Ferm MD-350 Handleiding
- Categorie
- Draaibanken
- Type
- Handleiding
Deze handleiding is ook geschikt voor
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...
Pagina wordt geladen...

METAALDRAAIBANK MD-350 / MD 500
LEES DEZE GEBRUIKSAANWIJZING GOED DOOR
VOORDAT U DE METAALDRAAIBANK INGEBRUIK
NEEMT!
Lees deze gebruiksaanwijzing aandachtig door voor u de
machine in gebruik neemt. Zorg dat u kennis heeft van de
werking van de machine en op de hoogte bent van de be-
diening. Onderhoud de machine volgens de instructies
opdat deze altijd goed functioneert. Bewaar deze ge-
bruiksaanwijzing en de bijgevoegde documentatie bij de
machine.
VEILIGHEIDSVOORSCHRIFTEN
Neem bij het gebruik van elektrische machines altijd
de plaatselijk geldende veiligheidsvoorschriften in
acht in verband met brandgevaar, gevaar voor elek-
trische schokken en lichamelijk letsel. Lees behalve
onderstaande instructies ook de veiligheidsvoor-
schriften in het apart bijgevoegde veiligheidskatern
door.
Bewaar de instructies zorgvuldig!
GEBRUIK
De metaaldraaibank is ontworpen voor het bewerken, me-
chanisch verspanen, van ferro- en non-ferro metalen,
kunststoffen en hout. De metaaldraaibank is bedoeld voor
semi-professionele en hobby doeleinden.
SPECIALE VEILIGHEIDSVOORSCHRIFTEN
Bij het ontwerp van de machine is rekening gehouden met
de eisen voor een veilig gebruik. Elke verandering, aan-
passing, ombouw of ander toepassingsgebruik kan de
veiligheid van het ontwerp teniet doen. Bovendien zal
hierdoor de garantie vervallen.
Vóór, na en tijdens het werken met de draaibank moet een
aantal veiligheidsmaatregelen worden genomen. Door
de aanwezigheid van draaiende delen en scherpe voor-
werpen kan zeer ernstig lichamelijk letsel ontstaan. Voor-
al de bekken van de ronddraaiende klauwplaat zijn zeer
gevaarlijk.
1. De draaibank is ontworpen om weerbarstig mate-
riaal te bewerken en moet dus in staat zijn veel
kracht te ontwikkelen.
Het aanraken van draaiende delen is daarom levens-
gevaarlijk. Om deze reden moet ook het ongeoor-
loofd, ongewenst of ongewild inschakelen van de ma-
chine voorkomen worden, bijvoorbeeld door het inge-
drukt blokkeren van de noodstopklep d.m.v. een klein
hangslotje.
2. Door de verende werking van de beitel kunnen me-
taaldeeltjes met grote kracht op de meest onver-
wachte momenten als het ware weggeschoten
worden.
- Bescherming van de ogen is dan ook zeer belangrijk.
Maak er gewoonte van om altijd in de ruimte waar de
draaibank staat opgesteld een speciaal verkrijgbare
veiligheidsbril te dragen. Koop voor uzelf een profes-
sioneel en gekeurd exemplaar dat u langer achtereen
kunt dragen en voor bezoekers desnoods een iets
goedkopere, maar wel goede uitvoering.
- Door te zorgen voor een opgeruimde werkplek voor-
komt u bijvoorbeeld het in de machine grijpen of vallen
door struikelen over rondslingerend materiaal.
3. Wees zeer voorzichtig bij het handmatig bewer-
ken van draaiende werkstukken.
- Als u een oppervlak draaiend wilt polijsten, neem dan
een voldoende lang stuk polijstpapier dat u half om het
werkstuk legt, met de uiteinden naar u toe.
- Uiteinden nooit om de vingers draaien, nooit met de
hand schuurpapier op het werkstuk drukken.
- Door het draaien ontstaan vlijmscherpe randen aan
het werkstuk. Deze randen eerst afbramen met een vijl
of afbraamhaakje.
4. Tijdens het draaien nooit met de vingers spaan-
krullen verwijderen.
Gebruik hiervoor een van draad zelfgemaakt haakje of
koop een professionele spanenhaak.
5. Wanneer tijdens het draaien iets in of achter het
bed valt nooit over de draaiende machine of
klauwplaat heen grijpen.
Altijd eerst de machine stopzetten. Zorg dat het afdek-
plaatje op de opening in het bed ligt.
6. Goede verlichting voorkomt dat u de machine van
te nabij bedient.
- Bij toepassing van TL-verlichting moet rekening wor-
den gehouden met het zogenaamde stroboscopisch
effect. Hierdoor kan een draaiend voorwerp schijn-
baar stilstaan. Een oplossing is het gebruik van dub-
bele armaturen waarbij een faseverschuiving van de
beide TL-buizen is bewerkstelligd.
7. Noodstop.
Indien zich onverhoopt een gevaarlijke situatie voor-
doet, bijvoorbeeld wanneer een niet goed ingespan-
nen werkstuk tijdens het draaien dreigt los te raken,
kunt u de noodstop gebruiken door een tik op het gele
deksel van de veiligheidsschakelaar gemerkt “STOP”
te geven. Hierdoor stopt de machine zonder dat u de
schakelknop zelf hoeft in te drukken.
Nederlands
NL
Ferm 21
TECHNICAL SPECIFICATIONS
Tension du réseau 230 Volt
Fréquence du réseau 50 Hz
Consommation 375 Watt
Hauteur des pointes 110 mm
Distance entre les pointes MD-350 350 mm
Distance entre les pointes MD-500 500 mm
Diamètre admis, au-dessus du banc 200 mm
Diamètre admis, au-dessus du support 115 mm
Passage et prise de la broche 18 mm, MT-3
Vitesses de la broche 6
Vitesses longidutonale 120-2.000/min.
Filetage 11 mm; 0,04 - 0,3
Avance automatique 11 mm; M0,4 - M3
Distance porte-outil ligne de centre
measurement verticale 15 mm
Mouvement plaque rotative 3600
Graduation plaque rotative ± 450
Déplacementchariot porte-outil 70 mm
Chariot transversal 115 mm
chariot longitudinal 350 mm
Graduation vis du chariot 0,04 mm
Prise et tour douille coulissante 50 mm; MT-2
Graduation 0,05 mm
Poids MD-350 110 kg
Poids MD-500 130 kg
Niveau sonore L
wa
70 dB(A)
Vibration 2,8 m/s
2
Malgré le fait que le niveau sonore du tour est 70 dB(A), le
niveau sonore peut être supérieur à 85dB(A) pendant le
tournage. Dans ce cas-là les mesures protectrices sont
nécessaires pour l’utilisateur de la machine pour prévenir
les troubles de l’audition.
SPÉCIFICATIONS TECHNIQUES
Les tours MD-350 et MD-500 sont livrés d’après le modèle
de base suivant: banc de tour à guidage prismatique,
poupée fixe avec broche et actionnement pour l’avance
longitudinale et le filetage automatiques, contre-poupée
avec douille coulissante et réglage transversal, électro-
moteur à interrupteur marche/arrêt et sens de rotation,
support avec coffre de serrure, vis d’avance/vis mère
combinée, chariot transversal avec plaque rotative et cha-
riot porte-outil, support d’outil quadruple avec goupille in-
dexa- ble, mandrin à trois mors avec des mors extérieurs
supplémentaires et certificat de mesure, carter protecteur
de l’actionnement, 7 roues de renvoi, 3 courroies de trans-
mission, 2 pointes de centrage, 3 clés plates, 2 clés à six-
pans, goupille du toc d’entraînement et une clé de mandr-
in.
Socle non compris (numéro de l’article: 330957).
INSTALLATION
LIEU DE TRAVAIL
Comme la plus grande partie de la machine se compose
de métal il est très important, à part l’entretien correct, de
l’installer dans un lieu de travail sec. Les pièces peuvent
devenir humides à cause d’une ventilation insuffisante ou
incorrecte, de murs suintants et d’humidité ou si le lieu de
travail n’est pas chauffé régulièrement. La condensation
d’humidité sur le métal est causée par la hause soudaine
de la température dans un local froid, par exemple si vous
voulez travailler dans ce local. Prenez soin que la tempé-
rature soit égale.
DÉBALLAGE ET INSTALLATION
La machine a été emballée dans une caisse solide dont
vous pouvez ranger facilement les six parties plates. Nous
vous conseillons de garder ces parties pour les utiliser si
vous devez transporter le tout, par exemple en cas de ré-
paration ou de déménagement. Après l’ouverture de la
caisse le tour doit être détaché de la palette. Pour le faire il
faut enlever deux écrous, un dans chaque pied du banc.
Après vous pourrez réutiliser les écrous. Vu le poids du
tour vous devrez faire appel à un assistant pour vous aider
à soulever le tour. Au préalable vous devrez examiner
exactement comment vous allez soulever le tour. Il faut
que la machine soit mise d’une seule fois à sa place défini-
tive.
Nous vous conseillons de prendre la machine par les ex-
trémités du banc, donc pas par les poupées, le transpor-
teur, le carter du train de roues de renvoi ou par le moteur !
Le poids de l’appareil est d’environ 110 kg. Pour réduire
temporairement le poids vous pouvez enlever prudem-
ment quelques pièces, comme la contre-poupée, la pla-
que rotative avec sa construction et les poulies en fonte.
Le tour doit être installé de niveau sur une surface solide.
Si vous fabriquez vous-même un socle, vous pouvez utili-
ser par exemple un profilé en U en acier de longueur suffi-
sante auquel vous soudez ou vissez une ossature portan-
te. Vous pourriez également utiliser un châssis solide en
bois à plateau renforcé et plat, par exemple un morceau
d’un plan de travail en contre-plaqué. Ce qui est essentiel
est que l’installation doit être suffisam- ment rigide dans
tous les sens et qu’il ne doit pas osciller, fléchir, ni vaciller.
Le tour est fixé à l’aide de deux boulons M10 dans les trous
spéciaux des deux socles.
TUYAU:
Pour éviter que de petites inégalités ne causent
des tensions du banc pendant le serrage vous pouvez
prendre la mesure de précaution suivante. Vous marquez
l’endroit des deux socles et des deux trous de montage et
vous montez deux boulons M10 dans le fondement. Appli-
quez une couche de mastic époxy aux endroits marqués.
Mettez une feuille de plastique sur la couche de mastic.
Prenez soin que les boulons n’entrent pas en contact avec
le mastic ! Vous mettez le tour à l’endroit marqué en utili-
sant les deux boulons comme guidage. Laissez descend-
re le banc sur la feuille de plastique et attendez jusqu’au
32 Ferm

TOUR À MÉTAUX MD-350 / MD 500
LISEZ ATTENTIVEMENT CETTE NOTICE EXPLICA-
TIVE AVANT LA MISE EN SERVICE DE LE TOUR À MÉ-
TAUX!
UTILISATION
Le tour à métaux a été conçu pour le façonnage et l’usina-
ge mécanique de métaux ferreux et non ferreux, de matiè-
res synthétiques et de bois; la machine est destinée à la
pratique de hobbies.
Lisez attentivement ce mode d’emploi avant d’utiliser la
machine. Assurez-vous d’avoir bien pris connaissance du
fonctionnement de la machine et de son utilisation. Entre-
tenez la machine conformément aux instructions afin
qu’elle fonctionne toujours correctement. Conservez ce
mode d’emploi et la documentation jointe à proximité de la
machine.
CONSIGNES DE SÉCURITÉ
Lors d’utilisation de machines électriques, observez
les consignes de sécurité locales en vigueur en
matière de risque d’incendie, de chocs électriques et
de lésion corporelle. En plus des instructions ci-des-
sous, lisez entièrement les consignes de sécurité
contenues dans le cahier de sécurité fourni à part.
Conservez soigneusement ces instructions!
PRESCRIPTIONS DE SÉCURITÉ SPÉCIALES
Pendant la conception de la machine le point de départ a
toujours été l’utilisation sûre. Chaque changement, adap-
tation, transformation ou chaque autre utilisation peut ré-
duire la sécurité à néant. En outre la garantie serait sup-
primée à cause de l’utilisation impropre. Avant, après et au
cours de l’utilisation du tour il faut prendre un certain nom-
bre de mesures de sécurité. La présence de pièces tour-
nantes et d’objets tranchants pourrait causer des bles-
sures très graves. Surtout les mors du mandrin tournant
sont très dangereux.
1. Le tour a été conçu pour façonner des matériaux
rigides; par conséquent il doit être capable d’exer-
cer beaucoup de force.
Voilà pourquoi il est extrêmement dangereux de tou-
cher les pièces tournantes. Pour cette raison il faut
empêcher la mise en marche interdite, indésirable ou
involontaire de la machine, par exemple en bloquant
le bouton d’arrêt brusque pressé au moyen d’un petit
cadenas.
2. Par l’action résiliente de l’outil des parcelles de
métal peuvent être projetées avec force aux mo-
ments les plus inattendus.
- Voilà pourquoi la protection des yeux est très impor-
tante. Prenez l’habitude de porter toujours des lu-
nettes de sécurité spéciales dans le local où le tour
a été installé. Achetez pour vous-même des lunet-
tes professionnelles approuvées que vous pouvez
porter longtemps de suite et pour les visiteurs des
modèles plus simples qui doivent pourtant être de
bonne qualité.
- Prenez soin que le lieu de travail soit toujours rangé
pour éviter que vous ne glissiez sur des matériaux
traînant par terre; ainsi vous préviendrez les acci-
dents.
3. Soyez très prudent en façonnant manuellement
des ouvrages tournants.
- Si vous voulez polir une surface tournante, il faut
prendre un morceau de papier à polir suffisamment
long pour le mettre à moitié autour de l’ouvrage et
dont les extrémités sont dirigées vers vous.
