
1
73502_V1_24/02/2021
GYSPOT INVERTER
PTI.G - 400 V
www.gys.fr
RU
2-17 / 18-39 / 105-120
NL
2-17 / 40-61 / 105-120
IT
PT
2-17 / 62-83 / 105-120
2-17 / 84-104 / 105-120

2
GYSPOT INVERTER PTI.G
ДИМЕНСИИ / AFMETINGEN / DIMENSIONI / DIMENSÕES
МОНТАЖ / MONTAGE / MONTAGGIO / MONTAGEM
30°
15°
1225
915 285
M5x12
(x6)
5 N·m
A
A
x2 x2

3
GYSPOT INVERTER PTI.G
M5x18
(x4)
M5
(x4)
8 N·m
M5x12
(x4)
8 N·m
СБОРКА ПОДСТАВКИ G-КЛЕЩЕЙ / MONTEREN VAN DE HOUDER G-KLEM / MONTAGGIO SUPPORTO PINZA A G /
APOIO À MONTAGEM PINCE EN G
МОНТАЖНАЯ ПОДДЕРЖКА БРАСОВ G9 (ОПЦИЯ) /
MONTAGE STEUNBRAS G9 (OPTIE) / BRASI DI SOS-
TEGNO DI MONTAGGIO G9 (OPZIONE) / MONTAGE
SUPPORT BRAS G9 (OPÇÃO)
СБОРКА ПОДСТАВКИ ПЛЕЧ И КРОНШТЕЙНА / MON-
TEREN VAN DE HOUDER ARM EN HOUDER / MONTAG-
GIO SUPPORTO BRACCIO E BRACCIO DI SOSTEGNO /
BRAÇO DE MONTAGEM E BRAÇO DE APOIO
M5x18
(x4)
M5
(x4)
8 N·m
M5x12
(x2)
(41193)
5 N·m
M8x20
(x2)
20 N·m
M5x12
(x8)
8 N·m
PROTOTYPE

4
GYSPOT INVERTER PTI.G
СБОРКА КРОНШТЕЙНА / MONTAGE STEUN / MONTAGGIO BRACCIO DI SOSTEGNO / MONTAGEM DO BRAÇO DE
APOIO
Cap nut - 20 N.m
M8 x 60
Cap nut - 20 N.m
1
M8x16
(x8)
M8x60
(x1)
20 N·m
M5x12
(x4)
4 N·m
Cap nut M8
(x1)
Cap nut M8
(x1)
Использование виселицы строго ограничено для сброса веса сварочных клещей. Его ни в коем случае нельзя использовать
для подъема или любого другого применения, в противном случае узел консольного крана может опрокинуться.
Het gebruik van de galg is strikt voorbehouden om het gewicht van de lastang te verlichten. Het mag nooit worden gebruikt
voor hijsen of enige andere toepassing, anders kan de kraanarmwagen kantelen.
L’uso della forca è strettamente riservato per alleviare il peso delle pinze di saldatura. Non deve mai essere utilizzato per il
sollevamento o qualsiasi altra applicazione, altrimenti il gruppo carrello della gru a bandiera potrebbe ribaltarsi.
A utilização da forca é estritamente reservada para aliviar o peso das pinças de soldadura. Nunca deve ser utilizado para
elevação ou qualquer outra aplicação, caso contrário a montagem do carrinho de grua xa pode virar.

5
GYSPOT INVERTER PTI.G
M8 x 16 - 20 N.m
M5 x 12 - 4 N.m
4
3
M8x16
(x2)
20 N·m
Положите балансир в его корпус.
Zet de balancer in zijn behuizing.
Mettere l’equilibratore nel suo alloggiamento.
Colocar o equilibrista no seu alojamento.
i
2
M8x16
(x2)
M5x12
(x2)
20 N.m
4 N.m

6
GYSPOT INVERTER PTI.G
Washer M5
M5 x 12 - 0.5 N.m
Washer M8
Washer M8
5
6
M8x16
(x4)
M5x12
(x1)
20 N·m
0.5 N.m
Washer M8
(x2)
Washer M5
(x1)
Протяните трос балансира через шкив и выемку.
Trek de balanskabel door de poelie en de inkeping.
Tirare il cavo del bilanciatore attraverso la puleggia e la tacca.
Puxar o cabo do equilibrador através da roldana e do entalhe.
i

7
GYSPOT INVERTER PTI.G
PROTOTYPE
PROTOTYPE
M5 x 12 - 4 N.m
7
8
M8x16
(x4)
M5x12 (x2)
20 N·m
4 N.m

8
GYSPOT INVERTER PTI.G
9
Монтаж подшипника нижнего шарнира (поставляется вместе со штоком).
Montage van het lage scharnierlager (bij de stuurpen geleverd).
Montaggio del cuscinetto del perno basso (fornito con lo stelo).
Montagem do mancal baixo pivot (fornecido com a haste).
i
M8x20
(x2)
20 N·m

9
GYSPOT INVERTER PTI.G
10
Запустите тормоз на обоих передних колесах генератора.
Zet de rem op beide voorwielen van de generator.
Innestare il freno su entrambe le ruote anteriori del generatore.
Engatar o travão em ambas as rodas dianteiras do gerador.
i

10
GYSPOT INVERTER PTI.G
Нельзя недооценивать вес штока (17,4 кг)!
Onderschat het gewicht van de steel (17,4 kg) niet!
Non sottovalutate il peso dello stelo (17,4 kg)!
Não subestime o peso do caule (17,4 kg)!
Для облегчения монтажа/демонтажа штока на генераторе требуется 2 человека.
Om de montage/demontage van de spindel op de generator te vergemakkelijken, zijn 2 personen nodig.
Per facilitare il montaggio/smontaggio dello stelo sul generatore, sono necessarie 2 persone.
Para facilitar a montagem/desmontagem da haste no gerador, são necessárias 2 pessoas.
11

11
GYSPOT INVERTER PTI.G
12

12
GYSPOT INVERTER PTI.G
13
Поворачивайте шток до тех пор, пока винт не сядет в выемку.
Draai de stang totdat de schroef in de uitsparing zit.
Ruotare lo stelo no a che la vite non sia posizionata nell’incavo.
Rodar a haste até o parafuso estar assentado no recesso.
i

13
GYSPOT INVERTER PTI.G
14
Закрепите шток, закрепив кронштейн.
Vergrendel de stang door de beugel vast te zetten.
Bloccare lo stelo ssando la staa.
Bloquear a haste, xando o suporte.
i
M5x12
(x2)
4 N·m

14
GYSPOT INVERTER PTI.G
A
PROTOTYPE
UP
DOWN
15
Соедините штекер цилиндра с кареткой.
Нажмите кнопку, чтобы перевести стрелу в нижнее положение.
Sluit de cilinderaansluiting aan op de slede.
Druk op de knop om de giek in de neerwaartse stand te zetten.
Collegare il connettore del cilindro al carrello.
Premere il pulsante per mettere il occo in posizione abbassata.
Ligar o conector do cilindro ao carrinho.
Premir o botão para colocar a bujarrona na posição para baixo.
i

15
GYSPOT INVERTER PTI.G
16
8 N·m

16
GYSPOT INVERTER PTI.G
PROTOTYPE
195 cm max.
14 kg max.
Хранение балансировочного ключа
Balancer sleutel opslag
Archiviazione delle chiavi di bilanciamento
Armazenamento de chaves de equilibrador
Для регулировки натяжения балансировочного троса,
пользователь должен обязательно положить зажим под нагрузкой на кабель.
Om de spanning van de balanskabel af te stellen,
de gebruiker moet de klem verplicht op de kabel plaatsen.
Per regolare la tensione del cavo del bilanciatore,
l’utente deve imperativamente mettere il morsetto sotto carico sul cavo.
Para ajustar a tensão do cabo do equilibrador,
o utilizador deve imperativamente colocar a braçadeira sob carga no cabo.
i
17

17
GYSPOT INVERTER PTI.G
FIG-1
FIG-2
3 4 5
1
9 10 11
7
86
2
6
7
1
2
3
8
9
5
4

18
GYSPOT INVERTER PTI.G
RU
ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ
ОБЩИЕ УКАЗАНИЯ
Эти указания должны быть прочтены и поняты до начала сварочных работ. Изменения и ремонт, не указанные в этой
инструкции, не должны быть предприняты. Сохраните данную инструкцию, чтобы при надобности ее перечитать.
Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции
использованием аппарата. В случае проблемы или сомнений, обратитесь к квалифицированному специалисту для правильного использования
установки. Данные инструкции касаются оборудования в том состоянии, в котором его доставили. Пользователь должен провести анализ
рисков в случае несоблюдения данных инструкций.
ОКРУЖАЮЩАЯ СРЕДА
Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или
инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае ненадлежащего или опасного использования производитель
не несет ответственности.
Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия
должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата.
Температурные пределы:
Использование: от +5°C до +40°C (от +41°F до +104°F).
Хранение: от -25°C до +55°C (от -13°F до 131°F).
Влажность воздуха:
50% или ниже при 40°C (104°F).
90% или ниже при 20°C (68°F).
Высота над уровнем моря: До 1000 м высоты над уровнем моря (3280 футов).
ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ
Контактная сварка может быть опасной и вызвать тяжелые и даже смертельные ранения. Варить контактной сваркой могут только
квалифицированные специалисты, специально обученные для работы с данным аппаратом (например: слесарь по кузовному ремонту).
Сварочные работы подвергают пользователя воздействию опасного источника тепла, искр, электромагнитных полей (особое внимание
лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения электрическим
током. Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности:
Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в
хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело.
Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию.
Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от
использования). Защитите глаза при операциях очистки. Ношение контактных линз воспрещается.
В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от брызг и
накаленного шлака.
Предупредите лиц, находящихся в зоне сварки, что они должны носить защитную рабочую одежду.
Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится
ко всем лицам, находящимся в зоне сварки).
Держите руки, волосы, одежду подальше от подвижных частей (вентилятор, электроды…).
Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет
ответственности в случае несчастного случая.
Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания клещей
или пистолета убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ. При
использовании клещей с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью.
Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество.
СВАРОЧНЫЕ ДЫМ И ГАЗ
Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может
потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщика-
респиратором.
Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности.
Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых
металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали
перед сваркой.
Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и

19
GYSPOT INVERTER PTI.G
закреплены на стойке или тележке. Ни в коем случае не варить вблизи жира или краски.
РИСК ПОЖАРА И ВЗРЫВА
Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров.
Противопожарное оборудование должно находиться вблизи проведения сварочных работ.
Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв.
Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние.
Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех
взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …).
Во время операции шлифования не направляйте инструмент в сторону источника сварочного тока или возгораемых материалов.
ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ
Используемая электрическая сеть должна обязательно быть заземленной. Электрический разряд может вызвать прямые
или косвенные ранения, и даже смерть.
Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника (кабели, электроды, плечи, пистолет...), т.к.
они подключены к сварочной цепи.
Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились.
Если кабели, электроды или плечи повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры
сечения кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи.
Носите изолирующую обувь независимо от той среды, где вы работаете.
Внимание! Горячая поверхность. Опасность ожогов.
• Горячие детали и горячее оборудование могут вызвать ожоги.
• Не дотрагивайтесь голыми руками до нагретых деталей.
• Дождитесь, что детали и оборудование остынут прежде чем до них дотрагиваться.
• В случае ожога, обильно промойте водой и проконсультируйтесь у врача без промедления.
КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ
Это оборудование класса A не подходит для использования в жилых кварталах, где электрический ток подается
общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения
электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте.
Этот аппарат не соответствует директиве CEI 61000-3-12 и предназначен для работы от частных электросетей,
подведенных к общественным электросетям только среднего и высокого напряжения. Специалист, установивший
аппарат, или пользователь, должны убедиться, обратившись при надобности к организации, отвечающей за
эксплуатацию системы питания, в том, что он может к ней подключиться.
МАГНИТНЫЕ ПОЛЯ
Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF).
Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования.
Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры
безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или
оценка индивидуального риска для сварщика.
Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей, сварщики должны следовать следующим указаниям:
• сварочные кабели должны находиться вместе; если возможно соедините их хомутом;
• ваше туловище и голова должны находиться как можно дальше от сварочной цепи;
• не обматывайте сварочные кабели вокруг вашего тела;
• ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону
от вашего тела;
• закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки;
• не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока;
• не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки.
Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным
оборудованием.
Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия
для здоровья.
RU

20
GYSPOT INVERTER PTI.G
РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ СРЕДЫ И УСТАНОВКИ СВАРОЧНОГО ОБОРУДОВАНИЯ
Общие положения
Пользователь отвечает за установку и использование аппарата контактной сварки, следуя указаниям производителя. При обнаружении
электромагнитных излучений пользователь аппарата контактной сварки должен разрешить проблему с помощью технической поддержки
производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи.
В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали
путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не
создавали помех.
Оценка зоны сварки
Перед установкой оборудования контактной сварки пользователь должен оценить возможные электромагнитные проблемы, которые могу
возникнуть в окружающей среде. Следующие моменты должны быть приняты во внимание:
а) наличие над, под или рядом с оборудованием контактной сварки, других кабелей питания, управления, сигнализации и телефона;
b) приемники и передатчики радио и телевидения;
c) компьютеры и другие устройства управления;
d) оборудование для безопасности, например, защита промышленного оборудования;
e) здоровье находящихся по-близости людей, например, использующих кардиостимуляторы и устройства от глухоты;
f) инструмент, используемый для калибровки или измерения;
g) помехоустойчивость другого оборудования, находящегося поблизости.
Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать соблюдения
дополнительных мер защиты:
h) определенное время дня, когда сварка или другие работы можно будет выполнить.
Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона может
простираться за пределы размещения установки.
Оценка сварочной установки
Помимо оценки зоны, оценка аппаратов контактной сварки может помочь определить и решить случаи электромагнитных помех. Оценка
излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения в условиях
эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия.
РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ
a. Общественная система питания: аппарат контактной сварки нужно подключить к общественной сети питания, следуя рекомендациям
производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие
как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо
похожим приспособлением (в случае если аппарат контактной сварки постоянно находится на определенном рабочем месте). Необходимо
обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку
к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока.
b. Техобслуживание аппарата контактной сварки: аппарат контактной сварки нужно необходимо периодически обслуживать согласно
рекомендациям производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно
закреплены, когда аппарат контактной сварки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат контактной
сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя.
c. Сварочные кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу.
d. Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не
менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя удара электрическим током,
если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован он таких металлических
предметов.
e. Заземление свариваемой детали: В случае, если свариваемая деталь не заземлена по соображениям электрической безопасности или
в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлоконструкции промышленного объекта,
то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление
деталей, которые могли бы увеличить для пользователей риски ранений или же повредить другие электроустановки. При надобности,
следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать
с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства.
f. Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в
близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться
в некоторых особых случаях.
ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА
Сверху источника сварочного тока есть ручки для транспортировки, позволяющая переносить аппарат. Будьте
внимательны: не недооценивайте вес аппарата. Ручки не могут быть использованы для строповки.
Не пользуйтесь кабелями для перемещения источника сварочного тока. Не переносить источник тока над людьми или предметами.
RU

21
GYSPOT INVERTER PTI.G
УСТАНОВКА АППАРАТА
• Поставьте источник сварочного тока на пол, максимальный наклон которого 10°.
• Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце.
• Оборудование имеет защиту IP20, что означает:
- защиту от попадания в опасные зоны твердых тел диаметром >12,5мм и
- отсутствие защиты от брызг воды.
Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева.
Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного
и опасного использования этого оборудования.
ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ
• Варить контактной сваркой могут только квалифицированные специалисты, специально обученные для работы с данным аппаратом с тем,
чтобы использовать все его возможности и производить сварочные работы согласно правилам и нормам (например: слесарь по кузовному
ремонту).
• Перед тем, как приступить к ремонту автомобиля, проверьте, что автопроизводитель одобряет используемый метод сварки.
Техобслуживание и ремонт источника могут выполняться только производителем данного оборудования. Любая операция
над источником, совершенная посторонним лицом, автоматически отменяет гарантию. Производитель снимает с себя
всякую ответственность за несчастные случаи, происшедшие вследствие этого действия.
Отключите питание, выдернув вилку из розетки, и подождите 2 минуты перед тем, как приступить к техобслуживанию.
Внутри аппарата высокие и опасные напряжение и ток.
• Перед любой операцией отключите подачу сжатого воздуха и разгерметизируйте цепь аппарата.
• Регулярно прочищайте воздушный фильтр осушителя воздуха, расположенного сзади аппарата.
• Аппарат оснащен системой балансира для более свободного обращения с клещами. Не рекомендуется оставлять клещи висящими на
балансире, чтобы не перегружать его и не нарушать его устойчивость. Не отпускайте клещи, подвешенные на балансире, не удерживая их,
чтобы не перегружать балансир и не нарушать его устойчивость.
• Натяжение пружины балансира можно откорректировать с помощью шестигранного гаечного ключа, поставляемого вместе с аппаратом.
• Соблюдение уровня охлаждающей жидкости важно для правильного функционирования аппарата. Жидкость всегда должна быть между
уровнем «минимум» и «максимум», указанных на аппарате. Регулярно проверяйте этот уровень и доливайте жидкости при необходимости.
• Рекомендуется заменять охлаждающую жидкость раз в 2 года.
• Любые сварочные аксессуары повреждаются при использовании. Следите за тем, чтобы эти аксессуары были чистыми, чтобы источник
всегда работал на максимум своих возможностей.
• Перед использованием пневматических клещей проверьте состояние электродов/наконечников
(плоских, закругленных или скошенных). Если они в плохом состоянии, то зачистите их
мелкозернистой наждачной бумагой или замените их (см. артикульные номера на аппарате).
• Для обеспечения эффективной сварной точки необходимо заменять наконечники через
примерно каждые 200 точек. Для этого:
- Снимите наконечники с помощью специального ключа (арт. 050846)
- Установите новые наконечники, предварительно их смазав (арт. 050440)
• Наконечники типа A (арт : 049987)
• Наконечники типа F (арт : 049970)
• Скошенные наконечники (арт : 049994).
Внимание: наконечники должны быть идеально выравнены. Если это не так, то проверьте
выравнивание электродов (см. главу «Сборка и замена плеч» на стр. 28)
A
A
F
F
A
A
• Перед использованием пистолета всегда проверяйте состояние различных аксессуаров (звездочка, электрод для односторонней сварки,
угольный электрод и т.д.), при надобности очищайте их или заменяйте, если они в плохом состоянии.
• Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с
помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом.
• Регулярно проверяйте состояние шнура питания и рукава сварочной цепи. Если на этих деталях видны повреждения, то они должны быть
заменены производителем, его сервисной службой или квалифицированным специалистом во избежание опасности.
• Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха.
ИСПОЛЬЗОВАНИЕ ПОЛОЖЕНИЙ
• Перед использованием оператор должен надлежащим образом наполнить канистру с охлаждающей жидкостью.
• Использование кливера строго оговорено для поддержки зажима во время сварочных работ.
• Ни в коем случае нельзя использовать консольный кран в качестве подъемного или другого средства, так как существует риск опрокидывания
узла консольного крана.
RU

22
GYSPOT INVERTER PTI.G
УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ
Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник
отключен от сети. Последовательные или параллельные соединения источника запрещены.
ОПИСАНИЕ ОБОРУДОВАНИЯ (FIG-1)
Этот аппарат был разработан для осуществления следующих операций кузовного ремонта:
- точечная сварка металлических листов с помощью пневматического зажима,
- сварка пистолетом,
- приваривание гвоздей, заклепок, шайб, шпилек, молдингов,
- удаление бугорков и вмятин (вмятины из-за града с помощью опции зажим для мелких вмятин).
1- Ридер для SD карты 6- Прерыватель
2- Интерфейс человек/машина (IHM) 7- Сетевой шнур
3- Система охлаждения 8- Пробка заправочного отверстия
4- Держатель блокировки кронштейна 9- Уровнемер охлаждающей жидкости
5- Манометр
DESCRIPTION DE LA PINCE G (FIG-2)
1- Levier de verrouillage/deverrouillage du bras 7- Loquet de verrouillage
2- Bras interchangeable 8- Levier de verrouillage/deverrouillage du gyroscope
3- Gyroscope 9- Bouton de surouverture
4- Corps pneumatique 10- Bouton de soudage point
5- Electrode de surouverture 11- Bouton de réglage des paramètres à distance
6- Poignée latérale
Surouverture : par appui sur le bouton (FIG 2 - 10), la surouverture de la pince peut être activée. L’électrode se rétracte dans la pince laissant un
dégagement de 80 mm pour accéder à la zone à souder, au lieu des 20 mm au repos.
ACCESSOIRES ET OPTIONS
Охлаждающая жидкость
5 Л : 062511
10 Л : 052246
40 наконечников
x 10
x 18
x 18
x 6
Защитный чехол Карта SD с
программами
включённый
048935 050068 050853 050914
Точилка для
наконечников
Датчик усилия
Кейс для тестирования сварных
точек
Антикоррозийная паста
Europax
оружейный
комплект PTI.G
048966 052314 050433 052758 067226
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 включённый G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829
RU

23
GYSPOT INVERTER PTI.G
205
180
96
154
600
250
177
235
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 (550 daN) - ref. 050501
X2 (300daN)
ref. 050518
X6 (300daN)
ref. 050587
ПИТАНИЕ
• Оборудование предназначено для трехфазной 480 В (50-60 Гц) четырехпроводной электроустановки с нейтралью, соединенной с землей,
с автоматическим выключателем ≥ 20 А кривой задержки D (или с предохранителем типа aM).
Поглощенный постоянный ток (I1p или ILp) указан в разделе «Электрические характеристики» данного руководства и соответствует
максимальным условиям эксплуатации. Убедитесь, что источник питания и его защита (предохранитель и/или автоматический выключатель)
совместимы с потребляемым током. В некоторых странах может потребоваться замена вилки, чтобы использовать ее на максимальных
условиях.
• Рекомендуется на линии электропитания:
Для ограничения падения напряжения в линии электропитания и во избежание риска отключения защиты, необходимо подключить
оборудование к «выделенной» розетке. Этот штекер должен быть подключен к электрическому щиту и питать только это оборудование.
Класс защиты должен быть определен с учетом следующих ограничений:
Проверьте сечение кабеля, достигающее соединительной муфты: 4 x 6 мм². Если линия электропередач от панели длиннее 10 м, используйте
проводник сечением 10 мм². При использовании удлинительного кабеля используйте провода сечением 6 мм² (10 мм², если длина кабеля
+ удлинитель > 10 м).
Сетевой шнур Вилка 400 В / 3 фазы + земля
L1
L2
L3
L1
L2
L3
L1 : Фаза 1
L2 : Фаза 2
L3 : Фаза 3
: Земля (Зеленый/Желтый или
Зеленый)
Ноль (не используется)
• В источнике срабатывает защита, если напряжение питания ниже или выше 15% заданных напряжений (на дисплее появляется код
ошибки).
• Для оптимальной работы оборудование проверьте, что система подачи сжатого воздуха может выдавать как минимум 8 bars (116 Psi).
Затем подсоедините подачу воздуха сзади аппарата. Аппарат нельзя использовать с системой подачи сжатого воздуха с давлением меньше
4 bars (58 Psi) или выше 10 бар (145 Psi).
ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ
Этот аппарат не защищен против перенапряжения, регулярно случающимися с электрогенераторами, и его не рекомендовано к ним
подключать.
ЗАПРАВКА БАКА ОХЛАЖДАЮЩЕЙ ЖИДКОСТЬЮ
Должна использоваться охлаждающая жидкость, рекомендованная GYS:
5 l: № 062511 - 10 l: № 0522466
RU

24
GYSPOT INVERTER PTI.G
Использование других охлаждающих жидкостей, например тосола, из-за процесса электролиза могут привести к накоплению осадков в
цепи системы охлаждения и, таким образом, ухудшить процесс охлаждения или даже забить ее. Любое повреждение аппарата, связанное с
использование отличной от рекомендуемой жидкости, не будет рассматриваться как гарантийный случай.
Охлаждающая жидкость, используемая неразбавленной, обеспечивает морозостойкость до -20°C (-4°F). Ее можно разбавить, но только
деминерализованной водой. Ни в коем случае не используйте воду из-под крана! В любом случае, нужно залить в бак как минимум 1
десятилитровый бидон для обеспечения минимальной защиты цепи охлаждения.
30 литров жидкости морозостойкость до -20°C (-4°F)
20 литров жидкости + 10 литров деминерализованной воды морозостойкость до -13°C (9°F)
10 литров жидкости + 20 литров деминерализованной воды морозостойкость до -5°C (23°F)
Любое повреждение аппарата, связанное с замерзанием, не будет рассматриваться как гарантийный случай.
Чтобы заправить бак охлаждающей жидкостью, действуйте следующим образом:
- Положите пневматические клещи на держатель.
- Залейте 30 литров жидкости, чтобы достичь полувысоты указателя уровня.
Данные по безопасности касательно жидкости :
- в случае контакта с глазами, тут же снимите линзы, если вы их носите, и обильно промойте глаза проточной водой в течение
нескольких минут. При осложнении обратитесь к врачу.
- в случае контакта с кожей, тут же снимите загрязненную одежду и энергично вымойте кожу с мылом. В случае раздражения
(покраснения и т.п.) обратитесь к врачу.
- в случае случайного проглатывания обильно прополощите рот проточной водой. Пейте много воды. Обратитесь к врачу.
Техобслуживание: см. раздел «МЕРЫ ПРЕДОСТОРОЖНОСТИ И ОБСЛУЖИВАНИЕ».
ЗАПУСК АППАРАТА
• Запуск производится поворотом прерывателя на положение ON (Fig 1 - 7) и, наоборот, остановка производится поворотом на OFF.
Внимание! Никогда не отключайте питание, когда источник тока под нагрузкой. Электронная плата начинает цикл тестирования
и инициализации параметров, который длится примерно 10 секунд. В конце этого цикла аппарат готов к работе.
• Как только аппарат включен, охлаждающая жидкость циркулирует по кабелям. Проверьте, чтобы не было утечек.
ИНТЕРФЕЙС ЧЕЛОВЕК/МАШИНА
2
5
7
6
3 4
1
1
Кнопка
4
Сохранение параметров
• Простым нажатием на кнопку выберите режим клещей, пистолета
или «настройка клещей».
• 2-секундное нажатие на кнопку позволяет вернуться в
«стандартный» режим из других режимов.
• 2-секундное нажатие на кнопку сбрасывает счетчик точек, когда
он выведен на дисплей.
• 2-секундное нажатие на кнопку дает доступ к меню «Настройки».
• Два коротких нажатия на кнопку стирают из памяти рабочий
журнал, который выведен на экран в режиме визуализации
журналов.
• Короткое нажатие на кнопку в режиме сохранения программ
стирает выбранную программу.
• Кнопка
позволяет сохранить настройку аппарата (параметры,
настроенные в ручном режиме: ток, продолжительность и сила
сжатия).
• Кнопка
позволяет вернуться к ранее сохраненной под тем
же названием настройке. Аппарат автоматически становится в
ручной режим с сохраненными сварочными параметрами (ток,
продолжительность и сила сжатия) и инструментом (клещи или
пистолет).
2
Запись отчета
5
Настройка толщины металлического листа.
Эта функция подробно описана в соответствующем разделе.
Кнопка позволяет активировать или не активировать
составление отчета.
Кнопка позволяет просмотреть серию выполненных точек.
Эта настройка величины толщины свариваемых листов. Выбор
толщины производится с помощью кнопок + и -. Возможные
толщины: 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 и 3.0 мм.
RU

25
GYSPOT INVERTER PTI.G
3
Использование режимов
6
Выбор типа металлического листа.
Кнопка позволяет перемещаться во всех сварочных
режимах. Продолжительное нажатие на кнопку MODE активирует
режим конфигурирования, позволяющий выбрать язык,
дату и активировать звуковой сигнал, предупреждающий о
«недостаточном токе» или «недостаточном давлении». Кнопки
перемещения ( или ) позволяют выбрать величину, которую
нужно изменить, и кнопки + и - позволяют инкрементацию и
декрементацию выбранной величины.
Этот параметр позволяет выбрать тип свариваемых листов среди
4 групп: Сталь с покрытием, Высоколегированная сталь HTS/VHTS,
Сверхпрочная сталь UHTS и борсодержащая сталь/USIBOR. Этот
параметр можно изменить с помощью кнопок + и -.
7
Выбор используемого плеча
РЕГУЛИРОВКА G-КЛЕЩЕЙ
Закрепите и заблокируйте G-плечо с помощью зажимного рычага (FIG 2 - 1).
Кнопка позволяет выбрать функцию регулировки клещей. Функция «регулировка клещей»
позволяет замкнуть клещи и сжать электроды с запрограммированной силой сжатия, но без тока.
Клещи остаются замкнутыми до тех пор, пока оператор нажимает на триггер. Данная функция
позволяет выверить центровку наконечников.
2-секундное нажатие на кнопку
позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
При работе с аппаратом GYSPOT BP.LG необходимо систематически заходить в этот режим для
остановки насоса при смене плеч. Тогда электрод уберется внутрь клещей. Красный индикатор на
кнопке (FIG 2 - 12) загорается, показывая, что насос остановился.
РАЗЛИЧНЫЕ РЕЖИМЫ СВАРКИ
Для всех режимов:
Кнопки перемещения ( или ) позволяют выбрать параметры, которые нужно изменить. Каждая настройка выполняется
нажатием на боковые кнопки + и -.
Кнопка (FIG 2 -12) клещей позволяет дистанционную настройку сварочных параметров (толщина, тип стали) :
- Длинное нажатие: изменение параметра (переход от одного параметра к другому)
- Короткое нажатие: изменение величины параметра
Эта кнопка не позволяет сменить плечо на экране. Сменить плечо (например, G1 -> G2), можно только через панель управления аппарата.
Недостаточное давление цепи:
Если входное давление недостаточно для обеспечения необходимой силы сжатия, то аппарат перед выполнением точки покажет
следующее сообщение об ошибке «Недостаточное давление цепи». Второе нажатие на триггер позволяет принудительно выполнить
точку, которая будет сварена с имеющимся давлением.
Слабый ток:
Если ток во время сварки меньше, чет заданный (<6 %), то после выполнения точки экран покажет сообщение «слабый ток», означающее,
что точку нужно проверить.
В любом случае после выполнения точки на экране появится сообщение с информацией об измеренных токе и силе сжатия. Это сообщение
остается на экране до тех пор, пока пользователь не нажмет на кнопку панели управления или не выполнит новую точку, нажав на кнопку
начала сварки (FIG 2 - 11).
Условия сварки должны быть проверены перед выполнением каждого рабочего задания. Должны быть выполнены
«проверочные» сварочные точки на металлических пластинах с характеристиками металла рабочего объекта. Выполните
2 точки на том же расстоянии друг от друга, как и требуется на объекте. Проведите испытание на отрыв второй сварной
точки. Точка выполнена правильно, если отрыв вызывает извлечение ядра, разорвав при этом металл вокруг. Минимальный
диаметр ядра должен соответствовать спецификации автопроизводителя.
RU

26
GYSPOT INVERTER PTI.G
АВТОМАТИЧЕСКИЙ
РЕЖИМ
Этот режим включается по умолчанию при запуске аппарата.
Он позволяет варить металлические листы, не указывая ни одного параметра на интерфейсе. Аппарат
сам определяет необходимые сварочные параметры.
Для использования этого режима, выполните сначала точку вхолостую (без металла между электродами), как указано на экране. Нажмите
на кнопку (FIG 2 -11). На экране появится сообщение «Выполните точку вхолостую». Снова нажмите на кнопку для выполнения калибровки.
Как только калибровка выполнена, на экране появляются все параметры на нуле. Аппарат готов к сварке. Сомкните клещи в зоне сварки и
проварите точку в автоматическом режиме без ввода каких-либо параметров. После выполнения каждых 30 точек будет запрошена новая
калибровка вхолостую.
Это режим можно использовать со всеми плечами, кроме плеча G7.
СТАНДАРТНЫЙ
РЕЖИМ
Аппарат определяет параметры сварки, основываясь на толщине и типе стали.
В данном режиме требуется настроить следующие параметры:
- Толщина листов соединения в пределе от 0.60 мм до 3.00 мм.
При соединении 2 металлических листов введите толщину самого тонкого листа.
При соединении 3 металлических листов введите сумму толщин, поделенную на 2.
- Тип стали (Сталь с покрытием, Высоколегированная сталь HTS/VHTS, Сверхпрочная сталь UHTS,
Борсодержащая сталь (BORON)).
При соединении металлических листов разного типа введите самую прочную сталь соединения.
- Используемое плечо.
2-секундное нажатие на кнопку позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
РУЧНОЙ РЕЖИМ
Этот режим позволяет ручную настройку параметров сварной точки, следуя инструкции по ремонту
автомобиля.
В данном режиме требуется настроить следующие параметры:
- Ток (от 2000 до 13 000 A)
- Продолжительность сварки (от 100 до 850 мсек)
- Сила сжатия (от 100 до 550 даН)
- Используемое плечо.
2-секундное нажатие на кнопку позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
МУЛЬТИЛИСТОВОЙ
РЕЖИМ
Данный режим позволяет совершить точную настройку толщины и типа каждого из 2 или 3
металлических листов.
Выбран первый элемент (толщина листа 1). Верхние и нижние кнопки позволяют выбрать параметр,
который нужно изменить, а правая и левая кнопки позволяют инкрементацию и декрементацию
выбранной величины. Выделение текста позволяет выбрать параметр, который нужно изменить.
В данном режиме требуется настроить следующие параметры:
- Толщина каждого из листов в пределе от 0.60 мм до 3.00 мм.
- Тип стали каждого листа: Сталь с покрытием, Высоколегированная сталь HTS/VHTS, Сверхпрочная
сталь UHTS, Борсодержащая сталь (BORON).
При соединении металлических листов разного типа введите самую прочную сталь соединения.
- Чтобы выбрать лист 3, нажмите на кнопки перемещения ( или ) для выделения подсветкой
листа 3. Затем с помощью кнопок + и - выберите тип и толщину листа.
- Используемое плечо.
2-секундное нажатие на кнопку позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
RU

27
GYSPOT INVERTER PTI.G
РЕЖИМ
АВТОПРОИЗВОДИТЕЛЕЙ
Режим АВТОПРОИЗВОДИТЕЛЕЙ факультативный. Его можно сконфигурировать в меню «Настройки».
Этот режим позволяет поименный вызов предварительно введенных характеристик сварочных точек
согласно ремонтным техническим требованиям автопроизводителей.
Заданные сварные точки могут быть вызваны, выбрав USER в списке автопроизводителей. Сварные точки могут быть заданы с помощью
программы GYSPOT и модулю задания параметров сварных точек.
2-секундное нажатие на кнопку
позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
РЕЖИМ ENERGY
Режим ENERGY факультативный. Его можно сконфигурировать в меню «Настройки».
Этот режим позволяет контролировать энергию, передаваемую во время проваривания точки.
Этот режим не предназначен для ремонта, а для проведения испытаний автопроизводителями или
лабораториями тестирования.
Для использования этого режима, выполните сначала точку вхолостую. Нажмите на кнопку (FIG 2 -11). На экране появится сообщение
«Выполните точку вхолостую». Снова нажмите на кнопку для выполнения калибровки. Как только калибровка выполнена, на экране
появляются последние использованные параметры тока и энергии в этом режиме. Пользователь теперь может изменить сварочный ток,
энергию и полное сопротивление. Аппарат будет варить сколько нужно для достижения необходимой энергии. Если продолжительность
сварки велика, то на экране высветится сообщение об ошибке «Максимальное время достигнуто».
2-секундное нажатие на кнопку
позволяет вернуться в АВТОМАТИЧЕСКИЙ режим.
МЕНЮ УСТАНОВКИ
В это меню можно войти, нажав на кнопку более 2 секунд.
Язык меню можно выбрать в строке 1.
Дата и время могут быть запрограммированы онлайн 2.
Режимы GYSTEEL, BUILDER, AUTO, ENERGY, NORMAL и MULTITOLES могут быть активированы/
деактивированы в этом меню.
Контрольная даН :
Данная настройка позволяет активировать или контролировать силу зажима зажима во время сварки.
RU

28
GYSPOT INVERTER PTI.G
Режим КЛЕЙ :
На экране НАСТРОЕК (см. ниже) пользователь может ввести данные о присутствии клея между металлическими листами. Если этот режим
активирован, то перед выполнением сварной точки будет проварена предварительная точка. Продолжительность этой предварительной
точки задана в миллисекундах от 0 до 400 мсек, ступенями по 50 мсек. Когда выбран режим клея, на экране в меню СТАНДАРТНОЙ, РУЧНОЙ,
МУЛЬТИЛИСТОВОЙ сварки или GYSTEEL появляется сообщение «GLUE».
ИСПОЛЬЗОВАНИЕ ПИСТОЛЕТА (ВАРИАНТ)
- Выберите инструмент PISTOL с помощью клавиши .
Прикрепите кабель заземления орудия к подвижному электроду. Сдвиньте и затяните маховик.
Снимите руку с зажима и прикрепите вместо нее кабель для пистолета.
Подключите кабель управления к штепсельному разъему.
Убедитесь, что винт, соединяющий башмак с кабельным наконечником, затянут.
- Крепко закрепите заземляющую подушку как можно ближе к свариваемому участку.
В случае одноточечной сварки пистолетом, всегда устанавливайте заземляющую подушку на лист, не соприкасающийся со сварочным
электродом (так, чтобы ток проходил через оба свариваемых листа).
- Начинайте сварку с точки, наиболее удаленной от земли, а затем двигайтесь ближе к земле.
- Обычный режим сварки звездой запускается по умолчанию.
- Пистолет может работать в обычном или ручном режиме.
RU

29
GYSPOT INVERTER PTI.G
В стандартном режиме пистолет сможет варить только листы до 1,5 мм.
С пистолетом оператор имеет доступ к разным функциям и инструментам (односторонняя сварка,
звездочка, ударное действие, усадка нагревом, приварка шпилек, заклепок, гаек, колесиков). Выбор
инструмента производится с помощью кнопок + и -.
В ручном режиме максимально допустимый ток 9000 А в течении максимум 600 мсек. По этой
причине, настройки на экране будут ограничены этими максимальными величинами.
Настройте источник, указав толщину листа с помощью кнопок + и -. В ручном режиме возможно
изменить параметры тока и продолжительности сварки.
2-секундное нажатие на кнопку
позволяет вернуться в СТАНДАРТНЫЙ режим.
GESTION DES ERREURS
Различные события могут повлечь за собой ошибки. Их можно разделить на 4 категории:
1/ Предупреждения о перегреве, о недостаточном давлении, токе и т.п. Эти предупреждения
высвечиваются на экране и выключаются после нажатие на любую кнопку.
2/ Ошибки, связанные с неправильной установкой (подача воздуха, электропитание).
3/ Серьёзные ошибки, которые препятствуют использованию аппарата. В этом случае свяжитесь
с сервисным отделом продавца
4/ Тепловая защита обеспечивается термистором на диодном мосту, что останавливает работу
аппарата и появляется сообщение «перегрев».
Низкий уровень заряда
аккумулятора
При включении на экране появляется сообщение «Слабый заряд аккумулятора»,
предупреждающее пользователя о том, что напряжение батарейки на плате управления слабое.
Эта батарейка обеспечивает сохранение даты и времени при включении аппарата.
Инструмент недействительный
При включении на экране появляется сообщение «Инструмент недействительный»,
предупреждающее пользователя о том, что одна из кнопок или триггер остались нажатыми,
либо же обнаружено короткое замыкание. Чтобы сообщение исчезло, проверьте триггер
пистолета и кнопки на клещах.
Плечо недействительно
Плечо клещей не совместимо с выбранным сварочным режимом.
RU

30
GYSPOT INVERTER PTI.G
Слишком слабый ток
1/ Проверьте проводку
Если ток во время сварки меньше, чем заданный (<6 %), то после выполнения точки экран
покажет сообщение «слабый ток, проверьте проводку», означающее, что точку нужно
проверить.
2/ Проверьте листы
Если аппарат не может достичь заданного тока, то на экране появится сообщение «Слабый ток,
проверьте листы». Точка не проварена и ошибку нужно устранить, чтобы выполнить точку.
Недостаточное давление в
системе подачи воздуха
Если входное давление недостаточно для обеспечения
необходимой силы сжатия, то аппарат перед выполнением точки
издаст звуковой сигнал и покажет следующее сообщение об
ошибке «Недостаточное давление системы подачи».
Второе нажатие на триггер позволяет принудительно выполнить
точку, которая будет сварена с имеющимся давлением. Если
измеренная сила сжатия недостаточна, то на экране высветится
сообщение «Слабое давление».
«сл давление» также будет записано в текущем отчете.
Грунтовка насоса
При отключении насоса системы охлаждения появляется сообщение «Pump Priming Fault»
(Неисправность насоса). Проверьте уровень охлаждающей жидкости в баке.
Самодиагностика
При включении машина выполняет самодиагностику и отображает
результаты на экране.
Если неисправность блокировки отсутствует, эта страница
отображается в течение 3 с, а затем исчезает. В течение этого
периода короткое нажатие клавиш MODE, ▲ или ▼, оставляет на
экране страницы CHECK (результаты синтеза на двух страницах).
При длительном нажатии на MODE режим ЗАПИСИ выходит из
режима ЗАПИСИ.
При обнаружении неисправности блокировки невозможно выйти из
страниц CHECK, за исключением обрыва фазы (см. список ниже).
Линия
Нет.
Commentaire Комментарий
Показать правую
колонку
Тип
неисправности
В случае неисправности блокировки
Страница ЗВОНОК №1
1 Название продукта PTI-400 PASS Блокирующий
2 Серийный номер изделия SN xx.xx.xxxxxx.xxxxxx PASS или FAIL Блокирующий
3 Вторичная мягкая версия
CONTROL SOFT Vxx.
xx.xx
PASS Блокирующий
4
Жесткая первичная
версия
ALIM HARD 400V PASS или FAIL Блокировка Неверная карта питания, свяжитесь с дилером.
5
Первичная версия
программного
обеспечения
ALIM SOFT Vx.xx PASS, FAIL Блокировка
Неправильная версия программного обеспечения,
свяжитесь с вашим дилером.
6 испытание клавиатуры KEYBOARD PASS или FAIL Блокирующий
Убедитесь, что клавиши клавиатуры или триггеры не
нажаты, если неисправность не устранена, обратитесь
к дилеру.
7 Тест на коммуникацию µ COMMUNICATION PASS или FAIL Блокировка Проблема связи между картами, свяжитесь с дилером.
8 карта памяти SD xx.xx.xx.xx.xxxx PASS или FAIL Блокирующий SD-карта отсутствует.
9 Фаза напряжения 1 U12 = xxx V PASS или FAIL Блокировка
Если фаза отсутствует, нажатие MODE в течение 5
с открывает меню Настройка и позволяет машине
работать в режиме демонстрационного зала.
10 Фаза напряжения 2 U23 = xxx V PASS или FAIL Блокировка
11 Фаза напряжения 3 U31 = xxx V PASS или FAIL Блокировка
RU

31
GYSPOT INVERTER PTI.G
12 напряжение CAPA U+HT = xxx V PASS или FAIL Блокировка
Проблема управления силовой электроникой,
обратитесь к дилеру.
13
Напряжение PM IGBT
1 и 2
UPMIGBT12 = xxx V PASS или FAIL Блокировка
14
Напряжение PM IGBT
3 и 4
UPMIGBT34 = xxx V PASS или FAIL Блокировка
15 результат теста IGBT 1 IGBT1 = xxx V PASS или FAIL Блокировка
16 результат теста IGBT 2 IGBT2 = xxx V PASS или FAIL Блокировка
17 результат теста IGBT 3 IGBT3 = xxx V PASS или FAIL Блокировка
18 результат теста IGBT 4 IGBT4 = xxx V PASS или FAIL Блокировка
Page CHECK n°2
1
Трансфокация
результатов теста при
первичном обнаружении
CONNEXION TRANSFO PASS или FAIL Блокировка
Проверьте подключение силового кабеля от зажима к
генератору.
2 Дата и время DATE/TIME PASS или FAIL Блокирующий
3 режим SHOW-ROOM SHOW-ROOM ON или OFF Блокирующий
4
Сварочный спусковой
крючок, спусковой
крючок пистолета и тест
температуры пистолета
GGUN WELD SW =
x.xx V
PASS Блокирующий
5
Тест на включение
диафрагмы и
температуры диода
GGUN OPEN SW = x.xx V PASS или FAIL Блокировка
Проверьте подключение датчика температуры
силового диода.
6
Температура первичного
трансформатора
TRANSFO TEMP = x.xx V ON или OFF Блокировка
Перегрев силового трансформатора. Перед повторным
запуском дайте машине остыть.
7 Датчик положения
THICKNESS SENSOR =
xx.x mm
PASS Блокирующий
8 Напряжение сварки
WELDING VOLTAGE =
x.xx V
PASS Блокирующий
9
Напряжение резервной
батареи
BACKUP CELL = x.xx V PASS или FAIL Блокирующий
10 Давление сети
AIR PRESSURE = xx.x
bar si PASS
PASS или FAIL Блокировка
Сетевой датчик давления воздуха HS, свяжитесь с
вашим дилером.
AIR PRESSURE = x.xx V
si FAIL
11 Давление зажима
GUN PRESSURE = xx.x
bar si PASS
PASS или FAIL Блокировка
Датчик давления воздуха зажима HS, обратитесь к
дилеру.
GUN PRESSURE = x.xx
V si FAIL
12
Обнаружение
присутствия оружия
CONNEXION GUN ON или OFF Блокирующий
СЧЕТЧИК ТОЧЕК
Счетчик точек позволяет вести подсчет точек, выполненных с одними и теми же
наконечниками. Если точка выполнена без проблем, то на экране появляется следующее
сообщение.
Количество точек афишируется в левом верхнем углу экрана. После замены наконечников
2-секундное нажатие на кнопку
сбрасывает счетчик.
Если с одними и теми же наконечниками проварено более 200 точек, то на экране появляется
сообщение, которое остается после каждой последующей точки, пока счетчик не будет
сброшен. Аппарат подсчитывает количество выполненных точек с каждым плечом отдельно.
С того момента, как на экране появляется сообщение об ошибке, если наконечники не заменены перед сбросом счетчика, то это
может привести к плохому качеству сварных точек.
RU

32
GYSPOT INVERTER PTI.G
ФУНКЦИЯ СОХРАНЕНИЯ ИНФОРМАЦИИ
Режим Идентификации факультативный. Его можно сконфигурировать в меню «Настройки».
Если режим идентификации настроен на «OFF», то достаточно ввести название отчета и активировать его, чтобы сохранить выполненные
сварные точки.
Рабочий журнал позволяет сохранить параметры выполненных точек. Доступ к этому режиму из любого другого режима производится
нажатием на 2 кнопки
и .
Программа пользователя доступна из любого режима нажатием на кнопки
и .
Отчет (рабочий журнал)
Сохранение отчета позволяет восстановить данные о серии точек, выполненных клещами, и
сохранить их на карте памяти, чтобы их можно было, например, вывести на компьютер. GYS
предоставляет программу, которая называется GYSPOT, для считывания информации с SD-
карты и составления рабочих журналов на компьютере. Эта программа GYSPOT находится на
SD-карте вместе с инструкцией по эксплуатации.
По умолчанию, эта функция не включена при запуске аппарата. Нажатие на кнопку записи
(on/o) и на кнопку «mode» позволяет начать запись отчета в выбранном рабочем журнале.
Новое нажатие на кнопку записи (on/o) останавливает текущую запись.
Созданный рабочий журнал содержит: логин, введенный пользователем, а также для каждой выполненной точки - используемый инструмент
и плечо, настройки аппарата (ток и давление). ОН также содержит следующие сообщения об ошибке, если они появлялись во время сварки:
I FAIBLE (слабый ток), P FAIBLE (слабое давление), PB CAPS (проблема с наконечниками).
Ввод логина производится с помощью 4 кнопок +, -
или . При вводе уже использованного логина аппарат сохранит новые выполненные
точки вслед предыдущих, не стирая их.
Кнопка позволяет вызвать ранее сохраненный отчет и пересмотреть его на экране аппарата.
Для того, чтобы вывести его на экран, нужно сначала остановить текущую запись, нажав на кнопку
. Кнопка позволяет выйти из
режима отображения отчета.
Чтобы стереть содержимое отчета, нужно
вывести его на экран с помощью кнопки
.
И затем нажать на кнопку
.
На экране появится следующее
сообщение.
Когда вы видите треугольник, второе
нажатие на кнопку
позволяет стереть
отчет.
Через 3 секунды треугольник автоматически
исчезнет с экрана.
Режим Идентификация
Если режим идентификации настроен на «ON», то нужно ввести данные во все обязательные
поля ремонтного наряда, чтобы выполнить сварные точки. В противном случае аппарат
покажет «ошибку идентификации».
Для включения и выключения режима идентификации нужно вставить SD-карту
идентификации в ридер сварочного аппарата вместо SD-карты с программами.
2-секундным нажатием на кнопку
включается окно настроек.
После того, как вы вставили SD-карту «идентификации» и выбрали «идентификация ON»,
открывается окно управления данными.
Это окно позволяет сделать поля «номер машины, марка, модель, номер шасси»
обязательными для заполнения при вводе ремонтного наряда.
Чтобы закрыть это окно, нажмите на кнопку
в течение 2 секунд. Затем нужно снова
вставить SD-карту, содержащую программы в ридер сварочного аппарата.
RU

33
GYSPOT INVERTER PTI.G
Список окон, позволяющих ввести информацию о ремонтном наряде:
Когда создан ремонтный наряд, он уже не может быть ни изменен, ни удален в аппарате. Если вы хотите его стереть, то это можно сделать
с помощью компьютерной программы Gyspot. Пользователь может создать максимум 100 ремонтных нарядов.
Ремонтный наряд Идентификация пользователя Номер машины (факультативно)
Марка машины Модель машины № шасси (факультативно)
Кнопки перемещения ( или ) позволяют менять буквы и цифры. Кнопки - и + позволяют перемещать курсор внутри
поля. Короткое нажатие на кнопку
позволяет стереть поле. Кнопка позволяет прокрутить поля для внесения
изменений или просмотра.
Каталог
Кнопка позволяет просматривать ремонтные наряды. На дисплее показан номер страницы
(максимум 13 страниц).
Кнопки - и + позволяют листать страницы. Кнопки и позволяют выбрать следующий или
предыдущий JOB. Кнопка
позволяет выводить на экран выбранный ремонтный наряд.
Кнопка
позволяет выйти из режима отображения отчета.
• Библиотека SD-картой позволяет управлять SD-картами > 2 Go.
• Для каждого ремонтного наряда имеется рабочий журнал xxx.dat. (xxx=логин от 001 до 100). В каждом рабочем журнале можно сохранить
данные о максимум 500 сварных точках. При просмотре афишируются названия ремонтных нарядов и имя пользователя.
• N° страницы указан в левом верхнем углу.
• Все ремонтные наряды сохраняются в файле catalog.GYS.
• Этот файл содержит общее количество ремонтных нарядов, название каждого из них и имя каждого пользователя. Этот файл может
содержать максимум 100 ремонтных нарядов.
Пользовательские программы
Сохранение параметров позволяет определить пользовательскую программу, чтобы в будущем быстро находить нужные настройки.
Доступны 20 ячеек памяти. Каждая из них содержит следующие настройки: инструмент, плечо, сварочный ток, продолжительность сварки
и сила сжатия.
Программа может быть привязана к клещам или пистолету.
Кнопка
позволяет сохранить текущие настройки в ручном режиме (ток, продолжительность и сила сжатия). 20 ячеек памяти указаны их
логинами (если ячейка используется) или символом « --- » для свободных ячеек.
RU

34
GYSPOT INVERTER PTI.G
Ввод логина производиться с помощью 4 кнопок . При вводе уже использованного логина аппарат сотрет все ранее записанные под
этим логином параметры.
Кнопка дает доступ к ранее сохраненным настройкам. Выбор пустой ячейки не имеет никаких последствий.
Короткое нажатие на кнопку
стирает выбранную программу из списка сохраненных программ.
Кнопка
позволяет выйти из режима выбора программ и переводит аппарат в ручной режим с параметрами и инструментом, сохраненными
в программе.
Для отключения какой-либо программы нужно просто изменить значение какого-либо параметра в одном из режимов (ручном, стандартном
или мультилистовом) или изменить инструмент (клещи, пистолет) с помощью кнопки
.
Кнопка позволяет открыть ранее сохраненный отчет на экране, чтобы пересмотреть его.
Карта памяти SD (арт. 050914)
Эта карта позволяет оператору передавать информацию от сварочного источника на компьютер и наоборот:
• Скачивать рабочие журналы (отчеты), чтобы сохранить данные о проделанной работе и, в случае необходимости, передать их страховой
компании.
• Обновите сварочные параметры, добавить новые языки.
• Программа GYSPOT вывода параметров на компьютер находится в карте памяти SD.
• Инструкция по эксплуатации аппарата находится на SD-карте.
Объем памяти будет достаточным для обеспечения автономии для более, чем 65 000 точек.
Аппарат может работать без карты памяти только в ручном режиме.
Если карта памяти не вставлена в ридер, то на экране появится следующее сообщение. Нужно
выключить аппарат, вставить SD-карту в ридер и снова включить аппарат.
Внимание: Перед тем, как изъять SD-карту из ридера, необходимо отключить питание аппарата.
Снова запустить аппарат можно будет только после того, как SD-карта снова будет вставлена в ридер.
В противном случае все сохраненные на SD-карте данные могут быть уничтожены.
СБОРКА И ЗАМЕНА ПЛЕЧ G-КЛЕЩЕЙ
Гарантия не распространяется на неисправности и повреждения, возникшие вследствие неправильной сборки G-клещей.
ВНИМАНИЕ:
- Не используйте медьсодержащей смазки на плечах.
- Следите за чистотой подошвы плеч и держателя плеч на клещах, чтобы ток хорошо проходил между контактирующими деталями.
- В случае продолжительного неиспользования аппарата всегда храните ее с плечом, монтированным на клещи, во избежание попадания
пыли на держатель плеча.
Алгоритм замены плеч:
Во время замены плеч на клещах насос цепи охлаждения обязательно должен быть отключен. Для этого войдите в режим «Регулировка
клещей». На кнопке клещей загорится красный индикатор (FIG 2 -12), указывающий, что насос выключен. Электрод уберется внутрь клещей,
чтобы плечо можно было снять.
1
Защелка торчит с того боку, где символ запертого замка
2
Рычаг должен быть оттянут назад до упора (~120°)
3
Стрелки должны быть друг напротив друга
4
Поднимите плечо примерно под углом 15° и извлеките его из его отделения (предохранительные штифты должны скользить по канавке).
1
4
3
2
2
1
3
4
RU

35
GYSPOT INVERTER PTI.G
МЕХАНИЧЕСКИЙ ШИРОКИЙ РАСТВОР ПЛЕЧА
Чтобы широко растворить плечо и получить таким образом лучший доступ к кузову, нажмите на кнопку клещей (FIG 2 -10).
1
Нажмите на кнопку (FIG 2 -10)
2
Защелка торчит с того боку, где символ отпертого замка
3
Рычаг должен быть оттянут на ~90° и упираться в защелку
4
Стрелки не должны быть друг напротив друга
Наклоните плечо.
4
2
3
1
2
4
3
1
БЛОКИРОВКА/РАЗБЛОКИРОВАНИЕ ГИРОСКОПА
Гироскоп заблокирован, когда рычаг опущен.
Гироскоп разблокирован, когда рычаг поднят вверх.
Он может вращаться вокруг клещей на 360°.
КОМПЬЮТЕРНАЯ ПРОГРАММА GYSPOT
Целью этой программы является составление и сохранение отчетов о сварных точках, выполненных с помощью аппарата GYSPOT, имеющий
ридер для SD-карты. Для использования этой программы, компьютер должен иметь ридер для SD-карты.
Программу GYSPOT можно установить с помощью файлов на SD-карте. В папке \GYSPOT V X.XX дважды кликните на файл INSTALL.EXE и
следуйте инструкциям, чтобы установить программу на ваш компьютер. Иконка GYSPOT автоматически появляется на рабочем столе вашего
компьютера.
1 - Выбор языка
Программа предлагает несколько языков. На сегодняшний день доступны следующие языки:
Французский, английский, немецкий, испанский, нидерландский, датский, финский, итальянский, шведский, русский и турецкий.
Для выбора языка в меню нажмите на Опции, затем на Языки.
Внимание: как только выбран язык нужно закрыть и снова открыть программу GYSPOT, чтобы язык был учтен.
2 - Личные данные пользователя
Для персонализации издания отчетов с вашими личными данными, требуются их ввести. Для этого в меню нажмите на Опции, затем на
Личные Данные. Откроется новое окно со следующей информацией:
Название компании
Адрес / Почтовый Индекс / Город
Телефон / Факс / Email / Интернет Сайт
RU

36
GYSPOT INVERTER PTI.G
Логотип
Эта информация будет потом фигурировать на отчетах.
3 - Трассируемость
По умолчанию программа GYSPOT открывается в режиме «Трассируемости». В режиме «Выбор параметров точек» кликните на Трассируемость
в меню Опций.
3.1 - Загрузка с SD-карты отчетов о выполненных сварных точек:
Чтобы загрузить на компьютер отчеты о выполненных аппаратом GYSPOT сварных точках, вставьте SD-карту в ридер компьютера и
запустите программу GYSPOT.
Затем выберите ридер, в который вставлена SD-карта, и кликните на кнопку
.
После загрузки отчета выполненные точки объединены идентификатором рабочих нарядов. Этот идентификатор - это название отчета,
указанного в сварочном аппарате. Этот идентификатор афиширован во вкладке Текущее.
Как только отчеты загружены, можно осуществлять поиск, редактировать или архивировать каждый отчет. Чтобы просмотреть
выполненные точки в одном из отчетов, выберите отчет. Выполненные точки появляются в таблице.
Для осуществления поиска заполните поисковое поле и кликните на кнопку
.
Для редактирования выберите отчет и кликните на кнопку
.
Для архивирования выберите отчет и нажмите на кнопку
. Будьте внимательны, загруженные отчеты не могут быть удалены пока
они не архивированы.
3.2 - Просмотр архивированных отчетов:
Для просмотра архивированных отчетов кликните на вкладку Архивы. Отчеты объединены в группы по годам и по месяцам.
Чтобы просмотреть выполненные точки, выберите отчет. Выполненные точки появляются в таблице.
В случае архивированных отчетов можно осуществлять поиск, редактировать или удалять какой-либо отчет.
Будьте внимательны: архивированный и затем удаленный отчет будет заново загружен при следующей загрузки в случае, если SD-карта
не была очищена от данных.
Для осуществления поиска заполните поисковое поле и кликните на кнопку
.
Для редактирования выберите отчет и кликните на кнопку
.
Для удаления выберите отчет и кликните на кнопку
.
3.3 - Очистка SD-карты от данных:
Очистка от данных удалит все отчеты о выполненных сварных точках, записанные на SD-карте.
Для очистка от данных вставьте SD-карту в ридер компьютера, затем в меню кликните на Опции и очистите SD-карту от данных.
Будьте внимательны: во время очистки от данных еще не загруженные отчеты будут автоматически загружены.
3.4 - Дополнение отчета:
Каждый отчет может быть дополнен следующей информацией:
Оператор,
Тип автомобиля,
Ремонтный наряд,
Номер машины,
Дата выпуска,
Выполненная операция,
Комментарии.
Для ввода этих данных выберите отчет и введите данные в реквизиты в заголовке отчета.
3.5 - Распечатка отчета:
Для распечатки выберите отчет и кликните на кнопку
. На экране появляется предварительный просмотр печати. Кликните на кнопку
.
3.6 - Экспорт документа в формате PDF:
Для экспорта в формате PDF выберете файл и кликните на кнопку
. На экране появляется предварительный просмотр печати.
Кликните на кнопк
. Чуть ниже приводится пример сохранения параметров печати с использованием программы GYSPOT.
4 - Выбор параметров сварных точек
Для перехода в режим «Выбор параметров точек» кликните на Выбор параметров точек в меню Опций.
Режим «Выбор параметров точек» дает возможность пользователю выполнить точки со сварочными параметрами автопроизводителя. Этот
режим позволяет также задать свои собственные сварочные параметры.
- Вставьте в ридер компьютера SD-карту, идущую в комплекте с аппаратом GYSPOT. Затем выберите соответствующий ридер в выпадающем
меню Выбор ридера.
- Аппараты контактной сварки GYSPOT вмещают до 16 файлов, каждый из которых может содержать до 48 комбинаций параметров.
- Первый файл с названием «USER» удалить нельзя. С его помощью пользователь может добавлять, изменять или удалять параметры точки.
- Остальные файлы предназначены для точек, параметры которых заданы автопроизводителями. Файла с данными автопроизводителей
можно скачать на нашем сайте (http://www.gys.fr). Добавить, изменить или удалить параметры точки с файла автопроизводителей
невозможно.
RU

37
GYSPOT INVERTER PTI.G
4.1 - Загрузка файла параметров сварных точек автопроизводителя:
Кликните дважды на первую колонку и введите название автопроизводителя.
Затем кликните дважды на вторую колонку для выбора файла автопроизводителя,
предварительно скачанного с нашего сайта.
Во втором списке открывается список точек со сварочными параметрами производителя.
Выберите одну из точек для просмотра хронограммы и заданных параметров.
4.2 - Как добавить точку с заданными параметрами в файл USER:
Чтобы добавить точку в файл USER, выберите сначала файл USER в списке файлов, затем
кликните на кнопку
справа от списка точек с заданными параметрами. Введите название
точки и нажмите на кнопку TAB или кликните в любое место вне списка точек, чтобы задать
сварочные параметры.
Для каждой точки можно задать параметры:
Этапа предварительного сжатия
Этапа предварительного нагрева
Различных пульсаций (максимум 4 импульса)
И этапа горячей и холодной ковки.
Для изменения параметров кликните на кнопки
.
Когда пользователь меняет параметр, то хронограмма точки обновляется.
Для подтверждения точки кликните на кнопки
.
Для отмены точки кликните на кнопки
.
4.3 - Изменение точки, заданной в файле USER :
Для изменения параметров точки выберите точку в списке и затем, измените сварочные параметры.
Для подтверждения изменений кликните на кнопку
.
Для отмены изменений кликните на кнопку
.
4.4 - Удаление точки из файла USER :
Выберите точку в списке и затем кликнете на кнопку
справа от списка.
RU

38
GYSPOT INVERTER PTI.G
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en c irculation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
МЕРЫ ПРЕДОСТОРОЖНОСТИ И ОБСЛУЖИВАНИЕ
Квалификация пользователя
Варить контактной сваркой могут только квалифицированные специалисты, специально обученные для работы с данным аппаратом с тем,
чтобы использовать все его возможности и производить сварочные работы согласно правилам и нормам (например: слесарь по кузовному
ремонту).
Подготовка свариваемых деталей
Совершенно необходимо очистить зону сварки и приблизиться к ней.
В случае нанесения защитного слоя убедитесь в том, что этот слой электропроводящий, предварительно проделав тест на образце.
Односторонняя сварка
При ремонте автомобиля проверьте, что автопроизводитель разрешает этот вид сварки.
Использование специфического плеча для сварки под крылом
Максимальное давление должно быть 100 даН.
Тороидальные уплотнения зажимной муфты плеч X-клещей.
Внутри 2-х зажимных муфт плеч (см. описание клещей) находятся 2 тороидальных уплотнения, которые нужно заменять в случае утечки или
раз в 6 месяцев. Эти 2 уплотнения необходимы во избежание рисков утечки охлаждающей жидкости.
Эти прокладки - тороидальные уплотнения d=25, фланец 4. Во время их замены их нужно смазать. (арт. 050440: контактная смазка)
Уровень и эффективность действия охлаждающей жидкости
Соблюдение уровня охлаждающей жидкости важно для правильного функционирования аппарата. Жидкость всегда должна быть между
минимальным и максимальным уровнем, указанным на тележке аппарате. При надобности, подлейте деминерализованной воды.
Рекомендуется заменять охлаждающую жидкость раз в 2 года:
1
Отключите питание с помощью прерывателя, расположенного сзади аппарата (положение OFF) и отсоедините аппарат от
электрической установки.
2 Поместите бак для слива жидкости (вместительностью минимум 30 л) под отверстие для опорожнения аппарата.
3
Отвинтите дренажную пробку,
расположенную под станком, с
помощью торцового ключа 10». (Ref.
S6262)
4 Промойте внутреннюю часть бака проточной водой для удаления отложений.
5
Замените дренажную пробку. (
: 4 N.m)
RU

39
GYSPOT INVERTER PTI.G
6 Заполните резервуар для охлаждающей жидкости (5 л: 062511 / 10 л: 052246).
7 Включите питание обратно (в положении ON) и проверьте наличие утечек.
НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ
НЕИСПРАВНОСТИ ПРИЧИНЫ УСТРАНЕНИЕ
Сварка клещами
Выполненные точки не приварили металл
или приварили плохо.
Наконечники изношены. Замените наконечники.
Поверхности плохо очищены. Проверьте поверхности.
Плечи, введенное в аппарат, не
соответствует тому, что установлено.
Проверьте номер плеча, введенного в
программу.
Электроды дырявят металл.
Наконечники изношены. Замените наконечники.
Недостаточное давление воздуха.
Проверьте давление системы подачи (мин.
8 бар).
Ненадлежащая подготовка поверхности. Подготовьте рабочую поверхность.
Недостаточно мощности.
Проблема электропитания.
Проверьте стабильность напряжение в
сети.
Почерневшие или поврежденные
наконечники.
Замените наконечники.
Неправильная блокировка плеча. См. раздел «Сборка и замена плеч».
- Быстрый перегрев аппарата.
- Вздутие кабеля мощности.
Отсутствие циркуляции или же плохая
циркуляция охлаждающей жидкости.
Отвинтите пробку бака тележки и
проверьте, что охлаждающая жидкость
возвращается в бак.
- Насос остановлен.
- Охлаждающая жидкость загрязнена.
- Закупорка цепи.
Непроходимость в цепи охлаждения
(зажат шланг).
Проверьте оболочку силового кабеля у
тележки.
Проверьте, что насос работает правильно.
Проверьте охлаждающую жидкость.
Пистолет
Необычный перегрев пистолета.
Неправильный зажим муфты.
Проверьте затяжение муфты, муфты для
звездочек и состояние оболочки.
Оголена оболочка пистолета.
Замените оболочку, чтобы воздушное
охлаждение доходило до пистолета.
Неправильное положение подошвы массы.
Проверить, что подошва массы
закреплена на нужном листе металла.
Недостаточно мощности пистолета.
Плохой контакт подошвы массы. Проверьте контакт массы.
Неправильный зажим муфты или
аксессуаров.
Проверьте затяжение муфты и
аксессуаров, а также состояние оболочки.
Поврежденные расходные
комплектующие.
Замените расходные комплектующие.
ГАРАНТИЯ
Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила).
Гарантия не распространяется на:
• Любые поломки, вызванные транспортировкой.
• Нормальный износ деталей (Например : кабели, зажимы и т.д.).
• Случаи неправильного использования (ошибка питания, падение, разборка).
• Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль).
При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов:
- документ, подтверждающий покупку (с датой): кассовый чек, инвойс....
- описание поломки.
RU

40
GYSPOT INVERTER PTI.G
NL
WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES
ALGEMENE INSTRUCTIES
Voor het in gebruik nemen van dit apparaat moeten deze instructies gelezen en goed begrepen worden. Voer geen wijzigingen
of onderhoud uit die niet in de handleiding vermeld staan. Bewaar deze handleiding zorgvuldig, zodat u hem eventueel kunt
raadplegen in geval van vragen.
Ieder lichamelijk letsel of iedere vorm van materiële schade veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald
worden op de fabrikant van het apparaat.
Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een bevoegd persoon om het apparaat correct te installeren. Deze instructies
hebben betrekking op het materiaal zoals het geleverd wordt. Het is de verantwoordelijkheid van de gebruiker om, wanneer de instructies niet worden
gerespecteerd, een risico-analyse uit te voeren.
OMGEVING
Dit apparaat mag enkel gebruikt worden om te lassen, en uitsluitend volgens de in de handleiding en/of op het typeplaatje vermelde instructies. De
veiligheidsvoorschriften moeten gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de fabrikant niet aansprakelijk worden gesteld.
De installatie mag alleen worden gebruikt en bewaard in een stof- en zuurvrije ruimte, en in afwezigheid van ontvlambaar gas of andere corrosieve
substanties. Zorg voor voldoende ventilatie tijdens het gebruik.
Gebruikstemperatuur :
Gebruik tussen +5°C en +40°C (+41°F en +104°F).
Opslag tussen -25°C en +55°C (-13°F en 131°F).
Luchtvochtigheid :
Lager of gelijk aan 50% bij 40°C (104°F).
Lager of gelijk aan 90% bij 20°C (68°F).
Hoogte : Tot 1000 m boven het niveau van de zeespiegel (3280 voet).
PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN
Weerstandlassen kan gevaarlijk zijn en ernstige of zelfs dodelijke verwondingen veroorzaken. Deze techniek mag alleen door gekwaliceerd personeel
uitgevoerd worden, dat een adequate opleiding (bv. een schadeherstel-opleiding) heeft genoten.
Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron en aan elektro-magnetische velden (waarschuwing voor
dragers van een pacemaker), aan elektrocutie gevaar, aan lawaai en aan uitstoting van gassen.
Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies :
Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en
in goede staat, die het gehele lichaam bedekt.
Draag handschoenen die de elektrische en thermische isolatie garanderen.
Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw
ogen tijdens schoonmaakwerkzaamheden. Contactlenzen zijn uitdrukkelijk verboden.
Soms is het nodig om het lasgebied met brandwerende gordijnen af te schermen tegen projectie en wegspattende gloeiende
deeltjes. Informeer de personen in de laszone om aangepaste beschermende kleding te dragen die voldoende bescherming biedt.
Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit
geldt tevens voor alle personen die zich in de las-zone bevinden).
Verwijder nooit de behuizing van het koelelement wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en
onder spanning staat. De fabrikant kan dan niet verantwoordelijk worden gehouden in geval van een ongeluk.
De elementen die net gelast zijn zijn heet en kunnen brandwonden veroorzaken bij het aanraken. Zorg ervoor dat, tijdens
onderhoudswerkzaamheden aan de klem of het pistool, deze voldoende afgekoeld zijn en wacht ten minste 10 minuten alvorens
met de werkzaamheden te beginnen. De koelgroep moet in werking zijn tijdens het gebruik van een watergekoelde klem, om zo te
voorkomen dat de vloeistof brandwonden veroorzaakt.
Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen.
LASDAMPEN EN GAS
Dampen, gassen en stof uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie, soms
is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing zijn als er
onvoldoende ventilatie is.
Controleer of de afzuigkracht voldoende is, en verieer of deze aan de gerelateerde veiligheidsnormen voldoet.
Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd worden. Bovendien kan het lassen van materialen die
bepaalde stoen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van de
laswerkzaamheden.
De gasessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder
of op een trolley. Het lassen in de buurt van vet of verf is verboden.

41
GYSPOT INVERTER PTI.G
NL
BRAND EN EXPLOSIE-RISICO
Scherm het lasgebied volledig af, brandbare stoen moeten op minimaal 11 meter afstand geplaatst worden.
Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden.
Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Ze kunnen brand of explosies veroorzaken.
Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand.
Het lassen in containers of gesloten buizen moet worden verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of
explosief product (olie, brandstof, gas residuen....).
Slijpwerkzaamheden mogen niet worden gericht naar het lasapparaat, of in de richting van brandbare materialen.
ELEKTRISCHE VEILIGHEID
Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Een elektrische schok kan, direct of indirect, ernstige en zelfs
dodelijke ongelukken veroorzaken.
Raak nooit delen aan de binnen- of buitenkant van de machine aan (kabels, elektroden, armen, toortsen....) die onder spanning staan. Deze delen
zijn aangesloten op het lascircuit.
Koppel, voordat u het lasapparaat opent, dit los van het stroom-netwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn.
Zorg ervoor dat, als de kabels, elektroden of las-armen beschadigd zijn, deze vervangen worden door gekwaliceerd en bevoegd personeel. Gebruik
alleen kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend
schoeisel, waar u ook werkt.
Let op! Zeer heet oppervlak. Kan brandwonden veroorzaken.
• De verhitte onderdelen en apparatuur kunnen brandwonden veroorzaken.
• Raak de verhitte onderdelen niet met de blote hand aan.
• Wacht tot de onderdelen en het apparaat afgekoeld zijn alvorens ze aan te raken.
• Bij brandwonden, grondig en met veel water afspoelen en onmiddellijk een arts raadplegen.
EMC CLASSIFICATIE VAN HET MATERIAAL
Dit Klasse A materiaal is niet geschikt voor gebruik in een woonomgeving waar de stroom wordt geleverd door een openbaar
laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze omgevingen,
vanwege storingen of radio-frequente straling.
Dit materiaal is niet conform aan de IEC 61000-3-12 norm en is bedoeld om aangesloten te worden op privé
laagspanningsnetwerken, aangesloten op een openbaar netwerk met uitsluitend midden- of hoogspanning. Als het apparaat
aangesloten wordt op een openbaar laagspanningsnetwerk is het de verantwoordelijkheid van de installateur of de gebruiker
van het apparaat om de stroomleverancier te contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk zonder
risico op het betreende netwerk aangesloten kan worden.
ELEKTROMAGNETISCHE EMISSIES
Elektrische stroom die door een geleider gaat veroorzaakt elektrische en magnetische velden (EMF). De lasstroom wekt een
elektromagnetisch veld op rondom de laszone en het lasmateriaal.
De elektromagnetische velden, EMF, kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Voor mensen met medische
implantaten moeten veiligheidsmaatregelen in acht genomen worden. Bijvoorbeeld : toegangsbeperking voor voorbijgangers of een individuele risico-
evaluatie voor de lassers.
Alle lassers zouden de volgende procedures moeten opvolgen, om een blootstelling aan elektromagnetische straling veroorzaakt door het lassen zo
beperkt mogelijk te houden :
• plaats de laskabels dicht bij elkaar – bind ze indien mogelijk aan elkaar;
• houd uw hoofd en uw romp zo ver mogelijk van het lascircuit af;
• wikkel nooit de kabels om uw lichaam;
• zorg ervoor dat u zich niet tussen de laskabels bevindt. Houd de twee laskabels aan dezelfde kant van uw lichaam;
• bevestig de geaarde kabel zo dicht als mogelijk is bij de te lassen plek;
• voer geen werkzaamheden uit dichtbij de laszone, ga niet zitten op of leun niet tegen het lasapparaat;
• niet lassen wanneer u het lasapparaat of het draadaanvoersysteem draagt.
Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat.
Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend
zijn.

42
GYSPOT INVERTER PTI.G
NL
AANBEVELINGEN OM DE LASWERKPLEK EN DE INSTALLATIE TE EVALUEREN
Algemene aanbevelingen
De gebruiker is verantwoordelijk voor het installeren en het gebruik van het weerstandslasmateriaal, en moet hierbij de instructies van de fabrikant
opvolgen. Als elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van de lasapparatuur om het
probleem op te lossen, in samenwerking met de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige
aarding van het lascircuit. In andere gevallen kan het nodig zijn om met behulp van lters een elektromagnetisch schild rondom de stroomvoorziening
en om het vertrek te creëren. In ieder geval moeten de storingen veroorzaakt door elektromagnetische stralingen beperkt worden tot een aanvaardbaar
niveau.
Evaluatie van de las-zone
AVoor het installeren van de las-installatie moet de gebruiker de mogelijke elektro-magnetische problemen in de omgeving evalueren. Daarbij moeten
de volgende gegevens in acht genomen worden :
a) de aanwezigheid boven, onder, of naast het lasmateriaal van andere voedingskabels, van besturingskabels, signaleringskabels of telefoonkabels;
b) ontvangers en zenders voor radio en televisie;
c) computers en ander besturingsapparatuur;
d) essentiële beveiligingsinstallaties, zoals bijvoorbeeld beveiliging van industriële apparatuur;
e) de gezondheid van personen in de omgeving, bijvoorbeeld bij gebruik van pacemakers of gehoorapparaten;
f) materiaal dat gebruikt wordt bij het kalibreren of meten;
g) de immuniteit van overig aanwezig materiaal.
De gebruiker moet zich ervan verzekeren dat alle apparatuur in de werkruimte compatibel is. Dit kan aanvullende veiligheidsmaatregelen vereisen;
h) het tijdstip waarop het lassen of andere activiteiten plaatsvinden.
De afmeting van het omliggende gebied dat in acht genomen moet worden hangt af van de structuur van het gebouw en van de overige activiteiten
die er plaatsvinden. Het omliggende gebied kan groter zijn dan de begrenzing van de installatie.
Evaluatie van de lasinstallatie
Naast een evaluatie van de laszone kan een evaluatie van de lasapparatuur elementen aanreiken om storingen vast te stellen en op te lossen. Bij het
evalueren van de emissies moeten de werkelijke resultaten worden bekeken, zoals die zijn gemeten in de reële situatie, zoals vermeld in Artikel 10
van de CISPR 11:2009. De metingen in de specieke situatie, op een specieke plek, kunnen tevens helpen de doeltreendheid van de maatregelen
te testen.
AANBEVELINGEN OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN
a. Openbare spanningsnet : het lasmateriaal moet aangesloten worden op het openbare net volgens de aanbevelingen van de fabrikant. Als
er storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het lteren van het openbare stroomnetwerk. Er kan
overwogen worden om de voedingskabel van de lasinstallatie af te schermen in een metalen leiding of een gelijkwaardige bescherming. Het is
wenselijk om de elektrische continuïteit van deze afscherming over de gehele lengte te verzekeren. De bescherming moet aangekoppeld worden
aan de lasstroomvoeding, om er zeker van te zijn dat er een goed elektrisch contact is tussen de geleider en de behuizing van de lasstroomvoeding.
b. Onderhoud van het lasapparaat : onderhoud regelmatig het lasmateriaal, en volg daarbij de aanbevelingen van de fabrikant op. Alle toegangen,
service ingangen en kleppen moeten gesloten en correct vergrendeld zijn wanneer het lasmateriaal in werking is. Het lasmateriaal mag op geen
enkele wijze veranderd of aangepast worden, met uitzondering van veranderingen en instellingen zoals genoemd in de handleiding van de fabrikant.
c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij de grond of, indien mogelijk, op de grond gelegd worden.
d. Potentiaal-vereening : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : de metalen objecten
verbonden aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de gebruiker, wanneer hij tegelijkertijd deze objecten en de
elektrode aanraakt. Het is aan te raden de gebruiker van deze metalen voorwerpen te isoleren.
e. Aarding van het te lassen voorwerp : wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen
en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp
en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen, wanneer daarmee het risico op
verwondingen van de gebruikers of op beschadigingen van ander elektrisch materiaal vergroot wordt. Indien nodig, is het wenselijk dat het aarden
van het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is het aan te raden te aarden
met een daarvoor geschikte condensator, die voldoet aan de reglementen in het betreende land.
f. Beveiliging en afscherming : Selectieve afscherming en bescherming van andere kabels en materiaal in de omgeving kan problemen verminderen.
De beveiliging van de gehele laszone kan worden overwogen voor speciale toepassingen.
TRANSPORT EN VERVOER VAN DE LASSTROOMBRON
De lasstroombron is uitgerust met een handvat waarmee het apparaat met de hand gedragen kan worden. Let op : onderschat
het gewicht niet. De handvatten zijn niet bedoeld om het apparaat aan omhoog te hijsen.
Gebruik de kabels niet om de lasstroombron te verplaatsen. Til nooit het apparaat boven personen of voorwerpen.
INSTALLATIE VAN HET MATERIAAL
• Plaats de voeding op een ondergrond met een helling van minder dan 10°.
• Plaats het lasapparaat niet in de stromende regen, en stel het niet bloot aan zonlicht.
• Dit materiaal heeft een beveiligingsgraad IP20, wat betekent :
- dat het beveiligd is tegen toegang in gevaarlijke delen van solide voorwerpen waarvan de diameter >12.5 mm en,
- dat het geen enkele beveiliging heeft tegen water
Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels helemaal afgerold worden.

