
www.gys.fr
Find user manuals in other languages
ES 02-31 / 93-100 ARCPULL 700
NL 32-62 / 93-100
IT 63-92 / 93-100
73502 V1 26/07/2023

2
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
1. ADVERTENCIAS - NORMAS DE SEGURIDAD
INSTRUCCIONES GENERALES
Estas instrucciones deben leerse y comprenderse completamente antes de cualquier operación.
No se debe realizar ninguna modicación o mantenimiento no indicado en el manual.
Cualquier lesión corporal o daño material debido a un uso que no cumpla con las instrucciones de este manual no puede ser considerado
responsabilidad del fabricante.
En caso de cualquier problema o duda, consulte a una persona calicada para manejar la instalación correctamente.
MEDIO AMBIENTE
Este equipo debe ser utilizado únicamente para operaciones de soldadura dentro de los límites indicados en la placa de identicación y/o en el
manual. Se deben observar las pautas de seguridad. En caso de uso impropio o peligroso, el fabricante no se hace responsable.
La instalación debe utilizarse en un lugar libre de polvo, ácidos, gases inamables u otras sustancias corrosivas. Lo mismo es cierto para su
almacenamiento. Asegure la circulación de aire durante el uso.
Rango de temperatura :
Utilizar entre -10 y 40 °C (14 y 104 °F).
Almacenamiento entre -20 y 55 °C (-4 y 131 °F).
Humedad del aire:
Menor o igual al 50% a 40°C (104°F).
Inferior o igual al 90 % a 20 °C (68 °F).
Altitud :
Hasta 1000 m sobre el nivel del mar (3280 pies)
PROTECCIÓN DEL INDIVIDUO Y DE OTROS
La soldadura por arco puede ser peligrosa y causar lesiones graves o incluso la muerte.
La soldadura expone a las personas a una fuente peligrosa de calor, radiación luminosa del arco, campos electromagnéticos (cuidado con los
usuarios de marcapasos), riesgo de electrocución, ruido y emanaciones gaseosas.
Para su protección y la de los demás, tenga en cuenta las siguientes instrucciones de seguridad:
Para protegerse de quemaduras y radiaciones, use ropa sin puños, aislante, seca, ignífuga y en buen estado, que cubra todo el
cuerpo.
Utilizar guantes que garanticen el aislamiento eléctrico y térmico.
Utilice una máscara o gafas con un tono entre 5 y 9. Proteja los ojos durante las operaciones de limpieza. Las lentes de contacto
están particularmente prohibidas.
En ocasiones es necesario delimitar zonas con cortinas ignífugas para proteger la zona de soldadura de los rayos del arco,
salpicaduras y residuos incandescentes.
Indique a las personas en el área de soldadura que no miren los rayos del arco o las piezas fundidas y que usen ropa protectora
adecuada.
Use un casco de ruido si el proceso de soldadura alcanza un nivel de ruido por encima del límite autorizado (lo mismo para
cualquier persona en el área de soldadura).
Mantenga las manos, el cabello y la ropa alejados de las piezas móviles (ventilador).
Las piezas recién soldadas están calientes y pueden causar quemaduras al manipularlas. Durante el trabajo de mantenimiento en
la pistola, asegúrese de que esté lo sucientemente fría esperando al menos 10 minutos antes de cualquier trabajo. Es importante
asegurar el área de trabajo antes de abandonarla para proteger a las personas y la propiedad.
HUMOS Y GASES DE SOLDADURA
Los humos, gases y polvos emitidos por la soldadura son peligrosos para la salud. Se debe proporcionar suciente ventilación, a
veces es necesario un suministro de aire. Una máscara de aire fresco puede ser una solución en caso de ventilación insuciente.
Verique que la succión sea efectiva comparándola con las normas de seguridad.
Tenga en cuenta que la soldadura en entornos pequeños requiere supervisión desde una distancia segura. Además, la soldadura de ciertos materiales
que contengan plomo, cadmio, zinc o mercurio o incluso berilio puede ser especialmente dañina, también desengrasar las piezas antes de soldarlas.
Los cilindros deben almacenarse en habitaciones abiertas o bien ventiladas. Deben estar en posición vertical y sostenidos sobre un soporte o sobre
un carro.
Se debe prohibir la soldadura cerca de grasa o pintura.

ES
3
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
PELIGRO DE INCENDIO Y EXPLOSIÓN
Proteja completamente el área de soldadura, los materiales inamables deben mantenerse a una distancia mínima de 11 metros.
El equipo resistente al fuego debe estar presente cerca de las operaciones de soldadura.
Tenga cuidado con las salpicaduras de materiales calientes o chispas e incluso a través de grietas, pueden ser una fuente de incendio o explosión.
Mantenga a las personas, objetos inamables y recipientes a presión a una distancia de seguridad suciente.
Se evitará soldar en recipientes o tubos cerrados y si están abiertos, vaciarlos de cualquier material inamable o explosivo (aceite, combustible,
residuos de gas, etc.).
Las operaciones de esmerilado no deben dirigirse a la fuente de poder de soldadura ni a materiales inamables.
BOTELLAS DE GAS O CILINDRO DE GAS
El gas que sale de los cilindros puede ser fuente de asxia en caso de concentración en el espacio de soldadura (ventilar bien).
El transporte debe realizarse con total seguridad: cilindros cerrados y fuente de alimentación de soldadura desconectada. Deben
almacenarse en posición vertical y sujetos por un soporte para limitar el riesgo de caída.
Cierra la botella entre dos usos. Presta atención a las variaciones de temperatura y la exposición al sol.
El cilindro no debe estar en contacto con una llama, un arco eléctrico, un soplete, una pinza de tierra o cualquier otra fuente de calor o incandescencia.
Asegúrese de mantenerlo alejado de los circuitos eléctricos y de soldadura y, por lo tanto, nunca suelde un cilindro bajo presión.
Tenga cuidado al abrir la válvula del cilindro, mantenga la cabeza alejada de la válvula y asegúrese de que el gas utilizado sea el adecuado para el
proceso de soldadura.
SEGURIDAD ELECTRICA
La red eléctrica utilizada debe tener obligatoriamente conexión a tierra. Utilice el tamaño de fusible recomendado en la placa de
clasicación.
Una descarga eléctrica puede ser fuente de accidentes graves directos o indirectos, incluso mortales.
Nunca toque las partes activas dentro de la fuente de alimentación cuando esté activa.
Antes de abrir la fuente de corriente de soldadura hay que desconectarla de la red y esperar 2 minutos para que se descarguen todos los
condensadores.
No toque el soporte del electrodo de la pistola y una pinza de tierra al mismo tiempo.
Si los cables de las pinzas de tierra y de la pistola están dañados, deben ser cambiados por personas cualicadas y autorizadas. Utilice siempre ropa
seca y en buen estado para aislarse del circuito de soldadura. Use zapatos aislantes, sea cual sea el entorno de trabajo.
CLASIFICACIÓN EMC DE EQUIPOS
Este equipo de Clase A no está diseñado para usarse en un lugar residencial donde la corriente eléctrica es suministrada por
la red pública de suministro de energía de bajo voltaje. Puede haber dicultades potenciales para garantizar la compatibilidad
electromagnética en estos sitios, debido a las perturbaciones de RF tanto conducidas como radiadas.
Siempre que la impedancia de la red pública de suministro de baja tensión en el punto de acoplamiento común sea inferior a
Zmax = 0,36 ohmios, este equipo cumple con la norma IEC 61000-3-11 y se puede conectar a redes públicas de suministro
de baja tensión. Es responsabilidad del instalador o usuario del equipo asegurarse, consultando al operador de la red de
distribución si es necesario, que la impedancia de la red cumple con las restricciones de impedancia.
Este equipo no cumple con la norma IEC 61000-3-12 y está destinado a la conexión a redes privadas de baja tensión
conectadas a la red de suministro público solo a nivel de media y alta tensión. Si está conectado a una red pública de
suministro de baja tensión, es responsabilidad del instalador o usuario del equipo asegurarse, en consulta con el operador de
la red de distribución, de que el equipo pueda conectarse.
EMISIONES ELECTROMAGNÉTICAS
La corriente eléctrica que pasa a través de cualquier conductor produce campos eléctricos y magnéticos (CEM) localizados. La
corriente de soldadura produce un campo electromagnético alrededor del circuito de soldadura y del equipo de soldadura.
Los campos electromagnéticos EMF pueden interferir con ciertos implantes médicos, por ejemplo, marcapasos. Se deben tomar medidas de
protección para las personas con implantes médicos. Por ejemplo, restricciones de acceso para transeúntes o una evaluación de riesgo individual
para soldadores.
Todos los soldadores deben utilizar los siguientes procedimientos para minimizar la exposición a los campos electromagnéticos del circuito de

4
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
soldadura:
• coloque los cables de soldadura (pistola y abrazaderas de tierra) juntos; asegúrelos con una abrazadera, si es posible;
• colóquese (el torso y la cabeza) lo más lejos posible del circuito de soldadura;
• nunca envuelva los cables de soldadura alrededor del cuerpo;
• no coloque el cuerpo entre los cables de soldadura. Sostenga ambos cables de soldadura del mismo lado del cuerpo;
• conecte el cable de retorno a la pieza de trabajo lo más cerca posible del área a soldar;
• no se siente sobre la fuente de poder de soldadura ni se apoye en ella;
• No suelde mientras transporta la fuente de alimentación de soldadura o el alimentador de alambre.
Los usuarios de marcapasos deben consultar a un médico antes de utilizar este equipo.
La exposición a campos electromagnéticos durante la soldadura puede tener otros efectos en la salud que aún no se conocen.
RECOMENDACIONES PARA LA EVALUACIÓN DEL ÁREA DE SOLDADURA E INSTALACIÓN
General
El usuario es responsable de la instalación y uso del equipo de soldadura por arco de acuerdo con las instrucciones del fabricante. Si se detectan
perturbaciones electromagnéticas, debe ser responsabilidad del usuario del equipo de soldadura por arco resolver la situación con la asistencia
técnica del fabricante. En algunos casos, esta acción correctiva puede ser tan simple como conectar a tierra el circuito de soldadura. En otros casos,
puede ser necesario construir un blindaje electromagnético alrededor de la fuente de corriente de soldadura y toda la pieza de trabajo con ltros de
entrada instalados. En cualquier caso, las perturbaciones electromagnéticas deben reducirse hasta que dejen de ser molestas.
Evaluación del área de soldadura
Antes de instalar el equipo de soldadura por arco, el usuario debe evaluar los posibles problemas electromagnéticos en el área circundante. Se debe
considerar lo siguiente:
a) la presencia encima, debajo y al lado del equipo de soldadura por arco de otros cables de fuerza, control, señalización y teléfono;
(b) receptores y transmisores de radio y televisión;
(c) computadoras y otros equipos de control;
d) equipos críticos para la seguridad, por ejemplo, protección de equipos industriales;
e) la salud de las personas vecinas, por ejemplo, uso de marcapasos o audífonos;
(f) equipo utilizado para calibración o medición;
g) la inmunidad de otros materiales presentes en el medio ambiente.
El usuario debe asegurarse de que el resto del hardware utilizado en el entorno sea compatible. Esto puede requerir medidas de protección adicionales;
h) la hora del día en que se van a realizar trabajos de soldadura u otras actividades.
El tamaño del área circundante a considerar depende de la estructura del edicio y de las otras actividades que tienen lugar allí. El área circundante
puede extenderse más allá de los límites de las instalaciones.
Evaluación de la instalación de soldadura
Además de la evaluación del área, la evaluación de las instalaciones de soldadura por arco se puede utilizar para identicar y resolver casos de
perturbaciones. La evaluación de emisiones debe incluir mediciones en el sitio como se especica en CISPR 11, Cláusula 10. Las mediciones en el
sitio también pueden conrmar la efectividad de las medidas de mitigación.
RECOMENDACIONES SOBRE MÉTODOS PARA REDUCIR LAS EMISIONES ELECTROMAGNÉTICAS
A. Red pública de suministro eléctrico: Los equipos de soldadura por arco deben conectarse a la red pública de suministro eléctrico de acuerdo
con las recomendaciones del fabricante. Si se producen interferencias, puede ser necesario tomar medidas preventivas adicionales, como ltrar la
red de suministro de energía pública. Se debe considerar la protección del cable de alimentación con conductos metálicos o equivalentes de equipos
de soldadura por arco instalados permanentemente. Se debe asegurar la continuidad eléctrica del blindaje en toda su longitud. El blindaje debe
estar conectado a la fuente de poder de soldadura para asegurar un buen contacto eléctrico entre el conducto y el recinto de la fuente de poder de
soldadura.
b. Mantenimiento del equipo de soldadura por arco: El equipo de soldadura por arco debe estar sujeto al mantenimiento de rutina recomendado
por el fabricante. Todos los accesos, puertas de servicio y cubiertas deben estar cerrados y debidamente bloqueados cuando el equipo de soldadura
por arco esté en uso. El equipo de soldadura por arco no debe modicarse de ninguna manera que no sean las modicaciones y ajustes mencionados
en las instrucciones del fabricante. En particular, el pararrayos de los dispositivos de ignición y estabilización del arco debe ajustarse y mantenerse
de acuerdo con las recomendaciones del fabricante.
contra Cables de soldadura: Los cables deben ser lo más cortos posible, colocados cerca uno del otro cerca del piso o sobre el piso.
d. Unión equipotencial: se debe considerar la unión de todos los objetos metálicos en el área circundante. Sin embargo, los objetos metálicos
adheridos a la pieza de trabajo aumentan el riesgo de descargas eléctricas para el operador si toca tanto estos elementos metálicos como el
electrodo. El operador debe estar aislado de tales objetos metálicos.
mi. Conexión a tierra de la pieza de trabajo: cuando la pieza de trabajo no esté conectada a tierra por seguridad eléctrica o debido a su tamaño
y ubicación, como los cascos de los barcos o la estructura de acero de los edicios, una conexión a tierra de la pieza de trabajo puede, en algunos
casos y no siempre, reducir las emisiones. Se debe tener cuidado para evitar la conexión a tierra de piezas que podrían aumentar el riesgo de
lesiones a los usuarios o dañar otros equipos eléctricos. Si es necesario, la conexión de la pieza de trabajo a tierra debe realizarse directamente,
pero en algunos países que no permiten esta conexión directa, la conexión debe realizarse con un condensador adecuado elegido de acuerdo con
las normativas nacionales.
F. Protección y blindaje: la protección selectiva y el blindaje de otros cables y equipos en el área circundante pueden limitar los problemas de
perturbaciones. Se puede considerar la protección de toda el área de soldadura para aplicaciones especiales.

ES
5
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
TRANSPORTE Y TRÁNSITO DE LA FUENTE DE CORRIENTE DE SOLDADURA
La fuente de alimentación de soldadura está equipada con un asa superior que permite transportarla con la mano. Tenga cuidado
de no subestimar su peso. El asa no se considera un medio de eslinga.
No utilice cables ni pistolas para mover la fuente de poder de soldadura. Debe ser movido a una posición vertical.
No pase la fuente de alimentación sobre personas u objetos.
Nunca levante una botella de gas y la fuente de energía al mismo tiempo. Sus estándares de transporte son distintos.
INSTALACIÓN DE HARDWARE
• Coloque la fuente de poder de soldadura en un piso con una inclinación máxima de 10°.
• La fuente de poder de soldadura debe protegerse de la lluvia torrencial y la luz solar directa.
• El equipo tiene un grado de protección IP23, es decir:
- protección contra el acceso a partes peligrosas de cuerpos sólidos con un diámetro > 12,5 mm y,
- protección contra la lluvia dirigida a 60° de la vertical.
Por lo tanto, este equipo se puede utilizar en exteriores de acuerdo con el índice de protección IP23.
Las corrientes de soldadura perdidas pueden destruir los conductores de tierra, dañar los equipos y dispositivos eléctricos y
hacer que los componentes se calienten, lo que podría provocar un incendio.
- ¡Todas las conexiones de soldadura deben estar rmemente conectadas, revíselas regularmente!
- ¡Asegúrese de que la jación de la pieza sea sólida y sin problemas eléctricos!
- ¡Amarre o suspenda todas las piezas conductoras de electricidad de la fuente de soldadura, como el bastidor, el carro y los sistemas de elevación,
de forma que queden aisladas!
- No coloque otros equipos como taladros, aladores, etc. en la fuente de soldadura, el carro o los sistemas de elevación sin que estén aislados!
- ¡Coloque siempre las antorchas de soldadura o los portaelectrodos sobre una supercie aislada cuando no se utilicen!
Los cables de alimentación, extensión y soldadura deben estar completamente desenrollados para evitar el sobrecalentamiento.
El fabricante no asume ninguna responsabilidad por los daños causados a personas y cosas por el uso incorrecto y peligroso
de este material.
MANTENIMIENTO / ASESORAMIENTO
• El mantenimiento solo debe ser realizado por una persona calicada. Se recomienda un mantenimiento anual.
• Desconecte la energía desenchufando y espere dos minutos antes de trabajar en el equipo. En el interior, los voltajes y las
corrientes son altos y peligrosos.
• Retire regularmente la cubierta y el polvo con un soplador. Aproveche la oportunidad para que personal calicado verique las conexiones eléctricas
con una herramienta aislada.
• Compruebe periódicamente el estado del cable de alimentación. Si el cable de alimentación está dañado, debe ser sustituido por el fabricante, su
servicio postventa o una persona igualmente cualicada, para evitar cualquier peligro.
• Deje las aberturas de la fuente de poder de soldadura libres para la entrada y salida de aire.
• No utilice esta fuente de poder para soldar para descongelar tuberías, recargar baterías o arrancar motores.
.2. DESCRIPCIÓN DEL MATERIAL
ARCPULL 700 es una soldadora inverter trifásica de arco estirado que permite la soldadura de insertos (pernos,
pernos con rosca interna, pernos de aislamiento, anillos de tracción, varillas de extracción de remaches, etc.) en
materiales a base de aluminio o acero. Dispone de un modo de funcionamiento Sinérgico, un modo de funcionamien-
to Manual. El menú Programas le permite almacenar y recuperar conguraciones de soldadura. Dispone de conexión
para control por autómata.

6
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Fig 1: Vista exterior del generador
1
2
3
6
4
9
87
1 Teclado
2 Interruptor encendido / apagado
3 Texas positivo por arnés de armas
4 Texas negativo para arnés de armas
5 Base para conector de control de arnés de pistola
6 Salida de gas para mazo de armas
7 Entrada de gas conectada a la botella
8 Conectores para control PLC
9 Tapa protectora Puerto de actualización USB
Fig 2: Vista externa de la pistola y su HMI (sin horquilla de soldadura ni accesorio)
PROTOTYPE
1
2
4
3
7
PROTOTYPE
5
6
8
9
11
10

ES
7
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
1 Desencadenar
2 Perilla de bloqueo de horquilla de soldadura
3 Barriles de inserción de horquilla de soldadura (x2)
4Eje de transmisión del portaelectrodos
5 Conector de control del arnés de la pistola
6 Texas positivo
7 Conexión de salida de gas
8 Conexión de entrada de gas
9 LED listo (verde)
10 LED de contacto (azul)
11 LED de error (rojo)
Cajas y Kits
Caja de remaches ArcPull
700
soporte de horquilla
puertas de cerámica es-
tándar pernos M6 a M12
Horquilla de protección de gas
068452 068322 068346
Consumibles
titular de
uñas
Puerta-
semental
largo
Puerta de anclaje de
hormigón
Mandril porta espárrago
recticado
titular del perno prisionero
Ø3 M4 Ø10 Ø13 M6 M8 M10 M4 M5 Ø7.1 M6 M8 M10 M12
072251 070752 068438 075634 075368 075375 075382 076167 076174 076181 068391 068407 068414 068421
Soporte cerámico horquilla garra
M6 a M12
068339
Carro de soldadura 910 Cable de tierra de
doble abrazadera de
700 A
Pistola de aire caliente
(entregada sin cartucho)
Termómetro infrarojo
Otros accesorios
070967 068605 060777 052994
3. ALIMENTACIÓN Y PUESTA EN MARCHA
Este equipo puede ser utilizado en una instalación eléctrica trifásica de 400V o 480V (50-60Hz) de cuatro hilos con
neutro puesto a tierra. Viene con un enchufe tipo EN60309-1 de 32A, y en este caso debe usarse en una red de
400V. La conexión a una red de 480 V puede requerir un cambio de enchufe y posiblemente un cambio de tipo de
cable, según las normas locales vigentes. En este caso, las modicaciones deben ser realizadas por una persona
calicada y respetar la conexión a continuación.

8
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Conductor de pro-
tección (tierra)
Fase W Etapa V U-etapa
Par de apriete de las tuercas M6 para conectar las fases y el conductor de protección: 9 Nm
La corriente absorbida efectiva (I1e) está indicada en el equipo, para las condiciones máximas de uso. Verique que
la fuente de alimentación y sus protecciones (fusible y/o disyuntor) sean compatibles con la corriente requerida en
uso.
• El encendido se realiza colocando el interruptor ON/OFF en “| »
• El dispositivo entra en protección si la tensión de alimentación entre fases es superior a
560 Vac (el mensaje FALLO DE RED se muestra en la pantalla). El funcionamiento normal
se reanuda cuando la tensión de alimentación vuelve a su rango nominal.
3.1. CONEXIÓN AL GENERADOR
Este equipo puede operar con generadores monofásicos siempre que cumplan con los siguientes requisitos:
- La tensión debe ser alterna, regulada según lo especicado y con una tensión de pico inferior a 400 V,
- La frecuencia debe estar entre 50 y 60 Hz.
- La potencia debe ser de al menos 48kVA.
Es imperativo vericar estas condiciones, ya que muchos grupos electrógenos producen picos de alto voltaje que
pueden dañar los equipos.
3.2. USO DE CABLE DE EXTENSIÓN
Este equipo se puede conectar a la instalación eléctrica mediante un alargador siempre que cumpla los siguientes
requisitos:
- Cable de extensión de 4 hilos con conductor de tierra
- La longitud no debe exceder los 10m
- La sección de los conductores no debe ser inferior a 4mm²

ES
9
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
3.3. CONEXIÓN DE LA PISTOLA AL GENERADOR.
La conexión y desconexión del conector del control de pistola a
la base del generador debe realizarse con el generador apaga-
do.
El anillo del conector del control de pistola siempre debe estar
correctamente atornillado en la base del generador antes de
encender el producto.
Es posible conectar una pistola ArcPull200-350 a este generador. En este caso, utilice adaptadores texas 25mm² ->
50mm² (2 x PF 038110) para conectar el gun texas a las bases del generador.
Del mismo modo, dependiendo de los parámetros de soldadura seleccionados, la operación del producto puede de-
gradarse (ver §9 Modo de Operación del Producto).
3.4. ACTUALIZACIÓN DEL PRODUCTO
El producto tiene un conector USB en el panel frontal protegido por una tapa,
para actualizar su software (agregando sinergias, funcionalidades). Póngase
en contacto con su distribuidor para obtener más detalles.
4. PROCESO DE SOLDADURA POR INSERCIÓN DE ARCO ESTIRADO
El arco estirado permite soldar elementos añadidos (anillo de tracción, espárragos, espárragos de tierra, clavos,
anclajes de hormigón, etc.) sobre una pieza de apoyo fusionando las dos piezas mediante un arco eléctrico y ponién-
dolas en contacto.
Recordatorio del principio de soldadura por arco estirado (para más detalles, consulte la norma ISO 14555):
Hay 4 etapas principales: la iniciación, la dpelado, arco y agarre.
Fase Cebado Pelar Arco gancho
T (ms) 0 a 200ms 10 a 800ms 0 a 50ms
I A) ≈150A 50 a 60A 50 a 680A ≈150A

10
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Bota: la pieza añadida (anillo de tracción, espárragos, etc.) se pone en contacto con la placa de apoyo. Al presionar
el gatillo se inicia el proceso de soldadura: el generador envía corriente al espárrago, el eje de la pistola se eleva
ligeramente y luego se crea un arco eléctrico de baja intensidad.
Pelar: esta fase también podría llamarse precalentamiento. El generador regula una corriente para asegurar un arco
eléctrico de baja intensidad, el calor generado por este arco permite:
- quemar las impurezas de la lámina de soporte (grasas, aceites, zincado electrolítico).
- para precalentar las dos partes, y por tanto limitar el choque térmico del arco de soldadura, con el n de mejorar la
calidad de la soldadura.
Durante esta fase no se funde ni la pieza añadida ni la placa de soporte. Asimismo, esta fase no desprende la capa
de zinc de la chapa galvanizada.
El arco: el generador aumenta signicativamente la corriente para crear un arco muy energético que crea un baño de
fusión en la lámina de soporte y hace que el extremo del inserto se derrita.
El gancho: La pistola sumerge el inserto en el baño fundido.
5. PATRÓN DE ESPÁRRAGOS Y PROTECCIÓN DEL BAÑO DE SOLDADURA
Los tipos de insertos (formas, dimensiones, material) dedicados al arco estirado se enumeran en la norma ISO
13918. Además de los insertos en acero con bajo contenido de carbono, acero inoxidable y acero cobreado, el pro-
ducto también puede soldar ciertos insertos en aluminio.
5.1. ESTADO DE LA SUPERFICIE DE LA PIEZA DE APOYO Y DESMOLDEO
La soldadura del inserto debe realizarse sobre una pieza de apoyo libre de grasa. También es nece-
sario decapar esta parte de soporte si tiene un tratamiento químico (capa de zinc para acero galva-
nizado, anticorrosivo para aceros que hayan sufrido un tratamiento térmico, alúmina para aluminio).
La soldadura de insertos, y en particular de piezas de aluminio, debe realizarse sobre una pieza de
apoyo plana.
5.2. ESPESOR DE LA PLACA DE APOYO SEGÚN EL DIÁMETRO DEL ESPÁRRAGO
Con excepción de aplicaciones especícas relacionadas con la carrocería del automóvil (colocación de anillo de
tracción, espárrago de tierra), el espesor de la lámina de soporte no debe ser inferior a ¼ del diámetro de la base de
la pieza añadida en el caso de acero, y ½ del diámetro en el caso de aluminio.
Ejemplos (lista no exhaustiva)
Piezas a soldar (según ISO 13918) Diámetro base Espesor mínimo de chapa
Espárrago de acero tipo DD M12 12 mm 3 mm
Espárrago de acero tipo PD M6 5,35 mm 1,3 mm
Anclaje para hormigón tipo SD Ø10 10 mm 2,5 mm
Espárrago de tiempo corto AlMg tipo PS M8 9 mm 2 mm