- Ne tournez jamais les extrémités du papier à polir
autour des doigts et ne poussez jamais à la main le
papier émeri sur l’ouvrage.
- A cause du tournage des parties tranchantes com-
me un rasoir se créent aux bords de l’ouvrage. Il faut
d’abord ébarber ces bords à l’aide d’une lime ou
d’un outil à ébarber.
4. N’enlevez jamais à la main les ébarbures pendant
le tournage.
Utilisez à cet effet un crochet que vous pouvez faire
vous-même à l’aide de fil ou achetez un crochet à
ébarbures professionnel.
5. Si un objet tombe dans ou derrière le banc du tour
pendant le tournage il ne faut jamais essayer de le
prendre en vous penchant par-dessus la machine
ou le mandrin tournants.
Arrêtez d’abord la machine. Prenez soin que la petite
plaque à recouvrir couvre au-l’ouverture du banc.
6. Pour éviter que vous ne vous approchiez trop de la
machine il faut un bon éclairage du lieu de travail.
- Ferm fournit des appareils spéciaux d’éclairage à
halogène pour l’éclairage du lieu de travail.
- En cas d’éclairage à l’aide de tubes fluorescents il
faut tenir compte de l’effet dit stroboscopique. A
cause de cet effet il peut arriver qu’un objet tournant
ait l’air d’être immobile. Pour résoudre ce problème
vous pourriez utiliser des appareils d’éclairage
doubles pour réaliser le déphasage des deux tubes
fluorescents.
7. Arrêt brusque.
Si par malheur une situation dangereuse se présente,
par exemple si un ouvrage qui n’a pas été fixé correc-
tement menace de se détacher pendant le tournage,
vous pouvez utiliser l’arrêt brusque en tapant sur le
couvercle jaune de l’interrupteur de sécurité marqué
de “STOP”. La machine s’arrête sans que vous n’ayez
à pousser vous-même le bouton de l’interrupteur.
F
Français
Ferm 31
TECHNISCHE SPECIFICATIES
Netspanning 230 Volt
Netfrequentie 50 Hz
Opgenomen vermogen 375 Watt
Centerhoogte 110 mm
Centerafstand MD-350 350 mm
Centerafstand MD-500 500 mm
Max. draaidiameter boven bed 200 mm
Max. draaidiameter boven support 115 mm
Doorlaat en opname hoofdspil 18 mm, MT-3
Aantal snelheden hoofdspil 6
Onbelast toerental 120-2.000/min.
Automatische aanzet 11 mm; 0,04 - 0,3
Schroefdraad snijden (rechtsom) 11 mm; M0,4 - M3
Afstand beitelhouder centerlijn
vertikaal gemeten 15 mm
Draaiplaatbeweging 3600
Schaalverdeling draaiplaat ± 450
Verplaatsing beitelslede 70 mm
Verplaatsing dwarsslede 115 mm
Verplaatsing langsslede 350 mm
Schaalverdeling sledespindels 0,04 mm
Opname en slag schuifbus 50 mm; MT-2
Schaalverdeling schuifbus 0,05 mm
Gewicht MD-350 110 kg
Gewicht MD-500 130 kg
Geluidsdrukniveau L
wa
70 dB(A)
Vibratiewaarde 2,8 m/s
2
Ondanks dat de draaibank een geluidsniveau van 70
dB(A) heeft , kan het geluidsniveau tijdens het draaien de
85 dB(A) overschrijden. In dat geval zijn geluids- en ge-
hoorbeschermende maatregelen voor de gebruiker
noodzakelijk.
DE MD-350 EN DE MD-500 WORDEN GELEVERD IN
ONDERSTAANDE BASISUITVOERING.
De MD-350 en MD-500 worden afgeleverd in de volgende
basisuitvoering:
Machinebed met prismageleiding, vaste kop met hoofd-
spil en aandrijving voor automatische langsvoeding en
draadsnijden, losse kop met schuifbus en dwarsverstel-
ling, elektromotor met start/stop- en draairichtingsscha-
kelaar, support met slotkast, gecombineerde aanzet/lei-
spindel, dwarsslede met draaiplaat en beitelslede, 4-vou-
dige beitelhouder met indexpen, 3-klauwplaat met extra
buitenbekken en meetcertificaat, aandrijfbeschermings-
kast, 7 wisselwielen, 3 aandrijfriemen, 2 centers, 3 steek-
sleutels, 2 inbussleutels, meenemerstift en een spans-
sleutel klauwplaat.
Exclusief onderstel (artikelnummer: 330957).
INSTALLATIE
RUIMTE
Aangezien de machine voor het grootste deel is opge-
bouwd uit metaal, is naast goed onderhoud belangrijk dat
deze droog staat opgesteld. Ruimtes kunnen vochtig wor-
den door onvoldoende of verkeerde ventilatie, niet regel-
matig stoken of door doorslaande muren en optrekkend
vocht. Condensatie van vocht op het metaal wordt veroor-
zaakt door in een koude ruimte plotseling de temperatuur
flink te verhogen, bijvoorbeeld wanneer u in die ruimte wilt
werken. Zorg voor een gelijkmatige temperatuur.
UITPAKKEN EN OPSTELLEN
De machine is verpakt in een stevige kist die u kunt de-
monteren tot zes platte, makkelijk op te bergen delen. De-
ze delen kunt u bewaren voor het geval u de draaibank
moet vervoeren, bijvoorbeeld voor reparatie of bij verhui-
zing. Nadat u de kist hebt geopend moet de draaibank
worden losgemaakt van de pallet. Hiervoor verwijdert u
twee moeren, in elke bedvoet één. De moeren kunt u later
opnieuw gebruiken. Voor het optillen van de draaibank
zult u gelet op het gewicht de hulp moeten inroepen van
een assistent. Spreek van te voren precies af hoe u dit til-
len gaat doen. Het apparaat moet liefst in een keer van de
pallet op de definitieve bestemming komen. U kunt de ma-
chine het beste vastpakken bij de uiteinden van het bed,
dus niet aan de koppen, transporteur, wisselwielkast of
motor! Het apparaat weegt ca. 110 kg. Om het gewicht tij-
delijk te verminderen kunnen een aantal onderdelen eerst
voorzichtig verwijderd worden, zoals de losse kop, de
draaiplaat met opbouw en de gietijzeren riemschijven. De
draaibank moet waterpas en op een stevige ondergrond
worden geplaatst. Bij het zelf maken van een onderstel
kunt u bijvoorbeeld gebruik maken van een stalen U-pro-
fiel van voldoende lengte, waaraan u een pootconstructie
last of schroeft. Ook kunt u gebruik maken van een stevige
houten onderkast met een versterkt en vlak bovenblad,
bijvoorbeeld d.m.v. een stuk multiplex aanrechtblad.
Voorwaarde is dat de opstelling in alle richtingen voldoen-
de stijf moet zijn en niet mag slingeren, doorbuigen of wie-
belen. De draaibank wordt met twee bouten M10 in de
speciale gaten in de beide voetplaten vastgezet.
TIP:
Om te voorkomen dat geringe oneffenheden bij het
aanspannen van de twee bouten toch nog spanning op
het bed veroorzaken, kunt u de volgende voorzorgsmaat-
regel nemen. U tekent de plaats van de beide voetplaten
en de twee montagegaten af en u monteert twee bouten
M10 in de ondergrond. Leg op de afgetekende plaatsen
een laag epoxyvulmiddel. Breng hierop een plastic folie
aan. Zorg dat de bouten schoon blijven! U plaatst de draai-
bank op de afgetekende plaats. Gebruik hierbij de beide
bouten als geleiding. Laat het bed op de folie zakken en
vervolgens het vulmiddel verharden. Hierna kunt u de
bouten voorzien van de moeren die ook voor het transport
werden gebruikt, en deze vervolgens stevig aandraaien.
22 Ferm

ELEKTRISCHE AANSLUITING.
Nadat de machine definitief is opgesteld moet een aan-
sluiting op de elektrische installatie worden gemaakt. De
machine is gemaakt voor gebruik op het bestaande 230
Volt wisselstroom lichtnet en heeft een niet groter vermo-
gen dan andere grote huishoudelijke apparaten met een
motor. Laat een geaarde wandcontactdoos in de directe
nabijheid van de machine installeren en zorg dat het snoer
van de machine zonder knikken en trekken naar het con-
tact kan worden geleid. Desnoods kan een geaarde ver-
lengkabel worden gebruik, maar zorg dan dat de kabel
volledig is uitgerold en dat hij niet in de weg ligt of hangt.
ELEKTRISCHE VEILIGHEID
Controleer altijd of uw netspanning overeenkomt met de
waarde op het typeplaatje.
BIJ VERVANGING VAN SNOEREN OF STEKKERS
Gooi oude snoeren of stekkers direct weg zodra ze door
nieuwe exemplaren zijn vervangen. Het is gevaarlijk om
de stekker van een los snoer in het stopcontact te steken.
VOOR INBEDRIJFSTELLING
Voor het transport is de machine met een speciale roest-
werende laag ingesmeerd. Deze laag heeft geen smeren-
de werking en moet met doeken verwijderd worden. U
kunt u dit doen met een niet agressief oplosmiddel, bij-
voorbeeld terpentine of petroleum. Afhankelijk van uw be-
kendheid met metaalbewerkingsmachines kunt u de di-
verse onderdelen demonteren, controleren en oliën met
een lichte universele machine-olie, bijvoorbeeld naaima-
chineolie (zuurvrij). Hierna werkt u de complete onder-
houdstabel van nauwgezet af.
AFSTELLING.
De draaibank is door de fabriek op minimale speling inge-
steld. Door transport kunnen sommige instellingen veran-
derd zijn. De machine is daarentegen zodanig ontworpen
dat elke optredende speling opgeheven kan worden. De-
ONDERDEEL
Spindel
beitelslede
Beitelslede
Spindel
dwarsslede
Dwarsslede
Transporteur/
aanzetas
Losse kop
SPELING OPHEFFEN
Voorste borgmoer los-
draaien. Achterste
borgmoer kloksgewijs
vastdraaien tot speling
minimaal is, kwartslag
terugdraaien. Voorste
borgmoer vastdraaien.
Borgmoer losdraaien.
Stelboutjes kloksge-
wijs vastdraaien tot
speling minimaal is.
Borgmoertjes vast-
draaien.
Zie spindel beitelslede
Zie beitelslede
Voorste borgmoer los-
draaien. Achterste
borgmoer vastdraaien
tot speling niet meer
merkbaar is, kwartslag
terugdraaien en voor-
ste borgmoer vast-
draaien
Klemmoer losdraaien,
beide stelschroeven
aan weerszijden van
de voetplaat een
kwartslag losdraaien.
Kop met stelschroe-
ven verschuiven tot de
merktekens op de
rechterzijde van de
kop overeenkomen.
Stelschroeven weer
licht aandraaien zon-
der de kop te ver-
schuiven. Klemmoer
vastdraaien.
HULPMIDDEL
2 Haaksleutels
Schroeven-
draaier, steek-
sleutel
idem
idem
idem
Schroeven-
draaier, steek-
sleutel
Ferm 23
Spanen verwijderen met een doek of kwastje. Geen pers-
lucht gebruiken, hiermee perst u de spanen alleen maar
verder in de hoeken. Spanenschuivers regelmatig de-
monteren en het vilt schoonborstelen.
Dit normale onderhoud aan de machine kan door de ge-
bruiker zelf worden gedaan. Als onderstaand schema
hiervoor wordt gehanteerd, is vergissen of vergeten uitge-
sloten. De machine hoeft niet gedemonteerd te worden.
Alle smeerpunten zijn gemakkelijk bereikbaar. In bepaal-
de gevallen kan het raadzaam zijn delen van de machine
toch te demonteren, bijvoorbeeld als bij een bepaalde sle-
destand veel fijne spanen op de beitel- en dwarsslede-
spindel terecht zijn gekomen. In dat geval kunt het beste
het desbetreffende deel geheel uit elkaar halen, schoon-
maken - nu juist wél perslucht gebruiken! -, oliën en weer in
elkaar zetten. Het onderdeel zal echter wel opnieuw afge-
steld moeten worden.
STORINGEN
Bij storing moet eerst gekeken worden of de draaibank in
goede staat van ondrhoud verkeert. Is dit het geval en u
kunt geen aanwijsbare reden vinden voor de storing,
neem dan contact op met uw Ferm-dealer.
TOEBEHOREN EN ONDERDELEN
Voor het stellen van vragen over de draaibank of andere
Ferm-producten kunt u contact opnemen met uw Ferm-
dealer. Dit geldt eveneens voor het nabestellen van on-
derdelen en/of toebehoren.
Bij de MD-350/550 is een aantal accessoires uit voorraad
leverbaar. Hiermee is het mogelijk de machine precies
naar wens en behoefte uit te rusten. U kunt deze toebeho-
ren bestellen via uw Ferm-dealer.
GARANTIE
Lees voor de garantievoorwaarden de apart bijgevoegde
garantiekaart.
ClEl
■
CONFORMITEITSVERKLARING
(
NL
)
Wij verklaren dat dit product
voldoet aan de volgende
normen of normatieve documenten
prEN12840, EN60204-1, EN55014-1, EN61000-3-2,
EN61000-3-3, EN55014-2, EN292-1, EN292-2
overeenkomstig de bepalingen in de richtlijnen
73/23/EEG
89/336/EEG
98/37/EEG
vanaf 11-02-2000
GENEMUIDEN NL
G.M. Ensing
Quality department
30 Ferm

ONDERHOUD
Zorg ervoor dat de machine niet onder stroom
staat wanneer u onderhoud pleegt aan de draai-
bank.
Smeerschema (zie ook fig.18.)