43
GYSPOT INVERTER PTI.G
NL
De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet
correct of gevaarlijk gebruik van dit materiaal.
ONDERHOUD / ADVIES
• De gebruikers van dit apparaat moeten een adequate opleiding hebben gevolgd, zodat ze deze machine optimaal kunnen gebruiken (bijvoorbeeld
een opleiding tot autoschade-hersteller).
• Alvorens een voertuig te repareren, moet geverieerd worden of de fabrikant van het voertuig de gebruikte lastechniek toestaat.
Het onderhoud en de reparatie van de generator mogen alleen door de fabrikant uitgevoerd worden. Iedere vorm van onderhoud
op deze generator uitgevoerd door derden zal de garantievoorwaarden nietig verklaren. De fabrikant kan niet verantwoordelijk
worden gehouden voor ieder incident dat zich voordoet nadat het apparaat door derden onderhouden of gerepareerd is.
Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten alvorens werkzaamhe-
den aan het apparaat te verrichten. De spanning en de stroomsterkte binnen het toestel zijn hoog en gevaarlijk.
• Voor iedere onderhoudsbeurt moet de perslucht-toevoer afgesloten worden, en moet het circuit van het apparaat drukloos worden gemaakt.
• Reinig regelmatig het lter van de luchtontvochtiger, die zich achterop het apparaat bevindt.
• Het apparaat is uitgerust met een stabilisator, waardoor het manipuleren van de klem makkelijker is. Laat echter de klem nooit langere tijd over
de stabilisator aan de kabel bungelen, dit zal de stabilisator sneller doen verslijten. Laat de klem niet te vaak op de steun vallen, dit zal de steun
beschadigen.
• Het is mogelijk de veerspanning van de stabilisator aan te passen met behulp van de meegeleverde sleutel.
• Het koelvloeistof-niveau is belangrijk voor het correct functioneren van het apparaat. Het vloeistof-niveau moet altijd tussen het « minimum » en «
maximum » niveau, zoals aangegeven op het apparaat, liggen. Controleer dit niveau regelmatig en vul indien nodig bij.
• Het wordt aanbevolen de koelvloeistof iedere twee jaar te vervangen.
• Al het lasmateriaal is aan slijtage onderhevig. Let er op dat uw lasgereedschap schoon blijft, zodat het apparaat optimaal kan functioneren.
• Controleer, voor het gebruik van de pneumatische klem, de staat van de elektroden/caps (dit geldt
zowel voor de platte, ronde als schuinaopende caps). Reinig ze indien nodig met behulp van schuur-
papier (jn) of vervang ze (zie referentie(s) op het apparaat).
• Om een goed laspunt te verkrijgen moeten de caps ongeveer iedere 200 punten vervangen worden.
Hiertoe moet de gebruiker :
- De caps demonteren met behulp van een sleutel (art. code 050846)
- De caps monteren met behulp van contact-vet (art. code 050440)
• Caps type A (art. code : 049987)
• Caps type F (art. code : 049970)
• Schuin afgeslepen caps (art. code : 049994)
Waarschuwing : de caps moeten op één perfecte lijn liggen. Als dit niet het geval is, controleer de
afstemming van de elektroden (zie Vervangen van de armen p. 49)
A
A
F
F
A
A
• Controleer, voor u het pistool gebruikt, de staat van de verschillende onderdelen (ster, elektrode, koolstof elektrode...........), maak ze indien nodig
schoon, of vervang ze als ze in slechte staat zijn.
• De kap regelmatig afnemen en met een blazer stofvrij maken. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd gereedschap ook
de elektrische verbindingen te laten controleren door gekwaliceerd personeel.
• Controleer regelmatig de staat van de voedingskabel en de staat van de kabel van het lascircuit Als er slijtage zichtbaar is moeten ze vervangen
worden door de fabrikant of diens after-sales dienst, of door een gelijkwaardig gekwaliceerd technicus, om zo ieder risico op ongelukken te
voorkomen.
• Laat de ventilatieopening van de lasstroombron vrij zodat de lucht gemakkelijk kan circuleren.
GEBRUIK VAN DE GALG
• De bediener moet de koelvloeistofcanister voor gebruik goed vullen met koelvloeistof.
• Het gebruik van de giek is strikt voorbehouden voor het ondersteunen van de klem tijdens laswerkzaamheden.
• De kraanbalk mag in geen geval worden gebruikt als hef- of ander middel, omdat het gevaar bestaat dat de kraanbalkwagen kantelt.

44
GYSPOT INVERTER PTI.G
NL
INSTALLATIE - GEBRUIK VAN HET PRODUKT
Alleen ervaren en door de fabrikant gekwaliceerd personeel mag de installatie uitvoeren. Verzekert u zich ervan dat de generator tijdens het
installeren niet op het stroomnetwerk aangesloten is. Seriële en parallelle generator-verbindingen zijn verboden.
OMSCHRIJVING VAN HET MATERIAAL (FIG-1)
Dit apparaat is bestemd voor het uitvoeren van de volgende carrosserie-werkzaamheden :
- puntlassen van plaatwerk met een pneumatische klem,
- het lassen van plaatwerk met pistool,
- het lassen van nagels, klinknagels, ringen, bouten, sierlijsten,
- het wegwerken van deuken en inslag (inslag veroorzaakt door hagel met de optie slagtrekker).
1- Kaartlezer SD-kaart 6- Schakelaar
2- Interface Human Machine (IHM) 7- Voedingskabel
3- Koelgroep 8- Vuldop
4- Houder vergrendelen steunarm 9- Meter koelvloeistof
5- Manometer
OMSCHRIJVING VAN DE KLEM G (FIG-2)
1- Hendel voor het vergrendelen en ontgrendelen van de arm 7- Vergrendelingspin
2- Slang koelvloeistof 8-
Hendel voor het vergrendelen/ontgrendelen van de gyros-
coop
3- Gyroscoop 9- Knop overopening
4- Pneumatisch element 10- Knop puntlassen
5- Elektrode overopening 11- Knop voor het realiseren van instellingen op afstand
6- Mobiele arm
Extra opening : met een druk op de knop (FIG 2 - 10), kan de extra opening van de klem geactiveerd worden. De elektrode trekt zich terug in de
klem en creëert een uitsparing van 80 mm om toegang te krijgen tot de te lassen zone, in plaats van de 20 mm in ruste.
ACCESSOIRES EN OPTIES
Koelvloeistof
40 caps
x 10
x 18
x 18
x 6
Beschermhoes SD-kaart met
programmatuur INCLUDED
5 l: 062511
10 l: 052246
048935 050068 050853 050914
Slijper caps Krachtsensor Koer lasproeven Europax anti-roest Kit gun PTI.G
048966 052314 050433 052758 067226
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 INCLUDED G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829

45
GYSPOT INVERTER PTI.G
NL
205
180
96
154
600
250
177
235
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 (550 daN) - ref. 050501
X2 (300daN)
ref. 050518
X6 (300daN)
ref. 050587
VOEDING
• Dit materiaal is ontworpen om uitsluitend te worden gevoed door een 3-fasen 400V voeding (50-60 Hz) met vier draden waarvan de neutrale is
verbonden met de aarde en voorzien van een stroomonderbreker van het type ≥ 25 A met D-waarde (of een zekering van het type aM).
De permanente stroomopname (l1p of ILp) die in het hoofdstuk «Technische specicaties» van deze handleiding wordt vermeld, heeft betrekking
op gebruik bij maximaal vermogen. Controleer of de stroomvoorziening en de beveiliging daarvan (zekering en/of automaat) compatibel zijn met
de stroom die het apparaat nodig heeft. In sommige landen kan het nodig zijn de stekker te vervangen om het apparaat op de maximale stand te
kunnen gebruiken.
• Aanbevelingen betreende de elektrische voeding :
Om het spanningsverlies in de voedingslijn te beperken en om elk risico op het loskoppelen van de beveiliging te vermijden, is het absoluut noodza-
kelijk om de apparatuur aan te sluiten op een «speciaal» stopcontact. Deze stekker moet worden aangesloten op het elektrische paneel en alleen
deze apparatuur van stroom voorzien. Bij de vaststelling van de beschermingsgraad moet rekening worden gehouden met de volgende beperkingen:
Controleer de doorsnede van de kabel tot aan de aansluitbus: 4 x 6 mm². Als de voedingskabel vanaf het schakelbord langer is dan 10 m, gebruik
dan een aderdoorsnede van 10 mm². Als u een verlengkabel gebruikt, gebruik dan een aderdoorsnede van 6 mm² (10 mm² als de lengte van de
leiding + verlenging > 10m).
Elektrisch netsnoer Aansluiting 400 V / 3 fasen + aarding
L1
L2
L3
L1
L2
L3
L1 : Fase 1
L2 : Fase 2
L3 : Fase 3
: Geaard (Groen/Geel of groen)
Neutraal (niet gebruikt)
• De lasstroombron schakelt over op beveiliging wanneer de netspanning lager of hoger is dan 15% van de aangegeven spanning(en) (een foutmel-
ding verschijnt op het display van het bedieningspaneel).
• Om het optimaal functioneren van het apparaat te garanderen, moet er, voor gebruik, gecontroleerd worden of het persluchtcircuit minimaal 8 bar
(116 Psi) kan leveren. Vervolgens moet het persluchtnet aangesloten worden op de achterkant van het apparaat. Het apparaat mag niet worden
aangesloten op een luchtnetwerk met een druk lager dan 4 bar (58 Psi) of hoger dan 10 bar (145 Psi).
AANSLUITEN OP EEN STROOMGENERATOR
Het apparaat is niet beveiligd tegen de overspanningen die regelmatig veroorzaakt worden door generatoren. Het wordt dus afgeraden om deze
apparatuur op dergelijke voedingsbronnen aan te sluiten.
VULLEN VAN HET KOELVLOEISTOF RESERVOIR
De door GYS aanbevolen koelvloeistof moet gebruikt worden :
5 l : art. code 062511 • 10 l : ref. 052246

46
GYSPOT INVERTER PTI.G
NL
Het gebruik van andere koelvloeistoen, in het bijzonder standaard auto-koelvloeistof, kan een elektrolyse veroorzaken en leiden tot opeenhoping van
vaste deeltjes in het koelcircuit. Dit kan leiden tot verslechtering van het koelproces en verstopping van het circuit. Iedere vorm van schade aan het
apparaat als gevolg van het gebruik van een andere koelvloeistof dan de aanbevolen vloeistof valt niet binnen de garantievoorwaarden.
De door ons aanbevolen vloeistof geeft een anti-vries bescherming tot -20°C (-4°F). De vloeistof kan verdund gebruikt worden, maar mag enkel
verdund worden met gedemineraliseerd water. Gebruik nooit kraanwater om de vloeistof mee te verdunnen. Er moet in ieder geval minimaal
1 es van 10 liter worden gebruikt om een minimale bescherming van het koelcircuit te garanderen.
30 liter vloeistof Antivries bescherming tot -20°C (-4°F)
20 liter vloeistof + 10 liter gedemineraliseerd water Antivries bescherming tot -13°C (9°F)
10 liter vloeistof + 20 liter gedemineraliseerd water antivries bescherming tot -5°C (23°F)
Iedere vorm van schade veroorzaakt door het gebruik van een andere koelvloeistof dan de aanbevolen valt niet onder de garantie.
Voor het vullen van het vloeistof reservoir gaat u als volgt te werk :
- Plaats de pneumatische klem op de daarvoor bestemde houder.
- Giet 30 liter vloeistof bij, tot halverwege het aangegeven niveau.
Veiligheidsgegevens betreende de vloeistof :
- in geval van oogcontact, verwijder onmiddellijk de lenzen indien de getroen persoon deze draagt, en spoel uitvoerig de ogen met
helder water gedurende enkele minuten. Raadpleeg onmiddellijk een arts indien er complicaties optreden.
- in geval van contact met de huid : onmiddellijk wassen met zeep, en direct ieder besmet kledingstuk verwijderen. Indien er irritaties
optreden (rode vlekken enz.), moet er een arts geraadpleegd worden.
- indien het product ingeslikt wordt, moet de mond met veel helder water gespoeld worden. Veel water drinken. Raadpleeg een arts.
Onderhoud : Raadpleeg het hoofdstuk «VOORZORGSMAATREGELEN EN ONDERHOUD».
INGEBRUIKNAME VAN HET APPARAAT
• Het apparaat wordt opgestart wanneer u de draaischakelaar op ON zet (Fig 1 - 7). Het apparaat schakelt uit wanneer de draaischakelaar op OFF
wordt gezet. Let op! Nooit de stroomvoorziening afsluiten wanneer het apparaat oplaadt. De PCB start een test-cyclus op en initialiseert de
instellingen, dit duurt ongeveer 10 seconden. Hierna is et apparaat klaar voor gebruik.
• Zodra het apparaat onder spanning is, stroomt er vloeistof door de kabels. Controleer of er geen lekkages zijn.
INTERFACE HUMAN MACHINE
2
5
7
6
3 4
1
1
Knop
4
Opslaan van de instellingen
• Met een eenvoudige druk op de knop kunt u kiezen tussen de
modules klem, pistool of «instellen klem».
• Wanneer u de knop 2 seconden lang ingedrukt houdt kunt u, vanuit
de andere modules, terugkeren naar de module «normaal».
• Wanneer u de knop 2 seconden lang ingedrukt houdt zal de teller
terugkeren naar nul punten.
• Wanneer u de knop 2 seconden lang ingedrukt houdt krijgt u toegang
tot het menu «Instellingen».
• Wanneer u twee keer kort op de knop drukt, zal het op het scherm
getoonde journaal (in de module tonen van de journaals) verdwijnen.
• Een korte druk op de toets, in de module «geheugen programma’s»
doet het geselecteerde programma verdwijnen.
• Met toets
kan de gebruiker een instelling opslaan (instellingen
die bijgesteld zijn in de handmatige module : intensiteit, duur en
klemkracht).
• Met toets
kan een al eerder opgeslagen instelling met dezelfde
naam hersteld worden. Het apparaat stelt zichzelf automatisch in de
handmatige module met de lasinstellingen (intensiteit, duur en klem-
kracht) en het gereedschap (klem of pistool).

47
GYSPOT INVERTER PTI.G
NL
2
Opslaan van een rapport
5
Instellen van de dikte van het te lassen
plaatwerk
Deze functie wordt nader toegelicht in het overeenstemmende hoofds-
tuk.
Met de toets
kan het schrijven van een rapport geactiveerd of
gedeactiveerd worden.
Met toets kan de reeks gerealiseerde punten bekeken worden.
De waarde van deze instelling komt overeen met de dikte van het te
lassen plaatwerk. De keuze van de dikte kan worden gedaan met de
toetsen + et -, de beschikbare diktes zijn 0.6, 0.8, 1.0, 1.2, 1.5, 1.8,
2.0, 2.5 en 3.0 mm.
3
Gebruik van de modules
6
Instellen van het type plaatwerk
Met toets kan de gebruiker alle lasmodules doorlopen. Een
langere druk op de knop «module» activeert de module «conguratie»,
waarmee de taal gekozen kan worden, de datum ingesteld kan worden
en het geluidssignaal « te zwakke stroom » of « te zwakke druk »
geregeld kan worden. Met de toetsen ( of ) kan de te veranderen
waarde gekozen worden, en met de toetsen + en - kunnen de gekozen
waarden verhoogd of verlaagd worden.
Met deze instelling kan het type te lassen plaatwerk gekozen worden
uit de 4 grote staalfamilies : Gecoat staal, HSLA staal, UHSLA staal,
Borium staal/Usibor. Deze instelling kan ook gewijzigd worden met
behulp van de toetsen + en -.
7
Instellen van de te gebruiken armen
AFSTELLEN G-KLEM
Vergrendel de G-arm met behulp van de aandraai-hendel (FIG 2 - 1).
Met de toets kan de functie instelling klem gekozen worden. Met de functie « instelling klem » kan de
klem gesloten worden, en kan de geprogrammeerde klemkracht op de elektroden toegepast worden zonder
stroom te laten passeren. De klem zal gesloten blijven zolang de gebruiker op de trekker blijft drukken. Met
deze functie kunnen de tips gecentreerd worden.
Een 2 seconden lange druk op toets
laat de gebruiker terugkeren naar de module AUTO.
Voor de GYSPOT BP.LG, altijd deze module gebruiken om de pomp te stoppen tijdens het verwisselen van
de armen. De elektrode zal zich terugtrekken in de klem. Het rode lampje op de knop (FIG 2 - 12) zal gaan
branden, dit betekent dat de pomp gestopt is met functioneren.
DE VERSCHILLENDE LASMODULES
Voor alle modules :
Met de toetsen ( of ) kunnen de te veranderen instellingen gekozen worden. Iedere instelling wordt gedaan met een druk op
de + en –toetsen aan de zijkant.
Met de knop (FIG 2 -12) van de klem kunnen de lasinstellingen op afstand gewijzigd worden (dikte, type staal) :
- Lange druk : wijziging van de instelling (overgang van een instelling naar een andere)
- Korte druk : wijzigen van de waarde van de instelling
Met deze knop kan de gebruiker niet de arm op het scherm wijzigen. Voor het vervangen van de arm (G1 -> G2 bijvoorbeeld), moet de gebruiker
het toetsenbord van het apparaat gebruiken.
Onvoldoende druk :
Als de ingaande druk niet voldoende is om de gevraagde klemkracht te realiseren, geeft het apparaat dit aan voor de aanvang van het punten, met
de error code « Onvoldoende druk ». Met een tweede druk op de trekker kan het uitvoeren van een punt « geforceerd » worden. De punt wordt
dan gerealiseerd met de beschikbare druk.
Zwakke stroom :
Als de beschikbare stroom tijdens het uitvoeren van het laspunt lager is dan de ingestelde waarde (<6 %) zal het apparaat een waarschuwing
afgeven wanneer het punt gerealiseerd is : « zwakke stroom ». Dit betekent dat het gerealiseerde punt gecontroleerd moet worden.
Er zal na het realiseren van het punt in alle gevallen een melding verschijnen, om de intensiteit en de gemeten druk aan te geven. Deze melding
blijft op het scherm staan zolang de gebruiker niet op een toets drukt of een nieuw laspunt realiseert door op de lasknop (FIG 2 - 11) te drukken.
De lasvoorwaarden moeten aan het begin van iedere lasklus gecontroleerd worden. De « test » laspunten moeten gerealiseerd
worden op voor de lasklus representatieve stukken plaatwerk. Voer 2 laspunten uit, met dezelfde onderlinge afstand als voor de
uiteindelijke lasklus. Test het uitscheuren van het tweede laspunt. Het laspunt is correct wanneer bij het lostrekken de kern verwi-
jderd wordt, en wanneer het plaatwerk afgescheurd wordt. De minimum diameter van de kern moet dan overeenkomen met de
specicaties van de autoconstructeur.

48
GYSPOT INVERTER PTI.G
NL
Module AUTO
Deze module wordt automatisch getoond, wanneer het apparaat opgestart wordt.
Met deze module kan de gebruiker plaatwerk lassen zonder instellingen in te geven. Het apparaat stelt zelf
de geschikte instellingen in.
Om deze module te kunnen gebruiken moet voorafgaand een proefpunt worden gerealiseerd (zonder plaatwerk tussen de elektroden), zoals zal wor-
den gevraagd op het scherm. Druk op de knop (FIG 2 -11). De melding « Realiseer een proefpunt » verschijnt op het scherm. Druk opnieuw op de
knop om een ijking te realiseren. Wanneer de ijking gerealiseerd is, zal het apparaat tonen dat alle instellingen op nul staan, en dat het klaar is om
te lassen. Sluit de klem op de te lassen zone en las automatisch, zonder instellingen in het apparaat in te geven. Iedere 30 laspunten zal een nieuwe
ijking worden gevraagd.
Deze module kan gebruikt worden met alle armen, behalve met de G7.
Module NORMAAL
Deze module bepaalt de lasinstellingen aan de hand van de dikte van het plaatwerk en het type staal.
De instellingen die ingegeven moeten worden zijn :
- De dikte van het plaatwerk, dat kan variëren van 0.60 mm tot 3.00 mm.
Wanneer 2 onderdelen samengelast worden, geef dan de dikte van het dunste plaatwerk in.
Wanneer 3 onderdelen samengelast worden, geef dan de totale dikte van de 3 onderdelen gedeeld door 2 in.
- Type staal (Gecoat staal, HSLA staal, UHSLA staal, Borium staal.).
Wanneer de te lassen onderdelen van verschillende soorten staal gemaakt zijn, moet het meest harde staal worden inge-
bracht.
- Referentie van de gebruikte arm.
Een 2 seconden lange druk op de knop laat de gebruiker terugkeren naar de AUTO module.
HANDMATIGE module
Dankzij deze module kan de gebruiker handmatig de instellingen van een laspunt bijstellen, door de instruc-
ties uit een reparatie-cahier op te volgen.
De in te geven instellingen zijn :
- Intensiteit (2000 tot 13 000 A)
- Duur (100 tot 850 ms)
- Klemkracht (100 tot 550 daN)
- Referentie van de gebruikte arm.
Een 2 seconden lange druk op de knop laat de gebruiker terugkeren naar de AUTO module.
MULTI module
In deze module kan de gebruiker de dikte en het type staal van de 2 of 3 te lassen onderdelen zeer precies
instellen. Het eerste element (dikte van plaatwerk 1) wordt geselecteerd. Met de toetsen omhoog en omlaag
kunnen de aan te passen instellingen geselecteerd worden. De toetsen rechts en links verlagen en verhogen
de waarde. Het oplichten van een instelling geeft aan dat deze gewijzigd kan worden.
De te wijzigen instellingen in deze module zijn :
- De dikte van ieder te lassen element : van 0.60 mm tot 3.00 mm.
- Type staal van ieder te lassen onderdeel : Gecoat staal, HSLA staal; UHSLA staal, Borium staal).
Wanneer verschillende types staal gelast moeten worden, kies dan het meest harde type staal.
- Voor het activeren van het 3e onderdeel, druk op de pijltjestoetsen ( of ) om plaatwerk 3 te laten
oplichten. Gebruik vervolgens de toetsen + en – om het type en de dikte van het plaatwerk te selecteren.
- Referentie van de gebruikte arm.
Een 2 seconden lange druk op de knop laat de gebruiker terugkeren naar de AUTO module.

49
GYSPOT INVERTER PTI.G
NL
MANUFACTURER
mode
The MANUFACTURER mode is optional; it can be modied using the « Settings» menu.
This mode is used to name a pre-registered spot based on the repair book issued by the manufacturer.
Spot welds programmed by the user can be recalled by selecting USER in the manufacturers list. Welding spots can be programmed using the GYSPOT
software and the welding spots settings module.
Push the button
for 2 seconds to return to the AUTO mode.
ENERGY mode
The ENERGY mode is optional and can be set using the «Settings» menu.
This mode is used to control the energy transmitted during the weld. This mode is not designed to be used
during repairs but for the benet of manufacturers and quality control organisations conducting tests.
To enable this mode, rst perform a weld without a load. Push the button (FIG 2 -11). The message «Do a spot without a load» is displayed on the
screen. Push the button again to calibrate. Once the calibration has been done, the machine displays the last values used in this mode for current
and energy. The use can then modify the welding current, energy and resistance. The duration of the weld will vary based on the time required for
the machine to reach the energy level required. If it is taking too long, the machine will display the error message «maximum duration reached».
Push the button
for 2 seconds to return to the AUTO mode.
SETTINGS MENU
Dit menu is toegankelijk door een druk op de toets gedurende 2 seconden.
De taal van de menu’s kan worden gekozen in lijn 1.
De datum en de tijd kunnen worden geprogrammeerd in lijn 2.
De modules GYSTEEL, CONSTRUCTEUR, AUTO, ENERGY, NORMAAL et MULTIPLAATWERK kunnen worden
geactiveerd/gedeactiveerd in dit menu.
daN regeling :
Deze instelling wordt gebruikt om de klemkracht van de klem tijdens het lassen te activeren of te regelen.
Module LIJM :
Op het scherm INSTELLINGEN hierboven kan de gebruiker de aanwezigheid van lijm tussen de te lassen onderdelen aangeven. Als de module LIJM
is geactiveerd, wordt een proefpunt gerealiseerd voor het laspunt. De duur van dit proefpunt is ingesteld in milliseconden, van 0 tot 400 ms, per stap
van 50 ms. Wanneer de module LIJM geselecteerd is, verschijnt de melding « GLUE » in de menu’s NORMAAL, HANDMATIG, MULTI of GYSTEEL.

50
GYSPOT INVERTER PTI.G
NL
GEBRUIK VAN HET PISTOOL (OPTIE)
- Selecteer het gereedschap GUN met de knop .
Bevestig de aardkabel van het pistool aan de mobiele elektrode. Schuif de krul en draai hem vast.
Verwijder de arm uit de klem en bevestig op zijn plaats de kabel van het pistool.
Sluit de besturingskabel aan op de stekker.
Controleer of de schroef die de schoen met de kabelschoen verbindt, goed vastzit.
- Sluit de massa aan op de kabel van de generator.
- Maak de massa stevig vast, zo dicht mogelijk bij het te lassen oppervlak.
Plaats, in geval van het lassen van een mono-punt met pistool, altijd de massa op het plaatwerk dat niet in contact is met de las-elektrode (zodanig
dat de stroom door de twee te lassen onderdelen stroomt).
- Begin met lassen bij het punt dat het verst verwijderd is van de massa, en werk dan naar de massa toe.
- Kies het gereedschap PISTOOL met behulp van de toets
, of door op de trekker van de pistool te drukken.
- De module NORMAAL met lassen van sterren wordt automatisch opgestart.
- Het pistool kan worden gebruikt in de normale module of in de handmatige module.
Laat nooit de slaghamer aan het pistool wanneer deze aan de steun hangt. Risico op beschadiging van de kabels.
In de NORMALE module zal het pistool beperkt zijn tot plaatwerk van maximaal 1.5 mm.
Met het pistool heeft de gebruiker de keus tussen verschillend gereedschap. De keuze van het gereedschap
wordt gedaan met behulp van de toetsen + en -.

51
GYSPOT INVERTER PTI.G
NL
In de Handmatige module zal de maximaal toegestane intensiteit 9 kA zijn, tijdens ten hoogste 600 ms. De
instellingen op het scherm zijn dus geblokkeerd tot deze maximale waarden.
Stel de generator af door de dikte van het te lassen plaatwerk in te geven, met behulp van de toetsen + en
-. Het is mogelijk om de instellingen stroom en duur te wijzigen in de handmatige module.
Een 2 seconden lange druk op de toets
laat de gebruiker teruggaan naar de NORMALE module.
De klemmen en het pistool van het apparaat zijn aangesloten aan dezelfde stroombron. Dit betekent dat tijdens het gebruik van één
van deze gereedschappen er ook spanning op de andere staat. Het gereedschap dat niet gebruikt wordt moet daarom op de daarvoor
bestemde steunen geplaatst worden. Wanneer dit niet gebeurt, kan het gereedschap ernstig beschadigd raken, en dit kan vonken of
metaal-projectie veroorzaken.
ERROR MANAGEMENT
Various elements may produce errors. They can be split into 4 categories :
1/ Warning messages designed to warn the operator of overheating, lack of pressure or power, etc.
These messages are displayed on the screen and remain visible until a button is pressed.
2/ The faults that occur in relation to insucient air pressure or power supply.
3/ The serious faults that block the machine. In this case, contact the service department
4/ The thermal protection is linked by a thermistance on the diode bridge and when it activates the
machine is locked and the message «overheating» is displayed.
Low battery
The message «Battery low» is displayed when the machine is switched on and it indicates that the
battery on the command board is low. This battery is used to record the date and time when the
machine is switched o.
Invalid tool
The message «Invalid tool» is displayed when the machine is switched on and indicates that a button
is pushed in, the trigger is pushed in or a permanent short-circuit. Check the trigger or the buttons on
the clamps to remove the message.
Invalid arm
The arm used is not compatible with the welding mode selected.
Current too low
1/ Check the weld
If the current obtained during a spot weld is lower than the expected value (6%), the machine dis-
plays the warning message «Low current, check the weld».
2/ Check the sheets
If the machine cannot deliver the current required, the error message «Low current, check the
sheets» is displayed. The weld does not happen and the fault must be skipped for the weld to happen.

52
GYSPOT INVERTER PTI.G
NL
Insucient air pressure
If the input pressure is insucient to deliver the tightening requested,
the machine beeps and displays, before the weld, the error message
«Insucient air pressure».
Pressing the trigger a second time is used to «force» the spot weld
using the available pressure. If the tightening recorded is insucient,
the machine displays «Low pressure».
«p low» is also recorded in the active report.
Pomp aanzuigen
De melding «Pompstoring bij het aanzuigen» verschijnt wanneer de pomp van het koelsysteem
onklaar is gemaakt. Controleer het koelvloeistofpeil in de tank.
Zelfdiagnose
Wanneer de stroom wordt ingeschakeld, voert het apparaat een zelfdia-
gnose uit en toont de resultaten op het scherm.
Als er geen blokkeringsfout aanwezig is, wordt deze pagina gedurende
3s weergegeven en verdwijnt dan. Tijdens deze periode kunt u door
kort op de MODE-toetsen, ▲ of ▼ te drukken de CHECK-pagina’s laten
verschijnen (resultaten samengevat op twee pagina’s). Door lang op
MODE te drukken verlaat u de CHECK-modus.
Het is niet mogelijk de CHECK-pagina’s te verlaten als een blokkerings-
fout wordt gedetecteerd, behalve bij een fase-uitval (zie onderstaande
lijst).
Regel
nr.
Commentaar Linker kolom weergeven
Rechter kolom
weergeven
Soort defect In geval van een blokkeringsfout
Page CHECK n°1
1 Naam van het product PTI-400 PASS Geen blokkering
2
Serienummer van het
product
SN xx.xx.xxxxxx.xxxxxx PASS of FAIL Geen blokkering
3 Secundaire zachte versie
CONTROL SOFT Vxx.
xx.xx
PASS Geen blokkering
4 Harde primaire versie ALIM HARD 400V PASS of FAIL Blokkeren Verkeerde voedingskaart, neem contact op met uw dealer.
5 Primaire zachte versie ALIM SOFT Vx.xx PASS, FAIL Blokkeren
Verkeerde software versie, neem contact op met uw weder-
verkoper.
6 Toetsenbord test KEYBOARD PASS of FAIL Geen blokkering
Zorg ervoor dat er geen toets op het toetsenbord of de
trigger wordt ingedrukt, als de storing aanhoudt, neem dan
contact op met uw dealer.
7 Communicatietest µ COMMUNICATION PASS of FAIL Blokkeren
Communicatieprobleem tussen de kaarten, neem contact op
met uw winkelier.
8 SD-kaart SD xx.xx.xx.xx.xxxx PASS of FAIL Geen blokkering SD-kaart niet aanwezig.
9 Spanning fase 1 U12 = xxx V PASS of FAIL Blokkeren
Als er geen fase is, wordt door 5 seconden op MODE te
drukken toegang verkregen tot het Setup-menu en kan de
machine in Showroom-modus werken.
10 Spanning fase 2 U23 = xxx V PASS of FAIL Blokkeren
11 Spanning fase 3 U31 = xxx V PASS of FAIL Blokkeren
12 CAPA voltage U+HT = xxx V PASS of FAIL Blokkeren
Neem contact op met uw dealer voor problemen met de
vermogenselektronica.
13 Spanning PM IGBT 1 en 2 UPMIGBT12 = xxx V PASS of FAIL Blokkeren
14 Spanning PM IGBT 3 en 4 UPMIGBT34 = xxx V PASS of FAIL Blokkeren
15 IGBT-testresultaat 1 IGBT1 = xxx V PASS of FAIL Blokkeren
16 IGBT-testresultaat 2 IGBT2 = xxx V PASS of FAIL Blokkeren
17 IGBT-testresultaat 3 IGBT3 = xxx V PASS of FAIL Blokkeren
18 IGBT-testresultaat 4 IGBT4 = xxx V PASS of FAIL Blokkeren
Page CHECK n°2
1 Naam van het product CONNEXION TRANSFO PASS of FAIL Blokkeren
Controleer de aansluiting van de stroomkabel van de grijper
naar de generator.
2
Testresultaat primaire
detectie transfo
DATE/TIME PASS of FAIL Geen blokkering
3 Datum en tijd SHOW-ROOM ON of OFF Geen blokkering
of

53
GYSPOT INVERTER PTI.G
NL
4 SHOW-ROOM modus
GGUN WELD SW =
x.xx V
PASS Geen blokkering
5
Lastrekker, pistooltrekker
en pistooltemperatuurtest
GGUN OPEN SW = x.xx V PASS of FAIL Blokkeren
Controleer de aansluiting van de temperatuursensor van de
vermogensdiode.
6
Triggertest op diodeope-
ning en temperatuur
TRANSFO TEMP = x.xx V ON of OFF Blokkeren
Oververhitting van de stroomtransformator. Laat het appa-
raat afkoelen alvorens het weer op te starten.
7
Transformator primaire
temperatuur
THICKNESS SENSOR =
xx.x mm
PASS Geen blokkering
8 Positiesensor
WELDING VOLTAGE =
x.xx V
PASS Geen blokkering
9 Welding voltage BACKUP CELL = x.xx V PASS of FAIL Geen blokkering
10 Spanning reservebatterij
AIR PRESSURE = xx.x
bar si PASS
PASS of FAIL Blokkeren
Luchtdruksensor van het HS netwerk, neem contact op met
uw dealer.
Network pressure
11 Klemdruk
GUN PRESSURE = xx.x
bar si PASS
PASS of FAIL Blokkeren
Luchtdruksensor van de HS grijper, neem contact op met
uw dealer.
Gun presence detection
12
Pistool aanwezigheidsde-
tectie
CONNEXION GUN ON of OFF Geen blokkering
PUNTENTELLER
Een puntenteller telt de punten die worden gerealiseerd met dezelfde tip. Wanneer het punt gerea-
liseerd is, zal de volgende melding verschijnen :
De waarde van de teller wordt linksboven aan het scherm getoond. Wanneer u de toets
2
seconden lang ingedrukt houdt zal de teller, na het vervangen van de tip, weer op nul punten staan.
Wanneer er meer dan 200 punten met dezelfde tips zijn gerealiseerd zal er een waarschuwing op
het scherm verschijnen en daar blijven, totdat de teller weer op nul is gezet. Het apparaat houdt
het aantal gerealiseerde punten met ieder afzonderlijke arm bij.
Wanneer de waarschuwing verschijnt moeten de caps vervangen worden voordat u de teller weer op nul stelt. Indien dit niet gebeurt kan
de staat van de caps verslechteren, en een slechte kwaliteit van de laspunten geven.
OPSLAG-FUNCTIES
De identicatie module is optioneel, deze is in te stellen in het menu « Instellingen ».
Als de identicatie-module is gecongureerd op « OFF », volstaat het om de naam van een rapport in te geven en deze te activeren om zo de gerea-
liseerde aspunten op te slaan.
Dankzij het journaal kunnen de met de klem gerealiseerde punten opgeslaan worden. Het journaal is bereikbaar via alle modules, met een druk op
de 2 toetsen
en .
Het gebruikersprogramma is beschikbaar vanuit alle modules, via een druk op de toetsen
en .
Rapport (journaal)
Dankzij het opslaan van een rapport kunt u de gegevens van een serie met de klem gerealiseerde
punten weer oproepen, en deze opslaan op een geheugenkaart zodat ze bijvoorbeeld op een pc
gezet kunnen worden. GYS levert software (GYSPOT) voor het lezen van de SD-kaart en het uitge-
ven van rapporten op een pc. Deze GYSPOT software, evenals de handleiding, is opgeslagen op de
SD-kaart.
Deze functie is standaard gedeactiveerd bij het opstarten van het apparaat. Met een druk op de
toets opslaan (on/o) en op de toets « module » kan de gebruiker het opslaan van een rapport in
een gekozen journaal opstarten. Een nieuwe druk op de toets opslaan (on/o) stopt het opslaan.
Het zo gecreëerde journaal bevat : een login ingebracht door de gebruiker, en voor ieder gerealiseerd punt het gebruikte gereedschap, de arm, de
instellingen van het apparaat (intensiteit en druk). Het bevat tevens de eventuele volgende foutmeldingen die zijn verschenen tijdens het opslaan :I
ZWAK, P ZWAK, PB CAPS.
Het ingeven van een login wordt gedaan met 4 toetsen +, -
of . Wanneer er een login wordt ingebracht dat reeds in gebruik is, zal het apparaat
de nieuwe punten opslaan, zonder de voorgaande te deleten.

54
GYSPOT INVERTER PTI.G
NL
Met de toets kan een eerder opgeslagen rapport weer opgehaald worden en op het scherm afgelezen worden.
Het opslaan moet onderbroken worden door op toets
te drukken, alvorens dit op het scherm af te kunnen lezen. Met toets kan de gebruiker
de weergave-module verlaten.
Om de inhoud van een rapport te deleten, moet u
het rapport op het scherm tonen met behulp van
toets
.
Druk vervolgens op toets
.
De volgende melding verschijnt op het
scherm.
Wanneer de driehoek wordt getoond, zal een
tweede druk op de knop
de inhoud van het
getoonde rapport deleten.
De driehoek verdwijnt na drie seconden auto-
matisch van het scherm.
Identicatie module
Als de identicatie module gecongureerd is op « ON », moeten alle verplichte velden van de repa-
ratie-order ingevuld worden, anders zal het apparaat « identicatie mislukt » aangeven.
Om de identicatie module te activeren of te deactiveren, moet er een identicatie SD-kaart inge-
bracht worden, in plaats van de SD-kaart die de programma’s bevat.
Het scherm instellingen is geactiveerd met een druk van 2 seconden op de toets
.
Wanneer de « identicatie » SD-kaart ingebracht is en de gebruiker « identicatie ON » heeft gese-
lecteerd, zal het supervisie-scherm getoond worden.
Met dit scherm kunnen de velden « nummerbord-registratie, merk van het voertuig, model, chassis-
nummer » verplicht gemaakt worden tijdens het inbrengen van de reparatie order.
Om uit dit scherm te geraken moet de gebruiker 2 seconden lang drukken op de toets
. Vervol-
gens moet de SD-kaart die de programma’s bevat in het apparaat ingebracht worden.
Lijst van de schermen waarmee een reparatie-order ingebracht kan worden :
Wanneer een reparatie order reeds gecreëerd is, kan deze niet gewijzigd of verwijderd worden. Om een reparatie order te verwijderen, kan het pro-
gramma Gyspot gebruikt worden. De gebruiker kan maximaal 100 reparatie-orders creëren.
Reparatie-order Identicatie gebruiker Nummerbord registratie (optioneel)
Merk voertuig Model voertuig Cassis-nummer (optioneel)
Met de toetsen ( of ) kunnen de letters of cijfers gewijzigd worden. Met de toetsen – en + kunt u de cursor door de velden
verplaatsen. Een korte druk op toets
zal het veld wissen. Met de toets kan door de velden bewogen worden om elementen
te wijzigen of af te lezen.

55
GYSPOT INVERTER PTI.G
NL
Catalogus
Met toets kunnen de reparatie-orders geraadpleegd worden. Het paginanummer wordt getoond
(13 maxi)
Met de toetsen – en + kan de gebruiker zich van de ene pagina naar de andere begeven. Met behulp
van de toetsen
en kan de vorige of de volgende Job geselecteerd worden. Met de toets
kan de gekozen reparatie-order getoond worden.
Met toets
kan de gebruiker de weergave-module verlaten.
• Met behulp van het beheersysteem voor SD-kaarten kunnen SD-kaarten > 2 Go beheerd worden.
• Voor iedere reparatie-order is een geassocieerd journaal-le xxx.dat.(met xxx=login van 001 tot 100). In ieder journaal kunnen maximaal 500 las-
punten geregistreerd worden. Bij het raadplegen zullen de reparatie-ordernamen en de naam van de gebruiker getoond worden.
• Het paginanummer staat linksboven aangegeven.
• Het geheel aan reparatie-orders is opgeslagen in het le catalog.GYS.
• Deze le bevat het totaal aantal reparatie-orders, de naam van iedere reparatie-order en de naam van iedere gebruiker. Er is een maximum van
100 reparatie-orders.
Gebruikersprogramma’s
Met het opslaan van de instellingen kan een gebruikersprogramma gedenieerd worden, om zo eenvoudig de instellingen voor een toekomstig gebruik
terug te vinden. Er zijn 20 geheugenplaatsen beschikbaar. Iedere geheugenplaats bevat de volgende instellingen : gereedschap, arm, lasintensiteit,
lasduur, en klemkracht.
Een programma kan worden geassocieerd aan de klem of aan een pistool.
Met de toets
kunnen de instellingen opgeslagen worden tijdens de handmatige module (intensiteit, duur en klemkracht). De 20 geheugenplaatsen
worden gesignaleerd door hun login (voor de plaatsen die gebruikt worden) of door een symbool « --- » voor de plaatsen die nog vrij zijn.
Het ingeven van de login gebeurt met de 4 toetsen
. Bij het inbrengen van een al in gebruik zijnde login zal het apparaat de instellingen die
reeds op waren geslagen deleten.
De toets geeft toegang tot de reeds ingebrachte instellingen. De keuze van een lege le heeft geen enkel eect.
Een korte druk op toet
delete het gekozen programma van de lijst met opgeslagen programma’s.
Met toets
kan de gebruiker het keuze-menu verlaten. Het apparaat schakelt over naar de handmatige module, met de instellingen en het
gereedschap opgeslagen in het programma.
Om een programma te deactiveren hoeft de gebruiker enkel de waarde van een instelling in één van de drie modules handmatig/normaal/multi-
plaatwerk te wijzigen, of het gereedschap te verwisselen (klem, pistool) via het gebruik van toets
.
Met toets
kan de gebruiker een reeds opgeslagen rapport bekijken en opnieuw op het scherm aezen.
SD geheugenkaart (art. code 050914)
Met deze kaart kan de gebruiker de verbinding maken tussen de generator en een PC om :
• Journaals (rapporten) weer op te halen, om zo een spoor van het gedane werk te bewaren en eventueel door te sturen naar een verzekerings-
maatschappij.
• De las-instellingen updaten en nieuwe talen toevoegen.
• De GYSPOT software voor het uitgeven van de instellingen op de PC is opgeslagen op de SD geheugenkaart.
• De handleiding is opgeslagen op de SD geheugenkaart.
De geheugenruimte zal voldoende zijn om een autonomie van meer dan 65 000 punten te garanderen.
Het apparaat kan enkel functioneren zonder geheugenkaart in de « handmatige » module.
Als de geheugenkaart niet is ingebracht in de kaartlezer zal de volgende melding getoond worden : Het appa-
raat moet uitgezet en weer opnieuw opgestart worden nadat u de SD-geheugenkaart heeft ingebracht.
Belangrijk : de voeding van het apparaat moet afgesloten worden alvorens u de SD-kaart uit de kaartlezer
verwijdert. Het apparaat mag pas weer aangezet worden als de SD-kaart weer in de lezer is ingebracht. Bij
het niet opvolgen van deze procedure kunnen de opgeslagen gegevens verloren gaan.
MONTEREN EN VERWISSELEN VAN DE ARMEN EN DE G-KLEM
De garantie dekt niet afwijkingen en beschadigingen als gevolg van een verkeerde montage van de armen van de G-klem.

56
GYSPOT INVERTER PTI.G
NL
BELANGRIJK :
- breng geen kopervet aan op de armen.
- houd de basis van de arm en de houder van de arm op de klem goed schoon, om zo de stroom tussen de elementen die met elkaar in contact staan
correct te laten geleiden.
- Wanneer u het apparaat langere tijd niet gebruikt, moet het opgeslagen worden met een arm gemonteerd op de klem, om zo te voorkomen dat er
stof komt op de arm.
Procedure voor het vervangen van de armen :
Tijdens het vervangen van de armen op de klem moet de pomp die aangesloten is op het koelcircuit altijd afgesloten worden. Ga hiervoor naar de
module «Instelling klem» op het apparaat ; het rode lampje zal gaan branden op de knop van de klem (FIG 2 -12), wat aangeeft dat de pomp is
uitgeschakeld. De elektrode zal zich terugtrekken in de klem, zodat de arm teruggetrokken kan worden.
1
De grendel steekt uit aan de kant van het gesloten hangslot
2
De hendel moet geheel in de achteruitstand staan (~120°)
3
De pijltjes moeten op één lijn liggen
4
Kantel de arm ongeveer 15° en haal hem uit de houder (de pinnen moeten in de groeven glijden)
1
4
3
2
2
1
3
4
MECHANISCHE VERGROTEN VAN DE OPENING VAN DE ARM
Om de arm te openen en zo eenvoudiger toegang te krijgen tot de carrosserie, kan de opening van de arm vergroot worden door op de knop van de
klem te drukken (FIG 2 -10).
1
Druk op de knop (FIG 2 -10)
2
De grendel steekt uit aan de kant van het geopende hangslot
3
De hendel moet open zijn (~90°) en helemaal tegen de grendel aanliggen.
4
De pijltjes mogen niet op één lijn liggen
Buig de arm.
4
2
3
1
2
4
3
1

57
GYSPOT INVERTER PTI.G
NL
VERGRENDELING/ONTGRENDELING VAN DE GYROSCOOP
Wanneer de hendel naar beneden gericht is, is de gyroscoop vergren-
deld.
Wanneer de hendel naar boven gericht is, is de gyroscoop ontgrendeld.
Deze kan 360° rondom de klem draaien.
GYSPOT SOFTWARE VOOR PC
Met deze software kan de gebruiker rapporten van de met de GYSPOT (met SD-kaartlezer) gerealiseerde punten uitprinten en opslaan. Om deze
software te kunnen gebruiken, moet uw PC uitgerust zijn met een SD-kaartlezer.
De GYSPOT software kan worden geïnstalleerd vanuit de les die aanwezig zijn op de SD-kaart. In het repertoire \GYSPOT V X.XX , dubbelklikken op
het le INSTALL.EXE, en de instructies voor het installeren van de software op uw PC opvolgen. Een GYSPOT pictogram wordt automatisch op het
bureaublad van uw PC geïnstalleerd.
1 - Keuze van de taal
De software kan in verschillende talen gecongureerd worden : De op dit moment beschikbare talen zijn :
Frans, Engels, Duits, Spaans, Nederlands, Deens, Fins, Italiaans, Zweeds, Russisch, Turks.
Om een taal te kiezen klikt u in het menu op Opties en vervolgens op Taal.
Waarschuwing : wanneer u een taal gekozen heeft, moet u de GYSPOT software afsluiten en opnieuw opstarten, opdat de gekozen taal ook daad-
werkelijk geactiveerd wordt.
2 - Identiteit van de gebruiker
Om persoonlijke informatie van de gebruiker in de documenten te kunnen verwerken moeten er bepaalde gegevens ingevoerd worden. Om deze in
te voeren, moet de gebruiker in het menu klikken op Opties, en vervolgens op Identiteit. Een nieuw scherm zal getoond worden, met de volgende
informatie :
Naam bedrijf
Adres / Postcode / Woonplaats
Telefoon / Fax / Email / Website
Logo
Deze informatie zal vervolgens op de prints verschijnen.
3 - Traceerbaarheid
De GYSPOT software start standaard op in de « Traceerbaarheid » module. Klik in de module « Instellen punten », op Traceerbaarheid in het menu
Opties.
3.1 - Importeren van rapporten van gerealiseerde punten vanaf een SD-kaart :
Om met de GYSPOT rapporten van gerealiseerde punten naar uw PC te importeren, moet u de SD-kaart in de kaartlezer van uw PC inbrengen, en
vervolgens het GYSPOT programma opstarten.
Kies vervolgens de lezer waarin uw SD-kaart is ingebracht, en klik op knop
.
Wanneer het importeren is afgerond, worden de gerealiseerde punten gehergroepeerd door de identier. Deze identier komt overeen met de
naam van het rapport zoals gespeciceerd in het lasapparaat. Deze identier wordt getoond in het tabblad In Uitvoering.
Wanneer de rapporten geïmporteerd zijn, is het mogelijk om een zoekopdracht uit te voeren, te printen of ieder rapport te archiveren. Om de
gerealiseerde punten van een rapport te bekijken, kies een rapport. De gerealiseerde punten worden getoond in de tabel.
Om een zoekopdracht uit te voeren, moet de gebruiker het betreende veld invullen en op knop
drukken.
Uitprinten van een rapport : kies het betreende rapport en druk op de knop
.
Om een rapport te archiveren : kies een rapport en klik vervolgens op de knop
. Waarschuwing : de geïmporteerde rapporten moeten eerst
worden gearchiveerd voordat de gebruiker ze kan verwijderen.
3.2 - Raadplegen van rapporten van gearchiveerde punten :
Om gearchiveerde rapporten te raadplegen, moet de gebruiker klikken op het tabblad Archieven. De rapporten zijn gegroepeerd per jaar en per
maand.
Om een rapport te kunnen bekijken, moet de gebruiker een rapport kiezen. De gerealiseerde punten worden getoond in de tabel.
Het is mogelijk om gearchiveerde rapporten weer op te zoeken, uit te printen of te verwijderen.
Waarschuwing : een rapport dat gearchiveerd is en vervolgens verwijderd is zal opnieuw geïmporteerd worden indien de SD-kaart niet opges-
choond is.

58
GYSPOT INVERTER PTI.G
NL
Om een zoekopdracht uit te voeren moet de gebruiker een zoekveld invullen en op knop .
Uitprinten van een rapport : kies het betreende rapport en druk op de knop
.
Verwijderen van een rapport : kies het betreende rapport en druk op de knop
.
3.3 - Een SD-kaart leegmaken :
Wanneer u een SD-kaart opschoont zullen alle rapporten van gerealiseerde punten die opgeslagen waren op de SD-kaart verwijderd worden.
Om een SD-kaart op te schonen moet de gebruiker de SD-kaart in de kaartlezer van de PC inbrengen, en vervolgens in menu klikken op Opties
en op opschonen SD-kaart.
Waarschuwing : tijdens het opschonen van een SD-kaart zullen de rapporten van gerealiseerde punten die nog niet geïmporteerd waren automa-
tisch geïmporteerd worden.
3.4 - Om de gegevens van een rapport te completeren :
Ieder rapport kan gecompleteerd worden met de volgende gegevens :
Gebruiker,
Type voertuig,
Reparatie-order,
Kentekenregistratie,
Eerste toelating voertuig,
Interventie,
Commentaar.
Selecteer, voor het invoeren van deze gegevens, een rapport en breng vervolgens de gegevens in in het kader van het rapport.
3.5 - Uitprinten van een rapport :
Wanneer u een rapport wilt uitprinten, selecteert u het gewenste rapport en drukt u vervolgens op knop
. Er wordt een voorbeeld van het
rapport getoond. Druk op de knop
.
3.6 - Een PDF-document maken :
Om een document in PDF-formaat te maken, kan de gebruiker een rapport kiezen, en dan op knop
drukken. Er wordt een voorbeeld van
het rapport getoond. Druk op de knop
. Een voorbeeld van het opslaan van de instellingen met gebruik van de GYSPOT software wordt iets
verder gegeven.
4 - Instellen van de punten
Om over te gaan naar de module « Instellen van de punten », drukt u op Instellen van punten in het menu Opties.
De module « Instellen van punten » geeft de gebruiker de keuze om door de auto-constructeur ingestelde punten te gebruiken. Deze module geeft
de gebruiker tevens de mogelijkheid om zelf eigen punten te congureren.
- Breng de met het GYSPOT puntlasapparaat geleverde SD-kaart in in de kaartlezer van uw PC, en kies vervolgens de juiste lezer in het keuze-menu
Keuze lezer.
- De GYSPOT puntlasapparaten kunnen tot 16 les opslaan, die alle tot 48 punt-instellingen kunnen bevatten.
- Het eerste le genaamd « USER » kan niet verwijderd worden. Dit le stelt de gebruiker in staat om de instelling van een punt te wijzigen of te
verwijderen.
- De overige les zijn voorbehouden aan de punten die ingesteld zijn door de auto-constructeurs. Het is mogelijk om vanaf onze website constructeur-
les te importeren (http://www.gys.fr). Het is niet mogelijk om een in een constructeur-le ingesteld punt toe te voegen, te wijzigen of te verwijderen.
4.1 - Het importeren van een instellingen-le van een autoconstructeur :
Dubbelklik in de eerste kolom en vul de naam van een auto-constructeur in.
Dubbelklik vervolgens in de tweede kolom, om een eerder vanaf onze website gedownloade construc-
teur le te kiezen.

59
GYSPOT INVERTER PTI.G
NL
De lijst door de constructeur ingestelde punten wordt in de tweede lijst getoond. Kies een ingesteld
punt om het chronogram en de instellingen te bekijken.
4.2 - Een ingesteld punt toevoegen in het USER le :
Om een punt toe te voegen in het USER le gaat u naar het USER le in de lijst les, en klikt u ver-
volgens op de knop
rechts van de lijst van de ingestelde punten. Geef de naam van het punt in
en druk vervolgens op TAB of klik buiten de lijst ingestelde punten om de lasinstellingen in te geven.
Om een punt te congureren kunnen de volgende elementen ingesteld worden :
Het voor-aandraaien
Het voorverwarmen
De verschillende pulsen (maximaal 4 pulsen)
En het smeden van warm naar koud.
Als u de instellingen wilt wijzigen druk u op de knoppen
.
Wanneer de gebruiker een instelling wijzigt wordt het tijdschema van de punt geactualiseerd.
Druk op de knop
om het ingestelde punt op te slaan.
Druk op de knop
om het ingestelde punt te verwijderen.
4.3 - Wijzigen van een ingesteld punt in het USER le :
Om de instellingen van een punt te wijzigen : kies een punt in de lijst om de las-instellingen te wijzigen.
Klik op knop
om de wijzigingen te bevestigen.
Klik op knop
om de wijzigingen te annuleren.
4.4 - Verwijderen van een ingesteld punt uit de USER le :
Kies een ingesteld punt in de lijst en klik vervolgens op knop
rechts van de lijst.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en c irculation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pi nce en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pi nce en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pi nce en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pi nce en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pi nce en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23

60
GYSPOT INVERTER PTI.G
NL
AANWIJZINGEN VOOR GEBRUIK EN ONDERHOUD
Opleiding van de gebruiker
De gebruikers van dit apparaat moeten een adequate opleiding hebben afgerond, om het apparaat zo optimaal mogelijk te kunnen gebruiken en
conforme resultaten te behalen (bijvoorbeeld een autoschadeherstel opleiding).
Voorbereiden va de onderdelen
De te lassen zone moet absoluut correct afgeschuurd worden.
Wanneer er een beschermlaag is opgebracht moet u zich er van verzekeren dat deze geleidend is, door op voorhand op een proefstukje een test uit
te voeren.
Lassen met eenpunts elektrode
Controleer, voor het repareren van een voertuig, of de auto-constructeur deze lasprocedure toestaat.
Gebruik van de arm voor werkzaamheden onder de zijbumper
De maximum druk is 100 daN.
O-ringen in de holtes van de armen van de X-klem.
Binnenin de twee holtes van de armen (zie omschrijving van de klem) bevinden zich 2 O-ringen die vervangen moeten worden in geval van lekkage,
of in ieder geval iedere 6 maanden. Deze twee pakkingen zijn noodzakelijk om te voorkomen dat er koelvloeistof gaat lekken.
Deze pakkingen zijn O-ringen, 25/4. Tijdens het vervangen van deze pakkingen moet er vet op aangebracht worden. (art. code 050440 : contactvet)
Niveau en doelmatigheid van de koelvloeistof
Het niveau van de koelvloeistof is belangrijk voor het goed functioneren van het apparaat. Het niveau moet altijd liggen tussen het minimum en het
maximum zoals aangegeven op de trolley. Vul indien nodig bij met gedemineraliseerd water.
Vervang de koelvloeistof iedere 2 jaar :
1
Sluit de elektriciteit af met behulp van de schakelaar op de achterzijde van het apparaat (positie OFF) en ontkoppel het apparaat van de
elektrische installatie.
2 Plaats een bak (inhoud minstens 30 l.) onder de opening van het apparaat.
3
Draai de aftapplug, die zich onder de
machine bevindt, los met een torxsleutel
van 10 mm. (Ref. S6262)
4 Spoel de binnenkant van de tank af met stromend water om afzettingen te verwijderen.
5
Plaats de aftapplug terug. (
: 4 N.m)
6 Vul de tank met koelvloeistof (5l : 062511 / 10l : 052246)
7 Zet de stroom weer aan (stand ON) en controleer op lekkage.

61
GYSPOT INVERTER PTI.G
NL
AFWIJKINGEN, OORZAKEN, OPLOSSINGEN
AFWIJKINGEN OORZAKEN OPLOSSINGEN
Lassen klem
Het gerealiseerde punt houdt niet of niet
goed
De caps zijn versleten. Vervang de caps
Het plaatwerk is niet correct afgeschuurd
Controleer of de oppervlaktes correct voor-
bereid zijn
De ingegeven arm correspondeert niet met
de geïnstalleerde arm.
Controleer de in de software aangegeven
arm.
Het punt-apparaat dringt door het plaatwerk
heen.
De caps zijn versleten. Vervang de caps
Onvoldoende luchtdruk.
Controleer de druk van het netwerk (min. 8
bar)
Het oppervlak is niet voldoende voorbereid. Bereid het werkoppervlak correct voor
Niet voldoende vermogen
Probleem met de elektrische voeding. Controleer de stabiliteit van de netspanning
Caps zwart geworden of beschadigd. Vervang de caps
De arm is niet correct vergrendeld.
Raadpleeg het hoofdstuk «Montage en ver-
vangen van de armen»
- Snelle oververhitting van het apparaat.
- Opzwellen van de vemogenskabel.
Geen of slechte circulatie van de koelvloeis-
tof.
Open de dop van het reservoir van de trolley
en kijk of er koelvloeistof terugvloeit.
- Stilstaan van de pomp
- Koelvloeistof is vervuild
- Het circuit is verstopt.
Verstopping in het koelvloeistof circuit (slang
afgeknepen)
Controleer de mantel van de kabel tussen de
trolley.
Controleer of de pomp correct functioneert.
Controleer de staat van de koelvloeistof.
Pistool
Abnormale opwarming van het pistool
Boorkop niet goed vastgeklemd.
Controleer of de boorkop goed aangedraaid
is, en controleer de staat van de mantel.
Mantel pistool niet correct geplaatst.
Plaats de mantel zo dat de koeling van de
lucht tot aan de binnenkant van het pistool
gaat
De massa is niet goed geplaatst.
Controleer of de massa contact maakt met
het juiste plaatwerk.
Onvoldoende vermogen met het pistool
De massa maakt geen goed contact. Controleer het contact van de massa.
De boorkop of de accessoires zijn niet cor-
rect aangeschroefd.
Controleer of de boorkop en de accessoires
goed aangedraaid zijn, en controleer de staat
van de mantel.
Verbruiksartikelen beschadigd. Vervang de verbruiksartikelen
GARANTIE
De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeidsloon).
De garantie dekt niet :
• Alle overige schade als gevolg van vervoer.
• De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.).
• Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling).
• Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof).
In geval van storing moet het apparaat teruggestuurd worden naar uw distributeur, samen met:
- Een gedateerd aankoopbewijs (betaalbewijs, factuur ...).
- Een beschrijving van de storing.

62
GYSPOT INVERTER PTI.G
IT
AVVERTENZE - NORME DI SICUREZZA
ISTRUZIONI GENERALI
Queste istruzioni devono essere lette e comprese prima dell’uso. Ogni modica o manutenzione non indicata nel manuale non
deve essere eettuata. Conservate questo manuale d’istruzione per ulteriori consultazioni
Ogni danno corporale o materiale dovuto ad un uso non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico
del fabbricante.
In caso di problema o incertezza, consultare una persona qualicata per manipolare correttamente l’attrezzatura. Queste istruzioni riguardano il
materiale nel suo stato di consegna. E’ responsabilità dell’utilizzatore realizzare un’analisi di rischi in caso di mancato rispetto di queste istruzioni.
AMBIENTE
Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale.
Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile.
Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas inammabili o altre sostanze corrosive, e lo stesso vale per il suo
stoccaggio. Assicurarsi che durante l’utilizzo ci sia una buona circolazione d’aria.
Intervallo di temperatura :
Utilizzo tra +5°C e +40°C (+41°F e +104°F).
Stoccaggio fra -25°C e +55°C (-13°F e 131°F).
Umidità dell’aria:
Inferiore o uguale a 50% a 40°C (104°F).
Inferiore o uguale a 90% a 20°C (68°F).
Altitudine: Fino a 1000 m sopra il livello del mare (3280 piedi).
PROTEZIONE INDIVIDUALE E DEI TERZI
La saldatura a resistenza può essere pericolosa e causare ferite gravi o mortali. E’ destinata ad essere utilizzata da personale qualicato che abbia
ricevuto una formazione adatta all’utilizzo della macchina (es.: formazione carrozziere).
La saldatura espone gli individui ad una fonte pericolosa di calore , di scintille, di campi elettromagnetici (attenzione ai portatori di pacemaker), di
rischio di folgorazione, di rumore e di emanazioni gassose.
Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza:
Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto
il corpo.
Usare guanti che garantiscano l’isolamento elettrico e termico.
Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione suciente (variabile a seconda delle
applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate.
A volte potrebbe essere necessario delimitare le aree con delle tende ignifughe per proteggere la zona dalle proiezioni e scorie
incandescenti.
Informare le persone della zona di saldatura di indossare vestiti adeguati per proteggersi.
Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso
per tutte le persone in zona saldatura).
Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti.
Non togliere mai le protezioni carter dall’unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di
corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente.
I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando si interviene sulla pinza o sulla torcia,
bisogna assicurarsi che sia/siano sucientemente fredda/e aspettando almeno 10 minuti prima di eseguire qualsiasi intervento.
L’unità di rareddamento dev’essere accesa quando si utilizza una pinza rareddata ad acqua per assicurarci che il liquido non possa
causare delle ustioni.
È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti.
FUMI DI SALDATURA E GAS
Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione suciente e a
volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insuciente.
Vericare che l’aspirazione sia ecace controllandola in relazione alle norme di sicurezza.
Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali
contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle.
Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. La saldatura è
proibita se eettuata in prossimità di grasso o vernici.

63
GYSPOT INVERTER PTI.G
IT
RISCHIO DI INCENDIO E DI ESPLOSIONE
Proteggere completamente la zona di saldatura, i materiali inammabili devono essere allontanati di almeno 11 metri.
Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura.
Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione.
Allontanare le persone, gli oggetti inammabili e i contenitori sotto pressione ad una distanza di sicurezza suciente.
La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale inammabile o esplosivo
(olio, carburante, residui di gas...).
Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali inammabili.
SICUREZZA ELETTRICA
La rete elettrica usata deve imperativamente avere una messa a terra. Una scarica elettrica potrebbe essere fonte di un grave
incidente diretto, indiretto, o anche mortale.
Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente di saldatura quando quest’ultima è alimentata (Cavi, elettrodi,
braccio, torcia,...) perché sono collegate al circuito di saldatura.
Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. anché l’insieme dei condensatori sia scarico.
Controllare e provvedere a far cambiare i cavi, gli elettrodi o i bracci, da persone qualicate e abilitate, se questi sono danneggiati. Dimensionare la
sezione dei cavi in funzione dell’applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe
isolanti, indierentemente dall’ambiente di lavoro.
Attenzione! Supercie molto calda. Rischio di ustioni.
• I pezzi e le attrezzature calde possono causare delle ustioni.
• Non toccare i pezzi caldi a mani nude.
• Attendere il rareddamento dei pezzi e delle attrezzature prima di manipolarli.
• In caso di ustione risciacquare con abbondante acqua e consultare immediatamente un medico.
CLASSIFICAZIONE CEM DEL MATERIALE
Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita
dal sistema pubblico di alimentazione a basa tensione. Potrebbero esserci dicoltà potenziali per assicurare la compatibilità
elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate.
Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione
connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato al sistema pubblico
di alimentazione di bassa tensione, è responsabilità dell'installatore o dell'utilizzatore del materiale assicurarsi, consultando
l'operatore della rete pubblica di distribuzione, che il materiale possa essere collegato ad esso.
EMISSIONI ELETTRO-MAGNETICHE
La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di
saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura.
I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione
per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori.
Tutti i saldatori dovranno attenersi alle procedure seguenti al ne di minimizzare l’esposizione ai campi elettromagnetici provenienti dal circuito di
saldatura:
• posizionate i cavi di saldatura insieme - ssateli con una fascetta, se possibile;
• posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura;
• non avvolgete mai i cavi di saldatura attorno al corpo;
• non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo;
• collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare;
• non lavorate a anco, né sedetevi sopra, né addossatevi alla fonte di corrente della saldatura;
• non saldate quando spostate la fonte di corrente di saldatura o il trainalo.
I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura.
L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri eetti sulla salute che non sono ancora
conosciuti.

64
GYSPOT INVERTER PTI.G
IT
CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA
Generalità
L’utente è responsabile dell’installazione e dell’uso del dipsositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni
elettromagnetiche sono rilevate, è responsabilità dell’utente del dispositivo di saldatura ad arco risolvere la situazione con l’assistenza tecnica del
produttore. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri
casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio
di ltri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte no a non essere più fastidiose.
Valutazione della zona di saldatura
Prima di installare un dispositivo di saldatura a resistenza, l’utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna
tenere conto di ciò che segue:
a) la presenza sopra, sotto e accanto al dispositivo di saldatura a resistenza di altri cavi di alimentazione, di comando, di segnalazione e telefonici;
b) di ricettori e trasmettitori radio e televisione;
c) di computer e altri dispositivi di comando;
d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali;
e) la salute delle persone vicine, per esempio, l’azione di pacemaker o di apparecchi uditivi;
f) di dispositivi utilizzati per la calibratura o la misurazione;
g) l’immunità degli altri dispositivi presenti nell’ambiente.
L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione
supplementari;
h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite.
La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edici e dalle altre attività svolte sul posto. La zona
circostante può estendersi oltre ai limiti delle installazioni.
Valutazione dell’installazione di saldatura
Oltre alla valutazione della zona, le valutazioni delle installazioni di saldatura all’arco possono servire a determinare e risolvere i casi di perturbazioni.
Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specicato all’Articolo 10 della CISPR 11:2009. Le misurazioni sul
posto possono anche permettere di confermare l’ecacia delle misure di attenuazione.
RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE
a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura a resistenza a una rete pubblica di alimentazione secondo le
raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il ltraggio
della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un
condotto metallico o equivalente di un materiale di saldatura a resistenza ssati stabilmente. Converrebbe anche assicurarsi della continuità della
schermatura elettrica su tutta la sua lunghezza. E’ conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon
contatto elettrico tra il condotto e l’involucro del generatore di corrente di saldatura.
b. Manutenzione del dispositivo di saldatura a resistenza: è opportuno che le manutenzioni del dispositivo di saldatura a resistenza siano
eseguite seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati
quando il dispositivo di saldatura a resistenza è in funzione. È opportuno che il dispositivo di saldatura a resistenza non sia modicato in alcun modo,
tranne le modiche e regolazioni menzionati nelle istruzioni del fabbricante.
c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo.
d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti
metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi
oggetti metallici e l’elettrodo. Converrebbe isolare l’utente di questi oggetti metallici.
e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del
posto dove si trova, come, ad esempio, gli sca delle navi o le strutture metalliche di edici, una connessione collegando il pezzo alla terra può, in
certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi
di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma
in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto
in funzione delle regolamentazioni nazionali.
f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i
problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali.
TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO
La sorgente di corrente di saldatura è dotata di maniglia superiore che permette di trasportarla. Attenzione a non sottovalutarne
il peso. Le maniglie non sono da considerarsi come un mezzo d’imbragatura.
Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Non far passare la fonte di corrente al di sopra di persone o oggetti.
INSTALLAZIONE DEL DISPOSITIVO
• Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10°.
• La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole.
• Il materiale è di grado di protezione IP20, che vuol dire:
- una protezione contro gli accessi alle parti pericolose protette di corpi solidi di diam >12.5mm e,
- nessuna protezione contro le proiezioni di acqua.
I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento.

65
GYSPOT INVERTER PTI.G
IT
Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e
pericoloso di questo dispositivo.
MANUTENZIONE / CONSIGLI
• Gli utilizzatori di questa macchina devono aver ricevuto una formazione adattata all’uso della stessa per ottenere le sue massime prestazioni e per
realizzare un lavoro conforme (esempio : formazione dei carrozzieri).
• Vericare che il costruttore autorizzi il procedimento di saldatura impiegato, prima di qualsiasi riparazione su un veicolo.
La manutenzione e la riparazione del generatore può essere eettuata solo dal fabbricante. Ogni intervento su questo generatore,
eettuato da un terzo, comporta un annullamento delle condizioni di garanzia. Il fabbricante declina ogni responsabilità in merito
ad ogni incidente o infortunio conseguente a questo tipo di intervento
Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le tensioni e
l’intensità sono elevate e pericolose.
• Prima di qualsiasi intervento, togliere l’alimentazione dell’aria compressa e depressurizzare il circuito della macchina.
• Controllate di spurgare regolarmente il ltro del deumidicatore situato sul retro dell’apparecchio.
• L’apparecchio è dotato di un bilanciere che permette una manipolazione più facile della pinza. Tuttavia, non laciare che le pinze pendano alla ne
del cavo di bilanciamento a lungo, in quanto ciò provocherà fatica prematura del bilanciere. Non lasciare cadere la pinza in modo ripetuto senza
trattenerla, si rischia di danneggiare il bilanciere.
• E’ possibile regolare la tensione della molla del bilanciere con la chiave esagonale fornita.
• Il livello del liquido di rareddamento è importante per il buon funzionamento della macchina. Dev’essere sempre compreso tra il livello « minimo »
e « massimo » indicati sull’apparecchio. Vericare regolarmente questo livello ed eventualmente rabboccarlo.
• Si raccomanda di sostituire il liquido di rareddamento ogni 2 anni.
• Tutte le attrezzature subisco un deterioramento durante l’uso. Controllate che questi utensili restino puliti anché la macchina dia il massimo delle
proprie possibilità.
• Prima di utilizzare la pinza pneumatica, vericare il buono stato degli elettrodi/cappe (sia piatti,
bombati o smussati). Se non è così, allora pulirli con l’aiuto di carta abrasiva (grana ne) o sostituirli
(vedere referenza sulla macchina).
• Per garantire un punto di saldatura ecace, è indispensabile sostituire le cappe ogni 200 punti circa.
Per questo :
- Smontare le cappe con l’aiuto di una chiave smonta cappe (réf. 050846)
- Montare le cappe con del grasso di contatto (réf. 050440)
• Cappe tipo A (réf : 049987)
• Cappe tipo F (réf : 049970)
• Cappe smussate (réf : 049994)
Attenzione : le cappe devono essere perfettamente allineate. Se così non fosse, vericare l’allineamento
degli elettrodi (cf. capitolo «Montaggio e cambio bracci» P.70)
A
A
F
F
A
A
• Prima di utilizzare la torcia, vericare lo stato dei vari utensili (stella, elettrodo mono-punto, elettrodo carbonio,...) poi eventualmente pulirli o
procedere alla loro sostituzione se si presentano in cattivo stato.
• Regolarmente, togliere il coperchio e spolverare con l’aiuto di una pistola ad aria. Cogliere l’occasione per far vericare le connessioni elettriche con
un utensile isolato da persone qualicate.
• Controllare regolarmente lo stato del cavo di alimentazione e dei fascicavi del circuito di saldatura. Se il cavo di alimentazione è danneggiato, deve
essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualica simile, per evitare pericoli.
• Lasciare le uscite d’aria della fonte di corrente del dispositivo libere per l’entrata e l’uscita d’aria.
USO DELLE GALLEGGIE
• L’operatore deve riempire correttamente il contenitore del refrigerante con il refrigerante prima dell’uso.
• L’uso del jib è strettamente riservato al sostegno della pinza durante le operazioni di saldatura.
• In nessun caso la gru a bandiera deve essere utilizzata come mezzo di sollevamento o altro, poiché esiste il rischio di ribaltamento del gruppo carrello
della gru a bandiera.

