
REF. 1010
SOFT: V01.0X
8055 MC
Zelfstudiegids
CNC

Voor dit product wordt de volgende broncode gebruikt, die onderhevig is aan de voorwaarden van de GPL-licentie. De
toepassingen busybox V0.60.2; dosfstools V2.9; linux-ftpd V0.17; ppp V2.4.0; utelnet V0.1.1. De bibliotheek grx V2.4.4.
De kernel van linux V2.4.4. De lader van linux ppcboot V1.1.3. Als u een kopie van deze broncode op CD wenst te ontvangen,
stuur dan 10 euro naar Fagor Automation om de voorbereidings- en verzendingskosten te dekken.
Alle rechten voorbehouden. Geen enkel deel van deze documentatie mag
worden gereproduceerd, overgedragen, overgeschreven, opgeslagen in een
geautomatiseerd gegevensbestand of vertaald zonder de uitdrukkelijke
toestemming van Fagor Automation. Kopiëren of onbevoegd gebruik van (een
deel van) de software is verboden.
De informatie in deze handleiding kan onderhevig zijn aan veranderingen
wegens wijzigingen. Fagor Automation behoudt zich het recht voor de inhoud van
de handleiding te wijzigen zonder de verplichting de veranderingen mee te delen.
Alle gedeponeerde handelsmerken of fabrieksmerken die voorkomen in de
handleiding, zijn eigendom van hun respectieve eigenaars. Het gebruik van deze
merken door derden voor eigen doeleinden kan de rechten van de eigenaars
Schengen.
Het is mogelijk dat de CNC meer functies kan uitvoeren dan aangegeven in de
bijgeleverde documentatie; Fagor Automation garandeert echter de geldigheid
van deze toepassingen niet. Tenzij uitdrukkelijke toelating van Fagor Automation
moet elke toepassing van de CNC die niet is aangegeven in de documentatie
bijgevolg worden beschouwd als "onmogelijk". Fagor Automation weigert in elk
geval enige aansprakelijkheid voor verwondingen, lichamelijke of materiële
schade aan of door de CNC indien deze anders wordt gebruikt dan aangegeven
in de overeenkomstige documentatie.
De inhoud van deze handleiding en de geldigheid voor het beschreven product
werden bekrachtigd. Niettemin is het mogelijk dat zich een onvrijwillige fout heeft
voorgedaan, waardoor geen absolute overeenstemming wordt gegarandeerd.
De informatie van het document wordt in elk geval regelmatig nagekeken om
eventuele correcties aan te brengen in een volgende uitgave. We stellen uw
suggesties voor verbetering op Prius.
De in deze handleiding beschreven voorbeelden dienen om met de machine te
leren werken. Vóór gebruik in industriële toepassingen, moeten ze naar behoren
worden aangepast en bovendien moet worden gewaarborgd dat aan de
veiligheidsvoorschriften wordt voldaan.

Zelfstudiegids
Optie ·MC·
REF. 1010
3
INHOUDSOPGAVE
HOOFDSTUK 1 THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1.1 Assen van de machine. ............................................................................................. 7
1.2 Machinenulwaarde en nulstuk. .................................................................................. 9
1.3 Zoeken machinereferentie....................................................................................... 10
1.4 Trajectgrenzen......................................................................................................... 11
1.5 Selectie van het nulstuk........................................................................................... 12
1.6 Werkeenheden. ....................................................................................................... 13
HOOFDSTUK 2 THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2.1 De werktuigwissel.................................................................................................... 17
2.2 De werktuigtabel...................................................................................................... 18
2.3 Werktuigkalibratie. ................................................................................................... 20
HOOFDSTUK 3 MANUELE BEDIENING.
3.1 Beschrijving van het scherm en het toetsenbord..................................................... 25
3.1.1 Beschrijving van het toetsenbord......................................................................... 26
3.1.2 Beschrijving van het standaard scherm............................................................... 28
3.1.3 Beschrijving van het hulpscherm. ........................................................................ 29
3.2 Zoeken machinereferentie....................................................................................... 30
3.3 Kop. .........................................................................................................................31
3.3.1 Snelheidsgamma's............................................................................................... 32
3.4 Verplaatsing van de assen. ..................................................................................... 33
3.4.1 Stuur. ................................................................................................................... 34
3.4.2 Beweging in jog. .................................................................................................. 35
3.4.3 Verplaatsing van een as naar een maat.............................................................. 36
3.5 Het wisselen van de gereedschap........................................................................... 37
3.5.1 Werktuigwisselpunt.............................................................................................. 38
3.5.2 Afstelling van het werktuig. .................................................................................. 39
3.5.3 Het wijzigen van gegevens van de werktuigtabel. ............................................... 42
3.5.4 Controle van de correcte kalibratie. ..................................................................... 43
HOOFDSTUK 4 BEWERKINGEN OF CYCLI.
4.1 Beschrijving van het scherm en het toetsenbord..................................................... 47
4.2 Werkmodi. ............................................................................................................... 49
4.3 Bewerkingen of cycli................................................................................................ 50
4.3.1 Een bewerking of cyclus bewerken. .................................................................... 51
4.3.2 Een bewerking of cyclus simuleren. .................................................................... 54
4.3.3 Een bewerking of cyclus uitvoeren. ..................................................................... 60
HOOFDSTUK 5 SAMENVATTING VAN DE WERKCYCLI.
5.1 Profielfreesbewerking. ............................................................................................. 65
5.2 Afvlakkings- en inkervingsbewerking....................................................................... 66
5.3 Cyclus van bak met profiel. ..................................................................................... 67
5.4 Cycli van rechthoekige en ronde naaf. .................................................................... 68
5.5 Cycli van rechthoekige en ronde bak. ..................................................................... 69
5.6 Positionering............................................................................................................ 71
5.7 Kotteringsbewerking. ............................................................................................... 72
5.8 Ruimingsbewerking. ................................................................................................ 73
5.9 Schroefbewerking met stift. ..................................................................................... 74
5.10 Boor- en stippelbewerking. ...................................................................................... 75
5.11 Meervoudige positionering op verscheidene punten. .............................................. 77
5.12 Meervoudige positionering in rechte lijn. ................................................................. 78
5.13 Meervoudige positionering in boog.......................................................................... 79
5.14 Meervoudige positionering in de vorm van een parallellogram. .............................. 80
5.15 Meervoudige positionering in de vorm van een maas. ............................................ 81
5.16 Profielbewerker........................................................................................................ 82

Zelfstudiegids
Optie ·MC·
REF. 1010
4
HOOFDSTUK 6 CONVENTIONELE STUKPROGRAMMA'S.
6.1 Wat is een conversationeel stukprogramma? ......................................................... 85
6.2 Bewerking van een stukprogramma........................................................................ 86
6.3 Een stukprogramma wijzigen. ................................................................................. 89
6.4 Een bewerking simuleren/uitvoeren. ....................................................................... 93
6.5 Een stukprogramma simuleren of uitvoeren............................................................ 94
6.6 Een stukprogramma simuleren/uitvoeren vanuit een bewerking............................. 95
6.7 Een stukprogramma in een ander kopiëren. ........................................................... 96
6.8 Een stukprogramma wissen. ................................................................................... 97
BIJLAGEN VOORBEELD VAN PROGRAMMERING.