Onderhoud aan de machine gebeurt om roest en slijtage
te voorkomen. Het onderhoud bestaat voornamelijk uit
schoonmaken en oliën. Het volstaat beslist niet alleen de
oliespuit te hanteren. Zeer regelmatig - vaak meerdere ke-
ren tijdens het draaien - en heel zorgvuldig moeten spa-
nen en afval van de machineonderdelen verwijderd wor-
den. Anders bestaat de mogelijkheid dat dit tussen bewe-
gende, glijdende en draaiende delen terecht komt. Om
deze reden zijn bijvoorbeeld op de langsslede spanen-
schuivers aangebracht. Zie fig.18.
Kritieke plaatsen zijn de bovenste bedglijvlakken (3), het
draadgedeelte op transporteur/aanzetas (18), de spin-
dels (6, 16), alle glijvlakken en spietjes van de sleden (7,
16), de voetplaat losse kop (19).
ONDERDEEL
Rollagers
hoofdspil
Lagers en tand-
wielen van de
vertragingsassen
in de vaste kop (2)
Lagers V-snaar-
spanrol en as tus-
senpoelie (11, 12)
Druklager
transporteur (13)
Wisseltandwielen
(12
Tandwielen slot-
kast, met tand-
heugel
Tandwielen slot-
kast, slotmoer-
mechanisme
Transporteur /
aanzetas (18)
Glijvlakken van
het bed (3)
Supportspindels
(8, 16)
Alle Kogelnippels
(5, 6, 9, 14 en 20)
Vilt in Spanen-
schuivers (4)
Alle overige blan-
ke delen zonder
afdeklaag
TIJD/INTERVAL
Na de eerste 10
dagen
Na 20 dagen en
daarna elke 60
dagen
Jaarlijks
Jaarlijks
Bij wisseling of
wekelijks
Wekelijks
Dagelijks
idem
idem
idem
idem
idem
Wekelijks
SMEERMITTEL
Transmissieolie
SAE90:
Het kijkglas half-
vol (1) of de on-
derste tandwielen
in de olie.
Universeel
kogellagervet
idem
Fijn smeerolie
idem
idem
idem
idem
idem
idem
idem
Vaseline
INCH
nABC
48 70 79
40 70 84 79
32 105 98 49
24 98 40
20 70 84 40
16 56 84 40
14 49 105 50
12 49 98 40
11 49 105 39
8 50 105 28
Ferm 29
ze speling wordt ook veroorzaakt door slijtage als gevolg
van intensief gebruik. Als nastelling geen effect meer
heeft, is het onderdeel versleten en moet u het vervangen.
Als alle voorbereidingen zijn getroffen kan de machine op
het lichtnet worden aangesloten door de stekker in de
wandcontactdoos te plaatsen. Controleer vooraf of de
netschakelaar UIT staat en de draairichting op rechts. Kijk
nogmaals naar het peilglas of het oliepeil niet veranderd is
en vul zonodig bij tot het peilglas half vol is. Zorg dat er
geen papier of poetslap voor de ventilatie-openingen van
de motor ligt. Controleer de drieklauw en zorg dat de bek-
ken niet uit de klauw kunnen vliegen.
Leg de klauwsleutel op een vaste plek!
Open de beschermkast en controleer de positie en span-
ning van de riemen. Voor het proefdraaien moet de laag-
ste draaisnelheid worden gekozen. Eventueel de voorste
riem verleggen, zie fig. 5 en 15.
Druk de schakelaar in en laat de machine gedurende 20
minuten draaien.
Controleer regelmatig of de hoofdlagers in de vaste kop
en de motor niet warm worden door de machine te stop-
pen en aan weerszijden van de vaste kop en op het motor-
lichaam een hand te leggen. Stop direct bij afwijkende ge-
luiden en abnormale warmteontwikkeling (meer dan
handwarm) en neem eerst contact op met uw leverancier.
Schakel hierna over op een hogere snelheden en laat de
machine daarop ook nog enkele minuten draaien. Doe dit
nogmaals met omgekeerde draairichting.
Indien zich geen problemen hebben voorgedaan, is de
machine gereed voor gebruik.
INBEDRIJFSTELLING
WERKWIJZE
Het verspanen gebeurt door een beitel- of boorpunt onder
controle in het werkstuk te drukken waardoor kleine stuk-
jes materiaal - spanen - worden weggesneden. Hiervoor
dient het werkstuk een draaiende beweging te maken tus-
sen twee vaste draaipunten - de vaste en de losse kop (zie
fig.1) - die op een zeer precieze, denkbeeldige lijn liggen:
de centerlijn (4). Door de beitel die is vastgezet op het sup-
port (5) in een rechte lijn handmatig of automatisch met de
transporteur (6) in een bepaald tempo langs het draaien-
de werkstuk te voeren, kan dit over de hele lengte parallel
aan de centerlijn worden afgedraaid.
Om van het werkstuk materiaal te kunnen verwijderen is
kracht nodig. Deze kracht wordt van de motor overge-
bracht naar een holle as in de vaste kop: de hoofdas of
hoofdspil (2). In verband met het maximale motorvermo-
gen moet de hoeveelheid af te nemen materiaal - de
spaandikte en spaanbreedte - worden aangepast. Wan-
neer het toerental teveel zakt, moet of de aanzetdiepte of
de aanzetsnelheid verlaagd worden. Anders bestaat kans
op motorschade, kortere standtijd van de beitel of beitel-
breuk. Hierop is ook van invloed de diameter van het werk-
stuk. Bij een diameter van 100 mm is meer kracht nodig om
een spaan van 1 mm te snijden dan bij een diameter van
10 mm.
Wanneer de losse kop (8) door dwarsverstelling naast de
centerlijn wordt geplaatst, kan een uitwendig conisch vlak
worden gedraaid.
Een extra bewerkingsmogelijkheid over de lengteas is het
snijden van een schroefdraad. Een speciale beitel snijdt
een spiraalvormige verdieping in de omtrek van het werk-
stuk. Een deel van de omtrek blijft staan en dit hoogtever-
schil vormt de uiteindelijke schroefdraad.
Naast het over de lengteas draaien kunnen ook de uitein-
den van een werkstuk worden bewerkt, b.v. om deze vlak
en recht te maken. Korte werkstukken kunnen aan één zij-
de in een vast draaipunt, de 3-klauwplaat, worden beves-
tigd en aan de andere zijde haaks op de centerlijn worden
bewerkt. De bekken van de klauwplaat zorgen voor hand-
having van de denkbeeldige centerlijn. Door de beitelver-
plaatsing onder een hoek door verstelling van de draai-
plaat te laten geschieden, kunnen uit- en inwendige coni-
sche vlakken worden gedraaid. In gevlakte oppervlakken
kunnen met deze inspanning ook boringen worden ge-
maakt. Daarvoor moet een apart aan te schaffen boorkop
met morseconusstift in de schuifbus (7) van de losse kop
worden geplaatst. De gaten kunnen vervolgens worden
uitgedraaid tot de gewenste diepte, diameter en vorm.
Belangrijk:
De precisie van de werkstukken is
eerst en vooral afhankelijk van deskundigheid
en ervaring. Bij het draaien kunnen veel factoren het eind-
resultaat beïnvloeden, zoals de soort en toestand van de
beitels, de aard van het te bewerken materiaal, de draai-
en aanzetsnelheden, de bevestiging van het werkstuk, de
opstelling en de staat waarin de machine verkeert. Met de
24 Ferm

MD350 is het mogelijk, als alle omstandigheden perfect
zijn, langdurig werkstukken te vervaardigen met een grote
nauwkeurigheid.
VOOR DE BEGINNENDE DRAAIER
Bij het draaien kunnen grote krachten op bepaalde onder-
delen worden ontwikkeld. Bij niet correct gebruik kunnen
deze onderdelen beschadigd of vervormd worden en veel
sneller gaan slijten, ook al zijn ze nog zo deskundig en
zorgzaam ontworpen en gemaakt. Hierdoor zal de nauw-
keurigheid van het apparaat sterk afnemen, hetgeen di-
rect van invloed is op de kwaliteit en precisie van uw werk-
stukken. Het is dus belangrijk dat het apparaat op deskun-
dige wijze wordt bediend. Aangeraden wordt, als u geen
ervaren draaier bent, te beginnen met eenvoudige werk-
stukken en de verschillende mogelijkheden van de draai-
bank uit te proberen met proefwerkstukjes. Het is leer-
zaam te gaan kijken bij ervaren draaiers, want een vol-
leerd draaier wordt u niet zo-maar! Om teleurstelling te
voorkomen zult u zich de basisprincipes van het draaien
eigen moeten maken. Draaien is niet voor niets een vak.
Over metaalbewerken en -draaien is in bibliotheken en
boekwinkels vaak wel naslagwerk te vinden. Bovendien
zijn er modelbouwtijdschriften die regelmatig over dit on-
derwerp schrijven. Nog beter is het als u in het bezit kunt
komen van een, desnoods verouderd, technisch studie-
boek. Hierin staan naast de algemene principes van het
draaien veel wetenswaardigheden en handige overzich-
ten van problemen met mogelijke oorzaken en oplossin-
gen.
WERKING VAN DE MACHINE
Voor een goed begrip van de werking van de machine is
deze gemakshalve te verdelen in een aantal hoofdgroe-
pen en componenten ieder met een speciale functie. Zie
fig.1.
HET MACHINEBED
Het machinebed verbindt al deze onderdelen en heeft
daarnaast ook nog andere belangrijke functies. Het bed
(3) is vervaardigd van hoogwaardig grijs gietijzer en voor-
zien van diverse aangegoten dwarsverstijvingen. Door
het ontwerp en de toegepaste materiaalsoort worden tril-
lingen beter geabsorbeerd en is vervormingen door belas-
ting minimaal. Het bed is voorzien van twee zeer precies
geslepen glijvlakken voor de geleiding van support en los-
se kop. Deze geleidingen, één prismatische en één vlak-
ke, zorgen voor handhaving van de centerlijn (4). Zie fig.2.
DE MOTOR
De aangebouwde wisselstroommotor is een koolborstel-
loze 1-fase kooiankermotor met startcondensator. De
motor is onderhoudsvrij en behoeft geen speciale behan-
deling. Door middel van V-riemen en meervoudige riem-
schijven, de poelies, wordt de beweging van de motor
overgebracht naar de hoofdspil.
DE VASTE KOP
De gegoten vaste kop (1) is met een prismageleiding en
twee spanplaten bevestigd op het bed. Aan de achterkant
zit een olieaftapmoer. Het deksel is verwijderbaar voor in-
spectie en voor het aanbrengen van olie. Onderin de kop
bevindt zich een stelsel van draaiende assen en tandwie-
len. Door deze tandwielen wordt de snelheid van de
hoofdspil vertraagd en overgebracht naar een dubbele,
coaxiale uitgangsas. Op deze as bevinden zich het aan-
drijftandwiel voor de aanzet en het aandrijftandwiel voor
het draadsnijden, zie fig.3. In de kop zit het meest belang-
rijke onderdeel van de machine, de hoofdspil (2).
Deze is draaibaar bevestigd met twee conische rollagers
in een O-opstelling. Alle draaiende delen in de kop worden
gesmeerd door middel van een oliebad. Het niveau hier-
van is afleesbaar in het venster aan de voorzijde. De hood-
spil is voorzien van een doorgaande boring met aan de
rechterkant een bevestigingsflens en een morseconus,
voor resp. de klauwplaten en het center.
HET SUPPORT
Aan de glijvlakken op het bed is het support (5) bevestigd
dat zorgt voor het gecontroleerd geleiden van gereed-
schap langs het werkstuk. Het support bestaat ten eerste
uit een langsslede met slotkast. Deze slede ligt direct op
het bed en dient voor verplaatsing in de lengterichting. De-
ze verplaatsing kan met hand of automatisch door de
transporteur/aanzetas (6) geschieden. In het laatste ge-
val moet de slotmoer in de slotkast worden gesloten. Op
de langsslede is een tweede slede aangebracht die voor
de beitelverplaatsing in dwarsrichting zorgt. Door middel
van een spindel met volgmoer kan deze slede worden ver-
plaatst of ingesteld. Op de dwarsslede is een draaiplaat
aangebracht. Hiermee kan de bovenslede of beitelslede
onder een hoek worden ingesteld. De derde en bovenste
slede, de beitelslede, kan in elke gewenste richting over
een afstand van 70 mm verplaatst worden en volgt elke
beweging van alle onderliggende sleden alsmede de
draaiplaat. Bovenop de beitelslede is een beitelhouder
aangebracht. Hierin kan gereedschap worden ingespan-
nen tot een punthoogte van maximaal 15 mm, de verticale
afstand tot de centerlijn. De beitelhouder heeft een 4-vou-
dige opname en heeft een indexeringspen met 4 klikpun-
ten. Hierdoor kan snel van beitel gewisseld worden zon-
der opnieuw in te hoeven stellen.
DE LOSSE KOP
Het eindpunt van de centerlijn wordt gevormd door de los-
se kop (8). De hartlijnen van de vast en losse kop liggen
precies in elkaars verlengde.
Afhankelijk van de lengte van het werkstuk kan de kop
over het bed worden verplaatst en worden vastgezet. Met
de schuifbus (7), waarin een center moet worden aange-
bracht, kan het werkstuk precies op de centerlijn gefixeerd
en draaibaar worden ingespannen. Bij terugdraaien van
de schuifbus, wordt het center automatisch losgedrukt.
Het lichaam van de kop is gedeeld. Het bovenste gedeelte
kan zijdelings versteld worden t.o.v. het bovenstuk d.m.v.
stelschroeven. Hierdoor kan een instelling naast de cen-
terlijn worden verkregen. Normale verplaatsingen in leng-
terichting hebben geen zijdelingse verstelling tot gevolg.
Ferm 25
Het spreekt vanzelf dat alle klembouten (3) stevig moeten
worden aangedraaid.
