Weller WDD 81V Operating Instructions Manual
- Type
- Operating Instructions Manual

WDD 81V
Betriebsanleitung - Mode d’emploi - Gebruiksaanwijzing - Istruzioni per l’uso - Operating
Instructions - Instruktionsbok - Manual de uso - Betjeningsvejledning - Manual do utilizador -
Käyttöohjeet - √‰ËÁ›Â˜ §ÂÈÙÔ˘ÚÁ›·˜ - Kullan∂m k∂lavuzu -
Návod k pouÏití - Instrukcja obs∏ugi -
Üzemeltetési utasítás - Návod na pouÏívanie - Navodila za uporabo - Kasutusjuhend -
Naudojimo instrukcija - Lieto‰anas instrukcija

D
F
NL
I
GB
S
E
FIN
P
DK
Inhaltsverzeichnis Seite
1. Achtung! 1
2. Beschreibung 1
Technische Daten 2
3. Inbetriebnahme 2
4. Potentialausgleich 3
5. Arbeitshinweise 3
6. Zubehörliste 4
7. Lieferumfang 4
Table des matières Page
1. Attention! 5
2. Description 5
Caractéristiques techniques 6
3. Mise en service 6
4. Equilibrage de potentiel 7
5. Instruction d'emploi 7
6. Accessoires 8
7. Fournitures 8
Inhoud Pagina
1. Attentie! 9
2. Beschrijving 9
Technische gegevens 10
3. Ingebruikname 10
4. Potentiaal compensatie 11
5. Werkaanwijzingen 11
6. Toebehoren 12
7. Leveromvang 12
Indice Pagina
1. Attenzione! 13
2. Descrizione 13
Dati tecnici 14
3. Messa in esercidio 14
4. Equalizzazione dei potenziali 15
5. Indicazioni per l’uso 15
6. Accessori 16
7. Volume di fornitura 16
Table of contents Page
1. Caution! 17
2. Description 17
Technical data 18
3. Commissioning 17
4. Equipotential bonding 19
5. Instruction for use 19
6. Accessories 20
7. Scope of supply 20
Innehållsförteckning Sidan
1. Observera! 21
2. Beskrivning 21
Tekniska data 22
3. Idrigttagning 21
4. Potentialutjämning 23
5. Arbetsanvisningar 23
6. Tillbehör 24
7. Leveransomfång 24
Indice Página
1. Atencion! 25
2. Descripción 25
Datos técnicos 26
3. Puesta en funcionamiento 26
4. Compensación de potencial 27
5. Indicaciones para el trabajo 27
6. Accesorios 28
7. Extensión del suministro 28
Indholdsfortegnelse Side
1. Forsigtig! 29
2. Beskrivelse 29
Tekniske data 30
3. Ibrugtagning 29
4. Potentialudligning 31
5. Arbejdshenvisninger 31
6. Tilbehør 32
7. Leveringsomfang 32
Índice Página
1. Atençao! 33
2. Descrição 33
Dados técnicos 34
3. Colocação em funcionamento 34
4. Ligação equipotencial 35
5. IInstruções de trabalho 35
6. Acessórios 36
7. Volume de entrega 36
Sisällysluettelo Sivu
1. Huomio! 37
2. Kuvaus 37
Tekniset tiedot 38
3. Käyttöönotto 38
4. Potentiaalintasaus 39
5. Työohjeet 39
6. Lisätarvikkeet 40
7. Toimituksen laajuus 40

SLO
TR
GR
CZ
PL
H
SK
LV
LT
EST
Obsah Strana
1. Pozor! 62
2. Opis 62
Technické údaje 63
3. Uvedenie do prevádzky 63
4. Vyrovnanie potenciálov 64
5. Pracovné pokyny 64
6. Zoznam príslu‰enstva 65
7. Objem dodávky 65
Vsebina Stran
1. Pozor! 66
2. Tehniãni opis 66
Tehniãni podatki 67
3. Pred uporabo 67
4. Izenaãevanje potenciala 68
5. Navodila za delo 68
6. Seznam pribora 69
7. Obseg dobave 69
Sisukord Lehekülg
1. Tähelepanu! 70
2. Kirjeldus 70
Tehnilised andmed 71
3. Kasutuselevõtmine 71
4. Potentsiaalide ühtlustamine 72
5. Tööjuhised 72
6. Lisavarustuse nimekiri 73
7. Tarne maht 73
Turinys Puslapis
1. Dòmesio! 74
2. Apra‰ymas 74
Techniniai duomenys 75
3. Pradedant naudoti 75
4. Potencial˜ i‰lyginimas 76
5. Darbo nurodymai 76
6. Pried˜ sàra‰as 77
7. Tiekiamas komplektas 77
Satura rÇd¥tÇjs
1. Uzman¥bu! 78
2. Apraksts 78
Tehniskie dati 79
3. Darb¥bas uzsÇk‰ana 79
4. PotenciÇla izl¥dzinljana 80
5. Lieto‰anas noteikumi 80
6. Piederumu saraksts 81
7. PiegÇdes apjoms 81
¶›Ó·Î·˜ ÂÚȯÔÌ¤ÓˆÓ ™ÂÏ›‰·
1. ¶ÚÔÛÔ¯‹! 41
2. ¶ÂÚÈÁÚ·Ê‹ 41
Δ¯ÓÈο ÛÙÔȯ›· 42
3. ∞Ú¯È΋ ı¤ÛË Û ÏÂÈÙÔ˘ÚÁ›· 42
4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ 43
5. √‰ËÁ›Â˜ ÂÚÁ·Û›·˜ 44
6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· 45
7. ª¤ÁÂıÔ˜ Ù˘ ·Ú¿‰ÔÛ˘ 45
Íçindekiler Sayfa
1. Dikkat! 46
2. Tasvir 46
Teknik veriler 47
3. Kullanıma alı¸s 46
4. Potansiyel denkleme 48
5. Kullanımla ilgili notlar 48
6. Aksam listesi 49
7. Satı¸s kapsamı 49
Obsah Strana
1. Pozor! 50
2. Popis 50
Technické údaje 51
3. Uvedení do provozu 50
4. Vyrovnání potenciálÛ 52
5. Pracovní pokyny 52
6. Seznam pfiíslu‰enství 53
7. Rozsah dodávky 53
Spis treÊci Strona
1. Uwaga! 54
2. Opis 54
Dane techniczne 55
3. Uruchomienie 55
4. Wyrównanie potencja∏u 56
5. Wskazówki dot. pracy 56
6. Lista akcesoriów 57
7. Zakres wyposa˝enia 57
Tartalomjegyzék Oldal
1. Figyelem! 58
2. Leírás 58
Mıszaki adatok 59
3. Üzembevétel 59
4. Potenciálkiegyenlítés 60
5. Munkautasítások 60
6. Tartozéklista 61
7. Szállítási terjedelem 61

NLF
1. Netschakelaar
2. Digitaaldisplay
3. ”Up” toets
4. ”Down” toets
5. Optische regelcontrole
6. Hoofdfilter
7. Equipotentiaalbus
8. Vacuümaansluiting
9. Aansluitbus voor soldeerbout
10. Netaansluiting
11. Netzekering
12. Persluchtaansluiting
13. Geluidsdemper
1. Interrupteur secteur
2. Afficheur numérique
3. Touche "Up"
4. Touche "Down"
5. Contrôle visuel du réglage
6. Filtre principal
7. Prise d’équipotentialité
8. Raccord d’aspiration
9. Prise pour fer à souder
10. Raccordement secteur
11. Fusible secteur
12. Raccord d’air comprimé
13. Silencieux
D
1. Netzschalter
2. Digitalanzeige
3. „UP“-Taste
4. „DOWN“-Taste
5. Optische Regelkontrolle
6. Hauptfilter
7. Potentialausgleichsbuchse
8. Vakuum-Anschluss
9. Anschlussbuchse für Lötkolben
10. Netzanschluss
11. Netzsicherung
12. Druckluftanschluss
13. Schalldämpfer

TR
1. Febeke gerilimi
2. Dijital gösterge
3. "Yukarı" tuflu
4. "Aflaπı" tuflu
5. Optik ayar kontrolü
6. Ana filtre
7. Potansiyel dengeleme prizi
8. Vakum baπlantısı
9. Lehim havyası için baπlantı prizi
10. Febeke baπlantısı
11. Febeke sigortası
12. Basınçlı hava baπlantısı
13. Susturucu
P
1. Interruptor de rede
2. Mostrador digital
3. Tecla "Up"
4. Tecla "Down"
5. Controlo visual da regulação
6. Filtro principal
7. Tomada de ligação equipotencial
8. Ligação de vácuo
9. Tomada de ligação para ferro de
soldar
10. Ligação à rede
11. Fusível de rede
12. Conector para ar comprimido
13. Insonorização
FIN
1. Verkkokytkin
2. Digitaalinen näyttö
3. "UP"-näppäin
4. "DOWN"-näppäin
5. Optinen säätökontrolli
6. Pääsuodatin
7. potentiaalin tasaus
8. alipaineliitäntä
9. juottokolvin liitäntä
10. Verkkoliitäntä
11. Verkkosulake
12. Paineilmaliitäntä
13. Äänenvaimennin
DK
1. Netafbryder
2. Digitalvisning
3. “UP”-taste
4. “DOWN”-taste
5. Optisk regulatorkontrol
6. Hovedfilter
7. Potentialudligningsbøsning
8. Vakuumtilslutning
9. Tilslutningsbøsning til loddekolber
10. Nettilslutning
11. Netsikring
12. Tryklufttilslutning
13. Lyddæmper
E
SGB
I
1. Power cable
2. Digital display
3. UP button
4. DOWN button
5. Optical regulator
6. Main Filter
7. Equipotential bonding socket
8. Vacuum connection
9. Connecting socket for soldering iron
10. Power supply connector
11. Fuse
12. Compressed Air Connection
13. Silencer
1. Nätströmbrytare
2. Digitalindikation
3. UP-tangent
4. DOWN-tangent
5. Optisk regleringskontroll
6. Huvudfilter
7. Potentialutjämningsuttag
8. Vakuumanslutning
9. Anslutningsuttag för lödkolv
10. Nätanslutning
11. Nätsäkring
12. Anslutning för tryckluft
13. Ljuddämpare
GR
1. Interruttore di rete
2. Display digitale
3. Tasto "Up"
4. Tasto "Down"
5. Controllo di regolazione ottico
6. Filtro principale
7. Presa per equalizzazione dei potenziali
8. Collegamento del vuoto
9. Boccola di collegamento per stilo dissal-
dante
10. Collegamento a rete
11. Fusibile di rete
12. Attacco dell’aria compressa
13.
Silenziatore
1. Interruptor de red
2. Indicación digital
3. Tecla ”UP”
4. Tecla ”DOWN”
5. Control óptico de regulación
6. Filtro principal
7. Conector (hembra) para compensaci-
ón de potencial
8. Toma de vacío
9. Conector (hembra) para soldadores
10. Conexión de red
11. Fusible de red
12. Toma de aire comprimido
13. Silenciador
1. ∏ÏÂÎÚÈÎfi˜ ‰È·ÎfiÙ˘
2. æËÊȷ΋ ¤Ó‰ÂÈÍË
3. ¶Ï‹ÎÙÚÔ „UP“
4. ¶Ï‹ÎÙÚÔ „DOWN“
5. √ÙÈÎfi˜ Ú˘ıÌÈÛÙÈÎfi˜ ¤ÏÂÁ¯Ô˜
6. ∫‡ÚÈÔ Ê›ÏÙÚÔ
7. ÀÔ‰Ô¯‹ ÈÛÔÛÙ¿ıÌÈÛ˘ ‰˘Ó·ÌÈÎÔ‡
8. ™‡Ó‰ÂÛË ÎÂÓÔ‡
9. ÀÔ‰Ô¯‹ Û‡Ó‰ÂÛ˘ ÎÔÏÏËÙËÚÈÔ‡
10. ™‡Ó‰ÂÛË ÛÙÔ ËÏÂÎÙÚÈÎfi Ú‡̷
11. ∏ÏÂÎÙÚÈ΋ ·ÛÊ¿ÏÂÈ·
12. ™‡Ó‰ÂÛË ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·
13.
™ÈÁ·ÛÙ‹Ú·˜

LVLT
SLO
SK
HPL
CZ
EST
1. SíÈov˘ vypínaã
2. Displej
3. Tlaãítko UP
4. Tlaãítko DOWN
5. Optická kontrola regulace
6. Hlavní filtr
7. Zdífika pro vyrovnání potenciálÛ
8. Pfiípojka podtlaku
9. Zásuvka pro pfiipojení pájeãky
10. SíÈová pfiípojka
11. SíÈová pojistka
12. Pfiívod stlaãeného vzduchu
13. Tlumiã hluku
1. W∏àcznik
2. Wskaênik cyfrowy
3. Przycisk UP
4. Przycisk DOWN
5. Optyczna kontrola regulacji
6. Filtr g∏ówny
7. Gniazdo wyrównania potencja∏u
8. Przy∏àcze pró˝ni
9. Gniazdo przy∏àczeniowe kolby
lutowniczej
10. Przy∏àcze sieciowe
11. Bezpiecznik sieciowy
12. Przy∏àcze spr´˝onego powietrza
13. T∏umik
1. hálózati kapcsoló
2. digitális kijelzŒ
3. UP gomb
4. DOWN gomb
5. optikai szabályozóellenŒrzŒ
6. FŒszırŒ
7 PotenciálkiegyenlítŒ hüvely
8. vákuum-csatlakozó
9. forrasztópáka csatlakozóhüvelye
10. Hálózati csatlakozás
11. hálózati biztosíték
12. SırítettlevegŒ-csatlakoztatás
13. Hangtompító
1. SieÈov˘ vypínaã
2. Digitálny ukazovateº
3. Tlaãidlo UP
4. Tlaãidlo DOWN
5. Optická kontrola regulácie
6. Hlavn˘ filter
7. Prípojka pre vyrovnanie napätia
8. Prípojka pre vákuum
9. Pripájacia zásuvka pre spájkovaã
ku
10. SieÈová prípojka
11. SieÈov˘ istiã
12. Prívod stlaãeného vzduchu
13. Tlmiã hluku
1. OmreÏno stikalo
2. Digitalni prikaz
3. Tipka UP (gor)
4. Tipka DOWN (dol)
5. Vizualna kontrola krmiljenja
6. Glavni filter
7. Pu‰a za izenaãevanje potenciala
8. Prikljuãek za podtlak
9. Prikljuãna doza za spajkalnik
10. OmreÏni prikljuãek
11. OmreÏna varovalka
12. Prikljuãek za komprimirani zrak
13. Du‰ilnik zvoka
1. Võrgulüliti
2. Digitaalnäidik
3. "UP" klahv
4. "DOWN" klahv
5. Optiline reguleerimiskontroll
6. Peafilter
7. Potentsiaalide ühtlustuspuks
8. Vaakumi ühenduspuks
9. Jootekolvi ühenduspuks
10. Võrgupistik
11. Võrgukaitse
12. Suruõhuühendus
13. Mürasummuti
1. Tinklo jungiklis
2. Skaitmeninis indikatorius
3. Mygtukas „UP"
4. Mygtukas „DOWN"
5. Optinò valdymo kontrolò
6. Pagrindinis filtras
7. Potencial˜ i‰lyginimo lizdas
8. Vakuumo jungtis
9 . Lituoklio jungimo lizdas
10 Lizdas elektros tinklo prijungimui
11. Tinklo saugiklis
12. Suspausto oro jungtis
13. Garso slopintuvas
1. Elektr¥bas t¥kla slïdzis
2. DigitÇlie rÇd¥jumi
3. "UP" tausti¿‰
4. "DOWN" tausti¿‰
5. OptiskÇ regulï‰ana
6. Galvenais filtrs
7. PotenciÇlu izl¥dzinljanas bukse
8. Vakuuma pieslïgums
9. LodÇmura kontaktvieta
10. Pieslïgums t¥klam
11. Elektr¥bas t¥kla dro‰¥bas elements
12. SaspiestÇ gaisa pieslïgums
13. Trok‰¿u slÇpïtÇjs

WDD 81V

1
Deutsch
Wir danken Ihnen für das mit dem Kauf der Weller
Entlötstation WDD 81V erwiesene Vertrauen. Bei der
Fertigung wurden strengste Qualitäts-Anforderungen zu-
grunde gelegt, die eine einwandfreie Funktion des Gerätes
sicherstellen.
1. Achtung!
Vor Inbetriebnahme des Gerätes lesen Sie bitte diese
Betriebsanleitung und die beiliegenden Sicherheitshinweise
aufmerksam durch. Bei Nichteinhaltung der
Sicherheitsvorschriften droht Gefahr für Leib und Leben.
Für andere, von der Betriebsanleitung abweichende Ver-
wendung, sowie bei eigenmächtiger Veränderung, wird von
Seiten des Herstellers keine Haftung übernommen.
Die Weller Entlötstation WDD 81V entspricht der EG
Konformitätserklärung gemäß den grundlegenden
Sicherheitsanforderungen der Richtlinien 2004/108/EG und
2006/95/EG.
2. Beschreibung
2.1 Steuergerät
Die mikroprozessorgeregelte Entlötstation WDD 81V gehört
einer Gerätefamilie an, die für die industrielle Fertigungs-
technik, sowie den Reparatur- und Laborbereich entwickelt
wurde. Die digitale Regelelektronik und eine hochwertige
Sensor- und Wärmeübertragungstechnik im Lötwerkzeug
gewährleistet ein präzises Temperaturregelverhalten an der
Lötspitze. Höchste Temperaturgenauigkeit und ein optimales
dynamisches Temperaturverhalten im Belastungsfall wird
durch eine schnelle und präzise Messwerterfassung im
geschlossenen Regelkreis erreicht. Die Lötwerkzeuge selbst
werden von der WDD 81V automatisch anerkannt und die
entsprechenden Regelparameter zugeordnet. Das zum
Entlöten benötigte Vakuum wird durch einen internen war-
tungsfreien Druckluftwandler erzeugt und über einen inte-
grierten Fingerschalter am Entlötkolben aktiviert.
Verschiedene Potentialausgleichsmöglichkeiten zur
Lötspitze, Nullspannungsschaltung sowie antistatische
Ausführung von Steuergerät und Kolben ergänzen den hohen
Qualitätsstandard. Die Anschlussmöglichkeit eines externen
Eingabegerätes erweitert die Funktionsvielfalt dieser
Entlötstation. Mit den als Option erhältlichen Eingabegeräten
WCB 1 und WCB 2 können unter anderem Zeit und
Verriegelungsfunktionen realisiert werden. Ein integriertes
Temperaturmeßgerät und eine PC-Schnittstelle gehören zum
erweiterten Umfang des Eingabegerätes WCB 2.
Die gewünschte Temperatur kann im Bereich von 50°C -
450°C (122°F - 842°F) über 2 Tasten (UP / DOWN) eingestellt
werden. Soll- und Istwert werden digital angezeigt. Das
Erreichen der vorgewählten Temperatur wird durch Blinken
einer roten LED in der Anzeige signalisiert, die zur optischen
Regelkontrolle dient. Dauerndes Leuchten bedeutet, dass
das System aufheizt.
2.2 Lötwerkzeug
DSX 80: Entlötkolben 80 W. Konisches Befestigungs-
system der Saugdüse. Ein breites
Saugdüsenprogramm ermöglicht ein optimales
Absaugen von Lötzinn an unterschiedlichsten
Lötstellen. Der Zinnsammelbehälter ist einfach
und ohne Werkzeug wechselbar. CSF-
Entlötstempel sind als Zubehör erhältlich. Sie
dienen zum Entlöten von oberflächenmontierten
Bauteilen. Integrierter Fingerschalter zur
Aktivierung des Vakuums.
DXV 80: Entlötkolben 80 W. Konisches Befestigungs-
system der Saugdüse. Inline Ausführung (senk-
rechte Arbeitshaltung). Der Zinnsammelbehälter
ist im Griff integriert. Er ist einfach und ohne
Werkzeug auswechselbar. Breites CSF (SMD
Auslötstempel)- und Saugdüsenprogramm. Das
Vakuum wird mittels Fingerschalter aktiviert.
WTA 50: Die Entlötpinzette WTA 50 wurde speziell zum
Auslöten von SMD-Bauteilen konzipiert. Zwei
Heizelemente (2 x 25 W) mit jeweils eigenen
Temperatursensor sorgen für gleiche
Temperaturen an beiden Schenkeln.
LR 82: Leistungsfähiger 80 W Lötkolben für Lötarbeiten
mit großem Wärmebedarf. Die Befestigung der
Lötspitze erfolgt über einen Bajonettverschluss,
der einen positionstreuen Spitzenwechsel
ermöglicht.
WP 80: Unser „Standard“ Lötkolben.Der Lötkolben
WSP 80 WP 80 / WSP 80 zeichnet sich durch sein
blitzschnelles und präzises Erreichen der
Löttemperatur aus. Durch sein schlanke
Bauform und einer Heizleistung von 80 W ist ein
universeller Einsatz von extrem feinen
Lötarbeiten bis hin zu solchen mit hohem
Wärmebedarf möglich. Nach Wechsel der
Lötspitze ist ein unmittelbares Weiterarbeiten
möglich, da die Betriebstemperatur in kürzester
Zeit wieder erreicht ist.
Weiter anschließbare Werkzeuge siehe Zubehörliste.

2
Deutsch
3. Inbetriebnahme
Das Lötwerkzeug in der Sicherheitsablage ablegen.
Druckluftschlauch mit Außendurchmesser 6 mm in die
Schnellkupplung für Druckluftanschluss (12) einstecken.
Druckluftversorgung mit 400 - 600 (58 - 87 psi) trockener,
ölfreier Druckluft herstellen. Die elektrische
Verbindungsleitung des Lötwerkzeugs in die 7 pol.
Anschlussbuchse (9) an der Frontplatte einstecken und arre-
tieren. Hauptfilter (6) mit Schlauchstück zwischen
Vakuumanschluss (8) und Vakuumschlauch des
Entlötkolbens einsetzen. Überprüfen, ob die Netzspannung
mit der Angabe auf dem Typenschild übereinstimmt und der
Netzschalter (1) sich im ausgeschalteten Zustand befindet.
Steuergerät mit dem Netz verbinden (10). Gerät am
Netzschalter (1) einschalten. Beim Einschalten des Gerätes
wird ein Selbsttest durchgeführt, bei dem alle
Anzeigeinstrumente (2) in Betrieb sind.
Anschließend wird kurzzeitig die eingestellte Temperatur
(Sollwert) und die Temperaturversion (°C / °F) angezeigt.
Danach schaltet die Elektronik automatisch auf die
Istwertanzeige um. Roter Punkt (5) in der Anzeige (2) leuch-
tet. Dieser Punkt dient als optische Regelkontrolle.
Dauerndes Leuchten bedeutet System heizt auf. Blinken sig-
nalisiert das Erreichen der Betriebstemperatur. Das zum
Entlöten benötigte Vakuum wird durch den integrierten
Fingerschalter am Entlötkolben aktiviert.
Temperatureinstellung
Grundsätzlich zeigt die Digitalanzeige (2) den
Temperaturistwert an. Durch Betätigen der „UP“ oder
„DOWN“-Taste (3) (4) schaltet die Digitalanzeige (2) auf den
derzeit eingestellten Sollwert um. Der eingestellte Sollwert
(blinkende Anzeige) kann nun durch Antippen oder perma-
nentes Drücken der „UP“ oder „DOWN“-Taste (3) (4) in ent-
sprechender Richtung verändert werden. Wird die Taste per-
manent gedrückt, verändert sich der Sollwert im
Schnelldurchlauf. Ca. 2 sec. nach dem Loslassen schaltet die
Digitalanzeige (2) automatisch wieder auf den Istwert um.
Standardsetback
Bei Nichtgebrauch des Lötwerkzeuges wird die Temperatur
nach 20 min. automatisch auf den Stand by Wert von 150°C
(300°F) abgesenkt. Nach dreifacher Setbackzeit (60 min.)
wird die „AUTO OFF“ Funktion aktiviert. Der Lötkolben wird
abgeschalten.
Einschalten der Standardsetback-Funktion: Während des
Einschaltens des Gerätes die „UP“ Taste (3) gedrückt halten
bis in der Anzeige „ON“ erscheint. Beim Loslassen der “UP”
Taste wird die Einstellung abgespeichert. Gleiches Verfahren
zum Ausschalten. In der Anzeige erscheint „OFF“
(Auslieferungszustand).
Bei der Verwendung von sehr feinen Lötspitzen kann die
Sicherheit der Setback-Funktion beeinträchtigt sein.
Vakuumverzögerung
Nach Loslassen des Fingerschalters bleibt das Vakuum noch
ca. 2 sec. aktiv.
Einstellung: Während des Einschaltens die „DOWN“ - Taste
(4) gedrückt halten bis ON oder OFF in der Anzeige erscheint.
Beim Loslassen der “DOWN” Taste wird Einstellung abge-
speichert. Zum Verändern Vorgang wiederholen.
Wartung
Um gute Entlötergebnisse zu erzielen, ist es wichtig den
Entlötkopf regelmäßig zu reinigen. Dazu gehört das
Entleeren des Zinnsammelbehälters, das Auswechseln des
Glasrohrfilters, sowie die Überprüfung der Dichtungen.
Einwandfreie Dichtheit der Stirnflächen des Glaszylinders
gewährleisten volle Saugleistung. Verschmutzte Filter beein-
flussen den Luftdurchsatz durch den Entlötkolben. Daher ist
der Hauptfilter (6) (Schlauchfilter am Vakuumschlauch)
Technische Daten
Abmessungen (mm): 180 (L) x 115 (B) x 101 (H)
(in.): 7,1 (L) x 4,53 (B) x 4 (H)
Netzspannung (10): 230 V / 50 Hz, 120 V / 60 Hz (siehe Typenschild)
Leistungsaufnahme: 95 W
Schutzklasse: 1 (Steuergertä); 3 (Lötwerkzeug)
Sicherung (11): T 500 mA (230 V); T 1A (120 V) (siehe Typenschild)
Temperaturregelung: digital 50°C - 450°C (122°F - 842°F)
Genauigkeit: ± 9°C (± 17°F)
Druckluft: Eingangsdruck 400 - 600 kPA (58-87 psi) ölfreie, trockene
Druckluft
Druckluftwandler: Luftverbrauch 35 l / min; max Unterdruck 55 kPA (8 psi)
Druckluftanschluss: Druckluftschlauch Außendurchmesser 6 mm (0,24“)
Potentialausgleich (7): Über 3,5 mm Schaltklinkenbuchse an der Geräteunterseite
(Auslieferungszustand hart geerdet, Klinkenstecker nicht gesteckt).

regelmäßig zu kontrollieren und gegebenenfalls zu wech-
seln. Hierzu eine neue original Weller- Filterkartusche ver-
wenden.
Zur Reinigung der Saugdüsenbohrung und des Saugrohres
das Reinigungswerkzeug (5 13 500 99) benützen. Durch eine
kurze Drehbewegung (ca. 45°) können die Saugdüsen ein-
fach und schnell gewechselt werden. Bei starken
Schmutzablagerungen im Konusbereich lässt sich eine neue
Saugdüse nicht mehr einsetzen. Diese Ablagerungen lassen
sich mit dem Reinigungseinsatz für den Heizkörperkonus
entfernen.
Warnung: Arbeiten ohne Filter zerstört den
Druckluftwandler.
Bild: Reinigungswerkzeug, Reinigungsvorgang und
Auswechseln der Saugdüse siehe Seite 87.
4. Potentialausgleich
Durch unterschiedliche Beschaltung der 3,5 mm
Schaltklinkenbuchse (7) sind 4 Variationen realisierbar:
Hart geerdet:
Ohne Stecker (Auslieferungszustand)
Potentialausgleich (Impedanz 0 Ohm):
Mit Stecker, Ausgleichsleitung am
Mittelkontakt
Potentialfrei:
Mit Stecker
Weich geerdet:
Mit Stecker und eingelötetem
Widerstand. Erdung über den gewählten
Widerstandswert
5. Arbeitshinweise
Verschiedene Saugdüsen lösen viele Entlötprobleme.
Das passende Werkzeug für den Saugdüsenwechsel ist im
Reinigungswerkzeug integriert. Beim Einsetzen und
Arretieren die Saugdüse leicht gegen den Heizkörper drük-
ken.
Wichtig beim Entlöten ist die Verwendung von zusätzlichem
Lötdraht. Dadurch wird eine gute Benetzungsfähigkeit der
Saugdüse, sowie bessere Fließeigenschaften des Altlotes
gewährleistet. Es ist darauf zu achten, dass die Saugdüse
senkrecht zur Platinenebene steht, um die optimale
Saugleistung zu erreichen. Das Lot muss ganz flüssig sein.
Während des Ablötvorgangs ist es wichtig, den Anschlusspin
des Bauteils in der Bohrung kreisförmig zu bewegen. Ist ein-
mal das Lot nach dem Absaugvorgang nicht vollständig ent-
fernt, so sollte vor erneutem Entlöten die Lötstelle neu ver-
zinnt werden.
Wichtig ist die richtige Auswahl der Saugdüsengröße.
Als Faustregel gilt: Der Innendurchmesser der Saugdüse soll-
te mit dem Durchmesser der Platinenbohrung übereinstim-
men.
Beim ersten Aufheizen die Saugdüse bzw. Lötspitze mit Lot
benetzen. Dadurch werden lagerbedingte Oxydschichten und
Unreinheiten der Lötspitze beseitigt. Bei Lötpausen und vor
dem Ablegen des Lötwerkzeugs immer darauf achten, dass
die Lötspitze bzw. Saugdüse gut verzinnt ist. Kein zu aggres-
sives Flussmittel verwenden.
Die Entlötstation wurde für eine mittlere Saugdüse bzw.
Lötspitze justiert. Temperaturabweichungen durch verschie-
dene Spitzenformen können entstehen.
Achtung: Immer auf ordnungsgemäßen Sitz der
Lötspitze achten.
Externes Eingabegerät WCB 1 und WCB 2 (Option)
Bei der Verwendung eines externen Eingabegerätes stehen
folgende Funktionen zur Verfügung.
● Offset:
Die reale Lötspitzentemperatur kann durch die Eingabe eines
Temperaturoffsets um ± 40°C (72°F) verändert werden.
● Setback:
Herabsetzung der eingestellten Solltemperatur auf
150°C/300°F (standby). Die Setbackzeit, nachdem die
Lötstation in den Standbymodus wechselt, ist von 0-99
Minuten einstellbar. Der Setbackzustand wird durch eine
blinkende Istwertanzeige signalisiert. Nach dreifacher
Setbackzeit wird die „AUTO-OFF“ aktiviert. Das Lötwerkzeug
wird abgeschaltet (blinkender Strich in der Anzeige). Durch
Drücken einer Taste oder Fingerschalterdruck wird der
Setbackzustand bzw. AUTO-OFF Zustand beendet. Dabei
wird kurzzeitig der eingestellte Sollwert angezeigt.
● Lock:
Verriegelung von Solltemperatur und Temperaturfenster.
Nach dem Verriegeln sind an der Lötstation keine
Einstelländerungen möglich.
● °C/°F:
Umschalten der Temperaturanzeige von °C in °F und umge-
kehrt. Drücken der „DOWN“ Taste während des Einschaltens
zeigt die aktuelle Temperaturversion an.
3
Deutsch

4
● Window:
Einschränkung der Temperaturbereichs auf max. +/-99°C
ausgehend von einer durch die „LOCK“ Funktion verriegel-
ten Temperatur. Die verriegelte Temperatur stellt somit die
Mitte des einstellbaren Temperaturbereiches dar.
Bei Geräten mit potentialfreiem Kontakt (Optokoppleraus-
gang) dient die „WINDOW“ Funktion zur Einstellung eines
Temperaturfensters. Liegt die Isttemperatur innerhalb des
Temperaturfensters wird der potentialfreie Kontakt (Opto-
kopplerausgang) durchgeschalten.
● Cal:
Neujustierung der Lötstation (nur WCB 2) und Factory setting
FSE (Rücksetzen aller Einstellwerte auf 0, Temperatursoll-
wert 350°C/660°F).
● PC-Schnittstelle:
RS 232 (nur WCB 2)
● Temperaturmeßgerät:
Integriertes Temperaturmeßgerät für Thermoelement Typ K
(nur WCB 2)
6. Zubehörliste
T005 29 180 99 Lötkolben WP 80
T005 33 125 99 Lötkolbenset WSP 80
T005 33 112 99 Lötkolbenset LR 21 antistatisch
T005 33 113 99 Lötkolbenset LR 82
T005 33 133 99 Entlötset WTA 50
T005 13 181 99 Entlötset DXV 80
T005 33 138 99 Entlötset DSX 80
T005 33 131 99 Lötkolbenset MPR 80
T005 33 155 99 Lötkolbenset WMP
T005 27 028 99 Vorheizplatte WHP 80
T005 31 181 99 Externes Eingabegerät WCB 1
T005 31 180 99 Externes Eingabegerät WCB 2
T005 13 500 99 Reinigungswerkzeug
7. Lieferumfang
WDD 81V Power Unit
PUD 81V Steuergerät Steuergerät
Entlötset DSX 80 Netzkabel
Netzkabel Klinkenstecker 3,5 mm
Sicherheitsablage AK 20 Betriebsanleitung
Klinkenstecker 3,5 mm Hauptfilter
Betriebsanleitung Sicherheitshinweise
Hauptfilter
Sicherheitshinweise
Bild Saugdüsen siehe Seite 82
Bild Schaltplan siehe Seite 83
Bild Explozeichnung siehe Seite 84 - 86
Technische Änderungen vorbehalten!
Die aktualisierten Betriebsanleitungen finden Sie unter
www.weller-tools.com.
Deutsch

5
Nous vous remercions de la confiance que vous nous avez
accordée en achetant la station de dessoudage à micropro-
cesseur WDD 81V. Lors de la fabrication, des exigences de
qualité très sévères assurant un fonctionnement parfait de
l’appareil, ont été appliquées.
1. Attention!
Avant la mise en service de l’appareil, veuillez lire attentive-
ment ce mode d’emploi et les consignes de sécurité ci-join-
tes. Dans le cas du non-respect des consignes de sécurité,
il y a danger pour le corps et danger de mort.
Le fabricant décline toute responsabilité pour les utilisations
autres que celles décrites dans le mode d’emploi de même
que pour les modifications effectuées par l’utilisateur.
La station de dessoudage à microprocesseur WDD 81V
correspond à la déclaration de conformité européenne en
application des exigences de sécurité fondamentales de la
directive 2004/108/336/CE et 2006/95/CE.
2. Description
2.1. Appareil de commande
La station de dessoudage à microprocesseur WDD 81V
appartient à une série d’appareil dévloppée pour la fabrica-
tion industrielle de même que pour les réparations et le labo-
ratoire. L’électronique numérique de régulation et un systè-
me sophistiqué de capteur et de tranfert de chaleur dans
l’outil de soudage garantissent une grande précision de tem-
pérature au niveau de la panne. Une précision maximale de
la température et un comportement dynamique thermique
optimal en service sont rendus possibles par un système de
mesure rapide et précis au sein d’une boucle de régulation.
Les outils de soudage sont reconnus automatiquement par
la WDD 81V qui leur attribue les paramètres de régulation
correspondants. La dépression nécessaire pour le des-
soudage est produite par un système venturi interne, sans
entretien et activé par un switch sur le fer à dessouder.
Différentes possibilités d’équilibrage du potentiel avec la
panne, un commutateur à tension nulle de même qu’une
version antistatique du bloc d‘alimentation et du fer complè-
tent le haut niveau de qualité atteint. La possibilité de rac-
corder un boîtier de câlibrage élargit en outre les fonctions
de cette station de dessoudage. Les boîtiers de câlibrage
WCB 1 et WCB 2, disponibles en option, permettent de réali-
ser entre autres des fonctions de durée et de verrouillage. Un
système intégré de mesure de la température et une inter-
face pour PC font partie des possibilités élargies de l’appar-
eil d’entrée WCB 2.
La température souhaitée peut être réglée dans une plage
de 50°C à 450°C (122°F à 842°F) à l’aide de 2 touches
(Up/Down). La valeur de consigne et la valeur réelle sont
affichées de manière numérique. Lorsque la température
présélectionnée est atteinte, une LED rouge qui sert au
contrôle visuel du réglage clignote sur l’afficheur. Elle est
allumée en permanence pour signaler que le système
chauffe.
2.2 Outil de soudage
DSX 80: Fer à dessouder de 80 W. Système de fixation
conique de la buse d’aspiration. Une vaste
gamme de buses autorise une aspiration opti
male de l’étain aux différents points de sou
dure. Le réceptacle à étain se change très
facilement, sans outil. Des pannes de des
soudage CSF sont disponibles en accessoires
pour dessouder les composants montés en
surface. Un switch est intégré au manche
pour activer l’aspiration.
DXV 80: Fer à dessouder de 80 W. Système de fixation
conique de la buse d’aspiration. Version In-
line (travail en position verticale). Le récepta
cle à étain intégré à a poignée se change faci
lement, sans outil. Vaste gamme de pannes
de dessoudage CSF (SMD) et de buses d’asp-
ration. L’aspiration est activée par un switch
intégré.
WTA 50: La pince à dessouder WTA 50 a été spéciale
ment conçue pour dessouder les composants
montés en surface. Deux éléments chauffants
(2 x 25 watts) équipés chacun de leur propre
sonde assurent une même température aux
deux extrémités de la pince.
LR 82: Un puissant fer à souder de 80 watts pour les
travaux nécessitant une source de chaleur
importante. La fixation de la panne est assu
rée par un système à baïonnette garantissant
un parfait positionnement de la panne en cas
de remplacement de celle-ci.
WP 80: Notre fer à souder "standard". Le fer à souder
WSP 80 WP 80 / WSP 80 se distingue par la grande
rapidité et la précision avec lesquelles il
atteint la température de soudage. Grâce à sa
forme éfilée et à sa puissance de 80 W, son
utilisation est universelle et va des travaux de
soudage de très grande précision à ceux
requérant une source de chaleur importante.
Après un changement de panne, il est
possible de continuer de travailler sans
interruption dans la mesure ou la
température de service est atteinte très
rapidement.
Pour les autres outils pouvant être raccordés, voir la
liste des accessoires.
Français

6
3. Mise en service
Placer l’outil de soudage dans le repose fer. Relier le flexible
d’air comprimé de diamètre extérieur 6 mm au raccord rapi-
de d’air comprimé (12). Etablir l’alimentation en air compri-
mé de 600 kPa (87 psi), sec et sans huile. Brancher le cor-
don du fer sur la prise à 7 pôles (9) à l’avant et le verrouiller.
Mettre en place le filtre principal (6) avec la tubulure entre le
raccord d’aspiration (8) et le flexible d’aspiration du fer à
dessouder. Vérifier si la tension du secteur correspond à celle
indiquée sur la plaque signalétique et si l’interrupteur sec-
teur (1) est coupé. Brancher l’unité de commande au secteur
(10). Mettre l’appareil en marche avec l’interrupteur secteur
(1). Lors de la mise sous tension de l’appareil, celui-ci effec-
tue un auto-test au cours duquel tous les instruments d’affi-
chage (2) s’allument.
La température de consigne et l‘unité de température (°C /
°F) sont ensuite brièvement affichés, après quoi l’électroni-
que active automatiquement l’affichage de la valeur réelle.
Le point rouge (5) s’allume en permanence lorsque le systè-
me chauffe et clignote pour signaler que la température de
consigne est atteinte. La dépression nécessaire pour des-
souder est activée avec le switch intégré au fer à dessouder.
Réglage de la température
L’afficheur numérique (2) indique en principe la température
réelle. En actionnant la touche «Up» ou «Down» (3) (4), l’affi-
cheur numérique (2) indique la température de consigne. La
valeur prescrite réglée (affichage clignotant) peut alors être
augmentée ou réduite en exerçant une pression brève ou
permanente sur la touche «Up» ou «Down» (3) (4). Lorsque la
touche est actionnée en permanence, la valeur prescrite
change à vitesse rapide. 2 secondes environ après avoir
relâché la touche, l’afficheur numérique (2) revient automa-
tiquement à la valeur réelle. Lorsque la station de dessouda
ge est verrouillée (Lock), il n’est pas possible de modifier le
réglage.
Réduction de température standard
Lorsque l’appareil de soudage n’est pas utilisé, la tempéra-
ture est ramenée automatiquement à la valeur standard de
150°C (300°F) au bout de 20 minutes. Au bout de trois fois
cette durée (60 minutes), la fonction “AUTO OFF” est activée.
Le fer à souder s’éteint.
Activation de la fonction de réduction de température
Setback standard: maintenir la touche “UP” (3) enfoncée
durant la mise en marche de l’appareil jusqu’à ce que
l’afficheur indique “ON”. Le relâchement de la touche "UP"
entraîne l’enregistrement du réglage. Procéder de la même
manière à l’extinction. L’afficheur indique “OFF”
(état d’origine).
La fonction Setback peut être altérée lors de l’utilisation de
très fines pannes.
Temporisation de la dépression
Lorsque le commutateur a été relâché, la dépression reste
active pendant encore env. 2 s.
Réglage: Pendant la mise en marche, maintenir la touche
”DOWN” (4) enfoncée jusqu’à ce que l’afficheur indique ON
ou OFF. Le relâchement de la touche "DOWN" entraîne
l’enregistrement du réglage. Répéter cette opération pour
modifier.
Entretien
Pour un bon dessoudage, il est important de nettoyer
régulièrement la tête de dessoudage, de vider le réceptacle
à étain, de changer le filtre du tube de verre et de vérifier les
joints. Une parfaite étanchéité du tube en verre est
nécessaire pour avoir la pleine capacité d’aspiration.
L’encrassement des filtres se répercute sur le débit d’air à
travers le fer à dessouder. Le filtre principal (6) (filtre sur le
flexible d’aspiration) doit donc être contrôlé régulièrement et
changé si nécessaire. Utiliser pour ce faire une cartouche fil-
trante WELLER d’origine neuve. Pour le nettoyage de l’ouver-
ture de la buse d’aspiration et du tuyau d’aspiration, utiliser
Français
Caractéristiques techniques
Dimensions (mm): 180 (L) x 115 (l) x 101 (h)
(in.): 7,1 (L) x 4,53 (l) x 4 (h)
Tension d’alimentation (10): 230 V / 50 Hz, 120 V / 60 Hz (cf. plaque signalétique)
Puissance absorbée: 95 W
Classe de protection: 1 (bloc d‘alimentation); 3 (outil de soudage)
Fusible (11): T 500 mA (230 V); T 1A (120 V) (cf. plaque signalétique)
Plage de température: numérique 50°C - 450°C (122°F - 842°F)
Précision: ± 9°C (± 17°F)
Air comprimé: pression d’entrée 600 kPa (87 psi), air comprimé sans huile, sec
Système Venturi: consommation d’air 35 l/mn; dépression maxi. 55 kPa (8 psi)
Raccord d’air comprimé: flexible d’air comprimé de diamètre extérieur 6 mm (0,24")
Compensation du potentiel (7): par une prise jack de 3,5 mm au bas de l’appareil. (Mise à la
terre dure d’origine, fiche jack débranchée)

l’outil de nettoyage (5 13 500 99).
Les buses d’aspiration peuvent être changées rapidement et
facilement par une courte rotation (env. 45°).
Les accumulations importantes de saletés au niveau du cône
empêchent la mise en place d’une buse d’aspiration neuve.
Ces dépôts peuvent être retirés ave l’insert de nettoyage
pour cône d’élément chauffant.
Attention: Le fonctionnement sans filtre détruit le
système venturi.
Figure: outil de nettoyage, opération de nettoyage et
changement de la buse d’aspiration voir la page 87.
4. Equilibrage de potentiel
4 variantes d‘equilibrage de potentiel peuvent être réalisées
suivant le branchement de la prise jack de 3,5 mm (7):
Mise à la terre directe:
Pas de fiche (état d'origine).
Equilibrage de potentiel
(impédance 0 ohm):
Avec fiche, reliée au contact central.
Libre de potentiel:
Avec fiche
Mise à la terre indirecte:
Avec fiche et résistance soudée. Mise à
la terre par l'intermédiaire de la valeur
de la résistance choisie.
5. Instructions d'emploi
Les différentes buses d’aspiration proposées permettent de
résoudre de nombreux problèmes de dessoudage.
L’outil permettant de changer la buse d’aspiration est intégré
à l’outil de nettoyage. Lors de la mise en place et du serra-
ge, pousser légèrement la buse d’aspiration contre l’élément
chauffant.
Il est important pour le dessoudage d’utiliser en plus de
l‘étain. Ceci améliore la capacité de mouillage de la buse
d’aspiration et les caractéristiques de fluidité de l’ancienne
soudure. La buse d’aspiration doit être verticale par rapport
au plan de la carte pour que la capacité d’aspiration soit opti-
male. La soudure doit être entièrement liquide. Il est impor-
tant, pendant le dessoudage, de faire tourner la patte du
composant. Si la soudure n’est pas entièrement retirée après
l’aspiration, ré-étamer le point de soudure avant de dessou-
der une nouvelle fois. Il est important d’utiliser la buse d’a-
spiration de la bonne taille. Règle empirique: le diamètre
intérieur de la buse d’aspiration doit correspondre au diamè-
tre du trou de la carte.Lors de la première mise en tempéra-
ture, étamer la buse d’aspiration ou la panne pour supprimer
les couches d’oxyde consécutives au stockage et les impur-
etés présentes sur la panne. Lors des arrêts du travail et
avant de poser l’outil de soudage, s’assurer toujours que la
panne ou la buse d’aspiration est bien étamée. Ne pas utili-
ser de décapant trop agressif.
La station de dessoudage a été réglée pour une buse d’aspi-
ration ou une panne moyenne. Des différences de tempéra-
ture sont possibles avec d’autres formes de pannes.
Attention: S’assurer toujours de la bonne fixation de la
panne.
Programmateurs WCB 1 et WCB 2 (option)
Les fonctions ci-après sont disponibles si un programmateur
est utilisé:
● Offset:
La température réelle de la panne peut être modifiée de ±
40°C (72°F) en entrant un offset de température.
● Setback:
Réduction de la température prescrite réglée à 150°C /
300°F (standby). Le temps de Setback au bout duquel la sta-
tion de soudage se met en standby est réglable entre 0 et 99
minutes. L’état de Setback est sig nalé par le clignotement
de l’affichage de valeur réelle. Après le triple temps de
Setback, „Auto-Off“ est activé. L’outil de soudage n‘est plus
alimenté (trait clignotant sur l’afficheur). En appuyant sur une
touche ou sur le commutateur, l’état de Setback ou l’état
Auto-Off est terminé et la valeur prescrite réglée est briève-
ment indiquée.
● Lock:
Vérrouillage de la température de consigne. Après le vérrou-
illage, aucune modification du réglage n'est possible sur la
station de soudage.
● °C/°F:
Sélection de l'affichage de la température en °C ou en °F.
● Window:
Limitation de la plage de température à +/-99°C maxi. à par-
tir d’une température verrouillée avec la fonction “LOCK”. La
température verrouillée représente alors le milieu de la plage
de température réglable. Sur les appareils avec contact libre
de potentiel (sortie sur coupleur optoélectronique), la fonc-
tion “WINDOW” sert au réglage d’une fenêtre de températu-
res. Lorsque la température réelle se situe dans la plage de
températures, le contact libre de potentiel
(sortie sur coupleur optoélectronique) est commuté.
7
Français

8
● Cal:
Recâlibrage de la station de soudage (uniquement WCB 2).
● Interface PC:
RS232 (uniquement WCB 2).
● Thermomètre:
Thermomètre intégré pour thermocouple type K (uniquement
WCB 2).
6. Accessoires
T005 29 180 99 Kit fer à souder WP 80
T005 33 125 99 Fer à souder WSP 80
T005 33 112 99 Kit fer à souder LR 21 antistatique
T005 33 113 99 Kit fer à souder LR 82
T005 33 133 99 Kit de dessoudage WTA 50
T005 13 181 99 Kit de dessoudage DXV 80
T005 33 138 99 Nécessaire de dessoudage DSX 80
T005 33 131 99 Kit fer à souder MPR 80
T005 33 155 99 Kit fer à souder WMP
T005 27 028 99 Platine chauffante WHP 80
T005 31 181 99 Boîtier de contrôle WCB 1
T005 31 180 99 Boîtier de contrôle WCB 2
T005 13 500 99 Outil de nettoyage
7. Fournitures
WDD 81V Power Unit
PUD 81V Bloc d‘alimentation Bloc d‘alimentation
Kit de dessoudage DSX 80 Cordon secteur
Cordon secteur Fiche jack 3,5 mm
Repose fer AK20 Mode d’emploi
Fiche jack 3,5 mm Filtre principal
Mode d’emploi Consignes de sécurité
Filtre principal
Consignes de sécurité
Figure: Buses d’aspiration, voir la page 82
Figure: Schéma électrique, voir la page 83
Figure: Vue éclatée, voir la page 84 - 86
Sous réserve de modifications techniques!
Vous trouverez les manuels d'utilisation actualisés sur
www.weller-tools.com.
Français

We danken u voor de aankoop van de WELLER soldeersta-
tion WDD 81V en het door u gestelde vertrouwen in ons
product. Bij de productie werd aan de strengste kwaliteits-
vereisten voldaan om een perfecte werking van het toestel
te garanderen.
1. Attentie!
Gelieve voor de ingebruikneming van het toestel deze
gebruiksaanwijzing en de bijgeleverde veiligheidsvoorschrif-
ten aandachtig door te nemen. Bij het niet naleven van de
veiligheidsvoorschriften dreigt gevaar voor leven en goed.
Voor ander, van de gebruiksaanwijzing afwijkend gebruik,
alsook bij eigenmachtige verandering, wordt door de fabri-
kant geen aansprakelijkheid overgenomen.
De WELLER soldeerstation WDD 81V is conform de EG-con-
formiteitsverklaring volgens de fundamentele veiligheidsve-
reisten van de richtlijnen 2004/108/EG en 2006/95/EG.
2. Beschrijving
2.1 Regelapparaat
Het microprocessorgestuurde soldeerstation WDD 81V
behoort tot een toestelfamilie die werd ontwikkeld voor de
industriële productietechniek, voor reparatieafdelingen en
laboratoria.De digitale regeltechniek en een hoogwaardige
sensor- en warmte overdrachttechniek in het soldeergereed-
schap verzekeren een nauw keurig temperatuurregelgedrag
aan de soldeerpunt. Een maximale temperatuurnauwkeurig-
heid en een optimaal dynamisch temperatuurgedrag bij bela-
sting worden verzekerd door een snelle en nauwkeurige
meet-waarderegistratie in gesloten regelkring. De soldeer-
gereedschappen zelf worden door de WDD 81V automatisch
her kend en de overeenkomstige regelparameters worden
toegewezen. Het voor het losmaken van de verbinding beno-
digde vacuüm wordt door een interne, onderhoudsvrije pers-
luchtomvormer opgewekt en via een geïntegreerde vinger-
schakelaar op de soldeerruimer geactiveerd.
Verschillende equipotentiaalmogelijkheden voor soldeerstift,
nulspanningsschakelaar alsmede antistatische uitvoering
van regelapparaat en soldeerbout verhogen de hoge kwali-
teitsstandaard. De aansluitingsmogelijkheid van een extern
invoerapparaat vergroot de vele functies van dit soldeerru-
imstation. Met de als optie te verkrijgen invoerapparaten
WCB 1 en WCB 2 kunnen onder andere tijd en vergrende-
lingsfuncties gerealiseerd worden. Een geïntegreerd tempe-
ratuurmeetapparaat en een PC-interface behoren tot de ver-
dere omvang van het invoerapparaat WCB 2.
De gewenste temperatuur kan tussen de 50°C - 450°C
(122°F - 842°F) via 2 toetsen (Up/Down) ingesteld worden.
Gewenste en werkelijke waarden worden digitaal aangege-
ven. Het bereiken van de gekozen temperatuur wordt door
het knipperen van een rode LED op het display gesignaleerd
dat als optische regelcontrole dient. Als het lichtje voortdu-
rend brandt, betekent dat dat het systeem aan het opwarmen
is.
2.2 Soldeerapparaten
DSX 80: Soldeerruimer 80 W. Conisch bevestigingssy
steem van de zuigmond. Door een breed pro
gramma van zuigmonden is een optimaal
wegzuigen van soldeertin op de meest ver
schillende plaatsen mogelijk. De soldeertin
vergaarbak is eenvoudig en zonder gereed
schap te vervangen. CSF-soldeerstempels zijn
als toebehoren verkrijgbaar, die voor het los
maken van de verbinding van op de oppervl
akte gemonteerde onderdelen dienen.
Geïntegreerde vingerschake-laar voor active
ring van het vacuüm.
DXV 80: Soldeerruimer 80 W. Conisch bevestigingssy
steem van de zuigmond. In-line uitvoering
(verticale werkhouding). Soldeertinvergaarbak
in de greep geïntegreerd eenvoudig en zonder
gereedschap te vervangen. Breed CSF-(SMD-
soldeerruimstempel) en zuigmondprogramma.
Het vacuüm wordt door de vingerschakelaar
geactiveerd.
WTA 50: De soldeerruimpincet WTA 50 is speciaal voor
het solderen van SMD-onderdelen geconcipi
eerd. Twee verwarmingselementen (2 x 25 W)
met ieder een eigen temperatuursensor zor
gen voor een gelijke temperatuur aan beide
benen.
LR 82: Een krachtig 80 W soldeerapparaat voor sol
deerwerk waarbij een hoge temperatuur nodig
is. Het bevestigen van de soldeerpunt gaat via
een bajonetsluiting waardoor het verwisselen
van de punt op exact de juiste plaats
geschiedt.
WP 80: Onze ”standaard” soldeerbout.
WSP 80 Het soldeerapparaat WP 80 / WSP 80
onderscheidt zich doordat de soldeer-
temperatuur razendsnel en exact bereikt
wordt. Door zijn slanke vorm en een
verhittingsvermogen van 80 W kan hij
universeel gebruikt worden, van extre-
em fijn soldeerwerk tot soldeerwerk met zeer
hoge temperaturen. Na het wisselen van de
soldeerpunt kan direct verder gewerkt worden
omdat de bedrijfstemperatuur zeer snel weer
bereikt is.
Zie voor verdere, aan te sluiten apparatuur de lijst met-
toebehoren.
9
Nederlands

10
Nederlands
3. Ingebruikname
Het soldeerapparaat in de veiligheidshouder leggen.
Persluchtslang met buitendiameter 6 mm in de snelkoppe-
ling voor persluchtaansluiting (12) steken. Zorg voor pers-
luchttoevoer met 600 kPa (87 psi) droge, olievrije perslucht.
De elektrische verbindingsleiding van het soldeerapparaat in
de 7-polige aansluitbus (9) op de frontplaat steken en vast-
zetten. Hoofdfilter (6) met slangstuk tussen vacuümaanslui-
ting (8) en vacuümslang van het soldeerruimapparaat zetten.
Controleer of de netspanning overeenkomt met de gegevens
op het typeplaatje en de netschakelaar (1) zich in uitgescha-
kelde toestand bevindt. Regelapparaat met het elektriciteits-
net verbinden (10). Apparaat met de netschakelaar (1)
inschakelen. Bij het inschakelen van het apparaat wordt een
zelftest uitgevoerd waarbij alle displayinstrumenten (2) in
bedrijf zijn.
Daarna wordt kort de ingestelde temperatuur (gewenste
waarde) en de temperatuurversie (°C / °F) aangegeven. Dan
schakelt de elektronica automatisch over op de werkelijke
waarde. Rode punt (5) op het display (2) brandt. Deze punt
dient als optische regelcontrole. Voortdurend branden bete-
kent dat het systeem opwarmt. Knipperen signaleert het
bereiken van de bedrijfstemperatuur. Het voor het losmaken
van de verbinding benodigde vacuüm wordt door de geïnte-
greerde vingerschakelaar op de soldeerruimer geactiveerd.
Temperatuurinstelling
In principe geeft het digitale display (2) de werkelijke tem-
peratuurwaarde aan. Door de ”Up” of ”Down” toetsen (3) (4)
te gebruiken schakelt het digitale display (2) op de ingestel-
de gewenste waarde om. De ingestelde gewenste waarde
(knipperende indicatie) kan alleen in de betreffende richting
veranderd worden door de ”Up” of ”Down” toets (3) (4) aan
te raken of permanent in te drukken. Als de toets permanent
wordt ingedrukt, verandert de gewenste waarde in snel
tempo. Ca. 2 seconden nadat de toets is losgelaten, schakelt
de digitale indicatie (2) automatisch weer op de werkelijke
waarde. Als het soldeerstation vergrendeld is (Lock), zijn
geen veranderingen in de instelling mogelijk.
Standaardsetback
Wanneer het soldeergereedschap niet wordt gebruikt, wordt
de temperatuur na 20 minten automatisch verlaagd naar de
standby-waarde van 150°C (300°F). Na een drievoudige set
back-tijd (60 min) wordt de ”AUTO OFF” functie geactiveerd.
De soldeerbout wordt uitgeschakeld.
Inschakelen van de standaardsetback-functie: Tijdens het
inschakelen van het toestel de ”UP” toets (ingedrukt houden
tot op de display ”ON” verschijnt. Bij het loslaten van de
"UP"-toets wordt de instelling opgeslagen. De functie wordt
opdezelfde manier uitgeschakeld. Op de display verschijnt
”OFF” (toestand bij levering).
Als zeer fijne soldeerpunten worden gebruikt, kan de stan-
daardsetback-functie beïnvloe zijn.
Vacuümvertraging
Nadat de vingerschakelaar is losgelaten, blijft het vacuüm
nog ca. 2 seconden actief.
Instelling: houd tijdens het inschakelen de ”DOWN”-toets (4)
ingedrukt tot ON of OFF op het display verschijnt. Bij het los-
laten van de "DOWN"-toets wordt de instelling opgeslagen.
Herhaal procedure voor wijzigingen.
Onderhoud
Om goede resultaten bij het losmaken van de verbinding te
verkrijgen is het belangrijk de soldeerruimkop regelmatig te
reinigen. Daartoe behoort het legen van de soldeertinver-
gaarbak, het vervangen van het glasbuisfilter alsmede de
controle van de afdichtingen. Een perfecte dichtheid van de
stootvlakken van de glascilinder garanderen de volledige
zuigcapaciteit. Vuile filters beïnvloeden de luchtdoorvoer
door de soldeerruimer. Daarom moet het hoofdfilter (6)
(slangfilter op de vacuümslang) regelmatig gecontroleerd en
eventueel vervangen worden. Hiertoe een nieuwe, originele
Technische gegevens
Afmetingen (mm): 180 (l) x 115 (b) x 101 (h)
(inch): 7,1 (l) x 4,53 (b) x 4 (h)
Netspanning (10): 230 V / 50 Hz, 120 V / 60 Hz (zie typeplaatje)
Capaciteit: 95 W
Beschermklasse: 1 (regelapparaat); 3 (soldeergereedschap)
Zekering (11): T 500 mA (230 V); T 1A (120 V) (zie typeplaatje)
Temperatuurregeling: digitaal 50°C - 450°C (122°F - 842°F)
Precisie: ± 9°C (± 17°F)
Perslucht: Ingangsdruk 600 kPa (87 psi) olievrije, droge perslucht.
Persluchtomvormer: Luchtverbruik 35 l/min; max. onderdruk 55 kPa (8 psi)
Persluchtaansluiting: Persluchtslang buitendiameter 6mm (0,24”)
Equipotentiaal (7): Via 3,5 mm klinkbus aan de onderzijde van het toestel. (Toestand bij levering hard geaard,
klinkstekker niet ingestoken.)

11
WELLER-filtercartouche gebruiken. Gebruik het reinigingsap-
paraat (5 13 500 99) voor het reinigen van het zuigmond-
stukgat en de zuigbuis.
Door een korte draaibeweging (ca. 45°) kunnen de zuigmon-
den eenvoudig en snel worden verwisseld.
Bij sterke vuilafzettingen in het conusgedeelte kan een nieu-
we zuigmond niet meer worden geplaatst. Deze afzettingen
kunnen worden verwijderd met het reinigingsinzetstuk voor
de verwarmingselementconus.
Waarschuwing: werken zonder filter maakt de persluch-
tomvormer kapot.
Afbeelding: Reinigingsapparaat, reinigen en vervangen
van de zuigmondstukken 87.
4. Potentiaalcompensatie
Door de diverse soorten bedrading van de 3,5 mm schakel-
klikbus (7) zijn 4 variaties mogelijk:
Hard geaard:
zonder stekker (positie af fabriek)
Potentiaalcompensatie (impedantie 0
Ohm):
met stekker, compensatiesnoer aan
middelste contact
Potentiaalvrij:
met stekker
Zacht geaard:
met stekker en vastgesoldeerde
weerstand. Aarde via de gekozen
weerstandswaarde.
5. Werkaanwijzingen
Verschillende zuigmondstukken lossen veel problemen bij
het soldeerruimen op. De uiteenlopende zuigmonden bieden
oplossingen voor talrijke soldeerruimproblemen. Het passen-
de gereedschap voor de zuigmondwissel is geïntegreerd in
het reinigingsgereedschap. Bij het plaatsen en vergrendelen
de zuigmonden lichtjes tegen het verwarmingselement
duwen.
Belangrijk bij het losmaken van de verbinding is het gebruik
van extra soldeerdraad. Daardoor wordt een goede bevoch-
tingsgraad van het zuigmondstuk alsmede betere vloei-
eigenschappen van het oude soldeertin gegarandeerd. Er
moet op gelet worden dat het zuigmondstuk loodrecht op het
printplaatoppervlak staat om de optimale zuigcapaciteit te
bereiken. Het soldeertin moet helemaal vloeibaar zijn. Tijdens
het losmaken van de verbinding is het belangrijk de aanslu-
itpin van het onderdeel in het gat cirkelvormig te bewegen.
Als het soldeertin na het afzuigen niet geheel verwijderd is,
moet de soldeerplaats voor het opnieuw losmaken van de
verbinding weer van soldeertin voorzien worden. Belangrijk
is de juiste keuze van het formaat zuigmondstuk. Als vuistre-
gel geldt: de binnendiameter van het zuigmondstuk moet
met de diameter van het printplaatgat overeenkomen.
Bevochtig zuigmondstuk c.q. soldeerstift met soldeertin, als
deze voor de eerste keer verwarmd worden. Daardoor wor-
den door opslag veroorzaakte oxidatielagen en vuil van de
soldeerstift verwijderd. Bij pauzes tussen het solderen en
voordat het soldeerapparaat wordt weggelegd er altijd op let-
ten dat de soldeerstift c.q. het zuigmondstuk goed van sol-
deertin voorzien is. Geen agressieve vloeimiddelen gebrui-
ken.
Het soldeerruimstation is voor een gemiddeld zuigmondstuk
c.q. soldeerstift uitgelijnd. Er kunnen temperatuurafwijkingen
ontstaan door de verschillende stiftvormen.
Let op: zorg altijd dat de soldeerstift correct zit.
Extern invoerapparaat WCB 1 en WCB 2 (optie)
Bij gebruik van een extern invoerapparaat zijn de volgende
functies beschikbaar.
● Offset:
De reële temperatuur van de soldeerpunt kan door de invoer
van een temperatuuroffset met ± 40°C (72°F) veranderd
worden.
● Setback:
Terugstellen van de ingestelde gewenste temperatuur op
150°C/300°F (stand-by). Nadat het soldeerstation op de
standby-modus is gezet kan de setbacktijd van 0-99 minu-
ten ingesteld worden. De setbacktoestand wordt gesigna-
leerd door een knipperende werkelijke waarde indicatie.
Nadat drie keer de setbacktijd is geactiveerd, wordt ”Auto-
Off” geactiveerd. Het soldeerapparaat wordt uit geschakeld
(knipperde streep op het display). Door op een toets te druk-
ken of door vingerschakeldruk wordt de setbacktoestand c.q.
de Auto-off toestand beëindigd. Daarbij wordt kort de inge-
stelde gewenste waarde aangegeven.
● Lock:
Vergrendeling van de gewenste temperatuur. Na het ver-
grendelen kan op het soldeerstation de instelling niet meer
veranderd worden.
● °C/°F:
Omschakelen van de temperatuuraanwijzing van °C naar °F
en omgekeerd.
● Window:
Beperking van het temperatuurbereik tot max. +-99°C uit-
Nederlands

12
gaande van een door de “LOCK” functie vergrendelde tem-
peratuur. De vergrendel de temperatuur vormt daardoor het
middenpunt van het instelbare temperatuurbereik. Bij toe-
stellen met potentiaalvrij contact (uitgang optische koppe-
ling) dient de ”WINDOW” functie om een temperatuurvenster
in te stellen. Als de reële temperatuur binnen het temperatu-
urvenster ligt, wordt het potentiaalvrije contact (uitgang opti-
sche koppeling) doorgeschakeld.
● Cal:
Opnieuw uitlijnen van het soldeerstation (alleen WCB 2)
● PC-interface:
RS232 (alleen WCB 2)
● Temperatuurmeetapparaat:
Geïntegreerd temperatuurmeetapparaat voor thermoele-
ment type K (alleen WCB 2)
6. Toebehoren
T005 29 180 99 Soldeerset WP 80
T005 33 125 99 Soldeerboutset WSP 80
T005 33 112 99 Soldeerset LR 21 antistatisch
T005 33 113 99 Soldeerset LR 82
T005 13 181 99 Soldeerruimset DXV 80
T005 33 138 99 Soldeerruimset DSX 80
T005 33 133 99 Soldeerruimset WTA 50
T005 33 131 99 Soldeerset MPR 80
T005 33 155 99 Soldeerset WMP
T005 27 028 99 Opwarmplaat WHP 80
T005 31 181 99 Extern invoerapparaat WCB 1
T005 31 180 99 Extern invoerapparaat WCB 2
T005 13 500 99 Reinigingsgereedschap
7. Leveromvang
WDD 81V Power unit
PUD 81V regelapparaat regelapparaat
soldeerruimset DSX 80 elektriciteitskabel
elektriciteitskabel stekker 3,5 mm55
veiligheidshouder AK 20 gebruikshandleiding
stekker 3,5 mm hoofdfilter
gebruikshandleiding veiligheidsinstructies
hoofdfilter
veiligheidsinstructies
Afbeelding: Zzuigmondstukken, zie pagina 82
Afbeelding: Schakelschema, zie pagina 83
Afbeelding: Explotekening, zie pagina 84 - 86
Technische wijzigingen voorbehouden!
De geactualiseerde gebruiksaanwijzingen vindt u bij
www.weller-tools.com.
Nederlands

13
Grazie per la fiducia accordataci acquistando la stazione dis-
saldante WELLER WDD 81V. È stato prodotto nel rispetto dei
più severi requisiti di qualità, così da garantire un funziona-
mento perfetto dell’apparecchio.
1. Attenzione!
Prima di mettere in funzione l’apparecchio, leggere accura-
tamente queste Istruzioni per l’uso e le Norme di sicurezza
allegate. La mancata osservanza delle norme di sicurezza
può causare pericolo per la vita e la salute.
Il costruttore non è responsabile per un uso dell’apparecchio
diverso da quello previsto nelle presenti Istruzioni per l’uso
né per eventuali modifiche non autorizzate.
La stazione dissaldante WELLER WDD 81V corrisponde alla
Dichiarazione di conformità CE, ai sensi dei requisiti fonda-
mentali per la sicurezza delle direttive 2004/108/CE e
2006/95/CE.
2. Descrizione
2.1 Unità di controllo
La stazione dissaldante con microprocessore WDD 81V
appartiene ad una famiglia di apparecchi sviluppata per un
uso di tipo industriale e per applicazioni da officina o da
laboratorio. La centralina elettronica digitale, il sensore e la
resistenza di calore di alta qualità di cui sono dotati gli uten-
sili garantiscono una precisa regolazione della temperatura.
Una rilevazione dei valori di misura più rapida e precisa in
circuito chiuso permettono una massima precisione di tem-
peratura ed un comportamento termico dinamico ottimale.
Gli utensili vengono riconosciuti automaticamente dall’unità
di controllo, che provvede ad assegnare loro i corretti para-
metri di regolazione.
Il vuoto necessario per la dissaldatura viene creato attraver-
so un venturimetro interno e viene attivato attraverso un
microinterruttore posto sull‘impugnatura dello stilo dissal-
dante; il venturimetro non necessita di manutenzione.
Lo standard qualitativo viene ulteriormente migliorato da
numerose possibilità per equalizzare i potenziali, dall’inter-
ruttore a tensione 0, cosìccome dall‘antistaticità della unità
di controllo e dello stilo. La possibilità di collegamento di una
unità di calibrazione esterna amplia la funzionalità della sta-
zione. Collegando alla stazione gli apparecchi di programm-
azione e calibrazione quali il WCB 1 e il WCB 2 è possibile fra
l’altro realizzare funzioni di interblocco e temporali. Nella
WCB 2 sono integrati inoltre le funzioni di termometro e di
interfaccia PC.
La temperatura desiderata può essere impostata tramite due
tasti „up“ e „down“ fra 50°C e 450°C. Il valore impostato e
quello reale vengono indicati su un display digitale. Il raggi-
ungimento della temperatura preimpostata viene segnalato
dal lampeggio di un LED rosso sul display che serve al con-
trollo ottico della regolazione. Se esso rimane acceso a luce
fissa significa che il sistema è in fase di riscaldamento.
2.2. Stili saldanti e dissaldanti
DSX 80: Stilo dissaldante da 80 W. Sistema di fissagio
conico dell’ugello di aspirazione. Un‘ampia
gamma di ugelli permette di aspirare in
maniera ottimale lo stagno da differenti punti
di saldatura. Il contenitore per la raccolta dello
stagno può essere sostituito facilmente senza
alcun bisogno di utensili. Sono disponibili
opzionalmente teste dissaldanti CSF per la
dissaldatura di componenti superficiali.
Dotato di microinterruttore sull‘impugnatura
per l’attivazione del vuoto.
DXV 80: Stilo dissaldante da 80 W „in linea“ (posizione
di lavoro verticale). Sistema di fissaggio coni
co dell’ugello di aspirazione. Contenitore dello
stagno integrato nell’impugnatura sostituibile
velocemente e senza utensili. Ampia gamma
di teste CSF e di ugelli. Il vuoto viene attivato
mediante il microinterruttore posto
sull‘impugnatura dello stilo.
LR 82: Potente stilo saldante da 80 W ideale per
lavori di saldatura dove è necessario un forte
apporto termico. Il fissaggio della punta sal
dante avviene tramite un innesto a baionetta
che permette una veloce sostituzione.
WP 80: Stilo saldante „standard“. Lo stilo saldante
WSP 80 WP 80 / WSP 80 si contraddistingue per la sua
precisione e la sua velocità nel
raggiungimento della temperatura di lavoro.
Grazie alla sua forma maneggevole e alla sua
potenza di 80 W è possibile utilizzarlo sia per
inissimi lavori di saldatura sia per lavori che
necessitano di un forte apporto termico.
Dopo la sostituzione della punta saldante è
possibile ricominciare a lavorare poichè la
temperatura di sercizio viene raggiunta
immediatamente.
Per ulteriori utensili collegabili vedere la lista degli
accessori.
Italiano

14
3. Messa in funzione
Riporre lo stilo dissaldante nel supporto. Inserire il tubo del-
l’aria compressa con diametro esterno 6 mm nel raccordo
rapido (12). Creare il collegamento con aria compressa filtra-
ta a 600 kPa. Inserire la spina dello stilo nella presa a 7 poli
(9) che si trova nella parte frontale e bloccarlo in posizione.
Inserire il filtro principale (6) con il tronco di tubo fra l’attac-
co per il vuoto (8) e il tubo del vuoto dello stilo dissaldante.
Controllare che la tensione di rete corrisponda ai dati ripor-
tati sulla targhetta di omologazione e che l’interruttore prin-
cipale (1) sia spento. Collegare l’apparecchio alla rete elettri-
ca (10).
Accendere l’apparecchio azionando l’interruttore principale
(1). Al momento dell’accensione viene eseguito un autotest
durante il quale tutte le spie luminose (2) sono accese. Per
un breve momento vengono indicate la temperatura impost-
ata e l’unità di misura della temperatura (°C / °F).
Successivamente il display passa automaticamente ad indi-
care il valore attuale. Il LED (5) sul display (2) si accende.
Questo LED serve come controllo ottico della regolazione. Se
la spia rimane fissa significa che il sistema si trova in fase di
riscaldamento. Il lampeggio significa che la temperatura di
esercizio è stata raggiunta.
Il vuoto necessario per la dissaldatura viene attivato median-
te un microinterruttore posto sull‘impugnatura dello stilo.
Impostazione della temperatura
Normalmente il display digitale (2) mostra il valore reale della
temperatura. Azionando i tasti “Up” oppure “Down” (3) (4) il
display (2) mostra il valore attualmente impostato. Il valore
impostato (indicatore lampeggiante) può essere modificato
sia digitando sia tenendo premuto tasti “Up” e “Down” (3)
(4). Se un tasto viene tenuto premuto, il valore cambia più
rapidamente. Ca. 2 secondi dopo aver rilasciato tasto, il
display (2) torna automaticamente al valore reale di tempe-
ratura. Se la stazione è bloccata (Lock) non è possibile effet-
tuare alcuna modifica delle impostazioni.
Setback standard
Se l’utensile non viene utilizzato per 20 minuti, la tempera-
tura viene portata automaticamente sul valore di standby di
150°C (300°F). Alla scadenza di un tempo triplo del tempo di
setback (60 min) viene attivata la funzione di autospegni-
mento “AUTO OFF”, e lo stilo viene spento.
Accensione della funzione standard-setback: Durante l’ac-
censione dell’apparecchio tenere premuto il tasto “UP” (3)
sino a che nell’indicatore non compare “ON”. Rilasciando il
tasto "UP" l’impostazione viene memorizzata. Lo stesso va
fatto per spegnerla. In tal caso, nell’indicatore comparirà
“OFF” (stato di fornitura).
Se vengono usate punte molto fini é possibile che la funzio-
ne Setback non sia più sicura.
Manutenzione
Per ottenere buoni risultati è importante pulire regolarmen-
te la testa dissaldante. Questo comporta lo svuotamento del
contenitore di raccolta dello stagno, la sostituzione del filtro
per tubo vetro e il regolare controllo delle guarnizioni. La
tenuta stagna del tubo di vetro garantisce il buon rendimen-
to dell‘aspirazione. Filtri intasati influiscono negativamente
sul flusso dell’aria che passa attraverso lo stilo dissaldante.
Per questo motivo è necessario sostituire ad intervalli rego-
lari il filtro principale (6) meglio se con una cartuccia origina-
le WELLER.
Per la pulizia del foro dell’ugello di aspirazione e del tubo di
aspirazione stesso utilizzare l’utensile di pulizia (5 13 500
99).
Gli ugelli di aspirazione possono essere sostituiti in maniera
rapida e semplice ruotandoli leggermente (ca. 45°).
In caso di forti depositi di sporco nella zona conica non é più
possibile inserire un nuovo ugello. Questi depositi possono
essere rimossi usando l’inserto di pulizia per la sede conica
dell’elemento riscaldante.
Attenzione: se si lavora senza filtro si danneggia il ven-
turimetro!
Italiano
Dati tecnici
Dimensioni (mm): 180 (L) x 115 (L) x 101 (A)
Tensione di rete (10): 230V / 50 Hz, 120V / 60 Hz (vedi targhetta di omologazione)
Assorbimento di sicurezza: 95 W
Classe di protezione: 1 (centralina), 3 (stilo saldante)
Fusibile (11): T500 mA (230 V); T 1A (120 V) (vedi targhetta di omologazione)
Regolazione della temperatura: digitale 50°C – 450°C
Precisione: ± 9°C
Aria compressa: Press. di ingresso 600 kPa di aria pulita e senza olio
Venturimetro: Portata max 35 l / min; depressione max 55 kPa
Attacco aria compressa: Tubo per aria compressa con diametro esterno 6 mm
Equalizzazione del potenziale: tramite boccola tipo jack da 3,5 mm sul fondo dell’apparecchio (stato di fornitura:
collegamento a terra forte, boccola non inserita)

15
do formatisi durante tempo di stoccaggio dello stilo. Durante
pause di lavoro e prima di riporre gli utensili nell‘apposito
supporto fare sempre attenzione che la punta o l‘ugello
siano ben ricoperti di stagno. Non usare flussanti troppo
aggressivi.
La stazione dissaldante è stata regolata per un ugello o per
una punta di medie dimensioni. È possibile che si verifichino
scarti di temperatura a causa di forme differenti delle punte.
Importante: fare sempre attenzione che la punta sia ben
innestata nello saldante.
Unità esterne di calibrazione WCB 1 e WCB 2 (opzionali)
Mediante l‘utilizzo delle unità esterne di inserimento dati
sono disponibili le seguenti funzioni:
● Offset:
La temperatura reale della punta saldante può essere modi-
ficata di ± 40°C (72°F) tramite l'inserimento di un offset di
temperatura.
● Setback:
Riduzione della temperatura impostata a 150°C (standby). Il
tempo di setback, dopo il quale la stazione saldante passa
alla modalità standby, è impostabile da 0 a 99 minuti. Lo
stato setback viene segnalato dal lampeggio sul display del
valore attuale. Dopo un triplice tempo di setback viene atti-
vato l’”Auto-Off”. Lo stilo saldante viene spento
automaticamente (lineetta lampeggiante sul display).
Premendo un tasto o il microinterruttore lo stato setback o
Auto-Off viene terminato. Contemporaneamente viene indi-
cato per breve tempo il valore di temperatura impostata.
● Lock:
Blocco della temperatura al valore impostato. Dopo il blocco
non è possibile apportare modifiche sulla stazione saldan-
te a meno che si intervenga ancora con l‘unità esterna.
● °C/°F:
Commutazione dell‘unità di misura delle temperature da °C
a °F e viceversa.
● Window:
Limitazione del campo di temperatura a max. +-99°C, riferi-
ti ad una temperatura di „interblocco“ impostata mediante la
funzione “LOCK”. La temperatura interbloccata va a rappre-
sentare dunque il „centro“ del campo di temperatura
impostabile.
In apparecchi dotati di contatto libero da potenziale potenzi-
ale, la funzione“WINDOW” può essere usata per impostare
un intervallo (finestra) di temperatura. Se la temperatura
effettiva si trova all’interno di tale intervallo, il contatto libe-
ro da potenziale viene attivato.
Italiano
Figura: Utensile di pulizia, operazione di pulzia e sosti-
tuzione dell’ugello (vedere a pag. 87).
4. Equalizzazione del potenziale
L‘equalizzazione dei potenziali sulla punta saldante può
essere realizzata tramite un apposito spinotto (7) collegato
sotto il frontale dell‘apparecchiatura.
Collegamento a massa:
Senza spinotto inserito (come fornito da
stabilimento) (di rete)
Equalizzazione dei potenziali
(Impedenza 0 Ohm):
Spinotto inserito, collegamento al
terminale centrale dello spinotto
Potenziale libero:
Con spinotto inserito
Collegamento a massa del banco di
lavoro:
Con spinotto inserito. Collegamento a
massa tramite resistenza saldata
all‘interno dello spinotto.
5. Istruzioni per l‘uso
Grazie all‘ampia gamma di ugelli è possibile risolvere molti
problemi di dissaldatura. Negli utensili per la pulizia sono
contenuti gli utensili necessari per la sostituzione degli ugel-
li di aspirazione. Al momento di inserire e bloccare in posi-
zione l’ugello di aspirazione, premere leggermente contro
l’elemento riscaldante.
E‘ importante usare filo di stagno addizionale durante le fasi
di dissaldatura. In tal modo si migliorano la bagnabilità
dell‘ugello e la fluidità dei residui di stagno. È necessario fare
attenzione che l‘ugello venga tenuto perpendicolare al piano
della scheda, al fine di raggiungere la massima capacità di
aspirazione. Lo stagno deve essere completamente fluido.
Durante il processo di dissaldatura è importante muovere in
maniera circolare nel foro della scheda il reoforo del compo-
nente. Se dopo l’aspirazione lo stagno non è stato completa-
mente rimosso allora, prima di procedere ad una nuova dis-
saldatura, si dovrebbe ricoprire nuovamente il punto in ques-
tione con stagno. La scelta della corretta dimensione dell’u-
gello di aspirazione è molto importante. Il diametro interno
dell‘ugello dovrebbe corrispondere al diametro del foro della
scheda.
Durante la prima fase di riscaldamento è necessario ricopri-
re di stagno l‘ugello o la punta dello stilo saldante. In tale
maniera è possibile rimuovere le impurità e gli strati di ossi-

16
● Cal:
Ricalibrazione della stazione apparecchiatura saldante (solo
per WCB 2)
● Interfaccia
PC:Interfaccia seriale RS232 (solo per WCB 2)
● Misuratore di temperatura:
Termometro integrato collegabile ad una termocoppia di tipo
K (solo per WCB 2)
6. Accessori
T005 29 180 99 Set stilo saldante WP 80
T005 33 125 99 Set stilo saldatore WSP 80
T005 33 112 99 Set stilo saldante LR 21 antistatico
T005 33 113 99 Set stilo saldante LR 82
T005 33 133 99 Pinza termica WTA 50
T005 13 181 99 Set stilo dissaldante DXV 80
T005 33 138 99 Set stilo dissaldante DSX 80
T005 33 131 99 Set stilo saldante MPR 80
T005 33 155 99 Set stilo saldante WMP
T005 27 028 99 Piastra di preriscaldo WHP 80
T005 31 181 99 Unità esterna di calibrazione WCB 1
T005 31 180 99 Unità esterna di calibrazione WCB 2
T005 13 500 99 Set di pulizia
7. Volume di fornitura
WDD 81V Unità
PUD 81V Unità di controllo Unità di controllo
Set stilo dissaldante DSX 80 Cavo di alimentazione
Cavo di alimentazione Spina jack 3,5 mm
Supporto AK 20 Istruzioni d’uso
Spina jack 3,5 mm Filtro principale
Istruzioni d’uso Norme di sicurezza
Filtro principale
Norme di sicurezza
Figura: Ugelli (vedere a pag. 82)
Figura: Schema elettrico (vedere a pag. 83)
Figura: Disegno esploso (vedere a pag. 84 - 86).
Con riserva di modifiche tecniche!
Trovate le istruzioni per l'uso aggiornate su
www.weller-tools.com.
Italiano

17
English
Thank you for placing your trust in our company by purcha-
sing the WELLER desoldering station WDD 81V. Production
was based on stringent quality requirements which guaran-
tee the perfect operation of the device.
1. Caution!
Please read these Operating Instructions and the attached
safety information carefully prior to initial operation. Failure
to observe the safety regulations results in a risk to life and
limb.
The manufacturer shall not be liable for damage resulting
from misuse of the machine or unauthorised alterations.
The WELLER desoldering station WDD 81V corresponds to
the EC Declaration of Conformity in accordance with the
basic safety requirements of Directives 2004/108/EC and
2006/95/EC.
2. Description
2.1 Control Unit
The microprocessor-controlled desoldering station WDD 81V
is part of a family of units that has been developed for indu-
strial production technology and for the service and labora-
tory sector. The digital control electronics and a high-quality
sensor and heat exchange system in the soldering tool gua-
rantee precise temperature control at the soldering tip. The
highest degree of temperature precision and optimal dyna-
mic thermal behavior under load conditions is obtained by
the quick and accurate recording of measured values in a
closed control circuit. The soldering tools themselves are
recognized automatically by the WDD 81V and the corre-
sponding control parameters are assigned accordingly. The
vacuum required for desoldering is generated by an internal
maintenance-free compressed air converter and is activated
via an integrated finger switch on the desoldering tool.
Various methods of equipotentially bonding the soldering iron
bit, a zero voltage switch, and the anti-static design of the
control unit and soldering tools supplement the high stan-
dard of the unit. The possibility of connecting an external
input unit extends the functional diversity of this desoldering
station. Additional functions including timing and interlocking
can be realised using the WCB 1 and WCB 2 Input Units, avai-
lable as optional extras. The extended features of the WCB 2
Input Unit include an integrated temperature measurement
unit and a PC interface.
The required temperature can be set via 2 buttons (Up /
Down) over the range from 50ºC - 450ºC (122ºF - 842ºF).
Required and actual values are displayed digitally. A flashing
red LED in the display indicates when the selected tempera-
ture is reached, this LED serves as an optical regulation
monitor. The continuous illumination of the LED indicates that
the system is warming up.
2.2 Soldering tools
DSX 80: 80 W Desoldering Tool. Conical attachment
system for the suction nozzle. A wide range
of suction nozzles enables solder to be remo-
ved from a wide variety of solder joints. The
tin collection container can be changed easi-
ly without the need for tools. CSF desoldering
plungers for the desoldering of surface
mounted components are available as acces
sories. Integrated finger switch for activating
the vacuum.
DXV 80: 80 W Desoldering Tool. Conical attachment
system for the suction nozzle. In-line version
(vertical work position). Tin collection contai
ner integrated into the handle can be chan
ged easily without the need for tools. Wide
range of CSF (SMD desoldering plungers) and
suction nozzles. The vacuum is activated by
means of a finger switch.
WTA 50: The unsoldering tweezers WTA 50 were spe
cially designed for unsoldering SMD compo
nents. Two heating elements (2 x 25 W), each
with its own temperature sensor, ensure con
stant temperatures at both ends.
LR 82: High-performance 80 W soldering iron for
soldering work with high heat requirements.
The soldering tip is attached by a bayonet
catch to ensure correct position when using
different tips.
WP 80: Our "standard” soldering iron.The soldering
WSP 80 iron WP 80 / WSP 80 is characterized by its
capacity for reaching the soldering
temperature quickly and precisely.
Its slim design and heating power of 80 W
makes universal usage possible - from
extremely fine to high-temperature soldering
work. Work can be continued immediately
after switching soldering tips, since the
temperature is reached again quickly.
See "Accessories" for additional tools.
3. Commissioning
Place the soldering tool in the holder. Insert compressed air
hose with 6 mm outer diameter in the quick action coupling
for the compressed air connection (12). Provide supply of
compressed air with 600 kPa (87 psi) dry, oil-free compres-
sed air. Plug the electrical lead from the soldering tool in the
7 pole socket (9) on the front panel and lock. Position the
main filter (6) with the hose joint between the vacuum con-
nection (8) and the vacuum connection on the desoldering

18
appear in the display (state upon delivery).
The use of very fine soldering tips may have a negative
effect on reliable setback function.
Vacuum delay
After the finger switch is released the vacuum remains acti-
ve for approx. 2 seconds.
Setting: When switching on, hold the ”DOWN” key (4) until
ON or OFF appears in the display. The setting is saved when
the "DOWN" button is released. Repeat this step to change.
Maintenance
To obtain good soldering results it is important to regularly
clean the desoldering head. This includes emptying the tin
collection container, replacing the glass tube filter, as well as
checking the seals. Correct sealing of the front face of the
glass cylinder ensures full suction performance. Dirty filters
affect the flow of air through the soldering tool. The main fil-
ter (6) (hose-mounted filter in the vacuum hose) should the-
refore be checked regularly and replaced if necessary. Use a
new original WELLER filter cartridge for this purpose. To
clean the bore in the suction nozzle and the suction tube, use
the cleaning tool (5 13 500 99).
The suction nozzles can be replaced quickly and easily with
a short turning movement (approx. 45°).
Large deposits in the area of the cone will prevent the inser-
tion of a new suction nozzle. Deposits can be removed with
the cleaning insert for the heating element cone.
Warning: Working without a filter will irreparably dama-
ge the compressed air converter.
Figure: Cleaning Tool, Cleaning and Replacing the
Suction Nozzle see page 87.
English
tool. Check that the mains voltage matches that on the rating
plate and that the mains switch (1) is in the off position. Plug
the control unit into the mains (10). Switch on the unit at the
mains switch (1). When the unit is switched on, a self-test is
performed during which all the indicators (2) are illuminated.
The temperature set (required value) and the temperature
scale (ºC / ºF) are then briefly displayed. The electronics then
switch automatically to the display of the actual value. The
red dot (5) on the display (2) illuminates. This dot serves as
an optical regulation monitor. Continuous illumination means
that the system is heating up. Flashing indicates that the
operating temperature has been reached. The vacuum
necessary for desoldering is activated by the integrated fin-
ger switch on the soldering iron.
Setting the Temperature
Ordinarily the digital display (2) indicates the actual tempe-
rature. When the “UP” or “DOWN” button (3) (4) is operated
the digital display (2) switches to the display of the required
value currently set. The required value set (flashing display)
can be changed in the corresponding direction by repeated-
ly pressing or holding down the “UP” or “DOWN” button (3)
(4). The required value can be changed more quickly by hol-
ding the button down. Approx. 2 sec. after releasing the but-
ton the digital display (2) switches automatically back to the
actual value. It is not possible to make changes to the set-
ting on a locked soldering station (LOCK).
Standard setback
If the soldering tool is not used within a period of 20 minu-
tes the temperature will be automatically reduced to a
standby temperature of 150°C (300°F). After three setback
periods (60 min.) the ”AUTO OFF” function will be activated
and the soldering iron will be switched off.
Activating the standard setback function: When switching on
the unit press the ”UP” button (3) until ”ON” appears in the
display. The setting is saved when the "UP" button is relea-
sed. Use the same process to switch the unit off. ”OFF” will
Technical Data
Dimensions (mm): 180 (L) x 115 (W) x 101 (H)
(in) 7,1 (L) x 4.53 (W) x 4 (H)
Mains Voltage (10): 230 V / 50 Hz, 120 V / 60 Hz (see rating plate)
Power Consumption: 95 W
Protection Class: 1 (Control Unit) and 3 (Soldering Tool)
Fuse (11): T 500 mA (230 V); T 1 A (120 V) (see rating plate)
Temperature Regulation: Digital 50ºC - 450ºC (122ºF - 842ºF)
Precision: ± 9ºC (± 17ºF)
Compressed Air: Inlet pressure 600 kPa (87 psi), oil-free, dry compressed air
Compressed Air Converter: Air consumption 35 l / min; max. vacuum 55 kPa (8 psi)
Compressed Air Connection: Compressed air hose of 6 mm (0.24") external diameter
Equipotential Bonding (7): via 3.5 mm jack bushing on the bottom of the unit. (State upon delivery: hard grounded,
plug is not inserted)

4. Equipotential bonding
The various circuit elements of the 3.5 mm jack bush (7)
make 4 variations possible:
Hard-grounded:
No plug (delivery form)
Equipotential bonding:
With plug, equalizer at center
contact(impedance 0 ohms
Potential free:
With plug
Soft-grounded:
With plug and soldered resistance.
Grounding via set resistance value.
5. Instruction for Use
Different suction nozzles provide solutions for a wide range
of desoldering problems.
The correct tool for changing the suction nozzles is integra-
ted in the cleaning tool. Press lightly against the heating ele-
ment when inserting and locking the suction nozzles.
It is important to use additional solder when desoldering. This
ensures good suction nozzle wetting properties and improves
the flow characteristics of the old solder. Ensure that the suc-
tion nozzle is perpendicular to the plane of the circuit board
to achieve optimal suction performance. The solder must be
completely molten. During the desoldering process it is
important to move the component pin in a circular motion in
the hole. If, after the desoldering process, the solder is not
completely removed, the solder joint should be retinned
before desoldering again. The selection of the right size of
suction nozzle is important. As a rule of thumb: the internal
diameter of the suction nozzle should match the diameter of
the hole in the circuit board.
When heating the suction nozzle or soldering iron bit for the
first time, wet with solder. This removes oxide layers and
impurities that have formed during storage. Always ensure
that the soldering iron bit or suction nozzle is well tinned
during breaks in soldering and when placing in the holder. Do
not use excessively aggressive fluxes.
The desoldering station has been set up for a medium size
suction nozzle or soldering iron bit. Temperature variations
may occur if other bit shapes are used.
Important: Always ensure that the soldering iron bit is
correctly seated.
External input unit WCB 1 and WCB 2 (optional)
The following functions are possible when using an external
input unit.
● Offset:
The real temperature of the soldering iron can be changed by
± 40°C (72°F) by input of a temperature offset.
● Setback:
Reduction of the required temperature set to 150ºC / 300ºF
(standby). The set-back time, the time after which the solde-
ring station switches into standby mode, can be adjusted
from 0-99 minutes. The set-back condition is indicated by a
flashing actual value display. After a period equal to three
times the set-back time, „Auto-Off“ is activated. The solde-
ring iron is switched off (flashing dash on the display). The
set-back or auto-off condition is ended by pressing a button
or finger switch pressure. During this process the required
value set is briefly displayed.
● Lock:
Locking the setpoint temperature. Settings cannot be chan-
ged after the soldering station has been locked.
● °C/°F:
Switching the temperature display from °C to °F, and vice
versa.
● Window:
Limitation of the temperature range to max. ±99 °C based on
a locked temperature resulting from the ”LOCK” function.
The locked temperature represents the median point of the
adjustable temperature range. For units with a floating con-
tact (optocoupler output) the ”WINDOW” function is used to
adjust a temperature window. If the actual temperature is
within the temperature window the floating contact will be
enabled (optocoupler output).
● Cal:
Re-adjustment of the soldering station (WCB 2 only).
● PC interface:
RS232 (WCB 2 only).
● Temp. gauge:
Integrated temperature gauge for thermal element Type K
(WCB 2 only).
19
English

20
6. Accessories
T005 29 180 99 Soldering iron set WP 80
T005 33 125 99 Soldering iron set WSP 80
T005 33 112 99 Soldering iron set LR 21, antistatic
T005 33 113 99 Soldering iron set LR 82
T005 13 181 99 DXV 80 Desoldering Set UNC
T005 33 138 99 DSX 80 Desoldering Tool UNC
T005 33 133 99 Soldering iron set WTA 50
T005 33 131 99 Soldering iron set MPR 80
T005 33 155 99 Soldering iron set WMP
T005 27 028 99 Preheating plate WHP 80
T005 31 181 99 External input unit WCB 1
T005 31 180 99 External input unit WCB 2
T005 13 500 99 Cleaning Tool
7. Scope of supply
WDD 81V Power Unit
PUD 81V Control Unit Control Unit
DSX 80 Desoldering Set Mains Cable
Mains Cable 3.5 mm Jack
AK 20 Holder Operating Instruction
3.5 mm Jack Main Filter
Operating Instruction Safety Information
Main Filter
Safety Information
Figure: Suction Nozzles, see page 82
Figure: Circuit Diagram, see page 83
Figure: Exploded Diagram, see page 84 - 86.
Subject to technical change without notice!
See the updated operating instructions at
www.weller-tools.com.
English

21
Tack för köpet av WELLER lödstationer WDD 81V och visat
förtroende. Vid tillverkningen har mycket stränga kvalitets-
krav tillämpats för att säkerställa en klanderfri apparatfunk-
tion.
1. Observera!
Läs noggrant igenom denna bruksanvisning och bifogade
säkerhetsanvisningar innan du sätter apparaten i drift. Det är
livsfarligt att inte följa säkerhetsföreskrifterna.
Tillverkaren ansvarar inte för användningar som avviker från
bruksanvisningen, samt för egenmäktiga förändringar.
WELLER lödstationer WDD 81V motsvarar EG-försäkran om
överensstämmelse enligt de grundläggande säkerhetskra-
ven i direktiv 2004/108/EG, 2006/95/EG.
2. Beskrivning
2.1. Styrutrustning
Den mikroprocessorstyrda lödstationen WDD 81V tillhör en
apparatfamilj som utvecklats för industriell tillverkningstek-
nik, samt för reparations- och laboratorieområdena. Den
digitala regleringselektroniken och en högvärdig sensor- och
värmeöverföringsteknik i lödverktyget garanterar ett exakt
temperaturregleringsbeteende vid lödspetsen. Högsta tem-
perature akthet och ett optimalt, dynamiskt temperaturbe-
teende under belastning nås genom en snabb och exakt
mätvärdesregistrering i den slutna regleringskretsen. Själva
lödverktygen identifieras automatiskt av WDD 81V och tillde-
las passande regleringsparametrar. Utsugningsluften som
behövs vid avlödning framställs av en underhållsfri tryckom-
vandlare. Den aktiveras genom tryckknappen som är
inbyggd i avlödningskolven.
Den höga kvalitetsstandarden förbättras ytterligare genom
olika möjligheter tillpotentialutjämning på lödspetsen,
genom en nollspänningsskyddsbrytare och genom at styren-
heten och kolven är konstruerade på så sätt att statisk upp-
laddning förebyggs. Genom möjlighet till anslutning av en
extern inmatningsapparat utökas antalet användningsmöj-
ligheter för varmluftstationen. Med inmatningsapparaterna
WCB 1 och WCB 2, som kan köpas som tillval, kan bl. a. tids-
och förreglingsfunktioner erhållas. Ett integrerat temperatur-
mätinstrument ingår i den utökade versionen av inmatnings-
apparaten WCB 2.
Den önskade temperaturen kan ställas in via två tryckknap-
par (up / down). Varmluftslödstationen arbetar inom tempe-
raturområdet 50°C - 450°C(122°F - 842°F). Bör- och ärvär-
det visas digitalt. När den förinställda temperaturen har upp-
nåtts blinkar den röda LED (lysdioden), vilken fungerar som
en optisk regleringskontroll. När lysdioden lyser permanent
betyder det att systemet värms upp.
2.2 Lödverktyg
DSX 80: Lödkolv för avlödning 80 W. Sugmunstycket
har ett koniskt fästsystem. Ett stort sortiment
av sugmunstycken gör en optimal bortsug
ning av lödtenn på många olika lödpunkter
möjlig. Uppsamlingsbehållaren för tenn kan
bytas utan verktyg på ett enkelt sätt.
Avlödningsstämplar, som används vid avlöd
ning av ytmonterade komponenter, kan köpas
som tillbehör. Bortsugningsluften aktiveras
via en inbyggd tryckknapp.
DXV 80: Lödkolv för avlödning 80 W. Sugmunstycket
har ett koniskt fästsystem. In - line utförande
(Vertikal arbetsställning). Uppsamlingsbehål-
laren för tenn är inbyggd i handtaget och kan
bytas utan verktyg på ett enkelt sätt. Det finns
ett stort sortiment av CSF (SMD avlödnings
stämplar) och sugmunstycken. Bortsugnings-
luften aktiveras via den i handtaget inbyggda
tryckknappen.
WTA 50: Avlödpincetter WTA 50 har konstruerats spe
ciellt för utlödning av SMD-byggdelar. Två vär
meelement (2 x 25 W) med var sin tempera
tursensor sörjer för samma temperatur på
båda överstyckena.
LR 82: Effektiv lödkolv på 80 W för lödningsarbeten
med stort värmebehov. Fastsättning av löd
spetsen sker via en bajonettförslutning som
möjliggör ett positionssäkert byte av spetsen
(kan inte anslutas till WSD 50).
WP 80: Vår standardlödkolv. Lödkolv WP 80 / WSP 80
WSP 80 utmärker sig därigenom att lödtemperaturen
kan uppnås mycket snabbt och exakt.
På grund av lödkolvens smala konstruktions
form och en värmekapacitet på 80 W kan den
användas universellt för extremt fina
lödningsarbeten till lödningsarbeten med
stort värmebehov. Efter byte av lödspetsen
ärdet möjligt att arbeta vidare direkt eftersom
drifttemperaturen uppnås mycket snabbt
Ytterligare anslutningsbara verktyg, se tillbehörslistan.
3. Idrigttagning
Lägg lödverktyget i säkerhetsförvaringsstället.
Anslut tryckluftslangen med en ytterdiameter av 6 mm till
snabbkopplingen för tryckluft (12). Matningsluften ska ha ett
tryck på 600 kPa (87 psi) och bestå av torr och oljefri luft.
Den elektriska förbindningskabeln till lödverktyget ska
anslutas till det 7-poliga uttaget (9) på framsidan och arrete-
ras. Huvudfiltret (6) ska kopplas in mellan anslutningsnippeln
förutsugningsluften (8) och avlödningskolvens vakuumslang.
Kontrollera att nätspänningen stämmer överens med spän-
ningen på märkskylten och att strömbrytaren (1) är
Svenska

22
avstängd. Om spänningen är korrekt kan styrapparaten kop-
plas till nätet (10). Slå till nätströmbrytaren (1). När ström-
men kopplas på sker automatiskt en kontroll varvid alla indi-
keringselement (2) aktiveras. Under en kort stund visas
sedan den inställda temperaturen (börvärde) och tempera-
turversionen (°C/°F). Därefter visar elektroniken automatiskt
ärvärdet. Den röda punkten (5) i det digitala fönstret (2) lyser.
Den här punkten fungerar som en optisk reglerkontroll. Om
punkten lyser permanent betyder det att systemet är under
uppvärmning. En blinkande punkt betyder att den inställda
temperaturen har uppnåtts. Utsugningsluften som behövs
vid avlödning aktiveras via den i avlödningskolven inbyggda
tryckknappen.
Temperaturinställning
Displayen (2) visar principiellt temperaturens ärvärde. Vid
tryckning på ”Up”- eller ”Down”-tangenten (3) (4) kopplas
displayen (2) till att visa det inställda börvärdet. Det inställda
börvärdet (displayen blinkar) kan nu ställas in i önskad rikt-
ning genom tryckningar på ”Up”- eller ”Down” (3) (4) eller
genom att hålla tangenten intryckt. När tangenten hålls
intryckt förändras börvärdet i snabb takt. Ca. 2 sek. efter att
tangenten har släppts kopplas displayen (2) automatiskt om
till ärvärdet. Om lödstationen är låst (lock) kan inställningen
inte förändras.
Standardmässig temperatursänkning
När lödverktyget inte används sänks temperaturen automa-
tiskt till standby-värdet 150°C (300°F) efter 20 min. Efter tre
temperatursänkningstider (60 min), så aktiveras funktionen
”AUTO OFF”. Lödkolven stängs då av.
Påslagning av den standardmässiga temperatursänknings-
funktionen: Håll ”UP”-knappen (3) intryckt, samtidigt som du
slår på apparaten, tills att ”ON” visas på displayen. När man
släpper "UP"-tangenten lagras inställningen. Gör likadant
när du ska stänga av den. På displayen visas då ”OFF”
(leveranstillståndet).
Vid användning av mycket fina lödspetsar kan funktionen
vara begränsad.
Vakuumfördröjning
Vakuumet är aktivt i ytterligare 2 sekunder, efter att du
släppt upp fingerbrytaren.
Inställning: Håll „DOWN”-knappen (4) intryckt under påslag-
ningen, tills att ON eller OFF syns i displayen. När man släp-
per "DOWN"-tangenten lagras inställningen. Upprepa pro-
cessen, om du vill ändra.
Underhåll
För att erhålla bra resultat vid avlödning är det viktigt att
avlödningshuvudet rengörs regelbundet. Därför är det viktigt
att upsamlingsbehållaren för tenn töms, att glasrörsfiltret
byts ut och att systemets täthet kontrolleras. Bra täthet på
glascylinderns framsida garanterar en maximal sugförmåga.
Smutsiga filter påverkar luftgenomströmningen genom
avlödningskolven. Det är därför viktigt att huvudfiltret (6)
(slangfiltret på vakuumslangen) kontrolleras regelbundet och
att det byts ut vid behov. Ett original Weller - filter bör använ-
das. För att rengöra sugröret och hålet i sugmunstycket ska
rengöringsverktyget (5 13 500 99) användas.
Det går enkelt och snabbt att byta sugmunstyckena genom
en kort vridrörelse (ca 45°).
Om det finns mycket smuts i konområdet går det inte att
sätta i ett nytt sugmunstycke igen. Ta då bort avlagringarna
med rengöringsinsatsen för värmeelementskonen.
Varning: Om inget filter används förstörs tryckluftsom-
vandlaren.
Bild: Rengöringsverktyg, rengöringsprocedur och byte
av sugmunstycket 87.
Svenska
Tekniska data
Mått (mm): 180 (L) x 115 (B) x 101 (H)
(in.): 7,1 (D) x 4,53 (W) x 4 (H)
Nätspänning (10): 230 V / 50 HZ, 120 V / 60 Hz (se märkskylt)
Effektförbrukning: 95 W
Skyddsklass: 1 (Styrenhet) och 3 (Lödverktyg)
Säkring (11): T 500 mA (230 V); T 1 A (120 V) (se märkskylt)
Temperaturreglering: digital 50°C - 450°C (122°F - 842°F)
Noggrannhet: ± 9°C (± 17°F)
Tryckluft: Matningstryck 600 kPa (87 psi) torr och oljefri tryckluft.
Tryckluftsomvandlare: Luftförbrukning 35 l / min; max. Undertryck 55 kPa (8psi)
Tryckluftsanslutning: Tryckluftslang ytterdiamenter 6 mm (0,24")
Potentialutjämning (7): Över 3,5 mm kopplingsklinkeuttag på apparatens undersida
(leveranstillstånd: hårt jordad, stickproppen sitter inte i).

