
Processen
Beschrijving
Multiproces lassen
OM-253 918B/dut 2012−02
www.MillerWelds.com
File: Multiprocess
MPi 220P
CE
HANDLEIDING

Bedankt en gefeliciteerd dat u voor Miller hebt gekozen. Nu kunt u aan
de slag en alles meteen goed doen. Wij weten dat u geen tijd heeft om
het anders dan meteen goed te doen.
Om die reden zorgde Niels Miller, toen hij in 1929 voor het eerst met het
bouwen van booglasapparatuur begon, er dan ook voor dat zijn
producten lang meegingen en van superieure kwaliteit waren. Net als u
nu konden zijn klanten toen zich geen mindere kwaliteit veroorloven. De
producten van Miller moesten het beste van het beste zijn. Zij moesten
gewoon het allerbeste zijn dat er te koop was.
Tegenwoordig zetten de mensen die Miller-producten bouwen en verko-
pen die traditie voort. Ook zij zijn vastbesloten om apparatuur en service
te bieden die voldoet aan de hoge kwaliteits- en prestatiestandaards die
in 1929 zijn vastgelegd.
Deze handleiding voor de eigenaar is gemaakt om u optimaal gebruik te
kunnen laten maken van uw Miller-producten. Neem even de tijd om de
veiligheidsvoorschriften door te lezen. Ze helpen u om uzelf te bescher-
men tegen mogelijke gevaren op de werkplek. We hebben ervoor ge-
zorgd, dat u de apparatuur snel en gemakkelijk kunt installeren. Bij
Miller kunt u rekenen op jarenlange betrouwbare service en goed onder-
houd. En mocht uw apparatuur om wat voor reden dan ook ooit moeten
worden gerepareerd, dan kunt u in het hoofdstuk Onderhoud & Storin-
gen precies nagaan wat het probleem is. Aan de hand van de onderdelen-
lijst kunt u bepalen welk onderdeel u precies nodig hebt om het pro-
bleem te verhelpen. Ook vindt u de garantie en de onderhoudsinformatie
voor uw specifieke model bijgesloten.
Miller Electric maakt een complete lijn
lasapparaten en aanverwante
lasproducten. Wilt u meer informatie over
de andere kwaliteitsproducten van Miller, neem dan contact op met uw
Miller-leverancier. Hij heeft de nieuwste overzichtscatalogus en
afzonderlijke productleaflets voor u.
Elke krachtbron van
Miller gaat vergezeld
de meest probleemlo-
ze garantie in onze
bedrijfstak − u werkt er
hard genoeg voor.
Van Miller voor u

INHOUDSOPGAVE
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR GEBRUIK 1....................
1-1. De betekenis van de symbolen 1.........................................................
1-2. De risico’s van het booglassen 1.........................................................
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud 3.............................
1-4. Californië-voorstel 65, waarschuwingen 4..................................................
1-5. Belangrijkste Veiligheidsvoorschriften 5...................................................
1-6. Informatie over elektrische en magnetische velden (EMV -informatie) 5.........................
HOOFDSTUK 2 − DEFINITIES 7...............................................................
2-1. WEEE label (Voor producten die in de EU zijn verkocht) 9....................................
HOOFDSTUK 3 − TECHNISCHE GEGEVENS 11..................................................
3-1. Belangrijke informatie betreffende CE-producten (voor verkoop binnen de EU) 11.................
3-2. Informatie over Elektromagnetische Compatibiliteit (EMC) 11..................................
3-3. Technische gegevens 11.................................................................
3-4. Inschakelduur en oververhitting 12........................................................
3-5. Stroom/spanning-grafieklijnen 13..........................................................
HOOFDSTUK 4 − INSTALLATIE 14..............................................................
4-1. Locatie van typeplaatje met serienummer en aansluitgegevens 14..............................
4-2. Keuze van de locatie 14.................................................................
4-3. De gastoevoer installeren 15.............................................................
4-4. Aansluitklemmen voor de laskabels en kabelafmetingen bepalen 16.............................
4-5. Proces/Polariteitstabel 16................................................................
4-6. De polariteit veranderen 17...............................................................
4-7. De draadspoel installeren en de drukspanning op de naaf afstellen 18...........................
4-8. De aandrijfrollen en de draadinvoergeleider verwisselen 19....................................
4-9. De aandrijfrollen en de draadgeleider uitlijnen 20.............................................
4-10. Leidraad voor elektrotechnisch onderhoud 20...............................................
4-11. 230 VAC enkelfase ingangsvermogen aansluiten 21..........................................
4-12. Lasdraad invoeren en de spanning van de drukrol afstellen 22.................................
HOOFDSTUK 5 − BEDIENING 23...............................................................
5-1. Bedieningsfuncties 23...................................................................
5-2. Het apparaat voorbereiden voor beklede−elektrodelassen 24..................................
5-3. Het apparaat voorbereiden voor TIG−lassen 25..............................................
5-4. Keuze van de 2T − 4T toortsfunctie (TIG−proces) 26.........................................
5-5. Het systeem voorbereiden voor het handbediend MIG (GMAW en FCAW) lasproces 27............
5-6. Instelmenu voor handmatig MIG−lassen 28.................................................
5-7. Toortsschakelaarfunctie en puntlastijdkeuze (MIG-proces) 30..................................
5-8. Het systeem voorbereiden voor het synergisch MIG (GMAW en FCAW) proces 31................
5-9. Instelmenu voor synergisch MIG-lassen 32.................................................
5-10. Het apparaat voorbereiden voor synergisch pulserend MIG−lassen (GMAW en FCAW) 34..........
5-11. Instelmenu voor synergisch MIG−lassen 36.................................................
5-12. Instelmenu voor de 4T−schakelaar (alleen voor synergisch MIG−lassen) 37......................
5-13. Instellingen voor het invoeren van lasdraden 38..............................................
5-14. Het systeem terugzetten op de fabrieksinstellingen 39........................................
5-15. Een programma laden 39................................................................
5-16. MIG−parameters laden voor het gebruikerspunt 40...........................................
5-17. Nominale instelling voedingsstroom I1 = 16 Amp 41..........................................
5-18. Parameterinstellingen van het basis instelmenu 42...........................................
HOOFDSTUK 6 − ONDERHOUD & PROBLEMEN VERHELPEN 43..................................
6-1. Routineonderhoud 43...................................................................
6-2. Lastoorts en draadaanvoersysteem 43.....................................................
6-3. Overbelasting van de unit 43.............................................................
6-4. Storingen 44...........................................................................
HOOFDSTUK 7 − ELECTRISCH SCHEMA 46.....................................................

INHOUDSOPGAVE
HOOFDSTUK 8 − RICHTLIJNEN MIG-LASSEN (GMAW) 48........................................
8-1. Typische aansluitingen voor het MIG-proces 48..............................................
8-2. Typische instellingen voor de MIG−procesregeling 49.........................................
8-3. De lastoorts vasthouden en positioneren 50.................................................
8-4. Omstandigheden die van invloed zijn op de vorm van de las 51................................
8-5. Toortsbeweging tijdens het lassen 52......................................................
8-6. Slechte lasnaad karakteristieken 52.......................................................
8-7. Goede lasnaad karakteristieken 52........................................................
8-8. Problemen oplossen − Uitzonderlijk spatten 53..............................................
8-9. Problemen oplossen − Porositeit 53........................................................
8-10. Problemen oplossen − Te sterke inbranding 53..............................................
8-11. Problemen oplossen − Onvoldoende inbranding 54...........................................
8-12. Problemen oplossen − Onvolledige neersmelt 54............................................
8-13. Problemen oplossen − Doorbranden 54....................................................
8-14. Problemen oplossen − Zwaaiende lasverbinding 55..........................................
8-15. Problemen oplossen − Vervorming 55......................................................
8-16. Algemeen gebruikte MIG beschermgassen 56...............................................
8-17. Gids voor probleemoplossing bij halfautomatische lasapparatuur 56.............................
HOOFDSTUK 9 − RICHTLIJNEN BEKLEDE ELEKTRODE LASSEN 58..............................
9-1. Lasprocedure met beklede elektroden 58...................................................
9-2. Overzicht elektrode- en stroomsterktetabel 59...............................................
9-3. Een boog creëren 59....................................................................
9-4. De elektrodehouder positioneren 60.......................................................
9-5. Slechte lasnaad karakteristieken 60.......................................................
9-6. Goede lasnaad karakteristieken 60........................................................
9-7. Omstandigheden die van invloed zijn op de vorm van de las 61................................
9-8. De elektrodebeweging tijdens het lassen 61.................................................
9-9. Gegroefde lasnaden 62..................................................................
9-10. Overlapnaad 62........................................................................
9-11. T-verbinding 62.........................................................................
9-12. Lastest 63.............................................................................
9-13. Problemen oplossen − Porositeit 63........................................................
HOOFDSTUK 10 − EEN WOLFRAAM ELEKTRODE KIEZEN EN VOORBEREIDEN VOOR HET LASSEN MET
EEN LASINVERTER, OP GELIJKSTROOM OF WISSELSTROOM 65................................
10-1. Een wolfraam elektrode kiezen
(draag schone handschoenen om verontreiniging van het wolfraam te voorkomen) 65..............
10-2. Een wolfraam elektrode voorbereiden voor het lassen op gelijkstroom/elektrode negatief (DCEN) of
wisselstroom bij gebruik van een lasinverter 65..............................................
HOOFDSTUK 11 − RICHTLIJNEN VOOR TIG-LASSEN 66..........................................
11-1. Positie van de lastoorts 66...............................................................
11-2. Toortsbeweging tijdens het lassen 67......................................................
11-3. Toortsposities voor verscheidene lasverbindingen 67.........................................
HOOFDSTUK 12 − ONDERDELENLIJST 68......................................................
GARANTIE

DECLARATION OF CONFORMITY
for European Community (CE marked) products.
ITW Welding Products Italy S.r.l Via Privata Iseo 6/E, 20098 San Giuliano M.se, (MI) Italy declares that
the product(s) identified in this declaration conform to the essential requirements and provisions of
the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product Stock Number
MPi 220P 230VAC 059016014
Council Directives:
2006/95/EC Low Voltage
2004/108/EC Electromagnetic Compatibility
Standards:
IEC 609741 Arc Welding Equipment Welding Power Sources: edition 3, 200507.
IEC 609745 Arc Welding Equipment – Wire Feeders: edition 2, 200711.
IEC 6097410 Arc Welding Equipment Electromagnetic Compatibility Requirements: edition 2.0, 200708.
EN 50445:2008 Product family standard to demonstrate compliance of equipment for resistance welding, arc
welding and allied processes with the basic restrictions related to human exposure to electromagnetic fields
(0Hz300Hz)
EU Signatory:
September 30
th
, 2011
___________________________________________________________________________________
Massimigliano Lavarini Date of Declaration
ELECTRONIC ENGINEER R&D TECH. SUPPORT
956 142 896


OM-253 918 Pagina 1
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR
GEBRUIK
dut_som_2011−10
7
Bescherm uzelf en anderen tegen letsel — Lees deze belangrijke veiligheidsvoorzorgsmaatregelen en bedieningsinstructies, volg ze
op en bewaar ze.
1-1. De betekenis van de symbolen
GEVAAR! − Duidt op een gevaarlijke situatie die moet
worden vermeden omdat hij anders leidt tot ernstig of
dodelijk letsel. De mogelijke gevaren worden getoond
met bijbehorende symbolen of uitgelegd in de tekst.
Duidt op een gevaarlijke situatie die moet worden ver-
meden omdat hij anders kan leiden tot ernstig of dode-
lijk letsel. De mogelijke gevaren worden getoond met
bijbehorende symbolen of uitgelegd in de tekst.
OPGELET − Aanduiding voor mededelingen die niet zijn gerelateerd
aan persoonlijk letsel.
. Aanduiding voor speciale instructies.
Deze groep symbolen duidt op Waarschuwing! Kijk uit! Gevaar voor/
van mogelijke ELEKTRISCHE SCHOK, BEWEGENDE ONDERDE-
LEN en HETE ONDERDELEN. Raadpleeg de symbolen en de bijbe-
horende instructies om deze risico’s te vermijden.
1-2. De risico’s van het booglassen
Onderstaande symbolen worden in de hele handleiding ge-
bruikt om u ergens op te attenderen en om mogelijke risico’s
aan te geven. Als u een dergelijk symbool ziet, wees dan voor-
zichtig en volg de bijbehorende instructies op om problemen
te voorkomen. De veiligheidsinformatie hieronder is slechts
een samenvatting van de veiligheidsvoorschriften in Sectie
{+}. Lees en volg alle veiligheidsvoorschriften.
Alleen bevoegde personen moeten dit onderdeel installeren,
bedienen, onderhouden en repareren.
Zorg dat iedereen, en vooral kinderen, uit de buurt blijven tij-
dens het gebruik van dit apparaat.
Een ELEKTRISCHE SCHOK kan do-
delijk zijn
Het aanraken van onder stroom staande onderdelen
kan fatale schokken en ernstige brandwonden
veroorzaken. De elektrode en het werkstuk staan
onder stroom als de machine ingeschakeld is. Het
voedingsgedeelte en de interne circuits van de
machine staan eveneens onder stroom als het
apparaat aan staat. Bij semi-automatisch of au-
tomatisch draadlassen staat het draad, de spoel, de
ruimte waar het lasdraad zich in de machine bevindt
en alle metalen onderdelen die in aanraking zijn met
de lasdraad onder stroom. Verkeerd geïnstalleerde
of onvoldoende geaarde installaties kunnen geva-
ren opleveren.
D Raak onderdelen die onder stroom staan niet aan
D Draag droge, isolerende handschoenen en lichaamsbescherming
zonder gaten
D Isoleer u zelf van het werkstuk en de grond door droge isolatiema-
tjes of kleden te gebruiken die groot genoeg zijn om elk contact met
de grond of het werkstuk te voorkomen
D Gebruik geen wissel−(AC) uitgangsspanning in een vochtige om-
geving, als u beperkte bewegingsvrijheid hebt of als het gevaar
bestaat dat u kunt vallen
D Gebruik ALLEEN wissel− (AC) uitgangsspanning als het laspro-
ces dit vereist.
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Er zijn extra veiligheidsmaatregelen nodig als zich een van de vol-
gende elektrisch gevaarlijke omstandigheden voordoet: op
vochtige locaties of als u natte kleding draagt; op metalen con-
structies zoals vloeren, roosters of steigers; in een verkrampte
lichaamshouding bijvoorbeeld als u zit, knielt of ligt; of wanneer het
risico van onvermijdelijk of toevallig contact met het werkstuk of de
aarde groot is. Gebruik onder deze omstandigheden de volgende
apparatuur in de aangegeven volgorde: 1) een semi−automatisch
gelijkstroom (draad−) lasapparaat met constante spanning, 2) een
handbediend gelijkstroom (elektrode−) lasapparaat, of 3) een wis-
selstroom lasapparaat met een lagere spanning en open circuit. In
de meeste gevallen wordt het gebruik van een gelijkstroom lasap-
paraat met lagere spanning aanbevolen. En werk niet alleen!
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Zet de hoofdstroom uit of stop de motor voordat u deze installatie
installeert of nakijkt. Zet de stroom uit volgens OSHA 29 CFR
1910.147 (zie de Veiligheidsvoorschriften)
D Installeer, aard en bedien deze installatie in overeenstemming met
de Handleiding voor gebruikers en landelijke of lokale voor-
schriften.
D Controleer altijd de aarding van de voeding en wees er zeker van
dat de aardingsgeleider van de voedingskabel goed aangesloten
is op de aansluitklem van het apparaat en dat de stekker van de
kabel aangesloten is op een correct geaarde contactdoos.
D Als u het apparaat aansluit op het net, verbind dan eerst de aar-
dingsgeleider en controleer de aansluitingen grondig.
D Houd snoeren droog, vrij van olie en vet en bescherm deze tegen
heet metaal en vonken.
D Controleer de kabel regelmatig op beschadigingen of openlig-
gende bedrading en vervang de kabel onmiddellijk als deze
beschadigd is − openliggende bedrading kan dodelijk zijn.
D Zet alles af als het apparaat niet gebruikt wordt.
D Gebruik geen versleten, beschadigde, te korte of slecht verbon-
den kabels.
D Draag de kabels niet op uw lichaam.
D Als het werkstuk geaard moet worden, doe dit dan met een aparte
kabel- gebruik niet de massaklem of massakabel.
D Raak de elektrode niet aan als u in contact staat met het werkstuk,
de grond of een andere elektrode van een ander apparaat.
D Gebruik alleen goed onderhouden installaties. Repareer of ver-
vang beschadigde onderdelen onmiddellijk. Onderhoud het
apparaat zoals beschreven staat in de handleiding.
D Draag een veiligheidsharnas als u boven grond-niveau werkt
D Houd alle panelen en afdekplaten veilig op hun plaats.
D Klem de massakabel zo dicht mogelijk bij de las met een goed me-
taal-op-metaalcontact op het werkstuk of werktafel.
D Isoleer de massaklem wanneer deze niet is aangesloten op het
werkstuk om contact met een metalen object te voorkomen
D Sluit niet meer dan één elektrode of massakabel aan op één enke-
le lasbron. Haal de kabel los voor het proces dat niet wordt
gebruikt.