DRAAISNELHEID
Als de beitels zijn geslepen en gesteld, het werkstuk goed
is opgespannen, moet met de V-riemen de snelheid van
de hoofdspil worden ingesteld, zie fig.15 en 16. In onder-
staande tabel zijn enkele veel voorkomende verspanings-
snelheden gegeven voor verschillende beitel- en materi-
aalsoorten.
Met deze tabel kunt u zelf voor elke willekeurige diameter
de juiste snelheid kiezen. U hoeft alleen de gewenste
snelheid in de volgende formule in te vullen.
v = snijsnelheid in meters per minuut
d = diameter van het werkstuk in millimeters
n = toerental in toeren per minuut.
π = constante, nl. 3,14:
REKENVOORBEELDEN:
1. Een stuk rond zilverstaal van 100 mm moet worden af-
gedraaid met een HSS beitel. In de tabel is te vinden
dat zilverstaal dan moet worden afgedraaid met 32
m/min, v=32. 32.000 gedeeld door 100 geeft een toe-
rental van 320 tpm. We leggen riem 2 op de achterste
schijven van de tussen- en hoofdaspoelie.
2. Een staafje koper van 10 mm wordt gedraaid met een
HM-beitel. v=200 en daardoor komt n ver boven het
maximale toerental. Het hoogste toerental kan wor-
den ingesteld. Riem 2 wordt gelegd op de achterste
schijf van de motor- en hoofdaspoelie.
DRAADSNIJDEN
Met de MD-350 kan naast gewoon draaiwerk ook schroef-
draad worden gesneden. Hiervoor moeten speciale bei-
tels worden gebruikt. De techniek van draadsnijden is niet
eenvoudig. Bij draadsnijden moet om een juiste passing
te bereiken, zowel het draadprofiel zelf als de kern- en bui-
tendiameter heel nauwkeurig zijn. Veel draaiers gebrui-
ken daarom bestaande machinedraadsnijtappen. Draad-
snijplaten kunnen op dezelfde manier worden gebruikt,
echter moet daarvoor zelf een passende houder worden
gemaakt. Het snijden gebeurd met zeer lage toerentallen
(meestal 70 tpm) of desnoods door het cranken, met hand
ronddraaien van de hoofdas.
Voor inchdraad snijden is een afzonderlijk inch-tand-
wielset nodig welke niet standaard meegeleverd
wordt. Deze set is verkrijgbaar bij uw leverancier on-
der Art.nr. 330961.
De zich steeds herhalende afstand tussen twee vaste
punten van een schroefdraad wordt de draadspoed ge-
noemd. Bij het snijden moet altijd deze draadspoed wor-
den ingesteld. Dit gebeurt door het kiezen van een bepaal-
de wisselwielcombinatie op de schaar. In fig.17 is links
een enkele overbrenging voor draadsnijden weergege-
ven (een zogenaamd enkelwerk) en rechts een dubbele
overbrenging voor de automatische aanzet (zogenaamd
dubbelwerk). Hierdoor wordt het support over een bepaal-
de afstand verplaatst gedurende een omwenteling van de
hoofdas. In de vaste kop zijn standaard al twee vaste over-
brengingen ingebouwd, nl. 1 : 4 voor draadspoed en 1 : 40
voor aanzet, die het toerental bepalen van de coaxiale uit-
gangsas. Vanaf deze uitgang moet de eindoverbrenging
worden berekend. Voor dit berekenen bestaan formules,
maar voor het gemak zijn in onderstaande tabel de meest
gangbare draadspoedmaten alvast aangegeven. Alle
aangegeven wielen worden standaard bij de machine ge-
leverd! Het plaatsen en afstellen van de wisselwielen ge-
beurt door het verschuiven van de schaar en de tussen-
wielas en door het plaatsen van vulringen. De wisseltand-
wielenwielen op minimale speling instellen.
In de tabel - tweede kolom - staat bovendien hoe de aan-
zetgrootte d.m.v. dezelfde wisselwielen kan worden inge-
steld.
Spoed Aanzet Aantal tanden per wiel
(mm) (mm) A B C
0.4 0.04 49 - 105
0.5 0.05 70 - 84
0.7 0.07 70 98 84
0.8 0.08 105 98 49
1.0 0.1 98 - 42
1.25 0.125 84 105 42
1.5 0.15 105 - 28
1.75 0.175 84 98 28
2.0 0.2 49 98 42
2.5 0.25 63 105 28
3.0 0.3 49 105 30
v =
π ¥ d ¥ n
=
v ¥ 1000
1000 π ¥ d
Draaimateriaal Beitel- Draaisnelheid
materiaal OMW/MIN
Gelegeerd constructie- HSS 40 - 60
staal (9S20k - 60S20k) P10 140 - 160
Gereedschapsstaal HSS 32
(C80= Zilverstaal) P10 112
Gietijzer HSS 40
K10 100
Non-Ferro HSS 45 - 80
(Koper, Aluminium) K10 140 - 280
28 Ferm

BEDIENING VAN DE METAALDRAAI-
BANK MD-350 en MD-500
Overzicht van de bedieningspunten met bijbehorende
functie (zie fig.9, 10, 11 en 12).
1. gecombineerde aan/uit draairichtingsschakelaar
met noodstopvoorziening
- Aanzetten van de motor en veranderen van draairich-
ting de klep is te blokkeren met een slotje.
2. Aandrijfkastsluiting
Voor openen en sluiten van de kast
3. Slotmoerhendel
Door sluiten van de slotmoer wordt de automatische
aanzet ingeschakeld
4. Handwiel langsverstelling
Voor het snel verplaatsen van het support naar links
en naar rechts; op de nonius kan worden afgelezen
hoe groot de verstelling is, in stappen van 0,04 mm.
5. Klemhendel beitelhouder
Door het lossen van de hendel kan het beitelblok in
stappen van 90 graden worden gedraaid
6. Klemhendel schuifbus
Voor het vastzetten van de schuifbus
7. Handwiel schuifbus
Door te draaien kan het werkstuk tussen klauwplaat
en center worden geklemd; tevens gebruikt bij het bo-
ren; op de nonius kan worden afgelezen hoe groot de
verstelling is in stappen van 0,05 mm
8. Handwielkruk beitelslede
Voor de langsverstelling van de beitelslede; op de no-
nius kan worden afgelezen hoe groot de verstelling is,
in stappen van 0,04 mm
9. Handwielkruk dwarsslede
voor de langsverstelling van de dwarsslede; op de no-
nius kan worden afgelezen hoe groot de verstelling is
in stappen van 0,04 mm
10. Klemmoeren losse kop
voor het klemmen van de losse kop aan het bed; voor
het klemmen van het bovenstuk op de voetplaat
11. Klemmoeren draaiplaat
Nadat de gewenste hoek is ingesteld kunnen hiermee
de draaiplaatdelen op elkaar geklemd worden
12 V-riemspanrol
Maakt het mogelijk V-riemen te wissel, te spannen en
te verleggen zonder de poelies te demonteren
13. Hoofdspilpoelie
Instellen draaisnelheid
14. Tussenpoelie
Idem
15. Motorpoelie
Idem
16. Schaar
Voor het monteren van een tussenwisselwiel en dit in 3
richtingen te kunnen verstellen; koppelen transpor-
teur
17. Klembout schaarverstelling
Door het aanpassen van de stand van de schaar kun-
nen het tussenaandrijf- en transporteurwisselwiel
worden gesteld; aan- en afzetten van de transporteur
18 Tussenwisselwiel
Draairichting transporteur; instellen van de overbren-
gingsverhouding
19 Wisselwiel transporteur
Instellen overbrengingsverhouding; d.m.v. het plaat-
sen van vulringen kan het wiel in axiale richting worden
versteld (fig.3.) langsbeweging support
20. Transporteur/leispindel
Bevestiging tussenwisselwiel; d.m.v. het plaatsen van
vulringen is het wiel axiaal verstelbaar en met de on-
derste asmoer is het wiel zijdelings verstelbaar
21. Tussenwisselwielas
Vóór het draadsnijwiel, achter het aanzetwiel
22. Aandrijftandwielen voor aanzet en draadsnijden
Door deze kleminrichting bij vlakdraaien te gebruiken
kan de slotmoer open blijven zonder dat het support
wegglijdt; spindel en moer worden daardoor veel min-
der belast.
23. Klembout langsslede
BEITELS
Bij het draaien wordt een spaan uit het werkstuk gesne-
den. Daarvoor moeten beitels in een speciale en scherpe
vorm worden geslepen. Deze vorm is afhankelijk van het
beitelmateriaal en van het te snijden materiaal. Zie vol-
gende tabel.
Aan de hand van fig.13. kunnen de hoeken uit deze tabel
op een stukje vierkant snelstaal (HSS) worden overgeno-
men om zelf een beitel te maken of te herslijpen. Het be-
treft hier als voorbeeld een rechte, rechtse ruwbeitel. De
stippellijnen geven de oorspronkelijke vorm van het staaf-
je aan. De hoeken 1, 2 en 3 zijn altijd samen 90°. Hoek 1
heet spaanhoek, hoek 2 de wighoek en hoek 3 de vrijloop-
hoek. Om de wrijving zo laag mogelijk te houden, zijn nog
twee extra vrijloophoeken geslepen: hoek 4 en 6. Boven-
dien is er een hellingshoek 5 aangebracht. De pijl geeft de
aanzetrichting aan. Het voorste vlak wordt hulpsnijvlak
genoemd. Het hoofdsnijvlak is het gedeelte waarop de pijl
is getekend. Op deze manier kunt alle mogelijke beitels
zelf slijpen, waarbij u steeds moet vaststellen waar het
hoofsnijvlak moet komen en wat het draaimateriaal is.
Een perfect geslepen beitel moet nu op de juiste manier in
de beitelhouder worden geplaatst. Fig.14. geeft een cor-
recte plaatsing van een puntbeitel. Punt 1 is de centerlijn.
De tip van de beitel moet precies even hoog staan, anders
onderlegplaatjes gebruiken (5). De beitel moet altijd tegen
het bloklichaam aan worden gelegd (4) en mag nooit ver-
der uitsteken dan 1 tot 1,5 maal de beitelschachtdikte (2).
Beitelhoeken Lichte Normale Zware
snede snede snede
HSS HM HSS HM HSS HM
Spaanhoek
12 10 10 5 5 0
Vrijloophoek
867564
Wighoek
70 74 73 80 79 86
Ferm 27
DE GECOMBINEERDE TRANSPORTEUR/AANZE-
TAS
Voor een goede oppervlaktekwaliteit is een juiste en voor-
al constante aanzetsnelheid in de langsrichting van be-
lang. Voor langere werkstukken is dit met de hand bijna
niet mogelijk. Door het sluiten van de slotmoer wordt het
support gekoppeld met de draad op de transporteur. Als
de transporteur is ingeschakeld is deze op zijn beurt ge-
koppeld aan de hoofdspil. Hierbij wordt met een tussen-
wiel een koppeling gemaakt tussen het aandrijfwiel van de
transporteur en het aandrijfwiel voor de langsvoeding op
de vaste kop. Dit gebeurt door verstelling van de wissel-
wielschaar, zie fig.3 en 4.
Bij elke omwenteling van de hoofdspil zal het support zich
over een bepaalde afstand langs het bed verplaatsen. De-
ze afstand is afhankelijk van de draadspoed en het geko-
zen wisselwiel op de transporteur. Door een ander wissel-
wiel te kiezen kan de aanzetsnelheid worden aangepast.
Bij draadsnijden gebeurt in principe hetzelfde, echter met
een veel grotere supportverplaatsing bij een veel lagere
hoofdspilsnelheid. Er moet in dit geval een koppeling ge-
maakt worden met het draadsnij-aandrijftandwiel van de
vaste kop. De positionering van de tandwielen geschiedt
door het plaatsen van de ringen op de aanzetas en tussen-
wielas van de schaar. Verandering van wisselwiel op de
transporteur maakt in dit geval keuze van de spoed van de
te snijden draad mogelijk. Op de transporteur zit geen au-
tomatische afslag. Schakel daarom deze tijdig uit om te
voorkomen dat de beitel tegen de klauwplaat loopt.
DE AANDRIJVING
Aangezien de toegepaste motor beschikt over een vast en
relatief hoog toerental is de overbrenging zodanig uitge-
voerd dat deze meteen het toerental verminderd. Boven-
dien is door het toepassen van meervoudige riemschijven
en een tussen-riemschijf dit toerental nog in zes opeen-
volgende stappen regelbaar.
Om eventuele riemspanningsverschillen op te heffen is
de gelagerde riemdrukrol verstelbaar uitgevoerd. Zie
fig.5. Om de drie hoogste spilsnelheden te bereiken moet
de voorste riem van de tussenpoelie naar de motorpoelie
worden verlegd. Het tussenwiel blijft steeds aangedreven
en dient als vliegwiel voor het opvangen van belastingsva-
riaties.
GRONDBEGINSELEN VAN HET DRAAIEN
Voordat met draaien kan worden begonnen, moet u ken-
nis hebben van de meest belangrijke basisbegrippen. An-
ders bestaat de kans dat bijvoorbeeld niet de juiste draai-
snelheid of de juiste beitel wordt gekozen. Met een aantal
tabellen en vuistregels wordt het draaiklaar maken van de
machine eenvoudiger.
OPSPANNEN
Het opspannen van het werkstuk moet zorgvuldig gebeu-
ren. Breng het werkstuk zo ver mogelijk in de klauw en
span deze met de spansleutel. Bij te hard spannen kun-
nen klauwplaat, bekken of werkstuk beschadigd worden.
Hetzelfde geldt voor de schuifbus. Deze met de hand ste-
vig maar niet met geweld aandraaien. Enkele opspan-
voorbeelden waarbij meteen het gebruik van boren en
beitels duidelijk wordt, staan in fig.6, 7 en 8.
