμιση από 1 ÷ 100%. • Περιστρέψατε τον λεβιέ Y, η οθόνη O θα προβάλλει την σύντμηση tCr (Crater time – χρόνος του ρεύματος κρατήρα). • Με τον λεβιέ Y ρυθμίζεται η τιμή αυτού του μεγέθους και το display u προβάλει την τιμή . Ρύθμιση του κατασκευαστή 0,5 δευτερόλεπτα. Ρύθμιση σε 0,1 ÷ 30,0 δευτερόλεπτα. Η ράμπα σύνδεσης ανάμεσα στο κύριο ρεύμα και το ρεύμα κρατήρα ρυθμίζεται από το “slope down” led AC. Y - Labhv Kanonikav ruqmivzei to reuvma sugkovllhsh". Epivsh" an epilevgetai mia leitourgiva me ton epilogeva AP authv h labhv ruqmivzei to mevgeqov" th". O - Oqovnh Emfanivzei: 1. se kaqestw" kenouv to prokaqorisme-v no reuvma. 2. se kaqestw" upov fortivo to reuvma sugkovllhsh" kai ta epivpedav tou. 3. se sunduasmov me th lucniva tou “Hold” anammevnh to teleutaivo reuvma sugkovllhsh". 116 4. se Tig palmwvde", upov fortivo, thn enallaghv twn reumavtwn sta scetikav epivpeda. 5. mevsa sti" sunergike" paramevtrou" to reuvma se scevsh me to epilegmevno pavco". 6. to mhvnuma “H2O” ovtan ruqmivzetai h monavda yuvxh" kai to ivdio anabosbhnovmeno mhvnuma ovtan anoivgetai o elegkthv" pivesh" th" monavda" yuvxh". 7. to mhvnuma “OPn” anabosbhnovmeno sto avnoigma tou qermovstatou. 8. katav thn epiloghv twn eleuvqerwn hv apoqhkeumevnwn programmavtwn ta mhnuvmata PL …P01…P09 9. η σύντμηση MMA. Lucniva N Den mporeiv na epilecqeiv kai anavbei ovtan h oqovnh O emfanivzei evna reuvma. U - Oqovnh Emfanivzei: 1. se MMA cwri" na sugkolleivte, thn tavsh se anoiktov kuvklwma kai ovtan sugkolleivte thn tavsh upov fortivo. 2. se TIG sunecev", me plhvktro ovci piesmevno, mhdevn kai me plhktro piesmevno allav cwriv" na sugkolleivte thn tavsh se anoiktov kuvklwma kai ovtan sugkolleivte thn tavsh fortivou. 3. emfanivzei ariqmhtikav ovla ta megevqh, exairoumevnwn twn reumavtwn, pou epilevgontai me to plhvktro AP. 4. emfanivzei tou" ariqmhtikouv" sunduasmou" pou anafevrontai sti" diavfore" epilevxime" morfe" kumavtwn ovtan, me to plhvktro AP, epilevgetai h lucniva AY ( Wave ). 5. sthn proetoimasiva th" monavda" yuvxh" ta mhnuvmata: OFF, OnA, OnC. 6. στην διάθεση του τύπου ρεύματος MMA οι συντμήσεις: AC, DC. 7. se sunergiva (lucniva I anammevnh) to suvmbolo twn ulikwvn pro" sugkovllhsh an h lucniva L evcei epilecqeiv, to suvmbolo twn qevsewn sugkovllhsh" an h lucniva M evcei epilecqeiv, ti" diamevtrou" hlektrodivou an h lucniva R evcei epilecqeiv. EPISHS me th lucniva P (Hold) anammevnh emfanivzei thn tavsh sugkovllhsh". Lucniva Q Den mporeiv na epilecqeiv kai anavbei ovtan h oqovnh U emfanivzei mia tavsh. AQ - EPILOGEAS Epilevgei kai apoqhkeuvei ta progravmmata. O sugkollhth" evcei th dunatovthta na apoqhkeuvsei enniav progravmmata sugkovllhsh" P01…..P09 kai na ta anakalevsei mevsw autuv tou plhvktrou. Epivsh" eivnai diaqevsimo evna provgramma ergasiva" PL . Epiloghv Pievzonta" suvntoma autov to plhvktro emfanivzetai sthn oqovnh O o ariqmo" tou progravmmato" pou diadevcetai ekeivno me to opoivo ergavzeste. An autov den apoqhkeuvthke, to mhvnuma qa eivnai anabosbhnovmeno, alliwv" qa eivnai staqerovv. Apoqhvkeush (3.6) Afouv epilevcqhke to provgramma, pievzonta" gia pio poluv apov 3 deuterovlepta, apoqhkeuvontai ta dedomevna. W" epibebaivwsh autouv, o ariqmov" progravmmato" emfanizov- meno" sthn oqovnh O qa stamathvsei na anabosbhvnei. SUGKOLLHSH TIG AC (ENALLASSOMENO REUMA): AL - Lucniva Pro-aerivou Ruvqmish 0,05-2,5 deuterovlepta. Crovno" exovdou aerivou prin thn evnarxh th" sugkovllhsh". AP - EPILOGEAS Pievzonta" autov to plhvktro fwtivzontai diadocikav oi lucnive": Prosochv: qa fwtistouvn movno oi lucnive" pou anafevrontai ston epilegmevno trovpo sugkovllhsh". P.c.: se sugkovllhsh TIG sunechv den qa fvwtisteiv h lucniva AE pou antiproswpeuvei th sucnovthta palmwvdou"”. Kavqe lucniva deivcnei thn paravmetro pou mporeiv na ruqmisteiv mevsw th" labh" Y katav to crovno pou anavbei h ivdia lucniva. Metav apov 5 deuterovlepta apov thn teleutaiva metabolhv h endiaferovmenh lucniva sbhvnei, deivcnetai to kuvrio reuvma sugkovllhsh" kai anavbei h antivstoich lucniva AG. ΕΠΙΛΟΓΕΙΣ AQ + AP = ΔΕΥΤΕΡΕΥΟΥΣΕΣ ΛΕΙΤΟΥΡΓΙΕΣ. AI - Lucniva reuvmato" evnarxh" sugkovllhsh". Eivnai posostov epiv toi" ekatov tou reuvmato" sugkovllhsh" (lucniva AG). AH - Lucniva Slope up. Eivnai o crovno" ovpou to reuvma, xekinwvnta" apov to elavcisto, ftavnei sthn prosdiorismevnh timhv reuvmato". (0-10 sec.) AG - Lucniva kuvriou reuvmato‰ sugkovllhsh". Η είσοδος στο μενού “δεύτερες λειτουργίες” πραγματοποιείται με την ταυτόχρονη πίεση των πλήκτρων AQ και AP για ένα χρόνο μεγαλύτερο από 3 δευτερόλεπτα. Η επιλογή των επιλογών του μενού “MENU” πραγματοποιείται διαμέσου σύντομης πίεσης του πλήκτρου AP. Η έξοδος από αυτό το “MENU” πραγματοποιείται διαμέσου μιας σύντομης πίεσης του πλήκτρου AQ. Το display O προβάλλει την λειτουργία, το display U προβάλει την ρύθμιση που μπορεί να ρυθμιστεί από τον λεβιέ Y. ou reuvmato". Οι παρούσες λειτουργίες είναι: 1. Γκρουπ ψύξης Σύντμηση H2O Ρυθμίσεις: OFF = ανενεργό (ρυθμίσεις του κατασκευαστή). OnC = Συνεχές πάντα ενεργοποιημένο. OnA = Αυτόματη έναυση. AE - Lucniva sucnovthta" palmwvdou" (0,16-500 Hz). Otan epilevgetai to pontavrisma (lucniva G) to avnamma authv" th" lucniva" deivcnei ovti h oqovnh U emfanivzei to crovno pontarivsmato" pou ruqmivzetai mevsw th" labh" Y apov 0,1 w" 30 sec. 2. Λειτουργία με robot Σύντμηση rob Ρυθμίσεις: OFF = ανενεργό (ρυθμίσεις του κατασκευαστή). On = αναμμένο. AF - Lucniva Ruqmivzei se posostov epiv toi" ekatov th" scevsh" anavmesa sto crovno tou reuvmato" korufh" AG kai th sucnovthta AE. t/T ( 10 ÷ 90 % ) eik.4 3. Feeder Unit (Λειτουργία με βαγονέτο ψυχρού νήματος). Σύντμηση FdU Ρυθμίσεις: OFF = ανενεργό (ρυθμίσεις του κατασκευαστή). On = αναμμένο. 