1
THEORETISCHE BESCHOUWINGEN OVER HET
MACHINE-CNC.
Benaming van de machineassen.
Wat betekent machinenulpunt en nulstuk.
Wat is "Machinereferentie zoeken".
Wat zijn de trajectgrenzen.
Een nulstuk voorselecteren.
Welke zijn de werkeenheden.


ZELFSTUDIEGIDS
7
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.1 Assen van de machine.
De richting van de assen hangt af van het soort machine en wordt opgelegd door de "Kurkentrekkerregel"
Richting van de assen.
Draaiassen.

ZELFSTUDIEGIDS
8
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
In de handleiding wordt de volgende asconfiguratie gevolgd.
In de machine kunnen twee bewegingen worden
onderscheiden, die van de karren en die van het werktuig.
Voor de programmering van bewegingen gaan we er van uit
dat het werktuig altijd beweegt. Daarom zullen de assen
zijn.

ZELFSTUDIEGIDS
9
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.2 Machinenulwaarde en nulstuk.
Dit zijn de referenties die de machine nodig heeft om te kunnen werken.
Machinenulpunt (O
M
)
Dit wordt bepaald door de fabrikant en is het oorsprongspunt van de
assen.
Nulstuk (O
M
)
Wordt door de bediener bepaald. Dit is het oorsprongspunt van het
stuk, van waaruit de bewegingen worden geprogrammeerd. Kan op
eender welk deel van het stuk worden geplaatst.
O
M
O
M
O
P
O
P

ZELFSTUDIEGIDS
10
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.3 Zoeken machinereferentie.
Wanneer de CNC uit staat, kunnen de assen manueel of per ongeluk worden verplaatst. In deze omstandigheden verliest de
CNC de werkelijke positie van de assen. Daarom is het bij het aanzetten raadzaam (niet noodzakelijk) de bewerking
"Machinereferentie zoeken" uit te voeren. Met deze bewerking wordt het werktuig naar een door de fabrikant gedefinieerd punt
bewogen en synchroniseert de CNC de positie door de voor dat punt door de fabrikant gedefinieerde waarden, verwijzend
naar de machinenulwaarde, over te nemen.
NOTA: Met de nieuwe verzamelsystemen (gecodeerd) kan de positie van de assen worden bepaald aan de hand van een
kleine verplaatsing ervan. Zo verdwijnt het concept machinereferentie.
Referentie machine: Dit is het punt waarnaar het werktuig wordt bewogen bij het zoeken van de machinereferentie.
O
M
O
M
Referentie machine.
Referentie werktuig.
Referentie machine.
=
Referentie werktuig.

ZELFSTUDIEGIDS
11
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.4 Trajectgrenzen.
Deze soort machines hebben twee soorten grenswaarden:
• Fysische grenzen. Deze worden opgelegd door de machine om te voorkomen dat de karren uit het geleidebed schieten
(mechanische nokken en aanslagen).
• Grenzen van de CNC. De fabrikant bepaalt deze in de CNC om te voorkomen dat de karren de fysische grenzen bereiken.
Fysische grenzen.
Grenzen van de CNC.

ZELFSTUDIEGIDS
12
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.5 Selectie van het nulstuk.
De selectie van het nulstuk wordt op de drie assen uitgevoerd.
Het programmeren is moeilijker vanaf het machinenulpunt
(O
M
), en dient enkel voor dat stuk in die positie. Bij het
programmeren vanaf een nulstuk (O
P
) kunnen de
afmetingen van het stuk uit het vlak worden gehaald.
Wanneer verscheidene stukken mechanisch worden
bewerkt, is de afstand tussen de machinenulwaarde (O
M
)
en het stuk verschillend voor elk stuk. Er zou voor elk stuk
een programma uitgevoerd moeten worden. Bij het
programmeren vanaf een nulstuk (O
P
), maakt het niet uit
waar het stuk is vastgemaakt.
O
M
O
P
O
M
O
P
O
P
O
M
O
M

ZELFSTUDIEGIDS
13
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1
1.6 Werkeenheden.
Programmeringeenheden.
Deze worden vastgelegd door de
fabrikant en worden uitgedrukt in
millimeter of duim.
Snelheid van de kop.
De draaisnelheid van de kop wordt
geprogrammeerd in tpm.
Vooruitgang van de assen.
De vooruitgang (F) van de assen wordt
geprogrammeerd in mm/min (duim/
min).
Millimeter.
Inch.
RPM
F
F

ZELFSTUDIEGIDS
14
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET MACHINE-CNC.
1

2
THEORETISCHE BESCHOUWINGEN OVER HET
WERKTUIG.
Beheer van de werktuigwissel.
Wat is de werktuigtabel en welke informatie wordt hier bewaard.
Wat is de werktuigkalibratie.
Defecten door fouten in de werktuigtabel.


ZELFSTUDIEGIDS
17
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
2.1 De werktuigwissel.
De werktuigen waarmee de CNC gaat werken kunnen zich in een opslagplaats in de machine bevinden. De wissel verloopt
anders bij een machine met opslagplaats dan bij een machine zonder opslagplaats:
• Als de machine geen opslagplaats voor werktuigen heeft, wordt de wissel manueel uitgevoerd (zoals bij een conventionele
machine).
• Als de machine een opslagplaats voor werktuigen heeft, zorgt de CNC automatisch voor de wissel.

ZELFSTUDIEGIDS
18
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
2.2 De werktuigtabel.
In deze tabel wordt de werktuiginformatie bewaard. Wanneer een werktuig wordt gewisseld, neemt de CNC de gegevens over
die voor dat werktuig in de tabel zijn gedefinieerd.
De informatie in de tabel is de volgende:
• ·T· Werktuignummer.
• ·D· Corrector toegewezen aan het werktuig.
In de corrector zijn de afmetingen van het werktuig gedefinieerd.
·L· Werktuiglengte.
·R· Werktuigradius.
·J· Straalslijtage.
·K· Lengteslijtage.

