
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO PAG. 2
GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE PAGE 7
D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE SEITE.12
F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL PAGE 17
E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO PAG. 22
P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO PAG. 27
SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE SIVU.32
DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING SIDE.37
NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE PAG.42
S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS SID.47
GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.52
PL -INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG STORNA.58
Parti di ricambio e schemi elettrici
Spare parts and wiring diagrams
Ersatzteile und elektrische Schaltpläne
Pièces de rechange et schémas éléctriques
Piezas de repuesto y esquemas eléctricos
Partes sobressalentes e esquema eléctrico
Varaosat ja sähkökaavio
Reservedele og elskema
Reserveonderdelen en elektrisch schema
Reservdelar och elschema
Antallaktikav kai hlektrikov scediavgramma
Części zamienne i schematy elektryczne
Pagg. Seiten sel.: 64÷75
30/12/16
3.300.864/H

2
IMPORTANTE: PRIMA DELLA MESSA IN OPERA DEL-
L'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO
MANUALE E CONSERVARLO, PER TUTTA LA VITA OPE-
RATIVA, IN UN LUOGO NOTO AGLI INTERESSATI.
QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO
ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA.
PER LE DIMENSIONI E IL PESO DI QUESTA SALDATRICE,
CONSULTA IL CATALOGO SPECIFICO.
1 PRECAUZIONI DI SICUREZZA
LA SALDATURA ED IL TAGLIO AD ARCO POSSONO
ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'uti-
lizzatore deve essere istruito contro i rischi, di seguito rias-
sunti, derivanti dalle operazioni di saldatura. Per informazio-
ni più dettagliate richiedere il manuale cod 3.300.758
SCOSSA ELETTRICA - Può uccidere.
· Installate e collegate a terra la saldatrice secondo
le norme applicabili.
· Non toccare le parti elettriche sotto tensione o gli
elettrodi con la pelle nuda, i guanti o gli indumenti bagnati.
· Isolatevi dalla terra e dal pezzo da saldare.
· Assicuratevi che la vostra posizione di lavoro sia sicura.
FUMI E GAS - Possono danneggiare la salute.
· Tenete la testa fuori dai fumi.
· Operate in presenza di adeguata ventilazione ed
utilizzate aspiratori nella zona dell’arco onde evitare
la presenza di gas nella zona di lavoro.
RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle.
· Proteggete gli occhi con maschere di saldatura dota-
te di lenti filtranti ed il corpo con indumenti appropriati.
· Proteggete gli altri con adeguati schermi o tendine.
RISCHIO DI INCENDIO E BRUCIATURE
· Le scintille (spruzzi) possono causare incendi e
bruciare la pelle; assicurarsi, pertanto che non vi
siano materiali infiammabili nei paraggi ed utilizzare
idonei indumenti di protezione.
RUMORE
Questo apparecchio non produce di per se rumori
eccedenti gli 80dB. Il procedimento di taglio pla-
sma/saldatura può produrre livelli di rumore supe-
riori a tale limite; pertanto, gli utilizzatori dovranno mettere in
atto le precauzioni previste dalla legge.
CAMPI ELETTROMAGNETICI- Possono essere dannosi.
· La corrente elettrica che attraversa qualsiasi
conduttore produce dei campi elettromagneti-
ci (EMF). La corrente di saldatura o di taglio
genera campi elettromagnetici attorno ai cavi
e ai generatori.
· I campi magnetici derivanti da correnti elevate possono inci-
dere sul funzionamento di pacemaker. I portatori di apparec-
chiature elettroniche vitali (pacemaker) dovrebbero consulta-
re il medico prima di avvicinarsi alle operazioni di saldatura
ad arco, di taglio, scriccatura o di saldatura a punti.
· L’ esposizione ai campi elettromagnetici della saldatura o del
taglio potrebbe avere effetti sconosciuti sulla salute.
Ogni operatore, per ridurre i rischi derivanti dall’ esposi-
zione ai campi elettromagnetici, deve attenersi alle
seguenti procedure:
- Fare in modo che il cavo di massa e della pinza
portaelettrodo o della torcia rimangano affiancati. Se
possibile, fissarli assieme con del nastro.
- Non avvolgere i cavi di massa e della pinza porta elettro-
do o della torcia attorno al corpo.
- Non stare mai tra il cavo di massa e quello della pinza
portaelettrodo o della torcia. Se il cavo di massa si trova
sulla destra dell’operatore anche quello della pinza por-
taelettrodo o della torcia deve stare da quella parte.
- Collegare il cavo di massa al pezzo in lavorazione più
vicino possibile alla zona di saldatura o di taglio.
- Non lavorare vicino al generatore.
ESPLOSIONI
· Non saldare in prossimità di recipienti a pressione o
in presenza di polveri, gas o vapori esplosivi.
· Maneggiare con cura le bombole ed i regolatori di
pressione utilizzati nelle operazioni di saldatura.
COMPATIBILITÀ ELETTROMAGNETICA
Questo apparecchio è costruito in conformità alle indicazio-
ni contenute nella norma IEC 60974-10(Cl. A) e deve esse-
re usato solo a scopo professionale in un ambiente
industriale. Vi possono essere, infatti, potenziali diffi-
coltà nell'assicurare la compatibilità elettromagnetica in
un ambiente diverso da quello industriale.
SMALTIMENTO APPARECCHIATURE ELETTRI-
CHE ED ELETTRONICHE
Non smaltire le apparecchiature elettriche assie-
me ai rifiuti normali!
In ottemperanza alla Direttiva Europea 2002/96/CE sui
rifiuti da apparecchiature elettriche ed elettroniche e
relativa attuazione nell'ambito della legislazione naziona-
le, le apparecchiature elettriche giunte a fine vita devo-
no essere raccolte separatamente e conferite ad un
impianto di riciclo ecocompatibile. In qualità di proprieta-
rio delle apparecchiature dovrà informarsi presso il
nostro rappresentante in loco sui sistemi di raccolta
approvati. Dando applicazione a questa Direttiva
Europea migliorerà la situazione ambientale e la salute
umana!
IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE
L’ASSISTENZA DI PERSONALE QUALIFICATO.
2 DESCRIZIONE GENERALE
2.1 SPECIFICHE
Questo manuale è stato preparato allo scopo di istruire il
personale addetto all'installazione, al funzionamento ed alla
manutenzione della saldatrice.
Questo apparecchio è una sorgente di tensione costante
adatto alla saldatura MIG/MAG e OPEN-ARC. Controllare, al
ricevimento,che non vi siano parti rotte o avariate.
Ogni eventuale reclamo per perdite o danni deve esse-
re fatto dall'acquirente al vettore. Ogni qualvolta si
richiedono informazioni riguardanti la saldatrice, si
prega di indicare l'articolo ed il numero di matricola.
MANUALE DI ISTRUZIONE PER SALDATRICE A FILO

2.2 SPIEGAZIONE DEI DATI TECNICI
EN 50199 La saldatrice è costruita secondo queste
EN60974.1 norme.
N°. Numero di matricola che deve essere
sempre citato per qualsiasi richiesta relativa
alla saldatrice.
Trasformatore - raddrizzatore monofase.
trasformatore-raddrizzatore trifase.
Caratteristica piatta.
MIG/MAG. Adatto per saldatura a filo continuo.
I2 max Corrente di saldatura non convenzionale.
Il valore rappresenta il limite max. ottenibile
in saldatura.
U0. Tensione a vuoto secondaria.
X. Fattore di servizio percentuale.
Il fattore di servizio esprime la percentuale di
10 minuti in cui la saldatrice può lavorare ad
una determinata corrente senza causare
surriscaldamenti.
I2. Corrente di saldatura
U2. Tensione secondaria con corrente di sald. I2
U1. Tensione nominale di alimentazione.
1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz.
3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz.
I1 max E' il massimo valore della corrente assorbita.
I1 eff E' il massimo valore della corrente effettiva
assorbita considerando il fattore di servizio.
IP21C Grado di protezione della carcassa.
Grado 1 come seconda cifra significa che
questo apparecchio non è idoneo a lavorare
all’esterno sotto la pioggia. La lettera addizio
nale C significa che l'apparecchio è protetto
contro l'accesso di un utensile (diametro
2,5mm) alle parti in tensione del circuito di ali
mentazione.
Idonea a lavorare in ambienti con rischio
accresciuto.
NOTE: La saldatrice è inoltre stata progettata per lavorare
in ambienti con grado di inquinamento 3. (Vedi IEC 664).
2.3 Protezione termica
Questo apparecchio è protetto da un termostato il quale, se
si superano le temperature ammesse, impedisce il funzio-
namento della macchina. In queste condizioni il ventilatore
continua a funzionare e la lampada C si accende.
3 INSTALLAZIONE
• L’installazione della macchina deve essere fatta da
personale qualificato.
• Tutti i collegamenti devono essere eseguiti in confor-
mità delle vigenti norme e nel pieno rispetto della legge
antinfortunistica.
Controllare che la tensione di alimentazione corrisponda al
valore indicato sul cavo rete. Se non è già montata, collega-
re una spina di portata adeguata al cavo di alimentazione
assicurandosi che il conduttore giallo/verde sia collegato
allo spinotto di terra.
La portata dell'interruttore magnetotermico o dei fusibili, in
serie all'alimentazione, devono essere uguale alla corrente
I1 max. assorbita dalla macchina.
S
1
3
3.1 SISTEMAZIONE
Montare il manico, le ruote e i due appoggi bombola. Il mani-
co non deve essere usato per sollevare la saldatrice.
Collocare la saldatrice in un ambiente ventilato.
Polvere, sporco o qualsiasi altra cosa estranea che possa
entrare nella saldatrice ne può compromettere la ven-
tilazione e quindi il buon funzionamento.
Pertanto è necessario in relazione all'ambiente e alle condi-
zioni di impiego avere cura di mantenere pulite le parti inter-
ne. La pulizia deve avvenire tramite un getto di aria secca e
pulita, facendo attenzione a non danneggiare in alcun modo
la macchina. Prima di lavorare all'interno della saldatrice assi-
curarsi che la spina sia staccata dalla rete di alimentazione.
Qualsiasi intervento eseguito all'interno della saldatrice
deve essere eseguito da personale qualificato.
3.2 COLLEGAMENTI INTERNI
• Qualsiasi intervento eseguito all'interno della saldatrice
deve essere eseguito da personale qualificato.
• Prima di lavorare all’interno della saldatrice assicurarsi che
la spina sia staccata dalla rete di alimentazione.
• Dopo il collaudo finale la saldatrice viene collegata
alla tensione indicata sul cavo di alimentazione.
• Per cambiare tensione di alimentazione togliete il
laterale destro e disponete i collegamenti della morset-
tiera cambiatensione come indicato in figura.
fig. 1
fig. 2

4
• La tensione di alimentazione, sui generatori monofasi,
non può essere cambiata.
• Non utilizzare la saldatrice senza coperchio o i pannelli
laterali per evidenti ragioni di sicurezza e per non alterare le
condizioni di raffreddamento dei componenti interni.
• Applicare al cavo di alimentazione una spina adeguata alla
corrente assorbita.
• Collegare il conduttore giallo-verde del cavo rete della
macchina ad una buona presa di terra.
3.3 COLLEGAMENTI ESTERNI
3.3.1 Connessione della pinza di massa.
• Connettere il terminale del cavo massa alla presa della sal-
datrice e collegare il morsetto di massa al pezzo da saldare.
3.3.2 Posizionamento della bombola e collegamento del
tubo gas
• Posizionare la bombola sul porta bombola della saldatrice,
fissandola, con le cinghie in dotazione, al pannello posterio-
re della macchina.
• La bombola non deve essere più alta di 1,65m (Artt.
590-591-593) e 1m (Artt. 574 e 575), per non creare con-
dizioni di pericolo.
• Controllare periodicamente lo stato di usura delle cinghie,
e se è necessario richiedere il ricambio.
• La bombola deve essere equipaggiata da un riduttore di
pressione comprensivo di flussometro.
• Solo dopo aver posizionato la bombola, collegare il tubo
gas uscente dal pannello posteriore della macchina al ridut-
tore di pressione.
• Regolare il flusso del gas a circa 10/12 litri/minuto.
4 DESCRIZIONE COMANDI
4.1 COMANDI SUL FRONTALE DELL'APPARECCHIO.
A- Manopola di regolazione.
Agendo su questa manopola si regola il tempo di puntatura.
Premendo il pulsante della torcia la macchina inizia a salda-
re, la durata del tempo di puntatura è regolato dalla mano-
pola. Per ricominciare il ciclo è necessario rilasciare e pre-
mere nuovamente il pulsante della torcia.
B- LED di colore verde.
Segnala l'accensione della macchina.
C- LED di colore giallo.
Si accende quando il termostato interrompe il funzionamen-
to della saldatrice.
D-Manopola di regolazione.
Agendo su questa manopola si varia la velocità del filo di sal-
datura.
E- Commutatore.
Accende o spegne la macchina e seleziona le gamme della
tensione di saldatura.
F- Commutatore.
Regola finemente la tensione di saldatura all'interno della
gamma prescelta con il commutatore E.
fig.3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H

5
G- Prese di massa.
Prese a cui va collegato il cavo di massa. ( Alcune versioni
hanno una sola presa di massa ).
H- Attacco centralizzato.
Vi si connette la torcia di saldatura.
5 SALDATURA
5.1 MESSA IN OPERA
Controllare che il diametro del filo corrisponda al diametro
indicato sul rullo trainafilo e che il programma prescelto sia
compatibile con il materiale e il tipo di gas. Utilizzare rulli trai-
nafilo con gola ad “U” per fili di alluminio e con gola a “V” per
gli altri fili.
5.2 LA MACCHINA È PRONTA PER SALDARE
• Connettere il morsetto di massa al pezzo da saldare.
• Posizionare l'interruttore E su 1.
• Togliere l'ugello gas.
• Svitare l'ugello portacorrente.
• Inserire il filo nella guaina guidafilo della torcia assicuran-
dosi che sia dentro la gola del rullo e che questo sia in posi-
zione corretta.
• Premere il pulsante torcia per fare avanzare il filo fino alla
fuoriuscita dello stesso dalla torcia.
• Attenzione: tenere il viso lontano dalla lancia terminale
mentre il filo fuoriesce.
• Avvitare l'ugello portacorrente assicurandosi che il diame-
tro del foro sia pari al filo utilizzato.
• Montare l'ugello gas.
5.3 SALDATURA DEGLI ACCIAI AL CARBONIO SENZA
PROTEZIONE GASSOSA. ( solo per Art. 574 e 575 ).
Verificare che i cavi siano inseriti correttamente sulla morset-
tiera, in modo che rispettino la giusta polarità (vedi figura 4 ).
Per ottenere saldature raccordate e ben protette è bene sal-
dare da sinistra a destra e dall'alto verso il basso. Alla fine di
ogni saldatura rimuovere la scoria.
Il filo animato da utilizzare è il nostro Art. 1587, Ø 0,9mm.
5.4 SALDATURA DEGLI ACCIAI AL CARBONIO CON
PROTEZIONE GASSOSA.
Verificare che i cavi siano inseriti correttamente sulla morset-
tiera, in modo che rispettino la giusta polarità ( solo per Art.
574 e 575 vedi figura 5 ).
Per la saldatura di questi materiali è necessario :
• Utilizzare un gas di saldatura a composizione binaria, di
solito ARGON + CO2 con percentuali di Argon che vanno dal
75% in su. Con questa miscela il cordone di saldatura sarà
ben raccordato ed estetico.
Utilizzando CO2 puro, come gas di protezione si avranno
cordoni stretti, con una maggiore penetrazione ma con un
notevole aumento di proiezioni (spruzzi).
• Utilizzare un filo d'apporto della stessa qualità rispetto
all'acciaio da saldare. E' sempre bene usare fili di buona
qualità, evitare di saldare con fili arrugginiti che possono
dare difetti di saldatura.
• Evitare di saldare su pezzi arrugginiti o che presentano
macchie d'olio o grasso.
5.5 SALDATURA DEGLI ACCIAI INOSSIDABILI
Verificare che i cavi siano inseriti correttamente sulla morset-
tiera, in modo che rispettino la giusta polarità ( solo per Art.
574 e 575 vedi figura 5 ).
La saldatura degli acciai inossidabili della serie 300, deve
essere eseguita con gas di protezione ad alto tenore di
Argon, con una piccola percentuale di ossigeno O2 o di ani-
dride carbonica CO2 circa il 2%. Non toccare il filo con le
mani. E importante mantenere sempre la zona di saldatura
pulita per non inquinare il giunto da saldare.
5.6 SALDATURA DELL'ALLUMINIO
Verificare che i cavi siano inseriti correttamente sulla morset-
tiera, in modo che rispettino la giusta polarità ( solo per Art.
574 e 575 vedi figura 5 ).
Per la saldatura dell'alluminio è necessario utilizzare:
• Argon puro come gas di protezione.
• Un filo di apporto di composizione adeguata al materiale
base da saldare.
• Utilizzare mole e spazzonatrici specifiche per l'alluminio
senza mai usarle per altri materiali.
• NB. Disponendo solo di una torcia preparata per i fili di
acciaio occorre modificarla nel modo seguente:
• Accertarsi che la lunghezza del cavo non superi i 3 metri.
fig.4
fig.5

6
• Togliere il dado ferma guaina in ottone, l'ugello gas, l'ugel-
lo portacorrente e quindi sfilare la guaina.
• Infilare la guaina nostro Art. 139 assicurandosi che esca
dalle due estremità.
• Riavvitare l'ugello portacorrente in modo che la guaina sia
aderente ad esso.
• Nell'estremità della guaina rimasta libera infilare il nipples
ferma guaina, la guarnizione OR e bloccare con il dado,
senza stringere eccessivamente.
• Infilare la cannetta in ottone sulla guaina e introdurre il tutto
nell'adattatore, avendo in precedenza tolto la cannetta di
ferro.
• Tagliare diagonalmente la guaina in modo che stia il più
vicino possibile al rullo trainafilo.
• Utilizzare rulli trainafilo adatti al filo di alluminio.
• Regolare la pressione, che il braccetto del gruppo di traino
esercita sul rullo, al minimo possibile.
6 DIFETTI IN SALDATURA
1 DIFETTO -Porosità (interne o esterne al cordone)
CAUSE •Filo difettoso (arrugginito superficialmente)
• Mancanza di protezione di gas dovuta a:
- flusso di gas scarso
- flussometro difettoso
- riduttore brinato, per la mancanza di un
preriscaldatore del gas di protezione di CO2
- elettrovalvola difettosa
- ugello porta corrente intasato da spruzzi
- fori di efflusso del gas intasati
- correnti d'aria presenti in zona di saldatura.
2 DIFETTO - Cricche di ritiro
CAUSE • Filo o pezzo in lavorazione sporchi od
arrugginiti.
• Cordone troppo piccolo.
• Cordone troppo concavo.
• Cordone troppo penetrato.
3 DIFETTO - Incisioni laterali
CAUSE • Passata troppo veloce
• Corrente bassa e tensioni di arco elevate.
4 DIFETTO - Spruzzi eccessivi
CAUSE • Tensione troppo alta.
• Induttanza insufficiente.
• Mancanza di un preriscaldatore del gas di
protezione di CO2
7 MANUTENZIONE DELL'IMPIANTO
• Ugello protezione gas
Questo ugello deve essere liberato periodicamente dagli
spruzzi metallici. Se distorto o ovalizzato sostituirlo.
• Ugello porta corrente.
Soltanto un buon contatto tra questo ugello ed il filo assicu-
ra un arco stabile e un'ottima erogazione di corrente; occor-
re perciò osservare i seguenti accorgimenti:
A) Il foro dell'ugello portacorrente deve essere tenuto esen-
te da sporco od ossidazione.
B) A seguito di lunghe saldature gli spruzzi si attaccano più
facilmente ostacolando l'uscita del filo.
E' quindi necessario pulire spesso l'ugello e se necessario
sostituirlo.
C) L'ugello porta corrente deve essere sempre ben avvitato
sul corpo torcia . I cicli termici subiti dalla torcia ne possono
creare un allentamento con conseguente riscaldamento del
corpo torcia e dell'ugello ed una incostanza dell'avanza-
mento del filo.
• Guaina guidafilo.
E' una parte importante che deve essere controllata spesso
poichè il filo può depositarvi polvere di rame o sottilissimi
trucioli. Pulirla periodicamente assieme ai passaggi del gas,
con aria compressa secca.
Le guaine sono sottoposte ad un continuo logorio, per cui si
rende necessario, dopo un certo periodo, la loro sostituzione.
• Gruppo motoriduttore.
Pulire periodicamente l'insieme dei rulli di trascinamento da
eventuale ruggine o residui metallici dovuti al traino delle
bobine. E' necessario un controllo periodico di tutto il grup-
po responsabile del traino del filo: aspo, rullini guidafilo, guai-
na e ugello porta corrente.

7
IMPORTANT: BEFORE STARTING THE EQUIPMENT,
READ THE CONTENTS OF THIS MANUAL, WHICH MUST
BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR
THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE.
THIS EQUIPMENT MUST BE USED SOLELY FOR WELD-
ING OPERATIONS.
FOR THE DIMENSIONS AND WEIGHT OF THIS WELDING
MACHINE, SEE THE SPECIFIC CATALOGUE.
1 SAFETY PRECAUTIONS
WELDING AND ARC CUTTING CAN BE HARMFUL TO
YOURSELF AND OTHERS. The user must therefore be edu-
cated against the hazards, summarized below, deriving from
welding operations. For more detailed information, order the
manual code 3.300.758
ELECTRIC SHOCK - May be fatal.
· Install and earth the welding machine according to
the applicable regulations.
· Do not touch live electrical parts or electrodes with
bare skin, gloves or wet clothing.
· Isolate yourselves from both the earth and the workpiece.
· Make sure your working position is safe.
FUMES AND GASES - May be hazardous to your health.
· Keep your head away from fumes.
· Work in the presence of adequate ventilation, and
use ventilators around the arc to prevent gases from
forming in the work area.
ARC RAYS - May injure the eyes and burn the skin.
· Protect your eyes with welding masks fitted with fil-
tered lenses, and protect your body with appropriate
safety garments.
· Protect others by installing adequate shields or curtains.
RISK OF FIRE AND BURNS
· Sparks (sprays) may cause fires and burn the skin;
you should therefore make sure there are no flam-
mable materials in the area, and wear appropriate
protective garments.
NOISE
This machine does not directly produce noise
exceeding 80dB. The plasma cutting/welding proce-
dure may produce noise levels beyond said limit;
users must therefore implement all precautions required by
law.
ELECTRIC AND MAGNETIC FIELDS - May be dangerous.
· Electric current following through any conduc-
tor causes localized Electric and Magnetic
Fields (EMF). Welding/cutting current creates
EMF fields around cables and power sources.
· The magnetic fields created by high currents
may affect the operation of pacemakers. Wearers of vital
electronic equipment (pacemakers) should consult their phy-
sician before beginning any arc welding, cutting, gouging or
spot welding operations.
· Exposure to EMF fields in welding/cutting may have other
health effects which are now not known.
· All operators should use the followingprocedures in order to
minimize exposure to EMF fields from the welding/cutting cir-
cuit:
- Route the electrode and work cables together - Secure
them with tape when possible.
- Never coil the electrode/torch lead around your body.
- Do not place your body between the electrode/torch
lead and work cables. If the electrode/torch lead cable is
on your right side, the work cable should also be on your
right side.
- Connect the work cable to the workpiece as close as
possible to the area being welded/cut.
- Do not work next to welding/cutting power source.
EXPLOSIONS
· Do not weld in the vicinity of containers under pres-
sure, or in the presence of explosive dust, gases or
fumes. · All cylinders and pressure regulators used in
welding operations should be handled with care.
ELECTROMAGNETIC COMPATIBILITY
This machine is manufactured in compliance with the
instructions contained in the standard IEC 60974-10 (CL. A),
and must be used solely for professional purposes in an
industrial environment. There may be potential difficul-
ties in ensuring electromagnetic compatibility in non-
industrial environments.
DISPOSAL OF ELECTRICAL AND ELECTRONIC
EQUIPMENT
Do not dispose of electrical equipment together
with normal waste!In observance of European
Directive 2002/96/EC on Waste Electrical and Electronic
Equipment and its implementation in accordance with
national law, electrical equipment that has reached the
end of its life must be collected separately and returned
to an environmentally compatible recycling facility. As
the owner of the equipment, you should get information
on approved collection systems from our local represen-
tative. By applying this European Directive you will
improve the environment and human health!
IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE
FROM QUALIFIED PERSONNEL.
2 GENERAL DESCRIPTION
2.1 SPECIFICATIONS
This manual has been prepared for the purpose of edu-
cating personnel assigned to install, operate and service
the welding machine.
This equipment is a constant-voltage power source, suit-
able for MIG/MAG and OPEN-ARC welding.
Upon receiving the machine, make sure there are no bro-
ken or damaged parts.
The purchaser should address any complaints for
losses or damage to the vector. Please indicate the
article and serial number whenever requesting infor-
mation about the welding machine.
INSTRUCTION MANUAL FOR WIRE WELDING MACHINE

8
2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS
EN 50199 The welding machine is manufactured
EN60974.1 according to these international stan-
dards.
N° serial number, which must always be
indi- cated on any type of request regarding
the welding machine.
Single-phase transformer - rectifier
three-phase transformer-rectifier.
Flat characteristic.
MIG/MAG. Suitable for continuous electrode welding.
I2 max Unconventional welding current.
This value represents the max. limit
attainable in welding.
U0. Secondary open-circuit voltage.
X. Duty cycle percentage.
The duty cycle expresses the percentage
of 10 minutes during which the welding
machine may run at a certain current
without overheating.
I2. Welding current
U2. Secondary voltage with welding current
I2.
U1. Rated supply voltage
1~ 50/60Hz 50- or 60-Hz single-phase power supply.
3~ 50/60Hz 50- or 60-Hz three-phase power supply.
I1 max Maximum absorbed current value.
I1 eff This is the maximum value of the actual
current absorbed, considering the duty
cycle.
IP21C Protection rating for the housing.
Grade 1 as the second digit means that
this equipment is suitable for use out-
doors in the rain.
The additional letter C means that the
equipment is protected against access to
the live parts of the power supply circuit
by a tool (diameter 2.5 mm).
Suitable for use in high-risk environ-
ments.
NOTES: The welding machine has also been designed for
use in environments with a pollution rating of 3. (See IEC
664).
2.3 Overload cut-out
This machine is protected by a thermostat, which pre-
vents the machine from operating if the allowable tem-
peratures are exceeded. In these conditions the fan con-
tinues to operate and the lamp C lights.
3 INSTALLATION
• Only skilled personnel should install the machine .
• All connections must be carried out according to cur-
rent regulations, and in full observance of safety laws.
Make sure that the supply voltage corresponds to the
value indicated on the power cable. If it is not already fit-
ted, connect a plug suited to the power cable, making
sure that the yellow/green conductor is connected to the
earth pin.
S
1
The capacity of the overload cutout switch or fuses
installed in series with the power supply must be equiva-
lent to the absorbed current I1 max. of the machine.
3.1 PLACEMENT
Mount the handle, wheels and the two cylinder supports.
The handle must not be used for lifting the welding
machine.
Place the welding machine in a ventilated area.
Dust, dirt, and any other foreign matter entering the weld-
ing machine can interfere with ventilation and thus with
smooth operation.
Therefore, in relation to the environment and working
conditions, it is important to keep the internal parts clean.
Clean using a jet of dry, clean air, being careful to avoid
damaging the machine in any way.
Before working inside the welding machine, make sure it
is unplugged from the power mains.
Any intervention carried out inside the welding
machine must be performed by qualified personnel.
3.2 INTERNAL CONNECTIONS
• Any intervention carried out inside the welding
machine must be performed by qualified personnel.
• Before working inside the welding machine, make sure
that the plug is disconnected from the power mains.
• After final inspection, the welding machine is connect-
ed to the voltage indicated on the power supply cable.
• To change the supply voltage, remove the right side
panel and arrange the voltage change terminal board
connections as shown in the figure.
• The supply voltage may not be changed on single-
phase power sources.
• Do not use the welding machine without its cover or
side panels for obvious safety reasons, and to avoid alter-
ing the cooling conditions for internal components.
• Connect a plug suitable for the absorbed current to the
power supply cable.
• Connect the yellow-green wire of the machine mains to
an efficient grounding socket.
fig. 1

9
3.3 EXTERNAL CONNECTIONS
3.3.1 Connecting the mass clip.
• - Connect the earth cable terminal to the socket of the
welding machine, and connect the earth clamp to the
workpiece.
3.3.2 Cylinder placement and connecting the gas hose
• Position the cylinder on the cylinder holder of the weld-
ing machine, using the straps provided to fasten it to the
rear panel of the machine.
• The gas cylinder must not be higher than 1.65m (Art.
590-591-593) and 1m (Art. 574-575), to avoid creating
hazardous conditions.
• Periodically check for wear on the straps, and order
replacements if necessary.
• The cylinder must be equipped with a pressure regula-
tor complete with flow gauge.
• Only after positioning the cylinder, connect the outgoing
gas hose from the rear panel of the machine to the pres-
sure regulator.
• Adjust the gas flow to approximately 10/12 liters/minute.
4 DESCRIPTION OF CONTROLS
4.1 CONTROLS ON THE FRONT OF THE MACHINE
A- Setting knob.
Turning this knob adjusts the spot welding time. The
machine begins welding when the torch trigger is
pressed. The spot welding time is set via the knob. To
start the cycle over, release and press the torch trigger
again.
B- Green LED.
Signals that the machine is on.
C- Yellow LED.
Lights when the thermostat interrupts the welding
machine operation.
D-Setting knob.
Adjusting this knob changes the welding wire speed.
fig. 2
fig.3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H

10
E- Selector switch.
Turns the machine on or off and selects the welding volt-
age ranges.
F- Selector switch.
Fine-tunes the welding voltage within the range previous-
ly selected via selector switch E.
G- Earth sockets.
Sockets to which to connect the earth cable. (Some ver-
sions have a single earth socket ).
H- Central adapter.
This is where the welding torch is to be connected.
5 WELDING
5.1 INSTALLATION
Make sure that the wire diameter corresponds to the diame-
ter indicated on the wire feeder roller, and that the selected
program is compatible with the material and type of gas. Use
wire feeder rollers with a "U"-shaped groove for aluminum
wires, and with a "V"-shaped groove for other wires.
5.2 THE MACHINE IS READY TO WELD
• Connect the earth clamp to the workpiece.
• Set the switch Eto 1.
• Remove the gas nozzle.
• Unscrew the contact tip.
• Insert the wire in the wire liner of the torch, making sure that
it is inside the roller groove and that the roller is in the correct
position.
• Press the torch trigger to move the wire forward until it
comes out of the torch.
• Caution: keep your face away from the gun tube
assembly while the wire is coming out.
• Screw the contact tip back on, making sure that the hole
diameter is the same as that of the wire used.
• Assemble the gas nozzle.
5.3 WELDING CARBON STEELS WITHOUT GAS PRO
TECTION. (only for Arts. 574 and 575).
Make sure that the cables are properly inserted on the ter-
minal board, so that the poles match correctly (only for Art.
574 and 575, see figure 4 ).
To attain well connected and protected welds, always work
from left to right and top to bottom. Remove all waste at the
end of each welding session.
The flux-cored wire to be used is our Art. 1587, Ø 0.9mm.
5.4 WELDING CARBON STEELS WITH GAS
PROTECTION.
Make sure that the cables are properly inserted on the ter-
minal board, so that the poles match correctly (only for Art.
574 and 575, see figure 5 ).
In order to weld these materials you must:
• Use a welding gas with a binary composition, usually
ARGON + CO2 with percentages of Argon ranging from
75% up. With this blend, the welding bead will be well join-
ted and attractive.
Using pure CO2 as a protection gas will produce narrow
beads, with greater penetration but a considerably increase
in splatters.
• Use a welding wire of the same quality as the steel to be
welded. It is best to always use good quality wires, avoiding
welding with rusted wires that could cause welding defects.
• Avoid welding rusted parts, or those with oil or grease
stains.
5.5 WELDING STAINLESS STEEL
Make sure that the cables are properly inserted on the ter-
minal board, so that the poles match correctly (only for Art.
574 and 575, see figure 5 ).
Series 300 stainless steels must be welded using a protec-
tion gas with a high Argon content, containing a small per-
centage of O2 or carbon dioxide CO2 (approximately 2%) to
stabilize the arc.
Do not touch the wire with your hands. It is important to keep
the welding area clean at all times, to avoid contaminating
the joint to be welded.
5.6 WELDING ALUMINUM
Make sure that the cables are properly inserted on the terminal
board, so that the poles match correctly (only for Art. 574 and 575,
see figure 5 ).
In order to weld aluminum you must use:
• Pure Argon as the protection gas.
• A welding wire with a composition suitable for the base mate-
rial to be welded.
fig.4
fig.5

11
• Use mills and brushing machines specifically designed for alu-
minum, and never use them for other materials.
NOTE: If only a torch prepared for steel wires is available, it must
be altered as follows:
• Make sure that the cable is no more than 3 meters long.
• Remove the brass liner nut, gas nozzle, contact tip, and then slip
off the liner.
• Insert our liner Art. 139, making sure that it protrudes from both
ends.
• Screw the contact tip back on so that the liner adheres to it.
• In the free end of the liner, insert the liner nipple and O-ring, and
fasten with the nut without over-tightening.
• Insert the brass tube on the liner and insert the entire unit in the
adapter, after first removing the iron sleeve.
• Cut the liner diagonally so that it is as close as possible to the
wire feeder roller.
• Use wire feeder rollers suitable for aluminum wire.
• Adjust the pressure exerted by the arm of the wire feeder group
on the roller, to the lowest possible setting.
6 WELDING DEFECTS
1 DEFECT- Porosity (within or outside the bead)
CAUSES • Electrode defective (rusted surface)
• Missing shielding gas due to:
- low gas flow
- flow gauge defective
- regulator frosted due to no preheating of the
CO2 protection gas
- defective solenoid valve
- contact tip clogged with spatter
- gas outlet holes clogged
- air drafts in welding area.
2 DEFECT - Shrinkage cracks
CAUSES • Wire or workpiece dirty or rusted.
• Bead too small.
• Bead too concave.
• Bead too deeply penetrated.
3 DEFECT - Side cuts
CAUSES • Welding pass done too quickly
• Low current and high arc voltages.
4 DEFECT - Excessive spraying
CAUSES • Voltage too high.
• Insufficient inductance.
• No preheating of the CO2 protection gas
7 MAINTAINING THE SYSTEM
• Shielding gas nozzle
This nozzle must be periodically cleaned to remove weld
spatter. Replace if distorted or squashed.
• Contact tip.
Only a good contact between this contact tip and the wire
can ensure a stable arc and optimum current output; you
must therefore observe the following precautions:
A) The contact tip hole must be kept free of grime and oxi-
dation (rust).
B) Weld spatter sticks more easily after long welding ses-
sions, blocking the wire flow.
The tip must therefore be cleaned more often, and replaced
if necessary.
C) The contact tip must always be firmly screwed onto the
torch body. The thermal cycles to which the torch is subjec-
ted can cause it to loosen, thus heating the torch body and
tip and causing the wire to advance unevenly.
• Wire liner.
This is an important part that must be checked often, becau-
se the wire may deposit copper dust or tiny shavings. Clean
it periodically along with the gas lines, using dry compressed
air.
The liners are subjected to constant wear and tear, and the-
refore must be replaced after a certain amount of time.
• Gearmotor group.
Periodically clean the set of feeder rollers, to remove any rust
or metal residue left by the coils. You must periodically check
the entire wire feeder group: hasp, wire guide rollers, liner
and contact tip.

12
WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS
DEN INHALT DER VORLIEGENDEN BETRIEBSANLEI-
TUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBS-
ANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER
DES GERÄTS AN EINEM ALLEN INTERESSIERTEN
PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN.
DIESES GERÄT DARF AUSSCHLIEßLICH ZUR
AUSFÜHR- UNG VON SCHWEIßARBEITEN VERWEN-
DET WERDEN
FÜR DIE ANGABEN ZU DEN ABMESSUNGEN UND ZUM
GEWICHT DIESER SCHWEIßMASCHINE SIEHE DEN
ENTSPRECHENDEN KATALOG. .
1 SICHERHEITSVORSCHRIFTEN
DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN
KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄD-
LICH SEIN; daher muß der Benutzer über die nachste-
hend kurz dargelegten Gefahren beim Schweißen unter-
richtet werden. Für ausführlichere Informationen das
Handbuch Nr. 3.300.758 anfordern.
STROMSCHLAG - Er kann tödlich sein!
· Die Schweißmaschine gemäß den einschlägigen
Vorschriften installieren und erden.
· Keinesfalls stromführende Teile oder die Elektroden
mit ungeschützten Händen, nassen Handschuhen oder
Kleidungsstücken berühren.
· Der Benutzer muß sich von der Erde und vom Werkstück
isolieren. · Sicherstellen, daß Ihre Arbeitsposition sicher ist.
RAUCH UND GASE - Sie können gesundheitsschädlich
sein!
· Den Kopf nicht in die Rauchgase halten.
· Für eine ausreichende Lüftung während des
Schweißens sorgen und im Bereich des
Lichtbogens eine Absaugung verwenden, damit der
Arbeitsbereich frei von Rauchgas bleibt.
STRAHLUNG DES LICHTBOGENS - Sie kann die Augen
verletzen und zu Hautverbrennungen führen!
· Die Augen mit entsprechenden Augenschutzfil-
tern schützen und Schutzkleidung verwenden.
· Zum Schutz der anderen geeignete Schutzschir-
me oder Zelte verwenden.
BRANDGEFAHR UND VERBRENNUNGSGEFAHR
· Die Funken (Spritzer) können Brände verursa-
chen und zu Hautverbrennungen führen. Daher ist
sicherzustellen, daß sich keine entflammbaren
Materialien in der Nähe befinden. Geeignete
Schutzkleidung tragen.
LÄRM
Dieses Gerät erzeugt selbst keine Geräusche, die
80 dB überschreiten. Beim Plasmaschneid- und
Plasmaschweißprozeß kann es zu einer
Geräuschentwicklung kommen, die diesen Wert über-
schreitet. Daher müssen die Benutzer die gesetzlich vor-
geschriebenen Vorsichtsmaßnahmen treffen.
ELEKTROMAGNETISCHE FELDER - Schädlich können
sein:
· Der elektrische Strom, der durch einen
beliebigen Leiter fließt, erzeugt elektromag-
netische Felder (EMF). Der Schweiß- oder
Schneidstrom erzeugt elektromagnetische
Felder um die Kabel und die Stromquellen.
• Die durch große Ströme erzeugten magnetischen Felder
können den Betrieb von Herzschrittmachern stören. Träger
von lebenswichtigen elektronischen Geräten
(Herzschrittmacher) müssen daher ihren Arzt befragen,
bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid-
, Brennputz- oder Punktschweißprozessen begeben.
• Die Aussetzung an die beim Schweißen oder Schneiden
erzeugten elektromagnetischen Felder kann bislang
unbekannte Auswirkungen auf die Gesundheit haben.
Um die Risiken durch die Aussetzung an elektromagneti-
sche Felder zu mindern, müssen sich alle SchweißerInnen
an die folgenden Verfahrensweisen halten:
- Sicherstellen, dass das Massekabel und das Kabel
der Elektrodenzange oder des Brenners nebeneinan
der bleiben. Die Kabel nach Möglichkeit mit einem
Klebeband aneinander befestigen.
- Das Massekabel und das Kabel der
Elektrodenzange oder des Brenners nicht um den
Körper wickeln.
- Sich nicht zwischen das Massekabel und das Kabel
der Elektrodenzange oder des Brenners stellen.
Wenn sich das Massekabel rechts vom Schweißer
bzw. der Schweißerin befindet, muss sich auch das
Kabel der Elektrodenzange oder des Brenners auf
dieser Seite befinden.
- Das Massekabel so nahe wie möglich an der
Schweiß- oder Schneidstelle an das Werkstück
anschließen.
- Nicht in der Nähe der Stromquelle arbeiten.
EXPLOSIONSGEFAHR
· Keine Schneid-/Schweißarbeiten in der Nähe von
Druckbehältern oder in Umgebungen ausführen,
die explosiven Staub, Gas oder Dämpfe enthalten.
Die für den Schweiß-/Schneiprozeß verwendeten
Gasflaschen und Druckregler sorgsam behandeln.
ELEKTROMAGNETISCHE VERTRÄGLICHKEIT
Dieses Gerät wurde in Übereinstimmung mit den
Angaben der harmonisierten Norm IEC 60974-10 (Cl. A)
konstruiert und darf ausschließlich zu gewerblichen
Zwecken und nur in industriellen Arbeitsumgebungen
verwendet werden. Es ist nämlich unter Umständen
mit Schwierigkeiten verbunden ist, die elektromagne-
tische Verträglichkeit des Geräts in anderen als indus-
triellen Umgebungen zu gewährleisten.
ENTSORGUNG DER ELEKTRO- UND
ELEKTRONIKGERÄTE
Elektrogeräte dürfen niemals gemeinsam mit
gewöhnlichen Abfällen entsorgt werden! In Über-
einstimmung mit der Europäischen Richtlinie
2002/96/EG über Elektro- und Elektronik-Altgeräte und
der jeweiligen Umsetzung in nationales Recht sind nicht
mehr verwendete Elektrogeräte gesondert zu sammeln
und einer Anlage für umweltgerechtes Recycling zuzu-
führen. Als Eigentümer der Geräte müssen Sie sich bei
unserem örtlichen Vertreter über die zugelassenen
Sammlungssysteme informieren. Die Umsetzung
genannter Europäischer Richtlinie wird Umwelt und
menschlicher Gesundheit zugute kommen!
IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN
EINEN FACHMANN WENDEN.
BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE

13
2 ALLGEMEINE BESCHREIBUNG
2.1 TECHNISCHE ANGABEN
Das vorliegende Handbuch dient der Unterweisung des
für die Installation, den Betrieb und die Wartung der
Schweißmaschine zuständigen Personals. Bei diesem
Gerät handelt es sich um eine Konstantspannungs-
Schweißstromquelle für MIG/MAG- und OPEN-ARC-
Schweißverfahren. Beim Empfang sicherstellen, daß
keine Teile gebrochen oder beschädigt sind.
Der Käufer muß Beanstandungen wegen fehlender
oder beschädigter Teile an den Frachtführer richten.
Bei Anfragen zur Schweißmaschine stets die
Artikelnummer und die Seriennummer angeben.
2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN
EN 50199 Die Konstruktion der Schweißmaschine
EN60974.1 entspricht diesen Normen.
Nr. Seriennummer; sie muß bei allen
Anfragen zur Schweißmaschine
stets angegeben werden.
Einphasiger Transformator - Gleichrichter
Dreiphasiger Transformator-Gleichrichter.
Flache Kennlinie.
MIG/MAG. Geeignet zum Schweißen mit kontinuierlich
zugeführtem Schweißdraht.
I2 max Nicht-konventioneller Schweißstrom. Der
Wert repräsentiert den beim Schweißen
erreichbaren oberen Grenzwert.
U0. Leerlauf-Sekundärspannung
X. Relative Einschaltdauer. Die relative
Einschaltdauer ist der auf eine Spieldauer
von 10 Minuten bezogene Prozentsatz der
Zeit, die die Schweißmaschine bei einer
bestimmten Stromstärke arbeite kann,
ohne sich zu überhitzen.
I2. Schweißstrom
U2. Sekundärspannung bei Schweißstrom I2
U1. Bemessungsspeisespannung.
1~ 50/60 Hz Einstromversorgung mit 50 oder 60 Hz.
3~ 50/60 Hz Drehstromversorgung mit 50 oder 60 Hz.
I1 max Höchstwert der Stromaufnahme.
I1 eff Höchstwert der effektiven
Stromaufnahme bei Berücksichtigung
der relativen Einschaltdauer.
IP21C Schutzart des Gehäuses.
Die zweite Ziffer 1 gibt an, daß dieses
Gerät nicht im Freien bei Regen
betrieben werden darf.
Der zusätzliche Buchstabe C gibt an,
dass das Gerät gegen das Eindringen
eines Werkzeugs (Durchmesser 2,5 mm)
in den Bereich der aktiven Teile des
Stromversorgungskreises geschützt ist.
Geeignet zum Betrieb in Umgebungen
mit erhöhter Gefährdung.
ANMERKUNGEN: Die Schweißmaschine ist außerdem für
den Betrieb in Umgebungen mit Verunreinigungsgrad 3
konzipiert. (Siehe IEC 664).
1
S
2.3 Thermischer Schutz
Dieses Gerät wird durch einen Thermostaten geschützt,
der, wenn die zulässige Temperatur überschritten wird, den
Betrieb der Maschine sperrt. In diesem Zustand bleibt der
Lüfter eingeschaltet und die Lampe C leuchtet auf.
3 INSTALLATION
• Die Installation der Maschine muß durch
Fachpersonal erfolgen.
• Alle Anschlüsse müssen nach den geltenden
Bestimmungen und unter strikter Beachtung der
Unfallverhütungsvorschriften ausgeführt werden.
Sicherstellen, dass die Netzspannung dem auf dem
Netzkabel angegebenen Wert entspricht. Falls nicht
schon montiert, das Netzkabel mit einem der
Stromaufnahme angemessenen Netzstecker versehen
und sicherstellen, dass der gelb-grüne Schutzleiter an
den Schutzkontakt angeschlossen ist.
Der Nennstrom des mit der Netzstromversorgung in
Reihe geschalteten LS-Schalters oder der
Schmelzsicherungen muss gleich dem von der Maschine
aufgenommenen Strom I1 max. sein.
3.1 AUFSTELLUNG
Den Griff, die Räder und die zwei Flaschenstützen montieren.
Der Griff darf nicht zum Anheben der Schweiß-
maschine verwendet werden.
Die Schweißmaschine in einem belüfteten Raum aufstellen.
Staub, Schmutz oder sonstige Fremdkörper, die in die
Schweißmaschine eindringen, können die Belüftung
behindern und folglich den einwandfreien Betrieb beein-
trächtigen.
Daher muss je nach den Umgebungs- und Betriebs-
bedingungen sichergestellt werden, dass die internen
Komponenten stets sauber sind. Zur Reinigung muss
trockene und saubere Druckluft verwendet werden.
Hierbei ist darauf zu achten, dass die Maschine keines-
falls beschädigt wird.
Vor Eingriffen im Innern der Schweißmaschine sicherstel-
len, dass der Netzstecker vom Stromnetz getrennt ist.
Alle Eingriffe im Innern der Schweißmaschine müssen
von Fachpersonal ausgeführt werden.
Abb. 1

14
3.2 INTERNE ANSCHLÜSSE
• Alle Eingriffe im Innern der Schweißmaschine müs-
sen von Fachpersonal ausgeführt werden.
• Vor Eingriffen im Innern der Schweißmaschine sicher-
stellen, daß der Stecker des Speisekabels vom
Speisenetz getrennt ist.
• Nach der Endabnahme wird die Schweißmaschine
an die auf dem Speisekabel angegebenen Spannung
angeschlossen.
• Zum Ändern der Speisespannung die rechte seitli-
che Abdeckung entfernen und die Anschlüsse an der
Klemmenleiste für den Spannungswechsel wie in der
Abbildung gezeigt vornehmen.
•Bei den einphasigen Stromquellen kann die
Versorgungsspannung nicht geändert werden.
• Die Schweißmaschine darf aus offenkundigen
Sicherheitsgründen sowie zur Gewährleistung der ord-
nungsgemäßen Bedingungen für die Kühlung der inneren
Bauteile nicht ohne Deckel und seitliche Abdeckbleche
betrieben werden.
• Das Speisekabel an eine Steckdose anschließen, die für
die Stromaufnahme ausgelegt ist.
• Den gelb-grünen Schutzleiter des Netzkabels der
Maschine an eine wirksame Erdung anschließen.
3.3 EXTERNE ANSCHLÜSSE
3.3.1 Anschluß der Masseklemme.
• Den Anschluss des Massekabels an die Steckbuchse
der Schweißmaschine und die Masseklemme am
Werkstück anschließen.
3.3.2 Anordnen der Flasche und Anschließen des
Gasschlauchs
• Die Flasche auf dem Flaschenträger der
Schweißmaschine anordnen und mit den beiliegenden
Gurten an der hinteren Platte der Maschine befestigen.
• Aus Sicherheitsgründen darf die Flasche maximal
1,65 m hoch sein (Art. 590-591-593).
• Aus Sicherheitsgründen darf die Flasche maximal 1
m hoch sein (Art.574-575).
• Die Gurte in regelmäßigen Zeitabständen auf Abnutzung
kontrollieren und nötigenfalls Ersatz anfordern.
• Die Gasflasche muss über einen Druckminderer mit
Durchflussmesser verfügen.
• Erst nach Positionierung der Gasflasche den aus der
hinteren Platte der Maschine austretenden Gasschlauch
an den Druckminderer anschließen.
• Den Durchfluss auf rund 10/12 l/min einstellen.
4 BESCHREIBUNG DER STELLTEILE
4.1 STELLTEILE AUF DER VORDERSEITE DES
GERÄTS.
A- Regler.
Dieser Regler dient zum Einstellen der Punktschweißzeit.
Die Maschine beginnt zu schweißen, wenn man den
Brennertaster drückt; die Punktschweißzeit wird mit dem
Regler eingestellt. Den Brennertaster loslassen und wie-
der drücken, um den Zyklus von vorn zu beginnen.
B- Grüne LED.
Sie signalisiert die Einschaltung der Maschine.
C- Gelbe LED.
Sie leuchtet auf, wenn der Thermostat die Schweiß-
maschine abschaltet.
D- Regler.
Mit diesem Regler wird die Drahtvorschubgeschwindig-
keit eingestellt.
E- Umschalter.
Zum Ein- und Ausschalten der Maschine und für die Wahl
der Schweißspannungsbereiche.
F- Umschalter.
Zur Feineinstellung der Schweißspannung innerhalb des
mit dem Umschalter E eingestellten Bereichs.
G- Masseanschlüsse.
An diese Steckbuchsen muss das Massekabel ange-
schlossen werden. (Einige Versionen haben nur einen
Masseanschluss.)
H- Zentralanschluss.
Für den Anschluss des Schlauchpakets.
5 SCHWEISSPROZESS
5.1 INBETRIEBNAHME
Sicherstellen, dass der Drahtdurchmesser dem auf der
Drahttransportrolle angegebenen Durchmesser entspri-
cht, und dass das gewählte Programm mit dem Werkstoff
und der Gasart kompatibel ist. Drahttransportrollen mit
"U"-förmiger Rille für Aluminiumdrähte und mit "V"-förmi-
ger Rille für sonstige Drähte verwenden.
5.2 DIE MASCHINE IST BEREIT ZUM SCHWEIßEN
• Die Masseklemme an das Werkstück anschließen.
• Schalter E in Schaltstellung 1 schalten.
• Die Gasdüse entfernen.
• Die Stromdüse ausschrauben.
• Den Draht in den Drahtführungsschlauch des Brenners
einführen und sicherstellen, dass er in der Rille der Rolle
läuft, die ihrerseits richtig positioniert sein muss.
Abb. 2

15
• Den Brennertaster drücken, um den Draht zu fördern,
bis er aus dem Brenner austritt.
• Achtung: Den Brennerhals während des Austretens
des Drahts vom Gesicht fernhalten.
• Die Stromdüse wieder einschrauben und sicherstellen,
dass der Durchmesser der Bohrung dem verwendeten
Draht entspricht.
• Die Gasdüse montieren.
5.3 SCHWEIßEN VON UNLEGIERTEN STÄHLEN
OHNE SCHUTZGAS. (nur für Art. 574 und 575 ).
Sicherstellen, dass die Kabel richtig (Polarität beachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
574 und 575; siehe Abbildung 4 ).
Um gut verbundene und gut geschützte Schweißnähte zu
erhalten, sollte man stets von links nach rechts und von
oben nach unten schweißen. Am Ende jeder Schweißung
die Schlacke entfernen. Der zu verwendende Fülldraht ist
unser Art. 1587, Ø 0,9 mm.
5.4 SCHWEIßEN VON UNLEGIERTEN STÄHLEN MIT
SCHUTZGAS.
Sicherstellen, dass die Kabel richtig (Polarität beachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
574 und 575; siehe Abbildung 5 ).
Beim Schweißen dieser Werkstoffe ist folgendes zu bea-
chten:
• Ein zweistoffiges Gasgemisch verwenden, d.h. norma-
lerweise ARGON + CO2 mit einem Anteil von Argon von
75% aufwärts. Mit diesem Gemisch sind die
Schweißnähte gut gebunden und haben ein einwand-
freies Aussehen.
Bei Verwendung von reinem CO2 als Schutzgas erhält
man schmale Nähte mit einer größeren Eindringung, doch
mit einer beträchtlichen Zunahme der Spritzer.
• Einen Schweißzusatzdraht der gleichen Güte wie der
des zu schweißenden Stahls verwenden. Es ist ratsam,
stets Schweißdrähte guter Qualität zu verwenden; keine
rostigen Drähte verwenden, da hierdurch die Güte der
Schweißung beeinträchtigt werden kann.
• Keine rostigen Werkstücke oder Werkstücke mit Öl-
oder Fettflecken schweißen.
Abb.3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
Abb.4

16
5.5 SCHWEISSEN VON ROSTFREIEN STÄHLEN
Sicherstellen, dass die Kabel richtig (Polarität beachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
574 und 575; siehe Abbildung 5 ).
Zum Schweißen von rostfreien Stählen der Gruppe 300
muss ein Schutzgas mit einem großen Anteil Argon und
einem geringen Anteil Sauerstoff O2 oder Kohlendioxid
CO2 (rund 2%) verwendet werden.
Den Draht nicht mit den Händen berühren. Es ist wichtig,
die Schweißzone stets sauber zu halten, damit die zu
schweißende Verbindung nicht verunreinigt wird.
5.6 SCHWEISSEN VON ALUMINIUM
Sicherstellen, dass die Kabel richtig (Polarität beachten!)
an die Klemmenleiste angeschlossen sind (nur für Art.
574 und 575; siehe Abbildung 5).
Beim Schweißen von Aluminium ist folgendes zu beachten:
• Reines Argon als Schutzgas verwenden.
• Die Zusammensetzung des Zusatzdrahts muss dem
Grundwerkstoff angemessen sein.
• Spezielle Schleif- und Bürstenscheiben für Aluminium
verwenden; diese Arbeitsmittel dürfen nie für andere
Werkstoffe verwendet werden.
HINWEIS: Wenn man nur über einen Brenner für Stahldrähte
verfügt, muss dieser in der folgenden Weise modifiziert werden:
• Sicherstellen, dass die Kabellänge nicht mehr als 3 Meter
beträgt.
• Die Messingüberwurfmutter zum Blockieren der
Drahtführungsseele, die Gasdüse und die Stromdüse entfer-
nen und dann den Drahtführungsschlauch herausziehen.
• Unseren Drahtführungsschlauch Art. 139 einführen und
sicherstellen, dass er auf beiden Seiten austritt.
• Die Stromdüse wieder so einschrauben, dass die
Drahtführungsseele an ihr anliegt.
• In das freie Ende der Drahtführungsseele den
Schlauchblockiernippel und die O-Ringdichtung stecken
und mit der Mutter blockieren, ohne allzu viel Kraft auf-
zuwenden.
• Das Messingrohr auf den Schlauch stecken und alles in
den Adapter einführen (nachdem man das Kapillarrohr
herausgenommen hat).
• Die Drahtführungsseele diagonal abschneiden, damit er sich
so nahe wie möglich an der Drahttransportrolle befindet.
• Für Aluminiumdraht geeignete Drahttransportrollen
verwenden.
• Den Druck des Arms der Drahtvorschubeinrichtung auf die
Rolle so niedrig wie möglich einstellen.
6 SCHWEISSFEHLER
1 FEHLER - Porosität (in oder außerhalb der
Schweißnaht)
URSACHEN • Draht mangelhaft (rostige Oberfläche)
• Mangelnder Gasschutz wegen:
- geringem Gasstrom
- Durchflussmesser defekt
- Druckminderer bereift wegen mangeln
der Vorwärmung des Schutzgases CO2
- Elektroventil defekt
- Stromdüse durch Spritzer verstopft
- Gasaustrittsbohrungen verstopft
- Zugluft im Schweißbereich.
2 FEHLER - Schwundrisse
URSACHEN • Draht oder Werkstück verschmutzt
oder rostig.
• Naht zu klein.
• Naht zu konkav.
• Naht mit zu großer Einbrandtiefe.
3 FEHLER -Seitliche Risse
URSACHEN • Schweißgeschwindigkeit zu groß
• Niedriger Strom und hohe
Lichtbogenspannungen.
4 FEHLER - Zu viele Spritzer
URSACHEN • Spannung zu hoch.
• Induktivität ungenügend
• Keine Vorwärmung des Schutzgases CO2
7 WARTUNG DER ANLAGE
• Schutzgasdüse.
Diese Düse muss regelmäßig von Metallspritzern gesäu-
bert werden. Wenn sie verformt oder unrund ist, muss sie
ausgetauscht werden.
• Stromdüse.
Nur ein guter Kontakt zwischen dieser Düse und dem Draht
gewährleistet einen stabilen Lichtbogen und eine optimale
Stromabgabe; daher sind folgende Hinweise zu beachten:
A) Die Bohrung der Stromdüse muss stets frei von
Schmutz und Oxidationen sein.
B) Bei Schweißprozessen großer Dauer bleiben Spritzer
besser haften und behindern den Austritt des Drahts.
Daher muss man die Düse häufig reinigen und nötigenfal-
ls austauschen.
C) Die Stromdüse muss stets gut auf den Brennerkörper
geschraubt sein. Aufgrund der thermischen Zyklen des
Brenners kann sie sich lockern, so dass sich der
Brennerkörper und die Düse erwärmen und der Draht
unregelmäßig austritt.
• Drahtführungsschlauch.
Es handelt sich hierbei um ein wichtiges Teil, das häufig kon-
trolliert werden muss, da es durch den Draht mit
Kupferstaub oder kleinen Spänen verunreinigt werden kann.
Regelmäßig zusammen mit den Gasleitungen mit trockener
Druckluft reinigen. Die Drahtführungsschläuche sind einem
ständigen Verschleiß ausgesetzt und müssen daher nach
einem bestimmten Zeitraum ausgetauscht werden.
• Getriebemotor.
Die Baugruppe der Transportrollen in regelmäßigen
Zeitabständen von Rost und Metallrückständen reinigen.
Die regelmäßige Kontrolle der gesamten Baugruppe für
den Drahtvorschub ist erforderlich: Welle,
Drahtführungsrollen, Drahtführungsschlauch und
Stromdüse.
Abb. 5

17
IMPORTANT: AVANT LA MISE EN MARCHE DE LA
MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT
TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT
CONNU PAR LES DIFFÉRENTES PERSONNES INTÉ-
RESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE
POUR DES OPÉRATIONS DE SOUDURE.
POUR LES DIMENSIONS ET LE POIDS DE CE POSTE À
SOUDER, CONSULTER LE CATALOGUE SPÉCIFIQUE.
1 PRÉCAUTIONS DE SÉCURITÉ
LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT
ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur
doit pourtant connaître les risques, résumés ci-dessous, liés
aux opérations de soudure. Pour des informations plus
détaillées, demander le manuel code 3.300.758
DÉCHARGE ÉLECTRIQUE - Peut tuer.
· Installer et raccorder à la terre le poste à souder
selon les normes applicables.
· Ne pas toucher les pièces électriques sous tension
ou les électrodes avec la peau nue, les gants ou les vête-
ments mouillés.
· S’isoler de la terre et de la pièce à souder.
· S’assurer que la position de travail est sûre.
FUMÉES ET GAZ - Peuvent nuire à la santé
· Garder la tête en dehors des fumées.
· Opérer en présence d’une ventilation adéquate et
utiliser des aspirateurs dans la zone de l’arc afin d’é-
viter l’existence de gaz dans la zone de travail.
RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la
peau.
· Protéger les yeux à l’aide de masques de soudure
dotés de lentilles filtrantes et le corps au moyen de
vêtements adéquats.
· Protéger les autres à l’aide d’écrans ou rideaux adéquats.
RISQUE D’INCENDIE ET BRÛLURES
· Les étincelles (jets) peuvent causer des incendies et
brûler la peau; s’assurer donc qu’il n’y a aucune
matière inflammable dans les parages et utiliser des
vêtements de protection adéquats.
BRUIT
Cette machine ne produit pas elle-même des bruits
supérieurs à 80 dB. Le procédé de découpage au
plasma/soudure peut produire des niveaux de bruit
supérieurs à cette limite; les utilisateurs devront donc mette
en oeuvre les précautions prévues par la loi.
CHAMPS ELECTROMAGNETIQUES- Peuvent être dange-
reux.
· Le courant électrique traversant n'importe
quel conducteur produit des champs électro-
magnétiques (EMF). Le courant de soudure ou
de découpe produisent des champs électro-
magnétiques autour des câbles ou des géné-
rateurs.
• Les champs magnétiques provoqués par des courants éle-
vés peuvent interférer avec le fonctionnement des stimula-
teurs cardiaques.
C’est pourquoi, avant de s’approcher des opérations de sou-
dage à l’arc, découpe, décriquage ou soudage par points, les
porteurs d’appareils électroniques vitaux (stimulateurs car-
diaques) doivent consulter leur médecin.
• L’ exposition aux champs électromagnétiques de soudure
ou de découpe peut produire des effets inconnus sur la
santé.
Pour reduire les risques provoqués par l'exposition aux
champs électromagnétiques chaque opérateur doit suivre
les procédures suivantes:
- Vérifier que le câble de masse et de la pince porte-
électrode ou de la torche restent disposés côte à côte.
Si possible, il faut les fixer ensemble avec du ruban.
- Ne pas enrouler les câbles de masse et de la pince
porte-électrode ou de la torche autour du corps.
- Ne jamais rester entre le câble de masse et le câble de
la pince porte-électrode ou de la torche. Si le câble de
masse se trouve à droite de l'opérateur, le câble de la
pince porte-électrode ou de la torche doit être égale
ment à droite.
- Connecter le câble de masse à la pièce à usiner aussi
proche que possible de la zone de soudure ou de
découpe.
- Ne pas travailler près du générateur.
EXPLOSIONS
· Ne pas souder à proximité de récipients sous pres-
sion ou en présence de poussières, gaz ou vapeurs
explosifs. Manier avec soin les bouteilles et les déten-
deurs de pression utilisés dans les opérations de soudure.
COMPATIBILITE ELECTROMAGNETIQUE
Cette machine est construite en conformité aux indications
contenues dans la norme harmonisée IEC 60974-10(Cl. A) et
ne doit être utilisée que pour des buts professionnels
dans un milieu industriel. En fait, il peut y avoir des diffi-
cultés potentielles dans l’assurance de la compatibilité
électromagnétique dans un milieu différent de celui
industriel.
ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES
ET ÉLECTRONIQUES
Ne pas éliminer les déchets d’équipements élec-
triques et électroniques avec les ordures
ménagères!Conformément à la Directive Européenne
2002/96/CE sur les déchets d’équipements électriques
et électroniques et à son introduction dans le cadre des
législations nationales, une fois leur cycle de vie terminé,
les équipements électriques et électroniques doivent
être collectés séparément et conférés à une usine de
recyclage. Nous recommandons aux propriétaires des
équipements de s’informer auprès de notre représentant
local au sujet des systèmes de collecte agréés.En vous
conformant à cette Directive Européenne, vous contri-
buez à la protection de l’environnement et de la santé!
EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER
L’ASSISTANCE DE PERSONNEL QUALIFIÉ.
MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL

18
fonctionnement de la machine au dépassement des tempé-
ratures admises. Dans ces conditions, le ventilateur continue
à fonctionner et la lampe C s'allume.
3 INSTALLATION
• L'installation de la machine doit être exécutée par du
personnel qualifié.
• Tous les raccordements doivent être exécutés
conformément aux normes en vigueur et dans le plein
respect de la loi de prévention des accidents.
Contrôler que la tension d'alimentation correspond à la
valeur indiquée sur le câble réseau. Si pas déjà montée,
brancher une prise de capacité suffisante sur le cordon d'ali-
mentation en s'assurant que le conducteur vert/jaune est
relié à la borne de terre.
La capacité de l'interrupteur magnétothermique ou des
fusibles, en série à l'alimentation, doit être égale au courant
I1 absorbé par la machine.
3.1 PLACEMENT
Monter la poignée, les roues et les deux appuis-bouteille.
La poignée ne doit pas être utilisée pour soulever la
machine.
Placer le poste à souder dans un milieu ventilé.
Poussière, saleté ou toute autre chose étrangère pouvant
entrer dans le poste à souder peuvent en compromettre la
ventilation et donc son fonctionnement.
Par rapport au milieu et aux conditions d'emploi, il faut donc
veiller à maintenir propres les pièces internes. Le nettoyage
doit se faire par un jet d'air sec et propre en prêtant attention
à ne pas endommager la machine.
Avant d'opérer à l'intérieur du poste à souder, s'assurer que
la fiche est débranchée de l'alimentation.
Toute opération à l'intérieur du poste à souder doit être
exécutée par du personnel qualifié.
3.2 RACCORDEMENTS INTERNES
Toute opération à l'intérieur du poste à souder doit être
exécutée par du personnel qualifié.
• Avant d'opérer à l'intérieur du poste à souder, s'assurer
que la fiche de la machine est débranchée du réseau d'ali-
mentation.
fig. 1
2 DESCRIPTION GENERALE
2.1 SPECIFICATIONS
Ce manuel a été préparé dans le but d'instruire le personnel
préposé à l'installation, au fonctionnement et à l'entretien du
poste à souder.
Cette machine est une source de tension constante indiquée
pour la soudure MIG/MAG et OPEN-ARC.
Contrôler, à la réception, qu'il n'y a pas de parties cassées
ou bien abîmées.
Toute réclamation pour pertes ou dommages doit être
faite par l'acheteur au transporteur. Chaque fois qu'on
demande des renseignements concernant le poste à
souder, prions d'indiquer l'article et le numéro matricule.
2.2 EXPLICATION DES DONNEES TECHNIQUES
EN 50199 Le poste à souder est construit selon ces
EN60974.1 normes.
N°. Numéro matricule à citer toujours pour
toute question concernant le poste à souder.
Transformateur - redresseur monophasé
Transformateur - redresseur triphasé.
Caractéristique plate.
MIG/MAG. Indiqué pour la soudure à fil continu.
I2 max Courant de soudure non conventionnel.
La valeur représente la limite maximale
pouvant être obtenue en soudure.
U0. Tension à vide secondaire
X. Facteur de marche en pour cent.
Le facteur de marche exprime le pour-
centage de 10 minutes pendant lesquel
les le poste à souder peut opérer à un
certain courant sans causer des sur
chauffes.
I2. Courant de soudure
U2. Tension secondaire avec courant de sou-
dure I2
U1. Tension nominale d'alimentation.
1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz.
3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz.
I1 max C'est la valeur maximale du courant
absorbé.
I1 eff C'est la valeur maximale du courant effec-
tif absorbé en considérant le facteur de
marche.
IP21C Degré de protection de la carcasse.
Degré 1 en tant que deuxième chiffre
signifie que cette machine ne peut pas
être utilisée à l'extérieur sous la pluie.
La lettre additionnelle C signifie que la
machine est protégée contre l'accès d'un
outil (diamètre 2,5 mm) aux pièces sous
tension du circuit d'alimentation.
Indiquée pour opérer dans des milieux
avec risque accru.
NOTE: En outre le poste à souder a été conçu pour opérer
dans des milieux avec degré de pollution 3. (Voir IEC664).
2.3 Protection thermique
Cette machine est protégée par un thermostat empêchant le
S
1

19
• Après l'essai final, le poste à souder est branché à la
tension indiquée sur le cordon d'alimentation.
• Pour varier la tension d'alimentation, enlever le pan-
neau latéral droit et ranger les raccordements de la
plaque à bornes comme indiqué dans la figure.
La tension d'alimentation, sur les générateurs mono-
phasés, ne peut pas être modifiée.
• Ne pas utiliser le poste à souder sans le couvercle ou les
panneaux latéraux pour d'évidentes raisons de sécurité et
afin de pas altérer les conditions de refroidissement des
composants internes.
• Appliquer au cordon d'alimentation une fiche adéquate au
courant absorbé.
• Raccorder le conducteur vert/jaune du câble de réseau de
la machine à une bonne prise de terre.
3.3 RACCORDEMENTS EXTERNES
3.3.1 Raccordement de la pince de masse.
• Brancher la borne du câble de masse sur la prise du poste
à souder et raccorder la borne de masse à la pièce à souder.
3.3.2 Positionnement de la bouteille et raccordement du
tuyau gaz
•Positionner la bouteille sur le porte-bouteille du poste à
souder en la fixant, au moyen des sangles fournies, au pan-
neau arrière de la machine.
• La bouteille ne doit pas avoir une hauteur supérieure à
1,65m (Art. 590-591-593) et 1m (Art. 574-575) afin de ne
pas créer de conditions de danger.
• Vérifier périodiquement l'état d'usure des sangles et, si
nécessaire, les remplacer.
• La bouteille doit être équipée d'un détendeur de pression
complet de débitmètre.
• Raccorder le tuyau gaz sortant du panneau arrière de la
machine au détendeur de pression uniquement après avoir
positionné la bouteille.
• Régler le débit du gaz à environ 10/12 litres/minute.
4 DESCRIPTION COMMANDES
4.1 COMMANDES SUR LE PANNEAU AVANT DE LA
MACHINE.
A- Bouton de réglage.
A l'aide de ce bouton il est possible de régler le temps de
pointage. En appuyant sur le bouton de la torche, la machi-
Fig. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
fig. 2

20
ne commence à souder; la durée du temps de pointage est
réglée au moyen du bouton. Pour recommencer le cycle, il
faut relâcher le bouton de la torche et l'appuyer de nouveau.
B- Voyant vert.
Signale la mise en marche de la machine.
C- Voyant jaune.
S'allume lorsque le thermostat arrête le fonctionnement du
poste à souder.
D- Bouton de réglage
A l'aide de ce bouton il est possible de varier la vitesse du fil
de soudure.
E- Commutateur.
Met en marche ou arrête la machine et sélectionne les
plages de la tension de soudure.
F- Commutateur.
Règle finement la tension de soudure à l'intérieur de la plage
choisie précédemment à l'aide du commutateur E.
G- Prises de masse.
Pour le raccordement du câble de masse. ( Certaines ver-
sions ont une seule prise de masse ).
H- Fixation centralisée.
Pour le raccordement de la torche de soudure.
5 SOUDURE
5.1 MISE EN OEUVRE
Contrôler que le diamètre du fil correspond au diamètre indi-
qué sur le galet d'entraînement fil et que le programme choi-
si est compatible avec la matière et le type de gaz. Utiliser
des galets d'entraînement fil avec gorge en "U" pour les fils
d'aluminium et avec gorge en "V" pour les autres fils.
5.2 LA MACHINE EST PRETE A SOUDER
• Raccorder la borne de masse à la pièce à souder.
• Positionner l'interrupteur E sur 1.
• Enlever la buse gaz.
• Desserrer la buse porte-courant.
• Insérer le fil dans la gaine guide-fil de la torche en s'assu-
rant de l'engager à l'intérieur de la gorge du galet et que le
galet est positionné correctement.
• Appuyer sur le bouton de la torche pour faire avancer le fil
jusqu'à le faire sortir de la torche.
• Attention: garder le visage bien éloigné de la lance ter-
minale lorsque le fil sort.
• Resserrer la buse porte-courant en s'assurant que le
diamètre du trou est égal au fil employé.
• Monter la buse gaz.
5.3 SOUDURE DES ACIERS AU CARBONE SANS PRO-
TECTION GAZEUSE. ( uniq. pour Art. 574 et 575 ).
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 574 et 575 voir figure 4 ).
Pour obtenir des soudures bien raccordées et protégées,
souder toujours de gauche à droite et de haut en bas.
Enlever les laitiers à la fin de chaque soudure.
Le fil fourré à utiliser est notre Art. 1587, Ø 0,9mm.
5.4 SOUDURE DES ACIERS AU CARBONE AVEC PRO-
TECTION GAZEUSE.
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 574 et 575 voir figure 5 ).
Pour souder ces matières il faut:
• Utiliser un gaz de soudure à composition binaire, généra-
lement ARGON + CO2 avec pourcentages d'Argon à partir
de 75%. Avec ce mélange, le cordon de soudure sera bien
raccordé et esthétique.
En utilisant du CO2 pur en tant que gaz de protection, on
aura des cordons étroits, avec plus de pénétration mais en
même temps avec une augmentation remarquable des
projections.
• Utiliser un fil d'apport ayant la même qualité que l'acier à
souder. Il est bien d'utiliser toujours des fils de bonne qualité
et d'éviter de souder avec des fils rouillés pouvant causer
des défauts de soudure.
Fig.4
fig. 5

21
• Eviter de souder sur des pièces rouillées ou sur des pièces
présentant des taches d'huile ou de graisse
5.5 SOUDURE DES ACIERS INOXYDABLES
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 574 et 575 voir figure 5 ).
La soudure des aciers inoxydables de la série 300 doit être
exécutée avec un gaz de protection ayant une teneur élevée
en Argon, un pourcentage réduit de O2 et 2 % environ de
gaz carbonique CO2.
Ne pas toucher le fil avec les mains. Il est important de gar-
der la zone de soudure toujours bien propre afin de ne pas
polluer le joint à souder.
5.6 SOUDURE DE L'ALUMINIUM
Vérifier que les câbles sont branchés correctement sur la
plaque à bornes en tenant compte de leur polarité (unique-
ment pour Art. 574 et 575 voir figure 5 ).
Pour la soudure de l'aluminium, il faut utiliser:
• Argon pur en tant que gaz de protection.
• Un fil d'apport ayant une composition adéquate à la matiè-
re de base à souder.
• Utiliser des meules et des brosseuses spécifiques pour l'a-
luminium sans jamais les utiliser pour d'autres matières.
N.B. En disposant d'une seule torche préparée pour les fils
d'acier, il faut la modifier de la manière suivante:
• S'assurer que le câble n'est pas supérieur à 3 mètres de
long.
• Enlever l'écrou serre-gaine en laiton, la buse gaz, la buse
porte-courant et ensuite extraire la gaine.
• Enfiler la gaine notre Art. 139 en s'assurant qu'elle sort aux
deux extrémités.
• Resserrer la buse porte-courant de façon à ce que la gaine
adhère à celle-ci.
• A l'extrémité de la gaine restée libre, enfiler l'embout serre
gaine, le joint torique et bloquer l'écrou sans le serrer exces-
sivement.
• Enfiler le tube en laiton sur la gaine et introduire l'ensemble
dans l'adaptateur après avoir enlevé le tube en fer.
• Couper la gaine en diagonale de façon à la placer aussi
près que possible du galet d'entraînement du fil.
• Utiliser des galets d'entraînement du fil qui conviennent au
fil d'aluminium.
• Régler la pression exercée par le bras du groupe d'entraî-
nement sur le galet à la valeur la plus basse.
6 DEFAUTS EN SOUDURE
1 DEFAUT - Porosités (internes ou externes au cordon)
CAUSES • Fil défectueux (rouillé superficiellement)
• Absence de protection de gaz due à:
- débit de gaz réduit
- débitmètre défectueux
- détendeur givré à cause de l'absence d'un
préchauffeur du gaz de protection de CO2
- électrovanne défectueuse
- buse porte-courant bouchée par les
projections
- trous d'écoulement du gaz bouchés
- courants d'air présents dans la zone de
soudure.
2 DEFAUT - Criques de retrait
CAUSES • Fil ou pièce à usiner sales ou rouillés.
• Cordon trop petit.
• Cordon trop concave
• Cordon trop pénétré.
3 DEFAUT - Gravures latérales
CAUSES • Passe trop rapide
• Courant bas et tensions d'arc élevées.
4 DEFAUT - Projections excessives
CAUSES • Tension trop élevée.
• Inductance insuffisante.
• Absence d'un préchauffeur du gaz de
protection de CO2.
7 ENTRETIEN DE L'INSTALLATION
• Buse protection gaz
Cette buse doit être libérée périodiquement des projections
de métal. Si déformée ou ovalisée, la remplacer.
• Buse porte-courant
Seulement un bon contact entre cette buse et le fil assure un
arc stable et un débit de courant optimal; il faut pourtant
observer les règles suivantes:
A) Le trou de la buse porte-courant doit être gardé libre d'im-
puretés ou oxydation.
B) Suite à des longues soudures, les projections s'attachent
plus facilement tout en empêchant la sortie du fil.
Il faut donc nettoyer la buse très souvent et si nécessaire la
remplacer.
C) La buse porte-courant doit être toujours bien vissée sur le
corps de la torche. Les cycles thermiques subis par la tor-
che peuvent provoquer son desserrage avec conséquent
réchauffement du corps de la torche et de la buse et un
avancement inconstant du fil.
• Gaine guide-fil
C'est une pièce très importante devant être contrôlée sou-
vent car le fil peut y déposer de la poudre de cuivre ou des
déchets très fins. La nettoyer périodiquement en même
temps que les passages du gaz en utilisant de l'air com-
primé sec.
Les gaines sont soumises à une usure continue; après une
certaine période, il faut donc les remplacer.
• Groupe motoréducteur
Nettoyer périodiquement l'ensemble des galets d'entraîne-
ment de l'éventuelle rouille ou des résidus métalliques dus
au déroulement des bobines. Le contrôle périodique s'im-
pose à l'entier groupe responsable de l'entraînement du fil:
enrouleur, galets guide-fil, gaine et buse porte-courant.

22
IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIEN-
TO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL
Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN
UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APA-
RATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA
OPERACIONES DE SOLDADURA.
PARA CONOCER LAS DIMENSIONES Y EL PESO DE ESTA
SOLDADORA, CONSULTAR EL CATÁLOGO CORRESPON-
DIENTE.
1 PRECAUCIONES DE SEGURIDAD
LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER
NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo
que el utilizador deberá ser informado de los riesgos, resu-
midos a continuación, que derivan de las operaciones de
soldadura. Para informaciones más detalladas, pedir el
manual cod 3.300.758
DESCARGA ELÉCTRICA – Puede matar.
· Instalar y conectar a tierra la soldadora según las
normas aplicables.
· No tocar las partes eléctricas bajo corriente o los elec-
trodos con la piel desnuda, los guantes o las ropas mojadas.
· Aíslense de la tierra y de la pieza por soldar.
· Asegúrense de que su posición de trabajo sea segura.
HUMOS Y GASES – Pueden dañar la salud.
· Mantengan la cabeza fuera de los humos.
· Trabajen con una ventilación adecuada y utilicen
aspiradores en la zona del arco para evitar la pre-
sencia de gases en la zona de trabajo.
RAYOS DEL ARCO – Pueden herir los ojos y quemar la piel.
· Protejan los ojos con máscaras para soldadura
dotadas de lentes filtrantes y el cuerpo con prendas
apropiadas.
· Protejan a los demás con adecuadas pantallas o cortinas.
RIESGO DE INCENDIO Y QUEMADURAS
· Las chispas (salpicaduras) pueden causar incen-
dios y quemar la piel; asegurarse, por tanto de que
no se encuentren materiales inflamables en las cer-
canías y utilizar prendas de protección idóneas.
RUIDO
Este aparato de por sí no produce ruidos superiores
a los 80dB. El procedimiento de corte plasma/sol-
dadura podría producir niveles de ruido superiores a
tal límite; por consiguiente, los utilizadores deberán poner en
practica las precauciones previstas por la ley.
CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos.
• La corriente eléctrica que atraviesa cualquier
conductor produce campos electromagnéti-
cos(EMF). La corriente de soldadura o de
corte genera campos electromagnéticos alre-
dedor de los cables y generadores.
• Los campos magnéticos derivados de corrientes elevadas
pueden incidir en el funcionamiento del pacemaker. Los por-
tadores de aparatos electrónicos vitales (pacemakers)
deberían consultar al médico antes de aproximarse a la zona
de operaciones de soldadura al arco, de corte, desbaste o
soldadura por puntos.
• La exposición a los campos electromagnéticos de la sol-
dadura o del corte podrían tener efectos desconocidos sobre
la salud.
Cada operador, para reducir los riesgos derivados de la
exposición a los campos electromagnéticos, tiene que ate-
nerse a los siguientes procedimientos:
- Colocar el cable de masa y de la pinza portaelectrodo o
de la antorcha de manera que permanezcan flanquea-
dos. Si posible, fijarlos junto con cinta adhesiva.
- No envolver los cables de masa y de la pinza portae-
lectrodo o de la antorcha alrededor del cuerpo.
- Nunca permanecer entre el cable de masa y el de la
pinza portaelectrodo o de la antorcha. Si el cable de
masa se encuentra a la derecha del operador también
el de la pinza portaelectrodo o de la antorcha tienen que
quedar al mismo lado.
- Conectar el cable de masa a la pieza en tratamiento lo
más cerca posible a la zona de soldadura o de corte.
- No trabajar cerca del generador.
EXPLOSIONES
· No soldar en proximidad de recipientes a presión o
en presencia de polvo, gas o vapores explosivos.
Manejar con cuidado las bombonas y los reguladores
de presión utilizados en las operaciones de soldadura.
COMPATIBILIDAD ELECTROMAGNÉTICA
Este aparato se ha construido de conformidad a las indica-
ciones contenidas en la norma armonizada IEC 60974-10
(Cl. A) y se deberá usar solo de forma profesional en un
ambiente industrial. En efecto, podrían presentarse
potenciales dificultades en el asegurar la compatibilidad
electromagnética en un ambiente diferente del indus-
trial.
RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE
APARATOS ELÉCTRICOS Y ELECTRÓNICOS
¡No está permitido eliminar los aparatos eléctri-
cos junto con los residuos sólidos urbanos!
Según lo establecido por la Directiva Europea
2002/96/CE sobre residuos de aparatos eléctricos y
electrónicos y su aplicación en el ámbito de la legisla-
ción nacional, los aparatos eléctricos que han concluido
su vida útil deben ser recogidos por separado y entre-
gados a una instalación de reciclado ecocompatible. En
calidad de propietario de los aparatos, usted deberá
solicitar a nuestro representante local las informaciones
sobre los sistemas aprobados de recogida de estos
residuos. ¡Aplicando lo establecido por esta Directiva
Europea se contribuye a mejorar la situación ambiental y
salvaguardar la salud humana!
EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA
ASISTENCIA DE PERSONAL CUALIFICADO.
2 DESCRIPCIÓN GENERAL
2.1 ESPECIFICACIONES
Este manual se ha preparado con el fin de instruir al per-
sonal encargado de la instalación, del funcionamiento y
MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO

23
del mantenimiento de la soldadora.
Este aparato es una fuente de tensión constante adapto
a la soldadura MIG/MAG y OPEN-ARC.
Controlar, en el momento de la entrega, que no existan
partes rotas o averiadas.
Cualquier eventual reclamación por pérdidas o daños
deberá hacerlo el comprador al vector. Cada vez que
se pidan informaciones concernientes a la soldadora,
se ruega indicar el artículo y el número de matrícula.
2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS
EN 50199 La soldadora se ha construido según
EN60974.1 estas normas.
N°. Número de matricula que deberá ser
citado para cualquier petición relativa a la
soldadora.
Transformador - rectificador monofásico
Transformador - rectificador trifásico
Característica plana
MIG/MAG. Adapto para soldadura de hilo continuo.
I2 máx. Corriente de soldadura no convencional.
El valor representa el límite máx. obteni
ble en soldadura.
U0. Tensión en vacío secundaria
X. Factor de servicio porcentual.
El factor de servicio expresa el porcentaje
de 10 minutos en el que la soldadora
puede trabajar a una determinada cor-
riente sin causar recalentamientos.
I2. Corriente de soldadura
U2. Tensión secundaria con corriente de
sald. I2
U1. Tensión nominal de alimentación.
1~ 50/60Hz Alimentación monofásica 50 o 60 Hz.
3~ 50/60Hz Alimentación trifásica 50 o 60 Hz.
I1 máx. Es el máximo valor de la corriente absor-
bida.
I1 ef. Es el máximo valor de la corriente efectiva
absorbida considerando el factor de
servicio.
IP21.C Grado de protección del armazón.
Grado 1 como segunda cifra significa que
este aparato no es idóneo para trabajar
en el exterior bajo la lluvia.
La letra adicional C significa que el aparat
o está protegido contra el acceso de una
herramienta (diámetro 2,5mm) a las par
tes bajo tensión del circuito de alimenta-
ción.
Idónea para trabajar en ambientes con
riesgo aumentado
NOTE: La soldadora ha sido además proyectada para
trabajar en ambientes con grado de contaminación 3.
(Ver IEC664).
2.3 Protección térmica
Este aparato está protegido por un termostato el cual, si
se superasen las temperaturas admitidas, impediría el
funcionamiento de la máquina. En estas condiciones el
ventilador continuaría a funcionar y la lámpara C se
encendería.
S
1
3 INSTALACIÓN
• La instalación de la máquina deberá ser realizada
por personal cualificado.
• Todas las conexiones deberán ser realizadas de
conformidad a las vigentes normas en el pleno respe-
to de las leyes de prevención de accidentes.
Controlar que la tensión de alimentación corresponda al
valor indicado en el cable de red. Si no estuviera ya mon-
tada, conectar una clavija de calibre adecuado al cable
de alimentación comprobando que el conductor amari-
llo/verde esté conectado al enchufe de tierra.
El calibre del interruptor magneto térmico o de los fusi-
bles, en serie con la alimentación, deberán ser igual a la
corriente I1 max. absorbida por la máquina.
3.1 COLOCACIÓN
Montar el mango, las ruedas y los dos apoya bombona.
El mango no deberá usarse para levantar la soldadora.
Colocar la soldadora en un ambiente ventilado.
Polvo, suciedad o cualquier otro cuerpo extraño que
pueda entrar en la soldadora podría comprometer la
ventilación y por consiguiente el buen funcionamiento.
Por tanto es necesario, en relación con el ambiente y con
las condiciones de empleo, tener cuidado de mantener
limpias las partes internas.
La limpieza se efectuará con un chorro de aire seco y lim-
pio, teniendo cuidado de no dañar de ninguna manera la
máquina.
Antes de trabajar en el interior de la soldadora, asegurar-
se de que el enchufe esté desenchufado de la red de ali-
mentación.
Cualquier intervención efectuada en el interior de la sol-
dadora deberá ser realizada por personal cualificado.
3.2 CONEXIONES INTERNAS
• Cualquier intervención efectuada en el interior de la
soldadora deberá ser realizada por personal cualificado.
• Antes de trabajar en el interior de la soldadora asegu-
rarse de que la clavija esté desenchufada de la red de ali-
mentación.
fig. 1

24
• Después de la prueba final, la soldadora se conecta
a la tensión indicada en el cable de alimentación.
• Para cambiar la tensión de alimentación, quitar el
lateral derecho y disponer las conexiones del tablero
de bornes cambia-tensión como se indica en la figura.
La tensión de alimentación, en los generadores
monofásicos, no puede ser cambiada.
• No utilizar la soldadora sin tapa o sin los paneles late-
rales por evidentes razones de seguridad y para no alte-
rar las condiciones de enfriamiento de los componentes
internos.
• Aplicar al cable de alimentación una clavija adecuada a
la corriente absorbida.
• Conectar el conductor amarillo-verde del cable de red
de la máquina a una buena toma de tierra.
3.3 CONEXIONES EXTERNAS
3.3.1 Conexión de la pinza de masa.
• Conectar el terminal del cable masa a la toma de la sol-
dadora y conectar el borne de masa a la pieza por soldar.
3.3.2 Colocación de la bombona y conexión del tubo
de gas
• Colocar la bombona en el porta bombona de la solda-
dora, sujetándola, con las correas en dotación, al tablero
posterior de la máquina.
• La bombona no deberá colocarse por encima de
1,65m (art. 590-591-593) y 1m (574-575), para no crear
situaciones de peligro.
• Controlar periódicamente el estado de desgaste de las
correas, y si fuese necesario pedir el repuesto.
• La bombona deberá ser dotada de un reductor de pre-
sión con flujómetro.
• Solo después de haber colocado la bombona, conectar
el tubo de gas que sale del tablero posterior de la máqui-
na, al reductor de presión.
• Ajustar el flujo del gas a aproximadamente 10/12
litros/minuto.
4 DESCRIPCIÓN DE LOS MANDOS
4.1 MANDOS EN EL FRONTAL DEL APARATO.
A-Manecilla de regulación.
Con esta manecilla se ajusta el tiempo de soldadura por
puntos. Presionando el pulsador de la antorcha la máqui-
na empieza a soldar, la duración del tiempo de soldadu-
Fig. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
fig. 2

25
ra por puntos está regulado por la manecilla. Para volver
a empezar el ciclo hay que soltar y presionar de nuevo el
pulsador de la antorcha.
B- LED de color verde.
Señala el encendido de la máquina.
C- LED de color amarillo.
Se enciende cuando el termostato interrumpe el funcio-
namiento de la soldadora.
D-Manecilla de regulación.
Con esta manecilla se varía la velocidad del hilo de sol-
dadura.
E- Conmutador.
Enciende o apaga la máquina y selecciona las gamas de
la tensión de soldadura.
F- Conmutador.
Regula sutilmente la tensión de soldadura al interno de la
gama elegida con el conmutador E.
G- Enchufes de masa
Enchufes a los que se conecta el cable de masa. (
Algunas versiones tienen un solo enchufe de masa ).
H- Empalme centralizado.
Se conecta la antorcha de soldadura.
5 SOLDADURA
4.1 Puesta en funcionamiento
Controlar que el diámetro del hilo corresponda al diámetro
indicado en el rodillo arrastrahilo y que el programa elegido
sea compatible con el material y el tipo de gas. Utilizar rodil-
los arrastrahilo con ranura en "U" para hilos de aluminio y
con ranura a "V" para los demás hilos.
5.2 LA MÁQUINA ESTÁ LISTA PARA SOLDAR
• Conectar el borne de masa a la pieza por soldar.
• Colocar el interruptor E en 1.
• Quitar la tobera gas.
• Aflojar la tobera portacorriente.
• Insertar el hilo en la vaina guíahilo de la antorcha asegú-
randose de que esté dentro de la ranura del rodillo y de que
este esté en la posición correcta
• Presionar el pulsador antorcha para hacer avanzar el hilo
hasta que salga de la antorcha.
• Atención: mantener el rostro lejos de la lanza terminal
mientras sale el hilo.
• Apretar la tobera portacorriente asegurándose de que el
diámetro del orificio sea igual al del hilo utilizado.
• Montar la tobera gas.
5.3 SOLDADURA DE LOS ACEROS AL CARBONO SIN
PROTECCIÓN GASEOSA. ( solo para Art. 574 y 575 ).
Verificar que los cables estén insertados correctamente en el
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 4 ).
Para obtener soldaduras unidas y bien protegidas, conviene
hacerlo desde la izquierda a la derecha y desde arriba hacia
abajo. Al final de cada soldadura eliminar las escorias.
El hilo animado que se utilizará es nuestro Art. 1587, Ø
0,9mm.
5.4 SOLDADURA DE LOS ACEROS AL CARBONO
CON PROTECCIÓN GASEOSA.
Verificar que los cables estén insertados correctamente en el
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 5 ).
Para la soldadura de estos materiales es necesario:
• Utilizar un gas de soldadura de composición binaria, nor-
malmente ARGON + CO2 con porcentajes de Argon que
van del 75% hacia arriba. Con esta mezcla el cordón de sol-
dadura estará bien empalmado y estético.
Utilizando CO2 puro, como gas de protección se obtendrán
cordones estrechos, con una mayor penetración pero con
notable aumento de proyecciones (salpicaduras).
• Utilizar un hilo de adjunción de la misma calidad respecto
al cero por soldar. Conviene siempre usar hilos de buena
calidad, evitar soldar con hilos oxidados que podrían provo-
car defectos en la soldadura.
• Evitare soldar en piezas oxidadas o que presenten man-
chas de aceite o de grasa.
5.5 SOLDADURA DE LOS ACEROS INOXIDABLES
erificar que los cables estén insertados correctamente en el
Fig.4
Fig. 5

26
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 5 ).
La soldadura de los aceros inoxidables de la serie 300,
deberá hacerse con gas de protección de alto tenor de
Argon, con un pequeño porcentaje de oxígeno O2 o de anhi-
drido carbónico CO2 aproximadamente el 2%.
No tocar el hilo con las manos. Es importante mantener
siempre la zona de soldadura limpia para no ensuciar la
junta por soldar.
5.6 SOLDADURA DEL ALUMINIO
erificar que los cables estén insertados correctamente en el
tablero de bornes, de forma que respeten la adecuada pola-
ridad (solo para Art. 574 y 575 ver figura 5 ).
Para la soldadura del alluminio es necesario utilizar:
• Argon puro como gas de protección.
• Un hilo de adjunción de composición adecuada al material
base por soldar.
• Utilizar muelas y cepilladoras específicas para el aluminio
que no sean utilizadas nunca para otros materiales.
NOTA Disponiendo solo de una antorcha preparada para
los hilos de acero, es necesario modificarla de la forma
siguiente:
• Asegurarse de que la longitud de cable no supere los 3
metros.
• Quitar la tuerca que sujeta la funda de latón, la boquilla
gas, la boquilla portacorriente y por último extraer la funda.
• Introducir la funda, nuestro Art. 139 asegurándose de que
salga por los dos extremos.
• Apretar la boquilla portacorriente de forma que la funda se
adhiera a ésta.
• En el extremo de la funda que ha quedado libre, introducir
el niple sujeta funda, la junta OR y bloquear con la tuerca, sin
apretar excesivamente.
• Introducir el bastoncillo de latón en la funda e introducir
todo junto en el adaptador, habiendo quitado con anteriori-
dad el bastoncillo de hierro.
• Cortar diagonalmente la funda de forma que esté lo más
cerca posible del rodillo arrastrahilo.
• Utilizar rodillos arrastrahilo adecuados al hilo de aluminio.
• Regular la presión, que el brazo del grupo de arrastre ejer-
ce sobre el rodillo, al mínimo posible.
6 DEFECTOS EN SOLDADURA
1 DEFECTO -Porosidad (internas o externas al cordón)
CAUSAS • Hilo defectuoso (oxidado superficialmen-
te)
• Falta de protección de gas debida a:
- flujo de gas escaso
- flujómetro defectuoso
- reductor helado, por falta de un precalen-
tador del gas de protección de CO2
- electroválvula defectuosa
- tobera porta corriente atascada por las
salpicaduras
- orificios de salida del gas atascados
- corrientes de aire presentes en la zona de
soldadura.
2 DEFECTO - Grietas de contracción
CAUSE • Hilo o pieza en elaboración sucios u oxi-
dados.
• Cordón demasiado pequeño.
• Cordón demasiado cóncavo.
• Cordón demasiado penetrado
3 DEFECTO - Incisiones laterales
CAUSE • Pasada demasiado rápida
• Corriente baja y tensiones de arco eleva-
das
4 DEFECTO - Salpicaduras excesivas
CAUSE • Tensión demasiado alta.
• Inductancia insuficiente.
• Falta de un precalentador del gas de pro-
tección de CO2
7 MANTENIMIENTO DEL EQUIPO
• Tobera protección gas
Esta tobera debe ser liberada periódicamente de las salpi-
caduras metálicas. Si estuviese deformada u ovalada, susti-
tuirla.
• Tobera porta corriente.
Solo un buen contacto entre tobera e hilo asegura un arco
estable y una óptima erogación de corriente; es necesario
por tanto observar las siguientes precauciones:
A) El orificio de la tobera portacorriente deberá mantenerse
libre de suciedad y de óxido.
B) Después de soldaduras largas, las salpicaduras se pegan
más fácilmente obstaculando la salida del hilo.
Es por tanto necesario limpiar a menudo la tobera y si fuese
necesario sustituirla.
C) La tobera porta corriente debe estar siempre bien appre-
tada al cuerpo antorcha . Los ciclos térmicos sufridos por la
antorcha podrían provocar un aflojamiento con consiguien-
te calentamiento del cuerpo de la miama y de la tobera y una
inconstancia en el avance del hilo.
• Vaina guíahilo.
Es una parte importante que deberá ser controlada a menu-
do ya que el hilo puede depositar polvo de cobre o delgadí-
simas cascarillas. Limpiarla periódicamente junto con los
pasajes del gas con aire comprimido seco.
Las vainas son sometidas a un continuo deterioro, por lo
que se hace necesario su sustitución, pasado un cierto
período.
• Grupo motorreductor.
Limpiar peiródicamente el conjunto de rodillos de arrastre de
eventual òxido o residuos metálicos, debido al arrastre de
las bobinas. Es necesario un control periódico de todo el
grupo responsable del arrastre del hilo: carrete, rodillos
guíahilo, vaina y tobera porta corriente.

27
IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER
O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR
O MESMO DURANTE TODA A VIDA OPERATIVA DO
PRODUTO, EM LOCAL DE FÁCIL ACESSO.
ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVA-
MENTE PARA OPERAÇÕES DE SOLDADURA.
PARA AS DIMENSÕES E O PESO DESTA MÁQUINA DE
SOLDADURA, CONSULTAR O CATÁLOGO ESPECÍFICO.
1 PRECAUÇÕES DE SEGURANÇA
A SOLDADURA E O CISALHAMENTO A ARCO PODEM
SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve
conhecer as precauções contra os riscos, a seguir lista-
dos, derivantes das operações de soldadura. Caso forem
necessárias outras informações mais pormenorizadas,
consultar o manual cod 3.300.758
CHOQUE ELÉCTRICO - Perigo de Morte.
· A Máquina de Soldar deve ser instalada e ligada
à terra, de acordo com as normas vigentes.
· Não se deve tocar as partes eléctricas sob
tensão ou os eléctrodos com a pele do corpo, com luvas
ou com indumentos molhados.
· O utilizador deve se isolar da terra e da peça que deverá
ser soldada.
· O utilizador deve se certificar que a sua posição de tra-
balho seja segura.
FUMAÇA E GÁS - Podem ser prejudiciais à saúde.
· Manter a cabeça fora da fumaça.
· Trabalhar na presença de uma ventilação ade-
quada e utilizar os aspiradores na zona do arco
para evitar a presença de gás na zona de trabalho.
RAIOS DO ARCO - Podem ferir os olhos e queimar a
pele.
· Proteger os olhos com máscaras de soldadura
montadas com lentes filtrantes e o corpo com
indumentos apropriados.
· Proteger as outras pessoas com amparos ou cortinas.
RISCO DE INCÊNDIO E QUEIMADURAS
· As cintilas (borrifos) podem causar incêndios e
queimar a pele; certificar-se, portanto, se não há
materiais inflamáveis aos redores e utilizar indu-
mentos de protecção idóneos.
RUMOR
Este aparelho não produz rumores que excedem
80dB. O procedimento de cisalhamento
plasma/soldadura pode produzir níveis de rumor
superiores a este limite; portanto, os utilizadores deverão
aplicar as precauções previstas pela lei.
CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos.
· A corrente eléctrica que atravessa qualquer
condutor produz campos electromagnéticos
(EMF). A corrente de soldadura, ou de corte,
gera campos electromagnéticos em redor dos
cabos e dos geradores.
Os campos magnéticos derivados de correntes elevadas
podem influenciar o funcionamento de pacemakers. Os por-
tadores de aparelhos electrónicos vitais (pacemakers)
deverão consultar o médico antes de se aproximarem de
operações de soldadura por arco, de corte, desbaste ou de
soldadura por pontos.
A exposição aos campos electromagnéticos da soldadura,
ou do corte, poderá ter efeitos desconhecidos para a saúde.
Cada operador, para reduzir os riscos derivados da expo-
sição aos campos electromagnéticos, deve respeitar os
seguintes procedimentos:
- Fazer de modo que o cabo de massa e da pinça de
suporte do eléctrodo, ou do maçarico, estejam lado a
lado. Se possível, fixá-los juntos com fita adesiva.
- Não enrolar os cabos de massa e da pinça de suporte
do eléctrodo, ou do maçarico, no próprio corpo.
- Nunca permanecer entre o cabo de massa e o da pinça
de suporte do eléctrodo, ou do maçarico. Se o cabo de
massa se encontrar do lado direito do operador,
também o da pinça de suporte do eléctrodo, ou do
maçarico, deverá estar desse mesmo lado.
- Ligar o cabo de massa à peça a trabalhar mais próxima
possível da zona de soldadura, ou de corte.
- Não trabalhar junto ao gerador.
EXPLOSÕES
· Não soldar nas proximidades de recipientes à pres-
são ou na presença de pós, gases ou vapores explo-
sivos. Manejar com cuidado as bombas e os regula-
dores de pressão utilizados nas operações de soldadura.
COMPATIBILIDADE ELECTROMAGNÉTICA
Este aparelho foi construído conforme as indicações con-
tidas na norma IEC 60974-10 (Cl. A) e deve ser usado
somente para fins profissionais em ambiente indus-
trial. De facto, podem verificar-se algumas dificulda-
des de compatibilidade electromagnética num
ambiente diferente daquele industrial.
ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS
E ELECTRÓNICAS
Não eliminar as aparelhagens eléctricas junta-
mente ao lixo normal!De acordo com a Directiva
Europeia 2002/96/CE sobre os lixos de aparelhagens
eléctricas e electrónicas e respectiva execução no
âmbito da legislação nacional, as aparelhagens eléctri-
cas que tenham terminado a sua vida útil devem ser
separadas e entregues a um empresa de reciclagem
eco-compatível. Na qualidade de proprietário das apare-
lhagens, deverá informar-se junto do nosso representan-
te no local sobre os sistemas de recolha diferenciada
aprovados. Dando aplicação desta Directiva Europeia,
melhorará a situação ambiental e a saúde humana!
EM CASO DE MAU FUNCIONAMENTO SOLICITAR A
ASSISTÊNCIA DE PESSOAS QUALIFICADAS.
2 DESCRIÇÃO GERAL
2.1 ESPECIFICAÇÕES
Este manual foi preparado visando instruir o pessoal
encarregado da instalação, funcionamento e manu-
tenção da máquina de soldadura. Este aparelho é uma
constante fonte de tensão, apropriado para soldaduras
MIG/MAG e OPEN-ARC.
MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO

28
Ao recebê-lo, controlar se não há partes quebradas ou
avariadas.
Qualquer reclamação por perdas ou danos deve ser
feita pelo comprador ao transportador. Toda vez que
for necessário solicitar informações a respeito da
máquina de soldadura, é preciso indicar o artigo e o
número de matrícula.
2.2 DESCRIÇÃO DOS DADOS TÉCNICOS
EN 50199 A máquina de soldadura foi fabricada de
EN60974.1 acordo com as normas vigentes.
N°. Número de matrícula que deve ser sem-
pre indicado em qualquer pedido que for
feito em relação à máquina de soldadura.
Transformador - rectificadora monofásica
Transformador - rectificador trifásico.
Característica plana.
MIG/MAG. Apropriado para soldadura por fio contí-
nuo.
I2 max Corrente de soldadura não convencional.
O valor representa o limite max. que
pode ser obtido em soldadura.
U0. Tensão a vácuo secundária
X. Factor de serviço percentual.
O factor de serviço exprime a percenta-
gem de 10 minutos em que a máquina de
soldadura pode trabalhar numa determi-
nada corrente sem causar sobreaqueci
mentos.
I2. Corrente de soldadura
U2. Tensão secundária com corrente de
sold.I2
U1. Tensão nominal de alimentação.
1~ 50/60Hz Alimentação monofásica 50 ou então
60 Hz.
3~ 50/60Hz Alimentação trifásica 50 ou então 60 Hz.
I1 max É o valor máximo da corrente absorvida.
I1 ef É o valor máximo da corrente efectiva
absorvida considerando o factor de
serviço.
IP21C Grau de protecção da carcaça.
Grau 1, como segundo número, significa
que este aparelho não é idóneo para tra-
balhar no exterior, debaixo de chuva.
A letra adicional C significa que o aparel
ho está protegido contra o acesso de um
utensílio (diâmetro 2,5mm) nas partes
em tensão do circuito de alimentação.
Idóneo para trabalhar em ambientes com
risco acrescentado.
NOTE: A máquina de soldadura foi fabricada para trabalhar
em ambientes com grau de poluição 3. (Veja IEC664).
2.3 PROTECÇÃO TÉRMICA
Este aparelho é protegido por um termóstato que, caso
as temperaturas admitidas forem superadas, impede o
funcionamento da máquina. Nestas condições o ventila-
dor continua a funcionar e a lâmpada C ilumina-se.
S
1
3 INSTALAÇÃO
• A instalação da máquina deve ser feita por pessoal
qualificado.
• Todas as ligações devem ser feitas conforme as
normas vigentes, no pleno respeito das leis sobre aci-
dentes no trabalho.
Controlar que a tensão de alimentação corresponda ao
valor indicado no cabo da rede. Se não estiver já monta-
da, ligar uma ficha de capacidade adequada ao cabo de
alimentação certificando-se que o condutor
amarelo/verde esteja ligado ao pino de encaixe de terra.
A capacidade do interruptor magnetotérmico ou dos fusí-
veis, em série na alimentação, deve ser igual à corrente
I1 max. absorvida pela máquina.
3.1 ACONDICIONAMENTO
Montar a pega, as rodas e os dois apoios garrafa.
A pega não deve ser usada para suspender a máqui-
na de soldadura.
Colocar a máquina de soldadura em ambiente ventilado.
Poeira, sujidade ou qualquer outra partícula estranha que
possa entrar na máquina de soldadura poderá comprome-
ter a ventilação e, portanto, o seu bom funcionamento.
É, portanto, necessário manter as partes internas limpas,
levando em conta o meio ambiente em que a máquina se
encontra e as condições de uso da mesma. A limpeza
deverá ser feita com um jacto de ar seco e limpo, cui-
dando para não danificar a máquina.
Antes de operar no interior da máquina de soldadura,
retire a ficha da rede de alimentação.
Qualquer intervenção efectuada no interior da máqui-
na de soldadura deverá ser feita por pessoal qualifi-
cado.
3.2 CONEXÕES INTERNAS
Qualquer intervenção efectuada no interior da máqui-
na de soldadura deverá ser feita por pessoal qualifi-
cado.
• Antes de operar no interior da máquina de soldadura,
certificar-se que a ficha esteja desconectada da rede de
alimentação.
• Após a inspecção final, a máquina de soldadura é
fig. 1

29
ligada à tensão indicada no cabo de alimentação.
• Para modificar a tensão de alimentação, retirar a
lateral direita e dispor as conexões do bloco de ter-
minais como indicado na figura.
• A tensão de alimentação, nos geradores monofási-
cos, não pode ser modificada.
• Não utilizar a máquina de soldadura sem a tampa ou os
painéis laterais, por óbvias razões de segurança e para
não alterar as condições de refrigeração dos componen-
tes internos.
• Aplicar, ao cabo de alimentação, uma ficha apropriada
à corrente absorvida.
• Ligar o condutor amarelo-verde no cabo da rede da
máquina numa ligação à terra eficiente..
3.3 CONEXÕES EXTERNAS
3.3.1 Conexão da pinça de massa.
• - Ligar o terminal do cabo de massa à tomada da
máquina de soldadura e ligar o alicate de massa à peça
a soldar.
3.3.2 Posicionamento da garrafa e ligação do tubo gás
• Posicionar a garrafa no porta-garrafa da máquina de
soldadura, fixando-a no painel posterior da máquina com
as correias em dotação.
• A garrafa não deve superar 1,65m (Art. 590-591-593)
e 1m (Art. 574-575) de altura, para não criar condições
de perigo.
• Controlar periodicamente o estado de desgaste das
correias e, se necessário, solicitar a troca.
• A garrafa deverá ser equipada por um redutor de
pressão que contém fluxómetro.
• Somente após ter posicionado a garrafa, ligar o tubo
gás de saída do painel posterior da máquina ao redutor
de pressão.
• Regular o fluxo do gás em aprox. 10/12 litros/minuto.
4 DESCRIÇÃO DOS COMANDOS
4.1 COMANDOS NO PAINEL FRONTAL DO
APARELHO.
A- Manípulo de regulação.
Ao agir neste manípulo é possível regular o tempo de
punção. Ao carregar no botão da tocha a máquina
Fig. 3
D
C
A
B
E
E
G
H
D
C
A
B
F
G
H
fig. 2

30
começa a soldar, o tempo de punção pode ser regulado
pelo manípulo. Para recomeçar o ciclo é necessário sol-
tar e carregar novamente no botão da tocha.
B- Sinalizador de cor verde.
Indica que a máquina está ligada.
C- Sinalizador de cor amarela.
Ilumina-se quando o termóstato interrompe o funciona-
mento da máquina de soldadura.
D-Manípulo de regulação.
Ao agir sobre este manípulo é possível variar a velocida-
de do fio de soldadura.
E- Comutador.
Liga ou desliga a máquina e selecciona as gamas da
tensão de soldadura.
F- Comutador.
Regula precisamente a tensão de soldadura dentro da
gama escolhida previamente com o comutador E.
G- Tomadas de massa.
Tomadas nas quais deverá ser ligado o cabo de massa. (
Alguns modelos apresentam uma só tomada de massa ).
H- Adaptador central.
Neste adaptador deverá ser ligada a tocha de soldadura.
5 SOLDADURA
5.1 FUNCIONAMENTO
Controlar se o diâmetro do fio corresponde com o diâ-
metro indicado no rolo alimentador de fio e se o progra-
ma escolhido é compatível com o material e o tipo de
gás. Utilizar rolos alimentadores de fio com garganta em
"U", para fios de alumínio, e com garganta em "V" para
os outros fios.
5.2 A MÁQUINA ESTÁ PRONTA PARA SOLDAR
• Ligar o alicate de massa à peça a soldar.
• Posicionar o interruptor E em 1.
• Tirar o bocal de gás.
• Desaparafusar o bocal porta-corrente.
• Inserir o fio no guia do fio da tocha, certificando-se que
esteja dentro da garganta do rolo e que o mesmo se
encontre na posição correcta.
• Carregar no botão tocha para fazer avançar o fio até
que o mesmo saia da tocha.
• Atenção: manter o rosto afastado do pescoço de
cisne enquando o fio estiver saindo.
• Aparafusar o bocal porta-corrente, certificando-se que
o diâmetro do orifício seja igual ao fio utilizado.
• Montar o bocal de gás.
5.3 SOLDADURA DOS AÇOS AO CARBONO SEM
PROTECÇÃO GASOSA. (somente para Art. 574 e
575 ).
Verificar se os cabos estão inseridos correctamente no
quadro de terminais, de modo que respeitem a polarida-
de correcta (somente para Art. 574 e 575 veja figura 4 ).
Para obter soldaduras bem firmes e protegidas recomenda-
se soldar da esquerda para a direita e do alto para o baixo.
No final de qualquer soldadura, remover as escórias.
O fio animado a utilizar é o nosso Art. 1587, Ø 0,9mm.
5.4 SOLDADURA DOS AÇOS AO CARBONO COM
PROTECÇÃO GASOSA.
Verificar se os cabos estão inseridos correctamente no
quadro de terminais, de modo que respeitem a polarida-
de correcta ( somente para Art. 574 e 575 veja figura 5 ).
Para soldar estes materiais é necessário:
• Utilizar um gás de soldadura de composição binária,
normalmente ARGON + CO2 com percentagens de
Argon de 75% para cima. Com esta mistura o carbono de
soldadura ficará bem unido e estético.
Utilizando CO2 puro, como gás de proteccção, obter-se-
ão cordões estreitos, com uma maior penetração mas
com um aumento considerável de projecções (borrifos).
• Utilizar um fio que tenha a mesma qualidade do aço a
soldar. Recomenda-se sempre utilizar fios de boa quali-
dade. Evitar soldaduras com fios oxidados que podem
causar defeitos de soldadura.
• Evitar soldaduras em peças oxidadas ou que apresen-
tem manchas de óleo ou graxa.
5.5 SOLDADURA DE AÇOS INOXÍDÁVEIS
Verificar se os cabos estão inseridos correctamente no
quadro de terminais, de modo que respeitem a polarida-
de correcta ( somente para Art. 574 e 575 veja figura 5 ).
A soldadura de aços inoxidáveis da série 300 deve ser
efectuada com gás de protecção com alto teor de Argon,
com uma pequena percentagem de oxigênio O2 ou de
Fig.4
Fig. 5

31
anidrido carbónico CO2, aproximadamente 2%.
Não tocar o fio com as mãos. É importante manter sem-
pre a zona de soldadura limpa para não poluir a junta a
soldar.
5.6 SOLDADURA DE ALUMÍNIO
Verificar se os cabos estão inseridos correctamente no
quadro de terminais, de modo que respeitem a polarida-
de correcta ( somente para Art. 574 e 575 veja figura 5 ).
Para soldadura de alumínio é necessário utilizar:
• Argon puro como gás de protecção.
• Um fio de composição adequada com o material bási-
co que será soldado.
• Utilizar rebolo e escovadores específicos para alumínio,
sem jamais usá-los em outros materiais.
OBS.: Caso dispor de somente uma tocha preparada
para fios de aço, é necessário modificá-la da seguinte
maneira:
• Certificar-se que o comprimento do cabo não supere 3
metros.
• Retirar a porca de bloqueio guia em latão, o bocal cóni-
co, o bico porta-corrente e então retirar o guia.
• Enfiar o guia nosso Art. 139 certificando-se que saia
das duas extremidades.
• Parafusar novamente o bico porta-corrente de modo
que o guia fique aderente ao mesmo.
• Na extremidade do guia que permanece livre enfiar o
nipples de bloqueio guia, a guarnição OR e bloquear com
a porca, sem apertar excessivamente.
• Enfiar o pequeno tubo de latão no guia e introduzir tudo
no adaptador, tendo precedentemente retirado o tubo de
ferro.
• Cortar em diagonal o guia de modo que esteja o mais
próximo possível ao rolo alimentador de fio.
• Utilizar os rolos alimentadores de fios adequados ao
fios de alumínio.
• Regular ao mínimo possível a pressão que o braço do
grupo de alimentação pratica no rolo.
6 DEFEITOS DURANTE A SOLDADURA
1 DEFEITO -Porosidade (interna e externa ao
cordão)
CAUSAS •Fio defeituoso (enferrujado superficial
mente)
• Falta de protecção de gás devido a:
- escasso fluxo de gás
- fluxómetro defeituoso
- redutor malhado pela falta de pré-aque
cedor do gás de protecção de CO2
- electroválvula defeituosa
- bocal porta corrente obstruído por
borrifos
- orifícios de efluxo de gás obstruídos
- correntes de ar presentes na zona de
soldadura.
2 DEFEITO - ranhuras de retracção
CAUSAS • Sujeira ou ferrugem no fio ou na peça
que está a ser trabalhada.
• Cordão muito pequeno.
• Cordão muito côncavo.
• Cordão muito penetrado.
3 DEFEITO - Incisões laterais
CAUSAS • Passo muito rápido
• Corrente baixa e tensões de arco
elevadas.
4 DEFEITO - Borrifos excessivos
CAUSAS • Tensão muito alta.
• Indutância insuficiente.
• Falta de um pré-aquecedor de gás de
protecção de CO2
7 MANUTENÇÃO DA APARELHAGEM
• Bocal de protecção gás
Este bocal deve ser desobstruído periodicamente de
partículas metálicas. Se deformado ou ondulado substi-
tuí.lo.
• Bocal porta-corrente.
Somente um bom contacto entre este bocal e o fio asse-
gura um arco estável e uma boa distribuição de corrente;
para tanto, é preciso observar as seguintes recomen-
dações:
A) O orifício do bocal porta-corrente deve ser mantido
limpo e sem oxidação.
B) Após longas soldaduras os borrifos prendem-se mais
facilmente, obstaculando a saída do fio.
Portanto, é necessário limpar frequentemente o bocal e,
se necessário, substituí-lo.
C) O bocal porta-corrente deve estar sempre bem aper-
tado no corpo da tocha . Os ciclos térmicos sofridos pela
tocha podem causar o afrouxamento do mesmo, com
consequente aquecimento do corpo da tocha e do bocal
e uma inconstância no avançamento do fio.
• Guia do fio.
É uma parte importante que deve ser controlada fre-
quentemente já que o fio pode depositar na guia pó de
cobre ou pequenas limalhas. Limpá-la periodicamente
juntamente com as passagens de gás, com ar comprimi-
do seco.
As guias ficam submetidas a desgaste contínuo, portan-
to, torna-se necessário, após um certo período de
tempo, a sua substituição.
• Grupo motor de alimentação do fio.
Limpar periodicamente todo o conjunto de rolos, elimi-
nando eventuais ferrugens ou resíduos metálicos presen-
tes devido à alimentação das bobines. É necessário efec-
tuar um controlo periódico de todo o grupo responsável
pela alimentação do fio: dobadoura, rolo alimentador de
fio, guia e bocal porta-corrente.

