Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...

• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Á‡ÊËÏÌÓÈ ˆ‡Ì„Ó‚˚È Ô‡ÚÓÌ
̇‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ.
• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Í‡·ÂθÌ˚ ÍÓÓ·‡
̇ıÓ‰flÚÒfl ‚ ÔË„Ó‰ÌÓÏ ‰Îfl ‡·ÓÚ˚ ÒÓÒÚÓflÌËË.
• ëÚÛÊÍÛ ÒΉÛÂÚ Û‰‡ÎflÚ¸ ÚÓθÍÓ Ò ÔÓÏÓ˘¸˛
Ó·˚˜Ì˚ı Û˜Ì˚ı ËÎË ÂÁËÌÓ‚˚ı ˘ÂÚÓÍ Ë ËÌ˚ı
‡Ì‡Îӄ˘Ì˚ı ÔËÒÔÓÒÓ·ÎÂÌËÈ.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÔÓËÁ‚Ó‰ËÚ¸ Ó˜ËÒÚÍÛ Ë ÒχÁÍÛ
ÒÚ‡Ì͇ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl.
• äÎËÌÓ‚˚ ÂÏÌË ‰ÓÎÊÌ˚ ‚Ò„‰‡ ̇ıÓ‰ËÚ¸Òfl ‚
Á‡Í˚ÚÓÏ ÒÓÒÚÓflÌËË ‚Ó ËÁ·ÂʇÌËÂ
Ú‡‚ÏËÓ‚‡ÌËfl ÛÍ ÓÔ‡ÚÓ‡.
• á‡ÚflÊ͇ Á‡ÊËÏÌÓ„Ó ˆ‡Ì„Ó‚Ó„Ó Ô‡ÚÓ̇ ‰ÓÎÊ̇
ÔÓËÁ‚Ó‰ËÚ¸Òfl ÚÓθÍÓ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ
ÒÔˆˇθÌÓ„Ó Íβ˜‡.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÓÒÚ‡‚ÎflÚ¸ ÒÔˆˇθÌ˚È
Á‡ÚflÊÌÓÈ Íβ˜ ‚ Ô‡ÚÓÌÂ! è‰ ‚Íβ˜ÂÌËÂÏ
ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ Û·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Íβ˜
‚˚ÌÛÚ ËÁ Ô‡ÚÓ̇!
• ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡Ú¸ ҂· Ò
ÔÓ‚ÂʉÂÌÌ˚Ï ı‚ÓÒÚÓ‚ËÍÓÏ.
• ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡ÌË ҂ÂÎËθÌÓ„Ó
ÒÚ‡Ì͇ ‚ ͇˜ÂÒÚ‚Â ÔÂÒÒ‡!
• èÓ‚ÂʉÂÌÌ˚È ¯ÌÛ ˝ÎÂÍÚÓÔËÚ‡ÌËfl ÏÓÊÂÚ
·˚Ú¸ Á‡ÏÂÌÂÌ ÚÓθÍÓ ¯ÌÛÓÏ ‡Ì‡Îӄ˘ÌÓ„Ó ÚËÔ‡.
çÖáÄåÖÑãàíÖãúçé Çõäãûóàíú
ëíÄçéä Ç ëãìóÄÖ:
• èÓ‚ÂʉÂÌËfl ‚ËÎÍË ˝ÎÂÍÚÓ¯ÌÛ‡ ËÎË Ò‡ÏÓ„Ó
¯ÌÛ‡ ˝ÎÂÍÚÓÔËÚ‡ÌËfl.
• èÓ‚ÂʉÂÌËfl ÔÂÂÍβ˜‡ÚÂÎfl.
• é·Ì‡ÛÊÂÌËfl Á‡Ô‡ı‡ ‰˚χ ËÎË „ÓÂÌËfl
˝ÎÂÍÚÓËÁÓÎflˆËË.
ùãÖäíêàóÖëäÄü óÄëíú
ëÚ‡ÌÓÍ Ó·ÓÛ‰Ó‚‡Ì ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚ¸˛,
Óڂ˜‡˛˘ÂÈ ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÏ Ú·ӂ‡ÌËflÏ.
êÂÏÓÌÚ ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚË ‰ÓÎÊÂÌ ÔÓËÁ‚Ó‰ËÚ¸Òfl
ÒË·ÏË ÚÓθÍÓ Í‚‡ÎËÙˈËÓ‚‡ÌÌÓ„Ó ÔÂÒÓ̇·.
ëÚ‡ÌÓÍ ÓÒ̇˘ÂÌ ‡‚‡ËÈÌ˚Ï ‚˚Íβ˜‡ÚÂÎÂÏ,
Ò‡·‡Ú˚‚‡˛˘ËÏ ‚ ÒÎÛ˜‡Â ‚ÌÂÁ‡ÔÌÓ„Ó Ô‡‰ÂÌËfl
̇ÔflÊÂÌËfl. èÓ‚ÚÓÌ˚È Á‡ÔÛÒÍ ÒÚ‡Ì͇ ÔÓÒÎÂ
Ò‡·‡Ú˚‚‡ÌËfl ‡‚‡ËÈÌÓ„Ó ‚˚Íβ˜‡ÚÂÎfl
ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl ‚ÚÓ˘ÌÓ (Ú. Â. Ì ‡‚ÚÓχÚË-˜ÂÒÍË).
ÅÂÁÓÔ‡ÒÌÓÒÚ¸
ä‡Ê‰˚È ‡Á Ô‰ ‚Íβ˜ÂÌËÂÏ ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ
۷‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Â΢Ë̇ ÔÓ‰‡‚‡ÂÏÓ„Ó
̇ÔflÊÂÌËfl ÒÓÓÚ‚ÂÚÒÚ‚ÛÂÚ Û͇Á‡ÌÌÓÈ Ì‡
ˉÂÌÚËÙË͇ˆËÓÌÌÓÈ Ú‡·Î˘ÍÂ.
á‡ÏÂ̇ ˝ÎÂÍÚ˘ÂÒÍËı ¯ÌÛÓ‚ Ë ‡Á˙ÂÏÓ‚
èÓÒΠÁ‡ÏÂÌ˚ ÒÚ‡˚ı ¯ÌÛÓ‚ ÔËÚ‡ÌËfl Ë ‡Á˙ÂÏÓ‚ ÓÌË
ÔÓ‰ÎÂÊ‡Ú ÌÂωÎÂÌÌÓÈ ÛÚËÎËÁ‡ˆËË. èÓ‰Íβ˜ÂÌËÂ
‡Á˙Âχ ÌÂÁ‡ÍÂÔÎÂÌÌÌÓ„Ó ˝ÎÂÍÚÓ¯ÌÛ‡ Í
ËÒÚÓ˜ÌËÍÛ ÔËÚ‡ÌËfl ÓÔ‡ÒÌÓ ‰Îfl ÊËÁÌË.
àÒÔÓθÁÓ‚‡ÌË ˝ÎÂÍÚ˘ÂÒÍËı Û‰ÎËÌËÚÂÎÂÈ
ÑÓÔÛÒ͇ÂÚÒfl ÔËÏÂÌflÚ¸ ÚÓθÍÓ ˝ÎÂÍÚÓÛ‰ÎËÌËÚÂÎË Ò
ÏËÌËχθÌ˚Ï Ò˜ÂÌËÂÏ ÚÓÍÓÌÂÒÛ˘Â„Ó ÔÓ‚Ó‰ÌË͇
1,5 ÏÏ
2
, ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘Ë ÔÓ Ò‚ÓËÏ ı‡‡ÍÚÂËÒÚË͇Ï
ÏÓ˘ÌÓÒÚÌ˚Ï Ô‡‡ÏÂÚ‡Ï ÒÚ‡Ì͇. èË
ËÒÔÓθÁÓ‚‡ÌËË ·Ó·ËÌÌÓ„Ó Û‰ÎËÌËÚÂÎfl ÓÌ ‰ÓÎÊÂÌ
·˚Ú¸ ÔÓÎÌÓÒÚ¸˛ ‚˚ÔÛ˘ÂÌ ËÁ ·Ó·ËÌ˚.
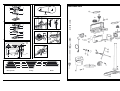
3. ëÅéêäÄ
êËÒ.B
• ìÒÚ‡ÌÓ‚ËÚ¸ ÓÔÓÌÛ˛ ÔÎËÚÛ (12) ‚ Ú·ÛÂÏÓÂ
ÔÓÎÓÊÂÌËÂ.
• á‡ÍÂÔËÚ¸ ÍÓÎÓÌÌÛ (11) ‚ ÓÔÓÌÓÈ ÔÎËÚ Ò
ÔÓÏÓ˘¸˛ Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛
·ÓÎÚÓ‚.
• ìÒÚ‡ÌÓ‚ËÚ¸ ‰ÂʇÚÂθ ÒÚÓ· (7) Ú‡Í, ˜ÚÓ·˚ ÒÚÓÎ
̇ıÓ‰ËÎÒfl ̇‰ ÍÓÎÓÌÌÓÈ, ÔÓÒΠ˜Â„Ó Á‡ÍÂÔËÚ¸
ÒÚÓÎ ‚ Ú·ÛÂÏÓÏ ÔÓÎÓÊÂÌËË Ò ÔÓÏÓ˘¸˛ Û˜ÍË.
• íÂÔ¸ ÏÓÊÌÓ ÒÓ·‡Ú¸ ÍÓÔÛÒ ÒÚ‡Ì͇ Ë Á‡ÍÂÔËÚ¸
Â„Ó Ò ÔÓÏÓ˘¸˛ ÙËÍÒ‡ÚÓÓ‚.
• èÓÒÍÓθÍÛ ¯ÔË̉Âθ ÒÚ‡Ì͇ ËÏÂÂÚ Á‡‚Ó‰ÒÍÛ˛
ÒχÁÍÛ, ÂÍÓÏẨÛÂÚÒfl Ôˇ·ÓÚ‡Ú¸ ÒÚ‡ÌÓÍ Ì‡
χÍÒËχθÌÓ ÌËÁÍÓÈ ÒÍÓÓÒÚË ‚ Ú˜ÂÌËÂ
ÔË·ÎËÁËÚÂθÌÓ 15 ÏËÌÛÚ.
è‰ ÛÒÚ‡ÌÓ‚ÍÓÈ ˆ‡Ì„Ë Ò ÙËÍÒ‡ÚÓÓÏ ‚
¯ÔË̉Âθ ÒÚ‡Ì͇ ‚ÌÛÚÂÌÌflfl ÔÓ‚ÂıÌÓÒÚ¸
ˆ‡Ì„Ë ‰ÓÎÊ̇ ·˚Ú¸ Ú˘‡ÚÂθÌÓ Ó˜Ë˘Â̇ ÓÚ
ÍÓÌÒËÒÚÂÌÚÌÓÈ ÒχÁÍË!
ìëíÄçéÇäÄ ëÇÖêããúçéÉé ëíÄçäÄ
è‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË Ò‚ÂÎËθÌ˚È
ËÌÒÚÛÏÂÌÚ ÌÂÓ·ıÓ‰ËÏÓ ÛÒÚ‡ÌÓ‚ËÚ¸ ̇
ÒÚ‡ˆËÓ̇ÌÛ˛ ÔÎËÚÛ. ë ˝ÚÓÈ ˆÂθ˛ ÓÔÓ̇fl ÔÎËÚ‡ (12)
Ó·ÓÛ‰Ó‚‡Ì‡ ÒÔˆˇθÌ˚ÏË ÓÚ‚ÂÒÚËflÏË Ë ÍÂÔËÚÒfl
Í ÓÒÌÓ‚‡Ì˲ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ Ô‰ÛÒÏÓÚÂÌÌ˚ı ‰Îfl
˝ÚÓ„Ó ‚ËÌÚÓ‚. Ç ÒÎÛ˜‡Â ÍÂÔÎÂÌËfl ÒÚ‡Ì͇ Í
‰Â‚flÌÌÓÏÛ ÓÒÌÓ‚‡Ì˲ Ò ÔÓÚË‚ÓÔÓÎÓÊÌÓÈ Â„Ó
ÒÚÓÓÌ˚ ÌÂÓ·ıÓ‰ËÏÓ ÔËÏÂÌflÚ¸ ¯‡È·˚ ‰ÓÒÚ‡ÚÓ˜ÌÓ
ÍÛÔÌÓ„Ó ‡Áχ; ‚ ÔÓÚË‚ÌÓÏ ÒÎÛ˜‡Â ‚ÓÁÏÓÊÌÓ
ÔÓ‰‡‚ÎË‚‡ÌË ·ÓÎÚÓ‚ ÒÍ‚ÓÁ¸ ‰Â‚ÂÒËÌÛ, ˜ÚÓ
Ô˂‰ÂÚ Í ÓÒ··ÎÂÌ˲ ÍÂÔÂʇ.