OM-253 918 Pagina 2
Er staat ook NA het afsluiten van de voedingsspan-
ning nog een AANZIENLIJKE GELIJKSPANNING
op het voedingsgedeelte van de inverter lasstroom-
bronnen.
D Zet de gelijkstroom-wisselstroomomzetter uit, maak de voedings-
stekker los en ontlaad de invoercondensatoren overenkomstig de
aanwijzingen in de Sectie Onderhoud, voordat u enig onderdeeel
aanraakt.
Door HETE ONDERDELEN kunnen
brandwonden ontstaan.
D Hete onderdelen niet met blote handen aan-
raken
D Laat apparatuur altijd afkoelen, voor u eraan gaat werken.
D Gebruik de juiste gereedschappen om hete onderdelen beet te
pakken en/of draag zware geïsoleerde lashandschoenen en
−kleding om brandwonden te voorkomen.
ROOK EN GASSEN kunnen gevaarlijk
zijn.
Tijdens het lassen komen rook en gassen vrij. Het
inademen hiervan kan gevaarlijk zijn voor uw
gezondheid.
D Zorg ervoor dat u niet in de rook staat. Adem de rook niet in.
D Als u binnen last, ventileer de ruimte dan goed en/of zorg dat las-
rook en gassen afgezogen worden.
D Als er een slechte ventilatie is, gebruik dan een goedgekeurd gas-
masker.
D Lees de Materiaalveiligheids informatiebladen en de instructies
van de fabrikant voor metalen, elektroden, elektrodebekledingen,
schoonmaakmiddelen en ontvetters.
D Werk alleen in een beslotenruimte als deze goed geventileerd
wordt. Of als u een beademingsapparaat draagt. Zorg ervoor dat
er altijd een ervaren persoon toekijkt. Lasdampen en gassen kun-
nen lucht verdringen en het zuurstofgehalte verlagen, wat
schadelijke invloed heeft op u lichaam en zelfs dodelijk kan zijn.
Zorg voor veilige ademlucht.
D Las niet in ruimtes waar dingen worden ontvet, schoongemaakt of
waar wordt gesproeid. De hitte en stralen van de boog kunnen rea-
geren met dampen en op deze manier zwaar vergiftigde en
irriterende gassen vormen
D Las geen beklede metalen zoals gegalvaniseerd of met lood-of
cadmium bedekt staal, tenzij de bekleding verwijderd wordt van
het gedeelte dat gelast moet worden, de ruimte goed geventileerd
wordt en u, indien nodig, een gasmasker draagt. De belkedingen
en metalen die deze elementen bevatten kunnen giftige dampen
produceren als ze gelast worden.
De STRALEN UIT DE BOOG kunnen
ogen en huid verbranden
Boogstralen van het lasproces produceren zichbare
en onzichtbare (ultraviolette en infrarood) stralen die
uw ogen en huid kunnen verbranden. Tijdens het
lassen vliegen lasspatten en vonken in het rond.
D Draag tijdens het lassen of toekijken tijdens het lassen een las-
helm voorzien van een lasglas met de juiste tint om uw gezicht en
ogen tegen boogstralen en vonken te beschermen. (zie ANSI
Z49.1 en Z87.1 in de Veiligheidsvoorschriften).
D Draag een goedgekeurde veiligheidsbril met zijschermen onder
uw helm
D Gebruik beschermende lasgordijnen of schermen om anderen te-
gen flitsen en verblindend licht te beschermen ; waarschuw
anderen om niet in de boog te kijken.
D Draag beschermende kleding, gemaakt van duurzaam, brandwe-
rend materiaal (leer en wol) en beschermend schoeisel
LASSEN kan brand of explosies ver-
oorzaken
Als er gelast wordt aan gesloten vaten zoals tanks,
trommels of pijpen, kunnen deze opgeblazen
worden Er kunnen vonken van de lasboog afvliegen.
De rondvliegende vonken, de temperatuur van het
werkstuk en van het gereedschap kunnen brand en brandwonden
veroorzaken. Toevallig contact van een elektrode met metalen
voorwerpen kan vonken, explosies, oververhitting of brand ver-
oorzaken. Controleer eerst of de omgeving veilig is voordat u gaat
lassen.
D Verwijder alle brandbare materialen in een straal van 10 meter van
de lasboog. Als dit niet mogelijk is, dek ze dan goed af met brand-
werende materialen.
D Las niet op plaatsen waar rondvliegende vonken brandbaar mate-
riaal kunnen raken.
D Bescherm uzelf en anderen tegen rondvliegende vonken en heet
metaal.
D Wees erop attent dat vonken en hete materialen van het laswerk
gemakkelijk door kleine hoeken en gaten naar naastliggende ruim-
tes kunnen vliegen.
D Kijk goed uit voor brand en houd een brandblusser in de buurt
D Wees erop bedacht dat bij het lassen van plafonds, vloeren, schei-
dingswanden of tussenschotten brand kan ontstaan aan de
tegenovergestelde zijde
D Las niet aan containers waarin ooit brandbare stoffen zijn opgesla-
gen of aan besloten ruimtes −zoals tanks, vaten of buizen tenzij ze
voldoende voorbereid zijn conform AWS F4.1 en AWS 6.0 (zie Vei-
ligheidsvoorschriften).
D Niet lassen op plaatsen waar de omgevingslucht brandbaar stof,
gas of vloeistofdampen (bijv. van benzine) kan bevatten.
D Verbind de massakabel met het werkstuk zo dicht mogelijk bij de
plaats waar gelast moet worden, zodat de lasstroom een direkte
en korte weg aflegt en elektrische schokken en brandrisico’s ver-
meden kunnen worden
D Gebruik een lasapparaat niet om bevroren pijpen te ontdooien.
D Haal de elektrode uit de elektrodehouder of knip de lasdraad af aan
de contactbuis als niet gelast wordt.
D Draag olie-vrije beschermende kleding zoals leren handschoenen
leren schort, broek zonder omslag, hoge schoenen en een helm.
D Zorg ervoor dat u geen brandbare voorwerpen zoals aanstekers of
lucifers bij u draagt als u gaat lassen.
D Inspecteer de omgeving als u klaar bent met uw werk om er zeker
van te zijn dat er geen vonken, gloeiende sintels en vlammen zijn.
D Alleen de juiste zekeringen of contactverbrekers gebruiken; geen
zwaardere nemen of deze doorverbinden.
D Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor
werken met hoge temperaturen, zorg dat er een brandmelder aan-
wezig is en dat u een blusapparaat onder handbereik hebt.
RONDVLIEGEND METAAL of STOF
kan de ogen verwonden.
D Door lassen, bikken, het gebruik van draadbor-
stels en slijpen kunnen vonken en rodvliegen-
de metaal-schilfers ontstaan. Als lasrupsen af-
koelen, kunnen er slakresten rondvliegen.
D Draag een goedgekeurde veiligheidsbril met zijschermen, zelfs
onder uw lashelm.
GASVORMING kan schadelijk voor
de gezondheid of zelfs dodelijk zijn
D Draai de persgastoevoer dicht, wanneer u
geen gas gebruikt.
D Zorg altijd voor ventilatie in enge ruimtes of ge-
bruik goedgekeurde beademingsapparatuur

OM-253 918 Pagina 3
ELEKTRISCHE EN MAGNETISCHE VELDEN
kunnen van invloed zijn op geïmplanteerde
medische apparatuur.
D Mensen die een pacemaker of een ander
geïmplanteerd medisch apparaat dragen,
moeten uit de buurt blijven.
D Mensen die een geïmplanteerd medisch apparaat dragen,
moeten hun arts en de fabrikant van het apparaat raadplegen
voordat ze in de buurt komen van werkzaamheden met
booglassen, puntlassen, gutsen, plasmaboogsnijden of
inductieverwarmen.
LAWAAI kan het gehoor aantasten
Lawaai van bepaalde werkzaamheden of appara-
tuur kan uw gehoor aantasten
D Draag goedgekeurde gehoorbescherming als
het geluidsniveau te hoog is
GASFLESSEN kunnen exploderen
als ze beschadigd worden
Persgasflessen bevatten gas dat onder hoge druk
staat. Als een gasfles beschadigd wordt, kan deze
exploderen. Aangezien gasflessen normaal ge-
sproken een onderdeel uitmaken van het van het
lasproces moet u er voorzichtig mee omgaan.
D Bescherm gasflessen tegen hoge temperaturen, mechanische
schokken, slak, open vuur, vonken en vlambogen.
D Plaats de gasflessen rechtop in een rek of in de laskar zodat ze niet
kunnen vallen of omkantelen.
D Houd de flessen uit de buurt van alle las- of andere stroomkringen
D Hang nooit een elektrodehouder over een gasfles.
D Laat nooit een laselektrode in aanraking komen met een gasfles.
D Las nooit op een gasfles onder druk; een explosie zal het gevolg
zijn.
D Gebruik het juiste beschermgas, reduceerventielen, slangen en
hulpstukken die speciaal bedoeld zijn voor een bepaalde toepas-
sing; onderhoud deze en bijhorende onderdelen goed.
D Draai bij het openen van de gasfles uw gezicht weg van het redu-
ceerventiel.
D Laat de beschermende kap over het ventiel over het ventiel zitten
behalve als de fles gebruikt wordt of aangesloten is voor gebruik.
D Gebruik de juiste apparatuur, de juiste procedures en een voldoen-
de aantal personen om gasflessen te tillen en verplaatsen
D Lees en volg de instructies op de flessen met gecomprimeerd gas,
bijbehorend materiaal en de CGA publikatie die in de Veiligheids-
voorschriften staat.
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
BRAND- EN EXPLOSIEGEVAAR
D Installeer of plaats het apparaat niet op, boven
of vlakbij ontbrandbare oppervlakken.
D Het apparaat niet in de buurt van brandbare
stoffen installeren.
D Overbelast de bedrading van het gebouw niet- controleer of het
voedingsnet sterk genoeg is, goed beschermd is en dit apparaat
aan kan.
TE LANGDURIG GEBRUIK kan leiden
tot OVERVERHITTING.
D Laat het apparaat goed afkoelen; houd u aan
de nominale inschakelduur.
D Verminder de stroomsterkte of de inschakel-
duur voordat u opnieuw begint met lassen.
D Blokkeer of filter de luchtaanvoer naar het apparaat niet.
VALLENDE APPARATUUR kan letsel
veroorzaken.
D Gebruik alleen het hijsoog om het apparaat op
te tillen, en NIET de laskar, gasflessen of ande-
re accessoires.
D Gebruik gereedschap met voldoende capaci-
teit om het apparaat op te tillen en te ondersteu-
nen.
D Als u hefvorken gebruikt om het apparaat te verplaatsen, zorg er
dan voor dat de vorken zo lang zijn, dat ze aan de andere kant on-
der het apparaat uitsteken.
D Let er bij het werken in de open lucht op dat kabels en snoeren niet
in aanraking kunnen komen met rijdende voertuigen.
D Volg bij het handmatig optillen van zware onderdelen of apparatuur
de Amerikaanse ARBO−richtlijn getiteld Applications Manual for
the Revised NIOSH Lifting Equation (Publication No. 94–110).
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming om de ogen en
het gezicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en op een veilige locatie. Draag hier-
bij de juiste gezichts-, hand- en lichaamsbescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
STATISCHE ELEKTRICITEIT kan PC-
kaarten beschadigen
D Doe een geaarde polsband om VOORDAT u
printplaten of onderdelen aanraakt.
D Gebruik goede anti-statische zakken of dozen
voor het opslaan, verplaatsen of transporteren
van PC-printplaten.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken.
D Blijf uit de buurt van bewegende onderdelen
D Blijf uit de buurt van afknijppunten zoals aan-
drijfrollen.

OM-253 918 Pagina 4
LASDRAAD kan letsel veroorzaken
D Bedien de toortsschakelaar pas als u de aan-
wijzing krijgt om dat te doen.
D Richt het pistool niet op enig lichaamsdeel, an-
dere mensen of op enig materiaal als de draad
wordt ingevoerd.
ONTPLOFFEN VAN DE ACCU kan
letsel veroorzaken.
D Gebruik het lasapparaat niet om accu’s op te
laden of om voertuigen te starten tenzij het een
acculaadvoorziening heeft die hiervoor
speciaal is bedoeld.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken
D Blijf uit de buurt van bewegende delen zoals
ventilatoren.
D Laat deuren, panelen, deksels en
beschermplaten alleen verwijderen door
bevoegd personeel indien nodig voor
onderhoud en storingzoeken.
D Laat deuren, panelen, deksels en beschermplaten alleen ver-
wijderen door bevoegd personeel indien nodig voor onderhoud
en storingzoeken.
D Breng eerst deuren, panelen, deksels en beschermplaten weer
aan na afloop van het onderhoud en sluit pas dan de voeding
weer aan.
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming voor ogen en ge-
zicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en die op een veilige locatie staat.
Draag tijdens het slijpen de nodige gezichts-, hand- en lichaams-
bescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
LEES DE INSTRUCTIES.
D Lees nauwkeurig de gebruikershandleiding en
alle waarschuwingslabels, voordat u de
machine installeert, gebruikt of er onderhoud
aan pleegt, en volg de aanwijzingen steeds op.
Lees de veiligheidsinformatie aan het begin
van de handleiding en in elk hoofdstuk.
D Gebruik alleen originele vervangingsonderdelen van de fabri-
kant.
D Voer onderhoud en service uit zoals vermeld in de Handleidin-
gen, de industriële normen en de landelijke en ter plekke gelden-
de regelgeving.
H.F. STRALING kan storingen veroor-
zaken
D Hoog-frequente straling kan storing ver-
oorzaken bij radio-navigatie, veiligheidsdien-
sten, computers en communicatie-apparatuur.
D Laat alleen bevoegde personen die bekend zijn met elektronische
apparatuur deze installatie uitvoeren.
D De gebruiker is verantwoordelijk voor onmiddellijk herstel door
een bevoegd elektricien bij storingsproblemen als gevolg van de
installatie
D Als u van overheidswege klachten krijgt over storingen, stop dan
onmiddellijk met het gebruik van de apparatuur.
D Laat de installatie regelmatig nakijken en onderhouden.
D Houd deuren en panelen van hoogfrequentbronnen stevig dicht,
houd de elektrodeafstand op de juiste instelling en zorg voor aar-
ding en afscherming om de mogelijkheid van storingen tot een
minimum te beperken.
BOOGLASSEN kan interferentie
veroorzaken.
D Elektromagnetische energie kan interferentie
veroorzaken bij gevoelige elektronische
apparatuur zoals computers en
computergestuurde apparatuur zoals robots.
D Zorg ervoor dat alle apparatuur in het lasgebied elektromagnetisch
compatibel is.
D Om mogelijke interferentie te verminderen moet u de laskabels zo
kort mogelijk houden, dicht bij elkaar en laag, bijvoorbeeld op de
vloer.
D Voer de laswerkzaamheden uit op 100 meter afstand van
gevoelige elektronische apparatuur.
D Zorg ervoor dat dit lasapparaat conform de aanwijzingen in deze
handleiding wordt geïnstalleerd en geaard.
D Als er dan nog steeds interferentie optreedt, dient de gebruiker
extra maatregelen te nemen, zoals verplaatsing van het
lasapparaat, gebruik van afgeschermde kabels, gebruik van
lijnfilters of afscherming van het werkterrein.
1-4. Californië-voorstel 65, waarschuwingen
Las- en snijapparatuur produceert dampen of gassen die che-
micaliën bevatten waarvan het de Staat Californië bekend is
dat ze geboorteafwijkingen en, in sommige gevallen, kanker
veroorzaken. (California Health & Safety Code, sectie 25249.5
en volgend.)
Dit product bevat chemicaliën, waaronder lood waarvan het
de Staat Californië bekend is dat het kanker, geboorteafwij-
kingen of andere voortplantingsproblemen veroorzaakt. Was
na gebruik uw handen.

OM-253 918 Pagina 5
1-5. Belangrijkste Veiligheidsvoorschriften
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informatie over elektrische en magnetische velden (EMV -informatie)
Elektrische stroom die door een draad stroomt veroorzaakt plaatselijk
elektrische en magnetische velden (EMV). Lasstroom veroorzaakt een
elektromagnetischveld rond de lasstroomkring en de lasapparatuur.
Elektromagnetischevelden kunnen interferentie veroorzaken bij
bepaalde medische implantaten zoals pacemakers. Voor personen die
medische implantaten hebben moeten beschermende maatregelen
worden genomen, bijv. toegangsbeperking voor passanten of een
risicoanalyse voor iedere afzonderlijke lasser. Beperk bijvoorbeeld de
toegang voor omstanders of voer afzonderlijke risicobeoordelingen uit
voor lassers. Alle lassers moeten de volgende procedures naleven om
zo blootstelling aan elektro−magnetischevelden van de lasstroomkring
tot een minimum te beperken:
1. Houd kabels dicht bij elkaar door ze in elkaar te twisten of vast te
plakken of gebruik kabelbescherming.
2. Kom niet met uw lichaam tussen de laskabels. Leg de kabel aan
één kant en weg van de gebruiker.
3. Rol of hang de kabels niet rond of op uw lichaam.
4. Houd hoofd en romp zo ver mogelijk verwijderd van de
apparatuur in de lasstroomkring.
5. Monteer de massaklem aan het werkstuk zo dicht mogelijk bij de
las.
6. Niet direct naast de lasstroombron werken, er niet op gaan zitten
en er niet op leunen.
7. Niet lassen terwijl u de lasstroombron of het
draadaanvoersysteem draagt.
Over geïmplanteerde medische apparatuur:
Mensen die een geïmplanteerd medisch apparaat dragen, moeten hun
arts en de fabrikant van het apparaat raadplegen voordat ze in de buurt
komen van werkzaamheden met booglassen, puntlassen, gutsen, pla-
smaboogsnijden of inductieverhitting. Bij toestemming van de arts
wordt geadviseerd om bovenstaande procedures te volgen.

OM-253 918 Pagina 6

OM-253 918 Pagina 7
HOOFDSTUK 2 − DEFINITIES
Waarschuwing! Pas op! Kans op gevaar
(zie de symbolen).
1 Een elektrische schok van een
laselektrode of de bedrading kan
dodelijk zijn.
1.1 Draag droge, geïsoleerde
handschoenen. De elektrode niet met
de blote hand aanraken. Geen natte
of kapotte handschoenen dragen.
1.2 Bescherm uzelf tegen elektrische
schokken door uzelf te isoleren van
het werk en de aarde.
1.3 Haal de stekker van de machine uit
het stopcontact of uit de machine,
voordat u aan de machine gaat
werken.
2 Het inademen van lasdampen kan
gevaarlijk zijn voor uw gezondheid.
2.1 Zorg ervoor dat u niet in de rook
staat.
2.2 Gebruik actieve ventilatie of een
afvoersysteem om de dampen van de
werkplek af te voeren.
2.3 Gebruik een ventilator om de dampen
af te voeren.
3 Lasvonken kunnen ontploffingen of
brand veroorzaken.
3.1 Houd brandbare stoffen uit de buurt
van het laswerk. Niet lassen vlakbij
brandbare stoffen.
3.2 Lasvonken kunnen brand
veroorzaken. Zorg dat er een
brandblusapparaat in de buurt is en
zorg dat er een toezichthouder is die
klaarstaat om dit gebruiken.
3.3 Niet op vaten of dichte containers e.d.
lassen.
4 De stralen uit de boog kunnen ogen
en huid verbranden.
4.1 Draag een hoofddeksel en een
veiligheidsbril. Bescherm uw oren en
knoop de kraag van uw overhemd
dicht. Gebruik een lashelm met de
juiste filtersterkte. Draag bescherming
voor uw hele lichaam.
5 Zorg dat u geoefend raakt en lees de
aanwijzingen, voordat u aan de
machine gaat werken of gaat lassen.
6 Verwijder het label niet; verf het ook
niet over en dek het niet af.
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
Kasjf;laksf;lkasdf'l;aksdf;lkasd;flksadflkasd;lk
179310-B
1
1 .1 1 .2 1 .3
2 2 .1 2 .2 2 .3
3
3 .1 3 .2 3 .3
4
4.1
5
6

OM-253 918 Pagina 8
1 Waarschuwing! Pas op! Kans
op gevaar (zie de symbolen).
2 Aandrijfrollen kunnen de
vingers verwonden.
3 De lasdraad en de onderdelen
van de aandrijving staan tijdens
het lassen onder lasspanning −
houd handen en metalen
objecten uit de buurt ervan.
1
2 3
A Waarschuwing! Pas op! Kans op
gevaar (zie de symbolen).
B Een elektrische schok van de be-
drading kan dodelijk zijn.
C Haal de stekker van de machine
uit het stopcontact of uit de machine,
voordat u aan de machine gaat wer-
ken.
D Lees de handleiding lezen voor u
aan de machine begint te werken.
1 Het gegevenslabel raadplegen om
te kijken wat het aansluitvermogen
is en controleren of het beschikbare
vermogen voldoende is.
2 De handleiding en de labels lezen
voor de aansluitpunten en de
procedures.
3 Niet van toepassing
4 De aardingsgeleider een extra lus
doen maken en steeds als eerste
aansluiten.
5 Niet van toepassing.
AB C D
1 Waarschuwing! Pas op! Kans op
gevaar (zie de symbolen).
2 Bewegende delen, zoals ventilato-
ren, rotoren en drijfriemen kunnen
verwondingen veroorzaken aan
vingers en handen. Wegblijven van
bewegende delen.
1
2

OM-253 918 Pagina 9
Waarschuwing! Pas op! Kans op
gevaar (zie de symbolen).
Een elektrische schok van de
bedrading kan dodelijk zijn.
Lees de handleiding voordat u met
de machine gaat werken.
Een goedgekeurde veiligheidsbril
dragen.
1 elektrode negatief
(gewone polariteit)
2 elektrode positief
(omgekeerde polariteit)
956.142.877−A
1
2
DCEP
elektrode positief
DCEN
elektrode negatief
2-1. WEEE label (Voor producten die in de EU zijn verkocht)
Voer dit product niet af met het nor-
male afval.
Bezorg elektrisch en elektronisch
(WEEE) afval, bij een recycle de-
pot.
Neem contact op met een recycle-
bedrijf of distributeur voor meer in-
formatie