66
GYSPOT INVERTER PTI.G
IT
INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO
Solo le persone esperte e abilitate dal fabbricante possono eettuare l’installazione. Durante l’installazione, assicurarsi che il generatore sia scollegato
dalla rete. Le connessioni in serie o parallele di generatori sono vietate.
DESCRIZIONE DEL MATERIALE (FIG-1)
Questa macchina è stata concepita per eettuare le seguenti operazioni nelle carrozzerie :
- saldatura a punti di lamiere tramite una pinza pneumatica,
- saldatura di lamiere con la pistola,
- saldatura di chiodi, rivetti, rondelle, perni, rilature,
- eliminazione avvalamenti fatti da urti ed impatti (bozzi da grandine con l’opzione della pinza di tiraggio cavità).
1- Lettore di scheda SD 6- Interruttore
2- Interfaccia Uomo Macchina (IHM) 7- Cavo rete
3- Unità di rareddamento 8- Tappo del serbatoio
4- Staa di bloccaggio braccio di sostegno 9- Indicatore del liquido di rareddamento
5- Manometro
DESCRIZIONE DELLA PINZA G (FIG-2)
1- Leva di bloccaggio/sbloccaggio del braccio 7- Fermo di bloccaggio
2- Tubo di rareddamento 8- Leva di blocco/sblocco del giroscopio
3- Giroscopio 9- Pulsante di sovrapertura
4- Corpo pneumatico 10- Pulsante di saldatura a punti
5- elettrodo di sovrapertura 11- Pulsante di regolazione a distanza dei parametri
6- Braccio mobile
Sovra-apertura : la sovra-apertura della pinza può essere attivata con una pressione sul pulsante (FIG 2 - 10). L’elettrodo rientra nella pinza per
lasciare un lasco di 80 mm per accedere alla zona da saldare, al posto dei 20 mm quando non è azionata.
ACCESSORI E OPZIONI
Liquido di rareddamento
40 cappe
x 10
x 18
x 18
x 6
Fodera di protezione Scheda SD con
programmi
incluso
5 l : 062511
10 l : 052246
048935 050068 050853 050914
Ala cappe Sensore di sforzo Valigia di test di saldatura Europax anti-corrosione kit pistola PTI.G
048966 052314 050433 052758 067226
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 Incluso G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829

67
GYSPOT INVERTER PTI.G
IT
205
180
96
154
600
250
177
235
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 (550 daN) - ref. 050501
X2 (300daN)
ref. 050518
X6 (300daN)
ref. 050587
ALIMENTAZIONE
- Questo apparecchio deve essere azionato esclusivamente da una presa di corrente trifase 400V (50-60 Hz) con terra di protezione, protetta da un
interruttore di tipo D ≥ 25 A (o da un fusibile Neoz tipo aM).
La corrente di alimentazione permanente (I1p o ILp) è indicata nella sezione «Dati elettrici» e corrisponde alle condizioni operative massime. Notate
che l’alimentazione e la protezione (fusibile e/o interruttore) della vostra rete elettrica devono essere compatibili con la corrente richiesta. In paesi con
diversi valori di alimentazione di rete, potrebbe essere necessario sostituire la spina di rete per accedere alla massima potenza.
• Raccomandazione sulla linea di alimentazione:
Al ne di limitare la caduta di tensione nella linea di alimentazione ed evitare qualsiasi rischio di scollegamento della protezione, è indispensabile
collegare l’apparecchiatura ad una presa «dedicata». Questa spina deve essere collegata al quadro elettrico e alimentare solo questa apparecchiatura.
Il grado di protezione deve essere determinato tenendo conto dei seguenti vincoli:
Controllare la sezione del cavo che arriva alla presa di collegamento: 4 x 6 mm². Se il cavo di rete dal pannello è più lungo di 10 m, utilizzare una
sezione del conduttore di 10 mm². Se usate un cavo d’estensione, usate una sezione di conduttore di 6 mm² (10 mm² se la lunghezza della linea +
cavo d’estensione è > 10m).
Quando si usa una prolunga, questa deve avere una lunghezza e una sezione corrispondenti alla tensione del dispositivo. Usare una prolunga
conforme alle norme nazionali.
Cavo corrente File 400V/ 3 fasi + terra
L1
L2
L3
L1
L2
L3
L1 : fase 1
L2 : fase 2
L3 : fase 3
: Terre terra (verde/giallo o verde)
Neutro (non utilizzato)
• La sorgente di corrente di saldatura si mette in protezione se la tensione d’alimentazione è inferiore o superiore al 15% di o delle tensioni specicare
(un codice appare sul display).
• Per ottenere il funzionamento ottimale dell’attrezzatura, vericare che il circuito d’aria compressa possa fornire 8 bar (116 Psi) poi collegare la rete
d’aria compressa nella parte posteriore del dispositivo. Il dispositivo non dev’essere utilizzato con una rete d’aria con pressione inferiore a 4 bar (58
Psi) o superiore a 10 bar (145 Psi).
COLLEGAMENTO AD UN GRUPPO ELETTROGENO
Questo dispositivo non è protetto contro le sovratensioni regolarmente emesse da un gruppo elettrogeno e quindi non è consigliato connetterlo a
questo tipo di alimentazione.
RIEMPIMENTO DEL SERBATOIO DI LIQUIDO DI RAFFREDDAMENTO
Il liquido di rareddamento raccomandato da GYS deve essere usato:
5 l: rif. 062511 • 10 l : rif. 052246

68
GYSPOT INVERTER PTI.G
IT
L’utilizzo di altri liquidi di rareddamento, e in particolare del liquido standard auto, può portare, per un fenomeno di elettrolisi, all’accumulo di depositi
solidi nel circuito di rareddamento, diminuendo così il rareddamento, con possibile ostruzione del circuito. Eventuali danni alla macchina dovuti
all’uso di un altro liquido refrigerante non saranno considerati in garanzia.
Il liquido puro raccomandato fornisce protezione antigelo no a -20°C (-4°F). Può essere diluito, ma imperativamente usando acqua deionizzata; non
utilizzare acqua di rubinetto per diluire il liquido minimo 1 tanica da 10 litri deve essere utilizzata per garantire una protezione minima del circuito di
raredamento.
30 litri di liquido protezione antigelo a -20°C (-4°F)
20 litri di liquido + 10 litri d’acqua demineralizzata protezione antigelo a -13°C (9°F)
20 litri di liquido + 10 litri d’acqua demineralizzata protezione antigelo a -5°C (23°F)
Qualsiasi danno riconducibile al gelo vericatosi sulla macchina non sarà riconosciuto nell’ambito della garanzia.
Per il riempimento del serbatoio di liquido di rareddamento, procedere come segue :
- Posare la pinza pneumatica sul suo supporto.
- Versare 30 litri di liquido per raggiungere il livello no a metà dell’ indicatore di livello.
Dati di sicurezza per il liquido :
-in caso di contatto con gli occhi, togliere le eventuali lenti, se utilizzate dall’operatore , e lavare abbondantemente gli occhi con acqua
pulita Consultare un medico in caso di complicazioni.
-in caso di contatto con la pelle, lavare energicamente con del sapone e togliere ogni indumento contaminato. Incaso d’irritazione
(rossori, ecc.), consultare un dottore.
-in caso di ingestione, risciaquare abbondantemente la bocca con acqua pulita. Bere dell’acqua in grandi quantità. Consultare un
dottore.
Manutenzione: vedi capitolo «PRECAUZIONI DI FUNZIONAMENTO E MANUTENZIONE».
MESSA IN FUNZIONE DELLA MACCHINA
• L’accensione si fa per rotazione del commutatore on/o (7) sulla posizione I, e inversamente lo spegnimento si fa per rotazione sulla posizione O.
Attenzione! Mai interrompere l’alimentazione mentre la fonte di corrente di saldatura è in uso. La scheda elettronica inizia un ciclo di tests
di inizializzazione dei parametri chedurano circa 10 secondi. Al termine di questo ciclo, la macchina è pronta per essere utilizzata.
• Appena la macchina è sotto tensione, il liquido circola nei cavi. Controllare che non ci siano perdite.
INTERFACCIA UOMO MACCHINA
2
5
7
6
3 4
1
1
Tasto
4
Registrazione dei parametri
• Una semplice pressione sul tasto permette di scegliere tra la modalità
pinza, pistola o « regolazione pinza ».
• Una pressione di 2 secondi sul tasto permette di ritornare nella moda-
lità « Auto » partendo da altre modalità.
• Una pressione di 2 secondi sul tasto azzerra il contatore dei punti
quando questo è attivo.
• Una pressione di 2 secondi sul tasto permette di ritornare alla moda-
lità «Regolazione»
• Due tocchi brevi successivi cancellano la lista che èattiva sullo
schermo nella modalità visualizzazione deglielenchi.
• Un tocco breve sul tasto nella modalità memorizzazione dei program-
mi cancella il programma selezionato.
• La touche
permette di salvaguardare una regolazione della
macchina (parametri che sono stati impostatinella modalità manuale :
intensità, tempi e forza di serraggio).
• Il tasto
permette di ristabilire una regolazione con lo stesso
nome. si mette automaticamente in modalità manuale con i parame-
tri di saldatura (intensità, tempi e forza di serraggio) e l’attrezzatura
(pinza o pistola protetti).

69
GYSPOT INVERTER PTI.G
IT
2
Registrazione di un rapporto
5
Regolazione dello spessore della lamiera
Questa funzionalità è dettagliata nel capitolo corrispondente.
Il tasto permette di attivare o menola scrittura di un rapporto.
Il tasto permette di visualizzare la serie dipunti eettuati.
Il valore di questa regolazione stabilisce lo spessore delle lamiere La
scelta dello spessore si fa con i tasti+ e -, gli spessori disponibili sono
0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 3.0 mm.
3
Utilizzo deile modalità
6
Regolazione del tipo di lamiera
Il tasto permette di muoversi in tutti i modi di saldatura. Pre-
mendo a lungo il tasto mode si attiva la modalità di congurazione, che
permette di selezionare la lingua, impostare la data e attivare l’allarme
acustico «corrente troppo bassa» o «pressione troppo bassa». I tasti (
o ) sono usati per selezionare il valore da modicare e i tasti +
e - sono usati per aumentare o diminuire la selezione.
Questo parametro permette di scegliere in 4 grandi famiglia : Acciaio
rivestito, Acciaio HLE/THLE, Acciaio UHLE e acciaio al boro/USIBOR.
Questo parametro è anche modicabile con i tasti + e –.
7
Regolazione del braccio utilizzato
REGOLAZIONE PINZA IN G
Bloccare il braccio in G utilizzando la leva di serraggio (FIG 2-1).
Il tasto permette di selezionare la funzione regolazione pinza. La funzione «regolazione pinza» permette
di ssare la pinza e applicare la forza di serraggio programmata agli elettrodi senza far passare la corrente.
La pinza resta chiusa ntanto che l’operatore preme il pulsante. Questa funzione consente di vericare il
centraggio delle ghiere.
Una pressione di 2 secondi sul tasto
permette di ritornare nella modalità Auto.
Per il GYSPOT BP LG, mettersi sistematicamente in questa modalità per arrestare la pompa al momento di
cambiare il braccio.. L’elettrodo si ritrae nella pinza. La spia rossa sul bottone (FIG 2-12) si accende indi-
cando che la pompa è spenta.
I DIFFERENTI MODI DI SALDATURA
Per tutte le modalità :
I tasti di spostamento ( o ) permettono di selezionare i parametri da modicare. Ciascuna regolazione si eettua premendo
sui tasti laterali + e -.
Il tasto (FIG 2-12) della pinza permette la regolazione a distanza dei parametri di saldatura (spessore, tipo di acciaio):
- Pressione lunga: cambiamento di parametro (passaggio da un parametro all’altro).
- Pressione corta: modica del valore del parametro.
Per cambiare braccio (G1 -> G2 per esempio), l’utilizzatore deve imperativamente passare attraverso la tastiera della macchina.
Pressione rete insuciente:
Se la pressione d’entrata è insuciente per assicurare la forza di serraggio richiesta, la macchina indica prima del punto con messaggio di errore
seguente: PRESSIONE RETE INSUFFICIENTE Una seconda pressione sul pulsante permette di « forzare » l’esecuzione del punto che si eectua
allora con la pressione disponibile.
Corrente debole:
Se la corrente ottenuta durante il punto è inferiore al valore della consegna (<6%), la macchina indica una volta eettuato il punto, un messaggio
d’avvertimento «corrente debole» la quale indica che il punto è da vericare.
In tutti i casi, un messaggio appare alla ne del punto al ne di indicare l’intensità e la pressione misurata. Questo messaggio resta visualizzato sullo
schermo no a che l’utilizzatore non preme sulla tastiera o realizza un punto premendo sul pulsante di saldatura.
Le condizioni di saldatura devono essere controllate all’inizio di ogni lavoro. Dei punti di saldatura «test» devono essere realizzati
su dei pezzi di lamiera rappresentativi del lavoro da realizzare. Eettuare 2 punti di saldatura spaziati alla stessa distanza di quelli
nel cantiere. Testare lo strappo del secondo punto di saldatura. Il punto è correttamente esseguito quando lo strappo provoca
l’estrazione del nucleo strappando la lamiera, con un diametro minimo del nucleo in conformità con le speciche del costruttore.

70
GYSPOT INVERTER PTI.G
IT
Modalità AUTO
Questa modalità si accende per impostazione predenita all’avvio della macchina.
Questa modalità permette di saldare lamiere senza specicare alcun parametro sullo schermo della macchina
La macchina determina lei stessa i parametri di saldatura adatti.
Per poter utilizzare questa modalità, eettuare precedentemente un punto a vuoto (senza lamiere tra gli elettrodi), come richiesto sullo schermo.
Premere il pulsante Il messaggio « Eettuare un punto a vuoto » appare sullo schermo. Premere di nuovo il tasto per eettuare la calibrazione. Una
volta fatta la calibrazione, la macchina visualizza tutti i parametri a zero, ed è pronta per saldare. Chiudere la pinza sulla zona da saldare e saldare
automaticamente, senza inserire nessun parametri nella macchina. Ogni 30 punti di saldatura, una nuova calibrazione a vuoto sarà richiesta.
Questa modalità è utilizzabile con tutti i bracci tranne il G7.
Modalità NORMALE
Questa modalità determina i parametri di saldatura a partire dallo spessore delle lamiere e del tipo di acciaio.
I parametri da regolare in questa modalità sono:
- Spessore delle lamiere d’assemblaggio, può variare da 0.60 mm a 3.00 mm.
Quando si saldano 2 lamiere insieme, inserire lo spessore della lamiera più sottile.
Quando si saldano 3 lamiere insieme inserire lo spessore totale diviso 2.
- Tipo d’ acciaio (Acciaio rivestito, Acciaio HLE/THLE, Acciaio UHLE, acciaio al boro o BORON).
Quando le lamiere di natura diverse sono saldate, selezionare l’acciaio più duro tra quelli sovrapposti.
- Referenza del braccio utilizzato.
Una pressione di 2 secondi sul tasto permette di ritornare nella modalità AUTO.
Modalità MANUALE
Questa modalità permette di regolare manualmente i parametri del punto di saldatura, seguendo le istruzioni
di un capitolato di riparazione, per esempio.
I parametri da regolare in questa modalità sono:
- Intensità (2000 a 13 000 A)
- Tempi (100 a 850 ms)
- Sforzo di serraggio (100 a 550 daN)
- Referenza del braccio utilizzato.
Una pressione di 2 secondi sul tasto permette di ritornare nella modalità AUTO.
Modalità MULTI
Questa modalità permette una regolazione precisa dello spessore e del tipo di ogni una delle 2 0 3 lamiere.
Il primo elemento (spessore della lamiera 1) viene selezionato. i tasti alto e basso permettono di selezionare
i parametri da modicare, mentre i tasti destro e sinistro diminuiscono e aumentano il suo valore. La voce
evidenziata permette di selezionare il parametro da modicare.
I parametri da regolare in questa modalità sono:
- Spessore di ciascuna lamiera: da 0.60 mm a 3.00 mm.
- Tipo di acciaio di ogni lamiera : Acciaio rivestito, Acciaio HLE/THLE, Acciaio UHLE e Acciaio al boro
(BORON).
Quando le lamiere di natura diverse sono saldate, selezionare l’acciaio più duro tra quelli sovrapposti.
- Per attivare la lamiera 3 premere sulle frecce di spostamento ( o ) per mettere in evidenza la lamiera
3. Utilizzare poi i tasti + e – per selezionare il tipo e lo spessore delle lamiere.
- Referenza del braccio utilizzato.
Una pressione di 2 secondi sul tasto permette di ritornare nella modalità AUTO.
Modalità
COSTRUTTORE
La modalità GYSTEEL è opzionale, è congurabile nel menù «Regolazioni».
Questa modalità permette di chiamare nominalmente un punto preregistrato secondo il capitolato di ripara-
zione del costruttore.

71
GYSPOT INVERTER PTI.G
IT
Dei punti di saldatura programmati dall’utilizzatore possono essere richiamati selezionando USER nella lista dei costruttori. I punti di saldatura pos-
sono essere programmati con l’aiuto del software GYSPOT e il modulo di parametrizzazione dei punti di saldatura.
Una pressione di 2 secondi sul tasto
permette di ritornare nella modalità AUTO.
Modalità ENERGY
La modalità ENERGY è opzionale; è congurabile nel menù «Regolazioni».
Questa modalità permette di controllare l’energia trasmessa durante il punto di saldatura. Questa modalità
non è destinata alla riparazione, ma alla realizzazione di tests da parte dei costruttori o dagli organismi di
controllo.
Per poter utilizzare questa modalità, eettuare preventivamente un punto a vuoto. Premere il pulsante Il messaggio « Eettuare un punto a vuoto »
appare sullo schermo. Premere di nuovo il tasto per eettuare <t2/>la calibrazione. Una volta realizzata la calibrazione, la macchina visualizza sullo
schermo gli ultimi valori utilizzati in questa modalità per la corrente e l’energia. L’utilizzatore può allora modicare la corrente di saldatura, l’energia,
e l’impedenza. La macchina salda il tempo necessario per raggiungere l’energia richiesta. Se il tempo si saldatura è troppo lungo, la macchina visua-
lizzerà un messaggio di errore « Tempo massimo raggiunto ».
Una pressione di 2 secondi sul tasto
permette di ritornare nella modalità AUTO.
MENÙ E IMPOSTAZIONI
Questo menù è accessibile premendo il tasto per più di 2 secondi.
La lingua dei menu può essere selezionata nella riga 1.
La data e l’ora possono essere programmate sulla riga 2.
Le modalità GYSTEEL (GYSACCIAIO), COSTRUTTORE, AUTO, e ENERGY possono essere attivate / disattivate in
questo menu.
Controllo daN
Con questa impostazione la forza di serraggio della pinza può essere attivata o controllata durante la saldatura.
Modalità COLLA :
Sullo schermo REGOLAZIONI qui sotto, l’utilizzatore può precisare la presenza di colla tra le lamiere. Se la modalità colla è attiva, un prepunto viene
eettuato prima del punto di saldatura. La durata di questo prepunto è parametrata in millisecondi, da 0 a 400 ms, con incrementi di 50. Quando la
modalità colle è selezionata, la dicitura « GLUE » appare nei menu di saldatura NORMALE, MANUALE, MULTI, GYSTEEL.

72
GYSPOT INVERTER PTI.G
IT
UTILIZZO DELLA PISTOLA MONOPOINT (OPZIONE)
• Selezionare lo strumento PISTOLO MONOPUNTO usando il tasto .
Collegare il lo di terra della pistola all’elettrodo mobile. Far scorrere la ruota zigrinata e stringere.
Rimuovere il braccio dal morsetto e attaccare invece il cavo della pistola.
Collegare il cavo di controllo alla spina jack.
Controllare che la vite che collega la scarpa al capocorda sia stretta.
- Fissare il morsetto di terra al pezzo da lavorare, se possibile vicino alla zona da lavorare.
Quando si fa la saldatura monopoint con la pistola, attaccare sempre la massa alla lamiera inferiore per assicurarsi che la corrente di saldatura passi
attraverso entrambe le lamiere.
- Comincia a saldare con il punto che è più lontano da terra e avvicinati ad esso.
- Automaticamente viene avviata la modalità STANDARD con le impostazioni per saldare le stelle di rigonamento.
- La pistola monopoint può essere utilizzata sia in modalità STANDARD che EXPERT.
In modalità STANDARD, lo spessore massimo del foglio è limitato a 1,5 mm.
Oltre allo spot di testa da un lato, la pistola mono spot può essere utilizzata con una serie di altri strumenti,
ad esempio per varie operazioni di rimozione delle ammaccature (martello per la rimozione rapida delle
ammaccature (stella), saldatura su lo ondulato, punte di estrazione, saldatura su rondelle, rivetti, bulloni,
dadi, saldatura di giunzione a rulli, restringimento, tempra, indurimento (elettrodo di carbonio)). Utilizzare i
tasti freccia SU e GIÙ per navigare nel menu e i tasti freccia + e - per eettuare l’impostazione corretta.

73
GYSPOT INVERTER PTI.G
IT
In modalità MANUALE, l’intensità massima ammessa sarà da 9 kA per una durata che non potrà eccedere i
600 ms. Le regolazioni sullo schermo saranno dunque bloccate a questi valori massimi. Regolare il genera-
tore indicandogli lo spessore della lamiera da saldare con l’aiuto dei tasti + e -.
Regolare il generatore indicando lo spessore della lamiera da saldare con l’aiuto dei tasti + e -. E’ possibile
modicare i parametri corrente e tempo in modalità manuale.
Una pressione di 2 secondi sul tasto
permette di ritornare alla modalità NORMALE.
FEHLER MANAGEMENT
Diversi avvenimenti possono produrre degli errori. Possono essere classicati in 4 categorie:
1/ Le avvertenze, che previene l’utilizzatore da un surriscaldamento, una mancanza di pressione o inten-
sità, ecc. Queste avvertenze si visualizzano a schermo e restano visibili no alla pressione di un tasto.
2/ Gli errori, che corrispondono a un’errata installazione (pressione dell’aria, alimentazione elettrica).
3/ Gli errori gravi, che bloccano l’utilizzo della macchina. In questo caso contattare il servizio post vendita
4 / La protezione termica è assicurata da un termistore sul ponte a diodi che blocca l’utilizzo della mac-
china con il messaggio «surriscaldamento»
Batteria debole
Il messaggio « Batteria debole » appare quando viene messa sotto tensione e allerta l’utilizzatore sul
fatto che la tensione della batteria sulla carta comandi è debole. Questa batteria assicura la salvaguar-
dia della data e dell’ora quando l’appareecchio è messo fuori tensione.
Attrezzo non valido
Il messaggio « Attrezzo non valido » appare quando l’attrezzo viene messo sotto tensione e allerta
l’utilizzatore del fatto che un tasto o un pulsante è rimasto attivo, o un corto-circuito permanente è
stato rilevato. Controllare il pulsante della pistola e i pulsanti sulla/sulle pinze per far sparire questo
messaggio.
Braccio non valido
Il braccio del morsetto non è compatibile con la modalità di saldatura selezionata.
Corrente troppo debole
1/ Controlla linea
Se la corrente ottenuta durante il punto è inferiore al setpoint (6%), la macchina indica una volta che
il punto è stato visualizzato con un messaggio di avvertimento «Bassa corrente, linea di controllo» che
indica che il punto deve essere controllato.
2/ Controllare le piastre
Se la macchina non è in grado di ottenere la corrente richiesta, viene visualizzato il messaggio di
errore «Bassa corrente, piastre di controllo». Il punto non è eettuato e il dietto deve essere rimosso
per fare un punto.
Pressione della rete insuciente

74
GYSPOT INVERTER PTI.G
IT
Se la pressione d’ingresso è insuciente per assicurare la forza di ser-
raggio richiesta, la macchina bippa e indica prima del punto il messag-
gio di errore seguente « Pressione rete insuciente ».
Una seconda pressione sul pulsante permette di « forzare » l’esecu-
zione del punto che si eectua allora con la pressione disponibile. Se
la forza di serraggio misurata è insuciente allora la macchina indica «
Pressione debole » e viene registra nel rapporto attivo.
Aspirazione della pompa
Il messaggio Pump Priming Fault appare quando la pompa del sistema di rareddamento viene ades-
cata. Controllare il livello del refrigerante nel serbatoio.
Autodiagnosi
Quando il dispositivo è acceso, esegue un’autodiagnosi e visualizza i
risultati sullo schermo.
Se non c’è un errore di blocco, questa pagina viene visualizzata per 3s
e poi scompare. Durante questo tempo, una breve pressione sui tasti
MODE, ▲ o ▼, esce dalla visualizzazione della pagina CHECK (risultati
sintetizzati su due pagine). Una lunga pressione su MODE fa uscire dal
modo CHECK.
Non è possibile uscire dalle pagine CHECK quando viene rilevato un
guasto bloccante, eccetto nel caso di un guasto di fase (vedi elenco
sotto).
Linea
no.
Commento
Mostra la colonna di
sinistra
Mostra la colonna
di destra
Tipo di guasto In caso di guasto di blocco
Page CHECK n°1
1 Nome del prodotto PTI-400 PASS No bloccante
2
Numero di serie del
prodotto
SN xx.xx.xxxxxx.xxxxxx PASS o FAIL No bloccante
3 Versione soft secondaria
CONTROL SOFT Vxx.
xx.xx
PASS No bloccante
4 Versione primaria dura ALIM HARD 400V PASS o FAIL Blocco
Scheda di alimentazione sbagliata, contattare il rivendi-
tore
5 Versione soft primaria ALIM SOFT Vx.xx PASS, FAIL Blocco
Versione software errata, contattare il proprio rivenditore
specializzato
6 Test della tastiera KEYBOARD PASS o FAIL No bloccante
Assicuratevi che nessun tasto o grilletto della tastiera
sia premuto, se l’errore persiste, contattate il vostro
rivenditore.
7 Test di comunicazione µ COMMUNICATION PASS o FAIL Blocco
Problema di comunicazione tra le schede, contatta il tuo
rivenditore
8 Scheda SD SD xx.xx.xx.xx.xxxx PASS o FAIL No bloccante Scheda SD non disponibile
9 Tensione fase 1 U12 = xxx V PASS o FAIL Blocco
Se non c’è fase, premendo MODE per 5s si accede al
menu di setup e la macchina può essere utilizzata in
modalità showroom.
10 Tensione fase 2 U23 = xxx V PASS o FAIL Blocco
11 Tensione fase 3 U31 = xxx V PASS o FAIL Blocco
12 Tensione CAPA U+HT = xxx V PASS o FAIL Blocco
Problema con il controllo dell’elettronica di potenza,
contattate il vostro rivenditore.
13 Tensione PM IGBT 1 e 2 UPMIGBT12 = xxx V PASS o FAIL Blocco
14 Tensione PM IGBT 3 e 4 UPMIGBT34 = xxx V PASS o FAIL Blocco
15 Risultato del test IGBT 1 IGBT1 = xxx V PASS o FAIL Blocco
16 Risultato del test IGBT 2 IGBT2 = xxx V PASS o FAIL Blocco
17 Risultato del test IGBT 3 IGBT3 = xxx V PASS o FAIL Blocco
18 Risultato del test IGBT 4 IGBT4 = xxx V PASS o FAIL Blocco
Page CHECK n°2
1
Risultato del test transfo di
rilevamento primario
CONNEXION TRANSFO PASS o FAIL Blockieren
Controllare il collegamento del cavo di alimentazione dal
terminale al generatore.
2 Data e ora DATE/TIME PASS o FAIL No bloccante
3 Modalità SHOW ROOM SHOW-ROOM ON o OFF No bloccante

75
GYSPOT INVERTER PTI.G
IT
4
Test del grilletto di sal-
datura, del grilletto della
pistola e della temperatura
della pistola
GGUN WELD SW =
x.xx V
PASS No bloccante
5
Test di innesco per
l’apertura del diodo e la
temperatura
GGUN OPEN SW = x.xx V PASS o FAIL Blocco
Controllare il collegamento del sensore di temperatura del
diodo di potenza.
6
Temperatura primaria del
trasformatore
TRANSFO TEMP = x.xx V ON o OFF Blocco
Surriscaldamento del trasformatore di potenza. Lasciare
rareddare l’unità prima di riavviarla.
7 Sensore di posizione
THICKNESS SENSOR =
xx.x mm
PASS No bloccante
8
Tensione durante la
saldatura
WELDING VOLTAGE =
x.xx V
PASS No bloccante
9
Tensione della batteria di
backup
BACKUP CELL = x.xx V PASS o FAIL No bloccante
10 Pressione di rete
AIR PRESSURE = xx.x
bar si PASS
PASS o FAIL Blocco
Sensore di pressione dell’aria della rete HS, contattare il
proprio rivenditore.
Klammerdruck
11
Rilevamento della presenza
di un’arma
GUN PRESSURE = xx.x
bar si PASS
PASS o FAIL Blocco
Sensore di pressione dell’aria della pinza HS, contattate il
vostro rivenditore.
GUN PRESSURE = x.xx
V si FAIL
12
Rilevamento della presenza
della pistola
CONNEXION GUN ON o OFF No bloccante
CONTATORE DI PUNTI
Un contatore di punti permette di contare i punti eettuati con le stesse cappe. Se il punto è eet-
tuato senza problemi, il messaggio seguente sarà visibile.
Il valore del contatore è visibile in alto a sinistra dello schermo. Una pressione di 2 secondi sul tasto
azzera il contatore dei punti quando questo è attivo.
Se vengono realizzati più di 200 punti con gli stessi suggerimenti, sullo schermo viene visualiz-
zato un messaggio di avviso che rimane visualizzato dopo ogni punto nché non viene ripristinato
il contatore. La macchina contabilizza i numeri di punti realizzati con ciascun braccio in maniera
indipendente.
Dal momento in cui appare il messaggio di avviso, se le cappe non vengono modicate prima del reset del contatore, possono deteriorarsi
e portare a una scarsa qualità del punto di saldatura.
FUNZIONALITÀ DI REGISTRAZIONE
La modalità identicazione è opzionale, è congurabile nel menù «Regolazioni».
Se la modalità identicazione è congurata su « o » è suciente mettere un nome di rapporto e dell’attività per memorizzare i punti di saldatura
eettuati.L’ elenco permette di memorizzare i parametri dei punti realizzati con la pinza.
L’archivio permette di memorizzare i parametri dei punti di realizzati con la pinza. E’ disponibile per tutte le modalità, tramite pressione sui 2 tasti
e
.
Il programma utilizzatore è disponibile per tutti le modalità sui tasti
e .
Rapporto (elenco)

76
GYSPOT INVERTER PTI.G
IT
La registrazione di un rapporto permette di recuperare i dati di una seriedi punti realizzati con la
pinza e di registrarli sulla scheda di memoria anché possano essere recuperati da un PC per esem-
pio. GYS fornisce un software chiamato GYSPOT per leggere la scheda SD e riprodurre gli archivi su
PC. Questo software GYSPOT è archiviato nella scheda SD come pure le istruzioni d’utilizzo.
Per default, questa funzione è disattivata all’avvio della macchina. Una pressione sul tasto salvatag-
gio (on/o) e sul tasto «mode» permette di avviare il salvataggio del rapporto nel manuale d’istru-
zioni selezionato. Una nuova pressione sul tasto salvataggio (on/o) arresta il salvataggio in corso.
L’archivio creato contiene: un identicativo per utilizzatore, così come per ogni punto eettuato, lo strumento e il braccio utilizzato, le regolazioni
di macchina (intensità e pressione). Contiene ugualmente gli eventuali messaggi d’errore seguenti apparsi durante il suo salvataggio :| DEBOLE, P
DEBOLE, PB CAPS.
L’inserimento dell’identicativo si fa con i quattro tasti +, -
o . Durante l’inserimento dell’identicativo già utilizzato, la macchina registra i nuovi
punti di seguito, senza cancellare i precedenti.
Il tasto lettura
permette di recuperare un rapporto precedentemente registrato e di rileggerlo sullo schermo.
Occorre interrompere il salvataggio in corso premendo sul tasto
prima di poterlo visualizzare su schermo. Il tasto permette di uscire dalla
modalità di visualizzazione del rapporto.
Per cancellare il contenuto di un rapporto, occorre
visualizzarlo su schermo utilizzando il tasto
.
Inne, premere sul tasto
.
Appare il messaggio seguente.
Quando appare il triangolo, una seconda pres-
sione sul tasto
cancella il contenuto del
rapporto visualizzato.
Il triangolo sparisce dallo schermo automatica-
mente dopo 3 secondi.
Modalità identicazione
Se la modalità identicazione è congurata su ON occorre compilare tutti i campi obbligatori della
commessa di riparazione per fare dei punti di saldatura altrimenti la macchina emetterà l’errore di
identicazione.
Per attivare e per disattivare la modalità di identicazione bisogna inserire una scheda SD identica-
zione nel lettore della macchina nel punto e in sostituzione della scheda SD che contiene i program-
mi.
Lo schermo regolazione si attiva premendo per 2 secondi sul tasto
.
Quando la scheda SD «identicazione» è inserita e selezioniamo «identicazione ON» allora lo
schermo di supervisione viene visualizzato.
Questo schermo permette di rendere i campi « immatricolazione, marca del veicolo, modello del
veicolo, numero di telaio» obbligatori al momento della compilazione dell’ordine.
Per uscire dallo schermo, occorre premere sul tasto
per due secondi. Inne, occorre rimettere
la scheda SD che contiene i programmi nel lettore della macchina.
Elenco delle schermate che permettono inserire un ordine di riparazione :
Quando un ordine di riparazione è già stato creato, non può essere modicato ne cancellato sulla macchina. Per cancellarlo, utilizzare il software
Gyspot del PC. L’utilizzatore può creare al massimo 100 ordini di riparazione.
Ordine di riparazione Identicazione utilizzaotre Immatricolazione (opzionale)

77
GYSPOT INVERTER PTI.G
IT
Marca veicolo Modello veicolo N° telaio (opzionale)
I tasti di spostamento ( o ) permettono di cambiare le lettere o le cifre. I tasti - e + permettono di spostare il cursore nel
campo. La pressione breve sul tasto
permette di cancellare il campo. Il tasto permette lo scorrimento dei campi per la
modica o la lettura.
Catalogo
Il tasto permette la consultazione degli ordini di riparazione. Il numero di pagina è visualizzato
(13 maxi).
I tasti – e + permettono di cambiare pagina. I tasti e permettono di selezionare i Job succes-
sivi o precedenti. I tasti
permettono di visualizzare l’ordine di riparazione selezionato.
Il tasto
permette di uscire dalla modalità di visualizzazione del rapporto.
• La libreria di gestione della scheda SD permette di gestire le schede SD > 2 Go.
• Per ciascun ordine di riparazione è associato un le archivio xxx.dat.(con xxx=identicativo da 001 a 100). In ciascun archivio, è possibile registrare
al massimo 500 punti di saldatura. Su richiesta i nomi dell’ordine di riparazione e dell’utilizzatore vengono visualizzati.
• N° di pagine è indicato in alto a sinistra.
• L’insieme degli ordini di riparazione è memorizzato nell’archivio catalog.GYS.
• Questo le contiene il numero totale degli ordini di riparazione, il nome di ciascun ordine di riparazione e il nome di ciascun utilizzatore. Ci sono 100
ordini di riparazione al massimo.
Progammi operatori
Il salvataggio dei parametri permette di denire un programma utilizzatore al ne di ritrovare facilmente le sue regolazioni per un utilizzo futuro. Sono
disponibili 20 slot di memoria. Ogni una di queste contiene le regolazioni seguenti : attrezzatura, braccio,intensità di saldatura, tempi di saldatura e
sforzo di serraggio. Un programma può essere associato alla pinza o alla pistola.
Un programma può essere associato alla pinza o alla pistola.
Il tasto
permette il salvataggio delle regolazioni in corso della modalità manuale (intensità, tempi e forza di serraggio). Le 20 slot di memoria sono
segnalate con un identicativo (per l’utilizzo a cui sono dedicate) o con un simbolo « --- » per le posizioni libere.
L’inserimento dell’identicativo si fa con i quattro tasti
. Con l’inserimento di un identicativo già utilizzato, la macchina cancellerà i parametri
che erano stati memorizzati precedentemente.
Il tasto permette di accedere alle regolazioni registrate precedentemente. La scelta di una posizione vuota non ha nessun eetto.

78
GYSPOT INVERTER PTI.G
IT
Una breve pressione sul tasto cancella il programma selezionato dalla lista dei programmi salvati.
Il tasto
permette di uscire dalla modalità di selezione del programma, , far passare la macchina dalla modalità manuale con i parametri e lo
strumento salvataggio nel programma.
Per disattivare il programma, è suciente cambiare il valore di un parametro in una delle tre modalità manuali, normali o multilamiere o di cambaire
strumento (pinza, pistola) utilizzando il tasto
.
Il tasto
permette di visualizzare un rapporto precedentemente registrato e di rileggerlo sullo schermo.
Scheda memoria SD. (rif. 050914)
Questa scheda permette all’utilizzatore di fare il collegamento tra il suo generatore e un PC per:
• Recuperare degli archivi (rapporti), al ne di conservare una traccia del suo lavoro ed eventualmente di risalire ad una compagnia assicurativa.
• Aggiornare i parametri di saldatura, aggiungere nuove lingue.
• Il Software GYSPOT per la modica dei parametri sul PC è memorizzato nella scheda SD.
• Il manuale d’istruzioni è conservato nella scheda memoria SD.
Lo spazio memoria sarà suciente per assicurare un’autonomia di più di 65 000 punti.
La macchina può funzionare senza carta memoria in modalità «manuale» unicamente.
Se la scheda SD non è inserita nel lettore della scheda allora si visualizza il messaggio seguente. Occorre
arrestare e riavviare la macchina dopo aver inserito la scheda SD.
Importante : bisogna interrompere l’alimentazione della macchina prima di ritirare la scheda SD dal suo
lettore e riavviare la macchinaunicamente dopo avere inserito la scheda SD nel suo lettore altrimentii dati
memorizzati sulla scheda SD possono distruggersi.
MONTAGGIO E CAMBIAMENTO BRACCI PINZA G
La garanzia non copre le anomalie e i deterioramenti dovuti a un errato montaggio del braccio della pinza in G.
IMPORTANTE:
-non utilizzare del grasso di rame sui bracci.
- mantenere la suola delle braccia e il supporto del braccio puliti sul morsetto per favorire un buon usso di corrente tra le parti in contatto.
- In caso di non utilizzo prolungato, conservare sempre la macchina con un braccio montato sul morsetto per evitare la polvere sul supporto del
braccio.
Procedura di cambio braccio:
Durante la sostituzione dei bracci sul morsetto, la pompa del circuito di rareddamento deve essere spenta. Per questo, posizionarsi su «Regolazione
pinza» sulla macchina; la spia rossa s’illumina sul pulsante della pinza (FIG 2-12) ad indicare che la pompa è spenta. L’elettrodo si ritrae allora dalla
pinza per permettere il ritiro del braccio.
1
Il fermo sporge oltre il lato del lucchetto chiuso
2
La leva deve essere in posizione arretrata (~ 120 °)
3
Le frecce devono essere allineate
4
Inclinare il braccio di circa 15 ° e rimuoverlo dalla sua sede (i perni devono scorrere nella scanalatura)
1
4
3
2
2
1
3
4
APERTURA MECCANICA DEL BRACCIO
Per aprire il braccio e accedere più facilmente alla carrozzeria, azionare la sovrapertura premendo sul pulsante della pinza (FIG 2-10).

79
GYSPOT INVERTER PTI.G
IT
1
Premere il pulsante (FIG 2 -10)
2
Il fermo sporge dal lato del lucchetto aperto
3
La leva deve essere aperta (~ 90 °) in battuta sul fermo.
4
Le frecce non devono essere allineate
Inclinare il braccio.
4
2
3
1
2
4
3
1
VERRIEGELUNG/ENTRIEGLUNGS DER 360°-ORBITALFÜHRUNG
Ist der Hebel nach oben geneigt, wird die Orbitalführung verriegelt.
Ist der Hebel nach unten geneigt, wird die Orbitalführung entriegelt.
Er kann um 360° rund um die Zange drehen.
SOFTWARE GYSPOT SU PC
Questo software ha per obiettivo di produrre e memorizzare i rapporti dei punti fatti per mezzo di un GYSPOT attrezzato con un lettore di schede SD
Per utilizzare questo software, il PC deve essere equipaggiato con un lettore di schede SD.
Il software GYSPOT può essere installato partendo anche da schede già presenti sulla scheda SD. Nel repertorio GYSPOT V X.XX , doppio clic sul
programma INSTALL.EXE, e seguire le istruzioni per installare il software sul vostro PC. Una icona GYSPOT viene automaticamente installata sul desk
del vostro PC.
1- Selezione lingua
Il software supporta più lingue. Attualmente le lingue disponibili sono
Francese, Inglese, Tedesco, Spagnolo, Olandese, <t0/>Danese<t1/>, Finnico, Italiano, Ssvedese, Russo, Turco.
Per selezionare una lingua nel menu, cliccare su Opzioni poi su Lingue.
Attenzione, una volta impostata la lingua, chiudere e riaprire nuovamente il software GYSPOT perché la lingua venga presa in considerazione.
2 - Identità dell’utente
Al ne di personalizzare le edizioni con le tue informazioni personali, sono richieste alcune informazioni. Per inserire queste informazioni nel menu,
cliccare su Opzioni poi su Identità. Viene visualizzata una nuova nestra con le seguenti informazioni:
Nome della società
Indirizzo / CAP / Città
Telefono / Fax (Fax) / Email / Sito Web
logo
Queste informazioni verranno quindi visualizzate nelle edizioni
3 - Tracciabilità
Per default, il software GYSPOT si apre in modalità «tracciabilità». In modalità « Parametrizzazione dei punti », cliccare su « Tracciabilità » nel menu
« Opzioni ».

80
GYSPOT INVERTER PTI.G
IT
3.1 - Importazione di report di punti da una scheda SD :
Per importare nel vostro PC i rapporti dei punti realizzati con un GYSPOT, inserite la scheda SD nel lettore di schede del vostro PC poi avviate il
software GYSPOT.
Selezionare il lettore dove è inserita la vostra scheda SD, poi cliccare sul tasto
.
Quando l’importazione è stata fatta, i punti realizzati sono raggruppati dal programma di identicazione degli ordini di lavoro. Questa identicazione
corrisponde al nome del rapporto specicato nella macchina saldatrice. Questa identicazione è visualizzata nella linguetta IN CORSO.
Una volta importati i rapporti, è possibile eettuare una ricerca, di modicare o di archiviare ogni rapporto. Per visualizzare i punti eettuati, sele-
zionare un rapporto i punti realizzati si visualizzano sul riquadro.
Per eettuare una ricerca, attivare il campo ricerca e cliccare sul tasto
.
Per modicare un rapporto, selezionare un rapporto e poi cliccare sul pulsante
.
Per archiviare un rapporto, selezionare un rapporto e poi cliccare sul pulsante
. Attenzione, i rapporti importati non possono essere cancellati
prima di esser stati archiviati.
3.2 - Consultare i rapporti archiviati:
Per consultare i rapporti archiviati, cliccare sulla linguetta Archivi. I rapporti sono raggruppati per anno e per mese.
Per visualizzare i punti eettuati, selezionare un rapporto i punti realizzati si visualizzano sul riquadro.
Per i rapporti archiviati, è possibile eettuare una ricerca, di modicare o sopprimere un rapporto.
Attenzione, un rapporto archiviato successivamente cancellato sarà caricato nuovamente in occasione di una nuova importazione nel caso in cui
la scheda.
Per eettuare una ricerca, attivare il campo ricerca e cliccare sul tasto
.
Per modicare un rapporto, selezionare un rapporto e poi cliccare sul pulsante
.
Per cancellare un rapporto, selezionare un rapporto poi cliccare sul pulsante
.
3.3 - Resettare una scheda SD:
Un reset cancellerà tutti i rapporti di punti realizzati registrati sulla scheda SD.
Per resettare una scheda SD, inserire la scheda SD nel vostro lettore di schede del vostro PC poi, cliccare su MENU -> OPZIONI e resettare la
scheda SD.
Attenzione, con il reset, i rapporti dei punti realizzati, ma non ancora importati, saranno automaticamente importati.
3.4 - Per completare le informazioni di un rapporto:
Ciascun rapporto deve essere compilato con le informazioni seguenti:
Incaricato,
Tipo di veicolo,
Ordine di riparazione,
Immatricolazione,
Messa in funzione,
Intervento,
Commenti.
Per inserire questi dati, selezionare un rapporto poi inserite le informazioni nell’intestazione del rapporto.
3.5 - Stampare un rapporto:
Per stampare un rapporto, selezionare un rapporto poi cliccare sul pulsante
. Un riepilogo dell’edizione si visualizza. Cliccare sul pulsante .
3.6 - Esportare l’edizione in formato PDF:
Per esportare un’edizione PDF, selezionare una cartella e fare clic sul pulsante
. Un riepilogo dell’edizione si visualizza. Cliccare sul pulsante
. Un esempio di registrazione dei parametri stampati utilizzando il software GYSPOT verrà visualizzato un pò più in là.
4- Parametrizzazione dei punti
Per passare nella modalità « Parametrizzazione dei punti », cliccare su « Parametrizzazione dei punti » nel menu « Opzioni ».
La modalità « Parametrizzazione dei punti » permette di proporre all’operatore dei punti parametrati dai costruttori. Questa modalità permette all’uti-
lizzatore di congurare i suoi parametri di saldatura.
- Inserire la carta SD spedita con la saldatrice GYSPOT nel lettore del vostro PC poi selezionare il lettore corrispondente nel menu a tendina che
apparirà Scelta lettore.
- Le saldatrici a punti GYSPOT supportano no a 16 documenti che possono contenere no a 48 parametri di punto.
- Il primo documento chiamato «USER» non può essere cancellato. Permette all’operatore di aggiungere, di modicare o di sopprimere una impos-
tazione dei punti.
- Gli altri documenti sono riservati ai punti importati dai costruttori. E’ possibile importare dei documenti costruttore caricati dal nostro sito web (http://
www.gys.fr). Non è possibile aggiungere, modicare o sopprimere un punto impostato nel fascicolo costruttore.
4.1 - Importare un fascicolo di impostazioni dei punti costruttore:
Fare un doppio clic nella prima colonna e inserite un nome costruttore.

81
GYSPOT INVERTER PTI.G
IT
Eettuate poi un doppio clic nella seconda colonna per selezionare un fascicolo costruttore precaricato
precedentemente dal nostro sito Web.
L’elenco dei punti impostati dal costruttore si visualizzano nel secondo elenco. Selezionare un punto
impostato per visualizzare il cronogramma e i parametri congurati.
4.2 - Aggiungere un punto impostato nel fascicolo USER:
Per aggiungere un punto nel fascicolo USER, selezionate il fascicolo USER nella lista dei fascicoli poi
cliccare sul tasto
a destra della lista dei punti impostati. Immettere il nome del punto e quindi pre-
mere il tasto TAB o fare clic all’esterno dell’elenco dei set point per congurare i parametri di saldatura.
Per un punto da impostare, è possibile congurare :
La fase di pre-serraggio
La fase di preriscaldamento
Le diverse pulsazioni (massimo 4 impulsi)
E la fase di forgiatura calda e fredda.
Per modicare i parametri, cliccare sui tasti
.
Quando l’operatore modica un parametro, il cronogramma del punto viene attualizzato.
Per validare il punto impostato, cliccare sul tasto
.
Per annullare il punto impostato, cliccare sul tasto
.
4.3 - Modicare un punto congurato nel le USER:
Per modicare i parametri di un punto, selezionare un punto nell’ elenco poi modicare i parametri di saldatura.
Per validare le modiche, cliccare sul tasto
.
Per annullare le modiche, cliccare sul tasto
.
4.4 - Cancellare un punto congurato nel le USER :
Selezionare un punto impostato nell’elenco poi cliccare sul tasto
a destra dell’elenco.

82
GYSPOT INVERTER PTI.G
IT
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en c irculation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
PRECAUZIONI D’IMPIEGO E MANUTENZIONE
Formazione dell’utilizzatore
Gli utenti di questa macchina devono ricevere una formazione adeguata all’uso della macchina al ne di sfruttare al massimo le prestazioni della
macchina e di eseguire lavori conformi (esempi: addestramento carrozzieri).
Preparazione dei pezzi da assemblare
E’ indispensabile di decappare e avvicinare la zona da saldare
Nel caso di applicazione di protezione, assicurarsi che questa sia conduttrice facendo preventivo su un campione.
Saldatura a elettrodo monopunto
Al momento di una riparazione su veicolo, vericare che il costruttore autorizzi questo tipo di processo di saldatura.
Utilizzo del braccio inferiore dell’ala
La pressione massima è 100 daN.
Dadi O-ring di serraggio bracci del morsetto X.
All’interno dei 2 dadi di serraggio dei bracci (vedere la descrizione del morsetto), ci sono 2 O-ring che devono essere sostituiti in caso di perdite o ogni
6 mesi Queste due guarnizioni sono necessarie per evitare il rischio di perdita di liquido.
Queste guarnizioni sono o-ring Ø 25 mm, 4 pezzi. Al momento della sostituzione di questa guarnizioni occorre mettere del grasso. (ref. Livello di
ecacia del liquido di rareddamento
Il livello del liquido di rareddamento è importante per il buon funzionamento della macchina. Deve sempre essere compreso tra il minimo e il massimo
indicati sul carrello. Fare l’aggiunta con acqua deminerallizzata se necessario.
Sostituire il liquido di rareddamento ogni 2 anni:
1
Spegnere l’alimentazione utilizzando l’interruttore automatico sul retro della macchina (posizione OFF) e scollegare l’apparecchio dall’impianto
elettrico.
2 Collocare un serbatoio di recupero (capacità di 30 l) sotto il foro di scarico della macchina
3
Svitare il tappo di scarico situato sotto
la macchina usando una chiave Torx da
10». (Rif. S6262)
4 Sciacquare il contenitore con acqua di rubinetto per rimuovere i residui.
5
Sostituire il tappo di scarico. (
: 4 N.m)
6 Riempire il serbatoio con il liquido di rareddamento (5l : 062511 / 10l : 052246)
7 Accendere l’unità (posizione ON) e controllare le perdite.

83
GYSPOT INVERTER PTI.G
IT
ANOMALIE, CAUSE, RIMEDI
ANOMALIE CAUSE RIMEDI
Saldatura pinza
Il punto fatto non tiene o tiene male
Le cappe utilizzate sono usate Cambiare le cappe
Cattivo decapaggio delle lamiere Vericare la preparazione delle superci
Il braccio non corrisponde a quello installato Controllare il braccio indicato nel software
La puntatrice fora la lamiera
Le cappe utilizzate sono usate Cambiare le cappe
Pressione d’aria insuciente
Controllare le pressione della rete (min. 8
bar)
La supercie non è correttamente preparata Preparare la supercie da lavorare
Mancanza di potenza
Problemi di alimentazione elettronica
Controllare la stabilità della tensione della
rete
cappe annerite o rovinate Cambiare le cappe
Errato bloccaggio del braccio.
Riferirsi al capitolo " Montaggio e cambia-
mento dei bracci"
- Surriscaldamento rapido della macchina.
- Gonore del cavo di potenza
Nessun circolo o cattivo circolo del liquido di
rareddamento.
Aprire il tappo del serbatoio del carrello e
osservare la presenza del ritorno del liquido
di rareddamento
- Arresto della pompa
- Liquido refrigerante inquinato
- Blocco del circuito.
Ostruzione nel circuito di rareddamento
(tubo pizzicato)
Controllare la guaina del cablaggio tra il
camion.
Controllare che la pompa funzioni corretta-
mente.
Vericare il livello del liquido di raredda-
mento
Pistola
Riscaldamento anomalo della pistola
Cattivo serraggio del mandrino
Vericare il serraggio del mandrino, del man-
drino porta stelle e lo stato della guaina
La guaina della pistola non è coprente
Rimpiazzare la guaina perché il raredda-
mento aria arrivi all'interno della pistola
Cattivo posizionamento della massa
Controllare che la massa sia in contatto con
la giusta lamiera
Mancanza di potenza con la pistola
Cattivo contatto della massa Controllare il contatto di massa
Cattivo serraggio del mandrino o degli
accessori
Controllare il serraggio del mandrino e degli
accessori e lo stato della guaina
Ricambi danneggiati Sostituzione dei consumabili
GARANZIA
La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera).
La garanzia non copre:
• Danni dovuti al trasporto.
• La normale usura dei pezzi (Es. : cavi, morsetti, ecc.).
• Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio).
• I guasti legati all’ambiente (inquinamento, ruggine, polvere).
In caso di guasto, rinviare il dispositivo al distributore, allegando:
- la prova d’acquisto con data (scontrino, fattura...)
- una nota esplicativa del guasto.

84
GYSPOT INVERTER PTI.G
PT
AVISOS - REGRAS DE SEGURANÇA
INSTRUÇÕES GERAIS
Estas instruções devem ser lidas e compreendidas antes de efetuar qualquer operação. Toda modicação ou manutenção não
indicada no manual não deve ser efetuada. Certique-se de manter este manual de instruções para referência futura.
Todo dano corpóreo ou material devido ao uso não conforme às instruções deste manual não poderá ser considerado culpa do fabricante.
Em caso de problema ou incerteza, consultar uma pessoa qualicada para efetuar a manutenção adequada do aparelho. Estas instruções cobrem o
material em seu estado de entrega. É da responsabilidade do utilizador realizar uma análise de risco em caso de incumprimento destas instruções.
AMBIENTE
Este aparelho deve ser usado somente para operações de soldadura nos limites indicados no aparelho e/ou no manual de instruções. É preciso
respeitar as instruções relativas a segurança. Em caso de uso inadequado ou perigoso, o fabricante não poderá ser considerado responsável.
A instalação deve ser usada em uma sala sem poeira, ácido, gás inamável ou outras substâncias corrosivas, bem como para armazenamento.
Garantir a circulação de ar durante o uso.
Faixas de temperaturas de funcionamento:
+5°C e +40°C (+41 °F e +104°F)
Armazenamento -25°C a +55 °C (-13 °F a +131 °F)
Umidade do ar
Menor ou igual a 50% a 40 ° C (104 ° F).
Menor ou igual a 90% ou menos a 20 ° C (68 ° F).
Altitude: Até 1000 m acima do nível do mar (3280 pés).
PROTEÇÃO PESSOAL E OUTROS
A soldadura por resistência pode ser perigoso e causar ferimentos graves ou morte. Destina-se ao uso por pessoal qualicado que recebeu treinamento
adaptado ao uso da máquina (por exemplo, treinamento de carroçador).
A soldadura expõe as pessoas a uma fonte perigosa de calor, faíscas, campos eletromagnéticos (cuidado com o portador de marca-passos), risco de
eletrocussão, ruído e emissões gasosas.
Para se proteger e aos outros, siga as seguintes instruções de segurança:
Para se proteger de queimaduras e radiação, use roupas limpas, isoladas, secas, à prova de fogo e de boa aparência que cubram
todo o corpo.
Use luvas que garantam isolamento elétrico e térmico.
Use uma proteção de soldadura e / ou máscara de soldadura com um nível de proteção suciente (variável dependendo da
aplicação). Proteja os olhos durante as operações de limpeza. As lentes de contato são particularmente proibidas.
Às vezes, é necessário delinear as áreas com cortinas à prova de fogo para proteger a área de soldadura dos raios de arco,
projeções e resíduos incandescentes.
Informe as pessoas na área de soldadura para usar roupas apropriadas para se protegerem.
Use um fone de ouvido contra ruído se o processo de soldadura atingir um nível de ruído superior ao limite autorizado (da mesma
forma para qualquer um na zona de soldadura).
Mantenha as peças móveis (ventilador) longe das mãos, cabelos, roupas..
Nunca remova a proteção do cárter da unidade fria quando a fonte de energia de soldadura estiver ativa, o fabricante não pode
ser responsabilizado em caso de acidente.
As peças que acabaram de ser soldadas estão quentes e podem causar queimaduras quando manuseadas. Ao realizar a manutenção
da tocha ou do alicate, deve-se garantir que ela/ele esteja fria o suciente, aguardando pelo menos 10 minutos antes de qualquer
intervenção. A unidade fria deve ser ligada ao usar um alicate refrigerado a água para garantir que o uido não cause queimaduras.
É importante proteger a área de trabalho antes de sair para proteger pessoas e propriedades.
FUMOS DE SOLDADURA E GÁS
Os fumos, gases e poeira emitidos pelo soldadura são perigosos para a saúde. Ventilação suciente deve ser fornecida, a entrada
forçada de ar é às vezes necessária. Uma máscara de ar fresco pode ser uma solução em caso de ventilação insuciente.
Verique se a sucção é ecaz, vericando-a com os padrões de segurança.
Atenção soldadura em ambientes de pequeno porte requer um monitoramento com distância de segurança. Além disso, a soldadura de certos
materiais contendo chumbo, cádmio, zinco ou mercúrio ou berílio pode ser particularmente prejudicial, também desengordurar as partes antes do
soldadura.
Cilindros devem ser armazenados em salas abertas ou bem ventiladas. Cilindros devem estar na posição vertical e mantidos em um rack ou em um

85
GYSPOT INVERTER PTI.G
PT
carrinho. A soldadura deve ser proibido perto de graxa ou tinta.
RISCO DE INCÊNDIO E EXPLOSÃO
Proteja totalmente a área de soldadura, os materiais inamáveis devem car a pelo menos 11 metros de distância.
Equipamentos de combate a incêndio devem estar presentes perto das operações de soldadura.
Cuidado com pulverização de material ou faíscas quente e até mesmo através das rachaduras, eles podem causar um incêndio ou explosão.
Mantenha pessoas, objetos inamáveis e recipientes sob pressão para uma distância de segurança suciente.
É proibido soldar em contêiner fechados ou tubos e, no caso de serem abertos, devem ser esvaziados de qualquer material inamável ou explosivo
(óleo, combustível, resíduos de gás, etc.).
operações de moagem não deve ser dirigida para a fonte de energia de soldadura ou de materiais inamáveis.
SEGURANÇA ELÉTRICA
A rede elétrica usada deve sempre ter uma ligação à terra Um choque elétrico pode ser uma fonte de sérios acidentes diretos ou
indiretos, até fatais.
Nunca toque em partes dentro ou fora da fonte sobtensão (tochas, alicates, cabos), pois elas estão conectadas ao circuito de soldadura.
Antes de abrir a fonte de corrente de soldadura, desconecte-a da rede e aguarde 2 minutos para que todos os capacitores sejam descarregados.
Certique-se de trocar os cabos, elétrodos ou braços se estiverem danicados, por pessoas qualicadas e autorizadas. Dimensione a seção do
cabo de acordo com a aplicação. Sempre use roupas secas em boas condições para isolar-se do circuito de soldadura. Use sapatos isolantes,
independentemente do local de trabalho.
Atenção! Superfície muito quente. Risco de queimaduras
• Peças e equipamentos quentes podem causar queimaduras.
• Não toque nas partes quentes com as mãos nuas.
• Aguarde que peças e equipamentos esfrie antes de manusear.
• Em caso de queimaduras, enxaguar abundantemente com água e consultar um médico sem demora.
CLASSIFICAÇÃO CEM DE EQUIPAMENTO
Este equipamento de Classe A não se destina a uso em um local residencial onde a energia elétrica é fornecida pelo sistema
público de energia de baixa tensão. Pode-se haver diculdades potenciais para assegurar a compatibilidade eletromagnética
nestes sites, pour causa das perturbações conduzidas, assim como irradiadas na freqüência radioelétrica.
Este equipamento não está em conformidade com a norma IEC 61000-3-12 e destina-se a ser conectado a redes privadas
de baixa tensão conectadas à rede de fornecimento de energia pública somente em nível de média e alta tensão. Se estiver
conectado a uma rede pública de baixa tensão, é de responsabilidade do instalador ou do usuário do material de assegurar-se,
consultando o operador da rede de distribuição, que o material possa ser conectado.
EMISSÕES ELETRO-MAGNÉTICAS
A corrente elétrica que passa por qualquer condutor produz campos elétricos e magnéticos (EMF) localizados. A corrente de
soldadura, gera um campo electromagnético em torno do circuito de soldadura e do material de soldadura.
os campos eletromagnéticos EMF pode afetar alguns implantes médicos, como pacemakers. Medidas de proteção devem ser tomadas para pessoas
que usam implantes médicos. Por exemplo, restrições de acesso para transeuntes ou uma avaliação de risco individual para soldadores
Todos os soldadores devem utilizar os seguintes procedimentos para minimizar a exposição a campos eletromagnéticos do sistema de soldadura:
• posicione os cabos de soldadura juntos - prenda-os com um xador, se possível;
• posicione-se (tronco e cabeça) o mais longe possível do circuito de soldadura;
• nunca envolva os cabos ao redor do corpo;
• Não posicione o corpo entre os cabos de soldadura. Segurar os cabos de soldadura para o mesmo lado do corpo;
• conecte o cabo de retorno à peça a ser trabalhada o mais próximo possível da área a ser soldada;
• não trabalhe perto da fonte de energia de corte, não se sente nela nem se apóie nela;
• não soldar ao transportar a fonte de energia de soldadura ou o alimentador.
Os usuários de marca-passo devem consultar um médico antes de usar este equipamento.
Exposição aos campos electromagnéticos na soldadura pode ter outros efeitos na saúde que ainda não são conhecidos.

86
GYSPOT INVERTER PTI.G
PT
RECOMENDAÇÕES PARA AVALIAR A ÁREA E INSTALAÇÃO DE SOLDADURA
Descrição geral
O usuário é responsável pela instalação e uso do equipamento de soldadura por resistência de acordo com as instruções do fabricante. Se forem
detectados distúrbios eletromagnéticos, será responsabilidade do usuário do equipamento de soldadura por resistência resolver a situação com a
assistência técnica do fabricante. Em alguns casos, essa ação corretiva pode ser tão simples como aterramento do circuito de soldadura. Em outros
casos, pode ser necessário para a construção de uma blindagem electromagnética em torno da fonte de corrente de soldadura e a peça inteira com
montagem com ltros de entrada. Em todos os casos, os distúrbios eletromagnéticos devem ser reduzidos até que não sejam mais problemáticos.
Avaliação da zona de soldadura
Antes de instalar o equipamento de soldadura por resistência, o usuário deve avaliar possíveis problemas eletromagnéticos na área circundante. O
seguinte deve ser considerado:
(a) a presença acima, abaixo e ao lado do equipamento de soldadura de outros cabos de potência, controle, sinalização e telefone;
b) receptores e transmissores de rádio e televisão;
(c) computadores e outros equipamentos de controle;
(d) equipamentos críticos de segurança, por exemplo, proteção de equipamentos industriais;
(e) a saúde das pessoas vizinhas, por exemplo, o uso de marca-passos ou aparelhos auditivos;
f) equipamento utilizado para calibração ou medição;
(g) a imunidade de outros equipamentos no meio ambiente.
O usuário deve assegurar que os outros materiais utilizados no ambiente são compatíveis. Isso pode exigir medidas de proteção adicionais;
(h) a hora do dia em que a soldadura ou outras atividades devem ser realizadas.
O tamanho da área circundante a ser considerada depende da estrutura do edifício e outras atividades que acontecem lá. A área circundante pode
estender-se para além dos limites da instalação.
Avaliação da instalação de soldadura
Além da avaliação da área, avaliação de sistemas de soldadura pode ser usado para identicar e resolver o caso de perturbações. A avaliação de
emissões deve incluir medições in situ, conforme especicado no Artigo 10 da CISPR 11: 2009. As medições in situ também podem ajudar a conrmar
a ecácia das medidas de atenuação.
RECOMENDAÇÕES SOBRE MÉTODOS DE REDUÇÃO DE EMISSÕES ELETROMAGNÉTICAS
a. Rede pública de energia : o equipamento de soldadura deve ser conectado à rede de abastecimento público de acordo com as recomendações
do fabricante. Se houver interferência, pode ser necessário tomar medidas preventivas adicionais, tais como a ltragem do sistema de abastecimento
público. Pode-se revelar útil blindar o o de alimentação nas instalações xas das máquinas de soldadura por resistência, sob dutos metálicos
ou dispositivos equivalentes. É necessário assegurar a continuidade eléctrica da blindagem ao longo do seu comprimento. A blindagem deve ser
conectada à fonte de corrente de soldadura para garantir um bom contato elétrico entre o conduíte e a carcaça da fonte de corrente de soldadura.
b. Manutenção do equipamento de soldadura por resistência: O equipamento de soldadura deve estar sujeito a manutenção de rotina,
conforme recomendado pelo fabricante. Todas as portas de acesso, portas de serviço e capotas devem estar fechadas e devidamente travadas quando
o equipamento de soldadura por resistência estiver em uso. O equipamento de soldadura por resistência não deve ser modicado de forma alguma,
exceto pelas modicações e ajustes mencionados nas instruções do fabricante.
c. Cabos de soldadura: Os cabos devem ser mantidos o mais curtos possível, colocados próximos uns dos outros perto do chão ou no chão.
d. Ligação Eqüipotencial: A ligação de todos os objetos de metal na área circundante deve ser considerada. No entanto, os objetos de metal ligados
à peça a ser soldada aumentam o risco para o operador de choque eléctrico se ele toca ambos estes elementos de metal e o eléctrodo. É necessário
isolar o operador de tais objectos de metal.
e. Ligação à terra da peça a ser soldada: Quando a peça a ser soldada não está ligada à terra por segurança elétrica ou por causa de seu tamanho
e localização, como é o caso, por exemplo, em estruturas de navios ou estruturas metálicas de edifícios, uma conexão que conecta a peça ao chão
pode, em alguns casos e não sistematicamente, reduzir as emissões. Deve-se tomar cuidado para evitar a ligação a terra de peças que possam
aumentar o risco de ferimentos aos usuários ou danicar outros equipamentos elétricos. Se necessário, a conexão da peça a ser soldada ao solo deve
ser feita diretamente, mas em alguns países que não permitem esta conexão direta, a conexão deve ser feita com um capacitor adequado, escolhido
de acordo com os regulamentos nacionais.
f. Proteção e Blindagem: A proteção seletiva e a blindagem de outros cabos e equipamentos na área circundante podem limitar os problemas de
perturbação. A proteção de toda a área de soldadura pode ser considerada para aplicações especiais.
TRANSPORTE E TRÂNSITO DE FONTE DE CORRENTE DE SOLDADURA
A fonte de corrente de soldadura está equipada com uma pega superior para transporte manual. Tenha cuidado para não
subestimar seu peso. As alças não deve ser considerada um meio de lingagem.
Não use cabos ou tocha para mover a fonte de alimentação de soldadura. Não passe a fonte de energia sobre pessoas ou objetos.
INSTALAÇÃO DO EQUIPAMENTO
• Coloque a fonte de energia de soldadura em um piso com uma inclinação máxima de 10 °.
• A fonte de energia de soldadura deve ser protegida contra chuva e não exposta à luz solar direta.
• O material tem um índice de proteção IP20, o que signica:
- proteção contra o acesso a partes perigosas de corpos sólidos com um diâmetro> 12,5 mm e,
- proteção contra chuva direcionada a 60% em relação a vertical.

87
GYSPOT INVERTER PTI.G
PT
Os cabos de alimentação, extensão e soldadura devem estar totalmente desenrolados para evitar o superaquecimento.
O fabricante não assume qualquer responsabilidade por danos causados a pessoas e objetos devido ao uso inadequado e
perigoso deste material.
MANUTENÇÃO / CONSELHOS
• Os usuários desta máquina deve ter recebido formação adequada na utilização da máquina para maximizar o seu desempenho e fazer um trabalho
satisfatório (por exemplo, formação carroçador).
• Verique se o fabricante autoriza o processo de soldadura usado antes de qualquer reparo em um veículo.
A manutenção e reparação do gerador só podem ser realizadas pelo fabricante. Toda modicação não efetuada por um técnico da
empresa fabricante leva à anulação da garantia. O fabricante declina qualquer responsabilidade por qualquer incidente ou acidente
que ocorra após esta intervenção.
Desligue a energia, desconectando o plugue e aguarde dois minutos antes de trabalhar no equipamento. No interior, as tensões e
intensidades são altas e perigosas.
• Antes de qualquer intervenção, desligue a alimentação de ar comprimido e despressurize o circuito da máquina.
• Certique-se de purgar regularmente o ltro desumidicador colocado na parte traseira do dispositivo.
• O dispositivo está equipado com um balanceador que permite o manuseio mais fácil da braçadeira. No entanto, não permita que o alicate que
pendurado no nal do cabo do balanceador por um longo período, pois isso causará uma fadiga prematura do balanceador. Não deixe o grampo cair
repetidamente sem segurá-lo, caso contrário o equilibrador será danicado.
• É possível ajustar a tensão da mola do equilibrador usando a chave Allen fornecida.
• O nível do líquido de arrefecimento é importante para o bom funcionamento da máquina. Deve estar sempre entre os níveis «mínimo» e «máximo»
indicados no dispositivo. Verique diariamente o nível e complete se necessário.
• Recomenda-se renovar o líquido de arrefecimento a cada 2 anos.
• Todas as ferramentas de soldadura estão danicadas durante o uso. Certique-se de que essas ferramentas sejam mantidas limpas para que a
máquina ofereça o máximo de suas possibilidades.
• Antes de usar a pinça pneumática, verique o estado dos eletrodos / tampas (planos, curvos ou
biselados). Se este não for o caso, limpe-os com uma lixa (grão no) ou substitua-os (consulte a (s)
referência (s) na máquina).
• Para garantir a ponto de soldadura eciente, é necessário substituir as tampas/caps cada 200 pontos.
Para isso:
- Desmonte as caps com uma chave removedora de caps (ref 050846)
- Coloque as tampas/caps com graxa de contato (P / N 050440)
• Tampas/caps tipo A (ref: 049987)
• Tampas/caps tipo F (ref: 049970)
• Tampas/caps chanfradas (ref: 049994)
Atenção: as tampas/caps devem estar perfeitamente alinhadas. Se este não for o caso, verique o
alinhamento dos eletrodos (consulte o capítulo «Montagem e troca de braços» P. 27)
A
A
F
F
A
A
• Antes de usar a pistola, verique a condição das várias ferramentas (estrela, eletrodo de ponto único, eletrodo de carbono, ...) e, em seguida, limpe-
as ou substitua-as se elas aparecerem em más condições.
• Regularmente retirar a tampa e limpar o pó usando um soprador. Aproveitar para vericar a xação das conexões elétricas com uma ferramenta
isolada e por pessoal qualicado.
• Verique regularmente a condição do cabo de alimentação e do feixe do circuito de soldadura. Se houver sinais de danos, substitua-os pelo
fabricante, seu serviço pós-venda ou uma pessoa com qualicações semelhantes, para evitar qualquer perigo.
• Deixe as venezianas da fonte de solda livres para a entrada e saída de ar.
UTILIZAÇÃO DA GALERIA
• O operador deve encher adequadamente o recipiente do líquido refrigerante antes de o utilizar.
• A utilização da bujarrona é estritamente reservada para apoiar a braçadeira durante as operações de soldadura.
• Em circunstância alguma deve a grua xa ser utilizada como dispositivo de elevação ou de outra forma, pois existe o risco de que a montagem do
carrinho da grua xa tombe.

88
GYSPOT INVERTER PTI.G
PT
INSTALAÇÃO - FUNCIONAMENTO DO PRODUTO
Somente pessoal experimentado e autorizado pelo fabricante pode realizar a instalação. Durante a instalação, verique se o gerador está desconectado
da rede. Conexões de gerador serial ou paralelo são proibidas.
DESCRIÇÃO DO MATERIAL (FIG-1)
Este equipamento foi projetado para executar as seguintes operações de carroçaria:
- soldadura por pontos de chapas metálicas com pinça pneumática,
- solda de chapa metálica com pistola
- Soldagem de pregos, rebites, arruelas, parafusos e molduras,
- Reparação, eliminação de solavancos e impactos ( impactos de granizo com opção pinça de tração).
1- Leitor de cartão SD 6- Interruptor
2- Interface homem / máquina (ihm) 7- Cabo de alimentação
3- Groupo frio: 8- Tampa de enchimento
4- Suporte de travamento 9- Medidor de Liquido de arrefecimento
5- Manômetro
DESCRIÇÃO DO ALICATE G (FIG. 2)
1- Alavanca de travamento / destravamento de braço 7- Guia de travamento
2- mangueira de arrefecimento 8- Alavanca de travamento / destravamento do Giroscópio
3- Giroscópio 9- Botão de sobre abertura
4- Corpo pneumático 10- Botão de soldagem por punto
5- Eletrodo de sobre abertura 11- Botão de ajuste de parâmetro remoto
6- Braço móvel
OnOpening: pressionando o botão (FIG 2 - 10), a abertura superior do alicate pode ser ativada. O eléctrodo se retrai para dentro do alicate
deixando uma folga de 80 mm para atingir a zona a soldar, em vez de 20 mm em repouso.
ACESSÓRIOS E OPÇÕES
Liquido de arrefecimento
40 caps
x 10
x 18
x 18
x 6
Capa de proteção Cartão SD com
programas - incluído
5 l : 062511
10 l : 052246
048935 050068 050853 050914
Aador de Caps Sensor de força Mala de teste de soldadura Europax anti-corrosão kit de pistola PTI.G
048966 052314 050433 052758 067226
100
180
96
500
250
128
180
117
100
44
G1 (550 daN) - ref. 022768 incluído G6 (550 daN) - ref. 022812
100
93
15540
G2 (300 daN) - ref. 022775 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829

89
GYSPOT INVERTER PTI.G
PT
205
180
96
154
600
250
177
235
G5 (550 daN) (6.25 kg) - ref. 022805
G10 (400 daN) (5 kg) - ref. 067165
430
450
324
384
G3 (550 daN) - ref. 022782
G2 + G3 + G4 - ref. 022898 G8 (550 daN) - ref. 022836
140
115
G9 + X1 (550 daN) - ref. 022881
X1 (550 daN) - ref. 050501
X2 (300daN)
ref. 050518
X6 (300daN)
ref. 050587
ALIMENTAÇÃO
- Este equipamento foi concebido para ser utilizado numa instalação eléctrica trifásica de 400V (50-60 Hz) com quatro os e um neutro ligado à terra
com um disjuntor de ≥ 25 A de curva retardada D (ou fusível tipo aM).
A corrente permanente absorvida (l1p ou ILp) é indicada na secção «características eléctricas» do presente manual e corresponde às condições máxi-
mas de funcionamento. Vericar se a alimentação eléctrica e as suas protecções (fusível e/ou disjuntor) são compatíveis com a corrente necessária
durante a utilização. Em alguns países pode ser necessário alterar o fornecimento de energia para condições de utilização máxima.
• Recomendado na linha de alimentação elétrica:
Para limitar a queda de tensão na linha de alimentação e evitar qualquer risco de desconexão da protecção, é essencial ligar o equipamento a uma
tomada «dedicada». Esta tomada deve ser ligada ao painel eléctrico e fornecer apenas este equipamento. O grau de protecção deve ser determinado
tendo em conta as seguintes limitações:
Vericar a secção transversal do cabo que conduz à tomada de ligação: 4 x 6 mm². Se a linha de alimentação do painel for superior a 10 m, utilizar
uma secção transversal condutora de 10 mm². Se utilizar um cabo de extensão, utilizar uma secção transversal condutora de 6 mm² (10 mm² se o
comprimento da linha + cabo de extensão for > 10m).
Cordão setor Plugue 400 V / 3 fases + terra
L1
L2
L3
L1
L2
L3
L1 : Fase 1
L2 : Fase 2
L3 : Fase 3
: Terra (verde / amarelo ou verde)
Neutro (não usado)
• A fonte de alimentação de soldadura entra em proteção se a tensão de alimentação estiver abaixo ou acima de 15% de voltagens especicadas (um
código de falha aparecerá no display do teclado).
• Para obter a operação ideal do equipamento, verique se o circuito de ar comprimido pode fornecer 8 bar (116 Psi) e, em seguida, conecte esta
rede de ar comprimido à parte traseira da máquina. A máquina não deve ser usada em um sistema de ar com uma pressão menor que 4 bar (58 psi)
ou maior que 10 bar (145 psi).
CONEXÃO SOBRE GERADOR
Este equipamento não está protegido contra sobretensões regularmente emitidas por geradores e, portanto, não é recomendado conectá-lo a este
tipo de fonte de alimentação.

90
GYSPOT INVERTER PTI.G
PT
ENCHIMENTO DO RESERVATÓRIO DE LÍQUIDO DE ARREFECIMENTO
O líquido de arrefecimento recomendado pela GYS deve ser utilizado:
5 l: ref. 062511 • 10 l : ref. 052246
A utilização de outros líquidos de arrefecimento, em particular o líquido automóvel standard, pode conduzir, por um fenômeno de electrólise, para a
acumulação de depósitos sólidos no circuito de arrefecimento, degradando desse modo o arrefecimento, e pode ser-se para a obstrução do circuito.
Quaisquer danos na máquina causados pela utilização de outro líquido de arrefecimento não serão considerados dentro da garantia.
O líquido puro recomendado fornece proteção anticongelante até -20°C (-4°F). Pode ser diluído, mas apenas com água desmineralizada; não utilize
água da torneira para diluir o líquido! Em todos os casos, pelo menos um cantil de 10 litros deve ser usada para fornecer proteção mínima do
sistema de resfriamento.
30 litros de líquido proteção contra geada a -20°C (-4°F)
20 litros de líquido + 10 litros de água desmineralizada proteção contra geada a -13°C (9°F)
10 litros de líquido + 20 litros de água desmineralizada proteção contra geada a -5°C (23°F)
Qualquer dano devido à geada observado na máquina não serão consideradas pela garantia.
Para o enchimento do reservatório de líquido de arrefecimento, proceder da seguinte forma:
- Coloque o alicate pneumático em seu suporte.
- Deite 30 litros de líquido para atingir o nível a meia altura no indicador de nível.
Dados de segurança para o líquido:
- Em caso de contato com os olhos, remova as lentes se a pessoa as estiver usando e lave os olhos com bastante água por alguns
minutos. Obtenha aconselhamento médico se houver complicações.
- Em caso de contato com a pele, lave bem com sabão e remova imediatamente qualquer roupa contaminada. Em caso de irritação
(vermelhidão, etc.), consulte um médico.
- se ingerido, enxaguar a boca completamente com água limpa. Beba muita água. Consulte um médico.
Manutenção: Ver capítulo «PRECAUÇÕES DE UTILIZAÇÃO E MANUTENÇÃO».
INICIO DA MAQUINA
•O arranque é feita girando o interruptor liga / desliga (FIG 1 - 7) para a posição ON, ao contrário, a parada é feita por uma rotação na posição OFF.
Atenção! Nunca desligue a energia quando o aparelho de corrente de soldadura estiver sendo carregado. A placa eletrônica inicia um
ciclo de teste e inicialização de parâmetro, que dura cerca de 10 segundos. No nal deste ciclo, a máquina está pronta para uso.
• Uma vez que a máquina está ligada, o líquido ui através dos cabos. Verique se não há vazamentos.
INTERFAZ HOMBRE MÁQUINA
2
5
7
6
3 4
1
1
Tecla
4
Memorização dos parâmetros
• Um simples toque na tecla permite escolher entre
O modo alicate, pistola ou «ajuste do alicate».
• Uma pressão de 2 segundos na tecla permite retornar ao
modo «normal» a partir de outros modos.
• Um segundo toque de 2 segundos na tecla redene o
contador de pontos quando é exibido.
• Pressione a tecla por 2 segundos para acessar o menu «Ajustes».
• Duas pressões sucessivas apagam o jornal que é
exibido na tela no modo de exibição de jornais.
• Pressione rapidamente a tecla em modo de memorização
dos programas apaga o programa selecionado.
• A tecla
permite salvar um conguração da máquina (parâmetros
que foram ajustados no modo manual: intensidade, tempo e esforço de
aperto).
• A tecla é usada para restaurar uma conguração registrada
anteriormente com o mesmo nome A máquina entra automaticamente
no modo manual com os parâmetros de soldadura (intensidade, tempo
e esforço de aperto) e a ferramenta (alicate ou pistola lembrado).

91
GYSPOT INVERTER PTI.G
PT
2
Registro de relatórios
5
Ajuste da espessura da chapa
Esta funcionalidade está detalhada no capítulo correspondente.
A tecla é usada para ativar ou não a gravação de um relatório.
A tecla permite visualizar a série de pontos feitos.
O valor deste ajuste corresponde à espessura das chapas que você tem
que soldar A seleção dessa espessura é realizada pelas teclas + e -, as
espessuras disponíveis são 0,6, 0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 3,0 mm.
3
Uso os modos
6
Ajuste do tipo de chapa
A tecla é usada para percorrer todos os modos de soldagem. Uma
pressão prolongada no tecla MODE ativa o modo de conguração que
permite de selecionar o idioma ajuste a data e ative o alarme som «
» ou . As setas verticais permitem a seleção do valor a ser modi-
cado e as teclas + e - permitir aumentar ou diminuir a seleção.
Este parâmetro permite escolher o tipo de chapa a ser soldada, entre
4 grandes categorias: aço revestido, aço HLE / THLE, aço UHLE e aço
de boro (ou BORON) / USIBOR. Este parâmetro também pode ser
alterado por as teclas + e -.
7
Ajuste do braço a ser usado
AJUSTE DO ALICATE EM G
Aperte o braço em G usando a alavanca de aperto (FIG 2 - 1).
A tecla permite escolher a função ajuste do alicate A função «ajuste do alicate» permite fechar a alicate
e aplicar o esforço de aperto programado nos eletrodos sem a passagem de corrente O alicate é fechado
enquanto o operador puxa o gatilho. Esta função permite vericar a centralização das caps.
Uma pressão de 2 segundos na tecla
permite retornar ao modo «AUTO».
Para o GYSPOT BP.LG, Sempre mude para este modo para parar a bomba ao trocar os braços. O eletrodo
então se retrai dentro do alicate. A luz vermelha no botão (FIG 2 - 12) acende, indicando que a bomba está
parada.
OS DIFERENTES MODOS DE SOLDADURA
Para todos os modos:
As teclas de seta ( ou ) selecionam os parâmetros a serem modicados. Cada ajuste é feito pressionando as teclas laterais
+ e -.
O botão (FIG 2 -12) do alicate permite o ajuste remoto dos parâmetros de soldadura (espessura, tipo de aço):
- Pressão longa: mudança de parâmetro (mudança de um parâmetro para outro)
- Pressione curta: altere o valor do parâmetro
Este botão não permite a mudança de braço na tela. Para trocar de braços (G1 -> G2 por exemplo), o usuário deve passar pelo teclado da máquina.
Pressão de rede fraca :
Se a pressão de entrada for insuciente para garantir a esforço de aperto necessário, a máquina emite um sinal sonoro e indica, antes da conclusão
do ponto, a seguinte mensagem de erro «pressão de rede insuciente». Uma segunda pressão no gatilho permite «Forçar» a realização do ponto
com a pressão disponível.
Baixa corrente :
Se a corrente obtida durante um ponto for inferior ao valor do setpoint (6%), a máquina indica, uma vez efetuada o ponto uma mensagem de aviso
de «corrente fraca» que o convida a vericar o ponto.
Em todos os casos, uma mensagem aparece no nal do ponto para indicar a intensidade e pressão medidas Esta mensagem permanece na tela,
desde que o usuário não tenha pressionado uma tecla no teclado ou tenha feito um novo ponto pressionando o botão de soldadura (FIG 2 - 11).

