
NL
Valid for serial no. 7090449 468 101 NL 2007--07--12
A6 Mastertrac
A6 TFE2
Gebruiksaanwijzing

-- 2 --
VERKLARING VAN OVEREENSTEMMING
ESAB AB, Welding Equipment, 695 81 Laxå, Zweden, verklaart onder eigen verantwoording dat de
lasmachine A6 Mastertrac (A6 TFE2) vanaf serienummer 709 xxx xxxx (9e week van 2007) gecon-
strueerd en getest is in overeenstemming met gepubliceerde normen conform de voorwaarden in de
richtlijnen (98/37/EG) en (2004/108/EG).
-- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- -- ------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
L
axå 2007--02--21

-- 3 --
TOCh
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
1 VEILIGHEID 4.......................................................
2 INTRODUCTIE 6.....................................................
2.1 Algemeen 6................................................................
2.2 Lasmethode 6..............................................................
2.3 Lassen op een horizontaal of hellend vlak 6.....................................
2.4 Technische gegevens 7......................................................
2.5 Hoofdcomponenten 7........................................................
2.6 Beschrijving van hoofdcomponenten 8.........................................
3 INSTALLATIE 9......................................................
3.1 Algemeen 9................................................................
3.2 Montage 9.................................................................
3.3 De remnaaf afstellen 9.......................................................
3.4 Aansluitingen 10.............................................................
4 WERKING 11.........................................................
4.1 Algemeen 11................................................................
4.2 Laden van de lasdraad 12.....................................................
4.3 Vervangen van aanvoerrol (A6 TF) 13...........................................
4.4 Contactuitrustingen voor OP--lassen 14.........................................
4.5 Bijvullen van laspoeder (OP--lassen) 15.........................................
4.6 Ombouwen van de A6 TF (OP--lassen) naar Twin--arc (dubbele draad) 15...........
5 ONDERHOUD 16......................................................
5.1 Algemeen 16................................................................
5.2 Dagelijks 16.................................................................
5.3 Periodiek 16.................................................................
6 STORINGZOEKEN 17.................................................
6.1 Algemeen 17................................................................
6.2 Mogelijke storingen 17........................................................
7 BESTELLEN VAN RESERVEONDERDELEN 17..........................
SLIJTAGEONDERDELEN 18..............................................
MAATSCHETS 19........................................................
RESERVEONDERDELENLIJST 21.........................................

-- 4 --
ffc1safH
1VEILIGHEID
De gebruiker van een ESAB lasuitrusting draagt de uiteindelijke verantwoordelijkheid voor de veilig-
heidsmaatregelen die van toepassing zijn voor het personeel dat met of in de buurt van de
installatie werkt. De veiligheidsmaatregelen moeten voldoen aan de eisen die aan dit type
lasuitrusting gesteld worden. De inhoud van deze aanbevelingen moet beschouwd worden als
een aanvulling op de normale regels die van toepassing zijn voor een werkplaats.
Alle handelingen moeten uitgevoerd worden door personeel dat goed op de hoogte is van de
werking van de lasuitrusting. Een verkeerd maneuver kan tot een abnormale situatie leiden
waardoor de operateur gewond kan raken en de machine beschadigd kan worden.
1. Al het personeel dat met de machine werkt, moet goed op de hoogte zijn van:
S de bediening
S de plaats van de noodstop
S de werking
S de geldende veiligheidsvoorschriften
S de lastechniek
2. De operateur moet controleren:
S of er zich geen onbevoegden binnen het werkgebied van de lasuitrusting bevinden,
voor hij begint te werken.
S of er niemand op een onbeschermde plaats staat wanneer de lichtboog wordt ontsto-
ken.
3. De werkplaats moet:
S doelmatig zijn
S tochtvrij zijn
4. Persoonlijke veiligheidsuitrusting
S Draag altijd de voorgeschreven persoonlijke veiligheidsuitrusting zoals b.v. een lasbril,
onontvlambare kleding, lashandschoenen.
S Draag nooit loszittende kleding zoals sjaals, armbanden, ringen e.d. die beklemd kun-
nen raken, of brandwonden kunnen veroorzaken.
5. Algemene veiligheidsvoorschriften
S Controleer of de aangeduide retourleiders goed aangesloten zijn.
S Alleen bevoegd personeel mag aan de elektrische eenheden werken.
S De benodigde brandblusuitrusting moet gemakkelijk bereikbaar zijn op een duidelijk
aangegeven plaats.
S W anneer de lasuitrusting in gebruik is, mag hij niet gesmeerd worden en mag er geen
onderhoud uitgevoerd worden.
Let op het volgende:
S zorg dat de vrijloopkoppeling van de tandwielkast in de geblokkeerde stand staat;
S blokkeer de lasautomaat met blokken voor de wielen, als u bij de automaat vandaan loopt om
zo te voorkomen dat de automaat onbedoeld in beweging kan komen;
S controleer voorafgaand aan de laswerkzaamheden of de lasautomaat stabiel staat;
S de positie van de laskop en de draadhaspel is van invloed op het zwaartepunt van de lasau-
tomaat – een te hoog zwaartepunt maakt de lasautomaat instabiel;
S het verbruik van toevoerdraad en laspoeder leidt ertoe dat de gewichtsverdeling zich wijzigt
tijdens het lassen.
NL