á‡Úfl„Ë‚‡Ú¸ ÍÂÔÂÊÌ˚ ‚ËÌÚ˚ ÒΉÛÂÚ
Ú‡ÍËÏ Ó·‡ÁÓÏ, ˜ÚÓ·˚ ÓÔÓ̇fl ÔÎËÚ‡ ÌÂ
ÔÓ‰‚„‡Î‡Ò¸ ˜ÂÁÏÂÌÓÈ Ì‡„ÛÁÍ ËÎË ‰ÂÙÓχˆËË ‚Ó
ËÁ·ÂʇÌˠ ÔÓ‚ÂʉÂÌËfl.
êÖÉìãàêéÇäÄ óàëãÄ éÅéêéíéÇ
òèàçÑÖãü
êËÒ.C
ê„ÛÎËӂ͇ Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl
ÔÂÂÏ¢ÂÌËÂÏ ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ̇
ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÈ ¯ÍË‚. èË ÓÚÍ˚‚‡ÌËË ÍÓÊÛı‡
ÒÚ‡Ì͇ ÓÌ ‡‚ÚÓχÚ˘ÂÒÍË ‚˚Íβ˜‡ÂÚÒfl
Ô‰ÛÒÏÓÚÂÌÌ˚Ï Ò ˝ÚÓÈ ˆÂθ˛ ‡‚‡ËÈÌ˚Ï
‚˚Íβ˜‡ÚÂÎÂÏ. èÂÂÏ¢ÂÌË ÍÎËÌÓ‚Ó„Ó ÂÏÌfl
ÔÓËÁ‚Ó‰ËÚÒfl ÒÎÂ‰Û˛˘ËÏ Ó·‡ÁÓÏ:
• ëÌflÚ¸ Í˚¯ÍÛ (14), ÓÒ··Ë‚ ‰Îfl ˝ÚÓ„Ó ‚ËÌÚ˚ Ò ÂÂ
Ô‡‚ÓÈ ÒÚÓÓÌ˚.
• éÒ··ËÚ¸ ÍÂÔÂÊÌ˚È ‚ËÌÚ (4) Ë ÒÏÂÒÚËÚ¸
˝ÎÂÍÚÓÏÓÚÓ ‚ ̇ԇ‚ÎÂÌËË „ÓÎÓ‚ÌÓÈ ˜‡ÒÚË
ÒÚ‡Ì͇, ÔÓÒΠ˜Â„Ó ÒÚ‡ÌÓ‚ËÚÒfl ‚ÓÁÏÓÊÌ˚Ï ÒÌflÚËÂ
ÍÎËÌÓ‚Ó„Ó ÂÏÌfl.
• èÂÂÏÂÒÚËÚ¸ ÍÎËÌÓ‚ÓÈ ÂÏÂ̸ Òӄ·ÒÌÓ Ú‡·ÎˈÂ,
ÔÓÏ¢ÂÌÌÓÈ Ì‡ ‚ÌÛÚÂÌÌÂÈ ÒÚÓÓÌ Á‡˘ËÚÌÓ„Ó
ÍÓÊÛı‡.
• á‡ÌÓ‚Ó Ì‡ÚflÌÛÚ¸ ÂÏÂ̸, ÔÂÂÏÂÒÚË‚ ‰Îfl ˝ÚÓ„Ó
̇Á‡‰ ÓÔÓÛ (15) ˝ÎÂÍÚÓÏÓÚÓ‡, ÔÓÒΠ˜Â„Ó
Á‡ÍÂÔËÚ¸ ̇ÚflÊËÚÂθ ÂÏÌfl Ò ÔÓÏÓ˘¸˛
ÍÂÔÂÊÌÓ„Ó ‚ËÌÚ‡ (4).
Ferm 55
TAFELBOORMACHINE
DE NUMMERS IN DE NU VOLGENDE TEKST
VERWIJZEN NAAR DE AFBEELDINGEN OP
PAGINA 2.
Waarschuwing! Lees voor uw eigen veiligheid
deze gebruiksaanwijzing goed door alvorens de
machine te gebruiken.
INHOUD:
1. Machine gegevens
2. Veiligheidsvoorschriften
3. Montage
4. Bediening, aanwijzingen en tips
5. Onderhoud
1. MACHINE GEGEVENS
TECHNISCHE SPECIFICATIES
PRODUCT INFORMATIE
Fig.A
1. Aan/uit schakelaar
2. Boordiepteinstelling
3. Beschermkap boorhouder
4. Motor
5. Boordiepte hefboom
6. Boortafelverstelling
Controleer eerst of de levering niet door het transport
beschadigd is en of alle onderdelen aanwezig zijn.
2. VEILIGHEIDSVOORSCHRIFTEN
In deze gebruiksaanwijzing worden de volgende
pictogrammen gebruikt:
CE Conform de Europese toepasselijke standaards
op het gebied van veiligheid
Gevaar voor lichamelijk letsel of materiële schade.
Gevaar voor elektrische schok
Lees de instructies
Draag oog- en gehoorbescherming
Defecte en/of afgedankte elektrische of
elektronische gereedschappen dienen ter
verwerking te worden aangeboden aan een
daarvoor verantwoordelijke instantie.
Lees deze gebruiksaanwijzing aandachtig door voor u de
machine in gebruik neemt. Zorg dat u kennis heeft van de
werking van de machine en op de hoogte bent van de
bediening. Onderhoud de machine volgens de
instructies opdat deze altijd goed functioneert. Bewaar
deze gebruiksaanwijzing en de bijgevoegde
documentatie bij de machine.
Neem bij het gebruik van elektrische machines altijd
de plaatselijk geldende veiligheidsvoorschriften in
acht in verband met brandgevaar, gevaar voor
elektrische schokken en lichamelijk letsel. Lees
behalve onderstaande instructies ook de
veiligheidsvoorschriften in het apart bijgevoegde
veiligheidskatern door.
Voor het gebruik van de machine dienen de richtlijnen in
acht te worden genomen. Iedere mechanische of
elektrische wijziging van de machine, die niet voldoet aan
de geldende richtlijnen, brengt een aanzienlijk risico
voor ongevallen met zich mee.
TIJDENS HET GEBRUIK DIENEN DE
VOLGENDE PUNTEN IN ACHT TE WORDEN
GENOMEN:
• Geen mechanische of elektrische beschermings
voorzieningen verwijderen.
• Controleer of alle beschermingsvoorzieningen op
hun plaats zijn en correct zijn bevestigd.
• Bij het boren een veiligheidsbril dragen.
• Bij lang haar beslist haarbescherming dragen
(haarnetje of muts). Lang haar blijft gemakkelijk aan
draaiende onderdelen hangen.
• Nauwe kleding dragen; knopen aan de mouwen
sluiten.
• Houd geen werkstukken bij het boren in de hand.
Gebruik altijd een machineklem of een ander
spangereedschap.
• Beveilig werkstukken en spangereedschappen op de
tafel tegen meeslepen. Bevestig ze of zelf met
schroeven of klem ze in een op de tafel
vastgeschroefde machineklem.
• Controleer of de boorhouder goed spant.
• Controleer of de kabeldoorvoeren in orde zijn.
• Gebruik voor het verwijderen van boorspaanders
uitsluitend handvegers, kwasten, rubberwissers,
spaanhaken of overeenkomstige hulpmiddelen.
• Verricht geen schoonmaak- of smeerwerkzaamheden
aan machines die in bedrijf zijn.
• Houd V-snaren altijd afgedekt (zodat de handen er
niet in kunnen komen).
• Draai de tandkransboorhouder alleen met de sleutel
aan.
Spanning | 230 V~
Frequentie | 50 Hz
Opgenomen vermogen | 450 W
Toerental, onbelast | 390-2340/min
Aantal snelheden | 9 (L)
Kap. boorhouder/Morse Con. | 1.5-16 mm / B-16
Gewicht | 21 kg
Lpa (geluidsdrukniveau) | 62.0 dB(A)
Lwa (geluidsvermogenniveau) | 75.0 dB(A)
Vibratiewaarde | 1.561 m/s
2
10 Ferm

• Laat de sleutel van de boorhouder nooit in de
boorhouder zitten! Controleer voor het
inschakelen van de machine of de sleutel
daadwerkelijk is verwijderd!
• Gebruik geen boren die aan de schacht zijn beschadigd.
• De boormachine is niet geschikt voor
freeswerkzaamheden!
• Als het netsnoer is beschadigd, mag dat uitsluitend
worden vervangen door een gelijkwaardig netsnoer.
HET APPARAAT ONMIDDELLIJK
UITZETTEN BIJ:
• Storing in de netstekker, netsnoer of
snoerbeschadiging.
• Defecte schakelaar.
• Rook of stank van verschroeide isolatie.
ELECTRISCHE INSTALLATIE
De machine is voorzien van een elektrische installatie, die
voldoet aan de normen. Reparaties mogen uitsluitend
door een erkende vakman worden uitgevoerd.
De machine is voorzien van een
nulspanningsschakelaar. Na het wegvallen van de
spanning begint de machine uit veiligheidsoverwegingen niet
meer automatisch te lopen. De machine moet opnieuw
worden ingeschakeld.
Elektrische veiligheid
Controleer altijd of uw netspanning overeenkomt met
de waarde op het typeplaatje.
Bij vervanging van snoeren of stekkers
Gooi oude snoeren of stekkers direct weg zodra ze
door nieuwe exemplaren zijn vervangen. Het is
gevaarlijk om de stekker van een los snoer in het
stopcontact te steken.
Bij gebruik van verlengsnoeren
Gebruik uitsluitend een goedgekeurd verlengsnoer, dat
geschikt is voor het vermogen van de machine. De aders
moeten een doorsnede hebben van minimaal 1,5 mm
2
.
Wanneer het verlengsnoer op een haspel zit, rol het
snoer dan helemaal af.
3. MONTAGE
Fig.B
• Zet de voetplaat (12) op de juiste plaats.
• Bevestig de kolom (11) met de bijgevoegde bouten
op de voetplaat .
• Schuif nu de boortafelhouder (7) met de boortafel
over de kolom. Met de klemhendel wordt de
boortafel in de gewenste positie vastgezet.
• Nu kunt u de machinebehuizing monteren en met de
borgpennen borgen.
• Omdat de boorspindel in de fabriek wordt gesmeerd,
is het aan te raden de machine ca. 15 minuten in de
laagste versnelling te laten inlopen.
Voordat u de boorhouder in de boorspindel steekt,
dient de binnenzijde van de boorhouder volledig
vetvrij te zijn!
OPSTELLEN VAN DE TAFELBOORMACHINE
Voor ingebruikname dient de boormachine op een vaste
ondergrond te worden gemonteerd. De voetplaat (12)
is daarom voorzien van boorgaten. Op die plaats kan de
voetplaat door middel van schroeven aan de
ondergrond worden gemonteerd. Als er op een houten
plaat wordt bevestigd, dienen op de tegenoverliggende
zijde voldoende grote sluitringen te worden gebruikt,
zodat de moeren niet in het hout worden gedrukt en de
machine los kan raken.
De bevestigingsschroeven mogen zover worden
vastgedraaid, dat de voetplaat niet wordt
gespannen of vervormd. Bij een te grote spanning bestaat het
risico van een breuk.
TOERENTALLEN VAN DE BOORSPINDEL
Fig.C
De verschillende toerentallen van de boorspindel
kunnen via het omzetten van de V-snaar in de
snaaraandrijving worden ingesteld. Vooraf dient de
machine uitgeschakeld te worden en de stekker uit het
stopcontact worden gehaald. Het omzetten van de V-
snaar gaat als volgt:
• Haal voor het openen van de beschermkap (14) de
stekker uit het stopcontact!
• De knop (4) losdraaien en de motor in de richting van
de machinekop schuiven, waarop de V-snaar losraakt.
• De V-snaar volgens de tabel aan de binnenzijde van
het V-snaardeksel omzetten.
• De V-snaar opnieuw spannen, door de motorplaat
(15) naar achteren te drukken. Vervolgens wordt de
spaninrichting met de vastzetknop (4) vastgeklemd.
• Sluit de beschermkap van de V-snaar en steek de
stekker in het stopcontact. De machine is wederom
klaar voor gebruik.