ZELFSTUDIEGIDS
19
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
• Nominale levensduur.
Tijd van de mechanische bewerking of aantal bewerkingen die het werktuig kan uitvoeren.
• Werkelijke levensduur.
Tijd van de mechanische bewerking of aantal uitgevoerde bewerkingen.
• Familie.
Werktuigen met dezelfde eigenschappen.
• Status.
Deze gegevens worden geactualiseerd door de CNC. De bediener kan deze niet wijzigen.
Soort werktuig.
·N· normale werktuigen.
·S· Speciaal werktuig.
Staat van gereedschap.
·A· Beschikbaar werktuig.
·E· Versleten werktuig (werkelijke levensduur > nominale levensduur).
·R· Werktuig geweigerd door de automaat.
Als een versleten of geweigerd werktuig wordt gevraagd, zoekt de CNC een werktuig van dezelfde familie. Als deze bestaat,
wordt deze geselecteerd.

ZELFSTUDIEGIDS
20
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
2.3 Werktuigkalibratie.
De kalibratie van de werktuigen is de bewerking waarmee we in de CNC de afmetingen van het werktuig definiëren. Het is
uiterst belangrijk deze bewerking goed uit te voeren opdat de stukken de juiste afmetingen hebben en opdat het zelfde punt
gecontroleerd blijft worden bij een werktuigwissel.
Z
X
Y
00000.000
-00443.331
00044.000
1
-00443.331
00000.000
00044.000
X
Y
Z
L
2
L
T1
T2
Verschillende afmetingen van het werktuig. Zelfde punt.

ZELFSTUDIEGIDS
21
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
DEFECTEN DOOR EEN SLECHTE KALIBRATIE VAN DE LENGTE.
·Z1· Werkelijke lengte. Stuk met de juiste afmetingen.
·Z2· Valse lengte.
·Z2· > Werkelijke lengte.
Stuk met de foute afmetingen.
Stuk om mechanisch te bewerken. Gereedschappen.
Mechanische bewerking incorrect.
Werktuigen slecht gekalibreerd.
Mechanische bewerking correct.
Werktuigen goed gekalibreerd.

ZELFSTUDIEGIDS
22
Optie ·MC·
THEORETISCHE BESCHOUWINGEN OVER HET WERKTUIG.
2
DEFECTEN DOOR EEN SLECHTE KALIBRATIE VAN DE STRAAL.
Werkelijk profiel.
Gewenste profiel.
Materiaalverdikking.
Werkelijke straal.
Valse straal.
Werktuig.
Door het verschil tussen beide stralen ontstaat een materiaalverdikking.

3
MANUELE BEDIENING.
Beschrijving van het toetsenbord en van het scherm.
De machinereferentie zoeken.
Werk met de kop.
Manieren om de assen te verplaatsen (sturen, doorlopende jog, incrementele jog).
Gereedschappen.


ZELFSTUDIEGIDS
25
Optie ·MC·
MANUELE BEDIENING.
3
3.1 Beschrijving van het scherm en het toetsenbord.
Bij het aanzetten, toont de CNC het volgende scherm.
Als het niet op dit scherm verschijnt, is het mogelijk dat de CNC in de
modus ·M· staat. Druk op de volgende toetsen om de ·MC· modus te
activeren.

ZELFSTUDIEGIDS
26
Optie ·MC·
MANUELE BEDIENING.
3
3.1.1 Beschrijving van het toetsenbord.
1· Toetsen om de mechanische bewerkingen te definiëren.
2· Toetsen voor externe toestellen.
3· Alfanumerieke toetsen en bedieningstoetsen.
4· Bedieningspaneel.
Beschrijving van het bedieningspaneel.

ZELFSTUDIEGIDS
27
Optie ·MC·
MANUELE BEDIENING.
3
Selectieschakelaar voor de werkmodus.
Keuze van de draairichting en inschakelen
van de kop.
Procentuele variatie van de draaisnelheid.
Jog-toetsenbord voor de manuele
verplaatsing van de assen.
Doorlopende Jog.
Incrementele Jog.
Stuur.
Procentuele variatie van de vooruitgang.
[Start]-toets.
[STOP]-toets.

ZELFSTUDIEGIDS
28
Optie ·MC·
MANUELE BEDIENING.
3
3.1.2 Beschrijving van het standaard scherm.
1· Uur, uitvoeringstype (blok per blok/doorlopend), programmanummer,
uitvoeringstoestand (in positie, uitvoering, onderbroken of reset) en berichten van
de PLC.
2· Berichten van de CNC.
3· Positie van het werktuig ten opzichte van het nulstuk en de machinenulwaarde.
Werkelijke omwentelingen van de kop.
4· Vooruitgang van de assen en toegepast percentage.
5· Werktuiginformatie.
6· Kopinformatie. Geselecteerde werksnelheid, toegepast percentage, toestand van
de kop (rechtsdraaiend, linksdraaiend of stilstand) en actief gamma.
7· Hulpberichten.

ZELFSTUDIEGIDS
29
Optie ·MC·
MANUELE BEDIENING.
3
3.1.3 Beschrijving van het hulpscherm.
1· Uur, uitvoeringstype (blok per blok/doorlopend), programmanummer,
uitvoeringstoestand (in positie, uitvoering, onderbroken of reset) en berichten van
de PLC.
2· Berichten van de CNC.
3· Geselecteerde programmablokken.
4· Asinformatie. Eindpunt van de beweging (OPDRACHT), huidige positie van de
assen (HUIDIG), af te leggen afstand (REST) en verschil tussen de theoretische
en de werkelijke positie van de positie (OPVOLGINGSFOUT).
5· Kopinformatie. Geprogrammeerde theoretische snelheid, werkelijke snelheid en
opvolgingsfout.
6· Actieve functies G en M.
Aantal opeenvolgend uitgevoerde stukken met het programma (PARTC),
uitvoeringstijd van het stuk (CYTIME) en klok van de automaat.
Ander scherm.

ZELFSTUDIEGIDS
30
Optie ·MC·
MANUELE BEDIENING.
3
3.2 Zoeken machinereferentie.
Nadat de machine is aangezet, is het raadzaam de machinereferentie van de assen te zoeken voor in het geval deze zijn
verplaatst terwijl de machine uitstond. De machinereferentie kan op twee manieren worden gezocht.
Zoeken handmatig machinereferentie.
Het zoeken van de machinereferentie van elke as gebeurt
afzonderlijk. De CNC handhaaft niet het nulstuk.
Automatische opzoeking van de machinereferentie.
Het zoeken van de machinereferentie gebeurt voor alle
assen samen, naargelang de door de fabrikant
voorgedefinieerde subroutine. De CNC handhaaft het
nulstuk.
O
P
O
M
De CNC toont de maten die verwijzen naar het nulstuk (O
P
)
met inachtneming van de afmetingen van het werktuig.
De CNC toont de maten die verwijzen naar het
machinenulpunt (O
P
) met inachtneming van de afmetingen
van het werktuig.
Druk op:
Druk op:
O
M
Druk op:
Druk op:

ZELFSTUDIEGIDS
31
Optie ·MC·
MANUELE BEDIENING.
3
3.3 Kop.
Wat betreft de kop, toont de CNC de volgende informatie.
Gebruik de volgende toetsencombinatie om de werksnelheid (in tpm.) te selecteren.
Gebruik de toetsen van het bedieningspaneel om de kop te starten.
Geselecteerde snelheid.
Toegepast percentage.
Draairichting.
Gamma van de actieve kop.
Draaisnelheid. +
Draaiing van de kop naar rechts. Met de klok mee.
Onderbreekt het draaien van de kop.
Draaiing van de kop naar links. Tegen de klok in.
Verhoogt of verlaagt procentueel de draaisnelheid.