32
TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT
OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAIT-
TEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS
KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA
PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ
LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOI-
MENPITEISIIN. KONEEN PAINO JA MITAT KTS. ERILLI-
SESTÄ LUETTELOSTA
1 TURVAOHJEET
KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAA-
RATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN
YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE.
Tutustu tämän vuoksi seuraavassa esittelemiimme hit-
saukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätie-
toja, kysy käyttöopasta koodi 3.300.758
SÄHKÖISKU - Voi tappaa.
· Asenna ja maadoita hitsauslaite voimassa ole-
vien normien mukaisesti.
· Älä koske jännitteen alaisina oleviin osiin tai elek-
trodeihin paljain käsin tai silloin, kun käyttämäsi käsineet
tai vaatteet ovat märät.
· Eristä itsesi maasta ja älä koske hitsattavaan kappalee-
seen.
· Varmista, että työskentelyasentosi on turvallinen.
SAVUT JA KAASUT - Voivat vaarantaa terveyden.
· Älä hengitä syntyviä savuja.
· Työskentele ainoastaan silloin, kun työtilan tuule-
tus on riittävä ja käytä sellaisia imulaitteita kaaren
alueella jotka poistavat kaasut työskentelyalueelta.
KAAREN SÄDE - Voi aiheuttaa silmävaurioita tai polttaa
ihon.
· Suojaa silmäsi suodattavilla linsseillä varustetulla
hitsausnaamarilla ja vartalosi tarkoitukseen sopi-
villa suojavaatteilla.
· Suojaa hitsauslaitteen ympärillä työskentelevät henkilöt
tarkoituksenmukaisilla seinämillä tai verhoilla.
TULIPALON JA PALOVAMMOJEN VAARA
· Kipinät (roiskeet) voivat aiheuttaa tulipaloja tai
polttaa ihon. Varmista tämän vuoksi, ettei hitsau-
salueen ympärillä ole helposti syttyviä materiaa-
leja ja suojaudu tarkoitukseen sopivilla turvavarusteilla.
MELU
Laite ei tuota itse yli 80 dB meluarvoja.
Plasmaleikkuu- tai hitsaustoimenpiteiden yhtey-
dessä voi kuitenkin syntyä tätäkin korkeampia
meluarvoja. Laitteen käyttäjän on suojauduttava melua
vastaan lain määrittämiä turvavarusteita käyttämällä.
SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia.
- Aina kun sähkö kulkee johtimen läpi muodos-
tuu johtimen ympärille paikallinen sähkö- ja
magneettikenttä EMF. Hitsaus-/ leikkausvirta
synnyttää EMF -kentän kaapelien ja virtaläh-
teen ympärille.
- Korkean virran synnyttämä magneettikenttä vaikuttaa hai-
tallisesti sydämentahdistajan toimintaan. Henkilöt jotka jou-
tuvat käyttämään elintärkeitä elektronisia laitteita kuten
sydämentahdistajaa, on aina otettava yhteyttä hoitavaan
lääkäriin ennen kuin he alkavat käyttää kaarihitsaus, -leik-
kaus, -talttaus tai pistehitsaus laitteita.
- Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät
voivat myös aiheuttaa muitakin vielä tuntemattomia terveys-
haittoja.
Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia
ohjeita minimoidakseen hitsauksessa / leikkauksessa synty-
vien EMF-kenttien aiheuttamat terveysriskit:
- Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli
niin, että ne kulkevat rinnakkain ja varmista jos mahdol-
lista kiinnittämällä ne toisiinsa teipillä.
- Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi
ympärille.
- Älä koskaan asetu niin, että kehosi on elektrodi- / hitsa
uskaapelin ja maakaapelin välissä. Jos elektrodi- / hit-
sauskaapeli sijaitsee kehosi oikealla puolella on myös
maajohto sijoitettava niin, että se sijaitsee kehosi oikeal-
la puolella.
- Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa
kuin mahdollista.
- Älä työskentele hitsaus / leikkaus –virtalähteen välittö-
mässä läheisyydessä.
RÄJÄHDYKSET
· Älä hitsaa paineistettujen säiliöiden tai räjähdysalt-
tiiden jauheiden, kaasujen tai höyryjen läheisyydes-
sä. · Käsittele hitsaustoimenpiteiden aikana käytetty-
jä kaasupulloja sekä paineen säätimiä varovasti.
SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS
Hitsauslaite on valmistettu yhdennetyssä normissa IEC
60974-10 (Cl. A) annettujen määräysten mukaisesti ja
sitä saa käyttää ainoastaan ammattikäyttöön teollisis-
sa tiloissa. Laitteen sähkömagneettista yhteensopi-
vuutta ei voida taata, mikäli sitä käytetään teollisista
tiloista poikkeavissa ympäristöissä.
ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA
ROMU
Älä laita käytöstä poistettuja elektroniikkalaitteita
normaalin jätteen sekaan
EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait
huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin
liittyvät välineet, lajiteltava ja toimitettava johonkin
hyväksyttyyn kierrätyskeskuksen elektroniikkaromun
vastaanottopisteeseen. Paikalliselta laite- edustajalta voi
tiedustella lähimmän kierrätyskeskuksen vastaanottopi-
steen sijaintia. Noudattamalla EU direktiiviä parannat
ympäristön tilaa ja edistät ihmisten terveyttä.
PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN
TOIMINNASSA ILMENEE HÄIRIÖITÄ.
2 YLEISKUVAUS
2.1 MÄÄRITELMÄT
Tämän käyttöohjeen tarkoituksena on antaa riittävät tie-
dot hitsauslaitteen asennukseen, käyttöön ja huoltoon
valtuutetuille henkilöille.
Tämä laite on vakiojännitelähde, joka sopii MIG/MAG ja
OPEN-ARC hitsauksiin.
Tarkista vastaanoton yhteydessä, etteivät sen osat ole
rikki tai viallisia.
KÄYTTÖOPAS MIG-HITSAUSKONEELLE

33
Hitsauslaitteen hankkijan on esitettävä mahdolliset
menetyksiin tai vaurioihin liittyvät valitukset laitteen
myyjälle. Ilmoita tuotteen nimi ja sen sarjanumero aina,
kun kaipaat hitsauslaitteeseen liittyviä lisätietoja.
2.2 TEKNISTEN TIETOJEN SELITYKSET
EN 50199 Hitsauslaite on valmistettu näiden nor
EN60974.1 mien mukaisesti.
N°. Sarjanumero, joka on ilmoitettava aina
hitsauslaitteeseen liittyvien kysymysten
yhteydessä.
Yksi-vaihe muuntaja- tasasuuntaaja
kolmivaiheinen muuntaja - tasasuuntain.
Tasaiset ominaisuudet.
MIG/MAG. Sopii kelalla olevalla hitsauslangalla
tapahtuvaan hitsaukseen.
I2 max Hitsausvirta
Tämä arvo ilmaisee suurimman mahdolli-
sen hitsausvirran.
U0. Toisiotyhjäkäyntijännite
X. Kuormitettavuus prosentteina.
Kuormitettavuus osoittaa sen ajan pro-
sentteina, jonka hitsauslaite kykenee toi-
mimaan tietyllä virralla 10 minuutin aika-
na ilman että toiminta aiheuttaa ylikuume
nemisia.
I2. Hitsausvirta
U2. Sekondäärijännite hitsausvirralla I2
U1. Sähkövirran nimellisjännite.
1~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz.
3~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz.
I1 max Suurin ottoteho.
I1 eff Käyttösuhteen mukainen ottotehon
maksimi arvo.
IP21C Rungon suojausaste.
Toisena oleva numero 1 tarkoittaa, ettei
tätä laitetta ole tarkoitettu käytettäväksi
ulkona sateessa.
Lisäkirjain C tarkoittaa, että tämän
laitteen sähköiset liikkuvat osat on suojat
tu niin, ettei niitä voi koskettaa työkaluil-
la ( halkaisija 2,5 mm).
Sopii käytettäväksi tiloissa, joissa riski on
tavallista suurempi.
NOTE: Hitsauslaite on tämän lisäksi valmistettu siten,
että sitä voidaan käyttää tiloissa joiden saasteaste on 3.
(Ks. IEC664).
2.3 YLIKUORMITUSSUOJA
Tämä laite on varustettu lämpösuojalla joka pysäyttää
koneen jos sen lämpötila nousee käytön aikana
liian korkeaksi. Näin tapahtuessa koneen tuuletin jatkaa
pyörimistä ja merkkivalo C palaa.
3 ASENNUS
• Laitteen asennuksen saavat suorittaa ainoastaan
ammattihenkilöt.
• Kaikki kytkennät on suoritettava voimassa olevien
S
1
normien sekä työtapaturmien ehkäisyyn liittyvien ase-
tusten mukaisesti.
Varmista, että liitäntäjännite on laitteen liitäntäjohdossa
olevan merkinnän mukainen. Jos laitteeseen ei vielä
asennettu pistotulppaa, asenna sellainen pistotulppa
jonka kapasiteetti on liitäntäjohdolle riittävä. Varmista,
että keltavihreä suojamaajohto kytketään pistokkeen
suojamaanapaan.
Ylivirtasuojan kapasiteetin tai sulakkeiden on oltava otto-
tehon I1 mukainen.
3.1 PAIKALLEEN ASETUS
Asenna kahva, takapyörät sekä kaksi pullotukea.
Hitsauskonetta ei saa nostaa kahvasta.
Aseta hitsauslaite riittävän ilmastoituun tilaan.
Hitsauslaitteeseen joutuva pöly, lika ja muut epäpuhtau-
det voivat vaikeuttaa ilmanvaihtoa ja heikentää hitsau-
slaitteen suorituskykyä.
Työympäristö tulisi pitää puhtaana jotta työskentelyolo-
suhteet säilyisivät hyvinä, on myös tärkeää pitää
koneen sisäpuoliset osat puhtaina. Käytä puhdistukseen
puhdasta paineilmaa varoen, ettei mitkään koneen
osat vahingoitu.
Ennen kuin teet mitään koneen sisäpuolisia toimenpiteitä
varmista, että kone on irrotettu sähköverkosta.
Kaikki koneen sisäpuoliset toimenpiteet on tehtävä
ammattitaitoisen henkilön toimesta.
3.2 SISÄISET KYTKENNÄT
Kaikki koneen sisäpuoliset toimenpiteet on tehtävä
ammattitaitoisen henkilön toimesta.
• Varmista ennen hitsauslaitteen sisäosien käsittelyä, että
kosketin on irrotettu pistorasiasta.
• Lopullisen koekäytön jälkeen hitsauslaite kytketään
sähkökaapelissa osoitettuun jännitteeseen.
• Sähköjännite voidaan vaihtaa poistamalla oikea
sivulevy ja asettamalla jännitteenvaihdon liitinalustan
kytkennät kuvassa osoitetulla tavalla.
Yksivaiheisen virtalähteen liitäntäjännitettä ei saa
muuttaa.
kuva 1

34
• Älä käytä hitsauslaitetta ilman kantta tai sivulevyjä, jol-
loin turvallisuus saattaisi vaarantua ja sisäisten kompo-
nenttien jäähdytys heikentyä.
• Kiinnitä sähköjohtoon sellainen kosketin, joka sopii lait-
teen sähkön kulutukselle.
• Kytke koneen verkkokaapelin kelta-vihreä johdin tarkoi-
tuksenmukaiseen maadoitusliitimeen.
3.3 ULKOISET KYTKENNÄT
3.3.1 Maadoitusnipistimen kytkentä.
• Liitä maadoituskaapelin liitinpistoke koneessa olevaan
maadoitusliittimeen ja maadoituspuristin työkappalee-
seen.
3.3.2 Kaasupullon sijoitus ja kaasuletkun liittäminen
• Kiinnitä kaasupullo koneen takana oleviin kaasupullon
tukiin, niissä olevien hihnojen avulla.
• Vaaratilanteiden välttämiseksi, kaasupullon
korkeus ei saa olla suurempi kuin 1,65m (Art.590-591-
593) ja 1 m (Art.574-575),
• Tarkista määrävälein kiinnityshihnojen kunto ja vaihda
ne uusiin tarvittaessa.
• Kaasupullo on varustettava paineensäätimellä jossa on
virtausmittari.
• Liitä kaasuletku paineensäätimeen, vasta sitten kun
kaasupullo on asetettu paikalleen ja kunnolla kiinnitetty.
• Säädä kaasunvirtaukseksi non 10 - 12 l/min.
4 SÄÄTÖLAITTEIDEN KUVAUS
4.1 ETUPANELISSA OLEVAT OHJAUSLAITTEET
A- Säätönuppi.
Tällä nupilla säädetään pistehitsausaikaa. Hitsaus käynni-
styy kun polttimen kytkintä painetaan. Pistehitsausaika
on nupilla säädetyn ajan mukainen. Uusi hitsausjakso
aloitetaan vapauttamalla polttimen kytkin ja painamalla
sitä uudelleen.
B- Vihreä merkkivalo.
Virta päällä merkkivalo.
C - keltainen merkkivalo.
Palaa kun lämpösuoja on keskeyttänyt koneen toiminnan.
kuva 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
kuva 2

35
D-Säätönuppi.
Tällä nupilla säädetään langansyöttönopeus.
E- Valintakytkin.
Virta päälle/pois ja hitsausvirta-alueen valinta kytkin,
karkeasäätö
F- Valintakytkin.
Tällä kykimellä valitaan virta-alueen hienosäätö.
G- Maakaapelin liitin.
Liitin johon maakaapeli liitetään. ( joissakin versioissa on
vain yksi maakaapelin liitin )
H- Euro-liitin.
Tähän liittimeen liitetään hitsauspoltin.
5 HITSAUS
5.1 Käyttökuntoon laitto
Varmista, että langansyöttöpyörien urat on käytettävän
lankakoon mukaiset. Tarkista myös, että käytettävä hit-
sausohjelma on valittu oikein, hitsattavan materiaalin ja
suojakaasun mukaan.
Käytä langansyöttöpyörien "U" uraprofiilia alumiinilangal-
le ja "V" uraprofiilia muille lankatyypeille.
5.2 HITSAUKSEN ALOITUS
• Liitä maadoituspuristin työkappaleeseen.
• Käännä kytkin E asentoon 1.
• Poista polttimesta kaasusuutin.
• Irrota virtasuutin.
• Pujota hitsauslanka polttimen langanjohtimeen ja varmi-
sta, että lanka tulee syöttöpyörien uriin ja että
syöttöpyörät on oikeassa asemassaan.
• Paina polttimen kytkintä kunnes hitsauslanka tulee ulos
polttimesta.
• Varoitus: Älä suuntaa poltinta kasvojasi kohti kun
syötät lankaa polttimeen.
• Varmista, että virtasuutin vastaa käytettävää
lankakokoa ja ruuvaa se kiinni polttimeen.
• Kiinnitä kaasusuutin polttimeen.
5.3 TERÄSTEN HITSAUS ILMAN SUOJAKAASUA
( koskee vain tuotteita Art. 574 ja 575 )
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. Kuva 4)
Kunnollisen suojauksen ja hitsausliitoksen aikaansaami-
seksi, hitsaus tuleee suorittaa aina vasemalta oikealle ja
ylhäältä alaspäin. Poista hitsauksen jälkeen kaikki kuonat
hitsausliitoksesta.
Käytä Ø 0.9mm täytelankaa Art. 1587.
5.4 SUOJAKAASUN KÄYTTÖ TERÄSTEN HITSAUK
SESSA .
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5)
Teräksiä hitsattaessa tule seuraavat seikat huomioida:
• Käytä seoskaasua , tavallisesti ARGON + CO2, seosta
jossa on vähintäin 75 % .Argonia Tämä seos takka, että
hitsauspalko liittyy hyvin hitsattavaan kappaleeseen.
Käyttämällä puhdasta C02 suojakaasua jää hitsauspalko
kapeaksi ja tunkeuma tulee suuremmaksi, mutta roiskei-
den määrä kasvaa huomattavaksi.
• Käytä hitsauslankaa joka on laadultaan vähintäin saman
tasoista kun hitsattava kappale.
Käytä vain hyvälaatuista hitsauslankaa, ruosteiset ja huo-
not hitsauslangat aiheuttaa puutteellisen ja huonon
hitsaustuloksen.
• Vältä ruosteisten, öljyisten ja rasvaisten kappaleiden hit-
saamista.
5.5 RUOSTUMATTOMAN TERÄKSEN HITSAUS
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5)
Hitsattaessa 300-sarjan ruostumattomia teräksiä tulee
suojakaasuna käyttää ARGONIA johon on lisätty
pieni määrä O2:ta ta CO2:ta ( noin 2%) , jolloin valokaa-
resta saadaan vakaa.
Älä koske käsilläsi hitsauslankaan. On tärkeää pitää koko
hitsausalue puhtaana, että epäpuhtauksien pääsy
hitsiliitokseen voidaan estää.
5.6 ALUMIININ HITSAUS
Varmista, että hitsauskaapelit on liitetty napaisuudeltaan
oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5)
Hitsattaessa alumiinia tule käyttää:
• Suojakaasuna puhdasta ARGONIA
• Hitsauslankaa joka materiaaliltaan vastaa hitsattavaa
kappaletta.
• Käytä hiomalaikkaa tai harjaa joka on tarkoitettu alumii-
nille, älä käytä niitä muille materiaaleille.
• Hitsattaessa alumiinia tulee polttimina käyttää:
HUOM: Jos hitsaukseen on käytössä vain yksi poltin,
kuva 4
kuva 5

36
tulee sen olla valmisteltu seuraavasti:
• Tarkista ettei poltin ole pidempi kuin 3 metriä.
• Irrota messinkinen langanjohtimen päätemutteri, kaa-
sukupu ja virtasuutin ja vedä langan johdin ulos polttime-
sta.
• Laita polttimeen langanjohdin Art. 139, varmita, että se
vastaa polttimen molempiin päihin.
• Ruuvaa virtasuutin takaisin niin, että se vastaa lan-
ganjohtimeen.
• Kiinnitä toiseen päähän langanjohtimen nippa ja ja o-
rengas ja kiristä päätemutteri, älä kiristä mutteria liian
tiukalle.
• laita messikinen ohjainputki ulosjäävän langanjohtimen
päälle ja pujota se Euro-liittimeen sen jälkeen kun olet
siitä poistanut alkuperäisen teräksisen ohjainputken.
• Katkaise langanjohdin kohtisuoraan niin läheltä langan-
syöttölaitteen syöttöpyöriä kuin mahdollista.
• Käytä langansyöttöpyöriä jotka sopivat alumiinille.
• Säädä säätävivun avulla syöttöpyörien puristus mini-
miin.
6. HITSAUSVIRHEET
1. HITSAUSVIRHE - Huokosia hitsin ulko- tai sisä
puolella
• Elektrodilla puutteellinen koske
tus ( ruosteinen pinta)
• Suojakaasu puuttuu
- alhainen kaasun virtaus
- viallinen virtausmittari
- CO2 suojakaasua ei ole esiläm-
mitetty, paineensäädin jäätynyt.
- viallinen magneettiventtiili
- virtasuutin tukkeutunut roiskei-
sta
- kaasun ulostuloreiät tukkeutu-
neet
- hitsauspisteessä kova ilmavir-
taus
2. HITSAUSVIRHE - Kutistushalkeamia
• Hitsauslanka tai työkappale on
likainen tai ruosteinen.
• Hitsauspalko liian pieni
• Hitsauspalko kovera
•Tunkeuma liian syvä
3. HITSAUSVIRHE - Sivuhalkeamia
• Hitsauksen eteneminen liian
nopea
•Liian alhainen hitsausvirta ja
korkea kaarijännite
4. HITSAUSVIRHE - Liikaa roiskeita
• liian korkea kaarijännite
•Väärä induktanssi CO2
suojakaasua ei ole esilämmitetty
7. HUOLTOTOIMENPITEET
• Kaasusuutin
Kaasusuutin tulee määrävälein puhdistaa roiskeista.
Kaasusuutin on vaihdettava kun se on vääristynyt tai liti-
stynyt.
• Virtasuutin.
Virtasuuttimen ja hitsauslangan välisellä hyvällä kontaktil-
la taataan vakaa valokaari ja optimaalinen hitsausvirta;
siksi varmista ja huomio seuraavat seikat:
A) virtasuuttimen reiän tulee olla puhdas, eikä siinä saa
olla hapettumaa
B) roiskeita, jotka estää langan syötön, muodostuu hel-
poimmin pitkään hitsattaessa.
Siksi virtasuutin on puhdistettava useammin ja vaihdetta-
va tarvittaessa.
C) Virtasuutin tulee kiristää kunnolla virtasuuttimen piti-
meen. Huonosti kiristetty virtasuutin lämpenee likaa ja
tarttuu kiinni, sekä vahingoittaa poltinta ja aikaansaa
epätasaisen langansyötön.
• Langanjohdin
Langanjohdin on tärkeä osa joka tulee tarkastaa usein,
koska siihen tarttuu hitsauslangasta hienojakoista kuparia
ja metallipölyä.
Puhdista langanjohdin usein paineilman avulla.
Langanjohdin kuluu käytössä minkä johdosta se tulee
vaihtaa määrävälein.
• Langansyöttöyksikkö
Puhdista määrävälein langansyöttölaitteen syöttörullat
liasta ja lankakelasta irronneesta metallipölystä.
Tarkista ja puhdista määrävälein langansyötön lukituslai-
te, langanjohdin, syöttöpyörät ja langanohjain.

37
VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN
BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEM-
MES OG OPBEVARES I SVEJSEAPPARATETS DRIFT-
SLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPER-
SONALET.
DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING.
LÆS DET SPECIFIKKE KATALOG FOR OPLYSNINGER
OM DENNE SVEJSEMASKINES DIMENSIONER OG
VÆGT.
1 SIKKERHEDSFORANSTALTNINGER
BUESVEJSNING OG -SKÆRING KAN UDGØRE EN
SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSO-
NER. Svejseren skal derfor informeres om risiciene, der er
forbundet med svejsning. Risiciene er beskrevet nedenfor.
Yderligere oplysning kan fås ved bestilling af manualen art.
nr..3.300.758.
ELEKTRISK STØD - kan forårsage dødsfald
· Installér svejseapparatet og slut det til jordingssyste-
met i overensstemmelse med de gældende normer.
· Berør ikke de strømførende dele eller elektroderne
med bare hænder eller arbejdstøj eller handsker, som er fugtige.
· Isolér svejseren og svejseemnet fra jorden.
· Kontrollér, at arbejdsområdet ikke udgør en fare.
RØG OG GASSER - kan udgøre en sundhedsrisiko
· Hold ansigtet bort fra røgen.
· Udfør svejsningen på steder med tilstrækkelig
udluftning og anvend udsugningsapparater i områ-
det omkring buen. Herved undgås tilstedeværelse af farlig
gas i arbejdsområdet.
STRÅLER FRA BUEN - kan forårsage øjenskader og for-
brænding af huden
· Beskyt øjnene ved hjælp af svejseskærme, der er
forsynede med glas med filter, og bær passende
arbejdstøj.
· Beskyt de øvrige personer i området ved at opstille pas-
sende afskærmninger eller forhæng.
RISIKO FOR BRAND ELLER FORBRÆNDINGER
· Gnisterne (svejsesprøjt) kan resultere i brand eller
forbrændinger af huden. Kontrollér derfor, at der ikke
er anbragt brandfarlige materialer i svejseområdet.
Bær passende beskyttelsesudstyr.
STØJ
Apparatets støjniveau overstiger ikke 80 dB.
Plasmasvejsningen/den almindelige svejsning kan
dog skabe støjniveauer, der overstiger ovennævnte
niveau. Svejserne skal derfor anvende beskyttelsesudstyret,
der foreskrives i den gældende lovgivning.
ELEKTROMAGNETISKE FELTER - kan være skadelige .
• Strøm, der løber igennem en leder, skaber
elektromagnetiske felter (EMF). Svejse- og
skærestrøm skaber elektromagnetiske felter
omkring kabler og strømkilder.
• Elektromagnetiske felter, der stammer fra høj
strøm, kan påvirke pacemakere. Brugere af elektroniske livs-
nødvendige apparater (pacemaker) skal kontakte lægen,
inden de selv udfører eller nærmer sig steder, hvor buesvejs-
ning, skæresvejsning, flammehøvling eller punktsvejsning
udføres.
• Eksponering af elektromagnetiske felter fra svejsning eller
skæring kan have ukendte virkninger på helbredet.
Alle operatører skal gøre følgende for at mindske risici, der
stammer fra eksponering af elektromagnetiske felter:
- Sørg for, at jordkablet og elektrodeholder- eller svejsekab-
let holdes ved siden af hinanden. Tape dem om muligt
sammen.
- Sno ikke jordkablerne og elektrodeholder- eller svejse-
kablet rundt om kroppen.
- Ophold dig aldrig mellem jordkablet og elektrodeholder-
eller svejsekablet. Hvis jordkablet befinder sig til højre for
operatøren, skal også elektrodeholder- eller svejsekablet
være på højre side.
- Slut jordkablet til arbejdsemnet så tæt som muligt på svej-
se- eller skæreområdet.
- Arbejd ikke ved siden af strømkilden.
EKSPLOSIONER
· Svejs aldrig i nærheden af beholdere, som er under
tryk, eller i nærheden af eksplosivt støv, gas eller
dampe. Vær forsigtig i forbindelse med håndtering af
gasflaskerne og trykregulatorerne, som anvendes i forbindel-
se med svejsning.
ELEKTROMAGNETISK KOMPATIBILITET
Dette apparat er konstrueret i overensstemmelse med angivel-
serne i den harmoniserede norm IEC 60974-10.(Cl. A)
Apparatet må kun anvendes til professionel brug i industri-
el sammenhæng. Der kan være vanskeligheder forbundet
med fastsættelse af den elektromagnetiske kompatibilitet,
såfremt apparatet ikke anvendes i industriel sammen-
hæng.
BORTSKAFFELSE AF ELEKTRISK OG ELEK-
TRONISK UDSTYR
Bortskaf ikke de elektriske apparater sammen
med det normale affald!
Ved skrotning skal de elektriske apparater indsamles
særskilt og indleveres til en genbrugsanstalt jf. EU-direk-
tivet 2002/96/EF om affald af elektrisk og elektronisk
udstyr (WEEE), som er inkorporeret i den nationale lov-
givning. Apparaternes ejer skal indhente oplysninger
vedrørende de tilladte indsamlingsmetoder hos vores
lokale repræsentant. Overholdelse af kravene i dette
direktiv forbedrer miljøet og øger sundheden.
TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER
RETTES HENVENDELSE TIL KVALIFICERET PERSONALE.
2 GENEREL BESKRIVELSE
2.1 SPECIFIKATIONER
Denne vejledning er udarbejdet med det formål at yde
oplysninger til det personale, der har til opgave at udføre
installering og forestå brug og vedligeholdelse af svejse-
maskinen.
Dette apparat er en konstant spændingskilde, egnet til
MIG/MAG og OPEN-ARC svejsning.
Ved modtagelse af apparatet skal man kontrollere, at der
ikke er ødelagte eller beskadigede dele.
Køberen skal forelægge ethvert krav om erstatning
for tab eller beskadigelser for fragtføreren. Hvis man
ønsker oplysninger om svejsemaskinen bedes man
angive varen og serienummeret.
INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING

38
2.2 FORKLARING AF DE TEKNISKE DATA
EN 50199 Svejsemaskinen er opbygget i overens-
EN60974.1 stemmelse med disse standarder.
N°. Serienummer, der altid skal oplyses ved
enhver forespørgsel vedrørende svejse-
maskinen.
Enfaset transformer - ensretter
Trefaset transformer-ensretter.
Flad karakteristika.
MIG/MAG. Egnet til svejsning med kontinuerlig tråd.
I2 max Ikke konventionel svejsestrøm.
Værdien repræsenterer den maksimale
grænse, der kan nås under svejsning.
U0. Sekundær spænding uden belastning
X. Procentsats for drift.
Procentsatsen for drift udtrykker den del
af 10 minutter, hvor svejsemaskinen kan
arbejde ved en bestemt strøm uden at
forårsage overopvarmning.
I2. Svejsestrøm
U2. Sekundær spænding med svejsestrøm I2
U1. Nominel forsyningsspænding.
1~ 50/60Hz Enfaset forsyning 50 eller 60 Hz.
3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz.
I1 max Den maksimale optagne strømværdi.
I1 aktiv Den maksimale optagne aktive
strømværdi, når man tager højde for
intermittensen.
IP21C Beskyttelsesgrad for maskinkroppen.
Grad 1 som ciffer nummer to betyder, at
dette apparat ikke er egnet til at arbejde
udendørs i regnvejr.
Det ekstra bogstav C betyder, at appara
tet er beskyttet mod, at et værktøj (dia
meter 2,5 mm) kan komme i kontakt med
komponenterne under spænding i forsy
ningskredsløbet.
Egent til at arbejde i omgivelser med
forhøjet risiko.
NOTER: Svejsemaskinen er endvidere udviklet til at arbej-
de i omgivelser med forureningsgrad 3. (se IEC664).
2.3 TERMISK BESKYTTELSE
Dette apparat er beskyttet af en termostat, der ved over-
skridelse af de tilladte temperaturer forhindrer funktion af
maskinen. Under disse forhold fortsætter funktionen af
ventilatoren, og kontrollampen C tændes.
3 INSTALLERING
• Maskinen skal installeres af kvalificeret personale.
• Alle tilslutninger skal udføres i overensstemmelse
med den gældende lovgivning, samt under overhol-
delse af reglerne for forebyggelser af ulykker.
Kontrollér at forsyningsspændingen stemmer overens
med oplysningerne på netkablet. Hvis der ikke allerede er
påsat et stik, skal man montere et stik med passende
kapacitet på forsyningskablet, og sørge for at den
gul/grønne leder er tilsluttet jordstikbenet.
S
1
Kapaciteten for den magnettermiske afbryder eller serie-
sikringerne for forsyningen skal være lig med strømmen
I1 max. optaget af maskinen.
3.1 ANBRINGELSE
Montér håndtaget, baghjulene og de to flaskeholdere.
Håndtaget må ikke anvendes til at løfte svejsemaskinen.
Anbring svejsemaskinen i ventilerede omgivelser.
Støv, snavs og andre fremmedlegemer kan trænge ind i
svejsemaskinen og forhindre ventilationen, og således
også korrekt funktion.
Derfor er det nødvendigt at holde de indre dele rene i det
omfang det kræves af omgivelsesforholdene og brugstil-
standen. Rengøringen skal ske ved hjælp af ren og tør
trykluft, og man skal være påpasselig med ikke at beska-
dige maskinen.
Inden man udfører indgreb internt i svejsemaskinen, skal
man være sikker på, at stikket er trukket ud af forsyning-
snettet.
Ethvert indgreb i svejsemaskinen skal udføres af kva-
lificerede teknikere.
3.2 INTERNE FORBINDELSER
Ethvert indgreb i svejsemaskinen skal udføres af kva-
lificerede teknikere.
• Inden man udfører internt arbejde i svejsemaskinen skal
man sørge for at stikket er trukket ud af stikkontakten.
• Efter den afsluttende kontrol skal svejsemaskinen
tilsluttes med den spænding, der er angivet på forsy-
ningskablet.
• Ved skift af forsyningsspænding skal man fjerne det
højre sidestykke og anbringe forbindelserne på klem-
skruepanelet til spændingsændring som vist på illu-
strationen.
Forsyningsspændingen på enfasede strømkilder må
ikke ændres.
• Brug aldrig svejsemaskinen uden låg og sidepaneler af
logiske sikkerhedsårsager, og for ikke at ændre afkøling-
sforholdene for de interne komponenter.
• Sæt et stik på forsyningskablet, der er egnet til den
optagne strøm.
• Forbind den gul-grønne leder for maskinens netkabel til
et korrekt jordstik.
fig. 1

39
3.3 EKSTERNE FORBINDELSER
3.3.1 Tilslutning af jordforbindelsestangen.
• Tilslut stelkablets terminal til svejsemaskinens stikkon-
takt, og fastgør stelklemmen til svejseemnet.
3.3.2 Placering af flasken og forbindelse til gasslan-
gen
• Placér flasken på svejsemaskinens flaskeholder, og fastgør
den til maskinens bagpanel v.h.a. de medfølgende remme.
• Flasken må ikke være højere end 1,65 m (Art.590-591-
593) og 1m (574-575), for ikke at skabe farlige tilstande.
• Kontrollér jævnligt remmenes slidtilstand, og bestil nye
remme ved behov.
• Flasken skal udstyres med en trykreduktionsventil og et
flowmeter.
• Gasslangen, der kommer fra bagpanelet på maskinen, skal
først tilsluttes til trykreduktionsventilen efter at flasken er ble-
vet placeret.
• Gasstrømningen skal indstilles på cirka 10/12 liter i
minuttet.
4 BESKRIVELSE AF BETJENINGSORGANER
A- Indstillingsknap.
Ved hjælp af denne knap indstilles punktsvejsetiden. Når
der trykkes på svejsepistolens knap, begynder maskinen
at svejse; varigheden af punktsvejsetiden indstilles med
knappen. For at fortsætte cyklussen skal man slippe svej-
sepistolens knap og derefter trykke igen.
B- Grøn lysdiode.
Denne lampe tilkendegiver, at maskinen er tændt.
C- Gul lysdiode.
Tændes når termostaten afbryder svejsemaskinens funk-
tion.
D-Indstillingsknap.
Ved indstilling på denne knap ændres svejsetrådens
hastighed.
E - Omskifter.
Tænder og slukker maskinen, og vælger områderne for
svejsespændingen.
Fig. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
fig. 2

40
F - Omskifter.
Finindstiller svejsespændingen indenfor området valgt
med omskifter E.
G - Jordstikkontakter.
Til disse stikkontakter skal stelkablets stik forbindes.
(Nogle af modellerne har kun en enkelt jordstikkontakt).
H - Centraltilslutning.
Her tilsluttes svejsepistolen.
5 SVEJSNING
5.1 Idriftsættelse
Sørg for at tråddiameteren stemmer overens med den dia-
meter, der er angivet på trådfremføringsrullen, samt at det
valgte program er kompatibelt med materialet og gastypen.
Brug trådfremføringsruller med en "U"-formet fordybning til
aluminiumstråde, og med en "V"-formet fordybning til de
andre tråde.
5.2 MASKINEN ER PARAT TIL SVEJSNING
• Tilslut jord-klemmen til arbejdsemnet.
• Stil kontakten E på 1.
• Fjern gasdysen.
• Afskru den strømførende dyse.
• Indsæt tråden i svejseslangens trådleder, og sørg for at den
ligger korrekt i fordybningen på rullen, og at rullen er korrekt
placeret.
• Tryk på pistolens aftrækker for at føre tråden fremad, indtil
den kommer ud af svejsepistolen.
• Pas på: hold ansigtet væk fra pistolrøret, når tråden
kommer ud.
• Skru den strømførende dyse på igen, og sørg for at hullets
diameter stemmer overens med trådtykkelsen af den
anvendte tråd.
• Montér gasdysen.
5.3 SVEJSNING AF KULSTÅL UDEN GASBESKYTTEL-
SE. (kun for Art. 574 og 575 ).
Kontrollér at kablerne er korrekt indsat på terminalerne, såle-
des at de overholder den rigtige polaritet (kun for Art. 574 og
575 se fig. 4).
For at opnå samlede og korrekt beskyttede svejsninger, er
det hensigtsmæssigt at svejse fra venstre mod højre, og
ovenfra og nedad. Ved afslutning af hver svejseoperation
skal man fjerne slaggerne.
Der skal anvendes rørtråden Art. 1587, Ø 0,9mm.
5.4 SVEJSNING AF KULSTÅL MED GASBESKYTTELSE.
Kontrollér at kablerne er korrekt indsat på terminalerne, såle-
des at de overholder den rigtige polaritet (kun for Art. 574 og
575 se fig. 5).
Ved svejsning af dette materiale skal følgende overholdes:
• Anvend svejsegas med binær sammensætning, normalt
ARGON + CO2 med procentdele af Argon fra 75% og opad.
Med denne blanding vil svejsesømmen blive bred med ringe
indtrængning og få et pænt udseende.
Brug af ren CO2 som beskyttelsesgas vil medføre en smal
svejsesøm med større indtrængning, men med et betydeligt
større antal sprøjt.
• Brug en svejsetråd med samme kvalitet som det stål, der
skal svejses. Det vil altid være hensigtsmæssigt at anvende
tråde af god kvalitet, og undgå at svejse med rustne tråde,
der kan medføre svejsefejl.
• Undgå at svejse rustne dele, eller flader med olie- eller
fedtpletter.
5.5 SVEJSNING AF RUSTFRIT STÅL
Kontrollér at kablerne er korrekt indsat på terminalerne, såle-
des at de overholder den rigtige polaritet (kun for Art. 574 og
575 se fig. 5 ).
Rustfrit stål i serie 300 skal svejses ved hjælp af en gasbe-
skyttelse med et stort indhold af Argon, der indeholder en
lille del O2 eller kuldioxid CO2 (cirka 2%).
Rør ikke ved tråden med hænderne. Det er vigtigt at svej-
seområdet altid holdes rent, således at man undgår at foru-
rene den sammensætning, der skal svejses.
5.6 SVEJSNING AF ALUMINIUM
Kontrollér at kablerne er korrekt indsat på terminalerne, såle-
des at de overholder den rigtige polaritet (kun for Art. 574 og
575 se fig. 5 ).
Ved svejsning af aluminium skal man anvende følgende:
• Ren Argon som beskyttelsesgas.
• En svejsetråd med en sammensætning der er egnet til det
grundmateriale, der skal svejses.
• Slibe- og børstemaskiner, der er specielt designet til alu-
minium, og disse maskiner må aldrig anvendes til andre
Fig. 4
Fig. 5

41
materialer.
NB. Hvis man kun har en svejsepistol til ståltråde til rådi-
ghed, skal den ændres på følgende måde:
• Sørg for at kabellængden ikke overskrider 3 meter.
• Fjern messingmøtrikken til trådlederen, gasdysen og den
strømførende dyse, og træk trådlederen ud.
• Indsæt trådlederen Art. 139 og sørg for at den rager ud i
enderne.
• Skru den strømførende dyse på igen, således at trådlede-
ren ligger tæt op ad den.
• I den frie ende af trådlederen skal man indsætte den lille
nippel der stopper trådlederen, samt O-ringen, og derefter
skal man skrue møtrikken på uden at stramme for meget.
• Fjern jernrøret i centraltilslutningen, sæt messingrøret på
trådlederen, og før trådlederen med messingrøret ind igen-
nem centraltilslutningen.
• Skær trådlederen over, således at den er så tæt som muligt
ved trådfremføringsrullen.
• Benyt trådfremføringsruller egnet til aluminiumstråd.
• Indstil det tryk, som trådfremføringsenhedens arm udøver
på rullen, på det laveste mulige tryk.
6 SVEJSEFEJL
1 FEJL - Porøsitet (indenfor eller udenfor svejse-
sømmen)
ÅRSAGER • Tråden er fejlbehæftet (rustet overflade)
• Manglende sikkerhedsgas p.g.a.:
- lav gasstrømning
- flowmåleren er fejlbehæftet
- regulatoren er tilfrosset, fordi der ikke er
udført foropvarmning af CO2 beskyttelse-
sgassen
- magnetventilen i maskinen er fejlbehæftet
- den strømførende dyse er tilstoppet med
sprøjt
- gasudføringshullerne er tilstoppet
- lufttræk i svejseområdet.
2 FEJL - Sammentrækningsrevner
ÅRSAGER • Tråden eller arbejdsemnet er snavset eller
rustet.
• For smal svejsesøm.
• For konkav svejsesøm.
• Svejsesømmen har haft for stor indtræn-
gning.
3 FEJL - Sideindsnit
ÅRSAGER • Svejsepassagen er udført for hurtigt
• Lav strøm og høj lysbuespænding.
4 FEJL - For meget sprøjt
ÅRSAGER • Spændingen for høj.
• Utilstrækkelig induktans.
• Ingen foropvarmning af CO2 beskyttelse-
sgassen
7 VEDLIGEHOLDELSE AF SYSTEMET
• Beskyttelses-gasdysen
Denne dyse skal jævnligt renses for metalsprøjt. Dysen skal
udskiftes, hvis den er deform eller klemt.
• Strømførende dyse
Kun korrekt kontakt mellem denne dyse og tråden kan sikre
en stabil lysbue og optimal strømudgang; derfor skal følgen-
de regler overholdes:
A) Den strømførende dyses hul skal holdes fri for snavs og
oxydering (rust).
B) Metalsprøjt vil have større tilbøjelighed til at hænge fast
efter lange svejseperioder, således at trådfremføringen
blokeres.
Derfor skal spidsen rengøres oftere, og udskiftes ved behov.
C) Den strømførende dyse skal altid være fast påskruet svej-
sepistolens krop. De termiske cyklusser, svejsepistolen
udsættes for, kan medføre at den løsnes, således at svejse-
pistolens krop opvarmes og tråden derfor kører ujævnt frem.
• Trådlederen
Den del er meget vigtig, og skal kontrolleres ofte, fordi trå-
den kan aflægge kobberstøv eller små flager. Rengør trådle-
deren jævnligt, samtidigt med gaspassagerne, ved hjælp af
tør trykluft.
Trådlederen udsættes for konstant slid, og skal således
udskiftes efter en vis tidsperiode.
• Gearmotor
Rengør jævnligt trækrullerne for at fjerne eventuelt rust eller
metal fra svejsetråden fra svejsetråden. Hele trådfremføring-
senheden skal kontrolleres jævnligt: trådrulleholder, tråd-
fremføringsruller, trådleder og kontaktdyse.

42
BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE
BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AAN-
DACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOL-
LEDIGE LEVENSDUUR VAN DE MACHINE OP EEN
PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND.
DEZE UITRUSTING MAG UITSLUITEND WORDEN
GEBRUIKT VOOR LASWERKZAAMHEDEN.
VOOR DE AFMETINGEN EN HET GEWICHT VAN DIT
LASAPPARAAT, ZIE DE DESBETREFFENDE CATALO-
GUS.
1 VEILIGHEIDSVOORSCHRIFTEN
LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN
VOOR UZELF EN VOOR ANDEREN. Daarom moet de
gebruiker worden gewezen op de gevaren, hierna opge-
somd, die met laswerkzaamheden gepaard gaan. Voor meer
gedetailleerde informatie, bestel het handboek met code
3.300.758
ELEKTRISCHE SCHOK - Kan dodelijk zijn.
· Installeer en aard de lasmachine volgens de gel-
dende voorschriften.
· Raak elektrische onderdelen of elektroden onder span-
ning niet aan met de blote huid, handschoenen of natte kledij.
· Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent.
· Zorg voor een veilige werkpositie.
DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw
gezondheid.
· Houd uw hoofd uit de buurt van dampen.
· Werk in aanwezigheid van een goede ventilatie en
gebruik ventilatoren rondom de boog om gasvorming in de
werkzone te vermijden.
BOOGSTRALEN - Kunnen oogletsels en brandwonden
veroorzaken.
· Bescherm uw ogen met een lasmasker met gefilterd glas
en bescherm uw lichaam met aangepaste veiligheidskledij.
· Bescherm anderen door de installatie van geschikte scher-
men of gordijnen.
GEVAAR VOOR BRAND EN BRANDWONDEN
· Vonken (spatten) kunnen brand en brandwonden
veroorzaken; daarom dient u zich ervan te vergewis-
sen dat er geen brandbaar materiaal in de buurt is en
aangepaste beschermkledij te dragen.
GELUID
Deze machine produceert geen rechtstreeks geluid
van meer dan 80 dB. Het plasmasnij/lasprocédé kan
evenwel geluidsniveaus veroorzaken die deze limiet
overschrijden; daarom dienen gebruikers alle wettelijk verpli-
chte voorzorgsmaatregelen te treffen.
ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk
zijn .
• De elektrische stroom die door een wille-
keurige conductor stroomt produceert elek-
tromagnetische velden (EMF). De las- of
snijstroom produceert elektromagnetische
velden rondom de kabels en de generatoren.
• De magnetische velden geproduceerd door hoge stroom
kunnen de functionering van pacemakers beïnvloeden. De
dragers van vitale elektronische apparatuur (pacemakers)
moeten zich tot hun arts wenden voordat ze booglas-, snij-
, afbrand- of puntlaswerkzaamheden benaderen.
De blootstelling aan elektromagnetische velden, geprodu-
ceerd tijdens het lassen of snijden, kunnen de gezondheid
op onbekende manier beïnvloeden.
Elke operator moet zich aan de volgende procedure hou-
den om de gevaren geproduceerd door elektromagneti-
sche velden te beperken:
- Zorg ervoor dat de aardekabel en de kabel van de
elektrodeklem of de lastoorts naast elkaar blijven
liggen. Maak ze, indien mogelijk, met tape aan elkaar
vast.
- Voorkom dat u de aardekabel en de kabel van de
elektrodeklem of de lastoorts om uw lichaam wikkelt.
- Voorkom dat u tussen de aardekabel en de kabel van
de elektrodeklep of de lastoorts komt te staan. Als de
aardekabel zich rechts van de operator bevindt, moet
de kabel van de elektrodeklem of de lastoorts zich
tevens aan deze zijde bevinden.
- Sluit de aardeklem zo dicht mogelijk in de nabijheid
van het las- of snijpunt aan op het te bewerken stuk.
- Voorkom dat u in de nabijheid van de generator werk-
zaamheden verricht.
ONTPLOFFINGEN
· Las niet in de nabijheid van houders onder druk
of in de aanwezigheid van explosief stof, gassen of
dampen. · Alle cilinders en drukregelaars die bij
laswerkzaamheden worden gebruik dienen met zorg te
worden behandeld.
ELEKTROMAGNETISCHE COMPATIBILITEIT
DDeze machine is vervaardigd in overeenstemming met
de voorschriften zoals bepaald in de geharmoniseerde
norm IEC 60974-10 (Cl. A) en mag uitsluitend worden
gebruikt voor professionele doeleinden in een indus-
triële omgeving. Het garanderen van elektromagneti-
sche compatibiliteit kan problematisch zijn in niet-
industriële omgevingen.
VERWIJDERING VAN ELEKTRISCHE EN ELEK-
TRONISCHE UITRUSTING
Behandel elektrische apparatuur niet als gewoon
afval!
Overeenkomstig de Europese richtlijn 2002/96/EC
betreffende de verwerking van elektrisch en elektronisch
afval en de toepassing van deze richtlijn conform de
nationale wetgeving, moet elektrische apparatuur die het
einde van zijn levensduur heeft bereikt gescheiden wor-
den ingezameld en ingeleverd bij een recyclingbedrijf
dat zich houdt aan de milieuvoorschriften. Als eigenaar
van de apparatuur dient u zich bij onze lokale vertegen-
woordiger te informeren over goedgekeurde inzame-
lingsmethoden. Door het toepassen van deze Europese
richtlijn draagt u bij aan een schoner milieu en een bete-
re volksgezondheid!
ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN
BEKWAAM PERSONEEL.
GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE

43
2 ALGEMENE BESCHRIJVING
2.1 SPECIFICATIES
Deze handleiding is opgemaakt met het doel het perso-
neel dat belast is met de installatie, de bediening en het
onderhoud van het lastoestel van aanwijzingen te voor-
zien.
Dit toestel is een constante spanningsbron die geschikt
is voor het MIG/MAG en OPEN-ARC lassen.
Controleer bij ontvangst of er geen onderdelen kapot of
beschadigd zijn.
Ledere eventuele claim voor verliezen of schade dient
de koper in te dienen bij de transporteur. Telkens
wanneer er informatie wordt gevraagd met betrekking
tot het lastoestel, wordt u verzocht het artikel en het
serienummer door te geven.
2.2 UITLEG VAN DE TECHNISCHE GEGEVENS
EN 50199 Het lastoestel is volgens deze normen
EN60974.1 gebouwd.
N°. Serienummer dat altijd dient te worden
vermeld bij vragen betreffende het appa-
raat.
Eén fase transformator - gelijkrichter.
transformator-driefasige gelijkrichter.
Platte karakteristiek.
MIG/MAG. Geschikt voor naadlassen.
I2 max Onconventionele lasstroom.
Deze waarde is de max. bereikbare limiet
tijdens het lassen.
U0. Secundaire nullastspanning
X. Inschakelduurpercentage.
De inschakelduur drukt een percentage
van 10 minuten dat overeenkomt met een
tijdsduur waarbinnen het lastoestel bij
een bepaalde stroomsterkte kan werken,
zonder oververhit te raken.
I2. Lasstroomsterkte
U2. Secundaire spanning bij lasstroomsterkte I2
U1. Nominale voedingsspanning.
3~ 50/60Hz Driefasige voeding 50 of 60 Hz.
I1 max Maximaal opgenomen stroom.
I1 eff Dit is de maximale waarde van de eigen
lijke opgenomen stroom, rekening
houdend met de inschakelduur.
IP21C Beschermingsklasse van de behuizing.
De 1 als tweede cijfer wil zeggen dat dit
toestel niet geschikt is om buiten in de
regen te worden gebruikt.
De bijkomende letter C betekent dat het
apparaat beveiligd is tegen het contact
van onder spanning staande delen van
het voedingscircuit met een stuk gereed
schap (diameter van 2,5 mm).
Geschikt voor werkzaamheden in omge
vingen met verhoogd risico.
OPMERKINGEN: het lastoestel is verder geschikt voor
gebruik in omgevingen met een vervuilingsgraad 3. (Zie
IEC664).
S
1
2.3 Thermische beveiliging
Dit apparaat is beveiligd met een thermische beveiliging,
die de werking van het apparaat blokkeert als de toege-
stane temperaturen zijn overschreden. In dat geval blijft
de ventilator werken en licht LED C op.
3 INSTALLATIE
• Het toestel dient te worden geïnstalleerd door
gekwalificeerd personeel.
• Alle aansluitingen moeten tot stand worden gebracht
volgens de geldende normen en met volledige inachtne-
ming van de wetsvoorschriften inzake ongevallenpre-
ventie.
Controleer of de voedingsspanning overeenkomt met de
waarde die is aangegeven op de voedingskabel. Breng een
geschikte stekker aan op de voedingskabel indien deze nog
niet van een stekker is voorzien. Zorg ervoor dat de
geel/groene draad wordt verbonden met de aardingspen.
De capaciteit van de thermische beveiliging of de zekeringen
die in serie met de voeding zijn geïnstalleerd moet gelijk zijn
aan de opgenomen stroom I1 van het apparaat.
3.1 PLAATSING
Monteer het handvat, de wielen en de twee cilindersteunen.
Hef het lasapparaat niet op bij het handvat.
Zet het lastoestel in een geventileerd vertrek.
Stof, vuil en alle andere vreemde voorwerpen die het
lastoestel kunnen binnengaan kunnen de ventilatie, en
dus de goede werking, aantasten.
Daarom is het belangrijk, afhankelijk van de omgeving en
de werkomstandigheden, de interne onderdelen schoon
te houden. Blaas de onderdelen schoon met schone
droge perslucht en wees hierbij voorzichtig dat u het
apparaat niet beschadigt.
Trek de stekker van het lasapparaat uit het stopcontact
voordat u werkzaamheden aan interne onderdelen verri-
cht.
Werkzaamheden aan interne onderdelen van het
lasapparaat mogen uitsluitend worden uitgevoerd
door bevoegd personeel.
fig. 1

44
3.2 INTERNE VERBINDINGEN
• Werkzaamheden aan interne onderdelen van het
lasapparaat mogen uitsluitend worden uitgevoerd
door bevoegd personeel.
• Alvorens binnen in het lastoestel te gaan werken dient u
te controleren of de stekker uit het stopcontact is gehaald.
• Na de laatste keuring wordt het lastoestel aangesloten
op de spanning die vermeld wordt op de voedingskabel.
• Om de voedingsspanning te veranderen moet het zij-ele-
ment rechts worden weggehaald en moeten de verbindin-
gen van het klemmenbord voor spanningsverandering
worden gerangschikt zoals te zien is op de afbeelding.
•Bij één fase stroombronnen mag de voedingsspanning
niet worden veranderd.
• Gebruik het lastoestel niet zonder deksel of zonder zij-
panelen, om voor de hand liggende veiligheidsredenen,
en om de omstandigheden voor koeling van de interne
componenten niet te wijzigen.
• Bevestig een stekker die geschikt is voor het stroom-
verbruik aan de voedingskabel.
• Sluit de geel-groene ader van het netsnoer van het toe-
stel aan op een goede aarding.
3.3 EXTERNE VERBINDINGEN
3.3.1 Aansluiting van de massaklem.
• Sluit de massakabelaansluiting aan op het contact op het
lasapparaat, en verbind de massaklem met het werkstuk.
3.3.2 Plaatsen van de cilinder en aansluiten van de
gasslang
• Plaats de cilinder op de cilinderhouder van het lasap-
paraat en maak hem met de voorziene riemen vast aan
het achterpaneel van het apparaat.
• Om gevaarlijke situaties te vermijden, mag de gasci-
linder niet hoger zijn dan 1,65 m (Art. 590-591-593) en
1 m (Art. 574-575).
• Controleer de riemen regelmatig op slijtage en bestel
indien nodig nieuwe.
• De gascilinder moet uitgerust zijn met een drukregelaar
en een manometer.
• Sluit na het plaatsen van de cilinder de gasslang die
achteraan uit het apparaat komt aan op de drukregelaar.
• Stel het gasverbruik in op ongeveer 10-12 liter per
minuut.
4 BESCHRIJVING BEDIENINGEN
4.1 BEDIENINGSELEMENTEN OP HET VOORPANEEL
VAN HET LASAPPARAAT.
A-Instelknop.
Met deze knop stelt u de proplastijd in. Het apparaat
begint te lassen wanneer de toortsschakelaar wordt inge-
drukt. De proplastijd wordt ingesteld met de knop. Om de
cyclus opnieuw te starten, dient de toortsschakelaar
losgelaten en opnieuw ingedrukt te worden.
B- Groene LED.
Geeft aan dat het apparaat is ingeschakeld.
C- Gele LED.
Licht op wanneer de thermische beveiliging de werking
van het lasapparaat onderbreekt.
D-Instelknop.
Met deze knop kan de snelheid van de lasdraad worden
ingesteld.
E- Keuzeschakelaar.
Schakelt het apparaat in of uit en kiest het lasspanning-
sbereik.
F- Keuzeschakelaar.
Stelt de lasspanning nauwkeurig af binnen het vooraf
(met keuzeschakelaar E) gekozen bereik.
G- Massa-aansluitingen.
Op deze aansluitingen wordt de massakabel aangeslo-
ten. (Sommige uitvoeringen hebben slechts één massa-
aansluiting).
H- Centraalaansluiting.
Hierop wordt de lastoorts aangesloten.
5 LASSEN
5.1 Installatie
Verzeker u ervan dat de draaddiameter overeenstemt met
de diameter die is aangegeven op de draadaanvoerrol en
dat het gekozen programma geschikt is voor het mate-
riaal en het type van gas. Gebruik draadaanvoerrollen met
een "U"-vormige groef voor aluminiumdraden en rollen
met een "V"-vormige groef voor andere draden.
5.2 HET APPARAAT IS KLAAR OM TE LASSEN
• Verbind de massaklem met het werkstuk.
• Zet de schakelaar E op 1.
• Verwijder het gasmondstuk.
• Schroef de contacttip los.
• Plaats de draad in de draadkoker van de toorts, ervoor
zorgend dat hij in de groef van de rol zit en dat de rol zich
in de juiste positie bevindt.
• Druk op de knop van de toorts om de draad aan te voe-
ren totdat hij uit de toorts komt.
• Opgelet: houd uw gezicht uit de buurt van de con-
tactbuis terwijl de draad naar buiten komt.
• Schroef de contacttip opnieuw vast en controleer of het
gat dezelfde diameter heeft als de gebruikte draad.
• Monteer het gasmondstuk.
fig. 2

45
5.3 LASSEN VAN KOOLSTOFSTAAL ZONDER
GASBESCHERMING. (alleen voor art. 574 en 575).
Zorg ervoor dat de kabels correct worden aangesloten op
het aansluitpaneel, zodat de polen overeenkomen (alleen
voor Art. 574 en 575, zie figuur 4 ).
Om goede en beschermde lassen te verkrijgen, moet u
steeds van links naar rechts en van boven naar onder
werken. Verwijder al het afval aan het einde van elke las-
sessie.
De gevulde lasdraad die u moet gebruiken is ons Art.
1587, Ø 0,9 mm.
5.4 LASSEN VAN KOOLSTOFSTAAL MET GASBE-
SCHERMING.
Zorg ervoor dat de kabels correct worden aangesloten op
het aansluitpaneel, zodat de polen overeenkomen (alleen
voor Art. 574 en 575, zie figuur 5 ).
Om dit materiaal te lassen, moet u het volgende doen:
• Gebruik een lasgas met een tweeledige samenstelling,
gewoonlijk ARGON + CO2, waarbij het percentage Argon
minimaal 75% bedraagt. Dit mengsel zal resulteren in
sterke en mooie lasnaden.
Het gebruik van zuiver CO2 als beschermgas zal resulte-
ren in smalle lasnaden, met een grotere penetratie maar
Fig. 4
Fig. 5
Fig. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H

46
ook aanzienlijk meer vonken.
• Gebruik een lasdraad met dezelfde kwaliteit als het te las-
sen staal. Het verdient aanbeveling altijd draden van goede
kwaliteit te gebruiken en het gebruik van verroeste draden te
vermijden, aangezien dit kan leiden tot lasfouten.
• Vermijd het lassen van verroeste onderdelen of onder-
delen met olie- of vetvlekken.
5.5 LASSEN VAN ROESTVRIJ STAAL
Zorg ervoor dat de kabels correct worden aangesloten op
het aansluitpaneel, zodat de polen overeenkomen (alleen
voor Art. 574 en 575, zie figuur 5 ).
Roestvrij staal van de 300-klasse moet worden gelast met
een beschermgas met hoog argongehalte en een klein
percentage zuurstof (O2) of kooldioxide (CO2) (ongeveer
2%) om de boog te stabiliseren.
Raak de draad niet aan met uw handen. Het is belangrijk
dat de laszone altijd schoon is, om verontreiniging van de
lasverbinding te voorkomen.
5.6 LASSEN VAN ALUMINIUM
Zorg ervoor dat de kabels correct worden aangesloten op
het aansluitpaneel, zodat de polen overeenkomen (alleen
voor Art. 574 en 575, zie figuur 5 ).
Om aluminium te lassen, moet u het volgende doen:
• Gebruik zuiver argon als beschermgas.
• Gebruik een lasdraad waarvan de samenstelling
geschikt is voor het te lassen basismateriaal.
• Gebruik frezen en borstelmachines die speciaal ontwor-
pen zijn voor aluminium en gebruik ze nooit voor andere
materialen.
• Om aluminium te lassen, moet u de volgende toortsen
gebruiken: PULL 2003 Art. 2003 or SPOOL-GUN Art.
1562 met de verbinding Art. 1196.
6 LASFOUTEN
1 FOUT -Poreusheid (binnen of buiten de
lasnaad)
OORZAKEN • Electrode defect (verroest oppervlak)
• Ontbrekend beschermgas, te wijten aan:
- laag gasdebiet
- defecte verbruiksmeter.
- bevrozen regelaar, wegens geen
verwarming van het CO2-beschermgas
- defecte gasklep
- verstopte contacttip
- verstopte gasuitlaatopeningen
- luchtstromen in laszone.
2 FOUT - Krimpbarsten
OORZAKEN • Draad of werkstuk vuil of verroest.
• Lasnaad te smal.
• Lasnaad te hol.
• Lasnaad te diep doorgedrongen.
3 FOUT - Zij-insnijdingen
OORZAKEN • Te snel gelast
• Lage stroom en hoge boogspanning.
4 FOUT - Overmatig spatvorming
OORZAKEN • Te hoge spanning.
• Onvoldoende inductantie.
• Geen voorverwarming van het CO2-
beschermgas
7 ONDERHOUD VAN HET SYSTEEM
• Beschermgasmondstuk
Dit mondstuk moet regelmatig worden schoongemaakt
om gesproeid metaal te verwijderen. Vervang het mond-
stuk als het vervormd of platgedrukt is.
• Contacttip.
Alleen een goed contact tussen deze contacttip en de
draad garandeert een stabiele boog en een optimaal ver-
mogen; neem daarom de volgende voorzorgsmaatrege-
len in acht:
A) Het gat van de contacttip moet vrij zijn van vuil en roest.
B) Gesproeid metaal koekt makkelijker aan na lange
lasbewerkingen, wat de draadaanvoer kan belemmeren.
Daarom moet de tip vaker worden schoongemaakt en
indien nodig worden vervangen.
C) De contacttip moet altijd stevig in de behuizing van de
toorts worden geschroefd. De thermische cycli waaraan
de toorts onderhevig is, kunnen de tip doen loskomen; dit
kan leiden tot oververhitting van de toortsbehuizing en
een ongelijkmatige aanvoer van de draad.
• Draadliner
Dit is een belangrijk onderdeel dat vaak moet worden
gecontroleerd, aangezien de draad koperstof of kleine
metaalkrullen kan achterlaten. Maak het regelmatig
schoon samen met de gasleidingen met behulp van
droge perslucht.
De draadkokers zijn onderhevig aan voortdurende slijtage
en moeten daarom na een bepaalde periode vervangen
worden.
• Draadaanvoermotor
Maak regelmatig de aanvoerrollen schoon, om de door de
lasdraadspoel achtergelaten roest of metaalresten te
verwijderen. Controleer regelmatig de volledige draa-
daanvoergroep: sluithaak, draadgeleiderollen, draadliner
en contacttip.