4. Crater Arc (πλήρωση του τελικού κρατήρα). Σύντμηση CrA Ρυθμίσεις: OFF = ανενεργό (ρυθμίσεις του κατασκευαστή). On = αναμμένο. EPILECTOUN REUMA) KAI Eik. 4 AC - Lucniva Slope down. Eivnai o crovno" ovpou to reuma ftavnei sto elavcisto kai sto sbhvsimo tou tovxou (0-10 sec.) 5. MMA (συγκόλληση με επενδυμένο ηλεκτρόδιο). Σύντμηση MMA Ρυθμίσεις: DC = Συνεχές ρεύμα (ρύθμιση του κατασκευαστή). AC = Εναλλασσόμενο ρεύμα. LUCNIES POU MPOROUN NA SUGKOLLHSH TIG DC (SUNECES AD - Lucniva deuvterou epipevdou reuvmato" sugkovllhsh" hv basikouv. Autov to reuvma eivnai pavnta posostov epiv toi" ekatov tou kuvri- AB - Lucniva Metav aerivou. Ruqmivzei to crovno exovdou aerivou sto tevlo" th" sugkovllhsh". (030 sec.) SE SE LUCNIES POU EPILEGONTAI MONO STH SUGKOLLHSH TIG AC (ENALLASSOMENO REUMA): 117 Lucniva AO Start Ruqmivzei to epivpedo tou “hot-start” gia na beltistopoiouvntai ta empureuvmata se TIG AC gia kavqe diavmetro hlektrodivou. Sto avnamma auth" th" lucniva" h oqovnh U qa emfanivsei mia ariqmhtikhv timhv pou kavnei anaforav sti" diamevtrou" hlektrodivou, o ceiristh" mevsw th" labh" Y mporeiv na prosdiorivsei th diavmetro pou crhsimopoieiv kai na exasfalivsei amevsw" evna kalov xekivnhma. Ruvqmish apov 0,5 w" 4,8. Lucniva AY Wave Epiloghv morfhv" kuvmato" sugkovllhsh". Sto avnamma authv" th" lucniva" h oqovnh U qa emfanivsei evnan ariqmov pou qa antistoiceiv sth morfhv epilegmevnou kuvmato" (blevpe pivnaka) 11 = tetravgwnh - tetravgwnh 22 = hmitonoeidh" - hmitoneidh" 33 = trivgwno - trivgwno 12 = tetravgwnh - hmitonoeidhv" 13 = tetravgwnh - trivgwno 23 = hmitonoeidh" - trivgwno 21 = hmitonoeidh" - tetravgwnh 32 = trivgwno - hmitonoeidh" 31 = trivgwno - tetravgwnh. Default = tetravgwnh - hmitonoeidhv" (12). Auto" o sunduasmov" ariqmwvn mporeiv na tropopoihqeiv me to enkovnter Y. SHMEIWSH: To prwvto yhfeivo pou schmativzei ton ariqmov anafevretai sto arnhtikov hmikuvma hv dieivsdush", to deuvtero yhfeivo anafevretai sto qetikov hmikuvma hv kaqarismouv. H metabolhv tou tuvpou morfhv‰ kuvmato‰ mporeiv kai na elattwvsei to qovrubo tou tovxou sth sugkovllhsh AC. Lucniva AN Hz Ruqmivzei th sucnovthta enallassovmenou reuvmato". Ruvqmish 50 ÷ 100 Hz. Lucniva AM Ruvqmish th" isostavqmish" tou kuvmato". Ruqmivzei to posostov epiv toi" ekatov tou arnhtikouv hmikuvmato" (dieivsdush) sthn perivodo enallassovmenou reuvmato". Ruvqmish -10 / 0 / 10 ovpou 0 = 65% (sumbouleuovmenh) -10 = 50% kai 10 = 85%. 1G PA 1F PA 2G PC 2F PB 45° 3G PF PG 3F PF PG 4G PE 4F PD Mat. Lucniva L: ULikov Ta eivdh ulikwvn pou mporouvn na epilecqouvn scetivzontai me th diadikasiva sugkovllhsh" kai eivnai: Se TIG AC to aloumivnio (AL), to magnhvsio (MG). Se TIG DC o anoxeivdwto" cavluba" (SS), o calkov" (Cu), o sivdhro" (FE) kai to titavnio (ti). Pos. Lucniva M: Qevsh sugkovllhsh" Ta mhnhvmata pou emfanivzontai sth oqovnh U scetivzontai me tou" kanonismouv" ISO 6947 kai antistoicouvn sti" qevsei" sugkovllhsh" pou anagravfontai sthn eikovna. Oi ASME diacwrivzontai apov evnan ariqmov sun evna gravmma. Gia megaluvterh safhvneia anagravfontai sumbolikav sth sunevceia. Lucniva S: Pavco". H oqovnh O anavbei kai emfanivzei to prosdiorismevno reuvma, h oqovnh U emfanivzei to pavco" pou scetivzetai me to kuvma. Peristrevfonta" th labhv Y metabavlletai to pavco" kai, se scevsh me autov, qa metablhqeiv kai to reuvma. Fusikav to mevgeqo" tou pavcou" kai tou scetikouv reuvmato" qa scetivzontai me ti" ruqmivsei" tou ulikouv kai th" qevsh" sugkovllhsh". Ø El. Lucniva R: Diavmetro" hlektrodivou. H emfavnish th" diamevtrou hlektrodivou eivnai h sunevpeia th" ruvqmish" tou ulikouv. (lucniva L), th" qevsh" (lucniva M) kai tou pavcou" (lucniva S). H oqovnh U qa emfanivsei to endedeigmevno hlektrovdio se mh anabosbhnovmeno trovpo. O ceiristh" mevsw th" labh" Y mporeiv na emfanivsei kai avlle" diamevtrou" allav autev" qa emfanistouvn se trovpo anabosbhnovmeno, pou shmaivnei mh endedeigmevno. < 48V AC Lucniva T: Lucniva evndeixh" th" swsth" leitourgiva" tou susthvmato" pou elattwvnei ton kivnduno hlektroplhxiwvn. Plhvktro H: Pievzonta" to suvntoma, energeiv th sunergiva ovpou problevpetai kai epilevgei ti" lucnive" I, L, M, S, R (“suvntoma” evcei thn evnnoia crovnou katwvterou apov 0,7 sec). An, afouv epilevxate ti" paramevtrou", den epibebaiwvnetai h diavmetro" hlektrodivou, h suvntomh pivesh autouv tou plhvktrou qa prokalevsei thn evxodo apov th sunergiva. An ovmw", afouv epibebaiwvsete th diavmetro hlektrodivou, qevlete na bgeivte apov th sunergiva, prevpei na pievsete gia makruv cronikov diasthma (gia “makruv” ennoieivtai evna" crovno" anwvtero" apov 0,7 sec). 