OM-253 918 Pagina 10
2-2. Symbolen en definities
A
Ampère
V
Volt
Wisselstroom
(AC)
Gelijkstroom (DC)
Afstandbediening Aan Uit
Beschermende
aarde (massa)
Netverbinding
Enkel fase statische
frequentieomvormer−
transformator−
gelijkrichter
Enkelfase MIG/MAG lassen
U
1
Primaire spanning
I1max
Maximale nominale
voedingsstroom I1eff
Maximale
effectieve
voedingsstroom
U
2
Conventionele
aansluitspanning
I
2
Nominale
lasstroom
X
Inschakelduur Percent
U
0
Nominale
nullastspanning
(gemiddeld)
IP
Beschermings-
graad
Zekering
Werken met
tweetakt
toortsschakelaar
Werken met
viertakt
toortsschakelaar
Gasinvoer Gasuitvoer Ingangsspanning Draadaanvoer
Hz
Hertz Ingangs Programma
Lees de
gebruikers-
handleiding
Draadafbrand-
regeling
Diameter Verhogen/verlagen
Verstelbare
inductantie

OM-253 918 Page 11
HOOFDSTUK 3 − TECHNISCHE GEGEVENS
3-1. Belangrijke informatie betreffende CE-producten (voor verkoop binnen de EU)
! Deze apparatuur mag niet worden gebruikt door het algemene publiek aangezien de EMV-grenzen voor het algemene publiek
mogelijk kunnen worden overschreden tijdens het lassen.
Deze apparatuur is gebouwd conform EN 60974−1 en is louter bedoeld voor beroepsmatig gebruik (waar het algemene publiek geen toegang
heeft of waar toegang zodanig is geregeld dat deze gelijk is aan beroepsmatig gebruik) en alleen door een deskundig gebruiker of iemand die
hiertoe is opgeleid.
Draadaanvoersystemen en aanvullende apparatuur (zoals toortsen, vloeistofkoelsystemen en lasboog− en stabilisatieapparatuur) die onderdeel
uitmaken van het lascircuit mogen geen belangrijke bijdrage leveren aan het EMV. Zie de gebruikershandleidingen van alle onderdelen van de
lasstroomkring voor meer informatie over EMV-blootstelling.
S De meting van de EMV voor deze apparatuur vond plaats op een afstand van 0,5 meter.
S Op een afstand van 1 meter waren de waarden van de EMV-blootstelling minder dan 20% van de toegestane waarden.
ce-emf 1 2010-10
3-2. Informatie over Elektromagnetische Compatibiliteit (EMC)
! Deze Klasse A apparatuur is niet bedoeld voor gebruik op plaatsen in woongebieden waar de elektrische stroom afkomstig is van
het openbare utiliteitssysteem met een laag voltage. Op dergelijke plaatsen ontstaan er mogelijk problemen met de elektromagne-
tische compatibiliteit als gevolg van storingen door geleiding en straling.
! Deze apparatuur voldoet niet aan de IEC 61000−3−12 norm. Als hij wordt aangesloten op het openbare utiliteitssysteem met laag
voltage, dan is het de verantwoordelijkheid van de installateur of de gebruiker van de apparatuur om er, eventueel in overleg met
de beheerder van het distributienetwerk, voor te zorgen dat de apparatuur mag worden aangesloten.
ce-emc 2 2010-10
3-3. Technische gegevens
Model
Ingangsvermogen
enkelfase
wisselstroom AC
50/60 Hz spanning
Nominale uitgangsbelasting
Max. open
spanning
Stroom/
spannings−
bereik DC
IP graad
Afmetingen
(mm)
Gewicht
(kg)
100% 60% 35%
MPi 220P
230 volt MIG
110 A
17,5 V
140 A
21,0 V
180 A
23,0 V
35 V
20 − 200 A
15,0 − 24,0 V
IP22S
L = 548
W = 237
H = 365
16
230 volt
TIG
100 A
14,0 V
130 A
15,2 V
180 A
17,2 V
65 V
5 − 200 A
10,0 − 18,0 V
230 volt
Beklede elektrode
100 A
24,0 V
130 A
25,2 V
170 A
26,8 V
65 V
5 − 200 A
20,2 − 28,0 V

OM-253 918 Pagina 12
100 % Inschakelduur bij 140 Ampère
De inschakelduur is het percentage
van 10 minuten dat het apparaat
kan lassen op nominale belasting
zonder oververhit te raken.
Als het apparaat oververhit raakt,
zorgt een thermostaat (thermo-
staten) er voor dat er geen uit-
gangsspanning meer is en gaat de
koelventilator draaien. Wacht vijf-
tien minuten om het apparaat te
laten afkoelen. Verlaag de stroom-
sterkte, de spanning of insch-
akelduur voordat u gaat lassen.
OPGELET − Door overschrijding
van de inschakelduur kan het ap-
paraat beschadigen en daarmee
komt de garantie te vervallen.
3-4. Inschakelduur en oververhitting
0
15
A of V
Minuten
50
100
150
175
200
250
6 minututen lassen 4 minuten rusten
60 % Inschakelduur bij 140 Ampère
Ononderbroken lassen
sduty1 5/95
OF
verlaag de inschakelduur
% INSCHAKELDUUR
LAS-AMPÈRES

OM-253 918 Page 13
3-5. Stroom/spanning-grafieklijnen
De stroom/spanning-grafieklijnen geven de minimaal en de maximaal mogelijke uitgangsspanning en -stroom aan van de voedingsbron voor het lasap-
paraat. De grafieklijnen van de andere instellingen vallen tussen de aangegeven krommen.
A. MIG
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
0
DC Amperes
DC Volts
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240
B. TIG/Beklede elektrode
0
5
10
15
20
25
30
35
40
45
50
55
60
65
70
DC Amperes
DC Volts
0
10 20 30 40 50 60 70 80 90 100 110 120 130 140 150 160 170 180 190 200 210 220 230 240

OM-253 918 Pagina 14
HOOFDSTUK 4 − INSTALLATIE
4-1. Locatie van typeplaatje met serienummer en aansluitgegevens
Het serienummer en de aansluitgegevens zijn bij dit product aan de onderkant te vinden. Op het typeplaatje kunt u de elektrische spanning en het
vermogen aflezen dat de apparatuur nodig heeft, en welk vermogen het kan leveren. Wij raden aan het serienummer te noteren op de achterzijde van
deze handleiding, in het daarvoor bestemde vak, zodat u dit nummer altijd bij de hand hebt als u het in de toekomst nodig hebt.
Gebruikstemperatuur tussen -10 ° C en + 40 ° C . Waardes zijn vastgesteld bij een omgeving temperatuur van 20° C tot 25° C
! Verplaats het apparaat niet
naar en gebruik het niet
op plaatsen waar het kan
omvallen.
1 Netschakelaar
Plaats het apparaat in de buurt van
een juiste netaansluiting.
! Mogelijk is een speciale
installatie nodig, wanneer
er benzine of vluchtige
vloeistoffen aanwezig zijn −
zie NEC artikel 511 of CEC
hoofdstuk 20.
4-2. Keuze van de locatie
1
460 mm
(18 inch)
460 mm
(18 inch)
Afstand vereisten i.v.m. de luchtstroming
Ref. 800 402-A / 956142881_4-A

OM-253 918 Page 15
4-3. De gastoevoer installeren
CO
2
gas
1
2
3
1
2
3
Achterpaneel
4
5
7
8 9
Bevestig de gascilinder met een
ketting aan de laswagen, de wand
of een andere vaste ondersteuning,
zodat de cilinder niet kan vallen
en de kraan kan afbreken.
1 Kap
2 Gasfleskraan
Verwijder de kap, ga aan de zijkant
van de kraan staan en draai het een
stukje open. De gasstroom blaast
stof en vuil uit de kraan. Draai de
kraan weer dicht.
3 Cilinder
4 Gasstromingsmeter
Installeer deze zodanig dat de
voorzijde verticaal zit.
5 Aansluiting gasslang
drukregelaar/stromingsmeter
6 Aansluiting gaslang
lasstroombron
Sluit de meegeleverde gasslang
aan tussen de gasslangaansluiting
op de drukregelaar/stromingsmeter
en de fitting aan de achterzijde van
de lasstroombron.
7 Stroming afstellen
Een typische gasstroming ligt
tussen 12 en 15 liter per minuut.
Controleer de door de fabrikant
aanbevolen hoeveelheid.
8CO
2
tussenstuk
(te verzorgen door de klant)
9 O−ring
(te verzorgen door de klant)
Installeer het tussenstuk met de
O−ring tussen de drukregelaar/
stromingsmeter en de CO
2
cilinder.
Argon gas of een gasmengsel
OF
6
Ref. 149 827-B / Ref. 956142881_1-B

OM-253 918 Pagina 16
4-4. Aansluitklemmen voor de laskabels en kabelafmetingen bepalen*
OPGELET − De totale kabellengte in de lasstroomkring (zie onderstaande tabel) is de totale lengte van beide laskabels. Als bijvoorbeeld de stroom-
bron 30 meter van het laswerkstuk is, dan is de totale kabellengte in de lasstroomkring 60 meter (2 kabels x 30 meter). Neem de 60 m−kolom voor
het bepalen van de kabel doorsnede.
! Schakel de voeding
uit voordat u de
laskabels aansluit op
de laskoppelingen.
! Gebruik geen
versleten,
beschadigde,
te dunne of slecht
verbonden kabels.
Aansluitklemmen
van de lasuitgangen
Laskabelformaat** en totale lengte van de kabel (koper) in de lasstroomkring
Niet groter dan***
30 m (100 ft) of minder
45 m
(150 ft)
60 m
(200 ft)
70 m
(250 ft)
90 m
(300 ft)
105 m
(350 ft)
120 m
(400 ft)
Lasstroom
10 − 60%
inschakeld-
uur
mm
2
(AWG)
60 − 100%
inschakeld-
uur
mm
2
(AWG)
10 − 100% inschakelduur
mm
2
(AWG)
Negatief
(−)
Positief
(+)
Ref. 956142881_-A
100 20 (4) 20 (4) 20 (4) 30 (3) 35 (2) 50 (1) 60 (1/0) 60 (1/0)
150 30 (3) 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 95 (3/0)
200 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0) 120 (4/0)
250 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2x2/0)
2x70
(2x2/0)
* Dit schema is een algemene richtlijn en is mogelijk niet geschikt voor alle toepassingen. Als de kabel oververhit raakt, gebruik dan een kabel
die één maat dikker is.
**Het laskabelformaat is gebaseerd op een spanningsval van 4 volt of minder of een stroomdichtheid van maximaal 6 ampère per mm
(300 circular mils per ampere).
***Raadpleeg voor afstanden die langer zijn dan de afstanden in deze gids een vertegenwoordiger van de fabriek. Milan Ref. S-0007-J 2011−07
4-5. Proces/Polariteitstabel
Proces Polariteit
Kabelaansluitingen
Kabel naar toorts Kabel naar werkstuk
GMAW massieve draad met
beschermgas
DCEP omgekeerde polariteit
Sluit aan op de positieve (+)
lasuitgang.
Sluit aan op de negatieve (−)
lasuitgang.
FCAW zelfbeschermende draad
zonder beschermgas
DCEN gewone polariteit
Sluit aan op de negatieve (−)
lasuitgang.
Sluit aan op de positieve (+)
lasuitgang.

OM-253 918 Page 17
4-6. De polariteit veranderen
956142881_2-A
1 Draadaansluitingen voor
positieve elektrodestroom
(DCEP)
2 Draadaansluitingen voor
negatieve elektrodestroom
(DCEN)
Lees altijd wat de door de fabrikant
aanbevolen polariteit is en volg die
op; zie ook Hoofdstuk 4-5.
Laskabel
draadaanvoer
Laskabel
werkstukklem
Laskabel
draadaanvoer
Laskabel
werkstukklem

OM-253 918 Pagina 18
4-7. De draadspoel installeren en de drukspanning op de naaf afstellen
1 Draadspoel 5 kg
2 Handwiel
Hiermee kan de naafspanning
worden bijgesteld. Draai het
handwiel rechtsom om de spanning
te vergroten.
3 Spoelhouderkap
Aandraaien om de draadspoel vast
te zetten.
Benodigde gereedschappen:
956142881_20-B
2
1
3

OM-253 918 Page 19
4-8. De aandrijfrollen en de draadinvoergeleider verwisselen
956142881_19-A
2
1 Stelschroef
2 Draadinvoergeleider
Draai de stelschroef los. Laat de tip
van de geleider zo dicht mogelijk tot
bij de aandrijfrollen komen zonder
dat ze deze raken. Draai de
stelschroef vast.
3 Aandrijfrol
De aandrijfrol heeft twee
verschillende groeven. De waarde
aanduiding op de voorzijde van de
aandrijfrol geeft aan de maat aan
de andere zijde van de aandrijfrol.
De groef die het dichtst bij de
motoras zit, is de juiste groef voor
de lasdraad.
4 Borgkap aandrijfrol
Draai de kap rechtsom om de
aandrijfrol vast te zetten.
1
3
Benodigde gereedschappen:
4
2,5 mm

OM-253 918 Pagina 20
4-9. De aandrijfrollen en de draadgeleider uitlijnen
! Schakel de voeding uit en
haal stekker uit de
wandcontactdoos
Het aanzicht is vanaf de bovenkant
van de aandrijfrollen omlaag gezien
met het druksysteem open.
1 Borgmoer aandrijfrol
2 Aandrijfrol
3 Draadgeleider
4 Lasdraad
5 Aandrijftandwiel
Draai met een schroevendraaier de
schroef naar binnen of naar buiten
tot de groef van de aandrijfrol op
één lijn zit met de draadgeleider.
Sluit het klemmechanisme.
Ref. 800 412-A
4
3
2
1
5
Benodigde gereedschappen:
Juist
Onjuist
2,5 mm
4-10. Leidraad voor elektrotechnisch onderhoud
Als u deze adviezen voor elektrische service niet opvolgt, kan dit leiden tot elektrische schokken en brandgevaar. Deze adviezen zijn
voor een bepaald gedeelte van het circuit dat zorgt voor het nominale uitgangsvermogen en inschakelduur van de lasstroombron.
50/60 Hz
enkelfase
Voedingsspanning (V) 230
Stroomopname (A) bij nominaal uitgangsvermogen 37
Max. aanbevolen standaard zekeringswaarde in ampère
1
Trage zekeringen
2
45
Normale zekeringen
3
60
Min. afmeting voedingskabel in AWG
4
6 (10)
Max. aanbevolen voedingskabel in meter (ft) 29 (95)
Min. afmeting aarddraad in AWG
4
6 (10)
Referentie: Amerikaanse National Electrical Code (NEC) voor 2011 (met inbegrip van artikel 630)
1 Als er een automatische zekering wordt gebruikt in plaats van een smeltzekering, gebruik dan een automatische zekering met een tijd/
stroomkromme die vergelijkbaar is met de aanbevolen smeltzekering.
2 De “trage” zekeringen zijn van klasse UL “RK5”. Zie UL 248.
3 De “normale” zekeringen zijn van klasse UL “K5” (t/m 60 A), en UL “H” (65 A en meer).
4 De kabel gegevens in dit hoofdstuk geven de doorsnede aan van de geleider (m.u.v. flexibel snoer of kabel) tussen de zekeringkast en de apparatuur
conform NEC Tabel 310.15(B)(16). Als er een flexibel snoer of kabel wordt gebruikt, moet de minimumdoorsnede van de geleider mogelijk groter zijn.
Zie NEC–tabel 400.5(A) voor de vereisten bij een snoer of kabel.

OM-253 918 Page 21
956142881_5-A
Benodigde gereedschappen:
4-11. 230 VAC enkelfase ingangsvermogen aansluiten
! De installatie moet voldoen aan alle
nationale en lokale regels en
voorschriften − alleen daartoe
bevoegde personen mogen deze
installatie uitvoeren.
! Ontkoppel en blokkeer de
stroomvoorziening voordat u
de ingaande draden van de
stroombron aansluit.
! Sluit altijd eerst de groene of
groengele draad aan op een
massaklem en nooit op een
netaansluitklem.
Kijk op het label op het apparaat voor
de stroomvereisten en controleer
de aansluitspanning die op de werkplek
beschikbaar is.
1 Voedingskabel
2 Schakel de werkschakelaar uit
(de schakelaar staat afgebeeld in
de OFF−stand)
3 Schroef de massaklem van de
werkschakelaar los
4 Schroef de netaansluitklemmen van
de werkschakelaar los
5 Zwart−witte ingaande draad
(L1 en L2)
6 Groene of groengele aarddraad
Sluit eerst de groene of groengele
aarddraad aan op de losgeschroefde
massaklem van de werkschakelaar.
Sluit de ingaande draden L1 en L2 aan
op de klemmen van schakelkast.
7 Overbelastingsbeveiliging
Bepaal het type en de maat van de
overbelastingsbeveiliging aan de hand
van hoofdstuk 4-10 (afgebeeld:
gezekerde werkschakelaar).
Monteer de beschermkap op de
werkschakelaar. Verwijder de blokkering
en zet de schakelaar in de ON−stand.
2
1
L1
L2
1
6
5
3
4
7
= GNP/PE
Aarding

OM-253 918 Pagina 22
4-12. Lasdraad invoeren en de spanning van de drukrol afstellen
1 Draadspoel
2 Lasdraad
3 Draadinvoergeleider
4 Drukinstelknop
5 Aandrijfrol
6 Uitgaande draadgeleider
7 Toortskabel
Leg de kabel van de toorts in een
rechte lijn.
4
7
6
2
1
Benodigde gereedschappen:
. Houd de draad strak om te voorkomen
dat hij van de spoel schiet.
Open het aandrukmechanisme. Trek de draad aan en houd hem tegen;
knip het uiteinde eraf.
Duw de draad door de geleiders de
toorts in; blijf de draad vasthouden.
Sluit het aandrukmechanisme,
zet hem vast en laat de draad los.
Verwijder het gasmondstuk en contacttip van de toorts.
Druk de toortsschakelaar in tot er
draad uit de toorts komt. Monteer
de contacttip en het gasmondstuk.
Voer draad aan om de druk van de aandrijfrol
te controleren. Draai de knop vast genoeg
om slippen van de draad te voorkomen.
Knip de draad af. Sluit
en vergrendel de kap.
Ref. 956142881_3-A
1
2
3
4
. Stel de gewenste druk van de
aandrijfrol in met behulp van
de drukindicator.
Drukindicatie
1
2
3
4
3
5
150 mm
(6 inch)
Vastdraaien
Vastdraaien
HOUT

OM-253 918 Page 23
HOOFDSTUK 5 − BEDIENING
5-1. Bedieningsfuncties
1 Aan/uit schakelaar S1
Schakel met behulp van deze schakelaar
de stroom in of uit.
2 Draadsnelheid/Instelregeling afstellen
Gebruik deze regeling om de draadsnelheid
bij te stellen en de waarden te veranderen
terwijl u in de instelmodus bent.
3 Afstelknop stroomsterkte/dikte
werkstuk
Gebruik deze regeling om de
lasstroomsterkte bij te stellen in de TIG− en
de Beklede Elektrode−stand (zie Hoofdstuk
5-2 of 5-3) of de dikte van het werkstuk in de
MIG−stand (zie Hoofdstuk 5-5).
4 Digitale displaymeter
Toont de waarden en de parameters voor
het gekozen lasproces.
5 Proceskeuzeschakelaar
Selecteer met behulp van deze schakelaar
het proces: TIG, Beklede Elektrode of MIG.
6 Programma/Sequencer−schakelaar
Selecteer met behulp van deze schakelaar
programma’s en gebruik hem om door de
parameters van de sequencer te bladeren
in de MIG−stand (zie Hoofdstuk 5-5).
7 Sequencer−keuzeschakelaar
Blader met behulp van deze schakelaar
door de parameters van de sequencer in de
MIG−stand.
8 Aansluiting MIG−toorts
Aansluiting Euro−type MIG−toorts.
9 Negatieve laskabelaansluiting
Om te lassen met Beklede Elektrode moet
u de kabel van het werkstuk aansluiten op
deze contrastekker. Voor TIG−lasen moet u
de toorts aansluiten op deze contrastekker.
10 Contrastekker voor de
toortsschakelaar
11 Positieve laskabelaansluiting
Om te lassen met Beklede Elektrode moet
u de elektrodekabel aansluiten op deze
contrastekker. Voor TIG−lasen moet u de
aardkabel aansluiten op deze
contrastekker.
9
2
3
4
5
7
6
8
10 11
1
956142881_6-B