47
INSTRUKTIONSMANUAL FÖR TRÅDSVETS
VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN
ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT
FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIV-
SLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS
FÖR SVETSARBETEN.
BETRÄFFANDE SVETSENS MÅTT OCH VIKT, SE SPECIFIK
KATALOG.
1 FÖRSIKTIGHETSÅTGÄRDER
BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA
EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren
måste därför informeras om de risker som uppstår på grund
av svetsarbetena. Se sammanfattningen nedan. För mer
detaljerad information, beställ manual kod 3.300.758
ELSTÖT - Dödsfara
· Installera och anslut svetsen enligt gällande stan-
dard.
· Rör inte vid spänningsförande elektriska delar eller
elektroder med bar hud, våta handskar eller kläder.
· Isolera dig mot jord och det arbetsstycke som ska svetsas.
· Kontrollera att arbetsplatsen är säker.
RÖK OCH GAS - Kan vara skadliga för hälsan
· Håll huvudet borta från röken.
· Se till att det finns tillräcklig ventilation vid arbetet
och använd uppsugningssystem i bågzonen för att
undvika gasförekomst i arbetszonen.
STRÅLAR FRÅN BÅGEN - Kan skada ögonen och bränna
huden
· Skydda ögonen med svetsmasker som är försedda
med filtrerande linser och bär lämpliga kläder.
· Skydda andra personer med lämpliga skärmar eller
förhängen.
RISK FÖR BRAND OCH BRÄNNSKADOR
· Gnistor (stänk) kan orsaka bränder och bränna
huden. Kontrollera därför att det inte finns lättantänd-
ligt material i närheten och bär lämpliga skyddskläder.
BULLER
Denna utrustning alstrar inte buller som överskrider
80 dB. Plasmaskärningen/svetsningen kan alstra
bullernivåer över denna gräns. Användarna ska
därför vidta de försiktighetsåtgärder som föreskrivs av gäl-
lande lagstiftning.
PACEMAKER
· De magnetfält som uppstår på grund av högström kan
påverka pacemakerfunktionen. Bärare av livsuppehållande
elektroniska apparater (pacemaker) ska konsultera en läkare
innan de går i närheten av bågsvetsnings-, bågskärnings-,
bågmejslings- eller punktsvetsningsarbeten.
ELEKTROMAGNETISKA FÄLT - Kan vara skadliga.
• När elektrisk ström passerar genom en
ledare alstras elektromagnetiska fält (EMF).
Svets- eller skärströmmen alstrar elektro-
magnetiska fält runt kablar och generatorer.
• De magnetfält som uppstår på grund av
starkström kan påverka pacemakerfunktionen. Bärare av
livsuppehållande apparater (pacemaker) ska konsultera
läkaren innan de påbörjar bågsvetsning, bågskärning,
gashyvling eller punktsvetsning eller går in i lokaler där
sådant arbete utförs.
• Exponering för elektromagnetiska fält i samband med
svetsning eller skärning kan ha okända effekter på hälsan.
För att minska risken för exponering för elektromagnetis-
ka fält måste alla operatörer iaktta följande regler:
- Se till att jordkabeln samt elektrodklämmans eller
slangpaketets kabel hela tiden är placerade intill
varandra. Tejpa gärna samman dem om möjligt.
- Linda inte jordkabeln eller elektrodklämmans respek-
tive slangpaketets kabel runt kroppen.
- Stå aldrig mellan jordkabeln eller elektrodklämmans
respektive slangpaketets kabel. Om jordkabeln finns
på operatörens högra sida ska även elektrodkläm-
mans respektive slangpaketets kabel befinna sig på
denna sida.
- Anslut jordkabeln till arbetsstycket så nära svets-
eller skärzonen som möjligt.
- Arbeta inte nära generatorn.
EXPLOSIONER
· Svetsa inte i närheten av tryckbehållare eller där
det förekommer explosiva pulver, gaser eller
ångor. Hantera de gastuber och tryckregulatorer
som används vid svetsarbetena försiktigt.
ELEKTROMAGNETISK KOMPATIBILITET
Denna utrustning är konstruerad i överensstämmelse
med föreskrifterna i harmoniserad standard IEC 60974-10
(Cl. A) och får endast användas för professionellt bruk
i en industrimiljö. Det kan i själva verket vara svårt att
garantera den elektromagnetiska kompatibiliteten i
en annan miljö än en industrimiljö.
KASSERING AV ELEKTRISKA OCH ELEKTRO-
NISKA PRODUKTER
Kassera inte elektriska produkter tillsammans
med normalt hushållsavfall!
I enlighet med direktiv 2002/96/EG om avfall som utgörs
av elektriska och elektroniska produkter och dess
tillämpning i överensstämmelse med landets gällande
lagstiftning, ska elektriska produkter vid slutet av sitt liv
samlas in separat och lämnas till en återvinningscentral.
Du ska i egenskap av ägare till produkterna informera
dig om godkända återvinningssystem via närmaste åter-
försäljare. Hjälp till att värna om miljön och människors
hälsa genom att tillämpa detta EU-direktiv!
KONTAKTA KVALIFICERAD PERSONAL VID EN EVEN-
TUELL DRIFTSTÖRNING.
2 ALLMÄN BESKRIVNING
2.1 SPECIFIKATIONER
Denna bruksanvisning vänder sig till installatörer, ope-
ratörer och servicepersonal.
Maskinen är en generator för konstant spänning som läm-
par sig för såväl MIG/MAG-svetsning som OPEN-ARC.

sion till nätkabeln, om sådan saknas. Kontrollera att den
gulgröna ledaren är ansluten till jordstiftet.
Dimensionen på den termomagnetiska brytaren och säk-
ringarna som är placerade i serie med elmatningen måste
vara lika med eller större än strömmen I1 max. som för-
brukas av maskinen.
3.1 UPPSTÄLLNING
Montera handtaget, hjulen och de två gasflaskehållarna.
Lyft inte svetsen i handtaget.
Anslut svetsen i ett välventilerat utrymme.
Damm, smuts eller andra främmande föremål som kan
komma in i svetsen, kan äventyra dess ventilation och
således även dess drift.
De inre delarna måste hållas rena med hänsyn till miljö-
och driftförhållandena. Rengöring görs med torr och ren
tryckluft. Var försiktig så att du inte skadar maskinen.
Dra ut kontakten från eluttaget innan ingrepp görs inuti
svetsen.
Alla ingrepp inuti svetsen ska göras av kvalificerad
personal.
3.2 INRE ANSLUTNINGAR
• Alla ingrepp inuti svetsen ska göras av kvalificerad
personal.
• Innan Du utför arbeten inuti svetsen, försäkra Dig om att
stickkontakten är uttagen ur eluttaget.
• Efter slutbesiktningen ansluts svetsen till den spän-
ning som anges på nätkabeln.
• För byte av nätspänning, ta bort höger sidokåpa och
utför anslutningarna på kopplingsplinten för spän-
ningsbyte såsom visas i figuren.
Matningsspänningen på enfasgeneratorerna får inte
ändras.
• Använd aldrig svetsen utan kåpa eller sidopaneler av
uppenbara säkerhetsskäl och för att inte reducera kylnin-
gen av de inre komponenterna.
• Använd en stickkontakt till nätkabeln som lämpar sig för
strömförbrukningen.
• Anslut den gul-gröna ledaren på maskinens nätkabel till
ett lämpligt jorduttag.
Kontrollera vid leveransen att inga delar är skadade eller
förstörda. Eventuell reklamation beträffande förluster
eller skador måste köparen göra direkt till speditören.
Vid varje begäran om information om svetsen ber vi
Dig uppge artikel och serienummer.
2.2 TEKNISKA DATA
EN 50199 Svetsen är konstruerad enligt dessa inter-
EN60974.1 nationella normer.
N°. Serienummer som alltid måste anges vid
förfrågningar angående svetsen.
Transformator - enfaslikriktare
Transformator - Trefaslikriktare.
Platt karakteristik.
MIG/MAG. Lämplig för svetsning med kontinuerlig
tråd.
I2 max Okonventionell svetsström.
Max. gränsvärde som kan erhållas vid
svetsning.
U0. Sekundär tomgångsspänning
X. Procentuell intermittensfaktor.
Denna faktor uttrycker antalet procent av
10 minuter som svetsen kan arbeta med
en fast ställd ström utan att förorsaka
överhettning.
I2. Svetsström
U2. Sekundärspänning med svetsströmmen I2
U1. Nominell spänning.
1~ 50/60Hz Enfasström på 50 eller 60 Hz.
3~ 50/60Hz Trefasström på 50 eller 60 Hz.
I1 max Max. strömförbrukning.
I1 eff Max. värde för faktisk strömförbrukning
med hänsyn till driftfaktor.
IP21C Höljets kapslingsklass.
Grad 1 såsom andra siffra innebär att
svetsen inte lämpar sig för arbete
utomhus vid regn.
Tilläggsbokstaven C innebär att maski-
nen är skyddad mot ingrepp med verktyg
(Ø 2,5 mm) på spänningssatta delar i
matningskretsen.
Lämpar sig för arbete i utrymmen med
förhöjd elektrisk fara.
NOTE: Svetsen är vidare konstruerad för arbeten i
utrymmen med föroreningsgrad 3. (Se IEC 664).
2.3 Överhettningsskydd
Maskinen skyddas av en termostat som stoppar maski-
nen om max. temperatur överskrids. I sådant läge fort-
sätter fläkten att gå och lampan C tänds.
3 INSTALLATION
• Installationen av maskinen får endast utföras av
kvalificerad personal.
• Alla anslutningar måste utföras i enlighet med gällan-
de normer och med full respekt för olycksförebyggan-
de lagar.
Kontrollera att matningsspänningen överensstämmer med
värdet på nätkabeln. Anslut en kontakt av lämplig dimen-
S
1
48
fig. 1

49
Fig. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
3.3 YTTRE ANSLUTNINGAR
3.3.1 Anslutning av jordklämman.
• Anslut jordkabeln till svetsens uttag och jordklämman till
arbetsstycket.
3.3.2 Placering av gasflaska och anslutning av gasslang
• Placera gasflaskan i avsedd hållare på svetsen. Spänn
fast gasflaskan vid den bakre panelen på maskinen med
hjälp av de medlevererade fästremmarna.
• För att undvika farliga situationer får gasflaskan inte
vara högre än 1,65 m (Art. 590-591-593) och 1m (Art.
574-575).
• Kontrollera regelbundet slitaget på remmarna och byt ut
dem om det är nödvändigt.
• Gasflaskan ska vara försedd med en tryckreducering-
sventil och en flödesmätare.
• Sätt gasflaskan på plats innan gasslangen, som utgår
från maskinens bakre panel, ansluts till tryckreducering-
sventilen.
• Reglera gasflödet till cirka 10-12 liter/min.
4 BESKRIVNING AV KONTROLLER
4.1 KONTROLLER PÅ MASKINENS FRONTPANEL
A- Regleringsratt
Använd detta vred för att reglera punktsvetsningstiden.
Maskinen börjar att svetsa när brännarens knapp trycks
ned. Punktsvetsningstiden regleras med vredet. För att
återta processen är det nödvändigt att släppa upp och
åter trycka ned brännarens knapp.
B- Grön lysdiod.
Indikerar att maskinen har startats.
C- Gul lysdiod.
Tänds när termostaten avbryter svetsens drift.
D- Regleringsvred
Använd detta vred för att ändra svetstrådens hastighet.
E- Omkopplare
Startar och stänger av maskinen och väljer spänning-
sområden för svetsningen.
fig. 2

F- Omkopplare
Fininställer svetsspänningen inuti spänningsområdet som
har valts med omkopplaren E.
G- Jorduttag
Till dessa uttag ska jordkabeln anslutas. (Vissa versioner
har endast ett jorduttag).
H- Centraladapter
Till denna ansluts svetsbrännaren.
5 SVETSNING
5.1 Driftförberedelser
Kontrollera att trådens diameter överensstämmer med vär-
det på trådmatningsrullen och att det valda programmet är
kompatibelt med material och gastyp. Använd trådmatning-
srullar med U-format spår för aluminiumtråd och V-format
spår för andra trådar.
5.2 APPARATEN ÄR KLAR FÖR SVETSNING
• Anslut jordklämman till arbetsstycket som ska svetsas.
• Sätt omkopplaren E på 1.
• Ta bort gasmunstycket.
• Skruva loss kontaktmunstycket.
• Stick in tråden i brännarens trådmatningshylsa. Kontrollera
att tråden är inuti trådmatningsrullens spår och att rullen är
korrekt placerad.
• Tryck på svetsbrännarknappen för att mata fram tråden tills
den kommer ut från svetspistolen.
• VARNING! Håll ansiktet på behörigt avstånd från änden
på handtaget medan tråden kommer ut.
• Skruva tillbaka kontaktmunstycket och försäkra Dig om att
diametern på hålet motsvarar den använda trådens diameter.
• Sätt fast gasmunstycket.
5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS
(endast för art. 574 och 575).
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 574
och 575, se figur 4 ).
För att erhålla skyddade svetsövergångar rekommenderas
det att svetsa från vänster till höger och uppifrån nedåt. I slu-
tet av varje svetsning ska du ta bort slagg.
Använd rörtråd art. 1587, Ø 0,9 mm.
50
5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 574
och 575, se figur 5 ).
För svetsning av dessa material är det nödvändigt att tänka
på följande:
• Använd en svetsgas av tvåkomponentstyp, vanligtvis
ARGON + CO2 med min. 75 % Argon. Med denna svet-
sblandningen blir svetsfogen väl sammansmält och snygg.
Genom att använda ren koldioxid som skyddsgas erhåller
Du en tät och genomträngande svetsfog, men en klar ökning
av svetssprut.
• Använd svetstråd av samma kvalitet som stålet som ska
svetsas. Det är alltid bra att använda tråd av god kvalitet så
att Du undviker svetsning med rostig tråd som kan leda till
ett dåligt svetsresultat.
• Undvik att svetsa på rostiga arbetsstycken eller på arbets-
stycken som är nersmutsade av olja eller fett.
5.5 SVETSNING AV ROSTFRITT STÅL
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 574
och 575, se figur 5 ).
Svetsning av rostfritt stål i serien 300 måste utföras med
skyddsgas med hög halt av Argon och med en liten mängd
syrgas eller koldioxid på ca. 2 %.
Ta inte i tråden med händerna. Det är viktigt att upprätthålla
svetsområdet väl rengjort för att inte smutsa ned svetsfogen.
5.6SVETSNING AV ALUMINIUM
Kontrollera att kablarna har stuckits in korrekt i koppling-
splinten så att rätt polaritet respekteras (endast för art. 574
och 575, se figur 5 ).
För svetsning av aluminium är det nödvändigt att använda:
• Rent Argon som skyddsgas.
• En svetstråd med en sammansättning som lämpar sig för
basmaterialet som ska svetsas.
• Använd specifika slipskivor och borstar för aluminium.
Använd dem aldrig på andra material.
OBS! Om du endast har en brännare för ståltråd ska brän-
naren ändras på följande sätt:
fig. 4
fig. 5

51
• Kontrollera att kabeln inte är längre än 3 meter.
• Ta bort mässingmuttern som fäster höljet, gasmunstycket,
kontaktmunstycket och dra sedan ut höljet.
• För in höljet art. 139. Kontrollera att det sticker från de två
ändarna.
• Skruva fast kontaktmunstycket så att höljet sluter till vid
det.
• För in clipset för att fästa höljet och O-ringen i höljets fria
ände. Fäst delarna med muttern, utan att dra åt den för hårt.
• Ta först bort järnröret. Dra på kopparröret på höljet och för
in alltsammans i adaptern.
• Skär av höljet diagonalt så att det kommer så nära tråd-
matarrullen som möjligt.
• Använd trådmatarrullar för aluminiumtråd.
• Reglera trycket, som trådmatarens arm utövar på rullen, till
minsta möjliga.
6 DEFEKTER VID SVETSNING
1 DEFEKT -Porositet (inuti eller utanpå svetsfogen).
ORSAKER • Defekt svetstråd (rostig på ytan).
• Skyddsgas saknas på grund av:
- otillräckligt gasflöde
- defekt flödesmätare
- isbildning på reducerventilen då ingen
förvärmare finns för skyddsgasen koldioxid
- defekt magnetventil
- kontaktmunstycket är igensatt av svets-
sprut
- igensatta gasmynningar
- luftdrag i svetsområdet.
2 DEFEKT - Krympsprickor
ORSAKER • Svetstråden eller arbetsstyckena är smut-
siga eller rostiga.
• För liten svetsfog.
• För konkav svetsfog.
• För genomträngande svetsfog.
3 DEFEKT - Sidoinskärningar
ORSAKER • För snabb svetsomgång.
• Svag ström och förhöjd bågspänning.
4 DEFEKT - Överdrivet svetssprut
ORSAKER • För hög spänning.
• Otillräcklig induktans.
• Förvärmare för skyddsgasen koldioxid
saknas.
7 UNDERHÅLL AV APPARATEN
• Gasmunstycke.
Detta munstycke måste regelbundet rengöras från metall-
sprut. Byt ut det om det har blivit snett eller ovalformat.
• Kontaktmunstycke.
Endast en god kontakt mellan detta munstycke och svet-
stråden borgar för en stabil svetsbåge och en god strömtil-
lförsel. Gör därför på följande sätt:
A) Kontaktmunstyckets hål måste hållas fritt från smuts och
beläggningar.
B) Vid långvariga svetsarbeten fastnar svetssprutet lättare
och hindrar tråden från att komma ut. Det är därför nödvän-
digt att ofta rengöra munstycket, och om nödvändigt, byta
ut det helt.
C) Kontaktmunstycket måste vara ordentligt fastskruvat på
svetspistolen. Den värme som svetspistolen utsätts för kan
medföra att munstycket lossnar, vilket i sin tur leder till
överhettning av svetspistolen och munstycket, samt en
ojämn utmatning av tråden.
• Trådmatningshylsa.
Utgör en viktig del som måste kontrolleras ofta, då svetstrå-
den kan lämna spår av koppardamm och mycket små spån-
partiklar efter sig inuti hylsan. Rengör den regelbundet till-
sammans med gasmynningarna med hjälp av torr tryckluft.
Hylsorna slits kontinuerligt, så det är nödvändigt att byta ut
dem med jämna mellanrum.
• Motorreducerväxel.
Rengör denna samt trådmatningsrullarna från rost och
metallrester som har bildats av spolmatningen. Det krävs en
regelbunden kontroll av hela trådmatningsenheten: hasp,
tråmatningsrullar, hylsa och kontaktmunstycke.

52
ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA
SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN
SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI
DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV"
TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV
STOU" ENDIAFEROVMENOU".
AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI
APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH".
GIA TI" DIASTAVSEI" KAI TO BAVRO" AUTOUV TOU
SUGKOLLHTHV, SUMBOULEUTEIVTE TON EIDIKOV
KATAVLOGO.
1 PROFULAVXEI" ASFAVLEIA"
H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPO-
ROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA"
KAI GIA TRIVTOU", gi· autov o crhvsth" prevpei na eivnai
ekpaideumevno" w" pro" tou" kinduvnou" pou proevrcontai
apov ti" enevrgeie" sugkovllhsh" kai pou anafevrontai
sunoptikav parakavtw. Gia piov akribeiv" plhroforive"
zhteivste to egceirivdio me kwvdika ...............
HLEKTROPLHXIVA - Kiv
nduno" qanavtou.
• Egkatasteivste th suskeuhv kai ektelevste th
geivwshv th" suvmfwna me tou" iscuvonte" kanoni-
smouv".
• Mhn aggivzete ta hlektrikav mevrh upov tavsh hv ta hlek-
trovdia me gumnov devrma, bregmevna gavntia hv rouvca.
• Apomonwqeivte apov th gh hv apov to kommavti pou prev-
pei na sugkollhvsete.
• Bebaiwqeivte na eivnai asfalhv" h qevsh ergasiva" sa".
KAPNOIV KAI AEVRIA - Mporouvn na prokalevsoun zhmiev"
sthn ugeiva.
• Diathreivte to kefavli evxw apov tou" atmouv".
• Ekteleivte thn ergasiva sa" me katavllhlo aeri-
smov kai crhsimopoieivte anarrofhthvre" sthn
periochv tou tovxou gia na apofeuvgetai h parou-
siva aerivwn sto cwvro ergasiva".
AKTIVNE" TOU TOVXOU - Mporouvn na plhgwvsoun ta mav-
tia kai na kavyoun to devrma.
• Prostateuvete ta mavtia me eidikev" mavske" gia
th sugkovllhsh pou na evcoun fakouv" filtrariv-
smato" kai to sw
vma me katavllhlh endumasiva.
• Prostateuvete trivta provswpa crhsimopoiwvnta"
katavllhla diacwristikav toicwvmata hv kourtivne".
KIVNDUNO" PURKAGIAV" KAI EGKAUMAVTWN
• Oi spivqe" (pitsiliev") mporouvn na prokalevsoun
purkagiev" hv na kavyoun to devrma. Gi
• autov bebaiwqeivte ovti den upavrcoun guvrw euv-
flekta ulikav kai crhsimopoieivte katavllhlh pro-
stateutikhv endumasiva.
QOVRUBO"
Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou
na uperbaivnoun ta 80 dB. H diadikasiva koyivmato"
plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw"
qoruvbou" pevran autouv tou orivou. Gi· autov oi crhvste"
prevpei na lambavnoun ta problepovmena apov to Novmo mevtra.
HLEKTROMAGNHTIKA PEDIA-Mporouvn na eivnai blaberav.
• To hlektrikov reuvma pou diapernav
opoiondhvpote agwgov paravgei hlektro-
magnhtikav pediva (EMF). To reuvma sug-
kovllhsh" hv kophv" prokaleiv hlektromagnh-
tikav pediva guvrw apov ta kalwvdia kai ti"
gennhvtrie".
• Ta hlektromagnhtikav pediva pou proevrcontai apov uyh-
lav reuvmata mporouvn na parevmboun me th leitourgiva
bhmatodotwvn. Atoma pou fevroun hlektronikev" suskeuev"
zwtikhv" shmasiva" (pacemaker) qa prevpei na sumbouleu-
vontai ton iatrov prin proseggivsoun enevrgeie" sug-
kovllhsh" tovxou, koph"v, frezarivsmato" hv shmeiakhv" sug-
kovllhsh".
• H evkqesh sta hlektromagnhtikav pediva th" sug-
kovllhsh" hv kophv" mporouvn na evcoun avgnwste" epidrav-
sei" sthn ugeiva.
Kavqe ceiristhv", gia na meiwvsei tou" kinduvnou" pou pro-
evrcontai apov thn evkqesh sta hlektromagnhtikav pediva,
prevpei na threiv ti" akovlouqe" diadikasive":
- Na frontivzei wvste kalwvdio swvmato" kai labivda"
hlektrodivou hv tsimpivda" na mevnoun enwmevna. An
eivnai dunatovn, sterewvste ta maziv me tainiva.
- Mhn tulivgete potev ta kalwvdia swvmato" kai
labivda" hlektrodivou hv tsimpivda" guvrw apov to
swvma.
- Mhn mevnete potev anavmesa sto kalwvdio swvmato"
kai kalwvdio labivda" hlektrodivou hv tsimpivda". An
to kalwvdio swvmato" brivsketai dexiav apov to
ceiristhv, to kalwvdio th" labivda" hlektrodivou hv
tsimpivda" prevpei na meivnei sthn ivdia pleurav.
- Sundevste to kalwvdio swvmato" sto metallo upov
katergasiva ovso to dunatovn pio kontav sthn periochv
sugkovllhsh" hv kophv".
- Mhn ergavzeste kontav sth gennhvtria.
EKRHVXEI"
• Mhn ekteleivte sugkollhvsei" kontav se doceiva
upov pivesh hv se parousiva ekrhktikwvn skonwvn,
aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiav-
le" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai
katav ti" enevrgeie" sugkovllhsh".
HLEKTROMAGNHTIKH SUMBATOTHTA
Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti"
endeivxei" pou perievcontai ston enarmonismevno kanoni-
smov IEC 60974-10 (Cl. A) kai prevpei na crhsimopoieivtai
movno gia epaggelmatikouv" skopouv" kai se biomhcaniko
v
peribavllon. Qa mporouvsan, pravgmati, na upavrcoun
duskolive" sthn exasfavlish th" hlektromagnhtikhv" sum-
batovthta" se peribavllon diaforetikov ap· ekeivno th"
biomhcaniva".
DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN
SUSKEUWN
Μην πετάτε τις ηλεκτρικές συσκεύες µαζί µε τα
κανονικά απόβλητα!! Σύµφωνα µε την Ευρωπαϊκή
Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών
και ηλεκτρονικών συσκευών και την σχετική εφαρµογή
της µέσα στα πλαίσια της ισχύουσας εθνικής
νοµοθεσίας, οι πρός πέταγµα ηλεκτρικές συσκευές
πρέπει να συλλέγονται ξεχωριστά και να µεταφέρονται σε
µία µονάδα ανακύκλωσης αποβλήτων οικολογικά
αποτελεσµατική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής
πρέπει να ενηµερωθεί πάνω στα εγκεκριµένα συστήµατα
επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό
µας. Εφαρµόζοντας αυτή την Ευρωπαϊκή Οδηγία θα
καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία!
SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH
SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV.

53
2 GENIKH PERIGRAFH
2.1 ODHGIES
Autov to egceirivdio suntavcqhke gia thn ekpaivdeush tou
proswpikouv pou eivnai armovdio gia thn egkatavstash,
thn leitourgiva kai thn sunthvrhsh th" suskeuhv" sugkovl-
lhsh".
Authv h suskeuhv eivnai miav phghv staqerhv" tavsh", katavl-
lhlh gia thn sugkovllhsh MIG/MAG kai OPEN-ARC.
Katav thn paralabhv bebaiwqeivte ovti den upavrcoun
alloiwmevna hv spasmevna mevrh.
Opoiadhvpote endecovmenh diamarturiva gia apwvleie" hv
fqorev" prevpei na givnetai apov ton agorasthv ston
metaforeva. Kavqe forav pou zhtavte plhroforive" scetikav
me thn suskeuhv, parakaleivste na anafevrete to eivdo"
kai ton ariqmov mhtrwvou.
2.2 EPEXHGHSH TECNIKWN STOICEIWN
EN 50199 H suskeuhv kataskeuavsthke suvmfwna me
EN60974.1 autouv" tou" kanovne".
N°. Ariqmov" mhtrwvou pou prevpei pavnta na
anafevretai gia opoiadhvpote anavgkh se
scevsh me thn suskeuhv.
Monofasikov" metaschmatisthv" - anor
qwthv"
Metaschmatisthv" - anorqwthv" trifa-
sikov"
Epivpedh idiovthta.
MIG/MAG. Katavllhlo gia sugkovllhsh sunecizovme-
nou nhvmato".
I2 max Reuvma sugkovllhsh" mh sumbatikov.
H timhv antiproswpeuvei to anwvtero ovrio
pou epitugcavnetai katav th
sugkovllhsh.
U0. Deutereuvousa tavsh en kenwv.
X. Posostiaivo" (100%) kuvklo" ergasiva".
Ekfravzei to posostov twn 10 leptwvn
pou h suskeuhv
mporeiv na leitourghvsei
me evna kaqorismevno reuvma cwriv" na
paravgei uperqermavnsei".
I2. Reuvma sugkovllhsh"
U2. Deutereuvousa tavsh me reuvma sugkovllh
sh" I2
U1. Onomastikhv tavsh trofodosiva".
1~ 50/60Hz Monofasikhv trofodosiva 50 hv 60 Hz.
3~ 50/60Hz Trifasikhv trofodosiva 50 hv 60 Hz.
I1 max Eivnai h anwvterh timhv tou aporrofhmev-
nou reuvmato".
I1 eff Eivnai h anwvterh timhv tou pragmatikouv
aporrofhmevnou reuvmato" qewrwvnta"
thn apovdosh kuvklou uphresiva".
IP21C Baqmov" prostasiva" skeletouv.
Baqmov" 1 san deuvtero yhfeivo shmaivnei
ovti authv h suskeuhv den eivnai katavllhlh
gia na leitourgeiv se exwterikov cwvro
kavtw apov brochv.
To provsqeto gravmma C shmaivnei ovti h
mhcanhv prostasteuvetai katav th" tucai-
1
va" eisovdou enov" ergaleivou (diamevtrou
2,5 mm) sta tmhvmata upov tavsh tou
kuklwvmato" trofodosiva".
Katavllhlh gia peribavllonta me auxhmev
no kivnduno.
SHM.: H suskeuhv scediavsthke epivvsh" gia na leitour-
geiv se peribavllonta me baqmov ruvpansh" 3. (Blevpe
IEC664).
2.3 Qermikhv prostasiva
Authv h mhcanhv prostateuvetai apov evna qermovstato pou,
an xepernouvntai oi apodektev" qermokrasive", empodivzei
th leitougiva th" mhcanhv". Sti" sunqhvke" autev" o ane-
misthvra" sunecivzei na leitourgeiv kai h lavmpa C anav-
bei.
3 EGKATASTASH
• H egkatavstash prevpei na ekteleivtai apov eidikeumev-
no proswpikov.
• Ole" oi sundevsei" pre
vpei na ektelouvntai suvmfwna me
tou" iscuvonte" kanonismouv" kai thrwvnta" plhvrw" th
nomoqesiva pou problevpetai gia thn apofughv atuch-
mavtwn.
Elevgxte ovti h tavsh trofodosiva" antistoiceiv sthn timhv
pou anagravfetai pavnw sto kalwvdio diktuvou. An den eiv-
nai hvdh egkatesthmevno", sundevste evnan reumatolhvpth
katavllhlh" apovdosh" pro" to kalwvdio trofodosiva", exa-
sfalivzonta" ovti o kivtrino"//pravsino" agwgov" sundevetai
sthn akivda geivwsh".
H apovdosh tou magnhtoqermikouv diakovpth h twn asfa-
leiwvn, se seirav sthn trofodosiva, prevpei na ivnai ivsh
pro" to reu
vma I1 pou aporrofavtai apov th mhcanhv.
3.1 TOPOQETHSH
Egkatasthvste th labhv, tou" pivsw trocouv" kai ta duo
sthrivgmata th" fiavlh".
H labhv den prevpei na crhsimopoieivtai gia na anuywv-
netai h mhcanhv.
Topoqethvste th suskeuhv se exaerismevno peribavllon.
Skovnh, akaqarsive" hv otidhvpote avlla xevna swvmata pou
eiscwrouvn sthn suskeuhv mporouvn na blavyoun ton aeri-
smov kai, katav sunevpeia, thn kalhv leitourgiva.
Gia autov eivnai aparaivthto, se scevsh me to peribavllon
kai ti" sunqhvke" efarmoghv",
na frontivzete wvste ta eswterikav mevrh na diathrouvntai
kaqarav.
O kaqarismov" prevpei na ekteleivtai me pepiesmevno kaqa-
rov kai xhrov aevra, prosevconta" na mhn blavyete me kanev-
nan trovpo th mhcanhv.
Prin ektelevsete ergasive" sto eswterikov th" mhcanhv",
bebaiwqeivte ovti o reumatolhvpth" evcei aposundeqeiv apov
to divktuo trofodosiva".
Opoiadhvpote epevmbash sto eswterikov mevro" th"
mhcanhv" prevpei na ekteleivtai apov eidikeumevno prosw-
pikov.
S

54
3.2 ESWTERIKES DIASUNDESEIS
• Opoiadhvpote epevmbash sto eswterikov mevro" th"
mhcanhv" prevpei na ekteleivtai apov eidikeumevno prosw-
pikov.
• Prin energhvsete sto eswterikov th" suskeuhv", bebaiw-
qeivte ovti o reumatolhvpth" eivnai aposundedemevn" apov to
divktuo.
• Metav apov ton telikov evlegco h suskeuhv sundevetai
sthn tavsh pou anafevretai sto kalwvdio trofodosiva".
• Gia na metatrevyete thn tavsh trofodosiva", afairev
-
ste thn dexiav pleurav kai topoqethvste ti" diasundevsei"
sthn klevmma metatrophv" tavsh" ovpw" faivnetai sthn
eikovna.
• H tavsh trofodosiva", sti" monofasikev" gennhvtrie", den
mporeiv na tropopoihqeiv.
• Mhn crhsimopoihvte thn suskeuhv cwriv" to kavlumma hv
ti" pleurikev" plavke" gia profaneiv" lovgou" asfavleia"
kai gia na mhn metatrevyete ti" sunqhvke" yuvxh" twvn
eswterikwvn tmhmavtwn.
• Topoqethvste sto kalwvdio trofodosiva" evnan reuma-
tolhvpth katavllhlo gia to aporrofouvmeno reuvma.
• Sunde
vste ton agwgov kivtrino-pravsino tou kalwdivou dik-
tuvou th" mhcanhv" me evna kalov suvsthma geivwsh".
3.3. EXWTERIKES DIASUNDESEIS
3.3.1 Diasuvndesh th" labivda" geivwsh"
• - Sundevste to termatikov tou kalwdivou swvmato" sthn
privza th" suskeuhv" sugkovllhsh" kai enwvste ton akro-
devkth swvmato" sto kommavti pou prevpei na sugkollhv-
sete.
3.3.2 Topoqevthsh th" fiavlh" kai suvndesh tou swlhvna
aerivou
• Topoqethvste th fiavlh sthn eidikhv bavsh tou sugkol-
lhthv, sterewvnonta" thn me ti" promhqeuovmene" lwriv-
de" sthn pivsw plavka th" mhcanhv".
• H fiavlh den prev
pei na eivnai uyhlovterh apov 1,65 m
(Kwd. 590-591-593) kai 1 m (Kwd. 574-575), gia na mhn
dhmiourgouvntai sunqhvke" kinduvnou.
• Elevgcete periodikav thn katavstash fqorav" twn
lwrivdwn kai an eivnai aparaivthto zhthvste thn antika-
tavstashv tou".
• H fiavlh prevpei na efodiavzetai me meiwthvra pivesh"
pou na diaqevtei metrhthv rohv".
• Movno afouv topoqethvsete th fiavlh, sundevste to swlhv-
na aerivou exovdou apov thn pivsw plavka th" mhcanhv" sto
meiwthvra pivesh".
• Ruqmivste th rohv tou aerivou se 10/12 livtra/leptov
perivpou.
4. PERIGRAFH CEIRISMWN
4.1 METWPIKOIV CEIRISMOIV TH" MHCANHV"
A- Koumpiv ruvqmish"
Me autov to koumpiv ruqmivzetai o crovno" pontarivsmato".
Pievzonta" to plhvktro th" tsimpivda" h mhcanhv arcivzei
th sugkovllhsh. H diavrkeia tou crovnou pontarivsmato"
ruqmivzetai apov to koumpiv. Gia na xanarcivsei o kuvklo"
prevpei na afhvsete kai na xanapievsete pavli to plhvk-
tro th" tsimpivda".
B- LUCNIA pravsinou crwvmato".
Epishmaivnei to avnamma th" mhcanhv".
C- LUCNIA kivtrinou crwvmato".
Anavbei ovtan o qermostavth" diakovptei th leitourgiva tou
sugkollhthv.
D- Koumpiv ruvqmish"
Me auto
v tropopoieivtai h tacuvthta tou suvrmato"
sugkovllhsh".
E- Metallavkth"
Anavbei hv sbhvnei th mhcanhv kai epilevgei ti" klivmake"
th" tavsh" sugkovllhsh".
F- Metallavkth"
Ruqmivzei katav leptov trovpo thn tavsh sugkovllhsh" mevsa
sthn klivmaka pou epilevcthke me ton metallavkth E.
G- Privze" geivwsh"
Privze" opvou sundevetai to kalwvdio swvmato" ( Merikev"
parallagev" evcoun mia movno privza geivwsh" ).
H- Kentrikhv suvndesh
Edwv sundevetai h tsimpivda sugkovllhsh".
eik. 2
eik. 1

55
5 SUGKOLLHSH
5. 1 Qevsh se leitourgiva
Elevgxte h diavmetro" tou suvrmato" na antistoiceiv sth
diavmetro pou anafevretai sthn kulindrikhv trofodovthsh
kai ovvti to epilegmevno provgramma eivnai sumbatov me to
ulikov kai me ton tuvpo aerivou. Crhsimopoihvste kulin-
drikev" trofodothvsei" suvrmato" me aulavki se schvma "U"
gia suvrmata alouminivou kai me aulavki se schvma "V" gia
ta avlla suvrmata.
5.2 TO MHCANHMA EINAI ETOIMO GIA TH
SUGKOLLHSH
• Sundevste ton akrodevkth swvmato" me to kommavti pou
prevpei na sugkollhvsete.
• Topoqethvste to diakovpth E se 1.
• Afairevste to akrofuvsio.
• Xebidwvste to mpek.
• Topoqethvste to suvrma sto spiravl th" tsimpivda"
elevgconta" na eivnai mevsa sto aulavki tou kulivndrou kai
autov" na topoqeteivtai swstav.
• Pievste to diakovpth tsimpivda" gia na procwrhvsei to
suvrma mevcri pou autov bgaivnei apov thn tsimpivda.
• Prosochv: krathvste to provswpo makruav apov to telikov
akrofuvsio enwv to suvrma bgaivnei.
• Bidwvste to mpek elevgconta" ovti h diavmetro" th"
ophv" eivnai ivdia m v ekeivnh tou crhsimopoiouvmenou suvr-
mato".
• Montavrete to akrofuvsio.
5.3 SUGKOVLLHSH TWN ANQRAKOUVCWN CALUVBWN
CWRIV" PROSTASIVA AERIVOU ( movno gia Kwd. 574
kai 575 ).
Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston
pivnaka akrodektwvn, wvste na throuvn th swsthv polikovth-
ta (movno gia Kwd. 574 kai 575 blevpe eik.4? ).
Gia sugkollhvsei" kalav
sundedemevne" kai me kalhv pro-
stasiva kalov eivnai na sugkolleivte apov aristerav pro"
dexiav kai apov pavnw pro" ta kavtw. Sto tevlo" kavqe
sugkovllhsh" afairevste ta upoleivmmata.
To paragemismevno suvrma pou prevpei na crhsimopoihv-
sete eivnai o Kwdikov" ma" Art. 1587, ± 0,9 mm.
eik. 4
eik. 3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H

56
5.4 SUGKOVLLHSH TWN ANQRAKOUVCWN CALUVBWN ME
PROSTASIVA AERIVOU.
Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston
pivnaka akrodektwvn, wvste na throuvn th swsthv polikovth-
ta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ).
Gia th sugkovllhsh autwvn twn ulikwvn eivnai aparaivthto:
• Crhsimopoieivte evna aevrio sugkovllhsh" me distoi-
ceiakhv suvnqesh, sunhvqw" ARGON + CO2 me periek-
tikovthta se Argon apov 75% kai pavnw. Me autov to mivg-
ma to kordovni sugkovllhsh" qa evcei sterehv domhv kai
kalhv aisqhtikhv ovyh.
Crhsimopoiwvnta" kaqarov CO2 san aevrio prostasiva" ta
kordovnia qa eivnai stenavv, me megaluvterh dieivsdush allav
me shmantikhv auvxhsh probolwvn (rantismavtwn).
• Crhsimopoihvste evna suvrma trofodosiva" ivdia" poiovth-
ta" m v ekeivnh tou cavluba pou prevpei na sugkollhv
se-
te. Kalov eivnai na crhsimopoieivte suvrmata kalhv"
poiovthta" kai na apofeuvgete skouriasmevna suvrmata
pou mporouvn na prokalevsoun elattwvmata sugkovllhsh".
• Apofeuvgete na ekteleivte th sugkovllhsh se skouria-
smevna kommavtia hv pou na parousiavzoun lekevde" elaivou
hv livpou".
5.5 SUGKOLLHSH TWN ANOXEIDWTVWN CALUBWN
Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston
pivnaka akrodektwvn, wvste na throuvn th swsthv polikovth-
ta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ).
H sugkovllhsh twn anoxeivdwtwn caluvbwn th" kathgori-
va" 300, prevpei na ekteleivtai me aevrio prostasiva" me
megavlh periektikovthta se Argon, me mikrhv periek-
tikovthta se oxugovno O2 hv dioxeivdio tou avnqraka periv-
pou 2%.
Mhn aggivzete to suvrma me ta cevria. Eivnai shmantikov
na diathreivte pavnta kaqarhv thn periochv sugkovllhsh"
wvste na mhn rupaivnetai to shmeivo evnwsh".
5.6 SUGKOLLHSH
TOU ALOUMINIOU
Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston
pivnaka akrodektwvn, wvste na throuvn th swsthv polikovth-
ta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ).
Gia th sugkovllhsh tou alouminivou eivnai aparaivthto na
crhsimopoieivte:
• Kaqarov Argon san aevrio prostasia".
• òEna suvrma trofodosiva" me suvnqesh katavllhlh pro"
to basikov ulikov pou qa sugkollhqeiv.
• Crhsimopoieivte ergaleiva gia th leivansh kai to bou-
vrtsisma eidikav gia to aloumivnio cwriv" na ta crhsimo-
poihvsete potev gia avlla ulikav.
Prosochv. An diaqevtete movno mia tsimpivda proetoima-
smevnh gia suvrmata apov cavluba, prevpei na thn tropo-
poihvsete me ton akovlouqo trovpo:
• Bebaiwqeivte ovti to mhvko" tou kalwdivou den xepernav
ta 3 mevtra.
• Bgavlte to mprouvtzino paximavdi tou spiravl, to mpek
aerivou, to mpek reuvmato" kai sth sunevceia afairevste
to spiravl.
• Eisavgete to spiravl Kwd. 139 elevgconta" ovti bgaivnei
apov
ti" avkre".
• Xanabidwvste to mek reuvmato" wvste o spiravl na efar-
movzei pavnw sto ivdio.
• Sto eleuvqero avkro eisavgete to "nivple"" staqeropoiv-
sh" spiravl, th tsimouvca OR kai mplokavrete me to
paximavdi, cwriv" na sfivxete uperbolikav.
• Eisavgete to mrprouvtzino kalamavvki sto spiravl kai
uvstera ovlo to suvvnolo ston prosarmosthv, afouvv proh-
goumevnw" afairevsate to shderevnio kalamavki.
• Kovyte diagwnivw" to spiravl wvste na eivnai ovso to
dunatov pio kontav ston trofodovth suvrmato".
• Crhsimopoieivte trofodovte" suvrmato" katavllhlou"
pro" to suvrma apov aloumivnio.
• Ruqmivste thn pivesh, pou o bracivona" th" monavda"
trofodosiva" askeiv ston kuvlindro, se v ovso to dunatovn
katwvterh timhv.
6 ELATTWMATA SUGKOLLHSHS
1 ELATTWMA - Porwvde" (eswterikav hv exwterikav apov
to kordovni)
AITIES • Elattwmatiko
v suvrma (skouriasmevno
epifaneiakav)
• Elleiyh prostasiva" aerivou pou na
ofeivletai se:
- aneparkh rohv aerivou
- elattwmatikov metrhthv rohv"
- meiwthvra me pavcnh, lovgw evlleiyh"
proqermanthvra aerivou prostasiva" CO2
- elattwmatikhv hlektrobalbivda
- mpek boulwmevno apov pitsilivsmata
- opev" ekrohv" tou aerivou boulwmevne"
- upavrcoun reuvmata aevra sthn periochv
ovpou ekteleivtai h sugkovllhsh
2 ELATTWMA - Ragivsmata sustolhv" ulikouv
AITIES • Suvrma hv mevtallo epexergasiva" akav
qarto hv skouriasmevno.
• Kordovni uperbolikav mikrov.
• Kordovni uperbolikav koivlo.
• Kordovni uperbolikav dieisdumevno.
3 ELATTWMA - Pleurikev" carakievv"
AITIES • Pevrasma uperbolikav grhvgoro
• Camhlov reuvma kai tavsei" tovxou uyh- lev".
4 ELATTWMA - Uperbolika
v pitsilivsmata
AITIES • Tavsh uperbolikav uyhlhv.
• Epagwgikovthta aneparkhv".
• Elleiyh enov" proqermanthvra tou aeri
vou prostasiva" CO2
eik. 5

57
7 SUNTHRHSH THS EGKATASTASHS
• Akrofuvsio prostasiva" aerivou
Autov to akrofuvsio prevpei periodikav na eleuqerwvnetai
apov ta pitsilivsmata metavllou. An paramorfwvnetai hv
paivrnei obavl schvma prevpei na antikatastaqeiv.
• Mpek.
Movno h kalh epafhv anavmesa s vautov to mpek kai sto
suvrma exasfalivzei evna staqerov tovxo kai mia exaivreth
parochv reuvmato". Prevpei gi v autov na lambavnete ta
akovlouqa mevtra:
A) H truvpa tou mpek prevpei na diathreivtai eleuvqerh
apov akaqarsive" hv oxeivdwsh.
B) vUvstera apov sugkollhvsei" makrav" diarkeiva" ta pit-
silivsmata efarmovzoun pio euvkola empodivzonta" thn evxo-
do tou suvrmato". Prevpei gi v autov na kaqarivzete suc-
nav to mpek kai an eivnai aparaithto na to antikata-
sthvsete.
C) To mpek prevpei na eivnai pav
nta kalav bidwmevno sto
swvma th" tsimpivda". Oi qermikoiv kuvkloi pou ufivstatai h
tsimpivda mporouvn na prokalevsoun th calavrwshv th", to
epakovlouqo zevstama tou swvmato" th" tsimpivda" kai tou
mpek kaqwv" kai to astaqev" procwvrhma tou suvrmato".
• Spiravl.
Eivnai evna shmantikov tmhvma pou prevpei na elevgcetai
sucnav giativ to suvrma mporeiv na apoqevtei pavnw tou
skovnh calkouv hv poluv leptav rinivsmata. Kaqarivzetev to
periodikav maziv me ta shmeiva diavbash" tou aerivou, me
xhrov pepiesmevno aevra.
Ta spiravl upobavllontai se sunechv fqorav, gi v autov giv-
netai aparaivthth, metav apov evna orismevno diavsthma, h
antikatavstashv tou".
• Monavda motevr suvrmato".
Kaqarivzete sucnav to suvnolo twn kulivndrwn trofodosi-
va" suvrmato" apov endecovmenh skouriav hv upoleivmmata
metavllou pou ofeivlontai sto suvrsimo twn surmavtwn.
Eivnai anagkaivo" evna" periodikov" evlegco" ovlh" th"
monavda" pou euquvnetai gia to suvrsimo tou suvrmato":
karouvli, kulindrikev" trofodothvsei", spiravl kai mpek.

58
WAŻNE: PRZED URUCHOMIENIEM NALEŻY PRZECZY-
TAĆ NINIEJSZĄ INSTRUKCJĘ OBSŁUGI, KTÓRA POWIN-
NA BYĆ PRZECHOWYWANA W MIEJSCU DOBRZE ZNA-
NYM WSZYSTKIM UŻYTKOWNIKOM URZĄDZENIA.
URZĄDZENIE NALEŻY WYKORZYSTYWAĆ WYŁĄCZNIE
DO SPAWANIA.
1 ŚRODKI OSTROŻNOŚCI
SPAWANIE I CIĘCIE ŁUKOWE MOŻE BYĆ SZKODLIWE
ZARÓWNO DLA UŻYTKOWNIKA, JAK I OSÓB POSTRON-
NYCH. Każdy użytkownik urządzenia musi być przeszkolo-
ny odnośnie niebezpieczeństw, określonych poniżej,
mogących pojawić się podczas procesu spawania. W celu
uzyskania bardziej szczegółowych informacji, należy
zamówić instrukcję obsługi nr 3.300.758.
PORAŻENIE PRĄDEM – Może byćśmiertelne.
• Spawarkę należy zainstalować oraz uziemić zgod-
nie z odpowiednimi przepisami.
• Nie dotykać części elektrycznych lub elektrod
znajdujących się pod napięciem rękawicami, gołymi rękami
lub mokrą, odzieżą.
• Odizolować się zarówno od ziemi, jak i samego urządze-
nia.
• Zapewnić bezpieczną pozycję podczas pracy.
OPARY I GAZY – Mogą być niebezpieczne dla zdrowia.
• Utrzymywać głowę z dala od powstających opa-
rów.
• Pracować w miejscu posiadającym właściwą wen-
tylację, oraz stosować wentylatory dookoła łuku elektrycz-
nego, zapobiegające tworzeniu się oparów.
PROMIENIOWANIE ŁUKU ELEKTRYCZNEGO – Może
uszkodzić wzrok i powodować poparzenia skóry.
• Oczy należy chronić przy pomocy masek spawal-
niczych, zaopatrzonych w szkła z filtrami, oraz sto-
sować właściwą odzież ochronną.
• Osoby postronne zabezpieczać poprzez stosowanie
odpowiednich osłon lub zasłon.
RYZYKO POŻARU I OPARZEŃ.
• Rozpryskujące się iskry mogą być przyczyną
pożaru i poparzeń skóry. Należy zapewnić, by w
miejscu pracy nie znajdowały siężadne łatwopalne
materiały oraz stosować odzież ochronną.
HAŁAS
Samo urządzenie nie wytwarza hałasu przekracza-
jącego poziom 80dB. Procedurom cięcia/spawania
plazmowego może towarzyszyć poziom hałasu
przekraczający podany limit, w takim przypadku użytkowni-
cy powinni stosować wszelkie środki ostrożności wymaga-
ne przez lokalne przepisy.
POLE ELEKTROMAGNETYCZNE -Zagrożenia.
• Prąd elektryczny przepływający przez
dowolny przewodnik generuje miejscowe
pole elektromagnetyczne. Prądy cięcia i spa-
wania generują pole elektromagnetyczne
wokół kabli i źródeł zasilania.
• Pole magnetyczne wytwarzane przez prąd o dużym
natężeniu może wpływać na pracę stymulatorów serca.
Osoby korzystające z urządzeń elektronicznych podtrzymu-
jących życie (stymulatory serca) powinny skontaktować się
z lekarzem przed rozpoczęciem spawania łukowego, cięcia,
żłobienia lub zgrzewania punktowego.
• Narażenie na działanie pola elektromagnetycznego pod-
czas spawania i cięcia może mieć także inny, nieznany
dotychczas wpływ na zdrowie.
• Postępowanie zgodnie z poniższą procedurą pozwala
uniknąć narażenia na działanie pola elektromagnetycznego
generowanego w obwodach spawania i cięcia:
- Kable i elektrody należy prowadzić razem i w miarę
możliwości połączyć taśmą.
- Nie należy owijać przewodów elektrody lub uchwytu
wokół części ciała.
- Nie stawać pomiędzy przewodami elektrody lub
uchwytu a kablami roboczymi. Przewody elektrody lub
uchwytu należy prowadzić po tej samej stronie, co
kable robocze.
- Podłączyć kable robocze do przedmiotu obrabianego
możliwie najbliżej spawanej lub ciętej powierzchni.
- Nie pracować w pobliżu źródła zasilania.
EKSPLOZJE
• Nie należy spawać w sąsiedztwie pojemników
znajdujących się pod ciśnieniem., lub w obecności
wybuchowych gazów, pyłów, oparów. Wszelkie
butle z gazem i regulatory ciśnienia powinny być używane z
należytą ostrożnością.
ZGODNOŚĆ ELEKTROMAGNETYCZNA
Urządzenie zostało wyprodukowane zgodnie z przepisami
określonymi w normie IEC 60974-10 (CL. A), i musi być
wykorzystywane wyłącznie do celów przemysłowych w śro-
dowisku przemysłowym. W środowisku nieprzemysłowym
mogą wystąpić trudności w spełnieniu wymagań zgodności
elektromagnetycznej W przypadku nieprawidłowego funk-
cjonowania urządzenia, NALEŻY SKONTAKTOWAĆ SIĘ Z
OBSŁUGĄ TECHNICZNĄ
.
POSTĘPOWANIE Z ODPADAMI ELEKTRYCZNY-
MI I ELEKTRONICZNYMI
Sprzętu elektrycznego nie należy utylizować
razem z pozostałymi odpadami! Zgodnie z
dyrektywą 2002/96/WE dotyczącą zużytego sprzętu
elektrycznego i elektronicznego oraz zgodnie z
obowiązującymi przepisami, urządzenia elektryczne po
wycofaniu z użycia podlegają segregowaniu i powinny
być przekazane do specjalistycznego zakładu przetwór-
stwa odpadów, spełniającego warunki ochrony
środowiska. Niezbędne informacje można uzyskać u
przedstawiciela lokalnych władz.
STOSOWANIE DYREKTYWY EUROPEJSKIEJ
POZWALA OCHRONIĆŚRODOWISKO I ZDROWIE
INNYCH OSÓB.
INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG

59
UWAGA: Spawarka została zaprojektowana także do użytku
w środowiskach o stopniu zanieczyszczenia 3. (Zobacz IEC
664).
2.3 Bezpiecznik przeciążeniowy
Urządzenie zostało zabezpieczone przez termostat, który
zabezpiecza je przed pracą w temperaturze, przekraczający
dopuszczalne normy. W takich warunkach wentylator pra-
cuje nadal, a kontrolka C pozostaje zapalona..
3 INSTALACJA
• Instalacja powinna być przeprowadzana przez prze-
szkolony personel.
• Wszelkie połączenia powinny być wykonane zgodnie z
odpowiednimi przepisami elektrycznymi, oraz z zacho-
waniem przepisów bezpieczeństwa.
Należy upewnić się, czy napięcie źródła zasilania jest zgod-
ne z napięciem wyszczególnionym na tabliczce znamiono-
wej. Jeśli nie jest wówczas należy sprawdzić czy ma właści-
wą pojemność, oraz czy żółto-zielony przewód zasilający
został podłączony do wtyku uziemiającego.
Pojemność bezpiecznika przeciążeniowego lub bezpieczni-
ków zainstalowanych szeregowo musi być równa prądowi
pobieranemu I1 maks. spawarki.
3.1 UMIEJSCOWIENIE
Zainstalować wszelkie uchwyty, koła oraz dwa wsporniki
butli z gazem. Uchwyty nie mogą być używane do pod-
noszenia urządzenia. Umieścić
spawarkę w pomieszczeniu
posiadającym dobrą wentylację. Kurz, zabrudzenia, oraz
inne ciała obce dostające się do wnętrza spawarki, mogą
być przyczyną nieprawidłowego działania urządzenia.
Odnośnie warunków środowiskowych oraz warunków pracy,
ważnym jest, by utrzymywać wewnętrzne części spawarki w
czystości. Do czyszczenia stosować sprężone powietrze,
uważać, by nie uszkodzić urządzenia. Przed rozpoczęciem
czynności wewnątrz urządzenia, należy sprawdzić, czy
zostało ono wyłączone ze źródła zasilania. Wszelkie czyn-
ności wykonywane we wnętrzu urządzenia muszą być pro-
wadzone przez wykwalifikowany personel.
2 OPIS OGÓLNY
2.1 SPECYFIKACJE
Poniższa instrukcja obsługi została przygotowania w celu
przeszkolenia personelu odpowiedzialnego za instalację,
obsługę i konserwację spawarki. Urządzenie jest źródłem
prądu stałego, przeznaczonym do spawania MIG/MAG oraz
OPEN-ARC. Po odebraniu urządzenia, należy sprawdzić czy
poszczególne jego części nie uległy zniszczeniu lub uszko-
dzeniu. Wszystkie reklamacje odnośnie zagubionych lub
uszkodzonych części, nabywca powinien kierować do
producenta (dostawcy). W przypadku zażądania infor-
macji o spawarce, prosimy o podanie nazwy artykułu i
jego numeru seryjnego.
2.2 OPIS SPECYFIKACJI TECHNICZNYCH
EN 50199 Spawarka została wyprodukowana
EN60974.1 zgodnie z następującymi
międzynarodowymi normami-
N°. numer seryjny, który musi być zawsze-
wyszczególniony, w przypadku
zapotrzebowania na informacje o
spawarce
Jednofazowy transformator-prostownik.
Trójfazowy prostownik transformatorowy
.
Charakterystyka plaska.
MIG/MAG. Przeznaczone do spawania ciągłego
elektrodowego.
I2 max Niekonwencjonalny prąd spawania.
Wartość ta odpowiada górnej granicy
osiąganej podczas spawania.
U0. Napięcie wtórne obwodu otwartego.
X. Procent cyklu pracy.
Cyklpracy wyraża procent
10 minutowego okresu pracy podczas
spawania przy określonym natężeniu
prądu bez przegrzaniaurządzenia.
I2. Prąd spawania
U2. Napięcie wtórne dla danego prądu
spawania I2.
U1. Napięcie znamionowe
1~ 50/60Hz 50- lub 60-Hz jednofazowe źródło zasila-
nia. 3~ 50/60Hz 50- lub 60-Hz trójfazowe źródło zasilania.
I1 max Maksymalna pobierana wartość prądu
I1 eff Jest to maksymalna wartość aktualnie
pobieranego prądu, podczas danego cyklu
pracy.
IP21C Stopień ochrony obudowy.
1 jako druga cyfra oznacza, że
urządzenie jest przeznaczone do użytku na
zewnątrz-i podczas opadów deszczu.
Dodatkowa litera C oznacza, że
urządzenie ma zabezpieczenie dostępu do
części znajdujących się pod napięciem
podczas pracy narzędzia (średnica 2.5
mm).
Nadaje się do użytku w środowiskach
wysokiego ryzyka.
S
1
rys. 1

60
3.2 POŁĄCZENIA WEWNĘTRZNE
• Wszelkie czynności wykonywane wewnątrz urządze-
nia muszą być prowadzone przez wykwalifikowany per-
sonel.
• Przed rozpoczęciem czynności we wnętrzu urządzenia,
należy sprawdzić, czy wtyczka została wyłączona ze źródła
zasilania.
• Po ostatecznej inspekcji, spawarka jest podłączona do
źródła zasilania o napięciu zaznaczonym na przewodzie
zasilającym.
• Aby zmienić napięcie zasilania, należy zdjąć prawą
część panelu i zmienić połączenia na tablicy rozdziel-
czej, tak jak pokazano na rysunku.
• Napięcie zasilania nie może być zmieniane gdy jest
stosowanie jednofazowe źródło zasilania.
• Nie używać spawarki bez osłon ochronnych lub paneli
bocznych, ze względu na bezpieczeństwo, jak również w
celu niedopuszczenia do nieprawidłowego chłodzenia
części wewnętrznych urządzenia.
• Podłączyć wtyczkę do kabla zasilającego, właściwą dla
danego prądu pobieranego.
• Połączyćżółto-zielony przewód do zacisku uziemiającego.
3.3 POŁĄCZENIA ZEWNĘTRZNE
3.3.1 Podłączanie zacisku masy.
• Podłączyć przewód uziemiający terminala do zacisku spa-
warki, natomiast zacisk uziemiający do obrabianego mate-
riału.
3.3.2 Umiejscowienie butli z gazem i podłączenie prze-
wodów gazu
• Umieścić butlę z gazem w oprawce spawarki, przy użyciu
zacisków przymocować ją do tylnego panelu urządzenia.
• Butla z gazem nie może być wyższa niż 1.65m (do Art.
590-591-593) oraz 1m (do Art. 574-575).
• Zaciski butli należy poddawać okresowym przeglądom, w
razie potrzeby wymienić.
• Butla z gazem musi być wyposażona w regulator ciśnienia
oraz zawór regulacji przepływu.
• Tylko po właściwym umieszczeniu butli z gazem można
połączyć wyjściowy przewód gazowy tylnego panelu z regu-
latorem ciśnienia.
• Ustawić przepływ gazu na wartość 10/12 litrów/minut
ę.
rys.3
D
C
A
B
E
F
G
H
D
C
A
B
E
G
H
rys. 2

61
4 OPIS KONTROLEK
4.1 KONTROLKI UMIESZCZONE Z PRZODU URZĄDZENIA
A- Pokrętło ustawiające.
Pokrętło służy do regulacji czasu punktowego spawania.
Proces spawania rozpoczyna się w momencie przyciśnięcia
wyzwalacza palnika. Czas spawania jest ustawiany za
pomocą pokrętła. Aby rozpocząć cały cykl pracy od począt-
ku, należy przycisnąć wyzwalacz palnika ponownie.
B- Zielona dioda LED.
Sygnalizuje, że urządzenie jest włączone.
C- Żółta dioda LED.
Zapala się, gdy termostat zakłóca pracę urządzenia (spa-
warki).
D-Pokrętło ustawiające.
Pokrętło służy do regulowania szybkości spawania.
E- Wybierak.
Włącza i wyłącza spawarkę, wybiera zakresy napięcia dla
cyklu spawania.
F- Wybierak
Umożliwia dokładne dostrojenie napięcia spawania w zakre-
sie ustalonym wcześniej przez przełącznik E.
G- Zaciski uziemiające.
Zaciski, do których podłącza się przewody uziemiające.
(Niektóre wersje posiadają jeden zacisk uziemiający).
H- Łącznik centralny Miejsce, do którego podłącza się
palnik.
5 SPAWANIE
5.1 INSTALACJA
Sprawdzić, czy średnica drutu odpowiada wartości podanej
na rolkowym podajniku przewodu., oraz czy wybrany pro-
gram jest zgodny z rodzajem materiału i rodzajem stosowa-
nego gazu. Dla drutów aluminiowych używać podajniki z
wyżłobieniami w kształcie litery „U”, natomiast dla pozosta-
łych drutów podajniki z wyżłobieniami w kształcie litery “V”.
5.2 PRZYGOTOWANIE URZĄDZENIA DO SPAWANIA
• Podłączyć zacisk uziemiający do obrabianego materiału.
• Ustawić przełącznik E to 1.
• Usunąć dyszę ujścia gazu.
• Odkręcić końcówkę kontaktu.
• Włożyć drut do tulei palnika, upewniając się, czy znajduje
się on we wnętrzu wyżłobienia podajnika, oraz czy podajnik
jest we właściwej pozycji.
• Przycisnąć wyzwalacz palnika, aby przesunąć drut do
przodu, tak, by wyszedł z panika.
• Uwaga: utrzymywać twarz z dala od pistoletu, gdy drut
jest przewlekany.
• Przykręcić końcówkę kontaktu, upewnić się, czy przekrój
jest taki sam jak używanego drutu.
• Zamontować dyszę palnika.
5.3 SPAWANIE STALI WĘGLOWEJ BEZ OCHRONY
GAZOWEJ (dotyczy jedynie Arts. 574 oraz 575).
Sprawdzić, czy przewody zostały właściwie założone na
tablicy rozdzielczej terminala i czy bieguny zostały ustawio-
ne w sposób poprawny (dotyczy jedynie Art. 574 oraz 575,
zobacz Rys.4 ).
Aby uzyskać dobre i bezpieczne spawy, należy zawsze pra-
cować od lewej do prawej, i z góry na dół. Po zakończeniu
spawania należy usunąć wszelkie odpady. Przewód z rdze-
niem topnikowym (flux) może być stosowany z urządzeniem
Art. 1587, Ø 0.9mm.
5.4 SPAWANIE STALI WĘGLOWEJ Z OCHRONĄ GAZO-
WĄ
Należy sprawdzić, czy przewody zostały właściwie zamonto-
wane na desce rozdzielczej terminala, oraz czy bieguny
zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz
575, zobacz Rys.5).
Do spawania tych materiałów należy:
• Stosować mieszanki gazów spawalniczych, zwykle
ARGON + CO2 z zawartością argonu przekraczającą 75%.
Przy użyciu takiej mieszanki, wykonywane spawy będą trwa-
łe i będą posiadać dobry wygląd. Używanie czystego CO2
jako gazu ochronnego daje wąskie spoiny i zapewnia głęb-
szą
penetrację, lecz znacząco podnosi ilość powstających
odprysków.
• Używać druty spawalnicze tej samej jakości co spawana
stał. Należy zawsze stosować najlepszej jakości druty, unikać
spawania przy użyciu zardzewiałych drutów, co może powo-
rys.4
rys.5

62
dować defekty spawów.
• Nie spawać części zardzewiałych, lub pokrytych olejem lub
tłuszczami.
5.5 SPAWANIE STALI NIERDZEWNEJ
Należy sprawdzić, czy przewody zostały właściwie zamonto-
wane na desce rozdzielczej terminala, oraz czy bieguny
zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz
575, zobacz Rys.5). Stal nierdzewna z serii 300, musi być
spawana przy użyciu gazu ochronnego o dużej zawartości
Argonu, zawierających małe ilości O2 lub dwutlenku węgla
CO2 (około 2%), w celu stabilizacji łuku elektrycznego. Nie
dotykać drutów rękoma. Obszar roboczy należy utrzymywać
w czystości, unikać zanieczyszczania wykonywanych
połączeń.
5.6 SPAWANIE ALUMINIUM
Należy sprawdzić, czy przewody zostały właściwie zamonto-
wane na tablicy rozdzielczej terminala, oraz czy bieguny
zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz
575, zobacz Rys.5). W celu spawania aluminium należy:
• Używać argonu jako gazu ochronnego.
• Używać drutów spawalniczych o składzie chemicznym
właściwym dla spawanego materiału.
• Stosować gniotowniki i szczotki specjalnie przeznaczone
dla aluminium, i nigdy nie stosować ich do innych materia-
łów.
• UWAGA: Jeśli dostępny jest tylko palnik przeznaczony do
drutów stalowych, należy go przerobić w następujący spo-
sób:
• Upewnić się, czy drut nie jest dłuższy niż 3 metry.
• Usunąć mosiężną nakrętkę, dyszę gazu, końcówkę kon-
taktu, a następnie ściągnąć tuleję.
• Włożyć tuleję Art. 139, tak, by wystawała po obu końcach.
• Przykręcić końcówkę kontaktu, tak by tuleja przylegała do
niej.
• W wolny koniec tulei włożyć złączkę oraz pierścień, a
następnie dokręcić.
• Na tuleję założyć mosiężną rurkę i całość włożyć do adap-
tera, po uprzednim usunięciu żelaznego rękawa.
• Obciąć tuleję na skos, jak najbliżej podajnika drutu.
• Stosować podajniki właściwe dla drutów aluminiowych.
• Wyregulować ciśnienie do możliwie najmniejszych wartości.
6 NAJCZĘSTSZE BŁĘDY SPAWANIA
1 DEFEKT - Porowatość (w obrębie lub na zewnątrz
spawu)
PRZYCZYNA •Wadliwa elektroda (zardzewiała
powierzchnia)
• Utrata ochrony gazowej spowodowana
przez:
- słaby przepływ gazu
- wadę zaworu przepływu
- zamrożenie regulatora spowodowane nie
podgrzaniem gazu ochronnego CO2
- wadę zaworu solenoidu
- końcówka kontaktu zatkana odpadkami
- zatkany wylot gazu
- powietrze w obszarze spawania.
2 DEFEKT - Ubytki, pęknięcia
PRZYCZYNA • Drut lub materiał brudny lub pokryty
olejem.
• Zbyt mały spaw.
• Zbyt wypukły spaw.
• Spaw zbyt głęboko spenetrowany.
3 DEFEKT - Zacięcia boczne
PRZYCZYNA • Spawanie odbyło się zbyt szybko
• Zbyt mały prąd, zbyt wysokie napięcie
łuku.
4 DEFEKT - Nadmierne rozpryski
PRZYCZYNA • Zbyt wysokie napięcie.
• Niedostateczna indukcyjność.
• Brak podgrzania gazu ochronnego CO2
7 KONSERWACJA SYSTEMU
• Osłona dyszy gazowej Dysza powinna być okresowo
czyszczona, w celu usunięcia resztek spawów. Wymienić w
przypadku zniekształceń i zniszczeń.
• Końcówka kontaktu. Jedynie dobry kontakt elektryczny
pomiędzy końcówką a drutem może zapewnić stabilny łuk
elektryczny i optymalny prąd wyjścia. W tym celu nale
ży
przestrzegać następujących środków ostrożności:
A) Otwór końcówki musi być wolny od wszelkich zabrudzeń
i czynników powodujących utlenianie (rdzewienie).
B) Odpryski osadzają się łatwiej na kontakcie, jeśli sesje spa-
wania są długie, blokując tym samym przepływ gazu.
Końcówka powinna być wiec czyszczona częściej i wymie-
niana w razie konieczności.
C) Końcówka kontaktu powinna być przykręcona dokładnie
do obudowy palnika. Podczas spawania może dochodzić
do poluźnienia, tym samym do podgrzania obudowy palni-
ka, powodując nierówne położenia drutu spawalniczego.
• Tuleja drutu.
Jest to ważna część i powinna być sprawdzana dość często,
ponieważ drut może pozostawiać na niej miedziane opiłki lub
pył. Należy oczyszczać ją okresowo, przy użyciu sprężonego
powietrza. Tuleje dość często ulegają zerwaniom lub prze-
rwaniom, tym samym powinny być wymieniane po pewnym
okresie czasu.
• Zespół kół zębatych.
Okresowo należy czyścić rolki podajnika drutu, w celu usuni-
ęcia rdzy lub resztek metali pozostawionych przez zwoje
drutu. Cały mechanizm podajnika powinien być sprawdzany
okresowo, a w szczególności takie jego części, jak: zwój,
prowadnica drutu tuleja i końcówka kontaktu.