-- 5 --
ffc1safH
WAARSCHUWING
LEES DEZE GEBRUIKSAANWIJZING GRONDIG DOOR VOOR U
OVERGAAT TOT INSTALLATIE EN GEBRUIK.
DE VLAMBOOG EN HET SNIJDEN KUNNEN GEVAARLIJK ZIJN VOOR UZELF E N VOOR ANDE-
REN; DAAROM MOET U VOORZICHTIG ZIJN BIJ HET LASSEN. VOLG DE VEILIGHEIDSVOOR-
SCHRIFTEN VAN UW WERKGEVER OP. ZE MOETEN GEBASEERD ZIJN OP DE WAARSCHU-
WINGSTEKST VAN DE PRODUCENT.
ELEKTRISCHE SCHOK -- Kan dodelijk zijn
S Installeer en aard de lasuitrusting volgens de geldende normen.
S Raak delen die onder stroom staan en elektroden niet aan met onbedekte handen of met natte
beschermuitrusting.
S Zorg dat u geïsoleerd bent van aarde en van het werkstuk.
S Zorg ervoor dat u een veilige werkhouding hebt.
ROOK EN GAS -- Kunnen uw gezondheid schaden
S Zorg ervoor dat u niet met uw gezicht in de lasrook hangt.
S Ververs regelmatig de lucht in de werkruimte en zorg ervoor dat de lasrook en het gas afgezo-
gen worden.
LICHTSTRALEN -- Kunnen de ogen beschadigen en de huid verbranden
S Bescherm uw ogen en uw lichaam. Gebruik een geschikte lashelm met filter en draag altijd be-
schermende kleding.
S Scherm uw werkruimte af met geschikte beschermmiddelen of gordijnen, zodat niemand an-
ders gewond kan raken.
BRANDGEVAAR
S De vonken kunnen brand veroorzaken. Zorg er daarom voor dat er geen brandgevaarlijk mate-
riaal in de buurt is.
LAWAAI -- Geluidsoverlast kan het gehoor beschadigen
S Bescherm uw oren. Gebruik gehoorbeschermers of andere gehoorbescherming.
S Waarschuw omstanders voor de gevaren.
BIJ DEFECTEN -- Neem contact op met een vakman.
BESCHERM UZELF EN ANDEREN!
NL

-- 6 --
ffb9d1ha
2 INTRODUCTIE
2.1 Algemeen
De lasautomaat A6 TFE2 met twee laskoppen is gemonteerd op een tractortrolley
en bedoeld voor UP--lassen van stijve naden.
Al het overige gebruik is verboden.
De positie van de laskop kan horizontaal en verticaal worden ingesteld met de
liniaalglijders. De hoekbeweging wordt met de hoekglijder ingesteld.
De lasautomaten worden samen met het besturingskastje van ESAB, de
A2--A6 Process Controller (PEH) en de lasstroombronnen van ESAB, de LAF resp.
de TAF gebruikt.
2.2 Lasmethode
2.2.1 OP--lassen
De lasrups wordt afgeschermd door een poederdek.
S OP Heavy d u t y
OP heavy duty m et één contactstuk Ø 35 mm die een belasting toelaat tot
1500 A.
Bij deze uitvoering kan worden voorzien van aanvoerrollen voor enkel-- en
dubbeldraadslassen (twin--arc). Voor holle draden zijn speciale, geribbelde
aanvoerrollen verkrijgbaar. De geribbelde aanvoerrollen zorgen voor een
betrouwbare draadtoevoer zonder gevaar voor vervorming door een te hoge
aanvoerdruk.
S Tandem--lassen (UP)
Gebruik voor het tandemlassen altijd laskop A6 TFE2 die op 2 lasstroombronnen
en op 2 besturingskastjes A2--A6 Process Controller m oet worden aangesloten.
In de tandemlaskop zitten 2 eenvoudige laskoppen (A6 SF) m et ieder een
contactmondstuk. Elk contactmondstuk wordt met max. 1500 A belast.
2.3 Lassen op een horizontaal of hellend vlak
De lasautomaten zijn in ontworpen voor laswerkzaamheden in het horizontale vlak.
A6 TFE2 is niet te gebruiken voor laswerkzaamheden op een hellend vlak.
Lees het onderdeel 5, op pagina 4.
NL

