
ZETA 40/60/100
Brugsanvisning
Instruction manual
Betriebsanleitung
Manuel d’instruction
Bruksanvisning
Käyttöohje
Manuale d’istruzione
Gebruikershandleiding
Руководство по эксплуатации
Valid from 2013 week 45 50114756 L

EC DECLARATION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our machine as stated below
Type: ZETA 40/60
As of Week 02 2013
Type: ZETA 100
As of Week 02 2013
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-1
EN/IEC60974-10 (Class A)
Issued in Fjerritslev 7 January 2013
Anders Hjarnø Jørgensen
CEO
EC DECLAR
A
TION OF CONFORMITY
MIGATRONIC A/S
Aggersundvej 33
9690 Fjerritslev
Denmark
hereby declare that our plasma cutting torches
Type: PT 100
As of Week 02 2013
conforms to directives 2006/95/EC
2004/108/EC
2011/65/EU
European Standards: EN/IEC60974-7
Issued in Fjerritslev 7 January 2013
Anders Hjarnø Jørgensen
CEO

DK – INDHOLDSFORTEGNELSE - Advarsel / Elektromagnetisk støjudstråling...................................................................................... 5
- Maskinprogram / Hvad er plasmaskæring....................................................................................... 6
- Ibrugtagning ..................................................................................................................................... 6
- Betjeningsvejledning ........................................................................................................................ 8
- Vedligeholdelse .............................................................................................................................. 10
- Tekniske data ................................................................................................................................. 11
- Garantibestemmelser .................................................................................................................... 12
- Kredsløbsdiagrammer ............................................................................................................ 77 - 79
- Reservedelsliste
GB – CONTENTS - Warning / Electromagnetic emissions ........................................................................................... 13
- Machine programme / What is plasma cutting .............................................................................. 14
- Initial instructions ............................................................................................................................ 14
- Control unit ..................................................................................................................................... 16
- Maintenance .................................................................................................................................. 18
- Technical data ................................................................................................................................ 19
Warranty regulations ...................................................................................................................... 20
- Circuit diagrams ...................................................................................................................... 77 - 79
- Spare parts list
D – INHALTSVERZEICHNIS - Warnung / Elektromagnetische Störungen.................................................................................... 21
- Produktübersicht / Was ist Plasmaschneiden ............................................................................... 22
- Anschluß und Inbetriebnahme ....................................................................................................... 22
- Kontrolleinheit ................................................................................................................................ 24
- Wartung ......................................................................................................................................... 26
- Technische Daten .......................................................................................................................... 27
- Garantiebedingungen .................................................................................................................... 28
- Koppeldiagramme ................................................................................................................... 77 - 79
- Ersatzteilliste
F – TABLE DES MATIERES - Avertissement / Emissions électromagnétiques ............................................................................ 29
- Programme de la machine / Définition de la découpe au plasma ................................................ 30
- Instructions préalables ................................................................................................................... 30
- Unité de commande ....................................................................................................................... 32
- Maintenance .................................................................................................................................. 34
- Caractéristiques techniques .......................................................................................................... 35
Garantie ......................................................................................................................................... 36
- Schémas de connexion .......................................................................................................... 77 - 79
- Liste des pièces de rechange
SE – INNEHÅLLSFÖRTECKNING - Varning / Elektromagnetisk störfält ................................................................................................ 37
- Maskinprogram / Vad är plasmaskärning ...................................................................................... 38
- Igångsättning ................................................................................................................................. 38
- Funktionsvägledning ...................................................................................................................... 40
- Underhåll ........................................................................................................................................ 42
- Teknisk data ................................................................................................................................... 43
- Garantibestämmelser .................................................................................................................... 44
- Kretsloppsdiagram .................................................................................................................. 77 - 79
- Reservdelslista
FI – SISÄLLYSLUETTELO - Varoitus / Sähkömagneettiset häiriöt ............................................................................................. 45
- Tuoteohjelma / Mitä plasmaleikkaus on ........................................................................................ 46
- Käyttöönotto ................................................................................................................................... 46
- Ohjausyksikkö ................................................................................................................................ 48
- Huolto ............................................................................................................................................. 50
- Tekniset tiedot ................................................................................................................................ 51
- Takuuehdot .................................................................................................................................... 52
- Kytkentäkaavio ........................................................................................................................ 77 - 79
- Varaosaluettelo
I – INDICE - Attenzione / Emissioni elettromagnetiche...................................................................................... 53
- Gamma / Cos’e’ il taglio plasma? .................................................................................................. 54
- Istruzioni iniziali .............................................................................................................................. 54
- Pannello di controllo ....................................................................................................................... 56
- Manutenzione ................................................................................................................................ 58
- Dati tecnici ...................................................................................................................................... 59
- Condizioni di garanzia ................................................................................................................... 60
- Schema elettrico ..................................................................................................................... 77 - 79
- Lista parti di ricambio
NL – INHOUD - Waarschuwing / Elektromagnetische emissie ............................................................................... 61
- Machineprogramma / Wat is plasmasnijden ................................................................................. 62
- Aan de slag .................................................................................................................................... 62
- Besturingsunit ................................................................................................................................ 64
- Onderhoud ..................................................................................................................................... 66
- Technische gegevens .................................................................................................................... 67
- Garantievoorwaarden .................................................................................................................... 68
- Elektrisch schema ................................................................................................................... 77 - 79
- onderdelenlijst
RU – СОДЕРЖАНИЕ - Предупреждения / Электромагнитные излучения .................................................................... 69
- Программа поставки / Что такое плазменная резка ................................................................. 70
- Начало работы ............................................................................................................................. 70
- Блок управления .......................................................................................................................... 72
-
Техническое обслуживание ........................................................................................................ 74
- Технические данные .................................................................................................................... 75
- Условия гарантии ......................................................................................................................... 76
- Схемы цепи ........................................................................................................................... 77 - 79
- Список запасных деталей


5
DANSK
Elektromagnetisk støjudstråling
Dette svejseudstyr, beregnet for professionel anvendelse, over-
holder kravene i den europæiske standard EN/IEC60974-10
(Class A). Standarden har til formål at sikre, at svejseudstyr ikke for-
styrrer eller bliver forstyrret af andet elektrisk udstyr som følge af
elektromagnetisk støjudstråling. Da også lysbuen udsender støj,
forudsætter anvendelse uden forstyrrelser, at der tages forholds-
regler ved installation og anvendelse. Brugeren skal sikre, at
andet elektrisk udstyr i området ikke forstyrres.
Følgende skal tages i betragtning i det omgivne område:
1. Netkabler og signalkabler i svejseområdet, som er tilsluttet
andre elektriske apparater.
2. Radio- og fjernsynssendere og modtagere.
3. Computere og elektroniske styresystemer.
4. Sikkerhedskritisk udstyr, f.eks. overvågning og processtyring.
5. Brugere af pacemakere og høreapparater.
6. Udstyr som anvendes til kalibrering og måling.
7. Tidspunkt på dagen hvor svejsning og andre aktiviteter,
afhængig af elektrisk udstyr, foregår.
8. Bygningers struktur og anvendelse.
Hvis svejseudstyret anvendes i boligområder kan det være nød-
vendigt at tage særlige forholdsregler (f.eks. information om midler-
tidigt svejsearbejde).
Metoder til minimering af forstyrrelser:
1. Undgå anvendelse af udstyr, som kan blive forstyrret.
2. Anvend korte svejsekabler.
3. Læg plus- og minuskabel tæt på hinanden.
4. Placer svejsekablerne på gulvniveau.
5. Fjern signalkabler i svejseområdet fra netkabler.
6. Beskyt signalkabler i svejseområdet f.eks. med skærmning.
7. Benyt isoleret netforsyning til følsomme apparater.
8. Overvej skærmning af den komplette svejseinstallation.
ADVARSEL
Plasmaskæring kan ved forkert brug være farlig for såvel bruger som omgivelser. Derfor må udstyret kun an-
vendes under iagttagelse af relevante sikkerhedsforskrifter. Især skal man være opmærksom på følgende:
Elektrisk stød
- Skæreudstyret skal installeres forskriftsmæssigt. Maskinen skal jordforbindes via netkablet.
- Det er farligt at få elektrisk stød. Det kan give helbredsproblemer og i værste fald slå ihjel. Ved anvendelse af
plasmaskæreudstyr skal man være særlig opmærksom, fordi der arbejdes med meget høje spændinger.
- Sørg for regelmæssig kontrol af maskinens sikkerhedstilstand.
- Beskadiges kabler og isoleringer, skal arbejdet omgående afbrydes og reparation foretages.
- Kontrol, reparation og vedligeholdelse af udstyret skal foretages af en person med den fornødne faglige indsigt.
- Undgå berøring af spændingsførende dele i skærekredsen (skærebrænder og stelklemme) med bare hænder.
Brug aldrig defekte eller fugtige svejsehandsker og hold tøjet tørt.
- Isolér Dem selv fra jorden og svejseemnet (brug f.eks fodtøj med gummisål).
- Brug en sikker arbejdsstilling (undgå f.eks. fare for fald).
- Følg reglerne for "Svejsning under særlige arbejdsforhold" (Arbejdstilsynet).
- Afbryd maskinen før skærebrænderen adskilles ved udskiftning af elektrode og anden service.
- Brug kun specificeret skærebrænder og reservedele (se reservedelslisten)
Skærelys
- Beskyt øjnene idet selv en kortvarig påvirkning kan give varige skader på synet. Brug svejsehjelm med foreskrevet
filtertæthed.
- Beskyt kroppen mod lyset fra lysbuen idet huden kan tager skade af stråling. Brug beskyttende beklædning der
dækker alle dele af kroppen.
- Arbejdsstedet bør om muligt afskærmes, og andre personer i området advares mod lyset fra lysbuen.
Røg og gasser
- Røg og gasser, som dannes ved skæring, er meget farlige at indånde. Sørg for tilstrækkelig udsugning og ventilation.
Brandfare
- Stråling og gnister fra lysbuen kan forårsage brand. Letantændelige genstande fjernes fra svejsepladsen.
- Arbejdstøjet skal også være sikret mod gnister og sprøjt fra lysbuen (Brug evt. brandsikkert forklæde og pas på
åbenstående lommer).
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Støj
- Lysbuen frembringer akustisk støj, og støjniveauet er betinget af skæreopgaven. Støjen har ofte et niveau der
kræver at høreværn anvendes.
Farlige områder
- Særlig forsigtighed skal udvises, når skærearbejdet foregår i lukkede rum, eller i højder hvor der er fare for at falde
ned.
Placering af skæreudstyret
- Placer skæreudstyret således at der ikke er risiko for, at det vælter.
- Særlige regler er gældende for rum med brand- og eksplosionsfare. Følg disse forskrifter.
Anvendelse af maskinen til andre formål end det, den er beregnet til er på eget ansvar.
Gennemlæs denne instruktionsbog omhyggeligt,
inden udstyret installeres og tages i brug!

6
MASKINPROGRAM
ZETA 40/60/100 er en luftkølet plasmaskæremaskine.
Svejseslanger og kabler
Til maskinerne kan MIGATRONIC fra sit produkt-
program levere returstrømkabler, sliddele mm.
Transportvogn (ekstraudstyr)
Maskinerne kan leveres med transportvogn.
HVAD ER PLASMASKÆRING
Plasmafysik
Plasmalysbuen er en meget koncentreret lysbue, der
opstår ved, at lysbuen bliver mekanisk koncentreret og
indsnævret igennem et lille dysehul. Denne ind-
snævring giver meget høje temperaturer (over
15000°C) og en meget høj hastighed. Den høje tem-
peratur gør materialet flydende, og materialet presses
væk af den kinetiske energi i lysbuen.
En ideel plasmagas er molekylær, har høj varme-
ledningsevne, er let at ionisere og har høj molekyle-
vægt. Trykluft er velegnet som plasmagas, dog skal
brænderen have en særlig udformning, idet der er ilt i
trykluften.
Plasmabrænderen
En plasmabrænder ligner en TIG-svejsebrænder, hvor
der er tilføjet en dyse for at lave en mekanisk ind-
snøring af lysbuen.
Elektroden består af kobber, hvori der er indpresset en
hafniumstift. Dysen er udført i kobber.
Der er kun en tryklufttilledning til pistolen, hvor gassen
deles til plasmagas og kølegas. For at lysbuen kan
tændes, udledes en HF-gnist mellem elektrode og
dyse. Derved ioniseres plasmagassen, og pilotlysbuen
tændes. Af sikkerhedshensyn, samt for at undgå op-
varmning og slitage, er pilotlysbuetiden begrænset til
max. 3 sek.
Når brænderen placeres tæt på skæreemnet, vil lys-
buen blive overført til emnet, pilotlysbuen slukkes og
skæreprocessen starter.
Skæring i metalnet og gittre
Det er nødvendigt at fremføre brænderen konstant
fremad, når lysbuen er overført til skæreemnet, og
skæreprocessen er i gang. Ellers slukkes lysbuen. Det
samme sker, hvis brænderen føres væk fra svejse-
emnet.
Hvis det er nødvendigt at skære i metalnet, gitre eller
andre afbrudte materialer, er det nødvendigt at an-
vende ”gitter” funktionen. I denne skæreproces vil ma-
skinen altid have lysbuen tændt. Desværre vil
brænder- og sliddele hurtigere blive brugt, og skære-
processen vil nedsættes i hastighed.
IBRUGTAGNING
Nettilslutning
Maskinen skal tilsluttes den korrekte netforsyning iht.
det påsatte typeskilt. Efter montering af netstikket er
maskinen klar til brug. Netstikforbindelsen skal fore-
tages af autoriseret og kvalificeret personale. Tænd og
sluk maskinen ved hjælp af afbryderen på maskinen.
Tilslutning af fjernkontrol (ZETA 100 AUTOMAT)
ZETA 100 til automatbrug kan fjernreguleres via en
fjernkontrol eller en svejseautomat. Fjernkontrolstikket
har terminaler for følgende funktioner:
A: Input-signal for svejsestrøm, 0 –
+10V indgangsimpedans: 1Mohm
B: Signal-nul
C: Output-signal for etableret lysbue
(max. 1A), fuldt isoleret
D: NC
E: Output-signal for etableret lysbue (max. 1A), fuldt
isoleret
F: NC
G: Forsyningsspænding +24VDC. Kortslutningssikret
med PTC modstand (max. 50mA)
H: Forsynings-nul
Generatordrift
Tilslutning til generator kan medføre, at plasmaskære-
maskinen ødelægges.
Generatorer kan, i forbindelse med tilslutning til en
plasmaskæremaskine, afgive store spændingspulser
som virker ødelæggende på plasmaskæremaskinen.
Kun frekvens- og spændingsstabile generatorer af
asynkron-typen må anvendes. Defekter, som opstår
på plasmaskæremaskinen som følge af tilslutning til
generator, er ikke omfattet af garantien.

7
Tryklufttilslutning
Trykluftsslangen skal forbindes bag på strømkilden.
Trykluften skal være ren og tør for at undgå hurtigt slid
på sliddele i brænderen. For at opnå dette kan der
monteres særligt luftfilter. Trykluftsanlægget skal have
en kapacitet på min. 120 l/min ved et tryk på 6-8 bar
på ZETA 40/60 og min. 180 l/min ved et tryk på 6-
8 bar på ZETA 100. Kompressoren må ikke overstige
8 bar.
ZETA har indbygget trykreduktionsventil og et mano-
meter.
Indstilling af skæreluft
Maskinen er udstyret med en lufttryksindikator, der
stopper maskinen, hvis indløbstrykket er mindre end
3 bar.
Tænd maskinen
Tryk på ”Lufttest” tasten på betjeningspanelet (gas-
ventilen åbnes)
Fasthold tasten og juster lufttrykket til 3,5 bar. Luft-
tryksstørrelsen afhænger af materialetype, tykkelse
og strømstyrken. Overstig ikke 6 bar.
Slip tasten
Skæreprocessen
Indstil skærestrømmen i forhold til materialetype og
tykkelse.
Vælg skæremetode: normal eller ”gitter” skæring.
Hold brænderen i afstand fra personer eller objekter
og tryk på brændertasten. Pilotlysbuen tændes.
Placer brænderen tæt på skæreemnet, og lysbuen vil
blive overført. Pilotlysbuen slukkes, hvis brænderen
ikke føres tæt på skæreemnet indenfor 3 sek. efter, at
pilotlysbuen er tændt.
Start skæreprocessen fra den ene ende af skære-
emnet for at undgå, at slagger og sprøjt returnerer til
brænderen. Hvis det er nødvendigt at skære i midten
af et emne, skal brænderen hældes. Pilotlysbuen vil
tillade overførsel af lysbuen, selv på beskidte eller ma-
lede overflader.
Skærehastighed
Den korrekte skærehastighed gør det muligt at skære
materialet og fjerne det smeltede materiale fra den
modsatte side af skæreemnet.
Det smeltede materiale vil have et flow på en 10-15°
hældning på brænderakslen ved den korrekte skære-
hastighed. Det vil gøre det muligt at opnå rene skære-
hjørner uden slagger.
For langsom skærehastighed vil udvide skæreområ-
det, øge varmezonen og efterlade slagger på skære-
området.
For høj skærehastighed vil ikke skære igennem
materialet og vil returnere slagger og sprøjt.
Brænderen skal holdes lodret mod svejsemnet under
skæreprocessen.
Fordele ved plasmaskæring
Plasmaskæring giver mange fordele i forhold til auto-
genskæring. Smeltebadet er smallere med det høje
indhold af oxygen i autogenskæring, og derved er det
ikke muligt at skære i rustfrit stål. Den høje temperatur
og trykluften fjerner det smeltede materiale og efter-
lader rene skæreflader.
Plasmaskæring kan anvendes til alle elektrisk ledede
materialer.
Sliddele
Der er to sliddele i brænderen: elektrode og dyse.
Elektrodens ende af hafnium slides under skæring og
skal udskiftes, når der er 2-3mm tilbage. En udslidt
elektrode gør det vanskeligt at etablere pilotlysbuen,
og vil resultere i en ustabil lysbue og reducere skære-
kvaliteten.
Dysen skal holdes fri af skæresprøjt, da åbningen
øges og gøres skæv. Derved reduceres skærekvalite-
ten.
Levetiden er variabel og afhængig af skæreopgaver.
BEMÆRK!
Det er vigtigt at kontrollere flowet ved hjælp
af plasmagastesteren.
Flowet SKAL ligge mellem de to streger på
gastesteren.
Ligger flowet udenfor, resulterer det i enten
dårlig skærekvalitet eller kort levetid på slid-
delene.

8
BETJENINGSVEJLEDNING
ZETA 40/60 ZETA 100
Drejeknap
Maskinen er forsynet med en drejeknap,
som anvendes til indstilling af skære-
strømmen.
20-45A for ZETA 40,
20-60A for ZETA 60,
20-100A for ZETA 100.
Plasmalysbue
Plasmalysbueindikatoren lyser af sikkerheds-
hensyn, hvis der er spænding på brænderen.
Overophedning
Overophedningsindikatoren lyser, skære-
processen er blevet afbrudt på grund af over-
ophedning af maskinen.
Netfejl
Netfejlsindikatoren lyser, når netspændingen
er mere end 15% lavere end den beregnede
spænding.
Manglende lufttryk
Lufttryksfejlindikatoren lyser, når lufttrykket
falder til under 3 bar. Maskinen stopper.
Brænderfejl
Brænderindikatoren blinker, når der opstår en
kortslutning i brænderen (skadet brænder eller dårlig
samling af elektriske dele som elektrode, dyse etc.)
Maskinen stopper.
Brænderindikatoren lyser, når brænderhovedet ikke er
korrekt samlet. Indikatoren informerer brugeren om
risikoen for elektrisk chok, da de udsatte elektriske
dele er udsat for høj spænding. Maskinen stopper.
PLS (ZETA 100)
Teksten vises i display ved kortslutning i
plasmabrænderen
LO.P (ZETA 100)
Teksten vises i displayet ved for lavt
trykluft fra lufttilslutningen.
HI.P (ZETA 100)
Teksten vises i displayet ved for højt
trykluft fra lufttilslutningen.
Visning af fejlkoder
Indikatoren ved siden af ikonet blinker, når der
opstår andre typer fejl. Samtidigt vises fejlkode i dis-
playet.
Udvalgte fejlkoder:
(Fejlmeddelelsen fjernes ved at trykke -tasten)
Spændingsfejl
Ikonet vises, når netspændingen er for
høj. E04-01 vises, når netspændingen
er for lav.
Tilslut maskinen til 400V AC, +/-15% 50-60Hz.
ANDRE FEJLTYPER
Hvis andre fejlkode vises i display skal maskinen
slukkes og tændes for at fjerne meddelelsen.
Hvis fejlmeddelelsen vises gentagne gange, er
reparation af strømkilden nødvendig.

9
Valg af skæremetode
Normal skæring
Denne funktion bør være aktiv under normal
brug.
”Gitter”skæring
Denne funktion bør kun anvendes under
specielle forhold (f.eks. skæring i metalnet), da
levetiden på sliddele til brænderen afkortes, og skære-
hastigheden nedsættes.
Fugning (ZETA 100)
Til denne funktion anvendes en særlig dyse,
der tillader plasmabuen at blæse det smeltede
materiale væk og derved skabe en fuge. Under
fugning skal brænderen holdes i en 45° hældning i
forhold til skæreemne og brugeren skal sikre sig, at
brænderen holdes, så det smeltede materiale blæses i
den rigtige retning rent sikkerhedsmæssigt.
Lufttrykket skal være indstillet til 3,5 bar.
(ZETA 100)
Denne funktion anvendes til visning af lysbue-
spænding eller skærestrøm. Tasten holdes
nede i 3 sekunder, og “A” indikatoren slukkes, når
lysbuespændingen vises. Når tasten trykkes igen,
returnerer visningen til skærestrøm.
Lufttrykstest
Gasventilen åbnes, uden at lysbuen tændes.
Det er da muligt at kontrollere og evt. justere
på lufttryksmåleren bag på maskinen. Lufttrykket skal
være 3,5 bar for ZETA 40/60, og for ZETA 100
anbefales 4,0 bar for skæring og 3,5 bar for fugning.
Ved at trykke på lufttrykstasten på ZETA 100 vises
trykket på den komprimerede luft.

10
VEDLIGEHOLDELSE
Manglende vedligeholdelse kan medføre nedsat
driftssikkerhed og bortfald af garanti.
Der skal udføres periodisk eftersyn på ZETA skære-
maskinerne.
Periodisk eftersyn:
For at sikre en problemfri drift skal følgende eftersyn
udføres mindst en gang årligt, eller efter behov.
- Afbryd maskinen fra forsyningsnettet og vent
2 minutter inden sideskærmene afmonteres. Dette
må kun foretages af elkyndigt personale.
- Ventilatorvingerne og komponenterne i kølekana-
len renses for snavs med trykluft.
Vandudskiller
Tøm og rengør vandudskilleren på regulatoren.
Dette gøres ved at trykke på udluftningsventilen i
bunden af glaskappen når trykluften er sluttet til,
eller ved at skrue kappen helt af og rengøre for
smuds.
Urenheder i luften medfører at elektrode og dyse
irrer eller danner kortslutninger mellem elektroden
og skæredysen. Fugt i luften forhindrer start af
pilotlysbue.
Hvis der har været urenheder eller fugt i skære-
luften, rengøres enden af elektroden og den ind-
vendige side af dysen med fint sandpapir.
Plasmaslangen og skærehovedet
Undersøg
- skærehovedet for skader,
- plasmaslangen for skader på overtrækket
og udskift efter behov dyse, elektrode og
elektrodeisolator.
Dysen bør jævnligt rengøres for metalsprøjt ved
hjælp af en stålbørste. Der må ikke anvendes
skarpe genstande, da disse kan beskadige dyse-
hullet. Dysen er en sliddel, og det er derfor vigtigt
jævnligt at kontrollere, om den skal skiftes. Der er
risiko for nedsmeltning i skærehovedet, hvis
udskiftning ikke sker i tide. Nedenstående foto
viser ny dyse til venstre og nedslidt dyse til højre.
Under skæring kan der dannes metalsprøjt mellem
elektrode og dysekappe. Dette metalsprøjt skal
fjernes ved at blæse trykluft ind, mens man banker
let på det.
Brænder/tændingsfunktion (Zeta 100)
Det er vigtigt at sikre sig, at tændingsmekanismen
er bevægelig, hver gang elektroden skiftes.
Smøring er nødvendig, hvis tændingsfunktionen
ikke fungerer korrekt.
Nedenstående foto viser, hvor smøringen skal
foregå, og hvordan det er vigtigt at skubbe op og
ned for at smøre tændingsfunktionen.
Fjern overskydende smøremiddel inden samling
af brænderhoved.
Vi anbefaler ren vaseline uden tilsætninger eller
paraffinolie.
Andre smøremidler som f.eks. toluen, xylen eller
benzen (især som spray) er ikke tilladt, da det kan
ødelægge indre dele af brænderens mekanisme.
Silicium-baserede, Lithium-baserede og Teflon-
baserede produkter er IKKE tilladte, da de kan
reagere med indvendige gummidele.

11
TEKNISKE DATA
Strømkilde: ZETA 40 ZETA 60 ZETA 100
Netspændin
g
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Netsikring 16 A 10 A 20 A
Netstrøm, effekti
v
16,8 A 6,8 A 19,1 A
Effekt, (100%) 3,9 kVA 4,7 kVA 13,2 kVA
Effekt, max 5,3 kVA 7,4 kVA 29,9 kVA
Effekt, tom
g
an
g
< 35 W < 35 W < 35 W
Virkningsgrad 0,9 0,9 0,8
Tilladelig belastning: Skærin
g
Fugnin
g
100% (40° omgivelsestemp) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
60% (40° omgivelsestemp) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% (40° omgivelsestemp) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
35% (40° omgivelsestemp) - - - 100 A / 140 V
100%
(
20° om
g
ivelsestemp
)
40 A / 96 V 45 A / 98 V - -
60% (20° omgivelsestemp) 45 A / 98 V 55 A / 102 V - -
Tomgangsspænding 225 V 241 V 248 V
Strømområde 20-45 A 20-60 A 20-100 A
1
Anvendelsesklasse
S
S
S
2
Besk
y
ttelsesklasse
(
IEC 529
)
IP 23 IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl) (mm) 360x220x570 360x220x570 405x345x675
Væ
g
t 26k
g
27 k
g
36k
g
Kvalitetssnit 8 mm 12 mm <25 mm
Delesnit 12 mm 18 mm <35 mm
Bortskaf produktet i overensstemmelse med
gældende regler og forskrifter.
www.migatronic.com/goto/weee
1
S
Maskinen opfylder de krav der stilles under anvendelse i områder med forøget risiko for elektrisk chok
2 Maskinen må anvendes udendørs, idet den opfylder kravene til beskyttelsesklasse IP23.”

12
GARANTIBETINGELSER
Migatronic svejsemaskiner kvalitetskontrolleres
løbende i hele produktionsforløbet og afprøves som
samlede enheder gennem omhyggelig, kvalitetssikret
funktions- og sluttest.
Migatronic yder 12 måneders garanti på nye
svejsemaskiner, der ikke er registreret. Hvis nye
svejsemaskiner registreres inden for 6 uger efter
fakturering, udvides garantiperioden til 24 måneder.
Registrering skal foretages på internetadressen:
www.migatronic.com/warranty. Som bevis for
registreringen gælder registreringsbeviset, der
fremsendes pr. e-mail. Den originale faktura samt
registreringsbeviset er købers dokumentation for, at
svejsemaskinen er omfattet af en 24 måneders
garanti.
Såfremt registrering ikke foretages, er standard
garantiperioden 12 måneder for nye svejsemaskiner,
regnet fra dato for fakturering til slutkunde. Den
originale faktura er dokumentation for
garantiperioden.
Migatronic yder garanti i henhold til gældende
garantibetingelser ved at udbedre mangler eller fejl
ved svejsemaskiner, der påviseligt inden for
garantiperioden måtte skyldes materiale- eller
produktionsfejl.
Der ydes som hovedregel ikke garanti på
svejseslanger, da disse anses som sliddele; dog vil
fejl og mangler, som opstår inden for 6 uger efter
ibrugtagning og som skyldes materiale- eller
produktionsfejl, blive betragtet som
garantireklamation.
Enhver form for transport i forbindelse med en
garantireklamation er ikke omfattet af Migatronics
garantiydelse og vil derfor ske for købers regning og
risiko.
I øvrigt henvises til Migatronic gældende
garantibetingelser som er tilgængelig på:
www.migatronic.com/warranty.

13
ENGLISH
Electromagnetic emissions and the radiation of electromagnetic disturbances
This welding equipment for industrial and professional use is in
conformity with the European Standard EN/IEC60974-10 (Class A).
The purpose of this standard is to prevent the occurrence of
situations where the equipment is disturbed or is itself the source of
disturbance in other electrical equipment or appliances. The arc
radiates disturbances, and therefore, a trouble-free performance
without disturbances or disruption, requires that certain measures
are taken when installing and using the welding equipment. The
user must ensure that the operation of the machine does not
occasion disturbances of the above mentioned nature.
The following shall be taken into account in the surrounding area:
1. Supply and signalling cables in the welding area which are
connected to other electrical equipment.
2. Radio or television transmitters and receivers.
3. Computers and any electrical control equipment.
4. Critical safety equipment e.g. electrically or electronically
controlled guards or protective systems.
5. Users of pacemakers and hearing aids etc.
6. Equipment used for calibration and measurement.
7. The time of day that welding and other activities are to be
carried out.
8. The structure and use of buildings.
If the welding equipment is used in a domestic establishment it may
be necessary to take special and additional precautions in order to
prevent problems of emission (e.g. information of temporary welding
work).
Methods of reducing electromagnetic emissions:
1. Avoid using equipment which is able to be disturbed.
2. Use short welding cables.
3. Place the positive and the negative cables close together.
4. Place the welding cables at or close to floor level.
5. Remove signalling cables in the welding area from the supply
cables.
6. Protect signalling cables in the welding area, e.g. with selective
screening.
7. Use separately-insulated mains supply cables for sensitive
electronic equipment.
8. Screening of the entire welding installation may be considered
under special circumstances and for special applications.
WARNING
Plasma cutting can be dangerous to the user, people working nearby, and the surroundings if the equipment is
handled or used incorrectly. Therefore, the equipment must only be used under the strict observance of all relevant
safety instructions. In particular, your attention is drawn to the following:
Electricity
- The cutting equipment must be installed according to safety regulations and by a properly trained and qualified person.
The machine must be connected to earth through the mains cable.
- It is dangerous to be exposed to electric shock. It can damage your health and in worst case kill you. By use of plasma cutting
equipment it is very important that you to pay attention as you work with very high voltages.
- Make sure that the cutting equipment is correctly maintained.
- In the case of damaged cables or insulation, work must be stopped immediately in order to carry out repairs.
- Repairs and maintenance of the equipment must be carried out by a properly trained and qualified person.
- Avoid all contact with live components in the cutting circuit (cutting torch and earth clamp) if you have bare hands.
Always use dry clothes and welding gloves without holes.
- Make sure that you are properly and safely earthed (e.g use shoes with rubber sole).
- Use a safe and stable working position (e.g. avoid any risk of accidents by falling).
- Disconnect the machine before separating the cutting torch by change of electrode and other service.
- Use only specified cutting torch and spare parts (see spare parts list).
Light and heat emissions
- Protect the eyes as even a short-term exposure can cause lasting damage to the eyes. Use a welding helmet with suitable
radiation protection glass.
- Protect the body against the light from the arc as the skin can be damaged by welding radiation. Use protective clothes,
covering all parts of the body.
- The place of work should be screened, if possible, and other persons in the area warned against the light from the arc.
Smoke and gases
- The breathing in of the smoke and gases emitted during cutting is damaging to health. Make sure that any exhaust systems
are working properly and that there is sufficient ventilation.
Fire hazard
- Radiation and sparks from the arc represent a fire hazard. As a consequence, combustible materials must be removed from
the place of welding.
- Working clothing should also be secure against sparks from the arc (e.g. use a fire-resistant material and watch out for folds
and open pockets).
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Noise
- The arc generates surface noise according to cutting task. Often, use of hearing aids is necessary.
Dangerous areas
- Special consideration must be taken when welding is carried out in closed areas or in heights where there is a danger of
falling down.
Positioning of the cutting equipment
- Place the cutting equipment so there is no risk that the machine will tip over.
- Special regulations exist for rooms with fire- and explosion hazard. These regulations must be followed.
Use of the cutting equipment for other purposes than it is designed for is strongly deprecrated. If the occasion should arise
this will be carried out without responsibility on our part.
Read this instruction manual carefully
before the equipment is installed and in operation

14
MACHINE PROGRAMME
ZETA 40/60/100 is an air-cooled plasma cutting
machine.
Welding hoses
The machine can be equipped with return current
cables, spare parts etc. from the MIGATRONIC
programme.
Trolley (option)
The machines can be delivered with a transport
trolley.
WHAT IS PLASMA CUTTING?
The plasma arc is a very hot arc obtained by
constricting a ionized gas into the small hole of the
torch tip. By limiting the arc width it is possible to
achieve very high temperatures (over 15.000 C°) and
very high velocity of the gas. The high temperature
melts the part to cut while the high speed of the gas
removes the molten metal from the workpiece.
The ideal gas to use for plasma is an inert gas, but
also compressed air can be used. However, the
presence of oxygen in the compressed air has to be
taken in consideration when designing the torch.
Plasma cutting torch
The plasma cutting torch is somehow similar to a TIG
torch but it is designed in such a way to force the arc
in a very small orifice in the torch tip.
The electrode is made with copper and at the end
there is a small part made with hafnium. The tip is
made with copper.
The compressed air goes through the torch and it is
used for creating the plasma gas and to cool the torch.
The arc ignition is obtained with a high frequency
discharge between the electrode and the tip (Pilot
Arc). The pilot arc is limited to max 3 seconds to
prevent heating of the torch and excessive wear on
the consumable parts.
When the torch is positioned close to the workpiece
the arc is transferred to the workpiece, the pilot arc
switches off and the cutting operation starts.
Cutting metal nets and grills
When the arc is transferred on the workpiece and the
cutting operation is started, it is necessary to move the
torch ahead constantly in order to have always the arc
between the torch and the solid metal. Otherwise, yhe
arc will switch off. The same would happen, if the
torch is moved away from the workpiece.
If it is necessary to cut a metal net or a grill or other
discontinuous materials the “Grid” option has to be
used by pushing the relevant key pad on the front
panel. In this mode the machine will always keep the
pilot arc on, thus preventing the arc from switching off.
In this cutting mode, however, the consumables and
parts of the torch will wear faster and the efficiency of
the cutting operation will decrease.
INITIAL INSTRUCTIONS
Connection to the net
Make sure the input voltage is correct. It should fit the
voltage specified at the type plate of the machine. The
machine is ready for use after the mains plug has
been mounted by autorised and qualified personnel.
The machine can be switched on and off at the mains
plug.
Connection of remote control
(ZETA 100 AUTOMAT)
ZETA 100 machines for automat use equipped with 8-
pole control interface can be controlled via a remote
control or a welding robot. The remote control socket
has terminals for the following functions:
A: Input signal for welding current, 0 –
+10V input impedance: 1Mohm
B: Signal ground
C: Arc detect – contact of relay (max.
1Amp), fully insulated
D: N.C.
E: Arc detect – contact of relay (max. 1Amp), fully
insulated
F: N.C.
G: Supply +24VDC. Short circuit protected with PTC
resistor (max. 50mA).
H: Supply ground
Generator operation
Connection to generators can damage the plasma
cutting machine.
When connected to a plasma cutting machine,
generators can produce large voltage pulses, which
can damage the plasma cutting machine. Use only
frequency and voltage stable generators of the
asynchronous type.
Defects on the plasma cutting machine arisen due to
connection of a generator are not included in the
guarantee.