118 BC - Sundesmo" 10 povlwn Se autovn sundevontai oi apomakrusmevnoi ceirismoiv pou perigravfontai sthn paravgrafo 4. Diativqetai anavmesa sta pin 3 kai 6 mia kaqarhv epafhv pou epishmaivnei to empuvreuma tou tovxou (Max 0,5 A - 125 VAC / 0,3 A - 110 VDC / 1A - 30 VDC). 3.3. GENIKES PLHROFORIES Prin th crhvsh autouv tou sugkollhthv diabavste prosektikav tou" kanonismou" CEI 26-23 / IEC-TS 62081. Elevgxte epivsh" thn akeraiovthta th" movnwsh" twn kalwdivwn, twn labivdwn hlektrodivwn, twn prizwvn kai twn akivdwn kaqw" kai ovti h diavmetro" kai to mhvko" twn kalwdivwn sugkovllhsh" evnai sumbatoiv me to crhsimopoiouvmeno reuvma. 3.4. SUGKOLLHSH EPENDEDUMENWN HLEKTRODIWN (MMA) - Autov" o sugkollhth" eivnai katavllhlo" gia th sugkovllhsh ovlwn twn ependedumevnwn hlektrodivwn exairoumevnou tou kuttarinouvcou tuvpou (AWS 6010). - Bebaiwqeivte ovti o diakovpth" BE eivnai se qevsh 0, sundevste ta kalwvdia sugkovllhsh" thrwvnta" thn polikovthta pou zhteivtai apov ton kataskeuasthv hlektrodivwn pou qa crhsimopoihvsete kai ton akrodevkth tou kalwdivou swvmato" sto mevtallo se shmeivo ovso to dunatovn pio kontav sth sugkovllhsh, elevgconta" na upavrcei kalhv hlektrikhv epafhv. - Mhn aggivzete sugcrovnw" thn tsimpivda hv thn labivda hlektrodivou kai ton akrodevkth swvmato". - Anavyte to mhcavnhma mevsw tou diakovpth BE. - Epilevxte, pievzonta" to plhvktro A, th diadikasiva MMA, lucniva AW anammevnh. Για την επιλογή του τύπου ρεύματος που συμμορφώνεται με το επιλεγμένο ηλεκτρόδιο ενεργήστε κατά τα ακόλουθα: • Πατήστε το πλήκτρο AQ και διατηρώντας το πατημένο πατήστε το πλήκτρο AP. • Διατηρήστε το πατημένο μέχρι στο display O να εμφανιστεί η σύντμηση H2O. • Πατήστε το πλήκτρο AP μέχρι την εμφάνιση στο display O της σύντμησης MMA. • Το display U προβάλει την σύντμηση DC (συνεχές ρεύμα) τύπου ρεύματος που ρυθμίζεται από τον κατασκευαστή. • Για την επιλογή του εναλλασσόμενου ρεύματος περιστρέψατε τον λεβιέ Y μέχρι την εμφάνιση της οθόνης U της σύντμησης AC. Gia na bgeivte apov thn epiloghv pievste suvntoma to plhvktro AQ. - Ruqmivste to reuvma bavsei th" diamevtrou hlektrodivou, th" qevsh" sugkovllhsh" kai tou eivdou" suvndesh" pou qevlete na ektelevsete. - Otan teleiwvnete th sugkovllhsh, sbhvnete pavnta to mhcavnhma kai afaireivte to hlektrovdio apov th labivda tou. An qevlete na ruqmivsete ti" leitourgie" tou Hot-start (lucniva D) kai tou Arc force (lucniva C) blevpete thn prohgouvmenh paravgrafo. 3.5. SUGKOLLHSH TIG Epilevgonta" th diadikasiva TIG AC mporeivte na sugkollhvsete to aloumivnio, ta kravmatav tou alouminivou, ton oreivcalko kai to magnhvsio enwv epilevgonta" TIG DC mporeivte na sugkollhvsete ton anoxeivdwto cavluba, to sivdhro kai to calkov. Sundevste to suvndesmo tou kalwdivou swvmato" sto qetikov povlo (+) tou sugkollhthv kai ton akrodevkth sto mevtallo se shmeivo ovso to dunatovn pio kontav sth sugkovllhsh, elevgconta" na upavrcei kalhv hlektrikhv epafhv. Sundevste to suvndesmo iscuvo" th" tsimpivda" TIG ston arnhtikov povlo (-) tou sugkollhthv. Sundevste to suvndesmo tou elevgcou tsimpivda" sto suvndesmo BC tou sugkollhthv. Sundevste to sundethvra tou swlhvna aerivou th" tsimpiv- da" sto sundethvra BD tou mhcanhvmato" kai to swlhvna aerivou pou proevrcetai apov to meiwthvra pivesh" th" fiavlh" sto sundethvra aerivou BH. 3.5.1 Monavda yuvch‰ (ovpsional gia Kwd. 351). An crhsimopoieivte mia tsimpivda me yuvxh nerouv, crhsimopoihvste th monavda yuvxh". Eisavgete tou" swlhvne" yuvxh" th" tsimpivda" stou" sundethvre" BI kai BL th" yuktikh" monavda" prosevconta" na thrhvsete thn ektovxeush kai thn epistrofhv. 3.5.1.1 Perigrafhv twn prostasiwvn. - Prostasiva pivesh" yuktikouv ugrouv. Authv h prostasiva pragmatopoieivtai mevsw eno" elegkthv pivesh", egkatesthmevnou sto kuvklwma ektovxeush" ugrouv, pou elevgcei evnan mikroepexergasthv. H aneparkh" pivesh epishmaivnetai apov to mhvnuma H2O pou anabosbhvnei sthn oqovnh O. 3.5.1.2 Qevsh se leitourgiva Xebidwste to pwvma BF kai gemivste th dexamenhv (to mhcavnhma promhqeuvetai me evna livtro perivpou nerovv). Eivnai shmantikov na elevgcete periodikav, mevsw tou matiouv elevgcou BM, ovti to ugrov diathreivtai sth stavqmh “max”. Crhsimopoihvste nero san yuktikov ugrov (katav protivmhsh apionismevnou tuvpou) anameigmevno me alkoovl se posostov kaqorismevno apov ton akovlouqo pivnaka: qermokrasiva nerov/alkoovl -0°C mevcri -5°C4L/1L -5°C mevcri -10°C 3,8L/1,2L PROSOCH An h antliva peristrevfetai en apousiva yuktikouv ugrouv prevpei na afairevsete ton aevra apov tou" swlhvne". Se authvn thn perivptwsh sbhvste th gennhvtria, gemivste th dexamenhv, sundevste evna swlhvna sto sundethvra kai topoqethvste mevsa thn avllh avkrh tou swlhvna sth dexamenhv. Movno gia Kwd. 351, eisavgete to suvndesmo tou elegkthv pivesh" kai to kalwvdio diktuvou sti" privze" BR kai BQ. Anavyte th gennhvtria gia perivpou 10/15 sec kai, tevlo", xanasundevste tou" swlhvne". Anavyte to mhcavnhma. Gia na epilevxete ton trovpo leitourgiva" th" monavda" yuvxh" energhvste w" exh": 1. Epilevxte mia opoiadhvpote diadikasiva TIG. 2. Διατηρώντας πατημένο το πλήκτρο AQ πατήστε το πλήκτρο AP και διατηρήστε το πατημένο μέχρι να εμφ ανιστεί στην οθόνη O η σύντμηση H2O. 3. Epilevxte th leitourgiva mevsw th" labh" Y OFF = Monavda sbhsthv, OnC = Sunech" leitourgiva, OnA = Autovmath leitourgiva. Gia na bgeivte apov thn epiloghv pievste suvntoma to plhvktro AQ. SHMEIWSH Gia “Autovmath leitourgiva” ennoeivtai ovti h monavda yuvxh" tivqetai se kivnhsh ovtan pievzetai to plhvktro tsimpivda" kai stamatavei na leitourgeiv meta 2 leptav perivpou apov thn apeleuqevrwsh tou plhvktrou tsimpivda". PROSOCH! An epilevgetai h sugkovllhsh me hlektrovdio, h yuvxh den eivnai anammevnh kai den mporeiv na epilecqeiv. Eivnai fusiologikov katav to avnamma tou mhcanhvmato" h oqovnh O na emfanivzei, se anabosbhnovmeno trovpo, to mhvnuma H2O. 119 3.5.2 Qevsh se leitourgiva. Mhn aggivzete mevrh upov tavsh kai tou" akrodevkte" exovdou ovtan to mhcavnhma trofodoteivtai. Kata to prwvto avnamma tou mhcanhvmato" epilevxte ton trovpo me to plhvktro AS kai ti" paramevtrou" sugkovllhsh" mevsw tou plhvktrou AP kai th" labhv" Y ovpw" perigravfetai sthn paravgrafo 3.2. PROSOCH Oi ruqmivsei" gia ti" lucnive" AO = start, AY = wave, AN = Hz, AM = isostavqmish kuvmato" mporouvn na epilectouvn movno se TIG AC. H rohv adranou" aerivou prevpei na ruqmivzetai se timhv (livtrwn anav leptov) 6 forev" perivpou th diavmetro tou hlektrodivou. An crhsimopoiouvntai exarthvmata tuvpou gas-lens, h parochv aerivou mporeiv na meiwqeiv katav 3 forev" perivpou th diavmetro tou hlektrodivou. H diavmetro" tou keramikouv mpek prevpei na evcei diavmetro apov 4 w" 6 forev" th diavmetro tou hlektrodivou. • Otan oloklhrwvnete th sugkovllhsh, qumovsaste pavnta na kleivnete to mhcavnhma kai na kleivnete th balbivda fiavlh" aerivou. 3.5.3 Proetoimasiva tou hlektrodivou Eivnai aparaivthth mia idiaivterh PROSOCH sthn proetoimasiva th" aicmh" tou hlektrodivou. Leiavnetev thn me smuvrida wvste na parousiavzei kavqeth gravmmwsh ovpw" deivcnei h eik. 5. Fig. 5 PROSOCH: PURAKTWMENA PTHTIKA METALLIKA MERH mporouvn na traumativsoun to proswpikov, na prokalevsoun purkagiev" kai na blavyoun ti" egkatastavsei". H KHLIDWSH APO BOLFRAMIO mporeiv na meiwvsei thn poiovthta th" sugkovllhsh". • Exiswvste to hlektrovdio apov bolfravmio apokleistikav me mhcanhv smuvrida" pou na diaqevtei katavllhla kavrter prostasiva", forwvnta" prostasive" gia to provswpo, ta cevria kai to swvma. • Exiswvste to hlektrovdio bolframivou me sklhrovv diabrwtikov leiantikov livqo leptwvn kovkkwn, to opoivo qa crhsimopoieivtai apokleistikav gia thn epexergasiva tou bolframivou. • Leiavnete thn avkrh tou hlektrovdiou apov bolfravmio se kwnikov schvma gia mhvko" 1,5 - 2 forev" th diavmetro tou hlektrodivou (eik. 5) 3.6. APOQHKEUSH To plhvktro AQ, piesmevno suvntoma, ekteleiv mia epiloghv. Piesmevno gia crono anwvtero twn 3 sec, ekteleiv mia apoqhvkeush. 120 Se kavqe avnamma, to mhcavnhma parousiavzei pavnta to teleutaivo kaqestw" pou efarmovsthke sth sugkovllhsh. 3.6.1. Apoqhvkeush dedomevnwn progravmmato‰ PL Crhsimopoiwvnta" to mhcavnhma gia prwvth forav Katav to avnamma tou mhcanhvmato" h oqovnh emfanivzei to mhvnuma PL, metav 5 sec autov exafanivzetai kai emfanivzetai evna reuvma ergasiva". Akolouqhvste ti" endeivxei" twn par. 3.2 kai 3.5 kai, gia na apoqhkeuvsete ta dedomevna sto provgramma P01, energhvste w" exh": · Pievste suvntoma to plhvktro AQ (mem+mem-) kai qa emfanisteiv to mhvnuma P01 anabosbhnovmeno. · Pievste to plhvktro AQ gia crono anwvtero twn 3 sec mecri pou to mhvnuma P01 stamatavei na anabosbhnei. Se autov to shmeivo h apoqhvkeush ektelevsthke. · Fusikav an antiv na apoqhkeuvsete sto provgramma P01 qevlete na apoqhkeuvsete se evna diaforetikov programma, qa pievsete to plhvktro AQ se suvntomo trovpo tovse" forev" ovse" creiavzontai gia na emfanivsete to epiqumhtov provgramma. Anavbonta" xanav to mhcavnhma qa emfanisteiv P01. TO PLHKTRO AQ PIESMENO SUNTOMA EKTELEI MIA EPILOGH, PIESMENO GIA CRONO MEGALUTERO APO 3 DEUTEROLEPTA EKTELEI MIA APOQHKEUSH. 3.6.2. Apoqhvkeush apov evna eleuvqero provgramma O ceiristhv" mporeiv na metabavlei kai na apoqhkeuvsei evna epilegmevno provgramma katav ton akovlouqo trovpo: · Pievste to plhvktro AQ se suvntomo trovpo kai epilevvxte ton ariqmov epiqumhtouv progravmmato". Ta eleuvqera programmata evcoun to suvmbolo pou anabosbhvnei. Pievste to plhvktro AT kai epilevxte th diadikasiva sugkovllhsh" kai me to plhvktro AS epilevxte ton trovpo (paravgrafo" 3.1). · Peristrevyte th labhv Y kai prosdiorivste to reuvma sugkovllhsh". An epilevcthke h diadikasiva TIG, energopoihvste th lucniva AB (metav aevrio) mevsw tou plhvktou AP kai ruqmivste mevsw th" labh" Y thn epiqumhthv timhv (paravgrafo‰ 3.1.) An metav apov aute" ti" ruqmivsei", anagakaive" gia na sugkollhvsete, qevlete na ruqmivsete tou" crovnou" tou “slope” hv avllo, energhvste ovpw" perigravfetai sthn paravgrafo 3.1. Gia na apoqhkeuvsete sto provgramma pou epilevxate prohgoumevvnw", pievste to plhvktro AQ gia perissovtero apov 3 sec mevcri pou o ariqmov" stamatavei na anabosbhvnei. Gia na apoqhkeuvsete evna diaforetikov provgramma, kavnte thn epiloghv pievzonta" suvntoma to plhvktro AQ kai pievvste to plhvktro AQ gia pio poluv apov 3 sec. 3.6.3 Apoqhvkeush apov evna apoqhkeumevno provgramma. Xekinwvnta" apov evna hvdh apoqhkeumevno provgramma o ceiristh" mporeiv na metabavlei ta apoqhkeumevna dedomevna gia na enhmerwvsei to ivdio to provgramma hv gia na brei neve" paramevtrou" gia na ti" apoqhkeuvsei se avllo provgramma 3.6.3.1 Enhmevrwsh · Afouv anavyete to mhcavnhma, epilevxte ti" paramevtrou" pro" metabolhv kai metatrevyte te". · Pievste gia crono anwvtero twn 3 sec to plhvktro AQ mevcri thn epibebaivwsh th" apoqhvkeush" (suvmbolo tou progravmmato" apov anabosbhnovmeno se sunecev"). 