-- 7 --
ffb9d1ha
2.4 Technische gegevens
A6 TFE2
Aansluitspanning 42 V AC
Toegestane belasting 100% 1500 A DC/AC
Afmetingen elektroden:
massieve enkele draad 3,0--6,0 mm
holle draad 3,0--4,0 mm
dubbele draad 2x2,0--3,0 mm
Snelheid elektrodevoeding, max. 4m/min
Remmoment remnaaf 1,5 Nm
Verplaatsingssnelheid 0,1--2,0 m/min
Elektrodegewicht, max. 2x15kg
Inhoud poederhouder
(Mag niet met voorverwarmd poeder worden gevuld)
10 l
Gewicht (excl. elektrode en poeder) 158 kg
Continue geluidsdruk, A--gewogen 68 dB
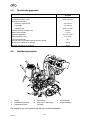
2.5 Hoofdcomponenten
1. Wagen
2. Draadtoevoereenheid
3. Handbediend slede
4. Contactstuk
5. Motor met overbrenging
(A6 VEC)
6. Poederhouder
7. Poedermondstuk
Zie pagina 8 voor een beschrijving van de hoofdcomponenten.
NL

-- 8 --
ffb9d1ha
2.6 Beschrijving van hoofdcomponenten
2.6.1 Wagen
De wagen is vierwielaangedreven.
U kunt de wagen blokkeren met de
blokkeerhendel (1).
2.6.2 Draadtoevoereenheid
De eenheid geleidt en voert de lasdraad in de het contactstuk.
2.6.3 Handbediend slede
U kunt de horizontale en verticale stand van de laskop instellen met de lineaire
sleden. U kunt de hellingshoek traploos instellen met de ronde slede.
2.6.4 Contactstuk
Stuurt de lasstroom naar de draad tijdens het lassen.
2.6.5 Motor met overbrenging (A6 VEC)
De motor regelt de toevoer van lasdraad.
Kijk in gebruiksaanwijzing 0443 393 xxx, voor meer informa tie over de A6 VEC.
2.6.6 Poederhouder/ Poederbuis/ Poedermondstuk
Het poeder wordt in de vultrechter aangebracht en vervolgens naar het werkstuk
gevoerd door de poederbuis en Poedermondstuk.
Met de poederklep op de vultrechter wordt geregeld hoeveel poeder er vrijkomt.
Zie “Bijvullen van laspoe d e r” op pagina 15.
NL

-- 9 --
ffb9i1ha
3 INSTALLATIE
3.1 Algemeen
De installatie dient door een bevoegd persoon te worden uitgevoerd.
WAARSCHUWING!
Met roterende delen loopt men het risico beklemd te raken.
Wees daarom extra voorzichtig.
3.2 Montage
3.2.1 Draadtrommel (Accessoires)
Monteer de draadtrommel (1 ) op de remnaaf ( 2 ).
S Controleer of de drager (3) naar boven is gericht.
N.B. De max. hellingshoek van de draadbobine is 25°.
Bij een te sterke helling ontstaat er slijtage aan het
borgmechanisme van de remnaaf en glijdt de draadbobine van
de remnaaf.
WAARSCHUWING
Om te voorkom e n dat de draadbobine van de remnaaf glijdt;
S
Vergrendel de bobine met behulp van de rode knop,
volgens de instructie die naast de remnaaf staat.
3.3 De remnaaf afstellen
De naaf is al afgesteld bij aflevering, maar indien
deze bijgesteld moet worden, volgt u onderstaande
instructies. .Stel de remnaaf zo in dat de draad een
beetje slap hangt als de draadtoevoer stopt.
S Remmoment aanpassen :
S Draai de rode hendel in de positie ”gesloten”.
S Steek een schroevendraaier in de veren van de remnaaf.
Draai de veren rechtsom om het remmoment te verkleinen.
Draai de veren linksom om het remmoment te vergroten.
N.B.: Draai beide veren even ver door.
NL