4. Potentialutjämning
Genom olika koppling av den 3,5 mm kopplingsbussningen
(7) kan 4 varianter uppnås:
Hårt jordad:
Utan stickpropp (leveransskick)
Potentialutjämning (impedans o
Ohm):
Med stickpropp, utjämningsledning på
mellankontakten
Potentialutj.:
Med stickpropp
Jordad:
Med stickpropp och inlött motstånd.
Jordning via valt motståndsvärde.
5. Arbetsanvisningar
Användningen av olika sugmunstycken löser många avlöd-
ningsproblem. Olika sugmunstycken löser många avlöd-
ningsproblem. Det passande verktyget för att byta sugmun-
stycke sitter integrerat i rengöringsverktyget. Tryck lätt mot
värmeelementet för att sätta i och arretera sugmunstycket.
Vid avlödning är det viktigt att man tillför extra lödtenn.
Därmed åstadkommer man bra värmeöverföring och det
gamla tennets flytförmåga förbättras.
Det är viktigt att sugmunstycket står vertikalt mot kretskor-
tet för att på så sätt garantera bra sugförmåga. Lödtennet
måste vara helt flytande. Under avlödningsproceduren är det
viktigt att röra komponentens anslutningsben i en cirkelrö-
relse. Skulle det efter en avlödning fortfarande finnas tenn
kvar så måste lödstället förtennas på nytt innan en ny avlöd-
ning kan göras. Det rätta valet av bortsugningsmunstycket är
mycket viktigt. Som tumregel gäller: Sugmunstyckets inner-
diameter bör stämma överens med borrhålets diameter i
kretskortet.
Vid den första uppvärmningen ska sugmunstycket respekti-
ve lödspetsen förses med lödtenn. På så sätt avlägsnas oxi-
dering och smuts som har bildats under förvaringen. Under
ett uppehåll i lödningen och innan lödkolven stängs av ska
man alltid se till att lödspetsen är förtennad. Flussmedlet
som används får ej vara för aggressivt.
Avlödningsstationen har justerats för ett medelstort sugmun-
stycke respektive lödspets. På grund av olika former på spet-
sen kan temperaturavvikelser förekomma.
Obs: Se alltid till att lödspetsen sitter fast ordentligt.
Extern inmatningsapparat WCB 1 och WCB 2 (option)
Vid användning av en extern inmatningsapparat står följande
funktioner till förfogande.
● Offset:
Den reella lödspetstemperaturen kan förändras med
+/-20°C (72°F) genom inmatning av ett temperaturoffset.
● Setback:
Terugstellen van de ingestelde gewenste temperatuur op
150°C / 300°F (standby). Nadat het soldeerstation op de
standby-modus is gezet kan de setbacktijd van 0-99 minu-
ten ingesteld worden. De set backtoe stand wordt gesigna-
leerd door een knipperende werkelijke waardein dicatie.
Nadat drie keer de setbacktijd is geactiveerd, wordt ”Auto-
Off” geactiveerd. Het soldeerapparaat wordt uitgeschakeld
(knipperde streep op het display). Door op een toets te druk-
ken of door vinger schakeldruk wordt de setbacktoestand
c.q. de Auto-off toestand beëindigt. Daarbij wordt kort de
ingestelde gewenste waarde aangegeven.
● Lock:
Låsning av börtemperaturen. Efter det låsning skett är det
inte möjligt att göra några inställningsförändringar på lödsta-
tionen.
● °C/°F:
Omkoppling av temperaturindikationen från C till F och tvär-
tom.
● Window:
Begränsning av temperaturområdet till max +-99°C, utgåen-
de från en temperatur som är låst via „LOCK”-funktionen.
Den låsta temperaturen utgör därmed mitten av det inställda
temperaturområdet.
På apparater med potentialfri kontakt (optokopplarutgång)
används ”WINDOW”-funktionen till att ställa in ett tempe-
raurfönster med. Ligger den verkliga temperaturen inom
temperaturfönstret genomkopplas den potentialfria kontak-
ten (optokopplarutgången).
● Cal:
Nyjustering av lödstationen (endast WCB 2)
● PC-gränssnitt:
RS232 (endast WCB 2)
● Temperaturmätningsapparat:
Integrerad temperaturmätningsapparat för termoelement typ
K (endast WCB2)
23
Svenska

24
6. Tillbehör
T005 29 180 99 Lödkolvset WP 80
T005 33 125 99 Lödkolvset WSP 80
T005 33 112 99 Lödkolvset LR 21 antistatiskt
T005 33 113 99 Lödkolvset LR 82
T005 33 133 99 Avlödningsset WTA 50
T005 13 181 99 Avlödningsutrustning DXV 80
T005 33 138 99 Avlödningsset DSX 80
T005 33 131 99 Lödkolvset MPR 80
T005 33 155 99 Lödkolvset WMP
T005 27 028 99 Förvärmningsplatta WHP 80
T005 31 181 99 Extern inmatningsapparat WCB 1
T005 31 180 99 Extern inmatningsapparat WCB 2
T005 13 500 99 Rengöringsverktyg
7. Leveransomfång
WDD 81V
PUD 81V Styrapparat
Kontaktdon med bajonettlåsning 3,5 mm
Avlödningsutrustning
Skötselanvisning
Matningskabel
Huvudfilter
Säkerhetsförvaringsställ AK20
Säkerhetsanvisningar
Strömförsörjning
Styrapparat
Matningskabel
Kontaktdon med bajonettlåsning 3,5 mm
Skötselanvisning
Huvudfilter
Säkerhetsanvisningar
Bild: Sugmunstycke se sidan 82
Bild: Kopplingsschema se sidan 83
Bild: Sprängskiss se sidan 84 - 86
Med förbehåll för tekniska ändringar!
De uppdaterade bruksanvisningarna finns på
www.weller-tools.com.
Svenska

Muchas gracias por la confianza depositada la estacion de
soldadura WDD 81V de WELLER. Para la fabricación de este
aparato se han aplicado unas normas de calidad muy
exigentes que garantizan un correcto funcionamiento del
mismo.
1. ¡Atención!
Lea detenidamente el manual de instrucciones y las normas
de seguridad adjuntas antes de poner en funcionamiento el
aparato. Si incumple las normas de seguridad corre el ries-
go de sufrir importantes lesiones físicas o incluso mortales.
El fabricante no asume ninguna responsabilidad por una uti-
lización diferente a la descrita en el manual de instrucciones,
así como por modificaciones arbitrarias.
La estacion de soldadura WDD 81V de WELLER cumple la
declaración de conformidad de la CE de acuerdo con los
requisitos de seguridad básicos de las Directivas comunita-
rias 2004/108/CE y 2006/95/CE.
2. Descripción
2.1. Unidad de mando
La estación de soldadura controlada mediante microproce-
sador WDD 81V forma parte de una familia de equipos que
ha sido desarrollada para la producción industrial así como
para el sector de reparaciones y de laboratorio. La electróni-
ca de régula digital y una técnica de sensórica y transmisión
térmica de alta calidad en el útil soldador garantiza un exac-
to comportamiento de regulación de la temperatura en la
punta de soldadura. La más alta precisión térmica y un ópti-
mo comportamiento dinámico de la temperatura en caso de
carga se consigue en circuito de régula cerrado mediante un
rápido y exacto registro del valor de medición. Los útiles sol-
dadores mismos los reconoce automáticamente la WDD 81V
y se asignan los correspondientes parámetros de regulación.
El vacío requerido para deshacer la soldadura se genera de
forma interna mediante un convertidor de aire comprimido
que no requiere mantenimiento y se activa mediante un
interruptor de dedo integrado al desoldador.
Diferentes posibilidades de compensación del potencial con
respecto a la punta para soldar, conmutador de tensión cero
y versión antiestática de la unidad de mando y soldadores
completan los altos estándares de calidad. La posibilidad de
conexión de un equipo externo para la introducción de datos
amplía la variedad funcional de esta estación para eliminar
soldaduras. Con los equipos de introducción de datos WCB 1
y WCB 2 de adquisición optativa pueden realizarse, entre
otras, funciones de temporización y de bloqueo. Un registra-
dor térmico integrado forma parte del suministro ampliado
de la unidad para introducción de datos WCB 2.
La temperatura deseada puede programarse en la gama
desde 50ºC hasta 450ºC (122ºF - 842ºF) mediante dos teclas
(Up / Down). Los valores nominal y real se muestran de
forma digital. Un LED rojo en el indicador que sirve como
control óptico de la regulación señaliza mediante parpadeo la
consecución de la temperatura previamente seleccionada.
La iluminación permanente del mismo indica que el sistema
se encuentra en vías de calentamiento.
2.2. Útil soldador
DSX 80: Desoldador de 80 W para eliminar soldaduras.
Sistema cónico de fijación de la boquilla aspi
radora. Un amplio surtido de toberas aspiran
tes permiten una succión óptima del estaño en
los más diferentes puntos de soldadura. El
depósito para la recogida del estaño puede
cambiarse sencillamente y sin herramientas.
Como accesorios pueden suministrarse cuños
CSF que sirven para eliminar las soldaduras
de componentes instalados sobre plano.
Interruptor de dedo integrado para activar el
vacío.
DXV 80: Desoldador de 80 W para eliminar soldaduras
en ejecución In-Line (posición operativa verti
cal). Sistema cónico de fijación de la boquilla
aspiradora. El depósito para la recogida del
estaño integrado en el mango puede cambiar
se sencillamente y sin herramientas. Amplio
surtido de cuños CSF (para eliminar soldadu
ras SMD) y toberas aspirantes. El vacío se
activa mediante interruptor de dedo.
WTA 50: Las pinzas para desoldadura WTA 50 se con
cibieron especialmente para la separación de
la soldadura de componentes SMD. Dos ele
mentos calefactores (2 x 25 W) con un sensor
de temperatura cada uno cuidan de que la
temperatura sea la misma en los dos brazos.
LR 82: Potente soldador de 80 W para efectuar traba
jos de soldadura con una gran necesidad de
calor. La fijación de la boquilla de soldadura se
efectúa a través de un cierre tipo bayoneta
que permite un cambio de boquilla con posici
ón invariable.
WP 80: Nuestro soldador ”estándar”. El soldador
WSP 80 WP 80 / WSP 80 se caracteriza porque el
alcance rapidísimo y preciso de la
temperatura de soldadura. Por su delgada
forma constructiva y su potencia calorífica de
80 W es posible una aplicación universal en
trabajos de soldadura de extremada precisión
hasta con una elevada necesidad de calor.
Tras el cambio de la boquilla de soldadura es
posible la continuación inmediata del trabajo,
ya que la temperatura de servicio se alcanza
de nuevo en un tiempo mínimo.
25
Español

”Down” (3) (4), el indicador digital (2) conmuta al valor nomi-
nal actualmente programado. El valor nominal programado
(indicación intermitente) puede modificarse mediante breve
o permanente pulsación de la tecla ”Up” o ”Down” (3) (4) en
el sentido que corresponda. Al pulsarse la tecla permanente-
mente, el valor nominal se modifica de forma acelerada. El
indicador digital (2) conmuta automáticamente de nuevo a la
indicación del valor real unos 2 seg. después de haber sol-
tado la tecla. En el caso de estación de soldadura bloqueada
(Lock) no es posible introducir modificación alguna de los
ajustes.
Reset estándar
Caso de no utilizarse el soldador, después de transcurrir
20 minutos se reduce automáticamente la temperatura al
valor de guardia (Standby) de 150°C (300°F). Tras un inter-
valo triple de reset (60 min.) se activa la función “AUTO
OFF”. Se desconmuta el soldador. Activación de la función
reset estándar: mantener pulsada durante la conmutación
del equipo la tecla de flecha hacia arriba “UP” (3) hasta que
en el indicador aparezca “ON”. Al soltar la tecla "UP" queda
memorizado el ajuste. Modo de proceder idéntico para la
desconmutación. En el indicador aparece “OFF” (estado de
entrega).
La función Reset puede quedar afectada caso de emplear
una punta de soldadura muy fina.
Demora del vacío
El vacío permanece todavía activado unos 2 seg. Después de
soltar el interruptor de gatillo.
Ajuste: durante la conmutación, mantener pulsada la tecla
”DOWN” (4) hasta que en el indicador aparezca ON u OFF.
Al soltar la tecla "DOWN" queda memorizado el ajuste.
Repetir el proceso para cambiar.
26
Para otras herramientas a conectar, véase la lista de
accesorios.
3. Puesta en funcionamiento
Colocar el soldador en el soporte de seguridad. Enchufar la
manquera de aire comprimido con un diámetro exterior de
6 mm en el cople rápido para la toma de aire comprimido
(12). Establecer la alimentación de aire comprimido limpio
de aceite y seco a una presión de 600 kPa (87 psi). Conectar
la línea de conexión eléctrica del soldador al conector hem-
bra de 7 vías (9) de la placa frontal y fijarla. Colocar el filtro
principal (6) con la pieza de manguera entre la conexión de
vacío (8) y la manguera de vacío del soldador para eliminar
soldaduras. Verificar si la tensión de la red corresponde con
la indicada en el rótulo de características y si el interruptor
primario (1) se encuentra en estado desconmutado. Caso de
tensión correcta, conectar la unidad de mando a la red (10).
Conmutar el equipo mediante el interruptor primario (1).
Al conmutar el equipo se realiza una operación de autocom-
probación durante la cual funcionan todos los instrumentos
de indicación (2).
A continuación se muestra brevemente la temperatura
ajustada (valor nominal) y el modo de indicación de la misma
(°C/°F). Seguidamente, la electrónica conmuta
automáticamente a indicación del valor real. El punto rojo (5)
en el indicador (2) luce. Este punto sirve como control
óptico de la regulación. La iluminación permanente indica
que el sistema se encuentra en vías de calentamiento. La
iluminación intermitente (parpadeo) señaliza que se ha
alcanzado la temperatura de servicio. El vacío requerido
para deshacer la soldadura se activa mediante el interruptor
de dedo integrado al desoldador.
Ajuste de la temperatura
En principio, el indicador digital (2) muestra el valor real de
la temperatura. Mediante pulsación de la tecla ”Up” o
Español
Características técnicas
Dimensiones (mm): 180 (L) x 115 (An.) x 101 (Al.)
(pulg.): 7,1 (D) x 4,53 (W) x 4 (H)
Tensión alimentada (10): 230 V / 50 Hz, 120 / 60 Hz (véase el rótulo de características)
Consumo de potencia: 95 W
Clase de protección: 1 (unidad de mando); 3 (útil soldador)
Fusible (11) : T500 mA (230 V); T 1 mA (120 V) (véase el rótulo de características)
Regulación de la temperatura: Digital 50ºC - 450ºC (122ºF - 842ºF)
Precisión: ± 9ºC (± 17ºF)
Aire comprimido: Presión de admisión 600 kPa (87 psi), aire comprimido limpio de aceite, seco
Convertidor de aire comprimido: Consumo 35 l/min; vacío máx. 55 kPa (8 psi)
Toma de aire comprimido: Manguera para aire comprimido, diámetro exterior 6 mm (0,24”)
Compensación de potencial (7): mediante conector hembra de cuchilla de 3,5 mm en la parte inferior del equipo.
(Estado de entrega: puesto mecánicamente a tierra, conector de cuchilla sin
enchufar)

Mantenimiento
Para conseguir buenos resultados en la eliminación de
soldaduras es importante limpiar con regularidad el cabezal
desoldador. Forma parte de esta limpieza la evacuación del
depósito colector del estaño, el cambio del filtro del tubo de
vidrio así como la verificación de las juntas. Una estanquidad
perfecta de las caras frontales del cilindro de vidrio garanti-
za la eficacia total de la aspiración. Filtros sucios afectan
negativamente el caudal de aire que puede circular por el
desoldador. Consecuentemente, el filtro principal (6) (filtro de
manguera en la manguera de vacío) debe controlarse con
regularidad y, caso de necesidad, cambiarse. Para ello debe
emplearse un nuevo cartucho original WELLER. Emplear para
limpiar el orificio de la tobera de aspiración y del tubo de
aspiración el útil de limpieza (5 13 500 99).
Las boquillas aspiradoras pueden cambiarse sencilla y
rápidamente aplicando un giro (de unos 45°).
Caso de fuerte sedimentación de suciedad en el sector del
cono no puede instalarse una nueva boquilla aspiradora.
Estos sedimentos pueden eliminarse con el juego de
limpieza para el cono del calefactor.
Precaución: al trabajar sin filtro se destruye el
convertidor de aire comprimido.
Bild: Útil para limpiar, proceso de limpieza y cambio de
la tobera de aspiración 69.
4. Compensación de potencial
Mediante un conexionado diferente del conector hembra con
pestillo de conmutación (7) de 3,5 mm se pueden realizar 4
versiones:
Con puesta a tierra dura:
Sin enchufe (estado de suministro)
Compensación de potencial
(impedancia 0 ohmios):
Con enchufe, cable de compensación en
el contacto central
Sin potencial:
Con enchufe
Con puesta a tierra suave:
Con enchufe y resistencia soldada.
Puesta a tierra mediante el valor de
resistencia seleccionado
5. Indicaciones para el trabajo
Diferentes toberas de aspiración solucionan numerosos pro-
blemas de eliminación de soldadura. Diferentes boquillas
aspiradoras solucionan muchos problemas de desoldadura.
El útil adecuado para el cambio de boquilla aspiradora se
encuentra integrado en el útil de limpieza. Presionar ligera-
mente contra el calefactor al colocar y fijar la boquilla aspi-
radora.
Importante para deshacer soldaduras es el empleo de hilo
soldador adicional. Con ello se consiguen unas buenas pro-
piedades de humectación de la tobera de aspiración así
como mejores características de flujo del estaño antiguo.
Debe prestarse atención a que la tobera de aspiración apli-
que verticalmente sobre el plano de la platina a fin de con-
seguir el óptimo efecto de succión. El estaño debe encon-
trarse completamente líquido. Durante el proceso de elimi-
nación de la soldadura es de importancia particular aplicar
movimientos circulares al pin del componente en el orificio.
Si tras la aspiración el estaño no se hubiese eliminado com-
pletamente, debería procederse a soldar nuevamente el
punto en cuestión antes de proceder a la nueva eliminación
de la soldadura. Muy importante es la correcta elección del
tamaño de la tobera de aspiración. Como regla general rige:
el diámetro interior de la tobera de aspiración debería coin-
cidir con el del orificio de la platina.
Aplicar estaño durante el primer calentamiento de la tobera
de aspiración, respect., de la punta para soldar. Con ello se
eliminan las capas de óxido condicionadas por el almacena-
miento y las impurezas. Durante las pausas de soldadura y
antes de deponer el soldador, prestar siempre atención a que
la punta para soldar, respect., la tobera de aspiración quede
bien estañada. No emplear fundentes cáusticos.
La estación para eliminar soldaduras está ajustada para una
tobera de aspiración, respect., punta para soldar de tipo pro-
medio.
Pueden aparecer divergencias de temperatura condiciona-
das por otras formas de puntas.
Atención: observar siempre que la punta para soldar
aplique correctamente.
Aparato de entrada de datos externo WCB 1 y WCB 2
(opción)
Si se utiliza un aparato de entrada de datos externo hay
disponibles las siguientes funciones.
● Offset:
La temperatura real de la boquilla de soldadura se puede
modificar por la entrada de un offset (desviación) de tempe-
ratura de ± 40°C (72°F)
27
Español

28
● Setback:
Reducción de la temperatura nominal ajustada a 150ºC
/300º (standby). El tiempo de reducción tras el cual la esta-
ción de soldadura conmuta al símbolo de standby puede aju-
starse a 0-99 minutos. El estado de reducción se señaliza
mediante indicación intermitente del valor real. Después de
transcurrir tres veces el tiempo programado como Setback
se activa la función ”Auto-Off”. El soldador se desconmuta
(guión intermitente en el indicador). Mediante pulsación de
una tecla o del conmutador de dedo se finaliza el estado de
reducción de la temperatura (Setback) o desconmutación
automática (Auto-Off). Al mismo tiempo se muestra breve-
mente el valor nominal ajustado.
● Lock:
Bloqueo de la temperatura de consigna. Después del blo-
queo no son posibles cambios del ajuste en la estación de
soldadura.
● °C / °F:
Cambio de la indicación de temperatura de °C a °F y a la
inversa.
● Window:
limitación de la gama de temperatura a máx. +-99°C par-
tiendo de una temperatura fijada por la función
“LOCK”. Con ello, la temperatura fija da representa el centro
de la gama de temperatura regulable.
En el caso de equipos con contacto libre de potencial (salida
de cople óptico), la función “WINDOW” sirve para definir una
ventana de temperatura. El contacto libre de potencial (sali-
da de cople óptico) se excita cuando la temperatura real se
encuentra dentro de los valores definidos en la ventana.
● Cal:
Nueva calibración de la estación de soldadura (sólo WCB 2)
● Interfase de PC:
RS 232 (sólo WCB 2)
● Termómetro:
Aparato de medición de la temperatura integrado para ter-
moelemento del tipo K (sólo WCB 2)
6. Accesorios
T005 29 180 99 Soldador WP 80
T005 33 125 99 Conjunto soldador WSP 80
T005 33 112 99 Juego de soldadores LR 21 antiestáticos
T005 33 113 99 Juego de soldadores LR 82
T005 33 133 99 Juego de sopletes de desoldadura WTA 50
T005 13 181 99 Juego para eliminar soldaduras DXV 80
T005 33 138 99 Juego de desoldadura DSX 80
T005 33 131 99 Juego de soldadores MPR 80
T005 33 155 99 Juego de soldadores WMP
T005 27 028 99 Placa de precalentamiento WHP 80
T005 31 181 99 Equipo de entrada de datos externo WCB 1
T005 31 180 99 Equipo de entrada de datos externo WCB 2
T005 13 500 99 Útil de limpieza
7. Volumen de suministro
WDD 81V
Unidad de mando
Juego para eliminar soldaduras DSX 80
Cable de alimentación
Enchufe de conjuntores de 3,5 mm
Soporte de seguridad AK 20
Instrucciones de servicio
Filtro principal
Normas de seguridad
Fuente de alimentación
Unidad de mando
Cable de alimentación
Instrucciones de servicio
Enchufe de conjuntores de 3,5 mm
Filtro principal
Normas de seguridad
Bild Toberas de aspiración, véase la página 82
Bild Circuito, véase la página 83
Bild Esquema de desguace, véase la página 84 - 86
Sujeto a madificaciones técnicas!
Encontrará los manuales de instrucciones
actualizados en www.weller-tools.com.
Español

Vi takker for købet af WELLER loddestation WDD 81V. Under
fremstillingen gælder vore strengeste kvalitetskrav, som
sikrer, at apparatet fungerer fejlfrit.
1. Forsigtig!
Før apparatet tages i brug, bør betjeningsvejledningen og de
vedlagte sikkerhedsanvisninger læses nøje igennem.
Såfremt sikkerhedsforskrifterne ikke overholdes, er der fare
for liv og levned.
Ved anden anvendelse end den, som beskrives i betjenings-
vejledningen, samt selvbestaltede forandringer på apparatet,
bortfalder producentens produktansvar.
WELLER loddestation WDD 81V overholder EU’s overens-
stemmelseserklæring i henhold til de grundlæggende sikker-
hedskrav i direktiverne 2004/108/EU og 2006/95/EU.
2. Beskrivelse
2.1. Styreenhed
Den mikroprocessorstyrede loddestation WDD 81V tilhører
en familie af apparater, som er blevet udviklet til den indu-
strielle fremstillingsteknik, samt til reparations- og laborato-
riemrådet. Den digitale styringselektronik og en førsteklasses
sensor- og varmeoverføringsteknik i loddeværktøjet sikrer en
præcis temperaturregulering ved loddespidsen. Højeste tem-
peraturnøjagtighed og en optimal dynamisk temperaturreak-
tion i tilfælde af belastninger opnås med en hurtig og præcis
måleværdiregistrering i den lukkede reguleringskreds.
Loddeværktøjet selv anerkendes automatisk af WDD 81V og
tilordnes til de tilsvarende reguleringsparametre. Det vaku-
um, som er nødvendigt til aflodningen, frembringes af en
intern, vedligeholdelsesfri tryklufttransducer og aktiveres
over en integreret fingerkontakt på aflodningskolben.
De forskellige potentialudligningsmuligheder til loddespid-
sen, nulspændingskontakten samt styreenhedens og kolbens
antistatiske udførelse supplerer den høje kvalitetsstandard.
Muligheden for tilslutning af et eksternt indlæsningsapparat
udvider denne aflodningsstations mange funktioner. Med
indlæsningsenhederne WCB 1 og WCB 2, der kan leveres
som option, kan man blandt andet realisere tids- og bloke-
ringsfunktioner. Et integreret temperaturmåleapparat og et
PC-interface hører til indlæsningsenheden WCB 2‘s udvidede
omfang.
Den ønskede temperatur kan indstilles i området fra 50°C til
450°C (122°F til 850°F) over to taster (Up / Down). Den ind-
stillede og den faktiske temperatur vises digitalt. At den ind-
stillede temperatur er nået, signaliseres ved, at en rød lys-
diode blinker på displayet, der tjener som optisk regulator-
kontrol. Et vedvarende lys betyder, at systemet er ved at
varme op.
2.2 Loddeværktøj
DSX 80: Aflodningskolbe 80 W. Sugedysens koniske
befæstelsessystem. Et bredt sugedysepro
gram gør en optimal afsugning af loddetin ved
forskellige loddesteder mulig. Tinsamlebehol-
deren kan udskiftes let og uden værktøj. Som
ekstratilbehør kan der leveres CSF-aflod
ningsstempler, som tjener til aflodning af
overflademonterede komponenter. Integreret
fingerkontakt til aktivering af vakuummet.
DXV 80: Aflodningskolbe 80W. Sugedysens koniske
befæstelsessystem. In-line udførelse (lodret
arbejdsstilling). Tinsamlebeholderen er inte
greret i grebet og kan udskiftes uden værktøj.
Et bredt CSF (SMD udlodningsstempel)- og
sugedyseprogram. Vakuummet aktiveres ved
hjælp af en fingerkontakt.
WTA 50: Loddepincetten WTA 50 er specielt udviklet til
udlodning af overflademonterede komponen
ter. To varmeelementer (2 x 25 W) med hver
sin temperatursensor sørger for ens tempera
turer ved begge ben.
LR 82: Kraftig 80 W-loddekolbe til loddearbejder med
stort varmebehov. Befæstigelsen af loddespid
sen foretages over en bajonetlås, som mulig
gør en positionstro udskiftning af spidserne.
WP 80: Vores “standard”-loddekolbe. Loddekolben
WSP 80 WP 80 / WSP 80 udmærker sig ved, at den
lynhurtigt og præcist opnår
loddetemperaturen. Med sin slanke
konstruktion og en varmeeffekt på 80 W er det
muligt at indsætte den universelt til ekstremt
fine loddearbejder, ogsåved højt varmebehov.
Efter udskiftning af loddespidsen er det
umiddelbart muligt at arbejde videre, da
driftstemperaturen i løbet af korteste tid igen
er opnået.
Vedrørende andet værktøj, som kan tilsluttes: se listen
over ekstratilbehør.
3. Idrifttagning
Loddeværktøjet lægges på sikkerhedsholderen.
Trykluftslangen med 6 mm udvendig diameter stikkes ind i
lynkoblingen til tryklufttilslutningen (12). Tryklufttilførslen
med 600 kPa (87 psi) tør, oliefri trykluft oprettes.
Loddekolbens elektriske forbindelsesledning stikkes ind i
den 7-polede tilslutningsbøsning (9) på forsiden og låses
fast. Hovedfiltret (6) indsættes med slangestykket mellem
aflodningskolbens vakuumtilslutning (8) og vakuumslange.
Kontroller, om netspændingen stemmer overens med
angivelserne på typeskiltet, og om netafbryderen (1) står på
slukket. Forbind styreenheden med strømnettet (10).
29
Dansk

30
Tænd for apparatet over netafbryderen (1). Når der tændes
for apparatet, gennemfører det en selvtest, ved hvilken alle
visningselementer (2) lyser.
Derefter vises i kort tid den indstillede temperatur og
temperaturversionen (°C/°F). Så skifter elektronikken auto-
matisk over til at vise den faktiske værdi. Det røde punkt (5)
lyser på displayet (2). Dette punkt tjener som optisk
regulatorkontrol. Konstant lys betyder: Systemet er ved at
varme op. Blinkende lys signaliserer, at driftstemperaturen
er nået. Det vakuum, som skal bruges til aflodningen,
aktiveres med den integrerede fingerkontakt på aflodnings-
kolben.
Temperaturindstilling
Generelt angiver visningen på displayet (2) den faktiske
temperatur. Ved at trykke på ”UP”- eller ”DOWN”-tasten (3)
(4) skifter visningen på displayet (2) over til at vise den
indstillede temperatur. Den indstillede temperatur (blinkende
visning) kan nu ændre i den ønskede retning ved at berøre
eller permanent at trykke på ”UP”- eller ”DOWN”-tasten (3)
(4). Hvis tasten trykkes permanent, ændres den indstillede
værdi hurtigt. Ca. 2 sek. efter at man har sluppet tasten,
skifter visningen på displayet (2) automatisk over til igen at
vise den faktiske værdi. Når loddestationen er blokeret
(Lock), er det ikke muligt at ændre nogen indstilling.
Standardsetback
Når loddeværktøjet ikke er i brug, bliver temperaturen efter
20 min. automatisk sænket til standby-værdien på 150°C
(300°F). Efter den tredobbelte setbacktid (60 min.) aktiveres
“AUTO OFF”-funktionen. Så slukkes der for loddekolben.
Indkobling af standardsetback-funktionen: Mens der tændes
for apparatet, holdes tasten “UP” (3) trykket, indtil der på
displayet vises “ON”. Indstillinger gemmes, når ”UP”-tasten
slippes. Funktionen slås fra på samme måde. På displayet
vises “OFF” (tilstanden ved leveringen).
Ved brug af meget fine loddespidser kan funktionen være
nedsat.
Vakuumforsinkelse
Når fingerkontakten slippes, er der stadig et aktivt vakuum i
ca. 2 sek.
Indstilling: Hold „DOWN”-tasten (4) trykket under opstarten,
indtil der står ON eller OFF i displayet. Indstillinger gemmes,
når ”DOWN”-tasten slippes. Gentag fremgangsmåden for at
foretage ændringer.
Vedligeholdelse
For at opnå gode aflodningsresultater er det vigtigt at rense
aflodningshovedet regelmæssigt. Dertil hører tømningen af
tinsamlebeholderen, udskiftningen af glasrørsfiltret samt
kontrollen af pakningerne. En upåklagelig tæthed af glascy-
lindrens frontflader sikrer den fulde sugeydelse.
Tilsmudsede filtre påvirker luftgennemstrømningen gennem
aflodningskolben. Derfor skal hovedfiltret (6) (slangefiltret på
vakuumslangen) regelmæssigt kontrolleres og i givet fald
udskiftes. Hertil benyttes en ny original WELLER-filterpatron.
Til rengøring af sugedyseboringen og af indsugningsrøret
skal man benytte rengøringsværktøjet (5 13 500 99).
Med en kort drejende bevægelse (ca. 45°) kan sugedyserne
let og hurtigt udskiftes.
Ved stærke smudsaflejringer i konusområdet kan en ny
sugedyse ikke længere indsættes. Disse aflejringer kan fjer-
nes med rengøringsindsatsen til varmelegemets konus.
Advarsel: Hvis man arbejder uden filter, ødelægges
tryklufttransduceren.
Billede: Rengøringsværktøj, rengøringsproces og
udskiftning af sugedysen 87.
Dansk
Tekniske data
Mål (mm): 180 (L) x 115 (B) x 101 (H)
(inch): 7,1 (D) x 4,53 (W) x 4 (H)
Netspænding (10): 230 V / 50 Hz, 120 V / 60 Hz (se typeskiltet)
Optaget effekt: 95 W
Beskyttelsesklasse: 1 (styreenhed); 3 (loddeværktøj)
Sikring (11): T500 mA (230 V); T 1A (120 V) (se typeskiltet)
Termostat: digital 50 - 450°C (122°F til 842°F)
Nøjagtighed: ± 9°C (± 17°F)
Trykluft: Indgangstryk 600 kPa (87 psi) oliefri, tør trykluft
Tryklufttransducer: Luftforbrug 35 l / min; max. undertryk 55 kPa (8 psi)
Tryklufttilslutning: Trykluftslange, udvendig diameter 6 mm (0,24”)
Potentialudligning (7): Over en 3,5 mm-klinkebøsning i bunden af apparatet.
(Tilstand ved leveringen: hårdt jordet, klinkestikket ikke tilsluttet)

4. Potentialudligning
Ved forskellig tilkobling af 3,5 mm-klinkebøsningen (7) kan 4
variationer realiseres:
Hårdt jordet:
Uden stik (leveringstilstand)
Potentialudligning (impedans 0 ohm):
Med stik, udligningsledning til midter-
kontakt
Potentialfri:
Med stik
Blødt jordet:
Med stik og indloddet modstand. Jording
over den valgtemodstandsværdi.
5. Arbejdshenvisninger
Forskellige sugedyser løser mange aflodningsproblemer.
De mange forskellige sugedyser løser mange
aflodningsproblemer.
Det passende værktøj til udskiftning af sugedyser er integre-
ret i rengøringsværktøjet. Ved indsætningen og fastlåsningen
skal sugedysen trykkes lidt mod varmelegemet.
Ved aflodningen er det vigtigt at anvende yderligere
loddetråd. Derved sikres en god fugtningsevne fra sugedy-
sen samt bedre flydeegenskaber for den gamle loddemasse.
Man skal sørge for, at sugedysen står lodret i forhold til print-
kortets plan for at opnå en optimal sugeydelse.
Loddemassen skal være helt flydende. Under aflodningen er
det vigtigt at bevæge komponentens tilslutningspin i cirkler.
Hvis loddemassen efter udsugningsprocessen ikke er fjernet
fuldstændigt, bør loddestedet inden næste aflodning fortin-
nes igen. Det er vigtigt at vælge den rigtige sugedysestørrel-
se. Som tommelfingerregel gælder: Sugedysens indvendige
diameter bør stemme overens med printkortboringens dia-
meter.
Ved første opvarmning skal sugedysen hhv. loddespidsen
fugtes med loddemasse. Derved fjernes opbevaringsbetinge-
de oxydlag og urenheder fra loddespidsen. Ved loddepauser
og inden loddeværktøjet lægges væk, skal man sørge for, at
loddespidsen hhv. sugedysen er godt fortinnet. Undlad at
bruge et for aggressivt flusmiddel.
Aflodningsstationen er justeret til en mellemstor sugedyse
hhv. loddespids.
Der kan opstå temperaturafvigelser på grund af forskellige
spidsformer.
Bemærk: Sørg altid for, at loddespidsen sidder korrekt.
De eksterne indlæsningsapparater WCB 1 og WCB 2
(option)
Ved brug af et eksternt indlæsningsapparat står følgende
funktioner til rådighed.
● Offset:
Den reelle loddespidstemperatur kan ændres ved indlæsning
af et temperaturoffset på ± 40°C (72°F).
● Setback:
Nedsættelse af den indstillede temperatur til 150°C / 300°F
(standby). Setback-tiden, efter hvilken loddestationen skifter
over til standby-modus, kan indstilles til mellem 0 og 99
minutter. Setback-tilstanden signaliseres ved, at visningen af
den faktiske temperatur blinker. Efter den tredobbelte set-
back-tid aktiveres ”Auto-Off”. Der slukkes for loddeværktø-
jet (blinkende streg på displayet). Ved at trykke på en taste
eller ved et tryk på fingerafbryderen afsluttes setback-til-
standen hhv. auto-off-tilstanden. Derved vises den indstille-
de temperaturværdi kort.
● Lock:
Blokering af indstillingstemperaturen. Efter blokeringen kan
ingen indstillinger på loddestationen ændres.
● °C/°F:
Omskiftning af temperaturvisningen fra °C til °F og omvendt.
● Window:
Begrænsning af temperaturområdet til max. +-99°C i forhold
til en temperatur, som er låst fast med “LOCK”-funktionen.
Den fastlåste temperatur udgør så midten af det indstillelige
temperaturområde. Ved apparater med potentialfri kontakt
(optokoblerudgang) tjener “WINDOW”-funktionen til at ind-
stille et temperaturvindue. Hvis den faktiske temperatur lig-
ger inden for temperaturvinduet, kobles den potentialfrie
kontakt (optokoblerudgangen) igennem.
● Cal:
Ny justering af loddestationen (kun WCB 2)
● PC-interface:
RS 232 (kun WCB 2)
● Temperaturmåleapparat:
Integreret temperaturmåleapparat til termoelement-type K
(kun WCB 2).
31
Dansk

32
6. Ekstratilbehør
T005 29 180 99 Loddekolbesæt WP 80
T005 33 125 99 Loddekolbesæt WSP 80
T005 33 133 99 Aflodningssæt WTA 50
T005 33 112 99 Loddekolbesæt LR 21 antistatic
T005 33 113 99 Loddekolbesæt LR 82
T005 13 181 99 Aflodningssæt DXV 80
T005 33 138 99 Aflodningssæt DSX 80
T005 33 131 99 Loddekolbesæt MPR 80
T005 33 155 99 Loddekolbesæt WMP
T005 27 028 99 Foropvarmningsplade WHP 80
T005 31 181 99 Eksternt indlæsningsapparat WCB 1
T005 31 180 99 Eksternt indlæsningsapparat WCB 2
T005 13 500 99 Rengøringsværktøj
7. Leveringsomfang
WDD 81V Power-Unit
PUD 81V Styreenhed Styreenhed
Aflodningssæt DSX 80 Netkabel
Netkabel Klinkestik 3,5 mm
Sikkerhedsholder AK20 Driftsvejledning
Klinkestik 3,5 mm Hovedfilter
Driftsvejledning Sikkerhedshenvis-
Sikkerhedshenvisninger ninger
Hovedfilter
Billede Sugedyser: se side 82
Billede Strømskema: se side 83
Billede Eksploderet tegning: se side 84 - 86
Ret til tekniske ændringer forbeholdes!
De aktuelle betjeningsvejledninger findes på
www.www.weller-tools.com.
Dansk

33
Agradecemos-lhe a confiança demonstrada ao comprar l’e-
stação de soldadura WDD 81V. Na produção tomaram-se por
base as rigorosas exigências de qualidade, que asseguram
um funcionamento em perfeitas condições do aparelho.
1. Atenção!
Antes de colocar o aparelho em funcionamento, leia com
atenção este manual do utilizador e as indicações de segur-
ança em anexo. Se não respeitar as normas de segurança
corre risco de vida.
O fabricante não se responsabiliza pela utilização da ferra-
menta para aplicações diferentes das descritas no manual
do utilizador, nem pela modificação abusiva da ferramenta.
A estação de soldadura WDD 81V da WELLER corresponde à
declaração de conformidade CE, conforme as exigências
fundamentais de segurança das directivas 2004/108/EG e
2006/95/CE.
2. Descrição
2.1. Aparelho de comando
O posto de soldadura WDD 81V regulado por microproces-
sador pertence a uma família de aparelhos desenvolvida
para a técnica de fabricação industrial e para os âmbitos da
reparação e de laboratório. O sistema electrónico digital de
regulação e a excelente tecnologia de sensores e de trans-
missão de calor na ferramenta de soldar garantem uma
regulação precisa da temperatura na ponta de soldar. Em
condições de carga, consegue-se a mais elevada precisão e
um comportamento dinâmico óptimo da temperatura, atra-
vés de uma medição rápida e precisa em circuito fechado de
regulação. As próprias ferramentas de soldar são reconheci-
das automaticamente pelo WDD 81V, sendo-lhes atribuídas
os respectivos parâmetros de regulação. O vácuo necessá-
rio para a dessoldagem é criado por um transfor-mador
interno de ar comprimido, isento de manutenção e é activa-
do por um interruptor integrado no cabo do ferro de dessol-
dar.
O elevado padrão de qualidade é complementado por diver-
sas possibilidades de compensação de potencial do inter-
ruptor de tensão nula, bem como pela execução anti-estáti-
ca do aparelho de comando e do ferro. A possibilidade de
ligar um aparelho externo para introdução de dados vem
ampliar ainda mais a diversidade funcional deste posto de
dessoldagem. Os aparelhos de introdução de dados WCB 1
e WCB 2, opcionais, permitem realizar funções de tempori-
zação e de bloqueio. O aparelho de introdução de dados
WCB 2 inclui um aparelho de medição de temperatura inte-
grado e um interface de PC.
A temperatura desejada pode ser definida por meio de duas
teclas (up/down) dentro duma margem de 50°C - 450°C
(122°F - 842°F). Os valores teórico e real são visualizados
por via digital. Ao ser alcançada a temperatura pré-definida,
um LED vermelho no mostrador, que serve para o controlo
visual da regulação, fica intermitente. Se estiver permanen-
temente acesa é sinal de que o sistema está na fase de
aquecimento.
2.2. Ferramenta de soldadura
DSX 80: Ferro de dessoldar 80W. Sistema cónico de
fixação do bocal de aspiração. Uma vasta gama de
bicos de aspiração permitem a aspiração ideal de
solda de estanho nos mais diversos pontos de sol-
dadura. O colector de estanho é fácil de substituir
e a sua substituição não requer qual quer ferra-
menta. Matrizes CSF de dessoldar podem ser
adquiridas como acessórios e servem para dessol-
dar componentes montados em superfícies.
Interruptor integrado para activar o vácuo.
DXV 80: Ferro de dessoldar 80 W. Sistema cónico de fixaç
ão do bocal de aspiração. Versão in-line (posição
de trabalho vertical). Colector de estanho integra-
do na pega, fácil de substituir, substituição não
requer erramenta. Vasta gama de CSF (matrizes de
dessoldar SMD) e de bicos de aspiração. O vácuo
é activado por meio do interruptor.
WTA 50: A pinça de dessoldar WTA 50 foi concebida espe
cialmente para dessoldar componentes SMD. Dois
elementos de aquecimento (2 x 25 W), cada um
com o seu próprio sensor térmico, asseguram que
ambas as pontas da pinça tenham a mesma tem
peratura.
LR 82: Ferro de soldar de 80 W potente para trabalhos de
soldar que requerem muito calor. A fixação do
bico de soldar é realizada com um fecho de baio-
neta que permite trocar o bico preservando com
exactidão a sua posição (não pode ser ligado ao
WSD 50).
WP 80: O nosso ferro de soldar "standard". O ferro de
WSP 80 soldar WP 80 / WSP 80 é caracterizado
pelo facto de alcançar instantaneamente e com
elevada precisão a temperatura de soldadura.
A sua construção estreita e a potência de
aquecimento de 80 W tanto permite a sua
utilização universal para trabalhos de soldadura de
extrema precisão, como também para trabalhos
que requerem um calor muito elevado. Depois de
trocar o bico de soldar, pode continuar-se
imediatamente a trabalhar, dado que a
temperatura de funcionamento é alcançada de
imediato.
Outras ferramentas que podem ser ligadas, vide lista de
acessórios.
Portugûes

34
3. Colocação em funcionamento
Deposite a ferramenta de soldar no suporte de segurança.
Ligue o tubo de ar comprimido com diâmetro exterior de 6
mm ao acoplador rápido para ar comprimido (12).
Estabeleça a alimentação de ar comprimido seco, sem óleo
com 600 kPa (87 psi). Ligue o cabo de ligação da ferramen-
ta de soldar ao conector de 7 pinos (9) na placa frontal e
fixe-o. Insira o filtro principal (6) com peça de tubo entre o
conector de vácuo (8) e o tubo de vácuo do ferro de dessol-
dagem. Verifique se a tensão de rede corresponde àquela
especificada na placa de características e se o interruptor de
rede (1) está desligado. Ligue o aparelho de comando à rede
(10). Ligue o aparelho por meio do interruptor de rede (1). Ao
ligar o aparelho é realizado um autoteste durante o qual
todos os instrumentos indicadores (2) estão em funciona-
mento.
A seguir, é visualizada brevemente a temperatura definida
(valor teórico) e a versão da temperatura (°C/°F). Depois, o
sistema electrónico muda automaticamente para o modo de
visualização do valor real. O ponto vermelho (5) no mostra-
dor (2) acende-se. Este ponto serve de controlo visual da
regulação. Se estiver permanentemente aceso é sinal de que
o sistema se encontra em fase de aquecimento. Se estiver
intermitente, é sinal de que a temperatura de serviço foi
alcançada. O vácuo necessário para dessoldar é activado
por meio do interruptor integrado no ferro de dessoldar.
Regulação da temperatura
Por princípio, o mostrador digital (2) indica o valor real de
temperatura. Carregando nas teclas “Up” (3) ou “Down” (4)
o mostrador digital (2) muda para o valor de temperatura
nominal que estiver regulado. Este valor (indicação intermi-
tente) pode agora ser alterado para cima ou para baixo, quer
tocando, quer pressionando as teclas “Up” (3) ou “Down” (4)
respectivamente. Se uma destas teclas for mantida pressio-
nada continuamente, o valor teórico altera-se de forma mais
rápida. Aproximadamente 2 segundos depois de largar a
tecla, o mostrador digital (2) volta outra vez a
indicar o valor real. Se o posto de soldadura se encontrar
bloqueado (Lock) não é possível efectuar quaisquer
alterações neste domínio.
Setback standard
Quando a ferramenta de soldar não é utilizada durante 20
minutos, a temperatura desce automaticamente para o valor
standby de 150°C (300°F). Após um tempo de setback triplo
(60 min.), é activada a função “AUTO OFF”. O ferro de soldar
desliga-se.
Ligar a função setback standard: enquanto liga o aparelho,
mantenha a tecla “UP” (3) premida até aparecer “ON” no
indicador. O ajuste é memorizado quando se solta a tecla
"UP". Proceda da mesma forma para desligar. No indicador
aparece “OFF” (estado no momento de entrega).
A Setback de funcionamento pode ficar afectada caso se uti-
lizem pontas de soldar muito finas.
Retardamento do vácuo
Depois de soltar o interruptor de dedo, o vácuo ainda perm-
anece activo durante aprox. 2 segundos.
Regulação: durante a ligação mantenha premida a tecla
„DOWN” (4) até que apareça ON ou OFF no mostrador. O aju-
ste é memorizado quando se solta a tecla "DOWN". Para
alterar, repita o programa.
Manutenção
A fim de obter bons resultados de dessoldagem é importan-
te limpar periodicamente a cabeça de dessoldagem. Essa
limpeza inclui o esvaziamento do colector de estanho, a sub-
stituição do filtro de tubo de vidro, bem como o controlo dos
vedantes. A estanqueidade perfeita das superfícies frontais
do cilindro de vidro assegura a potência total de aspiração.
Filtros sujos influenciam o débito de ar que passa pelo ferro
de dessoldagem. Por esse motivo é necessário controlar
periodicamente o filtro principal (6) (filtro tubular no tubo de
Portugûes
Dados Técnicos
Dimensões (mm): 180 (c) x 115 (l) x 101 (a)
(pol.): 7,1 (d) x 4,53 (w) x 4 (h)
Tensão de rede (10): 230 V / 50 Hz, 120 V / 60 Hz (ver placa de características)
Absorção de potência: 95 W
Classe de protecção: 1 (aparelho de comando); 3 (ferramenta de soldadura)
Fusível (11): T 500mA (230 V); T 1A (120V) (ver placa de características)
Regulação da temperatura: digital 50°C - 450°C (122°F - 842°F)
Precisão: ± 9°C (± 17°F)
Ar comprimido: Pressão de admissão 600 kPa (87 psi) ar comprimido sem óleo e seco.
Transformador de ar comprimido: Consumo de ar 35 l/min; depressão máx. 55 kPa (8 psi)
Conector para ar comprimido: Tubo de ar comprimido c/ diâmetro exterior de 6 mm (0,24")
Compensação do potencial (7): mais de 3,5 mm, entrada jack na parte de baixo do aparelho. (estado no momento de
entrega: ligação forte à terra, ficha jack não inserida)

vácuo) e substitui-lo, sempre que necessário. É favor usar
um cartucho filtrante original da WELLER. Para limpar o furo
dos bicos de aspiração e o tubo de aspiração, utilize a ferra-
menta de limpeza (5 13 500 99).
Para mudar os bocais de aspiração, de forma fácil e rápida,
basta rodá-los um pouco (aprox. 45°).
Não é possível montar um bocal de aspiração novo se hou-
ver muita sujidade acumulada na área cónica. Remova-a
com o inserto de limpeza para o cone do elemento térmico.
Atenção: o funcionamento sem filtro destrói o transfor-
mador de ar comprimido.
Figura: ferramenta de limpeza, processo de limpeza e
substituição do bico de aspiração 87.
4. Ligação equipotencial
Através de diversos modos de cablagem da ficha fêmea de
comutação de 3,5 mm (7), podem ser realizadas 4 variações
diferentes:
Ligação directa à terra:
Sem ficha (estado de entrega)
Ligação equipotencial (impedância 0
ómios):
Com ficha, linha de compensação no
contacto central
Sem potencial:
Com ficha
Ligação indirecta à terra:
Com ficha e resistência soldada.
Ligação à terra atra vés do valor de
resistência seleccionado.
5. Instruções de trabalho
Os diversos bicos de aspiração resolvem muitos problemas
de dessoldagem. Vários bocais de aspiração resolvem
muitos problemas de dessoldadura.
A ferramenta certa para a mudança do bocal de aspiração
está integrada na ferramenta de limpeza. Ao inserir e pren-
der, comprima ligeiramente o bocal de aspiração contra o
elemento térmico.
Ao dessoldar é importante utilizar fio de solda adicional.
Deste modo, assegura-se um bom humedecimento do bico
de aspiração, bem como melhores características de fluxo da
solda antiga. É preciso assegurar que o bico de aspiração
fique na vertical em relação ao nível da platina para obter a
potência de aspiração máxima. A solda tem de estar total-
mente líquida. Durante o processo de dessoldagem é impor-
tante deslocar o pino de ligação da componente em movi-
mentos circulares dentro do furo. Se a solda não for total-
mente removida após um processo de aspiração, será
necessário estanhar de novo o ponto de soldadura antes de
tentar dessoldar mais uma vez. A escolha do tamanho cor-
recto do bico de aspiração é muito importante. Regra geral:
o diâmetro interno do bico de aspiração deve coincidir com
o diâmetro do furo da platina.
Durante o primeiro aquecimento é necessário humedecer o
bico de aspiração ou o bico de soldar com solda. Deste
modo, eliminam-se camadas de oxidação e impurezas cau-
sadas pela armazenagem do bico de soldar. Nos intervalos
ou antes de depositar a ferramenta de soldadura é preciso
assegurar sempre que o bico de soldar ou o bico de aspira-
ção estejam bem estanhados. Não utilize fundente demasia-
do agressivo.
O posto de dessoldagem foi ajustado para um bico de aspi-
ração ou um bico de soldar de tamanho médio. Em função
das diversas formas de bico, podem surgir divergências de
temperatura.
Atenção: assegure sempre a colocação correcta do bico
de soldar.
Aparelhos de introdução externos WCB 1 e WCB 2
(opcional)
Se usar um aparelho de introdução externo, dispõe das
funções seguintes:
● Offset:
A temperatura real do bico de soldar pode ser alterada
introduzindo um offset de temperatura por volta de ± 40°C
(72°F).
● Setback:
Redução da temperatura nominal regulada para
150ºC/300ºF (standby). O tempo de setback, após o qual o
posto de soldadura muda para o modo standby, é regulável
entre 0 e 99 minutos. O estado de setback ésinalizado por
meio de uma indicação intermitente do valor real. Após três
tempos de setback, o „Auto-Off“ activa-se. A ferramenta de
soldar desliga-se (risco intermitente no mostrador). Para ter-
minar o estado setback ou então o Auto-Off, carregue numa
tecla ou no botão de pressão. Nessa altura visualiza-se por
breves instantes o valor nominal regulado.
● Lock:
Bloqueio da temperatura nominal. Depois do bloqueio não se
podem realizar alterações nas regulações do posto de solda-
dura.
35
Portugûes

36
● °C/°F:
Mudar a visualização da temperatura de °C para °F e
vice-versa.
● Window:
redução da amplitude térmica para um máx. de +-99°c, par-
tindo de uma temperatura bloqueada pela função „LOCK“. A
temperatura bloqueada representa, assim, o centro da
amplitude térmica regulável.
Em aparelhos com contacto sem potencial (saída do fotoa-
coplador) a função “WINDOW” serve para regular uma jane-
la da temperatura. Se a temperatura real se situar dentro da
janela da temperatura, o contacto sem potencial (saída do
fotoacoplador) é activado.
● Cal:
Reajuste do posto de soldadura (apenas WCB 2)
● Interface para PC:
RS232 (apenas WCB 2)
● Aparelho de medição da temperatura:
Aparelho integrado de medição da temperatura para ter-
moelemento do tupo K (apenas WCB 2)
6. Acessórios
T005 29 180 99 Conjunto de ferro de soldar WP 80
T005 33 125 99 Conjunto de ferros de soldagem WSP 80
T005 33 133 99 Conjunto de dessoldar WTA 50
T005 13 181 99 Set de dessoldagem DXV 80
T005 33 138 99 Conjunto de dessoldar DSX 80
T005 33 112 99 Conjunto de ferro de soldar LR 21
antiestático
T005 33 113 99 Conjunto de ferro de soldar LR 82
T005 33 131 99 Conjunto de ferro de soldar MPR 80
T005 33 155 99 Conjunto de ferro de soldar WMP
T005 27 028 99 Placa de pré-aquecimento WHP 80
T005 31 181 99 Aparelho de introdução externo WCB 1
T005 31 180 99 Aparelho de introdução externo WCB 2
T005 13 500 99 Ferramenta de limpeza
7. Volume de entrega
WDD 81V
PUD 81V Aparelho de comando
Set de dessoldagem DSX 80
Cabo de alimentação
Suporte de segurança AK20
Conector fêmea 3,5 mm
Instruções de utilização
Filtro principal
Indicaçoes de segurança
Unidade de alimentação
Aparelho de comando
Cabo de alimentação
Conector fêmea 3,5 mm
Instruções de utilização
Filtro principal
Indicaçoes de segurança
Figura: bicos de aspiração, vide página 82
Figura: esquema de circuitos eléctricos, vide página 83
Figura: vista explodida, vide página 84 - 86
Reservamo-nos o direito a alterações técnicas!
Encontrará os manuais de instruções actualizados sob
www.www.weller-tools.com.
Portugûes

Kiitämme sinua luottamuksestasi, jota osoitit ostamalla
Weller WDD 81V. Valmistuksen perustana ovat kovat laatu-
vaatimukset, jotka takaavat laitteen moitteettoman toimin-
non.
1. Huomio!
Lue nämä käyttöohjeet ja oheiset turvallisuusohjeet huolelli-
sesti läpi ennen laitteen käyttöönottoa. Turvallisuusmä-
äräysten noudattamattajättäminen voi uhata henkeä ja elä-
mää.
Valmistaja ei vastaa muusta käyttöohjeista poikkeavasta
käytöstä tai omavaltaisista muutoksista.
Weller WDD 81V vastaa EU:n vaatimustenmukaisuusvakuu-
tusta turvallisuusdirektiiviin 2004/108/EU ja 2006/95/EU
mukaan.
2. Kuvaus
2.1. Ohjainyksikkö
Mikroprosessoriohjattu juottokolviasema WDD 81V kuuluu
tuoteryhmään, joka on kehitetty teolliseen ja laboratoriotek-
niseen käyttöön sekä korjaustöihin. Digitaalinen säätöjärj-
stelmä ja juottokolvivarusteisiin liittyvä laadukas anturi- ja
lämmönsiirtotekniikka takaavat juottokärjen tarkan lämmön-
säädön. Tarkat lämpötilat ja optimaalinen, dynaaminen läm-
pökäyrä perustuvat suljettuun säätöpiirin, joka tunnistaa mit-
atut arvot nopeasti ja erittäin tarkasti. WDD 81V puolestaan
tunnistaa käytetyt juottokolvivarusteet automaattisesti ja
valitsee niille oikeat säätöparametrit. Juotoksenpoistoon tar-
vittavan alipaineen kehittää laitteensisäinen, huoltovapaa
paineilmamuunnin; se käynnistetään työkalun kahvaosassa
olevalla kytkimellä.
Juottokärjen käyttöjännitteen tasausmahdollisuudet, nolla-
jännitekytkin ja ohjainyksikön ja männän antistaattisuus
lisäävät laitteen monipuolisuutta ja tasokkuutta. Siihen voi-
daan lisäksi liittää erillinen parametrien syöttölaite: sellaisen
voi tilata optiona, valita voi malleista WCB 1 ja WCB 2, joilla
voidaan ohjelmoida esim. ajastus- ja lukitustoiminnot.
Syöttölaitteeseen WCB 2 kuuluu lisäksi myös lämpötilan mit-
tauslaite ja PC-rajapintaliitäntä.
Lämpötila valitaan 2 painikkeella (up/down) väliltä 50°C –
450°C (122°F – 842°F). Digitaalinen näyttö ilmoittaa sekä
lämpötilan ohjearvon että todellisen lämpötilalukeman. Kun
esivalittu lämpötila on saavutettu, siitä ilmoittaa optisesti
punainen vilkkuva LED-valo. Kun valo palaa jatkuvasti, se on
merkki siitä, että lämmitysvaihe on vielä meneillään.
2.2. Juotostyökalut
DSX 80: Juotoksenirrotusyksikkö 80 W.
Imusuuttimessa on kartiomainen kiinnitysjär
jestelmä. Monipuolisen imusuutinvalikoiman
ansiosta juotostinan poisto sujuu optimaalise
sti mitä erilaisimmista juotoskohdista.
Tinasäiliö on helppo vaihtaa, sen irrottamiseen
ei tarvita työkaluja. CSF-juotosleimasin kuuluu
lisävarusteisiin; se on tarkoitettu pinta-asen
nettujen komponenttien irrottamiseen.
Kahvaosassa on katkaisin, jolla kytketään ali
paine päälle.
DXV 80: Juotoksenirrotusyksikkö 80 W, In-line-malli
(pystysuora työstöasento). Imusuuttimessa on
kartiomainen kiinnitysjärjestelmä. Kahvaosaan
integroitu tinasäiliö on helppo irrottaa, siihen
ei tarvita työkaluja. Monipuoliset lisävarusteet:
CSF-(SMD-juotoksenirrotusleimasin) ja imu
suutinvalikoima. Alipaine kytketään päälle
kahvaosan katkaisimella.
WTA 50: Juotteenpoistopihti WTA 50 on suunniteltu
erityisesti juotteen poistamiseen SMD-kom
ponenteista. Sen kaksi kuumennuselementtiä
(2 x 25 W), joissa on kummassakin oma läm
pötila-anturi, huolehtivat siitä, että molempien
puoliskojen lämpötila pysyy samana.
LR 82: Tehokas 80 W:n kolvi juotostöihin, joissa vaa
ditaan suurta lämpöä. Juottokärjen kiinnitys
tapahtuu pikalukituksella, mikä mahdollistaa
tarkan kärjenvaihdon.
WP 80: Standardikolvi WP 80 / WSP 80 -kolvi
WSP 80 saavuttaa juotoslämpötilan erittäin nopeasti ja
tarkasti. Sen kapean rakenteen ja 80 W:n
kuumennustehon ansiosta kolvia voidaan
käyttää monipuolisesti erittäin tarkkoihin
juotostöihin mutta myös korkeaa lämpötilaa
vaativiin töihin. Työskentelyä voidaan jatkaa
välittömästi juottokärjen vaihdon jälkeen,
koska kolvi saavuttaa käyttölämpötilan erittäin
nopeasti.
Muita asemaan kytkettäviä työkaluja löydät
lisätarvikeluettelosta.
37
Suomi

38
3. Käyttöönotto
Aseta juottokolvi sille tarkoitettuun telineeseen. Liitä paineil-
maletku (ulkoläpimitta 6 mm) paineilmaliitäntään (12) pika-
liittimen avulla. Paineilmalle asetetut vaatimukset: 600 kPa
(87 psi), kuivaa, öljyvapaata paineilmaa.
Juottokolvin liitäntäjohto kytketään yksikön etulevyssä ole-
vaan 7-napaiseen liitäntärasiaan (9) ja lukitaan paikalleen.
Kiinnitä letkuun yhdistetty pääsuodatin (6) alipaineliitännän
(8) ja juotoksenirrotuskolvin alipaineletkun väliin.
Verkkojännitteen ja tyyppikilvessä annetun jännitelukeman
on oltava sama. Katso, ettei virtakytkin (1) ole päällä, kun
laite liitetään verkkovirtaan. Liitä sitten ohjainyksikkö verk-
kovirtaan (10).Paina virtakytkin (1) päälle. Kun laite kytke-
tään päälle, käynnistyy ensin itsetesti, jossa ohjainyksikkö
tarkastaa, että kaikki näyttökomponentit (2) toimivat.
Sen jälkeen näyttöön tulevat hetkeksi asetettu lämpötila
(ohjearvo) ja valittu lämpötila-asteikko (°C/°F). Sitten näyt-
töön ilmestyy automaattisesti senhetkinen lämpötila.
Näytössä (5) palaa punainen valo (2), joka on säätöpiirin val-
vontavalo. Kun valo palaa jatkuvasti, se ilmoittaa, että läm-
mitysvaihe on vielä meneillään, vilkkuva valo on merkki siitä,
että käyttölämpötila on saavutettu. Alipaineen syöttö käynni-
stetään kahvaosassa olevalla katkaisimella.
Lämpötilansäätö
Pääsääntöisesti digitaalinäyttö (2) osoittaa lämpötilan todel-
lisen arvon. ”Up” tai ”Down”-näppäimiä (3) ja (4) painamal-
la digitaalinäyttö (2) kytkeytyy näyttämään säädettyä ohjear-
voa. Säädettyä ohjearvoa (vilkkuva näyttö) voidaan muuttaa
ylös- tai alaspäin ainoastaan ”Up” tai ”Down”-näppäimiä (3)
ja (4) kevyesti painamalla tai näppäintä pohjaan painettuna
pitämällä. Näppäintä pohjaan painamalla ohjearvo muuttuu
nopeasti. Näppäintä päästettäessä digitaalinäyttö (2) kytkey-
tyy noin kahden sekunnin jälkeen automaattisesti näyttä-
mään todellista arvoa. Juottoaseman olessa lukittuna (Lock)
säätöjen suorittaminen ei ole mahdollista.
Standardi-setback
Juottokolvin lämpötila laskee automaattisesti valmiustila-
arvoon (stand by) 150°C (300°F), jos kolvia ei käytetä 20
minuuttiin. Jos setback-aika, jona kolvia ei käytetä, ylittää 60
min., asema kytkeytyy AUTO OFF-tilaan ja katkaisee virran
kokonaan.
Standardi-Setback-toiminnon aktivointi: Kun kytket laittee-
seen virran, paina samalla painike UP (3) alas, kunnes näyt-
töön tulee teksti ON. Kun "UP" -painikkeesta päästetään irti,
säätö tallentuu. Jos haluat kytkeä toiminnon pois päältä,
toimi samoin ja odota, kunnes näytössä on teksti OFF (laite
toimitetaan tässä tilassa).
Erittäin hienoja juottokärkiä käytettäessä em. säädon toimin-
tavarmuus saattaa kärsiä.
Tyhjiöviivästys
Kun kytkin vapautetaan tyhjiö on aktiviinen vielä noin 2
sekunnin ajan.
Asetus: Käynnistyksen yhteydessä ”DOWN”-painike (4)
pidetään painettuna kunnes ON tai OFF ilmestyy näyttöön.
Kun "DOWN" -painikkeesta päästetään irti, säätö tallentuu.
Toistetaan kun haluataan suorittaa muutoksia.
Huolto
Hyvän työtuloksen saavuttamisen kannalta on tärkeää, että
laite puhdistetaan säännöllisesti. Tinasäiliö on tyhjennettävä,
lasiputkisuodatin vaihdetaan uuteen ja tiivisteet tarkaste-
taan. Lasisen sylinterin päätypintojen on oltava ehdottoman
tiiviit, vain silloin laite antaa täyden imutehon. Likaiset suo-
dattimet alentavat ilmanvirtausta. Sen vuoksi pääsuodatin
(6) (alipaineletkun suodatin) on tarkastettava säännöllisesti
ja vaihdettava tarvittaessa uuteen. Käytä aina alkuperäisiä
WELLER-suodatinpanoksia. Puhdista imusuuttimien kiinnity-
saukko ja imuputki erikoistyökalulla (5 13 500 99).
Imusuuttimet on helppo vaihtaa: kierrä suutinta noin 45°,
niin se irtoaa.
Suomi
Tekniset tiedot
Mitat (mm): 180 (p) x 115 (l) x 101 (k)
(tuumina): 7,1 (D) x 4,53 (W) x 4 (H)
Käyttöjännite (10): 230 V / 50 Hz, 120 V / 60 Hz (ks. tyyppikilpi)
Tehontarve: 95 W
Suojausluokka: 1 (ohjainyksikkö) ja 3 (juottotyökalut)
Sulake (11): T 500 mA (230 V); T 1A (120 V) (ks. tyyppikilpi)
Lämpötilan säätö: digitaalinen, 50°C – 450°C (122°F – 842°F)
Tarkkuus: ± 9°C (±17°F)
Paineilma:: Tulopuolen paine 600 kPa (87 psi), kuivaa, öljyvapaata paineilmaa
Paineilmamuunnin: Ilmantarve 35 l/min; suurin alipaine 55 kPa (8 psi)
Paineilmaliitos: Paineilmaletku, ulkoläpimitta 6 mm (0,24”)
Potentiaalintasaus (7): 3,5 mm:n jakkiliittimellä, joka on laitteen alapinnalla.
(Toimitettaessa kiinteä liitäntä 0 ohm, ilman jakkiliitintä)

Jos kartion kapeaan kohtaan on päässyt kerääntymään likaa,
imusuutin ei mene paikalleen. Likakerrostumat on helppo
poistaa lämmityselementtiä varten suunnitellulla puhdistu-
styökalusarjalla.
Varoitus: Paineilmanmuunnin vioittuu, jos laitetta
käytetään ilman suodattimia.
Kuva: Imusuuttimien puhdistustyökalu, suuttimien
puhdistus ja vaihto 87.
4. Potentiaalintasaus
3,5 mm:n pistukan (7) erilaisten kytkentämahdollisuuksien
ansiosta on olemassa 4 eri vaihtoehtoa:
Kova maadoitus:
Ilman pistoketta (toimitustilanne)
Potentiaalintasaus (impedanssi o
ohm):
Pistokkeen kanssa, tasausjohto keski-
kontaktissa
Pehmeä maadoitus:
Pistokkeen ja juotetun vastuksen kans-
sa. Maadoituksen vastusarvo
säädettävissätaiIlman pistoketta, sillan
B1 erotus säätölevyllä. Maadoitus
RC-suotimen kautta 100 kOhm / 22 nF
5. Työohjeet
Imusuuttimista valitaan sopiva työstökohteesta riippuen.
Imusuuttimia on monta eri tyyppiä, niistä voi valita sopivan
ko. juotoksen poistoon.
Imusuuttimen vaihtoon sopiva työkalu kuuluu puhdistustyö-
kalusarjaan. Aseta imusuutin paikalleen ja varmista sen
asento painamalla sitä kevyesti lämmityselementtiä vasten.
Juotosta irrotettaessa apuna on käytettävä juotelankaa. Sen
ansiosta imusuuttimien kostutusteho paranee ja vanha juo-
tosneste muuttuu nopeammin juoksevaksi. Katso, että imu-
suutin on aina pystysuorassa komponenttilevyyn nähden,
näin saavutetaan paras imuteho. Juotosnesteen on oltava
juoksevassa tilassa. Juotosta irrotettaessa komponentin lii-
tinnastaa on kierrettävä kiinnitysaukossa. Jos juotosaine ei
irtoa kokonaan ensimmäisen irrotuskerran yhteydessä, kohta
on juotettava uudelleen, ennen kuin irrotusvaihe toistetaan.
Tärkeää on oikeankokoisen imusuuttimen käyttö.
Nyrkkisääntö: Imusuuttimen sisäläpimitan on oltava saman
suuruinen kuin komponenttilevyn kiinnitysaukon läpimitta.
Ennen kolvin kuumennusta imusuutin / juottokärki on kastet-
tava juotosnesteeseen. Näin voidaan poistaa juottokärjessä
olevat hapettumat tai lika, joka siihen varastoinnin aikana on
muodostunut. Katso, että juottokärjessä/imusuuttimessa on
runsaasti juotosnestettä, ennen kuin pidät työtauon ja asetat
kolvin telineeseen. Juotosneste ei saa olla syövyttävää.
Juottoyksikön perusasetukset on tehty keskikoista juottokär-
keä/imusuutinta varten. Muuntyyppisiä ja –kokoisia kärkiä
käytettäessä asetuksia on muutettava tarpeen mukaan.
Huomio: Katso, että juottokärki on kunnolla paikallaan.
Ulkoiset syöttölaitteet WCB 1 ja WCB 2 (optio)
Käytettäessä ulkoista syöttölaitetta on olemassa seuraavat
optiot:
● Offset:
Juottokärjen reaalista lämpötilaa voidaan muuttaa ± 40°C
(72°F) syöttämällä lämpötilaoffset (ero asetusarvon ja akt.
arvon välillä).
● Setback:
Säädetyn ohjearvon alentaminen 150°C/300°F asteseen
(standby). Setbackaikaa, jonka jälkeen juottoasema siirtyy
Standbytoimintamuotoon, voidaan säätää 0-99 minuuttiin.
Vilkkuva todellisen arvon näyttö osoittaa setbacktilan.
Kolminkertaisen Setbackajan jälkeen ”Auto-Off” aktivoituu.
Juottotyökalu kytketytyy päältä (näytössä vilkkuva viiva).
Yhtä näppäintä tai kytkintä painamal Setbacktila sekä Auto-
Off-tila päättyy. Säädetty ohjearvo näkyy lyhyen ajan.
● Lock:
Asetuslämpötilan lukitus. Lukituksen jälkeen juotinaseman
asetuksia ei voida muuttaa.
● °C/°F:
Lämpötilan näyttötavan vaihto °C ja °F välillä.
● Window:
Lämpötilan rajoitus maksimiarvoon +-99°C, jolloin lähtö-
kohtana on LOCK-toiminnolla määrätty lämpötila. Ko. LOCK-
lämpötila on samalla valitun lämpötila-alueen keskiarvo.
Laitteissa, joissa on potentiaalivapaa kosketin (optoeristimen
ulostuloliitäntä), WINDOW-toiminnon avulla säädetään läm-
pötilaikkuna (säätäalue). Kun todellinen lämpötila on asete-
tun lämpötilaikkunan rajoissa, potentiaalivapaa kosketin on
avoin.
● Cal:
Juotinaseman uudelleensäätö (vain WCB 2)
● PC-liitäntä:
RS232 (vain WCB 2)
● Lämpötilamittari:
Integroitu lämpötilamittari tyypin K termoelementeille (vain
WCB 2)
39
Suomi

40
6. Lisätarvikkeet
T005 29 180 99 Kolvisarja WP 80
T005 33 125 99 Juottokolvisarja WSP 80
T005 33 133 99 Juotteenpoistosarja WTA 50
T005 13 181 99 Juotoksenirrotussarja DXV 80
T005 33 138 99 Juotoksenpoistosarja DSX 80
T005 33 112 99 Kolvisarja LR 21 antistaattinen
T005 33 113 99 Kolvisarja LR 82
T005 33 131 99 Kolvisarja MPR 80
T005 33 155 99 Kolvisarja WMP
T005 27 028 99 Esikuumennuslevy WHP 80
T005 31 181 99 Ulkoinen syöttölaite WCB 1
T005 31 180 99 Ulkoinen syöttölaite WCB 2
T005 13 600 99 Puhdistustyökalu
7. Toimituksen laajuus
WDD 81V Power Unit
PUD 81V Ohjainyksikkö Ohjainyksikkö
Juotoksenirrotussarja DSX 80 Liitäntäjohto
Liitäntäjohto Jakkiliitin, 3,5 mm
Teline AK 20 Käyttöohje
Jakkiliitin, 3,5 mm Pääsuodatin
Käyttöohje Turvallisuusohjeet
Pääsuodatin
Turvallisuusohjeet
Kuva: Imusuutin, ks. sivu 82
Kuva: Liitäntäkaavio, ks. sivu 83
Kuva: Räjähdyspiirustus, ks. sivu 84 - 86
Oikeudet teknisiin muutoksiin pidätetään!
Viimeisimmät käyttöohjeet saat osoitteesta
www.weller-tools.com.
Suomi

41
™·˜ ¢¯·ÚÈÛÙԇ̠ÁÈ· ÙËÓ ÂÌÈÛÙÔÛ‡ÓË Ô˘ Ì·˜ ‰Â›Í·ÙÂ,
·ÁÔÚ¿˙ÔÓÙ·˜ ÙÔ ÛÙ‹ÚÈÁÌ· ϷΤٷ˜ WDD 81V Ù˘ Weller.
∫·Ù¿ ÙËÓ Î·Ù·Û΢‹ ÙËÚ‹ıËÎ·Ó ·˘ÛÙËÚ¤˜ ··ÈÙ‹ÛÂȘ ÔÈfiÙ-
ËÙ·˜, ÒÛÙ ӷ ÂÍ·ÛÊ·Ï›˙ÂÙ·È Ë ¿„ÔÁË ÏÂÈÙÔ˘ÚÁ›· Ù˘
Û˘Û΢‹˜.
1. ¶ÚÔÛÔ¯‹!
ΔÔ ÂÚÁÔÛÙ¿ÛÈÔ Î·Ù·Û΢‹˜ ‰ÂÓ ·Ó·Ï·Ì‚¿ÓÂÈ Î·ÌÌ›· ¢ı‡ÓË
ÁÈ· ¿ÏϘ ¯Ú‹ÛÂȘ, ÔÈ Ôԛ˜ ·ÔÙÂÏÔ‡Ó ·fiÎÏÈÛË ·fi ÙȘ
¯Ú‹ÛÂȘ Ô˘ ÂÚÈÁÚ¿ÔÓÙ·È ÛÙȘ ·ÚÔ‡Û˜ Ô‰ËÁ›Â˜
ÏÂÈÙÔ˘ÚÁ›·˜, ηıÒ˜ ›Û˘ Î·È Û ÂÚ›ÙˆÛË ·Ó›ÙÚÂÙˆÓ
ÌÂÙ·ÙÚÔÒÓ Â› Ù˘ Û˘Û΢‹˜.
√È ·ÚÔ‡Û˜ Ô‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ηıÒ˜ ›Û˘ Î·È ÔÈ
ÚÔÂȉÔÔÈËÙÈΤ˜ ˘Ô‰Â›ÍÂȘ, ÔÈ Ôԛ˜ ·ÔÙÂÏÔ‡Ó
Û˘ÛÙ·ÙÈÎfi ÛÙÔÈ¯Â›Ô ·˘ÙÒÓ ÙˆÓ Ô‰ËÁÈÒÓ, ÚÂÈ Ó· ‰È·‚·ÛÙÔ‡Ó
ÚÔÛÂÎÙÈο Î·È Ó· ÙËÚËıÔ‡Ó Û ¤Ó· Â̤·Ó˜ ÛËÌÂ›Ô ÛÙËÓ
ÂÚÈÔ¯‹ ÏÂÈÙÔ˘ÚÁ›·˜ ÙÔ˘ ÔÚÁ¿ÓÔ˘ Û˘ÁÎÔÏÏ‹ÛˆÓ. ª›· ÌË
Ù‹ÚËÛË ÙˆÓ ÚÔÂȉÔÔÈËÙÈÎÒÓ Ô‰ËÁÈÒÓ ÌÔÚ› Ó· ¯ÂÈ ˆ˜
·ÔÙÏÂÛÌ· ·Ù˘¯‹Ì·Ù· Î·È ÙÚ·˘Ì·ÙÈÛÌÔ‡˜ ‹ Î·È ‚Ï¿‚˜ Ù˘
˘Á›·˜.
√È ÛÙ·ıÌÔ› Û˘ÁÎÔÏÏ‹ÛÂˆÓ WELLER WDD 81V
·ÓÙ·ÔÎÚ›ÓÔÓÙ·È ÛÙË ‰‹ÏˆÛË Û˘Ì‚·ÙfiÙËÙ·˜ Ù˘ ∂˘Úˆ·˚΋˜
∂ÓˆÛ˘ ۇ̈ӷ Ì ÙȘ Û¯ÂÙÈο ÈÛ¯‡Ô˘Û˜ ··ÈÙ‹ÛÂȘ
·ÛÊ¿ÏÂÈ·˜ ÙˆÓ Ô‰ËÁÈÒÓ Ù˘ ∂˘Úˆ·˚΋˜ ∂ÓˆÛ˘
2004/108/EK Î·È 2006/95/E∫.
2. ¶ÂÚÈÁÚ·Ê‹
2.1. ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ
√ ÂÏÂÁ¯fiÌÂÓÔ˜ ·fi ÌÈÎÚÔÂÂÍÂÚÁ·ÛÙ‹ ÛÙ·ıÌfi˜ Û˘ÁÎfiÏÏË-
Û˘ WDD 81V ·Ó‹ÎÂÈ Û ÔÈÎÔÁ¤ÓÂÈ· Û˘Û΢ÒÓ Ô˘
ÂÍÂÏ›¯ıËΠÁÈ· ÂÊ·ÚÌÔÁ¤˜ ÛÙË ‚ÈÔÌ˯·Ó›· Ù¯ÓÈÎÒÓ
ηٷÛ΢ÒÓ fiˆ˜ ›Û˘ Î·È ÛÙÔÓ ÙÔ̤· ÂÈÛ΢ÒÓ Î·È
ÂÚÁ·ÛÙËÚ›Ô˘. ΔÔ “ËÊÈ·Îfi Û‡ÛÙËÌ· ËÏÂÎÙÚÔÓÈÎÔ‡ ÂϤÁ¯Ô˘ ηÈ
Ë ˘“ËÏ‹ Ù¯ÓÔÏÔÁ›· ·ÈÛıËÙ‹ÚˆÓ Î·È ÌÂÙ¿‰ÔÛ˘ ıÂÚÌfiÙËÙ·˜
ÛÙË Û˘Û΢‹ Û˘ÁÎfiÏÏËÛ˘ ÂÍ·ÛÊ·Ï›˙Ô˘Ó ·ÎÚÈ‚¤ÛÙ·ÙË
Ú‡ıÌÈÛË ıÂÚÌÔÎÚ·Û›·˜ ÛÙË Ì‡ÙË Û˘ÁÎfiÏÏËÛ˘. ∏ ‡“ÈÛÙË
·ÎÚ›‚ÂÈ· ıÂÚÌÔÎÚ·Û›·˜ Î·È Ë È‰·ÓÈ΋ ‰˘Ó·ÌÈ΋ Û˘ÌÂÚÈÊÔÚ¿
ıÂÚÌÔÎÚ·Û›·˜ Û ÂÚ›ÙˆÛË ·Ó¿Á΢ ÂÈÙ˘Á¯¿ÓÔÓÙ·È Ì¤Ûˆ
Ù·¯Â›·˜ Î·È ·ÎÚÈ‚Ô‡˜ ·Ó›¯Ó¢Û˘ ÙˆÓ ÌÂÙÚËÙÈÎÒÓ ÙÈÌÒÓ ÛÙÔ
ÎÏÂÈÛÙfi ·Îψ̷ ÂϤÁ¯Ô˘. √È Û˘Û΢¤˜ Û˘ÁÎfiÏÏËÛ˘
·Ó·ÁÓˆÚ›˙ÔÓÙ·È ·˘ÙfiÌ·Ù· ·fi ÙÔ WDD 81V ηÈ
ηٷ¯ˆÚÔ‡ÓÙ·È ÔÈ Û¯ÂÙÈΤ˜ Ú˘ıÌÈÛÙÈΤ˜ ·Ú¿ÌÂÙÚÔÈ.
ΔÔ ÎÂÓfi ·¤Ú· (‚¿ÎÔ˘Ì), ÙÔ ÔÔ›Ô Â›Ó·È ·Ó·Áη›Ô ÁÈ· ÙË
‰ÈÂÓ¤ÚÁÂÈ· Ì›·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ·Ú¿ÁÂÙ·È ·fi ¤Ó· ÂÛˆÙ-
ÂÚÈÎfi ÌÂÙ·ÙÚÔ¤· ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, fiÔ˘ ÙÔ Û¯ÂÙÈÎfi
Û‡ÛÙËÌ· Â›Ó·È ÂχıÂÚÔ Û˘ÓÙ‹ÚËÛ˘ Î·È ÂÓÂÚÁÔÔÈÂ›Ù·È Ì¤Ûˆ
ÂÓfi˜ ‰È·ÎfiÙË, Ô ÔÔ›Ô˜ Â›Ó·È ÂÓۈ̷و̤ÓÔ˜ ÛÙË Û˘Û΢‹,
ÏÂÈÙÔ˘ÚÁ› Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹ Î·È ‚Ú›ÛÎÂÙ·È
ÂÊ·ÚÌÔṲ̂ÓÔ˜ › ÙÔ˘ ÂÌ‚fiÏÔ˘ ·ÔÛ˘ÁÎfiÏÏËÛ˘.
¢È¿ÊÔÚ˜ ‰˘Ó·ÙfiÙËÙ˜ Â͛ۈÛ˘ ÙÔ˘ ‰˘Ó·ÌÈÎÔ‡ ˆ˜ ÚÔ˜ ÙË
Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹, ÙÔÓ ‰È·ÎfiÙË ÌˉÂÓÈ΋˜ Ù¿Û˘ ηıÒ˜
›Û˘ Î·È Ë ·ÓÙÈÛÙ·ÙÈ΋ ηٷÛ΢‹ ÙÔ˘ Ú˘ıÌÈÛÙÈÎÔ‡ ÔÚÁ¿ÓÔ˘
Î·È ÙÔ˘ ÂÌ‚fiÏÔ˘ Û˘ÌÏËÚÒÓÔ˘Ó ÙËÓ ˘”ËÏ‹ ÛÙ¿ıÌË ÔÈfiÙËÙ·˜
Ù˘ Û˘Û΢‹˜ ·˘Ù‹˜. ∏ ‰˘Ó·ÙfiÙËÙ· Û‡Ó‰ÂÛ˘ Ù˘ Û˘Û΢‹˜
Û ¤Ó· Â͈ÙÂÚÈÎfi fiÚÁ·ÓÔ ÂÈÛ·ÁˆÁ‹˜ ËÏÂÎÙÚÔÓÈÎÒÓ
ÛÙÔȯ›ˆÓ ÂÂÎÙ›ÓÂÈ ÙË ÌÂÁ¿ÏË ÏÂÈÙÔ˘ÚÁÈ΋ ÔÈÎÈÏ›· ÙÔ˘
ÛÙ·ıÌÔ‡ ·˘ÙÔ‡ ·ÔÛ˘ÁÎÔÏÏ‹ÛˆÓ. ªÂ Ù· fiÚÁ·Ó· ÂÈÛ·ÁˆÁ‹˜
ËÏÂÎÙÚÔÓÈÎÒÓ ÛÙÔȯ›ˆÓ WCB1 Î·È WCB2, Ù· ÔÔ›· ÌÔÚ›
Ó· ÂÔÎÙ‹ÛÂÈ ¤Ó·˜ ÂÏ¿Ù˘ ˆ˜ ‰˘Ó·ÙfiÙËÙ·
Û˘ÌÏËڈ̷ÙÈ΋˜ ÂÊ·ÚÌ‹˜, ÌÔÚÔ‡Ó Ó· ÂÈÙ¢¯ıÔ‡Ó ÌÂٷ͇
ÙˆÓ ¿ÏÏˆÓ Î·È ÏÂÈÙÔ˘ÚÁ›Â˜ Ú‡ıÌÈÛ˘ ÙÔ˘ ¯ÚfiÓÔ˘ ηÈ
ÏÂÈÙÔ˘ÚÁ›Â˜ ·ÔÎÏÂÈÛÌÔ‡ Ù˘ Û˘Û΢‹˜. ŒÓ· fiÚÁ·ÓÔ ÁÈ· ÙË
̤ÙÚËÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜ Î·È ¤Ó· ‚‡ÛÌ· ÁÈ· ÙË Û‡Ó‰ÂÛË Ù˘
Û˘Û΢‹˜ Û ¤Ó·Ó ËÏÂÎÙÚÔÓÈÎfi ˘ÔÏÔÁÈÛÙ‹ PC ·Ó‹ÎÔ˘Ó ÛÙÔ
ÂÂÎٷ̤ÓÔ Ì¤ÁÂıÔ˜ ÙÔ˘ ÔÚÁ¿ÓÔ˘ ÂÈÛ·ÁˆÁ‹˜ ËÏÂÎÙÚÔÓÈÎÒÓ
ÛÙÔȯ›ˆÓ WCB2.
∏ ÂοÛÙÔÙ ··ÈÙÔ‡ÌÂÓË ıÂÚÌÔÎÚ·Û›· ÌÔÚ› Ó· Ú˘ıÌÈÛÙ›
̤ۈ 2 Ï‹ÎÙÚˆÓ (UP/Down) ÛÙÔÓ ÙÔ̤· 50 ÆC - 450 ÆC (122
ÆF - 842 ÆF). ΔfiÛÔ Ë ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜, fiÛÔ Î·È
Ë Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜ ÂÓ‰ÂÈÎÓ‡ÔÓÙ·È
ηٿ ”ËÊÈ·Îfi ÙÚfiÔ. ∏ ›Ù¢ÍË ÚÔÂÈÏÂÁ̤Ó˘ ıÂÚÌÔ-
ÎÚ·Û›·˜ ÛËÌ·ÙÔ‰ÔÙÂ›Ù·È Ì¤Ûˆ ·Ó¿Ï·Ì”˘ Ù˘ ÎfiÎÎÈÓ˘
‰Èfi‰Ô˘ Ù‡Ô˘ LED › Ù˘ ¤Ó‰ÂÈ͢ Ù˘ Û˘Û΢‹˜, fiÔ˘ Ë
ÚÔ·Ó·ÊÂÚfiÌÂÓË ·˘Ù‹ Ï˘¯Ó›· ¤¯ÂÈ Â›Û˘ ˆ˜ ÛÎÔfi Î·È ÙÔÓ
ÔÙÈÎfi Ú˘ıÌÈÛÙÈÎfi ¤ÏÂÁ¯Ô. ª›· Û˘Ó¯‹˜ Ï¿Ì”Ë Ù˘ Ï˘¯Ó›·˜
·˘Ù‹˜ ÛËÌ·›ÓÂÈ, fiÙÈ ÙÔ Û‡ÛÙËÌ· ‚Ú›ÛÎÂÙ·È ÛÙË ‰È·‰Èηۛ· Ù˘
·Ú¯È΋˜ ı¤ÚÌ·ÓÛ˘ ÚÔ˜ ·fiÎÙËÛË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔ-
ÎÚ·Û›·˜.
2.2. ∂ÚÁ·ÏÂ›Ô Û˘ÁÎÔÏÏ‹ÛˆÓ
DSX 80: ŒÌ‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ì ÈÛ¯‡ 80 W. KˆÓÈÎfi
Û‡ÛÙËÌ· ÛÙÂÚ¤ˆÛ˘ ÙÔ˘ ·ÎÚÔÊ˘Û›Ô˘
·Ó·ÚÚfiÊËÛ˘. ŒÓ· ¢ڇ ÚfiÁÚ·ÌÌ·
·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ) ηٷÛÙ¿
‰˘Ó·Ù‹ Ì›· ȉ·ÓÈ΋ ·Ó·ÚÚfiÊËÛË ÙÔ˘ Û˘ÁÎÔÏÏËÙÈÎÔ‡
ηÛÛÈÙ¤ÚÔ˘ Û ÛËÌ›· Û˘ÁÎfiÏÏËÛ˘ ‰È·ÊfiÚˆÓ
ÂȉÒÓ. ΔÔ ‰Ô¯Â›Ô Û˘ÁΤÓÙÚˆÛ˘ ÙÔ˘ ηÛÛÈÙ¤ÚÔ˘
ÌÔÚ› Ó· ·ÓÙÈηٷÛÙ·ı› ·Ï¿ Î·È ¯ˆÚ›˜ ÙËÓ
·Ó·ÁηÈfiÙËÙ· ¯ÚËÛÈÌÔÔ›ËÛ˘ ÂÓfi˜ ÂÚÁ·Ï›Ԣ ÁÈ·
ÙÔ ÛÎÔfi ·˘Ùfi. ™ÊÚ·Á›‰Â˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Ù‡Ô˘
DXV 80: ŒÌ‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ì ÈÛ¯‡ 80 W. KˆÓÈÎfi
Û‡ÛÙËÌ· ÛÙÂÚ¤ˆÛ˘ ÙÔ˘ ·ÎÚÔÊ˘Û›Ô˘
·Ó·ÚÚfiÊËÛ˘. ∫·Ù·Û΢‹ Ù‡Ô˘ In-line (οıÂÙË
ı¤ÛË Ù˘ Û˘Û΢‹˜ ·˘Ù‹˜ ηٿ ÙË ÏÂÈÙÔ˘ÚÁ›· Ù˘).
ΔÔ ‰Ô¯Â›Ô Û˘ÁΤÓÙÚˆÛ˘ ÙÔ˘ ηÛÛÈÙ¤ÚÔ˘, ÙÔ ÔÔ›Ô
‚Ú›ÛÎÂÙ·È ÂÓۈ̷و̤ÓÔ Â› Ù˘ ¯ÂÈÚÔÏ·‚‹˜ Ù˘
Û˘Û΢‹˜ ·˘Ù‹˜, ÌÔÚ› Ó· ·ÓÙÈηٷÛÙ·ı› ·Ï¿
Î·È ¯ˆÚ›˜ ÙË ¯ÚËÛÈÌÔÔ›ËÛË ÂÓfi˜ ÂÚÁ·Ï›Ԣ ÁÈ· ÙÔ
ÛÎÔfi ·˘Ùfi. ∂˘Ú‡ ÚfiÁÚ·ÌÌ· ÛÊÚ·Á›‰ˆÓ
·ÔÛ˘ÁÎfiÏÏËÛ˘ Ù‡Ô˘ CSF (ÛÊÚ·Á›‰Â˜
·ÔÛ˘ÁÎfiÏÏËÛ˘ SMD) Î·È Â˘Ú‡ ÚfiÁÚ·ÌÌ·
·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ). ΔÔ ÎÂÓfi ·¤Ú·
(‚¿ÎÔ˘Ì) ÌÔÚ› Ó· ÂÓÂÚÁÔÔÈËı› ̤ۈ ÙÔ˘
∂ÏÏËÓÈÎ

42
‰È·ÎfiÙË, Ô ÔÔ›Ô˜ ¯ÂÈÚ›˙ÂÙ·È ÛÙÔ Ù¤ÏÔ˜ Ì ÙÔ
‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹.
WTA 50: ∏ ¤ÓÛ· ·ÔÛ˘ÁÎfiÏÏËÛ˘ WTA 50
ηٷÛ΢¿ÛÙËΠÂȉÈο ÁÈ· ÙËÓ ·ÔÛ˘ÁÎfiÏÏËÛË
ÂÍ·ÚÙËÌ¿ÙˆÓ Ù‡Ô˘ SMD. ¢‡Ô ıÂÚÌ·ÓÙÈο
ÛÙÔȯ›· (2 x 25 W) Ì ÂÓۈ̷و̤ÓÔ ·ÈÛıËÙ‹Ú·
ıÂÚÌÔÎÚ·Û›·˜ ÊÚÔÓÙ›˙Ô˘Ó ÁÈ· ÙËÓ Â›Ù¢ÍË Ù˘
›‰È·˜ ıÂÚÌÔÎÚ·Û›·˜ Î·È ÛÙ· ‰‡Ô ÛΤÏË ÙÔ˘
ÔÚÁ¿ÓÔ˘ ·˘ÙÔ‡.
LR 82: ∂Ì‚ÔÏÔ Û˘ÁÎÔÏÏ‹ÛÂˆÓ ÈÛ¯‡Ô˜ 80 W Ì ˘„ËÏ‹
·Ô‰ÔÙÈ΋ ÈηÓfiÙËÙ· ÁÈ· ÂÚÁ·Û›Â˜ Û˘ÁÎÔÏÏ‹ÛˆÓ,
fiÔ˘ ··ÈÙÔ‡ÓÙ·È ÌÂÁ¿Ï˜ ıÂÚÌ·ÓÙÈΤ˜
ÂÓ¤ÚÁÂȘ. ΔÔ ÛÙÂÚ¤ˆÌ· Ù˘ ·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘
ÚÔ·ÙÂÈ Ì¤Ûˆ Ì›·˜ Û‡Ó‰ÂÛ˘ Ù‡Ô˘
Ì·ÁÈÔÓ¤Ù·˜, Ë ÔÔ›· ÎÙ·ÛÙ¿ ‰˘Ó·Ù‹ ÙËÓ
·ÓÙÈηٿÛÙ·ÛË Ù˘ ·È¯Ì‹˜ Ì ·fiÏ˘ÙË Ù‹ÚËÛË Ù˘
Ú˘ıÌÈÛÙÈ΋˜ Ù˘ ı¤Û˘.
WP 80: √ Ù‡Ô˜ ·˘Ùfi˜ ·ÔÙÂÏ› ÙÔ ¤Ì‚ÔÏfi Ì·˜
WSP 80 Û˘ÁÎÔÏÏ‹ÛÂˆÓ „Standard“.ΔÔ ¤Ì‚ÔÏÔ
Û˘ÁÎÔÏÏ‹ÛÂˆÓ Ù‡Ô˘ WP 80 / WSP 80
¯·Ú·ÎÙËÚ›˙ÂÙ·È ·fi ÙËÓ ˘ÂÚÙ·¯Â›· Î·È ·ÎÚÈ‚‹
›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜
Û˘ÁÎfiÏÏËÛ˘. ªÂ ÙË ÏÂÙ‹ ÙÔ˘ ηٷÛ΢·ÛÙÈ΋
ÌÔÚÊ‹ ηıÒ˜ ›Û˘ Î·È Ì ̛· ıÂÚÌ·ÓÙÈ΋ ÈÛ¯‡
80 W ÂÓ‰ÂÈÎÓ‡ÂÙ·È ÙÔ ¤Ì‚ÔÏÔ ·˘Ùfi ÁÈ· ÁÂÓÈΤ˜
ÂÊ·ÚÌÔÁ¤˜, fiÔ˘ ··ÈÙÔ‡ÓÙ·È ÏÂÙ¤˜ ÂÚÁ·Û›Â˜
Û˘ÁÎfiÏÏËÛ˘, ̤¯ÚÈ Î·È ÁÈ· ÂÚÁ·Û›Â˜
Û˘ÁÎfiÏÏËÛ˘, ÔÈ Ôԛ˜ ··ÈÙÔ‡Ó ÌÂÁ¿ÏË
ıÂÚÌ·ÓÙÈ΋ ÂÓ¤ÚÁÂÈ·. ªÂÙ¿ ÙËÓ ·ÓÙÈηٿÛÙ·ÛË Ù˘
·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘ Â›Ó·È ‰˘Ó·Ù‹ Ë ¿ÌÂÛË
Û˘Ó¤¯ÈÛË Ù˘ ÂÚÁ·Û›·˜, ÂÂȉ‹ Ë ÏÂÈÙÔ˘ÚÁÈ΋
ıÂÚÌÔÎÚ·Û›· ÂÈÙ˘Á¯¿ÓÂÙ·È ¿ÏÈ Ì¤Û· ÛÂ
Û˘ÓÙÔÌfiÙ·ÙÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ·.
§ÂÙÔ̤ÚÂȘ, fiÛÔÓ ·ÊÔÚ¿ ÙË ‰˘Ó·ÙfiÙËÙ· Û‡Ó‰ÂÛ˘ ηÈ
¿ÏÏˆÓ ÂÚÁ·Ï›ˆÓ, ÂÓ‰ÂÈÎÓ‡ÔÓÙ·È ÛÙÔÓ ›Ó·Î·
Û˘ÌÏËڈ̷ÙÈÎÒÓ ÂÍ·ÚÙËÌ¿ÙˆÓ.
3. ∞Ú¯È΋ ı¤ÛË Û ÏÂÈÙÔ˘ÚÁ›· Ù˘
Ì˯·Ó‹˜
ΔÔÔıÂÙ‹ÛÙ ÙÔ ÂÚÁ·ÏÂ›Ô Û˘ÁÎÔÏÏ‹ÛÂˆÓ Â¿Óˆ ÛÙÔ
ÂÍ¿ÚÙËÌ· Ù˘ Û›ÁÔ˘Ú˘ ÂÓ·fiıÂÛ˘. ¶ÚԂ›Ù Û ÂÈÛ·ÁˆÁ‹
ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, Ô ÔÔ›Ô˜ Ú¤ÂÈ
Ó· ¤¯ÂÈ Â͈ÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ 6 mm, ÂÓÙfi˜ ÙÔ˘ Ù·¯˘Û˘ÌϤÎÙË,
Ô ÔÔ›Ô˜ Â›Ó·È Î·Ù·Û΢·Ṳ̂ÓÔ˜ ÁÈ· ÙËÓ Û‡Ó‰ÂÛË
ÂÈÂṲ̂ÓÔ˘ ·¤Ú· (12). ∂ÈÙ‡¯ÂÙ ÙÚÔÊÔ‰fiÙËÛË
ÂÈÂṲ̂ÓÔ˘ ·¤Ú· Ì ›ÂÛË 600 kPa (87 psi), fiÔ˘ Ô
ÂÈÂṲ̂ÓÔ˜ ·˘Ùfi˜ ·¤Ú·˜ Ú¤ÂÈ Ó· Â›Ó·È ÛÙÂÁÓfi˜ Î·È ¯ˆÚ›˜
ÂÚÈÂÎÙÎfiÙËÙ· Ï·‰ÈÒÓ. ¶ÚԂ›Ù Û ÂÈÛ·ÁˆÁ‹ ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡
Û˘Ó‰ÂÙÈÎÔ‡ ·ÁˆÁÔ‡ ÙÔ˘ ÂÚÁ·Ï›Ԣ Û˘ÁÎÔÏÏ‹ÛÂˆÓ ÂÓÙfi˜ Ù˘
Û˘Ó‰ÂÙÈ΋˜ ˘Ô‰Ô¯‹˜ ÙˆÓ 7 fiÏˆÓ (9), fiÔ˘ Ë ˘Ô‰Ô¯‹ ·˘Ù‹
‚Ú›ÛÎÂÙ·È ÂÊ·ÚÌÔṲ̂ÓË Â¿Óˆ ÛÙËÓ ÂÌÚfiÛıÈ· Ͽη Ù˘
Û˘Û΢‹˜, Î·È ÛÙ·ıÂÚÔÔÈ‹ÛÙ ÙÔÓ ·ÁˆÁfi ̤۷ ÛÙËÓ
˘Ô‰Ô¯‹ ·˘Ù‹. ∂Ê·ÚÌfiÛÙ ÙÔ Î‡ÚÈÔ Ê›ÏÙÚÔ (6) Ì ÙÔ
Ï·ÛÙÈÎfi ÙÔ˘ ۈϋӷ ÌÂٷ͇ Ù˘ Û‡Ó‰ÂÛ˘ ÙÔ˘ ÎÂÓÔ‡ ·¤Ú·
(8) Î·È ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÎÂÓÔ‡ ·¤Ú· ÙÔ˘ ÂÌ‚fiÏÔ˘
·ÔÛ˘ÁÎÔÏÏ‹ÛˆÓ. ∂ϤÁÍÙÂ, ·Ó Ë Ù¿ÛË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ Û·˜
‰ÈÎÙ‡Ô˘ ·ÓÙÈÛÙÔȯ› ÛÙËÓ Û¯ÂÙÈ΋ ¤Ó‰ÂÈÍË Â› Ù˘ ÈӷΛ‰·˜
Ù˘ Û˘Û΢‹˜, Î·È ·Ó Ô ËÏÂÎÙÚÈÎfi˜ ‰È·ÎfiÙ˘ Ù˘ Û˘Û΢‹˜
(1) Â›Ó·È ·ÎfiÌ· ÎÏÂÈṲ̂ÓÔ˜. ™˘Ó‰¤ÛÙ ÙÔ Ú˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ
ÛÙÔ ËÏÂÎÙÚÈÎfi Ú‡̷ (10). ∞ÓÔ›ÍÙ ÙÒÚ· ÙÔÓ ËÏÂÎÙÚÈÎfi
‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ (1). ªÂÙ¿ ÙÔ ¿ÓÔÈÁÌ· ·˘Ùfi ÙÔ˘ ËÏÂÎ-
ÙÚÈÎÔ‡ ‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ ı· ‰ÈÂÓÂÚÁËı› ηّ ·Ú¯‹Ó
¤Ó·˜ ·˘ÙÔ¤ÏÂÁ¯Ô˜ Ù˘ Û˘Û΢‹˜, ηٿ ÙË ‰È¿ÚÎÂÈ· ÙÔ˘
ÔÔ›Ô˘ ı· ‚Ú›ÛÎÔÓÙ·È Â›Û˘ Û ÏÂÈÙÔ˘ÚÁ›· fiÏ· Ù· ÂÓ‰ÂÈÎÙÈο
fiÚÁ·Ó· (2) Ù˘ Û˘Û΢‹˜.
∞ÎÔÏÔ‡ıˆ˜ ı· ÚÔ·”ÂÈ ÁÈ· Û‡ÓÙÔÌÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ·
¤Ó‰ÂÈÍË Ù˘ Ú˘ıÌÈṲ̂Ó˘ ıÂÚÌÔÎÚ·Û›·˜ (ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹
ıÂÚÌÔÎÚ·Û›·˜) Î·È Ô ÙÚfiÔ˜ Ù˘ ¤Ó‰ÂÈ͢ Ù˘ ıÂÚÌÔÎÚ·Û›·˜,
∂ÏÏËÓÈÎ
Δ¯ÓÈο ™ÙÔȯ›·
¢È·ÛÙ¿ÛÂȘ (Û ¯ÈÏÈÔÛÙ¿): 180 (Ì‹ÎÔ˜) x 115 (Ï¿ÙÔ˜) x 101 (‡”Ô˜)
(Û ›ÓÙÛ˜): 7,1 (Ì‹ÎÔ˜) x 4,53 (Ï¿ÙÔ˜) x 4 (‡”Ô˜)
√ÓÔÌ·ÛÙÈ΋ ËÏÂÎÙÚÈ΋ Ù¿ÛË (10): 230 V / 50 Hz, 120 V / 60 Hz (‚Ϥ ÈӷΛ‰· Ù˘ Û˘Û΢‹˜)
∫·Ù·Ó¿ÏˆÛÙË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ Ú‡̷ÙÔ˜: 95 W
¶ÚÔÛٷ٢ÙÈ΋ ηÙËÁÔÚ›·: 1 (Ú˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ), 3 (Û˘ÁÎÔÏÏËÙÈÎfi ÂÚÁ·Ï›Ô)
∏ÏÂÎÙÚÈ΋ ·ÛÊ¿ÏÂÈ· (11): T 500 mA (230 V), T 1A (120 V) (‚Ϥ ÈӷΛ‰· Ù˘ Û˘Û΢‹˜)
ƒ‡ıÌÈÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜: ηٿ ”ËÊÈ·Îfi ÙÚfiÔ 50ÆC - 450ÆC (122ÆF - 842ÆF)
∞ÎÚ›‚ÂÈ· Ú‡ıÌÈÛ˘: ± 9ÆC (± 17ÆF)
¶ÂÈÂṲ̂ÓÔ˜ ·¤Ú·˜: ∂ÈÛ·ÁˆÁÈ΋ ›ÂÛË 600 kPa (87 psi) Ì ÂÊ·ÚÌÔÁ‹ ÛÙÂÁÓÔ‡
ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, ¯ˆÚ›˜ ÂÚÈÂÎÙÈfiÙËÙ· Ï·‰ÈÒÓ.
ªÂÙ·ÙÚÔ¤·˜ ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·: ∫·Ù·Ó¿ÏˆÛË ·¤Ú· 35 l/min, ·ÓÒÙ·ÙË ˘Ô›ÂÛË 55 kPa (8 psi)
™‡Ó‰ÂÛË ÂÈÂṲ̂ÓÔ˘ ·¤Ú·: ¶Ï·ÛÙÈÎfi˜ ۈϋӷ˜ ÂÈÂṲ̂ÓÔ˘ ·¤Ú· Ì Â͈ÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ 6 mm (0,24")
∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ (7): ª¤Ûˆ ˘Ô‰Ô¯‹˜ ÛÙÚÔÊ·Ó·ÛÙÔϤ· 3,5 mm ÛÙËÓ Î¿Ùˆ ÏÂ˘Ú¿ Ù˘ Û˘Û΢‹˜.
(∫·Ù¿ÛÙ·ÛË Î·Ù¿ ÙËÓ ·Ú¿‰ÔÛË Ì ÛÎÏËÚ‹ Á›ˆÛË, ‚‡ÛÌ· ÛÙÚÔÊ·Ó·ÛÙÔϤ·
ÌË ÂÌ‚˘Û̷و̤ÓÔ)