3.6.3.2 Apoqhvkeush se evna nevo provgramma · Afouv anavyete to mhcavnhma, epilevxte ti" paramevtrou" pro" metabolhv kai metatrevyte te".· Ektelevste mia sugkovllhsh, evstw kai suvntomh. · Pievste suvntoma ton epilogeva AQ mevcri thn emfavnish tou progravmmato" pou epiqumeivte. · Pievste sunecw" to plhvktro AQ mevcri thn epibebaivwsh th" apoqhvkeush" (suvmbolo tou progravmmato" apov anabosbhnovmeno se sunece"). 3.6.4 Sugkovllhsh me sunergiva. Scopo" th" “sunergiva"” eivnai na divnetai mia grhvgorh kaqodhvghsh sto ceiristhv gia na prosdiodiorivzontai oi paravmetroi th" sugkovllhsh" TIG. Den evcei dhladhv evnan epitaktikov allav evnan upodeigmatikov skopov. Oi “sunergikev"” scevsei" metaxuv reuvmato", pavcou" kai diamevtrou hlektrovdivou evcoun pragmatopoihqeiv me hlektrovdia dhmhtrivou 2% ( EN 26848 WC20 ) crwvmato" gkri, se sucnovthta enallassovmenou reuvmato" 90 Hz. H morfhv kuvmato" me thn opoiva ektelevsthkan oi dokimev" eivnai h 12 (se tetravgwnh dieivsdush – se hmitonoeidhv kaqarismov). H logikhv: O ceiristh", se scevsh me th diadikasiva sugkovllhsh", prosdiorivzei to eivdo" ulikouv pro" sugkovllhsh, th qevsh sugkovllhsh" kai to pavco". Se scevsh me aute" ti" epilogev" tou upodeiknuvontai mia diavmetro hlektrodivou kai an o ivdio" epibebaiwvsei ti" epilogev" to mhcavnhma prodiativqetai gia th sugkovllhsh. Anavyte th sunergiva. Pievste suvntoma (ligovtero apov 0,7 sec) to plhvktro H: anavbei h lucniva I (Syn) tautovcrona me th lucniva L (ulikov). H oqovnh O sbhvnei kai h oqovnh U emfanivzei evna mhvnuma antistoicouvmeno sto ulikov pro" sugkovllhsh (blevpe perigrafhv lucniva L). Peristrevfonta" th labhv Y ekteleivtai mia epiloghv. Mia epovmenh pivesh tou plhvktrou H epibebaiwvnei thn epiloghv tou ulikouv kai kavnei th lucniva M na anavyei, h oqovnh U emfanivzei ti" diaqevsime" qevsei" sugkovllhsh" (blevpe perigrafhv lucniva M). Peristrevfonta" th labhv Y ekteleivtai mia epiloghv. Mia epovmenh pivesh tou plhvktrou H epibebaiwvnei thn epiloghv th" qevsh" kai kavvnei th lucniva S na anavyei, h oqovnh O emfanivzei to prosdiorismevno reuvma, h oqovnh U emfanivzei to pavvco" se ciliostav scetikov me to reuvma (blevpe perigrafhv lucniva S). H epovmenh pivesh tou plhvktro H epibebaiwvnei thn epiloghv tou pavcou" kai kavnei th lucniva R na anavyei. Se scevsh me ti" prosdiorismevne" epiloge" ulikouv, qevsh", pavcou" kai reuvmato" proteivnetai mia hv perissovtere" diamevtrou" hlektrodivou. To sumbouleuovmeno hlektrovdio qa protaqeiv gia prwvto kai h ariqmhtikhv timhv th" diamevtrou qa eivnai pavvnta anammevnh staqerav kai qa sunodeuvetai apov to gravmma A. An upavrxoun duo diavmetroi sthn klivmaka reuvmato" ovpou pevftei o prosdiorismo" twn epilegmevnwn gia th sugkovllhsh Ampere, h deuvterh epiloghv diamevtrou hlektrodivou qa protaqeiv movno an peristrevyete to enkovnter Y. Akovma kai h deuvterh epiloghv qa emfanisteiv anammevnh staqerhv. An peristrevfetai peraitevrw to enkovnter, h oqovnh U qa emfanivsei thn anwvterh diavmetro sth deuvterh epiloghv kai thn katwvterh diavmetro sthn prwvth epiloghv se trovpo anabosbhnovmeno. Epeidhv h diavmetro" hlektrovdiou kaqorivzei kurivw" to epivpedo tou start AO kai to elavcisto reuvma AI, o ceiristh" mporeiv na epilevxei evnan mh sumbouleuovmeno sunduasmov. Se autov to shmeivo o ceiristh" evcei duo epiloge": 1. Na bgei apov th sunergiva cwri" na epibebaiwvsei ti" epilegmevne" epilogev". Gia na kavnete autov pievste suvntoma to plhvktro H, h lucniva I sbhvnei kai o pivnaka" emfanivzei ti" ruqmivsei" pou prohgouvntai thn eivsodo se sunergiva. 2. Na epibebaiwvsei th sunergiva pievzonta" to plhvktro H gia crono anwvtero twn 0,7 sec. Se autov to shmeivo ovle" oi leitourgive" scetike" me th sunergiva qa prosdioristouvn kai, an epilevgontai me to plhvktro AP, h oqovnh U emfanivzei to mhvnuma “AU” (autovmato). H lucniva I paramevnei anammevnh gia na epibebaiwvsei ovti oi paravmetroi evcoun prosdioristeiv. Sunoyivzonta", th stigmhv pou epibebaiwvnete th diametro hlektrodivou (makrav pivesh plhvktrou H ovtan epilevgetai h lucniva R) oi leitourgive" tou start, Wave, Hz, isostavqmish kai reuvma AI diatavssontai me th logikhv autovmatou pou perigravfhke pio pavnw. Sthn epibebaivwsh tou hlektrodivou sbhvnei h lucniva R kai anavbei h lucniva I. 4 CEIRISMOI EX APOSTASEWS Gia th ruvqmish tou reuvmato" sugkovllhsh" se autovn to sugkollhthv mporouvn na sundeqouvn oi akovlouqoi ceirismoiv ex apostavsew": Art.1256 Tsimpivda TIG movno plhvktro (yuvxh nerouv). Art.1258 Tsimpivda TIG UP/DOWN (yuvxh nerouv). Art. 193 Ceirismo" me pentavl (crhsimopoieivtai sth sugkovllhsh TIG) Art 1192+Art 187 (crhsimopoieivtai sth sugkovllhsh MMA) Art. 1180 Suvndesh gia na sundevsete sugcrovnw" thn tsimpivda kai to ceirismov me pentavl. Me autov, to exavrthma Art. 193 mporeiv na crhsimopoihqeiv se opoiondhvpote trovpo sugkovllhsh" TIG. Oi ceirismoiv pou perilambavnoun evna potensiovmetro ruqmivzoun to reuvma sugkovllhsh‰ apov to elavcisto sto mevgisto reuvma pou prosdiorivsthke me th labhv Y. Oi ceirismoiv me logikhv UP/DOWN ruqmivzoun apov to elavcisto sto mevgisto to reuvma sugkovllhsh". Oi ruqmivsei" twn ceirismwvn ex apostavsew" eivnai pavnta energoiv sto provgramma PL enwv den eivnai se evna apoqhkeumevno programma. 