
Processen
Beschrijving
MIG/MAG lassen
Lassen met gevulde draad
Draadaanvoerkoffer
OM-223 839D/dut 2010−02
XMS 44
Draadaanvoerkoffer
CE
HANDLEIDING
www.MillerWelds.com

Bedankt en gefeliciteerd dat u voor Miller hebt gekozen. Nu kunt u aan
de slag en alles meteen goed doen. Wij weten dat u geen tijd heeft om
het anders dan meteen goed te doen.
Om die reden zorgde Niels Miller, toen hij in 1929 voor het eerst met het
bouwen van booglasapparatuur begon, er dan ook voor dat zijn
producten lang meegingen en van superieure kwaliteit waren. Net als u
nu konden zijn klanten toen zich geen mindere kwaliteit veroorloven. De
producten van Miller moesten het beste van het beste zijn. Zij moesten
gewoon het allerbeste zijn dat er te koop was.
Tegenwoordig zetten de mensen die Miller-producten bouwen en verko-
pen die traditie voort. Ook zij zijn vastbesloten om apparatuur en service
te bieden die voldoet aan de hoge kwaliteits- en prestatiestandaards die
in 1929 zijn vastgelegd.
Deze handleiding voor de eigenaar is gemaakt om u optimaal gebruik te
kunnen laten maken van uw Miller-producten. Neem even de tijd om de
veiligheidsvoorschriften door te lezen. Ze helpen u om uzelf te bescher-
men tegen mogelijke gevaren op de werkplek. We hebben ervoor ge-
zorgd, dat u de apparatuur snel en gemakkelijk kunt installeren. Bij
Miller kunt u rekenen op jarenlange betrouwbare service en goed onder-
houd. En mocht uw apparatuur om wat voor reden dan ook ooit moeten
worden gerepareerd, dan kunt u in het hoofdstuk Onderhoud & Storin-
gen precies nagaan wat het probleem is. Aan de hand van de onderdelen-
lijst kunt u bepalen welk onderdeel u precies nodig hebt om het pro-
bleem te verhelpen. Ook vindt u de garantie en de onderhoudsinformatie
voor uw specifieke model bijgesloten.
Miller Electric maakt een complete lijn
lasapparaten en aanverwante
lasproducten. Wilt u meer informatie over
de andere kwaliteitsproducten van Miller, neem dan contact op met uw
Miller-leverancier. Hij heeft de nieuwste overzichtscatalogus en
afzonderlijke productleaflets voor u.
Elke krachtbron van
Miller gaat vergezeld
de meest probleemlo-
ze garantie in onze
bedrijfstak − u werkt er
hard genoeg voor.
Van Miller voor u

INHOUDSOPGAVE
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR GEBRUIK 1. . . . . . . . . . . . . . . . . . . .
1-1. De betekenis van de symbolen 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-2. De risico’s van het booglassen 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-4. Californië-voorstel 65, waarschuwingen 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-5. Belangrijkste Veiligheidsvoorschriften 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
1-6. Informatie over elektrische en magnetische velden (EMV -informatie) 5. . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 2 − DEFINITIES 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-1. Definities van de waarschuwingslabels van de fabrikant 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2-2. Symbolen en definities 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 3 − INLEIDING 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-1. Belangrijke informatie betreffende CE-producten (voor verkoop binnen de EU) 9. . . . . . . . . . . . . . . . .
3-2. Locatie van typeplaatje met serienummer en aansluitgegevens 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-3. Technische gegevens 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-4. Informatie over de 7-pens contrastekker voor de afstandsbediening 9. . . . . . . . . . . . . . . . . . . . . . . . . .
3-5. Informatie over 14-pens aansluiting 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-6. Laspistool aansluiten 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-7. De draadgeleider en de aandrijfrol installeren 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-8. Bescherming van het elektrisch circuit 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-9. De draadtoevoer op de lasbron aansluiten 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-10. De kabel tussen de draadtoevoer en de XMS 403 verwisselen 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3-11. Wielen op de draadtoevoer aanbrengen (optie) 13. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 4 − WERKING 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-1. Regelpaneel 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-2. Het apparaat inschakelen en de fabrieksinstellingen weer oproepen 15. . . . . . . . . . . . . . . . . . . . . . . . . .
4-3. Keuze van het lasproces 15. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-4. Keuze van de trekkerfunctie 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-5. Selectie van het Setup-menu en het Memory-menu 16. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-6. Instelmenu (Setup) 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-7. Geheugenmenu (Memory) 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-8. Doorblazen en reinigen met lasdraad kiezen 17. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-9. Het apparaat gereed maken voor MIG-lassen 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-10. Handmatig MIG-lassen kiezen 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-11. Synergisch MIG-lassen kiezen 20. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4-12. Synergisch pulserend MIG-lassen selecteren 21. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 5 − ONDERHOUD EN STORINGEN VERHELPEN 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-1. Routineonderhoud 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-2. Help-schermen 22. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5-3. Storingen 23. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 6 − ELECTRISCH SCHEMA 25. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
HOOFDSTUK 7 − ONDERDELENLIJST 26. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
GARANTIE

− 4 −
DECLARATION OF CONFORMITY
for European Community (CE marked) products.
ITW Welding Products Italy S.r.l Via Privata Iseo 6/E, 20098 San Giuliano M.se, (MI) Italy declares
that the product(s) identified in this declaration conform to the essential requirements and provi
sions of the stated Council Directive(s) and Standard(s).
Product/Apparatus Identification:
Product Stock Number
XMS 44 029 007 424
Council Directives:
S 2006/95/EC Low Voltage
S 2004/108/EC Electromagnetic Compatibility
S 2006/42/EEC Machinery Directive
Standards:
S IEC 609741 Arc Welding Equipment Welding Power Sources: edition 3, 200507.
S IEC 609745 Arc Welding Equipment – Wire Feeders: edition 2, 200711.
S IEC 6097410 Arc Welding Equipment Electromagnetic Compatibility Requirements: edition 1.1, 200410.
S EN 50445:2008 Product family standard to demonstrate compliance of equipment for resistance welding,
arc welding and allied processes with the basic restrictions related to human exposure to electromagnetic
fields (0Hz300Hz)
EU Signatory:
____________________________________________________________
_________________
Mark Lowther
Date of Declaration
EUROPEAN DIRECTOR, TECHNOLOGY & PRODUCT DEVELOPMENT
956 142 701
November 24th, 2009