15
Supply of compressed air
The compressed air hose has to be connected to the
back of the power source. The air should be clean and
dry in order to prevent fast wear of the torch parts. A
special air filter can be mounted in order to obtain this.
The compressor must have a capacity of at least
120 l/min by a pressure of 6-8 bar on ZETA 40/60 and
min. 180 l/min by a pressure of 6-8 bar on ZETA 100.
The compressor should not exceed 8 bar.
In the back of the power source there is an air filter
with a pressure gauge and a pressure regulator.
Adjustment of air pressure
The power source is equipped with a pressure switch
that will stop the machine if the input pressure goes
below 3 bar (see front panel above)
Switch ON the machine
Push the “air test” button on the front panel (the
gas valve will open)
Check the air pressure on the gauge and adjust it
to 3.5 bar while keeping the “air test” button
pushed. Different pressure values can be used
depending on the material type, thickness and the
Amperage. Do not exceed 6 bar.
Release the pushbutton
Cutting operation
Adjust the cutting current the value needed for the
material type and thickness.
Select cutting mode: normal or “grid”.
Keep the torch away from persons or objects and
push the torch trigger. The pilot arc will start.
Position the torch close to the workpiece and the arc
will be transferred. If the torch is not moved close to
workpiece within 3 seconds after the pilot arc has
been established, the pilot arc will switch off and the
operation has to be repeated.
Start the cutting operation from one end of the work-
piece in order to prevent slag and spatters to return on
the torch. If the cutting operation has to be started in
the middle of the workpiece angle the torch in order to
avoid return of slag or spatters on the torch.
The pilot arc will allow the transfer of the arc also on
dirty or painted workpiece.
Cutting speed
The correct cutting speed allows to completely cut the
material and to remove the molten material from the
opposite side of the workpiece, avoiding return of
sparks and spatters.
With the right cutting speed the flow of molten material
will have an angle of 10-15° on the torch axle. This will
allow cut edges clean without slag.
Too slow cutting speed widens the cutting area,
increases the heat-affected zone and leaves slag on
the cutting surface.
Too high cutting speed will not cut the whole thickness
of the material and will give return of spatters and
sparks.
During the cutting operation the torch has to be kept
perpendicular to the workpiece.
Advantages of plasma cutting
Plasma cutting gives many advantages over
oxyacetylene cutting. The heat-affected zone is
smaller while the high content of oxygen in oxycutting
prevents the use on stainless steel. The temperature
of plasma cutting is higher than oxycutting and the
flow of compressed air removes the molten material
leaving clean cut edges.
Plasma cutting can be used on all electrically
conductive materials.
Wear parts
There are 2 parts in the torch subject to wear: the
electrode and the tip.
The hafnium end of the electrode wears during cutting
and when this wear has reached 2-3 mm the electrode
has to be replaced. A worn out electrode will make
difficult to establish the pilot arc, will give an unstable
arc and worse cutting quality.
The tip has to be kept clean from spatters. The orifice
will become wider and irregular and this will decrease
the cutting quality.
The lifetime of the consumables is variable and
depends also from the application.
Torch and spares
Use only original spare and wear parts.
Please note!
It is important to control the flow by means of
the plasma gas test device.
The flow MUST be set between the two lines
on the gas test device.
If the flow is not within this area, it will result
in either bad cutting quality or decreased
lifetime on the wearing parts.

16
CONTROL UNIT
ZETA 40/60 ZETA 100
Control knob
The machine has a kontrol knob, which is
used for setting of the cutting current.
20-45A for ZETA 40,
20-60A for ZETA 60,
20-100A for ZETA100
Plasma arc indicator
The plasma arc indicator is illuminated for
reasons of safety and in order to show if there is
voltage at the output tap on the torch.
Overheating error indicator
The overheating indicator is illuminated if
cutting is interrupted due to overheating of the
machine.
Mains error indicator
The mains error indicator is illuminated if the
mains voltage is more than 15% lower than the rated
voltage.
Air pressure indicator
The air pressure indicator is illuminated if the
air pressure is less than 3 bar. The machine stops.
Torch alarm
RED light FLASHING: one short circuit is
present inside the torch (torch damaged or bad
assembling of electrical parts like electrode, tip, etc).
Generator is stopped.
RED light LIGHTED: head of torch is not completely
assembled. It informs the operator about the risk of
electric shock because of exposed electric parts
subjected to high voltage. Generator is stopped.
PLS (ZETA 100)
The text is displayed by short circuit in
the plasma torch.
LO.P (ZETA 100)
The text is displayed when the air
pressure from the air supply is too low.
HI.P (ZETA 100)
The text is displayed when the air
pressure from the air supply is too high.
Error symbols
The indicator next to the icon flashes on and
off when other types of errors occur. At the same
time an error symbol is shown in the display.
Selected error codes:
(The error code can be reset by pressing the
-key pad.)
Mains supply error
The icon will be displayed, when the
mains voltage is too high. E04-01 will
be shown when the mains voltage is too low.
Connect the welding machine to
400V AC, +/-15% 50-60Hz.
OTHER TYPES OF ERRORS
If other error symbols are displayed, the machine
needs to be switched off and then on to cancel the
symbol.
If the error symbol is shown repeatedly, repair of the
power source is required.

17
Cutting mode
Normal cutting
This function should be used in general.
“Grid” cutting
This function should only be used under
special conditions, as it will faster wear the
consumables of the torch and slow down the cutting
operation.
Gouging (ZETA 100)
This function is used with a special nozzle
that allows the plasma arc to blow away the
melted material and thereby creating a gouge.
During gouging the torch must be kept at 45° with
respect of workpiece and the operator must direct
the torch in a way that melted material will blow away
in a safe direction.
The pressure of compressed air should be regulated
to 3.5bar.
(ZETA 100)
This function offers the possibility to display
the arc voltage or the cutting current. The key
pad must be pressed for 3 seconds and the LED
next to the “A” indicator will be turned off, when the
arc voltage is displayed. To go back to the Cutting
Current just press the key pad again.
Air pressure test
By pushing this button the gas valve will open
without starting an arc. This operation allows
checking the air pressure on the gauge positioned on
the back of the machine and to adjust it to 3.5 bar for
ZETA 40/60. For ZETA 100 4.0 bar is recommended
for cutting and 3.5 bar for gouging.
In ZETA 100, when pressing the TEST AIR, the
display shows the pressure of compressed air.

18
MAINTENANCE
Insufficient maintenance may result in reduced
operational reliability and in lapse of guarantee.
The ZETA plasma cutting machines require virtually no
maintenance. However, exposure to extremely dusty,
damp or corrosive air is damaging to welding machines.
Periodical maintenance
In order to prevent problems arising, the following
procedure should be observed at least once a year or as
required.
- disconnect the machine from the mains supply and
wait 2 minutes before removing the front panels.
- clean the fan blades and the components in the cooling
pipe with clean, dry, compressed air.
Water separator
Empty and clean the water separator on the regulator.
This is carried out by pressing the air escape valve in
the bottom of the glass cap when the compressed air
is on, or by screwing the cap off and clean it.
The electrode and nozzle may become coated with
verdigris or short circuits between the electrode and
the cutting nozzle arise due to impurities in the air.
Moisture in the air prevents start of the pilot arc.
The end of the electrode and the inside of the nozzle
must be cleaned by fine sandpaper if impurities or
moisture in the cutting air have been present.
Plasma hose and cutting head
Examine
- Cutting head for damages.
- The plasma hose for damages on the cover
- and replace if needed nozzle, electrode and
electrode insulator.
The nozzle must be cleaned frequently for metal
spatter by use of a wire brush. No sharp items must
be used, as they can damaged the hole in the nozzle.
The nozzle is a wearing part, and it is important to
check for worn-out nozzles that need replacement.
There is a risk of a meltdown in the cutting head if the
nozzle is not exchanged in due time. The picture
below shows a new nozzle to the left and a worn-out
nozzle to the right. The nozzle is worn out when there
is a small crater in the hole.
Metal spatter between electrode and nozzle cap can
occur during cutting. This metal spatter must be
removed by blowing compressed air inside and at the
same time knocking easily at it.
Torch/ignition function (Zeta 100)
It is important to ensure that the ignition
mechanism is correctly movable each time the
electrode is exchanged. Lubrication is required
when the mechanism is not free on its
movement.
The picture below shows where to put grease
and how to push up and down to lubricate the
internal mechanism.
Remove the remaining grease before
reassembly of the torch.
We recommend pure Vaseline without
solvents or Paraffin oil.
Other lubricants are not allowed because they
can contain solvents like Toluene, Xylene,
Benzene (especially spray dispensers) that
can destroy inner parts of torch mechanism.
Silicon-based, Lithium-based and Teflon-
based products are NOT allowed because
they can react with inner rubber parts of torch.

19
TECHNICAL DATA
Power source: ZETA 40 ZETA 60 ZETA 100
Mains volta
g
e
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Fuse 16 A 10 A 20 A
Mains current, effective 16.8 A 6.8 A 19.1 A
Power, (100%) 3.9 kVA 4.7 kVA 13.2 kVA
Power, max 5.3 kVA 7.4 kVA 29.9 kVA
Open circuit powe
r
< 35 W < 35 W < 35 W
Efficienc
y
0.9 0.9 0.8
Permitted load: Cuttin
g
Gougin
g
100% duty cycle (40°C ambient temp) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
60% duty cycle (40°C ambient temp) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% duty cycle (40°C ambient temp) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
35% duty cycle (40°C ambient temp) - - - 100 A / 140 V
100% dut
y
c
y
cle
(
20°C ambient temp
)
40 A / 96 V 45 A / 98 V - -
60% duty cycle (20°C ambient temp) 45 A / 98 V 55 A / 102 V - -
Open circuit voltage 225 V 241 V 248 V
Current range 20-45 A 20-60 A 20-100 A
1
Application class
S
S
S
2
Protection class
(
IEC 529
)
IP 23 IP 23 IP 23
Standards EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensions (hxwxl) (mm) 360x220x570 360x220x570 405x345x675
Wei
g
ht 26k
g
27 k
g
36k
g
Cut qualit
y
8 mm 12 mm <25 mm
Cut max. 12 mm 18 mm <35 mm
Dispose of the product according to
local standards and regulations.
www.migatronic.com/goto/weee
1
S
The machine meets the standards which are demanded of machines working in areas where there is an increased risk of electric shock
2 Equipment marked IP23 is designed for indoor and outdoor applications

20
WARRANTY CONDITIONS
Migatronic welding machines are quality-tested
continuously throughout the production process and
undergo a thorough, quality-assured final function
test as assembled units.
The warranty period is 12 months for new welding
machines if no registration is carried out.
Upon registration of new welding machines within
6 weeks from invoicing, the warranty period is
extended to 24 months.
Registration must be made on the online address:
www.migatronic.com/warranty. The certificate of
registry is proof of the registration and will be sent by
e-mail. The original invoice and the certificate of
registry will document to the buyer that the welding
machine falls within the scope of a 24 months
warranty period.
If registration is not made, the standard warranty
period is 12 months for new welding machines, as
from the date of invoicing to end user. The original
invoice is documentation for the warranty period.
Migatronic provides warranty according to the
warranty conditions in force through remedying
defects in the welding machines that can be proved
to be caused by improper materials or workmanship
in the warranty period.
As a main rule, warranty is not provided for welding
hoses as they are considered to be wear parts;
defects that occur within 6 weeks after putting into
operation and which are caused by improper
materials or workmanship will, however, be
considered warranty claims.
All forms of transport in connection with a warranty
claim fall outside the scope of Migatronic’s warranty
and will take place for buyer’s own account and risk.
We refer to Migatronic’s warranty conditions at
www.migatronic.com/warranty

21
DEUTCH
Elektromagnetische Störungen
Diese Maschine für den professionellen Einsatz ist in Überein-
stimmung mit der Europäischen Norm EN/IEC60974-10 (Class A).
Diese Norm regelt die Ausstrahlung und die Anfälligkeit elektrischer
Geräte gegenüber elektromagnetischer Störung. Da das Lichtbogen
auch Störungen aussendet, setzt ein problemfreier Betrieb voraus,
daß gewisse Maßnahmen bei Installation und Benutzung getroffen
werden. Der Benutzer trägt die Verantwortung dafür, daß andere
elektrischen Geräte im Gebiet nicht gestört werden.
In der Arbeitsumgebung sollte folgendes geprüft werden:
1. Netzkabel und Signalkabel in der Nähe der Schweißmaschine,
die an andere elektrischen Geräte angeschloßen sind.
2. Rundfunksender- und empfänger.
3. Computeranlagen und elektronische Steuersysteme.
4. Sicherheitssensible Ausrüstungen, wie z.B. Steuerung und Über-
wachungseinrichtungen.
5. Personen mit Herzschrittmacher und Hörgeräten.
6. Geräte zum Kalibrieren und Messen.
7. Tageszeit, zu der das Schweißen und andere Aktivitäten statt-
finden sollen.
8. Baukonstruktion und ihre Anwendung.
Wenn eine Schweißmaschine in Wohngebieten angewendet wird,
können Sondermaßnahmen notwendig sein (z.B. Information über
zeitweilige Schweißarbeiten).
Maßnahmen um die Aussendung von elektromagnetischen
Störungen zu reduzieren:
1. Nicht Geräte anwenden, die gestört werden können.
2. Kurze Schweißkabel.
3. Plus- und Minuskabel dich aneinander anbringen.
4. Schweißkabel auf Bodenhöhe halten.
5. Signalkabel im Schweißgebiet von Netzkabel entfernen.
6. Signalkabel in Schweißgebiet schützen, z.B. durch
Abschirmung.
7. Separate Netzversorgung für sensible Geräte z.B. Computer.
8. Abschirmung der kompletten Schweißanlage kann in Sonder-
fällen in Betracht gezogen werden.
WARNUNG
Durch verkehrte Anwendung können Plasmaschneiden gefährlich für sowohl Benutzer als auch Umgebungen sein.
Deshalb dürfen die Geräte nur unter Beobachtung aller relevanten Sicherheitsvorschriften benutzt werden. Bitte
insbesondere folgendes beobachten:
Elektrizität
- Das Schneidgerät vorschriftsmäßig installieren. Die Maschine muß durch das Netzkabel geerdet werden.
- Elektrischer Schlag ist gefährlich. Er kann in Gesundheitsprobleme resultiern und schlimmstenfalls töten. Es ist deshalb
wichtig, daß Sonderbeachtung geschenkt wird, weil das Plasmagerät mit sehr hohen Spannungen arbeitet.
- Korrekte Wartung des Schneidgeräts durchführen. Bei Beschädigung der Kabel oder Isolierungen muß die Arbeit umgehend
unterbrochen werden um den Fehler sofort beheben zu lassen.
- Reparatur und Wartung des Schneidgerätes dürfen nur vom Fachmann durchgeführt werden.
- Jeglichen Kontakt mit stromführenden Teilen im Schneidkreis (Schneidbrenner und Masseklemme) mit bloßen Händen ver-
meiden. Nie defekte oder feuchte Schweißerhandschuhe und Arbeitsanzüge anwenden.
- Eine gute Erdverbindung sichern (z.B. Schuhe mit Gummisohlen anwenden).
- Eine sichere Arbeitsstellung einnehmen (z.B. Fallunfälle vermeiden).
- Die Maschine abschalten, ehe u.A. Auswechslung der Elektrode.
- Nur spezifizierte Brenner und Ersatzteile anwenden (Bitte Ersatzteilliste lesen).
Licht- und Hitzestrahlung
- Die Augen schützen, weil selbst eine kurzzeitige Einwirkung zu Dauerschäden führen kann. Deshalb ist es notwendig einen
Schweißerhelm mit geeignetem Strahlenschutzschild anzuwenden.
- Den Körper gegen das Licht vom Lichtbogen schützen, weil die Haut durch Strahlung geschädigt werden kann. Immer
Arbeitsschutzanzug anwenden, der alle Teile des Körpers deckt.
- Die Arbeitsstelle ist, wenn möglich, abzuschirmen, und andere Personen in der Umgebung müssen vor dem Licht gewarnt
werden.
Rauch und Gase
- Das Einatmen von Rauch und Gasen, die beim Schneiden entstehen, sind gesundheitsgefährlich. Deshalb ist gute
Absaugung und Ventilation notwendig.
Feuergefahr
- Die Hitzestrahlung und der Funkelflug vom Lichtbogen bilden eine Feuergefahr. Leicht entflammbare Stoffe müssen deshalb
vom Schneidbereich entfernt werden.
- Die Arbeitskleidung muß gegen Funken vom Lichtbogen gesichert werden (Evt. eine feuerfeste Schürze anwenden und auf
Falten oder offenstehende Taschen achtgeben).
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beachtet werden.
Geräusch
- Das Lichtbogen bringt akustisches Geräusch hervor, der Geräuschpegel ist aber von der Schneidaufgabe abhängig. In den
meisten Fällen ist Tragen des Gehörschutzes notwendig.
Gefährliche Gebiete
- Vorsicht muß erwiesen werden, wenn das Schweißen im geschlossenen Räume oder in Höhen ausgeführt werden, wo die
Gefahr für Sturtz besteht.
Plazierung des Schneidgeräts
- Das Schneidgerät muß so plaziert werden, daß das Gerät nicht umkippt.
- Sonderregeln gelten für Räume mit Feuer- und Explosionsgefahr. Diese Vorschriften müssen beoachtet werden.
Wir raten Anwendung des Schneidgerät für andere Zwecken als berechnet ab. Gegebenenfalls ist das in eigener
Verantwortung.
Bitte diese Bedienungsanleitung gründlich durchlesen,
bevor die Anlage installiert und benutzt wird!

22
PRODUKTÜBERSICHT
ZETA 40/60/100 ist eine luftgekühlte Plasmaschneid-
maschine.
Schweißschläuche
Die Maschinen können mit Rückstromkabeln und Ver-
schleißteile vom MIGATRONIC Programm ausgestattet
werden.
Transportwagen (Option)
Die Maschinen kann mit einem Transportwagen als Zu-
behör bestellt werden.
WAS IST PLASMASCHNEIDEN
Plasmaphysik
Der Plasmalichtbogen ist ein sehr konzentrierter Licht-
bogen, denn durch die sehr kleine Öffnung der Plasma-
düse erfolgt eine Einengung des Lichtbogens. Diese Einen-
gung hat Temperaturen von mehr als 15000°C zur Folge,
und die Geschwindigkeit des Plasmastrahls ist rund 2-mal
die Schallgeschwindigkeit. Die hohe Temperatur macht das
Material flüssig, und es wird durch die kinetische Energie
des Lichtbogens weggepreßt.
Ein ideales Plasmagas ist molekular, hat eine hohe
Wärmeleitfähigkeit, ist leicht zu ionisieren und hat ein
hohes Molekulargewicht. Preßluft ist als Plasmagas sehr
geeignet. Der Brenner muß aber eine besondere
Konstruktion haben, da die Preßluft Sauerstoff enthält.
Der Plasmabrenner
Ein Plasmabrenner ähnelt einem WIG-Schweißbrenner, bei
dem eine Düse eingebaut ist, um eine mechanische
Einengung des Lichtbogens zu bewirken.
Die Elektrode besteht aus Kupfer mit einem in die Spitze
eingepreßten Hafniumstift. Die Düse ist aus Kupfer. Mit
dem Düsenmantel wird die Düse festgehalten. Der Düsen-
mantel ist so ausgeschaltet, daß Düse und Düsenmantel
eine gute Luftkühlung bekommen.
Es gibt nur eine Preßluftzuleitung zum Brenner, wo das
Gas in Plasmagas und Kühlgas geteilt wird. Damit der
Lichtbogen gezündet werden kann, gibt es im ZETA einen
Hochfrequenzgenerator, der bewirkt, daß Funken zwischen
der Elektrode und der Düse springen. Dadurch wird das
Plasmagas ionisiert, und der Pilotlichtbogen zündet.
Zur Sicherheit und um Erhitzung und Verschleiß zu
vermeiden, ist die Pilotlichtbogenzeit auf 3 Sek. beschränkt.
Schneiden in Metallnetz und Gitter
Der Brenner soll ständig vorwärts geführt werden, wenn
der Lichtbogen auf das Werkstück übertragt ist, und der
Schneidprozeß inganggesetzt ist. Sonst schaltet der Licht-
bogen aus. Dasselbe passiert, wenn der Brenner vom
Werkstück weggeführt wird.
Die ”Gitter” Funktion muß für Schneiden in Metalnetz,
Gitter oder andere getrennten Materalien angewendet
werden. Der Lichtbogen ist immer in dieser Funktion ein-
schaltet. Leider werden Brenner- und Verschleissteile
schneller verschlissen, und der Schneidprozeß wird
langsamer.
ANSCHLUß UND
INBETRIEBNAHME
Netzanschluß
Die Maschine ist für Anchluß zur an dem Typen-
schild angegebenen Netzspannung berechnet.
Nach Anschluß des Netzsteckers ist die Anlage
betriebsbereit. Der Anschluß darf nur von qualifi-
ziertem Fachpersonal vorgenommen werden. Der
Ausschalter schaltet die Maschine ein und aus.
Fernbedienungsanschluß (ZETA 100)
Zeta 100 Maschinen für Automat ist mit Fern-
reglerstecker ausgestattet und können über Fern-
regler oder direkt vom Schweißautomaten ge-
steuert werden. Der Fernbedienungsanschluß hat
folgende Funktionen:
A: Eingangssignal für Schweiß-
stromsteuerung, 0 - +10V
Eingangswiderstand: 1Mohm
B: Bezugspunkt für alle Signale
C: Ausgangssignal für brennenden
Lichtbogen (max. 1A), völlig
isoliert
D: Keine Belegung
E: Ausgangssignal für brennenden Lichtbogen
(max. 1A), völlig isoliert
F: Keine Belegung
G: Versorgungsspannung +24VDC. Mit PTC
Widerstand (max. 50mA)
kurzschlussgesichert.
H: Masse

23
Generatorbetrieb
Anschluß an Generator kann die Plasmaschneid-
maschine zerstörren. Generatoren können in
Verbindung mit Anschluß an eine Plasmaschneid-
maschine große Spannungspulse abgeben, die die
Plasmaschneidmaschine zerstörren können.
Nur frequenz- und spannungsstabile Generatoren
vom asynkronen Typ dürfen angewendet werden.
Defekte auf die Plasmaschneidmaschine infolge An-
schluß der Generatoren werden von der Garantie
nicht erfaßen.
Druckluftanschluß
Der Druckluftschlauch muß hinter der Stromquelle
verbunden werden. Die Druckluft muß rein und
trocken sein, so daß die Verschleißteile im Brenner
nicht verschlissen. Zu Erreichung reiner und trockener
Luft, kann ein Luftfilter montiert werden. Die Druck-
luftanlage muß eine Kapazität von mindestens
120 l/min bei einem Druck von 6-8 bar auf ZETA 40/60
und mindestens 180 l/min bei einem Druck von 6-
8 bar auf ZETA 100 haben. Der Kompressor darf nicht
8 bar übersteigen.
ZETA hat Reduzierventil und Manometer eingebaut.
Einstellung der Schneidluft
Die Maschine ist mit einem Luftdruckindikator
ausgestattet, der die Maschine aufschaltet, wenn der
Luftdruck weniger als 3 bar ist.
Die Maschine einschalten
Auf die ”Lufttest” Taste drücken (das Gasventil wird
geöffnet)
Die Taste festhalten und den Luftdruck für 3,5 bar
einstellen. Die Luftdruckgröße hängt von
Materialtyp, Dicke und Stromstärke ab. Nicht 6 bar
übersteigen.
Die Taste loslassen.
Schneidprozeß
Den Schneidstrom im Verhältnis zu Materialtyp and
Dicke einstellen.
Schneidmethode wählen: Normal oder ”Gitter”
Schneiden.
Den Brenner von Personen und Objekten weghalten
und die Brennertaste drücken. Der Pilotlichtbogen ein-
schalten.
Den Brenner dicht auf das Werkstück plazieren, und
der Lichtbogen wird übertragt. Der Pilotlichtbogen
schaltet aus, wenn der Brenner binnen 3 Sek. nach
Einschalten des Pilotlichtbogens dicht auf das Werk-
stück plaziert wird.
Den Schneidprozeß von einem Ende des Werkstücks
anfangen, so daß Schlacken und Spritzer nicht zum
Brenner retourniert werden. Den Brenner muß geneigt
werden, wenn es notwendig ist, mitten eines Werk-
stücks zu schneiden. Der Pilotlichtbogen erlaubt Über-
tragung des Lichtbogens, auch auf schmutzige und
gemalte Oberflächen.
Schnittgeschwindigkeit
Die korrekte Schnittgeschwindigkeit ermöglicht
Schneiden des Materials og Entfernung des Materials
von der Gegenseite des Werkstücks.
Bei korrekter Schnittgeschwindigkeit hat der Plasma-
strahl einen Winkel von 15-20 Grad. Damit können
reine Schneidecken ohne Schlacke erreicht werden.
Wenn man den Brenner zu langsam führt, wird der
Schnitt breiter, und die Wärmezone mit
geschmolzenem Material an der Unterseite des Werk-
stücks wird grösser.
Zu hohe Schneidgeschwindigkeit wird so einwirken,
daß das Material nicht durchgeschneidet wird und
Schlack und Spritzer werden retourniert.
Der Brenner muss vertikal gegen das Werkstück
während des Schneidprozess festgehalten.
Vorteile des Plasmaschneidens
Das Plasmaschneiden hat mehrere Vorteile gegen-
über dem Azetylenschneiden. Der Schneidbad ist
schmaler mit dem hohen Inhalt an Oxygen in
Azetylenschneiden.
Die hohe Temperatur und Druckluft entfernen das
gescholzene Material und hinterließen reine Schneid-
flächen.
Plasmaschneiden kann für alle elektrisch führenden
Materialien angewendet werden.
Verschleißteile
Der Brenner hat zwei Verschleißteile, die Elektrode
und die Düse.
Die Elektrodenspitze aus Hafnium wird während des
Schneidens verschlissen und muss ausgetauscht
werden, wenn die Vertiefung 2-3mm erricht hat.
Eine verschlissene Elektrode hat schlechte Zünd-
eigenschaften und geringere Schnittqualität zur Folge,
under der Plasmalichtbogen neigt zum Abreissen (zu
langer Lichtbogen).
Die Düse von Spritzern freizuhalten. Nach längerem
Gebrauch ist auch die Düse abgenutzt, wodurch die
Schnittqualität geringer wird.
Das Lebensdauer ist variabel und hängt von Schneid-
aufgaben ab.
BITTE BEMERKEN!
Der Fluß soll mit Hilfe des Plasmagastestgerät
kontrolliert werden.
Der Fluß SOLL zwischen die zwei Striche auf
das Testgerät liegen. Sonst wird die
Konsequenz entweder schlechte Schneid-
qualität oder kurze Lebensdauer der
Verschleißteile.

24
KONTROLLEINHEIT
ZETA 40/60 ZETA 100
Drehknopf
Die Maschine ist mit einem Drehknop ver-
sorgen, der für Einstellung des Schneid-
stroms angewendet wird.
20-45A für ZETA 40,
20-60A für ZETA 60,
20-100A für ZETA100
Plasmalichtbogen
Der Plasmalichtbogenanzeiger leuchtet aus
Sicherheitsgründen beim Anliegen einer Spannung
auf der Elektrode bzw. auf dem Brenner auf.
Überhitzungsfehler:
Die Überhitzungsanzeige leuchtet auf, wenn
der Schneidbetrieb wegen einer Überhitzung der
Anlage unterbrochen wurde. Die Leuchtdiode erlischt
etwa 5 Sekunden nachdem sich das Gerät wieder
ausreichend abgekühlt hat.
Netzfehler:
Die Leuchtdiode für Netzfehler leuchtet, wenn
die Netzspannung 15% zu niedrig ist.
Pressluftanzeige
Diese Lampe leuchtet auf, wenn der Druck
der Pressluft weniger als 3 bar ist. Die Maschine
stoppt.
Brennerfehler
Die Brenneranzeige blinkt, wenn ein Kurz-
schluß im Brenner entsteht (defekter Brenner oder
schlechte Sammlung der Elektrische Teile wie z.B.
Elektrode, Düse usw.). Die Maschine stoppt.
Die Brenneranzeige leuchtet, wenn der Brennerkopf
nicht komplett ist. Die Anzeige informiert dem
Benutzer über die Gefahr für elektrischen Schlag, weil
die exponierte elektrischen Teilen für hohe Spannung
ausgesetzt ist. Die Maschine stoppt.
PLS (ZETA 100)
Der Text wird beim Kurzschluss im
Plasmabrenner gezeigt.
LO.P (ZETA 100)
Der Text wird gezeigt, wenn der Luft-
druck von der Luftzufür zu niedrig ist.
HI.P (ZETA 100)
Der Text wird gezeigt, wenn der Luft-
druck von der Luftzufür zu hoch ist.
Anzeige von Fehlersymbolen
Der Indikator neben dies Symbol blinkt, wenn
andere Fehlerarten aufgetreten sind. Gleichzeitig wird
das Fehlersymbol im Display angezeigt.
Ausgewählte Fehlerkodes:
(Der Fehler wird durch Drücken der -Taste null-
gestellt.)
Spannungsfehler
Das Symbol für Netzspannungsfehler
wird angezeigt, wenn die Netzspannung
zu hoch ist. E04-01 wird angezeigt, wen die Netz-
spannung zu niedrig ist.
Schließen Sie die Maschine bitte an:
400V AC +/- 15% 50-60 Hz.
ANDERE FEHLERTYPEN
Wenn andere Fehlersymbole im Display angezeigt
werden, soll die Maschine aus- und eingeschalten
werden, damit das Symbol entfernt wird.
Wenn das Fehlersymbol mehrmals erscheint, ist eine
Reparatur der Stromquelle notwendig.

25
Wahl der Schneidmethode
Allgemeines Schneiden
Diese Funktion ist immer Aktiv im allgemeinen
Schneiden.
”Gitter” Schneiden
Diese Funktion solll nur in Sonderfällen
angewendet werden (z.B. Schneiden in Metall-
netz), weil die Lebensdauer der Brennerverschleißteile
verkurzt wird, und die Schneidegeschwindigkeit
gedrosselt wird.
Fugen (ZETA 100)
Für diese Funktion wird eine spezielle Düse
angewendet, die sichert, daß der Plasmabogen
das geschmeltzte Material wegbläst, und dann eine
Fuge bildet. Während des Fugens soll der Brenner in
einer Neigung von 45° im Verhältnis zu Schneidstück
gehalten werden, und der Benutzer soll sich sichern,
daß der Brenner das geschmelzte Material in korrekter
Richtung geblasen wird.
Der Luftdruck soll für mindestens 3,5 bar eingestellt
werden.
(ZETA 100)
Diese Funktion ermöglicht Zeigen der Licht-
bogenspannung oder Schneidstrom. Die Taste
wird für 3 Sekunden festgehalten, und die Diode
neben “A” wird ausgeschaltet, wenn die Lichtbogen-
spannung gezeigt wird. Retournieren zu Schneidstrom
durch Widerdrücken an die Taste.
Luftdrucktest
Das Gasventil wird geöffnet ohne daß der
Lichtbogen einschaltet. Kontrolle und
eventuelle Einstellung des Luftdruckmessers hinter
der Maschine ist dann möglich. Der Luftdruck soll
3,5 bar für ZETA 40/60 sein. Für ZETA 100 ist 4,0 bar
empfehlenswert für Schneiden und 3,5 bar für Fugen.
Durch Drücken der Luftdrucktest Taste zeigt das Dis-
play auf ZETA 100 den Druck der Druckluft.