63
QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO.
THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL.
DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT.
CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE.
ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO.
ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO.
TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE.
DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE.
DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL.
DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL.
AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V
TA CZĘŚĆ JEST SKIEROWANA WYŁACZNIE DO WYKWALIFIKOWANEGO PERSONELU.
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
A NERO BLACK
B ROSSO RED
C GRIGIO GREY
D BIANCO WHITE
E VERDE GREEN
F VIOLA PURPLE
G GIALLO YELLOW
H BLU BLUE
K MARRONE BROWN
J ARANCIO ORANGE
I ROSA PINK
CODIFICA COLORI WIRING DIAGRAM
CABLAGGIO ELETTRICO COLOUR CODE
L ROSA-NERO PINK-BLACK
M GRIGIO-VIOLA GREY-PURPLE
N BIANCO-VIOLA WHITE-PURPLE
O BIANCO-NERO WHITE-BLACK
P GRIGIO-BLU GREY-BLUE
Q BIANCO-ROSSO WHITE-RED
R GRIGIO-ROSSO GREY-RED
S BIANCO-BLU WHITE-BLUE
T NERO-BLU BLACK-BLUE
U GIALLO-VERDE YELLOW-GREEN
V AZZURRO BLUE

64
Art. 574

65
Art. 575

66
Art. 590

67
Art. 591

68
Art. 593

69
Art. 574

70
Art. 575

71
Art. 590

72
Art. 591-593

73
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

74

75
When ordering spare parts please always state the machine item and
serial number and its purchase data, the spare part position and the
quantity.
La richiesta di pezzi di ricambio deve indicare sempre: numero di arti-
colo, matricola e data di acquisto della macchina, posizione e quantità
del ricambio.