ZELFSTUDIEGIDS
32
Optie ·MC·
MANUELE BEDIENING.
3
3.3.1 Snelheidsgamma's.
De CNC hierdoor kan de machine een tandwielkast (versnellingsbak) hebben. Met de gamma's kiezen we het aandrijfkoppel
(versnellingsbak) dat zich het beste aanpast aan de geprogrammeerde snelheid. Het is raadzaam altijd op constant vermogen
te werken om de levensduur van het werktuig te verlengen.
Vermogen. Vermogen.
Constant vermogen.Constant vermogen.
Als de werksnelheid tussen N1 en N2 is, moet GAMMA 1 worden gebruikt.
Als de werksnelheid tussen N2 en N3 is, moet GAMMA 2 worden gebruikt.
SNELHEIDSGAMMA ·1· SNELHEIDSGAMMA ·2·

ZELFSTUDIEGIDS
33
Optie ·MC·
MANUELE BEDIENING.
3
3.4 Verplaatsing van de assen.
De assen kunnen verplaats worden met het jog-toetsenbord of met sturen.
Gebruik de keuzeschakelaar om de vooruitgangsmodus te selecteren.
Elke toets dient om een as in een richting te bewegen,
volgens de machineassen.
Jog-toetsenbord.
Deze kan een, twee of drie sturen hebben. De
draairichting van het stuur wordt nageleefd.
Stuur.
Beweging met sturen.
Beweging in incrementele jog.
Beweging in doorlopende jog.

ZELFSTUDIEGIDS
34
Optie ·MC·
MANUELE BEDIENING.
3
3.4.1 Stuur.
• Selecteer het soort vooruitgang met de keuzeschakelaar.
• Als de machine 1 stuur heeft.
Selecteer een as met de JOG-toetsen. De machine verplaatst de as volgens de draairichting van het stuur.
• Als de machine 2 of meer sturen heeft.
De machine verplaatst een as met elk stuur.
(1) Verplaatsing: 1 mikron.
(10) Verplaatsing: 10 mikron.
(100) Verplaatsing: 100 mikron.

ZELFSTUDIEGIDS
35
Optie ·MC·
MANUELE BEDIENING.
3
3.4.2 Beweging in jog.
Doorlopende Jog.
Zolang een jog-toets ingedrukt blijft, verplaatsen de assen
zich naar de geselecteerde vooruitgang, met inachtneming
van het geselecteerde percentage (0% tot 120%).
• De gewenste vooruitgang invoeren.
• Selecteer het soort vooruitgang met de keuzeschakelaar
en kies het toe te passen vooruitgangspercentage.
• Verplaats de assen met het jog-toetsenbord.
• Indien tijdens de verplaatsing op de toets "snel" van de
assen wordt gedrukt, worden deze met de hoogste
snelheid (ingesteld door de fabrikant) verplaatst.
+ Vooruitgang. +
"Snel" toets.
Incrementele Jog.
Telkens wanneer een jog-toets wordt ingedrukt, worden de
assen verplaatst met de geselecteerde toename en de
geprogrammeerde vooruitgangssnelheid (indien F=0, naar
snelle vooruitgang).
• Selecteer het soort vooruitgang met de keuzeschakelaar.
• Verplaats de assen met het jog-toetsenbord.
(1) Verplaatsing: 0.001 mm.
(10) Verplaatsing: 0.010 mm.
(100) Verplaatsing: 0.100 mm.
(1000) Verplaatsing: 1.000 mm.
(10000) Verplaatsing: 10.000 mm.

ZELFSTUDIEGIDS
36
Optie ·MC·
MANUELE BEDIENING.
3
3.4.3 Verplaatsing van een as naar een maat.
Met de toets [START] van de CNC kan een as naar een bepaalde maat worden verplaatst. Dit zijn de te volgen stappen:
De as verplaatst zich naar het geprogrammeerde punt met de geselecteerde vooruitgangssnelheid.
Selecteer op het standaard scherm de te verplaatsen as.
Voer de maat in waarnaar de as verplaatst moet worden.
Voer de maat in waarnaar de as verplaatst moet worden.

ZELFSTUDIEGIDS
37
Optie ·MC·
MANUELE BEDIENING.
3
3.5 Het wisselen van de gereedschap.
Machine met automatische wisselaar.
De wissel wordt uitgevoerd door de CNC.
1· Druk op de toets [T].
2· Het werktuignummer invoeren.
3· [START]-toets.
4· De CNC voert de werktuigwissel uit en neemt de
gegevens van het nieuwe werktuig over.
Machine met manuele wisselaar.
De wissel wordt uitgevoerd zoals bij een conventionele
machine.
1· Het werktuig in de machine wisselen.
2· Druk op de toets [T].
3· Voer het werktuignummer in opdat de CNC de
gegevens van het nieuwe werktuig overneemt.
4· [START]-toets.

ZELFSTUDIEGIDS
38
Optie ·MC·
MANUELE BEDIENING.
3
3.5.1 Werktuigwisselpunt.
De fabrikant kan toelaten dat het punt waar de werktuigwissel wordt uitgevoerd, gekozen kan worden.
Voer de waarden van het punt waar de werktuigwissel uitgevoerd moet worden in X, Y en Z.
Wanneer het werktuig gewisseld moet worden en de fabrikant dit zo heeft gedefinieerd, brengt de CNC de assen tot dat punt
waarvoor de wissel wordt uitgevoerd.
+ + (Waarde in X) +
+ + (Waarde in Y) +
+ + (Waarde in Z) +
Positie van het wisselpunt ten opzichte van de
machinenulwaarde.