ES
11
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
5.3. PROTECCIÓN DE LA PISCINA DE SOLDADURA
Dependiendo del material a soldar, puede ser necesaria la protección del baño de fusión mediante virola cerámica o
mediante protección con gas.
En la siguiente tabla se enumeran los gases recomendados a utilizar en función de la pieza a soldar y su material.
Estos gases maximizan la resistencia de la soldadura y corresponden al gas a utilizar cuando la máquina opera en
Modo Sinérgico (ver §9.1).
Esta tabla se da a título indicativo, se recomiendan pruebas preliminares de soldadura.
Materia parche de soldadura Férula en
cerámico
Gas sin gasolina
Aluminio
(Al, AlMg,
AlMgSi)
Anillo de tracción de aluminio Imposible Argón No recomendado
Espárrago, espárrago de rosca interna Imposible ArHe 30% Imposible
Espárrago de tierra, espárrago para clip
embellecedor Imposible ArHe 30% Imposible
Acero bajo
en carbono
(Fe)
Anillo de tracción de acero Imposible ArCO² 8% Posible
Espárrago, espárrago de rosca interna,
anclaje de hormigón DE ACUERDO ArCO² 8% Posible para ace-
ros sin tratar
espárrago de tierra Imposible ArCO² 8% No recomendado
Acero tratado
(FeZn y Fe-
NiZn)
Espárrago de tierra, espárrago para clip
embellecedor Imposible ArCO² 8% No recomendado
Acero
cobreado
(FeCu)
Espárrago, clavo de aislamiento de es-
párrago roscado internamente, espárrago
de clip de moldura
Imposible ArCO² 8% No recomendado
Acero inoxi-
dable
Espárrago, espárrago de rosca interna No recomendado ArCO² 2% No recomendado
Varillas extractoras de remaches de ace-
ro inoxidable No recomendado ArCO² 8% No recomendado
Accesorio a utilizar
horquilla estándar
(
068322
)
Tenedor de
garras
(
068339
)
Horquilla de protección de gas
(
068346
)
Caja de remaches ArcPull 700
(
068452
)
Si se utiliza protección de gas, el caudal de gas debe ajustarse entre 12 l y 15 l/min.
Nota: En el caso de soldadura de aluminio, es posible utilizar argón puro (Ar) en sustitución de la mezcla argón-helio
al 30% (ArHe30%). Asimismo, en el caso de soldadura de acero (Fe o FeCu), es posible utilizar argón puro (Ar) en
sustitución de la mezcla 8% argón-CO² (ArCO² 8%) o 2% argón-CO² (ArCO² 2%). En estos dos casos, los parámetros
de soldadura Synergies ya no están garantizados y puede ser necesario cambiar al Modo Manual (ver §9.2).
No superar los 5 Nm para el apriete de un racor en la entrada de gas del equipo.
5.4. ELECCIÓN DEL ACCESORIO DE SOLDADURA
La elección del accesorio de soldadura a utilizar se determina en función del tipo de inserto a soldar (tipo, dimen-
siones, materiales), la posición de soldadura y la protección adecuada (gas, sin gas y virola cerámica). La siguiente
tabla ofrece ayuda para elegir este accesorio.

12
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Accesorio Tenedor
estándar (068322)
garra de tenedor
(068339)
Horquilla de pro-
tección de gas
(068346)
Caja de remaches ArcPull 700 (068452)
cañón largo sostenedor del
anillo
Piezas a soldar
(según ISO 13918)
Espárrago PD, RD,
DD
Espárrago de rosca
interna ID
Anclaje para hormi-
gón SD
peón de UD
Espárrago PD, RD,
DD
Espárrago de rosca
interna ID
peón de UD
Stud PD, RD, DD y
PS de tiempo corto
Espárrago con
rosca interior ID y
tiempo corto PS
Peón UD y Tiempo
Corto EE.UU.
espárrago de tierra
Recortar clip
Parcela para clip
de ajuste ≤ M6
Espárrago PD, RD,
DD y tiempo corto
PS ≤ M6
ID de espárrago
de rosca interna y
tiempo de funciona-
miento PS ≤ M4
Varilla extractora
de remaches
clavo de aislamien-
to
tirar del anillo
Rango de diámetro
de la base de la
pieza de trabajo
6 a 13 mm 6 a 12 mm 4 a 10 mm 2-6 mm
Posición de soldadura (según ISO 6947)
Diámetro máximo
de la base de la
pieza a soldar
Plana (PA) si > 6 mm
Sin restricciones si ≤ 6 mm
Plana (PA) si > 6
mm
Sin restricción
5.5. POLARIDAD DE LA PISTOLA
La polaridad de la pistola inuye en la calidad de la soldadura.
Dependiendo del tipo de pieza a soldar, y de su material, es preferible conectar el texas positivo de la pistola al borne
o – del generador. A continuación se muestra la tabla de elección de polaridad retenida por GYS.
parche de soldadura Conexión del texas posi-
tivo de la pistola (marca
roja)
-
Anillo de tracción de aluminio Generador Texas negativo (-)
Anillo de tracción de acero Generador Texas positivo ( )
Varilla extractora de remaches Generador Texas negativo (-)
Espárrago, espárrago de rosca interna,
anclaje de hormigón, acero con bajo
contenido de carbono
Generador Texas negativo (-)
espárrago, espárrago de rosca interna,
clavo de aislamiento de acero chapado
en cobre
Generador Texas positivo ( )
Espárrago, espárrago con rosca
interna, anclaje para hormigón, acero
inoxidable
Generador Texas negativo (-)
Perno de tierra de acero tratado con
níquel-zinc
Generador Texas positivo ( )
Clip de cubierta de acero tratado con
zinc
Generador Texas positivo ( )
Perno de conexión a tierra y clip de
moldura
aluminio
Generador Texas negativo (-)

ES
13
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
5.6. TASA DE SOLDADURA DE LA ESTACIÓN
La tasa de soldadura de la estación se calcula dinámicamente de acuerdo con EN 60974-9. Según el tipo de pistola
utilizada (ArcPull 200-350, o ArcPull700 y más), así como la corriente y el tiempo de soldadura, la estación tendrá un
tiempo de descanso más o menos largo entre dos soldaduras.
Ejemplo de cadencia máxima con sinergias (lista no exhaustiva)
pieza de trabajo Pistola ArcPull700 (o más) Pistola ArcPull200-350
Anillo de tracción AlMg de 1,5 mm en espesor de
1 mm
28/min 28/min
Perno M6 de acero bajo en carbono sin gas de 4 mm
de espesor
26/min 26/min
Perno M8 de acero bajo en carbono sin gas de 4 mm
de espesor
24/min 21/min
Anclaje para hormigón de acero bajo en carbono Ø10
mm con virola cerámica de 6 mm de espesor
14/min N / A
Anclaje de hormigón Ø13 mm con cerámica sobre
espesor 10 mm
8/min N / A
5.7. POSICIONAMIENTO DE ABRAZADERAS DE TIERRA Y SOPLADO DE ARCO
Para evitar cualquier fenómeno de soplo de arco, y así tener un reborde de soldadura distribuido uniformemente, es
fundamental colocar correctamente las abrazaderas de tierra. Esto es especialmente cierto para soldaduras hechas
sin férulas de cerámica.
Como recordatorio, el soplo del arco es proporcional a la corriente de soldadura y puede verse inuenciado por una
conexión simétrica de abrazaderas de tierra. Recordatorio de la norma ISO 14555 sobre el posicionamiento de las
pinzas de tierra según la conguración de soldadura.
Causa Recurso
1st caso: soldadura en placa
plana
22da caja soldadura en chapa
con obstáculo metálico
3ª soldadura en IPN

14
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
6. USE HORQUILLA Y GARRA DE SOPORTE DE VIROLA DE CERÁMICA ESTÁNDAR
Las horquillas de soporte de cerámica estándar y de garra funcionan según el mismo principio. Aseguran el centrado
y el mantenimiento de la virola cerámica utilizada para proteger el baño. Ambos tienen un elemento para adaptarse a
diferentes formatos cerámicos.
6.1. ELECCIÓN DEL ADAPTADOR DE FÉRULA DE CERÁMICA
Elija la virola de cerámica adaptada a la pieza a soldar (tipo, diámetro). Recordatorio de la norma ISO 13918 sobre la
elección de virolas según los tipos de piezas a soldar
Tipo de inserciones Designación de virola según ISO
13918
Designación Designación según ISO 13918
Espárrago de rosca completa
Espárrago roscado internamente
Empeñar
ancla de hormigón
DD
IDENTIFICACIÓN
UD
Dakota del Sur
UF
espárrago de rosca parcial base de datos FP
Pasador de vástago reducido DR RF
Ya sea para la horquilla estándar o la horquilla de garra, el adaptador debe combinarse con la cerámica
Adaptador demasiado grande
6.2. PROCEDIMIENTO DE CAMBIO DEL ADAPTADOR CERÁMICO
horquilla estándar garra de tenedor
Desatornille los dos tornillos y retire la placa adaptadora. Desenrosque el tornillo y tire de la garra.
Vuelva a colocar la placa adaptadora correcta, con los
avellanados hacia afuera, y vuelva a apretar los dos
tornillos.
Vuelva a colocar la garra correcta hasta el tope y vuelva
a apretar el tornillo superior.

ES
15
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
7. INSTALACIÓN DE ACCESORIOS Y AJUSTE DE LA PISTOLA
La instalación de los accesorios y su ajuste en la pistola se debe realizar
obligatoriamente:
- pistola conectada al generador
- producto encendido
- Fase de inicialización del arma completada (solicitud para presionar el
gatillo)
Appui gachette
7.1. USO DE HORQUILLA ESTÁNDAR, GARRA O GAS PROTECTOR (FIG 3 - P.8)
Atornillar el portaelectrodo en el eje de la pistola
(n°4)
Coloque el inserto en el pilar en el portaelectrodos.
La punta del inserto apunta hacia afuera de la
pistola.
Asegúrese de que la perilla de bloqueo esté abierta
(#4)
Marcar abierto Esfera cerrada
Si suelda bajo la protección de la férula de cerámi-
ca: coloque la férula de cerámica en el adaptador

16
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Enrosque la horquilla en la pistola (agujeros n° 3)
Si la pistola se maneja manualmente, coloque la
horquilla de forma que la punta del inserto sobre-
salga ligeramente (0,5-2 mm) de la férula de cerá-
mica o de la horquilla del protector de gas.
Si la estación está controlada por un PLC (§ 9),
ajuste la horquilla para que la virola de cerámica o
el extremo de la horquilla de protección de gas esté
perfectamente alineado con la punta del inserto.
Cierre la perilla de bloqueo.
0,5 a 2 mm Alineado (0 mm)
si controlado por
PLC
Si se suelda con protección de gas: conecte el tubo
de gas de la horquilla al conector de la pistola.
Nota: El atornillado de las piezas debe hacerse con una llave. Debe evitarse el uso de pinzas para bombas de agua.
7.2. USO DE ACCESORIOS PARA INSTALAR ANILLOS DE TIRO DEL KIT ARCPULL RIVET BOX 700 (FIG.
3 - P.8)
Desatornillar el tornillo superior de la brida delantera de
la pistola y sustituirlo por el tornillo de cabeza hexagonal.
Enroscar el inyector de gas en el eje de la pistola (n°4 -
Fig 3).
Enrosque ligeramente la tuerca moleteada en la salida
del inyector de gas.
Coloque el portaanillas hasta el tope del inyector de gas
y apriete la tuerca moleteada.
Asegúrese de que la perilla de bloqueo esté abierta (n° 4
de la gura 3 página 8).
Marcar abierto Esfera cerrada

ES
17
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Inserte la horquilla con resorte en la pistola hasta el tope
(agujeros n° 3 gura 3 página 8).
Conecte el tubo del inyector de gas al conector de la
pistola.
Coloque el anillo de tracción en el soporte del anillo has-
ta que se detenga.
7.3. ACCESORIO DE USO PARA LA INSTALACIÓN DE LA VARILLA DE EXTRACCIÓN DE REMACHES
DEL KIT ARCPULL RIVET BOX 700
Inserte la varilla extractora de remaches
de acero inoxidable en el soporte para
pernos y ajuste el tornillo del soporte
para pernos para asegurarse de que
salga entre 13,5 y 15 mm del soporte
para pernos.
Apriete la contratuerca.
13,5 a 15 mm
Desatornillar el tornillo superior de la
brida delantera de la pistola y sustituirlo
por el tornillo de cabeza hexagonal.
Enroscar el inyector de gas en el eje de
la pistola (n°4 en gura 3 página 8).
Enrosque ligeramente la tuerca de la
boquilla (≠ de la tuerca moleteada) en la
salida del inyector de gas.
Coloque el soporte del perno hasta el
tope del inyector de gas y apriete la
tuerca de la boquilla.

18
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Asegúrese de que la perilla de bloqueo
esté abierta (n° 4 de la gura 3 página
8).
Marcar abierto Esfera cerrada
Introduzca la horquilla con su cañón lar-
go en la pistola hasta el tope (agujeros
n° 3 gura 3 página 8).
Cierre la perilla de bloqueo.
Conecte el tubo del inyector de gas al
conector de la pistola.
8. MANEJO DE ARMAS
8.1. SOLDADURA DE ANILLOS DE TRACCIÓN
1. Montar el accesorio de instalación del anillo de tiro del kit ArcPull Rivet box 700 (ver §7.2).
2. Posicionar las pinzas de tierra sobre la placa de soporte, asegurándose de que haya equidistancia entre las pin-
zas y la zona de soldadura del anillo (ver §5.7).
3. En el caso de la reparación de carrocerías, es necesario decapar la pintura de los lugares donde se colocan las
pinzas.
4. Seleccionar la sinergia adaptada al anillo a soldar.
5. En caso de funcionamiento en modo manual: poner el resorte digital “Flex”
en OFF (ver §9.3.2).
6. Inserte un anillo en el soporte del anillo
7. Desbloquee las varillas de soporte con la perilla
8. Coloque la pistola sobre la hoja y ponga el anillo en contacto con la hoja.
Tan pronto como la pistola emita un "bip" o su LED de contacto (azul) se en-
cienda, bloquee las varillas de soporte con la perilla.
9.
Presione el gatillo mientras mantiene la pisto-
la rmemente bajo presión sobre la placa de
soporte.
10. Una vez completada la soldadura, desbloquee la rueda para soltar las
varillas y levante la pistola para soltar el anillo.

ES
19
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
8.2. SOLDADURA DE PIEZAS AÑADIDAS EXCEPTO ANILLOS DE TRACCIÓN
1. Montar y ajustar el accesorio (horquillas para virola de cerámica, horquilla de
protección de gas, accesorio para extracción de remaches)
2. Posicionar las pinzas de tierra sobre la placa de apoyo, cuidando que exista
equidistancia entre las pinzas y la zona de soldadura del anillo (ver §3.7). Las
áreas de puesta a tierra deben estar limpias y libres de grasa.
3. Seleccione la sinergia adecuada o, en el caso de funcionamiento en modo ma-
nual: congure el resorte digital "Flex" en ON (consulte §9.3.2).
4. Coloque la pistola sobre la sábana. En cuanto la pistola emita un "bip" o se
encienda su led de contacto (azul), presionar la pistola para que el accesorio
quede correctamente presionado contra la chapa (no debe haber movimiento de
balanceo).
5.
Presione el gatillo mientras mantiene la pisto-
la rmemente bajo presión sobre la placa de
soporte.
6. Cuando la soldadura esté completa, levante la pistola para despejar el inserto.
9. CÓMO FUNCIONA EL PRODUCTO
Fig. 3: Vista del teclado del generador
1
24
3 5
6 7
1 Pantalla
2 botón g
3 botón G
4 botón D
5 botón D
6 Botón Menú principal/Validar
7Botón Atrás/Cancelar
El producto tiene modos de funcionamiento sinérgico y manual, así como un medio para guardar y recuperar congu-
raciones de soldadura.

20
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Cuando se enciende, el ArcPull700 reanuda el modo de funcionamiento en el que se encontraba la última vez que se
apagó.
El cambio de modo (Manual o Sinérgico) y la recuperación de la conguración de soldadura se realizan a través del
Menú Principal.
Si se usa una pistola ArcPull200-350 en este generador, el mensaje
"ARMA INADECUADA aparecerá en pantalla siempre que la corriente de
soldadura de la sinergia o conguración de soldadura seleccionada sea
superior a 350A.
Este mensaje desaparece cuando se desconecta la pistola.
En el caso de funcionamiento en modo manual (excluida la recuperación
de la conguración de soldadura), la corriente está limitada a 350A.
PISTOLET INADAPTE
9.1. SOLDADURA EN MODO SINÉRGICO
En Modo Sinérgico, la altura del arco, los tiempos y las corrientes de las diferentes fases de soldadura son determi-
nados automáticamente por el producto. Por lo tanto, una sinergia se dene por un tipo de pieza a soldar, su material,
su protección gaseosa, su tamaño y la placa de soporte.
El tipo de gas a utilizar se muestra en la pantalla. En caso de polaridad incorrecta de la pistola, aparece un mensaje
en la pantalla y el LED de fallo (rojo) de la pistola parpadea.
Se establecen los diferentes parámetros de soldadura para los insertos vendidos por GYS.
Estas sinergias siguen siendo válidas para plaquitas más largas (hasta 100 mm) siempre que sean del
mismo tipo y material que las comercializadas por GYS (según ISO 13918).
Las sinergias de los insertos de aluminio (excluyendo los anillos de tracción) se establecieron sobre láminas de so-
porte precalentadas a una temperatura de 50-60°C.
Se recomienda realizar algunas pruebas preliminares de soldadura en una placa de soporte suicida, para asegurarse
de que la soldadura resiste bien.
En la pantalla principal del Modo sinérgico se muestran:
1 - El material del inserto: AlMg, Fe, etc.
2 - El tipo de protección del baño: No Gas, Férula, o el tipo de gas recomendado
3 - El pictograma de la pieza a soldar
4 - El espesor de la chapa sobre la que se soldará la pieza
5 - Se muestra "Conectar" si la estación está controlada por un PLC (ver § 10)
6 - Se muestra "Prog" seguido del número en el caso de una conguración de soldadura guardada (ver §9.3.3).
7 – Una zona de mensaje que especica el estado en que se encuentra el producto (ver § 9.3)
zone de
message
Fe Prog 3
ArCo_8% Connect
M10 4.0
zone de
message
1
25
4
7
3
6

ES
21
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.1.1. TIPO DE PIEZA A SOLDAR
A partir de la sinergia que se muestra en la pantalla, denida por un tipo de pieza (3), su material (1) y su protección
(2), es posible modicar solo el tamaño de la pieza (M6, M8, etc.) presionando G y G- sin tener que pasar por el
menú de conguración (ver § 9.4.1).
Pedazo
reportado
Nombre del electrodo
en el menú de con-
guración sinérgica
Pictogramas Comentarios Visual
tirar del anillo Anillo
Presionar G y G- recorre todas las siner-
gias de anillo contenidas en la estación. El
material (1) y la protección de gas (2) se
actualizan dinámicamente.
Provenir
extracción de
remaches
Provenir Cuando se elige una sinergia de varilla de
extracción de remaches, la visualización
del espesor (4) cambia automáticamente
y corresponde al diámetro en milímetros
de la cabeza del remache a extraer.
semental
para
Hilo interno
Insertar Sinergias asociadas a los espárragos de
rosca interna de tiempo corto tipo EE. UU.
El valor Mx corresponde a la rosca interior
del espárrago.
Semental
(y peón)
Semental Sinergias asociadas:
• Acero bajo en carbono (Fe) y acero
inoxidable: espárrago roscado tipo DD
• Acero cobreado (FeCu): espárrago ros-
cado corto tiempo tipo PS
Peón de corto plazo tipo EE. UU.
ancla de
hormigón
Ancla Sinergias asociadas a los anclajes de
hormigón tipo SD
Clavo
aislamiento
Clavo
espárrago de
tierra
Trama
El valor Mx corresponde a la rosca del
tornillo.
semental
para
hilo
brusco
acortar El valor Tx corresponde al diámetro de la
rosca del clip.
9.1.2. GROSOR DE LA PLACA DE RESPALDO
Grosor mostrado en milímetros.
Para aumentar o disminuir el espesor de la placa a la que se soldará el inserto, presione las teclas D y D-.
Los rangos de espesor que se pueden seleccionar están relacionados con el tipo, tamaño y material de la pieza a sol-
dar.
Si el espesor de la placa es inferior al que se muestra en la pantalla, la placa de apoyo puede sufrir una deformación
al nivel de la soldadura.
Cuando la estación muestra , el grosor de la hoja es lo sucientemente alto como para no afectar los parámetros
de soldadura de la sinergia.
Si no aparece este pictograma, se ha alcanzado el espesor máximo de la hoja. Más allá de este espesor, ya no se
garantiza la soldadura de la pieza añadida.
Nota 1: Cuando una sinergia de varilla de extracción de remaches es elegido, el espesor cambia (pictograma ) y
corresponde al diámetro de la cabeza del remache en milímetros.
Nota 2: Al pasar del modo Sinérgico al modo Manual, todos los parámetros de soldadura (corrientes, tiempos, alturas,
etc.) asociados a la sinergia se transeren al modo Manual. Esto permite ajustar con precisión los ajustes de la esta-
ción si la sinergia seleccionada no corresponde al resultado esperado (soldar con demasiada o poca energía).