-- 1 0 --
ffb9i1ha
3.4 Aansluitingen
3.4.1 Algemeen
S Laat de aansluiting van de A2--A6 Process Controller ( PEH) aan bevoegd
personeel over.
S Zie de gebruiker shandleiding 0443 403 xxx, voor de aansluiting van de A6 GMD.
S Zie de gebruiker shandleiding 0443 405 xxx, voor de aansluiting van de A6 PAK.
3.4.2 Lasautomaat A6 TF (Poederbooglassen, OP)
1. Sluit de bedieningskabel (7) aan tussen de lasstroombron ( 8 ) en bedieningsbox
A2--A6 Process Controller PEH (2).
2. Sluit de retourleiding (11) aan tussen de lasstroombron (8) en het werkstuk (9).
3. Sluit de laskabel (10) aan tussen de lasstroombron (8)endelasautomaat(1).
4. Sluit de m eetleiding (12) aan tussen de lasstroombron (8) en het wer kstuk (9).
NL

-- 1 1 --
ffb9o1ha
4 WERKING
4.1 Algemeen
Waarschuwing:
Hebt u de veiligheidsvoorschriften doorgenomen en deze begrepen?
Bedien de machine alleen wanneer dat het geval is!
De algemene veilig h eidsvoorschriften vo or het gebruik van de hier beschre-
ven uitrusting vindt u op pagina 4. Lees deze voorschriften zorgvuldig door,
voordat u de uitrusting in gebruik neemt.
S Kies draadtype en laspoeder of inert gas zodanig, dat de neerslag van de eigen
las wat analyse betreft zoveel mogelijk overeenkomt met het basismateriaal.
Kies de draadafmeting en de lasgegevens volgens de aanbevolen waarden van
de leverancier van het toegevoegde materiaal.
S Een zor gvuldige voorbewerking van de naad is noodzakelijk voor een goed
lasresultaat.
LET OP! Er mogen geen ongelijke naadopeningen in de lasnaad voorkomen.
S Om het risico van warmtebarstjes te vermijden moet de breedte van de las
groter zijn dan de indringingsdiepte.
S Las altijd een proefwerkstuk met hetzelfde type naad en dezelfde plaatdikte als
het productiewerkstuk.
S Zie de gebruiksaanwijzing van de A2--A6 Process Controller (PEH)voorde
besturing en instelling v an de lasautomaat en de lasstroom bron.
S De tractor kan handmatig worden verplaatst na het ontkoppelen van d e
vrijloopstang; zie afb. op pag. 8.
S Voor vervanging van slijtende onder delen, zie de tabel op pag. 18.
NL

-- 1 2 --
ffb9o1ha
4.2 Laden van de lasdraad
1. Monteer de draadtrommel volgens de instructies op pagina 9.
2. Controleer of de aanvoerrol (1) en de contactwangen resp. de contactmondstuk-
ken (3) de juiste afmetingen hebben voor de gekozen draadafmeting.
3. Voor A6 TF (Twin):
S Voer de draad door de draadgeleider ( 8).
4. Bij het lassen met fijne draad:
S Voer de draad door de fijne draadtoevoereenheid (6).
Zorg ervoor dat de richteenheid correct is afgesteld zodat de draad recht uit
de klembek of de contacttip (3)komt.
5. Trek het uiteinde van de draad te voorschijn door de Draadtoevoereenheid (2).
S Bij draden met een diameter groter dan 2 mm: maak 0,5 m van de draad
recht en voer deze handmatig door de draadtoevoereenheid.
6. Plaats het draadeinde in het spoor van de aanvoerrol (1).
7. Stel de draaddruk tegen de aanvoerrol in m et knop (4).
S N.B. Niet harder aanspannen dan nodig is voor een zekere aanvoer.
8. Rol een stuk lasdraad ter lengte van 30 mm af door een druk op de bijbehorende
de knop op de besturingsmodule A2--A6 Process Controller (PEH).
9. Richt de draad door bij te stellen met knop (5).
S Gebruik altijd stuurbuis ( 7) voor een zekere aanvoer van dunne draad
(1,6--2,5 mm).
NL