ZELFSTUDIEGIDS
39
Optie ·MC·
MANUELE BEDIENING.
3
3.5.2 Afstelling van het werktuig.
• Alvorens de werktuigen af te stellen moet de machinereferentie worden gezocht.
• Voor het afstellen is een effen oppervlak nodig. Gebruik de doorlopende JOG of de sturen om een afvlakking uit te voeren.
Machinereferentie op de X- en Y-as.Machinereferentie op de Z-as.
Druk op:
O
M
Druk op:
Druk op:
O
M

ZELFSTUDIEGIDS
40
Optie ·MC·
MANUELE BEDIENING.
3
• Activeer de modus werktuigkalibratie. De CNC toont het scherm voor werktuigkalibratie.
Werkmodus.
Hulpgrafiek.
Hoogte van het stuk dat wordt
gebruikt bij de meting van het
werktuig.
Informatie over de huidige staat
van het werktuig.
Werktuignummer en afmetingen
van het werktuig.
Werkelijke positie van de assen
en snijdvoorwaarden.
Gebruik de toetsen om de cursor
te verplaatsen.

ZELFSTUDIEGIDS
41
Optie ·MC·
MANUELE BEDIENING.
3
• Kalibreer de werktuigen als volgt.
1· Het stuk meten.
2· Start de kop.
3· Selecteer het te meten T-werktuig. De CNC deze krijgt het zelfde correctornummer (D) toegewezen.
4· Verplaats de assen manueel tot tegen het stuk volgens de Z-as.
5· De overige gegevens manueel invoeren (straal, nominale levensduur, werkelijke levensduur en familiecode).
Herhaal stap 3, 4 en 5 om een ander werktuig te meten.
+(Werktuignummer) +
• Ga naar het venster voor de werktuigmeting.
• De Z-waarde invoeren.
Hoogte van het stuk.
• De CNC berekent de nieuwe lengte en kent deze toe.
• De slijtagewaarde (K) wordt op nul opgestart.
• Druk op:

ZELFSTUDIEGIDS
42
Optie ·MC·
MANUELE BEDIENING.
3
3.5.3 Het wijzigen van gegevens van de werktuigtabel.
Activeer de kalibratiemodus en geef de werktuiggegevens weer om deze gegevens (T, D, R, L, I, K, nominale levensduur,
werkelijke levensduur of familie) te wijzigen.
De CNC toont de gegevens van dat werktuig. Plaats de cursor boven de te wijzigen waarde, voer de nieuwe waarde in en
druk op [ENTER]. Druk op [ESC] om de kalibratieoptie af te sluiten.
+(Werktuignummer) +

ZELFSTUDIEGIDS
43
Optie ·MC·
MANUELE BEDIENING.
3
3.5.4 Controle van de correcte kalibratie.
• Voorselectie van het nulstuk.
• Start de kop, raak met verscheidene werktuigen het stukoppervlak aan en ga de waarde na op het scherm. Hoewel de
werktuigen verschillen, moet de waarde op het scherm gelijk zijn.
Breng het werktuig naar X.
Druk op:
Breng het werktuig naar Y.
Druk op:
Breng het werktuig naar Y.
Druk op:
Het werktuig verwijderen.
Positie van het nulstuk.
O
M
O
M
O
P

ZELFSTUDIEGIDS
44
Optie ·MC·
MANUELE BEDIENING.
3

4
BEWERKINGEN OF CYCLI.
Toetsen die zijn toegewezen aan de automatische bewerkingen.
Verschillende werkmodi.
De parameters van een bewerking bewerken.
Een bewerking simuleren.
Een bewerking uitvoeren.


ZELFSTUDIEGIDS
47
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.1 Beschrijving van het scherm en het toetsenbord.
Positie van de automatische-functietoetsen.

ZELFSTUDIEGIDS
48
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
Bewerkingstoetsen.
Profielfreesbewerking.
Afvlakking.
Bak met profiel.
Rechthoekige en ronde naaf.
Rechthoekige en ronde kast.
Positionering.
Boren en stippelen.
Schroefdraad.
Ruiming.
Kottering.
Toetsen om een meervoudige positionering toe te wijzen aan de cyclus zodat deze op verschillende
punten wordt herhaald. Niet alle cycli laten meervoudige positioneringen toe.
Keuze van het cyclusniveau.

ZELFSTUDIEGIDS
49
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.2 Werkmodi.
Er zijn twee werkmodi.
Bewerkingsmodus. Uitvoeringsmodus.
Bewerking van de parameters van de
bewerking of cyclus.
Simulatie van een bewerking of cyclus.
Simulatie van een bewerking of cyclus.
Uitvoering van een bewerking of cyclus.

ZELFSTUDIEGIDS
50
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.3 Bewerkingen of cycli.
Alle cycli beschikken over verscheidene editieniveaus Elk niveau heeft een eigen scherm en het hoofdvenster van de cyclus
geeft de beschikbare niveaus en het geselecteerde niveau aan met lipjes.
Gebruik de toets [LEVEL CYCLE] om van niveau te veranderen of de toetsen [Pagina omhoog] en [Pagina omlaag] om de
verschillende niveaus zowel naar omhoog als naar omlaag te doorlopen.

ZELFSTUDIEGIDS
51
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.3.1 Een bewerking of cyclus bewerken.
Kies bij wijze van voorbeeld, de bewerking rechthoekige kast.
Selecteer met de toets [LEVEL CYCLE] het uit te voeren cyclusniveau. Denk er aan dat niet alle cycli over verscheidene niveaus
beschikken.
Werkcyclus.
Hulpgrafiek.
Voorwaarden van mechanische
bewerking van de cyclus.
Werkelijke positie van de assen
en snijdvoorwaarden.
Definitie van de geometrie van
de cyclus.

ZELFSTUDIEGIDS
52
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
DE GEGEVENS VAN DE BEWERKING OF CYCLUS DEFINIËREN.
Om een pictogram, gegeven of maat te selecteren:
Na de selectie:
Beweegt de cursor door de gegevens of pictogrammen.
De CNC selecteert de eerste maat die overeenstemt met die as. Door nogmaals te drukken, wordt de
tweede maat geselecteerd.
De CNC selecteert de vooruitgang voor de slijpbewerking. Door nogmaals te drukken, wordt het
vooruitgang voor de afwerking geselecteerd.
De CNC selecteert de werktuig voor de slijpbewerking. Door nogmaals te drukken, wordt het werktuig
voor de afwerking geselecteerd.
De CNC selecteert het gegeven "S" voor de slijpbewerking. Door nogmaals te drukken, wordt het gegeven
“S” voor de afwerking geselecteerd.
Als het een gegeven is, toets dan de nieuwe waarde in en druk op [ENTER].
Als het een pictogram is, druk dan op de tweekleurige toets tot de juiste wordt gekozen en druk op
[ENTER].
Als het een maat is, zijn er twee mogelijkheden:
• Voer de nieuwe waarde in en druk op [ENTER].
• De huidige positie van de cursor toekennen aan het gegeven. Druk [RECALL]+[ENTER].
+

ZELFSTUDIEGIDS
53
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
EEN MEERVOUDIGE POSITIONERING TOEWIJZEN AAN EEN BEWERKING.
Sommige cycli kunnen worden uitgevoerd in de positie die het werktuig inneemt of ze kunnen een meervoudige positionering
worden gegeven, zodat de cyclus zich op verscheidene punten herhaalt. De CNC laat toe meervoudige positioneringen toe
te kennen aan de volgende cycli.
• Kotterings-, ruimings-, schroefdraad-, boor- en stippelbewerkingen.
• Kasten ( met kasten 2D en 3D).
• Naven.
Bewerking of cyclus. Meervoudige positionering.
Elke positionering kan op verschillende
manieren worden gedefinieerd. Plaats
de cursor boven het pictogram en druk
op de tweekleurige toets om de
geschikte gegevensgroep te kiezen.