Houd het deksel van de behuizing van de V-snaar
tijdens gebruik gesloten.
Fig.C + D
Als u de V-snaar heeft omgelegd, dient u deze via de
motorplaat (15) met de vastzetknop (4) weer te spannen.
De spanning is juist, wanneer de V-snaar zich ca. 1 cm in
laat drukken. De motorpoelie moet horizontaal worden
uitgelijnd, zodat voortijdige slijtage en het losraken van de
V-snaar wordt voorkomen. Hiertoe kan de motorpoelie
(13) aan de motor na het losmaken van de inbusbout
langs de motoras worden verschoven.
SPINDEL SNELHEDEN
Fig.E
Positie van V-snaar / Toeren/min
1) A-4 / 390 4) B-4 / 620 7) A-3 / 650
2) C-4 / 780 5) A-2 / 820 8) B-3 / 1020
3) C-2 / 1630 6) B-1 / 1830 9) C-1 / 2340
De toerentallen van de boorspindel en de V-
snaarcombinaties kunnen uit de afbeelding en de tabel
worden afgelezen.
Ferm 11
ëäÄåÖÖóçÄü êÄëëÖäÄûôÄü
ÑêÖãú
ñàîêõ, èêàÇÖÑÖççõÖ çàÜÖ Ç íÖäëíÖ,
éíçéëüíëü ä êàëìçäÄå çÄ ëíê.2 & 3
è‰ÛÔÂʉÂÌËÂ! è‰ ËÒÔÓθÁÓ‚‡ÌËÂÏ
χ¯ËÌ˚ ‚ ˆÂÎflı ‚‡¯ÂÈ ·ÂÁÓÔ‡ÒÌÓÒÚË
‚ÌËχÚÂθÌÓ ÔÓ˜ËÚ‡ÈÚ ˝ÚÛ ËÌÒÚÛÍˆË˛.
ëéÑÖêÜÄçàÖ:
1. àÌÙÓχˆËfl Ó Ï‡¯ËÌÂ
2. 臂Ë· ÚÂıÌËÍË ·ÂÁÓÔ‡ÒÌÓÒÚË
3. ë·Ó͇
4. è‡ÍÚ˘ÂÒÍË ÒÓ‚ÂÚ˚ ÔÓ ËÒÔÓθÁÓ‚‡Ì˲ ÒÚ‡Ì͇
5. íÂıÌ˘ÂÒÍÓ ӷÒÎÛÊË‚‡ÌËÂ
1. àçîéêåÄñàü é åÄòàçÖ
íÖïçàóÖëäàÖ ïÄêÄäíÖêàëíàäà
àçîéêåÄñàü éÅ àáÑÖãàà
êËÒ.A
1. èÂÂÍβ˜‡ÚÂθ “ÇÍÎ./ Ç˚ÍÎ.”
2. ÉÎÛ·ËÌÓÏÂ Ò‚ÂÎÂÌËfl
3. ᇢËÚÌ˚È ÍÓÊÛı
4. ùÎÂÍÚÓÏÓÚÓ
5. 鄇Ì˘ËÚÂθ „ÎÛ·ËÌ˚ Ò‚ÂÎÂÌËfl
6. ê„ÛÎËӂ͇ ‡·Ó˜Â„Ó ÒÚÓ·
ì·Â‰ËÚÂÒ¸ ‚ ÍÓÏÔÎÂÍÚÌÓÒÚË ÔÓÒÚ‡‚ÍË ÒÚ‡Ì͇ Ë
ÓÚÒÛÚÒÚ‚ËË Ú‡ÌÒÔÓÚÌ˚ı ÔÓ‚ÂʉÂÌËÈ Â„Ó ˜‡ÒÚÂÈ Ë
ÛÁÎÓ‚.
2. èêÄÇàãÄ íÖïçàäà
ÅÖáéèÄëçéëíà
Ç Ì‡ÒÚÓfl˘ÂÏ ÛÍÓ‚Ó‰ÒÚ‚Â ËÒÔÓθÁÓ‚‡Ì˚ ÒÎÂ‰Û˛˘ËÂ
„‡Ù˘ÂÒÍË ÒËÏ‚ÓÎ˚:
CE ÒÓÓÚ‚ÂÚÒÚ‚Ë ‰ÂÈÒÚ‚Û˛˘ËÏ
‚ÓÔÂÈÒÍËÏ Òڇ̉‡Ú‡Ï ÔÓ ·ÂÁÓÔ‡ÒÌÓÒÚË
ëÛ˘ÂÒÚ‚ÛÂÚ ÓÔ‡ÒÌÓÒÚ¸ ÔÓÎÛ˜ÂÌËfl ÚÂÎÂÒÌ˚ı
ÔÓ‚ÂʉÂÌËÈ ËÎË Ï‡Ú¡θÌÓ„Ó Û˘Â·‡.
èÓ͇Á˚‚‡ÂÚ Ì‡Î˘Ë ÓÔ‡ÒÌÓÒÚË Û‰‡‡
˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ
èÓ˜ËÚ‡ÈÚ ËÌÒÚÛ͈ËË
燉‚‡ÈÚ Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ Ó„‡ÌÓ‚ ÒÎÛı‡ Ë
ÁÂÌËfl
çÂËÒÔ‡‚Ì˚È Ë/ËÎË ·‡ÍÓ‚‡ÌÌ˚È
˝ÎÂÍÚ˘ÂÒÍËÈ ËÎË ˝ÎÂÍÚÓÌÌ˚È ÔË·Ó
‰ÓÎÊÂÌ ·˚Ú¸ ÛÚËÎËÁËÓ‚‡Ì ‰ÓÎÊÌ˚Ï Ó·‡ÁÓÏ.
ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏ ÛÍÓ‚Ó‰ÒÚ‚ÓÏ
Ô‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË ÒÚ‡Ì͇. ì·Â‰ËÚÂÒ¸ ‚ ÚÓÏ,
˜ÚÓ ‚‡Ï ËÁ‚ÂÒÚÌÓ, Í‡Í ÓÌ ‡·ÓÚ‡ÂÚ, ‡ Ú‡ÍÊ flÒÌ˚ Ô‡‚Ë·
ÔÓθÁÓ‚‡ÌËfl ÒÚ‡ÌÍÓÏ. ÑÎfl Ó·ÂÒÔ˜ÂÌËfl ‰ÓÎÊÌÓ„Ó
ÙÛÌ͈ËÓÌËÓ‚‡ÌËfl ÒÚ‡Ì͇ Â„Ó ÌÂÓ·ıÓ‰ËÏÓ
ÔÓ‰‰ÂÊË‚‡Ú¸ ‚ ̇‰ÎÂʇ˘ÂÏ ÚÂıÌ˘ÂÒÍÓÏ ÒÓÒÚÓflÌËË.
ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó Ë ÔË·„‡ÂÏÛ˛
‰ÓÍÛÏÂÌÚ‡ˆË˛ ‚·ÎËÁË ÒÚ‡Ì͇.
ÇÓ ËÁ·ÂʇÌË ‚ÓÁÌËÍÌÓ‚ÂÌËfl ÔÓʇ‡, Û‰‡‡
˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ Ë Ì‡ÌÂÒÂÌËfl Û˘Â·‡
Ò‚ÓÂÏÛ Á‰ÓÓ‚¸˛ ÔË ÔÓθÁÓ‚‡ÌËË
˝ÎÂÍÚ˘ÂÒÍËÏ Ó·ÓÛ‰Ó‚‡ÌËÂÏ ÌÂÓ·ıÓ‰ËÏÓ
ÌÂÛÍÓÒÌËÚÂθÌÓ Òӷβ‰‡Ú¸ ‰ÂÈÒÚ‚Û˛˘Ë ‚
‰‡ÌÌÓÈ Òڇ̠ԇ‚Ë· ·ÂÁÓÔ‡ÒÌÓÒÚË.
ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏË Ë
ÔË·„‡ÂÏ˚ÏË Ô‡‚Ë·ÏË ÚÂıÌËÍË
·ÂÁÓÔ‡ÒÌÓÒÚË. ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó
‚ ̇‰ÂÊÌÓÏ ÏÂÒÚÂ!
ÇÌÂÒÂÌË ÌÂÍÓÂÍÚÌ˚ı ËÁÏÂÌÂÌËÈ ‚ ˝ÎÂÍÚ˘ÂÒÍÛ˛
Ë ÏÂı‡Ì˘ÂÒÍÛ˛ ˜‡ÒÚË ÒÚ‡Ì͇ ˜Â‚‡ÚÓ ËÒÍÓÏ
ÌÂÒ˜‡ÒÚÌÓ„Ó ÒÎÛ˜‡fl.
Ç èêéñÖëëÖ ùäëèãìÄíÄñàà ëíÄçäÄ
çÖéÅïéÑàåé ëéÅãûÑÄíú
çàÜÖëãÖÑìûôàÖ èêÄÇàãÄ:
• ç ‰ÓÔÛÒ͇ÂÚÒfl ÒÌflÚË Ò‰ÒÚ‚ ÏÂı‡Ì˘ÂÒÍÓÈ Ë
˝ÎÂÍÚ˘ÂÒÍÓÈ Á‡˘ËÚ˚.
• ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Ò Ô‰ÛÒÏÓÚÂÌÌ˚Â
Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ ÛÒÚ‡ÌÓ‚ÎÂÌ˚ ̇ Ò‚ÓËı ÏÂÒÚ‡ı Ë
̇‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ˚.
•Ç ÔÓˆÂÒÒ ҂ÂÎÂÌËfl Ó·flÁ‡ÚÂθÌÓ ÌÓ¯ÂÌËÂ
Á‡˘ËÚÌ˚ı Ó˜ÍÓ‚.
•Ç ÒÎÛ˜‡Â, ÂÒÎË ÓÔ‡ÚÓ ÒÚ‡Ì͇ ÌÓÒËÚ ‰ÎËÌÌ˚Â
‚ÓÎÓÒ˚, ÓÌË ‰ÓÎÊÌ˚ ·˚Ú¸ Á‡·‡Ì˚ ÔÓ‰ „ÓÎÓ‚ÌÓÈ
Û·Ó ËÎË Á‡˘ËÚÌÛ˛ ÒÂÚÍÛ ‰Îfl ‚ÓÎÓÒ ‚Ó ËÁ·ÂʇÌËÂ
ÔÓÔ‡‰‡ÌËfl Ëı ‚Ó ‚‡˘‡˛˘ËÂÒfl ˜‡ÒÚË ËÌÒÚÛÏÂÌÚ‡.
• é‰Âʉ‡ ÓÔ‡ÚÓ‡ ‰ÓÎÊ̇ ·˚Ú¸ ÔÎÓÚÌÓ
ÔËÚflÌÛÚ‡ Í ÚÂÎÛ, Û͇‚‡ Á‡ÒÚ„ÌÛÚ˚.
• ᇄÓÚÓ‚ÍÛ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl ÌÂÓ·ıÓ‰ËÏÓ
Á‡ÍÂÔÎflÚ¸ ‚ ÒÔˆˇθÌ˚ı Á‡ÊËχı Ë ÌË ‚ ÍÓÂÏ
ÒÎÛ˜‡Â Ì ‰Âʇڸ Û͇ÏË.
• ᇄÓÚÓ‚ÍË Ë Á‡ÊËÏÌ˚ ÔËÒÔÓÒÓ·ÎÂÌËfl ‰ÓÎÊÌ˚
·˚Ú¸ ÒÓ·ÒÚ‚ÂÌÌÓÛ˜ÌÓ Á‡ÍÂÔÎÂÌ˚ ÓÔ‡ÚÓÓÏ
̇ ‡·Ó˜ÂÏ ÒÚÓÎÂ Ò ÔÓÏÓ˘¸˛ ÒÔˆˇθÌ˚ı
‚ËÌÚÓ‚ Ë Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛
Á‡ÊËÏÓ‚.