OM-253 918 Pagina 24
UITGAANDE
STROOM UIT
5-2. Het apparaat voorbereiden voor beklede−elektrodelassen
Ref. 956142881_7-B
1 Positieve lasuitgang
2 Contrastekker voor de
toortsschakelaar
3 Negatieve lasuitgang
4 Stelknop voor Hot Start
5 Regelknop voor de afstelling van
de stroomsterkte
6 Digitale meterdisplay
7 Drukknop voor de processelectie P1
8 Lasstroom
9 Lasspanning
10 Symbool voor lassen met beklede
elektrode
11 Stroomsterkte instellen
(Uitgangsspanning aan)
12 Instelschakelaar voor Hot Start
13 Drukknop voor de instelling van de
sequencer P2
Ga als volgt te werk om de unit voor
te bereiden voor lassen met beklede
elektrode:
Sluit de elektrodehouder aan op de
positieve lasuitgang.
Sluit de werkstukdraad aan op de
negatieve (−) lascontrastekker.
Schakel de stroom in. Geef het apparaat
even de tijd om de opstartcyclus af te
ronden.
Druk op drukknop P1 voor de
processelectie en laat hem los om lassen
met beklede elektrode te selecteren. Het
bijbehorende symbool wordt
weergegeven.
. In de beklede elektrode stand is er
geen uitgangsspanning. Uitgang
wordt aan/uit gezet door op de
sequencerinstelknop P2 te drukken
en weer los te laten.
Wanneer de uitgangsspanning is
aangezet, moet u de stelknop voor de
stroomsterkte gebruiken om de gewenste
waarde voor de stroomsterkte in te stellen.
Draai de knop rechtsom om de
stroomsterkte te verhogen (min. − max.).
Hot Start−instelling
Verhoog met behulp van Hot Start de
uitgaande stroom bij de start van een las
om zo te voorkomen dat de elektrode blijft
plakken.
Ga als volgt te werk om de hete start
(Hot Sart) instelling te veranderen:
Verander met behulp van de regelknop of
de schakelaar voor de stroomsterkte deze
van 0 tot 50 procent van de vooringestelde
waarde waarbij 20 procent de standaard
waarde is. De maximum waarde voor Hot
Start is 250 ampère.
Voorbeeld: als de vooringestelde waarde
van de stroomsterkte 90 ampère is, dan is
0% = 90 ampère en 50% = 135 ampère.
8
Druk op P1 en laat
hem weer los
Druk op P2 en laat
hem weer los
Druk op P2 en laat
hem weer los
12
13
1
2
3
4
5
6
7
9
10
11
UITGAANDE
STROOM AAN
UITGAANDE
STROOM UIT

OM-253 918 Page 25
5-3. Het apparaat voorbereiden voor TIG−lassen
Ref. 956142881_7-B
1 Positieve lasuitgang
2 Contrastekker voor de
toortsschakelaar
3 Negatieve lasuitgang
4 Stelknop voor Hot Start
5 Regelknop voor de afstelling
van de stroomsterkte
6 Digitale meterdisplay
7 Proceskeuzeschakelaar
8 Lasstroom
9 Lasspanning
10 TIG–lassymbool
11 Stroomsterkte instellen
12 Instelschakelaar voor Hot Start
Ga als volgt te werk om de unit voor te
bereiden voor TIG−lassen:
Sluit de elektrodehouder aan op
de negatieve lasuitgang.
Sluit de werkstukklem aan op de
positieve lasuitgang.
Schakel machine in. Geef het apparaat
even de tijd om de opstartcyclus af te
ronden.
Druk op schakelaar voor de
processelectie en laat hem los om
TIG−lassen te selecteren. Het
bijbehorende symbool wordt weer-
gegeven. Gebruik de regelknop voor de
stroomsterkte om de gewenste
stroomsterktewaarde in te stellen. Draai
de knop rechtsom om de stroomsterkte
te verhogen (min. − max.).
Down−slope instellen
Ga als volgt te werk om de down−
slope−instelling te veranderen:
Gebruik de regelknop of de schakelaar
voor de stroomsterkte om deze te
verminderen gedurende een bepaalde
periode (0 − 20 seconden) aan het einde
van de las. De standaard instelling is
2 seconden.
Toepassing
Down−slope moet worden gebruikt bij
TIG−lassen van materialen die gevoelig
zijn voor en en/of wanneer de operator
geen krater op het einde van de las wil
hebben.
12
1
2
3
4
5
6
7
8 9
10
11
DOWN–SLOPE S

OM-253 918 Pagina 26
5-4. Keuze van de 2T − 4T toortsfunctie (TIG−proces)
Ref. 956142881_21-B
1 Drukknop processelectie P1
2 Drukknop voor de instelling van
de sequencer P2
3 Drukknoppen
sequencerafstelling P3
4 Stelknop draadaanvoersnelheid
(WFS)
Kies − in de TIG−functie − als volgt de
gewenste schakelaarfunctie:
Druk op drukknop P2 en laat hem weer
los om in het instelmenu voor
de schakelaarfunctie te komen. Kies
de gewenste schakelaarfunctie met
behulp van de drukknoppen P3 of
de WFS−stelknop.
5 De Up−slope tijd
Kies met behulp van de regelknop
de hoeveelheid tijd voor de up-slope of
de down−slope om van de initiële
stroomsterkte naar de lasstroom-
sterkte te gaan. Zet hem op 0 om hem
uit te schakelen. Wanneer dit
onderdeel is geselecteerd, kunt u met
behulp van de stelknop voor
de draadaanvoersnelheid of de druk-
knoppen P3 voor de instelling van de
sequencer de waarde veranderen.
Standaard = 2 seconden (min. =
0 seconden, max. = 20,0 seconden).
6 De Down−slope tijd
Kies met behulp van de regelknop
de hoeveelheid tijd voor de up−slope
of de down−slope om van de las-
stroomsterkte naar de eindstroom-
sterkte te gaan. Kies 0 om hem uit
te schakelen. Wanneer dit onderdeel
is geselecteerd, moet u met behulp
van de stelknop voor de draadaan-
voersnelheid of de drukknoppen P3
voor de instelling van de sequencer
de waarde veranderen. Standaard =
2 seconden (min. = 0 seconden, max.
= 20,0 seconden). Druk op drukknop
P1 om de waarde op te slaan en het
instelmenu te verlaten.
Toepassing
Down−slope−tijd moet worden
gebruikt bij TIG−lassen van materialen
die gevoelig zijn voor en en/of wanneer
de gebruiker geen krater op het einde
van de las wil hebben.
7 Eindstroom
Kies met behulp van de regelknop de
stroomsterkte waarnaar de lasstroom
omhoog of omlaag moet lopen.
Wanneer dit onderdeel is
geselecteerd, moet u met behulp van
de stelknop voor de draadaan-
voersnelheid of de drukknoppen P3
voor de instelling van de sequencer de
waarde veranderen. Standaard = 20
ampère (min. = 0 A, max. = 200 A
ampère). Druk op P1 om de waarde op
te slaan en het instelmenu te verlaten.
Instelmenu
toortsschakelaarfunctie
Drukken en loslaten
2
1
4
3
4
2
3
DOOR DE SEQUENCERS BLADEREN (2T en 4T schakelaarfunctie)
2T
2T 4T
0.6S
0.5S
5
6
0.5S
5
0.6S
6
40A
7

OM-253 918 Page 27
5-5. Het systeem voorbereiden voor het handbediend MIG (GMAW en FCAW) lasproces
Ref. 956142881_8-A
Om het MIG−lasproces te kiezen, moet
u als volgt te werk gaan:
Bereid het apparaat voor zoals
aangegeven in hoofdstuk 4.
Sluit met behulp van een kabel met
de juiste adapter de toorts aan op de
MIG−toortsaansluiting.
Voor het GMAW−proces:
Sluit de draad van de draadaandrijving
aan op de positieve uitgangsklem. Sluit
de draad van de werkstukklem aan op de
negatieve uitgangsklem. Zie Hoofdstuk
4-5 voor het GMAW−proces met
massieve draad en beschermgas. Zie
Hoofdstuk 4-3 voor het installeren van de
gastoevoer.
Voor het FCAW−proces:
Sluit de draad van de draadaandrijving
aan op de negatieve uitgangsklem. Sluit
de draad van de werkstukklem aan op de
positieve uitgangsklem. Zie Hoofdstuk
4-5 voor het FCAW−proces met
zelfbeschermende draad zonder
beschermgas.
1 Drukknop processelectie P1
2 Drukknop voor de instelling van de
sequencer P2
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk 5-16)
4 Afstelknop voor lasspanning
Kies met behulp van deze knop de
gewenste lasspanning. Draai de knop
rechtsom om de waarde van de
uitgangsspanning te verhogen (min. =
10 volt DC, max. = 35 volt DC).
5 Stelknop draadaanvoersnelheid
(WFS)
Kies met behulp van deze knop de
gewenste draadaanvoersnelheid. Draai
de knop rechtsom om de waarde van
de draadaanvoersnelheid te verhogen
(min. = 0 mpm, max. = 20,9 mpm).
Stel het MIG−lasproces in met behulp
van drukknop P1 voor de proceskeuze.
Om in de handbediende MIG–functie te
komen, moet u de sequencer−instelknop
P2 indrukken en weer loslaten. Activeer
de sequencer−afstelknoppen P3 tot er
SYN−OFF te zien is. Druk nogmaals op
P2 en laat hem weer los om de instelling
te bevestigen.
. In de handmatige MIG−functie moet
de gebruiker mogelijk de hoofd-
parameters voor het lassen bijstellen
voor specifieke boogkarakteristieken.
De draadaanvoersnelheid en de
boogspanning verschijnen op de
display van de digitale meter.
Drukken en loslaten
2
1
5
3
4
SYN OFF

OM-253 918 Pagina 28
5-6. Instelmenu voor handmatig MIG−lassen
Ref. 956142881_9-A
Ga als volgt te werk om het
instelmenu voor het MIG−lasproces
in te gaan:
1 Drukknop voor de instelling van
de sequencer P2
2 Stelknop draadaanvoersnelheid
(WFS)
Verander de parameterinstellingen
met behulp van de knop als u in het
instelmenu bent.
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk
5-16)
4 Drukknop processelectie P1
Druk op drukknop P2 en houd hem
ingedrukt om in het instelmenu te
komen. De sequencers staan
aangegeven op de digitale display.
Verander de parameters met behulp
van drukknoppen P3 of de afstelknop
voor de draadaanvoersnelheid
(WFS). Om door de sequencers te
bladeren moet u op drukknop P2
drukken en deze weer loslaten. Druk
op processelectieknop P1 en laat
hem weer los om de gewenste
parameters op te slaan.
5 Toortsschakelaarfunctie (2T/4T)
Verander de waarde met behulp van
de afstelknop voor de draad-
aanvoersnelheid of drukknoppen P3
voor het afstellen van de sequencer.
(zie Hoofstuk 5-7).
6 Up−slope−tijd
Kies met behulp van de regelknop de
hoeveelheid tijd voor de up−slope of de
down−slope om van de initiële
stroomsterkte naar de lasstroom-
sterkte te gaan. Zet hem op 0 om hem
uit te schakelen. Wanneer dit
onderdeel is geselecteerd, kunt u met
behulp van de stelknop voor
de draadaanvoersnelheid of de druk-
knoppen P3 voor de instelling van
de sequencer de waarde veranderen.
Standaard = 0,2 seconden (min. =
0 seconden, max. = 1,5 seconden).
7 Afbrandtijd (BBT)
De tijd dat de lasdraad onder stroom
blijft nadat de toortsschakelaar wordt
losgelaten. In de MIG−functie dit is
een vooringestelde waarde en deze
kan niet worden gewijzigd.
8 Inductantie van het
lasuitgangsvermogen
Kies de inductantiewaarde met behulp
van de regelknop. Als deze is
gekozen, kunt u met behulp van de
stelknop voor de draadaanvoer-
snelheid of de drukknoppen P3 voor de
instelling van de sequencer de waarde
veranderen. Standaard = 0 (min. = 0,
max. = 11). Hoge inductantie is voor
roestvrij staal en sproeiboogtoe-
passingen.
Indrukken en vasthouden
1
4
2
3
DOOR DE SEQUENCERS
BLADEREN
Drukken en loslaten
1
2
3
2T
0.02S
3
0
0.0S
3
3
00
0
5
6
7
8
9

OM-253 918 Page 29
5-6. Instelmenu voor handmatig MIG−lassen (vervolg)
. Bij kortsluitboog GMAW−lassen
geeft een verhoging van de
inductantie een vermindering van het
aantal kortsluitingen per seconden
(als er tenminste geen andere
wijzigingen worden gemaakt) en
verhoogt het de boog−aan tijd.
De verhoogde boog−aan tijd maakt
het lasbad meer vloeibaar.
9 Gasnastroomtijd
Stel met behulp van deze regelknop de
tijdsduur in dat er nog gas stroomt nadat het
lassen is gestopt, om zo het lasbad te
beschermen. Als dit onderdeel is gekozen,
kunt u met behulp van de stelknop voor de
draadaanvoersnelheid de waarde
veranderen. Standaard = 0,3 seconden
(min. = 0 sec., max. = 3 sec.).

OM-253 918 Pagina 30
5-7. Toortsschakelaarfunctie en puntlastijdkeuze (MIG-proces)
Ref. 956142881_10-A
. Altijd een toortsschakelaarfunctie
kiezen.
1 Digitale displaymeter
2 Drukknop voor de instelling van
de sequencer P3
3 Stelknop draadaanvoersnelheid
(WFS)
4 Drukknoppen P2 voor
sequencerafstelling/instelling
gebruikerspunt
Ga als volgt te werk om de
schakelaarfunctie en de puntlastimer te
kiezen:
Druk op drukknop P2 en houd hem
ingedrukt om in het instelmenu
te komen. De sequencers staan
aangegeven op de digitale display.
Verander de parameters met behulp
van drukknoppen P3 of de afstelknop
voor de draadaanvoersnelheid (WFS).
5 2T toortsschakelaarfunctie
Het lassen start als de schakelaar
wordt ingedrukt. Als de schakelaar
wordt losgelaten, stopt het lassen.
6 4T toortsschakelaarfunctie
Het lassen start als de schakelaar
wordt ingedrukt. Als de schakelaar
wordt losgelaten, gaat het lassen door.
Als de schakelaar nogmaals wordt
ingedrukt en losgelaten, stopt het
lassen.
7 Puntlastijd
Stel de tijd dat de lasboog actief
is voordat hij automatisch uitschakelt in
met behulp van de regelknop. Als deze
is gekozen, kunt u met behulp
van de stelknop voor de draadaan-
voersnelheid of de drukknoppen P3
voor de instelling van de sequencer de
waarde veranderen. Standaard =
2,2 seconden (min. = 0 sec., max. =
10 sec.).
. Nadat het systeem is aangezet
toont de display de laatste
schakelaarfunctie die was
gekozen. Standaard is 2T.
2T 4T
1
2
4
3
56 7

OM-253 918 Page 31
5-8. Het systeem voorbereiden voor het synergisch MIG (GMAW en FCAW) proces
956142881_11-A
Ga als volgt te werk om het MIG−lasproces
te kiezen:
Bereid het apparaat voor zoals aangegeven
in hoofdstuk 4.
Sluit met behulp van een kabel met de juiste
adapter de toorts aan op de MIG−
toortsaansluiting.
Voor het GMAW−proces:
Sluit de draad van de draadaanvoer aan op
de positieve uitgangsklem. Sluit de draad
van het werkstuk aan op de negatieve
uitgangsklem. Zie Hoofdstuk 4-5 voor het
GMAW−proces met massieve draad en
beschermgas. Zie Hoofdstuk 4-3 voor het
installeren van de gastoevoer.
Voor het FCAW−proces:
Sluit de draad van de draadaandrijving aan
op de negatieve uitgangsklem. Sluit de draad
van de werkstukklem aan op de positieve
uitgangsklem. Zie Hoofdstuk 4-5 voor het
FCAW−proces met zelfbeschermende
draad zonder beschermgas.
1 Drukknop processelectie P1
2 Drukknop voor de instelling van de
sequencer P2
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk 5-16)
4 Stelknop voor de dikte van het
werkstuk
Kies de gewenste dikte van het werkstuk
met behulp van de knop. Draai de knop
rechtsom om de waarde voor de dikte
te verhogen.
5 Regelknop voor de booglengte
Kies de gewenste booglengtewaarde met
behulp van de knop. Dit is de afstand van het
uiteinde van de draadelektrode tot het
werkstuk. Draai de knop rechtsom om de
booglengtewaarde te verhogen (min. = −40,
max. = +40). Hiermee is het mogelijk om de
inductantie in te stellen in de MIG−functie.
In de Puls−functie verandert deze afstelling
de boogkegel door de bijstelling van de
voorgeprogrammeerde fabrieksinstellingen
voor de puls.
Stel het MIG−lasproces in met behulp van
drukknop P1 voor de proceskeuze. Om in
de synergische MIG−functie te komen, moet
u de sequencer−instelknop P2 indrukken
en weer loslaten. Activeer de sequencer−
afstelknoppen P3 tot er SYN−MIG te zien is.
Druk nogmaals op P2 en laat hem weer los
om de instelling te bevestigen.
. In de synergische MIG−functie moet de
lasser mogelijk de lasgegevens bijstellen
(draadtype, draaddiameter en gastype) en
slechts één lasparameter. Over het
algemeen wordt de draadaanvoersnelheid
aangepast en het synergische proces stelt
automatisch de nodige lasspanning in.
Synergisch lassen stelt ook automatisch
veel secundaire lasparameters in voor
verbeterde laskwaliteit.
Drukken en loslaten
2
1
5
3
4
SYN MIG
Programmaselectie
(zie Hoofdstuk 5-15)
Dikte van
het werkstuk
Type en
gas
Bijstellen
booglengte

OM-253 918 Pagina 32
5-9. Instelmenu voor synergisch MIG-lassen
Ref. 956142881_12-A
Ga als volgt te werk om het
instelmenu voor het MIG−
lasproces in te gaan:
1 Drukknop voor de instelling
van de sequencer P2
2 Regelknop voor de
booglengte
Verander de parameterinstellingen
met behulp van de knop als u in het
instelmenu bent.
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk
5-16)
4 Drukknop processelectie P1
Druk op drukknop P2 en houd hem
ingedrukt om in het instelmenu
te komen. De sequencers staan
aangegeven op de digitale display.
Verander de parameters met
behulp van drukknoppen P3 of
de afstelknop voor de booglengte.
Om door de sequencers te
bladeren moet u op drukknop P2
drukken en deze weer loslaten.
Druk op processelectieknop P1 en
laat hem weer los om de gewenste
parameters op te slaan.
5 Toortsschakelaarfunctie
(2T/4T)
Verander de waarde met behulp
van de afstelknop voor de
booglengte of drukknoppen P3.
(zie Hoofdstuk 5-7).
6 Up−slope−tijd
Kies met behulp van de regelknop
voor de booglengte de hoeveelheid
tijd voor de up−slope of de
down−slope om van de initiële
stroomsterkte naar de lasstroom-
sterkte te gaan. Zet hem op 0 om
hem uit te schakelen. Wanneer dit
onderdeel is geselecteerd, kunt u
met behulp van de stelknop voor de
booglengte of de drukknoppen P3
voor de instelling van de sequencer
de waarde veranderen. Standaard
= 0,2 seconden (min. = 0 seconden,
max. = 1,5 seconden).
7 Afbrandtijd (BBT)
Kies met behulp van de regelknop
voor de booglengte de hoeveelheid
tijd dat de lasdraad onder stroom
blijft nadat de schakelaar wordt
losgelaten. Wanneer dit onderdeel
is geselecteerd, kunt u met behulp
van de stelknop voor de booglengte
de waarde veranderen. Standaard
= 5 (min. = 0, max. = 10).
Indrukken en vasthouden
1
4
2
3
DOOR DE SEQUENCERS BLADEREN
Drukken en loslaten
1
2
3
2T
0.02S
3
0%
0S
5
6
7
8
9
INSTELMENU (SETUP)
3
0
3
00

OM-253 918 Page 33
5-9. Instelmenu voor synergisch MIG−lassen (vervolg)
8 Percentage van de lasuitgangs-
inductantie
Kies met behulp van de regelknop voor de
booglengte het percentage van de waarde
voor de lasuitgangsinductantie. Wanneer
dit onderdeel wordt geselecteerd, kunt u
met behulp van de knop of de drukknoppen
P3 voor de sequencer de waarde
veranderen. Standaard = 0% (min. = −10%,
max. = +10%). Lage inductantie wordt
gebruikt voor korte–boogtoepassingen,
hoge inductantie is voor roestvrij staal
en sproeiboogtoepassingen.
. Bij kortsluitboog GMAW-lassen geeft
een verhoging van de inductantie een
vermindering van het aantal
kortsluitingen per seconden (als er
tenminste geen andere wijzigingen
worden gemaakt) en verhoogt het de
boog−aan tijd. De verhoogde boog−aan
tijd maakt het lasbad meer vloeibaar.
9 Gasnastroomtijd
Kies met behulp van de regelknop voor de
booglengte de tijd dat er nog gas stroomt
nadat het lassen is gestopt, om zo het
lasbad te beschermen. Als dit onderdeel is
gekozen, kunt u met behulp van de stelknop
voor de draadaanvoersnelheid de waarde
veranderen. Standaard = 0,3 seconden
(min. = 0 sec., max. = 3 sec.).