OM-223 839 Pagina 1
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR
GEBRUIK
dut_som_2009−08
7
Bescherm uzelf en anderen tegen letsel; lees deze voorzorgsmaatregelen en volg ze op.
1-1. De betekenis van de symbolen
GEVAAR! − Duidt op een gevaarlijke situatie die moet
worden vermeden omdat hij anders leidt tot ernstig of
dodelijk letsel. De mogelijke gevaren worden getoond
met bijbehorende symbolen of uitgelegd in de tekst.
Duidt op een gevaarlijke situatie die moet worden ver-
meden omdat hij anders kan leiden tot ernstig of dode-
lijk letsel. De mogelijke gevaren worden getoond met
bijbehorende symbolen of uitgelegd in de tekst.
OPMERKING − Aanduiding voor mededelingen die niet zijn gerelateerd
aan persoonlijk letsel.
. Aanduiding voor speciale instructies.
Deze groep symbolen duidt op Waarschuwing! Kijk uit! Gevaar voor/
van mogelijke ELEKTRISCHE SCHOK, BEWEGENDE ONDERDE-
LEN en HETE ONDERDELEN. Raadpleeg de symbolen en de bijbe-
horende instructies om deze risico’s te vermijden.
1-2. De risico’s van het booglassen
Onderstaande symbolen worden in de hele handleiding ge-
bruikt om u ergens op te attenderen en om mogelijke risico’s
aan te geven. Als u een dergelijk symbool ziet, wees dan voor-
zichtig en volg de bijbehorende instructies op om problemen
te voorkomen. De veiligheidsinformatie hieronder is slechts
een samenvatting van de veiligheidsvoorschriften in Sectie
{+}. Lees en volg alle veiligheidsvoorschriften.
Alleen bevoegde personen moeten dit onderdeel installeren,
bedienen, onderhouden en repareren.
Zorg dat iedereen, en vooral kinderen, uit de buurt blijven tij-
dens het gebruik van dit apparaat.
Een ELEKTRISCHE SCHOK kan do-
delijk zijn
Het aanraken van onder stroom staande onderdelen
kan fatale schokken en ernstige brandwonden
veroorzaken. De elektrode en het werkstuk staan
onder stroom als de machine ingeschakeld is. Het
voedingsgedeelte en de interne circuits van de
machine staan eveneens onder stroom als het
apparaat aan staat. Bij semi-automatisch of automa-
tisch draadlassen staat het draad, de spoel, de
ruimte waar het lasdraad zich in de machine bevindt
en alle metalen onderdelen die in aanraking zijn met
de lasdraad onder stroom. Verkeerd geïnstalleerde
of onvoldoende geaarde installaties kunnen geva-
ren opleveren.
D Raak onderdelen die onder stroom staan niet aan
D Draag droge, isolerende handschoenen en lichaamsbescherming
zonder gaten
D Isoleer u zelf van het werkstuk en de grond door droge isolatiema-
tjes of kleden te gebruiken die groot genoeg zijn om elk contact met
de grond of het werkstuk te voorkomen
D Gebruik geen wissel−(AC) uitgangsspanning in een vochtige om-
geving, als u beperkte bewegingsvrijheid hebt of als het gevaar
bestaat dat u kunt vallen
D Gebruik ALLEEN wissel− (AC) uitgangsspanning als het laspro-
ces dit vereist.
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Er zijn extra veiligheidsmaatregelen nodig als zich een van de vol-
gende elektrisch gevaarlijke omstandigheden voordoet: op
vochtige locaties of als u natte kleding draagt; op metalen con-
structies zoals vloeren, roosters of steigers; in een verkrampte
lichaamshouding bijvoorbeeld als u zit, knielt of ligt; of wanneer het
risico van onvermijdelijk of toevallig contact met het werkstuk of de
aarde groot is. Gebruik onder deze omstandigheden de volgende
apparatuur in de aangegeven volgorde: 1) een semi−automatisch
gelijkstroom (draad−) lasapparaat met constante spanning, 2) een
handbediend gelijkstroom (elektrode−) lasapparaat, of 3) een wis-
selstroom lasapparaat met een lagere spanning en open circuit. In
de meeste gevallen wordt het gebruik van een gelijkstroom lasap-
paraat met lagere spanning aanbevolen. En werk niet alleen!
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Zet de hoofdstroom uit of stop de motor voordat u deze installatie
installeert of nakijkt. Zet de stroom uit volgens OSHA 29 CFR
1910.147 (zie de Veiligheidsvoorschriften)
D Installeer en aard deze installatie volgens de Handleiding voor ge-
bruikers en nationale of locale codes.
D Controleer altijd de aarding van de voeding en wees er zeker van
dat de aardingsgeleider van de voedingskabel goed aangesloten
is op de aansluitklem van het apparaat en dat de stekker van de
kabel aangesloten is op een correct geaarde contactdoos.
D Als u het apparaat aansluit op het net, verbind dan eerst de aar-
dingsgeleider en controleer de aansluitingen grondig.
D Houd snoeren droog, vrij van olie en vet en bescherm deze tegen
heet metaal en vonken.
D Controleer de kabel regelmatig op beschadigingen of openlig-
gende bedrading en vervang de kabel onmiddellijk als deze
beschadigd is − openliggende bedrading kan dodelijk zijn.
D Zet alles af als het apparaat niet gebruikt wordt.
D Gebruik geen versleten, beschadigde, te korte of slecht verbon-
den kabels.
D Draag de kabels niet op uw lichaam.
D Als het werkstuk geaard moet worden, doe dit dan met een aparte
kabel- gebruik niet de massaklem of massakabel.
D Raak de elektrode niet aan als u in contact staat met het werkstuk,
de grond of een andere elektrode van een ander apparaat.
D Gebruik alleen goed onderhouden installaties. Repareer of ver-
vang beschadigde onderdelen onmiddellijk. Onderhoud het
apparaat zoals beschreven staat in de handleiding.
D Draag een veiligheidsharnas als u boven grond-niveau werkt
D Houd alle panelen en afdekplaten veilig op hun plaats.
D Klem de massakabel zo dicht mogelijk bij de las met een goed me-
taal-op-metaalcontact op het werkstuk of werktafel.
D Isoleer de massaklem wanneer deze niet is aangesloten op het
werkstuk om contact met een metalen object te voorkomen
D Sluit niet meer dan één elektrode of massakabel aan op één enke-
le lasbron.