-- 1 3 --
ffb9o1ha
4.3 Vervangen van aanvoerrol (A6 TF)
Enkele draad
S Maak de knoppen (3)en(4)los.
S Maak de handknop (2)los.
S Vervang de aanvoerrol (1).
Deze zijn gemerkt met de resp. draadafmetingen.
Dubbele draad (Twin arc)
S Vervang de aanvoerrol (1) met dubbel spoor op
dezelfde m anier als bij de enkele draad.
S LET OP! Vervang ook de drukrol (5). De speciale bolvormige drukrol voor
dubbele draad vervangt de standaard drukrol voor enkele draad.
S Monteer de drukrol met een speciale astap (best. nr. 0146 253 001).
Holle draad voo r geribbeld e rollen (Accessoires)
S Vervang de aanvoerrol (1)endedrukrol(5) paarsgewijs voor de resp.
draadafmetingen.
N.B. Voor de drukrol is een speciale astap nodig (best. nr. 0212 901 101).
S Haal de drukbouten (4) met gematigde druk aan, zodat de holle draad niet wordt
vervormd.
NL

-- 1 4 --
ffb9o1ha
4.4 Contactuitrustingen voor OP--lassen
Voor enkele draad 3,0 -- 6,0 mm. Heavy d u t y (D35)
S Gebruik de r ichtrolleneenheid ( 3 ), het contactstuk (1)D35
met de contactklauwen (2).
S Monteer de ene contactklauw met de meegeleverde
M5--bouten in het vaste contactstuk (a).
S Monteer de andere contactklauw in de losse helft van het
gedeelde contactstuk (b) onder de bout ( 8 ) en haal stijf
aan, zodat een goed contact wordt verkregen tussen de
contactklauwen en de draad.
Voor h o lle draad 1,6 mm -- 4,0 mm (D20 en D35) (Accessoires).
Als er contactklauwen (D35) worden gebruikt, moet de druk boven de
contactklauwen met gematigde kracht worden aangehaald, zodat de holle draad
niet wordt vervormd.
S Let erop dat er een goede contactovergang naar de holle draden wordt
verkregen.
Instelling van de draad b ij tandemlassen.
De afstand tussen de eerste en de tweede draad mag niet zo groot zijn dat de
slak al tussen de draden kan stollen.
S Let erop dat er tussen de eerste en de tweede draad een goede
poederbekleding zit.
Voor dubbele draad 2 x 2,0 -- 3,0 Heavy Twin (D35) (Accessoires).
S Gebruik de r ichtrolleneenheid ( 3 ), het contactstuk (1)D35met
de contactklauwen (2).
S Monteer de ene contactklauw met de meegeleverde
M5--bouten in het vaste contactstuk (a).
S Monteer de andere contactklauw in de losse helft van het
gedeelde contactstuk (b) onder de bout ( 8 ) en haal stijf
aan, zodat een goed contact wordt verkregen tussen
de contactklauwen en de draad.
NL

-- 1 5 --
ffb9o1ha
Voor dubbele draad 2 x 1,2 -- 2,0 mm, Light Twin (D35) (Accessoires).
S Gebruik de r ichtrolleneenheid ( 3 ), het contactstuk (1)D35
met de twinadapter (9) en 2 contactmondstukken (2 )
(M6--schroefdraad) en een aparte richteenheid voor dunne
draad (4) met twee stuurbuizen (6).
Gebruik voor dubbele draad < 1,6 mm een stuurspiraal die in
elke stuurbuis afzonderlijk wordt geplaatst.
S Monteer de twinadapter (9) voor de M6--contactmondstukken
(2) m et de M5--bout in het vaste deel van het gedeelde
contactstuk (1).
S Monteer de beugel (7 ) met de stuurbuizen ( 6 ) in het M12--gat van
de standaard richtrolleneenheid (3). De stuurbuizen m oeten de
onderkant van de twinadapter (9) voor het contactmondstuk
(2) r aken.
S Haal de contactmondstukken (2) m et een sleutel aan, zodat er
een goed contact wordt verkregen.
S Kort de stuurbuis (6) evt. in zodat de aanvoerrol (5) vrij loopt.
Instelling van de draad b ij Twinarc--lassen:
Stel de draden in de naad op een optimaal lasresultaat in door het contactstuk te
draaien. De beide draden kunnen zodanig worden gedraaid dat ze na elkaar zijn
geplaatst op één lijn met de naad of in een willekeurige positie tot 90_ haaks
op de naad, d.w.z. met één draad aan elke zijde van de naad.
4.5 Bijvullen van laspoeder (OP--lassen)
1. Sluit de poederklep (1) van de poederhouder.
2. Maak eventueel de cycloon van de poederzuiger los.
3. Vul de houder met laspoeder.
N.B.! De laspoeder moet droog zijn. Vermijd zoveel
mogelijk het gebruik van agglomererend laspoeder
buitenshuis en in vochtige omgevingen.
4. Plaats de poederslang zodanig dat de poederslang
niet dubbelvouwt.
5. Stel de hoogte van het poedermondstuk boven de
las zodanig in, dat een goede poederhoeveelheid
wordt verkregen.
De poederbekleding moet zo hoog zijn, dat de
vlamboog niet doorslaat.
4.6 Ombouwen van de A6 TF (OP--lassen) naar Twin--arc (dubbele
draad)
S Monteren volgens de bijgeleverde gebruiksaanwijzing voor de ombouwset.
NL