De afgebeelde standaard 3-klauw is zelfcentrerend. Hier-
door valt de hartlijn van een kort werkstuk precies op de
centerlijn, ook al wordt het tegencenter niet gebruikt. Bij
klauw horen een binnenbekken (afgebeeld) en buiten-
bekken. Deze worden gebruik voor het inwendig klemmen
van grotere diameters.
Elke bek heeft in de klauwplaat steeds dezelfde, vaste
plaats. Plaats en bek zijn genummerd!
In fig.6 wordt gebruik gemaakt van een rechtse zijsnijbei-
tel (boven) en een rechtse gebogen ruwbeitel. De pijlen
geven de aanzet richting aan. De ruwbeitel kan in langs- of
dwarsrichting worden gebruikt en wordt vaak gebruikt om
snel veel materiaal weg te werken. Fig.7 laat het gebruik
zien van een linkse zijsnijbeitel en een blinde boorbeitel.
Fig.8 toont een inspanning met tegencenter in de losse
kop. Er wordt een puntbeitel gebruikt voor het glad afwer-
ken. Eronder is afgebeeld een opspanning voor het ma-
ken van een boring met een normale spiraalboor. Vooraf
altijd eerst voorboren met een centerboor. Dit is een boor
waarvan de schacht veel dikker is dan het puntstuk. Het
boorgat dat daardoor ontstaat is bedoeld als centergat
voor zowel de center als voor een boor!
26 Ferm
Documenttranscriptie
TECHNICAL SPECIFICATIONS Tension du réseau Fréquence du réseau Consommation Hauteur des pointes Distance entre les pointes MD-350 Distance entre les pointes MD-500 Diamètre admis, au-dessus du banc Diamètre admis, au-dessus du support Passage et prise de la broche Vitesses de la broche Vitesses longidutonale Filetage Avance automatique Distance porte-outil ligne de centre measurement verticale Mouvement plaque rotative Graduation plaque rotative Déplacementchariot porte-outil Chariot transversal chariot longitudinal Graduation vis du chariot Prise et tour douille coulissante Graduation Poids MD-350 Poids MD-500 Niveau sonore Lwa Vibration 230 Volt 50 Hz 375 Watt 110 mm 350 mm 500 mm 200 mm 115 mm 18 mm, MT-3 6 120-2.000/min. 11 mm; 0,04 - 0,3 11 mm; M0,4 - M3 15 mm 3600 ± 450 70 mm 115 mm 350 mm 0,04 mm 50 mm; MT-2 0,05 mm 110 kg 130 kg 70 dB(A) 2,8 m/s2 Malgré le fait que le niveau sonore du tour est 70 dB(A), le niveau sonore peut être supérieur à 85dB(A) pendant le tournage. Dans ce cas-là les mesures protectrices sont nécessaires pour l’utilisateur de la machine pour prévenir les troubles de l’audition. SPÉCIFICATIONS TECHNIQUES Les tours MD-350 et MD-500 sont livrés d’après le modèle de base suivant: banc de tour à guidage prismatique, poupée fixe avec broche et actionnement pour l’avance longitudinale et le filetage automatiques, contre-poupée avec douille coulissante et réglage transversal, électromoteur à interrupteur marche/arrêt et sens de rotation, support avec coffre de serrure, vis d’avance/vis mère combinée, chariot transversal avec plaque rotative et chariot porte-outil, support d’outil quadruple avec goupille indexa- ble, mandrin à trois mors avec des mors extérieurs supplémentaires et certificat de mesure, carter protecteur de l’actionnement, 7 roues de renvoi, 3 courroies de transmission, 2 pointes de centrage, 3 clés plates, 2 clés à sixpans, goupille du toc d’entraînement et une clé de mandrin. Socle non compris (numéro de l’article: 330957). 32 INSTALLATION LIEU DE TRAVAIL Comme la plus grande partie de la machine se compose de métal il est très important, à part l’entretien correct, de l’installer dans un lieu de travail sec. Les pièces peuvent devenir humides à cause d’une ventilation insuffisante ou incorrecte, de murs suintants et d’humidité ou si le lieu de travail n’est pas chauffé régulièrement. La condensation d’humidité sur le métal est causée par la hause soudaine de la température dans un local froid, par exemple si vous voulez travailler dans ce local. Prenez soin que la température soit égale. DÉBALLAGE ET INSTALLATION La machine a été emballée dans une caisse solide dont vous pouvez ranger facilement les six parties plates. Nous vous conseillons de garder ces parties pour les utiliser si vous devez transporter le tout, par exemple en cas de réparation ou de déménagement. Après l’ouverture de la caisse le tour doit être détaché de la palette. Pour le faire il faut enlever deux écrous, un dans chaque pied du banc. Après vous pourrez réutiliser les écrous. Vu le poids du tour vous devrez faire appel à un assistant pour vous aider à soulever le tour. Au préalable vous devrez examiner exactement comment vous allez soulever le tour. Il faut que la machine soit mise d’une seule fois à sa place définitive. Nous vous conseillons de prendre la machine par les extrémités du banc, donc pas par les poupées, le transporteur, le carter du train de roues de renvoi ou par le moteur ! Le poids de l’appareil est d’environ 110 kg. Pour réduire temporairement le poids vous pouvez enlever prudemment quelques pièces, comme la contre-poupée, la plaque rotative avec sa construction et les poulies en fonte. Le tour doit être installé de niveau sur une surface solide. Si vous fabriquez vous-même un socle, vous pouvez utiliser par exemple un profilé en U en acier de longueur suffisante auquel vous soudez ou vissez une ossature portante. Vous pourriez également utiliser un châssis solide en bois à plateau renforcé et plat, par exemple un morceau d’un plan de travail en contre-plaqué. Ce qui est essentiel est que l’installation doit être suffisam- ment rigide dans tous les sens et qu’il ne doit pas osciller, fléchir, ni vaciller. Le tour est fixé à l’aide de deux boulons M10 dans les trous spéciaux des deux socles. TUYAU: Pour éviter que de petites inégalités ne causent des tensions du banc pendant le serrage vous pouvez prendre la mesure de précaution suivante. Vous marquez l’endroit des deux socles et des deux trous de montage et vous montez deux boulons M10 dans le fondement. Appliquez une couche de mastic époxy aux endroits marqués. Mettez une feuille de plastique sur la couche de mastic. Prenez soin que les boulons n’entrent pas en contact avec le mastic ! Vous mettez le tour à l’endroit marqué en utilisant les deux boulons comme guidage. Laissez descendre le banc sur la feuille de plastique et attendez jusqu’au Ferm NL Nederlands METAALDRAAIBANK MD-350 / MD 500 LEES DEZE GEBRUIKSAANWIJZING GOED DOOR VOORDAT U DE METAALDRAAIBANK INGEBRUIK NEEMT! Lees deze gebruiksaanwijzing aandachtig door voor u de machine in gebruik neemt. Zorg dat u kennis heeft van de werking van de machine en op de hoogte bent van de bediening. Onderhoud de machine volgens de instructies opdat deze altijd goed functioneert. Bewaar deze gebruiksaanwijzing en de bijgevoegde documentatie bij de machine. VEILIGHEIDSVOORSCHRIFTEN Neem bij het gebruik van elektrische machines altijd de plaatselijk geldende veiligheidsvoorschriften in acht in verband met brandgevaar, gevaar voor elektrische schokken en lichamelijk letsel. Lees behalve onderstaande instructies ook de veiligheidsvoorschriften in het apart bijgevoegde veiligheidskatern door. Bewaar de instructies zorgvuldig! GEBRUIK De metaaldraaibank is ontworpen voor het bewerken, mechanisch verspanen, van ferro- en non-ferro metalen, kunststoffen en hout. De metaaldraaibank is bedoeld voor semi-professionele en hobby doeleinden. SPECIALE VEILIGHEIDSVOORSCHRIFTEN Bij het ontwerp van de machine is rekening gehouden met de eisen voor een veilig gebruik. Elke verandering, aanpassing, ombouw of ander toepassingsgebruik kan de veiligheid van het ontwerp teniet doen. Bovendien zal hierdoor de garantie vervallen. Vóór, na en tijdens het werken met de draaibank moet een aantal veiligheidsmaatregelen worden genomen. Door de aanwezigheid van draaiende delen en scherpe voorwerpen kan zeer ernstig lichamelijk letsel ontstaan. Vooral de bekken van de ronddraaiende klauwplaat zijn zeer gevaarlijk. 1. De draaibank is ontworpen om weerbarstig materiaal te bewerken en moet dus in staat zijn veel kracht te ontwikkelen. Het aanraken van draaiende delen is daarom levensgevaarlijk. Om deze reden moet ook het ongeoorloofd, ongewenst of ongewild inschakelen van de machine voorkomen worden, bijvoorbeeld door het ingedrukt blokkeren van de noodstopklep d.m.v. een klein hangslotje. Ferm 2. Door de verende werking van de beitel kunnen metaaldeeltjes met grote kracht op de meest onverwachte momenten als het ware weggeschoten worden. - Bescherming van de ogen is dan ook zeer belangrijk. Maak er gewoonte van om altijd in de ruimte waar de draaibank staat opgesteld een speciaal verkrijgbare veiligheidsbril te dragen. Koop voor uzelf een professioneel en gekeurd exemplaar dat u langer achtereen kunt dragen en voor bezoekers desnoods een iets goedkopere, maar wel goede uitvoering. - Door te zorgen voor een opgeruimde werkplek voorkomt u bijvoorbeeld het in de machine grijpen of vallen door struikelen over rondslingerend materiaal. 3. Wees zeer voorzichtig bij het handmatig bewerken van draaiende werkstukken. - Als u een oppervlak draaiend wilt polijsten, neem dan een voldoende lang stuk polijstpapier dat u half om het werkstuk legt, met de uiteinden naar u toe. - Uiteinden nooit om de vingers draaien, nooit met de hand schuurpapier op het werkstuk drukken. - Door het draaien ontstaan vlijmscherpe randen aan het werkstuk. Deze randen eerst afbramen met een vijl of afbraamhaakje. 4. Tijdens het draaien nooit met de vingers spaankrullen verwijderen. Gebruik hiervoor een van draad zelfgemaakt haakje of koop een professionele spanenhaak. 5. Wanneer tijdens het draaien iets in of achter het bed valt nooit over de draaiende machine of klauwplaat heen grijpen. Altijd eerst de machine stopzetten. Zorg dat het afdekplaatje op de opening in het bed ligt. 6. Goede verlichting voorkomt dat u de machine van te nabij bedient. - Bij toepassing van TL-verlichting moet rekening worden gehouden met het zogenaamde stroboscopisch effect. Hierdoor kan een draaiend voorwerp schijnbaar stilstaan. Een oplossing is het gebruik van dubbele armaturen waarbij een faseverschuiving van de beide TL-buizen is bewerkstelligd. 7. Noodstop. Indien zich onverhoopt een gevaarlijke situatie voordoet, bijvoorbeeld wanneer een niet goed ingespannen werkstuk tijdens het draaien dreigt los te raken, kunt u de noodstop gebruiken door een tik op het gele deksel van de veiligheidsschakelaar gemerkt “STOP” te geven. Hierdoor stopt de machine zonder dat u de schakelknop zelf hoeft in te drukken. 21 TECHNISCHE SPECIFICATIES Netspanning Netfrequentie Opgenomen vermogen Centerhoogte Centerafstand MD-350 Centerafstand MD-500 Max. draaidiameter boven bed Max. draaidiameter boven support Doorlaat en opname hoofdspil Aantal snelheden hoofdspil Onbelast toerental Automatische aanzet Schroefdraad snijden (rechtsom) Afstand beitelhouder centerlijn vertikaal gemeten Draaiplaatbeweging Schaalverdeling draaiplaat Verplaatsing beitelslede Verplaatsing dwarsslede Verplaatsing langsslede Schaalverdeling sledespindels Opname en slag schuifbus Schaalverdeling schuifbus Gewicht MD-350 Gewicht MD-500 Geluidsdrukniveau Lwa Vibratiewaarde 230 Volt 50 Hz 375 Watt 110 mm 350 mm 500 mm 200 mm 115 mm 18 mm, MT-3 6 120-2.000/min. 11 mm; 0,04 - 0,3 11 mm; M0,4 - M3 15 mm 3600 ± 450 70 mm 115 mm 350 mm 0,04 mm 50 mm; MT-2 0,05 mm 110 kg 130 kg 70 dB(A) 2,8 m/s2 Ondanks dat de draaibank een geluidsniveau van 70 dB(A) heeft , kan het geluidsniveau tijdens het draaien de 85 dB(A) overschrijden. In dat geval zijn geluids- en gehoorbeschermende maatregelen voor de gebruiker noodzakelijk. DE MD-350 EN DE MD-500 WORDEN GELEVERD IN ONDERSTAANDE BASISUITVOERING. De MD-350 en MD-500 worden afgeleverd in de volgende basisuitvoering: Machinebed met prismageleiding, vaste kop met hoofdspil en aandrijving voor automatische langsvoeding en draadsnijden, losse kop met schuifbus en dwarsverstelling, elektromotor met start/stop- en draairichtingsschakelaar, support met slotkast, gecombineerde aanzet/leispindel, dwarsslede met draaiplaat en beitelslede, 4-voudige beitelhouder met indexpen, 3-klauwplaat met extra buitenbekken en meetcertificaat, aandrijfbeschermingskast, 7 wisselwielen, 3 aandrijfriemen, 2 centers, 3 steeksleutels, 2 inbussleutels, meenemerstift en een spanssleutel klauwplaat. Exclusief onderstel (artikelnummer: 330957). 