OM-223 839 Pagina 2
Er staat ook NA het afsluiten van de voedingsspan-
ning nog een AANZIENLIJKE GELIJKSPANNING
op het voedingsgedeelte van de inverter lasstroom-
bronnen.
D Zet de gelijkstroom-wisselstroomomzetter uit, maak de voedings-
stekker los en ontlaad de invoercondensatoren overenkomstig de
aanwijzingen in de Sectie Onderhoud, voordat u enig onderdeeel
aanraakt.
Door HETE ONDERDELEN kunnen
brandwonden ontstaan.
D Hete onderdelen niet met blote handen aanra-
ken
D Laat apparatuur altijd afkoelen, voor u eraan gaat werken.
D Gebruik de juiste gereedschappen om hete onderdelen beet te
pakken en/of draag zware geïsoleerde lashandschoenen en −
kleding om brandwonden te voorkomen.
ROOK EN GASSEN kunnen gevaarlijk
zijn.
Tijdens het lassen komen rook en gassen vrij. Het
inademen hiervan kan gevaarlijk zijn voor uw
gezondheid.
D Zorg ervoor dat u niet in de rook staat. Adem de rook niet in.
D Als u binnen last, ventileer de ruimte dan goed en/of zorg dat las-
rook en gassen afgezogen worden.
D Als er een slechte ventilatie is, gebruik dan een goedgekeurd gas-
masker.
D Lees de Materiaalveiligheids informatiebladen en de instructies
van de fabrikant voor metalen, elektroden, elektrodebekledingen,
schoonmaakmiddelen en ontvetters.
D Werk alleen in een beslotenruimte als deze goed geventileerd
wordt. Of als u een beademingsapparaat draagt. Zorg ervoor dat
er altijd een ervaren persoon toekijkt. Lasdampen en gassen kun-
nen lucht verdringen en het zuurstofgehalte verlagen, wat
schadelijke invloed heeft op u lichaam en zelfs dodelijk kan zijn.
Zorg voor veilige ademlucht.
D Las niet in ruimtes waar dingen worden ontvet, schoongemaakt of
waar wordt gesproeid. De hitte en stralen van de boog kunnen rea-
geren met dampen en op deze manier zwaar vergiftigde en
irriterende gassen vormen
D Las geen beklede metalen zoals gegalvaniseerd of met lood-of
cadmium bedekt staal, tenzij de bekleding verwijderd wordt van
het gedeelte dat gelast moet worden, de ruimte goed geventileerd
wordt en u, indien nodig, een gasmasker draagt. De belkedingen
en metalen die deze elementen bevatten kunnen giftige dampen
produceren als ze gelast worden.
De STRALEN UIT DE BOOG kunnen
ogen en huid verbranden
Boogstralen van het lasproces produceren zichbare
en onzichtbare (ultraviolette en infrarood) stralen die
uw ogen en huid kunnen verbranden. Tijdens het
lassen vliegen lasspatten en vonken in het rond.
D Draag tijdens het lassen of toekijken tijdens het lassen een las-
helm voorzien van een lasglas met de juiste tint om uw gezicht en
ogen tegen boogstralen en vonken te beschermen. (zie ANSI
Z49.1 en Z87.1 in de Veiligheidsvoorschriften).
D Draag een goedgekeurde veiligheidsbril met zijschermen onder
uw helm
D Gebruik beschermende lasgordijnen of schermen om anderen te-
gen flitsen en verblindend licht te beschermen ; waarschuw
anderen om niet in de boog te kijken.
D Draag beschermende kleding, gemaakt van duurzaam, brandwe-
rend materiaal (leer en wol) en beschermend schoeisel
LASSEN kan brand of explosies ver-
oorzaken
Als er gelast wordt aan gesloten vaten zoals tanks,
trommels of pijpen, kunnen deze opgeblazen wor-
den Er kunnen vonken van de lasboog afvliegen. De
rondvliegende vonken, de temperatuur van het
werkstuk en van het gereedschap kunnen brand en brandwonden
veroorzaken. Toevallig contact van een elektrode met metalen
voorwerpen kan vonken, explosies, oververhitting of brand veroorza-
ken. Controleer eerst of de omgeving veilig is voordat u gaat lassen.
D Verwijder alle brandbare materialen in een straal van 10 meter van
de lasboog. Als dit niet mogelijk is, dek ze dan goed af met brand-
werende materialen.
D Las niet op plaatsen waar rondvliegende vonken brandbaar mate-
riaal kunnen raken.
D Bescherm uzelf en anderen tegen rondvliegende vonken en heet
metaal.
D Wees erop attent dat vonken en hete materialen van het laswerk
gemakkelijk door kleine hoeken en gaten naar naastliggende ruim-
tes kunnen vliegen.
D Kijk goed uit voor brand en houd een brandblusser in de buurt
D Wees erop bedacht dat bij het lassen van plafonds, vloeren, schei-
dingswanden of tussenschotten brand kan ontstaan aan de
tegenovergestelde zijde
D Las niet aan gesloten vaten zoals tanks, trommels of pijpen, tenzij
ze voldoende voorbereid zijn volgens AWS F4.1 (zie veiligheids-
voorschriften)
D Niet lassen op plaatsen waar de omgevingslucht brandbaar stof,
gas of vloeistofdampen (bijv. van benzine) kan bevatten.
D Verbind de massakabel met het werkstuk zo dicht mogelijk bij de
plaats waar gelast moet worden, zodat de lasstroom een direkte
en korte weg aflegt en elektrische schokken en brandrisico’s ver-
meden kunnen worden
D Gebruik een lasapparaat niet om bevroren pijpen te ontdooien.
D Haal de elektrode uit de elektrodehouder of knip de lasdraad af aan
de contactbuis als niet gelast wordt.
D Draag olie-vrije beschermende kleding zoals leren handschoenen
leren schort, broek zonder omslag, hoge schoenen en een helm.
D Zorg ervoor dat u geen brandbare voorwerpen zoals aanstekers of
lucifers bij u draagt als u gaat lassen.
D Inspecteer de omgeving als u klaar bent met uw werk om er zeker
van te zijn dat er geen vonken, gloeiende sintels en vlammen zijn.
D Alleen de juiste zekeringen of contactverbrekers gebruiken; geen
zwaardere nemen of deze doorverbinden.
D Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor
werken met hoge temperaturen, zorg dat er een brandmelder aan-
wezig is en dat u een blusapparaat onder handbereik hebt.
RONDVLIEGEND METAAL of STOF
kan de ogen verwonden.
D Door lassen, bikken, het gebruik van draad-
borstels en slijpen kunnen vonken en rodvlie-
gende metaal-schilfers ontstaan. Als lasrup-
sen afkoelen, kunnen er slakresten rondvlie-
gen.
D Draag een goedgekeurde veiligheidsbril met zijschermen, zelfs
onder uw lashelm.
GASVORMING kan schadelijk voor
de gezondheid of zelfs dodelijk zijn
D Draai de gastoevoer dicht, wanneer u geen gas
gebruikt.
D Zorg altijd voor ventilatie in enge ruimtes of ge-
bruik goedgekeurde beademingsapparatuur