ç‡ÔflÊÂÌË | 230 Ç
ó‡ÒÚÓÚ‡ | 50 Ɉ
èÓÚ·ÎflÂχfl ÏÓ˘ÌÓÒÚ¸ | 350 ÇÚ
ëÍÓÓÒÚ¸ ·ÂÁ ̇„ÛÁÍË | 390-2340/ÏËÌ
äÓ΢ÂÒÚ‚Ó ÒÍÓÓÒÚÂÈ | 9 (ã)
å‡ÍÒ. ‰Ë‡ÏÂÚ Ò‚Â· |
(ÍÓÌÛÒ åÓÁÂ) | 1.5-16 ÏÏ / Ç-16
ÇÂÒ | 21 Í„
ìÓ‚Â̸ ‰‡‚ÎÂÌËfl Á‚ÛÍÓ‚ÓÈ |
‚ÓÎÌ˚ Lpa | 62.0 ‰Å
ìÓ‚Â̸ ¯Ûχ Lwa | 75.0 ‰Å
ìÓ‚Â̸ ‚Ë·‡ˆËË | 1.561 Ï/ÒÂÍ
2
54 Ferm

REGULACJA STOŁU
Rys.I
Stół wiertarski jest przymocowany do stojaka wiertarki i
można go ustawiać na wysokość po luzowaniu i
mocowaniu dźwigni blokującej. Ustaw stół w taki
sposób, aby pomiędzy górną krawędzią obrabianego
przedmiotu a czubkiem wiertła zawsze było
wystarczająco miejsca. Jeśli chcesz przedmiot
przymocować bezpośrednio na płycie podstawowej,
stół wiertarski można wysunąć także trochę w bok.
Rys. J
W celu wiercenia pod skosem lub ze skośną
powierzchnią podpierającą obrabianego przedmiotu
istnieje możliwość przechylania stołu. W tym celu
poluzuj śrubę sześciokątną (20) na kołku (21) stołu i usuń
centrowanie. Przechyl stół (19) do wymaganej pozycji.
Następnie dokręć śrubę sześciokątną (20) przy pomocy
klucza.
LICZBA OBROTÓW, PRĘDKOŚĆ
OBROTOWA, POSUW
Posuw - ruch wiertła wprzód – można ustawiać ręcznie
przy pomocy trójramiennej dźwigni wiertarki. Prędkość
obrotowa jest uzależniona od liczby obrotów wrzeciona
wiertarki i średnicy wiertła. Właściwy dobór posuwu i
liczba obrotów wrzeciona wiertarki są czynnikami
mającymi decydujący wpływ na żywotność wierteł.
Obowiązuje następująca zasada: wiertła o większej
średnicy wymagają ustawienia mniejszej liczby obrotów;
przedmioty obrabiane o większej twardości wymagają
większego docisku. Aby zabronić w tym przypadku
przegrzaniu się wiertła, posuw i prędkość obrotowa
muszą być w tym wypadku zmniejszone w tym samym
czasie. Poza tym, wiertarkę należy chłodzić olejem
wiertarskim. Aby osiągnąć dokładny wynik, czyli aby otwór
miał właściwą wielkość duże otwory w cienkich blachach
należy wykonywać bardzo dokładnie przy małym posuwie i
niewielkim docisku. Przy wierceniu głębokich otworów
(otwory ponad 2 razy głębsze aniżeli średnica wiertła)
usuwanie wiórów jest trudniejsze a temperatura wiertła
jest wyższa. Dlatego w tym wypadku należy obniżyć
wielkość posuwu i zabezpieczyć lepsze usuwanie wiórów i
regularne wyciąganie wiertła z otworu. W przypadku
wiercenia otworów o średnicy większej aniżeli 8 mm,
należy wykonać tzw. wiercenie wstępne i w ten sposób
można uniknąć przedwczesnego zużycia wierteł. Tym
samym znacznie zmniejszymy powierzchnię wiercenia,
natomiast czubek wiertła nie będzie zbytnio obciążany.
5. KONSERWACJA
Przed konserwacją silnika, upewnij się, czy przyrząd
nie jest włączony i czy jest odłączony z sieci.
Urządzenia firmy Ferm zostały zaprojektowane w taki
sposób, aby przy minimalnej konserwacji jak najdłużej
działały bez problemu. Ich żywotność można przedłużyć
odpowiednio o nie dbając i czyszcząc je regularnie.
CZYSZCZENIE
Otwory wentylacyjne urządzenia należy czyścić w celu
uniknięcia przegrzania się silnika.
Osłonę urządzenia należy czyścić regularnie miękką
szmatką (najlepiej po każdym użyciu). Otwory
wentylacyjne trzymaj z dala od pyłu i brudu. Jeśli nie
można usunąć brudu, wtedy należy zastosować miękką
szmatką namoczoną w wodzie z mydłem. Nigdy nie
używać rozpuszczalników takich jak benzyna alkohol,
woda amoniakalna, itp. Tego rodzaju rozpuszczalniki
mogą zniszczyć plastikowe części.
SMAROWANIE
Urządzenie nie wymaga żadnego dodatkowego
smarowania. Wszystkie przekładnie łożyska nie
wymagają konserwacji i zostały nasmarowane na stałe w
zakładzie produkcyjnym. Wiertarkę należy czyścić przy
pomocy sprężonego powietrza lub szczotki. Od czasu
do czasu zaleca się wyczyścić luźne części przy pomocy
rozpuszczalników przyjaznych dla środowiska a
następnie posmarować olejem lub smarem nie
zawierającymi kwasów.
AWARIE
W przypadku wystąpienia awarii (n.p. zużycie części)
należy skontaktować się z punktem serwisowym –
adresy punktów serwisowych znajdują się na karcie
gwarancyjnej. Na końcu niniejszej instrukcji
zamieszczony został schemat części zamiennych, które
mogą być zamawiane.
ŚRODOWISKO NATURALNE
Aby zabezpieczyć urządzenie przed uszkodzeniem
podczas transportu, jest ono dostarczane w odpornym
opakowaniu. Większość materiału opakowaniowego
można poddać procesowi recyklingu. Te materiały
należy oddać do odpowiednich punktów zbiorczych.
Urządzenia, których Państwo nie potrzebujecie,
prosimy zanieść do najbliższego dystrybutora firmy
Ferm. W tym miejscu zostaną one zlikwidowane zgodnie
z przepisami ochrony środowiska.
GWARANCJA
Warunki gwarancji można znaleźć na oddzielnie
załączonej karcie gwarancyjnej.
Niniejszym oświadczamy, że produkt, którego dotyczy
instrukcja, jest zgodny z następującymi standardami i
normami:
EN55014-1, EN55014-2, EN61000-3-2,
EN61000-3-3, EN61029-1, EN292-1, EN292-2
w zgodności z przepisami.
98/37/EEC, 73/23/EEC, 89/336/EEC
dnia 01-09-2004
ZWOLLE NL
W. Kamphof
Dział Jakości
CE
ı
OŚWIADCZENIE O ZGODNOŚCI
(
PL
)
Ferm 53
BOORSPINDEL EN BOORSTIFT
Alle blanke delen van de machine zijn voorzien van een
beschermende laklaag, die roestvorming tegengaat. Die
beschermende laklaag is gemakkelijk met behulp van
milieuvriendelijke oplosmiddelen te verwijderen. Test
de V-snaarspanning voordat u de machine aan het
elektriciteitsnet aansluit.
De binnenzijde van de boorspindel dient volledig te
worden ontvet. Gebruik daarvoor milieuvriendelijke
oplosmiddelen. Ga met de boorkopstift op dezelfde
manier te werk. Alleen op deze wijze kan een correcte
transmissie worden bereikt.
4. BEDIENING, AANWIJZINGEN EN
TIPS
DIEPTEAANSLAG
Fig.F
De boorspindel is voorzien van een diepteaanslag. Met
de moer kan deze worden ingesteld. Op de
schaalverdeling kan de boordiepte worden afgelezen.
INKLEMMEN VAN DE BOOR
Fig.G
In de boorkop van de tafelboormachine kunnen boren
en andere gereedschappen met cilindrische schacht
worden geklemd. Het draaimoment wordt via de
spankracht van de drie klembekken op de boor
overgedragen. De boor dient - om wegglippen te
voorkomen - met behulp van de tandkranssleutel vast te
worden geklemd. Bij het wegglippen van de boor in de
boorhouder ontstaat aan de boorschacht een lichte
braam, die een centrisch klemmen onmogelijk maakt.
Een op die wijze ontstane braam moet in ieder geval
door te slijpen worden verwijderd.
INKLEMMEN VAN HET WERKSTUK
Fig.H
De boortafel en de voetplaat van de tafelboormachine
zijn voorzien van groeven ter bevestiging van
spangereedschappen. Klem het werkstuk altijd in de
machineklem of andere spangereedschappen vast. U
voorkomt daardoor ongevallen en verhoogt zelfs de
boorprecisie, omdat het werkstuk niet "slaat".
TAFELVERSTELLING
Fig.I
De boortafel is aan de boorkolom bevestigd en kan na
het losmaken van de vastzethendel in hoogte worden
versteld. Stel de tafel dusdanig in, dat er tussen de
bovenkant van het werkstuk en de punt van de boor
voldoende afstand over blijft. De tafel kunt u ook
zijwaarts zwenken, wanneer u een werkstuk direct op
de voetplaat wilt klemmen.
Fig.J
Voor schuine boringen en bij schuin ondersteuningsvlak
van het werkstuk kan de tafel worden gezwenkt. Draai
daarvoor de zeskantschroef (20) aan het draaipunt van
de tafel los en verwijder de centrering (21). Zwenk de
tafel in de gewenste positie. Schroef vervolgens met een
steeksleutel de zeskantschroef (20) weer goed vast.
TOERENTAL, DRAAISNELHEID, TOEVOER
De toevoer - de aanzetbeweging van de boor - geschiedt
met de hand aan de 3-armige boorhefboom. De
draaisnelheid wordt door het toerental van de
boorspindel en door de diameter van de boor bepaald.
De juiste keuze van de toevoer en het toerental van de
boorspindel zijn voor de levensduur van de boor
doorslaggevend. Als basisregel geldt: bij een grotere
diameter van de boor moet het toerental lager worden
gesteld; hoe groter de stevigheid van het werkstuk is,
deste groter moet ook de snijdruk zijn. Opdat de boor
daarbij niet overmatig wordt verhit, moeten gelijktijdig
de toevoer en de draaisnelheid worden verlaagd.
Bovendien dient de boor met boorolie te worden
gekoeld. Bij dunne platen moeten vrij grote boringen
voorzichtig met geringe toevoer en geringe snijdruk
worden uitgevoerd, opdat de boor niet "hakt" en de
boring op maat blijft. Bij diepe boringen (groter dan 2x de
diameter van de boor) is de spaanafvoer moeilijker en de
verhitting van de boor groter. Verlaag ook dan de
toevoer en het toerental en zorg door regelmatig
terugtrekken van de boor voor een betere spaanafvoer.
Bij boringen met een grotere diameter dan 8 mm moet
worden voorgeboord, opdat een voortijdige slijtage van
de boor - hoofdsnijkant vermeden wordt en de
boorpunt niet te zwaar wordt belast.
5. ONDERHOUD
Zorg dat de machine niet onder spanning staat
wanneer onderhoudswerkzaamheden aan het
mechaniek worden uitgevoerd.
De machines van Ferm zijn ontworpen om gedurende
lange tijd probleemloos te functioneren met een
minimum aan onderhoud. Door de machine regelmatig
te reinigen en op de juiste wijze te behandelen, draagt u
bij aan een hoge levensduur van uw machine.
REINIGEN
Reinig de machine-behuizing regelmatig met een zachte
doek, bij voorkeur iedere keer na gebruik. Zorg dat de
ventilatiesleuven vrij van stof en vuil zijn. Gebruik bij
hardnekkig vuil een zachte doek bevochtigd met
zeepwater. Gebruik geen oplosmiddelen als benzine,
alcohol, ammonia, etc. Dergelijke stoffen beschadigen
de kunststof onderdelen.
SMEREN
De machine heeft geen extra smering nodig.
STORINGEN
Wanneer er zich een storing voordoet, bijvoorbeeld bij
slijtage van een onderdeel, neem dan contact op met het
onderhoudsadres op de garantiekaart. Achter in deze
handleiding ziet u een opengewerkte afbeelding van de
onderdelen die besteld kunnen worden.
MILIEU
Om transportbeschadiging te voorkomen, wordt de
machine in een stevige verpakking geleverd. De
verpakking is zo veel mogelijk gemaakt van recyclebaar
materiaal. Maak daarom gebruik van de mogelijkheid om
de verpakking te recyclen.