22 INSTALLATIE RUIMTE Aangezien de machine voor het grootste deel is opgebouwd uit metaal, is naast goed onderhoud belangrijk dat deze droog staat opgesteld. Ruimtes kunnen vochtig worden door onvoldoende of verkeerde ventilatie, niet regelmatig stoken of door doorslaande muren en optrekkend vocht. Condensatie van vocht op het metaal wordt veroorzaakt door in een koude ruimte plotseling de temperatuur flink te verhogen, bijvoorbeeld wanneer u in die ruimte wilt werken. Zorg voor een gelijkmatige temperatuur. UITPAKKEN EN OPSTELLEN De machine is verpakt in een stevige kist die u kunt demonteren tot zes platte, makkelijk op te bergen delen. Deze delen kunt u bewaren voor het geval u de draaibank moet vervoeren, bijvoorbeeld voor reparatie of bij verhuizing. Nadat u de kist hebt geopend moet de draaibank worden losgemaakt van de pallet. Hiervoor verwijdert u twee moeren, in elke bedvoet één. De moeren kunt u later opnieuw gebruiken. Voor het optillen van de draaibank zult u gelet op het gewicht de hulp moeten inroepen van een assistent. Spreek van te voren precies af hoe u dit tillen gaat doen. Het apparaat moet liefst in een keer van de pallet op de definitieve bestemming komen. U kunt de machine het beste vastpakken bij de uiteinden van het bed, dus niet aan de koppen, transporteur, wisselwielkast of motor! Het apparaat weegt ca. 110 kg. Om het gewicht tijdelijk te verminderen kunnen een aantal onderdelen eerst voorzichtig verwijderd worden, zoals de losse kop, de draaiplaat met opbouw en de gietijzeren riemschijven. De draaibank moet waterpas en op een stevige ondergrond worden geplaatst. Bij het zelf maken van een onderstel kunt u bijvoorbeeld gebruik maken van een stalen U-profiel van voldoende lengte, waaraan u een pootconstructie last of schroeft. Ook kunt u gebruik maken van een stevige houten onderkast met een versterkt en vlak bovenblad, bijvoorbeeld d.m.v. een stuk multiplex aanrechtblad. Voorwaarde is dat de opstelling in alle richtingen voldoende stijf moet zijn en niet mag slingeren, doorbuigen of wiebelen. De draaibank wordt met twee bouten M10 in de speciale gaten in de beide voetplaten vastgezet. TIP: Om te voorkomen dat geringe oneffenheden bij het aanspannen van de twee bouten toch nog spanning op het bed veroorzaken, kunt u de volgende voorzorgsmaatregel nemen. U tekent de plaats van de beide voetplaten en de twee montagegaten af en u monteert twee bouten M10 in de ondergrond. Leg op de afgetekende plaatsen een laag epoxyvulmiddel. Breng hierop een plastic folie aan. Zorg dat de bouten schoon blijven! U plaatst de draaibank op de afgetekende plaats. Gebruik hierbij de beide bouten als geleiding. Laat het bed op de folie zakken en vervolgens het vulmiddel verharden. Hierna kunt u de bouten voorzien van de moeren die ook voor het transport werden gebruikt, en deze vervolgens stevig aandraaien. Ferm F Français TOUR À MÉTAUX MD-350 / MD 500 LISEZ ATTENTIVEMENT CETTE NOTICE EXPLICATIVE AVANT LA MISE EN SERVICE DE LE TOUR À MÉTAUX! UTILISATION Le tour à métaux a été conçu pour le façonnage et l’usinage mécanique de métaux ferreux et non ferreux, de matières synthétiques et de bois; la machine est destinée à la pratique de hobbies. Lisez attentivement ce mode d’emploi avant d’utiliser la machine. Assurez-vous d’avoir bien pris connaissance du fonctionnement de la machine et de son utilisation. Entretenez la machine conformément aux instructions afin qu’elle fonctionne toujours correctement. Conservez ce mode d’emploi et la documentation jointe à proximité de la machine. CONSIGNES DE SÉCURITÉ Lors d’utilisation de machines électriques, observez les consignes de sécurité locales en vigueur en matière de risque d’incendie, de chocs électriques et de lésion corporelle. En plus des instructions ci-dessous, lisez entièrement les consignes de sécurité contenues dans le cahier de sécurité fourni à part. Conservez soigneusement ces instructions! PRESCRIPTIONS DE SÉCURITÉ SPÉCIALES Pendant la conception de la machine le point de départ a toujours été l’utilisation sûre. Chaque changement, adaptation, transformation ou chaque autre utilisation peut réduire la sécurité à néant. En outre la garantie serait supprimée à cause de l’utilisation impropre. Avant, après et au cours de l’utilisation du tour il faut prendre un certain nombre de mesures de sécurité. La présence de pièces tournantes et d’objets tranchants pourrait causer des blessures très graves. Surtout les mors du mandrin tournant sont très dangereux. 1. Le tour a été conçu pour façonner des matériaux rigides; par conséquent il doit être capable d’exercer beaucoup de force. Voilà pourquoi il est extrêmement dangereux de toucher les pièces tournantes. Pour cette raison il faut empêcher la mise en marche interdite, indésirable ou involontaire de la machine, par exemple en bloquant le bouton d’arrêt brusque pressé au moyen d’un petit cadenas. 2. Par l’action résiliente de l’outil des parcelles de métal peuvent être projetées avec force aux moments les plus inattendus. - Voilà pourquoi la protection des yeux est très imporFerm tante. Prenez l’habitude de porter toujours des lunettes de sécurité spéciales dans le local où le tour a été installé. Achetez pour vous-même des lunettes professionnelles approuvées que vous pouvez porter longtemps de suite et pour les visiteurs des modèles plus simples qui doivent pourtant être de bonne qualité. - Prenez soin que le lieu de travail soit toujours rangé pour éviter que vous ne glissiez sur des matériaux traînant par terre; ainsi vous préviendrez les accidents. 3. Soyez très prudent en façonnant manuellement des ouvrages tournants. - Si vous voulez polir une surface tournante, il faut prendre un morceau de papier à polir suffisamment long pour le mettre à moitié autour de l’ouvrage et dont les extrémités sont dirigées vers vous. - Ne tournez jamais les extrémités du papier à polir autour des doigts et ne poussez jamais à la main le papier émeri sur l’ouvrage. - A cause du tournage des parties tranchantes comme un rasoir se créent aux bords de l’ouvrage. Il faut d’abord ébarber ces bords à l’aide d’une lime ou d’un outil à ébarber. 4. N’enlevez jamais à la main les ébarbures pendant le tournage. Utilisez à cet effet un crochet que vous pouvez faire vous-même à l’aide de fil ou achetez un crochet à ébarbures professionnel. 5. Si un objet tombe dans ou derrière le banc du tour pendant le tournage il ne faut jamais essayer de le prendre en vous penchant par-dessus la machine ou le mandrin tournants. Arrêtez d’abord la machine. Prenez soin que la petite plaque à recouvrir couvre au-l’ouverture du banc. 6. Pour éviter que vous ne vous approchiez trop de la machine il faut un bon éclairage du lieu de travail. - Ferm fournit des appareils spéciaux d’éclairage à halogène pour l’éclairage du lieu de travail. - En cas d’éclairage à l’aide de tubes fluorescents il faut tenir compte de l’effet dit stroboscopique. A cause de cet effet il peut arriver qu’un objet tournant ait l’air d’être immobile. Pour résoudre ce problème vous pourriez utiliser des appareils d’éclairage doubles pour réaliser le déphasage des deux tubes fluorescents. 7. Arrêt brusque. Si par malheur une situation dangereuse se présente, par exemple si un ouvrage qui n’a pas été fixé correctement menace de se détacher pendant le tournage, vous pouvez utiliser l’arrêt brusque en tapant sur le couvercle jaune de l’interrupteur de sécurité marqué de “STOP”. La machine s’arrête sans que vous n’ayez à pousser vous-même le bouton de l’interrupteur. 31 Spanen verwijderen met een doek of kwastje. Geen perslucht gebruiken, hiermee perst u de spanen alleen maar verder in de hoeken. Spanenschuivers regelmatig demonteren en het vilt schoonborstelen. Dit normale onderhoud aan de machine kan door de gebruiker zelf worden gedaan. Als onderstaand schema hiervoor wordt gehanteerd, is vergissen of vergeten uitgesloten. De machine hoeft niet gedemonteerd te worden. Alle smeerpunten zijn gemakkelijk bereikbaar. In bepaalde gevallen kan het raadzaam zijn delen van de machine toch te demonteren, bijvoorbeeld als bij een bepaalde sledestand veel fijne spanen op de beitel- en dwarssledespindel terecht zijn gekomen. In dat geval kunt het beste het desbetreffende deel geheel uit elkaar halen, schoonmaken - nu juist wél perslucht gebruiken! -, oliën en weer in elkaar zetten. Het onderdeel zal echter wel opnieuw afgesteld moeten worden. STORINGEN Bij storing moet eerst gekeken worden of de draaibank in goede staat van ondrhoud verkeert. Is dit het geval en u kunt geen aanwijsbare reden vinden voor de storing, neem dan contact op met uw Ferm-dealer. TOEBEHOREN EN ONDERDELEN Voor het stellen van vragen over de draaibank of andere Ferm-producten kunt u contact opnemen met uw Fermdealer. Dit geldt eveneens voor het nabestellen van onderdelen en/of toebehoren. Bij de MD-350/550 is een aantal accessoires uit voorraad leverbaar. Hiermee is het mogelijk de machine precies naar wens en behoefte uit te rusten. U kunt deze toebehoren bestellen via uw Ferm-dealer. GARANTIE Lees voor de garantievoorwaarden de apart bijgevoegde garantiekaart. ELEKTRISCHE AANSLUITING. Nadat de machine definitief is opgesteld moet een aansluiting op de elektrische installatie worden gemaakt. De machine is gemaakt voor gebruik op het bestaande 230 Volt wisselstroom lichtnet en heeft een niet groter vermogen dan andere grote huishoudelijke apparaten met een motor. Laat een geaarde wandcontactdoos in de directe nabijheid van de machine installeren en zorg dat het snoer van de machine zonder knikken en trekken naar het contact kan worden geleid. Desnoods kan een geaarde verlengkabel worden gebruik, maar zorg dan dat de kabel volledig is uitgerold en dat hij niet in de weg ligt of hangt. ELEKTRISCHE VEILIGHEID Controleer altijd of uw netspanning overeenkomt met de waarde op het typeplaatje. VOOR INBEDRIJFSTELLING Voor het transport is de machine met een speciale roestwerende laag ingesmeerd. Deze laag heeft geen smerende werking en moet met doeken verwijderd worden. U kunt u dit doen met een niet agressief oplosmiddel, bijvoorbeeld terpentine of petroleum. Afhankelijk van uw bekendheid met metaalbewerkingsmachines kunt u de diverse onderdelen demonteren, controleren en oliën met een lichte universele machine-olie, bijvoorbeeld naaimachineolie (zuurvrij). Hierna werkt u de complete onderhoudstabel van nauwgezet af. ONDERDEEL Spindel beitelslede BIJ VERVANGING VAN SNOEREN OF STEKKERS Gooi oude snoeren of stekkers direct weg zodra ze door nieuwe exemplaren zijn vervangen. Het is gevaarlijk om de stekker van een los snoer in het stopcontact te steken. Beitelslede ClEl ■CONFORMITEITSVERKLARING (NL) Wij verklaren dat dit product voldoet aan de volgende normen of normatieve documenten Spindel dwarsslede prEN12840, EN60204-1, EN55014-1, EN61000-3-2, EN61000-3-3, EN55014-2, EN292-1, EN292-2 Dwarsslede Transporteur/ aanzetas overeenkomstig de bepalingen in de richtlijnen 73/23/EEG 89/336/EEG 98/37/EEG vanaf 11-02-2000 GENEMUIDEN NL G.M. Ensing Quality department Losse kop SPELING OPHEFFEN Voorste borgmoer losdraaien. Achterste borgmoer kloksgewijs vastdraaien tot speling minimaal is, kwartslag terugdraaien. Voorste borgmoer vastdraaien. Borgmoer losdraaien. Stelboutjes kloksgewijs vastdraaien tot speling minimaal is. Borgmoertjes vastdraaien. Zie spindel beitelslede HULPMIDDEL 2 Haaksleutels Zie beitelslede Voorste borgmoer losdraaien. Achterste borgmoer vastdraaien tot speling niet meer merkbaar is, kwartslag terugdraaien en voorste borgmoer vastdraaien Klemmoer losdraaien, beide stelschroeven aan weerszijden van de voetplaat een kwartslag losdraaien. Kop met stelschroeven verschuiven tot de merktekens op de rechterzijde van de kop overeenkomen. Stelschroeven weer licht aandraaien zonder de kop te verschuiven. Klemmoer vastdraaien. idem idem Schroevendraaier, steeksleutel idem Schroevendraaier, steeksleutel AFSTELLING. De draaibank is door de fabriek op minimale speling ingesteld. Door transport kunnen sommige instellingen veranderd zijn. De machine is daarentegen zodanig ontworpen dat elke optredende speling opgeheven kan worden. De- 30 Ferm Ferm 23 ze speling wordt ook veroorzaakt door slijtage als gevolg van intensief gebruik. Als nastelling geen effect meer heeft, is het onderdeel versleten en moet u het vervangen. Als alle voorbereidingen zijn getroffen kan de machine op het lichtnet worden aangesloten door de stekker in de wandcontactdoos te plaatsen. Controleer vooraf of de netschakelaar UIT staat en de draairichting op rechts. Kijk nogmaals naar het peilglas of het oliepeil niet veranderd is en