OM-223 839 Pagina 3
ELEKTRISCHE EN MAGNETISCHE VELDEN
kunnen van invloed zijn op geïmplanteerde
medische apparatuur.
D Mensen die een pacemaker of een ander
geïmplanteerd medisch apparaat dragen,
moeten uit de buurt blijven.
D Mensen die een geïmplanteerd medisch apparaat dragen,
moeten hun arts en de fabrikant van het apparaat raadplegen
voordat ze in de buurt komen van werkzaamheden
met booglassen, puntlassen, gutsen, plasmaboogsnijden
of inductieverwarmen.
LAWAAI kan het gehoor aantasten
Lawaai van bepaalde werkzaamheden of appara-
tuur kan uw gehoor aantasten
D Draag goedgekeurde gehoorbescherming als
het geluidsniveau te hoog is
GASFLESSEN kunnen exploderen
als ze beschadigd worden
Gasflessen met beschermend gas bevatten gas
onder hoge druk. Als een gasfles beschadigd wordt,
kan deze exploderen. Aangezien gasflessen nor-
maal gesproken een onderdeel uitmaken van het
van het lasproces moet u er voorzichtig mee
omgaan.
D Bescherm gasflessen tegen hoge temperaturen, mechanische
schokken, slak, open vuur, vonken en vlambogen.
D Plaats de gasflessen rechtop in een rek of in de laskar zodat ze niet
kunnen vallen of omkantelen.
D Houd de flessen uit de buurt van alle las- of andere stroomkringen
D Hang nooit een elektrodehouder over een gasfles.
D Laat nooit een laselektrode in aanraking komen met een gasfles.
D Las nooit op een gasfles onder druk; een explosie zal het gevolg
zijn.
D Gebruik het juiste beschermgas, reduceerventielen, slangen en
hulpstukken die speciaal bedoeld zijn voor een bepaalde toepas-
sing; onderhoud deze en bijhorende onderdelen goed.
D Draai bij het openen van de gasfles uw gezicht weg van het redu-
ceerventiel.
D Laat de beschermende kap over het ventiel over het ventiel zitten
behalve als de fles gebruikt wordt of aangesloten is voor gebruik.
D Lees en volg de instructies op de flessen met gecomprimeerd gas,
bijbehorend materiaal en de CGA publikatie die in de Veiligheids-
voorschriften staat.
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
BRAND- EN EXPLOSIEGEVAAR
D Installeer of plaats het apparaat niet op, boven
of vlakbij ontbrandbare oppervlakken.
D Het apparaat niet in de buurt van brandbare
stoffen installeren.
D Overbelast de bedrading van het gebouw niet- controleer of het
voedingsnet sterk genoeg is, goed beschermd is en dit apparaat
aan kan.
TE LANGDURIG GEBRUIK kan leiden
tot OVERVERHITTING.
D Laat het apparaat goed afkoelen; houd u aan
de nominale inschakelduur.
D Verminder de stroomsterkte of de inschakel-
duur voordat u opnieuw begint met lassen.
D Blokkeer of filter de luchtaanvoer naar het apparaat niet.
VALLENDE APPARATUUR kan letsel
veroorzaken.
D Gebruik alleen het hijsoog om het apparaat op
te tillen, en NIET de laskar, gasflessen of an-
dere accessoires.
D Gebruik gereedschap met voldoende capaci-
teit om het apparaat op te tillen en te ondersteu-
nen.
D Als u hefvorken gebruikt om het apparaat te verplaatsen, zorg er
dan voor dat de vorken zo lang zijn, dat ze aan de andere kant on-
der het apparaat uitsteken.
D Let er bij het werken in de open lucht op dat kabels en snoeren niet
in aanraking kunnen komen met rijdende voertuigen.
D Volg bij het handmatig optillen van zware onderdelen of apparatuur
de Amerikaanse ARBO−richtlijn getiteld Applications Manual for
the Revised NIOSH Lifting Equation (Publication No. 94–110).
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming om de ogen en
het gezicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en op een veilige locatie. Draag hier-
bij de juiste gezichts-, hand- en lichaamsbescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
STATISCHE ELEKTRICITEIT kan PC-
kaarten beschadigen
D Doe een geaarde polsband om VOORDAT u
printplaten of onderdelen aanraakt.
D Gebruik goede anti-statische zakken of dozen
voor het opslaan, verplaatsen of transporteren
van PC-printplaten.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken.
D Blijf uit de buurt van bewegende onderdelen
D Blijf uit de buurt van afknijppunten zoals aan-
drijfrollen.