12 Ferm
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Documenttranscriptie
• Lees de instructies • Draag oog- en gehoorbescherming • Defecte en/of afgedankte elektrische of elektronische gereedschappen dienen ter verwerking te worden aangeboden aan een daarvoor verantwoordelijke instantie. • TAFELBOORMACHINE DE NUMMERS IN DE NU VOLGENDE TEKST VERWIJZEN NAAR DE AFBEELDINGEN OP PAGINA 2. Waarschuwing! Lees voor uw eigen veiligheid deze gebruiksaanwijzing goed door alvorens de machine te gebruiken. INHOUD: 1. Machine gegevens 2. Veiligheidsvoorschriften 3. Montage 4. Bediening, aanwijzingen en tips 5. Onderhoud 1. MACHINE GEGEVENS TECHNISCHE SPECIFICATIES Spanning Frequentie Opgenomen vermogen Toerental, onbelast Aantal snelheden Kap. boorhouder/Morse Con. Gewicht Lpa (geluidsdrukniveau) Lwa (geluidsvermogenniveau) Vibratiewaarde | | | | | | | | | | 230 V~ 50 Hz 450 W 390-2340/min 9 (L) 1.5-16 mm / B-16 21 kg 62.0 dB(A) 75.0 dB(A) 1.561 m/s2 PRODUCT INFORMATIE Fig.A 1. Aan/uit schakelaar 2. Boordiepteinstelling 3. Beschermkap boorhouder 4. Motor 5. Boordiepte hefboom 6. Boortafelverstelling Controleer eerst of de levering niet door het transport beschadigd is en of alle onderdelen aanwezig zijn. 2. VEILIGHEIDSVOORSCHRIFTEN In deze gebruiksaanwijzing worden de volgende pictogrammen gebruikt: CE Conform de Europese toepasselijke standaards op het gebied van veiligheid Gevaar voor lichamelijk letsel of materiële schade. Gevaar voor elektrische schok 10 • Lees deze gebruiksaanwijzing aandachtig door voor u de machine in gebruik neemt. Zorg dat u kennis heeft van de werking van de machine en op de hoogte bent van de bediening. Onderhoud de machine volgens de instructies opdat deze altijd goed functioneert. Bewaar deze gebruiksaanwijzing en de bijgevoegde documentatie bij de machine. Neem bij het gebruik van elektrische machines altijd de plaatselijk geldende veiligheidsvoorschriften in acht in verband met brandgevaar, gevaar voor elektrische schokken en lichamelijk letsel. Lees behalve onderstaande instructies ook de veiligheidsvoorschriften in het apart bijgevoegde veiligheidskatern door. Voor het gebruik van de machine dienen de richtlijnen in acht te worden genomen. Iedere mechanische of elektrische wijziging van de machine, die niet voldoet aan de geldende richtlijnen, brengt een aanzienlijk risico voor ongevallen met zich mee. TIJDENS HET GEBRUIK DIENEN DE VOLGENDE PUNTEN IN ACHT TE WORDEN GENOMEN: • Geen mechanische of elektrische beschermings voorzieningen verwijderen. • Controleer of alle beschermingsvoorzieningen op hun plaats zijn en correct zijn bevestigd. • Bij het boren een veiligheidsbril dragen. • Bij lang haar beslist haarbescherming dragen (haarnetje of muts). Lang haar blijft gemakkelijk aan draaiende onderdelen hangen. • Nauwe kleding dragen; knopen aan de mouwen sluiten. • Houd geen werkstukken bij het boren in de hand. Gebruik altijd een machineklem of een ander spangereedschap. • Beveilig werkstukken en spangereedschappen op de tafel tegen meeslepen. Bevestig ze of zelf met schroeven of klem ze in een op de tafel vastgeschroefde machineklem. • Controleer of de boorhouder goed spant. • Controleer of de kabeldoorvoeren in orde zijn. • Gebruik voor het verwijderen van boorspaanders uitsluitend handvegers, kwasten, rubberwissers, spaanhaken of overeenkomstige hulpmiddelen. • Verricht geen schoonmaak- of smeerwerkzaamheden aan machines die in bedrijf zijn. • Houd V-snaren altijd afgedekt (zodat de handen er niet in kunnen komen). • Draai de tandkransboorhouder alleen met de sleutel aan. Ferm • • • • • ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Á‡ÊËÏÌÓÈ ˆ‡Ì„Ó‚˚È Ô‡ÚÓÌ Ì‡‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ. ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Í‡·ÂθÌ˚ ÍÓÓ·‡ ̇ıÓ‰flÚÒfl ‚ ÔË„Ó‰ÌÓÏ ‰Îfl ‡·ÓÚ˚ ÒÓÒÚÓflÌËË. ëÚÛÊÍÛ ÒΉÛÂÚ Û‰‡ÎflÚ¸ ÚÓθÍÓ Ò ÔÓÏÓ˘¸˛ Ó·˚˜Ì˚ı Û˜Ì˚ı ËÎË ÂÁËÌÓ‚˚ı ˘ÂÚÓÍ Ë ËÌ˚ı ‡Ì‡Îӄ˘Ì˚ı ÔËÒÔÓÒÓ·ÎÂÌËÈ. ç ‰ÓÔÛÒ͇ÂÚÒfl ÔÓËÁ‚Ó‰ËÚ¸ Ó˜ËÒÚÍÛ Ë ÒχÁÍÛ ÒÚ‡Ì͇ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl. äÎËÌÓ‚˚ ÂÏÌË ‰ÓÎÊÌ˚ ‚Ò„‰‡ ̇ıÓ‰ËÚ¸Òfl ‚ Á‡Í˚ÚÓÏ ÒÓÒÚÓflÌËË ‚Ó ËÁ·ÂʇÌË ڇ‚ÏËÓ‚‡ÌËfl ÛÍ ÓÔ‡ÚÓ‡. á‡ÚflÊ͇ Á‡ÊËÏÌÓ„Ó ˆ‡Ì„Ó‚Ó„Ó Ô‡ÚÓ̇ ‰ÓÎÊ̇ ÔÓËÁ‚Ó‰ËÚ¸Òfl ÚÓθÍÓ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ ÒÔˆˇθÌÓ„Ó Íβ˜‡. ç ‰ÓÔÛÒ͇ÂÚÒfl ÓÒÚ‡‚ÎflÚ¸ ÒÔˆˇθÌ˚È Á‡ÚflÊÌÓÈ Íβ˜ ‚ Ô‡ÚÓÌÂ! è‰ ‚Íβ˜ÂÌËÂÏ ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ Û·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ Íβ˜ ‚˚ÌÛÚ ËÁ Ô‡ÚÓ̇! ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡Ú¸ ҂· Ò ÔÓ‚ÂʉÂÌÌ˚Ï ı‚ÓÒÚÓ‚ËÍÓÏ. ç ‰ÓÔÛÒ͇ÂÚÒfl ËÒÔÓθÁÓ‚‡ÌË ҂ÂÎËθÌÓ„Ó ÒÚ‡Ì͇ ‚ ͇˜ÂÒÚ‚Â ÔÂÒÒ‡! èÓ‚ÂʉÂÌÌ˚È ¯ÌÛ ˝ÎÂÍÚÓÔËÚ‡ÌËfl ÏÓÊÂÚ ·˚Ú¸ Á‡ÏÂÌÂÌ ÚÓθÍÓ ¯ÌÛÓÏ ‡Ì‡Îӄ˘ÌÓ„Ó ÚËÔ‡. çÖáÄåÖÑãàíÖãúçé Çõäãûóàíú ëíÄçéä Ç ëãìóÄÖ: • èÓ‚ÂʉÂÌËfl ‚ËÎÍË ˝ÎÂÍÚÓ¯ÌÛ‡ ËÎË Ò‡ÏÓ„Ó ¯ÌÛ‡ ˝ÎÂÍÚÓÔËÚ‡ÌËfl. • èÓ‚ÂʉÂÌËfl ÔÂÂÍβ˜‡ÚÂÎfl. • é·Ì‡ÛÊÂÌËfl Á‡Ô‡ı‡ ‰˚χ ËÎË „ÓÂÌËfl ˝ÎÂÍÚÓËÁÓÎflˆËË. ùãÖäíêàóÖëäÄü óÄëíú ëÚ‡ÌÓÍ Ó·ÓÛ‰Ó‚‡Ì ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚ¸˛, Óڂ˜‡˛˘ÂÈ ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÏ Ú·ӂ‡ÌËflÏ. êÂÏÓÌÚ ˝ÎÂÍÚ˘ÂÒÍÓÈ ˜‡ÒÚË ‰ÓÎÊÂÌ ÔÓËÁ‚Ó‰ËÚ¸Òfl ÒË·ÏË ÚÓθÍÓ Í‚‡ÎËÙˈËÓ‚‡ÌÌÓ„Ó ÔÂÒÓ̇·. ëÚ‡ÌÓÍ ÓÒ̇˘ÂÌ ‡‚‡ËÈÌ˚Ï ‚˚Íβ˜‡ÚÂÎÂÏ, Ò‡·‡Ú˚‚‡˛˘ËÏ ‚ ÒÎÛ˜‡Â ‚ÌÂÁ‡ÔÌÓ„Ó Ô‡‰ÂÌËfl ̇ÔflÊÂÌËfl. èÓ‚ÚÓÌ˚È Á‡ÔÛÒÍ ÒÚ‡Ì͇ ÔÓÒΠ҇·‡Ú˚‚‡ÌËfl ‡‚‡ËÈÌÓ„Ó ‚˚Íβ˜‡ÚÂÎfl ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl ‚ÚÓ˘ÌÓ (Ú. Â. Ì ‡‚ÚÓχÚË-˜ÂÒÍË). ÅÂÁÓÔ‡ÒÌÓÒÚ¸ ä‡Ê‰˚È ‡Á Ô‰ ‚Íβ˜ÂÌËÂÏ ÒÚ‡Ì͇ ÌÂÓ·ıÓ‰ËÏÓ Û·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Â΢Ë̇ ÔÓ‰‡‚‡ÂÏÓ„Ó Ì‡ÔflÊÂÌËfl ÒÓÓÚ‚ÂÚÒÚ‚ÛÂÚ Û͇Á‡ÌÌÓÈ Ì‡ ˉÂÌÚËÙË͇ˆËÓÌÌÓÈ Ú‡·Î˘ÍÂ. á‡ÏÂ̇ ˝ÎÂÍÚ˘ÂÒÍËı ¯ÌÛÓ‚ Ë ‡Á˙ÂÏÓ‚ èÓÒΠÁ‡ÏÂÌ˚ ÒÚ‡˚ı ¯ÌÛÓ‚ ÔËÚ‡ÌËfl Ë ‡Á˙ÂÏÓ‚ ÓÌË ÔÓ‰ÎÂÊ‡Ú ÌÂωÎÂÌÌÓÈ ÛÚËÎËÁ‡ˆËË. èÓ‰Íβ˜ÂÌË ‡Á˙Âχ ÌÂÁ‡ÍÂÔÎÂÌÌÌÓ„Ó ˝ÎÂÍÚÓ¯ÌÛ‡ Í ËÒÚÓ˜ÌËÍÛ ÔËÚ‡ÌËfl ÓÔ‡ÒÌÓ ‰Îfl ÊËÁÌË. àÒÔÓθÁÓ‚‡ÌË ˝ÎÂÍÚ˘ÂÒÍËı Û‰ÎËÌËÚÂÎÂÈ ÑÓÔÛÒ͇ÂÚÒfl ÔËÏÂÌflÚ¸ ÚÓθÍÓ ˝ÎÂÍÚÓÛ‰ÎËÌËÚÂÎË Ò ÏËÌËχθÌ˚Ï Ò˜ÂÌËÂÏ ÚÓÍÓÌÂÒÛ˘Â„Ó ÔÓ‚Ó‰ÌË͇ 1,5 ÏÏ2, ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘Ë ÔÓ Ò‚ÓËÏ ı‡‡ÍÚÂËÒÚËÍ‡Ï ÏÓ˘ÌÓÒÚÌ˚Ï Ô‡‡ÏÂÚ‡Ï ÒÚ‡Ì͇. èË ËÒÔÓθÁÓ‚‡ÌËË ·Ó·ËÌÌÓ„Ó Û‰ÎËÌËÚÂÎfl ÓÌ ‰ÓÎÊÂÌ ·˚Ú¸ ÔÓÎÌÓÒÚ¸˛ ‚˚ÔÛ˘ÂÌ ËÁ ·Ó·ËÌ˚. Ferm 3. ëÅéêäÄ êËÒ.B • ìÒÚ‡ÌÓ‚ËÚ¸ ÓÔÓÌÛ˛ ÔÎËÚÛ (12) ‚ Ú·ÛÂÏÓ ÔÓÎÓÊÂÌËÂ. • á‡ÍÂÔËÚ¸ ÍÓÎÓÌÌÛ (11) ‚ ÓÔÓÌÓÈ ÔÎËÚÂ Ò ÔÓÏÓ˘¸˛ Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛ ·ÓÎÚÓ‚. • ìÒÚ‡ÌÓ‚ËÚ¸ ‰ÂʇÚÂθ ÒÚÓ· (7) Ú‡Í, ˜ÚÓ·˚ ÒÚÓΠ̇ıÓ‰ËÎÒfl ̇‰ ÍÓÎÓÌÌÓÈ, ÔÓÒΠ˜Â„Ó Á‡ÍÂÔËÚ¸ ÒÚÓÎ ‚ Ú·ÛÂÏÓÏ ÔÓÎÓÊÂÌËË Ò ÔÓÏÓ˘¸˛ Û˜ÍË. • íÂÔ¸ ÏÓÊÌÓ ÒÓ·‡Ú¸ ÍÓÔÛÒ ÒÚ‡Ì͇ Ë