22
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.2. SOLDADURA EN MODO MANUAL
En Modo Manual, los tiempos, las corrientes, la altura de elevación del inserto y la activación del resorte digital deben
ser ingresados por el usuario.
En la pantalla principal del Modo Manual se visualizan:
1 - El tiempo de arco en milisegundos (ver § 4)
2 - La corriente de arco (ver § 4)
3 - Se muestra "Prog" seguido del número en el caso de una conguración de soldadura guardada (ver §9.3.3).
4 - Se muestra "Conectar" si la estación está controlada por un PLC (ver § 10)
5 - Una zona de mensaje que especica el estado en que se encuentra el producto (ver § 9.3)
Prog 4
Connect
t ms I A
100 550
zone de
message
3
4
2
5
1
Para aumentar o disminuir el tiempo de arco (valor ), presione las teclas G y G-.
Para aumentar o disminuir la corriente del arco (valor ), presione los botones D y D-.
Para modicar los demás parámetros de soldadura manual (corriente y tiempo de los pasos de soldadura), consulte
el capítulo “Conguración Manual”.
9.3. LISTA DE MENSAJES MOSTRADOS EN LA PARTE INFERIOR DE LA PANTALLA DE SOLDADURA
Descripción de la publicación
Pistola desconectada No hay ninguna pistola conectada al dispositivo
fuera de línea El texas positivo de la pistola no está conectado al generador (n°5 - Fig 2).
texas inversa (Solo en modo sinérgico). La polaridad del texas se invierte respecto a la solicitada por la
sinergia.
Listo Una vez nalizado el ciclo de reposo, el producto está disponible para soldar
Movimiento solo Se ha detectado la pulsación del gatillo sin que se haya puesto en contacto una pieza
añadida con la placa de apoyo. La pistola realiza entonces un movimiento mecánico solo,
el generador no se pone en marcha.
Contactar El producto detecta que un inserto está en contacto con la placa de soporte. Si la soldadu-
ra se realiza bajo protección de gas, la electroválvula de gas se abre para el Pre-gas.
Soldadura Ciclo de soldadura en curso
Soldadura completada El ciclo de soldadura está completo.
Pre-gas Se muestra cuando se detecta una pulsación del gatillo antes de que haya transcurrido el
tiempo de pregas (ver § 9.4.4). Para que se realice la soldadura, es necesario permanecer
en posición (parte insertada todavía en contacto con la placa de soporte), y esperar el nal
del pregas.
contacto perdido Aparece cuando se ha perdido el contacto entre el inserto y la placa de soporte antes de
que haya transcurrido el tiempo de preujo.
rotura de arco Se ha producido una ruptura del arco durante el ciclo de soldadura.
Se requiere vericación de soldadura.
levanta el arma Aparece al nal del ciclo de soldadura, si la pistola todavía está en posición en el inserto

ES
23
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.4. MENÚ PRINCIPAL
Para acceder al Menú Principal desde los modos Sinérgico y Manual, presione el botón .
Menu Principal
> Réglages
Mode Synergique
Programmes
Configuration
Pulse las teclas G y G- para mover el > cursor de rumbo. Seleccione el elemento presionando el botón .
• "Conguración" accede a los parámetros de soldadura (sinérgico o manual)
• “Modo Manual” / “Modo Sinérgico” cambia el modo de soldadura de la estación
• “Programas” accede a las funciones para guardar o recuperar la conguración de soldadura guardada por el usua-
rio
• "Conguración" accede a la conguración avanzada de la estación (idiomas, gestión de gas, información, etc.)
Pulse el botón Atrás para volver a la pantalla de soldadura.
9.4.1. MENÚ DE AJUSTE EN MODO SINÉRGICO
Cuando la máquina está funcionando en modo sinérgico, el menú de conguración le permite seleccionar el tipo de
inserto a soldar, su tamaño, su material y su tipo de protección de gas.
En el modo sinérgico, la elección de los ajustes se realiza en orden de arriba a abajo:
1 - Tipo de inserto de "electrodo": espárrago, clavo, anillo, etc.
2 - Tamaño del inserto “EP. elec”: Mx, Øx, etc.
3 - Materiales de inserción: Fe, FeZn, FeCu, Al, etc.
4 - Tipo de protección de soldadura: Virola, Nogaz, o con Gas
Nota: Cuando la soldadura deba realizarse bajo protección de gas, el gas visualizado es el recomendado para garan-
tizar la resistencia de la soldadura (ver § 5.3). Si este gas no está disponible, puede ser necesario cambiar al Modo
Manual (ver § 9.2).
Réglages Synergie
> Electrode > Goujon
EP. élec. M10
Matériau Fe
Gaz ArCo8%
Establecer orden
Presione las teclas G y G- para mover el cursor hacia la izquierda y presione las teclas D y D- para modicar los
valores de cada elemento.
Una pulsación del botón valida los ajustes de sinergia y devuelve la estación a la pantalla de soldadura sinérgi-
ca.
presiona el botón de atrás para ignorar la conguración y volver al menú principal.

24
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.4.2. MENÚ DE AJUSTE EN MODO MANUAL
Cuando la máquina está funcionando en modo manual, el menú de conguración le permite ajustar individualmente
todos los parámetros que se tienen en cuenta en una soldadura.
Réglages Manuel
Ressort > ON
1
3 4
5
6 y 7
2
Presionando las teclas G y G- resalta el parámetro seleccionado. Presionando las teclas D y D- cambia el valor de
este parámetro.
1 - Resorte digital “Flex”:
• Libera (ON) o bloquea (OFF) el eje impulsor del portaelectrodos cuando el inserto entra en contacto con la placa de
soporte.
• Se recomienda habilitar esta función para todos los insertos, excepto los anillos de tiro.
2 - Cebado:
• Regulable de -2 a 8. Actúa directamente sobre la consigna del convertidor de potencia de la subestación.
• En 0 (valor predeterminado), el producto garantiza un encendido óptimo sin riesgo de arco cuando se levanta el
inserto y limita la corriente de cortocircuito.
• Aumente ligeramente la ignición en caso de rotura de arco repetida.
3 - Pelado: ajuste de tiempo (en milisegundos) y corriente de pelado. Ver § 4 para explicaciones.
4 - Arco: ajuste de tiempo (en milisegundos) y corriente de arco. Ver § 4 para explicaciones.
5 - Gancho:
• Regulable de -2 a 8. Actúa directamente sobre la consigna del convertidor de potencia de la subestación.
• En 0 (valor predeterminado), el producto garantiza un agarre óptimo del electrodo en la hoja de soporte
6 - Altura :
• Altura (en milímetros) de elevación de la pieza añadida durante la soldadura.
• Una altura demasiado alta acentuará el soplo del arco (ver § 5.7). Una altura demasiado baja expone la soldadura a
un cortocircuito debido a la deformación del extremo del espárrago durante la soldadura.
7 - Fortaleza :
• Ajustable de 0 a 4. Actúa directamente sobre la fuerza de penetración de la pieza añadida en el baño de fusión
(forja).
• En 0 la fuerza de picado es cero, en 4 es máxima. En el caso de soldaduras que no respeten la relación diámetro vs
espesor máximo de chapa (ver §5.2). Puede ser necesario reducir esta fuerza para evitar perforarlo.
Una pulsación del botón valida los ajustes de soldadura y devuelve la estación a la pantalla de soldadura manual.
presiona el botón de atrás para ignorar la conguración y volver al menú principal.

ES
25
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.4.3. MENÚ DE PROGRAMAS
Es posible guardar hasta 99 conguraciones de soldadura diferentes, ya sean sinérgicas o manuales.
Programmes
> Sauvegarder
Rappeler
Effacer
Effacer tout
Presione las teclas G y G- para mover el cursor izquierdo y seleccionar una de las 4 funciones del menú Programas
(guardar, recuperar, borrar, borrar todo).
Una pulsación del botón abre la función apuntada.
presiona el botón de atrás para volver al menú principal.
Cuando se guarda o recupera una conguración de soldadura, se muestra "Prog" seguido del número de programa
en la pantalla de soldadura (sinérgico o manual).
9.4.4. MENÚ DE CONFIGURACIÓN
Configuration
> Pregaz > 400ms
Postgaz 400ms
Langue FR
Compteurs
Reset machine
Info
Presione las teclas G y G- para mover el cursor izquierdo (Pre-gas, Post-gas, Idioma, Reinicio de la máquina, Info.).
Cuando los elementos Pre-gas, Post-gas o Idioma estén resaltados, presione las teclas D y D- para modicar su
valor.
Prueba Rango de ajuste Comentario
pregas NoGas luego de 0.2 s a 3 s Para soldar bajo protección de gas, es recomendable tener un pre-
gas de al menos 0,4 s.
Post-gas NoGas o de 0,2 s a 3 s Cuando la soldadura se realiza bajo protección de gas, es recomen-
dable tener un post-gas de al menos 0,4 s.
Lengua FR, GB, DE, NL, ES, IT, Reino
Unido
presiona el botón de atrás para volver al menú principal.
9.4.4.1. Contadores
Cuando se selecciona "Contadores", se muestra en la pantalla:
- el contador diario: número de soldaduras realizadas correctamente desde el inicio del producto. Este contador se
pone a cero cuando se reinicia el producto
- el contador total: número de soldaduras realizadas correctamente por el producto desde que salió de fábrica.

26
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
9.4.4.2. RestablecerMáquina
Cuando se selecciona "Reiniciar máquina" en el menú Conguración, al pulsar devuelve el conjunto al submenú
de reinicio de la máquina.
Reset machine
:3sec
pour valider
Apoyar sobre durante 3 s para validar el reinicio del producto.
Pulse Retorno para volver al menú Conguración y cancelar el reinicio del producto.
Un restablecimiento del ArcPull700 borrará todas las conguraciones de soldadura del menú Programa,
cambiará el producto nuevamente a francés y el pregas y el postgas se restablecerán a 0,4 s.
9.4.4.3. Panel de información
Info machine
Soft gene V3.0
Hard gene V1.0
Pistolet 700
Soft pistolet V3.0
Hard pistolet V7.0
El panel de información especica los números de las versiones de software y hardware del generador y, si la pistola
está conectada, su tipo (200-350, 700).
10. CONECTE EL CONTROL DEL PLC
El ArcPull700 tiene conectores en el panel posterior para el control del PLC. Los paráme-
tros de soldadura deben congurarse desde la HMI del producto.
Cuando el producto está controlado por un PLC, se muestra "Conectar" en la pantalla.
En el modo Connect, las pulsaciones del gatillo de la pistola ya no se tienen en cuenta.
El rango de voltaje del PLC está eléctricamente aislado de los circuitos de
control y soldadura del producto. El controlador puede estar referenciado a
tierra (conductor de protección).
1
4
5
2
3
Nota: Ajuste la horquilla de la pistola como se especica en el § 7.1.
Conectores a utilizar para la conexión al producto:
- 1 enchufe TE Connectivity 206044-1
- 10 contactos TE Connectivity 66103-8 clavijas
- 1 x cuerpo TE Connectivity 206070-8

ES
27
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
10.1. ASIGNACIÓN DE ENTRADAS/SALIDAS
El control se realiza mediante contactos secos en circuito cubierto (CO) o circuito cerrado (CC) respecto al 0 V del
PLC.
Nombre de la señal Conexión Amable Descripción
24V Pino n°1 Alimentar Fuente de alimentación de 24 V a suministrar.
DESENCADENAR Pino n°2 Entrada DC a 0V: control PLC activado
CO: control por autómata inactivo
ACTIV_CONEC-
TAR
Pino n°3 Entrada A la apertura de la CC a 0 V: inicio del ciclo de soldadura
ARC_EN Pino n°7 Salida 24 V: Ciclo de soldadura en curso
0 V: Ningún ciclo de soldadura en curso
LISTO Pino n°8 Salida 24 V: Posición disponible para soldar
0 V: Estación en fase de reposo (no disponible)
CONTACTAR Pino n°9 Salida 24 V: Pieza adosada en contacto con la chapa y estación de
soldadura disponible (LISTO= 24 V)
0 V: Ningún contacto detectado
POR DEFECTO Pino n°10 Salida 24 V: Fallo detectado
0 V: Sin fallo

28
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
10.2. CARACTERÍSTICAS TÉCNICAS DE ENTRADAS/SALIDAS Y ALIMENTACIÓN
Fuente de alimentación: proporcione una fuente de alimentación máxima de 24 V 1,6 A
Entradas: consumo máximo de 10 mA por entrada
Salidas: corriente máxima 100 mA
Aislamiento dieléctrico: 2 kVAC 50/60 Hz durante 1 minuto
Resistencia de aislamiento 1 GΩ a 500 VDC
10.3. CRONOGRAMAS
10.3.1. INICIALIZACIÓN DE ENCENDIDO
Cuando es controlado por PLC, la inicialización del producto requiere:
- que no se monten piezas añadidas en el arma
- no se debe aplicar ninguna tensión mecánica al eje de transmisiónsoporte de electrodo de pistola
La activación del control por autómata se puede realizar antes o después del encendido del producto.

ES
29
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
Una vez puesto en marcha el producto, se debe inicializar la electrónica del producto durante 5 s antes de iniciar la
inicialización de la pistola.
Mise
sous tension
ACTIVE
CONNECT
TRIGGER
READY
400 VAC
durée ≥ 5 s
0 V
0 V
24 V
Activation du pilotage par automate
peut se faire avant la mise sous tension
Mise sous tensions du produit
Déclenchement trigger pour
initialisation du produit
Initialisation du pistolet
Poste disponible pour souder

30
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
10.3.2. CICLO DE SOLDADURA
0 V
0 V
0 V
0 V
0 V
24 V
24 V
24 V
24 V
24 V
ACTIVE
CONNECT
READY
CONTACT
TRIGGER
ARC_ON
durée ≥ Prégaz
durée ≥ Postgaz
1
1
2
robot en mouvement robot en mouvement robot en mouvement robot en position de soudagerobot en position sur le point de soudage
Activation pilotage par automate
Mise au contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle
de soudage
Fin du cycle de soudure
Début du cycle de repos
Fin du cycle de repos
Poste disponible pour souder
Mise en contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle de
soudage
Trigger non pris en compte car :
- poste en cycle de repos
- pistolet toujours sur la pièce rapportée précédente
Nota 1: Cuando se detecta CONTACTO, es necesario esperar un período al menos igual al del Pre-gas (ver § 9.3.4)
antes de iniciar el ciclo de soldadura. Asimismo, una vez nalizada la soldadura, es necesario esperar un tiempo al
menos igual al post-gas antes de mover la pistola.
Nota 2: Una vez que se completa un ciclo de soldadura, la pistola debe desengancharse de la pieza
añadida y solo debe entrar en contacto con la placa de soporte cuando la estación haya salido de su
fase de reposo (LISTO vuelto a 24V).

ES
31
manual de usuario ARCPULL 700
Traducción de las instrucciones
originales
11. MENSAJE DE ERROR, ANOMALÍAS, CAUSAS, SOLUCIONES
Este equipo cuenta con un sistema de control de fallas. En caso de falla, es posible que se muestren mensajes de error.
Mensaje de error Signicado Causas Remedios
DEFAUT THERMIQUE
Protección térmica del
generador.
Ciclo de trabajo excedido. Espere a que se apague el men-
saje para reanudar la soldadura.
DEFAUT SECTEUR
Fallo de tensión de red. Tensión de red fuera de tole-
rancia o falta de fase.
Haga revisar su instalación
eléctrica por una persona auto-
rizada. Recordatorio la estación
está diseñada para operar en red
trifásica 400-480 Vac 50/60 Hz
TOUCHE APPUYEE
Fallo del teclado. Se presiona una tecla en el
teclado cuando el producto
se inicia.
Haga revisar el teclado por per-
sonal calicado.
DEFAUT COM.
falla COM. con el arma La comunicación entre la
pistola y el generador es
defectuosa.
Vuelva a enchufar la pistola y
encienda la máquina.
Si la falla persiste, haga revisar el
producto por personal calicado.
DEFAUT THERMIQUE
Protección térmica del
arma.
Ciclo de trabajo excedido. Espere a que se apague el men-
saje para reanudar la soldadura.
SONDE DECONNECTEE
Fallo del motor de la
pistola.
El mecanismo de la pistola
está atascado.
Vuelva a enchufar la pistola y
encienda la máquina.
Si la falla persiste, haga revisar
la pistola por personal calicado.
DEFAUT MOTEUR
Fallo del sensor de tem-
peratura cableado.
El sensor de temperatura
está desconectado.
Haga revisar el teclado por per-
sonal calicado.
CONDICIÓN DE GARANTÍA FRANCIA
La garantía cubre todas las fallas o defectos de fabricación durante 2 años a partir de la fecha de compra (piezas y
mano de obra).
La garantía no cubre:
• Todos los demás daños debidos al transporte.
• Desgaste normal de piezas (Ej.: portaelectrodos, varillas de tierra, etc.).
• Incidentes por uso inadecuado (error de alimentación, caída, desmontaje).
• Averías relacionadas con el medio ambiente (contaminación, óxido, polvo).
En caso de avería, devuelva el dispositivo a su distribuidor, adjuntando:
- un comprobante de compra fechado (recibo de caja, factura, etc.)
- una nota explicativa del desglose.

32
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
1. WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het in gebruik nemen van dit apparaat moeten deze instructies zorgvuldig gelezen en goed be-
grepen worden.
Voer geen onderhoud of wijzigingen uit die niet in de handleiding vermeld staan.
Ieder lichamelijk letsel of schade, veroorzaakt door het niet naleven van de instructies in deze handleiding, kan niet verhaald worden op de fabrikant
van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een gekwaliceerd en bevoegd persoon om het apparaat correct te installeren.
OMGEVING
Dit apparaat mag uitsluitend gebruikt worden voor het uitvoeren van laswerkzaamheden, en alleen volgens de in de handleiding en/of op het
typeplaatje vermelde instructies. De veiligheidsvoorschriften moeten altijd gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de
fabrikant niet aansprakelijk worden gesteld.
De installatie moet worden gebruikt in een stof- en zuur- vrije ruimte, in afwezigheid van ontvlambaar gas of andere corrosieve substanties. Voor de
opslag van deze apparatuur gelden dezelfde voorwaarden. Zorg voor voldoende ventilatie tijdens het gebruik van dit apparaat.
Temperatuurbereik:
Gebruik tussen -10 en +40°C (+14 en +104°F).
Opslag tussen -20 en +55°C (-4 en 131°F).
Luchtvochtigheid:
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte :
Tot 1000 m boven de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Booglassen kan gevaarlijk zijn en ernstige en zelfs dodelijke verwondingen veroorzaken.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron, aan de lichtstraling van de lasboog, aan elektro-magnetische
velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie-gevaar, aan lawaai en aan uitstoting van gassen.
Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies :
Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en
in goede staat, die het gehele lichaam bedekt.
Draag handschoenen die een elektrische en thermische isolatie garanderen.
Draag een lashelm of een veiligheidsbril met een tint tussen 5 en 9. Bescherm uw ogen tijdens schoonmaakwerkzaamheden. Het
dragen van contactlenzen is uitdrukkelijk verboden.
Soms is het nodig om het lasgebied met brandwerende schermen af te schermen tegen stralingen, projectie en wegspattende
gloeiende deeltjes.
Informeer de personen in het lasgebied om niet naar de boog of naar gesmolten stukken te staren, en om aangepaste kleding te
dragen die voldoende bescherming biedt.
Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit
geldt tevens voor alle personen die zich in de las-zone bevinden).
Houd uw handen, haar en kleding op voldoende afstand van bewegende delen (ventilator).
Verwijder nooit de behuizing van de koelgroep wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en onder
spanning staat. Wanneer dit toch gebeurt, kan de fabrikant niet verantwoordelijk worden gehouden in geval van een ongeluk.
De elementen die net gelast zijn zijn heet, en kunnen brandwonden veroorzaken wanneer ze aangeraakt worden. Zorg ervoor
dat, tijdens onderhoudswerkzaamheden aan de toorts of de elektrode-houder deze voldoende afgekoeld zijn en wacht ten minste
10 minuten alvorens met de werkzaamheden te beginnen. Om te voorkomen dat de vloeistof brandwonden veroorzaakt moet de
koelgroep in werking zijn tijdens het gebruik van een watergekoelde toorts.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen.
LASDAMPEN EN GASSEN
Dampen, gassen en stof die worden uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende
ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing
zijn als er onvoldoende ventilatie is.
Controleer of de afzuigkracht voldoende is, en verieer of deze aan de gerelateerde veiligheidsnormen voldoet.

NL
33
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd en gemonitord worden. Bovendien kan het lassen van
materialen die bepaalde stoen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor
aanvang van de laswerkzaamheden.
De gasessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder
of op een trolley.
Lassen in de buurt van vet of verf is verboden.
BRAND EN EXPLOSIE-RISICO
Scherm het lasgebied volledig af, brandbare stoen moeten op minimaal 11 meter afstand geplaatst worden.
Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Deze kunnen brand of explosies veroorzaken.
Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen of houders is verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of
explosief product (olie, brandstof, gas-residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar het lasapparaat, of in de richting van brandbare materialen.
GASFLESSEN
Het gas dat uit de gasessen komt kan, in geval van hoge concentraties in de lasruimte, verstikking veroorzaken (goed ventileren
is absoluut noodzakelijk).
Het transport moet absoluut veilig gebeuren : de essen moeten gesloten zijn en de lasstroombron moet uitgeschakeld zijn.
De essen moeten verticaal bewaard worden en door een ondersteuning rechtop gehouden worden, om te voorkomen dat ze
omvallen.
Sluit de essen na ieder gebruik. Let op temperatuurveranderingen en blootstelling aan zonlicht.
De es mag niet in contact komen met een vlam, een elektrische boog, een toorts, een massa-klem of een andere warmtebron of gloeiend voorwerp.
Houd de es uit de buurt van elektrische circuits en lascircuits, en las nooit een es onder druk.
Wees voorzichtig bij het openen van het ventiel van de es, houd uw hoofd ver verwijderd van het ventiel en controleer voor gebruik of het gas
geschikt is om mee te lassen.
ELEKTRISCHE VEILIGHEID
Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Gebruik het op de veiligheidstabel aanbevolen type zekering.
Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (toortsen, klemmen, kabels, elektrodes) die onder spanning staan. Deze delen
zijn aangesloten op het lascircuit.
Koppel het lasapparaat, voor het te openen, los van het stroomnetwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Raak nooit tegelijkertijd de toorts of de elektrodehouder en de massa-klem aan.
Zorg ervoor dat de kabels en toortsen vervangen worden door gekwaliceerd en bevoegd personeel wanneer deze beschadigd zijn. Gebruik alleen
kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend
schoeisel, waar u ook werkt.
EMC CLASSIFICATIE VAN HET MATERIAAL
Dit Klasse A materiaal is niet geschikt voor gebruik in een woonomgeving waar de stroom wordt aangeleverd door een openbaar
laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze omgevingen,
vanwege storingen of radio-frequente straling.
Op voorwaarde dat de impedantie van het openbare laagspanningsnetwerk op het punt van aansluiting < Zmax = 0.36 Ohms, is
dit materiaal conform aan de norm CEI61000-3-11, en kan het aangesloten worden aan een openbaar laagspanningsnetwerk.
Het valt onder de verantwoordelijkheid van de installateur en de gebruiker van het apparaat om de stroomleverancier te
contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk op het netwerk aangesloten kan worden.
Dit materiaal is niet conform aan de IEC 61000-3-12 norm en mag aangesloten worden op private laagspanningsnetwerken, die
zijn aangesloten op een openbaar stroomnetwerk met uitsluitend midden- of hoogspanning. Als het apparaat aangesloten wordt
op een openbaar laagspanningsnetwerk is het de verantwoordelijkheid van de installateur of de gebruiker van het apparaat
om de stroomleverancier te contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk zonder risico op het
betreende netwerk aangesloten kan worden.