-- 1 6 --
ffb9u1ha
5 ONDERHOUD
5.1 Algemeen
N.B.
Als u zelf reparaties aan de machine uitvoert om eventuele storingen te verhelpen,
wijst ESAB alle verantwoordelijkheid af en kunt u geen aanspraken maken op
schadevergoeding of een beroep doen op de garantie.
BELANGRIJK! Schakel de netspanning uit, voordat u onderhoud pleegt.
Voor het onderhoud van de bedieningsdoos A2--A6 Process Controller (PEH), zie
gebruiksaanwijzing 0443 745 xxx.
5.2 Dagelijks
S Zorg dat de bewegende delen van de lasautomaat vrij blijven van laspoeder en
stof.
S Controleer of het contactmondstuk en alle elektrische leidingen aangesloten zijn.
S Controleer of alle schroefverbindingen aangehaald zijn en of de besturing en de
aandrijfrollen niet versleten of beschadigd zijn.
S Controleer het remkoppel van de remnaaf. Het mag niet zo klein zijn dat de
draadtrommel b lijft roteren wanneer de draadtoevoer stopt en het mag niet zo
groot zijn dat de toevoerrollen slippen. De richtwaarde voor het remkoppel van
een draadtrommel van 30 kg is 1,5 Nm.
Remkoppel bijstellen zieop blz. 9.
5.3 Periodiek
S Controleer elk kwartaal de
koolborstels van de draadmotor,
vervang ze wanneer ze versleten
zijn tot 6 mm .
S Controleer de schuiven,
smeer indien ze klemmen.
S Controleer de draadbesturing,
de aandrijfrollen en het
contactmondstuk van de
draad--aanvoereenheid. Vervang
versleten of beschadigde componenten
(zie slijtageonderdelen op blz. 18).
S Als de aandrijving van de wagen begint te haperen. moet u controleren of de
ketting gespannen is. Span de ketting indien nodig.
S Wanneer de ketting gespannen moet worden, moet u de moer (*1) losmaken en
aan de excentrische as draaien, en daarna de moer opnieuw aanhalen.
NL

-- 1 7 --
ffb9f1ha
6STORINGZOEKEN
6.1 Algemeen
Uitrusting
S Gebruiksaanwijzing bedieningsbox A2--A6 Process Controller (PEH),
best.nr. 0443 745 xxx.
S Gebruiksaanwijzing motor met over b renging A6 VEC, best.nr. 0443 393 xxx.
Controleer
S of de lasstroombron is ingesteld op de juiste netspanning
S of alle 3 fasen spanning hebben (fasevolgorde niet belangrijk)
S of de lasleidingen en hun aansluitingen niet beschadigd zijn
S of de bedieningselementen in de gewenste positie staan
S of de netspanning uitgeschakeld is voordat u begint te repareren
6.2 Mogelijke storingen
1. Sympto o m De ampère-- en voltwaarden vertonen grote variaties op h et
display.
Oorzaak 1.1 Contactbekken of contactmondstuk versleten of verkeerde
dimensie.
Maatregel Vervang de contactbekken of het contactmondstuk.
Oorzaak 1.2 De druk op de toevoerrollen is onvoldoende.
Maatregel Verhoog de druk op de toevoerrollen.
2. Symptoom De draadtoevoer is ongelijkmatig.
Oorzaak 2.1 De druk op de toevoerrollen is verkeerd ingesteld.
Maatregel Wijzig de druk op de toevoerrollen.
Oorzaak 2.2 Verkeerde dimensie van de toevoerrollen.
Maatregel Vervang de toevoerrollen.
Oorzaak 2.3 De gleuven in de toevoerrollen zijn versleten.
Maatregel Vervang de toevoerrollen.
3. Sympto o m De lasleidingen raken o ververhit.
Oorzaak 3.1 Slechte elektrische aansluitingen.
Maatregel Maak alle elektrische aansluitingen schoon en haal deze aan.
Oorzaak 3.2 De lasleidingen hebben een te kleine dimensie.
Maatregel Vergroot de leidingdimensie of gebruik parallelle leidingen.
7 BESTELLEN VAN RESERVEONDERDELEN
Reserveonderdelen zijn te bestellen via de dichtstbijzijnde ESAB--vertegenwoordiger,
zie de laatste pagina van dit boek. Geef bij bestelling altijd het machinetype, het se-
rienummer en de aanduiding plus het onderdelennr. aan die staan aangegeven in de
lijst met reser veonder delen op pag. 21.
Dit vergemakkelijkt het uitvoeren van d e bestelling en gar andeer t een correcte lever -
ing.
NL