OM-253 918 Pagina 34
5-10. Het apparaat voorbereiden voor synergisch pulserend MIG-lassen (GMAW en FCAW)
Ref. 956142881_13-A
Ga als volgt te werk om het MIG−
lasproces te kiezen:
Bereid het apparaat voor zoals
aangegeven in hoofdstuk 4.
Sluit met behulp van een kabel met
de juiste adapter de toorts aan op de
MIG−toortsaansluiting.
Voor het GMAW−proces:
Sluit de draad van de draadaanvoer aan
op de positieve uitgangsklem. Sluit de
draad van het werkstuk aan op de
negatieve uitgangsklem. Zie Hoofdstuk
4-5 voor het GMAW−proces met
massieve draad en beschermgas.
Zie Hoofdstuk 4-3 voor het installeren van
de gastoevoer.
Voor het FCAW−proces:
Sluit de draad van de draadaandrijving
aan op de negatieve uitgangsklem. Sluit
de draad van de werkstukklem aan op de
positieve uitgangsklem. Zie Hoofdstuk4-5
voor het FCAW−proces met
zelfbeschermende draad zonder
beschermgas.
1 Drukknop processelectie P1
2 Drukknop voor de instelling van de
sequencer P2
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk 5-16)
4 Stelknop voor de dikte van het
werkstuk
Kies met de stelknop voor de dikte van het
werkstuk de gewenste dikte van het
werkstuk. Draai de knop rechtsom om de
waarde voor de dikte te verhogen.
5 Regelknop voor de booglengte
Kies de gewenste booglengtewaarde met
behulp van de knop. Dit is de afstand van
het uiteinde van de draadelektrode tot het
werkstuk. Draai de knop rechtsom
om de booglengtewaarde te verhogen
(min. = −40, max. = +40) Hiermee is het
mogelijk om de inductantie in te stellen in
de MIG−functie. In de Puls−functie
verandert deze afstelling de boogkegel
door de bijstelling van de voor-
geprogrammeerde fabrieksinstellingen
voor de puls.
Drukken en loslaten
2
1
5
3
4
PULSED
Programmaselectie
(zie Hoofdstuk 5-15)
Dikte van
het werkstuk
Type en
gas
Bijstellen
booglengte

OM-253 918 Page 35
5-10. Het apparaat voorbereiden voor synergisch pulserend MIG−lassen (GMAW en FCAW)
(vervolg)
Stel het MIG−lasproces in met behulp van
proceskeuzeknop P1. Om in synergisch
pulserend MIG−lassen te komen moet
u sequencer−intelknop P2 indrukken en
loslaten. Gebruik de P3 drukknoppen voor
de afstelling van de sequencer tot er
PULSED wordt aangegeven. Druk
nogmaals op P2 en laat hem weer los om
de instelling te bevestigen.
. Synergisch pulserend MIG−lassen is
kwalitatief hoogwaardig lasproces dat
zeer weinig spatten produceert omdat
de draad niet in aanraking komt met het
lasbad. Toepassingen die het meest
geschikt zijn voor pulserend MIG zij die
toepassingen die momenteel gebruik
maken van de kortsluitboogmethode
voor het lassen van staal van maat 14
(1,8 mm) of meer. Dit proces werkt
goed bij dunnen materialen als roestvrij
staal en aluminium.
. In de synergische MIG−functie moet
de lasser mogelijk de lasgegevens
bijstellen (draadtype, draaddiameter
en gastype) en slechts één las-
parameter. Over het algemeen wordt
de draadaanvoersnelheid aangepast
en het synergische proces stelt
automatisch de benodigde
lasspanning in. Synergisch lassen stelt
ook automatisch veel secundaire
lasparameters in voor verbeterde
laskwaliteit.

OM-253 918 Pagina 36
5-11. Instelmenu voor synergisch MIG−lassen
Ref. 956142881_14-A
Ga als volgt te werk om het instelmenu
voor het MIG−lasproces in te gaan:
1 Drukknop voor de instelling van de
sequencer P2
2 Regelknop voor de booglengte
Verander de parameterinstellingen met
behulp van de knop als u in het instelmenu
bent.
3 Drukknoppen P3 voor
sequencerafstelling/instelling
gebruikerspunt (Zie Hoofdstuk 5-16)
4 Drukknop processelectie P1
Druk op drukknop P2 en houd hem
ingedrukt om in het instelmenu te komen.
De sequencers staan aangegeven op de
digitale display. Verander de parameters
met behulp van drukknoppen P3 of de
afstelknop voor de booglengte. Om door
de sequencers te bladeren moet u op
drukknop P2 drukken en deze weer
loslaten. Druk op processelectieknop P1
en laat hem weer los om de gewenste
parameters op te slaan.
5 Toortsschakelaarfunctie (2T/4T)
Verander de waarde met behulp van
de afstelknop voor de booglengte
of drukknoppen P3 (zie Hoofdstuk 5-7).
6 Up−slope−tijd
Kies met behulp van de regelknop voor
de booglengte de hoeveelheid tijd voor de
up−slope of de down−slope om van
de initiële stroomsterkte naar de
lasstroomsterkte te gaan. Zet hem op 0 om
hem uit te schakelen. Wanneer dit
onderdeel is geselecteerd, kunt u met
behulp van de stelknop voor
de booglengte of de drukknoppen P3 voor
de instelling van de sequencer de waarde
veranderen. Standaard = 0,2 seconden
(min. = 0 seconden, max. = 1,5 seconden).
7 Afbrandtijd (BBT)
Deze waarde wordt ingesteld op
1 seconde.
8 Gasnastroomtijd
Kies met behulp van de regelknop voor de
booglengte de tijd dat er nog gas stroomt
nadat het lassen is gestopt, om zo het lasbad
te beschermen. Als dit onderdeel is gekozen,
kunt u met behulp van de stelknop voor de
draadaanvoersnelheid de waarde
veranderen. Standaard = 0,3 seconden
(min. = 0 sec., max. = 3 sec.).
. In synergisch MIG−lassen, kan de
lasinductantie niet worden ingesteld.
Indrukken en vasthouden
1
4
2
3
INSTELMENU (SETUP)
DOOR DE SEQUENCERS BLADEREN
Drukken en loslaten
1
2
3
2T
0.02S
1
5
6
7
0S
8

OM-253 918 Page 37
5-12. Instelmenu voor de 4T−schakelaar (alleen voor synergisch MIG−lassen)
Ref. 956142881_15-A
Zo komt u in het instelmenu voor
de 4T−schakelaar:
Volg de instructies die staan in
hoofdstuk 5-7.
1 Nagastijd (zie hoofdstuk 5-11)
2 Percentage Vermogen van de
boog (Hot Start)
Verhoog de lasstroom procentueel om
de boogstart te vergemakkelijken.
Wanneer dit onderdeel wordt
geselecteerd, kunt u met behulp van
de regelknop voor de booglengte of de
drukknoppen P3 voor de sequencer-
afstelling de waarde veranderen.
Standaard = 120% (min. = 100%, max. =
150%).
3 Percentage lasstroom
Procentuele verlaging van de lasstroom
tijdens het kratervulproces van het
lasbad Wanneer dit onderdeel wordt
geselecteerd, kunt u met behulp van de
booglengteregelknop of de drukknoppen
P3 voor de sequencerafstelling de
waarde veranderen. Standaard = 80%
(min. = 30%, max. = 100%).
4 De Down−slope tijd
De tijd die nodig is voor de verlaging van
de stroomsterkte bij gebruik van de
Slope−down regeling. Wanneer dit
onderdeel wordt geselecteerd, kunt u
met behulp van de booglengteregelknop
of de drukknoppen P3 voor de
sequencerafstelling de waarde
veranderen. Standaard = 0,5 seconden
(min. = 0,1 sec., max. = 2,0 sec.).
Drukken en loslaten
INSTELMENU (SETUP)
DOOR DE PARAMETERS BLADEREN
Drukken en loslaten
3.0S
1
12.6%
2
3
48%
4
1.4S

OM-253 918 Pagina 38
5-13. Instellingen voor het invoeren van lasdraden
Ref. 956142881_16-A
Zo bereidt u het apparaat voor, voor het
invoeren van lasdraden:
S Installeer de draadspoel en stel de
naafspanning bij (zie Hoofdstuk 4-7).
S Gebruik de correcte aandrijfrollen en
draadgeleider (zie Hoofdstuk 4-8).
S Voer lasdraad in en stel de
drukrolspanning in (zie Hoofdstuk 4-12).
Druk, zonder een las te starten,
de toortsschakelaar in en houd hem drie
seconden ingedrukt om lasdraad in te
voeren.
. Nadat op de toortsschakelaar is
gedrukt en deze ingedrukt is
gehouden worden het gasventiel en
de contactschakelaar van de voeding
uitgeschakeld. Deze methode
voorkomt het risico dat er een boog
ontstaat door contact met geleidende
oppervlakken tijdens het invoeren
van de draad. De lasdraad wordt
ingevoerd met een snelheid van
ongeveer 11 mpm. De draadaan-
voersnelheid wordt alleen gemeten in
meters per minuut.
Laat de toortsschakelaar los om te
stoppen met het invoeren van draad.
IDraadinvoersnelheid
Indrukken &
vasthouden
Stop het draad invoeren
Loslaten

OM-253 918 Page 39
5-14. Het systeem terugzetten op de fabrieksinstellingen
. Deze procedure wist alle door
de gebruiker gespecificeerde
parameters en haalt alle
fabrieksparameters weer op.
1 Aan/Uit schakelaar
Zet het apparaat aan met de
hoofdschakelaar. Als het woord
Miller op de display verschijnt, druk
dan op de drukknop P2 voor de
sequencerinstelling en laat hem
weer los. Het basis instelmenu
wordt weergegeven. Druk op P2
en houd hem vast tot er OK te zien
is door de parameters te resetten.
De fabrieksinstelling zijn nu weer
opgehaald.
H
P2
Indrukken en
vasthouden
956142881_24-B
1
5-15. Een programma laden
Ref. 956142887-A
Om een programma te laden moet
u op de drukknop P2 voor de
sequencerinstelling drukken en
hem dan weer loslaten (zie
Hoofdstuk 5-8 en Hoofdstuk 5-10)
tot het programmanummer wordt
getoond. Gebruik de drukknoppen
P3 voor de sequencerafstelling om
het gewenste programma te
selecteren. Druk op drukknop P2
om het geselecteerde programma
te bevestigen.
Drukken en loslaten
P2
P3
PRG#001
PULSED
0.6
0
Programmanummer
PRG#001

OM-253 918 Pagina 40
5-16. MIG−parameters laden voor het gebruikerspunt
Ref. 956142881_22-A
. Deze instelling is alleen
beschikbaar in de MIG−functie.
Hiermee kan de lasser
gespecificeerde lasparameters
laden en opslaan en deze weer
opvragen als hij ze nodig heeft.
Parameters opslaan:
Druk de P3 drukknoppen gelijktijdig in
en laat ze gelijktijdig los om in het
instelmenu voor het gebruikerspunt te
komen. Kies met de P3 drukknoppen
de gewenste plek waar de parameters
moeten worden opgeslagen. Druk
op drukknop P2 voor de
sequencerinstelling en houd hem
ongeveer 10 seconden ingedrukt om
de parameters op te slaan. Op de
digitale meter wordt ‘Saving OK’
aangegeven. Druk op drukknop P1
voor de proceskeuze om het
instelmenu te verlaten.
Parameters weer opvragen:
Druk de P3 drukknoppen gelijktijdig in
en laat ze gelijktijdig los om in het
instelmenu voor het gebruikerspunt te
komen. Kies met de P3 drukknoppen
de gewenste plek om de gewenste
opgeslagen parameters te
selecteren. Druk op drukknop P2 voor
de sequencerinstelling en laat hem
weer los om de parameters te laden.
P1
P3
P2
Drukken en loslaten
(het instelmenu ingaan)
Drukken en vasthouden
(programma bewaren)
Drukken
en loslaten
Drukken
en loslaten
Drukken en loslaten
(een programma laden)
OF
PARAMETERS OPSLAAN
PARAMETERS OPVRAGEN
GEBRUIKERSPUNT
GEBRUIKERSPUNT
PROGRAMMA
NUMMER
PROGRAMMA
NUMMER
GEBRUIKERSPUNT
GEBRUIKERSPUNT
PROGRAMMA
NUMMER
PROGRAMMA
NUMMER

OM-253 918 Page 41
Deze instelling stelt de gebruiker
in staat om het apparaat te
gebruiken met 16A maximale
nominale voedingsstroom I
1
.
Voordat u de nominale
voedingsstroom I
1
instelt,
! Volg de informatie over
elektromagnetische
compatibiliteit (WMC)
conform Hoofdstuk 3-2 .
! Sluit enkelfase
ingangsspanning aan
conform Hoofdstuk4-11 .
. Wanneer een lagere
nominale voedingsstroom I
1
wordt ingesteld, kan het
apparaat onder normale
bedrijfsomstandigheden
niet dezelfde prestaties
leveren als staan vernoemd
in Hoofdstuk 3-3 en 4-10.
1 Aan/Uit schakelaar
Zet het apparaat aan met de
hoofdschakelaar. Als het woord
Miller op de display verschijnt,
druk dan op de drukknop P2
voor de sequencerinstelling en
laat hem weer los. Het apparaat
staat op de fabrieksinstelling H
(hoge nominale voedingsstroom
I
1
). Zet met behulp van knoppen
P3 voor de afstelling van se
sequencerparameters het
apparaat op L (lage nominale
voedingsstroom I
1
, max. waarde
= −16 ampère). Druk op P2 en
laat hem los om de instelling te
bevestigen. Druk op drukknop
P1 voor de proceskeuze om het
menu te verlaten.
De volgende keer dat het
apparaat weer wordt aangezet,
worden de laatste instellingen
aangehouden.
. Zie Hoofdstuk 5-14 om weer
terug te keren naar de
fabrieksinstellingen.
5-17. Nominale instelling voedingsstroom I
1
= 16 Amp
P1
P3
P2
Drukken en loslaten
(het instelmenu ingaan)
Drukken
en loslaten
Drukken
en loslaten
OF
(om de parameter te wijzigen)
H L
LAGE NOMINALE
VOEDINGSSTROOM
Hoog h
Laag h
HOGE NOMINALE
VOEDINGSSTROOM
1
Ref. 956142881_23-B

OM-253 918 Pagina 42
5-18. Parameterinstellingen van het basis instelmenu
1 Aan/uit schakelaar
Zet het apparaat aan met de
hoofdschakelaar. Als het woord
Miller op de display verschijnt, druk
dan op de drukknop P2 voor
de sequencerinstelling en laat hem
weer los. Het basis instelmenu
wordt weergegeven.
2 Begininstellingen voor de
draadaanvoersnelheid (WFS)
Druk op drukknop P2 en laat hem
los om de gewenste parameter
te kiezen. Verander de waarde met
behulp van drukknoppen P3. Deze
waarde is óf “verlaagd” óf
“normaal”. De fabrieksinstelling is
“verlaagd”.
3 Instelling voor het weergeven
van de draadaanvoersnelheid
(WFS)
Druk op drukknop P2 en laat hem
los om de gewenste parameter te
kiezen. Verander de waarde met
behulp van drukknoppen P3.
De beschikbare aanduidingen zijn
MPM (meter pre minuut) of IPM
(inch per minuut). De fabrieks-
instelling is “MPM”.
4 Instelling van het apparaat
voor spanningsreductie (VRD)
Druk op drukknop P2 en laat
hem los om de gewenste parameter
te kiezen. Verander de waarde
met behulp van drukknoppen P3.
De waarde is “OFF (uit)” of “ON
(aan)”. De fabrieksinstelling is “ON”.
5 Instelling van de digitale
meterdisplay
Druk op drukknop P2 en laat
hem los om de gewenste parameter
te kiezen. Verander de waarde
met behulp van drukknoppen P3.
De waarde is “OFF (uit)” of “ON
(aan)”. De fabrieksinstelling is “ON”.
6 Contrastinstellingen LCD
Druk op drukknop P2 en laat hem
los om de gewenste parameter te
kiezen. Verander de waarde met
behulp van drukknoppen P3. De
fabrieksinstelling is “51” (min. = 30,
max. = 63).
Druk op drukknop P1 voor de
proceskeuze om het menu te
verlaten. De volgende keer dat het
apparaat weer wordt aangezet,
worden de laatste instellingen
aangehouden.
. Zie Hoofdstuk 5-14 om weer
terug te keren naar de
fabrieksinstellingen.
P1
P3
P2
Drukken en loslaten
(het instelmenu ingaan)
Drukken
en loslaten
Drukken
en loslaten
OF
(om de parameter te wijzigen)
H L
RESETTING
Zie
hoofdstuk 5-17
Zie
hoofdstuk 5-17
2
3
4
5
6
1
Ref. 956142881_23-B

OM-253 918 Page 43
HOOFDSTUK 6 − ONDERHOUD & PROBLEMEN
VERHELPEN
6-1. Routineonderhoud
! Ontkoppel de
voeding voordat u
met het onderhoud
begint.
. Geef vaker een
onderhoudsbeurt als het
apparaat zwaar belast
wordt.
n = Controleren Z = Verversen ~ = Reinigen l = Vervangen
* Moet worden verricht door een door de fabriek erkend servicebedrijf
Referentie
Elke 3
maande
n
l Onleesbare labels ~ Lasklemmen nl Laskabels
Elke 6
maanden
OF
~ Binnenkant van het
apparaat
n Breng een dun laagje
olie of vet aan op de as
van de aandrijfmotor
~ Reinig de aandrijfrollen
6-2. Lastoorts en draadaanvoersysteem
956142881_3-A
1 Lastoorts
Kijk of de liner van de toorts wordt
geblokkeerd of dat er een slag inzit.
2 Draadaanvoersysteem
Kijk of er draad is vastgelopen, of
het aandrijftandwiel aanloopt, of dat
er niet goed uitlijnende aan-
drijfrollen zijn.
Laat onderdelen eerst afkoelen.
Sluit de deur.
1
2
6-3. Overbelasting van de unit
De thermische schakelaars TP1 en TP2 die op de primaire en secundaire koelblok zitten, beschermen de machine
tegen schade door oververhitting. Als TP1 en/of TP2 open zijn gegaan vanwege oververhitting, laat het systeem dan
afkoelen en laat de ventilatiemotor draaien voordat u weer begint met lassen. Als het systeem is afgekoeld en er is
geen lasuitgangsspanning meer, neem dan contact op met een door de fabriek erkende serviceagent.