92
GYSPOT INVERTER PTI.G
PT
As condições de soldadura devem ser vericadas no início de cada trabalho. Os pontos de solda «teste» devem ser feitos em duas
chapas representativas do trabalho a ser feito Realize 2 pontos de solda espaçados da mesma distância que no trabalho. Verique
o arrancamento do 2º ponto de solda. O ponto está correto quando o arrancamento provoca a extração do núcleo ao rasgar a
chapa, com um diâmetro mínimo do núcleo de acordo com as especicações do fabricante.
MODO AUTO
Este modo aparece por padrão ao arranque a máquina
O modo AUTO permite a soldadura sem inserir nenhum parâmetro de soldadura na máquina A máquina
determina os parâmetros de soldadura.
Para usar este modo, faça previamente um ponto vazio (sem chapa entre os eletrodos), conforme solicitado pela tela Pressione o botão (FIG 2 -11).
A seguinte mensagem aparece na tela «Executar um ponto vazio» Pressione o botão novamente para calibrar Uma vez que a calibração é feita, a
máquina redene todos os parâmetros para zero e está pronta para soldadura Feche a alicate na área a ser soldada e soldada automaticamente, sem
inserir nenhum parâmetro na máquina A cada 30 pontos de soldadura, ele deve ser recalibrado novamente.
Este modo pode ser usado com todos os braços, exceto o G7.
MODO NORMAL
A máquina determina os parâmetros de soldadura a partir da espessura das chapas e do tipo de aço.
Os parâmetros para ajustar neste modo são:
- Espessura das placas do conjunto, que pode variar de 0,60 mm a 3,00 mm.
Ao soldar 2 chapas juntas, você deve escolher a espessura da chapa mais na.
Ao soldar 3 chapas juntas, você deve escolher a espessura total das chapas dividida por 2.
- O tipo de aço (aço revestido, aço HLE / THLE, aço UHLE, aço boro ou BORON).
Para o tipo de aço, escolha o aço mais duro no conjunto de chapas a serem soldadas.
- Tipo de braço usado.
Uma pressão de 2 segundos na tecla permite retornar ao modo «AUTO».
MODO MANUAL
Este modo permite que você ajuste manualmente os parâmetros do ponto de solda, seguindo as instruções
de um caderno de reparos, por exemplo.
Os parâmetros para ajustar neste modo são:
- Intensidade (2 000 a 13 000 A).
- Tempo (100 a 850 ms)
- Esforço de aperto (100 a 550 daN)
- Referência do braço usado.
Uma pressão de 2 segundos na tecla permite retornar ao modo «AUTO».
MODO MULTI
Este modo permite um ajuste preciso da espessura e tipo de cada uma das 2 ou 3 chapas
O primeiro elemento (espessura da chapa 1) é selecionado As teclas para cima e para baixo permitem
selecionar o parâmetro a ser modicado, enquanto as teclas direita e esquerda aumentam ou diminuem seu
valor. O destaque permite que você selecione o parâmetro a ser modicado.
Os parâmetros para ajustar neste modo são:
- Espessura de cada chapa: de 0.60 mm a 3.00 mm.
- O tipo de aço : aço revestido, aço HLE / THLE, aço UHLE, aço boro ou BORO.
Para o tipo de aço, escolha o aço mais duro no conjunto de chapas a serem soldadas.
- Para ativar a placa 3, pressione as teclas setas ( ou ) Para ativar a placa 3, pressione as teclas setas
- Tipo de braço usado.
Uma pressão de 2 segundos na tecla permite retornar ao modo «AUTO».

93
GYSPOT INVERTER PTI.G
PT
MODO FABRICANTE
O modo FABRICANTE é opcional, é congurável no menu «AJUSTES»
Este modo permite nomear um ponto previamente registrado segundo às especicações de reparação do
fabricante.
Pontos de soldadura programados pelo usuário podem ser chamados novamente, selecionando USER na lista de fabricantes Os pontos de soldadura
podem ser programados graças ao software GYSPOT e ao módulo de conguração de pontos de soldadura.
Uma pressão de 2 segundos na tecla
permite retornar ao modo «AUTO».
MODO ENERGY
O modo ENERGY é opcional, é congurável no menu «AJUSTES»
Este modo permite de controlar a energia transmitida durante o ponto de soldadura. Este modo não é dedi-
cado ao reparo, mas à realização de testes para os fabricantes ou os organismos de controle.
Para usar este modo, faça previamente um ponto vazio Pressione o botão (FIG 2 -11). A seguinte mensagem aparece na tela «Executar um ponto
vazio» Pressione o botão novamente para calibrar Uma vez que a calibração é feita, os últimos valores usados neste modo para corrente e energia
aparecem na tela O usuário pode então modicar a corrente de soldadura, a energia e a impedância. A máquina solda o tempo necessário até atingir
a energia necessária Se o tempo de soldadura for muito longo, uma mensagem de erro «tempo máximo atingido» aparecerá na tela.
Uma pressão de 2 segundos na tecla
permite retornar ao modo «AUTO».
MENU AJUSTES
O modo AJUSTES pode ser acessado pressionando a tecla por mais de 2 segundos.
Você pode selecionar o idioma dos menus na linha 1.
Você pode programar a data e hora na linha 2.
Os modos GYSTEEL, FABRICANTE, AUTO e ENERGY, NORMAL e MULTICHAPAS podem ser ativados / desativa-
dos neste menu.
daN controlo :
Esta conguração permite activar ou controlar a força de aperto durante a soldadura.
Modo COLA:
Na tela AJUSTES acima, você pode especicar a presença de cola entre as chapas Se o modo COLA estiver ativado, um pré-pronto é feito antes do
ponto de solda A duração deste pré-pronto é denida em milissegundos, de 0 a 400 ms, por passos de 50 ms Quando o modo COLA está selecionado,
a menção «COLA» aparece nos menus de soldadura NORMAL, MANUAL, MULTI, GYSTEEL.

94
GYSPOT INVERTER PTI.G
PT
UTILIZAÇÃO DA ARMA (OPÇÃO)
- Seleccionar a ferramenta GUN pressionando a tecla . .
Ligar o o de terra da arma ao eléctrodo móvel. Deslizar e apertar a roda do polegar.
Retirar o braço da pinça e colocar o cabo da arma no seu lugar.
Ligar o cabo de controlo à cha.
Vericar se o parafuso que liga o sapato quente à argola do cabo está apertado.
- Fixar rmemente o suporte de terra o mais próximo possível da peça a ser soldada.
No caso de soldadura de ponto único com uma pistola, colocar o suporte de terra sobre a placa que não está em contacto com o eléctrodo de solda-
dura (para que a corrente passe através das duas placas a soldar).
- Soldar a partir do ponto mais afastado do solo, depois avançar em direcção a ele.
- O modo normal com soldadura em estrela é iniciado por defeito.
- A arma pode ser usada em modo normal ou manual.
No modo Normal, a arma é limitada a folhas de 1,5 mm no máximo.
Com a pistola, o operador pode escolher entre diferentes ferramentas (ponto único, estrela, impacto, aque-
cimento, parafusos, rebites, porca, roda). A selecção da ferramenta é feita com as teclas + e -.
No modo Manual, a corrente máxima permitida é de 8 kA para uma duração não superior a 500 ms. As
denições no visor serão bloqueadas a estes valores máximos.
Ajustar o gerador indicando a espessura da chapa a soldar por meio das teclas + e -. É possível modicar os
parâmetros actuais e temporais em modo manual.
Uma pressão de 2 segundos na tecla
permite retornar ao modo «NORMAL».

95
GYSPOT INVERTER PTI.G
PT
GERENCIAMENTO DE ERROS
Vários eventos podem gerar erros Eles podem ser classicados em 4 categorias:
1/ Avisos, que informa o operador sobre superaquecimento, falta de pressão ou intensidade, etc. Essas
dicas aparecem na tela e permanecem visíveis até que alguém pressione uma tecla.
2/ Os defeitos que correspondem a uma má instalação (pressão de ar, rede elétrica).
3/ Defeitos graves, que bloqueiam o uso da máquina. Neste caso, entre em contato com o departa-
mento de pós-venda.
4/ A proteção térmica é realizada por um termistor na ponte de diodos que bloqueia o uso da máquina
com a mensagem «superaquecimento».
Bateria fraca
A mensagem «Bateria fraca» aparece quando a máquina é ligada e alerta o usuário de que a bateria
no cartão de controle está fraca. Esta bateria garante a proteção da data e hora em que o equipa-
mento é desligado.
Ferramenta inválida
A mensagem «Ferramenta inválida» aparece quando a máquina é ligada e notica o usuário que
um botão ou um gatilho está ativado ou que um curto-circuito permanente é detectado. Verique o
gatilho da pistola e os botões do alicate para fazer com que esta mensagem desapareça.
Braço inválido
O braço do alicate não é compatível com o modo de soldadura selecionado.
Corrente fraca
1/ Verique a linha
Se a corrente obtida durante um ponto for inferior ao valor do setpoint (6%), a máquina indica, uma
vez efetuada o ponto uma mensagem de aviso de «corrente fraca» que o convida a vericar o ponto.
2/ Verique as placas
Se a máquina não conseguir obter a corrente necessária, a mensagem de erro (à esquerda) será
exibida O ponto não é feito e o defeito deve ser resolvido para fazer um novo ponto.
Pressão de rede fraca
Se a pressão de entrada for insuciente para garantir a esforço de
aperto necessário, a máquina emite um sinal sonoro e indica, antes da
conclusão do ponto, a seguinte mensagem de erro «pressão de rede
insuciente».
Uma segunda pressão no gatilho permite «Forçar» a realização do
ponto com a pressão disponível. Se a esforço de aperto medida for
insuciente, a máquina indica «Pressão fraca» na tela
e «P fraca» é mencionado no relatório ativo.
Preparação da bomba
A mensagem «Pump priming failure» aparece quando a bomba do sistema de arrefecimento é desacti-
vada. Vericar o nível do líquido refrigerante no reservatório.

96
GYSPOT INVERTER PTI.G
PT
Auto-diagnóstico
Quando a máquina é ligada, realiza um autodiagnóstico e apresenta os
resultados no ecrã.
Se não houver falha de bloqueio, esta página é exibida durante 3s e
depois desaparece. Durante este período, uma breve imprensa nas
teclas MODE, ▲ ou ▼ deixa as páginas CHECK (resultados sintetiza-
dos em duas páginas) no visor. Uma longa pressão em MODE sairá do
modo CHECK.
Não é possível sair das páginas CHECK se for detectada uma falha de
bloqueio, excepto se for uma falha de fase (ver lista abaixo).
Número
de linha
Comentário
Mostrar coluna da
esquerda
Mostrar coluna da
direita
Tipo de falha No caso de uma falha de bloqueio
Página CHECK n°1
1 Nome do produto PTI-400 PASS Sem bloqueio
2
Número de série do
produto
SN xx.xx.xxxxxx.xxxxxx PASS o FAIL Sem bloqueio
3 Versão secundária suave
CONTROL SOFT Vxx.
xx.xx
PASS Sem bloqueio
4 Versão primária dura ALIM HARD 400V PASS o FAIL Bloco
Cartão de alimentação de energia incorrecto, contacte o seu
revendedor.
5
Versão principal do
software
ALIM SOFT Vx.xx PASS, FAIL Bloco Versão de software incorrecta, contacte o seu revendedor.
6 Teste do teclado KEYBOARD PASS o FAIL Sem bloqueio
Certique-se de que as teclas e triggers do teclado não são
premidos, se a falha persistir contacte o seu revendedor.
7 Teste de comunicação µ COMMUNICATION PASS o FAIL Bloco
Problema de comunicação entre cartões, contacte o seu
revendedor.
8 Cartão SD SD xx.xx.xx.xx.xxxx PASS o FAIL Sem bloqueio O cartão SD não está presente.
9 Fase de voltagem 1 U12 = xxx V PASS o FAIL Bloco
Se não houver fase, premir MODE durante 5s acede ao menu
de conguração e permite que a máquina funcione em modo
Salon.
10 Fase de voltagem 2 U23 = xxx V PASS o FAIL Bloco
11 Fase de voltagem 3 U31 = xxx V PASS o FAIL Bloco
12 Tensão CAPA U+HT = xxx V PASS o FAIL Bloco
Se tiver problemas no controlo da electrónica de potência,
contacte o seu revendedor.
13 Voltagem PM IGBT 1 e 2 UPMIGBT12 = xxx V PASS o FAIL Bloco
14 Voltagem PM IGBT 3 e 4 UPMIGBT34 = xxx V PASS o FAIL Bloco
15
Resultado de la prueba
IGBT 1
IGBT1 = xxx V PASS o FAIL Bloco
16 Resultado do teste IGBT 2 IGBT2 = xxx V PASS o FAIL Bloco
17 Resultado do teste IGBT 3 IGBT3 = xxx V PASS o FAIL Bloco
18 Resultado do teste IGBT 4 IGBT4 = xxx V PASS o FAIL Bloco
Página CHECK n°2
1
Transfo do resultado do
teste de rastreio primário
CONNEXION TRANSFO PASS o FAIL Bloco
Vericar a ligação do cabo de alimentação da pinça ao
gerador.
2 Data e hora DATE/TIME PASS o FAIL Sem bloqueio
3 Modo SHOW-ROOM SHOW-ROOM ON o OFF Sem bloqueio
4
Gatilho de solda, gatilho de
pistola e teste de tempera-
tura de pistola
GGUN WELD SW =
x.xx V
PASS Sem bloqueio
5
Teste de disparo da
abertura e temperatura
do diodo
GGUN OPEN SW = x.xx V PASS o FAIL Bloco
Vericar a ligação do sensor de temperatura do díodo de
potência.
6
Temperatura primária do
transformador
TRANSFO TEMP = x.xx V ON o OFF Bloco
Sobreaquecimento do transformador de potência. Permitir
que a máquina arrefeça antes de reiniciar.
7 Sensor de posição
THICKNESS SENSOR =
xx.x mm
PASS Sem bloqueio
8 Tensão de soldadura
WELDING VOLTAGE =
x.xx V
PASS Sem bloqueio
9
Voltagem de reserva da
bateria
BACKUP CELL = x.xx V PASS o FAIL Sem bloqueio
10 Pressão de rede
AIR PRESSURE = xx.x
bar si PASS
PASS o FAIL Bloco
Sensor de pressão de ar de rede HS, contacte o seu revende-
dor.
Presión de la pinza
11
Detecção da presença de
armas
GUN PRESSURE = xx.x
bar si PASS
PASS o FAIL Bloco
Sensor de pressão de ar HS clamp, contacte o seu revende-
dor.
GUN PRESSURE = x.xx
V si FAIL
12
Detecção da presença de
armas
CONNEXION GUN ON o OFF Sem bloqueio

97
GYSPOT INVERTER PTI.G
PT
CONTADOR DE PONTOS
Um contador de pontos permite contar os pontos feitos com as mesmas caps. Se o ponto foi feito
sem problema, a seguinte mensagem aparece.
O valor do contador aparece na parte superior, à esquerda da tela. Uma pressão de 2 segundos na
tecla
permite retorno à zero do contador de pontos após a troca das caps.
Se mais de 200 pontos tiverem sido feitos com as mesmas caps, uma mensagem de aviso apa-
recerá na tela e permanecerá depois cada ponto seja feito até que o contador seja reiniciado. A
máquina conta o número de pontos feitos com cada braço independentemente.
A partir do aparecimento desta mensagem, se as caps não forem trocadas antes de reiniciar o contador, eles podem se deteriorar e pro-
duzir pontos de soldadura de baixa qualidade.
FUNCIONALIDADES DE MEMORIZAÇÃO
O modo de identicação é opcional, é congurado no menu «AJUSTES»
Se o modo de identicação estiver denido como «desligado», digitar o nome do relatório e ativá-lo para memorizar os pontos de soldadura feitos.
O diário permite que você memorize os parâmetros dos pontos feitos com o alicate. Está disponível em todos os modos, pressionando as 2 teclas
e .
O programa do usuário está disponível em todos os modos pressionando as teclas
e .
Relatório (diário)
Memorizar um relatório permite que você recupere os dados de uma série de pontos feitos com
o alicate, e salvá-los no cartão SD para que eles possam ser transferidos de um computador, por
exemplo. A GYS fornece um software chamado GYSPOT para ler o cartão SD e editar os diários em
um PC. Este software GYSPOT está arquivado no cartão SD com o manual do usuário.
Por padrão, essa funcionalidade é desativada quando a máquina é iniciada. Pressionar a tecla me-
morização (on / o) e a tecla «MODE» permite que você comece a memorizar o relatório no diário
escolhido. Uma nova pressão na tecla memorização (on / o) para a memorização em progresso.
O diário assim criado contém: um identicador cortado pelo operador, então para cada ponto feito, a ferramenta e o braço usados, as congurações
da máquina (intensidade e pressão). Ele também contém possíveis mensagens de erro que apareceriam durante a memorização: I FRACA, P FRACA,
PB CAPS.
O identicador é inserido com as 4 teclas +, -,
ou . seta para a cima e para baixo. Ao inserir um identicador que já tenha sido usado, a máquina
registrará os novos pontos como resultados, sem excluir os anteriores.
A tecla
permite recuperar um relatório anteriormente lembrado e lê-lo novamente na tela.
É necessário interromper a memorização em andamento, pressionando a tecla
para exibi-lo na tela. A tecla permite remover o modo de
exibição do relatório.
Para apagar o conteúdo de um relatório, abra-o
para que apareça na tela graças à tecla
.
Em seguida, pressione a tecla
.
A mensagem a seguir aparece na tela.
Quando o triângulo aparece, um segundo pres-
sionamento na tecla
suprime o conteúdo
do relatório.
O triângulo desaparece da tela automatica-
mente após 3 segundos

98
GYSPOT INVERTER PTI.G
PT
Modo IDENTIFICAÇÃO
Se o modo identicação estiver «LIGADO», então você deve inserir todos os campos obrigatórios
da ordem de reparo para fazer pontos de soldagem, caso contrário a máquina emitirá a «falha de
identicação».
Para ativar e desativar o modo de identicação, um cartão SD deve ser inserido no leitor PTI em vez
do cartão SD que contém os programas
A tela de conguração abaixo é ativada pressionando o botão
por 2 segundos.
A tela de monitoramento oposto é aparece na tela, quando você insere o cartão SD «ID» e quando
seleciona o programa «Identicação ON».
Esta tela torna os campos «registro, marca do veículo, modelo do veículo, número do chassi
»necessários ao inserir a ordem de reparo.
Para sair desta tela, pressione a tecla
por 2 segundos. Em seguida, substitua o cartão SD que
contém os programas no leitor da máquina.
Lista de telas que podem ser usadas para inserir uma ordem de reparo:
Quando uma ordem de reparo já foi criada, ela não pode ser modicada ou excluída na máquina. Para suprimi-lo, você tem que usar o software
Gyspot do PC. No máximo 100 ordens de reparo podem ser criadas.
Ordem de reparação identicação do operador Matricula (opcional)
marca de veículo Modelo do veículo número do chassi (opcional)
As teclas ( ou ) permitem que você altere as letras ou números. As teclas ‘esquerda’ e ‘direita’ permitem mover o cursor no
campo. Um pressionamento curto na tecla
permite que você suprima o campo. A tecla permite a navegação de campos
para modicar ou ler.
Catálogo
A tecla permite-lhe consultar as ordens de reparação, O número da página aparece (13 maxi)
As teclas – e + permitem que você altere a página. As teclas e permitem que você selecione o
próximo trabalho ou precedente. A tecla
permite visualizar a ordem de reparo selecionada.
A tecla
permite remover o modo de exibição do relatório.

99
GYSPOT INVERTER PTI.G
PT
- A biblioteca de gerenciamento do cartão SD permite gerenciar cartões SD> 2 Go.
- Para cada ordem de reparo, um arquivo diário xxx.dat é associado. (com xxx = identicador de 001 a 100). Em cada diário, 500 pontos de soldadura
podem ser registrados no máximo. Ao consultar, os nomes da ordem de reparação e o operador que aparecem.
- O número da página é indicado no canto superior esquerdo.
- O conjunto de ordens de reparo é memorizado no arquivo catalog.GYS.
- Este cheiro contém o número total de ordens de reparação, o nome de cada ordem de reparação e o nome de cada operador Existem 100 ordens
de reparo no máximo.
Programas usuário
A memorização dos parâmetros permite denir um programa do operador para recuperar facilmente as congurações para uso futuro. 20 divisões
de memória estão disponíveis. Cada um deles contém as seguintes congurações: ferramenta, braço, intensidade de soldadura, tempo de soldadura
e esforço de aperto.
Um programa pode ser associado ao alicate ou a pistola.
A tecla
permite lembrar as congurações do modo manual (intensidade, tempo e esforço de aperto). As 20 divisões de memória são chamadas
pelo identicador (se existirem) ou pelo símbolo «---» para as divisões livres.
O identicador é inserido com as 4 teclas
. Durante a entrada de um identicador existente, a máquina suprime os parâmetros registrados
anteriormente.
A tecla permite o acesso a congurações salvas anteriormente. A seleção de uma divisão vazia não tem efeito.
Um toque curto na tecla
suprime o programa selecionado da lista de programas salvos.
A tecla
permite-lhe sair do modo de seleção do programa, alterna a máquina para o modo manual com os parâmetros e a ferramenta salvos
no programa.
Para desativar um programa, simplesmente altere o valor de um parâmetro em um dos três modos manual, normal ou multichapas ou troque as
ferramentas (alicate, pistola) usando a tecla
.
A tecla
permite recuperar um relatório anteriormente lembrado e lê-lo novamente na tela.
Cartão de memória SD (ref. 050914)
Este cartão permite que o operador faça a conexão entre sua máquina e um PC para:
• Recuperar os diários (relatórios), para manter um registro do seu trabalho e, eventualmente, apresentá-lo a uma empresa de seguro.
• Atualize os parâmetros de soldadura, adicione novos idiomas.
• O software GYPSOT para iniciar os parâmetros no PC está no cartão de memória SD.
• O manual do usuário está no cartão de memória SD.
O espaço de memória será suciente para garantir autonomia de mais de 65.000 pontos.
A máquina pode operar sem cartão de memória apenas no modo «manual».
Se o cartão de memória não estiver no leitor de cartão, a mensagem a seguir será exibida. A máquina deve
ser desligada e ligada novamente após a inserção do cartão SD.
Importante : É necessário desconectar a máquina da fonte de alimentação antes de retirar o cartão SD do
seu leitor e ligar a máquina novamente somente após inserir o cartão no seu leitor, caso contrário, os dados
salvos no cartão SD podem ser destruídos.
MUDANÇA DOS BRAÇOS DO ALICATE EM G
Anomalias devido a montagem incorreta não são cobertas pela garantia.
IMPORTANTE:
- não use graxa de cobre nos braços.
- mantenha a sola dos braços e o suporte do braço do alicate limpos para promover um bom uxo de corrente entre as partes em contato.
- Em caso de não uso prolongado, sempre guarde a máquina com um braço montado no alicate para evitar poeira no suporte do braço.
Procedimento de mudança dos braços:
Durante a substituição dos braços no alicate, a bomba do circuito de refrigeração deve ser desligada. Para fazer isso, entre no modo «Ajuste Alicate»
na máquina; a luz vermelha no botão alicate (FIG 2 -12) indica que a bomba parou. O eletrodo se retrai dentro do alicate para permitir a retração
do braço.
1
A trava se projeta para além do lado do cadeado fechado
2
A alavanca deve estar na posição traseira (~ 120 °)
3
As setas devem estar alinhadas
4
Incline o braço cerca de 15 ° e retire-o da sua caixa (os pinos devem deslizar na ranhura)

100
GYSPOT INVERTER PTI.G
PT
1
4
3
2
2
1
3
4
SUPRA ABERTURA DOS BRAÇOS
Para abrir o braço e acessar mais facilmente a carroçaria, opere a abertura superior pressionando o botão alicate (FIG 2 -10).
1
Pressione o botão (FIG 2 -10)
2
O trinco excede cadeado aberto lado
3
A alavanca deve estar aberta (~ 90 °) na parada na trava
4
As setas não devem estar alinhadas
Incline o braço.
4
2
3
1
2
4
3
1
BLOQUEIO / DESBLOQUEIO DO GIROSCÓPIO
Quando a alavanca é inclinada para baixo, o giroscópio é bloqueado.
Quando a alavanca é inclinada para cima, o giroscópio é desbloqueado.
Pode girar ao redor do alicate 360 °.

101
GYSPOT INVERTER PTI.G
PT
PROGRAMA GYSPOT
Este software tem como objetivo editar e salvar os relatórios de pontos feitos usando um GYSPOT equipado com um leitor de cartão SD. Para usar
este software, o PC deve estar equipado com um leitor de cartão SD.
O software GYSPOT pode ser instalado a partir de arquivos no cartão SD. No diretório \ GYSPOT V X.XX, clique duas vezes no arquivo INSTALL.EXE
e siga as instruções para instalar o software no seu PC. Um ícone GYSPOT é instalado automaticamente na área de trabalho do seu PC.
1 - Seleção de idioma
O programa contém vários idiomas. Atualmente, os idiomas são:
Francês, Inglês, Português , Alemão, Espanhol, Holandês, Dinamarquês, Finlandês, Italiano, Sueco, Russo, Turco.
Para escolher um idioma, clique no menu em Opções e depois em Idioma.
Atenção, uma vez que o idioma escolhido, é necessário fechar e reabrir o programa GYSPOT para que seja levado em conta o idioma.
2 - Identidade do operador
Para personalizar as edições com informações sobre sua empresa, é necessário registrar algumas informações. Para isso, vá para o menu em Opções
e, em seguida em Identidade. Uma nova janela é aberta com as seguintes informações:
Razão social
Endereço / CEP / Cidade
Telefone / Fax / E-mail / Site
Logotipo
Então, esta informação aparecerá nas edições.
3 - Rastreabilidade
Por defeito, o software GYSPOT é aberto no modo «Rastreabilidade». No modo «Ajustes do ponto», clique em Rastreabilidade no menu Opções.
3.1 - Importar os relatórios de pontos feitos a partir de um cartão SD :
Para importar para o PC os diários dos pontos feitos com um GYSPOT, insira o cartão SD no leitor de cartões do PC e inicie o software GYSPOT.
Em seguida, escolha o leitor no qual o cartão SD está e clique em
.
Quando a importação é feita, os pontos feitos são agrupados pelo identicador das ordens de serviço. Este Identicador corresponde ao nome do
relatório especicado na máquina de solda. Este identicador aparece no guia «Em andamento».
Depois que os relatórios são importados, é possível pesquisar, editar ou arquivar cada relatório. Para visualizar os pontos feitos em um relatório,
selecione um relatório,. os pontos exibidos aparecem na tabela.
Para realizar uma pesquisa, insira os dados no campo de pesquisa e clique no botão
.
Para editar um relatório, selecione-o e clique no botão
.
Para arquivar um relatório, selecione-o e clique no botão
. Atenção, você não pode excluir diário importado sem arquivá-lo antes.
3.2 - Consultar os diários dos pontos arquivados :
Para consultar os relatórios arquivados, clique na aba Arquivos. Os relatórios são agrupados por ano e mês.
Para visualizar os pontos feitos, escolha um relatório, os pontos feitos aparecem na tabela. os pontos exibidos aparecem na tabela
Para relatórios arquivados, é possível pesquisar, editar ou excluir um relatório.
Atenção, um relatório arquivado e, em seguida, excluído será exibido novamente durante uma nova importação, se o cartão SD não tiver sido
removido antes.
Para realizar uma pesquisa, insira os dados no campo de pesquisa e clique no botão
.
Para editar um relatório, selecione-o e clique no botão
.
Para excluir um relatório, selecione-o e clique no botão
.
3.3 - Limpar um cartão SD :
Uma eliminação excluirá todos os relatórios de pontos feitos, gravados no cartão SD.
Para purgar um cartão SD, insira o cartão SD no leitor de cartões do PC e, no menu, clique em Opções e Purgar o cartão SD.
Atenção, durante uma purga, os relatórios de pontos feitos que não foram importados serão automaticamente importados.
3.4 - Para completar a informação em um relatório :
Em cada relatório, você pode inserir as seguintes informações:
Operador
Tipo de veículo,
Ordem de reparação
Registro,
Colocado em circulação,
Intervenção,
Comentários
Para inserir essas informações, selecione um relatório e insira as informações no cabeçalho do relatório.
3.5 - Imprimir um relatório :
Para imprimir um relatório, selecione-o e clique no botão
. Uma visão geral da edição é exibida. Clique no Botão .
3.6 - Exportar a edição em formato PDF :
Para exportar uma edição em formato PDF, selecione o arquivo e clique no botão
. Uma visão geral da edição é exibida. Clique no
Botão
. Abaixo está um exemplo de memorização dos parâmetros impressos Uso o software GYSPOT.

102
GYSPOT INVERTER PTI.G
PT
4 - Conguração de pontos
Para mudar para o modo «Ajustes de pontos», clique em « Ajustes de pontos», no menu «Opções».
O modo «Conguração de ponto» permite propor aos pontos de usuário estabelecidos pelos fabricantes. Este modo também permite ao usuário criar
seus próprios parâmetros de soldadura.
- Insira o cartão SD fornecido com a sua máquina de solda por pontos GYSPOT no leitor do seu computador e selecione o leitor correspondente no
menu suspenso «Seleção do leitor».
- Os soldadores de pontos GYSPOT aceitam até 16 arquivos e podem conter congurações de até 48 pontos.
- O primeiro arquivo chamado «USER» não pode ser excluído. Permite ao usuário adicionar, editar ou excluir uma conguração de ponto.
- Os outros arquivos são reservados para os pontos congurados pelos fabricantes. É possível importar arquivos fabricantes baixados do nosso site
(http://www.gys.fr) Não é possível adicionar, modicar ou excluir um ponto congurado em um arquivo de fabricante.
4.1 - Importar um arquivo de conguração de ponto de fabricante :
Clique duas vezes na primeira coluna e informe o nome do fabricante.
Em seguida, clique duas vezes na segunda coluna para escolher um arquivo de fabricante anterior-
mente baixado do nosso site.
A lista de pontos congurados pelo fabricante aparece na segunda lista. Escolha um ponto congu-
rado para exibir o cronograma e os parâmetros congurados.
4.2 - Escolha um ponto congurado para exibir o cronograma e os parâmetros congurados :
Para adicionar um ponto no arquivo USER, selecione o arquivo USER na lista de arquivos e clique no
botão
à direita da lista de pontos congurados. Digite o nome do ponto e pressione a tecla TAB ou
clique fora da lista de pontos de ajuste para congurar os parâmetros de solda.
Para um ponto ser parametrizado, é possível congurar:
O estágio de pré-aperto
O estágio de pré-aquecimento
As diferentes pulsações (4 pulsos no máximo)
E o estágio de forjamento quente e frio.
Para modicar os parâmetros, clique nos botões
.
Quando o usuário modica um parâmetro, o cronograma do ponto é atualizado.
Para validar o ponto congurado, clique no botão
.
Para cancelar o ponto congurado, clique no botão
.
4.3 - Modicar um ponto congurado no arquivo USER :
Para modicar os parâmetros de um ponto, selecione um ponto na lista e modique os parâmetros de soldadura.
Para validar as modicações, clique no botão
.
Para cancelar as modicações, clique no botão
.

103
GYSPOT INVERTER PTI.G
PT
4.4 - Cancelar um ponto congurado no arquivo USER :
Escolha um ponto congurado na lista e clique no botão
à direita da lista.
Raison sociale :
Adresse :
Ville :
Code postal :
JBDC
ZI, 134 Bd des Loges
53941
Saint-Berthevin
www.companyname.comSite Web :
Téléphone :
Télécopie :
0243510101
0243510102
1450UT53
Immatriculation :
308SW
Modèle :
01/01/2017
Mise en c irculation :
AILE ARRIERE
OPERATEUR
I
ntervenant :
O
rdre de réparation :
977AC92
Commentaires
D
ate du journal :
05/04/2018
Marque :
PEUGEOT
N° châssis :
12365849
C
ommentaires :
I
ntervention :
Date Mode Outil
Consignes
Temps
(ms)
Intensité (kA)
Serrage
(daN)
Mesures
Intensité (kA)
Serrage
(daN)
Etat
G
YSPOT BP.LG (1712009013)
Epaisseur
(mm)
I
d
1 Auto Pince en C n°1 Point Ok630 9,4 325 9,4 325 3,505/04/18 10:22
2 Auto Pince en C n°1 Point Ok630 9,4 325 9,3 325 3,505/04/18 10:22
3 Auto Pince en C n°1 Point Ok490 8,2 240 8,2 240 2,005/04/18 10:22
4 Auto Pince en C n°1 Point Ok510 8,3 250 8,2 245 2,105/04/18 10:22
5 Auto Pince en C n°1 Point Ok510 8,3 250 8,3 245 2,105/04/18 10:22
6 Normal Pince en C n°1 Point Ok350 7,3 225 7,3 225
-
05/04/18 10:23
7 Normal Pince en C n°1 Point Ok350 7,3 225 7,2 225
-
05/04/18 10:23
8 Normal Pince en C n°1 Point Ok400 8,1 265 8,0 265
-
05/04/18 10:23
9 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 260
-
05/04/18 10:23
1
0 Normal Pince en C n°1 Point Ok400 8,1 265 8,1 270
-
05/04/18 10:23
1
1 Manuel Pince en C n°1 Pression faible400 8,1 510 8,1 440
-
05/04/18 10:23
PRECAUÇÕES DE UTILIZAÇÃO E MANUTENÇÃO
Treinamento de usuários
Os usuários desta máquina devem receber treinamento adaptado para o uso da máquina, a m de aproveitar ao máximo o desempenho da máquina
e realizar o trabalho em conformidade (exemplos: treinamento especico carroçaria).
Preparação das peças para montagem
É essencial desmontar e encaixar a área a ser soldada.
No caso de uma aplicação de proteção, certique-se de que é condutivo, primeiro testando uma amostra.
Soldadura de eletrodo de ponto único
Ao consertar um veículo, verique se o fabricante autoriza esse tipo de processo de soldadura.
Uso do braço para asa
A pressão máxima é de 100 daN.
Anéis de vedação de forquilha de aperto dos braços do alicate em X.
Dentro das 2 forquilhas de aperto dos braços (veja a descrição do alicate), existem 2 Anéis de vedação que devem ser substituídos em caso de vaza-
mentos ou a cada 6 meses. Os 2 anéis são necessários para evitar qualquer risco de vazamento de líquido.
Estes anéis são Anéis de vedação d= 25, face de 4 Ao substituir esses juntas, coloque graxa sobre eles (Ref. 050440).
Nível e eciência do líquido de arrefecimento.
O nível de líquido de arrefecimento é importante para o bom funcionamento da máquina. Você sempre tem que encontre entre o mínimo e o máximo,
conforme indicado no carrinho. Encha com água desmineralizada, se necessário.
Substitua o líquido de arrefecimento a cada 2 anos.
1 Desligue a fonte de alimentação no interruptor na parte traseira da máquina (posição OFF) e desconecte o aparelho da instalação elétrica.
2 Coloque uma bandeja de gotas (capacidade de 30 l) sob o orifício de drenagem da máquina.
3
Desaparafusar o bujão de drenagem
localizado debaixo da máquina com uma
chave torx de 10 polegadas. (Ref. S6262)

104
GYSPOT INVERTER PTI.G
PT
4 Limpar o interior do tanque com água simples para remover depósitos.
5
Substituir o bujão de drenagem. (
: 4 N.m)
6 Encher o reservatório de refrigerante (5l : 062511 / 10l : 052246)
7 Re-energizar (posição ON) e vericar a existência de fugas.
ANOMALIAS, CAUSAS, REMÉDIOS
ANOMALIAS CAUSAS REMÉDIOS
Soldadura alicate
O ponto feito não resiste /
resiste mal
As Caps usadas são usadas Trocar as caps
Má decapagem das chapas Verique a preparação da superfície
O braço registrado na
máquina não corresponde ao braço instalado
Verique o braço registrado
no software
O perfurador perfura a chapa
As Caps usadas são usadas Trocar as caps
Pressão de ar insuciente
Verique a pressão da rede (8 bar min.) (8
bar)
A superfície não está bem
preparada
Preparar a superfície
A potência também.
Problema de alimentação
elétrica
Verique a estabilidade da
tensão do setor
Caps sujas ou danicadas Trocar as caps
O braço está mal apertado
Consulte o capítulo Ajuste do braço do
alicate
- Superaquecimento rápido da máquina
- Inchaço do cabo de alimentação
Nenhuma circulação ou má circulação do
líquido de arrefecimento
Abra a tampa do tanque do carrinho e
observe a presença do retorno do líquido
arrefecedor
- parada da bomba
- Líquido de arrefecimento poluído
- Circuito entupido.
Obstrução no circuito de refrigeração (tubo
comprimido)
Verique a bainha do feixe entre o caminhão.
Verique se a bomba está funcionando
corretamente.
Verique o estado do liquido de arrefeci-
mento
Pistola
Aquecimento anormal da pistola
O mandril está mal apertado
Verique se o mandril está bem pressionado
e também o estado da bainha
Bainha da pistola removida
Substitua a bainha para que o resfriamento
do ar alcance o interior da pistola
A placa de massa está mal
colocada
Verique se a placa de massa está bem em
contato com a chapa.
Falta de potencia da pistola
Mau contato da placa de massa Verique o contato da massa
O mandril ou seus acessórios
estão mal apertados
Verique se o mandril e seus acessórios
estão bem apertados, e também o estado da
bainha
Consumíveis danicados Substituir consumíveis
GARANTIA
A garantia cobre todo defeitos ou vícios de fabricação durante 2 ano, a partir da data de compra (peças e mão de obra).
A garantia não cobre:
• Qualquer outra avaria causada pelo transporte.
• O desgaste normal das peças (Ex. : cabos, alicates, etc.).
• Os incidentes causados pelo uso incorreto (erro de alimentação, quedas, desmontagem).
• As avarias ligadas ao ambiente (poluição, ferrugem, pó).
Em caso de avaria, retornar o dispositivo ao distribuidor, junto com:
- um justicativo de compras com data (recibo de pagamento, fatura...)
- uma nota explicando a avaria.

105
GYSPOT INVERTER PTI.G
ТЕХНИЧЕСКИЕ УСЛОВИЯ / TECHNISCHE SPECIFICATIES / SPECIFICHE TECNICHE / ESPECIFICAÇÕES
TÉCNICAS
PTI.G 400 V
Электрические характеристики / Elektrische kenmerken / Caratteristiche elettriche / Características eléctricas
Номинальное напряжение питания / Nominale voedingsspanning / Tensione di alimentazione nominale / Tensão nominal de
alimentação
U1n
3 ~ 400 V ± 10%
Частота сети / Netfrequentie / Frequenza di rete / Frequência da rede F 50 / 60 Hz
Непрерывный ток питания / Continue voedingsstroom / Corrente di alimentazione continua / Corrente de abastecimento contínuo I1p 24 A
Мощность при 50%-ном рабочем цикле / Vermogen bij 50% duty cycle / Potenza al 50% del duty cycle / Potência a 50% do ciclo de
funcionamento
S50 23 kVA
Постоянная власть / Permanente kracht / Potenza permanente / Poder permanente Sp 16.5 kVA
Максимальная мгновенная мощность / Maximaal momentaan vermogen / Potenza massima istantanea / Potência instantânea
máxima
Smax 96 kVA
Вторичное напряжение / Secundaire spanning / Tensione secondaria / Tensão secundária U2d 7 V
Максимальный постоянный ток первичного короткого замыкания / Maximale permanente primaire kortsluitstroom / Massima
corrente di cortocircuito primaria permanente / Corrente máxima permanente de curto-circuito primário
I1cc 139 A
Короткозамкнутый вторичный ток / Kortgesloten secundaire stroom / Corrente secondaria in cortocircuito / Corrente secundária em
curto-circuito
I2cc 14 500 A
Постоянный вторичный ток / Permanente secundaire stroom / Corrente secondaria permanente / Corrente secundária permanente I2p 2 500 A
Регулируемый максимальный сварочный ток / Geregelde maximale lasstroom / Corrente massima di saldatura regolata / Corrente
máxima de soldadura regulada
13 000 A
Переключатель (кривая D) / Schakelaar (curve D) / Interruttore (curva D) / Interruptor (curva D)
≥ 25 A
Дежурный цикл / Plichtscyclus / Ciclo di lavoro / Ciclo de trabalho 3 %
Тепловые свойства / Thermische kenmerken / Caratteristiche termiche / Características térmicas
Рабочая температура / Bedrijfstemperatuur / Temperatura d’esercizio / Temperatura de funcionamento
+5°C
+40°C
+41°F
+104°F
Температура хранения / Temperatuur bij opslag / Temperatura di conservazione / Temperatura de armazenamento
-25°C
+55°C
-14°F
+131°F
Охлаждающая жидкость для температуры хранения / Opslagtemperatuur koelvloeistof / Temperatura di stoccaggio del refrigerante
/ Líquido de arrefecimento da temperatura de armazenamento
-20°C
+55°C
-4°F
+131°F
Гигрометрия / Hygrometrie / Igrometria / Higrometria
@ 40°C
(104°F)
< 50 %
@ 20°C
(68°F)
< 90 %
Высота / Hoogte / Altitudine / Altitude
1 000 m
3800 ft
Тепловая защита термистором на диодном мосту / Thermische beveiliging door thermistor op de diodebrug / Protezione termica
tramite termistore sul ponte di diodi / Protecção térmica por termistor na ponte dos díodos
70°C
158°F
Механические характеристики / Mechanische kenmerken / Caratteristiche meccaniche / Características mecânicas
Степень защиты / Mate van bescherming / Grado di protezione / Grau de protecção IP20
Размеры (LxWxH) / Afmetingen (LxBxH) / Dimensioni (LxWxH) / Dimensões (CxLxA)
65 x 80 x 205 cm
26 x 32 x 81 in
Вес / Gewicht / Peso
100 kg
220.5 lbs
Длина шнура питания / Lengte van het netsnoer / Lunghezza del cavo di alimentazione / Comprimento do cabo de alimentação
8 m
26 ft
Длина зажимного кабеля G / Lengte klemkabel G / Lunghezza del cavo del morsetto G / Comprimento do cabo de grampo G
6 m
19.7 ft
Диапазон расстояний между руками / Bereik van armafstand / Gamma di spaziatura dei bracci / Gama de espaçamento de braços
93 > 450 mm
3.7 to 17.7 inch
Диапазон длин вытянутой руки / Armlengtebereik / Gamma di lunghezza del braccio / Gama de comprimento do braço
100 > 600 mm
4 to 23.5 inch
Пневматические характеристики / Pneumatische kenmerken / Caratteristiche pneumatiche / Características pneumáticas
Максимальное давление / Maximale druk / Pressione massima / Pressão máxima
P1
max
10 bar
116 Psi
Минимальное давление / Minimum druk / Pressione minima / Pressão mínima
P1
min
8 bar
145 Psi
Расход охлаждающей жидкости / Stroomsnelheid koelmiddel / Portata del refrigerante / Caudal do líquido de refrigeração Q
2.3 l/min
0.6 US gpm
Падение давления охлаждающей жидкости / Drukval koelvloeistof / Caduta di pressione del refrigerante / Perda de pressão do
líquido refrigerante
∆p
1.7 bar
24.6 Psi
Минимальное усилие сварки / Minimum laskracht / Forza minima di saldatura / Força mínima de soldadura F
1min
100 daN
225 Lbf
Регулируемое максимальное усилие с помощью G-образного зажима / Gereguleerde maximum kracht met de G-klem / Forza
massima regolata con il morsetto G / Força máxima regulada com a pinça G
F
max
550 daN
1236 Lbf

106
GYSPOT INVERTER PTI.G
ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO / PEÇAS SOBRESSALENTES
1 2 3 7 8654
12
222120 27
13 14
10 11
1918
24 25 26
171615
9
23

107
GYSPOT INVERTER PTI.G
Clamp
1
Повышенное сопротивление катушки 47 Ом 5 Вт / Verhoogde spoelweerstand 47 ohm 5W / Resistenza della
bobina aumentata 47 ohm 5W / Elevação da resistência da bobina 47 ohms 5W
63138
2
Трансформатор первичной цепи измерения температуры PTI-G / Primair temperatuurmeetcircuit PTI-G trans-
formator / Circuito di misurazione della temperatura primaria PTI-G trasformatore / Circuito primário de medição da
temperatura transformador PTI-G
E0055C
3
Изолированный корпус (WAGO) 2 клеммы 0,2 мм² - 4 мм² 450 В / Geïsoleerde behuizing (WAGO) 2 klemmen
0,2mm² tot 4mm² 450V / Alloggiamento isolato (WAGO) 2 morsetti da 0,2mm² a 4mm² 450V / Caixa isolada
(WAGO) 2 terminais 0.2mm² a 4mm² 450V
52446 x 4
4
Сменное основание для подключения к кронштейну зажима G / Verwisselbare basis voor G-klemarmverbinding
/ Base intercambiabile per il collegamento del braccio della pinza G / Base intercambiável para ligação do braço da
braçadeira G
90976
5
Кольцо круглого сечения 13x1 ФКМ ЗЕЛЕНЫЙ 70SHORE / O-ring 13x1 FKM GROEN- 70SHORE / O-ring 13x1 FKM
VERDE- 70SHORE / O-ring 13x1 FKM GREEN- 70SHORE
55227
6 Кольцо круглого сечения 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-ring 7x1 NBR 70SH 71125
7
Кольцо круглого сечения 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-ring 10x2 NBR
70SH
55179
8
Защита для G-образного соединительного фитинга / Bescherming voor G-klemkoppeling / Protezione per il rac-
cordo del connettore G-clamp / Protecção para encaixe de conector com grampo G
56278
9 зажим PTI G IND B / Klem PTI G IND B / morsetto PTI G IND B / braçadeira PTI G IND B 77096 x 2
10
Tubo de corte 71859 / 220mm / Snij pijp 71859 / 220mm / Tagliare il tubo 71859 / 220mm / Tubo de corte 71859 /
220mm
94033
11
Линейный потенциометр 3.4Kohm / Lineaire potentiometer 3.4Kohm / Potenziometro lineare 3,4Kohm / Potenció-
metro linear 3,4Kohm
63090
12
Внутренняя балка зажима PTI-G / PTI-G Interne klembalk / Trave a morsetto interna PTI-G / Feixe de braçadeira
interna PTI-G
92048SF
13 Труба 55238 / 6300mm / Pijp 55238 / 6300mm / Tubo 55238 / 6300mm F0019
14 Труба 71011 / 6300mm / Pijp 71011 / 6300mm / Tubo 71011 / 6300mm F0021
15
Тканая защитная оболочка - Ø=57mm - Rlx de 50m / Geweven Beschermende Omhulling - Ø=57mm - Rlx of 50m /
Guaina protettiva tessuta - Ø=57mm - Rlx von 50m / Bainha Protectora Tecida - Ø=57mm - Rlx de 50m
11251
16 Винтовой зажим 40-60 / Schroefklem 40-60 / Morsetto a vite 40-60 / Grampo de parafuso 40-60 / 71195
17 Кабель питания / Stroomkabel / Cavo di alimentazione / Cabo de alimentação 400V : 92050SF
18 Труба 55237 / 6300mm / Pijp 55237 / 6300mm / Tubo 55237 / 6300mm F0018
19 Труба 71709 / 6300mm / Pijp 71709 / 6300mm / Tubo 71709 / 6300mm F0020
20 Coque B - PTI-G / Hull B - PTI-G / Rumpf B - PTI-G / Casco B - PTI-G 56248
21
Bouton poussoir rond noir IP67 / Black round pushbutton IP67 / Schwarzer runder Taster IP67 / Pulsador redondo
negro IP67
51381 x 2
22
23
Bouton poussoir rond lumineux / Illuminated round push button / Beleuchteter runder Taster / Pulsador redondo
iluminado
51408
24 Verrou Gyro Pince G / Bolt Gyro Pliers G / Schraube Gyro-Klemme G / Perno Abrazadera giroscópica G 93841
25 Корпус A - PTI-G / Romp A - PTI-G / Scafo A - PTI-G / Casco A - PTI-G 56247
26
Боковая наклейка - Зажим ПТИ Г Шелл - TRAFO GUN / Zijdelingse Sticker - Shell PTI G Klem - TRAFO GUN / Ade-
sivo laterale - Morsetto PTI G a conchiglia - TRAFO GUN / Autocolante lateral - Grampo Shell PTI G - TRAFO GUN
75729
27
6,35 мм моно-женский штекер гнезда и пылезащитный колпачок для 6,35 гнезда разъема / 6.35mm mono
vrouwelijke jack plug & stofkapje voor 6.35 jack connector / Spina jack femmina mono da 6,35 mm e tappo antipol-
vere per connettore jack da 6,35 / Ficha mono fêmea de 6,35mm e tampa de pó para cha jack 6,35
71251 & 43296
- Диод питания / Vermogen diode / Diodo di potenza / Diodo de potência 52149 x 2

108
GYSPOT INVERTER PTI.G
G2
1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971
2 Разъем Ø6 / Aansluiting Ø6 / Collegamento Ø6 / Ligação Ø6 71841
3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192
4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 55229
5 Противоискровая трубка / Anti-vonk slang / Tubo essibile antiscintilla / Mangueira anti-fagulhas G2 93801
6 Электроды 4 положения / Elektroden 4 posities / Elettrodi 4 posizioni / Eléctrodos 4 posições 90148
7 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183
G7
1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971
2 штепсельная вилка M7 / M7 mannetjesstekker / Connettore maschio M7 / Ficha M7 macho 71716
3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192
4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 55229
5
2 электрода для труднодоступной руки / 2 elektroden voor moeilijk bereikbare arm / 2 elettrodi per il braccio di dicile
accesso / 2 eléctrodos para braço de difícil acesso
051614
6 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183

109
GYSPOT INVERTER PTI.G
11
12
16
13
14
8
10
4
3
6
5
7
15
2
1
9
G9
1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971
2
Прямой мужской патрубок Ø6-M7 / Rechte mannelijke spigot Ø6-M7 / Raccordo maschio diritto Ø6-M7 / Espigão macho recto
Ø6-M7
71841
3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192
4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 8x1 55229
5 Винтовое удлинение / Geschroefde verlenging / Estensione a vite / Extensão aparafusada 90284
6 Прокладки 12х2 / Pakking 12x2 / Guarnizione 12x2 / Selo 12x2 55121
7 Крышки типа A13 / Caps type A13 / Coperchi come A13 / Tampas como A13 77027
8 двойное соединение Ø6 / Ø6 dubbele aansluiting / Ø6 doppia connessione / Ø6 ligação dupla 71456
9 Разъем Ø6 простой / Connector Ø6 eenvoudig / Attacco singolo Ø6 / Ligação única Ø6 55138
10 Противоискровая трубка / Anti-vonk slang / Tubo essibile antiscintilla / Mangueira anti-fagulhas 94525
11 Противоискровая трубка / Anti-vonk slang / Tubo essibile antiscintilla / Mangueira anti-fagulhas 94512
12 2 Медный манипулятор X1 / 2 Koperen arm X1 / 2 Braccio di rame X1 / 2 Braço de cobre X1 050501
15 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183
16 Прокладки 25х4 / Pakking 25x4 / Guarnizione 25x4 / Selo 25x4 55098
OPTION
13 2 Медный манипулятор X2 / 2 Koperen arm X2 / 2 Braccio di rame X2 / 2 Braço de cobre X2 050518
14 2 смещённые медные кронштейны Х6 / 2 oset koperen armen X6 / 2 bracci di rame oset X6 / 2 braços de cobre oset X6 050587

110
GYSPOT INVERTER PTI.G
G1
G3
G4
G5
G6
G8
G10
G1/G3/G4/G5/G6/G8/G10
1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971
2 Разъем Ø6 / Aansluiting Ø6 / Collegamento Ø6 / Ligação Ø6 71841
3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192
4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 55229
5
Противоискровая трубка / Anti-vonk slang / Tubo essibile antiscintilla / Mangueira anti-fagul-
has
G1 91264
G3 91265
G4 91266
G5 93803
G6 91269
G8 93804
G10 F0231
6 Крышки типа A13 / Caps type A13 / Coperchi come A13 / Tampas como A13 77027
7
Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços
equipada
94183
OPTION
PROTOTYPE
1 3 42
5
6
Gun
1 Кабель пистолета / Kabel pistool / Cavo della pistola / Cabo de pistola A0071
2
Переключатель пистолета 0.1A 125VAC / Pistool schakelaar 0.1A 125VAC / Interruttore della pistola 0.1A 125VAC /
Interruptor de pistola 0.1A 125VAC
77053
3 Орех для патрона GYSPOT / Dado per mandrino GYSPOT / Dado per mandrino GYSPOT / Porca para mandril GYSPOT 90140
4 Крышки типа F / Caps type F / Coperchi come F / Tampas como F 77028
5 Кабель массы / Massa kabel / Cavo di terra / Cabo de terra A0070
6 Медная плита заземления / Koperen grondplaat / Piastra di terra in rame / Placa de cobre moída 91197

111
GYSPOT INVERTER PTI.G
1 2 3
4 65 87
PTI
1 Вентилятор 24 B / Ventilator 24 V / Ventilatore a 24 V / Ventilador 24 V 51021 x 2
2 30-литровый бак / Reservoir 30 liter / Serbatoio da 38 litri / Tanque de 38 litros 70993
3 Пробка заправочного отверстия Ø40 / Vuldop Ø40 / Tappo di riempimento Ø40 / Tampão de enchimento Ø40 71299
4 Поворотное колесо / Zwenkwieltje / Ruota girevole / Roda giratória 71362 x 2
5 Насос / Pomp / Pompa / Bomba 71876
6 Радиатор / Radiator / Radiatore / Radiador 71750
7 дренажная пробка / afvoerslang / tappo di scarico / batoque de drenagem 56262
8 Колесо Ø 250 / Wieltje Ø 250 / Ruota Ø 250 / Roda Ø 250 71376 x 2
5
Блок электроклапана / Magneet ven-
tielblok / Blocco elettrovalvole / Bloco
de válvulas solenóides
92060
Электроклапаны /
Magneetventielen /
elettrovalvole / válvu-
las solenóides :
1
EV2 71797
2
EV3 71824
3
EV4 71741
5
3 2
1

112
GYSPOT INVERTER PTI.G
2
1
4
6
5
12
10
9
7
11
8
3
13
PTI
1
цепь SD-карты / SD-kaart circuit / Circuito della scheda SD / Circuito do cartão SD 97028
Шлейф 10pts 40cm / Kleed 10pts 40cm / Abito 10pts 40cm / Vestido 10pts 40cm 53095
2
Клавиатура / Toetsenbord / Tastiera / Teclado 51968
ЖК-экран / LCD display / Visor LCD 51905
3 Силовой контактор / Vermogenschakelaar / Contattore di potenza / Contactor de energia 51131
4
Цепь питания / Stroomvoorziening / Circuito di alimentazione / Circuito de fornecimento de energia E0007
Предохранитель 2A с задержкой по времени / 2A tijd zekering / Fusibile a tempo 2A / Rastilho de tempo 2A 51367 x 3
Шлейф 10pts 25cm / Kleed 10pts 25cm / Abito 10pts 25cm / Vestido 10pts 25cm 53100
5
Автомобильный драйвер PTI-G / Circuitbestuurder PTI-G / Driver di circuito PTI-G / Condutor do circuito PTI-G E0005
Шлейф 10pts 20cm / Kleed 10pts 20cm / Abito 10pts 20cm / Vestido 10pts 20cm 53092
6
Конденсаторная схема PTI-G 400 / Condensatorschakeling PTI-G 400 / Circuito condensatore PTI-G 400 / Circuito
condensador PTI-G 400
E0003
Плавкий предохранитель 1,6A / Zekering 1.6 A / fusibile 1.6 A / rastilho 1.6 A 51368
7 Диодный мост / Diode brug / ponte a diodi / ponte dos díodos 52194
8 Модуль IGBT / IGBT Module / Modulo IGBT / Módulo IGBT 52200 x 2
9 Схема управления PTI-G 400 / PTI-G 400 regelcircuit / Circuito di controllo PTI-G 400 / Circuito de controlo PTI-G 400 E0009
10 трансформатор тока / Stroomtransformator / Trasformatore di corrente / Transformador de corrente 96019
11
Дифференциальный выключатель 25A 30mA / Dierentiële schakelaar 25A 30mA / Interruttore dierenziale 25A
30mA / Interruptor diferencial 25A 30mA
52344
12 Регулятор воздушного фильтра / Luchtlter regelaar / Filtro di regolazione dell’aria / Filtro Regulador do Ar 71729
13 шнур питания / Netsnoer / Cavo di alimentazione / Cabo de alimentação F0080SE

113
GYSPOT INVERTER PTI.G
ЭЛЕКТРИЧЕСКИЕ СХЕМЫ / ELEKTRISCHE SCHEMA / SCHEMI ELETTRICI / DIAGRAMA DE CABLAGEM
CGUN1 CGUN2
CGUN3
XGUN1
XGUN2
GUN SENSORS
SOLENOID1
SOLENOID2
U/I SENSE
POWER CARD
SD CARD
C GUN
NETWORK
71797 71824 71741
EV2 EV3 EV4
1
11
3
4
5
6
7
8
9
10
2
E0009
1
2
3
4
5
6
7
8
9
10
11
12
12x0.5mm²
51905
97028
22
8
10
11
E0007
E0003
1010
4 4
NC
NC
+HT
+HT
-HT
-HT
PM34 IGBT
PM34 IGBT
PM12 IGBT
PM12 IGBT
F4
F3
F2F1
51131
71876
51021
96019
51021
+
-
+
-
+
-
+
-
KMFAN
52194
5
52344
E0005
52200 52200
F0080SE
53100 53092
53095
51968
93911
51367
51367
51367
51368
WHITE
WHITE
WHITE
WHITE
BLUE
BLUE
BLUE
BLUE
BLACK
BLACK
RED
1
4
3
2
RED
WHITE
RED
BLACK
RED
BLACK
RED
BLACK
BLACK
GRAY
RED
BLACK
PM CAPA
PM CAPA

114
GYSPOT INVERTER PTI.G
СХЕМЫ СИЛОВЫХ КАБЕЛЕЙ / SCHEMA STROOMKABEL / SCHEMA DEL CAVO DI ALIMENTAZIONE /
ESQUEMAS DE CABOS DE ENERGIA
1
2
3
4
5
6
7
8
9
10
11
12
12x0.5mm²
1
2
3
4
5
6
7
8
9
10
11
52446
63090
1
2
3
52446
52446
52446
52149 52149
V+
V-
BLACK
WHITE
E0055
+T°
-T°
92050SF
92048SF
RED
WHITE
GRAY
-
+
5138151381
51408
71251
BLACK
BLACK
BLACK
BLACK
63138

115
GYSPOT INVERTER PTI.G
СХЕМА ПНЕВМАТИЧЕСКОЙ ЦЕПИ / PNEUMATISCH SCHAKELSCHEMA / SCHEMA DEL CIRCUITO PNEU-
MATICO / DIAGRAMA DE CIRCUITO PNEUMÁTICO
NETWORK
PRESSURE
SENSOR
G PLIERS
PRESSURE
SENSOR
71729
EV2
EV3EV4
71797
71741 71824
92060
СХЕМА ГИДРАВЛИЧЕСКОЙ ЦЕПИ / HYDRAULISCH SCHAKELSCHEMA / SCHEMA DEL CIRCUITO
IDRAULICO / DIAGRAMA DE CIRCUITO HIDRÁULICO
70993
71750
71876
BLUE
RED

116
GYSPOT INVERTER PTI.G
СИМВОЛЫ / PICTOGRAMMEN / SIMBOLI / SÍMBOLOS
- Внимание! Прочтите инструкцию перед использованием
- Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door.
- Attenzione! Leggere il manuale d’istruzioni prima dell’uso.
- Cuidado! Leia o manual de instruções antes de usar.
- Постоянный сварочный ток - Gelijkstroom - Corrente di saldatura continua - Corrente de soldadura contínua
A
- Амперы - Ampère - Amper - Ampère
V
- Вольт - Volt
Hz
Hertz
3
- Трехфазное электропитание 50 или 60Гц
- Driefasen elektrische voeding 50 of 60Hz
- Alimentazione elettrica trifase 50 o 60Hz.
- Alimentação trifásica de 50 ou 60Hz.
U 1N
- Номинальное напряжение питания - Nominale voedingsspanning - Tensione nominale di alimentazione - Tensão nominal de alimentação
S P
- Постоянная мощность (при ПВ 100%) - Permanent vermogen (bij een inschakelduur van 100%) - Potenza continua (al 100% del duty cycle) - Potência contínua (a
100% do ciclo de funcionamento)
S 50
- Мощность при ПВ 50 % - Vermogen bij 50% van de inschakelduur. - Potenza al 50% del duty cycle - Potência a 50% do ciclo de funcionamento
U 2d
- Постоянное напряжение холостого хода - DC nullastspanning - Tensione DC a vuoto - Tensão DC sem carga
I 2 CC
- Максимальный ток короткого замыкания на вторичке - Secondaire maximale kortsluitingsstroomsterkte - Corrente massima di cortocircuito secondaria - Corrente
máxima secundária de curto-circuito
I 2 P
- Постоянный ток на вторичке - Permanente secondaire stroom - Corrente continua nel secondario - Corrente contínua no secundário
e
- Расстояние разжимания между электродами плеча - Spreidingsbereik armen - Gamma di spaziatura dei bracci - Intervalo de espaçamento de braços
- Пределы длины плеч - Lengtebereik armen - Gamma di lunghezza del braccio - Gama de comprimento do braço
F max
- Максимальная сила сварки - Maximale laskracht - Forza massima di saldatura - Força máxima de soldadura
P1 min
- Минимальное давление подачи - Minimale voedingsdruk - Pressione minima di alimentazione - Pressão mínima de alimentação
P1 max
- Максимальное давление подачи - Maximale voedingsdruk - Pressione massima di alimentazione - Pressão máxima de alimentação
Q
- Номинальный расход охлаждающей жидкости - Nominale toevoer koelvloeistof - Portata nominale del refrigerante - Taxa de uxo nominal do refrigerante
∆p
- Номинальная потеря зарядки охлаждающей жидкости - Nominaal verlies koelvloeistof - Perdita di carico nominale del uido di rareddamento - Perda de carga
nominal do meio de arrefecimento
m
- Масса аппарата - Gewicht van het apparaat - Peso della macchina - Peso da máquina
- Система охлаждения - Koelgroep - Unità di rareddamento - Unidade de arrefecimento
- Выход жидкости - Uitgang water - Uscita dell’acqua - Saída de água
- Вход жидкости - Ingang water - Ingresso acqua - Entrada de água
MAXI
- Максимальный уровень жидкости - Maximale waterniveau - Livello massimo dell’acqua - Nível máximo de água
MINI
- Минимальный уровень жидкости - Minimale waterniveau - Livello minimo dell’acqua - Nível mínimo de água
Лица, использующие электрокардиостимуляторы, не должны находиться вблизи данного аппарата. / Dragers van een pacemaker mogen niet in de buurt van het
apparaat verblijven. / I portatori di pacemaker non dovrebbero stare vicino a questo dispositivo. / Os utilizadores de pacemakers não devem permanecer perto deste
dispositivo.
- Внимание! Сильное магнитное поле. Лица, имеющие активные или пассивные имплантаты должны быть информированы.- Let op! Sterk magnetisch veld.
Dragers van actieve of passieve implantaten moeten worden geïnformeerd. - Attenzione! Forte campo magnetico. Le persone con impianti attivi o passivi devono essere
informate. - Cuidado! Forte campo magnético. As pessoas com implantes activos ou passivos devem ser informadas.
- Не используйте аппарат на улице. Не используйте аппарат под брызгами воды. - Gebruik het apparaat niet in de open lucht. Het apparaat niet gebruiken onder
spattend water. - Non usare la videocamera all’aperto. Non usare l’unità sotto l’acqua. - Não utilizar a câmara no exterior. Não utilizar a unidade debaixo de água.
- Устройство соответствует директивам Евросоюза. Декларация UE о соответствии доступна для просмотра на нашем сайте (ссылка на обложке).
- Apparaat in overeenstemming met de Europese richtlijnen. De E.U. verklaring van overeenstemming kunt u downloaden op onze website (adres vermeld op de oms-
lag).
- Dispositivo conforme alle direttive europee La dichiarazione UE di conformità è disponibile sul nostro sito internet (vedere alla pagina di copertina).
- Matériel conforme aux normes Marocaines. La déclaration Cم) CMIM) de conformité est disponible sur notre site (voir à la page de couverture).
- Equipment in conformity with Moroccan standards. The declaration Cم) CMIM) of conformity is available on our website (see cover page).
- Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung Cم) CMIM) ist auf unserer Webseite verfügbar (siehe Titelseite).
- Equipamiento conforme a las normas marroquíes. La declaración de conformidad Cم) CMIM) está disponible en nuestra página web (ver página de portada).
- Товар соответствует нормам Марокко. Декларация Cم) CMIM) доступна для скачивания на нашем сайте (см на титульной странице).
- Dit materiaal voldoet aan de Marokkaanse normen. De verklaring Cم) CMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag).
- Materiale conforme alle normative marocchine. La dichiarazione Cم) CMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto)
- O material está em conformidade com as directivas europeias. A Declaração de Conformidade da UE está disponível no nosso website (ver página de rosto).
IEC 62135-1
ISO 669:2016
- Источник сварочного тока отвечает нормам IEC62135-1 и EN ISO 669. - De lasstroombron is in overeenstemming met de normen IEC62135-1 en EN ISO 669. - Il
generatore di corrente di saldatura è conforme alle norme IEC62135-1 e EN ISO 669. - A fonte de corrente de soldadura cumpre a norma IEC62135-1 e EN ISO 669.

117
GYSPOT INVERTER PTI.G
- Аппарат отвечает директиве 2013/35/UE. - Het apparaat voldoet aan de richtlijn 2013/35/UE. - Il dispositivo è conforme alla direttiva 2013/35/UE. - O dispositivo
está em conformidade com a directiva 2013/35/UE.
- Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник!
- Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval !
- Questo dispositivo è oggetto di raccolta dierenziata secondo la direttiva europea 2012/19/UE. Non smaltire con i riuti domestici.
- Este equipamento está sujeito a recolha separada, em conformidade com a Directiva Europeia 2012/19/UE. Não deitar no lixo doméstico!
- Этот аппарат подлежит утилизации.
- Product recyclebaar, niet bij het huishoudelijk afval gooien.
- Prodotto riciclabile soggetto a raccolta dierenziata.
- Produto reciclável que está sujeito a uma instrução de classicação.
- Знак соответствия EAC (Евразийское экономическое сообщество).
- EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming
- Marchio di conformità EAC (Comunità economica Eurasiatica).
- Marca de conformidade EAC (Comunidade Económica Eurasiática).
- Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу).
- Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina).
- Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina).
- O material está em conformidade com os requisitos do Reino Unido. A Declaração de Conformidade do Reino Unido está disponível no nosso website (ver página de
rosto).
- Информация по температуре (термозащита).
- Informatie over de temperatuur (thermische beveiliging).
- Informazioni sulla temperatura (protezione termica).
- Informação sobre temperatura (protecção térmica).