OM-223 839 Pagina 4
LASDRAAD kan letsel veroorzaken
D Bedien de toortsschakelaar pas als u de aan-
wijzing krijgt om dat te doen.
D Richt het pistool niet op enig lichaamsdeel, an-
dere mensen of op enig materiaal als de draad
wordt ingevoerd.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken
D Blijf uit de buurt van bewegende delen zoals
ventilatoren.
D Houd alle deuren, panelen, afdekplaten en
beschermingsplaten op hun plaats.
D Laat deuren, panelen, deksels en beschermplaten alleen ver-
wijderen door bevoegd personeel indien nodig voor onderhoud
en storingzoeken.
D Breng eerst deuren, panelen, deksels en beschermplaten weer
aan na afloop van het onderhoud en sluit pas dan de voeding
weer aan.
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming voor ogen en ge-
zicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en die op een veilige locatie staat.
Draag tijdens het slijpen de nodige gezichts-, hand- en lichaams-
bescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
LEES DE INSTRUCTIES.
D Lees nauwkeurig de gebruikershandleiding en
alle waarschuwingslabels, voordat u de
machine installeert, gebruikt of er onderhoud
aan pleegt, en volg de aanwijzingen steeds op.
Lees de veiligheidsinformatie aan het begin
van de handleiding en in elk hoofdstuk.
D Gebruik alleen originele vervangingsonderdelen van de fabri-
kant.
D Voer onderhoud en service uit zoals vermeld in de Handleidin-
gen, de industriële normen en de landelijke en ter plekke gelden-
de regelgeving.
H.F. STRALING kan storingen veroor-
zaken
D Hoog-frequente straling kan storing veroorza-
ken bij radio-navigatie, veiligheidsdiensten,
computers en communicatie-apparatuur.
D Laat alleen bevoegde personen die bekend zijn met elektronische
apparatuur deze installatie uitvoeren.
D De gebruiker is verantwoordelijk voor onmiddellijk herstel door
een bevoegd elektricien bij storingsproblemen als gevolg van de
installatie
D Als u van overheidswege klachten krijgt over storingen, stop dan
onmiddellijk met het gebruik van de apparatuur.
D Laat de installatie regelmatig nakijken en onderhouden.
D Houd deuren en panelen van hoogfrequentbronnen stevig dicht,
houd de elektrodeafstand op de juiste instelling en zorg voor aar-
ding en afscherming om de mogelijkheid van storingen tot een
minimum te beperken.
BOOGLASSEN kan interferentie
veroorzaken.
D Elektromagnetische energie kan interferentie
veroorzaken bij gevoelige elektronische
apparatuur zoals computers en
computergestuurde apparatuur zoals robots.
D Zorg ervoor dat alle apparatuur in het lasgebied elektromagnetisch
compatibel is.
D Om mogelijke interferentie te verminderen moet u de laskabels zo
kort mogelijk houden, dicht bij elkaar en laag, bijvoorbeeld op de
vloer.
D Voer de laswerkzaamheden uit op 100 meter afstand van
gevoelige elektronische apparatuur.
D Zorg ervoor dat dit lasapparaat conform de aanwijzingen in deze
handleiding wordt geïnstalleerd en geaard.
D Als er dan nog steeds interferentie optreedt, dient de gebruiker
extra maatregelen te nemen, zoals verplaatsing van het
lasapparaat, gebruik van afgeschermde kabels, gebruik van
lijnfilters of afscherming van het werkterrein.
1-4. Californië-voorstel 65, waarschuwingen
Las- en snijapparatuur produceert dampen of gassen die che-
micaliën bevatten waarvan het de Staat Californië bekend is
dat ze geboorteafwijkingen en, in sommige gevallen, kanker
veroorzaken. (California Health & Safety Code, sectie 25249.5
en volgend.)
Accupolen, -klemmen en soortgelijke accessoires bevatten
lood en loodverbindingen, chemicaliën waarvan het de Staat
Califorrnië bekend is dat ze kanker en geboorteafwijkingen of
andere voortplantingsproblemen veroorzaken. Was uw han-
den na aanraking.
Benzinemotoren:
Uitlaatgassen van motoren bevatten chemicaliën waarvan
het de Staat Califorrnië bekend is dat ze kanker, geboorteaf-
wijkingen of andere voortplantingsproblemen veroorzaken.
Dieselmotoren:
Van uitlaatgassen van dieselmotoren en bepaalde bestand-
delen ervan is het de Staat Califorrnië bekend dat ze kanker,
geboorteafwijkingen en andere voortplantings problemen
veroorzaken.

OM-223 839 Pagina 5
1-5. Belangrijkste Veiligheidsvoorschriften
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (phone: 301-504-7923, website:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informatie over elektrische en magnetische velden (EMV -informatie)
Elektrische stroom die door een draad stroomt veroorzaakt plaatselijk
elektrische en magnetische velden (EMV). Lasstroom veroorzaakt een
elektromagnetischveld rond de lasstroomkring en de lasapparatuur.
Elektromagnetischevelden kunnen interferentie veroorzaken bij
bepaalde medische implantaten zoals pacemakers. Voor personen die
medische implantaten hebben moeten beschermende maatregelen
worden genomen, bijv. toegangsbeperking voor passanten of een
risicoanalyse voor iedere afzonderlijke lasser. Alle lassers moeten de
volgende procedures naleven om zo blootstelling aan
elektro−magnetischevelden van de lasstroomkring tot een minimum te
beperken:
1. Houd kabels dicht bij elkaar door ze in elkaar te twisten of vast te
plakken of gebruik kabelbescherming.
2. Kom niet met uw lichaam tussen de laskabels. Leg de kabel aan
één kant en weg van de gebruiker.
3. Rol of hang de kabels niet rond of op uw lichaam.
4. Houd hoofd en romp zo ver mogelijk verwijderd van de
apparatuur in de lasstroomkring.
5. Monteer de massaklem aan het werkstuk zo dicht mogelijk bij de
las.
6. Niet direct naast de lasstroombron werken, er niet op gaan zitten
en er niet op leunen.
7. Niet lassen terwijl u de lasstroombron of het
draadaanvoersysteem draagt.
Over geïmplanteerde medische apparatuur:
Mensen die een geïmplanteerd medisch apparaat dragen, moeten hun
arts en de fabrikant van het apparaat raadplegen voordat ze in de buurt
komen van werkzaamheden met booglassen, puntlassen, gutsen, pla-
smaboogsnijden of inductieverhitting. Bij toestemming van de arts
wordt geadviseerd om bovenstaande procedures te volgen.