Á‡ÍÂÔËÚ¸ Â„Ó Ò ÔÓÏÓ˘¸˛ ÙËÍÒ‡ÚÓÓ‚. • èÓÒÍÓθÍÛ ¯ÔË̉Âθ ÒÚ‡Ì͇ ËÏÂÂÚ Á‡‚Ó‰ÒÍÛ˛ ÒχÁÍÛ, ÂÍÓÏẨÛÂÚÒfl Ôˇ·ÓÚ‡Ú¸ ÒÚ‡ÌÓÍ Ì‡ χÍÒËχθÌÓ ÌËÁÍÓÈ ÒÍÓÓÒÚË ‚ Ú˜ÂÌË ÔË·ÎËÁËÚÂθÌÓ 15 ÏËÌÛÚ. è‰ ÛÒÚ‡ÌÓ‚ÍÓÈ ˆ‡Ì„Ë Ò ÙËÍÒ‡ÚÓÓÏ ‚ ¯ÔË̉Âθ ÒÚ‡Ì͇ ‚ÌÛÚÂÌÌflfl ÔÓ‚ÂıÌÓÒÚ¸ ˆ‡Ì„Ë ‰ÓÎÊ̇ ·˚Ú¸ Ú˘‡ÚÂθÌÓ Ó˜Ë˘Â̇ ÓÚ ÍÓÌÒËÒÚÂÌÚÌÓÈ ÒχÁÍË! ìëíÄçéÇäÄ ëÇÖêããúçéÉé ëíÄçäÄ è‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË Ò‚ÂÎËθÌ˚È ËÌÒÚÛÏÂÌÚ ÌÂÓ·ıÓ‰ËÏÓ ÛÒÚ‡ÌÓ‚ËÚ¸ ̇ ÒÚ‡ˆËÓ̇ÌÛ˛ ÔÎËÚÛ. ë ˝ÚÓÈ ˆÂθ˛ ÓÔÓ̇fl ÔÎËÚ‡ (12) Ó·ÓÛ‰Ó‚‡Ì‡ ÒÔˆˇθÌ˚ÏË ÓÚ‚ÂÒÚËflÏË Ë ÍÂÔËÚÒfl Í ÓÒÌÓ‚‡Ì˲ Ò ËÒÔÓθÁÓ‚‡ÌËÂÏ Ô‰ÛÒÏÓÚÂÌÌ˚ı ‰Îfl ˝ÚÓ„Ó ‚ËÌÚÓ‚. Ç ÒÎÛ˜‡Â ÍÂÔÎÂÌËfl ÒÚ‡Ì͇ Í ‰Â‚flÌÌÓÏÛ ÓÒÌÓ‚‡Ì˲ Ò ÔÓÚË‚ÓÔÓÎÓÊÌÓÈ Â„Ó ÒÚÓÓÌ˚ ÌÂÓ·ıÓ‰ËÏÓ ÔËÏÂÌflÚ¸ ¯‡È·˚ ‰ÓÒÚ‡ÚÓ˜ÌÓ ÍÛÔÌÓ„Ó ‡Áχ; ‚ ÔÓÚË‚ÌÓÏ ÒÎÛ˜‡Â ‚ÓÁÏÓÊÌÓ ÔÓ‰‡‚ÎË‚‡ÌË ·ÓÎÚÓ‚ ÒÍ‚ÓÁ¸ ‰Â‚ÂÒËÌÛ, ˜ÚÓ Ô˂‰ÂÚ Í ÓÒ··ÎÂÌ˲ ÍÂÔÂʇ. á‡Úfl„Ë‚‡Ú¸ ÍÂÔÂÊÌ˚ ‚ËÌÚ˚ ÒΉÛÂÚ Ú‡ÍËÏ Ó·‡ÁÓÏ, ˜ÚÓ·˚ ÓÔÓ̇fl ÔÎËÚ‡ Ì ÔÓ‰‚„‡Î‡Ò¸ ˜ÂÁÏÂÌÓÈ Ì‡„ÛÁÍ ËÎË ‰ÂÙÓχˆËË ‚Ó ËÁ·ÂʇÌˠ ÔÓ‚ÂʉÂÌËfl. êÖÉìãàêéÇäÄ óàëãÄ éÅéêéíéÇ òèàçÑÖãü êËÒ.C ê„ÛÎËӂ͇ Ó·ÓÓÚÓ‚ ¯ÔË̉ÂÎfl ÓÒÛ˘ÂÒÚ‚ÎflÂÚÒfl ÔÂÂÏ¢ÂÌËÂÏ ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ̇ ÒÓÓÚ‚ÂÚÒÚ‚Û˛˘ËÈ ¯ÍË‚. èË ÓÚÍ˚‚‡ÌËË ÍÓÊÛı‡ ÒÚ‡Ì͇ ÓÌ ‡‚ÚÓχÚ˘ÂÒÍË ‚˚Íβ˜‡ÂÚÒfl Ô‰ÛÒÏÓÚÂÌÌ˚Ï Ò ˝ÚÓÈ ˆÂθ˛ ‡‚‡ËÈÌ˚Ï ‚˚Íβ˜‡ÚÂÎÂÏ. èÂÂÏ¢ÂÌË ÍÎËÌÓ‚Ó„Ó ÂÏÌfl ÔÓËÁ‚Ó‰ËÚÒfl ÒÎÂ‰Û˛˘ËÏ Ó·‡ÁÓÏ: • ëÌflÚ¸ Í˚¯ÍÛ (14), ÓÒ··Ë‚ ‰Îfl ˝ÚÓ„Ó ‚ËÌÚ˚ Ò Â ԇ‚ÓÈ ÒÚÓÓÌ˚. • éÒ··ËÚ¸ ÍÂÔÂÊÌ˚È ‚ËÌÚ (4) Ë ÒÏÂÒÚËÚ¸ ˝ÎÂÍÚÓÏÓÚÓ ‚ ̇ԇ‚ÎÂÌËË „ÓÎÓ‚ÌÓÈ ˜‡ÒÚË ÒÚ‡Ì͇, ÔÓÒΠ˜Â„Ó ÒÚ‡ÌÓ‚ËÚÒfl ‚ÓÁÏÓÊÌ˚Ï ÒÌflÚË ÍÎËÌÓ‚Ó„Ó ÂÏÌfl. • èÂÂÏÂÒÚËÚ¸ ÍÎËÌÓ‚ÓÈ ÂÏÂ̸ Òӄ·ÒÌÓ Ú‡·ÎˈÂ, ÔÓÏ¢ÂÌÌÓÈ Ì‡ ‚ÌÛÚÂÌÌÂÈ ÒÚÓÓÌ Á‡˘ËÚÌÓ„Ó ÍÓÊÛı‡. • á‡ÌÓ‚Ó Ì‡ÚflÌÛÚ¸ ÂÏÂ̸, ÔÂÂÏÂÒÚË‚ ‰Îfl ˝ÚÓ„Ó Ì‡Á‡‰ ÓÔÓÛ (15) ˝ÎÂÍÚÓÏÓÚÓ‡, ÔÓÒΠ˜Â„Ó Á‡ÍÂÔËÚ¸ ̇ÚflÊËÚÂθ ÂÏÌfl Ò ÔÓÏÓ˘¸˛ ÍÂÔÂÊÌÓ„Ó ‚ËÌÚ‡ (4). 55 • ëÛ˘ÂÒÚ‚ÛÂÚ ÓÔ‡ÒÌÓÒÚ¸ ÔÓÎÛ˜ÂÌËfl ÚÂÎÂÒÌ˚ı ÔÓ‚ÂʉÂÌËÈ ËÎË Ï‡Ú¡θÌÓ„Ó Û˘Â·‡. ëäÄåÖÖóçÄü êÄëëÖäÄûôÄü ÑêÖãú ñàîêõ, èêàÇÖÑÖççõÖ çàÜÖ Ç íÖäëíÖ, éíçéëüíëü ä êàëìçäÄå çÄ ëíê.2 & 3 è‰ÛÔÂʉÂÌËÂ! è‰ ËÒÔÓθÁÓ‚‡ÌËÂÏ Ï‡¯ËÌ˚ ‚ ˆÂÎflı ‚‡¯ÂÈ ·ÂÁÓÔ‡ÒÌÓÒÚË ‚ÌËχÚÂθÌÓ ÔÓ˜ËÚ‡ÈÚ ˝ÚÛ ËÌÒÚÛÍˆË˛. ëéÑÖêÜÄçàÖ: 1. àÌÙÓχˆËfl Ó Ï‡¯ËÌ 2. 臂Ë· ÚÂıÌËÍË ·ÂÁÓÔ‡ÒÌÓÒÚË 3. ë·Ó͇ 4. è‡ÍÚ˘ÂÒÍË ÒÓ‚ÂÚ˚ ÔÓ ËÒÔÓθÁÓ‚‡Ì˲ ÒÚ‡Ì͇ 5. íÂıÌ˘ÂÒÍÓ ӷÒÎÛÊË‚‡ÌË 1. àçîéêåÄñàü é åÄòàçÖ èÓ͇Á˚‚‡ÂÚ Ì‡Î˘Ë ÓÔ‡ÒÌÓÒÚË Û‰‡‡ ˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ • • èÓ˜ËÚ‡ÈÚ ËÌÒÚÛ͈ËË • 燉‚‡ÈÚ Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ Ó„‡ÌÓ‚ ÒÎÛı‡ Ë ÁÂÌËfl HET APPARAAT ONMIDDELLIJK UITZETTEN BIJ: • Storing in de netstekker, netsnoer of snoerbeschadiging. • Defecte schakelaar. • Rook of stank van verschroeide isolatie. çÂËÒÔ‡‚Ì˚È Ë/ËÎË ·‡ÍÓ‚‡ÌÌ˚È ˝ÎÂÍÚ˘ÂÒÍËÈ ËÎË ˝ÎÂÍÚÓÌÌ˚È ÔË·Ó ‰ÓÎÊÂÌ ·˚Ú¸ ÛÚËÎËÁËÓ‚‡Ì ‰ÓÎÊÌ˚Ï Ó·‡ÁÓÏ. ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏ ÛÍÓ‚Ó‰ÒÚ‚ÓÏ Ô‰ ̇˜‡ÎÓÏ ˝ÍÒÔÎÛ‡Ú‡ˆËË ÒÚ‡Ì͇. ì·Â‰ËÚÂÒ¸ ‚ ÚÓÏ, ˜ÚÓ ‚‡Ï ËÁ‚ÂÒÚÌÓ, Í‡Í ÓÌ ‡·ÓÚ‡ÂÚ, ‡ Ú‡ÍÊ flÒÌ˚ Ô‡‚Ë· ÔÓθÁÓ‚‡ÌËfl ÒÚ‡ÌÍÓÏ. ÑÎfl Ó·ÂÒÔ˜ÂÌËfl ‰ÓÎÊÌÓ„Ó ÙÛÌ͈ËÓÌËÓ‚‡ÌËfl ÒÚ‡Ì͇ Â„Ó ÌÂÓ·ıÓ‰ËÏÓ ÔÓ‰‰ÂÊË‚‡Ú¸ ‚ ̇‰ÎÂʇ˘ÂÏ ÚÂıÌ˘ÂÒÍÓÏ ÒÓÒÚÓflÌËË. ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó Ë ÔË·„‡ÂÏÛ˛ ‰ÓÍÛÏÂÌÚ‡ˆË˛ ‚·ÎËÁË ÒÚ‡Ì͇. íÖïçàóÖëäàÖ ïÄêÄäíÖêàëíàäà ç‡ÔflÊÂÌË ó‡ÒÚÓÚ‡ èÓÚ·ÎflÂχfl ÏÓ˘ÌÓÒÚ¸ ëÍÓÓÒÚ¸ ·ÂÁ ̇„ÛÁÍË äÓ΢ÂÒÚ‚Ó ÒÍÓÓÒÚÂÈ å‡ÍÒ. ‰Ë‡ÏÂÚ Ò‚Â· (ÍÓÌÛÒ åÓÁÂ) ÇÂÒ ìÓ‚Â̸ ‰‡‚ÎÂÌËfl Á‚ÛÍÓ‚ÓÈ ‚ÓÎÌ˚ Lpa ìÓ‚Â̸ ¯Ûχ Lwa ìÓ‚Â̸ ‚Ë·‡ˆËË | | | | | | | | | | | | 230 Ç 50 Ɉ 350 ÇÚ 390-2340/ÏËÌ 9 (ã) 1.5-16 ÏÏ / Ç-16 21 Í„ 62.0 ‰Å 75.0 ‰Å 1.561 Ï/ÒÂÍ2 àçîéêåÄñàü éÅ àáÑÖãàà êËÒ.A 1. èÂÂÍβ˜‡ÚÂθ “ÇÍÎ./ Ç˚ÍÎ.” 2. ÉÎÛ·ËÌÓÏ ҂ÂÎÂÌËfl 3. ᇢËÚÌ˚È ÍÓÊÛı 4. ùÎÂÍÚÓÏÓÚÓ 5. 鄇Ì˘ËÚÂθ „ÎÛ·ËÌ˚ Ò‚ÂÎÂÌËfl 6. ê„ÛÎËӂ͇ ‡·Ó˜Â„Ó ÒÚÓ· ì·Â‰ËÚÂÒ¸ ‚ ÍÓÏÔÎÂÍÚÌÓÒÚË ÔÓÒÚ‡‚ÍË ÒÚ‡Ì͇ Ë ÓÚÒÛÚÒÚ‚ËË Ú‡ÌÒÔÓÚÌ˚ı ÔÓ‚ÂʉÂÌËÈ Â„Ó ˜‡ÒÚÂÈ Ë ÛÁÎÓ‚. 2. èêÄÇàãÄ íÖïçàäà ÅÖáéèÄëçéëíà Ç Ì‡ÒÚÓfl˘ÂÏ ÛÍÓ‚Ó‰ÒÚ‚Â ËÒÔÓθÁÓ‚‡Ì˚ ÒÎÂ‰Û˛˘Ë „‡Ù˘ÂÒÍË ÒËÏ‚ÓÎ˚: CE ÒÓÓÚ‚ÂÚÒÚ‚Ë ‰ÂÈÒÚ‚Û˛˘ËÏ Â‚ÓÔÂÈÒÍËÏ Òڇ̉‡Ú‡Ï ÔÓ ·ÂÁÓÔ‡ÒÌÓÒÚË 54 Laat de sleutel van de boorhouder nooit in de boorhouder zitten! Controleer voor het inschakelen van de machine of de sleutel daadwerkelijk is verwijderd! Gebruik geen boren die aan de schacht zijn beschadigd. De boormachine is niet geschikt voor freeswerkzaamheden! Als het netsnoer is beschadigd, mag dat uitsluitend worden vervangen door een gelijkwaardig netsnoer. ÇÓ ËÁ·ÂʇÌË ‚ÓÁÌËÍÌÓ‚ÂÌËfl ÔÓʇ‡, Û‰‡‡ ˝ÎÂÍÚ˘ÂÒÍËÏ ÚÓÍÓÏ Ë Ì‡ÌÂÒÂÌËfl Û˘Â·‡ Ò‚ÓÂÏÛ Á‰ÓÓ‚¸˛ ÔË ÔÓθÁÓ‚‡ÌËË ˝ÎÂÍÚ˘ÂÒÍËÏ Ó·ÓÛ‰Ó‚‡ÌËÂÏ ÌÂÓ·ıÓ‰ËÏÓ ÌÂÛÍÓÒÌËÚÂθÌÓ Òӷβ‰‡Ú¸ ‰ÂÈÒÚ‚Û˛˘Ë ‚ ‰‡ÌÌÓÈ Òڇ̠ԇ‚Ë· ·ÂÁÓÔ‡ÒÌÓÒÚË. ÇÌËχÚÂθÌÓ ÓÁ̇ÍÓϸÚÂÒ¸ Ò Ì‡ÒÚÓfl˘ËÏË Ë ÔË·„‡ÂÏ˚ÏË Ô‡‚Ë·ÏË ÚÂıÌËÍË ·ÂÁÓÔ‡ÒÌÓÒÚË. ï‡ÌËÚ ̇ÒÚÓfl˘Â ÛÍÓ‚Ó‰ÒÚ‚Ó ‚ ̇‰ÂÊÌÓÏ ÏÂÒÚÂ! ÇÌÂÒÂÌË ÌÂÍÓÂÍÚÌ˚ı ËÁÏÂÌÂÌËÈ ‚ ˝ÎÂÍÚ˘ÂÒÍÛ˛ Ë ÏÂı‡Ì˘ÂÒÍÛ˛ ˜‡ÒÚË ÒÚ‡Ì͇ ˜Â‚‡ÚÓ ËÒÍÓÏ ÌÂÒ˜‡ÒÚÌÓ„Ó ÒÎÛ˜‡fl. Ç èêéñÖëëÖ ùäëèãìÄíÄñàà ëíÄçäÄ çÖéÅïéÑàåé ëéÅãûÑÄíú çàÜÖëãÖÑìûôàÖ èêÄÇàãÄ: • ç ‰ÓÔÛÒ͇ÂÚÒfl ÒÌflÚË Ò‰ÒÚ‚ ÏÂı‡Ì˘ÂÒÍÓÈ Ë ˝ÎÂÍÚ˘ÂÒÍÓÈ Á‡˘ËÚ˚. • ì·Â‰ËÚ¸Òfl ‚ ÚÓÏ, ˜ÚÓ ‚Ò Ô‰ÛÒÏÓÚÂÌÌ˚ Ò‰ÒÚ‚‡ Á‡˘ËÚ˚ ÛÒÚ‡ÌÓ‚ÎÂÌ˚ ̇ Ò‚ÓËı ÏÂÒÚ‡ı Ë Ì‡‰ÂÊÌÓ Á‡ÍÂÔÎÂÌ˚. • Ç ÔÓˆÂÒÒ ҂ÂÎÂÌËfl Ó·flÁ‡ÚÂθÌÓ ÌÓ¯ÂÌË Á‡˘ËÚÌ˚ı Ó˜ÍÓ‚. • Ç ÒÎÛ˜‡Â, ÂÒÎË ÓÔ‡ÚÓ ÒÚ‡Ì͇ ÌÓÒËÚ ‰ÎËÌÌ˚ ‚ÓÎÓÒ˚, ÓÌË ‰ÓÎÊÌ˚ ·˚Ú¸ Á‡·‡Ì˚ ÔÓ‰ „ÓÎÓ‚ÌÓÈ Û·Ó ËÎË Á‡˘ËÚÌÛ˛ ÒÂÚÍÛ ‰Îfl ‚ÓÎÓÒ ‚Ó ËÁ·ÂʇÌË ÔÓÔ‡‰‡ÌËfl Ëı ‚Ó ‚‡˘‡˛˘ËÂÒfl ˜‡ÒÚË ËÌÒÚÛÏÂÌÚ‡. • é‰Âʉ‡ ÓÔ‡ÚÓ‡ ‰ÓÎÊ̇ ·˚Ú¸ ÔÎÓÚÌÓ ÔËÚflÌÛÚ‡ Í ÚÂÎÛ, Û͇‚‡ Á‡ÒÚ„ÌÛÚ˚. • ᇄÓÚÓ‚ÍÛ ‚ ÔÓˆÂÒÒ ҂ÂÎÂÌËfl ÌÂÓ·ıÓ‰ËÏÓ Á‡ÍÂÔÎflÚ¸ ‚ ÒÔˆˇθÌ˚ı Á‡ÊËχı Ë ÌË ‚ ÍÓÂÏ ÒÎÛ˜‡Â Ì ‰Âʇڸ Û͇ÏË. • ᇄÓÚÓ‚ÍË Ë Á‡ÊËÏÌ˚ ÔËÒÔÓÒÓ·ÎÂÌËfl ‰ÓÎÊÌ˚ ·˚Ú¸ ÒÓ·ÒÚ‚ÂÌÌÓÛ˜ÌÓ Á‡ÍÂÔÎÂÌ˚ ÓÔ‡ÚÓÓÏ Ì‡ ‡·Ó˜ÂÏ ÒÚÓÎÂ Ò ÔÓÏÓ˘¸˛ ÒÔˆˇθÌ˚ı ‚ËÌÚÓ‚ Ë Ô‰ÛÒÏÓÚÂÌÌ˚ı Ò ˝ÚÓÈ ˆÂθ˛ Á‡ÊËÏÓ‚. Ferm ELECTRISCHE INSTALLATIE De machine is voorzien van een elektrische installatie, die voldoet aan de normen. Reparaties mogen uitsluitend door een erkende vakman worden uitgevoerd. De machine is voorzien van een nulspanningsschakelaar. Na het wegvallen van de spanning begint de machine uit veiligheidsoverwegingen niet meer automatisch te lopen. De machine moet opnieuw worden ingeschakeld. Elektrische veiligheid Controleer altijd of uw netspanning overeenkomt met de waarde op het typeplaatje. Bij vervanging van snoeren of stekkers Gooi oude snoeren of stekkers direct weg zodra ze door nieuwe exemplaren zijn vervangen. Het is gevaarlijk om de stekker van een los snoer in het stopcontact te steken. Bij gebruik van verlengsnoeren Gebruik uitsluitend een goedgekeurd verlengsnoer, dat geschikt is voor het vermogen van de machine. De aders moeten een doorsnede hebben van minimaal 1,5 mm2. Wanneer het verlengsnoer op een haspel zit, rol het snoer dan helemaal af. 3. MONTAGE Fig.B • Zet de voetplaat (12) op de juiste plaats. • Bevestig de kolom (11) met de bijgevoegde bouten op de voetplaat . • Schuif nu de