26
WARTUNG
Unzureichende Wartung kann in verminderter Betriebs-
sicherheit und in Wegfall der Garantie resultieren.
Periodische Wartung
Zur Gewährleistung eines problemlosen Betriebs müssen
folgende Inspektionen einmal jährlich oder nach Bedarf
durchgeführt werden:
- Ehe Öffnung der Anlage die Maschine vom
Versorgungsnetz abbrechen und 2 Min. warten.
- Durch Druckluft Lüfterflügel und Kühlkanal von
Schmutz befreien.
Wasserseparator
Den Wasserseparator auf den Regler muß entleeret
und gereinigt werden. Dies durch Drücken des
Entlüftungsventils in Boden des Glasmantels wenn
Druckluft angeschlossen ist oder durch ganze
Abmontierung des Mantels und Reinigung des
Schmutzes.
Unreinheiten in der Luft haben zur Folge, daß
Elektrode und Düse mit Grünspan überzogen werden
oder Kurzschlüsse zwischen Elektrode und
Schneiddüse entstehen. Feuchtigkeit in der Luft
verhindert Start des Pilotlichtbogens.
Wenn Unreinheiten oder Feuchtigkeit in der Schneid-
luft vorhanden sind, müssen das Ende der Elektrode
und die Innerseite der Düse mit feinem Sandpapier
gereinigt werden.
Plasmaschlauch und Schneidkopf
Schneidkopf für Schaden nachprüfen,
Plasmaschlauch für Schaden auf Überzug nachprüfen
Nach Bedarf Düse, Elektrode und Elektrodeisolator
auswechseln.
Düse soll regelmäßig mit Drahtbürste für Metall-
spritzer gereinigt werden. Scharfe Gegenstände
müssen vermeidet werden, weil sie das Düseloch
beschädigen können. Die Düse ist ein Verschleißteil,
und es ist wichtig zu kontrollieren, ob abgenutzten
Düsen ersetzt werden müssen. Es besteht die Gefahr
einer Kernschmelze in dem Schneidkopf, wenn die
Düse nicht rechtzeitig ausgetauscht wird. Das Bild
unten zeigt eine neue Düse nach links und einem
abgenutzten Düse nach rechts.
Während Schneiden kann Metallspritzer zwischen
Elektrode und Düsekappe ansetzen. Metallspritzer
kann durch leicht Klopfen und Einblasen von Druckluft
entfernt werden.
Brenner-/Zündfunktion (Zeta 100)
Es ist wichtig sicherzustellen, dass der
Zündmechanismus jedesmal vollständig
beweglich ist, wenn die Elektrode ausgetauscht
wird. Schmierung ist erforderlich, wenn der
Mechanismus nicht frei auf seiner Bewegung
ist.
Das Bild unten zeigt, wo Fett addiert soll und
wie oben und nach drücken, um den internen
Mechanismus zu schmieren.
Entfernen Sie das restliche Fett vor dem
Zusammenbau des Brenners.
Wir empfehlen reines Vaseline ohne
Lösungsmittel oder Paraffinöl.
Anderes Schmiermittel ist nicht zulässig, da
Lösungsmittel wie Toluol, Xylol und Benzol die
inneren Teile des Brenners Mechanismus
zerstören kann.
Silicon, Lithium und Teflon-basierte Produkte
sind nicht zulässig, da sie mit inneren
Gummiteilen des Brenners reagieren kann.

27
TECHNISCHE DATEN
Stromquelle: ZETA 40 ZETA 60 ZETA 100
Netzspannun
g
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Netzsicherung 16 A 10 A 20 A
Netzstrom, effektiv 16,8 A 6,8 A 19,1 A
Effekt, (100%) 3,9 kVA 4,7 kVA 13,2 kVA
Effekt, max 5,3 kVA 7,4 kVA 29,9 kVA
Effekt, leerlauf < 35 W < 35 W < 35 W
Wirkungsgrad 0,9 0,9 0,8
Schneiden Fugen
Zulässige ED 100% (40°C Temp) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
Zulässige ED 60% (40°C Temp) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
Zulässige ED 40% (40°C Temp) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
Zulässige ED 35% (40°C Temp) - - - 100 A / 140 V
Zulässi
g
e ED 100%
(
20°C Temp
)
40 A / 96 V 45 A
/
98 V - -
Zulässige ED 60% (20°C Temp) 45 A / 98 V 55 A / 102 V - -
Leerlaufspannung 225 V 241 V 248 V
Schweißstrombereich 20-45 A 20-60 A 20-100 A
1
Anwendungsklasse
S
S
S
2
Schutzklasse
(
IEC 529
)
IP 23 IP 23 IP 23
Normen EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensionen (HxBxL) (mm) 360x220x570 360x220x570 405x345x675
Gewicht 26k
g
27 k
g
36k
g
Qualitätsschnitt 8 mm 12 mm <25 mm
Trennschnitt 12 mm 18 mm <35 mm
Entsorgen Sie das Produkt gemäss
den örtlichen Standards.
www.migatronic.com/goto/weee
1
S
Erfüllt die Anforderungen an Geräte zur Anwendung unter erhöhter elektrischer Gefährdung.
2 Geräte, die der Schutzklasse IP23 entsprechen, sind für Innen- und Außengebrauch berechnet

28
GARANTIEBEDINGUNGEN
Migatronic Schweißmaschinen unterliegen während
des gesamten Produktionsprozesses einer ständigen
Qualitätskontrolle und durchlaufen im Rahmen der
Qualitätssicherung als komplett montierte Einheit
eine abschließende Funktionsprüfung.
Migatronic gewährt auf neue Schweißmaschinen, die
nicht registriert wurden, eine 12-monatige Garantie.
Wenn neue Schweißmaschinen innerhalb von sechs
Wochen nach Rechnungsstellung registriert werden,
wird die Garantiezeit auf 24 Monate erweitert.
Die Registrierung muss Online unter der folgenden
Internetadresse erfolgen:
www.migatronic.com/warranty. Die
Registrierungsbestätigung dient als Nachweis für die
Registrierung und wird per E-Mail zugesendet. Die
Originalrechnung und die Registrierungsbestätigung
dienen dem Käufer als Nachweis für eine 24-
monatige Garantiezeit der Schweißmaschine.
Ohne Registrierung beträgt die Garantiezeit zwölf
Monate für neue Schweißmaschinen ab Datum der
Rechnungsstellung an den Endverbraucher. Die
Originalrechnung dient als Nachweis für die
Garantiezeit.
Migatronic leistet gemäß den geltenden Garantie-
bedingungen eine Garantie auf Behebung von
Defekten an Schweißmaschinen, wenn innerhalb der
Garantiezeit nachgewiesen werden kann, dass diese
Defekte auf Material- oder Verarbeitungsfehlern
beruhen.
In der Regel wird keine Garantie für Schweißbrenner
geleistet, da sie als Verschleißteile angesehen
werden. Defekte, die innerhalb von sechs Wochen
nach Inbetriebnahme auftreten und durch Material-
oder Verarbeitungsfehler verursacht werden, werden
jedoch als Garantiefall anerkannt.
Alle Transportkosten im Zusammenhang mit einem
Garantieanspruch sind nicht Bestandteil der
Garantieleistung von Migatronic und erfolgen auf
eigene Rechnung und eigenes Risiko des Käufers.
Übrigens verweisen wir auf die jeweils geltenden
Garantiebedingungen auf der Migatronic Website:
www.migatronic.com/warranty.

29
FRANÇAIS
Emission de bruit électromagnétique
Le présent équipement de découpe au plasma est conçu pour une
utilisation professionnelle et respecte les exigences de la norme
européenne EN/IEC60974-10 (Class A). Cette norme a pour but de
s'assurer que l'équipement de découpe au plasma n'est pas soumis
à des interférences ou qu'il n'est pas la source de perturbations
d'autres appareils électriques suite à l’émission de bruit electro-
magnétique. Parce que l'arc est également source de bruit, une
utilisation sans perturbations demande des précautions à la mise en
service et lors du fonctionnement de l'équipement. Il incombe à
l’utilisateur de veiller à ce que les autres équipements
électroniques environnants ne soient pas perturbés.
Vérifier dans l’espace ambiant :
1. que les câbles d'alimentation et les câbles pilotes sur le lieu de
découpe au plasma sont reliés aux autres appareils électriques.
2. la présence d’émetteurs et de récepteurs radioélectriques et de
télévision.
3. la présence d’ordinateurs et de systèmes de commande
électroniques.
4. la présence d’équipements de sécurité comme dispositifs de
contrôle et de surveillance de processus.
5. qu’aucune personne portant un stimulateur cardiaque n’est
présente et l’absence d’appareils acoustiques.
6. la présence d’équipements de calibrage et de mesure.
7. l'heure et le jour où auront lieu la découpe au plasma et les
autres opérations.
8. la structure et l’utilisation qui est faite du bâtiment.
Si l'équipement de découpe au plasma est utilisé dans des zones
d’habitation, des précautions particulières peuvent s’avérer
nécessaires (p.ex. information sur les travaux temporaires de
découpe au plasma).
Comment réduire les émissions de bruit électromagnétique :
1. Eviter toute utilisation d'équipement sensible aux perturbations.
2. Utiliser des câbles de soudage courts.
3. Placer les câbles de soudage négatif et positif côte à côte.
4. Placer les câbles de soudage au niveau du plancher.
5. Séparer les câbles pilotes des câbles d'alimentation.
6. Protéger les câbles pilotes par blindage, par exemple.
7. Isoler l'alimentation des appareils sensibles.
8. Protéger l'installation dans son ensemble le cas échéant
AVERTISSEMENT
La découpe au plasma présente des risques pour l'utilisateur et son entourage si ce procédé est utilisé de façon incorrecte.
Par conséquent, l'équipement ne doit être utilisé qu’en respectant les instructions de sécurité adéquates. Il est tout
particulièrement nécessaire d’observer les points suivants :
Risques électriques
- La machine de découpe doit être installée conformément aux réglementations de sécurité ainsi que par une personne dûment
formée et qualifiée. La machine doit être reliée à la terre par le câble d’alimentation.
- Toute exposition à un choc électrique constitue un danger. Elle peut entraîner des blessures voire un décès. En cas d’utilisation de la
machine de découpe au plasma, il est très important de rester vigilant lorsque vous êtes confrontés à de très hautes tensions lors de
votre travail.
- Assurez-vous que la machine de découpe est correctement entretenue.
- Si les câbles sont endommagés ou l'isolation entravée, le travail doit être arrêté immédiatement afin de procéder aux réparations.
- Les opérations d’entretien et de réparation de l’équipement doivent être réalisées par une personne dûment formée et qualifiée.
- Evitez tout contact avec des composants sous tension présents dans le circuit de découpe (torche et prise de masse) si vous
travaillez à mains nues. Veillez à toujours porter des vêtements secs et des gants de soudage ne présentant aucun trou.
- Assurez-vous que vous êtes relié à la terre correctement et en toute sécurité (par exemple, en portant des chaussures à semelle
en caoutchouc).
- Veillez à ce que votre position de travail soit stable et sûre (évitez par exemple les risques de chute).
- Débranchez la machine avant de détacher la torche lors du changement d’électrode ou de toute autre opération de maintenance.
- Utilisez uniquement la torche et les pièces de rechange spécifiées (consultez la liste des pièces de rechange).
Emission de chaleur et de lumière
- Protégez vos yeux car même une brève exposition peut avoir des conséquences irréversibles sur la vue. Utilisez une cagoule de
soudage présentant l’indice de protection prescrit.
- Protégez-vous contre la lumière provenant de l'arc dans la mesure où les rayonnements attaquent la peau. Portez des vêtements de
protection couvrant tout le corps.
- Dans la mesure du possible, veillez à bien isoler le lieu de travail et signaler aux personnes situées à proximité les risques inhérents à
la lumière de l'arc.
Fumées de soudage et gaz
- Les fumées et gaz se formant lors de la découpe au plasma sont toxiques. Prenez les mesures adéquates en procédant à une
aspiration et et à une aération suffisantes.
Risque d'incendie
- Le rayonnement et les étincelles provenant de l'arc peuvent causer un incendie. Retirer les objets inflammables du lieu de soudage.
- Les vêtements de soudage doivent aussi être protégés contre les étincelles et les éclaboussures provenant de l'arc. (Utilisez par
exemple un tablier ignifuge et faites attention aux poches laissées ouvertes).
- Des règlements spécifiques s’appliquent aux pièces présentant un risque d'incendie ou d'explosion. Ces règlements doivent être
respectés.
Bruit
- L’arc émet des nuisances sonores dont le niveau dépend de l’opération de découpe. Dans certains cas, il peut s’avérer nécessaire
d’utiliser des protège-tympans.
Zones à risque
- Des précautions particulières doivent être prises lors de la découpe au plasma dans un environnement fermé ou en hauteur en
présence de risques de chute.
Positionnement de la machine
- Placez la machine de découpe de sorte à éviter tout risque de chute.
- Des règlements spécifiques s’appliquent aux pièces présentant un risque d'incendie ou d'explosion. Ces règlements doivent être
respectés.
Toute utilisation de la machine à des fins autres que celles prévues est fortement déconseillée et se fera à vos risques et périls.
Avant l’installation et la mise en service de la machine,
veuillez lire attentivement le présent manuel d'instructions.

30
PROGRAMME DE LA MACHINE
ZETA 40/60/100 est une machine de découpe au plasma
refroidie par air.
Tuyaux de soudage
La machine peut être équipée de câbles de retour de courant,
de pièces de rechange etc. du programme MIGATRONIC.
Chariot (option)
Les machines peuvent être livrées avec un chariot de
transport.
DEFINITION DE LA DECOUPE
AU PLASMA
L’arc plasma est un arc très chaud obtenu en comprimant un
gaz ionisé dans le petit orifice de l’embout de la torche.
En limitant la largeur de l’arc, il est possible d’atteindre de très
hautes températures (supérieures à 15 000 C°) ainsi qu’une
très haute vitesse du gaz. La haute température permet de
faire fondre la pièce à découper tandis que la haute vitesse
du gaz permet de retirer le métal fondu de la pièce à usiner.
L’idéal est d’utiliser un gaz inerte pour la découpe au plasma
mais de l'air comprimé peut également être utilisé.
Cependant, la présence d'oxygène dans l'air comprimé doit
être prise en compte lors de la conception de la torche.
Torche de découpe au plasma
La torche de découpe au plasma est quelque peu similaire à
une torche TIG mais est conçue de sorte à forcer le passage
de l’arc dans un très petit orifice de l’embout de la torche.
L’électrode est fabriquée en cuivre et l’extrémité présente une
petite pièce en hafnium. L’embout est fabriqué en cuivre.
L’air comprimé traverse la torche et est utilisé pour créer le
gaz plasma et refroidir la torche.
L’allumage de l’arc est obtenu par une décharge à haute
fréquence entre l’électrode et l’embout (arc pilote). L’arc pilote
est limité à 3 secondes maximum afin d’empêcher tout
chauffage de la torche et toute usure excessive des
consommables.
Lorsque la torche est placée à proximité de la pièce à usiner,
l’arc est transféré vers cette dernière, l’arc pilote s’éteint et
l’opération de découpe commence.
Découpe de grilles et treillis métalliques
Une fois l’arc transféré vers la pièce à usiner et la découpe
lancée, il est nécessaire de déplacer en permanence la torche
vers l’avant afin que l’arc soit toujours placé entre la torche et
le métal solide. Sinon, l’arc s'éteint. La même chose se
produit si la torche est éloignée de la pièce à usiner.
S’il est nécessaire de découper une grille, un treillis métallique
ou bien d’autres matériaux discontinus, l’option “Grid” (grille)
doit être utilisée en appuyant sur la touche en question du
panneau avant. Dans ce mode, la machine maintiendra l’arc
pilote allumé empêchant ainsi l’extinction de l'arc. Toutefois,
dans ce mode de découpe, les consommables et composants
de la torche s’useront plus vite et l’efficacité de la découpe
s'en trouvera réduite.
INSTRUCTIONS
PREALABLES
Raccordement au secteur
Assurez-vous que la tension d’entrée est
correcte. Elle doit correspondre à la tension
spécifiée sur la plaque signalétique de la
machine. Une fois la prise électrique branchée
sur le secteur, la machine est prête à être
utilisée. Veuillez noter que tous les
branchements électriques doivent être réalisés
par le personnel autorisé et qualifié. La machine
est mise en marche avec l’interrupteur principal.
Connexion de la commande à distance
(ZETA 100 AUTOMAT)
Les machines ZETA 100 conçues pour des
applications automatisées et équipées d’une
prise 8 broches peuvent être contrôlées par une
commande à distance ou par une interface
robotique. Les broches de la prise présentent
les branchements suivants :
A: Signal d’entrée du courant de
soudage, 0 – +10V.
Impédance : 1 Mohm
B: Mise à la masse
C: Détection de l’arc – Contact
relais (max. 1 A), complètement isolé
D: Non utilisé
E: Détection de l’arc – Contact relais (max.
1 A), complètement isolé
F: Non utilisé
G: Alimentation +24 VDC. Protection court-
circuit avec résistance variable PTC (max.
50 mA).
H: Masse alimentation

31
Utilisation de générateurs
Tout raccordement à des générateurs peut
endommager la machine de découpe au plasma.
Une fois reliées à une machine de découpe au plasma,
les générateurs peuvent produire de fortes impulsions
de tension qui peuvent endommager la machine de
découpe au plasma. Utilisez uniquement des
générateurs à fréquence et tension stables de type
asynchrone.
Tout défaut sur la machine de découpe au plasma
occasionné par le branchement d'un générateur n’est
pas pris en charge par la garantie.
Alimentation en air comprimé
Le tuyau d’alimentation en air comprimé doit être relié
à l’arrière du module d’alimentation. L’air doit être
propre et sec afin d'empêcher l’usure rapide des
composants de la torche. Un filtre à air peut être
installé spécialement à cet effet.
La capacité minimale du compresseur doit être de
120 l/min pour une pression de 6-8 bar sur la
ZETA 40/60 et de 180 l/min pour une pression de 6-
8 bar sur la ZETA 100. Le compresseur ne doit pas
dépasser 8 bar.
À l’arrière du module d’alimentation se trouve un filtre à
air avec un manomètre et un régulateur de pression.
Réglage de la pression d’air
Le module d’alimentation est équipé d’un pressostat
qui arrêtera la machine si la pression à l’entrée
descend en-dessous de 3 bar (voir panneau avant ci-
dessus)
Allumez la machine
Appuyez sur le bouton “test air” du panneau avant
(la soupape à gaz s’ouvrira)
Contrôlez la pression d’air sur le manomètre puis
réglez la pression sur 3,5 bar tout en gardant le
bouton “test air” appuyé. Différentes valeurs de
pression peuvent être utilisées en fonction du type
de matériau, de l’épaisseur et de l’ampérage. Ne
pas dépasser 6 bar.
Relâchez le bouton-poussoir
Découpe
Ajustez le courant de coupe sur la valeur adaptée au
type et à l’épaisseur du matériau.
Sélectionnez le mode de découpe : normal ou “grid”
(grille).
Veillez à tenir la torche à l’écart des personnes et des
objets puis appuyez sur le déclencheur de la torche.
L’arc pilote s’allume.
Placez la torche à proximité de la pièce à usiner et l’arc
sera transféré. Si la torche n’est pas déplacée à
proximité de la pièce à usiner dans les 3 secondes
suivant l’allumage de l’arc pilote, ce dernier s’éteindra
et l’opération devra être répétée.
Débutez la découpe depuis l'une des extrémités de la
pièce à usiner afin d’empêcher les scories et
projections de revenir sur la torche. Si la découpe doit
être commencée au milieu de la pièce à usiner,
inclinez la torche afin d'éviter le retour des scories et
des projections sur cette dernière.
L’arc pilote permettra de transférer l’arc également sur
des pièces à usiner sales ou peintes.
Vitesse de coupe
L’utilisation d’une vitesse de coupe correcte permet
de découper complètement le matériau et de retirer le
matériau ainsi fondu du côté opposé de la pièce à
usiner en évitant le retour des étincelles et
projections.
En utilisant une vitesse de coupe correcte, le
matériau fondu s’écoulera selon un angle de 10-15°
par rapport à l’axe de la torche, ce qui permettra une
découpe nette des angles sans laisser de scories.
Une vitesse de coupe trop faible élargira la zone de
découpe, augmentera la zone d’influence thermique
et laissera des scories sur la surface de coupe.
Une vitesse de coupe trop élevée ne permettra pas
de découper toute l'épaisseur du matériau et
entraînera le retour de étincelles et projections.
Pendant la découpe, la torche doit toujours être
placée perpendiculairement à la pièce à usiner.
Avantages de la découpe au plasma
La découpe au plasma offre de nombreux avantages
par rapport à l’oxycoupage. La zone d’influence
thermique est plus petite tandis que la haute teneur
en oxygène de l’oxycoupage empêche toute
utilisation sur de l’acier inoxydable. La température de
la découpe au plasma est supérieure à celle de
l’oxycoupage et le flux d’air comprimé retire le
matériau fondu laissant ainsi des bords propres.
La découpe au plasma peut être utilisée sur tous les
matériaux conducteurs.
Pièces d’usure
La torche présentent 2 pièces d’usure : l’électrode et
l’embout.
L’extrémité en hafnium de l’électrode s’abîme
pendant la découpe et lorsque cette usure atteint 2-
3 mm, l’électrode doit être remplacée. Une électrode
usagée rendra difficile l’allumage de l’arc pilote
entraînant une instabilité de l'arc et une mauvaise
qualité de coupe.
L’embout ne doit présenter aucune projection.
L'orifice deviendrait alors plus large et irrégulier
entraînant ainsi une baisse de la qualité de coupe.
La durée de vie des consommables est variable et
dépend également de l'application.
Torche et pièces de rechange
Utilisez uniquement des pièces d’usure et de
rechange d’origine.

32
UNITE DE COMMANDE
ZETA 40/60 ZETA 100
Bouton de commande
La machine est équipée d'un bouton de
commande qui est utilisé pour régler le
courant de coupe :
20-45A pour le modèle ZETA 40
20-60A pour le modèle ZETA 60
20-100A pour le modèle ZETA 100.
Voyant d’arc plasma
Le voyant d’arc plasma s’allume pour des
raisons de sécurité ainsi que pour indiquer s'il existe
une tension à la sortie de la torche.
Voyant de surchauffe
Le voyant de surchauffe s’allume si la
découpe est interrompue en raison d’une surchauffe
de la machine.
Voyant courant défaillant
Le voyant courant défaillant s'allume si la
tension du secteur est inférieure à la tension nominale
de plus de 15 %.
Indicateur de la pression d’air
L’indicateur de la pression d’air s’allume si la
pression est inférieure à 3 bar provoquant ainsi l'arrêt
de la machine.
Alarme torche
Voyant ROUGE clignotant : un court-circuit
s'est produit à l'intérieur de la torche (torche
endommagée ou mauvaise assemblage des
composants électriques tels que l’électrode, l'embout
etc.). Le générateur est arrêté.
Voyant ROUGE ALLUME EN CONTINU : la tête de la
torche n’est pas complètement montée. Cette alarme
informe l’opérateur du risque de choc électrique en
raison de l’exposition des composants électriques à
de hautes tensions. Le générateur est arrêté.
PLS (ZETA 100)
Ce message s’affiche en cas de court-
circuit de la torche plasma.
LO.P (ZETA 100)
Ce message s’affiche lorsque la
pression de l’alimentation en air est
insuffisante.
HI.P (ZETA 100)
Ce message s’affiche lorsque la
pression de l’alimentation en air est trop
élevée.
Symboles d’erreur
Le voyant situé à côté de l’icône clignote
lorsque d’autres types d’erreurs sont détectés. Un
symbole d’erreur apparaît simultanément à l’écran.
Exemples de codes d’erreur :
(Le code d’erreur peut être effacé par une pression
sur la touche .)
Erreur secteur
L’icône apparaît lorsque la tension
secteur est trop élevée. Le message
E04-01 apparaît lorsque la tension secteur est
insuffisante.
La machine de soudage doit être raccordée à un
courant de 400 V AC, +/-15 % 50-60 Hz.
AUTRES TYPES D’ERREURS
Si d’autres symboles d’erreur apparaissent, la
machine doit être mise hors tension puis sous tension
pour effacer le symbole.
L’affichage répété du symbole d’erreur indique que la
source d’alimentation doit être réparée.

33
Mode de découpe
Découpe normale
Cette fonction doit être utilisée en général.
Découpe “Grid” (grille)
Cette fonction ne doit être utilisée que dans
des conditions particulières dans la mesure où
elle accélère l'usure des consommables de la torche
et ralentit la découpe.
Gougeage (ZETA 100)
Cette fonction est utilisée avec une buse
spéciale permettant à l’arc plasma d’éliminer le
matériau fondu et, par conséquent, de créer une
rainure. Lors du gougeage, la torche doit être inclinée
à 45° par rapport à l’élément à souder et orientée de
sorte que le matériau fondu soit éliminé en toute
sécurité.
La pression de l’air comprimé doit être réglée à 3,5
bars.
(ZETA 100)
Cette fonction permet d’afficher la tension d’arc
ou le courant de découpe. Appuyez sur la
touche pendant 3 secondes ; le voyant lumineux situé
à côté de l’indicateur « A » s’éteint lorsque la tension
d’arc s’affiche. Appuyez de nouveau sur la touche
pour revenir au courant de découpe.
Test pression d’air
En appuyant sur ce bouton, la soupape à gaz
s’ouvrira sans allumer d’arc. Cette opération
permet de contrôler la pression d’air sur le manomètre
placé à l’arrière de la machine et de régler ce dernier
sur une pression maximale de 3,5 bars pour le ZETA
40/60. Pour le ZETA 100, il est recommandé
d’appliquer une pression de 4,0 bars pour le coupage
et de 3,5 bars pour le gougeage.
Sur le ZETA 100, lorsque la touche TEST PRESSION
D’AIR est activée, la pression de l’air comprimé
apparaît sur l'écran.

34
MAINTENANCE
Une maintenance insuffisante de la machine peut
réduire la fiabilité de son fonctionnement et
entraîner une expiration de la garantie.
Les machines de découpe au plasma ZETA
n'exigent pratiquement aucune maintenance.
Cependant, toute exposition à de l’air
extrêmement humide, corrosif ou poussiéreux
entraînera une dégradation des soudeuses.
Maintenance périodique
Afin d’éviter tout problème, la procédure suivante
doit être respectée au moins une fois par an ou
tel que jugé nécessaire.
- débranchez la machine du secteur et attendez
2 minutes avant de retirer les panneaux
frontaux.
- nettoyez les pales du ventilateur ainsi que les
composants de la conduite de refroidissement
avec de l’air comprimé sec et propre.
Séparateur d’eau
Videz et nettoyez le séparateur d’eau du
manodétendeur. Pour cela, appuyez sur la
soupape d’aération située en bas du cache en
verre lorsque l’air comprimé est activé, ou
dévissez le cache et nettoyez-le.
Les impuretés de l’air peuvent causer la
formation de vert-de-gris sur l’électrode et la
buse, ou créer des courts-circuits entre
l’électrode et la buse de coupe. L’humidité de
l’air empêche l’arc pilote de démarrer.
En présence d’impuretés et d’humidité dans
l’air de coupage, l’extrémité de l’électrode et
l’intérieur de la buse doivent être nettoyés
avec du papier de verre fin.
Tuyau plasma et tête de coupe
Vérifiez
- que la tête de coupe n’est pas endommagée.
- que l’extérieur du tuyau plasma n’est pas
endommagé.
- Si nécessaire, remplacez la buse, l’électrode et
l’isolant de l’électrode.
Nettoyez fréquemment la buse à l’aide d’une brosse
métallique afin d’enlever les particules de métal.
N’utilisez pas d’éléments tranchants, car ils peuvent
endommager l'orifice de la buse. La buse est une pièce
d'usure ; il est donc important de repérer les buses usées
à remplacer. La tête de coupe risque de fondre si la buse
n'est pas remplacée à temps. La photo ci-dessous
montre une buse neuve à gauche et une buse usée à
droite. La formation d'une petite cavité dans l'orifice
indique que la buse est usée.
Des particules de métal peuvent se déposer entre
l’électrode et le porte-buse. Ces particules doivent être
enlevées en injectant de l’air comprimé à l’intérieur tout
en tapant légèrement dessus.
Fonction torche/amorçage (Zeta 100)
À chaque remplacement de l'électrode, il est important de
vérifier la mobilité du mécanisme d'amorçage et de le
lubrifier si besoin.
La photo ci-dessous indique où appliquer la graisse et
illustre le mouvement à effectuer pour lubrifier le
mécanisme interne.
Retirer tout excès de graisse avant de replacer la torche.
Nous conseillons d'utiliser de la vaseline pure sans
solvants ni huile de paraffine.
Éviter tout autre lubrifiant contenant des solvants, comme
le toluène, les xylènes et le benzène (notamment sous
forme de vaporisateur), qui risque de détériorer les pièces
internes du mécanisme de la torche.
ÉVITER également tout produit à base de silicone, de
lithium et de téflon, qui risque de réagir avec les pièces
en caoutchouc à l'intérieur de la torche.

35
CARACTERISTIQUES TECHNIQUES
Alimentation: ZETA 40 ZETA 60 ZETA 100
Tension de secteur
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Fusible 16 A 10 A 20 A
Courant secteur efficace 16,8 A 6,8 A 19,1 A
Puissance, (100%) 3,9 kVA 4,7 kVA 13,2 kVA
Puissance, max 5,3 kVA 7,4 kVA 29,9 kVA
Puissance en circuit ouvert < 35 W < 35 W < 35 W
Efficacité 0,9 0,9 0,8
Charge autorisée : Coupa
g
e Gougeage
100% du facteur d’utilisation (temp. ambiante 40°C) 35 A / 94 V 40 A / 96 V 75 A / 110 V 75 A / 130 V
60% du facteur d’utilisation (temp. ambiante 40°C) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% du facteur d’utilisation (temp. ambiante 40°C) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
35% du facteur d’utilisation (temp. ambiante 40°C) - - - 100 A / 140 V
100% du facteur d’utilisation
(
temp. ambiante 20°C
)
40 A / 96 V 45 A / 98 V --
60% du facteur d’utilisation (temp. ambiante 20°C) 45 A / 98 V 55 A / 102 V --
Tension en circuit ouvert 225 V 241 V 248 V
Plage de courant 20-45 A 20-60 A 20-100 A
1
Classe d’application
S
S
S
2
Classe de protection
(
IEC 529
)
IP 23 IP 23 IP 23
Normes EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensions (hxlxL) (mm) 360x220x570 360x220x570 405x345x675
Poids 26k
g
27 k
g
36k
g
Qualité de coupe 8 mm 12 mm <25 mm
Coupe max. 12 mm 18 mm <35 mm
Veillez à mettre le produit au rebut selon
les normes et réglementations locales.
www.migatronic.com/goto/weee
1
S
La machine respecte les normes exigées pour les machines fonctionnant dans des environnements présentant de hauts risques de choc électrique.
2 Tout équipement portant la marque IP23 est conçu pour un usage en extérieur et intérieur.

36
CONDITIONS DE GARANTIE
La qualité des machines de soudage Migatronic est
évaluée tout au long du processus de production ; un
test final d’assurance qualité permet également de
vérifier le bon fonctionnement des unités après
l’assemblage.
La période de garantie est de 12 mois pour les
nouvelles machines à souder si aucun
enregistrement n’est effectué. Dès l’enregistrement
des nouvelles machines dans les 6 semaines de la
facturation, la période de garantie et étendue à
24 mois
La machine doit être enregistrée sur Internet, à
l’adresse suivante : www.migatronic.com/warranty.
Un certificat confirmant l’enregistrement est envoyé
par e-mail. L’original de la facture et le certificat
d’enregistrement de la machine de soudage font état
de la garantie de 24 mois auprès de l’acquéreur.
En l’absence d’enregistrement, la période de
garantie standard est de douze mois pour les
machines de soudage neuves à compter de la date
de facturation à l'utilisateur final. La période de
garantie est établie à partir de l’original de la facture.
Migatronic garantit ses produits conformément aux
conditions en vigueur ; seuls les problèmes
constatés sur les machines de soudage pendant la
période de garantie et provoqués par un défaut
matériel ou un vice de fabrication sont pris en
charge.
En règle générale, la garantie ne couvre pas les
torches de soudage, assimilées à des pièces
d’usure ; cependant, les défaillances constatées
dans les 6 semaines suivant la mise en route et dues
à un défaut matériel ou à un vice de fabrication sont
prises en charge.
Aucune forme de transport liée à une demande de
garantie n’est couverte par la garantie Migatronic ; il
incombe donc à l’acquéreur de prendre en charge le
transport à ses propres frais et risques.
Les conditions de garantie Migatronic sont
disponibles à l’adresse
www.migatronic.com/warranty.