ZELFSTUDIEGIDS
54
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.3.2 Een bewerking of cyclus simuleren.
Dankzij de simulatie kunnen de banen van het werktuig op het scherm worden nagegaan.
Andere nuttige toetsen zijn.
De CNC opent het venster van de grafische simulatie en toont in het softkeymenu het toegewezen menu. Gebruik
de toetsen [F1] tot [F7] om de verschillende functies te activeren.
Druk op de toets [START] om de simulatie te starten.
De simulatiesnelheid kan geregeld worden met de FEED schakelaar.
De simulatie onderbreken.
Als de simulatie onderbroken is, wordt hervat.
Als de simulatie onderbroken is, wordt deze definitief geannuleerd.
Met deze twee toetsen wordt de simulatiemodus afgesloten.

ZELFSTUDIEGIDS
55
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
GRAFISCHE OPTIES. AFBEELDING TYPE.
• Grafiek "3D".
De baan van het werktuig wordt met gekleurde lijnen in drie dimensies beschreven.
• Grafiek "XY, XZ, YZ".
De baan van het werktuig wordt met gekleurde lijnen in het geselecteerde vlak beschreven.
• Grafiek "Gezamenlijk".
Het scherm wordt in vier delen gedeeld, met in elk deel de grafische voorstelling van de vlakken XY, XZ, YZ en de
driedimensionale voorstelling (3D).
• Grafiek "Verdieping".
Geeft een vaste voorstelling van het vlak XY met verschillende grijstonen die de diepte van het stuk aangeven. Er worden
ook twee secties (XZ en YZ) van het stuk voorgesteld.
• Grafiek "Lichaam".
Geeft een vaste driedimensionale voorstelling. Er wordt begonnen bij een oorspronkelijk blok. Tijdens de simulatie ziet men
hoe het werktuig materiaal verwijdert. De vorm van het resulterende stuk is zichtbaar.

ZELFSTUDIEGIDS
56
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
GRAFISCHE OPTIES. WEER TE GEVEN GEBIED.
Hiermee kan het weergavegebied worden gewijzigd door de minimum en maximum maat van elke as te definiëren.
Selecteer de maten.
De nieuwe gegevens bevestigen.

ZELFSTUDIEGIDS
57
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
GRAFISCHE OPTIES. UITVERGROTEN.
Dient om de tekening of een deel ervan te vergroten of te verkleinen. De nieuwe weer te geven zone wordt gekozen aan de
hand van een venster dat over de voorgestelde baan wordt geplaatst.
Kies de optie "oorspronkelijke waarde" om terug te keren naar het oorspronkelijke weergavegebied.
Gebruik de softkeys "ZOOM+" en "ZOOM-" om de grafiek te vergroten of te verkleinen.
Verplaatst het zoomvenster.
De nieuwe gegevens bevestigen.
Tekent het gekozen deel.

ZELFSTUDIEGIDS
58
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
GRAFISCHE OPTIES. GRAFISCHE PARAMETERS.
Simulatiesnelheid: Hiermee kan het percentage van de toe te passen simulatiesnelheid worden geselecteerd.
Kleuren van de baan: Hiermee kunnen de kleuren van de banen in de grafieken "3D", "XY, XZ, YZ", "Gezamenlijk" gewijzigd
worden.
Kleuren van het lichaam: Hiermee kunnen de kleuren van het werktuig en het stuk in de grafieken "Verdieping", "Lichaam"
gewijzigd worden.

ZELFSTUDIEGIDS
59
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
GRAFISCHE OPTIES. SCHERM WISSEN.
Wist het scherm. In de modus grafiek "lichaam" wordt het stuk zonder mechanische bewerking getoond.

ZELFSTUDIEGIDS
60
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
4.3.3 Een bewerking of cyclus uitvoeren.
Druk wanneer alle gegevens gedefinieerd zijn op de toets [ESC]. De CNC toont het symbool "aan" op het scherm om aan
te geven dat de bewerking kan worden uitgevoerd.
Wanneer de uitvoering is gestart:
De uitvoering kan op elk ogenblik worden onderbroken, behalve tijdens de schroefbewerking. In dit geval wordt de uitvoering
gestopt wanneer het schroeven is voltooid.
Met deze toets kan worden geselecteerd of de bewerkingen van begin tot einde of beurt per beurt worden uitgevoerd.
Start de uitvoering van de bewerking of cyclus.
De uitvoering onderbreken.
Als uitvoering onderbroken is, wordt hervat.
Als de uitvoering onderbroken is, wordt deze definitief geannuleerd.
Activeer de modus grafische voorstelling.

ZELFSTUDIEGIDS
61
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
INSPECTIE VAN HET WERKTUIG.
Met deze optie kan de uitvoering van de bewerking worden onderbroken om het werktuig te inspecteren, de slijtage te wijzigen,
het werktuig te vervangen, enz.
• De uitvoering onderbreken.
• Afhankelijk van de fabrikant moet bovendien op de toets [T] worden gedrukt om de inspectie van sommige machines
te activeren.
• De CNC schrijft het bericht "INSPECTIE" bovenaan het scherm. In de modus "werktuiginspectie" is het mogelijk
de assen (jog of stuur) te bewegen, het werktuig na te kijken, het werktuig te wisselen, de kop te stoppen en te starten,
de werktuigslijtage te wijzigen, enz.
• De assen opnieuw positioneren. Als meer dan een as werd bewogen, vraagt de CNC de herpositioneringsvolgorde.
• Doorgaan met de uitvoering.