OM-253 918 Pagina 44
6-4. Storingen
A. MIG (GMAW)−lassen
Probleem Oplossing
Geen lasuitgangsspanning
;
er komt geen draad uit.
Zorg dat de werkschakelaar aan staat (zie Hoofdstuk 4-11).
Vervang de netzekering of reset de automatische zekering als die open staat (zie Hoofdstuk 4-11).
Zet de aansluitingen van de toortsschakelaar vast (zie de Handleiding voor de Eigenaar van de lastoorts).
Controleer de werking van de hoofdschakelaar S1 en vervang hem indien nodig.
Laat een door de fabriek erkende servicemonteur de hoofdtransformator T1 op defecte wikkelingen controleren.
Controleer de omstandigheden van de wikkelingen en kijk of de aansluitingen goed zijn. Controleer de secundaire
spanningen. Vervang T1 indien nodig.
Laat een door de fabriek erkende serviceagent de continuïteit van thermostaten TP1 en TP2 nakijken.
Vervang TP1 en TP2 indien nodig.
Laat een door de fabriek erkende serviceagent stuurprint PC2 en de aansluitingen nakijken en hem indien nodig
vervangen.
Laat een door de fabriek erkende serviceagent alle printaansluitingen en de stuurprint nakijken.
Geen lasuitgangsspanning
;
er komt draad.
Sluit de werkstukklem aan om een goed metaal–op–metaal contact te verkrijgen.
Vervang de contacttip (zie de Handleiding voor de Eigenaar van de lastoorts).
Er is sprake van overbelasting (zie Hoofdstuk 6-3).
Laat een door de fabriek erkende serviceagent de primaire en secundaire stroomkring van het apparaat nakijken.
Laat een door de fabriek erkende servicemonteur de hoofdtransformator T1 op defecte wikkelingen controleren.
Controleer de omstandigheden van de wikkelingen en kijk of de aansluitingen goed zijn. Controleer de secundaire
spanningen. Vervang T1 indien nodig.
Laat een door de fabriek erkende serviceagent de spanningsschakelaar(s) nakijken en deze indien nodig
vervangen.
Lage lasuitgangsspanning. Sluit de machine aan op de juiste netspanning of controleer of er sprake is van een lage netspanning
(zie oofdstuk 4-11).
Hoge, lage of onregelmatige
draadsnelheid.
Stel de instellingen op het voorpaneel bij (zie Hoofdstuk 5).
Kies het juiste formaat aandrijfrollen (zie Hoofdstuk 4-8).
Stel de druk van de aandrijfrollen bij (zie Hoofdstuk 4-12).
Vervang de invoergeleider, de contacttip en/of de liner indien nodig (zie de Handleiding voor de Eigenaar van
de lastoorts).
Laat een door de fabriek erkende serviceagent de draadaanvoerregeling nakijken en indien nodig vervangen.
Laat een door de fabriek erkende serviceagent motorprint PC4 en de aansluitingen nakijken en deze indien nodig
vervangen.
Geen draadaanvoer. Draai draadsnelheidsregelaar op een hogere stand (zie Hoofdstuk 5).
Haal de verstopping weg uit de conttacttip van de toorts of de liner (zie de Handleiding voor de Eigenaar van
de lastoorts).
Stel de druk van de aandrijfrollen bij (zie Hoofdstuk 4-12).
Kies het juiste formaat aandrijfrollen (zie Hoofdstuk 4-8).
Wikkel de lasdraad opnieuw op (zie Hoofdstuk 4-12).
Controleer de toortsschakelaar en de draden. Repareer of vervang de toorts indien nodig.
Laat een door de fabriek erkende serviceagent de stuurprint nakijken.

OM-253 918 Page 45
B. Beklede−elektrodelassen (SMAW)
Probleem Oplossing
Moeilijk starten; slechte laskarakte
-
ristieken, ongewoon spatten.
Gebruik een elektrode van het juiste type en het juiste formaat.
Controleer de polariteit van de elektrode en keer deze om; controleer of er slechte verbindingen zijn
en herstel dit.
Zorg dat er geen afstandsbediening is aangesloten.
C. TIG−lassen (GTAW)
Probleem Oplossing
Een weglopende boog; moeilijk starten
;
slechte laskarakteristieken; problemen
met spatten.
Gebruik wolfraam van het juiste type en het juiste formaat.
Gebruik op de juiste wijze geprepareerd wolfraam.
Controleer de polariteit van de elektrode en keer deze om indien nodig.
De wolfraam elektrode oxideert en blijf
t
niet helder na het lassen.
Scherm het lasgebied af tegen tocht.
Controleer op juiste type beschermgas.
Kijk de gaskoppelingen na en draai ze aan.
Controleer de polariteit van de elektrode en keer deze om indien nodig.

OM-253 918 Pagina 46
HOOFDSTUK 7 − ELECTRISCH SCHEMA
Afbeelding 7-1. Stroomkringschema

OM-253 918 Pagina 47
956142882-B

OM-253 918 Pagina 48
HOOFDSTUK 8 − RICHTLIJNEN MIG-LASSEN (GMAW)
mig1 2009−12
Stroombron met
draadaanvoerunit
Werkstuk
Pistool
Gasstromingsmeter
Gas
Beschermgas
Werkstukklem
8-1. Typische aansluitingen voor het MIG-proces
! Lasstroom kan elektronische
onderdelen in voertuigen
beschadigen. Ontkoppel beide
accukabels voordat u aan een
voertuig gaat lassen. Plaats de
werkstukklem zo dicht mogelijk
bij de las.
Ref. 801 909-A

OM-253 918 Pagina 49
8-2. Typische instellingen voor de MIG−procesregeling
. Deze instellingen zijn slechts richtlijnen. Materiaal en draadtype, de aard van de las, het aanbrengen, de stand, het beschermgas, enz. zijn
allemaal van invloed op de instellingen. Test lassen om er zeker van te zijn dat ze aan de specificaties voldoen.
3,5 x 125 A = 437 inch/min
2 x 125 A = 250 inch/min
1,6 x 125 A = 200 inch/min
30 − 90 A
40 − 145 A
50 − 180 A
Omzetten van
materiaaldikte naar
stroomsterkte (A)
De materiaaldikte bepaalt
de lasparameters.
Recommendation
Wire Speed
(Approx.)
1/8 of 0.125 in.
(0.001 in. = 1 ampère)
0.125 in. = 125 A
Draaddiameter Lasstroombereik
0.023 in.
0.030 in.
0.035 in.
Bepaal draaddiameter
Draad
diameter
0.023 in.
0.030 in.
0.035 in.
3.5 in. per ampère
2 in. per ampère
1.6 in. per ampère
Bepaal de draadsnelheid
(stroomsterkte)
125 A op basis van 1/8 in.
Materiaaldikte
ipm = inches per minuut
Lage spanning: draadophoping in het werkstuk
Hoge spanning: boog is instabiel (spetteren)
Stel de spanning in op het midden tussen hoge en lage spanning
Kies de spanning
De spanning regelt de hoogte
en breedte van het lasbad.
De draadaanvoer (stroomsterkte) regelt
de lasinbranding (draadaanvoer = afbrandsnelheid).
0,035 in

OM-253 918 Pagina 50
8-3. De lastoorts vasthouden en positioneren
. Wanneer de toortsschakelaar wordt ingedrukt wordt de lasdraad onder stroom gezet. Voordat u de helm laat zakken en de schakelaar indruk moet
u eerst controleren dat de draad niet meer dan 1/2 in. (13 mm) uit het gasmondstuk van de toorts steekt en dat de punt van de draad correct op
de naad is gepositioneerd.
1 Houd de toorts vast en druk
de toortsschakelaar in
2 Werkstuk
3 Werkstukklem
4 Draaduitsteeklengte
(uitstekend gedeelte) 1/4 tot
1/2 in. (6 tot 13 mm)
5 Pak de toorts beet en laat uw
hand op het werkstuk rusten
2
3
5
4
90° 90°
0°−15°
45°
45°
1
0°−15°
S-0421-A
Eindaanzicht van werkhoek Zijaanzicht van toortshoek
STOMPE LASSEN
Eindaanzicht van werkhoek
Zijaanzicht van toortshoek
HOEKLASSEN

OM-253 918 Pagina 51
8-4. Omstandigheden die van invloed zijn op de vorm van de las
. De vorm van de las hangt af van de toortshoek, de beweegrichting, de draaduitsteeklengte, de voorloopsnelheid, de dikte van het basismetaal,
draadaanvoersnelheid (lasstroom) en de spanning.
Langzaam
DRAADUITSTEEKLENGTE BIJ HOEKLASSEN
VERLENGEN DRAADUITSTEEKLENGTE
TOORTSHOEKEN EN LASBADPROFIELEN
10°
10°
Drukken
Loodrecht
Trekken
Kort Normaal Lang
Kort Normaal Lang
Normaal Snel
VOORLOOPSNELHEID VAN DE TOORTS
S−0634

OM-253 918 Pagina 52
8-5. Toortsbeweging tijdens het lassen
. Normaal gesproken is één getrokken las voldoende voor de meeste lassen met een smalle groef; bij lassen met een brede groef of bij het
overbruggen van openingen werken zwaailassen of meerdere getrokken lassen echter beter.
1 Getrokken las − regelmatige
beweging langs de naad
2 Zwaailas − beweging van de
ene naar de ander kant langs
de las
3 Zwaaipatronen
Maak gebruik van zwaaipatronen
om een breed gebied in één
elektrodebeweging te dekken.
S-0054-A
3
1 2
8-6. Slechte lasnaad karakteristieken
1 Grote lasspatten
2 Ruwe ongelijke las
3 Kleine krater tijdens het
lassen
4 Slechte overlapping
5 Slechte inbranding
5
4
2
3
1
S-0053-A
8-7. Goede lasnaad karakteristieken
1 Fijne spatjes
2 Gelijkmatige las
3 Middelmatige krater tijdens
het lassen
Leg een nieuwe las of laag voor
elke 1/8 inch (3,2 mm) dikte van het
te lassen basismetaal.
4 Geen overlapping
5 Goede inbranding in basis
metaal
S-0052-B
2
3
1
4
5

OM-253 918 Pagina 53
8-8. Problemen oplossen − Uitzonderlijk spatten
Uitzonderlijk spatten − het spatten van gesmolten metalen
deeltjes die afkoelen en hard worden vlakbij de las.
S-0636
Mogelijke oorzaken Herstellen
Draadaanvoersnelheid te hoog. Kies een lagere draadaanvoersnelheid.
Spanning te hoog. Kies een lager spanningsbereik.
Draaduitsteeklengte te lang. Gebruik een kortere draaduitsteeklengte.
Vuil werkstuk. Verwijder al het vet, olie, vocht, roest, verf, en vuil van het werkoppervlak voor u gaat lassen.
Onvoldoende beschermgas bij de lasboog. Verhoog de beschermgasstroom bij de regelaar/stromingsmeter en/of voorkom tocht in de buurt van
de lasboog.
Vuile lasdraad. Gebruik een schone, droge lasdraad.
Voorkom dat er olie of smeermiddel van de draadaanvoerunit of de liner op de lasdraad kan komen.
Verkeerde polariteit. Controleer de polariteit die is vereist voor de lasdraad en verander deze op lasstroombron.
8-9. Problemen oplossen − Porositeit
Porositeit − kleine holtes of gaten die het gevolg zijn van gasinsluiting
in het lasmetaal.
S-0635
Mogelijke oorzaken Herstellen
Onvoldoende beschermgas bij de lasboog. Verhoog de beschermgasstroom bij de regelaar/stromingsmeter en/of voorkom tocht in de buurt van
de lasboog.
Verwijder spetters van het gasmondstuk.
Kijk de gasslangen na op lekken.
Afstand van het mondstuk op 1/4 tot 1/2 in. (6−13 mm) van het werkstuk houden.
Houd het pistool dichtbij het lasbad aan het einde van de las tot het gesmolten metaal stolt.
Verkeerd gas. Gebruik geschikt beschermgas; gebruik een ander soort gas.
Vuile lasdraad. Gebruik een schone, droge lasdraad.
Voorkom dat er olie of smeermiddel van de draadaanvoerunit of de liner op de lasdraad kan komen.
Vuil werkstuk. Verwijder al het vet, olie, vocht, roest, verf, en vuil van het werkoppervlak voor u gaat lassen.
Gebruik een meer deoxiderende lasdraad (neem contact op met uw leverancier).
De lasdraad steekt te ver uit het mondstuk. Zorg ervoor dat de lasdraad niet verder uit het mondstuk steekt dan 1/2 in. (13 mm).
8-10. Problemen oplossen − Te sterke inbranding
Te sterke inbranding − het lasmetaal smelt door het basismetaal
heen en hangt onder aan de las.
S-0639
Te sterke inbranding
Goede inbranding
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Kies een lager spanningsbereik en verlaag de draadaanvoersnelheid.
Verhoog de voorloopsnelheid.

OM-253 918 Pagina 54
8-11. Problemen oplossen − Onvoldoende inbranding
Onvoldoende inbranding −
versmelting tussen lasmetaal en
basismetaal niet diep genoeg.
S-0638
Goede inbrandingOnvoldoende inbranding
Mogelijke oorzaken Herstellen
Verbinding niet goed voorbereid. Materiaal te dik. De voorbereiding en het ontwerp van de verbinding moeten toegang bieden
tot de bodem van de groef terwijl de juiste lasdraadafbranding en boogkarakteristieken blijven
gehandhaafd.
Onjuiste lastechniek. Houd een normale toortshoek aan van 0 tot 15 graden om maximale penetratie te verkrijgen.
Houd de boog op de oplopende kant van het lasbad.
Zorg ervoor dat de lasdraad niet verder uit het mondstuk steekt dan 1/2 in. (13 mm).
Onvoldoende warmte inbreng. Kies een hogere draadaanvoersnelheid en/of kies een hoger spanningsbereik.
Verminder de voorloopsnelheid.
Verkeerde polariteit. Controleer de polariteit die is vereist voor de lasdraad en verander deze op lasstroombron.
8-12. Problemen oplossen − Onvolledige neersmelt
Onvolledige neersmelt − het lasmetaal versmelt niet volledig met het
basismetaal of met een eerdere lasverbinding.
S-0637
Mogelijke oorzaken Herstellen
Vuil werkstuk. Verwijder al het vet, olie, vocht, roest, verf, en vuil van het werkoppervlak voor u gaat lassen.
Onvoldoende warmte inbreng. Kies een hoger spanningsbereik en/of pas de draadaanvoersnelheid aan.
Onjuiste lastechniek. Breng een treklas aan op de juiste locatie(s) van de verbinding.
Pas de werkhoek aan of maak de groef breder om bij de onderkant te komen tijdens het lassen.
Houd de boog even kort op de zijwanden van de groef als u een zwaaitechniek gebruikt.
Houd de boog op de oplopende kant van het lasbad.
Gebruik de juiste toortshoek van 0 tot 15 graden.
8-13. Problemen oplossen − Doorbranden
Doorbranden − het lasmetaal smelt volledig door het basismetaal
heen hetgeen gaten veroorzaakt waar geen metaal meer is.
S-0640
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Kies een lager spanningsbereik en verlaag de draadaanvoersnelheid.
Verhoog de voorloopsnelheid of houd een constante snelheid aan.

OM-253 918 Pagina 55
8-14. Problemen oplossen − Zwaaiende lasverbinding
Zwaaiende lasverbinding − het lasmetaal loopt niet parallel en dekt de
naad niet af van het basismetaal.
S-0641
Mogelijke oorzaken Herstellen
De lasdraad steekt te ver uit het mondstuk. Zorg ervoor dat de lasdraad niet verder uit het mondstuk steekt dan 1/2 in. (13 mm).
Geen vaste hand. Steun met uw hand op een stevig oppervlak of gebruik beide handen.
8-15. Problemen oplossen − Vervorming
Vervorming − samentrekken van lasmetaal tijdens het lassen waardoor er
krachten komen op het basismetaal waardoor het beweegt.
S-0642
Het basismetaal
beweegt in de
richting van de las.
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Houd het basismetaal op zijn plaats met een hulpmiddel (klem).
Breng hechtlassen aan op de naad voordat u met het eigenlijke lassen begint.
Kies een lager spanningsbereik en/of verlaag de draadaanvoersnelheid.
Verhoog de voorloopsnelheid.
Las in kleine segmenten en laat de materialen tussen het lassen door afkoelen.

OM-253 918 Pagina 56
8-16. Algemeen gebruikte MIG beschermgassen
Dit is een algemeen overzicht van de gewone gassen en waar ze worden gebruikt. Over de jaren zijn veel
verschillende combinaties (mengsels) van beschermgassen ontwikkeld. De meest gebruikte beschermgassen staan
in de tabel hieronder.
Toepassing
Gas Staal voor
sproeibooglassen
Staal voor
kortsluitbooglassen
Roestvaststaal voor
kortsluitbooglassen
Aluminium
Argon X
Argon + 25% CO
2
X
80% of meer argon +
balans–CO
2
of zuurstof
X X
1
100% CO
2
X
Tri−Mix
2
X
1 Beperkt kortsluitboog gebruik
2 90% HE + 7−1/2% AR + 2−1/2% CO
2
8-17. Gids voor probleemoplossing bij halfautomatische lasapparatuur
Probleem Waarschijnlijke oorzaak Oplossing
De draadaanvoermotor werk
t
maar er komt geen draad uit
.
Te weinig druk op de draadaanvoerrollen. Verhoog de drukinstelling op de draadaanvoerrollen.
Verkeerde draadaanvoerrollen. Controleer het formaat dat op de draadaanvoerrollen
staat vermeld; vervang indien nodig door rollen van het
goede draadformaat en −type.
De remkracht van de draadspoel is te hoog. Verlaag de remkracht van de draadspoel.
Opstopping in de toorts en/of het systeem. Controleer en vervang de kabel, de toorts en de
contacttip als ze beschadigd zijn. Controleer het formaat
van de contacttip en de liner; zo nodig vervangen.
De draad krult op vóór de
draadaanvoerrollen
(vogelnest).
Te veel druk op de draadaanvoerrollen. Verlaag de instelling van de druk op de draad-
aanvoerrollen.
Onjuist formaat van de liner of de contacttip van de
toorts.
Controleer het formaat van de contacttip en de lengte en
de doorsnee van de liner; zo nodig vervangen.
Het uiteinde van de toorts niet correct in het aandrijfhuis
aangebracht.
Draai de bout los waarmee de toorts vastzit in het
aandrijfhuis en druk het uiteinde van de toorts ver
genoeg in de behuizing dat hij de daadaanvoerrollen net
niet raakt.
Vuile of beschadigde (gekinkte) liner. Vervang de liner.
Er is draadaanvoer, maar e
r
stroomt geen gas.
Gascilinder leeg. Vervang de lege gascilinder.
Gasmondstuk verstopt. Reinig of vervang het gasmondstuk.
De kraan van de gascilinder niet open of de
stromingsmeter niet afgesteld.
Open de cilinderkraan en stel de stroming af.
Verstopping in de gasleiding. Controleer de gasslang tussen de stromingsmeter en de
draadaanvoerunit en de gasslang in de toorts/kabel.
Losse of kapotte draden naar de gasklep. Laat een door de fabriek erkende servicemonteur
de bedrading herstellen.
Gasklep werkt niet. Laat een door de fabriek erkende servicemonteur
de gasklep vervangen.
Onjuiste primaire spanning aangesloten op de
lasstroombron.
Controleer de primaire spanning en sluit de
lasstroombron weer aan voor de juiste spanning.