boortafelhouder (7) met de boortafel over de kolom. Met de klemhendel wordt de boortafel in de gewenste positie vastgezet. • Nu kunt u de machinebehuizing monteren en met de borgpennen borgen. • Omdat de boorspindel in de fabriek wordt gesmeerd, is het aan te raden de machine ca. 15 minuten in de laagste versnelling te laten inlopen. Voordat u de boorhouder in de boorspindel steekt, dient de binnenzijde van de boorhouder volledig vetvrij te zijn! Ferm OPSTELLEN VAN DE TAFELBOORMACHINE Voor ingebruikname dient de boormachine op een vaste ondergrond te worden gemonteerd. De voetplaat (12) is daarom voorzien van boorgaten. Op die plaats kan de voetplaat door middel van schroeven aan de ondergrond worden gemonteerd. Als er op een houten plaat wordt bevestigd, dienen op de tegenoverliggende zijde voldoende grote sluitringen te worden gebruikt, zodat de moeren niet in het hout worden gedrukt en de machine los kan raken. De bevestigingsschroeven mogen zover worden vastgedraaid, dat de voetplaat niet wordt gespannen of vervormd. Bij een te grote spanning bestaat het risico van een breuk. TOERENTALLEN VAN DE BOORSPINDEL Fig.C De verschillende toerentallen van de boorspindel kunnen via het omzetten van de V-snaar in de snaaraandrijving worden ingesteld. Vooraf dient de machine uitgeschakeld te worden en de stekker uit het stopcontact worden gehaald. Het omzetten van de Vsnaar gaat als volgt: • Haal voor het openen van de beschermkap (14) de stekker uit het stopcontact! • De knop (4) losdraaien en de motor in de richting van de machinekop schuiven, waarop de V-snaar losraakt. • De V-snaar volgens de tabel aan de binnenzijde van het V-snaardeksel omzetten. • De V-snaar opnieuw spannen, door de motorplaat (15) naar achteren te drukken. Vervolgens wordt de spaninrichting met de vastzetknop (4) vastgeklemd. • Sluit de beschermkap van de V-snaar en steek de stekker in het stopcontact. De machine is wederom klaar voor gebruik. Houd het deksel van de behuizing van de V-snaar tijdens gebruik gesloten. Fig.C + D Als u de V-snaar heeft omgelegd, dient u deze via de motorplaat (15) met de vastzetknop (4) weer te spannen. De spanning is juist, wanneer de V-snaar zich ca. 1 cm in laat drukken. De motorpoelie moet horizontaal worden uitgelijnd, zodat voortijdige slijtage en het losraken van de V-snaar wordt voorkomen. Hiertoe kan de motorpoelie (13) aan de motor na het losmaken van de inbusbout langs de motoras worden verschoven. SPINDEL SNELHEDEN Fig.E Positie van V-snaar / Toeren/min 1) A-4 / 390 4) B-4 / 620 7) A-3 / 650 2) C-4 / 780 5) A-2 / 820 8) B-3 / 1020 3) C-2 / 1630 6) B-1 / 1830 9) C-1 / 2340 De toerentallen van de boorspindel en de Vsnaarcombinaties kunnen uit de afbeelding en de tabel worden afgelezen. 11 BOORSPINDEL EN BOORSTIFT Alle blanke delen van de machine zijn voorzien van een beschermende laklaag, die roestvorming tegengaat. Die beschermende laklaag is gemakkelijk met behulp van milieuvriendelijke oplosmiddelen te verwijderen. Test de V-snaarspanning voordat u de machine aan het elektriciteitsnet aansluit. De binnenzijde van de boorspindel dient volledig te worden ontvet. Gebruik daarvoor milieuvriendelijke oplosmiddelen. Ga met de boorkopstift op dezelfde manier te werk. Alleen op deze wijze kan een correcte transmissie worden bereikt. 4. BEDIENING, AANWIJZINGEN EN TIPS DIEPTEAANSLAG Fig.F De boorspindel is voorzien van een diepteaanslag. Met de moer kan deze worden ingesteld. Op de schaalverdeling kan de boordiepte worden afgelezen. INKLEMMEN VAN DE BOOR Fig.G In de boorkop van de tafelboormachine kunnen boren en andere gereedschappen met cilindrische schacht worden geklemd. Het draaimoment wordt via de spankracht van de drie klembekken op de boor overgedragen. De boor dient - om wegglippen te voorkomen - met behulp van de tandkranssleutel vast te worden geklemd. Bij het wegglippen van de boor in de boorhouder ontstaat aan de boorschacht een lichte braam, die een centrisch klemmen onmogelijk maakt. Een op die wijze ontstane braam moet in ieder geval door te slijpen worden verwijderd. INKLEMMEN VAN HET WERKSTUK Fig.H De boortafel en de voetplaat van de tafelboormachine zijn voorzien van groeven ter bevestiging van spangereedschappen. Klem het werkstuk altijd in de machineklem of andere spangereedschappen vast. U voorkomt daardoor ongevallen en verhoogt zelfs de boorprecisie, omdat het werkstuk niet "slaat". TAFELVERSTELLING Fig.I De boortafel is aan de boorkolom bevestigd en kan na het losmaken van de vastzethendel in hoogte worden versteld. Stel de tafel dusdanig in, dat er tussen de bovenkant van het werkstuk en de punt van de boor voldoende afstand over blijft. De tafel kunt u ook zijwaarts zwenken, wanneer u een werkstuk direct op de voetplaat wilt klemmen. Fig.J Voor schuine boringen en bij schuin ondersteuningsvlak van het werkstuk kan de tafel worden gezwenkt. Draai daarvoor de zeskantschroef (20) aan het draaipunt van de tafel los en verwijder de centrering (21). Zwenk de tafel in de gewenste positie. Schroef vervolgens met een steeksleutel de zeskantschroef (20) weer goed vast. 12 TOERENTAL, DRAAISNELHEID, TOEVOER De toevoer - de aanzetbeweging van de boor - geschiedt met de hand aan de 3-armige boorhefboom. De draaisnelheid wordt door het toerental van de boorspindel en door de diameter van de boor bepaald. De juiste keuze van de toevoer en het toerental van de boorspindel zijn voor de levensduur van de boor doorslaggevend. Als basisregel geldt: bij een grotere diameter van de boor moet het toerental lager worden gesteld; hoe groter de stevigheid van het werkstuk is, deste groter moet ook de snijdruk zijn. Opdat de boor daarbij niet overmatig wordt verhit, moeten gelijktijdig de toevoer en de draaisnelheid worden verlaagd. Bovendien dient de boor met boorolie te worden gekoeld. Bij dunne platen moeten vrij grote boringen voorzichtig met geringe toevoer en geringe snijdruk worden uitgevoerd, opdat de boor niet "hakt" en de boring op maat blijft. Bij diepe boringen (groter dan 2x de diameter van de boor) is de spaanafvoer moeilijker en de verhitting van de boor groter. Verlaag ook dan de toevoer en het toerental en zorg door regelmatig terugtrekken van de boor voor een betere spaanafvoer. Bij boringen met een grotere diameter dan 8 mm moet worden voorgeboord, opdat een voortijdige slijtage van de boor - hoofdsnijkant vermeden wordt en de boorpunt niet te zwaar wordt belast. 