‰ËÏ·‰‹ ̤ÙÚËÛË Û ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ ‹ Û ‚·ıÌÔ‡˜ º·ÚÂÓ¿ÈÙ
(ÆC /ÆF). ∞ÎÔÏÔ‡ıˆ˜ ı· ÚÔ·”ÂÈ ·˘ÙfiÌ·ÙË ÌÂÙ·ÚÚ‡ıÌÈÛË ÙÔ˘
ËÏÂÎÙÚÔÓÈÎÔ‡ Û˘ÛÙ‹Ì·ÙÔ˜ Û ¤Ó‰ÂÈÍË Ù˘ Ú·ÁÌ·ÙÈο
˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜. ΔÔ ÎfiÎÎÈÓÔ ÛËÌÂ›Ô (5) ›
Ù˘ ¤Ó‰ÂÈ͢ (2) ı· Â›Ó·È ÙÒÚ· ·Ó·Ì̤ÓÔ. ΔÔ ÛËÌÂ›Ô ·˘Ùfi ¤¯ÂÈ
ˆ˜ ÛÎÔfi ÙÔÓ ÔÙÈÎfi Ú˘ıÌÈÛÙÈÎfi ¤ÏÂÁ¯Ô. ª›· Û˘Ó¯‹˜ Ï¿Ì”Ë
ÙÔ˘ ÛËÌ›Ԣ ·˘ÙÔ‡ ÛËÌ·›ÓÂÈ, fiÙÈ ÙÔ Û‡ÛÙËÌ· ‚Ú›ÛÎÂÙ·È ·ÎfiÌ·
ÛÙË ‰È·‰Èηۛ· ı¤ÚÌ·ÓÛ˘ ÚÔ˜ ›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚ-
ÌÔÎÚ·Û›·˜. ª›· ·Ó¿Ï·Ì”Ë ÙÔ˘ ÛËÌ›Ԣ ·˘ÙÔ‡ ÛËÌ·ÙÔ‰ÔÙ› ÙËÓ
›Ù¢ÍË Ù˘ ÏÂÈÙÔ˘ÚÁÈ΋˜ ıÂÚÌÔÎÚ·Û›·˜. ΔÔ ÎÂÓfi ·¤Ú·
(‚¿ÎÔ˘Ì), ÙÔ ÔÔ›Ô Â›Ó·È ·Ó·Áη›Ô ÁÈ· ÙË ‰ÈÂÓ¤ÚÁÂÈ· Ù˘
ÂÚÁ·Û›·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ÌÔÚ› Ó· ÂÓÂÚÁÔÔÈËı› ̤ۈ
ÙÔ˘ ‰È·ÎfiÙË, Ô ÔÔ›Ô˜ ‚Ú›ÛÎÂÙ·È ÂÓۈ̷و̤ÓÔ˜ ÛÙÔ
¤Ì‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ù˘ Û˘Û΢‹˜, Î·È Ô ÔÔ›Ô˜
ÏÂÈÙÔ˘ÚÁ› Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹.
ƒ‡ıÌÈÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜
∏ ”ËÊȷ΋ ¤Ó‰ÂÈÍË (2) ‰Â›¯ÓÂÈ Î·Ù¿ ηÓfiÓ· ÙËÓ ÂοÛÙÔÙÂ
˘ÊÈÛÙ¿ÌÂÓË Ú·ÁÌ·ÙÈ΋ ÙÈÌ‹ Ù˘ ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ·fi
¯ÂÈÚÈÛÌfi ÙÔ˘ Ï‹ÎÙÚÔ˘ «Up» ‹ «Down» (3) (4) ÚÔ·ÙÂÈ
ÌÂÙ·ÚÚ‡ıÌÈÛË Ù˘ ”ËÊȷ΋˜ ¤Ó‰ÂÈ͢ (2) ÛÙËÓ ÂοÛÙÔÙÂ
Ú˘ıÌÈṲ̂ÓË, ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜. ∏ Ú˘ıÌÈṲ̂ÓË,
ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜ (·Ó·Ï¿ÌÔ˘Û· ¤Ó‰ÂÈÍË)
ÌÔÚ› Ó· ˘ÔÛÙ› ÌÂÙ·ÙÚÔ‹ ̤ۈ Û‡ÓÙÔÌÔ˘ ·Ù‹Ì·ÙÔ˜ ‹
̤ۈ Û˘Ó¯ԇ˜ ·Ù‹Ì·ÙÔ˜ ÙÔ˘ Ï‹ÎÙÔ˘ «Up» ‹ «Down» (3)
(4) ÛÙËÓ ·ÓÙ›ÛÙÔÈ¯Ë ‰È‡ı˘ÓÛË Ú‡ÌıÈÛ˘. ŸÙ·Ó ÎÚ·ÙËı›
Û˘Ó¤¯ÂÈ· ·ÙË̤ÓÔ ÙÔ Ï‹ÎÙÚÔ ·˘Ùfi, ÚÔ·ÙÂÈ Ù·¯Â›·
ÌÂÙ·ÙÚÔ‹ Ù˘ ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜ ηٿ ÙÔ
Û‡ÛÙËÌ· Ù˘ Ù·¯Â›·˜ ÌÂÙ·ÙÚÔ‹˜. ªÂÙ¿ ·fi ¯ÚÔÓÈÎfi
‰È¿ÛÙËÌ· 2 ÂÚ›Ô˘ ‰Â˘ÙÂÚÔϤوÓ, ÌÂÙ¿ ÙÔÓ ÙÂÚÌ·ÙÈÛÌfi
ÙÔ˘ ·Ù‹Ì·ÙÔ˜ › ÙÔ˘ Ï‹ÎÙÚÔ˘ ·˘ÙÔ‡, ÚÔ·ÙÂÈ ·˘ÙfiÌ·ÙË
ÌÂÙ·ÙÚÔ‹ Ù˘ ”ËÊȷ΋˜ ¤Ó‰ÂÈ͢ (2) Ì ÌÂÙ¿‚·Û‹ Ù˘ ÙÒÚ·
ÛÙÔ Ì˯·ÓÈÛÌfi ¤Ó‰ÂÈ͢ Ù˘ Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜
ıÂÚÌÔÎÚ·Û›·˜. ŸÙ·Ó Ô ÛÙ·ıÌfi˜ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (Lock) ›ӷÈ
·ÔÎÏÂÈṲ̂ÓÔ˜, ‰ÂÓ ˘¿Ú¯ÂÈ ‰˘Ó·ÙfiÙËÙ· ÌÂÙ·ÙÚÔ‹˜ ÙˆÓ
Ú˘ıÌ›ÛÂˆÓ Ù˘ ıÂÚÌÔÎÚ·Û›·˜.
™Ù¿ÓÙ·Ú٠·ӷÊÔÚ¿
ŸÙ·Ó ‰ÂÓ ¯ÚËÛÈÌÔÔÈÂ›Ù·È Ë Û˘Û΢‹ Û˘ÁÎfiÏÏËÛ˘ Ë ıÂÚÌÔ-
ÎÚ·Û›· ÌÂÈÒÓÂÙ·È ·˘ÙfiÌ·Ù· ÌÂÙ¿ ·fi 20 ÏÂÙ¿ ÛÙ· fiÚÈ·
ÂÈÊ˘Ï·Î‹˜150ÆC (300ÆF). ªÂÙ¿ ·fi ÙÚÈÏ¿ÛÈÔ ¯ÚfiÓÔ
·ӷÊÔÚ¿˜ (60 ÏÂÙ¿) ÂÓÂÚÁÔÔÈÂ›Ù·È Ë ÏÂÈÙÔ˘ÚÁ›· „AUTO
OFF“. ΔÔ ÎÔÏÏËÙ‹ÚÈ ·ÂÓÂÚÁÔÔÈ›ٷÈ.
EÓÂÚÁÔÔ›ËÛË Ù˘ ÏÂÈÙÔ˘ÚÁ›·˜ ÛÙ¿ÓÙ·Ú٠·ӷÊÔÚ¿˜:
∫Ú·Ù‹ÛÙ ·ÙË̤ÓÔ ÙÔ Ï‹ÎÙÚÔ „UP“ (3) ηٿ ÙË ‰È¿ÚÎÂÈ·
ÂÓÂÚÁÔÔ›ËÛ˘ Ù˘ Û˘Û΢‹˜ ¤ˆ˜ fiÙÔ˘ ÂÌÊ·ÓÈÛÙ› Ë ¤Ó‰ÂÈÍË
„ON“.∞Ê‹ÓÔÓÙ·˜ ÙÔ Ï‹ÎÙÚÔ "UP" ÂχıÂÚÔ, ·ÔıË·ÂÙ·È Ë
Ú‡ıÌÈÛË. ∞ÎÔÏÔ˘ı‹ÛÙ ÙËÓ ›‰È· ‰È·‰Èηۛ· ÁÈ· ÙËÓ ·ÂÓÂÚ-
ÁÔÔ›ËÛË. ™ÙËÓ ¤Ó‰ÂÈÍË ÂÌÊ·Ó›˙ÂÙ·È „OFF“ (∫·Ù¿ÛÙ·ÛË Î·Ù¿
ÙËÓ ·Ú¿‰ÔÛË).
∞Ó ¯ÚËÛÈÌÔÔÈÔ‡ÓÙ·È Ôχ ÏÂÙ¤˜ ̇Ù˜ Û˘ÁÎfiÏÏËÛ˘
ÂÓ‰¤¯ÂÙ·È Ó· ÂËÚ·ÛÙ› Ë ·ÛÊ¿ÏÂÈ· ÏÂÈÙÔ˘ÚÁ›·˜.
∫·ı˘ÛÙ¤ÚËÛË ÎÂÓÔ‡
ªÂÙ¿ ÙËÓ ·ÂÏ¢ı¤ÚˆÛË ÙÔ˘ ‰È·ÎfiÙË ‰·ÎÙ‡ÏÔ˘ ÙÔ ÎÂÓfi
·Ú·Ì¤ÓÂÈ ÂÓÂÚÁfi ·ÎfiÌ· 2 ‰Â˘Ù. ÂÚ›Ô˘.
ƒ‡ıÌÈÛË: ∫·Ù¿ ÙË ‰È¿ÚÎÂÈ· Ù˘ Ú‡ıÌÈÛ˘ ÎÚ·Ù‹ÛÙ ·ÙË̤ÓÔ
ÙÔ Ï‹ÎÙÚÔ ÑDOWNì (4) ¤ˆ˜ fiÙÔ˘ ÂÌÊ·ÓÈÛÙ› ÛÙËÓ ¤Ó‰ÂÈÍË
ÙÔ ON ‹ ÙÔ OFF. ∞Ê‹ÓÔÓÙ·˜ ÙÔ Ï‹ÎÙÚÔ "DOWN" ÂχıÂÚÔ,
·ÔıË·ÂÙ·È Ë Ú‡ıÌÈÛË. °È· Ó· ÚԂ›Ù Û ÌÂÙ·ÙÚÔ‹
·ӷϷ̂¿ÓÂÙ ÙË ‰È·‰Èηۛ·.
™˘ÓÙ‹ÚËÛË
¶ÚÔ˜ ÙÔ ÛÎÔfi fiˆ˜ ÂÈÙ¢¯ıÔ‡Ó Î·Ï¿ ·ÔÙÂϤÛÌ·Ù· ηٿ
ÙË ‰ÈÂÓ¤ÚÁÂÈ· ÂÚÁ·ÛÈÒÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ·›˙ÂÈ ÌÂÁ¿ÏÔ
ÚfiÏÔ ÙÔ Î·ı¿ÚÈÛÌ· Ù˘ ÎÂÊ·Ï‹˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ ηٿ
Ù·ÎÙÈο ‰È·ÛÙ‹Ì·Ù·. ™ÙȘ ÂÚÁ·Û›Â˜ Û˘ÓÙ‹ÚËÛ˘ ·Ó‹ÎÔ˘Ó
›Û˘ Î·È ÙÔ ¿‰ÂÈ·ÛÌ· ÙÔ˘ ‰Ô¯Â›Ô˘ Û˘ÁΤÓÙÚˆÛ˘
ηÛÛÈÙ¤ÚÔ˘, Ë ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ Ê›ÏÙÚÔ˘ Á˘¿ÏÈÓÔ˘ ۈϋӷ
ηıÒ˜ ›Û˘ Î·È Ô ¤ÏÂÁ¯Ô˜ ÙˆÓ ÛÙÂÁ·ÓˆÙÈÎÒÓ
ÂÍ·ÚÙËÌ¿ÙˆÓ. ∏ Ù¤ÏÂÈ· ÛÙÂÁ·ÓfiÙËÙ· ÙˆÓ ÌÂÙˆÈÎÒÓ
ÂÈÊ·ÓÂÈÒÓ ÙÔ˘ Á˘¿ÏÈÓÔ˘ Î˘Ï›Ó‰ÚÔ˘ ÚÔÛʤÚÂÈ ÙËÓ ÂÁÁ‡ËÛË
ÁÈ· Ù¤ÏÂÈ· ·Ó·ÚÚÔÊËÙÈ΋ ·fi‰ÔÛË. §Âڈ̤ӷ Ê›ÏÙÚ· ¤¯Ô˘Ó
‰˘ÛÌÂÓ‹ ›‰Ú·ÛË Â› Ù˘ ÚÔ‹˜ ÙÔ˘ ·¤Ú· ̤ۈ ÙÔ˘ ÂÌ‚fiÏÔ˘
·ÔÛ˘ÁÎfiÏÏËÛ˘. °È· ÙÔ ÛÎÔfi ·˘Ùfi Ú¤ÂÈ Ó· ˘fiÎÂÈÙ·È ÛÂ
Ù·ÎÙÈÎfi ¤ÏÂÁ¯Ô ÙÔ Î‡ÚÈÔ Ê›ÏÙÚÔ (6) (Ê›ÏÙÚÔ Ï·ÛÙÈÎÔ‡
ۈϋӷ › ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÙÔ˘ ÎÂÓÔ‡ ·¤Ú·). ∞Ó Â›Ó·È
··Ú·›ÙËÙÔ, Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁËı› ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ ·ÚÈÔ˘
·˘ÙÔ‡ Ê›ÏÙÚÔ˘. °È· ÙÔ ÛÎÔfi ·˘Ùfi Ú¤ÂÈ Ó· ¯ÚËÛÈÌÔÔÈËı›
¤Ó· Ó¤Ô Ê˘Û›ÁÁÈÔ ÊÈÏÙÚ·Ú›ÛÌ·ÙÔ˜ Ù˘ ÂÙ·ÈÚ›·˜ WELLER. °È·
ÙÔ Î·ı¿ÚÈÛÌ· Ù˘ Ô‹˜ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘
(ÌÂÎ) Î·È ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ۈϋӷ Ú¤ÂÈ Ó·
¯ÚËÛÈÌÔÔÈËı› ÙÔ ÂÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡ (5 13 500 99).
ªÂ Ì›· Û‡ÓÙÔÌË ÂÚÈÛÙÚÔÊÈ΋ ΛÓËÛË (ÂÚ. 45Æ) ÌÔÚÔ‡Ó Ó·
·ÓÙÈηٷÛÙ·ıÔ‡Ó Ì ¢ÎÔÏ›· Î·È ÁÚ‹ÁÔÚ· Ù· ·ÎÚÔʇÛÈ·
·Ó·ÚÚfiÊËÛ˘.
™Â ÂÚ›ÙˆÛË ÈÛ¯˘Ú‹˜ ÂÓ·fiıÂÛ˘ ·Î·ı·ÚÛÈÒÓ ÛÙËÓ
ÂÚÈÔ¯‹ ÙÔ˘ ÎÒÓÔ˘, ‰ÂÓ ÌÔÚ› Ó· Á›ÓÂÈ Ï¤ÔÓ ÂÊ·ÚÌÔÁ‹
Ó¤Ô˘ ·ÎÚÔÊ˘Û›Ô˘ ·Ó·ÚÚfiÊËÛ˘. √È ÂÓ·Ôı¤ÛÂȘ ·˘Ù¤˜
ÌÔÚÔ‡Ó Ó· ·ÔÌ·ÎÚ˘ÓıÔ‡Ó Ì ÙÔ ÛÂ٠ηı·ÚÈÛÌÔ‡ ÁÈ· ÙÔÓ
ÎÒÓÔ ıÂÚÌ·ÓÙÈÎÔ‡ ÛÒÌ·ÙÔ˜.
¶ÚÔÂȉÔÔ›ËÛË: ∂ÚÁ·Û›Â˜ ¯ˆÚ›˜ ÂÊ·ÚÌÔÁ‹ Ê›ÏÙÚÔ˘
ηٷÛÙÚ¤ÊÔ˘Ó ÙÔÓ ÌÂÙ·ÙÚÔ¤· ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·.
∞ÂÈÎfiÓÈÛË. ∂ÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡, ‰È·‰Èηۛ· ηı·ÚÈÛÌÔ‡ ηÈ
·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ) 87.
43
∂ÏÏËÓÈÎ

44
4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡
ª¤Ûˆ ‰È·ÊÔÚÂÙÈ΋˜ Û˘Ó‰ÂÛÌÔÏfiÁËÛ˘ Ù˘ Ú˘ıÌÈÛÙÈ΋˜
Û˘Ó‰ÂÙÈ΋˜ ˘Ô‰Ô¯‹˜ (7) ÌÂÁ¤ıÔ˘˜ 3,5 mm ÌÔÚ› Ó·
ÂÈÙ¢¯ıÔ‡Ó 4 ·Ú·ÏÏ·Á¤˜:
™ÎÏËÚ‹ Á›ˆÛË:
Èڛ˜ ‚‡ÛÌ· (ηٿÛÙ·ÛË ·Ú¿‰ÔÛ˘
Ù˘ Û˘Û΢‹˜)
∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ (™‡ÓıÂÙË ËÏÂÎÙÚÈ΋
·ÓÙ›ÛÙ·ÛË 0 Ohm): ªÂ ‚‡ÛÌ·,
·ÁˆÁfi Â͛ۈÛ˘ ÛÙË ÌÂÛ·›· ·ʋ
Èڛ˜ ‰˘Ó·ÌÈÎfi:
Ì ‚‡ÛÌ·
ª·Ï·Î‹ Á›ˆÛË:
ªÂ ‚‡ÛÌ· Î·È ÌÂ Û˘ÁÎÔÏÏË̤ÓË
·ÓÙ›ÛÙ·ÛË. °Â›ˆÛË Ì¤Ûˆ Ù˘ ÂÈÏÂÁ̤Ó˘
ÙÈÌ‹˜ ·ÓÙ›ÛÙ·Û˘.
5. √‰ËÁ›Â˜ ηٿ ÙËÓ ÂÚÁ·Û›·
∏ ÂÊ·ÚÌÔÁ‹ ‰È·ÊfiÚˆÓ ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ)
¤¯ÂÈ ˆ˜ ·ÔÙ¤ÏÂÛÌ· Î·È ÙËÓ Â›Ï˘ÛË ÔÏÏÒÓ ÚÔ‚ÏËÌ¿ÙˆÓ
·ÔÛ˘ÁÎfiÏÏËÛ˘. ¢È·ÊÔÚÂÙÈο ·ÎÚÔʇÛÈ· ·Ó·ÚÚfiÊËÛ˘
χÓÔ˘Ó ÔÏÏ¿ ÚÔ‚Ï‹Ì·Ù· ·ÔÛ˘ÁÎfiÏÏËÛ˘.
ΔÔ Î·Ù¿ÏÏËÏÔ ÂÚÁ·ÏÂ›Ô ÁÈ· ÙËÓ ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘
·ÎÚÔÊ˘Û›Ô˘ Â›Ó·È ÂÓۈ̷و̤ÓÔ ÛÙÔ ÂÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡.
∫·Ù¿ ÙËÓ ÂÊ·ÚÌÔÁ‹ Î·È ·ÛÊ¿ÏÈÛË Ó· Ȥ˙ÂÙ ÂÏ·ÊÚÒ˜ ÙÔ
·ÎÚÔʇÛÈÔ ·Ó·ÚÚfiÊËÛ˘ ÎfiÓÙÚ· ÛÙÔ ıÂÚÌ·ÓÙÈÎfi ÛÒÌ·.
™ËÌ·Û›· ηٿ ÙËÓ ÂÎÙ¤ÏÂÛË ÂÚÁ·ÛÈÒÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘ ›ӷÈ
Ë ¯ÚËÛÈÌÔÔ›ËÛË Û˘ÌÏËڈ̷ÙÈÎÔ‡ Û˘ÁÎÔÏÏËÙÈÎÔ‡
Û‡ÚÌ·ÙÔ˜. ªÂ ÙÔÓ ÙÚfiÔ ·˘Ùfi ÚÔ·ÙÂÈ Ë ÂÁÁ‡ËÛË ÁÈ· Ì›·
ÈηÓÔÔÈËÙÈ΋ ›ÛÙÚˆÛË ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘
ηıÒ˜ ›Û˘ Î·È ÁÈ· ηχÙÂÚ˜ ȉÈfiÙËÙ˜ ‰È·ÚÚÔ‹˜ ÙÔ˘
·ÏÈÔ‡ ˘ÏÈÎÔ‡ Û˘ÁÎfiÏÏËÛ˘, Ô˘ Ú¤ÂÈ Ó· ·Ê·ÈÚÂı› ÙÒÚ·.
¶Ú¤ÂÈ Ó· ‰Ôı› ÚÔÛÔ¯‹ ÛÙÔ ÁÂÁÔÓfi˜, fiÙÈ ÙÔ ·Ó·ÚÚÔÊËÙÈÎfi
·ÎÚÔʇÛÈÔ (ÌÂÎ) Ú¤ÂÈ Ó· ‚Ú›ÛÎÂÙ·È Û οıÂÙË ı¤ÛË ˆ˜
ÚÔ˜ ÙÔ Â›Â‰Ô ÙˆÓ Ï·ÙÈÓÒÓ, ÚÔ˜ ÙÔ ÛÎÔfi fiˆ˜
ÂÈÙ¢¯ı› Ì›· ȉ·ÓÈ΋ ·Ó·ÚÚÔÊËÙÈ΋ ·fi‰ÔÛË. ΔÔ ˘ÏÈÎfi
Û˘ÁÎfiÏÏËÛ˘ Ú¤ÂÈ Ó· Ú¢ÛÙÔÔÈËı› ÂÓÙÂÏÒ˜. ∫·Ù¿ ÙË
‰È¿ÚÎÂÈ· Ù˘ ‰È·‰Èηۛ·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ ¤¯ÂÈ ÛËÌ·Û›· ÙÔ
ÁÂÁÔÓfi˜, fiÙÈ Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁÂ›Ù·È Î˘ÎÏÈ΋ ΛÓËÛË Ù˘
Û˘Ó‰ÂÙ‹ÚÈ·˜ ·Î›‰·˜ ÙÔ˘ ÂÍ·ÚÙ‹Ì·ÙÔ˜ ÂÓÙfi˜ Ù˘ Ô‹˜. ™Â
ÂÚ›ÙˆÛË, ηٿ ÙËÓ ÔÔ›· οÔÙ ÙÔ ˘ÏÈÎfi Û˘ÁÎfiÏÏËÛ˘
‰ÂÓ ·Ê·ÈÚÂı› ÂÍ ÔÏÔÎÏ‹ÚÔ˘ ÌÂÙ¿ ÙÔÓ ÙÂÚÌ·ÙÈÛÌfi Ù˘
‰È·‰Èηۛ·˜ ·Ó·ÚÚfiÊËÛ‹˜ ÙÔ˘, ÙfiÙ ڤÂÈ ÚÈÓ ·fi ÙËÓ
ÂÎÙ¤ÏÂÛË Ì›·˜ Ó¤·˜ ‰È·‰Èηۛ·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Ó· ‰ÈÂÓÂÚ-
ÁËı› ÂÎ Ó¤Ô˘ ›ÛÙÚˆÛË Î·ÛÛÈÙ¤ÚÔ˘ › ÙÔ˘ ÛËÌ›Ԣ Û˘ÁÎfi-
ÏÏËÛ˘. ™ËÌ·Û›· ¤¯ÂÈ Â›Û˘ Ë ÛˆÛÙ‹ ÂÈÏÔÁ‹ ÙÔ˘ ÌÂÁ¤ıÔ˘˜
ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ). ø˜ ‚·ÛÈÎfi˜ ηÓfiÓ·˜
ÈÛ¯‡ÂÈ Û¯ÂÙÈο: ∏ ÂÛˆÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ˜ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡
·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ) Ú¤ÂÈ Ó· ¤¯ÂÈ ÙÔ ›‰ÈÔ Ì¤ÁÂıÔ˜ Ì ÙË
‰È¿ÌÂÙÚÔ Ù˘ Ô‹˜ Ù˘ Ï·Ù›Ó·˜.
∫·Ù¿ ÙËÓ ÚÒÙË ‰È·‰Èηۛ· ·Ú¯È΋˜ ı¤ÚÌ·ÓÛ˘ ÙÔ˘ ·Ó·ÚÚÔ-
ÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ Î·È Ù˘ Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜ ÚÔ˜
›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜ Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁËı›
Û¯ÂÙÈ΋ ›ÛÙÚˆÛË Ì ˘ÏÈÎfi Û˘ÁÎfiÏÏËÛ˘. ªÂ ÙÔÓ ÙÚfiÔ
·˘Ùfi ı· ·ÔÌ·ÎÚ˘ÓıÔ‡Ó ÔÍÂȉˆÙÈο ÛÙÚÒÌ·Ù· ηÈ
·Î·ı·Úۛ˜ › Ù˘ Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜, Ô˘ ÌÔÚ› Ó·
‰ËÌÈÔ˘ÚÁËıÔ‡Ó Î·Ù¿ ÙËÓ ·Ôı‹Î¢ÛË ÙˆÓ ÂÍ·ÚÙËÌ¿ÙˆÓ
·˘ÙÒÓ. ∫·Ù¿ Ù· ‰È·Ï›ÌÌ·Ù· ÌÂٷ͇ ÙˆÓ ÂÚÁ·ÛÈÒÓ Û˘ÁÎfiÏÏË-
Û˘ Î·È ÚÈÓ ·fi ÙËÓ ÂÓ·fiıÂÛË ÙÔ˘ Û˘ÁÎÔÏÏËÙÈÎÔ‡
ÂÚÁ·Ï›Ԣ ¿ӈ ÛÙÔ ÂȉÈÎfi ÂÍ¿ÚÙËÌ· Ù˘ Û˘Û΢‹˜ Ú¤ÂÈ
Ó· ‰Ôı› ÚÔÛÔ¯‹, ÒÛÙÂ Ë Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹ Î·È ÙÔ ·Ó·ÚÚÔ-
ÊËÙÈÎfi ·ÎÚÔʇÛÈÔ (ÌÂÎ) Ó· ÂÈÛÙÚˆı› ηϿ Ì ηÛÛ›ÙÂÚÔ.
ªË ¯ÚËÛÈÌÔÔț٠Ôχ ‰Ú·ÛÙÈο ̤۷ ÚÔ‹˜.
√ ÛÙ·ıÌfi˜ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ ¤¯ÂÈ ˘ÔÛÙ› Ú‡ıÌÈÛË ÛÙÔ ÂÚÁ-
ÔÛÙ¿ÛÈÔ Î·Ù·Û΢‹˜ ÁÈ· ¤Ó· ·Ó·ÚÚÔÊËÙÈÎfi ·ÎÚÔʇÛÈÔ Î·È ÁÈ·
Ì›· Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹ ÌÂÛ·ÈÔ‚¿ıÌÈÔ˘ ÌÂÁ¤ıÔ˘˜.
ªÔÚ› Ó· ÚÔ·”Ô˘Ó ·ÔÎÏ›ÛÂȘ ıÂÚÌÔÎÚ·Û›·˜ ηٿ ÙËÓ
ÂÊ·ÚÌÔÁ‹ ‰È·ÊÔÚÂÙÈÎÒÓ ÌÔÚÊÒÓ Û˘ÁÎÔÏÏËÙÈÎÒÓ ·È¯ÌÒÓ.
¶ÚÔÛÔ¯‹: ¶ÚÔÛ¤¯ÂÙ ¿ÓÙÔÙ ÛÙË ÛˆÛÙ‹ ¤‰Ú·ÛË Ù˘
Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜.
∂͈ÙÂÚÈΤ˜ Û˘Û΢¤˜ ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ
WCB 1 Î·È WCB 2 (‰˘Ó·ÙfiÙËÙ· ÂÊ·ÚÌÔÁ‹˜)
∫·Ù¿ ÙË ¯ÚËÛÈÌÔÔ›ËÛË Ì›·˜ Â͈ÙÂÚÈ΋˜ Û˘Û΢‹˜
ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ ÚÔ·ÙÔ˘Ó ÔÈ ·ÎfiÏÔ˘ıÔÈ
ÏÂÈÙÔ˘ÚÁÈÎÔ› ÙÚfiÔÈ ÚÔ˜ ÂÊ·ÚÌÔÁ‹.
● Offset:
∏ Ú·ÁÌ·ÙÈ΋ ıÂÚÌÔÎÚ·Û›· Ù˘ ·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘ ÌÔÚ›
Ó· ÌÂÙ·Ùڷ› ̤ۈ ÙÚÔÊÔ‰fiÙËÛ˘ ÂÓfi˜ „Offset“ ıÂÚÌÔ-
ÎÚ·Û›·˜ ηٿ + /- 40 ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ (72°F).
● Setback:
ªÂ›ˆÛË Ù˘ Ú˘ıÌÈṲ̂Ó˘ ÚÔ˜ Ù‹ÚËÛË ıÂÚÌÔÎÚ·Û›·˜ ÛÂ
Â›Â‰Ô 150°C / 300°F (standby). ΔÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ·
Setback ÌÔÚ› Ó· Ú˘ıÌÈÛÙ› ·fi 0 ̤¯ÚÈ 99 ÏÂÙ¿ Ù˘ ÒÚ·˜,
·ÊÔ‡ ÚÔËÁÔ˘Ì¤Óˆ˜ ‰ÈÂÓÂÚÁËı› Ë ÌÂÙ·ÙÚÔ‹ ÙÔ˘ ÛÙ·ıÌÔ‡
Û˘ÁÎfiÏÏËÛ˘ ÛÙÔÓ ÙÚfiÔ ÏÂÈÙÔ˘ÚÁ›·˜ standby. ∏ ηٿÛÙ·ÛË
ÏÂÈÙÔ˘ÚÁ›·˜ Setback ÛËÌ·ÙÔ‰ÔÙÂ›Ù·È Ì¤Ûˆ Ì›·˜
·Ó·Ï¿ÌÔ˘Û·˜ ¤Ó‰ÂÈ͢ Ù˘ Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜
ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ·fi ¤Ó· ÙÚÈÏfi ¯ÚfiÓÔ Setback
ÚÔ·ÙÂÈ ÂÓÂÚÁÔÔ›ËÛË ÙÔ˘ ÙÚfiÔ˘ ÏÂÈÙÔ˘ÚÁ›·˜ «Auto-
Off». ™ÙËÓ ÂÚ›ÙˆÛË ·˘Ù‹ ı· ÙÂı› ÂÎÙfi˜ ÏÂÙÔ˘ÚÁ›·˜ ÙÔ
fiÚÁ·ÓÔ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (·Ó·Ï¿ÌÔ˘Û· ÁÚ·ÌÌ‹ ÛÙËÓ ¤Ó‰ÂÈÍË
Ù˘ Û˘Û΢‹˜). ªÂÙ¿ ·fi ¿ÙËÌ· ÂÓfi˜ Ï‹ÎÙÚÔ˘ ‹ ÌÂÙ¿ ·fi
¤Ó· ¿ÙËÌ· ÙÔ˘ ‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ Ì ÙÔ ‰¿ÎÙ˘ÏÔ
ÚÔ·ÙÂÈ ÙÂÚÌ·ÙÈÛÌfi˜ Ù˘ ÏÂÈÙÔ˘ÚÁÈ΋˜ ηٿÛÙ·Û˘
Setback Î·È Auto-Off. ™˘Á¯ÚfiÓˆ˜ ÚÔ·ÙÂÈ Î·Ù¿ ÙËÓ
ÚÔ·Ó·ÊÂÚfiÌÂÓË Ú‡ıÌÈÛË ÁÈ· Û‡ÓÙÔÌÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ· Ë
¤Ó‰ÂÈÍË Ù˘ Ú˘ıÌÈṲ̂Ó˘, ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜.
∂ÏÏËÓÈÎ

● Lock:
∞ÔÎÏÂÈÛÌfi˜ Ù˘ ÚÔ˜ Ù‹ÚËÛË ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ÙÔÓ
·ÔÎÏÂÈÛÌfi ·˘Ùfi ‰ÂÓ Â›Ó·È Ï¤ÔÓ ‰˘Ó·Ù¤˜ Ú˘ıÌÈÛÙÈΤ˜
ÌÂÙ·ÙÚÔ¤˜ › ÙÔ˘ ÛÙ·ıÌÔ‡ Û˘ÁÎÔÏÏ‹ÛˆÓ.
● μ·ıÌÔ› ∫ÂÏÛ›Ô˘/
‚·ıÌÔ› º·ÚÂÓ¿ÈÙ: ªÂÙ·ÚÚ‡ıÌÈÛË Ù˘ ¤Ó‰ÂÈ͢ Ù˘ ıÂÚÌÔ-
ÎÚ·Û›·˜ ·fi ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ Û ‚·ıÌÔ‡˜ º·ÚÂÓ¿È٠ηÈ
·ÓÙ›ÛÙÚÔÊ·.
● Window:
¶ÂÚÈÔÚÈÛÌfi˜ ÙˆÓ ÔÚ›ˆÓ ıÂÚÌÔÎÚ·Û›·˜ ÙÔ ·ÓÒÙÂÚÔ Û +-99ÆC
Ì ‚¿ÛË ÙË ıÂÚÌÔÎÚ·Û›· Ô˘ ¤¯ÂÈ Û˘Á¯ÚÔÓÈÛı› ̤ۈ Ù˘
ÏÂÈÙÔ˘ÚÁ›·˜ „LOCK“. ∏ Û˘Á¯ÚÔÓÈṲ̂ÓË ıÂÚÌÔÎÚ·Û›·
·ÚÈÛÙ¿ÓÂÈ ¤ÙÛÈ ÙË Ì¤ÛË ÙˆÓ Ú˘ıÌÈ˙fiÌÂÓˆÓ ÔÚ›ˆÓ ıÂÚÌÔ-
ÎÚ·Û›·˜.
™Â Û˘Û΢¤˜ Ì ·ʋ ÂχıÂÚË ‰˘Ó·ÌÈÎÔ‡ (¤ÍÔ‰Ô˜ ÔÙÈÎÔ‡
Û˘˙‡ÎÙË) Ë ÏÂÈÙÔ˘ÚÁ›· „WINDOW“ Â͢ËÚÂÙ› ÛÙË Ú‡ıÌÈÛË
·Ú¿ı˘ÚÔ˘ ıÂÚÌÔÎÚ·Û›·˜. ∞Ó Ú·ÁÌ·ÙÈ΋ ıÂÚÌÔÎÚ·Û›·
‚Ú›ÛÎÂÙ·È ÂÓÙfi˜ ÙÔ˘ ·Ú¿ı˘ÚÔ˘ ıÂÚÌÔÎÚ·Û›·˜, Û˘Ó‰¤ÂÙ·È Ë
·ʋ ÂχıÂÚË ‰˘Ó·ÌÈÎÔ‡ (¤ÍÔ‰Ô˜ ÔÙÈÎÔ‡ Û˘˙‡ÎÙË).
● Cal:
¡¤· Ú‡ıÌÈÛË ÙÔ˘ ÛÙ·ıÌÔ‡ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (ÌfiÓÔ ÛÙÔÓ Ù‡Ô
WCB 2)
● ™ËÌÂ›Ô Û‡Ó‰ÂÛ˘ ÚÔÛˆÈÎÔ‡ ˘ÔÏÔÁÈÛÙ‹:
RS232 (ÌfiÓÔ ÛÙÔÓ Ù‡Ô WCB 2)
6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù·
T005 29 180 99 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ WP 80
T005 33 125 99 ™ÂÙ ËÏÂÎÙÚÈÎÔ‡ ÎÔÏÏËÙËÚÈÔ‡ WSP 80
T005 33 112 99 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ LR 21
·ÓÙÈÛÙ·ÙÈο
T005 33 113 99 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ LR 82
T005 33 133 99 ™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ WTA 50
T005 13 181 99 ™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ DXV 80
T005 33 138 99 ™ÂÙ ·ÔÛ˘ÁÎfiÏÏËÛ˘ DSX 80
T005 33 155 99 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ WMP
T005 33 131 99 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ MPR 80
T005 27 028 99 ¶Ï¿Î· ÚÔı¤ÚÌ·ÓÛ˘ WHP 80
T005 31 181 99 ∂͈ÙÂÚÈ΋ Û˘Û΢‹ ÂÈÛ·ÁˆÁ‹˜
Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ WCB 1
T005 31 180 99 ∂͈ÙÂÚÈ΋ Û˘Û΢‹ ÂÈÛ·ÁˆÁ‹˜
Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ WCB 2
T005 13 500 99 ∂ÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡
7. ª¤ÁÂıÔ˜ Ù˘ ÂÌÔÚÈ΋˜ ·Ú¿‰ÔÛ˘
WDD 81V Power Unit
PUD 81V ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ
™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ DSX 80 ∏ÏÂÎÙÚÈÎfi ηÏÒ‰ÈÔ
∏ÏÂÎÙÚÈÎfi ηÏÒ‰ÈÔ ™˘Ó‰ÂÙÈÎfi ‚‡ÛÌ·
∂Í¿ÚÙËÌ· Û›ÁÔ˘Ú˘ 3,5 mm
ÂÓ·fiıÂÛ˘ ∞∫20 √‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜
™˘Ó‰ÂÙÈÎfi ‚‡ÛÌ· 3,5 mm ∫‡ÚÈÔ Ê›ÏÙÚÔ
√‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜
Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜
∫‡ÚÈÔ Ê›ÏÙÚÔ
Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜
μϤ ·ÂÈÎfiÓÈÛË ÙˆÓ ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ)
ÛÙËÓ ÛÂÏ›‰· 82
μϤ ·ÂÈÎfiÓÈÛË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ ΢ÎÏÒÌ·ÙÔ˜ ÛÙË ÛÂÏ›‰· 83
μϤ ·ÂÈÎfiÓÈÛË Ù˘ ÂÓ‰ÂÈÎÙÈ΋˜ ·ÚÔ˘Û›·Û˘ Ù˘
Û˘Û΢‹˜ ÛÙË ÛÂÏ›‰· 84 - 86
ªÂ ÂÈʇϷÍË ÙÔ˘ ‰ÈηÈÒÌ·ÙÔ˜ Ù¯ÓÈÎÒÓ ÙÚÔÔÔÈ‹ÛˆÓ!
ΔȘ ÂÓËÌÂڈ̤Ó˜ Ô‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ı· ÙȘ ‚Ú›Ù οو
·fi www.weller-tools.com.
45
∂ÏÏËÓÈÎ

46
Weller platin tutucusu WDD 81V sat∂n almakla bize göstermiμ
olduπunuz güvenden dolay∂ size çok teμekkür ederiz. Üretim
s∂ras∂nda, cihaz∂n kusursuz bir μekilde çal∂μmas∂n∂ saπlayan
en zorlu kalite talepleri göz önünde bulundurulmuμtur.
1. Dikkat!
Kullanım açıklamalarında tasvir olunan kullanım ¸sekilleri
dı¸sında kullanılırsa veya kullanıcı tarafından cihazda keyfi
de˘gi¸siklikler yapılırsa imalatçı sorumluluk üstlenmez.
Bu kullanım açıklamalarını ve içindeki ikazları dikkatlice okuy-
unuz ve lehim cihazının yakınında, görebilece˘giniz bir yerde
muhafaza ediniz. |
˙
kazlar ve di˘ger önemli uyarıların dikkate
alınmaması bir takım kazalara, yaralanmalara veya sa˘glı˘gını-
zın zarar görmesine yolaçabilir.
WDD 81V WELLER lehim istasyonları, 2004/108/AET ve
2006/95/AET (Avrupa Ekonomik Toplulu˘gu) yönetmeliklerinde
sözkonusu temel güvenlik gereksinimlerine göre AB uygunluk
beyanına uygundur.
2. Tasvir
2.1 Kumanda cihazı
Mikro iμlemci ile ayar edilen, sanayi üretim tekniπi, onarım ve
laboratuar alanları geliμtirilmiμ olan lehim ünitesi WDD 81V
büyük bir cihaz ailesine aittir. Lehim aletindeki dijital ayar
elektroniπi ve yüksek deπerdeki sensör ve ısı iletimi lehim
uçlarında hassas bir sıcaklık davranıμı saπlar. Yüklenme dur-
umunda en yüksek sıcaklık hassasiyetine ve en uygun bir
dinamik sıcaklık davranıμına, kapalı ayar devresindeki hızlı ve
hassas ölçme deπeri algılaması sayesinde eriμilir. Lehim alet-
leri bile WDD 81V tarafından algılanır ve ilgili ayar parametre-
si ile eμleμtirilir. Lehim sökme için gerekli vakum, dahili bir
bakım gerektirmeyen basınçlı hava regülatörü tarafından elde
edilir ve lehim sökme havyasına entegre edilmiμ bir parmak
μalter vasıtasıyla aktifleμir.
Lehim uçları için çeμitli potansiyel dengeleme imkanları sıfır
gerilimli açma kapama ile kumanda cihazının ve havyanın
yüksek tipli kalite standardını tamamlarlar. Harici bir veri giriμ
cihazının baπlanma imkanı, bu lehim ünitesinin fonksiyon çeμ-
itliliπini artırır. Seçime baπlı olarak temin edilen WCB1 ve
WCB2 veri giriμ cihazları ile bundan baμka zaman ve kilitleme
fonksiyonları gerçekleμtirilebilir. Entegre edilmiμ bir sıcaklık
ölçme cihazı ve bir PC arabirimi WCB2 veri girifl cihazının
geniμletilmiμ kapsamına aittir.
Arzu edilen sıcaklık 50°C - 450°C (122°F - 842°F) bölgesinde
2 tuflla (yukarı/aflaπı) ayarlanabilir. Olması gereken deπerler
ve fiili deπerler dijital olarak gösterilir. Seçilen sıcaklıπa eriflil-
diπinde göstergede kırmızı LED yanıp sönerek optik ayarla-
mayı saπlayan sinyali verir. Lambanın sürekli yanması siste-
min ısınmakta olduπunu gösterir.
2.2 Lehim aleti
DSX 80: Lehim sökme havyası 80 W. Emme memesi
konik baπlama sistemlidir. Geniμ bir emme
memeleri programı, lehim kalayının deπiμik lehim
yerlerinde en uygun emilmesini saπlar. Kalay
toplama kabı kolay ve takım olmadan deπiμtirile
bilir. CSF lehim sökme zımbası aksesuar olarak
temin edilebilir. Bunlar yüzeyleri dıμarıda olarak
takılmıμ yapı elemanlarının lehim sökme iμlemin
de kullanılır. Entegre edilmiμ parmak μalter vaku
mu aktiμleμtirilir.
DXV 80: Lehim sökme havyası 80 W. Emme memesi
konik baπlama sistemlidir. Tek sıra tipli (düμey
çalıμma durumu). Kalay toplama kabı tutma kolu
na entegre edilmiμtir. Kolay ve takım olmadan
deπiμtirilebilir. Genifl CSF (SMD lehim çıkarma
zımbası) ve emme memeleri programı. Vakum
entegre edilmiμ parmak μalter vasıtasıyla akti-
fleμir.
WTA 50: WTA 50 lehim sökme cımbızı, SMD yapı eleman
larının lehim çıkarma iμlemi için özel olarak tasar
lanmıμtır. Kendilerine ait sıcaklık sensörü olan 2
ısıtıcı eleman (2 x 25 W) her iki halde aynı
sıcaklıπı temin ederler.
LR 82: Güçlü 80 W lehim havyası yüksek ısı ihtiyacı
olan lehim iμleri içindir. Lehim ucunun tespit edil-
mesi, pozisyonu sabit uç deπiμimini mümkün
kılan sürgülü kilit ile gerçekleμir.
WP 80: Bizim "standart" lehim havyamızdır. Lehim
WSP 80 havyası WP 80 / WSP 80 lehim sıcaklıπına çok
hızlı ve hassas olarak eriμmesi ile takdir
toplanmıμtır. ınce yapı formu ve 80 W ısı
gücü ile yüksek ısı ihtiyacı olan ekstra hassas
lehim iμlerinde universal olarak kullanılması
mümkündür. Çalıμma sıcaklıπına kısa sürede
eriμildiπi için lehim uçlarının deπifliminden sonra
doπrudan doπruya tekrar kullanılması
mümkündür.
ılave olarak baπlanabilen aletler için aksesuar listesine bakın.
3. Kullanıma alı¸s
Lehim aletini muhafazasına koyun. 6 mm dıμ çaplı basınçlı
hava hortumunu basınçlı hava baπlantısının (12) hızlı kaplini-
ne takın. 400 - 600 kPA (58 - 87 psi) basınçlı kuru, yaπsız
basınçlı hava beslemesini tesis edin. Lehim aletinin elektrikli
kablosunu ön plakadaki baπlantı prizine (9) takın ve sabitley-
in. Hortumlu olan ana filtreyi (6) vakum baπlantısı (8) ile lehim
sökme havyasının arasına yerleμtirin. fiebeke geriliminin tip
etiketi ile aynı olup olmadıπını ve μebeke μalterinin (1) kapalı
olup olmadıπına bakınız. Kumanda cihazını μebeke baπlantı-
sına (10) takın. Cihazı μebeke μalteri (1) ile açın. Cihazın açıl-
ma esnasında bütün göstergelerin (2) çalıμtıπı bir kendi ken-
dini test uygulanır.
Türkçe

Bundan sonra ayarlanan sıcaklık (olması gereken deπer) ve
sıcaklık varyasyonları (°C/°F) gösterilir. Daha sonra elektronik
otomatik olarak fiili deπer görüntüsüne geçer. Göstergedeki
(2) kırmızı nokta (5) yanar. Bu nokta optik ayar kontrolünü
gösterir. Sürekli yanma sisteminin ısındıπını gösterir. Çalıμma
sıcaklıπına eriμildiπinde yanıp sönme sinyalini verir. Lehim
sökme için gerekli vakum lehim sökme havyasına entegre
edilmiμ parmak μalter aktiμleμtirir.
Sıcaklık ayarlaması
Dijital gösterge (2) prensip olarak μiili sıcaklık deπerini gösterir.
"Yukarı" ve "Aμaπı" tuμlarına (3) (4) basmak suretiyle o zaman
için ayarlanmıμ olan olması gereken deπerini gösterir.
Ayarlanmıμ olan olması gereken deπer (yanıp sönen) "Yukarı"
veya "Aμaπı" tuμlarına (3) (4) ilgili yönde dokunarak veya süre-
kli basarak deπiμtirilebilir. Tuμa sürekli basılırsa, olması gere-
ken deπer hızlı geçiμle deπiμir, yakl. 2 s, tuμ serbest bırakıl-
dıktan sonra dijital gösterge (2) otomatik olarak tekrar fiili
deπere geçer.
Standart setback
Lehim aletinin kullanılmaması halinde sıcaklık 20 dak. sonra
150°C (300°F) olan stand-by (çalıμmaya hazır) deπerine
düfler. Üç defalık setback süresinden (60 dak.) sonra "AUTO
OFF" ("OTOMATIK KAPALI") fonksiyonu aktiμleμir. Lehim
havyası kapatılır.
Standart setback fonksiyonunun devreye alınması: Cihazın
açılması esnasında "ON" ("AÇIK") göstergesi görünene kadar
"YUKARI" tuμu (3) basılı tutulur. "UP" tusu serbest birakildi-
ginda ayar hafizaya kaydedilir. Kapatmak için aynı yöntem
uygulanır. "OFF" ("KAPALI") göstergesi görüntülenir (Sevkiyat
durumu).
Çok ince lehim uçlarının kullanılması halinde setback fonksiy-
onunun güvenliπi olumsuz etkilenebilir.
Vakum gecikmesi
Parmak μalterin serbest bırakılmasından sonra vakum yakl. 2
s daha aktif kalır.
Ayarlanması: Devreye alma esnasında göstergede ON (AÇIK)
veya OFF (KAPALI) görününceye kadar "Aμaπı" tuμu (4) bası-
lı tutulur. "Aμaπı" tusu serbest birakildiginda ayar hafizaya kay-
dedilir.
Deπiμtirmek için iμlemi tekrarlayın.
Bakım
Iyi bir lehim sökme sonucuna ulaμabilmek için lehim sökme
kafasının düzenli olarak temizlenmesi önemlidir. Kalay topla-
ma kabının boμaltılması, cam boru filtresinin deπiμtirilmesi ve
contaların kontrol edilmesi buna dahildir. Cam silindirin alın
yüzeylerinin sızdırmazlıπı tam emmeyi saπlar. Kirli filtre lehim
sökme filtresinden havanın geçiμini etkiler. Bu sebepten ana
filtrenin (6) (vakum hortumundaki hortum filtresi) düzenli ola-
rak kontrol edilmeli ve gerekirse deπiμtirilmelidir. Bunun için
yeni bir Weller filtre kartuμunu kullanın. Emme memesi deliπi-
ni ve emme borusunu temizlemek için temizleme aletini
(5 13 500 99) kullanı.
Emme memeleri küçük bir döndürme hareketi (yakl. 45°) ile
kolay ve hızlı deπiμtirilebilirler.
Konik kısmındaki kuvvetli kir toplanması durumunda yeni bir
emme memesi artık takılamaz. Isıtıcı gövdesi koniπi temizle-
me seti ile kirleri uzaklaμtırın.
Ikaz: Filtresiz çalıμma halinde basınçlı hava regülatörü
arızalanır.
Temizleme aleti, temizleme iμlemi ve emme memelerinin
deπiμtirilmesi resmi için sayfa 87'ye bakın.
47
Türkçe
Teknik bilgiler
Ölçüler (mm): 180 (L) x 115 (B) x 101 (H)
(inç): 7,1 (L) x 4,53 (B) x 4 (H)
fiebeke gerilimi (10): 230 V / 50 Hz, 120 V / 60 Hz (tip etiketine bakın)
Güç çekimi: 95 W
Koruma sınıfı: 1 (Kumanda cihazı); 3 (lehim aleti)
Sigorta (11): T 500 mA (230 V); T 1A (120 V) (etikete bakın)
Sıcaklık ayarlamas›: Dijital 50°C - 450°C (120°F - 842°F)
Hassasiyet: ± 9°C (± 17°F)
Basınçlı hava: Girifl basıncı 400-600 kPA (58-87 psi) yaπsız, kuru hava
Basınçlı hava regülatörü: Hava sarfiyatı 35 l/dak; maks. vakum 55 kPA (8 psi)
Basınçlı hava baπlantısı: Basınçlı hava hortumu, dıfl çap 6 mm (0,24'')
Potansiyel dengeleme (7): Cihazın alt tarafındaki 3,5 mm mandal devre prizi vasıtasıyla
(Sevkiyat durumu sert topraklanmıμ, mandal flalter takılı deπil)

48
4. Potansiyel dengeleme
3,5 mm mandal devre prizinin (7) farklı olarak devreye alın-
ması suretiyle 4 varyasyon gerçekleμtirilebilir.
Sert topraklama:
Fiμsiz (Sevkiyat durumu)
Potansiyel dengeleme (empedanz 0
Ohm):
Fiμ ile orta kontakta dengeleme kablosu
Potansiyelsiz:
Fifl ile
Yumuμak topraklama:
Fifl ile ve lehim edilmiμ direnç seçilen
direnç deπerinden topraklama
5. Çalıμma Uyarıları
Çeμitli emme memeleri birçok lehim sökme problemlerini
çözer.
Emme memelerinin deπiμtirilmesi için uygun alet, temizleme
aletine entegre edilmiμtir.
Emme memesini takarken ve sabitlerken ısıtıcı gövdeye
doπru hafifçe bastırın.
Lehim sökme esnasında ilave lehim telinin kullanılması önem-
lidir. Böylece emme memesinin lehime deπdirme yeteneπi ve
eski lehimin daha iyi akma özelliπi saπlanır. En uygun emme
gücüne eriμmek için emme memesinin platin yüzeyine dik
olmasına dikkat edilmelidir. Lehim tam sıvı olmalıdır. Yapı
elemanının baπlantı pininin delik içinde dairesel hareket etme-
si lehim sökme iμlemi esnasında çok önemlidir.
Emme iμleminden sonra lehim tam olarak uzaklaμtırılmamıfl
ise, yeni bir lehim sökme iμleminden önce lehim yeri yeniden
kalaylanmalıdır.
Emme memesi büyüklüπünün seçilmesi önemlidir. Pratik
kural olarak: Memenin iç çapı, platinin deliπinin çapı ile aynı
olmalıdır.
Emme memesini veya lehim ucunu ilk ısıtılma esnasında
kalaya deπdirin. Bu μekilde lehim ucunun yataπa baπlı oksit
tabakaları ve pislikler yok edilir. Lehim molalarında ve lehim
aletlerinin kaldırılmasından önce iyice kalaylanmıμ olmalarına
dikkat edin. Zararlı (aμındırıcı) akıcı madde kullanmayınız.
Lehim sökme ünitesi ortalama emme memesine veya lehim
ucuna göre ayarlanmıμtır. Uçların farklı μekilleri dolayısıyla
sıcaklıklarda sapmalar oluμabilir.
Dikkat: Lehim uçlarının daima düzenli olarak oturmalarına
dikkat edin.
Harici veri girifl cihazları WCB 1 ve WCB 2 (seçime baπlı)
Harici bir veri giriμ cihazının kullanılması halinde aμaπıdaki
fonksiyonlardan faydalanılır:
●
Offset:
Gerçek bir lehim ucu sıcaklıπı, sıcaklık için offset'in girilmesi
ile ± 40°C (72°F) kadar deπiμtirilebilir.
●
Setback:
Ayarlanan olması gereken sıcaklıπın 150°C / 300°F'ye düμü-
rülmesi (Stand by-çalıμmaya hazır). Lehim ünitesi Stand bay
moduna geçtikten sonra, setback zamanı 0 - 99'a ayarlanabi-
lir. Setback durumunda yanıp sönen fiili deπer göstergesi ile
sinyal verilir. Üç defalık setback zamanından sonra "Auto-off"
("Otomatik kapalı") aktiμleμir. Lehim aleti kapatılır (göstergede
yanıp sönen kesikli çizgi). Bir tuμa veya parmak μaltere bas-
makla setback durumu veya Auto-off durumu sona erdirilir. Bu
arada ayarlanan olması gereken de¤er kısa süre için gösteri-
lir.
●
Lock:
Olması gereken sıcaklıπın ve sıcaklık penceresinin kilitlenme-
si. Kilitlenmeden sonra lehim ünitesinde ayar deπiμiklikleri
mümkün deπildir.
●
°C/°F:
°C sıcaklık göstergesinin °F'ye veya tersine deπiμtirilmesidir.
Açma esnasında "Aμaπı" tuμuna basınca aktüel sıcaklık vary-
asyonu gösterilir.
●
Window:
"Lock" fonksiyonu ile kilitlenmiμ sıcaklıktan hareketle sıcaklık
bölgesinin maks. +-99°C ile sınırlandırılması. Böylece kilitle-
nen sıcaklık ayarlanabilen sıcaklık bölgesinin ortasını gösterir.
Gerilimsiz kontaklı cihazlarda "WINDOW" fonksiyonu sıcaklık
penceresinin ayarlanmasına yarar. Fiili deπer sıcaklıπı sıca-
klık penceresi dahilinde bulunursa gerilimsiz kontak ile (optik
baπlantı çıkıμı) devrede akım sonuna kadar iletilir.
●
Cal:
Lehim ünitesinin (sadece WCB 2) yeniden ayarlanması ve
Factory Setting FSE (Fabrika ayarı) (bütün ayarlanan deπer-
lerin 0'a geri getirilmesi, olması gereken sıcaklık deπeri
350°C/660°F)
●
PC arabirimi:
RS 232 (sadece WCB 2)
●
Sıcaklık ölçme cihazı:
Tip K termik eleman için entegre edilmifl sıcaklık ölçme ciha-
zı (sadece WCB 2)
Türkçe

6. Aksesuar listesi
T005 29 180 99 Lehim havyası seti WP 80
T005 33 125 99 Lehim kalemi takımı WSP 80
T005 33 112 99 Lehim havyası seti LR 21 antistatik
T005 33 113 99 Lehim havyası seti LR 82
T005 33 133 99 Lehim sökme seti WTA 50
T005 13 181 99 Lehim sökme seti DXV 80
T005 33 138 99 Lehim sökme seti DSX 80
T005 33 155 99 Lehim havyası seti WMP
T005 33 131 99 Lehim havyası seti MPR 80
T005 27 028 99 Ön ısıtma plakası WHP 80
T005 31 181 99 Harici veri giriμ cihazı WCB 1
T005 31 180 99 Harici veri giriμ cihazı WCB 2
T005 13 500 99 Temizleme aleti
7. Sevkiyat kapsamı
WDD 81V Kuvvet ünitesi
PUD 81V Kumanda cihazı Kumanda cihazı
Lehim sökme seti DSX 80 Febeke kablosu
Fiebeke kablosu Mandal fiμ 3,5 mm
Muhafaza gözü AK 20 Kullanım Kılavuzu
Mandal fiμ 3,5 mm Ana filtre
Kullanma Kılavuzu Güvenlik uyar∂lar∂
Ana filtre
Güvenlik uyar∂lar∂
Emme memeleri resmi için sayfa 82'ye bakınız.
Devre μeması resmi için sayfa 83'e bakınız.
Parçalara ayrılmıμ resim için sayfa 84 - 86'a bakınız.
Teknik deπiμiklik hakk∂ sakl∂d∂r!
Güncellenmi kullanım kılavuzlarını www.weller-tools.com
sayfasında bulabilirsiniz.
49
Türkçe

50
Dûkujeme vám za dÛvûru, kterou jste nám projevili zakou-
pením pájecí stanice Weller WDD 81V. Pfii v˘robû bylo
dbáno na nejpfiísnûj‰í poÏadavky na kvalitu, které zaruãu-
jí spolehlivou funkci pfiístroje.
1. Pozor!
Pfied uvedením stanice do provozu si, prosím, pozornû
pfieãtûte Návod k pouÏití a pfiiloÏené Bezpeãnostní poky-
ny. Pfii nedodrÏení bezpeãnostních pfiedpisÛ hrozí nebez-
peãí ohroÏení zdraví nebo Ïivota.
V˘robce nepfiebírá Ïádnou odpovûdnost za pouÏití v roz-
poru s Návodem k pouÏití a dále v pfiípadû svévolné úpra-
vy.
Pájecí stanice Weller WDD 81V odpovídá prohlá‰ení o
shodû ES dle základních bezpeãnostních poÏadavkÛ
smûrnic 2004/108/ES a 2006/95/ES.
2. Popis
2.1 ¤ídicí jednotka
Pájecí stanice WDD 81V patfií do fiady pfiístrojÛ, které byly
vyvinuta pro pouÏití v prÛmyslové v˘robû, pfii opravách a v
laboratofii. Digitální elektronická regulace a kvalitní prove-
dení snímaãe a dílÛ pfiená‰ejících teplo v pájeãce zaji‰Èuje
pfiesné teplotní chování pájecího hrotu. Nejvy‰‰í teplotní
pfiesnosti a optimálního dynamického teplotního chování
pfii zatíÏení je dosaÏeno rychl˘m a pfiesn˘m snímáním
mûfien˘ch hodnot v uzavfieném regulaãním okruhu. WDD
81V automaticky rozpozná pájeãky a pfiifiadí odpovídající
regulaãní parametry. Podtlak potfiebn˘ k odpájení se vyt-
váfií interním bezúdrÏbov˘m tlakov˘m mûniãem a aktivuje
mikrospínaãem integrovan˘m v odpájeãce.
RÛzné moÏnosti vyrovnání potenciálu vÛãi pájecímu hrotu,
spínaã nulového napûtí a antistatické provedení fiídicí jed-
notky a pájeãky doplÀují vysok˘ standard kvality. MnoÏství
funkcí této odpájecí stanice roz‰ifiuje také moÏnost pfiipo-
jení externího pfiístroje pro zadávání dat. Pomocí pfiístrojÛ
pro zadávání dat WCB 1 a WCB 2 dodávan˘ch jako pfiís-
lu‰enství je moÏné realizovat rÛzné ãasové funkce a funk-
ce zablokování. Integrovan˘ mûfiiã teploty a rozhraní pro
PC patfií k roz‰ífienému rozsahu funkcí pfiístroje pro zadá-
vání dat WCB 2.
PoÏadovanou teplotu lze nastavit v rozsahu 50-450 °C
(122-842 °F) pomocí 2 tlaãítek (UP / DOWN). PoÏadovaná
a skuteãná hodnota jsou zobrazeny digitálnû. DosaÏení
zvolené teploty je signalizováno blikáním ãervené diody
LED na displeji, coÏ umoÏÀuje optickou kontrolu regulace.
Trval˘ svit znamená, Ïe se systém zahfiívá.
2.2 Pájeãka
DSX 80: Odpájeãka 80 W. Kónick˘ upevÀovací systém
odsávací trysky. ·irok˘ program odsávacích
trysek umoÏÀuje optimální odsávání pájecího
cínu na nejrÛznûj‰ích místech. Zásobník na
cín je snadno a bez nástroje vymûniteln˘.
Odpájecí nástavce CSF se dodávají jako pfiís-
lu‰enství. SlouÏí k odpájení povrchovû monto-
van˘ch souãástek. Integrovan˘ mikrospínaã k
aktivaci podtlaku.
DXV 80: Odpájeãka 80 W. Kónick˘ upevÀovací systém
odsávací trysky. Provedení inline (svislé drÏe-
ní pfii práci). Zásobník na cín je integrován v
rukojeti. Je snadno vymûniteln˘ bez nástroje.
Bohat˘ program CSF (odpájecí nástavce na
SMD)a odsávacích trysek. Podtlak se aktivuje
mikrospínaãem.
WTA 50: Odpájecí pinzeta WTA 50 byla koncipována
speciálnû k vyletování souãástek SMD. Dva
topné ãlánky (2 x 25 W) vybavené vlastními
snímaãi teploty zaji‰Èují stejné teploty na obou
ãelistech.
LR 82: V˘konná pájeãka 80 W pro pájecí práce s
vysokou potfiebou tepla. Pájecí hrot se upevÀ-
uje bajonetov˘m uzávûrem, kter˘ umoÏÀuje
zachovat pfii v˘mûnû hrotu jeho pfiesnou pozi-
ci.
WP 80: Na‰e standardní pájeãka. Pájeãka WP 80 /
WSP 80 WSP 80 se vyznaãuje sv˘m bleskov˘m a
pfiesn˘m dosaÏením pracovní teploty. Se
sv˘m ‰tíhl˘m tvarem a topn˘m v˘konem 80 W
umoÏÀuje univerzální pouÏití od jemn˘ch
pájecích prací aÏ po pájení s vysokou
potfiebou tepla. Po v˘mûnû pájecího
hrotu je moÏné ihned pokraãovat v práci,
protoÏe pracovní teplota je dosaÏena v
nejkrat‰í dobû.
Dal‰í pfiipojitelné nástroje viz Seznam pfiíslu‰enství.
3. Uvedení do provozu
Pájeãku odloÏte do bezpeãnostního stojánku. ZasuÀte
hadici na stlaãen˘ vzduch s vnûj‰ím prÛmûrem 6 mm do
rychlospojky pro pfiívod stlaãeného vzduchu (12). Zajistûte
zásobování such˘m, oleje prost˘m stlaãen˘m vzduchem
400-600 bar (58-87 psi). Elektrick˘ pfiipojovací kabel páje-
ãky zasuÀte do 7pólové pfiipojovací zásuvky (9) na ãelním
panelu a aretujte. Hlavní filtr (6) s hadicovou spojkou
zapojte mezi pfiípojku podtlaku (8) a podtlakovou hadici
pájeãky. Zkontrolujte, zda síÈové napûtí souhlasí s údajem
na typovém ‰títku, a zda je síÈov˘ vypínaã (1) ve vypnutém
stavu. Pfiipojte pfiístroj do sítû (10). Zapnûte pfiístroj
síÈov˘m vypínaãem (1). Pfii zapnutí pfiístroje se provede
vlastní test, pfii kterém svítí v‰echny zobrazovací prvky
(2).
âesky

51
Následnû se krátce zobrazí nastavená teplota (poÏadova-
ná hodnota) a pouÏitá teplotní stupnice (°C / °F). Pak se
displej automaticky pfiepne na zobrazení skuteãné hodno-
ty. âervená teãka (5) na displeji (2) svítí. Tento bod slouÏí
jako optická kontrola regulace. Trval˘ svit znamená, Ïe se
systém zahfiívá. Blikáním se signalizuje dosaÏení pracov-
ní teploty. Podtlak potfiebn˘ k odpájení se aktivuje mikro-
spínaãem integrovan˘m v odpájeãce.
Nastavení teploty
Normálnû zobrazuje digitální displej (2) skuteãnou teplotu.
Po stisku tlaãítka UP nebo DOWN (3) (4) se digitální
displej (2) pfiepne na právû nastavenou poÏadovanou
hodnotu. Nastavenou poÏadovanou hodnotu (blikající
displej) je moÏné zmûnit odpovídajícím smûrem pouze
krátk˘mi stisky nebo trval˘m stisknutím tlaãítka UP nebo
DOWN (3) (4). Pfii trvalém stisknutím tlaãítka se poÏado-
vaná hodnota mûní rychle. PfiibliÏnû 2 sekundy po uvolnû-
ní tlaãítka se digitální displej (2) automaticky pfiepne opût
na skuteãnou hodnotu.
Standardní sníÏení teploty (Setback)
Pfii nepouÏívání pájeãky se teplota po 20 minutách auto-
maticky sníÏí na hodnotu Standby 150 °C (300 °F). Po
uplynutí trojnásobku ãasu pro sníÏení teploty (60 minut) se
aktivuje funkce AUTO OFF. Pájeãka se vypne.
Zapnutí funkce standardního sníÏení teploty: Bûhem zapí-
nání drÏte stisknuté tlaãítko UP (3), aÏ se na displeji
zobrazí ON. Pfii uvolnûní tlaãítka UP se nastavení uloÏí.
Stejn˘m postupem proveìte vypnutí. Na displeji se zobra-
zí OFF (stav pfii dodání).
PouÏití velmi mal˘ch pájecích hrotÛ mÛÏe ovlivnit
spolehlivost funkce sníÏení teploty.
ZpoÏdûní vypnutí podtlaku
Po uvolnûní mikrospínaãe zÛstane podtlak je‰tû cca 2
sekundy aktivní.
Nastavení: Bûhem zapínání drÏte stisknuté tlaãítko
DOWN (4), aÏ se na displeji zobrazí ON nebo OFF. Pfii
uvolnûní tlaãítka DOWN se nastavení uloÏí. Chcete-li
nastavení zmûnit, opakujte postup.
ÚdrÏba
K dosaÏení dobr˘ch v˘sledkÛ pfii odpájení je dÛleÏité pra-
videlnû ãistit odpájecí hlavici. K tomu patfií vyprázdnûní
zásobníku na cín, v˘mûna sklenûného trubkového filtru a
pfiezkou‰ení tûsnûní. Dokonalá tûsnost ãelních ploch skle-
nûného válce zaji‰Èuje pln˘ odsávací v˘kon. Zneãi‰tûné
filtry ovlivÀují prÛtok vzduchu odpájeãkou. Proto se musí
hlavní filtr (6) (hadicov˘ filtr na podtlakové hadici) pravi-
delnû kontrolovat a v pfiípadû potfieby vymûnit. PouÏijte k
tomu originální filtraãní vloÏku Weller.
K ãi‰tûní otvoru odsávací trysky a odsávací trubice pouÏí-
vejte ãisticí nástroj (5 13 500 99). Krátk˘m otáãiv˘m pohy-
bem (cca 45°) je moÏné odsávací trysky jednodu‰e a rych-
le mûnit. Jsou-li v kuÏelové oblasti velké usazeniny neãi-
stoty, nelze jiÏ nasadit novou odsávací trysku. Tyto usa-
zeniny je moÏné odstranit ãisticím nástavcem pro kuÏel
topného tûlesa.
V˘straha: Práce bez filtru zpÛsobí zniãení tlakového
mûniãe.
Obrázek: âisticí nástroj, proces ãi‰tûní a v˘mûna
odsávacích trysek viz strana 87
âesky
Technické údaje
Rozmûry (mm): 180 (D) x 115 (·) x 101 (V)
(palce): 7,1 (D) x 4,53 (·) x 4 (V)
SíÈové napûtí (10): 230 V / 50 Hz, 120 V / 60 Hz (viz typov˘ ‰títek)
Pfiíkon: 95 W
Tfiída ochrany: 1 (fiídicí jednotka); 3 (pájeãka)
Pojistka (11): T 500 mA (230 V); T 1A (120 V) (viz typov˘ ‰títek)
Regulace teploty: digitální 50-450 °C (122-842 °F)
Pfiesnost: ± 9 °C (± 17 °F)
Stlaãen˘ vzduch: vstupní tlak 400-600 kPA (58-87 psi) such˘, oleje prost˘ stlaãen˘ vzduch
Tlakov˘ mûniã: spotfieba vzduchu 35 l / min; max. podtlak 55 kPA (8 psi)
Pfiípojka stlaãeného vzduchu: hadice na stlaãen˘ vzduch o vnûj‰ím prÛmûru 6 mm (0,24)
Vyrovnání potenciálÛ (7): pomocí zdífiky s pomocn˘m kontaktem 3,5 mm na zadní stranû jednotky
(stav pfii dodání tvrdû uzemnûno, zástrãka se svírkou nezastrãena)

52
4. Vyrovnání potenciálÛ
RÛzn˘m zapojením zdífiky s pomocn˘m kontaktem
3,5 mm (7) lze realizovat ãtyfii varianty:
Tvrdû uzemnûno:
Bez zástrãky (stav pfii dodání)
Vyrovnání potenciálÛ (impedance 0
ohmÛ):
Se zástrãkou, vyrovnávací vedení pfii-
pojené ke stfiednímu kontaktu
Bezpotenciálové:
Se zástrãkou
Mûkce uzemnûno:
Se zástrãkou a vpájen˘m odporem.
Uzemnûní pfies odpor zvolené hodnoty
5. Pracovní pokyny
RÛzné odsávací trysky fie‰í mnoho problémÛ pfii odpájení
souãástek.
Vhodn˘ nástroj pro v˘mûnu odsávací trysky je integrován
v ãisticím nástroji. Pfii nasazování a aretaci mírnû pfiitlaã-
ujte odsávací trysku proti topnému tûlesu.
Pfii odpájení je dÛleÏité pouÏít pomocn˘ pájecí drát. Tím
se zajistí dobrá smáãivost odsávací trysky a lep‰í tekutost
staré pájky. K dosaÏení optimálního odsávacího v˘konu
dbejte na to, aby odsávací tryska byla kolmo k rovinû
desky. Pájka musí b˘t zcela tekutá. Bûhem odpájení je
dÛleÏité kruhovû pohybovat v˘vodem souãástky v otvoru.
Není-li pájka po odsátí úplnû odstranûna, mûlo by se pfied
nov˘m odpájením pájené místo pocínovat.
DÛleÏitá je správná volba velikosti odsávací trysky. Jako
orientaãní pravidlo platí: vnitfiní prÛmûr odsávací trysky by
mûl odpovídat prÛmûru otvoru v desce.
Pfii prvním zahfiátí naneste na pájecí hrot pfiíp. odsávací
trysku pájku. Tím se odstraní vrstva oxidÛ a neãistot usa-
zen˘ch pfii skladování. Pfii pfiestávkách v pájení a pfied
odloÏením pájeãky dbejte na to, aby byly pájecí hrot pfiíp.
odsávací tryska vÏdy dobfie pocínovány. NepouÏívejte
pfiíli‰ agresivní tavidlo.
Odpájecí stanice byla sefiízena pro stfiední odsávací try-
sku pfiíp. pájecí hrot. Následkem pouÏití rÛzn˘ch tvarÛ
hrotu se mohou vyskytnout odchylky teploty.
Pozor: VÏdy dbejte na správné nasazení pájecího
hrotu.
Externí pfiístroj pro zadávání dat WCB 1 a WCB 2
(volitelné pfiíslu‰enství)
Pfii pouÏití externí jednotky pro zadávání údajÛ jsou k
dispozici následující funkce.
● Ofset:
Reálnou teplotu pájecího hrotu lze zmûnit zadáním teplot-
ního ofsetu ± 40 °C (72 °F).
● Setback:
SníÏení nastavené poÏadované teploty na 150 °C/300 °F
(standby). Doba sníÏení teploty, po jejímÏ uplynutí se
pájecí stanice pfiepne do pohotovostního reÏimu, je nasta-
vitelná v rozmezí 0-99 minut. Stav sníÏení teploty je sig-
nalizován blikajícím zobrazením skuteãné hodnoty. Po
uplynutí trojnásobku ãasu pro sníÏení teploty se aktivuje
funkce AUTO OFF. Pájeãka je vypnuta (blikající ãárka na
displeji). Stisknutím nûkterého tlaãítka nebo mikrospínaãe
se reÏim sníÏení teploty (Setback) pfiíp. stav automatické-
ho vypnutí ukonãí. Pfiitom se krátce zobrazí nastavená
poÏadovaná hodnota.
● Lock:
Zablokování poÏadované teploty a teplotního okna. Po
zablokování nelze na pájecí stanici mûnit Ïádná nastave-
ní.
● °C/°F:
Pfiepnutí zobrazení teploty ze °C na °F a naopak. DrÏíte-li
bûhem zapínání tlaãítko Down stisknuté, zobrazí se právû
pouÏitá teplotní stupnice.
● Window:
Omezení teplotního rozsahu na max. +-99 °C vycházejíc z
teploty zablokované funkcí LOCK. Zablokovaná teplota
tak pfiedstavuje stfied nastavitelného teplotního rozsahu.
U pfiístrojÛ s bezpotenciálov˘m kontaktem (v˘stup s opto-
ãlenem) slouÏí funkce WINDOW k nastavení teplotního
okna. LeÏí-li skuteãná teplota v teplotním oknû, sepne se
bezpotenciálov˘ kontakt (v˘stup s optoãlenem).
● Cal:
Nové sefiízení pájecí stanice (jen WCB 2) a tovární nasta-
vení FSE (resetování v‰ech nastaven˘ch hodnot na 0,
poÏadovaná hodnota teploty 350 °C/660 °F).
● Rozhraní pro PC:
RS 232 (jen WCB 2)
● Teplomûr:
Integrovan˘ teplomûr pro termoãlánek typu K
(jen WCB 2)
âesky

6. Seznam pfiíslu‰enství
T005 29 180 99 Sada pájeãky WP 80
T005 33 125 99 Sada pájeãky WSP 80
T005 33 112 99 Sada pájeãky LR 21, antistatická
T005 33 113 99 Sada pájeãky LR 82
T005 33 133 99 Sada odpájeãky WTA 50
T005 13 181 99 Sada odpájeãky DXV 80
T005 33 138 99 Sada odpájeãky DSX 80
T005 33 131 99 Sada pájeãky MPR 80
T005 33 155 99 Sada pájeãky WMP
T005 27 028 99 Pfiedehfiívací deska WHP 80
T005 31 181 99 Externí pfiístroj pro zadávání dat WCB 1
T005 31 180 99 Externí pfiístroj pro zadávání dat WCB 2
T005 13 500 99 âisticí nástroj
7. Rozsah dodávky
WDD 81V Power Unit
PUD 81V ¤ídicí jednotka ¤ídicí jednotka
Odpájecí sada DSX 80 SíÈov˘ kabel
SíÈov˘ kabel Zástrãka se svírkou
3,5 mm
Bezpeãnostní stojánek AK 20 Návod k pouÏití
Zástrãka se svírkou 3,5 mm Hlavní filtr
Návod k pouÏití Bezpeãnostní pokyny
Hlavní filtr
Bezpeãnostní pokyny
Obrázek odsávacích trysek viz strana 82
Obrázek se schématem viz stranu 83
Obrázek s rozkladov˘m v˘kresem viz strana 84 - 86
Technické zmûny vyhrazeny!
Aktualizovan˘ provozní návod najdete na adrese
www.weller-tools.com.
53
âesky

54
Dzi´kujemy za zaufanie okazane nam przy zakupie stacji
lutowniczej Weller WDD 81V. Za podstaw´ produkcji
przyj´liÊmy surowe wymogi jakoÊciowe, które zapewniajà
nienaganne dzia∏anie tego urzàdzenia.
1. Uwaga!
Przed uruchomieniem urzàdzenia nale˝y przeczytaç
uwa˝nie niniejszà instrukcj´ obs∏ugi oraz wskazówki bez-
pieczeƒstwa. Nieprzestrzeganie przepisów bezpieczeƒst-
wa stanowi zagro˝enie dla ˝ycia i zdrowia.
Za inne u˝ycie, sprzeczne z instrukcjà obs∏ugi oraz samo-
wolne zmiany producent nie przejmuje odpowiedzialnoÊci.
Stacja lutownicza Weller WDD 81V odpowiada deklaracji
zgodnoÊci EG zgodnie z podstawowymi wymogami bez-
pieczeƒstwa wg norm 2004/108/EG oraz 2006/95/EG.
2. Opis
2.1 Sterownik
Wyposa˝ona w mikroprocesor stacja lutownicza
WDD 81V zaliczana jest do rodziny narz´dzi, zaprojekto-
wanych dla potrzeb zwiàzanych z przemys∏owà technikà
produkcyjnà oraz do prac naprawczych i laboratoryjnych.
Cyfrowa technika regulacyjna oraz szczególnie czu∏a
technika sensorowa i przesy∏u ciep∏a zapewniajà precy-
zyjnà regulacj´ temperatury grotu lutowniczego.
Najwy˝sza dok∏adnoÊç temperatur oraz optymalna i dyna-
miczna ich regulacja przy du˝ym obcià˝eniu osiàgana jest
dzi´ki szybkiej i precyzyjnej rejestracji danych pomiaro-
wych w zamkni´tym obiegu regulacji. Lutownice sà auto-
matycznie rozpoznawane przez stacj´ WDD 81V i przy-
porzàdkowywane do odpowiednich parametrów regulacji.
Wymagana przy odlutowywaniu pró˝nia wytwarzana jest
przez wewn´trzny, nie wymagajàcy konserwacji przetwor-
nik spr´˝onego powietrza i uaktywniana za pomocà
prze∏àcznika r´cznego zintegrowanego w kolbie odlutowu-
jàcej.
Ró˝ne mo˝liwoÊci wyrównania potencja∏u grotu lutownic-
zego, wy∏àczanie przy zaniku napi´cia, jak równie˝ anty-
statyczne w∏aÊciwoÊci stacji lutowniczej i kolb lutownic-
zych, uzupe∏niajà wysoki standard jakoÊci. Mo˝liwoÊç
przy∏àczenia zewn´trznego programatora poszerza
ró˝norodnoÊç zastosowania tej stacji rozlutowniczej . Za
pomocà dost´pnych programatorów (opcja) WCB 1 i WCB
2 mo˝liwe jest mi´dzy innymi wprowadzanie zmian funkc-
ji czasowych i blokujàcych. Zintegrowany miernik tempe-
ratury i z∏àcze PC stanowià uzupe∏nienie rozszerzonych
funkcji programatora WCB 2.
˚àdana temperatura mo˝e byç ustawiona poprzez u˝ycie
dwóch przycisków (UP / DOWN) w zakresie od 50°C -
450°C (122°F - 842°F). WartoÊç zadana i rzeczywista
wyÊwietlana jest cyfrowo. Osiàgni´cie wybranej tempera-
tury sygnalizowane jest pulsowaniem czerwonej diody na
wyÊwietlaczu, która tym samym s∏u˝y jako optyczna kon-
trola regulacji. Ciàg∏e Êwiecenie oznacza, ˝e system znaj-
duje si´ w fazie nagrzewania.
2.2 Lutownica
DSX 80: Kolba odlutowujàca 80 W. Sto˝kowy system
mocowania dyszy ssàcej. Szeroka oferta pro-
gramowa dysz ssàcych umo˝liwia optymalne
odsysanie cyny lutowniczej w ró˝norodnych
miejscach lutowania. Zbiornik cyny mo˝e byç
∏atwo wymieniany bez u˝ycia narz´dzi.
Stemple rozlutownicze CSF dost´pne sà jako
akcesoria. S∏u˝à one do odlutowywania pod-
zespo∏ów montowanych powierzchniowo.
Zintegrowany prze∏àcznik r´czny do aktywacji
pró˝ni.
DXV 80: Kolba odlutowujàca 80 W. Sto˝kowy system
mocowania dyszy ssàcej. Wersja wykonania
Inline (pozycja pracy w pionie). Zbiornik cyny
zintegrowany jest w uchwycie. Mo˝na go
∏atwo wymieniaç bez u˝ycia narz´dzi.
Szeroka oferta programowa koƒcówek CSF
(stemple rozlutownicze SMD) oraz dysz ssà-
cych. Pró˝nia uaktywniana jest za pomocà
prze∏àcznika r´cznego.
WTA 50: Pinceta termiczna WTA 50 przystosowana
jest specjalnie do odlutowywania elementów
monta˝owych SMD. Dwa elementy grzejne (2
x 25 W), ka˝dy z w∏asnym czujnikiem tempe-
ratury, dajà jednakowà temperatur´ na obyd-
wu grotach.
LR 82: Wydajna kolba lutownicza o mocy 80 W do
prac lutowniczych o du˝ym zapotrzebowaniu
ciep∏a. Monta˝ grotu lutowniczego odbywa si´
za pomocà z∏àcza bagnetowego, które
umo˝liwia wiernà wymian´ grotów.
WP 80: Nasza standardowa kolba lutownicza.
WSP 80 Lutownica WP 80 / WSP 80 wyró˝nia si´
natychmiastowym i precyzyjnym osiàganiem
temperatury lutowniczej. Dzi´ki wàskiej
budowie oraz mocy rz´du 80 W, mo˝liwe jest
zastosowanie tej lutownicy do szczególnie
precyzyjnych prac lutowniczych oraz prac o
du˝ym zapotrzebowaniu ciep∏a. Po zmianie
grotu lutowniczego mo˝liwe jest
natychmiastowe podj´cie dalszej pracy, gdy˝
urzàdzenie w krótkim czasie osiàga
odpowiednià temperatur´ roboczà.
Dalsze, mo˝liwe do pod∏àczenia lutownice patrz Lista
akcesoriów.
Polski

3. Uruchomienie
Lutownic´ po∏o˝yç na podstawce zabezpieczajàcej. Wà˝
spr´˝onego powietrza o Êrednicy zewn´trznej 6 mm
nale˝y na∏o˝yç na ∏àcznik wtykowy dla przy∏àcza
spr´˝onego powietrza (12). Zapewniç zasilanie suchym,
nie zanieczyszczonym olejem, spr´˝onym powietrzem o
ciÊnieniu 400 - 600 (58 - 87 psi). Pod∏àczyç przewód elek-
tryczny lutownicy do 7-biegunowego gniazda przy∏àcze-
niowego (9) na p∏ycie przedniej i zablokowaç.
Zamontowaç filtr g∏ówny (6) z odcinkiem w´˝a pomi´dzy
przy∏àczem pró˝ni (8) a w´˝em pró˝niowym kolby odluto-
wujàcej. Sprawdê, czy napi´cie sieciowe jest zgodne z
podanà na tabliczce znamionowej wartoÊcià przy∏àczenio-
wà wymaganà dla lutownicy i czy w∏àcznik sieciowy (1) jest
w pozycji wy∏àczonej. Pod∏àcz sterownik do sieci (10). Za
pomocà w∏àcznika sieciowego (1) w∏àczyç urzàdzenie.
Podczas w∏àczania urzàdzenia przeprowadzany jest test
samoczynny, w czasie którego wszystkie wskaêniki (2) sà
aktywne.
Nast´pnie na krótko wyÊwietli si´ ustawiona temperatura
(wartoÊç zadana) oraz wersja temperatury (°C / °F). Potem
elektronika automatycznie prze∏àcza si´ na wskaênik war-
toÊci rzeczywistych. Na wyÊwietlaczu (2) zaÊwieci si´
czerwony punkt (5). Ten punkt s∏u˝y jako optyczna kon-
trola regulacji. Ciàg∏e Êwiecenie diody oznacza podgrze-
wanie systemu. Miganie sygnalizuje osiàgni´cie tempera-
tury roboczej. Wymagana przy odlutowywaniu pró˝nia
uaktywniana jest za pomocà prze∏àcznika r´cznego zinte-
growanego w kolbie odlutowujàcej.
Ustawienie temperatury
WyÊwietlacz cyfrowy (2) pokazuje zasadniczo wartoÊç
temperatury rzeczywistej. Poprzez u˝ycie przycisku Up lub
Down (3) (4) wyÊwietlacz cyfrowy (2) poka˝e ustawionà
wartoÊç zadanà. Ustawiona wartoÊç zadana (migajàcy
wyÊwietlacz) mo˝e byç zmieniona jeÊli krótko naciÊniesz
lub przytrzymasz przycisk (3) (4) Up lub Down. JeÊli przy-
cisk b´dzie wciskany w sposób ciàg∏y, wartoÊç zadana
b´dzie zmienia∏a si´ w przyspieszonym tempie. W
momencie puszczenia przycisku, po ok. 2 sek. cyfrowy
wyÊwietlacz (2) automatycznie wska˝e wartoÊç rzeczywi-
stà.
Standardowy setback
JeÊli nie u˝ywa si´ w∏àczonej lutownicy to po 20 min. tem-
peratura automatycznie zostaje obni˝ona do wartoÊci
standby 150°C (300°F). Po 3-krotnym przekroczeniu limitu
czasu setback (60 min.) aktywuje si´ funkcja AUTO OFF.
Kolba lutownicza zostanie wy∏àczona.
W∏àczenie funkcji standardowej setback: W trakcie
w∏àczania urzàdzenia przytrzymaç przycisk UP (3), dopó-
ki wyÊwietlacz nie poka˝e ON. W momencie puszczenia
przycisku UP ustawienie zostanie zapami´tane. Ten sam
sposób odnosi si´ do funkcji wy∏àczania. Na wyÊwietlaczu
poka˝e si´ OFF (stan fabryczny). Korzystanie z bardzo
cienkich grotów mo˝e mieç wp∏yw na bezpieczeƒstwo
funkcji setback.
Opóênianie pró˝ni
Po puszczeniu prze∏àcznika r´cznego wytworzona pró˝nia
pozostaje jeszcze przez ok. 2 sek. aktywna.
Ustawienia: W trakcie w∏àczania urzàdzenia nale˝y przytr-
zymaç przycisk (4) DOWN a˝ wyÊwietlacz wska˝e ON lub
OFF. W momencie puszczenia przycisku DOWN
55
Polski
Dane techniczne
Wymiary (mm): 180 (d∏.) x 115 (szer.) x 101 (wys.)
(cal): 7,1 (d∏.) x 4,53 (szer.) x 4 (wys.)
Napi´cie sieciowe (10): 230 V / 50 Hz, 120 V / 60 Hz (patrz tabliczka znamionowa)
Pobór mocy: 95 W
Klasa ochronna: 1 (sterownik); 3 (lutownica)
Bezpiecznik (11): T 500 mA (230 V); T 1A (120 V) (patrz tabliczka znamionowa)
Regulacja temperatury: cyfrowa 50°C - 450°C (122°F - 842°F)
Dok∏adnoÊç: ± 9°C (± 17°F)
Powietrze spr´˝one: CiÊnienie na wejÊciu 400 - 600 kPA (58-87 psi) nie zanieczyszczone olejem,
suche
powietrze spr´˝one
Przetwornik spr´˝onego powietrza: Zu˝ycie powietrza 35 l / min; maks. podciÊnienie 55 kPA (8 psi)
Przy∏àcze spr´˝onego powietrza: Wà˝ spr´˝onego powietrza Zewn´trzna Êrednica 6 mm (0,24)
Wyrównanie potencja∏u (7): Poprzez 3,5 mm gniazdo zapadkowe w dolnej cz´Êci obudowy urzàdzenia
(stan fabryczny - uziemienie bezpoÊrednie, wtyczka zapadkowa nie w∏o˝ona).

56
ustawienie zostanie zapami´tane. Aby wprowadziç
zmiany nale˝y powtórzyç wszystkie czynnoÊci.
Konserwacja
Aby osiàgnàç dobre wyniki w pracach rozlutowniczych,
istotne jest aby g∏owica odlutowujàca by∏a regularnie
czyszczona. Do czynnoÊci czyszczàcych zalicza si´:
opró˝nianie zbiornika cyny, wymiana filtra rurki szklanej,
oraz kontrola stanu uszczelek. W∏aÊciwa szczelnoÊç
powierzchni czo∏owych cylindra szklanego gwarantuje
w∏aÊciwà wydajnoÊç pompy pró˝niowej. Zabrudzone filtry
ograniczajà nat´˝enie przep∏ywu powietrza poprzez kolb´
odlutowujàcà. Dlatego nale˝y regularnie sprawdzaç stan
g∏ównego filtra (6) (filtr w´˝a przy w´˝u pró˝niowym) i w
razie potrzeby wymieniç. W tym celu zastosowaç orygi-
nalny nabój filtra Weller.
Do czyszczenia otworu dyszy ssàcej oraz rury ssàcej
u˝ywaç narz´dzi z zestawu akcesoriów czyszczàcych (5
13 500 99). Obracajàc dysz´ ssàcà krótkim ruchem o ok.
45°C, mo˝na jà prosto i szybko wymieniç. Mocniejsze
zabrudzenie sto˝kowej koƒcówki elementu grzejnego, uni-
emo˝liwia za∏o˝enie nowej dyszy ssàcej. Powsta∏e warst-
wy zabrudzenia mo˝na usunàç za pomocà odpowiednich
akcesoriów do czyszczenia sto˝kowego elementu grzej-
nego.
Ostrze˝enie: Praca bez filtra prowadzi do zniszczenia
przetwornika spr´˝onego powietrza.
Ilustracja: Przyrzàdy do czyszczenia, sposób czyszc-
zenia i wymiany dyszy ssàcej patrz strona 87
4. Wyrównanie potencja∏u
Dzi´ki ró˝norodnym po∏àczeniom gniazda zapadkowego
3,5 mm (7) mo˝liwe sà 4 warianty:
Uziemienie bezpoÊrednie:
Bez wtyczki (stan fabryczny)
Wyrównanie potencja∏u (impedanc-
ja 0 Ohm):
Z wtyczkà, przewodem kompensacyj-
nym na styku Êrodkowym
Bezpotencja∏owy:
Z wtyczkà
Uziemienie poÊrednie:
Z wtyczkà i wlutowanym opornikiem.
Uziemienie przez wybranà wartoÊç
oporowà
5. Wskazówki dot. pracy
Ró˝ne dysze ssàce rozwiàzujà wiele problemów podczas
odlutowywania.
Odpowiednie narz´dzia do wymiany dyszy ssàcej wchod-
zà w sk∏ad przyrzàdów od czyszczenia. Przy osadzaniu i
blokowaniu lekko docisnàç dysz´ ssàcà do elementu
grzejnego.
Wa˝ne przy odlutowywaniu jest u˝ywanie dodatkowego
lutowia. Dzi´ki temu zapewnione sà dobre w∏aÊciwoÊci
p∏ynne lutowia oraz dobra w∏aÊciwoÊç czepna dyszy ssà-
cej. Nale˝y pami´taç o tym, aby dysza ssàca umieszczo-
na by∏a pod kàtem prostym do obwodu drukowanego, aby
uzyskaç optymalnà wydajnoÊç pompy pró˝niowej. Lut
musi byç w stanie ca∏kowicie p∏ynnym. Podczas odlutowy-
wania wa˝ne jest, aby poruszaç w osi otworu nó˝kà
przy∏àczeniowà elementu monta˝owego. JeÊli po odessa-
niu pozostanie Êladowa iloÊç lutowia, nale˝y przed ponow-
nym odlutowywaniem na nowo pokryç cynà miejsce luto-
wania.
Wa˝ny jest odpowiedni dobór wielkoÊci dyszy ssàcej.
Obowiàzuje zasada: wewn´trzna Êrednica dyszy ssàcej
musi byç identyczna ze Êrednicà otworu w p∏ytce obwodu
drukowanego.
Przy pierwszym nagrzewaniu pokryç lutem dysz´ ssàcà
wzgl. grot. Dzi´ki temu z grotu lutowniczego usuni´te
zostanà wszelkie zanieczyszczenia i osady powsta∏e w
procesie utleniania. W trakcie przerw w lutowaniu i przed
od∏o˝eniem lutownicy na podstawk´ nale˝y zawsze
pami´taç o tym, aby grot wzgl. dysza ssàca by∏y dobrze
pokryte warstwà cyny. Nie stosowaç ˝ràcych topników.
Stacja lutownicza przystosowana zosta∏a do wartoÊci
odpowiednich dla Êrednich grotów wzgl. dysz ssàcych. W
wyniku stosowania ró˝nych form koƒcówek mogà
wyst´powaç odchylenia temperatur.
Uwaga: Zwracaç zawsze uwag´ aby grot by∏ dobrze
osadzony.
Zewn´trzny programator WCB 1 i WCB 2 (opcja)
Korzystajàc z zewn´trznego programatora, dost´pne sà
nast´pujàce funkcje.
● Offset:
Rzeczywista temperatura grotu lutowniczego mo˝e zostaç
zmieniona o ± 40°C (72°F) poprzez wprowadzenie offsetu
temperatury.
● Setback:
Obni˝enie ustawionej temperatury zadanej do
150°C/300°F (standby). Gdy stacja lutownicza przejdzie w
tryb standby, mo˝na ustawiç czas setback w zakresie od
0-99 minut. Tryb setback sygnalizowany jest na wyÊwiet-
Polski

laczu pulsujàcym wskaênikiem wartoÊci rzeczywistej. Po
3-krotnym przekroczeniu limitu czasu setback aktywuje si´
Auto-Off. Lutownica zostanie wy∏àczona (migajàca kreska
na wyÊwietlaczu). NaciÊni´cie dowolnego przycisku lub
prze∏àcznika r´cznego powoduje zakoƒczenie trybu set-
back wzgl. trybu Auto-Off. JednoczeÊnie, na krótko wyÊ-
wietli si´ wartoÊç zadana.
● Lock:
Blokowanie temperatury zadanej oraz pola temperaturo-
wego. Po zablokowaniu nie mo˝na wprowadziç jakichkol-
wiek zmian w ustawieniach stacji lutowniczej.
● °C/°F:
Prze∏àczanie wskaênika temperatury z °C na °F i odwrot-
nie. WciÊni´cie podczas uruchamiania przycisku DOWN
powoduje wyÊwietlenie aktualnej wersji wskazania tempe-
ratury.
● Window:
Ograniczenie zakresu temperatury do maks. +-99°C
wychodzàc od wartoÊci temperatury zablokowanej funkcjà
LOCK. Zablokowana wartoÊç temperatury jest równoczeÊ-
nie punktem wyjÊciowym dla regulacji zakresu temperatu-
ry.
W urzàdzeniach z bezpotencja∏owym z∏àczem (wyjÊcie
przez optoizolator) funkcja WINDOW s∏u˝y do ustawiania
zakresu pola temperaturowego. Je˝eli rzeczywista tempe-
ratura znajdzie si´ w obr´bie pola temperaturowego,
z∏àcze bezpotencja∏owe prze∏àczy si´ (wyjÊcie przez opto-
izolator).
● Cal:
Nowa kalibracja ustawieƒ stacji lutowniczej (tylko WCB 2)
oraz nastawa fabryczna (FSE) (przywrócenie wszystkich
ustawionych wartoÊci do 0, wartoÊç temperatury zadanej
350°C/660°F).
● Z∏àcze PC:
RS 232 (tylko WCB 2)
● Miernik temperatury:
Zintegrowany miernik temperatury dla termoelementu typu
K (tylko WCB 2)
6. Lista akcesoriów
T005 29 180 99 Zestaw lutowniczy WP 80
T005 33 125 99 Zestaw lutowniczy WSP 80
T005 33 112 99 Zestaw lutowniczy LR 21 antystatyczny
T005 33 113 99 Zestaw lutowniczy LR 82
T005 33 133 99 Zestaw rozlutowniczy WTA 50
T005 13 181 99 Zestaw rozlutowniczy DXV 80
T005 33 138 99 Zestaw rozlutowniczy DSX 80
T005 33 131 99 Kolba lutownicza MPR 80
T005 33 155 99 Zestaw lutowniczy WMP
T005 27 028 99 P∏yta do wst´pnego podgrzewania
WHP 80
T005 31 181 99 Zewn´trzny programator WCB 1
T005 31 180 99 Zewn´trzny programator WCB 2
T005 13 500 99 Zestaw akcesoriów czyszczàcych
7. Zakres wyposa˝enia
WDD 81V Power Unit
PUD 81V Sterownik Sterownik
Zestaw rozlutowniczy DSX 80 Przewód sieciowy
Przewód sieciowy Wtyczka zapadkowa
Instrukcja obs∏ugi 3,5 mm
Podstawka zabezpieczajàca Filtr g∏ówny
AK 20 Wskazówki
Filtr g∏ówny bezpieczeƒstwa
Wtyczka zapadkowa 3,5 mm Instrukcja obs∏ugi
Wskazówki bezpieczeƒstwa
Ilustracja Dysze ssàce patrz strona 82
Ilustracja Schemat po∏àczeƒ patrz strona 83
Rysunek rozk∏adowy patrz strona 84 - 86
Zmiany techniczne zastrze˝one!
Zaktualizowane instrukcje obs∏ugi znajdujà si´ pod
adresem: www.weller-tools.com
57
Polski

58
Köszönjük a Weller WDD 81V forrasztóállomás megvá-
sárlásával irányunkban mutatott bizalmát. A gyártás során
a legszigorúbb minŒségi követelményeket vettük alapul,
ami biztosítja a készülék kifogástalan mıködését.
1. Vigyázat!
A készülék üzembevétele elŒtt kérjük, figyelmesen olvas-
sa el az üzemeltetési útmutatót és a mellékelt biztonsági
utasításokat. A biztonsági elŒírások figyelmen kívül hagy-
ása baleset- és életveszélyt jelent.
Más, az üzemeltetési utasítástól eltérŒ használatért, vala-
mint önkényes változtatás esetén, a gyártó nem vállalja a
felelŒsséget.
A WELLER WDD 81V forrasztóállomás a 2004/108/EK és
2006/95/EK irányelvek alapvetŒ biztonsági követelményei
alapján megfelel az EK megfelelŒségi nyilatkozatnak.
2. Leírás
2.1 VezérlŒkészülék
A mikroprocesszoros szabályozású WDD 81V forrasztóál-
lomás ipari gyártásra, valamint javítási és laborterületre
kifejlesztett készülékcsaládba tartozik. A digitális szabály-
ozóelektronika és a forrasztószerszám kiváló minŒségı
szenzor- és hŒátadás-technikája biztosítja a forrasztóc-
súcs precíz hŒmérsékletszabályozását. A nagyfokú
hŒmérséklet-pontosság és az optimális terhelés alatti
dinamikus hŒmérsékleti tulajdonságok elérése zárt szabá-
lyozókörben végzett gyors és precíz mérés által történik.
Magukat a forrasztószerszámokat a WDD 81V automati-
kusan felismeri és hozzájuk rendeli a megfelelŒ szabályo-
zási paramétereket. A kiforrasztáshoz szükséges váku-
umot a beépített karbantartásmentes sırítettlevegŒ-átala-
kító hozza létre és a kiforrasztópákába épített ujjal
mıködtethetŒ kapcsoló aktiválja.
A forrasztócsúcs különbözŒ potenciál-kiegyenlítési
lehetŒségei, a nullfeszültség-kapcsoló valamint az antisz-
tatikus kivitelı vezérlŒkészülék és a páka a magas
minŒség kiegészítŒ jellemzŒi. A külsŒ beviteli készülék
csatlakoztatásának lehetŒsége tovább bŒvíti a kiforrasztó-
állomás sokrétıségét. Az opcióként kapható WCB 1 és
WCB 2 beviteli készülékkel egyebek mellett idŒ- és
reteszelŒfunkciók valósíthatók meg. Egy beépített
hŒmérsékletmérŒ készülék és egy PC-interfész tartozik a
WCB 2 beviteli készülék bŒvített terjedelmébe.
A kívánt hŒmérséklet 50°C - 450°C (122°F - 842°F) tarto-
mányban 2 gombbal (UP / DOWN) állítható be. Az elŒírt
és a tényleges érték kijelzése digitális. A beállított
hŒmérséklet elérését a kijelzŒn található, a szabályozó
optikai ellenŒrzésére szolgáló piros LED villogása jelzi.
A folyamatosan fény azt jelzi, hogy a rendszer felfıt.
2.2 Forrasztószerszám
DSX 80: 80 W-os kiforrasztópáka. Kúpos rögzítésı szí-
vóka. A széles szívókaválaszték lehetŒvé
teszi a forrasztó ón optimális elszívását a
legkülönbözŒbb forrasztási helyek esetében
is. Az óngyıjtŒ tartály egyszerıen, szerszám
nélkül cserélhetŒ. CSF-kiforrasztóbélyegek
tartozékként kaphatók. Ezek felületszerelt
alkatrészek kiforrasztására valók. Beépített
ujjal mıködtethetŒ kapcsoló a vákuum aktivá-
lására.
DXV 80: 80 W-os kiforrasztópáka. Kúpos rögzítésı szí-
vóka. Inline kivitel (függŒleges munkahelyzet).
Az óngyıjtŒ tartály a markolatba van beépítve.
Egyszerıen, szerszám nélkül cserélhetŒ.
Széles CSF (SMD kiforrasztóbélyeg)- és
szívókaválaszték. A vákuum az ujjal
mıködtethetŒ kapcsolóval aktiválható.
WTA 50: A WTA 50 kiforrasztócsipeszt speciálisan
SMD-alkatrészek kiforrasztására tervezték.
Két saját hŒmérsékletérzékelŒvel rendelkezŒ
fıtŒelem (2 x 25 W) gondoskodik a két szár
azonos hŒmérsékletérŒl.
LR 82: Nagy teljesítményı, 80 W-os forrasztópáka
nagy hŒigényı forrasztási feladatokhoz. A for-
rasztócsúcs rögzítése bajonettzárral történik,
ami lehetŒvé teszi a forrasztócsúcs pozícióhı
cseréjét.
WP 80: A normál forrasztópáka. A WP 80 / WSP 80
WSP 80 forrasztópáka a forrasztási hŒmérséklet
villámgyors és pontos elérésével tınik ki.
Karcsú kialakítása és 80 W-os
fıtŒteljesítménye által univerzálisan
alkalmazható a rendkívül finom forrasztási
feladatoktól kezdve egészen a nagy hŒigényı
munkákig. A forrasztócsúcs cseréje után
közvetlenül tovább lehet dolgozni, mivel az
üzemeltetési hŒmérséklet elérése rövid idŒ
alatt megtörté-nik.
A további csatlakoztatható szerszámokat lásd a
tartozéklistában.
Magyar

3. Üzembevétel
Rakja le a forrasztószerszámot a biztonsági tárolóba.
Dugja a 6 mm külsŒ átmérŒjı sırítettlevegŒ-tömlŒt a sırí-
tett levegŒ csatlakoztatására szolgáló gyorscsatlakozóba
(12). Sırített levegŒ ellátás 400 - 600 kPa (58 - 87 psi) szá-
raz, olajmentes sırített levegŒ segítségével. Dugja be a
forrasztószerszám elektromos csatlakozóvezetékét a 7-
pólusú csatlakozóhüvelybe (9) a homloklapon, és retes-
zelje ott. A tömlŒs fŒszırŒt (6) a vákuumcsatlakozó (8) és
a kiforrasztópáka vákuumtömlŒje közé kell iktatni.
EllenŒrizze, hogy egyezik-e a hálózati feszültség a típu-
stábla adataival, és hogy a hálózati kapcsoló (1) kikapcsolt
állapotban van-e. Kapcsolja a vezérlŒkészüléket a hálóza-
tra (10). Kapcsolja be a készülék hálózati kapcsolóját (1).
A készülék bekapcsolásakor elvégzi az öntesztet, amikor
minden kijelzŒmıszer (2) üzemel.
Azt követŒen rövid idŒre a beállított hŒmérséklet (elŒírt
érték) és a hŒmérsékletverzió (°C / °F) jelenik meg. Azután
az elektronika automatikusan átkapcsol a tényleges érték
kijelzésére. A kijelzŒ (2) piros pontja (5) világít. Ez a pont
optikai szabályozóellenŒrzŒként szolgál. A folyamatos
világítás azt jelzi, hogy a rendszer felfıt. A villogás jelzi az
üzemi hŒmérséklet elérését. A kiforrasztáshoz szükséges
vákuum a kiforrasztópákába épített ujjal mıködtethetŒ
kapcsolóval aktiválható.
HŒmérséklet-beállítás
A digitális kijelzŒ (2) alapvetŒen a tényleges hŒmérséklet-
értéket mutatja. Az UP vagy DOWN gomb (3) (4) megnyo-
másakor a digitális kijelzŒ (2) az éppen beállított elŒírt érté-
kre vált át. A beállított elŒírt érték (a villogó kijelzŒ) az UP
vagy DOWN gomb (3) (4) megnyomásával vagy folyama-
tos nyomva tartásával a megfelelŒ irányba módosítható.
Amennyiben a nyomógombot folyamatosan nyomva tart-
ják, akkor az elŒírt érték gyorsan peregve változik.
Kb. 2 másodperccel a gomb elengedése után a digitális
kijelzŒ (2) automatikusan visszakapcsol a tényleges
értékre.
Standardsetback
Amikor nem használják a forrasztószerszámot, a
hŒmérséklet 20 perc után automatikusan a 150°C-os
(300°F) standby-értékre süllyed. A Setback-idŒ háromszo-
rosának (60 perc) leteltével aktiválódik az AUTO OFF
funkció. A forrasztópáka lekapcsol.
A Standardsetback-funkció bekapcsolása: a készülék
bekapcsolása alatt tartsa nyomva az UP gombot (3), amíg
a kijelzŒn ON nem jelenik meg. Az UP gomb elengedése
esetén megtörténik a beállítás eltárolása.
Kikapcsolásához azonos módon kell eljárni. A kijelzŒben
OFF jelenik meg (szállítási állapot).
Nagyon finom forrasztócsúcs használata a Setback-
funkció megbízhatóságát ronthatja.
Vákuumkésleltetés
Az ujjal mıködtethetŒ kapcsoló elengedése után a
vákuum még kb. 2 másodpercig aktív marad.
Beállítás: a bekapcsolás alatt tartsa nyomva a DOWN -
gombot (4) amíg a kijelzŒn ON vagy OFF nem jelenik meg.
A DOWN gomb elengedése esetén megtörténik a beállítás
eltárolása. A változtatáshoz ismételje meg a folyamatot.
Karbantartás
A jó forrasztási eredmény elérése érdekében fontos, hogy
a kiforrasztófejet rendszeresen megtisztítsák. Ehhez hoz-
zátartozik az óngyıjtŒ tartály kiürítése, az üvegcsŒszırŒ
cseréje, valamint a tömítések ellenŒrzése is. Az üveghen-
ger homlokfelületeinek kifogástalan tömítettsége biztosítja
a teljes szívóteljesítményt. Az elszennyezŒdött szırŒ
59
Magyar
Mıszaki adatok
Méretek (mm): 180 (H) x 115 (Sz) x 101 (M)
(in.): 7,1 (H) x 4,53 (Sz) x 4 (M)
Hálózati feszültség (10): 230 V / 50 Hz, 120 V / 60 Hz (lásd a típustáblán)
Teljesítményfelvétel: 95 W
Szigetelési osztály: 1 (vezérlŒkészülék), 3 (forrasztószerszám)
Biztosíték (11): T 500 mA (230 V); T 1A (120 V) (lásd a típustáblán)
HŒmérsékletszabályozás: digitális 50°C - 450°C (122°F - 842°F)
Pontosság: ± 9°C (± 17°F)
Sırített levegŒ: bemeneti nyomás 400 - 600 kPA (58-87 psi) olajmentes, száraz
sırített levegŒ
SırítettlevegŒ-átalakító: levegŒfogyasztás 35 l / min; max. vákuum 55 kPA (8 psi)
SırítettlevegŒ-csatlakozó: sırítettlevegŒ-tömlŒ, külsŒ átmérŒ 6 mm (0,24)
Potenciálkiegyenlítés (7): a készülék alsó oldalán található 3,5 mm-es kapcsolókilincs-hüvelyen át
(kiszállítási állapot: kemény földelés, dugasz nincs bedugva).