76
Documenttranscriptie
I -MANUALE DI ISTRUZIONE PER SALDATRICE A FILO PAG. 2 GB -INSTRUCTION MANUAL FOR WIRE WELDING MACHINE PAGE 7 D -BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE SEITE.12 F -MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL PAGE 17 E -MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO PAG. 22 P -MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO PAG. 27 SF -KÄYTTÖOPAS MIG-HITSAUSKONEELLE SIVU.32 DK -INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING SIDE.37 NL -GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE PAG.42 S -INSTRUKTIONSMANUAL FÖR TRÅDSVETS SID.47 GR -ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA sel.52 PL -INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG Parti di ricambio e schemi elettrici Spare parts and wiring diagrams Ersatzteile und elektrische Schaltpläne Pièces de rechange et schémas éléctriques Piezas de repuesto y esquemas eléctricos Partes sobressalentes e esquema eléctrico STORNA.58 Varaosat ja sähkökaavio Reservedele og elskema Reserveonderdelen en elektrisch schema Reservdelar och elschema Antallaktikav kai hlektrikov scediavgramma Części zamienne i schematy elektryczne Pagg. Seiten sel.: 64÷75 3.300.864/H 30/12/16 MANUALE DI ISTRUZIONE PER SALDATRICE A FILO IMPORTANTE: PRIMA DELLA MESSA IN OPERA DELL'APPARECCHIO LEGGERE IL CONTENUTO DI QUESTO MANUALE E CONSERVARLO, PER TUTTA LA VITA OPERATIVA, IN UN LUOGO NOTO AGLI INTERESSATI. QUESTO APPARECCHIO DEVE ESSERE UTILIZZATO ESCLUSIVAMENTE PER OPERAZIONI DI SALDATURA. PER LE DIMENSIONI E IL PESO DI QUESTA SALDATRICE, CONSULTA IL CATALOGO SPECIFICO. 1 PRECAUZIONI DI SICUREZZA LA SALDATURA ED IL TAGLIO AD ARCO POSSONO ESSERE NOCIVI PER VOI E PER GLI ALTRI, pertanto l'utilizzatore deve essere istruito contro i rischi, di seguito riassunti, derivanti dalle operazioni di saldatura. Per informazioni più dettagliate richiedere il manuale cod 3.300.758 SCOSSA ELETTRICA - Può uccidere. · Installate e collegate a terra la saldatrice secondo le norme applicabili. · Non toccare le parti elettriche sotto tensione o gli elettrodi con la pelle nuda, i guanti o gli indumenti bagnati. · Isolatevi dalla terra e dal pezzo da saldare. · Assicuratevi che la vostra posizione di lavoro sia sicura. FUMI E GAS - Possono danneggiare la salute. · Tenete la testa fuori dai fumi. · Operate in presenza di adeguata ventilazione ed utilizzate aspiratori nella zona dell’arco onde evitare la presenza di gas nella zona di lavoro. RAGGI DELL’ARCO - Possono ferire gli occhi e bruciare la pelle. · Proteggete gli occhi con maschere di saldatura dotate di lenti filtranti ed il corpo con indumenti appropriati. · Proteggete gli altri con adeguati schermi o tendine. RISCHIO DI INCENDIO E BRUCIATURE · Le scintille (spruzzi) possono causare incendi e bruciare la pelle; assicurarsi, pertanto che non vi siano materiali infiammabili nei paraggi ed utilizzare idonei indumenti di protezione. RUMORE Questo apparecchio non produce di per se rumori eccedenti gli 80dB. Il procedimento di taglio plasma/saldatura può produrre livelli di rumore superiori a tale limite; pertanto, gli utilizzatori dovranno mettere in atto le precauzioni previste dalla legge. CAMPI ELETTROMAGNETICI- Possono essere dannosi. · La corrente elettrica che attraversa qualsiasi conduttore produce dei campi elettromagnetici (EMF). La corrente di saldatura o di taglio genera campi elettromagnetici attorno ai cavi e ai generatori. · I campi magnetici derivanti da correnti elevate possono incidere sul funzionamento di pacemaker. I portatori di apparecchiature elettroniche vitali (pacemaker) dovrebbero consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco, di taglio, scriccatura o di saldatura a punti. · L’ esposizione ai campi elettromagnetici della saldatura o del taglio potrebbe avere effetti sconosciuti sulla salute. 2 Ogni operatore, per ridurre i rischi derivanti dall’ esposizione ai campi elettromagnetici, deve attenersi alle seguenti procedure: - Fare in modo che il cavo di massa e della pinza portaelettrodo o della torcia rimangano affiancati. Se possibile, fissarli assieme con del nastro. - Non avvolgere i cavi di massa e della pinza porta elettrodo o della torcia attorno al corpo. - Non stare mai tra il cavo di massa e quello della pinza portaelettrodo o della torcia. Se il cavo di massa si trova sulla destra dell’operatore anche quello della pinza portaelettrodo o della torcia deve stare da quella parte. - Collegare il cavo di massa al pezzo in lavorazione più vicino possibile alla zona di saldatura o di taglio. - Non lavorare vicino al generatore. ESPLOSIONI · Non saldare in prossimità di recipienti a pressione o in presenza di polveri, gas o vapori esplosivi. · Maneggiare con cura le bombole ed i regolatori di pressione utilizzati nelle operazioni di saldatura. COMPATIBILITÀ ELETTROMAGNETICA Questo apparecchio è costruito in conformità alle indicazioni contenute nella norma IEC 60974-10(Cl. A) e deve essere usato solo a scopo professionale in un ambiente industriale. Vi possono essere, infatti, potenziali difficoltà nell'assicurare la compatibilità elettromagnetica in un ambiente diverso da quello industriale. SMALTIMENTO APPARECCHIATURE ELETTRICHE ED ELETTRONICHE Non smaltire le apparecchiature elettriche assieme ai rifiuti normali! In ottemperanza alla Direttiva Europea 2002/96/CE sui rifiuti da apparecchiature elettriche ed elettroniche e relativa attuazione nell'ambito della legislazione nazionale, le apparecchiature elettriche giunte a fine vita devono essere raccolte separatamente e conferite ad un impianto di riciclo ecocompatibile. In qualità di proprietario delle apparecchiature dovrà informarsi presso il nostro rappresentante in loco sui sistemi di raccolta approvati. Dando applicazione a questa Direttiva Europea migliorerà la situazione ambientale e la salute umana! IN CASO DI CATTIVO FUNZIONAMENTO RICHIEDETE L’ASSISTENZA DI PERSONALE QUALIFICATO. 2 DESCRIZIONE GENERALE 2.1 SPECIFICHE Questo manuale è stato preparato allo scopo di istruire il personale addetto all'installazione, al funzionamento ed alla manutenzione della saldatrice. Questo apparecchio è una sorgente di tensione costante adatto alla saldatura MIG/MAG e OPEN-ARC. Controllare, al ricevimento,che non vi siano parti rotte o avariate. Ogni eventuale reclamo per perdite o danni deve essere fatto dall'acquirente al vettore. Ogni qualvolta si richiedono informazioni riguardanti la saldatrice, si prega di indicare l'articolo ed il numero di matricola. 2.2 SPIEGAZIONE DEI DATI TECNICI 3.1 SISTEMAZIONE EN 50199 La saldatrice è costruita secondo queste EN60974.1 norme. N°. Numero di matricola che deve essere sempre citato per qualsiasi richiesta relativa alla saldatrice. 1 Trasformatore - raddrizzatore monofase. Montare il manico, le ruote e i due appoggi bombola. Il manico non deve essere usato per sollevare la saldatrice. Collocare la saldatrice in un ambiente ventilato. Polvere, sporco o qualsiasi altra cosa estranea che possa entrare nella saldatrice ne può compromettere la ventilazione e quindi il buon funzionamento. Pertanto è necessario in relazione all'ambiente e alle condizioni di impiego avere cura di mantenere pulite le parti interne. La pulizia deve avvenire tramite un getto di aria secca e pulita, facendo attenzione a non danneggiare in alcun modo la macchina. Prima di lavorare all'interno della saldatrice assicurarsi che la spina sia staccata dalla rete di alimentazione. Qualsiasi intervento eseguito all'interno della saldatrice deve essere eseguito da personale qualificato. trasformatore-raddrizzatore trifase. Caratteristica piatta. Adatto per saldatura a filo continuo. Corrente di saldatura non convenzionale. Il valore rappresenta il limite max. ottenibile in saldatura. U0. Tensione a vuoto secondaria. X. Fattore di servizio percentuale. Il fattore di servizio esprime la percentuale di 10 minuti in cui la saldatrice può lavorare ad una determinata corrente senza causare surriscaldamenti. I2. Corrente di saldatura U2. Tensione secondaria con corrente di sald. I2 U1. Tensione nominale di alimentazione. 1~ 50/60Hz Alimentazione monofase 50 oppure 60 Hz. 3~ 50/60Hz Alimentazione trifase 50 oppure 60 Hz. I1 max E' il massimo valore della corrente assorbita. I1 eff E' il massimo valore della corrente effettiva assorbita considerando il fattore di servizio. IP21C Grado di protezione della carcassa. Grado 1 come seconda cifra significa che questo apparecchio non è idoneo a lavorare all’esterno sotto la pioggia. La lettera addizio nale C significa che l'apparecchio è protetto contro l'accesso di un utensile (diametro 2,5mm) alle parti in tensione del circuito di ali mentazione. S Idonea a lavorare in ambienti con rischio accresciuto. NOTE: La saldatrice è inoltre stata progettata per lavorare in ambienti con grado di inquinamento 3. (Vedi IEC 664). MIG/MAG. I2 max 2.3 Protezione termica Questo apparecchio è protetto da un termostato il quale, se si superano le temperature ammesse, impedisce il funzionamento della macchina. In queste condizioni il ventilatore continua a funzionare e la lampada C si accende. fig. 1 3.2 COLLEGAMENTI INTERNI • Qualsiasi intervento eseguito all'interno della saldatrice deve essere eseguito da personale qualificato. • Prima di lavorare all’interno della saldatrice assicurarsi che la spina sia staccata dalla rete di alimentazione. • Dopo il collaudo finale la saldatrice viene collegata alla tensione indicata sul cavo di alimentazione. • Per cambiare tensione di alimentazione togliete il laterale destro e disponete i collegamenti della morsettiera cambiatensione come indicato in figura. 3 INSTALLAZIONE • L’installazione della macchina deve essere fatta da personale qualificato. • Tutti i collegamenti devono essere eseguiti in conformità delle vigenti norme e nel pieno rispetto della legge antinfortunistica. Controllare che la tensione di alimentazione corrisponda al valore indicato sul cavo rete. Se non è già montata, collegare una spina di portata adeguata al cavo di alimentazione assicurandosi che il conduttore giallo/verde sia collegato allo spinotto di terra. La portata dell'interruttore magnetotermico o dei fusibili, in serie all'alimentazione, devono essere uguale alla corrente I1 max. assorbita dalla macchina. fig. 2 3 • La tensione di alimentazione, sui generatori monofasi, non può essere cambiata. • Non utilizzare la saldatrice senza coperchio o i pannelli laterali per evidenti ragioni di sicurezza e per non alterare le condizioni di raffreddamento dei componenti interni. • Applicare al cavo di alimentazione una spina adeguata alla corrente assorbita. • Collegare il conduttore giallo-verde del cavo rete della macchina ad una buona presa di terra. 3.3 COLLEGAMENTI ESTERNI 3.3.1 Connessione della pinza di massa. • Connettere il terminale del cavo massa alla presa della saldatrice e collegare il morsetto di massa al pezzo da saldare. 3.3.2 Posizionamento della bombola e collegamento del tubo gas • Posizionare la bombola sul porta bombola della saldatrice, fissandola, con le cinghie in dotazione, al pannello posteriore della macchina. • La bombola non deve essere più alta di 1,65m (Artt. 590-591-593) e 1m (Artt. 574 e 575), per non creare condizioni di pericolo. • Controllare periodicamente lo stato di usura delle cinghie, e se è necessario richiedere il ricambio. • La bombola deve essere equipaggiata da un riduttore di pressione comprensivo di flussometro. • Solo dopo aver posizionato la bombola, collegare il tubo gas uscente dal pannello posteriore della macchina al riduttore di pressione. • Regolare il flusso del gas a circa 10/12 litri/minuto. 4 DESCRIZIONE COMANDI 4.1 COMANDI SUL FRONTALE DELL'APPARECCHIO. A- Manopola di regolazione. Agendo su questa manopola si regola il tempo di puntatura. Premendo il pulsante della torcia la macchina inizia a saldare, la durata del tempo di puntatura è regolato dalla manopola. Per ricominciare il ciclo è necessario rilasciare e premere nuovamente il pulsante della torcia. B- LED di colore verde. Segnala l'accensione della macchina. C- LED di colore giallo. Si accende quando il termostato interrompe il funzionamento della saldatrice. D-Manopola di regolazione. Agendo su questa manopola si varia la velocità del filo di saldatura. E- Commutatore. Accende o spegne la macchina e seleziona le gamme della tensione di saldatura. F- Commutatore. Regola finemente la tensione di saldatura all'interno della gamma prescelta con il commutatore E. D C D A B H C E F A B H E G G fig.3 4 G- Prese di massa. Prese a cui va collegato il cavo di massa. ( Alcune versioni hanno una sola presa di massa ). H- Attacco centralizzato. Vi si connette la torcia di saldatura. 5 SALDATURA 5.4 SALDATURA DEGLI ACCIAI AL CARBONIO CON PROTEZIONE GASSOSA. Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità ( solo per Art. 574 e 575 vedi figura 5 ). fig.5 5.1 MESSA IN OPERA Controllare che il diametro del filo corrisponda al diametro indicato sul rullo trainafilo e che il programma prescelto sia compatibile con il materiale e il tipo di gas. Utilizzare rulli trainafilo con gola ad “U” per fili di alluminio e con gola a “V” per gli altri fili. 5.2 LA MACCHINA È PRONTA PER SALDARE • Connettere il morsetto di massa al pezzo da saldare. • Posizionare l'interruttore E su 1. • Togliere l'ugello gas. • Svitare l'ugello portacorrente. • Inserire il filo nella guaina guidafilo della torcia assicurandosi che sia dentro la gola del rullo e che questo sia in posizione corretta. • Premere il pulsante torcia per fare avanzare il filo fino alla fuoriuscita dello stesso dalla torcia. • Attenzione: tenere il viso lontano dalla lancia terminale mentre il filo fuoriesce. • Avvitare l'ugello portacorrente assicurandosi che il diametro del foro sia pari al filo utilizzato. • Montare l'ugello gas. 5.3 SALDATURA DEGLI ACCIAI AL CARBONIO SENZA PROTEZIONE GASSOSA. ( solo per Art. 574 e 575 ). Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità (vedi figura 4 ). fig.4 Per la saldatura di questi materiali è necessario : • Utilizzare un gas di saldatura a composizione binaria, di solito ARGON + CO2 con percentuali di Argon che vanno dal 75% in su. Con questa miscela il cordone di saldatura sarà ben raccordato ed estetico. Utilizzando CO2 puro, come gas di protezione si avranno cordoni stretti, con una maggiore penetrazione ma con un notevole aumento di proiezioni (spruzzi). • Utilizzare un filo d'apporto della stessa qualità rispetto all'acciaio da saldare. E' sempre bene usare fili di buona qualità, evitare di saldare con fili arrugginiti che possono dare difetti di saldatura. • Evitare di saldare su pezzi arrugginiti o che presentano macchie d'olio o grasso. 5.5 SALDATURA DEGLI ACCIAI INOSSIDABILI Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità ( solo per Art. 574 e 575 vedi figura 5 ). La saldatura degli acciai inossidabili della serie 300, deve essere eseguita con gas di protezione ad alto tenore di Argon, con una piccola percentuale di ossigeno O2 o di anidride carbonica CO2 circa il 2%. Non toccare il filo con le mani. E importante mantenere sempre la zona di saldatura pulita per non inquinare il giunto da saldare. 5.6 SALDATURA DELL'ALLUMINIO Per ottenere saldature raccordate e ben protette è bene saldare da sinistra a destra e dall'alto verso il basso. Alla fine di ogni saldatura rimuovere la scoria. Il filo animato da utilizzare è il nostro Art. 1587, Ø 0,9mm. Verificare che i cavi siano inseriti correttamente sulla morsettiera, in modo che rispettino la giusta polarità ( solo per Art. 574 e 575 vedi figura 5 ). Per la saldatura dell'alluminio è necessario utilizzare: • Argon puro come gas di protezione. • Un filo di apporto di composizione adeguata al materiale base da saldare. • Utilizzare mole e spazzonatrici specifiche per l'alluminio senza mai usarle per altri materiali. • NB. Disponendo solo di una torcia preparata per i fili di acciaio occorre modificarla nel modo seguente: • Accertarsi che la lunghezza del cavo non superi i 3 metri. 5 • Togliere il dado ferma guaina in ottone, l'ugello gas, l'ugello portacorrente e quindi sfilare la guaina. • Infilare la guaina nostro Art. 139 assicurandosi che esca dalle due estremità. • Riavvitare l'ugello portacorrente in modo che la guaina sia aderente ad esso. • Nell'estremità della guaina rimasta libera infilare il nipples ferma guaina, la guarnizione OR e bloccare con il dado, senza stringere eccessivamente. • Infilare la cannetta in ottone sulla guaina e introdurre il tutto nell'adattatore, avendo in precedenza tolto la cannetta di ferro. • Tagliare diagonalmente la guaina in modo che stia il più vicino possibile al rullo trainafilo. • Utilizzare rulli trainafilo adatti al filo di alluminio. • Regolare la pressione, che il braccetto del gruppo di traino esercita sul rullo, al minimo possibile. 6 DIFETTI IN SALDATURA 1 DIFETTO -Porosità (interne o esterne al cordone) CAUSE •Filo difettoso (arrugginito superficialmente) • Mancanza di protezione di gas dovuta a: - flusso di gas scarso - flussometro difettoso - riduttore brinato, per la mancanza di un preriscaldatore del gas di protezione di CO2 - elettrovalvola difettosa - ugello porta corrente intasato da spruzzi - fori di efflusso del gas intasati - correnti d'aria presenti in zona di saldatura. 2 DIFETTO - Cricche di ritiro CAUSE • Filo o pezzo in lavorazione sporchi od arrugginiti. • Cordone troppo piccolo. • Cordone troppo concavo. • Cordone troppo penetrato. 3 DIFETTO - Incisioni laterali CAUSE • Passata troppo veloce • Corrente bassa e tensioni di arco elevate. 4 DIFETTO - Spruzzi eccessivi CAUSE • Tensione troppo alta. • Induttanza insufficiente. • Mancanza di un preriscaldatore del gas di protezione di CO2 6 7 MANUTENZIONE DELL'IMPIANTO • Ugello protezione gas Questo ugello deve essere liberato periodicamente dagli spruzzi metallici. Se distorto o ovalizzato sostituirlo. • Ugello porta corrente. Soltanto un buon contatto tra questo ugello ed il filo assicura un arco stabile e un'ottima erogazione di corrente; occorre perciò osservare i seguenti accorgimenti: A) Il foro dell'ugello portacorrente deve essere tenuto esente da sporco od ossidazione. B) A seguito di lunghe saldature gli spruzzi si attaccano più facilmente ostacolando l'uscita del filo. E' quindi necessario pulire spesso l'ugello e se necessario sostituirlo. C) L'ugello porta corrente deve essere sempre ben avvitato sul corpo torcia . I cicli termici subiti dalla torcia ne possono creare un allentamento con conseguente riscaldamento del corpo torcia e dell'ugello ed una incostanza dell'avanzamento del filo. • Guaina guidafilo. E' una parte importante che deve essere controllata spesso poichè il filo può depositarvi polvere di rame o sottilissimi trucioli. Pulirla periodicamente assieme ai passaggi del gas, con aria compressa secca. Le guaine sono sottoposte ad un continuo logorio, per cui si rende necessario, dopo un certo periodo, la loro sostituzione. • Gruppo motoriduttore. Pulire periodicamente l'insieme dei rulli di trascinamento da eventuale ruggine o residui metallici dovuti al traino delle bobine. E' necessario un controllo periodico di tutto il gruppo responsabile del traino del filo: aspo, rullini guidafilo, guaina e ugello porta corrente. INSTRUCTION MANUAL FOR WIRE WELDING MACHINE IMPORTANT: BEFORE STARTING THE EQUIPMENT, READ THE CONTENTS OF THIS MANUAL, WHICH MUST BE STORED IN A PLACE FAMILIAR TO ALL USERS FOR THE ENTIRE OPERATIVE LIFE-SPAN OF THE MACHINE. THIS EQUIPMENT MUST BE USED SOLELY FOR WELDING OPERATIONS. FOR THE DIMENSIONS AND WEIGHT OF THIS WELDING MACHINE, SEE THE SPECIFIC CATALOGUE. 1 SAFETY PRECAUTIONS WELDING AND ARC CUTTING CAN BE HARMFUL TO YOURSELF AND OTHERS. The user must therefore be educated against the hazards, summarized below, deriving from welding operations. For more detailed information, order the manual code 3.300.758 ELECTRIC SHOCK - May be fatal. · Install and earth the welding machine according to the applicable regulations. · Do not touch live electrical parts or electrodes with bare skin, gloves or wet clothing. · Isolate yourselves from both the earth and the workpiece. · Make sure your working position is safe. FUMES AND GASES - May be hazardous to your health. · Keep your head away from fumes. · Work in the presence of adequate ventilation, and use ventilators around the arc to prevent gases from forming in the work area. ARC RAYS - May injure the eyes and burn the skin. · Protect your eyes with welding masks fitted with filtered lenses, and protect your body with appropriate safety garments. · Protect others by installing adequate shields or curtains. RISK OF FIRE AND BURNS · Sparks (sprays) may cause fires and burn the skin; you should therefore make sure there are no flammable materials in the area, and wear appropriate protective garments. NOISE This machine does not directly produce noise exceeding 80dB. The plasma cutting/welding procedure may produce noise levels beyond said limit; users must therefore implement all precautions required by law. ELECTRIC AND MAGNETIC FIELDS - May be dangerous. · Electric current following through any conductor causes localized Electric and Magnetic Fields (EMF). Welding/cutting current creates EMF fields around cables and power sources. · The magnetic fields created by high currents may affect the operation of pacemakers. Wearers of vital electronic equipment (pacemakers) should consult their physician before beginning any arc welding, cutting, gouging or spot welding operations. · Exposure to EMF fields in welding/cutting may have other health effects which are now not known. · All operators should use the followingprocedures in order to minimize exposure to EMF fields from the welding/cutting circuit: - Route the electrode and work cables together - Secure them with tape when possible. - Never coil the electrode/torch lead around your body. - Do not place your body between the electrode/torch lead and work cables. If the electrode/torch lead cable is on your right side, the work cable should also be on your right side. - Connect the work cable to the workpiece as close as possible to the area being welded/cut. - Do not work next to welding/cutting power source. EXPLOSIONS · Do not weld in the vicinity of containers under pressure, or in the presence of explosive dust, gases or fumes. · All cylinders and pressure regulators used in welding operations should be handled with care. ELECTROMAGNETIC COMPATIBILITY This machine is manufactured in compliance with the instructions contained in the standard IEC 60974-10 (CL. A), and must be used solely for professional purposes in an industrial environment. There may be potential difficulties in ensuring electromagnetic compatibility in nonindustrial environments. DISPOSAL OF ELECTRICAL AND ELECTRONIC EQUIPMENT Do not dispose of electrical equipment together with normal waste!In observance of European Directive 2002/96/EC on Waste Electrical and Electronic Equipment and its implementation in accordance with national law, electrical equipment that has reached the end of its life must be collected separately and returned to an environmentally compatible recycling facility. As the owner of the equipment, you should get information on approved collection systems from our local representative. By applying this European Directive you will improve the environment and human health! IN CASE OF MALFUNCTIONS, REQUEST ASSISTANCE FROM QUALIFIED PERSONNEL. 2 GENERAL DESCRIPTION 2.1 SPECIFICATIONS This manual has been prepared for the purpose of educating personnel assigned to install, operate and service the welding machine. This equipment is a constant-voltage power source, suitable for MIG/MAG and OPEN-ARC welding. Upon receiving the machine, make sure there are no broken or damaged parts. The purchaser should address any complaints for losses or damage to the vector. Please indicate the article and serial number whenever requesting information about the welding machine. 7 2.2 EXPLANATION OF TECHNICAL SPECIFICATIONS EN 50199 EN60974.1 N° indi1 The welding machine is manufactured according to these international standards. serial number, which must always be cated on any type of request regarding the welding machine. Single-phase transformer - rectifier three-phase transformer-rectifier. Flat characteristic. Suitable for continuous electrode welding. Unconventional welding current. This value represents the max. limit attainable in welding. U0. Secondary open-circuit voltage. X. Duty cycle percentage. The duty cycle expresses the percentage of 10 minutes during which the welding machine may run at a certain current without overheating. I2. Welding current U2. Secondary voltage with welding current I2. U1. Rated supply voltage 1~ 50/60Hz 50- or 60-Hz single-phase power supply. 3~ 50/60Hz 50- or 60-Hz three-phase power supply. I1 max Maximum absorbed current value. I1 eff This is the maximum value of the actual current absorbed, considering the duty cycle. IP21C Protection rating for the housing. Grade 1 as the second digit means that this equipment is suitable for use outdoors in the rain. The additional letter C means that the equipment is protected against access to the live parts of the power supply circuit by a tool (diameter 2.5 mm). S Suitable for use in high-risk environments. NOTES: The welding machine has also been designed for use in environments with a pollution rating of 3. (See IEC 664). MIG/MAG. I2 max 2.3 Overload cut-out This machine is protected by a thermostat, which prevents the machine from operating if the allowable temperatures are exceeded. In these conditions the fan continues to operate and the lamp C lights. 3 INSTALLATION • Only skilled personnel should install the machine . • All connections must be carried out according to current regulations, and in full observance of safety laws. Make sure that the supply voltage corresponds to the value indicated on the power cable. If it is not already fitted, connect a plug suited to the power cable, making sure that the yellow/green conductor is connected to the earth pin. 8 The capacity of the overload cutout switch or fuses installed in series with the power supply must be equivalent to the absorbed current I1 max. of the machine. 3.1 PLACEMENT Mount the handle, wheels and the two cylinder supports. The handle must not be used for lifting the welding machine. Place the welding machine in a ventilated area. Dust, dirt, and any other foreign matter entering the welding machine can interfere with ventilation and thus with smooth operation. Therefore, in relation to the environment and working conditions, it is important to keep the internal parts clean. Clean using a jet of dry, clean air, being careful to avoid damaging the machine in any way. Before working inside the welding machine, make sure it is unplugged from the power mains. Any intervention carried out inside the welding machine must be performed by qualified personnel. fig. 1 3.2 INTERNAL CONNECTIONS • Any intervention carried out inside the welding machine must be performed by qualified personnel. • Before working inside the welding machine, make sure that the plug is disconnected from the power mains. • After final inspection, the welding machine is connected to the voltage indicated on the power supply cable. • To change the supply voltage, remove the right side panel and arrange the voltage change terminal board connections as shown in the figure. • The supply voltage may not be changed on singlephase power sources. • Do not use the welding machine without its cover or side panels for obvious safety reasons, and to avoid altering the cooling conditions for internal components. • Connect a plug suitable for the absorbed current to the power supply cable. • Connect the yellow-green wire of the machine mains to an efficient grounding socket. • Periodically check for wear on the straps, and order replacements if necessary. • The cylinder must be equipped with a pressure regulator complete with flow gauge. • Only after positioning the cylinder, connect the outgoing gas hose from the rear panel of the machine to the pressure regulator. • Adjust the gas flow to approximately 10/12 liters/minute. 4 DESCRIPTION OF CONTROLS 4.1 CONTROLS ON THE FRONT OF THE MACHINE fig. 2 3.3 EXTERNAL CONNECTIONS 3.3.1 Connecting the mass clip. • - Connect the earth cable terminal to the socket of the welding machine, and connect the earth clamp to the workpiece. 3.3.2 Cylinder placement and connecting the gas hose • Position the cylinder on the cylinder holder of the welding machine, using the straps provided to fasten it to the rear panel of the machine. • The gas cylinder must not be higher than 1.65m (Art. 590-591-593) and 1m (Art. 574-575), to avoid creating hazardous conditions. A- Setting knob. Turning this knob adjusts the spot welding time. The machine begins welding when the torch trigger is pressed. The spot welding time is set via the knob. To start the cycle over, release and press the torch trigger again. B- Green LED. Signals that the machine is on. C- Yellow LED. Lights when the thermostat interrupts the welding machine operation. D-Setting knob. Adjusting this knob changes the welding wire speed. D C D A B H C E F A B H E G G fig.3 9 E- Selector switch. Turns the machine on or off and selects the welding voltage ranges. from left to right and top to bottom. Remove all waste at the end of each welding session. The flux-cored wire to be used is our Art. 1587, Ø 0.9mm. F- Selector switch. Fine-tunes the welding voltage within the range previously selected via selector switch E. G- Earth sockets. Sockets to which to connect the earth cable. (Some versions have a single earth socket ). H- Central adapter. This is where the welding torch is to be connected. 5.4 WELDING CARBON STEELS WITH GAS PROTECTION. Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 574 and 575, see figure 5 ). fig.5 5 WELDING 5.1 INSTALLATION Make sure that the wire diameter corresponds to the diameter indicated on the wire feeder roller, and that the selected program is compatible with the material and type of gas. Use wire feeder rollers with a "U"-shaped groove for aluminum wires, and with a "V"-shaped groove for other wires. 5.2 THE MACHINE IS READY TO WELD • Connect the earth clamp to the workpiece. • Set the switch Eto 1. • Remove the gas nozzle. • Unscrew the contact tip. • Insert the wire in the wire liner of the torch, making sure that it is inside the roller groove and that the roller is in the correct position. • Press the torch trigger to move the wire forward until it comes out of the torch. • Caution: keep your face away from the gun tube assembly while the wire is coming out. • Screw the contact tip back on, making sure that the hole diameter is the same as that of the wire used. • Assemble the gas nozzle. 5.3 WELDING CARBON STEELS WITHOUT GAS PRO TECTION. (only for Arts. 574 and 575). Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 574 and 575, see figure 4 ). To attain well connected and protected welds, always work fig.4 In order to weld these materials you must: • Use a welding gas with a binary composition, usually ARGON + CO2 with percentages of Argon ranging from 75% up. With this blend, the welding bead will be well jointed and attractive. Using pure CO2 as a protection gas will produce narrow beads, with greater penetration but a considerably increase in splatters. • Use a welding wire of the same quality as the steel to be welded. It is best to always use good quality wires, avoiding welding with rusted wires that could cause welding defects. • Avoid welding rusted parts, or those with oil or grease stains. 5.5 WELDING STAINLESS STEEL Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 574 and 575, see figure 5 ). Series 300 stainless steels must be welded using a protection gas with a high Argon content, containing a small percentage of O2 or carbon dioxide CO2 (approximately 2%) to stabilize the arc. Do not touch the wire with your hands. It is important to keep the welding area clean at all times, to avoid contaminating the joint to be welded. 5.6 WELDING ALUMINUM Make sure that the cables are properly inserted on the terminal board, so that the poles match correctly (only for Art. 574 and 575, see figure 5 ). In order to weld aluminum you must use: • Pure Argon as the protection gas. • A welding wire with a composition suitable for the base material to be welded. 10 • Use mills and brushing machines specifically designed for aluminum, and never use them for other materials. NOTE: If only a torch prepared for steel wires is available, it must be altered as follows: • Make sure that the cable is no more than 3 meters long. • Remove the brass liner nut, gas nozzle, contact tip, and then slip off the liner. • Insert our liner Art. 139, making sure that it protrudes from both ends. • Screw the contact tip back on so that the liner adheres to it. • In the free end of the liner, insert the liner nipple and O-ring, and fasten with the nut without over-tightening. • Insert the brass tube on the liner and insert the entire unit in the adapter, after first removing the iron sleeve. • Cut the liner diagonally so that it is as close as possible to the wire feeder roller. • Use wire feeder rollers suitable for aluminum wire. • Adjust the pressure exerted by the arm of the wire feeder group on the roller, to the lowest possible setting. 6 WELDING DEFECTS 1 DEFECT- Porosity (within or outside the bead) CAUSES • Electrode defective (rusted surface) • Missing shielding gas due to: - low gas flow - flow gauge defective - regulator frosted due to no preheating of the CO2 protection gas - defective solenoid valve - contact tip clogged with spatter - gas outlet holes clogged - air drafts in welding area. 2 DEFECT - Shrinkage cracks CAUSES • Wire or workpiece dirty or rusted. • Bead too small. • Bead too concave. • Bead too deeply penetrated. 3 DEFECT - Side cuts CAUSES • Welding pass done too quickly • Low current and high arc voltages. 4 DEFECT - Excessive spraying CAUSES • Voltage too high. • Insufficient inductance. • No preheating of the CO2 protection gas 7 MAINTAINING THE SYSTEM • Shielding gas nozzle This nozzle must be periodically cleaned to remove weld spatter. Replace if distorted or squashed. • Contact tip. Only a good contact between this contact tip and the wire can ensure a stable arc and optimum current output; you must therefore observe the following precautions: A) The contact tip hole must be kept free of grime and oxidation (rust). B) Weld spatter sticks more easily after long welding sessions, blocking the wire flow. The tip must therefore be cleaned more often, and replaced if necessary. C) The contact tip must always be firmly screwed onto the torch body. The thermal cycles to which the torch is subjected can cause it to loosen, thus heating the torch body and tip and causing the wire to advance unevenly. • Wire liner. This is an important part that must be checked often, because the wire may deposit copper dust or tiny shavings. Clean it periodically along with the gas lines, using dry compressed air. The liners are subjected to constant wear and tear, and therefore must be replaced after a certain amount of time. • Gearmotor group. Periodically clean the set of feeder rollers, to remove any rust or metal residue left by the coils. You must periodically check the entire wire feeder group: hasp, wire guide rollers, liner and contact tip. 11 BETRIEBSANLEITUNG FÜR DRAHTSCHWEISSMASCHINE WICHTIG: VOR DER INBETRIEBNAHME DES GERÄTS DEN INHALT DER VORLIEGENDEN BETRIEBSANLEITUNG AUFMERKSAM DURCHLESEN; DIE BETRIEBSANLEITUNG MUß FÜR DIE GESAMTE LEBENSDAUER DES GERÄTS AN EINEM ALLEN INTERESSIERTEN PERSONEN BEKANNTEN ORT AUFBEWAHRT WERDEN. DIESES GERÄT DARF AUSSCHLIEßLICH ZUR AUSFÜHR- UNG VON SCHWEIßARBEITEN VERWENDET WERDEN FÜR DIE ANGABEN ZU DEN ABMESSUNGEN UND ZUM GEWICHT DIESER SCHWEIßMASCHINE SIEHE DEN ENTSPRECHENDEN KATALOG. . 1 SICHERHEITSVORSCHRIFTEN DAS LICHTBOGENSCHWEIßEN UND -SCHNEIDEN KANN FÜR SIE UND ANDERE GESUNDHEITSSCHÄDLICH SEIN; daher muß der Benutzer über die nachstehend kurz dargelegten Gefahren beim Schweißen unterrichtet werden. Für ausführlichere Informationen das Handbuch Nr. 3.300.758 anfordern. STROMSCHLAG - Er kann tödlich sein! · Die Schweißmaschine gemäß den einschlägigen Vorschriften installieren und erden. · Keinesfalls stromführende Teile oder die Elektroden mit ungeschützten Händen, nassen Handschuhen oder Kleidungsstücken berühren. · Der Benutzer muß sich von der Erde und vom Werkstück isolieren. · Sicherstellen, daß Ihre Arbeitsposition sicher ist. RAUCH UND GASE - Sie können gesundheitsschädlich sein! · Den Kopf nicht in die Rauchgase halten. · Für eine ausreichende Lüftung während des Schweißens sorgen und im Bereich des Lichtbogens eine Absaugung verwenden, damit der Arbeitsbereich frei von Rauchgas bleibt. STRAHLUNG DES LICHTBOGENS - Sie kann die Augen verletzen und zu Hautverbrennungen führen! · Die Augen mit entsprechenden Augenschutzfiltern schützen und Schutzkleidung verwenden. · Zum Schutz der anderen geeignete Schutzschirme oder Zelte verwenden. BRANDGEFAHR UND VERBRENNUNGSGEFAHR · Die Funken (Spritzer) können Brände verursachen und zu Hautverbrennungen führen. Daher ist sicherzustellen, daß sich keine entflammbaren Materialien in der Nähe befinden. Geeignete Schutzkleidung tragen. LÄRM Dieses Gerät erzeugt selbst keine Geräusche, die 80 dB überschreiten. Beim Plasmaschneid- und Plasmaschweißprozeß kann es zu einer Geräuschentwicklung kommen, die diesen Wert überschreitet. Daher müssen die Benutzer die gesetzlich vorgeschriebenen Vorsichtsmaßnahmen treffen. ELEKTROMAGNETISCHE FELDER - Schädlich können sein: · Der elektrische Strom, der durch einen beliebigen Leiter fließt, erzeugt elektromagnetische Felder (EMF). Der Schweiß- oder Schneidstrom erzeugt elektromagnetische Felder um die Kabel und die Stromquellen. 12 • Die durch große Ströme erzeugten magnetischen Felder können den Betrieb von Herzschrittmachern stören. Träger von lebenswichtigen elektronischen Geräten (Herzschrittmacher) müssen daher ihren Arzt befragen, bevor sie sich in die Nähe von Lichtbogenschweiß-, Schneid, Brennputz- oder Punktschweißprozessen begeben. • Die Aussetzung an die beim Schweißen oder Schneiden erzeugten elektromagnetischen Felder kann bislang unbekannte Auswirkungen auf die Gesundheit haben. Um die Risiken durch die Aussetzung an elektromagnetische Felder zu mindern, müssen sich alle SchweißerInnen an die folgenden Verfahrensweisen halten: - Sicherstellen, dass das Massekabel und das Kabel der Elektrodenzange oder des Brenners nebeneinan der bleiben. Die Kabel nach Möglichkeit mit einem Klebeband aneinander befestigen. - Das Massekabel und das Kabel der Elektrodenzange oder des Brenners nicht um den Körper wickeln. - Sich nicht zwischen das Massekabel und das Kabel der Elektrodenzange oder des Brenners stellen. Wenn sich das Massekabel rechts vom Schweißer bzw. der Schweißerin befindet, muss sich auch das Kabel der Elektrodenzange oder des Brenners auf dieser Seite befinden. - Das Massekabel so nahe wie möglich an der Schweiß- oder Schneidstelle an das Werkstück anschließen. - Nicht in der Nähe der Stromquelle arbeiten. EXPLOSIONSGEFAHR · Keine Schneid-/Schweißarbeiten in der Nähe von Druckbehältern oder in Umgebungen ausführen, die explosiven Staub, Gas oder Dämpfe enthalten. Die für den Schweiß-/Schneiprozeß verwendeten Gasflaschen und Druckregler sorgsam behandeln. ELEKTROMAGNETISCHE VERTRÄGLICHKEIT Dieses Gerät wurde in Übereinstimmung mit den Angaben der harmonisierten Norm IEC 60974-10 (Cl. A) konstruiert und darf ausschließlich zu gewerblichen Zwecken und nur in industriellen Arbeitsumgebungen verwendet werden. Es ist nämlich unter Umständen mit Schwierigkeiten verbunden ist, die elektromagnetische Verträglichkeit des Geräts in anderen als industriellen Umgebungen zu gewährleisten. ENTSORGUNG DER ELEKTRO- UND ELEKTRONIKGERÄTE Elektrogeräte dürfen niemals gemeinsam mit gewöhnlichen Abfällen entsorgt werden! In Übereinstimmung mit der Europäischen Richtlinie 2002/96/EG über Elektro- und Elektronik-Altgeräte und der jeweiligen Umsetzung in nationales Recht sind nicht mehr verwendete Elektrogeräte gesondert zu sammeln und einer Anlage für umweltgerechtes Recycling zuzuführen. Als Eigentümer der Geräte müssen Sie sich bei unserem örtlichen Vertreter über die zugelassenen Sammlungssysteme informieren. Die Umsetzung genannter Europäischer Richtlinie wird Umwelt und menschlicher Gesundheit zugute kommen! IM FALLE VON FEHLFUNKTIONEN MUß MAN SICH AN EINEN FACHMANN WENDEN. 2 ALLGEMEINE BESCHREIBUNG 2.1 TECHNISCHE ANGABEN Das vorliegende Handbuch dient der Unterweisung des für die Installation, den Betrieb und die Wartung der Schweißmaschine zuständigen Personals. Bei diesem Gerät handelt es sich um eine KonstantspannungsSchweißstromquelle für MIG/MAG- und OPEN-ARCSchweißverfahren. Beim Empfang sicherstellen, daß keine Teile gebrochen oder beschädigt sind. Der Käufer muß Beanstandungen wegen fehlender oder beschädigter Teile an den Frachtführer richten. Bei Anfragen zur Schweißmaschine stets die Artikelnummer und die Seriennummer angeben. 2.2 ERLÄUTERUNG DER TECHNISCHEN DATEN EN 50199 EN60974.1 Nr. 1 Die Konstruktion der Schweißmaschine entspricht diesen Normen. Seriennummer; sie muß bei allen Anfragen zur Schweißmaschine stets angegeben werden. Einphasiger Transformator - Gleichrichter Dreiphasiger Transformator-Gleichrichter. Flache Kennlinie. Geeignet zum Schweißen mit kontinuierlich zugeführtem Schweißdraht. I2 max Nicht-konventioneller Schweißstrom. Der Wert repräsentiert den beim Schweißen erreichbaren oberen Grenzwert. U0. Leerlauf-Sekundärspannung X. Relative Einschaltdauer. Die relative Einschaltdauer ist der auf eine Spieldauer von 10 Minuten bezogene Prozentsatz der Zeit, die die Schweißmaschine bei einer bestimmten Stromstärke arbeite kann, ohne sich zu überhitzen. I2. Schweißstrom U2. Sekundärspannung bei Schweißstrom I2 U1. Bemessungsspeisespannung. 1~ 50/60 Hz Einstromversorgung mit 50 oder 60 Hz. 3~ 50/60 Hz Drehstromversorgung mit 50 oder 60 Hz. I1 max Höchstwert der Stromaufnahme. I1 eff Höchstwert der effektiven Stromaufnahme bei Berücksichtigung der relativen Einschaltdauer. IP21C Schutzart des Gehäuses. Die zweite Ziffer 1 gibt an, daß dieses Gerät nicht im Freien bei Regen betrieben werden darf. Der zusätzliche Buchstabe C gibt an, dass das Gerät gegen das Eindringen eines Werkzeugs (Durchmesser 2,5 mm) in den Bereich der aktiven Teile des Stromversorgungskreises geschützt ist. S Geeignet zum Betrieb in Umgebungen mit erhöhter Gefährdung. ANMERKUNGEN: Die Schweißmaschine ist außerdem für den Betrieb in Umgebungen mit Verunreinigungsgrad 3 konzipiert. (Siehe IEC 664). MIG/MAG. 2.3 Thermischer Schutz Dieses Gerät wird durch einen Thermostaten geschützt, der, wenn die zulässige Temperatur überschritten wird, den Betrieb der Maschine sperrt. In diesem Zustand bleibt der Lüfter eingeschaltet und die Lampe C leuchtet auf. 3 INSTALLATION • Die Installation der Maschine muß durch Fachpersonal erfolgen. • Alle Anschlüsse müssen nach den geltenden Bestimmungen und unter strikter Beachtung der Unfallverhütungsvorschriften ausgeführt werden. Sicherstellen, dass die Netzspannung dem auf dem Netzkabel angegebenen Wert entspricht. Falls nicht schon montiert, das Netzkabel mit einem der Stromaufnahme angemessenen Netzstecker versehen und sicherstellen, dass der gelb-grüne Schutzleiter an den Schutzkontakt angeschlossen ist. Der Nennstrom des mit der Netzstromversorgung in Reihe geschalteten LS-Schalters oder der Schmelzsicherungen muss gleich dem von der Maschine aufgenommenen Strom I1 max. sein. 3.1 AUFSTELLUNG Den Griff, die Räder und die zwei Flaschenstützen montieren. Der Griff darf nicht zum Anheben der Schweißmaschine verwendet werden. Die Schweißmaschine in einem belüfteten Raum aufstellen. Staub, Schmutz oder sonstige Fremdkörper, die in die Schweißmaschine eindringen, können die Belüftung behindern und folglich den einwandfreien Betrieb beeinträchtigen. Daher muss je nach den Umgebungs- und Betriebsbedingungen sichergestellt werden, dass die internen Komponenten stets sauber sind. Zur Reinigung muss trockene und saubere Druckluft verwendet werden. Hierbei ist darauf zu achten, dass die Maschine keinesfalls beschädigt wird. Vor Eingriffen im Innern der Schweißmaschine sicherstellen, dass der Netzstecker vom Stromnetz getrennt ist. Alle Eingriffe im Innern der Schweißmaschine müssen von Fachpersonal ausgeführt werden. Abb. 1 13 3.2 INTERNE ANSCHLÜSSE • Alle Eingriffe im Innern der Schweißmaschine müssen von Fachpersonal ausgeführt werden. • Vor Eingriffen im Innern der Schweißmaschine sicherstellen, daß der Stecker des Speisekabels vom Speisenetz getrennt ist. • Nach der Endabnahme wird die Schweißmaschine an die auf dem Speisekabel angegebenen Spannung angeschlossen. • Zum Ändern der Speisespannung die rechte seitliche Abdeckung entfernen und die Anschlüsse an der Klemmenleiste für den Spannungswechsel wie in der Abbildung gezeigt vornehmen. • Erst nach Positionierung der Gasflasche den aus der hinteren Platte der Maschine austretenden Gasschlauch an den Druckminderer anschließen. • Den Durchfluss auf rund 10/12 l/min einstellen. 4 BESCHREIBUNG DER STELLTEILE 4.1 STELLTEILE AUF DER VORDERSEITE DES GERÄTS. A- Regler. Dieser Regler dient zum Einstellen der Punktschweißzeit. Die Maschine beginnt zu schweißen, wenn man den Brennertaster drückt; die Punktschweißzeit wird mit dem Regler eingestellt. Den Brennertaster loslassen und wieder drücken, um den Zyklus von vorn zu beginnen. B- Grüne LED. Sie signalisiert die Einschaltung der Maschine. C- Gelbe LED. Sie leuchtet auf, wenn der Thermostat die Schweißmaschine abschaltet. D- Regler. Mit diesem Regler wird die Drahtvorschubgeschwindigkeit eingestellt. Abb. 2 •Bei den einphasigen Stromquellen kann die Versorgungsspannung nicht geändert werden. • Die Schweißmaschine darf aus offenkundigen Sicherheitsgründen sowie zur Gewährleistung der ordnungsgemäßen Bedingungen für die Kühlung der inneren Bauteile nicht ohne Deckel und seitliche Abdeckbleche betrieben werden. • Das Speisekabel an eine Steckdose anschließen, die für die Stromaufnahme ausgelegt ist. • Den gelb-grünen Schutzleiter des Netzkabels der Maschine an eine wirksame Erdung anschließen. E- Umschalter. Zum Ein- und Ausschalten der Maschine und für die Wahl der Schweißspannungsbereiche. F- Umschalter. Zur Feineinstellung der Schweißspannung innerhalb des mit dem Umschalter E eingestellten Bereichs. G- Masseanschlüsse. An diese Steckbuchsen muss das Massekabel angeschlossen werden. (Einige Versionen haben nur einen Masseanschluss.) H- Zentralanschluss. Für den Anschluss des Schlauchpakets. 3.3 EXTERNE ANSCHLÜSSE 5 SCHWEISSPROZESS 3.3.1 Anschluß der Masseklemme. • Den Anschluss des Massekabels an die Steckbuchse der Schweißmaschine und die Masseklemme am Werkstück anschließen. 3.3.2 Anordnen der Flasche und Anschließen des Gasschlauchs • Die Flasche auf dem Flaschenträger der Schweißmaschine anordnen und mit den beiliegenden Gurten an der hinteren Platte der Maschine befestigen. • Aus Sicherheitsgründen darf die Flasche maximal 1,65 m hoch sein (Art. 590-591-593). • Aus Sicherheitsgründen darf die Flasche maximal 1 m hoch sein (Art.574-575). • Die Gurte in regelmäßigen Zeitabständen auf Abnutzung kontrollieren und nötigenfalls Ersatz anfordern. • Die Gasflasche muss über einen Druckminderer mit Durchflussmesser verfügen. 14 5.1 INBETRIEBNAHME Sicherstellen, dass der Drahtdurchmesser dem auf der Drahttransportrolle angegebenen Durchmesser entspricht, und dass das gewählte Programm mit dem Werkstoff und der Gasart kompatibel ist. Drahttransportrollen mit "U"-förmiger Rille für Aluminiumdrähte und mit "V"-förmiger Rille für sonstige Drähte verwenden. 5.2 DIE MASCHINE IST BEREIT ZUM SCHWEIßEN • Die Masseklemme an das Werkstück anschließen. • Schalter E in Schaltstellung 1 schalten. • Die Gasdüse entfernen. • Die Stromdüse ausschrauben. • Den Draht in den Drahtführungsschlauch des Brenners einführen und sicherstellen, dass er in der Rille der Rolle läuft, die ihrerseits richtig positioniert sein muss. D C D A B H C E F A B H E G G Abb.3 • Den Brennertaster drücken, um den Draht zu fördern, bis er aus dem Brenner austritt. • Achtung: Den Brennerhals während des Austretens des Drahts vom Gesicht fernhalten. • Die Stromdüse wieder einschrauben und sicherstellen, dass der Durchmesser der Bohrung dem verwendeten Draht entspricht. • Die Gasdüse montieren. Um gut verbundene und gut geschützte Schweißnähte zu erhalten, sollte man stets von links nach rechts und von oben nach unten schweißen. Am Ende jeder Schweißung die Schlacke entfernen. Der zu verwendende Fülldraht ist unser Art. 1587, Ø 0,9 mm. 5.3 SCHWEIßEN VON UNLEGIERTEN STÄHLEN OHNE SCHUTZGAS. (nur für Art. 574 und 575 ). Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 574 und 575; siehe Abbildung 5 ). Beim Schweißen dieser Werkstoffe ist folgendes zu beachten: • Ein zweistoffiges Gasgemisch verwenden, d.h. normalerweise ARGON + CO2 mit einem Anteil von Argon von 75% aufwärts. Mit diesem Gemisch sind die Schweißnähte gut gebunden und haben ein einwandfreies Aussehen. Bei Verwendung von reinem CO2 als Schutzgas erhält man schmale Nähte mit einer größeren Eindringung, doch mit einer beträchtlichen Zunahme der Spritzer. • Einen Schweißzusatzdraht der gleichen Güte wie der des zu schweißenden Stahls verwenden. Es ist ratsam, stets Schweißdrähte guter Qualität zu verwenden; keine rostigen Drähte verwenden, da hierdurch die Güte der Schweißung beeinträchtigt werden kann. • Keine rostigen Werkstücke oder Werkstücke mit Öloder Fettflecken schweißen. Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 574 und 575; siehe Abbildung 4 ). Abb.4 5.4 SCHWEIßEN VON UNLEGIERTEN STÄHLEN MIT SCHUTZGAS. 15 Abb. 5 6 SCHWEISSFEHLER 1 FEHLER 5.5 SCHWEISSEN VON ROSTFREIEN STÄHLEN Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 574 und 575; siehe Abbildung 5 ). Zum Schweißen von rostfreien Stählen der Gruppe 300 muss ein Schutzgas mit einem großen Anteil Argon und einem geringen Anteil Sauerstoff O2 oder Kohlendioxid CO2 (rund 2%) verwendet werden. Den Draht nicht mit den Händen berühren. Es ist wichtig, die Schweißzone stets sauber zu halten, damit die zu schweißende Verbindung nicht verunreinigt wird. 5.6 SCHWEISSEN VON ALUMINIUM Sicherstellen, dass die Kabel richtig (Polarität beachten!) an die Klemmenleiste angeschlossen sind (nur für Art. 574 und 575; siehe Abbildung 5). Beim Schweißen von Aluminium ist folgendes zu beachten: • Reines Argon als Schutzgas verwenden. • Die Zusammensetzung des Zusatzdrahts muss dem Grundwerkstoff angemessen sein. • Spezielle Schleif- und Bürstenscheiben für Aluminium verwenden; diese Arbeitsmittel dürfen nie für andere Werkstoffe verwendet werden. HINWEIS: Wenn man nur über einen Brenner für Stahldrähte verfügt, muss dieser in der folgenden Weise modifiziert werden: • Sicherstellen, dass die Kabellänge nicht mehr als 3 Meter beträgt. • Die Messingüberwurfmutter zum Blockieren der Drahtführungsseele, die Gasdüse und die Stromdüse entfernen und dann den Drahtführungsschlauch herausziehen. • Unseren Drahtführungsschlauch Art. 139 einführen und sicherstellen, dass er auf beiden Seiten austritt. • Die Stromdüse wieder so einschrauben, dass die Drahtführungsseele an ihr anliegt. • In das freie Ende der Drahtführungsseele den Schlauchblockiernippel und die O-Ringdichtung stecken und mit der Mutter blockieren, ohne allzu viel Kraft aufzuwenden. • Das Messingrohr auf den Schlauch stecken und alles in den Adapter einführen (nachdem man das Kapillarrohr herausgenommen hat). • Die Drahtführungsseele diagonal abschneiden, damit er sich so nahe wie möglich an der Drahttransportrolle befindet. • Für Aluminiumdraht geeignete Drahttransportrollen verwenden. • Den Druck des Arms der Drahtvorschubeinrichtung auf die Rolle so niedrig wie möglich einstellen. 16 - Porosität (in oder außerhalb der Schweißnaht) URSACHEN • Draht mangelhaft (rostige Oberfläche) • Mangelnder Gasschutz wegen: - geringem Gasstrom - Durchflussmesser defekt - Druckminderer bereift wegen mangeln der Vorwärmung des Schutzgases CO2 - Elektroventil defekt - Stromdüse durch Spritzer verstopft - Gasaustrittsbohrungen verstopft - Zugluft im Schweißbereich. 2 FEHLER - Schwundrisse URSACHEN • Draht oder Werkstück verschmutzt oder rostig. • Naht zu klein. • Naht zu konkav. • Naht mit zu großer Einbrandtiefe. 3 FEHLER -Seitliche Risse URSACHEN • Schweißgeschwindigkeit zu groß • Niedriger Strom und hohe Lichtbogenspannungen. 4 FEHLER - Zu viele Spritzer URSACHEN • Spannung zu hoch. • Induktivität ungenügend • Keine Vorwärmung des Schutzgases CO2 7 WARTUNG DER ANLAGE • Schutzgasdüse. Diese Düse muss regelmäßig von Metallspritzern gesäubert werden. Wenn sie verformt oder unrund ist, muss sie ausgetauscht werden. • Stromdüse. Nur ein guter Kontakt zwischen dieser Düse und dem Draht gewährleistet einen stabilen Lichtbogen und eine optimale Stromabgabe; daher sind folgende Hinweise zu beachten: A) Die Bohrung der Stromdüse muss stets frei von Schmutz und Oxidationen sein. B) Bei Schweißprozessen großer Dauer bleiben Spritzer besser haften und behindern den Austritt des Drahts. Daher muss man die Düse häufig reinigen und nötigenfalls austauschen. C) Die Stromdüse muss stets gut auf den Brennerkörper geschraubt sein. Aufgrund der thermischen Zyklen des Brenners kann sie sich lockern, so dass sich der Brennerkörper und die Düse erwärmen und der Draht unregelmäßig austritt. • Drahtführungsschlauch. Es handelt sich hierbei um ein wichtiges Teil, das häufig kontrolliert werden muss, da es durch den Draht mit Kupferstaub oder kleinen Spänen verunreinigt werden kann. Regelmäßig zusammen mit den Gasleitungen mit trockener Druckluft reinigen. Die Drahtführungsschläuche sind einem ständigen Verschleiß ausgesetzt und müssen daher nach einem bestimmten Zeitraum ausgetauscht werden. • Getriebemotor. Die Baugruppe der Transportrollen in regelmäßigen Zeitabständen von Rost und Metallrückständen reinigen. Die regelmäßige Kontrolle der gesamten Baugruppe für den Drahtvorschub ist erforderlich: Welle, Drahtführungsrollen, Drahtführungsschlauch und Stromdüse. MANUEL D’INSTRUCTIONS POUR POSTE A SOUDER A FIL IMPORTANT: AVANT LA MISE EN MARCHE DE LA MACHINE, LIRE CE MANUEL ET LE GARDER, PENDANT TOUTE LA VIE OPÉRATIONNELLE, DANS UN ENDROIT CONNU PAR LES DIFFÉRENTES PERSONNES INTÉRESSÉES. CETTE MACHINE NE DOIT ÊTRE UTILISÉE QUE POUR DES OPÉRATIONS DE SOUDURE. POUR LES DIMENSIONS ET LE POIDS DE CE POSTE À SOUDER, CONSULTER LE CATALOGUE SPÉCIFIQUE. 1 PRÉCAUTIONS DE SÉCURITÉ LA SOUDURE ET LE DÉCOUPAGE À L’ARC PEUVENT ÊTRE NUISIBLES À VOUS ET AUX AUTRES. L’utilisateur doit pourtant connaître les risques, résumés ci-dessous, liés aux opérations de soudure. Pour des informations plus détaillées, demander le manuel code 3.300.758 DÉCHARGE ÉLECTRIQUE - Peut tuer. · Installer et raccorder à la terre le poste à souder selon les normes applicables. · Ne pas toucher les pièces électriques sous tension ou les électrodes avec la peau nue, les gants ou les vêtements mouillés. · S’isoler de la terre et de la pièce à souder. · S’assurer que la position de travail est sûre. FUMÉES ET GAZ - Peuvent nuire à la santé · Garder la tête en dehors des fumées. · Opérer en présence d’une ventilation adéquate et utiliser des aspirateurs dans la zone de l’arc afin d’éviter l’existence de gaz dans la zone de travail. RAYONS DE L’ARC - Peuvent blesser les yeux et brûler la peau. · Protéger les yeux à l’aide de masques de soudure dotés de lentilles filtrantes et le corps au moyen de vêtements adéquats. · Protéger les autres à l’aide d’écrans ou rideaux adéquats. RISQUE D’INCENDIE ET BRÛLURES · Les étincelles (jets) peuvent causer des incendies et brûler la peau; s’assurer donc qu’il n’y a aucune matière inflammable dans les parages et utiliser des vêtements de protection adéquats. BRUIT Cette machine ne produit pas elle-même des bruits supérieurs à 80 dB. Le procédé de découpage au plasma/soudure peut produire des niveaux de bruit supérieurs à cette limite; les utilisateurs devront donc mette en oeuvre les précautions prévues par la loi. CHAMPS ELECTROMAGNETIQUES- Peuvent être dangereux. · Le courant électrique traversant n'importe quel conducteur produit des champs électromagnétiques (EMF). Le courant de soudure ou de découpe produisent des champs électromagnétiques autour des câbles ou des générateurs. • Les champs magnétiques provoqués par des courants élevés peuvent interférer avec le fonctionnement des stimulateurs cardiaques. C’est pourquoi, avant de s’approcher des opérations de soudage à l’arc, découpe, décriquage ou soudage par points, les porteurs d’appareils électroniques vitaux (stimulateurs cardiaques) doivent consulter leur médecin. • L’ exposition aux champs électromagnétiques de soudure ou de découpe peut produire des effets inconnus sur la santé. Pour reduire les risques provoqués par l'exposition aux champs électromagnétiques chaque opérateur doit suivre les procédures suivantes: - Vérifier que le câble de masse et de la pince porteélectrode ou de la torche restent disposés côte à côte. Si possible, il faut les fixer ensemble avec du ruban. - Ne pas enrouler les câbles de masse et de la pince porte-électrode ou de la torche autour du corps. - Ne jamais rester entre le câble de masse et le câble de la pince porte-électrode ou de la torche. Si le câble de masse se trouve à droite de l'opérateur, le câble de la pince porte-électrode ou de la torche doit être égale ment à droite. - Connecter le câble de masse à la pièce à usiner aussi proche que possible de la zone de soudure ou de découpe. - Ne pas travailler près du générateur. EXPLOSIONS · Ne pas souder à proximité de récipients sous pression ou en présence de poussières, gaz ou vapeurs explosifs. Manier avec soin les bouteilles et les détendeurs de pression utilisés dans les opérations de soudure. COMPATIBILITE ELECTROMAGNETIQUE Cette machine est construite en conformité aux indications contenues dans la norme harmonisée IEC 60974-10(Cl. A) et ne doit être utilisée que pour des buts professionnels dans un milieu industriel. En fait, il peut y avoir des difficultés potentielles dans l’assurance de la compatibilité électromagnétique dans un milieu différent de celui industriel. ÉLIMINATION D'ÉQUIPEMENTS ÉLECTRIQUES ET ÉLECTRONIQUES Ne pas éliminer les déchets d’équipements électriques et électroniques avec les ordures ménagères!Conformément à la Directive Européenne 2002/96/CE sur les déchets d’équipements électriques et électroniques et à son introduction dans le cadre des législations nationales, une fois leur cycle de vie terminé, les équipements électriques et électroniques doivent être collectés séparément et conférés à une usine de recyclage. Nous recommandons aux propriétaires des équipements de s’informer auprès de notre représentant local au sujet des systèmes de collecte agréés.En vous conformant à cette Directive Européenne, vous contribuez à la protection de l’environnement et de la santé! EN CAS DE MAUVAIS FONCTIONNEMENT, DEMANDER L’ASSISTANCE DE PERSONNEL QUALIFIÉ. 17 2 DESCRIPTION GENERALE 2.1 SPECIFICATIONS Ce manuel a été préparé dans le but d'instruire le personnel préposé à l'installation, au fonctionnement et à l'entretien du poste à souder. Cette machine est une source de tension constante indiquée pour la soudure MIG/MAG et OPEN-ARC. Contrôler, à la réception, qu'il n'y a pas de parties cassées ou bien abîmées. Toute réclamation pour pertes ou dommages doit être faite par l'acheteur au transporteur. Chaque fois qu'on demande des renseignements concernant le poste à souder, prions d'indiquer l'article et le numéro matricule. 2.2 EXPLICATION DES DONNEES TECHNIQUES EN 50199 EN60974.1 N°. 1 Le poste à souder est construit selon ces normes. Numéro matricule à citer toujours pour toute question concernant le poste à souder. Transformateur - redresseur monophasé Transformateur - redresseur triphasé. Caractéristique plate. Indiqué pour la soudure à fil continu. Courant de soudure non conventionnel. La valeur représente la limite maximale pouvant être obtenue en soudure. U0. Tension à vide secondaire X. Facteur de marche en pour cent. Le facteur de marche exprime le pourcentage de 10 minutes pendant lesquel les le poste à souder peut opérer à un certain courant sans causer des sur chauffes. I2. Courant de soudure U2. Tension secondaire avec courant de soudure I2 U1. Tension nominale d'alimentation. 1~ 50/60Hz Alimentation monophasée 50 ou bien 60 Hz. 3~ 50/60Hz Alimentation triphasée 50 ou bien 60 Hz. I1 max C'est la valeur maximale du courant absorbé. I1 eff C'est la valeur maximale du courant effectif absorbé en considérant le facteur de marche. IP21C Degré de protection de la carcasse. Degré 1 en tant que deuxième chiffre signifie que cette machine ne peut pas être utilisée à l'extérieur sous la pluie. La lettre additionnelle C signifie que la machine est protégée contre l'accès d'un outil (diamètre 2,5 mm) aux pièces sous tension du circuit d'alimentation. S Indiquée pour opérer dans des milieux avec risque accru. NOTE: En outre le poste à souder a été conçu pour opérer dans des milieux avec degré de pollution 3. (Voir IEC664). MIG/MAG. I2 max 2.3 Protection thermique Cette machine est protégée par un thermostat empêchant le 18 fonctionnement de la machine au dépassement des températures admises. Dans ces conditions, le ventilateur continue à fonctionner et la lampe C s'allume. 3 INSTALLATION • L'installation de la machine doit être exécutée par du personnel qualifié. • Tous les raccordements doivent être exécutés conformément aux normes en vigueur et dans le plein respect de la loi de prévention des accidents. Contrôler que la tension d'alimentation correspond à la valeur indiquée sur le câble réseau. Si pas déjà montée, brancher une prise de capacité suffisante sur le cordon d'alimentation en s'assurant que le conducteur vert/jaune est relié à la borne de terre. La capacité de l'interrupteur magnétothermique ou des fusibles, en série à l'alimentation, doit être égale au courant I1 absorbé par la machine. 3.1 PLACEMENT Monter la poignée, les roues et les deux appuis-bouteille. La poignée ne doit pas être utilisée pour soulever la machine. Placer le poste à souder dans un milieu ventilé. Poussière, saleté ou toute autre chose étrangère pouvant entrer dans le poste à souder peuvent en compromettre la ventilation et donc son fonctionnement. Par rapport au milieu et aux conditions d'emploi, il faut donc veiller à maintenir propres les pièces internes. Le nettoyage doit se faire par un jet d'air sec et propre en prêtant attention à ne pas endommager la machine. Avant d'opérer à l'intérieur du poste à souder, s'assurer que la fiche est débranchée de l'alimentation. Toute opération à l'intérieur du poste à souder doit être exécutée par du personnel qualifié. fig. 1 3.2 RACCORDEMENTS INTERNES Toute opération à l'intérieur du poste à souder doit être exécutée par du personnel qualifié. • Avant d'opérer à l'intérieur du poste à souder, s'assurer que la fiche de la machine est débranchée du réseau d'alimentation. • Après l'essai final, le poste à souder est branché à la tension indiquée sur le cordon d'alimentation. • Pour varier la tension d'alimentation, enlever le panneau latéral droit et ranger les raccordements de la plaque à bornes comme indiqué dans la figure. fig. 2 La tension d'alimentation, sur les générateurs monophasés, ne peut pas être modifiée. • Ne pas utiliser le poste à souder sans le couvercle ou les panneaux latéraux pour d'évidentes raisons de sécurité et afin de pas altérer les conditions de refroidissement des composants internes. • Appliquer au cordon d'alimentation une fiche adéquate au courant absorbé. • Raccorder le conducteur vert/jaune du câble de réseau de la machine à une bonne prise de terre. 3.3 RACCORDEMENTS EXTERNES 3.3.1 Raccordement de la pince de masse. • Brancher la borne du câble de masse sur la prise du poste à souder et raccorder la borne de masse à la pièce à souder. 3.3.2 Positionnement de la bouteille et raccordement du tuyau gaz •Positionner la bouteille sur le porte-bouteille du poste à souder en la fixant, au moyen des sangles fournies, au panneau arrière de la machine. • La bouteille ne doit pas avoir une hauteur supérieure à 1,65m (Art. 590-591-593) et 1m (Art. 574-575) afin de ne pas créer de conditions de danger. • Vérifier périodiquement l'état d'usure des sangles et, si nécessaire, les remplacer. • La bouteille doit être équipée d'un détendeur de pression complet de débitmètre. • Raccorder le tuyau gaz sortant du panneau arrière de la machine au détendeur de pression uniquement après avoir positionné la bouteille. • Régler le débit du gaz à environ 10/12 litres/minute. 4 DESCRIPTION COMMANDES 4.1 COMMANDES SUR LE PANNEAU AVANT DE LA MACHINE. A- Bouton de réglage. A l'aide de ce bouton il est possible de régler le temps de pointage. En appuyant sur le bouton de la torche, la machi- D C D A B H C E F A B H E G G Fig. 3 19 ne commence à souder; la durée du temps de pointage est réglée au moyen du bouton. Pour recommencer le cycle, il faut relâcher le bouton de la torche et l'appuyer de nouveau. plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 574 et 575 voir figure 4 ). Fig.4 B- Voyant vert. Signale la mise en marche de la machine. C- Voyant jaune. S'allume lorsque le thermostat arrête le fonctionnement du poste à souder. D- Bouton de réglage A l'aide de ce bouton il est possible de varier la vitesse du fil de soudure. E- Commutateur. Met en marche ou arrête la machine et sélectionne les plages de la tension de soudure. F- Commutateur. Règle finement la tension de soudure à l'intérieur de la plage choisie précédemment à l'aide du commutateur E. G- Prises de masse. Pour le raccordement du câble de masse. ( Certaines versions ont une seule prise de masse ). H- Fixation centralisée. Pour le raccordement de la torche de soudure. Pour obtenir des soudures bien raccordées et protégées, souder toujours de gauche à droite et de haut en bas. Enlever les laitiers à la fin de chaque soudure. Le fil fourré à utiliser est notre Art. 1587, Ø 0,9mm. 5.4 SOUDURE DES ACIERS AU CARBONE AVEC PROTECTION GAZEUSE. Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 574 et 575 voir figure 5 ). 5 SOUDURE 5.1 MISE EN OEUVRE fig. 5 Contrôler que le diamètre du fil correspond au diamètre indiqué sur le galet d'entraînement fil et que le programme choisi est compatible avec la matière et le type de gaz. Utiliser des galets d'entraînement fil avec gorge en "U" pour les fils d'aluminium et avec gorge en "V" pour les autres fils. 5.2 LA MACHINE EST PRETE A SOUDER • Raccorder la borne de masse à la pièce à souder. • Positionner l'interrupteur E sur 1. • Enlever la buse gaz. • Desserrer la buse porte-courant. • Insérer le fil dans la gaine guide-fil de la torche en s'assurant de l'engager à l'intérieur de la gorge du galet et que le galet est positionné correctement. • Appuyer sur le bouton de la torche pour faire avancer le fil jusqu'à le faire sortir de la torche. • Attention: garder le visage bien éloigné de la lance terminale lorsque le fil sort. • Resserrer la buse porte-courant en s'assurant que le diamètre du trou est égal au fil employé. • Monter la buse gaz. 5.3 SOUDURE DES ACIERS AU CARBONE SANS PROTECTION GAZEUSE. ( uniq. pour Art. 574 et 575 ). Vérifier que les câbles sont branchés correctement sur la 20 Pour souder ces matières il faut: • Utiliser un gaz de soudure à composition binaire, généralement ARGON + CO2 avec pourcentages d'Argon à partir de 75%. Avec ce mélange, le cordon de soudure sera bien raccordé et esthétique. En utilisant du CO2 pur en tant que gaz de protection, on aura des cordons étroits, avec plus de pénétration mais en même temps avec une augmentation remarquable des projections. • Utiliser un fil d'apport ayant la même qualité que l'acier à souder. Il est bien d'utiliser toujours des fils de bonne qualité et d'éviter de souder avec des fils rouillés pouvant causer des défauts de soudure. • Eviter de souder sur des pièces rouillées ou sur des pièces présentant des taches d'huile ou de graisse 5.5 SOUDURE DES ACIERS INOXYDABLES Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 574 et 575 voir figure 5 ). La soudure des aciers inoxydables de la série 300 doit être exécutée avec un gaz de protection ayant une teneur élevée en Argon, un pourcentage réduit de O2 et 2 % environ de gaz carbonique CO2. Ne pas toucher le fil avec les mains. Il est important de garder la zone de soudure toujours bien propre afin de ne pas polluer le joint à souder. 2 DEFAUT CAUSES 3 DEFAUT CAUSES 4 DEFAUT CAUSES - trous d'écoulement du gaz bouchés - courants d'air présents dans la zone de soudure. - Criques de retrait • Fil ou pièce à usiner sales ou rouillés. • Cordon trop petit. • Cordon trop concave • Cordon trop pénétré. - Gravures latérales • Passe trop rapide • Courant bas et tensions d'arc élevées. - Projections excessives • Tension trop élevée. • Inductance insuffisante. • Absence d'un préchauffeur du gaz de protection de CO2. 5.6 SOUDURE DE L'ALUMINIUM 7 ENTRETIEN DE L'INSTALLATION Vérifier que les câbles sont branchés correctement sur la plaque à bornes en tenant compte de leur polarité (uniquement pour Art. 574 et 575 voir figure 5 ). Pour la soudure de l'aluminium, il faut utiliser: • Argon pur en tant que gaz de protection. • Un fil d'apport ayant une composition adéquate à la matière de base à souder. • Utiliser des meules et des brosseuses spécifiques pour l'aluminium sans jamais les utiliser pour d'autres matières. N.B. En disposant d'une seule torche préparée pour les fils d'acier, il faut la modifier de la manière suivante: • S'assurer que le câble n'est pas supérieur à 3 mètres de long. • Enlever l'écrou serre-gaine en laiton, la buse gaz, la buse porte-courant et ensuite extraire la gaine. • Enfiler la gaine notre Art. 139 en s'assurant qu'elle sort aux deux extrémités. • Resserrer la buse porte-courant de façon à ce que la gaine adhère à celle-ci. • A l'extrémité de la gaine restée libre, enfiler l'embout serre gaine, le joint torique et bloquer l'écrou sans le serrer excessivement. • Enfiler le tube en laiton sur la gaine et introduire l'ensemble dans l'adaptateur après avoir enlevé le tube en fer. • Couper la gaine en diagonale de façon à la placer aussi près que possible du galet d'entraînement du fil. • Utiliser des galets d'entraînement du fil qui conviennent au fil d'aluminium. • Régler la pression exercée par le bras du groupe d'entraînement sur le galet à la valeur la plus basse. 6 DEFAUTS EN SOUDURE 1 DEFAUT CAUSES • Buse protection gaz Cette buse doit être libérée périodiquement des projections de métal. Si déformée ou ovalisée, la remplacer. • Buse porte-courant Seulement un bon contact entre cette buse et le fil assure un arc stable et un débit de courant optimal; il faut pourtant observer les règles suivantes: A) Le trou de la buse porte-courant doit être gardé libre d'impuretés ou oxydation. B) Suite à des longues soudures, les projections s'attachent plus facilement tout en empêchant la sortie du fil. Il faut donc nettoyer la buse très souvent et si nécessaire la remplacer. C) La buse porte-courant doit être toujours bien vissée sur le corps de la torche. Les cycles thermiques subis par la torche peuvent provoquer son desserrage avec conséquent réchauffement du corps de la torche et de la buse et un avancement inconstant du fil. • Gaine guide-fil C'est une pièce très importante devant être contrôlée souvent car le fil peut y déposer de la poudre de cuivre ou des déchets très fins. La nettoyer périodiquement en même temps que les passages du gaz en utilisant de l'air comprimé sec. Les gaines sont soumises à une usure continue; après une certaine période, il faut donc les remplacer. • Groupe motoréducteur Nettoyer périodiquement l'ensemble des galets d'entraînement de l'éventuelle rouille ou des résidus métalliques dus au déroulement des bobines. Le contrôle périodique s'impose à l'entier groupe responsable de l'entraînement du fil: enrouleur, galets guide-fil, gaine et buse porte-courant. - Porosités (internes ou externes au cordon) • Fil défectueux (rouillé superficiellement) • Absence de protection de gaz due à: - débit de gaz réduit - débitmètre défectueux - détendeur givré à cause de l'absence d'un préchauffeur du gaz de protection de CO2 - électrovanne défectueuse - buse porte-courant bouchée par les projections 21 MANUAL DE INSTRUCCIONES PARA SOLDADORA DE HILO IMPORTANTE: ANTES DE LA PUESTA EN FUNCIONAMIENTO DEL APARATO, LEER EL CONTENIDO DE ESTE MANUAL Y CONSERVARLO, DURANTE TODA LA VIDA OPERATIVA, EN UN SITIO CONOCIDO POR LOS INTERESADOS. ESTE APARATO DEBERÁ SER UTILIZADO EXCLUSIVAMENTE PARA OPERACIONES DE SOLDADURA. PARA CONOCER LAS DIMENSIONES Y EL PESO DE ESTA SOLDADORA, CONSULTAR EL CATÁLOGO CORRESPONDIENTE. 