118

119

120
SAS GYS
1, rue de la Croix des Landes
CS 54159
53941 SAINT-BERTHEVIN Cedex
FRANCE
Documenttranscriptie
RU 2-17 / 18-39 / 105-120 NL 2-17 / 40-61 / 105-120 GYSPOT INVERTER PTI.G - 400 V IT 2-17 / 62-83 / 105-120 PT 2-17 / 84-104 / 105-120 73502_V1_24/02/2021 www.gys.fr1 GYSPOT INVERTER PTI.G ДИМЕНСИИ / AFMETINGEN / DIMENSIONI / DIMENSÕES ° 30 915 15° 285 1225 МОНТАЖ / MONTAGE / MONTAGGIO / MONTAGEM x2 x2 A A 2 M5x12 (x6) 5 N·m GYSPOT INVERTER PTI.G СБОРКА ПОДСТАВКИ G-КЛЕЩЕЙ / MONTEREN VAN DE HOUDER G-KLEM / MONTAGGIO SUPPORTO PINZA A G / APOIO À MONTAGEM PINCE EN G M5x18 (x4) M5 (x4) 8 N·m M5x18 (x4) M5 (x4) 8 N·m M5x12 (x4) МОНТАЖНАЯ ПОДДЕРЖКА БРАСОВ G9 (ОПЦИЯ) / MONTAGE STEUNBRAS G9 (OPTIE) / BRASI DI SOSTEGNO DI MONTAGGIO G9 (OPZIONE) / MONTAGE SUPPORT BRAS G9 (OPÇÃO) 8 N·m СБОРКА ПОДСТАВКИ ПЛЕЧ И КРОНШТЕЙНА / MONTEREN VAN DE HOUDER ARM EN HOUDER / MONTAGGIO SUPPORTO BRACCIO E BRACCIO DI SOSTEGNO / BRAÇO DE MONTAGEM E BRAÇO DE APOIO M8x20 (x2) M5x12 (x2) (41193) PE TOTY PRO M5x12 (x8) 20 N·m 8 N·m 5 N·m 3 GYSPOT INVERTER PTI.G СБОРКА КРОНШТЕЙНА / MONTAGE STEUN / MONTAGGIO BRACCIO DI SOSTEGNO / MONTAGEM DO BRAÇO DE APOIO Использование виселицы строго ограничено для сброса веса сварочных клещей. Его ни в коем случае нельзя использовать для подъема или любого другого применения, в противном случае узел консольного крана может опрокинуться. Het gebruik van de galg is strikt voorbehouden om het gewicht van de lastang te verlichten. Het mag nooit worden gebruikt voor hijsen of enige andere toepassing, anders kan de kraanarmwagen kantelen. L’uso della forca è strettamente riservato per alleviare il peso delle pinze di saldatura. Non deve mai essere utilizzato per il sollevamento o qualsiasi altra applicazione, altrimenti il gruppo carrello della gru a bandiera potrebbe ribaltarsi. A utilização da forca é estritamente reservada para aliviar o peso das pinças de soldadura. Nunca deve ser utilizado para elevação ou qualquer outra aplicação, caso contrário a montagem do carrinho de grua fixa pode virar. 1 M8x16 (x8) M8x60 (x1) 20 N·m Cap nut M8 (x1) Cap nut M8 (x1) Cap nut - 20 N.m M5x12 (x4) M8 x 60 4 Cap nut - 20 N.m 4 N·m GYSPOT INVERTER PTI.G 2 M8 x 16 - 20 N.m M8x16 (x2) M5x12 (x2) 20 N.m 4 N.m M5 x 12 - 4 N.m 3 Положите балансир в его корпус. Zet de balancer in zijn behuizing. Mettere l’equilibratore nel suo alloggiamento. Colocar o equilibrista no seu alojamento. i 4 M8x16 (x2) 20 N·m 5 GYSPOT INVERTER PTI.G 5 Washer M8 M8x16 (x4) M5x12 (x1) 20 N·m 0.5 N.m Washer M8 (x2) Washer M5 (x1) Washer M8 Washer M5 M5 x 12 - 0.5 N.m 6 6 Протяните трос балансира через шкив и выемку. Trek de balanskabel door de poelie en de inkeping. Tirare il cavo del bilanciatore attraverso la puleggia e la tacca. Puxar o cabo do equilibrador através da roldana e do entalhe. i GYSPOT INVERTER PTI.G 7 8 M8x16 (x4) M5x12 (x2) 20 N·m 4 N.m M5 x 12 - 4 N.m 7 GYSPOT INVERTER PTI.G 9 8 Монтаж подшипника нижнего шарнира (поставляется вместе со штоком). Montage van het lage scharnierlager (bij de stuurpen geleverd). Montaggio del cuscinetto del perno basso (fornito con lo stelo). Montagem do mancal baixo pivot (fornecido com a haste). i M8x20 (x2) 20 N·m GYSPOT INVERTER PTI.G 10 Запустите тормоз на обоих передних колесах генератора. Zet de rem op beide voorwielen van de generator. Innestare il freno su entrambe le ruote anteriori del generatore. Engatar o travão em ambas as rodas dianteiras do gerador. i 9 GYSPOT INVERTER PTI.G 11 Нельзя недооценивать вес штока (17,4 кг)! Onderschat het gewicht van de steel (17,4 kg) niet! Non sottovalutate il peso dello stelo (17,4 kg)! Não subestime o peso do caule (17,4 kg)! Для облегчения монтажа/демонтажа штока на генераторе требуется 2 человека. Om de montage/demontage van de spindel op de generator te vergemakkelijken, zijn 2 personen nodig. Per facilitare il montaggio/smontaggio dello stelo sul generatore, sono necessarie 2 persone. Para facilitar a montagem/desmontagem da haste no gerador, são necessárias 2 pessoas. 10 GYSPOT INVERTER PTI.G 12 11 GYSPOT INVERTER PTI.G 13 12 Поворачивайте шток до тех пор, пока винт не сядет в выемку. Draai de stang totdat de schroef in de uitsparing zit. Ruotare lo stelo fino a che la vite non sia posizionata nell’incavo. Rodar a haste até o parafuso estar assentado no recesso. i GYSPOT INVERTER PTI.G 14 Закрепите шток, закрепив кронштейн. Vergrendel de stang door de beugel vast te zetten. Bloccare lo stelo fissando la staffa. Bloquear a haste, fixando o suporte. i M5x12 (x2) 4 N·m 13 GYSPOT INVERTER PTI.G 15 Соедините штекер цилиндра с кареткой. Нажмите кнопку, чтобы перевести стрелу в нижнее положение. Sluit de cilinderaansluiting aan op de slede. Druk op de knop om de giek in de neerwaartse stand te zetten. Collegare il connettore del cilindro al carrello. Premere il pulsante per mettere il fiocco in posizione abbassata. Ligar o conector do cilindro ao carrinho. Premir o botão para colocar a bujarrona na posição para baixo. UP DOWN 14 i GYSPOT INVERTER PTI.G 16 8 N·m 15 GYSPOT INVERTER PTI.G 17 Для регулировки натяжения балансировочного троса, пользователь должен обязательно положить зажим под нагрузкой на кабель. Om de spanning van de balanskabel af te stellen, de gebruiker moet de klem verplicht op de kabel plaatsen. Per regolare la tensione del cavo del bilanciatore, l’utente deve imperativamente mettere il morsetto sotto carico sul cavo. Para ajustar a tensão do cabo do equilibrador, o utilizador deve imperativamente colocar a braçadeira sob carga no cabo. i 195 cm max. 14 kg max. Хранение балансировочного ключа Balancer sleutel opslag Archiviazione delle chiavi di bilanciamento Armazenamento de chaves de equilibrador PE TOTY PRO 16 GYSPOT INVERTER PTI.G FIG-1 4 1 5 2 6 7 8 3 9 FIG-2 1 3 4 2 5 9 6 7 10 11 8 17 GYSPOT INVERTER PTI.G RU ПРЕДОСТЕРЕЖЕНИЯ - ПРАВИЛА БЕЗОПАСНОСТИ ОБЩИЕ УКАЗАНИЯ Эти указания должны быть прочтены и поняты до начала сварочных работ. Изменения и ремонт, не указанные в этой инструкции, не должны быть предприняты. Сохраните данную инструкцию, чтобы при надобности ее перечитать. Производитель не несет ответственности за травмы и материальные повреждения связанные с несоответствующим данной инструкции использованием аппарата. В случае проблемы или сомнений, обратитесь к квалифицированному специалисту для правильного использования установки. Данные инструкции касаются оборудования в том состоянии, в котором его доставили. Пользователь должен провести анализ рисков в случае несоблюдения данных инструкций. ОКРУЖАЮЩАЯ СРЕДА Это оборудование должно быть использовано исключительно для сварочных работ, ограничиваясь указаниями заводской таблички и/или инструкции. Необходимо соблюдать директивы по мерам безопасности. В случае ненадлежащего или опасного использования производитель не несет ответственности. Аппарат должен быть установлен в помещении без пыли, кислоты, возгораемых газов, или других коррозийных веществ. Такие же условия должны быть соблюдены для его хранения. Убедитесь в присутствии вентиляции при использовании аппарата. Температурные пределы: Использование: от +5°C до +40°C (от +41°F до +104°F). Хранение: от -25°C до +55°C (от -13°F до 131°F). Влажность воздуха: 50% или ниже при 40°C (104°F). 90% или ниже при 20°C (68°F). Высота над уровнем моря: До 1000 м высоты над уровнем моря (3280 футов). ИНДИВИДУАЛЬНАЯ ЗАЩИТА И ЗАЩИТА ОКРУЖАЮЩИХ Контактная сварка может быть опасной и вызвать тяжелые и даже смертельные ранения. Варить контактной сваркой могут только квалифицированные специалисты, специально обученные для работы с данным аппаратом (например: слесарь по кузовному ремонту). Сварочные работы подвергают пользователя воздействию опасного источника тепла, искр, электромагнитных полей (особое внимание лицам, имеющим электрокардиостимулятор), сильному шуму, выделениям газа, а также могут стать причиной поражения электрическим током. Что бы правильно защитить себя и защитить окружающих, соблюдайте следующие правила безопасности: Чтобы защитить себя от ожогов и облучения при работе с аппаратом, надевайте сухую рабочую защитную одежду (в хорошем состоянии) из огнеупорной ткани, без отворотов, которая покрывает полностью все тело. Работайте в защитных рукавицах, обеспечивающие электро- и термоизоляцию. Используйте средства защиты для сварки и/или шлем для сварки соответствующего уровня защиты (в зависимости от использования). Защитите глаза при операциях очистки. Ношение контактных линз воспрещается. В некоторых случаях необходимо окружить зону огнеупорными шторами, чтобы защитить зону сварки от брызг и накаленного шлака. Предупредите лиц, находящихся в зоне сварки, что они должны носить защитную рабочую одежду. Носите наушники против шума, если сварочный процесс достигает звукового уровня выше дозволенного (это же относится ко всем лицам, находящимся в зоне сварки). Держите руки, волосы, одежду подальше от подвижных частей (вентилятор, электроды…). Никогда не снимайте защитный корпус с системы охлаждения, когда источник под напряжением. Производитель не несет ответственности в случае несчастного случая. Только что сваренные детали горячи и могут вызвать ожоги при контакте с ними. Во время техобслуживания клещей или пистолета убедитесь, что они достаточно охладились и подождите как минимум 10 минут перед началом работ. При использовании клещей с жидкостным охлаждением система охлаждения должна быть включена, чтобы не обжечься жидкостью. Очень важно обезопасить рабочую зону перед тем, как ее покинуть, чтобы защитить людей и имущество. СВАРОЧНЫЕ ДЫМ И ГАЗ Выделяемые при сварке дым, газ и пыль опасны для здоровья. Вентиляция должна быть достаточной, и может потребоваться дополнительная подача воздуха. При недостаточной вентиляции можно воспользоваться маской сварщикареспиратором. Проверьте, чтобы всасывание воздуха было эффективным в соответствии с нормами безопасности. 18 Будьте внимательны: сварка в небольших помещениях требует наблюдения на безопасном расстоянии. Кроме того, сварка некоторых металлов, содержащих свинец, кадмий, цинк, ртуть или даже бериллий, может быть чрезвычайно вредной. Следует очистить от жира детали перед сваркой. Газовые баллоны должны храниться в открытых или хорошо проветриваемых помещениях. Они должны быть в вертикальном положении и GYSPOT INVERTER PTI.G RU закреплены на стойке или тележке. Ни в коем случае не варить вблизи жира или краски. РИСК ПОЖАРА И ВЗРЫВА Полностью защитите зону сварки. Возгораемые материалы должны быть удалены как минимум на 11 метров. Противопожарное оборудование должно находиться вблизи проведения сварочных работ. Осторожно с брызгами горячего материала или искр, даже через щели. Они могут повлечь за собой пожар или взрыв. Удалите людей, возгораемые предметы и все емкости под давлением на безопасное расстояние. Ни в коем случае не варите в контейнерах или закрытых трубах. В случае, если они открыты, то перед сваркой их нужно освободить от всех взрывчатых или возгораемых веществ (масло, топливо, остаточные газы …). Во время операции шлифования не направляйте инструмент в сторону источника сварочного тока или возгораемых материалов. ЭЛЕКТРИЧЕСКАЯ БЕЗОПАСНОСТЬ Используемая электрическая сеть должна обязательно быть заземленной. Электрический разряд может вызвать прямые или косвенные ранения, и даже смерть. Никогда не дотрагивайтесь до частей под напряжением как внутри, так и снаружи источника (кабели, электроды, плечи, пистолет...), т.к. они подключены к сварочной цепи. Перед тем, как открыть источник, его нужно отключить от сети и подождать 2 минуты для того, чтобы все конденсаторы разрядились. Если кабели, электроды или плечи повреждены, попросите квалифицированных и уполномоченных специалистов их заменить. Размеры сечения кабелей должны соответствовать применению. Всегда носите сухую одежду в хорошем состоянии для изоляции от сварочной цепи. Носите изолирующую обувь независимо от той среды, где вы работаете. Внимание! Горячая поверхность. Опасность ожогов. • Горячие детали и горячее оборудование могут вызвать ожоги. • Не дотрагивайтесь голыми руками до нагретых деталей. • Дождитесь, что детали и оборудование остынут прежде чем до них дотрагиваться. • В случае ожога, обильно промойте водой и проконсультируйтесь у врача без промедления. КЛАССИФИКАЦИЯ ЭЛЕКТРОМАГНИТНОЙ СОВМЕСТИМОСТИ Это оборудование класса A не подходит для использования в жилых кварталах, где электрический ток подается общественной системой питания низкого напряжения. В таких кварталах могут возникнуть трудности обеспечения электромагнитную совместимость из-за кондуктивных и индуктивных помех на радиочастоте. Этот аппарат не соответствует директиве CEI 61000-3-12 и предназначен для работы от частных электросетей, подведенных к общественным электросетям только среднего и высокого напряжения. Специалист, установивший аппарат, или пользователь, должны убедиться, обратившись при надобности к организации, отвечающей за эксплуатацию системы питания, в том, что он может к ней подключиться. МАГНИТНЫЕ ПОЛЯ Электрический ток, проходящий через любой проводник вызывает локализованные электромагнитные поля (EMF). Сварочный ток вызывает электромагнитное поле вокруг сварочной цепи и сварочного оборудования. Электромагнитные поля EMF могут создать помехи для некоторых медицинских имплантатов, например электрокардиостимуляторов. Меры безопасности должны быть приняты для людей, носящих медицинские имплантаты. Например: ограничение доступа для прохожих, или оценка индивидуального риска для сварщика. Чтобы свести к минимуму воздействие электромагнитных полей сварочных цепей, сварщики должны следовать следующим указаниям: • сварочные кабели должны находиться вместе; если возможно соедините их хомутом; • ваше туловище и голова должны находиться как можно дальше от сварочной цепи; • не обматывайте сварочные кабели вокруг вашего тела; • ваше тело не должно быть расположено между сварочными кабелями. Оба сварочных кабеля должны быть расположены по одну сторону от вашего тела; • закрепите кабель заземления на свариваемой детали как можно ближе с зоне сварки; • не работаете рядом, не сидите и не облокачивайтесь на источник сварочного тока; • не варите, когда вы переносите источник сварочного тока или устройство подачи проволоки. Лица, использующие электрокардиостимуляторы, должны проконсультироваться у врача перед работой с данным оборудованием. Воздействие электромагнитного поля в процессе сварки может иметь и другие, еще не известные науке, последствия для здоровья. 19 GYSPOT INVERTER PTI.G RU РЕКОМЕНДАЦИИ ДЛЯ ОЦЕНКИ СРЕДЫ И УСТАНОВКИ СВАРОЧНОГО ОБОРУДОВАНИЯ Общие положения Пользователь отвечает за установку и использование аппарата контактной сварки, следуя указаниям производителя. При обнаружении электромагнитных излучений пользователь аппарата контактной сварки должен разрешить проблему с помощью технической поддержки производителя. В некоторых случаях это корректирующее действие может быть достаточно простым, например заземление сварочной цепи. В других случаях возможно потребуется создание электромагнитного экрана вокруг источника сварочного тока и всей свариваемой детали путем монтирования входных фильтров. В любом случае электромагнитные излучения должны быть уменьшены так, чтобы они больше не создавали помех. Оценка зоны сварки Перед установкой оборудования контактной сварки пользователь должен оценить возможные электромагнитные проблемы, которые могу возникнуть в окружающей среде. Следующие моменты должны быть приняты во внимание: а) наличие над, под или рядом с оборудованием контактной сварки, других кабелей питания, управления, сигнализации и телефона; b) приемники и передатчики радио и телевидения; c) компьютеры и другие устройства управления; d) оборудование для безопасности, например, защита промышленного оборудования; e) здоровье находящихся по-близости людей, например, использующих кардиостимуляторы и устройства от глухоты; f) инструмент, используемый для калибровки или измерения; g) помехоустойчивость другого оборудования, находящегося поблизости. Пользователь должен убедиться в том, что все аппараты в помещении совместимы друг с другом. Это может потребовать соблюдения дополнительных мер защиты: h) определенное время дня, когда сварка или другие работы можно будет выполнить. Размеры рассматриваемой зоны сварки зависят от структуры здания и других работ, которые в нем проводятся. Рассматриваемая зона может простираться за пределы размещения установки. Оценка сварочной установки Помимо оценки зоны, оценка аппаратов контактной сварки может помочь определить и решить случаи электромагнитных помех. Оценка излучений должна учитывать измерения в условиях эксплуатации, как это указано в Статье 10 CISPR 11:2009. Измерения в условиях эксплуатации могут также позволить подтвердить эффективность мер по смягчению воздействия. РЕКОМЕНДАЦИИ ПО МЕТОДИКЕ СНИЖЕНИЯ ЭЛЕКТРОМАГНИТНОГО ИЗЛУЧЕНИЯ a. Общественная система питания: аппарат контактной сварки нужно подключить к общественной сети питания, следуя рекомендациям производителя. В случае возникновения помех возможно будет необходимо принять дополнительные предупредительные меры, такие как фильтрация общественной системы питания. Возможно защитить шнур питания аппарата с помощью экранизирующей оплётки, либо похожим приспособлением (в случае если аппарат контактной сварки постоянно находится на определенном рабочем месте). Необходимо обеспечить электрическую непрерывность экранизирующей оплётки по всей длине. Необходимо подсоединить экранизирующую оплётку к источнику сварочного тока для обеспечения хорошего электрического контакта между шнуром и корпусом источника сварочного тока. b. Техобслуживание аппарата контактной сварки: аппарат контактной сварки нужно необходимо периодически обслуживать согласно рекомендациям производителя. Необходимо, чтобы все доступы, люки и откидывающиеся части корпуса были закрыты и правильно закреплены, когда аппарат контактной сварки готов к работе или находится в рабочем состоянии. Необходимо, чтобы аппарат контактной сварки не был переделан каким бы то ни было образом, за исключением настроек, указанных в руководстве производителя. c. Сварочные кабели : кабели должны быть как можно короче и помещены друг рядом с другом вблизи от пола или на полу. d. Эквипотенциальные соединения: необходимо обеспечить соединение всех металлических предметов окружающей зоны. Тем не менее, металлические предметы, соединенные со свариваемой деталью, увеличивают риск для пользователя удара электрическим током, если он одновременно коснется этих металлических предметов и электрода. Оператор должен быть изолирован он таких металлических предметов. e. Заземление свариваемой детали: В случае, если свариваемая деталь не заземлена по соображениям электрической безопасности или в силу своих размеров и своего расположения, как, например, в случае корпуса судна или металлоконструкции промышленного объекта, то соединение детали с землей, может в некоторых случаях, но не систематически, сократить выбросы. Необходимо избегать заземление деталей, которые могли бы увеличить для пользователей риски ранений или же повредить другие электроустановки. При надобности, следует напрямую подсоединить деталь к земле, но в некоторых странах, которые не разрешают прямое подсоединение, его нужно сделать с помощью подходящего конденсатора, выбранного в зависимости от национального законодательства. f. Защита и экранизирующая оплётка: выборочная защита и экранизирующая оплётка других кабелей и оборудования, находящихся в близлежащем рабочем участке, поможет ограничить проблемы, связанные с помехами. Защита всей сварочной зоны может рассматриваться в некоторых особых случаях. ТРАНСПОРТИРОВКА И ТРАНЗИТ ИСТОЧНИКА СВАРОЧНОГО ТОКА Сверху источника сварочного тока есть ручки для транспортировки, позволяющая переносить аппарат. Будьте внимательны: не недооценивайте вес аппарата. Ручки не могут быть использованы для строповки. Не пользуйтесь кабелями для перемещения источника сварочного тока. Не переносить источник тока над людьми или предметами. 20 RU GYSPOT INVERTER PTI.G УСТАНОВКА АППАРАТА • Поставьте источник сварочного тока на пол, максимальный наклон которого 10°. • Источник сварочного тока должен быть укрыт от проливного дождя и не стоять на солнце. • Оборудование имеет защиту IP20, что означает: - защиту от попадания в опасные зоны твердых тел диаметром >12,5мм и - отсутствие защиты от брызг воды. Шнур питания, удлинитель и сварочный кабель должны полностью размотаны во избежание перегрева. Производитель не несет ответственности относительно ущерба, нанесенного лицам или предметам, из-за неправильного и опасного использования этого оборудования. ОБСЛУЖИВАНИЕ / РЕКОМЕНДАЦИИ • Варить контактной сваркой могут только квалифицированные специалисты, специально обученные для работы с данным аппаратом с тем, чтобы использовать все его возможности и производить сварочные работы согласно правилам и нормам (например: слесарь по кузовному ремонту). • Перед тем, как приступить к ремонту автомобиля, проверьте, что автопроизводитель одобряет используемый метод сварки. Техобслуживание и ремонт источника могут выполняться только производителем данного оборудования. Любая операция над источником, совершенная посторонним лицом, автоматически отменяет гарантию. Производитель снимает с себя всякую ответственность за несчастные случаи, происшедшие вследствие этого действия. Отключите питание, выдернув вилку из розетки, и подождите 2 минуты перед тем, как приступить к техобслуживанию. Внутри аппарата высокие и опасные напряжение и ток. • Перед любой операцией отключите подачу сжатого воздуха и разгерметизируйте цепь аппарата. • Регулярно прочищайте воздушный фильтр осушителя воздуха, расположенного сзади аппарата. • Аппарат оснащен системой балансира для более свободного обращения с клещами. Не рекомендуется оставлять клещи висящими на балансире, чтобы не перегружать его и не нарушать его устойчивость. Не отпускайте клещи, подвешенные на балансире, не удерживая их, чтобы не перегружать балансир и не нарушать его устойчивость. • Натяжение пружины балансира можно откорректировать с помощью шестигранного гаечного ключа, поставляемого вместе с аппаратом. • Соблюдение уровня охлаждающей жидкости важно для правильного функционирования аппарата. Жидкость всегда должна быть между уровнем «минимум» и «максимум», указанных на аппарате. Регулярно проверяйте этот уровень и доливайте жидкости при необходимости. • Рекомендуется заменять охлаждающую жидкость раз в 2 года. • Любые сварочные аксессуары повреждаются при использовании. Следите за тем, чтобы эти аксессуары были чистыми, чтобы источник всегда работал на максимум своих возможностей. • Перед использованием пневматических клещей проверьте состояние электродов/наконечников (плоских, закругленных или скошенных). Если они в плохом состоянии, то зачистите их мелкозернистой наждачной бумагой или замените их (см. артикульные номера на аппарате). • Для обеспечения эффективной сварной точки необходимо заменять наконечники через примерно каждые 200 точек. Для этого: - Снимите наконечники с помощью специального ключа (арт. 050846) - Установите новые наконечники, предварительно их смазав (арт. 050440) • Наконечники типа A (арт : 049987) • Наконечники типа F (арт : 049970) • Скошенные наконечники (арт : 049994). A F A A F A Внимание: наконечники должны быть идеально выравнены. Если это не так, то проверьте выравнивание электродов (см. главу «Сборка и замена плеч» на стр. 28) • Перед использованием пистолета всегда проверяйте состояние различных аксессуаров (звездочка, электрод для односторонней сварки, угольный электрод и т.д.), при надобности очищайте их или заменяйте, если они в плохом состоянии. • Регулярно открывайте аппарат и продувайте его, чтобы очистить от пыли. Необходимо также проверять все электрические соединения с помощью изолированного инструмента. Проверка должна осуществляться квалифицированным специалистом. • Регулярно проверяйте состояние шнура питания и рукава сварочной цепи. Если на этих деталях видны повреждения, то они должны быть заменены производителем, его сервисной службой или квалифицированным специалистом во избежание опасности. • Оставляйте отверстия источника сварочного тока свободными для прохождения воздуха. ИСПОЛЬЗОВАНИЕ ПОЛОЖЕНИЙ • Перед использованием оператор должен надлежащим образом наполнить канистру с охлаждающей жидкостью. • Использование кливера строго оговорено для поддержки зажима во время сварочных работ. • Ни в коем случае нельзя использовать консольный кран в качестве подъемного или другого средства, так как существует риск опрокидывания узла консольного крана. 21 RU GYSPOT INVERTER PTI.G УСТАНОВКА И ПРИНЦИП ДЕЙСТВИЯ Только опытный и уполномоченный производителем специалист может осуществлять установку. Во время установки убедитесь, что источник отключен от сети. Последовательные или параллельные соединения источника запрещены. ОПИСАНИЕ ОБОРУДОВАНИЯ (FIG-1) Этот аппарат был разработан для осуществления следующих операций кузовного ремонта: - точечная сварка металлических листов с помощью пневматического зажима, - сварка пистолетом, - приваривание гвоздей, заклепок, шайб, шпилек, молдингов, - удаление бугорков и вмятин (вмятины из-за града с помощью опции зажим для мелких вмятин). 1234- Ридер для SD карты Интерфейс человек/машина (IHM) Система охлаждения Держатель блокировки кронштейна 5- Манометр 6789- Прерыватель Сетевой шнур Пробка заправочного отверстия Уровнемер охлаждающей жидкости 7891011- Loquet de verrouillage Levier de verrouillage/deverrouillage du gyroscope Bouton de surouverture Bouton de soudage point Bouton de réglage des paramètres à distance DESCRIPTION DE LA PINCE G (FIG-2) 123456- Levier de verrouillage/deverrouillage du bras Bras interchangeable Gyroscope Corps pneumatique Electrode de surouverture Poignée latérale Surouverture : par appui sur le bouton (FIG 2 - 10), la surouverture de la pince peut être activée. L’électrode se rétracte dans la pince laissant un dégagement de 80 mm pour accéder à la zone à souder, au lieu des 20 mm au repos. ACCESSOIRES ET OPTIONS Охлаждающая жидкость 5 Л : 062511 10 Л : 052246 40 наконечников x 10 x 18 x 18 Защитный чехол Карта SD с программами включённый x6 048935 050068 050853 050914 Точилка для наконечников Датчик усилия Кейс для тестирования сварных точек Антикоррозийная паста Europax оружейный комплект PTI.G 048966 052314 050433 052758 067226 100 100 117 180 96 G1 (550 daN) - ref. 022768 включённый 93 G2 (300 daN) - ref. 022775 G6 (550 daN) - ref. 022812 500 180 100 22 44 250 40 155 128 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829 RU GYSPOT INVERTER PTI.G 180 205 154 450 250 96 430 G3 (550 daN) - ref. 022782 600 384 235 324 177 G5 (550 daN) (6.25 kg) - ref. 022805 G10 (400 daN) (5 kg) - ref. 067165 G2 + G3 + G4 - ref. 022898 X2 (300daN) ref. 050518 G9 + X1 (550 daN) - ref. 022881 140 115 G8 (550 daN) - ref. 022836 X1 (550 daN) - ref. 050501 X6 (300daN) ref. 050587 ПИТАНИЕ • Оборудование предназначено для трехфазной 480 В (50-60 Гц) четырехпроводной электроустановки с нейтралью, соединенной с землей, с автоматическим выключателем ≥ 20 А кривой задержки D (или с предохранителем типа aM). Поглощенный постоянный ток (I1p или ILp) указан в разделе «Электрические характеристики» данного руководства и соответствует максимальным условиям эксплуатации. Убедитесь, что источник питания и его защита (предохранитель и/или автоматический выключатель) совместимы с потребляемым током. В некоторых странах может потребоваться замена вилки, чтобы использовать ее на максимальных условиях. • Рекомендуется на линии электропитания: Для ограничения падения напряжения в линии электропитания и во избежание риска отключения защиты, необходимо подключить оборудование к «выделенной» розетке. Этот штекер должен быть подключен к электрическому щиту и питать только это оборудование. Класс защиты должен быть определен с учетом следующих ограничений: Проверьте сечение кабеля, достигающее соединительной муфты: 4 x 6 мм². Если линия электропередач от панели длиннее 10 м, используйте проводник сечением 10 мм². При использовании удлинительного кабеля используйте провода сечением 6 мм² (10 мм², если длина кабеля + удлинитель > 10 м). Сетевой шнур Вилка 400 В / 3 фазы + земля L1 L1 L2 L3 L2 L3 L1 : Фаза 1 L2 : Фаза 2 L3 : Фаза 3 Ноль (не используется) : Земля (Зеленый/Желтый или Зеленый) • В источнике срабатывает защита, если напряжение питания ниже или выше 15% заданных напряжений (на дисплее появляется код ошибки). • Для оптимальной работы оборудование проверьте, что система подачи сжатого воздуха может выдавать как минимум 8 bars (116 Psi). Затем подсоедините подачу воздуха сзади аппарата. Аппарат нельзя использовать с системой подачи сжатого воздуха с давлением меньше 4 bars (58 Psi) или выше 10 бар (145 Psi). ПОДКЛЮЧЕНИЕ К ЭЛЕКТРОГЕНЕРАТОРУ Этот аппарат не защищен против перенапряжения, регулярно случающимися с электрогенераторами, и его не рекомендовано к ним подключать. ЗАПРАВКА БАКА ОХЛАЖДАЮЩЕЙ ЖИДКОСТЬЮ Должна использоваться охлаждающая жидкость, рекомендованная GYS: 5 l: № 062511 - 10 l: № 0522466 23 GYSPOT INVERTER PTI.G RU Использование других охлаждающих жидкостей, например тосола, из-за процесса электролиза могут привести к накоплению осадков в цепи системы охлаждения и, таким образом, ухудшить процесс охлаждения или даже забить ее. Любое повреждение аппарата, связанное с использование отличной от рекомендуемой жидкости, не будет рассматриваться как гарантийный случай. Охлаждающая жидкость, используемая неразбавленной, обеспечивает морозостойкость до -20°C (-4°F). Ее можно разбавить, но только деминерализованной водой. Ни в коем случае не используйте воду из-под крана! В любом случае, нужно залить в бак как минимум 1 десятилитровый бидон для обеспечения минимальной защиты цепи охлаждения. 30 литров жидкости морозостойкость до -20°C (-4°F) 20 литров жидкости + 10 литров деминерализованной воды морозостойкость до -13°C (9°F) 10 литров жидкости + 20 литров деминерализованной воды морозостойкость до -5°C (23°F) Любое повреждение аппарата, связанное с замерзанием, не будет рассматриваться как гарантийный случай. Чтобы заправить бак охлаждающей жидкостью, действуйте следующим образом: - Положите пневматические клещи на держатель. - Залейте 30 литров жидкости, чтобы достичь полувысоты указателя уровня. Данные по безопасности касательно жидкости : - в случае контакта с глазами, тут же снимите линзы, если вы их носите, и обильно промойте глаза проточной водой в течение нескольких минут. При осложнении обратитесь к врачу. - в случае контакта с кожей, тут же снимите загрязненную одежду и энергично вымойте кожу с мылом. В случае раздражения (покраснения и т.п.) обратитесь к врачу. - в случае случайного проглатывания обильно прополощите рот проточной водой. Пейте много воды. Обратитесь к врачу. Техобслуживание: см. раздел «МЕРЫ ПРЕДОСТОРОЖНОСТИ И ОБСЛУЖИВАНИЕ». ЗАПУСК АППАРАТА • Запуск производится поворотом прерывателя на положение ON (Fig 1 - 7) и, наоборот, остановка производится поворотом на OFF. Внимание! Никогда не отключайте питание, когда источник тока под нагрузкой. Электронная плата начинает цикл тестирования и инициализации параметров, который длится примерно 10 секунд. В конце этого цикла аппарат готов к работе. • Как только аппарат включен, охлаждающая жидкость циркулирует по кабелям. Проверьте, чтобы не было утечек. ИНТЕРФЕЙС ЧЕЛОВЕК/МАШИНА 5 1 6 7 2 1 Кнопка • Простым нажатием на кнопку выберите режим клещей, пистолета или «настройка клещей». • 2-секундное нажатие на кнопку позволяет вернуться в «стандартный» режим из других режимов. • 2-секундное нажатие на кнопку сбрасывает счетчик точек, когда он выведен на дисплей. • 2-секундное нажатие на кнопку дает доступ к меню «Настройки». • Два коротких нажатия на кнопку стирают из памяти рабочий журнал, который выведен на экран в режиме визуализации журналов. • Короткое нажатие на кнопку в режиме сохранения программ стирает выбранную программу. 2 Запись отчета 24 Эта функция подробно описана в соответствующем разделе. Кнопка позволяет активировать или не активировать составление отчета. Кнопка позволяет просмотреть серию выполненных точек. 3 4 4 Сохранение параметров • Кнопка позволяет сохранить настройку аппарата (параметры, настроенные в ручном режиме: ток, продолжительность и сила сжатия). • Кнопка позволяет вернуться к ранее сохраненной под тем же названием настройке. Аппарат автоматически становится в ручной режим с сохраненными сварочными параметрами (ток, продолжительность и сила сжатия) и инструментом (клещи или пистолет). 5 Настройка толщины металлического листа. Эта настройка величины толщины свариваемых листов. Выбор толщины производится с помощью кнопок + и -. Возможные толщины: 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 и 3.0 мм. GYSPOT INVERTER PTI.G 3 Использование режимов Кнопка позволяет перемещаться во всех сварочных режимах. Продолжительное нажатие на кнопку MODE активирует режим конфигурирования, позволяющий выбрать язык, дату и активировать звуковой сигнал, предупреждающий о «недостаточном токе» или «недостаточном давлении». Кнопки перемещения ( или ) позволяют выбрать величину, которую нужно изменить, и кнопки + и - позволяют инкрементацию и декрементацию выбранной величины. RU 6 Выбор типа металлического листа. Этот параметр позволяет выбрать тип свариваемых листов среди 4 групп: Сталь с покрытием, Высоколегированная сталь HTS/VHTS, Сверхпрочная сталь UHTS и борсодержащая сталь/USIBOR. Этот параметр можно изменить с помощью кнопок + и -. 7 Выбор используемого плеча РЕГУЛИРОВКА G-КЛЕЩЕЙ Закрепите и заблокируйте G-плечо с помощью зажимного рычага (FIG 2 - 1). Кнопка позволяет выбрать функцию регулировки клещей. Функция «регулировка клещей» позволяет замкнуть клещи и сжать электроды с запрограммированной силой сжатия, но без тока. Клещи остаются замкнутыми до тех пор, пока оператор нажимает на триггер. Данная функция позволяет выверить центровку наконечников. 2-секундное нажатие на кнопку позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. При работе с аппаратом GYSPOT BP.LG необходимо систематически заходить в этот режим для остановки насоса при смене плеч. Тогда электрод уберется внутрь клещей. Красный индикатор на кнопке (FIG 2 - 12) загорается, показывая, что насос остановился. РАЗЛИЧНЫЕ РЕЖИМЫ СВАРКИ Для всех режимов: Кнопки перемещения ( или ) позволяют выбрать параметры, которые нужно изменить. Каждая настройка выполняется нажатием на боковые кнопки + и -. Кнопка (FIG 2 -12) клещей позволяет дистанционную настройку сварочных параметров (толщина, тип стали) : - Длинное нажатие: изменение параметра (переход от одного параметра к другому) - Короткое нажатие: изменение величины параметра Эта кнопка не позволяет сменить плечо на экране. Сменить плечо (например, G1 -> G2), можно только через панель управления аппарата. Недостаточное давление цепи: Если входное давление недостаточно для обеспечения необходимой силы сжатия, то аппарат перед выполнением точки покажет следующее сообщение об ошибке «Недостаточное давление цепи». Второе нажатие на триггер позволяет принудительно выполнить точку, которая будет сварена с имеющимся давлением. Слабый ток: Если ток во время сварки меньше, чет заданный (<6 %), то после выполнения точки экран покажет сообщение «слабый ток», означающее, что точку нужно проверить. В любом случае после выполнения точки на экране появится сообщение с информацией об измеренных токе и силе сжатия. Это сообщение остается на экране до тех пор, пока пользователь не нажмет на кнопку панели управления или не выполнит новую точку, нажав на кнопку начала сварки (FIG 2 - 11). Условия сварки должны быть проверены перед выполнением каждого рабочего задания. Должны быть выполнены «проверочные» сварочные точки на металлических пластинах с характеристиками металла рабочего объекта. Выполните 2 точки на том же расстоянии друг от друга, как и требуется на объекте. Проведите испытание на отрыв второй сварной точки. Точка выполнена правильно, если отрыв вызывает извлечение ядра, разорвав при этом металл вокруг. Минимальный диаметр ядра должен соответствовать спецификации автопроизводителя. 25 GYSPOT INVERTER PTI.G АВТОМАТИЧЕСКИЙ РЕЖИМ RU Этот режим включается по умолчанию при запуске аппарата. Он позволяет варить металлические листы, не указывая ни одного параметра на интерфейсе. Аппарат сам определяет необходимые сварочные параметры. Для использования этого режима, выполните сначала точку вхолостую (без металла между электродами), как указано на экране. Нажмите на кнопку (FIG 2 -11). На экране появится сообщение «Выполните точку вхолостую». Снова нажмите на кнопку для выполнения калибровки. Как только калибровка выполнена, на экране появляются все параметры на нуле. Аппарат готов к сварке. Сомкните клещи в зоне сварки и проварите точку в автоматическом режиме без ввода каких-либо параметров. После выполнения каждых 30 точек будет запрошена новая калибровка вхолостую. Это режим можно использовать со всеми плечами, кроме плеча G7. СТАНДАРТНЫЙ РЕЖИМ Аппарат определяет параметры сварки, основываясь на толщине и типе стали. В данном режиме требуется настроить следующие параметры: - Толщина листов соединения в пределе от 0.60 мм до 3.00 мм. При соединении 2 металлических листов введите толщину самого тонкого листа. При соединении 3 металлических листов введите сумму толщин, поделенную на 2. - Тип стали (Сталь с покрытием, Высоколегированная сталь HTS/VHTS, Сверхпрочная сталь UHTS, Борсодержащая сталь (BORON)). При соединении металлических листов разного типа введите самую прочную сталь соединения. - Используемое плечо. 2-секундное нажатие на кнопку РУЧНОЙ РЕЖИМ позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. Этот режим позволяет ручную настройку параметров сварной точки, следуя инструкции по ремонту автомобиля. В данном режиме требуется настроить следующие параметры: - Ток (от 2000 до 13 000 A) - Продолжительность сварки (от 100 до 850 мсек) - Сила сжатия (от 100 до 550 даН) - Используемое плечо. 2-секундное нажатие на кнопку МУЛЬТИЛИСТОВОЙ РЕЖИМ позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. Данный режим позволяет совершить точную настройку толщины и типа каждого из 2 или 3 металлических листов. Выбран первый элемент (толщина листа 1). Верхние и нижние кнопки позволяют выбрать параметр, который нужно изменить, а правая и левая кнопки позволяют инкрементацию и декрементацию выбранной величины. Выделение текста позволяет выбрать параметр, который нужно изменить. В данном режиме требуется настроить следующие параметры: - Толщина каждого из листов в пределе от 0.60 мм до 3.00 мм. - Тип стали каждого листа: Сталь с покрытием, Высоколегированная сталь HTS/VHTS, Сверхпрочная сталь UHTS, Борсодержащая сталь (BORON). При соединении металлических листов разного типа введите самую прочную сталь соединения. - Чтобы выбрать лист 3, нажмите на кнопки перемещения ( или ) для выделения подсветкой листа 3. Затем с помощью кнопок + и - выберите тип и толщину листа. - Используемое плечо. 2-секундное нажатие на кнопку 26 позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. GYSPOT INVERTER PTI.G РЕЖИМ АВТОПРОИЗВОДИТЕЛЕЙ RU Режим АВТОПРОИЗВОДИТЕЛЕЙ факультативный. Его можно сконфигурировать в меню «Настройки». Этот режим позволяет поименный вызов предварительно введенных характеристик сварочных точек согласно ремонтным техническим требованиям автопроизводителей. Заданные сварные точки могут быть вызваны, выбрав USER в списке автопроизводителей. Сварные точки могут быть заданы с помощью программы GYSPOT и модулю задания параметров сварных точек. 2-секундное нажатие на кнопку РЕЖИМ ENERGY позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. Режим ENERGY факультативный. Его можно сконфигурировать в меню «Настройки». Этот режим позволяет контролировать энергию, передаваемую во время проваривания точки. Этот режим не предназначен для ремонта, а для проведения испытаний автопроизводителями или лабораториями тестирования. Для использования этого режима, выполните сначала точку вхолостую. Нажмите на кнопку (FIG 2 -11). На экране появится сообщение «Выполните точку вхолостую». Снова нажмите на кнопку для выполнения калибровки. Как только калибровка выполнена, на экране появляются последние использованные параметры тока и энергии в этом режиме. Пользователь теперь может изменить сварочный ток, энергию и полное сопротивление. Аппарат будет варить сколько нужно для достижения необходимой энергии. Если продолжительность сварки велика, то на экране высветится сообщение об ошибке «Максимальное время достигнуто». 2-секундное нажатие на кнопку позволяет вернуться в АВТОМАТИЧЕСКИЙ режим. МЕНЮ УСТАНОВКИ В это меню можно войти, нажав на кнопку более 2 секунд. Язык меню можно выбрать в строке 1. Дата и время могут быть запрограммированы онлайн 2. Режимы GYSTEEL, BUILDER, AUTO, ENERGY, NORMAL и MULTITOLES могут быть активированы/ деактивированы в этом меню. Контрольная даН : Данная настройка позволяет активировать или контролировать силу зажима зажима во время сварки. 27 GYSPOT INVERTER PTI.G RU Режим КЛЕЙ : На экране НАСТРОЕК (см. ниже) пользователь может ввести данные о присутствии клея между металлическими листами. Если этот режим активирован, то перед выполнением сварной точки будет проварена предварительная точка. Продолжительность этой предварительной точки задана в миллисекундах от 0 до 400 мсек, ступенями по 50 мсек. Когда выбран режим клея, на экране в меню СТАНДАРТНОЙ, РУЧНОЙ, МУЛЬТИЛИСТОВОЙ сварки или GYSTEEL появляется сообщение «GLUE». ИСПОЛЬЗОВАНИЕ ПИСТОЛЕТА (ВАРИАНТ) - Выберите инструмент PISTOL с помощью клавиши . Прикрепите кабель заземления орудия к подвижному электроду. Сдвиньте и затяните маховик. Снимите руку с зажима и прикрепите вместо нее кабель для пистолета. Подключите кабель управления к штепсельному разъему. Убедитесь, что винт, соединяющий башмак с кабельным наконечником, затянут. - Крепко закрепите заземляющую подушку как можно ближе к свариваемому участку. В случае одноточечной сварки пистолетом, всегда устанавливайте заземляющую подушку на лист, не соприкасающийся со сварочным электродом (так, чтобы ток проходил через оба свариваемых листа). - Начинайте сварку с точки, наиболее удаленной от земли, а затем двигайтесь ближе к земле. - Обычный режим сварки звездой запускается по умолчанию. - Пистолет может работать в обычном или ручном режиме. 28 GYSPOT INVERTER PTI.G RU В стандартном режиме пистолет сможет варить только листы до 1,5 мм. С пистолетом оператор имеет доступ к разным функциям и инструментам (односторонняя сварка, звездочка, ударное действие, усадка нагревом, приварка шпилек, заклепок, гаек, колесиков). Выбор инструмента производится с помощью кнопок + и -. В ручном режиме максимально допустимый ток 9000 А в течении максимум 600 мсек. По этой причине, настройки на экране будут ограничены этими максимальными величинами. Настройте источник, указав толщину листа с помощью кнопок + и -. В ручном режиме возможно изменить параметры тока и продолжительности сварки. 2-секундное нажатие на кнопку позволяет вернуться в СТАНДАРТНЫЙ режим. GESTION DES ERREURS Различные события могут повлечь за собой ошибки. Их можно разделить на 4 категории: 1/ Предупреждения о перегреве, о недостаточном давлении, токе и т.п. Эти предупреждения высвечиваются на экране и выключаются после нажатие на любую кнопку. 2/ Ошибки, связанные с неправильной установкой (подача воздуха, электропитание). 3/ Серьёзные ошибки, которые препятствуют использованию аппарата. В этом случае свяжитесь с сервисным отделом продавца 4/ Тепловая защита обеспечивается термистором на диодном мосту, что останавливает работу аппарата и появляется сообщение «перегрев». Низкий уровень заряда аккумулятора При включении на экране появляется сообщение «Слабый заряд аккумулятора», предупреждающее пользователя о том, что напряжение батарейки на плате управления слабое. Эта батарейка обеспечивает сохранение даты и времени при включении аппарата. Инструмент недействительный При включении на экране появляется сообщение «Инструмент недействительный», предупреждающее пользователя о том, что одна из кнопок или триггер остались нажатыми, либо же обнаружено короткое замыкание. Чтобы сообщение исчезло, проверьте триггер пистолета и кнопки на клещах. Плечо недействительно Плечо клещей не совместимо с выбранным сварочным режимом. 29 GYSPOT INVERTER PTI.G RU Слишком слабый ток 1/ Проверьте проводку Если ток во время сварки меньше, чем заданный (<6 %), то после выполнения точки экран покажет сообщение «слабый ток, проверьте проводку», означающее, что точку нужно проверить. 2/ Проверьте листы Если аппарат не может достичь заданного тока, то на экране появится сообщение «Слабый ток, проверьте листы». Точка не проварена и ошибку нужно устранить, чтобы выполнить точку. Недостаточное давление в системе подачи воздуха Если входное давление недостаточно для обеспечения необходимой силы сжатия, то аппарат перед выполнением точки издаст звуковой сигнал и покажет следующее сообщение об ошибке «Недостаточное давление системы подачи». Второе нажатие на триггер позволяет принудительно выполнить точку, которая будет сварена с имеющимся давлением. Если измеренная сила сжатия недостаточна, то на экране высветится сообщение «Слабое давление». «сл давление» также будет записано в текущем отчете. Грунтовка насоса При отключении насоса системы охлаждения появляется сообщение «Pump Priming Fault» (Неисправность насоса). Проверьте уровень охлаждающей жидкости в баке. Самодиагностика При включении машина выполняет самодиагностику и отображает результаты на экране. Если неисправность блокировки отсутствует, эта страница отображается в течение 3 с, а затем исчезает. В течение этого периода короткое нажатие клавиш MODE, ▲ или ▼, оставляет на экране страницы CHECK (результаты синтеза на двух страницах). При длительном нажатии на MODE режим ЗАПИСИ выходит из режима ЗАПИСИ. При обнаружении неисправности блокировки невозможно выйти из страниц CHECK, за исключением обрыва фазы (см. список ниже). Линия Нет. Commentaire Комментарий Показать правую колонку Тип неисправности 1 Название продукта PTI-400 PASS Блокирующий 2 Серийный номер изделия SN xx.xx.xxxxxx.xxxxxx PASS или FAIL Блокирующий 3 Вторичная мягкая версия CONTROL SOFT Vxx. xx.xx PASS Блокирующий 4 Жесткая первичная версия ALIM HARD 400V PASS или FAIL Блокировка Неверная карта питания, свяжитесь с дилером. 5 Первичная версия программного обеспечения ALIM SOFT Vx.xx PASS, FAIL Блокировка Неправильная версия программного обеспечения, свяжитесь с вашим дилером. 6 испытание клавиатуры KEYBOARD PASS или FAIL Блокирующий Убедитесь, что клавиши клавиатуры или триггеры не нажаты, если неисправность не устранена, обратитесь к дилеру. 7 Тест на коммуникацию µ COMMUNICATION PASS или FAIL Блокировка Проблема связи между картами, свяжитесь с дилером. 8 карта памяти SD xx.xx.xx.xx.xxxx PASS или FAIL Блокирующий SD-карта отсутствует. 9 Фаза напряжения 1 U12 = xxx V PASS или FAIL Блокировка 10 Фаза напряжения 2 U23 = xxx V PASS или FAIL Блокировка 11 Фаза напряжения 3 U31 = xxx V PASS или FAIL Блокировка В случае неисправности блокировки Страница ЗВОНОК №1 30 Если фаза отсутствует, нажатие MODE в течение 5 с открывает меню Настройка и позволяет машине работать в режиме демонстрационного зала. GYSPOT INVERTER PTI.G 12 напряжение CAPA U+HT = xxx V PASS или FAIL Блокировка 13 Напряжение PM IGBT 1и2 UPMIGBT12 = xxx V PASS или FAIL Блокировка 14 Напряжение PM IGBT 3и4 UPMIGBT34 = xxx V PASS или FAIL Блокировка 15 результат теста IGBT 1 IGBT1 = xxx V PASS или FAIL Блокировка 16 результат теста IGBT 2 IGBT2 = xxx V PASS или FAIL Блокировка 17 результат теста IGBT 3 IGBT3 = xxx V PASS или FAIL Блокировка 18 результат теста IGBT 4 IGBT4 = xxx V PASS или FAIL Блокировка RU Проблема управления силовой электроникой, обратитесь к дилеру. Page CHECK n°2 1 Трансфокация результатов теста при первичном обнаружении CONNEXION TRANSFO PASS или FAIL Блокировка Проверьте подключение силового кабеля от зажима к генератору. 2 Дата и время DATE/TIME PASS или FAIL Блокирующий 3 режим SHOW-ROOM SHOW-ROOM ON или OFF Блокирующий 4 Сварочный спусковой крючок, спусковой крючок пистолета и тест температуры пистолета GGUN WELD SW = x.xx V PASS Блокирующий 5 Тест на включение диафрагмы и температуры диода GGUN OPEN SW = x.xx V PASS или FAIL Блокировка Проверьте подключение датчика температуры силового диода. 6 Температура первичного трансформатора TRANSFO TEMP = x.xx V ON или OFF Блокировка Перегрев силового трансформатора. Перед повторным запуском дайте машине остыть. 7 Датчик положения THICKNESS SENSOR = xx.x mm PASS Блокирующий 8 Напряжение сварки WELDING VOLTAGE = x.xx V PASS Блокирующий 9 Напряжение резервной батареи BACKUP CELL = x.xx V PASS или FAIL Блокирующий 10 Давление сети PASS или FAIL Блокировка Сетевой датчик давления воздуха HS, свяжитесь с вашим дилером. 11 Давление зажима PASS или FAIL Блокировка Датчик давления воздуха зажима HS, обратитесь к дилеру. 12 Обнаружение присутствия оружия ON или OFF Блокирующий AIR PRESSURE = xx.x bar si PASS AIR PRESSURE = x.xx V si FAIL GUN PRESSURE = xx.x bar si PASS GUN PRESSURE = x.xx V si FAIL CONNEXION GUN СЧЕТЧИК ТОЧЕК Счетчик точек позволяет вести подсчет точек, выполненных с одними и теми же наконечниками. Если точка выполнена без проблем, то на экране появляется следующее сообщение. Количество точек афишируется в левом верхнем углу экрана. После замены наконечников 2-секундное нажатие на кнопку сбрасывает счетчик. Если с одними и теми же наконечниками проварено более 200 точек, то на экране появляется сообщение, которое остается после каждой последующей точки, пока счетчик не будет сброшен. Аппарат подсчитывает количество выполненных точек с каждым плечом отдельно. С того момента, как на экране появляется сообщение об ошибке, если наконечники не заменены перед сбросом счетчика, то это может привести к плохому качеству сварных точек. 31 GYSPOT INVERTER PTI.G RU ФУНКЦИЯ СОХРАНЕНИЯ ИНФОРМАЦИИ Режим Идентификации факультативный. Его можно сконфигурировать в меню «Настройки». Если режим идентификации настроен на «OFF», то достаточно ввести название отчета и активировать его, чтобы сохранить выполненные сварные точки. Рабочий журнал позволяет сохранить параметры выполненных точек. Доступ к этому режиму из любого другого режима производится нажатием на 2 кнопки и . Программа пользователя доступна из любого режима нажатием на кнопки и . Отчет (рабочий журнал) Сохранение отчета позволяет восстановить данные о серии точек, выполненных клещами, и сохранить их на карте памяти, чтобы их можно было, например, вывести на компьютер. GYS предоставляет программу, которая называется GYSPOT, для считывания информации с SDкарты и составления рабочих журналов на компьютере. Эта программа GYSPOT находится на SD-карте вместе с инструкцией по эксплуатации. По умолчанию, эта функция не включена при запуске аппарата. Нажатие на кнопку записи (on/off) и на кнопку «mode» позволяет начать запись отчета в выбранном рабочем журнале. Новое нажатие на кнопку записи (on/off) останавливает текущую запись. Созданный рабочий журнал содержит: логин, введенный пользователем, а также для каждой выполненной точки - используемый инструмент и плечо, настройки аппарата (ток и давление). ОН также содержит следующие сообщения об ошибке, если они появлялись во время сварки: I FAIBLE (слабый ток), P FAIBLE (слабое давление), PB CAPS (проблема с наконечниками). или . При вводе уже использованного логина аппарат сохранит новые выполненные Ввод логина производится с помощью 4 кнопок +, точки вслед предыдущих, не стирая их. Кнопка позволяет вызвать ранее сохраненный отчет и пересмотреть его на экране аппарата. Для того, чтобы вывести его на экран, нужно сначала остановить текущую запись, нажав на кнопку режима отображения отчета. Чтобы стереть содержимое отчета, нужно вывести его на экран с помощью кнопки . . Кнопка позволяет выйти из . И затем нажать на кнопку На экране появится следующее сообщение. Когда вы видите нажатие на кнопку отчет. треугольник, второе позволяет стереть Через 3 секунды треугольник автоматически исчезнет с экрана. Режим Идентификация Если режим идентификации настроен на «ON», то нужно ввести данные во все обязательные поля ремонтного наряда, чтобы выполнить сварные точки. В противном случае аппарат покажет «ошибку идентификации». Для включения и выключения режима идентификации нужно вставить SD-карту идентификации в ридер сварочного аппарата вместо SD-карты с программами. 2-секундным нажатием на кнопку включается окно настроек. После того, как вы вставили SD-карту «идентификации» и выбрали «идентификация ON», открывается окно управления данными. Это окно позволяет сделать поля «номер машины, марка, модель, номер шасси» обязательными для заполнения при вводе ремонтного наряда. Чтобы закрыть это окно, нажмите на кнопку в течение 2 секунд. Затем нужно снова вставить SD-карту, содержащую программы в ридер сварочного аппарата. 32 GYSPOT INVERTER PTI.G RU Список окон, позволяющих ввести информацию о ремонтном наряде: Когда создан ремонтный наряд, он уже не может быть ни изменен, ни удален в аппарате. Если вы хотите его стереть, то это можно сделать с помощью компьютерной программы Gyspot. Пользователь может создать максимум 100 ремонтных нарядов. Ремонтный наряд Идентификация пользователя Номер машины (факультативно) Марка машины Модель машины № шасси (факультативно) Кнопки перемещения ( или ) позволяют менять буквы и цифры. Кнопки - и + позволяют перемещать курсор внутри поля. Короткое нажатие на кнопку изменений или просмотра. позволяет стереть поле. Кнопка позволяет прокрутить поля для внесения Каталог Кнопка позволяет просматривать ремонтные наряды. На дисплее показан номер страницы (максимум 13 страниц). Кнопки - и + позволяют листать страницы. Кнопки предыдущий JOB. Кнопка Кнопка и позволяют выбрать следующий или позволяет выводить на экран выбранный ремонтный наряд. позволяет выйти из режима отображения отчета. • Библиотека SD-картой позволяет управлять SD-картами > 2 Go. • Для каждого ремонтного наряда имеется рабочий журнал xxx.dat. (xxx=логин от 001 до 100). В каждом рабочем журнале можно сохранить данные о максимум 500 сварных точках. При просмотре афишируются названия ремонтных нарядов и имя пользователя. • N° страницы указан в левом верхнем углу. • Все ремонтные наряды сохраняются в файле catalog.GYS. • Этот файл содержит общее количество ремонтных нарядов, название каждого из них и имя каждого пользователя. Этот файл может содержать максимум 100 ремонтных нарядов. Пользовательские программы Сохранение параметров позволяет определить пользовательскую программу, чтобы в будущем быстро находить нужные настройки. Доступны 20 ячеек памяти. Каждая из них содержит следующие настройки: инструмент, плечо, сварочный ток, продолжительность сварки и сила сжатия. Программа может быть привязана к клещам или пистолету. позволяет сохранить текущие настройки в ручном режиме (ток, продолжительность и сила сжатия). 20 ячеек памяти указаны их Кнопка логинами (если ячейка используется) или символом « --- » для свободных ячеек. 33 GYSPOT INVERTER PTI.G RU Ввод логина производиться с помощью 4 кнопок . При вводе уже использованного логина аппарат сотрет все ранее записанные под этим логином параметры. Кнопка дает доступ к ранее сохраненным настройкам. Выбор пустой ячейки не имеет никаких последствий. стирает выбранную программу из списка сохраненных программ. Короткое нажатие на кнопку Кнопка позволяет выйти из режима выбора программ и переводит аппарат в ручной режим с параметрами и инструментом, сохраненными в программе. Для отключения какой-либо программы нужно просто изменить значение какого-либо параметра в одном из режимов (ручном, стандартном или мультилистовом) или изменить инструмент (клещи, пистолет) с помощью кнопки Кнопка . позволяет открыть ранее сохраненный отчет на экране, чтобы пересмотреть его. Карта памяти SD (арт. 050914) Эта карта позволяет оператору передавать информацию от сварочного источника на компьютер и наоборот: • Скачивать рабочие журналы (отчеты), чтобы сохранить данные о проделанной работе и, в случае необходимости, передать их страховой компании. • Обновите сварочные параметры, добавить новые языки. • Программа GYSPOT вывода параметров на компьютер находится в карте памяти SD. • Инструкция по эксплуатации аппарата находится на SD-карте. Объем памяти будет достаточным для обеспечения автономии для более, чем 65 000 точек. Аппарат может работать без карты памяти только в ручном режиме. Если карта памяти не вставлена в ридер, то на экране появится следующее сообщение. Нужно выключить аппарат, вставить SD-карту в ридер и снова включить аппарат. Внимание: Перед тем, как изъять SD-карту из ридера, необходимо отключить питание аппарата. Снова запустить аппарат можно будет только после того, как SD-карта снова будет вставлена в ридер. В противном случае все сохраненные на SD-карте данные могут быть уничтожены. СБОРКА И ЗАМЕНА ПЛЕЧ G-КЛЕЩЕЙ Гарантия не распространяется на неисправности и повреждения, возникшие вследствие неправильной сборки G-клещей. ВНИМАНИЕ: - Не используйте медьсодержащей смазки на плечах. - Следите за чистотой подошвы плеч и держателя плеч на клещах, чтобы ток хорошо проходил между контактирующими деталями. - В случае продолжительного неиспользования аппарата всегда храните ее с плечом, монтированным на клещи, во избежание попадания пыли на держатель плеча. Алгоритм замены плеч: Во время замены плеч на клещах насос цепи охлаждения обязательно должен быть отключен. Для этого войдите в режим «Регулировка клещей». На кнопке клещей загорится красный индикатор (FIG 2 -12), указывающий, что насос выключен. Электрод уберется внутрь клещей, чтобы плечо можно было снять. 1 2 3 4 Защелка торчит с того боку, где символ запертого замка Рычаг должен быть оттянут назад до упора (~120°) Стрелки должны быть друг напротив друга Поднимите плечо примерно под углом 15° и извлеките его из его отделения (предохранительные штифты должны скользить по канавке). 2 2 4 4 3 3 1 1 34 GYSPOT INVERTER PTI.G RU МЕХАНИЧЕСКИЙ ШИРОКИЙ РАСТВОР ПЛЕЧА Чтобы широко растворить плечо и получить таким образом лучший доступ к кузову, нажмите на кнопку клещей (FIG 2 -10). 1 2 3 4 Нажмите на кнопку (FIG 2 -10) Защелка торчит с того боку, где символ отпертого замка Рычаг должен быть оттянут на ~90° и упираться в защелку Стрелки не должны быть друг напротив друга Наклоните плечо. 3 3 1 1 4 2 4 2 БЛОКИРОВКА/РАЗБЛОКИРОВАНИЕ ГИРОСКОПА Гироскоп заблокирован, когда рычаг опущен. Гироскоп разблокирован, когда рычаг поднят вверх. Он может вращаться вокруг клещей на 360°. КОМПЬЮТЕРНАЯ ПРОГРАММА GYSPOT Целью этой программы является составление и сохранение отчетов о сварных точках, выполненных с помощью аппарата GYSPOT, имеющий ридер для SD-карты. Для использования этой программы, компьютер должен иметь ридер для SD-карты. Программу GYSPOT можно установить с помощью файлов на SD-карте. В папке \GYSPOT V X.XX дважды кликните на файл INSTALL.EXE и следуйте инструкциям, чтобы установить программу на ваш компьютер. Иконка GYSPOT автоматически появляется на рабочем столе вашего компьютера. 1 - Выбор языка Программа предлагает несколько языков. На сегодняшний день доступны следующие языки: Французский, английский, немецкий, испанский, нидерландский, датский, финский, итальянский, шведский, русский и турецкий. Для выбора языка в меню нажмите на Опции, затем на Языки. Внимание: как только выбран язык нужно закрыть и снова открыть программу GYSPOT, чтобы язык был учтен. 2 - Личные данные пользователя Для персонализации издания отчетов с вашими личными данными, требуются их ввести. Для этого в меню нажмите на Опции, затем на Личные Данные. Откроется новое окно со следующей информацией: Название компании Адрес / Почтовый Индекс / Город Телефон / Факс / Email / Интернет Сайт 35 GYSPOT INVERTER PTI.G RU Логотип Эта информация будет потом фигурировать на отчетах. 3 - Трассируемость По умолчанию программа GYSPOT открывается в режиме «Трассируемости». В режиме «Выбор параметров точек» кликните на Трассируемость в меню Опций. 3.1 - Загрузка с SD-карты отчетов о выполненных сварных точек: Чтобы загрузить на компьютер отчеты о выполненных аппаратом GYSPOT сварных точках, вставьте SD-карту в ридер компьютера и запустите программу GYSPOT. . Затем выберите ридер, в который вставлена SD-карта, и кликните на кнопку После загрузки отчета выполненные точки объединены идентификатором рабочих нарядов. Этот идентификатор - это название отчета, указанного в сварочном аппарате. Этот идентификатор афиширован во вкладке Текущее. Как только отчеты загружены, можно осуществлять поиск, редактировать или архивировать каждый отчет. Чтобы просмотреть выполненные точки в одном из отчетов, выберите отчет. Выполненные точки появляются в таблице. Для осуществления поиска заполните поисковое поле и кликните на кнопку . Для редактирования выберите отчет и кликните на кнопку . Для архивирования выберите отчет и нажмите на кнопку они не архивированы. . Будьте внимательны, загруженные отчеты не могут быть удалены пока 3.2 - Просмотр архивированных отчетов: Для просмотра архивированных отчетов кликните на вкладку Архивы. Отчеты объединены в группы по годам и по месяцам. Чтобы просмотреть выполненные точки, выберите отчет. Выполненные точки появляются в таблице. В случае архивированных отчетов можно осуществлять поиск, редактировать или удалять какой-либо отчет. Будьте внимательны: архивированный и затем удаленный отчет будет заново загружен при следующей загрузки в случае, если SD-карта не была очищена от данных. Для осуществления поиска заполните поисковое поле и кликните на кнопку Для редактирования выберите отчет и кликните на кнопку . Для удаления выберите отчет и кликните на кнопку . . 3.3 - Очистка SD-карты от данных: Очистка от данных удалит все отчеты о выполненных сварных точках, записанные на SD-карте. Для очистка от данных вставьте SD-карту в ридер компьютера, затем в меню кликните на Опции и очистите SD-карту от данных. Будьте внимательны: во время очистки от данных еще не загруженные отчеты будут автоматически загружены. 3.4 - Дополнение отчета: Каждый отчет может быть дополнен следующей информацией: Оператор, Тип автомобиля, Ремонтный наряд, Номер машины, Дата выпуска, Выполненная операция, Комментарии. Для ввода этих данных выберите отчет и введите данные в реквизиты в заголовке отчета. 3.5 - Распечатка отчета: Для распечатки выберите отчет и кликните на кнопку . На экране появляется предварительный просмотр печати. Кликните на кнопку . 3.6 - Экспорт документа в формате PDF: Для экспорта в формате PDF выберете файл и кликните на кнопку Кликните на кнопк . На экране появляется предварительный просмотр печати. . Чуть ниже приводится пример сохранения параметров печати с использованием программы GYSPOT. 4 - Выбор параметров сварных точек Для перехода в режим «Выбор параметров точек» кликните на Выбор параметров точек в меню Опций. Режим «Выбор параметров точек» дает возможность пользователю выполнить точки со сварочными параметрами автопроизводителя. Этот режим позволяет также задать свои собственные сварочные параметры. - Вставьте в ридер компьютера SD-карту, идущую в комплекте с аппаратом GYSPOT. Затем выберите соответствующий ридер в выпадающем меню Выбор ридера. - Аппараты контактной сварки GYSPOT вмещают до 16 файлов, каждый из которых может содержать до 48 комбинаций параметров. - Первый файл с названием «USER» удалить нельзя. С его помощью пользователь может добавлять, изменять или удалять параметры точки. - Остальные файлы предназначены для точек, параметры которых заданы автопроизводителями. Файла с данными автопроизводителей можно скачать на нашем сайте (http://www.gys.fr). Добавить, изменить или удалить параметры точки с файла автопроизводителей невозможно. 36 GYSPOT INVERTER PTI.G RU 4.1 - Загрузка файла параметров сварных точек автопроизводителя: Кликните дважды на первую колонку и введите название автопроизводителя. Затем кликните дважды на вторую колонку для выбора файла автопроизводителя, предварительно скачанного с нашего сайта. Во втором списке открывается список точек со сварочными параметрами производителя. Выберите одну из точек для просмотра хронограммы и заданных параметров. 4.2 - Как добавить точку с заданными параметрами в файл USER: Чтобы добавить точку в файл USER, выберите сначала файл USER в списке файлов, затем справа от списка точек с заданными параметрами. Введите название кликните на кнопку точки и нажмите на кнопку TAB или кликните в любое место вне списка точек, чтобы задать сварочные параметры. Для каждой точки можно задать параметры: Этапа предварительного сжатия Этапа предварительного нагрева Различных пульсаций (максимум 4 импульса) И этапа горячей и холодной ковки. Для изменения параметров кликните на кнопки . Когда пользователь меняет параметр, то хронограмма точки обновляется. Для подтверждения точки кликните на кнопки Для отмены точки кликните на кнопки . . 4.3 - Изменение точки, заданной в файле USER : Для изменения параметров точки выберите точку в списке и затем, измените сварочные параметры. Для подтверждения изменений кликните на кнопку Для отмены изменений кликните на кнопку . . 4.4 - Удаление точки из файла USER : Выберите точку в списке и затем кликнете на кнопку справа от списка. 37 GYSPOT INVERTER PTI.G Intervenant : Raison sociale : JBDC Téléphone : 0243510101 Adresse : ZI, 134 Bd des Loges Télécopie : 0243510102 Email : [email protected] Site Web : www.companyname.com Code postal : 53941 Ville : Saint-Berthevin OPERATEUR Ordre de réparation : Date du journal : 977AC92 05/04/2018 Intervention : Commentaires : AILE ARRIERE Commentaires Marque : PEUGEOT Modèle : 308SW N° châssis : 12365849 Immatriculation : 1450UT53 Mise en circulation : 01/01/2017 RU GYSPOT BP.LG (1712009013) Consignes Id Date Mode Outil 1 05/04/18 10:22 Auto Pince en C n°1 630 9,4 2 05/04/18 10:22 Auto Pince en C n°1 630 9,4 3 05/04/18 10:22 Auto Pince en C n°1 490 4 05/04/18 10:22 Auto Pince en C n°1 5 05/04/18 10:22 Auto 6 05/04/18 10:23 Mesures Intensité (kA) Serrage (daN) Epaisseur (mm) Etat 325 9,4 325 3,5 Point Ok 325 9,3 325 3,5 Point Ok 8,2 240 8,2 240 2,0 Point Ok 510 8,3 250 8,2 245 2,1 Point Ok Pince en C n°1 510 8,3 250 8,3 245 2,1 Point Ok Normal Pince en C n°1 350 7,3 225 7,3 225 - Point Ok 7 05/04/18 10:23 Normal Pince en C n°1 350 7,3 225 7,2 225 Point Ok 8 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,0 265 - 9 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 260 Point Ok 10 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 270 - 11 05/04/18 10:23 Manuel Pince en C n°1 400 8,1 510 8,1 440 - Pression faible Temps Serrage Intensité (kA) (ms) (daN) Point Ok Point Ok МЕРЫ ПРЕДОСТОРОЖНОСТИ И ОБСЛУЖИВАНИЕ Квалификация пользователя Варить контактной сваркой могут только квалифицированные специалисты, специально обученные для работы с данным аппаратом с тем, чтобы использовать все его возможности и производить сварочные работы согласно правилам и нормам (например: слесарь по кузовному ремонту). Подготовка свариваемых деталей Совершенно необходимо очистить зону сварки и приблизиться к ней. В случае нанесения защитного слоя убедитесь в том, что этот слой электропроводящий, предварительно проделав тест на образце. Односторонняя сварка При ремонте автомобиля проверьте, что автопроизводитель разрешает этот вид сварки. Использование специфического плеча для сварки под крылом Максимальное давление должно быть 100 даН. Тороидальные уплотнения зажимной муфты плеч X-клещей. Внутри 2-х зажимных муфт плеч (см. описание клещей) находятся 2 тороидальных уплотнения, которые нужно заменять в случае утечки или раз в 6 месяцев. Эти 2 уплотнения необходимы во избежание рисков утечки охлаждающей жидкости. Эти прокладки - тороидальные уплотнения d=25, фланец 4. Во время их замены их нужно смазать. (арт. 050440: контактная смазка) Уровень и эффективность действия охлаждающей жидкости Соблюдение уровня охлаждающей жидкости важно для правильного функционирования аппарата. Жидкость всегда должна быть между минимальным и максимальным уровнем, указанным на тележке аппарате. При надобности, подлейте деминерализованной воды. Рекомендуется заменять охлаждающую жидкость раз в 2 года: 1 Отключите питание с помощью прерывателя, расположенного сзади аппарата (положение OFF) и отсоедините аппарат от электрической установки. 2 Поместите бак для слива жидкости (вместительностью минимум 30 л) под отверстие для опорожнения аппарата. Отвинтите дренажную пробку, расположенную под станком, с помощью торцового ключа 10». (Ref. S6262) 3 38 4 Промойте внутреннюю часть бака проточной водой для удаления отложений. 5 Замените дренажную пробку. ( : 4 N.m) GYSPOT INVERTER PTI.G 6 Заполните резервуар для охлаждающей жидкости (5 л: 062511 / 10 л: 052246). 7 Включите питание обратно (в положении ON) и проверьте наличие утечек. RU НЕИСПРАВНОСТИ, ИХ ПРИЧИНЫ И УСТРАНЕНИЕ НЕИСПРАВНОСТИ УСТРАНЕНИЕ Замените наконечники. Поверхности плохо очищены. Проверьте поверхности. Плечи, введенное в аппарат, не соответствует тому, что установлено. Проверьте номер плеча, введенного в программу. Наконечники изношены. Замените наконечники. Недостаточное давление воздуха. Проверьте давление системы подачи (мин. 8 бар). Ненадлежащая подготовка поверхности. Подготовьте рабочую поверхность. Проблема электропитания. Проверьте стабильность напряжение в сети. Почерневшие или поврежденные наконечники. Замените наконечники. Неправильная блокировка плеча. См. раздел «Сборка и замена плеч». - Быстрый перегрев аппарата. - Вздутие кабеля мощности. Отсутствие циркуляции или же плохая циркуляция охлаждающей жидкости. Отвинтите пробку бака тележки и проверьте, что охлаждающая жидкость возвращается в бак. - Насос остановлен. - Охлаждающая жидкость загрязнена. - Закупорка цепи. Непроходимость в цепи охлаждения (зажат шланг). Проверьте оболочку силового кабеля у тележки. Проверьте, что насос работает правильно. Проверьте охлаждающую жидкость. Неправильный зажим муфты. Проверьте затяжение муфты, муфты для звездочек и состояние оболочки. Оголена оболочка пистолета. Замените оболочку, чтобы воздушное охлаждение доходило до пистолета. Неправильное положение подошвы массы. Проверить, что подошва массы закреплена на нужном листе металла. Плохой контакт подошвы массы. Проверьте контакт массы. Неправильный зажим муфты или аксессуаров. Проверьте затяжение муфты и аксессуаров, а также состояние оболочки. Поврежденные расходные комплектующие. Замените расходные комплектующие. Выполненные точки не приварили металл или приварили плохо. Электроды дырявят металл. Сварка клещами ПРИЧИНЫ Наконечники изношены. Недостаточно мощности. Пистолет Необычный перегрев пистолета. Недостаточно мощности пистолета. ГАРАНТИЯ Гарантия распространяется на любой заводской дефект или брак в течение 2х лет с даты покупки изделия (запчасти и рабочая сила). Гарантия не распространяется на: • Любые поломки, вызванные транспортировкой. • Нормальный износ деталей (Например : кабели, зажимы и т.д.). • Случаи неправильного использования (ошибка питания, падение, разборка). • Случаи выхода из строя из-за окружающей среды (загрязнение воздуха, коррозия, пыль). При выходе из строя, обратитесь в пункт покупки аппарата с предъявлением следующих документов: - документ, подтверждающий покупку (с датой): кассовый чек, инвойс.... - описание поломки. 39 GYSPOT INVERTER PTI.G NL WAARSCHUWINGEN - VEILIGHEIDSINSTRUCTIES ALGEMENE INSTRUCTIES Voor het in gebruik nemen van dit apparaat moeten deze instructies gelezen en goed begrepen worden. Voer geen wijzigingen of onderhoud uit die niet in de handleiding vermeld staan. Bewaar deze handleiding zorgvuldig, zodat u hem eventueel kunt raadplegen in geval van vragen. Ieder lichamelijk letsel of iedere vorm van materiële schade veroorzaakt door het niet naleven van de instructies in deze handleiding kan niet verhaald worden op de fabrikant van het apparaat. Raadpleeg, in geval van problemen of onzekerheid over het gebruik, een bevoegd persoon om het apparaat correct te installeren. Deze instructies hebben betrekking op het materiaal zoals het geleverd wordt. Het is de verantwoordelijkheid van de gebruiker om, wanneer de instructies niet worden gerespecteerd, een risico-analyse uit te voeren. OMGEVING Dit apparaat mag enkel gebruikt worden om te lassen, en uitsluitend volgens de in de handleiding en/of op het typeplaatje vermelde instructies. De veiligheidsvoorschriften moeten gerespecteerd worden. In geval van onjuist of gevaarlijk gebruik kan de fabrikant niet aansprakelijk worden gesteld. De installatie mag alleen worden gebruikt en bewaard in een stof- en zuurvrije ruimte, en in afwezigheid van ontvlambaar gas of andere corrosieve substanties. Zorg voor voldoende ventilatie tijdens het gebruik. Gebruikstemperatuur : Gebruik tussen +5°C en +40°C (+41°F en +104°F). Opslag tussen -25°C en +55°C (-13°F en 131°F). Luchtvochtigheid : Lager of gelijk aan 50% bij 40°C (104°F). Lager of gelijk aan 90% bij 20°C (68°F). Hoogte : Tot 1000 m boven het niveau van de zeespiegel (3280 voet). PERSOONLIJKE BESCHERMING EN BESCHERMING VAN ANDEREN Weerstandlassen kan gevaarlijk zijn en ernstige of zelfs dodelijke verwondingen veroorzaken. Deze techniek mag alleen door gekwalificeerd personeel uitgevoerd worden, dat een adequate opleiding (bv. een schadeherstel-opleiding) heeft genoten. Tijdens het lassen worden de individuen blootgesteld aan een gevaarlijke warmtebron en aan elektro-magnetische velden (waarschuwing voor dragers van een pacemaker), aan elektrocutie gevaar, aan lawaai en aan uitstoting van gassen. Bescherm uzelf en bescherm anderen, respecteer de volgende veiligheidsinstructies : Draag, om uzelf te beschermen tegen brandwonden en straling, droge, goed isolerende kleding zonder omslagen, brandwerend en in goede staat, die het gehele lichaam bedekt. Draag handschoenen die de elektrische en thermische isolatie garanderen. Draag een lasbescherming en/of een lashelm die voldoende bescherming biedt (afhankelijk van de lastoepassing). Bescherm uw ogen tijdens schoonmaakwerkzaamheden. Contactlenzen zijn uitdrukkelijk verboden. Soms is het nodig om het lasgebied met brandwerende gordijnen af te schermen tegen projectie en wegspattende gloeiende deeltjes. Informeer de personen in de laszone om aangepaste beschermende kleding te dragen die voldoende bescherming biedt. Gebruik een bescherming tegen lawaai als de laswerkzaamheden een hoger geluidsniveau bereiken dan de toegestane norm (dit geldt tevens voor alle personen die zich in de las-zone bevinden). Verwijder nooit de behuizing van het koelelement wanneer de las-installatie aan een elektrische voedingsbron is aangesloten en onder spanning staat. De fabrikant kan dan niet verantwoordelijk worden gehouden in geval van een ongeluk. De elementen die net gelast zijn zijn heet en kunnen brandwonden veroorzaken bij het aanraken. Zorg ervoor dat, tijdens onderhoudswerkzaamheden aan de klem of het pistool, deze voldoende afgekoeld zijn en wacht ten minste 10 minuten alvorens met de werkzaamheden te beginnen. De koelgroep moet in werking zijn tijdens het gebruik van een watergekoelde klem, om zo te voorkomen dat de vloeistof brandwonden veroorzaakt. Het is belangrijk om, voor vertrek, het werkgebied veilig achter te laten, om mensen en goederen niet in gevaar te brengen. LASDAMPEN EN GAS Dampen, gassen en stof uitgestoten tijdens het lassen zijn gevaarlijk voor de gezondheid. Zorg voor voldoende ventilatie, soms is toevoer van verse lucht tijdens het lassen noodzakelijk. Een lashelm met verse luchtaanvoer kan een oplossing zijn als er onvoldoende ventilatie is. Controleer of de afzuigkracht voldoende is, en verifieer of deze aan de gerelateerde veiligheidsnormen voldoet. 