vul zonodig bij tot het peilglas half vol is. Zorg dat er geen papier of poetslap voor de ventilatie-openingen van de motor ligt. Controleer de drieklauw en zorg dat de bekken niet uit de klauw kunnen vliegen. Leg de klauwsleutel op een vaste plek! Open de beschermkast en controleer de positie en spanning van de riemen. Voor het proefdraaien moet de laagste draaisnelheid worden gekozen. Eventueel de voorste riem verleggen, zie fig. 5 en 15. Druk de schakelaar in en laat de machine gedurende 20 minuten draaien. Controleer regelmatig of de hoofdlagers in de vaste kop en de motor niet warm worden door de machine te stoppen en aan weerszijden van de vaste kop en op het motorlichaam een hand te leggen. Stop direct bij afwijkende geluiden en abnormale warmteontwikkeling (meer dan handwarm) en neem eerst contact op met uw leverancier. Schakel hierna over op een hogere snelheden en laat de machine daarop ook nog enkele minuten draaien. Doe dit nogmaals met omgekeerde draairichting. Indien zich geen problemen hebben voorgedaan, is de machine gereed voor gebruik. INBEDRIJFSTELLING n 48 40 32 24 20 16 14 12 11 8 WERKWIJZE Het verspanen gebeurt door een beitel- of boorpunt onder controle in het werkstuk te drukken waardoor kleine stukjes materiaal - spanen - worden weggesneden. Hiervoor dient het werkstuk een draaiende beweging te maken tussen twee vaste draaipunten - de vaste en de losse kop (zie fig.1) - die op een zeer precieze, denkbeeldige lijn liggen: de centerlijn (4). Door de beitel die is vastgezet op het support (5) in een rechte lijn handmatig of automatisch met de transporteur (6) in een bepaald tempo langs het draaiende werkstuk te voeren, kan dit over de hele lengte parallel aan de centerlijn worden afgedraaid. Om van het werkstuk materiaal te kunnen verwijderen is kracht nodig. Deze kracht wordt van de motor overgebracht naar een holle as in de vaste kop: de hoofdas of hoofdspil (2). In verband met het maximale motorvermogen moet de hoeveelheid af te nemen materiaal - de spaandikte en spaanbreedte - worden aangepast. Wanneer het toerental teveel zakt, moet of de aanzetdiepte of de aanzetsnelheid verlaagd worden. Anders bestaat kans op motorschade, kortere standtijd van de beitel of beitelbreuk. Hierop is ook van invloed de diameter van het werkstuk. Bij een diameter van 100 mm is meer kracht nodig om een spaan van 1 mm te snijden dan bij een diameter van 10 mm. Wanneer de losse kop (8) door dwarsverstelling naast de centerlijn wordt geplaatst, kan een uitwendig conisch vlak worden gedraaid. Een extra bewerkingsmogelijkheid over de lengteas is het snijden van een schroefdraad. Een speciale beitel snijdt een spiraalvormige verdieping in de omtrek van het werkstuk. Een deel van de omtrek blijft staan en dit hoogteverschil vormt de uiteindelijke schroefdraad. Naast het over de lengteas draaien kunnen ook de uiteinden van een werkstuk worden bewerkt, b.v. om deze vlak en recht te maken. Korte werkstukken kunnen aan één zijde in een vast draaipunt, de 3-klauwplaat, worden bevestigd en aan de andere zijde haaks op de centerlijn worden bewerkt. De bekken van de klauwplaat zorgen voor handhaving van de denkbeeldige centerlijn. Door de beitelverplaatsing onder een hoek door verstelling van de draaiplaat te laten geschieden, kunnen uit- en inwendige conische vlakken worden gedraaid. In gevlakte oppervlakken kunnen met deze inspanning ook boringen worden gemaakt. Daarvoor moet een apart aan te schaffen boorkop met morseconusstift in de schuifbus (7) van de losse kop worden geplaatst. De gaten kunnen vervolgens worden uitgedraaid tot de gewenste diepte, diameter en vorm. Ferm A 70 70 105 98 70 56 49 49 49 50 B 84 98 84 84 105 98 105 105 C 79 79 49 40 40 40 50 40 39 28 Zorg ervoor dat de machine niet onder stroom staat wanneer u onderhoud pleegt aan de draaibank. ONDERDEEL TIJD/INTERVAL SMEERMITTEL Rollagers hoofdspil Lagers en tandwielen van de vertragingsassen in de vaste kop (2) Lagers V-snaarspanrol en as tussenpoelie (11, 12) Druklager transporteur (13) Wisseltandwielen (12 Tandwielen slotkast, met tandheugel Tandwielen slotkast, slotmoermechanisme Transporteur / aanzetas (18) Na de eerste 10 dagen Na 20 dagen en daarna elke 60 dagen Transmissieolie SAE90: Het kijkglas halfvol (1) of de onderste tandwielen in de olie. Universeel kogellagervet Glijvlakken van het bed (3) Supportspindels (8, 16) Alle Kogelnippels (5, 6, 9, 14 en 20) Vilt in Spanenschuivers (4) Alle overige blanke delen zonder afdeklaag Jaarlijks Jaarlijks idem Bij wisseling of wekelijks Wekelijks Fijn smeerolie Dagelijks idem idem idem idem idem idem idem idem idem idem idem Wekelijks Vaseline idem Smeerschema (zie ook fig.18.) Onderhoud aan de machine gebeurt om roest en slijtage te voorkomen. Het onderhoud bestaat voornamelijk uit schoonmaken en oliën. Het volstaat beslist niet alleen de oliespuit te hanteren. Zeer regelmatig - vaak meerdere keren tijdens het draaien - en heel zorgvuldig moeten spanen en afval van de machineonderdelen verwijderd worden. Anders bestaat de mogelijkheid dat dit tussen bewegende, glijdende en draaiende delen terecht komt. Om deze reden zijn bijvoorbeeld op de langsslede spanenschuivers aangebracht. Zie fig.18. Kritieke plaatsen zijn de bovenste bedglijvlakken (3), het draadgedeelte op transporteur/aanzetas (18), de spindels (6, 16), alle glijvlakken en spietjes van de sleden (7, 16), de voetplaat losse kop (19). Belangrijk: De precisie van de werkstukken is eerst en vooral afhankelijk van deskundigheid en ervaring. Bij het draaien kunnen veel factoren het eindresultaat beïnvloeden, zoals de soort en toestand van de beitels, de aard van het te bewerken materiaal, de draaien aanzetsnelheden, de bevestiging van het werkstuk, de opstelling en de staat waarin de machine verkeert. Met de 24 ONDERHOUD INCH Ferm 29 Het spreekt vanzelf dat alle klembouten (3) stevig moeten worden aangedraaid. DRAAISNELHEID Als de beitels zijn geslepen en gesteld, het werkstuk goed is opgespannen, moet met de V-riemen de snelheid van de hoofdspil worden ingesteld, zie fig.15 en 16. In onderstaande tabel zijn enkele veel voorkomende verspaningssnelheden gegeven voor verschillende beitel- en materiaalsoorten. Draaimateriaal Gelegeerd constructiestaal (9S20k - 60S20k) Gereedschapsstaal (C80= Zilverstaal) Gietijzer Non-Ferro (Koper, Aluminium) Beitel- Draaisnelheid materiaal OMW/MIN HSS 40 - 60 P10 140 - 160 HSS 32 P10 112 HSS 40 K10 100 HSS 45 - 80 K10 140 - 280 Met deze tabel kunt u zelf voor elke willekeurige diameter de juiste snelheid kiezen. U hoeft alleen de gewenste snelheid in de volgende formule in te vullen. v d n π = = = = snijsnelheid in meters per minuut diameter van het werkstuk in millimeters toerental in toeren per minuut. constante, nl. 3,14: v= π ¥ d ¥ n v ¥ 1000 = 1000 π ¥d REKENVOORBEELDEN: 1. Een stuk rond zilverstaal van 100 mm moet worden afgedraaid met een HSS beitel. In de tabel is te vinden dat zilverstaal dan moet worden afgedraaid met 32 m/min, v=32. 32.000 gedeeld door 100 geeft een toerental van 320 tpm. We leggen riem 2 op de achterste schijven van de tussen- en hoofdaspoelie. 2. Een staafje koper van 10 mm wordt gedraaid met een HM-beitel. v=200 en daardoor komt n ver boven het maximale toerental. Het hoogste toerental kan worden ingesteld. Riem 2 wordt gelegd op de achterste schijf van de motor- en hoofdaspoelie. DRAADSNIJDEN Met de MD-350 kan naast gewoon draaiwerk ook schroefdraad worden gesneden. Hiervoor moeten speciale beitels worden gebruikt. De techniek van draadsnijden is niet eenvoudig. Bij draadsnijden moet om een juiste passing te bereiken, zowel het draadprofiel zelf als de kern- en bui- 28 tendiameter heel nauwkeurig zijn. Veel draaiers gebruiken daarom bestaande machinedraadsnijtappen. Draadsnijplaten kunnen op dezelfde manier worden gebruikt, echter moet daarvoor zelf een passende houder worden gemaakt. Het snijden gebeurd met zeer lage toerentallen (meestal 70 tpm) of desnoods door het cranken, met hand ronddraaien van de hoofdas. Voor inchdraad snijden is een afzonderlijk inch-tandwielset nodig welke niet standaard meegeleverd wordt. Deze set is verkrijgbaar bij uw leverancier onder Art.nr. 330961. De zich steeds herhalende afstand tussen twee vaste punten van een schroefdraad wordt de draadspoed genoemd. Bij het snijden moet altijd deze draadspoed worden ingesteld. Dit gebeurt door het kiezen van een bepaalde wisselwielcombinatie op de schaar. In fig.17 is links een enkele overbrenging voor draadsnijden weergegeven (een zogenaamd enkelwerk) en rechts een dubbele overbrenging voor de automatische aanzet (zogenaamd dubbelwerk). Hierdoor wordt het support over een bepaalde afstand verplaatst gedurende een omwenteling van de hoofdas. In de vaste kop zijn standaard al twee vaste overbrengingen ingebouwd, nl. 1 : 4 voor draadspoed en 1 : 40 voor aanzet, die het toerental bepalen van de coaxiale uitgangsas. Vanaf deze uitgang moet de eindoverbrenging worden berekend. Voor dit berekenen bestaan formules, maar voor het gemak zijn in onderstaande tabel de meest gangbare draadspoedmaten alvast aangegeven. Alle aangegeven wielen worden standaard bij de machine geleverd! Het plaatsen en afstellen van de wisselwielen gebeurt door het verschuiven van de schaar en de tussenwielas en door het plaatsen van vulringen. De wisseltandwielenwielen op minimale speling instellen. Spoed (mm) 0.4 0.5 0.7 0.8 1.0 1.25 1.5 1.75 2.0 2.5 3.0 Aanzet (mm) 0.04 0.05 0.07 0.08 0.1 0.125 0.15 0.175 0.2 0.25 0.3 Aantal tanden per wiel A B C 49 105 70 84 70 98 84 105 98 49 98 42 84 105 42 105 28 84 98 28 49 98 42 63 105 28 49 105 30 MD350 is het mogelijk, als alle omstandigheden perfect zijn, langdurig werkstukken te vervaardigen met een grote nauwkeurigheid. VOOR DE BEGINNENDE DRAAIER Bij het draaien kunnen grote krachten op bepaalde onderdelen worden ontwikkeld. Bij niet correct gebruik kunnen deze onderdelen beschadigd of vervormd worden en veel sneller gaan slijten, ook al zijn ze nog zo deskundig en zorgzaam ontworpen en gemaakt. Hierdoor zal de nauwkeurigheid van het apparaat sterk afnemen, hetgeen direct van invloed is op de kwaliteit en precisie van uw werkstukken. Het is dus belangrijk dat het apparaat op deskundige wijze wordt bediend. Aangeraden wordt, als u geen ervaren draaier bent, te beginnen met eenvoudige werkstukken en de verschillende mogelijkheden van de draaibank uit te proberen met proefwerkstukjes. Het is leerzaam te gaan kijken bij ervaren draaiers, want een volleerd draaier wordt u niet zo-maar! Om teleurstelling te voorkomen zult u zich de basisprincipes van het draaien eigen moeten maken. Draaien is niet voor niets een vak. Over metaalbewerken en -draaien is in bibliotheken en boekwinkels vaak wel naslagwerk te vinden. Bovendien zijn er modelbouwtijdschriften die regelmatig over dit onderwerp schrijven. Nog beter is het als u in het bezit kunt komen van een, desnoods verouderd, technisch studieboek. Hierin staan naast de algemene principes van het draaien veel wetenswaardigheden en handige overzichten van problemen met mogelijke oorzaken en oplossingen. WERKING VAN DE MACHINE Voor een goed begrip van de werking van de machine is deze gemakshalve te verdelen in een aantal hoofdgroepen en componenten ieder met een speciale functie. Zie fig.1. HET MACHINEBED Het machinebed verbindt al deze onderdelen en heeft daarnaast ook nog andere belangrijke functies. Het bed (3) is vervaardigd van hoogwaardig grijs gietijzer en voorzien van diverse aangegoten dwarsverstijvingen. Door het ontwerp en de toegepaste materiaalsoort worden trillingen beter geabsorbeerd en is vervormingen door belasting minimaal. Het bed is voorzien van twee zeer precies geslepen glijvlakken voor de geleiding van support en losse kop. Deze geleidingen, één prismatische en één vlakke, zorgen voor handhaving van de centerlijn (4). Zie fig.2. In de tabel - tweede kolom - staat bovendien hoe de aanzetgrootte d.m.v. dezelfde wisselwielen kan worden ingesteld. Ferm DE MOTOR De aangebouwde wisselstroommotor is een koolborstelloze 1-fase kooiankermotor met startcondensator. De motor is onderhoudsvrij en behoeft geen speciale behandeling. Door middel van V-riemen en meervoudige riemschijven, de poelies, wordt de beweging van de motor overgebracht naar de hoofdspil. DE VASTE KOP De gegoten vaste kop (1) is met een prismageleiding en Ferm twee spanplaten bevestigd op het bed. Aan de achterkant