OM-223 839 Pagina 6

OM-223 839 Pagina 7
HOOFDSTUK 2 − DEFINITIES
2-1. Definities van de waarschuwingslabels van de fabrikant
1 1.1 1.2 1.3
3 3.1 3.2 3.3
4 4.1
+
2
2.1
2.2
+
+
56
+
2.3
S-178 936
A. Waarschuwing! Pas op! Kans op gevaar (zie
de symbolen).
B. Aandrijfrollen kunnen de vingers verwonden
C. De lasdraad en de onderdelen van de
aandrijving staan tijdens het lassen op
lasspanning − houd handen en metalen
objecten uit de buurt ervan.
1 Elektrische schokken kunnen dodelijk zijn.
1.1 Draag droge, geïsoleerde handschoenen. De
elektrode niet met de blote hand aanraken.
Geen natte of kapotte handschoenen dragen.
1.2 Bescherm uzelf tegen elektrische schokken
door uzelf te isoleren van het werk en de
aarde.
1.3 Haal de stekker van de machine uit het
stopcontact of zet de machine af, voordat u
aan de machine gaat werken.
2 Het inademen van lasdampen kan gevaarlijk
zijn voor uw gezondheid.
2.1 Zorg ervoor dat u niet in de dampen staat.
2.2 Gebruik actieve ventilatie of een
afvoersysteem om de dampen van de
werkplek af te voeren.
2.3 Gebruik een ventilator om de dampen af te
voeren.
3 Lasvonken kunnen ontploffingen of brand
veroorzaken.
3.1 Houd brandbare stoffen uit de buurt van het
laswerk. Niet lassen in de buurt van brandbare
stoffen.
3.2 Lasvonken kunnen brand veroorzaken. Zorg
dat er een brandblusapparaat in de buurt is en
dat er een toezichthouder is die klaarstaat om
dit gebruiken.
3.3 Niet op vaten of dichte containers e.d. lassen.
4 De stralen uit de boog kunnen ogen en huid
verbranden.
4.1 Draag een hoofddeksel en een veiligheidsbril.
Bescherm uw oren en knoop de kraag van uw
overhemd dicht. Gebruik een lashelm met de
juiste filtersterkte. Draag bescherming voor uw
hele lichaam.
5 Zorg dat u geoefend raakt en lees de
aanwijzingen, voordat u aan de machine gaat
werken of gaat lassen.
6 Verwijder het label niet; verf het ook niet over
en dek het niet af.
ABC
Deponeer dit product niet bij het
normale afval.
Bezorg elektrisch en elektronisch
(WEEE) afval, bij een recycle de-
pot.
Neem contact op met een recycle-
bedrijf of distributeur voor meer in-
formatie

OM-223 839 Pagina 8
1 Waarschuwing! Pas op! Kans
op gevaar (zie de symbolen).
2. Aandrijfrollen kunnen de
vingers verwonden
3. De lasdraad en de onderdelen
van de aandrijving staan
tijdens het lassen op
lasspanning − houd handen en
metalen objecten uit de buurt
ervan
1
2 3
2-2. Symbolen en definities
. Symbolen die op het product te vinden zijn.
Aan Uit Ingangsspanning Uitgangsspanning
A
Ampère
V
Volt Wisselstroom
X
Inschakelduur
IP
Beschermings-
graad
Hz
Hertz
Automatische
zekering
Toevoer van
elektrodedraad
Lees de instructies
U
1
Primaire spanning MIG/MAG lassen Lijnverbinding
Handmatige
gasaanvoer
Afstandsbediend
Water (koelmiddel)
ingaand
Water (koelmiddel)
uitgaand
U
2
Conventionele be-
lastingsspanning
I
1
Primaire
stroomsterkte
I
2
Nominale
lasstroom
. De symbolen die hier niet staan aangegeven, worden nader verklaard op plaatsen in de handleiding waar dit relevant is.

OM-223 839 Pagina 9
HOOFDSTUK 3 − INLEIDING
3-1. Belangrijke informatie betreffende CE-producten (voor verkoop binnen de EU)
! Deze apparatuur mag niet worden gebruikt door het algemene publiek aangezien de EMV-grenzen voor het algemene publiek
mogelijk kunnen worden overschreden tijdens het lassen.
Deze apparatuur is gebouwd conform EN 60974−1 en is louter bedoeld voor beroepsmatig gebruik (waar het algemene publiek geen toegang
heeft of waar toegang zodanig is geregeld dat deze gelijk is aan beroepsmatig gebruik) en alleen door een deskundig gebruiker of iemand die
hiertoe is opgeleid.
Draadaanvoersystemen en aanvullende apparatuur (zoals toortsen, vloeistofkoelsystemen en lasboog− en stabilisatieapparatuur) die onderdeel
uitmaken van het lascircuit mogen geen belangrijke bijdrage leveren aan het EMV. Zie de gebruikershandleidingen van alle onderdelen van de
lasstroomkring voor meer informatie over EMV-blootstelling.
S De meting van de EMV voor deze apparatuur vond plaats op een afstand van 0,5 meter.
S Op een afstand van 1 meter waren de waarden van de EMV-blootstelling minder dan 20% van de toegestane waarden.
3-2. Locatie van typeplaatje met serienummer en aansluitgegevens
Het serienummer en de aansluitgegevens zijn bij dit product aan de voorzijde te vinden. Op het typeplaatje kunt u de elektrische spanning en het
vermogen aflezen dat de apparatuur nodig heeft, en welk vermogen het kan leveren. Wij raden aan het serienummer te noteren op de achterzijde van
deze handleiding, in het daarvoor bestemde vak, zodat u dit nummer altijd bij de hand hebt als u het in de toekomst nodig hebt.
3-3. Technische gegevens
Type ingangs-
vermogen
Type lasstroombron
Snelheidsbereik
draadtoevoer
Bereik
draaddia-
meter
Nominale
lasstroom
IP Klasse
Algehele
afmetingen
Gewicht
24 V AC enkel-
fase 7 ampère
50/60 hertz
XMS 403 lasstroombron 0,5 − 20 m/min
0,8 mm −
1,8 mm
Maximum
spoelge-
wicht: 15
kg
36 V, 400 A,
30% inscha-
kelduur
IP23S
Lengte: 640 mm
Breedte: 230 mm
Hoogte: 435 mm
18 kg
3-4. Informatie over de 7-pens contrastekker voor de afstandsbediening
Afstandsbediend 7
Pen* Peninformatie
1 +10 volt gelijkstroomvoeding naar de afstandsbediening
2 Gemeenschappelijk GND-afstandsbedieningscircuit
3 IREF 0 tot 10 stroomregelingssignaal
4 VREF 0 tot 10 spanningsregelingssignaal
5 OMHOOG 0V/10V digitaal signaal
6 OMLAAG 0V/10V digitaal signaal
7 TYPE 0V/10V digitaal signaal
. Deze contrastekker voor afstandsbediening kan niet worden gebruikt met een standaard Miller-afstandsbediening. De klant moet zelf een af-
standsbediening aanschaffen om de contrastekker voor afstandsbediening te gebruiken.