34
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
ELEKTROMAGNETISCHE STRALING
Elektrische stroom die door geleidend materiaal of kabels gaat veroorzaakt plaatselijk elektrische en magnetische velden (EMF).
De lasstroom wekt een elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden (EMF) kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Voor mensen met
medische implantaten moeten speciale veiligheidsmaatregelen in acht genomen worden. Bijvoorbeeld : toegangsbeperking voor voorbijgangers, of
een individuele risico-evaluatie voor de lassers.
Alle lassers zouden de volgende adviezen op moeten volgen om de blootstelling aan elektro-magnetische straling van het lascircuit tot een minimum
te beperken:
• plaats de laskabels samen - bind ze zo mogelijk onderling aan elkaar vast;
• houd uw romp en uw hoofd zo ver mogelijk verwijderd van het lascircuit;
• wikkel de laskabels nooit rond uw lichaam;
• ga niet tussen de laskabels in staan. Houd de twee laskabels aan dezelfde kant van uw lichaam;
• sluit de massaklem aan op het werkstuk, zo dicht mogelijk bij de te lassen zone;
• werk niet vlakbij de lasstroombron, ga er niet op zitten en leun er niet tegenaan;
• niet lassen tijdens het verplaatsen van de lasstroombron of het draadaanvoersysteem.
Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat.
Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend
zijn.
AANBEVELINGEN OM DE LASWERKPLEK EN DE INSTALLATIE TE EVALUEREN
Algemeen
De gebruiker van dit apparaat is verantwoordelijk voor het installeren en het gebruik van het booglasmateriaal volgens de instructies van de fabrikant.
Als elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van het booglasmateriaal om het probleem
op te lossen, met hulp van de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige aarding van
het lascircuit. In andere gevallen kan het nodig zijn om met behulp van lters een elektromagnetisch schild rondom de stroomvoorziening en om
het gehele werkvertrek te creëren. In ieder geval moeten de storingen, veroorzaakt door elektromagnetische stralingen, beperkt worden tot een
aanvaardbaar niveau.
Evaluatie van de lasruimte
Voor het installeren van een booglas-installatie moet de gebruiker de eventuele elektro-magnetische problemen in de omgeving evalueren. De
volgende gegevens moeten in aanmerking worden genomen :
a) de aanwezigheid boven, onder en naast het lasmateriaal van andere voedingskabels, besturingskabels, signaleringskabels of telefoonkabels;
b) de aanwezigheid van radio- en televisiezenders en ontvangers;
c) de aanwezigheid van computers en overig besturingsmateriaal;
d) de aanwezigheid van belangrijk beveiligingsmateriaal, voor bijvoorbeeld de beveiliging van industrieel materiaal;
e) de gezondheid van personen in de directe omgeving van het apparaat, en het eventueel dragen van een pacemaker of een gehoorapparaat.
f) materiaal dat wordt gebruikt voor kalibreren of het uitvoeren van metingen;
g) de immuniteit van overig materiaal aanwezig in de omgeving.
De gebruiker moet zich ervan verzekeren dat alle apparatuur in de werkruimte compatibel is. Het is mogelijk dat er extra beschermende maatregelen
nodig zijn;
h) het moment dat het lassen of andere activiteiten plaatsvinden.
De afmeting van het omliggende gebied dat in acht moet worden genomen en/of moet worden beveiligd hangt af van de structuur van het gebouw en
van de overige activiteiten die er plaatsvinden. Dit omliggende gebied kan groter zijn dan de begrenzing van het gebouw.
Een evaluatie van de lasinstallatie
Naast een evaluatie van de laszone kan een evaluatie van de booglasinstallaties elementen aanreiken om storingen vast te stellen en op te lossen.
Bij het evalueren van de emissies moeten de werkelijke meetresultaten worden bekeken, zoals deze zijn gemeten in de reële situatie, zoals vermeld
in Artikel 10 van de CISPR 11. De metingen in de specieke situatie, op een specieke plek, kunnen tevens helpen de doeltreendheid van de
maatregelen te testen.
AANBEVELINGEN OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN
a. Openbaar stroomnet: U kunt de booglasinstallatie aansluiten op een openbaar stroomnet, met inachtneming van de aanbevelingen van de
fabrikant. Als er storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het lteren van het openbare stroomnetwerk.
Er kan overwogen worden om de voedingskabel van de lasinstallatie af te schermen in een metalen leiding of een gelijkwaardig materiaal. Het is
wenselijk om de elektrische continuïteit van deze afscherming over de gehele lengte te verzekeren. De bescherming moet aangekoppeld worden
aan de lasstroomvoeding, om er zeker van te zijn dat er een goed elektrisch contact is tussen de geleider en het omhulsel van de lasstroomvoeding.
b. Onderhoud van het booglasmateriaal : De booglasapparatuur moet regelmatig worden onderhouden, volgens de aanwijzingen van de
fabrikant. Alle toegangen, service ingangen en kleppen moeten gesloten en correct vergrendeld zijn wanneer het booglasmateriaal in werking is.
Het booglasmateriaal mag op geen enkele manier gewijzigd worden, met uitzondering van veranderingen en instellingen zoals genoemd in de
handleiding van de fabrikant. Let u er in het bijzonder op dat het vonkenhiaat van de toorts correct afgesteld is en goed onderhouden wordt, volgens
de aanbevelingen van de fabrikant.
c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij of, indien mogelijk, op de grond gelegd worden.
d. Equipotentiaal verbinding : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : metalen objecten
die verbonden zijn aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de gebruiker, wanneer hij tegelijkertijd deze objecten

NL
35
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
en de elektrode aanraakt. Het wordt aangeraden de lasser van deze voorwerpen te isoleren.
e. Aarding van het te lassen onderdeel : Wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen
en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp
en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen wanneer daarmee het risico op
verwondingen van de gebruikers of op beschadigingen van ander elektrisch materiaal vergroot wordt. Indien nodig, is het wenselijk dat het aarden van
het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is is het aan te raden te aarden
met een daarvoor geschikte condensator, die voldoet aan de reglementen in het betreende land.
f. Beveiliging en afscherming : Selectieve afscherming en beveiliging van andere kabels en materiaal in de omgeving kan eventuele problemen
verminderen. Voor speciale toepassingen kan de beveiliging van de gehele laszone worden overwogen.
TRANSPORT EN VERVOER VAN DE LASSTROOMBRON
De lasstroombron is uitgerust met een handvat waarmee het apparaat met de hand gedragen kan worden. Let op : onderschat
het gewicht niet. Het handvat mag niet gebruikt worden om het apparaat aan omhoog te hijsen.
Gebruik niet de kabels of de toorts om het apparaat mee te verplaatsen. Het apparaat moet in verticale positie verplaatst worden.
Til nooit het apparaat boven personen of voorwerpen.
Til nooit een gases en het materiaal tegelijk op. De vervoersnormen zijn verschillend.
INSTALLATIE VAN HET MATERIAAL
• Plaats de voeding op een ondergrond met een helling van minder dan 10°.
• Plaats het lasapparaat niet in de stromende regen, en stel het niet bloot aan zonlicht.
• IP23 beschermingsklasse, wat betekent :
- het apparaat is beveiligd tegen toegang in gevaarlijke delen van solide elementen met een diameter van >12,5mm en
- het apparaat is beschermd tegen regen als deze 60° ten opzichte van een verticale lijn valt.
Deze apparaten kunnen dus buiten gebruikt worden, in overeenstemming met veiligheidsindicatie IP23.
Niet gecontroleerde lasstroom kan de aardgeleiders vernietigen, gereedschap en elektrische installaties beschadigen en
onderdelen verhitten, wat kan leiden tot brand.
- Alle lasverbindingen moeten goed en stevig op elkaar aangesloten zijn. Controleer dit regelmatig !
- Verzekert u zich ervan dat de bevestiging van het werkstuk solide is en geen elektrische problemen heeft !
- Zet alle elektrisch geleidende elementen van het lasapparaat zoals het chassis, de trolley en de hefsystemen goed vast of hang ze op zodat ze
geïsoleerd zijn !
- Leg of zet geen ander gereedschap zoals boormachines, slijpgereedschap enz. op het lasapparaat, op de trolley of op de hefsystemen als deze
niet geïsoleerd zijn !
- Leg altijd de lastoortsen en elektrodehouders op een geïsoleerd oppervlak wanneer deze niet gebruikt worden !
Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels helemaal afgerold worden.
De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet
correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD / ADVIES
• Het onderhoud mag alleen door gekwaliceerd personeel uitgevoerd worden. We raden u aan een jaarlijkse onderhoudsbeurt
uit te laten voeren.
• Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten voordat u
werkzaamheden op het apparaat gaat verrichten. De spanningen binnenin het apparaat zijn hoog en gevaarlijk.
• Neem regelmatig de behuizing af en maak het apparaat met een blazer stofvrij. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd
gereedschap ook de elektrische verbindingen te laten controleren door gekwaliceerd personeel.
• Controleer regelmatig de voedingskabel. Als de voedingskabel beschadigd is, moet deze door de fabrikant, zijn reparatie-dienst of een gekwaliceerde
technicus worden vervangen, om zo gevaarlijke situaties te voorkomen.
• Laat de ventilatieopening van de lasstroombron vrij zodat de lucht goed kan circuleren.
• Deze lasstroombron is niet geschikt voor het ontdooien van leidingen, het opladen van batterijen / accu’s of het opstarten van motoren.

36
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
.2. BESCHRIJVING VAN HET MATERIAAL
ARCPULL 700 is een enkelfase inverter booglasapparaat, waarmee onderdelen zoals bouten, moeren met intern
schroefdraad, trekogen enz kunnen worden gelast op materialen op basis van aluminium of staal. Het apparaat
beschikt over een Synergetische module en een Handbediende module. Met het menu Programma’s kunt u lascon-
guraties opslaan en weer oproepen. Het apparaat beschikt over een aansluiting voor het besturen per PLC.
Fig 1 : Buitenaanzicht van de generator
1
2
3
6
4
9
87
1 Bedieningspaneel
2Schakelaar AAN/UIT
3 Positieve Texas voor kabel pistool
4 Negatieve Texas voor kabel pistool
5 Aansluiting voor kabel pistool
6 Uitgang gas voor kabel pistool
7Ingang gas aangesloten aan de gases
8 Aansluiting voor besturing per PLC
9 Beschermdop voor ingang USB update

NL
37
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Fig 2 : Buitenaanzicht van het pistool en de HMI (zonder lasvork of accessoires)
PROTOTYPE
1
2
4
3
7
PROTOTYPE
5
6
8
9
11
10
1 Trekker
2 Vergrendelknop lasvork
3 Openingen (x2) om de lasvork in te brengen
4Aandrijfas van de elektrode-houder
5 Aansluiting controle kabel pistool
6 Texas positief
7 Aansluiting gas uitgang
8 Aansluiting gas ingang
9 LED ready (groen)
10 LED contact (blauw)
11 LED storing (rood)
Arcpull Rivet box
700
Lasvork kera-
mische steun +
klinknagel-houder
M6 tot M12
Vork keramische
steun klauw M6 tot
M12
Hete lucht pistool
(geleverd zonder
patroon)
Trolley Weld 910 Massa kabel dub-
bele klem 700A
068452 068322 068339 060777 070967 068605
Vork voor
beschermgas
Houder massa-blok
M6.
Houder massa-blok
M68.
Houder massa-blok
M610.
Houder beton-an-
ker Ø10
Thermometer
infrarood
068346 075368 075375 075382 068438 052994

38
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Houder beton-an-
ker Ø13
Keramische on-
dersteuning Ø13
068452 068322
3. STROOMVOORZIENING EN OPSTART VAN HET APPARAAT
Dit materiaal kan worden gebruikt met een driefasen 400V of 480V (50-60Hz) elektrische installatie, geaard en met 4
draden. Het apparaat wordt geleverd met een 32A aansluiting EN60309-1, en moet in dat geval worden aangesloten
op een 400V netwerk. Indien het wordt aangesloten op een 480V netwerk kan het zijn dat de aansluiting moet wor-
den vervangen, en eventueel de kabel moet worden vervangen, afhankelijk van de plaatselijk geldende normen. In
dit geval moeten de wijzigingen worden uitgevoerd door een bekwaam persoon, die de aansluitingen zoals hieronder
getoond respecteert.
Beschermende
geleider (aarde)
Fase W Fase V Fase U
Koppelmoment van de moeren M6 voor het aansluiten van de fasen en de beschermende geleiding : 9 N.m
De eectieve stroomafname (l1e) wordt aangegeven op het toestel bij optimaal gebruik. Controleer of de stroomvoor-
ziening en de bijbehorende beveiligingen (netzekering en/of hoofdschakelaar) geschikt zijn voor de stroom die nodig is
voor het gebruik van dit apparaat.
• Het apparaat kan worden opgestart door de schakelaar ON/OFF op « | » te zetten.
• Het apparaat gaat over op thermische beveiliging als de netspanning hoger is dan 560
Vac (de melding netwerk storing wordt getoond op het scherm). Het apparaat zal weer nor-
maal gaan functioneren als de voedingsspanning zijn normale waarde weer bereikt heeft.
3.1 AANSLUITING OP EEN AGGREGAAT.
Dit materiaal kan functioneren met enkelfase aggregaten, op voorwaarde dat deze voldoen aan de volgende eisen :
- De spanning moet wisselspanning zijn, ingesteld zoals voorgeschreven, en de piekspanning moet lager zijn dan 400V,
- De frequentie moet tussen de 50 en 60 Hz liggen.
- Het vermogen moet minstens 48kVA zijn.
Het is belangrijk om deze voorwaarden voor het gebruik te controleren, omdat veel generatoren hogere spannings-
pieken produceren die het materiaal kunnen beschadigen.

NL
39
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
3.2 GEBRUIK VAN EEN VERLENGSNOER
Dit materiaal kan worden aangesloten op een elektrische installatie met behulp van een verlengsnoer, op voorwaarde
dat dit snoer beantwoordt aan de volgende eisen :
- Geaard verlengsnoer met 4 draden.
- Het snoer mag niet langer zijn dan 10 meter.
- De sectie van de geleiders mag niet kleiner zijn dan 4 mm².
3.3 AANSLUITEN VAN HET PISTOOL OP DE GENERATOR
Het aan- en afkoppelen van het pistool op de generator mag
alleen plaatsvinden wanneer de generator uitgeschakeld is.
Alvorens het apparaat op te starten moet de gebruiker zich ervan
verzekeren dat de vergrendelring altijd correct vastgedraaid is.
Het is mogelijk om een Pistool ArcPull200-350 op deze generator aan te sluiten. In dit geval moet u de adapter texas
25mm² -> 50mm² ( 2 x PF 038110) gebruiken voor het aansluiten van de texas van het pistool op de generator.
Afhankelijk van de gekozen lasinstellingen, kan de werking van het apparaat verslechteren (zie §9 Werking van het
apparaat).
3.4 UPDATE VAN HET APPARAAT
Het apparaat beschikt over een USB aansluiting aan de voorkant, beschermd
door een dopje, voor het realiseren van updates. Neem contact op met uw
verkoper voor meer informatie.
4. BOOGLASSEN VAN TREKOGEN, BOUTEN ENZ.
Met de boog kunt u elementen lassen (trekogen, bouten, beton-ankers enz.) op plaatwerk : de twee onderdelen wor-
den in fusie gebracht met behulp van een elektrische boog, en door ze met elkaar in contact te brengen.
Herinnering van het lasprincipe met getrokken boog (voor verdere details zie de norm ISO 14555) :
We onderscheiden 4 belangrijke stappen : ontsteking, schuren, de boog en het oplassen
Fase Ontsteking Schuren Boog Vastklinken
T (ms) 0 tot 200 ms 10 tot 800 ms 0 tot 50 ms
I (A) ≈150 A 50 tot 60 A 50 tot 680 A ≈150 A

40
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
De ontsteking : het opgelaste onderdeel (trekogen, bouten enz.) wordt in contact gebracht met het plaatwerk. Met
een druk op de trekker start u de lasprocedure : De generator stuurt stroom naar de bout, de as van het pistool wordt
lichtjes omhoog bewogen en een elektrische boog wordt gecreëerd.
Schuren : deze fase zou ook voorverwarmen kunnen worden genoemd. De generator reguleert stroom om een elek-
trische boog met een geringe intensiteit te genereren, de door de boog gecreëerde warmte zal:
- onreinheden op het plaatwerk (vetten, olie, elektrolytisch zink) verbranden.
- de twee onderdelen voorverwarmen, en dus de thermische schok van de lasboog beperken en de kwaliteit van het
laswerk verbeteren.
Tijdens deze fase zal noch het aan te brengen onderdeel, noch het plaatwerk in fusie treden. Deze fase kan ook niet
de zinklaag op gegalvaniseerd plaatwerk doen verdwijnen.
De boog : de generator verhoogt aanmerkelijk de stroom om een zeer energetische boog te creëren, die een smelt-
bad creëert op het plaatwerk en het uiteinde van het aan te brengen onderdeel in fusie brengt.
Het oplassen : het pistool brengt het aangebrachte element in in het smeltbad.
5. MODEL BOUT EN BESCHERMING SMELTBAD
De soorten aan te brengen elementen (vormen, afmetingen, materiaal) die op deze manier kunnen worden aangebracht
worden genoemd in de norm ISO 13918. Naast onderdelen van koolstofarm staal, roestvrij staal en verkoperd staal, kan
het apparaat tevens bepaalde aluminium onderdelen lassen.
5.1 STAAT OPPERVLAK VAN HET PLAATWERK EN SCHUREN
Het oplassen van elementen moet worden gerealiseerd op ontvet plaatwerk. Het is tevens noodza-
kelijk om het plaatwerk af te schuren indien dit een chemische behandeling ondergaan heeft (zin-
klaag voor gegalvaniseerd staal, roestwerende behandeling voor staal dat een thermische behande-
ling heeft ondergaan, aluminiumoxide voor aluminium)
Het oplassen van een element, en in het bijzonder aluminium elementen, moet worden gerealiseerd
op een vlakke ondergrond.
5.2 DIKTE VAN HET PLAATWERK MET BETREKKING TOT DE DIAMETER VAN DE BOUT
Met uitzondering van bepaalde specieke toepassingen in de automobiel carrosserie (het aanbrengen van trekogen,
massa-onderdelen) mag de dikte van het plaatwerk niet minder zijn dan ¼ van de diameter van de basis van het aan
te brengen onderdeel (in geval van staal), en ½ van de diameter in geval van aluminium.
Voorbeelden (onvolledige lijst)
Te lassen onderdelen
(volgens ISO 13918)
Diameter basis Minimum dikte plaatwerk
Bout staal type DD M12 12 mm 3 mm
Bout staal type PD M6 5.35 mm 1.3 mm
Betonanker type SD Ø10 10 mm 2.5 mm
Bout AIMg type PS M8 9 mm 2 mm

NL
41
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
5.3 BESCHERMING SMELTBAD
Afhankelijk van het te lassen materiaal kan een bescherming van het smeltbad door een keramische huls of door een
beschermgas nodig zijn.
De tabel hieronder geeft een overzicht van het type gas dat gebruikt moet worden. Dit is afhankelijk van het type
materiaal dat u wilt lassen. Deze gassoorten optimaliseren de kwaliteit van de las, en komen overeen met het gas dat
moet worden gebruikt wanneer het apparaat functioneert in de Synergetische module (zie §9.1).
Deze tabel is informatief, we raden u aan om altijd eerst een proeas uit te voeren.
Materiaal Op te lassen onderdeel Huls van
keramiek
Gas Zonder gas
Aluminium
(Al, AlMg,
AlMgSi)
Aluminium trekoog Onmogelijk Argon Niet aanbevolen
Bout, moeren met intern schroefdraad Onmogelijk ArHe 30% Onmogelijk
Massa-blok, basis voor trim-clips Onmogelijk ArHe 30% Onmogelijk
Koolstofarm
staal
(Fe)
Stalen trekoog Onmogelijk ArCO² 8% Mogelijk
Bout, moer met intern schroefdraad,
betonanker OK ArCO² 8% Mogelijk voor niet
behandeld staal
Massa-blok Onmogelijk ArCO² 8% Mogelijk
Verkoperd
staal
(FeCu)
Bout, moer met intern schroefdraad, iso-
latie-schroef, basis voor trim clips Onmogelijk ArCO² 8% Niet aanbevolen
Inox Bout, moeren met intern schroefdraad Niet aanbevolen ArCO² 8% Niet aanbevolen
Pennen voor het verwijderen van popnagels
Niet aanbevolen ArCO² 8% Niet aanbevolen
Te gebruiken accessoires
Standaard
asvork
(0683
22)
Vork klauw
(
068339
)
Vork gasbescherming (068346)
Arcpull Rivet box 700 (
068452
)
Wanneer u beschermgas gebruikt moet de toevoer worden afgesteld tussen 12 l en 15 l/min.
Let op : Wanneer u aluminium last is het mogelijk puur Argon (Ar) te gebruiken ter vervanging van het mengsel
argon-helium 30% (ArHe 30%). Ook bij het lassen van staal (Fe of FeCu) is het mogelijk om puur Argon (Ar) te ge-
bruiken ter vervanging van het mengsel argon-CO² van 8% (ArCo² 8%). In deze twee gevallen zijn de Synergetische
las-instellingen niet meer gegarandeerd, en kan het nodig zijn om over te gaan tot de handmatige module (zie §9.2).
Overschrijdt, bij het aanschroeven van de aansluiting van de gastoevoer aan het ap-
paraat, niet de 5N.m.
5.4 KEUZE LAS-ACCESSOIRE
De keuze van de te gebruiken las-accessoires wordt bepaald door het aan te brengen element (type, afmetingen,
materiaal), de laspositie, en de adequate bescherming (gas, zonder gas en keramische huls). De tabel hieronder kan
u helpen bij de keuze van het accessoire.
Accessoires Vork
standaard
(068322)
Vork klauw
(068339)
Vork gasbescher-
ming
(068346)
Arcpull Rivet box 700 (068452)
Lange pin Houder trekoog

42
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Te lassen onderdelen
(volgens ISO
13918)
Bout type PD, RD,
DD
Bout intern schroef-
draad type ID
Betonanker type SD
UD pion
Bout type PD, RD,
DD
Bout intern schroef-
draad type ID
UD pion
Bout type PD, RD,
DD, en short time
PS
Bout intern schroef-
draad type ID en
short time type PS
UD pion en short
time US
Massa-blok
Blok voor trim-clips
≤ M6
Bout PD, RD, DD,
en short time PS
≤ M6
Bout intern schroef-
draad ID en short
time PS ≤ M4
Pennen voor het
verwijderen van
popnagels
Isolatieschroef
Trek-oog
Laspositie (volgens ISO 6947)
Maximale diameter
basis van het op te
lassen element
Vlak (PA) als > 6mm
Zonder beperking als ≤ 6mm
Vlak (PA) als >
6mm
Zonder beperking
5.5 POLARITEIT PISTOOL
De polariteit van het pistool heeft invloed op de kwaliteit van de lasnaad.
Afhankelijk van het op te lassen onderdeel en het materiaal, verdient het de voorkeur om een positieve texas van het
pistool aan te sluiten op de + of - pool van de generator. De tabel hieronder toont de voorkeur van Gys betreende de
keuze van de polariteit.
Op te lassen onderdeel Aankoppeling van de
positieve texas van het
pistool (rode teken)
+
-
Aluminium trekoog Negatieve Texas van de
generator (-)
Stalen trekoog Positieve Texas van de
generator (+)
Pennen voor het verwijderen van po-
pnagels
Negatieve Texas van de
generator (-)
Bout, bout met intern schroefdraad,
beton-anker, van koolstof arm staal
Negatieve Texas van de
generator (-)
Bout, bout met intern schroefdraad,
isolatie-schroef van verkoperd staal
Positieve Texas van de
generator (+)
Bout, moer met intern schroefdraad,
betonanker, van inox
Negatieve Texas van de
generator (-)
5.6 LASRITME VAN HET APPARAAT
De las-snelheid van het apparaat wordt dynamisch berekend, in overeenstemming met de norm EN 60974-9. Afhan-
kelijk van het type pistool dat gebruikt wordt (ArcPull 200-350, of ArcPull700 en hoger) en van de stroom en de las-
duur, zal het apparaat moeten rusten tussen twee las-activiteiten.
Voorbeeld van max tempo met synergieën (onvolledige lijst)
Te lassen onderdelen Pistool ArcPull700 (of hoger) Pistool ArcPull200-350
Trek-oog AIMg van 1.5 mm op een dikte van
1 mm
28/min 28/min
Bout koolstofarm staal M6 zonder gas op een dikte
van 4 mm
26/min 26/min
Bout koolstofarm staal M8 zonder gas op een dikte
van 4 mm
24/min 21/min
Betonanker koolstofarm staal Ø10 mm met kera-
mische huls op een dikte van 6 mm
14/min N/A
Bout koolstofarm staal M12 zonder gas op een dikte
van 8 mm
8/min N/A

NL
43
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
5.7 PLAATSEN VAN DE MASSAKLEMMEN EN STABILITEIT VAN DE BOOG
Om te zorgen dat de lasboog stabiel blijft, is het zeer belangrijk om de massa-klemmen correct te plaatsen. Dit geldt
zeker ook voor laswerkzaamheden die worden uitgevoerd zonder keramische huls.
Ter herinnering : de afwijking van de lasboog is proportioneel aan de lasstroom en kan worden beïnvloed en gecor-
rigeerd door een symmetrische bevestiging van de massa-klemmen. Herinnering van de norm ISO 14555 betreende
het positioneren van de massa-klemmen met betrekking tot de lasconguratie.
Oorzaak Oplossing
1e geval : lassen op vlak
plaatwerk
2e geval : lassen op
plaatwerk met metalen
obstakel
3e geval : lassen op INP
6. GEBRUIK VAN DE VORK, KERAMISCHE HULS, STANDAARD EN KLAUW
De lasvorken en klauwen werken volgens hetzelfde principe. Ze centreren en ondersteunen de keramische huls die
gebruikt wordt voor het beschermen van het smeltbad. Beide kunnen zich aanpassen aan de verschillende afmetin-
gen van het keramiek.
6.1. KEUS VAN DE ADAPTER KERAMISCHE HULS
De keuze van de juiste keramische huls, die geschikt is voor het door u op te lassen onderdeel (type, afmeting). Ter
herinnering - de norm ISO 13918 betreende de keuze van de hulzen, afhankelijk van het op te lassen element.
Type op te lassen elementen Benaming huls volgens ISO 13918
Omschrijving Benaming volgens ISO 13918
Bout met volledige schroefdraad
Bout met interne schroefdraad
Bout zonder schroefdraad
Beton-anker
DD
ID
UD
SD
UF
Bout gedeeltelijk schroefdraad PD PF
Bout met een gereduceerde pin RD RF
Voor zowel de standaard lasvork als de klauw moet de adapter overeenkomen met het keramiek.

44
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Te grote adapter
6.2. PROCEDURE VERVANGEN VAN DE KERAMISCHE ADAPTER
Standaard vork Vork klauw
Schroef de twee schroeven los en verwijder de plaat van
de adapter
Draai de schroef los en trek aan de klauw
Plaats het goede adapter plaatje, met de frezen naar
buiten, en draai de twee schroeven aan.
Plaats de juiste klauw totdat deze niet verder kan, en
draai de bovenste schroef aan.
7. INSTALLATIE ACCESSOIRES EN INSTELLEN VAN HET PISTOOL
Het plaatsen van de accessoires en de afstelling op het pistool moeten als
volgt worden uitgevoerd :
- pistool aangesloten op de generator
- apparaat onder spanning gezet
- initialiseringsfase van het pistool beëindigd (vraag om op de trekker te
drukken)
Handm. I nst el l i ng

NL
45
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
7.1 GEBRUIK VAN DE STANDAARD VORK, KLAUW OF GASBESCHERMING (FIG 3 - P.8)
Schroef de elektrode-houder op de as van het
pistool (n°4)
Breng de elektrode in in de elektrode-houder.
De punt van de elektrode is gericht naar de
buitenkant van het pistool
Verzekert u zich ervan dat de vergrendelknop (n4)
open is.
Wieltje open Wieltje dicht
Indien het lassen gebeurt met bescherming van
keramische huls : plaats de keramische huls op de
adapter
Plaats de vork in het pistool (opening n° 3)
Indien het pistool handmatig wordt bediend, plaats
dan de vork zo dat de punt van de elektrode lichtjes
uitsteekt (0,5-2 mm) uit de keramische huls of de
vork.
Als het apparaat wordt bediend met een PLC (§ 9),
voeg dan de vork toe zodat de keramische huls of
het uiteinde van de vork in één perfecte lijn ligt met
de punt van de elektrode.
Sluit de vergrendelknop.
0,5 tot 2 mm Op één lijn (0
mm) indien bestu-
ring per PLC
Als u last met beschermgas : koppel de gas-slang
van de vork aan op de aansluiting van het pistool.
Let op : Het aandraaien van de onderdelen moet gebeuren met een platte sleutel. Het gebruik van een waterpomp-
tang wordt afgeraden.