60
befolyásolja a kiforrasztópákán átáramló légmennyiséget.
Ezért a fŒszırŒt (6) (tömlŒszırŒ a vákuumtömlŒn) rends-
zeresen ellenŒrizni kell, és adott esetben el kell végezni a
cserét. Ehhez új eredeti Weller szırŒpatront használjon.
A szívókafurat és a szívókacsŒ tisztítására használja a
tisztítószerszámot (5 13 500 99). Rövid forgatással (kb.
45°C) a szívókák egyszerıen és gyorsan cserélhetŒk.
Amennyiben a kúpos területen erŒs szennylerakódás
tapasztalható, akkor az új szívókát nem lehet felhelyezni.
Ezek a lerakódások a fıtŒtest kúpjához való tisztítóbetét-
tel eltávolíthatók.
Vigyázat: ha szırŒ nélkül dolgozik, azzal tönkreteszi a
sırítettlevegŒ-átalakítót.
A képet (tisztítószerszám, tisztítási folyamat és
szívókacsere) lásd a 87. oldalon.
4. Potenciálkiegyenlítés
A 3,5 mm-es kapcsolókilincs-hüvely (7) különbözŒ kapc-
solásaival 4 változat valósítható meg:
Kemény földelés:
Csatlakozódugó nélkül
(szállítási állapot)
Potenciálkiegyenlítés
(impedancia 0 Ohm):
Csatlakozódugóval,
kiegyenlítŒvezeték a középsŒ
érintkezŒn
Pontenciálmentes:
Csatlakozódugóval
Lágy földelés:
Csatlakozódugóval és beforrasztott
ellenállással. Földelés a választott
ellenállásértéken át.
5. Útmutató a munkához
A különbözŒ szívókák sokféle kiforrasztási feladat megol-
dására alkalmasak.
A szívókák cseréjéhez való szerszám a tisztítószerszám-
ba van integrálva. A szívókát annak cseréjekor és rögzíté-
sekor nyomja kissé neki a fıtŒtestnek.
A kiforrasztás során fontos a pótlólagos forrasztóhuzal
használata. Ezáltal biztosítható a szívóka jó
nedvesítŒképessége, valamint a régi forraszanyag jobb
folyási tulajdonsága. Az optimális szívóteljesítmény eléré-
se érdekében ügyelni kell rá, hogy a szívóka az áramköri
lap síkjára merŒlegesen álljon. A forraszanyagnak egés-
zen folyékonynak kell lennie. Fontos, hogy a kiforrasztási
folyamat alatt az alkatrész csatlakozólábát körkörösen
mozgassa a furatban. Amennyiben az elszívási folyamat
után a forraszanyagot még nem távolította el teljes mér-
tékben, akkor az újbóli kiforrasztás elŒtt újra cinezze be a
forrasztási helyet.
Fontos a szívóka méretének megfelelŒ kiválasztása.
Ökölszabályként érvényes, hogy a szívóka belsŒ átmérŒje
egyezzen meg az áramköri lap furatának átmérŒjével.
Az elsŒ felfıtéskor a forrasztócsúcsot illetve szívókát ned-
vesítse meg forraszanyaggal. Ezáltal eltávolítja a forrasz-
tócsúcs tárolásból eredŒ oxidrétegeit és szennyezŒdéseit.
Forrasztási szünet esetén és a forrasztószerszám leraká-
sa elŒtt mindig ügyeljen rá, hogy a forrasztócsúcs illetve a
szívóka jól be legyen cinezve. Ne használjon túl agresszív
folyasztószert.
A kiforrasztóállomást közepes forrasztócsúcshoz illetve
szívókához állították be. A különbözŒ csúcsformák
hŒmérsékleteltérést okozhatnak.
Vigyázat:
Mindig ügyeljen a forrasztócsúcs elŒírásszerı
illeszkedésére.
WCB 1 és WCB 2 külsŒ beviteli készülék (opció)
KülsŒ beviteli készülék használata esetén a következŒ
funkciók állnak rendelkezésre.
● Offset:
A forrasztócsúcs valós hŒmérséklete az offset megadásá-
val ± 40°C (72°F) -kal módosítható.
● Setback:
A beállított elŒírt érték lecsökkentése 150°C-ra/300 °F-ra
(standby). A Setback-idŒ, aminek leteltével a forrasztóál-
lomás stand-by üzemmódba kapcsol, 0-99 perc között állí-
tható. A Setback-állapotot a tényleges érték villogó kijel-
zése mutatja. A Setback-idŒ háromszorosának leteltével
aktiválódik az Auto-Off funkció. A forrasztószerszám
kikapcsol (villogó vonal a kijelzŒn). Az egyik gomb vagy az
ujjal mıködtethetŒ kapcsoló megnyomásával léphez ki a
Setback-állapotból illetve az Auto-Off állapotból. Ekkor
rövid idŒre a beállított elŒírt érték jelenik meg.
● Lock:
A beállított hŒmérséklet és a hŒmérsékleti ablak retesze-
lése. A reteszelés után a forrasztóállomáson nem lehet a
beállításokat módosítani.
● °C/°F:
A hŒmérsékletkijelzés átkapcsolása °C-ról °F-re és fordít-
va. A bekapcsolás alatt a Down gombot megnyomva az
aktuális hŒmérsékletverzió jelenik meg.
Magyar

● Window:
A hŒmérséklettartomány korlátozása a LOCK funkcióval
reteszelt hŒmérséklet max. +-99 °C értékre. A reteszelt
hŒmérséklet így a beállítható hŒmérséklettartomány köze-
pének felel meg.
Pontenciálmentes csatlakozóval (optocsatoló-kimenet)
rendelkezŒ készülékeknél a WINDOW funkció a
hŒmérsékleti ablak beállítására szolgál. Amennyiben a
tényleges hŒmérséklet a hŒmérsékleti ablakon belülre
esik, akkor a pontenciálmentes csatlakozó (optocsatoló-
kimenet) kapcsol.
● Cal:
a forrasztóállomás újra-beszabályozása (csak WCB 2) és
Factory setting FSE (minden beállítási érték 0-ra állítása,
elŒírt hŒmérséklet 350°C / 660°F).
● PC-interfész:
RS 232 (csak WCB 2)
● HŒmérsékletmérŒ készülék:
Beépített hŒmérŒkészülék K típusú termoelemhez
(csak WCB 2)
6. Tartozéklista
T005 29 180 99 WP 80 forrasztópáka-készlet
T005 33 125 99 WSP 80 forrasztópáka-készlet
T005 33 112 99 LR 21 antisztatikus
forrasztópáka-készlet
T005 33 113 99 LR 82 forrasztópáka-készlet
T005 33 133 99 WTA 50 kiforrasztókészlet
T005 13 181 99 DXV 80 kiforrasztókészlet
T005 33 138 99 DSX 80 kiforrasztókészlet
T005 33 131 99 MPR 80 forrasztópáka-készlet
T005 33 155 99 WMP forrasztópáka-készlet
T005 27 028 99 WHP 80 elŒmelegítŒ lap
T005 31 181 99 WCB 1 külsŒ beviteli készülék
T005 31 180 99 WCB 2 külsŒ beviteli készülék
T005 13 500 99 tisztítószerszám
7. Szállítási terjedelem
WDD 81V Power Unit
PUD 81V vezérlŒkészülék vezérlŒkészülék
DSX 80 kiforrasztókészlet elektromos csatlakozó
elektromos csatlakozókábel kábel
3,5 mm-es dugasz 3,5 mm-es dugasz
AK 20 biztonsági tároló üzemeltetési útmutató
Biztonsági utasítások fŒszırŒ
üzemeltetési útmutató, biztonsági utasítások
FŒszırŒ
Szívókák ábráját lásd a 82. oldalon
Kapcsolási rajzot lásd a 83. oldalon
Forrasztócsúcs-választék ábráját lásd a 84. - 86.
oldalon
A mıszaki változtatások jogát fenntartjuk!
Zaktualizowane instrukcje obs∏ugi znajdujà si´ pod
adresem: www.weller-tools.com
61
Magyar

62
ëakujeme vám za dôveru, ktorú ste nám preukázali zakú-
pením spájkovacej stanice Weller WDD 81V. Pri v˘robe
sa uplatnili najprísnej‰ie kritériá kvality, ktoré zaruãujú
bezchybnú funkciu zariadenia.
1. Upozornenie!
Pred uvedením zariadenia do prevádzky si, prosím, dôk-
ladne preãítajte tento návod na pouÏitie a priloÏené bez-
peãnostné pokyny. Pri nedodrÏaní bezpeãnostn˘ch pred-
pisov hrozí nebezpeãenstvo ohrozenia zdravia a Ïivota.
V prípadoch pouÏívania zariadenia na iné úãely, neÏ urãu-
je návod na pouÏívanie zariadenia, ako aj v prípade vyko-
nania zmien, v˘robca nepreberá Ïiadnu záruku.
Spájkovacia stanica Weller WDD 81V zodpovedá vyhlá-
seniu o zhode ES podºa základn˘ch bezpeãnostn˘ch poÏ-
iadaviek smerníc 2004/108/ES a 2006/95/ES.
2. Popis
2.1 Riadiaca jednotka
Spájkovacia stanica WDD 81V patrí do skupiny prístrojov,
ktoré boli vyvinuté pre pouÏitie v priemyslovej v˘robe, pri
opravách a v laboratóriách. Digitálna regulaãná elektroni-
ka a moderná senzorová technika a technika prenosu
tepla v spájkovacom nástroji zaisÈuje presnú reguláciu
teploty spájkovacieho hrotu. Najvy‰‰ia presnosÈ teploty a
optimálne dynamické správane teploty v prípade záÈaÏe
sa dosahuje r˘chlym a presn˘m snímaním meranej teplo-
ty v uzavretom regulaãnom obvode. Zariadenie WSD 81V
automaticky rozpozná spájkovacie nástroje a priradí im
zodpovedajúce regulaãné parametre. Vákuum potrebné
na odspájkovanie sa vytvára intern˘m bezúdrÏbov˘m tla-
kov˘m meniãom a aktivuje mikrospínaãom integrovan˘m v
odspájkovaãke.
Vysok˘ ‰tandard kvality dopæÀajú rôzne moÏnosti vyrovna-
nia potenciálov vedeného do spájkovacieho hrotu, spína-
nie nulového napätia, ako aj antistatická úprava riadiace-
ho zariadenia a spájkovaãky. MnoÏstvo funkcií tejto
odspájkovacej stanice roz‰iruje tieÏ moÏnosÈ pripojenia
externého prístroja pre zadávanie dát. Pomocou volite-
ºn˘ch vstupn˘ch zariadení WCB 1 a WCB 2 moÏno okrem
iného realizovaÈ ãasovú funkciu a funkciu zablokovania.
Integrovan˘ meraã teploty a rozhrania pre PC patrí k
roz‰írenému rozsahu funkcií prístroja pre zadávanie dát
WCB 2.
PoÏadovanú hodnotu moÏno 2 tlaãidlami (Up/Down)
nastavovaÈ v rozsahu 50-450 °C (122-842 °F).
PoÏadovaná a skutoãná teplota sa digitálne zobrazujú.
Dosiahnutie predvolenej teploty je signalizované blikaním
ãervenej LED kontrolky na ukazovateli, ktorá slúÏi na
optickú kontrolu regulácie. Trvalo svietiaca LED-dióda sig-
nalizuje zahrievanie systému.
2.2 Spájkovaãka
DSX 80: Odspájkovaãka 80 W. Kónick˘ upevÀovací
systém odsávacej d˘zy. ·irok˘ program odsá-
vacích d˘z umoÏÀuje optimálne odsávanie
spájkovacieho cínu na najrôznej‰ích mie-
stach. Zásobník na cín je ºahko a bez nástro-
ja vymeniteºn˘. Odspájkovacie nadstavce
CSF sa dodávajú ako príslu‰enstvo. SlúÏi na
odspájkovanie povrchovo montovan˘ch súãi-
astok. Integrovan˘ mikrospínaã na aktiváciu
vákua.
DXV 80: Odspájkovaãka 80 W. Kónick˘ upevÀovací
systém odsávacej d˘zy. Vyhotovenie inline
(zvislé drÏanie pri práci). Zásobník na cín je
integrovan˘ v rukoväti. Je ºahko vymeniteºn˘
bez nástroja. Bohat˘ program CSF (odspájko-
vacie nadstavce na SMD) a odsávacích d˘z.
Vákuum sa aktivuje mikrospínaãom.
WTA 50: Odspájkovacia pinzeta WTA 50 bola navrhnu-
tá ‰peciálne na odspájkovanie súãiastok pre
povrchovú montáÏ. Dva vyhrievacie ãlánky (2
x 25 W), kaÏd˘ s vlastn˘m teplotn˘m senzo-
rom, zaisÈujú rovnakú teplotu v obidvoch
ramenách.
LR 82: V˘konná 80 W spájkovaãka na spájkovanie s
vysok˘mi nárokmi na teplo. Spájkovací hrot je
pripevnen˘ bajonetov˘m uzáverom, ktor˘
umoÏÀuje polohovo variabilnú v˘menu spáj-
kovacieho hrotu.
WP 80: Na‰a spájkovaãka Standard.Spájkovaãka
WSP 80 WP 80 / WSP 80 sa vyznaãuje veºmi r˘chlym
dosiahnutím presnej spájkovacej teploty.
Vìaka ‰tíhlemu tvaru a vyhrievaciemu v˘konu
80 W je vhodná na univerzálne vyuÏitie od
extrémne jemného spájkovania aÏ po
spájkovanie s vysok˘mi poÏiadavkami na
teplo. Bezprostredne po v˘mene
spájkovacieho hrotu moÏno pokraãovaÈ v
spájkovaní, lebo prevádzková teplota sa
znovu dosiahne vo veºmi krátkom ãase.
ëal‰ie pripojiteºné nástroje - pozri zoznam
príslu‰enstva.
Slovensky

63
3. Uvedenie do prevádzky
Spájkovací nástroj poloÏte do bezpeãnostnej odkladacej
opierky. ZasuÀte hadicu na stlaãen˘ vzduch s vonkaj‰ím
priemerom 6 mm do r˘chlospojky na prívod stlaãeného
vzduchu (12). Zaistite zásobovanie such˘m stlaãen˘m
vzduchom zbaven˘m oleja 400-600 bar (58-87 psi).
Elektrické spojovacie vedenie zasuÀte do 7-pólovej pripá-
jacej zásuvky (9) na prednom paneli a zaaretujte. Hlavn˘
filter (6) s hadicovou spojkou zapojte medzi prípojku
vákua (8) a podtlakovú hadicu spájkovaãky. Skontrolujte,
ãi sieÈové napätie súhlasí s údajom na typovom ‰títku a ãi
je sieÈov˘ vypínaã (1) vo vypnutom stave. Zariadenie
zapojte do siete (10). Zariadenie pomocou sieÈového vypí-
naãa (1) zapnite. Pri zapnutí zariadenia prebehne auto-
test, pri ktorom sú v prevádzke v‰etky ukazovatele (2).
Následne sa na krátky ãas zobrazí nastavená teplota
(poÏadovaná hodnota) a meracia jednotka teploty (°C/°F).
Potom elektronika automaticky prepne na ukazovateº sku-
toãnej teploty. Na ukazovateli (2) sa rozsvieti ãerven˘ bod
(5). Tento bod slúÏi ako optická kontrola regulácie. Ak
trvalo svieti, znamená to, Ïe sa systém zahrieva. Blikanie
signalizuje dosiahnutie prevádzkovej teploty. Vákuum
potrebné na odspájkovanie sa aktivuje mikrospínaãom
integrovan˘m v odspájkovaãke.
Nastavenie teploty
V zásade sa na digitálnom ukazovateli (2) zobrazuje sku-
toãná teplota. Stlaãením tlaãidla Up alebo Down (3) (4) sa
digitálny ukazovateº (2) prepne na aktuálne nastavenú
poÏadovanú hodnotu. Nastavenú poÏadovanú hodnotu
(blikajúci ukazovateº) moÏno meniÈ zodpovedajúcim sme-
rom stláãaním alebo dlh˘m stlaãením tlaãidla Up alebo
Down (3) (4). Pri trvalom stlaãení tlaãidla sa bude prís-
lu‰ná nastavovaná hodnota meniÈ v r˘chlom slede. Asi 2 s
po uvoºnení tlaãidla sa digitálny ukazovateº (2) automatic
ky znovu prepne na skutoãnú hodnotu.
·tandardné zníÏenie teploty (Setback)
Ak sa spájkovacie zariadenie nepouÏíva, teplota po 20
minútach automaticky klesne na hodnotu Standby 150 °C
(300 °F). Po uplynutí trojnásobku ãasu pre zníÏenie teplo-
ty (60 minút) sa aktivuje funkcia AUTO OFF. Spájkovaãka
sa vypne.
Zapnutie funkcie ·tandardn˘ Setback: Keì je zariadenie
zapnuté, podrÏte stlaãené tlaãidlo UP (3), k˘m sa na uka-
zovateli nezobrazí ON. Pri uvoºnení tlaãidla UP sa nasta-
venie uloÏí. Pri vypínaní postupujte rovnako. Na ukazova-
teli sa zobrazí OFF (stav pri dodávke).
PouÏitie veºmi mal˘ch spájkovacích hrotov môÏe ovplyvniÈ
spoºahlivosÈ funkcie zníÏenia teploty.
Oneskorenie vypnutia vákua
Po uvoºnení mikrospínaãa zostane vákuum e‰te cca 2
sekundy aktívne.
Nastavenie: Poãas zapínania drÏte stlaãené tlaãidlo
DOWN (4), k˘m a na displeji nezobrazí ON alebo OFF.
Pri uvoºnení tlaãidla DOWN sa nastavenie uloÏí. Zmenu
moÏno vykonaÈ rovnak˘m postupom.
ÚdrÏba
Na dosiahnutie dobr˘ch v˘sledkov pri odspájkovaní je
dôleÏité pravidelne ãistiÈ odspájkovaciu hlavicu. K tomu
patrí vyprázdÀovanie zbernej nádrÏe na cín, v˘mena skle-
neného rúrkového filtra, ako aj kontrola tesnení.
Bezchybná tesnosÈ ãeln˘ch plôch skleneného valca je
zárukou plného odsávacieho v˘konu. Zneãistené filtre
ovplyvÀujú prietok vzduchu odspájkovaãkou. Preto sa
musí hlavn˘ filter (6) (hadicov˘ filter na podtlakovej hadici)
pravidelne kontrolovaÈ a v prípade potreby vymeniÈ.
Slovensky
Technické údaje
Rozmery (mm): 180 (D) x 115 (·) x 101 (V)
(in.): 7,1 (L) x 4,53 (B) x 4 (H)
SieÈové napätie (10): 230 V / 50 Hz, 120 V / 60 Hz (pozri typov˘ ‰títok)
Príkon: 95 W
Trieda ochrany: 1 (riadiaca jednotka); 3 (spájkovaãka)
Poistka (11): T 500 mA (230 V); T 1A (120 V) (pozri typov˘ ‰títok)
Regulácia teploty: digitálne 50-450 °C (122-842 °F)
PresnosÈ: ± 9°C (± 17°F)
Stlaãen˘ vzduch: vstupn˘ tlak 400 - 600 kPA (58-87 psi) such˘, oleja zbaven˘
stlaãen˘ vzduch
Tlakov˘ meniã: spotreba vzduchu 35 l / min; max. podtlak 55 kPA (8 psi)
Prípojka stlaãeného vzduchu: hadica na stlaãen˘ vzduch s vonkaj‰ím priemerom 6 mm (0,24)
Vyrovnanie napätia (7): Prostredníctvom prípojky s 3,5 mm kontaktom na spodnej strane zariadenia.
(Stav pri dodávke - tvrdé uzemnenie, konektor nie je zastrãen˘)

64
PouÏite na to originálnu filtraãnú vloÏku Weller.
Na ãistenie tesnenia odsávacej d˘zy a odsávacej trubice
pouÏívajte ãistiace nástroje (5 13 500 99). Odsávacie d˘zy
moÏno jednoducho a r˘chlo vymeniÈ krátkym otoãn˘m
pohybom (cca 45°). Ak sú usadeniny neãistôt v kuÏeºovej
ãasti hrubé, nová d˘za sa nedá vsadiÈ. Tieto usadeniny
moÏno odstrániÈ ãistiacim nadstavcom pre kuÏeº vyhrieva-
cieho telesa.
V˘straha: Práca bez filtra spôsobí zniãenie tlakového
meniãa.
Na strane 87 nájdete obrázok âistiace nástroje,
ãistenie a v˘mena odsávacích d˘z.
4. Vyrovnanie potenciálov
Prostredníctvom rôzneho zapojenia prípojky s 3,5 mm
kontaktom (7) moÏno realizovaÈ 4 moÏnosti:
Tvrdé uzemnenie:
Bez zástrãky (stav pri dodávke)
Vyrovnanie potenciálov (impedan-
cia 0 ohmov):
So zástrãkou, vyrovnávacie vedenie
pripojené k strednému kontaktu
Bezpotenciálové:
So zástrãkou
Mäkké uzemnenie:
So zástrãkou a vpájan˘m odporom.
Uzemnenie prostredníctvom zvolenej
hodnoty odporu
5. Pracovné pokyny
Mnohé problémy pri odspájkovaní rie‰ia rôzne nasávacie
d˘zy.
Vhodn˘ nástroj na v˘menu odsávacej d˘zy je integrovan˘
v ãistiacom nástroji. Pri nasadzovaní a aretácii mierne prit-
láãajte odsávaciu d˘zu proti vyhrievaciemu telesu.
Pri odspájkovaní je dôleÏité pouÏiÈ pomocn˘ spájkovací
drôt. Zaruãí sa tak dobrá zmáãavosÈ odsávacej d˘zy a
lep‰ia tekutosÈ starej pájky. K dosiahnutiu optimálneho
odsávacieho v˘konu dbajte na to, aby odsávacia d˘za
bola kolmá na rovinu dosky. Spájkovacia tekutina musí byÈ
úplne tekutá. Poãas odspájkovania je dôleÏité kruhovito
pohybovaÈ pripájacím pinom súãiastky v otvore. Ak spájka
po odsatí nie je úplne odstránená, pred ìal‰ím odspájko-
vaním je nutné spájkované miesta nanovo pocínovaÈ.
DôleÏitá je správna voºba veºkosti nasávacej d˘zy. Platí
základné pravidlo: vnútorn˘ priemer odsávacej d˘zy musí
zodpovedaÈ priemeru otvoru v platni.
Pri prvom zahriatí naneste na spájkovací hrot, príp. odsá-
vaciu d˘zu pájku. Odstráni sa t˘m vrstva oxidov a neãistôt
usaden˘ch pri skladovaní. Pri prestávkach pri spájkovaní
a pred odloÏením spájkovaãky vÏdy dbajte, aby bol spáj-
kovací hrot dôkladne pocínovan˘. NepouÏívajte príli‰
agresívne tavidlo.
Odspájkovacia stanica je rektifikovaná na stredn˘ spájko-
vací hrot, resp. d˘zu. Následkom pouÏitia rôznych tvarov
hrotu sa môÏu vyskytnúÈ odch˘lky teploty.
Pozor: VÏdy dbajte o správne umiestnenie
spájkovacieho hrotu.
Externé vstupné zariadenie WCB 1 a WCB 2 (voliteºné)
Pri pouÏití externej jednotky na zadávanie údajov sú k
dispozícii nasledujúce funkcie.
● Offset:
Reálnu teplotu spájkovacieho hrotu moÏno zmeniÈ zadan-
ím teplotného ofsetu ± 40 °C (72 °F).
● Setback:
ZníÏenie nastavenej poÏadovanej teploty na 150 °C/300
°F (standby). âas zníÏenia teploty, po uplynutí ktorého sa
spájkovacia stanica prepne do pohotovostného reÏimu, je
nastaviteºná v rozmedzí 0-99 minút. Stav zníÏenia teploty
je signalizovan˘ blikajúcim zobrazením skutoãnej hodno-
ty. Po uplynutí trojnásobku ãasu pre zníÏenie teploty sa
aktivuje funkcia AUTO OFF. Spájkovacie zariadenie sa
vypne (blikajúca ãiara na ukazovateli). Stlaãením niekto-
rého tlaãidla alebo mikrospínaãa sa reÏim zníÏenia teploty
(Setback, príp. stav automatického vypnutia ukonãí.
Nakrátko sa pritom zobrazí nastavená poÏadovaná hod-
nota.
● Lock:
Zablokovanie poÏadovanej teploty a teplotného okna.
Po zablokovaní nemoÏno na spájkovacej stanici meniÈ
nastavené hodnoty.
● °C/°F:
Prepnutie zobrazenia teploty zo °C na °F a naopak. Ak
drÏíte poãas zapínania tlaãidlo DOWN stlaãené, zobrazí
sa práve pouÏitá teplotná stupnica.
● Window:
Obmedzenie rozsahu teploty na max. +-99 °C vychádza-
júce z teploty zablokovanej funkciou LOCK. Zablokovaná
teplota sa tak nastaví na stred nastaviteºného rozsahu
teplôt.
Slovensky

Pri zariadeniach s beznapäÈov˘m kontaktom (optoelektro-
nick˘ uzáver) slúÏi funkcia WINDOW na nastavenie teplot-
ného okna. Ak sa skutoãná teplota nachádza v rámci
teplotného okna, beznapäÈov˘ kontakt (optoelektronick˘
uzáver) sa prepne.
● Cal:
Nové nastavenie spájkovacej stanice (len WCB 2) a
v˘robné nastavenie FSE (vynulovanie v‰etk˘ch nasta-
ven˘ch hodnôt na 0, poÏadovaná hodnota teploty
350 °C/660 °F).
● Rozhranie pre PC:
RS 232 (len WCB 2)
● Teplomer:
Integrovan˘ teplomer pre termoãlánok typu K (len WCB 2)
6. Zoznam príslu‰enstva
T005 29 180 99 Spájkovacia súprava WP 80
T005 33 125 99 Spájkovacia súprava WSP 80
T005 33 112 99 Spájkovacia súprava LR 21
antistatická
T005 33 113 99 Spájkovacia súprava LR 82
T005 33 133 99 Odspájkovacia súprava WTA 50
T005 13 181 99 Odspájkovacia súprava DXV 80
T005 33 138 99 Odspájkovacia súprava DSX 80
T005 33 131 99 Spájkovacia súprava MPR 80
T005 33 155 99 Spájkovacia súprava WMP
T005 27 028 99 Predhrievacia doska WHP 80
T005 31 181 99 Externé vstupné zariadenie
WCB 1
T005 31 180 99 Externé vstupné zariadenie
WCB 2
T005 13 500 99 âistiaci nástroj
7. Rozsah dodávky
WDD 81V Power Unit
PUD 81V Riadiaca jednotka Riadiaca jednotka
Odspájkovacia súprava DSX 80 SieÈov˘ kábel
SieÈov˘ kábel Konektor 3,5 mm
Bezpeãnostn˘ stojan AK 20 Návod na pouÏitie
Konektor 3,5 mm Hlavn˘ filter
Návod na pouÏitie Bezpeãnostné pokyny
Hlavn˘ filter
Bezpeãnostné pokyny
Na strane 82 nájdete obrázok odsávacích d˘z
Na strane 83 nájdete obrázok Schéma zapojenia
Na strane 84 - 86 nájdete obrázok s rozkladov˘m
v˘kresom
Technické zmeny vyhradené!
A frissített üzemeltetési útmutatókat a
www.weller-tools.com oldalon találja.
65
Slovensky

66
Zahvaljujemo se vam za zaupanje, ki ste nam ga izkazali
z nakupom Wellerjeve spajkalne postaje WDD 81V. Med
izdelavo so bili uporabljeni najzahtevnej‰i kakovostni
standardi, ki zagotavljajo brezhibno funkcijo naprave.
1. Pozor!
Prosimo, da pred prvo uporabo naprave pozorno prebere-
te ta navodila za uporabo in priloÏena varnostna navodila.
Z neupo‰tevanjem varnostnih navodil lahko ogrozite
zdravje in Ïivljenje.
Proizvajalec ne prevzema jamstva za uporabo, ki se razli-
kuje od opisane v navodilih za uporabo, kakor tudi za
samovoljne spremembe.
Wellerjeva spajkalna postaja WDD 81V ustreza ES izjavi
o skladnosti v skladu z osnovnimi varnostnimi zahtevami
smernic 2004/108/ES in 2006/95/ES.
2. Tehniãni opis
2.1 Krmilna naprava
Mikroprocesorsko krmiljena spajkalna postaja WDD 81V
spada v druÏino naprav, ki so bile razvite za uporabo v
industrijski proizvodnji, kakor tudi za popravila in za delo v
laboratoriju. Digitalna krmilna elektronika in visokokako-
vostna tehnika senzorjev in tehnika prenosa toplote zago-
tavljata natanãno regulacijo temperature na spajkalni kon-
ici. Visoka temperaturna toãnost in optimalne dinamiãne
temperaturne karakteristike pod obremenitvijo so doseÏe-
ne s hitrim in natanãnim pridobivanjem merilnih vrednosti
v zaprtem krmilnem krogu. Spajkalna postaja WDD 81V
avtomatsko prepozna prikljuãene spajkalnike in nastavi
pripadajoãe parametre krmiljenja. Podtlak, ki je potreben
pri odspajkanju, proizvaja integrirani pretvornik na stisnje-
ni zrak (ne potrebuje vzdrÏevanja). Podtlak se aktivira z
integriranim stikalom na prst na odspajkalniku.
Razliãne moÏnosti izenaãevanja potenciala spajkalne kon-
ice, stikalo niãelne napetosti in antistatiãna izvedba krmil-
ne naprave in spajkalnika samo ‰e dopolnjujejo visok
standard kakovosti. MoÏnost priklopa zunanje vhodne
naprave ‰e dodatno raz‰irja funkcionalnost odspajkalne
postaje. Z vhodnima napravama WCB 1 in WCB 2, ki sta
dobavljivi kot dodatna oprema, je med drugim mogoãe
realizirati ãasovne funkcije in funkcije zapore. Integrirana
naprava za merjenje temperature in PC vmesnik spadata
v raz‰irjeni obseg vhodne naprave WCB 2.
Îelena temperatura je nastavljiva v obmoãju 50°C - 450°C
s pomoãjo dveh tipk (Up / Down). Îelena in dejanska vred-
nost sta prikazani digitalno. Ko je doseÏena izbrana tem-
peratura, to z utripanjem signalizira rdeãa svetleãa dioda
na prikazu, ki je namenjena vizualni kontroli krmiljenja.
Med segrevanjem sistema dioda trajno sveti.
2.2 Spajkalnik
DSX 80: Odspajkalnik 80 W. Koniãni sistem pritrditve
sesalne ‰obe. ·irok program sesalnih ‰ob
omogoãa optimalno odsesavanje spajke na
najrazliãnej‰ih mestih spajkanja. Posoda za
zbiranje spojke je enostavno izmenljiva brez
uporabe orodja. Peãati za odspajkanje CSF
so dobavljivi kot pribor. Namenjeni so odspaj-
kanju povr‰insko name‰ãenih komponent.
Integrirano stikalo na prst za aktiviranje podt-
laka.
DXV 80: Odspajkalnik 80 W. Koniãni sistem pritrditve
sesalne ‰obe. Inline-izvedba (navpiãni delovni
poloÏaj). Posoda za zbiranje spajke je integrir-
ana v roãaju. Posodo je enostavno izmenljiva
brez uporabe orodja. ·irok program CSF
(SMD peãati za odspajkanje) in sesalnih ‰ob.
Podtlak se aktivira s stikalom na prst.
WTA 50: Pinceta za odspajkanje WTA 50 je konstruir-
ana za odspajkanje SMD komponent. Dva
grelna elementa (2 x 25 W), vsak ima tudi svoj
temperaturni senzor, skrbita za enako tempe-
raturo obeh krakov.
LR 82: Zmogljiv spajkalnik moãi 80 W za spajkanje,
pri katerem je visoka potreba po toploti.
Spajkalno konico pritrdimo na bajonetni nasta-
vek, ki omogoãa natanãno pozicioniranje kon-
ice ob menjavi .
WP 80: Standardni spajkalnik. Spajkalnik WP 80 /
WSP 80 WSP 80 odlikuje bliskovito in natanãno
doseganje temperature spajkanja. S svojo
vitko obliko in moãjo segrevanja 80 W je
univerzalno uporaben za vsako delo - od
najbolj finega spajkanja do spajkanja z
visokim vnosom toplote. Po menjavi spajkalne
konice lahko nemudoma nadaljujemo z
delom, saj je delovna temperatura doseÏena v
najkraj‰em ãasu.
Za moÏnosti priklopa ostalega orodja glej seznam
pribora.
Sloven‰ãina

3. Pred uporabo
OdloÏite spajkalnik v varovalno odlagali‰ãe. Pnevmatsko
cev zunanjega premera 6 mm vtaknite v hitro spojko prikl-
juãka komprimiranega zraka (12). Zagotovite oskrbo s
suhim komprimiranim zrakom tlaka 4 - 6 bar (58 - 87 psi)
in brez olja. Vklopite elektriãni povezovalni vod spajkalnika
v 7-polno prikljuãno dozo (9) na sprednji plo‰ãi tako, da se
zaskoãi. Namestite glavni filter (6) s cevnim delom med
prikljuãkom podtlaka (8) in cevjo za podtlak odspajkalnika.
Preverite, ali omreÏna napetost ustreza specifikaciji na
plo‰ãici s podatki in ali je omreÏno stikalo (1) izkljuãeno.
Prikljuãite krmilno napravo na el. omreÏje (10). Vklopite
napravo z omreÏnim stikalom (1). Pri vklopu naprave se
izvede avtomatski test, pri katerem se kratkotrajno aktivi-
rajo vsi elementi prikaza (2).
Nato se na kratko pokaÏe nastavljena temperatura (Ïelena
vrednost) in enota temperature (°C / °F). Elektronika nato
avtomatsko preklopi na prikaz dejanske vrednosti. Rdeãa
toãka (5) na prikazu (2) zasveti. Ta toãka je namenjena
vizualni kontroli krmiljenja. Trajni vklop diode pomeni, da
se sistem segreva. Utripanje signalizira, da je doseÏena
delovna temperatura. Podtlak, potreben za odspajkanje,
se aktivira s pomoãjo stikala na prst, ki je integrirano na
odspajkalniku.
Nastavljanje temperature
Digitalni prikaz (2) kaÏe dejansko vrednost temperature.
Ob pritisku na tipko Up ali Down (3) (4) digitalni prikaz (2)
preklopi na trenutno nastavljeno Ïeleno vrednost.
Nastavljeno Ïeleno vrednost (utripajoãi prikaz) lahko spre-
menimo v Ïeleni smeri z rahlim pritiskom ali s trajnim priti-
skom na tipko UP ali DOWN (3) (4). Za hitro listanje med
Ïelenimi vrednostmi trajno pritisnite tipko. PribliÏno 2 sek.
po tem, ko izpustite tipko, digitalni prikaz (2) avtomatsko
preklopi na dejansko vrednost.
Standardni ãas setback
V primeru neuporabe spajkalnika se temperatura po 20
min. avtomatsko zniÏa na vrednost v stanju pripravljenosti
(standby), t.j. 150°C. Po izteku trikratnega ãasa setback
(60 min.) se aktivira funkcija AUTO OFF. Spajkalnik se
izklopi.
Vklop funkcije standardnega ãasa setback: med vklopom
naprave drÏite tipko UP (3), dokler se na ekranu ne prika-
Ïe napis ON. Nastavitev se shrani, ko izpustite tipko UP.
Za izklop postopamo na enak naãin. Na ekranu se prikaÏe
napis OFF (tovarni‰ka nastavitev).
Pri uporabi zelo finih spajkalnih konic lahko pride do
zmanj‰anja varnosti funkcije Setback.
Zakasnitev izklopa podtlaka
Podtlak ostane aktiven ‰e pribliÏno 2 sekundi potem, ko
sprostite stikalo na prst.
Nastavljanje: Med vklapljanjem naprave drÏite tipko
DOWN (4), dokler se na ekranu ne prikaÏe napis ON ali
OFF. Nastavitev se shrani, ko izpustite tipko DOWN. Za
spremembo postopek ponovite.
VzdrÏevanje
Za dobre rezultate pri odspajkanju morate poskrbeti za
redno ãi‰ãenje glave odspajkalnika. V obseg ãi‰ãenja
spada praznjenje posode za zbiranje spajke, menjava ste-
klenega filtra in pregled tesnil. Brezhibno tesnjenje ãelnih
povr‰in steklenega cilindra zagotavlja polno zmogljivost
odsesavanja. Zamazan filter vpliva na pretok zraka skozi
odspajkalnik. Zato redno kontrolirajte glavni filter (6) (cevni
filter na cevi za podtlak) in ga po potrebi zamenjajte.
Uporabljajte samo originalne Wellerjeve filtrske kartu‰e.
Za ãi‰ãenje izvrtine sesalne ‰obe in sesalne cevi uporabl-
jajte orodje za ãi‰ãenje (5 13 500 99). Sesalne ‰obe lahko
67
Sloven‰ãina
Tehniãni podatki
Dimenzija (mm): 180 (D) x 115 (·) x 101 (V)
(cole): 7,1 (D) x 4,53 (·) x 4 (V)
OmreÏna napetost (10): 230 V / 50 Hz, 120 V / 60 Hz (glej plo‰ãico s podatki)
Poraba moãi: 95 W
Razred za‰ãite: 1 (krmilna naprava); 3 (spajkalnik)
Varovanje (11): T 500 mA (230 V); T 1A (120 V) (glej plo‰ãico s podatki)
Regulacija temperature: digitalna 50°C - 450°C
Toãnost: ± 9°C (± 17°F)
Komprimiran zrak: Vstopni tlak 400 - 600 kPA (58-87 psi) - suh komprimiran zrak brez olja
Pretvornik na stisnjeni zrak: Poraba zraka 35 l / min; maks. podtlak 55 kPA (8 psi)
Prikljuãek komprimiranega zraka: pnevmatska cev zunanjega premera 6 mm (0,24)
Izenaãevanje potenciala (7): Preko 3,5 mm-ske zaskoãne pu‰e na spodnji strani naprave
(v tovarni‰ki nastavitvi je trda ozemljitev, zaskoãni vtiã ni vklopljen).

68
hitro in enostavno zamenjate tako, da jih zavrtite za cca.
45°. âe je na predelu konusa debel sloj umazanije, nove
sesalne ‰obe ni mogoãe namestiti. Sloj umazanije lahko
odstranite s pomoãjo nastavka za ãi‰ãenje konusa grelne-
ga telesa.
Opozorilo: Uporaba brez filtra uniãuje pretvornik na
stisnjeni zrak.
Slika - orodje za ãi‰ãenje, postopek ãi‰ãenja in menja-
va sesalne ‰obe, glej stran 87
4. Izenaãevanje potenciala
Razliãne izvedbe 3,5 mm zaskoãne pu‰e (7) omogoãajo
‰tiri variante:
Trda ozemljitev:
Brez vtiãa (stanje ob dobavi)
Izenaãevanje potenciala (impedan-
ca 0 Ohm):
Z vtiãem, vod za izenaãevanje na
srednjem kontaktu
Brez potenciala:
Z vtiãem
Mehka ozemljitev:
Z vtiãem in prispajkanim uporom.
Ozemljitev preko izbrane vrednosti
upora
5. Navodila za delo
Razliãne sesalne ‰obe lahko re‰ijo veliko problemov, ki
nastanejo pri odspajkanju.
Ustrezno orodje za menjavo sesalne ‰obe je integrirano v
orodju za ãi‰ãenje. Pri name‰ãanju in blokiranje potisnite
sesalno ‰obo proti grelnemu telesu.
Pri odspajkanju je pomembna uporaba dodatne Ïice za
spajkanje. S tem doseÏemo bolj‰o sposobnost omoãenja
sesalne ‰obe in bolj‰e teãenje stare spajke. Paziti morate,
da je sesalna ‰oba pravokotna na ravnino tiskanega
vezja, s ãimer doseÏete optimalno zmogljivost odsesavan-
ja. Spajka mora biti popolnoma tekoãa. Pri odspajkanju je
pomembno, da prikljuãni pin komponente premikate po
izvrtini v kroÏnem gibanju. âe spajka po odsesavanju ni
popolnoma odstranjena, je pred ponovnim prispajkanjem
elementa treba mesto spajkanja na novo prevleãi s spaj-
ko.
Pomembna je tudi pravilna izbira velikosti sesalne ‰obe.
Zlato pravilo je: notranji premer sesalne ‰obe se mora uje-
mati s premerom izvrtine na tiskanem vezju.
Ob prvem segrevanju prevleãite spajkalno konico oz.
sesalno ‰obo s spajko. Tako s spajkalne konice odstrani-
te sloj oksidov in neãistoãe. V ãasu premora in kadar orod-
je odloÏite, pazite, da bo spajkalna konica oz. sesalna
‰oba dobro prevleãena s spajko. Ne uporabljajte preveã
agresivnega fluksa.
Odspajkalna postaja je nastavljena za srednjo sesalno
‰obo oz. spajkalno konico. Pri uporabi konic drugih oblik
lahko pride do odstopanja temperature.
Pozor: Spajkalna konica mora biti vedno trdno
pritrjena.
Zunanji vhodni napravi WCB 1 in WCB 2 (opcija)
Pri uporabi zunanje vhodne naprave so na razpolago nas-
lednje funkcije:
● Temperaturna razlika (offset):
Dejanska temperatura spajkalne konice se lahko z vno-
som temperaturne razlike spremeni za ± 40°C (72°F).
● Setback:
Zmanj‰evanje nastavljene Ïelene temperature na 150°C
(v pripravljenosti - standby). âas setback, po katerem
spajkalna postaja preklopi v naãin pripravljenosti, je
nastavljiv od 0-99 minut. Stanje setback signalizira utripa-
joã prikaz dejanske vrednosti. Po izteku trikratnega ãasa
setback se aktivira funkcija AUTO-OFF. Spajkalnik se
izklopi (utripajoãa ãrtica na prikazu). S pritiskom na tipko
ali na stikalo na prst se prekine stanje setback oz. AUTO-
OFF. Pri tem se na kratko pokaÏe nastavljena Ïelena
vrednost.
● Zaklepanje (lock):
Zaklepanje Ïelene temperature in temperaturnega okna.
Spremembe nastavitev na spajkalni postaji po zaklepanju
niso veã mogoãe.
● °C/°F:
Preklop enote temperature iz °C na °F in obratno. âe med
vklapljanjem pritisnete tipko Down, se prikaÏe trenutna
enota temperature.
● Okno (window):
Omejitev temperaturnega obmoãja na maks. +-99°C, izha-
jajoã iz temperature, zaklenjene s pomoãjo funkcije LOCK.
Zaklenjena temperatura pri tem predstavlja sredino
nastavljivega temperaturnega obmoãja.
Pri napravah s kontaktom brez potenciala (izhod optiãne-
ga povezovalnika), sluÏi funkcija WINDOW za nastavitev
temperaturnega okna. âe leÏi dejanska temperatura zno-
traj temperaturnega okna, kontakt brez potenciala (izhod
optiãnega povezovalnika) preklopi.
Sloven‰ãina

● Cal:
Ponovno justiranje spajkalne spostaje (samo WCB 2) in
tovarni‰kih nastavitev FSE (Vraãanje vseh nastavitvenih
vrednosti na 0, Ïelena vrednost temperature 350°C).
● PC vmesnik:
RS 232 (samo WCB 2)
● Naprava za merjenje temperature:
Integrirana naprava za merjenje temperature za termoele-
ment tipa K (samo WCB 2)
6. Seznam pribora
T005 29 180 99 Komplet za spajkanje WP 80
T005 33 125 99 Komplet za spajkanje WSP 80
T005 33 112 99 Komplet za spajkanje LR 21
antistatic
T005 33 113 99 Komplet za spajkanje LR 82
T005 33 133 99 Komplet za odspajkanje WTA 50
T005 13 181 99 Komplet za odspajkanje DXV 80
T005 33 138 99 Komplet za odspajkanje DSX 80
T005 33 131 99 Komplet za spajkanje MPR 80
T005 33 155 99 Komplet za spajkanje WMP
T005 27 028 99 Plo‰ãa za predgrevanje WHP 80
T005 25 030 99 Termiãna naprava za odstranje-
vanje izolacije WST 20
T005 31 181 99 Zunanja vhodna naprava WCB 1
T005 31 180 99 Zunanja vhodna naprava WCB 2
T005 13 500 99 Orodje za ãi‰ãenje
7. Obseg dobave
WDD 81V Spajkalna postaja
PUD 81V Krmilna naprava Krmilna naprava
Komplet za odspajkanje DSX 80 Elektriãni kabel
Elektriãni kabel Zaskoãni vtiã 3,5 mm
Varovalni odlagalnik AK 20 Navodila za uporabo
Zaskoãni vtiã 3,5 mm Glavni filter
Navodila za uporabo Varnostna navodila
Glavni filter
Varnostna navodila
Slika - sesalne ‰obe, glej strani 82
Slika - prikljuãna shema, glej stran 83
Eksplozijska risba, glej strani 84 - 86
PridrÏujemo si pravico do tehniãnih sprememb!
Aktualizovan˘ návod na pouÏívanie nájdete na adrese
www.weller-tools.com
.
69
Sloven‰ãina

70
Täname teid Welleri jootejaama WDD 81V ostuga osuta-
tud usalduse eest. Valmistamisel on järgitud kõige range-
maid kvaliteedinõudeid, mis kindlustavad seadme laitma-
tu töö.
1. Tähelepanu!
Palun lugege enne seadme kasutuselevõttu tähelepaneli-
kult läbi see kasutusjuhend ja lisatud ohutusjuhised.
Ohutuseeskirjade eiramine on ohtlik tervisele ja elule.
Valmistajatehas ei võta endale vastutust teistsuguse, käe-
solevast kasutusjuhendist erineva kasutamise, samuti
juhendi omavolilise muutmise korral.
Welleri jootejaam WDD 81V vastab EL-i ühtsusdeklarat-
siooni järgi direktiivide 2004/108/EL ja 2006/95/EL
põhilistele ohutusnõuetele.
2. Kirjeldus
2.1 Juhtplokk
Mikroprotsessori abil juhitav jootejaam WDD 81V kuulub
seadmete perekonda, mis on konstrueeritud kasutami-
seks tööstuslikes tingimustes ning remondi- ja laboratoor-
setel töödel. Digitaalne juhtimiselektroonika ja kõrgekvali-
teediline sensor- ja soojusjuhtimistehnika kindlustavad
jooteotsiku temperatuuri täpse reguleerimise. Suurim tem-
peratuuritäpsus ja optimaalne temperatuuri dünaamiline
reguleerimine koormuse all saavutatakse mõõtmistulemu-
ste kiire ja täpse töötlemisega suletud juhtimissüsteemis.
Joote/lahtijootejaam WDD 81V tuvastab jooteinstrumen-
did automaatselt ja neile antakse vastavad juhtimispara-
meetrid. Lahtijootmiseks vajalikku vaakumit tekitatakse
sisseehitatud hooldusvaba suruõhumuunduriga ja see lüli-
tatakse sisse lahtejootekolbi sisseehitatud sõrmlüliti abil.
Erinevad potentsiaalide ühtlustusvõimalused jooteotsiku-
le, nullpingeskeem ning juhtploki ja kolbide antistaatiline
ehitus täiendavad kõrget kvaliteedistandardit. Selle lahti-
jootejaama funktsioonide rohkust laiendab välise sisetus-
seadme ühendamisvõimalus. Lisavalikuna saadaolevate
sisestusseadmetega WCB 1 ja WCB 2 võib muu hulgas
realiseerida aja- ja lukustusfunktsiooni. Sisestusseadme
WCB 2 täiendavate võimaluste hulka kuuluvad sisseehita-
tud temperatuurimõõteseade ja PC-port.
Soovitud temperatuuri on võimalik seadistada vahemikus
50°C - 450°C (122°F - 842°F) 2 klahvi (Up/Down) abil.
Soovitavat ja tegelikku väärtust näidatakse digitaalselt.
Eelvalitud temperatuuri saavutamisest annab märku optili-
se reguleerimiskontrolli funktsiooni täitev punase valgus-
dioodi vilkumine näidikus. Pidev põlemine tähendab seda,
et süsteem soojeneb.
2.2 Jooteinstrument
DSX 80: 80 W lahtijootekolb. Äratõmbedüüsi kooniline
kinnitussüsteem. Lai äratõmbedüüside valik
võimaldab jootetina optimaalselt ära tõmmata
kõige erinevamatest jootekohtadest. Tina kog-
umisanum on lihtne, vahetatav ilma tööriistu
kasutamata. CSF- lahtijootetemplid on saada-
val lisavarustusena. Neid kasutatakse peale-
monteeritud komponentide lahtijootmiseks.
Sisseehitatud sõrmlüliti vaakumi sisselülitami-
seks.
DXV 80: 80 W lahtijootekolb. Äratõmbedüüsi kooniline
kinnitussüsteem. Inline variant (vertikaalne
tööasend). Tina kogumisanum on ehitatud
käepideme sisse. See on vahetatav lihtsalt,
ilma tööriistu kasutamata. Lai CSF (SMD lah-
tijootetempel)- ja äratõmbeotsikute valik.
Vaakum lülitatakse sisse sõrmlüliti abil.
WTA 50: Lahtijootepintsetid WTA 50 on konstrueeritud
spetsiaalselt SMD-elektroonikakomponentide
lahtijootmiseks. Kaks kütteelementi (2 x 25 W)
millest kumbki on varustatud oma temperatu-
urisensoriga, kindlustavad ühesugused
temperatuurid mõlemal harul.
LR 82: Suure võimsusega 80 W jootekolb suure
soojustarbega jootetööde jaoks. Jooteotsik
kinnitatakse bajonettkinnitusega. See võimal-
dab jooteotsikut vahetada nii, et selle asend ei
muutuks.
WP 80: Meie "standard"-jootekolb.Jootekolbi WP 80 /
WSP 80 WSP 80 iseloomustab väga kiire ja täpne
jootetemperatuuri saavutamine.
Tänu saledale kujule ja 80 W
küttevõimsusele saab teda kasutada
universaalselt, alates väga täpsetest
jootetöödest kuni suure soojusvajadusega
jootetöödeni. Pärast jooteotsiku vahetamist
saab kohe edasi töötada, sest töötemperatuur
saavutatakse taas väga lühikese ajaga.
Täiendavad ühendatavad instrumendid, vt
lisavarustuse nimekiri.
Eeti keel

71
3. Kasutuselevõtt
Asetage jooteinstrument ohutushoidikusse. Ühendage 6
mm välisläbimõõduga suruõhuvoolik suruõhuühenduse
(12) kiirühenduspessa. Looge suruõhuvarustus, kasuta-
des selleks 400 - 600 bar (58 - 87 psi) kuiva, õlivaba suru-
õhku. Ühendage jooteinstrumendi elektriline ühendusjuhe
esiplaadil asuvasse 7-kontaktilisse ühenduspuksi (9) ja
fikseerige. Paigaldage peafilter (6) voolikujupi abil vaak-
umiühenduse (8) ja lahtijootekolvi vaakumivooliku vahele.
Kontrollige, kas võrgupinge ühtib tüübisildil toodud and-
metega ja võrgulüliti (1) on väljalülitatud asendis. Lülitage
juhtplokk võrku.(10) Lülitage seade võrgulüliti (1) abil
sisse. Seadme sisselülitamisel teostatakse kontrolltest,
mille jooksul kõik näidikud (2) on sisse lülitatud.
Pärast seda näidatakse lühikeseks ajaks seadistatud tem-
peratuuri(soovitav väärtus) ja selle mõõtühikut (°C / °F).
Seejärel lülitub elektroonika automaatselt ümber tegeliku
väärtuse näitamisele. Punane punkt (5) näidikus (2) põleb.
See punkt täidab optilise reguleerimiskontrolli ülesannet.
Pidev põlemine tähendab süsteemi ülessoojenemist.
Vilkumine tähistab töötemperatuuri saavutamist.
Lahtijootmiseks vajalik vaakum lülitatakse sisse lahtijoote-
kolbi sisseehitatud sõrmlüliti abil.
Temperatuuri seadistamine
Põhimõtteliselt näitab digitaalne näidik (2) temperatuuri
tegelikku väärtust. Kui vajutate klahvile "UP" või "DOWN"
(3) (4), lülitub digitaalnäidik (2) ümber hetkel seadistatud
soovitavale väärtusele. Seda seadistatud soovitavat väär-
tust (vilkuv näit) võib nüüd muuta vastavas suunas, vaju-
tades või hoides all klahvi "UP" või "DOWN" (3) (4). Kui
hoiate klahvi pidevalt allavajutatuna, muutub valitud väär-
tus kiiresti. Umbes pärast 2 sekundi möödumist klahvi
vabastamisest lülitub digitaalnäidik (2) automaatselt taas
ümber tegeliku väärtuse näitamisele.
Standard-setback
Kui jooteinstrumenti ei kasutata, siis langetatakse tempe-
ratuur pärast 20 min möödumist automaatselt Stand by
väärtuseni 150°C (300°F). Pärast kolmekordse Setback-
aja (60 min) möödumist lülitatakse sisse "AUTO-OFF"
funktsioon. Jootekolb lülitatakse välja.
Standardsetback-funktsiooni sisselülitamine: hoidke sead-
me sisselülitamise ajal klahvi "UP" (3) allavajutatuna, kuni
näidikusse ilmub "ON". Klahvi "UP" vabastamisel seadi-
stus salvestatakse. Väljalülitamisel toimige analoogselt.
Näidikusse ilmub "OFF" (tarnimisel valmistajatehasest).
Väga peente jooteotsikute kasutamisel võib Setback-
funktsiooni töökindlus olla piiratud.
Vaakumi aegnihe
Pärast sõrmlüliti vabastamist jääb vaakum veel umbes 2
sekundiks sisselülitatuks.
Seadistamine: sisselülitamise ajal hoidke klahvi "DOWN"
(4) allavajutatuna, kuni näidikusse ilmub ON või OFF.
"DOWN" klahvi vabastamisel seadistus salvestatakse.
Muutmiseks tuleb operatsiooni korrata.
Hooldus
Selleks, et saavutada häid jootetulemusi, on oluline lahti-
jootepead korrapäraselt puhastada. Siia hulka kuulub tina
kogumisanuma tühjendamine, klaastorufiltri vahetamine
ning tihendite kontrollimine. Klaassilindri otsapindade lait-
matu tihedus kindlustab maksimaalse äratõmbevõimsuse.
Mustunud filtrid mõjutavad lahtijootekolvi õhu läbivooluhul-
ka. Selleks tuleb korrapäraselt kontrollida peafiltrit (6)
(vooliku filter vaakumiühenduse juures) ja vajadusel see
vahetada. Selleks tuleb kasutada Welleri originaalfiltrikas-
sette.
Eeti keel
Tehnilised andmed
Mõõtmed (mm): 180 (P) x 115 (L) x 101 (K)
(in.): 7,1 (P) x 4,53 (L) x 4 (K)
Võrgupinge (10): 230 V / 50 Hz, 120 V / 60 Hz (vaata tüübisilti)
Võimsustarve: 95 W
Kaitseklass: 1 (juhtplokk); 3 (jooteinstrument)
Kaitse (11): T 500 mA (230 V); T 1A (120 V) (vaata tüübisilti)
Temperatuuri reguleerimine: digitaalne 50°C - 450°C (122°F - 842°F)
Täpsus: ± 9°C (± 17°F)
Suruõhk: Sisendrõhk 400 - 600 kPA (58-87 psi) õlivaba, kuiv
suruõhk
Suruõhumuundur: Õhukulu 35 l / min; maks. alarõhk 55 kPA (8 psi)
Suruõhuühendus: suruõhuvoolik välisläbimõõduga 6 mm (0,24")
Potentsiaalide ühtlustamine (7): Seadme alumisel küljel asuva 3,5 mm lülituspuksi abil
(tarnimisel valmistajatehasest püsivalt maandatud, lülituspistik ühendamata).

72
Kasutage äratõmbedüüsi ava ja äratõmbetoru puhastami-
seks puhastusinstrumenti (5 13 500 99). Äratõmbedüüse
saab lihtsalt ja kiiresti vahetada, pöörates neid veidi
(umbes 45°). Kui koonuse piirkond on tugevasti mustu-
nud, siis ei saa uut düüsi enam kohale asetada. Mustust
saab eemaldada, kasutades küttekehakoonuse jaoks ette-
nähtud puhastusvahendit.
Hoiatus: töötamine ilma filtrita rikub suruõhumuundu-
ri.
Joonist "Puhastusinstrument, puhastamine ja ära-
tõmbedüüsi vahetamine" vt lk 87.
4. Potentsiaalide ühtlustamine
3,5 mm lülituspuksi (7) erineva lülitamisega saab realisee-
rida 4 variatsiooni:
Püsivalt maandatud:
Ilma pistikuta (tarneasend)
Potentsiaalide ühtlustamine (taki-
stus 0 oomi):
Pistikuga, ühtlustusjuhe keskkontaktis
Potentsiaalivaba:
Pistikuga
Pehmelt maandatud:
Pistiku ja külgejoodetud takistiga.
Maandamine valitud suurusega takisti
abil.
5. Tööjuhised
Erinevad äratõmbedüüsid lahendavad paljud lahtijootmi-
sega seonduvad probleemid.
Äratõmbedüüsi vahetamiseks sobiv instrument kuulub
puhastusinstrumentide komplekti. Äratõmbedüüsi paigal-
damiseks ja kinnitamiseks vajutage seda kergelt vastu
küttekeha.
Lahtijootmisel on oluline kasutada lisa-jootetraati. Sellega
kindlustatakse äratõmbedüüsi hea katmisvõime ning vana
joodise paremad voolamisomadused. Et saavutada optim-
aalset äratõmberesultaati, tuleb pöörata tähelepanu selle-
le, et äratõmbedüüs asetseks plaadi pinnaga risti. Kogu
joodis peab olema täielikult vedel.
Lahtijootmisoperatsiooni käigus on oluline, et elektrooni-
kakomponendi ühendusjalga liigutatakse avas ringikujuli-
selt. Kui joodis ei ole mõnikord pärast äratõmbamisope-
ratsiooni täielikult eemaldunud, siis tuleks jootekoht enne
uut lahtijootmist uuesti tinaga katta.
Tähtis on valida õige suurusega äratõmbedüüs.
Rusikareegel: äratõmbedüüsi siseläbimõõt peaks olema
niisama suur kui plaadi ava läbimõõt.
Selektiivselt tinaga kaetava jooteotsiku või äratõmbedüüsi
esmakordsel üleskuumutamisel niisutage see joodisega.
Sellega eemaldatakse sinna jooteotsiku ladustamisel tek-
kinud oksiidikihid ja mustus. Jootepauside ajal ja enne
jooteinstrumendi käest ärapanekut pöörake alati tähelep-
anu sellele, et jooteotsik või äratõmbedüüs oleks tinaga
hästi kaetud. Ärge kasutage liiga agressiivset räbustit.
Lahtijootejaam on välja reguleeritud keskmise suurusega
jooteotsiku või äratõmbedüüsi jaoks. Erineva kujuga otsi-
kute korral võib esineda temperatuurikõikumisi.
Tähelepanu: hoolitsege alati, et jooteotsik oleks
nõuetekohaselt kinnitatud.
Väline sisestusseade WCB 1 ja WCB 2 (valikul)
Välise sisestusseadme puhul saab kasutada järgmisi
funktsioone:
● Offset:
Jooteotsiku reaalset temperatuuri võib temperatuuri-
offseti sisestamisega muuta ± 40 °C (72°F) võrra.
● Setback:
Seadistatud soovitava temperatuuri alandamine
150°C/300°F-le (standby). Setback-aega, pärast mille
möödumist jootejaam lülitub ootereÏiimi, saab seadistada
vahemikus 0-99 minutit. Setback-olekut näidatakse tegeli-
ku väärtuse vilkuva näiduga. Pärast kolmekordse
Setback-aja möödumist lülitatakse "AUTO-OFF" sisse.
Jooteinstrument lülitatakse välja (vilkuv kriips ekraanil).
Vajutusega mõnele klahvile või sõrmlülitile lõpetatakse
Setback-olek või AUTO-OFF olek. Sealjuures näidatakse
lühiajaliselt seadistatud väärtust.
● Lock:
Soovitava temperatuuri ja temperatuuriakna lukustamine.
Pärast lukustamist ei saa jootejaama seadistusi muuta.
● °C/°F:
Temperatuurinäidu ümberlülitamine °C-lt °F-le ja vastupi-
di. Kui vajutate sisselülitamise ajal klahvile "Down", näida-
takse temperatuuri aktuaalset varianti.
● Window:
Temperatuurivahemiku piirang maksimaalselt +-99°C-le
lähtudes "LOCK" funktsiooniga lukustatud temperatuurist.
Lukustatud temperatuur asetseb seega seadistatud tem-
peratuuripiirkonna keskel. Potentsiaalivaba kontaktiga
seadmetel (optokopplerväljund) täidab "WINDOW"-funkt-
sioon temperatuuriakna seadistamise ülesannet. Kui tege-
lik temperatuur on temperatuuriakna piires, siis lülitatakse
potentsiaalivaba kontakt (optokoppleri väljund) otse.
Eeti keel

● Cal:
Jootejaama uuesti seadistamine (ainult WCB 2) ja Factory
setting FSE (kõikide seadistatavate parameetrite
nullimine, temperatuuri seadistatav väärtus 350°C/660°F).
● PC- port:
RS 232 (ainult WCB 2)
● Temperatuuri mõõteseade:
Sisseehitatud temperatuurimõõteseade K tüüpi
termoelemendi jaoks (ainult WCB 2)
6. Lisavarustuse nimekiri
T005 29 180 99 Jootekolvikomplekt WP 80
T005 33 125 99 Jootekolvikomplekt WSP 80
T005 33 112 99 Antistaatiline jootekolvikomplekt LR 21
T005 33 113 99 Jootekolvikomplekt LR 82
T005 33 133 99 Lahtijootekomplekt WTA 50
T005 13 181 99 Lahtijootekomplekt DXV 80
T005 33 138 99 Lahtijootekomplekt DSX 80
T005 33 131 99 Jootekolvikomplekt MPR 80
T005 33 155 99 Jootekolvikomplekt WMP
T005 27 028 99 Eelkuumutusplaat WHP 80
T005 31 181 99 Väline sisestusseade WCB 1
T005 31 180 99 Väline sisestusseade WCB 2
T005 13 500 99 Puhastusinstrument
7. Tarne sisu
WDD 81V Power Unit
PUD 81V Juhtplokk Juhtplokk
Lahtijootekomplekt DSX 80 Võrgujuhe
Võrgujuhe Lülituspistik 3,5 mm
Ohutushoidik AK 20 Kasutusjuhend
Lülituspistik 3,5 mm Peafilter
Kasutusjuhend Ohutusjuhised
Peafilter
Ohutuseeskirjad
Joonis: äratõmbedüüsid, vt lk 82
Joonis: elektriskeem, vt lk 83
Joonis kirjeldav joonis, vt lk 84 - 86
Tehnilised muudatused võimalikud!
Posodobljena navodila za uporabo boste na‰li na
spletnem naslovu www.weller-tools.com
.
73
Eeti keel

74
Dòkojame, kad parodòte pasitikòjimà pirkdami „Weller"
litavimo stotel´ WDD 81V. Ji pagaminta pagal grieÏãiau-
sius kokybòs reikalavimus, garantuojanãius
nepriekai‰tingà veikimà.
1. Dòmesio!
Prie‰ pradòdami ∞taisà eksploatuoti, atidÏiai perskaitykite
‰ià instrukcijà ir saugos reikalavimus. Nesilaikantiems
saugos reikalavim˜ kyla pavojus sveikatai ir gyvybei.
Gamintojas neatsako uÏ prietaisà, jeigu naudosite j∞ kitoki-
ais tikslais negu nurodyta instrukcijoje arba savavali‰kai
kà nors keisite.
„Weller" litavimo stotelò WDD 81V turi EB atitikties sertifi-
katà pagal pagrindinius direktyv˜ 2004/108/EB ir
2006/95/EB saugos reikalavimus.
2. Apra‰ymas
2.1 Valdymo ∞taisas
Mikroprocesoriaus valdoma litavimo stotelò WDD 81V
priklauso prietais˜ grupei, sukurtai pramoninei gamybos
technikai bei remonto ir laboratorij˜ sriãiai. Skaitmeninò
valdymo elektronika ir auk‰tos kokybòs jutiklinò bei ‰ilu-
mos perdavimo technika litavimo ∞rankyje uÏtikrina tiksl˜
lituoklio antgalio temperatros reguliavimà. Auk‰ãiausias
temperatros tikslumas ir optimaliai dinami‰kas tempera-
tros reguliavimas pasiekiamas greitai ir precizi‰kai fiksu-
ojant temperatrà uÏdaroje reguliavimo grandinòje. WDD
81V automati‰kai atpaÏ∞sta litavimo ∞rankius ir jiems priski-
ria atitinkamus reguliavimo parametrus. Atlitavimui reika-
lingà vakuumà sukuria vidinis prieÏiros nereikalaujantis
suspausto oro keitiklis, o vakuumas aktyvinamas integru-
otu jungikliu ant atlituoklio.
Øvairios potencial˜ i‰lyginimo galimybòs ties lituoklio ant-
galiu, nulinò ∞tampa bei valdymo ∞taiso ir lituoklio antistati-
nò konstrukcija papildo auk‰tà kokybòs standartà. Dòl
galimybòs prijungti i‰orin∞ parametr˜ ∞vedimo ∞taisà dar
labiau padidòja ‰ios atlitavimo stotelòs funkcionalumas.
Su papildomai ∞sigyjamais parametr˜ ∞vedimo ∞taisais
WCB 1 ir WCB 2 galima realizuoti laiko ir temperatros
blokavimo funkcijas. Parametr˜ ∞vedimo ∞taisas WCB 2
gali bti papildomai komplektuojamas su integruotu tem-
peratros matuokliu ir kompiuterio sàsaja.
Norimà temperatrà galima nustatyti 50°C - 450°C (122°F
- 842°F) laipsni˜ diapazone dviem mygtukais („Up" /
„Down"). UÏprogramuoti ir esami parametrai parodomi
skaitmenimis. Kai pasiekiama nustatyta temperatra, pra-
deda mirksòti raudonas ‰viesos diodas, kuris tarnauja
kaip optinò valdymo kontrolò. Jeigu ‰viesos diodas dega
nuolat, vadinasi, sistema kaitinama.
2.2 Litavimo ∞rankis
DSX 80: 80 W atlituoklis. Konusinò siurbtuko tvirtinimo
sistema. Plati siurbtuk˜ gama uÏtikrina, kad
∞vairiausiose vietose bt˜ optimaliai i‰siurbtas
alavas. Alavo surinkimo indas keiãiamas leng-
vai ir be joki˜ ∞ranki˜. Papildomai galima ∞sigy-
ti CSF atlitavimo plunÏerius. Jie skirti atlituoti
pavir‰ines detales. Integruotas jungiklis vaku-
umo aktyvinimui.
DXV 80: 80 W atlituoklis. Konusinò siurbtuko tvirtinimo
sistema. „Inline" konstrukcija (vertikali darbinò
padòtis). Alavo surinktuvas integruotas ranke-
noje. J∞ galima pakeisti lengvai ir be ∞ranki˜.
Plati CSF (SMD atlitavimo plunÏeri˜) ir siurb-
tuk˜ gama. Vakuumas aktyvinamas jungikliu.
WTA 50: lydmetalio ‰alinimo pincetas „WTA 50“ sukur-
tas specialiai SMD detali˜ atlitavimui. Du kaiti-
nimo elementai (2 x 25 W), turintys po tempe-
ratros jutikl∞, uÏtikrina, kad bt˜ palaikoma
vienoda abiej˜ pinceto kojeli˜ temperatra.
LR 82: Galingas 80 W lituoklis, skirtas litavimo dar-
bams, kuriems reikia daug ‰ilumos energijos.
Lituoklio antgalis tvirtinamas uÏrakte, kuris lei-
dÏia keisti antgalius nenukrypstant nuo esa-
mos padòties.
WP 80: ms˜ „standartinis“ lituoklis. lituoklis „WP 80 /
WSP 80 WSP 80“ pasiÏymi tuo, kad gali itin greitai ir
tiksliai pasiekti litavimo temperatrà.
Dòl siauro skersmens ir 80 W
kaitinimo galios lituokl∞ galima naudoti
universaliai – nuo ypaã precizi‰k˜ iki daug
‰ilumos energijos reikalaujanãi˜ litavimo
darb˜. Pakeitus lituoklio antgal∞, galima i‰
karto dirbti toliau, nes darbinò temperatra
pasiekiama labai greitai.
Kiti jungiamieji ∞rankiai nurodyti pried˜ sàra‰e.
Lietuvi‰kai

3. Pradedant naudotis
Litavimo ∞rank∞ ∞statykite ∞ apsaugin∞ dòklà. 6 mm i‰orinio
diametro suspausto oro Ïarnà uÏmaukite ant suspausto
oro jungimo movos (12). Øjunkite 400 - 600 (58 - 87 psi)
suspausto oro tiekimà (suspaustas oras turi bti sausas ir
be tepalo daleli˜). Priekinòje plok‰tòje ∞ 7 pol. lizdà (9) ∞jun-
kite ir uÏfiksuokite elektros kabelius. Østatykite pagrindin∞
filtrà (6) su Ïarnos prijungimo antgaliu tarp vakuumo jung-
ties (8) ir atlituoklio vakuumo Ïarnos. Patikrinkite, ar tinklo
∞tampa atitinka ∞renginio lentelòje nurodytà ∞tampà ir ar tin-
klo jungiklis (1) i‰jungtas. Øjunkite valdymo ∞taisà ∞ tinklà
(10). Ørengin∞ ∞junkite tinklo jungikliu (1). Øjungiant ∞taisà
atliekamas automatinis patikros testas, kurio metu veikia
visi indikatoriai (2).
Po to trumpai parodoma nustatyta temperatra (uÏprogra-
muotas parametras) ir temperatros versija (°C / °F). Tada
elektronika automati‰kai perjungiama ∞ esam˜ parametr˜
indikacijà. Indikatoriuje (2) uÏsidega raudonas ta‰kas (5).
·is ta‰kas naudojamas kaip optinò valdymo kontrolò.
Jeigu ‰viesos diodas dega nuolatos, vadinasi, sistema kai-
tinama. Kai pasiekiama pasirinkta temperatra, ‰viesos
diodas pradeda mirkãioti. Atlitavimui reikalingas vakuumas
aktyvinamas atlituoklyje integruotu jungikliu.
Temperatros nustatymas
Paprastai skaitmeninis indikatorius (2) rodo temperatros
esamà vert´. Paspaudus mygtukus „UP" arba „DOWN" (3)
(4), skaitmeninis indikatorius (2) parodo tuo metu nustaty-
tà parametrà. Nustatytàj∞ parametrà (mirksintis skaiãius),
spaudinòjant arba laikant ∞spaudus „UP" arba „DOWN"
mygtukà (3) (4), galima keisti atitinkama kryptimi. Jei myg-
tukas laikomas nuspaustas, parametrai keiãiasi greitai.
Atleidus mygtukà, maÏdaug po 2 sek. indikatoriuje (2)
automati‰kai vòl pradedamas rodyti esamas parametras.
Standartinis „setback“
Nenaudojant litavimo ∞rankio, maÏdaug po 20 min., tempe-
ratra automati‰kai sumaÏinama iki budòjimo reÏimo tem-
peratros - 150°C (300°F) laipsni˜. Tris kartus pasikartojus
‰iam „setback“ procesui (60 min.), ∞sijungia „AUTO OFF"
funkcija. Lituoklis i‰jungiamas.
Standartinòs „setback" funkcijos ∞jungimas: ∞jungiant ∞taisà
laikyti nuspaudus mygtukà „UP" (3), kol indikatoriuje pasi-
rodys „ON". Atleidus mygtukà „UP", nustatymas i‰saugo-
mas. Norint i‰jungti, atliekami tokie patys veiksmai.
Indikatoriuje pasirodo „OFF" (gamykliniai parametrai).
Naudojant labai smulkius lituoklio antgalius funkcijos „set-
back“ patikimumas gali sumaÏòti.
Vakuumo vòlinimas
Atleidus jungikl∞, vakuumas palaikomas dar maÏdaug
2 sek. Nustatymas: ∞jungdami laikykite nuspaud´ „DOWN"
mygtukà (4), kol indikatoriuje pasirodys „ON“ arba „OFF".
Atleidus mygtukà „DOWN", nustatymas i‰saugomas.
Noròdami pakeisti parametrà, apra‰ytus veiksmus kartoki-
te.
Techninis aptarnavimas
Norint pasiekti gerus atlitavimo rezultatus, btina reguliari-
ai valyti atlitavimo galvut´. Taip pat reikia i‰tu‰tinti alavo
surinktuvà, pakeisti stiklin∞ filtrà bei patikrinti tarpiklius.
Jeigu stiklinis cilindras sandarus, siurbimas vyks visu
pajògumu. Jei filtras uÏter‰tas, atlituoklyje blogiau cirkuliu-
oja oras. Todòl pagrindin∞ filtrà (6) (vakuumo Ïarnos filtrà)
reikia reguliariai tikrinti ir, esant reikalui, keisti. Tam tikslui
naudokite naujà original˜ filtrà.
75
Lietuvi‰kai
Techniniai duomenys
(mm): 180 (ilgis) x 115 (plotis) x 101 (auk‰tis)
(col.): 7,1 (ilgis) x 4,53 (plotis) x 4 (auk‰tis)
Tinklo ∞tampa (10): 230 V / 50 Hz, 120 V / 60 Hz (Ïr. ∞renginio tipo lentelòje)
Øòjimo galia: 95 W
Apsaugos klasò: 1 (valdymo ∞taisas); 3 (litavimo ∞rankiai)
Saugikliai (11): T 500 mA (230 V); T 1A (120 V) (Ïr. ∞renginio tipo lentelòje)
Temperatos reguliavimas: skaitmen. 50°C - 450°C (122°F - 842°F)
Tikslumas: ± 9°C (± 17°F)
Suspaustas oras: ∞òjimo slògis 400 - 600 kPA (58-87 psi), sausas, be tepalo daleli˜ suspaustas
oras
Suspausto oro keitiklis: oro sànaudos 35 l / min.; maks. subatmosferinis slògis 55 kPA (8 psi)
Suspausto oro prijungimas: suspausto oro Ïarna, i‰orinis diametras 6 mm (0,24").
Potencial˜ i‰lyginimas (7): 3,5 mm fiksatoriaus lizde apatinòje prietaiso dalyje
(gamyklinò komplektacija - nuolatinis ∞Ïeminimas, fiksatoriaus ki‰tukas
ne∞ki‰tas).

76
Siurbtuko skylut´ ir vamzdel∞ valykite valymo ∞rankiu
(5 13 500 99). Siurbtukus ‰iek tiek pasukus (maÏdaug 45°)
galima paprastai ir greitai pakeisti. Kai konuso dalyje
nusòda daug ne‰varum˜, ∞statyti naujà siurbtukà
ne∞manoma. ·ias nuosòdas galima pa‰alinti naudojant
kaitinimo elemento valikl∞.
Dòmesio: dirbant be filtro gali bti sugadintas suspau-
sto oro keitiklis.
Paveikslòl∞ - valymo ∞rankis, valymo eiga ir siurbtuko
keitimas - Ïr. 87 psl.
4. Potencial˜ i‰lyginimas
Keiãiant padòtis 3,5 mm fiksatoriaus lizde (7), galimi 4
variantai:
Nuolatinis ∞Ïeminimas:
be ki‰tuko (gamyklinò komplektacija).
Potencial˜ i‰lyginimas (pilnutinò
varÏa 0 om˜):
su ki‰tuku, i‰lyginama viduriniame
kontakte.
Nòra potencial˜:
su ki‰tuku.
Nenuolatinis ∞Ïeminimas:
su ki‰tuku ir ∞lituota varÏa. ØÏeminama
pagal pasirinktà varÏos parametrà.
5. Darbo nurodymai
Jeigu naudojami ∞vairs siurbtukai, atsiranda daug lydme-
talio ‰alinimo problem˜.
Siurbtuk˜ keitimui skirtas ∞rankis integruotas valymo ∞ran-
kyje. Østatydami ir uÏfiksuodami siurbtukà, j∞ nestipriai
paspauskite prie kaitinimo elemento.
Atlituojant svarbu naudoti papildomà litavimo vielà. Taip
bus uÏtikrintas geresnis siurbtuko sukibimas ir seno lyd-
metalio takumas. Norint pasiekti optimalià siurbimo galià,
siurbtukas turi bti nukreiptas staãiu kampu ∞ plok‰tòs
pavir‰i˜. Lydmetalis turi bti visi‰kai skystas. Atlitavimo
proceso metu svarbu, kad detalòs i‰vado kojelò skylòje
bt˜ judinama ratu. Jei pasibaigus i‰siurbimo procesui,
nepavyko visi‰kai pa‰alinti lydmetalio, prie‰ pradedant
pakartotin∞ atlitavimà, tà vietà reikia vòl alavuoti.
Svarbu pasirinkti tinkamà siurbtuko dyd∞. Pagrindinò taisy-
klò: siurbtuko vidinis diametras turi sutapti su detalòs sky-
lòs diametru.
Pirmà kartà ∞kaitindami lituoklio antgal∞ arba siurbtukà
suvilgykite lydmetalyje. Taip bus pa‰alintos ant lituoklio
antgalio oksidavusios nuosòdos ir ne‰varumai. Prie‰ dar-
ydami pertraukas arba padòdami lituokl∞ ∞ dòklà, pasir-
pinkite, kad lituoklio antgalis arba siurbtukas bt˜ gerai
alavuotas. Nenaudokite agresyvaus fliuso.
Litavimo stotelò sureguliuota vidutiniam antgaliui arba
siurbtukui. Dòl ∞vairi˜ form˜ antgali˜ gali atsirasti tempera-
tros nuokrypiai.
Dòmesio! Îiròkite, kad litavimo antgalis nuolat bt˜
tinkamai ∞statytas.
I‰orinis parametr˜ ∞vedimo ∞taisas WCB 1 ir WCB 2
(papildoma ∞ranga)
Naudojant i‰orin∞ duomen˜ ∞vedimo ∞taisà, galimos ‰ios
funkcijos:
● „Offset":
realià litavimo antgalio temperatrà galima keisti ∞vedus
temperatros nuokryp∞ ± 40°C (72°F).
● „Setback":
nustatytos temperatros maÏinimas iki 150°C / 300°F
(budòjimo reÏimas). Litavimo ∞rengin∞ perjungus ∞ budòjimo
reÏimà, galima reguliuoti temperatros maÏinimà (0 – 99
minuãi˜ diapazonas). Apie „setback" bkl´ prane‰a mirk-
sintis esamos vertòs indikatorius. Tris kartus pasikartojus
‰iam „setback“ procesui, ∞sijungia „Auto Off" funkcija.
Litavimo ∞rankis i‰jungiamas (indikatoriuje pradeda mirk-
sòti brk‰nys). Paspaudus mygtukà arba jungikl∞, uÏbaigi-
ama „setback" bklò arba atitinkamai „AUTO OFF". Tada
trumpai parodoma nustatyta vertò.
● „Lock":
nustatytos temperatros ir temperatros lango fiksavimas.
UÏfiksavus parametrus, litavimo ∞renginyje nebegalima
keisti joki˜ nustatym˜.
● °C/°F:
temperatros indikatoriaus perjungimas i‰ °C ∞ °F ir
atvirk‰ãiai. Nuspaudus mygtukà „Down“, rodomi esami
temperatros parametrai.
● „Window":
temperatros diapazono ribojimas iki maks. +-99°C, remi-
antis „LOCK" funkcijos blokuota temperatra. Tokiu bdu
uÏfiksuota temperatra yra nustatomos temperatros dia-
pazono viduryje.
Øtaisuose, neturinãiuose potencial˜ kontakto (optroninis
i‰òjimas), „WINDOW" funkcija skirta temperatros lango
nustatymui. Jei esama temperatra vir‰ija temperatros
lango ribas, perjungiamas potencial˜ neturintis kontaktas
(optroninis i‰òjimas).
Lietuvi‰kai

● „Cal":
litavimo stotelòs nustatymas i‰ naujo (tik WCB 2) ir gamy-
klini˜ parametr˜ atkrimas (vis˜ reguliuojam˜ parametr˜
nustatymas ant 0, temp. param. 350°C/660°F).
● Kompiuterio sàsaja:
RS 232 (tik WCB 2).
● Temperatros matavimo ∞taisas:
integruotas temperatros matavimo ∞taisas K tipo termoe-
lementui Typ K (tik WCB 2)
6. Papildomos ∞rangos sàra‰as
T005 29 180 99 lituoklio rinkinys WP 80
T005 33 125 99 lituoklio rinkinys WSP 80
T005 33 112 99 lituoklio rinkinys LR 21, antistatinis
T005 33 113 99 lituoklio rinkinys LR 82
T005 33 133 99 atlitavimo rinkinys WTA 50
T005 13 181 99 atlitavimo rinkinys DXV 80
T005 33 138 99 atlitavimo rinkinys DSX 80
T005 33 131 99 lituokli˜ rinkinys MPR 80
T005 33 155 99 lituoklio rinkinys WMP
T005 27 028 99 pirminio ∞kaitinimo plok‰tò WHP 80
T005 31 181 99 i‰orinis ∞vedimo ∞taisas WCB 1
T005 31 180 99 i‰orinis ∞vedimo ∞taisas WCB 2
T005 13 500 99 valymo ∞rankis
7. Tiekiamas komplektas
WDD 81V Power Unit
PUD 81V Valdymo ∞taisas Valdymo ∞taisas
Atlitavimo rinkinys DSX 80 Tinklo kabelis
Tinklo kabelis Fiksatoriaus ki‰tukas,
Pagrindinis filtras 3,5 mm
Apsauginis dòklas AK 20 Naudojimo instrukcija
Fiksatoriaus ki‰tukas, 3,5 mm Pagrindinis filtras
Naudojimo instrukcija Saugos reikalavimai
Saugos reikalavimai
Paveikslòl∞ - siurbtukai - Ïr. 82 psl.
Sujungimo schema Ïr. 83 psl.
Surinkimo schema Ïr. 84 - 86 psl.
Gamintojas turi teis´ daryti techninius pakeitimus!
Uuendatud kasutusjuhendi leiate aadressilt
www.weller-tools.com
.
77
Lietuvi‰kai

78
Mïs pateicamies Jums par to, ka esat iegÇdÇju‰ies Weller
lodï‰anas iekÇrtu WDD 81V, tÇdïjÇdi izrÇdot uztic¥bu
msu raÏojumiem. RaÏo‰anas procesÇ ir ievïrotas
visstingrÇkÇs kvalitÇtes pras¥bas, kas nodro‰ina nevaino-
jamu iekÇrtas darb¥bu.
1. Uzman¥bu!
Pirms iekÇrtas lieto‰anas, ldzu, uzman¥gi izlasiet
lieto‰anas instrukciju un tai pievienotos dro‰¥bas noteiku-
mus. ·o dro‰¥bas noteikumu neievïro‰ana apdraud
vesel¥bu un dz¥v¥bu.
Ja iekÇrtu izmanto, neievïrojot lieto‰anas instrukciju, kÇ
ar¥ tiek veiktas neat∫autas un nesaska¿otas izmai¿as,
raÏotÇjs neuz¿emas atbild¥bu par sekÇm.
Weller lodï‰anas iekÇrta WDD 81V atbilst EK atbilst¥bas
apliecinÇjumiem saska¿Ç ar direkt¥vu 2004/108/EK un
2006/95/EK dro‰¥bas pras¥bÇm.
2. Apraksts
2.1 Vad¥bas iekÇrta
Ar mikroprocesoriem apr¥kotÇ lodï‰anas iekÇrta WDD
81V ietilpst iekÇrtu grupÇ, kas izveidotas izmanto‰anai
rpnieciskÇm vajadz¥bÇm, kÇ ar¥ remontdarbiem un labo-
ratorijas darbiem. DigitÇlÇ vad¥bas elektronika un augstas
klases sensoru un siltumvad¥bas tehnika nodro‰ina
prec¥zu lodÇmura temperatras vad¥bas l¥meni. AugstÇkÇ
temperatras precizitÇte un optimÇls temperatras reÏ¥ms
pilnÇ noslodzï tiek sasniegts, pateicoties Çtrai un prec¥zai
mïr¥jumu datu apkopo‰anai noslïgtÇ vad¥bas lokÇ.
Lodï‰anas ier¥ce WDD 81V automÇtiski atpaz¥st instru-
mentus un piemïro atbilsto‰os regulï‰anas parametrus.
Atlodï‰anai nepiecie‰amo vakuumu nodro‰ina iek‰ïjais
spiediena pÇrveidotÇjs, kam nav nepiecie‰ana atsevi‰˙a
apkope, un kas tiek aktivïts ar iebvïtu tausti¿u uz atlo-
dï‰anas lodÇmura.
DaÏÇdÇs lodÇmura galvas potenciÇlu izl¥dzinljanas
iespïjas, nulles sprieguma slïgums, kÇ ar¥ vad¥bas
iekÇrtas un lodÇmura antistatiskÇs ¥pa‰¥bas apliecina aug-
stu kvalitÇtes standartu ievïro‰anu. Daudzveid¥gÇs iespï-
jas pieslïgt Çrïjo vad¥bas ier¥ci papla‰ina atlodï‰anas
iekÇrtas darb¥bas diapazonu. Ar opcijai pievienotajÇm
vad¥bas ier¥cïm WCB 1 un WCB 2 var realizït laika un
noblo˙ï‰anas funkcijas. Iebvïtais temperatras mïr¥tÇjs
un PC iegriezuma vieta ir vad¥‰anas iekÇrtas WCB 2
papla‰inÇtajÇ variantÇ.
Vïlamo temperatru var iestat¥t diapazonÇ no 50°C l¥dz
450°C (122°F - 842°F) ar 2 tausti¿iem (UP / DOWN).
VïlamÇ un reÇlÇ vïrt¥ba tiek atspogu∫ota digitÇli. IzvïlïtÇs
temperatras l¥me¿a sasnieg‰anu norÇda sarkanÇs gais-
mas diodes mirgo‰ana, kas nodro‰ina optisko regulï‰anu.
Ja lampi¿a izgaismojas nepÇrtraukti, tas liecina par
iekÇrtas sil‰anu.
2.2 Lodï‰anas instrumenti
DSX 80: Atlodï‰anas lodÇmurs 80 W. Atsces uzga∫u
koniska stiprinÇjumu sistïma. Pla‰a atsces
uzga∫u izvïle nodro‰ina optimÇlu lodalvas
novad¥‰anu no visdaÏÇdÇkajÇm lodï‰anas
poz¥cijÇm. Alvas savÇcïjs ir ∫oti vienkÇr‰s un
nomainÇms bez instrumentu pal¥dz¥bas. CSF
atlodï‰anas ‰tanci var sa¿emt kÇ piederumu.
TÇs nepiecie‰amas uz virsmas uzmontïtu
deta∫u atlodï‰anai. Iebvïts rokas slïdzis
vakuuma aktivï‰anai.
DXV 80: Atlodï‰anas lodÇmurs 80 W. Atsces uzga∫u
koniska stiprinÇjumu sistïma. Inline variants
(vertikÇlais darba stÇvoklis). Alvas savÇcïjs
iebvïts roktur¥. Tas ir vienkÇr‰s un
nomainÇns bez instrumentu pal¥dz¥bas. Pla‰a
CSF (SMD lodï‰anas ‰tances) un atsces
uzga∫u programma. Vakuums tiek aktivïts ar
rokas slïdzi.
WTA 50: Atlodï‰anas pincete WTA 50 paredzïta
speciÇli SMD deta∫u atlodï‰anai. Divi sildele-
menti (2 x 25 W) katrs ar savu temperatras
sensoru nodro‰ina vienÇdu temperatras
reÏ¥mu abos uzga∫os.
LR 82: LodÇmurs ar 80 W jaudu lodï‰anas darbiem
ar augstu siltuma patïri¿u. Lodgalvu nostipri-
na ar bajonetes veida slïdzi, kas nodro‰ina
dro‰u galvas poz¥ciju nomai¿u.
WP 80: Msu standarta ("Standard") lodÇmurs.
WSP 80 Lodï‰anas virzulis WP 80 / WSP 80 izce∫as ar
ÇrkÇrt¥gi Çtru un prec¥zu lodï‰anas
temperatras sasnieg‰anu. Pateicoties savai
slaidajai formai un 80 W jaudas reϥmam, tas
ir neaizvietojams ¥pa‰i smalku lodï‰anas
darbu veik‰anai, kÇ ar¥ darbiem ar augstu
siltuma patïri¿u. Pïc lodgalvas nomai¿as
darbu var nekavïjoties turpinÇt, jo darbam
nepiecie‰amÇ temperatra tiek sasniegta
∫oti ¥sÇ laikÇ.
Piemïrotus pievienojamos lodï‰anas instrumentus
skat¥t piederumu sarakstÇ.
3. Lieto‰ana
Lodï‰anas instrumentu ievietot dro‰¥bas paliktn¥.
Spiedieniztur¥go cauruli ar 6 mm Çrïjo diametru ievietot
saspiestÇ gaisa padeves paÇtrinÇtajÇ pieslïgumÇ (12).
SaspiestÇ gaisa padevei nepiecie‰ams 400 - 600 (58 - 87
psi) spiediena nodro‰inÇjums sausam, attaukotam
gaisam. Lodï‰anas instrumentu elektriskÇs vad¥bas
VÇciski

79
spailes ievietot 7 pol¥gajÇ pieslïguma buksï (9) pie
priek‰ïjÇs plates un tur nostiprinÇt. Galveno filtru (6) ar
cauruli ievietot starp vakuuma pieslïgumu (8) un
lodÇmura vakuuma cauruli. PÇrliecinÇties, vai t¥kla sprie-
gums sakr¥t ar norÇd¥jumiem uz sïrijas plÇksn¥tes un
elektr¥bas baro‰anas slïdzis (1) ir izslïgts. Vad¥bas
iekÇrtu pieslïgt t¥klam (10). Ieslïgt iekÇrtu t¥kla slïdz¥ (1).
IekÇrtas ieslïg‰anas laikÇ tiek veikta pa‰testï‰ana, kuras
laikÇ darbojas visi rÇd¥jumu instrumenti (2).
±slaic¥gi parÇdÇs gan iestat¥tÇ (vïlamÇ) temperatras
vïrt¥ba, gan temperatras versija (°C / °F). Pïc tam
iekÇrta automÇtiski pÇrslïdzas uz reÇlÇs vïrt¥bas
rÇd¥jumu. RÇd¥jumos (2) kvïlo sarkanais punkts (5). ·is
punkts veic ÇrïjÇs kontroles rÇd¥jumu funkcijas.
NepÇrtraukts lampi¿as izgaismojums liecina par iekÇrtas
sil‰anu. Par darba temperatras sasnieg‰anu liecina
lampi¿as mirgo‰ana. Atlodï‰anai nepiecie‰amais vaku-
ums tiek aktivïts ar iebvïto rokas slïdzi pie atlodï‰anas
lodÇmura.
Temperatras iestat¥‰ana
DigitÇIais rÇd¥tÇjs (2) pamatÇ uzrÇda temperatras reÇlo
vïrt¥bu. NospieÏot tausti¿u "UP" vai "DOWN" - tausti¿i (3)
(4), ieslïdzas digitÇlie rÇd¥jumi (2) un norÇda iestat¥to
uzstÇd¥juma vïrt¥bu. Iestat¥tÇ uzstÇd¥juma vïrt¥ba (mirgo-
jo‰ie rÇd¥jumi) var tikt nomain¥ta atbilsto‰ajÇ virzienÇ, vie-
gli pieskaroties vai pastÇv¥gi turot nospiestu tausti¿u "UP"
vai "DOWN"- tausti¿i (3) (4). Turot tausti¿u piespiestu,
nepiecie‰amÇ vïrt¥ba mainÇs paÇtrinÇti. Aptuveni 2 seku-
nÏu laikÇ pïc tausti¿a atlai‰anas digitÇlais rÇd¥tÇjs (2)
uzrÇda reÇlo vïrt¥bu.
Standarta komplekts
Nelietojot lodï‰anas instrumentus, temperatra
automÇtiski pïc 20 minutïm pazeminÇs Stand by stÇvokl¥
ar vïrt¥bu no 150°C (300°F).
Pïc tr¥skÇrtïjas automÇtiskÇs temperatras
pazeminljanÇs (60 min.) aktivïjas "AUTO OFF" funkcija.
Lodï‰anas virzulis atslïdzas.
Standarta atgriezes funkcijas ieslïg‰ana: ieslïg‰anas
laikÇ tausti¿u "UP" (3) turït piespiestu, l¥dz parÇdÇs
rÇd¥jums "ON". AtlaiÏot tausti¿u "UP", iestat¥jums tiek
saglabÇts. Izslïdzot funkciju, jÇatkÇrto darb¥bas tÇpat.
RÇd¥jumos uzrÇdÇs "OFF" (sÇkotnïjais stÇvoklis).
Izmantojot smalkus lodï‰anas uzga∫us, var tikt ievïrojami
ietekmïta atgriezes funkcijas dro‰¥ba.
Vakuuma kavïjums
Pïc rokas slïdÏa atlai‰anas vakuums vïl aptuveni
2 sekundes paliek akt¥vs. Iestat¥‰ana: ieslïdzot tausti¿u
"DOWN" (4), turït to piespiestu, l¥dz parÇdÇs rÇd¥jums ON
vai OFF. AtlaiÏot tausti¿u "DOWN", iestat¥jums tiek
saglabÇts. RÇd¥jumu nomai¿ai atkÇrtot darb¥bas.
Apkope
Lai sasniegtu labus lodï‰anas rezultÇtus, atlodï‰anas
lodÇmurs regulÇri jÇt¥ra. Tas noz¥mï regulÇri iztuk‰ot alvas
savÇcïju, nomain¥t stikla caurules filtru, kÇ ar¥ pÇrbaud¥t
bl¥vïjumus. Nevainojams stikla cilindra virsmu bl¥vïjums
nodro‰ina piln¥gu sk‰anas jaudu. PiesÇr¿oti filtri ietekmï
gaisa caurpldi caur atlodï‰anas lodÇmuru. TÇpïc galve-
nais filtrs (6) (cauru∫filtrs pie vakuuma caurules) regulÇri
jÇkontrolï un nepiecie‰am¥bas gad¥jumÇ jÇnomaina. ·im
nolkam izmantot jaunu oriÆinÇlu Weller filtra kÇrtridÏu.
Atsces uzga∫u atveru un atsces caurules t¥r¥‰anai
izmantot t¥r¥‰anas instrumentu (5 13 500 99). Ar vieglu
pagriezienu ( ca. 45°) tiek vienkÇr‰i un Çtri nomain¥tas
atsces sprauslas. Ja konusveida atverï sakrÇjies liels
nosïdumu daudzums, tajÇ nevar ievietot jaunu atsces
sprauslu. ·os net¥rumus var not¥r¥t ar sildelementu
VÇciski
Tehniskie dati
Izmïri (mm): 180 (L) x 115 (B) x 101 (H)
(in.): 7,1 (L) x 4,53 (B) x 4 (H)
T¥kla spriegums (10): 230 V / 50 Hz, 120 V / 60 Hz (skat¥t plÇksn¥ti)
Jaudas l¥menis: 95 W
Dro‰¥bas klase: 1 (vad¥bas iekÇrta); 3 (lodï‰anas instruments)
Dro‰¥ba (11): T 500 mA (230 V); T 1A (120 V) (skat¥t plÇksn¥ti)
Temperatras mïr¥tÇjs : digitÇlais 50°C - 450°C (122°F - 842°F)
PrecizitÇte: ± 9°C (± 17°F)
Saspiestais gaiss: Ieejas spiediens 400 - 600 kPA (58-87 psi) attaukots, sauss saspiestais gaiss
SaspiestÇ gaisa main¥tÇjs: gaisa patïri¿‰ 35 l / min.; maksimÇlais pÇrspiediens 55 kPA (8 psi)
SaspiestÇ gaisa padeve: spiedieniztur¥ga caurule ar Çrïjo diametru 6 mm (0,24")
PotenciÇlu izl¥dzinljana (7): Ar 3,5 mm slïdÏa spraudni ier¥ces apak‰Ç
(raÏo‰anas stÇvoklis sazemïts, spraudnis nav ievietots).