37
SVENSKA
Elektromagnetiska störfält
Denna svetsutrustning, tillägnad professionell användning, omfattar
kraven i den europeiska standarden EN/IEC60974-10 (Class A).
Standarden är till för att säkra att svetsutrustning inte stör eller blir
störd av annan elektrisk utrustning till följd av elektromagnetiska
störfält. Då även ljusbågen stör förutsätter störningsfri drift att man
följer förhållningsregler vid installation och användning. Användaren
skall säkra att annan elektrisk utrustning i området inte störs.
Följande skall överses i det angivna området:
1. Nätkablar och signalkablar i svetsområdet, som är anslutna till
annan elektrisk utrustning.
2. Radio- och tv-sändare och mottagare.
3. Datorer och elektroniska styrsystem.
4. Säkerhetskritisk utrustning, t.ex. övervakning och
processtyrning.
5. Användare av pacemaker och hörapparater.
6. Utrustning som används till kalibrering och mätning.
7. Tidpunkt på dagen, när svetsning och andra aktiviteter före-
kommer.
8. Byggnaders struktur och användning.
Om svetsutrustningen används i bostadsområden kan det vara nöd-
vändigt att iakttaga särskilda förhållningsregler (t.ex. information om
att svetsarbete kommer att utföras på morgonen).
Metoder för minimering av störningar:
1. Undvik användning av utrustning som kan störas ut.
2. Korta svetskablar.
3. Lägg plus- och minuskablar tätt tillsammans.
4. Placera svetskablarna i golvnivå.
5. Signalkablar i svetsområdet tas bort från nätanslutningar.
6. Signalkablar i svetsområdet skyddas, t.ex. med avskärmning.
7. Isolerad nätförsörjning av strömkänsliga apparater.
8. Avskärmning av den kompletta svetsinstallationen kan över-
vägas vid särskilda tillfällen.
VARNING
Plasmaskärning kan vid fel användning vara farlig för såväl användare som omgivning. Därför får utrustningen
endast användas under iakttagande av relevanta säkerhetsföreskrifter. Var särskilt uppmärksam på följande:
Elektrisk störning
- Plasmaskärutrustningen skall installeras föreskriftsmässigt. Maskinen skall jordförbindas via nätkabel.
- Det är farligt att få elektriska stötar. Det kan ge hälsoproblemer och i värsta fall leda till döden. Vid användning av
plasmaskärutrustning skall man vara särskilt uppmärksam, för man arbetar med mycket höga spänningar.
- Sörj för regelbunden kontroll av maskinens säkerhetstillstånd.
- Skadas kablar och isoleringar skall arbetet omgående avbrytas och reparation utföras.
- Kontroll, reparation och underhåll av utrustning skall utföras av en person med nödvändig fackmannamässig kun-
skap
- Undvik beröring av spänningsförande delar i skärkretsen (skärbrännare och återledarklämma) med bara händer.
Använd aldrig defekta eller fuktiga svetshandskar och håll kläder torra.
- Isolera dig själv från jord och svetsobjektet (använd t.ex. skor med gummisula).
- Använd en säker arbetsställning (undvik t.ex. ställning med fallrisk).
- Följ reglerna för "Svetsning under särskilda arbetsförhållanden" (Arbetarskyddsstyrelsen).
- Stäng av maskinen innan skärebrännaren avskiljs vid byte av elektrod och annan service.
- Använd endast specificerad skärbrännare och reservedelar (se reservedelslistan)
Skärljus
- Skydda ögonen då även kortvarig påverkan kan ge bestående skador på synen. Använd svetshjälm med föreskriven
filtertäthet.
- Skydda kroppen mot ljuset från ljusbågen då huden kan ta skada av strålningen. Använd skyddskläder som skyddar
alla delar av kroppen.
- Arbetsplatsen bör om möjligt avskärmas och andra personer i området varnas för ljuset från ljusbågen.
Rök och gas
- Rök och gaser, som uppkommer vid skärning, är farliga att inandas. Använd tillräcklig utsugning samt ventilation.
Brandfara
- Strålning och gnistor från ljusbågen kan förorsaka brand. Lättantändliga saker avlägsnas från svetsplatsen.
- Arbetskläder skall vara skyddade från gnistor och sprut från ljusbågen (använd ev. brandsäkert förkläde och var
aktsam för öppna fickor).
- Särskilda regler är gällande för rum med brand- och explosionsfara. Följ dessa föreskrifter.
Störning
- Ljusbågen framkallar akustisk störning. Störningsnivån beror på skäruppdraget. Oljudet har ofta en nivå som kräver
att hörselskydd används.
Farliga områden
- Särskild försiktighet skall visas, när skärarbetet föregår i stängda rum, eller i höjder där det är fara för att falla ned.
Placering av skärutrustning
- Placera skärutrustningen således, att där ej är risk för, att det välter.
- Särskilda regler är gällande för rum med brand- och explosionsfara. Följ dessa förskrifter.
Användning av maskinen till andra ändamål än det den är tillägnad sker på eget ansvar.
Läs igenom denna instruktionsbok noggrant
innan utrustningen installeras och tas i bruk!

38
MASKINPROGRAM
ZETA 40/60/100 är en luftkkyld plasmaskärmaskin.
Slangpaket och kablar
Till maskinerna kan MIGATRONIC från sitt produkt-
program leverera returströmkablar, slitdelar mm.
Transportvagn (extrautrustning)
Maskinerna kan levereras med transportvagn.
VAD ÄR PLASMASKÄRNING
Plasmafysik
Plasmaljusbågen är en mycket koncentrerad ljusbåge,
som uppstår genom att ljusbågen blir mekanisk
koncentrerad och insnävd igenom ett litet dyshål.
Denna insnävning ger mycket höga temperaturer
(över 15000°C) och en mycket hög hastighet. Den
höga temperaturen gör materialet flytande, och
materialet pressas bort av den kinetiska energin i ljus-
bågen.
En ideel plasmagas är molekylär, har högt värme-
ledningsämne, är lätt att ionisera och har hög
molekylevikt. Tryckluft är lämplig som plasmagas,
dock skall brännaren ha en särskild utformning, då det
finns syre i tryckluften.
Plasmabrännaren
En plasmabrännare liknar ett TIG-slangpaket, där det
medföljer en dysa som gör en mekanisk insnörning av
ljusbågen.
Elektroden består av koppar, var det är inpressat en
stift av hafnium. Dysan är av koppar.
Det finns endast en tryckluftsledning till pistolen, där
gasen delas till plasmagas och kylgas. För att ljus-
bågen kan tändas, leds en HF-gnista mellan
elektroden och dysan. Därvid ioniseras plasmagasen,
och pilotljusbågen tänds. Av säkerhetsskäl, samt för
att undgå uppvärmning och slitage, är
pilotljusbågetiden begränsad till max. 3 sek.
När brännaren placeras på skärämnet, kommer ljus-
bågen att överföras till ämnet, pilotljusbågen slocknar
och skärprocessen startar.
Skärning i metallnät och galler
Det är nödvändigt att föra brännaren konstant framåt
när ljusbågen har överförts till skärämnet, och skär-
processen är i gång. Annars slocknar ljusbågen. Det
samma sker, om brännaren tas bort från svetsämnet.
Om det är nödvändigt att skära i metallnät, galler eller
andra avbrutna material, måste man använda ”galler”
funktionen. I denna skäreprocess kommer maskinen
alltid ha tänd ljusbåge. Dessvärre kommer brännare-
och slitdelar förbrukas snabbare, och skärprocessen
blir långsammare.
IGÅNGSÄTTNING
Nätanslutning
Maskinen skall anslutas till korrekt nätförsörjning i
enlighet den påsatta typskylten. Efter montering av
nätkontakten är maskinen klar för användning. Nät-
kontakt förbindelsen skall företagas av auktoriserad
och kvalificerad personal. Tänd och släck maskinen
med hjälp av brytaren på maskinen.
Anslutning av fjärrkontroll (ZETA 100 AUTOMAT)
ZETA 100 för automat-användning kan fjärregleras via
en fjärrkontroll eller en svetsautomat. Fjärrkontroll-
uttaget har terminaler för följande funktioner:
A: Input-signal för svetsström, 0 –
+10V indgångsimpedans: 1Mohm
B: Signal-noll
C: Output-signal för etablerad ljusbåge
(max. 1A), fullt isolerad
D: NC
E: Output-signal för etablerad ljusbåge (max. 1A), fullt
isolerad
F: NC
G: Försörjningsspänning +24VDC. Kortslutningssäkrat
med PTC modstånd (max. 50mA)
H: Försörjnings-noll
Generatordrift
Anslutning till generator kan medföra, att plasmaskär-
maskinen ödeläggs.
Generatorer kan i förbindelse med anslutning till en
plasmaskärmaskin avge stora spänningspulser som
verkar ödeläggande på plasmaskärmaskinen. Enbart
frekvens- och spänningsstabila generatorer av
asynkron-typen får användas. Defekter, som uppstår
på plasmaskärmaskinen som följd av anslutning till
generator, omfattas ej av garantin.

39
Tryckluftsanslutning
Tryckluftsslangen skall förbindas bak på strömkällan.
Tryckluften skall vara ren och torr för att undgå slitage
på slitdelar i brännaren. För att uppnå detta kan man
montera ett särskilt luftfilter. Tryckluftsanläggningen
skall ha en kapacitet på min. 120 l/min vid ett tryck på
6-8 bar på ZETA 40/60 och min. 180 l/min vid ett tryck
på 6-8 bar på ZETA 100. Kompressorn får ej överstiga
8 bar.
ZETA har inbyggd tryckreduktionsventil och en mano-
meter.
Inställning av skärluft
Maskinen är utrustad med en lufttrycksindikator, som
stoppar maskinen, om inloppstrycket är mindre än
3 bar.
Tänd maskinen
Tryck på ”Lufttest” knappen på funktionspanelen
(gasventilen öppnas)
Håll fast knappen och justera lufttrycket till 3,5 bar.
Lufttrycksstorleken beror på materialtyp, tjocklek
och strömstyrka. Överstig inte 6 bar.
Släpp knappen
Skärprocessen
Ställ in skärströmmen i förhållande till materialtyp och
tjocklek.
Välj skärmetod: normal eller ”galler” skärning.
Håll brännaren på avstånd från personer eller objekt
och tryck på brännaravtryckaren. Pilotljusbågen tänds.
Placera brännaren mot skärämnet, och ljusbågen blir
överförd. Pilotljusbågen slocknar om brännaren inte
förs mot skärämnet inom 3 sek. efter att pilotljusbågen
har tänds.
Starta skäreprocessen från den ena änden av skär-
ämnet för att undgå, att slagg och sprut returnerar till
brännaren. Om det är nödvändigt att skära i mitten av
ett ämne, vinkla brännaren för att undvika slagg och
sprut mot brännaren. Pilotljusbågen kommer att tillåta
överföring av ljusbågen även på smutsig eller målade
ytskikt.
Skärhastighet
Den korrekta skärhastigheten gör det möjligt att skära
materialet och avlägsna det smälta materialet från den
motsatta sidan av skärämnet.
Det smälta materialet har ett flow på en 10-15° vinkel
mot brännaraxeln vid korrekt skärhastighet. Det gör
det möjligt att uppnå rena skärhörn utan slagg.
För långsam skärhastighet utvidgar skärområdet, ökar
värmezonen och lämnar efter slagge på skärområdet.
För hög skärhastighet gör att man skär igenom
materialet och returnerar slagg och sprut.
Brännaren skall hållas lodrätt mot svetsämnet under
skärprocessen.
Fördelar vid plasmaskärning
Plasmaskärning ger många fördelar i förhållande till
autogenskärning. Smältbadet är smalare med det
höga innehåll av oxygen i autogenskärning, och
därmed är det inte möjligt att skära i rostfritt stål.
Den höga temperaturen och tryckluften avlägsnar det
smälta materialet och efterlämnar rena skärytor.
Plasmaskärning kan användas till alla elektrisk
ledande material.
Slitdelar
Det finns två slitdelar i brännaren: elektrod och dysa.
Elektrodens ände av hafnium slits under skärning och
skall bytas ut när det är 2-3mm kvar. En utsliten
elektrod gör det svårt att etablera pilotljusbåge, vilket
resulterar i en ostabil ljusbåge och reducerar skär-
kvaliteten.
Dysan skall hållas fri från skärsprut, då öppningen
vidgas och blir oregelbunden vilket reducerar skär-
kvaliteten.
Livslängden varierar och beror på skäruppgifterna.
OBSERVERA!
Det är viktigt att kontrollera flowet med hjälp
av plasmagastestaren.
Flowet SKALL ligga mellan de två strecken
på gastestaren.
Ligger flowet utanför, resulterar det i
antingen dålig skärkvalitet eller kort livs-
längd på slitdelarna.

40
FUNKTIONSPANELEN
ZETA 40/60 ZETA 100
Vridknapp
Maskinen är försedd med en vridknapp,
som används till inställning av skär-
strömmen.
20-45A för ZETA 40
20-60A för ZETA 60
20-100A för ZETA 100.
Plasmaljusbåge
Plasmaljusbågeindikatorn lyser av säkerhets-
skäl om det finns spänning på brännaren.
Överhettning
Överhettningsindikatorn lyser, skärprocessen
avbryts på grund av överhettning av maskinen.
Nätfel
Nätfelsindikatorn lyser, när nätspänningen är
mer än 15% lägre än den beräknade spänningen.
Lufttrycksindikator
Lufttrycksfelindikatorn lyser, när lufttrycket
fallder till under 3 bar. Maskinen stannar.
Brännarfel
Brännarindikatorn blinkar, när det uppstår en
kortslutning i brännaren (skadad brännare eller dålig
samling av elektriska delar som elektrod, dysa etc.)
Maskinen stannar.
Brännarindikatorn lyser, när brännerhuvudet inte är
korrekt ihopsatt. Indikatorn informerar användaren om
risken för elektrisk stöt då de utsatta elektriska delarna
är utsatat för hög spänning. Maskinen stannar.
PLS (ZETA 100)
Texten visas i displayen vid kortslutning i
plasmabrännaren.
LO.P (ZETA 100)
Texten visas i displayen vid för lågt
tryckluft från luftanslutningen.
HI.P (ZETA 100)
Texten visas i displayen vid för hög
tryckluft från luftanslutningen.
Visning av felkoder
Indikatorn vid sidan av ikonen blinkar, när det
uppstår andra typer av fel. Samtidigt visas felkod i dis-
playen.
Utvalda felkoder:
(Felmeddelanden avlägsnas genom att trycka -
knappen)
Spänningsfel
Ikonen visas, när nätspänningen är för
hög. E04-01 visas, när nätspänningen
är för låg.
Anslut maskinen til 400V AC, +/-15% 50-60Hz.
ANDRA FELTYPER
Om andra felkoder visas i displayen skall maskinen
stängas av och tändas för att avlägsna meddelandet.
Om felmeddelande visas upprepade gånger, är
reparation av strömkällan nödvändig.

41
Val av skärmetod
Normal skärning
Denna funktion bör vara aktiv under normalt
bruk.
”Galler”skärning
Denna funktion bör endast användas under
speciella förhållanden (t.ex skärning i metall-
nät), då livslängden på slitdelar till brännaren kortas,
och skärhastigheten nedsätts.
Fogning (ZETA 100)
Till denna funktion används en särskild dysa,
som tillåter plasmabågen att blåsa bort det
smälta materialet och därmed skapa en fog. Under
fogning skall brännaren hållas i en 45° ställning i för-
hållande till skärämnet och användaren skall försäkra
sig om att brännaren hålls, så att det smälta materialet
blåses i rätt riktning rent säkerhetsmässigt.
Lufttrycket skall vara inställt till 3,5 bar.
(ZETA 100)
Denna funktion används till visning av ljusbåge-
spänning eller skärström. Avtryckaren hålls
nere i 3 sekunder, och “A” indikatorn slocknar, när ljus-
bågespänningen visas. När avtryckaren trycks igen,
återgår visningen till skärström
Lufttryckstest
Gasventilen öppnas, utan att ljusbågen tänds.
Det är då möjligt att kontrollera och evt. justera
på lufttrycksmätaren bak på maskinen. Lufttrycket
skall vara 3,5 bar för ZETA 40/60 och för ZETA 100
rekommenderas 4,0 bar för skärning och 3,5 bar för
fogning.
Genom att trycka på lufttrycksbrytaren på ZETA 100
visas trycket på den komprimerade luften.

42
UNDERHÅLL
Bristande underhåll kan medföra nedsatt drifts-
säkerhet och bortfall av garanti.
Man skall utföra periodisk eftersyn på ZETA skär-
maskinerna.
Periodisk eftersyn:
För att säkra en problemfri drift skall följande eftersyn
utföras minst en gång årligen, eller efter behov.
- Avbryt maskinen från försörjningsnätet och vänta
2 minuter innan sidoskärmarna avmonteras. Detta
skall endast företagas av elkunnig personal.
- Fläktvingarna och komponenterna i kylkanalen
rensas från smuts med tryckluft.
Vattenavskiljare
Töm och rengör vattenavskiljaren på regulatorn.
Detta görs genom att trycka på utluftningsventilen i
botten av glaskåpan när tryckluften är avstängd,
eller genom att helt skruva av kåpan och rengöra
för smuts.
Orenheten i luften medför att elektrod och dysa blir
instabil eller kan orsaka kortslutningar mellan
elektroden och skärdysan. Fukt i luften förhindrar
start av pilotljusbågen.
Om det har funnits orenheter eller fukt i skärluften,
rengörs änden av elektroden och den invändiga
sida av dysan med fint sandpapper.
Plasmaslangen och skärhuvudet
Undersök
- skärhuvudet för skader,
- plasmaslangen för skador på överdraget
- och byt ut, efter behov, dysa, elektrod och
elektrodisolator.
Dysan bör regelbundet rengöras från metallsprut
med hjälp av en stålborste. Man får inte använda
skarpa föremål då dessa kan skada dyshålet.
Dysan är en slitdel, och det är därför viktigt att
regelbundet kontrollera, om den skall bytas ut. Det
finns en risk för nedsmältning i skärhuvudet, om
utbytet inte sker i tid. Nedanstående foto visar en
ny dysa till vänster och nedsliten dysa till höger.
Under skärning kan det bildas metallsprut mellan
elektroden och dyskåpan. Detta metallsprut skal
avlägsnas genom att blåsa in tryckluft, medan man
bankar lätt på det.
Brännar/tändingsfunktion (Zeta 100)
Det är viktigt att säkra sig, att tändings-
mekanismen är rörlig, varje gång elektroden byts
ut. Smörjning är nödvändig, om
tändingsfunktionen inte fungerar korrekt.
Nedanstående foto visar, var smörjningen skall
föregå, och det är viktigt att trycka upp och ned för
att smörja tändningsfunktionen.
Avlägsna överskyddande smörjmedel innan
monetring av brännarhuvudet.
Vi rekommenderar ren vaselin utan tillsatser eller
parafinolja.
Andra smörjmedel som t.ex toluen, xylen eller
benzen (särskilt som spray) är icke tillåtet, då det
kan ödelägga inre delar av brännarens
mekanismer.
Silicium-baserade, Lithium-baserade och Teflon-
baserade produkter är ICKE tillåtet, då de kan
reagera med invändiga gummidelar.

43
TEKNISK DATA
Strömkälla: ZETA 40 ZETA 60 ZETA 100
Nätspännin
g
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Nätsäkring 16 A 10 A 20 A
Nätström, effekti
v
16,8 A 6,8 A 19,1 A
Effekt, (100%) 3,9 kVA 4,7 kVA 13,2 kVA
Effekt, max 5,3 kVA 7,4 kVA 29,9 kVA
Effekt, tom
g
ån
g
< 35 W < 35 W < 35 W
Verkningsgrad 0,9 0,9 0,8
Tillåten belastnin
g
: Skärnin
g
Fognin
g
100% (40° omgivnigstemp) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
60% (40° omgivnigstemp) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% (40° omgivnigstemp) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
35% (40° omgivnigstemp) - - - 100 A / 140 V
100%
(
20° om
g
ivni
g
stemp
)
40 A / 96 V 45 A / 98 V - -
60% (20° omgivnigstemp) 45 A / 98 V 55 A / 102 V - -
Tomgångsspänning 225 V 241 V 248 V
Strömområde 20-45 A 20-60 A 20-100 A
1
Användarklass
S
S
S
2
Sk
y
ddsklass
(
IEC 529
)
IP 23 IP 23 IP 23
Norm EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensioner (hxbxl) (mm) 360x220x570 360x220x570 405x345x675
Vikt 26k
g
27 k
g
36k
g
Kvalitetssnitt 8 mm 12 mm <25 mm
Delningssnitt 12 mm 18 mm <35 mm
Avskaffa produkten i enlighet med
gälldande regler och förskrifter.
www.migatronic.com/goto/weee
1
S
Maskinen uppfyller de krav som ställs under användning i områden med ökad risk för elektrisk stöt.
2 Maskinen kan användas utomhus, då den uppfyller kraven i skyddsklass IP23.”

44
GARANTIVILLKOR
Migatronic svetsmaskiner kvalitetskontrolleras
löpande i hela produktionsförloppet och avprovas
som en samlad enhet genom noggrann,
kvalitetssäkrad funktions- och sluttest.
Migatronic tillämpar 12 månaders garanti på nya
svetsmaskiner, som ej är registrerade. Om nya
svetsmaskiner registreras innan 6 veckor efter
fakturering, utvidgas garantiperioden till 24 månader.
Registrering skall göras via internet på
www.migatronic.com/warranty. Som bevis för
registreringen gäller registreringsbeviset, som sänds
via e-mail. Orginalfakturan samt registreringsbeviset
är köparens dokumentation för att svetsmaskinen
omfattas av 24 månaders garanti.
Standard garantiperioden är 12 månader för nya
svetsmaskiner räknat från fakturadatum till slutkund,
om registrering icke företagits. Orginalfakturan är
dokumentation för garantiperioden.
Migatronic ger garanti i förhållande till gällande
garantivillkor genom att avhjälpa brister eller fel på
svetsmaskiner, som påvisligt inom garantiperioden
kan härledas material- eller produktionsfel.
Det beviljas som huvudregel icke garanti på
slangpaket, då dessa anses som slitdelar; dock
kommer fel och brister, som uppstår inom 6 veckor
efter ibruktagningen och som härleds till material-
eller produktionsfel, betraktas som garanti-
reklamation.
All form av transport i förhållande med en garanti-
reklamation omfattas ej av Migatronics garantiservice
och kommer således ske för köparens räkning och
risk.
I övrigt hänvisas till Migatronics gällande
garantivillkor, som är tillgänglig på
www.migatronic.com/warranty.

45
SUOMI
Sähkömagneettinen häiriökenttä
Tämä teolliseen ja ammattikäyttöön tarkoitettu hitsauslaite täyttää
eurooppalaisen standardin EN/IEC60974-10 (Class A) vaatimukset.
Standardin tarkoituksena on estää tilanteet, joissa laitteeseen syntyy
häiriöitä tai se itse aiheuttaa häiriöitä muissa sähkölaitteissa tai –
kojeissa. Koska myös valokaari aiheuttaa säteilyhäiriötä, on laitetta
asennettaessa suoritettava tiettyjä toimenpiteitä, jotta hitsauslaite
toimisi ilman häiriöitä ja purkauksia. Käyttäjän on varmistettava,
että kone ei aiheuta edellä mainitun kaltaisia häiriöitä.
Seuraavat seikat on otettava huomioon työskentelypistettä
ympäröivällä alueella:
1. Hitsausalueella olevat, muihin sähkölaitteisiin kytketyt viesti- ja
syöttökaapelit.
2. Radio- tai televisiolähettimet ja –vastaanottimet.
3. Tietokoneet ja sähköiset ohjauslaitteet.
4. Kriittiset turvalaitteistot esim. sähköisesti ohjattu valvonta tai
prosessin ohjaus.
5. Henkilöt, joilla on käytössä sydämentahdistin, kuulolaite tms.
6. Kalibrointiin ja mittaukseen käytettävät laitteet.
7. Vuorokaudenaika, jolloin hitsaus ja muut toiminnot suoritetaan.
8. Rakennusten rakenne ja käyttö.
Mikäli hitsauslaitetta käytetään asuinalueella, saattaa olla tarpeen
suorittaa erityisiä varotoimenpiteitä (esim. ilmoitus käynnissä
olevasta väliaikaisesta hitsaustyöstä).
Sähkömagneettisten häiriöiden minimointi:
1. Vältä sellaisten laitteiden käyttöä, jotka saattavat häiriintyä.
2. Käytä lyhyitä hitsauskaapeleita.
3. Pidä plus- ja miinuskaapelit tiukasti yhdessä.
4. Aseta hitsauskaapelit lattialle tai lähelle lattiaa.
5. Irrota hitsausalueella olevat viestikaapelit verkkoliitännöistä.
6. Suojaa hitsausalueella olevet viestikaapelit esim. väliseinä-millä.
7. Käytä herkille sähkölaitteille eristettyjä verkkokaapeleita.
8. Tietyissä tilanteissa on harkittava jopa koko hitsauslaitteiston
eristämistä.
VAROITUS
Plasmaleikkaus saattaa olla vaarallista koneen käyttäjälle, lähistöllä työskenteleville ihmisille ja muulle
ympäristölle, mikäli laitetta käsitellään tai käytetään väärin. Tästä syystä laitetta käytettäessä on aina ehdottomasti
noudatettava laitteen turvallisuusohjeita. Erityisesti tulee kiinnittää huomiota seuraaviin seikkoihin:
Sähkö
- Hitsauslaitteet on asennettava voimassaolevien turvallisuusmääräysten mukaisesti ja asennuksen saa suorittaa
ainoastaan pätevä ja ammattitaitoinen henkilö. Verkkopistokkeen kytkennän ja sähköön liityvät asennukset saa tehdä
vain hyväksytty sähkö- tai huoltoliike.
- Virtalähde täytyy tulla maadoitetuksi verkkokaapelin kautta. Plasmaleikkauslaitteella työskennellään hyvin korkealla
jännitteellä. Sähköisku tai sähköinen läpilyönti on vaarallista. Sähköiskusta on terveyshaittoja ja pahimmassa
tapauksessase tappaa.
- Vältä kosketusta paljain käsin hitsauskytkennän jännitteisiin osiin, elektrodeihin ja johtoihin. Käytä ainoastaan kuivia ja
ehjiä hitsauskäsineitä.
- Varmista, että myös itselläsi on kunnollinen maadoitus (esim. kengissä tulee olla kumipohjat).
- Huolehdi, että työskentelyasentosi on vakaa ja turvallinen (varo esim. putoamisen aiheuttamia onnettomuusriskejä).
- Huolehdi hitsauslaitteiston kunnollisesta huollosta. Mikäli johdot tai eristeet vioittuvat, työ on keskeytettävä välittömästi ja
viat korjattava.
- Huolehdi työpisteen siisteydestä, esim. Roskapisteeseen ei saa osua kuuma leikkaussuihku.
- Kone on suljettava verkkokytkimestä ennen polttimen huoltoa.
- Käyttäkää vain alkuperäisiä tai varmasti yhteensopivia polttimen varaosia.
- Ainoastaan pätevä ja ammattitaitoinen henkilö saa korjata ja huoltaa hitsauslaitteistoa.
Valo- ja lämpösäteily
- Suojaa silmät kunnolla sillä jo lyhytaikainenkin altistuminen saattaa aiheuttaa pysyvän silmävamman. Käytä tarkoituksen-
mukaisella säteilysuojuksella varustettua hitsauskypärää.
- Suojaa keho valokaarelta sillä hitsaussäteily saattaa vahingoittaa ihoa. Käytä suojakäsineitä ja peitä kaikki ruumiinosat.
- Työskentelypiste tulisi suojata, mikäli mahdollista, ja muita alueella olevia henkilöitä on varoitettava valokaaren valosta.
Hitsaussavu ja -kaasut
- Plasmaleikkauksen aikana syntyvien savujen ja kaasujen hengittäminen on terveydelle haitallista. Varmista, että
mahdolliset poistojärjestelmät toimivat kunnolla ja huolehdi riittävästä ilmanvaihdosta.
Palovaara
- Kaaresta tuleva säteily ja kipinät aiheuttavat palovaaran. Tästä syystä kaikki tulenarka materiaali on poistettava hitsaus-
alueelta.
- Työvaatetuksen tulisi olla hitsauskipinänkestävä (esim. tulenkestävää materiaalia - varo laskoksia ja avonaisia taskuja).
- Tiloja, joissa on palo- ja räjähdysvaara, koskevat erityismäärykset. Näitä määräyksiä on noudatettava.
Melu
- Valokaari synnyttää työstä riippuen jonkin asteista kohinaa, joten kuulosuojainten käyttö on usein tarpeen.
Vaara-alueet
- Erityistä varovaisuutta on noudatettava kun hitsaus tapahtuu suljetussa tilassa tai korkealla, jossa on putoamisvaara.
Plasmaleikkauskoneen sijoitus
- Aseta leikkauskone siten ettei se pääse kaatumaan.
- Tiloja, joissa on palo- ja räjähdysvaara, koskevat erityismäärykset. Näitä määräyksiä on noudatettava.
Plasmaleikkauskoneen käyttö muuhun kuin sille tarkoitettuun toimintaan on ankarasti kielletty. Mikäli tällaista käyttöä
kuitenkin tapahtuu, valmistaja ei ole minkäänlaisessa vastuussa.
Lue tämä ohjekirja huolellisesti
ennen laitteen asennusta ja käyttöä.

46
TUOTEOHJELMA
ZETA 40/60/100 on ilmajäähdytteinen plasma-
leikkauskone.
Hitsauspolttimet
Kone voidaan varustaa MIGATRONIC-ohjelmaan
kuuluvilla paluuvirtakaapeleilla, varaosilla jne.
Kärry (lisävaruste)
Koneeseen on saatavana kuljetuskärry, jossa on kiinteä
työkalutaso, hitsauspolttimen pidin ja tilaa
hitsaustarvikkeille.
Kuljetusvaunu (Lisävaruste)
Koneeseen on saatavissa lisävarusteena kuljetusvaunu.
MITÄ PLASMALEIKKAUS ON?
Plasmakaari on hyvin kuuma valokaari, joka saadaan
aikaan puristamalla ionisoitunut kaasu hitsauspolttimen
suutinkärjen pieneen reikään. Kaaren leveyttä
rajoittamalla on mahdollista päästä todella korkeisiin
lämpötiloihin (yli 15.000 C°) ja erittäin korkeaan kaasun
virtausnopeuteen. Korkea lämpötila sulattaa leikattavan
kohdan ja suurella nopeudella virtaava kaasu poistaa
sulaneen metallin työkappaleesta.
Ihanteellinen kaasu plasmaleikkauksessa käytettäväksi
on inertti kaasu, mutta myös paineilmaa voidaan käyttää.
Paineilman sisältämä happi on kuitenkin otettava
huomioon hitsauspolttimen suunnittelussa.
Plasmapoltin
Plasmapoltin muistuttaa muuten tig-poltinta, mutta se
pakottaa kaaren hyvin pieneen suuttimeen polttimen
kärjessä.
Elektrodi on kuparia ja pieni osa elektrodin päässä on
valmistettu hafniumista. Kärki on kuparia.
Polttimen läpi kulkeva paineilma toimii plasmakaasuna ja
se myös jäähdyttää poltinta.
Kaaren sytytys tapahtuu elektrodin ja kärjen välillä
syntyvän korkeataajuuspurkauksen avulla (apukaari).
Apukaaren kesto on maksimissaan 3 sekuntia, jottei poltin
kuumene liikaa eivätkä sulavat osat kulu liikaa.
Kun poltin asetetaan työkappaleen lähelle, kaari siirtyy
työkappaleeseen, apukaari sammuu ja leikkausoperaatio
alkaa.
Metalliverkkojen ja –ristikkojen leikkaus
Kaaren siirryttyä työkappaleeseen ja leikkausoperaation
käynnistyttyä poltinta on liikutettava tasaisesti eteenpäin,
jolloin kaari säilyy koko ajan polttimen ja kiinteän metallin
välissä. Muussa tapauksessa kaari sammuu. Samoin käy,
mikäli poltin siirretään irti työkappaleesta.
Haluttaessa leikata metalliverkkoa tai –ristikkoa tai muuta
epäyhtenäistä materiaalia on otettava käyttöön grid-
toiminto painamalla ko. näppäintä etupaneelissa. Tässä
tilassa kone pitää apukaaren koko ajan sytytettynä, jolloin
kaari ei pääse sammumaan. Huomaa, että grid-tilassa
elektrodi, suutin ja polttimen osat kuluvat nopeammin ja
leikkauksen teho laskee.
KÄYTTÖÖNOTTO
Liittäminen verkkoon
Varmista, että syöttöjännite on oikea. Tarkista
jännite koneen tyyppikilvestä. Verkkopistokkeen
saa kytkeä vain sähkökytkentöihin perehtynyt
ammattilainen. Kytkennän jälkeen kone on
käyttövalmis. Pääkytkin kytkee koneen päälle ja
pois.
Kauko-ohjauksen kytkentä (ZETA 100)
Leikkausautomaatissa 8-napaisella liitännällä
varustettuja ZETA 100-koneita voidaan ohjata
kauko-ohjauksella tai hitsausrobotilla. Kauko-
ohjaimen pistorasiassa on liitännät seuraavia
toimintoja varten:
A: Hitsausvirran tulosignaali, 0 - +10V
tuloimpedanssi: 1Mohm
B: Lähtökohta kaikille signaaleille
C: Kaaren ilmaisin – relekosketus
(max 1Amp), täysin eristetty
D: Vapaa, ei tehtäviä
E: Kaaren ilmaisin – relekosketus (max 1Amp),
täysin eristetty
F: Vapaa, ei tehtäviä
G: Virtalähde +24VDC. Oikosulkusuojaus PTC-
resistorilla (max 50mA).
H: Maadoitus
Varoitus - Generaattorikäyttö
Liittäminen generaattoriin saattaa vahingoittaa
hitsauskonetta.
Liitettäessä hitsauskoneeseen generaattori saattaa
synnyttää suuria jännitesykäyksiä, jotka saattavat
vahingoittaa hitsauskonetta. Käytä ainoastaan
taajuus- ja jännitevakaita epätahtigeneraattoreita.
Hitsauskoneeseen syntyvät viat, jotka aiheutuvat
generaattoriin kytkemisestä, eivät kuulu takuun
piiriin.