46
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
7.2. GEBRUIK ACCESSOIRE VOOR HET AANBRENGEN VAN TREKOGEN VAN DE KIT ARCPULL RIVET
BOX 700 (FIG 3 - P.8)
Schroef de bovenste schroef los van de voorste schijf
van het pistool en vervang deze door de schroef met de
zeskantige kop.
Schroef de gas-injector op de as van het pistool (n°4 -
Fig 3).
Schroef lichtjes de kartelmoer op de uitgang van de
gas-injector.
Plaats de ringhouder in de gasinjector, totdat deze niet
verder kan, en draai de kartelmoer aan.
Verzekert u zich ervan dat de vergrendeldop open is (n°
4 van guur 3 pagina 8).
Wieltje open Wieltje dicht
Breng de vork in tot deze niet verder kan (opening n° 3
guur 3 pagina 8).
Koppel de slang van de gasinjector aan op de aansluiting
van het pistool.
Plaats het trek-oog in de houder, totdat deze niet verder
kan.

NL
47
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
7.3 GEBRUIK VAN ACCESSOIRES VOOR HET AANBRENGEN VAN PINNEN VOOR HET VERWIJDEREN
VAN NAGELS VAN DE KIT ARCPULL RIVET BOX 70018
Breng de inox pin voor het verwijderen
van klinknagels in en stel de schroef
van de klinknagel-houder zo in dat deze
tussen de 13,5 tot 15 mm uitsteekt.
Draai de borgmoer aan. 13.5 tot 15 mm
Schroef de bovenste schroef los van de
voorste schijf van het pistool en vervang
deze door de schroef met de zeskantige
kop.
Schroef de gasinjector op de as van het
pistool (n° 4 van guur 3, pagina 8).
Schroef lichtjes de moer van het monds-
tuk ( (≠ de kartelmoer) aan op de uitgang
van de gasinjector.
Plaats de houder in de gasinjector tot
deze niet verder kan en draai de moer
van het mondstuk aan.
Verzekert u zich ervan dat de vergren-
deldop open is (n° 4 van guur 3 pagina
8).
Wieltje open Wieltje dicht
Breng de vork met de lange pin in in het
pistool, tot deze niet verder kan (gaten
1° 3 guur 3 pagina 8).
Sluit de vergrendelknop.
Koppel de slang van de gasinjector aan
op de aansluiting van het pistool.

48
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
8. GEBRUIK VAN HET PISTOOL
8.1 LASSEN VAN TREKOGEN
1. Monteer het accessoire voor het aanbrengen van trekogen van de kit ArcPull Rivet Box 700 (zie §7.2).
2. Plaats de massaklemmen op het plaatwerk, dusdanig dat er een gelijke afstand is tussen de klemmen en de plek
waar u het oog op gaat lassen is (zie §5.7).
3. In het geval van een automobiel-reparatie is het noodzakelijk dat u de verf daar waar de klemmen zijn geposi-
tioneerd eerst afschuurt.
4. Kies de juiste synergie met betrekking tot de op te lassen ring.
5. Wanneer u in de handmatige module werkt : zet de digitale « Flex » veer op
OFF (zie §9.3.2).
6. Breng een ring in in de houder
7. Ontgrendel de pinnen met behulp van de draaiknop
8. Plaats het pistool op het plaatwerk en breng de ring in contact met het
plaatwerk. Zodra het pistool een « bip » laat horen of als het blauwe LED-lam-
pje brandt, kunt u de aarde-pinnen met behulp van de draaiknop vergrende-
len.
9.
Druk de trekker in en houd het pistool stevig
op het plaatwerk gedrukt.
10. Wanneer het lassen is beëindigd, kunt u het wieltje ontgrendelen, en de
pinnen en de ring verwijderen.
8.2 OPLASSEN VAN OVERIGE ONDERDELEN (ANDERS DAN TREKOGEN)
1. Monteer het accessoire en stel het in (vorken voor keramische huls, vork voor
gasbescherming, accessoire voor het verwijderen van klinknagels)
2. Plaats de massaklemmen op het plaatwerk, dusdanig dat er een gelijke afstand
is tussen de klemmen en de plek waar u het oog op gaat lassen is (zie §3.7). De
zones waar de massa zich bevindt moeten goed worden schoongemaakt en vrij
zijn van vetten.
3. Kies de door u gewenste synergie, of, wanneer u in de handmatige module
werkt : zet de digitale « Flex » veer op ON (zie §9.3.2).
4. Plaats het pistool op het plaatwerk. Zodra het pistool een « bip » laat horen of
als het blauwe LED-lampje brandt, drukt u op het pistool zodat het accessoire cor-
rect op het plaatwerk wordt gepositioneerd (er mag geen kantelbeweging zijn).
5.
Druk de trekker in en houd het pistool stevig
op het plaatwerk gedrukt.
6. Wanneer het lassen is beëindigd kunt u het pistool omhoog laten komen, om het
hulpstuk vrij te laten komen.

NL
49
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
9. WERKING VAN HET APPARAAT
Fig 3 : Het scherm van de generator
1
24
3 5
6 7
1 Scherm
2 Knop G+
3 Knop G-
4 Knop D+
5 Knop D-
6 Knop HoofdMenu / Bevestigen
7 Knop Return/Annuleren
Het apparaat kan synergetisch en handmatig bestuurd worden. Het beschikt tevens over de mogelijkheid om een
lasconguratie op te slaan en weer op te roepen.
Wanneer de ArcPull700 wordt ingeschakeld, zal deze in de laatst gebruikte module opstarten.
Het wijzigen van de module (Handmatig of Synergetisch) en het weer oproepen van de lasconguratie gebeurt via het
Hoofd Menu.
Als een pistool ArcPull 200-350 wordt gebruikt met deze generator, ver-
schijnt de melding « PISTOOL NIET GESCHIKT » op het scherm zodra
de lasstroom van de synergie of van de gekozen lasinstelling hoger is dan
350A.
Deze melding verdwijnt zodra het pistool afgekoppeld wordt.
In geval van een handmatige module (buiten het oproepen van de lasmo-
dule) is de stroom beperkt tot 350A.
PI STOOL ONGESCHI KT
9.1 LASSEN IN DE SYNERGETISCHE MODULE
In de Synergetische Module worden de hoogte van de boog, de duur en stroom tijdens de verschillende las-fases
automatisch door het apparaat bepaald. Een synergie wordt dus gedenieerd naar aanleiding van het type te lassen
onderdeel, het materiaal, het beschermgas, de afmeting en het plaatwerk.
Het type gas dat moet worden gebruikt zal worden vermeld op het display. Bij een verkeerde ompoling zal een mel-
ding worden getoond op het display, en zal het rode LED-lampje gaan knipperen.

50
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
De verschillende lasinstellingen zijn gebaseerd op een gebruik met GYS onderdelen.
Deze synenergieën blijven geldig voor langere hulpstukken (tot 100mm), op voorwaarde dat ze van het-
zelfde type en hetzelfde materiaal zijn als de door GYS geleverde onderdelen (volgens ISO 13918).
De synergieën van de aan te brengen aluminium onderdelen (met uitzondering van trek-ogen) gelden voor voor-
verwarmd plaatwerk met een temperatuur van 50-60°C.
Het wordt aanbevolen om eerst enkele proeassen uit te voeren.
Op het hoofdscherm van de Synergetische module wordt getoond :
1 - Het materiaal van het aan te brengen element : AIMg, Fe enz.
2 - Het type smeltbad bescherming : No Gas, Huls, of het aanbevolen type gas
3 - Het pictogram van het te lassen onderdeel
4 - De dikte van het plaatwerk waarop het element moet worden opgelast
5 - « Connect » wordt getoond als het apparaat wordt bestuurd door een PLC (zie § 10)
6 - « Prog » gevolgd door het nummer wordt getoond als er een reeds opgeslagen conguratie wordt gebruikt (zie
§9.3.3).
7 - Een zone voor meldingen betreende de staat van het apparaat (zie § 9.3)
zone de
message
Fe Pr og 3
Ar Co_8% Connect
M10 4. 0
bericht
gebied
1
25
4
7
3
6
9.1.1. TYPE TE LASSEN ONDERDELEN
Vanaf de op het scherm getoonde synergie, gedenieerd door een type onderdeel (3), z’n materiaal (1) en de bescher-
ming (2) is het mogelijk enkel de afmeting van het onderdeel (M6, M8 enz) te wijzigen, met een druk op G+ en G-,
zonder dat u dit via het menu instellingen hoeft te doen (zie § 9.3.1).
Hulpstuk Pictogrammen Opmerkingen
Trek-oog
Een druk op G+ en G- toont alle synergieën voor trekogen die dit apparaat
bevat. Het materiaal (1) en het beschermgas (2) worden dynamisch ge-up-
date.
Pennen voor het
verwijderen van
popnagels
Wanneer u een synergie voor pennen voor het verwijderen van klinknagels
kiest, verandert de boodschap betreende de dikte (4) automatisch en komt
overeen met de diameter in millimeters van de kop van de te verwijderen
nagel.
Bout met interne
schroefdraad
Synergieën geassocieerd aan bouten met intern schroefdraad short time
type US.
De waarde Mx komt overeen met het interne schroefdraad van de bout.
Bout (met en
zonder schroef-
draad)
Geassocieerde synergIeën :
• Koolstof arm staal (Fe) en inox : bout met schroefdraad type DD
• Verkoperd staal (FeCu) : bout met schroefdraad short time type PS
nagel zonder schroefdraad type US
Beton-anker Synergieëen geassocieerd aan beton-anker type SD
Isolatieschroef

NL
51
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Massa-blok
De waarde Mx komt overeen met het schroefdraad.
9.1.2. DIKTE VAN HET PLAATWERK
Dikte getoond in millimeters.
Voor het verhogen of verlagen van de dikte van het plaatwerk waarop het element zal worden gelast drukt u op de
toetsen D+ en D-.
De diktes die kunnen worden gekozen zijn gebaseerd op het type, de afmeting en het materiaal van het te lassen on-
derdeel.
Als de dikte van het plaatwerk minder is dan de dikte getoond op het scherm, kan het zijn dat het plaatwerk ter hoogte
van de las vervormd is.
Wanneer het apparaat toont, is de dikte van het plaatwerk voldoende.
Wanneer dit pictogram niet wordt getoond, is de maximale dikte van het plaatwerk bereikt. Bij een dikker plaatwerk zal
de kwaliteit van de las niet meer gegarandeerd zijn.
NB 1 : Wanneer er een synergie is gekozen voor het gebruik van pinnen voor het verwijderen van rivets verandert de
dikte (pictogram ) en komt deze overeen met de diameter van de kop van de rivet in millimeters.
NB 2 : Wanneer u overschakelt van de Synergetische module naar de Handmatige module worden alle lasinstellin-
gen (stroom, duur, hoogte enz.) die zijn geassocieerd aan de synergie getransfereerd naar de Handmatige module.
Hiermee kunnen de instellingen van het apparaat worden verjnd, wanneer de gekozen synergie niet aan de verwach-
tingen voldoet.
9.2. LASSEN IN DE HANDMATIGE MODULE
In de Handmatige module moeten de duur, de stroom, de hoogte van het aan te brengen onderdeel en het activeren
van de digitale veer handmatig worden ingegeven door de lasser.
Op het hoofdscherm van de Handmatige module wordt getoond :
1 - De duur van de boog in milliseconden (zie § 4)
2 - De stroom van de boog (zie § 4)
3 - « Prog » gevolgd door het nummer wordt getoond als er een reeds opgeslagen conguratie wordt gebruikt (zie §9.3.3).
4 - « Connect » wordt getoond als het apparaat wordt bestuurd door een PLC (zie § 10)
5 - Een zone voor meldingen betreende de staat van het apparaat (zie § 9.3)
Pr og 4
Connect
t
ms
I
A
100
550
bericht
gebied
3
2
5
1
4
Voor het verhogen of verlagen van de duur van de boog (waarde ) dient u op de toetsen G+ en G- te drukken.
Om de stroom te verhogen of te verlagen (waarde ) dient u op de toetsen D+ en D- te drukken.
Voor het wijzigen van de overige handmatige lasinstellingen (stroom en duur van de las-etappes) kunt u het hoofdstuk
« Handmatige instellingen » raadplegen.

52
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
9.3. LIJST VAN MELDINGEN DIE ONDER AAN HET SCHERM WORDEN WEERGEGEVEN
Boodschap Beschrijving
Pistool niet
aangesloten
Geen enkel pistool is aangesloten op het apparaat
Texas niet aangesloten De positieve Texas van het pistool is niet aangesloten op de generator (n°5 - Fig 2).
Texas verkeerd
aangesloten
(Alleen in de synergetische module). De polariteit van de Texas is omgekeerd met betrek-
king tot die gevraag wordt door de synergie.
Klaar De rust-cyclus is beëindigd, het apparaat is klaar om te lassen
Beweging alleen Een druk op de trekker werd gedetecteerd zonder dat er een op te lassen element in
contact was met het plaatwerk. Het pistool voert zelf een mechanische beweging uit, de
generator is niet ingeschakeld.
Contact Het apparaat bespeurt dat een hulpstuk in contact is met het plaatwerk. Als de las
plaatsvindt onder gasbescherming, opent de magneetklep zich voor Pre-gas.
Laswerkzaamheden Lascyclus in uitvoering
Lassen beëindigd De lascyclus is beëindigd.
Pre-gas Wordt getoond wanneer er een druk op de trekker gedetecteerd wordt voordat de duur
van Pre-gas is beëindigd (zie § 9.4.4). Opdat de las kan worden gerealiseerd, is het nodig
om in positie te blijven (aangebrachte onderdeel altijd in contact met het plaatwerk) en te
wachten op het einde van Pre-gas.
Contact verbroken Wordt getoond wanneer het contact tussen het aan te brengen onderdeel en het plaatwerk
is verdwenen, voor het einde van Pre-gas.
Onderbreking van de
boog Een onderbreking van de boog heeft plaatsgevonden tijdens de lascyclus.
De las moet worden gecontroleerd.
Hef het pistool omhoog Wordt getoond aan het einde van de lascyclus, als het pistool nog steeds gepositioneerd is
op het aan te brengen onderdeel
9.4. HOOFD MENU
Om toegang te krijgen tot het Hoofd Menu vanuit de Synergeische en Handmatige module, drukt u op de knop .
Menu Principal
> Réglages
Mode Synergique
Programmes
Configuration
Druk op de toetsen G+ en G- om de cursor > naar een andere rubriek te verplaatsen. Kies de rubriek met een druk op
de knop .
• « Instellingen » geeft toegang tot de lasintellingen (synergetisch of handmatig).
• « Handmatige Module » / « Synergetische Module » wijzigt de lasmodule van het apparaat
• « Programma’s » geeft toegang tot de opslag-functies, of tot reeds opgeslagen lasinstellingen.
• « Conguratie » geeft toegang tot de geavanceerde instellingen van het apparaat (talen, gasbeheer, informatie enz.).
Druk op de return knop om terug te keren naar het scherm lassen.
9.4.1. MENU BIJSTELLEN IN SYNERGETISCHE MODULE
Wanneer het apparaat functioneert in de synergetische module kunt u via het menu instellingen het type aan te bren-
gen onderdeel ingeven, evenals z’n afmeting, het materiaal en het type beschermgas.
In de Synergetische module wordt de keuze van de instellingen gedaan van hoog naar laag :
1 - Type op te lassen onderdeel « Elektrode » : bout, nagel, ring enz.
2 - Afmeting van het op te lassen element « EP. élec » : Mx, Øx, etc.

NL
53
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
3 - Materiaal op te lassen onderdeel : Fe, FeCu, Al, enz.
4 - Type lasbescherming : Huls, Nogas, of met gas.
Let op : Wanneer het lassen moet plaatsvinden met beschermgas, is het gas dat wordt getoond het aanbevolen gas,
dat de laskwaliteit zo optimaal mogelijk garandeert (zie § 5.3). Wanneer dit gas niet beschikbaar is, kan het nodig zijn
om over te schakelen op de Handmatige Module (zie § 9.2).
Réglages Synergie
> Electrode > Goujon
EP. élec. M10
Matériau Fe
Gaz ArCo8%
Volgorde instellingen
Druk op de toetsen G+ en G- om de linker cursor te verplaatsen en druk op de toetsen D+ en D- om de waarden van
ieder item te wijzigen.
Een druk op de knop bevestigt de instellingen van de synergie en laat u terugkeren naar het display synergetisch
lassen.
Druk op de return toets om de instellingen niet te bevestigen en terug te keren naar het Hoofd Menu.
9.4.2. MENU BIJSTELLEN IN HANDMATIGE MODULE
Wanneer het apparaat in de handmatige module staat kunt u met het menu instellingen individueel alle instellingen
inbrengen die belangrijk voor u zijn.
Handm. I nst el l i ng
Veer > ON
1
3 4
5
6
2
Met een druk op de knop G+ en G- zal de gekozen instelling oplichten. Met een druk op de toets D+ en D- wijzigt u de
waarde van deze instelling.
1 - Digitale veer « ex » :
• Laat vrij (ON) of blokkeer (OFF) de aandrijfas van de elektrode-houder wanneer het aan te brengen element in
contact komt met het plaatwerk.
• Het wordt aanbevolen deze functie te activeren voor alle aan te brengen elementen, met uitzondering van trek-ogen.
2 - Ontsteking :
• In te stellen van -10 tot +10. Heeft een directe invloed op de vermogensomzetter van het apparaat.
• De standaard waarde 0 verzekert een optimale ontsteking zonder risico op onderbreking van de boog tijdens het
omhoog bewegen van het aan te brengen onderdeel en beperkt de kortsluitingstroom.
• U kunt de ontsteking een beetje verhogen wanneer de boog herhaaldelijk onderbroken wordt.
3 - Schuren : Instellen van de duur (in milliseconden), en de stroom bij het schuren. Zie § 4 voor meer uitleg.

54
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
4 - Boog : Instellen van de duur (in milliseconden), en de stroom. Zie § 4 voor meer uitleg.
5 - Oplassen :
• In te stellen van -10 tot +10. Heeft een directe invloed op de vermogensomzetter van het apparaat.
• De standaard waarde 0 garandeert een optimale aanhechting van de elektrode op het plaatwerk.
6 - Hoogte :
• Hoogte (in millimeters) van de hefbeweging van het aan te brengen onderdeel tijdens het lassen.
• Een te grote hoogte zal de afwijking van de boog doen toenemen (zie § 5.7). Een te geringe hoogte zal de las bloots-
tellen aan kortsluiting vanwege het vervormen van het uiteinde van de bout tijdens het lassen.
Een druk op de knop bevestigt de las-instellingen en laat u terugkeren naar het display handmatig lassen.
Druk op de return toets om de instellingen niet te bevestigen en terug te keren naar het Hoofd Menu.
9.4.3. MENU PROGRAMMA’S
U kunt tot 99 las-instellingen opslaan (synergetisch of handmatig).
Programmes
> Sauvegarder
Rappeler
Effacer
Effacer tout
Druk op te toetsen G+ en G- om de linker cursor te verplaatsen en één van de 4 functies van het menu Programma’s
te kiezen (opslaan, oproepen, verwijderen, alles verwijderen).
Een druk op de knop opent de aangewezen functie.
Druk op de return knop om terug te keren naar het Hoofd Menu.
Wanneer een las-instelling wordt opgeslaan of weer opgeroepen, wordt « Prog » gevolgd door een programma-num-
mer getoond op het las-scherm (synergetisch of handmatig).
9.4.4. CONFIGURATIE MENU
Conf i gur at i e
> Pr egas > 0. 4s
Post gas 0. 4s
Taal FR
Tel l er s
Reset appar aat
Info
Druk op de toetsen G+ en G- om de linker cursor te verplaatsen (Pre-gas, Post-gas, Taal, Reset apparaat, info).
Wanneer de items Pre-gas, Post-gas of Taal aangeklikt worden, druk op de toetsen D+ en D- om de waarde ervan te
wijzigen.
Test Instelbereik Commentaar
Pregas NoGas, vervolgens van 0,2s
tot 3s
Om een las te realiseren met beschermgas wordt aanbevolen om
een Pre-Gas van minimaal 0,4 s in te stellen.

NL
55
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
Post-gas NoGas of van 0,2s tot 3s Wanneer u last met beschermgas raden we u aan om een Post-gas
van minimaal 0,4 s in te stellen.
Taal FR, GB, DE, NL, ES, IT, RU
Druk op de return knop om terug te keren naar het Hoofd Menu.
9.4.4.1. Reset Apparaat
Wanneer « Reset apparaat » is gekozen vanuit het Conguratie Menu, zal een druk op het apparaat in het
sub-menu van reset apparaat doen gaan.
Reset appar aat
: 3 sec
om t e bevest i gen
Druk gedurende 3 seconden op om reset apparaat te bevestigen.
Druk op return om terug te gaan naar het Conguratie Menu en het resetten van het apparaat te annuleren.
Een reset van de ArcPull700 zal alle las-instellingen van het menu Programma uitwissen, zal het appa-
raat weer in de Franse taal instellen en Pre-gas en Post-gas zullen op 0,4 seconden worden ingesteld.
9.4.4.2. Informatie-scherm
Info
Sof t gene V3. 0
Har d gene V1. 0
Gun 700
Sof t gun V3. 0
Har d gun V7. 0
Het informatie scherm toont u de nummers van de software en hardware versies van de generator en, als het pistool
is aangesloten, het type (200-350, 700).

56
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
10. BESTUREN VIA PLC CONNECT
De ArcPull 700 kan worden aangesloten op een PLC besturing, de aansluiting hiervoor
bevindt zich op de achterkant van het apparaat. De lasinstellingen moeten worden inge-
geven vanuit de HMI van het apparaat.
Wanneer het apparaat per PLC wordt bestuurd zal « Connect » worden aangegeven op
het scherm. In de module Connect reageert het apparaat niet meer op een druk op de
trekker.
De spanning van de PLC is elektrisch geïsoleerd met betrekking tot de
controle-circuits en de las-circuits van het apparaat. De automaat kan
worden geaard.
1
4
5
2
3
10.1 INPUT/OUTPUT
De besturing vindt plaats door middel van droge contacten in een open circuit of gesloten circuit, met betrekking tot 0
V van de PLC.
Naam van het
signaal
Aansluiting Type Beschrijving
+24V Pin n°1 Elektrische
voeding
Voeding +24 V leveren.
ACTIV_CONNECT Pin n°2 Ingang CC op 0V: besturing per automaat geactiveerd
CO : besturing per automaat niet geactiveerd
TRIGGER Pin n°3 Ingang Bij de opening van de CC tot 0 V : opstarten van de lascyclus
ARC_ON Pin n°7 Output 24 V : Lascyclus in uitvoering
0 V : Geen lascyclus in uitvoering
READY Pin n°8 Output 24 V : Apparaat klaar om te lassen
0 V : Apparaat in rust (niet klaar om te lassen)
CONTACT Pin n°9 Output 24 V : Het aan te brengen onderdeel is in contact met het
plaatwerk en het apparaat is klaar om te lassen (READY=24
V)
0 V : Geen contact gedetecteerd
DEFAULT Pin n°10 Output 24 V : Default gedetecteerd
0 V : Afwezigheid van default

NL
57
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
10.2 TECHNISCHE EIGENSCHAPPEN VAN DE IN- EN UITPUT EN VOEDING
Voeding : Voorzie een voeding +24V 1.6A max
Input : verbruik max van 10 mA per ingang
Output : Max. stroom 100 mA
Diëlectrische isolatie : 2 kVAC 50/60 Hz voor 1 minuut
Isolatie-weerstand 1 GΩ at 500 VDC

58
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
10.3 CHRONOGRAMMEN
10.3.1 INITIALISERING IN WERKING STELLEN
Wanneer het apparaat wordt bestuurd door een PLC, mag, om het apparaat te initialiseren :
- geen enkel op te lassen element op een pistool gemonteerd zijn
- er geen mechanische beperking worden toegepast op de aandrijfas van de elektrode-houder van het pistool
Het activeren van het besturen per PLC kan worden gedaan voor of na het onder spanning zetten van het apparaat.
Wanneer het apparaat is aangezet, duurt het 5 seconden voordat het apparaat zichzelf opnieuw elektronisch geïnitia-
liseerd heeft. U dient dus 5 seconden te wachten, voordat u het pistool initialiseert.
Mise
sous tension
ACTIVE
CONNECT
TRIGGER
READY
400 VAC
durée ≥ 5 s
0 V
0 V
24 V
Activation du pilotage par automate
peut se faire avant la mise sous tension
Mise sous tensions du produit
Déclenchement trigger pour
initialisation du produit
Initialisation du pistolet
Poste disponible pour souder

NL
59
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
10.3.2 LAS-CYCLUS
0 V
0 V
0 V
0 V
0 V
24 V
24 V
24 V
24 V
24 V
ACTIVE
CONNECT
READY
CONTACT
TRIGGER
ARC_ON
durée ≥ Prégaz
durée ≥ Postgaz
1
1
2
robot en mouvement robot en mouvement robot en mouvement robot en position de soudagerobot en position sur le point de soudage
Activation pilotage par automate
Mise au contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle
de soudage
Fin du cycle de soudure
Début du cycle de repos
Fin du cycle de repos
Poste disponible pour souder
Mise en contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle de
soudage
Trigger non pris en compte car :
- poste en cycle de repos
- pistolet toujours sur la pièce rapportée précédente
NB 1 : Nadat CONTACT gedetecteerd wordt dient u enige tijd te wachten (tijd die ten minste gelijk is aan Pre-gas (zie
§ 9.3.4)), voordat de lascyclus kan worden opgestart. NU dient tevens, na het beëindigen van het lassen, even te
wachten (minimaal even lang als de duur van Post-gas) voordat het pistool verplaatst mag worden.
Note 2 : Wanneer de lascyclus is beëindigd, moet het pistool zich losmaken van het aangebrachte
onderdeel en mag alleen nog in contact komen met het plaatwerk wanneer het apparaat de «rustfase»
heeft verlaten (READY overgegaan op 24V).