ZELFSTUDIEGIDS
62
Optie ·MC·
BEWERKINGEN OF CYCLI.
4
WIJZIGING VAN DE WERKTUIGSLIJTAGE.
Met deze optie kunnen de waarden van I, K worden gewijzigd. De ingevoerde waarden zijn incrementeel, ze worden opgeteld
bij de eerder opgeslagen waarden. Deze optie kan worden uitgevoerd tijdens de werktuiginspectie of wanneer de machine
aan staat.
NOTA: De wijzigingen worden niet opgenomen zolang het werktuig niet wordt geselecteerd.
• De CNC activeert de modus werktuigkalibratie en toont de gegevens van dat werktuig.
• Selecteer het gegeven I met de cursor.
• Voer de waarde van I in en druk op [ENTER].
• Selecteer het gegeven K met de cursor.
• Voer de waarde van K in en druk op [ENTER].
• Selecteer de corrector van een ander werktuig om het te bewerken.
• Druk op [ESC] om te eindigen.
+(Werktuignummer) +

5
SAMENVATTING VAN DE WERKCYCLI.


ZELFSTUDIEGIDS
65
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.1 Profielfreesbewerking.
In dit cyclusniveau wordt het profiel gedefinieerd met de punten. (Tot
een maximum van 12 punten).
In dit cyclusniveau wordt het profiel gedefinieerd met de
profielbewerker.

ZELFSTUDIEGIDS
66
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.2 Afvlakkings- en inkervingsbewerking.

ZELFSTUDIEGIDS
67
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.3 Cyclus van bak met profiel.
Kast met 2D-profiel Kast met 3D-profiel.

ZELFSTUDIEGIDS
68
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.4 Cycli van rechthoekige en ronde naaf.
Rechthoekige naaf. Ronde naaf.

ZELFSTUDIEGIDS
69
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.5 Cycli van rechthoekige en ronde bak.
Enkelvoudige kast. Rechthoekige kast.
In dit niveau kan het soort buitenhoek en de hellingshoek van de
kast ten opzichte van de abscissenas worden gekozen.

ZELFSTUDIEGIDS
70
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
Ronde bak. Voorgeëvacueerde kast.

ZELFSTUDIEGIDS
71
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.6 Positionering.
In dit cyclusniveau kunnen de uit te voeren hulpfuncties voor of na de
verplaatsing worden gedefinieerd.

ZELFSTUDIEGIDS
72
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.7 Kotteringsbewerking.
Dit niveau is enkel beschikbaar wanneer wordt gewerkt met een
gerichte stilstand van de kop. In dit niveau kan, na doordringing van
de huls, de kop worden gericht en de huls worden terugbewogen vóór
de uitgangsbeweging, waardoor wordt vermeden dat het stuk wordt
gekrast.

ZELFSTUDIEGIDS
73
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.8 Ruimingsbewerking.

ZELFSTUDIEGIDS
74
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.9 Schroefbewerking met stift.

ZELFSTUDIEGIDS
75
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.10Boor- en stippelbewerking.
Boren. Boren.
In dit niveau kan de afstand (B) van de teruggang van het werktuig
na elke verdieping worden bepaald.

ZELFSTUDIEGIDS
76
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
Stippeling.Boren.
In dit niveau kan een teruggangsmaat (Zr) na elke verdieping
worden bepaald.

ZELFSTUDIEGIDS
77
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.11Meervoudige positionering op verscheidene punten.

ZELFSTUDIEGIDS
78
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.12Meervoudige positionering in rechte lijn.

ZELFSTUDIEGIDS
79
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.13Meervoudige positionering in boog.

ZELFSTUDIEGIDS
80
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.14Meervoudige positionering in de vorm van een parallellogram.

ZELFSTUDIEGIDS
81
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.15Meervoudige positionering in de vorm van een maas.

ZELFSTUDIEGIDS
82
Optie ·MC·
SAMENVATTING VAN DE WERKCYCLI.
5
5.16Profielbewerker.
Met de profielbewerker kunnen de profielen worden gedefinieerd in de cycli "Profielfrezen" en "Kast met profiel".
Met de profielbewerker kunnen de rechte en gebogen stukken van het profiel gedefinieerd worden (de bewerker lost de
problemen met snijpunten en raakpunten op) en nadien kunnen deze stukken gewijzigd worden door afrondingen,
afschuiningen en raakingangen en –uitgangen toe te voegen.

6
CONVENTIONELE STUKPROGRAMMA'S.
Wat is een conversationeel stukprogramma.
Een conversationeel stukprogramma bewerken.
Een conversationeel stukprogramma wijzigen (bewerkingen invoegen of wissen).
Een bewerking simuleren/uitvoeren.
Een programma simuleren/uitvoeren vanuit een bewerking.
Een stukprogramma simuleren of uitvoeren.
Een stukprogramma kopiëren.
Een stukprogramma wissen.


ZELFSTUDIEGIDS
85
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.1 Wat is een conversationeel stukprogramma?
Een conversationeel stukprogramma is een geheel van opeenvolgend geordende programma's. De bewerkingen worden
afzonderlijk gedefinieerd en dan een voor een opgeslagen in een programma. De naam van het stukprogramma kan een cijfer
tussen 1 en 899999 zijn.
Afvlakking.
Ronde bak.
Boren + Meervoudige
positionering in boog.
Ronde naaf.
Rechthoekige kast.
PROGRAMMA’S - STUK CYCLI
1 - POSITIONERING 1
2 - BIDIR AFVLAKKING. IN X
3 - RONDE KAST
4 - RONDE NAAF
5 - RECHTHOEKIGE KAST
6 – BOREN 1+ POSIT. IN BOOG
- - - AANMAAK NIEUW STUK - - -
111 - VORM
122 - STUK NUMMER 3
333 -

ZELFSTUDIEGIDS
86
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.2 Bewerking van een stukprogramma.
Om het stukprogramma te bewerken moeten eerst de bewerkingen worden gekozen die nodig zijn om het stuk uit te voeren,
evenals de uitvoeringsvolgorde. Een stuk kan op verschillende manieren worden uitgevoerd.
Wanneer de bewerkingsvolgorde is bepaald, wordt het stukprogramma gemaakt door de bewerkingen een voor een te
bewerken.
Afvlakking.
Enkelvoudige kast.
Boren + Meervoudige positionering in boog.
Profiel

ZELFSTUDIEGIDS
87
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
STANDAARD SCHERM
Selecteer met het brandpunt "Nieuw stuk
aanmaken".
PROGRAMMA’S - STUK CYCLI
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
PROGRAMMA’S - STUK CYCLI
Het nummer van het stukprogramma invoeren.
STUK N… AANMAKEN
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
PROGRAMMA’S - STUK CYCLI
(Nummer invoeren) + [ENTER] + (Commentaar) + [ENTER]
555 + [ENTER] + VOORBEELD + [ENTER]

ZELFSTUDIEGIDS
88
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Selecteer het programma met het brandpunt.
PROGRAMMA’S - STUK CYCLI
Kies een bewerking en definieer
de parameters ervan. Druk
wanneer de bewerking is
gedefinieerd op [P.PROG].
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
Herhaal deze stappen bij de
overige bewerkingen. In ons
geval zal het afgewerkte
stukprogramma er als volgt
uitzien.
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE

ZELFSTUDIEGIDS
89
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.3 Een stukprogramma wijzigen.
Kies een bewerking en druk op
[RECALL].
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
De CNC toont de bewerking met
alle gegevens. Wijzig de
parameters zoals in de
bewerkingsmodus.
Druk na wijziging van de
gegevens op [P.PROG].
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
De CNC wordt een optie
gevraagd. Kies de optie
"VERVANGEN" en druk op
[ENTER].
De nieuwe bewerking vervangt
de vorige.
Een bewerking vervangen.