5. ONDERHOUD Zorg dat de machine niet onder spanning staat wanneer onderhoudswerkzaamheden aan het mechaniek worden uitgevoerd. De machines van Ferm zijn ontworpen om gedurende lange tijd probleemloos te functioneren met een minimum aan onderhoud. Door de machine regelmatig te reinigen en op de juiste wijze te behandelen, draagt u bij aan een hoge levensduur van uw machine. REINIGEN Reinig de machine-behuizing regelmatig met een zachte doek, bij voorkeur iedere keer na gebruik. Zorg dat de ventilatiesleuven vrij van stof en vuil zijn. Gebruik bij hardnekkig vuil een zachte doek bevochtigd met zeepwater. Gebruik geen oplosmiddelen als benzine, alcohol, ammonia, etc. Dergelijke stoffen beschadigen de kunststof onderdelen. SMEREN De machine heeft geen extra smering nodig. STORINGEN Wanneer er zich een storing voordoet, bijvoorbeeld bij slijtage van een onderdeel, neem dan contact op met het onderhoudsadres op de garantiekaart. Achter in deze handleiding ziet u een opengewerkte afbeelding van de onderdelen die besteld kunnen worden. MILIEU Om transportbeschadiging te voorkomen, wordt de machine in een stevige verpakking geleverd. De verpakking is zo veel mogelijk gemaakt van recyclebaar materiaal. Maak daarom gebruik van de mogelijkheid om de verpakking te recyclen. Ferm REGULACJA STOŁU Rys.I Stół wiertarski jest przymocowany do stojaka wiertarki i można go ustawiać na wysokość po luzowaniu i mocowaniu dźwigni blokującej. Ustaw stół w taki sposób, aby pomiędzy górną krawędzią obrabianego przedmiotu a czubkiem wiertła zawsze było wystarczająco miejsca. Jeśli chcesz przedmiot przymocować bezpośrednio na płycie podstawowej, stół wiertarski można wysunąć także trochę w bok. Rys. J W celu wiercenia pod skosem lub ze skośną powierzchnią podpierającą obrabianego przedmiotu istnieje możliwość przechylania stołu. W tym celu poluzuj śrubę sześciokątną (20) na kołku (21) stołu i usuń centrowanie. Przechyl stół (19) do wymaganej pozycji. Następnie dokręć śrubę sześciokątną (20) przy pomocy klucza. LICZBA OBROTÓW, PRĘDKOŚĆ OBROTOWA, POSUW Posuw - ruch wiertła wprzód – można ustawiać ręcznie przy pomocy trójramiennej dźwigni wiertarki. Prędkość obrotowa jest uzależniona od liczby obrotów wrzeciona wiertarki i średnicy wiertła. Właściwy dobór posuwu i liczba obrotów wrzeciona wiertarki są czynnikami mającymi decydujący wpływ na żywotność wierteł. Obowiązuje następująca zasada: wiertła o większej średnicy wymagają ustawienia mniejszej liczby obrotów; przedmioty obrabiane o większej twardości wymagają większego docisku. Aby zabronić w tym przypadku przegrzaniu się wiertła, posuw i prędkość obrotowa muszą być w tym wypadku zmniejszone w tym samym czasie. Poza tym, wiertarkę należy chłodzić olejem wiertarskim. Aby osiągnąć dokładny wynik, czyli aby otwór miał właściwą wielkość duże otwory w cienkich blachach należy wykonywać bardzo dokładnie przy małym posuwie i niewielkim docisku. Przy wierceniu głębokich otworów (otwory ponad 2 razy głębsze aniżeli średnica wiertła) usuwanie wiórów jest trudniejsze a temperatura wiertła jest wyższa. Dlatego w tym wypadku należy obniżyć wielkość posuwu i zabezpieczyć lepsze usuwanie wiórów i regularne wyciąganie wiertła z otworu. W przypadku wiercenia otworów o średnicy większej aniżeli 8 mm, należy wykonać tzw. wiercenie wstępne i w ten sposób można uniknąć przedwczesnego zużycia wierteł. Tym samym znacznie zmniejszymy powierzchnię wiercenia, natomiast czubek wiertła nie będzie zbytnio obciążany. 5. KONSERWACJA Przed konserwacją silnika, upewnij się, czy przyrząd nie jest włączony i czy jest odłączony z sieci. Urządzenia firmy Ferm zostały zaprojektowane w taki sposób, aby przy minimalnej konserwacji jak najdłużej działały bez problemu. Ich żywotność można przedłużyć odpowiednio o nie dbając i czyszcząc je regularnie. CZYSZCZENIE Otwory wentylacyjne urządzenia należy czyścić w celu uniknięcia przegrzania się silnika. Ferm Osłonę urządzenia należy czyścić regularnie miękką szmatką (najlepiej po każdym użyciu). Otwory wentylacyjne trzymaj z dala od pyłu i brudu. Jeśli nie można usunąć brudu, wtedy należy zastosować miękką szmatką namoczoną w wodzie z mydłem. Nigdy nie używać rozpuszczalników takich jak benzyna alkohol, woda amoniakalna, itp. Tego rodzaju rozpuszczalniki mogą zniszczyć plastikowe części. SMAROWANIE Urządzenie nie wymaga żadnego dodatkowego smarowania. Wszystkie przekładnie łożyska nie wymagają konserwacji i zostały nasmarowane na stałe w zakładzie produkcyjnym. Wiertarkę należy czyścić przy pomocy sprężonego powietrza lub szczotki. Od czasu do czasu zaleca się wyczyścić luźne części przy pomocy rozpuszczalników przyjaznych dla środowiska a następnie posmarować olejem lub smarem nie zawierającymi kwasów. AWARIE W przypadku wystąpienia awarii (n.p. zużycie części) należy skontaktować się z punktem serwisowym – adresy punktów serwisowych znajdują się na karcie gwarancyjnej. Na końcu niniejszej instrukcji zamieszczony został schemat części zamiennych, które mogą być zamawiane. ŚRODOWISKO NATURALNE Aby zabezpieczyć urządzenie przed uszkodzeniem podczas transportu, jest ono dostarczane w odpornym opakowaniu. Większość materiału opakowaniowego można poddać procesowi recyklingu. Te materiały należy oddać do odpowiednich punktów zbiorczych. Urządzenia, których Państwo nie potrzebujecie, prosimy zanieść do najbliższego dystrybutora firmy Ferm. W tym miejscu zostaną one zlikwidowane zgodnie z przepisami ochrony środowiska. GWARANCJA Warunki gwarancji można znaleźć na oddzielnie załączonej karcie gwarancyjnej. CEı OŚWIADCZENIE O ZGODNOŚCI (PL) Niniejszym oświadczamy, że produkt, którego dotyczy instrukcja, jest zgodny z następującymi standardami i normami: EN55014-1, EN55014-2, EN61000-3-2, EN61000-3-3, EN61029-1, EN292-1, EN292-2 w zgodności z przepisami. 98/37/EEC, 73/23/EEC, 89/336/EEC dnia 01-09-2004 ZWOLLE NL W. Kamphof Dział Jakości 53-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































in andere talen
- English: Ferm TDM1003 User manual
- italiano: Ferm TDM1003 Manuale utente
- français: Ferm TDM1003 Manuel utilisateur
- español: Ferm TDM1003 Manual de usuario
- Deutsch: Ferm TDM1003 Benutzerhandbuch
- português: Ferm TDM1003 Manual do usuário
- dansk: Ferm TDM1003 Brugermanual
- suomi: Ferm TDM1003 Ohjekirja
- čeština: Ferm TDM1003 Uživatelský manuál
- svenska: Ferm TDM1003 Användarmanual
- polski: Ferm TDM1003 Instrukcja obsługi