60
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
11. FOUTMELDING, STORINGEN, OORZAKEN, OPLOSSINGEN
Dit materiaal beschikt over een controlesysteem in geval van storingen. In geval van een storing kunnen foutmeldingen ge-
toond worden.
Foutmelding Betekenis Oorzaken Oplossingen
OVERVERHI TTI NG
Thermische beveiliging
van de generator.
Overschrijding inschakel-
duur.
Wacht tot de melding verdwijnt
voordat u het lassen hervat.
NETWERK STORI NG
Storing elektriciteitssec-
tor.
De spanning op het stroom-
net ligt buiten de tolerantie-
grenzen, of er ontbreekt een
fase.
Laat uw elektrische installatie
controleren door een gekwa-
liceerde technicus. NB het
apparaat is geschikt voor een
gebruik op een driefasen netwerk
400-480 Vac 50/60 Hz
I NGEDRUKTE TOETS
Storing toetsenbord. Een toets is ingedrukt bij het
in werking stellen van het
apparaat.
Laat het toetsenbord controleren
door een gekwaliceerd persoon.
COMMUNI CATI E ST ORI NG
Storing verbinding pistool. De verbinding tussen het
pistool en de generator is
verstoord.
Sluit het pistool opnieuw aan, en
start het apparaat weer op.
Wanneer de storing aanhoudt,
moet u het apparaat laten contro-
leren door een gekwaliceerde
onderhoudsmonteur.
OVERVERHI TTI NG
Thermische beveiliging
van het pistool.
Overschrijding inschakel-
duur.
Wacht tot de melding verdwijnt
voordat u het lassen hervat.
SONDE DECONNECTEE
Storing motor pistool. Het mechanisme van het
pistool is geblokkeerd.
Sluit het pistool opnieuw aan, en
start het apparaat weer op.
Wanneer de storing aanhoudt,
moet u het pistool laten contro-
leren door een gekwaliceerde
onderhoudsmonteur.
MOT OR DEFECT
Storing temperatuursen-
sor.
De temperatuursensor is niet
aangekoppeld.
Laat het toetsenbord controleren
door een gekwaliceerd persoon.

NL
61
Gebruikershandleiding ARCPULL 700
Vertaling van de originele handleiding
GARANTIEVOORWAARDEN FRANKRIJK
De garantie dekt alle gebreken of fabricage-fouten gedurende 2 jaar, vanaf de aankoopdatum (onderdelen en ar-
beidsloon).
De garantie dekt niet :
• Alle andere schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : elektrode-houder, massa-klemmen enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof).
In geval van defecten kunt u het apparaat terugsturen naar de distributeur, vergezeld van :
- een gedateerd aankoopbewijs (factuur, kassabon....)
- een beschrijving van de storing.

62
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
1. AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e ben comprese prima dell’uso.
Ogni modica o manutenzione non indicata nel manuale non deve essere eettuata.
Ogni danno sico o materiale dovuto ad un uso non conforme alle istruzioni presenti in questo manuale non potrà essere considerato a carico del
fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’installazione.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo dev’essere utilizzato in un locale senza polvere, acido, gas inammabile o altre sostanze corrosive. Lo stesso vale per il suo stoccaggio.
Assicurarsi della circolazione d’aria durante l’uso.
Intervallo di temperatura:
Utilizzo tra -10 e +40 °C (+14 e +104 °F).
Stoccaggio fra -20 e +55 °C (-4 e 131°F).
Umidità dell’aria:
Inferiore o uguale a 50% a 40°C (104 °F).
Inferiore o uguale a 90% a 20°C (68 °F).
Altitudine:
Fino a 1000 m al di sopra del livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura ad arco può essere pericolosa e causare ferite gravi o mortali.
La saldatura espone gli individui ad una fonte pericolosa di calore , di radiazione luminosa dell’arco, di campi elettromagnetici (attenzione ai portatori
di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto
il corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Usare una maschera o degli occhiali di protezione con una tinta tra 5 e 9. Proteggere gli occhi durante le operazioni di pulizia. Le
lenti a contatto sono particolarmente sconsigliate.
Potrebbe essere necessario limitare le aree con delle tende ignifughe per proteggere la zona di saldatura dai raggi dell’arco, dalle
proiezioni e dalle scorie incandescenti.
Informare le persone della zona di saldatura di non ssare le radiazioni d’arco e neanche i pezzi in fusione e di portare vestiti
adeguati per proteggersi.
Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo
stesso per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall’unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di
corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando s’interviene sulla torcia o sul
porta-elettrodo, bisogna assicurarsi che questi siano sucientemente freddi e aspettare almeno 10 minuti prima di qualsiasi
intervento. L’unità di rareddamento deve essere accesa prima dell’uso di una torcia a rareddamento liquido per assicurarsi che
il liquido non causi ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS
Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione suciente
e a volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione
insuciente.
Vericare che l’aspirazione sia ecace controllandola in relazione alle norme di sicurezza.

IT
63
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali
contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello.
La saldatura è proibita se eettuata in prossimità di grasso o vernici.
RISCHIO DI INCENDIO E DI ESPLOSIONE
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti inammabili e i contenitori sotto pressione ad una distanza di sicurezza suciente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas…).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inammabili.
BOMBOLE DI GAS
Il gas uscendo dalle bombole potrebbe essere fonte di asssia in caso di concentrazione nello spazio di saldatura (ventilare
correttamente).
Il trasporto deve essere fatto in sicurezza: bombole chiuse e dispositivo spento. Queste devono essere messe verticalmente su
un supporto per limitare il rischio di cadute.
Chiudere la bombola tra un utilizzo ed un altro. Attenzione alle variazioni di temperatura e alle esposizioni al sole.
La bombola non deve essere in contatto con amme, arco elettrico, torce, morsetti di terra o ogni altra fonte di calore o d’incandescenza.
Tenerla lontano dai circuiti elettrici e di saldatura e non saldare mai una bombola sotto pressione.
Attenzione durante l’apertura della valvola di una bombola, bisogna allontanare la testa dai raccordi e assicurarsi che il gas usato sia appropriato al
procedimento di saldatura.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Usare la grandezza del fusibile consigliata sulla tabella
segnaletica.
Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente di saldatura quando quest’ultima è alimentata (Torce,pinze,
cavi, elettrodi) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. anché l’insieme dei condensatori sia scaricato.
Non toccare nello stesso momento la torcia e il morsetto di massa.
Controllare e provvedere a far cambiare i cavi, gli elettrodi o i bracci, da persone qualicate e abilitate, se questi sono danneggiati. Dimensionare la
sezione dei cavi in funzione dell’applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe
isolanti, indierentemente dall’ambiente di lavoro.
CLASSIFICAZIONE CEM DEL MATERIALE
Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal
sistema pubblico di alimentazione a basa tensione. Potrebbero esserci dicoltà potenziali per assicurare la compatibilità
elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
A condizione che l’impedenza di rete di alimentazione del senso comune a bassa tensione nel punto di aggancio comune sia
inferiore a Zmax =0,36 Ohm, questa apparecchiatura è conforme a CEI 61000-3-11 e può essere collegata a reti pubbliche
a bassa potenza. tensione. È responsabilità dell’installatore o dell’utente dell’apparecchiatura garantire, in consultazione con
l’operatore della rete di distribuzione, se necessario, che l’impedenza di rete sia conforme alle restrizioni di impedenza.
Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa
tensione connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato
al sistema pubblico di alimentazione di bassa tensione, è responsabilità dell’installatore o dell’utilizzatore del materiale
assicurarsi, consultando l’operatore della rete pubblica di distribuzione, che il materiale possa essere collegato ad esso.
EMISSIONI ELETTRO-MAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di
saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.

64
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Tutti i saldatori dovrebbero seguire le istruzioni sottostanti per ridurre al minimo l’esposizione ai campi elettromagnetici del circuito di saldatura:
• posizionare i cavi di saldatura insieme - ssarli con una fascetta, se possibile;
• posizionarsi (busto e testa) il più lontano possibile del circuito di saldatura;
• non arrotolare mai i cavi di saldatura attorno al corpo;
• non posizionare dei corsi tra i cavi di saldatura; Tenere i due cavi di saldatura sullo stesso lato del corpo:
• collegare il cavo di ritorno all’applicazione più vicina alla zona da saldare;
• non lavorare a lato della fonte di corrente di saldatura, non sedersi o appoggiarsi su di esso;
• non saldare durante il trasporto della fonte di corrente di saldatura o del trainalo.
I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri eetti sulla salute che non sono ancora
conosciuti.
CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA
Generalità
L’utente è responsabile dell’installazione e dell’uso del dispositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni
elettromagnetiche sono rilevate, è responsabilità dell’utente del dispositivo di saldatura ad arco risolvere la situazione con l’assistenza tecnica del
fabbricante. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In
altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con
montaggio di ltri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura all’arco, l’utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Occorre
tenere in considerazione quanto segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura ad arco di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altre apparecchiature di controllo;
d) di materiale critico per la sicurezza come ad esempio protezione di materiale industriale;
e) lo stato di salute di persone vicine, ad esempio, l’uso di pacemaker o apparecchi acustici;
f) del materiale utilizzato per la calibratura o la misurazione;
g) l’immunità degli altri materiali presenti nell’ambiente.
L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione
supplementari;
h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edici e dalle altre attività svolte sul posto. La zona
circostante può estendersi oltre ai limiti delle installazioni
Valutazione dell’installazione di saldatura
Oltre alla valutazione delle zona, la valutazione delle installazioni di saldatura ad arco può servire a determinare e risolvere i casi di perturbazioni.
Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specicato all’Articolo 10 della CISPR 11. Le misurazioni sul
posto possono anche permettere di confermare l’ecacia delle misure di attenuazione.
RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete di alimentazione pubblica: Conviene collegare il materiale di saldatura ad arco a una rete pubblica di alimentazione secondo le
raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il
ltraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo
in un condotto metallico o equivalente di un materiale di saldatura ad arco ssati stabilmente. Converrebbe anche assicurarsi della continuità della
schermatura elettrica su tutta la sua lunghezza. E’ conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon
contatto elettrico tra il condotto e l’involucro del generatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura ad arco: E’ opportuno che le manutenzioni del dispositivo di saldatura ad arco siano eseguite
seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati
quando il dispositivo di saldatura ad arco è in funzione. È opportuno che il dispositivo di saldatura ad arco non sia modicato in alcun modo, tranne
le modiche e regolazioni menzionati nelle istruzioni del fabbricante. È opportuno in particolar modo che lo spinterometro dell’arco dei dispositivi di
avviamento e di stabilizzazione siano regolati e manutenzionati secondo le raccomandazioni del fabbricante.
c. Cavi di saldatura: E’ opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: Converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. Converrebbe isolare l’utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: Quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del
posto dove si trova, come, ad esempio, gli sca delle navi o le strutture metalliche di edici, una connessione collegando il pezzo alla terra può, in certi
casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di
ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma in
certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto in
funzione delle regolamentazioni nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i problemi
di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.

IT
65
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
La fonte di corrente di saldatura è dotata di maniglia superiore che permette di portarla a mano. Attenzione a non sottovalutarne
il peso. L’impugnatura non è considerata come un mezzo di imbragatura.
Non usare i cavi o le pistole per spostare la sorgente di corrente di saldatura. Deve essere spostata in posizione verticale.
Non far passare la fonte di corrente al di sopra di persone o oggetti.
Mai sollevare una bombola di gas e la fonte di corrente di saldatura nello stesso momento. Le loro norme di trasporto sono distinte.
INSTALLAZIONE DEL DISPOSITIVO
• Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10°.
• La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
• Il dispositivo è di grado di protezione IP23, che signica :
- una protezione contro l’accesso delle parti pericolose di corpi solidi di diametro >12.5mm e,
- una protezione contro la pioggia diretta al 60% in relazione alla verticale.
Questo materiale potrebbe essere usato all’aperto con l’indice di protezione IP23.
Le correnti di saldatura vaganti possono distruggere i conduttori di terra, danneggiare le apparecchiature e i dispositivi elettrici e
causare il surriscaldamento dei componenti che possono causare un incendio.
- Tutte le connessioni di saldatura devono essere collegate fermamente, vericarlo regolarmente!
- Assicurarsi che il ssaggio del pezzo sia solido e senza problemi elettrici!
- Attaccare o sospendere tutti gli elementi conduttori di elettricità della fonte di saldatura, come il telaio, il carrello e i sistemi di sollevamento in modo
tale che essi siano isolati!
- Non depositare altra attrezzatura come trapani, dispositivi di alatura, ecc., sulla fonte di saldatura, il carrello, o i sistemi di sollevamento senza che
essi siano stati previamente isolati!
- Collocare sempre le torce di saldatura o porta elettrodi su supercie isolata quando non sono in uso!
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.
Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e
pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI
• Le manutenzioni devono essere eettuate solo da personale qualicato. È consigliata una manutenzione annuale.
• Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le
tensioni e l’intensità sono elevate e pericolose.
• Regolarmente, togliere il coperchio e spolverare con l’aiuto di una pistola ad aria. Cogliere l’occasione per far vericare le connessioni elettriche con
un utensile isolato da persone qualicate.
• Vericare regolarmente lo stato del cavo di alimentazione. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo
servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
• Lasciare le uscite d’aria della fonte di corrente del dispositivo libere per l’entrata e l’uscita d’aria..
• Non usare questa fonte di corrente di saldatura per scongelare tubature, ricaricare batterie/accumulatori né per avviare motori.
.2. DESCRIZIONE DELL’APPARECCHIO
Il ArcPull 700 è un dispositivo di saldatura ad arco tirato inverter trifase che permette di saldare inserti (perni, perni
con lettetura interna, anelli di tiraggio, aste di estrazione dei rivetti, ecc...) su materiali a base di alluminio o acciaio.
Dispone di una modalità di funzionamento Sinergico e di una modalità di funzionamento Manuale. Il menu Programmi
vi permette di memorizzare e richiamare le congurazioni di saldatura. È dotato di una connessione per il controllo
automatico.

66
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Fig 1 : Vista esterna del generatore
1
2
3
6
4
9
87
1 Tastiera
2 Commutatore, selettore M/A
3 Texas positivo per fasciocavi pistola
4 Texas negativo per fasciocavi pistola
5 Colletto per connettore di controllo fasciocavi pistola
6 Uscita gas per fasciocavi pistola
7 Entrata gas connessa alla bombola
8Connettività per pilotaggio tramite automa
9 Cappuccio protettivo per la porta USB di aggiornamento
Fig 2 : Vista esterna della pistola e del suo IHM (senza forcella di saldatura e accessori)
PROTOTYPE
1
2
4
3
7
PROTOTYPE
5
6
8
9
11
10

IT
67
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
1 Pulsante di avanzamento
2 Manopola di bloccaggio per la forcella di saldatura
3 Fusti (x2) di inserimento della forcella di saldatura
4 Asse di trascinamento del porta-elettrodo
5 Connettore controllo fasciocavi pistola
6 Texas positivo
7 Raccordo gas di uscita
8 Raccordo gas di entrata
9 LED ready (verde)
10 LED contatto (blu)
11 LED errore (rouge)
ArcPull Rivet box
700
Forcella di supporto
in ceramica stan-
dard + supporti per
perni da M6 a M12
Gancio a forcella di
supporto in cerami-
ca da M6 a M12
Pistola ad aria
calda (fornita senza
bombola)
Carrello Weld 910 Cavo di massa
doppia pinza 700A
068452 068322 068339 060777 070967 068605
Forcella di
protezione gasso-
sa.
Mandrino porta
piastrine di contatto
M6.
Mandrino porta
piastrine di contatto
M8.
Mandrino porta
piastrine di contatto
M10.
Porta-ancoraggio
per calcestruzzo
Ø10
Termometro
infrarossi
068346 075368 075375 075382 068438 052994
3. ALIMENTAZIONE E AVVIO
Questa apparecchiatura può essere usata su un’installazione elettrica trifase 400V o 480V (50-60Hz) a quattro li con
un neutro collegato a terra. Viene consegnato con una presa da 32A EN60309-1, e deve quindi essere utilizzato su
una rete da 400V. Il collegamento a una rete a 480V può richiedere un cambio di presa ed eventualmente un cambio
di tipo di cavo, a seconda dei regolamenti locali. In questo caso, le modiche devono essere eseguite da una persona
qualicata e si deve osservare il seguente collegamento.

68
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Conduttore di pro-
tezione (terra)
Fase W Fase V Fase U
Coppia di serraggio per i dadi M6 per il collegamento della fase e del conduttore di protezione : 9 N.m
La corrente eettiva assorbita (I1e) è indicata sul dispositivo, per le condizioni d’uso ottimali. Vericare che l’alimen-
tazione e le protezioni (fusibile e/o disgiuntore) siano compatibili con la corrente necessaria in uso.
• L’accessione si eettua posizionando il commutatore M/A su « | ».
• L’apparecchio si mette in protezione se la tensione d’alimentazione tra fasi è superiore a
560 Vac (il messaggio di errore viene visualizzato sullo schermo). Il normale funzionamento
riprende quando la tensione d’alimentazione rientra nel’intervallo nominale.
3.1. COLLEGAMENTO SU UN GRUPPO ELETTROGENO
Questo materiale funziona con dei gruppi elettrogeni a condizione che rispondamo alle seguenti esigenze:
- La tensione deve essere alternata, regolata come specicato e di tensione di picco inferiore a 400V,
- La frequenza è compresa fra 50 et 60 Hz.
- La potenza deve essere di 48kVA o meno.
È obbligatorio vericare queste condizioni, perché molti generatori producono dei picchi di alta tensione che possono
danneggiare il dispositivo.
3.2. USO DELLA PROLUNGA
Questo apparecchio viene collegato all’installazione elettrica per mezzo di una prolunga a condizione che essa rispon-
da alle seguenti esigenze:
- Prolumga monofasecon conduttore di terra.
- La lunghezza non deve superare i 10 m
- La sezione dei conduttori non deve essere inferiore a 4 mm².

IT
69
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
3.3. CONNESSIONE DELLA PISTOLA AL GENERATORE
La connessioe e disconnessione del connettore di controllo della
pistola al colletto del genratore deve imperativamente essere
fatto con il generatore spento.
La ghiera del connettore di controllo della pistola deve sembre
essere avvitata correttamente al colletto del generatore prima
dell’accensione del prodotto.
È possibile collegare una pistola ArcPull200-350 a questo generatore. In questo caso, utilizzare adattatori texas
25mm² -> 50mm² ( 2 x PF 038110) per collegare il texas della pistola alle prese del generatore.
Inoltre, a seconda dei parametri di saldatura selezionati, il funzionamento del prodotto può essere degradato (vedi §9
Modalità di funzionamento del prodotto).
3.4. AGGIORNAMENTO DEL PRODOTTO
Il prodotto ha un connettore USB sul pannello frontale protetto da un cap-
puccio, per aggiornare il suo software (aggiunta di sinergie, caratteristiche).
Contatta il tuo rivenditore per maggiori dettagli.
4. PROCEDIMENTO DI SALDATURA DELL’INSERTO PER ARCO TIRATO
L’arco tirato è utilizzato per saldare inserti (anelli di trazione, perni, piastrine di contatto, chiodi, ancoraggi per cal-
cestruzzo, ecc.) a una parte di supporto portando le due parti in fusione per mezzo di un arco elettrico e portandole
entrambe in contatto.
Richiamo del principio della saldatura ad arco tirato (per maggiori dettagli, riferirsi alla ISO 14555):
Ci sono 4 fasi principali: L’innesco, il decapaggio, l’arco e la trazione
Fase Innesco Decapaggio Arco Aggancio
T (ms) 0 a 200 ms 10 a 800 ms 0 a 50 ms
I (A) ≈150 A 50 a 60 A 50 a 680 A ≈150 A
L’innesco : l’inserto (anello di tiraggio, perni, ecc...) e messo in contatto con la lamiera supporto. Una pressione sul
pulsante avvia il procedimento di saldatura: il generatore invia corrente nel perno, l’asta della pistola si alza legger-
mente e si crea un arco elettrico a bassa intensità.

70
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Il decapaggio: questa fase potrebbe anche essere chiamata preriscaldamento. Il generatore regola una corrente per
garantire un arco elettrico a bassa intensità, il calore generato da questo arco permette:
- di bruciare le impurità della lamiera supporto (grasso, olio, rivestimento elettrolitico di zinco).
- di preriscaldare le due parti e limitare così lo shock termico dell’arco di saldatura, per migliorare la qualità della sal-
datura.
Durante questa fase, né l’inserto né la lamiera supporto vengono fusi. Inoltre, questa fase non permette di rimuovere
lo strato di zinco della lamiera galvanizzata.
L’arco : il generatore aumenta signicativamente la corrente per creare un arco ad alta energia che crea un bagno di
fusione sull lamiera di supporto e provoca la fusione dell’estremità dell’inserto.
La trazione: La pistola immerge l’inserto nel bagno di fusione.
5. DESIGN DEL PERNO E PROTEZIONE DEL BAGNO DI FUSIONE
I tipi di inserti (forme, dimensioni, materiali) dedicati all’arco tirato sono elencati nella norma ISO 13918. Oltre agli
inserti in acciaio a basso tenore di carbonio, acciaio inossidabile e acciaio ramato, il prodotto può anche saldare alcuni
inserti in alluminio.
5.1. STATO DELLA SUPERFICIE DEL PEZZO SUPPORTO E DECAPAGGIO
La saldatura dell’inserto deve essere eettuata su un pezzo supporto priva di grasso. È anche
necessario spogliare questa parte di supporto se è stata trattata chimicamente (rivestimento di zinco
per l’acciaio galvanizzato, anticorrosivo per l’acciaio trattato termicamente, allumina per l’alluminio).
La saldatura degli inserti, specialmente delle parti in alluminio, deve essere eettuata su un supporto
piatto.
5.2. SPESSORE DELLA LAMIERA DI SUPPORTO IN RELAZIONE AL DIAMETRO DEL PERNO
Ad eccezione delle applicazioni speciche legate alla carrozzeria (installazione di anelli di trazione, piastrine di contat-
to), lo spessore della lamiera non deve essere inferiore a ¼ del diametro dell’inserto nel caso dell’acciaio, e ½ del
diametro nel caso dell’alluminio.
Esempi (elenco non esaustivo)
Pezzo da saldare
(secondo l’ISO 13918)
Diametro della base Spessore di lamiera minima
Perno acciaio tipo DD M12 12 mm 3 mm
Perno in acciaio tipo PD M6 5.35 mm 1.3 mm
Ancorante con fascietta espandente tipo SD
Ø10
10 mm 2.5 mm
Perno AlMg tempo corto tipo PS M8 9 mm 2 mm

IT
71
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
5.3. PROTEZIONE DEL BAGNO DI FUSIONE
A seconda del materiale da saldare, una protezione del bagno di fusione per la ferrite in ceramica o per una prote-
zione gassosa può essere necessaria.
La tabella qui sotto elenca il gas consigliato da usare in funzione del pezzo da lavorare e del suo materiale. Questi
gas massimizzano la resistenza della saldatura e corrispondono al gas da usare quando la macchina funziona in
modalità sinergica (vedi §9.1).
Questa tabella viene data a titolo indicativo, dei test di saldatura preventivi sono consigliati.
Materiale Inserto da saldare Ferrite in
ceramica
Gas Senza gas
Alluminio
(Al, AlMg,
AlMgSi)
Anello di tiraggio alluminio Impossibile Argon Non raccoman-
dato
Perno, perno a lettatura interna Impossibile ArHe 30% Impossibile
Piastrina di contatto, plot per la clip di
montaggio Impossibile ArHe 30% Impossibile
Acciaio a
basso tenore
di carbonio
(Fe)
Anello di tiraggio acciaio Impossibile ArCO² 8% Possibile
Perno, perno a lettatura interna, anco-
rante con fascietta espandente OK ArCO² 8% Possibile per l’ac-
ciaio non trattato
Piastrina di contatto Impossibile ArCO² 8% Possibile
Acciaio ra-
mato
(FeCu)
Perno, perno a inserto lettato, chiodo di
isolamento, plot per cli di montaggio Impossibile ArCO² 8% Non raccoman-
dato
Inox
Perno, perno a lettatura interna Non raccoman-
dato ArCO² 8% Non raccoman-
dato
Aste estrattore di rivetti in inox Non raccoman-
dato ArCO² 8% Non raccoman-
dato
Accessorio da utilizzare
Forcella standard
(06832
2)
Forcella gancio
(
068339
)
Forcella di protezione gassosa
(06834
6)
ArcPull Rivet box 700 (
068452
)
Se si usa la protezione gassosa, il usso del gas deve essere impostata tra 12 l e 15 l/min.
Nota : Nel caso della saldatura dell’alluminio, è possibile utilizzare argon puro (Ar) invece della miscela argon-elio al
30% (ArHe30 %). Allo stesso modo, nel caso della saldatura dell’acciaio (Fe o FeCu), è possibile utilizzare argon puro
(Ar) invece della miscela argon-CO² 8% (ArCO² 8%). In questi due casi, i parametri di saldatura delle Sinergie non
sono più garantiti e può essere necessario passare alla Modalità Manuale (vedi §9.2).
Non superare i 5 N.m quando si stringe un raccordo all’ingresso del gas dell’attrezza-
tura.