40 Waarschuwing: bij het lassen in kleine ruimtes moet de veiligheid op afstand gecontroleerd worden. Bovendien kan het lassen van materialen die bepaalde stoffen zoals lood, cadmium, zink, kwik of beryllium bevatten bijzonder schadelijk zijn. Ontvet de te lassen materialen voor aanvang van de laswerkzaamheden. De gasflessen moeten worden opgeslagen in een open of goed geventileerde ruimte. Ze moeten in verticale positie gehouden worden, in een houder of op een trolley. Het lassen in de buurt van vet of verf is verboden. GYSPOT INVERTER PTI.G NL BRAND EN EXPLOSIE-RISICO Scherm het lasgebied volledig af, brandbare stoffen moeten op minimaal 11 meter afstand geplaatst worden. Een brandblusinstallatie moet aanwezig zijn in de buurt van laswerkzaamheden. Pas op voor projectie van hete onderdelen of vonken, zelfs door kieren heen. Ze kunnen brand of explosies veroorzaken. Houd personen, ontvlambare voorwerpen en containers onder druk op veilige en voldoende afstand. Het lassen in containers of gesloten buizen moet worden verboden, en als ze open zijn dan moeten ze ontdaan worden van ieder ontvlambaar of explosief product (olie, brandstof, gas residuen....). Slijpwerkzaamheden mogen niet worden gericht naar het lasapparaat, of in de richting van brandbare materialen. ELEKTRISCHE VEILIGHEID Het elektrische netwerk dat wordt gebruikt moet altijd geaard zijn. Een elektrische schok kan, direct of indirect, ernstige en zelfs dodelijke ongelukken veroorzaken. Raak nooit delen aan de binnen- of buitenkant van de machine aan (kabels, elektroden, armen, toortsen....) die onder spanning staan. Deze delen zijn aangesloten op het lascircuit. Koppel, voordat u het lasapparaat opent, dit los van het stroom-netwerk en wacht 2 minuten totdat alle condensatoren ontladen zijn. Zorg ervoor dat, als de kabels, elektroden of las-armen beschadigd zijn, deze vervangen worden door gekwalificeerd en bevoegd personeel. Gebruik alleen kabels met de geschikte doorsnede. Draag altijd droge, in goede staat verkerende kleren om uzelf van het lascircuit te isoleren. Draag isolerend schoeisel, waar u ook werkt. Let op! Zeer heet oppervlak. Kan brandwonden veroorzaken. • De verhitte onderdelen en apparatuur kunnen brandwonden veroorzaken. • Raak de verhitte onderdelen niet met de blote hand aan. • Wacht tot de onderdelen en het apparaat afgekoeld zijn alvorens ze aan te raken. • Bij brandwonden, grondig en met veel water afspoelen en onmiddellijk een arts raadplegen. EMC CLASSIFICATIE VAN HET MATERIAAL Dit Klasse A materiaal is niet geschikt voor gebruik in een woonomgeving waar de stroom wordt geleverd door een openbaar laagspanningsnet. Het is mogelijk dat er problemen ontstaan met de elektromagnetische compatibiliteit in deze omgevingen, vanwege storingen of radio-frequente straling. Dit materiaal is niet conform aan de IEC 61000-3-12 norm en is bedoeld om aangesloten te worden op privé laagspanningsnetwerken, aangesloten op een openbaar netwerk met uitsluitend midden- of hoogspanning. Als het apparaat aangesloten wordt op een openbaar laagspanningsnetwerk is het de verantwoordelijkheid van de installateur of de gebruiker van het apparaat om de stroomleverancier te contacteren en zich ervan te verzekeren dat het apparaat daadwerkelijk zonder risico op het betreffende netwerk aangesloten kan worden. ELEKTROMAGNETISCHE EMISSIES Elektrische stroom die door een geleider gaat veroorzaakt elektrische en magnetische velden (EMF). De lasstroom wekt een elektromagnetisch veld op rondom de laszone en het lasmateriaal. De elektromagnetische velden, EMF, kunnen de werking van bepaalde medische apparaten, zoals pacemakers, verstoren. Voor mensen met medische implantaten moeten veiligheidsmaatregelen in acht genomen worden. Bijvoorbeeld : toegangsbeperking voor voorbijgangers of een individuele risicoevaluatie voor de lassers. Alle lassers zouden de volgende procedures moeten opvolgen, om een blootstelling aan elektromagnetische straling veroorzaakt door het lassen zo beperkt mogelijk te houden : • plaats de laskabels dicht bij elkaar – bind ze indien mogelijk aan elkaar; • houd uw hoofd en uw romp zo ver mogelijk van het lascircuit af; • wikkel nooit de kabels om uw lichaam; • zorg ervoor dat u zich niet tussen de laskabels bevindt. Houd de twee laskabels aan dezelfde kant van uw lichaam; • bevestig de geaarde kabel zo dicht als mogelijk is bij de te lassen plek; • voer geen werkzaamheden uit dichtbij de laszone, ga niet zitten op of leun niet tegen het lasapparaat; • niet lassen wanneer u het lasapparaat of het draadaanvoersysteem draagt. Personen met een pacemaker moeten een arts raadplegen voor gebruik van het apparaat. Blootstelling aan elektromagnetische straling tijdens het lassen kan gevolgen voor de gezondheid hebben die nog niet bekend zijn. 41 GYSPOT INVERTER PTI.G NL AANBEVELINGEN OM DE LASWERKPLEK EN DE INSTALLATIE TE EVALUEREN Algemene aanbevelingen De gebruiker is verantwoordelijk voor het installeren en het gebruik van het weerstandslasmateriaal, en moet hierbij de instructies van de fabrikant opvolgen. Als elektromagnetische storingen worden geconstateerd, is het de verantwoordelijkheid van de gebruiker van de lasapparatuur om het probleem op te lossen, in samenwerking met de technische dienst van de fabrikant. In sommige gevallen kan de oplossing liggen in een eenvoudige aarding van het lascircuit. In andere gevallen kan het nodig zijn om met behulp van filters een elektromagnetisch schild rondom de stroomvoorziening en om het vertrek te creëren. In ieder geval moeten de storingen veroorzaakt door elektromagnetische stralingen beperkt worden tot een aanvaardbaar niveau. Evaluatie van de las-zone AVoor het installeren van de las-installatie moet de gebruiker de mogelijke elektro-magnetische problemen in de omgeving evalueren. Daarbij moeten de volgende gegevens in acht genomen worden : a) de aanwezigheid boven, onder, of naast het lasmateriaal van andere voedingskabels, van besturingskabels, signaleringskabels of telefoonkabels; b) ontvangers en zenders voor radio en televisie; c) computers en ander besturingsapparatuur; d) essentiële beveiligingsinstallaties, zoals bijvoorbeeld beveiliging van industriële apparatuur; e) de gezondheid van personen in de omgeving, bijvoorbeeld bij gebruik van pacemakers of gehoorapparaten; f) materiaal dat gebruikt wordt bij het kalibreren of meten; g) de immuniteit van overig aanwezig materiaal. De gebruiker moet zich ervan verzekeren dat alle apparatuur in de werkruimte compatibel is. Dit kan aanvullende veiligheidsmaatregelen vereisen; h) het tijdstip waarop het lassen of andere activiteiten plaatsvinden. De afmeting van het omliggende gebied dat in acht genomen moet worden hangt af van de structuur van het gebouw en van de overige activiteiten die er plaatsvinden. Het omliggende gebied kan groter zijn dan de begrenzing van de installatie. Evaluatie van de lasinstallatie Naast een evaluatie van de laszone kan een evaluatie van de lasapparatuur elementen aanreiken om storingen vast te stellen en op te lossen. Bij het evalueren van de emissies moeten de werkelijke resultaten worden bekeken, zoals die zijn gemeten in de reële situatie, zoals vermeld in Artikel 10 van de CISPR 11:2009. De metingen in de specifieke situatie, op een specifieke plek, kunnen tevens helpen de doeltreffendheid van de maatregelen te testen. AANBEVELINGEN OM ELEKTROMAGNETISCHE EMISSIES TE REDUCEREN a. Openbare spanningsnet : het lasmateriaal moet aangesloten worden op het openbare net volgens de aanbevelingen van de fabrikant. Als er storingen plaatsvinden kan het nodig zijn om extra voorzorgsmaatregelen te nemen, zoals het filteren van het openbare stroomnetwerk. Er kan overwogen worden om de voedingskabel van de lasinstallatie af te schermen in een metalen leiding of een gelijkwaardige bescherming. Het is wenselijk om de elektrische continuïteit van deze afscherming over de gehele lengte te verzekeren. De bescherming moet aangekoppeld worden aan de lasstroomvoeding, om er zeker van te zijn dat er een goed elektrisch contact is tussen de geleider en de behuizing van de lasstroomvoeding. b. Onderhoud van het lasapparaat : onderhoud regelmatig het lasmateriaal, en volg daarbij de aanbevelingen van de fabrikant op. Alle toegangen, service ingangen en kleppen moeten gesloten en correct vergrendeld zijn wanneer het lasmateriaal in werking is. Het lasmateriaal mag op geen enkele wijze veranderd of aangepast worden, met uitzondering van veranderingen en instellingen zoals genoemd in de handleiding van de fabrikant. c. Laskabels : De kabels moeten zo kort mogelijk zijn, en dichtbij elkaar en vlakbij de grond of, indien mogelijk, op de grond gelegd worden. d. Potentiaal-vereffening : Het is wenselijk om alle metalen objecten in en om de werkomgeving te aarden. Waarschuwing : de metalen objecten verbonden aan het te lassen voorwerp vergroten het risico op elektrische schokken voor de gebruiker, wanneer hij tegelijkertijd deze objecten en de elektrode aanraakt. Het is aan te raden de gebruiker van deze metalen voorwerpen te isoleren. e. Aarding van het te lassen voorwerp : wanneer het te lassen voorwerp niet geaard is, vanwege elektrische veiligheid of vanwege de afmetingen en de locatie, zoals bijvoorbeeld het geval kan zijn bij scheepsrompen of metalen structuren van gebouwen, kan een verbinding tussen het voorwerp en de aarde, in sommige gevallen maar niet altijd, de emissies verkleinen. Vermijd het aarden van voorwerpen, wanneer daarmee het risico op verwondingen van de gebruikers of op beschadigingen van ander elektrisch materiaal vergroot wordt. Indien nodig, is het wenselijk dat het aarden van het te lassen voorwerp rechtstreeks plaatsvindt, maar in sommige landen waar deze directe aarding niet toegestaan is het aan te raden te aarden met een daarvoor geschikte condensator, die voldoet aan de reglementen in het betreffende land. f. Beveiliging en afscherming : Selectieve afscherming en bescherming van andere kabels en materiaal in de omgeving kan problemen verminderen. De beveiliging van de gehele laszone kan worden overwogen voor speciale toepassingen. TRANSPORT EN VERVOER VAN DE LASSTROOMBRON De lasstroombron is uitgerust met een handvat waarmee het apparaat met de hand gedragen kan worden. Let op : onderschat het gewicht niet. De handvatten zijn niet bedoeld om het apparaat aan omhoog te hijsen. Gebruik de kabels niet om de lasstroombron te verplaatsen. Til nooit het apparaat boven personen of voorwerpen. INSTALLATIE VAN HET MATERIAAL • Plaats de voeding op een ondergrond met een helling van minder dan 10°. • Plaats het lasapparaat niet in de stromende regen, en stel het niet bloot aan zonlicht. • Dit materiaal heeft een beveiligingsgraad IP20, wat betekent : - dat het beveiligd is tegen toegang in gevaarlijke delen van solide voorwerpen waarvan de diameter >12.5 mm en, - dat het geen enkele beveiliging heeft tegen water 42 Om oververhitting te voorkomen moeten de voedingskabels, verlengsnoeren en laskabels helemaal afgerold worden. NL GYSPOT INVERTER PTI.G De fabrikant kan niet verantwoordelijk gehouden worden voor lichamelijk letsel of schade aan voorwerpen veroorzaakt door niet correct of gevaarlijk gebruik van dit materiaal. ONDERHOUD / ADVIES • De gebruikers van dit apparaat moeten een adequate opleiding hebben gevolgd, zodat ze deze machine optimaal kunnen gebruiken (bijvoorbeeld een opleiding tot autoschade-hersteller). • Alvorens een voertuig te repareren, moet geverifieerd worden of de fabrikant van het voertuig de gebruikte lastechniek toestaat. Het onderhoud en de reparatie van de generator mogen alleen door de fabrikant uitgevoerd worden. Iedere vorm van onderhoud op deze generator uitgevoerd door derden zal de garantievoorwaarden nietig verklaren. De fabrikant kan niet verantwoordelijk worden gehouden voor ieder incident dat zich voordoet nadat het apparaat door derden onderhouden of gerepareerd is. Haal de stekker uit het stopcontact om de elektriciteitsvoorziening te onderbreken en wacht twee minuten alvorens werkzaamheden aan het apparaat te verrichten. De spanning en de stroomsterkte binnen het toestel zijn hoog en gevaarlijk. • Voor iedere onderhoudsbeurt moet de perslucht-toevoer afgesloten worden, en moet het circuit van het apparaat drukloos worden gemaakt. • Reinig regelmatig het filter van de luchtontvochtiger, die zich achterop het apparaat bevindt. • Het apparaat is uitgerust met een stabilisator, waardoor het manipuleren van de klem makkelijker is. Laat echter de klem nooit langere tijd over de stabilisator aan de kabel bungelen, dit zal de stabilisator sneller doen verslijten. Laat de klem niet te vaak op de steun vallen, dit zal de steun beschadigen. • Het is mogelijk de veerspanning van de stabilisator aan te passen met behulp van de meegeleverde sleutel. • Het koelvloeistof-niveau is belangrijk voor het correct functioneren van het apparaat. Het vloeistof-niveau moet altijd tussen het « minimum » en « maximum » niveau, zoals aangegeven op het apparaat, liggen. Controleer dit niveau regelmatig en vul indien nodig bij. • Het wordt aanbevolen de koelvloeistof iedere twee jaar te vervangen. • Al het lasmateriaal is aan slijtage onderhevig. Let er op dat uw lasgereedschap schoon blijft, zodat het apparaat optimaal kan functioneren. • Controleer, voor het gebruik van de pneumatische klem, de staat van de elektroden/caps (dit geldt zowel voor de platte, ronde als schuinaflopende caps). Reinig ze indien nodig met behulp van schuurpapier (fijn) of vervang ze (zie referentie(s) op het apparaat). • Om een goed laspunt te verkrijgen moeten de caps ongeveer iedere 200 punten vervangen worden. Hiertoe moet de gebruiker : - De caps demonteren met behulp van een sleutel (art. code 050846) - De caps monteren met behulp van contact-vet (art. code 050440) • Caps type A (art. code : 049987) • Caps type F (art. code : 049970) • Schuin afgeslepen caps (art. code : 049994) A F A A F A Waarschuwing : de caps moeten op één perfecte lijn liggen. Als dit niet het geval is, controleer de afstemming van de elektroden (zie Vervangen van de armen p. 49) • Controleer, voor u het pistool gebruikt, de staat van de verschillende onderdelen (ster, elektrode, koolstof elektrode...........), maak ze indien nodig schoon, of vervang ze als ze in slechte staat zijn. • De kap regelmatig afnemen en met een blazer stofvrij maken. Maak van deze gelegenheid gebruik om met behulp van geïsoleerd gereedschap ook de elektrische verbindingen te laten controleren door gekwalificeerd personeel. • Controleer regelmatig de staat van de voedingskabel en de staat van de kabel van het lascircuit Als er slijtage zichtbaar is moeten ze vervangen worden door de fabrikant of diens after-sales dienst, of door een gelijkwaardig gekwalificeerd technicus, om zo ieder risico op ongelukken te voorkomen. • Laat de ventilatieopening van de lasstroombron vrij zodat de lucht gemakkelijk kan circuleren. GEBRUIK VAN DE GALG • De bediener moet de koelvloeistofcanister voor gebruik goed vullen met koelvloeistof. • Het gebruik van de giek is strikt voorbehouden voor het ondersteunen van de klem tijdens laswerkzaamheden. • De kraanbalk mag in geen geval worden gebruikt als hef- of ander middel, omdat het gevaar bestaat dat de kraanbalkwagen kantelt. 43 NL GYSPOT INVERTER PTI.G INSTALLATIE - GEBRUIK VAN HET PRODUKT Alleen ervaren en door de fabrikant gekwalificeerd personeel mag de installatie uitvoeren. Verzekert u zich ervan dat de generator tijdens het installeren niet op het stroomnetwerk aangesloten is. Seriële en parallelle generator-verbindingen zijn verboden. OMSCHRIJVING VAN HET MATERIAAL (FIG-1) Dit apparaat is bestemd voor het uitvoeren van de volgende carrosserie-werkzaamheden : - puntlassen van plaatwerk met een pneumatische klem, - het lassen van plaatwerk met pistool, - het lassen van nagels, klinknagels, ringen, bouten, sierlijsten, - het wegwerken van deuken en inslag (inslag veroorzaakt door hagel met de optie slagtrekker). 1234- Kaartlezer SD-kaart Interface Human Machine (IHM) Koelgroep Houder vergrendelen steunarm 5- Manometer 6789- Schakelaar Voedingskabel Vuldop Meter koelvloeistof Vergrendelingspin Hendel voor het vergrendelen/ontgrendelen van de gyroscoop Knop overopening Knop puntlassen Knop voor het realiseren van instellingen op afstand OMSCHRIJVING VAN DE KLEM G (FIG-2) 1- Hendel voor het vergrendelen en ontgrendelen van de arm 7- 2- Slang koelvloeistof 8- 345- Gyroscoop Pneumatisch element Elektrode overopening 91011- 6- Mobiele arm Extra opening : met een druk op de knop (FIG 2 - 10), kan de extra opening van de klem geactiveerd worden. De elektrode trekt zich terug in de klem en creëert een uitsparing van 80 mm om toegang te krijgen tot de te lassen zone, in plaats van de 20 mm in ruste. ACCESSOIRES EN OPTIES Koelvloeistof 40 caps x 10 x 18 x 18 Beschermhoes SD-kaart met programmatuur INCLUDED x6 5 l: 062511 10 l: 052246 048935 050068 050853 050914 Slijper caps Krachtsensor Koffer lasproeven Europax anti-roest Kit gun PTI.G 048966 052314 050433 052758 067226 100 100 117 180 96 G1 (550 daN) - ref. 022768 INCLUDED 93 G2 (300 daN) - ref. 022775 G6 (550 daN) - ref. 022812 500 180 100 44 44 250 40 155 128 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829 NL GYSPOT INVERTER PTI.G 180 205 154 450 250 96 430 G3 (550 daN) - ref. 022782 600 384 235 324 177 G5 (550 daN) (6.25 kg) - ref. 022805 G10 (400 daN) (5 kg) - ref. 067165 G2 + G3 + G4 - ref. 022898 X2 (300daN) ref. 050518 G9 + X1 (550 daN) - ref. 022881 140 115 G8 (550 daN) - ref. 022836 X1 (550 daN) - ref. 050501 X6 (300daN) ref. 050587 VOEDING • Dit materiaal is ontworpen om uitsluitend te worden gevoed door een 3-fasen 400V voeding (50-60 Hz) met vier draden waarvan de neutrale is verbonden met de aarde en voorzien van een stroomonderbreker van het type ≥ 25 A met D-waarde (of een zekering van het type aM). De permanente stroomopname (l1p of ILp) die in het hoofdstuk «Technische specificaties» van deze handleiding wordt vermeld, heeft betrekking op gebruik bij maximaal vermogen. Controleer of de stroomvoorziening en de beveiliging daarvan (zekering en/of automaat) compatibel zijn met de stroom die het apparaat nodig heeft. In sommige landen kan het nodig zijn de stekker te vervangen om het apparaat op de maximale stand te kunnen gebruiken. • Aanbevelingen betreffende de elektrische voeding : Om het spanningsverlies in de voedingslijn te beperken en om elk risico op het loskoppelen van de beveiliging te vermijden, is het absoluut noodzakelijk om de apparatuur aan te sluiten op een «speciaal» stopcontact. Deze stekker moet worden aangesloten op het elektrische paneel en alleen deze apparatuur van stroom voorzien. Bij de vaststelling van de beschermingsgraad moet rekening worden gehouden met de volgende beperkingen: Controleer de doorsnede van de kabel tot aan de aansluitbus: 4 x 6 mm². Als de voedingskabel vanaf het schakelbord langer is dan 10 m, gebruik dan een aderdoorsnede van 10 mm². Als u een verlengkabel gebruikt, gebruik dan een aderdoorsnede van 6 mm² (10 mm² als de lengte van de leiding + verlenging > 10m). Elektrisch netsnoer Aansluiting 400 V / 3 fasen + aarding L1 L1 L2 L3 L2 L3 L1 : Fase 1 L2 : Fase 2 L3 : Fase 3 : Geaard (Groen/Geel of groen) Neutraal (niet gebruikt) • De lasstroombron schakelt over op beveiliging wanneer de netspanning lager of hoger is dan 15% van de aangegeven spanning(en) (een foutmelding verschijnt op het display van het bedieningspaneel). • Om het optimaal functioneren van het apparaat te garanderen, moet er, voor gebruik, gecontroleerd worden of het persluchtcircuit minimaal 8 bar (116 Psi) kan leveren. Vervolgens moet het persluchtnet aangesloten worden op de achterkant van het apparaat. Het apparaat mag niet worden aangesloten op een luchtnetwerk met een druk lager dan 4 bar (58 Psi) of hoger dan 10 bar (145 Psi). AANSLUITEN OP EEN STROOMGENERATOR Het apparaat is niet beveiligd tegen de overspanningen die regelmatig veroorzaakt worden door generatoren. Het wordt dus afgeraden om deze apparatuur op dergelijke voedingsbronnen aan te sluiten. VULLEN VAN HET KOELVLOEISTOF RESERVOIR De door GYS aanbevolen koelvloeistof moet gebruikt worden : 5 l : art. code 062511 • 10 l : ref. 052246 45 NL GYSPOT INVERTER PTI.G Het gebruik van andere koelvloeistoffen, in het bijzonder standaard auto-koelvloeistof, kan een elektrolyse veroorzaken en leiden tot opeenhoping van vaste deeltjes in het koelcircuit. Dit kan leiden tot verslechtering van het koelproces en verstopping van het circuit. Iedere vorm van schade aan het apparaat als gevolg van het gebruik van een andere koelvloeistof dan de aanbevolen vloeistof valt niet binnen de garantievoorwaarden. De door ons aanbevolen vloeistof geeft een anti-vries bescherming tot -20°C (-4°F). De vloeistof kan verdund gebruikt worden, maar mag enkel verdund worden met gedemineraliseerd water. Gebruik nooit kraanwater om de vloeistof mee te verdunnen. Er moet in ieder geval minimaal 1 fles van 10 liter worden gebruikt om een minimale bescherming van het koelcircuit te garanderen. 30 liter vloeistof Antivries bescherming tot -20°C (-4°F) 20 liter vloeistof + 10 liter gedemineraliseerd water Antivries bescherming tot -13°C (9°F) 10 liter vloeistof + 20 liter gedemineraliseerd water antivries bescherming tot -5°C (23°F) Iedere vorm van schade veroorzaakt door het gebruik van een andere koelvloeistof dan de aanbevolen valt niet onder de garantie. Voor het vullen van het vloeistof reservoir gaat u als volgt te werk : - Plaats de pneumatische klem op de daarvoor bestemde houder. - Giet 30 liter vloeistof bij, tot halverwege het aangegeven niveau. Veiligheidsgegevens betreffende de vloeistof : - in geval van oogcontact, verwijder onmiddellijk de lenzen indien de getroffen persoon deze draagt, en spoel uitvoerig de ogen met helder water gedurende enkele minuten. Raadpleeg onmiddellijk een arts indien er complicaties optreden. - in geval van contact met de huid : onmiddellijk wassen met zeep, en direct ieder besmet kledingstuk verwijderen. Indien er irritaties optreden (rode vlekken enz.), moet er een arts geraadpleegd worden. - indien het product ingeslikt wordt, moet de mond met veel helder water gespoeld worden. Veel water drinken. Raadpleeg een arts. Onderhoud : Raadpleeg het hoofdstuk «VOORZORGSMAATREGELEN EN ONDERHOUD». INGEBRUIKNAME VAN HET APPARAAT • Het apparaat wordt opgestart wanneer u de draaischakelaar op ON zet (Fig 1 - 7). Het apparaat schakelt uit wanneer de draaischakelaar op OFF wordt gezet. Let op! Nooit de stroomvoorziening afsluiten wanneer het apparaat oplaadt. De PCB start een test-cyclus op en initialiseert de instellingen, dit duurt ongeveer 10 seconden. Hierna is et apparaat klaar voor gebruik. • Zodra het apparaat onder spanning is, stroomt er vloeistof door de kabels. Controleer of er geen lekkages zijn. INTERFACE HUMAN MACHINE 5 1 6 7 2 1 Knop • Met een eenvoudige druk op de knop kunt u kiezen tussen de modules klem, pistool of «instellen klem». • Wanneer u de knop 2 seconden lang ingedrukt houdt kunt u, vanuit de andere modules, terugkeren naar de module «normaal». • Wanneer u de knop 2 seconden lang ingedrukt houdt zal de teller terugkeren naar nul punten. • Wanneer u de knop 2 seconden lang ingedrukt houdt krijgt u toegang tot het menu «Instellingen». • Wanneer u twee keer kort op de knop drukt, zal het op het scherm getoonde journaal (in de module tonen van de journaals) verdwijnen. • Een korte druk op de toets, in de module «geheugen programma’s» doet het geselecteerde programma verdwijnen. 46 3 4 4 Opslaan van de instellingen • Met toets kan de gebruiker een instelling opslaan (instellingen die bijgesteld zijn in de handmatige module : intensiteit, duur en klemkracht). • Met toets kan een al eerder opgeslagen instelling met dezelfde naam hersteld worden. Het apparaat stelt zichzelf automatisch in de handmatige module met de lasinstellingen (intensiteit, duur en klemkracht) en het gereedschap (klem of pistool). GYSPOT INVERTER PTI.G 2 Opslaan van een rapport Deze functie wordt nader toegelicht in het overeenstemmende hoofdstuk. kan het schrijven van een rapport geactiveerd of Met de toets gedeactiveerd worden. Met toets kan de reeks gerealiseerde punten bekeken worden. 3 Gebruik van de modules Met toets kan de gebruiker alle lasmodules doorlopen. Een langere druk op de knop «module» activeert de module «configuratie», waarmee de taal gekozen kan worden, de datum ingesteld kan worden en het geluidssignaal « te zwakke stroom » of « te zwakke druk » geregeld kan worden. Met de toetsen ( of ) kan de te veranderen waarde gekozen worden, en met de toetsen + en - kunnen de gekozen waarden verhoogd of verlaagd worden. NL 5 Instellen van de dikte van het te lassen plaatwerk De waarde van deze instelling komt overeen met de dikte van het te lassen plaatwerk. De keuze van de dikte kan worden gedaan met de toetsen + et -, de beschikbare diktes zijn 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 2.5 en 3.0 mm. 6 Instellen van het type plaatwerk Met deze instelling kan het type te lassen plaatwerk gekozen worden uit de 4 grote staalfamilies : Gecoat staal, HSLA staal, UHSLA staal, Borium staal/Usibor. Deze instelling kan ook gewijzigd worden met behulp van de toetsen + en -. 7 Instellen van de te gebruiken armen AFSTELLEN G-KLEM Vergrendel de G-arm met behulp van de aandraai-hendel (FIG 2 - 1). Met de toets kan de functie instelling klem gekozen worden. Met de functie « instelling klem » kan de klem gesloten worden, en kan de geprogrammeerde klemkracht op de elektroden toegepast worden zonder stroom te laten passeren. De klem zal gesloten blijven zolang de gebruiker op de trekker blijft drukken. Met deze functie kunnen de tips gecentreerd worden. Een 2 seconden lange druk op toets laat de gebruiker terugkeren naar de module AUTO. Voor de GYSPOT BP.LG, altijd deze module gebruiken om de pomp te stoppen tijdens het verwisselen van de armen. De elektrode zal zich terugtrekken in de klem. Het rode lampje op de knop (FIG 2 - 12) zal gaan branden, dit betekent dat de pomp gestopt is met functioneren. DE VERSCHILLENDE LASMODULES Voor alle modules : Met de toetsen ( of ) kunnen de te veranderen instellingen gekozen worden. Iedere instelling wordt gedaan met een druk op de + en –toetsen aan de zijkant. Met de knop (FIG 2 -12) van de klem kunnen de lasinstellingen op afstand gewijzigd worden (dikte, type staal) : - Lange druk : wijziging van de instelling (overgang van een instelling naar een andere) - Korte druk : wijzigen van de waarde van de instelling Met deze knop kan de gebruiker niet de arm op het scherm wijzigen. Voor het vervangen van de arm (G1 -> G2 bijvoorbeeld), moet de gebruiker het toetsenbord van het apparaat gebruiken. Onvoldoende druk : Als de ingaande druk niet voldoende is om de gevraagde klemkracht te realiseren, geeft het apparaat dit aan voor de aanvang van het punten, met de error code « Onvoldoende druk ». Met een tweede druk op de trekker kan het uitvoeren van een punt « geforceerd » worden. De punt wordt dan gerealiseerd met de beschikbare druk. Zwakke stroom : Als de beschikbare stroom tijdens het uitvoeren van het laspunt lager is dan de ingestelde waarde (<6 %) zal het apparaat een waarschuwing afgeven wanneer het punt gerealiseerd is : « zwakke stroom ». Dit betekent dat het gerealiseerde punt gecontroleerd moet worden. Er zal na het realiseren van het punt in alle gevallen een melding verschijnen, om de intensiteit en de gemeten druk aan te geven. Deze melding blijft op het scherm staan zolang de gebruiker niet op een toets drukt of een nieuw laspunt realiseert door op de lasknop (FIG 2 - 11) te drukken. De lasvoorwaarden moeten aan het begin van iedere lasklus gecontroleerd worden. De « test » laspunten moeten gerealiseerd worden op voor de lasklus representatieve stukken plaatwerk. Voer 2 laspunten uit, met dezelfde onderlinge afstand als voor de uiteindelijke lasklus. Test het uitscheuren van het tweede laspunt. Het laspunt is correct wanneer bij het lostrekken de kern verwijderd wordt, en wanneer het plaatwerk afgescheurd wordt. De minimum diameter van de kern moet dan overeenkomen met de specificaties van de autoconstructeur. 47 GYSPOT INVERTER PTI.G Module AUTO NL Deze module wordt automatisch getoond, wanneer het apparaat opgestart wordt. Met deze module kan de gebruiker plaatwerk lassen zonder instellingen in te geven. Het apparaat stelt zelf de geschikte instellingen in. Om deze module te kunnen gebruiken moet voorafgaand een proefpunt worden gerealiseerd (zonder plaatwerk tussen de elektroden), zoals zal worden gevraagd op het scherm. Druk op de knop (FIG 2 -11). De melding « Realiseer een proefpunt » verschijnt op het scherm. Druk opnieuw op de knop om een ijking te realiseren. Wanneer de ijking gerealiseerd is, zal het apparaat tonen dat alle instellingen op nul staan, en dat het klaar is om te lassen. Sluit de klem op de te lassen zone en las automatisch, zonder instellingen in het apparaat in te geven. Iedere 30 laspunten zal een nieuwe ijking worden gevraagd. Deze module kan gebruikt worden met alle armen, behalve met de G7. Module NORMAAL Deze module bepaalt de lasinstellingen aan de hand van de dikte van het plaatwerk en het type staal. De instellingen die ingegeven moeten worden zijn : - De dikte van het plaatwerk, dat kan variëren van 0.60 mm tot 3.00 mm. Wanneer 2 onderdelen samengelast worden, geef dan de dikte van het dunste plaatwerk in. Wanneer 3 onderdelen samengelast worden, geef dan de totale dikte van de 3 onderdelen gedeeld door 2 in. - Type staal (Gecoat staal, HSLA staal, UHSLA staal, Borium staal.). Wanneer de te lassen onderdelen van verschillende soorten staal gemaakt zijn, moet het meest harde staal worden ingebracht. - Referentie van de gebruikte arm. Een 2 seconden lange druk op de knop HANDMATIGE module laat de gebruiker terugkeren naar de AUTO module. Dankzij deze module kan de gebruiker handmatig de instellingen van een laspunt bijstellen, door de instructies uit een reparatie-cahier op te volgen. De in te geven instellingen zijn : - Intensiteit (2000 tot 13 000 A) - Duur (100 tot 850 ms) - Klemkracht (100 tot 550 daN) - Referentie van de gebruikte arm. Een 2 seconden lange druk op de knop MULTI module laat de gebruiker terugkeren naar de AUTO module. In deze module kan de gebruiker de dikte en het type staal van de 2 of 3 te lassen onderdelen zeer precies instellen. Het eerste element (dikte van plaatwerk 1) wordt geselecteerd. Met de toetsen omhoog en omlaag kunnen de aan te passen instellingen geselecteerd worden. De toetsen rechts en links verlagen en verhogen de waarde. Het oplichten van een instelling geeft aan dat deze gewijzigd kan worden. De te wijzigen instellingen in deze module zijn : - De dikte van ieder te lassen element : van 0.60 mm tot 3.00 mm. - Type staal van ieder te lassen onderdeel : Gecoat staal, HSLA staal; UHSLA staal, Borium staal). Wanneer verschillende types staal gelast moeten worden, kies dan het meest harde type staal. - Voor het activeren van het 3e onderdeel, druk op de pijltjestoetsen ( of ) om plaatwerk 3 te laten oplichten. Gebruik vervolgens de toetsen + en – om het type en de dikte van het plaatwerk te selecteren. - Referentie van de gebruikte arm. Een 2 seconden lange druk op de knop 48 laat de gebruiker terugkeren naar de AUTO module. GYSPOT INVERTER PTI.G MANUFACTURER mode NL The MANUFACTURER mode is optional; it can be modified using the « Settings» menu. This mode is used to name a pre-registered spot based on the repair book issued by the manufacturer. Spot welds programmed by the user can be recalled by selecting USER in the manufacturers list. Welding spots can be programmed using the GYSPOT software and the welding spots settings module. Push the button for 2 seconds to return to the AUTO mode. ENERGY mode The ENERGY mode is optional and can be set using the «Settings» menu. This mode is used to control the energy transmitted during the weld. This mode is not designed to be used during repairs but for the benefit of manufacturers and quality control organisations conducting tests. To enable this mode, first perform a weld without a load. Push the button (FIG 2 -11). The message «Do a spot without a load» is displayed on the screen. Push the button again to calibrate. Once the calibration has been done, the machine displays the last values used in this mode for current and energy. The use can then modify the welding current, energy and resistance. The duration of the weld will vary based on the time required for the machine to reach the energy level required. If it is taking too long, the machine will display the error message «maximum duration reached». Push the button for 2 seconds to return to the AUTO mode. SETTINGS MENU Dit menu is toegankelijk door een druk op de toets gedurende 2 seconden. De taal van de menu’s kan worden gekozen in lijn 1. De datum en de tijd kunnen worden geprogrammeerd in lijn 2. De modules GYSTEEL, CONSTRUCTEUR, AUTO, ENERGY, NORMAAL et MULTIPLAATWERK kunnen worden geactiveerd/gedeactiveerd in dit menu. daN regeling : Deze instelling wordt gebruikt om de klemkracht van de klem tijdens het lassen te activeren of te regelen. Module LIJM : Op het scherm INSTELLINGEN hierboven kan de gebruiker de aanwezigheid van lijm tussen de te lassen onderdelen aangeven. Als de module LIJM is geactiveerd, wordt een proefpunt gerealiseerd voor het laspunt. De duur van dit proefpunt is ingesteld in milliseconden, van 0 tot 400 ms, per stap van 50 ms. Wanneer de module LIJM geselecteerd is, verschijnt de melding « GLUE » in de menu’s NORMAAL, HANDMATIG, MULTI of GYSTEEL. 49 GYSPOT INVERTER PTI.G NL GEBRUIK VAN HET PISTOOL (OPTIE) - Selecteer het gereedschap GUN met de knop . Bevestig de aardkabel van het pistool aan de mobiele elektrode. Schuif de krul en draai hem vast. Verwijder de arm uit de klem en bevestig op zijn plaats de kabel van het pistool. Sluit de besturingskabel aan op de stekker. Controleer of de schroef die de schoen met de kabelschoen verbindt, goed vastzit. - Sluit de massa aan op de kabel van de generator. - Maak de massa stevig vast, zo dicht mogelijk bij het te lassen oppervlak. Plaats, in geval van het lassen van een mono-punt met pistool, altijd de massa op het plaatwerk dat niet in contact is met de las-elektrode (zodanig dat de stroom door de twee te lassen onderdelen stroomt). - Begin met lassen bij het punt dat het verst verwijderd is van de massa, en werk dan naar de massa toe. - Kies het gereedschap PISTOOL met behulp van de toets , of door op de trekker van de pistool te drukken. - De module NORMAAL met lassen van sterren wordt automatisch opgestart. - Het pistool kan worden gebruikt in de normale module of in de handmatige module. Laat nooit de slaghamer aan het pistool wanneer deze aan de steun hangt. Risico op beschadiging van de kabels. In de NORMALE module zal het pistool beperkt zijn tot plaatwerk van maximaal 1.5 mm. Met het pistool heeft de gebruiker de keus tussen verschillend gereedschap. De keuze van het gereedschap wordt gedaan met behulp van de toetsen + en -. 50 GYSPOT INVERTER PTI.G NL In de Handmatige module zal de maximaal toegestane intensiteit 9 kA zijn, tijdens ten hoogste 600 ms. De instellingen op het scherm zijn dus geblokkeerd tot deze maximale waarden. Stel de generator af door de dikte van het te lassen plaatwerk in te geven, met behulp van de toetsen + en -. Het is mogelijk om de instellingen stroom en duur te wijzigen in de handmatige module. Een 2 seconden lange druk op de toets laat de gebruiker teruggaan naar de NORMALE module. De klemmen en het pistool van het apparaat zijn aangesloten aan dezelfde stroombron. Dit betekent dat tijdens het gebruik van één van deze gereedschappen er ook spanning op de andere staat. Het gereedschap dat niet gebruikt wordt moet daarom op de daarvoor bestemde steunen geplaatst worden. Wanneer dit niet gebeurt, kan het gereedschap ernstig beschadigd raken, en dit kan vonken of metaal-projectie veroorzaken. ERROR MANAGEMENT Various elements may produce errors. They can be split into 4 categories : 1/ Warning messages designed to warn the operator of overheating, lack of pressure or power, etc. These messages are displayed on the screen and remain visible until a button is pressed. 2/ The faults that occur in relation to insufficient air pressure or power supply. 3/ The serious faults that block the machine. In this case, contact the service department 4/ The thermal protection is linked by a thermistance on the diode bridge and when it activates the machine is locked and the message «overheating» is displayed. Low battery The message «Battery low» is displayed when the machine is switched on and it indicates that the battery on the command board is low. This battery is used to record the date and time when the machine is switched off. Invalid tool The message «Invalid tool» is displayed when the machine is switched on and indicates that a button is pushed in, the trigger is pushed in or a permanent short-circuit. Check the trigger or the buttons on the clamps to remove the message. Invalid arm The arm used is not compatible with the welding mode selected. Current too low 1/ Check the weld If the current obtained during a spot weld is lower than the expected value (6%), the machine displays the warning message «Low current, check the weld». 2/ Check the sheets If the machine cannot deliver the current required, the error message «Low current, check the sheets» is displayed. The weld does not happen and the fault must be skipped for the weld to happen. 51 NL GYSPOT INVERTER PTI.G Insufficient air pressure If the input pressure is insufficient to deliver the tightening requested, the machine beeps and displays, before the weld, the error message «Insufficient air pressure». Pressing the trigger a second time is used to «force» the spot weld using the available pressure. If the tightening recorded is insufficient, the machine displays «Low pressure». «p low» is also recorded in the active report. Pomp aanzuigen De melding «Pompstoring bij het aanzuigen» verschijnt wanneer de pomp van het koelsysteem onklaar is gemaakt. Controleer het koelvloeistofpeil in de tank. Zelfdiagnose Wanneer de stroom wordt ingeschakeld, voert het apparaat een zelfdiagnose uit en toont de resultaten op het scherm. Als er geen blokkeringsfout aanwezig is, wordt deze pagina gedurende 3s weergegeven en verdwijnt dan. Tijdens deze periode kunt u door kort op de MODE-toetsen, ▲ of ▼ te drukken de CHECK-pagina’s laten verschijnen (resultaten samengevat op twee pagina’s). Door lang op of MODE te drukken verlaat u de CHECK-modus. Het is niet mogelijk de CHECK-pagina’s te verlaten als een blokkeringsfout wordt gedetecteerd, behalve bij een fase-uitval (zie onderstaande lijst). Regel nr. Commentaar Linker kolom weergeven Rechter kolom weergeven 1 Naam van het product PTI-400 PASS Geen blokkering 2 Serienummer van het product SN xx.xx.xxxxxx.xxxxxx PASS of FAIL Geen blokkering 3 Secundaire zachte versie CONTROL SOFT Vxx. xx.xx PASS Geen blokkering 4 Harde primaire versie ALIM HARD 400V PASS of FAIL Blokkeren Verkeerde voedingskaart, neem contact op met uw dealer. 5 Primaire zachte versie ALIM SOFT Vx.xx PASS, FAIL Blokkeren Verkeerde software versie, neem contact op met uw wederverkoper. 6 Toetsenbord test KEYBOARD PASS of FAIL Geen blokkering Zorg ervoor dat er geen toets op het toetsenbord of de trigger wordt ingedrukt, als de storing aanhoudt, neem dan contact op met uw dealer. 7 Communicatietest µ COMMUNICATION PASS of FAIL Blokkeren Communicatieprobleem tussen de kaarten, neem contact op met uw winkelier. 8 SD-kaart SD xx.xx.xx.xx.xxxx PASS of FAIL Geen blokkering SD-kaart niet aanwezig. Soort defect In geval van een blokkeringsfout Page CHECK n°1 9 Spanning fase 1 U12 = xxx V PASS of FAIL Blokkeren 10 Spanning fase 2 U23 = xxx V PASS of FAIL Blokkeren 11 Spanning fase 3 U31 = xxx V PASS of FAIL Blokkeren 12 CAPA voltage U+HT = xxx V PASS of FAIL Blokkeren 13 Spanning PM IGBT 1 en 2 UPMIGBT12 = xxx V PASS of FAIL Blokkeren 14 Spanning PM IGBT 3 en 4 UPMIGBT34 = xxx V PASS of FAIL Blokkeren 15 IGBT-testresultaat 1 IGBT1 = xxx V PASS of FAIL Blokkeren 16 IGBT-testresultaat 2 IGBT2 = xxx V PASS of FAIL Blokkeren 17 IGBT-testresultaat 3 IGBT3 = xxx V PASS of FAIL Blokkeren 18 IGBT-testresultaat 4 IGBT4 = xxx V PASS of FAIL Blokkeren Als er geen fase is, wordt door 5 seconden op MODE te drukken toegang verkregen tot het Setup-menu en kan de machine in Showroom-modus werken. Neem contact op met uw dealer voor problemen met de vermogenselektronica. Page CHECK n°2 52 1 Naam van het product CONNEXION TRANSFO PASS of FAIL Blokkeren 2 Testresultaat primaire detectie transfo DATE/TIME PASS of FAIL Geen blokkering 3 Datum en tijd SHOW-ROOM ON of OFF Geen blokkering Controleer de aansluiting van de stroomkabel van de grijper naar de generator. GYSPOT INVERTER PTI.G NL 4 SHOW-ROOM modus GGUN WELD SW = x.xx V PASS Geen blokkering 5 Lastrekker, pistooltrekker en pistooltemperatuurtest GGUN OPEN SW = x.xx V PASS of FAIL Blokkeren Controleer de aansluiting van de temperatuursensor van de vermogensdiode. 6 Triggertest op diodeopening en temperatuur TRANSFO TEMP = x.xx V ON of OFF Blokkeren Oververhitting van de stroomtransformator. Laat het apparaat afkoelen alvorens het weer op te starten. 7 Transformator primaire temperatuur THICKNESS SENSOR = xx.x mm PASS Geen blokkering 8 Positiesensor WELDING VOLTAGE = x.xx V PASS Geen blokkering 9 Welding voltage BACKUP CELL = x.xx V PASS of FAIL Geen blokkering Spanning reservebatterij AIR PRESSURE = xx.x bar si PASS PASS of FAIL Blokkeren Luchtdruksensor van het HS netwerk, neem contact op met uw dealer. Klemdruk GUN PRESSURE = xx.x bar si PASS PASS of FAIL Blokkeren Luchtdruksensor van de HS grijper, neem contact op met uw dealer. ON of OFF Geen blokkering 10 Network pressure 11 Gun presence detection 12 Pistool aanwezigheidsdetectie CONNEXION GUN PUNTENTELLER Een puntenteller telt de punten die worden gerealiseerd met dezelfde tip. Wanneer het punt gerealiseerd is, zal de volgende melding verschijnen : De waarde van de teller wordt linksboven aan het scherm getoond. Wanneer u de toets 2 seconden lang ingedrukt houdt zal de teller, na het vervangen van de tip, weer op nul punten staan. Wanneer er meer dan 200 punten met dezelfde tips zijn gerealiseerd zal er een waarschuwing op het scherm verschijnen en daar blijven, totdat de teller weer op nul is gezet. Het apparaat houdt het aantal gerealiseerde punten met ieder afzonderlijke arm bij. Wanneer de waarschuwing verschijnt moeten de caps vervangen worden voordat u de teller weer op nul stelt. Indien dit niet gebeurt kan de staat van de caps verslechteren, en een slechte kwaliteit van de laspunten geven. OPSLAG-FUNCTIES De identificatie module is optioneel, deze is in te stellen in het menu « Instellingen ». Als de identificatie-module is geconfigureerd op « OFF », volstaat het om de naam van een rapport in te geven en deze te activeren om zo de gerealiseerde aspunten op te slaan. Dankzij het journaal kunnen de met de klem gerealiseerde punten opgeslaan worden. Het journaal is bereikbaar via alle modules, met een druk op de 2 toetsen en . Het gebruikersprogramma is beschikbaar vanuit alle modules, via een druk op de toetsen en . Rapport (journaal) Dankzij het opslaan van een rapport kunt u de gegevens van een serie met de klem gerealiseerde punten weer oproepen, en deze opslaan op een geheugenkaart zodat ze bijvoorbeeld op een pc gezet kunnen worden. GYS levert software (GYSPOT) voor het lezen van de SD-kaart en het uitgeven van rapporten op een pc. Deze GYSPOT software, evenals de handleiding, is opgeslagen op de SD-kaart. Deze functie is standaard gedeactiveerd bij het opstarten van het apparaat. Met een druk op de toets opslaan (on/off) en op de toets « module » kan de gebruiker het opslaan van een rapport in een gekozen journaal opstarten. Een nieuwe druk op de toets opslaan (on/off) stopt het opslaan. Het zo gecreëerde journaal bevat : een login ingebracht door de gebruiker, en voor ieder gerealiseerd punt het gebruikte gereedschap, de arm, de instellingen van het apparaat (intensiteit en druk). Het bevat tevens de eventuele volgende foutmeldingen die zijn verschenen tijdens het opslaan :I ZWAK, P ZWAK, PB CAPS. of . Wanneer er een login wordt ingebracht dat reeds in gebruik is, zal het apparaat Het ingeven van een login wordt gedaan met 4 toetsen +, de nieuwe punten opslaan, zonder de voorgaande te deleten. 53 NL GYSPOT INVERTER PTI.G Met de toets kan een eerder opgeslagen rapport weer opgehaald worden en op het scherm afgelezen worden. Het opslaan moet onderbroken worden door op toets de weergave-module verlaten. Om de inhoud van een rapport te deleten, moet u het rapport op het scherm tonen met behulp van toets . te drukken, alvorens dit op het scherm af te kunnen lezen. Met toets kan de gebruiker . Druk vervolgens op toets De volgende melding verschijnt op het scherm. Wanneer de driehoek wordt getoond, zal een tweede druk op de knop getoonde rapport deleten. de inhoud van het De driehoek verdwijnt na drie seconden automatisch van het scherm. Identificatie module Als de identificatie module geconfigureerd is op « ON », moeten alle verplichte velden van de reparatie-order ingevuld worden, anders zal het apparaat « identificatie mislukt » aangeven. Om de identificatie module te activeren of te deactiveren, moet er een identificatie SD-kaart ingebracht worden, in plaats van de SD-kaart die de programma’s bevat. Het scherm instellingen is geactiveerd met een druk van 2 seconden op de toets . Wanneer de « identificatie » SD-kaart ingebracht is en de gebruiker « identificatie ON » heeft geselecteerd, zal het supervisie-scherm getoond worden. Met dit scherm kunnen de velden « nummerbord-registratie, merk van het voertuig, model, chassisnummer » verplicht gemaakt worden tijdens het inbrengen van de reparatie order. Om uit dit scherm te geraken moet de gebruiker 2 seconden lang drukken op de toets gens moet de SD-kaart die de programma’s bevat in het apparaat ingebracht worden. . Vervol- Lijst van de schermen waarmee een reparatie-order ingebracht kan worden : Wanneer een reparatie order reeds gecreëerd is, kan deze niet gewijzigd of verwijderd worden. Om een reparatie order te verwijderen, kan het programma Gyspot gebruikt worden. De gebruiker kan maximaal 100 reparatie-orders creëren. Reparatie-order Identificatie gebruiker Nummerbord registratie (optioneel) Merk voertuig Model voertuig Cassis-nummer (optioneel) Met de toetsen ( of ) kunnen de letters of cijfers gewijzigd worden. Met de toetsen – en + kunt u de cursor door de velden verplaatsen. Een korte druk op toets te wijzigen of af te lezen. 54 zal het veld wissen. Met de toets kan door de velden bewogen worden om elementen NL GYSPOT INVERTER PTI.G Catalogus Met toets (13 maxi) kunnen de reparatie-orders geraadpleegd worden. Het paginanummer wordt getoond Met de toetsen – en + kan de gebruiker zich van de ene pagina naar de andere begeven. Met behulp en kan de vorige of de volgende Job geselecteerd worden. Met de toets van de toetsen kan de gekozen reparatie-order getoond worden. Met toets kan de gebruiker de weergave-module verlaten. • Met behulp van het beheersysteem voor SD-kaarten kunnen SD-kaarten > 2 Go beheerd worden. • Voor iedere reparatie-order is een geassocieerd journaal-file xxx.dat.(met xxx=login van 001 tot 100). In ieder journaal kunnen maximaal 500 laspunten geregistreerd worden. Bij het raadplegen zullen de reparatie-ordernamen en de naam van de gebruiker getoond worden. • Het paginanummer staat linksboven aangegeven. • Het geheel aan reparatie-orders is opgeslagen in het file catalog.GYS. • Deze file bevat het totaal aantal reparatie-orders, de naam van iedere reparatie-order en de naam van iedere gebruiker. Er is een maximum van 100 reparatie-orders. Gebruikersprogramma’s Met het opslaan van de instellingen kan een gebruikersprogramma gedefinieerd worden, om zo eenvoudig de instellingen voor een toekomstig gebruik terug te vinden. Er zijn 20 geheugenplaatsen beschikbaar. Iedere geheugenplaats bevat de volgende instellingen : gereedschap, arm, lasintensiteit, lasduur, en klemkracht. Een programma kan worden geassocieerd aan de klem of aan een pistool. kunnen de instellingen opgeslagen worden tijdens de handmatige module (intensiteit, duur en klemkracht). De 20 geheugenplaatsen Met de toets worden gesignaleerd door hun login (voor de plaatsen die gebruikt worden) of door een symbool « --- » voor de plaatsen die nog vrij zijn. . Bij het inbrengen van een al in gebruik zijnde login zal het apparaat de instellingen die Het ingeven van de login gebeurt met de 4 toetsen reeds op waren geslagen deleten. De toets geeft toegang tot de reeds ingebrachte instellingen. De keuze van een lege file heeft geen enkel effect. Een korte druk op toet delete het gekozen programma van de lijst met opgeslagen programma’s. Met toets kan de gebruiker het keuze-menu verlaten. Het apparaat schakelt over naar de handmatige module, met de instellingen en het gereedschap opgeslagen in het programma. Om een programma te deactiveren hoeft de gebruiker enkel de waarde van een instelling in één van de drie modules handmatig/normaal/multiplaatwerk te wijzigen, of het gereedschap te verwisselen (klem, pistool) via het gebruik van toets Met toets . kan de gebruiker een reeds opgeslagen rapport bekijken en opnieuw op het scherm aflezen. SD geheugenkaart (art. code 050914) Met deze kaart kan de gebruiker de verbinding maken tussen de generator en een PC om : • Journaals (rapporten) weer op te halen, om zo een spoor van het gedane werk te bewaren en eventueel door te sturen naar een verzekeringsmaatschappij. • De las-instellingen updaten en nieuwe talen toevoegen. • De GYSPOT software voor het uitgeven van de instellingen op de PC is opgeslagen op de SD geheugenkaart. • De handleiding is opgeslagen op de SD geheugenkaart. De geheugenruimte zal voldoende zijn om een autonomie van meer dan 65 000 punten te garanderen. Het apparaat kan enkel functioneren zonder geheugenkaart in de « handmatige » module. Als de geheugenkaart niet is ingebracht in de kaartlezer zal de volgende melding getoond worden : Het apparaat moet uitgezet en weer opnieuw opgestart worden nadat u de SD-geheugenkaart heeft ingebracht. Belangrijk : de voeding van het apparaat moet afgesloten worden alvorens u de SD-kaart uit de kaartlezer verwijdert. Het apparaat mag pas weer aangezet worden als de SD-kaart weer in de lezer is ingebracht. Bij het niet opvolgen van deze procedure kunnen de opgeslagen gegevens verloren gaan. MONTEREN EN VERWISSELEN VAN DE ARMEN EN DE G-KLEM De garantie dekt niet afwijkingen en beschadigingen als gevolg van een verkeerde montage van de armen van de G-klem. 55 NL GYSPOT INVERTER PTI.G BELANGRIJK : - breng geen kopervet aan op de armen. - houd de basis van de arm en de houder van de arm op de klem goed schoon, om zo de stroom tussen de elementen die met elkaar in contact staan correct te laten geleiden. - Wanneer u het apparaat langere tijd niet gebruikt, moet het opgeslagen worden met een arm gemonteerd op de klem, om zo te voorkomen dat er stof komt op de arm. Procedure voor het vervangen van de armen : Tijdens het vervangen van de armen op de klem moet de pomp die aangesloten is op het koelcircuit altijd afgesloten worden. Ga hiervoor naar de module «Instelling klem» op het apparaat ; het rode lampje zal gaan branden op de knop van de klem (FIG 2 -12), wat aangeeft dat de pomp is uitgeschakeld. De elektrode zal zich terugtrekken in de klem, zodat de arm teruggetrokken kan worden. 1 2 3 4 De grendel steekt uit aan de kant van het gesloten hangslot De hendel moet geheel in de achteruitstand staan (~120°) De pijltjes moeten op één lijn liggen Kantel de arm ongeveer 15° en haal hem uit de houder (de pinnen moeten in de groeven glijden) 2 2 4 4 3 3 1 1 MECHANISCHE VERGROTEN VAN DE OPENING VAN DE ARM Om de arm te openen en zo eenvoudiger toegang te krijgen tot de carrosserie, kan de opening van de arm vergroot worden door op de knop van de klem te drukken (FIG 2 -10). 1 2 3 4 Druk op de knop (FIG 2 -10) De grendel steekt uit aan de kant van het geopende hangslot De hendel moet open zijn (~90°) en helemaal tegen de grendel aanliggen. De pijltjes mogen niet op één lijn liggen Buig de arm. 3 3 1 1 4 2 56 4 2 NL GYSPOT INVERTER PTI.G VERGRENDELING/ONTGRENDELING VAN DE GYROSCOOP Wanneer de hendel naar beneden gericht is, is de gyroscoop vergrendeld. Wanneer de hendel naar boven gericht is, is de gyroscoop ontgrendeld. Deze kan 360° rondom de klem draaien. GYSPOT SOFTWARE VOOR PC Met deze software kan de gebruiker rapporten van de met de GYSPOT (met SD-kaartlezer) gerealiseerde punten uitprinten en opslaan. Om deze software te kunnen gebruiken, moet uw PC uitgerust zijn met een SD-kaartlezer. De GYSPOT software kan worden geïnstalleerd vanuit de files die aanwezig zijn op de SD-kaart. In het repertoire \GYSPOT V X.XX , dubbelklikken op het file INSTALL.EXE, en de instructies voor het installeren van de software op uw PC opvolgen. Een GYSPOT pictogram wordt automatisch op het bureaublad van uw PC geïnstalleerd. 1 - Keuze van de taal De software kan in verschillende talen geconfigureerd worden : De op dit moment beschikbare talen zijn : Frans, Engels, Duits, Spaans, Nederlands, Deens, Fins, Italiaans, Zweeds, Russisch, Turks. Om een taal te kiezen klikt u in het menu op Opties en vervolgens op Taal. Waarschuwing : wanneer u een taal gekozen heeft, moet u de GYSPOT software afsluiten en opnieuw opstarten, opdat de gekozen taal ook daadwerkelijk geactiveerd wordt. 2 - Identiteit van de gebruiker Om persoonlijke informatie van de gebruiker in de documenten te kunnen verwerken moeten er bepaalde gegevens ingevoerd worden. Om deze in te voeren, moet de gebruiker in het menu klikken op Opties, en vervolgens op Identiteit. Een nieuw scherm zal getoond worden, met de volgende informatie : Naam bedrijf Adres / Postcode / Woonplaats Telefoon / Fax / Email / Website Logo Deze informatie zal vervolgens op de prints verschijnen. 3 - Traceerbaarheid De GYSPOT software start standaard op in de « Traceerbaarheid » module. Klik in de module « Instellen punten », op Traceerbaarheid in het menu Opties. 3.1 - Importeren van rapporten van gerealiseerde punten vanaf een SD-kaart : Om met de GYSPOT rapporten van gerealiseerde punten naar uw PC te importeren, moet u de SD-kaart in de kaartlezer van uw PC inbrengen, en vervolgens het GYSPOT programma opstarten. . Kies vervolgens de lezer waarin uw SD-kaart is ingebracht, en klik op knop Wanneer het importeren is afgerond, worden de gerealiseerde punten gehergroepeerd door de identifier. Deze identifier komt overeen met de naam van het rapport zoals gespecificeerd in het lasapparaat. Deze identifier wordt getoond in het tabblad In Uitvoering. Wanneer de rapporten geïmporteerd zijn, is het mogelijk om een zoekopdracht uit te voeren, te printen of ieder rapport te archiveren. Om de gerealiseerde punten van een rapport te bekijken, kies een rapport. De gerealiseerde punten worden getoond in de tabel. Om een zoekopdracht uit te voeren, moet de gebruiker het betreffende veld invullen en op knop Uitprinten van een rapport : kies het betreffende rapport en druk op de knop Om een rapport te archiveren : kies een rapport en klik vervolgens op de knop worden gearchiveerd voordat de gebruiker ze kan verwijderen. drukken. . . Waarschuwing : de geïmporteerde rapporten moeten eerst 3.2 - Raadplegen van rapporten van gearchiveerde punten : Om gearchiveerde rapporten te raadplegen, moet de gebruiker klikken op het tabblad Archieven. De rapporten zijn gegroepeerd per jaar en per maand. Om een rapport te kunnen bekijken, moet de gebruiker een rapport kiezen. De gerealiseerde punten worden getoond in de tabel. Het is mogelijk om gearchiveerde rapporten weer op te zoeken, uit te printen of te verwijderen. Waarschuwing : een rapport dat gearchiveerd is en vervolgens verwijderd is zal opnieuw geïmporteerd worden indien de SD-kaart niet opgeschoond is. 57 NL GYSPOT INVERTER PTI.G Om een zoekopdracht uit te voeren moet de gebruiker een zoekveld invullen en op knop Uitprinten van een rapport : kies het betreffende rapport en druk op de knop Verwijderen van een rapport : kies het betreffende rapport en druk op de knop . . . 3.3 - Een SD-kaart leegmaken : Wanneer u een SD-kaart opschoont zullen alle rapporten van gerealiseerde punten die opgeslagen waren op de SD-kaart verwijderd worden. Om een SD-kaart op te schonen moet de gebruiker de SD-kaart in de kaartlezer van de PC inbrengen, en vervolgens in menu klikken op Opties en op opschonen SD-kaart. Waarschuwing : tijdens het opschonen van een SD-kaart zullen de rapporten van gerealiseerde punten die nog niet geïmporteerd waren automatisch geïmporteerd worden. 3.4 - Om de gegevens van een rapport te completeren : Ieder rapport kan gecompleteerd worden met de volgende gegevens : Gebruiker, Type voertuig, Reparatie-order, Kentekenregistratie, Eerste toelating voertuig, Interventie, Commentaar. Selecteer, voor het invoeren van deze gegevens, een rapport en breng vervolgens de gegevens in in het kader van het rapport. 3.5 - Uitprinten van een rapport : Wanneer u een rapport wilt uitprinten, selecteert u het gewenste rapport en drukt u vervolgens op knop rapport getoond. Druk op de knop . Er wordt een voorbeeld van het . 3.6 - Een PDF-document maken : Om een document in PDF-formaat te maken, kan de gebruiker een rapport kiezen, en dan op knop het rapport getoond. Druk op de knop verder gegeven. drukken. Er wordt een voorbeeld van . Een voorbeeld van het opslaan van de instellingen met gebruik van de GYSPOT software wordt iets 4 - Instellen van de punten Om over te gaan naar de module « Instellen van de punten », drukt u op Instellen van punten in het menu Opties. De module « Instellen van punten » geeft de gebruiker de keuze om door de auto-constructeur ingestelde punten te gebruiken. Deze module geeft de gebruiker tevens de mogelijkheid om zelf eigen punten te configureren. - Breng de met het GYSPOT puntlasapparaat geleverde SD-kaart in in de kaartlezer van uw PC, en kies vervolgens de juiste lezer in het keuze-menu Keuze lezer. - De GYSPOT puntlasapparaten kunnen tot 16 files opslaan, die alle tot 48 punt-instellingen kunnen bevatten. - Het eerste file genaamd « USER » kan niet verwijderd worden. Dit file stelt de gebruiker in staat om de instelling van een punt te wijzigen of te verwijderen. - De overige files zijn voorbehouden aan de punten die ingesteld zijn door de auto-constructeurs. Het is mogelijk om vanaf onze website constructeurfiles te importeren (http://www.gys.fr). Het is niet mogelijk om een in een constructeur-file ingesteld punt toe te voegen, te wijzigen of te verwijderen. 4.1 - Het importeren van een instellingen-file van een autoconstructeur : Dubbelklik in de eerste kolom en vul de naam van een auto-constructeur in. Dubbelklik vervolgens in de tweede kolom, om een eerder vanaf onze website gedownloade constructeur file te kiezen. 58 GYSPOT INVERTER PTI.G NL De lijst door de constructeur ingestelde punten wordt in de tweede lijst getoond. Kies een ingesteld punt om het chronogram en de instellingen te bekijken. 4.2 - Een ingesteld punt toevoegen in het USER file : Om een punt toe te voegen in het USER file gaat u naar het USER file in de lijst files, en klikt u verrechts van de lijst van de ingestelde punten. Geef de naam van het punt in volgens op de knop en druk vervolgens op TAB of klik buiten de lijst ingestelde punten om de lasinstellingen in te geven. Om een punt te configureren kunnen de volgende elementen ingesteld worden : Het voor-aandraaien Het voorverwarmen De verschillende pulsen (maximaal 4 pulsen) En het smeden van warm naar koud. Als u de instellingen wilt wijzigen druk u op de knoppen . Wanneer de gebruiker een instelling wijzigt wordt het tijdschema van de punt geactualiseerd. Druk op de knop om het ingestelde punt op te slaan. Druk op de knop om het ingestelde punt te verwijderen. 4.3 - Wijzigen van een ingesteld punt in het USER file : Om de instellingen van een punt te wijzigen : kies een punt in de lijst om de las-instellingen te wijzigen. Klik op knop om de wijzigingen te bevestigen. Klik op knop om de wijzigingen te annuleren. 4.4 - Verwijderen van een ingesteld punt uit de USER file : rechts van de lijst. Kies een ingesteld punt in de lijst en klik vervolgens op knop Intervenant : Raison sociale : JBDC Téléphone : 0243510101 Adresse : ZI, 134 Bd des Loges Télécopie : 0243510102 Email : [email protected] Site Web : www.companyname.com Code postal : 53941 Ville : Saint-Berthevin OPERATEUR Ordre de réparation : Date du journal : 977AC92 05/04/2018 Intervention : Commentaires : AILE ARRIERE Commentaires Marque : PEUGEOT Modèle : 308SW N° châssis : 12365849 Immatriculation : 1450UT53 Mise en circulation : 01/01/2017 GYSPOT BP.LG (1712009013) Consignes Id Date Mode Outil 1 05/04/18 10:22 Auto Pince en C n°1 630 9,4 2 05/04/18 10:22 Auto Pince en C n°1 630 9,4 3 05/04/18 10:22 Auto Pince en C n°1 490 4 05/04/18 10:22 Auto Pince en C n°1 5 05/04/18 10:22 Auto 6 05/04/18 10:23 Mesures Intensité (kA) Serrage (daN) Epaisseur (mm) Etat 325 9,4 325 3,5 Point Ok 325 9,3 325 3,5 Point Ok 8,2 240 8,2 240 2,0 Point Ok 510 8,3 250 8,2 245 2,1 Point Ok Pince en C n°1 510 8,3 250 8,3 245 2,1 Point Ok Normal Pince en C n°1 350 7,3 225 7,3 225 - Point Ok 7 05/04/18 10:23 Normal Pince en C n°1 350 7,3 225 7,2 225 Point Ok 8 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,0 265 - 9 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 260 Point Ok 10 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 270 - 11 05/04/18 10:23 Manuel Pince en C n°1 400 8,1 510 8,1 440 - Pression faible Temps Serrage Intensité (kA) (ms) (daN) Point Ok Point Ok 59 GYSPOT INVERTER PTI.G NL AANWIJZINGEN VOOR GEBRUIK EN ONDERHOUD Opleiding van de gebruiker De gebruikers van dit apparaat moeten een adequate opleiding hebben afgerond, om het apparaat zo optimaal mogelijk te kunnen gebruiken en conforme resultaten te behalen (bijvoorbeeld een autoschadeherstel opleiding). Voorbereiden va de onderdelen De te lassen zone moet absoluut correct afgeschuurd worden. Wanneer er een beschermlaag is opgebracht moet u zich er van verzekeren dat deze geleidend is, door op voorhand op een proefstukje een test uit te voeren. Lassen met eenpunts elektrode Controleer, voor het repareren van een voertuig, of de auto-constructeur deze lasprocedure toestaat. Gebruik van de arm voor werkzaamheden onder de zijbumper De maximum druk is 100 daN. O-ringen in de holtes van de armen van de X-klem. Binnenin de twee holtes van de armen (zie omschrijving van de klem) bevinden zich 2 O-ringen die vervangen moeten worden in geval van lekkage, of in ieder geval iedere 6 maanden. Deze twee pakkingen zijn noodzakelijk om te voorkomen dat er koelvloeistof gaat lekken. Deze pakkingen zijn O-ringen, 25/4. Tijdens het vervangen van deze pakkingen moet er vet op aangebracht worden. (art. code 050440 : contactvet) Niveau en doelmatigheid van de koelvloeistof Het niveau van de koelvloeistof is belangrijk voor het goed functioneren van het apparaat. Het niveau moet altijd liggen tussen het minimum en het maximum zoals aangegeven op de trolley. Vul indien nodig bij met gedemineraliseerd water. Vervang de koelvloeistof iedere 2 jaar : 1 Sluit de elektriciteit af met behulp van de schakelaar op de achterzijde van het apparaat (positie OFF) en ontkoppel het apparaat van de elektrische installatie. 2 Plaats een bak (inhoud minstens 30 l.) onder de opening van het apparaat. Draai de aftapplug, die zich onder de machine bevindt, los met een torxsleutel van 10 mm. (Ref. S6262) 3 60 4 Spoel de binnenkant van de tank af met stromend water om afzettingen te verwijderen. 5 Plaats de aftapplug terug. ( 6 Vul de tank met koelvloeistof (5l : 062511 / 10l : 052246) 7 Zet de stroom weer aan (stand ON) en controleer op lekkage. : 4 N.m) NL GYSPOT INVERTER PTI.G AFWIJKINGEN, OORZAKEN, OPLOSSINGEN AFWIJKINGEN OPLOSSINGEN Vervang de caps Het plaatwerk is niet correct afgeschuurd Controleer of de oppervlaktes correct voorbereid zijn De ingegeven arm correspondeert niet met de geïnstalleerde arm. Controleer de in de software aangegeven arm. De caps zijn versleten. Vervang de caps Onvoldoende luchtdruk. Controleer de druk van het netwerk (min. 8 bar) Het oppervlak is niet voldoende voorbereid. Bereid het werkoppervlak correct voor Probleem met de elektrische voeding. Controleer de stabiliteit van de netspanning Caps zwart geworden of beschadigd. Vervang de caps De arm is niet correct vergrendeld. Raadpleeg het hoofdstuk «Montage en vervangen van de armen» - Snelle oververhitting van het apparaat. - Opzwellen van de vemogenskabel. Geen of slechte circulatie van de koelvloeistof. Open de dop van het reservoir van de trolley en kijk of er koelvloeistof terugvloeit. - Stilstaan van de pomp - Koelvloeistof is vervuild - Het circuit is verstopt. Verstopping in het koelvloeistof circuit (slang afgeknepen) Controleer de mantel van de kabel tussen de trolley. Controleer of de pomp correct functioneert. Controleer de staat van de koelvloeistof. Boorkop niet goed vastgeklemd. Controleer of de boorkop goed aangedraaid is, en controleer de staat van de mantel. Mantel pistool niet correct geplaatst. Plaats de mantel zo dat de koeling van de lucht tot aan de binnenkant van het pistool gaat De massa is niet goed geplaatst. Controleer of de massa contact maakt met het juiste plaatwerk. De massa maakt geen goed contact. Controleer het contact van de massa. De boorkop of de accessoires zijn niet correct aangeschroefd. Controleer of de boorkop en de accessoires goed aangedraaid zijn, en controleer de staat van de mantel. Verbruiksartikelen beschadigd. Vervang de verbruiksartikelen Het gerealiseerde punt houdt niet of niet goed Lassen klem OORZAKEN De caps zijn versleten. Het punt-apparaat dringt door het plaatwerk heen. Niet voldoende vermogen Pistool Abnormale opwarming van het pistool Onvoldoende vermogen met het pistool GARANTIE De garantie dekt alle gebreken en fabricagefouten gedurende twee jaar vanaf de aankoopdatum (onderdelen en arbeidsloon). De garantie dekt niet : • Alle overige schade als gevolg van vervoer. • De gebruikelijke slijtage van onderdelen (Bijvoorbeeld : kabels, klemmen, enz.). • Incidenten als gevolg van verkeerd gebruik (verkeerde elektrische voeding, vallen, ontmanteling). • Gebreken ten gevolge van de gebruiksomgeving (vervuiling, roest, stof). In geval van storing moet het apparaat teruggestuurd worden naar uw distributeur, samen met: - Een gedateerd aankoopbewijs (betaalbewijs, factuur ...). - Een beschrijving van de storing. 61 GYSPOT INVERTER PTI.G IT AVVERTENZE - NORME DI SICUREZZA ISTRUZIONI GENERALI Queste istruzioni devono essere lette e comprese prima dell’uso. Ogni modifica o manutenzione non indicata nel manuale non deve essere effettuata. Conservate questo manuale d’istruzione per ulteriori consultazioni Ogni danno corporale o materiale dovuto ad un uso non conforme alle istruzioni presenti su questo manuale non potrà essere considerato a carico del fabbricante. In caso di problema o incertezza, consultare una persona qualificata per manipolare correttamente l’attrezzatura. Queste istruzioni riguardano il materiale nel suo stato di consegna. E’ responsabilità dell’utilizzatore realizzare un’analisi di rischi in caso di mancato rispetto di queste istruzioni. AMBIENTE Questo dispositivo deve essere utilizzato solamente per fare delle operazioni di saldatura nei limiti indicati sulla targhetta indicativa e/o sul manuale. Bisogna rispettare le direttive relative alla sicurezza. In caso di uso inadeguato o pericoloso, il fabbricante non potrà essere ritenuto responsabile. Il dispositivo deve essere utilizzato in un locale senza polvere, né acido, né gas infiammabili o altre sostanze corrosive, e lo stesso vale per il suo stoccaggio. Assicurarsi che durante l’utilizzo ci sia una buona circolazione d’aria. Intervallo di temperatura : Utilizzo tra +5°C e +40°C (+41°F e +104°F). Stoccaggio fra -25°C e +55°C (-13°F e 131°F). Umidità dell’aria: Inferiore o uguale a 50% a 40°C (104°F). Inferiore o uguale a 90% a 20°C (68°F). Altitudine: Fino a 1000 m sopra il livello del mare (3280 piedi). PROTEZIONE INDIVIDUALE E DEI TERZI La saldatura a resistenza può essere pericolosa e causare ferite gravi o mortali. E’ destinata ad essere utilizzata da personale qualificato che abbia ricevuto una formazione adatta all’utilizzo della macchina (es.: formazione carrozziere). La saldatura espone gli individui ad una fonte pericolosa di calore , di scintille, di campi elettromagnetici (attenzione ai portatori di pacemaker), di rischio di folgorazione, di rumore e di emanazioni gassose. Proteggere voi e gli altri, rispettate le seguenti istruzioni di sicurezza: Per proteggervi da ustioni e radiazioni, portare vestiti senza risvolto, isolanti, asciutti, ignifugati e in buono stato, che coprano tutto il corpo. Usare guanti che garantiscano l’isolamento elettrico e termico. Utilizzare una protezione di saldatura e/o un casco per saldatura di livello di protezione sufficiente (variabile a seconda delle applicazioni). Proteggere gli occhi durante le operazioni di pulizia. Le lenti a contatto sono particolarmente sconsigliate. A volte potrebbe essere necessario delimitare le aree con delle tende ignifughe per proteggere la zona dalle proiezioni e scorie incandescenti. Informare le persone della zona di saldatura di indossare vestiti adeguati per proteggersi. Utilizzare un casco contro il rumore se le procedure di saldatura arrivano ad un livello sonoro superiore al limite autorizzato (lo stesso per tutte le persone in zona saldatura). Mantenere a distanza dalle parti mobili (ventilatore) le mani, i capelli, i vestiti. Non togliere mai le protezioni carter dall’unità di refrigerazione quando la fonte di corrente di saldatura è collegata alla presa di corrente, il fabbricante non potrà essere ritenuto responsabile in caso d’incidente. I pezzi appena saldati sono caldi e possono causare ustioni durante la manipolazione. Quando si interviene sulla pinza o sulla torcia, bisogna assicurarsi che sia/siano sufficientemente fredda/e aspettando almeno 10 minuti prima di eseguire qualsiasi intervento. L’unità di raffreddamento dev’essere accesa quando si utilizza una pinza raffreddata ad acqua per assicurarci che il liquido non possa causare delle ustioni. È importate rendere sicura la zona di lavoro prima di abbandonarla per proteggere le persone e gli oggetti. FUMI DI SALDATURA E GAS Fumi, gas e polveri emessi dalla saldatura sono pericolosi per la salute. È necessario prevedere una ventilazione sufficiente e a volte è necessario un apporto d’aria. Una maschera ad aria fresca potrebbe essere una soluzione in caso di aerazione insufficiente. Verificare che l’aspirazione sia efficace controllandola in relazione alle norme di sicurezza. 62 Attenzione, la saldatura in ambienti di piccola dimensione necessita di una sorveglianza a distanza di sicurezza. Inoltre il taglio di certi materiali contenenti piombo, cadmio, zinco, mercurio o berillio può essere particolarmente nocivo; pulire e sgrassare le parti prima di tagliarle. Le bombole devono essere posizionate in locali aperti ed aerati. Devono essere in posizione verticale su supporto o su un carrello. La saldatura è proibita se effettuata in prossimità di grasso o vernici. GYSPOT INVERTER PTI.G IT RISCHIO DI INCENDIO E DI ESPLOSIONE Proteggere completamente la zona di saldatura, i materiali infiammabili devono essere allontanati di almeno 11 metri. Un’attrezzatura antincendio deve essere presente in prossimità delle operazioni di saldatura. Attenzione alle proiezioni di materia calda o di scintille anche attraverso le fessure, queste possono essere causa di incendio o di esplosione. Allontanare le persone, gli oggetti infiammabili e i contenitori sotto pressione ad una distanza di sicurezza sufficiente. La saldatura nei container o tubature chiuse è proibita e se essi sono aperti devono prima essere svuotati di ogni materiale infiammabile o esplosivo (olio, carburante, residui di gas...). Le operazioni di molatura non devono essere dirette verso la fonte di corrente di saldatura o verso dei materiali infiammabili. SICUREZZA ELETTRICA La rete elettrica usata deve imperativamente avere una messa a terra. Una scarica elettrica potrebbe essere fonte di un grave incidente diretto, indiretto, o anche mortale. Non toccare mai le parti sotto tensione all’interno o all’esterno della fonte di corrente di saldatura quando quest’ultima è alimentata (Cavi, elettrodi, braccio, torcia,...) perché sono collegate al circuito di saldatura. Prima di aprire la fonte di corrente di saldatura, bisogna disconnetterla dalla rete e attendere 2 min. affinché l’insieme dei condensatori sia scarico. Controllare e provvedere a far cambiare i cavi, gli elettrodi o i bracci, da persone qualificate e abilitate, se questi sono danneggiati. Dimensionare la sezione dei cavi in funzione dell’applicazione. Utilizzare sempre vestiti asciutti e in buono stato per isolarsi dal circuito di saldatura. Portare scarpe isolanti, indifferentemente dall’ambiente di lavoro. Attenzione! Superficie molto calda. Rischio di ustioni. • I pezzi e le attrezzature calde possono causare delle ustioni. • Non toccare i pezzi caldi a mani nude. • Attendere il raffreddamento dei pezzi e delle attrezzature prima di manipolarli. • In caso di ustione risciacquare con abbondante acqua e consultare immediatamente un medico. CLASSIFICAZIONE CEM DEL MATERIALE Questo dispositivo di Classe A non è fatto per essere usato in una zona residenziale dove la corrente elettrica è fornita dal sistema pubblico di alimentazione a basa tensione. Potrebbero esserci difficoltà potenziali per assicurare la compatibilità elettromagnetica in questi siti, a causa delle perturbazioni condotte o irradiate. Questo dispositivo non è conforme alla CEI 61000-3-12 ed è destinato ad essere collegato a delle reti private a bassa tensione connesse alla rete di alimentazione pubblica solamente a un livello di tensione medio e alto. Se è collegato al sistema pubblico di alimentazione di bassa tensione, è responsabilità dell'installatore o dell'utilizzatore del materiale assicurarsi, consultando l'operatore della rete pubblica di distribuzione, che il materiale possa essere collegato ad esso. EMISSIONI ELETTRO-MAGNETICHE La corrente elettrica che attraversa un qualsiasi conduttore produce dei campi elettrici e magnetici (EMF) localizzati. La corrente di saldatura produce un campo elettromagnetico attorno al circuito di saldatura e al dispositivo di saldatura. I campi elettromagnetici EMF possono disturbare alcuni impianti medici, per esempio i pacemaker. Devono essere attuate delle misure di protezione per le persone che portano impianti medici. Per esempio, restrizioni di accesso per i passanti o una valutazione del rischio individuale per i saldatori. Tutti i saldatori dovranno attenersi alle procedure seguenti al fine di minimizzare l’esposizione ai campi elettromagnetici provenienti dal circuito di saldatura: • posizionate i cavi di saldatura insieme - fissateli con una fascetta, se possibile; • posizionate il vostro busto e la vostra testa il più lontano possibile dal circuito di saldatura; • non avvolgete mai i cavi di saldatura attorno al corpo; • non posizionate il vostro corpo tra i cavi di saldatura. Tenete i due cavi di saldatura sullo stesso lato del vostro corpo; • collegate il cavo di ritorno al pezzo da lavorare il più vicino possibile alla zona da saldare; • non lavorate a fianco, né sedetevi sopra, né addossatevi alla fonte di corrente della saldatura; • non saldate quando spostate la fonte di corrente di saldatura o il trainafilo. I portatori di pacemaker devono consultare un medico prima di usare questo dispositivo di saldatura. L’esposizione ai campi elettromagnetici durante la saldatura potrebbe avere altri effetti sulla salute che non sono ancora conosciuti. 