OM-253 918 Pagina 57
Probleem OplossingWaarschijnlijke oorzaak
Lasboog niet stabiel.
De draad op de draadrollen slipt. Stel de druk op de draadrollen af. Versleten draadrollen
vervangen, indien nodig.
Verkeerd formaat toortsliner of contacttip. Pas de liner en de contacttip aan het draadformaat
en −type aan.
Onjuiste spanningsinstelling voor de gekozen draad-
aanvoersnelheid op de lasstroombron.
Stel de lasparameters bij.
Losse verbindingen bij de laskabel van de toorts of
de werkstukkabel.
Reinig alle aansluitingen en zet ze vast.
Toorts in slechte staat of losse aansluitingen in de toorts. De toorts repareren of zo nodig vervangen.

OM-253 918 Pagina 58
HOOFDSTUK 9 − RICHTLIJNEN BEKLEDE ELEKTRODE
LASSEN
! De lasstroom start als de
elektrode het werkstuk raakt.
! Lasstroom kan elektro-
nische onderdelen in voertui-
gen beschadigen. Ont- kop-
pel beide accukabels voor-
dat u aan een voertuig gaat
lassen. Plaats de massaklem
zo dicht mogelijk bij de las.
. Draag altijd geschikte bescher-
mende kleding
1 Lasobject
Zorg dat het lasobject schoon is voor
u begint te lassen.
2 Massaklem
3 Elektrode
Een elektrode met een kleine dia-
meter heeft minder stroom nodig
dan een grote. Volg de instructies
van de fabrikant van de elektrode
als u de lasstroom instelt (zie sectie
9-2).
4 Geïsoleerde elektrodehouder
5 Stand elektrodehouder
6 Booglengte
De booglengte is de afstand van de
elektrode tot het werkstuk. Een kor-
te boog met de juiste stroomsterkte
geeft een scherp krakend geluid af.
7 Slak
Verwijder slak met een bikhamer en
een staalborstel. Verwijder slak en
controleer het lasbad voor u weer
verder gaat met lassen.
9-1. Lasprocedure met beklede elektroden
stick 2010−02 − ST-151 593
1
4
3
5
2
7
6
Benodigde
gereedschappen:

OM-253 918 Pagina 59
9-2. Overzicht elektrode- en stroomsterktetabel
Ref. S-087 985-A
3/32
1/8
5/32
3/16
7/32
1/4
1/16
5/64
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
7/32
1/4
3/32
1/8
5/32
3/16
3/32
1/8
5/32
6010
&
6011
6013
7014
7018
7024
Ni-Cl
308L
50
100
150
200
250
300
350
400
450
ELECTRODE
DC*
AC
POSITION
PENETRATION
USAGE
MIN. PREP, ROUGH
HIGH SPATTER
GENERAL
SMOOTH, EASY,
FAST
LOW HYDROGEN,
STRONG
SMOOTH, EASY,
FASTER
CAST IRON
STAINLESS
DEEP
DEEP
LOW
MED
LOW
LOW
LOW
LOW
ALL
ALL
ALL
ALL
ALL
FLAT
HORIZ
FILLET
ALL
ALL
EP
EP
EP,EN
EP,EN
EP
EP,EN
EP
EP
6010
6011
6013
7014
7018
7024
NI-CL
308L
*EP = ELECTRODE POSITIVE (REVERSE POLARITY)
EN = ELECTRODE NEGATIVE (STRAIGHT POLARITY)
ELECTRODE
AMPERAGE
RANGE
DIAMETER
9-3. Een boog creëren
S-0049 / S-0050
1 Elektrode
2 Lasobject
3 Boog
De aanstrijk techniek
Sleep de elektrode over het werk
-
stuk alsof u een lucifer aansteekt
.
Til de elektrode een klein stukje op
nadat u het werkstuk heeft aange
-
raakt. Als de boog dooft, dan is de
elektrode te hoog opgetild. Als de
elektrode aan het lasobject blijf
t
plakken, maak hem dan met een
snelle draai los.
De techniek d.m.v. aanslaan
Laat de elektrode recht op he
t
werkstuk zakken en til hem dan
een klein stukje op om de boog te
starten. Als de boog dooft, dan i
s
de elektrode te hoog opgetild. Al
s
de elektrode aan het werkstuk blijf
t
plakken, maak hem dan met een
snelle draai los.
1
2
3
1
3
2

OM-253 918 Pagina 60
9-4. De elektrodehouder positioneren
S-0060
90° 90°
10°-30°
45°
45°
10°-30°
1 Eindaanzicht van werkhoek
2 Zijaanzicht van elektrodehoek
1
1
2
2
VULLASSEN
GROEFLASSEN
9-5. Slechte lasnaad karakteristieken
S-0053-A
5
4
2
3
1
1 Grote lasspatten
2 Ruwe ongelijke las
3 Kleine krater tijdens het lassen
4 Slechte overlapping
5 Slechte inbranding
9-6. Goede lasnaad karakteristieken
S-0052-B
1
5234
1 Fijne spatjes
2 Gelijkmatige las
3 Middelmatige krater tijdens het
lassen
Leg een nieuwe las of laag voor elke
1/8 inch (3,2 mm) dikte van het te las
-
sen basismetaal.
4 Geen overlapping
5 Goede inbranding in basis metaa
l

OM-253 918 Pagina 61
9-7. Omstandigheden die van invloed zijn op de vorm van de las
S-0061
10° - 30°
. De vorm van de las wordt
beïnvloed door de elektrode-
hoek, de booglengte, voorloop
snelheid en de dikte van het te
lassen basismetaal.
Hoek te klein Hoek te grootJuiste hoek
Trekken
Te kort
Normaal
Te lang
Spatten
Langzaam
Normaal
Snel
ELEKTRODEHOEK
BOOGLENGTE
VOORLOOPSNELHEID
9-8. De elektrodebeweging tijdens het lassen
S-0054-A
1
2
3
. Normaal gesproken is één getrok-
ken las voldoende voor de meeste
lassen met een smalle groef; bij
lassen met een brede groef of bij
het overbruggen van spleten wer-
ken zwaailassen of meerdere ge-
trokken lassen echter beter.
1 Getrokken las − regelmatige
beweging langs de naad
2 Zwaailas − beweging van de ene
naar de ander kant langs de las
3 Zwaaipatronen
Gebruik zwaaipatronen om een breed
gebied te bedekken met één elektro-
debeweging. De zwaaibreedte mag
niet groter zijn dan 2-1/2 maal de dia-
meter van de elektrode.

OM-253 918 Pagina 62
9-9. Gegroefde lasnaden
S-0062
30°
2
1
1/16 in.
3
4
1 Hechtlassen
Voorkom bij het hechtlassen dat er verbin-
dingsranden ontstaan door samentrek-
ken van materialen voordat men gaat af-
lassen.
2 Vierkante groeflas
Goed voor materialen tot 3/16 inch (5 mm)
dikte.
3 Enkele V-groeflas
Goed voor materialen van 3/16 − 3/8 inch
(5-9 mm) dikte. Schuin snijden met zuurstof
en acetyleen of plasmasnijdapparatuur.
Verwijder de schilfers van het materiaal
na het snijden. Er kan een ook slijpmachi-
ne worden gebruikt om de schuine randen
voor te bereiden.
Maak een schuine hoek van 30 graden
op het materiaal bij V-groeflassen.
4 Dubbel V-groeflassen
Goed voor materialen die dikker zijn dan
3/8 inch (9 mm).
(1,6 mm)
9-10. Overlapnaad
S-0063 / S-0064
30°
of minder
30°
of minder
1
1
2
3
1 Elektrode
2 Eenlaags hoeklas
Beweeg de elektrode in een cirkelbewe-
ging.
3 Meerlaags hoeklas
Las een tweede laag als een zwaardere
hoeklas nodig is. Verwijder de slak voorda
t
u een nieuwe las maakt. Las beide zijden
van de verbinding voor maximale sterkte.
9-11. T-verbinding
S-0060 / S-0058-A / S-0061
45°
of
minder
1
2
1
3
2
1 Elektrode
2 Hoeklas
Houd de boog kort en beweeg met een
vaste snelheid. Houd de elektrode
zoals is afgebeeld om te zorgen voo
r
samensmelting tot in de hoek. Vierkan
-
te rand van het lasoppervlak.
Las beide zijden van het staande pro
-
fiel voor maximale sterkte.
3 Neersmelt van meerdere lagen
Las een tweede laag als er een zwaarde
-
re hoeklas nodig is. Gebruik hiervoo
r
een van de zwaaipatronen die staan af
-
gebeeld in sectie 9-8. Verwijder schil
-
fers voor u een nieuwe lasbeweging
maakt.

OM-253 918 Pagina 63
9-12. Lastest
S-0057-B
3
2
1
3
2
1
(51-76 mm)
(6.4 mm)
(51-76 mm)
1 Bankschroef
2 Lasverbinding
3 Hamer
Sla in de aangegeven richting op
de lasverbinding. Een goede las
buigt door maar breekt niet.
2 à 3 inch
1/4 inch
2 à 3 inch
9-13. Problemen oplossen − Porositeit
Porositeit − kleine holtes of gaten die het gevolg zijn van gasinsluiting in het lasmetaal.
Mogelijke oorzaken Herstellen
Booglengte te lang. Verlaag de booglengte.
Vochtige elektrode. Gebruik een droge elektrode.
Vuil werstuk. Verwijder al het vet, olie, vocht, roest, verf, coatings, slak en vuil van het werkoppervlak voor u
gaat lassen.
Uitzonderlijk spatten − het spatten van gesmolten metalen deeltjes die afkoelen en hard worden
vlakbij de las.
Mogelijke oorzaken Herstellen
De stroomsterkte is te hoog
voor de elektrode.
Verlaag de stroomsterkte of neem een grotere elektrode.
Booglengte te lang of spanning te hoog. Verlaag de booglengte of de spanning.
Onvolledige neersmelt − het lasmetaal versmelt niet volledig met het basismetaal of
met een eerdere lasverbinding.
Mogelijke oorzaken Herstellen
Onvoldoende warmte inbreng. Verhoog de stroomsterkte. Kies een grotere elektrode en verhoog de stroomsterkte.
Onjuiste lastechniek. Breng een draadlas aan op de juiste locatie(s) van de verbinding.
Pas de werkhoek aan of maak de groef breder om bij de onderkant te komen tijdens het las-
sen.
Houd de boog even kort op de zijwanden van de groef als u een zwaaitechniek gebruikt.
Houd de boog op de oplopende kant van het lasbad.
Vuil werstuk. Verwijder al het vet, olie, vocht, roest, verf, coatings, slak en vuil van het werkoppervlak voor u
gaat lassen.

OM-253 918 Pagina 64
Onvoldoende inbranding − versmelting tussen lasmetaal en basismetaal niet
diep genoeg.
Onvoldoende inbran-
ding
Goede inbranding
Mogelijke oorzaken Herstellen
Verbinding niet goed voorbereid. Materiaal te dik. De voorbereiding van de verbinding en de vorm moeten toegang verschaffen
tot de onderzijde van de groef.
Onjuiste lastechniek. Houd de boog op de oplopende kant van het lasbad.
Onvoldoende warmte inbreng. Verhoog de stroomsterkte. Kies een grotere elektrode en verhoog de stroomsterkte.
Verminder de voorloopsnelheid.
Te sterke inbranding − het lasmetaal smelt door het basismetaal
heen en hangt onder aan de las.
Goede inbranding
Te sterke inbranding
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Kies een lagere stroomsterkte. Gebruik een kleinere elektrode.
Verhoog de voorloopsnelheid of houd een constante snelheid aan.
Doorbranden − het lasmetaal smelt volledig door het basismetaal heen hetgeen gaten veroorzaakt
waar geen metaal meer is.
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Kies een lagere stroomsterkte. Gebruik een kleinere elektrode.
Verhoog de voorloopsnelheid of houd een constante snelheid aan.
Zwaaiende lasverbinding − het lasmetaal loopt niet parallel en dekt de naad niet af van het basis-
metaal.
Mogelijke oorzaken Herstellen
Geen vaste hand. Gebruik twee handen. Oefen de techniek.
Vervorming − samentrekken van lasmetaal tijdens het lassen waardoor er krachten komen op het basis-
metaal waardoor het beweegt.
Het basismetaal beweegt
in de richting van de las.
Mogelijke oorzaken Herstellen
Te hoge warmte inbreng. Houd het basismetaal op zijn plaats met een hulpmiddel (klem).
Breng hechtlassen aan op de naad voordat u met het eigenlijke lassen begint.
Kies een lagere stroomsterkte voor de elektrode.
Verhoog de voorloopsnelheid.
Las in kleine segmenten en laat de materialen tussen het lassen door afkoelen.

OM-253 918 Pagina 65
HOOFDSTUK 10 − EEN WOLFRAAM ELEKTRODE KIEZEN
EN VOORBEREIDEN VOOR HET LASSEN MET EEN
LASINVERTER, OP GELIJKSTROOM OF WISSELSTROOM
gtaw_Inverter_2011−06dut
! Gebruik waar dit mogelijk en praktisch is, gelijkstroom in plaats van wisselstroom.
10-1. Een wolfraam elektrode kiezen
(draag schone handschoenen om verontreiniging van het wolfraam te voorkomen)
. Niet alle fabrikanten van wolfraam elektrodes gebruiken dezelfde kleuraanduidingen om het wolfraamtype aan te geven. Neem contact op met
de fabrikant van de wolfraam elektrode of kijk op de verpakking om vast te stellen welk type wolfraam u gebruikt.
Stroomgamma − Type gas♦ − Polariteit
Elektrodediameter (DCEN) − Argon
Gelijkstroom, elektrode negatief
(voor gebruik met zachtstaal of roestvast staal)
AC − Argon
Balansregeling op 65% elektrode negatief
(voor gebruik met aluminium)
Wolfraamlegeringen met 2% cerium, 1,5% lanthanum of 2% thorium
0,010” (1 mm) Tot 25 Tot 20
0,020” (1 mm) 15-40 15-35
0,040” (1 mm) 25-85 20-80
1/16” (1,6 mm) 50-160 50-150
3/32” (2,4 mm) 130-250 135-235
1/8” (3,2 mm) 250-400 225-360
5/32” (4,0 mm) 400-500 300-450
3/16” (4,8 mm) 500-750 400-500
1/4” (6,4 mm) 750-1000 600-800
♦Typisch gasbeschermingsdebiet ligt tussen 11 tot 35 cfh (311 tot 991 liter/uur).
Waarden hierboven vermeld dienen als richtlijn en zijn aanbevelingen van de American Welding Society (AWS) en van de elektrodefabrikanten.
10-2. Een wolfraam elektrode voorbereiden voor het lassen op gelijkstroom/elektrode
negatief (DCEN) of wisselstroom bij gebruik van een lasinverter
! Het slijpen van de wolfraamelektroden veroorzaakt stof en vonken die verwonding en brand kunnen veroorza-
ken. Voorzie voldoende ventilatie (afzuiging) van de slijpmachine of draag een goedgekeurd zuurstofmasker.
Lees het veligheidsblad voor veiligheidsinformatie. Cerium- of lanthaangelegeerde wolfraamelektroden in
overweging nemen in plaats van gethorieerd wolfraam. Thorium gelegeerde elektroden bevatten licht radio-
actieve stoffen. Het slijpstof op een milieuvriendelijke manier verwerken. Draag de nodige gezichts-, hand-
en lichaamsbescherming. Hou brandbare stoffen uit de buurt.
1 Slijpschijf
De elektrode slijpen met behulp van een hard
abrasieve slijpschijf alvorens te lassen.
Geen slijpmachine gebruiken die reeds
gebruikt wordt voor ander werk; zoniet kan
de elektrode besmet worden en een mindere
laskwaliteit veroorzaken.
2 Wolraamelektrode
Een 2% ceriumgelegeerde wolfraam elektrode
wordt aanbevolen.
3 Afvlakking
De afvlakking bepaalt de stroomcapaciteit.
4 Lengterichting
Slijp in de lengterichting, niet radiaal.
1
3
4
2
Radiaal slijpen
veroorzaakt
een verlopende
vlamboog
Onjuiste
wolfraamvoorbereiding
2-1/2 maal de
elektrodediameter
Ideale wolfraamvoorbereiding −
stabiele vlamboog

OM-253 918 Pagina 66
HOOFDSTUK 11 − RICHTLIJNEN VOOR TIG-LASSEN
11-1. Positie van de lastoorts
Ref. ST-161 892
! Het slijpen van de wolfraam
electroden veroorzaakt stof
en vonken die verwonding
en brand kunnen veroorza-
ken. Voorzie voldoende ven-
tilatie (afzuiging) van de
slijpmachine of draag een
goedgekeurd zuurstofmas-
ker. Cerium of Lanthaan ge-
legeerde wolfraam electro-
den in overweging nemen in
plaats van gethorieerd wol-
fraam. Thorium gelegeerde
electroden bevatten licht ra-
dioaktieve stoffen. Het slijp-
stof op een milieuvriendelij-
ke manier verwerken. Draag
de nodige gezichts−, hand−
en lichaamsbescherming.
Hou brandbare stoffen uit de
buurt.
1 Werkstuk
Het werkstuk zuiver maken voor-
aleer te lassen.
2 Massaklem
Zo dicht mogelijk bij de las plaatsen.
3 Toorts
4 Toevoegdraad
5 Gasbuis
6 Wolraamelectrode
De Wolraamelectrode kiezen en
aanslijpen volgens Sectie 10.
Richtlijnen:
De binnendiameter van de gasbuis
moet minstens driemaal groter zijn
dan de electrodediameter om vol-
doende gasbescherming te geven.
De Wolfraamelectrode mag niet
meer uitsteken in lengte dan de
grootte van de binnendiameter van
de gasbuis.
De booglengte is de afstand tussen
de electrode en het werkstuk.
1
10−25°
10−15°
6
2
3
4
90°
4
5
3/16 in
1/16 in
6
5
Onderaanzicht

OM-253 918 Pagina 67
Zonder toevoegmetaal
11-2. Toortsbeweging tijdens het lassen
ST-162 002-B
75°
75°
15°
Lasrichting
Lasbad vormen Toorts kantelen Naar het voorste deel van het smeltbad
bewegen. Herhaal het proces.
Met toevoegmetaal
Lasrichting
Lasbad vormen Toorts kantelen
Naar het voorste deel van het smeltbad
bewegen. Herhaal het proces.
Metaaldraad toevoegen
Toevoegdraad terugtrekken
11-3. Toortsposities voor verscheidene lasverbindingen
ST-162 003 / S-0792
75°
70°
90°
20°
20°
10°
15°
75°
20-40°
30°
15°
75°
90°
15°
Stompe las
Hoeklas
Overlapnaad
Buitenhoeklas