72
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
5.4. SCELTA DELL’ACCESSORIO DI SALDATURA
La scelta dell’accessorio di saldatura da utilizzare è determinata dal tipo di inserto da saldare (tipo, dimensioni, mate-
riali), dalla posizione di saldatura e dalla schermatura appropriata (gas, senza gas e ferrite ceramica). La tabella qui
sotto fornisce un aiuto su come scegliere questo accessorio.
Accessorio Forcella
standard (068322)
Forcella gancio
(068339)
Forcella di prote-
zione gassosa
(068346)
ArcPull Rivet box 700 (068452)
Canna lunga Porta anelli
Pezzo da saldare
(secondo l’ISO
13918)
Perno PD, RD, DD
Perno lettatura
interna ID
Ancorante con fas-
cietta espandente
SD
Pezzo UD
Perno PD, RD, DD
Perno lettatura
interna ID
Pezzo UD
Perno PD, RD, DD
e tempi brevi PS
Perno lettatura
interna ID e tempi
brevi PS
Pezzo UD e tempi
brevi US
Piastrina di contatto
Piastrina per la clip
di montaggio ≤ M6
Perno PD, RD, DD
e tempi brevi PS
≤ M6
Perno lettatura
interna ID e tempi
brevi PS ≤ M4
Asta di estrazione
dei rivetti
Chiodo isolante
Anello di trazione
Posizione di saldatura (secondo ISO 6947)
Diametro massi-
mo della base del
pezzo da saldare
A terra (PA) se > 6mm
Senza restrizioni se ≤ 6mm
A terra (PA) se >
6mm
Senza restrizioni
5.5. POLARITÀ DELLA PISTOLA
La polarità della pistola ha un impatto sulla qualità della saldatura.
A seconda del tipo di pezzo da saldare e del suo materiale, è preferibile collegare il texas positivo della pistola al ter-
minale + o - del generatore. Qui sotto c’è una tabella che mostra la scelta della polarità fatta da GYS.
Inserto da saldare Collegamento del texaz
positivo della pistola
(segno rosso)
+
-
Anello di tiraggio alluminio Texas negativo del
generatore (-)
Anello di tiraggio acciaio Texas positivo del
generatore (+)
Asta di estrazione dei rivetti Texas negativo del
generatore (-)
Perno, perno a lettatura interna,
ancorante con fascietta espandente,
in acciaio a basso tenore di carbonio
Texas negativo del
generatore (-)
Perno, perno a inserto lettato, tas-
sello di isolamento in acciaio ramato
Texas positivo del
generatore (+)
Perno, perno a lettatura interna,
ancorante con fascietta espandente,
in inox
Texas negativo del
generatore (-)

IT
73
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
5.6. TASSO DI SALDATURA DEL DISPOSITIVO
Il tasso di saldatura della saldatrice è calcolato dinamicamente secondo la norma EN 60974-9. A seconda del tipo di
pistola utilizzata (ArcPull 200-350, o ArcPull700 e oltre), così come della corrente e del tempo di saldatura, la macchi-
na avrà un tempo di riposo più o meno lungo tra due saldature.
Esempio di tasso massimo con sinergie (elenco non esaustivo)
Pezzo da saldare Pistola ArcPull700
(o superiore)
Pistola ArcPull200-350
Anello di trazione AlMg da 1,5 mm su uno spessore di
1 mm
28/min 28/min
Perno acciaio a basso tenore di carbonio M6 senza
gas su spessore di 4 mm
26/min 26/min
Perno acciaio a basso tenore di carbonio M8 senza
gas su spessore di 4 mm
24/min 21/min
Ancorante con fascetta espandente a basso tenore di
carbonio Ø10 mm con ferrite ceramica su spessore di
6 mm
14/min N/A
Perno acciaio a basso tenore di carbonio M12 senza
gas su spessore di 8 mm
8/min N/A
5.7. POSIZIONAMENTO DEI MORSETTI DI TERRA E SOFFIAGGIO DELL’ARCO
Per evitare il soo dell’arco, e quindi per avere un collare di saldatura distribuito uniformemente, è essenziale posizio-
nare correttamente i morsetti di terra. Questo è particolarmente vero per le saldature fatte senza ferriti in ceramica.
Come promemoria, il soo d’arco è proporzionale alla corrente di saldatura e può essere inuenzato dal ssaggio
simmetrico della pinza. Richiamo della norma ISO 14555 sul posizionamento dei morsetti di terra in base alla congu-
razione di saldatura.
Causa Rimedi
Caso 1: saldatura su lamiera
piatta
2° caso saldatura su lamiera
con ostacolo metallico
3° saldatura su IPN

74
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
6. UTILIZZO FORCELLA SUPPORTO DI FERRITE IN CERAMICA STANDARD E GANCIO
Le forcelle di supporto in ceramica standard e gancio funzionano sullo stesso principio. Assicurano che la ferrite in
ceramica usata per proteggere il bagno sia centrata e tenuta in posizione. Entrambe hanno un elemento per adattarsi
alle diverse dimensioni delle ceramiche.
6.1. SCELTA DELL’ADATTATORE FERRITE CERAMICA
Scegliere la ferrite ceramica giusta per l’inserto da saldare (tipo, diametro). Richiamo della norma ISO 13918 sulla
scelta delle ferriti in base ai tipi di pezzi da saldare
Tipi di inserti Denominazione della ferrite secondo
l’ISO 13918
Denominazione Denominazione secondo ISO 13918
Perno completamente lettato
Perno a tettatura interna
Pezzo
Ancorante con fascietta espandente
DD
ID
UD
SD
UF
Perno lettato parzialmente PD PF
Perno con gambo ridotto RD RF
Sia per le forcelle standard che per quelle a gancio, l’adattatore deve corrispondere alla ceramica
Adattatore troppo grande
6.2. PROCEDURA PER CAMBIARE L’ADATTATORE DI CERAMICA
Forcella standard Forcella gancio
Svitare le due viti e rimuovere la piastra di adattamento Svitare la vite e tirare il gancio
Riposizionare la piastra di adattamento corretta con i fori
svasati rivolti verso l’esterno e stringere le due viti.
Riposizionare il gancio corretto no all’arresto e serrare
nuovamente la vite superiore.

IT
75
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
7. INSTALLAZIONE DEGLI ACCESSORI E REGOLAZIONE DELLA PISTOLA
Il montaggio degli accessori e la loro regolazione sulla pistola devono es-
sere fatti:
- pistola collegata al generatore
- prodotto sotto tensione
- fase di inizializzazione della pistola terminata (richiesta di attivazione del
pulsante torcia)
Pr essi one pul sant e
7.1. USO DELLA FORCELLA STANDARD, DEL GANCIO O DELLA PROTEZIONE GASSOSA (FIG 3 - P.8)
Avvitare il portaelettrodo sull’albero della pistola (n.
4)
Posizionare l’inserto nel portaelettrodo.
La punta dell’inserto è rivolta verso l’esterno della
pistola
Assicurarsi che la manopola di bloccaggio sia
aperta (n. 4)
Manopola aperta Manopola chiusa
Se si salda sotto protezione per ferrite in ceramica:
posizionare la ferrite ceramica sull’adattatore

76
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Inlare la forcella nella pistola (foro n. 3)
Se la pistola viene maneggiata manualmente,
posizionare la forcella in modo che la punta dell’in-
serto sporga leggermente (0,5-2 mm) dalla ferrite in
ceramica o dalla protezione gassosa.
Se la stazione è automatizzata (§ 9), aggiungere la
forcella in modo che la ferrite in ceramica o l’estre-
mità della forcella di protezione del gas sia perfetta-
mente allineata con la punta dell’inserto.
Chiudere la manopola di bloccaggio.
0.5 a 2 mm Allineato (0 mm)
se controllato da
un automa
Se si salda sotto protezione gassosa: collegare
il tubo del gas dalla forcella al connettore della
pistola.
Nota : Le parti devono essere avvitate con una chiave. L’uso di pinze dovrebbe essere evitato.
7.2. UTILIZZO ACCESSORIO PER POSA DI ANELLI DI TIRAGGIO DEL KIT ARCPULL RIVET BOX 700 (FIG
3 - P.8)
Svitare la vite superiore della angia anteriore della pisto-
la e sostituirla con la vite a testa esagonale.
Avvitare l’iniettore di gas sull’albero della pistola (n°4 -
Fig 3).
Avvitare leggermente il dado zigrinato sull’uscita
dell’iniettore di gas.
Posizionare il supporto dell’anello no al punto in cui
andrà sull’iniettore di gas e stringere il dado zigrinato.
Assicurarsi che la manopola di bloccaggio sia aperta (n.
4 nella gura 3 a pagina 8).
Manopola aperta Manopola chiusa

IT
77
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Spingere la forcella della molla nella pistola no all’ar-
resto (foro n. 3 nella gura 3 a pagina 8).
Collegare il tubo dell’iniettore di gas al connettore della
pistola.
Posizionare l’anello di trazione nel porta-anello nché
non si ferma.
7.3. UTILIZZO ACCESSORIO PER POSA ASTA DI TIRAGGIO DI ESTRAZIONE DEL RIVETTO DEL KIT
ARCPULL RIVET BOX 700
Inserire l’asta di estrazione del rivetto in
acciaio inossidabile nel portabulloni e
regolare la vite del portabulloni in modo
che si estenda da 13,5 a 15 mm dal
portabulloni.
Serrare il controdado. 13.5 a 15 mm
Svitare la vite superiore della angia
anteriore della pistola e sostituirla con la
vite a testa esagonale.
Avvitare l’iniettore di gas sull’asse della
pistola (n°4 della gura 3 pagina 8).
Avvitare leggermente il dado dell’ugel-
lo (≠ del dado zigrinato) sull’uscita
dell’iniettore di gas.
Posizionare il porta-perno no all’arresto
dell’iniettore di gas e serrare il dado
dell’ugello.

78
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Assicurarsi che la manopola di bloc-
caggio sia aperta (n. 4 nella gura 3 a
pagina 8).
Manopola aperta Manopola chiusa
Inserire la forcella con la sua canna lun-
ga nella pistola no a dove può arrivare
(foro n. 3, gura 3, pagina 8).
Chiudere la manopola di bloccaggio.
Collegare il tubo dell’iniettore di gas al
connettore della pistola.
8. MANIPOLAZIONE DELLA PISTOLA
8.1. SALDATURA DEGLI ANELLI DI TRAZIONE
1. Montare l’attacco dell’anello di trazione dal kit ArcPull Rivet box 700 (vedi sezione 7.2).
2. Posizionare i morsetti di terra sulla lamiera di supporto in modo che ci sia un’equidistanza tra i morsetti e la zona
di saldatura dell’anello (vedi §5.7).
3. Nel caso di riparazioni della carrozzeria, è necessario sverniciare le aree in cui sono posizionati i morsetti.
4. Selezionare la sinergia giusta per l’anello da saldare.
5. In caso di funzionamento in modalità manuale: mettere su OFF la molla
digitale « Flex » (vedi §9.3.2).
6. Inserire un anello nel supporto dell’anello
7. Sbloccare le aste di supporto con la manopola
8. Posizionare la pistola sulla lamiera e mettere in contatto l’anello con la la-
miera. Quando la pistola emette un « bip » o si accende il LED contatto (blu),
bloccare le barre d’appoggio con la manopola.
9.
Premere il pulsante mentre si tiene la pistola
saldamente contro la lamiera di supporto.
10. Quando la saldatura è completa, sbloccare la manopola per rilasciare le
aste e sollevare la pistola per rilasciare l’anello.

IT
79
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
8.2. SALDATURA DI INSERTI DIVERSI DAGLI ANELLI DI TRAZIONE
1. Montare e regolare l’accessorio (forcelle con ferrite in ceramica, forcella di prote-
zione del gas, accessorio di estrazione dei rivetti)
2. Posizionare i morsetti di terra sulla lamiera di supporto in modo che ci sia
un’equidistanza tra i morsetti e la zona di saldatura dell’anello (vedi §3.7). Le aree
di ammassamento devono essere pulite e prive di grasso.
3. Selezionare la sinergia appropriata, o, in caso di funzionamento manuale : met-
tere su ON la molla digitale « Flex » (vedi §9.3.2).
4. Posizionare la pistola sulla lamiera. Non appena la pistola emette un segnale
acustico « bip » o il suo LED (blu) si accende, premere la pistola in modo che
l’accessorio sia posizionato correttamente sulla lamiera (non ci deve essere alcun
movimento di ribaltamento).
5.
Premere il pulsante mentre si tiene la pistola
saldamente contro la lamiera di supporto.
6. Terminata la saldatura, sollevare la pistola per liberare l’inserto.
9. MODALITÀ DI FUNZIONAMENTO DEL PRODOTTO
Fig 3 : Vista della tastiera del generatore
1
24
3 5
6 7
1 Schermo
2 Pulsante G+
3 Pulsante G-
4 Pulsante D+
5 Pulsante D-
6 Pulsante Menu Principale/Validare
7 Pulsante Indietro/Annulla
Il prodotto ha modalità di funzionamento sinergico e manuale, così come un mezzo per salvare e richiamare le con-
gurazioni di saldatura.

80
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Quando l’ArcPull700 viene acceso, ritorna alla modalità in cui si trovava quando è stato spento l’ultima volta.
Il cambio di modalità (Manuale o Sinergico) e il richiamo della congurazione di saldatura avviene tramite il Menu prin-
cipale.
Se si usa una pistola ArcPull200-350 su questo generatore, il messaggio
« PISTOLA INADATTA » apparirà sullo schermo quando la corrente di
saldatura della sinergia o della congurazione di saldatura selezionata è
superiore a 350A.
Questo messaggio scompare non appena la pistola viene scollegata.
In caso di funzionamento manuale (escluso il richiamo del set-up di salda-
tura), la corrente è limitata a 350A.
PI STOLA NON ADATTA
9.1. SALDATURA IN MDALITÀ SINERGICA
In modalità Sinergica, l’altezza dell’arco, i tempi e le correnti delle diversi fasi della saldatura vengono determinate
automaticamente dal prodotto. Una sinergia è quindi denita da un tipo di pezzo, il suo materiale, la sua protezione
gassosa, le sue dimensioni e la lamiera di supporto.
Il tipo di gas da utilizzare viene mostraro sullo schermo. In caso di erronea stabilità della pistola, un messaggio viene
mostrato sullo schermo e il LED di errore (rossa), della pistola, lampeggia.
I diversi parametri di saldatura sono sono stabiliti dagli inserti venduti da GYS.
Queste sinergie restano valide per degli inserti più lunghi (≤100mm) come quelli che sono dello stesso
tipi dello stesso materiale di quelli venduti da GYS.
Le sinergie degli inserti in alluminio (tranne gli anelli di trazione) sono state stabilite su fogli di supporto preriscaldati a
una temperatura di 50-60°C.
Si raccomanda di fare prima alcune saldature di prova su una piastra di supporto suicida, per assicurarsi che la salda-
tura tenga.
La schermata principale della Modalità Sinergia visualizza :
1 - Il materiale dell’inserto: AlMg, Fe, ecc...
2 - Il tipo di protezione del bagno : No Gas, Ferrite, o il tipo di gas raccomandato
3 - Il pittogramma della parte da saldare
4 - Lo spessore della lamiera a cui sarà saldato il pezzo
5 - « Connect » viene visualizzato se il dispositivo è controllato da un automa (vedi § 10)
6 - « Prog » seguito dal numero viene visualizzato nel caso di una congurazione di saldatura salvata (vedi §9.3.3).
7 - Un’area di messaggio che specica lo stato del prodotto (vedi § 9.3)
zone de
message
Fe Pr og 3
Ar Co_8% Connect
M10
4. 0
area
messaggi
1
25
4
7
3
6

IT
81
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.1.1. TIPO DI PEZZO DA SALDARE
Dalla sinergia visualizzata sullo schermo, denita da un tipo di pezzo (3), il suo materiale (1) e la sua protezione (2), è
possibile modicare solo la dimensione del pezzo (M6, M8, ecc.) premendo G+ e G- senza dover passare dal menu di
impostazione (vedi § 9.3.1).
Inserto Pittogrammi Osservazioni
Anello di tra-
zione
Premendo G+ e G- si scorrono tutte le sinergie dell’anello contenute nell
dispositivo. Il materiale (1) e la protezione gassosa (2) sono aggiornati dina-
micamente.
Asta di estra-
zione dei rivetti
Quando si seleziona una barra di estrazione del rivetto, l’indicazione dello
spessore (4) cambia automaticamente e corrisponde al diametro in millimetri
della testa del rivetto da estrarre.
Perno a tettatu-
ra interna
Sinergie associate a perni lettati interni di breve durata tipo US.
Il valore Mx corrisponde alla lettatura interna del perno.
Perno (e pezzo) Sinergie associate:
• Acciaio a basso tenore di carbonio (Fe) e inox : perno lettato tipo DD
• Acciaio ramato (FeCu) : perno lettato di breve durata tipo PS
pezzo tempi brevi US
Ancorante con
fascietta espan-
dente
Sinergie associate agli ancoranti con fascietta espandente tipo SD
Chiodo isolante
Piastrina di
contatto
Il valore Mx corrisponde alla lettatura della vite.
9.1.2. SPESSORE DELLA LAMIERA SUPPORTO
Spessore visualizzato in millimetri.
Per aumentare o diminuire lo spessore della lamiera sulla quale l’inserto sarà saldato, premere sui tasti D+ et D-.
Le gamme di spessore che possono essere selezionate sono legate al tipo, alle dimensioni e al materiale del pezzo da
saldare.
Se lo spessore della lamiera è inferiore a quello visualizzato sullo schermo, la lamiera di supporto può essere defor-
mata in corrispondenza della saldatura.
Quando il dispositivo visualizza , lo spessore della lamiera è abbastanza alto da non inuenzare più i parametri di
saldatura della sinergia.
Se questo pittogramma non appare, allora lo spessore massimo della lamiera è stato violato. Oltre a questo spessore,
la saldatura dell’inserto non è più garantita.
Nota 1 : Quando si seleziona una sinergia di estrazione di rivetti, lo spessore cambia (pittogramma) e corrisponde al
diametro della testa del rivetto in millimetri.
Nota 2 : Quando si passa dalla modalità Sinergica a quella Manuale, tutti i parametri di saldatura (correnti, tempi,
altezze, ecc.) associati alla sinergia vengono trasferiti aalla nmodalità Manuale. Questo permette di mettere a punto
le impostazioni della macchina se la sinergia selezionata non corrisponde al risultato atteso (saldatura con troppa o
troppo poca energia).

82
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.2. SALDATURA IN MODALITÀ MANUALE
In modalità manuale, i tempi, le correnti, l’altezza di sollevamento dell’inserto e l’attivazione della molla digitale devono
essere inseriti dall’utilizzatore.
Nella schermata principale della modalità manuale sono visualizzati:
1 - Tempo d’arco in millisecondi (vedi § 4)
2 - La corrente d’arco (vedi § 4)
3 - « Prog » seguito dal numero viene visualizzato nel caso di una congurazione di saldatura salvata (vedi §9.3.3).
4 - « Connect » viene visualizzato se il dispositivo è controllato da un automa (vedi § 10)
5 - Un’area di messaggio che specica lo stato del prodotto (vedi § 9.3)
Pr og 4
Connect
t
ms
I
A
100
550
area
messaggi
3
4
2
5
1
Per aumentare o diminuire la durata dell’arco (valore ) premere sui tasti G+ e G-.
Per aumentare o diminuire la corrente dell’arco (valore ) premere sui tasti D+ e D-.
Per modicare gli altri parametri di saldatura manuale (corrente e tempi delle tappe di saldatura) far riferimento al
capitolo « Regolazioni Manuali »
9.3. ELENCO DEI MESSAGGI VISUALIZZATI NELLA PARTE INFERIORE DELLO SCHERMO DI SALDATURA
Messaggio Descrizione
Pistola scollegata Nessuna pistola è collegata al dispositivo
Texas disconnesso Il texas positivo della pistola non è collegato al generatore (n°5 - Fig 2).
Texas invertito (Solo in modalità sinergica). La polarità del texas è invertita rispetto a quella richiesta dalla
sinergia.
Pronto Una volta completato il ciclo di riposo, il prodotto è disponibile per la saldatura
Solo movimento È stata rilevata una trazione del grilletto senza che un inserto fosse in contatto con la la-
miera di supporto. La pistola esegue quindi un movimento meccanico da sola, il generatore
non è acceso.
Contatto Il prodotto rileva che un inserto è in contatto con la lamiera di supporto. Se la saldatura è
fatta sotto protezione gassosa, l’elettrovalvola del gas si apre per il pre-gas.
Saldatura Ciclo di saldatura in corso
Saldatura completata Il ciclo di saldatura è nito
Pre-gas Visualizzato quando viene rilevata una pressione del grilletto prima che sia trascorso il
tempo di pre-gas (vedere 9.4.4). Anché la saldatura abbia luogo, è necessario rimanere
in posizione (inserto ancora in contatto con la lamiera di supporto), e aspettare la ne del
pre-gas.
Contatto perso Visualizzato quando il contatto tra l’inserto e la lamiera di supporto è stato perso prima che
il tempo di Pre-Gas sia trascorso.
Rottura dell’arco Si è vericata una rottura dell’arco durante il ciclo di saldatura.
Un controllo della saldatura è necessario.
Sollevamento della
pistola
Visualizzato alla ne del ciclo di saldatura, se la pistola è ancora in posizione sull’inserto

IT
83
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.4. MENU PRINCIPALE
Per accedere al Menu Principale delle modalità Sinergica e Manuale, premere sul pulsante
Menu Principal
> Réglages
Mode Synergique
Programmes
Configuration
Premere sui tasti G+ e G- per spostare il cursore > dell’argomento. Selezionare l’argomento premendo sul pul-
sante .
• « Regolazioni » accede ai parmetri di saldatura (sinergica o manuale)
• « Modalità Manuale » / « Modalità sinergica » cambiare la modalità di saldatura del dispositivo
• « Programmi » accede alle funzioni per salvare o richiamare le congurazioni di saldatura salvate dall’utilizzatore
• « Congurazione » accedere alla congurazione avanzata del dispositivo (lingue, gestione del gas, informazioni,
etc.) .
Premere sul pulsante ritorno per ritornare allo schermo di saldatura.
9.4.1. MENU DI IMPOSTAZIONE DELLA MODALITÀ DI SINERGIA
Quando l’unità funziona in modalità sinergica, il menu delle impostazioni permette di selezionare il tipo di inserto da
saldare, la sua dimensione, il materiale e il tipo di protezione del gas.
In modalità Sinergica, la scelta delle impostazioni viene fatta in ordine dall’alto verso il basso:
1 - Tipo di inserto « Elettrodo » : perno, chiodo, anello, ecc...
2 - Dimensione dell’inserto « EP. elec » : Mx, Øx, ecc...
3 - Materiali dell’inserto : Fe, FeCu, Al, ecc...
4 - Tipo di protezione della saldatura : Ferrite, Nogas o con Gas
Nota : Quando la saldatura si fa sotto protezione gassosa, il gas visualizzato e quello che è raccomandato per ga-
rantire la tenuta della saldatura (vedere § 5.3). Nel caso in cui questo gas non è disponibile, può essere necessario
passare in modalità Manuale (vedere § 9.2).
Réglages Synergie
> Electrode > Goujon
EP. élec. M10
Matériau Fe
Gaz ArCo8%
Ordine di impostazione
Premere sui tasti G+ e G- per spostare il cursore di sinistra e premere sui tasti D+ e D- per modicare i valori di ogni
item.
Una pressione sul tasto convalida le regolazioni della sinergia e riporta il dispositivo sulla schermata di saldatura
sinergica.
Premere sul pulsante di ritorno per non confermare le regolazioni e ritornare al Menu Principale.