Slijtageonderdelen
-- 1 8 --
dfa8s11a
Feed rollers
SAW tubular wire
Part no D (mm)
0146 024 880 0,8--1,6
0146 024 881 2,0--4,0
Pressure rollers
SAW tubular wire
Part no D (mm)
0146 025 880 0,8--1,6
0146 025 881 2,0--4,0
Contact jaws
SAW HD ( D35)
Part no D (mm)
0265 900 880 3,0
0265 900 882 4,0
0265 900 883 5,0
0265 900 884 6,0

Maatschets
-- 1 9 --
ffb9dim

-- 2 0 --
sida

Reserveonderdelenlijst
-- 2 1 --
spareFram
Edition 2007--07--12
Ordering no. Denomination Notes
0334 191 882 Automatic welding machine A6 TFE2

-- 2 2 --
f334191s
Item
no.
Qty Ordering no. Denomination Notes
0334191882 Automatic welding machine A6 TFE2
3 2 0443741880 Control box PEH, see separate manual
6 2 0146967880 Brake hub
7 1 0334457880 Wire guide
8 1 0334184001 Plate
10 1 0147639881 Wire straightener (left mounted) D35
11 2 0334170001 Clamping ring
13 2 0417959880 Contact jaw tube L=220
14 1 0334183881 Carriage
15 2 0334171001 Plate
17 1 0147639880 Wire straightener (right mounted) D35
18 1 0334294001 Bracket
19 1 0148487880 Bracket for fluxhopper
20 1 0147649881 Flux hopper 10 l
21 4 0154465880 Manual Slide L=90
23 1 0145063906 Motor with gear A6 VEC (156:1), see separate manual
24 2 0456490880 Motor cable 1.6 m
25 2 0218810183 Insulated hand wheel
26 1 0334172001 Gear bracket
27 1 0334180880 Reel holder
29 1 0334177001 Plate
31 8 0278300180 Insulator 2000 V
32 1 0334168881 Column
33 1 0145063896 Motor with gear A6 VEC (156:1), see separate manual
34 1 0334297881 Box holder
35 1 0334179001 Plate
36 1 0334185887 Box girder beam complete
40 1 0153491001 Branching tube
42 0443383001 Flux hose D32/25
43 1 0153299880 Flux nozzle
57 1 0334709001 Spacer
80 2 0457713001 Bar
90 2 0456504881 Cable (arc--voltage) 1,7m

-- 2 3 --
f334191s

-- 2 4 --
f147639s
Item
no.
Qty Ordering no. Denomination Notes
0147639880 Straightener (right mounted)
1 1 0156449001 Clamp
4 1 0215503601 Insulating sleeve
5 1 0156530001 Clamp half D35
6 2 0212900001 Spacer screw
7 4 0215201209 Sealing, O--ring D11.3x2.4
8 2 0218400801 Pressure roller arm
9 1 0218810181 Handwheel, insulated
10 1 0218810182 Handwheel, insulated
11 3 0332408001 Stub shaft
13 3 0153148880 Pressure roller
14 1 0415498001 Pressure roller , upper
15 2 0212902601 Spacer screw
16 1 0415499001 Pressure roller , lower
19 2 0219501013 Spring washer D18.1/10.2
28 1 0156531001 Clamp half D35
30 1 0212 6011 10 Nut M10

-- 2 5 --
f147639s
Item
Qty Orderingno. Denomination Remarks
0147639881 Straightener (left mounted)
1 1 0156449001 Clamp
4 1 0215503601 Insulating sleeve
5 1 0156530001 Clamp half D35
6 2 0212900001 Spacer screw
7 4 0215201209 Sealing, O--ring D11.3x2.4
8 2 0218400801 Pressure roller arm
9 1 0218810181 Handwheel, insulated
10 1 0218810182 Handwheel, insulated
11 3 0332408001 Stub shaft
13 3 0153148880 Pressure roller
14 1 0415498001 Pressure roller , upper
15 2 0212902601 Spacer screw
16 1 0415499001 Pressure roller , lower
19 2 0219501013 Spring washer D18.1/10.2
28 1 0156531001 Clamp half D35
30 1 02126011 10 Nut M10