5 ΣΥΝΤΗΡΗΣΗ Κάθε διαδικασία συντήρησης θα πρέπει να πραγματοποιείται από προσοντούχο προσωπικό και σε συμφωνία με τους κανονισμούς CEI 26-29 (IEC 60974-4). 5.1 ΣΥΝΤΗΡΗΣΗ ΓΕΝΝΗΤΡΙΑΣ Σε περίπτωση συντήρησης στο εσωτερικό της συσκευής, βεβαιωθείτε ότι ο διακόπτης BE είναι στην θέση "O" και ότι το καλώδιο τροφοδοσίας έχει αποσυνδεθεί από το δίκτυο. 121 Περιοδικά, επιπλέον είναι αναγκαίο να καθαρίζεται το εσωτερικό της συσκευής από την μεταλλική σκόνη που συσσωρεύεται χρησιμοποιώντας πεπιεσμένο αέρα. 5.2 ΤΕΧΝΙΚΕΣ ΠΡΟΣ ΧΡΗΣΗ ΜΕΤΑ ΜΙΑ ΠΑΡΕΜΒΑΣΗ ΕΠΙΔΙΟΡΘΩΣΗΣ. Μετά από την πραγματοποίηση μιας επιδιόρθωσης, δώστε προσοχή στην επανατακτοποίηση της καλωδίωσης με τρόπο ώστε να υφίσταται μια σίγουρη μόνωση ανάμεσα στην πρωταρχική πλευρά και την δευτερεύουσα πλευρά της μηχανής. Αποφύγετε να έρθουν σε επαφή τα καλώδια με τα εξαρτήματα σε κίνηση ή με εξαρτήματα που θερμαίνονται κατά την διάρκεια της λειτουργίας. Επανασυναρμολογήστε τα δετικά όπως στην γνήσια συσκευή με τρόπο ώστε να αποφύγετε την σύνδεση ανάμεσα σε πρωτεύον και δευτερεύοντα αγωγό αν συμβεί το γεγονός της ατυχούς ρήξης ή αποσύνδεσης ενός αγωγού. Επανασυναρμολογήστε επίσης τις βίδες με τις οδοντωτές ροδέλες όπως στην γνήσια συσκευή. QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE A B C D E F G H K J I 122 NERO ROSSO GRIGIO BIANCO VERDE VIOLA GIALLO BLU MARRONE ARANCIO ROSA BLACK RED GREY WHITE GREEN PURPLE YELLOW BLUE BROWN ORANGE PINK CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE L M N O P Q R S T U V ROSA-NERO GRIGIO-VIOLA BIANCO-VIOLA BIANCO-NERO GRIGIO-BLU BIANCO-ROSSO GRIGIO-ROSSO BIANCO-BLU NERO-BLU GIALLO-VERDE AZZURRO PINK-BLACK GREY-PURPLE WHITE-PURPLE WHITE-BLACK GREY-BLUE WHITE-RED GREY-RED WHITE-BLUE BLACK-BLUE YELLOW-GREEN BLUE Art.366 123 Art.367 124 125 Art.368 126 127 Art.366 1 2 12 55 13 69 14 5 70 3 71 4 7 9 62 37 63 64 65 6 66 61 68 13 56 12 17 18 43 25 22 19 44 53 45 52 57 27 28 25 24 29 30 43 60 51 67 10 16 26 59 58 47 11 8 15 20 21 23 31 32 46 42 50 49 1 41 39 38 37 36 35 34 33 48 101 40 100 110 117 111 101 100 112 113 119 118 116 128 108 115 114 105 106 Art.366 pos DESCRIZIONE DESCRIPTION pos DESCRIZIONE DESCRIPTION 001 LATERALE FISSO FIXED SIDE PANEL 044 TRASFORMATORE DI POTENZA POWER TRANSFORMER 002 COPERCHIO COVER 045 TRASFORMATORE H.F. H.F. TRANSFORMER 003 PIANO INTERMEDIO INSIDE BAFFLE 046 FONDO BOTTOM 004 CIRCUITO DI MISURA MEASURE CIRCUIT 047 PANNELLO ANTERIORE FRONT PANEL 005 AUTOTRASFORMATORE AUTOTRANSFORMER 048 CIRCUITO CONNETTORE CONNECTOR CIRCUIT 006 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT 049 RACCORDO FITTING 007 TRASFORMATORE DI POTENZA POWER TRANSFORMER 050 RACCORDO FITTING 008 INTERRUTTORE SWITCH 051 TAPPO CAP 009 PROTEZIONE PROTECTION 052 PRESA GIFAS GIFAS SOCKET 010 PANNELLO POSTERIORE BACK PANEL 053 PROTEZIONE PROTECTION 011 CIRCUITO FILTRO FILTER CIRCUIT 055 GOLFARA EYEBOLT 012 CORNICE FRAME 056 CONNETTORE + CAVO CONNECTOR + CABLE 013 PANNELLO ALETTATO FINNED PANEL 057 CIRCUITO MICRO MICRO CIRCUIT 014 PROTEZIONE PROTECTION 058 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT 015 CAVO RETE POWER CORD 059 PROTEZIONE PROTECTION 016 PRESSACAVO STRAIN RELIEF 060 MANOPOLA KNOB 017 RACCORDO FITTING 061 CIRCUITO FILTRO FILTER CIRCUIT 018 ELETTROVALVOLA SOLENOID VALVE 062 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 019 RACCORDO FITTING 063 GRUPPO I.G.B.T. I.G.B.T. UNIT 020 CONNESSIONE CONNECTOR 064 GRUPPO RESISTENZA RESISTANCE UNIT 021 PRESA SOCKET 065 CORNICE FRAME 022 PORTAFUSIBILE FUSE HOLDER 066 SUPPORTO CENTRALE SX. LEFT CENTRAL SUPPORT 023 MOTORE CON VENTOLA MOTOR WITH FAN 067 DISSIPATORE RADIATOR 024 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT 068 IMPEDENZA IMPEDANCE 025 ISOLAMENTO DISSIPATORE RADIATOR INSULATION 069 GOLFARA EYEBOLT 026 DISSIPATORE RADIATOR 070 SUPPORTO MANICO HANLE SUPPORT 027 SUPPORTO CENTRALE DX. RIGHT CENTRAL SUPPORT 071 MANICO HANDLE 028 CORNICE FRAME 100 CINGHIA BELT 029 ISOLAMENTO INSULATION 101 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT 030 DIODO DIODE 105 RUOTA FISSA FIXED WHEEL 031 KIT DIODO DIODE KIT 106 TAPPO CAP 032 CAVALLOTTO JUMPER 108 RUOTA PIROETTANTE SWIVELING WHEEL 033 CAVALLOTTO JUMPER 110 APPOGGIO REST 034 CAVALLOTTO JUMPER 111 ATTACCO SUPP. BOMBOLA GAS CYLINDER SUPP. CONN. 035 TRASDUTTORE TRANSDUCER 112 SUPPORTO BOMBOLA GAS CYLINDER SUPPORT 036 CAVALLOTTO JUMPER 113 FONDO BOTTOM 037 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT 114 ASSALE AXLE 038 I.G.B.T. I.G.B.T. 115 SUPPORTO ASSALE AXLE SUPPORT 039 ISOLAMENTO INSULATION 116 SUPPORTO RUOTE WHEELS BRACKET 040 KIT I.G.B.T. I.G.B.T. KIT 117 SUPPORTO GENERATORE POWER SOURCE SUPPORT 041 SUPPORTO CAVALLOTTI JUMPERS SUPPORT 118 PANNELLO INTERNO INSIDE PANEL 042 CIRCUITO