OM-223 839 Pagina 10
3-5. Informatie over 14-pens aansluiting
Afstandsbediend 14
Pen* Peninformatie
A 24 volt AC met betrekking tot contrastekker G. Beveiligd door automatische zekering CB1.
B GND van communicatiesignalen.
C Serieel communicatiesignaal −485.
D Serieel communicatiesignaal +485.
E ‘Start motor’-signaal naar XMS 44.
F Signaal toortsschakelaar naar XMS 403.
G Gemeenschappelijke voor het 24 V AC circuit.
H Signaal voor toevoersnelheid elektrodedraad naar XMS 44.
* De overige pinnen worden niet gebruikt.
Gebruik het juiste tussenpakket (P/N 058 019 140−141−142) om de unit aan te sluiten op de XMS 403

OM-223 839 Pagina 11
1 Knop pistoolvergrendeling
2 Pistoolblok
3 Draadgeleider pistooluitlaat
Draai de knop los en breng het
pistool aan in het blok. Plaats de
draadgeleider van de uitlaat zo
dicht mogelijk tegen de
aandrijfrollen aan zonder dat ze
deze raken. Draai de knop vast.
4 Trekkerplug pistool
5 Aansluiting voor de
toortsschakelaar
. Neem contact op met de
fabrikant voor de apparatuur
die nodig is om een
Amerikaans pistool aan te
sluiten.
. Maak de koelsysteemverbin-
dingen zoals aangegeven in
hoofdstuk 3-9.
3-6. Laspistool aansluiten
802 308
1
3
2
4
5
1
2
Amerikaans pistool
Europees pistool
1 Inlaat draadgeleider
2 Tussendraadgeleider
Installeer de inlaatdraadgeleider en
de tussendraadgeleider en maak
ze vast.
3 Aandrijfrol (4)
Installeer de aandrijfrollen en draai
de aandrijfrolmoer één klik.
Tijdens periodiek onderhoud moet
u de aandrijfrollen verwijderen en
de groeven met een draadborstel
reinigen. Controleer de algemene
staat van de aandrijfrollen.
De draadgeleider en de aandrij-
frollen uitlijnen:
Bovenaanzicht van de aandrijfrol-
len naar beneden gezien met het
drukmechanisme open.
Draai de schroef naar binnen of
naar buiten tot de groef van de aan-
drijfrol lijnt met de draadgeleider.
Sluit de drukrol.
Herhaal dit voor de overige
aandrijfrollen tot alle aandrijfrollen
uitgelijnd zijn op de draadgeleiders
(zie afbeelding).
3-7. De draadgeleider en de aandrijfrol installeren
802 310-A
1
2
3
1−2
3
Juiste uitlijning
Onjuiste uitlijning
Benodigde gereedschappen:
3/8”

OM-223 839 Pagina 12
3-8. Bescherming van het elektrisch circuit
1 Automatische zekering CB1
Automatische zekering CB1
bevindt zich in de draadaanvoer,
zoals afgebeeld.
CB1 beschermt het 24-volts AC
hulpstroomcircuit tegen overbelast-
ing.
1
3-9. De draadtoevoer op de lasbron aansluiten
Maak de aansluitingen zoals afge-
beeld. Zorg ervoor dat de aanslui-
tingen strak zitten.
1 14-pens besturingskabel
2 Laskabel (zie hoofdstuk 3-10
voor de aansluiting binnen de
draadtoevoer)
3 Gasslang
Sluit de slang aan op de toevoer
met behulp van de meegeleverde
klem. Sluit het andere uiteinde van
de gasslang aan op de gascilinder
of het gascircuit van de voeding.
4 Blauwe snelkoppeling (uitvoer
koelmiddel naar pistool)
Blauw op blauw en rood op rood
aansluiten.
5 Rode snelkoppeling (retour
koelmiddel vanaf pistool)
Blauw op blauw en rood op rood
aansluiten.
6 Werkkabelklem
(zie hoofdstuk 3-10)
7 Kraag kabelbundel
(zie hoofdstuk 3-10)
1
2
3
4
6
5
7
1
2
4
5

OM-223 839 Pagina 13
3-10. De kabel tussen de draadtoevoer en de XMS 403 verwisselen
! Ontkoppel de voeding voor-
dat u de kabels verwisselt.
1 Toegangsdeur
2 Klem
3 Plastic kraag
Sluit de laskabel aan op de klem-
men achter de toegangsdeur.
Verwijder de schroeven waarmee
de deur, de klem en de kraag vast-
zitten. Sluit de kabels aan. Breng de
klem, de kraag en de deur weer
aan.
Benodigde gereedschappen:
3
2
1
3-11. Wielen op de draadtoevoer aanbrengen (optie)
1 Wielen
2 Stangen
3 Schroeven
Verwijder de rubberen voeten van de
draadtoevoer.
Installeer alleen wielen op de toevoer
als u kleinere afmetingen wilt, als het
systeem wordt gebruik op vlakke
vloeren of als de optionele draaitafel
wordt gebruikt.
Installeer wielen en stangen voor
meer stabiliteit op oneffen vloeren.
Benodigde gereedschappen:
1
2
3
4