ZELFSTUDIEGIDS
90
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
De CNC maakt ook nieuwe bewerkingen invoegen in een stukprogramma.
Een bewerking kiezen.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Definieer de parameters van de
bewerking en druk op [P.PROG]
om het stukprogramma te
openen.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – RECHTHOEKIGE NAAF
5 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
De nieuwe bewerking wordt
achter de gekozen positie
ingevoegd.
Een bewerking invoegen.
Kies de positie waarop de
bewerking moet worden
ingevoegd en druk op [ENTER].

ZELFSTUDIEGIDS
91
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
hiermee kunnen ook bewerkingen van een stukprogramma worden gewist.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – RECHTHOEKIGE NAAF
5 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Een bewerking wissen.
Kies de te wissen bewerking en
druk op [CLEAR].
De CNC gevraagd om
bevestiging. Druk op [ENTER].

ZELFSTUDIEGIDS
92
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
De CNC kunnen ook de positie van een bewerking wijzigen.
PROGRAMMA’S - STUK CYCLI
1 - PROFIEL
2 – ENKELVOUDIGE KAST
3 - BIDIR AFVLAKKING. IN X
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
De positie van een bewerking wijzigen.
Kies de te verplaatsen
bewerking en druk op de
tweekleurige toets.
Kies de nieuwe positie voor de
bewerking en druk op [ENTER].
De nieuwe bewerking wordt
achter de gekozen positie
ingevoegd.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD

ZELFSTUDIEGIDS
93
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.4 Een bewerking simuleren/uitvoeren.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Scherm voor grafische
voorstelling.
Kies de te simuleren bewerking en druk op [RECALL].
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Kies de te simuleren bewerking en druk op [RECALL].

ZELFSTUDIEGIDS
94
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.5 Een stukprogramma simuleren of uitvoeren.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Scherm voor grafische
voorstelling.
Kies het uit simuleren stukprogramma en druk op [GRAPHICS].
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Kies het uit te voeren stukprogramma en druk op [START].

ZELFSTUDIEGIDS
95
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.6 Een stukprogramma simuleren/uitvoeren vanuit een bewerking.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Scherm voor grafische
voorstelling.
Kies de bewerking vanaf dewelke de simulatie moet starten en druk op [GRAPHICS].
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Kies de bewerking vanaf dewelke de uitvoering moet starten en druk op [START].

ZELFSTUDIEGIDS
96
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.7 Een stukprogramma in een ander kopiëren.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
PROGRAMMA’S - STUK CYCLI
Het nummer van het nieuwe programma invoeren.
KOPIËREN NAAR STUK N…
Kies het te kopiëren programma en druk op [P.PROG].
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE

ZELFSTUDIEGIDS
97
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6
6.8 Een stukprogramma wissen.
PROGRAMMA’S - STUK CYCLI
1 - BIDIR AFVLAKKING. IN X
2 - PROFIEL
3 – ENKELVOUDIGE KAST
4 – BOREN 1+ POSIT. ONLINE
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS
555 - VOORBEELD
Kies de te wissen bewerking en druk op [CLEAR].
De CNC gevraagd om
bevestiging. Druk op [ENTER].
PROGRAMMA’S - STUK CYCLI
- - AANMAAK NIEUW STUK - -
111 - VORM
122 - STUK NUMMER 3
333 -
444 - BASIS

ZELFSTUDIEGIDS
98
Optie ·MC·
CONVENTIONELE STUKPROGRAMMA'S.
6

A
VOORBEELD VAN PROGRAMMERING.


ZELFSTUDIEGIDS
101
Optie ·MC·
A
0-verloop: Stuk om mechanisch te bewerken.
VOORBESCHOUWINGEN.
In dit hoofdstuk wordt een voorbeeld gegeven voor het
programmeren van een stukprogramma.
Denk er aan dat het werktuignummer kan verschillen,
afhankelijk van de machine. De werktuigen die in dit
voorbeeld worden gebruikt, zijn:
T1: Frees Ø40. T2: Frees Ø25.
T3: Frees Ø10. T4: Stippelboor.
T5: Boor Ø8. T6: Boor Ø5.
T7: Stift M-6.
De draai- en vooruitgangssnelheden zijn benaderend en
kunnen verschillen van de hier weergegeven waarden.
Dit symbool vertegenwoordigt de positie van het
nulstuk.

ZELFSTUDIEGIDS
102
Optie ·MC·
A
1-verloop: Afvlakking.
1

ZELFSTUDIEGIDS
103
Optie ·MC·
A
2-verloop: mechanische profielbewerking.
2

ZELFSTUDIEGIDS
104
Optie ·MC·
A
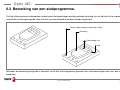
3-verloop: Rechthoekige naaf.
3

ZELFSTUDIEGIDS
105
Optie ·MC·
A
4-verloop: Ronde bak.
4

ZELFSTUDIEGIDS
106
Optie ·MC·
A
5-verloop: Rechthoekige kast.
5

ZELFSTUDIEGIDS
107
Optie ·MC·
A
6-verloop: Stippeling + Meervoudige positionering op verscheidene punten.
6

ZELFSTUDIEGIDS
108
Optie ·MC·
A
7-verloop: Stippeling + Meervoudige positionering in de vorm van een parallellogram.
7

ZELFSTUDIEGIDS
109
Optie ·MC·
A
8-verloop: Boren + Meervoudige positionering op verscheidene punten.
8

ZELFSTUDIEGIDS
110
Optie ·MC·
A
9-verloop: Boren + Meervoudige positionering in de vorm van een parallellogram.
9

ZELFSTUDIEGIDS
111
Optie ·MC·
A
10-verloop: Schroeven met stift + Meervoudige positionering om een parallellogram te vormen.
10

ZELFSTUDIEGIDS
112
Optie ·MC·
A
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
















































































































Fagor CNC 8055 for milling machines de handleiding
- Type
- de handleiding
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
Fagor CNC 8040MC Handleiding
-
-
-
-
-
Fagor CNC 8055 for other applications Handleiding
-
-