80
konusiem piemïrotu t¥r¥‰anas piederumu pal¥dz¥bu.
Uzman¥bu: Darbs bez filtra sabojÇ saspiestÇ gaisa
main¥tÇju.
Attïlu t¥r¥‰anas insrumenti, t¥r¥‰anas gaita un atsces
uzga∫u nomai¿a, skat¥t 87. lpp.
4. PotenciÇlu izl¥dzinljana
Ar at‰˙ir¥gu 3,5 mm pÇrslïg‰anas savienojuma (7)
saslïgumu iespïjami 4 varianti:
Iezemïts:
Bez spraud¿a (izst¥‰anas stÇvoklis)
PotenciÇlu izl¥dzinljana (pretest¥ba
0 omu):
Ar spraudni, izl¥dzinÇtÇjvad¥bu pie
starpkontakta
Bez potenciÇla:
Ar spraudni
Iezemïts ar dro‰inÇtÇju:
Ar spraudni un ielodïtu pretest¥bu.
Zemïjums virs izvïlïtÇs pretest¥bas
vïrt¥bas
5. Darba norÇd¥jumi
DaÏÇdi sk‰anas uzga∫i atrisina daudzas atlodï‰anas
problïmas.
Piemïrotie instrumenti atsces vÇrstu nomai¿ai integrïti
t¥r¥‰anas instrumentos. Ievieto‰anas un nostiprinljanas
laikÇ atsces uzgali viegli piespiest pie sildelementa.
Atlodï‰anas laikÇ svar¥gi izmantot papildu lodstiepli. TÇ
iespïjams panÇkt labu atsces uzga∫a saslïg‰anos, kÇ ar¥
labÇku lodes plstam¥bu. ±pa‰i jÇseko, lai atsces uzgalis
atrastos vertikÇli pret plat¥na virsmu, lai nodro‰inÇtu
optimÇlu atsces jaudu. LodmateriÇlam jÇbt plsto‰am.
Atlodï‰anas darbu laikÇ svar¥gi urbumÇ ar deta∫as pies-
lïgkontaktu veikt ap∫veida kust¥bas. Ja pïc atsk‰anas
lodmateriÇls nav piln¥gi no¿emts, pirms nÇko‰Çs
atlodï‰anas lodï‰anas vieta jÇnoalvo atkÇrtoti.
Liela noz¥me ir pareizai sk‰anas uzga∫a lieluma izvïlei.
Pamatnoteikums: atsces sprauslas diametrs jÇsalÇgo ar
plat¥na urbja diametru.
Pirms lodï‰anas uzga∫a vai atsces uzga∫a pirmÇs uzkar-
sï‰anas tÇs jÇpÇrklÇj ar lodmetÇlu. Tas ∫aus atbr¥vot
oks¥da kÇrti¿u un net¥rumus. Lodï‰anas pÇrtraukumos vai
lodÇmura nolik‰anas laikÇ sekot, lai lodï‰anas vai
atsk‰anas uzgalis btu labi noalvots. Nelietojiet
agres¥vus ‰˙idrumus.
Lodï‰anas iekÇrtas justïtas vidïjiem lodï‰anas uzga∫iem
vai atsces uzga∫iem. Novirzes var izrais¥t savÇdÇku
formu lodgalvu izmanto‰ana.
Uzman¥bu: pastÇv¥gi sekojiet noteikumiem
atbilsto‰am lodgalvas stÇvoklim.
ÅrïjÇ datu ievades iekÇrta WCB 1 un WCB 2 (opcija)
Lietojot Çrïjo vad¥bas ier¥ci, var veikt ‰Çdas darb¥bas.
● Offset:
ReÇlÇ lodgalvas temperatra var tikt main¥ta diapazonÇ
± 40°C (72°F) ar temperatras kompensïtÇja pal¥dz¥bu.
● Atgrieze:
Iestat¥tÇs temperatras atgrieze l¥dz 150°C/300°F
(gaid¥‰anas reÏ¥ms). Atgriezes laiks, kad lodï‰anas
iekÇrta atgrieÏas gaid¥‰anas reÏ¥ma poz¥cijÇ, var tikt
iestat¥ts diapazonÇ 0-99 mintes. Par atgriezes poz¥cijas
iestljanos signalizï mirgojo‰Ç reÇlÇs vïrt¥bas norÇde.
Pïc tr¥skÇrtïjas atgriezes laika atkÇrto‰anas aktivïjas
"Auto Off" funkcija. Lodï‰anas instruments ir izslïgts
(rÇd¥tÇja panel¥ mirgo josla). PiespieÏot tausti¿u vai rokas
slïdzi, tiek pÇrtraukts atgriezes stÇvoklis vai AUTO-OFF.
Tobr¥d redzama iestat¥tÇ uzstÇd¥juma vïrt¥ba.
● Lock:
VïlamÇs temperatras un temperatras pane∫a
noslïg‰ana. Pïc lodï‰anas iekÇrtas noblo˙ï‰anas nevar
ievad¥t jaunus datus.
● °C/°F:
Temperatras rÇd¥jumu pÇrslïg‰ana no °C uz °F un
otrÇdi. NospieÏot tausti¿u "Down", tiek parÇd¥ta akt¥vÇ
temperatras versija.
● Window:
Temperatras diapazona ierobeÏo‰ana l¥dz maksimÇli
±99°C izejas vïrt¥bas, vadoties no "LOCK" funkcijas
noblo˙ïtas temperatras. Noblo˙ïtÇ temperatra ir vidï-
jais temperatras apgabala rÇd¥tÇjs.
Ier¥cïm ar bezpotenciÇlu kontaktu (ar saslïgtÇm izejÇm)
temperatru rÇd¥juma iestat¥‰anai jÇizmanto "WINDOW"
funkcija. Ja patiesÇ temperatras vïrt¥ba ir temperatras
loga iek‰pusï, potenciÇlbr¥vais kontakts (opcijas saslïg-
uma izeja) tiek pÇrslïgts.
VÇciski

81
VÇciski
● Cal:
AtkÇrtota lodï‰anas iekÇrtas justï‰ana (tikai WCB 2) un
Factory setting FSE (Visu iestat¥juma vïrt¥bu atgrieze uz
0, temperatras vïlamÇs vïrt¥bas - 350°C/660°F).
● PC iegriezuma vieta:
RS 232 (tikai WCB 2)
● Temperatras mïr¥tÇjs:
Iebvïts temperatras mïr¥tÇjs ar K tipa termoelementu
(tikai WCB 2)
6. Piederumu saraksts
T005 29 180 99 LodÇmura komplekts WP 80
T005 33 125 99 LodÇmura komplekts WSP 80
T005 33 112 99 LodÇmura komplekts LR 21
antistatisks
T005 33 113 99 LodÇmura komplekts LR 82
T005 33 133 99 Atlodï‰anas komplekts WTA 50
T005 13 181 99 Atlodï‰anas komplekts DXV 80
T005 33 138 99 Atlodï‰anas komplekts DSX 80
T005 33 131 99 LodÇmura komplekts MPR 80
T005 33 155 99 LodÇmura komplekts WMP
T005 27 028 99 Uzsild¥‰anas plate WHP 80
T005 31 181 99 ÅrïjÇ datu ievad¥‰anas iekÇrta
WCB 1
T005 31 180 99 ÅrïjÇ datu ievad¥‰anas iekÇrta
WCB 2
T005 13 500 99 T¥r¥‰anas komplekts
7. PiegÇdes komplekts
WDD 81V Power Unit
PUD 81V Vad¥bas iekÇrta Vad¥bas iekÇrta
Atlodï‰anas komplekts DSX 80 t¥kla kabelis
T¥kla kabe∫a spraudnis 3,5 mm
Dro‰¥bas paliktnis AK 20 Lieto‰anas instrukcija
Spraudnis 3,5 mm Galvenais filtrs
Lieto‰anas instrukcija Dro‰¥bas norÇd¥jumi
Galvenais filtrs
Dro‰¥bas pasÇkumu instrukcija
Atsces uzga∫i, attïlu skat¥t 82. lpp.
Savienojuma shïmu skat¥t 83. lappusï
EkspluatÇcijas attïlu skat¥t 84. lpp.
Iespïjamas tehniskas izmai¿as!
Aktualizïto lieto‰anas instrukciju var atrast vietnï
www.weller-tools.com.

82
Nozzles
DX-Series
Order No.
Model
Outside Ø
Inside Ø
Nozzle Length a
25 T005 13 140 00
25 T005 13 141 00
25 T005 13 142 00
25 T005 13 143 00
25 T005 13 150 00
25 T005 13 144 00
29 T005 13 145 00
29 T005 13 146 00
25 T005 13 147 00
23 T005 13 148 00
33 T005 13 151 00
22 T005 13 152 00
21,5 T005 13 153 00
T005 87 067 94
Nozzle set DX 110 - DX 115 T005 13 790 99
Conus Insert cleaning tool
Measuring nozzle

83
Circuit Diagram

84
Exploded Drawing WDD 81V

85
Exploded-Drawing DSX 80, DS 80 UNC

86
Exploded-Drawing DXV 80

87
Cleaning Tool
Benutzungsempfehlung zur Wartung
Recommendation for maintenance
alle 50 Entlötzyklen Düsenwechsel
every 50 desolder cycles Nozzle exchange
täglich nur bei Bedarf
daily rarely if need
T005 13 500 99
Reinigungswerkzeug
Cleaning tool