OM-253 918 Pagina 68
HOOFDSTUK 12 − ONDERDELENLIJST
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
956142881_17-B
Afbeelding 12-1. Hoofdmontage

OM-253 918 Pagina 69
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 12-1. Hoofdmontage
Quanti
ty
1 000207233 Label, General Precautionary 1... .......... . .......................................
2 156034005 Slide Clip 1... .......... . ........................................................
3 156034007 Hinge, Plastic, 40x40 2... .......... . ..............................................
4 +156007044 Panel, LH 1... ......... . ........................................................
5 +156015030 Threaded Ring, Spool Holder, 5kg Spool 1... ......... . .............................
6 056020078 Handwheel, Reel, w/Ring M8x20 1... .......... . ....................................
7 156032137 Spring 17x2, 6x4sp.L=19 1... .......... . ...........................................
8 156009146 Clamp, Holder 17x41 − 4mm Thick 1... .......... . ..................................
9 656009005 Disk Clutch, 20x42 For Holder 5kg 1... .......... . ..................................
10 656102008 Spool Holder c/w Ring 5kg Spool 1... .......... . ....................................
11 556009032 Brass Washer, 8,5x51,5 − 0,7mm Thick 1... .......... . ..............................
12 156012153 Spool Holder Shaft d.50 5kg d.16 L=58 1... .......... . ..............................
13 +156122090 Plate, Baffle 1... ......... . ......................................................
14 000155436 Label, Ground 1... .......... . ....................................................
15 000176106 Label, Moving Parts 1... .......... . ...............................................
16 956142877 Label, Warning Changing Polarity 1... .......... . ...................................
17 756069036 Kit, Gas/No Gas Change Board 1... .......... . .....................................
18 056020079 4 Lobes d.30 Handwheel 2... .......... . ...........................................
19 116039031 Box Protection, PCB 1... .......... . ..............................................
20 000178937 Label, Warning Electric Shock 1... .......... . ......................................
21 PC5 057084174 Circuit Card, Encoder 1... ... .. . ..............................................
22 057021025 Wire Drive System, c/w 0.8−1.0 Rolls, 4 Rolls (see Fig. ) 1... .......... . ...............
23 556090045 Wire Guide, 2x5, L69, Outlet 1... .......... . .......................................
24 057052052 Connector, Mini−Euro, Quick Female, L17 1... .......... . ............................
25 356029245 Nameplate, MPi 220 Lower 2... .......... . .........................................
26 056076270 Dinse, Socket, Female, 25MMQ 1... .......... . ....................................
27 056076271 Receptacle, 2P, Gun Trigger 1... .......... . ........................................
28 956142876 Nameplate, Mpi 220P 1... .......... . .............................................
29 156118081 Bezel, Front 1... .......... . ......................................................
30 156118079 Panel, Front 1... .......... . ......................................................
31 193919 Knob, Pointer 2... .............. . .....................................................
32 356029244 Nameplate, Mpi 220 Upper 1... .......... . .........................................
33 PC3 057084175 Circuit Card, Meter 1... ... .. . ................................................
34 156006072 Base 1... .......... . ............................................................
35 PC2 028069126 Circuit Card, Power Interconnecting 1... ... .. . .................................
36 PC1 057084176 Circuit Card, Inverter Control 1... ... .. . .......................................
37 PC4 057084177 Circuit Card, Motor Control 1... ... .. . .........................................
38 GSV 056061071 Valve, Gas 1... ... . . .......................................................
39 156005146 Corner Seal, Plastic 2... .......... . ...............................................
40 +156118080 Panel, Rear 1... ......... . ......................................................
41 956142878 Rating Plate, Mpi 220P 1... .......... . ............................................
42 356029246 Nameplate, Rear, Mpi 220P 1... .......... . ........................................
43 656089046 Strain Relief, M 25x1.5, Primary Cord 1... .......... . ................................
44 256071014 Primary Cable, 3 Core 2,5 Mq 1... .......... . ......................................
45 000220805 Nut, Gas Valve 1... .......... . ...................................................
46 S1 056067281 Switch, 40A 600VAC 1... .... .. . ..............................................
47 156008044 Spacer, Fan 4... .......... . ......................................................
48 057035022 Fan, 120x120 24VDC c/w Wire Harness 1... .......... . .............................
49 000195585 Handle 1... .......... . ..........................................................
50 +156122091 Panel RH 1... ......... . ........................................................
51 000207291 Label, Primary Power Connections 1... .......... . ..................................
52 656110015 Foot, Rubber Mount, D.45 H=25 4... .......... . ....................................
53 057052053 Hose, Connector, ⅝”1... .......... . ..............................................
54 256124039 Plug, 2P, TIG 1... .......... . .....................................................
55 956142897 Label, Weld Parameters Chart 1... .......... . ......................................
+ When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253 918 Pagina 70
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
956142881_18-A
See Drive Roll And Wire Guide Kits
Afbeelding 12-2. Wire Drive Assembly

OM-253 918 Pagina 71
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 12-2. Wire Drive Assembly
Quanti
ty
1 M 056126081 Motor, Gear 1... .... ... . ......................................................
2 156018121 Nut, Hex M5, Steel 4... .......... . ................................................
3 556075033 Cover, Rear, Gear Box Assembly 1... .......... . ...................................
4 156033035 Bushing, d.10x14, Brass 2... .......... . ...........................................
5 656003014 Drive Shaft, Central Gear/Drive Roll 2... .......... . .................................
6 156012154 Snap Ring, TR.PL AL ES.12 L=54 2... .......... . ..................................
7 156017161 Bearing, d.10x26 2... .......... . ..................................................
8 156018126 Nut, Hex M4 1... .......... . .....................................................
9 156012142 Pin, d.4x25 SM.0,3x45∅ C40 RETT 1... .......... . .................................
10 156003035 Gear, Reducer, D32Z30 D17Z12 1... .......... . ....................................
11 156012140 Pin, d.4x35 SM.0,3x45∅ C40 RETT 2... .......... . .................................
12 156003034 Gear, Reducer, D24Z30 D14Z12 1... .......... . ....................................
13 156003039 Gear, Reducer, D23Z38 D12Z14 1... .......... . ....................................
14 156019776 Screw, M4x10, Zinc Steel 3... .......... . ..........................................
15 356052009 Housing, Adapter Gun/Feeder 1... .......... . ......................................
16 156012155 Housing, Adapter Gun/Feeder 2... .......... . ......................................
17 156023172 O−Ring, 10x16x0,2 DIN 988 2... .......... . ........................................
18 156012145 Pin, Drive Roll 2... .......... . ....................................................
19 356052010 Upper RH Pressure Arm Housing, Die Cast 1... .......... . ..........................
20 156019777 Screw, M4x8, Pan Head 4... .......... . ...........................................
21 156009136 Washer, d.10,5x4, Brass 4... .......... . ...........................................
22 156013050 Key, Upper Drive Roll Assembly, 3x3 L=15 2... .......... . ...........................
23 156033036 Bushing, Upper Drive Roll Assembly 2... .......... . .................................
24 156003036 Gear, Upper Drive Roll Assembly, d.17x32.5 2... .......... . ..........................
25 156053112 Drive Roll, Upper Pressure Arm Housing, d.17x30 2... .......... . .....................
26 156019805 Bolt, M5x25, Through Housing 2... .......... . ......................................
27 756009061 Washer, Insulator Drive Assembly Through Bolt 2... .......... . .......................
28 656033010 Thumb Screw, Drive Roll Locator, d. M4x8 2... .......... . ...........................
29 656021268 O−Ring, d.7,2x1,78 2... .......... . ...............................................
30 156053109 Wire Drive Roll, d.30, See Afbeelding 12-2 and Table 12-1 2... .......... . ..............
31 156003037 Gear, Lower Drive Roll Assembly d.10x32,5, Drive Roll 2... .......... . ................
32 156013051 Key, Lower Drive Roll Assembly d. 3x3 L=20 2... .......... . .........................
33 156023165 C−Clip, Gear/Shaft, d.10 2... .......... . ...........................................
34 156019779 Screw, M4x4, Wire Inlet 1... .......... . ............................................
35 156090026 Wire Inlet Guide, See Afbeelding 12-2 and Table 12-1 1... .......... . ..................
36 156023173 C−Clip, Tension Arm, d.5 1... .......... . ...........................................
37 156019806 Screw, M4 Steel 1... .......... . ..................................................
38 356052011 Bracket, Tension Arm Support 1... .......... . ......................................
39 156090027 Pin, d.4 1... .......... . ..........................................................
40 656064004 Tension Arm, Pinned 1... .......... . ..............................................
41 156032138 Sleeve, d.7x7 Spring Housing 1... .......... . ......................................
42 156032134 Spring, 10x1.3 L 30, Wire Tensioning 1... .......... . ................................
43 056020075 Knob, Adjustment Tension 1... .......... . .........................................
44 656033009 Nut, Locating, Tension Knob 1... .......... . ........................................
45 356052012 Upper LH Pressure Arm Housing, Die Cast 1... .......... . ...........................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253 918 Pagina 72
Table 12-1. Drive Roll And Wire Guide Kits
.Base selection of drive rolls upon the following recommended usages:
1. V-Grooved rolls for hard wire.
2. U-Grooved rolls for soft and soft shelled cored wires.
3. V-Knurled rolls for hard shelled cored wires.
4. Drive roll types may be mixed to suit particular requirements (example: V-Knurled roll in combination with U-Grooved).
Wire Diameter Drive Roll Wire Guide
Metric Fraction Decimal Part No. Type Inlet
0.6/0.8 mm* 0.023/0.030 in. 0.023/0.030 in. 156053051 V
156090026
0.8/1.0 mm* 0.030/0.035 in. 0.030/0.035 in. 156053109 V
1.0/1.2 mm* 0.035/0.045 in. 0.035/0.045 in. 156053052 V
0.8/1.0 mm* 0.030/0.045 in. 0.030/0.035 in. 156053053 U
1.2/1.6 mm* 0.045/0.065 in 0.035/0.065 in 156053054 U
1.0/1.2 mm* 0.035/0.045 in. 0.035/0.045 in. 156053110 V-K
*Available in steel 30 mm diameter
**Available in nylon 30 mm diameter

Geldig vanaf 1 januari 2012
(Installaties waarvan het serienummer begint met “MC” of nieuwer)
Deze beperkte garantie vervangt alle vorige Miller garanties en is exclusief zonder
andere expliciete of impliciete waarborgen of garanties.
BEPERKTE GARANTIE − Afhankelijk van de onderstaande
bepalingen en voorwaarden garandeert ITW Weldiing
Products Italy S.r.l., zijn erkende verdeler dat nieuwe Miller
installaties die verkocht zijn na de geldende datum van deze
beperkte garantie geen materiaal- en/of fabricagefouten
hebben. DEZE GARANTIE VERVANGT UITDRUKKELIJK
ALLE ANDERE GARANTIES, EXPLICIET OF IMPLICIET,
VAN VERKOOPBAARHEID EN GESCHIKTHEID.
Binnen de onderstaande garantieperioden zal Miller alle
onderdelen of componenten die niet meer functioneren door
dergelijke fabricage- en materiaalfouten met garantie repare-
ren of vervangen. Miller moet binnen dertig (30) dagen schrifte-
lijk op de hoogte worden gebracht van een dergelijke fout of
storing, waarop Miller instructies zal geven over de garantie-
claim-procedure die hierop volgt.
In het geval van een dergelijke storing binnen de garantieperio-
de zal MILLER garantiesclaims toestaan op installaties met ga-
rantie die hieronder zijn vermeld. Alle garantieperioden gelden
vanaf de dag dat de installatie geleverd werd aan de oor-
spronkelijke kleinhandelkoper, of één jaar nadat een installatie
naar een Europese distributeur gezonden is, of achttien maan-
den nadat de installatie naar een internationale distributeur ge-
zonden is.
1. 5 jaar op onderdelen — 3 jaar op arbeidsloon
* De thyristoren , diodes en afzonderlijke gelijkricht-
modules in de originele hoofdstroom gelijkrichters
met uitzondering van de STR, SI, STi, STH en MPi
series.
2. 3 jaar — op onderdelen en arbeidsloon
* Lasaggregaten met aandrijfmotor
(OPMERKING: Motoren vallen onder een aparte
garantie, bij de fabrikant van de motor.)
* Inverter stroombronnen (tenzij anders aangegeven)
* Procesbeheersingsapparatuur
* Semiautomatische en automatische draadaanvoer-
eenheden
* Transformator/gelijkrichter −stroombronnen
* Waterkoelingsystemen (geïntegreerd)
3. 2 jaar — op onderdelen
* Automatisch verduisterende helmlenzen
(geen arbeidsloon)
* Migmatic 175
* HF Units
* Waterkoelsystemen (EU modellen, niet geïntegreerd)
4. 1 jaar — op onderdelen en arbeidsloon tenzij anders
aangegeven
* Automatisch bewegende apparatuur
* Inbouwopties
(OPMERKING: Inbouwopties zijn gedekt onder
True Blue®
voor de resterende garantieperiode van
het product waarin ze in geïnstalleerd zijn, of voor een
minimum van één jaar — afhankelijk van welke van de
twee het langste duurt.)
* Stroombronnen voor inductieverwarming, koelers
en elektronische regelapparatuur/recorders
* Motoraangedreven laspistolen
(m.u.v. de Spoolmate −laspistolen)
* Positionerings en regelapparatuur
* Powered Air Purifying Respirator (PAPR) de venti-
latorunit (geen arbeidsloon)
* Rekken
* Wielonderstellen en trailers
* Onderpoederdek−draadaanvoersystemen
* Waterkoelsystemen
(Amerikaanse modellen, niet geïntegreerd)
* Werkstations/Lastafels (geen arbeidsloon)
5. 6 maanden — op onderdelen
* Accu’s
6. 90 dagen — op onderdelen
* Toebehoren (sets)
* Beschermzeilen
* Windingen en dekens voor inductieverwarming
* MIG−pistolen
* Afstandsbedieningen
* Vervangende onderdelen (geen arbeidsloon)
* Spoolmate pistolen
* Kabels en niet-elektronische regelingen
Millers True Blue® beperkte garantie geldt niet voor:
1. Slijtonderdelen zoals contacttips, snijmondstukken,
magneetschakelaars, koolborstels, schakelaars,
sleepringen, relais of andere onderdelen die niet
meer goed werken als gevolg van normale slijtage.
2. Items furnished by Miller, but manufactured by others,
such as engines or trade accessories. These items are
covered by the manufacturer’s warranty, if any.
3. Onderdelen geleverd door Miller maar geproduceerd door
anderen, zoals motoren of handelsaccessoires. Deze on-
derdelen vallen onder de eventuele garanties door de fa-
brikanten.
4. Installaties die veranderingen hebben ondergaan door
andere partijen dan Miller, of installaties die onjuist
geïnstalleerd of verkeerd gebruikt zijn volgens industrie-
richtlijnen, of installaties die geen redelijk en noodzakelijk
onderhoud hebben gehad, of installaties die gebruikt zijn
voor andere dan de aangegeven toepassingen voor de in-
stallatie.
MILLER PRODUKTEN ZIJN BEDOELD VOOR VERKOOP
EN GEBRUIK DOOR COMMERCIËLE/INDUSTRIËLE
GEBRUIKERS EN PERSONEN DIE OPGELEID ZIJN EN ER-
VARING HEBBEN MET HET GEBRUIK EN ONDERHOUD
VAN LASINSTALLATIES.
In het geval van een garantieclaim gedekt door deze garantie,
zullen de exclusieve Miller-oplossingen zijn: (1) repareren; of
(2) vervangen; of, als dit schriftelijk door Miller is toegestaan in
bepaalde gevallen, (3) de redelijke kosten van repareren of
vervangen bij een goedgekeurd Miller onderhoudsbedrijf; of
(4) krediet of betaling van de aankoopprijs (redelijke
waardevermindering op basis van het eigenlijke gebruik) bij het
retourneren van de goederen op risico en kosten van de klant.
Miller’s optie van repareren of vervangen zal f.o.b. zijn (met
inbegrip van vervoerskosten tot in de boot), naar de fabriek in
ITW Welding Products Group Europe of f.o.b. naar een door
Miller goedgekeurd onderhoudsbedrijf zoals bepaald is door
Miller. Daarom zal er geen compensatie of terugbetaling voor
transportkosten worden toegestaan.
VOOR ZOVER DE WET DIT TOESTAAT, STAAN ER GEEN
ANDERE VERHAALSMOGELIJKHEDEN OPEN DAN DEGE-
NE DIE HIER VOORZIEN ZIJN. IN GEEN GEVAL ZAL MIL-
LER CONTRACTUEEL, UIT ONRECHTMATIGE DAAD, OF
ANDERSZINS, AANSPRAKELIJK ZIJN VOOR RECHTS-
TREEKSE, ONRECHTSTREEKSE, BIJZONDERE, INCI-
DENTELE, OF GEVOLGSCHADE (HIERIN BEGREPEN
GEDERFDE WINST).
MILLER VERWERPT EN SLUIT, M.B.T. ALLE
GEREEDSCHAP DAT DOOR HAAR GELEVERD WORDT,
ELKE UITDRUKKELIJKE GARANTIE DIE HIER NIET
VOORZIEN IS, EN ELKE GEÏMPLICEERDE GARANTIE OF
VERKLARING M.B.T. PRESTATIE, EN ELK VERHAAL OP
GROND VAN CONTRACTUELE WANPRESTATIE, UIT
ONRECHTMATIGE DAAD, OF DAT, WARE DEZE BEPALING
NIET OPGENOMEN, IMPLICIET, VAN RECHTSWEGE,
NAAR HANDELSGEWOONTE OF NAAR AANLEIDING VAN
DE CONCRETE OMSTANDIGHEDEN VAN DE
TRANSACTIE ZOU VOORTVLOEIEN UIT GELIJK WELKE
ANDERE RECHTSTHEORIE, HIERIN BEGREPEN ELKE
GEÏMPLICEERDE GARANTIE M.B.T. VERKOOPBAARHEID
OF GESCHIKTHEID VOOR EEN BEPAALD GEBRUIK, UIT.
milan_warr_dut2012−01

Vertaling van de originele instructies − UITGEGEVEN IN DE VS. © 2012 Miller Electric Mfg. Co 2012−01
Naam van het model Serie-/typenumber
Aankoopdatum (datum waarop de apparatuur bij de oorspronkelijke klant werd bezorgd.)
Leverancier
Adres
Plaats
Staat Postcode
S.v.p. volledig invullen en goed bewaren.
Papieren van de eigenaar
ITW Welding Products Italy S.r.l.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Tel: 39 (0) 2982901
Fax: 39 (0) 298290-203
email: miller@itw−welding.it
Vermeld altijd de naam van het model en het serie-/typenummer
Ga naar uw leverancier voor: Toebehoren en elektroden
Optionele apparatuur en accessoires
Service en reparaties
Vervangende onderdelen
Handleiding
Neem contact op met het
vervoersbedrijf:
Service
Om een schadeclaim in te dienen bij verlies of
beschadiging tijdens verscheping,
Neem contact op met de transportafdeling van uw distribu-
teur en/of de fabrikant van de apparatuur voor hulp bij het
indienen en afhandelen van schadeclaims.
Contacteer een verdeler of een service bureau
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
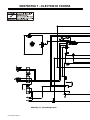 52
52
-
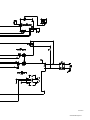 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
















































































Miller Electric Mpi 220P CE de handleiding
- Categorie
- Lassysteem
- Type
- de handleiding
Andere documenten
-
Miller MB172843B de handleiding
-
-
-
-
-
-
Miller MF254023U de handleiding
-
-
-