84
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.4.2. MENU DI IMPOSTAZIONE DELLA MODALITÀ MANUALE
Quando l’unità funziona in modalità manuale, il menu delle impostazioni permette di regolare individualmente tutti i
parametri Da tenere in considerazione in una saldatura.
Regol azi oni Manual e
Mol l a > ON
1
3 4
5
6
2
Premendo sulla torcia G+ e G- si mette in evidenza il parametro selezionato. Premendo sulla torcia D+ e D- si modi-
ca il valore di questo parametro.
1 - Molla digitale « ex » :
• Libero (ON) o bloccato (OFF) l’asse di trascinamento del porta-elettrodo quando l’inserto entra in contatto con la
lamiera supporto.
• E’ raccomandato di attivare questa funzione per tutti gli inserti ad eccezione degli anelli di tiraggio.
2 - Innesco:
• Regolabile da -10 a +10. Gioca direttamente sulla consegna del convertitore di potenza del dispositivo.
• A 0 (valore pre impostato) assicura un innesco ottimale senza rischio di interruzione dell’arco quando l’inserto viene
sollevato limitando la corrente di corto-circuito.
• Aumentare leggermente l’innesco in caso di rottura dell’arco ripetuta.
3 - Decapaggio: Regolazione del tempo (in millisecondi), e corrente di decapaggio. Vedere § 4 per maggiori spiegazio-
ni.
4 - Arco: Regolazione del tempo (in millisecondi), e corrente d’arco. Vedere § 4 per maggiori spiegazioni.
5 - Trazione:
• Regolabile da -10 a +10. Gioca direttamente sulla consegna del convertitore di potenza del dispositivo.
• A 0 (valore pre impostato) il prodotto assicura un aggancio dell’elettrodo sulla lamiera supporto ottimale.
6 - Altezza:
• Altezza (in millimetri) di sollevamento dell’inserto durante la saldatura.
• Un’altezza troppo grande accentuerà il il soaggio dell’arco (vedere § 5.7). Un’altezza troppo bassa espone la
saldatura a un corto-circuito in ragione della deformazione dell’estremità del perno durante la saldatura. La deforma-
zione dell’estremità del perno durante la saldatura.
Una pressione sul tasto convalida le regolazioni della saldatura e riporta il dispositivo sulla schermata di saldatura
manuale.
Premere sul pulsante di ritorno per non confermare le regolazioni e ritornare al Menu Principale.

IT
85
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.4.3. MENU PROGRAMMI
E’ possibile salvare no a 99 congurazioni di saldatura dierenti che esse siano sinergiche o manuali.
Programmes
> Sauvegarder
Rappeler
Effacer
Effacer tout
Premere sui tasti G+ e G- per spostare il cursore di sinistra e selezionare una delle 4 funzioni del menu Programmi
(salvare, richiamare, cancellare, cancellare tutto).
UPremendo il si apre la funzione selezionata.
Premere sul pulsante ritorno per ritornare al Menu Principale.
Quando una congurazione di saldatura viene salvata o richiamata, « Prog » seguito dal numero di programma viene
visualizzato sullo schermo di saldatura (sinergica o manuale).
9.4.4. MENU DI CONFIGURAZIONE
Conf i gur azi one
> Pr egas > 0. 4s
Post gas 0. 4s
Li ngua I T
Cont at or i
Reset Macchi na
Info
Premere sui tasti G+ e G- per spostare il cursore di sinistra (Pregas, Postgas, Lingua, Reset macchina, Info.).
Quando i dati Pregas, Postgas o Lingua sono evidenziati, premere sui tasti D+ e D- per modicare il loro valore.
Test Intervallo di regolazione Commento
Pregas NoGas poi da 0,2 s a 3 s Per eettuare una saldatura sotto protezione gassosa, si consiglia
d’avere un pregas di almeno 0,4s.
Post-gas NoGaz o da 0,2 s a 3 s Quando la saldatura si fa sotto protezione gassosa, si consiglia
d’avere un postgas di almeno 0,4s.
Lingua FR, GB, DE, NL, ES, IT, RU
Premere sul pulsante ritorno per ritornare al Menu Principale.

86
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
9.4.4.1. Reset Macchina
Quando « Reset macchina » viene selezionato dal menu Congurazione, una pressione fa tornare il dispositivo
nel sotto-menu di reset macchina.
Reset Macchi na
: 3 sec. per
conval i dar e
Premere su per 3 s per convalidare il reset del prodotto.
Premere su ritorno per ritornare al menu Congurazione e annullare il reset del prodotto.
Un reset dell’ArcPull700 cancellerà tutte le impostazioni di saldatura dal menu Programma, riporterà il
prodotto al francese e il Pre-gas e il Post-gas torneranno a 0,4s.
9.4.4.2. Pannello informazioni
Info
Sof t gene V3. 0
Har d gene V1. 0
Pistola 700
Sof t pi st ol a V3. 0
Har d pi st ol a V7. 0
Il pannello d’informazione riporta i numeri delle versioni di software e hardware del generatore e, se la pistola è colle-
gata, la sua tipologia (200-350, 700).
10. PILOTAGGIO TRAMITE AUTOMA CONNECT
L’ArcPull700 ha un connettore sul pannello posteriore per il controllo dell’automa. I pa-
rametri di saldatura devono essere impostati dall’HMI del prodotto.
Quando il prodotto è controllato dall’automa, «Connect» viene visualizzato sullo scher-
mo. In modalità Connect, la pressione del grilletto sulla pistola non viene più presa in
considerazione.
Il campo di tensione dell’automa è elettricamente isolato dai circuiti di
controllo e di saldatura del prodotto. L’automa può essere riferito alla terra
(conduttore di protezione).
1
4
5
2
3

IT
87
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
10.1. ASSEGNAZIONE DI INGRESSI/USCITE
Il controllo avviene tramite contatto a secco in circuito coperto (CO) o circuito chiuso (CC) in relazione agli 0 V dell’au-
toma.
Nome del segnale Connessione Tipo Descrizione
+24V Pin n°1 Alimentazione Alimentazione +24 V da fornire.
ACTIV_CONNECT Pin n°2 Entrata CC o 0V: controllo tramite automa attivato
CO : controllo tramite automa inattivo
TRIGGER Pin n°3 Entrata All’apertura della CC a 0 V : inizio del ciclo di saldatura
ARC_ON Pin n°7 Uscita 24 V: Ciclo di saldatura in corso
0 V : Nessun ciclo di saldatura in corso
READY Pin n°8 Uscita 24 V: Dispositivo disponibile per la saldatura
0 V : Posizione nella fase di riposo (non disponibile)
CONTACT Pin n°9 Uscita 24 V: Inserto in contatto con la lamiera e stazione di saldatura
disponibile (READY= 24 V)
0 V : Nessun contatto rilevato
ERRORE Pin n°10 Uscita 24 V: Errore rilevato
0 V : Nessun errore

88
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
10.2. CARATTERISTICHE TECNICHE DEGLI INGRESSI/USCITE E DELL’ALIMENTAZIONE
Alimentazione : fornire un’alimentazione +24V 1.6 A max
Entrate: consumo massimo di energia 10 mA per entrata
Uscite : corrente massima 100 mA
Isolazione dielettrica: 2 kVAC 50/60 Hz per 1minuto
Resistenza di isolazione 1 GΩ a 500 VDC
10.3. CRONOGRAMMMI
10.3.1. INIZIALIZZAZIONE ALL’ACCENSIONE
Quando è controllato da un automa, l’inizializzazione del prodotto richiede:
- che nessun inserto dia montato sulla pistola
- che nessuna sollecitazione meccanica debba essere applicara all’asse di trascinamento del porta-elettrodo della
pistola
L’attivazione del pilotaggio tramite automa può essere fatto prima o dopo l’avviamento del prodotto.
Una volta acceso il prodotto, l’elettronica del prodotto deve essere inizializzata per 5 secondi prima che la pistola
venga inizializzata.
Mise
sous tension
ACTIVE
CONNECT
TRIGGER
READY
400 VAC
durée ≥ 5 s
0 V
0 V
24 V
Activation du pilotage par automate
peut se faire avant la mise sous tension
Mise sous tensions du produit
Déclenchement trigger pour
initialisation du produit
Initialisation du pistolet
Poste disponible pour souder

IT
89
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
10.3.2. CICLO DI SALDATURA
0 V
0 V
0 V
0 V
0 V
24 V
24 V
24 V
24 V
24 V
ACTIVE
CONNECT
READY
CONTACT
TRIGGER
ARC_ON
durée ≥ Prégaz
durée ≥ Postgaz
1
1
2
robot en mouvement robot en mouvement robot en mouvement robot en position de soudagerobot en position sur le point de soudage
Activation pilotage par automate
Mise au contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle
de soudage
Fin du cycle de soudure
Début du cycle de repos
Fin du cycle de repos
Poste disponible pour souder
Mise en contact de la pièce
rapportée avec la tôle support
Déclenchement du cycle de
soudage
Trigger non pris en compte car :
- poste en cycle de repos
- pistolet toujours sur la pièce rapportée précédente
Nota 1 : Quando viene rilevato il CONTATTO, è necessario attendere un periodo di tempo almeno uguale a quello del
Pre-gas (vedere § 9.3.4) prima di iniziare il ciclo di saldatura. Inoltre, una volta terminata la saldatura, è necessario
attendere un periodo di tempo almeno uguale al post-gas prima di spostare la pistola.
Nota 2: Una volta completato un ciclo di saldatura, la pistola deve essere sganciata dall’inserto e deve
entrare in contatto con la lamiera di supporto solo quando la stazione è uscita dalla fase di riposo
(READY commutato di nuovo su 24V).
11. MESSAGGIO D’ERRORE, ANOMALIE, CAUSE, RIMEDI
Questo dispositivo integra un sistema di controllo dei cedimenti. In caso di cedimento, dei messaggi d’errore possono visua-
lizzarsi.

90
Manuale di utilizzo ARCPULL 700
Traduzione delle istruzioni
originali
Messaggio di errore Signicato Cause Rimedi
ERRORE TERMI CO
Protezione termica del
generatore.
Sorpasso del ciclo di lavoro. Attendere l’estinzione del mes-
saggio per riprendere la salda-
tura.
ERRORE RET E EL ETTRI CA
Difetto di tensione. Tensione senza tolleranza o
mancanza di una fase.
Fate controllare la vostra instal-
lazione elettrica da una persona
abilitata. Promemoria:il disposi-
tivo è progettato per funzionare
su una rete trifase 400-480 Vac
50/60 Hz
TASTO PREMUTO
Errore della tastiera. Un tasto della tastiera risulta
premuto all’avvio del pro-
dotto
Fate controllare la tastiera da
personale qualicato.
DEFAUT COM.
Errore del COM. con la
pistola.
La comunicazione tra la
pistola e il generatore è
difettosa.
Ricollegare la pistola e riaccen-
dere il dispositivo.
Se l’errore persiste, fate control-
lare il prodotto da personale
qualicato.
ERRORE TERMI CO
Protezione termica della
pistola.
Sorpasso del ciclo di lavoro. Attendere l’estinzione del mes-
saggio per riprendere la salda-
tura.
SONDE DECONNECTEE
Difetto motore della
pistola
Il meccanismo della pistola è
bloccato
Ricollegare la pistola e riaccen-
dere il dispositivo.
Se l’errore persiste, fate control-
lare la pistola da personale
qualicato.
ERRORE MOTORE
Difetto sonda di tempera-
tura cablata.
La sonda di temperatura è
sconnessa.
Fate controllare la tastiera da
personale qualicato.
CONDIZIONE DI GARANZIA FRANCIA
La garanzia copre ogni difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera).
La garanzia non copre:
• Ogni danno dovuto al trasporto.
• La normale usura dei pezzi (Es. : porta-elettrodi, aste di recupero di massa, ecc…).
• Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
• I guasti legati all’ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rispedire il dispositivo al vostro distributore, allegando:
- una prova d’acquisto con data (scontrino, fattura...)
- una nota spiegando il guasto.

91
ARCPULL 700
Schéma électrique
ELECTRICAL DIAGRAM / STROMLAUFPLAN
10
17
16
4
8
13
18
15
10
+
-
4 4
10 6
21
10
7
7
M23
2
20
M23
2
M14
2
6
4
16
22
12
2

92
ARCPULL 700
Pièces de rechange
REPLACEMENT PARTS / ERSATZTEILE
1
2
345
6
7
8
10
9
11
12 13
14
15
21
16
18
23
22
20
17
19
1 Patin de protection haut / High protection pad / Oberes Schutzpolster 56163
2Poignée / Handle / Gri 56014
3 Protection écran / Screen protector / Bildschirmschutz 56175
4 Ecran / Display screen / Bildschirm 51992
5Support plastique / Plastic support / Kunststoträger 56172
6 Clavier / Keypad / Bedientastatur 51961IND1
7Faisceau connecteur + protection plastique / Connector cables and plastic cover /
Kabelschlauchpaket-Stecker + Kunststoschutz
SN <23.09.xxxxxx.xxxxxx
contacter SAV
contact After-sales
service
SN >23.09.xxxxxx.xxxxxx F0976ST + 56334
+ 56335
8 Interrupteur / Switch / Trennschalter 51061
9 Coupleur / Coupler / Kupplung C31322

93
ARCPULL 700
Pièces de rechange
10 Embase Texas / Dinse base / Texas-Basis 51468
11 Passe l / Wire feeder / Kabelverschraubung 43124
12 Circuit de commande / Control circuit / Steuerkreis E0063C
13 Circuit CEM / EMC circuit / CEM-Schaltkreis E0065C
14 Ventilateur 60x60x20 / Fan (60 x 60 x 20) / Lüfter 60x60x20 51018
15 Circuit puissance / Power circuit / Stromkreis E0064C
16 Self / Choke / Drossel 63820
17 Transformateur de puissance / Power transformer / Leistungstransformator 63819
18 Bloc module / Modulator block / Modulblock E5008
19 Presse étoupe / Cable gland / Stopfbuchse 71164 + 71164-1
20 Electrovanne / Solenoid valve / Magnetventil 70991 + 43208 +
71703
21 Connecteur 14 points / 14-point connector / 14-poliger Stecker 53025
22 Ventilateur 120x120x38 / Fan (120 x 120 x 38) / Lüfter 120x120x38 51021
23 Patin bas / Lower pad / Unteres Pad 56120
- Pistolet Arc Pull 700 / ArcPull 700 gun / Pistole Arc Pull 700 A0050
- Câble de masse en Y / Y earthing cable / Y-Massekabel F0312

94
ARCPULL 700
Schéma électrique
ELECTRICAL DIAGRAM / STROMLAUFPLAN
1
2
3
4
6
7
31
R
Pink
Grey
White
Brown
Yellow
Green
M
29
l
51459
N
Red
30
AB
DC

95
ARCPULL 700
Pièces de rechange
REPLACEMENT PARTS / ERSATZTEILE
27
24
28
29
30
26
25
31
24 Coque A / Cover A / Schale A 56186
25 Coque B / Cover B / Schale B 56187
26 Coque arrière / Rear cover / Schale hinten 56189
27 Coque avant / Front cover / Schale vorne 56188
28 Bouton de verrouillage / Locking button 56270
29 Moteur linéaire / Linear motor / Linearmotor 71832
30 Circuit pistolet / Gun circuit / Pistolenkreislauf E0091C
31 Gâchette / Trigger / Brennertaster 56029

96
Spécications
Techniques ARCPULL 700
TECHNICAL SPECIFICATIONS / TECHNISCHE SPEZIFIKATIONEN
ARCPULL 700
Primaire / Primary / Primär
Tension d’alimentation / Power-supply voltage / Versorgungsspannung U1 3~ 400 V +/- 15% 3~ 480 V +/- 15%
Fréquence secteur / Mains frequency / Netzfrequenz 50 / 60 Hz
Fusible disjoncteur / Circuit breaker fuse / Sicherung Schutzschalter 25 A (D) 20 A (D)
Secondaire / Secondary / Sekundär
Tension à vide / No-load voltage / Leerlaufspannung U0 80 V 95 V
Courant de sortie nominal / Nominal output current / Nennausgangsstrom I2 50 680 A
Tension de sortie conventionnelle / Conventional output voltage / Nennausgangsspannung U2 22 44 V
* Facteur de marche à 40°C (10 min), Norme EN60974-1 / Duty cycle at 40°C (10 min), Standard EN60974-1.
Einschaltdauer bei 40 °C (10 Min), Standard EN60974-1 Imax 100 %
Température de fonctionnement / Operating temperature / Betriebstemperatur -10°C +40°C
Température de stockage / Storage temperature / Lagertemperatur -20°C +55°C
Degré de protection / Protection rating / Schutzgrad IP23
Dimensions (Lxlxh) / Dimensions (L x W x H) / Abmessungen (L x B x H) 32 x 32.4 x 41 cm
Poids générateur / Machine weight / Gewicht Stromquelle 17.4 kg
Pistolet / Gun / Pistole
Longueur du faisceau / Cable length / Länge Schlauchpacket 5 m
Poids pistolet / Gun weight / Gewicht Pistole 4.6 kg
Câble de masse en Y / Y-ground cable / Y-Massekabel
Poids / Weight / Gewicht 4 kg
*Les facteurs de marche sont réalisés selon la norme EN60974-1 à 40°C et sur un cycle de 10 min.
Lors d’utilisation intensive (supérieur au facteur de marche) la protection thermique peut s’enclencher, dans ce cas, l’arc s’éteint et le témoin s’allume.
Laissez l’appareil alimenté pour permettre son refroidissement jusqu’à annulation de la protection.
La source de courant de soudage décrit une caractéristique de sortie tombante.
*The duty cycles are performed according to standard EN60974-1 at 40°C and over a 10 minute cycle.
When used intensively (above the duty cycle) the thermal protections may be activated, in which case the arc will be extinguished and the indicator light will come on.
Leave the device connected to the power supply to allow it to cool down until the protective measures are no longer active.
The welding power source displays a declining output prole.
*Die Lauffaktoren werden gemäß EN60974-1 bei 40 °C und einem 10-minütigen Zyklus durchgeführt.
Bei intensivem Gebrauch (über der Einschaltdauer) kann der Wärmeschutz aktiviert werden; in diesem Fall erlischt der Lichtbogen und die Kontrollleuchte geht an.
Lassen Sie das Gerät eingeschaltet, damit es sich abkühlen kann, bis der Schutz aufgehoben wird.
Die Schweißstromquelle beschreibt eine fallende Ausgangscharakteristik.

97
Pictogrammes ARCPULL 700
SYMBOLS / ZEICHENERKLÄRUNG
FR
Attention ! Lire le manuel d’instruction avant utilisation.
EN
Warning ! Read the user manual before use.
DE
ACHTUNG !
Lesen Sie diese Anleitung sorgfältig durch vor Inbetriebnahme des Geräts.
FR
Symbole de la notice
EN
User manual symbol
DE
Symbole in der Bedienungsanleitung
FR
Source de courant de technologie onduleur délivrant un courant continu.
EN
Undulating current technology based source
delivering direct curent.
DE
Invertergleichstromquelle.
FR
Soudage à l’arc tiré
EN
Pulled arc welding
DE
Lichtbogenschweißen
FR
Convient au soudage dans un environnement avec risque accru de choc électrique. La source de courant elle-même ne
doit toutefois pas être placée dans de tels locaux.
EN
Suitable for welding in an environment with an increased risk of elec-
tric shock. However this a machine should not placed in such an environment.
DE
Geeignet für Schweißarbeiten im Bereich
mit erhöhten elektrischen Risiken.
FR
Courant de soudage continu
EN
Direct welding current
DE
Gleichschweißstrom
U0
FR
Tension assignée à vide
EN
Open circuit voltage
DE
Leerlaufspannung
X(40°C)
FR
Facteur de marche selon la norme EN60974-1 (10 minutes – 40°C).
EN
Duty cycle according to standard EN 60974-1
(10 minutes – 40°C).
DE
Einschaltdauer: 10 min - 40°C, richtlinienkonform EN60974-1.
I2
FR
Courant de soudage conventionnel correspondant
EN
Corresponding conventional welding current
DE
Entsprechender
Schweißstrom
A
FR
Ampères
EN
Amperes
DE
Ampere
U2
FR
Tensions conventionnelles en charges correspondantes
EN
Conventional voltage in corresponding loads.
DE
Entsprechende Arbeitsspannung.
V
FR
Volt
EN
Volt
DE
Volt
Hz
FR
Hertz
EN
Hertz
DE
Hertz
FR
Alimentation électrique triphasée 50 ou 60Hz
EN
Three-phase power supply 50 or 60Hz
DE
Dreiphasige Netzversorgung
mit 50 oder 60Hz.
U1
FR
Tension assignée d’alimentation
EN
Assigned voltage
DE
Netzspannung.
I1max
FR
Courant d’alimentation assigné maximal (valeur efcace)
EN
Maximum rated power supply current (effective value).
DE
Maximaler Versorgungsstrom
I1eff
FR
Courant d’alimentation effectif maximal.
EN
Maximum effective power supply current.
DE
Maximaler effektiver Versor-
gungsstrom
FR
Matériel conforme aux Directives européennes. La déclaration UE de conformité est disponible sur notre site (voir à la
page de couverture).
EN
Device complies with europeans directives, The EU declaration of conformity is available on our
website (see cover page).
DE
Gerät entspricht europäischen Richtlinien. Die Konformitätserklärung nden Sie auf unsere
Webseite.
FR
Matériel conforme aux exigences britanniques. La déclaration de conformité britannique est disponible sur notre site
(voir à la page de couverture).
EN
Equipment in compliance with British requirements. The British Declaration of Conformity
is available on our website (see home page).
DE
Das Gerät entspricht den britischen Richtlinien und Normen. Die Konformi-
tätserklärung für Grossbritannien ist auf unserer Internetseite verfügbar (siehe Titelseite).
FR
Matériel conforme aux normes Marocaines. La déclaration Cم (CMIM) de conformité est disponible sur notre site (voir
à la page de couverture).
EN
Equipment in conformity with Moroccan standards. The declaration Cم (CMIM) of conformity
is available on our website (see cover page).
DE
Das Gerät entspricht die marokkanischen Standards. Die Konformitätser-
klärung Cم (CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).
IEC 60974-1
IEC 60974-10
Class A
FR
L’appareil respecte la norme EN60974-1 et EN60971-10 appareil de classe A.
EN
The device is compliant with standard
EN60974-1 and EN60971-10 class A device.
DE
Das Gerät erfüllt die Norm EN 60974-1 und EN 60971-10 der Geräteklasse
A
FR
Ce matériel faisant l’objet d’une collecte sélective selon la directive européenne 2012/19/UE. Ne pas jeter dans une pou-
belle domestique !
EN
This hardware is subject to waste collection according to the European directives 2012/19/EU. Do not
throw out in a domestic bin !
DE
Für die Entsorgung Ihres Gerätes gelten besondere Bestimmungen (sondermüll) gemäß
europäische Bestimmung 2012/19/EU. Es darf nicht mit dem Hausmüll entsorgt werden!
FR
Produit recyclable qui relève d’une consigne de tri.
EN
This product should be recycled appropriately
DE
Recyclingpro-
dukt, das gesondert entsorgt werden muss.
FR
Marque de conformité EAC (Communauté économique Eurasienne)
EN
EAEC Conformity marking (Eurasian Economic
Community).
DE
EAC-Konformitätszeichen (Eurasische Wirtschaftsgemeinschaft)

98
Pictogrammes ARCPULL 700
FR
Information sur la température (protection thermique)
EN
Temperature information (thermal protection)
DE
Information zur
Temperatur (Thermoschutz)
FR
Entrée de gaz
EN
Gas input
DE
Gaseingang
FR
Sortie de gaz
EN
Gas output
DE
Gasausgang
FR
Commande à distance
EN
Remote control
DE
Fernregler


GYS France
Siège social / Headquarter
1, rue de la Croix des Landes - CS 54159
53941 Saint-berthevin Cedex
France
www.gys.fr
+33 2 43 01 23 60
service.client@gys.fr
GYS UK
Filiale / Subsidiary
Unit 3
Great Central Way
CV21 3XH - Rugby - Warwickshire
United Kingdom
www.gys-welding.com
+44 1926 338 609
uk@gys.fr
GYS GmbH
Filiale / Niederlassung
Professor-Wieler-Straße 11
52070 Aachen
Deutschland
www.gys-schweissen.com
+49 241 / 189-23-710
aachen@gys.fr
GYS Italia
Filiale / Filiale
Vega – Parco Scientico Tecnologico di
Venezia
Via delle Industrie, 25/4
30175 Marghera - VE
ITALIA
www.gys-welding.com
+39 041 53 21 565
italia@gys.fr
GYS China
Filiale / 子公司
6666 Songze Road,
Qingpu District
201706 Shanghai
China
www.gys-china.com.cn
+86 6221 4461
contact@gys-china.com.cn
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
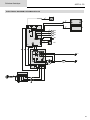 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100




































































































in andere talen
Gerelateerde artikelen
-
GYS GYSPOT COMBI ARCPULL de handleiding
-
-
-
GYS GYSPOT ARCPULL 350 de handleiding
-
GYS GYSPOT COMBI 230 E PRO de handleiding
-
-
-
-
GYS MIG M1 GYS AUTO EQUIPE de handleiding