DRIVER DRIVER CIRCUIT 119 PANNELLO DI CHIUSURA LID 043 ISOLAMENTO INSULATION La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 129 130 192 191 190 101 109 152 153 114 102 154 149 155 148 147 157 146 163 158 159 156 145 169 171 172 104 144 160 161 143 162 165 164 131 166 170 103 176 175 142 184 185 173 174 105 136 177 178 106 180 141 140 137 139 188 187 179 134 133 132 112 108 131 129 128 137 186 138 116 118 115 135 111 181 113 183 182 110 107 130 121 118 119 120 151 124 123 122 126 127 125 117 109 189 101 114 Art.367 Art.367 pos DESCRIZIONE DESCRIPTION pos DESCRIZIONE DESCRIPTION 101 LATERALE FISSO FIXED SIDE PANEL 146 CIRCUITO CONNETTORE CONNECTOR CIRCUIT 102 COPERCHIO COVER 147 RACCORDO FITTING 103 PIANO INTERMEDIO INSIDE BAFFLE 148 RACCORDO FITTING 104 CIRCUITO DI MISURA MEASURE CIRCUIT 149 TAPPO CAP 105 CIRCUITO DI ALIMENTAZIONE SUPPLY CIRCUIT 151 GOLFARA EYEBOLT 106 TRASFORMATORE DI POTENZA POWER TRANSFORMER 152 PROTEZIONE PROTECTION 107 CIRCUITO FILTRO FILTER CIRCUIT 153 PRESA SOCKET 108 PANNELLO POSTERIORE BACK PANEL 154 MANOPOLA KNOB 109 CORNICE FRAME 155 CONNETTORE + CAVO CONNECTOR + CABLE 110 INTERRUTTORE SWITCH 156 CIRCUITO MICRO MICRO CIRCUIT 111 PROTEZIONE PROTECTION 157 CIRCUITO ALTA FREQUENZA HIGH-FREQ. CIRCUIT 112 PRESSACAVO STRAIN RELIEF 158 COPERCHIO COVER 113 CAVO RETE POWER CORD 159 CIRCUITO FILTRO FILTER CIRCUIT 114 PANNELLO ALETTATO FINNED PANEL 160 GUIDA CIRCUITO CIRCUIT GUIDE 115 RACCORDO FITTING 161 PROTEZIONE PROTECTION 116 ELETTROVALVOLA SOLENOID VALVE 162 SUPPORTO CENTRALE SX. LEFT CENTRAL SUPPORT 117 RACCORDO FITTING 163 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 118 IMPEDENZA IMPEDANCE 164 MOLLA SPRING 119 MOTORE CON VENTOLA MOTOR WITH FAN 165 SUPPORTO TERMOSTATO THERMOSTAT SUPPORT 120 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT 166 CONDENSATORE CAPACITOR 121 IMPEDENZA IMPEDANCE 169 ISOLAMENTO INSULATION 122 CAVALLOTTO JUMPER 170 KIT DRIVER CON I.G.B.T. DRIVER KIT WIYH I.G.B.T. 123 CAVALLOTTO JUMPER 171 RESISTENZA RESISTANCE 124 CAVALLOTTO JUMPER 172 CAVALLOTTO JUMPER 125 ISOLAMENTO INSULATION 173 ISOLAMENTO INSULATION 126 DIODO DIODE 174 CAVALLOTTO JUMPER 127 KIT DIODO DIODE KIT 175 ISOLAMENTO INSULATION 128 CAVALLOTTO JUMPER 176 CAVALLOTTO JUMPER 129 CAVALLOTTO JUMPER 177 CIRCUITO DI MISURA MEASURE CIRCUIT 130 TRASDUTTORE TRANSDUCER 178 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT 131 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT 179 CONDENSATORE CAPACITOR 132 I.G.B.T. I.G.B.T. 180 SUPPORTO CONDENSATORE CAPACITOR SUPPORT 133 ISOLAMENTO INSULATION 181 CIRCUITO PRECARICA PRECHARGE CIRCUIT 134 KIT I.G.B.T. I.G.B.T. KIT 182 ISOLAMENTO INSULATION 135 SUPPORTO CAVALLOTTI JUMPERS SUPPORT 183 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT 136 CIRCUITO DRIVER DRIVER CIRCUIT 184 GRUPPO RESISTENZA RESISTANCE UNIT 137 ISOLAMENTO DISSIPATORE RADIATOR INSULATION 185 CORNICE FRAME 138 CONVOGLIATORE ARIA AIR CONVEYOR 186 DISSIPATORE RADIATOR 139 DISSIPATORE RADIATOR 187 DISSIPATORE RADIATOR 140 CORNICE FRAME 188 TRASFORMATORE DI POTENZA POWER TRANSFORMER 141 SUPPORTO CENTRALE DX. RIGHT CENTRAL SUPPORT 189 PROTEZIONE PROTECTION 142 IMPEDENZA IMPEDANCE 190 GOLFARA EYEBOLT 143 TRASFORMATORE H.F. H.F. TRANSFORMER 191 SUPPORTO MANICO HANLE SUPPORT 144 FONDO BOTTOM 192 MANICO HANDLE 145 PANNELLO ANTERIORE FRONT PANEL La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 131 132 242 301 300 299 241 262 263 200 270 261 260 268 259 264 267 204 201 257 212 256 258 269 203 202 214 296 252 208 217 254 255 295 272 271 274 209 273 218 205 217 215 207 206 275 277 222 211 213 276 251 218 253 238 282 280 278 283 281 279 221 219 220 249 250 293 294 284 285 247 246 238 240 286 224 223 240 239 216 290 292 288 287 210 248 244 245 289 302 235 232 224 291 228 247 233 246 223 231 229 234 226 242 243 200 241 266 225 230 Art.368 Art.368 pos DESCRIZIONE DESCRIPTION pos DESCRIZIONE DESCRIPTION 200 LATERALE FISSO FIXED SIDE PANEL 252 SUPPORTO SUPPORT 201 CIRCUITO DRIVER DRIVER CIRCUIT 253 FONDO BOTTOM 202 CAVALLOTTO JUMPER 254 PROTEZIONE PROTECTION 203 DISTANZIALE SPACER 255 CIRCUITO FILTRO FILTER CIRCUIT 204 DISTANZIALE SPACER 256 CIRCUITO HF HF CIRCUIT 205 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT 257 GUIDA CIRCUITO CIRCUIT GUIDE 206 I.G.B.T. I.G.B.T. 258 COPERCHIO COVER 207 ISOLAMENTO INSULATION 259 PANNELLO ANTERIORE FRONT PANEL 208 KIT I.G.B.T. I.G.B.T. KIT 260 CIRCUITO CONNETTORE CONNECTOR CIRCUIT 209 TRASDUTTORE TRANSDUCER 261 TAPPO CAP 210 COPERCHIO COVER 262 PRESA SOCKET 211 SUPPORTO ISOLANTE INSULATING SUPPORT 263 PROTEZIONE PROTECTION 212 DISSIPATORE RADIATOR 264 CONNESSIONE CONNECTION 213 GRUPPO RESISTENZA RESISTANCE UNIT 266 GOLFARA EYEBOLT 214 CORNICE FRAME 267 MANOPOLA KNOB 215 SUPPORTO CENTRALE AC. AC CENTRAL SUPPORT 268 CIRCUITO MICRO MICRO CIRCUIT 216 DISSIPATORE RADIATOR 269 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 217 ISOLAMENTO DISSIPATORE RADIATOR INSULATION 270 CIRCUITO DI MISURA MEASURE CIRCUIT 218 ISOLAMENTO DISSIPATORE RADIATOR INSULATION 271 ISOLAMENTO INSULATION 219 ISOLAMENTO INSULATION 272 CIRCUITO TERMOSTATO THERMOSTAT CIRCUIT 220 DIODO DIODE 273 CONDENSATORE