47
Paineilman saanti
Paineilmaletku kytketään virtalähteen taakse. Ilman on
oltava puhdasta ja kuivaa, etteivät polttimen osat kulu
turhan nopeasti. Kostea ja likainen paineilma on
puhdistettava filterin avulla.
Kompressorin kapasiteetin on oltava vähintään
120 l/min ja paineen 6-8 bar ZETA 40/60:lle ja
180 l/min ZETA 100:lle.
Kompressorin paine ei saisi ylittää 8 bar.
Virtalähteen takana on ilmansuodatin, jossa
painemittari ja paineensäädin.
Ilmanpaineen säätö
Virtalähde on varustettu painekytkimellä, joka
pysäyttää koneen, mikäli tulopaine laskee alle 3 bar
(ks. etupaneeli yllä).
Käynnistä kone (ON).
Paina etupaneelissa olevaa ilmanpaineen
testinappulaa “air test” (kaasuventtiili aukeaa).
Tarkista ilmanpaine mittarista ja säädä sen
arvoksi 3,5 bar - “air test” –nappula koko ajan alas
painettuna. Ilmanpainetta voi säätää materiaalin
tyypin ja vahvuuden sekä virranvoimakkuuden
mukaan. Paine ei saa ylittää 6 bar.
Vapauta painike.
Leikkaaminen
Säädä leikkausvirran arvo materiaalin tyypin ja
vahvuuden mukaan.
Valitse leikkaustapa: joko normaali tai “grid” (=verkko,
ristikko tms. reikäinen materiaali).
Pidä huoli ettei poltin osoita ihmisiin tai esineisiin ja
paina polttimen liipaisinta. Apukaari syttyy.
Vie poltin työkappaleen lähelle, jolloin kaari siirtyy.
Mikäli poltinta ei siirretä työkappaleen lähelle 3
sekunnin sisällä apukaaren syttymisestä, apukaari
sammuu ja sytytys on aloitettava alusta.
Aloita leikkaaminen työkappaleen toisesta reunasta,
ettei metallikuonaa ja roiskeita lennä takaisin
polttimeen. Mikäli leikkaaminen pitää aloittaa
työkappaleen keskeltä, pidä poltinta noin 45 asteen
kulmassa, jolloin vältetään kuonan ja roiskeiden
lentäminen polttimen päälle.
Apukaaren ansiosta kaaren siirtyminen onnistuu myös
likaiselle tai maalatulle työkappaleelle.
Leikkuunopeus
Leikkuunopeuden ollessa oikea perusaine leikkautuu
läpi asti ja sulanut aines poistuu työkappaleen toiselle
puolelle, eikä etupuolelle lennä kipinöitä tai roiskeita.
Oikealla leikkuunopeudella työskenneltäessä sulanut
aines virtaa 10-15° kulmassa polttimeen nähden.
Tällöin leikkuupinnan reunat jäävät siisteiksi.
Mikäli leikkuunopeus on liian alhainen, leikkuualue
laajenee ja lämmön vaikutusalue suurenee, jolloin
leikkuupinnan reunoihin jää kuonaa.
Mikäli taas leikkuunopeus on liian korkea, leikkaus ei
tapahdu materiaalin koko vahvuudelta ja roiskeita ja
kipinöitä lentää takaisin polttimen suuntaan.
Leikkuun aikana leikkuupoltinta on pidettävä
kohtisuorassa työkappaleeseen nähden.
Plasmaleikkauksen etuja
Plasmaleikkauksella on monia etuja verrattuna
polttoleikkaukseen. Lämmön vaikutusalue on
pienempi, polttoleikkauksen sisältämän suuren
happimäärän takia sitä ei voi käyttää
ruostumattomaan teräkseen. Plasmaleikkauksessa
lämpötila on korkeampi kuin polttoleikkauksessa ja
paineilmavirta poistaa sulaneen aineksen, jolloin
leikkuureunat jäävät siisteiksi.
Plasmaleikkausta voidaan käyttää kaikkien sähköä
johtavien materiaalien leikkaamiseen.
Kuluvat osat
Polttimessa on kaksi kuluvaa osaa: elektrodi ja suutin.
Elektrodin hafniumista valmistettu pää kuluu
leikkauksen aikana ja kun kulumista on tapahtunut 2-
3 mm on elektrodi vaihdettava. Loppuunkuluneella
elektrodilla on vaikea sytyttää apukaarta, valokaari on
epävakaa ja leikkauksen laatu heikkenee.
Suutin on pidettävä roiskeista puhtaana. Suuttimen
suu laajenee ja muuttuu epäsäännölliseksi, mikä
huonontaa leikkauksen laatua.
Kuluvien osien käyttöikä vaihtelee käytön mukaan.
Leikkuupoltin ja varaosat
Käytä ainoastaan alkuperäisiä kuluvia osia ja
varaosia.
Huomatkaa!
Paineilman virtaus on tarkistettava, kun
kone otetaan käyttöön.
Virtaus pitää olla kahden viivan välissa.
Muuten kone tekee huonon leikkausjäljen
ja kulutusosien kestoikä on lyhyt.

48
OHJAUSYKSIKKÖ
ZETA 40/60 ZETA 100
Säädin
Koneen säätimellä tehdään leikkuuvirran
asetukset.
ZETA 40:lle 20-45A
ZETA 60:lle 20-60A
ZETA 100:lle 20-100A.
Plasmakaaren merkkivalo
Plasmakaaren merkkivalo syttyy
turvallisuussyistä aina kun polttimen elektrodissa on
jännite.
Ylikuumenemisen merkkivalo
Ylikuumenemisen merkkivalo syttyy, mikäli
leikkuutyö keskeytyy koneen ylikuumenemisen takia.
Verkkovirtavian merkkivalo
Verkkovirtaviasta kertova merkkivalo syttyy,
mikäli verkon jännite laskee yli 15% alemmaksi kuin
nimellisjännite.
Ilmanpaineen merkkivalo
Ilmanpaineen merkkivalo syttyy, mikäli
ilmanpaine on alle 3 bar. Kone pysähtyy.
Polttimen varoitusvalo
PUNAINEN valo VILKKUU: leikkuupolttimen
sisällä on oikosulku (poltin on vioittunut tai sähköosien
kuten elektrodi, suutin jne. asennuksessa on vikaa).
Generaattori pysähtyy.
PUNAINEN valo PALAA: polttimen pää ei ole ehjä ja
valo on merkkinä sähköiskuvaarasta, joka aiheutuu
paljaana olevista, korkeajännitteisistä sähköosista.
Generaattori pysähtyy.
PLS (ZETA 100)
Teksti tulee näyttöön, kun polttimessa on
oikosulku
LO.P (ZETA 100)
Teksti tulee näyttöön, kun paineilma on
säädetty liian alhaiseksi.
HI.P (ZETA 100)
Teksti tulee näyttöön, kun paineilma on
säädetty liian korkeaksi.
Vikasympolien näyttö
Sympoli vilkkuu, kun vikalaji on todettu.
Samanaikaisesti näytössä näkyy vikasympoli.
Valitut vikakoodit:
(Vikakoodit nollataan painamalla –painiketta)
Jännitevirhe
Sympoli näyttää verkkojännitteen
virheen, jos verkkojännite on liian
korkea. E04-01 ilmaisee, jos verkkojännite on liian
korkea. Sammuttakaa heti virtalähde:
400V AC +/- 15% 50-60 Hz.
Muut vikatyypit
Jos muita vikakoodeja tulee näytölle, virtalähde pitää
sammuttaa ja jälleen käynnistää. Vikakoodin pitäisi
poistua.
Jos vikakoodi tulee useamman kerran näytölle,
virtalähde pitää toimittaa valtuutettuun
huoltokorjaamoon.

49
Leikkaustavan valinta
Normaali leikkaus
Tavallisesti käytössä oleva toiminto.
“Grid” eli ristikon leikkaus
Tätä toimintoa tulee käyttää vain
erikoistapauksissa, sillä se kuluttaa nopeasti
polttimen kulutusosia ja hidastaa leikkaustyötä.
Talttaus (ZETA 100)
Talttaustoimintoon on saatavissa
lisävarusteena siihen tarkoitettu suutinosa, jolla
voidaan avata virheellinen hitsisauma. Talttauksessa
poltin on pidettävä 45 kulmassa taltattavaan
kappaleeseen ja pitää varoa kuuman sulan oikeasta
poistosuunnasta.
Kuuma sula on vaarallista tekijälle, polttimelle ja
ympäristölle.
Paineilmaa pitää asettaa vähintään 3,5 bar.
(ZETA 100)
Tämä toiminto mahdollistaa näyttää valokaaren
jännitteen tai leikkausvirran. Näppäintä
painetaan 3 sekuntia ja diodi ”A”:n vieressä sammuu,
kun valokaaren jännite tulee näyttöön. Näppäintä
lyhyesti painamalla palautuu leikkausvirta näyttöön.
Ilmanpainetesti
Tätä näppäintä painamalla kaasuventtiili
aukeaa valokaarta sytyttämättä. Tämän
toiminnon avulla voidaan tarkistaa ilmanpaine koneen
takana olevasta mittarista ja samalla säätää.
ZETA 40/60:ssa ilmanpaine pitää olla 3,5 bar.
ZETA 100:ssa ilmanpaine leikkauksessa on 4,0 bar ja
talttauksessa 3,5 bar.
ZETA 100:ssa ilmanpainetesti-painiketta painamalla
näkee paineen määrän.

50
HUOLTO
Puutteellinen huolto saattaa johtaa heikentyneeseen
toimintavarmuuteen ja aiheuttaa lisäksi takuun
raukeamisen.
ZETA–hitsauskoneet eivät käytännössä tarvitse
huoltoa. Erittäin pölyinen, kostea tai syövyttävä ilma
on kuitenkin hitsauskoneille hyvin vahingollista.
Määräaikaishuolto
Ongelmien ennaltaehkäisemiseksi seuraavat
toimenpiteet tulisi suorittaa vähintään kerran vuodessa
tai tarpeen mukaan useammin.
- Kytke kone irti verkkovirrasta ja odota 2 minuuttia,
minkä jälkeen voit poistaa etupaneelit.
- Puhdista tuulettimen siivekkeet ja jäähdytysputken
osat puhtaalla ja kuivalla paineilmalla.
Vedenerotin
Erotin täytyy tyhjentää ja puhdistaa. Jos
lasimantteliin on kerääntynyt likaa, se pitää
puhdistaa.
Ilman epäpuhtaus lyhentää suuttimen ja elektrodin
käyttöikää. Kosteus paineilmassa voi aiheuttaa
huonon syttyvyyden pilottikaaressa ja mahdollistaa
oikosulun valokaaressa.
Likaisen paineilman ja kosteuden jälkeen
suuttimen ja elektrodin pään voi puhdistaa
varovasti hienolla santapaperilla.
Plasmapoltin ja poltinpää
Poltinpää pitää tarkistaa säännöllisin välein
Letkupaketti tarkistetaan säännöllisesti ja
vaihdetaan uuteen, jos se on vahingoittunut.
Suutin, elektrodi ja eriste ovat kulutusosia, jotka
pitää vaihtaa säännöllisin välein.
Suuttimen voi puhdistaa metalliroiskeista
varovaisesti. Varokaa teräviä työkaluja, ettei
polttimen osat vahingoitu. Suutin ja elektrodi ovat
kulutusosia ja on tärkeää tarkistaa ne osia
vaihdettaessa. Jos leikataan kuluneella suuttimella,
on vaara, että polttimen sisällä sulaa muita osia.
Vasemmalla nähdään uusi elektrodi ja oikealla
loppuun kulunut viallinen elektrodi.
Elektrodin, suuttimen ja suutinkopan välissä voi
olla metallin roiskeita. Puhdista ne varovasti
kopauttamalla ja paineilmalla.
Poltin/sytytystoiminto (Zeta 100)
On tärkeää varmistaa, että sytytysmekanismi on
kunnossa elektrodin vaihdon yhteydessä. Voitelu
voi olla tarpeellista, ellei kierreosat liiku.
Alla olevassa kuvassa näkyy, mihin rasva on
lisätty. Painamalla osia ylös ja alas tapahtuu
voitelu.
Poista pehmeällä paperipyyhkeellä kaikki
ylimääräinen rasva ennen polttimen kokoamista.
Migatronic suosittelee puhdasta vaseliinia ilman
liotinta ja parafiiniöljyä.
Muut voiteluaineet eivät ole sallittuja, koska
tolueeni, ksyleeni ja bentseeni ovat vahingollisia
polttimelle.
Silikonia, litiumia tai teflonia ei saa käyttää, koska
polttimen kumiosat voivat reakoida niiden kanssa.

51
TEKNISET TIEDOT
V
irtalähde: ZETA 40 ZETA 60 ZETA 100
Verkko
j
ännite
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Sulake 16 A 10 A 20 A
Liitäntäteho, tehollinen 16,8 A 6,8 A 19,1 A
Power, (100%) 3,9 kVA 4,7 kVA 13,2 kVA
Kulutus, max 5,3 kVA 7,4 kVA 29,9 kVA
T
y
h
j
äkä
y
ntikulutus < 35 W < 35 W < 35 W
Hyötysuhde 0,9 0,9 0,8
Sallittu kuormitus: Leikkaus Talttaus
Kuormitettavuus 100% (ymp. lämp. 40°) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
Kuormitettavuus 60% (ymp. lämp. 40°) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
Kuormitettavuus 40% (ymp. lämp. 40°) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
Kuormitettavuus 35% (ymp. lämp. 40°) - - - 100 A / 140 V
Kuormitettavuus 100%
(y
mp. lämp. 20°
)
40 A / 96 V 45 A / 98 V --
Kuormitettavuus 60% (ymp. lämp. 20°) 45 A / 98 V 55 A / 102 V --
Tyhjäkäyntijännite 225 V 241 V 248 V
Virta-alue 20-45 A 20-60 A 20-100 A
1
Käyttöluokka
S
S
S
2
Suo
j
ausluokka
(
IEC 529
)
IP 23 IP 23 IP 23
Standardit EN/IEC60974-1
EN/IEC60974-10 (Class A)
Mitat (KxLxP) (mm) 360x220x570 360x220x570 405x345x675
Paino 26k
g
27 k
g
36k
g
Leikkuuvahvuus
(korkealaatuinen leikkaus)
8 mm 12 mm <25 mm
Maks. Leikkuuvahvuus 12 mm 18 mm <35 mm
Tuote on hävitettävä paikallisten
standardien ja määräysten mukaan.
www.migatronic.com/goto/weee
1
S
Kone täyttää ne vaatimukset, jotka asetetaan korkean sähköiskuvaaran alaisilla alueilla käytettäville laitteille
2 Laite, joka täyttää suojausluokan IP23 vaatimukset, on tarkoitettu sisä- ja ulkokäyttöön

52
TAKUUEHDOT
Migatronic-hitsauskoneille tehdään useita
laatutestejä tuotantoprosessin aikana, ja kun yksiköt
on kokoonpantu, niille suoritetaan perusteellinen ja
luotettava lopullinen toimintatesti.
Migatronic myöntää niille uusille hitsauskoneille, joita
ei ole rekisteröity, 12 kuukauden takuun.
Takuurekistöröinti pitää tehdä 6 viikon sisällä
ostopäivästä, silloin takuuaika pitenee
24 kuukauteen.
Rekisteröinti on tehtävä verkko-osoitteessa
www.migatronic.com/warranty. Rekisteröinnin
todisteena asiakkaalle lähetetään sähköpostitse
rekisteröintitodistus. Alkuperäinen lasku ja
rekisteröintitodistus ovat koneen ostajalle todisteita
siitä, että hitsauskoneen 24 kuukauden takuujakso
on voimassa.
Jos rekisteröintiä ei ole tehty, vakiotakuujakso on
12 kuukautta uusille hitsauskoneille alkaen
loppukäyttäjän laskun päiväyksestä. Alkuperäinen
lasku on takuujakson todiste.
Migatronic myöntää hitsauskoneille takuun voimassa
olevien takuuehtojen mukaisesti koskien takuuaikana
ilmenneitä vikoja, joiden voidaan todistaa
aiheutuneen virheellisistä materiaaleista tai
valmistusviasta.
Pääsääntöisesti takuuta ei myönnetä
hitsauspolttimille, sillä ne ovat kuluvia osia.
Hitsauspolttimoiden vauriot, jotka ilmenevät kuuden
viikon kuluessa käyttöönotosta ja johtuvat
virheellisistä materiaaleista tai valmistusviasta,
kuuluvat kuitenkin takuun piiriin.
Migatronicin takuu ei sisällä mitään takuuvaateisiin
liittyviä kuljetuksia, vaan kuljetukset tapahtuvat
ostajan omalla kustannuksella ja riskillä.
Viittaamme Migatronicin takuuehtoihin osoitteessa
www.migatronic.com/warranty.

53
ITALIANO
Emissioni elettromagnetiche e irradiazione dei disturbi elettromagnetici
Questo impianto per saldatura per uso industriale e professionale e'
costruito in conformità' allo Standard Europeo EN60974-10
(Class A). Lo scopo di questo Standard e' di evitare situazioni in cui
la macchina sia disturbata, o sia essa stessa fonte di disturbo, da
altre apparecchiature elettriche. L'arco irradia disturbi e pertanto si
richiede che vengano prese alcune precauzioni nell'installazione e
nell'uso dell'impianto. L'utilizzatore deve assicurarsi che la
macchina non causi disturbi di tale natura.
E' necessario valutare l'area circostante su quanto segue :
1. Cavi di alimentazione o di segnale collegati ad altre
apparecchiature elettriche
2. Trasmettitori o ricevitori radio e televisivi
3. Computers ed apparecchiature elettriche di controllo.
4. Apparecchiature critiche di sicurezza come sistemi di protezione
e di allarme.
5. Utilizzatori di pace-maker e di apparecchi acustici.
6. Apparecchiature di misura e calibrazione.
7. Ore del giorno in cui la macchina viene utilizzata.
8. La struttura e la destinazione dell'edificio.
Se l'impianto e' utilizzato in un edificio residenziale possono essere
necessarie misure speciali ed aggiuntive (ad esempio un avviso
preventivo di lavoro temporaneo).
Metodi per ridurre le emissioni elettromagnetiche :
1. Non utilizzare apparecchiature in grado di creare disturbi.
2. Usare cavi di saldatura il più' corti possibile.
3. Stendere i cavi negativo e positivo vicini.
4. Stendere i cavi di saldatura sul pavimento o comunque il più'
vicino possibile ad esso.
5. Separare, nella zona di saldatura, i cavi di alimentazione da
quelli di segnale.
6. Proteggere i cavi di segnale (ad esempio con schermature).
7. Usare cavi di alimentazione schermati per le apparecchiature
elettroniche particolarmente sensibili.
8. La schermatura dell'intero impianto di saldatura deve essere
considerata in speciali circostanze.
ATTENZIONE
Le macchine per saldatura e taglio possono causare pericoli per l'utilizzatore, le persone vicine e l'ambiente se
l'impianto non e' maneggiato o usato correttamente. La macchina pertanto deve essere usata nella stretta
osservanza delle istruzioni di sicurezza. In particolare e' necessario prestare attenzione a quanto segue:
Elettricita'
- L'impianto di taglio/saldatura deve essere installato in accordo alle norme di sicurezza vigenti e da personale qualificato.
- La macchina deve essere collegata a terra tramite il cavo di alimentazione
- La scossa elettrica è pericolosa. Può danneggiare la salute ed in casi estremi uccidere. Usando macchine per taglio plasma
prestare molta attenzione in quanto si lavora con tensioni elevate.
- Evitare ogni contatto a mani nude con componenti sotto tensione nel circuito di taglio/saldatura (torcia e cavo di massa).
Usare sempre guanti di saldatura asciutti ed in buone condizioni.
- Assicurarsi di usare indumenti di sicurezza (scarpe con suola di gomma etc.).
- Assicurarsi che l'impianto di taglio riceva una corretta manutenzione.
- In caso di danni ai cavi o all'isolamento il lavoro deve essere interrotto immediatamente ed eseguite le opportune
riparazioni.
- Lavorare sempre in posizione comoda e sicura (evitare rischi di caduta)
- Scollegare la macchina dalla rete di alimentazione prima di smontare la torcia (sostituzione di elettrodo etc)
- La riparazione e la manutenzione dell'impianto deve essere eseguita da personale qualificato.
- Usare solo la torcia ed i ricambi raccomandati dalla Migatronic (vedi lista ricambi).
Emissioni luminose
- Proteggere gli occhi in quanto anche esposizioni di breve durata possono causare danni permanenti. Usare elmetti dotati di
filtri con un adeguato grado di protezione.
- Proteggere il corpo dalle radiazioni che possono causare danni alla pelle. Usare indumenti che coprano tutto il corpo.
- Il posto di lavoro deve essere, se possibile, schermato e altre persone che operano nell'area devono essere avvertite del
pericolo.
Fumi di taglio/saldatura e gas
- La respirazione di fumi e gas emessi durante il taglio/saldatura e' dannosa per la salute. Assicurarsi che gli impianti di
aspirazione siano funzionanti e che ci sia sufficiente ventilazione.
Incendio
- Le radiazioni e le scintille dell'arco rappresentano un pericolo di incendio. Il materiale combustibile deve essere rimosso
dalle vicinanze.
- Gli indumenti utilizzati devono essere sicuri contro le scintille dell'arco (usare materiale ignifugo, senza pieghe o tasche).
Rumorosita’
- L’arco genera un rumore superficiale a seconda del procedimento usato. In alcuni casi puo’ essere necessario adottare una
protezione per l’udito.
Aree Pericolose
- Attenzione speciale va prestata lavorando in aree chiuse o in posizioni elevate che presentano rischio di cadute.
Posizionamento della macchina
- Collocare la macchina sul piano, in posizione stabile, per evitarene il rischio di ribaltamento
- Aree a rischio di incendio e/o esplosione sono soggette a specifiche regole di sicurezza: queste regole devono essere
seguite rigorosamente.
L’uso di questo impianto per finalita’ diverse da quelle per le quali e’ stato progettato, ad esempio scongelamento di condotte
d’acqua etc, e’ assolutamente vietato. In tal caso la responsabilita’ dell’operazione ricade interamente su colui che la esegue.
Leggere questo manuale di istruzioni attentamente
prima di installare e mettere in funzione l'impianto

54
GAMMA
ZETA 40/60/100 è un generatore per il taglio al plasma
con torcia raffreddata ad aria.
Accessori e cavi
La macchina può essere equipaggiata con cavo di massa,
parti di ricambio ed altro secondo il programma
MIGATRONIC.
Carrello (opzionale)
La macchina può essere fornita di carrello porta
macchina.
COS’E’ IL TAGLIO PLASMA?
L’arco plasma è un arco ad altissima temperatura ottenuto
concentrando un gas ionizzato in un piccolo foro presente
sulla torcia. Concentrando l’arco, è possibile raggiungere
altissime temperature (sopra i 15.000 C°) ed elevate
velocità del gas. L’alta temperatura fonde il metallo
investito dal gas, mentre il flusso gassoso provvede a
rimuovere tutto il materiale fuso dal pezzo in lavorazione.
Il gas ideale per questa applicazione è un gas inerte, ma
può essere usata anche l’aria compressa. Si ricorda di
considerare gli effetti prodotti dall’ossigeno contenuto
nell’aria sul pezzo in lavorazione e sugli elettrodi della
torcia.
Torcia per il taglio plasma
La torcia, in linea di principio è simile ad una torcia TIG,
ma disegnata per concentrare l’arco ed il flusso di gas in
un piccolo foro posto sull’elettrodo esterno.
La cappa esterna è in rame, mentre l’elettrodo interno è in
rame con un piccolo riporto di Afnio all’estremità.
Il flusso di aria compressa attraverso la torcia serve per
produrre il gas plasmogeno e per raffreddare la testa della
torcia.
L’accensione di un arco elettrico ausiliario (detto Arco
Pilota) si ottiene tramite scarica di HF tra elettrodo interno
e cappa. L’arco pilota è temporizzato massimo a
3 secondi per prevenire il surriscaldamento della torcia e
l’eccessivo consumo degli elettrodi.
Quando la torcia con l’arco pilota acceso viene avvicinata
al pezzo da tagliare, tutta la corrente si trasferisce sul
pezzo, l’arco pilota si spegne ed inizia l’operazione di
taglio.
Taglio di reti metalliche e grigliati
Quando l’arco è trasferito sul materiale ed il taglio è
iniziato, è necessario muovere omogeneamente la torcia
in maniera che ci sia sempre materiale solido sotto la
testa della stessa, altrimenti l’arco si spegne Lo stesso
accade se la torcia viene allontanata dal pezzo.
Qualora fosse necessario tagliare una rete metallica o
una lamiera con molti fori (grigliato – materiale
discontinuo), selezionare l’opzione “grigliato” sul pannello
frontale. In questa modalità la macchina manterrà sempre
l’arco pilota acceso, evitando il suo spegnimento. Con
questo procedimento però si accorcia la vita degli elettrodi
e della cappa esterna inoltre si riduce l’efficienza di taglio.
ISTRUZIONI INIZIALI
Connessione alla rete di alimentazione
Assicurarsi della correttezza della tensione di
alimentazione: deve seguire espressamente i limiti
imposti e riportati nei dati di targa del generatore.
Dopo che la spina di alimentazione è stata
collegata alla rete elettrica, la macchina è pronta
per l’uso. Si fa notare che le connessioni alla rete
elettrica devono essere eseguite da personale
esperto e qualificato.
L’accensione e lo spegnimento della macchina
avvengono tramite l’interruttore.
Collegamento a comando a distanza
(ZETA 100 AUTOMAT)
Le macchine ZETA 100 usate in impianti
automatici sono dotate di connettore a 8 poli per il
controllo da comando a distanza o da robot. Nel
connettore sono presenti i seguenti segnali :
A: ingresso segnale corrente di
saldatura 0 - +10V impedenza
1 Mohm
B: terra ingresso
C: Arc detector – contatto di relay
(max 1 Amp), isolato
D: libero
E: Arc detector – contatto di relay (max 1 Amp),
isolato
F: libero
G: alimentazione +24VDC. Protezione contro il
corto circuito tramite PTC (max 50mA)
H: terra alimentazione

55
Funzionamento con motogeneratori
La connessione della macchina a motogeneratori può
provocare gravi danni alle parti elettriche interne.
Quando connessi a macchine per il taglio plasma, i
motogeneratori possono produrre forti sbalzi di
tensione che danneggiano la macchina. Usare solo
generatori asincroni con tensione e frequenza stabili.
Difetti e danni derivati da connessione a
motogeneratori non sono coperti da garanzia.
Alimentazione dell’aria compressa
L’attacco dell’aria compressa deve essere collegato
ad una sorgente di aria pulita e deumidificata per
prevenire un rapido deterioramento degli elettrodi. Per
ottenere questo risultato si può montare un filtro
speciale.
Il compressore deve avere una capacità di almeno
120 l/min ed una pressione di 6-8 bar per le Zeta
40/60 e 180 l/min con pressione 6-8 bar per la Zeta
100. Il compressore non deve superare la pressione di
8 bar.
Sul retro della macchina sono presenti, oltre ad un
filtro per l’aria, un riduttore di pressione e un mano-
metro per regolare l’effettiva pressione di servizio.
Regolazione della pressione
La macchina è dotata di un sensore di pressione
minima che blocca ne blocca il funzionamento qualora
essa scenda sotto i 3 bar.
Accendere la macchina
Premere il pulsante TEST aria sul pannello frontale
(viene aperta l’elettrovalvola dell’aria)
Controllare la pressione sul manometro e regolarla
a 3,5 bar tenendo premuto il pulsante TEST aria.
Si possono usare vari valori di pressione in
funzione del materiale, dello spessore e della
corrente di taglio impostata. Non eccedere i 6 bar.
Rilasciare il pulsante TEST
Operazione di taglio
Impostare il valore della corrente di taglio in funzione
del materiale e dello spessore.
Connettere il cavo di massa al pezzo.
Selezionare il procedimento di taglio: normale o
“grigliato”.
Allontanare la torcia da persone, oggetti, parti
infiammabili e premere il pulsante posto sulla torcia. Si
accende l’arco pilota.
Posizionare la torcia vicino al pezzo: l’arco si
trasferisce spontaneamente. Se la torcia non viene
avvicinata al pezzo entro 3 secondi, l’arco pilota si
spegne e l’operazione deve essere ripetuta.
Iniziare il taglio da una delle estremità del pezzo per
evitare che spruzzi di materiale incandescente
colpiscano la torcia e voi stessi. Se il taglio deve
iniziare nel mezzo del pezzo, inclinare la torcia in
direzione opposta alla vostra, per evitare di essere
colpiti.
L’arco pilota permette operazioni di taglio anche su
superfici sporche o verniciate.
Velocità di taglio
La corretta velocità di taglio permette di tagliare
completamente il materiale e di rimuovere tutti i residui
di materiale fuso dalla parte opposta della superficie di
lavoro, evitando il ritorno di spruzzi di materiale
incandescente.
Con la velocità ottimale di taglio, il flusso di materiale
fuso risulta avere un angolo di uscita di 10-15° rispetto
all’asse della torcia. Questo permette di avere tagli
netti, senza sbavature.
Velocità di avanzamento troppo basse incrementano
la larghezza del taglio, incrementano la larghezza
della zona termicamente alterata e lasciano sbavature
ed una superficie di taglio molto irregolare.
Velocità troppo alte impediscono di tagliare il pezzo da
parte a parte e aumentano il rischio di getti di
materiale fuso.
Durante le operazioni di taglio la torcia deve essere
mantenuta in posizione perpendicolare al pezzo.
Vantaggi del taglio plasma
Il taglio plasma offre molti vantaggi rispetto al taglio
ossiacetilenico. La zona termicamente alterata risulta
minore e l’assenza di ossigeno(se si usa Argon)
permette di tagliare l’acciaio inox. La temperatura del
taglio plasma è superiore a quella del procedimento
ossiacetilenico ed il flusso di gas compresso rimuove il
materiale fuso e lascia profili di taglio più puliti.
Il taglio plasma può essere applicato a tutti i materiali
elettroconduttivi.
Parti soggette ad usura
Nella torcia ci sono 2 parti soggette ad usura:
l’elettrodo e la cappa esterna.
Il riporto di Afnio sulla parte finale dell’elettrodo
durante il taglio si consuma formando una piccola
buca: in questo caso l’elettrodo deve essere cambiato.
Un elettrodo deteriorato rende difficile l’innesco ed il
mantenimento dell’arco pilota, genera un arco di taglio
instabile e una bassa qualità del taglio.
La cappa di rame deve essere mantenuta pulita:
rimuovere gli spruzzi di materiale fuso. Quando il foro
sulla cappa si ingrandisce e diventa irregolare, la
qualità del taglio diminuisce.
La durata delle parti consumabili è variabile e dipende
anche dall’uso della macchina. Usare aria compressa
deumidificata.
Torcia e parti di ricambio
Usare solo parti di ricambio originali
Attenzione!
E’ importante controllare la portata per mezzo
del sistema di prova gas.
La portata DEVE essere tra le due linee del
sistema prova gas.
Una portata al di fuori di tale zona comporterà
un peggioramento della qualità del taglio ed
una ridotta durata delle parti di usura.