63 GYSPOT INVERTER PTI.G IT CONSIGLI PER VALUTARE LA ZONA E L’INSTALLAZIONE DI SALDATURA Generalità L’utente è responsabile dell’installazione e dell’uso del dipsositivo di saldatura ad arco secondo le istruzioni del fabbricante. Se delle perturbazioni elettromagnetiche sono rilevate, è responsabilità dell’utente del dispositivo di saldatura ad arco risolvere la situazione con l’assistenza tecnica del produttore. In certi casi, questa azione correttiva potrebbe essere molto semplice come ad esempio la messa a terra del circuito di saldatura. In altri casi, potrebbe essere necessario costruire uno schermo elettromagnetico intorno alla fonte di corrente di saldatura e al pezzo completo con montaggio di filtri d’entrata. In ogni caso, le perturbazioni elettromagnetiche devono essere ridotte fino a non essere più fastidiose. Valutazione della zona di saldatura Prima di installare un dispositivo di saldatura a resistenza, l’utente deve valutare i potenziali problemi elettromagnetici nella zona circostante. Bisogna tenere conto di ciò che segue: a) la presenza sopra, sotto e accanto al dispositivo di saldatura a resistenza di altri cavi di alimentazione, di comando, di segnalazione e telefonici; b) di ricettori e trasmettitori radio e televisione; c) di computer e altri dispositivi di comando; d) di dispositivi critici di sicurezza, per esempio, protezione di dispositivi industriali; e) la salute delle persone vicine, per esempio, l’azione di pacemaker o di apparecchi uditivi; f) di dispositivi utilizzati per la calibratura o la misurazione; g) l’immunità degli altri dispositivi presenti nell’ambiente. L’utilizzatore deve assicurarsi che gli altri dispositivi usati nell’ambiente siano compatibili. Questo potrebbe richiedere delle misure di protezione supplementari; h) l’orario della giornata in cui la saldatura o altre attività devono essere eseguite. La dimensione della zona circostante da prendere in considerazione dipende dalla struttura degli edifici e dalle altre attività svolte sul posto. La zona circostante può estendersi oltre ai limiti delle installazioni. Valutazione dell’installazione di saldatura Oltre alla valutazione della zona, le valutazioni delle installazioni di saldatura all’arco possono servire a determinare e risolvere i casi di perturbazioni. Conviene che la valutazione delle emissioni includa delle misurazioni sul posto come specificato all’Articolo 10 della CISPR 11:2009. Le misurazioni sul posto possono anche permettere di confermare l’efficacia delle misure di attenuazione. RACCOMANDAZIONI SUI METODI DI RIDUZIONE DELLE EMISSIONI ELETTROMAGNETICHE a. Rete pubblica di alimentazione: conviene collegare il materiale di saldatura a resistenza a una rete pubblica di alimentazione secondo le raccomandazioni del fabbricante. Se ci sono interferenze, potrebbe essere necessario prendere misure di prevenzione supplementari, come il filtraggio della rete pubblica di rifornimento [elettrico]. Converrebbe prendere in considerazione di schermare il cavo della presa elettrica passandolo in un condotto metallico o equivalente di un materiale di saldatura a resistenza fissati stabilmente. Converrebbe anche assicurarsi della continuità della schermatura elettrica su tutta la sua lunghezza. E’ conveniente collegare la schermatura alla fonte di corrente di saldatura per garantire un buon contatto elettrico tra il condotto e l’involucro del generatore di corrente di saldatura. b. Manutenzione del dispositivo di saldatura a resistenza: è opportuno che le manutenzioni del dispositivo di saldatura a resistenza siano eseguite seguendo le raccomandazioni del fabbricante. È opportuno che ogni accesso, porte di servizio e coperchi siano chiusi e correttamente bloccati quando il dispositivo di saldatura a resistenza è in funzione. È opportuno che il dispositivo di saldatura a resistenza non sia modificato in alcun modo, tranne le modifiche e regolazioni menzionati nelle istruzioni del fabbricante. c. Cavi di saldatura: è opportuno che i cavi siano i più corti possibili, piazzati l’uno vicino all’altro in prossimità del suolo o sul suolo. d. Collegamento equipotenziale: converrebbe considerare il collegamento di tutti gli oggetti metallici della zona circostante. Tuttavia, oggetti metallici collegati al pezzo da saldare potrebbero accrescere il rischio per l’operatore di scosse elettriche se costui tocca contemporaneamente questi oggetti metallici e l’elettrodo. Converrebbe isolare l’utente di questi oggetti metallici. e. Messa a terra del pezzo da saldare: quando il pezzo da saldare non è collegato a terra per sicurezza elettrica o a causa delle dimensioni e del posto dove si trova, come, ad esempio, gli scafi delle navi o le strutture metalliche di edifici, una connessione collegando il pezzo alla terra può, in certi casi e non sistematicamente, ridurre le emissioni. È opportuno assicurarsi di evitare la messa a terra dei pezzi che potrebbero accrescere i rischi di ferire gli utenti o danneggiare altri materiali elettrici. Se necessario, conviene che la messa a terra del pezzo da saldare sia fatta direttamente, ma in certi paesi che non autorizzano questa connessione diretta, è opportuno che la connessione avvenga tramite un condensatore appropriato scelto in funzione delle regolamentazioni nazionali. f. Protezione e schermatura: La protezione e la schermatura selettiva di altri cavi, dispositivi e materiali nella zona circostante può limitare i problemi di perturbazioni. La protezione di tutta la zona di saldatura può essere considerata per applicazioni speciali. TRASPORTO E SPOSTAMENTO DELLA FONTE DI CORRENTE DI TAGLIO La sorgente di corrente di saldatura è dotata di maniglia superiore che permette di trasportarla. Attenzione a non sottovalutarne il peso. Le maniglie non sono da considerarsi come un mezzo d’imbragatura. Non usare i cavi o la torcia per spostare la fonte di corrente di saldatura. Non far passare la fonte di corrente al di sopra di persone o oggetti. INSTALLAZIONE DEL DISPOSITIVO • Mettere la fonte di corrente di saldatura su un suolo inclinato al massimo di 10°. • La fonte di corrente di saldatura deve essere al riparo dalla pioggia e non deve essere esposta ai raggi del sole. • Il materiale è di grado di protezione IP20, che vuol dire: - una protezione contro gli accessi alle parti pericolose protette di corpi solidi di diam >12.5mm e, - nessuna protezione contro le proiezioni di acqua. 64 I cavi di alimentazione, di prolunga e di saldatura devono essere totalmente srotolati, per evitare il surriscaldamento. IT GYSPOT INVERTER PTI.G Il fabbricante non si assume alcuna responsabilità circa i danni provocati a persone e oggetti dovuti ad un uso incorretto e pericoloso di questo dispositivo. MANUTENZIONE / CONSIGLI • Gli utilizzatori di questa macchina devono aver ricevuto una formazione adattata all’uso della stessa per ottenere le sue massime prestazioni e per realizzare un lavoro conforme (esempio : formazione dei carrozzieri). • Verificare che il costruttore autorizzi il procedimento di saldatura impiegato, prima di qualsiasi riparazione su un veicolo. La manutenzione e la riparazione del generatore può essere effettuata solo dal fabbricante. Ogni intervento su questo generatore, effettuato da un terzo, comporta un annullamento delle condizioni di garanzia. Il fabbricante declina ogni responsabilità in merito ad ogni incidente o infortunio conseguente a questo tipo di intervento Interrompere l’alimentazione staccando la presa, e attendere due minuti prima di lavorare sul dispositivo. All’interno, le tensioni e l’intensità sono elevate e pericolose. • Prima di qualsiasi intervento, togliere l’alimentazione dell’aria compressa e depressurizzare il circuito della macchina. • Controllate di spurgare regolarmente il filtro del deumidificatore situato sul retro dell’apparecchio. • L’apparecchio è dotato di un bilanciere che permette una manipolazione più facile della pinza. Tuttavia, non laciare che le pinze pendano alla fine del cavo di bilanciamento a lungo, in quanto ciò provocherà fatica prematura del bilanciere. Non lasciare cadere la pinza in modo ripetuto senza trattenerla, si rischia di danneggiare il bilanciere. • E’ possibile regolare la tensione della molla del bilanciere con la chiave esagonale fornita. • Il livello del liquido di raffreddamento è importante per il buon funzionamento della macchina. Dev’essere sempre compreso tra il livello « minimo » e « massimo » indicati sull’apparecchio. Verificare regolarmente questo livello ed eventualmente rabboccarlo. • Si raccomanda di sostituire il liquido di raffreddamento ogni 2 anni. • Tutte le attrezzature subisco un deterioramento durante l’uso. Controllate che questi utensili restino puliti affinché la macchina dia il massimo delle proprie possibilità. • Prima di utilizzare la pinza pneumatica, verificare il buono stato degli elettrodi/cappe (sia piatti, bombati o smussati). Se non è così, allora pulirli con l’aiuto di carta abrasiva (grana fine) o sostituirli (vedere referenza sulla macchina). • Per garantire un punto di saldatura efficace, è indispensabile sostituire le cappe ogni 200 punti circa. Per questo : - Smontare le cappe con l’aiuto di una chiave smonta cappe (réf. 050846) - Montare le cappe con del grasso di contatto (réf. 050440) • Cappe tipo A (réf : 049987) • Cappe tipo F (réf : 049970) • Cappe smussate (réf : 049994) A F A A F A Attenzione : le cappe devono essere perfettamente allineate. Se così non fosse, verificare l’allineamento degli elettrodi (cf. capitolo «Montaggio e cambio bracci» P.70) • Prima di utilizzare la torcia, verificare lo stato dei vari utensili (stella, elettrodo mono-punto, elettrodo carbonio,...) poi eventualmente pulirli o procedere alla loro sostituzione se si presentano in cattivo stato. • Regolarmente, togliere il coperchio e spolverare con l’aiuto di una pistola ad aria. Cogliere l’occasione per far verificare le connessioni elettriche con un utensile isolato da persone qualificate. • Controllare regolarmente lo stato del cavo di alimentazione e dei fascicavi del circuito di saldatura. Se il cavo di alimentazione è danneggiato, deve essere sostituito dal fabbricante, dal suo servizio post-vendita o da una persona di qualifica simile, per evitare pericoli. • Lasciare le uscite d’aria della fonte di corrente del dispositivo libere per l’entrata e l’uscita d’aria. USO DELLE GALLEGGIE • L’operatore deve riempire correttamente il contenitore del refrigerante con il refrigerante prima dell’uso. • L’uso del jib è strettamente riservato al sostegno della pinza durante le operazioni di saldatura. • In nessun caso la gru a bandiera deve essere utilizzata come mezzo di sollevamento o altro, poiché esiste il rischio di ribaltamento del gruppo carrello della gru a bandiera. 65 IT GYSPOT INVERTER PTI.G INSTALLAZIONE - FUNZIONAMENTO DEL PRODOTTO Solo le persone esperte e abilitate dal fabbricante possono effettuare l’installazione. Durante l’installazione, assicurarsi che il generatore sia scollegato dalla rete. Le connessioni in serie o parallele di generatori sono vietate. DESCRIZIONE DEL MATERIALE (FIG-1) Questa macchina è stata concepita per effettuare le seguenti operazioni nelle carrozzerie : - saldatura a punti di lamiere tramite una pinza pneumatica, - saldatura di lamiere con la pistola, - saldatura di chiodi, rivetti, rondelle, perni, rifilature, - eliminazione avvalamenti fatti da urti ed impatti (bozzi da grandine con l’opzione della pinza di tiraggio cavità). 1234- Lettore di scheda SD Interfaccia Uomo Macchina (IHM) Unità di raffreddamento Staffa di bloccaggio braccio di sostegno 5- Manometro 6789- Interruttore Cavo rete Tappo del serbatoio Indicatore del liquido di raffreddamento 7891011- Fermo di bloccaggio Leva di blocco/sblocco del giroscopio Pulsante di sovrapertura Pulsante di saldatura a punti Pulsante di regolazione a distanza dei parametri DESCRIZIONE DELLA PINZA G (FIG-2) 12345- Leva di bloccaggio/sbloccaggio del braccio Tubo di raffreddamento Giroscopio Corpo pneumatico elettrodo di sovrapertura 6- Braccio mobile Sovra-apertura : la sovra-apertura della pinza può essere attivata con una pressione sul pulsante (FIG 2 - 10). L’elettrodo rientra nella pinza per lasciare un lasco di 80 mm per accedere alla zona da saldare, al posto dei 20 mm quando non è azionata. ACCESSORI E OPZIONI Liquido di raffreddamento Fodera di protezione 40 cappe x 10 x 18 x 18 Scheda SD con programmi x6 5 l : 062511 10 l : 052246 048935 050068 050853 050914 Affila cappe Sensore di sforzo Valigia di test di saldatura Europax anti-corrosione kit pistola PTI.G 048966 052314 050433 052758 067226 100 100 117 180 96 44 250 G1 (550 daN) - ref. 022768 Incluso 93 G2 (300 daN) - ref. 022775 G6 (550 daN) - ref. 022812 500 180 100 66 incluso 40 155 128 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829 IT GYSPOT INVERTER PTI.G 180 205 154 450 250 96 430 G3 (550 daN) - ref. 022782 600 384 235 324 177 G5 (550 daN) (6.25 kg) - ref. 022805 G10 (400 daN) (5 kg) - ref. 067165 G2 + G3 + G4 - ref. 022898 115 G8 (550 daN) - ref. 022836 X2 (300daN) ref. 050518 G9 + X1 (550 daN) - ref. 022881 140 X1 (550 daN) - ref. 050501 X6 (300daN) ref. 050587 ALIMENTAZIONE - Questo apparecchio deve essere azionato esclusivamente da una presa di corrente trifase 400V (50-60 Hz) con terra di protezione, protetta da un interruttore di tipo D ≥ 25 A (o da un fusibile Neoz tipo aM). La corrente di alimentazione permanente (I1p o ILp) è indicata nella sezione «Dati elettrici» e corrisponde alle condizioni operative massime. Notate che l’alimentazione e la protezione (fusibile e/o interruttore) della vostra rete elettrica devono essere compatibili con la corrente richiesta. In paesi con diversi valori di alimentazione di rete, potrebbe essere necessario sostituire la spina di rete per accedere alla massima potenza. • Raccomandazione sulla linea di alimentazione: Al fine di limitare la caduta di tensione nella linea di alimentazione ed evitare qualsiasi rischio di scollegamento della protezione, è indispensabile collegare l’apparecchiatura ad una presa «dedicata». Questa spina deve essere collegata al quadro elettrico e alimentare solo questa apparecchiatura. Il grado di protezione deve essere determinato tenendo conto dei seguenti vincoli: Controllare la sezione del cavo che arriva alla presa di collegamento: 4 x 6 mm². Se il cavo di rete dal pannello è più lungo di 10 m, utilizzare una sezione del conduttore di 10 mm². Se usate un cavo d’estensione, usate una sezione di conduttore di 6 mm² (10 mm² se la lunghezza della linea + cavo d’estensione è > 10m). Quando si usa una prolunga, questa deve avere una lunghezza e una sezione corrispondenti alla tensione del dispositivo. Usare una prolunga conforme alle norme nazionali. Cavo corrente File 400V/ 3 fasi + terra L1 L1 L2 L3 L2 L3 L1 : fase 1 L2 : fase 2 L3 : fase 3 : Terre terra (verde/giallo o verde) Neutro (non utilizzato) • La sorgente di corrente di saldatura si mette in protezione se la tensione d’alimentazione è inferiore o superiore al 15% di o delle tensioni specificare (un codice appare sul display). • Per ottenere il funzionamento ottimale dell’attrezzatura, verificare che il circuito d’aria compressa possa fornire 8 bar (116 Psi) poi collegare la rete d’aria compressa nella parte posteriore del dispositivo. Il dispositivo non dev’essere utilizzato con una rete d’aria con pressione inferiore a 4 bar (58 Psi) o superiore a 10 bar (145 Psi). COLLEGAMENTO AD UN GRUPPO ELETTROGENO Questo dispositivo non è protetto contro le sovratensioni regolarmente emesse da un gruppo elettrogeno e quindi non è consigliato connetterlo a questo tipo di alimentazione. RIEMPIMENTO DEL SERBATOIO DI LIQUIDO DI RAFFREDDAMENTO Il liquido di raffreddamento raccomandato da GYS deve essere usato: 5 l: rif. 062511 • 10 l : rif. 052246 67 IT GYSPOT INVERTER PTI.G L’utilizzo di altri liquidi di raffreddamento, e in particolare del liquido standard auto, può portare, per un fenomeno di elettrolisi, all’accumulo di depositi solidi nel circuito di raffreddamento, diminuendo così il raffreddamento, con possibile ostruzione del circuito. Eventuali danni alla macchina dovuti all’uso di un altro liquido refrigerante non saranno considerati in garanzia. Il liquido puro raccomandato fornisce protezione antigelo fino a -20°C (-4°F). Può essere diluito, ma imperativamente usando acqua deionizzata; non utilizzare acqua di rubinetto per diluire il liquido minimo 1 tanica da 10 litri deve essere utilizzata per garantire una protezione minima del circuito di raffredamento. 30 litri di liquido protezione antigelo a -20°C (-4°F) 20 litri di liquido + 10 litri d’acqua demineralizzata protezione antigelo a -13°C (9°F) 20 litri di liquido + 10 litri d’acqua demineralizzata protezione antigelo a -5°C (23°F) Qualsiasi danno riconducibile al gelo verificatosi sulla macchina non sarà riconosciuto nell’ambito della garanzia. Per il riempimento del serbatoio di liquido di raffreddamento, procedere come segue : - Posare la pinza pneumatica sul suo supporto. - Versare 30 litri di liquido per raggiungere il livello fino a metà dell’ indicatore di livello. Dati di sicurezza per il liquido : -in caso di contatto con gli occhi, togliere le eventuali lenti, se utilizzate dall’operatore , e lavare abbondantemente gli occhi con acqua pulita Consultare un medico in caso di complicazioni. -in caso di contatto con la pelle, lavare energicamente con del sapone e togliere ogni indumento contaminato. Incaso d’irritazione (rossori, ecc.), consultare un dottore. -in caso di ingestione, risciaquare abbondantemente la bocca con acqua pulita. Bere dell’acqua in grandi quantità. Consultare un dottore. Manutenzione: vedi capitolo «PRECAUZIONI DI FUNZIONAMENTO E MANUTENZIONE». MESSA IN FUNZIONE DELLA MACCHINA • L’accensione si fa per rotazione del commutatore on/off (7) sulla posizione I, e inversamente lo spegnimento si fa per rotazione sulla posizione O. Attenzione! Mai interrompere l’alimentazione mentre la fonte di corrente di saldatura è in uso. La scheda elettronica inizia un ciclo di tests di inizializzazione dei parametri chedurano circa 10 secondi. Al termine di questo ciclo, la macchina è pronta per essere utilizzata. • Appena la macchina è sotto tensione, il liquido circola nei cavi. Controllare che non ci siano perdite. INTERFACCIA UOMO MACCHINA 5 1 6 7 2 1 Tasto • Una semplice pressione sul tasto permette di scegliere tra la modalità pinza, pistola o « regolazione pinza ». • Una pressione di 2 secondi sul tasto permette di ritornare nella modalità « Auto » partendo da altre modalità. • Una pressione di 2 secondi sul tasto azzerra il contatore dei punti quando questo è attivo. • Una pressione di 2 secondi sul tasto permette di ritornare alla modalità «Regolazione» • Due tocchi brevi successivi cancellano la lista che èattiva sullo schermo nella modalità visualizzazione deglielenchi. • Un tocco breve sul tasto nella modalità memorizzazione dei programmi cancella il programma selezionato. 68 3 4 4 Registrazione dei parametri • La touche permette di salvaguardare una regolazione della macchina (parametri che sono stati impostatinella modalità manuale : intensità, tempi e forza di serraggio). • Il tasto permette di ristabilire una regolazione con lo stesso nome. si mette automaticamente in modalità manuale con i parametri di saldatura (intensità, tempi e forza di serraggio) e l’attrezzatura (pinza o pistola protetti). GYSPOT INVERTER PTI.G 2 Registrazione di un rapporto IT 5 Regolazione dello spessore della lamiera Questa funzionalità è dettagliata nel capitolo corrispondente. Il tasto permette di attivare o menola scrittura di un rapporto. Il tasto permette di visualizzare la serie dipunti effettuati. Il valore di questa regolazione stabilisce lo spessore delle lamiere La scelta dello spessore si fa con i tasti+ e -, gli spessori disponibili sono 0.6, 0.8, 1.0, 1.2, 1.5, 1.8, 2.0, 3.0 mm. 3 Utilizzo deile modalità 6 Regolazione del tipo di lamiera Il tasto permette di muoversi in tutti i modi di saldatura. Premendo a lungo il tasto mode si attiva la modalità di configurazione, che permette di selezionare la lingua, impostare la data e attivare l’allarme acustico «corrente troppo bassa» o «pressione troppo bassa». I tasti ( o ) sono usati per selezionare il valore da modificare e i tasti + e - sono usati per aumentare o diminuire la selezione. Questo parametro permette di scegliere in 4 grandi famiglia : Acciaio rivestito, Acciaio HLE/THLE, Acciaio UHLE e acciaio al boro/USIBOR. Questo parametro è anche modificabile con i tasti + e –. 7 Regolazione del braccio utilizzato REGOLAZIONE PINZA IN G Bloccare il braccio in G utilizzando la leva di serraggio (FIG 2-1). Il tasto permette di selezionare la funzione regolazione pinza. La funzione «regolazione pinza» permette di fissare la pinza e applicare la forza di serraggio programmata agli elettrodi senza far passare la corrente. La pinza resta chiusa fintanto che l’operatore preme il pulsante. Questa funzione consente di verificare il centraggio delle ghiere. Una pressione di 2 secondi sul tasto permette di ritornare nella modalità Auto. Per il GYSPOT BP LG, mettersi sistematicamente in questa modalità per arrestare la pompa al momento di cambiare il braccio.. L’elettrodo si ritrae nella pinza. La spia rossa sul bottone (FIG 2-12) si accende indicando che la pompa è spenta. I DIFFERENTI MODI DI SALDATURA Per tutte le modalità : I tasti di spostamento ( sui tasti laterali + e -. o ) permettono di selezionare i parametri da modificare. Ciascuna regolazione si effettua premendo Il tasto (FIG 2-12) della pinza permette la regolazione a distanza dei parametri di saldatura (spessore, tipo di acciaio): - Pressione lunga: cambiamento di parametro (passaggio da un parametro all’altro). - Pressione corta: modifica del valore del parametro. Per cambiare braccio (G1 -> G2 per esempio), l’utilizzatore deve imperativamente passare attraverso la tastiera della macchina. Pressione rete insufficiente: Se la pressione d’entrata è insufficiente per assicurare la forza di serraggio richiesta, la macchina indica prima del punto con messaggio di errore seguente: PRESSIONE RETE INSUFFICIENTE Una seconda pressione sul pulsante permette di « forzare » l’esecuzione del punto che si effectua allora con la pressione disponibile. Corrente debole: Se la corrente ottenuta durante il punto è inferiore al valore della consegna (<6%), la macchina indica una volta effettuato il punto, un messaggio d’avvertimento «corrente debole» la quale indica che il punto è da verificare. In tutti i casi, un messaggio appare alla fine del punto al fine di indicare l’intensità e la pressione misurata. Questo messaggio resta visualizzato sullo schermo fino a che l’utilizzatore non preme sulla tastiera o realizza un punto premendo sul pulsante di saldatura. Le condizioni di saldatura devono essere controllate all’inizio di ogni lavoro. Dei punti di saldatura «test» devono essere realizzati su dei pezzi di lamiera rappresentativi del lavoro da realizzare. Effettuare 2 punti di saldatura spaziati alla stessa distanza di quelli nel cantiere. Testare lo strappo del secondo punto di saldatura. Il punto è correttamente esseguito quando lo strappo provoca l’estrazione del nucleo strappando la lamiera, con un diametro minimo del nucleo in conformità con le specifiche del costruttore. 69 GYSPOT INVERTER PTI.G Modalità AUTO IT Questa modalità si accende per impostazione predefinita all’avvio della macchina. Questa modalità permette di saldare lamiere senza specificare alcun parametro sullo schermo della macchina La macchina determina lei stessa i parametri di saldatura adatti. Per poter utilizzare questa modalità, effettuare precedentemente un punto a vuoto (senza lamiere tra gli elettrodi), come richiesto sullo schermo. Premere il pulsante Il messaggio « Effettuare un punto a vuoto » appare sullo schermo. Premere di nuovo il tasto per effettuare la calibrazione. Una volta fatta la calibrazione, la macchina visualizza tutti i parametri a zero, ed è pronta per saldare. Chiudere la pinza sulla zona da saldare e saldare automaticamente, senza inserire nessun parametri nella macchina. Ogni 30 punti di saldatura, una nuova calibrazione a vuoto sarà richiesta. Questa modalità è utilizzabile con tutti i bracci tranne il G7. Modalità NORMALE Questa modalità determina i parametri di saldatura a partire dallo spessore delle lamiere e del tipo di acciaio. I parametri da regolare in questa modalità sono: - Spessore delle lamiere d’assemblaggio, può variare da 0.60 mm a 3.00 mm. Quando si saldano 2 lamiere insieme, inserire lo spessore della lamiera più sottile. Quando si saldano 3 lamiere insieme inserire lo spessore totale diviso 2. - Tipo d’ acciaio (Acciaio rivestito, Acciaio HLE/THLE, Acciaio UHLE, acciaio al boro o BORON). Quando le lamiere di natura diverse sono saldate, selezionare l’acciaio più duro tra quelli sovrapposti. - Referenza del braccio utilizzato. Una pressione di 2 secondi sul tasto Modalità MANUALE permette di ritornare nella modalità AUTO. Questa modalità permette di regolare manualmente i parametri del punto di saldatura, seguendo le istruzioni di un capitolato di riparazione, per esempio. I - Una pressione di 2 secondi sul tasto Modalità MULTI parametri da regolare in questa modalità sono: Intensità (2000 a 13 000 A) Tempi (100 a 850 ms) Sforzo di serraggio (100 a 550 daN) Referenza del braccio utilizzato. permette di ritornare nella modalità AUTO. Questa modalità permette una regolazione precisa dello spessore e del tipo di ogni una delle 2 0 3 lamiere. Il primo elemento (spessore della lamiera 1) viene selezionato. i tasti alto e basso permettono di selezionare i parametri da modificare, mentre i tasti destro e sinistro diminuiscono e aumentano il suo valore. La voce evidenziata permette di selezionare il parametro da modificare. I parametri da regolare in questa modalità sono: - Spessore di ciascuna lamiera: da 0.60 mm a 3.00 mm. - Tipo di acciaio di ogni lamiera : Acciaio rivestito, Acciaio HLE/THLE, Acciaio UHLE e Acciaio al boro (BORON). Quando le lamiere di natura diverse sono saldate, selezionare l’acciaio più duro tra quelli sovrapposti. - Per attivare la lamiera 3 premere sulle frecce di spostamento ( o ) per mettere in evidenza la lamiera 3. Utilizzare poi i tasti + e – per selezionare il tipo e lo spessore delle lamiere. - Referenza del braccio utilizzato. Una pressione di 2 secondi sul tasto Modalità COSTRUTTORE 70 permette di ritornare nella modalità AUTO. La modalità GYSTEEL è opzionale, è configurabile nel menù «Regolazioni». Questa modalità permette di chiamare nominalmente un punto preregistrato secondo il capitolato di riparazione del costruttore. GYSPOT INVERTER PTI.G IT Dei punti di saldatura programmati dall’utilizzatore possono essere richiamati selezionando USER nella lista dei costruttori. I punti di saldatura possono essere programmati con l’aiuto del software GYSPOT e il modulo di parametrizzazione dei punti di saldatura. Una pressione di 2 secondi sul tasto permette di ritornare nella modalità AUTO. La modalità ENERGY è opzionale; è configurabile nel menù «Regolazioni». Questa modalità permette di controllare l’energia trasmessa durante il punto di saldatura. Questa modalità non è destinata alla riparazione, ma alla realizzazione di tests da parte dei costruttori o dagli organismi di controllo. Modalità ENERGY Per poter utilizzare questa modalità, effettuare preventivamente un punto a vuoto. Premere il pulsante Il messaggio « Effettuare un punto a vuoto » appare sullo schermo. Premere di nuovo il tasto per effettuare <t2/>la calibrazione. Una volta realizzata la calibrazione, la macchina visualizza sullo schermo gli ultimi valori utilizzati in questa modalità per la corrente e l’energia. L’utilizzatore può allora modificare la corrente di saldatura, l’energia, e l’impedenza. La macchina salda il tempo necessario per raggiungere l’energia richiesta. Se il tempo si saldatura è troppo lungo, la macchina visualizzerà un messaggio di errore « Tempo massimo raggiunto ». Una pressione di 2 secondi sul tasto permette di ritornare nella modalità AUTO. MENÙ E IMPOSTAZIONI Questo menù è accessibile premendo il tasto per più di 2 secondi. La lingua dei menu può essere selezionata nella riga 1. La data e l’ora possono essere programmate sulla riga 2. Le modalità GYSTEEL (GYSACCIAIO), COSTRUTTORE, AUTO, e ENERGY possono essere attivate / disattivate in questo menu. Controllo daN Con questa impostazione la forza di serraggio della pinza può essere attivata o controllata durante la saldatura. Modalità COLLA : Sullo schermo REGOLAZIONI qui sotto, l’utilizzatore può precisare la presenza di colla tra le lamiere. Se la modalità colla è attiva, un prepunto viene effettuato prima del punto di saldatura. La durata di questo prepunto è parametrata in millisecondi, da 0 a 400 ms, con incrementi di 50. Quando la modalità colle è selezionata, la dicitura « GLUE » appare nei menu di saldatura NORMALE, MANUALE, MULTI, GYSTEEL. 71 GYSPOT INVERTER PTI.G IT UTILIZZO DELLA PISTOLA MONOPOINT (OPZIONE) • Selezionare lo strumento PISTOLO MONOPUNTO usando il tasto . Collegare il filo di terra della pistola all’elettrodo mobile. Far scorrere la ruota zigrinata e stringere. Rimuovere il braccio dal morsetto e attaccare invece il cavo della pistola. Collegare il cavo di controllo alla spina jack. Controllare che la vite che collega la scarpa al capocorda sia stretta. - Fissare il morsetto di terra al pezzo da lavorare, se possibile vicino alla zona da lavorare. Quando si fa la saldatura monopoint con la pistola, attaccare sempre la massa alla lamiera inferiore per assicurarsi che la corrente di saldatura passi attraverso entrambe le lamiere. - Comincia a saldare con il punto che è più lontano da terra e avvicinati ad esso. - Automaticamente viene avviata la modalità STANDARD con le impostazioni per saldare le stelle di rigonfiamento. - La pistola monopoint può essere utilizzata sia in modalità STANDARD che EXPERT. In modalità STANDARD, lo spessore massimo del foglio è limitato a 1,5 mm. Oltre allo spot di testa da un lato, la pistola mono spot può essere utilizzata con una serie di altri strumenti, ad esempio per varie operazioni di rimozione delle ammaccature (martello per la rimozione rapida delle ammaccature (stella), saldatura su filo ondulato, punte di estrazione, saldatura su rondelle, rivetti, bulloni, dadi, saldatura di giunzione a rulli, restringimento, tempra, indurimento (elettrodo di carbonio)). Utilizzare i tasti freccia SU e GIÙ per navigare nel menu e i tasti freccia + e - per effettuare l’impostazione corretta. 72 GYSPOT INVERTER PTI.G IT In modalità MANUALE, l’intensità massima ammessa sarà da 9 kA per una durata che non potrà eccedere i 600 ms. Le regolazioni sullo schermo saranno dunque bloccate a questi valori massimi. Regolare il generatore indicandogli lo spessore della lamiera da saldare con l’aiuto dei tasti + e -. Regolare il generatore indicando lo spessore della lamiera da saldare con l’aiuto dei tasti + e -. E’ possibile modificare i parametri corrente e tempo in modalità manuale. Una pressione di 2 secondi sul tasto permette di ritornare alla modalità NORMALE. FEHLER MANAGEMENT Diversi avvenimenti possono produrre degli errori. Possono essere classificati in 4 categorie: 1/ Le avvertenze, che previene l’utilizzatore da un surriscaldamento, una mancanza di pressione o intensità, ecc. Queste avvertenze si visualizzano a schermo e restano visibili fino alla pressione di un tasto. 2/ Gli errori, che corrispondono a un’errata installazione (pressione dell’aria, alimentazione elettrica). 3/ Gli errori gravi, che bloccano l’utilizzo della macchina. In questo caso contattare il servizio post vendita 4 / La protezione termica è assicurata da un termistore sul ponte a diodi che blocca l’utilizzo della macchina con il messaggio «surriscaldamento» Batteria debole Il messaggio « Batteria debole » appare quando viene messa sotto tensione e allerta l’utilizzatore sul fatto che la tensione della batteria sulla carta comandi è debole. Questa batteria assicura la salvaguardia della data e dell’ora quando l’appareecchio è messo fuori tensione. Attrezzo non valido Il messaggio « Attrezzo non valido » appare quando l’attrezzo viene messo sotto tensione e allerta l’utilizzatore del fatto che un tasto o un pulsante è rimasto attivo, o un corto-circuito permanente è stato rilevato. Controllare il pulsante della pistola e i pulsanti sulla/sulle pinze per far sparire questo messaggio. Braccio non valido Il braccio del morsetto non è compatibile con la modalità di saldatura selezionata. Corrente troppo debole 1/ Controlla linea Se la corrente ottenuta durante il punto è inferiore al setpoint (6%), la macchina indica una volta che il punto è stato visualizzato con un messaggio di avvertimento «Bassa corrente, linea di controllo» che indica che il punto deve essere controllato. 2/ Controllare le piastre Se la macchina non è in grado di ottenere la corrente richiesta, viene visualizzato il messaggio di errore «Bassa corrente, piastre di controllo». Il punto non è effettuato e il diffetto deve essere rimosso per fare un punto. Pressione della rete insufficiente 73 IT GYSPOT INVERTER PTI.G Se la pressione d’ingresso è insufficiente per assicurare la forza di serraggio richiesta, la macchina bippa e indica prima del punto il messaggio di errore seguente « Pressione rete insufficiente ». Una seconda pressione sul pulsante permette di « forzare » l’esecuzione del punto che si effectua allora con la pressione disponibile. Se la forza di serraggio misurata è insufficiente allora la macchina indica « Pressione debole » e viene registra nel rapporto attivo. Aspirazione della pompa Il messaggio Pump Priming Fault appare quando la pompa del sistema di raffreddamento viene adescata. Controllare il livello del refrigerante nel serbatoio. Autodiagnosi Quando il dispositivo è acceso, esegue un’autodiagnosi e visualizza i risultati sullo schermo. Se non c’è un errore di blocco, questa pagina viene visualizzata per 3s e poi scompare. Durante questo tempo, una breve pressione sui tasti MODE, ▲ o ▼, esce dalla visualizzazione della pagina CHECK (risultati sintetizzati su due pagine). Una lunga pressione su MODE fa uscire dal modo CHECK. Non è possibile uscire dalle pagine CHECK quando viene rilevato un guasto bloccante, eccetto nel caso di un guasto di fase (vedi elenco sotto). Linea no. Commento Mostra la colonna di sinistra Mostra la colonna di destra Tipo di guasto In caso di guasto di blocco Page CHECK n°1 1 Nome del prodotto PTI-400 PASS No bloccante 2 Numero di serie del prodotto SN xx.xx.xxxxxx.xxxxxx PASS o FAIL No bloccante 3 Versione soft secondaria CONTROL SOFT Vxx. xx.xx PASS No bloccante 4 Versione primaria dura ALIM HARD 400V PASS o FAIL Blocco Scheda di alimentazione sbagliata, contattare il rivenditore 5 Versione soft primaria ALIM SOFT Vx.xx PASS, FAIL Blocco Versione software errata, contattare il proprio rivenditore specializzato 6 Test della tastiera KEYBOARD PASS o FAIL No bloccante Assicuratevi che nessun tasto o grilletto della tastiera sia premuto, se l’errore persiste, contattate il vostro rivenditore. 7 Test di comunicazione µ COMMUNICATION PASS o FAIL Blocco Problema di comunicazione tra le schede, contatta il tuo rivenditore Scheda SD non disponibile 8 Scheda SD SD xx.xx.xx.xx.xxxx PASS o FAIL No bloccante 9 Tensione fase 1 U12 = xxx V PASS o FAIL Blocco 10 Tensione fase 2 U23 = xxx V PASS o FAIL Blocco 11 Tensione fase 3 U31 = xxx V PASS o FAIL Blocco 12 Tensione CAPA U+HT = xxx V PASS o FAIL Blocco 13 Tensione PM IGBT 1 e 2 UPMIGBT12 = xxx V PASS o FAIL Blocco 14 Tensione PM IGBT 3 e 4 UPMIGBT34 = xxx V PASS o FAIL Blocco 15 Risultato del test IGBT 1 IGBT1 = xxx V PASS o FAIL Blocco 16 Risultato del test IGBT 2 IGBT2 = xxx V PASS o FAIL Blocco 17 Risultato del test IGBT 3 IGBT3 = xxx V PASS o FAIL Blocco 18 Risultato del test IGBT 4 IGBT4 = xxx V PASS o FAIL Blocco Se non c’è fase, premendo MODE per 5s si accede al menu di setup e la macchina può essere utilizzata in modalità showroom. Problema con il controllo dell’elettronica di potenza, contattate il vostro rivenditore. Page CHECK n°2 74 1 Risultato del test transfo di rilevamento primario CONNEXION TRANSFO PASS o FAIL Blockieren 2 Data e ora DATE/TIME PASS o FAIL No bloccante 3 Modalità SHOW ROOM SHOW-ROOM ON o OFF No bloccante Controllare il collegamento del cavo di alimentazione dal terminale al generatore. GYSPOT INVERTER PTI.G IT 4 Test del grilletto di saldatura, del grilletto della pistola e della temperatura della pistola GGUN WELD SW = x.xx V PASS No bloccante 5 Test di innesco per l’apertura del diodo e la temperatura GGUN OPEN SW = x.xx V PASS o FAIL Blocco Controllare il collegamento del sensore di temperatura del diodo di potenza. 6 Temperatura primaria del trasformatore TRANSFO TEMP = x.xx V ON o OFF Blocco Surriscaldamento del trasformatore di potenza. Lasciare raffreddare l’unità prima di riavviarla. 7 Sensore di posizione THICKNESS SENSOR = xx.x mm PASS No bloccante 8 Tensione durante la saldatura WELDING VOLTAGE = x.xx V PASS No bloccante 9 Tensione della batteria di backup BACKUP CELL = x.xx V PASS o FAIL No bloccante 10 Pressione di rete AIR PRESSURE = xx.x bar si PASS PASS o FAIL Blocco Sensore di pressione dell’aria della rete HS, contattare il proprio rivenditore. PASS o FAIL Blocco Sensore di pressione dell’aria della pinza HS, contattate il vostro rivenditore. ON o OFF No bloccante Klammerdruck 11 Rilevamento della presenza di un’arma 12 Rilevamento della presenza della pistola GUN PRESSURE = xx.x bar si PASS GUN PRESSURE = x.xx V si FAIL CONNEXION GUN CONTATORE DI PUNTI Un contatore di punti permette di contare i punti effettuati con le stesse cappe. Se il punto è effettuato senza problemi, il messaggio seguente sarà visibile. Il valore del contatore è visibile in alto a sinistra dello schermo. Una pressione di 2 secondi sul tasto azzera il contatore dei punti quando questo è attivo. Se vengono realizzati più di 200 punti con gli stessi suggerimenti, sullo schermo viene visualizzato un messaggio di avviso che rimane visualizzato dopo ogni punto finché non viene ripristinato il contatore. La macchina contabilizza i numeri di punti realizzati con ciascun braccio in maniera indipendente. Dal momento in cui appare il messaggio di avviso, se le cappe non vengono modificate prima del reset del contatore, possono deteriorarsi e portare a una scarsa qualità del punto di saldatura. FUNZIONALITÀ DI REGISTRAZIONE La modalità identificazione è opzionale, è configurabile nel menù «Regolazioni». Se la modalità identificazione è configurata su « off » è sufficiente mettere un nome di rapporto e dell’attività per memorizzare i punti di saldatura effettuati.L’ elenco permette di memorizzare i parametri dei punti realizzati con la pinza. L’archivio permette di memorizzare i parametri dei punti di realizzati con la pinza. E’ disponibile per tutte le modalità, tramite pressione sui 2 tasti . e Il programma utilizzatore è disponibile per tutti le modalità sui tasti e . Rapporto (elenco) 75 IT GYSPOT INVERTER PTI.G La registrazione di un rapporto permette di recuperare i dati di una seriedi punti realizzati con la pinza e di registrarli sulla scheda di memoria affinché possano essere recuperati da un PC per esempio. GYS fornisce un software chiamato GYSPOT per leggere la scheda SD e riprodurre gli archivi su PC. Questo software GYSPOT è archiviato nella scheda SD come pure le istruzioni d’utilizzo. Per default, questa funzione è disattivata all’avvio della macchina. Una pressione sul tasto salvataggio (on/off) e sul tasto «mode» permette di avviare il salvataggio del rapporto nel manuale d’istruzioni selezionato. Una nuova pressione sul tasto salvataggio (on/off) arresta il salvataggio in corso. L’archivio creato contiene: un identificativo per utilizzatore, così come per ogni punto effettuato, lo strumento e il braccio utilizzato, le regolazioni di macchina (intensità e pressione). Contiene ugualmente gli eventuali messaggi d’errore seguenti apparsi durante il suo salvataggio :| DEBOLE, P DEBOLE, PB CAPS. o . Durante l’inserimento dell’identificativo già utilizzato, la macchina registra i nuovi L’inserimento dell’identificativo si fa con i quattro tasti +, punti di seguito, senza cancellare i precedenti. permette di recuperare un rapporto precedentemente registrato e di rileggerlo sullo schermo. Il tasto lettura Occorre interrompere il salvataggio in corso premendo sul tasto modalità di visualizzazione del rapporto. Per cancellare il contenuto di un rapporto, occorre visualizzarlo su schermo utilizzando il tasto . prima di poterlo visualizzare su schermo. Il tasto permette di uscire dalla . Infine, premere sul tasto Appare il messaggio seguente. Quando appare il triangolo, una seconda prescancella il contenuto del sione sul tasto rapporto visualizzato. Il triangolo sparisce dallo schermo automaticamente dopo 3 secondi. Modalità identificazione Se la modalità identificazione è configurata su ON occorre compilare tutti i campi obbligatori della commessa di riparazione per fare dei punti di saldatura altrimenti la macchina emetterà l’errore di identificazione. Per attivare e per disattivare la modalità di identificazione bisogna inserire una scheda SD identificazione nel lettore della macchina nel punto e in sostituzione della scheda SD che contiene i programmi. Lo schermo regolazione si attiva premendo per 2 secondi sul tasto . Quando la scheda SD «identificazione» è inserita e selezioniamo «identificazione ON» allora lo schermo di supervisione viene visualizzato. Questo schermo permette di rendere i campi « immatricolazione, marca del veicolo, modello del veicolo, numero di telaio» obbligatori al momento della compilazione dell’ordine. Per uscire dallo schermo, occorre premere sul tasto per due secondi. Infine, occorre rimettere la scheda SD che contiene i programmi nel lettore della macchina. Elenco delle schermate che permettono inserire un ordine di riparazione : Quando un ordine di riparazione è già stato creato, non può essere modificato ne cancellato sulla macchina. Per cancellarlo, utilizzare il software Gyspot del PC. L’utilizzatore può creare al massimo 100 ordini di riparazione. Ordine di riparazione 76 Identificazione utilizzaotre Immatricolazione (opzionale) IT GYSPOT INVERTER PTI.G Marca veicolo I tasti di spostamento ( Modello veicolo o N° telaio (opzionale) ) permettono di cambiare le lettere o le cifre. I tasti - e + permettono di spostare il cursore nel campo. La pressione breve sul tasto modifica o la lettura. permette di cancellare il campo. Il tasto permette lo scorrimento dei campi per la Catalogo Il tasto permette la consultazione degli ordini di riparazione. Il numero di pagina è visualizzato (13 maxi). I tasti – e + permettono di cambiare pagina. I tasti sivi o precedenti. I tasti Il tasto e permettono di selezionare i Job succes- permettono di visualizzare l’ordine di riparazione selezionato. permette di uscire dalla modalità di visualizzazione del rapporto. • La libreria di gestione della scheda SD permette di gestire le schede SD > 2 Go. • Per ciascun ordine di riparazione è associato un file archivio xxx.dat.(con xxx=identificativo da 001 a 100). In ciascun archivio, è possibile registrare al massimo 500 punti di saldatura. Su richiesta i nomi dell’ordine di riparazione e dell’utilizzatore vengono visualizzati. • N° di pagine è indicato in alto a sinistra. • L’insieme degli ordini di riparazione è memorizzato nell’archivio catalog.GYS. • Questo file contiene il numero totale degli ordini di riparazione, il nome di ciascun ordine di riparazione e il nome di ciascun utilizzatore. Ci sono 100 ordini di riparazione al massimo. Progammi operatori Il salvataggio dei parametri permette di definire un programma utilizzatore al fine di ritrovare facilmente le sue regolazioni per un utilizzo futuro. Sono disponibili 20 slot di memoria. Ogni una di queste contiene le regolazioni seguenti : attrezzatura, braccio,intensità di saldatura, tempi di saldatura e sforzo di serraggio. Un programma può essere associato alla pinza o alla pistola. Un programma può essere associato alla pinza o alla pistola. permette il salvataggio delle regolazioni in corso della modalità manuale (intensità, tempi e forza di serraggio). Le 20 slot di memoria sono Il tasto segnalate con un identificativo (per l’utilizzo a cui sono dedicate) o con un simbolo « --- » per le posizioni libere. . Con l’inserimento di un identificativo già utilizzato, la macchina cancellerà i parametri L’inserimento dell’identificativo si fa con i quattro tasti che erano stati memorizzati precedentemente. Il tasto permette di accedere alle regolazioni registrate precedentemente. La scelta di una posizione vuota non ha nessun effetto. 77 IT GYSPOT INVERTER PTI.G Una breve pressione sul tasto cancella il programma selezionato dalla lista dei programmi salvati. Il tasto permette di uscire dalla modalità di selezione del programma, , far passare la macchina dalla modalità manuale con i parametri e lo strumento salvataggio nel programma. Per disattivare il programma, è sufficiente cambiare il valore di un parametro in una delle tre modalità manuali, normali o multilamiere o di cambaire strumento (pinza, pistola) utilizzando il tasto Il tasto . permette di visualizzare un rapporto precedentemente registrato e di rileggerlo sullo schermo. Scheda memoria SD. (rif. 050914) Questa scheda permette all’utilizzatore di fare il collegamento tra il suo generatore e un PC per: • Recuperare degli archivi (rapporti), al fine di conservare una traccia del suo lavoro ed eventualmente di risalire ad una compagnia assicurativa. • Aggiornare i parametri di saldatura, aggiungere nuove lingue. • Il Software GYSPOT per la modifica dei parametri sul PC è memorizzato nella scheda SD. • Il manuale d’istruzioni è conservato nella scheda memoria SD. Lo spazio memoria sarà sufficiente per assicurare un’autonomia di più di 65 000 punti. La macchina può funzionare senza carta memoria in modalità «manuale» unicamente. Se la scheda SD non è inserita nel lettore della scheda allora si visualizza il messaggio seguente. Occorre arrestare e riavviare la macchina dopo aver inserito la scheda SD. Importante : bisogna interrompere l’alimentazione della macchina prima di ritirare la scheda SD dal suo lettore e riavviare la macchinaunicamente dopo avere inserito la scheda SD nel suo lettore altrimentii dati memorizzati sulla scheda SD possono distruggersi. MONTAGGIO E CAMBIAMENTO BRACCI PINZA G La garanzia non copre le anomalie e i deterioramenti dovuti a un errato montaggio del braccio della pinza in G. IMPORTANTE: -non utilizzare del grasso di rame sui bracci. - mantenere la suola delle braccia e il supporto del braccio puliti sul morsetto per favorire un buon flusso di corrente tra le parti in contatto. - In caso di non utilizzo prolungato, conservare sempre la macchina con un braccio montato sul morsetto per evitare la polvere sul supporto del braccio. Procedura di cambio braccio: Durante la sostituzione dei bracci sul morsetto, la pompa del circuito di raffreddamento deve essere spenta. Per questo, posizionarsi su «Regolazione pinza» sulla macchina; la spia rossa s’illumina sul pulsante della pinza (FIG 2-12) ad indicare che la pompa è spenta. L’elettrodo si ritrae allora dalla pinza per permettere il ritiro del braccio. 1 2 3 4 Il fermo sporge oltre il lato del lucchetto chiuso La leva deve essere in posizione arretrata (~ 120 °) Le frecce devono essere allineate Inclinare il braccio di circa 15 ° e rimuoverlo dalla sua sede (i perni devono scorrere nella scanalatura) 2 2 4 4 3 3 1 1 APERTURA MECCANICA DEL BRACCIO Per aprire il braccio e accedere più facilmente alla carrozzeria, azionare la sovrapertura premendo sul pulsante della pinza (FIG 2-10). 78 IT GYSPOT INVERTER PTI.G 1 2 3 4 Premere il pulsante (FIG 2 -10) Il fermo sporge dal lato del lucchetto aperto La leva deve essere aperta (~ 90 °) in battuta sul fermo. Le frecce non devono essere allineate Inclinare il braccio. 3 3 1 1 4 4 2 2 VERRIEGELUNG/ENTRIEGLUNGS DER 360°-ORBITALFÜHRUNG Ist der Hebel nach oben geneigt, wird die Orbitalführung verriegelt. Ist der Hebel nach unten geneigt, wird die Orbitalführung entriegelt. Er kann um 360° rund um die Zange drehen. SOFTWARE GYSPOT SU PC Questo software ha per obiettivo di produrre e memorizzare i rapporti dei punti fatti per mezzo di un GYSPOT attrezzato con un lettore di schede SD Per utilizzare questo software, il PC deve essere equipaggiato con un lettore di schede SD. Il software GYSPOT può essere installato partendo anche da schede già presenti sulla scheda SD. Nel repertorio GYSPOT V X.XX , doppio clic sul programma INSTALL.EXE, e seguire le istruzioni per installare il software sul vostro PC. Una icona GYSPOT viene automaticamente installata sul desk del vostro PC. 1- Selezione lingua Il software supporta più lingue. Attualmente le lingue disponibili sono Francese, Inglese, Tedesco, Spagnolo, Olandese, <t0/>Danese<t1/>, Finnico, Italiano, Ssvedese, Russo, Turco. Per selezionare una lingua nel menu, cliccare su Opzioni poi su Lingue. Attenzione, una volta impostata la lingua, chiudere e riaprire nuovamente il software GYSPOT perché la lingua venga presa in considerazione. 2 - Identità dell’utente Al fine di personalizzare le edizioni con le tue informazioni personali, sono richieste alcune informazioni. Per inserire queste informazioni nel menu, cliccare su Opzioni poi su Identità. Viene visualizzata una nuova finestra con le seguenti informazioni: Nome della società Indirizzo / CAP / Città Telefono / Fax (Fax) / Email / Sito Web logo Queste informazioni verranno quindi visualizzate nelle edizioni 3 - Tracciabilità Per default, il software GYSPOT si apre in modalità «tracciabilità». In modalità « Parametrizzazione dei punti », cliccare su « Tracciabilità » nel menu « Opzioni ». 79 GYSPOT INVERTER PTI.G IT 3.1 - Importazione di report di punti da una scheda SD : Per importare nel vostro PC i rapporti dei punti realizzati con un GYSPOT, inserite la scheda SD nel lettore di schede del vostro PC poi avviate il software GYSPOT. . Selezionare il lettore dove è inserita la vostra scheda SD, poi cliccare sul tasto Quando l’importazione è stata fatta, i punti realizzati sono raggruppati dal programma di identificazione degli ordini di lavoro. Questa identificazione corrisponde al nome del rapporto specificato nella macchina saldatrice. Questa identificazione è visualizzata nella linguetta IN CORSO. Una volta importati i rapporti, è possibile effettuare una ricerca, di modificare o di archiviare ogni rapporto. Per visualizzare i punti effettuati, selezionare un rapporto i punti realizzati si visualizzano sul riquadro. Per effettuare una ricerca, attivare il campo ricerca e cliccare sul tasto . Per modificare un rapporto, selezionare un rapporto e poi cliccare sul pulsante . Per archiviare un rapporto, selezionare un rapporto e poi cliccare sul pulsante prima di esser stati archiviati. . Attenzione, i rapporti importati non possono essere cancellati 3.2 - Consultare i rapporti archiviati: Per consultare i rapporti archiviati, cliccare sulla linguetta Archivi. I rapporti sono raggruppati per anno e per mese. Per visualizzare i punti effettuati, selezionare un rapporto i punti realizzati si visualizzano sul riquadro. Per i rapporti archiviati, è possibile effettuare una ricerca, di modificare o sopprimere un rapporto. Attenzione, un rapporto archiviato successivamente cancellato sarà caricato nuovamente in occasione di una nuova importazione nel caso in cui la scheda. Per effettuare una ricerca, attivare il campo ricerca e cliccare sul tasto . Per modificare un rapporto, selezionare un rapporto e poi cliccare sul pulsante Per cancellare un rapporto, selezionare un rapporto poi cliccare sul pulsante . . 3.3 - Resettare una scheda SD: Un reset cancellerà tutti i rapporti di punti realizzati registrati sulla scheda SD. Per resettare una scheda SD, inserire la scheda SD nel vostro lettore di schede del vostro PC poi, cliccare su MENU -> OPZIONI e resettare la scheda SD. Attenzione, con il reset, i rapporti dei punti realizzati, ma non ancora importati, saranno automaticamente importati. 3.4 - Per completare le informazioni di un rapporto: Ciascun rapporto deve essere compilato con le informazioni seguenti: Incaricato, Tipo di veicolo, Ordine di riparazione, Immatricolazione, Messa in funzione, Intervento, Commenti. Per inserire questi dati, selezionare un rapporto poi inserite le informazioni nell’intestazione del rapporto. 3.5 - Stampare un rapporto: Per stampare un rapporto, selezionare un rapporto poi cliccare sul pulsante . Un riepilogo dell’edizione si visualizza. Cliccare sul pulsante . 3.6 - Esportare l’edizione in formato PDF: . Un riepilogo dell’edizione si visualizza. Cliccare sul pulsante Per esportare un’edizione PDF, selezionare una cartella e fare clic sul pulsante . Un esempio di registrazione dei parametri stampati utilizzando il software GYSPOT verrà visualizzato un pò più in là. 4- Parametrizzazione dei punti Per passare nella modalità « Parametrizzazione dei punti », cliccare su « Parametrizzazione dei punti » nel menu « Opzioni ». La modalità « Parametrizzazione dei punti » permette di proporre all’operatore dei punti parametrati dai costruttori. Questa modalità permette all’utilizzatore di configurare i suoi parametri di saldatura. - Inserire la carta SD spedita con la saldatrice GYSPOT nel lettore del vostro PC poi selezionare il lettore corrispondente nel menu a tendina che apparirà Scelta lettore. - Le saldatrici a punti GYSPOT supportano fino a 16 documenti che possono contenere fino a 48 parametri di punto. - Il primo documento chiamato «USER» non può essere cancellato. Permette all’operatore di aggiungere, di modificare o di sopprimere una impostazione dei punti. - Gli altri documenti sono riservati ai punti importati dai costruttori. E’ possibile importare dei documenti costruttore caricati dal nostro sito web (http:// www.gys.fr). Non è possibile aggiungere, modificare o sopprimere un punto impostato nel fascicolo costruttore. 4.1 - Importare un fascicolo di impostazioni dei punti costruttore: Fare un doppio clic nella prima colonna e inserite un nome costruttore. 80 GYSPOT INVERTER PTI.G IT Effettuate poi un doppio clic nella seconda colonna per selezionare un fascicolo costruttore precaricato precedentemente dal nostro sito Web. L’elenco dei punti impostati dal costruttore si visualizzano nel secondo elenco. Selezionare un punto impostato per visualizzare il cronogramma e i parametri configurati. 4.2 - Aggiungere un punto impostato nel fascicolo USER: Per aggiungere un punto nel fascicolo USER, selezionate il fascicolo USER nella lista dei fascicoli poi a destra della lista dei punti impostati. Immettere il nome del punto e quindi precliccare sul tasto mere il tasto TAB o fare clic all’esterno dell’elenco dei set point per configurare i parametri di saldatura. Per un punto da impostare, è possibile configurare : La fase di pre-serraggio La fase di preriscaldamento Le diverse pulsazioni (massimo 4 impulsi) E la fase di forgiatura calda e fredda. Per modificare i parametri, cliccare sui tasti . Quando l’operatore modifica un parametro, il cronogramma del punto viene attualizzato. Per validare il punto impostato, cliccare sul tasto Per annullare il punto impostato, cliccare sul tasto . . 4.3 - Modificare un punto configurato nel file USER: Per modificare i parametri di un punto, selezionare un punto nell’ elenco poi modificare i parametri di saldatura. Per validare le modifiche, cliccare sul tasto Per annullare le modifiche, cliccare sul tasto . . 4.4 - Cancellare un punto configurato nel file USER : Selezionare un punto impostato nell’elenco poi cliccare sul tasto a destra dell’elenco. 81 IT GYSPOT INVERTER PTI.G Intervenant : Raison sociale : JBDC Téléphone : 0243510101 Adresse : ZI, 134 Bd des Loges Télécopie : 0243510102 Email : [email protected] Site Web : www.companyname.com Code postal : 53941 Ville : Saint-Berthevin OPERATEUR Ordre de réparation : Date du journal : 977AC92 05/04/2018 Intervention : Commentaires : AILE ARRIERE Commentaires Marque : PEUGEOT Modèle : 308SW N° châssis : 12365849 Immatriculation : 1450UT53 Mise en circulation : 01/01/2017 GYSPOT BP.LG (1712009013) Consignes Id Date Mode Outil 1 05/04/18 10:22 Auto Pince en C n°1 630 9,4 2 05/04/18 10:22 Auto Pince en C n°1 630 9,4 3 05/04/18 10:22 Auto Pince en C n°1 490 4 05/04/18 10:22 Auto Pince en C n°1 5 05/04/18 10:22 Auto 6 05/04/18 10:23 Mesures Intensité (kA) Serrage (daN) Epaisseur (mm) Etat 325 9,4 325 3,5 Point Ok 325 9,3 325 3,5 Point Ok 8,2 240 8,2 240 2,0 Point Ok 510 8,3 250 8,2 245 2,1 Point Ok Pince en C n°1 510 8,3 250 8,3 245 2,1 Point Ok Normal Pince en C n°1 350 7,3 225 7,3 225 - Point Ok 7 05/04/18 10:23 Normal Pince en C n°1 350 7,3 225 7,2 225 Point Ok 8 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,0 265 - 9 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 260 Point Ok 10 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 270 - 11 05/04/18 10:23 Manuel Pince en C n°1 400 8,1 510 8,1 440 - Pression faible Temps Serrage Intensité (kA) (ms) (daN) Point Ok Point Ok PRECAUZIONI D’IMPIEGO E MANUTENZIONE Formazione dell’utilizzatore Gli utenti di questa macchina devono ricevere una formazione adeguata all’uso della macchina al fine di sfruttare al massimo le prestazioni della macchina e di eseguire lavori conformi (esempi: addestramento carrozzieri). Preparazione dei pezzi da assemblare E’ indispensabile di decappare e avvicinare la zona da saldare Nel caso di applicazione di protezione, assicurarsi che questa sia conduttrice facendo preventivo su un campione. Saldatura a elettrodo monopunto Al momento di una riparazione su veicolo, verificare che il costruttore autorizzi questo tipo di processo di saldatura. Utilizzo del braccio inferiore dell’ala La pressione massima è 100 daN. Dadi O-ring di serraggio bracci del morsetto X. All’interno dei 2 dadi di serraggio dei bracci (vedere la descrizione del morsetto), ci sono 2 O-ring che devono essere sostituiti in caso di perdite o ogni 6 mesi Queste due guarnizioni sono necessarie per evitare il rischio di perdita di liquido. Queste guarnizioni sono o-ring Ø 25 mm, 4 pezzi. Al momento della sostituzione di questa guarnizioni occorre mettere del grasso. (ref. Livello di efficacia del liquido di raffreddamento Il livello del liquido di raffreddamento è importante per il buon funzionamento della macchina. Deve sempre essere compreso tra il minimo e il massimo indicati sul carrello. Fare l’aggiunta con acqua deminerallizzata se necessario. Sostituire il liquido di raffreddamento ogni 2 anni: 1 Spegnere l’alimentazione utilizzando l’interruttore automatico sul retro della macchina (posizione OFF) e scollegare l’apparecchio dall’impianto elettrico. 2 Collocare un serbatoio di recupero (capacità di 30 l) sotto il foro di scarico della macchina Svitare il tappo di scarico situato sotto la macchina usando una chiave Torx da 10». (Rif. S6262) 3 82 4 Sciacquare il contenitore con acqua di rubinetto per rimuovere i residui. 5 Sostituire il tappo di scarico. ( 6 Riempire il serbatoio con il liquido di raffreddamento (5l : 062511 / 10l : 052246) 7 Accendere l’unità (posizione ON) e controllare le perdite. : 4 N.m) IT GYSPOT INVERTER PTI.G ANOMALIE, CAUSE, RIMEDI ANOMALIE Il punto fatto non tiene o tiene male Saldatura pinza La puntatrice fora la lamiera Mancanza di potenza - Surriscaldamento rapido della macchina. - Gonfiore del cavo di potenza - Arresto della pompa - Liquido refrigerante inquinato - Blocco del circuito. Pistola Riscaldamento anomalo della pistola Mancanza di potenza con la pistola CAUSE RIMEDI Le cappe utilizzate sono usate Cambiare le cappe Cattivo decapaggio delle lamiere Verificare la preparazione delle superfici Il braccio non corrisponde a quello installato Controllare il braccio indicato nel software Le cappe utilizzate sono usate Cambiare le cappe Pressione d’aria insufficiente Controllare le pressione della rete (min. 8 bar) La superficie non è correttamente preparata Preparare la superficie da lavorare Problemi di alimentazione elettronica Controllare la stabilità della tensione della rete cappe annerite o rovinate Cambiare le cappe Errato bloccaggio del braccio. Riferirsi al capitolo " Montaggio e cambiamento dei bracci" Nessun circolo o cattivo circolo del liquido di raffreddamento. Aprire il tappo del serbatoio del carrello e osservare la presenza del ritorno del liquido di raffreddamento Ostruzione nel circuito di raffreddamento (tubo pizzicato) Controllare la guaina del cablaggio tra il camion. Controllare che la pompa funzioni correttamente. Verificare il livello del liquido di raffreddamento Cattivo serraggio del mandrino Verificare il serraggio del mandrino, del mandrino porta stelle e lo stato della guaina La guaina della pistola non è coprente Rimpiazzare la guaina perché il raffreddamento aria arrivi all'interno della pistola Cattivo posizionamento della massa Controllare che la massa sia in contatto con la giusta lamiera Cattivo contatto della massa Controllare il contatto di massa Cattivo serraggio del mandrino o degli accessori Controllare il serraggio del mandrino e degli accessori e lo stato della guaina Ricambi danneggiati Sostituzione dei consumabili GARANZIA La garanzia copre qualsiasi difetto di fabbricazione per 2 anni, a partire dalla data d’acquisto (pezzi e mano d’opera). La garanzia non copre: • Danni dovuti al trasporto. • La normale usura dei pezzi (Es. : cavi, morsetti, ecc.). • Gli incidenti causati da uso improprio (errore di alimentazione, cadute, smontaggio). • I guasti legati all’ambiente (inquinamento, ruggine, polvere). In caso di guasto, rinviare il dispositivo al distributore, allegando: - la prova d’acquisto con data (scontrino, fattura...) - una nota esplicativa del guasto. 83 GYSPOT INVERTER PTI.G PT AVISOS - REGRAS DE SEGURANÇA INSTRUÇÕES GERAIS Estas instruções devem ser lidas e compreendidas antes de efetuar qualquer operação. Toda modificação ou manutenção não indicada no manual não deve ser efetuada. Certifique-se de manter este manual de instruções para referência futura. Todo dano corpóreo ou material devido ao uso não conforme às instruções deste manual não poderá ser considerado culpa do fabricante. Em caso de problema ou incerteza, consultar uma pessoa qualificada para efetuar a manutenção adequada do aparelho. Estas instruções cobrem o material em seu estado de entrega. É da responsabilidade do utilizador realizar uma análise de risco em caso de incumprimento destas instruções. AMBIENTE Este aparelho deve ser usado somente para operações de soldadura nos limites indicados no aparelho e/ou no manual de instruções. É preciso respeitar as instruções relativas a segurança. Em caso de uso inadequado ou perigoso, o fabricante não poderá ser considerado responsável. A instalação deve ser usada em uma sala sem poeira, ácido, gás inflamável ou outras substâncias corrosivas, bem como para armazenamento. Garantir a circulação de ar durante o uso. Faixas de temperaturas de funcionamento: +5°C e +40°C (+41 °F e +104°F) Armazenamento -25°C a +55 °C (-13 °F a +131 °F) Umidade do ar Menor ou igual a 50% a 40 ° C (104 ° F). Menor ou igual a 90% ou menos a 20 ° C (68 ° F). Altitude: Até 1000 m acima do nível do mar (3280 pés). PROTEÇÃO PESSOAL E OUTROS A soldadura por resistência pode ser perigoso e causar ferimentos graves ou morte. Destina-se ao uso por pessoal qualificado que recebeu treinamento adaptado ao uso da máquina (por exemplo, treinamento de carroçador). A soldadura expõe as pessoas a uma fonte perigosa de calor, faíscas, campos eletromagnéticos (cuidado com o portador de marca-passos), risco de eletrocussão, ruído e emissões gasosas. Para se proteger e aos outros, siga as seguintes instruções de segurança: Para se proteger de queimaduras e radiação, use roupas limpas, isoladas, secas, à prova de fogo e de boa aparência que cubram todo o corpo. Use luvas que garantam isolamento elétrico e térmico. Use uma proteção de soldadura e / ou máscara de soldadura com um nível de proteção suficiente (variável dependendo da aplicação). Proteja os olhos durante as operações de limpeza. As lentes de contato são particularmente proibidas. Às vezes, é necessário delinear as áreas com cortinas à prova de fogo para proteger a área de soldadura dos raios de arco, projeções e resíduos incandescentes. Informe as pessoas na área de soldadura para usar roupas apropriadas para se protegerem. Use um fone de ouvido contra ruído se o processo de soldadura atingir um nível de ruído superior ao limite autorizado (da mesma forma para qualquer um na zona de soldadura). Mantenha as peças móveis (ventilador) longe das mãos, cabelos, roupas.. Nunca remova a proteção do cárter da unidade fria quando a fonte de energia de soldadura estiver ativa, o fabricante não pode ser responsabilizado em caso de acidente. As peças que acabaram de ser soldadas estão quentes e podem causar queimaduras quando manuseadas. Ao realizar a manutenção da tocha ou do alicate, deve-se garantir que ela/ele esteja fria o suficiente, aguardando pelo menos 10 minutos antes de qualquer intervenção. A unidade fria deve ser ligada ao usar um alicate refrigerado a água para garantir que o fluido não cause queimaduras. É importante proteger a área de trabalho antes de sair para proteger pessoas e propriedades. FUMOS DE SOLDADURA E GÁS Os fumos, gases e poeira emitidos pelo soldadura são perigosos para a saúde. Ventilação suficiente deve ser fornecida, a entrada forçada de ar é às vezes necessária. Uma máscara de ar fresco pode ser uma solução em caso de ventilação insuficiente. Verifique se a sucção é eficaz, verificando-a com os padrões de segurança. 84 Atenção soldadura em ambientes de pequeno porte requer um monitoramento com distância de segurança. Além disso, a soldadura de certos materiais contendo chumbo, cádmio, zinco ou mercúrio ou berílio pode ser particularmente prejudicial, também desengordurar as partes antes do soldadura. Cilindros devem ser armazenados em salas abertas ou bem ventiladas. Cilindros devem estar na posição vertical e mantidos em um rack ou em um GYSPOT INVERTER PTI.G PT carrinho. A soldadura deve ser proibido perto de graxa ou tinta. RISCO DE INCÊNDIO E EXPLOSÃO Proteja totalmente a área de soldadura, os materiais inflamáveis devem ficar a pelo menos 11 metros de distância. Equipamentos de combate a incêndio devem estar presentes perto das operações de soldadura. Cuidado com pulverização de material ou faíscas quente e até mesmo através das rachaduras, eles podem causar um incêndio ou explosão. Mantenha pessoas, objetos inflamáveis e recipientes sob pressão para uma distância de segurança suficiente. É proibido soldar em contêiner fechados ou tubos e, no caso de serem abertos, devem ser esvaziados de qualquer material inflamável ou explosivo (óleo, combustível, resíduos de gás, etc.). operações de moagem não deve ser dirigida para a fonte de energia de soldadura ou de materiais inflamáveis. SEGURANÇA ELÉTRICA A rede elétrica usada deve sempre ter uma ligação à terra Um choque elétrico pode ser uma fonte de sérios acidentes diretos ou indiretos, até fatais. Nunca toque em partes dentro ou fora da fonte sobtensão (tochas, alicates, cabos), pois elas estão conectadas ao circuito de soldadura. Antes de abrir a fonte de corrente de soldadura, desconecte-a da rede e aguarde 2 minutos para que todos os capacitores sejam descarregados. Certifique-se de trocar os cabos, elétrodos ou braços se estiverem danificados, por pessoas qualificadas e autorizadas. Dimensione a seção do cabo de acordo com a aplicação. Sempre use roupas secas em boas condições para isolar-se do circuito de soldadura. Use sapatos isolantes, independentemente do local de trabalho. Atenção! Superfície muito quente. Risco de queimaduras • Peças e equipamentos quentes podem causar queimaduras. • Não toque nas partes quentes com as mãos nuas. • Aguarde que peças e equipamentos esfrie antes de manusear. • Em caso de queimaduras, enxaguar abundantemente com água e consultar um médico sem demora. CLASSIFICAÇÃO CEM DE EQUIPAMENTO Este equipamento de Classe A não se destina a uso em um local residencial onde a energia elétrica é fornecida pelo sistema público de energia de baixa tensão. Pode-se haver dificuldades potenciais para assegurar a compatibilidade eletromagnética nestes sites, pour causa das perturbações conduzidas, assim como irradiadas na freqüência radioelétrica. Este equipamento não está em conformidade com a norma IEC 61000-3-12 e destina-se a ser conectado a redes privadas de baixa tensão conectadas à rede de fornecimento de energia pública somente em nível de média e alta tensão. Se estiver conectado a uma rede pública de baixa tensão, é de responsabilidade do instalador ou do usuário do material de assegurar-se, consultando o operador da rede de distribuição, que o material possa ser conectado. EMISSÕES ELETRO-MAGNÉTICAS A corrente elétrica que passa por qualquer condutor produz campos elétricos e magnéticos (EMF) localizados. A corrente de soldadura, gera um campo electromagnético em torno do circuito de soldadura e do material de soldadura. os campos eletromagnéticos EMF pode afetar alguns implantes médicos, como pacemakers. Medidas de proteção devem ser tomadas para pessoas que usam implantes médicos. Por exemplo, restrições de acesso para transeuntes ou uma avaliação de risco individual para soldadores Todos os soldadores devem utilizar os seguintes procedimentos para minimizar a exposição a campos eletromagnéticos do sistema de soldadura: • posicione os cabos de soldadura juntos - prenda-os com um fixador, se possível; • posicione-se (tronco e cabeça) o mais longe possível do circuito de soldadura; • nunca envolva os cabos ao redor do corpo; • Não posicione o corpo entre os cabos de soldadura. Segurar os cabos de soldadura para o mesmo lado do corpo; • conecte o cabo de retorno à peça a ser trabalhada o mais próximo possível da área a ser soldada; • não trabalhe perto da fonte de energia de corte, não se sente nela nem se apóie nela; • não soldar ao transportar a fonte de energia de soldadura ou o alimentador. Os usuários de marca-passo devem consultar um médico antes de usar este equipamento. Exposição aos campos electromagnéticos na soldadura pode ter outros efeitos na saúde que ainda não são conhecidos. 85 GYSPOT INVERTER PTI.G PT RECOMENDAÇÕES PARA AVALIAR A ÁREA E INSTALAÇÃO DE SOLDADURA Descrição geral O usuário é responsável pela instalação e uso do equipamento de soldadura por resistência de acordo com as instruções do fabricante. Se forem detectados distúrbios eletromagnéticos, será responsabilidade do usuário do equipamento de soldadura por resistência resolver a situação com a assistência técnica do fabricante. Em alguns casos, essa ação corretiva pode ser tão simples como aterramento do circuito de soldadura. Em outros casos, pode ser necessário para a construção de uma blindagem electromagnética em torno da fonte de corrente de soldadura e a peça inteira com montagem com filtros de entrada. Em todos os casos, os distúrbios eletromagnéticos devem ser reduzidos até que não sejam mais problemáticos. Avaliação da zona de soldadura Antes de instalar o equipamento de soldadura por resistência, o usuário deve avaliar possíveis problemas eletromagnéticos na área circundante. O seguinte deve ser considerado: (a) a presença acima, abaixo e ao lado do equipamento de soldadura de outros cabos de potência, controle, sinalização e telefone; b) receptores e transmissores de rádio e televisão; (c) computadores e outros equipamentos de controle; (d) equipamentos críticos de segurança, por exemplo, proteção de equipamentos industriais; (e) a saúde das pessoas vizinhas, por exemplo, o uso de marca-passos ou aparelhos auditivos; f) equipamento utilizado para calibração ou medição; (g) a imunidade de outros equipamentos no meio ambiente. O usuário deve assegurar que os outros materiais utilizados no ambiente são compatíveis. Isso pode exigir medidas de proteção adicionais; (h) a hora do dia em que a soldadura ou outras atividades devem ser realizadas. O tamanho da área circundante a ser considerada depende da estrutura do edifício e outras atividades que acontecem lá. A área circundante pode estender-se para além dos limites da instalação. Avaliação da instalação de soldadura Além da avaliação da área, avaliação de sistemas de soldadura pode ser usado para identificar e resolver o caso de perturbações. A avaliação de emissões deve incluir medições in situ, conforme especificado no Artigo 10 da CISPR 11: 2009. As medições in situ também podem ajudar a confirmar a eficácia das medidas de atenuação. RECOMENDAÇÕES SOBRE MÉTODOS DE REDUÇÃO DE EMISSÕES ELETROMAGNÉTICAS a. Rede pública de energia : o equipamento de soldadura deve ser conectado à rede de abastecimento público de acordo com as recomendações do fabricante. Se houver interferência, pode ser necessário tomar medidas preventivas adicionais, tais como a filtragem do sistema de abastecimento público. Pode-se revelar útil blindar o fio de alimentação nas instalações fixas das máquinas de soldadura por resistência, sob dutos metálicos ou dispositivos equivalentes. É necessário assegurar a continuidade eléctrica da blindagem ao longo do seu comprimento. A blindagem deve ser conectada à fonte de corrente de soldadura para garantir um bom contato elétrico entre o conduíte e a carcaça da fonte de corrente de soldadura. b. Manutenção do equipamento de soldadura por resistência: O equipamento de soldadura deve estar sujeito a manutenção de rotina, conforme recomendado pelo fabricante. Todas as portas de acesso, portas de serviço e capotas devem estar fechadas e devidamente travadas quando o equipamento de soldadura por resistência estiver em uso. O equipamento de soldadura por resistência não deve ser modificado de forma alguma, exceto pelas modificações e ajustes mencionados nas instruções do fabricante. c. Cabos de soldadura: Os cabos devem ser mantidos o mais curtos possível, colocados próximos uns dos outros perto do chão ou no chão. d. Ligação Eqüipotencial: A ligação de todos os objetos de metal na área circundante deve ser considerada. No entanto, os objetos de metal ligados à peça a ser soldada aumentam o risco para o operador de choque eléctrico se ele toca ambos estes elementos de metal e o eléctrodo. É necessário isolar o operador de tais objectos de metal. e. Ligação à terra da peça a ser soldada: Quando a peça a ser soldada não está ligada à terra por segurança elétrica ou por causa de seu tamanho e localização, como é o caso, por exemplo, em estruturas de navios ou estruturas metálicas de edifícios, uma conexão que conecta a peça ao chão pode, em alguns casos e não sistematicamente, reduzir as emissões. Deve-se tomar cuidado para evitar a ligação a terra de peças que possam aumentar o risco de ferimentos aos usuários ou danificar outros equipamentos elétricos. Se necessário, a conexão da peça a ser soldada ao solo deve ser feita diretamente, mas em alguns países que não permitem esta conexão direta, a conexão deve ser feita com um capacitor adequado, escolhido de acordo com os regulamentos nacionais. f. Proteção e Blindagem: A proteção seletiva e a blindagem de outros cabos e equipamentos na área circundante podem limitar os problemas de perturbação. A proteção de toda a área de soldadura pode ser considerada para aplicações especiais. TRANSPORTE E TRÂNSITO DE FONTE DE CORRENTE DE SOLDADURA A fonte de corrente de soldadura está equipada com uma pega superior para transporte manual. Tenha cuidado para não subestimar seu peso. As alças não deve ser considerada um meio de lingagem. Não use cabos ou tocha para mover a fonte de alimentação de soldadura. Não passe a fonte de energia sobre pessoas ou objetos. INSTALAÇÃO DO EQUIPAMENTO • Coloque a fonte de energia de soldadura em um piso com uma inclinação máxima de 10 °. • A fonte de energia de soldadura deve ser protegida contra chuva e não exposta à luz solar direta. • O material tem um índice de proteção IP20, o que significa: - proteção contra o acesso a partes perigosas de corpos sólidos com um diâmetro> 12,5 mm e, - proteção contra chuva direcionada a 60% em relação a vertical. 