CAPACITOR 221 KIT DIODO DIODE KIT 274 CIRCUITO DRIVER DRIVER CIRCUIT 222 CORNICE FRAME 275 I.G.B.T. I.G.B.T. 223 SUPPORTO MOTOVENTOLA MOTOR WITH FAN\SUPPORT 276 ISOLAMENTO INSULATION 224 MOTORE CON VENTOLA MOTOR WITH FAN 277 KIT DRIVER CON I.G.B.T. DRIVER KIT WIYH I.G.B.T. 225 PIANO INTERMEDIO INSIDE BAFFLE 278 RESISTENZA RESISTANCE 226 TRASFORMATORE DI POTENZA POWER TRANSFORMER 279 CAVALLOTTO JUMPER 228 CIRCUITO DI ALIMENTAZIONE 280 ISOLAMENTO INSULATION 229 SUPPORTO TRASFORMATORE TRANSFORMER SUPPORT SUPPLY CIRCUIT 281 CAVALLOTTO JUMPER 230 CIRCUITO FILTRO FILTER CIRCUIT 282 ISOLAMENTO INSULATION 231 PANNELLO POSTERIORE BACK PANEL 283 CAVALLOTTO JUMPER 232 PRESSACAVO STRAIN RELIEF 284 CIRCUITO DI MISURA MEASURE CIRCUIT 233 CAVO RETE POWER CORD 285 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT 234 PROTEZIONE PROTECTION 286 CONDENSATORE CAPACITOR 235 INTERRUTTORE SWITCH 287 CIRCUITO PRECARICA PRECHARGE CIRCUIT 238 CAVALLOTTO JUMPER 288 ISOLAMENTO INSULATION 239 CAVALLOTTO INTERNO INSIDE JUMPER 289 KIT CIRCUITO PRECARICA PRECHARGE CIRCUIT KIT 240 CAVALLOTTO ESTERNO EXTERNAL JUMPER 290 SUPPORTO CONDENSATORE CAPACITOR SUPPORT 241 CORNICE FRAME 291 ELETTROVALVOLA SOLENOID VALVE 242 PANNELLO ALETTATO FINNED PANEL 292 TRASFORMATORE DI POTENZA POWER TRANSFORMER 243 PROTEZIONE PROTECTION 293 DISSIPATORE RADIATOR 244 IMPEDENZA IMPEDANCE 294 DISSIPATORE RADIATOR 245 SUPPORTO POSTERIORE REAR SUPPORT 295 SUPPORTO ISOLANTE INSULATING SUPPORT 246 SUPPORTO MORSETTIERA TERMINAL BOARD SUPPORT 296 SUPPORTO CIRCUITO CIRCUIT BOARD SUPPORT 247 MORSETTIERA TERMINAL BOARD 299 GOLFARA EYEBOLT 248 SUPPORTO MOBILE HINGED SUPPORT 300 SUPPORTO MANICO HANLE SUPPORT 249 IMPEDENZA SECONDARIO SECONDARY IMPEDANCE 301 MANICO HANDLE 250 SUPPORTO IMPEDENZA CHOKE SUPPORT 302 CHIUSURA CLOSING 251 TRASFORMATORE H.F. H.F. TRANSFORMER 133 Art.367-368 134 Art.367-368 pos DESCRIZIONE DESCRIPTION pos DESCRIZIONE DESCRIPTION 002 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT 025 RACCORDO A RESCA FITTING 003 CINGHIA BELT 026 RACCORDO FITTING 004 SUPPORTO MONTANTE PILLAR BRACKET 027 RACCORDO FITTING 006 ASSALE AXLE 028 RACCORDO FITTING 007 RUOTA FISSA FIXED WHEEL 029 RADIATORE RADIATOR 008 TAPPO CAP 030 SUPPORTO RADIATORE RADIATOR SUPPORT 009 RUOTA PIROETTANTE SWIVELING WHEEL 031 CIRCUITO DI CONTROLLO CONTROL CIRCUIT 010 LATERALE DESTRO RIGHT SIDE PANEL 032 TRASFORMATORE DI SERVIZIO AUXILIARY TRANSFORMER 011 FONDO GRUPPO DI RAFF. COOLING UNIT BOTTOM 033 MOTORE CON VENTOLA MOTOR WITH FAN 012 APPOGGIO REST 034 DISTANZIALE SPACER 013 SERBATOIO TANK 035 RACCORDO FITTING 014 TAPPO CAP 036 ELETTROPOMPA MOTOR PUMP 015 PANNELLO ANTERIORE FRONT PANEL 037 PRESSOSTATO PRESSURE SWITCH 016 CORNICE FRAME 038 RACCORDO A TRE VIE T-FITTING 017 RACCORDO FITTING 039 PANNELLO POSTERIORE BACK PANEL 018 RACCORDO FITTING 040 MONTANTE CARRELLO TROLLEY PILLAR 019 RACCORDO FITTING 041 PROLUNGA APP. BOMBOLA EXTENSION SUPPORT 020 LATERALE SINISTRO LEFT SIDE PANEL 042 RINFORZO REINFORCEMENT 021 COPERCHIO COVER 043 SUPPORTO ASSALE AXLE SUPPORT 022 RACCORDO A TRE VIE T-FITTING 044 FONDO BOTTOM 023 RACCORDO FITTING 045 SUPPORTO RUOTE WHEELS SUPPOR 024 RACCORDO BICONO BICONICAL FITTING 046 SUPPORTO CAVI ABLES SUPPOR La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 135 Art.368.05 136 pos DESCRIZIONE DESCRIPTION 01 SUPPORTO CAVI ABLES SUPPOR 02 SUPPORTO MONTANTE PILLAR BRACKET 03 PROLUNGA MONTANTE PILLAR EXTENSION 04 ATTACCO CONNECTOR 05 APPOGGIO BOMBOLA GAS CYLINDER SUPPORT 06 CINGHIA BELT 07 MONTANTE CARRELLO TROLLEY PILLAR 08 PROLUNGA APP. BOMBOLA EXTENSION SUPPORT 09 RINFORZO REINFORCEMENT 10 ASSALE AXLE 11 RUOTA FISSA FIXED WHEEL 12 TAPPO CAP 13 SUPPORTO ASSALE AXLE SUPPORT 14 FONDO CARRELLO TROLLEY BOTTOM 15 RUOTA PIROETTANTE SWIVELING WHEEL 16 SUPPORTO RUOTE WHEELS SUPPOR La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 137 138 139 140-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
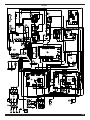 123
123
-
 124
124
-
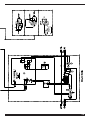 125
125
-
 126
126
-
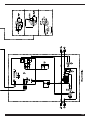 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140












































































































































Cebora 367 TIG Sound AC-DC 3341/T Synergic Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
in andere talen
- English: Cebora 367 TIG Sound AC-DC 3341/T Synergic User manual
- italiano: Cebora 367 TIG Sound AC-DC 3341/T Synergic Manuale utente
- français: Cebora 367 TIG Sound AC-DC 3341/T Synergic Manuel utilisateur
- español: Cebora 367 TIG Sound AC-DC 3341/T Synergic Manual de usuario
- Deutsch: Cebora 367 TIG Sound AC-DC 3341/T Synergic Benutzerhandbuch
- português: Cebora 367 TIG Sound AC-DC 3341/T Synergic Manual do usuário
- dansk: Cebora 367 TIG Sound AC-DC 3341/T Synergic Brugermanual
- suomi: Cebora 367 TIG Sound AC-DC 3341/T Synergic Ohjekirja
- svenska: Cebora 367 TIG Sound AC-DC 3341/T Synergic Användarmanual
Gerelateerde papieren
-
Cebora 360 TIG Sound DC 2341/T Handleiding
-
-
-
-
-
-
-
-
-
Cebora 309 Sound MIG 3540/T Star Pulse Handleiding