56
PANNELLO DI CONTROLLO
ZETA 40/60 ZETA 100
Manopola di controllo
La macchina ha una manopola di controllo
che è usata per regolare la corrente di
taglio.
20-45A per ZETA 40
20-60A per ZETA 60
20-100A per ZETA 100.
Indicatore di arco plasma
L’indicatore di arco plasma si illumina, per
ragioni di sicurezza, quando vi sia presenza di
tensione sulla torcia.
Indicatore di sovratemperatura
Questo indicatore è illuminato se la macchina
è bloccata per allarme dovuto a sovratemperatura
delle parti interne.
Allarme tensione di rete
L’indicatore si illumina se la tensione di rete
scende più del 15% del valore nominale specificato
sui dati di targa.
Allarme aria compressa
Si accende se la pressione dell’aria è inferiore
a 3 bar. Il generatore si blocca.
Allarme torcia
Luce ROSSA LAMPEGGIANTE: si è creato
un corto circuito all’interno della torcia (torcia
danneggiata, errato assemblaggio delle sue parti quali
elettrodo, diffusore gas, cappa esterna ecc.). Il
generatore è bloccato.
LUCE ROSSA ACCESA COSTANTEMENTE: la
ghiera esterna della testa della torcia non è
completamente serrata. Si informa l’operatore del
possibile rischio di shock elettrico a causa di parti
interne della torcia soggette ad alta tensione. Il
generatore è bloccato.
PLS (ZETA 100)
Questo codice indica corto circuito nella
torcia plasma.
LO.P (ZETA 100)
Questo codice indica pressione aria
troppo bassa.
HI.P (ZETA 100)
Questo codice indica pressione aria
troppo alta.
Simboli di errore
Indicatore vicino al simbolo lampeggia quando
ci sono altri tipi di errore. Allo stesso tempo un codice
di errore è visualizzato sul display.
Alcuni codici di errore :
(Si può effettuare un reset schiacciando il tasto )
Errore di alimentazione
Questo simbolo verrà visualizzato
quando la tensione di alimentazione è
troppo alta. L’errore E04-01 verrà invece mostrato
quando la tensione di alimentazione è troppo bassa.
Collegare la macchina a 400 V AC +/-15% 50-60Hz
ALTRI TIPI DI ERRORE
Se vengono visualizzati altri simboli di errore,
spegnere e riaccendere la macchina per cancellare il
simbolo.
Se il simbolo appare ripetutamente, è necessaria la
riparazione della macchina.

57
Modalità di taglio
Taglio normale
Questa funzione è da preferire.
“Taglio “Grigliato”
Questa modalità deve essere usata solo in
condizioni particolari in quanto comporta un più
rapido consumo degli elettrodi ed una più bassa
velocità di taglio.
Scriccatura (solo ZETA 100)
Questa operazione è fatta tramite l’uso di una
speciale cappa che permette all’arco
plasmogeno di fondere e rimuovere il materiale fuso e
quindi creare un cratere. Durante la scriccature la
torcia deve essere tenuta inclinata a 45° rispetto al
pezzo e l’operatore deve direzionarla im dodo tale che
il metallo fuso venga “soffiato via” dal pezzo verso una
direzione sicura.
La pressione deve essere regolata a 3,5 bar.
(ZETA 100)
Questa funzione offre la possibilità di
visualizzare sul display la Tensione di Arco o la
Corrente di Taglio. Per visualizzare la tensione di
Taglio tenere premuto per 3 secondi il tasto “A”: la
luce verde indicante “A” si spegne. Per tornare a
visualizzare la Corrente di Taglio premere
nuovamente “A".
Test aria compressa
Premendo questo pulsante si apre la valvola
dell’aria compressa senza attivare l’arco pilota.
Questa operazione permette di controllare e
correggere la pressione dell’aria agendo sulla
manopola del riduttore di pressione posto sul retro
della macchina: si consiglia una pressione di 3,5 bar
per ZETA 40/60. Per ZETA 100 si consigliano 4,0 bar
per il taglio e 3,5 bar per la scriccatura (gouging).
In ZETA 100, premendo il pulsante TEST ARIA, il
display visualizza pressione dell’aria compressa.

58
MANUTENZIONE
Una scarsa manutenzione può generare difettosità di
funzionamento del generatore e conseguente decadimento
della garanzia.
Il generatore ZETA non richiede particolare manutenzione:
tuttavia l’utilizzo in condizioni di estreme come sporco,
polvere, sostanze corrosive, aria inquinata da agenti vari,
può comportare l’insorgere di problemi vari.
Manutenzione periodica
Per evitare l’insorgere di problemi, si consiglia di eseguire la
seguente procedura almeno una volta all’anno o più
frequentemente, se necessario.
- disconnettere il generatore dalla rete elettrica ed
attendere 2 minuti prima di rimuovere i pannelli.
- pulire la ventola e tutti i componenti posti nel canale di
ventilazione della macchina usando aria compressa
deumidificata a bassa pressione.
Deumidificatore
Per svuotare e pulire il deumidificatore del riduttore
premere la valvola di sfiato situata sotto l’ampolla in
presenza di passaggio di aria compressa oppure svitare
il coperchio e pulire.
Aria umida o contenente impurità può favorire la
formazione di ossido o un cortocircuito tra elettrodo e
cappa. L’umidità rende più difficile l’accensione dell’arco
pilota.
Pulire la punta dell’elettrodo e l’interno della cappa con
carta smeriglio fine nel caso la torcia sia stata usata con
aria umida o con impurità.
Torcia e cavi
Esaminare
- Eventuali Danni sul corpo torcia.
- Danni sulla guaina del cavo.
- Sostituire, quando necessario, cappa, elettrodo e
isolatore.
La cappa deve essere pulita frequentemente dagli
spruzzi per mezzo di una spazzola metallica. Non
utilizzare utensili taglienti che possono danneggiare il
foro. La cappa è una parte d’usura ed è importante
controllare periodicamente la necessità della
sostituzione altrimenti si corre il rischio di danneggiare il
corpo torcia. La foto mostra una cappa nuova, sulla
sinistra, ed una usurata, sulla destra. La cappa è usurata
quando si forma un piccolo cratere intorno al foro.
Per rimuovere eventuali spruzzi tra elettrodo e cappa
soffiare aria compressa mentre si batte la torcia
leggermente.
Torcia/Qualità d’innesco (Zeta 100)
E’ importante verificare, ogni volta che si
sostituisce l’elettrodo, che il meccanismo di
accensione si muova correttamente. In
caso di movimento difficltoso è necessario
applicare del lubrificante.
La foto mostra il punto di applicazione del
grasso ed il movimento da effettuare per
lubrificare il meccanismo interno
Rimuovere il grasso in eccesso prima di
rimontare la torcia.
Raccomandiamo di usare Vaselina pura,
senza solventi o olio di Paraffina.
Lubrificanti contenenti solventi come
Toluene, Xylene, Benzene (specialmente in
confezione spray) non sono utilizzabili
perchè danneggiano il meccanismo interno
della torcia.
Prodotti a base di Silicone, Litio e Teflon
non sono utilizzabili perchè reagiscono con
la gomma delle parti interne della torcia

59
DATI TECNICI
Generatore: ZETA 40 ZETA 60 ZETA 100
Tensione di rete
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Fusibile 16 A 10 A 20 A
Corrente di linea, (rms) 16.8 A 6.8 A 19.1 A
Potenza, (100%) 3.9 kVA 4.7 kVA 13.2 kVA
Potenza massima 5.3 kVA 7.4 kVA 29.9 kVA
Potenza assorbita a vuoto < 35 W < 35 W < 35 W
Efficienza 0.9 0.9 0.8
Carichi ammessi: Taglio Scriccatura
Intermittenza 40°C 100% 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
Intermittenza 40°C 60% 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
Intermittenza 40°C 40% 45 A / 98 V 60 A / 104 V 100 A / 120 V -
Intermittenza 35°C 40% - - - 100 A / 140 V
Intermittenza 20°C 100% 40 A / 96 V 45 A / 98 V - -
Intermittenza 20°C 60% 45 A / 98 V 55 A / 102 V - -
Tensione a vuoto 225 V 241 V 248 V
Range di regolazione 20-45 A 20-60 A 20-100 A
1
Classe di applicazione
S
S
S
2
Classe di protezione
(
IEC 529
)
IP 23 IP 23 IP 23
Norme EN/IEC60974-1
EN/IEC60974-10 (Class A)
Dimensioni (hxwxl) (mm) 360x220x570 360x220x570 405x345x675
Peso 26k
g
27 k
g
36k
g
Taglio di qualità 8 mm 12 mm <25 mm
Capacità di separazione 12 mm 18 mm <35 mm
Lo smaltimento del generatore e delle parti di ricambio
devono essere fatte in accordo con le norme vigenti.
www.migatronic.com/goto/weee
1
S
Questa macchina soddisfa tutti gli standards richiesti per macchine che lavorano in aree ad elevato rischio di shock elettrico
2 i generatori marcatiIP23 sono progettati per poter lavorare in ambienti interni ed esterni.

60
CONDIZIONI DI GARANZIA
Le saldatrici Migatronic sono soggette a continui
controlli di qualità durante tutto il processo produttivo
e a un controllo finale di funzionamento come unità
assemblata in regime di assicurazione della qualità.
In mancanza di registrazione, il periodo di garanzia
per macchine nuove è di 12 mesi. Registrando
l’acquisto della macchina entro 6 settimane dalla
data delle fattura, il periodo di garanzia è esteso a
24 mesi.
La registrazione deve essere eseguita al seguente
indirizzo web: www.migatronic.com/warranty. Il
certificato di registrazione funge da prova
dell’avvenuta registrazione e verrà inviato per posta
elettronica. La fattura originale e il certificato di
registrazione documenteranno all’acquirente che la
saldatrice ricade nei 24 mesi di validità del periodo di
garanzia.
Se non viene eseguita alcuna registrazione, il
normale periodo di garanzia è di dodici mesi per le
saldatrici nuove, a partire dalla data della
fatturazione all’utente finale. La fattura originale
documenta il periodo di garanzia.
La Migatronic fornisce la garanzia alle condizioni in
vigore e durante il periodo di garanzia rimediando ai
difetti delle macchine di saldatura che sono stati
causati da errori nella manodopera o nei materiali.
In generale la garanzia non riguarda le torce di
saldatura, in quanto sono considerati componenti di
consumo; tuttavia, difetti che si verificano entro sei
settimane dalla messa in servizio e causati da difetti
di materiali o lavorazione ricadranno nella garanzia.
La garanzia non copre i trasporti relativi alla garanzia
stessa, che restano a rischio e a carico
dell’acquirente.
Le condizioni di garanzia di riferimento sono
consultabili al sito www.migatronic.com/warranty.

61
NEDERLANDS
Elektromagnetische straling en het uitzenden van elektromagnetische storing
Deze lasmachine voor industrieel en professioneel gebruik is in overeen-
stemming met de Europese norm EN/IEC60974-10 (Class A). Het doel van
deze standaard is het voorkomen van situaties waarbij de machine gestoord
wordt, of zelf een storingsbron is voor andere elektrische apparatuur of
toepassingen. De vlamboog zendt storing uit; daarom vereist een probleem-
loze inzet zonder storing of onderbreking, het nemen van bepaalde
voorzorgsmaatregelen bij het aansluiten en gebruiken van de lasapparatuur.
De gebruiker moet zich ervan vergewissen dat het gebruik van deze
machine geen storing veroorzaakt van bovenvermelde aard.
Met de volgende zaken in de omgeving moet rekening gehouden worden:
1. Voedingskabels voor andere apparatuur, stuurleidingen,
telecommunicatiekabels in de nabijheid van de lasmachine.
2. Radio- of televisiezenders en ontvangers.
3. Computers met besturingsapparatuur van uiteenlopende aard.
4. Gevoelige beveiligingsapparatuur, bijvoorbeeld elektronische of elektrische
beveiligingsapparatuur of beveiligingen rond produktie-apparatuur.
5. De gezondheidstoestand van mensen in de omgeving, bijvoorbeeld het
gebruik van pacemakers, en gehoorapparaten enz.
6. Apparatuur voor meten en kalibreren.
7. De periode van de dag dat het lassen en de andere activiteiten moeten
worden uitgevoerd.
8. De structuur en het gebruik van het gebouw.
Deze machines worden meestal gebruikt in een industriële omgeving. Indien
deze apparatuur wordt gebruikt in een woonomgeving, is er een vergroot
gevaar op veroorzaken van storing van andere elektrische apparatuur en kan
het nodig zijn om aanvullende maatregelen te nemen om problemen met
storing te voorkomen (bijv. bekendmaking bij tijdelijk laswerk).
Methoden voor het verminderen van elektromagnetische storing:
1. Vermijd het gebruik van storingsgevoelige apparatuur.
2. Houd de laskabels zo kort mogelijk.
3. De laskabels, zowel de positieve als de negatieve, moeten zo dicht mogelijk
naast elkaar gelegd worden.
4. Leg de laskabels op of dicht bij de vloer.
5. De voedingskabels en andere kabels van bv. telefoon, computer en
stuurkabels, moeten niet parallel worden gelegd en dicht bij elkaar, bv. niet
in dezelfde kabelgoot of kabelkoker.
6. Het apart afschermen van kabels moet onder bepaalde omstandigheden
overwogen worden.
7. Galvanisch geïsoleerde voedingskabels voor gevoelige elektronische
apparatuur, zoals bijv. computer.
8. Het afschermen van de gehele lasinstallatie moet overwogen worden onder
speciale omstandigheden en bij speciale toepassingen.
WAARSCHUWING
Plasmasnijden kan gevaar opleveren voor de lasser, voor mensen in de buurt en voor de gehele omgeving, indien de
apparatuur onjuist wordt gehanteerd of gebruikt. Daarom mag de apparatuur slechts gebruikt worden indien aan alle
relevante veiligheidsvoorschriften is voldaan. Wij vestigen in het bijzonder uw aandacht op het volgende:
Elektriciteit
- De snijapparatuur moet overeenkomstig de veiligheidsvoorschriften worden aangesloten door een goed opgeleid en
gediplomeerd elektriciën
- Elektrische schokken zijn gevaarlijk. Ze kunnen de gezondheid schaden en in het ergste geval dodelijk zijn. Bij gebruik van
apparatuur voor plasmasnijden is het erg belangrijk dat u goed oplet, omdat u met zeer hoge spanningen werkt.
- Zorg ervoor dat de snijapparatuur goed wordt onderhouden.
- Bij beschadiging van kabels of isolatie, moeten de werkzaamheden onmiddellijk worden stopgezet om een en ander te
repareren.
- Herstellingen en onderhoud mogen alleen worden verricht door een goed opgeleid en gediplomeerd elektriciën
- Vermijd elk contact met stroomvoerende onderdelen in het snijcircuit (snijtoorts en aardklem) als u blote handen hebt. Draag
altijd droge kleren en lashandschoenen zonder gaten.
- Gebruik altijd droge kleren en droge lashandschoenen zonder gaten.
- Zorg voor een degelijke en veilige isolatie (bijv. draag schoenen met rubber zolen).
- Zorg voor een stabiele en veilige werkhouding (bv. vermijd de kans op ongelukken t.g.v. een val).
- Ontkoppel de machine voordat u de snijtoorts uit elkaar haalt voor het vervangen van de elektrode of andere service.
- Gebruik alleen de gespecificeerde snijtoorts en reserveonderdelen (zie reserveonderdelenlijst).
Emissie van straling en warmte
- Bescherm de ogen altijd omdat zelfs een kortdurende blootstelling blijvend oogletsel kan veroorzaken. Gebruik een lashelm met
het juiste lasglas tegen de straling.
- Bescherm ook het gehele lichaam tegen de boogstraling, omdat de huid door de straling kan worden beschadigd. Draag
beschermende kleding, die het lichaam totaal bedekt.
- De werkplek kan het best worden afgeschermd; mensen in de nabijheid dienen te worden gewaarschuwd voor de boogstraling.
Rook en gassen
- Het inademen van rook en gassen, die bij het plasmasnijden vrijkomen, zijn schadelijk voor de gezondheid. Controleer of het
afzuigsysteem correct werkt en of er voldoende ventilatie is.
Brandgevaar
- Straling en vonken kunnen brand veroorzaken. Daarom moeten brandbare stoffen uit de lasomgeving worden verwijderd.
- De werkkleding moet bestand zijn tegen lasspatten (gebruik brandvrije stof en let speciaal op plooien en openstaande
zakken).
- Voor vuur- en explosiegevaarlijke ruimtes bestaan speciale voorschriften. Deze voorschriften moeten worden opgevolgd.
Geluid
- De boog genereert, afhankelijk van de laswerkzaamheden, een bepaald geluidniveau. In sommige gevallen is gebruik van ge-
hoorbescherming noodzakelijk.
Gevaarlijke plaatsen
- Speciale aandacht moet er besteed worden wanneer het lassen uitgevoerd wordt in afgesloten ruimtes of op hoogtes waar
gevaar van omlaag vallen bestaat.
Plaatsen van de machine
- Plaats de machine zo dat er geen risico bestaat dat de machine om kan vallen
Gebruik van de machine voor andere doeleinden dan waar hij voor ontworpen is wordt ten strengste afgeraden. Mocht dit toch
het geval zijn dan vervalt iedere aansprakelijkheid onzer zijde.
Lees deze bedieningshandleiding zorgvuldig alvorens de apparatuur
aan te sluiten en in gebruik te nemen

62
MACHINEPROGRAMMA
ZETA 40/60/100 is een luchtgekoelde plasmasnijmachine.
Lastoortsen
De machine kan worden voorzien van retourstroomkabels,
reserveonderdelen enz. uit het MIGATRONIC-programma.
Onderstel (optie)
De machines kunnen worden geleverd met een transport-
onderstel.
WAT IS PLASMASNIJDEN?
De plasmaboog is een zeer hete boog die wordt verkregen
door een geïoniseerd gas uit te drijven door de kleine opening
van de toortspunt. Door de breedte van de boog te beperken,
kunnen er bijzonder hoge temperaturen worden gerealiseerd
(tot meer dan 15.000 °C en een zeer hoge snelheid voor het
gas. Door de hoge temperatuur smelt het deel dat gesneden
moet worden, terwijl de hoge snelheid van het gas het
gesmolten metaal van het werkstuk verwijdert.
Voor plasma is een edelgas ideaal, maar er kan ook perslucht
worden gebruikt. Bij het ontwerp van de toorts moet echter
rekening worden gehouden met de aanwezigheid van
zuurstof in de perslucht.
Plasmasnijtoorts
De plasmasnijtoorts is in zekere zin vergelijkbaar met een
TIG-toorts. Hij is echter zo ontworpen dat de boog via een
zeer kleine opening in de punt van de toorts wordt
uitgedreven.
De elektrode wordt gemaakt van koper en aan het uiteinde zit
een klein stukje dat gemaakt is van hafnium. De punt wordt
gemaakt van koper.
De perslucht gaat door de toorts en wordt gebruikt voor het
aanmaken van het plasmagas en voor het koelen van de
toorts.
De boogontsteking wordt gerealiseerd via een hoogfrequente
ontlading tussen de elektrode en de punt (de hulpboog). De
hulpboog houdt maximaal 3 seconden aan om verhitting van
de toorts en overmatige slijtage aan de verbruiksonderdelen
te voorkomen.
Wanneer de toorts dicht bij het werkstuk wordt gebracht, gaat
de boog over op het werkstuk, wordt de hulpboog
uitgeschakeld en begint het snijden.
Snijden van metalen netten en roosters
Wanneer de boog wordt overgebracht op het werkstuk en het
snijden begint, moet de toorts voortdurend in beweging blijven
om de boog tussen de toorts en het vaste metaal in stand te
houden. Als dat niet gebeurt, schakelt de boog uit. Hetzelfde
gebeurt wanneer de toorts van het werkstuk wordt gehaald.
Als er een metalen net of een rooster moet worden gesneden
of ander materiaal met onderbrekingen ertussen, moet de
functie voor rastersnijden worden geselecteerd door de
betreffende knop op het voorpaneel in te drukken. In deze
stand houdt de machine de hulpboog altijd in stand om zo te
voorkomen dat de boog uitschakelt. In deze snijstand zullen
de (verbruiks) onderdelen van de toorts echter sneller slijten
en zal het snijden minder efficiënt verlopen.
AAN DE SLAG
Aansluiting op het stroomnet
Zorg ervoor dat de ingangsspanning juist is.
Deze moet overeenkomen met de spanning
die wordt aangegeven op het typeplaatje van
de machine. De machine is klaar voor gebruik
nadat de netstekker is aangebracht door
bevoegd en gekwalificeerd personeel. De
machine kan bij de netstekker worden in- en
uitgeschakeld.
Aansluiting van de afstandsbediening
(ZETA 100 AUTOMAT)
ZETA 100 machines voor automatisch gebruik
uitgevoerd met een 8-polige aansluiting
kunnen bestuurd worden door een
afstandsbediening of lasrobot. De aansluiting
voor de afstandsbediening heeft de volgende
functies:
A: Ingangssignaal voor
laspanning, 0 - +10V.
Ingangsweerstand: 1M-ohm
B: Aardsignaal
C: Boog signalering –
relaiscontact (max. 1Amp), volledig
geïsoleerd
D: N.C.
E: Boog signalering – relaiscontact (max.
1Amp), volledig geïsoleerd
F: N.C.
G: Voeding +24VDC. Kortsluit beschermd met
PTC weerstand (max. 50mA).
H: Aarde aansluiting

63
Gebruik van een generator
Bij aansluiting op generatoren kan de plasmasnij-
machine beschadigd raken.
Wanneer ze worden aangesloten op een plasmasnij-
machine kunnen generatoren grote spanningspulsen
produceren die de plasmasnijmachine kunnen
beschadigen. Gebruik alleen asynchrone generatoren
met stabiele frequentie en spanning.
Defecten in de plasmasnijmachine die zijn veroorzaakt
door de aansluiting van een generator vallen niet
onder de garantie.
Aanvoer van perslucht
De persluchtslang moet worden aangesloten op de
achterkant van de stroombron. De lucht moet schoon
en droog zijn om te voorkomen dat de toorts-
onderdelen snel slijten. Hiervoor kan een speciaal
luchtfilter worden gemonteerd.
De compressor moet een capaciteit hebben van
minimaal 120 l/min. bij een druk van 6-8 bar op de
ZETA 40/60 en min. 180 l/min. bij een druk van 6-
8 bar op de ZETA 100. De compressor mag niet
boven de 8 bar komen.
In de achterkant van de stroombron zit een luchtfilter
met een manometer en een drukregelaar.
Afstellen van de luchtdruk
De stroombron is voorzien van een drukschakelaar die
de machine stopzet als de ingangsdruk onder de 3 bar
komt (zie voorpaneel hierboven).
Schakel de machine IN.
Druk op de knop “luchttest” op het voorpaneel (de
gasklep gaat dan open)
Controleer de luchtdruk op de meter en stel deze
af op 3,5 bar terwijl u de “luchttest”-knop ingedrukt
houdt. Er kunnen, al naargelang het materiaaltype,
de dikte en de stroomsterkte, verschillende druk-
waarden worden gebruikt. Zorg ervoor dat u de
6 bar niet overschrijdt.
Laat de drukknop los.
Snijden
Stel de snijstroom af op de waarde die nodig is voor
het type en de dikte van het materiaal.
Selecteer de snijstand: normaal of “rastersnijden”.
Zorg ervoor dat de toorts niet in de buurt van
personen of objecten komt en druk op de toorts-
schakelaar. De hulpboog start dan.
Plaats de toorts dicht bij het werkstuk. De boog wordt
nu overgebracht op het werkstuk. Als de toorts binnen
3 seconden na het vormen van de hulpboog niet dicht
bij het werkstuk wordt gebracht, zal de hulpboog uit-
schakelen en moet de bewerking herhaald worden.
Begin met snijden vanaf één uiteinde van het werkstuk
om te voorkomen dat er slakken en spatten op de
toorts komen. Als het snijden vanaf het midden van
het werkstuk gestart moet worden, brengt u de toorts
in een hoek aan om te voorkomen dat slakken en
spatten terugslaan op de toorts.
De hulpboog maakt het overbrengen van de boog ook
mogelijk op een vuil of geverfd werkstuk.
Snijsnelheid
Met de juiste snijsnelheid kunt u het materiaal volledig
snijden en het gesmolten materiaal verwijderen van de
andere kant van het werkstuk, zodat er geen vonken
en spatten terugslaan.
Bij de juiste snijsnelheid heeft de stroom gesmolten
materiaal een hoek van 10-15° ten opzichte van de as
van de toorts. Dit zorgt voor schone snijranden zonder
slakken.
Bij een te lage snijsnelheid wordt het snijgebied
breder, de warmte-beïnvloede zone groter en blijven
er slakken achter op het snijoppervlak.
Bij een te hoge snijsnelheid wordt niet de gehele dikte
van het materiaal gesneden, en slaan er spatten en
slakken terug.
Tijdens het snijden moet de toorts loodrecht op het
werkstuk worden gehouden.
Voordelen van plasmasnijden
Plasmasnijden biedt vele voordelen ten opzichte van
snijden met oxyacetyleen. De warmte-beïnvloede
zone is kleiner, terwijl het hoge zuurstofgehalte bij
oxysnijden betekent dat het niet voor roestvrij staal
kan worden gebruikt. De temperatuur is bij plasma-
snijden hoger dan bij oxysnijden en de stroom
perslucht verwijdert het gesmolten materiaal,
waardoor er schone snijranden achterblijven.
Plasmasnijden kan worden toegepast op alle
elektrisch geleidende materialen.
Slijtende onderdelen
De toorts heeft 2 slijtende onderdelen: de elektrode en
de punt.
Het hafnium uiteinde van de elektrode slijt tijdens het
snijden. Wanneer er 2-3 mm versleten is, moet de
elektrode worden vervangen. Bij een versleten
elektrode zal de hulpboog zich moeilijk vormen. Dat
leidt tot een instabiele boog en een slechtere
snijkwaliteit.
Zorg ervoor dat er geen spatten op de punt komen. De
opening wordt groter en onregelmatig, waardoor de
snijkwaliteit zal verslechteren.
De levensduur van de verbruiksonderdelen varieert en
is ook afhankelijk van de toepassing.
Toorts en reserveonderdelen
Gebruik alleen originele reserve- en slijtdelen.
Let op!
Het is belangrijk om de stroom te regelen met
behulp van het testapparaat voor plasmagas.
De stroom MOET worden ingesteld tussen de
twee lijnen op het gastestapparaat.
Als de stroom niet binnen dit gebied ligt, zal dat
leiden tot een slechte snijkwaliteit of een
kortere levensduur voor slijtende onderdelen.

64
BESTURINGSUNIT
ZETA 40/60 ZETA 100
Besturingsknop
De machine heeft een besturingsknop die
wordt gebruikt om de snijstroom in te
stellen.
20-45A voor ZETA 40,
20-60A voor ZETA 60,
20-100A voor ZETA100
Plasmaboogindicator
De plasmaboogindicator brandt om
veiligheidsredenen en om aan te geven wanneer er
spanning staat op de uitgangstap van de toorts.
Indicator voor oververhitting
De indicator voor oververhitting licht op
wanneer het snijden wordt onderbroken door over-
verhitting van de machine.
Voedingsfoutsindicator
De voedingsfoutsindicator licht op wanneer
de spanning 15% lager of hoger is dan de vereiste
spanning.
Luchtdrukindicator
De luchtdrukindicator brandt wanneer de
luchtdruk lager is dan 3 bar. De machine stopt.
Toortsalarm
ROOD licht KNIPPERT. één geval van kort-
sluiting in de toorts (toorts beschadigd of slecht
gemonteerde elektrische onderdelen, zoals
elektrode, punt, enz.). Generator gestopt.
ROOD licht BRANDT: kop van toorts is niet volledig
gemonteerd. Zo wordt de operator gewezen op het
gevaar voor elektrische schokken door blootliggende
elektrische onderdelen waar hoge spanning op staat.
Generator gestopt.
PLS (ZETA 100)
De tekst wordt weergegeven bij kort-
sluiting in de plasmatoorts.
LO.P (ZETA 100)
De tekst wordt weergegeven als de
luchtdruk van de luchtaanvoer te laag
is.
HI.P (ZETA 100)
De tekst wordt weergegeven als de
luchtdruk van de luchtaanvoer te hoog
is.
Foutsymbolen
De indicator naast het pictogram knippert
aan en uit als er andere typen fouten optreden.
Tegelijkertijd wordt er een foutsymbool in het display
weergegeven.
Geselecteerde foutcodes:
(De foutcode kan worden gereset door op het
-keypad te drukken.)
Fout netvoeding
Het pictogram wordt weergegeven als
de aansluitspanning te hoog is. E04-01
wordt weergegeven als de aansluitspanning te laag
is.
Sluit de lasmachine aan op 400V AC, +/-15% 50-
60 Hz.
ANDERE TYPEN FOUTEN
Als er andere foutsymbolen worden weergegeven,
moet de machine worden uit- en ingeschakeld om
het symbool te annuleren.
Als het foutsymbool herhaaldelijk wordt
weergegeven, moet de stroombron worden
gerepareerd.

65
Snijstand
Normaal snijden
Deze functie moet over het algemeen worden
gebruikt.
“Rastersnijden”
Deze functie moet alleen onder bijzondere
omstandigheden worden gebruikt, omdat
hierbij de verbruiksonderdelen van de toorts sneller
slijten en het snijden langzamer gaat.
Gutsen (ZETA 100)
Deze functie wordt gebruikt in combinatie met
een speciaal mondstuk waarmee de plasma-
boog het gesmolten materiaal kan wegblazen, zodat
er een guts ontstaat. Tijdens het gutsen moet de
toorts in een hoek van 45° worden gehouden ten
opzichte van het werkstuk en moet de operator de
toorts zodanig richten dat gesmolten materiaal in een
veilige richting wordt weggeblazen.
De druk van de perslucht moet worden afgesteld op
3,5 bar.
(ZETA 100)
Met deze functie kan de boogspanning of de
snijstroom worden weergegeven. Houd het
keypad 3 seconden lang ingedrukt. De LED naast
indicator “A” dooft wanneer de boogspanning wordt
weergegeven. Druk nogmaals op het keypad om
terug te keren naar de snijstroom.
Luchtdruktest
Bij een druk op deze knop wordt de gasklep
geopend zonder een boog te starten.
Met deze handeling kan de luchtdruk worden
gecontroleerd op de meter op de achterkant van de
machine en kan deze worden afgesteld op 3,5 bar
voor de ZETA 40/60. Voor de ZETA 100 wordt
4,0 bar aanbevolen voor snijden en 3,5 bar voor
gutsen.
Bij de ZETA 100 geeft het display bij een druk op
TEST AIR (TESTLUCHT) de druk van de perslucht
weer.

66
ONDERHOUD
Onvoldoende onderhoud kan leiden tot een
slechtere operationele betrouwbaarheid en
tot het vervallen van de garantie.
De ZETA-plasmasnijmachines zijn vrijwel
onderhoudsvrij. Blootstelling aan extreem
stoffige, vochtige of corrosieve lucht is echter
wel schadelijk voor lasmachines.
Periodiek onderhoud
Om problemen te voorkomen, moet minimaal
één keer per jaar of indien nodig de volgende
procedure worden doorlopen.
- Ontkoppel de machine van de netvoeding
en wacht 2 minuten voordat u de
voorpanelen verwijdert.
- Maak de ventilatorbladen en de onderdelen
in de koelleiding schoon met schone en
droge perslucht.
Waterafscheider
Maak de waterafscheider op de
regelaar leeg en schoon. Dit doet u
door te drukken op de luchtuitlaatklep
in de onderkant van de glazen kap
wanneer de perslucht is ingeschakeld
of door de kap eraf te schroeven en
schoon te maken.
De elektrode en het mondstuk kunnen
bedekt raken met een laagje
kopergroen of er kunnen kortsluitingen
optreden tussen de elektrode en het
snijmondstuk door onzuiverheden in
de lucht. Vocht in de lucht zorgt ervoor
dat de hulpboog niet kan starten.
Het uiteinde van de elektrode en de
binnenkant van het mondstuk moeten
worden schoongemaakt met fijn
schuurpapier als er sprake is geweest
van onzuiverheden of vocht in de snij-
lucht.
Plasmaslang en snijkop
Onderzoek:
- de snijkop op beschadigingen.
- de plasmaslang op beschadiging op de afdekking.
- Indien nodig vervangt u mondstuk, elektrode en
elektrode-isolatie.
Het mondstuk moet regelmatig worden schoongemaakt met
het oog op metaalspatten. Gebruik hiervoor een staalborstel.
Gebruik geen scherpe voorwerpen. Deze kunnen de
opening in het mondstuk beschadigen. Het mondstuk is een
slijtend onderdeel en het is belangrijk om te controleren op
versleten mondstukken die vervangen moeten worden. Als
het mondstuk niet op tijd wordt vervangen, bestaat het risico
van smelten in de snijkop. De onderstaande afbeelding laat
links een nieuw mondstuk en rechts een versleten mondstuk
zien. Het mondstuk is versleten wanneer er een kleine krater
in de opening aanwezig is.
Tijdens snijden kunnen er metaalspatten voorkomen
tussen elektrode en mondstuk. Deze metaalspatten
moeten worden verwijderd door er perslucht in te blazen
en er tegelijkertijd zachtjes tegenaan te tikken.
Toorts/ontstekingsfunctie (Zeta 100)
Het is belangrijk om bij elke elektrodevervanging te
controleren of het ontstekingsmechanisme correct kan
bewegen. Als het mechanisme niet vrij beweegt, moet het
worden gesmeerd.
De onderstaande afbeelding laat zien waar u het vet moet
plaatsen en hoe u omhoog en omlaag moet drukken om het
interne mechanisme te smeren.
Verwijder het resterende vet voordat u de toorts weer in
elkaar zet.
Wij raden pure vaseline zonder oplosmiddelen of
paraffineolie aan.
Andere smeermiddelen zijn niet toegestaan, aangezien deze
oplosmiddelen zoals tolueen, xyleen en benzeen (vooral
spuitbussen) kunnen bevatten, die de interne onderdelen
van het toortsmechanisme kapot kunnen maken.
Producten op basis van silicone, lithium en teflon zijn NIET
toegestaan, aangezien deze met de interne rubberen
onderdelen van de toorts kunnen reageren.