86 PT GYSPOT INVERTER PTI.G Os cabos de alimentação, extensão e soldadura devem estar totalmente desenrolados para evitar o superaquecimento. O fabricante não assume qualquer responsabilidade por danos causados a pessoas e objetos devido ao uso inadequado e perigoso deste material. MANUTENÇÃO / CONSELHOS • Os usuários desta máquina deve ter recebido formação adequada na utilização da máquina para maximizar o seu desempenho e fazer um trabalho satisfatório (por exemplo, formação carroçador). • Verifique se o fabricante autoriza o processo de soldadura usado antes de qualquer reparo em um veículo. A manutenção e reparação do gerador só podem ser realizadas pelo fabricante. Toda modificação não efetuada por um técnico da empresa fabricante leva à anulação da garantia. O fabricante declina qualquer responsabilidade por qualquer incidente ou acidente que ocorra após esta intervenção. Desligue a energia, desconectando o plugue e aguarde dois minutos antes de trabalhar no equipamento. No interior, as tensões e intensidades são altas e perigosas. • Antes de qualquer intervenção, desligue a alimentação de ar comprimido e despressurize o circuito da máquina. • Certifique-se de purgar regularmente o filtro desumidificador colocado na parte traseira do dispositivo. • O dispositivo está equipado com um balanceador que permite o manuseio mais fácil da braçadeira. No entanto, não permita que o alicate fique pendurado no final do cabo do balanceador por um longo período, pois isso causará uma fadiga prematura do balanceador. Não deixe o grampo cair repetidamente sem segurá-lo, caso contrário o equilibrador será danificado. • É possível ajustar a tensão da mola do equilibrador usando a chave Allen fornecida. • O nível do líquido de arrefecimento é importante para o bom funcionamento da máquina. Deve estar sempre entre os níveis «mínimo» e «máximo» indicados no dispositivo. Verifique diariamente o nível e complete se necessário. • Recomenda-se renovar o líquido de arrefecimento a cada 2 anos. • Todas as ferramentas de soldadura estão danificadas durante o uso. Certifique-se de que essas ferramentas sejam mantidas limpas para que a máquina ofereça o máximo de suas possibilidades. • Antes de usar a pinça pneumática, verifique o estado dos eletrodos / tampas (planos, curvos ou biselados). Se este não for o caso, limpe-os com uma lixa (grão fino) ou substitua-os (consulte a (s) referência (s) na máquina). • Para garantir a ponto de soldadura eficiente, é necessário substituir as tampas/caps cada 200 pontos. Para isso: - Desmonte as caps com uma chave removedora de caps (ref 050846) - Coloque as tampas/caps com graxa de contato (P / N 050440) • Tampas/caps tipo A (ref: 049987) • Tampas/caps tipo F (ref: 049970) • Tampas/caps chanfradas (ref: 049994) A F A A F A Atenção: as tampas/caps devem estar perfeitamente alinhadas. Se este não for o caso, verifique o alinhamento dos eletrodos (consulte o capítulo «Montagem e troca de braços» P. 27) • Antes de usar a pistola, verifique a condição das várias ferramentas (estrela, eletrodo de ponto único, eletrodo de carbono, ...) e, em seguida, limpeas ou substitua-as se elas aparecerem em más condições. • Regularmente retirar a tampa e limpar o pó usando um soprador. Aproveitar para verificar a fixação das conexões elétricas com uma ferramenta isolada e por pessoal qualificado. • Verifique regularmente a condição do cabo de alimentação e do feixe do circuito de soldadura. Se houver sinais de danos, substitua-os pelo fabricante, seu serviço pós-venda ou uma pessoa com qualificações semelhantes, para evitar qualquer perigo. • Deixe as venezianas da fonte de solda livres para a entrada e saída de ar. UTILIZAÇÃO DA GALERIA • O operador deve encher adequadamente o recipiente do líquido refrigerante antes de o utilizar. • A utilização da bujarrona é estritamente reservada para apoiar a braçadeira durante as operações de soldadura. • Em circunstância alguma deve a grua fixa ser utilizada como dispositivo de elevação ou de outra forma, pois existe o risco de que a montagem do carrinho da grua fixa tombe. 87 PT GYSPOT INVERTER PTI.G INSTALAÇÃO - FUNCIONAMENTO DO PRODUTO Somente pessoal experimentado e autorizado pelo fabricante pode realizar a instalação. Durante a instalação, verifique se o gerador está desconectado da rede. Conexões de gerador serial ou paralelo são proibidas. DESCRIÇÃO DO MATERIAL (FIG-1) Este equipamento foi projetado para executar as seguintes operações de carroçaria: - soldadura por pontos de chapas metálicas com pinça pneumática, - solda de chapa metálica com pistola - Soldagem de pregos, rebites, arruelas, parafusos e molduras, - Reparação, eliminação de solavancos e impactos ( impactos de granizo com opção pinça de tração). 1234- Leitor de cartão SD Interface homem / máquina (ihm) Groupo frio: Suporte de travamento 5- Manômetro 6789- Interruptor Cabo de alimentação Tampa de enchimento Medidor de Liquido de arrefecimento 7891011- Guia de travamento Alavanca de travamento / destravamento do Giroscópio Botão de sobre abertura Botão de soldagem por punto Botão de ajuste de parâmetro remoto DESCRIÇÃO DO ALICATE G (FIG. 2) 12345- Alavanca de travamento / destravamento de braço mangueira de arrefecimento Giroscópio Corpo pneumático Eletrodo de sobre abertura 6- Braço móvel OnOpening: pressionando o botão (FIG 2 - 10), a abertura superior do alicate pode ser ativada. O eléctrodo se retrai para dentro do alicate deixando uma folga de 80 mm para atingir a zona a soldar, em vez de 20 mm em repouso. ACESSÓRIOS E OPÇÕES Liquido de arrefecimento 40 caps x 10 x 18 x 18 Capa de proteção Cartão SD com programas - incluído x6 5 l : 062511 10 l : 052246 048935 050068 050853 050914 Afiador de Caps Sensor de força Mala de teste de soldadura Europax anti-corrosão kit de pistola PTI.G 048966 052314 050433 052758 067226 100 100 117 180 96 G1 (550 daN) - ref. 022768 incluído 93 G2 (300 daN) - ref. 022775 G6 (550 daN) - ref. 022812 500 180 100 88 44 250 40 155 128 G4 (550 daN) - ref. 022799 G7 (150 daN) - ref. 022829 PT GYSPOT INVERTER PTI.G 180 205 154 450 250 96 430 G3 (550 daN) - ref. 022782 600 384 235 324 177 G5 (550 daN) (6.25 kg) - ref. 022805 G10 (400 daN) (5 kg) - ref. 067165 G2 + G3 + G4 - ref. 022898 115 G8 (550 daN) - ref. 022836 X2 (300daN) ref. 050518 G9 + X1 (550 daN) - ref. 022881 140 X1 (550 daN) - ref. 050501 X6 (300daN) ref. 050587 ALIMENTAÇÃO - Este equipamento foi concebido para ser utilizado numa instalação eléctrica trifásica de 400V (50-60 Hz) com quatro fios e um neutro ligado à terra com um disjuntor de ≥ 25 A de curva retardada D (ou fusível tipo aM). A corrente permanente absorvida (l1p ou ILp) é indicada na secção «características eléctricas» do presente manual e corresponde às condições máximas de funcionamento. Verificar se a alimentação eléctrica e as suas protecções (fusível e/ou disjuntor) são compatíveis com a corrente necessária durante a utilização. Em alguns países pode ser necessário alterar o fornecimento de energia para condições de utilização máxima. • Recomendado na linha de alimentação elétrica: Para limitar a queda de tensão na linha de alimentação e evitar qualquer risco de desconexão da protecção, é essencial ligar o equipamento a uma tomada «dedicada». Esta tomada deve ser ligada ao painel eléctrico e fornecer apenas este equipamento. O grau de protecção deve ser determinado tendo em conta as seguintes limitações: Verificar a secção transversal do cabo que conduz à tomada de ligação: 4 x 6 mm². Se a linha de alimentação do painel for superior a 10 m, utilizar uma secção transversal condutora de 10 mm². Se utilizar um cabo de extensão, utilizar uma secção transversal condutora de 6 mm² (10 mm² se o comprimento da linha + cabo de extensão for > 10m). Cordão setor Plugue 400 V / 3 fases + terra L1 L1 L2 L3 L2 L3 L1 : Fase 1 L2 : Fase 2 L3 : Fase 3 : Terra (verde / amarelo ou verde) Neutro (não usado) • A fonte de alimentação de soldadura entra em proteção se a tensão de alimentação estiver abaixo ou acima de 15% de voltagens especificadas (um código de falha aparecerá no display do teclado). • Para obter a operação ideal do equipamento, verifique se o circuito de ar comprimido pode fornecer 8 bar (116 Psi) e, em seguida, conecte esta rede de ar comprimido à parte traseira da máquina. A máquina não deve ser usada em um sistema de ar com uma pressão menor que 4 bar (58 psi) ou maior que 10 bar (145 psi). CONEXÃO SOBRE GERADOR Este equipamento não está protegido contra sobretensões regularmente emitidas por geradores e, portanto, não é recomendado conectá-lo a este tipo de fonte de alimentação. 89 PT GYSPOT INVERTER PTI.G ENCHIMENTO DO RESERVATÓRIO DE LÍQUIDO DE ARREFECIMENTO O líquido de arrefecimento recomendado pela GYS deve ser utilizado: 5 l: ref. 062511 • 10 l : ref. 052246 A utilização de outros líquidos de arrefecimento, em particular o líquido automóvel standard, pode conduzir, por um fenômeno de electrólise, para a acumulação de depósitos sólidos no circuito de arrefecimento, degradando desse modo o arrefecimento, e pode ser-se para a obstrução do circuito. Quaisquer danos na máquina causados pela utilização de outro líquido de arrefecimento não serão considerados dentro da garantia. O líquido puro recomendado fornece proteção anticongelante até -20°C (-4°F). Pode ser diluído, mas apenas com água desmineralizada; não utilize água da torneira para diluir o líquido! Em todos os casos, pelo menos um cantil de 10 litros deve ser usada para fornecer proteção mínima do sistema de resfriamento. 30 litros de líquido proteção contra geada a -20°C (-4°F) 20 litros de líquido + 10 litros de água desmineralizada proteção contra geada a -13°C (9°F) 10 litros de líquido + 20 litros de água desmineralizada proteção contra geada a -5°C (23°F) Qualquer dano devido à geada observado na máquina não serão consideradas pela garantia. Para o enchimento do reservatório de líquido de arrefecimento, proceder da seguinte forma: - Coloque o alicate pneumático em seu suporte. - Deite 30 litros de líquido para atingir o nível a meia altura no indicador de nível. Dados de segurança para o líquido: - Em caso de contato com os olhos, remova as lentes se a pessoa as estiver usando e lave os olhos com bastante água por alguns minutos. Obtenha aconselhamento médico se houver complicações. - Em caso de contato com a pele, lave bem com sabão e remova imediatamente qualquer roupa contaminada. Em caso de irritação (vermelhidão, etc.), consulte um médico. - se ingerido, enxaguar a boca completamente com água limpa. Beba muita água. Consulte um médico. Manutenção: Ver capítulo «PRECAUÇÕES DE UTILIZAÇÃO E MANUTENÇÃO». INICIO DA MAQUINA •O arranque é feita girando o interruptor liga / desliga (FIG 1 - 7) para a posição ON, ao contrário, a parada é feita por uma rotação na posição OFF. Atenção! Nunca desligue a energia quando o aparelho de corrente de soldadura estiver sendo carregado. A placa eletrônica inicia um ciclo de teste e inicialização de parâmetro, que dura cerca de 10 segundos. No final deste ciclo, a máquina está pronta para uso. • Uma vez que a máquina está ligada, o líquido flui através dos cabos. Verifique se não há vazamentos. INTERFAZ HOMBRE MÁQUINA 5 1 6 7 2 1 Tecla 90 • Um simples toque na tecla permite escolher entre O modo alicate, pistola ou «ajuste do alicate». • Uma pressão de 2 segundos na tecla permite retornar ao modo «normal» a partir de outros modos. • Um segundo toque de 2 segundos na tecla redefine o contador de pontos quando é exibido. • Pressione a tecla por 2 segundos para acessar o menu «Ajustes». • Duas pressões sucessivas apagam o jornal que é exibido na tela no modo de exibição de jornais. • Pressione rapidamente a tecla em modo de memorização dos programas apaga o programa selecionado. 3 4 4 Memorização dos parâmetros • A tecla permite salvar um configuração da máquina (parâmetros que foram ajustados no modo manual: intensidade, tempo e esforço de aperto). é usada para restaurar uma configuração registrada • A tecla anteriormente com o mesmo nome A máquina entra automaticamente no modo manual com os parâmetros de soldadura (intensidade, tempo e esforço de aperto) e a ferramenta (alicate ou pistola lembrado). GYSPOT INVERTER PTI.G 2 Registro de relatórios PT 5 Ajuste da espessura da chapa Esta funcionalidade está detalhada no capítulo correspondente. A tecla é usada para ativar ou não a gravação de um relatório. A tecla permite visualizar a série de pontos feitos. 3 Uso os modos O valor deste ajuste corresponde à espessura das chapas que você tem que soldar A seleção dessa espessura é realizada pelas teclas + e -, as espessuras disponíveis são 0,6, 0,8, 1,0, 1,2, 1,5, 1,8, 2,0, 3,0 mm. 6 Ajuste do tipo de chapa A tecla é usada para percorrer todos os modos de soldagem. Uma pressão prolongada no tecla MODE ativa o modo de configuração que permite de selecionar o idioma ajuste a data e ative o alarme som « » ou . As setas verticais permitem a seleção do valor a ser modificado e as teclas + e - permitir aumentar ou diminuir a seleção. Este parâmetro permite escolher o tipo de chapa a ser soldada, entre 4 grandes categorias: aço revestido, aço HLE / THLE, aço UHLE e aço de boro (ou BORON) / USIBOR. Este parâmetro também pode ser alterado por as teclas + e -. 7 Ajuste do braço a ser usado AJUSTE DO ALICATE EM G Aperte o braço em G usando a alavanca de aperto (FIG 2 - 1). A tecla permite escolher a função ajuste do alicate A função «ajuste do alicate» permite fechar a alicate e aplicar o esforço de aperto programado nos eletrodos sem a passagem de corrente O alicate é fechado enquanto o operador puxa o gatilho. Esta função permite verificar a centralização das caps. Uma pressão de 2 segundos na tecla permite retornar ao modo «AUTO». Para o GYSPOT BP.LG, Sempre mude para este modo para parar a bomba ao trocar os braços. O eletrodo então se retrai dentro do alicate. A luz vermelha no botão (FIG 2 - 12) acende, indicando que a bomba está parada. OS DIFERENTES MODOS DE SOLDADURA Para todos os modos: As teclas de seta ( + e -. ou ) selecionam os parâmetros a serem modificados. Cada ajuste é feito pressionando as teclas laterais O botão (FIG 2 -12) do alicate permite o ajuste remoto dos parâmetros de soldadura (espessura, tipo de aço): - Pressão longa: mudança de parâmetro (mudança de um parâmetro para outro) - Pressione curta: altere o valor do parâmetro Este botão não permite a mudança de braço na tela. Para trocar de braços (G1 -> G2 por exemplo), o usuário deve passar pelo teclado da máquina. Pressão de rede fraca : Se a pressão de entrada for insuficiente para garantir a esforço de aperto necessário, a máquina emite um sinal sonoro e indica, antes da conclusão do ponto, a seguinte mensagem de erro «pressão de rede insuficiente». Uma segunda pressão no gatilho permite «Forçar» a realização do ponto com a pressão disponível. Baixa corrente : Se a corrente obtida durante um ponto for inferior ao valor do setpoint (6%), a máquina indica, uma vez efetuada o ponto uma mensagem de aviso de «corrente fraca» que o convida a verificar o ponto. Em todos os casos, uma mensagem aparece no final do ponto para indicar a intensidade e pressão medidas Esta mensagem permanece na tela, desde que o usuário não tenha pressionado uma tecla no teclado ou tenha feito um novo ponto pressionando o botão de soldadura (FIG 2 - 11). 91 GYSPOT INVERTER PTI.G PT As condições de soldadura devem ser verificadas no início de cada trabalho. Os pontos de solda «teste» devem ser feitos em duas chapas representativas do trabalho a ser feito Realize 2 pontos de solda espaçados da mesma distância que no trabalho. Verifique o arrancamento do 2º ponto de solda. O ponto está correto quando o arrancamento provoca a extração do núcleo ao rasgar a chapa, com um diâmetro mínimo do núcleo de acordo com as especificações do fabricante. MODO AUTO Este modo aparece por padrão ao arranque a máquina O modo AUTO permite a soldadura sem inserir nenhum parâmetro de soldadura na máquina A máquina determina os parâmetros de soldadura. Para usar este modo, faça previamente um ponto vazio (sem chapa entre os eletrodos), conforme solicitado pela tela Pressione o botão (FIG 2 -11). A seguinte mensagem aparece na tela «Executar um ponto vazio» Pressione o botão novamente para calibrar Uma vez que a calibração é feita, a máquina redefine todos os parâmetros para zero e está pronta para soldadura Feche a alicate na área a ser soldada e soldada automaticamente, sem inserir nenhum parâmetro na máquina A cada 30 pontos de soldadura, ele deve ser recalibrado novamente. Este modo pode ser usado com todos os braços, exceto o G7. MODO NORMAL A máquina determina os parâmetros de soldadura a partir da espessura das chapas e do tipo de aço. Os parâmetros para ajustar neste modo são: - Espessura das placas do conjunto, que pode variar de 0,60 mm a 3,00 mm. Ao soldar 2 chapas juntas, você deve escolher a espessura da chapa mais fina. Ao soldar 3 chapas juntas, você deve escolher a espessura total das chapas dividida por 2. - O tipo de aço (aço revestido, aço HLE / THLE, aço UHLE, aço boro ou BORON). Para o tipo de aço, escolha o aço mais duro no conjunto de chapas a serem soldadas. - Tipo de braço usado. Uma pressão de 2 segundos na tecla MODO MANUAL permite retornar ao modo «AUTO». Este modo permite que você ajuste manualmente os parâmetros do ponto de solda, seguindo as instruções de um caderno de reparos, por exemplo. Os parâmetros para ajustar neste modo são: - Intensidade (2 000 a 13 000 A). - Tempo (100 a 850 ms) - Esforço de aperto (100 a 550 daN) - Referência do braço usado. Uma pressão de 2 segundos na tecla MODO MULTI permite retornar ao modo «AUTO». Este modo permite um ajuste preciso da espessura e tipo de cada uma das 2 ou 3 chapas O primeiro elemento (espessura da chapa 1) é selecionado As teclas para cima e para baixo permitem selecionar o parâmetro a ser modificado, enquanto as teclas direita e esquerda aumentam ou diminuem seu valor. O destaque permite que você selecione o parâmetro a ser modificado. Os parâmetros para ajustar neste modo são: - Espessura de cada chapa: de 0.60 mm a 3.00 mm. - O tipo de aço : aço revestido, aço HLE / THLE, aço UHLE, aço boro ou BORO. Para o tipo de aço, escolha o aço mais duro no conjunto de chapas a serem soldadas. - Para ativar a placa 3, pressione as teclas setas ( - Tipo de braço usado. Uma pressão de 2 segundos na tecla 92 permite retornar ao modo «AUTO». ou ) Para ativar a placa 3, pressione as teclas setas PT GYSPOT INVERTER PTI.G O modo FABRICANTE é opcional, é configurável no menu «AJUSTES» Este modo permite nomear um ponto previamente registrado segundo às especificações de reparação do fabricante. MODO FABRICANTE Pontos de soldadura programados pelo usuário podem ser chamados novamente, selecionando USER na lista de fabricantes Os pontos de soldadura podem ser programados graças ao software GYSPOT e ao módulo de configuração de pontos de soldadura. Uma pressão de 2 segundos na tecla permite retornar ao modo «AUTO». O modo ENERGY é opcional, é configurável no menu «AJUSTES» Este modo permite de controlar a energia transmitida durante o ponto de soldadura. Este modo não é dedicado ao reparo, mas à realização de testes para os fabricantes ou os organismos de controle. MODO ENERGY Para usar este modo, faça previamente um ponto vazio Pressione o botão (FIG 2 -11). A seguinte mensagem aparece na tela «Executar um ponto vazio» Pressione o botão novamente para calibrar Uma vez que a calibração é feita, os últimos valores usados neste modo para corrente e energia aparecem na tela O usuário pode então modificar a corrente de soldadura, a energia e a impedância. A máquina solda o tempo necessário até atingir a energia necessária Se o tempo de soldadura for muito longo, uma mensagem de erro «tempo máximo atingido» aparecerá na tela. Uma pressão de 2 segundos na tecla MENU AJUSTES permite retornar ao modo «AUTO». O modo AJUSTES pode ser acessado pressionando a tecla por mais de 2 segundos. Você pode selecionar o idioma dos menus na linha 1. Você pode programar a data e hora na linha 2. Os modos GYSTEEL, FABRICANTE, AUTO e ENERGY, NORMAL e MULTICHAPAS podem ser ativados / desativados neste menu. daN controlo : Esta configuração permite activar ou controlar a força de aperto durante a soldadura. Modo COLA: Na tela AJUSTES acima, você pode especificar a presença de cola entre as chapas Se o modo COLA estiver ativado, um pré-pronto é feito antes do ponto de solda A duração deste pré-pronto é definida em milissegundos, de 0 a 400 ms, por passos de 50 ms Quando o modo COLA está selecionado, a menção «COLA» aparece nos menus de soldadura NORMAL, MANUAL, MULTI, GYSTEEL. 93 GYSPOT INVERTER PTI.G PT UTILIZAÇÃO DA ARMA (OPÇÃO) - Seleccionar a ferramenta GUN pressionando a tecla . . Ligar o fio de terra da arma ao eléctrodo móvel. Deslizar e apertar a roda do polegar. Retirar o braço da pinça e colocar o cabo da arma no seu lugar. Ligar o cabo de controlo à ficha. Verificar se o parafuso que liga o sapato quente à argola do cabo está apertado. - Fixar firmemente o suporte de terra o mais próximo possível da peça a ser soldada. No caso de soldadura de ponto único com uma pistola, colocar o suporte de terra sobre a placa que não está em contacto com o eléctrodo de soldadura (para que a corrente passe através das duas placas a soldar). - Soldar a partir do ponto mais afastado do solo, depois avançar em direcção a ele. - O modo normal com soldadura em estrela é iniciado por defeito. - A arma pode ser usada em modo normal ou manual. No modo Normal, a arma é limitada a folhas de 1,5 mm no máximo. Com a pistola, o operador pode escolher entre diferentes ferramentas (ponto único, estrela, impacto, aquecimento, parafusos, rebites, porca, roda). A selecção da ferramenta é feita com as teclas + e -. No modo Manual, a corrente máxima permitida é de 8 kA para uma duração não superior a 500 ms. As definições no visor serão bloqueadas a estes valores máximos. Ajustar o gerador indicando a espessura da chapa a soldar por meio das teclas + e -. É possível modificar os parâmetros actuais e temporais em modo manual. 94 Uma pressão de 2 segundos na tecla permite retornar ao modo «NORMAL». GYSPOT INVERTER PTI.G PT GERENCIAMENTO DE ERROS Vários eventos podem gerar erros Eles podem ser classificados em 4 categorias: 1/ Avisos, que informa o operador sobre superaquecimento, falta de pressão ou intensidade, etc. Essas dicas aparecem na tela e permanecem visíveis até que alguém pressione uma tecla. 2/ Os defeitos que correspondem a uma má instalação (pressão de ar, rede elétrica). 3/ Defeitos graves, que bloqueiam o uso da máquina. Neste caso, entre em contato com o departamento de pós-venda. 4/ A proteção térmica é realizada por um termistor na ponte de diodos que bloqueia o uso da máquina com a mensagem «superaquecimento». Bateria fraca A mensagem «Bateria fraca» aparece quando a máquina é ligada e alerta o usuário de que a bateria no cartão de controle está fraca. Esta bateria garante a proteção da data e hora em que o equipamento é desligado. Ferramenta inválida A mensagem «Ferramenta inválida» aparece quando a máquina é ligada e notifica o usuário que um botão ou um gatilho está ativado ou que um curto-circuito permanente é detectado. Verifique o gatilho da pistola e os botões do alicate para fazer com que esta mensagem desapareça. Braço inválido O braço do alicate não é compatível com o modo de soldadura selecionado. Corrente fraca 1/ Verifique a linha Se a corrente obtida durante um ponto for inferior ao valor do setpoint (6%), a máquina indica, uma vez efetuada o ponto uma mensagem de aviso de «corrente fraca» que o convida a verificar o ponto. 2/ Verifique as placas Se a máquina não conseguir obter a corrente necessária, a mensagem de erro (à esquerda) será exibida O ponto não é feito e o defeito deve ser resolvido para fazer um novo ponto. Pressão de rede fraca Se a pressão de entrada for insuficiente para garantir a esforço de aperto necessário, a máquina emite um sinal sonoro e indica, antes da conclusão do ponto, a seguinte mensagem de erro «pressão de rede insuficiente». Uma segunda pressão no gatilho permite «Forçar» a realização do ponto com a pressão disponível. Se a esforço de aperto medida for insuficiente, a máquina indica «Pressão fraca» na tela e «P fraca» é mencionado no relatório ativo. Preparação da bomba A mensagem «Pump priming failure» aparece quando a bomba do sistema de arrefecimento é desactivada. Verificar o nível do líquido refrigerante no reservatório. 95 GYSPOT INVERTER PTI.G PT Auto-diagnóstico Quando a máquina é ligada, realiza um autodiagnóstico e apresenta os resultados no ecrã. Se não houver falha de bloqueio, esta página é exibida durante 3s e depois desaparece. Durante este período, uma breve imprensa nas teclas MODE, ▲ ou ▼ deixa as páginas CHECK (resultados sintetizados em duas páginas) no visor. Uma longa pressão em MODE sairá do modo CHECK. Não é possível sair das páginas CHECK se for detectada uma falha de bloqueio, excepto se for uma falha de fase (ver lista abaixo). Número de linha Comentário Mostrar coluna da esquerda Mostrar coluna da direita 1 Nome do produto PTI-400 PASS Sem bloqueio 2 Número de série do produto SN xx.xx.xxxxxx.xxxxxx PASS o FAIL Sem bloqueio 3 Versão secundária suave CONTROL SOFT Vxx. xx.xx PASS Sem bloqueio 4 Versão primária dura ALIM HARD 400V PASS o FAIL Bloco Cartão de alimentação de energia incorrecto, contacte o seu revendedor. 5 Versão principal do software ALIM SOFT Vx.xx PASS, FAIL Bloco Versão de software incorrecta, contacte o seu revendedor. 6 Teste do teclado KEYBOARD PASS o FAIL Sem bloqueio Certifique-se de que as teclas e triggers do teclado não são premidos, se a falha persistir contacte o seu revendedor. 7 Teste de comunicação µ COMMUNICATION PASS o FAIL Bloco Problema de comunicação entre cartões, contacte o seu revendedor. 8 Cartão SD SD xx.xx.xx.xx.xxxx PASS o FAIL Sem bloqueio O cartão SD não está presente. 9 Fase de voltagem 1 U12 = xxx V PASS o FAIL Bloco 10 Fase de voltagem 2 U23 = xxx V PASS o FAIL Bloco 11 Fase de voltagem 3 U31 = xxx V PASS o FAIL Bloco 12 Tensão CAPA U+HT = xxx V PASS o FAIL Bloco 13 Voltagem PM IGBT 1 e 2 UPMIGBT12 = xxx V PASS o FAIL Bloco 14 Voltagem PM IGBT 3 e 4 UPMIGBT34 = xxx V PASS o FAIL Bloco 15 Resultado de la prueba IGBT 1 IGBT1 = xxx V PASS o FAIL Bloco 16 Resultado do teste IGBT 2 IGBT2 = xxx V PASS o FAIL Bloco 17 Resultado do teste IGBT 3 IGBT3 = xxx V PASS o FAIL Bloco 18 Resultado do teste IGBT 4 IGBT4 = xxx V PASS o FAIL Bloco 1 Transfo do resultado do teste de rastreio primário Tipo de falha No caso de uma falha de bloqueio Página CHECK n°1 Se não houver fase, premir MODE durante 5s acede ao menu de configuração e permite que a máquina funcione em modo Salon. Se tiver problemas no controlo da electrónica de potência, contacte o seu revendedor. Página CHECK n°2 CONNEXION TRANSFO PASS o FAIL Bloco 2 Data e hora DATE/TIME PASS o FAIL Sem bloqueio 3 Modo SHOW-ROOM SHOW-ROOM ON o OFF Sem bloqueio 4 Gatilho de solda, gatilho de pistola e teste de temperatura de pistola GGUN WELD SW = x.xx V PASS Sem bloqueio 5 Teste de disparo da abertura e temperatura do diodo GGUN OPEN SW = x.xx V PASS o FAIL Bloco Verificar a ligação do sensor de temperatura do díodo de potência. 6 Temperatura primária do transformador TRANSFO TEMP = x.xx V ON o OFF Bloco Sobreaquecimento do transformador de potência. Permitir que a máquina arrefeça antes de reiniciar. 7 Sensor de posição THICKNESS SENSOR = xx.x mm PASS Sem bloqueio 8 Tensão de soldadura WELDING VOLTAGE = x.xx V PASS Sem bloqueio 9 Voltagem de reserva da bateria BACKUP CELL = x.xx V PASS o FAIL Sem bloqueio 10 Pressão de rede AIR PRESSURE = xx.x bar si PASS PASS o FAIL Bloco Sensor de pressão de ar de rede HS, contacte o seu revendedor. PASS o FAIL Bloco Sensor de pressão de ar HS clamp, contacte o seu revendedor. ON o OFF Sem bloqueio Presión de la pinza 96 Verificar a ligação do cabo de alimentação da pinça ao gerador. 11 Detecção da presença de armas 12 Detecção da presença de armas GUN PRESSURE = xx.x bar si PASS GUN PRESSURE = x.xx V si FAIL CONNEXION GUN GYSPOT INVERTER PTI.G PT CONTADOR DE PONTOS Um contador de pontos permite contar os pontos feitos com as mesmas caps. Se o ponto foi feito sem problema, a seguinte mensagem aparece. O valor do contador aparece na parte superior, à esquerda da tela. Uma pressão de 2 segundos na permite retorno à zero do contador de pontos após a troca das caps. tecla Se mais de 200 pontos tiverem sido feitos com as mesmas caps, uma mensagem de aviso aparecerá na tela e permanecerá depois cada ponto seja feito até que o contador seja reiniciado. A máquina conta o número de pontos feitos com cada braço independentemente. A partir do aparecimento desta mensagem, se as caps não forem trocadas antes de reiniciar o contador, eles podem se deteriorar e produzir pontos de soldadura de baixa qualidade. FUNCIONALIDADES DE MEMORIZAÇÃO O modo de identificação é opcional, é configurado no menu «AJUSTES» Se o modo de identificação estiver definido como «desligado», digitar o nome do relatório e ativá-lo para memorizar os pontos de soldadura feitos. O diário permite que você memorize os parâmetros dos pontos feitos com o alicate. Está disponível em todos os modos, pressionando as 2 teclas e . O programa do usuário está disponível em todos os modos pressionando as teclas e . Relatório (diário) Memorizar um relatório permite que você recupere os dados de uma série de pontos feitos com o alicate, e salvá-los no cartão SD para que eles possam ser transferidos de um computador, por exemplo. A GYS fornece um software chamado GYSPOT para ler o cartão SD e editar os diários em um PC. Este software GYSPOT está arquivado no cartão SD com o manual do usuário. Por padrão, essa funcionalidade é desativada quando a máquina é iniciada. Pressionar a tecla memorização (on / off) e a tecla «MODE» permite que você comece a memorizar o relatório no diário escolhido. Uma nova pressão na tecla memorização (on / off) para a memorização em progresso. O diário assim criado contém: um identificador cortado pelo operador, então para cada ponto feito, a ferramenta e o braço usados, as configurações da máquina (intensidade e pressão). Ele também contém possíveis mensagens de erro que apareceriam durante a memorização: I FRACA, P FRACA, PB CAPS. ou . seta para a cima e para baixo. Ao inserir um identificador que já tenha sido usado, a máquina O identificador é inserido com as 4 teclas +, -, registrará os novos pontos como resultados, sem excluir os anteriores. permite recuperar um relatório anteriormente lembrado e lê-lo novamente na tela. A tecla É necessário interromper a memorização em andamento, pressionando a tecla exibição do relatório. Para apagar o conteúdo de um relatório, abra-o para que apareça na tela graças à tecla . para exibi-lo na tela. A tecla permite remover o modo de . Em seguida, pressione a tecla A mensagem a seguir aparece na tela. Quando o triângulo aparece, um segundo pressionamento na tecla do relatório. suprime o conteúdo O triângulo desaparece da tela automaticamente após 3 segundos 97 PT GYSPOT INVERTER PTI.G Modo IDENTIFICAÇÃO Se o modo identificação estiver «LIGADO», então você deve inserir todos os campos obrigatórios da ordem de reparo para fazer pontos de soldagem, caso contrário a máquina emitirá a «falha de identificação». Para ativar e desativar o modo de identificação, um cartão SD deve ser inserido no leitor PTI em vez do cartão SD que contém os programas por 2 segundos. A tela de configuração abaixo é ativada pressionando o botão A tela de monitoramento oposto é aparece na tela, quando você insere o cartão SD «ID» e quando seleciona o programa «Identificação ON». Esta tela torna os campos «registro, marca do veículo, modelo do veículo, número do chassi »necessários ao inserir a ordem de reparo. Para sair desta tela, pressione a tecla por 2 segundos. Em seguida, substitua o cartão SD que contém os programas no leitor da máquina. Lista de telas que podem ser usadas para inserir uma ordem de reparo: Quando uma ordem de reparo já foi criada, ela não pode ser modificada ou excluída na máquina. Para suprimi-lo, você tem que usar o software Gyspot do PC. No máximo 100 ordens de reparo podem ser criadas. Ordem de reparação identificação do operador Matricula (opcional) marca de veículo Modelo do veículo número do chassi (opcional) As teclas ( ou ) permitem que você altere as letras ou números. As teclas ‘esquerda’ e ‘direita’ permitem mover o cursor no campo. Um pressionamento curto na tecla para modificar ou ler. permite que você suprima o campo. A tecla permite a navegação de campos Catálogo A tecla permite-lhe consultar as ordens de reparação, O número da página aparece (13 maxi) As teclas – e + permitem que você altere a página. As teclas próximo trabalho ou precedente. A tecla A tecla 98 e permitem que você selecione o permite visualizar a ordem de reparo selecionada. permite remover o modo de exibição do relatório. GYSPOT INVERTER PTI.G PT - A biblioteca de gerenciamento do cartão SD permite gerenciar cartões SD> 2 Go. - Para cada ordem de reparo, um arquivo diário xxx.dat é associado. (com xxx = identificador de 001 a 100). Em cada diário, 500 pontos de soldadura podem ser registrados no máximo. Ao consultar, os nomes da ordem de reparação e o operador que aparecem. - O número da página é indicado no canto superior esquerdo. - O conjunto de ordens de reparo é memorizado no arquivo catalog.GYS. - Este ficheiro contém o número total de ordens de reparação, o nome de cada ordem de reparação e o nome de cada operador Existem 100 ordens de reparo no máximo. Programas usuário A memorização dos parâmetros permite definir um programa do operador para recuperar facilmente as configurações para uso futuro. 20 divisões de memória estão disponíveis. Cada um deles contém as seguintes configurações: ferramenta, braço, intensidade de soldadura, tempo de soldadura e esforço de aperto. Um programa pode ser associado ao alicate ou a pistola. permite lembrar as configurações do modo manual (intensidade, tempo e esforço de aperto). As 20 divisões de memória são chamadas A tecla pelo identificador (se existirem) ou pelo símbolo «---» para as divisões livres. . Durante a entrada de um identificador existente, a máquina suprime os parâmetros registrados O identificador é inserido com as 4 teclas anteriormente. A tecla permite o acesso a configurações salvas anteriormente. A seleção de uma divisão vazia não tem efeito. Um toque curto na tecla suprime o programa selecionado da lista de programas salvos. A tecla permite-lhe sair do modo de seleção do programa, alterna a máquina para o modo manual com os parâmetros e a ferramenta salvos no programa. Para desativar um programa, simplesmente altere o valor de um parâmetro em um dos três modos manual, normal ou multichapas ou troque as ferramentas (alicate, pistola) usando a tecla A tecla . permite recuperar um relatório anteriormente lembrado e lê-lo novamente na tela. Cartão de memória SD (ref. 050914) Este cartão permite que o operador faça a conexão entre sua máquina e um PC para: • Recuperar os diários (relatórios), para manter um registro do seu trabalho e, eventualmente, apresentá-lo a uma empresa de seguro. • Atualize os parâmetros de soldadura, adicione novos idiomas. • O software GYPSOT para iniciar os parâmetros no PC está no cartão de memória SD. • O manual do usuário está no cartão de memória SD. O espaço de memória será suficiente para garantir autonomia de mais de 65.000 pontos. A máquina pode operar sem cartão de memória apenas no modo «manual». Se o cartão de memória não estiver no leitor de cartão, a mensagem a seguir será exibida. A máquina deve ser desligada e ligada novamente após a inserção do cartão SD. Importante : É necessário desconectar a máquina da fonte de alimentação antes de retirar o cartão SD do seu leitor e ligar a máquina novamente somente após inserir o cartão no seu leitor, caso contrário, os dados salvos no cartão SD podem ser destruídos. MUDANÇA DOS BRAÇOS DO ALICATE EM G Anomalias devido a montagem incorreta não são cobertas pela garantia. IMPORTANTE: - não use graxa de cobre nos braços. - mantenha a sola dos braços e o suporte do braço do alicate limpos para promover um bom fluxo de corrente entre as partes em contato. - Em caso de não uso prolongado, sempre guarde a máquina com um braço montado no alicate para evitar poeira no suporte do braço. Procedimento de mudança dos braços: Durante a substituição dos braços no alicate, a bomba do circuito de refrigeração deve ser desligada. Para fazer isso, entre no modo «Ajuste Alicate» na máquina; a luz vermelha no botão alicate (FIG 2 -12) indica que a bomba parou. O eletrodo se retrai dentro do alicate para permitir a retração do braço. 1 2 3 4 A trava se projeta para além do lado do cadeado fechado A alavanca deve estar na posição traseira (~ 120 °) As setas devem estar alinhadas Incline o braço cerca de 15 ° e retire-o da sua caixa (os pinos devem deslizar na ranhura) 99 PT GYSPOT INVERTER PTI.G 2 2 4 4 3 3 1 1 SUPRA ABERTURA DOS BRAÇOS Para abrir o braço e acessar mais facilmente a carroçaria, opere a abertura superior pressionando o botão alicate (FIG 2 -10). 1 2 3 4 Pressione o botão (FIG 2 -10) O trinco excede cadeado aberto lado A alavanca deve estar aberta (~ 90 °) na parada na trava As setas não devem estar alinhadas Incline o braço. 3 3 1 1 4 2 4 2 BLOQUEIO / DESBLOQUEIO DO GIROSCÓPIO Quando a alavanca é inclinada para baixo, o giroscópio é bloqueado. 100 Quando a alavanca é inclinada para cima, o giroscópio é desbloqueado. Pode girar ao redor do alicate 360 °. PT GYSPOT INVERTER PTI.G PROGRAMA GYSPOT Este software tem como objetivo editar e salvar os relatórios de pontos feitos usando um GYSPOT equipado com um leitor de cartão SD. Para usar este software, o PC deve estar equipado com um leitor de cartão SD. O software GYSPOT pode ser instalado a partir de arquivos no cartão SD. No diretório \ GYSPOT V X.XX, clique duas vezes no arquivo INSTALL.EXE e siga as instruções para instalar o software no seu PC. Um ícone GYSPOT é instalado automaticamente na área de trabalho do seu PC. 1 - Seleção de idioma O programa contém vários idiomas. Atualmente, os idiomas são: Francês, Inglês, Português , Alemão, Espanhol, Holandês, Dinamarquês, Finlandês, Italiano, Sueco, Russo, Turco. Para escolher um idioma, clique no menu em Opções e depois em Idioma. Atenção, uma vez que o idioma escolhido, é necessário fechar e reabrir o programa GYSPOT para que seja levado em conta o idioma. 2 - Identidade do operador Para personalizar as edições com informações sobre sua empresa, é necessário registrar algumas informações. Para isso, vá para o menu em Opções e, em seguida em Identidade. Uma nova janela é aberta com as seguintes informações: Razão social Endereço / CEP / Cidade Telefone / Fax / E-mail / Site Logotipo Então, esta informação aparecerá nas edições. 3 - Rastreabilidade Por defeito, o software GYSPOT é aberto no modo «Rastreabilidade». No modo «Ajustes do ponto», clique em Rastreabilidade no menu Opções. 3.1 - Importar os relatórios de pontos feitos a partir de um cartão SD : Para importar para o PC os diários dos pontos feitos com um GYSPOT, insira o cartão SD no leitor de cartões do PC e inicie o software GYSPOT. . Em seguida, escolha o leitor no qual o cartão SD está e clique em Quando a importação é feita, os pontos feitos são agrupados pelo identificador das ordens de serviço. Este Identificador corresponde ao nome do relatório especificado na máquina de solda. Este identificador aparece no guia «Em andamento». Depois que os relatórios são importados, é possível pesquisar, editar ou arquivar cada relatório. Para visualizar os pontos feitos em um relatório, selecione um relatório,. os pontos exibidos aparecem na tabela. Para realizar uma pesquisa, insira os dados no campo de pesquisa e clique no botão Para editar um relatório, selecione-o e clique no botão . . . Atenção, você não pode excluir diário importado sem arquivá-lo antes. Para arquivar um relatório, selecione-o e clique no botão 3.2 - Consultar os diários dos pontos arquivados : Para consultar os relatórios arquivados, clique na aba Arquivos. Os relatórios são agrupados por ano e mês. Para visualizar os pontos feitos, escolha um relatório, os pontos feitos aparecem na tabela. os pontos exibidos aparecem na tabela Para relatórios arquivados, é possível pesquisar, editar ou excluir um relatório. Atenção, um relatório arquivado e, em seguida, excluído será exibido novamente durante uma nova importação, se o cartão SD não tiver sido removido antes. Para realizar uma pesquisa, insira os dados no campo de pesquisa e clique no botão Para editar um relatório, selecione-o e clique no botão Para excluir um relatório, selecione-o e clique no botão . . . 3.3 - Limpar um cartão SD : Uma eliminação excluirá todos os relatórios de pontos feitos, gravados no cartão SD. Para purgar um cartão SD, insira o cartão SD no leitor de cartões do PC e, no menu, clique em Opções e Purgar o cartão SD. Atenção, durante uma purga, os relatórios de pontos feitos que não foram importados serão automaticamente importados. 3.4 - Para completar a informação em um relatório : Em cada relatório, você pode inserir as seguintes informações: Operador Tipo de veículo, Ordem de reparação Registro, Colocado em circulação, Intervenção, Comentários Para inserir essas informações, selecione um relatório e insira as informações no cabeçalho do relatório. 3.5 - Imprimir um relatório : Para imprimir um relatório, selecione-o e clique no botão . Uma visão geral da edição é exibida. Clique no Botão . 3.6 - Exportar a edição em formato PDF : Para exportar uma edição em formato PDF, selecione o arquivo e clique no botão Botão . Uma visão geral da edição é exibida. Clique no . Abaixo está um exemplo de memorização dos parâmetros impressos Uso o software GYSPOT. 101 GYSPOT INVERTER PTI.G PT 4 - Configuração de pontos Para mudar para o modo «Ajustes de pontos», clique em « Ajustes de pontos», no menu «Opções». O modo «Configuração de ponto» permite propor aos pontos de usuário estabelecidos pelos fabricantes. Este modo também permite ao usuário criar seus próprios parâmetros de soldadura. - Insira o cartão SD fornecido com a sua máquina de solda por pontos GYSPOT no leitor do seu computador e selecione o leitor correspondente no menu suspenso «Seleção do leitor». - Os soldadores de pontos GYSPOT aceitam até 16 arquivos e podem conter configurações de até 48 pontos. - O primeiro arquivo chamado «USER» não pode ser excluído. Permite ao usuário adicionar, editar ou excluir uma configuração de ponto. - Os outros arquivos são reservados para os pontos configurados pelos fabricantes. É possível importar arquivos fabricantes baixados do nosso site (http://www.gys.fr) Não é possível adicionar, modificar ou excluir um ponto configurado em um arquivo de fabricante. 4.1 - Importar um arquivo de configuração de ponto de fabricante : Clique duas vezes na primeira coluna e informe o nome do fabricante. Em seguida, clique duas vezes na segunda coluna para escolher um arquivo de fabricante anteriormente baixado do nosso site. A lista de pontos configurados pelo fabricante aparece na segunda lista. Escolha um ponto configurado para exibir o cronograma e os parâmetros configurados. 4.2 - Escolha um ponto configurado para exibir o cronograma e os parâmetros configurados : Para adicionar um ponto no arquivo USER, selecione o arquivo USER na lista de arquivos e clique no à direita da lista de pontos configurados. Digite o nome do ponto e pressione a tecla TAB ou botão clique fora da lista de pontos de ajuste para configurar os parâmetros de solda. Para um ponto ser parametrizado, é possível configurar: O estágio de pré-aperto O estágio de pré-aquecimento As diferentes pulsações (4 pulsos no máximo) E o estágio de forjamento quente e frio. Para modificar os parâmetros, clique nos botões . Quando o usuário modifica um parâmetro, o cronograma do ponto é atualizado. Para validar o ponto configurado, clique no botão . Para cancelar o ponto configurado, clique no botão . 4.3 - Modificar um ponto configurado no arquivo USER : Para modificar os parâmetros de um ponto, selecione um ponto na lista e modifique os parâmetros de soldadura. Para validar as modificações, clique no botão 102 Para cancelar as modificações, clique no botão . . GYSPOT INVERTER PTI.G PT 4.4 - Cancelar um ponto configurado no arquivo USER : à direita da lista. Escolha um ponto configurado na lista e clique no botão Intervenant : Raison sociale : JBDC Téléphone : 0243510101 Adresse : ZI, 134 Bd des Loges Télécopie : 0243510102 Email : [email protected] Site Web : www.companyname.com Code postal : 53941 Ville : Saint-Berthevin OPERATEUR Ordre de réparation : Date du journal : 977AC92 05/04/2018 Intervention : Commentaires : AILE ARRIERE Commentaires Marque : PEUGEOT Modèle : 308SW N° châssis : 12365849 Immatriculation : 1450UT53 Mise en circulation : 01/01/2017 GYSPOT BP.LG (1712009013) Consignes Id Date Mode Outil 1 05/04/18 10:22 Auto Pince en C n°1 630 9,4 2 05/04/18 10:22 Auto Pince en C n°1 630 9,4 3 05/04/18 10:22 Auto Pince en C n°1 490 4 05/04/18 10:22 Auto Pince en C n°1 5 05/04/18 10:22 Auto 6 05/04/18 10:23 Mesures Intensité (kA) Serrage (daN) Epaisseur (mm) Etat 325 9,4 325 3,5 Point Ok 325 9,3 325 3,5 Point Ok 8,2 240 8,2 240 2,0 Point Ok 510 8,3 250 8,2 245 2,1 Point Ok Pince en C n°1 510 8,3 250 8,3 245 2,1 Point Ok Normal Pince en C n°1 350 7,3 225 7,3 225 - Point Ok 7 05/04/18 10:23 Normal Pince en C n°1 350 7,3 225 7,2 225 Point Ok 8 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,0 265 - 9 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 260 Point Ok 10 05/04/18 10:23 Normal Pince en C n°1 400 8,1 265 8,1 270 - 11 05/04/18 10:23 Manuel Pince en C n°1 400 8,1 510 8,1 440 - Pression faible Temps Serrage Intensité (kA) (ms) (daN) Point Ok Point Ok PRECAUÇÕES DE UTILIZAÇÃO E MANUTENÇÃO Treinamento de usuários Os usuários desta máquina devem receber treinamento adaptado para o uso da máquina, a fim de aproveitar ao máximo o desempenho da máquina e realizar o trabalho em conformidade (exemplos: treinamento especifico carroçaria). Preparação das peças para montagem É essencial desmontar e encaixar a área a ser soldada. No caso de uma aplicação de proteção, certifique-se de que é condutivo, primeiro testando uma amostra. Soldadura de eletrodo de ponto único Ao consertar um veículo, verifique se o fabricante autoriza esse tipo de processo de soldadura. Uso do braço para asa A pressão máxima é de 100 daN. Anéis de vedação de forquilha de aperto dos braços do alicate em X. Dentro das 2 forquilhas de aperto dos braços (veja a descrição do alicate), existem 2 Anéis de vedação que devem ser substituídos em caso de vazamentos ou a cada 6 meses. Os 2 anéis são necessários para evitar qualquer risco de vazamento de líquido. Estes anéis são Anéis de vedação d= 25, face de 4 Ao substituir esses juntas, coloque graxa sobre eles (Ref. 050440). Nível e eficiência do líquido de arrefecimento. O nível de líquido de arrefecimento é importante para o bom funcionamento da máquina. Você sempre tem que encontre entre o mínimo e o máximo, conforme indicado no carrinho. Encha com água desmineralizada, se necessário. Substitua o líquido de arrefecimento a cada 2 anos. 1 Desligue a fonte de alimentação no interruptor na parte traseira da máquina (posição OFF) e desconecte o aparelho da instalação elétrica. 2 Coloque uma bandeja de gotas (capacidade de 30 l) sob o orifício de drenagem da máquina. 3 Desaparafusar o bujão de drenagem localizado debaixo da máquina com uma chave torx de 10 polegadas. (Ref. S6262) 103 PT GYSPOT INVERTER PTI.G 4 Limpar o interior do tanque com água simples para remover depósitos. 5 Substituir o bujão de drenagem. ( 6 Encher o reservatório de refrigerante (5l : 062511 / 10l : 052246) 7 Re-energizar (posição ON) e verificar a existência de fugas. : 4 N.m) ANOMALIAS, CAUSAS, REMÉDIOS ANOMALIAS O ponto feito não resiste / resiste mal Soldadura alicate O perfurador perfura a chapa A potência também. - Superaquecimento rápido da máquina - Inchaço do cabo de alimentação - parada da bomba - Líquido de arrefecimento poluído - Circuito entupido. Pistola Aquecimento anormal da pistola Falta de potencia da pistola CAUSAS REMÉDIOS As Caps usadas são usadas Trocar as caps Má decapagem das chapas Verifique a preparação da superfície O braço registrado na máquina não corresponde ao braço instalado Verifique o braço registrado no software As Caps usadas são usadas Trocar as caps Pressão de ar insuficiente Verifique a pressão da rede (8 bar min.) (8 bar) A superfície não está bem preparada Preparar a superfície Problema de alimentação elétrica Verifique a estabilidade da tensão do setor Caps sujas ou danificadas Trocar as caps O braço está mal apertado Consulte o capítulo Ajuste do braço do alicate Nenhuma circulação ou má circulação do líquido de arrefecimento Abra a tampa do tanque do carrinho e observe a presença do retorno do líquido arrefecedor Obstrução no circuito de refrigeração (tubo comprimido) Verifique a bainha do feixe entre o caminhão. Verifique se a bomba está funcionando corretamente. Verifique o estado do liquido de arrefecimento O mandril está mal apertado Verifique se o mandril está bem pressionado e também o estado da bainha Bainha da pistola removida Substitua a bainha para que o resfriamento do ar alcance o interior da pistola A placa de massa está mal colocada Verifique se a placa de massa está bem em contato com a chapa. Mau contato da placa de massa Verifique o contato da massa O mandril ou seus acessórios estão mal apertados Verifique se o mandril e seus acessórios estão bem apertados, e também o estado da bainha Consumíveis danificados Substituir consumíveis GARANTIA A garantia cobre todo defeitos ou vícios de fabricação durante 2 ano, a partir da data de compra (peças e mão de obra). A garantia não cobre: • Qualquer outra avaria causada pelo transporte. • O desgaste normal das peças (Ex. : cabos, alicates, etc.). • Os incidentes causados pelo uso incorreto (erro de alimentação, quedas, desmontagem). • As avarias ligadas ao ambiente (poluição, ferrugem, pó). Em caso de avaria, retornar o dispositivo ao distribuidor, junto com: - um justificativo de compras com data (recibo de pagamento, fatura...) - uma nota explicando a avaria. 104 GYSPOT INVERTER PTI.G ТЕХНИЧЕСКИЕ УСЛОВИЯ / TECHNISCHE SPECIFICATIES / SPECIFICHE TECNICHE / ESPECIFICAÇÕES TÉCNICAS PTI.G 400 V Электрические характеристики / Elektrische kenmerken / Caratteristiche elettriche / Características eléctricas Номинальное напряжение питания / Nominale voedingsspanning / Tensione di alimentazione nominale / Tensão nominal de alimentação Частота сети / Netfrequentie / Frequenza di rete / Frequência da rede U1n 3 ~ 400 V ± 10% F 50 / 60 Hz Непрерывный ток питания / Continue voedingsstroom / Corrente di alimentazione continua / Corrente de abastecimento contínuo I1p 24 A Мощность при 50%-ном рабочем цикле / Vermogen bij 50% duty cycle / Potenza al 50% del duty cycle / Potência a 50% do ciclo de funcionamento S50 23 kVA Постоянная власть / Permanente kracht / Potenza permanente / Poder permanente Sp 16.5 kVA Smax 96 kVA Вторичное напряжение / Secundaire spanning / Tensione secondaria / Tensão secundária U2d 7V Максимальный постоянный ток первичного короткого замыкания / Maximale permanente primaire kortsluitstroom / Massima corrente di cortocircuito primaria permanente / Corrente máxima permanente de curto-circuito primário I1cc 139 A Короткозамкнутый вторичный ток / Kortgesloten secundaire stroom / Corrente secondaria in cortocircuito / Corrente secundária em curto-circuito I2cc 14 500 A Постоянный вторичный ток / Permanente secundaire stroom / Corrente secondaria permanente / Corrente secundária permanente I2p 2 500 A Максимальная мгновенная мощность / Maximaal momentaan vermogen / Potenza massima istantanea / Potência instantânea máxima Регулируемый максимальный сварочный ток / Geregelde maximale lasstroom / Corrente massima di saldatura regolata / Corrente máxima de soldadura regulada 13 000 A ≥ 25 A Переключатель (кривая D) / Schakelaar (curve D) / Interruttore (curva D) / Interruptor (curva D) Дежурный цикл / Plichtscyclus / Ciclo di lavoro / Ciclo de trabalho 3% Тепловые свойства / Thermische kenmerken / Caratteristiche termiche / Características térmicas Рабочая температура / Bedrijfstemperatuur / Temperatura d’esercizio / Temperatura de funcionamento +5°C +40°C +41°F +104°F Температура хранения / Temperatuur bij opslag / Temperatura di conservazione / Temperatura de armazenamento -25°C +55°C -14°F +131°F Охлаждающая жидкость для температуры хранения / Opslagtemperatuur koelvloeistof / Temperatura di stoccaggio del refrigerante / Líquido de arrefecimento da temperatura de armazenamento -20°C +55°C -4°F +131°F Гигрометрия / Hygrometrie / Igrometria / Higrometria @ 40°C (104°F) < 50 % @ 20°C (68°F) < 90 % 1 000 m 3800 ft Высота / Hoogte / Altitudine / Altitude Тепловая защита термистором на диодном мосту / Thermische beveiliging door thermistor op de diodebrug / Protezione termica tramite termistore sul ponte di diodi / Protecção térmica por termistor na ponte dos díodos 70°C 158°F Механические характеристики / Mechanische kenmerken / Caratteristiche meccaniche / Características mecânicas Степень защиты / Mate van bescherming / Grado di protezione / Grau de protecção IP20 Размеры (LxWxH) / Afmetingen (LxBxH) / Dimensioni (LxWxH) / Dimensões (CxLxA) 65 x 80 x 205 cm 26 x 32 x 81 in 100 kg 220.5 lbs Вес / Gewicht / Peso 8m 26 ft Длина шнура питания / Lengte van het netsnoer / Lunghezza del cavo di alimentazione / Comprimento do cabo de alimentação 6m 19.7 ft Длина зажимного кабеля G / Lengte klemkabel G / Lunghezza del cavo del morsetto G / Comprimento do cabo de grampo G Диапазон расстояний между руками / Bereik van armafstand / Gamma di spaziatura dei bracci / Gama de espaçamento de braços 93 > 450 mm 3.7 to 17.7 inch Диапазон длин вытянутой руки / Armlengtebereik / Gamma di lunghezza del braccio / Gama de comprimento do braço 100 > 600 mm 4 to 23.5 inch Пневматические характеристики / Pneumatische kenmerken / Caratteristiche pneumatiche / Características pneumáticas Максимальное давление / Maximale druk / Pressione massima / Pressão máxima P1 max 10 bar 116 Psi Минимальное давление / Minimum druk / Pressione minima / Pressão mínima P1 min 8 bar 145 Psi Расход охлаждающей жидкости / Stroomsnelheid koelmiddel / Portata del refrigerante / Caudal do líquido de refrigeração Q 2.3 l/min 0.6 US gpm Падение давления охлаждающей жидкости / Drukval koelvloeistof / Caduta di pressione del refrigerante / Perda de pressão do líquido refrigerante ∆p 1.7 bar 24.6 Psi Минимальное усилие сварки / Minimum laskracht / Forza minima di saldatura / Força mínima de soldadura F1min 100 daN 225 Lbf Регулируемое максимальное усилие с помощью G-образного зажима / Gereguleerde maximum kracht met de G-klem / Forza massima regolata con il morsetto G / Força máxima regulada com a pinça G Fmax 550 daN 1236 Lbf 105 GYSPOT INVERTER PTI.G ЗАПЧАСТИ / RESERVE ONDERDELEN / PEZZI DI RICAMBIO / PEÇAS SOBRESSALENTES 1 2 3 9 10 4 16 17 18 20 27 21 22 23 24 106 6 11 12 15 5 25 26 13 14 19 7 8 GYSPOT INVERTER PTI.G Clamp 1 Повышенное сопротивление катушки 47 Ом 5 Вт / Verhoogde spoelweerstand 47 ohm 5W / Resistenza della bobina aumentata 47 ohm 5W / Elevação da resistência da bobina 47 ohms 5W 2 Трансформатор первичной цепи измерения температуры PTI-G / Primair temperatuurmeetcircuit PTI-G transformator / Circuito di misurazione della temperatura primaria PTI-G trasformatore / Circuito primário de medição da temperatura transformador PTI-G 3 Изолированный корпус (WAGO) 2 клеммы 0,2 мм² - 4 мм² 450 В / Geïsoleerde behuizing (WAGO) 2 klemmen 0,2mm² tot 4mm² 450V / Alloggiamento isolato (WAGO) 2 morsetti da 0,2mm² a 4mm² 450V / Caixa isolada (WAGO) 2 terminais 0.2mm² a 4mm² 450V 4 Сменное основание для подключения к кронштейну зажима G / Verwisselbare basis voor G-klemarmverbinding / Base intercambiabile per il collegamento del braccio della pinza G / Base intercambiável para ligação do braço da braçadeira G 90976 5 Кольцо круглого сечения 13x1 ФКМ ЗЕЛЕНЫЙ 70SHORE / O-ring 13x1 FKM GROEN- 70SHORE / O-ring 13x1 FKM VERDE- 70SHORE / O-ring 13x1 FKM GREEN- 70SHORE 55227 6 Кольцо круглого сечения 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-ring 7x1 NBR 70SH / O-ring 7x1 NBR 70SH 71125 7 Кольцо круглого сечения 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-ring 10x2 NBR 70SH / O-ring 10x2 NBR 70SH 55179 8 Защита для G-образного соединительного фитинга / Bescherming voor G-klemkoppeling / Protezione per il raccordo del connettore G-clamp / Protecção para encaixe de conector com grampo G 56278 9 зажим PTI G IND B / Klem PTI G IND B / morsetto PTI G IND B / braçadeira PTI G IND B 10 Tubo de corte 71859 / 220mm / Snij pijp 71859 / 220mm / Tagliare il tubo 71859 / 220mm / Tubo de corte 71859 / 220mm 94033 11 Линейный потенциометр 3.4Kohm / Lineaire potentiometer 3.4Kohm / Potenziometro lineare 3,4Kohm / Potenciómetro linear 3,4Kohm 63090 12 Внутренняя балка зажима PTI-G / PTI-G Interne klembalk / Trave a morsetto interna PTI-G / Feixe de braçadeira interna PTI-G 92048SF 63138 E0055C 52446 x 4 77096 x 2 13 Труба 55238 / 6300mm / Pijp 55238 / 6300mm / Tubo 55238 / 6300mm F0019 14 Труба 71011 / 6300mm / Pijp 71011 / 6300mm / Tubo 71011 / 6300mm F0021 15 Тканая защитная оболочка - Ø=57mm - Rlx de 50m / Geweven Beschermende Omhulling - Ø=57mm - Rlx of 50m / Guaina protettiva tessuta - Ø=57mm - Rlx von 50m / Bainha Protectora Tecida - Ø=57mm - Rlx de 50m 11251 16 Винтовой зажим 40-60 / Schroefklem 40-60 / Morsetto a vite 40-60 / Grampo de parafuso 40-60 / 17 Кабель питания / Stroomkabel / Cavo di alimentazione / Cabo de alimentação 71195 400V : 92050SF 18 Труба 55237 / 6300mm / Pijp 55237 / 6300mm / Tubo 55237 / 6300mm F0018 19 Труба 71709 / 6300mm / Pijp 71709 / 6300mm / Tubo 71709 / 6300mm F0020 20 Coque B - PTI-G / Hull B - PTI-G / Rumpf B - PTI-G / Casco B - PTI-G 56248 21 Bouton poussoir rond noir IP67 / Black round pushbutton IP67 / Schwarzer runder Taster IP67 / Pulsador redondo negro IP67 51381 x 2 23 Bouton poussoir rond lumineux / Illuminated round push button / Beleuchteter runder Taster / Pulsador redondo iluminado 51408 24 Verrou Gyro Pince G / Bolt Gyro Pliers G / Schraube Gyro-Klemme G / Perno Abrazadera giroscópica G 93841 25 Корпус A - PTI-G / Romp A - PTI-G / Scafo A - PTI-G / Casco A - PTI-G 56247 26 Боковая наклейка - Зажим ПТИ Г Шелл - TRAFO GUN / Zijdelingse Sticker - Shell PTI G Klem - TRAFO GUN / Adesivo laterale - Morsetto PTI G a conchiglia - TRAFO GUN / Autocolante lateral - Grampo Shell PTI G - TRAFO GUN 75729 27 6,35 мм моно-женский штекер гнезда и пылезащитный колпачок для 6,35 гнезда разъема / 6.35mm mono vrouwelijke jack plug & stofkapje voor 6.35 jack connector / Spina jack femmina mono da 6,35 mm e tappo antipolvere per connettore jack da 6,35 / Ficha mono fêmea de 6,35mm e tampa de pó para ficha jack 6,35 71251 & 43296 22 - Диод питания / Vermogen diode / Diodo di potenza / Diodo de potência 52149 x 2 107 GYSPOT INVERTER PTI.G G2 1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971 2 Разъем Ø6 / Aansluiting Ø6 / Collegamento Ø6 / Ligação Ø6 71841 3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192 4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 55229 5 Противоискровая трубка / Anti-vonk slang / Tubo flessibile antiscintilla / Mangueira anti-fagulhas G2 93801 6 Электроды 4 положения / Elektroden 4 posities / Elettrodi 4 posizioni / Eléctrodos 4 posições 90148 7 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183 G7 1 108 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971 2 штепсельная вилка M7 / M7 mannetjesstekker / Connettore maschio M7 / Ficha M7 macho 71716 3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192 4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 55229 5 2 электрода для труднодоступной руки / 2 elektroden voor moeilijk bereikbare arm / 2 elettrodi per il braccio di difficile accesso / 2 eléctrodos para braço de difícil acesso 051614 6 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183 GYSPOT INVERTER PTI.G 10 8 16 12 2 13 1 3 15 4 14 5 6 7 11 9 G9 1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971 2 Прямой мужской патрубок Ø6-M7 / Rechte mannelijke spigot Ø6-M7 / Raccordo maschio diritto Ø6-M7 / Espigão macho recto Ø6-M7 71841 3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192 4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 8x1 55229 5 Винтовое удлинение / Geschroefde verlenging / Estensione a vite / Extensão aparafusada 90284 6 Прокладки 12х2 / Pakking 12x2 / Guarnizione 12x2 / Selo 12x2 55121 7 Крышки типа A13 / Caps type A13 / Coperchi come A13 / Tampas como A13 77027 8 двойное соединение Ø6 / Ø6 dubbele aansluiting / Ø6 doppia connessione / Ø6 ligação dupla 71456 9 Разъем Ø6 простой / Connector Ø6 eenvoudig / Attacco singolo Ø6 / Ligação única Ø6 55138 10 Противоискровая трубка / Anti-vonk slang / Tubo flessibile antiscintilla / Mangueira anti-fagulhas 94525 11 Противоискровая трубка / Anti-vonk slang / Tubo flessibile antiscintilla / Mangueira anti-fagulhas 94512 12 2 Медный манипулятор X1 / 2 Koperen arm X1 / 2 Braccio di rame X1 / 2 Braço de cobre X1 050501 15 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183 16 Прокладки 25х4 / Pakking 25x4 / Guarnizione 25x4 / Selo 25x4 55098 OPTION 13 2 Медный манипулятор X2 / 2 Koperen arm X2 / 2 Braccio di rame X2 / 2 Braço de cobre X2 050518 14 2 смещённые медные кронштейны Х6 / 2 offset koperen armen X6 / 2 bracci di rame offset X6 / 2 braços de cobre offset X6 050587 109 GYSPOT INVERTER PTI.G G1 G3 G4 G5 G6 G8 G10 G1/G3/G4/G5/G6/G8/G10 1 Основание плеча / Sokkel arm / 1 Reggiseni Socle / 1 Soutiens de futebol 90971 2 Разъем Ø6 / Aansluiting Ø6 / Collegamento Ø6 / Ligação Ø6 71841 3 Прокладка 8x1 / Pakking 8x1 / Guarnizione 8x1 / Selo 8x1 71192 4 Прокладки 12х1 / Pakking 12x1 / Guarnizione 12x1 / Selo 12x1 5 55229 Противоискровая трубка / Anti-vonk slang / Tubo flessibile antiscintilla / Mangueira anti-fagulhas G1 91264 G3 91265 G4 91266 G5 93803 G6 91269 G8 93804 G10 F0231 6 Крышки типа A13 / Caps type A13 / Coperchi come A13 / Tampas como A13 77027 7 Основание плеча в сборе / Sokkel + uitgeruste arm / Base del braccio attrezzata / Base de braços equipada 94183 1 OPTION 2 3 4 5 6 Gun 110 1 Кабель пистолета / Kabel pistool / Cavo della pistola / Cabo de pistola A0071 2 Переключатель пистолета 0.1A 125VAC / Pistool schakelaar 0.1A 125VAC / Interruttore della pistola 0.1A 125VAC / Interruptor de pistola 0.1A 125VAC 77053 3 Орех для патрона GYSPOT / Dado per mandrino GYSPOT / Dado per mandrino GYSPOT / Porca para mandril GYSPOT 90140 4 Крышки типа F / Caps type F / Coperchi come F / Tampas como F 77028 5 Кабель массы / Massa kabel / Cavo di terra / Cabo de terra A0070 6 Медная плита заземления / Koperen grondplaat / Piastra di terra in rame / Placa de cobre moída 91197 GYSPOT INVERTER PTI.G 1 4 5 2 6 3 7 8 PTI 5 1 Вентилятор 24 B / Ventilator 24 V / Ventilatore a 24 V / Ventilador 24 V 2 30-литровый бак / Reservoir 30 liter / Serbatoio da 38 litri / Tanque de 38 litros 51021 x 2 70993 3 Пробка заправочного отверстия Ø40 / Vuldop Ø40 / Tappo di riempimento Ø40 / Tampão de enchimento Ø40 4 Поворотное колесо / Zwenkwieltje / Ruota girevole / Roda giratória 71299 71362 x 2 5 Насос / Pomp / Pompa / Bomba 71876 6 Радиатор / Radiator / Radiatore / Radiador 71750 7 дренажная пробка / afvoerslang / tappo di scarico / batoque de drenagem 8 Колесо Ø 250 / Wieltje Ø 250 / Ruota Ø 250 / Roda Ø 250 Блок электроклапана / Magneet ventielblok / Blocco elettrovalvole / Bloco de válvulas solenóides Электроклапаны / Magneetventielen / elettrovalvole / válvulas solenóides : 92060 1 EV2 71797 2 EV3 71824 3 EV4 71741 56262 71376 x 2 5 3 2 1 111 GYSPOT INVERTER PTI.G 13 1 2 5 6 4 3 7 9 10 8 11 12 PTI 1 2 3 4 5 6 112 цепь SD-карты / SD-kaart circuit / Circuito della scheda SD / Circuito do cartão SD 97028 Шлейф 10pts 40cm / Kleed 10pts 40cm / Abito 10pts 40cm / Vestido 10pts 40cm 53095 Клавиатура / Toetsenbord / Tastiera / Teclado 51968 ЖК-экран / LCD display / Visor LCD 51905 Силовой контактор / Vermogenschakelaar / Contattore di potenza / Contactor de energia 51131 Цепь питания / Stroomvoorziening / Circuito di alimentazione / Circuito de fornecimento de energia E0007 Предохранитель 2A с задержкой по времени / 2A tijd zekering / Fusibile a tempo 2A / Rastilho de tempo 2A 51367 x 3 Шлейф 10pts 25cm / Kleed 10pts 25cm / Abito 10pts 25cm / Vestido 10pts 25cm 53100 Автомобильный драйвер PTI-G / Circuitbestuurder PTI-G / Driver di circuito PTI-G / Condutor do circuito PTI-G E0005 Шлейф 10pts 20cm / Kleed 10pts 20cm / Abito 10pts 20cm / Vestido 10pts 20cm 53092 Конденсаторная схема PTI-G 400 / Condensatorschakeling PTI-G 400 / Circuito condensatore PTI-G 400 / Circuito condensador PTI-G 400 E0003 Плавкий предохранитель 1,6A / Zekering 1.6 A / fusibile 1.6 A / rastilho 1.6 A 51368 7 Диодный мост / Diode brug / ponte a diodi / ponte dos díodos 52194 8 Модуль IGBT / IGBT Module / Modulo IGBT / Módulo IGBT 9 Схема управления PTI-G 400 / PTI-G 400 regelcircuit / Circuito di controllo PTI-G 400 / Circuito de controlo PTI-G 400 E0009 10 трансформатор тока / Stroomtransformator / Trasformatore di corrente / Transformador de corrente 96019 11 Дифференциальный выключатель 25A 30mA / Differentiële schakelaar 25A 30mA / Interruttore differenziale 25A 30mA / Interruptor diferencial 25A 30mA 52344 12 Регулятор воздушного фильтра / Luchtfilter regelaar / Filtro di regolazione dell’aria / Filtro Regulador do Ar 71729 13 шнур питания / Netsnoer / Cavo di alimentazione / Cabo de alimentação 52200 x 2 F0080SE E0007 PM12 IGBT PM CAPA PM34 IGBT -HT +HT NC 51367 5 51367 F3 51367 F2 F1 + + + + WHITE RED BLACK RED BLACK RED BLACK RED 52194 53100 51368 4 3 1 2 71876 51021 51021 10 51131 NC +HT -HT PM34 IGBT PM CAPA PM12 IGBT F4 52344 FAN KM - - - 97028 4 52200 E0005 E0003 4 52200 51905 53095 53092 22 10 10 96019 RED GRAY BLACK 8 C GUN 71797 EV2 SOLENOID2 51968 NETWORK E0009 U/I SENSE SOLENOID1 POWER CARD SD CARD BLACK SENSORS GUN XGUN1 CGUN1 CGUN2 XGUN2 CGUN3 F0080SE BLUE BLUE BLUE BLUE WHITE WHITE WHITE 7 8 9 6 4 3 10 WHITE 5 2 BLACK 1 RED 1 2 3 4 5 6 7 8 9 10 11 12 71741 71824 11 BLACK EV4 EV3 12x0.5mm² 93911 11 GYSPOT INVERTER PTI.G ЭЛЕКТРИЧЕСКИЕ СХЕМЫ / ELEKTRISCHE SCHEMA / SCHEMI ELETTRICI / DIAGRAMA DE CABLAGEM 113 114 12 11 10 9 8 7 6 5 4 3 2 1 92048SF 12x0.5mm² BLACK BLACK BLACK 8 9 2 5 6 1 3 71251 4 10 11 BLACK 7 52446 52446 52446 52446 51408 51381 51381 RED WHITE 3 2 63090 1 BLACK V+ V- WHITE GRAY E0055 - + 92050SF -T° +T° 52149 52149 63138 GYSPOT INVERTER PTI.G СХЕМЫ СИЛОВЫХ КАБЕЛЕЙ / SCHEMA STROOMKABEL / SCHEMA DEL CAVO DI ALIMENTAZIONE / ESQUEMAS DE CABOS DE ENERGIA GYSPOT INVERTER PTI.G СХЕМА ПНЕВМАТИЧЕСКОЙ ЦЕПИ / PNEUMATISCH SCHAKELSCHEMA / SCHEMA DEL CIRCUITO PNEUMATICO / DIAGRAMA DE CIRCUITO PNEUMÁTICO NETWORK PRESSURE SENSOR 92060 EV2 71729 71797 EV4 EV3 71741 71824 G PLIERS PRESSURE SENSOR СХЕМА ГИДРАВЛИЧЕСКОЙ ЦЕПИ / HYDRAULISCH SCHAKELSCHEMA / SCHEMA DEL CIRCUITO IDRAULICO / DIAGRAMA DE CIRCUITO HIDRÁULICO BLUE 71876 70993 RED 71750 115 GYSPOT INVERTER PTI.G СИМВОЛЫ / PICTOGRAMMEN / SIMBOLI / SÍMBOLOS - Внимание! Прочтите инструкцию перед использованием Let op! Lees voor gebruik aandachtig de gebruiksaanwijzing door. Attenzione! Leggere il manuale d’istruzioni prima dell’uso. Cuidado! Leia o manual de instruções antes de usar. - Постоянный сварочный ток - Gelijkstroom - Corrente di saldatura continua - Corrente de soldadura contínua A - Амперы - Ampère - Amper - Ampère V - Вольт - Volt Hz Hertz 3 - U 1N - Номинальное напряжение питания - Nominale voedingsspanning - Tensione nominale di alimentazione - Tensão nominal de alimentação SP Трехфазное электропитание 50 или 60Гц Driefasen elektrische voeding 50 of 60Hz Alimentazione elettrica trifase 50 o 60Hz. Alimentação trifásica de 50 ou 60Hz. - Постоянная мощность (при ПВ 100%) - Permanent vermogen (bij een inschakelduur van 100%) - Potenza continua (al 100% del duty cycle) - Potência contínua (a 100% do ciclo de funcionamento) S 50 - Мощность при ПВ 50 % - Vermogen bij 50% van de inschakelduur. - Potenza al 50% del duty cycle - Potência a 50% do ciclo de funcionamento U 2d - Постоянное напряжение холостого хода - DC nullastspanning - Tensione DC a vuoto - Tensão DC sem carga I 2 CC - Максимальный ток короткого замыкания на вторичке - Secondaire maximale kortsluitingsstroomsterkte - Corrente massima di cortocircuito secondaria - Corrente máxima secundária de curto-circuito I 2P e - Постоянный ток на вторичке - Permanente secondaire stroom - Corrente continua nel secondario - Corrente contínua no secundário - Расстояние разжимания между электродами плеча - Spreidingsbereik armen - Gamma di spaziatura dei bracci - Intervalo de espaçamento de braços - Пределы длины плеч - Lengtebereik armen - Gamma di lunghezza del braccio - Gama de comprimento do braço F max - Максимальная сила сварки - Maximale laskracht - Forza massima di saldatura - Força máxima de soldadura P1 min - Минимальное давление подачи - Minimale voedingsdruk - Pressione minima di alimentazione - Pressão mínima de alimentação P1 max - Максимальное давление подачи - Maximale voedingsdruk - Pressione massima di alimentazione - Pressão máxima de alimentação Q ∆p m - Номинальный расход охлаждающей жидкости - Nominale toevoer koelvloeistof - Portata nominale del refrigerante - Taxa de fluxo nominal do refrigerante - Номинальная потеря зарядки охлаждающей жидкости - Nominaal verlies koelvloeistof - Perdita di carico nominale del fluido di raffreddamento - Perda de carga nominal do meio de arrefecimento - Масса аппарата - Gewicht van het apparaat - Peso della macchina - Peso da máquina - Система охлаждения - Koelgroep - Unità di raffreddamento - Unidade de arrefecimento - Выход жидкости - Uitgang water - Uscita dell’acqua - Saída de água - Вход жидкости - Ingang water - Ingresso acqua - Entrada de água MAXI - Максимальный уровень жидкости - Maximale waterniveau - Livello massimo dell’acqua - Nível máximo de água MINI - Минимальный уровень жидкости - Minimale waterniveau - Livello minimo dell’acqua - Nível mínimo de água Лица, использующие электрокардиостимуляторы, не должны находиться вблизи данного аппарата. / Dragers van een pacemaker mogen niet in de buurt van het apparaat verblijven. / I portatori di pacemaker non dovrebbero stare vicino a questo dispositivo. / Os utilizadores de pacemakers não devem permanecer perto deste dispositivo. - Внимание! Сильное магнитное поле. Лица, имеющие активные или пассивные имплантаты должны быть информированы.- Let op! Sterk magnetisch veld. Dragers van actieve of passieve implantaten moeten worden geïnformeerd. - Attenzione! Forte campo magnetico. Le persone con impianti attivi o passivi devono essere informate. - Cuidado! Forte campo magnético. As pessoas com implantes activos ou passivos devem ser informadas. - Не используйте аппарат на улице. Не используйте аппарат под брызгами воды. - Gebruik het apparaat niet in de open lucht. Het apparaat niet gebruiken onder spattend water. - Non usare la videocamera all’aperto. Non usare l’unità sotto l’acqua. - Não utilizar a câmara no exterior. Não utilizar a unidade debaixo de água. - Устройство соответствует директивам Евросоюза. Декларация UE о соответствии доступна для просмотра на нашем сайте (ссылка на обложке). - Apparaat in overeenstemming met de Europese richtlijnen. De E.U. verklaring van overeenstemming kunt u downloaden op onze website (adres vermeld op de omslag). - Dispositivo conforme alle direttive europee La dichiarazione UE di conformità è disponibile sul nostro sito internet (vedere alla pagina di copertina). - IEC 62135-1 ISO 669:2016 116 Matériel conforme aux normes Marocaines. La déclaration C )مCMIM) de conformité est disponible sur notre site (voir à la page de couverture). Equipment in conformity with Moroccan standards. The declaration C )مCMIM) of conformity is available on our website (see cover page). Das Gerät entspricht die marokkanischen Standards. Die Konformitätserklärung C )مCMIM) ist auf unserer Webseite verfügbar (siehe Titelseite). Equipamiento conforme a las normas marroquíes. La declaración de conformidad C )مCMIM) está disponible en nuestra página web (ver página de portada). Товар соответствует нормам Марокко. Декларация C )مCMIM) доступна для скачивания на нашем сайте (см на титульной странице). Dit materiaal voldoet aan de Marokkaanse normen. De verklaring C )مCMIM) van overeenstemming is beschikbaar op onze internet site (vermeld op de omslag). Materiale conforme alle normative marocchine. La dichiarazione C )مCMIM) di conformità è disponibile sul nostro sito (vedi scheda del prodotto) O material está em conformidade com as directivas europeias. A Declaração de Conformidade da UE está disponível no nosso website (ver página de rosto). - Источник сварочного тока отвечает нормам IEC62135-1 и EN ISO 669. - De lasstroombron is in overeenstemming met de normen IEC62135-1 en EN ISO 669. - Il generatore di corrente di saldatura è conforme alle norme IEC62135-1 e EN ISO 669. - A fonte de corrente de soldadura cumpre a norma IEC62135-1 e EN ISO 669. GYSPOT INVERTER PTI.G - Аппарат отвечает директиве 2013/35/UE. - Het apparaat voldoet aan de richtlijn 2013/35/UE. - Il dispositivo è conforme alla direttiva 2013/35/UE. - O dispositivo está em conformidade com a directiva 2013/35/UE. - Это оборудование подлежит переработке согласно директиве Евросоюза 2012/19/UE. Не выбрасывать в общий мусоросборник! Afzonderlijke inzameling vereist volgens de Europese richtlijn 2012/19/UE. Gooi het apparaat niet bij het huishoudelijk afval ! Questo dispositivo è oggetto di raccolta differenziata secondo la direttiva europea 2012/19/UE. Non smaltire con i rifiuti domestici. Este equipamento está sujeito a recolha separada, em conformidade com a Directiva Europeia 2012/19/UE. Não deitar no lixo doméstico! - Этот аппарат подлежит утилизации. Product recyclebaar, niet bij het huishoudelijk afval gooien. Prodotto riciclabile soggetto a raccolta differenziata. Produto reciclável que está sujeito a uma instrução de classificação. - Знак соответствия EAC (Евразийское экономическое сообщество). EAC (Euraziatische Economische Gemeenschap) merkteken van overeenstemming Marchio di conformità EAC (Comunità economica Eurasiatica). Marca de conformidade EAC (Comunidade Económica Eurasiática). - Материал соответствует требованиям Великобритании. Заявление о соответствии для Великобритании доступно на нашем веб-сайте (см. главную страницу). - Materiaal conform aan de Britse eisen. De Britse verklaring van overeenkomt is beschikbaar op onze website (zie omslagpagina). - Materiale conforme alla esigenze britanniche. La dichiarazione di conformità britannica è disponibile sul nostro sito (vedere pagina di copertina). - O material está em conformidade com os requisitos do Reino Unido. A Declaração de Conformidade do Reino Unido está disponível no nosso website (ver página de rosto). - Информация по температуре (термозащита). Informatie over de temperatuur (thermische beveiliging). Informazioni sulla temperatura (protezione termica). Informação sobre temperatura (protecção térmica). 117 118 119 SAS GYS 1, rue de la Croix des Landes CS 54159 53941 SAINT-BERTHEVIN Cedex FRANCE 120-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
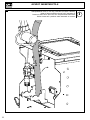 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
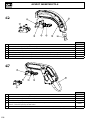 108
108
-
 109
109
-
 110
110
-
 111
111
-
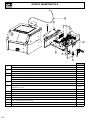 112
112
-
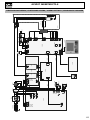 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
























































































































GYS GYSPOT INVERTER PTI.G - 220 V de handleiding
- Type
- de handleiding
- Deze handleiding is ook geschikt voor
in andere talen
Gerelateerde papieren
-
GYS GYSPOT INVERTER BP.LG - 220 V de handleiding
-
GYS Pack GYSPOT INVERTER BP.LG - 400 V de handleiding
-
GYS GYSPOT INVERTER BP.LG - 400V Data papier
-
GYS GYSPOT INVERTER EVOLUTION PTI.G 220V 6M de handleiding
-
-
GYS GYSPOT ALU PRO FV Data papier
-
GYS GYSPOT EVOLUTION PTI -S7 - 3x400V - 4m de handleiding
-
-
-