zit een olieaftapmoer. Het deksel is verwijderbaar voor inspectie en voor het aanbrengen van olie. Onderin de kop bevindt zich een stelsel van draaiende assen en tandwielen. Door deze tandwielen wordt de snelheid van de hoofdspil vertraagd en overgebracht naar een dubbele, coaxiale uitgangsas. Op deze as bevinden zich het aandrijftandwiel voor de aanzet en het aandrijftandwiel voor het draadsnijden, zie fig.3. In de kop zit het meest belangrijke onderdeel van de machine, de hoofdspil (2). Deze is draaibaar bevestigd met twee conische rollagers in een O-opstelling. Alle draaiende delen in de kop worden gesmeerd door middel van een oliebad. Het niveau hiervan is afleesbaar in het venster aan de voorzijde. De hoodspil is voorzien van een doorgaande boring met aan de rechterkant een bevestigingsflens en een morseconus, voor resp. de klauwplaten en het center. HET SUPPORT Aan de glijvlakken op het bed is het support (5) bevestigd dat zorgt voor het gecontroleerd geleiden van gereedschap langs het werkstuk. Het support bestaat ten eerste uit een langsslede met slotkast. Deze slede ligt direct op het bed en dient voor verplaatsing in de lengterichting. Deze verplaatsing kan met hand of automatisch door de transporteur/aanzetas (6) geschieden. In het laatste geval moet de slotmoer in de slotkast worden gesloten. Op de langsslede is een tweede slede aangebracht die voor de beitelverplaatsing in dwarsrichting zorgt. Door middel van een spindel met volgmoer kan deze slede worden verplaatst of ingesteld. Op de dwarsslede is een draaiplaat aangebracht. Hiermee kan de bovenslede of beitelslede onder een hoek worden ingesteld. De derde en bovenste slede, de beitelslede, kan in elke gewenste richting over een afstand van 70 mm verplaatst worden en volgt elke beweging van alle onderliggende sleden alsmede de draaiplaat. Bovenop de beitelslede is een beitelhouder aangebracht. Hierin kan gereedschap worden ingespannen tot een punthoogte van maximaal 15 mm, de verticale afstand tot de centerlijn. De beitelhouder heeft een 4-voudige opname en heeft een indexeringspen met 4 klikpunten. Hierdoor kan snel van beitel gewisseld worden zonder opnieuw in te hoeven stellen. DE LOSSE KOP Het eindpunt van de centerlijn wordt gevormd door de losse kop (8). De hartlijnen van de vast en losse kop liggen precies in elkaars verlengde. Afhankelijk van de lengte van het werkstuk kan de kop over het bed worden verplaatst en worden vastgezet. Met de schuifbus (7), waarin een center moet worden aangebracht, kan het werkstuk precies op de centerlijn gefixeerd en draaibaar worden ingespannen. Bij terugdraaien van de schuifbus, wordt het center automatisch losgedrukt. Het lichaam van de kop is gedeeld. Het bovenste gedeelte kan zijdelings versteld worden t.o.v. het bovenstuk d.m.v. stelschroeven. Hierdoor kan een instelling naast de centerlijn worden verkregen. Normale verplaatsingen in lengterichting hebben geen zijdelingse verstelling tot gevolg. 25 DE GECOMBINEERDE TRANSPORTEUR/AANZETAS Voor een goede oppervlaktekwaliteit is een juiste en vooral constante aanzetsnelheid in de langsrichting van belang. Voor langere werkstukken is dit met de hand bijna niet mogelijk. Door het sluiten van de slotmoer wordt het support gekoppeld met de draad op de transporteur. Als de transporteur is ingeschakeld is deze op zijn beurt gekoppeld aan de hoofdspil. Hierbij wordt met een tussenwiel een koppeling gemaakt tussen het aandrijfwiel van de transporteur en het aandrijfwiel voor de langsvoeding op de vaste kop. Dit gebeurt door verstelling van de wisselwielschaar, zie fig.3 en 4. Bij elke omwenteling van de hoofdspil zal het support zich over een bepaalde afstand langs het bed verplaatsen. Deze afstand is afhankelijk van de draadspoed en het gekozen wisselwiel op de transporteur. Door een ander wisselwiel te kiezen kan de aanzetsnelheid worden aangepast. Bij draadsnijden gebeurt in principe hetzelfde, echter met een veel grotere supportverplaatsing bij een veel lagere hoofdspilsnelheid. Er moet in dit geval een koppeling gemaakt worden met het draadsnij-aandrijftandwiel van de vaste kop. De positionering van de tandwielen geschiedt door het plaatsen van de ringen op de aanzetas en tussenwielas van de schaar. Verandering van wisselwiel op de transporteur maakt in dit geval keuze van de spoed van de te snijden draad mogelijk. Op de transporteur zit geen automatische afslag. Schakel daarom deze tijdig uit om te voorkomen dat de beitel tegen de klauwplaat loopt. vig maar niet met geweld aandraaien. Enkele opspanvoorbeelden waarbij meteen het gebruik van boren en beitels duidelijk wordt, staan in fig.6, 7 en 8. De afgebeelde standaard 3-klauw is zelfcentrerend. Hierdoor valt de hartlijn van een kort werkstuk precies op de centerlijn, ook al wordt het tegencenter niet gebruikt. Bij klauw horen een binnenbekken (afgebeeld) en buitenbekken. Deze worden gebruik voor het inwendig klemmen van grotere diameters. Elke bek heeft in de klauwplaat steeds dezelfde, vaste plaats. Plaats en bek zijn genummerd! In fig.6 wordt gebruik gemaakt van een rechtse zijsnijbeitel (boven) en een rechtse gebogen ruwbeitel. De pijlen geven de aanzet richting aan. De ruwbeitel kan in langs- of dwarsrichting worden gebruikt en wordt vaak gebruikt om snel veel materiaal weg te werken. Fig.7 laat het gebruik zien van een linkse zijsnijbeitel en een blinde boorbeitel. Fig.8 toont een inspanning met tegencenter in de losse kop. Er wordt een puntbeitel gebruikt voor het glad afwerken. Eronder is afgebeeld een opspanning voor het maken van een boring met een normale spiraalboor. Vooraf altijd eerst voorboren met een centerboor. Dit is een boor waarvan de schacht veel dikker is dan het puntstuk. Het boorgat dat daardoor ontstaat is bedoeld als centergat voor zowel de center als voor een boor! DE AANDRIJVING Aangezien de toegepaste motor beschikt over een vast en relatief hoog toerental is de overbrenging zodanig uitgevoerd dat deze meteen het toerental verminderd. Bovendien is door het toepassen van meervoudige riemschijven en een tussen-riemschijf dit toerental nog in zes opeenvolgende stappen regelbaar. Om eventuele riemspanningsverschillen op te heffen is de gelagerde riemdrukrol verstelbaar uitgevoerd. Zie fig.5. Om de drie hoogste spilsnelheden te bereiken moet de voorste riem van de tussenpoelie naar de motorpoelie worden verlegd. Het tussenwiel blijft steeds aangedreven en dient als vliegwiel voor het opvangen van belastingsvariaties. GRONDBEGINSELEN VAN HET DRAAIEN Voordat met draaien kan worden begonnen, moet u kennis hebben van de meest belangrijke basisbegrippen. Anders bestaat de kans dat bijvoorbeeld niet de juiste draaisnelheid of de juiste beitel wordt gekozen. Met een aantal tabellen en vuistregels wordt het draaiklaar maken van de machine eenvoudiger. OPSPANNEN Het opspannen van het werkstuk moet zorgvuldig gebeuren. Breng het werkstuk zo ver mogelijk in de klauw en span deze met de spansleutel. Bij te hard spannen kunnen klauwplaat, bekken of werkstuk beschadigd worden. Hetzelfde geldt voor de schuifbus. Deze met de hand ste- 26 Ferm BEDIENING VAN DE METAALDRAAIBANK MD-350 en MD-500 Overzicht van de bedieningspunten met bijbehorende functie (zie fig.9, 10, 11 en 12). 1. gecombineerde aan/uit draairichtingsschakelaar met noodstopvoorziening - Aanzetten van de motor en veranderen van draairichting de klep is te blokkeren met een slotje. 2. Aandrijfkastsluiting Voor openen en sluiten van de kast 3. Slotmoerhendel Door sluiten van de slotmoer wordt de automatische aanzet ingeschakeld 4. Handwiel langsverstelling Voor het snel verplaatsen van het support naar links en naar rechts; op de nonius kan worden afgelezen hoe groot de verstelling is, in stappen van 0,04 mm. 5. Klemhendel beitelhouder Door het lossen van de hendel kan het beitelblok in stappen van 90 graden worden gedraaid 6. Klemhendel schuifbus Voor het vastzetten van de schuifbus 7. Handwiel schuifbus Door te draaien kan het werkstuk tussen klauwplaat en center worden geklemd; tevens gebruikt bij het boren; op de nonius kan worden afgelezen hoe groot de verstelling is in stappen van 0,05 mm 8. Handwielkruk beitelslede Voor de langsverstelling van de beitelslede; op de nonius kan worden afgelezen hoe groot de verstelling is, in stappen van 0,04 mm 9. Handwielkruk dwarsslede voor de langsverstelling van de dwarsslede; op de nonius kan worden afgelezen hoe groot de verstelling is in stappen van 0,04 mm 10. Klemmoeren losse kop voor het klemmen van de losse kop aan het bed; voor het klemmen van het bovenstuk op de voetplaat 11. Klemmoeren draaiplaat Nadat de gewenste hoek is ingesteld kunnen hiermee de draaiplaatdelen op elkaar geklemd worden 12 V-riemspanrol Maakt het mogelijk V-riemen te wissel, te spannen en te verleggen zonder de poelies te demonteren 13. Hoofdspilpoelie Instellen draaisnelheid 14. Tussenpoelie Idem 15. Motorpoelie Idem 16. Schaar Voor het monteren van een tussenwisselwiel en dit in 3 richtingen te kunnen verstellen; koppelen transporteur 17. Klembout schaarverstelling Door het aanpassen van de stand van de schaar kunnen het tussenaandrijf- en transporteurwisselwiel Ferm worden gesteld; aan- en afzetten van de transporteur 18 Tussenwisselwiel Draairichting transporteur; instellen van de overbrengingsverhouding 19 Wisselwiel transporteur Instellen overbrengingsverhouding; d.m.v. het plaatsen van vulringen kan het wiel in axiale richting worden versteld (fig.3.) langsbeweging support 20. Transporteur/leispindel Bevestiging tussenwisselwiel; d.m.v. het plaatsen van vulringen is het wiel axiaal verstelbaar en met de onderste asmoer is het wiel zijdelings verstelbaar 21. Tussenwisselwielas Vóór het draadsnijwiel, achter het aanzetwiel 22. Aandrijftandwielen voor aanzet en draadsnijden Door deze kleminrichting bij vlakdraaien te gebruiken kan de slotmoer open blijven zonder dat het support wegglijdt; spindel en moer worden daardoor veel minder belast. 23. Klembout langsslede BEITELS Bij het draaien wordt een spaan uit het werkstuk gesneden. Daarvoor moeten beitels in een speciale en scherpe vorm worden geslepen. Deze vorm is afhankelijk van het beitelmateriaal en van het te snijden materiaal. Zie volgende tabel. Beitelhoeken Spaanhoek Vrijloophoek Wighoek Lichte Normale Zware snede snede snede HSS HM HSS HM HSS HM 12 10 10 5 5 0 8 6 7 5 6 4 70 74 73 80 79 86 Aan de hand van fig.13. kunnen de hoeken uit deze tabel op een stukje vierkant snelstaal (HSS) worden overgenomen om zelf een beitel te maken of te herslijpen. Het betreft hier als voorbeeld een rechte, rechtse ruwbeitel. De stippellijnen geven de oorspronkelijke vorm van het staafje aan. De hoeken 1, 2 en 3 zijn altijd samen 90°. Hoek 1 heet spaanhoek, hoek 2 de wighoek en hoek 3 de vrijloophoek. Om de wrijving zo laag mogelijk te houden, zijn nog twee extra vrijloophoeken geslepen: hoek 4 en 6. Bovendien is er een hellingshoek 5 aangebracht. De pijl geeft de aanzetrichting aan. Het voorste vlak wordt hulpsnijvlak genoemd. Het hoofdsnijvlak is het gedeelte waarop de pijl is getekend. Op deze manier kunt alle mogelijke beitels zelf slijpen, waarbij u steeds moet vaststellen waar het hoofsnijvlak moet komen en wat het draaimateriaal is. Een perfect geslepen beitel moet nu op de juiste manier in de beitelhouder worden geplaatst. Fig.14. geeft een correcte plaatsing van een puntbeitel. Punt 1 is de centerlijn. De tip van de beitel moet precies even hoog staan, anders onderlegplaatjes gebruiken (5). De beitel moet altijd tegen het bloklichaam aan worden gelegd (4) en mag nooit verder uitsteken dan 1 tot 1,5 maal de beitelschachtdikte (2). 27-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
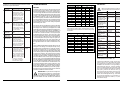 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
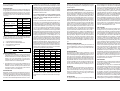 25
25
-
 26
26


























Ferm MD-350 Handleiding
- Categorie
- Draaibanken
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
in andere talen
- English: Ferm MD-350 User manual
- français: Ferm MD-350 Manuel utilisateur
- Deutsch: Ferm MD-350 Benutzerhandbuch
Gerelateerde papieren
Andere documenten
-
JET BD-920N Handleiding
-
Güde GMD 400 Handleiding
-
Draper Variable Speed Metal Work Lathe Handleiding
-
Scheppach 5902303850 Handleiding
-
-
Holzmann D300F Handleiding
-
Triton SJA 100XL Handleiding
-
-
Scheppach DM460T Handleiding
-
MINOURA BH-100M Instructions Manual