U S A
Apex Tool Group, LLC
14600 York Rd. Suite A
Sparks, MD 21152
Phone +1 (800) 688-8949
Fax: +1 (800) 234-0472
Weller
®
is a registered Trademark and registered Design of Apex Tool Group, LLC
© 2013, Apex Tool Group, LLC
www.weller-tools.com
T005 56 802 11 / 04.2013
T005 56 802 10 / 01.2012
G E R M A N Y
Weller Tools GmbH
Carl-Benz-Str. 2
74354 Besigheim
Phone: +49 (0) 7143 580-0
Fax: +49 (0) 7143 580-108
F R A N C E
Apex Tool Group S.N.E.
25 Av. Maurice Chevalier B.P. 46
77832 Ozoir-la-Ferrière, Cedex
Phone:+33 (0) 160.18.55.40
Fax: +33 (0) 164.40.33.05
G R E A T B R I T A I N
Apex Tool Group
(UK Operations) Ltd
4
th
Floor Pennine House
Washington, Tyne & Wear
NE37 1LY
Phone: +44 (0) 191 419 7700
Fax: +44 (0) 191 417 9421
I T A L Y
Apex Tool S.r.I.
Viale Europa 80
20090 Cusago (MI)
Phone: +39 (02) 9033101
Fax: +39 (02) 90394231
S W I T Z E R L A N D
Apex Tool Switzerland Sàrl
Rue de la Roselière 12
1400 Yverdon-les-Bains
Phone: +41 (0) 24 426 12 06
Fax: +41 (0) 24 425 09 77
A U S T R A L I A
Apex Tools
P.O. Box 366
519 Nurigong Street
Albury, N. S. W. 2640
Phone: +61 (2) 6058-0300
C A N A D A
Apex Tools - Canada
164 Innnisfil street
Barrie Ontario
Canada L4N 3E7
Phone: +1 (905) 455 5200
C H I N A
Apex Tool Group
A-8 building, No. 38 Dongsheng Road,
Heqing Industrial Park, Pudong
Shanghai PRC 201201
Phone: +86 (21) 60880288
Fax: +86 (21) 60880289
Documenttranscriptie
WDD 81V Betriebsanleitung - Mode d’emploi - Gebruiksaanwijzing - Istruzioni per l’uso - Operating Instructions - Instruktionsbok - Manual de uso - Betjeningsvejledning - Manual do utilizador Käyttöohjeet - √‰ËÁ›Â˜ §ÂÈÙÔ˘ÚÁ›·˜ - Kullan∂m k∂lavuzu - Návod k pouÏití - Instrukcja obs∏ugi Üzemeltetési utasítás - Návod na pouÏívanie - Navodila za uporabo - Kasutusjuhend Naudojimo instrukcija - Lieto‰anas instrukcija Inhaltsverzeichnis 1. Achtung! 2. Beschreibung Technische Daten 3. Inbetriebnahme 4. Potentialausgleich 5. Arbeitshinweise 6. Zubehörliste 7. Lieferumfang D Seite 1 1 2 2 3 3 4 4 Table des matières Page 1. Attention! 2. Description Caractéristiques techniques 3. Mise en service 4. Equilibrage de potentiel 5. Instruction d'emploi 6. Accessoires 7. Fournitures 5 5 6 6 7 7 8 8 F Inhoud Pagina 1. Attentie! 2. Beschrijving Technische gegevens 3. Ingebruikname 4. Potentiaal compensatie 5. Werkaanwijzingen 6. Toebehoren 7. Leveromvang NL Indice 9 9 10 10 11 11 12 12 Pagina 1. Attenzione! 2. Descrizione Dati tecnici 3. Messa in esercidio 4. Equalizzazione dei potenziali 5. Indicazioni per l’uso 6. Accessori 7. Volume di fornitura I Table of contents 1. Caution! 2. Description Technical data 3. Commissioning 4. Equipotential bonding 5. Instruction for use 6. Accessories 7. Scope of supply GB 13 13 14 14 15 15 16 16 Page 17 17 18 17 19 19 20 20 Innehållsförteckning 1. Observera! 2. Beskrivning Tekniska data 3. Idrigttagning 4. Potentialutjämning 5. Arbetsanvisningar 6. Tillbehör 7. Leveransomfång S Indice Sidan 21 21 22 21 23 23 24 24 Página 1. Atencion! 2. Descripción Datos técnicos 3. Puesta en funcionamiento 4. Compensación de potencial 5. Indicaciones para el trabajo 6. Accesorios 7. Extensión del suministro E Indholdsfortegnelse 1. Forsigtig! 2. Beskrivelse Tekniske data 3. Ibrugtagning 4. Potentialudligning 5. Arbejdshenvisninger 6. Tilbehør 7. Leveringsomfang DK Índice 25 25 26 26 27 27 28 28 Side 29 29 30 29 31 31 32 32 Página 1. Atençao! 2. Descrição Dados técnicos 3. Colocação em funcionamento 4. Ligação equipotencial 5. IInstruções de trabalho 6. Acessórios 7. Volume de entrega P Sisällysluettelo 1. Huomio! 2. Kuvaus Tekniset tiedot 3. Käyttöönotto 4. Potentiaalintasaus 5. Työohjeet 6. Lisätarvikkeet 7. Toimituksen laajuus FIN 33 33 34 34 35 35 36 36 Sivu 37 37 38 38 39 39 40 40 ¶›Ó·Î·˜ ÂÚȯÔÌ¤ÓˆÓ 1. ¶ÚÔÛÔ¯‹! 2. ¶ÂÚÈÁÚ·Ê‹ Δ¯ÓÈο ÛÙÔȯ›· 3. ∞Ú¯È΋ ı¤ÛË Û ÏÂÈÙÔ˘ÚÁ›· 4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ 5. √‰ËÁ›Â˜ ÂÚÁ·Û›·˜ 6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· 7. ª¤ÁÂıÔ˜ Ù˘ ·Ú¿‰ÔÛ˘ GR Íçindekiler ™ÂÏ›‰· 41 41 42 42 43 44 45 45 Sayfa 1. Dikkat! 2. Tasvir Teknik veriler 3. Kullanıma alış 4. Potansiyel denkleme 5. Kullanımla ilgili notlar 6. Aksam listesi 7. Satış kapsamı TR Obsah 46 46 47 46 48 48 49 49 Strana 1. Pozor! 2. Popis Technické údaje 3. Uvedení do provozu 4. Vyrovnání potenciálÛ 5. Pracovní pokyny 6. Seznam pfiíslu‰enství 7. Rozsah dodávky CZ Spis treÊci 50 50 51 50 52 52 53 53 Strona 1. Uwaga! 2. Opis Dane techniczne 3. Uruchomienie 4. Wyrównanie potencja∏u 5. Wskazówki dot. pracy 6. Lista akcesoriów 7. Zakres wyposa˝enia 54 54 55 55 56 56 57 57 Tartalomjegyzék Oldal PL 1. Figyelem! 2. Leírás Mıszaki adatok 3. Üzembevétel 4. Potenciálkiegyenlítés 5. Munkautasítások 6. Tartozéklista 7. Szállítási terjedelem H 58 58 59 59 60 60 61 61 Obsah Strana 1. Pozor! 2. Opis Technické údaje 3. Uvedenie do prevádzky 4. Vyrovnanie potenciálov 5. Pracovné pokyny 6. Zoznam príslu‰enstva 7. Objem dodávky 62 62 63 63 64 64 65 65 SK Vsebina Stran 1. Pozor! 2. Tehniãni opis Tehniãni podatki 3. Pred uporabo 4. Izenaãevanje potenciala 5. Navodila za delo 6. Seznam pribora 7. Obseg dobave SLO Sisukord 66 66 67 67 68 68 69 69 Lehekülg 1. Tähelepanu! 2. Kirjeldus Tehnilised andmed 3. Kasutuselevõtmine 4. Potentsiaalide ühtlustamine 5. Tööjuhised 6. Lisavarustuse nimekiri 7. Tarne maht EST Turinys 70 70 71 71 72 72 73 73 Puslapis 1. Dòmesio! 2. Apra‰ymas Techniniai duomenys 3. Pradedant naudoti 4. Potencial˜ i‰lyginimas 5. Darbo nurodymai 6. Pried˜ sàra‰as 7. Tiekiamas komplektas LT Satura 74 74 75 75 76 76 77 77 rÇd¥tÇjs 1. Uzman¥bu! 2. Apraksts Tehniskie dati 3. Darb¥bas uzsÇk‰ana 4. PotenciÇla izl¥dzinljana 5. Lieto‰anas noteikumi 6. Piederumu saraksts 7. PiegÇdes apjoms LV 78 78 79 79 80 80 81 81 1. Netzschalter 2. Digitalanzeige 3. „UP“-Taste 4. „DOWN“-Taste 5. Optische Regelkontrolle 6. Hauptfilter 7. Potentialausgleichsbuchse 8. Vakuum-Anschluss 9. Anschlussbuchse für Lötkolben 10. Netzanschluss 11. Netzsicherung 12. Druckluftanschluss 13. Schalldämpfer D 1. Interrupteur secteur 2. Afficheur numérique 3. Touche "Up" 4. Touche "Down" 5. Contrôle visuel du réglage 6. Filtre principal 7. Prise d’équipotentialité 8. Raccord d’aspiration 9. Prise pour fer à souder 10. Raccordement secteur 11. Fusible secteur 12. Raccord d’air comprimé 13. Silencieux F 1. Netschakelaar 2. Digitaaldisplay 3. ”Up” toets 4. ”Down” toets 5. Optische regelcontrole 6. Hoofdfilter 7. Equipotentiaalbus 8. Vacuümaansluiting 9. Aansluitbus voor soldeerbout 10. Netaansluiting 11. Netzekering 12. Persluchtaansluiting 13. Geluidsdemper NL 1. Interruttore di rete 2. Display digitale 3. Tasto "Up" 4. Tasto "Down" 5. Controllo di regolazione ottico 6. Filtro principale 7. Presa per equalizzazione dei potenziali 8. Collegamento del vuoto 9. Boccola di collegamento per stilo dissaldante 10. Collegamento a rete 11. Fusibile di rete 12. Attacco dell’aria compressa 13. Silenziatore 1. Power cable 2. Digital display 3. UP button 4. DOWN button 5. Optical regulator 6. Main Filter 7. Equipotential bonding socket 8. Vacuum connection 9. Connecting socket for soldering iron 10. Power supply connector 11. Fuse 12. Compressed Air Connection 13. Silencer 1. Nätströmbrytare 2. Digitalindikation 3. UP-tangent 4. DOWN-tangent 5. Optisk regleringskontroll 6. Huvudfilter 7. Potentialutjämningsuttag 8. Vakuumanslutning 9. Anslutningsuttag för lödkolv 10. Nätanslutning 11. Nätsäkring 12. Anslutning för tryckluft 13. Ljuddämpare 1. Interruptor de red 2. Indicación digital 3. Tecla ”UP” 4. Tecla ”DOWN” 5. Control óptico de regulación 6. Filtro principal 7. Conector (hembra) para compensación de potencial 8. Toma de vacío 9. Conector (hembra) para soldadores 10. Conexión de red 11. Fusible de red 12. Toma de aire comprimido 13. Silenciador 1. Netafbryder 2. Digitalvisning 3. “UP”-taste 4. “DOWN”-taste 5. Optisk regulatorkontrol 6. Hovedfilter 7. Potentialudligningsbøsning 8. Vakuumtilslutning 9. Tilslutningsbøsning til loddekolber 10. Nettilslutning 11. Netsikring 12. Tryklufttilslutning 13. Lyddæmper 1. Interruptor de rede 2. Mostrador digital 3. Tecla "Up" 4. Tecla "Down" 5. Controlo visual da regulação 6. Filtro principal 7. Tomada de ligação equipotencial 8. Ligação de vácuo 9. Tomada de ligação para ferro de soldar 10. Ligação à rede 11. Fusível de rede 12. Conector para ar comprimido 13. Insonorização 1. Verkkokytkin 2. Digitaalinen näyttö 3. "UP"-näppäin 4. "DOWN"-näppäin 5. Optinen säätökontrolli 6. Pääsuodatin 7. potentiaalin tasaus 8. alipaineliitäntä 9. juottokolvin liitäntä 10. Verkkoliitäntä 11. Verkkosulake 12. Paineilmaliitäntä 13. Äänenvaimennin 1. ∏ÏÂÎÚÈÎfi˜ ‰È·ÎfiÙ˘ 2. æËÊȷ΋ ¤Ó‰ÂÈÍË 3. ¶Ï‹ÎÙÚÔ „UP“ 4. ¶Ï‹ÎÙÚÔ „DOWN“ 5. √ÙÈÎfi˜ Ú˘ıÌÈÛÙÈÎfi˜ ¤ÏÂÁ¯Ô˜ 6. ∫‡ÚÈÔ Ê›ÏÙÚÔ 7. ÀÔ‰Ô¯‹ ÈÛÔÛÙ¿ıÌÈÛ˘ ‰˘Ó·ÌÈÎÔ‡ 8. ™‡Ó‰ÂÛË ÎÂÓÔ‡ 9. ÀÔ‰Ô¯‹ Û‡Ó‰ÂÛ˘ ÎÔÏÏËÙËÚÈÔ‡ 10. ™‡Ó‰ÂÛË ÛÙÔ ËÏÂÎÙÚÈÎfi Ú‡̷ 11. ∏ÏÂÎÙÚÈ΋ ·ÛÊ¿ÏÂÈ· 12. ™‡Ó‰ÂÛË ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú· 13. ™ÈÁ·ÛÙ‹Ú·˜ 1. Febeke gerilimi 2. Dijital gösterge 3. "Yukarı" tuflu 4. "Aflaπı" tuflu 5. Optik ayar kontrolü 6. Ana filtre 7. Potansiyel dengeleme prizi 8. Vakum baπlantısı 9. Lehim havyası için baπlantı prizi 10. Febeke baπlantısı 11. Febeke sigortası 12. Basınçlı hava baπlantısı 13. Susturucu I E FIN GB DK GR S P TR 1. SíÈov˘ vypínaã 2. Displej 3. Tlaãítko UP 4. Tlaãítko DOWN 5. Optická kontrola regulace 6. Hlavní filtr 7. Zdífika pro vyrovnání potenciálÛ 8. Pfiípojka podtlaku 9. Zásuvka pro pfiipojení pájeãky 10. SíÈová pfiípojka 11. SíÈová pojistka 12. Pfiívod stlaãeného vzduchu 13. Tlumiã hluku 1. W∏àcznik 2. Wskaênik cyfrowy 3. Przycisk UP 4. Przycisk DOWN 5. Optyczna kontrola regulacji 6. Filtr g∏ówny 7. Gniazdo wyrównania potencja∏u 8. Przy∏àcze pró˝ni 9. Gniazdo przy∏àczeniowe kolby lutowniczej 10. Przy∏àcze sieciowe 11. Bezpiecznik sieciowy 12. Przy∏àcze spr´˝onego powietrza 13. T∏umik 1. hálózati kapcsoló 2. digitális kijelzŒ 3. UP gomb 4. DOWN gomb 5. optikai szabályozóellenŒrzŒ 6. FŒszırŒ 7 PotenciálkiegyenlítŒ hüvely 8. vákuum-csatlakozó 9. forrasztópáka csatlakozóhüvelye 10. Hálózati csatlakozás 11. hálózati biztosíték 12. SırítettlevegŒ-csatlakoztatás 13. Hangtompító 1. SieÈov˘ vypínaã 2. Digitálny ukazovateº 3. Tlaãidlo UP 4. Tlaãidlo DOWN 5. Optická kontrola regulácie 6. Hlavn˘ filter 7. Prípojka pre vyrovnanie napätia 8. Prípojka pre vákuum 9. Pripájacia zásuvka pre spájkovaã ku 10. SieÈová prípojka 11. SieÈov˘ istiã 12. Prívod stlaãeného vzduchu 13. Tlmiã hluku 1. OmreÏno stikalo 2. Digitalni prikaz 3. Tipka UP (gor) 4. Tipka DOWN (dol) 5. Vizualna kontrola krmiljenja 6. Glavni filter 7. Pu‰a za izenaãevanje potenciala 8. Prikljuãek za podtlak 9. Prikljuãna doza za spajkalnik 10. OmreÏni prikljuãek 11. OmreÏna varovalka 12. Prikljuãek za komprimirani zrak 13. Du‰ilnik zvoka 1. Võrgulüliti 2. Digitaalnäidik 3. "UP" klahv 4. "DOWN" klahv 5. Optiline reguleerimiskontroll 6. Peafilter 7. Potentsiaalide ühtlustuspuks 8. Vaakumi ühenduspuks 9. Jootekolvi ühenduspuks 10. Võrgupistik 11. Võrgukaitse 12. Suruõhuühendus 13. Mürasummuti CZ SK 1. Tinklo jungiklis 2. Skaitmeninis indikatorius 3. Mygtukas „UP" 4. Mygtukas „DOWN" 5. Optinò valdymo kontrolò 6. Pagrindinis filtras 7. Potencial˜ i‰lyginimo lizdas 8. Vakuumo jungtis 9 . Lituoklio jungimo lizdas 10 Lizdas elektros tinklo prijungimui 11. Tinklo saugiklis 12. Suspausto oro jungtis 13. Garso slopintuvas LT PL H SLO EST 1. Elektr¥bas t¥kla slïdzis 2. DigitÇlie rÇd¥jumi 3. "UP" tausti¿‰ 4. "DOWN" tausti¿‰ 5. OptiskÇ regulï‰ana 6. Galvenais filtrs 7. PotenciÇlu izl¥dzinljanas bukse 8. Vakuuma pieslïgums 9. LodÇmura kontaktvieta 10. Pieslïgums t¥klam 11. Elektr¥bas t¥kla dro‰¥bas elements 12. SaspiestÇ gaisa pieslïgums 13. Trok‰¿u slÇpïtÇjs LV WDD 81V Deutsch Wir danken Ihnen für das mit dem Kauf der Weller Entlötstation WDD 81V erwiesene Vertrauen. Bei der Fertigung wurden strengste Qualitäts-Anforderungen zugrunde gelegt, die eine einwandfreie Funktion des Gerätes sicherstellen. 1. Achtung! Vor Inbetriebnahme des Gerätes lesen Sie bitte diese Betriebsanleitung und die beiliegenden Sicherheitshinweise aufmerksam durch. Bei Nichteinhaltung der Sicherheitsvorschriften droht Gefahr für Leib und Leben. Für andere, von der Betriebsanleitung abweichende Verwendung, sowie bei eigenmächtiger Veränderung, wird von Seiten des Herstellers keine Haftung übernommen. Die Weller Entlötstation WDD 81V entspricht der EG Konformitätserklärung gemäß den grundlegenden Sicherheitsanforderungen der Richtlinien 2004/108/EG und 2006/95/EG. 2. Beschreibung 2.1 Steuergerät Die mikroprozessorgeregelte Entlötstation WDD 81V gehört einer Gerätefamilie an, die für die industrielle Fertigungstechnik, sowie den Reparatur- und Laborbereich entwickelt wurde. Die digitale Regelelektronik und eine hochwertige Sensor- und Wärmeübertragungstechnik im Lötwerkzeug gewährleistet ein präzises Temperaturregelverhalten an der Lötspitze. Höchste Temperaturgenauigkeit und ein optimales dynamisches Temperaturverhalten im Belastungsfall wird durch eine schnelle und präzise Messwerterfassung im geschlossenen Regelkreis erreicht. Die Lötwerkzeuge selbst werden von der WDD 81V automatisch anerkannt und die entsprechenden Regelparameter zugeordnet. Das zum Entlöten benötigte Vakuum wird durch einen internen wartungsfreien Druckluftwandler erzeugt und über einen integrierten Fingerschalter am Entlötkolben aktiviert. Verschiedene Potentialausgleichsmöglichkeiten zur Lötspitze, Nullspannungsschaltung sowie antistatische Ausführung von Steuergerät und Kolben ergänzen den hohen Qualitätsstandard. Die Anschlussmöglichkeit eines externen Eingabegerätes erweitert die Funktionsvielfalt dieser Entlötstation. Mit den als Option erhältlichen Eingabegeräten WCB 1 und WCB 2 können unter anderem Zeit und Verriegelungsfunktionen realisiert werden. Ein integriertes Temperaturmeßgerät und eine PC-Schnittstelle gehören zum erweiterten Umfang des Eingabegerätes WCB 2. Die gewünschte Temperatur kann im Bereich von 50°C 450°C (122°F - 842°F) über 2 Tasten (UP / DOWN) eingestellt werden. Soll- und Istwert werden digital angezeigt. Das 1 Erreichen der vorgewählten Temperatur wird durch Blinken einer roten LED in der Anzeige signalisiert, die zur optischen Regelkontrolle dient. Dauerndes Leuchten bedeutet, dass das System aufheizt. 2.2 Lötwerkzeug DSX 80: Entlötkolben 80 W. Konisches Befestigungssystem der Saugdüse. Ein breites Saugdüsenprogramm ermöglicht ein optimales Absaugen von Lötzinn an unterschiedlichsten Lötstellen. Der Zinnsammelbehälter ist einfach und ohne Werkzeug wechselbar. CSFEntlötstempel sind als Zubehör erhältlich. Sie dienen zum Entlöten von oberflächenmontierten Bauteilen. Integrierter Fingerschalter zur Aktivierung des Vakuums. DXV 80: Entlötkolben 80 W. Konisches Befestigungssystem der Saugdüse. Inline Ausführung (senkrechte Arbeitshaltung). Der Zinnsammelbehälter ist im Griff integriert. Er ist einfach und ohne Werkzeug auswechselbar. Breites CSF (SMD Auslötstempel)- und Saugdüsenprogramm. Das Vakuum wird mittels Fingerschalter aktiviert. WTA 50: Die Entlötpinzette WTA 50 wurde speziell zum Auslöten von SMD-Bauteilen konzipiert. Zwei Heizelemente (2 x 25 W) mit jeweils eigenen Temperatursensor sorgen für gleiche Temperaturen an beiden Schenkeln. LR 82: Leistungsfähiger 80 W Lötkolben für Lötarbeiten mit großem Wärmebedarf. Die Befestigung der Lötspitze erfolgt über einen Bajonettverschluss, der einen positionstreuen Spitzenwechsel ermöglicht. WP 80: Unser „Standard“ Lötkolben.Der Lötkolben WSP 80 WP 80 / WSP 80 zeichnet sich durch sein blitzschnelles und präzises Erreichen der Löttemperatur aus. Durch sein schlanke Bauform und einer Heizleistung von 80 W ist ein universeller Einsatz von extrem feinen Lötarbeiten bis hin zu solchen mit hohem Wärmebedarf möglich. Nach Wechsel der Lötspitze ist ein unmittelbares Weiterarbeiten möglich, da die Betriebstemperatur in kürzester Zeit wieder erreicht ist. Weiter anschließbare Werkzeuge siehe Zubehörliste. Deutsch Technische Daten Abmessungen (mm): (in.): Netzspannung (10): Leistungsaufnahme: Schutzklasse: Sicherung (11): Temperaturregelung: Genauigkeit: Druckluft: Druckluftwandler: Druckluftanschluss: Potentialausgleich (7): 180 (L) x 115 (B) x 101 (H) 7,1 (L) x 4,53 (B) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (siehe Typenschild) 95 W 1 (Steuergertä); 3 (Lötwerkzeug) T 500 mA (230 V); T 1A (120 V) (siehe Typenschild) digital 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) Eingangsdruck 400 - 600 kPA (58-87 psi) ölfreie, trockene Druckluft Luftverbrauch 35 l / min; max Unterdruck 55 kPA (8 psi) Druckluftschlauch Außendurchmesser 6 mm (0,24“) Über 3,5 mm Schaltklinkenbuchse an der Geräteunterseite (Auslieferungszustand hart geerdet, Klinkenstecker nicht gesteckt). 3. Inbetriebnahme Das Lötwerkzeug in der Sicherheitsablage ablegen. Druckluftschlauch mit Außendurchmesser 6 mm in die Schnellkupplung für Druckluftanschluss (12) einstecken. Druckluftversorgung mit 400 - 600 (58 - 87 psi) trockener, ölfreier Druckluft herstellen. Die elektrische Verbindungsleitung des Lötwerkzeugs in die 7 pol. Anschlussbuchse (9) an der Frontplatte einstecken und arretieren. Hauptfilter (6) mit Schlauchstück zwischen Vakuumanschluss (8) und Vakuumschlauch des Entlötkolbens einsetzen. Überprüfen, ob die Netzspannung mit der Angabe auf dem Typenschild übereinstimmt und der Netzschalter (1) sich im ausgeschalteten Zustand befindet. Steuergerät mit dem Netz verbinden (10). Gerät am Netzschalter (1) einschalten. Beim Einschalten des Gerätes wird ein Selbsttest durchgeführt, bei dem alle Anzeigeinstrumente (2) in Betrieb sind. Anschließend wird kurzzeitig die eingestellte Temperatur (Sollwert) und die Temperaturversion (°C / °F) angezeigt. Danach schaltet die Elektronik automatisch auf die Istwertanzeige um. Roter Punkt (5) in der Anzeige (2) leuchtet. Dieser Punkt dient als optische Regelkontrolle. Dauerndes Leuchten bedeutet System heizt auf. Blinken signalisiert das Erreichen der Betriebstemperatur. Das zum Entlöten benötigte Vakuum wird durch den integrierten Fingerschalter am Entlötkolben aktiviert. Temperatureinstellung Grundsätzlich zeigt die Digitalanzeige (2) den Temperaturistwert an. Durch Betätigen der „UP“ oder „DOWN“-Taste (3) (4) schaltet die Digitalanzeige (2) auf den derzeit eingestellten Sollwert um. Der eingestellte Sollwert (blinkende Anzeige) kann nun durch Antippen oder permanentes Drücken der „UP“ oder „DOWN“-Taste (3) (4) in entsprechender Richtung verändert werden. Wird die Taste permanent gedrückt, verändert sich der Sollwert im Schnelldurchlauf. Ca. 2 sec. nach dem Loslassen schaltet die Digitalanzeige (2) automatisch wieder auf den Istwert um. Standardsetback Bei Nichtgebrauch des Lötwerkzeuges wird die Temperatur nach 20 min. automatisch auf den Stand by Wert von 150°C (300°F) abgesenkt. Nach dreifacher Setbackzeit (60 min.) wird die „AUTO OFF“ Funktion aktiviert. Der Lötkolben wird abgeschalten. Einschalten der Standardsetback-Funktion: Während des Einschaltens des Gerätes die „UP“ Taste (3) gedrückt halten bis in der Anzeige „ON“ erscheint. Beim Loslassen der “UP” Taste wird die Einstellung abgespeichert. Gleiches Verfahren zum Ausschalten. In der Anzeige erscheint „OFF“ (Auslieferungszustand). Bei der Verwendung von sehr feinen Lötspitzen kann die Sicherheit der Setback-Funktion beeinträchtigt sein. Vakuumverzögerung Nach Loslassen des Fingerschalters bleibt das Vakuum noch ca. 2 sec. aktiv. Einstellung: Während des Einschaltens die „DOWN“ - Taste (4) gedrückt halten bis ON oder OFF in der Anzeige erscheint. Beim Loslassen der “DOWN” Taste wird Einstellung abgespeichert. Zum Verändern Vorgang wiederholen. Wartung Um gute Entlötergebnisse zu erzielen, ist es wichtig den Entlötkopf regelmäßig zu reinigen. Dazu gehört das Entleeren des Zinnsammelbehälters, das Auswechseln des Glasrohrfilters, sowie die Überprüfung der Dichtungen. Einwandfreie Dichtheit der Stirnflächen des Glaszylinders gewährleisten volle Saugleistung. Verschmutzte Filter beeinflussen den Luftdurchsatz durch den Entlötkolben. Daher ist der Hauptfilter (6) (Schlauchfilter am Vakuumschlauch) 2 Deutsch regelmäßig zu kontrollieren und gegebenenfalls zu wechseln. Hierzu eine neue original Weller- Filterkartusche verwenden. Zur Reinigung der Saugdüsenbohrung und des Saugrohres das Reinigungswerkzeug (5 13 500 99) benützen. Durch eine kurze Drehbewegung (ca. 45°) können die Saugdüsen einfach und schnell gewechselt werden. Bei starken Schmutzablagerungen im Konusbereich lässt sich eine neue Saugdüse nicht mehr einsetzen. Diese Ablagerungen lassen sich mit dem Reinigungseinsatz für den Heizkörperkonus entfernen. Warnung: Arbeiten Druckluftwandler. ohne Filter zerstört den Bild: Reinigungswerkzeug, Reinigungsvorgang und Auswechseln der Saugdüse siehe Seite 87. 4. Potentialausgleich Durch unterschiedliche Beschaltung der 3,5 mm Schaltklinkenbuchse (7) sind 4 Variationen realisierbar: des Bauteils in der Bohrung kreisförmig zu bewegen. Ist einmal das Lot nach dem Absaugvorgang nicht vollständig entfernt, so sollte vor erneutem Entlöten die Lötstelle neu verzinnt werden. Wichtig ist die richtige Auswahl der Saugdüsengröße. Als Faustregel gilt: Der Innendurchmesser der Saugdüse sollte mit dem Durchmesser der Platinenbohrung übereinstimmen. Beim ersten Aufheizen die Saugdüse bzw. Lötspitze mit Lot benetzen. Dadurch werden lagerbedingte Oxydschichten und Unreinheiten der Lötspitze beseitigt. Bei Lötpausen und vor dem Ablegen des Lötwerkzeugs immer darauf achten, dass die Lötspitze bzw. Saugdüse gut verzinnt ist. Kein zu aggressives Flussmittel verwenden. Die Entlötstation wurde für eine mittlere Saugdüse bzw. Lötspitze justiert. Temperaturabweichungen durch verschiedene Spitzenformen können entstehen. Achtung: Immer auf ordnungsgemäßen Sitz der Lötspitze achten. Hart geerdet: Ohne Stecker (Auslieferungszustand) Externes Eingabegerät WCB 1 und WCB 2 (Option) Bei der Verwendung eines externen Eingabegerätes stehen folgende Funktionen zur Verfügung. Potentialausgleich (Impedanz 0 Ohm): Mit Stecker, Ausgleichsleitung am Mittelkontakt ● Offset: Die reale Lötspitzentemperatur kann durch die Eingabe eines Temperaturoffsets um ± 40°C (72°F) verändert werden. Potentialfrei: Mit Stecker Verschiedene Saugdüsen lösen viele Entlötprobleme. ● Setback: Herabsetzung der eingestellten Solltemperatur auf 150°C/300°F (standby). Die Setbackzeit, nachdem die Lötstation in den Standbymodus wechselt, ist von 0-99 Minuten einstellbar. Der Setbackzustand wird durch eine blinkende Istwertanzeige signalisiert. Nach dreifacher Setbackzeit wird die „AUTO-OFF“ aktiviert. Das Lötwerkzeug wird abgeschaltet (blinkender Strich in der Anzeige). Durch Drücken einer Taste oder Fingerschalterdruck wird der Setbackzustand bzw. AUTO-OFF Zustand beendet. Dabei wird kurzzeitig der eingestellte Sollwert angezeigt. Das passende Werkzeug für den Saugdüsenwechsel ist im Reinigungswerkzeug integriert. Beim Einsetzen und Arretieren die Saugdüse leicht gegen den Heizkörper drükken. ● Lock: Verriegelung von Solltemperatur und Temperaturfenster. Nach dem Verriegeln sind an der Lötstation keine Einstelländerungen möglich. Wichtig beim Entlöten ist die Verwendung von zusätzlichem Lötdraht. Dadurch wird eine gute Benetzungsfähigkeit der Saugdüse, sowie bessere Fließeigenschaften des Altlotes gewährleistet. Es ist darauf zu achten, dass die Saugdüse senkrecht zur Platinenebene steht, um die optimale Saugleistung zu erreichen. Das Lot muss ganz flüssig sein. Während des Ablötvorgangs ist es wichtig, den Anschlusspin ● °C/°F: Umschalten der Temperaturanzeige von °C in °F und umgekehrt. Drücken der „DOWN“ Taste während des Einschaltens zeigt die aktuelle Temperaturversion an. Weich geerdet: Mit Stecker und eingelötetem Widerstand. Erdung über den gewählten Widerstandswert 5. Arbeitshinweise 3 Deutsch ● Window: Einschränkung der Temperaturbereichs auf max. +/-99°C ausgehend von einer durch die „LOCK“ Funktion verriegelten Temperatur. Die verriegelte Temperatur stellt somit die Mitte des einstellbaren Temperaturbereiches dar. Bei Geräten mit potentialfreiem Kontakt (Optokopplerausgang) dient die „WINDOW“ Funktion zur Einstellung eines Temperaturfensters. Liegt die Isttemperatur innerhalb des Temperaturfensters wird der potentialfreie Kontakt (Optokopplerausgang) durchgeschalten. Technische Änderungen vorbehalten! Die aktualisierten Betriebsanleitungen finden Sie unter www.weller-tools.com. ● Cal: Neujustierung der Lötstation (nur WCB 2) und Factory setting FSE (Rücksetzen aller Einstellwerte auf 0, Temperatursollwert 350°C/660°F). ● PC-Schnittstelle: RS 232 (nur WCB 2) ● Temperaturmeßgerät: Integriertes Temperaturmeßgerät für Thermoelement Typ K (nur WCB 2) 6. Zubehörliste T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Lötkolben WP 80 Lötkolbenset WSP 80 Lötkolbenset LR 21 antistatisch Lötkolbenset LR 82 Entlötset WTA 50 Entlötset DXV 80 Entlötset DSX 80 Lötkolbenset MPR 80 Lötkolbenset WMP Vorheizplatte WHP 80 Externes Eingabegerät WCB 1 Externes Eingabegerät WCB 2 Reinigungswerkzeug 7. Lieferumfang WDD 81V PUD 81V Steuergerät Entlötset DSX 80 Netzkabel Sicherheitsablage AK 20 Klinkenstecker 3,5 mm Betriebsanleitung Hauptfilter Sicherheitshinweise Power Unit Steuergerät Netzkabel Klinkenstecker 3,5 mm Betriebsanleitung Hauptfilter Sicherheitshinweise Bild Saugdüsen siehe Seite 82 Bild Schaltplan siehe Seite 83 Bild Explozeichnung siehe Seite 84 - 86 4 Français Nous vous remercions de la confiance que vous nous avez accordée en achetant la station de dessoudage à microprocesseur WDD 81V. Lors de la fabrication, des exigences de qualité très sévères assurant un fonctionnement parfait de l’appareil, ont été appliquées. 1. Attention! Avant la mise en service de l’appareil, veuillez lire attentivement ce mode d’emploi et les consignes de sécurité ci-jointes. Dans le cas du non-respect des consignes de sécurité, il y a danger pour le corps et danger de mort. Le fabricant décline toute responsabilité pour les utilisations autres que celles décrites dans le mode d’emploi de même que pour les modifications effectuées par l’utilisateur. La station de dessoudage à microprocesseur WDD 81V correspond à la déclaration de conformité européenne en application des exigences de sécurité fondamentales de la directive 2004/108/336/CE et 2006/95/CE. 2. Description 2.1. Appareil de commande La station de dessoudage à microprocesseur WDD 81V appartient à une série d’appareil dévloppée pour la fabrication industrielle de même que pour les réparations et le laboratoire. L’électronique numérique de régulation et un système sophistiqué de capteur et de tranfert de chaleur dans l’outil de soudage garantissent une grande précision de température au niveau de la panne. Une précision maximale de la température et un comportement dynamique thermique optimal en service sont rendus possibles par un système de mesure rapide et précis au sein d’une boucle de régulation. Les outils de soudage sont reconnus automatiquement par la WDD 81V qui leur attribue les paramètres de régulation correspondants. La dépression nécessaire pour le dessoudage est produite par un système venturi interne, sans entretien et activé par un switch sur le fer à dessouder. Différentes possibilités d’équilibrage du potentiel avec la panne, un commutateur à tension nulle de même qu’une version antistatique du bloc d‘alimentation et du fer complètent le haut niveau de qualité atteint. La possibilité de raccorder un boîtier de câlibrage élargit en outre les fonctions de cette station de dessoudage. Les boîtiers de câlibrage WCB 1 et WCB 2, disponibles en option, permettent de réaliser entre autres des fonctions de durée et de verrouillage. Un système intégré de mesure de la température et une interface pour PC font partie des possibilités élargies de l’appareil d’entrée WCB 2. La température souhaitée peut être réglée dans une plage de 50°C à 450°C (122°F à 842°F) à l’aide de 2 touches 5 (Up/Down). La valeur de consigne et la valeur réelle sont affichées de manière numérique. Lorsque la température présélectionnée est atteinte, une LED rouge qui sert au contrôle visuel du réglage clignote sur l’afficheur. Elle est allumée en permanence pour signaler que le système chauffe. 2.2 Outil de soudage DSX 80: Fer à dessouder de 80 W. Système de fixation conique de la buse d’aspiration. Une vaste gamme de buses autorise une aspiration opti male de l’étain aux différents points de sou dure. Le réceptacle à étain se change très facilement, sans outil. Des pannes de des soudage CSF sont disponibles en accessoires pour dessouder les composants montés en surface. Un switch est intégré au manche pour activer l’aspiration. DXV 80: Fer à dessouder de 80 W. Système de fixation conique de la buse d’aspiration. Version Inline (travail en position verticale). Le récepta cle à étain intégré à a poignée se change faci lement, sans outil. Vaste gamme de pannes de dessoudage CSF (SMD) et de buses d’aspration. L’aspiration est activée par un switch intégré. WTA 50: La pince à dessouder WTA 50 a été spéciale ment conçue pour dessouder les composants montés en surface. Deux éléments chauffants (2 x 25 watts) équipés chacun de leur propre sonde assurent une même température aux deux extrémités de la pince. LR 82: Un puissant fer à souder de 80 watts pour les travaux nécessitant une source de chaleur importante. La fixation de la panne est assu rée par un système à baïonnette garantissant un parfait positionnement de la panne en cas de remplacement de celle-ci. WP 80: Notre fer à souder "standard". Le fer à souder WSP 80 WP 80 / WSP 80 se distingue par la grande rapidité et la précision avec lesquelles il atteint la température de soudage. Grâce à sa forme éfilée et à sa puissance de 80 W, son utilisation est universelle et va des travaux de soudage de très grande précision à ceux requérant une source de chaleur importante. Après un changement de panne, il est possible de continuer de travailler sans interruption dans la mesure ou la température de service est atteinte très rapidement. Pour les autres outils pouvant être raccordés, voir la liste des accessoires. Français Caractéristiques techniques Dimensions (mm): (in.): Tension d’alimentation (10): Puissance absorbée: Classe de protection: Fusible (11): Plage de température: Précision: Air comprimé: Système Venturi: Raccord d’air comprimé: Compensation du potentiel (7): 180 (L) x 115 (l) x 101 (h) 7,1 (L) x 4,53 (l) x 4 (h) 230 V / 50 Hz, 120 V / 60 Hz (cf. plaque signalétique) 95 W 1 (bloc d‘alimentation); 3 (outil de soudage) T 500 mA (230 V); T 1A (120 V) (cf. plaque signalétique) numérique 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) pression d’entrée 600 kPa (87 psi), air comprimé sans huile, sec consommation d’air 35 l/mn; dépression maxi. 55 kPa (8 psi) flexible d’air comprimé de diamètre extérieur 6 mm (0,24") par une prise jack de 3,5 mm au bas de l’appareil. (Mise à la terre dure d’origine, fiche jack débranchée) 3. Mise en service Placer l’outil de soudage dans le repose fer. Relier le flexible d’air comprimé de diamètre extérieur 6 mm au raccord rapide d’air comprimé (12). Etablir l’alimentation en air comprimé de 600 kPa (87 psi), sec et sans huile. Brancher le cordon du fer sur la prise à 7 pôles (9) à l’avant et le verrouiller. Mettre en place le filtre principal (6) avec la tubulure entre le raccord d’aspiration (8) et le flexible d’aspiration du fer à dessouder. Vérifier si la tension du secteur correspond à celle indiquée sur la plaque signalétique et si l’interrupteur secteur (1) est coupé. Brancher l’unité de commande au secteur (10). Mettre l’appareil en marche avec l’interrupteur secteur (1). Lors de la mise sous tension de l’appareil, celui-ci effectue un auto-test au cours duquel tous les instruments d’affichage (2) s’allument. La température de consigne et l‘unité de température (°C / °F) sont ensuite brièvement affichés, après quoi l’électronique active automatiquement l’affichage de la valeur réelle. Le point rouge (5) s’allume en permanence lorsque le système chauffe et clignote pour signaler que la température de consigne est atteinte. La dépression nécessaire pour dessouder est activée avec le switch intégré au fer à dessouder. Réglage de la température L’afficheur numérique (2) indique en principe la température réelle. En actionnant la touche «Up» ou «Down» (3) (4), l’afficheur numérique (2) indique la température de consigne. La valeur prescrite réglée (affichage clignotant) peut alors être augmentée ou réduite en exerçant une pression brève ou permanente sur la touche «Up» ou «Down» (3) (4). Lorsque la touche est actionnée en permanence, la valeur prescrite change à vitesse rapide. 2 secondes environ après avoir relâché la touche, l’afficheur numérique (2) revient automatiquement à la valeur réelle. Lorsque la station de dessouda ge est verrouillée (Lock), il n’est pas possible de modifier le réglage. Réduction de température standard Lorsque l’appareil de soudage n’est pas utilisé, la température est ramenée automatiquement à la valeur standard de 150°C (300°F) au bout de 20 minutes. Au bout de trois fois cette durée (60 minutes), la fonction “AUTO OFF” est activée. Le fer à souder s’éteint. Activation de la fonction de réduction de température Setback standard: maintenir la touche “UP” (3) enfoncée durant la mise en marche de l’appareil jusqu’à ce que l’afficheur indique “ON”. Le relâchement de la touche "UP" entraîne l’enregistrement du réglage. Procéder de la même manière à l’extinction. L’afficheur indique “OFF” (état d’origine). La fonction Setback peut être altérée lors de l’utilisation de très fines pannes. Temporisation de la dépression Lorsque le commutateur a été relâché, la dépression reste active pendant encore env. 2 s. Réglage: Pendant la mise en marche, maintenir la touche ”DOWN” (4) enfoncée jusqu’à ce que l’afficheur indique ON ou OFF. Le relâchement de la touche "DOWN" entraîne l’enregistrement du réglage. Répéter cette opération pour modifier. Entretien Pour un bon dessoudage, il est important de nettoyer régulièrement la tête de dessoudage, de vider le réceptacle à étain, de changer le filtre du tube de verre et de vérifier les joints. Une parfaite étanchéité du tube en verre est nécessaire pour avoir la pleine capacité d’aspiration. L’encrassement des filtres se répercute sur le débit d’air à travers le fer à dessouder. Le filtre principal (6) (filtre sur le flexible d’aspiration) doit donc être contrôlé régulièrement et changé si nécessaire. Utiliser pour ce faire une cartouche filtrante WELLER d’origine neuve. Pour le nettoyage de l’ouverture de la buse d’aspiration et du tuyau d’aspiration, utiliser 6 Français l’outil de nettoyage (5 13 500 99). Les buses d’aspiration peuvent être changées rapidement et facilement par une courte rotation (env. 45°). Les accumulations importantes de saletés au niveau du cône empêchent la mise en place d’une buse d’aspiration neuve. Ces dépôts peuvent être retirés ave l’insert de nettoyage pour cône d’élément chauffant. Attention: Le fonctionnement sans filtre détruit le système venturi. Figure: outil de nettoyage, opération de nettoyage et changement de la buse d’aspiration voir la page 87. 4. Equilibrage de potentiel 4 variantes d‘equilibrage de potentiel peuvent être réalisées suivant le branchement de la prise jack de 3,5 mm (7): Mise à la terre directe: Pas de fiche (état d'origine). Equilibrage de potentiel (impédance 0 ohm): Avec fiche, reliée au contact central. Libre de potentiel: Avec fiche Mise à la terre indirecte: Avec fiche et résistance soudée. Mise à la terre par l'intermédiaire de la valeur de la résistance choisie. 5. Instructions d'emploi Les différentes buses d’aspiration proposées permettent de résoudre de nombreux problèmes de dessoudage. L’outil permettant de changer la buse d’aspiration est intégré à l’outil de nettoyage. Lors de la mise en place et du serrage, pousser légèrement la buse d’aspiration contre l’élément chauffant. Il est important pour le dessoudage d’utiliser en plus de l‘étain. Ceci améliore la capacité de mouillage de la buse d’aspiration et les caractéristiques de fluidité de l’ancienne soudure. La buse d’aspiration doit être verticale par rapport au plan de la carte pour que la capacité d’aspiration soit optimale. La soudure doit être entièrement liquide. Il est important, pendant le dessoudage, de faire tourner la patte du composant. Si la soudure n’est pas entièrement retirée après l’aspiration, ré-étamer le point de soudure avant de dessouder une nouvelle fois. Il est important d’utiliser la buse d’aspiration de la bonne taille. Règle empirique: le diamètre 7 intérieur de la buse d’aspiration doit correspondre au diamètre du trou de la carte.Lors de la première mise en température, étamer la buse d’aspiration ou la panne pour supprimer les couches d’oxyde consécutives au stockage et les impuretés présentes sur la panne. Lors des arrêts du travail et avant de poser l’outil de soudage, s’assurer toujours que la panne ou la buse d’aspiration est bien étamée. Ne pas utiliser de décapant trop agressif. La station de dessoudage a été réglée pour une buse d’aspiration ou une panne moyenne. Des différences de température sont possibles avec d’autres formes de pannes. Attention: S’assurer toujours de la bonne fixation de la panne. Programmateurs WCB 1 et WCB 2 (option) Les fonctions ci-après sont disponibles si un programmateur est utilisé: ● Offset: La température réelle de la panne peut être modifiée de ± 40°C (72°F) en entrant un offset de température. ● Setback: Réduction de la température prescrite réglée à 150°C / 300°F (standby). Le temps de Setback au bout duquel la station de soudage se met en standby est réglable entre 0 et 99 minutes. L’état de Setback est sig nalé par le clignotement de l’affichage de valeur réelle. Après le triple temps de Setback, „Auto-Off“ est activé. L’outil de soudage n‘est plus alimenté (trait clignotant sur l’afficheur). En appuyant sur une touche ou sur le commutateur, l’état de Setback ou l’état Auto-Off est terminé et la valeur prescrite réglée est brièvement indiquée. ● Lock: Vérrouillage de la température de consigne. Après le vérrouillage, aucune modification du réglage n'est possible sur la station de soudage. ● °C/°F: Sélection de l'affichage de la température en °C ou en °F. ● Window: Limitation de la plage de température à +/-99°C maxi. à partir d’une température verrouillée avec la fonction “LOCK”. La température verrouillée représente alors le milieu de la plage de température réglable. Sur les appareils avec contact libre de potentiel (sortie sur coupleur optoélectronique), la fonction “WINDOW” sert au réglage d’une fenêtre de températures. Lorsque la température réelle se situe dans la plage de températures, le contact libre de potentiel (sortie sur coupleur optoélectronique) est commuté. Français ● Cal: Recâlibrage de la station de soudage (uniquement WCB 2). ● Interface PC: RS232 (uniquement WCB 2). ● Thermomètre: Thermomètre intégré pour thermocouple type K (uniquement WCB 2). 6. Accessoires T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Kit fer à souder WP 80 Fer à souder WSP 80 Kit fer à souder LR 21 antistatique Kit fer à souder LR 82 Kit de dessoudage WTA 50 Kit de dessoudage DXV 80 Nécessaire de dessoudage DSX 80 Kit fer à souder MPR 80 Kit fer à souder WMP Platine chauffante WHP 80 Boîtier de contrôle WCB 1 Boîtier de contrôle WCB 2 Outil de nettoyage 7. Fournitures WDD 81V PUD 81V Bloc d‘alimentation Kit de dessoudage DSX 80 Cordon secteur Repose fer AK20 Fiche jack 3,5 mm Mode d’emploi Filtre principal Consignes de sécurité Power Unit Bloc d‘alimentation Cordon secteur Fiche jack 3,5 mm Mode d’emploi Filtre principal Consignes de sécurité Figure: Buses d’aspiration, voir la page 82 Figure: Schéma électrique, voir la page 83 Figure: Vue éclatée, voir la page 84 - 86 Sous réserve de modifications techniques! Vous trouverez les manuels d'utilisation actualisés sur www.weller-tools.com. 8 Nederlands We danken u voor de aankoop van de WELLER soldeerstation WDD 81V en het door u gestelde vertrouwen in ons product. Bij de productie werd aan de strengste kwaliteitsvereisten voldaan om een perfecte werking van het toestel te garanderen. 1. Attentie! Gelieve voor de ingebruikneming van het toestel deze gebruiksaanwijzing en de bijgeleverde veiligheidsvoorschriften aandachtig door te nemen. Bij het niet naleven van de veiligheidsvoorschriften dreigt gevaar voor leven en goed. Voor ander, van de gebruiksaanwijzing afwijkend gebruik, alsook bij eigenmachtige verandering, wordt door de fabrikant geen aansprakelijkheid overgenomen. De WELLER soldeerstation WDD 81V is conform de EG-conformiteitsverklaring volgens de fundamentele veiligheidsvereisten van de richtlijnen 2004/108/EG en 2006/95/EG. 2. Beschrijving 2.1 Regelapparaat Het microprocessorgestuurde soldeerstation WDD 81V behoort tot een toestelfamilie die werd ontwikkeld voor de industriële productietechniek, voor reparatieafdelingen en laboratoria.De digitale regeltechniek en een hoogwaardige sensor- en warmte overdrachttechniek in het soldeergereedschap verzekeren een nauw keurig temperatuurregelgedrag aan de soldeerpunt. Een maximale temperatuurnauwkeurigheid en een optimaal dynamisch temperatuurgedrag bij belasting worden verzekerd door een snelle en nauwkeurige meet-waarderegistratie in gesloten regelkring. De soldeergereedschappen zelf worden door de WDD 81V automatisch her kend en de overeenkomstige regelparameters worden toegewezen. Het voor het losmaken van de verbinding benodigde vacuüm wordt door een interne, onderhoudsvrije persluchtomvormer opgewekt en via een geïntegreerde vingerschakelaar op de soldeerruimer geactiveerd. Verschillende equipotentiaalmogelijkheden voor soldeerstift, nulspanningsschakelaar alsmede antistatische uitvoering van regelapparaat en soldeerbout verhogen de hoge kwaliteitsstandaard. De aansluitingsmogelijkheid van een extern invoerapparaat vergroot de vele functies van dit soldeerruimstation. Met de als optie te verkrijgen invoerapparaten WCB 1 en WCB 2 kunnen onder andere tijd en vergrendelingsfuncties gerealiseerd worden. Een geïntegreerd temperatuurmeetapparaat en een PC-interface behoren tot de verdere omvang van het invoerapparaat WCB 2. De gewenste temperatuur kan tussen de 50°C - 450°C (122°F - 842°F) via 2 toetsen (Up/Down) ingesteld worden. Gewenste en werkelijke waarden worden digitaal aangege9 ven. Het bereiken van de gekozen temperatuur wordt door het knipperen van een rode LED op het display gesignaleerd dat als optische regelcontrole dient. Als het lichtje voortdurend brandt, betekent dat dat het systeem aan het opwarmen is. 2.2 Soldeerapparaten DSX 80: Soldeerruimer 80 W. Conisch bevestigingssy steem van de zuigmond. Door een breed pro gramma van zuigmonden is een optimaal wegzuigen van soldeertin op de meest ver schillende plaatsen mogelijk. De soldeertin vergaarbak is eenvoudig en zonder gereed schap te vervangen. CSF-soldeerstempels zijn als toebehoren verkrijgbaar, die voor het los maken van de verbinding van op de oppervl akte gemonteerde onderdelen dienen. Geïntegreerde vingerschake-laar voor active ring van het vacuüm. DXV 80: Soldeerruimer 80 W. Conisch bevestigingssy steem van de zuigmond. In-line uitvoering (verticale werkhouding). Soldeertinvergaarbak in de greep geïntegreerd eenvoudig en zonder gereedschap te vervangen. Breed CSF-(SMDsoldeerruimstempel) en zuigmondprogramma. Het vacuüm wordt door de vingerschakelaar geactiveerd. WTA 50: De soldeerruimpincet WTA 50 is speciaal voor het solderen van SMD-onderdelen geconcipi eerd. Twee verwarmingselementen (2 x 25 W) met ieder een eigen temperatuursensor zor gen voor een gelijke temperatuur aan beide benen. LR 82: Een krachtig 80 W soldeerapparaat voor sol deerwerk waarbij een hoge temperatuur nodig is. Het bevestigen van de soldeerpunt gaat via een bajonetsluiting waardoor het verwisselen van de punt op exact de juiste plaats geschiedt. WP 80: Onze ”standaard” soldeerbout. WSP 80 Het soldeerapparaat WP 80 / WSP 80 onderscheidt zich doordat de soldeertemperatuur razendsnel en exact bereikt wordt. Door zijn slanke vorm en een verhittingsvermogen van 80 W kan hij universeel gebruikt worden, van extreem fijn soldeerwerk tot soldeerwerk met zeer hoge temperaturen. Na het wisselen van de soldeerpunt kan direct verder gewerkt worden omdat de bedrijfstemperatuur zeer snel weer bereikt is. Zie voor verdere, aan te sluiten apparatuur de lijst mettoebehoren. Nederlands Technische gegevens Afmetingen (mm): (inch): Netspanning (10): Capaciteit: Beschermklasse: Zekering (11): Temperatuurregeling: Precisie: Perslucht: Persluchtomvormer: Persluchtaansluiting: Equipotentiaal (7): 180 (l) x 115 (b) x 101 (h) 7,1 (l) x 4,53 (b) x 4 (h) 230 V / 50 Hz, 120 V / 60 Hz (zie typeplaatje) 95 W 1 (regelapparaat); 3 (soldeergereedschap) T 500 mA (230 V); T 1A (120 V) (zie typeplaatje) digitaal 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) Ingangsdruk 600 kPa (87 psi) olievrije, droge perslucht. Luchtverbruik 35 l/min; max. onderdruk 55 kPa (8 psi) Persluchtslang buitendiameter 6mm (0,24”) Via 3,5 mm klinkbus aan de onderzijde van het toestel. (Toestand bij levering hard geaard, klinkstekker niet ingestoken.) 3. Ingebruikname Het soldeerapparaat in de veiligheidshouder leggen. Persluchtslang met buitendiameter 6 mm in de snelkoppeling voor persluchtaansluiting (12) steken. Zorg voor persluchttoevoer met 600 kPa (87 psi) droge, olievrije perslucht. De elektrische verbindingsleiding van het soldeerapparaat in de 7-polige aansluitbus (9) op de frontplaat steken en vastzetten. Hoofdfilter (6) met slangstuk tussen vacuümaansluiting (8) en vacuümslang van het soldeerruimapparaat zetten. Controleer of de netspanning overeenkomt met de gegevens op het typeplaatje en de netschakelaar (1) zich in uitgeschakelde toestand bevindt. Regelapparaat met het elektriciteitsnet verbinden (10). Apparaat met de netschakelaar (1) inschakelen. Bij het inschakelen van het apparaat wordt een zelftest uitgevoerd waarbij alle displayinstrumenten (2) in bedrijf zijn. Daarna wordt kort de ingestelde temperatuur (gewenste waarde) en de temperatuurversie (°C / °F) aangegeven. Dan schakelt de elektronica automatisch over op de werkelijke waarde. Rode punt (5) op het display (2) brandt. Deze punt dient als optische regelcontrole. Voortdurend branden betekent dat het systeem opwarmt. Knipperen signaleert het bereiken van de bedrijfstemperatuur. Het voor het losmaken van de verbinding benodigde vacuüm wordt door de geïntegreerde vingerschakelaar op de soldeerruimer geactiveerd. Temperatuurinstelling In principe geeft het digitale display (2) de werkelijke temperatuurwaarde aan. Door de ”Up” of ”Down” toetsen (3) (4) te gebruiken schakelt het digitale display (2) op de ingestelde gewenste waarde om. De ingestelde gewenste waarde (knipperende indicatie) kan alleen in de betreffende richting veranderd worden door de ”Up” of ”Down” toets (3) (4) aan te raken of permanent in te drukken. Als de toets permanent wordt ingedrukt, verandert de gewenste waarde in snel tempo. Ca. 2 seconden nadat de toets is losgelaten, schakelt de digitale indicatie (2) automatisch weer op de werkelijke waarde. Als het soldeerstation vergrendeld is (Lock), zijn geen veranderingen in de instelling mogelijk. Standaardsetback Wanneer het soldeergereedschap niet wordt gebruikt, wordt de temperatuur na 20 minten automatisch verlaagd naar de standby-waarde van 150°C (300°F). Na een drievoudige set back-tijd (60 min) wordt de ”AUTO OFF” functie geactiveerd. De soldeerbout wordt uitgeschakeld. Inschakelen van de standaardsetback-functie: Tijdens het inschakelen van het toestel de ”UP” toets (ingedrukt houden tot op de display ”ON” verschijnt. Bij het loslaten van de "UP"-toets wordt de instelling opgeslagen. De functie wordt opdezelfde manier uitgeschakeld. Op de display verschijnt ”OFF” (toestand bij levering). Als zeer fijne soldeerpunten worden gebruikt, kan de standaardsetback-functie beïnvloe zijn. Vacuümvertraging Nadat de vingerschakelaar is losgelaten, blijft het vacuüm nog ca. 2 seconden actief. Instelling: houd tijdens het inschakelen de ”DOWN”-toets (4) ingedrukt tot ON of OFF op het display verschijnt. Bij het loslaten van de "DOWN"-toets wordt de instelling opgeslagen. Herhaal procedure voor wijzigingen. Onderhoud Om goede resultaten bij het losmaken van de verbinding te verkrijgen is het belangrijk de soldeerruimkop regelmatig te reinigen. Daartoe behoort het legen van de soldeertinvergaarbak, het vervangen van het glasbuisfilter alsmede de controle van de afdichtingen. Een perfecte dichtheid van de stootvlakken van de glascilinder garanderen de volledige zuigcapaciteit. Vuile filters beïnvloeden de luchtdoorvoer door de soldeerruimer. Daarom moet het hoofdfilter (6) (slangfilter op de vacuümslang) regelmatig gecontroleerd en eventueel vervangen worden. Hiertoe een nieuwe, originele 10 Nederlands WELLER-filtercartouche gebruiken. Gebruik het reinigingsapparaat (5 13 500 99) voor het reinigen van het zuigmondstukgat en de zuigbuis. Door een korte draaibeweging (ca. 45°) kunnen de zuigmonden eenvoudig en snel worden verwisseld. Bij sterke vuilafzettingen in het conusgedeelte kan een nieuwe zuigmond niet meer worden geplaatst. Deze afzettingen kunnen worden verwijderd met het reinigingsinzetstuk voor de verwarmingselementconus. Waarschuwing: werken zonder filter maakt de persluchtomvormer kapot. Afbeelding: Reinigingsapparaat, reinigen en vervangen van de zuigmondstukken 87. 4. Potentiaalcompensatie Door de diverse soorten bedrading van de 3,5 mm schakelklikbus (7) zijn 4 variaties mogelijk: itpin van het onderdeel in het gat cirkelvormig te bewegen. Als het soldeertin na het afzuigen niet geheel verwijderd is, moet de soldeerplaats voor het opnieuw losmaken van de verbinding weer van soldeertin voorzien worden. Belangrijk is de juiste keuze van het formaat zuigmondstuk. Als vuistregel geldt: de binnendiameter van het zuigmondstuk moet met de diameter van het printplaatgat overeenkomen. Bevochtig zuigmondstuk c.q. soldeerstift met soldeertin, als deze voor de eerste keer verwarmd worden. Daardoor worden door opslag veroorzaakte oxidatielagen en vuil van de soldeerstift verwijderd. Bij pauzes tussen het solderen en voordat het soldeerapparaat wordt weggelegd er altijd op letten dat de soldeerstift c.q. het zuigmondstuk goed van soldeertin voorzien is. Geen agressieve vloeimiddelen gebruiken. Het soldeerruimstation is voor een gemiddeld zuigmondstuk c.q. soldeerstift uitgelijnd. Er kunnen temperatuurafwijkingen ontstaan door de verschillende stiftvormen. Let op: zorg altijd dat de soldeerstift correct zit. Hard geaard: zonder stekker (positie af fabriek) Potentiaalcompensatie (impedantie 0 Ohm): met stekker, compensatiesnoer aan middelste contact Potentiaalvrij: met stekker Zacht geaard: met stekker en vastgesoldeerde weerstand. Aarde via de gekozen weerstandswaarde. 5. Werkaanwijzingen Verschillende zuigmondstukken lossen veel problemen bij het soldeerruimen op. De uiteenlopende zuigmonden bieden oplossingen voor talrijke soldeerruimproblemen. Het passende gereedschap voor de zuigmondwissel is geïntegreerd in het reinigingsgereedschap. Bij het plaatsen en vergrendelen de zuigmonden lichtjes tegen het verwarmingselement duwen. Belangrijk bij het losmaken van de verbinding is het gebruik van extra soldeerdraad. Daardoor wordt een goede bevochtingsgraad van het zuigmondstuk alsmede betere vloeieigenschappen van het oude soldeertin gegarandeerd. Er moet op gelet worden dat het zuigmondstuk loodrecht op het printplaatoppervlak staat om de optimale zuigcapaciteit te bereiken. Het soldeertin moet helemaal vloeibaar zijn. Tijdens het losmaken van de verbinding is het belangrijk de aanslu11 Extern invoerapparaat WCB 1 en WCB 2 (optie) Bij gebruik van een extern invoerapparaat zijn de volgende functies beschikbaar. ● Offset: De reële temperatuur van de soldeerpunt kan door de invoer van een temperatuuroffset met ± 40°C (72°F) veranderd worden. ● Setback: Terugstellen van de ingestelde gewenste temperatuur op 150°C/300°F (stand-by). Nadat het soldeerstation op de standby-modus is gezet kan de setbacktijd van 0-99 minuten ingesteld worden. De setbacktoestand wordt gesignaleerd door een knipperende werkelijke waarde indicatie. Nadat drie keer de setbacktijd is geactiveerd, wordt ”AutoOff” geactiveerd. Het soldeerapparaat wordt uit geschakeld (knipperde streep op het display). Door op een toets te drukken of door vingerschakeldruk wordt de setbacktoestand c.q. de Auto-off toestand beëindigd. Daarbij wordt kort de ingestelde gewenste waarde aangegeven. ● Lock: Vergrendeling van de gewenste temperatuur. Na het vergrendelen kan op het soldeerstation de instelling niet meer veranderd worden. ● °C/°F: Omschakelen van de temperatuuraanwijzing van °C naar °F en omgekeerd. ● Window: Beperking van het temperatuurbereik tot max. +-99°C uit- Nederlands gaande van een door de “LOCK” functie vergrendelde temperatuur. De vergrendel de temperatuur vormt daardoor het middenpunt van het instelbare temperatuurbereik. Bij toestellen met potentiaalvrij contact (uitgang optische koppeling) dient de ”WINDOW” functie om een temperatuurvenster in te stellen. Als de reële temperatuur binnen het temperatuurvenster ligt, wordt het potentiaalvrije contact (uitgang optische koppeling) doorgeschakeld. ● Cal: Opnieuw uitlijnen van het soldeerstation (alleen WCB 2) 7. Leveromvang WDD 81V PUD 81V regelapparaat soldeerruimset DSX 80 elektriciteitskabel veiligheidshouder AK 20 stekker 3,5 mm gebruikshandleiding hoofdfilter veiligheidsinstructies Power unit regelapparaat elektriciteitskabel stekker 3,5 mm55 gebruikshandleiding hoofdfilter veiligheidsinstructies Afbeelding: Zzuigmondstukken, zie pagina 82 Afbeelding: Schakelschema, zie pagina 83 Afbeelding: Explotekening, zie pagina 84 - 86 ● PC-interface: RS232 (alleen WCB 2) ● Temperatuurmeetapparaat: Geïntegreerd temperatuurmeetapparaat voor thermoelement type K (alleen WCB 2) Technische wijzigingen voorbehouden! De geactualiseerde gebruiksaanwijzingen vindt u bij www.weller-tools.com. 6. Toebehoren T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 13 181 99 T005 33 138 99 T005 33 133 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Soldeerset WP 80 Soldeerboutset WSP 80 Soldeerset LR 21 antistatisch Soldeerset LR 82 Soldeerruimset DXV 80 Soldeerruimset DSX 80 Soldeerruimset WTA 50 Soldeerset MPR 80 Soldeerset WMP Opwarmplaat WHP 80 Extern invoerapparaat WCB 1 Extern invoerapparaat WCB 2 Reinigingsgereedschap 12 Italiano Grazie per la fiducia accordataci acquistando la stazione dissaldante WELLER WDD 81V. È stato prodotto nel rispetto dei più severi requisiti di qualità, così da garantire un funzionamento perfetto dell’apparecchio. 1. Attenzione! Prima di mettere in funzione l’apparecchio, leggere accuratamente queste Istruzioni per l’uso e le Norme di sicurezza allegate. La mancata osservanza delle norme di sicurezza può causare pericolo per la vita e la salute. Il costruttore non è responsabile per un uso dell’apparecchio diverso da quello previsto nelle presenti Istruzioni per l’uso né per eventuali modifiche non autorizzate. La stazione dissaldante WELLER WDD 81V corrisponde alla Dichiarazione di conformità CE, ai sensi dei requisiti fondamentali per la sicurezza delle direttive 2004/108/CE e 2006/95/CE. 2. Descrizione 2.1 Unità di controllo La stazione dissaldante con microprocessore WDD 81V appartiene ad una famiglia di apparecchi sviluppata per un uso di tipo industriale e per applicazioni da officina o da laboratorio. La centralina elettronica digitale, il sensore e la resistenza di calore di alta qualità di cui sono dotati gli utensili garantiscono una precisa regolazione della temperatura. Una rilevazione dei valori di misura più rapida e precisa in circuito chiuso permettono una massima precisione di temperatura ed un comportamento termico dinamico ottimale. Gli utensili vengono riconosciuti automaticamente dall’unità di controllo, che provvede ad assegnare loro i corretti parametri di regolazione. Il vuoto necessario per la dissaldatura viene creato attraverso un venturimetro interno e viene attivato attraverso un microinterruttore posto sull‘impugnatura dello stilo dissaldante; il venturimetro non necessita di manutenzione. Lo standard qualitativo viene ulteriormente migliorato da numerose possibilità per equalizzare i potenziali, dall’interruttore a tensione 0, cosìccome dall‘antistaticità della unità di controllo e dello stilo. La possibilità di collegamento di una unità di calibrazione esterna amplia la funzionalità della stazione. Collegando alla stazione gli apparecchi di programmazione e calibrazione quali il WCB 1 e il WCB 2 è possibile fra l’altro realizzare funzioni di interblocco e temporali. Nella WCB 2 sono integrati inoltre le funzioni di termometro e di interfaccia PC. La temperatura desiderata può essere impostata tramite due tasti „up“ e „down“ fra 50°C e 450°C. Il valore impostato e quello reale vengono indicati su un display digitale. Il raggi13 ungimento della temperatura preimpostata viene segnalato dal lampeggio di un LED rosso sul display che serve al controllo ottico della regolazione. Se esso rimane acceso a luce fissa significa che il sistema è in fase di riscaldamento. 2.2. Stili saldanti e dissaldanti DSX 80: Stilo dissaldante da 80 W. Sistema di fissagio conico dell’ugello di aspirazione. Un‘ampia gamma di ugelli permette di aspirare in maniera ottimale lo stagno da differenti punti di saldatura. Il contenitore per la raccolta dello stagno può essere sostituito facilmente senza alcun bisogno di utensili. Sono disponibili opzionalmente teste dissaldanti CSF per la dissaldatura di componenti superficiali. Dotato di microinterruttore sull‘impugnatura per l’attivazione del vuoto. DXV 80: Stilo dissaldante da 80 W „in linea“ (posizione di lavoro verticale). Sistema di fissaggio coni co dell’ugello di aspirazione. Contenitore dello stagno integrato nell’impugnatura sostituibile velocemente e senza utensili. Ampia gamma di teste CSF e di ugelli. Il vuoto viene attivato mediante il microinterruttore posto sull‘impugnatura dello stilo. LR 82: Potente stilo saldante da 80 W ideale per lavori di saldatura dove è necessario un forte apporto termico. Il fissaggio della punta sal dante avviene tramite un innesto a baionetta che permette una veloce sostituzione. WP 80: Stilo saldante „standard“. Lo stilo saldante WSP 80 WP 80 / WSP 80 si contraddistingue per la sua precisione e la sua velocità nel raggiungimento della temperatura di lavoro. Grazie alla sua forma maneggevole e alla sua potenza di 80 W è possibile utilizzarlo sia per inissimi lavori di saldatura sia per lavori che necessitano di un forte apporto termico. Dopo la sostituzione della punta saldante è possibile ricominciare a lavorare poichè la temperatura di sercizio viene raggiunta immediatamente. Per ulteriori utensili collegabili vedere la lista degli accessori. Italiano Dati tecnici Dimensioni (mm): Tensione di rete (10): Assorbimento di sicurezza: Classe di protezione: Fusibile (11): Regolazione della temperatura: Precisione: Aria compressa: Venturimetro: Attacco aria compressa: Equalizzazione del potenziale: 180 (L) x 115 (L) x 101 (A) 230V / 50 Hz, 120V / 60 Hz (vedi targhetta di omologazione) 95 W 1 (centralina), 3 (stilo saldante) T500 mA (230 V); T 1A (120 V) (vedi targhetta di omologazione) digitale 50°C – 450°C ± 9°C Press. di ingresso 600 kPa di aria pulita e senza olio Portata max 35 l / min; depressione max 55 kPa Tubo per aria compressa con diametro esterno 6 mm tramite boccola tipo jack da 3,5 mm sul fondo dell’apparecchio (stato di fornitura: collegamento a terra forte, boccola non inserita) 3. Messa in funzione Riporre lo stilo dissaldante nel supporto. Inserire il tubo dell’aria compressa con diametro esterno 6 mm nel raccordo rapido (12). Creare il collegamento con aria compressa filtrata a 600 kPa. Inserire la spina dello stilo nella presa a 7 poli (9) che si trova nella parte frontale e bloccarlo in posizione. Inserire il filtro principale (6) con il tronco di tubo fra l’attacco per il vuoto (8) e il tubo del vuoto dello stilo dissaldante. Controllare che la tensione di rete corrisponda ai dati riportati sulla targhetta di omologazione e che l’interruttore principale (1) sia spento. Collegare l’apparecchio alla rete elettrica (10). Accendere l’apparecchio azionando l’interruttore principale (1). Al momento dell’accensione viene eseguito un autotest durante il quale tutte le spie luminose (2) sono accese. Per un breve momento vengono indicate la temperatura impostata e l’unità di misura della temperatura (°C / °F). Successivamente il display passa automaticamente ad indicare il valore attuale. Il LED (5) sul display (2) si accende. Questo LED serve come controllo ottico della regolazione. Se la spia rimane fissa significa che il sistema si trova in fase di riscaldamento. Il lampeggio significa che la temperatura di esercizio è stata raggiunta. Il vuoto necessario per la dissaldatura viene attivato mediante un microinterruttore posto sull‘impugnatura dello stilo. Impostazione della temperatura Normalmente il display digitale (2) mostra il valore reale della temperatura. Azionando i tasti “Up” oppure “Down” (3) (4) il display (2) mostra il valore attualmente impostato. Il valore impostato (indicatore lampeggiante) può essere modificato sia digitando sia tenendo premuto tasti “Up” e “Down” (3) (4). Se un tasto viene tenuto premuto, il valore cambia più rapidamente. Ca. 2 secondi dopo aver rilasciato tasto, il display (2) torna automaticamente al valore reale di temperatura. Se la stazione è bloccata (Lock) non è possibile effettuare alcuna modifica delle impostazioni. Setback standard Se l’utensile non viene utilizzato per 20 minuti, la temperatura viene portata automaticamente sul valore di standby di 150°C (300°F). Alla scadenza di un tempo triplo del tempo di setback (60 min) viene attivata la funzione di autospegnimento “AUTO OFF”, e lo stilo viene spento. Accensione della funzione standard-setback: Durante l’accensione dell’apparecchio tenere premuto il tasto “UP” (3) sino a che nell’indicatore non compare “ON”. Rilasciando il tasto "UP" l’impostazione viene memorizzata. Lo stesso va fatto per spegnerla. In tal caso, nell’indicatore comparirà “OFF” (stato di fornitura). Se vengono usate punte molto fini é possibile che la funzione Setback non sia più sicura. Manutenzione Per ottenere buoni risultati è importante pulire regolarmente la testa dissaldante. Questo comporta lo svuotamento del contenitore di raccolta dello stagno, la sostituzione del filtro per tubo vetro e il regolare controllo delle guarnizioni. La tenuta stagna del tubo di vetro garantisce il buon rendimento dell‘aspirazione. Filtri intasati influiscono negativamente sul flusso dell’aria che passa attraverso lo stilo dissaldante. Per questo motivo è necessario sostituire ad intervalli regolari il filtro principale (6) meglio se con una cartuccia originale WELLER. Per la pulizia del foro dell’ugello di aspirazione e del tubo di aspirazione stesso utilizzare l’utensile di pulizia (5 13 500 99). Gli ugelli di aspirazione possono essere sostituiti in maniera rapida e semplice ruotandoli leggermente (ca. 45°). In caso di forti depositi di sporco nella zona conica non é più possibile inserire un nuovo ugello. Questi depositi possono essere rimossi usando l’inserto di pulizia per la sede conica dell’elemento riscaldante. Attenzione: se si lavora senza filtro si danneggia il venturimetro! 14 Italiano Figura: Utensile di pulizia, operazione di pulzia e sostituzione dell’ugello (vedere a pag. 87). 4. Equalizzazione del potenziale L‘equalizzazione dei potenziali sulla punta saldante può essere realizzata tramite un apposito spinotto (7) collegato sotto il frontale dell‘apparecchiatura. Collegamento a massa: Senza spinotto inserito (come fornito da stabilimento) (di rete) Equalizzazione dei potenziali (Impedenza 0 Ohm): Spinotto inserito, collegamento al terminale centrale dello spinotto Potenziale libero: Con spinotto inserito Collegamento a massa del banco di lavoro: Con spinotto inserito. Collegamento a massa tramite resistenza saldata all‘interno dello spinotto. 5. Istruzioni per l‘uso Grazie all‘ampia gamma di ugelli è possibile risolvere molti problemi di dissaldatura. Negli utensili per la pulizia sono contenuti gli utensili necessari per la sostituzione degli ugelli di aspirazione. Al momento di inserire e bloccare in posizione l’ugello di aspirazione, premere leggermente contro l’elemento riscaldante. E‘ importante usare filo di stagno addizionale durante le fasi di dissaldatura. In tal modo si migliorano la bagnabilità dell‘ugello e la fluidità dei residui di stagno. È necessario fare attenzione che l‘ugello venga tenuto perpendicolare al piano della scheda, al fine di raggiungere la massima capacità di aspirazione. Lo stagno deve essere completamente fluido. Durante il processo di dissaldatura è importante muovere in maniera circolare nel foro della scheda il reoforo del componente. Se dopo l’aspirazione lo stagno non è stato completamente rimosso allora, prima di procedere ad una nuova dissaldatura, si dovrebbe ricoprire nuovamente il punto in questione con stagno. La scelta della corretta dimensione dell’ugello di aspirazione è molto importante. Il diametro interno dell‘ugello dovrebbe corrispondere al diametro del foro della scheda. Durante la prima fase di riscaldamento è necessario ricoprire di stagno l‘ugello o la punta dello stilo saldante. In tale maniera è possibile rimuovere le impurità e gli strati di ossi15 do formatisi durante tempo di stoccaggio dello stilo. Durante pause di lavoro e prima di riporre gli utensili nell‘apposito supporto fare sempre attenzione che la punta o l‘ugello siano ben ricoperti di stagno. Non usare flussanti troppo aggressivi. La stazione dissaldante è stata regolata per un ugello o per una punta di medie dimensioni. È possibile che si verifichino scarti di temperatura a causa di forme differenti delle punte. Importante: fare sempre attenzione che la punta sia ben innestata nello saldante. Unità esterne di calibrazione WCB 1 e WCB 2 (opzionali) Mediante l‘utilizzo delle unità esterne di inserimento dati sono disponibili le seguenti funzioni: ● Offset: La temperatura reale della punta saldante può essere modificata di ± 40°C (72°F) tramite l'inserimento di un offset di temperatura. ● Setback: Riduzione della temperatura impostata a 150°C (standby). Il tempo di setback, dopo il quale la stazione saldante passa alla modalità standby, è impostabile da 0 a 99 minuti. Lo stato setback viene segnalato dal lampeggio sul display del valore attuale. Dopo un triplice tempo di setback viene attivato l’”Auto-Off”. Lo stilo saldante viene spento automaticamente (lineetta lampeggiante sul display). Premendo un tasto o il microinterruttore lo stato setback o Auto-Off viene terminato. Contemporaneamente viene indicato per breve tempo il valore di temperatura impostata. ● Lock: Blocco della temperatura al valore impostato. Dopo il blocco non è possibile apportare modifiche sulla stazione saldante a meno che si intervenga ancora con l‘unità esterna. ● °C/°F: Commutazione dell‘unità di misura delle temperature da °C a °F e viceversa. ● Window: Limitazione del campo di temperatura a max. +-99°C, riferiti ad una temperatura di „interblocco“ impostata mediante la funzione “LOCK”. La temperatura interbloccata va a rappresentare dunque il „centro“ del campo di temperatura impostabile. In apparecchi dotati di contatto libero da potenziale potenziale, la funzione“WINDOW” può essere usata per impostare un intervallo (finestra) di temperatura. Se la temperatura effettiva si trova all’interno di tale intervallo, il contatto libero da potenziale viene attivato. Italiano ● Cal: Ricalibrazione della stazione apparecchiatura saldante (solo per WCB 2) ● Interfaccia PC:Interfaccia seriale RS232 (solo per WCB 2) ● Misuratore di temperatura: Termometro integrato collegabile ad una termocoppia di tipo K (solo per WCB 2) 6. Accessori T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Set stilo saldante WP 80 Set stilo saldatore WSP 80 Set stilo saldante LR 21 antistatico Set stilo saldante LR 82 Pinza termica WTA 50 Set stilo dissaldante DXV 80 Set stilo dissaldante DSX 80 Set stilo saldante MPR 80 Set stilo saldante WMP Piastra di preriscaldo WHP 80 Unità esterna di calibrazione WCB 1 Unità esterna di calibrazione WCB 2 Set di pulizia 7. Volume di fornitura WDD 81V PUD 81V Unità di controllo Set stilo dissaldante DSX 80 Cavo di alimentazione Supporto AK 20 Spina jack 3,5 mm Istruzioni d’uso Filtro principale Norme di sicurezza Unità Unità di controllo Cavo di alimentazione Spina jack 3,5 mm Istruzioni d’uso Filtro principale Norme di sicurezza Figura: Ugelli (vedere a pag. 82) Figura: Schema elettrico (vedere a pag. 83) Figura: Disegno esploso (vedere a pag. 84 - 86). Con riserva di modifiche tecniche! Trovate le istruzioni per l'uso aggiornate su www.weller-tools.com. 16 English Thank you for placing your trust in our company by purchasing the WELLER desoldering station WDD 81V. Production was based on stringent quality requirements which guarantee the perfect operation of the device. 1. Caution! Please read these Operating Instructions and the attached safety information carefully prior to initial operation. Failure to observe the safety regulations results in a risk to life and limb. The manufacturer shall not be liable for damage resulting from misuse of the machine or unauthorised alterations. The WELLER desoldering station WDD 81V corresponds to the EC Declaration of Conformity in accordance with the basic safety requirements of Directives 2004/108/EC and 2006/95/EC. 2. Description 2.1 Control Unit The microprocessor-controlled desoldering station WDD 81V is part of a family of units that has been developed for industrial production technology and for the service and laboratory sector. The digital control electronics and a high-quality sensor and heat exchange system in the soldering tool guarantee precise temperature control at the soldering tip. The highest degree of temperature precision and optimal dynamic thermal behavior under load conditions is obtained by the quick and accurate recording of measured values in a closed control circuit. The soldering tools themselves are recognized automatically by the WDD 81V and the corresponding control parameters are assigned accordingly. The vacuum required for desoldering is generated by an internal maintenance-free compressed air converter and is activated via an integrated finger switch on the desoldering tool. Various methods of equipotentially bonding the soldering iron bit, a zero voltage switch, and the anti-static design of the control unit and soldering tools supplement the high standard of the unit. The possibility of connecting an external input unit extends the functional diversity of this desoldering station. Additional functions including timing and interlocking can be realised using the WCB 1 and WCB 2 Input Units, available as optional extras. The extended features of the WCB 2 Input Unit include an integrated temperature measurement unit and a PC interface. The required temperature can be set via 2 buttons (Up / Down) over the range from 50ºC - 450ºC (122ºF - 842ºF). Required and actual values are displayed digitally. A flashing red LED in the display indicates when the selected temperature is reached, this LED serves as an optical regulation 17 monitor. The continuous illumination of the LED indicates that the system is warming up. 2.2 Soldering tools DSX 80: 80 W Desoldering Tool. Conical attachment system for the suction nozzle. A wide range of suction nozzles enables solder to be removed from a wide variety of solder joints. The tin collection container can be changed easily without the need for tools. CSF desoldering plungers for the desoldering of surface mounted components are available as acces sories. Integrated finger switch for activating the vacuum. DXV 80: 80 W Desoldering Tool. Conical attachment system for the suction nozzle. In-line version (vertical work position). Tin collection contai ner integrated into the handle can be chan ged easily without the need for tools. Wide range of CSF (SMD desoldering plungers) and suction nozzles. The vacuum is activated by means of a finger switch. WTA 50: The unsoldering tweezers WTA 50 were spe cially designed for unsoldering SMD compo nents. Two heating elements (2 x 25 W), each with its own temperature sensor, ensure con stant temperatures at both ends. LR 82: High-performance 80 W soldering iron for soldering work with high heat requirements. The soldering tip is attached by a bayonet catch to ensure correct position when using different tips. WP 80: Our "standard” soldering iron.The soldering WSP 80 iron WP 80 / WSP 80 is characterized by its capacity for reaching the soldering temperature quickly and precisely. Its slim design and heating power of 80 W makes universal usage possible - from extremely fine to high-temperature soldering work. Work can be continued immediately after switching soldering tips, since the temperature is reached again quickly. See "Accessories" for additional tools. 3. Commissioning Place the soldering tool in the holder. Insert compressed air hose with 6 mm outer diameter in the quick action coupling for the compressed air connection (12). Provide supply of compressed air with 600 kPa (87 psi) dry, oil-free compressed air. Plug the electrical lead from the soldering tool in the 7 pole socket (9) on the front panel and lock. Position the main filter (6) with the hose joint between the vacuum connection (8) and the vacuum connection on the desoldering English Technical Data Dimensions (mm): (in) Mains Voltage (10): Power Consumption: Protection Class: Fuse (11): Temperature Regulation: Precision: Compressed Air: Compressed Air Converter: Compressed Air Connection: Equipotential Bonding (7): 180 (L) x 115 (W) x 101 (H) 7,1 (L) x 4.53 (W) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (see rating plate) 95 W 1 (Control Unit) and 3 (Soldering Tool) T 500 mA (230 V); T 1 A (120 V) (see rating plate) Digital 50ºC - 450ºC (122ºF - 842ºF) ± 9ºC (± 17ºF) Inlet pressure 600 kPa (87 psi), oil-free, dry compressed air Air consumption 35 l / min; max. vacuum 55 kPa (8 psi) Compressed air hose of 6 mm (0.24") external diameter via 3.5 mm jack bushing on the bottom of the unit. (State upon delivery: hard grounded, plug is not inserted) tool. Check that the mains voltage matches that on the rating plate and that the mains switch (1) is in the off position. Plug the control unit into the mains (10). Switch on the unit at the mains switch (1). When the unit is switched on, a self-test is performed during which all the indicators (2) are illuminated. The temperature set (required value) and the temperature scale (ºC / ºF) are then briefly displayed. The electronics then switch automatically to the display of the actual value. The red dot (5) on the display (2) illuminates. This dot serves as an optical regulation monitor. Continuous illumination means that the system is heating up. Flashing indicates that the operating temperature has been reached. The vacuum necessary for desoldering is activated by the integrated finger switch on the soldering iron. Setting the Temperature Ordinarily the digital display (2) indicates the actual temperature. When the “UP” or “DOWN” button (3) (4) is operated the digital display (2) switches to the display of the required value currently set. The required value set (flashing display) can be changed in the corresponding direction by repeatedly pressing or holding down the “UP” or “DOWN” button (3) (4). The required value can be changed more quickly by holding the button down. Approx. 2 sec. after releasing the button the digital display (2) switches automatically back to the actual value. It is not possible to make changes to the setting on a locked soldering station (LOCK). Standard setback If the soldering tool is not used within a period of 20 minutes the temperature will be automatically reduced to a standby temperature of 150°C (300°F). After three setback periods (60 min.) the ”AUTO OFF” function will be activated and the soldering iron will be switched off. Activating the standard setback function: When switching on the unit press the ”UP” button (3) until ”ON” appears in the display. The setting is saved when the "UP" button is released. Use the same process to switch the unit off. ”OFF” will appear in the display (state upon delivery). The use of very fine soldering tips may have a negative effect on reliable setback function. Vacuum delay After the finger switch is released the vacuum remains active for approx. 2 seconds. Setting: When switching on, hold the ”DOWN” key (4) until ON or OFF appears in the display. The setting is saved when the "DOWN" button is released. Repeat this step to change. Maintenance To obtain good soldering results it is important to regularly clean the desoldering head. This includes emptying the tin collection container, replacing the glass tube filter, as well as checking the seals. Correct sealing of the front face of the glass cylinder ensures full suction performance. Dirty filters affect the flow of air through the soldering tool. The main filter (6) (hose-mounted filter in the vacuum hose) should therefore be checked regularly and replaced if necessary. Use a new original WELLER filter cartridge for this purpose. To clean the bore in the suction nozzle and the suction tube, use the cleaning tool (5 13 500 99). The suction nozzles can be replaced quickly and easily with a short turning movement (approx. 45°). Large deposits in the area of the cone will prevent the insertion of a new suction nozzle. Deposits can be removed with the cleaning insert for the heating element cone. Warning: Working without a filter will irreparably damage the compressed air converter. Figure: Cleaning Tool, Cleaning and Replacing the Suction Nozzle see page 87. 18 English 4. Equipotential bonding The various circuit elements of the 3.5 mm jack bush (7) make 4 variations possible: ● Offset: The real temperature of the soldering iron can be changed by ± 40°C (72°F) by input of a temperature offset. Hard-grounded: No plug (delivery form) Equipotential bonding: With plug, equalizer at contact(impedance 0 ohms center Potential free: With plug Soft-grounded: With plug and soldered resistance. Grounding via set resistance value. 5. Instruction for Use Different suction nozzles provide solutions for a wide range of desoldering problems. The correct tool for changing the suction nozzles is integrated in the cleaning tool. Press lightly against the heating element when inserting and locking the suction nozzles. It is important to use additional solder when desoldering. This ensures good suction nozzle wetting properties and improves the flow characteristics of the old solder. Ensure that the suction nozzle is perpendicular to the plane of the circuit board to achieve optimal suction performance. The solder must be completely molten. During the desoldering process it is important to move the component pin in a circular motion in the hole. If, after the desoldering process, the solder is not completely removed, the solder joint should be retinned before desoldering again. The selection of the right size of suction nozzle is important. As a rule of thumb: the internal diameter of the suction nozzle should match the diameter of the hole in the circuit board. When heating the suction nozzle or soldering iron bit for the first time, wet with solder. This removes oxide layers and impurities that have formed during storage. Always ensure that the soldering iron bit or suction nozzle is well tinned during breaks in soldering and when placing in the holder. Do not use excessively aggressive fluxes. The desoldering station has been set up for a medium size suction nozzle or soldering iron bit. Temperature variations may occur if other bit shapes are used. Important: Always ensure that the soldering iron bit is correctly seated. 19 External input unit WCB 1 and WCB 2 (optional) The following functions are possible when using an external input unit. ● Setback: Reduction of the required temperature set to 150ºC / 300ºF (standby). The set-back time, the time after which the soldering station switches into standby mode, can be adjusted from 0-99 minutes. The set-back condition is indicated by a flashing actual value display. After a period equal to three times the set-back time, „Auto-Off“ is activated. The soldering iron is switched off (flashing dash on the display). The set-back or auto-off condition is ended by pressing a button or finger switch pressure. During this process the required value set is briefly displayed. ● Lock: Locking the setpoint temperature. Settings cannot be changed after the soldering station has been locked. ● °C/°F: Switching the temperature display from °C to °F, and vice versa. ● Window: Limitation of the temperature range to max. ±99 °C based on a locked temperature resulting from the ”LOCK” function. The locked temperature represents the median point of the adjustable temperature range. For units with a floating contact (optocoupler output) the ”WINDOW” function is used to adjust a temperature window. If the actual temperature is within the temperature window the floating contact will be enabled (optocoupler output). ● Cal: Re-adjustment of the soldering station (WCB 2 only). ● PC interface: RS232 (WCB 2 only). ● Temp. gauge: Integrated temperature gauge for thermal element Type K (WCB 2 only). English 6. Accessories T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 13 181 99 T005 33 138 99 T005 33 133 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Soldering iron set WP 80 Soldering iron set WSP 80 Soldering iron set LR 21, antistatic Soldering iron set LR 82 DXV 80 Desoldering Set UNC DSX 80 Desoldering Tool UNC Soldering iron set WTA 50 Soldering iron set MPR 80 Soldering iron set WMP Preheating plate WHP 80 External input unit WCB 1 External input unit WCB 2 Cleaning Tool 7. Scope of supply WDD 81V PUD 81V Control Unit DSX 80 Desoldering Set Mains Cable AK 20 Holder 3.5 mm Jack Operating Instruction Main Filter Safety Information Power Unit Control Unit Mains Cable 3.5 mm Jack Operating Instruction Main Filter Safety Information Figure: Suction Nozzles, see page 82 Figure: Circuit Diagram, see page 83 Figure: Exploded Diagram, see page 84 - 86. Subject to technical change without notice! See the updated operating instructions at www.weller-tools.com. 20 Svenska Tack för köpet av WELLER lödstationer WDD 81V och visat förtroende. Vid tillverkningen har mycket stränga kvalitetskrav tillämpats för att säkerställa en klanderfri apparatfunktion. 1. Observera! Läs noggrant igenom denna bruksanvisning och bifogade säkerhetsanvisningar innan du sätter apparaten i drift. Det är livsfarligt att inte följa säkerhetsföreskrifterna. Tillverkaren ansvarar inte för användningar som avviker från bruksanvisningen, samt för egenmäktiga förändringar. WELLER lödstationer WDD 81V motsvarar EG-försäkran om överensstämmelse enligt de grundläggande säkerhetskraven i direktiv 2004/108/EG, 2006/95/EG. 2. Beskrivning 2.1. Styrutrustning Den mikroprocessorstyrda lödstationen WDD 81V tillhör en apparatfamilj som utvecklats för industriell tillverkningsteknik, samt för reparations- och laboratorieområdena. Den digitala regleringselektroniken och en högvärdig sensor- och värmeöverföringsteknik i lödverktyget garanterar ett exakt temperaturregleringsbeteende vid lödspetsen. Högsta temperature akthet och ett optimalt, dynamiskt temperaturbeteende under belastning nås genom en snabb och exakt mätvärdesregistrering i den slutna regleringskretsen. Själva lödverktygen identifieras automatiskt av WDD 81V och tilldelas passande regleringsparametrar. Utsugningsluften som behövs vid avlödning framställs av en underhållsfri tryckomvandlare. Den aktiveras genom tryckknappen som är inbyggd i avlödningskolven. Den höga kvalitetsstandarden förbättras ytterligare genom olika möjligheter tillpotentialutjämning på lödspetsen, genom en nollspänningsskyddsbrytare och genom at styrenheten och kolven är konstruerade på så sätt att statisk uppladdning förebyggs. Genom möjlighet till anslutning av en extern inmatningsapparat utökas antalet användningsmöjligheter för varmluftstationen. Med inmatningsapparaterna WCB 1 och WCB 2, som kan köpas som tillval, kan bl. a. tidsoch förreglingsfunktioner erhållas. Ett integrerat temperaturmätinstrument ingår i den utökade versionen av inmatningsapparaten WCB 2. Den önskade temperaturen kan ställas in via två tryckknappar (up / down). Varmluftslödstationen arbetar inom temperaturområdet 50°C - 450°C(122°F - 842°F). Bör- och ärvärdet visas digitalt. När den förinställda temperaturen har uppnåtts blinkar den röda LED (lysdioden), vilken fungerar som en optisk regleringskontroll. När lysdioden lyser permanent betyder det att systemet värms upp. 21 2.2 Lödverktyg DSX 80: Lödkolv för avlödning 80 W. Sugmunstycket har ett koniskt fästsystem. Ett stort sortiment av sugmunstycken gör en optimal bortsug ning av lödtenn på många olika lödpunkter möjlig. Uppsamlingsbehållaren för tenn kan bytas utan verktyg på ett enkelt sätt. Avlödningsstämplar, som används vid avlöd ning av ytmonterade komponenter, kan köpas som tillbehör. Bortsugningsluften aktiveras via en inbyggd tryckknapp. DXV 80: Lödkolv för avlödning 80 W. Sugmunstycket har ett koniskt fästsystem. In - line utförande (Vertikal arbetsställning). Uppsamlingsbehållaren för tenn är inbyggd i handtaget och kan bytas utan verktyg på ett enkelt sätt. Det finns ett stort sortiment av CSF (SMD avlödnings stämplar) och sugmunstycken. Bortsugningsluften aktiveras via den i handtaget inbyggda tryckknappen. WTA 50: Avlödpincetter WTA 50 har konstruerats spe ciellt för utlödning av SMD-byggdelar. Två vär meelement (2 x 25 W) med var sin tempera tursensor sörjer för samma temperatur på båda överstyckena. LR 82: Effektiv lödkolv på 80 W för lödningsarbeten med stort värmebehov. Fastsättning av löd spetsen sker via en bajonettförslutning som möjliggör ett positionssäkert byte av spetsen (kan inte anslutas till WSD 50). WP 80: Vår standardlödkolv. Lödkolv WP 80 / WSP 80 WSP 80 utmärker sig därigenom att lödtemperaturen kan uppnås mycket snabbt och exakt. På grund av lödkolvens smala konstruktions form och en värmekapacitet på 80 W kan den användas universellt för extremt fina lödningsarbeten till lödningsarbeten med stort värmebehov. Efter byte av lödspetsen ärdet möjligt att arbeta vidare direkt eftersom drifttemperaturen uppnås mycket snabbt Ytterligare anslutningsbara verktyg, se tillbehörslistan. 3. Idrigttagning Lägg lödverktyget i säkerhetsförvaringsstället. Anslut tryckluftslangen med en ytterdiameter av 6 mm till snabbkopplingen för tryckluft (12). Matningsluften ska ha ett tryck på 600 kPa (87 psi) och bestå av torr och oljefri luft. Den elektriska förbindningskabeln till lödverktyget ska anslutas till det 7-poliga uttaget (9) på framsidan och arreteras. Huvudfiltret (6) ska kopplas in mellan anslutningsnippeln förutsugningsluften (8) och avlödningskolvens vakuumslang. Kontrollera att nätspänningen stämmer överens med spänningen på märkskylten och att strömbrytaren (1) är Svenska Tekniska data Mått (mm): (in.): Nätspänning (10): Effektförbrukning: Skyddsklass: Säkring (11): Temperaturreglering: Noggrannhet: Tryckluft: Tryckluftsomvandlare: Tryckluftsanslutning: Potentialutjämning (7): 180 (L) x 115 (B) x 101 (H) 7,1 (D) x 4,53 (W) x 4 (H) 230 V / 50 HZ, 120 V / 60 Hz (se märkskylt) 95 W 1 (Styrenhet) och 3 (Lödverktyg) T 500 mA (230 V); T 1 A (120 V) (se märkskylt) digital 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) Matningstryck 600 kPa (87 psi) torr och oljefri tryckluft. Luftförbrukning 35 l / min; max. Undertryck 55 kPa (8psi) Tryckluftslang ytterdiamenter 6 mm (0,24") Över 3,5 mm kopplingsklinkeuttag på apparatens undersida (leveranstillstånd: hårt jordad, stickproppen sitter inte i). avstängd. Om spänningen är korrekt kan styrapparaten kopplas till nätet (10). Slå till nätströmbrytaren (1). När strömmen kopplas på sker automatiskt en kontroll varvid alla indikeringselement (2) aktiveras. Under en kort stund visas sedan den inställda temperaturen (börvärde) och temperaturversionen (°C/°F). Därefter visar elektroniken automatiskt ärvärdet. Den röda punkten (5) i det digitala fönstret (2) lyser. Den här punkten fungerar som en optisk reglerkontroll. Om punkten lyser permanent betyder det att systemet är under uppvärmning. En blinkande punkt betyder att den inställda temperaturen har uppnåtts. Utsugningsluften som behövs vid avlödning aktiveras via den i avlödningskolven inbyggda tryckknappen. Temperaturinställning Displayen (2) visar principiellt temperaturens ärvärde. Vid tryckning på ”Up”- eller ”Down”-tangenten (3) (4) kopplas displayen (2) till att visa det inställda börvärdet. Det inställda börvärdet (displayen blinkar) kan nu ställas in i önskad riktning genom tryckningar på ”Up”- eller ”Down” (3) (4) eller genom att hålla tangenten intryckt. När tangenten hålls intryckt förändras börvärdet i snabb takt. Ca. 2 sek. efter att tangenten har släppts kopplas displayen (2) automatiskt om till ärvärdet. Om lödstationen är låst (lock) kan inställningen inte förändras. Standardmässig temperatursänkning När lödverktyget inte används sänks temperaturen automatiskt till standby-värdet 150°C (300°F) efter 20 min. Efter tre temperatursänkningstider (60 min), så aktiveras funktionen ”AUTO OFF”. Lödkolven stängs då av. Påslagning av den standardmässiga temperatursänkningsfunktionen: Håll ”UP”-knappen (3) intryckt, samtidigt som du slår på apparaten, tills att ”ON” visas på displayen. När man släpper "UP"-tangenten lagras inställningen. Gör likadant när du ska stänga av den. På displayen visas då ”OFF” (leveranstillståndet). Vid användning av mycket fina lödspetsar kan funktionen vara begränsad. Vakuumfördröjning Vakuumet är aktivt i ytterligare 2 sekunder, efter att du släppt upp fingerbrytaren. Inställning: Håll „DOWN”-knappen (4) intryckt under påslagningen, tills att ON eller OFF syns i displayen. När man släpper "DOWN"-tangenten lagras inställningen. Upprepa processen, om du vill ändra. Underhåll För att erhålla bra resultat vid avlödning är det viktigt att avlödningshuvudet rengörs regelbundet. Därför är det viktigt att upsamlingsbehållaren för tenn töms, att glasrörsfiltret byts ut och att systemets täthet kontrolleras. Bra täthet på glascylinderns framsida garanterar en maximal sugförmåga. Smutsiga filter påverkar luftgenomströmningen genom avlödningskolven. Det är därför viktigt att huvudfiltret (6) (slangfiltret på vakuumslangen) kontrolleras regelbundet och att det byts ut vid behov. Ett original Weller - filter bör användas. För att rengöra sugröret och hålet i sugmunstycket ska rengöringsverktyget (5 13 500 99) användas. Det går enkelt och snabbt att byta sugmunstyckena genom en kort vridrörelse (ca 45°). Om det finns mycket smuts i konområdet går det inte att sätta i ett nytt sugmunstycke igen. Ta då bort avlagringarna med rengöringsinsatsen för värmeelementskonen. Varning: Om inget filter används förstörs tryckluftsomvandlaren. Bild: Rengöringsverktyg, rengöringsprocedur och byte av sugmunstycket 87. 22 Svenska 4. Potentialutjämning Genom olika koppling av den 3,5 mm kopplingsbussningen (7) kan 4 varianter uppnås: Hårt jordad: Utan stickpropp (leveransskick) Potentialutjämning (impedans o Ohm): Med stickpropp, utjämningsledning på mellankontakten Potentialutj.: Med stickpropp Jordad: Med stickpropp och inlött motstånd. Jordning via valt motståndsvärde. 5. Arbetsanvisningar Användningen av olika sugmunstycken löser många avlödningsproblem. Olika sugmunstycken löser många avlödningsproblem. Det passande verktyget för att byta sugmunstycke sitter integrerat i rengöringsverktyget. Tryck lätt mot värmeelementet för att sätta i och arretera sugmunstycket. Vid avlödning är det viktigt att man tillför extra lödtenn. Därmed åstadkommer man bra värmeöverföring och det gamla tennets flytförmåga förbättras. Det är viktigt att sugmunstycket står vertikalt mot kretskortet för att på så sätt garantera bra sugförmåga. Lödtennet måste vara helt flytande. Under avlödningsproceduren är det viktigt att röra komponentens anslutningsben i en cirkelrörelse. Skulle det efter en avlödning fortfarande finnas tenn kvar så måste lödstället förtennas på nytt innan en ny avlödning kan göras. Det rätta valet av bortsugningsmunstycket är mycket viktigt. Som tumregel gäller: Sugmunstyckets innerdiameter bör stämma överens med borrhålets diameter i kretskortet. Vid den första uppvärmningen ska sugmunstycket respektive lödspetsen förses med lödtenn. På så sätt avlägsnas oxidering och smuts som har bildats under förvaringen. Under ett uppehåll i lödningen och innan lödkolven stängs av ska man alltid se till att lödspetsen är förtennad. Flussmedlet som används får ej vara för aggressivt. Avlödningsstationen har justerats för ett medelstort sugmunstycke respektive lödspets. På grund av olika former på spetsen kan temperaturavvikelser förekomma. Obs: Se alltid till att lödspetsen sitter fast ordentligt. 23 Extern inmatningsapparat WCB 1 och WCB 2 (option) Vid användning av en extern inmatningsapparat står följande funktioner till förfogande. ● Offset: Den reella lödspetstemperaturen kan förändras med +/-20°C (72°F) genom inmatning av ett temperaturoffset. ● Setback: Terugstellen van de ingestelde gewenste temperatuur op 150°C / 300°F (standby). Nadat het soldeerstation op de standby-modus is gezet kan de setbacktijd van 0-99 minuten ingesteld worden. De set backtoe stand wordt gesignaleerd door een knipperende werkelijke waardein dicatie. Nadat drie keer de setbacktijd is geactiveerd, wordt ”AutoOff” geactiveerd. Het soldeerapparaat wordt uitgeschakeld (knipperde streep op het display). Door op een toets te drukken of door vinger schakeldruk wordt de setbacktoestand c.q. de Auto-off toestand beëindigt. Daarbij wordt kort de ingestelde gewenste waarde aangegeven. ● Lock: Låsning av börtemperaturen. Efter det låsning skett är det inte möjligt att göra några inställningsförändringar på lödstationen. ● °C/°F: Omkoppling av temperaturindikationen från C till F och tvärtom. ● Window: Begränsning av temperaturområdet till max +-99°C, utgående från en temperatur som är låst via „LOCK”-funktionen. Den låsta temperaturen utgör därmed mitten av det inställda temperaturområdet. På apparater med potentialfri kontakt (optokopplarutgång) används ”WINDOW”-funktionen till att ställa in ett temperaurfönster med. Ligger den verkliga temperaturen inom temperaturfönstret genomkopplas den potentialfria kontakten (optokopplarutgången). ● Cal: Nyjustering av lödstationen (endast WCB 2) ● PC-gränssnitt: RS232 (endast WCB 2) ● Temperaturmätningsapparat: Integrerad temperaturmätningsapparat för termoelement typ K (endast WCB2) Svenska 6. Tillbehör T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Lödkolvset WP 80 Lödkolvset WSP 80 Lödkolvset LR 21 antistatiskt Lödkolvset LR 82 Avlödningsset WTA 50 Avlödningsutrustning DXV 80 Avlödningsset DSX 80 Lödkolvset MPR 80 Lödkolvset WMP Förvärmningsplatta WHP 80 Extern inmatningsapparat WCB 1 Extern inmatningsapparat WCB 2 Rengöringsverktyg 7. Leveransomfång WDD 81V PUD 81V Styrapparat Kontaktdon med bajonettlåsning 3,5 mm Avlödningsutrustning Skötselanvisning Matningskabel Huvudfilter Säkerhetsförvaringsställ AK20 Säkerhetsanvisningar Strömförsörjning Styrapparat Matningskabel Kontaktdon med bajonettlåsning 3,5 mm Skötselanvisning Huvudfilter Säkerhetsanvisningar Bild: Sugmunstycke se sidan 82 Bild: Kopplingsschema se sidan 83 Bild: Sprängskiss se sidan 84 - 86 Med förbehåll för tekniska ändringar! De uppdaterade bruksanvisningarna finns på www.weller-tools.com. 24 Español Muchas gracias por la confianza depositada la estacion de soldadura WDD 81V de WELLER. Para la fabricación de este aparato se han aplicado unas normas de calidad muy exigentes que garantizan un correcto funcionamiento del mismo. 1. ¡Atención! Lea detenidamente el manual de instrucciones y las normas de seguridad adjuntas antes de poner en funcionamiento el aparato. Si incumple las normas de seguridad corre el riesgo de sufrir importantes lesiones físicas o incluso mortales. El fabricante no asume ninguna responsabilidad por una utilización diferente a la descrita en el manual de instrucciones, así como por modificaciones arbitrarias. La estacion de soldadura WDD 81V de WELLER cumple la declaración de conformidad de la CE de acuerdo con los requisitos de seguridad básicos de las Directivas comunitarias 2004/108/CE y 2006/95/CE. 2. Descripción 2.1. Unidad de mando La estación de soldadura controlada mediante microprocesador WDD 81V forma parte de una familia de equipos que ha sido desarrollada para la producción industrial así como para el sector de reparaciones y de laboratorio. La electrónica de régula digital y una técnica de sensórica y transmisión térmica de alta calidad en el útil soldador garantiza un exacto comportamiento de regulación de la temperatura en la punta de soldadura. La más alta precisión térmica y un óptimo comportamiento dinámico de la temperatura en caso de carga se consigue en circuito de régula cerrado mediante un rápido y exacto registro del valor de medición. Los útiles soldadores mismos los reconoce automáticamente la WDD 81V y se asignan los correspondientes parámetros de regulación. El vacío requerido para deshacer la soldadura se genera de forma interna mediante un convertidor de aire comprimido que no requiere mantenimiento y se activa mediante un interruptor de dedo integrado al desoldador. Diferentes posibilidades de compensación del potencial con respecto a la punta para soldar, conmutador de tensión cero y versión antiestática de la unidad de mando y soldadores completan los altos estándares de calidad. La posibilidad de conexión de un equipo externo para la introducción de datos amplía la variedad funcional de esta estación para eliminar soldaduras. Con los equipos de introducción de datos WCB 1 y WCB 2 de adquisición optativa pueden realizarse, entre otras, funciones de temporización y de bloqueo. Un registrador térmico integrado forma parte del suministro ampliado de la unidad para introducción de datos WCB 2. 25 La temperatura deseada puede programarse en la gama desde 50ºC hasta 450ºC (122ºF - 842ºF) mediante dos teclas (Up / Down). Los valores nominal y real se muestran de forma digital. Un LED rojo en el indicador que sirve como control óptico de la regulación señaliza mediante parpadeo la consecución de la temperatura previamente seleccionada. La iluminación permanente del mismo indica que el sistema se encuentra en vías de calentamiento. 