1 PRECAUCIONES DE SEGURIDAD LA SOLDADURA Y EL CORTE DE ARCO PUEDEN SER NOCIVOS PARA USTEDES Y PARA LOS DEMÁS, por lo que el utilizador deberá ser informado de los riesgos, resumidos a continuación, que derivan de las operaciones de soldadura. Para informaciones más detalladas, pedir el manual cod 3.300.758 DESCARGA ELÉCTRICA – Puede matar. · Instalar y conectar a tierra la soldadora según las normas aplicables. · No tocar las partes eléctricas bajo corriente o los electrodos con la piel desnuda, los guantes o las ropas mojadas. · Aíslense de la tierra y de la pieza por soldar. · Asegúrense de que su posición de trabajo sea segura. HUMOS Y GASES – Pueden dañar la salud. · Mantengan la cabeza fuera de los humos. · Trabajen con una ventilación adecuada y utilicen aspiradores en la zona del arco para evitar la presencia de gases en la zona de trabajo. RAYOS DEL ARCO – Pueden herir los ojos y quemar la piel. · Protejan los ojos con máscaras para soldadura dotadas de lentes filtrantes y el cuerpo con prendas apropiadas. · Protejan a los demás con adecuadas pantallas o cortinas. RIESGO DE INCENDIO Y QUEMADURAS · Las chispas (salpicaduras) pueden causar incendios y quemar la piel; asegurarse, por tanto de que no se encuentren materiales inflamables en las cercanías y utilizar prendas de protección idóneas. RUIDO Este aparato de por sí no produce ruidos superiores a los 80dB. El procedimiento de corte plasma/soldadura podría producir niveles de ruido superiores a tal límite; por consiguiente, los utilizadores deberán poner en practica las precauciones previstas por la ley. CAMPOS ELECTROMAGNÉTICOS- Pueden ser dañosos. • La corriente eléctrica que atraviesa cualquier conductor produce campos electromagnéticos(EMF). La corriente de soldadura o de corte genera campos electromagnéticos alrededor de los cables y generadores. • Los campos magnéticos derivados de corrientes elevadas pueden incidir en el funcionamiento del pacemaker. Los portadores de aparatos electrónicos vitales (pacemakers) deberían consultar al médico antes de aproximarse a la zona 22 de operaciones de soldadura al arco, de corte, desbaste o soldadura por puntos. • La exposición a los campos electromagnéticos de la soldadura o del corte podrían tener efectos desconocidos sobre la salud. Cada operador, para reducir los riesgos derivados de la exposición a los campos electromagnéticos, tiene que atenerse a los siguientes procedimientos: - Colocar el cable de masa y de la pinza portaelectrodo o de la antorcha de manera que permanezcan flanqueados. Si posible, fijarlos junto con cinta adhesiva. - No envolver los cables de masa y de la pinza portaelectrodo o de la antorcha alrededor del cuerpo. - Nunca permanecer entre el cable de masa y el de la pinza portaelectrodo o de la antorcha. Si el cable de masa se encuentra a la derecha del operador también el de la pinza portaelectrodo o de la antorcha tienen que quedar al mismo lado. - Conectar el cable de masa a la pieza en tratamiento lo más cerca posible a la zona de soldadura o de corte. - No trabajar cerca del generador. EXPLOSIONES · No soldar en proximidad de recipientes a presión o en presencia de polvo, gas o vapores explosivos. Manejar con cuidado las bombonas y los reguladores de presión utilizados en las operaciones de soldadura. COMPATIBILIDAD ELECTROMAGNÉTICA Este aparato se ha construido de conformidad a las indicaciones contenidas en la norma armonizada IEC 60974-10 (Cl. A) y se deberá usar solo de forma profesional en un ambiente industrial. En efecto, podrían presentarse potenciales dificultades en el asegurar la compatibilidad electromagnética en un ambiente diferente del industrial. RECOGIDA Y GESTIÓN DE LOS RESIDUOS DE APARATOS ELÉCTRICOS Y ELECTRÓNICOS ¡No está permitido eliminar los aparatos eléctricos junto con los residuos sólidos urbanos! Según lo establecido por la Directiva Europea 2002/96/CE sobre residuos de aparatos eléctricos y electrónicos y su aplicación en el ámbito de la legislación nacional, los aparatos eléctricos que han concluido su vida útil deben ser recogidos por separado y entregados a una instalación de reciclado ecocompatible. En calidad de propietario de los aparatos, usted deberá solicitar a nuestro representante local las informaciones sobre los sistemas aprobados de recogida de estos residuos. ¡Aplicando lo establecido por esta Directiva Europea se contribuye a mejorar la situación ambiental y salvaguardar la salud humana! EN EL CASO DE MAL FUNCIONAMIENTO, PEDIR LA ASISTENCIA DE PERSONAL CUALIFICADO. 2 DESCRIPCIÓN GENERAL 2.1 ESPECIFICACIONES Este manual se ha preparado con el fin de instruir al personal encargado de la instalación, del funcionamiento y del mantenimiento de la soldadora. Este aparato es una fuente de tensión constante adapto a la soldadura MIG/MAG y OPEN-ARC. Controlar, en el momento de la entrega, que no existan partes rotas o averiadas. Cualquier eventual reclamación por pérdidas o daños deberá hacerlo el comprador al vector. Cada vez que se pidan informaciones concernientes a la soldadora, se ruega indicar el artículo y el número de matrícula. 2.2 EXPLICACIÓN DE LOS DATOS TÉCNICOS EN 50199 EN60974.1 N°. 1 La soldadora se ha construido según estas normas. Número de matricula que deberá ser citado para cualquier petición relativa a la soldadora. Transformador - rectificador monofásico Transformador - rectificador trifásico Característica plana Adapto para soldadura de hilo continuo. Corriente de soldadura no convencional. El valor representa el límite máx. obteni ble en soldadura. U0. Tensión en vacío secundaria X. Factor de servicio porcentual. El factor de servicio expresa el porcentaje de 10 minutos en el que la soldadora puede trabajar a una determinada corriente sin causar recalentamientos. I2. Corriente de soldadura U2. Tensión secundaria con corriente de sald. I2 U1. Tensión nominal de alimentación. 1~ 50/60Hz Alimentación monofásica 50 o 60 Hz. 3~ 50/60Hz Alimentación trifásica 50 o 60 Hz. I1 máx. Es el máximo valor de la corriente absorbida. I1 ef. Es el máximo valor de la corriente efectiva absorbida considerando el factor de servicio. IP21.C Grado de protección del armazón. Grado 1 como segunda cifra significa que este aparato no es idóneo para trabajar en el exterior bajo la lluvia. La letra adicional C significa que el aparat o está protegido contra el acceso de una herramienta (diámetro 2,5mm) a las par tes bajo tensión del circuito de alimentación. S Idónea para trabajar en ambientes con riesgo aumentado NOTE: La soldadora ha sido además proyectada para trabajar en ambientes con grado de contaminación 3. (Ver IEC664). MIG/MAG. I2 máx. 2.3 Protección térmica Este aparato está protegido por un termostato el cual, si se superasen las temperaturas admitidas, impediría el funcionamiento de la máquina. En estas condiciones el ventilador continuaría a funcionar y la lámpara C se encendería. 3 INSTALACIÓN • La instalación de la máquina deberá ser realizada por personal cualificado. • Todas las conexiones deberán ser realizadas de conformidad a las vigentes normas en el pleno respeto de las leyes de prevención de accidentes. Controlar que la tensión de alimentación corresponda al valor indicado en el cable de red. Si no estuviera ya montada, conectar una clavija de calibre adecuado al cable de alimentación comprobando que el conductor amarillo/verde esté conectado al enchufe de tierra. El calibre del interruptor magneto térmico o de los fusibles, en serie con la alimentación, deberán ser igual a la corriente I1 max. absorbida por la máquina. 3.1 COLOCACIÓN Montar el mango, las ruedas y los dos apoya bombona. El mango no deberá usarse para levantar la soldadora. Colocar la soldadora en un ambiente ventilado. Polvo, suciedad o cualquier otro cuerpo extraño que pueda entrar en la soldadora podría comprometer la ventilación y por consiguiente el buen funcionamiento. Por tanto es necesario, en relación con el ambiente y con las condiciones de empleo, tener cuidado de mantener limpias las partes internas. La limpieza se efectuará con un chorro de aire seco y limpio, teniendo cuidado de no dañar de ninguna manera la máquina. Antes de trabajar en el interior de la soldadora, asegurarse de que el enchufe esté desenchufado de la red de alimentación. Cualquier intervención efectuada en el interior de la soldadora deberá ser realizada por personal cualificado. fig. 1 3.2 CONEXIONES INTERNAS • Cualquier intervención efectuada en el interior de la soldadora deberá ser realizada por personal cualificado. • Antes de trabajar en el interior de la soldadora asegurarse de que la clavija esté desenchufada de la red de alimentación. 23 • Después de la prueba final, la soldadora se conecta a la tensión indicada en el cable de alimentación. • Para cambiar la tensión de alimentación, quitar el lateral derecho y disponer las conexiones del tablero de bornes cambia-tensión como se indica en la figura. fig. 2 La tensión de alimentación, en los generadores monofásicos, no puede ser cambiada. • No utilizar la soldadora sin tapa o sin los paneles laterales por evidentes razones de seguridad y para no alterar las condiciones de enfriamiento de los componentes internos. • Aplicar al cable de alimentación una clavija adecuada a la corriente absorbida. • Conectar el conductor amarillo-verde del cable de red de la máquina a una buena toma de tierra. 3.3 CONEXIONES EXTERNAS 3.3.1 Conexión de la pinza de masa. • Conectar el terminal del cable masa a la toma de la soldadora y conectar el borne de masa a la pieza por soldar. 3.3.2 Colocación de la bombona y conexión del tubo de gas • Colocar la bombona en el porta bombona de la soldadora, sujetándola, con las correas en dotación, al tablero posterior de la máquina. • La bombona no deberá colocarse por encima de 1,65m (art. 590-591-593) y 1m (574-575), para no crear situaciones de peligro. • Controlar periódicamente el estado de desgaste de las correas, y si fuese necesario pedir el repuesto. • La bombona deberá ser dotada de un reductor de presión con flujómetro. • Solo después de haber colocado la bombona, conectar el tubo de gas que sale del tablero posterior de la máquina, al reductor de presión. • Ajustar el flujo del gas a aproximadamente 10/12 litros/minuto. 4 DESCRIPCIÓN DE LOS MANDOS 4.1 MANDOS EN EL FRONTAL DEL APARATO. A-Manecilla de regulación. Con esta manecilla se ajusta el tiempo de soldadura por puntos. Presionando el pulsador de la antorcha la máquina empieza a soldar, la duración del tiempo de soldadu- D C D A B H C E F A B H E G G Fig. 3 24 ra por puntos está regulado por la manecilla. Para volver a empezar el ciclo hay que soltar y presionar de nuevo el pulsador de la antorcha. Fig.4 B- LED de color verde. Señala el encendido de la máquina. C- LED de color amarillo. Se enciende cuando el termostato interrumpe el funcionamiento de la soldadora. D-Manecilla de regulación. Con esta manecilla se varía la velocidad del hilo de soldadura. E- Conmutador. Enciende o apaga la máquina y selecciona las gamas de la tensión de soldadura. F- Conmutador. Regula sutilmente la tensión de soldadura al interno de la gama elegida con el conmutador E. G- Enchufes de masa Enchufes a los que se conecta el cable de masa. ( Algunas versiones tienen un solo enchufe de masa ). H- Empalme centralizado. Se conecta la antorcha de soldadura. 5 SOLDADURA hacerlo desde la izquierda a la derecha y desde arriba hacia abajo. Al final de cada soldadura eliminar las escorias. El hilo animado que se utilizará es nuestro Art. 1587, Ø 0,9mm. 5.4 SOLDADURA DE LOS ACEROS AL CARBONO CON PROTECCIÓN GASEOSA. Verificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 574 y 575 ver figura 5 ). Fig. 5 4.1 Puesta en funcionamiento Controlar que el diámetro del hilo corresponda al diámetro indicado en el rodillo arrastrahilo y que el programa elegido sea compatible con el material y el tipo de gas. Utilizar rodillos arrastrahilo con ranura en "U" para hilos de aluminio y con ranura a "V" para los demás hilos. 5.2 LA MÁQUINA ESTÁ LISTA PARA SOLDAR • Conectar el borne de masa a la pieza por soldar. • Colocar el interruptor E en 1. • Quitar la tobera gas. • Aflojar la tobera portacorriente. • Insertar el hilo en la vaina guíahilo de la antorcha asegúrandose de que esté dentro de la ranura del rodillo y de que este esté en la posición correcta • Presionar el pulsador antorcha para hacer avanzar el hilo hasta que salga de la antorcha. • Atención: mantener el rostro lejos de la lanza terminal mientras sale el hilo. • Apretar la tobera portacorriente asegurándose de que el diámetro del orificio sea igual al del hilo utilizado. • Montar la tobera gas. 5.3 SOLDADURA DE LOS ACEROS AL CARBONO SIN PROTECCIÓN GASEOSA. ( solo para Art. 574 y 575 ). Verificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 574 y 575 ver figura 4 ). Para obtener soldaduras unidas y bien protegidas, conviene Para la soldadura de estos materiales es necesario: • Utilizar un gas de soldadura de composición binaria, normalmente ARGON + CO2 con porcentajes de Argon que van del 75% hacia arriba. Con esta mezcla el cordón de soldadura estará bien empalmado y estético. Utilizando CO2 puro, como gas de protección se obtendrán cordones estrechos, con una mayor penetración pero con notable aumento de proyecciones (salpicaduras). • Utilizar un hilo de adjunción de la misma calidad respecto al cero por soldar. Conviene siempre usar hilos de buena calidad, evitar soldar con hilos oxidados que podrían provocar defectos en la soldadura. • Evitare soldar en piezas oxidadas o que presenten manchas de aceite o de grasa. 5.5 SOLDADURA DE LOS ACEROS INOXIDABLES erificar que los cables estén insertados correctamente en el 25 tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 574 y 575 ver figura 5 ). La soldadura de los aceros inoxidables de la serie 300, deberá hacerse con gas de protección de alto tenor de Argon, con un pequeño porcentaje de oxígeno O2 o de anhidrido carbónico CO2 aproximadamente el 2%. No tocar el hilo con las manos. Es importante mantener siempre la zona de soldadura limpia para no ensuciar la junta por soldar. 5.6 SOLDADURA DEL ALUMINIO erificar que los cables estén insertados correctamente en el tablero de bornes, de forma que respeten la adecuada polaridad (solo para Art. 574 y 575 ver figura 5 ). Para la soldadura del alluminio es necesario utilizar: • Argon puro como gas de protección. • Un hilo de adjunción de composición adecuada al material base por soldar. • Utilizar muelas y cepilladoras específicas para el aluminio que no sean utilizadas nunca para otros materiales. NOTA Disponiendo solo de una antorcha preparada para los hilos de acero, es necesario modificarla de la forma siguiente: • Asegurarse de que la longitud de cable no supere los 3 metros. • Quitar la tuerca que sujeta la funda de latón, la boquilla gas, la boquilla portacorriente y por último extraer la funda. • Introducir la funda, nuestro Art. 139 asegurándose de que salga por los dos extremos. • Apretar la boquilla portacorriente de forma que la funda se adhiera a ésta. • En el extremo de la funda que ha quedado libre, introducir el niple sujeta funda, la junta OR y bloquear con la tuerca, sin apretar excesivamente. • Introducir el bastoncillo de latón en la funda e introducir todo junto en el adaptador, habiendo quitado con anterioridad el bastoncillo de hierro. • Cortar diagonalmente la funda de forma que esté lo más cerca posible del rodillo arrastrahilo. • Utilizar rodillos arrastrahilo adecuados al hilo de aluminio. • Regular la presión, que el brazo del grupo de arrastre ejerce sobre el rodillo, al mínimo posible. 6 DEFECTOS EN SOLDADURA 1 DEFECTO CAUSAS 2 DEFECTO CAUSE 26 -Porosidad (internas o externas al cordón) • Hilo defectuoso (oxidado superficialmente) • Falta de protección de gas debida a: - flujo de gas escaso - flujómetro defectuoso - reductor helado, por falta de un precalentador del gas de protección de CO2 - electroválvula defectuosa - tobera porta corriente atascada por las salpicaduras - orificios de salida del gas atascados - corrientes de aire presentes en la zona de soldadura. - Grietas de contracción • Hilo o pieza en elaboración sucios u oxidados. 3 DEFECTO CAUSE 4 DEFECTO CAUSE • Cordón demasiado pequeño. • Cordón demasiado cóncavo. • Cordón demasiado penetrado - Incisiones laterales • Pasada demasiado rápida • Corriente baja y tensiones de arco elevadas - Salpicaduras excesivas • Tensión demasiado alta. • Inductancia insuficiente. • Falta de un precalentador del gas de protección de CO2 7 MANTENIMIENTO DEL EQUIPO • Tobera protección gas Esta tobera debe ser liberada periódicamente de las salpicaduras metálicas. Si estuviese deformada u ovalada, sustituirla. • Tobera porta corriente. Solo un buen contacto entre tobera e hilo asegura un arco estable y una óptima erogación de corriente; es necesario por tanto observar las siguientes precauciones: A) El orificio de la tobera portacorriente deberá mantenerse libre de suciedad y de óxido. B) Después de soldaduras largas, las salpicaduras se pegan más fácilmente obstaculando la salida del hilo. Es por tanto necesario limpiar a menudo la tobera y si fuese necesario sustituirla. C) La tobera porta corriente debe estar siempre bien appretada al cuerpo antorcha . Los ciclos térmicos sufridos por la antorcha podrían provocar un aflojamiento con consiguiente calentamiento del cuerpo de la miama y de la tobera y una inconstancia en el avance del hilo. • Vaina guíahilo. Es una parte importante que deberá ser controlada a menudo ya que el hilo puede depositar polvo de cobre o delgadísimas cascarillas. Limpiarla periódicamente junto con los pasajes del gas con aire comprimido seco. Las vainas son sometidas a un continuo deterioro, por lo que se hace necesario su sustitución, pasado un cierto período. • Grupo motorreductor. Limpiar peiródicamente el conjunto de rodillos de arrastre de eventual òxido o residuos metálicos, debido al arrastre de las bobinas. Es necesario un control periódico de todo el grupo responsable del arrastre del hilo: carrete, rodillos guíahilo, vaina y tobera porta corriente. MANUAL DE INSTRUÇÕES PARA MÁQUINA DE SOLDAR A FIO IMPORTANTE: ANTES DE UTILIZAR O APARELHO LER O CONTEÚDO DO PRESENTE MANUAL E CONSERVAR O MESMO DURANTE TODA A VIDA OPERATIVA DO PRODUTO, EM LOCAL DE FÁCIL ACESSO. ESTE APARELHO DEVE SER UTILIZADO EXCLUSIVAMENTE PARA OPERAÇÕES DE SOLDADURA. PARA AS DIMENSÕES E O PESO DESTA MÁQUINA DE SOLDADURA, CONSULTAR O CATÁLOGO ESPECÍFICO. 1 PRECAUÇÕES DE SEGURANÇA A SOLDADURA E O CISALHAMENTO A ARCO PODEM SER NOCIVOS ÀS PESSOAS, portanto, o utilizador deve conhecer as precauções contra os riscos, a seguir listados, derivantes das operações de soldadura. Caso forem necessárias outras informações mais pormenorizadas, consultar o manual cod 3.300.758 CHOQUE ELÉCTRICO - Perigo de Morte. · A Máquina de Soldar deve ser instalada e ligada à terra, de acordo com as normas vigentes. · Não se deve tocar as partes eléctricas sob tensão ou os eléctrodos com a pele do corpo, com luvas ou com indumentos molhados. · O utilizador deve se isolar da terra e da peça que deverá ser soldada. · O utilizador deve se certificar que a sua posição de trabalho seja segura. FUMAÇA E GÁS - Podem ser prejudiciais à saúde. · Manter a cabeça fora da fumaça. · Trabalhar na presença de uma ventilação adequada e utilizar os aspiradores na zona do arco para evitar a presença de gás na zona de trabalho. RAIOS DO ARCO - Podem ferir os olhos e queimar a pele. · Proteger os olhos com máscaras de soldadura montadas com lentes filtrantes e o corpo com indumentos apropriados. · Proteger as outras pessoas com amparos ou cortinas. RISCO DE INCÊNDIO E QUEIMADURAS · As cintilas (borrifos) podem causar incêndios e queimar a pele; certificar-se, portanto, se não há materiais inflamáveis aos redores e utilizar indumentos de protecção idóneos. RUMOR Este aparelho não produz rumores que excedem 80dB. O procedimento de cisalhamento plasma/soldadura pode produzir níveis de rumor superiores a este limite; portanto, os utilizadores deverão aplicar as precauções previstas pela lei. CAMPOS ELECTROMAGNÉTICOS - Podem ser nocivos. · A corrente eléctrica que atravessa qualquer condutor produz campos electromagnéticos (EMF). A corrente de soldadura, ou de corte, gera campos electromagnéticos em redor dos cabos e dos geradores. Os campos magnéticos derivados de correntes elevadas podem influenciar o funcionamento de pacemakers. Os portadores de aparelhos electrónicos vitais (pacemakers) deverão consultar o médico antes de se aproximarem de operações de soldadura por arco, de corte, desbaste ou de soldadura por pontos. A exposição aos campos electromagnéticos da soldadura, ou do corte, poderá ter efeitos desconhecidos para a saúde. Cada operador, para reduzir os riscos derivados da exposição aos campos electromagnéticos, deve respeitar os seguintes procedimentos: - Fazer de modo que o cabo de massa e da pinça de suporte do eléctrodo, ou do maçarico, estejam lado a lado. Se possível, fixá-los juntos com fita adesiva. - Não enrolar os cabos de massa e da pinça de suporte do eléctrodo, ou do maçarico, no próprio corpo. - Nunca permanecer entre o cabo de massa e o da pinça de suporte do eléctrodo, ou do maçarico. Se o cabo de massa se encontrar do lado direito do operador, também o da pinça de suporte do eléctrodo, ou do maçarico, deverá estar desse mesmo lado. - Ligar o cabo de massa à peça a trabalhar mais próxima possível da zona de soldadura, ou de corte. - Não trabalhar junto ao gerador. EXPLOSÕES · Não soldar nas proximidades de recipientes à pressão ou na presença de pós, gases ou vapores explosivos. Manejar com cuidado as bombas e os reguladores de pressão utilizados nas operações de soldadura. COMPATIBILIDADE ELECTROMAGNÉTICA Este aparelho foi construído conforme as indicações contidas na norma IEC 60974-10 (Cl. A) e deve ser usado somente para fins profissionais em ambiente industrial. De facto, podem verificar-se algumas dificuldades de compatibilidade electromagnética num ambiente diferente daquele industrial. ELIMINAÇÃO DE APARELHAGENS ELÉCTRICAS E ELECTRÓNICAS Não eliminar as aparelhagens eléctricas juntamente ao lixo normal!De acordo com a Directiva Europeia 2002/96/CE sobre os lixos de aparelhagens eléctricas e electrónicas e respectiva execução no âmbito da legislação nacional, as aparelhagens eléctricas que tenham terminado a sua vida útil devem ser separadas e entregues a um empresa de reciclagem eco-compatível. Na qualidade de proprietário das aparelhagens, deverá informar-se junto do nosso representante no local sobre os sistemas de recolha diferenciada aprovados. Dando aplicação desta Directiva Europeia, melhorará a situação ambiental e a saúde humana! EM CASO DE MAU FUNCIONAMENTO SOLICITAR A ASSISTÊNCIA DE PESSOAS QUALIFICADAS. 2 DESCRIÇÃO GERAL 2.1 ESPECIFICAÇÕES Este manual foi preparado visando instruir o pessoal encarregado da instalação, funcionamento e manutenção da máquina de soldadura. Este aparelho é uma constante fonte de tensão, apropriado para soldaduras MIG/MAG e OPEN-ARC. 27 Ao recebê-lo, controlar se não há partes quebradas ou avariadas. Qualquer reclamação por perdas ou danos deve ser feita pelo comprador ao transportador. Toda vez que for necessário solicitar informações a respeito da máquina de soldadura, é preciso indicar o artigo e o número de matrícula. 2.2 DESCRIÇÃO DOS DADOS TÉCNICOS EN 50199 EN60974.1 N°. 1 A máquina de soldadura foi fabricada de acordo com as normas vigentes. Número de matrícula que deve ser sempre indicado em qualquer pedido que for feito em relação à máquina de soldadura. Transformador - rectificadora monofásica 3 INSTALAÇÃO • A instalação da máquina deve ser feita por pessoal qualificado. • Todas as ligações devem ser feitas conforme as normas vigentes, no pleno respeito das leis sobre acidentes no trabalho. Controlar que a tensão de alimentação corresponda ao valor indicado no cabo da rede. Se não estiver já montada, ligar uma ficha de capacidade adequada ao cabo de alimentação certificando-se que o condutor amarelo/verde esteja ligado ao pino de encaixe de terra. A capacidade do interruptor magnetotérmico ou dos fusíveis, em série na alimentação, deve ser igual à corrente I1 max. absorvida pela máquina. 3.1 ACONDICIONAMENTO Transformador - rectificador trifásico. Característica plana. Apropriado para soldadura por fio contínuo. I2 max Corrente de soldadura não convencional. O valor representa o limite max. que pode ser obtido em soldadura. U0. Tensão a vácuo secundária X. Factor de serviço percentual. O factor de serviço exprime a percentagem de 10 minutos em que a máquina de soldadura pode trabalhar numa determinada corrente sem causar sobreaqueci mentos. I2. Corrente de soldadura U2. Tensão secundária com corrente de sold.I2 U1. Tensão nominal de alimentação. 1~ 50/60Hz Alimentação monofásica 50 ou então 60 Hz. 3~ 50/60Hz Alimentação trifásica 50 ou então 60 Hz. I1 max É o valor máximo da corrente absorvida. I1 ef É o valor máximo da corrente efectiva absorvida considerando o factor de serviço. IP21C Grau de protecção da carcaça. Grau 1, como segundo número, significa que este aparelho não é idóneo para trabalhar no exterior, debaixo de chuva. A letra adicional C significa que o aparel ho está protegido contra o acesso de um utensílio (diâmetro 2,5mm) nas partes em tensão do circuito de alimentação. S Idóneo para trabalhar em ambientes com risco acrescentado. NOTE: A máquina de soldadura foi fabricada para trabalhar em ambientes com grau de poluição 3. (Veja IEC664). MIG/MAG. 2.3 PROTECÇÃO TÉRMICA Este aparelho é protegido por um termóstato que, caso as temperaturas admitidas forem superadas, impede o funcionamento da máquina. Nestas condições o ventilador continua a funcionar e a lâmpada C ilumina-se. 28 Montar a pega, as rodas e os dois apoios garrafa. A pega não deve ser usada para suspender a máquina de soldadura. Colocar a máquina de soldadura em ambiente ventilado. Poeira, sujidade ou qualquer outra partícula estranha que possa entrar na máquina de soldadura poderá comprometer a ventilação e, portanto, o seu bom funcionamento. É, portanto, necessário manter as partes internas limpas, levando em conta o meio ambiente em que a máquina se encontra e as condições de uso da mesma. A limpeza deverá ser feita com um jacto de ar seco e limpo, cuidando para não danificar a máquina. Antes de operar no interior da máquina de soldadura, retire a ficha da rede de alimentação. Qualquer intervenção efectuada no interior da máquina de soldadura deverá ser feita por pessoal qualificado. fig. 1 3.2 CONEXÕES INTERNAS Qualquer intervenção efectuada no interior da máquina de soldadura deverá ser feita por pessoal qualificado. • Antes de operar no interior da máquina de soldadura, certificar-se que a ficha esteja desconectada da rede de alimentação. • Após a inspecção final, a máquina de soldadura é ligada à tensão indicada no cabo de alimentação. • Para modificar a tensão de alimentação, retirar a lateral direita e dispor as conexões do bloco de terminais como indicado na figura. fig. 2 • A tensão de alimentação, nos geradores monofásicos, não pode ser modificada. • Não utilizar a máquina de soldadura sem a tampa ou os painéis laterais, por óbvias razões de segurança e para não alterar as condições de refrigeração dos componentes internos. • Aplicar, ao cabo de alimentação, uma ficha apropriada à corrente absorvida. • Ligar o condutor amarelo-verde no cabo da rede da máquina numa ligação à terra eficiente.. 3.3 CONEXÕES EXTERNAS 3.3.1 Conexão da pinça de massa. • - Ligar o terminal do cabo de massa à tomada da máquina de soldadura e ligar o alicate de massa à peça a soldar. 3.3.2 Posicionamento da garrafa e ligação do tubo gás • Posicionar a garrafa no porta-garrafa da máquina de soldadura, fixando-a no painel posterior da máquina com as correias em dotação. • A garrafa não deve superar 1,65m (Art. 590-591-593) e 1m (Art. 574-575) de altura, para não criar condições de perigo. • Controlar periodicamente o estado de desgaste das correias e, se necessário, solicitar a troca. • A garrafa deverá ser equipada por um redutor de pressão que contém fluxómetro. • Somente após ter posicionado a garrafa, ligar o tubo gás de saída do painel posterior da máquina ao redutor de pressão. • Regular o fluxo do gás em aprox. 10/12 litros/minuto. 4 DESCRIÇÃO DOS COMANDOS 4.1 COMANDOS APARELHO. NO PAINEL FRONTAL DO A- Manípulo de regulação. Ao agir neste manípulo é possível regular o tempo de punção. Ao carregar no botão da tocha a máquina D C D A B H C E E A B H F G G Fig. 3 29 começa a soldar, o tempo de punção pode ser regulado pelo manípulo. Para recomeçar o ciclo é necessário soltar e carregar novamente no botão da tocha. Fig.4 B- Sinalizador de cor verde. Indica que a máquina está ligada. C- Sinalizador de cor amarela. Ilumina-se quando o termóstato interrompe o funcionamento da máquina de soldadura. D-Manípulo de regulação. Ao agir sobre este manípulo é possível variar a velocidade do fio de soldadura. E- Comutador. Liga ou desliga a máquina e selecciona as gamas da tensão de soldadura. F- Comutador. Regula precisamente a tensão de soldadura dentro da gama escolhida previamente com o comutador E. G- Tomadas de massa. Tomadas nas quais deverá ser ligado o cabo de massa. ( Alguns modelos apresentam uma só tomada de massa ). H- Adaptador central. Neste adaptador deverá ser ligada a tocha de soldadura. No final de qualquer soldadura, remover as escórias. O fio animado a utilizar é o nosso Art. 1587, Ø 0,9mm. 5.4 SOLDADURA DOS AÇOS AO CARBONO COM PROTECÇÃO GASOSA. Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 574 e 575 veja figura 5 ). Para soldar estes materiais é necessário: Fig. 5 5 SOLDADURA 5.1 FUNCIONAMENTO Controlar se o diâmetro do fio corresponde com o diâmetro indicado no rolo alimentador de fio e se o programa escolhido é compatível com o material e o tipo de gás. Utilizar rolos alimentadores de fio com garganta em "U", para fios de alumínio, e com garganta em "V" para os outros fios. 5.2 A MÁQUINA ESTÁ PRONTA PARA SOLDAR • Ligar o alicate de massa à peça a soldar. • Posicionar o interruptor E em 1. • Tirar o bocal de gás. • Desaparafusar o bocal porta-corrente. • Inserir o fio no guia do fio da tocha, certificando-se que esteja dentro da garganta do rolo e que o mesmo se encontre na posição correcta. • Carregar no botão tocha para fazer avançar o fio até que o mesmo saia da tocha. • Atenção: manter o rosto afastado do pescoço de cisne enquando o fio estiver saindo. • Aparafusar o bocal porta-corrente, certificando-se que o diâmetro do orifício seja igual ao fio utilizado. • Montar o bocal de gás. 5.3 SOLDADURA DOS AÇOS AO CARBONO SEM PROTECÇÃO GASOSA. (somente para Art. 574 e 575 ). Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta (somente para Art. 574 e 575 veja figura 4 ). Para obter soldaduras bem firmes e protegidas recomendase soldar da esquerda para a direita e do alto para o baixo. 30 • Utilizar um gás de soldadura de composição binária, normalmente ARGON + CO2 com percentagens de Argon de 75% para cima. Com esta mistura o carbono de soldadura ficará bem unido e estético. Utilizando CO2 puro, como gás de proteccção, obter-seão cordões estreitos, com uma maior penetração mas com um aumento considerável de projecções (borrifos). • Utilizar um fio que tenha a mesma qualidade do aço a soldar. Recomenda-se sempre utilizar fios de boa qualidade. Evitar soldaduras com fios oxidados que podem causar defeitos de soldadura. • Evitar soldaduras em peças oxidadas ou que apresentem manchas de óleo ou graxa. 5.5 SOLDADURA DE AÇOS INOXÍDÁVEIS Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 574 e 575 veja figura 5 ). A soldadura de aços inoxidáveis da série 300 deve ser efectuada com gás de protecção com alto teor de Argon, com uma pequena percentagem de oxigênio O2 ou de anidrido carbónico CO2, aproximadamente 2%. Não tocar o fio com as mãos. É importante manter sempre a zona de soldadura limpa para não poluir a junta a soldar. 5.6 SOLDADURA DE ALUMÍNIO Verificar se os cabos estão inseridos correctamente no quadro de terminais, de modo que respeitem a polaridade correcta ( somente para Art. 574 e 575 veja figura 5 ). Para soldadura de alumínio é necessário utilizar: • Argon puro como gás de protecção. • Um fio de composição adequada com o material básico que será soldado. • Utilizar rebolo e escovadores específicos para alumínio, sem jamais usá-los em outros materiais. OBS.: Caso dispor de somente uma tocha preparada para fios de aço, é necessário modificá-la da seguinte maneira: • Certificar-se que o comprimento do cabo não supere 3 metros. • Retirar a porca de bloqueio guia em latão, o bocal cónico, o bico porta-corrente e então retirar o guia. • Enfiar o guia nosso Art. 139 certificando-se que saia das duas extremidades. • Parafusar novamente o bico porta-corrente de modo que o guia fique aderente ao mesmo. • Na extremidade do guia que permanece livre enfiar o nipples de bloqueio guia, a guarnição OR e bloquear com a porca, sem apertar excessivamente. • Enfiar o pequeno tubo de latão no guia e introduzir tudo no adaptador, tendo precedentemente retirado o tubo de ferro. • Cortar em diagonal o guia de modo que esteja o mais próximo possível ao rolo alimentador de fio. • Utilizar os rolos alimentadores de fios adequados ao fios de alumínio. • Regular ao mínimo possível a pressão que o braço do grupo de alimentação pratica no rolo. 6 DEFEITOS DURANTE A SOLDADURA 1 DEFEITO CAUSAS 2 DEFEITO CAUSAS 3 DEFEITO CAUSAS -Porosidade (interna e externa ao cordão) •Fio defeituoso (enferrujado superficial mente) • Falta de protecção de gás devido a: - escasso fluxo de gás - fluxómetro defeituoso - redutor malhado pela falta de pré-aque cedor do gás de protecção de CO2 - electroválvula defeituosa - bocal porta corrente obstruído por borrifos - orifícios de efluxo de gás obstruídos - correntes de ar presentes na zona de soldadura. - ranhuras de retracção • Sujeira ou ferrugem no fio ou na peça que está a ser trabalhada. • Cordão muito pequeno. • Cordão muito côncavo. • Cordão muito penetrado. - Incisões laterais • Passo muito rápido 4 DEFEITO CAUSAS • Corrente baixa e tensões de arco elevadas. - Borrifos excessivos • Tensão muito alta. • Indutância insuficiente. • Falta de um pré-aquecedor de gás de protecção de CO2 7 MANUTENÇÃO DA APARELHAGEM • Bocal de protecção gás Este bocal deve ser desobstruído periodicamente de partículas metálicas. Se deformado ou ondulado substituí.lo. • Bocal porta-corrente. Somente um bom contacto entre este bocal e o fio assegura um arco estável e uma boa distribuição de corrente; para tanto, é preciso observar as seguintes recomendações: A) O orifício do bocal porta-corrente deve ser mantido limpo e sem oxidação. B) Após longas soldaduras os borrifos prendem-se mais facilmente, obstaculando a saída do fio. Portanto, é necessário limpar frequentemente o bocal e, se necessário, substituí-lo. C) O bocal porta-corrente deve estar sempre bem apertado no corpo da tocha . Os ciclos térmicos sofridos pela tocha podem causar o afrouxamento do mesmo, com consequente aquecimento do corpo da tocha e do bocal e uma inconstância no avançamento do fio. • Guia do fio. É uma parte importante que deve ser controlada frequentemente já que o fio pode depositar na guia pó de cobre ou pequenas limalhas. Limpá-la periodicamente juntamente com as passagens de gás, com ar comprimido seco. As guias ficam submetidas a desgaste contínuo, portanto, torna-se necessário, após um certo período de tempo, a sua substituição. • Grupo motor de alimentação do fio. Limpar periodicamente todo o conjunto de rolos, eliminando eventuais ferrugens ou resíduos metálicos presentes devido à alimentação das bobines. É necessário efectuar um controlo periódico de todo o grupo responsável pela alimentação do fio: dobadoura, rolo alimentador de fio, guia e bocal porta-corrente. 31 KÄYTTÖOPAS MIG-HITSAUSKONEELLE TÄRKEÄÄ: LUE TÄSSÄ KÄYTTÖOPPAASSA ANNETUT OHJEET HUOLELLISESTI ENNEN KAARIHITSAUSLAITTEEN KÄYTTÖÖNOTTOA. SÄILYTÄ KÄYTTÖOPAS KAIKKIEN LAITTEEN KÄYTTÄJIEN TUNTEMASSA PAIKASSA LAITTEEN KOKO KÄYTTÖIÄN AJAN. TÄTÄ LAITETTA SAA KÄYTTÄÄ AINOASTAAN HITSAUSTOIMENPITEISIIN. KONEEN PAINO JA MITAT KTS. ERILLISESTÄ LUETTELOSTA 1 TURVAOHJEET KAARIHITSAUS TAI -LEIKKUU VOIVAT AIHEUTTAA VAARATILANTEITA LAITTEEN KÄYTTÄJÄLLE TAI SEN YMPÄRILLÄ TYÖSKENTELEVILLE HENKILÖILLE. Tutustu tämän vuoksi seuraavassa esittelemiimme hitsaukseen liittyviin vaaratilanteisiin. Mikäli kaipaat lisätietoja, kysy käyttöopasta koodi 3.300.758 SÄHKÖISKU - Voi tappaa. · Asenna ja maadoita hitsauslaite voimassa olevien normien mukaisesti. · Älä koske jännitteen alaisina oleviin osiin tai elektrodeihin paljain käsin tai silloin, kun käyttämäsi käsineet tai vaatteet ovat märät. · Eristä itsesi maasta ja älä koske hitsattavaan kappaleeseen. · Varmista, että työskentelyasentosi on turvallinen. SAVUT JA KAASUT - Voivat vaarantaa terveyden. · Älä hengitä syntyviä savuja. · Työskentele ainoastaan silloin, kun työtilan tuuletus on riittävä ja käytä sellaisia imulaitteita kaaren alueella jotka poistavat kaasut työskentelyalueelta. KAAREN SÄDE - Voi aiheuttaa silmävaurioita tai polttaa ihon. · Suojaa silmäsi suodattavilla linsseillä varustetulla hitsausnaamarilla ja vartalosi tarkoitukseen sopivilla suojavaatteilla. · Suojaa hitsauslaitteen ympärillä työskentelevät henkilöt tarkoituksenmukaisilla seinämillä tai verhoilla. TULIPALON JA PALOVAMMOJEN VAARA · Kipinät (roiskeet) voivat aiheuttaa tulipaloja tai polttaa ihon. Varmista tämän vuoksi, ettei hitsausalueen ympärillä ole helposti syttyviä materiaaleja ja suojaudu tarkoitukseen sopivilla turvavarusteilla. MELU Laite ei tuota itse yli 80 dB meluarvoja. Plasmaleikkuu- tai hitsaustoimenpiteiden yhteydessä voi kuitenkin syntyä tätäkin korkeampia meluarvoja. Laitteen käyttäjän on suojauduttava melua vastaan lain määrittämiä turvavarusteita käyttämällä. SÄHKÖ- JA MAGNEETTIKENTÄT voivat olla vaarallisia. - Aina kun sähkö kulkee johtimen läpi muodostuu johtimen ympärille paikallinen sähkö- ja magneettikenttä EMF. Hitsaus-/ leikkausvirta synnyttää EMF -kentän kaapelien ja virtalähteen ympärille. - Korkean virran synnyttämä magneettikenttä vaikuttaa haitallisesti sydämentahdistajan toimintaan. Henkilöt jotka joutuvat käyttämään elintärkeitä elektronisia laitteita kuten sydämentahdistajaa, on aina otettava yhteyttä hoitavaan 32 lääkäriin ennen kuin he alkavat käyttää kaarihitsaus, -leikkaus, -talttaus tai pistehitsaus laitteita. - Kaari-hitsauksessa/- leikkauksessa syntyvät EMF-kentät voivat myös aiheuttaa muitakin vielä tuntemattomia terveyshaittoja. Kaikkien em. laitteiden käyttäjien tulee noudattaa seuraavia ohjeita minimoidakseen hitsauksessa / leikkauksessa syntyvien EMF-kenttien aiheuttamat terveysriskit: - Suuntaa elektrodin / hitsauspoltinkaapeli ja maakaapeli niin, että ne kulkevat rinnakkain ja varmista jos mahdollista kiinnittämällä ne toisiinsa teipillä. - Älä koskaan kierrä elektrodi- / hitsauskaapeleita kehosi ympärille. - Älä koskaan asetu niin, että kehosi on elektrodi- / hitsa uskaapelin ja maakaapelin välissä. Jos elektrodi- / hitsauskaapeli sijaitsee kehosi oikealla puolella on myös maajohto sijoitettava niin, että se sijaitsee kehosi oikealla puolella. - Liitä aina maajohto niin lähelle hitsaus / leikkaus kohtaa kuin mahdollista. - Älä työskentele hitsaus / leikkaus –virtalähteen välittömässä läheisyydessä. RÄJÄHDYKSET · Älä hitsaa paineistettujen säiliöiden tai räjähdysalttiiden jauheiden, kaasujen tai höyryjen läheisyydessä. · Käsittele hitsaustoimenpiteiden aikana käytettyjä kaasupulloja sekä paineen säätimiä varovasti. SÄHKÖMAGNEETTINEN YHTEENSOPIVUUS Hitsauslaite on valmistettu yhdennetyssä normissa IEC 60974-10 (Cl. A) annettujen määräysten mukaisesti ja sitä saa käyttää ainoastaan ammattikäyttöön teollisissa tiloissa. Laitteen sähkömagneettista yhteensopivuutta ei voida taata, mikäli sitä käytetään teollisista tiloista poikkeavissa ympäristöissä. ELEKTRONIIKKA JÄTE JA ELEKTRONIIKKA ROMU Älä laita käytöstä poistettuja elektroniikkalaitteita normaalin jätteen sekaan EU:n jätedirektiivin 2002/96/EC mukaan, kansalliset lait huomioiden, on sähkö- ja elektroniikkalaitteet sekä niihin liittyvät välineet, lajiteltava ja toimitettava johonkin hyväksyttyyn kierrätyskeskuksen elektroniikkaromun vastaanottopisteeseen. Paikalliselta laite- edustajalta voi tiedustella lähimmän kierrätyskeskuksen vastaanottopisteen sijaintia. Noudattamalla EU direktiiviä parannat ympäristön tilaa ja edistät ihmisten terveyttä. PYYDÄ AMMATTIHENKILÖIDEN APUA, MIKÄLI LAITTEEN TOIMINNASSA ILMENEE HÄIRIÖITÄ. 2 YLEISKUVAUS 2.1 MÄÄRITELMÄT Tämän käyttöohjeen tarkoituksena on antaa riittävät tiedot hitsauslaitteen asennukseen, käyttöön ja huoltoon valtuutetuille henkilöille. Tämä laite on vakiojännitelähde, joka sopii MIG/MAG ja OPEN-ARC hitsauksiin. Tarkista vastaanoton yhteydessä, etteivät sen osat ole rikki tai viallisia. Hitsauslaitteen hankkijan on esitettävä mahdolliset menetyksiin tai vaurioihin liittyvät valitukset laitteen myyjälle. Ilmoita tuotteen nimi ja sen sarjanumero aina, kun kaipaat hitsauslaitteeseen liittyviä lisätietoja. 2.2 TEKNISTEN TIETOJEN SELITYKSET EN 50199 EN60974.1 N°. 1 Hitsauslaite on valmistettu näiden nor mien mukaisesti. Sarjanumero, joka on ilmoitettava aina hitsauslaitteeseen liittyvien kysymysten yhteydessä. Yksi-vaihe muuntaja- tasasuuntaaja kolmivaiheinen muuntaja - tasasuuntain. Tasaiset ominaisuudet. Sopii kelalla olevalla hitsauslangalla tapahtuvaan hitsaukseen. I2 max Hitsausvirta Tämä arvo ilmaisee suurimman mahdollisen hitsausvirran. U0. Toisiotyhjäkäyntijännite X. Kuormitettavuus prosentteina. Kuormitettavuus osoittaa sen ajan prosentteina, jonka hitsauslaite kykenee toimimaan tietyllä virralla 10 minuutin aikana ilman että toiminta aiheuttaa ylikuume nemisia. I2. Hitsausvirta U2. Sekondäärijännite hitsausvirralla I2 U1. Sähkövirran nimellisjännite. 1~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz. 3~ 50/60Hz Kolmivaihevirta 50 tai 60 Hz. I1 max Suurin ottoteho. I1 eff Käyttösuhteen mukainen ottotehon maksimi arvo. IP21C Rungon suojausaste. Toisena oleva numero 1 tarkoittaa, ettei tätä laitetta ole tarkoitettu käytettäväksi ulkona sateessa. Lisäkirjain C tarkoittaa, että tämän laitteen sähköiset liikkuvat osat on suojat tu niin, ettei niitä voi koskettaa työkaluilla ( halkaisija 2,5 mm). S Sopii käytettäväksi tiloissa, joissa riski on tavallista suurempi. NOTE: Hitsauslaite on tämän lisäksi valmistettu siten, että sitä voidaan käyttää tiloissa joiden saasteaste on 3. (Ks. IEC664). MIG/MAG. 2.3 YLIKUORMITUSSUOJA Tämä laite on koneen jos sen liian korkeaksi. pyörimistä ja varustettu lämpösuojalla joka pysäyttää lämpötila nousee käytön aikana Näin tapahtuessa koneen tuuletin jatkaa merkkivalo C palaa. 3 ASENNUS • Laitteen asennuksen saavat suorittaa ainoastaan ammattihenkilöt. • Kaikki kytkennät on suoritettava voimassa olevien normien sekä työtapaturmien ehkäisyyn liittyvien asetusten mukaisesti. Varmista, että liitäntäjännite on laitteen liitäntäjohdossa olevan merkinnän mukainen. Jos laitteeseen ei vielä asennettu pistotulppaa, asenna sellainen pistotulppa jonka kapasiteetti on liitäntäjohdolle riittävä. Varmista, että keltavihreä suojamaajohto kytketään pistokkeen suojamaanapaan. Ylivirtasuojan kapasiteetin tai sulakkeiden on oltava ottotehon I1 mukainen. 3.1 PAIKALLEEN ASETUS Asenna kahva, takapyörät sekä kaksi pullotukea. Hitsauskonetta ei saa nostaa kahvasta. Aseta hitsauslaite riittävän ilmastoituun tilaan. Hitsauslaitteeseen joutuva pöly, lika ja muut epäpuhtaudet voivat vaikeuttaa ilmanvaihtoa ja heikentää hitsauslaitteen suorituskykyä. Työympäristö tulisi pitää puhtaana jotta työskentelyolosuhteet säilyisivät hyvinä, on myös tärkeää pitää koneen sisäpuoliset osat puhtaina. Käytä puhdistukseen puhdasta paineilmaa varoen, ettei mitkään koneen osat vahingoitu. Ennen kuin teet mitään koneen sisäpuolisia toimenpiteitä varmista, että kone on irrotettu sähköverkosta. Kaikki koneen sisäpuoliset toimenpiteet on tehtävä ammattitaitoisen henkilön toimesta. kuva 1 3.2 SISÄISET KYTKENNÄT Kaikki koneen sisäpuoliset toimenpiteet on tehtävä ammattitaitoisen henkilön toimesta. • Varmista ennen hitsauslaitteen sisäosien käsittelyä, että kosketin on irrotettu pistorasiasta. • Lopullisen koekäytön jälkeen hitsauslaite kytketään sähkökaapelissa osoitettuun jännitteeseen. • Sähköjännite voidaan vaihtaa poistamalla oikea sivulevy ja asettamalla jännitteenvaihdon liitinalustan kytkennät kuvassa osoitetulla tavalla. Yksivaiheisen virtalähteen liitäntäjännitettä ei saa muuttaa. 33 3.3.2 Kaasupullon sijoitus ja kaasuletkun liittäminen • Kiinnitä kaasupullo koneen takana oleviin kaasupullon tukiin, niissä olevien hihnojen avulla. • Vaaratilanteiden välttämiseksi, kaasupullon korkeus ei saa olla suurempi kuin 1,65m (Art.590-591593) ja 1 m (Art.574-575), • Tarkista määrävälein kiinnityshihnojen kunto ja vaihda ne uusiin tarvittaessa. • Kaasupullo on varustettava paineensäätimellä jossa on virtausmittari. • Liitä kaasuletku paineensäätimeen, vasta sitten kun kaasupullo on asetettu paikalleen ja kunnolla kiinnitetty. • Säädä kaasunvirtaukseksi non 10 - 12 l/min. kuva 2 4 SÄÄTÖLAITTEIDEN KUVAUS • Älä käytä hitsauslaitetta ilman kantta tai sivulevyjä, jolloin turvallisuus saattaisi vaarantua ja sisäisten komponenttien jäähdytys heikentyä. • Kiinnitä sähköjohtoon sellainen kosketin, joka sopii laitteen sähkön kulutukselle. • Kytke koneen verkkokaapelin kelta-vihreä johdin tarkoituksenmukaiseen maadoitusliitimeen. 3.3 ULKOISET KYTKENNÄT 3.3.1 Maadoitusnipistimen kytkentä. • Liitä maadoituskaapelin liitinpistoke koneessa olevaan maadoitusliittimeen ja maadoituspuristin työkappaleeseen. 4.1 ETUPANELISSA OLEVAT OHJAUSLAITTEET A- Säätönuppi. Tällä nupilla säädetään pistehitsausaikaa. Hitsaus käynnistyy kun polttimen kytkintä painetaan. Pistehitsausaika on nupilla säädetyn ajan mukainen. Uusi hitsausjakso aloitetaan vapauttamalla polttimen kytkin ja painamalla sitä uudelleen. B- Vihreä merkkivalo. Virta päällä merkkivalo. C - keltainen merkkivalo. Palaa kun lämpösuoja on keskeyttänyt koneen toiminnan. D C D A B H C E F A B H E G G kuva 3 34 D-Säätönuppi. Tällä nupilla säädetään langansyöttönopeus. E- Valintakytkin. Virta päälle/pois ja hitsausvirta-alueen valinta kytkin, karkeasäätö F- Valintakytkin. Tällä kykimellä valitaan virta-alueen hienosäätö. G- Maakaapelin liitin. Liitin johon maakaapeli liitetään. ( joissakin versioissa on vain yksi maakaapelin liitin ) seksi, hitsaus tuleee suorittaa aina vasemalta oikealle ja ylhäältä alaspäin. Poista hitsauksen jälkeen kaikki kuonat hitsausliitoksesta. Käytä Ø 0.9mm täytelankaa Art. 1587. 5.4 SUOJAKAASUN KÄYTTÖ TERÄSTEN HITSAUK SESSA . Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5) Teräksiä hitsattaessa tule seuraavat seikat huomioida: kuva 5 H- Euro-liitin. Tähän liittimeen liitetään hitsauspoltin. 5 HITSAUS 5.1 Käyttökuntoon laitto Varmista, että langansyöttöpyörien urat on käytettävän lankakoon mukaiset. Tarkista myös, että käytettävä hitsausohjelma on valittu oikein, hitsattavan materiaalin ja suojakaasun mukaan. Käytä langansyöttöpyörien "U" uraprofiilia alumiinilangalle ja "V" uraprofiilia muille lankatyypeille. 5.2 HITSAUKSEN ALOITUS • Liitä maadoituspuristin työkappaleeseen. • Käännä kytkin E asentoon 1. • Poista polttimesta kaasusuutin. • Irrota virtasuutin. • Pujota hitsauslanka polttimen langanjohtimeen ja varmista, että lanka tulee syöttöpyörien uriin ja että syöttöpyörät on oikeassa asemassaan. • Paina polttimen kytkintä kunnes hitsauslanka tulee ulos polttimesta. • Varoitus: Älä suuntaa poltinta kasvojasi kohti kun syötät lankaa polttimeen. • Varmista, että virtasuutin vastaa käytettävää lankakokoa ja ruuvaa se kiinni polttimeen. • Kiinnitä kaasusuutin polttimeen. 5.3 TERÄSTEN HITSAUS ILMAN SUOJAKAASUA ( koskee vain tuotteita Art. 574 ja 575 ) Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. Kuva 4) Kunnollisen suojauksen ja hitsausliitoksen aikaansaamikuva 4 • Käytä seoskaasua , tavallisesti ARGON + CO2, seosta jossa on vähintäin 75 % .Argonia Tämä seos takka, että hitsauspalko liittyy hyvin hitsattavaan kappaleeseen. Käyttämällä puhdasta C02 suojakaasua jää hitsauspalko kapeaksi ja tunkeuma tulee suuremmaksi, mutta roiskeiden määrä kasvaa huomattavaksi. • Käytä hitsauslankaa joka on laadultaan vähintäin saman tasoista kun hitsattava kappale. Käytä vain hyvälaatuista hitsauslankaa, ruosteiset ja huonot hitsauslangat aiheuttaa puutteellisen ja huonon hitsaustuloksen. • Vältä ruosteisten, öljyisten ja rasvaisten kappaleiden hitsaamista. 5.5 RUOSTUMATTOMAN TERÄKSEN HITSAUS Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5) Hitsattaessa 300-sarjan ruostumattomia teräksiä tulee suojakaasuna käyttää ARGONIA johon on lisätty pieni määrä O2:ta ta CO2:ta ( noin 2%) , jolloin valokaaresta saadaan vakaa. Älä koske käsilläsi hitsauslankaan. On tärkeää pitää koko hitsausalue puhtaana, että epäpuhtauksien pääsy hitsiliitokseen voidaan estää. 5.6 ALUMIININ HITSAUS Varmista, että hitsauskaapelit on liitetty napaisuudeltaan oikein. ( koskee vain tuotteita Art. 574 ja 575 kts. kuva 5) Hitsattaessa alumiinia tule käyttää: • Suojakaasuna puhdasta ARGONIA • Hitsauslankaa joka materiaaliltaan vastaa hitsattavaa kappaletta. • Käytä hiomalaikkaa tai harjaa joka on tarkoitettu alumiinille, älä käytä niitä muille materiaaleille. • Hitsattaessa alumiinia tulee polttimina käyttää: HUOM: Jos hitsaukseen on käytössä vain yksi poltin, 35 tulee sen olla valmisteltu seuraavasti: • Tarkista ettei poltin ole pidempi kuin 3 metriä. • Irrota messinkinen langanjohtimen päätemutteri, kaasukupu ja virtasuutin ja vedä langan johdin ulos polttimesta. • Laita polttimeen langanjohdin Art. 139, varmita, että se vastaa polttimen molempiin päihin. • Ruuvaa virtasuutin takaisin niin, että se vastaa langanjohtimeen. • Kiinnitä toiseen päähän langanjohtimen nippa ja ja orengas ja kiristä päätemutteri, älä kiristä mutteria liian tiukalle. • laita messikinen ohjainputki ulosjäävän langanjohtimen päälle ja pujota se Euro-liittimeen sen jälkeen kun olet siitä poistanut alkuperäisen teräksisen ohjainputken. • Katkaise langanjohdin kohtisuoraan niin läheltä langansyöttölaitteen syöttöpyöriä kuin mahdollista. • Käytä langansyöttöpyöriä jotka sopivat alumiinille. • Säädä säätävivun avulla syöttöpyörien puristus minimiin. 6. HITSAUSVIRHEET 1. HITSAUSVIRHE 2. HITSAUSVIRHE 3. HITSAUSVIRHE 4. HITSAUSVIRHE 36 - Huokosia hitsin ulko- tai sisä puolella • Elektrodilla puutteellinen koske tus ( ruosteinen pinta) • Suojakaasu puuttuu - alhainen kaasun virtaus - viallinen virtausmittari - CO2 suojakaasua ei ole esilämmitetty, paineensäädin jäätynyt. - viallinen magneettiventtiili - virtasuutin tukkeutunut roiskeista - kaasun ulostuloreiät tukkeutuneet - hitsauspisteessä kova ilmavirtaus - Kutistushalkeamia • Hitsauslanka tai työkappale on likainen tai ruosteinen. • Hitsauspalko liian pieni • Hitsauspalko kovera •Tunkeuma liian syvä - Sivuhalkeamia • Hitsauksen eteneminen liian nopea •Liian alhainen hitsausvirta ja korkea kaarijännite - Liikaa roiskeita • liian korkea kaarijännite •Väärä induktanssi CO2 suojakaasua ei ole esilämmitetty 7. HUOLTOTOIMENPITEET • Kaasusuutin Kaasusuutin tulee määrävälein puhdistaa roiskeista. Kaasusuutin on vaihdettava kun se on vääristynyt tai litistynyt. • Virtasuutin. Virtasuuttimen ja hitsauslangan välisellä hyvällä kontaktilla taataan vakaa valokaari ja optimaalinen hitsausvirta; siksi varmista ja huomio seuraavat seikat: A) virtasuuttimen reiän tulee olla puhdas, eikä siinä saa olla hapettumaa B) roiskeita, jotka estää langan syötön, muodostuu helpoimmin pitkään hitsattaessa. Siksi virtasuutin on puhdistettava useammin ja vaihdettava tarvittaessa. C) Virtasuutin tulee kiristää kunnolla virtasuuttimen pitimeen. Huonosti kiristetty virtasuutin lämpenee likaa ja tarttuu kiinni, sekä vahingoittaa poltinta ja aikaansaa epätasaisen langansyötön. • Langanjohdin Langanjohdin on tärkeä osa joka tulee tarkastaa usein, koska siihen tarttuu hitsauslangasta hienojakoista kuparia ja metallipölyä. Puhdista langanjohdin usein paineilman avulla. Langanjohdin kuluu käytössä minkä johdosta se tulee vaihtaa määrävälein. • Langansyöttöyksikkö Puhdista määrävälein langansyöttölaitteen syöttörullat liasta ja lankakelasta irronneesta metallipölystä. Tarkista ja puhdista määrävälein langansyötön lukituslaite, langanjohdin, syöttöpyörät ja langanohjain. INSTRUKTIONSMANUAL FOR SVEJSEAPPARAT TIL TRÅDSVEJSNING VIGTIGT: LÆS INSTRUKTIONSMANUALEN INDEN BRUG AF SVEJSEAPPARATET. MANUALEN SKAL GEMMES OG OPBEVARES I SVEJSEAPPARATETS DRIFTSLEVETID PÅ ET STED, SOM KENDES AF SVEJSEPERSONALET. DETTE APPARAT MÅ KUN ANVENDES TIL SVEJSNING. LÆS DET SPECIFIKKE KATALOG FOR OPLYSNINGER OM DENNE SVEJSEMASKINES DIMENSIONER OG VÆGT. 1 SIKKERHEDSFORANSTALTNINGER BUESVEJSNING OG -SKÆRING KAN UDGØRE EN SUNDHEDSRISIKO FOR SVEJSEREN OG ANDRE PERSONER. Svejseren skal derfor informeres om risiciene, der er forbundet med svejsning. Risiciene er beskrevet nedenfor. Yderligere oplysning kan fås ved bestilling af manualen art. nr..3.300.758. ELEKTRISK STØD - kan forårsage dødsfald · Installér svejseapparatet og slut det til jordingssystemet i overensstemmelse med de gældende normer. · Berør ikke de strømførende dele eller elektroderne med bare hænder eller arbejdstøj eller handsker, som er fugtige. · Isolér svejseren og svejseemnet fra jorden. · Kontrollér, at arbejdsområdet ikke udgør en fare. RØG OG GASSER - kan udgøre en sundhedsrisiko · Hold ansigtet bort fra røgen. · Udfør svejsningen på steder med tilstrækkelig udluftning og anvend udsugningsapparater i området omkring buen. Herved undgås tilstedeværelse af farlig gas i arbejdsområdet. STRÅLER FRA BUEN - kan forårsage øjenskader og forbrænding af huden · Beskyt øjnene ved hjælp af svejseskærme, der er forsynede med glas med filter, og bær passende arbejdstøj. · Beskyt de øvrige personer i området ved at opstille passende afskærmninger eller forhæng. RISIKO FOR BRAND ELLER FORBRÆNDINGER · Gnisterne (svejsesprøjt) kan resultere i brand eller forbrændinger af huden. Kontrollér derfor, at der ikke er anbragt brandfarlige materialer i svejseområdet. Bær passende beskyttelsesudstyr. STØJ Apparatets støjniveau overstiger ikke 80 dB. Plasmasvejsningen/den almindelige svejsning kan dog skabe støjniveauer, der overstiger ovennævnte niveau. Svejserne skal derfor anvende beskyttelsesudstyret, der foreskrives i den gældende lovgivning. ELEKTROMAGNETISKE FELTER - kan være skadelige . • Strøm, der løber igennem en leder, skaber elektromagnetiske felter (EMF). Svejse- og skærestrøm skaber elektromagnetiske felter omkring kabler og strømkilder. • Elektromagnetiske felter, der stammer fra høj strøm, kan påvirke pacemakere. Brugere af elektroniske livsnødvendige apparater (pacemaker) skal kontakte lægen, inden de selv udfører eller nærmer sig steder, hvor buesvejsning, skæresvejsning, flammehøvling eller punktsvejsning udføres. • Eksponering af elektromagnetiske felter fra svejsning eller skæring kan have ukendte virkninger på helbredet. Alle operatører skal gøre følgende for at mindske risici, der stammer fra eksponering af elektromagnetiske felter: - Sørg for, at jordkablet og elektrodeholder- eller svejsekablet holdes ved siden af hinanden. Tape dem om muligt sammen. - Sno ikke jordkablerne og elektrodeholder- eller svejsekablet rundt om kroppen. - Ophold dig aldrig mellem jordkablet og elektrodeholdereller svejsekablet. Hvis jordkablet befinder sig til højre for operatøren, skal også elektrodeholder- eller svejsekablet være på højre side. - Slut jordkablet til arbejdsemnet så tæt som muligt på svejse- eller skæreområdet. - Arbejd ikke ved siden af strømkilden. EKSPLOSIONER · Svejs aldrig i nærheden af beholdere, som er under tryk, eller i nærheden af eksplosivt støv, gas eller dampe. Vær forsigtig i forbindelse med håndtering af gasflaskerne og trykregulatorerne, som anvendes i forbindelse med svejsning. ELEKTROMAGNETISK KOMPATIBILITET Dette apparat er konstrueret i overensstemmelse med angivelserne i den harmoniserede norm IEC 60974-10.(Cl. A) Apparatet må kun anvendes til professionel brug i industriel sammenhæng. Der kan være vanskeligheder forbundet med fastsættelse af den elektromagnetiske kompatibilitet, såfremt apparatet ikke anvendes i industriel sammenhæng. BORTSKAFFELSE AF ELEKTRISK OG ELEKTRONISK UDSTYR Bortskaf ikke de elektriske apparater sammen med det normale affald! Ved skrotning skal de elektriske apparater indsamles særskilt og indleveres til en genbrugsanstalt jf. EU-direktivet 2002/96/EF om affald af elektrisk og elektronisk udstyr (WEEE), som er inkorporeret i den nationale lovgivning. Apparaternes ejer skal indhente oplysninger vedrørende de tilladte indsamlingsmetoder hos vores lokale repræsentant. Overholdelse af kravene i dette direktiv forbedrer miljøet og øger sundheden. TILFÆLDE AF FUNKTIONSFORSTYRRELSER SKAL DER RETTES HENVENDELSE TIL KVALIFICERET PERSONALE. 2 GENEREL BESKRIVELSE 2.1 SPECIFIKATIONER Denne vejledning er udarbejdet med det formål at yde oplysninger til det personale, der har til opgave at udføre installering og forestå brug og vedligeholdelse af svejsemaskinen. Dette apparat er en konstant spændingskilde, egnet til MIG/MAG og OPEN-ARC svejsning. Ved modtagelse af apparatet skal man kontrollere, at der ikke er ødelagte eller beskadigede dele. Køberen skal forelægge ethvert krav om erstatning for tab eller beskadigelser for fragtføreren. Hvis man ønsker oplysninger om svejsemaskinen bedes man angive varen og serienummeret. 37 2.2 FORKLARING AF DE TEKNISKE DATA EN 50199 EN60974.1 N°. 1 Svejsemaskinen er opbygget i overensstemmelse med disse standarder. Serienummer, der altid skal oplyses ved enhver forespørgsel vedrørende svejsemaskinen. Enfaset transformer - ensretter Trefaset transformer-ensretter. Flad karakteristika. Egnet til svejsning med kontinuerlig tråd. Ikke konventionel svejsestrøm. Værdien repræsenterer den maksimale grænse, der kan nås under svejsning. U0. Sekundær spænding uden belastning X. Procentsats for drift. Procentsatsen for drift udtrykker den del af 10 minutter, hvor svejsemaskinen kan arbejde ved en bestemt strøm uden at forårsage overopvarmning. I2. Svejsestrøm U2. Sekundær spænding med svejsestrøm I2 U1. Nominel forsyningsspænding. 1~ 50/60Hz Enfaset forsyning 50 eller 60 Hz. 3~ 50/60Hz Trefaset forsyning 50 eller 60 Hz. I1 max Den maksimale optagne strømværdi. I1 aktiv Den maksimale optagne aktive strømværdi, når man tager højde for intermittensen. IP21C Beskyttelsesgrad for maskinkroppen. Grad 1 som ciffer nummer to betyder, at dette apparat ikke er egnet til at arbejde udendørs i regnvejr. Det ekstra bogstav C betyder, at appara tet er beskyttet mod, at et værktøj (dia meter 2,5 mm) kan komme i kontakt med komponenterne under spænding i forsy ningskredsløbet. S Egent til at arbejde i omgivelser med forhøjet risiko. NOTER: Svejsemaskinen er endvidere udviklet til at arbejde i omgivelser med forureningsgrad 3. (se IEC664). MIG/MAG. I2 max 2.3 TERMISK BESKYTTELSE Dette apparat er beskyttet af en termostat, der ved overskridelse af de tilladte temperaturer forhindrer funktion af maskinen. Under disse forhold fortsætter funktionen af ventilatoren, og kontrollampen C tændes. 3 INSTALLERING • Maskinen skal installeres af kvalificeret personale. • Alle tilslutninger skal udføres i overensstemmelse med den gældende lovgivning, samt under overholdelse af reglerne for forebyggelser af ulykker. Kontrollér at forsyningsspændingen stemmer overens med oplysningerne på netkablet. Hvis der ikke allerede er påsat et stik, skal man montere et stik med passende kapacitet på forsyningskablet, og sørge for at den gul/grønne leder er tilsluttet jordstikbenet. 38 Kapaciteten for den magnettermiske afbryder eller seriesikringerne for forsyningen skal være lig med strømmen I1 max. optaget af maskinen. 3.1 ANBRINGELSE Montér håndtaget, baghjulene og de to flaskeholdere. Håndtaget må ikke anvendes til at løfte svejsemaskinen. Anbring svejsemaskinen i ventilerede omgivelser. Støv, snavs og andre fremmedlegemer kan trænge ind i svejsemaskinen og forhindre ventilationen, og således også korrekt funktion. Derfor er det nødvendigt at holde de indre dele rene i det omfang det kræves af omgivelsesforholdene og brugstilstanden. Rengøringen skal ske ved hjælp af ren og tør trykluft, og man skal være påpasselig med ikke at beskadige maskinen. Inden man udfører indgreb internt i svejsemaskinen, skal man være sikker på, at stikket er trukket ud af forsyningsnettet. Ethvert indgreb i svejsemaskinen skal udføres af kvalificerede teknikere. fig. 1 3.2 INTERNE FORBINDELSER Ethvert indgreb i svejsemaskinen skal udføres af kvalificerede teknikere. • Inden man udfører internt arbejde i svejsemaskinen skal man sørge for at stikket er trukket ud af stikkontakten. • Efter den afsluttende kontrol skal svejsemaskinen tilsluttes med den spænding, der er angivet på forsyningskablet. • Ved skift af forsyningsspænding skal man fjerne det højre sidestykke og anbringe forbindelserne på klemskruepanelet til spændingsændring som vist på illustrationen. Forsyningsspændingen på enfasede strømkilder må ikke ændres. • Brug aldrig svejsemaskinen uden låg og sidepaneler af logiske sikkerhedsårsager, og for ikke at ændre afkølingsforholdene for de interne komponenter. • Sæt et stik på forsyningskablet, der er egnet til den optagne strøm. • Forbind den gul-grønne leder for maskinens netkabel til et korrekt jordstik. • Gasslangen, der kommer fra bagpanelet på maskinen, skal først tilsluttes til trykreduktionsventilen efter at flasken er blevet placeret. • Gasstrømningen skal indstilles på cirka 10/12 liter i minuttet. 4 BESKRIVELSE AF BETJENINGSORGANER A- Indstillingsknap. Ved hjælp af denne knap indstilles punktsvejsetiden. Når der trykkes på svejsepistolens knap, begynder maskinen at svejse; varigheden af punktsvejsetiden indstilles med knappen. For at fortsætte cyklussen skal man slippe svejsepistolens knap og derefter trykke igen. fig. 2 B- Grøn lysdiode. Denne lampe tilkendegiver, at maskinen er tændt. 3.3 EKSTERNE FORBINDELSER 3.3.1 Tilslutning af jordforbindelsestangen. • Tilslut stelkablets terminal til svejsemaskinens stikkontakt, og fastgør stelklemmen til svejseemnet. 3.3.2 Placering af flasken og forbindelse til gasslangen • Placér flasken på svejsemaskinens flaskeholder, og fastgør den til maskinens bagpanel v.h.a. de medfølgende remme. • Flasken må ikke være højere end 1,65 m (Art.590-591593) og 1m (574-575), for ikke at skabe farlige tilstande. • Kontrollér jævnligt remmenes slidtilstand, og bestil nye remme ved behov. • Flasken skal udstyres med en trykreduktionsventil og et flowmeter. C- Gul lysdiode. Tændes når termostaten afbryder svejsemaskinens funktion. D-Indstillingsknap. Ved indstilling på denne knap ændres svejsetrådens hastighed. E - Omskifter. Tænder og slukker maskinen, og vælger områderne for svejsespændingen. D C D A B H C E F A B H E G G Fig. 3 39 F - Omskifter. Finindstiller svejsespændingen indenfor området valgt med omskifter E. ovenfra og nedad. Ved afslutning af hver svejseoperation skal man fjerne slaggerne. Der skal anvendes rørtråden Art. 1587, Ø 0,9mm. G - Jordstikkontakter. Til disse stikkontakter skal stelkablets stik forbindes. (Nogle af modellerne har kun en enkelt jordstikkontakt). 5.4 SVEJSNING AF KULSTÅL MED GASBESKYTTELSE. Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 574 og 575 se fig. 5). H - Centraltilslutning. Her tilsluttes svejsepistolen. Fig. 5 5 SVEJSNING 5.1 Idriftsættelse Sørg for at tråddiameteren stemmer overens med den diameter, der er angivet på trådfremføringsrullen, samt at det valgte program er kompatibelt med materialet og gastypen. Brug trådfremføringsruller med en "U"-formet fordybning til aluminiumstråde, og med en "V"-formet fordybning til de andre tråde. 5.2 MASKINEN ER PARAT TIL SVEJSNING • Tilslut jord-klemmen til arbejdsemnet. • Stil kontakten E på 1. • Fjern gasdysen. • Afskru den strømførende dyse. • Indsæt tråden i svejseslangens trådleder, og sørg for at den ligger korrekt i fordybningen på rullen, og at rullen er korrekt placeret. • Tryk på pistolens aftrækker for at føre tråden fremad, indtil den kommer ud af svejsepistolen. • Pas på: hold ansigtet væk fra pistolrøret, når tråden kommer ud. • Skru den strømførende dyse på igen, og sørg for at hullets diameter stemmer overens med trådtykkelsen af den anvendte tråd. • Montér gasdysen. 5.3 SVEJSNING AF KULSTÅL UDEN GASBESKYTTELSE. (kun for Art. 574 og 575 ). Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 574 og 575 se fig. 4). Fig. 4 Ved svejsning af dette materiale skal følgende overholdes: • Anvend svejsegas med binær sammensætning, normalt ARGON + CO2 med procentdele af Argon fra 75% og opad. Med denne blanding vil svejsesømmen blive bred med ringe indtrængning og få et pænt udseende. Brug af ren CO2 som beskyttelsesgas vil medføre en smal svejsesøm med større indtrængning, men med et betydeligt større antal sprøjt. • Brug en svejsetråd med samme kvalitet som det stål, der skal svejses. Det vil altid være hensigtsmæssigt at anvende tråde af god kvalitet, og undgå at svejse med rustne tråde, der kan medføre svejsefejl. • Undgå at svejse rustne dele, eller flader med olie- eller fedtpletter. 5.5 SVEJSNING AF RUSTFRIT STÅL Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 574 og 575 se fig. 5 ). Rustfrit stål i serie 300 skal svejses ved hjælp af en gasbeskyttelse med et stort indhold af Argon, der indeholder en lille del O2 eller kuldioxid CO2 (cirka 2%). Rør ikke ved tråden med hænderne. Det er vigtigt at svejseområdet altid holdes rent, således at man undgår at forurene den sammensætning, der skal svejses. 5.6 SVEJSNING AF ALUMINIUM For at opnå samlede og korrekt beskyttede svejsninger, er det hensigtsmæssigt at svejse fra venstre mod højre, og 40 Kontrollér at kablerne er korrekt indsat på terminalerne, således at de overholder den rigtige polaritet (kun for Art. 574 og 575 se fig. 5 ). Ved svejsning af aluminium skal man anvende følgende: • Ren Argon som beskyttelsesgas. • En svejsetråd med en sammensætning der er egnet til det grundmateriale, der skal svejses. • Slibe- og børstemaskiner, der er specielt designet til aluminium, og disse maskiner må aldrig anvendes til andre materialer. NB. Hvis man kun har en svejsepistol til ståltråde til rådighed, skal den ændres på følgende måde: • Sørg for at kabellængden ikke overskrider 3 meter. • Fjern messingmøtrikken til trådlederen, gasdysen og den strømførende dyse, og træk trådlederen ud. • Indsæt trådlederen Art. 139 og sørg for at den rager ud i enderne. • Skru den strømførende dyse på igen, således at trådlederen ligger tæt op ad den. • I den frie ende af trådlederen skal man indsætte den lille nippel der stopper trådlederen, samt O-ringen, og derefter skal man skrue møtrikken på uden at stramme for meget. • Fjern jernrøret i centraltilslutningen, sæt messingrøret på trådlederen, og før trådlederen med messingrøret ind igennem centraltilslutningen. • Skær trådlederen over, således at den er så tæt som muligt ved trådfremføringsrullen. • Benyt trådfremføringsruller egnet til aluminiumstråd. • Indstil det tryk, som trådfremføringsenhedens arm udøver på rullen, på det laveste mulige tryk. 6 SVEJSEFEJL 1 FEJL ÅRSAGER 2 FEJL ÅRSAGER 3 FEJL ÅRSAGER 4 FEJL ÅRSAGER - Porøsitet (indenfor eller udenfor svejsesømmen) • Tråden er fejlbehæftet (rustet overflade) • Manglende sikkerhedsgas p.g.a.: - lav gasstrømning - flowmåleren er fejlbehæftet - regulatoren er tilfrosset, fordi der ikke er udført foropvarmning af CO2 beskyttelsesgassen - magnetventilen i maskinen er fejlbehæftet - den strømførende dyse er tilstoppet med sprøjt - gasudføringshullerne er tilstoppet - lufttræk i svejseområdet. - Sammentrækningsrevner • Tråden eller arbejdsemnet er snavset eller rustet. • For smal svejsesøm. • For konkav svejsesøm. • Svejsesømmen har haft for stor indtrængning. - Sideindsnit • Svejsepassagen er udført for hurtigt • Lav strøm og høj lysbuespænding. - For meget sprøjt • Spændingen for høj. • Utilstrækkelig induktans. • Ingen foropvarmning af CO2 beskyttelsesgassen 7 VEDLIGEHOLDELSE AF SYSTEMET • Beskyttelses-gasdysen Denne dyse skal jævnligt renses for metalsprøjt. Dysen skal udskiftes, hvis den er deform eller klemt. • Strømførende dyse Kun korrekt kontakt mellem denne dyse og tråden kan sikre en stabil lysbue og optimal strømudgang; derfor skal følgende regler overholdes: A) Den strømførende dyses hul skal holdes fri for snavs og oxydering (rust). B) Metalsprøjt vil have større tilbøjelighed til at hænge fast efter lange svejseperioder, således at trådfremføringen blokeres. Derfor skal spidsen rengøres oftere, og udskiftes ved behov. C) Den strømførende dyse skal altid være fast påskruet svejsepistolens krop. De termiske cyklusser, svejsepistolen udsættes for, kan medføre at den løsnes, således at svejsepistolens krop opvarmes og tråden derfor kører ujævnt frem. • Trådlederen Den del er meget vigtig, og skal kontrolleres ofte, fordi tråden kan aflægge kobberstøv eller små flager. Rengør trådlederen jævnligt, samtidigt med gaspassagerne, ved hjælp af tør trykluft. Trådlederen udsættes for konstant slid, og skal således udskiftes efter en vis tidsperiode. • Gearmotor Rengør jævnligt trækrullerne for at fjerne eventuelt rust eller metal fra svejsetråden fra svejsetråden. Hele trådfremføringsenheden skal kontrolleres jævnligt: trådrulleholder, trådfremføringsruller, trådleder og kontaktdyse. 41 GEBRUIKSAANWIJZING VOOR MIG-LASMACHINE BELANGRIJK: LEES VOORDAT U MET DEZE MACHINE BEGINT TE WERKEN DE GEBRUIKSAANWIJZING AANDACHTIG DOOR EN BEWAAR ZE GEDURENDE DE VOLLEDIGE LEVENSDUUR VAN DE MACHINE OP EEN PLAATS DIE DOOR ALLE GEBRUIKERS IS GEKEND. DEZE UITRUSTING MAG UITSLUITEND WORDEN GEBRUIKT VOOR LASWERKZAAMHEDEN. VOOR DE AFMETINGEN EN HET GEWICHT VAN DIT LASAPPARAAT, ZIE DE DESBETREFFENDE CATALOGUS. 