67
TECHNISCHE GEGEVENS
Stroombron: ZETA 40 ZETA 60 ZETA 100
Aansluitspannin
g
(
50Hz-60Hz
)
1 x 230 V ±15% 3x400 V ±15% 3 x 400 V ±15%
Zekering 16 A 10 A 20 A
Netstroom, effectief 16.8 A 6.8 A 19.1 A
Vermogen, (100%) 3.9 kVA 4.7 kVA 13.2 kVA
Vermogen, max 5.3 kVA 7.4 kVA 29.9 kVA
Nullast vermo
g
en < 35 W < 35 W < 35 W
Rendement 0.9 0.9 0.8
Toegestane belasting: Snijden Gutsen
100% inschakelduur (bij 40°C omgevingstemp.) 35 A / 94 V 40A / 96 V 75 A / 110 V 75 A / 130 V
60% inschakelduur (bij 40°C omgevingstemp.) 40 A / 96 V 50 A / 100 V 85 A / 114 V 85 A / 134 V
40% inschakelduur (bij 40°C omgevingstemp.) 45 A / 98 V 60 A / 104 V 100 A / 120 V -
35% inschakelduur (bij 40°C omgevingstemp.) - - - 100 A / 140 V
100% inschakelduur
(
bi
j
20°C om
g
evin
g
stemp.
)
40 A / 96 V 45 A / 98 V --
60% inschakelduur (bij 20°C omgevingstemp.) 45 A / 98 V 55 A / 102 V --
Open spanning 225 V 241 V 248 V
Stroomberei
k
20-45 A 20-60 A 20-100 A
1
Gebruikersklasse
S
S
S
2
Beschermin
g
sklasse
(
IEC 529
)
IP 23 IP 23 IP 23
Normen EN/IEC60974-1
EN/IEC60974-10 (Class A)
Afmetingen (hxbxl) (mm) 360x220x570 360x220x570 405x345x675
Gewicht 26k
g
27 k
g
36k
g
Snijkwaliteit 8 mm 12 mm <25 mm
Max. voor snijden 12 mm 18 mm <35 mm
Voer het produkt af volgens
lokale standaarden en regelingen.
www.migatronic.com/goto/weee
1
S
De machine voldoet aan de standaards, vereist voor machines die werken in omgevingen waar verhoogd risico op electrische schok aanwezig is.
2 Apparatuur gemarkeerd met IP23 is ontworpen voor toepassingen binnen- en buitenshuis

68
GARANTIEBEPALINGEN
De Migatronic-lasmachines worden tijdens het
gehele productieproces continu onderworpen aan
kwaliteitstesten en ondergaan op het moment dat de
units gemonteerd zijn een uitgebreide laatste
functietest om de kwaliteit te garanderen.
Als er geen registratie plaatsvindt, is de garantie-
periode voor nieuwe lasmachines 12 maanden.
Op voorwaarde dat de nieuwe lasmachines binnen
6 weken na factuurdatum worden geregistreerd,
wordt de garantieperiode verlengd naar totaal
24 maanden.
De registratie dient online plaats te vinden via:
www.migatronic.com/warranty. Het
registratiecertificaat geldt als registratiebewijs en
wordt per e-mail toegezonden. De oorspronkelijke
factuur met daarop de exacte aankoopdatum en het
registratiecertificaat vormen voor de koper het bewijs
dat de garantieperiode van 24 maanden op de
lasmachine van toepassing is.
Indien er geen registratie plaatsvindt, dan geldt de
standaard garantieperiode van twaalf maanden voor
nieuwe lasmachines, met ingang van de
factuurdatum aan de eindgebruikers. De
oorspronkelijke factuur geldt als bewijs voor de
garantieperiode.
Migatronic biedt een garantie overeenkomstig de
hieronder vermelde regels door het herstel van
defecten aan lasmachines, waarvan bewezen kan
worden dat deze zijn ontstaan als gevolg van
ondeugdelijk materiaal of vakmanschap tijdens de
garantieperiode.
Als hoofdregel geldt dat er geen garantie geboden
wordt op lasslangen omdat deze beschouwd worden
als slijtonderdelen; defecten die binnen zes weken
na in bedrijfname optreden en die veroorzaakt
worden door ondeugdelijk materiaal of vakmanschap
worden echter wel als garantieclaim in overweging
genomen.
Alle vormen van transport in verband met een
garantieclaim vallen buiten de reikwijdte van de
Migatronic-garantie en worden uitgevoerd op kosten
en op risico van de koper.
We refereren naar de garantiebepalingen van
Migatronic op www.migatronic.com/warranty.

69
РУССКИЙ
Электромагнитные излучения или излучения электромагнитных помех.
Данное сварочное оборудование предназначено для промышленного и
профессионального использования, полностью соответствует
Европейскому Стандарту EN/IEC60974-10 (класс А). Целью данного
стандарта является предотвращение воздействия различных видов
электрических помех на оборудование или ситуации, при которой само
оборудование будет излучать электромагнитные помехи, оказывающие
воздействие на работу других электрических устройств или
оборудования. Дуга излучает различные электромагнитные помехи,
приводящие к нарушениям и сбоям в бесперебойной работе
оборудования, что требует некоторых мер безопасности, которые
принимаются при установке и использовании сварочного оборудования.
Пользователь должен быть уверен, что при работе данного
оборудования не происходит излучения никаких из упомянутых
выше помех.
В помещении, где установлено оборудование, обратите особое
внимание на следующее:
1. Соединительные и сигнальные кабели на месте сварки, которые
соединены с другим оборудованием.
2. Радио или телевизионные приемники и передатчики.
3. Компьютеры и другие электроприборы управления.
4. Необходимые средства защиты, например, электрически или
электронно-управляемые системы охраны или защиты.
5. Использование кардиостимуляторов и слуховых аппаратов.
6. Оборудование, используемое для калибровки и измерений.
7. Время суток, когда осуществляются сварочные и другие виды работ.
8. Конструкцию и предназначение строения, где проводятся работы.
Если сварочное оборудование используется в домашнем помещении,
необходимо принять специальные меры предосторожности, чтобы
предотвратить возможность облучения (например, информировать о
проведении временных сварочных работ).
Методы уменьшения электромагнитного излучения:
1. Избегать использования поврежденного оборудования.
2. Использовать короткие сварочные кабели.
3. Размещать положительные и отрицательные кабели как можно
ближе друг к другу.
4. Проводить сварочные кабели как можно ближе к уровню пола.
5. Отодвигать сигнальные кабели в зоне сварки подальше от
соединительных кабелей.
6. Защищать силовые кабели в зоне сварочных работ, например с
выборочным экранированием.
7. Использовать отдельные изолированные соединительные кабели
для чувствительного электронного оборудования.
8. Экранирование всей сварочной установки может быть рассмотрено
при особых обстоятельствах и при специальном использовании.
ВНИМАНИЕ!
При неправильном использовании, дуговая сварка и резка могут представлять опасность для пользователя и окружающих людей.
Поэтому эксплуатация оборудования должна производиться только при строгом соблюдении всех соответствующих инструкций по
технике безопасности. Обратите внимание на следующие пункты:
Установка и использование
- Сварочное оборудование должно устанавливаться и использоваться квалифицированным персоналом согласно стандарту EN/IEC60974-9.
Компания MIGATRONIC не несёт ответственности за использование оборудования и кабелей не по назначению, а также без соблюдения
технических условий.
Электричество
- Сварочное/режущее оборудование должно устанавливаться согласно правилам: Силовой кабель сварочного аппарата должен быть
заземлен.
- Убедитесь в регулярности проверок сварочного оборудования.
- В случае повреждения кабеля или изоляции работа должна быть немедленно приостановлена для проведения соответствующего
ремонта.
- Проверка, ремонт и техническое обслуживание оборудования должны производиться квалифицированным специалистом прошедшим
надлежащее обучение.
- Избегайте контакта голыми руками с оголенными частями сварочной установки, электродами и проводами.
- Берегите одежду от влаги и ни в коем случае не используйте повреждённые или влажные сварочные перчатки.
- Убедитесь, что правильно обеспечена ваша личная электрическая изоляция (например, при использовании обуви на резиновой подошве).
- При работе обеспечьте безопасное и устойчивое положение (например, избегайте любого риска случайного падения).
- Соблюдайте правила «Сварка при особых условиях».
- При замене электродов или ином обслуживании следует отключить аппарат перед снятием горелки.
- Используйте только указанные сварочные/режущие горелки и запасные части (см. список запасных деталей).
Световые и тепловые излучения
- Защищайте глаза, так как даже кратковременная сварка без защитного шлема наносит ощутимый вред глазам. Используйте сварочный
шлем с защитным стеклом.
- Защищайте участки тела от сварочной дуги, так как световые и тепловые излучения могут причинить вред коже. Используйте защитную
одежду, закрывающую все части тела.
- Место работы должно быть огорожено. Окружающие должны быть предупреждены о вреде от излучения сварочной дуги.
Сварочные пары и газы
- Вдыхать сварочные пары и газы очень опасно для здоровья. Необходимо обеспечить достаточную вентиляцию и вытяжку.
Риски возгорания
- Тепловое излучение и искры, исходящие от сварочной дуги могут привести к возгоранию. Следовательно, все легковоспламеняющиеся
материалы должны быть удалены на безопасное расстояние от места сварки/резки.
- Рабочая одежда также должна быть защищена от возгорания (например, используйте одежду из огнестойких материалов, следите за
складками и открытыми карманами).
- Существуют специальные правила эксплуатации при работе в пожаро- и взрывоопасных помещениях, которые необходимо соблюдать.
Шум
- Дуга издает шум, уровень которого зависит от мощности работы сварочного/режущего устройства. В некоторых случаях необходимо
использование наушников.
Опасная зона
- Пальцы не должны попасть во вращающиеся зубчатые колеса механизма подачи проволоки.
- Необходимо проявлять внимательность при проведении сварочных работ или резки в закрытых помещениях и там, где существует
опасность падения с высоты.
Расположение аппарата
- Аппарат должен быть размещен в месте, где исключены все риски опрокидывания.
- Существуют специальные правила эксплуатации при работе в пожаро- и взрывоопасных помещениях, которые необходимо соблюдать.
Подъем сварочного/режущего аппарата
- При подъеме сварочного/режущего аппарата СЛЕДУЕТ СОБЛЮДАТЬ ОСТОРОЖНОСТЬ. По возможности используйте подъёмное
устройство, чтобы избежать травм спины. Ознакомьтесь с инструкциями по подъему в руководстве по эксплуатации.
Не рекомендуется использование аппарата для других целей, помимо тех, для которых он предназначен (например, для оттаивания
водопроводных труб). Ответственность за последствия ложится на пользователя.

70
ПРОГРАММА ПОСТАВКИ
ZETA 40/60/100 является аппаратом плазменной резки с
воздушным охлаждением.
Сварочные шланги
Аппарат может поставляться с кабелями обратного тока,
запасными частями и пр. согласно программе поставки
компании MIGATRONIC.
Тележка (опционально)
Аппараты могут поставляться с транспортировочной
тележкой.
ЧТО ТАКОЕ ПЛАЗМЕННАЯ РЕЗКА?
Плазменная дуга – раскаленная дуга, образованная путем
сжатия ионизированного газа и последующего направления
его в небольшое отверстие наконечника горелки. За счет
ограничения ширины дуги можно достичь очень высоких
температур (свыше 15000 C°) и высокой скорости газа. Под
воздействием высокой температуры плавится и режется
металл, а благодаря высокой скорости потока газа
плавленый металл удаляется с изделия.
Для плазмы лучше всего использовать инертный газ, но
также можно применять сжатый воздух. Тем не менее, при
проектировании горелки необходимо учитывать содержание
кислорода в сжатом воздухе.
Горелка для плазменной резки
Горелка для плазменной резки похожа на горелку для
сварки TIG, но предназначена для направления дуги в
крайне узкое отверстие наконечника горелки.
Электрод сделан из меди с небольшой вставкой из гафния
на конце. Наконечник выполнен из меди.
Сжатый воздух проходит через горелку и превращается в
плазменный поток, а также используется для охлаждения
горелки.
Зажигание дуги происходит в результате возникновения
высокочастотного разряда между электродом и
наконечником (вспомогательная дуга). Вспомогательная
дуга включается максимум на 3 секунды для
предотвращения нагрева горелки и чрезмерного износа
расходных материалов.
Если горелку подводят близко к изделию, дуга переносится
на него, вспомогательная дуга отключается, и начинается
процесс резки.
Резка металлических сеток и решеток
При переносе дуги на изделие запускается процесс резки,
при этом необходимо постоянно перемещать горелку
вперед, чтобы не пропадала дуга между горелкой и твердым
металлом.
В противном случае дуга отключится. То же самое
произойдет, если горелку отвести далеко от изделия.
Если необходимо разрезать металлическую сетку, решетку
или другой несплошной материал, следует использовать
функцию «Решетка», которая запускается нажатием
соответствующей кнопки на передней панели. В этом
режиме аппарат все время поддерживает вспомогательную
дугу, предотвращая ее выключение. Однако, в данном
режиме расходные материалы и детали горелки тратятся и
изнашиваются быстрее, а также снижается эффективность
процесса резки.
НАЧАЛО РАБОТЫ
Подключение питания
Убедитесь, что подается правильное
входное напряжение. Оно должно
соответствовать значению напряжения,
указанному на серийной табличке
аппарата. Аппарат готов к использованию
после установки сетевой вилки
уполномоченным и квалифицированным
персоналом.
Аппарат можно включать и выключать с
помощью сетевой вилки.
Подключение дистанционного
управления (ZETA 100 AUTOMAT)
С аппаратами ZETA 100 для использования
в автоматическом режиме, оснащенными
8-полюсным интерфейсом управления,
можно работать с помощью дистанционного
управления или сварочного робота. Розетка
для подключения дистанционного
управления оснащена полюсами для
выполнения следующих функций:
A: Входной сигнал для сварочного тока: от
0 до + 10 В, входное сопротивление:
1 МОм.
B: Сигнальное заземление.
C: Определение дуги – контакт
реле (максимум 1 А),
полностью изолированный.
D: Не подсоединенный.
E: Определение дуги – контакт реле
(максимум 1 А), полностью
изолированный.
F: Не подсоединенный.
G: Питание +24 В постоянного тока. Защита
от короткого замыкания с помощью ПТК-
термистора (максимум 50 мА).
H: Заземление источника питания.

71
Работа генератора
Подключения к генераторам могут привести к
повреждению аппарата плазменной резки.
При подключении к аппарату плазменной резки
генераторы могут выработать большой импульс
напряжения, который может привести к поломке
аппарата плазменной резки. Используйте только
асинхронные генераторы, обеспечивающие
стабильную частоту и напряжение.
Дефекты аппарата плазменной резки, являющиеся
следствием подключения генератора, не
подпадают под действие гарантии.
Подача сжатого воздуха
Шланг подачи сжатого воздуха необходимо
подключить к задней панели блока питания.
Воздух должен быть чистым и сухим для
предотвращения быстрого износа деталей
горелки. Для этого можно установить
специальный воздушный фильтр.
Минимальная мощность компрессора должна
составлять 120 л/мин при давлении 6-8 бар для
модели ZETA 40/60 и 180 л/мин при давлении 6-
8 бар для модели ZETA 100. Давление
компрессора не должно превышать 8 бар.
На задней панели источника питания установлен
воздушный фильтр с манометром и регулятором
давления.
Регулировка давления воздуха
Блок питания оснащен реле давления, которое
выключает аппарат при входном давлении ниже
3 бар (см. переднюю панель выше).
Включите аппарат
Нажмите кнопку «air test» («проверка воздуха»)
на передней панели (откроется газовый
клапан)
Проверьте воздушное давление на манометре
и установите его на 3,5 бар, удерживая кнопку
«air test» («проверка воздуха»). Можно
использовать различные значения давления в
зависимости от толщины материала, а также
величины тока. Не превышайте 6 бар.
Отпустите кнопку.
Процесс резки
Отрегулируйте значение тока резки согласно типу
и толщине материала.
Выберите режим резки: обычный или «Решетка».
Поместите горелку вдали от людей и предметов и
нажмите триггер. Включится вспомогательная
дуга.
Расположите горелку близко к изделию, чтобы
произошел перенос дуги. Если не поднести
горелку близко к изделию в течение 3 секунд после
включения вспомогательной дуги, она отключится,
и весь процесс придется повторить.
Начинайте резку с конца изделия для
предотвращения попадания шлака и брызг на
горелку. Если резку необходимо начать с
середины изделия наклоните горелку для
предотвращения попадания на нее шлака и брызг.
Вспомогательная дуга также позволит перенести
дугу на грязное или окрашенное изделие.
Скорость резки
Правильная скорость резки позволяет полностью
разрезать материал и удалить расплавленный
материал с обратной стороны изделия,
предотвращая попадание шлака и брызг на
горелку.
При правильной скорости резки поток
расплавленного материала будет иметь угол
10-15° от оси горелки. Благодаря этому обрезная
кромка будет чистой, без шлака.
При слишком медленной скорости резки
увеличивается площадь разреза, а также зона,
подверженная воздействию тепла, а на
разрезанной поверхности остается шлак.
При слишком высокой скорости резки материал
разрезается не на всю толщину и на горелку
попадают брызги и искры.
В процессе резки горелка должна быть
расположена перпендикулярно изделию.
Преимущества плазменной резки
Плазменная резка обладает множеством
преимуществ по сравнению с ацетилено-
кислородной резкой. Зона, подверженная
воздействию тепла, меньше, к тому же
кислородная резка не подходит для нержавеющих
сталей. Температура плазменной резки выше
кислородной, а поток сжатого воздуха удаляет
расплавленный материал, оставляя чистые
обрезные кромки.
Плазменную резку можно применять для
электропроводящих материалов.
Быстроизнашиваемые детали
Две части горелки подвержены быстрому износу:
Электрод и наконечник.
Вставка из гафния на конце электрода
изнашивается в процессе резки, когда износ
достигает 2-3 мм, электроду нужно менять. При
изношенном электроде будет сложно зажечь и
поддерживать вспомогательную дугу, а также
снизится качество резки.
Необходимо очищать наконечник от брызг. Иначе
отверстие станет шире и приобретет
неправильную форму, что снизит качество резки.
Срок службы изнашиваемых деталей различается
и зависит также от использования.
Горелка и запасные части
Используйте только оригинальные запасные части
и быстроизнашиваемые детали.
Примечание!
Необходимо контролировать поток с
помощью устройства проверки плазмы.
Поток ДОЛЖЕН быть между двумя
линиями устройства проверки плазмы.
В противном случае, либо качество резки
будет неудовлетворительным, либо
сократится срок службы
быстроизнашиваемых деталей.

72
БЛОК УПРАВЛЕНИЯ
ZETA 40/60 ZETA 100
Ручка управления
Ручка управления аппарата используется
для настройки тока резки.
20-45A для модели ZETA 40,
20-60A для модели ZETA 60,
20-100A для модели ZETA100
Индикатор плазменной дуги
Индикатор плазменной дуги загорается в
целях безопасности и для отображения того, что
выходной кран горелки находится под
напряжением.
Индикатор перегрева
Индикатор перегрева загорается при
остановке резки из-за перегрева аппарата.
Индикатор сбоя сети
Индикатор сбоя сети загорается, если
напряжение сети меньше номинального
напряжения более чем на 15%.
Индикатор давления воздуха
Индикатор давления воздуха загорается,
если давление меньше 3 бар. Работа аппарата
прекращается.
Сигнал горелки
КРАСНЫЙ свет МИГАЕТ: в горелке
возникло короткое замыкание (горелка
повреждена или неправильно установлены
электрические детали, например, электрод,
наконечник и др.). Работа генератора
прекращается.
КРАСНЫЙ свет ГОРИТ: головка горелки собрана
неполностью. Он информирует оператора о риске
поражения электрическим током, так как открытые
электрические детали находятся под
напряжением. Работа генератора прекращается.
PLS (ZETA 100)
Данный текст отображается при
возникновении короткого замыкания в
плазменной горелке.
LO.P (ZETA 100)
Данный текст отображается при
слишком низком давлении воздуха,
подаваемого на входе.
HI.P (ZETA 100)
Данный текст отображается при
слишком высоком давлении воздуха,
подаваемого на входе.
Символы ошибки
Индикатор рядом с иконкой начинает
мигать при возникновении других видов ошибок.
Одновременно на дисплее отображается символ
ошибки.
Отдельные коды ошибки:
(Код ошибки можно сбросить нажатием кнопки
)
Ошибка сети питания
При слишком высоком напряжения
сети на дисплее появляется данный
код ошибки. На дисплее появляется код E04-01
при слишком низком напряжении сети.
Подключите сварочный аппарат к сети 400 В
переменного тока +/-15%, 50-60 Гц.
ДРУГИЕ ВИДЫ ОШИБОК
При отображении других символов ошибки
необходимо выключить и включить аппарат, чтобы
сбросить символ.
При повторяющемся отображении символа
ошибки необходимо отремонтировать блок
питания.

73
Режим резки
Обычная резка
В большинстве случаев следует
использовать данный режим.
Резка «Решетка»
Данный режим следует использовать при
определенных условиях, так как он ускоряет
процесс износа деталей горелки и замедляет
процесс резки.
Строжка (ZETA 100)
В данном режиме используют специальное
сопло, благодаря которому плазменная дуга
удаляет расплавленный материал, образуя таким
образом борозды. В ходе строжки горелка должна
быть расположена под углом 45° по отношению к
изделию, оператор должен направить горелку так,
чтобы расплавленный материал удалялся в
безопасном направлении.
Давление сжатого воздуха должно быть 3,5 бар.
(ZETA 100)
Данная функция позволяет отображать
значение напряжения дуги и тока резки.
Нажмите и удерживайте кнопку в течение 3 секунд,
при этом погаснет светодиод, расположенный
рядом с индикатором «А», и отобразится значение
напряжения дуги. Для возврата к настройкам тока
резки повторно нажмите кнопку.
Испытание давлением воздуха
При нажатии данной кнопки открывается
газовый клапан без запуска дуги. Данная
функция позволяет проверять давление воздуха с
помощью манометра, установленного на задней
панели аппарата, и задавать на нем значение
давления в 3,5 бар для модели ZETA 40/60.
Рекомендуемое давление для модели ZETA 100 –
4,0 бар для резки и 3,5 бар для строжки.
При нажатии TEST AIR (ПРОВЕРКА ВОЗДУХА) на
дисплее модели ZETA 100 отображается значение
давления сжатого воздуха

74
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Ненадлежащее техническое
обслуживание может привести к
снижению надежности оборудования и
потере гарантии.
Аппараты плазменной резки ZETA
практически не требуют технического
обслуживания. Тем не менее, чрезмерно
загрязненный, влажный или содержащий
примеси, вызывающие коррозию, воздух
может повредить аппарат.
Периодическое техническое
обслуживание
Для предупреждения возникновения
проблем необходимо выполнять
следующие процедуры как минимум раз
в год или при необходимости.
- Отключите аппарат от сети питания и
подождите 2 минуты перед снятием
передних панелей.
- Выполните продувку чистым сухим
сжатым воздухом для чистки лопастей
вентилятора и элементов
охлаждающего трубопровода.
Отделитель воды
Слейте жидкость из отделителя
воды, установленного на генераторе,
и очистите его. Для этого необходимо
нажать на клапан выпуска воздуха на
дне стеклянного колпачка при
включенном потоке сжатого воздуха
или открутить колпачок и очистить
его.
Электрод и сопло могут покрыться
патиной, либо между ними могут
возникать короткие замыкания из-за
примесей в воздухе. Повышенная
влажность воздуха предотвращает
зажигание вспомогательной дуги.
Необходимо очистить конец
электрода и внутреннюю поверхность
сопла наждачной бумагой, если в
воздухе, подаваемом для резки,
присутствуют примеси или влага.
Плазменный шланг и режущая головка
Проверьте:
- Режущую головку на предмет повреждений.
- Плазменный шланг на предмет повреждений покрытия.
- При необходимости замените сопло, электрод или
изоляцию электрода.
Сопло необходимо регулярно очищать от брызг металла с
помощью металлической проволочной щетки. Запрещено
использовать острые предметы, так как они могут
повредить отверстие сопла. Сопло относится к
быстроизнашиваемым деталям, необходимо проверять
наличие изношенных сопел для проведения
своевременной замены. В противном случае существует
риск расплавления режущей головки. На рисунке ниже
слева изображено новое сопло, а справа изношенное. В
отверстии изношенного сопла видно маленькое
углубление.
Брызги металла между электродом и колпачком сопла
могут образовываться в ходе резки. Данные брызги
необходимо удалять, продувая сжатым воздухом внутри и
одновременно легко постукивая снаружи.
Горелка/механизм зажигания (Zeta 100)
Каждый раз при замене электрода следует проверять
плавность хода механизма зажигания. Если движение
механизма затруднено, его необходимо смазать.
На рисунке ниже изображено место нанесения смазки и
направление перемещения детали вверх-вниз,
необходимое для смазки внутреннего механизма.
Перед демонтажем горелки удалите остатки смазки.
Рекомендуется использовать чистый вазелин без
растворителей или парафиновое масло.
Запрещается применение прочих смазочных материалов,
так как они могут содержать такие растворители как
толуол, диметилбензол, бензол (в особенности, это
касается смазок-спреев), которые могут повредить
внутренние части механизма горелки.
ЗАПРЕЩАЕТСЯ применение смазочных материалов на
основе кремния, лития, тефлона, так как они могут
вступить в химическую реакцию с внутренними
резиновыми частями горелки.

75
ТЕХНИЧЕСКИЕ ДАННЫЕ
Блок питания: ZETA 40 ZETA 60 ZETA 100
Напряжение сети
(
50-60 Гц
)
1 x 230 В±15% 3x400 В±15% 3 x 400 В ±15%
Предохранитель 16 A 10 A 20 A
Ток сети, эффективный 16,8 A 6,8 A 19,1 A
Мощность, 100 % 3,9 кВА 4,7 кВА 13,2 кВА
Мощность, максимальная 5,3 кВА 7,4 кВА 29,9 кВА
Мощность разомкн
у
той цепи < 35 ВТ < 35 ВТ < 35 ВТ
Эффективность 0,9 0,9 0,8
Допустимая нагрузка: Резка Поверхностная
р
езка
Рабочий цикл 100%
(
40°C темп. окр. среды
)
35 A / 94 В40A / 96 В75 A / 110 В 75 A / 130 В
Рабочий цикл 60% (40°C темп. окр. среды) 40 A / 96 В50 A / 100 В85 A / 114 В 85 A / 134 В
Рабочий цикл 40%
(
40°C темп. окр. среды
)
45 A / 98 В60 A / 104 В100 A / 120 В -
Рабочий цикл 35% (40°C темп. окр. среды) - - - 100 A / 140 В
Рабочий цикл 100% (20°C темп. окр. среды) 40 A / 96 В45 A / 98 В--
Рабочий цикл 60% (20°C темп. окр. среды) 45 A / 98 В55 A / 102 В--
Напряжение холостого хода 225 В241 В248 В
Диапазон значений тока 20-45 A 20-60 A 20-100 A
1
Технический класс
S
S
S
2
Класс защиты (IEC 529) IP 23 IP 23 IP 23
Стандарты EN/IEC60974-1
EN/IEC60974-10
(
Класс А
)
Габариты (ВxШxД) (мм) 360x220x570 мм 360x220x570 мм 405x345x675 мм
Вес 26 кг 27 кг 36 кг
Качество резки 8 мм 12 мм <25 мм
Максимальная глубина резки 12 мм 18 мм <35 мм
Утилизируйте продукцию в соответствии
с местными стандартами и правилами.
www.migatronic.com/goto/weee
1
S
Аппарат, который отвечает требованиям стандартов при работе с устройствами с повышенным риском поражения электрическим током
2 Оборудование с маркировкой IP23 рассчитано на эксплуатацию внутри и вне помещений

76
УСЛОВИЯ ГАРАНТИИ
Сварочные аппараты Migatronic проходят
постоянную и тщательную проверку во время
всего производственного процесса с полной
гарантией высокого качества собранных модулей
на конечном этапе.
Гарантийный период составляет 12 месяцев для
новых аппаратов, если регистрация не была
выполнена.
При условии регистрации новых сварочных
аппаратов в течение 6 недель после выставления
счета гарантийный период увеличивается до
24 месяцев.
Регистрация в on-line режиме должна быть
сделана по адресу:
www.migatronic.com/warranty. Доказательством
регистрации будет являться подтверждение
регистрации, отправленное в ваш адрес по
электронной почте. Оригинал счета и
подтверждение регистрации будут являться
документальным подтверждением для
покупателя о том, что на сварочный аппарат
распространяется гарантийный период
24 месяца.
Если регистрация не произведена, стандартный
гарантийный срок для новых сварочных
аппаратов составляет 12 месяцев с даты
выставления счета конечному потребителю.
Оригинал счета является документальным
подтверждением для гарантийного периода.
Migatronic дает гарантию в соответствии с
действующими гарантийными условиями на
устранение дефектов сварочных аппаратов во
время гарантийного периода, которые являются
доказанными ввиду использования
некачественных материалов и несоответствия
стандартам в процессе изготовления.
Основное правило – гарантия не
распространяется на: сварочные шланги, которые
относятся к быстроизнашивающимся деталям;
гарантия при этом распространяется на дефекты,
которые возникают в течение шести недель после
ввода в эксплуатацию и являются следствием
использования некачественных материалов и
несоответствия стандартам в процессе
изготовления.
Все виды транспортировки не входят в рамки
гарантийных обязательств Migatronic, а риски
ложатся на покупателя и возмещаются из его
собственных средств.
Гарантийные условия компании Migatronic
www.migatronic.com/warranty

77
ZETA 40
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approved :
Date :
78515410
A1
Machine Schematic ZETA40
Migatronic A/S
Aggers undv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migat ronic . c om
A2
11Monday , September 06, 2010
ITMMT
01 SEPT 2010
ITMMT
06 SEPT 2010
1
2
3
4
1
J10
PILOT
SWITCH
TORCH
1
N
71617011
HF generator
1
2
3
4
1
2
3
4
JP3
1
2
J4
1
2
L
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
PFC INDUCTOR
EMI SHIELD
(FERRITE)
1
INVERTER
INTERFACE
1
TRIGGER
SWITCH TRANSFORMER
71617008
EARTH
1
4
5
8T?
TRSTEPUPFE
INDUCTANCE
CHASSIS EARTH
L
N
1
2
3
4
J3
ALARM
+DINSE
INVERTER
TORCH CONTROL
1
2
J10
CPU/Display
1
2
3
4
5
6
7
8
J11
HF COIL
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J6
1
2
3
4
AC1
MAINS FILTER
+12V
-12V
1
2
IF_PLASMA
AC2
0V
REF
1
2
3
4
1
2
3
4
JP1
1
VALVE&HF
B4
B3
B2
B1
1
+12V
-12V
REF
230VAC
FAN
1
2
3
4
1
2
3
4
JP2
PRESSURE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M7
1
2
3
4
J2
J1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
0V_ISO 1
2
3
4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
1
DIODES
+24V_ISO
COM PRESSED AIR V A L V E
24VDC
/HF
1
2
3
4
J1
71617046
TORCH
11
11
FAN MOTOR 230VAC
+
INVERTER
& CONTROL
-
1
2
1
2
PFC &
INVERTER
1 1
J8
CURRENT
MEAS.
71617001
J12
1
1
1
J9
+24V_ISO
11
B4
B3
B2
B1
JP4
1
J6
1
PILOT ARC
71617016
0V_ISO
1
EMI SHIELD
(FERRITE)
J13
TORCH & PLASMA CONTROL
0V
J4
1
J7
POWER
SUPPLY
1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
220VAC
H2o
1
2
3
4
J1
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J5
PRESSURE
SENSOR
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M6
1
J11

78
ZETA 60
Title
Size Document Number Rev
Date: Sheet of
Design :
Date :
Approved :
Date :
78515420
A1
Machine Schematic ZETA60
Migatronic A/S
Aggers undv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.migat ronic . c om
A2
11Monday, September 06, 2010
ITMMT
01 SEPT 2010
ITMMT
06 SEPT 2010
1
2
3
4
1
J14
PILOT
SWITCH
TORCH
V
71617011
HF generator
1
2
3
4
1
2
3
4
JP4
1
2
J3
1
2
U
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
EMI SHIELD
(FERRITE)
AC
1
AC
INVERTER
INTERFACE
1
TRIGGER
AC
SWITCH TRANSFORMER
71617013
EARTH
1
4
5
8T?
TRSTEPUPFE
INDUCTANCE
CHASSIS EARTH
1
2
3
4
J3
+
ALARM
+DINSE
INVERTER
TORCH CONTROL
1
2
J10
-
CPU/Display
1
2
3
4
5
6
7
8
J11
HF COIL
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J6
1
2
3
4
AC1
MAINS FILTER
+12V
-12V
1
2
IF_PLASMA
AC2
0V
REF
1
2
3
4
1
2
3
4
JP1
1
VALVE&HF
B4
B3
B2
B1
1
+12V
-12V
REF
CHOKE
FAN 24VDC
1
2
3
4
1
2
3
4
JP2
PRESSURE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M7
1
2
3
4
J2
J1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
0V_ISO 1
2
3
4
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
DIODES
+24V_ISO
COM PRESSED AIR V A L V E
24VDC
/HF
1
2
3
4
J1
71617046
TORCH
11
11
FAN M OTOR 2 4V DC
+
INVERTER
& CONTROL
-
INVERTER
1
J5
1
J6
1
J8
CURRENT
MEAS.
71617012
J12
1
1
J9
+24V_ISO
11
B4
B3
B2
B1
JP5
1
J7
0V - BLACK
1
PILOT ARC
24V-RED
71617016
0V_ISO
1
W
EMI SHIELD
(FERRITE)
J13
TORCH & PLASMA CONTROL
0V
J4
1
J10
POWER
SUPPLY
1
RED +600V
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
H2o
1
2
3
4
J1
1
2
3
4
5
6
7
8
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
J4
PRESSURE
SENSOR
BLACK 0_600V
PRECHARGE
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M6
1
J20