2.2. Útil soldador DSX 80: Desoldador de 80 W para eliminar soldaduras. Sistema cónico de fijación de la boquilla aspi radora. Un amplio surtido de toberas aspiran tes permiten una succión óptima del estaño en los más diferentes puntos de soldadura. El depósito para la recogida del estaño puede cambiarse sencillamente y sin herramientas. Como accesorios pueden suministrarse cuños CSF que sirven para eliminar las soldaduras de componentes instalados sobre plano. Interruptor de dedo integrado para activar el vacío. DXV 80: Desoldador de 80 W para eliminar soldaduras en ejecución In-Line (posición operativa verti cal). Sistema cónico de fijación de la boquilla aspiradora. El depósito para la recogida del estaño integrado en el mango puede cambiar se sencillamente y sin herramientas. Amplio surtido de cuños CSF (para eliminar soldadu ras SMD) y toberas aspirantes. El vacío se activa mediante interruptor de dedo. WTA 50: Las pinzas para desoldadura WTA 50 se con cibieron especialmente para la separación de la soldadura de componentes SMD. Dos ele mentos calefactores (2 x 25 W) con un sensor de temperatura cada uno cuidan de que la temperatura sea la misma en los dos brazos. LR 82: Potente soldador de 80 W para efectuar traba jos de soldadura con una gran necesidad de calor. La fijación de la boquilla de soldadura se efectúa a través de un cierre tipo bayoneta que permite un cambio de boquilla con posici ón invariable. WP 80: Nuestro soldador ”estándar”. El soldador WSP 80 WP 80 / WSP 80 se caracteriza porque el alcance rapidísimo y preciso de la temperatura de soldadura. Por su delgada forma constructiva y su potencia calorífica de 80 W es posible una aplicación universal en trabajos de soldadura de extremada precisión hasta con una elevada necesidad de calor. Tras el cambio de la boquilla de soldadura es posible la continuación inmediata del trabajo, ya que la temperatura de servicio se alcanza de nuevo en un tiempo mínimo. Español Características técnicas Dimensiones (mm): (pulg.): Tensión alimentada (10): Consumo de potencia: Clase de protección: Fusible (11) : Regulación de la temperatura: Precisión: Aire comprimido: Convertidor de aire comprimido: Toma de aire comprimido: Compensación de potencial (7): 180 (L) x 115 (An.) x 101 (Al.) 7,1 (D) x 4,53 (W) x 4 (H) 230 V / 50 Hz, 120 / 60 Hz (véase el rótulo de características) 95 W 1 (unidad de mando); 3 (útil soldador) T500 mA (230 V); T 1 mA (120 V) (véase el rótulo de características) Digital 50ºC - 450ºC (122ºF - 842ºF) ± 9ºC (± 17ºF) Presión de admisión 600 kPa (87 psi), aire comprimido limpio de aceite, seco Consumo 35 l/min; vacío máx. 55 kPa (8 psi) Manguera para aire comprimido, diámetro exterior 6 mm (0,24”) mediante conector hembra de cuchilla de 3,5 mm en la parte inferior del equipo. (Estado de entrega: puesto mecánicamente a tierra, conector de cuchilla sin enchufar) Para otras herramientas a conectar, véase la lista de accesorios. 3. Puesta en funcionamiento Colocar el soldador en el soporte de seguridad. Enchufar la manquera de aire comprimido con un diámetro exterior de 6 mm en el cople rápido para la toma de aire comprimido (12). Establecer la alimentación de aire comprimido limpio de aceite y seco a una presión de 600 kPa (87 psi). Conectar la línea de conexión eléctrica del soldador al conector hembra de 7 vías (9) de la placa frontal y fijarla. Colocar el filtro principal (6) con la pieza de manguera entre la conexión de vacío (8) y la manguera de vacío del soldador para eliminar soldaduras. Verificar si la tensión de la red corresponde con la indicada en el rótulo de características y si el interruptor primario (1) se encuentra en estado desconmutado. Caso de tensión correcta, conectar la unidad de mando a la red (10). Conmutar el equipo mediante el interruptor primario (1). Al conmutar el equipo se realiza una operación de autocomprobación durante la cual funcionan todos los instrumentos de indicación (2). A continuación se muestra brevemente la temperatura ajustada (valor nominal) y el modo de indicación de la misma (°C/°F). Seguidamente, la electrónica conmuta automáticamente a indicación del valor real. El punto rojo (5) en el indicador (2) luce. Este punto sirve como control óptico de la regulación. La iluminación permanente indica que el sistema se encuentra en vías de calentamiento. La iluminación intermitente (parpadeo) señaliza que se ha alcanzado la temperatura de servicio. El vacío requerido para deshacer la soldadura se activa mediante el interruptor de dedo integrado al desoldador. ”Down” (3) (4), el indicador digital (2) conmuta al valor nominal actualmente programado. El valor nominal programado (indicación intermitente) puede modificarse mediante breve o permanente pulsación de la tecla ”Up” o ”Down” (3) (4) en el sentido que corresponda. Al pulsarse la tecla permanentemente, el valor nominal se modifica de forma acelerada. El indicador digital (2) conmuta automáticamente de nuevo a la indicación del valor real unos 2 seg. después de haber soltado la tecla. En el caso de estación de soldadura bloqueada (Lock) no es posible introducir modificación alguna de los ajustes. Reset estándar Caso de no utilizarse el soldador, después de transcurrir 20 minutos se reduce automáticamente la temperatura al valor de guardia (Standby) de 150°C (300°F). Tras un intervalo triple de reset (60 min.) se activa la función “AUTO OFF”. Se desconmuta el soldador. Activación de la función reset estándar: mantener pulsada durante la conmutación del equipo la tecla de flecha hacia arriba “UP” (3) hasta que en el indicador aparezca “ON”. Al soltar la tecla "UP" queda memorizado el ajuste. Modo de proceder idéntico para la desconmutación. En el indicador aparece “OFF” (estado de entrega). La función Reset puede quedar afectada caso de emplear una punta de soldadura muy fina. Demora del vacío El vacío permanece todavía activado unos 2 seg. Después de soltar el interruptor de gatillo. Ajuste: durante la conmutación, mantener pulsada la tecla ”DOWN” (4) hasta que en el indicador aparezca ON u OFF. Al soltar la tecla "DOWN" queda memorizado el ajuste. Repetir el proceso para cambiar. Ajuste de la temperatura En principio, el indicador digital (2) muestra el valor real de la temperatura. Mediante pulsación de la tecla ”Up” o 26 Español Mantenimiento Para conseguir buenos resultados en la eliminación de soldaduras es importante limpiar con regularidad el cabezal desoldador. Forma parte de esta limpieza la evacuación del depósito colector del estaño, el cambio del filtro del tubo de vidrio así como la verificación de las juntas. Una estanquidad perfecta de las caras frontales del cilindro de vidrio garantiza la eficacia total de la aspiración. Filtros sucios afectan negativamente el caudal de aire que puede circular por el desoldador. Consecuentemente, el filtro principal (6) (filtro de manguera en la manguera de vacío) debe controlarse con regularidad y, caso de necesidad, cambiarse. Para ello debe emplearse un nuevo cartucho original WELLER. Emplear para limpiar el orificio de la tobera de aspiración y del tubo de aspiración el útil de limpieza (5 13 500 99). Las boquillas aspiradoras pueden cambiarse sencilla y rápidamente aplicando un giro (de unos 45°). Caso de fuerte sedimentación de suciedad en el sector del cono no puede instalarse una nueva boquilla aspiradora. Estos sedimentos pueden eliminarse con el juego de limpieza para el cono del calefactor. Precaución: al trabajar sin filtro se destruye el convertidor de aire comprimido. Bild: Útil para limpiar, proceso de limpieza y cambio de la tobera de aspiración 69. 4. Compensación de potencial Mediante un conexionado diferente del conector hembra con pestillo de conmutación (7) de 3,5 mm se pueden realizar 4 versiones: Con puesta a tierra dura: Sin enchufe (estado de suministro) Compensación de potencial (impedancia 0 ohmios): Con enchufe, cable de compensación en el contacto central Sin potencial: Con enchufe Con puesta a tierra suave: Con enchufe y resistencia soldada. Puesta a tierra mediante el valor de resistencia seleccionado 5. Indicaciones para el trabajo Diferentes toberas de aspiración solucionan numerosos problemas de eliminación de soldadura. Diferentes boquillas aspiradoras solucionan muchos problemas de desoldadura. El útil adecuado para el cambio de boquilla aspiradora se encuentra integrado en el útil de limpieza. Presionar ligeramente contra el calefactor al colocar y fijar la boquilla aspiradora. Importante para deshacer soldaduras es el empleo de hilo soldador adicional. Con ello se consiguen unas buenas propiedades de humectación de la tobera de aspiración así como mejores características de flujo del estaño antiguo. Debe prestarse atención a que la tobera de aspiración aplique verticalmente sobre el plano de la platina a fin de conseguir el óptimo efecto de succión. El estaño debe encontrarse completamente líquido. Durante el proceso de eliminación de la soldadura es de importancia particular aplicar movimientos circulares al pin del componente en el orificio. Si tras la aspiración el estaño no se hubiese eliminado completamente, debería procederse a soldar nuevamente el punto en cuestión antes de proceder a la nueva eliminación de la soldadura. Muy importante es la correcta elección del tamaño de la tobera de aspiración. Como regla general rige: el diámetro interior de la tobera de aspiración debería coincidir con el del orificio de la platina. Aplicar estaño durante el primer calentamiento de la tobera de aspiración, respect., de la punta para soldar. Con ello se eliminan las capas de óxido condicionadas por el almacenamiento y las impurezas. Durante las pausas de soldadura y antes de deponer el soldador, prestar siempre atención a que la punta para soldar, respect., la tobera de aspiración quede bien estañada. No emplear fundentes cáusticos. La estación para eliminar soldaduras está ajustada para una tobera de aspiración, respect., punta para soldar de tipo promedio. Pueden aparecer divergencias de temperatura condicionadas por otras formas de puntas. Atención: observar siempre que la punta para soldar aplique correctamente. Aparato de entrada de datos externo WCB 1 y WCB 2 (opción) Si se utiliza un aparato de entrada de datos externo hay disponibles las siguientes funciones. ● Offset: La temperatura real de la boquilla de soldadura se puede modificar por la entrada de un offset (desviación) de temperatura de ± 40°C (72°F) 27 Español ● Setback: Reducción de la temperatura nominal ajustada a 150ºC /300º (standby). El tiempo de reducción tras el cual la estación de soldadura conmuta al símbolo de standby puede ajustarse a 0-99 minutos. El estado de reducción se señaliza mediante indicación intermitente del valor real. Después de transcurrir tres veces el tiempo programado como Setback se activa la función ”Auto-Off”. El soldador se desconmuta (guión intermitente en el indicador). Mediante pulsación de una tecla o del conmutador de dedo se finaliza el estado de reducción de la temperatura (Setback) o desconmutación automática (Auto-Off). Al mismo tiempo se muestra brevemente el valor nominal ajustado. ● Lock: Bloqueo de la temperatura de consigna. Después del bloqueo no son posibles cambios del ajuste en la estación de soldadura. ● °C / °F: Cambio de la indicación de temperatura de °C a °F y a la inversa. ● Window: limitación de la gama de temperatura a máx. +-99°C partiendo de una temperatura fijada por la función “LOCK”. Con ello, la temperatura fija da representa el centro de la gama de temperatura regulable. En el caso de equipos con contacto libre de potencial (salida de cople óptico), la función “WINDOW” sirve para definir una ventana de temperatura. El contacto libre de potencial (salida de cople óptico) se excita cuando la temperatura real se encuentra dentro de los valores definidos en la ventana. ● Cal: Nueva calibración de la estación de soldadura (sólo WCB 2) ● Interfase de PC: RS 232 (sólo WCB 2) ● Termómetro: Aparato de medición de la temperatura integrado para termoelemento del tipo K (sólo WCB 2) 6. Accesorios T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Soldador WP 80 Conjunto soldador WSP 80 Juego de soldadores LR 21 antiestáticos Juego de soldadores LR 82 Juego de sopletes de desoldadura WTA 50 Juego para eliminar soldaduras DXV 80 Juego de desoldadura DSX 80 Juego de soldadores MPR 80 Juego de soldadores WMP Placa de precalentamiento WHP 80 Equipo de entrada de datos externo WCB 1 Equipo de entrada de datos externo WCB 2 Útil de limpieza 7. Volumen de suministro WDD 81V Unidad de mando Juego para eliminar soldaduras DSX 80 Cable de alimentación Enchufe de conjuntores de 3,5 mm Soporte de seguridad AK 20 Instrucciones de servicio Filtro principal Normas de seguridad Fuente de alimentación Unidad de mando Cable de alimentación Instrucciones de servicio Enchufe de conjuntores de 3,5 mm Filtro principal Normas de seguridad Bild Toberas de aspiración, véase la página 82 Bild Circuito, véase la página 83 Bild Esquema de desguace, véase la página 84 - 86 Sujeto a madificaciones técnicas! Encontrará los manuales de instrucciones actualizados en www.weller-tools.com. 28 Dansk Vi takker for købet af WELLER loddestation WDD 81V. Under fremstillingen gælder vore strengeste kvalitetskrav, som sikrer, at apparatet fungerer fejlfrit. 1. Forsigtig! Før apparatet tages i brug, bør betjeningsvejledningen og de vedlagte sikkerhedsanvisninger læses nøje igennem. Såfremt sikkerhedsforskrifterne ikke overholdes, er der fare for liv og levned. Ved anden anvendelse end den, som beskrives i betjeningsvejledningen, samt selvbestaltede forandringer på apparatet, bortfalder producentens produktansvar. WELLER loddestation WDD 81V overholder EU’s overensstemmelseserklæring i henhold til de grundlæggende sikkerhedskrav i direktiverne 2004/108/EU og 2006/95/EU. 2. Beskrivelse 2.1. Styreenhed Den mikroprocessorstyrede loddestation WDD 81V tilhører en familie af apparater, som er blevet udviklet til den industrielle fremstillingsteknik, samt til reparations- og laboratoriemrådet. Den digitale styringselektronik og en førsteklasses sensor- og varmeoverføringsteknik i loddeværktøjet sikrer en præcis temperaturregulering ved loddespidsen. Højeste temperaturnøjagtighed og en optimal dynamisk temperaturreaktion i tilfælde af belastninger opnås med en hurtig og præcis måleværdiregistrering i den lukkede reguleringskreds. Loddeværktøjet selv anerkendes automatisk af WDD 81V og tilordnes til de tilsvarende reguleringsparametre. Det vakuum, som er nødvendigt til aflodningen, frembringes af en intern, vedligeholdelsesfri tryklufttransducer og aktiveres over en integreret fingerkontakt på aflodningskolben. De forskellige potentialudligningsmuligheder til loddespidsen, nulspændingskontakten samt styreenhedens og kolbens antistatiske udførelse supplerer den høje kvalitetsstandard. Muligheden for tilslutning af et eksternt indlæsningsapparat udvider denne aflodningsstations mange funktioner. Med indlæsningsenhederne WCB 1 og WCB 2, der kan leveres som option, kan man blandt andet realisere tids- og blokeringsfunktioner. Et integreret temperaturmåleapparat og et PC-interface hører til indlæsningsenheden WCB 2‘s udvidede omfang. Den ønskede temperatur kan indstilles i området fra 50°C til 450°C (122°F til 850°F) over to taster (Up / Down). Den indstillede og den faktiske temperatur vises digitalt. At den indstillede temperatur er nået, signaliseres ved, at en rød lysdiode blinker på displayet, der tjener som optisk regulatorkontrol. Et vedvarende lys betyder, at systemet er ved at varme op. 29 2.2 Loddeværktøj DSX 80: Aflodningskolbe 80 W. Sugedysens koniske befæstelsessystem. Et bredt sugedysepro gram gør en optimal afsugning af loddetin ved forskellige loddesteder mulig. Tinsamlebeholderen kan udskiftes let og uden værktøj. Som ekstratilbehør kan der leveres CSF-aflod ningsstempler, som tjener til aflodning af overflademonterede komponenter. Integreret fingerkontakt til aktivering af vakuummet. DXV 80: Aflodningskolbe 80W. Sugedysens koniske befæstelsessystem. In-line udførelse (lodret arbejdsstilling). Tinsamlebeholderen er inte greret i grebet og kan udskiftes uden værktøj. Et bredt CSF (SMD udlodningsstempel)- og sugedyseprogram. Vakuummet aktiveres ved hjælp af en fingerkontakt. WTA 50: Loddepincetten WTA 50 er specielt udviklet til udlodning af overflademonterede komponen ter. To varmeelementer (2 x 25 W) med hver sin temperatursensor sørger for ens tempera turer ved begge ben. LR 82: Kraftig 80 W-loddekolbe til loddearbejder med stort varmebehov. Befæstigelsen af loddespid sen foretages over en bajonetlås, som mulig gør en positionstro udskiftning af spidserne. WP 80: Vores “standard”-loddekolbe. Loddekolben WSP 80 WP 80 / WSP 80 udmærker sig ved, at den lynhurtigt og præcist opnår loddetemperaturen. Med sin slanke konstruktion og en varmeeffekt på 80 W er det muligt at indsætte den universelt til ekstremt fine loddearbejder, ogsåved højt varmebehov. Efter udskiftning af loddespidsen er det umiddelbart muligt at arbejde videre, da driftstemperaturen i løbet af korteste tid igen er opnået. Vedrørende andet værktøj, som kan tilsluttes: se listen over ekstratilbehør. 3. Idrifttagning Loddeværktøjet lægges på sikkerhedsholderen. Trykluftslangen med 6 mm udvendig diameter stikkes ind i lynkoblingen til tryklufttilslutningen (12). Tryklufttilførslen med 600 kPa (87 psi) tør, oliefri trykluft oprettes. Loddekolbens elektriske forbindelsesledning stikkes ind i den 7-polede tilslutningsbøsning (9) på forsiden og låses fast. Hovedfiltret (6) indsættes med slangestykket mellem aflodningskolbens vakuumtilslutning (8) og vakuumslange. Kontroller, om netspændingen stemmer overens med angivelserne på typeskiltet, og om netafbryderen (1) står på slukket. Forbind styreenheden med strømnettet (10). Dansk Tekniske data Mål (mm): (inch): Netspænding (10): Optaget effekt: Beskyttelsesklasse: Sikring (11): Termostat: Nøjagtighed: Trykluft: Tryklufttransducer: Tryklufttilslutning: Potentialudligning (7): 180 (L) x 115 (B) x 101 (H) 7,1 (D) x 4,53 (W) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (se typeskiltet) 95 W 1 (styreenhed); 3 (loddeværktøj) T500 mA (230 V); T 1A (120 V) (se typeskiltet) digital 50 - 450°C (122°F til 842°F) ± 9°C (± 17°F) Indgangstryk 600 kPa (87 psi) oliefri, tør trykluft Luftforbrug 35 l / min; max. undertryk 55 kPa (8 psi) Trykluftslange, udvendig diameter 6 mm (0,24”) Over en 3,5 mm-klinkebøsning i bunden af apparatet. (Tilstand ved leveringen: hårdt jordet, klinkestikket ikke tilsluttet) Tænd for apparatet over netafbryderen (1). Når der tændes for apparatet, gennemfører det en selvtest, ved hvilken alle visningselementer (2) lyser. Derefter vises i kort tid den indstillede temperatur og temperaturversionen (°C/°F). Så skifter elektronikken automatisk over til at vise den faktiske værdi. Det røde punkt (5) lyser på displayet (2). Dette punkt tjener som optisk regulatorkontrol. Konstant lys betyder: Systemet er ved at varme op. Blinkende lys signaliserer, at driftstemperaturen er nået. Det vakuum, som skal bruges til aflodningen, aktiveres med den integrerede fingerkontakt på aflodningskolben. Temperaturindstilling Generelt angiver visningen på displayet (2) den faktiske temperatur. Ved at trykke på ”UP”- eller ”DOWN”-tasten (3) (4) skifter visningen på displayet (2) over til at vise den indstillede temperatur. Den indstillede temperatur (blinkende visning) kan nu ændre i den ønskede retning ved at berøre eller permanent at trykke på ”UP”- eller ”DOWN”-tasten (3) (4). Hvis tasten trykkes permanent, ændres den indstillede værdi hurtigt. Ca. 2 sek. efter at man har sluppet tasten, skifter visningen på displayet (2) automatisk over til igen at vise den faktiske værdi. Når loddestationen er blokeret (Lock), er det ikke muligt at ændre nogen indstilling. Standardsetback Når loddeværktøjet ikke er i brug, bliver temperaturen efter 20 min. automatisk sænket til standby-værdien på 150°C (300°F). Efter den tredobbelte setbacktid (60 min.) aktiveres “AUTO OFF”-funktionen. Så slukkes der for loddekolben. Indkobling af standardsetback-funktionen: Mens der tændes for apparatet, holdes tasten “UP” (3) trykket, indtil der på displayet vises “ON”. Indstillinger gemmes, når ”UP”-tasten slippes. Funktionen slås fra på samme måde. På displayet vises “OFF” (tilstanden ved leveringen). Ved brug af meget fine loddespidser kan funktionen være nedsat. Vakuumforsinkelse Når fingerkontakten slippes, er der stadig et aktivt vakuum i ca. 2 sek. Indstilling: Hold „DOWN”-tasten (4) trykket under opstarten, indtil der står ON eller OFF i displayet. Indstillinger gemmes, når ”DOWN”-tasten slippes. Gentag fremgangsmåden for at foretage ændringer. Vedligeholdelse For at opnå gode aflodningsresultater er det vigtigt at rense aflodningshovedet regelmæssigt. Dertil hører tømningen af tinsamlebeholderen, udskiftningen af glasrørsfiltret samt kontrollen af pakningerne. En upåklagelig tæthed af glascylindrens frontflader sikrer den fulde sugeydelse. Tilsmudsede filtre påvirker luftgennemstrømningen gennem aflodningskolben. Derfor skal hovedfiltret (6) (slangefiltret på vakuumslangen) regelmæssigt kontrolleres og i givet fald udskiftes. Hertil benyttes en ny original WELLER-filterpatron. Til rengøring af sugedyseboringen og af indsugningsrøret skal man benytte rengøringsværktøjet (5 13 500 99). Med en kort drejende bevægelse (ca. 45°) kan sugedyserne let og hurtigt udskiftes. Ved stærke smudsaflejringer i konusområdet kan en ny sugedyse ikke længere indsættes. Disse aflejringer kan fjernes med rengøringsindsatsen til varmelegemets konus. Advarsel: Hvis man arbejder uden filter, ødelægges tryklufttransduceren. Billede: Rengøringsværktøj, rengøringsproces og udskiftning af sugedysen 87. 30 Dansk 4. Potentialudligning Ved forskellig tilkobling af 3,5 mm-klinkebøsningen (7) kan 4 variationer realiseres: Hårdt jordet: Uden stik (leveringstilstand) Potentialudligning (impedans 0 ohm): Med stik, udligningsledning til midterkontakt Potentialfri: Med stik Blødt jordet: Med stik og indloddet modstand. Jording over den valgtemodstandsværdi. 5. Arbejdshenvisninger Forskellige sugedyser løser mange aflodningsproblemer. De mange forskellige sugedyser løser mange aflodningsproblemer. Det passende værktøj til udskiftning af sugedyser er integreret i rengøringsværktøjet. Ved indsætningen og fastlåsningen skal sugedysen trykkes lidt mod varmelegemet. Ved aflodningen er det vigtigt at anvende yderligere loddetråd. Derved sikres en god fugtningsevne fra sugedysen samt bedre flydeegenskaber for den gamle loddemasse. Man skal sørge for, at sugedysen står lodret i forhold til printkortets plan for at opnå en optimal sugeydelse. Loddemassen skal være helt flydende. Under aflodningen er det vigtigt at bevæge komponentens tilslutningspin i cirkler. Hvis loddemassen efter udsugningsprocessen ikke er fjernet fuldstændigt, bør loddestedet inden næste aflodning fortinnes igen. Det er vigtigt at vælge den rigtige sugedysestørrelse. Som tommelfingerregel gælder: Sugedysens indvendige diameter bør stemme overens med printkortboringens diameter. Ved første opvarmning skal sugedysen hhv. loddespidsen fugtes med loddemasse. Derved fjernes opbevaringsbetingede oxydlag og urenheder fra loddespidsen. Ved loddepauser og inden loddeværktøjet lægges væk, skal man sørge for, at loddespidsen hhv. sugedysen er godt fortinnet. Undlad at bruge et for aggressivt flusmiddel. Aflodningsstationen er justeret til en mellemstor sugedyse hhv. loddespids. Der kan opstå temperaturafvigelser på grund af forskellige spidsformer. Bemærk: Sørg altid for, at loddespidsen sidder korrekt. 31 De eksterne indlæsningsapparater WCB 1 og WCB 2 (option) Ved brug af et eksternt indlæsningsapparat står følgende funktioner til rådighed. ● Offset: Den reelle loddespidstemperatur kan ændres ved indlæsning af et temperaturoffset på ± 40°C (72°F). ● Setback: Nedsættelse af den indstillede temperatur til 150°C / 300°F (standby). Setback-tiden, efter hvilken loddestationen skifter over til standby-modus, kan indstilles til mellem 0 og 99 minutter. Setback-tilstanden signaliseres ved, at visningen af den faktiske temperatur blinker. Efter den tredobbelte setback-tid aktiveres ”Auto-Off”. Der slukkes for loddeværktøjet (blinkende streg på displayet). Ved at trykke på en taste eller ved et tryk på fingerafbryderen afsluttes setback-tilstanden hhv. auto-off-tilstanden. Derved vises den indstillede temperaturværdi kort. ● Lock: Blokering af indstillingstemperaturen. Efter blokeringen kan ingen indstillinger på loddestationen ændres. ● °C/°F: Omskiftning af temperaturvisningen fra °C til °F og omvendt. ● Window: Begrænsning af temperaturområdet til max. +-99°C i forhold til en temperatur, som er låst fast med “LOCK”-funktionen. Den fastlåste temperatur udgør så midten af det indstillelige temperaturområde. Ved apparater med potentialfri kontakt (optokoblerudgang) tjener “WINDOW”-funktionen til at indstille et temperaturvindue. Hvis den faktiske temperatur ligger inden for temperaturvinduet, kobles den potentialfrie kontakt (optokoblerudgangen) igennem. ● Cal: Ny justering af loddestationen (kun WCB 2) ● PC-interface: RS 232 (kun WCB 2) ● Temperaturmåleapparat: Integreret temperaturmåleapparat til termoelement-type K (kun WCB 2). Dansk 6. Ekstratilbehør T005 29 180 99 T005 33 125 99 T005 33 133 99 T005 33 112 99 T005 33 113 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Loddekolbesæt WP 80 Loddekolbesæt WSP 80 Aflodningssæt WTA 50 Loddekolbesæt LR 21 antistatic Loddekolbesæt LR 82 Aflodningssæt DXV 80 Aflodningssæt DSX 80 Loddekolbesæt MPR 80 Loddekolbesæt WMP Foropvarmningsplade WHP 80 Eksternt indlæsningsapparat WCB 1 Eksternt indlæsningsapparat WCB 2 Rengøringsværktøj 7. Leveringsomfang WDD 81V PUD 81V Styreenhed Aflodningssæt DSX 80 Netkabel Sikkerhedsholder AK20 Klinkestik 3,5 mm Driftsvejledning Sikkerhedshenvisninger Hovedfilter Power-Unit Styreenhed Netkabel Klinkestik 3,5 mm Driftsvejledning Hovedfilter Sikkerhedshenvisninger Billede Sugedyser: se side 82 Billede Strømskema: se side 83 Billede Eksploderet tegning: se side 84 - 86 Ret til tekniske ændringer forbeholdes! De aktuelle betjeningsvejledninger findes på www.www.weller-tools.com. 32 Portugûes Agradecemos-lhe a confiança demonstrada ao comprar l’estação de soldadura WDD 81V. Na produção tomaram-se por base as rigorosas exigências de qualidade, que asseguram um funcionamento em perfeitas condições do aparelho. 1. Atenção! Antes de colocar o aparelho em funcionamento, leia com atenção este manual do utilizador e as indicações de segurança em anexo. Se não respeitar as normas de segurança corre risco de vida. O fabricante não se responsabiliza pela utilização da ferramenta para aplicações diferentes das descritas no manual do utilizador, nem pela modificação abusiva da ferramenta. A estação de soldadura WDD 81V da WELLER corresponde à declaração de conformidade CE, conforme as exigências fundamentais de segurança das directivas 2004/108/EG e 2006/95/CE. 2. Descrição 2.1. Aparelho de comando O posto de soldadura WDD 81V regulado por microprocessador pertence a uma família de aparelhos desenvolvida para a técnica de fabricação industrial e para os âmbitos da reparação e de laboratório. O sistema electrónico digital de regulação e a excelente tecnologia de sensores e de transmissão de calor na ferramenta de soldar garantem uma regulação precisa da temperatura na ponta de soldar. Em condições de carga, consegue-se a mais elevada precisão e um comportamento dinâmico óptimo da temperatura, através de uma medição rápida e precisa em circuito fechado de regulação. As próprias ferramentas de soldar são reconhecidas automaticamente pelo WDD 81V, sendo-lhes atribuídas os respectivos parâmetros de regulação. O vácuo necessário para a dessoldagem é criado por um transfor-mador interno de ar comprimido, isento de manutenção e é activado por um interruptor integrado no cabo do ferro de dessoldar. O elevado padrão de qualidade é complementado por diversas possibilidades de compensação de potencial do interruptor de tensão nula, bem como pela execução anti-estática do aparelho de comando e do ferro. A possibilidade de ligar um aparelho externo para introdução de dados vem ampliar ainda mais a diversidade funcional deste posto de dessoldagem. Os aparelhos de introdução de dados WCB 1 e WCB 2, opcionais, permitem realizar funções de temporização e de bloqueio. O aparelho de introdução de dados WCB 2 inclui um aparelho de medição de temperatura integrado e um interface de PC. A temperatura desejada pode ser definida por meio de duas teclas (up/down) dentro duma margem de 50°C - 450°C (122°F - 842°F). Os valores teórico e real são visualizados por via digital. Ao ser alcançada a temperatura pré-definida, um LED vermelho no mostrador, que serve para o controlo visual da regulação, fica intermitente. Se estiver permanentemente acesa é sinal de que o sistema está na fase de aquecimento. 2.2. Ferramenta de soldadura DSX 80: Ferro de dessoldar 80W. Sistema cónico de fixação do bocal de aspiração. Uma vasta gama de bicos de aspiração permitem a aspiração ideal de solda de estanho nos mais diversos pontos de soldadura. O colector de estanho é fácil de substituir e a sua substituição não requer qual quer ferramenta. Matrizes CSF de dessoldar podem ser adquiridas como acessórios e servem para dessoldar componentes montados em superfícies. Interruptor integrado para activar o vácuo. DXV 80: Ferro de dessoldar 80 W. Sistema cónico de fixaç ão do bocal de aspiração. Versão in-line (posição de trabalho vertical). Colector de estanho integrado na pega, fácil de substituir, substituição não requer erramenta. Vasta gama de CSF (matrizes de dessoldar SMD) e de bicos de aspiração. O vácuo é activado por meio do interruptor. WTA 50: A pinça de dessoldar WTA 50 foi concebida espe cialmente para dessoldar componentes SMD. Dois elementos de aquecimento (2 x 25 W), cada um com o seu próprio sensor térmico, asseguram que ambas as pontas da pinça tenham a mesma tem peratura. LR 82: Ferro de soldar de 80 W potente para trabalhos de soldar que requerem muito calor. A fixação do bico de soldar é realizada com um fecho de baioneta que permite trocar o bico preservando com exactidão a sua posição (não pode ser ligado ao WSD 50). WP 80: O nosso ferro de soldar "standard". O ferro de WSP 80 soldar WP 80 / WSP 80 é caracterizado pelo facto de alcançar instantaneamente e com elevada precisão a temperatura de soldadura. A sua construção estreita e a potência de aquecimento de 80 W tanto permite a sua utilização universal para trabalhos de soldadura de extrema precisão, como também para trabalhos que requerem um calor muito elevado. Depois de trocar o bico de soldar, pode continuar-se imediatamente a trabalhar, dado que a temperatura de funcionamento é alcançada de imediato. Outras ferramentas que podem ser ligadas, vide lista de acessórios. 33 Portugûes Dados Técnicos Dimensões (mm): 180 (c) x 115 (l) x 101 (a) (pol.): 7,1 (d) x 4,53 (w) x 4 (h) Tensão de rede (10): 230 V / 50 Hz, 120 V / 60 Hz (ver placa de características) Absorção de potência: 95 W Classe de protecção: 1 (aparelho de comando); 3 (ferramenta de soldadura) Fusível (11): T 500mA (230 V); T 1A (120V) (ver placa de características) Regulação da temperatura: digital 50°C - 450°C (122°F - 842°F) Precisão: ± 9°C (± 17°F) Ar comprimido: Pressão de admissão 600 kPa (87 psi) ar comprimido sem óleo e seco. Transformador de ar comprimido: Consumo de ar 35 l/min; depressão máx. 55 kPa (8 psi) Conector para ar comprimido: Tubo de ar comprimido c/ diâmetro exterior de 6 mm (0,24") Compensação do potencial (7): mais de 3,5 mm, entrada jack na parte de baixo do aparelho. (estado no momento de entrega: ligação forte à terra, ficha jack não inserida) 3. Colocação em funcionamento Deposite a ferramenta de soldar no suporte de segurança. Ligue o tubo de ar comprimido com diâmetro exterior de 6 mm ao acoplador rápido para ar comprimido (12). Estabeleça a alimentação de ar comprimido seco, sem óleo com 600 kPa (87 psi). Ligue o cabo de ligação da ferramenta de soldar ao conector de 7 pinos (9) na placa frontal e fixe-o. Insira o filtro principal (6) com peça de tubo entre o conector de vácuo (8) e o tubo de vácuo do ferro de dessoldagem. Verifique se a tensão de rede corresponde àquela especificada na placa de características e se o interruptor de rede (1) está desligado. Ligue o aparelho de comando à rede (10). Ligue o aparelho por meio do interruptor de rede (1). Ao ligar o aparelho é realizado um autoteste durante o qual todos os instrumentos indicadores (2) estão em funcionamento. A seguir, é visualizada brevemente a temperatura definida (valor teórico) e a versão da temperatura (°C/°F). Depois, o sistema electrónico muda automaticamente para o modo de visualização do valor real. O ponto vermelho (5) no mostrador (2) acende-se. Este ponto serve de controlo visual da regulação. Se estiver permanentemente aceso é sinal de que o sistema se encontra em fase de aquecimento. Se estiver intermitente, é sinal de que a temperatura de serviço foi alcançada. O vácuo necessário para dessoldar é activado por meio do interruptor integrado no ferro de dessoldar. Regulação da temperatura Por princípio, o mostrador digital (2) indica o valor real de temperatura. Carregando nas teclas “Up” (3) ou “Down” (4) o mostrador digital (2) muda para o valor de temperatura nominal que estiver regulado. Este valor (indicação intermitente) pode agora ser alterado para cima ou para baixo, quer tocando, quer pressionando as teclas “Up” (3) ou “Down” (4) respectivamente. Se uma destas teclas for mantida pressionada continuamente, o valor teórico altera-se de forma mais rápida. Aproximadamente 2 segundos depois de largar a tecla, o mostrador digital (2) volta outra vez a indicar o valor real. Se o posto de soldadura se encontrar bloqueado (Lock) não é possível efectuar quaisquer alterações neste domínio. Setback standard Quando a ferramenta de soldar não é utilizada durante 20 minutos, a temperatura desce automaticamente para o valor standby de 150°C (300°F). Após um tempo de setback triplo (60 min.), é activada a função “AUTO OFF”. O ferro de soldar desliga-se. Ligar a função setback standard: enquanto liga o aparelho, mantenha a tecla “UP” (3) premida até aparecer “ON” no indicador. O ajuste é memorizado quando se solta a tecla "UP". Proceda da mesma forma para desligar. No indicador aparece “OFF” (estado no momento de entrega). A Setback de funcionamento pode ficar afectada caso se utilizem pontas de soldar muito finas. Retardamento do vácuo Depois de soltar o interruptor de dedo, o vácuo ainda permanece activo durante aprox. 2 segundos. Regulação: durante a ligação mantenha premida a tecla „DOWN” (4) até que apareça ON ou OFF no mostrador. O ajuste é memorizado quando se solta a tecla "DOWN". Para alterar, repita o programa. Manutenção A fim de obter bons resultados de dessoldagem é importante limpar periodicamente a cabeça de dessoldagem. Essa limpeza inclui o esvaziamento do colector de estanho, a substituição do filtro de tubo de vidro, bem como o controlo dos vedantes. A estanqueidade perfeita das superfícies frontais do cilindro de vidro assegura a potência total de aspiração. Filtros sujos influenciam o débito de ar que passa pelo ferro de dessoldagem. Por esse motivo é necessário controlar periodicamente o filtro principal (6) (filtro tubular no tubo de 34 Portugûes vácuo) e substitui-lo, sempre que necessário. É favor usar um cartucho filtrante original da WELLER. Para limpar o furo dos bicos de aspiração e o tubo de aspiração, utilize a ferramenta de limpeza (5 13 500 99). Para mudar os bocais de aspiração, de forma fácil e rápida, basta rodá-los um pouco (aprox. 45°). Não é possível montar um bocal de aspiração novo se houver muita sujidade acumulada na área cónica. Remova-a com o inserto de limpeza para o cone do elemento térmico. Atenção: o funcionamento sem filtro destrói o transformador de ar comprimido. Figura: ferramenta de limpeza, processo de limpeza e substituição do bico de aspiração 87. 4. Ligação equipotencial Através de diversos modos de cablagem da ficha fêmea de comutação de 3,5 mm (7), podem ser realizadas 4 variações diferentes: Ligação directa à terra: Sem ficha (estado de entrega) Ligação equipotencial (impedância 0 ómios): Com ficha, linha de compensação no contacto central Sem potencial: Com ficha Ligação indirecta à terra: Com ficha e resistência soldada. Ligação à terra atra vés do valor de resistência seleccionado. 5. Instruções de trabalho Os diversos bicos de aspiração resolvem muitos problemas de dessoldagem. Vários bocais de aspiração resolvem muitos problemas de dessoldadura. A ferramenta certa para a mudança do bocal de aspiração está integrada na ferramenta de limpeza. Ao inserir e prender, comprima ligeiramente o bocal de aspiração contra o elemento térmico. Ao dessoldar é importante utilizar fio de solda adicional. Deste modo, assegura-se um bom humedecimento do bico de aspiração, bem como melhores características de fluxo da solda antiga. É preciso assegurar que o bico de aspiração fique na vertical em relação ao nível da platina para obter a potência de aspiração máxima. A solda tem de estar totalmente líquida. Durante o processo de dessoldagem é impor35 tante deslocar o pino de ligação da componente em movimentos circulares dentro do furo. Se a solda não for totalmente removida após um processo de aspiração, será necessário estanhar de novo o ponto de soldadura antes de tentar dessoldar mais uma vez. A escolha do tamanho correcto do bico de aspiração é muito importante. Regra geral: o diâmetro interno do bico de aspiração deve coincidir com o diâmetro do furo da platina. Durante o primeiro aquecimento é necessário humedecer o bico de aspiração ou o bico de soldar com solda. Deste modo, eliminam-se camadas de oxidação e impurezas causadas pela armazenagem do bico de soldar. Nos intervalos ou antes de depositar a ferramenta de soldadura é preciso assegurar sempre que o bico de soldar ou o bico de aspiração estejam bem estanhados. Não utilize fundente demasiado agressivo. O posto de dessoldagem foi ajustado para um bico de aspiração ou um bico de soldar de tamanho médio. Em função das diversas formas de bico, podem surgir divergências de temperatura. Atenção: assegure sempre a colocação correcta do bico de soldar. Aparelhos de introdução externos WCB 1 e WCB 2 (opcional) Se usar um aparelho de introdução externo, dispõe das funções seguintes: ● Offset: A temperatura real do bico de soldar pode ser alterada introduzindo um offset de temperatura por volta de ± 40°C (72°F). ● Setback: Redução da temperatura nominal regulada para 150ºC/300ºF (standby). O tempo de setback, após o qual o posto de soldadura muda para o modo standby, é regulável entre 0 e 99 minutos. O estado de setback ésinalizado por meio de uma indicação intermitente do valor real. Após três tempos de setback, o „Auto-Off“ activa-se. A ferramenta de soldar desliga-se (risco intermitente no mostrador). Para terminar o estado setback ou então o Auto-Off, carregue numa tecla ou no botão de pressão. Nessa altura visualiza-se por breves instantes o valor nominal regulado. ● Lock: Bloqueio da temperatura nominal. Depois do bloqueio não se podem realizar alterações nas regulações do posto de soldadura. Portugûes ● °C/°F: Mudar a visualização da temperatura de °C para °F e vice-versa. ● Window: redução da amplitude térmica para um máx. de +-99°c, partindo de uma temperatura bloqueada pela função „LOCK“. A temperatura bloqueada representa, assim, o centro da amplitude térmica regulável. Em aparelhos com contacto sem potencial (saída do fotoacoplador) a função “WINDOW” serve para regular uma janela da temperatura. Se a temperatura real se situar dentro da janela da temperatura, o contacto sem potencial (saída do fotoacoplador) é activado. ● Cal: Reajuste do posto de soldadura (apenas WCB 2) ● Interface para PC: RS232 (apenas WCB 2) ● Aparelho de medição da temperatura: Aparelho integrado de medição da temperatura para termoelemento do tupo K (apenas WCB 2) 6. Acessórios T005 29 180 99 T005 33 125 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 112 99 T005 33 113 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 7. Volume de entrega WDD 81V PUD 81V Aparelho de comando Set de dessoldagem DSX 80 Cabo de alimentação Suporte de segurança AK20 Conector fêmea 3,5 mm Instruções de utilização Filtro principal Indicaçoes de segurança Unidade de alimentação Aparelho de comando Cabo de alimentação Conector fêmea 3,5 mm Instruções de utilização Filtro principal Indicaçoes de segurança Figura: bicos de aspiração, vide página 82 Figura: esquema de circuitos eléctricos, vide página 83 Figura: vista explodida, vide página 84 - 86 Reservamo-nos o direito a alterações técnicas! Encontrará os manuais de instruções actualizados sob www.www.weller-tools.com. Conjunto de ferro de soldar WP 80 Conjunto de ferros de soldagem WSP 80 Conjunto de dessoldar WTA 50 Set de dessoldagem DXV 80 Conjunto de dessoldar DSX 80 Conjunto de ferro de soldar LR 21 antiestático Conjunto de ferro de soldar LR 82 Conjunto de ferro de soldar MPR 80 Conjunto de ferro de soldar WMP Placa de pré-aquecimento WHP 80 Aparelho de introdução externo WCB 1 Aparelho de introdução externo WCB 2 Ferramenta de limpeza 36 Suomi Kiitämme sinua luottamuksestasi, jota osoitit ostamalla Weller WDD 81V. Valmistuksen perustana ovat kovat laatuvaatimukset, jotka takaavat laitteen moitteettoman toiminnon. 1. Huomio! Lue nämä käyttöohjeet ja oheiset turvallisuusohjeet huolellisesti läpi ennen laitteen käyttöönottoa. Turvallisuusmääräysten noudattamattajättäminen voi uhata henkeä ja elämää. Valmistaja ei vastaa muusta käyttöohjeista poikkeavasta käytöstä tai omavaltaisista muutoksista. 2.2. Juotostyökalut DSX 80: Juotoksenirrotusyksikkö 80 W. Imusuuttimessa on kartiomainen kiinnitysjär jestelmä. Monipuolisen imusuutinvalikoiman ansiosta juotostinan poisto sujuu optimaalise sti mitä erilaisimmista juotoskohdista. Tinasäiliö on helppo vaihtaa, sen irrottamiseen ei tarvita työkaluja. CSF-juotosleimasin kuuluu lisävarusteisiin; se on tarkoitettu pinta-asen nettujen komponenttien irrottamiseen. Kahvaosassa on katkaisin, jolla kytketään ali paine päälle. DXV 80: Juotoksenirrotusyksikkö 80 W, In-line-malli (pystysuora työstöasento). Imusuuttimessa on kartiomainen kiinnitysjärjestelmä. Kahvaosaan integroitu tinasäiliö on helppo irrottaa, siihen ei tarvita työkaluja. Monipuoliset lisävarusteet: CSF-(SMD-juotoksenirrotusleimasin) ja imu suutinvalikoima. Alipaine kytketään päälle kahvaosan katkaisimella. WTA 50: Juotteenpoistopihti WTA 50 on suunniteltu erityisesti juotteen poistamiseen SMD-kom ponenteista. Sen kaksi kuumennuselementtiä (2 x 25 W), joissa on kummassakin oma läm pötila-anturi, huolehtivat siitä, että molempien puoliskojen lämpötila pysyy samana. LR 82: Tehokas 80 W:n kolvi juotostöihin, joissa vaa ditaan suurta lämpöä. Juottokärjen kiinnitys tapahtuu pikalukituksella, mikä mahdollistaa tarkan kärjenvaihdon. WP 80: WSP 80 Standardikolvi WP 80 / WSP 80 -kolvi saavuttaa juotoslämpötilan erittäin nopeasti ja tarkasti. Sen kapean rakenteen ja 80 W:n kuumennustehon ansiosta kolvia voidaan käyttää monipuolisesti erittäin tarkkoihin juotostöihin mutta myös korkeaa lämpötilaa vaativiin töihin. Työskentelyä voidaan jatkaa välittömästi juottokärjen vaihdon jälkeen, koska kolvi saavuttaa käyttölämpötilan erittäin nopeasti. Weller WDD 81V vastaa EU:n vaatimustenmukaisuusvakuutusta turvallisuusdirektiiviin 2004/108/EU ja 2006/95/EU mukaan. 2. Kuvaus 2.1. Ohjainyksikkö Mikroprosessoriohjattu juottokolviasema WDD 81V kuuluu tuoteryhmään, joka on kehitetty teolliseen ja laboratoriotekniseen käyttöön sekä korjaustöihin. Digitaalinen säätöjärjstelmä ja juottokolvivarusteisiin liittyvä laadukas anturi- ja lämmönsiirtotekniikka takaavat juottokärjen tarkan lämmönsäädön. Tarkat lämpötilat ja optimaalinen, dynaaminen lämpökäyrä perustuvat suljettuun säätöpiirin, joka tunnistaa mitatut arvot nopeasti ja erittäin tarkasti. WDD 81V puolestaan tunnistaa käytetyt juottokolvivarusteet automaattisesti ja valitsee niille oikeat säätöparametrit. Juotoksenpoistoon tarvittavan alipaineen kehittää laitteensisäinen, huoltovapaa paineilmamuunnin; se käynnistetään työkalun kahvaosassa olevalla kytkimellä. Juottokärjen käyttöjännitteen tasausmahdollisuudet, nollajännitekytkin ja ohjainyksikön ja männän antistaattisuus lisäävät laitteen monipuolisuutta ja tasokkuutta. Siihen voidaan lisäksi liittää erillinen parametrien syöttölaite: sellaisen voi tilata optiona, valita voi malleista WCB 1 ja WCB 2, joilla voidaan ohjelmoida esim. ajastus- ja lukitustoiminnot. Syöttölaitteeseen WCB 2 kuuluu lisäksi myös lämpötilan mittauslaite ja PC-rajapintaliitäntä. Lämpötila valitaan 2 painikkeella (up/down) väliltä 50°C – 450°C (122°F – 842°F). Digitaalinen näyttö ilmoittaa sekä lämpötilan ohjearvon että todellisen lämpötilalukeman. Kun esivalittu lämpötila on saavutettu, siitä ilmoittaa optisesti punainen vilkkuva LED-valo. Kun valo palaa jatkuvasti, se on merkki siitä, että lämmitysvaihe on vielä meneillään. 37 Muita asemaan kytkettäviä työkaluja löydät lisätarvikeluettelosta. Suomi Tekniset tiedot Mitat (mm): (tuumina): Käyttöjännite (10): Tehontarve: Suojausluokka: Sulake (11): Lämpötilan säätö: Tarkkuus: Paineilma:: Paineilmamuunnin: Paineilmaliitos: Potentiaalintasaus (7): 180 (p) x 115 (l) x 101 (k) 7,1 (D) x 4,53 (W) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (ks. tyyppikilpi) 95 W 1 (ohjainyksikkö) ja 3 (juottotyökalut) T 500 mA (230 V); T 1A (120 V) (ks. tyyppikilpi) digitaalinen, 50°C – 450°C (122°F – 842°F) ± 9°C (±17°F) Tulopuolen paine 600 kPa (87 psi), kuivaa, öljyvapaata paineilmaa Ilmantarve 35 l/min; suurin alipaine 55 kPa (8 psi) Paineilmaletku, ulkoläpimitta 6 mm (0,24”) 3,5 mm:n jakkiliittimellä, joka on laitteen alapinnalla. (Toimitettaessa kiinteä liitäntä 0 ohm, ilman jakkiliitintä) 3. Käyttöönotto Aseta juottokolvi sille tarkoitettuun telineeseen. Liitä paineilmaletku (ulkoläpimitta 6 mm) paineilmaliitäntään (12) pikaliittimen avulla. Paineilmalle asetetut vaatimukset: 600 kPa (87 psi), kuivaa, öljyvapaata paineilmaa. Juottokolvin liitäntäjohto kytketään yksikön etulevyssä olevaan 7-napaiseen liitäntärasiaan (9) ja lukitaan paikalleen. Kiinnitä letkuun yhdistetty pääsuodatin (6) alipaineliitännän (8) ja juotoksenirrotuskolvin alipaineletkun väliin. Verkkojännitteen ja tyyppikilvessä annetun jännitelukeman on oltava sama. Katso, ettei virtakytkin (1) ole päällä, kun laite liitetään verkkovirtaan. Liitä sitten ohjainyksikkö verkkovirtaan (10).Paina virtakytkin (1) päälle. Kun laite kytketään päälle, käynnistyy ensin itsetesti, jossa ohjainyksikkö tarkastaa, että kaikki näyttökomponentit (2) toimivat. Sen jälkeen näyttöön tulevat hetkeksi asetettu lämpötila (ohjearvo) ja valittu lämpötila-asteikko (°C/°F). Sitten näyttöön ilmestyy automaattisesti senhetkinen lämpötila. Näytössä (5) palaa punainen valo (2), joka on säätöpiirin valvontavalo. Kun valo palaa jatkuvasti, se ilmoittaa, että lämmitysvaihe on vielä meneillään, vilkkuva valo on merkki siitä, että käyttölämpötila on saavutettu. Alipaineen syöttö käynnistetään kahvaosassa olevalla katkaisimella. Lämpötilansäätö Pääsääntöisesti digitaalinäyttö (2) osoittaa lämpötilan todellisen arvon. ”Up” tai ”Down”-näppäimiä (3) ja (4) painamalla digitaalinäyttö (2) kytkeytyy näyttämään säädettyä ohjearvoa. Säädettyä ohjearvoa (vilkkuva näyttö) voidaan muuttaa ylös- tai alaspäin ainoastaan ”Up” tai ”Down”-näppäimiä (3) ja (4) kevyesti painamalla tai näppäintä pohjaan painettuna pitämällä. Näppäintä pohjaan painamalla ohjearvo muuttuu nopeasti. Näppäintä päästettäessä digitaalinäyttö (2) kytkeytyy noin kahden sekunnin jälkeen automaattisesti näyttämään todellista arvoa. Juottoaseman olessa lukittuna (Lock) säätöjen suorittaminen ei ole mahdollista. Standardi-setback Juottokolvin lämpötila laskee automaattisesti valmiustilaarvoon (stand by) 150°C (300°F), jos kolvia ei käytetä 20 minuuttiin. Jos setback-aika, jona kolvia ei käytetä, ylittää 60 min., asema kytkeytyy AUTO OFF-tilaan ja katkaisee virran kokonaan. Standardi-Setback-toiminnon aktivointi: Kun kytket laitteeseen virran, paina samalla painike UP (3) alas, kunnes näyttöön tulee teksti ON. Kun "UP" -painikkeesta päästetään irti, säätö tallentuu. Jos haluat kytkeä toiminnon pois päältä, toimi samoin ja odota, kunnes näytössä on teksti OFF (laite toimitetaan tässä tilassa). Erittäin hienoja juottokärkiä käytettäessä em. säädon toimintavarmuus saattaa kärsiä. Tyhjiöviivästys Kun kytkin vapautetaan tyhjiö on aktiviinen vielä noin 2 sekunnin ajan. Asetus: Käynnistyksen yhteydessä ”DOWN”-painike (4) pidetään painettuna kunnes ON tai OFF ilmestyy näyttöön. Kun "DOWN" -painikkeesta päästetään irti, säätö tallentuu. Toistetaan kun haluataan suorittaa muutoksia. Huolto Hyvän työtuloksen saavuttamisen kannalta on tärkeää, että laite puhdistetaan säännöllisesti. Tinasäiliö on tyhjennettävä, lasiputkisuodatin vaihdetaan uuteen ja tiivisteet tarkastetaan. Lasisen sylinterin päätypintojen on oltava ehdottoman tiiviit, vain silloin laite antaa täyden imutehon. Likaiset suodattimet alentavat ilmanvirtausta. Sen vuoksi pääsuodatin (6) (alipaineletkun suodatin) on tarkastettava säännöllisesti ja vaihdettava tarvittaessa uuteen. Käytä aina alkuperäisiä WELLER-suodatinpanoksia. Puhdista imusuuttimien kiinnitysaukko ja imuputki erikoistyökalulla (5 13 500 99). Imusuuttimet on helppo vaihtaa: kierrä suutinta noin 45°, niin se irtoaa. 38 Suomi Jos kartion kapeaan kohtaan on päässyt kerääntymään likaa, imusuutin ei mene paikalleen. Likakerrostumat on helppo poistaa lämmityselementtiä varten suunnitellulla puhdistustyökalusarjalla. Varoitus: Paineilmanmuunnin vioittuu, jos laitetta käytetään ilman suodattimia. muodostunut. Katso, että juottokärjessä/imusuuttimessa on runsaasti juotosnestettä, ennen kuin pidät työtauon ja asetat kolvin telineeseen. Juotosneste ei saa olla syövyttävää. Juottoyksikön perusasetukset on tehty keskikoista juottokärkeä/imusuutinta varten. Muuntyyppisiä ja –kokoisia kärkiä käytettäessä asetuksia on muutettava tarpeen mukaan. Huomio: Katso, että juottokärki on kunnolla paikallaan. Kuva: Imusuuttimien puhdistustyökalu, suuttimien puhdistus ja vaihto 87. 4. Potentiaalintasaus 3,5 mm:n pistukan (7) erilaisten kytkentämahdollisuuksien ansiosta on olemassa 4 eri vaihtoehtoa: Kova maadoitus: Ilman pistoketta (toimitustilanne) Potentiaalintasaus (impedanssi o ohm): Pistokkeen kanssa, tasausjohto keskikontaktissa Pehmeä maadoitus: Pistokkeen ja juotetun vastuksen kanssa. Maadoituksen vastusarvo säädettävissätaiIlman pistoketta, sillan B1 erotus säätölevyllä. Maadoitus RC-suotimen kautta 100 kOhm / 22 nF 5. Työohjeet Imusuuttimista valitaan sopiva työstökohteesta riippuen. Imusuuttimia on monta eri tyyppiä, niistä voi valita sopivan ko. juotoksen poistoon. Imusuuttimen vaihtoon sopiva työkalu kuuluu puhdistustyökalusarjaan. Aseta imusuutin paikalleen ja varmista sen asento painamalla sitä kevyesti lämmityselementtiä vasten. Juotosta irrotettaessa apuna on käytettävä juotelankaa. Sen ansiosta imusuuttimien kostutusteho paranee ja vanha juotosneste muuttuu nopeammin juoksevaksi. Katso, että imusuutin on aina pystysuorassa komponenttilevyyn nähden, näin saavutetaan paras imuteho. Juotosnesteen on oltava juoksevassa tilassa. Juotosta irrotettaessa komponentin liitinnastaa on kierrettävä kiinnitysaukossa. Jos juotosaine ei irtoa kokonaan ensimmäisen irrotuskerran yhteydessä, kohta on juotettava uudelleen, ennen kuin irrotusvaihe toistetaan. Tärkeää on oikeankokoisen imusuuttimen käyttö. Nyrkkisääntö: Imusuuttimen sisäläpimitan on oltava saman suuruinen kuin komponenttilevyn kiinnitysaukon läpimitta. Ennen kolvin kuumennusta imusuutin / juottokärki on kastettava juotosnesteeseen. Näin voidaan poistaa juottokärjessä olevat hapettumat tai lika, joka siihen varastoinnin aikana on 39 Ulkoiset syöttölaitteet WCB 1 ja WCB 2 (optio) Käytettäessä ulkoista syöttölaitetta on olemassa seuraavat optiot: ● Offset: Juottokärjen reaalista lämpötilaa voidaan muuttaa ± 40°C (72°F) syöttämällä lämpötilaoffset (ero asetusarvon ja akt. arvon välillä). ● Setback: Säädetyn ohjearvon alentaminen 150°C/300°F asteseen (standby). Setbackaikaa, jonka jälkeen juottoasema siirtyy Standbytoimintamuotoon, voidaan säätää 0-99 minuuttiin. Vilkkuva todellisen arvon näyttö osoittaa setbacktilan. Kolminkertaisen Setbackajan jälkeen ”Auto-Off” aktivoituu. Juottotyökalu kytketytyy päältä (näytössä vilkkuva viiva). Yhtä näppäintä tai kytkintä painamal Setbacktila sekä AutoOff-tila päättyy. Säädetty ohjearvo näkyy lyhyen ajan. ● Lock: Asetuslämpötilan lukitus. Lukituksen jälkeen juotinaseman asetuksia ei voida muuttaa. ● °C/°F: Lämpötilan näyttötavan vaihto °C ja °F välillä. ● Window: Lämpötilan rajoitus maksimiarvoon +-99°C, jolloin lähtökohtana on LOCK-toiminnolla määrätty lämpötila. Ko. LOCKlämpötila on samalla valitun lämpötila-alueen keskiarvo. Laitteissa, joissa on potentiaalivapaa kosketin (optoeristimen ulostuloliitäntä), WINDOW-toiminnon avulla säädetään lämpötilaikkuna (säätäalue). Kun todellinen lämpötila on asetetun lämpötilaikkunan rajoissa, potentiaalivapaa kosketin on avoin. ● Cal: Juotinaseman uudelleensäätö (vain WCB 2) ● PC-liitäntä: RS232 (vain WCB 2) ● Lämpötilamittari: Integroitu lämpötilamittari tyypin K termoelementeille (vain WCB 2) Suomi 6. Lisätarvikkeet T005 29 180 99 T005 33 125 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 112 99 T005 33 113 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 600 99 Kolvisarja WP 80 Juottokolvisarja WSP 80 Juotteenpoistosarja WTA 50 Juotoksenirrotussarja DXV 80 Juotoksenpoistosarja DSX 80 Kolvisarja LR 21 antistaattinen Kolvisarja LR 82 Kolvisarja MPR 80 Kolvisarja WMP Esikuumennuslevy WHP 80 Ulkoinen syöttölaite WCB 1 Ulkoinen syöttölaite WCB 2 Puhdistustyökalu 7. Toimituksen laajuus WDD 81V PUD 81V Ohjainyksikkö Juotoksenirrotussarja DSX 80 Liitäntäjohto Teline AK 20 Jakkiliitin, 3,5 mm Käyttöohje Pääsuodatin Turvallisuusohjeet Power Unit Ohjainyksikkö Liitäntäjohto Jakkiliitin, 3,5 mm Käyttöohje Pääsuodatin Turvallisuusohjeet Kuva: Imusuutin, ks. sivu 82 Kuva: Liitäntäkaavio, ks. sivu 83 Kuva: Räjähdyspiirustus, ks. sivu 84 - 86 Oikeudet teknisiin muutoksiin pidätetään! Viimeisimmät käyttöohjeet saat osoitteesta www.weller-tools.com. 40 ∂ÏÏËÓÈÎ ™·˜ ¢¯·ÚÈÛÙԇ̠ÁÈ· ÙËÓ ÂÌÈÛÙÔÛ‡ÓË Ô˘ Ì·˜ ‰Â›Í·ÙÂ, ·ÁÔÚ¿˙ÔÓÙ·˜ ÙÔ ÛÙ‹ÚÈÁÌ· ϷΤٷ˜ WDD 81V Ù˘ Weller. ∫·Ù¿ ÙËÓ Î·Ù·Û΢‹ ÙËÚ‹ıËÎ·Ó ·˘ÛÙËÚ¤˜ ··ÈÙ‹ÛÂȘ ÔÈfiÙËÙ·˜, ÒÛÙ ӷ ÂÍ·ÛÊ·Ï›˙ÂÙ·È Ë ¿„ÔÁË ÏÂÈÙÔ˘ÚÁ›· Ù˘ Û˘Û΢‹˜. 1. ¶ÚÔÛÔ¯‹! ΔÔ ÂÚÁÔÛÙ¿ÛÈÔ Î·Ù·Û΢‹˜ ‰ÂÓ ·Ó·Ï·Ì‚¿ÓÂÈ Î·ÌÌ›· ¢ı‡ÓË ÁÈ· ¿ÏϘ ¯Ú‹ÛÂȘ, ÔÈ Ôԛ˜ ·ÔÙÂÏÔ‡Ó ·fiÎÏÈÛË ·fi ÙȘ ¯Ú‹ÛÂȘ Ô˘ ÂÚÈÁÚ¿ÔÓÙ·È ÛÙȘ ·ÚÔ‡Û˜ Ô‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜, ηıÒ˜ ›Û˘ Î·È Û ÂÚ›ÙˆÛË ·Ó›ÙÚÂÙˆÓ ÌÂÙ·ÙÚÔÒÓ Â› Ù˘ Û˘Û΢‹˜. √È ·ÚÔ‡Û˜ Ô‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ηıÒ˜ ›Û˘ Î·È ÔÈ ÚÔÂȉÔÔÈËÙÈΤ˜ ˘Ô‰Â›ÍÂȘ, ÔÈ Ôԛ˜ ·ÔÙÂÏÔ‡Ó Û˘ÛÙ·ÙÈÎfi ÛÙÔÈ¯Â›Ô ·˘ÙÒÓ ÙˆÓ Ô‰ËÁÈÒÓ, ÚÂÈ Ó· ‰È·‚·ÛÙÔ‡Ó ÚÔÛÂÎÙÈο Î·È Ó· ÙËÚËıÔ‡Ó Û ¤Ó· Â̤·Ó˜ ÛËÌÂ›Ô ÛÙËÓ ÂÚÈÔ¯‹ ÏÂÈÙÔ˘ÚÁ›·˜ ÙÔ˘ ÔÚÁ¿ÓÔ˘ Û˘ÁÎÔÏÏ‹ÛˆÓ. ª›· ÌË Ù‹ÚËÛË ÙˆÓ ÚÔÂȉÔÔÈËÙÈÎÒÓ Ô‰ËÁÈÒÓ ÌÔÚ› Ó· ¯ÂÈ ˆ˜ ·ÔÙÏÂÛÌ· ·Ù˘¯‹Ì·Ù· Î·È ÙÚ·˘Ì·ÙÈÛÌÔ‡˜ ‹ Î·È ‚Ï¿‚˜ Ù˘ ˘Á›·˜. √È ÛÙ·ıÌÔ› Û˘ÁÎÔÏÏ‹ÛÂˆÓ WELLER WDD 81V ·ÓÙ·ÔÎÚ›ÓÔÓÙ·È ÛÙË ‰‹ÏˆÛË Û˘Ì‚·ÙfiÙËÙ·˜ Ù˘ ∂˘Úˆ·˚΋˜ ∂ÓˆÛ˘ ۇ̈ӷ Ì ÙȘ Û¯ÂÙÈο ÈÛ¯‡Ô˘Û˜ ··ÈÙ‹ÛÂȘ ·ÛÊ¿ÏÂÈ·˜ ÙˆÓ Ô‰ËÁÈÒÓ Ù˘ ∂˘Úˆ·˚΋˜ ∂ÓˆÛ˘ 2004/108/EK Î·È 2006/95/E∫. 2. ¶ÂÚÈÁÚ·Ê‹ 2.1. ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ √ ÂÏÂÁ¯fiÌÂÓÔ˜ ·fi ÌÈÎÚÔÂÂÍÂÚÁ·ÛÙ‹ ÛÙ·ıÌfi˜ Û˘ÁÎfiÏÏËÛ˘ WDD 81V ·Ó‹ÎÂÈ Û ÔÈÎÔÁ¤ÓÂÈ· Û˘Û΢ÒÓ Ô˘ ÂÍÂÏ›¯ıËΠÁÈ· ÂÊ·ÚÌÔÁ¤˜ ÛÙË ‚ÈÔÌ˯·Ó›· Ù¯ÓÈÎÒÓ Î·Ù·Û΢ÒÓ fiˆ˜ ›Û˘ Î·È ÛÙÔÓ ÙÔ̤· ÂÈÛ΢ÒÓ Î·È ÂÚÁ·ÛÙËÚ›Ô˘. ΔÔ “ËÊÈ·Îfi Û‡ÛÙËÌ· ËÏÂÎÙÚÔÓÈÎÔ‡ ÂϤÁ¯Ô˘ Î·È Ë ˘“ËÏ‹ Ù¯ÓÔÏÔÁ›· ·ÈÛıËÙ‹ÚˆÓ Î·È ÌÂÙ¿‰ÔÛ˘ ıÂÚÌfiÙËÙ·˜ ÛÙË Û˘Û΢‹ Û˘ÁÎfiÏÏËÛ˘ ÂÍ·ÛÊ·Ï›˙Ô˘Ó ·ÎÚÈ‚¤ÛÙ·ÙË Ú‡ıÌÈÛË ıÂÚÌÔÎÚ·Û›·˜ ÛÙË Ì‡ÙË Û˘ÁÎfiÏÏËÛ˘. ∏ ‡“ÈÛÙË ·ÎÚ›‚ÂÈ· ıÂÚÌÔÎÚ·Û›·˜ Î·È Ë È‰·ÓÈ΋ ‰˘Ó·ÌÈ΋ Û˘ÌÂÚÈÊÔÚ¿ ıÂÚÌÔÎÚ·Û›·˜ Û ÂÚ›ÙˆÛË ·Ó¿Á΢ ÂÈÙ˘Á¯¿ÓÔÓÙ·È Ì¤Ûˆ Ù·¯Â›·˜ Î·È ·ÎÚÈ‚Ô‡˜ ·Ó›¯Ó¢Û˘ ÙˆÓ ÌÂÙÚËÙÈÎÒÓ ÙÈÌÒÓ ÛÙÔ ÎÏÂÈÛÙfi ·Îψ̷ ÂϤÁ¯Ô˘. √È Û˘Û΢¤˜ Û˘ÁÎfiÏÏËÛ˘ ·Ó·ÁÓˆÚ›˙ÔÓÙ·È ·˘ÙfiÌ·Ù· ·fi ÙÔ WDD 81V Î·È Î·Ù·¯ˆÚÔ‡ÓÙ·È ÔÈ Û¯ÂÙÈΤ˜ Ú˘ıÌÈÛÙÈΤ˜ ·Ú¿ÌÂÙÚÔÈ. ΔÔ ÎÂÓfi ·¤Ú· (‚¿ÎÔ˘Ì), ÙÔ ÔÔ›Ô Â›Ó·È ·Ó·Áη›Ô ÁÈ· ÙË ‰ÈÂÓ¤ÚÁÂÈ· Ì›·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ·Ú¿ÁÂÙ·È ·fi ¤Ó· ÂÛˆÙÂÚÈÎfi ÌÂÙ·ÙÚÔ¤· ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, fiÔ˘ ÙÔ Û¯ÂÙÈÎfi Û‡ÛÙËÌ· Â›Ó·È ÂχıÂÚÔ Û˘ÓÙ‹ÚËÛ˘ Î·È ÂÓÂÚÁÔÔÈÂ›Ù·È Ì¤Ûˆ ÂÓfi˜ ‰È·ÎfiÙË, Ô ÔÔ›Ô˜ Â›Ó·È ÂÓۈ̷و̤ÓÔ˜ ÛÙË Û˘Û΢‹, ÏÂÈÙÔ˘ÚÁ› Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹ Î·È ‚Ú›ÛÎÂÙ·È ÂÊ·ÚÌÔṲ̂ÓÔ˜ › ÙÔ˘ ÂÌ‚fiÏÔ˘ ·ÔÛ˘ÁÎfiÏÏËÛ˘. 41 ¢È¿ÊÔÚ˜ ‰˘Ó·ÙfiÙËÙ˜ Â͛ۈÛ˘ ÙÔ˘ ‰˘Ó·ÌÈÎÔ‡ ˆ˜ ÚÔ˜ ÙË Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹, ÙÔÓ ‰È·ÎfiÙË ÌˉÂÓÈ΋˜ Ù¿Û˘ ηıÒ˜ ›Û˘ Î·È Ë ·ÓÙÈÛÙ·ÙÈ΋ ηٷÛ΢‹ ÙÔ˘ Ú˘ıÌÈÛÙÈÎÔ‡ ÔÚÁ¿ÓÔ˘ Î·È ÙÔ˘ ÂÌ‚fiÏÔ˘ Û˘ÌÏËÚÒÓÔ˘Ó ÙËÓ ˘”ËÏ‹ ÛÙ¿ıÌË ÔÈfiÙËÙ·˜ Ù˘ Û˘Û΢‹˜ ·˘Ù‹˜. ∏ ‰˘Ó·ÙfiÙËÙ· Û‡Ó‰ÂÛ˘ Ù˘ Û˘Û΢‹˜ Û ¤Ó· Â͈ÙÂÚÈÎfi fiÚÁ·ÓÔ ÂÈÛ·ÁˆÁ‹˜ ËÏÂÎÙÚÔÓÈÎÒÓ ÛÙÔȯ›ˆÓ ÂÂÎÙ›ÓÂÈ ÙË ÌÂÁ¿ÏË ÏÂÈÙÔ˘ÚÁÈ΋ ÔÈÎÈÏ›· ÙÔ˘ ÛÙ·ıÌÔ‡ ·˘ÙÔ‡ ·ÔÛ˘ÁÎÔÏÏ‹ÛˆÓ. ªÂ Ù· fiÚÁ·Ó· ÂÈÛ·ÁˆÁ‹˜ ËÏÂÎÙÚÔÓÈÎÒÓ ÛÙÔȯ›ˆÓ WCB1 Î·È WCB2, Ù· ÔÔ›· ÌÔÚ› Ó· ÂÔÎÙ‹ÛÂÈ ¤Ó·˜ ÂÏ¿Ù˘ ˆ˜ ‰˘Ó·ÙfiÙËÙ· Û˘ÌÏËڈ̷ÙÈ΋˜ ÂÊ·ÚÌ‹˜, ÌÔÚÔ‡Ó Ó· ÂÈÙ¢¯ıÔ‡Ó ÌÂٷ͇ ÙˆÓ ¿ÏÏˆÓ Î·È ÏÂÈÙÔ˘ÚÁ›Â˜ Ú‡ıÌÈÛ˘ ÙÔ˘ ¯ÚfiÓÔ˘ Î·È ÏÂÈÙÔ˘ÚÁ›Â˜ ·ÔÎÏÂÈÛÌÔ‡ Ù˘ Û˘Û΢‹˜. ŒÓ· fiÚÁ·ÓÔ ÁÈ· ÙË Ì¤ÙÚËÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜ Î·È ¤Ó· ‚‡ÛÌ· ÁÈ· ÙË Û‡Ó‰ÂÛË Ù˘ Û˘Û΢‹˜ Û ¤Ó·Ó ËÏÂÎÙÚÔÓÈÎfi ˘ÔÏÔÁÈÛÙ‹ PC ·Ó‹ÎÔ˘Ó ÛÙÔ ÂÂÎٷ̤ÓÔ Ì¤ÁÂıÔ˜ ÙÔ˘ ÔÚÁ¿ÓÔ˘ ÂÈÛ·ÁˆÁ‹˜ ËÏÂÎÙÚÔÓÈÎÒÓ ÛÙÔȯ›ˆÓ WCB2. ∏ ÂοÛÙÔÙ ··ÈÙÔ‡ÌÂÓË ıÂÚÌÔÎÚ·Û›· ÌÔÚ› Ó· Ú˘ıÌÈÛÙ› ̤ۈ 2 Ï‹ÎÙÚˆÓ (UP/Down) ÛÙÔÓ ÙÔ̤· 50 ÆC - 450 ÆC (122 ÆF - 842 ÆF). ΔfiÛÔ Ë ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜, fiÛÔ Î·È Ë Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜ ÂÓ‰ÂÈÎÓ‡ÔÓÙ·È Î·Ù¿ ”ËÊÈ·Îfi ÙÚfiÔ. ∏ ›Ù¢ÍË ÚÔÂÈÏÂÁ̤Ó˘ ıÂÚÌÔÎÚ·Û›·˜ ÛËÌ·ÙÔ‰ÔÙÂ›Ù·È Ì¤Ûˆ ·Ó¿Ï·Ì”˘ Ù˘ ÎfiÎÎÈÓ˘ ‰Èfi‰Ô˘ Ù‡Ô˘ LED › Ù˘ ¤Ó‰ÂÈ͢ Ù˘ Û˘Û΢‹˜, fiÔ˘ Ë ÚÔ·Ó·ÊÂÚfiÌÂÓË ·˘Ù‹ Ï˘¯Ó›· ¤¯ÂÈ Â›Û˘ ˆ˜ ÛÎÔfi Î·È ÙÔÓ ÔÙÈÎfi Ú˘ıÌÈÛÙÈÎfi ¤ÏÂÁ¯Ô. ª›· Û˘Ó¯‹˜ Ï¿Ì”Ë Ù˘ Ï˘¯Ó›·˜ ·˘Ù‹˜ ÛËÌ·›ÓÂÈ, fiÙÈ ÙÔ Û‡ÛÙËÌ· ‚Ú›ÛÎÂÙ·È ÛÙË ‰È·‰Èηۛ· Ù˘ ·Ú¯È΋˜ ı¤ÚÌ·ÓÛ˘ ÚÔ˜ ·fiÎÙËÛË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜. 2.2. ∂ÚÁ·ÏÂ›Ô Û˘ÁÎÔÏÏ‹ÛÂˆÓ DSX 80: ŒÌ‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ì ÈÛ¯‡ 80 W. KˆÓÈÎfi Û‡ÛÙËÌ· ÛÙÂÚ¤ˆÛ˘ ÙÔ˘ ·ÎÚÔÊ˘Û›Ô˘ ·Ó·ÚÚfiÊËÛ˘. ŒÓ· ¢ڇ ÚfiÁÚ·ÌÌ· ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ) ηٷÛÙ¿ ‰˘Ó·Ù‹ Ì›· ȉ·ÓÈ΋ ·Ó·ÚÚfiÊËÛË ÙÔ˘ Û˘ÁÎÔÏÏËÙÈÎÔ‡ ηÛÛÈÙ¤ÚÔ˘ Û ÛËÌ›· Û˘ÁÎfiÏÏËÛ˘ ‰È·ÊfiÚˆÓ ÂȉÒÓ. ΔÔ ‰Ô¯Â›Ô Û˘ÁΤÓÙÚˆÛ˘ ÙÔ˘ ηÛÛÈÙ¤ÚÔ˘ ÌÔÚ› Ó· ·ÓÙÈηٷÛÙ·ı› ·Ï¿ Î·È ¯ˆÚ›˜ ÙËÓ ·Ó·ÁηÈfiÙËÙ· ¯ÚËÛÈÌÔÔ›ËÛ˘ ÂÓfi˜ ÂÚÁ·Ï›Ԣ ÁÈ· ÙÔ ÛÎÔfi ·˘Ùfi. ™ÊÚ·Á›‰Â˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Ù‡Ô˘ DXV 80: ŒÌ‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ì ÈÛ¯‡ 80 W. KˆÓÈÎfi Û‡ÛÙËÌ· ÛÙÂÚ¤ˆÛ˘ ÙÔ˘ ·ÎÚÔÊ˘Û›Ô˘ ·Ó·ÚÚfiÊËÛ˘. ∫·Ù·Û΢‹ Ù‡Ô˘ In-line (οıÂÙË ı¤ÛË Ù˘ Û˘Û΢‹˜ ·˘Ù‹˜ ηٿ ÙË ÏÂÈÙÔ˘ÚÁ›· Ù˘). ΔÔ ‰Ô¯Â›Ô Û˘ÁΤÓÙÚˆÛ˘ ÙÔ˘ ηÛÛÈÙ¤ÚÔ˘, ÙÔ ÔÔ›Ô ‚Ú›ÛÎÂÙ·È ÂÓۈ̷و̤ÓÔ Â› Ù˘ ¯ÂÈÚÔÏ·‚‹˜ Ù˘ Û˘Û΢‹˜ ·˘Ù‹˜, ÌÔÚ› Ó· ·ÓÙÈηٷÛÙ·ı› ·Ï¿ Î·È ¯ˆÚ›˜ ÙË ¯ÚËÛÈÌÔÔ›ËÛË ÂÓfi˜ ÂÚÁ·Ï›Ԣ ÁÈ· ÙÔ ÛÎÔfi ·˘Ùfi. ∂˘Ú‡ ÚfiÁÚ·ÌÌ· ÛÊÚ·Á›‰ˆÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Ù‡Ô˘ CSF (ÛÊÚ·Á›‰Â˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ SMD) Î·È Â˘Ú‡ ÚfiÁÚ·ÌÌ· ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ). ΔÔ ÎÂÓfi ·¤Ú· (‚¿ÎÔ˘Ì) ÌÔÚ› Ó· ÂÓÂÚÁÔÔÈËı› ̤ۈ ÙÔ˘ ∂ÏÏËÓÈÎ Δ¯ÓÈο ™ÙÔȯ›· ¢È·ÛÙ¿ÛÂȘ (Û ¯ÈÏÈÔÛÙ¿): (Û ›ÓÙÛ˜): √ÓÔÌ·ÛÙÈ΋ ËÏÂÎÙÚÈ΋ Ù¿ÛË (10): ∫·Ù·Ó¿ÏˆÛÙË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ Ú‡̷ÙÔ˜: ¶ÚÔÛٷ٢ÙÈ΋ ηÙËÁÔÚ›·: ∏ÏÂÎÙÚÈ΋ ·ÛÊ¿ÏÂÈ· (11): ƒ‡ıÌÈÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜: ∞ÎÚ›‚ÂÈ· Ú‡ıÌÈÛ˘: ¶ÂÈÂṲ̂ÓÔ˜ ·¤Ú·˜: ªÂÙ·ÙÚÔ¤·˜ ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·: ™‡Ó‰ÂÛË ÂÈÂṲ̂ÓÔ˘ ·¤Ú·: ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ (7): 180 (Ì‹ÎÔ˜) x 115 (Ï¿ÙÔ˜) x 101 (‡”Ô˜) 7,1 (Ì‹ÎÔ˜) x 4,53 (Ï¿ÙÔ˜) x 4 (‡”Ô˜) 230 V / 50 Hz, 120 V / 60 Hz (‚Ϥ ÈӷΛ‰· Ù˘ Û˘Û΢‹˜) 95 W 1 (Ú˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ), 3 (Û˘ÁÎÔÏÏËÙÈÎfi ÂÚÁ·Ï›Ô) T 500 mA (230 V), T 1A (120 V) (‚Ϥ ÈӷΛ‰· Ù˘ Û˘Û΢‹˜) ηٿ ”ËÊÈ·Îfi ÙÚfiÔ 50ÆC - 450ÆC (122ÆF - 842ÆF) ± 9ÆC (± 17ÆF) ∂ÈÛ·ÁˆÁÈ΋ ›ÂÛË 600 kPa (87 psi) Ì ÂÊ·ÚÌÔÁ‹ ÛÙÂÁÓÔ‡ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, ¯ˆÚ›˜ ÂÚÈÂÎÙÈfiÙËÙ· Ï·‰ÈÒÓ. ∫·Ù·Ó¿ÏˆÛË ·¤Ú· 35 l/min, ·ÓÒÙ·ÙË ˘Ô›ÂÛË 55 kPa (8 psi) ¶Ï·ÛÙÈÎfi˜ ۈϋӷ˜ ÂÈÂṲ̂ÓÔ˘ ·¤Ú· Ì Â͈ÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ 6 mm (0,24") ª¤Ûˆ ˘Ô‰Ô¯‹˜ ÛÙÚÔÊ·Ó·ÛÙÔϤ· 3,5 mm ÛÙËÓ Î¿Ùˆ ÏÂ˘Ú¿ Ù˘ Û˘Û΢‹˜. (∫·Ù¿ÛÙ·ÛË Î·Ù¿ ÙËÓ ·Ú¿‰ÔÛË Ì ÛÎÏËÚ‹ Á›ˆÛË, ‚‡ÛÌ· ÛÙÚÔÊ·Ó·ÛÙÔϤ· ÌË ÂÌ‚˘Û̷و̤ÓÔ) ‰È·ÎfiÙË, Ô ÔÔ›Ô˜ ¯ÂÈÚ›˙ÂÙ·È ÛÙÔ Ù¤ÏÔ˜ Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹. WTA 50: ∏ ¤ÓÛ· ·ÔÛ˘ÁÎfiÏÏËÛ˘ WTA 50 ηٷÛ΢¿ÛÙËΠÂȉÈο ÁÈ· ÙËÓ ·ÔÛ˘ÁÎfiÏÏËÛË ÂÍ·ÚÙËÌ¿ÙˆÓ Ù‡Ô˘ SMD. ¢‡Ô ıÂÚÌ·ÓÙÈο ÛÙÔȯ›· (2 x 25 W) Ì ÂÓۈ̷و̤ÓÔ ·ÈÛıËÙ‹Ú· ıÂÚÌÔÎÚ·Û›·˜ ÊÚÔÓÙ›˙Ô˘Ó ÁÈ· ÙËÓ Â›Ù¢ÍË Ù˘ ›‰È·˜ ıÂÚÌÔÎÚ·Û›·˜ Î·È ÛÙ· ‰‡Ô ÛΤÏË ÙÔ˘ ÔÚÁ¿ÓÔ˘ ·˘ÙÔ‡. LR 82: ∂Ì‚ÔÏÔ Û˘ÁÎÔÏÏ‹ÛÂˆÓ ÈÛ¯‡Ô˜ 80 W Ì ˘„ËÏ‹ ·Ô‰ÔÙÈ΋ ÈηÓfiÙËÙ· ÁÈ· ÂÚÁ·Û›Â˜ Û˘ÁÎÔÏÏ‹ÛˆÓ, fiÔ˘ ··ÈÙÔ‡ÓÙ·È ÌÂÁ¿Ï˜ ıÂÚÌ·ÓÙÈΤ˜ ÂÓ¤ÚÁÂȘ. ΔÔ ÛÙÂÚ¤ˆÌ· Ù˘ ·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘ ÚÔ·ÙÂÈ Ì¤Ûˆ Ì›·˜ Û‡Ó‰ÂÛ˘ Ù‡Ô˘ Ì·ÁÈÔÓ¤Ù·˜, Ë ÔÔ›· ÎÙ·ÛÙ¿ ‰˘Ó·Ù‹ ÙËÓ ·ÓÙÈηٿÛÙ·ÛË Ù˘ ·È¯Ì‹˜ Ì ·fiÏ˘ÙË Ù‹ÚËÛË Ù˘ Ú˘ıÌÈÛÙÈ΋˜ Ù˘ ı¤Û˘. WP 80: √ Ù‡Ô˜ ·˘Ùfi˜ ·ÔÙÂÏ› ÙÔ ¤Ì‚ÔÏfi Ì·˜ WSP 80 Û˘ÁÎÔÏÏ‹ÛÂˆÓ „Standard“.ΔÔ ¤Ì‚ÔÏÔ Û˘ÁÎÔÏÏ‹ÛÂˆÓ Ù‡Ô˘ WP 80 / WSP 80 ¯·Ú·ÎÙËÚ›˙ÂÙ·È ·fi ÙËÓ ˘ÂÚÙ·¯Â›· Î·È ·ÎÚÈ‚‹ ›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜ Û˘ÁÎfiÏÏËÛ˘. ªÂ ÙË ÏÂÙ‹ ÙÔ˘ ηٷÛ΢·ÛÙÈ΋ ÌÔÚÊ‹ ηıÒ˜ ›Û˘ Î·È Ì ̛· ıÂÚÌ·ÓÙÈ΋ ÈÛ¯‡ 80 W ÂÓ‰ÂÈÎÓ‡ÂÙ·È ÙÔ ¤Ì‚ÔÏÔ ·˘Ùfi ÁÈ· ÁÂÓÈΤ˜ ÂÊ·ÚÌÔÁ¤˜, fiÔ˘ ··ÈÙÔ‡ÓÙ·È ÏÂÙ¤˜ ÂÚÁ·Û›Â˜ Û˘ÁÎfiÏÏËÛ˘, ̤¯ÚÈ Î·È ÁÈ· ÂÚÁ·Û›Â˜ Û˘ÁÎfiÏÏËÛ˘, ÔÈ Ôԛ˜ ··ÈÙÔ‡Ó ÌÂÁ¿ÏË ıÂÚÌ·ÓÙÈ΋ ÂÓ¤ÚÁÂÈ·. ªÂÙ¿ ÙËÓ ·ÓÙÈηٿÛÙ·ÛË Ù˘ ·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘ Â›Ó·È ‰˘Ó·Ù‹ Ë ¿ÌÂÛË Û˘Ó¤¯ÈÛË Ù˘ ÂÚÁ·Û›·˜, ÂÂȉ‹ Ë ÏÂÈÙÔ˘ÚÁÈ΋ ıÂÚÌÔÎÚ·Û›· ÂÈÙ˘Á¯¿ÓÂÙ·È ¿ÏÈ Ì¤Û· ÛÂ Û˘ÓÙÔÌfiÙ·ÙÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ·. §ÂÙÔ̤ÚÂȘ, fiÛÔÓ ·ÊÔÚ¿ ÙË ‰˘Ó·ÙfiÙËÙ· Û‡Ó‰ÂÛ˘ Î·È ¿ÏÏˆÓ ÂÚÁ·Ï›ˆÓ, ÂÓ‰ÂÈÎÓ‡ÔÓÙ·È ÛÙÔÓ ›Ó·Î· Û˘ÌÏËڈ̷ÙÈÎÒÓ ÂÍ·ÚÙËÌ¿ÙˆÓ. 3. ∞Ú¯È΋ ı¤ÛË Û ÏÂÈÙÔ˘ÚÁ›· Ù˘ Ì˯·Ó‹˜ ΔÔÔıÂÙ‹ÛÙ ÙÔ ÂÚÁ·ÏÂ›Ô Û˘ÁÎÔÏÏ‹ÛÂˆÓ Â¿Óˆ ÛÙÔ ÂÍ¿ÚÙËÌ· Ù˘ Û›ÁÔ˘Ú˘ ÂÓ·fiıÂÛ˘. ¶ÚԂ›Ù Û ÂÈÛ·ÁˆÁ‹ ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·, Ô ÔÔ›Ô˜ Ú¤ÂÈ Ó· ¤¯ÂÈ Â͈ÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ 6 mm, ÂÓÙfi˜ ÙÔ˘ Ù·¯˘Û˘ÌϤÎÙË, Ô ÔÔ›Ô˜ Â›Ó·È Î·Ù·Û΢·Ṳ̂ÓÔ˜ ÁÈ· ÙËÓ Û‡Ó‰ÂÛË ÂÈÂṲ̂ÓÔ˘ ·¤Ú· (12). ∂ÈÙ‡¯ÂÙ ÙÚÔÊÔ‰fiÙËÛË ÂÈÂṲ̂ÓÔ˘ ·¤Ú· Ì ›ÂÛË 600 kPa (87 psi), fiÔ˘ Ô ÂÈÂṲ̂ÓÔ˜ ·˘Ùfi˜ ·¤Ú·˜ Ú¤ÂÈ Ó· Â›Ó·È ÛÙÂÁÓfi˜ Î·È ¯ˆÚ›˜ ÂÚÈÂÎÙÎfiÙËÙ· Ï·‰ÈÒÓ. ¶ÚԂ›Ù Û ÂÈÛ·ÁˆÁ‹ ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ Û˘Ó‰ÂÙÈÎÔ‡ ·ÁˆÁÔ‡ ÙÔ˘ ÂÚÁ·Ï›Ԣ Û˘ÁÎÔÏÏ‹ÛÂˆÓ ÂÓÙfi˜ Ù˘ Û˘Ó‰ÂÙÈ΋˜ ˘Ô‰Ô¯‹˜ ÙˆÓ 7 fiÏˆÓ (9), fiÔ˘ Ë ˘Ô‰Ô¯‹ ·˘Ù‹ ‚Ú›ÛÎÂÙ·È ÂÊ·ÚÌÔṲ̂ÓË Â¿Óˆ ÛÙËÓ ÂÌÚfiÛıÈ· Ͽη Ù˘ Û˘Û΢‹˜, Î·È ÛÙ·ıÂÚÔÔÈ‹ÛÙ ÙÔÓ ·ÁˆÁfi ̤۷ ÛÙËÓ ˘Ô‰Ô¯‹ ·˘Ù‹. ∂Ê·ÚÌfiÛÙ ÙÔ Î‡ÚÈÔ Ê›ÏÙÚÔ (6) Ì ÙÔ Ï·ÛÙÈÎfi ÙÔ˘ ۈϋӷ ÌÂٷ͇ Ù˘ Û‡Ó‰ÂÛ˘ ÙÔ˘ ÎÂÓÔ‡ ·¤Ú· (8) Î·È ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÎÂÓÔ‡ ·¤Ú· ÙÔ˘ ÂÌ‚fiÏÔ˘ ·ÔÛ˘ÁÎÔÏÏ‹ÛˆÓ. ∂ϤÁÍÙÂ, ·Ó Ë Ù¿ÛË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ Û·˜ ‰ÈÎÙ‡Ô˘ ·ÓÙÈÛÙÔȯ› ÛÙËÓ Û¯ÂÙÈ΋ ¤Ó‰ÂÈÍË Â› Ù˘ ÈӷΛ‰·˜ Ù˘ Û˘Û΢‹˜, Î·È ·Ó Ô ËÏÂÎÙÚÈÎfi˜ ‰È·ÎfiÙ˘ Ù˘ Û˘Û΢‹˜ (1) Â›Ó·È ·ÎfiÌ· ÎÏÂÈṲ̂ÓÔ˜. ™˘Ó‰¤ÛÙ ÙÔ Ú˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ ÛÙÔ ËÏÂÎÙÚÈÎfi Ú‡̷ (10). ∞ÓÔ›ÍÙ ÙÒÚ· ÙÔÓ ËÏÂÎÙÚÈÎfi ‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ (1). ªÂÙ¿ ÙÔ ¿ÓÔÈÁÌ· ·˘Ùfi ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ ‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ ı· ‰ÈÂÓÂÚÁËı› ηّ ·Ú¯‹Ó ¤Ó·˜ ·˘ÙÔ¤ÏÂÁ¯Ô˜ Ù˘ Û˘Û΢‹˜, ηٿ ÙË ‰È¿ÚÎÂÈ· ÙÔ˘ ÔÔ›Ô˘ ı· ‚Ú›ÛÎÔÓÙ·È Â›Û˘ Û ÏÂÈÙÔ˘ÚÁ›· fiÏ· Ù· ÂÓ‰ÂÈÎÙÈο fiÚÁ·Ó· (2) Ù˘ Û˘Û΢‹˜. ∞ÎÔÏÔ‡ıˆ˜ ı· ÚÔ·”ÂÈ ÁÈ· Û‡ÓÙÔÌÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ· ¤Ó‰ÂÈÍË Ù˘ Ú˘ıÌÈṲ̂Ó˘ ıÂÚÌÔÎÚ·Û›·˜ (ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜) Î·È Ô ÙÚfiÔ˜ Ù˘ ¤Ó‰ÂÈ͢ Ù˘ ıÂÚÌÔÎÚ·Û›·˜, 42 ∂ÏÏËÓÈÎ ‰ËÏ·‰‹ ̤ÙÚËÛË Û ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ ‹ Û ‚·ıÌÔ‡˜ º·ÚÂÓ¿ÈÙ (ÆC /ÆF). ∞ÎÔÏÔ‡ıˆ˜ ı· ÚÔ·”ÂÈ ·˘ÙfiÌ·ÙË ÌÂÙ·ÚÚ‡ıÌÈÛË ÙÔ˘ ËÏÂÎÙÚÔÓÈÎÔ‡ Û˘ÛÙ‹Ì·ÙÔ˜ Û ¤Ó‰ÂÈÍË Ù˘ Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜. ΔÔ ÎfiÎÎÈÓÔ ÛËÌÂ›Ô (5) › Ù˘ ¤Ó‰ÂÈ͢ (2) ı· Â›Ó·È ÙÒÚ· ·Ó·Ì̤ÓÔ. ΔÔ ÛËÌÂ›Ô ·˘Ùfi ¤¯ÂÈ ˆ˜ ÛÎÔfi ÙÔÓ ÔÙÈÎfi Ú˘ıÌÈÛÙÈÎfi ¤ÏÂÁ¯Ô. ª›· Û˘Ó¯‹˜ Ï¿Ì”Ë ÙÔ˘ ÛËÌ›Ԣ ·˘ÙÔ‡ ÛËÌ·›ÓÂÈ, fiÙÈ ÙÔ Û‡ÛÙËÌ· ‚Ú›ÛÎÂÙ·È ·ÎfiÌ· ÛÙË ‰È·‰Èηۛ· ı¤ÚÌ·ÓÛ˘ ÚÔ˜ ›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜. ª›· ·Ó¿Ï·Ì”Ë ÙÔ˘ ÛËÌ›Ԣ ·˘ÙÔ‡ ÛËÌ·ÙÔ‰ÔÙ› ÙËÓ Â›Ù¢ÍË Ù˘ ÏÂÈÙÔ˘ÚÁÈ΋˜ ıÂÚÌÔÎÚ·Û›·˜. ΔÔ ÎÂÓfi ·¤Ú· (‚¿ÎÔ˘Ì), ÙÔ ÔÔ›Ô Â›Ó·È ·Ó·Áη›Ô ÁÈ· ÙË ‰ÈÂÓ¤ÚÁÂÈ· Ù˘ ÂÚÁ·Û›·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ÌÔÚ› Ó· ÂÓÂÚÁÔÔÈËı› ̤ۈ ÙÔ˘ ‰È·ÎfiÙË, Ô ÔÔ›Ô˜ ‚Ú›ÛÎÂÙ·È ÂÓۈ̷و̤ÓÔ˜ ÛÙÔ ¤Ì‚ÔÏÔ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ Ù˘ Û˘Û΢‹˜, Î·È Ô ÔÔ›Ô˜ ÏÂÈÙÔ˘ÚÁ› Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÙÔ˘ ¯ÂÈÚÈÛÙ‹. ƒ‡ıÌÈÛË Ù˘ ıÂÚÌÔÎÚ·Û›·˜ ∏ ”ËÊȷ΋ ¤Ó‰ÂÈÍË (2) ‰Â›¯ÓÂÈ Î·Ù¿ ηÓfiÓ· ÙËÓ ÂοÛÙÔÙ ˘ÊÈÛÙ¿ÌÂÓË Ú·ÁÌ·ÙÈ΋ ÙÈÌ‹ Ù˘ ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ·fi ¯ÂÈÚÈÛÌfi ÙÔ˘ Ï‹ÎÙÚÔ˘ «Up» ‹ «Down» (3) (4) ÚÔ·ÙÂÈ ÌÂÙ·ÚÚ‡ıÌÈÛË Ù˘ ”ËÊȷ΋˜ ¤Ó‰ÂÈ͢ (2) ÛÙËÓ ÂοÛÙÔÙ ڢıÌÈṲ̂ÓË, ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜. ∏ Ú˘ıÌÈṲ̂ÓË, ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹ ıÂÚÌÔÎÚ·Û›·˜ (·Ó·Ï¿ÌÔ˘Û· ¤Ó‰ÂÈÍË) ÌÔÚ› Ó· ˘ÔÛÙ› ÌÂÙ·ÙÚÔ‹ ̤ۈ Û‡ÓÙÔÌÔ˘ ·Ù‹Ì·ÙÔ˜ ‹ ̤ۈ Û˘Ó¯ԇ˜ ·Ù‹Ì·ÙÔ˜ ÙÔ˘ Ï‹ÎÙÔ˘ «Up» ‹ «Down» (3) (4) ÛÙËÓ ·ÓÙ›ÛÙÔÈ¯Ë ‰È‡ı˘ÓÛË Ú‡ÌıÈÛ˘. ŸÙ·Ó ÎÚ·ÙËı› Û˘Ó¤¯ÂÈ· ·ÙË̤ÓÔ ÙÔ Ï‹ÎÙÚÔ ·˘Ùfi, ÚÔ·ÙÂÈ Ù·¯Â›· ÌÂÙ·ÙÚÔ‹ Ù˘ ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜ ηٿ ÙÔ Û‡ÛÙËÌ· Ù˘ Ù·¯Â›·˜ ÌÂÙ·ÙÚÔ‹˜. ªÂÙ¿ ·fi ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ· 2 ÂÚ›Ô˘ ‰Â˘ÙÂÚÔϤوÓ, ÌÂÙ¿ ÙÔÓ ÙÂÚÌ·ÙÈÛÌfi ÙÔ˘ ·Ù‹Ì·ÙÔ˜ › ÙÔ˘ Ï‹ÎÙÚÔ˘ ·˘ÙÔ‡, ÚÔ·ÙÂÈ ·˘ÙfiÌ·ÙË ÌÂÙ·ÙÚÔ‹ Ù˘ ”ËÊȷ΋˜ ¤Ó‰ÂÈ͢ (2) Ì ÌÂÙ¿‚·Û‹ Ù˘ ÙÒÚ· ÛÙÔ Ì˯·ÓÈÛÌfi ¤Ó‰ÂÈ͢ Ù˘ Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜. ŸÙ·Ó Ô ÛÙ·ıÌfi˜ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (Lock) Â›Ó·È ·ÔÎÏÂÈṲ̂ÓÔ˜, ‰ÂÓ ˘¿Ú¯ÂÈ ‰˘Ó·ÙfiÙËÙ· ÌÂÙ·ÙÚÔ‹˜ ÙˆÓ Ú˘ıÌ›ÛÂˆÓ Ù˘ ıÂÚÌÔÎÚ·Û›·˜. ™Ù¿ÓÙ·Ú٠·ӷÊÔÚ¿ ŸÙ·Ó ‰ÂÓ ¯ÚËÛÈÌÔÔÈÂ›Ù·È Ë Û˘Û΢‹ Û˘ÁÎfiÏÏËÛ˘ Ë ıÂÚÌÔÎÚ·Û›· ÌÂÈÒÓÂÙ·È ·˘ÙfiÌ·Ù· ÌÂÙ¿ ·fi 20 ÏÂÙ¿ ÛÙ· fiÚÈ· ÂÈÊ˘Ï·Î‹˜150ÆC (300ÆF). ªÂÙ¿ ·fi ÙÚÈÏ¿ÛÈÔ ¯ÚfiÓÔ Â·Ó·ÊÔÚ¿˜ (60 ÏÂÙ¿) ÂÓÂÚÁÔÔÈÂ›Ù·È Ë ÏÂÈÙÔ˘ÚÁ›· „AUTO OFF“. ΔÔ ÎÔÏÏËÙ‹ÚÈ ·ÂÓÂÚÁÔÔÈ›ٷÈ. EÓÂÚÁÔÔ›ËÛË Ù˘ ÏÂÈÙÔ˘ÚÁ›·˜ ÛÙ¿ÓÙ·Ú٠·ӷÊÔÚ¿˜: ∫Ú·Ù‹ÛÙ ·ÙË̤ÓÔ ÙÔ Ï‹ÎÙÚÔ „UP“ (3) ηٿ ÙË ‰È¿ÚÎÂÈ· ÂÓÂÚÁÔÔ›ËÛ˘ Ù˘ Û˘Û΢‹˜ ¤ˆ˜ fiÙÔ˘ ÂÌÊ·ÓÈÛÙ› Ë ¤Ó‰ÂÈÍË „ON“.∞Ê‹ÓÔÓÙ·˜ ÙÔ Ï‹ÎÙÚÔ "UP" ÂχıÂÚÔ, ·ÔıË·ÂÙ·È Ë Ú‡ıÌÈÛË. ∞ÎÔÏÔ˘ı‹ÛÙ ÙËÓ ›‰È· ‰È·‰Èηۛ· ÁÈ· ÙËÓ ·ÂÓÂÚÁÔÔ›ËÛË. ™ÙËÓ ¤Ó‰ÂÈÍË ÂÌÊ·Ó›˙ÂÙ·È „OFF“ (∫·Ù¿ÛÙ·ÛË Î·Ù¿ ÙËÓ ·Ú¿‰ÔÛË). ∞Ó ¯ÚËÛÈÌÔÔÈÔ‡ÓÙ·È Ôχ ÏÂÙ¤˜ ̇Ù˜ Û˘ÁÎfiÏÏËÛ˘ ÂÓ‰¤¯ÂÙ·È Ó· ÂËÚ·ÛÙ› Ë ·ÛÊ¿ÏÂÈ· ÏÂÈÙÔ˘ÚÁ›·˜. 43 ∫·ı˘ÛÙ¤ÚËÛË ÎÂÓÔ‡ ªÂÙ¿ ÙËÓ ·ÂÏ¢ı¤ÚˆÛË ÙÔ˘ ‰È·ÎfiÙË ‰·ÎÙ‡ÏÔ˘ ÙÔ ÎÂÓfi ·Ú·Ì¤ÓÂÈ ÂÓÂÚÁfi ·ÎfiÌ· 2 ‰Â˘Ù. ÂÚ›Ô˘. ƒ‡ıÌÈÛË: ∫·Ù¿ ÙË ‰È¿ÚÎÂÈ· Ù˘ Ú‡ıÌÈÛ˘ ÎÚ·Ù‹ÛÙ ·ÙË̤ÓÔ ÙÔ Ï‹ÎÙÚÔ ÑDOWNì (4) ¤ˆ˜ fiÙÔ˘ ÂÌÊ·ÓÈÛÙ› ÛÙËÓ ¤Ó‰ÂÈÍË ÙÔ ON ‹ ÙÔ OFF. ∞Ê‹ÓÔÓÙ·˜ ÙÔ Ï‹ÎÙÚÔ "DOWN" ÂχıÂÚÔ, ·ÔıË·ÂÙ·È Ë Ú‡ıÌÈÛË. °È· Ó· ÚԂ›Ù Û ÌÂÙ·ÙÚÔ‹ ·ӷϷ̂¿ÓÂÙ ÙË ‰È·‰Èηۛ·. ™˘ÓÙ‹ÚËÛË ¶ÚÔ˜ ÙÔ ÛÎÔfi fiˆ˜ ÂÈÙ¢¯ıÔ‡Ó Î·Ï¿ ·ÔÙÂϤÛÌ·Ù· ηٿ ÙË ‰ÈÂÓ¤ÚÁÂÈ· ÂÚÁ·ÛÈÒÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘, ·›˙ÂÈ ÌÂÁ¿ÏÔ ÚfiÏÔ ÙÔ Î·ı¿ÚÈÛÌ· Ù˘ ÎÂÊ·Ï‹˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ ηٿ Ù·ÎÙÈο ‰È·ÛÙ‹Ì·Ù·. ™ÙȘ ÂÚÁ·Û›Â˜ Û˘ÓÙ‹ÚËÛ˘ ·Ó‹ÎÔ˘Ó Â›Û˘ Î·È ÙÔ ¿‰ÂÈ·ÛÌ· ÙÔ˘ ‰Ô¯Â›Ô˘ Û˘ÁΤÓÙÚˆÛ˘ ηÛÛÈÙ¤ÚÔ˘, Ë ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ Ê›ÏÙÚÔ˘ Á˘¿ÏÈÓÔ˘ ۈϋӷ ηıÒ˜ ›Û˘ Î·È Ô ¤ÏÂÁ¯Ô˜ ÙˆÓ ÛÙÂÁ·ÓˆÙÈÎÒÓ ÂÍ·ÚÙËÌ¿ÙˆÓ. ∏ Ù¤ÏÂÈ· ÛÙÂÁ·ÓfiÙËÙ· ÙˆÓ ÌÂÙˆÈÎÒÓ ÂÈÊ·ÓÂÈÒÓ ÙÔ˘ Á˘¿ÏÈÓÔ˘ Î˘Ï›Ó‰ÚÔ˘ ÚÔÛʤÚÂÈ ÙËÓ ÂÁÁ‡ËÛË ÁÈ· Ù¤ÏÂÈ· ·Ó·ÚÚÔÊËÙÈ΋ ·fi‰ÔÛË. §Âڈ̤ӷ Ê›ÏÙÚ· ¤¯Ô˘Ó ‰˘ÛÌÂÓ‹ ›‰Ú·ÛË Â› Ù˘ ÚÔ‹˜ ÙÔ˘ ·¤Ú· ̤ۈ ÙÔ˘ ÂÌ‚fiÏÔ˘ ·ÔÛ˘ÁÎfiÏÏËÛ˘. °È· ÙÔ ÛÎÔfi ·˘Ùfi Ú¤ÂÈ Ó· ˘fiÎÂÈÙ·È Û ٷÎÙÈÎfi ¤ÏÂÁ¯Ô ÙÔ Î‡ÚÈÔ Ê›ÏÙÚÔ (6) (Ê›ÏÙÚÔ Ï·ÛÙÈÎÔ‡ ۈϋӷ › ÙÔ˘ Ï·ÛÙÈÎÔ‡ ۈϋӷ ÙÔ˘ ÎÂÓÔ‡ ·¤Ú·). ∞Ó Â›Ó·È ··Ú·›ÙËÙÔ, Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁËı› ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ ·ÚÈÔ˘ ·˘ÙÔ‡ Ê›ÏÙÚÔ˘. °È· ÙÔ ÛÎÔfi ·˘Ùfi Ú¤ÂÈ Ó· ¯ÚËÛÈÌÔÔÈËı› ¤Ó· Ó¤Ô Ê˘Û›ÁÁÈÔ ÊÈÏÙÚ·Ú›ÛÌ·ÙÔ˜ Ù˘ ÂÙ·ÈÚ›·˜ WELLER. °È· ÙÔ Î·ı¿ÚÈÛÌ· Ù˘ Ô‹˜ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ) Î·È ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ۈϋӷ Ú¤ÂÈ Ó· ¯ÚËÛÈÌÔÔÈËı› ÙÔ ÂÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡ (5 13 500 99). ªÂ Ì›· Û‡ÓÙÔÌË ÂÚÈÛÙÚÔÊÈ΋ ΛÓËÛË (ÂÚ. 45Æ) ÌÔÚÔ‡Ó Ó· ·ÓÙÈηٷÛÙ·ıÔ‡Ó Ì ¢ÎÔÏ›· Î·È ÁÚ‹ÁÔÚ· Ù· ·ÎÚÔʇÛÈ· ·Ó·ÚÚfiÊËÛ˘. ™Â ÂÚ›ÙˆÛË ÈÛ¯˘Ú‹˜ ÂÓ·fiıÂÛ˘ ·Î·ı·ÚÛÈÒÓ ÛÙËÓ ÂÚÈÔ¯‹ ÙÔ˘ ÎÒÓÔ˘, ‰ÂÓ ÌÔÚ› Ó· Á›ÓÂÈ Ï¤ÔÓ ÂÊ·ÚÌÔÁ‹ Ó¤Ô˘ ·ÎÚÔÊ˘Û›Ô˘ ·Ó·ÚÚfiÊËÛ˘. √È ÂÓ·Ôı¤ÛÂȘ ·˘Ù¤˜ ÌÔÚÔ‡Ó Ó· ·ÔÌ·ÎÚ˘ÓıÔ‡Ó Ì ÙÔ ÛÂ٠ηı·ÚÈÛÌÔ‡ ÁÈ· ÙÔÓ ÎÒÓÔ ıÂÚÌ·ÓÙÈÎÔ‡ ÛÒÌ·ÙÔ˜. ¶ÚÔÂȉÔÔ›ËÛË: ∂ÚÁ·Û›Â˜ ¯ˆÚ›˜ ÂÊ·ÚÌÔÁ‹ Ê›ÏÙÚÔ˘ ηٷÛÙÚ¤ÊÔ˘Ó ÙÔÓ ÌÂÙ·ÙÚÔ¤· ÙÔ˘ ÂÈÂṲ̂ÓÔ˘ ·¤Ú·. ∞ÂÈÎfiÓÈÛË. ∂ÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡, ‰È·‰Èηۛ· ηı·ÚÈÛÌÔ‡ Î·È ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ) 87. ∂ÏÏËÓÈÎ 4. ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ ª¤Ûˆ ‰È·ÊÔÚÂÙÈ΋˜ Û˘Ó‰ÂÛÌÔÏfiÁËÛ˘ Ù˘ Ú˘ıÌÈÛÙÈ΋˜ Û˘Ó‰ÂÙÈ΋˜ ˘Ô‰Ô¯‹˜ (7) ÌÂÁ¤ıÔ˘˜ 3,5 mm ÌÔÚ› Ó· ÂÈÙ¢¯ıÔ‡Ó 4 ·Ú·ÏÏ·Á¤˜: ™ÎÏËÚ‹ Á›ˆÛË: Èڛ˜ ‚‡ÛÌ· (ηٿÛÙ·ÛË ·Ú¿‰ÔÛ˘ Ù˘ Û˘Û΢‹˜) ∂͛ۈÛË ‰˘Ó·ÌÈÎÔ‡ (™‡ÓıÂÙË ËÏÂÎÙÚÈ΋ ·ÓÙ›ÛÙ·ÛË 0 Ohm): ªÂ ‚‡ÛÌ·, ·ÁˆÁfi Â͛ۈÛ˘ ÛÙË ÌÂÛ·›· ·ʋ Èڛ˜ ‰˘Ó·ÌÈÎfi: Ì ‚‡ÛÌ· ª·Ï·Î‹ Á›ˆÛË: ªÂ ‚‡ÛÌ· Î·È ÌÂ Û˘ÁÎÔÏÏË̤ÓË ·ÓÙ›ÛÙ·ÛË. °Â›ˆÛË Ì¤Ûˆ Ù˘ ÂÈÏÂÁ̤Ó˘ ÙÈÌ‹˜ ·ÓÙ›ÛÙ·Û˘. 5. √‰ËÁ›Â˜ ηٿ ÙËÓ ÂÚÁ·Û›· ∏ ÂÊ·ÚÌÔÁ‹ ‰È·ÊfiÚˆÓ ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ) ¤¯ÂÈ ˆ˜ ·ÔÙ¤ÏÂÛÌ· Î·È ÙËÓ Â›Ï˘ÛË ÔÏÏÒÓ ÚÔ‚ÏËÌ¿ÙˆÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘. ¢È·ÊÔÚÂÙÈο ·ÎÚÔʇÛÈ· ·Ó·ÚÚfiÊËÛ˘ χÓÔ˘Ó ÔÏÏ¿ ÚÔ‚Ï‹Ì·Ù· ·ÔÛ˘ÁÎfiÏÏËÛ˘. ΔÔ Î·Ù¿ÏÏËÏÔ ÂÚÁ·ÏÂ›Ô ÁÈ· ÙËÓ ·ÓÙÈηٿÛÙ·ÛË ÙÔ˘ ·ÎÚÔÊ˘Û›Ô˘ Â›Ó·È ÂÓۈ̷و̤ÓÔ ÛÙÔ ÂÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡. ∫·Ù¿ ÙËÓ ÂÊ·ÚÌÔÁ‹ Î·È ·ÛÊ¿ÏÈÛË Ó· Ȥ˙ÂÙ ÂÏ·ÊÚÒ˜ ÙÔ ·ÎÚÔʇÛÈÔ ·Ó·ÚÚfiÊËÛ˘ ÎfiÓÙÚ· ÛÙÔ ıÂÚÌ·ÓÙÈÎfi ÛÒÌ·. ™ËÌ·Û›· ηٿ ÙËÓ ÂÎÙ¤ÏÂÛË ÂÚÁ·ÛÈÒÓ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Â›Ó·È Ë ¯ÚËÛÈÌÔÔ›ËÛË Û˘ÌÏËڈ̷ÙÈÎÔ‡ Û˘ÁÎÔÏÏËÙÈÎÔ‡ Û‡ÚÌ·ÙÔ˜. ªÂ ÙÔÓ ÙÚfiÔ ·˘Ùfi ÚÔ·ÙÂÈ Ë ÂÁÁ‡ËÛË ÁÈ· Ì›· ÈηÓÔÔÈËÙÈ΋ ›ÛÙÚˆÛË ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ ηıÒ˜ ›Û˘ Î·È ÁÈ· ηχÙÂÚ˜ ȉÈfiÙËÙ˜ ‰È·ÚÚÔ‹˜ ÙÔ˘ ·ÏÈÔ‡ ˘ÏÈÎÔ‡ Û˘ÁÎfiÏÏËÛ˘, Ô˘ Ú¤ÂÈ Ó· ·Ê·ÈÚÂı› ÙÒÚ·. ¶Ú¤ÂÈ Ó· ‰Ôı› ÚÔÛÔ¯‹ ÛÙÔ ÁÂÁÔÓfi˜, fiÙÈ ÙÔ ·Ó·ÚÚÔÊËÙÈÎfi ·ÎÚÔʇÛÈÔ (ÌÂÎ) Ú¤ÂÈ Ó· ‚Ú›ÛÎÂÙ·È Û οıÂÙË ı¤ÛË ˆ˜ ÚÔ˜ ÙÔ Â›Â‰Ô ÙˆÓ Ï·ÙÈÓÒÓ, ÚÔ˜ ÙÔ ÛÎÔfi fiˆ˜ ÂÈÙ¢¯ı› Ì›· ȉ·ÓÈ΋ ·Ó·ÚÚÔÊËÙÈ΋ ·fi‰ÔÛË. ΔÔ ˘ÏÈÎfi Û˘ÁÎfiÏÏËÛ˘ Ú¤ÂÈ Ó· Ú¢ÛÙÔÔÈËı› ÂÓÙÂÏÒ˜. ∫·Ù¿ ÙË ‰È¿ÚÎÂÈ· Ù˘ ‰È·‰Èηۛ·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ ¤¯ÂÈ ÛËÌ·Û›· ÙÔ ÁÂÁÔÓfi˜, fiÙÈ Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁÂ›Ù·È Î˘ÎÏÈ΋ ΛÓËÛË Ù˘ Û˘Ó‰ÂÙ‹ÚÈ·˜ ·Î›‰·˜ ÙÔ˘ ÂÍ·ÚÙ‹Ì·ÙÔ˜ ÂÓÙfi˜ Ù˘ Ô‹˜. ™Â ÂÚ›ÙˆÛË, ηٿ ÙËÓ ÔÔ›· οÔÙ ÙÔ ˘ÏÈÎfi Û˘ÁÎfiÏÏËÛ˘ ‰ÂÓ ·Ê·ÈÚÂı› ÂÍ ÔÏÔÎÏ‹ÚÔ˘ ÌÂÙ¿ ÙÔÓ ÙÂÚÌ·ÙÈÛÌfi Ù˘ ‰È·‰Èηۛ·˜ ·Ó·ÚÚfiÊËÛ‹˜ ÙÔ˘, ÙfiÙ ڤÂÈ ÚÈÓ ·fi ÙËÓ ÂÎÙ¤ÏÂÛË Ì›·˜ Ó¤·˜ ‰È·‰Èηۛ·˜ ·ÔÛ˘ÁÎfiÏÏËÛ˘ Ó· ‰ÈÂÓÂÚÁËı› ÂÎ Ó¤Ô˘ ›ÛÙÚˆÛË Î·ÛÛÈÙ¤ÚÔ˘ › ÙÔ˘ ÛËÌ›Ԣ Û˘ÁÎfiÏÏËÛ˘. ™ËÌ·Û›· ¤¯ÂÈ Â›Û˘ Ë ÛˆÛÙ‹ ÂÈÏÔÁ‹ ÙÔ˘ ÌÂÁ¤ıÔ˘˜ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ). ø˜ ‚·ÛÈÎfi˜ ηÓfiÓ·˜ ÈÛ¯‡ÂÈ Û¯ÂÙÈο: ∏ ÂÛˆÙÂÚÈ΋ ‰È¿ÌÂÙÚÔ˜ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ (ÌÂÎ) Ú¤ÂÈ Ó· ¤¯ÂÈ ÙÔ ›‰ÈÔ Ì¤ÁÂıÔ˜ Ì ÙË ‰È¿ÌÂÙÚÔ Ù˘ Ô‹˜ Ù˘ Ï·Ù›Ó·˜. ∫·Ù¿ ÙËÓ ÚÒÙË ‰È·‰Èηۛ· ·Ú¯È΋˜ ı¤ÚÌ·ÓÛ˘ ÙÔ˘ ·Ó·ÚÚÔÊËÙÈÎÔ‡ ·ÎÚÔÊ˘Û›Ô˘ Î·È Ù˘ Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜ ÚÔ˜ ›Ù¢ÍË Ù˘ ·Ó·Áη›·˜ ıÂÚÌÔÎÚ·Û›·˜ Ú¤ÂÈ Ó· ‰ÈÂÓÂÚÁËı› Û¯ÂÙÈ΋ ›ÛÙÚˆÛË Ì ˘ÏÈÎfi Û˘ÁÎfiÏÏËÛ˘. ªÂ ÙÔÓ ÙÚfiÔ ·˘Ùfi ı· ·ÔÌ·ÎÚ˘ÓıÔ‡Ó ÔÍÂȉˆÙÈο ÛÙÚÒÌ·Ù· Î·È ·Î·ı·Úۛ˜ › Ù˘ Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜, Ô˘ ÌÔÚ› Ó· ‰ËÌÈÔ˘ÚÁËıÔ‡Ó Î·Ù¿ ÙËÓ ·Ôı‹Î¢ÛË ÙˆÓ ÂÍ·ÚÙËÌ¿ÙˆÓ ·˘ÙÒÓ. ∫·Ù¿ Ù· ‰È·Ï›ÌÌ·Ù· ÌÂٷ͇ ÙˆÓ ÂÚÁ·ÛÈÒÓ Û˘ÁÎfiÏÏËÛ˘ Î·È ÚÈÓ ·fi ÙËÓ ÂÓ·fiıÂÛË ÙÔ˘ Û˘ÁÎÔÏÏËÙÈÎÔ‡ ÂÚÁ·Ï›Ԣ ¿ӈ ÛÙÔ ÂȉÈÎfi ÂÍ¿ÚÙËÌ· Ù˘ Û˘Û΢‹˜ Ú¤ÂÈ Ó· ‰Ôı› ÚÔÛÔ¯‹, ÒÛÙÂ Ë Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹ Î·È ÙÔ ·Ó·ÚÚÔÊËÙÈÎfi ·ÎÚÔʇÛÈÔ (ÌÂÎ) Ó· ÂÈÛÙÚˆı› ηϿ Ì ηÛÛ›ÙÂÚÔ. ªË ¯ÚËÛÈÌÔÔț٠Ôχ ‰Ú·ÛÙÈο ̤۷ ÚÔ‹˜. √ ÛÙ·ıÌfi˜ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ ¤¯ÂÈ ˘ÔÛÙ› Ú‡ıÌÈÛË ÛÙÔ ÂÚÁÔÛÙ¿ÛÈÔ Î·Ù·Û΢‹˜ ÁÈ· ¤Ó· ·Ó·ÚÚÔÊËÙÈÎfi ·ÎÚÔʇÛÈÔ Î·È ÁÈ· Ì›· Û˘ÁÎÔÏÏËÙÈ΋ ·È¯Ì‹ ÌÂÛ·ÈÔ‚¿ıÌÈÔ˘ ÌÂÁ¤ıÔ˘˜. ªÔÚ› Ó· ÚÔ·”Ô˘Ó ·ÔÎÏ›ÛÂȘ ıÂÚÌÔÎÚ·Û›·˜ ηٿ ÙËÓ ÂÊ·ÚÌÔÁ‹ ‰È·ÊÔÚÂÙÈÎÒÓ ÌÔÚÊÒÓ Û˘ÁÎÔÏÏËÙÈÎÒÓ ·È¯ÌÒÓ. ¶ÚÔÛÔ¯‹: ¶ÚÔÛ¤¯ÂÙ ¿ÓÙÔÙ ÛÙË ÛˆÛÙ‹ ¤‰Ú·ÛË Ù˘ Û˘ÁÎÔÏÏËÙÈ΋˜ ·È¯Ì‹˜. ∂͈ÙÂÚÈΤ˜ Û˘Û΢¤˜ ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ WCB 1 Î·È WCB 2 (‰˘Ó·ÙfiÙËÙ· ÂÊ·ÚÌÔÁ‹˜) ∫·Ù¿ ÙË ¯ÚËÛÈÌÔÔ›ËÛË Ì›·˜ Â͈ÙÂÚÈ΋˜ Û˘Û΢‹˜ ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ ÚÔ·ÙÔ˘Ó ÔÈ ·ÎfiÏÔ˘ıÔÈ ÏÂÈÙÔ˘ÚÁÈÎÔ› ÙÚfiÔÈ ÚÔ˜ ÂÊ·ÚÌÔÁ‹. ● Offset: ∏ Ú·ÁÌ·ÙÈ΋ ıÂÚÌÔÎÚ·Û›· Ù˘ ·È¯Ì‹˜ Û˘ÁÎfiÏÏËÛ˘ ÌÔÚ› Ó· ÌÂÙ·Ùڷ› ̤ۈ ÙÚÔÊÔ‰fiÙËÛ˘ ÂÓfi˜ „Offset“ ıÂÚÌÔÎÚ·Û›·˜ ηٿ + /- 40 ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ (72°F). ● Setback: ªÂ›ˆÛË Ù˘ Ú˘ıÌÈṲ̂Ó˘ ÚÔ˜ Ù‹ÚËÛË ıÂÚÌÔÎÚ·Û›·˜ ÛÂ Â›Â‰Ô 150°C / 300°F (standby). ΔÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ· Setback ÌÔÚ› Ó· Ú˘ıÌÈÛÙ› ·fi 0 ̤¯ÚÈ 99 ÏÂÙ¿ Ù˘ ÒÚ·˜, ·ÊÔ‡ ÚÔËÁÔ˘Ì¤Óˆ˜ ‰ÈÂÓÂÚÁËı› Ë ÌÂÙ·ÙÚÔ‹ ÙÔ˘ ÛÙ·ıÌÔ‡ Û˘ÁÎfiÏÏËÛ˘ ÛÙÔÓ ÙÚfiÔ ÏÂÈÙÔ˘ÚÁ›·˜ standby. ∏ ηٿÛÙ·ÛË ÏÂÈÙÔ˘ÚÁ›·˜ Setback ÛËÌ·ÙÔ‰ÔÙÂ›Ù·È Ì¤Ûˆ Ì›·˜ ·Ó·Ï¿ÌÔ˘Û·˜ ¤Ó‰ÂÈ͢ Ù˘ Ú·ÁÌ·ÙÈο ˘ÊÈÛÙ¿ÌÂÓ˘ ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ·fi ¤Ó· ÙÚÈÏfi ¯ÚfiÓÔ Setback ÚÔ·ÙÂÈ ÂÓÂÚÁÔÔ›ËÛË ÙÔ˘ ÙÚfiÔ˘ ÏÂÈÙÔ˘ÚÁ›·˜ «AutoOff». ™ÙËÓ ÂÚ›ÙˆÛË ·˘Ù‹ ı· ÙÂı› ÂÎÙfi˜ ÏÂÙÔ˘ÚÁ›·˜ ÙÔ fiÚÁ·ÓÔ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (·Ó·Ï¿ÌÔ˘Û· ÁÚ·ÌÌ‹ ÛÙËÓ ¤Ó‰ÂÈÍË Ù˘ Û˘Û΢‹˜). ªÂÙ¿ ·fi ¿ÙËÌ· ÂÓfi˜ Ï‹ÎÙÚÔ˘ ‹ ÌÂÙ¿ ·fi ¤Ó· ¿ÙËÌ· ÙÔ˘ ‰È·ÎfiÙË Ù˘ Û˘Û΢‹˜ Ì ÙÔ ‰¿ÎÙ˘ÏÔ ÚÔ·ÙÂÈ ÙÂÚÌ·ÙÈÛÌfi˜ Ù˘ ÏÂÈÙÔ˘ÚÁÈ΋˜ ηٿÛÙ·Û˘ Setback Î·È Auto-Off. ™˘Á¯ÚfiÓˆ˜ ÚÔ·ÙÂÈ Î·Ù¿ ÙËÓ ÚÔ·Ó·ÊÂÚfiÌÂÓË Ú‡ıÌÈÛË ÁÈ· Û‡ÓÙÔÌÔ ¯ÚÔÓÈÎfi ‰È¿ÛÙËÌ· Ë ¤Ó‰ÂÈÍË Ù˘ Ú˘ıÌÈṲ̂Ó˘, ÚÔ˜ Ù‹ÚËÛË ÙÈÌ‹˜ ıÂÚÌÔÎÚ·Û›·˜. 44 ∂ÏÏËÓÈÎ ● Lock: ∞ÔÎÏÂÈÛÌfi˜ Ù˘ ÚÔ˜ Ù‹ÚËÛË ıÂÚÌÔÎÚ·Û›·˜. ªÂÙ¿ ÙÔÓ ·ÔÎÏÂÈÛÌfi ·˘Ùfi ‰ÂÓ Â›Ó·È Ï¤ÔÓ ‰˘Ó·Ù¤˜ Ú˘ıÌÈÛÙÈΤ˜ ÌÂÙ·ÙÚÔ¤˜ › ÙÔ˘ ÛÙ·ıÌÔ‡ Û˘ÁÎÔÏÏ‹ÛˆÓ. ● μ·ıÌÔ› ∫ÂÏÛ›Ô˘/ ‚·ıÌÔ› º·ÚÂÓ¿ÈÙ: ªÂÙ·ÚÚ‡ıÌÈÛË Ù˘ ¤Ó‰ÂÈ͢ Ù˘ ıÂÚÌÔÎÚ·Û›·˜ ·fi ‚·ıÌÔ‡˜ ∫ÂÏÛ›Ô˘ Û ‚·ıÌÔ‡˜ º·ÚÂÓ¿ÈÙ Î·È ·ÓÙ›ÛÙÚÔÊ·. ● Window: ¶ÂÚÈÔÚÈÛÌfi˜ ÙˆÓ ÔÚ›ˆÓ ıÂÚÌÔÎÚ·Û›·˜ ÙÔ ·ÓÒÙÂÚÔ Û +-99ÆC Ì ‚¿ÛË ÙË ıÂÚÌÔÎÚ·Û›· Ô˘ ¤¯ÂÈ Û˘Á¯ÚÔÓÈÛı› ̤ۈ Ù˘ ÏÂÈÙÔ˘ÚÁ›·˜ „LOCK“. ∏ Û˘Á¯ÚÔÓÈṲ̂ÓË ıÂÚÌÔÎÚ·Û›· ·ÚÈÛÙ¿ÓÂÈ ¤ÙÛÈ ÙË Ì¤ÛË ÙˆÓ Ú˘ıÌÈ˙fiÌÂÓˆÓ ÔÚ›ˆÓ ıÂÚÌÔÎÚ·Û›·˜. ™Â Û˘Û΢¤˜ Ì ·ʋ ÂχıÂÚË ‰˘Ó·ÌÈÎÔ‡ (¤ÍÔ‰Ô˜ ÔÙÈÎÔ‡ Û˘˙‡ÎÙË) Ë ÏÂÈÙÔ˘ÚÁ›· „WINDOW“ Â͢ËÚÂÙ› ÛÙË Ú‡ıÌÈÛË ·Ú¿ı˘ÚÔ˘ ıÂÚÌÔÎÚ·Û›·˜. ∞Ó Ú·ÁÌ·ÙÈ΋ ıÂÚÌÔÎÚ·Û›· ‚Ú›ÛÎÂÙ·È ÂÓÙfi˜ ÙÔ˘ ·Ú¿ı˘ÚÔ˘ ıÂÚÌÔÎÚ·Û›·˜, Û˘Ó‰¤ÂÙ·È Ë Â·Ê‹ ÂχıÂÚË ‰˘Ó·ÌÈÎÔ‡ (¤ÍÔ‰Ô˜ ÔÙÈÎÔ‡ Û˘˙‡ÎÙË). ● Cal: ¡¤· Ú‡ıÌÈÛË ÙÔ˘ ÛÙ·ıÌÔ‡ Û˘ÁÎÔÏÏ‹ÛÂˆÓ (ÌfiÓÔ ÛÙÔÓ Ù‡Ô WCB 2) ● ™ËÌÂ›Ô Û‡Ó‰ÂÛ˘ ÚÔÛˆÈÎÔ‡ ˘ÔÏÔÁÈÛÙ‹: RS232 (ÌfiÓÔ ÛÙÔÓ Ù‡Ô WCB 2) 6. ™˘ÌÏËڈ̷ÙÈο ÂÍ·ÚÙ‹Ì·Ù· T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 155 99 T005 33 131 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 45 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ WP 80 ™ÂÙ ËÏÂÎÙÚÈÎÔ‡ ÎÔÏÏËÙËÚÈÔ‡ WSP 80 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ LR 21 ·ÓÙÈÛÙ·ÙÈο ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ LR 82 ™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ WTA 50 ™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ DXV 80 ™ÂÙ ·ÔÛ˘ÁÎfiÏÏËÛ˘ DSX 80 ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ WMP ™ÂÙ ÂÌ‚fiÏˆÓ Û˘ÁÎfiÏÏËÛ˘ MPR 80 ¶Ï¿Î· ÚÔı¤ÚÌ·ÓÛ˘ WHP 80 ∂͈ÙÂÚÈ΋ Û˘Û΢‹ ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ WCB 1 ∂͈ÙÂÚÈ΋ Û˘Û΢‹ ÂÈÛ·ÁˆÁ‹˜ Ú˘ıÌÈÛÙÈÎÒÓ ÛÙÔȯ›ˆÓ WCB 2 ∂ÚÁ·ÏÂ›Ô Î·ı·ÚÈÛÌÔ‡ 7. ª¤ÁÂıÔ˜ Ù˘ ÂÌÔÚÈ΋˜ ·Ú¿‰ÔÛ˘ WDD 81V PUD 81V ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ ™ÂÙ ·ÔÛ˘ÁÎÔÏÏ‹ÛÂˆÓ DSX 80 ∏ÏÂÎÙÚÈÎfi ηÏÒ‰ÈÔ ∂Í¿ÚÙËÌ· Û›ÁÔ˘Ú˘ ÂÓ·fiıÂÛ˘ ∞∫20 ™˘Ó‰ÂÙÈÎfi ‚‡ÛÌ· 3,5 mm √‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ∫‡ÚÈÔ Ê›ÏÙÚÔ Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜ Power Unit ƒ˘ıÌÈÛÙÈÎfi fiÚÁ·ÓÔ ∏ÏÂÎÙÚÈÎfi ηÏÒ‰ÈÔ ™˘Ó‰ÂÙÈÎfi ‚‡ÛÌ· 3,5 mm √‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ∫‡ÚÈÔ Ê›ÏÙÚÔ Àԉ›ÍÂȘ ·ÛÊ·Ï›·˜ μϤ ·ÂÈÎfiÓÈÛË ÙˆÓ ·Ó·ÚÚÔÊËÙÈÎÒÓ ·ÎÚÔÊ˘Û›ˆÓ (ÌÂÎ) ÛÙËÓ ÛÂÏ›‰· 82 μϤ ·ÂÈÎfiÓÈÛË ÙÔ˘ ËÏÂÎÙÚÈÎÔ‡ ΢ÎÏÒÌ·ÙÔ˜ ÛÙË ÛÂÏ›‰· 83 μϤ ·ÂÈÎfiÓÈÛË Ù˘ ÂÓ‰ÂÈÎÙÈ΋˜ ·ÚÔ˘Û›·Û˘ Ù˘ Û˘Û΢‹˜ ÛÙË ÛÂÏ›‰· 84 - 86 ªÂ ÂÈʇϷÍË ÙÔ˘ ‰ÈηÈÒÌ·ÙÔ˜ Ù¯ÓÈÎÒÓ ÙÚÔÔÔÈ‹ÛˆÓ! ΔȘ ÂÓËÌÂڈ̤Ó˜ Ô‰ËÁ›Â˜ ÏÂÈÙÔ˘ÚÁ›·˜ ı· ÙȘ ‚Ú›Ù οو ·fi www.weller-tools.com. Türkçe Weller platin tutucusu WDD 81V sat∂n almakla bize göstermiμ olduπunuz güvenden dolay∂ size çok teμekkür ederiz. Üretim s∂ras∂nda, cihaz∂n kusursuz bir μekilde çal∂μmas∂n∂ saπlayan en zorlu kalite talepleri göz önünde bulundurulmuμtur. 1. Dikkat! Kullanım açıklamalarında tasvir olunan kullanım şekilleri dışında kullanılırsa veya kullanıcı tarafından cihazda keyfi değişiklikler yapılırsa imalatçı sorumluluk üstlenmez. Bu kullanım açıklamalarını ve içindeki ikazları dikkatlice okuyunuz ve lehim cihazının yakınında, görebileceğiniz bir yerde muhafaza ediniz. |˙kazlar ve diğer önemli uyarıların dikkate alınmaması bir takım kazalara, yaralanmalara veya sağlığınızın zarar görmesine yolaçabilir. WDD 81V WELLER lehim istasyonları, 2004/108/AET ve 2006/95/AET (Avrupa Ekonomik Topluluğu) yönetmeliklerinde sözkonusu temel güvenlik gereksinimlerine göre AB uygunluk beyanına uygundur. 2. Tasvir 2.1 Kumanda cihazı Mikro iμlemci ile ayar edilen, sanayi üretim tekniπi, onarım ve laboratuar alanları geliμtirilmiμ olan lehim ünitesi WDD 81V büyük bir cihaz ailesine aittir. Lehim aletindeki dijital ayar elektroniπi ve yüksek deπerdeki sensör ve ısı iletimi lehim uçlarında hassas bir sıcaklık davranıμı saπlar. Yüklenme durumunda en yüksek sıcaklık hassasiyetine ve en uygun bir dinamik sıcaklık davranıμına, kapalı ayar devresindeki hızlı ve hassas ölçme deπeri algılaması sayesinde eriμilir. Lehim aletleri bile WDD 81V tarafından algılanır ve ilgili ayar parametresi ile eμleμtirilir. Lehim sökme için gerekli vakum, dahili bir bakım gerektirmeyen basınçlı hava regülatörü tarafından elde edilir ve lehim sökme havyasına entegre edilmiμ bir parmak μalter vasıtasıyla aktifleμir. Lehim uçları için çeμitli potansiyel dengeleme imkanları sıfır gerilimli açma kapama ile kumanda cihazının ve havyanın yüksek tipli kalite standardını tamamlarlar. Harici bir veri giriμ cihazının baπlanma imkanı, bu lehim ünitesinin fonksiyon çeμitliliπini artırır. Seçime baπlı olarak temin edilen WCB1 ve WCB2 veri giriμ cihazları ile bundan baμka zaman ve kilitleme fonksiyonları gerçekleμtirilebilir. Entegre edilmiμ bir sıcaklık ölçme cihazı ve bir PC arabirimi WCB2 veri girifl cihazının geniμletilmiμ kapsamına aittir. Arzu edilen sıcaklık 50°C - 450°C (122°F - 842°F) bölgesinde 2 tuflla (yukarı/aflaπı) ayarlanabilir. Olması gereken deπerler ve fiili deπerler dijital olarak gösterilir. Seçilen sıcaklıπa eriflildiπinde göstergede kırmızı LED yanıp sönerek optik ayarlamayı saπlayan sinyali verir. Lambanın sürekli yanması sistemin ısınmakta olduπunu gösterir. 2.2 Lehim aleti DSX 80: Lehim sökme havyası 80 W. Emme memesi konik baπlama sistemlidir. Geniμ bir emme memeleri programı, lehim kalayının deπiμik lehim yerlerinde en uygun emilmesini saπlar. Kalay toplama kabı kolay ve takım olmadan deπiμtirile bilir. CSF lehim sökme zımbası aksesuar olarak temin edilebilir. Bunlar yüzeyleri dıμarıda olarak takılmıμ yapı elemanlarının lehim sökme iμlemin de kullanılır. Entegre edilmiμ parmak μalter vaku mu aktiμleμtirilir. DXV 80: Lehim sökme havyası 80 W. Emme memesi konik baπlama sistemlidir. Tek sıra tipli (düμey çalıμma durumu). Kalay toplama kabı tutma kolu na entegre edilmiμtir. Kolay ve takım olmadan deπiμtirilebilir. Genifl CSF (SMD lehim çıkarma zımbası) ve emme memeleri programı. Vakum entegre edilmiμ parmak μalter vasıtasıyla aktifleμir. WTA 50: WTA 50 lehim sökme cımbızı, SMD yapı eleman larının lehim çıkarma iμlemi için özel olarak tasar lanmıμtır. Kendilerine ait sıcaklık sensörü olan 2 ısıtıcı eleman (2 x 25 W) her iki halde aynı sıcaklıπı temin ederler. LR 82: Güçlü 80 W lehim havyası yüksek ısı ihtiyacı olan lehim iμleri içindir. Lehim ucunun tespit edilmesi, pozisyonu sabit uç deπiμimini mümkün kılan sürgülü kilit ile gerçekleμir. WP 80: Bizim "standart" lehim havyamızdır. Lehim WSP 80 havyası WP 80 / WSP 80 lehim sıcaklıπına çok hızlı ve hassas olarak eriμmesi ile takdir toplanmıμtır. ınce yapı formu ve 80 W ısı gücü ile yüksek ısı ihtiyacı olan ekstra hassas lehim iμlerinde universal olarak kullanılması mümkündür. Çalıμma sıcaklıπına kısa sürede eriμildiπi için lehim uçlarının deπifliminden sonra doπrudan doπruya tekrar kullanılması mümkündür. ılave olarak baπlanabilen aletler için aksesuar listesine bakın. 3. Kullanıma alış Lehim aletini muhafazasına koyun. 6 mm dıμ çaplı basınçlı hava hortumunu basınçlı hava baπlantısının (12) hızlı kaplinine takın. 400 - 600 kPA (58 - 87 psi) basınçlı kuru, yaπsız basınçlı hava beslemesini tesis edin. Lehim aletinin elektrikli kablosunu ön plakadaki baπlantı prizine (9) takın ve sabitleyin. Hortumlu olan ana filtreyi (6) vakum baπlantısı (8) ile lehim sökme havyasının arasına yerleμtirin. fiebeke geriliminin tip etiketi ile aynı olup olmadıπını ve μebeke μalterinin (1) kapalı olup olmadıπına bakınız. Kumanda cihazını μebeke baπlantısına (10) takın. Cihazı μebeke μalteri (1) ile açın. Cihazın açılma esnasında bütün göstergelerin (2) çalıμtıπı bir kendi kendini test uygulanır. 46 Türkçe Teknik bilgiler Ölçüler (mm): (inç): fiebeke gerilimi (10): Güç çekimi: Koruma sınıfı: Sigorta (11): Sıcaklık ayarlamas›: Hassasiyet: Basınçlı hava: Basınçlı hava regülatörü: Basınçlı hava baπlantısı: Potansiyel dengeleme (7): 180 (L) x 115 (B) x 101 (H) 7,1 (L) x 4,53 (B) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (tip etiketine bakın) 95 W 1 (Kumanda cihazı); 3 (lehim aleti) T 500 mA (230 V); T 1A (120 V) (etikete bakın) Dijital 50°C - 450°C (120°F - 842°F) ± 9°C (± 17°F) Girifl basıncı 400-600 kPA (58-87 psi) yaπsız, kuru hava Hava sarfiyatı 35 l/dak; maks. vakum 55 kPA (8 psi) Basınçlı hava hortumu, dıfl çap 6 mm (0,24'') Cihazın alt tarafındaki 3,5 mm mandal devre prizi vasıtasıyla (Sevkiyat durumu sert topraklanmıμ, mandal flalter takılı deπil) Bundan sonra ayarlanan sıcaklık (olması gereken deπer) ve sıcaklık varyasyonları (°C/°F) gösterilir. Daha sonra elektronik otomatik olarak fiili deπer görüntüsüne geçer. Göstergedeki (2) kırmızı nokta (5) yanar. Bu nokta optik ayar kontrolünü gösterir. Sürekli yanma sisteminin ısındıπını gösterir. Çalıμma sıcaklıπına eriμildiπinde yanıp sönme sinyalini verir. Lehim sökme için gerekli vakum lehim sökme havyasına entegre edilmiμ parmak μalter aktiμleμtirir. Vakum gecikmesi Parmak μalterin serbest bırakılmasından sonra vakum yakl. 2 s daha aktif kalır. Ayarlanması: Devreye alma esnasında göstergede ON (AÇIK) veya OFF (KAPALI) görününceye kadar "Aμaπı" tuμu (4) basılı tutulur. "Aμaπı" tusu serbest birakildiginda ayar hafizaya kaydedilir. Deπiμtirmek için iμlemi tekrarlayın. Sıcaklık ayarlaması Dijital gösterge (2) prensip olarak μiili sıcaklık deπerini gösterir. "Yukarı" ve "Aμaπı" tuμlarına (3) (4) basmak suretiyle o zaman için ayarlanmıμ olan olması gereken deπerini gösterir. Ayarlanmıμ olan olması gereken deπer (yanıp sönen) "Yukarı" veya "Aμaπı" tuμlarına (3) (4) ilgili yönde dokunarak veya sürekli basarak deπiμtirilebilir. Tuμa sürekli basılırsa, olması gereken deπer hızlı geçiμle deπiμir, yakl. 2 s, tuμ serbest bırakıldıktan sonra dijital gösterge (2) otomatik olarak tekrar fiili deπere geçer. Bakım Iyi bir lehim sökme sonucuna ulaμabilmek için lehim sökme kafasının düzenli olarak temizlenmesi önemlidir. Kalay toplama kabının boμaltılması, cam boru filtresinin deπiμtirilmesi ve contaların kontrol edilmesi buna dahildir. Cam silindirin alın yüzeylerinin sızdırmazlıπı tam emmeyi saπlar. Kirli filtre lehim sökme filtresinden havanın geçiμini etkiler. Bu sebepten ana filtrenin (6) (vakum hortumundaki hortum filtresi) düzenli olarak kontrol edilmeli ve gerekirse deπiμtirilmelidir. Bunun için yeni bir Weller filtre kartuμunu kullanın. Emme memesi deliπini ve emme borusunu temizlemek için temizleme aletini (5 13 500 99) kullanı. Emme memeleri küçük bir döndürme hareketi (yakl. 45°) ile kolay ve hızlı deπiμtirilebilirler. Konik kısmındaki kuvvetli kir toplanması durumunda yeni bir emme memesi artık takılamaz. Isıtıcı gövdesi koniπi temizleme seti ile kirleri uzaklaμtırın. Standart setback Lehim aletinin kullanılmaması halinde sıcaklık 20 dak. sonra 150°C (300°F) olan stand-by (çalıμmaya hazır) deπerine düfler. Üç defalık setback süresinden (60 dak.) sonra "AUTO OFF" ("OTOMATIK KAPALI") fonksiyonu aktiμleμir. Lehim havyası kapatılır. Standart setback fonksiyonunun devreye alınması: Cihazın açılması esnasında "ON" ("AÇIK") göstergesi görünene kadar "YUKARI" tuμu (3) basılı tutulur. "UP" tusu serbest birakildiginda ayar hafizaya kaydedilir. Kapatmak için aynı yöntem uygulanır. "OFF" ("KAPALI") göstergesi görüntülenir (Sevkiyat durumu). Çok ince lehim uçlarının kullanılması halinde setback fonksiyonunun güvenliπi olumsuz etkilenebilir. 47 Ikaz: Filtresiz çalıμma halinde basınçlı hava regülatörü arızalanır. Temizleme aleti, temizleme iμlemi ve emme memelerinin deπiμtirilmesi resmi için sayfa 87'ye bakın. Türkçe 4. Potansiyel dengeleme 3,5 mm mandal devre prizinin (7) farklı olarak devreye alınması suretiyle 4 varyasyon gerçekleμtirilebilir. Sert topraklama: Fiμsiz (Sevkiyat durumu) Potansiyel dengeleme (empedanz 0 Ohm): Fiμ ile orta kontakta dengeleme kablosu Potansiyelsiz: Fifl ile Yumuμak topraklama: Fifl ile ve lehim edilmiμ direnç seçilen direnç deπerinden topraklama 5. Çalıμma Uyarıları Çeμitli emme memeleri birçok lehim sökme problemlerini çözer. Emme memelerinin deπiμtirilmesi için uygun alet, temizleme aletine entegre edilmiμtir. Emme memesini takarken ve sabitlerken ısıtıcı gövdeye doπru hafifçe bastırın. Lehim sökme esnasında ilave lehim telinin kullanılması önemlidir. Böylece emme memesinin lehime deπdirme yeteneπi ve eski lehimin daha iyi akma özelliπi saπlanır. En uygun emme gücüne eriμmek için emme memesinin platin yüzeyine dik olmasına dikkat edilmelidir. Lehim tam sıvı olmalıdır. Yapı elemanının baπlantı pininin delik içinde dairesel hareket etmesi lehim sökme iμlemi esnasında çok önemlidir. Emme iμleminden sonra lehim tam olarak uzaklaμtırılmamıfl ise, yeni bir lehim sökme iμleminden önce lehim yeri yeniden kalaylanmalıdır. Emme memesi büyüklüπünün seçilmesi önemlidir. Pratik kural olarak: Memenin iç çapı, platinin deliπinin çapı ile aynı olmalıdır. Emme memesini veya lehim ucunu ilk ısıtılma esnasında kalaya deπdirin. Bu μekilde lehim ucunun yataπa baπlı oksit tabakaları ve pislikler yok edilir. Lehim molalarında ve lehim aletlerinin kaldırılmasından önce iyice kalaylanmıμ olmalarına dikkat edin. Zararlı (aμındırıcı) akıcı madde kullanmayınız. Lehim sökme ünitesi ortalama emme memesine veya lehim ucuna göre ayarlanmıμtır. Uçların farklı μekilleri dolayısıyla sıcaklıklarda sapmalar oluμabilir. Harici veri girifl cihazları WCB 1 ve WCB 2 (seçime baπlı) Harici bir veri giriμ cihazının kullanılması halinde aμaπıdaki fonksiyonlardan faydalanılır: ● Offset: Gerçek bir lehim ucu sıcaklıπı, sıcaklık için offset'in girilmesi ile ± 40°C (72°F) kadar deπiμtirilebilir. ● Setback: Ayarlanan olması gereken sıcaklıπın 150°C / 300°F'ye düμürülmesi (Stand by-çalıμmaya hazır). Lehim ünitesi Stand bay moduna geçtikten sonra, setback zamanı 0 - 99'a ayarlanabilir. Setback durumunda yanıp sönen fiili deπer göstergesi ile sinyal verilir. Üç defalık setback zamanından sonra "Auto-off" ("Otomatik kapalı") aktiμleμir. Lehim aleti kapatılır (göstergede yanıp sönen kesikli çizgi). Bir tuμa veya parmak μaltere basmakla setback durumu veya Auto-off durumu sona erdirilir. Bu arada ayarlanan olması gereken de¤er kısa süre için gösterilir. ● Lock: Olması gereken sıcaklıπın ve sıcaklık penceresinin kilitlenmesi. Kilitlenmeden sonra lehim ünitesinde ayar deπiμiklikleri mümkün deπildir. ● °C/°F: °C sıcaklık göstergesinin °F'ye veya tersine deπiμtirilmesidir. Açma esnasında "Aμaπı" tuμuna basınca aktüel sıcaklık varyasyonu gösterilir. ● Window: "Lock" fonksiyonu ile kilitlenmiμ sıcaklıktan hareketle sıcaklık bölgesinin maks. +-99°C ile sınırlandırılması. Böylece kilitlenen sıcaklık ayarlanabilen sıcaklık bölgesinin ortasını gösterir. Gerilimsiz kontaklı cihazlarda "WINDOW" fonksiyonu sıcaklık penceresinin ayarlanmasına yarar. Fiili deπer sıcaklıπı sıcaklık penceresi dahilinde bulunursa gerilimsiz kontak ile (optik baπlantı çıkıμı) devrede akım sonuna kadar iletilir. ● Cal: Lehim ünitesinin (sadece WCB 2) yeniden ayarlanması ve Factory Setting FSE (Fabrika ayarı) (bütün ayarlanan deπerlerin 0'a geri getirilmesi, olması gereken sıcaklık deπeri 350°C/660°F) ● PC arabirimi: RS 232 (sadece WCB 2) ● Sıcaklık ölçme cihazı: Tip K termik eleman için entegre edilmifl sıcaklık ölçme cihazı (sadece WCB 2) Dikkat: Lehim uçlarının daima düzenli olarak oturmalarına dikkat edin. 48 Türkçe 6. Aksesuar listesi T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 155 99 T005 33 131 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Lehim havyası seti WP 80 Lehim kalemi takımı WSP 80 Lehim havyası seti LR 21 antistatik Lehim havyası seti LR 82 Lehim sökme seti WTA 50 Lehim sökme seti DXV 80 Lehim sökme seti DSX 80 Lehim havyası seti WMP Lehim havyası seti MPR 80 Ön ısıtma plakası WHP 80 Harici veri giriμ cihazı WCB 1 Harici veri giriμ cihazı WCB 2 Temizleme aleti 7. Sevkiyat kapsamı WDD 81V PUD 81V Kumanda cihazı Lehim sökme seti DSX 80 Fiebeke kablosu Muhafaza gözü AK 20 Mandal fiμ 3,5 mm Kullanma Kılavuzu Ana filtre Güvenlik uyar∂lar∂ Kuvvet ünitesi Kumanda cihazı Febeke kablosu Mandal fiμ 3,5 mm Kullanım Kılavuzu Ana filtre Güvenlik uyar∂lar∂ Emme memeleri resmi için sayfa 82'ye bakınız. Devre μeması resmi için sayfa 83'e bakınız. Parçalara ayrılmıμ resim için sayfa 84 - 86'a bakınız. Teknik deπiμiklik hakk∂ sakl∂d∂r! Güncellenmi kullanım kılavuzlarını www.weller-tools.com sayfasında bulabilirsiniz. 49 âesky Dûkujeme vám za dÛvûru, kterou jste nám projevili zakoupením pájecí stanice Weller WDD 81V. Pfii v˘robû bylo dbáno na nejpfiísnûj‰í poÏadavky na kvalitu, které zaruãují spolehlivou funkci pfiístroje. 1. Pozor! Pfied uvedením stanice do provozu si, prosím, pozornû pfieãtûte Návod k pouÏití a pfiiloÏené Bezpeãnostní pokyny. Pfii nedodrÏení bezpeãnostních pfiedpisÛ hrozí nebezpeãí ohroÏení zdraví nebo Ïivota. V˘robce nepfiebírá Ïádnou odpovûdnost za pouÏití v rozporu s Návodem k pouÏití a dále v pfiípadû svévolné úpravy. Pájecí stanice Weller WDD 81V odpovídá prohlá‰ení o shodû ES dle základních bezpeãnostních poÏadavkÛ smûrnic 2004/108/ES a 2006/95/ES. 2. Popis 2.1 ¤ídicí jednotka Pájecí stanice WDD 81V patfií do fiady pfiístrojÛ, které byly vyvinuta pro pouÏití v prÛmyslové v˘robû, pfii opravách a v laboratofii. Digitální elektronická regulace a kvalitní provedení snímaãe a dílÛ pfiená‰ejících teplo v pájeãce zaji‰Èuje pfiesné teplotní chování pájecího hrotu. Nejvy‰‰í teplotní pfiesnosti a optimálního dynamického teplotního chování pfii zatíÏení je dosaÏeno rychl˘m a pfiesn˘m snímáním mûfien˘ch hodnot v uzavfieném regulaãním okruhu. WDD 81V automaticky rozpozná pájeãky a pfiifiadí odpovídající regulaãní parametry. Podtlak potfiebn˘ k odpájení se vytváfií interním bezúdrÏbov˘m tlakov˘m mûniãem a aktivuje mikrospínaãem integrovan˘m v odpájeãce. RÛzné moÏnosti vyrovnání potenciálu vÛãi pájecímu hrotu, spínaã nulového napûtí a antistatické provedení fiídicí jednotky a pájeãky doplÀují vysok˘ standard kvality. MnoÏství funkcí této odpájecí stanice roz‰ifiuje také moÏnost pfiipojení externího pfiístroje pro zadávání dat. Pomocí pfiístrojÛ pro zadávání dat WCB 1 a WCB 2 dodávan˘ch jako pfiíslu‰enství je moÏné realizovat rÛzné ãasové funkce a funkce zablokování. Integrovan˘ mûfiiã teploty a rozhraní pro PC patfií k roz‰ífienému rozsahu funkcí pfiístroje pro zadávání dat WCB 2. PoÏadovanou teplotu lze nastavit v rozsahu 50-450 °C (122-842 °F) pomocí 2 tlaãítek (UP / DOWN). PoÏadovaná a skuteãná hodnota jsou zobrazeny digitálnû. DosaÏení zvolené teploty je signalizováno blikáním ãervené diody LED na displeji, coÏ umoÏÀuje optickou kontrolu regulace. Trval˘ svit znamená, Ïe se systém zahfiívá. 2.2 Pájeãka DSX 80: Odpájeãka 80 W. Kónick˘ upevÀovací systém odsávací trysky. ·irok˘ program odsávacích trysek umoÏÀuje optimální odsávání pájecího cínu na nejrÛznûj‰ích místech. Zásobník na cín je snadno a bez nástroje vymûniteln˘. Odpájecí nástavce CSF se dodávají jako pfiíslu‰enství. SlouÏí k odpájení povrchovû montovan˘ch souãástek. Integrovan˘ mikrospínaã k aktivaci podtlaku. DXV 80: Odpájeãka 80 W. Kónick˘ upevÀovací systém odsávací trysky. Provedení inline (svislé drÏení pfii práci). Zásobník na cín je integrován v rukojeti. Je snadno vymûniteln˘ bez nástroje. Bohat˘ program CSF (odpájecí nástavce na SMD)a odsávacích trysek. Podtlak se aktivuje mikrospínaãem. WTA 50: Odpájecí pinzeta WTA 50 byla koncipována speciálnû k vyletování souãástek SMD. Dva topné ãlánky (2 x 25 W) vybavené vlastními snímaãi teploty zaji‰Èují stejné teploty na obou ãelistech. LR 82: V˘konná pájeãka 80 W pro pájecí práce s vysokou potfiebou tepla. Pájecí hrot se upevÀuje bajonetov˘m uzávûrem, kter˘ umoÏÀuje zachovat pfii v˘mûnû hrotu jeho pfiesnou pozici. WP 80: Na‰e standardní pájeãka. Pájeãka WP 80 / WSP 80 WSP 80 se vyznaãuje sv˘m bleskov˘m a pfiesn˘m dosaÏením pracovní teploty. Se sv˘m ‰tíhl˘m tvarem a topn˘m v˘konem 80 W umoÏÀuje univerzální pouÏití od jemn˘ch pájecích prací aÏ po pájení s vysokou potfiebou tepla. Po v˘mûnû pájecího hrotu je moÏné ihned pokraãovat v práci, protoÏe pracovní teplota je dosaÏena v nejkrat‰í dobû. Dal‰í pfiipojitelné nástroje viz Seznam pfiíslu‰enství. 3. Uvedení do provozu Pájeãku odloÏte do bezpeãnostního stojánku. ZasuÀte hadici na stlaãen˘ vzduch s vnûj‰ím prÛmûrem 6 mm do rychlospojky pro pfiívod stlaãeného vzduchu (12). Zajistûte zásobování such˘m, oleje prost˘m stlaãen˘m vzduchem 400-600 bar (58-87 psi). Elektrick˘ pfiipojovací kabel pájeãky zasuÀte do 7pólové pfiipojovací zásuvky (9) na ãelním panelu a aretujte. Hlavní filtr (6) s hadicovou spojkou zapojte mezi pfiípojku podtlaku (8) a podtlakovou hadici pájeãky. Zkontrolujte, zda síÈové napûtí souhlasí s údajem na typovém ‰títku, a zda je síÈov˘ vypínaã (1) ve vypnutém stavu. Pfiipojte pfiístroj do sítû (10). Zapnûte pfiístroj síÈov˘m vypínaãem (1). Pfii zapnutí pfiístroje se provede vlastní test, pfii kterém svítí v‰echny zobrazovací prvky (2). 50 âesky Technické údaje Rozmûry (mm): (palce): SíÈové napûtí (10): Pfiíkon: Tfiída ochrany: Pojistka (11): Regulace teploty: Pfiesnost: Stlaãen˘ vzduch: Tlakov˘ mûniã: Pfiípojka stlaãeného vzduchu: Vyrovnání potenciálÛ (7): 180 (D) x 115 (·) x 101 (V) 7,1 (D) x 4,53 (·) x 4 (V) 230 V / 50 Hz, 120 V / 60 Hz (viz typov˘ ‰títek) 95 W 1 (fiídicí jednotka); 3 (pájeãka) T 500 mA (230 V); T 1A (120 V) (viz typov˘ ‰títek) digitální 50-450 °C (122-842 °F) ± 9 °C (± 17 °F) vstupní tlak 400-600 kPA (58-87 psi) such˘, oleje prost˘ stlaãen˘ vzduch spotfieba vzduchu 35 l / min; max. podtlak 55 kPA (8 psi) hadice na stlaãen˘ vzduch o vnûj‰ím prÛmûru 6 mm (0,24) pomocí zdífiky s pomocn˘m kontaktem 3,5 mm na zadní stranû jednotky (stav pfii dodání tvrdû uzemnûno, zástrãka se svírkou nezastrãena) Následnû se krátce zobrazí nastavená teplota (poÏadovaná hodnota) a pouÏitá teplotní stupnice (°C / °F). Pak se displej automaticky pfiepne na zobrazení skuteãné hodnoty. âervená teãka (5) na displeji (2) svítí. Tento bod slouÏí jako optická kontrola regulace. Trval˘ svit znamená, Ïe se systém zahfiívá. Blikáním se signalizuje dosaÏení pracovní teploty. Podtlak potfiebn˘ k odpájení se aktivuje mikrospínaãem integrovan˘m v odpájeãce. Nastavení teploty Normálnû zobrazuje digitální displej (2) skuteãnou teplotu. Po stisku tlaãítka UP nebo DOWN (3) (4) se digitální displej (2) pfiepne na právû nastavenou poÏadovanou hodnotu. Nastavenou poÏadovanou hodnotu (blikající displej) je moÏné zmûnit odpovídajícím smûrem pouze krátk˘mi stisky nebo trval˘m stisknutím tlaãítka UP nebo DOWN (3) (4). Pfii trvalém stisknutím tlaãítka se poÏadovaná hodnota mûní rychle. PfiibliÏnû 2 sekundy po uvolnûní tlaãítka se digitální displej (2) automaticky pfiepne opût na skuteãnou hodnotu. Standardní sníÏení teploty (Setback) Pfii nepouÏívání pájeãky se teplota po 20 minutách automaticky sníÏí na hodnotu Standby 150 °C (300 °F). Po uplynutí trojnásobku ãasu pro sníÏení teploty (60 minut) se aktivuje funkce AUTO OFF. Pájeãka se vypne. Zapnutí funkce standardního sníÏení teploty: Bûhem zapínání drÏte stisknuté tlaãítko UP (3), aÏ se na displeji zobrazí ON. Pfii uvolnûní tlaãítka UP se nastavení uloÏí. Stejn˘m postupem proveìte vypnutí. Na displeji se zobrazí OFF (stav pfii dodání). PouÏití velmi mal˘ch pájecích hrotÛ mÛÏe ovlivnit spolehlivost funkce sníÏení teploty. 51 ZpoÏdûní vypnutí podtlaku Po uvolnûní mikrospínaãe zÛstane podtlak je‰tû cca 2 sekundy aktivní. Nastavení: Bûhem zapínání drÏte stisknuté tlaãítko DOWN (4), aÏ se na displeji zobrazí ON nebo OFF. Pfii uvolnûní tlaãítka DOWN se nastavení uloÏí. Chcete-li nastavení zmûnit, opakujte postup. ÚdrÏba K dosaÏení dobr˘ch v˘sledkÛ pfii odpájení je dÛleÏité pravidelnû ãistit odpájecí hlavici. K tomu patfií vyprázdnûní zásobníku na cín, v˘mûna sklenûného trubkového filtru a pfiezkou‰ení tûsnûní. Dokonalá tûsnost ãelních ploch sklenûného válce zaji‰Èuje pln˘ odsávací v˘kon. Zneãi‰tûné filtry ovlivÀují prÛtok vzduchu odpájeãkou. Proto se musí hlavní filtr (6) (hadicov˘ filtr na podtlakové hadici) pravidelnû kontrolovat a v pfiípadû potfieby vymûnit. PouÏijte k tomu originální filtraãní vloÏku Weller. K ãi‰tûní otvoru odsávací trysky a odsávací trubice pouÏívejte ãisticí nástroj (5 13 500 99). Krátk˘m otáãiv˘m pohybem (cca 45°) je moÏné odsávací trysky jednodu‰e a rychle mûnit. Jsou-li v kuÏelové oblasti velké usazeniny neãistoty, nelze jiÏ nasadit novou odsávací trysku. Tyto usazeniny je moÏné odstranit ãisticím nástavcem pro kuÏel topného tûlesa. V˘straha: Práce bez filtru zpÛsobí zniãení tlakového mûniãe. Obrázek: âisticí nástroj, proces ãi‰tûní a v˘mûna odsávacích trysek viz strana 87 âesky 4. Vyrovnání potenciálÛ RÛzn˘m zapojením zdífiky s pomocn˘m kontaktem 3,5 mm (7) lze realizovat ãtyfii varianty: Tvrdû uzemnûno: Bez zástrãky (stav pfii dodání) Vyrovnání potenciálÛ (impedance 0 ohmÛ): Se zástrãkou, vyrovnávací vedení pfiipojené ke stfiednímu kontaktu Bezpotenciálové: Se zástrãkou Mûkce uzemnûno: Se zástrãkou a vpájen˘m odporem. Uzemnûní pfies odpor zvolené hodnoty 5. Pracovní pokyny RÛzné odsávací trysky fie‰í mnoho problémÛ pfii odpájení souãástek. Vhodn˘ nástroj pro v˘mûnu odsávací trysky je integrován v ãisticím nástroji. Pfii nasazování a aretaci mírnû pfiitlaãujte odsávací trysku proti topnému tûlesu. Pfii odpájení je dÛleÏité pouÏít pomocn˘ pájecí drát. Tím se zajistí dobrá smáãivost odsávací trysky a lep‰í tekutost staré pájky. K dosaÏení optimálního odsávacího v˘konu dbejte na to, aby odsávací tryska byla kolmo k rovinû desky. Pájka musí b˘t zcela tekutá. Bûhem odpájení je dÛleÏité kruhovû pohybovat v˘vodem souãástky v otvoru. Není-li pájka po odsátí úplnû odstranûna, mûlo by se pfied nov˘m odpájením pájené místo pocínovat. DÛleÏitá je správná volba velikosti odsávací trysky. Jako orientaãní pravidlo platí: vnitfiní prÛmûr odsávací trysky by mûl odpovídat prÛmûru otvoru v desce. Pfii prvním zahfiátí naneste na pájecí hrot pfiíp. odsávací trysku pájku. Tím se odstraní vrstva oxidÛ a neãistot usazen˘ch pfii skladování. Pfii pfiestávkách v pájení a pfied odloÏením pájeãky dbejte na to, aby byly pájecí hrot pfiíp. odsávací tryska vÏdy dobfie pocínovány. NepouÏívejte pfiíli‰ agresivní tavidlo. Odpájecí stanice byla sefiízena pro stfiední odsávací trysku pfiíp. pájecí hrot. Následkem pouÏití rÛzn˘ch tvarÛ hrotu se mohou vyskytnout odchylky teploty. Pozor: VÏdy dbejte na správné nasazení pájecího hrotu. Externí pfiístroj pro zadávání dat WCB 1 a WCB 2 (volitelné pfiíslu‰enství) Pfii pouÏití externí jednotky pro zadávání údajÛ jsou k dispozici následující funkce. ● Ofset: Reálnou teplotu pájecího hrotu lze zmûnit zadáním teplotního ofsetu ± 40 °C (72 °F). ● Setback: SníÏení nastavené poÏadované teploty na 150 °C/300 °F (standby). Doba sníÏení teploty, po jejímÏ uplynutí se pájecí stanice pfiepne do pohotovostního reÏimu, je nastavitelná v rozmezí 0-99 minut. Stav sníÏení teploty je signalizován blikajícím zobrazením skuteãné hodnoty. Po uplynutí trojnásobku ãasu pro sníÏení teploty se aktivuje funkce AUTO OFF. Pájeãka je vypnuta (blikající ãárka na displeji). Stisknutím nûkterého tlaãítka nebo mikrospínaãe se reÏim sníÏení teploty (Setback) pfiíp. stav automatického vypnutí ukonãí. Pfiitom se krátce zobrazí nastavená poÏadovaná hodnota. ● Lock: Zablokování poÏadované teploty a teplotního okna. Po zablokování nelze na pájecí stanici mûnit Ïádná nastavení. ● °C/°F: Pfiepnutí zobrazení teploty ze °C na °F a naopak. DrÏíte-li bûhem zapínání tlaãítko Down stisknuté, zobrazí se právû pouÏitá teplotní stupnice. ● Window: Omezení teplotního rozsahu na max. +-99 °C vycházejíc z teploty zablokované funkcí LOCK. Zablokovaná teplota tak pfiedstavuje stfied nastavitelného teplotního rozsahu. U pfiístrojÛ s bezpotenciálov˘m kontaktem (v˘stup s optoãlenem) slouÏí funkce WINDOW k nastavení teplotního okna. LeÏí-li skuteãná teplota v teplotním oknû, sepne se bezpotenciálov˘ kontakt (v˘stup s optoãlenem). ● Cal: Nové sefiízení pájecí stanice (jen WCB 2) a tovární nastavení FSE (resetování v‰ech nastaven˘ch hodnot na 0, poÏadovaná hodnota teploty 350 °C/660 °F). ● Rozhraní pro PC: RS 232 (jen WCB 2) ● Teplomûr: Integrovan˘ teplomûr pro termoãlánek typu K (jen WCB 2) 52 âesky 6. Seznam pfiíslu‰enství T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Sada pájeãky WP 80 Sada pájeãky WSP 80 Sada pájeãky LR 21, antistatická Sada pájeãky LR 82 Sada odpájeãky WTA 50 Sada odpájeãky DXV 80 Sada odpájeãky DSX 80 Sada pájeãky MPR 80 Sada pájeãky WMP Pfiedehfiívací deska WHP 80 Externí pfiístroj pro zadávání dat WCB 1 Externí pfiístroj pro zadávání dat WCB 2 âisticí nástroj 7. Rozsah dodávky WDD 81V PUD 81V ¤ídicí jednotka Odpájecí sada DSX 80 SíÈov˘ kabel Bezpeãnostní stojánek AK 20 Zástrãka se svírkou 3,5 mm Návod k pouÏití Hlavní filtr Bezpeãnostní pokyny Power Unit ¤ídicí jednotka SíÈov˘ kabel Zástrãka se svírkou 3,5 mm Návod k pouÏití Hlavní filtr Bezpeãnostní pokyny Obrázek odsávacích trysek viz strana 82 Obrázek se schématem viz stranu 83 Obrázek s rozkladov˘m v˘kresem viz strana 84 - 86 Technické zmûny vyhrazeny! Aktualizovan˘ provozní návod najdete na adrese www.weller-tools.com. 53 Polski Dzi´kujemy za zaufanie okazane nam przy zakupie stacji lutowniczej Weller WDD 81V. Za podstaw´ produkcji przyj´liÊmy surowe wymogi jakoÊciowe, które zapewniajà nienaganne dzia∏anie tego urzàdzenia. 