1 VEILIGHEIDSVOORSCHRIFTEN LASSEN EN VLAMBOOGSNIJDEN KAN SCHADELIJK ZIJN VOOR UZELF EN VOOR ANDEREN. Daarom moet de gebruiker worden gewezen op de gevaren, hierna opgesomd, die met laswerkzaamheden gepaard gaan. Voor meer gedetailleerde informatie, bestel het handboek met code 3.300.758 ELEKTRISCHE SCHOK - Kan dodelijk zijn. · Installeer en aard de lasmachine volgens de geldende voorschriften. · Raak elektrische onderdelen of elektroden onder spanning niet aan met de blote huid, handschoenen of natte kledij. · Zorg dat u zowel van de aarde als van het werkstuk geïsoleerd bent. · Zorg voor een veilige werkpositie. DAMPEN EN GASSEN - Kunnen schadelijk zijn voor uw gezondheid. · Houd uw hoofd uit de buurt van dampen. · Werk in aanwezigheid van een goede ventilatie en gebruik ventilatoren rondom de boog om gasvorming in de werkzone te vermijden. BOOGSTRALEN - Kunnen oogletsels en brandwonden veroorzaken. · Bescherm uw ogen met een lasmasker met gefilterd glas en bescherm uw lichaam met aangepaste veiligheidskledij. · Bescherm anderen door de installatie van geschikte schermen of gordijnen. GEVAAR VOOR BRAND EN BRANDWONDEN · Vonken (spatten) kunnen brand en brandwonden veroorzaken; daarom dient u zich ervan te vergewissen dat er geen brandbaar materiaal in de buurt is en aangepaste beschermkledij te dragen. GELUID Deze machine produceert geen rechtstreeks geluid van meer dan 80 dB. Het plasmasnij/lasprocédé kan evenwel geluidsniveaus veroorzaken die deze limiet overschrijden; daarom dienen gebruikers alle wettelijk verplichte voorzorgsmaatregelen te treffen. ELEKTROMAGNETISCHE VELDEN – Kunnen schadelijk zijn . • De elektrische stroom die door een willekeurige conductor stroomt produceert elektromagnetische velden (EMF). De las- of snijstroom produceert elektromagnetische velden rondom de kabels en de generatoren. • De magnetische velden geproduceerd door hoge stroom kunnen de functionering van pacemakers beïnvloeden. De dragers van vitale elektronische apparatuur (pacemakers) 42 moeten zich tot hun arts wenden voordat ze booglas-, snij, afbrand- of puntlaswerkzaamheden benaderen. De blootstelling aan elektromagnetische velden, geproduceerd tijdens het lassen of snijden, kunnen de gezondheid op onbekende manier beïnvloeden. Elke operator moet zich aan de volgende procedure houden om de gevaren geproduceerd door elektromagnetische velden te beperken: - Zorg ervoor dat de aardekabel en de kabel van de elektrodeklem of de lastoorts naast elkaar blijven liggen. Maak ze, indien mogelijk, met tape aan elkaar vast. - Voorkom dat u de aardekabel en de kabel van de elektrodeklem of de lastoorts om uw lichaam wikkelt. - Voorkom dat u tussen de aardekabel en de kabel van de elektrodeklep of de lastoorts komt te staan. Als de aardekabel zich rechts van de operator bevindt, moet de kabel van de elektrodeklem of de lastoorts zich tevens aan deze zijde bevinden. - Sluit de aardeklem zo dicht mogelijk in de nabijheid van het las- of snijpunt aan op het te bewerken stuk. - Voorkom dat u in de nabijheid van de generator werkzaamheden verricht. ONTPLOFFINGEN · Las niet in de nabijheid van houders onder druk of in de aanwezigheid van explosief stof, gassen of dampen. · Alle cilinders en drukregelaars die bij laswerkzaamheden worden gebruik dienen met zorg te worden behandeld. ELEKTROMAGNETISCHE COMPATIBILITEIT DDeze machine is vervaardigd in overeenstemming met de voorschriften zoals bepaald in de geharmoniseerde norm IEC 60974-10 (Cl. A) en mag uitsluitend worden gebruikt voor professionele doeleinden in een industriële omgeving. Het garanderen van elektromagnetische compatibiliteit kan problematisch zijn in nietindustriële omgevingen. VERWIJDERING VAN ELEKTRISCHE EN ELEKTRONISCHE UITRUSTING Behandel elektrische apparatuur niet als gewoon afval! Overeenkomstig de Europese richtlijn 2002/96/EC betreffende de verwerking van elektrisch en elektronisch afval en de toepassing van deze richtlijn conform de nationale wetgeving, moet elektrische apparatuur die het einde van zijn levensduur heeft bereikt gescheiden worden ingezameld en ingeleverd bij een recyclingbedrijf dat zich houdt aan de milieuvoorschriften. Als eigenaar van de apparatuur dient u zich bij onze lokale vertegenwoordiger te informeren over goedgekeurde inzamelingsmethoden. Door het toepassen van deze Europese richtlijn draagt u bij aan een schoner milieu en een betere volksgezondheid! ROEP IN GEVAL VAN STORINGEN DE HULP IN VAN BEKWAAM PERSONEEL. 2 ALGEMENE BESCHRIJVING 2.1 SPECIFICATIES Deze handleiding is opgemaakt met het doel het personeel dat belast is met de installatie, de bediening en het onderhoud van het lastoestel van aanwijzingen te voorzien. Dit toestel is een constante spanningsbron die geschikt is voor het MIG/MAG en OPEN-ARC lassen. Controleer bij ontvangst of er geen onderdelen kapot of beschadigd zijn. Ledere eventuele claim voor verliezen of schade dient de koper in te dienen bij de transporteur. Telkens wanneer er informatie wordt gevraagd met betrekking tot het lastoestel, wordt u verzocht het artikel en het serienummer door te geven. 2.2 UITLEG VAN DE TECHNISCHE GEGEVENS EN 50199 EN60974.1 N°. 1 Het lastoestel is volgens deze normen gebouwd. Serienummer dat altijd dient te worden vermeld bij vragen betreffende het apparaat. Eén fase transformator - gelijkrichter. transformator-driefasige gelijkrichter. Platte karakteristiek. Geschikt voor naadlassen. Onconventionele lasstroom. Deze waarde is de max. bereikbare limiet tijdens het lassen. U0. Secundaire nullastspanning X. Inschakelduurpercentage. De inschakelduur drukt een percentage van 10 minuten dat overeenkomt met een tijdsduur waarbinnen het lastoestel bij een bepaalde stroomsterkte kan werken, zonder oververhit te raken. I2. Lasstroomsterkte U2. Secundaire spanning bij lasstroomsterkte I2 U1. Nominale voedingsspanning. 3~ 50/60Hz Driefasige voeding 50 of 60 Hz. I1 max Maximaal opgenomen stroom. I1 eff Dit is de maximale waarde van de eigen lijke opgenomen stroom, rekening houdend met de inschakelduur. IP21C Beschermingsklasse van de behuizing. De 1 als tweede cijfer wil zeggen dat dit toestel niet geschikt is om buiten in de regen te worden gebruikt. De bijkomende letter C betekent dat het apparaat beveiligd is tegen het contact van onder spanning staande delen van het voedingscircuit met een stuk gereed schap (diameter van 2,5 mm). S Geschikt voor werkzaamheden in omge vingen met verhoogd risico. OPMERKINGEN: het lastoestel is verder geschikt voor gebruik in omgevingen met een vervuilingsgraad 3. (Zie IEC664). MIG/MAG. I2 max 2.3 Thermische beveiliging Dit apparaat is beveiligd met een thermische beveiliging, die de werking van het apparaat blokkeert als de toegestane temperaturen zijn overschreden. In dat geval blijft de ventilator werken en licht LED C op. 3 INSTALLATIE • Het toestel dient te worden geïnstalleerd door gekwalificeerd personeel. • Alle aansluitingen moeten tot stand worden gebracht volgens de geldende normen en met volledige inachtneming van de wetsvoorschriften inzake ongevallenpreventie. Controleer of de voedingsspanning overeenkomt met de waarde die is aangegeven op de voedingskabel. Breng een geschikte stekker aan op de voedingskabel indien deze nog niet van een stekker is voorzien. Zorg ervoor dat de geel/groene draad wordt verbonden met de aardingspen. De capaciteit van de thermische beveiliging of de zekeringen die in serie met de voeding zijn geïnstalleerd moet gelijk zijn aan de opgenomen stroom I1 van het apparaat. 3.1 PLAATSING Monteer het handvat, de wielen en de twee cilindersteunen. Hef het lasapparaat niet op bij het handvat. Zet het lastoestel in een geventileerd vertrek. Stof, vuil en alle andere vreemde voorwerpen die het lastoestel kunnen binnengaan kunnen de ventilatie, en dus de goede werking, aantasten. Daarom is het belangrijk, afhankelijk van de omgeving en de werkomstandigheden, de interne onderdelen schoon te houden. Blaas de onderdelen schoon met schone droge perslucht en wees hierbij voorzichtig dat u het apparaat niet beschadigt. Trek de stekker van het lasapparaat uit het stopcontact voordat u werkzaamheden aan interne onderdelen verricht. Werkzaamheden aan interne onderdelen van het lasapparaat mogen uitsluitend worden uitgevoerd door bevoegd personeel. fig. 1 43 3.2 INTERNE VERBINDINGEN • Werkzaamheden aan interne onderdelen van het lasapparaat mogen uitsluitend worden uitgevoerd door bevoegd personeel. • Alvorens binnen in het lastoestel te gaan werken dient u te controleren of de stekker uit het stopcontact is gehaald. • Na de laatste keuring wordt het lastoestel aangesloten op de spanning die vermeld wordt op de voedingskabel. • Om de voedingsspanning te veranderen moet het zij-element rechts worden weggehaald en moeten de verbindingen van het klemmenbord voor spanningsverandering worden gerangschikt zoals te zien is op de afbeelding. 4 BESCHRIJVING BEDIENINGEN 4.1 BEDIENINGSELEMENTEN OP HET VOORPANEEL VAN HET LASAPPARAAT. A-Instelknop. Met deze knop stelt u de proplastijd in. Het apparaat begint te lassen wanneer de toortsschakelaar wordt ingedrukt. De proplastijd wordt ingesteld met de knop. Om de cyclus opnieuw te starten, dient de toortsschakelaar losgelaten en opnieuw ingedrukt te worden. B- Groene LED. Geeft aan dat het apparaat is ingeschakeld. C- Gele LED. Licht op wanneer de thermische beveiliging de werking van het lasapparaat onderbreekt. D-Instelknop. Met deze knop kan de snelheid van de lasdraad worden ingesteld. E- Keuzeschakelaar. Schakelt het apparaat in of uit en kiest het lasspanningsbereik. fig. 2 •Bij één fase stroombronnen mag de voedingsspanning niet worden veranderd. • Gebruik het lastoestel niet zonder deksel of zonder zijpanelen, om voor de hand liggende veiligheidsredenen, en om de omstandigheden voor koeling van de interne componenten niet te wijzigen. • Bevestig een stekker die geschikt is voor het stroomverbruik aan de voedingskabel. • Sluit de geel-groene ader van het netsnoer van het toestel aan op een goede aarding. 3.3 EXTERNE VERBINDINGEN 3.3.1 Aansluiting van de massaklem. • Sluit de massakabelaansluiting aan op het contact op het lasapparaat, en verbind de massaklem met het werkstuk. 3.3.2 Plaatsen van de cilinder en aansluiten van de gasslang • Plaats de cilinder op de cilinderhouder van het lasapparaat en maak hem met de voorziene riemen vast aan het achterpaneel van het apparaat. • Om gevaarlijke situaties te vermijden, mag de gascilinder niet hoger zijn dan 1,65 m (Art. 590-591-593) en 1 m (Art. 574-575). • Controleer de riemen regelmatig op slijtage en bestel indien nodig nieuwe. • De gascilinder moet uitgerust zijn met een drukregelaar en een manometer. • Sluit na het plaatsen van de cilinder de gasslang die achteraan uit het apparaat komt aan op de drukregelaar. • Stel het gasverbruik in op ongeveer 10-12 liter per minuut. 44 F- Keuzeschakelaar. Stelt de lasspanning nauwkeurig af binnen het vooraf (met keuzeschakelaar E) gekozen bereik. G- Massa-aansluitingen. Op deze aansluitingen wordt de massakabel aangesloten. (Sommige uitvoeringen hebben slechts één massaaansluiting). H- Centraalaansluiting. Hierop wordt de lastoorts aangesloten. 5 LASSEN 5.1 Installatie Verzeker u ervan dat de draaddiameter overeenstemt met de diameter die is aangegeven op de draadaanvoerrol en dat het gekozen programma geschikt is voor het materiaal en het type van gas. Gebruik draadaanvoerrollen met een "U"-vormige groef voor aluminiumdraden en rollen met een "V"-vormige groef voor andere draden. 5.2 HET APPARAAT IS KLAAR OM TE LASSEN • Verbind de massaklem met het werkstuk. • Zet de schakelaar E op 1. • Verwijder het gasmondstuk. • Schroef de contacttip los. • Plaats de draad in de draadkoker van de toorts, ervoor zorgend dat hij in de groef van de rol zit en dat de rol zich in de juiste positie bevindt. • Druk op de knop van de toorts om de draad aan te voeren totdat hij uit de toorts komt. • Opgelet: houd uw gezicht uit de buurt van de contactbuis terwijl de draad naar buiten komt. • Schroef de contacttip opnieuw vast en controleer of het gat dezelfde diameter heeft als de gebruikte draad. • Monteer het gasmondstuk. D C D A B H C E F A B H E G G Fig. 3 5.3 LASSEN VAN KOOLSTOFSTAAL ZONDER GASBESCHERMING. (alleen voor art. 574 en 575). 5.4 LASSEN VAN KOOLSTOFSTAAL MET GASBESCHERMING. Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 574 en 575, zie figuur 4 ). Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 574 en 575, zie figuur 5 ). Fig. 4 Om goede en beschermde lassen te verkrijgen, moet u steeds van links naar rechts en van boven naar onder werken. Verwijder al het afval aan het einde van elke lassessie. De gevulde lasdraad die u moet gebruiken is ons Art. 1587, Ø 0,9 mm. Fig. 5 Om dit materiaal te lassen, moet u het volgende doen: • Gebruik een lasgas met een tweeledige samenstelling, gewoonlijk ARGON + CO2, waarbij het percentage Argon minimaal 75% bedraagt. Dit mengsel zal resulteren in sterke en mooie lasnaden. Het gebruik van zuiver CO2 als beschermgas zal resulteren in smalle lasnaden, met een grotere penetratie maar 45 ook aanzienlijk meer vonken. • Gebruik een lasdraad met dezelfde kwaliteit als het te lassen staal. Het verdient aanbeveling altijd draden van goede kwaliteit te gebruiken en het gebruik van verroeste draden te vermijden, aangezien dit kan leiden tot lasfouten. • Vermijd het lassen van verroeste onderdelen of onderdelen met olie- of vetvlekken. 5.5 LASSEN VAN ROESTVRIJ STAAL Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 574 en 575, zie figuur 5 ). Roestvrij staal van de 300-klasse moet worden gelast met een beschermgas met hoog argongehalte en een klein percentage zuurstof (O2) of kooldioxide (CO2) (ongeveer 2%) om de boog te stabiliseren. Raak de draad niet aan met uw handen. Het is belangrijk dat de laszone altijd schoon is, om verontreiniging van de lasverbinding te voorkomen. 5.6 LASSEN VAN ALUMINIUM Zorg ervoor dat de kabels correct worden aangesloten op het aansluitpaneel, zodat de polen overeenkomen (alleen voor Art. 574 en 575, zie figuur 5 ). Om aluminium te lassen, moet u het volgende doen: • Gebruik zuiver argon als beschermgas. • Gebruik een lasdraad waarvan de samenstelling geschikt is voor het te lassen basismateriaal. • Gebruik frezen en borstelmachines die speciaal ontworpen zijn voor aluminium en gebruik ze nooit voor andere materialen. • Om aluminium te lassen, moet u de volgende toortsen gebruiken: PULL 2003 Art. 2003 or SPOOL-GUN Art. 1562 met de verbinding Art. 1196. 6 LASFOUTEN 1 FOUT OORZAKEN 2 FOUT OORZAKEN 3 FOUT OORZAKEN 4 FOUT OORZAKEN 46 -Poreusheid (binnen of buiten de lasnaad) • Electrode defect (verroest oppervlak) • Ontbrekend beschermgas, te wijten aan: - laag gasdebiet - defecte verbruiksmeter. - bevrozen regelaar, wegens geen verwarming van het CO2-beschermgas - defecte gasklep - verstopte contacttip - verstopte gasuitlaatopeningen - luchtstromen in laszone. - Krimpbarsten • Draad of werkstuk vuil of verroest. • Lasnaad te smal. • Lasnaad te hol. • Lasnaad te diep doorgedrongen. - Zij-insnijdingen • Te snel gelast • Lage stroom en hoge boogspanning. - Overmatig spatvorming • Te hoge spanning. • Onvoldoende inductantie. • Geen voorverwarming van het CO2beschermgas 7 ONDERHOUD VAN HET SYSTEEM • Beschermgasmondstuk Dit mondstuk moet regelmatig worden schoongemaakt om gesproeid metaal te verwijderen. Vervang het mondstuk als het vervormd of platgedrukt is. • Contacttip. Alleen een goed contact tussen deze contacttip en de draad garandeert een stabiele boog en een optimaal vermogen; neem daarom de volgende voorzorgsmaatregelen in acht: A) Het gat van de contacttip moet vrij zijn van vuil en roest. B) Gesproeid metaal koekt makkelijker aan na lange lasbewerkingen, wat de draadaanvoer kan belemmeren. Daarom moet de tip vaker worden schoongemaakt en indien nodig worden vervangen. C) De contacttip moet altijd stevig in de behuizing van de toorts worden geschroefd. De thermische cycli waaraan de toorts onderhevig is, kunnen de tip doen loskomen; dit kan leiden tot oververhitting van de toortsbehuizing en een ongelijkmatige aanvoer van de draad. • Draadliner Dit is een belangrijk onderdeel dat vaak moet worden gecontroleerd, aangezien de draad koperstof of kleine metaalkrullen kan achterlaten. Maak het regelmatig schoon samen met de gasleidingen met behulp van droge perslucht. De draadkokers zijn onderhevig aan voortdurende slijtage en moeten daarom na een bepaalde periode vervangen worden. • Draadaanvoermotor Maak regelmatig de aanvoerrollen schoon, om de door de lasdraadspoel achtergelaten roest of metaalresten te verwijderen. Controleer regelmatig de volledige draadaanvoergroep: sluithaak, draadgeleiderollen, draadliner en contacttip. INSTRUKTIONSMANUAL FÖR TRÅDSVETS VIKTIGT: LÄS MANUALEN INNAN UTRUSTNINGEN ANVÄNDS. FÖRVARA MANUALEN LÄTTILLGÄNGLIGT FÖR PERSONALEN UNDER UTRUSTNINGENS HELA LIVSLÄNGD.DENNA UTRUSTNING SKA ENDAST ANVÄNDAS FÖR SVETSARBETEN. BETRÄFFANDE SVETSENS MÅTT OCH VIKT, SE SPECIFIK KATALOG. 1 FÖRSIKTIGHETSÅTGÄRDER BÅGSVETSNINGEN OCH -SKÄRNINGEN KAN UTGÖRA EN FARA FÖR DIG OCH ANDRA PERSONER. Användaren måste därför informeras om de risker som uppstår på grund av svetsarbetena. Se sammanfattningen nedan. För mer detaljerad information, beställ manual kod 3.300.758 ELSTÖT - Dödsfara · Installera och anslut svetsen enligt gällande standard. · Rör inte vid spänningsförande elektriska delar eller elektroder med bar hud, våta handskar eller kläder. · Isolera dig mot jord och det arbetsstycke som ska svetsas. · Kontrollera att arbetsplatsen är säker. RÖK OCH GAS - Kan vara skadliga för hälsan · Håll huvudet borta från röken. · Se till att det finns tillräcklig ventilation vid arbetet och använd uppsugningssystem i bågzonen för att undvika gasförekomst i arbetszonen. STRÅLAR FRÅN BÅGEN - Kan skada ögonen och bränna huden · Skydda ögonen med svetsmasker som är försedda med filtrerande linser och bär lämpliga kläder. · Skydda andra personer med lämpliga skärmar eller förhängen. RISK FÖR BRAND OCH BRÄNNSKADOR · Gnistor (stänk) kan orsaka bränder och bränna huden. Kontrollera därför att det inte finns lättantändligt material i närheten och bär lämpliga skyddskläder. BULLER Denna utrustning alstrar inte buller som överskrider 80 dB. Plasmaskärningen/svetsningen kan alstra bullernivåer över denna gräns. Användarna ska därför vidta de försiktighetsåtgärder som föreskrivs av gällande lagstiftning. PACEMAKER · De magnetfält som uppstår på grund av högström kan påverka pacemakerfunktionen. Bärare av livsuppehållande elektroniska apparater (pacemaker) ska konsultera en läkare innan de går i närheten av bågsvetsnings-, bågskärnings-, bågmejslings- eller punktsvetsningsarbeten. ELEKTROMAGNETISKA FÄLT - Kan vara skadliga. • När elektrisk ström passerar genom en ledare alstras elektromagnetiska fält (EMF). Svets- eller skärströmmen alstrar elektromagnetiska fält runt kablar och generatorer. • De magnetfält som uppstår på grund av starkström kan påverka pacemakerfunktionen. Bärare av livsuppehållande apparater (pacemaker) ska konsultera läkaren innan de påbörjar bågsvetsning, bågskärning, gashyvling eller punktsvetsning eller går in i lokaler där sådant arbete utförs. • Exponering för elektromagnetiska fält i samband med svetsning eller skärning kan ha okända effekter på hälsan. För att minska risken för exponering för elektromagnetiska fält måste alla operatörer iaktta följande regler: - Se till att jordkabeln samt elektrodklämmans eller slangpaketets kabel hela tiden är placerade intill varandra. Tejpa gärna samman dem om möjligt. - Linda inte jordkabeln eller elektrodklämmans respektive slangpaketets kabel runt kroppen. - Stå aldrig mellan jordkabeln eller elektrodklämmans respektive slangpaketets kabel. Om jordkabeln finns på operatörens högra sida ska även elektrodklämmans respektive slangpaketets kabel befinna sig på denna sida. - Anslut jordkabeln till arbetsstycket så nära svetseller skärzonen som möjligt. - Arbeta inte nära generatorn. EXPLOSIONER · Svetsa inte i närheten av tryckbehållare eller där det förekommer explosiva pulver, gaser eller ångor. Hantera de gastuber och tryckregulatorer som används vid svetsarbetena försiktigt. ELEKTROMAGNETISK KOMPATIBILITET Denna utrustning är konstruerad i överensstämmelse med föreskrifterna i harmoniserad standard IEC 60974-10 (Cl. A) och får endast användas för professionellt bruk i en industrimiljö. Det kan i själva verket vara svårt att garantera den elektromagnetiska kompatibiliteten i en annan miljö än en industrimiljö. KASSERING AV ELEKTRISKA OCH ELEKTRONISKA PRODUKTER Kassera inte elektriska produkter tillsammans med normalt hushållsavfall! I enlighet med direktiv 2002/96/EG om avfall som utgörs av elektriska och elektroniska produkter och dess tillämpning i överensstämmelse med landets gällande lagstiftning, ska elektriska produkter vid slutet av sitt liv samlas in separat och lämnas till en återvinningscentral. Du ska i egenskap av ägare till produkterna informera dig om godkända återvinningssystem via närmaste återförsäljare. Hjälp till att värna om miljön och människors hälsa genom att tillämpa detta EU-direktiv! KONTAKTA KVALIFICERAD PERSONAL VID EN EVENTUELL DRIFTSTÖRNING. 2 ALLMÄN BESKRIVNING 2.1 SPECIFIKATIONER Denna bruksanvisning vänder sig till installatörer, operatörer och servicepersonal. Maskinen är en generator för konstant spänning som lämpar sig för såväl MIG/MAG-svetsning som OPEN-ARC. 47 Kontrollera vid leveransen att inga delar är skadade eller förstörda. Eventuell reklamation beträffande förluster eller skador måste köparen göra direkt till speditören. Vid varje begäran om information om svetsen ber vi Dig uppge artikel och serienummer. sion till nätkabeln, om sådan saknas. Kontrollera att den gulgröna ledaren är ansluten till jordstiftet. Dimensionen på den termomagnetiska brytaren och säkringarna som är placerade i serie med elmatningen måste vara lika med eller större än strömmen I1 max. som förbrukas av maskinen. 2.2 TEKNISKA DATA 3.1 UPPSTÄLLNING EN 50199 EN60974.1 N°. 1 Svetsen är konstruerad enligt dessa internationella normer. Serienummer som alltid måste anges vid förfrågningar angående svetsen. Transformator - enfaslikriktare Transformator - Trefaslikriktare. Platt karakteristik. Lämplig för svetsning med kontinuerlig tråd. I2 max Okonventionell svetsström. Max. gränsvärde som kan erhållas vid svetsning. U0. Sekundär tomgångsspänning X. Procentuell intermittensfaktor. Denna faktor uttrycker antalet procent av 10 minuter som svetsen kan arbeta med en fast ställd ström utan att förorsaka överhettning. I2. Svetsström U2. Sekundärspänning med svetsströmmen I2 U1. Nominell spänning. 1~ 50/60Hz Enfasström på 50 eller 60 Hz. 3~ 50/60Hz Trefasström på 50 eller 60 Hz. I1 max Max. strömförbrukning. I1 eff Max. värde för faktisk strömförbrukning med hänsyn till driftfaktor. IP21C Höljets kapslingsklass. Grad 1 såsom andra siffra innebär att svetsen inte lämpar sig för arbete utomhus vid regn. Tilläggsbokstaven C innebär att maskinen är skyddad mot ingrepp med verktyg (Ø 2,5 mm) på spänningssatta delar i matningskretsen. S Lämpar sig för arbete i utrymmen med förhöjd elektrisk fara. NOTE: Svetsen är vidare konstruerad för arbeten i utrymmen med föroreningsgrad 3. (Se IEC 664). MIG/MAG. 2.3 Överhettningsskydd Maskinen skyddas av en termostat som stoppar maskinen om max. temperatur överskrids. I sådant läge fortsätter fläkten att gå och lampan C tänds. 3 INSTALLATION • Installationen av maskinen får endast utföras av kvalificerad personal. • Alla anslutningar måste utföras i enlighet med gällande normer och med full respekt för olycksförebyggande lagar. Kontrollera att matningsspänningen överensstämmer med värdet på nätkabeln. Anslut en kontakt av lämplig dimen48 Montera handtaget, hjulen och de två gasflaskehållarna. Lyft inte svetsen i handtaget. Anslut svetsen i ett välventilerat utrymme. Damm, smuts eller andra främmande föremål som kan komma in i svetsen, kan äventyra dess ventilation och således även dess drift. De inre delarna måste hållas rena med hänsyn till miljöoch driftförhållandena. Rengöring görs med torr och ren tryckluft. Var försiktig så att du inte skadar maskinen. Dra ut kontakten från eluttaget innan ingrepp görs inuti svetsen. Alla ingrepp inuti svetsen ska göras av kvalificerad personal. fig. 1 3.2 INRE ANSLUTNINGAR • Alla ingrepp inuti svetsen ska göras av kvalificerad personal. • Innan Du utför arbeten inuti svetsen, försäkra Dig om att stickkontakten är uttagen ur eluttaget. • Efter slutbesiktningen ansluts svetsen till den spänning som anges på nätkabeln. • För byte av nätspänning, ta bort höger sidokåpa och utför anslutningarna på kopplingsplinten för spänningsbyte såsom visas i figuren. Matningsspänningen på enfasgeneratorerna får inte ändras. • Använd aldrig svetsen utan kåpa eller sidopaneler av uppenbara säkerhetsskäl och för att inte reducera kylningen av de inre komponenterna. • Använd en stickkontakt till nätkabeln som lämpar sig för strömförbrukningen. • Anslut den gul-gröna ledaren på maskinens nätkabel till ett lämpligt jorduttag. dem om det är nödvändigt. • Gasflaskan ska vara försedd med en tryckreduceringsventil och en flödesmätare. • Sätt gasflaskan på plats innan gasslangen, som utgår från maskinens bakre panel, ansluts till tryckreduceringsventilen. • Reglera gasflödet till cirka 10-12 liter/min. 4 BESKRIVNING AV KONTROLLER 4.1 KONTROLLER PÅ MASKINENS FRONTPANEL A- Regleringsratt Använd detta vred för att reglera punktsvetsningstiden. Maskinen börjar att svetsa när brännarens knapp trycks ned. Punktsvetsningstiden regleras med vredet. För att återta processen är det nödvändigt att släppa upp och åter trycka ned brännarens knapp. fig. 2 3.3 YTTRE ANSLUTNINGAR 3.3.1 Anslutning av jordklämman. • Anslut jordkabeln till svetsens uttag och jordklämman till arbetsstycket. 3.3.2 Placering av gasflaska och anslutning av gasslang • Placera gasflaskan i avsedd hållare på svetsen. Spänn fast gasflaskan vid den bakre panelen på maskinen med hjälp av de medlevererade fästremmarna. • För att undvika farliga situationer får gasflaskan inte vara högre än 1,65 m (Art. 590-591-593) och 1m (Art. 574-575). • Kontrollera regelbundet slitaget på remmarna och byt ut B- Grön lysdiod. Indikerar att maskinen har startats. C- Gul lysdiod. Tänds när termostaten avbryter svetsens drift. D- Regleringsvred Använd detta vred för att ändra svetstrådens hastighet. E- Omkopplare Startar och stänger av maskinen och väljer spänningsområden för svetsningen. D C D A B H C E F A B H E G G Fig. 3 49 F- Omkopplare Fininställer svetsspänningen inuti spänningsområdet som har valts med omkopplaren E. G- Jorduttag Till dessa uttag ska jordkabeln anslutas. (Vissa versioner har endast ett jorduttag). H- Centraladapter Till denna ansluts svetsbrännaren. 5.4 SVETSNING I KOLSTÅL MED SKYDDSGAS Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (endast för art. 574 och 575, se figur 5 ). fig. 5 5 SVETSNING 5.1 Driftförberedelser Kontrollera att trådens diameter överensstämmer med värdet på trådmatningsrullen och att det valda programmet är kompatibelt med material och gastyp. Använd trådmatningsrullar med U-format spår för aluminiumtråd och V-format spår för andra trådar. 5.2 APPARATEN ÄR KLAR FÖR SVETSNING • Anslut jordklämman till arbetsstycket som ska svetsas. • Sätt omkopplaren E på 1. • Ta bort gasmunstycket. • Skruva loss kontaktmunstycket. • Stick in tråden i brännarens trådmatningshylsa. Kontrollera att tråden är inuti trådmatningsrullens spår och att rullen är korrekt placerad. • Tryck på svetsbrännarknappen för att mata fram tråden tills den kommer ut från svetspistolen. • VARNING! Håll ansiktet på behörigt avstånd från änden på handtaget medan tråden kommer ut. • Skruva tillbaka kontaktmunstycket och försäkra Dig om att diametern på hålet motsvarar den använda trådens diameter. • Sätt fast gasmunstycket. 5.3 SVETSNING I KOLSTÅL UTAN SKYDDSGAS (endast för art. 574 och 575). Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (endast för art. 574 och 575, se figur 4 ). fig. 4 För svetsning av dessa material är det nödvändigt att tänka på följande: • Använd en svetsgas av tvåkomponentstyp, vanligtvis ARGON + CO2 med min. 75 % Argon. Med denna svetsblandningen blir svetsfogen väl sammansmält och snygg. Genom att använda ren koldioxid som skyddsgas erhåller Du en tät och genomträngande svetsfog, men en klar ökning av svetssprut. • Använd svetstråd av samma kvalitet som stålet som ska svetsas. Det är alltid bra att använda tråd av god kvalitet så att Du undviker svetsning med rostig tråd som kan leda till ett dåligt svetsresultat. • Undvik att svetsa på rostiga arbetsstycken eller på arbetsstycken som är nersmutsade av olja eller fett. 5.5 SVETSNING AV ROSTFRITT STÅL Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (endast för art. 574 och 575, se figur 5 ). Svetsning av rostfritt stål i serien 300 måste utföras med skyddsgas med hög halt av Argon och med en liten mängd syrgas eller koldioxid på ca. 2 %. Ta inte i tråden med händerna. Det är viktigt att upprätthålla svetsområdet väl rengjort för att inte smutsa ned svetsfogen. 5.6SVETSNING AV ALUMINIUM För att erhålla skyddade svetsövergångar rekommenderas det att svetsa från vänster till höger och uppifrån nedåt. I slutet av varje svetsning ska du ta bort slagg. Använd rörtråd art. 1587, Ø 0,9 mm. 50 Kontrollera att kablarna har stuckits in korrekt i kopplingsplinten så att rätt polaritet respekteras (endast för art. 574 och 575, se figur 5 ). För svetsning av aluminium är det nödvändigt att använda: • Rent Argon som skyddsgas. • En svetstråd med en sammansättning som lämpar sig för basmaterialet som ska svetsas. • Använd specifika slipskivor och borstar för aluminium. Använd dem aldrig på andra material. OBS! Om du endast har en brännare för ståltråd ska brännaren ändras på följande sätt: • Kontrollera att kabeln inte är längre än 3 meter. • Ta bort mässingmuttern som fäster höljet, gasmunstycket, kontaktmunstycket och dra sedan ut höljet. • För in höljet art. 139. Kontrollera att det sticker från de två ändarna. • Skruva fast kontaktmunstycket så att höljet sluter till vid det. • För in clipset för att fästa höljet och O-ringen i höljets fria ände. Fäst delarna med muttern, utan att dra åt den för hårt. • Ta först bort järnröret. Dra på kopparröret på höljet och för in alltsammans i adaptern. • Skär av höljet diagonalt så att det kommer så nära trådmatarrullen som möjligt. • Använd trådmatarrullar för aluminiumtråd. • Reglera trycket, som trådmatarens arm utövar på rullen, till minsta möjliga. 6 DEFEKTER VID SVETSNING 1 DEFEKT ORSAKER 2 DEFEKT ORSAKER 3 DEFEKT ORSAKER 4 DEFEKT ORSAKER -Porositet (inuti eller utanpå svetsfogen). • Defekt svetstråd (rostig på ytan). • Skyddsgas saknas på grund av: - otillräckligt gasflöde - defekt flödesmätare - isbildning på reducerventilen då ingen förvärmare finns för skyddsgasen koldioxid - defekt magnetventil - kontaktmunstycket är igensatt av svetssprut - igensatta gasmynningar - luftdrag i svetsområdet. - Krympsprickor • Svetstråden eller arbetsstyckena är smutsiga eller rostiga. • För liten svetsfog. • För konkav svetsfog. • För genomträngande svetsfog. - Sidoinskärningar • För snabb svetsomgång. • Svag ström och förhöjd bågspänning. - Överdrivet svetssprut • För hög spänning. • Otillräcklig induktans. • Förvärmare för skyddsgasen koldioxid saknas. 7 UNDERHÅLL AV APPARATEN • Gasmunstycke. Detta munstycke måste regelbundet rengöras från metallsprut. Byt ut det om det har blivit snett eller ovalformat. • Kontaktmunstycke. Endast en god kontakt mellan detta munstycke och svetstråden borgar för en stabil svetsbåge och en god strömtillförsel. Gör därför på följande sätt: A) Kontaktmunstyckets hål måste hållas fritt från smuts och beläggningar. B) Vid långvariga svetsarbeten fastnar svetssprutet lättare och hindrar tråden från att komma ut. Det är därför nödvändigt att ofta rengöra munstycket, och om nödvändigt, byta ut det helt. C) Kontaktmunstycket måste vara ordentligt fastskruvat på svetspistolen. Den värme som svetspistolen utsätts för kan medföra att munstycket lossnar, vilket i sin tur leder till överhettning av svetspistolen och munstycket, samt en ojämn utmatning av tråden. • Trådmatningshylsa. Utgör en viktig del som måste kontrolleras ofta, då svetstråden kan lämna spår av koppardamm och mycket små spånpartiklar efter sig inuti hylsan. Rengör den regelbundet tillsammans med gasmynningarna med hjälp av torr tryckluft. Hylsorna slits kontinuerligt, så det är nödvändigt att byta ut dem med jämna mellanrum. • Motorreducerväxel. Rengör denna samt trådmatningsrullarna från rost och metallrester som har bildats av spolmatningen. Det krävs en regelbunden kontroll av hela trådmatningsenheten: hasp, tråmatningsrullar, hylsa och kontaktmunstycke. 51 ODHGOS CRHSEWS GIA SUSKEUH SUGKOLLHSHS ME NHMA SHMANTIKOœ PRIN QEVSETE SE LEITOURGIVA THN SUSKEUHV DIABAVSTE TO PAROVN EGCEIRIVDIO KAI DIATHREIVSTE TO GIA OVLH TH DIAVRKEIA TH" ZWHV" TH" SUSKEUHV" SE CWVRO POU NA EIVNAI GNWSTOV STOU" ENDIAFEROVMENOU". AUTHV H SUSKEUHV PREVPEI NA CRHSIMOPOIEIVTAI APOKLEISTIKAV GIA ENEVRGEIE" SUGKOVLLHSH". GIA TI" DIASTAVSEI" KAI TO BAVRO" AUTOUV TOU SUGKOLLHTHV, SUMBOULEUTEIVTE TON EIDIKOV KATAVLOGO. HLEKTROPLHXIVA - Kivnduno" qanavtou. • Egkatasteivste th suskeuhv kai ektelevste th geivwshv th" suvmfwna me tou" iscuvonte" kanonismouv". • Mhn aggivzete ta hlektrikav mevrh upov tavsh hv ta hlektrovdia me gumnov devrma, bregmevna gavntia hv rouvca. • Apomonwqeivte apov th gh hv apov to kommavti pou prevpei na sugkollhvsete. • Bebaiwqeivte na eivnai asfalhv" h qevsh ergasiva" sa". bhmatodotwvn. Atoma pou fevroun hlektronikev" suskeuev" zwtikhv" shmasiva" (pacemaker) qa prevpei na sumbouleuvontai ton iatrov prin proseggivsoun enevrgeie" sugkovllhsh" tovxou, koph"v, frezarivsmato" hv shmeiakhv" sugkovllhsh". • H evkqesh sta hlektromagnhtikav pediva th" sugkovllhsh" hv kophv" mporouvn na evcoun avgnwste" epidravsei" sthn ugeiva. Kavqe ceiristhv", gia na meiwvsei tou" kinduvnou" pou proevrcontai apov thn evkqesh sta hlektromagnhtikav pediva, prevpei na threiv ti" akovlouqe" diadikasive": - Na frontivzei wvste kalwvdio swvmato" kai labivda" hlektrodivou hv tsimpivda" na mevnoun enwmevna. An eivnai dunatovn, sterewvste ta maziv me tainiva. - Mhn tulivgete potev ta kalwvdia swvmato" kai labivda" hlektrodivou hv tsimpivda" guvrw apov to swvma. - Mhn mevnete potev anavmesa sto kalwvdio swvmato" kai kalwvdio labivda" hlektrodivou hv tsimpivda". An to kalwvdio swvmato" brivsketai dexiav apov to ceiristhv, to kalwvdio th" labivda" hlektrodivou hv tsimpivda" prevpei na meivnei sthn ivdia pleurav. - Sundevste to kalwvdio swvmato" sto metallo upov katergasiva ovso to dunatovn pio kontav sthn periochv sugkovllhsh" hv kophv". - Mhn ergavzeste kontav sth gennhvtria. KAPNOIV KAI AEVRIA - Mporouvn na prokalevsoun zhmiev" sthn ugeiva. • Diathreivte to kefavli evxw apov tou" atmouv". • Ekteleivte thn ergasiva sa" me katavllhlo aerismov kai crhsimopoieivte anarrofhthvre" sthn periochv tou tovxou gia na apofeuvgetai h parousiva aerivwn sto cwvro ergasiva". EKRHVXEI" • Mhn ekteleivte sugkollhvsei" kontav se doceiva upov pivesh hv se parousiva ekrhktikwvn skonwvn, aerivwn hv atmwvn. Ceirivzeste me prosochv ti" fiavle" kai tou" ruqmistev" pivesh" pou crhsimopoiouvntai katav ti" enevrgeie" sugkovllhsh". AKTIVNE" TOU TOVXOU - Mporouvn na plhgwvsoun ta mavtia kai na kavyoun to devrma. • Prostateuvete ta mavtia me eidikev" mavske" gia th sugkovllhsh pou na evcoun fakouv" filtrarivsmato" kai to swvma me katavllhlh endumasiva. • Prostateuvete trivta provswpa crhsimopoiwvnta" katavllhla diacwristikav toicwvmata hv kourtivne". HLEKTROMAGNHTIKH SUMBATOTHTA Authv h suskeuhv eivnai kataskeuasmevnh suvmfwna me ti" endeivxei" pou perievcontai ston enarmonismevno kanonismov IEC 60974-10 (Cl. A) kai prevpei na crhsimopoieivtai movno gia epaggelmatikouv" skopouv" kai se biomhcanikov peribavllon. Qa mporouvsan, pravgmati, na upavrcoun duskolive" sthn exasfavlish th" hlektromagnhtikhv" sumbatovthta" se peribavllon diaforetikov ap· ekeivno th" biomhcaniva". 1 PROFULAVXEI" ASFAVLEIA" H SUGKOVLLHSH KAI TO KOVYIMO ME TOVXO MPOROUVN NA APOTELEVSOUN AITIVE" KINDUVNOU GIA SA" KAI GIA TRIVTOU", gi· autov o crhvsth" prevpei na eivnai ekpaideumevno" w" pro" tou" kinduvnou" pou proevrcontai apov ti" enevrgeie" sugkovllhsh" kai pou anafevrontai sunoptikav parakavtw. Gia piov akribeiv" plhroforive" zhteivste to egceirivdio me kwvdika ............... KIVNDUNO" PURKAGIAV" KAI EGKAUMAVTWN • Oi spivqe" (pitsiliev") mporouvn na prokalevsoun purkagiev" hv na kavyoun to devrma. Gi • autov bebaiwqeivte ovti den upavrcoun guvrw euvflekta ulikav kai crhsimopoieivte katavllhlh prostateutikhv endumasiva. QOVRUBO" Authv kaqeauthv h suskeuhv den paravgei qoruvbou" pou na uperbaivnoun ta 80 dB. H diadikasiva koyivmato" plavsmato"§sugkovllhsh" mporeiv na paravgei ovmw" qoruvbou" pevran autouv tou orivou. Gi· autov oi crhvste" prevpei na lambavnoun ta problepovmena apov to Novmo mevtra. HLEKTROMAGNHTIKA PEDIA-Mporouvn na eivnai blaberav. • To hlektrikov reuvma pou diapernav opoiondhvpote agwgov paravgei hlektromagnhtikav pediva (EMF). To reuvma sugkovllhsh" hv kophv" prokaleiv hlektromagnhtikav pediva guvrw apov ta kalwvdia kai ti" gennhvtrie". • Ta hlektromagnhtikav pediva pou proevrcontai apov uyhlav reuvmata mporouvn na parevmboun me th leitourgiva 52 DIALUSH HLEKTRIKWN KAI HLEKTRONIKWN SUSKEUWN Μην πετάτε τις ηλεκτρικές συσκεύες µαζί µε τα κανονικά απόβλητα!! Σύµφωνα µε την Ευρωπαϊκή Οδηγία 2002/96/CE πάνω στα απόβλητα των ηλεκτρικών και ηλεκτρονικών συσκευών και την σχετική εφαρµογή της µέσα στα πλαίσια της ισχύουσας εθνικής νοµοθεσίας, οι πρός πέταγµα ηλεκτρικές συσκευές πρέπει να συλλέγονται ξεχωριστά και να µεταφέρονται σε µία µονάδα ανακύκλωσης αποβλήτων οικολογικά αποτελεσµατική. Ο ιδιοκτήτης της ηλεκτρικής συσκευής πρέπει να ενηµερωθεί πάνω στα εγκεκριµένα συστήµατα επεξεργασίας αποβλήτων από τον τοπικό αντιπρόσωπό µας. Εφαρµόζοντας αυτή την Ευρωπαϊκή Οδηγία θα καλυτερεύσει το περιβάλλον και η ανθρώπινη υγεία! SE PERIVPTWSH KAKHV" LEITOURGIVA" ZHTEIVSTE TH SUMPARAVSTASH EIDIKEUMEVNOU PROSWPIKOUV. 2 GENIKH PERIGRAFH 2.1 ODHGIES Autov to egceirivdio suntavcqhke gia thn ekpaivdeush tou proswpikouv pou eivnai armovdio gia thn egkatavstash, thn leitourgiva kai thn sunthvrhsh th" suskeuhv" sugkovllhsh". Authv h suskeuhv eivnai miav phghv staqerhv" tavsh", katavllhlh gia thn sugkovllhsh MIG/MAG kai OPEN-ARC. Katav thn paralabhv bebaiwqeivte ovti den upavrcoun alloiwmevna hv spasmevna mevrh. Opoiadhvpote endecovmenh diamarturiva gia apwvleie" hv fqorev" prevpei na givnetai apov ton agorasthv ston metaforeva. Kavqe forav pou zhtavte plhroforive" scetikav me thn suskeuhv, parakaleivste na anafevrete to eivdo" kai ton ariqmov mhtrwvou. 2.2 EPEXHGHSH TECNIKWN STOICEIWN EN 50199 EN60974.1 N°. 1 H suskeuhv kataskeuavsthke suvmfwna me autouv" tou" kanovne". Ariqmov" mhtrwvou pou prevpei pavnta na anafevretai gia opoiadhvpote anavgkh se scevsh me thn suskeuhv. Monofasikov" metaschmatisthv" - anor qwthv" Metaschmatisthv" - anorqwthv" trifasikov" MIG/MAG. I2 max U0. X. I2. U2. U1. 1~ 50/60Hz 3~ 50/60Hz I1 max I1 eff IP21C Epivpedh idiovthta. Katavllhlo gia sugkovllhsh sunecizovmenou nhvmato". Reuvma sugkovllhsh" mh sumbatikov. H timhv antiproswpeuvei to anwvtero ovrio pou epitugcavnetai katav th sugkovllhsh. Deutereuvousa tavsh en kenwv. Posostiaivo" (100%) kuvklo" ergasiva". Ekfravzei to posostov twn 10 leptwvn pou h suskeuhv mporeiv na leitourghvsei me evna kaqorismevno reuvma cwriv" na paravgei uperqermavnsei". Reuvma sugkovllhsh" Deutereuvousa tavsh me reuvma sugkovllh sh" I2 Onomastikhv tavsh trofodosiva". Monofasikhv trofodosiva 50 hv 60 Hz. Trifasikhv trofodosiva 50 hv 60 Hz. Eivnai h anwvterh timhv tou aporrofhmevnou reuvmato". Eivnai h anwvterh timhv tou pragmatikouv aporrofhmevnou reuvmato" qewrwvnta" thn apovdosh kuvklou uphresiva". Baqmov" prostasiva" skeletouv. Baqmov" 1 san deuvtero yhfeivo shmaivnei ovti authv h suskeuhv den eivnai katavllhlh gia na leitourgeiv se exwterikov cwvro kavtw apov brochv. To provsqeto gravmma C shmaivnei ovti h mhcanhv prostasteuvetai katav th" tucai- va" eisovdou enov" ergaleivou (diamevtrou 2,5 mm) sta tmhvmata upov tavsh tou kuklwvmato" trofodosiva". S Katavllhlh gia peribavllonta me auxhmev no kivnduno. SHM.: H suskeuhv scediavsthke epivvsh" gia na leitourgeiv se peribavllonta me baqmov ruvpansh" 3. (Blevpe IEC664). 2.3 Qermikhv prostasiva Authv h mhcanhv prostateuvetai apov evna qermovstato pou, an xepernouvntai oi apodektev" qermokrasive", empodivzei th leitougiva th" mhcanhv". Sti" sunqhvke" autev" o anemisthvra" sunecivzei na leitourgeiv kai h lavmpa C anavbei. 3 EGKATASTASH • H egkatavstash prevpei na ekteleivtai apov eidikeumevno proswpikov. • Ole" oi sundevsei" prevpei na ektelouvntai suvmfwna me tou" iscuvonte" kanonismouv" kai thrwvnta" plhvrw" th nomoqesiva pou problevpetai gia thn apofughv atuchmavtwn. Elevgxte ovti h tavsh trofodosiva" antistoiceiv sthn timhv pou anagravfetai pavnw sto kalwvdio diktuvou. An den eivnai hvdh egkatesthmevno", sundevste evnan reumatolhvpth katavllhlh" apovdosh" pro" to kalwvdio trofodosiva", exasfalivzonta" ovti o kivtrino"//pravsino" agwgov" sundevetai sthn akivda geivwsh". H apovdosh tou magnhtoqermikouv diakovpth h twn asfaleiwvn, se seirav sthn trofodosiva, prevpei na ivnai ivsh pro" to reuvma I1 pou aporrofavtai apov th mhcanhv. 3.1 TOPOQETHSH Egkatasthvste th labhv, tou" pivsw trocouv" kai ta duo sthrivgmata th" fiavlh". H labhv den prevpei na crhsimopoieivtai gia na anuywvnetai h mhcanhv. Topoqethvste th suskeuhv se exaerismevno peribavllon. Skovnh, akaqarsive" hv otidhvpote avlla xevna swvmata pou eiscwrouvn sthn suskeuhv mporouvn na blavyoun ton aerismov kai, katav sunevpeia, thn kalhv leitourgiva. Gia autov eivnai aparaivthto, se scevsh me to peribavllon kai ti" sunqhvke" efarmoghv", na frontivzete wvste ta eswterikav mevrh na diathrouvntai kaqarav. O kaqarismov" prevpei na ekteleivtai me pepiesmevno kaqarov kai xhrov aevra, prosevconta" na mhn blavyete me kanevnan trovpo th mhcanhv. Prin ektelevsete ergasive" sto eswterikov th" mhcanhv", bebaiwqeivte ovti o reumatolhvpth" evcei aposundeqeiv apov to divktuo trofodosiva". Opoiadhvpote epevmbash sto eswterikov mevro" th" mhcanhv" prevpei na ekteleivtai apov eidikeumevno proswpikov. 53 3.3. EXWTERIKES DIASUNDESEIS 3.3.1 Diasuvndesh th" labivda" geivwsh" • - Sundevste to termatikov tou kalwdivou swvmato" sthn privza th" suskeuhv" sugkovllhsh" kai enwvste ton akrodevkth swvmato" sto kommavti pou prevpei na sugkollhvsete. eik. 1 3.2 ESWTERIKES DIASUNDESEIS • Opoiadhvpote epevmbash sto eswterikov mevro" th" mhcanhv" prevpei na ekteleivtai apov eidikeumevno proswpikov. • Prin energhvsete sto eswterikov th" suskeuhv", bebaiwqeivte ovti o reumatolhvpth" eivnai aposundedemevn" apov to divktuo. • Metav apov ton telikov evlegco h suskeuhv sundevetai sthn tavsh pou anafevretai sto kalwvdio trofodosiva". • Gia na metatrevyete thn tavsh trofodosiva", afairevste thn dexiav pleurav kai topoqethvste ti" diasundevsei" sthn klevmma metatrophv" tavsh" ovpw" faivnetai sthn eikovna. 3.3.2 Topoqevthsh th" fiavlh" kai suvndesh tou swlhvna aerivou • Topoqethvste th fiavlh sthn eidikhv bavsh tou sugkollhthv, sterewvnonta" thn me ti" promhqeuovmene" lwrivde" sthn pivsw plavka th" mhcanhv". • H fiavlh den prevpei na eivnai uyhlovterh apov 1,65 m (Kwd. 590-591-593) kai 1 m (Kwd. 574-575), gia na mhn dhmiourgouvntai sunqhvke" kinduvnou. • Elevgcete periodikav thn katavstash fqorav" twn lwrivdwn kai an eivnai aparaivthto zhthvste thn antikatavstashv tou". • H fiavlh prevpei na efodiavzetai me meiwthvra pivesh" pou na diaqevtei metrhthv rohv". • Movno afouv topoqethvsete th fiavlh, sundevste to swlhvna aerivou exovdou apov thn pivsw plavka th" mhcanhv" sto meiwthvra pivesh". • Ruqmivste th rohv tou aerivou se 10/12 livtra/leptov perivpou. 4. PERIGRAFH CEIRISMWN 4.1 METWPIKOIV CEIRISMOIV TH" MHCANHV" A- Koumpiv ruvqmish" Me autov to koumpiv ruqmivzetai o crovno" pontarivsmato". Pievzonta" to plhvktro th" tsimpivda" h mhcanhv arcivzei th sugkovllhsh. H diavrkeia tou crovnou pontarivsmato" ruqmivzetai apov to koumpiv. Gia na xanarcivsei o kuvklo" prevpei na afhvsete kai na xanapievsete pavli to plhvktro th" tsimpivda". B- LUCNIA pravsinou crwvmato". Epishmaivnei to avnamma th" mhcanhv". C- LUCNIA kivtrinou crwvmato". Anavbei ovtan o qermostavth" diakovptei th leitourgiva tou sugkollhthv. D- Koumpiv ruvqmish" Me autov tropopoieivtai h tacuvthta tou suvrmato" sugkovllhsh". eik. 2 • H tavsh trofodosiva", sti" monofasikev" gennhvtrie", den mporeiv na tropopoihqeiv. • Mhn crhsimopoihvte thn suskeuhv cwriv" to kavlumma hv ti" pleurikev" plavke" gia profaneiv" lovgou" asfavleia" kai gia na mhn metatrevyete ti" sunqhvke" yuvxh" twvn eswterikwvn tmhmavtwn. • Topoqethvste sto kalwvdio trofodosiva" evnan reumatolhvpth katavllhlo gia to aporrofouvmeno reuvma. • Sundevste ton agwgov kivtrino-pravsino tou kalwdivou diktuvou th" mhcanhv" me evna kalov suvsthma geivwsh". E- Metallavkth" Anavbei hv sbhvnei th mhcanhv kai epilevgei ti" klivmake" th" tavsh" sugkovllhsh". F- Metallavkth" Ruqmivzei katav leptov trovpo thn tavsh sugkovllhsh" mevsa sthn klivmaka pou epilevcthke me ton metallavkth E. G- Privze" geivwsh" Privze" opvou sundevetai to kalwvdio swvmato" ( Merikev" parallagev" evcoun mia movno privza geivwsh" ). H- Kentrikhv suvndesh Edwv sundevetai h tsimpivda sugkovllhsh". 54 D C D A B H C E F A B H E G G eik. 3 5.3 5 SUGKOLLHSH 5. 1 Qevsh se leitourgiva Elevgxte h diavmetro" tou suvrmato" na antistoiceiv sth diavmetro pou anafevretai sthn kulindrikhv trofodovthsh kai ovvti to epilegmevno provgramma eivnai sumbatov me to ulikov kai me ton tuvpo aerivou. Crhsimopoihvste kulindrikev" trofodothvsei" suvrmato" me aulavki se schvma "U" gia suvrmata alouminivou kai me aulavki se schvma "V" gia ta avlla suvrmata. 5.2 SUGKOVLLHSH TWN ANQRAKOUVCWN CALUVBWN CWRIV" PROSTASIVA AERIVOU ( movno gia Kwd. 574 kai 575 ). Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston pivnaka akrodektwvn, wvste na throuvn th swsthv polikovthta (movno gia Kwd. 574 kai 575 blevpe eik.4? ). eik. 4 TO MHCANHMA EINAI ETOIMO GIA TH SUGKOLLHSH • Sundevste ton akrodevkth swvmato" me to kommavti pou prevpei na sugkollhvsete. • Topoqethvste to diakovpth E se 1. • Afairevste to akrofuvsio. • Xebidwvste to mpek. • Topoqethvste to suvrma sto spiravl th" tsimpivda" elevgconta" na eivnai mevsa sto aulavki tou kulivndrou kai autov" na topoqeteivtai swstav. • Pievste to diakovpth tsimpivda" gia na procwrhvsei to suvrma mevcri pou autov bgaivnei apov thn tsimpivda. • Prosochv: krathvste to provswpo makruav apov to telikov akrofuvsio enwv to suvrma bgaivnei. • Bidwvste to mpek elevgconta" ovti h diavmetro" th" ophv" eivnai ivdia m v ekeivnh tou crhsimopoiouvmenou suvrmato". • Montavrete to akrofuvsio. Gia sugkollhvsei" kalav sundedemevne" kai me kalhv prostasiva kalov eivnai na sugkolleivte apov aristerav pro" dexiav kai apov pavnw pro" ta kavtw. Sto tevlo" kavqe sugkovllhsh" afairevste ta upoleivmmata. To paragemismevno suvrma pou prevpei na crhsimopoihvsete eivnai o Kwdikov" ma" Art. 1587, ± 0,9 mm. 55 5.4 SUGKOVLLHSH TWN ANQRAKOUVCWN CALUVBWN ME PROSTASIVA AERIVOU. Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston pivnaka akrodektwvn, wvste na throuvn th swsthv polikovthta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ). eik. 5 Gia th sugkovllhsh autwvn twn ulikwvn eivnai aparaivthto: • Crhsimopoieivte evna aevrio sugkovllhsh" me distoiceiakhv suvnqesh, sunhvqw" ARGON + CO2 me periektikovthta se Argon apov 75% kai pavnw. Me autov to mivgma to kordovni sugkovllhsh" qa evcei sterehv domhv kai kalhv aisqhtikhv ovyh. Crhsimopoiwvnta" kaqarov CO2 san aevrio prostasiva" ta kordovnia qa eivnai stenavv, me megaluvterh dieivsdush allav me shmantikhv auvxhsh probolwvn (rantismavtwn). • Crhsimopoihvste evna suvrma trofodosiva" ivdia" poiovthta" m v ekeivnh tou cavluba pou prevpei na sugkollhvsete. Kalov eivnai na crhsimopoieivte suvrmata kalhv" poiovthta" kai na apofeuvgete skouriasmevna suvrmata pou mporouvn na prokalevsoun elattwvmata sugkovllhsh". • Apofeuvgete na ekteleivte th sugkovllhsh se skouriasmevna kommavtia hv pou na parousiavzoun lekevde" elaivou hv livpou". 5.5 SUGKOLLHSH TWN ANOXEIDWTVWN CALUBWN Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston pivnaka akrodektwvn, wvste na throuvn th swsthv polikovthta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ). H sugkovllhsh twn anoxeivdwtwn caluvbwn th" kathgoriva" 300, prevpei na ekteleivtai me aevrio prostasiva" me megavlh periektikovthta se Argon, me mikrhv periektikovthta se oxugovno O2 hv dioxeivdio tou avnqraka perivpou 2%. Mhn aggivzete to suvrma me ta cevria. Eivnai shmantikov na diathreivte pavnta kaqarhv thn periochv sugkovllhsh" wvste na mhn rupaivnetai to shmeivo evnwsh". 5.6 SUGKOLLHSH TOU ALOUMINIOU Elevgxte ovti ta kalwvdia eivnai swstav topoqethmevna ston pivnaka akrodektwvn, wvste na throuvn th swsthv polikovthta (movno gia Kwd. 574 kai 575 blevpe eik. 5 ). Gia th sugkovllhsh tou alouminivou eivnai aparaivthto na crhsimopoieivte: • Kaqarov Argon san aevrio prostasia". 56 • òEna suvrma trofodosiva" me suvnqesh katavllhlh pro" to basikov ulikov pou qa sugkollhqeiv. • Crhsimopoieivte ergaleiva gia th leivansh kai to bouvrtsisma eidikav gia to aloumivnio cwriv" na ta crhsimopoihvsete potev gia avlla ulikav. Prosochv. An diaqevtete movno mia tsimpivda proetoimasmevnh gia suvrmata apov cavluba, prevpei na thn tropopoihvsete me ton akovlouqo trovpo: • Bebaiwqeivte ovti to mhvko" tou kalwdivou den xepernav ta 3 mevtra. • Bgavlte to mprouvtzino paximavdi tou spiravl, to mpek aerivou, to mpek reuvmato" kai sth sunevceia afairevste to spiravl. • Eisavgete to spiravl Kwd. 139 elevgconta" ovti bgaivnei apov ti" avkre". • Xanabidwvste to mek reuvmato" wvste o spiravl na efarmovzei pavnw sto ivdio. • Sto eleuvqero avkro eisavgete to "nivple"" staqeropoivsh" spiravl, th tsimouvca OR kai mplokavrete me to paximavdi, cwriv" na sfivxete uperbolikav. • Eisavgete to mrprouvtzino kalamavvki sto spiravl kai uvstera ovlo to suvvnolo ston prosarmosthv, afouvv prohgoumevnw" afairevsate to shderevnio kalamavki. • Kovyte diagwnivw" to spiravl wvste na eivnai ovso to dunatov pio kontav ston trofodovth suvrmato". • Crhsimopoieivte trofodovte" suvrmato" katavllhlou" pro" to suvrma apov aloumivnio. • Ruqmivste thn pivesh, pou o bracivona" th" monavda" trofodosiva" askeiv ston kuvlindro, se v ovso to dunatovn katwvterh timhv. 6 ELATTWMATA SUGKOLLHSHS 1 ELATTWMA - Porwvde" (eswterikav hv exwterikav apov to kordovni) AITIES • Elattwmatikov suvrma (skouriasmevno epifaneiakav) • Elleiyh prostasiva" aerivou pou na ofeivletai se: - aneparkh rohv aerivou - elattwmatikov metrhthv rohv" - meiwthvra me pavcnh, lovgw evlleiyh" proqermanthvra aerivou prostasiva" CO2 - elattwmatikhv hlektrobalbivda - mpek boulwmevno apov pitsilivsmata - opev" ekrohv" tou aerivou boulwmevne" - upavrcoun reuvmata aevra sthn periochv ovpou ekteleivtai h sugkovllhsh 2 ELATTWMA - Ragivsmata sustolhv" ulikouv AITIES • Suvrma hv mevtallo epexergasiva" akav qarto hv skouriasmevno. • Kordovni uperbolikav mikrov. • Kordovni uperbolikav koivlo. • Kordovni uperbolikav dieisdumevno. 3 ELATTWMA - Pleurikev" carakievv" AITIES • Pevrasma uperbolikav grhvgoro • Camhlov reuvma kai tavsei" tovxou uyh- lev". 4 ELATTWMA - Uperbolikav pitsilivsmata AITIES • Tavsh uperbolikav uyhlhv. • Epagwgikovthta aneparkhv". • Elleiyh enov" proqermanthvra tou aeri vou prostasiva" CO2 7 SUNTHRHSH THS EGKATASTASHS • Akrofuvsio prostasiva" aerivou Autov to akrofuvsio prevpei periodikav na eleuqerwvnetai apov ta pitsilivsmata metavllou. An paramorfwvnetai hv paivrnei obavl schvma prevpei na antikatastaqeiv. • Mpek. Movno h kalh epafhv anavmesa s vautov to mpek kai sto suvrma exasfalivzei evna staqerov tovxo kai mia exaivreth parochv reuvmato". Prevpei gi v autov na lambavnete ta akovlouqa mevtra: A) H truvpa tou mpek prevpei na diathreivtai eleuvqerh apov akaqarsive" hv oxeivdwsh. B) vUvstera apov sugkollhvsei" makrav" diarkeiva" ta pitsilivsmata efarmovzoun pio euvkola empodivzonta" thn evxodo tou suvrmato". Prevpei gi v autov na kaqarivzete sucnav to mpek kai an eivnai aparaithto na to antikatasthvsete. C) To mpek prevpei na eivnai pavnta kalav bidwmevno sto swvma th" tsimpivda". Oi qermikoiv kuvkloi pou ufivstatai h tsimpivda mporouvn na prokalevsoun th calavrwshv th", to epakovlouqo zevstama tou swvmato" th" tsimpivda" kai tou mpek kaqwv" kai to astaqev" procwvrhma tou suvrmato". • Spiravl. Eivnai evna shmantikov tmhvma pou prevpei na elevgcetai sucnav giativ to suvrma mporeiv na apoqevtei pavnw tou skovnh calkouv hv poluv leptav rinivsmata. Kaqarivzetev to periodikav maziv me ta shmeiva diavbash" tou aerivou, me xhrov pepiesmevno aevra. Ta spiravl upobavllontai se sunechv fqorav, gi v autov givnetai aparaivthth, metav apov evna orismevno diavsthma, h antikatavstashv tou". • Monavda motevr suvrmato". Kaqarivzete sucnav to suvnolo twn kulivndrwn trofodosiva" suvrmato" apov endecovmenh skouriav hv upoleivmmata metavllou pou ofeivlontai sto suvrsimo twn surmavtwn. Eivnai anagkaivo" evna" periodikov" evlegco" ovlh" th" monavda" pou euquvnetai gia to suvrsimo tou suvrmato": karouvli, kulindrikev" trofodothvsei", spiravl kai mpek. 57 INSTRUKCJA MANUALNA DLA SPAWAREK MIG/MAG WAŻNE: PRZED URUCHOMIENIEM NALEŻY PRZECZYTAĆ NINIEJSZĄ INSTRUKCJĘ OBSŁUGI, KTÓRA POWINNA BYĆ PRZECHOWYWANA W MIEJSCU DOBRZE ZNANYM WSZYSTKIM UŻYTKOWNIKOM URZĄDZENIA. URZĄDZENIE NALEŻY WYKORZYSTYWAĆ WYŁĄCZNIE DO SPAWANIA. 1 ŚRODKI OSTROŻNOŚCI SPAWANIE I CIĘCIE ŁUKOWE MOŻE BYĆ SZKODLIWE ZARÓWNO DLA UŻYTKOWNIKA, JAK I OSÓB POSTRONNYCH. Każdy użytkownik urządzenia musi być przeszkolony odnośnie niebezpieczeństw, określonych poniżej, mogących pojawić się podczas procesu spawania. W celu uzyskania bardziej szczegółowych informacji, należy zamówić instrukcję obsługi nr 3.300.758. PORAŻENIE PRĄDEM – Może być śmiertelne. • Spawarkę należy zainstalować oraz uziemić zgodnie z odpowiednimi przepisami. • Nie dotykać części elektrycznych lub elektrod znajdujących się pod napięciem rękawicami, gołymi rękami lub mokrą, odzieżą. • Odizolować się zarówno od ziemi, jak i samego urządzenia. • Zapewnić bezpieczną pozycję podczas pracy. OPARY I GAZY – Mogą być niebezpieczne dla zdrowia. • Utrzymywać głowę z dala od powstających oparów. • Pracować w miejscu posiadającym właściwą wentylację, oraz stosować wentylatory dookoła łuku elektrycznego, zapobiegające tworzeniu się oparów. PROMIENIOWANIE ŁUKU ELEKTRYCZNEGO – Może uszkodzić wzrok i powodować poparzenia skóry. • Oczy należy chronić przy pomocy masek spawalniczych, zaopatrzonych w szkła z filtrami, oraz stosować właściwą odzież ochronną. • Osoby postronne zabezpieczać poprzez stosowanie odpowiednich osłon lub zasłon. RYZYKO POŻARU I OPARZEŃ. • Rozpryskujące się iskry mogą być przyczyną pożaru i poparzeń skóry. Należy zapewnić, by w miejscu pracy nie znajdowały się żadne łatwopalne materiały oraz stosować odzież ochronną. HAŁAS Samo urządzenie nie wytwarza hałasu przekraczającego poziom 80dB. Procedurom cięcia/spawania plazmowego może towarzyszyć poziom hałasu przekraczający podany limit, w takim przypadku użytkownicy powinni stosować wszelkie środki ostrożności wymagane przez lokalne przepisy. POLE ELEKTROMAGNETYCZNE -Zagrożenia. • Prąd elektryczny przepływający przez dowolny przewodnik generuje miejscowe pole elektromagnetyczne. Prądy cięcia i spawania generują pole elektromagnetyczne wokół kabli i źródeł zasilania. 58 • Pole magnetyczne wytwarzane przez prąd o dużym natężeniu może wpływać na pracę stymulatorów serca. Osoby korzystające z urządzeń elektronicznych podtrzymujących życie (stymulatory serca) powinny skontaktować się z lekarzem przed rozpoczęciem spawania łukowego, cięcia, żłobienia lub zgrzewania punktowego. • Narażenie na działanie pola elektromagnetycznego podczas spawania i cięcia może mieć także inny, nieznany dotychczas wpływ na zdrowie. • Postępowanie zgodnie z poniższą procedurą pozwala uniknąć narażenia na działanie pola elektromagnetycznego generowanego w obwodach spawania i cięcia: - Kable i elektrody należy prowadzić razem i w miarę możliwości połączyć taśmą. - Nie należy owijać przewodów elektrody lub uchwytu wokół części ciała. - Nie stawać pomiędzy przewodami elektrody lub uchwytu a kablami roboczymi. Przewody elektrody lub uchwytu należy prowadzić po tej samej stronie, co kable robocze. - Podłączyć kable robocze do przedmiotu obrabianego możliwie najbliżej spawanej lub ciętej powierzchni. - Nie pracować w pobliżu źródła zasilania. EKSPLOZJE • Nie należy spawać w sąsiedztwie pojemników znajdujących się pod ciśnieniem., lub w obecności wybuchowych gazów, pyłów, oparów. Wszelkie butle z gazem i regulatory ciśnienia powinny być używane z należytą ostrożnością. ZGODNOŚĆ ELEKTROMAGNETYCZNA Urządzenie zostało wyprodukowane zgodnie z przepisami określonymi w normie IEC 60974-10 (CL. A), i musi być wykorzystywane wyłącznie do celów przemysłowych w środowisku przemysłowym. W środowisku nieprzemysłowym mogą wystąpić trudności w spełnieniu wymagań zgodności elektromagnetycznej W przypadku nieprawidłowego funkcjonowania urządzenia, NALEŻY SKONTAKTOWAĆ SIĘ Z OBSŁUGĄ TECHNICZNĄ. POSTĘPOWANIE Z ODPADAMI ELEKTRYCZNYMI I ELEKTRONICZNYMI Sprzętu elektrycznego nie należy utylizować razem z pozostałymi odpadami! Zgodnie z dyrektywą 2002/96/WE dotyczącą zużytego sprzętu elektrycznego i elektronicznego oraz zgodnie z obowiązującymi przepisami, urządzenia elektryczne po wycofaniu z użycia podlegają segregowaniu i powinny być przekazane do specjalistycznego zakładu przetwórstwa odpadów, spełniającego warunki ochrony środowiska. Niezbędne informacje można uzyskać u przedstawiciela lokalnych władz. STOSOWANIE DYREKTYWY EUROPEJSKIEJ POZWALA OCHRONIĆ ŚRODOWISKO I ZDROWIE INNYCH OSÓB. 2 OPIS OGÓLNY 2.1 SPECYFIKACJE Poniższa instrukcja obsługi została przygotowania w celu przeszkolenia personelu odpowiedzialnego za instalację, obsługę i konserwację spawarki. Urządzenie jest źródłem prądu stałego, przeznaczonym do spawania MIG/MAG oraz OPEN-ARC. Po odebraniu urządzenia, należy sprawdzić czy poszczególne jego części nie uległy zniszczeniu lub uszkodzeniu. Wszystkie reklamacje odnośnie zagubionych lub uszkodzonych części, nabywca powinien kierować do producenta (dostawcy). W przypadku zażądania informacji o spawarce, prosimy o podanie nazwy artykułu i jego numeru seryjnego. N°. 3 INSTALACJA Spawarka została wyprodukowana zgodnie z następującymi międzynarodowymi normaminumer seryjny, który musi być zawszewyszczególniony, w przypadku zapotrzebowania na informacje o spawarce Jednofazowy transformator-prostownik. 3.1 UMIEJSCOWIENIE Trójfazowy prostownik transformatorowy Zainstalować wszelkie uchwyty, koła oraz dwa wsporniki butli z gazem. Uchwyty nie mogą być używane do podnoszenia urządzenia. Umieścić spawarkę w pomieszczeniu posiadającym dobrą wentylację. Kurz, zabrudzenia, oraz inne ciała obce dostające się do wnętrza spawarki, mogą być przyczyną nieprawidłowego działania urządzenia. Odnośnie warunków środowiskowych oraz warunków pracy, ważnym jest, by utrzymywać wewnętrzne części spawarki w czystości. Do czyszczenia stosować sprężone powietrze, uważać, by nie uszkodzić urządzenia. Przed rozpoczęciem czynności wewnątrz urządzenia, należy sprawdzić, czy zostało ono wyłączone ze źródła zasilania. Wszelkie czynności wykonywane we wnętrzu urządzenia muszą być prowadzone przez wykwalifikowany personel. 1 . Charakterystyka plaska. Przeznaczone do spawania ciągłego elektrodowego. I2 max Niekonwencjonalny prąd spawania. Wartość ta odpowiada górnej granicy osiąganej podczas spawania. U0. Napięcie wtórne obwodu otwartego. X. Procent cyklu pracy. Cyklpracy wyraża procent 10 minutowego okresu pracy podczas spawania przy określonym natężeniu prądu bez przegrzaniaurządzenia. I2. Prąd spawania U2. Napięcie wtórne dla danego prądu spawania I2. U1. Napięcie znamionowe 1~ 50/60Hz 50- lub 60-Hz jednofazowe źródło zasilania. 3~ 50/60Hz 50- lub 60-Hz trójfazowe źródło zasilania. I1 max Maksymalna pobierana wartość prądu I1 eff Jest to maksymalna wartość aktualnie pobieranego prądu, podczas danego cyklu pracy. IP21C Stopień ochrony obudowy. 1 jako druga cyfra oznacza, że urządzenie jest przeznaczone do użytku na zewnątrz-i podczas opadów deszczu. Dodatkowa litera C oznacza, że urządzenie ma zabezpieczenie dostępu do części znajdujących się pod napięciem podczas pracy narzędzia (średnica 2.5 mm). S Nadaje się do użytku w środowiskach wysokiego ryzyka. MIG/MAG. 2.3 Bezpiecznik przeciążeniowy Urządzenie zostało zabezpieczone przez termostat, który zabezpiecza je przed pracą w temperaturze, przekraczający dopuszczalne normy. W takich warunkach wentylator pracuje nadal, a kontrolka C pozostaje zapalona.. • Instalacja powinna być przeprowadzana przez przeszkolony personel. • Wszelkie połączenia powinny być wykonane zgodnie z odpowiednimi przepisami elektrycznymi, oraz z zachowaniem przepisów bezpieczeństwa. Należy upewnić się, czy napięcie źródła zasilania jest zgodne z napięciem wyszczególnionym na tabliczce znamionowej. Jeśli nie jest wówczas należy sprawdzić czy ma właściwą pojemność, oraz czy żółto-zielony przewód zasilający został podłączony do wtyku uziemiającego. Pojemność bezpiecznika przeciążeniowego lub bezpieczników zainstalowanych szeregowo musi być równa prądowi pobieranemu I1 maks. spawarki. 2.2 OPIS SPECYFIKACJI TECHNICZNYCH EN 50199 EN60974.1 UWAGA: Spawarka została zaprojektowana także do użytku w środowiskach o stopniu zanieczyszczenia 3. (Zobacz IEC 664). rys. 1 59 3.2 POŁĄCZENIA WEWNĘTRZNE • Wszelkie czynności wykonywane wewnątrz urządzenia muszą być prowadzone przez wykwalifikowany personel. • Przed rozpoczęciem czynności we wnętrzu urządzenia, należy sprawdzić, czy wtyczka została wyłączona ze źródła zasilania. • Po ostatecznej inspekcji, spawarka jest podłączona do źródła zasilania o napięciu zaznaczonym na przewodzie zasilającym. • Aby zmienić napięcie zasilania, należy zdjąć prawą część panelu i zmienić połączenia na tablicy rozdzielczej, tak jak pokazano na rysunku. • Napięcie zasilania nie może być zmieniane gdy jest stosowanie jednofazowe źródło zasilania. • Nie używać spawarki bez osłon ochronnych lub paneli bocznych, ze względu na bezpieczeństwo, jak również w celu niedopuszczenia do nieprawidłowego chłodzenia części wewnętrznych urządzenia. • Podłączyć wtyczkę do kabla zasilającego, właściwą dla danego prądu pobieranego. • Połączyć żółto-zielony przewód do zacisku uziemiającego. 3.3 POŁĄCZENIA ZEWNĘTRZNE 3.3.1 Podłączanie zacisku masy. • Podłączyć przewód uziemiający terminala do zacisku spawarki, natomiast zacisk uziemiający do obrabianego materiału. 3.3.2 Umiejscowienie butli z gazem i podłączenie przewodów gazu • Umieścić butlę z gazem w oprawce spawarki, przy użyciu zacisków przymocować ją do tylnego panelu urządzenia. • Butla z gazem nie może być wyższa niż 1.65m (do Art. 590-591-593) oraz 1m (do Art. 574-575). • Zaciski butli należy poddawać okresowym przeglądom, w razie potrzeby wymienić. • Butla z gazem musi być wyposażona w regulator ciśnienia oraz zawór regulacji przepływu. • Tylko po właściwym umieszczeniu butli z gazem można połączyć wyjściowy przewód gazowy tylnego panelu z regulatorem ciśnienia. • Ustawić przepływ gazu na wartość 10/12 litrów/minutę. rys. 2 D C D A B H C E F A B H E G G rys.3 60 4 OPIS KONTROLEK 4.1 KONTROLKI UMIESZCZONE Z PRZODU URZĄDZENIA A- Pokrętło ustawiające. Pokrętło służy do regulacji czasu punktowego spawania. Proces spawania rozpoczyna się w momencie przyciśnięcia wyzwalacza palnika. Czas spawania jest ustawiany za pomocą pokrętła. Aby rozpocząć cały cykl pracy od początku, należy przycisnąć wyzwalacz palnika ponownie. 5.3 SPAWANIE STALI WĘGLOWEJ BEZ OCHRONY GAZOWEJ (dotyczy jedynie Arts. 574 oraz 575). Sprawdzić, czy przewody zostały właściwie założone na tablicy rozdzielczej terminala i czy bieguny zostały ustawione w sposób poprawny (dotyczy jedynie Art. 574 oraz 575, zobacz Rys.4 ). rys.4 B- Zielona dioda LED. Sygnalizuje, że urządzenie jest włączone. C- Żółta dioda LED. Zapala się, gdy termostat zakłóca pracę urządzenia (spawarki). D-Pokrętło ustawiające. Pokrętło służy do regulowania szybkości spawania. E- Wybierak. Włącza i wyłącza spawarkę, wybiera zakresy napięcia dla cyklu spawania. F- Wybierak Umożliwia dokładne dostrojenie napięcia spawania w zakresie ustalonym wcześniej przez przełącznik E. G- Zaciski uziemiające. Zaciski, do których podłącza się przewody uziemiające. (Niektóre wersje posiadają jeden zacisk uziemiający). H- Łącznik centralny Miejsce, do którego podłącza się palnik. Aby uzyskać dobre i bezpieczne spawy, należy zawsze pracować od lewej do prawej, i z góry na dół. Po zakończeniu spawania należy usunąć wszelkie odpady. Przewód z rdzeniem topnikowym (flux) może być stosowany z urządzeniem Art. 1587, Ø 0.9mm. 5.4 SPAWANIE STALI WĘGLOWEJ Z OCHRONĄ GAZOWĄ Należy sprawdzić, czy przewody zostały właściwie zamontowane na desce rozdzielczej terminala, oraz czy bieguny zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz 575, zobacz Rys.5). 5 SPAWANIE rys.5 5.1 INSTALACJA Sprawdzić, czy średnica drutu odpowiada wartości podanej na rolkowym podajniku przewodu., oraz czy wybrany program jest zgodny z rodzajem materiału i rodzajem stosowanego gazu. Dla drutów aluminiowych używać podajniki z wyżłobieniami w kształcie litery „U”, natomiast dla pozostałych drutów podajniki z wyżłobieniami w kształcie litery “V”. 5.2 PRZYGOTOWANIE URZĄDZENIA DO SPAWANIA • Podłączyć zacisk uziemiający do obrabianego materiału. • Ustawić przełącznik E to 1. • Usunąć dyszę ujścia gazu. • Odkręcić końcówkę kontaktu. • Włożyć drut do tulei palnika, upewniając się, czy znajduje się on we wnętrzu wyżłobienia podajnika, oraz czy podajnik jest we właściwej pozycji. • Przycisnąć wyzwalacz palnika, aby przesunąć drut do przodu, tak, by wyszedł z panika. • Uwaga: utrzymywać twarz z dala od pistoletu, gdy drut jest przewlekany. • Przykręcić końcówkę kontaktu, upewnić się, czy przekrój jest taki sam jak używanego drutu. • Zamontować dyszę palnika. Do spawania tych materiałów należy: • Stosować mieszanki gazów spawalniczych, zwykle ARGON + CO2 z zawartością argonu przekraczającą 75%. Przy użyciu takiej mieszanki, wykonywane spawy będą trwałe i będą posiadać dobry wygląd. Używanie czystego CO2 jako gazu ochronnego daje wąskie spoiny i zapewnia głębszą penetrację, lecz znacząco podnosi ilość powstających odprysków. • Używać druty spawalnicze tej samej jakości co spawana stał. Należy zawsze stosować najlepszej jakości druty, unikać spawania przy użyciu zardzewiałych drutów, co może powo61 dować defekty spawów. • Nie spawać części zardzewiałych, lub pokrytych olejem lub tłuszczami. 2 DEFEKT PRZYCZYNA 5.5 SPAWANIE STALI NIERDZEWNEJ - Ubytki, pęknięcia • Drut lub materiał brudny lub pokryty olejem. • Zbyt mały spaw. • Zbyt wypukły spaw. • Spaw zbyt głęboko spenetrowany. - Zacięcia boczne • Spawanie odbyło się zbyt szybko • Zbyt mały prąd, zbyt wysokie napięcie łuku. - Nadmierne rozpryski • Zbyt wysokie napięcie. • Niedostateczna indukcyjność. • Brak podgrzania gazu ochronnego CO2 Należy sprawdzić, czy przewody zostały właściwie zamontowane na desce rozdzielczej terminala, oraz czy bieguny zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz 575, zobacz Rys.5). Stal nierdzewna z serii 300, musi być spawana przy użyciu gazu ochronnego o dużej zawartości Argonu, zawierających małe ilości O2 lub dwutlenku węgla CO2 (około 2%), w celu stabilizacji łuku elektrycznego. Nie dotykać drutów rękoma. Obszar roboczy należy utrzymywać w czystości, unikać zanieczyszczania wykonywanych połączeń. 3 DEFEKT PRZYCZYNA 5.6 SPAWANIE ALUMINIUM • Osłona dyszy gazowej Dysza powinna być okresowo czyszczona, w celu usunięcia resztek spawów. Wymienić w przypadku zniekształceń i zniszczeń. • Końcówka kontaktu. Jedynie dobry kontakt elektryczny pomiędzy końcówką a drutem może zapewnić stabilny łuk elektryczny i optymalny prąd wyjścia. W tym celu należy przestrzegać następujących środków ostrożności: A) Otwór końcówki musi być wolny od wszelkich zabrudzeń i czynników powodujących utlenianie (rdzewienie). B) Odpryski osadzają się łatwiej na kontakcie, jeśli sesje spawania są długie, blokując tym samym przepływ gazu. Końcówka powinna być wiec czyszczona częściej i wymieniana w razie konieczności. C) Końcówka kontaktu powinna być przykręcona dokładnie do obudowy palnika. Podczas spawania może dochodzić do poluźnienia, tym samym do podgrzania obudowy palnika, powodując nierówne położenia drutu spawalniczego. • Tuleja drutu. Jest to ważna część i powinna być sprawdzana dość często, ponieważ drut może pozostawiać na niej miedziane opiłki lub pył. Należy oczyszczać ją okresowo, przy użyciu sprężonego powietrza. Tuleje dość często ulegają zerwaniom lub przerwaniom, tym samym powinny być wymieniane po pewnym okresie czasu. • Zespół kół zębatych. Okresowo należy czyścić rolki podajnika drutu, w celu usunięcia rdzy lub resztek metali pozostawionych przez zwoje drutu. Cały mechanizm podajnika powinien być sprawdzany okresowo, a w szczególności takie jego części, jak: zwój, prowadnica drutu tuleja i końcówka kontaktu. Należy sprawdzić, czy przewody zostały właściwie zamontowane na tablicy rozdzielczej terminala, oraz czy bieguny zostały ustawione poprawnie (dotyczy jedynie Art. 574 oraz 575, zobacz Rys.5). W celu spawania aluminium należy: • Używać argonu jako gazu ochronnego. • Używać drutów spawalniczych o składzie chemicznym właściwym dla spawanego materiału. • Stosować gniotowniki i szczotki specjalnie przeznaczone dla aluminium, i nigdy nie stosować ich do innych materiałów. • UWAGA: Jeśli dostępny jest tylko palnik przeznaczony do drutów stalowych, należy go przerobić w następujący sposób: • Upewnić się, czy drut nie jest dłuższy niż 3 metry. • Usunąć mosiężną nakrętkę, dyszę gazu, końcówkę kontaktu, a następnie ściągnąć tuleję. • Włożyć tuleję Art. 139, tak, by wystawała po obu końcach. • Przykręcić końcówkę kontaktu, tak by tuleja przylegała do niej. • W wolny koniec tulei włożyć złączkę oraz pierścień, a następnie dokręcić. • Na tuleję założyć mosiężną rurkę i całość włożyć do adaptera, po uprzednim usunięciu żelaznego rękawa. • Obciąć tuleję na skos, jak najbliżej podajnika drutu. • Stosować podajniki właściwe dla drutów aluminiowych. • Wyregulować ciśnienie do możliwie najmniejszych wartości. 6 NAJCZĘSTSZE BŁĘDY SPAWANIA 1 DEFEKT PRZYCZYNA 62 - Porowatość (w obrębie lub na zewnątrz spawu) •Wadliwa elektroda (zardzewiała powierzchnia) • Utrata ochrony gazowej spowodowana przez: - słaby przepływ gazu - wadę zaworu przepływu - zamrożenie regulatora spowodowane nie podgrzaniem gazu ochronnego CO2 - wadę zaworu solenoidu - końcówka kontaktu zatkana odpadkami - zatkany wylot gazu - powietrze w obszarze spawania. 4 DEFEKT PRZYCZYNA 7 KONSERWACJA SYSTEMU QUESTA PARTE È DESTINATA ESCLUSIVAMENTE AL PERSONALE QUALIFICATO. THIS PART IS INTENDED SOLELY FOR QUALIFIED PERSONNEL. DIESER TEIL IST AUSSCHLIEßLICH FÜR DAS FACHPERSONAL BESTIMMT. CETTE PARTIE EST DESTINEE EXCLUSIVEMENT AU PERSONNEL QUALIFIE. ESTA PARTE ESTÁ DESTINADA EXCLUSIVAMENTE AL PERSONAL CUALIFICADO. ESTA PARTE È DEDICADA EXCLUSIVAMENTE AO PESSOAL QUALIFICADO. TÄMÄ OSA ON TARKOITETTU AINOASTAAN AMMATTITAITOISELLE HENKILÖKUNNALLE. DETTE AFSNIT HENVENDER SIG UDELUKKENDE TIL KVALIFICERET PERSONALE. DIT DEEL IS UITSLUITEND BESTEMD VOOR BEVOEGD PERSONEEL. DENNA DEL ÄR ENDAST AVSEDD FÖR KVALIFICERAD PERSONAL. AUTOV TO TMHVMA PROORIVZETAI APOKLEISTIKAV GIA TO EIDIKEUMEVNO PROSWPIKO.V TA CZĘŚĆ JEST SKIEROWANA WYŁACZNIE DO WYKWALIFIKOWANEGO PERSONELU. CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE A B C D E F G H K J I NERO ROSSO GRIGIO BIANCO VERDE VIOLA GIALLO BLU MARRONE ARANCIO ROSA BLACK RED GREY WHITE GREEN PURPLE YELLOW BLUE BROWN ORANGE PINK CODIFICA COLORI WIRING DIAGRAM CABLAGGIO ELETTRICO COLOUR CODE L M N O P Q R S T U V ROSA-NERO GRIGIO-VIOLA BIANCO-VIOLA BIANCO-NERO GRIGIO-BLU BIANCO-ROSSO GRIGIO-ROSSO BIANCO-BLU NERO-BLU GIALLO-VERDE AZZURRO PINK-BLACK GREY-PURPLE WHITE-PURPLE WHITE-BLACK GREY-BLUE WHITE-RED GREY-RED WHITE-BLUE BLACK-BLUE YELLOW-GREEN BLUE 63 Art. 574 64 Art. 575 65 Art. 590 66 Art. 591 67 Art. 593 68 Art. 574 69 Art. 575 70 Art. 590 71 Art. 591-593 72 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 73 74 La richiesta di pezzi di ricambio deve indicare sempre: numero di articolo, matricola e data di acquisto della macchina, posizione e quantità del ricambio. When ordering spare parts please always state the machine item and serial number and its purchase data, the spare part position and the quantity. 75 76-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
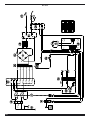 64
64
-
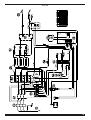 65
65
-
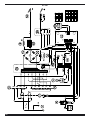 66
66
-
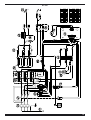 67
67
-
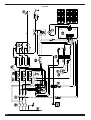 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76












































































Cebora 593.11 Bravo MIG 3040/T Handleiding
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
in andere talen
- English: Cebora 593.11 Bravo MIG 3040/T User manual
- italiano: Cebora 593.11 Bravo MIG 3040/T Manuale utente
- français: Cebora 593.11 Bravo MIG 3040/T Manuel utilisateur
- español: Cebora 593.11 Bravo MIG 3040/T Manual de usuario
- Deutsch: Cebora 593.11 Bravo MIG 3040/T Benutzerhandbuch
- português: Cebora 593.11 Bravo MIG 3040/T Manual do usuário
- dansk: Cebora 593.11 Bravo MIG 3040/T Brugermanual
- suomi: Cebora 593.11 Bravo MIG 3040/T Ohjekirja
- svenska: Cebora 593.11 Bravo MIG 3040/T Användarmanual
- polski: Cebora 593.11 Bravo MIG 3040/T Instrukcja obsługi
Gerelateerde papieren
-
Cebora 617 Bravo synergic MIG 4750/TS Handleiding
-
-
-
-
-
-
-
-