-- 2 6 --
f417959s
Item
no.
Qty Ordering no. Denomination Notes
0417959880 Contact jaw tube L = 220 mm
1 1 0443344880 Contact tube L = 220 mm
4 1 0443372001 Fitting bolt
5 4 0219504307 Cup spring d20/10.2, T=1.1
6 1 0417979001 Ring

-- 2 7 --
f334183s
Item no.
Qty Ordering no. Denomination Notes
0334183881 Carriage
1 2 0334295880 Handle
2 2 0449205880 Guide arm
5 4 0229202280 Wheel
7 4 0219501013 Spring washer d18,1/10,2
8 1 0334198880 Front shaft with sprocket
12 4 0334264001 Flange bearing unit
15 1 0218201502 Chain 1/2”x4,88
16 1 0218201602 Chain lock simple 1/2”x4,88
17 1 0334160001 Stub shaft
20 1 0334163880 Sprocket
21 1 0334162880 Sprocket
22 1 0334161001 Exenter
23 1 0334197880 Rear shaft with sprocket
24 1 0334267880 Cover
25 1 0334265880 Motorgear
31 2 0215701019 Grooved ring d25x1,2
32 1 0334189001 Gear wheel
36 1 0321220001 Grommet
38 1 0456491880 Motor cable 1,7m
43 1 0333630001 Adjustable locking arm
44 1 0211 102940 Roll pin d3x28
45 1 0215701016 Grooved ring d20
46 1 0334196001 Bushing
48 1 0334192880 Excenter
52 1 0221307001 Steel ball 7,94 mm
53 14 0219501101 Spring plate d8/3,2x0,3
63 4 0278300180 Insulator (a6)

-- 2 8 --
f147649s
Item
no.
Qty Ordering no. Denomination Notes
0147649881 Flux Hopper 10l
1 1 0154007001 Flux hopper
2 1 0148837001 Window (a6 flux hopper)
3 1 0147645001 Mounting
6 1 0153347880 Flux valve
7 1 0215201232 Sealing, O--ring 69,2x5,7
13 1 0020301780 Flux strainer
14 1 0443383002 Flux hose L=500

-- 2 9 --
f154465s
Item
Qty Orderingno. Denomination Remarks
0154465880 Slide, manually operated L=90
1 1 0154464001 Slide frame
6 1 0154463880 Carriage with slide rails
7 6 0190509485 Stop screw M10x10
8 1 0154458001 End piece
10 2 0211 102957 Roll pin D5x20
11 1 0154461001 Lead screw
16 1 0190531201 Ball bearing SKF 3201
17 1 0154456001 Lock nut
18 1 0154457001 Ball bearing cap
22 1 0334537001 Handle crank
23 1 0211 102938 Roll pin D3x20

-- 3 0 --
f153299s
Item
no.
Qty Ordering no. Denomination Notes
0153299880 Flux nozzle complete
1 1 0153290002 Holder for flux pipe
2 1 0153296001 Flux pipe, bent
3 1 0153425001 Wheel


ESAB AB
SE--695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.co m
070514
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna--Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r .o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel:+4536300111
Fax:+4536304003
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel:+33130755500
Fax:+33130755524
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel:+3612044182
Fax:+3612044186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel:+3902979681
Fax:+390297289181
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel:+4733121000
Fax:+4733115203
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel:+421744882426
Fax:+421744888741
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel:+4631509500
Fax:+4631509222
ESAB international AB
Gothenburg
Tel:+4631509000
Fax:+4631509360
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem--MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 5308 9922
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 3 5296 7371
Fax:+81352968080
MALAYSIA
ESAB (Malaysia) Snd Bhd
Selangor
Tel: +60 3 8027 9869
Fax:+60380274754
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel:+6568614322
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki--Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.co m
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
































Gerelateerde papieren
-
ESAB A2 TFF1 / A2 TGF1 Handleiding
-
ESAB A6 DK Automatic welding machine Handleiding
-
ESAB A6 SFE1 / SFE2 / SGE1 / SFE1C Handleiding
-
ESAB A6 Mastertrac Tandem Handleiding
-
ESAB A6 Tandem Mastertrac Handleiding
-
-
-
-
ESAB A2 Automatic welding machines Handleiding
-