1. Uwaga! Przed uruchomieniem urzàdzenia nale˝y przeczytaç uwa˝nie niniejszà instrukcj´ obs∏ugi oraz wskazówki bezpieczeƒstwa. Nieprzestrzeganie przepisów bezpieczeƒstwa stanowi zagro˝enie dla ˝ycia i zdrowia. Za inne u˝ycie, sprzeczne z instrukcjà obs∏ugi oraz samowolne zmiany producent nie przejmuje odpowiedzialnoÊci. Stacja lutownicza Weller WDD 81V odpowiada deklaracji zgodnoÊci EG zgodnie z podstawowymi wymogami bezpieczeƒstwa wg norm 2004/108/EG oraz 2006/95/EG. 2. Opis 2.1 Sterownik Wyposa˝ona w mikroprocesor stacja lutownicza WDD 81V zaliczana jest do rodziny narz´dzi, zaprojektowanych dla potrzeb zwiàzanych z przemys∏owà technikà produkcyjnà oraz do prac naprawczych i laboratoryjnych. Cyfrowa technika regulacyjna oraz szczególnie czu∏a technika sensorowa i przesy∏u ciep∏a zapewniajà precyzyjnà regulacj´ temperatury grotu lutowniczego. Najwy˝sza dok∏adnoÊç temperatur oraz optymalna i dynamiczna ich regulacja przy du˝ym obcià˝eniu osiàgana jest dzi´ki szybkiej i precyzyjnej rejestracji danych pomiarowych w zamkni´tym obiegu regulacji. Lutownice sà automatycznie rozpoznawane przez stacj´ WDD 81V i przyporzàdkowywane do odpowiednich parametrów regulacji. Wymagana przy odlutowywaniu pró˝nia wytwarzana jest przez wewn´trzny, nie wymagajàcy konserwacji przetwornik spr´˝onego powietrza i uaktywniana za pomocà prze∏àcznika r´cznego zintegrowanego w kolbie odlutowujàcej. Ró˝ne mo˝liwoÊci wyrównania potencja∏u grotu lutowniczego, wy∏àczanie przy zaniku napi´cia, jak równie˝ antystatyczne w∏aÊciwoÊci stacji lutowniczej i kolb lutowniczych, uzupe∏niajà wysoki standard jakoÊci. Mo˝liwoÊç przy∏àczenia zewn´trznego programatora poszerza ró˝norodnoÊç zastosowania tej stacji rozlutowniczej . Za pomocà dost´pnych programatorów (opcja) WCB 1 i WCB 2 mo˝liwe jest mi´dzy innymi wprowadzanie zmian funkcji czasowych i blokujàcych. Zintegrowany miernik temperatury i z∏àcze PC stanowià uzupe∏nienie rozszerzonych funkcji programatora WCB 2. ˚àdana temperatura mo˝e byç ustawiona poprzez u˝ycie dwóch przycisków (UP / DOWN) w zakresie od 50°C - 450°C (122°F - 842°F). WartoÊç zadana i rzeczywista wyÊwietlana jest cyfrowo. Osiàgni´cie wybranej temperatury sygnalizowane jest pulsowaniem czerwonej diody na wyÊwietlaczu, która tym samym s∏u˝y jako optyczna kontrola regulacji. Ciàg∏e Êwiecenie oznacza, ˝e system znajduje si´ w fazie nagrzewania. 2.2 Lutownica DSX 80: Kolba odlutowujàca 80 W. Sto˝kowy system mocowania dyszy ssàcej. Szeroka oferta programowa dysz ssàcych umo˝liwia optymalne odsysanie cyny lutowniczej w ró˝norodnych miejscach lutowania. Zbiornik cyny mo˝e byç ∏atwo wymieniany bez u˝ycia narz´dzi. Stemple rozlutownicze CSF dost´pne sà jako akcesoria. S∏u˝à one do odlutowywania podzespo∏ów montowanych powierzchniowo. Zintegrowany prze∏àcznik r´czny do aktywacji pró˝ni. DXV 80: Kolba odlutowujàca 80 W. Sto˝kowy system mocowania dyszy ssàcej. Wersja wykonania Inline (pozycja pracy w pionie). Zbiornik cyny zintegrowany jest w uchwycie. Mo˝na go ∏atwo wymieniaç bez u˝ycia narz´dzi. Szeroka oferta programowa koƒcówek CSF (stemple rozlutownicze SMD) oraz dysz ssàcych. Pró˝nia uaktywniana jest za pomocà prze∏àcznika r´cznego. WTA 50: Pinceta termiczna WTA 50 przystosowana jest specjalnie do odlutowywania elementów monta˝owych SMD. Dwa elementy grzejne (2 x 25 W), ka˝dy z w∏asnym czujnikiem temperatury, dajà jednakowà temperatur´ na obydwu grotach. LR 82: Wydajna kolba lutownicza o mocy 80 W do prac lutowniczych o du˝ym zapotrzebowaniu ciep∏a. Monta˝ grotu lutowniczego odbywa si´ za pomocà z∏àcza bagnetowego, które umo˝liwia wiernà wymian´ grotów. WP 80: Nasza standardowa kolba lutownicza. WSP 80 Lutownica WP 80 / WSP 80 wyró˝nia si´ natychmiastowym i precyzyjnym osiàganiem temperatury lutowniczej. Dzi´ki wàskiej budowie oraz mocy rz´du 80 W, mo˝liwe jest zastosowanie tej lutownicy do szczególnie precyzyjnych prac lutowniczych oraz prac o du˝ym zapotrzebowaniu ciep∏a. Po zmianie grotu lutowniczego mo˝liwe jest natychmiastowe podj´cie dalszej pracy, gdy˝ urzàdzenie w krótkim czasie osiàga odpowiednià temperatur´ roboczà. Dalsze, mo˝liwe do pod∏àczenia lutownice patrz Lista akcesoriów. 54 Polski Dane techniczne Wymiary (mm): (cal): Napi´cie sieciowe (10): Pobór mocy: Klasa ochronna: Bezpiecznik (11): Regulacja temperatury: Dok∏adnoÊç: Powietrze spr´˝one: 180 (d∏.) x 115 (szer.) x 101 (wys.) 7,1 (d∏.) x 4,53 (szer.) x 4 (wys.) 230 V / 50 Hz, 120 V / 60 Hz (patrz tabliczka znamionowa) 95 W 1 (sterownik); 3 (lutownica) T 500 mA (230 V); T 1A (120 V) (patrz tabliczka znamionowa) cyfrowa 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) CiÊnienie na wejÊciu 400 - 600 kPA (58-87 psi) nie zanieczyszczone olejem, suche powietrze spr´˝one Przetwornik spr´˝onego powietrza: Zu˝ycie powietrza 35 l / min; maks. podciÊnienie 55 kPA (8 psi) Przy∏àcze spr´˝onego powietrza: Wà˝ spr´˝onego powietrza Zewn´trzna Êrednica 6 mm (0,24) Wyrównanie potencja∏u (7): Poprzez 3,5 mm gniazdo zapadkowe w dolnej cz´Êci obudowy urzàdzenia (stan fabryczny - uziemienie bezpoÊrednie, wtyczka zapadkowa nie w∏o˝ona). 3. Uruchomienie Lutownic´ po∏o˝yç na podstawce zabezpieczajàcej. Wà˝ spr´˝onego powietrza o Êrednicy zewn´trznej 6 mm nale˝y na∏o˝yç na ∏àcznik wtykowy dla przy∏àcza spr´˝onego powietrza (12). Zapewniç zasilanie suchym, nie zanieczyszczonym olejem, spr´˝onym powietrzem o ciÊnieniu 400 - 600 (58 - 87 psi). Pod∏àczyç przewód elektryczny lutownicy do 7-biegunowego gniazda przy∏àczeniowego (9) na p∏ycie przedniej i zablokowaç. Zamontowaç filtr g∏ówny (6) z odcinkiem w´˝a pomi´dzy przy∏àczem pró˝ni (8) a w´˝em pró˝niowym kolby odlutowujàcej. Sprawdê, czy napi´cie sieciowe jest zgodne z podanà na tabliczce znamionowej wartoÊcià przy∏àczeniowà wymaganà dla lutownicy i czy w∏àcznik sieciowy (1) jest w pozycji wy∏àczonej. Pod∏àcz sterownik do sieci (10). Za pomocà w∏àcznika sieciowego (1) w∏àczyç urzàdzenie. Podczas w∏àczania urzàdzenia przeprowadzany jest test samoczynny, w czasie którego wszystkie wskaêniki (2) sà aktywne. Nast´pnie na krótko wyÊwietli si´ ustawiona temperatura (wartoÊç zadana) oraz wersja temperatury (°C / °F). Potem elektronika automatycznie prze∏àcza si´ na wskaênik wartoÊci rzeczywistych. Na wyÊwietlaczu (2) zaÊwieci si´ czerwony punkt (5). Ten punkt s∏u˝y jako optyczna kontrola regulacji. Ciàg∏e Êwiecenie diody oznacza podgrzewanie systemu. Miganie sygnalizuje osiàgni´cie temperatury roboczej. Wymagana przy odlutowywaniu pró˝nia uaktywniana jest za pomocà prze∏àcznika r´cznego zintegrowanego w kolbie odlutowujàcej. 55 Ustawienie temperatury WyÊwietlacz cyfrowy (2) pokazuje zasadniczo wartoÊç temperatury rzeczywistej. Poprzez u˝ycie przycisku Up lub Down (3) (4) wyÊwietlacz cyfrowy (2) poka˝e ustawionà wartoÊç zadanà. Ustawiona wartoÊç zadana (migajàcy wyÊwietlacz) mo˝e byç zmieniona jeÊli krótko naciÊniesz lub przytrzymasz przycisk (3) (4) Up lub Down. JeÊli przycisk b´dzie wciskany w sposób ciàg∏y, wartoÊç zadana b´dzie zmienia∏a si´ w przyspieszonym tempie. W momencie puszczenia przycisku, po ok. 2 sek. cyfrowy wyÊwietlacz (2) automatycznie wska˝e wartoÊç rzeczywistà. Standardowy setback JeÊli nie u˝ywa si´ w∏àczonej lutownicy to po 20 min. temperatura automatycznie zostaje obni˝ona do wartoÊci standby 150°C (300°F). Po 3-krotnym przekroczeniu limitu czasu setback (60 min.) aktywuje si´ funkcja AUTO OFF. Kolba lutownicza zostanie wy∏àczona. W∏àczenie funkcji standardowej setback: W trakcie w∏àczania urzàdzenia przytrzymaç przycisk UP (3), dopóki wyÊwietlacz nie poka˝e ON. W momencie puszczenia przycisku UP ustawienie zostanie zapami´tane. Ten sam sposób odnosi si´ do funkcji wy∏àczania. Na wyÊwietlaczu poka˝e si´ OFF (stan fabryczny). Korzystanie z bardzo cienkich grotów mo˝e mieç wp∏yw na bezpieczeƒstwo funkcji setback. Opóênianie pró˝ni Po puszczeniu prze∏àcznika r´cznego wytworzona pró˝nia pozostaje jeszcze przez ok. 2 sek. aktywna. Ustawienia: W trakcie w∏àczania urzàdzenia nale˝y przytrzymaç przycisk (4) DOWN a˝ wyÊwietlacz wska˝e ON lub OFF. W momencie puszczenia przycisku DOWN Polski ustawienie zostanie zapami´tane. Aby wprowadziç zmiany nale˝y powtórzyç wszystkie czynnoÊci. Konserwacja Aby osiàgnàç dobre wyniki w pracach rozlutowniczych, istotne jest aby g∏owica odlutowujàca by∏a regularnie czyszczona. Do czynnoÊci czyszczàcych zalicza si´: opró˝nianie zbiornika cyny, wymiana filtra rurki szklanej, oraz kontrola stanu uszczelek. W∏aÊciwa szczelnoÊç powierzchni czo∏owych cylindra szklanego gwarantuje w∏aÊciwà wydajnoÊç pompy pró˝niowej. Zabrudzone filtry ograniczajà nat´˝enie przep∏ywu powietrza poprzez kolb´ odlutowujàcà. Dlatego nale˝y regularnie sprawdzaç stan g∏ównego filtra (6) (filtr w´˝a przy w´˝u pró˝niowym) i w razie potrzeby wymieniç. W tym celu zastosowaç oryginalny nabój filtra Weller. Do czyszczenia otworu dyszy ssàcej oraz rury ssàcej u˝ywaç narz´dzi z zestawu akcesoriów czyszczàcych (5 13 500 99). Obracajàc dysz´ ssàcà krótkim ruchem o ok. 45°C, mo˝na jà prosto i szybko wymieniç. Mocniejsze zabrudzenie sto˝kowej koƒcówki elementu grzejnego, uniemo˝liwia za∏o˝enie nowej dyszy ssàcej. Powsta∏e warstwy zabrudzenia mo˝na usunàç za pomocà odpowiednich akcesoriów do czyszczenia sto˝kowego elementu grzejnego. Ostrze˝enie: Praca bez filtra prowadzi do zniszczenia przetwornika spr´˝onego powietrza. Ilustracja: Przyrzàdy do czyszczenia, sposób czyszczenia i wymiany dyszy ssàcej patrz strona 87 4. Wyrównanie potencja∏u Dzi´ki ró˝norodnym po∏àczeniom gniazda zapadkowego 3,5 mm (7) mo˝liwe sà 4 warianty: 5. Wskazówki dot. pracy Ró˝ne dysze ssàce rozwiàzujà wiele problemów podczas odlutowywania. Odpowiednie narz´dzia do wymiany dyszy ssàcej wchodzà w sk∏ad przyrzàdów od czyszczenia. Przy osadzaniu i blokowaniu lekko docisnàç dysz´ ssàcà do elementu grzejnego. Wa˝ne przy odlutowywaniu jest u˝ywanie dodatkowego lutowia. Dzi´ki temu zapewnione sà dobre w∏aÊciwoÊci p∏ynne lutowia oraz dobra w∏aÊciwoÊç czepna dyszy ssàcej. Nale˝y pami´taç o tym, aby dysza ssàca umieszczona by∏a pod kàtem prostym do obwodu drukowanego, aby uzyskaç optymalnà wydajnoÊç pompy pró˝niowej. Lut musi byç w stanie ca∏kowicie p∏ynnym. Podczas odlutowywania wa˝ne jest, aby poruszaç w osi otworu nó˝kà przy∏àczeniowà elementu monta˝owego. JeÊli po odessaniu pozostanie Êladowa iloÊç lutowia, nale˝y przed ponownym odlutowywaniem na nowo pokryç cynà miejsce lutowania. Wa˝ny jest odpowiedni dobór wielkoÊci dyszy ssàcej. Obowiàzuje zasada: wewn´trzna Êrednica dyszy ssàcej musi byç identyczna ze Êrednicà otworu w p∏ytce obwodu drukowanego. Przy pierwszym nagrzewaniu pokryç lutem dysz´ ssàcà wzgl. grot. Dzi´ki temu z grotu lutowniczego usuni´te zostanà wszelkie zanieczyszczenia i osady powsta∏e w procesie utleniania. W trakcie przerw w lutowaniu i przed od∏o˝eniem lutownicy na podstawk´ nale˝y zawsze pami´taç o tym, aby grot wzgl. dysza ssàca by∏y dobrze pokryte warstwà cyny. Nie stosowaç ˝ràcych topników. Stacja lutownicza przystosowana zosta∏a do wartoÊci odpowiednich dla Êrednich grotów wzgl. dysz ssàcych. W wyniku stosowania ró˝nych form koƒcówek mogà wyst´powaç odchylenia temperatur. Uziemienie bezpoÊrednie: Bez wtyczki (stan fabryczny) Uwaga: Zwracaç zawsze uwag´ aby grot by∏ dobrze osadzony. Wyrównanie potencja∏u (impedancja 0 Ohm): Z wtyczkà, przewodem kompensacyjnym na styku Êrodkowym Zewn´trzny programator WCB 1 i WCB 2 (opcja) Korzystajàc z zewn´trznego programatora, dost´pne sà nast´pujàce funkcje. Bezpotencja∏owy: Z wtyczkà Uziemienie poÊrednie: Z wtyczkà i wlutowanym opornikiem. Uziemienie przez wybranà wartoÊç oporowà ● Offset: Rzeczywista temperatura grotu lutowniczego mo˝e zostaç zmieniona o ± 40°C (72°F) poprzez wprowadzenie offsetu temperatury. ● Setback: Obni˝enie ustawionej temperatury zadanej do 150°C/300°F (standby). Gdy stacja lutownicza przejdzie w tryb standby, mo˝na ustawiç czas setback w zakresie od 0-99 minut. Tryb setback sygnalizowany jest na wyÊwiet56 Polski laczu pulsujàcym wskaênikiem wartoÊci rzeczywistej. Po 3-krotnym przekroczeniu limitu czasu setback aktywuje si´ Auto-Off. Lutownica zostanie wy∏àczona (migajàca kreska na wyÊwietlaczu). NaciÊni´cie dowolnego przycisku lub prze∏àcznika r´cznego powoduje zakoƒczenie trybu setback wzgl. trybu Auto-Off. JednoczeÊnie, na krótko wyÊwietli si´ wartoÊç zadana. ● Lock: Blokowanie temperatury zadanej oraz pola temperaturowego. Po zablokowaniu nie mo˝na wprowadziç jakichkolwiek zmian w ustawieniach stacji lutowniczej. ● °C/°F: Prze∏àczanie wskaênika temperatury z °C na °F i odwrotnie. WciÊni´cie podczas uruchamiania przycisku DOWN powoduje wyÊwietlenie aktualnej wersji wskazania temperatury. ● Window: Ograniczenie zakresu temperatury do maks. +-99°C wychodzàc od wartoÊci temperatury zablokowanej funkcjà LOCK. Zablokowana wartoÊç temperatury jest równoczeÊnie punktem wyjÊciowym dla regulacji zakresu temperatury. W urzàdzeniach z bezpotencja∏owym z∏àczem (wyjÊcie przez optoizolator) funkcja WINDOW s∏u˝y do ustawiania zakresu pola temperaturowego. Je˝eli rzeczywista temperatura znajdzie si´ w obr´bie pola temperaturowego, z∏àcze bezpotencja∏owe prze∏àczy si´ (wyjÊcie przez optoizolator). ● Cal: Nowa kalibracja ustawieƒ stacji lutowniczej (tylko WCB 2) oraz nastawa fabryczna (FSE) (przywrócenie wszystkich ustawionych wartoÊci do 0, wartoÊç temperatury zadanej 350°C/660°F). ● Z∏àcze PC: RS 232 (tylko WCB 2) ● Miernik temperatury: Zintegrowany miernik temperatury dla termoelementu typu K (tylko WCB 2) 57 6. Lista akcesoriów T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 Zestaw lutowniczy WP 80 Zestaw lutowniczy WSP 80 Zestaw lutowniczy LR 21 antystatyczny Zestaw lutowniczy LR 82 Zestaw rozlutowniczy WTA 50 Zestaw rozlutowniczy DXV 80 Zestaw rozlutowniczy DSX 80 Kolba lutownicza MPR 80 Zestaw lutowniczy WMP P∏yta do wst´pnego podgrzewania WHP 80 T005 31 181 99 Zewn´trzny programator WCB 1 T005 31 180 99 Zewn´trzny programator WCB 2 T005 13 500 99 Zestaw akcesoriów czyszczàcych 7. Zakres wyposa˝enia WDD 81V PUD 81V Sterownik Zestaw rozlutowniczy DSX 80 Przewód sieciowy Instrukcja obs∏ugi Podstawka zabezpieczajàca AK 20 Filtr g∏ówny Wtyczka zapadkowa 3,5 mm Wskazówki bezpieczeƒstwa Power Unit Sterownik Przewód sieciowy Wtyczka zapadkowa 3,5 mm Filtr g∏ówny Wskazówki bezpieczeƒstwa Instrukcja obs∏ugi Ilustracja Dysze ssàce patrz strona 82 Ilustracja Schemat po∏àczeƒ patrz strona 83 Rysunek rozk∏adowy patrz strona 84 - 86 Zmiany techniczne zastrze˝one! Zaktualizowane instrukcje obs∏ugi znajdujà si´ pod adresem: www.weller-tools.com Magyar Köszönjük a Weller WDD 81V forrasztóállomás megvásárlásával irányunkban mutatott bizalmát. A gyártás során a legszigorúbb minŒségi követelményeket vettük alapul, ami biztosítja a készülék kifogástalan mıködését. 1. Vigyázat! A készülék üzembevétele elŒtt kérjük, figyelmesen olvassa el az üzemeltetési útmutatót és a mellékelt biztonsági utasításokat. A biztonsági elŒírások figyelmen kívül hagyása baleset- és életveszélyt jelent. Más, az üzemeltetési utasítástól eltérŒ használatért, valamint önkényes változtatás esetén, a gyártó nem vállalja a felelŒsséget. A WELLER WDD 81V forrasztóállomás a 2004/108/EK és 2006/95/EK irányelvek alapvetŒ biztonsági követelményei alapján megfelel az EK megfelelŒségi nyilatkozatnak. 2. Leírás 2.1 VezérlŒkészülék A mikroprocesszoros szabályozású WDD 81V forrasztóállomás ipari gyártásra, valamint javítási és laborterületre kifejlesztett készülékcsaládba tartozik. A digitális szabályozóelektronika és a forrasztószerszám kiváló minŒségı szenzor- és hŒátadás-technikája biztosítja a forrasztócsúcs precíz hŒmérsékletszabályozását. A nagyfokú hŒmérséklet-pontosság és az optimális terhelés alatti dinamikus hŒmérsékleti tulajdonságok elérése zárt szabályozókörben végzett gyors és precíz mérés által történik. Magukat a forrasztószerszámokat a WDD 81V automatikusan felismeri és hozzájuk rendeli a megfelelŒ szabályozási paramétereket. A kiforrasztáshoz szükséges vákuumot a beépített karbantartásmentes sırítettlevegŒ-átalakító hozza létre és a kiforrasztópákába épített ujjal mıködtethetŒ kapcsoló aktiválja. A forrasztócsúcs különbözŒ potenciál-kiegyenlítési lehetŒségei, a nullfeszültség-kapcsoló valamint az antisztatikus kivitelı vezérlŒkészülék és a páka a magas minŒség kiegészítŒ jellemzŒi. A külsŒ beviteli készülék csatlakoztatásának lehetŒsége tovább bŒvíti a kiforrasztóállomás sokrétıségét. Az opcióként kapható WCB 1 és WCB 2 beviteli készülékkel egyebek mellett idŒ- és reteszelŒfunkciók valósíthatók meg. Egy beépített hŒmérsékletmérŒ készülék és egy PC-interfész tartozik a WCB 2 beviteli készülék bŒvített terjedelmébe. A folyamatosan fény azt jelzi, hogy a rendszer felfıt. 2.2 Forrasztószerszám DSX 80: 80 W-os kiforrasztópáka. Kúpos rögzítésı szívóka. A széles szívókaválaszték lehetŒvé teszi a forrasztó ón optimális elszívását a legkülönbözŒbb forrasztási helyek esetében is. Az óngyıjtŒ tartály egyszerıen, szerszám nélkül cserélhetŒ. CSF-kiforrasztóbélyegek tartozékként kaphatók. Ezek felületszerelt alkatrészek kiforrasztására valók. Beépített ujjal mıködtethetŒ kapcsoló a vákuum aktiválására. DXV 80: 80 W-os kiforrasztópáka. Kúpos rögzítésı szívóka. Inline kivitel (függŒleges munkahelyzet). Az óngyıjtŒ tartály a markolatba van beépítve. Egyszerıen, szerszám nélkül cserélhetŒ. Széles CSF (SMD kiforrasztóbélyeg)- és szívókaválaszték. A vákuum az ujjal mıködtethetŒ kapcsolóval aktiválható. WTA 50: A WTA 50 kiforrasztócsipeszt speciálisan SMD-alkatrészek kiforrasztására tervezték. Két saját hŒmérsékletérzékelŒvel rendelkezŒ fıtŒelem (2 x 25 W) gondoskodik a két szár azonos hŒmérsékletérŒl. LR 82: Nagy teljesítményı, 80 W-os forrasztópáka nagy hŒigényı forrasztási feladatokhoz. A forrasztócsúcs rögzítése bajonettzárral történik, ami lehetŒvé teszi a forrasztócsúcs pozícióhı cseréjét. WP 80: A normál forrasztópáka. A WP 80 / WSP 80 WSP 80 forrasztópáka a forrasztási hŒmérséklet villámgyors és pontos elérésével tınik ki. Karcsú kialakítása és 80 W-os fıtŒteljesítménye által univerzálisan alkalmazható a rendkívül finom forrasztási feladatoktól kezdve egészen a nagy hŒigényı munkákig. A forrasztócsúcs cseréje után közvetlenül tovább lehet dolgozni, mivel az üzemeltetési hŒmérséklet elérése rövid idŒ alatt megtörté-nik. A további csatlakoztatható szerszámokat lásd a tartozéklistában. A kívánt hŒmérséklet 50°C - 450°C (122°F - 842°F) tartományban 2 gombbal (UP / DOWN) állítható be. Az elŒírt és a tényleges érték kijelzése digitális. A beállított hŒmérséklet elérését a kijelzŒn található, a szabályozó optikai ellenŒrzésére szolgáló piros LED villogása jelzi. 58 Magyar Mıszaki adatok Méretek (mm): (in.): Hálózati feszültség (10): Teljesítményfelvétel: Szigetelési osztály: Biztosíték (11): HŒmérsékletszabályozás: Pontosság: Sırített levegŒ: SırítettlevegŒ-átalakító: SırítettlevegŒ-csatlakozó: Potenciálkiegyenlítés (7): 180 (H) x 115 (Sz) x 101 (M) 7,1 (H) x 4,53 (Sz) x 4 (M) 230 V / 50 Hz, 120 V / 60 Hz (lásd a típustáblán) 95 W 1 (vezérlŒkészülék), 3 (forrasztószerszám) T 500 mA (230 V); T 1A (120 V) (lásd a típustáblán) digitális 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) bemeneti nyomás 400 - 600 kPA (58-87 psi) olajmentes, száraz sırített levegŒ levegŒfogyasztás 35 l / min; max. vákuum 55 kPA (8 psi) sırítettlevegŒ-tömlŒ, külsŒ átmérŒ 6 mm (0,24) a készülék alsó oldalán található 3,5 mm-es kapcsolókilincs-hüvelyen át (kiszállítási állapot: kemény földelés, dugasz nincs bedugva). 3. Üzembevétel Rakja le a forrasztószerszámot a biztonsági tárolóba. Dugja a 6 mm külsŒ átmérŒjı sırítettlevegŒ-tömlŒt a sırített levegŒ csatlakoztatására szolgáló gyorscsatlakozóba (12). Sırített levegŒ ellátás 400 - 600 kPa (58 - 87 psi) száraz, olajmentes sırített levegŒ segítségével. Dugja be a forrasztószerszám elektromos csatlakozóvezetékét a 7pólusú csatlakozóhüvelybe (9) a homloklapon, és reteszelje ott. A tömlŒs fŒszırŒt (6) a vákuumcsatlakozó (8) és a kiforrasztópáka vákuumtömlŒje közé kell iktatni. EllenŒrizze, hogy egyezik-e a hálózati feszültség a típustábla adataival, és hogy a hálózati kapcsoló (1) kikapcsolt állapotban van-e. Kapcsolja a vezérlŒkészüléket a hálózatra (10). Kapcsolja be a készülék hálózati kapcsolóját (1). A készülék bekapcsolásakor elvégzi az öntesztet, amikor minden kijelzŒmıszer (2) üzemel. Azt követŒen rövid idŒre a beállított hŒmérséklet (elŒírt érték) és a hŒmérsékletverzió (°C / °F) jelenik meg. Azután az elektronika automatikusan átkapcsol a tényleges érték kijelzésére. A kijelzŒ (2) piros pontja (5) világít. Ez a pont optikai szabályozóellenŒrzŒként szolgál. A folyamatos világítás azt jelzi, hogy a rendszer felfıt. A villogás jelzi az üzemi hŒmérséklet elérését. A kiforrasztáshoz szükséges vákuum a kiforrasztópákába épített ujjal mıködtethetŒ kapcsolóval aktiválható. HŒmérséklet-beállítás A digitális kijelzŒ (2) alapvetŒen a tényleges hŒmérsékletértéket mutatja. Az UP vagy DOWN gomb (3) (4) megnyomásakor a digitális kijelzŒ (2) az éppen beállított elŒírt értékre vált át. A beállított elŒírt érték (a villogó kijelzŒ) az UP vagy DOWN gomb (3) (4) megnyomásával vagy folyamatos nyomva tartásával a megfelelŒ irányba módosítható. Amennyiben a nyomógombot folyamatosan nyomva tartják, akkor az elŒírt érték gyorsan peregve változik. 59 Kb. 2 másodperccel a gomb elengedése után a digitális kijelzŒ (2) automatikusan visszakapcsol a tényleges értékre. Standardsetback Amikor nem használják a forrasztószerszámot, a hŒmérséklet 20 perc után automatikusan a 150°C-os (300°F) standby-értékre süllyed. A Setback-idŒ háromszorosának (60 perc) leteltével aktiválódik az AUTO OFF funkció. A forrasztópáka lekapcsol. A Standardsetback-funkció bekapcsolása: a készülék bekapcsolása alatt tartsa nyomva az UP gombot (3), amíg a kijelzŒn ON nem jelenik meg. Az UP gomb elengedése esetén megtörténik a beállítás eltárolása. Kikapcsolásához azonos módon kell eljárni. A kijelzŒben OFF jelenik meg (szállítási állapot). Nagyon finom forrasztócsúcs használata a Setbackfunkció megbízhatóságát ronthatja. Vákuumkésleltetés Az ujjal mıködtethetŒ kapcsoló elengedése után a vákuum még kb. 2 másodpercig aktív marad. Beállítás: a bekapcsolás alatt tartsa nyomva a DOWN gombot (4) amíg a kijelzŒn ON vagy OFF nem jelenik meg. A DOWN gomb elengedése esetén megtörténik a beállítás eltárolása. A változtatáshoz ismételje meg a folyamatot. Karbantartás A jó forrasztási eredmény elérése érdekében fontos, hogy a kiforrasztófejet rendszeresen megtisztítsák. Ehhez hozzátartozik az óngyıjtŒ tartály kiürítése, az üvegcsŒszırŒ cseréje, valamint a tömítések ellenŒrzése is. Az üveghenger homlokfelületeinek kifogástalan tömítettsége biztosítja a teljes szívóteljesítményt. Az elszennyezŒdött szırŒ Magyar befolyásolja a kiforrasztópákán átáramló légmennyiséget. Ezért a fŒszırŒt (6) (tömlŒszırŒ a vákuumtömlŒn) rendszeresen ellenŒrizni kell, és adott esetben el kell végezni a cserét. Ehhez új eredeti Weller szırŒpatront használjon. A szívókafurat és a szívókacsŒ tisztítására használja a tisztítószerszámot (5 13 500 99). Rövid forgatással (kb. 45°C) a szívókák egyszerıen és gyorsan cserélhetŒk. Amennyiben a kúpos területen erŒs szennylerakódás tapasztalható, akkor az új szívókát nem lehet felhelyezni. Ezek a lerakódások a fıtŒtest kúpjához való tisztítóbetéttel eltávolíthatók. Vigyázat: ha szırŒ nélkül dolgozik, azzal tönkreteszi a sırítettlevegŒ-átalakítót. A képet (tisztítószerszám, tisztítási folyamat és szívókacsere) lásd a 87. oldalon. 4. Potenciálkiegyenlítés A 3,5 mm-es kapcsolókilincs-hüvely (7) különbözŒ kapcsolásaival 4 változat valósítható meg: Kemény földelés: Csatlakozódugó nélkül (szállítási állapot) Potenciálkiegyenlítés (impedancia 0 Ohm): Csatlakozódugóval, kiegyenlítŒvezeték a középsŒ érintkezŒn Pontenciálmentes: Csatlakozódugóval Lágy földelés: Csatlakozódugóval és beforrasztott ellenállással. Földelés a választott ellenállásértéken át. 5. Útmutató a munkához A különbözŒ szívókák sokféle kiforrasztási feladat megoldására alkalmasak. A szívókák cseréjéhez való szerszám a tisztítószerszámba van integrálva. A szívókát annak cseréjekor és rögzítésekor nyomja kissé neki a fıtŒtestnek. A kiforrasztás során fontos a pótlólagos forrasztóhuzal használata. Ezáltal biztosítható a szívóka jó nedvesítŒképessége, valamint a régi forraszanyag jobb folyási tulajdonsága. Az optimális szívóteljesítmény elérése érdekében ügyelni kell rá, hogy a szívóka az áramköri lap síkjára merŒlegesen álljon. A forraszanyagnak egészen folyékonynak kell lennie. Fontos, hogy a kiforrasztási folyamat alatt az alkatrész csatlakozólábát körkörösen mozgassa a furatban. Amennyiben az elszívási folyamat után a forraszanyagot még nem távolította el teljes mértékben, akkor az újbóli kiforrasztás elŒtt újra cinezze be a forrasztási helyet. Fontos a szívóka méretének megfelelŒ kiválasztása. Ökölszabályként érvényes, hogy a szívóka belsŒ átmérŒje egyezzen meg az áramköri lap furatának átmérŒjével. Az elsŒ felfıtéskor a forrasztócsúcsot illetve szívókát nedvesítse meg forraszanyaggal. Ezáltal eltávolítja a forrasztócsúcs tárolásból eredŒ oxidrétegeit és szennyezŒdéseit. Forrasztási szünet esetén és a forrasztószerszám lerakása elŒtt mindig ügyeljen rá, hogy a forrasztócsúcs illetve a szívóka jól be legyen cinezve. Ne használjon túl agresszív folyasztószert. A kiforrasztóállomást közepes forrasztócsúcshoz illetve szívókához állították be. A különbözŒ csúcsformák hŒmérsékleteltérést okozhatnak. Vigyázat: Mindig ügyeljen a forrasztócsúcs elŒírásszerı illeszkedésére. WCB 1 és WCB 2 külsŒ beviteli készülék (opció) KülsŒ beviteli készülék használata esetén a következŒ funkciók állnak rendelkezésre. ● Offset: A forrasztócsúcs valós hŒmérséklete az offset megadásával ± 40°C (72°F) -kal módosítható. ● Setback: A beállított elŒírt érték lecsökkentése 150°C-ra/300 °F-ra (standby). A Setback-idŒ, aminek leteltével a forrasztóállomás stand-by üzemmódba kapcsol, 0-99 perc között állítható. A Setback-állapotot a tényleges érték villogó kijelzése mutatja. A Setback-idŒ háromszorosának leteltével aktiválódik az Auto-Off funkció. A forrasztószerszám kikapcsol (villogó vonal a kijelzŒn). Az egyik gomb vagy az ujjal mıködtethetŒ kapcsoló megnyomásával léphez ki a Setback-állapotból illetve az Auto-Off állapotból. Ekkor rövid idŒre a beállított elŒírt érték jelenik meg. ● Lock: A beállított hŒmérséklet és a hŒmérsékleti ablak reteszelése. A reteszelés után a forrasztóállomáson nem lehet a beállításokat módosítani. ● °C/°F: A hŒmérsékletkijelzés átkapcsolása °C-ról °F-re és fordítva. A bekapcsolás alatt a Down gombot megnyomva az aktuális hŒmérsékletverzió jelenik meg. 60 Magyar ● Window: A hŒmérséklettartomány korlátozása a LOCK funkcióval reteszelt hŒmérséklet max. +-99 °C értékre. A reteszelt hŒmérséklet így a beállítható hŒmérséklettartomány közepének felel meg. Pontenciálmentes csatlakozóval (optocsatoló-kimenet) rendelkezŒ készülékeknél a WINDOW funkció a hŒmérsékleti ablak beállítására szolgál. Amennyiben a tényleges hŒmérséklet a hŒmérsékleti ablakon belülre esik, akkor a pontenciálmentes csatlakozó (optocsatolókimenet) kapcsol. ● Cal: a forrasztóállomás újra-beszabályozása (csak WCB 2) és Factory setting FSE (minden beállítási érték 0-ra állítása, elŒírt hŒmérséklet 350°C / 660°F). ● PC-interfész: RS 232 (csak WCB 2) 6. Tartozéklista T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 61 WDD 81V PUD 81V vezérlŒkészülék DSX 80 kiforrasztókészlet elektromos csatlakozókábel 3,5 mm-es dugasz AK 20 biztonsági tároló Biztonsági utasítások üzemeltetési útmutató, FŒszırŒ Power Unit vezérlŒkészülék elektromos csatlakozó kábel 3,5 mm-es dugasz üzemeltetési útmutató fŒszırŒ biztonsági utasítások Szívókák ábráját lásd a 82. oldalon Kapcsolási rajzot lásd a 83. oldalon Forrasztócsúcs-választék ábráját lásd a 84. - 86. oldalon A mıszaki változtatások jogát fenntartjuk! Zaktualizowane instrukcje obs∏ugi znajdujà si´ pod adresem: www.weller-tools.com ● HŒmérsékletmérŒ készülék: Beépített hŒmérŒkészülék K típusú termoelemhez (csak WCB 2) T005 29 180 99 T005 33 125 99 T005 33 112 99 7. Szállítási terjedelem WP 80 forrasztópáka-készlet WSP 80 forrasztópáka-készlet LR 21 antisztatikus forrasztópáka-készlet LR 82 forrasztópáka-készlet WTA 50 kiforrasztókészlet DXV 80 kiforrasztókészlet DSX 80 kiforrasztókészlet MPR 80 forrasztópáka-készlet WMP forrasztópáka-készlet WHP 80 elŒmelegítŒ lap WCB 1 külsŒ beviteli készülék WCB 2 külsŒ beviteli készülék tisztítószerszám Slovensky ëakujeme vám za dôveru, ktorú ste nám preukázali zakúpením spájkovacej stanice Weller WDD 81V. Pri v˘robe sa uplatnili najprísnej‰ie kritériá kvality, ktoré zaruãujú bezchybnú funkciu zariadenia. 1. Upozornenie! Pred uvedením zariadenia do prevádzky si, prosím, dôkladne preãítajte tento návod na pouÏitie a priloÏené bezpeãnostné pokyny. Pri nedodrÏaní bezpeãnostn˘ch predpisov hrozí nebezpeãenstvo ohrozenia zdravia a Ïivota. V prípadoch pouÏívania zariadenia na iné úãely, neÏ urãuje návod na pouÏívanie zariadenia, ako aj v prípade vykonania zmien, v˘robca nepreberá Ïiadnu záruku. Spájkovacia stanica Weller WDD 81V zodpovedá vyhláseniu o zhode ES podºa základn˘ch bezpeãnostn˘ch poÏiadaviek smerníc 2004/108/ES a 2006/95/ES. 2. Popis 2.1 Riadiaca jednotka Spájkovacia stanica WDD 81V patrí do skupiny prístrojov, ktoré boli vyvinuté pre pouÏitie v priemyslovej v˘robe, pri opravách a v laboratóriách. Digitálna regulaãná elektronika a moderná senzorová technika a technika prenosu tepla v spájkovacom nástroji zaisÈuje presnú reguláciu teploty spájkovacieho hrotu. Najvy‰‰ia presnosÈ teploty a optimálne dynamické správane teploty v prípade záÈaÏe sa dosahuje r˘chlym a presn˘m snímaním meranej teploty v uzavretom regulaãnom obvode. Zariadenie WSD 81V automaticky rozpozná spájkovacie nástroje a priradí im zodpovedajúce regulaãné parametre. Vákuum potrebné na odspájkovanie sa vytvára intern˘m bezúdrÏbov˘m tlakov˘m meniãom a aktivuje mikrospínaãom integrovan˘m v odspájkovaãke. Vysok˘ ‰tandard kvality dopæÀajú rôzne moÏnosti vyrovnania potenciálov vedeného do spájkovacieho hrotu, spínanie nulového napätia, ako aj antistatická úprava riadiaceho zariadenia a spájkovaãky. MnoÏstvo funkcií tejto odspájkovacej stanice roz‰iruje tieÏ moÏnosÈ pripojenia externého prístroja pre zadávanie dát. Pomocou voliteºn˘ch vstupn˘ch zariadení WCB 1 a WCB 2 moÏno okrem iného realizovaÈ ãasovú funkciu a funkciu zablokovania. Integrovan˘ meraã teploty a rozhrania pre PC patrí k roz‰írenému rozsahu funkcií prístroja pre zadávanie dát WCB 2. optickú kontrolu regulácie. Trvalo svietiaca LED-dióda signalizuje zahrievanie systému. 2.2 Spájkovaãka DSX 80: Odspájkovaãka 80 W. Kónick˘ upevÀovací systém odsávacej d˘zy. ·irok˘ program odsávacích d˘z umoÏÀuje optimálne odsávanie spájkovacieho cínu na najrôznej‰ích miestach. Zásobník na cín je ºahko a bez nástroja vymeniteºn˘. Odspájkovacie nadstavce CSF sa dodávajú ako príslu‰enstvo. SlúÏi na odspájkovanie povrchovo montovan˘ch súãiastok. Integrovan˘ mikrospínaã na aktiváciu vákua. DXV 80: Odspájkovaãka 80 W. Kónick˘ upevÀovací systém odsávacej d˘zy. Vyhotovenie inline (zvislé drÏanie pri práci). Zásobník na cín je integrovan˘ v rukoväti. Je ºahko vymeniteºn˘ bez nástroja. Bohat˘ program CSF (odspájkovacie nadstavce na SMD) a odsávacích d˘z. Vákuum sa aktivuje mikrospínaãom. WTA 50: Odspájkovacia pinzeta WTA 50 bola navrhnutá ‰peciálne na odspájkovanie súãiastok pre povrchovú montáÏ. Dva vyhrievacie ãlánky (2 x 25 W), kaÏd˘ s vlastn˘m teplotn˘m senzorom, zaisÈujú rovnakú teplotu v obidvoch ramenách. LR 82: V˘konná 80 W spájkovaãka na spájkovanie s vysok˘mi nárokmi na teplo. Spájkovací hrot je pripevnen˘ bajonetov˘m uzáverom, ktor˘ umoÏÀuje polohovo variabilnú v˘menu spájkovacieho hrotu. WP 80: Na‰a spájkovaãka Standard.Spájkovaãka WSP 80 WP 80 / WSP 80 sa vyznaãuje veºmi r˘chlym dosiahnutím presnej spájkovacej teploty. Vìaka ‰tíhlemu tvaru a vyhrievaciemu v˘konu 80 W je vhodná na univerzálne vyuÏitie od extrémne jemného spájkovania aÏ po spájkovanie s vysok˘mi poÏiadavkami na teplo. Bezprostredne po v˘mene spájkovacieho hrotu moÏno pokraãovaÈ v spájkovaní, lebo prevádzková teplota sa znovu dosiahne vo veºmi krátkom ãase. ëal‰ie pripojiteºné príslu‰enstva. nástroje - pozri zoznam PoÏadovanú hodnotu moÏno 2 tlaãidlami (Up/Down) nastavovaÈ v rozsahu 50-450 °C (122-842 °F). PoÏadovaná a skutoãná teplota sa digitálne zobrazujú. Dosiahnutie predvolenej teploty je signalizované blikaním ãervenej LED kontrolky na ukazovateli, ktorá slúÏi na 62 Slovensky Technické údaje Rozmery (mm): (in.): SieÈové napätie (10): Príkon: Trieda ochrany: Poistka (11): Regulácia teploty: PresnosÈ: Stlaãen˘ vzduch: Tlakov˘ meniã: Prípojka stlaãeného vzduchu: Vyrovnanie napätia (7): 180 (D) x 115 (·) x 101 (V) 7,1 (L) x 4,53 (B) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (pozri typov˘ ‰títok) 95 W 1 (riadiaca jednotka); 3 (spájkovaãka) T 500 mA (230 V); T 1A (120 V) (pozri typov˘ ‰títok) digitálne 50-450 °C (122-842 °F) ± 9°C (± 17°F) vstupn˘ tlak 400 - 600 kPA (58-87 psi) such˘, oleja zbaven˘ stlaãen˘ vzduch spotreba vzduchu 35 l / min; max. podtlak 55 kPA (8 psi) hadica na stlaãen˘ vzduch s vonkaj‰ím priemerom 6 mm (0,24) Prostredníctvom prípojky s 3,5 mm kontaktom na spodnej strane zariadenia. (Stav pri dodávke - tvrdé uzemnenie, konektor nie je zastrãen˘) 3. Uvedenie do prevádzky Spájkovací nástroj poloÏte do bezpeãnostnej odkladacej opierky. ZasuÀte hadicu na stlaãen˘ vzduch s vonkaj‰ím priemerom 6 mm do r˘chlospojky na prívod stlaãeného vzduchu (12). Zaistite zásobovanie such˘m stlaãen˘m vzduchom zbaven˘m oleja 400-600 bar (58-87 psi). Elektrické spojovacie vedenie zasuÀte do 7-pólovej pripájacej zásuvky (9) na prednom paneli a zaaretujte. Hlavn˘ filter (6) s hadicovou spojkou zapojte medzi prípojku vákua (8) a podtlakovú hadicu spájkovaãky. Skontrolujte, ãi sieÈové napätie súhlasí s údajom na typovom ‰títku a ãi je sieÈov˘ vypínaã (1) vo vypnutom stave. Zariadenie zapojte do siete (10). Zariadenie pomocou sieÈového vypínaãa (1) zapnite. Pri zapnutí zariadenia prebehne autotest, pri ktorom sú v prevádzke v‰etky ukazovatele (2). Následne sa na krátky ãas zobrazí nastavená teplota (poÏadovaná hodnota) a meracia jednotka teploty (°C/°F). Potom elektronika automaticky prepne na ukazovateº skutoãnej teploty. Na ukazovateli (2) sa rozsvieti ãerven˘ bod (5). Tento bod slúÏi ako optická kontrola regulácie. Ak trvalo svieti, znamená to, Ïe sa systém zahrieva. Blikanie signalizuje dosiahnutie prevádzkovej teploty. Vákuum potrebné na odspájkovanie sa aktivuje mikrospínaãom integrovan˘m v odspájkovaãke. Nastavenie teploty V zásade sa na digitálnom ukazovateli (2) zobrazuje skutoãná teplota. Stlaãením tlaãidla Up alebo Down (3) (4) sa digitálny ukazovateº (2) prepne na aktuálne nastavenú poÏadovanú hodnotu. Nastavenú poÏadovanú hodnotu (blikajúci ukazovateº) moÏno meniÈ zodpovedajúcim smerom stláãaním alebo dlh˘m stlaãením tlaãidla Up alebo Down (3) (4). Pri trvalom stlaãení tlaãidla sa bude príslu‰ná nastavovaná hodnota meniÈ v r˘chlom slede. Asi 2 s po uvoºnení tlaãidla sa digitálny ukazovateº (2) automatic 63 ky znovu prepne na skutoãnú hodnotu. ·tandardné zníÏenie teploty (Setback) Ak sa spájkovacie zariadenie nepouÏíva, teplota po 20 minútach automaticky klesne na hodnotu Standby 150 °C (300 °F). Po uplynutí trojnásobku ãasu pre zníÏenie teploty (60 minút) sa aktivuje funkcia AUTO OFF. Spájkovaãka sa vypne. Zapnutie funkcie ·tandardn˘ Setback: Keì je zariadenie zapnuté, podrÏte stlaãené tlaãidlo UP (3), k˘m sa na ukazovateli nezobrazí ON. Pri uvoºnení tlaãidla UP sa nastavenie uloÏí. Pri vypínaní postupujte rovnako. Na ukazovateli sa zobrazí OFF (stav pri dodávke). PouÏitie veºmi mal˘ch spájkovacích hrotov môÏe ovplyvniÈ spoºahlivosÈ funkcie zníÏenia teploty. Oneskorenie vypnutia vákua Po uvoºnení mikrospínaãa zostane vákuum e‰te cca 2 sekundy aktívne. Nastavenie: Poãas zapínania drÏte stlaãené tlaãidlo DOWN (4), k˘m a na displeji nezobrazí ON alebo OFF. Pri uvoºnení tlaãidla DOWN sa nastavenie uloÏí. Zmenu moÏno vykonaÈ rovnak˘m postupom. ÚdrÏba Na dosiahnutie dobr˘ch v˘sledkov pri odspájkovaní je dôleÏité pravidelne ãistiÈ odspájkovaciu hlavicu. K tomu patrí vyprázdÀovanie zbernej nádrÏe na cín, v˘mena skleneného rúrkového filtra, ako aj kontrola tesnení. Bezchybná tesnosÈ ãeln˘ch plôch skleneného valca je zárukou plného odsávacieho v˘konu. Zneãistené filtre ovplyvÀujú prietok vzduchu odspájkovaãkou. Preto sa musí hlavn˘ filter (6) (hadicov˘ filter na podtlakovej hadici) pravidelne kontrolovaÈ a v prípade potreby vymeniÈ. Slovensky PouÏite na to originálnu filtraãnú vloÏku Weller. Na ãistenie tesnenia odsávacej d˘zy a odsávacej trubice pouÏívajte ãistiace nástroje (5 13 500 99). Odsávacie d˘zy moÏno jednoducho a r˘chlo vymeniÈ krátkym otoãn˘m pohybom (cca 45°). Ak sú usadeniny neãistôt v kuÏeºovej ãasti hrubé, nová d˘za sa nedá vsadiÈ. Tieto usadeniny moÏno odstrániÈ ãistiacim nadstavcom pre kuÏeº vyhrievacieho telesa. V˘straha: Práca bez filtra spôsobí zniãenie tlakového meniãa. Na strane 87 nájdete obrázok âistiace nástroje, ãistenie a v˘mena odsávacích d˘z. 4. Vyrovnanie potenciálov Prostredníctvom rôzneho zapojenia prípojky s 3,5 mm kontaktom (7) moÏno realizovaÈ 4 moÏnosti: Tvrdé uzemnenie: Bez zástrãky (stav pri dodávke) Vyrovnanie potenciálov (impedancia 0 ohmov): So zástrãkou, vyrovnávacie vedenie pripojené k strednému kontaktu Bezpotenciálové: So zástrãkou Mäkké uzemnenie: So zástrãkou a vpájan˘m odporom. Uzemnenie prostredníctvom zvolenej hodnoty odporu 5. Pracovné pokyny Mnohé problémy pri odspájkovaní rie‰ia rôzne nasávacie d˘zy. Vhodn˘ nástroj na v˘menu odsávacej d˘zy je integrovan˘ v ãistiacom nástroji. Pri nasadzovaní a aretácii mierne pritláãajte odsávaciu d˘zu proti vyhrievaciemu telesu. Pri odspájkovaní je dôleÏité pouÏiÈ pomocn˘ spájkovací drôt. Zaruãí sa tak dobrá zmáãavosÈ odsávacej d˘zy a lep‰ia tekutosÈ starej pájky. K dosiahnutiu optimálneho odsávacieho v˘konu dbajte na to, aby odsávacia d˘za bola kolmá na rovinu dosky. Spájkovacia tekutina musí byÈ úplne tekutá. Poãas odspájkovania je dôleÏité kruhovito pohybovaÈ pripájacím pinom súãiastky v otvore. Ak spájka po odsatí nie je úplne odstránená, pred ìal‰ím odspájkovaním je nutné spájkované miesta nanovo pocínovaÈ. DôleÏitá je správna voºba veºkosti nasávacej d˘zy. Platí základné pravidlo: vnútorn˘ priemer odsávacej d˘zy musí zodpovedaÈ priemeru otvoru v platni. Pri prvom zahriatí naneste na spájkovací hrot, príp. odsávaciu d˘zu pájku. Odstráni sa t˘m vrstva oxidov a neãistôt usaden˘ch pri skladovaní. Pri prestávkach pri spájkovaní a pred odloÏením spájkovaãky vÏdy dbajte, aby bol spájkovací hrot dôkladne pocínovan˘. NepouÏívajte príli‰ agresívne tavidlo. Odspájkovacia stanica je rektifikovaná na stredn˘ spájkovací hrot, resp. d˘zu. Následkom pouÏitia rôznych tvarov hrotu sa môÏu vyskytnúÈ odch˘lky teploty. Pozor: VÏdy dbajte o správne umiestnenie spájkovacieho hrotu. Externé vstupné zariadenie WCB 1 a WCB 2 (voliteºné) Pri pouÏití externej jednotky na zadávanie údajov sú k dispozícii nasledujúce funkcie. ● Offset: Reálnu teplotu spájkovacieho hrotu moÏno zmeniÈ zadaním teplotného ofsetu ± 40 °C (72 °F). ● Setback: ZníÏenie nastavenej poÏadovanej teploty na 150 °C/300 °F (standby). âas zníÏenia teploty, po uplynutí ktorého sa spájkovacia stanica prepne do pohotovostného reÏimu, je nastaviteºná v rozmedzí 0-99 minút. Stav zníÏenia teploty je signalizovan˘ blikajúcim zobrazením skutoãnej hodnoty. Po uplynutí trojnásobku ãasu pre zníÏenie teploty sa aktivuje funkcia AUTO OFF. Spájkovacie zariadenie sa vypne (blikajúca ãiara na ukazovateli). Stlaãením niektorého tlaãidla alebo mikrospínaãa sa reÏim zníÏenia teploty (Setback, príp. stav automatického vypnutia ukonãí. Nakrátko sa pritom zobrazí nastavená poÏadovaná hodnota. ● Lock: Zablokovanie poÏadovanej teploty a teplotného okna. Po zablokovaní nemoÏno na spájkovacej stanici meniÈ nastavené hodnoty. ● °C/°F: Prepnutie zobrazenia teploty zo °C na °F a naopak. Ak drÏíte poãas zapínania tlaãidlo DOWN stlaãené, zobrazí sa práve pouÏitá teplotná stupnica. ● Window: Obmedzenie rozsahu teploty na max. +-99 °C vychádzajúce z teploty zablokovanej funkciou LOCK. Zablokovaná teplota sa tak nastaví na stred nastaviteºného rozsahu teplôt. 64 Slovensky Pri zariadeniach s beznapäÈov˘m kontaktom (optoelektronick˘ uzáver) slúÏi funkcia WINDOW na nastavenie teplotného okna. Ak sa skutoãná teplota nachádza v rámci teplotného okna, beznapäÈov˘ kontakt (optoelektronick˘ uzáver) sa prepne. ● Cal: Nové nastavenie spájkovacej stanice (len WCB 2) a v˘robné nastavenie FSE (vynulovanie v‰etk˘ch nastaven˘ch hodnôt na 0, poÏadovaná hodnota teploty 350 °C/660 °F). ● Rozhranie pre PC: RS 232 (len WCB 2) ● Teplomer: Integrovan˘ teplomer pre termoãlánok typu K (len WCB 2) 6. Zoznam príslu‰enstva T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Spájkovacia súprava WP 80 Spájkovacia súprava WSP 80 Spájkovacia súprava LR 21 antistatická Spájkovacia súprava LR 82 Odspájkovacia súprava WTA 50 Odspájkovacia súprava DXV 80 Odspájkovacia súprava DSX 80 Spájkovacia súprava MPR 80 Spájkovacia súprava WMP Predhrievacia doska WHP 80 Externé vstupné zariadenie WCB 1 Externé vstupné zariadenie WCB 2 âistiaci nástroj 7. Rozsah dodávky WDD 81V PUD 81V Riadiaca jednotka Odspájkovacia súprava DSX 80 SieÈov˘ kábel Bezpeãnostn˘ stojan AK 20 Konektor 3,5 mm Návod na pouÏitie Hlavn˘ filter Bezpeãnostné pokyny Power Unit Riadiaca jednotka SieÈov˘ kábel Konektor 3,5 mm Návod na pouÏitie Hlavn˘ filter Bezpeãnostné pokyny Na strane 82 nájdete obrázok odsávacích d˘z Na strane 83 nájdete obrázok Schéma zapojenia Na strane 84 - 86 nájdete obrázok s rozkladov˘m v˘kresom Technické zmeny vyhradené! 65 A frissített üzemeltetési útmutatókat a www.weller-tools.com oldalon találja. Sloven‰ãina Zahvaljujemo se vam za zaupanje, ki ste nam ga izkazali z nakupom Wellerjeve spajkalne postaje WDD 81V. Med izdelavo so bili uporabljeni najzahtevnej‰i kakovostni standardi, ki zagotavljajo brezhibno funkcijo naprave. 1. Pozor! Prosimo, da pred prvo uporabo naprave pozorno preberete ta navodila za uporabo in priloÏena varnostna navodila. Z neupo‰tevanjem varnostnih navodil lahko ogrozite zdravje in Ïivljenje. Proizvajalec ne prevzema jamstva za uporabo, ki se razlikuje od opisane v navodilih za uporabo, kakor tudi za samovoljne spremembe. Wellerjeva spajkalna postaja WDD 81V ustreza ES izjavi o skladnosti v skladu z osnovnimi varnostnimi zahtevami smernic 2004/108/ES in 2006/95/ES. 2. Tehniãni opis 2.1 Krmilna naprava Mikroprocesorsko krmiljena spajkalna postaja WDD 81V spada v druÏino naprav, ki so bile razvite za uporabo v industrijski proizvodnji, kakor tudi za popravila in za delo v laboratoriju. Digitalna krmilna elektronika in visokokakovostna tehnika senzorjev in tehnika prenosa toplote zagotavljata natanãno regulacijo temperature na spajkalni konici. Visoka temperaturna toãnost in optimalne dinamiãne temperaturne karakteristike pod obremenitvijo so doseÏene s hitrim in natanãnim pridobivanjem merilnih vrednosti v zaprtem krmilnem krogu. Spajkalna postaja WDD 81V avtomatsko prepozna prikljuãene spajkalnike in nastavi pripadajoãe parametre krmiljenja. Podtlak, ki je potreben pri odspajkanju, proizvaja integrirani pretvornik na stisnjeni zrak (ne potrebuje vzdrÏevanja). Podtlak se aktivira z integriranim stikalom na prst na odspajkalniku. Razliãne moÏnosti izenaãevanja potenciala spajkalne konice, stikalo niãelne napetosti in antistatiãna izvedba krmilne naprave in spajkalnika samo ‰e dopolnjujejo visok standard kakovosti. MoÏnost priklopa zunanje vhodne naprave ‰e dodatno raz‰irja funkcionalnost odspajkalne postaje. Z vhodnima napravama WCB 1 in WCB 2, ki sta dobavljivi kot dodatna oprema, je med drugim mogoãe realizirati ãasovne funkcije in funkcije zapore. Integrirana naprava za merjenje temperature in PC vmesnik spadata v raz‰irjeni obseg vhodne naprave WCB 2. Med segrevanjem sistema dioda trajno sveti. 2.2 Spajkalnik DSX 80: Odspajkalnik 80 W. Koniãni sistem pritrditve sesalne ‰obe. ·irok program sesalnih ‰ob omogoãa optimalno odsesavanje spajke na najrazliãnej‰ih mestih spajkanja. Posoda za zbiranje spojke je enostavno izmenljiva brez uporabe orodja. Peãati za odspajkanje CSF so dobavljivi kot pribor. Namenjeni so odspajkanju povr‰insko name‰ãenih komponent. Integrirano stikalo na prst za aktiviranje podtlaka. DXV 80: Odspajkalnik 80 W. Koniãni sistem pritrditve sesalne ‰obe. Inline-izvedba (navpiãni delovni poloÏaj). Posoda za zbiranje spajke je integrirana v roãaju. Posodo je enostavno izmenljiva brez uporabe orodja. ·irok program CSF (SMD peãati za odspajkanje) in sesalnih ‰ob. Podtlak se aktivira s stikalom na prst. WTA 50: Pinceta za odspajkanje WTA 50 je konstruirana za odspajkanje SMD komponent. Dva grelna elementa (2 x 25 W), vsak ima tudi svoj temperaturni senzor, skrbita za enako temperaturo obeh krakov. LR 82: Zmogljiv spajkalnik moãi 80 W za spajkanje, pri katerem je visoka potreba po toploti. Spajkalno konico pritrdimo na bajonetni nastavek, ki omogoãa natanãno pozicioniranje konice ob menjavi . WP 80: Standardni spajkalnik. Spajkalnik WP 80 / WSP 80 WSP 80 odlikuje bliskovito in natanãno doseganje temperature spajkanja. S svojo vitko obliko in moãjo segrevanja 80 W je univerzalno uporaben za vsako delo - od najbolj finega spajkanja do spajkanja z visokim vnosom toplote. Po menjavi spajkalne konice lahko nemudoma nadaljujemo z delom, saj je delovna temperatura doseÏena v najkraj‰em ãasu. Za moÏnosti priklopa ostalega orodja glej seznam pribora. Îelena temperatura je nastavljiva v obmoãju 50°C - 450°C s pomoãjo dveh tipk (Up / Down). Îelena in dejanska vrednost sta prikazani digitalno. Ko je doseÏena izbrana temperatura, to z utripanjem signalizira rdeãa svetleãa dioda na prikazu, ki je namenjena vizualni kontroli krmiljenja. 66 Sloven‰ãina Tehniãni podatki Dimenzija (mm): (cole): OmreÏna napetost (10): Poraba moãi: Razred za‰ãite: Varovanje (11): Regulacija temperature: Toãnost: Komprimiran zrak: Pretvornik na stisnjeni zrak: Prikljuãek komprimiranega zraka: Izenaãevanje potenciala (7): 180 (D) x 115 (·) x 101 (V) 7,1 (D) x 4,53 (·) x 4 (V) 230 V / 50 Hz, 120 V / 60 Hz (glej plo‰ãico s podatki) 95 W 1 (krmilna naprava); 3 (spajkalnik) T 500 mA (230 V); T 1A (120 V) (glej plo‰ãico s podatki) digitalna 50°C - 450°C ± 9°C (± 17°F) Vstopni tlak 400 - 600 kPA (58-87 psi) - suh komprimiran zrak brez olja Poraba zraka 35 l / min; maks. podtlak 55 kPA (8 psi) pnevmatska cev zunanjega premera 6 mm (0,24) Preko 3,5 mm-ske zaskoãne pu‰e na spodnji strani naprave (v tovarni‰ki nastavitvi je trda ozemljitev, zaskoãni vtiã ni vklopljen). 3. Pred uporabo OdloÏite spajkalnik v varovalno odlagali‰ãe. Pnevmatsko cev zunanjega premera 6 mm vtaknite v hitro spojko prikljuãka komprimiranega zraka (12). Zagotovite oskrbo s suhim komprimiranim zrakom tlaka 4 - 6 bar (58 - 87 psi) in brez olja. Vklopite elektriãni povezovalni vod spajkalnika v 7-polno prikljuãno dozo (9) na sprednji plo‰ãi tako, da se zaskoãi. Namestite glavni filter (6) s cevnim delom med prikljuãkom podtlaka (8) in cevjo za podtlak odspajkalnika. Preverite, ali omreÏna napetost ustreza specifikaciji na plo‰ãici s podatki in ali je omreÏno stikalo (1) izkljuãeno. Prikljuãite krmilno napravo na el. omreÏje (10). Vklopite napravo z omreÏnim stikalom (1). Pri vklopu naprave se izvede avtomatski test, pri katerem se kratkotrajno aktivirajo vsi elementi prikaza (2). Nato se na kratko pokaÏe nastavljena temperatura (Ïelena vrednost) in enota temperature (°C / °F). Elektronika nato avtomatsko preklopi na prikaz dejanske vrednosti. Rdeãa toãka (5) na prikazu (2) zasveti. Ta toãka je namenjena vizualni kontroli krmiljenja. Trajni vklop diode pomeni, da se sistem segreva. Utripanje signalizira, da je doseÏena delovna temperatura. Podtlak, potreben za odspajkanje, se aktivira s pomoãjo stikala na prst, ki je integrirano na odspajkalniku. Nastavljanje temperature Digitalni prikaz (2) kaÏe dejansko vrednost temperature. Ob pritisku na tipko Up ali Down (3) (4) digitalni prikaz (2) preklopi na trenutno nastavljeno Ïeleno vrednost. Nastavljeno Ïeleno vrednost (utripajoãi prikaz) lahko spremenimo v Ïeleni smeri z rahlim pritiskom ali s trajnim pritiskom na tipko UP ali DOWN (3) (4). Za hitro listanje med Ïelenimi vrednostmi trajno pritisnite tipko. PribliÏno 2 sek. po tem, ko izpustite tipko, digitalni prikaz (2) avtomatsko preklopi na dejansko vrednost. 67 Standardni ãas setback V primeru neuporabe spajkalnika se temperatura po 20 min. avtomatsko zniÏa na vrednost v stanju pripravljenosti (standby), t.j. 150°C. Po izteku trikratnega ãasa setback (60 min.) se aktivira funkcija AUTO OFF. Spajkalnik se izklopi. Vklop funkcije standardnega ãasa setback: med vklopom naprave drÏite tipko UP (3), dokler se na ekranu ne prikaÏe napis ON. Nastavitev se shrani, ko izpustite tipko UP. Za izklop postopamo na enak naãin. Na ekranu se prikaÏe napis OFF (tovarni‰ka nastavitev). Pri uporabi zelo finih spajkalnih konic lahko pride do zmanj‰anja varnosti funkcije Setback. Zakasnitev izklopa podtlaka Podtlak ostane aktiven ‰e pribliÏno 2 sekundi potem, ko sprostite stikalo na prst. Nastavljanje: Med vklapljanjem naprave drÏite tipko DOWN (4), dokler se na ekranu ne prikaÏe napis ON ali OFF. Nastavitev se shrani, ko izpustite tipko DOWN. Za spremembo postopek ponovite. VzdrÏevanje Za dobre rezultate pri odspajkanju morate poskrbeti za redno ãi‰ãenje glave odspajkalnika. V obseg ãi‰ãenja spada praznjenje posode za zbiranje spajke, menjava steklenega filtra in pregled tesnil. Brezhibno tesnjenje ãelnih povr‰in steklenega cilindra zagotavlja polno zmogljivost odsesavanja. Zamazan filter vpliva na pretok zraka skozi odspajkalnik. Zato redno kontrolirajte glavni filter (6) (cevni filter na cevi za podtlak) in ga po potrebi zamenjajte. Uporabljajte samo originalne Wellerjeve filtrske kartu‰e. Za ãi‰ãenje izvrtine sesalne ‰obe in sesalne cevi uporabljajte orodje za ãi‰ãenje (5 13 500 99). Sesalne ‰obe lahko Sloven‰ãina hitro in enostavno zamenjate tako, da jih zavrtite za cca. 45°. âe je na predelu konusa debel sloj umazanije, nove sesalne ‰obe ni mogoãe namestiti. Sloj umazanije lahko odstranite s pomoãjo nastavka za ãi‰ãenje konusa grelnega telesa. mati s premerom izvrtine na tiskanem vezju. Slika - orodje za ãi‰ãenje, postopek ãi‰ãenja in menjava sesalne ‰obe, glej stran 87 Ob prvem segrevanju prevleãite spajkalno konico oz. sesalno ‰obo s spajko. Tako s spajkalne konice odstranite sloj oksidov in neãistoãe. V ãasu premora in kadar orodje odloÏite, pazite, da bo spajkalna konica oz. sesalna ‰oba dobro prevleãena s spajko. Ne uporabljajte preveã agresivnega fluksa. Odspajkalna postaja je nastavljena za srednjo sesalno ‰obo oz. spajkalno konico. Pri uporabi konic drugih oblik lahko pride do odstopanja temperature. 4. Izenaãevanje potenciala Pozor: Spajkalna konica mora biti vedno trdno pritrjena. Opozorilo: Uporaba brez filtra uniãuje pretvornik na stisnjeni zrak. Razliãne izvedbe 3,5 mm zaskoãne pu‰e (7) omogoãajo ‰tiri variante: Trda ozemljitev: Brez vtiãa (stanje ob dobavi) Izenaãevanje potenciala (impedanca 0 Ohm): Z vtiãem, vod za izenaãevanje na srednjem kontaktu Brez potenciala: Z vtiãem Mehka ozemljitev: Z vtiãem in prispajkanim uporom. Ozemljitev preko izbrane vrednosti upora 5. Navodila za delo Razliãne sesalne ‰obe lahko re‰ijo veliko problemov, ki nastanejo pri odspajkanju. Ustrezno orodje za menjavo sesalne ‰obe je integrirano v orodju za ãi‰ãenje. Pri name‰ãanju in blokiranje potisnite sesalno ‰obo proti grelnemu telesu. Pri odspajkanju je pomembna uporaba dodatne Ïice za spajkanje. S tem doseÏemo bolj‰o sposobnost omoãenja sesalne ‰obe in bolj‰e teãenje stare spajke. Paziti morate, da je sesalna ‰oba pravokotna na ravnino tiskanega vezja, s ãimer doseÏete optimalno zmogljivost odsesavanja. Spajka mora biti popolnoma tekoãa. Pri odspajkanju je pomembno, da prikljuãni pin komponente premikate po izvrtini v kroÏnem gibanju. âe spajka po odsesavanju ni popolnoma odstranjena, je pred ponovnim prispajkanjem elementa treba mesto spajkanja na novo prevleãi s spajko. Pomembna je tudi pravilna izbira velikosti sesalne ‰obe. Zlato pravilo je: notranji premer sesalne ‰obe se mora uje- Zunanji vhodni napravi WCB 1 in WCB 2 (opcija) Pri uporabi zunanje vhodne naprave so na razpolago naslednje funkcije: ● Temperaturna razlika (offset): Dejanska temperatura spajkalne konice se lahko z vnosom temperaturne razlike spremeni za ± 40°C (72°F). ● Setback: Zmanj‰evanje nastavljene Ïelene temperature na 150°C (v pripravljenosti - standby). âas setback, po katerem spajkalna postaja preklopi v naãin pripravljenosti, je nastavljiv od 0-99 minut. Stanje setback signalizira utripajoã prikaz dejanske vrednosti. Po izteku trikratnega ãasa setback se aktivira funkcija AUTO-OFF. Spajkalnik se izklopi (utripajoãa ãrtica na prikazu). S pritiskom na tipko ali na stikalo na prst se prekine stanje setback oz. AUTOOFF. Pri tem se na kratko pokaÏe nastavljena Ïelena vrednost. ● Zaklepanje (lock): Zaklepanje Ïelene temperature in temperaturnega okna. Spremembe nastavitev na spajkalni postaji po zaklepanju niso veã mogoãe. ● °C/°F: Preklop enote temperature iz °C na °F in obratno. âe med vklapljanjem pritisnete tipko Down, se prikaÏe trenutna enota temperature. ● Okno (window): Omejitev temperaturnega obmoãja na maks. +-99°C, izhajajoã iz temperature, zaklenjene s pomoãjo funkcije LOCK. Zaklenjena temperatura pri tem predstavlja sredino nastavljivega temperaturnega obmoãja. Pri napravah s kontaktom brez potenciala (izhod optiãnega povezovalnika), sluÏi funkcija WINDOW za nastavitev temperaturnega okna. âe leÏi dejanska temperatura znotraj temperaturnega okna, kontakt brez potenciala (izhod optiãnega povezovalnika) preklopi. 68 Sloven‰ãina ● Cal: Ponovno justiranje spajkalne spostaje (samo WCB 2) in tovarni‰kih nastavitev FSE (Vraãanje vseh nastavitvenih vrednosti na 0, Ïelena vrednost temperature 350°C). ● PC vmesnik: RS 232 (samo WCB 2) ● Naprava za merjenje temperature: Integrirana naprava za merjenje temperature za termoelement tipa K (samo WCB 2) 6. Seznam pribora T005 29 180 99 Komplet za spajkanje WP 80 T005 33 125 99 Komplet za spajkanje WSP 80 T005 33 112 99 Komplet za spajkanje LR 21 antistatic T005 33 113 99 Komplet za spajkanje LR 82 T005 33 133 99 Komplet za odspajkanje WTA 50 T005 13 181 99 Komplet za odspajkanje DXV 80 T005 33 138 99 Komplet za odspajkanje DSX 80 T005 33 131 99 Komplet za spajkanje MPR 80 T005 33 155 99 Komplet za spajkanje WMP T005 27 028 99 Plo‰ãa za predgrevanje WHP 80 T005 25 030 99 Termiãna naprava za odstranjevanje izolacije WST 20 T005 31 181 99 Zunanja vhodna naprava WCB 1 T005 31 180 99 Zunanja vhodna naprava WCB 2 T005 13 500 99 Orodje za ãi‰ãenje 7. Obseg dobave WDD 81V Spajkalna postaja PUD 81V Krmilna naprava Krmilna naprava Komplet za odspajkanje DSX 80 Elektriãni kabel Elektriãni kabel Zaskoãni vtiã 3,5 mm Varovalni odlagalnik AK 20 Navodila za uporabo Zaskoãni vtiã 3,5 mm Glavni filter Navodila za uporabo Varnostna navodila Glavni filter Varnostna navodila Slika - sesalne ‰obe, glej strani 82 Slika - prikljuãna shema, glej stran 83 Eksplozijska risba, glej strani 84 - 86 PridrÏujemo si pravico do tehniãnih sprememb! Aktualizovan˘ návod na pouÏívanie nájdete na adrese www.weller-tools.com. 69 Eeti keel Täname teid Welleri jootejaama WDD 81V ostuga osutatud usalduse eest. Valmistamisel on järgitud kõige rangemaid kvaliteedinõudeid, mis kindlustavad seadme laitmatu töö. 1. Tähelepanu! Palun lugege enne seadme kasutuselevõttu tähelepanelikult läbi see kasutusjuhend ja lisatud ohutusjuhised. Ohutuseeskirjade eiramine on ohtlik tervisele ja elule. Valmistajatehas ei võta endale vastutust teistsuguse, käesolevast kasutusjuhendist erineva kasutamise, samuti juhendi omavolilise muutmise korral. Welleri jootejaam WDD 81V vastab EL-i ühtsusdeklaratsiooni järgi direktiivide 2004/108/EL ja 2006/95/EL põhilistele ohutusnõuetele. 2. Kirjeldus 2.1 Juhtplokk Mikroprotsessori abil juhitav jootejaam WDD 81V kuulub seadmete perekonda, mis on konstrueeritud kasutamiseks tööstuslikes tingimustes ning remondi- ja laboratoorsetel töödel. Digitaalne juhtimiselektroonika ja kõrgekvaliteediline sensor- ja soojusjuhtimistehnika kindlustavad jooteotsiku temperatuuri täpse reguleerimise. Suurim temperatuuritäpsus ja optimaalne temperatuuri dünaamiline reguleerimine koormuse all saavutatakse mõõtmistulemuste kiire ja täpse töötlemisega suletud juhtimissüsteemis. Joote/lahtijootejaam WDD 81V tuvastab jooteinstrumendid automaatselt ja neile antakse vastavad juhtimisparameetrid. Lahtijootmiseks vajalikku vaakumit tekitatakse sisseehitatud hooldusvaba suruõhumuunduriga ja see lülitatakse sisse lahtejootekolbi sisseehitatud sõrmlüliti abil. Erinevad potentsiaalide ühtlustusvõimalused jooteotsikule, nullpingeskeem ning juhtploki ja kolbide antistaatiline ehitus täiendavad kõrget kvaliteedistandardit. Selle lahtijootejaama funktsioonide rohkust laiendab välise sisetusseadme ühendamisvõimalus. Lisavalikuna saadaolevate sisestusseadmetega WCB 1 ja WCB 2 võib muu hulgas realiseerida aja- ja lukustusfunktsiooni. Sisestusseadme WCB 2 täiendavate võimaluste hulka kuuluvad sisseehitatud temperatuurimõõteseade ja PC-port. 2.2 Jooteinstrument DSX 80: 80 W lahtijootekolb. Äratõmbedüüsi kooniline kinnitussüsteem. Lai äratõmbedüüside valik võimaldab jootetina optimaalselt ära tõmmata kõige erinevamatest jootekohtadest. Tina kogumisanum on lihtne, vahetatav ilma tööriistu kasutamata. CSF- lahtijootetemplid on saadaval lisavarustusena. Neid kasutatakse pealemonteeritud komponentide lahtijootmiseks. Sisseehitatud sõrmlüliti vaakumi sisselülitamiseks. DXV 80: 80 W lahtijootekolb. Äratõmbedüüsi kooniline kinnitussüsteem. Inline variant (vertikaalne tööasend). Tina kogumisanum on ehitatud käepideme sisse. See on vahetatav lihtsalt, ilma tööriistu kasutamata. Lai CSF (SMD lahtijootetempel)- ja äratõmbeotsikute valik. Vaakum lülitatakse sisse sõrmlüliti abil. WTA 50: Lahtijootepintsetid WTA 50 on konstrueeritud spetsiaalselt SMD-elektroonikakomponentide lahtijootmiseks. Kaks kütteelementi (2 x 25 W) millest kumbki on varustatud oma temperatuurisensoriga, kindlustavad ühesugused temperatuurid mõlemal harul. LR 82: Suure võimsusega 80 W jootekolb suure soojustarbega jootetööde jaoks. Jooteotsik kinnitatakse bajonettkinnitusega. See võimaldab jooteotsikut vahetada nii, et selle asend ei muutuks. WP 80: Meie "standard"-jootekolb.Jootekolbi WP 80 / WSP 80 WSP 80 iseloomustab väga kiire ja täpne jootetemperatuuri saavutamine. Tänu saledale kujule ja 80 W küttevõimsusele saab teda kasutada universaalselt, alates väga täpsetest jootetöödest kuni suure soojusvajadusega jootetöödeni. Pärast jooteotsiku vahetamist saab kohe edasi töötada, sest töötemperatuur saavutatakse taas väga lühikese ajaga. Täiendavad ühendatavad instrumendid, vt lisavarustuse nimekiri. Soovitud temperatuuri on võimalik seadistada vahemikus 50°C - 450°C (122°F - 842°F) 2 klahvi (Up/Down) abil. Soovitavat ja tegelikku väärtust näidatakse digitaalselt. Eelvalitud temperatuuri saavutamisest annab märku optilise reguleerimiskontrolli funktsiooni täitev punase valgusdioodi vilkumine näidikus. Pidev põlemine tähendab seda, et süsteem soojeneb. 70 Eeti keel Tehnilised andmed Mõõtmed (mm): (in.): Võrgupinge (10): Võimsustarve: Kaitseklass: Kaitse (11): Temperatuuri reguleerimine: Täpsus: Suruõhk: Suruõhumuundur: Suruõhuühendus: Potentsiaalide ühtlustamine (7): 180 (P) x 115 (L) x 101 (K) 7,1 (P) x 4,53 (L) x 4 (K) 230 V / 50 Hz, 120 V / 60 Hz (vaata tüübisilti) 95 W 1 (juhtplokk); 3 (jooteinstrument) T 500 mA (230 V); T 1A (120 V) (vaata tüübisilti) digitaalne 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) Sisendrõhk 400 - 600 kPA (58-87 psi) õlivaba, kuiv suruõhk Õhukulu 35 l / min; maks. alarõhk 55 kPA (8 psi) suruõhuvoolik välisläbimõõduga 6 mm (0,24") Seadme alumisel küljel asuva 3,5 mm lülituspuksi abil (tarnimisel valmistajatehasest püsivalt maandatud, lülituspistik ühendamata). 3. Kasutuselevõtt Asetage jooteinstrument ohutushoidikusse. Ühendage 6 mm välisläbimõõduga suruõhuvoolik suruõhuühenduse (12) kiirühenduspessa. Looge suruõhuvarustus, kasutades selleks 400 - 600 bar (58 - 87 psi) kuiva, õlivaba suruõhku. Ühendage jooteinstrumendi elektriline ühendusjuhe esiplaadil asuvasse 7-kontaktilisse ühenduspuksi (9) ja fikseerige. Paigaldage peafilter (6) voolikujupi abil vaakumiühenduse (8) ja lahtijootekolvi vaakumivooliku vahele. Kontrollige, kas võrgupinge ühtib tüübisildil toodud andmetega ja võrgulüliti (1) on väljalülitatud asendis. Lülitage juhtplokk võrku.(10) Lülitage seade võrgulüliti (1) abil sisse. Seadme sisselülitamisel teostatakse kontrolltest, mille jooksul kõik näidikud (2) on sisse lülitatud. Pärast seda näidatakse lühikeseks ajaks seadistatud temperatuuri(soovitav väärtus) ja selle mõõtühikut (°C / °F). Seejärel lülitub elektroonika automaatselt ümber tegeliku väärtuse näitamisele. Punane punkt (5) näidikus (2) põleb. See punkt täidab optilise reguleerimiskontrolli ülesannet. Pidev põlemine tähendab süsteemi ülessoojenemist. Vilkumine tähistab töötemperatuuri saavutamist. Lahtijootmiseks vajalik vaakum lülitatakse sisse lahtijootekolbi sisseehitatud sõrmlüliti abil. Temperatuuri seadistamine Põhimõtteliselt näitab digitaalne näidik (2) temperatuuri tegelikku väärtust. Kui vajutate klahvile "UP" või "DOWN" (3) (4), lülitub digitaalnäidik (2) ümber hetkel seadistatud soovitavale väärtusele. Seda seadistatud soovitavat väärtust (vilkuv näit) võib nüüd muuta vastavas suunas, vajutades või hoides all klahvi "UP" või "DOWN" (3) (4). Kui hoiate klahvi pidevalt allavajutatuna, muutub valitud väärtus kiiresti. Umbes pärast 2 sekundi möödumist klahvi vabastamisest lülitub digitaalnäidik (2) automaatselt taas ümber tegeliku väärtuse näitamisele. 71 Standard-setback Kui jooteinstrumenti ei kasutata, siis langetatakse temperatuur pärast 20 min möödumist automaatselt Stand by väärtuseni 150°C (300°F). Pärast kolmekordse Setbackaja (60 min) möödumist lülitatakse sisse "AUTO-OFF" funktsioon. Jootekolb lülitatakse välja. Standardsetback-funktsiooni sisselülitamine: hoidke seadme sisselülitamise ajal klahvi "UP" (3) allavajutatuna, kuni näidikusse ilmub "ON". Klahvi "UP" vabastamisel seadistus salvestatakse. Väljalülitamisel toimige analoogselt. Näidikusse ilmub "OFF" (tarnimisel valmistajatehasest). Väga peente jooteotsikute kasutamisel võib Setbackfunktsiooni töökindlus olla piiratud. Vaakumi aegnihe Pärast sõrmlüliti vabastamist jääb vaakum veel umbes 2 sekundiks sisselülitatuks. Seadistamine: sisselülitamise ajal hoidke klahvi "DOWN" (4) allavajutatuna, kuni näidikusse ilmub ON või OFF. "DOWN" klahvi vabastamisel seadistus salvestatakse. Muutmiseks tuleb operatsiooni korrata. Hooldus Selleks, et saavutada häid jootetulemusi, on oluline lahtijootepead korrapäraselt puhastada. Siia hulka kuulub tina kogumisanuma tühjendamine, klaastorufiltri vahetamine ning tihendite kontrollimine. Klaassilindri otsapindade laitmatu tihedus kindlustab maksimaalse äratõmbevõimsuse. Mustunud filtrid mõjutavad lahtijootekolvi õhu läbivooluhulka. Selleks tuleb korrapäraselt kontrollida peafiltrit (6) (vooliku filter vaakumiühenduse juures) ja vajadusel see vahetada. Selleks tuleb kasutada Welleri originaalfiltrikassette. Eeti keel Kasutage äratõmbedüüsi ava ja äratõmbetoru puhastamiseks puhastusinstrumenti (5 13 500 99). Äratõmbedüüse saab lihtsalt ja kiiresti vahetada, pöörates neid veidi (umbes 45°). Kui koonuse piirkond on tugevasti mustunud, siis ei saa uut düüsi enam kohale asetada. Mustust saab eemaldada, kasutades küttekehakoonuse jaoks ettenähtud puhastusvahendit. Joonist "Puhastusinstrument, puhastamine ja äratõmbedüüsi vahetamine" vt lk 87. Tähtis on valida õige suurusega äratõmbedüüs. Rusikareegel: äratõmbedüüsi siseläbimõõt peaks olema niisama suur kui plaadi ava läbimõõt. Selektiivselt tinaga kaetava jooteotsiku või äratõmbedüüsi esmakordsel üleskuumutamisel niisutage see joodisega. Sellega eemaldatakse sinna jooteotsiku ladustamisel tekkinud oksiidikihid ja mustus. Jootepauside ajal ja enne jooteinstrumendi käest ärapanekut pöörake alati tähelepanu sellele, et jooteotsik või äratõmbedüüs oleks tinaga hästi kaetud. Ärge kasutage liiga agressiivset räbustit. Lahtijootejaam on välja reguleeritud keskmise suurusega jooteotsiku või äratõmbedüüsi jaoks. Erineva kujuga otsikute korral võib esineda temperatuurikõikumisi. 4. Potentsiaalide ühtlustamine Tähelepanu: hoolitsege alati, et jooteotsik oleks nõuetekohaselt kinnitatud. Hoiatus: töötamine ilma filtrita rikub suruõhumuunduri. 3,5 mm lülituspuksi (7) erineva lülitamisega saab realiseerida 4 variatsiooni: Püsivalt maandatud: Ilma pistikuta (tarneasend) Potentsiaalide ühtlustamine (takistus 0 oomi): Pistikuga, ühtlustusjuhe keskkontaktis Potentsiaalivaba: Pistikuga Pehmelt maandatud: Pistiku ja külgejoodetud takistiga. Maandamine valitud suurusega takisti abil. 5. Tööjuhised Erinevad äratõmbedüüsid lahendavad paljud lahtijootmisega seonduvad probleemid. Äratõmbedüüsi vahetamiseks sobiv instrument kuulub puhastusinstrumentide komplekti. Äratõmbedüüsi paigaldamiseks ja kinnitamiseks vajutage seda kergelt vastu küttekeha. Lahtijootmisel on oluline kasutada lisa-jootetraati. Sellega kindlustatakse äratõmbedüüsi hea katmisvõime ning vana joodise paremad voolamisomadused. Et saavutada optimaalset äratõmberesultaati, tuleb pöörata tähelepanu sellele, et äratõmbedüüs asetseks plaadi pinnaga risti. Kogu joodis peab olema täielikult vedel. Lahtijootmisoperatsiooni käigus on oluline, et elektroonikakomponendi ühendusjalga liigutatakse avas ringikujuliselt. Kui joodis ei ole mõnikord pärast äratõmbamisoperatsiooni täielikult eemaldunud, siis tuleks jootekoht enne uut lahtijootmist uuesti tinaga katta. Väline sisestusseade WCB 1 ja WCB 2 (valikul) Välise sisestusseadme puhul saab kasutada järgmisi funktsioone: ● Offset: Jooteotsiku reaalset temperatuuri võib temperatuurioffseti sisestamisega muuta ± 40 °C (72°F) võrra. ● Setback: Seadistatud soovitava temperatuuri alandamine 150°C/300°F-le (standby). Setback-aega, pärast mille möödumist jootejaam lülitub ootereÏiimi, saab seadistada vahemikus 0-99 minutit. Setback-olekut näidatakse tegeliku väärtuse vilkuva näiduga. Pärast kolmekordse Setback-aja möödumist lülitatakse "AUTO-OFF" sisse. Jooteinstrument lülitatakse välja (vilkuv kriips ekraanil). Vajutusega mõnele klahvile või sõrmlülitile lõpetatakse Setback-olek või AUTO-OFF olek. Sealjuures näidatakse lühiajaliselt seadistatud väärtust. ● Lock: Soovitava temperatuuri ja temperatuuriakna lukustamine. Pärast lukustamist ei saa jootejaama seadistusi muuta. ● °C/°F: Temperatuurinäidu ümberlülitamine °C-lt °F-le ja vastupidi. Kui vajutate sisselülitamise ajal klahvile "Down", näidatakse temperatuuri aktuaalset varianti. ● Window: Temperatuurivahemiku piirang maksimaalselt +-99°C-le lähtudes "LOCK" funktsiooniga lukustatud temperatuurist. Lukustatud temperatuur asetseb seega seadistatud temperatuuripiirkonna keskel. Potentsiaalivaba kontaktiga seadmetel (optokopplerväljund) täidab "WINDOW"-funktsioon temperatuuriakna seadistamise ülesannet. Kui tegelik temperatuur on temperatuuriakna piires, siis lülitatakse potentsiaalivaba kontakt (optokoppleri väljund) otse. 72 Eeti keel ● Cal: Jootejaama uuesti seadistamine (ainult WCB 2) ja Factory setting FSE (kõikide seadistatavate parameetrite nullimine, temperatuuri seadistatav väärtus 350°C/660°F). ● PC- port: RS 232 (ainult WCB 2) ● Temperatuuri mõõteseade: Sisseehitatud temperatuurimõõteseade K tüüpi termoelemendi jaoks (ainult WCB 2) 6. Lisavarustuse nimekiri T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 Jootekolvikomplekt WP 80 Jootekolvikomplekt WSP 80 Antistaatiline jootekolvikomplekt LR 21 Jootekolvikomplekt LR 82 Lahtijootekomplekt WTA 50 Lahtijootekomplekt DXV 80 Lahtijootekomplekt DSX 80 Jootekolvikomplekt MPR 80 Jootekolvikomplekt WMP Eelkuumutusplaat WHP 80 Väline sisestusseade WCB 1 Väline sisestusseade WCB 2 Puhastusinstrument 7. Tarne sisu WDD 81V PUD 81V Juhtplokk Lahtijootekomplekt DSX 80 Võrgujuhe Ohutushoidik AK 20 Lülituspistik 3,5 mm Kasutusjuhend Peafilter Ohutuseeskirjad Power Unit Juhtplokk Võrgujuhe Lülituspistik 3,5 mm Kasutusjuhend Peafilter Ohutusjuhised Joonis: äratõmbedüüsid, vt lk 82 Joonis: elektriskeem, vt lk 83 Joonis kirjeldav joonis, vt lk 84 - 86 Tehnilised muudatused võimalikud! Posodobljena navodila za uporabo boste na‰li na spletnem naslovu www.weller-tools.com. 73 Lietuvi‰kai Dòkojame, kad parodòte pasitikòjimà pirkdami „Weller" litavimo stotel´ WDD 81V. Ji pagaminta pagal grieÏãiausius kokybòs reikalavimus, garantuojanãius nepriekai‰tingà veikimà. 1. Dòmesio! Prie‰ pradòdami ∞taisà eksploatuoti, atidÏiai perskaitykite ‰ià instrukcijà ir saugos reikalavimus. Nesilaikantiems saugos reikalavim˜ kyla pavojus sveikatai ir gyvybei. Gamintojas neatsako uÏ prietaisà, jeigu naudosite j∞ kitokiais tikslais negu nurodyta instrukcijoje arba savavali‰kai kà nors keisite. „Weller" litavimo stotelò WDD 81V turi EB atitikties sertifikatà pagal pagrindinius direktyv˜ 2004/108/EB ir 2006/95/EB saugos reikalavimus. 2. Apra‰ymas 2.1 Valdymo ∞taisas Mikroprocesoriaus valdoma litavimo stotelò WDD 81V priklauso prietais˜ grupei, sukurtai pramoninei gamybos technikai bei remonto ir laboratorij˜ sriãiai. Skaitmeninò valdymo elektronika ir auk‰tos kokybòs jutiklinò bei ‰ilumos perdavimo technika litavimo ∞rankyje uÏtikrina tiksl˜ lituoklio antgalio temperatros reguliavimà. Auk‰ãiausias temperatros tikslumas ir optimaliai dinami‰kas temperatros reguliavimas pasiekiamas greitai ir precizi‰kai fiksuojant temperatrà uÏdaroje reguliavimo grandinòje. WDD 81V automati‰kai atpaÏ∞sta litavimo ∞rankius ir jiems priskiria atitinkamus reguliavimo parametrus. Atlitavimui reikalingà vakuumà sukuria vidinis prieÏiros nereikalaujantis suspausto oro keitiklis, o vakuumas aktyvinamas integruotu jungikliu ant atlituoklio. 2.2 Litavimo ∞rankis DSX 80: 80 W atlituoklis. Konusinò siurbtuko tvirtinimo sistema. Plati siurbtuk˜ gama uÏtikrina, kad ∞vairiausiose vietose bt˜ optimaliai i‰siurbtas alavas. Alavo surinkimo indas keiãiamas lengvai ir be joki˜ ∞ranki˜. Papildomai galima ∞sigyti CSF atlitavimo plunÏerius. Jie skirti atlituoti pavir‰ines detales. Integruotas jungiklis vakuumo aktyvinimui. DXV 80: 80 W atlituoklis. Konusinò siurbtuko tvirtinimo sistema. „Inline" konstrukcija (vertikali darbinò padòtis). Alavo surinktuvas integruotas rankenoje. J∞ galima pakeisti lengvai ir be ∞ranki˜. Plati CSF (SMD atlitavimo plunÏeri˜) ir siurbtuk˜ gama. Vakuumas aktyvinamas jungikliu. WTA 50: lydmetalio ‰alinimo pincetas „WTA 50“ sukurtas specialiai SMD detali˜ atlitavimui. Du kaitinimo elementai (2 x 25 W), turintys po temperatros jutikl∞, uÏtikrina, kad bt˜ palaikoma vienoda abiej˜ pinceto kojeli˜ temperatra. LR 82: Galingas 80 W lituoklis, skirtas litavimo darbams, kuriems reikia daug ‰ilumos energijos. Lituoklio antgalis tvirtinamas uÏrakte, kuris leidÏia keisti antgalius nenukrypstant nuo esamos padòties. WP 80: ms˜ „standartinis“ lituoklis. lituoklis „WP 80 / WSP 80 WSP 80“ pasiÏymi tuo, kad gali itin greitai ir tiksliai pasiekti litavimo temperatrà. Dòl siauro skersmens ir 80 W kaitinimo galios lituokl∞ galima naudoti universaliai – nuo ypaã precizi‰k˜ iki daug ‰ilumos energijos reikalaujanãi˜ litavimo darb˜. Pakeitus lituoklio antgal∞, galima i‰ karto dirbti toliau, nes darbinò temperatra pasiekiama labai greitai. Kiti jungiamieji ∞rankiai nurodyti pried˜ sàra‰e. Øvairios potencial˜ i‰lyginimo galimybòs ties lituoklio antgaliu, nulinò ∞tampa bei valdymo ∞taiso ir lituoklio antistatinò konstrukcija papildo auk‰tà kokybòs standartà. Dòl galimybòs prijungti i‰orin∞ parametr˜ ∞vedimo ∞taisà dar labiau padidòja ‰ios atlitavimo stotelòs funkcionalumas. Su papildomai ∞sigyjamais parametr˜ ∞vedimo ∞taisais WCB 1 ir WCB 2 galima realizuoti laiko ir temperatros blokavimo funkcijas. Parametr˜ ∞vedimo ∞taisas WCB 2 gali bti papildomai komplektuojamas su integruotu temperatros matuokliu ir kompiuterio sàsaja. Norimà temperatrà galima nustatyti 50°C - 450°C (122°F - 842°F) laipsni˜ diapazone dviem mygtukais („Up" / „Down"). UÏprogramuoti ir esami parametrai parodomi skaitmenimis. Kai pasiekiama nustatyta temperatra, pradeda mirksòti raudonas ‰viesos diodas, kuris tarnauja kaip optinò valdymo kontrolò. Jeigu ‰viesos diodas dega nuolat, vadinasi, sistema kaitinama. 74 Lietuvi‰kai Techniniai duomenys (mm): (col.): Tinklo ∞tampa (10): Øòjimo galia: Apsaugos klasò: Saugikliai (11): Temperatos reguliavimas: Tikslumas: Suspaustas oras: Suspausto oro keitiklis: Suspausto oro prijungimas: Potencial˜ i‰lyginimas (7): 180 (ilgis) x 115 (plotis) x 101 (auk‰tis) 7,1 (ilgis) x 4,53 (plotis) x 4 (auk‰tis) 230 V / 50 Hz, 120 V / 60 Hz (Ïr. ∞renginio tipo lentelòje) 95 W 1 (valdymo ∞taisas); 3 (litavimo ∞rankiai) T 500 mA (230 V); T 1A (120 V) (Ïr. ∞renginio tipo lentelòje) skaitmen. 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) ∞òjimo slògis 400 - 600 kPA (58-87 psi), sausas, be tepalo daleli˜ suspaustas oras oro sànaudos 35 l / min.; maks. subatmosferinis slògis 55 kPA (8 psi) suspausto oro Ïarna, i‰orinis diametras 6 mm (0,24"). 3,5 mm fiksatoriaus lizde apatinòje prietaiso dalyje (gamyklinò komplektacija - nuolatinis ∞Ïeminimas, fiksatoriaus ki‰tukas ne∞ki‰tas). 3. Pradedant naudotis Litavimo ∞rank∞ ∞statykite ∞ apsaugin∞ dòklà. 6 mm i‰orinio diametro suspausto oro Ïarnà uÏmaukite ant suspausto oro jungimo movos (12). Øjunkite 400 - 600 (58 - 87 psi) suspausto oro tiekimà (suspaustas oras turi bti sausas ir be tepalo daleli˜). Priekinòje plok‰tòje ∞ 7 pol. lizdà (9) ∞junkite ir uÏfiksuokite elektros kabelius. Østatykite pagrindin∞ filtrà (6) su Ïarnos prijungimo antgaliu tarp vakuumo jungties (8) ir atlituoklio vakuumo Ïarnos. Patikrinkite, ar tinklo ∞tampa atitinka ∞renginio lentelòje nurodytà ∞tampà ir ar tinklo jungiklis (1) i‰jungtas. Øjunkite valdymo ∞taisà ∞ tinklà (10). Ørengin∞ ∞junkite tinklo jungikliu (1). Øjungiant ∞taisà atliekamas automatinis patikros testas, kurio metu veikia visi indikatoriai (2). Po to trumpai parodoma nustatyta temperatra (uÏprogramuotas parametras) ir temperatros versija (°C / °F). Tada elektronika automati‰kai perjungiama ∞ esam˜ parametr˜ indikacijà. Indikatoriuje (2) uÏsidega raudonas ta‰kas (5). ·is ta‰kas naudojamas kaip optinò valdymo kontrolò. Jeigu ‰viesos diodas dega nuolatos, vadinasi, sistema kaitinama. Kai pasiekiama pasirinkta temperatra, ‰viesos diodas pradeda mirkãioti. Atlitavimui reikalingas vakuumas aktyvinamas atlituoklyje integruotu jungikliu. Temperatros nustatymas Paprastai skaitmeninis indikatorius (2) rodo temperatros esamà vert´. Paspaudus mygtukus „UP" arba „DOWN" (3) (4), skaitmeninis indikatorius (2) parodo tuo metu nustatytà parametrà. Nustatytàj∞ parametrà (mirksintis skaiãius), spaudinòjant arba laikant ∞spaudus „UP" arba „DOWN" mygtukà (3) (4), galima keisti atitinkama kryptimi. Jei mygtukas laikomas nuspaustas, parametrai keiãiasi greitai. Atleidus mygtukà, maÏdaug po 2 sek. indikatoriuje (2) automati‰kai vòl pradedamas rodyti esamas parametras. 75 Standartinis „setback“ Nenaudojant litavimo ∞rankio, maÏdaug po 20 min., temperatra automati‰kai sumaÏinama iki budòjimo reÏimo temperatros - 150°C (300°F) laipsni˜. Tris kartus pasikartojus ‰iam „setback“ procesui (60 min.), ∞sijungia „AUTO OFF" funkcija. Lituoklis i‰jungiamas. Standartinòs „setback" funkcijos ∞jungimas: ∞jungiant ∞taisà laikyti nuspaudus mygtukà „UP" (3), kol indikatoriuje pasirodys „ON". Atleidus mygtukà „UP", nustatymas i‰saugomas. Norint i‰jungti, atliekami tokie patys veiksmai. Indikatoriuje pasirodo „OFF" (gamykliniai parametrai). Naudojant labai smulkius lituoklio antgalius funkcijos „setback“ patikimumas gali sumaÏòti. Vakuumo vòlinimas Atleidus jungikl∞, vakuumas palaikomas dar maÏdaug 2 sek. Nustatymas: ∞jungdami laikykite nuspaud´ „DOWN" mygtukà (4), kol indikatoriuje pasirodys „ON“ arba „OFF". Atleidus mygtukà „DOWN", nustatymas i‰saugomas. Noròdami pakeisti parametrà, apra‰ytus veiksmus kartokite. Techninis aptarnavimas Norint pasiekti gerus atlitavimo rezultatus, btina reguliariai valyti atlitavimo galvut´. Taip pat reikia i‰tu‰tinti alavo surinktuvà, pakeisti stiklin∞ filtrà bei patikrinti tarpiklius. Jeigu stiklinis cilindras sandarus, siurbimas vyks visu pajògumu. Jei filtras uÏter‰tas, atlituoklyje blogiau cirkuliuoja oras. Todòl pagrindin∞ filtrà (6) (vakuumo Ïarnos filtrà) reikia reguliariai tikrinti ir, esant reikalui, keisti. Tam tikslui naudokite naujà original˜ filtrà. Lietuvi‰kai Siurbtuko skylut´ ir vamzdel∞ valykite valymo ∞rankiu (5 13 500 99). Siurbtukus ‰iek tiek pasukus (maÏdaug 45°) galima paprastai ir greitai pakeisti. Kai konuso dalyje nusòda daug ne‰varum˜, ∞statyti naujà siurbtukà ne∞manoma. ·ias nuosòdas galima pa‰alinti naudojant kaitinimo elemento valikl∞. Dòmesio: dirbant be filtro gali bti sugadintas suspausto oro keitiklis. Pirmà kartà ∞kaitindami lituoklio antgal∞ arba siurbtukà suvilgykite lydmetalyje. Taip bus pa‰alintos ant lituoklio antgalio oksidavusios nuosòdos ir ne‰varumai. Prie‰ darydami pertraukas arba padòdami lituokl∞ ∞ dòklà, pasirpinkite, kad lituoklio antgalis arba siurbtukas bt˜ gerai alavuotas. Nenaudokite agresyvaus fliuso. Litavimo stotelò sureguliuota vidutiniam antgaliui arba siurbtukui. Dòl ∞vairi˜ form˜ antgali˜ gali atsirasti temperatros nuokrypiai. Paveikslòl∞ - valymo ∞rankis, valymo eiga ir siurbtuko keitimas - Ïr. 87 psl. Dòmesio! Îiròkite, kad litavimo antgalis nuolat bt˜ tinkamai ∞statytas. 4. Potencial˜ i‰lyginimas Keiãiant padòtis 3,5 mm fiksatoriaus lizde (7), galimi 4 variantai: Nuolatinis ∞Ïeminimas: be ki‰tuko (gamyklinò komplektacija). Potencial˜ i‰lyginimas (pilnutinò varÏa 0 om˜): su ki‰tuku, i‰lyginama viduriniame kontakte. Nòra potencial˜: su ki‰tuku. Nenuolatinis ∞Ïeminimas: su ki‰tuku ir ∞lituota varÏa. ØÏeminama pagal pasirinktà varÏos parametrà. 5. Darbo nurodymai Jeigu naudojami ∞vairs siurbtukai, atsiranda daug lydmetalio ‰alinimo problem˜. Siurbtuk˜ keitimui skirtas ∞rankis integruotas valymo ∞rankyje. Østatydami ir uÏfiksuodami siurbtukà, j∞ nestipriai paspauskite prie kaitinimo elemento. Atlituojant svarbu naudoti papildomà litavimo vielà. Taip bus uÏtikrintas geresnis siurbtuko sukibimas ir seno lydmetalio takumas. Norint pasiekti optimalià siurbimo galià, siurbtukas turi bti nukreiptas staãiu kampu ∞ plok‰tòs pavir‰i˜. Lydmetalis turi bti visi‰kai skystas. Atlitavimo proceso metu svarbu, kad detalòs i‰vado kojelò skylòje bt˜ judinama ratu. Jei pasibaigus i‰siurbimo procesui, nepavyko visi‰kai pa‰alinti lydmetalio, prie‰ pradedant pakartotin∞ atlitavimà, tà vietà reikia vòl alavuoti. Svarbu pasirinkti tinkamà siurbtuko dyd∞. Pagrindinò taisyklò: siurbtuko vidinis diametras turi sutapti su detalòs skylòs diametru. I‰orinis parametr˜ ∞vedimo ∞taisas WCB 1 ir WCB 2 (papildoma ∞ranga) Naudojant i‰orin∞ duomen˜ ∞vedimo ∞taisà, galimos ‰ios funkcijos: ● „Offset": realià litavimo antgalio temperatrà galima keisti ∞vedus temperatros nuokryp∞ ± 40°C (72°F). ● „Setback": nustatytos temperatros maÏinimas iki 150°C / 300°F (budòjimo reÏimas). Litavimo ∞rengin∞ perjungus ∞ budòjimo reÏimà, galima reguliuoti temperatros maÏinimà (0 – 99 minuãi˜ diapazonas). Apie „setback" bkl´ prane‰a mirksintis esamos vertòs indikatorius. Tris kartus pasikartojus ‰iam „setback“ procesui, ∞sijungia „Auto Off" funkcija. Litavimo ∞rankis i‰jungiamas (indikatoriuje pradeda mirksòti brk‰nys). Paspaudus mygtukà arba jungikl∞, uÏbaigiama „setback" bklò arba atitinkamai „AUTO OFF". Tada trumpai parodoma nustatyta vertò. ● „Lock": nustatytos temperatros ir temperatros lango fiksavimas. UÏfiksavus parametrus, litavimo ∞renginyje nebegalima keisti joki˜ nustatym˜. ● °C/°F: temperatros indikatoriaus perjungimas i‰ °C ∞ °F ir atvirk‰ãiai. Nuspaudus mygtukà „Down“, rodomi esami temperatros parametrai. ● „Window": temperatros diapazono ribojimas iki maks. +-99°C, remiantis „LOCK" funkcijos blokuota temperatra. Tokiu bdu uÏfiksuota temperatra yra nustatomos temperatros diapazono viduryje. Øtaisuose, neturinãiuose potencial˜ kontakto (optroninis i‰òjimas), „WINDOW" funkcija skirta temperatros lango nustatymui. Jei esama temperatra vir‰ija temperatros lango ribas, perjungiamas potencial˜ neturintis kontaktas (optroninis i‰òjimas). 76 Lietuvi‰kai ● „Cal": litavimo stotelòs nustatymas i‰ naujo (tik WCB 2) ir gamyklini˜ parametr˜ atkrimas (vis˜ reguliuojam˜ parametr˜ nustatymas ant 0, temp. param. 350°C/660°F). ● Kompiuterio sàsaja: RS 232 (tik WCB 2). ● Temperatros matavimo ∞taisas: integruotas temperatros matavimo ∞taisas K tipo termoelementui Typ K (tik WCB 2) 6. Papildomos ∞rangos sàra‰as T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 lituoklio rinkinys WP 80 lituoklio rinkinys WSP 80 lituoklio rinkinys LR 21, antistatinis lituoklio rinkinys LR 82 atlitavimo rinkinys WTA 50 atlitavimo rinkinys DXV 80 atlitavimo rinkinys DSX 80 lituokli˜ rinkinys MPR 80 lituoklio rinkinys WMP pirminio ∞kaitinimo plok‰tò WHP 80 i‰orinis ∞vedimo ∞taisas WCB 1 i‰orinis ∞vedimo ∞taisas WCB 2 valymo ∞rankis 7. Tiekiamas komplektas WDD 81V PUD 81V Valdymo ∞taisas Atlitavimo rinkinys DSX 80 Tinklo kabelis Pagrindinis filtras Apsauginis dòklas AK 20 Fiksatoriaus ki‰tukas, 3,5 mm Naudojimo instrukcija Saugos reikalavimai Power Unit Valdymo ∞taisas Tinklo kabelis Fiksatoriaus ki‰tukas, 3,5 mm Naudojimo instrukcija Pagrindinis filtras Saugos reikalavimai Paveikslòl∞ - siurbtukai - Ïr. 82 psl. Sujungimo schema Ïr. 83 psl. Surinkimo schema Ïr. 84 - 86 psl. Gamintojas turi teis´ daryti techninius pakeitimus! Uuendatud kasutusjuhendi leiate aadressilt www.weller-tools.com. 77 VÇciski Mïs pateicamies Jums par to, ka esat iegÇdÇju‰ies Weller lodï‰anas iekÇrtu WDD 81V, tÇdïjÇdi izrÇdot uztic¥bu msu raÏojumiem. RaÏo‰anas procesÇ ir ievïrotas visstingrÇkÇs kvalitÇtes pras¥bas, kas nodro‰ina nevainojamu iekÇrtas darb¥bu. 1. Uzman¥bu! Pirms iekÇrtas lieto‰anas, ldzu, uzman¥gi izlasiet lieto‰anas instrukciju un tai pievienotos dro‰¥bas noteikumus. ·o dro‰¥bas noteikumu neievïro‰ana apdraud vesel¥bu un dz¥v¥bu. Ja iekÇrtu izmanto, neievïrojot lieto‰anas instrukciju, kÇ ar¥ tiek veiktas neat∫autas un nesaska¿otas izmai¿as, raÏotÇjs neuz¿emas atbild¥bu par sekÇm. Weller lodï‰anas iekÇrta WDD 81V atbilst EK atbilst¥bas apliecinÇjumiem saska¿Ç ar direkt¥vu 2004/108/EK un 2006/95/EK dro‰¥bas pras¥bÇm. 2. Apraksts 2.1 Vad¥bas iekÇrta Ar mikroprocesoriem apr¥kotÇ lodï‰anas iekÇrta WDD 81V ietilpst iekÇrtu grupÇ, kas izveidotas izmanto‰anai rpnieciskÇm vajadz¥bÇm, kÇ ar¥ remontdarbiem un laboratorijas darbiem. DigitÇlÇ vad¥bas elektronika un augstas klases sensoru un siltumvad¥bas tehnika nodro‰ina prec¥zu lodÇmura temperatras vad¥bas l¥meni. AugstÇkÇ temperatras precizitÇte un optimÇls temperatras reÏ¥ms pilnÇ noslodzï tiek sasniegts, pateicoties Çtrai un prec¥zai mïr¥jumu datu apkopo‰anai noslïgtÇ vad¥bas lokÇ. Lodï‰anas ier¥ce WDD 81V automÇtiski atpaz¥st instrumentus un piemïro atbilsto‰os regulï‰anas parametrus. Atlodï‰anai nepiecie‰amo vakuumu nodro‰ina iek‰ïjais spiediena pÇrveidotÇjs, kam nav nepiecie‰ana atsevi‰˙a apkope, un kas tiek aktivïts ar iebvïtu tausti¿u uz atlodï‰anas lodÇmura. DaÏÇdÇs lodÇmura galvas potenciÇlu izl¥dzinljanas iespïjas, nulles sprieguma slïgums, kÇ ar¥ vad¥bas iekÇrtas un lodÇmura antistatiskÇs ¥pa‰¥bas apliecina augstu kvalitÇtes standartu ievïro‰anu. Daudzveid¥gÇs iespïjas pieslïgt Çrïjo vad¥bas ier¥ci papla‰ina atlodï‰anas iekÇrtas darb¥bas diapazonu. Ar opcijai pievienotajÇm vad¥bas ier¥cïm WCB 1 un WCB 2 var realizït laika un noblo˙ï‰anas funkcijas. Iebvïtais temperatras mïr¥tÇjs un PC iegriezuma vieta ir vad¥‰anas iekÇrtas WCB 2 papla‰inÇtajÇ variantÇ. Vïlamo temperatru var iestat¥t diapazonÇ no 50°C l¥dz 450°C (122°F - 842°F) ar 2 tausti¿iem (UP / DOWN). VïlamÇ un reÇlÇ vïrt¥ba tiek atspogu∫ota digitÇli. IzvïlïtÇs temperatras l¥me¿a sasnieg‰anu norÇda sarkanÇs gais- mas diodes mirgo‰ana, kas nodro‰ina optisko regulï‰anu. Ja lampi¿a izgaismojas nepÇrtraukti, tas liecina par iekÇrtas sil‰anu. 2.2 Lodï‰anas instrumenti DSX 80: Atlodï‰anas lodÇmurs 80 W. Atsces uzga∫u koniska stiprinÇjumu sistïma. Pla‰a atsces uzga∫u izvïle nodro‰ina optimÇlu lodalvas novad¥‰anu no visdaÏÇdÇkajÇm lodï‰anas poz¥cijÇm. Alvas savÇcïjs ir ∫oti vienkÇr‰s un nomainÇms bez instrumentu pal¥dz¥bas. CSF atlodï‰anas ‰tanci var sa¿emt kÇ piederumu. TÇs nepiecie‰amas uz virsmas uzmontïtu deta∫u atlodï‰anai. Iebvïts rokas slïdzis vakuuma aktivï‰anai. DXV 80: Atlodï‰anas lodÇmurs 80 W. Atsces uzga∫u koniska stiprinÇjumu sistïma. Inline variants (vertikÇlais darba stÇvoklis). Alvas savÇcïjs iebvïts roktur¥. Tas ir vienkÇr‰s un nomainÇns bez instrumentu pal¥dz¥bas. Pla‰a CSF (SMD lodï‰anas ‰tances) un atsces uzga∫u programma. Vakuums tiek aktivïts ar rokas slïdzi. WTA 50: Atlodï‰anas pincete WTA 50 paredzïta speciÇli SMD deta∫u atlodï‰anai. Divi sildelementi (2 x 25 W) katrs ar savu temperatras sensoru nodro‰ina vienÇdu temperatras reÏ¥mu abos uzga∫os. LR 82: LodÇmurs ar 80 W jaudu lodï‰anas darbiem ar augstu siltuma patïri¿u. Lodgalvu nostiprina ar bajonetes veida slïdzi, kas nodro‰ina dro‰u galvas poz¥ciju nomai¿u. WP 80: Msu standarta ("Standard") lodÇmurs. WSP 80 Lodï‰anas virzulis WP 80 / WSP 80 izce∫as ar ÇrkÇrt¥gi Çtru un prec¥zu lodï‰anas temperatras sasnieg‰anu. Pateicoties savai slaidajai formai un 80 W jaudas reÏ¥mam, tas ir neaizvietojams ¥pa‰i smalku lodï‰anas darbu veik‰anai, kÇ ar¥ darbiem ar augstu siltuma patïri¿u. Pïc lodgalvas nomai¿as darbu var nekavïjoties turpinÇt, jo darbam nepiecie‰amÇ temperatra tiek sasniegta ∫oti ¥sÇ laikÇ. Piemïrotus pievienojamos lodï‰anas instrumentus skat¥t piederumu sarakstÇ. 3. Lieto‰ana Lodï‰anas instrumentu ievietot dro‰¥bas paliktn¥. Spiedieniztur¥go cauruli ar 6 mm Çrïjo diametru ievietot saspiestÇ gaisa padeves paÇtrinÇtajÇ pieslïgumÇ (12). SaspiestÇ gaisa padevei nepiecie‰ams 400 - 600 (58 - 87 psi) spiediena nodro‰inÇjums sausam, attaukotam gaisam. Lodï‰anas instrumentu elektriskÇs vad¥bas 78 VÇciski Tehniskie dati Izmïri (mm): (in.): T¥kla spriegums (10): Jaudas l¥menis: Dro‰¥bas klase: Dro‰¥ba (11): Temperatras mïr¥tÇjs : PrecizitÇte: Saspiestais gaiss: SaspiestÇ gaisa main¥tÇjs: SaspiestÇ gaisa padeve: PotenciÇlu izl¥dzinljana (7): 180 (L) x 115 (B) x 101 (H) 7,1 (L) x 4,53 (B) x 4 (H) 230 V / 50 Hz, 120 V / 60 Hz (skat¥t plÇksn¥ti) 95 W 1 (vad¥bas iekÇrta); 3 (lodï‰anas instruments) T 500 mA (230 V); T 1A (120 V) (skat¥t plÇksn¥ti) digitÇlais 50°C - 450°C (122°F - 842°F) ± 9°C (± 17°F) Ieejas spiediens 400 - 600 kPA (58-87 psi) attaukots, sauss saspiestais gaiss gaisa patïri¿‰ 35 l / min.; maksimÇlais pÇrspiediens 55 kPA (8 psi) spiedieniztur¥ga caurule ar Çrïjo diametru 6 mm (0,24") Ar 3,5 mm slïdÏa spraudni ier¥ces apak‰Ç (raÏo‰anas stÇvoklis sazemïts, spraudnis nav ievietots). spailes ievietot 7 pol¥gajÇ pieslïguma buksï (9) pie priek‰ïjÇs plates un tur nostiprinÇt. Galveno filtru (6) ar cauruli ievietot starp vakuuma pieslïgumu (8) un lodÇmura vakuuma cauruli. PÇrliecinÇties, vai t¥kla spriegums sakr¥t ar norÇd¥jumiem uz sïrijas plÇksn¥tes un elektr¥bas baro‰anas slïdzis (1) ir izslïgts. Vad¥bas iekÇrtu pieslïgt t¥klam (10). Ieslïgt iekÇrtu t¥kla slïdz¥ (1). IekÇrtas ieslïg‰anas laikÇ tiek veikta pa‰testï‰ana, kuras laikÇ darbojas visi rÇd¥jumu instrumenti (2). Pïc tr¥skÇrtïjas automÇtiskÇs temperatras pazeminljanÇs (60 min.) aktivïjas "AUTO OFF" funkcija. Lodï‰anas virzulis atslïdzas. ±slaic¥gi parÇdÇs gan iestat¥tÇ (vïlamÇ) temperatras vïrt¥ba, gan temperatras versija (°C / °F). Pïc tam iekÇrta automÇtiski pÇrslïdzas uz reÇlÇs vïrt¥bas rÇd¥jumu. RÇd¥jumos (2) kvïlo sarkanais punkts (5). ·is punkts veic ÇrïjÇs kontroles rÇd¥jumu funkcijas. NepÇrtraukts lampi¿as izgaismojums liecina par iekÇrtas sil‰anu. Par darba temperatras sasnieg‰anu liecina lampi¿as mirgo‰ana. Atlodï‰anai nepiecie‰amais vakuums tiek aktivïts ar iebvïto rokas slïdzi pie atlodï‰anas lodÇmura. Izmantojot smalkus lodï‰anas uzga∫us, var tikt ievïrojami ietekmïta atgriezes funkcijas dro‰¥ba. Temperatras iestat¥‰ana DigitÇIais rÇd¥tÇjs (2) pamatÇ uzrÇda temperatras reÇlo vïrt¥bu. NospieÏot tausti¿u "UP" vai "DOWN" - tausti¿i (3) (4), ieslïdzas digitÇlie rÇd¥jumi (2) un norÇda iestat¥to uzstÇd¥juma vïrt¥bu. Iestat¥tÇ uzstÇd¥juma vïrt¥ba (mirgojo‰ie rÇd¥jumi) var tikt nomain¥ta atbilsto‰ajÇ virzienÇ, viegli pieskaroties vai pastÇv¥gi turot nospiestu tausti¿u "UP" vai "DOWN"- tausti¿i (3) (4). Turot tausti¿u piespiestu, nepiecie‰amÇ vïrt¥ba mainÇs paÇtrinÇti. Aptuveni 2 sekunÏu laikÇ pïc tausti¿a atlai‰anas digitÇlais rÇd¥tÇjs (2) uzrÇda reÇlo vïrt¥bu. Standarta komplekts Nelietojot lodï‰anas instrumentus, temperatra automÇtiski pïc 20 minutïm pazeminÇs Stand by stÇvokl¥ ar vïrt¥bu no 150°C (300°F). 79 Standarta atgriezes funkcijas ieslïg‰ana: ieslïg‰anas laikÇ tausti¿u "UP" (3) turït piespiestu, l¥dz parÇdÇs rÇd¥jums "ON". AtlaiÏot tausti¿u "UP", iestat¥jums tiek saglabÇts. Izslïdzot funkciju, jÇatkÇrto darb¥bas tÇpat. RÇd¥jumos uzrÇdÇs "OFF" (sÇkotnïjais stÇvoklis). Vakuuma kavïjums Pïc rokas slïdÏa atlai‰anas vakuums vïl aptuveni 2 sekundes paliek akt¥vs. Iestat¥‰ana: ieslïdzot tausti¿u "DOWN" (4), turït to piespiestu, l¥dz parÇdÇs rÇd¥jums ON vai OFF. AtlaiÏot tausti¿u "DOWN", iestat¥jums tiek saglabÇts. RÇd¥jumu nomai¿ai atkÇrtot darb¥bas. Apkope Lai sasniegtu labus lodï‰anas rezultÇtus, atlodï‰anas lodÇmurs regulÇri jÇt¥ra. Tas noz¥mï regulÇri iztuk‰ot alvas savÇcïju, nomain¥t stikla caurules filtru, kÇ ar¥ pÇrbaud¥t bl¥vïjumus. Nevainojams stikla cilindra virsmu bl¥vïjums nodro‰ina piln¥gu sk‰anas jaudu. PiesÇr¿oti filtri ietekmï gaisa caurpldi caur atlodï‰anas lodÇmuru. TÇpïc galvenais filtrs (6) (cauru∫filtrs pie vakuuma caurules) regulÇri jÇkontrolï un nepiecie‰am¥bas gad¥jumÇ jÇnomaina. ·im nolkam izmantot jaunu oriÆinÇlu Weller filtra kÇrtridÏu. Atsces uzga∫u atveru un atsces caurules t¥r¥‰anai izmantot t¥r¥‰anas instrumentu (5 13 500 99). Ar vieglu pagriezienu ( ca. 45°) tiek vienkÇr‰i un Çtri nomain¥tas atsces sprauslas. Ja konusveida atverï sakrÇjies liels nosïdumu daudzums, tajÇ nevar ievietot jaunu atsces sprauslu. ·os net¥rumus var not¥r¥t ar sildelementu VÇciski konusiem piemïrotu t¥r¥‰anas piederumu pal¥dz¥bu. Uzman¥bu: Darbs bez filtra sabojÇ saspiestÇ gaisa main¥tÇju. Attïlu t¥r¥‰anas insrumenti, t¥r¥‰anas gaita un atsces uzga∫u nomai¿a, skat¥t 87. lpp. 4. PotenciÇlu izl¥dzinljana Ar at‰˙ir¥gu 3,5 mm pÇrslïg‰anas savienojuma (7) saslïgumu iespïjami 4 varianti: Iezemïts: Bez spraud¿a (izst¥‰anas stÇvoklis) PotenciÇlu izl¥dzinljana (pretest¥ba 0 omu): Ar spraudni, izl¥dzinÇtÇjvad¥bu pie starpkontakta Bez potenciÇla: Ar spraudni Iezemïts ar dro‰inÇtÇju: Ar spraudni un ielodïtu pretest¥bu. Zemïjums virs izvïlïtÇs pretest¥bas vïrt¥bas 5. Darba norÇd¥jumi DaÏÇdi sk‰anas uzga∫i atrisina daudzas atlodï‰anas problïmas. Piemïrotie instrumenti atsces vÇrstu nomai¿ai integrïti t¥r¥‰anas instrumentos. Ievieto‰anas un nostiprinljanas laikÇ atsces uzgali viegli piespiest pie sildelementa. Atlodï‰anas laikÇ svar¥gi izmantot papildu lodstiepli. TÇ iespïjams panÇkt labu atsces uzga∫a saslïg‰anos, kÇ ar¥ labÇku lodes plstam¥bu. ±pa‰i jÇseko, lai atsces uzgalis atrastos vertikÇli pret plat¥na virsmu, lai nodro‰inÇtu optimÇlu atsces jaudu. LodmateriÇlam jÇbt plsto‰am. Atlodï‰anas darbu laikÇ svar¥gi urbumÇ ar deta∫as pieslïgkontaktu veikt ap∫veida kust¥bas. Ja pïc atsk‰anas lodmateriÇls nav piln¥gi no¿emts, pirms nÇko‰Çs atlodï‰anas lodï‰anas vieta jÇnoalvo atkÇrtoti. Liela noz¥me ir pareizai sk‰anas uzga∫a lieluma izvïlei. Pamatnoteikums: atsces sprauslas diametrs jÇsalÇgo ar plat¥na urbja diametru. atsk‰anas uzgalis btu labi noalvots. Nelietojiet agres¥vus ‰˙idrumus. Lodï‰anas iekÇrtas justïtas vidïjiem lodï‰anas uzga∫iem vai atsces uzga∫iem. Novirzes var izrais¥t savÇdÇku formu lodgalvu izmanto‰ana. Uzman¥bu: pastÇv¥gi sekojiet atbilsto‰am lodgalvas stÇvoklim. noteikumiem ÅrïjÇ datu ievades iekÇrta WCB 1 un WCB 2 (opcija) Lietojot Çrïjo vad¥bas ier¥ci, var veikt ‰Çdas darb¥bas. ● Offset: ReÇlÇ lodgalvas temperatra var tikt main¥ta diapazonÇ ± 40°C (72°F) ar temperatras kompensïtÇja pal¥dz¥bu. ● Atgrieze: Iestat¥tÇs temperatras atgrieze l¥dz 150°C/300°F (gaid¥‰anas reÏ¥ms). Atgriezes laiks, kad lodï‰anas iekÇrta atgrieÏas gaid¥‰anas reÏ¥ma poz¥cijÇ, var tikt iestat¥ts diapazonÇ 0-99 mintes. Par atgriezes poz¥cijas iestljanos signalizï mirgojo‰Ç reÇlÇs vïrt¥bas norÇde. Pïc tr¥skÇrtïjas atgriezes laika atkÇrto‰anas aktivïjas "Auto Off" funkcija. Lodï‰anas instruments ir izslïgts (rÇd¥tÇja panel¥ mirgo josla). PiespieÏot tausti¿u vai rokas slïdzi, tiek pÇrtraukts atgriezes stÇvoklis vai AUTO-OFF. Tobr¥d redzama iestat¥tÇ uzstÇd¥juma vïrt¥ba. ● Lock: VïlamÇs temperatras un temperatras pane∫a noslïg‰ana. Pïc lodï‰anas iekÇrtas noblo˙ï‰anas nevar ievad¥t jaunus datus. ● °C/°F: Temperatras rÇd¥jumu pÇrslïg‰ana no °C uz °F un otrÇdi. NospieÏot tausti¿u "Down", tiek parÇd¥ta akt¥vÇ temperatras versija. ● Window: Temperatras diapazona ierobeÏo‰ana l¥dz maksimÇli ±99°C izejas vïrt¥bas, vadoties no "LOCK" funkcijas noblo˙ïtas temperatras. Noblo˙ïtÇ temperatra ir vidïjais temperatras apgabala rÇd¥tÇjs. Ier¥cïm ar bezpotenciÇlu kontaktu (ar saslïgtÇm izejÇm) temperatru rÇd¥juma iestat¥‰anai jÇizmanto "WINDOW" funkcija. Ja patiesÇ temperatras vïrt¥ba ir temperatras loga iek‰pusï, potenciÇlbr¥vais kontakts (opcijas saslïguma izeja) tiek pÇrslïgts. Pirms lodï‰anas uzga∫a vai atsces uzga∫a pirmÇs uzkarsï‰anas tÇs jÇpÇrklÇj ar lodmetÇlu. Tas ∫aus atbr¥vot oks¥da kÇrti¿u un net¥rumus. Lodï‰anas pÇrtraukumos vai lodÇmura nolik‰anas laikÇ sekot, lai lodï‰anas vai 80 VÇciski ● Cal: AtkÇrtota lodï‰anas iekÇrtas justï‰ana (tikai WCB 2) un Factory setting FSE (Visu iestat¥juma vïrt¥bu atgrieze uz 0, temperatras vïlamÇs vïrt¥bas - 350°C/660°F). ● PC iegriezuma vieta: RS 232 (tikai WCB 2) ● Temperatras mïr¥tÇjs: Iebvïts temperatras mïr¥tÇjs ar K tipa termoelementu (tikai WCB 2) 6. Piederumu saraksts T005 29 180 99 T005 33 125 99 T005 33 112 99 T005 33 113 99 T005 33 133 99 T005 13 181 99 T005 33 138 99 T005 33 131 99 T005 33 155 99 T005 27 028 99 T005 31 181 99 T005 31 180 99 T005 13 500 99 LodÇmura komplekts WP 80 LodÇmura komplekts WSP 80 LodÇmura komplekts LR 21 antistatisks LodÇmura komplekts LR 82 Atlodï‰anas komplekts WTA 50 Atlodï‰anas komplekts DXV 80 Atlodï‰anas komplekts DSX 80 LodÇmura komplekts MPR 80 LodÇmura komplekts WMP Uzsild¥‰anas plate WHP 80 ÅrïjÇ datu ievad¥‰anas iekÇrta WCB 1 ÅrïjÇ datu ievad¥‰anas iekÇrta WCB 2 T¥r¥‰anas komplekts 7. PiegÇdes komplekts WDD 81V PUD 81V Vad¥bas iekÇrta Atlodï‰anas komplekts DSX 80 T¥kla kabe∫a Dro‰¥bas paliktnis AK 20 Spraudnis 3,5 mm Lieto‰anas instrukcija Galvenais filtrs Dro‰¥bas pasÇkumu instrukcija Power Unit Vad¥bas iekÇrta t¥kla kabelis spraudnis 3,5 mm Lieto‰anas instrukcija Galvenais filtrs Dro‰¥bas norÇd¥jumi Atsces uzga∫i, attïlu skat¥t 82. lpp. Savienojuma shïmu skat¥t 83. lappusï EkspluatÇcijas attïlu skat¥t 84. lpp. Iespïjamas tehniskas izmai¿as! Aktualizïto lieto‰anas instrukciju var atrast vietnï www.weller-tools.com. 81 Nozzles DX-Series Model Outside Ø Measuring nozzle Inside Ø Nozzle Length a Order No. 25 T005 13 140 00 25 T005 13 141 00 25 T005 13 142 00 25 T005 13 143 00 25 T005 13 150 00 25 T005 13 144 00 29 T005 13 145 00 29 T005 13 146 00 25 T005 13 147 00 23 T005 13 148 00 33 T005 13 151 00 22 T005 13 152 00 21,5 T005 13 153 00 Conus Insert cleaning tool T005 87 067 94 Nozzle set DX 110 - DX 115 T005 13 790 99 82 Circuit Diagram 83 Exploded Drawing WDD 81V 84 Exploded-Drawing DSX 80, DS 80 UNC 85 Exploded-Drawing DXV 80 86 Cleaning Tool T005 13 500 99 Reinigungswerkzeug Cleaning tool Benutzungsempfehlung zur Wartung Recommendation for maintenance 87 alle 50 Entlötzyklen every 50 desolder cycles Düsenwechsel Nozzle exchange täglich daily nur bei Bedarf rarely if need G E R M A N Y Weller Tools GmbH Carl-Benz-Str. 2 74354 Besigheim Phone: +49 (0) 7143 580-0 Fax: +49 (0) 7143 580-108 G R E A T B R I T A I N Apex Tool Group (UK Operations) Ltd 4th Floor Pennine House Washington, Tyne & Wear NE37 1LY Phone: +44 (0) 191 419 7700 Fax: +44 (0) 191 417 9421 I T A L Y Apex Tool S.r.I. Viale Europa 80 20090 Cusago (MI) Phone: +39 (02) 9033101 Fax: +39 (02) 90394231 S W I T Z E R L A N D Apex Tool Switzerland Sàrl Rue de la Roselière 12 1400 Yverdon-les-Bains Phone: +41 (0) 24 426 12 06 Fax: +41 (0) 24 425 09 77 A U S T R A L I A Apex Tools P.O. Box 366 519 Nurigong Street Albury, N. S. W. 2640 Phone: +61 (2) 6058-0300 C A N A D A Apex Tools - Canada 164 Innnisfil street Barrie Ontario Canada L4N 3E7 Phone: +1 (905) 455 5200 F R A N C E Apex Tool Group S.N.E. 25 Av. Maurice Chevalier B.P. 46 77832 Ozoir-la-Ferrière, Cedex Phone:+33 (0) 160.18.55.40 Fax: +33 (0) 164.40.33.05 C H I N A Apex Tool Group A-8 building, No. 38 Dongsheng Road, Heqing Industrial Park, Pudong Shanghai PRC 201201 Phone: +86 (21) 60880288 Fax: +86 (21) 60880289 U S A Apex Tool Group, LLC 14600 York Rd. Suite A Sparks, MD 21152 Phone +1 (800) 688-8949 Fax: +1 (800) 234-0472 www.weller-tools.com Weller® is a registered Trademark and registered Design of Apex Tool Group, LLC © 2013, Apex Tool Group, LLC T005 56 802 11 / 04.2013 T005 56 802 10 / 01.2012-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
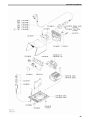 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95































































































Weller WDD 81V Operating Instructions Manual
- Type
- Operating Instructions Manual
in andere talen
- English: Weller WDD 81V
- italiano: Weller WDD 81V
- français: Weller WDD 81V
- Deutsch: Weller WDD 81V
- português: Weller WDD 81V
- slovenčina: Weller WDD 81V
- dansk: Weller WDD 81V
- suomi: Weller WDD 81V
- čeština: Weller WDD 81V
- svenska: Weller WDD 81V
- eesti: Weller WDD 81V
- Türkçe: Weller WDD 81V
- polski: Weller WDD 81V
Gerelateerde papieren
-
Weller WDD 81V Operating Instructions Manual
-
-
-
-
-
-
-
Weller WAD 101 Operating Instructions Manual
-
-