79
ZETA 100
Title
Size Document Number Rev
Dat e: Sheet of
Design :
Date :
Approv ed :
Date :
78537150
A6
Machine Schematic ZETA100
Migatronic A/S
Aggers undv ej 33
DK - 9690 Fjerritslev
Tlf (+45) 96 500 600
www.mi gatr onic . c om
A2
11Tuesday , September 06, 2011
ITMMT
6 SEPT 2011
ITMMT
6 SEPT 2011
(OPTION)
MMI-IF
71613528
+24V_ISO
1
2
3
4
M10
IF_PLASMA
ROBOT_REF
ARC_DET2 ARC_DET2
ROBOT_REF 1
2
3
4
5
6
M31
Contactor +
1
2
3
4
5
6
HF FILTER
71617048
1
2
3
4
5
6
1
2
3
4
5
6
M34
+24V 300mA+24V 300mA
ARC_DET1
GND_24V
ARC_DET1
GND_24V
INTERFACE
71617066
MAN MACHINE
INTERFACE
+24V_ISO
7
1
2
34
5
6
TORC H T RI GGER
REAR C ONNECT OR
(OPTION)
74471403
TRIG1
TRIG2
1
2
3
4
M13
MANUAL TORCH
control
PM TEMP
ARC_DET2 1
2
3
4
5
6
7
8
ARC_DET1
+24V 300mA
ROBOT_REF
ROBOT_IF
GND_24V
PUMP_RUNNING
1
2
3
4
5
6
7
8
M36
GND_ISO
1
2
3
4
5
6
7
8
9
10
M9
VALVE
& HF
U
1
2
Red
TORCH
1
2
3
4
5
6
7
8
9
10
11
12
M16
TRAFOTEMP+
WHITE
WHITE
100deg
TRAFOTEMP-
SIZE0
F
F
F
+
-
1
2
3
4
5
6
7
8
9
10
11
12
CPLD
(depends from
machine model)
+24V_ISO
SWITCH TRANSFORMER
V
MICROPROCESSOR
CHOKE COIL
71613486
SIZE1
EARTH
U1
PRIM_TEMP-
PRIM_TEMP+
PTC
PSU
SIZE2
Blue
SIZE3
1
2
3
4
5
6
7
8
9
10
BLACK
RED
I_MAIN1
1
4
5
8T?
TRSTEPUPFE
I_MAIN2
ORANGE
1
2
M3
ORANGE
VIOLET
WHITE
WHITE
VIOLET
BLUE
BLUE
1
2
3
4
5
6
M6
HARNESS
SWITCH PCB : 74471246
W
U1
(workpiece)
I_MAIN1
4 magnetic
ring cores
17440035
GREY
I_MAIN2
BLACK_(GREY )
1
2
3
4
BROWN
1
1
2
2
M10
BLACK_(BROWN)
ORANGE
GND HV_in
600V
600VDC_in
AUTOMAT TORCH
control
1
2
3
4
TRIG2
TRIG1
ALARM2
ALARM1
1
2
PRI M_TEM P+
BLACK_(ORANGE)
TEMP1
11
22
M4
1
2
M21
1
2
3
4
5
6
7
8
9
10
M7
TEMP1
1
2
3
4
TEMP2
WHITE
GND HV_in
GREY = SWITCH A
BROWN = SWITCH B
ORANGE = SWITCH C
WHITE = SWITCH D
BLACK_(WHITE)
RED
-PRIM
+PR IM
Charge
MAINS FILTER
1
2
TEMP2
+VRS1
Brown
-VRS1
PRI M_TEM P-
V1
1
2
70deg
1
2
M12
SD CARD
READER
(onboard)
1
2
3
4
M9
Iw-
SWITCH MODULE
FAN-
Iw+
BLACK
BLACK
PRIM-
PRIM+
W1
1
2
M5
B4
B3
B2
B1
SIZ E3
RED
SIZ E2
SIZ E0
SIZ E1
4 magnetic
ring cores
17440035
-VRS1
Iw+
Iw-
1
2
M17
1
2
3
4
5
6
7
8
9
10
M2
+600VDC BUS
1
2
1
2
3
4
1
2
M22
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M4
1
2
3
4
+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
WHITE
Vout -
1
2/VALVE_DRIVER
+24V_VALVE
WHITE
CONTACTOR
1
2
3
4
5
6
7
8
9
10
Contactor -
FAN+
TORCH
CONTROL
V1
74471257
1
2
3
4
M14
PILOT arc
(Torch)
U1
1
2
3
4
5
6
71617062
PRIM-
PRIM+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
PIMF
V1
W1
1
2
1
2
3
4
5
6
M23
GND_ISO
1
2
3
4
M11
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
W1
71613478
1
2
M2
1
M11
1
F1
1
2
3
4
FAN1 MOTOR
FOR I NV ERTER
UW
READING
+
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
M1
CONTROL
-
1
1
2
1
2
+24V_ISO
TRIG1
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
IW
READING
1
2
3
4
5
6
M3
71617063 PROGRAM
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M4
TRIG2
16113507
PHASE R,S,T
B4
B3
B2
B1
M15
H2o
GAS VAL V E
PRESSURE
METER
1
2
ALARM1
+VRS1
600VDC_in
ALARM2
TRIGGER
OUTPUT
GND_ISO
F
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
M18
-
1
2
FAN1 REG.
PILOT
ARC
GND_24V
ARC_DET1
+24V 300mA
H
G
A
BCD
E
F
ROBOT_REF
REMOT E CONTROL
(ROBOT REFERENCE)
(OPTION)
ARC_DET2

80

81
Reservedelsliste
Spare parts list
Ersatzteilliste
Liste des pièces de rechange
ZETA 40/60/100
Valid from 2013 week 45

82
ZETA 40

83
ZETA 40
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1 45050328 Panellåge Front panel cover
Deckelverschlußklappe Protection du panneau avant
2 76117046 Elektronikboks Control box
Elektronikbox Boîtier de commande
2a 18503605 Knap ø28 Button ø28
Knopf ø28 Bouton ø28
2b 18521208 Dæksel for knap ø28 Cover for button ø28
Deckel für den Knopf ø28 Cache bouton ø28
2c 45050327 Front uden folie Front without foil
Vorderseite ohne Folie Face avant sans feuille
3 45050329 Håndtag Handle
Handgriff Poignée
4 18110002 Dinsebøsning Dinse coupling socket
Dinsebuchse Douille de raccordement, type Dinse
5 16160136 Trafo Transformer
Trafo transformateur
6 16160128 Spole, PFC Coil, PFC
Spule, PFC Bobine PFC
7 73523446 Diodemodul Diodemodule
Diodenmodul Module de diode
8 17200177 Fladkabel 16-pol, 450mm Flat cable 16-pole 450mm
Flachkabel 16-Pol, 450mm Câble méplat 16 brins, 450mm
9 71617011 HF-print HF PCB
HF Platine Carte de circuits imprimés HF
10 17230016 Magnetventil Solenoid valve
Magnetventil Solénoïde
11 81960210 Reduktionsventil Pressure reducer
Druckminderer Valve de reduction
13 17240002 Pressostat 1-10 bar Pressure switch 1-10 bar
Druckregler 1-10 bar Pressostat 1-10 bar
14 17300043 Ventilator Fan
Lüfter Ventilateur
15 45050212 Fod Foot
Fuss Pied
16 17200176 Fladkabel 16-pol, 250mm Flat cable 16-pole 250mm
Flachkabel 16-Pol, 250mm Câble méplat 16 brins, 250mm
17 16160140 HF-trafo Transformer HF
Trafo HF transformateur HF
18 16160137 Spole, LIV Coil, LIV
Spule, LIV Bobine LIV
19 73523451 Switchmodul Switch module
Switchmodul Module de commutation
20 17250072 Omskifter, 2-polet Switch, 2-pole
Schalter, 2-polig Commutateur bipolaire
21 74120090 Gasslange 2,7m Gas hose 2.7m
Gasschlauch 2,7m Tuyau de gaz 2,7m
22 71617008 Netfilter Mains filter
Netzfilter Filtre réseau
23 74233062 Netkabel 3x2,5 Mains supply cable 3x2.5
Netzkabel 3x2,5 Câble d'alimentation 3x2,5
24 80690091 Plasmaslange komplet, 6m Plasma torch complete, 6m
Plasmaschlauch komplett, 6m Torche plasma complète, 6m
61113783 Sideskærm, venstre Side panel, left
Seitenschirm, links Plaque latérale gauche
61113782 Sideskærm, højre Side panel, right
Seitenschirm, rechts Plaque latérale droite
45050316 Hjørne til skærm Corner
Ecke Angle plastique

84
ZETA 60

85
ZETA 60
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1 45050328 Panellåge Front panel cover
Deckelverschlußklappe Protection du panneau avant
2 76117046 Elektronikboks Control box
Elektronikbox Boîtier de commande
2a 18503605 Knap ø28 Button ø28
Knopf ø28 Bouton ø28
2b 18521208 Dæksel for knap ø28 Cover for button ø28
Deckel für den Knopf ø28 Cache bouton ø28
2c 45050327 Front uden folie Front without foil
Vorderseite ohne Folie Face avant sans feuille
3 45050329 Håndtag Handle
Handgriff Poignée
4 18110002 Dinsebøsning Dinse coupling socket
Dinsebuchse Douille de raccordement, type Dinse
5 16160138 Trafo Transformer
Trafo transformateur
6 16160139 Spole, LIV Coil, LIV
Spule, LIV Bobine LIV
7 73523446 Diodemodul Diodemodule
Diodenmodul Module de diode
8 17200177 Fladkabel 16-pol, 450mm Flat cable 16-pole 450mm
Flachkabel 16-Pol, 450mm Câble méplat 16 brins, 450mm
9 71617011 HF-print HF PCB
HF Platine Carte de circuits imprimés HF
10 17230016 Magnetventil Solenoid valve
Magnetventil Solénoïde
11 81960210 Reduktionsventil Pressure reducer
Druckminderer Valve de reduction
13 17240002 Pressostat 1-10 bar Pressure switch 1-10 bar
Druckregler 1-10 bar Pressostat 1-10 bar
14 74471231 Ventilatorkit Fan kit
Lüfterkit Jeu de ventilateur
15 45050212 Fod Foot
Fuss Pied
16 17200176 Fladkabel 16-pol, 250mm Flat cable 16-pole 250mm
Flachkabel 16-Pol, 250mm Câble méplat 16 brins, 250mm
17 16160140 HF-trafo Transformer HF
Trafo HF transformateur HF
18 73523450 Switchmodul Switch module
Switchmodul Module de commutation
19 17250073 Omskifter, 3-polet Switch, 3-pole
Schalter, 3-polig Commutateur tripolaire
20 74120090 Gasslange 2,7m Gas hose 2.7m
Gasschlauch 2,7m Tuyau de gaz 2,7m
21 71617013 Netfilter Mains filter
Netzfilter Filtre réseau
22 74233063 Netkabel 4x1,5 Mains supply cable 4x1.5
Netzkabel 4x1,5 Câble d'alimentation 4x1,5
23 80690091 Plasmaslange komplet, 6m Plasma torch complete, 6m
Plasmaschlauch komplett, 6m Torche plasma complète, 6m
61113783 Sideskærm, venstre Side panel, left
Seitenschirm, links Plaque latérale gauche
61113782 Sideskærm, højre Side panel, right
Seitenschirm, rechts Plaque latérale droite
45050316 Hjørne til skærm Corner
Ecke Angle plastique

86
ZETA 100
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
1 45050315 Panellåge Front panel cover
Deckelverschlußklappe Protection du panneau avant
2a 18503605 Knap ø28 Button ø28
Knopf ø28 Bouton ø28
2b 18521208 Dæksel for knap Cover for button
Deckel für den Knopf Couvercle de bouton
3 76117063 Elektronikboks Control box
Elektronikbox Boîtier de commande
4.1 45050345 Front uden folie Front without foil
Vorderseite ohne Folie Face avant sans feuille
4.2 70210663 Forplade (elektronikboks) Front plate (control box)
Frontplatte (Elektronikbox) Plaque avant (boîtier de commande)
5 61113533 Folie til front Foil for front
Folie für Vorderseite Face avant de feuille

87
ZETA 100
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
6a 18480036 Kabelgennemføring Cable screw connection
Kabelverschraubung Traversée de câble
6b 18480033 Møtrik for kabelgennemføring Nut for cable screw connection
Mutter für Kabelverschraubung Ecrou pour traversée de câble
7 17110015 Afbryder, vandtæt Switch, waterproof
Schalter, wasserdicht Interrupteur, étanche à l’eau
8 18110002 Dinsebøsning Dinse coupling socket
Dinsebuchse Douille de raccordement, type Dinse
9 45050317 Gælle Gill
Lüftungsslitz Profilé
10a 45050316 Hjørne til skærm Corner
Ecke Angle plastique
10b 40840510 Skrue M5x10mm Screw M5x10mm
Schraube M5x10mm Vis M5x10mm
10c 41319023 Skærmclips M5 for gevind reparation Panel clip M5
Schirmclips M5 Attache M5 (pour réparation du fil)
11 61112053 Sideskærm, højre Side panel, right
Seitenschirm, rechts Plaque latérale à droit
12 45050318 Håndtag Handle
Handgriff Poignée
13 16170010 Strømsensor Current sensor
Stromsensor Detecteur de courant
14 16113507 Trafo Transformer
Trafo Transformateur
15 71613528 Print, lufttrykmåler PCB, air pressure sensor
Platine, Luftdruckmesser Carte de circuits imprimés
16 17230016 Magnetventil 24V DC Proportional valve 24V DC
Proportionalventil 24V DC Solénoïde 24V DC
17 81960210 Reduktionsventil Pressure reducer
Druckminderer Regulateur
18 74120090 Gasslange 2,7m Gas hose 2.7m
Gasschlauch 2,7m Tuyau de gaz 2,7m
19 45050212 Fod Foot
Fuss Pied
20.1 71617063 Print PCB
Platine Carte de circuits imprimés
20.2 11613604 PLD PLD
PLD PLD
20.3 78861297 Servicekit, software opgradering Service kit, software upgrade
Servicekit, Software Aufgradieren Servicekit, modernisation software
21 71613486 Netfilter print PCB Mains filter
Netzfilter Platine Carte de circuits imprimés, filtre éliminateur
22a 18480036 Kabelforskruning Cable inlet
Kabelverschraubung Manchon fileté de câble
22b 18480038 Møtrik for kabelforskruning Nut for cable inlet
Mutter für Kabelverschraubung Ecrou pour manchon fileté de câble
23 74234055 Netkabel 4x2,5 Mains supply cable 4x2.5
Netzkabel 4x2,5 Câble d'alimentation 4x2,5
24 17300042 Ventilator med stik Fan with connector
Lüfter mit Stecker Ventilateur avec prise
25.1 71613529 Switchmodul, komplet Switch module, complete
Switchmodul, komplett Module de commutation, complet
25.2 12125035 IGBT 1200V Fuldbro IGBT 1200V Full-Bridge
IGBT 1200V Vollbrücke IGBT 1200V
26 16413418 Drossel Choke
Drossel Inducteur
27 61112052 Sideskærm, venstre Side panel, left
Seitenschirm, links Plaque latérale à gauche
28a 78857045 Vogn, 4 hjul Trolley, 4 wheels
Wagen 4 Räder Chariot, 4 roues
28b 78857044 Vogn, 2 hjul Trolley, 2 wheels
Wagen 2 Räder Chariot, 2 roues
28c 44610001 Navkapsel Wheel cap
Nabendeckel Couvre-moyeu
28d 44210251 Endenavshjul (vogn 2-hjul) Wheel (trolley 2-wheels)
Nabenrad (Wagen 2 Räder) Roue d'extrémité moyeu (Chariot, 2 roues)
28e 44210200 Endenavshjul (vogn 4-hjul) Wheel (trolley 4-wheels)
Nabenrad (Wagen 4 Räder) Roue d'extrémité moyeu (Chariot, 4 roues)
28f 44220082 Drejehjul (vogn 4-hjul) Swivelling wheel, (trolley 4-wheels)
Rad, drehbar (Wagen 4 Räder) Roue pivotante (Chariot, 4 roues)
28g 24611701 Værktøjsbakke Tool tray
Werkzeugablage Plateau porte-outils
29 71617062 Print PCB
Platine Carte de circuits imprimés

88
ZETA 100
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
30 78861271 Fjernkontrolkit Kit for remote control
Kit für Fernbedienung Kit, commande à distance
30a 71617048 HF filterprint HF filter PCB
HF Filterplatine Circuit imprimé de filtre HF
30b 74471297 Ledningssæt, fjernkontrol Wire harness, remote control
Leitungsbündel, Fernbedienung Filerie, commande à distance
31 12125051 Diode 1200V, 100A Diode 1200V, 100A
Diode 1200V, 100A Diode 1200V, 100A
32 12125034 IGBT 600V, 100A IGBT 600V, 100A
IGBT 600V, 100A IGBT 600V, 100A
33 74471403 Ledningssæt, tast for automatbrænder Wire harness set, trigger for automat torch
Leitungsbündel, Tast für Automatbrenner Faisceau électrique, gâchette pour torche automatique
78861502 Arc detector kit Arc detector kit
Arc Detector Kit Kit pour detector d'arc

89

90
PLA ZETA CUT 40/60
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
80690091 Plasmaslange komplet, 6m Plasma torch complete, 6m
Plasmaschlauch komplett, 6m Torche plasma complète, 6m
1 80650007 Brænderhoved Torch body
Brennerkörper Corps de torche
2* 80610009 Elektrode Electrode
Elektrode Electrode
2a 80610010 Elektrode, lang Electrode, long
Elektrode, lang Electrode, long
3* 80640119 Isoleringsring Insulating ring
Isolatorring Bague isolante
4 80630024 Skæredyse, kort ø0,9 35A Cutting nozzle, short ø0.9 35A
Schneidendüse, kurz ø0,9 35A Buse de découpe, courte ø0.9 35A
4 80630023 Skæredyse, kort ø1,0 50A Cutting nozzle, short ø1.0 50A
Schneidendüse, kurz ø1,0 50A Buse de découpe, courte ø1.0 50A
4* 80630022 Skæredyse, kort ø1,1 60A Cutting nozzle, short ø1.1 60A
Schneidendüse, kurz ø1,1 60A Buse de découpe, courte ø1.1 60A
4 80630021 Skæredyse, kort ø1,2 70A Cutting nozzle, short ø1.2 70A
Schneidendüse, kurz ø1,2 70A Buse de découpe, courte ø1,2 70A
Technical Data:
Security system : electrical
Ignition : without pilot current and HF ignition
Cutting current : 70A – 60% duty cycle
Gas supply : clean, dry air at 4.8 bar – 130 lt/min
Post flow time
:
ca. 90 secs recommended

91
PLA ZETA CUT 40/60
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
4a 80630025 Skæredyse, lang ø0,9 35A Cutting nozzle, long ø0.9 35A
Schneidendüse, lang ø0,9 35A Buse de découpe, longue ø0.9 35A
4a 80630026 Skæredyse, lang ø1,0 50A Cutting nozzle, long ø1.0 50A
Schneidendüse, lang ø1,0 50A Buse de découpe, longue ø1.0 50A
4a 80630027 Skæredyse, lang ø1,1 60A Cutting nozzle, long ø1.1 60A
Schneidendüse, lang ø1,1 60A Buse de découpe, longue ø1.1 60A
4a 80630028 Skæredyse, lang ø1,2 70A Cutting nozzle, long ø1.2 70A
Schneidendüse, lang ø1,2 70A Buse de découpe, longue ø1.2 70A
5* 80640112 Beskyttelseskappe Protection cap
Schutzkappe Cache de protection
6* 80600109 Afstandsfjeder Distance spring
Abstandsfeder Ressort d’espacement
7 80600110 Spændenøgle Key
Universalschlüssel Clef
8 80600112 Håndtag, komplet incl. switch Handle, complete incl. switch
Handgriff, komplett inkl. Schalter Poignée, complète inclusif interrupteur
9 80680091 Slangemodul, 6m Hose module, 6m
Schlauchmodul, 6m Module de torche, 6m
10 80600116 Fordeler Diffuser
Verteiler Diffuseur
11 80600115 O-ring O-ring
O-Ring Joint torique
13 18200303 4-pol multistikhus 4 pole multiplug socket
4-polig Mehrfachstecker Gehäuse Cache multiprise, quadripolaire
14 18200300 Kontaktstift Contact pin
Kontaktstift Fiche de contact
15 80600200 Cirkelslagsæt, komplet Circle cutting device, complete
Kreisschneide Einrichtung, komplett Support pour coupe circulaire, complet
16 80600201 Brændervogn Torch carriage
Brennerwagen Support de torche
17a 80600202 Stang for cirkelslag, kort 250mm Radius arm for circle cutting device, short 250mm
Führungsstang für Kreisschneideeinrichtung, kurz 250mm Bras support pour coupe circulaire, court 250mm
17b 80600203 Stang for cirkelslag, lang 400mm Radius arm for circle cutting device, long 400mm
Führungsstang für Kreisschneideeinrichtung, lang 400mm Bras support pour coupe circulaire, long 400mm
18 80600204 Magnet for cirkelslag Magnet for circle cutting device
Magnet für Kreisschneideeinrichtung Aimant pour coupe circulaire
19 80600205 Pinol for cirkelslag Pin circle cutting device
Spitze für Kreisschneideeinrichtung Broche pour coupe circulaire
20 80600206 Holder for cirkelslag Holder circle cutting device
Halter für Kreisschneideeinrichtung support pour coupe circulaire
21 80600118 Afstandsring (2 ben) Distance ring (2 legs)
Entfernungsring (2 Schenkel) Bague d’écartement (2 pattes)
22 80600119 Afstandsring ø12mm Distance ring ø12mm
Entfernungsring ø12mm Bague d’écartement ø12mm
23 80600120 Afstandsring ø12mm (4 ben) Distance ring ø12mm (4 legs)
Entfernungsring ø12mm (4 Schenkel) Bague d’écartement ø12mm (4 pattes)

92
ZETA 100
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
80690095 Plasmaslange komplet, 6m Plasma torch complete, 6m
Plasmaschlauch komplett, 6m Torche plasma complète, 6m
1 80650010 Skærehoved Torch cutting head
Schneidkopf Corps de torche
1a 80600121 O-ring O-ring
O-Ring Joint torique
1b 80600122 Kølerør Cooling tube
Kühlrohr Tuyau de refroidissement
2 80600130 Håndtag, incl. tast Handle, incl. switch
Handgriff, inkl. Schalter Poignée, inclusif interrupteur
2a 80600117 Tastenhed Switch
Tasteneinheit Gâchette
3* 80610011 Elektrode Electrode
Elektrode Electrode
4 80600124 Gasfordeler 30-70A Gas diffuser 30-70A
Gasverteiler 30-70A Diffuseur gaz 30-70A
5* 80600125 Gasfordeler 80-120A Gas diffuser 80-120A
Gasverteiler 80-120A Diffuseur gaz 80-120A
6 80630204 Skæredyse, ø0,9 30-40A Cutting nozzle, ø0.9, 30-40A
Schneidendüse, ø0,9 30-40A Buse de découpe, ø0.9 30-40A
7.1 80630205 Skæredyse, ø1,0 40-50A Cutting nozzle, ø1.0 40-50A
Schneidendüse, ø1,0 40-50A Buse de découpe, ø1.0 40-50A
7.2 80630206 Skæredyse, ø1,1 50-60A Cutting nozzle, ø1.1 50-60A
Schneidendüse, ø1,1 50-60A Buse de découpe, ø1.1 50-60A
7.3 80630207 Skæredyse, ø1,2 60-70A Cutting nozzle, ø1.2 60-70A
Schneidendüse, ø1,2 60-70A Buse de découpe, ø1,2 60-70A
8.1 80630208 Skæredyse, ø1,4 80-90A Cutting nozzle, ø1.4 80-90A
Schneidendüse, ø1,4 80-90A Buse de découpe, ø1.4 80-90A
8.2* 80630209 Skæredyse, ø1,5 100-110A Cutting nozzle, ø1.5 100-110A
Schneidendüse, ø1,5 100-110A Buse de découpe, ø1.5 100-110A
8.3 80630210 Skæredyse, ø1,6 110-120A Cutting nozzle, ø1.6 110-120A
Schneidendüse, ø1,6 110-120A Buse de découpe, ø1.6 110-120A
9 80640113 Beskyttelseskappe 30-70A Protection cap 30-70A
Schutzkappe 30-70A Cache de protection 30-70A
Technical Data:
Current : 30-120 A
Duty cycle : 120 A 60%
Gas : Air/N2
Gas pressure : 70-80 PSI (4.6-5.0 bar)
Gas Flow : 420 SCFH (200 lpm)
Pilot : Electrode to Tip
Ignition : Without HF

93
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
10* 80640114 Beskyttelseskappe 80-120A Protection cap 80-120A
Schutzkappe 80-120A Cache de protection 80-120A
11* 80600126 Afstandsring (2 ben) Distance ring (2 legs)
Entfernungsring (2 Schenkel) Bague d’écartement (2 pattes)
12 80630211 Kulfugedyse Gouging tip
Kohlenfugendüse Embout de gougeage
13 80640115 Beskyttelseskappe Protection cap
Schutzkappe Cache de protection
14 80640116 Beskyttelseskappe, fugning Protection cap, gouging
Schutzkappe, Fugen Cache de protection
15 80600210 Cirkelslagsæt, komplet Circle cutting device, complete
Kreisschneide Einrichtung, komplett Support pour coupe circulaire, complet
* Sliddele monteret som standard / Fitted as standard equipment / Montiert als Standard / Equipments standards

94
ZETA 100 MACHINE
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
80690096 Plasmaslange komplet, 6m Plasma torch complete, 6m
Plasmaschlauch komplett, 6m Torche plasma complète, 6m
1 80650011 Skærehoved Torch cutting head
Schneidkopf Corps de torche
1a 80600121 O-ring O-ring
O-Ring Joint torique
1b 80600122 Kølerør Cooling tube
Kühlrohr Tuyau de refroidissement
2 80600132 Plasma automat rør Machine tube handle
Automaten-Rohr Poignée
3* 80610011 Elektrode Electrode
Elektrode Electrode
4 80600124 Gasfordeler 30-70A Gas diffuser 30-70A
Gasverteiler 30-70A Diffuseur gaz 30-70A
5* 80600125 Gasfordeler 80-120A Gas diffuser 80-120A
Gasverteiler 80-120A Diffuseur gaz 80-120A
6 80630204 Skæredyse, ø0,9 30-40A Cutting nozzle, ø0.9, 30-40A
Schneidendüse, ø0,9 30-40A Buse de découpe, ø0.9 30-40A
7.1 80630205 Skæredyse, ø1,0 40-50A Cutting nozzle, ø1.0 40-50A
Schneidendüse, ø1,0 40-50A Buse de découpe, ø1.0 40-50A
7.2 80630206 Skæredyse, ø1,1 50-60A Cutting nozzle, ø1.1 50-60A
Schneidendüse, ø1,1 50-60A Buse de découpe, ø1.1 50-60A
7.3 80630207 Skæredyse, ø1,2 60-70A Cutting nozzle, ø1.2 60-70A
Schneidendüse, ø1,2 60-70A Buse de découpe, ø1,2 60-70A
8.1 80630208 Skæredyse, ø1,4 80-90A Cutting nozzle, ø1.4 80-90A
Schneidendüse, ø1,4 80-90A Buse de découpe, ø1.4 80-90A
8.2* 80630209 Skæredyse, ø1,5 100-110A Cutting nozzle, ø1.5 100-110A
Schneidendüse, ø1,5 100-110A Buse de découpe, ø1.5 100-110A
8.3 80630210 Skæredyse, ø1,6 110-120A Cutting nozzle, ø1.6 110-120A
Schneidendüse, ø1,6 110-120A Buse de découpe, ø1.6 110-120A
9 80640113 Beskyttelseskappe 30-70A Protection cap 30-70A
Schutzkappe 30-70A Cache de protection 30-70A
10* 80640114 Beskyttelseskappe 80-120A Protection cap 80-120A
Schutzkappe 80-120A Cache de protection 80-120A
11* 80600126 Afstandsring (2 ben) Distance ring (2 legs)
Entfernungsring (2 Schenkel) Bague d’écartement (2 pattes)
Technical Data:
Current : 30-120 A
Duty cycle : 120 A 60%
Gas : Air/N2
Gas pressure : 70-80 PSI (4.6-5.0 bar)
Gas Flow : 420 SCFH (200 lpm)
Pilot : Electrode to Tip
Ignition : Without HF

95
Pos. No. Varebetegnelse Description of goods
Warenbezeichnung Désignation des pièces
12 80630211 Kulfugedyse Gouging tip
Kohlenfugendüse Embout de gougeage
13 80640115 Beskyttelseskappe Protection cap
Schutzkappe Cache de protection
14 80640116 Beskyttelseskappe, fugning Protection cap, gouging
Schutzkappe, Fugen Cache de protection
15 80600210 Cirkelslagsæt, komplet Circle cutting device, complete
Kreisschneide Einrichtung, komplett Support pour coupe circulaire, complet
* Sliddele monteret som standard / Fitted as standard equipment / Montiert als Standard / Equipments standards

96
.

.

Bundesrepublik Deutschland:
MIGATRONIC SCHWEISSMASCHINEN GmbH
Sandusweg 12, D-35435 Wettenberg
Telefon: (+49) 641 982840
Telefax: (+49) 641 9828450
Czech Republic:
MIGATRONIC CZECH REPUBLIC a.s.
Tolstého 451, 415 03 Teplice, Czech Republic
Telefon: (+42) 0411 135 600
Telefax: (+42) 0417 533 072
Danmark:
MIGATRONIC AUTOMATION A/S
Knøsgårdvej 112, 9440 Aabybro
Telefon: (+45) 96 96 27 00
Telefax: (+45) 96 96 27 01
Danmark:
SVEJSEMASKINEFABRIKKEN MIGATRONIC
Aggersundvej 33, 9690 Fjerritslev
Telefon: (+45) 96 500 600
Telefax: (+45) 96 500 601
Finland:
MIGATRONIC A/S
Puh: (+358) 102 176500
Fax: (+358) 102 176501
France:
MIGATRONIC EQUIPEMENT DE SOUDURE S.A.R.L.
Parc Avenir II, 313 Rue Marcel Merieux, F-69530 Brignais
Tél: (+33) 478 50 6511
Télécopie: (+33) 478 50 1164
Hungary:
MIGATRONIC KFT
Szent Miklos u. 17/a, H-6000 Kecskemét
Tel./fax:+36/76/505-969;481-412;493-243
India:
Migatronic India Private Ltd.
22, Sowri Street, Alandur, 600 016 Chennai, India
Tel.: (0091 44) 22300074
Telefax: (0091 44) 22300064
Italia:
MIGATRONIC s.r.l.
Via dei Quadri 40, 20871 Vimercate (MB) Italy
Tel.: (+39) 039 92 78 093
Telefax: (+39) 039 92 78 094
Nederland:
MIGATRONIC NEDERLAND B.V.
Hallenweg 34, NL-5683 CT Best
Tel.:(+31) 499 37 50 00
Telefax: (+31) 499 37 57 95
Norge:
MIGATRONIC NORGE A/S
Industriveien 1, N-3300 Hokksund
Tel. (+47) 32 25 69 00
Telefax: (+47) 32 25 69 01
Sverige:
MIGATRONIC SVETSMASKINER AB
Nääs Fabriker, Box 5015, S-448 50 TOLLERED
Tel. (+46) 31 44 00 45
Telefax: (+46) 31 44 00 48
United Kingdom:
MIGATRONIC WELDING EQUIPMENT LTD.
21, Jubilee Drive, Belton Park, Loughborough
GB-Leicestershire LE11 5XS
Tel. (+44) 15 09 26 74 99
Fax: (+44) 15 09 23 19 59
Homepage: www.migatronic.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
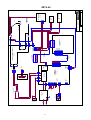 77
77
-
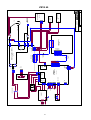 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98


































































































Migatronic ZETA 100 Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
in andere talen
- italiano: Migatronic ZETA 100 Manuale utente
- français: Migatronic ZETA 100 Manuel utilisateur
- Deutsch: Migatronic ZETA 100 Benutzerhandbuch
- dansk: Migatronic ZETA 100 Brugermanual
- svenska: Migatronic ZETA 100 Användarmanual
- eesti: Migatronic ZETA 100 Kasutusjuhend
Andere documenten
-
Telwin TEL034 Handleiding
-
Cebora Power Plasma 3035/M Handleiding
-
-
-
-
-
-
-
-
 Balmani 83984 Installatie gids
Balmani 83984 Installatie gids