OM-223 839 Pagina 14
HOOFDSTUK 4 − WERKING
4-1. Regelpaneel
1 Connector MIG-pistool
2 Rode snelkoppeling (koelvloeistof retour
vanaf het pistool).
3 Blauwe snelkoppeling (koelvloeistofuitvoer
naar de toorts)
4 Contrastekker afstandsbediening
5 Hendel
6 Paneel
7 D1 − (display 1)
Toont de waarden en de parameters voor het
gekozen lasproces.
8 D2 − (display 2)
Toont de waarden en de parameters voor het
gekozen lasproces.
9 E1 (codeerregeling 1)
Gebruik deze regeling om de waarden en de
parameters te veranderen die op D1
verschijnen.
10 E2 (codeerregeling 2)
Gebruik deze regeling om de waarden en de pa-
rameters te veranderen die op D2 verschijnen.
11 P1 (drukknop voor de trekkerkeuze)
Hiermee kunt u de gewenste trekkerfunctie kiezen.
12 P2 (drukknop voor geheugen/instellen)
Hiermee kunt u kiezen voor het menu Memory (ge-
heugen) en Setup (instellen) voor MIG-lassen.
13 P8 (drukknop voor doorblazen en reinigen
met lasdraad)
Voor het uitvoeren van reinigingsoperaties va
lasdraaddoorvoer en doorblazen.
14 L1 AAN betekent dat D1 de
spanningswaarde toont
15 L2 ON betekent dat D1 de trimwaarde toont
16 L3 ON betekent dat D2 de waarde voor de
draadsnelheid toont
17 L4 ON betekent dat D2 de waarde van de
stroomsterkte toont
18 L5 ON betekent dat D2 de waarde van de
materiaaldikte toont
19 Keuze L6 is handmatig MIG-lassen
20 Keuze L7 is synergisch MIG-lassen
21 Keuze L8 is synergisch pulserend
MIG-lassen
22 Keuze L9 is synergisch dubbel pulserend
MIG-lassen
23 L10 AAN selecteert de trekkerfunctie
(2 maal)
24 L11 AAN selecteert de trekkerfunctie
(4 maal)
25 L12 AAN selecteert de trekkerfunctie
(3 maal)
26 L13 AAN selecteert het instelmenu (Setup)
27 L14 AAN selecteert het geheugenmenu
(Memory)
28 L15 AAN selecteert de doorblaasfunctie
29 L16 AAN selecteert de reinigingsfunctie
1
2
3
4
29
10
28
16 17 18
6
587
9
19
20
21
22
15
14
23
24
25
26
27
11
12
13

OM-223 839 Pagina 15
4-2. Het apparaat inschakelen en de fabrieksinstellingen weer oproepen
Installeer de voeding en de draadtoevoer
conform de meegeleverde handleidingen.
Schakel de voeding voor het lassen in.
Op display D1 en D2 is de softwareversie
van de draadtoevoer te zien. Het lassys-
teem is gereed om te gaan lassen met de
fabrieksinstellingen of de waarden en pa-
rameters van de laatste lasactiviteit.
Bij vuldraadlassen of TIG-lassen komt er
stroom op de draadtoevoer maar werkt
deze niet. Op display D1 en D2 staan lig-
gende streepjes. Bij MIG-lassen is de
draadtoevoer altijd aan. Op display D1 en
D2 zijn de ingestelde spanning en de
draadsnelheid (of de bijbehorende param-
eters) te zien, alsmede de gemeten las-
spanning en -stroom tijdens het lassen.
De fabrieksinstellingen weer oproepen:
. Voordat u deze procedure uitvoert,
moet u eerst alle parameters opschrij-
ven die weer moeten worden hersteld.
Schakel de voeding uit en dan weer in.
Druk onmiddellijk op draadtoevoer P1 en
P3. Laat P1 en P3 los als MEM CLR op D1
en D2 verschijnt. Schakel de voeding uit
als DON op D1 verschijnt. Alle parameters
worden nu weer op de fabrieksinstelling
gezet als u de volgende keer het systeem
aanzet.
4-3. Keuze van het lasproces
L6
L7
L8
L9
De keuze voor MIG-lassen wordt gemaakt
op de voedingsbron. De draadtoevoer
toont het gekozen lasproces met vier
LED’s.
De waarden en parameters die op D1 en
D2 verschijnen, zijn ofwel de
fabrieksinstellingen ofwel de laatste
instellingen die zijn ingevoerd voor het
gekozen proces.
Keuze L6 is handmatig MIG-lassen. Zie
hoofdstuk 4-9.
De waarde D1 is de lasspanning; de
standaardwaarde is 18,5 volt (het bereik is
10 tot 50 volt).
De waarde D2 is de snelheid van de
draadtoevoer; de standaardwaarde is
5 m/min (het bereik is 1 m/min tot
20 m/min).
Keuze L7 is synergisch MIG-lassen
(niet-pulserend). Zie hoofdstuk 4-10.
De waarde D1 is trim, de
standaardinstelling is 0,0 T (het bereik is
−5,0 T tot 5,0 T).
De waarde D2 is de toevoersnelheid van
de lasdraad (van de minimum tot de maxi-
mum waarde op basis van de selectie van
de laskromme).
. Wanneer L7 knippert, wordt het
materiaal in de boog gebracht middels
grote druppels (globulair), hetgeen
resulteert in aanzienlijk spatten. Dit is
het gevolg van de keuze van een
combinatie van een specifiek
materiaal, draad, gas, spanning en
stroom. Om een dergelijke situatie te
voorkomen, wordt aangeraden om
synergisch gepulseerd MIG te lassen
met dezelfde combinatie van
parameters. Als L7 continu aan is (niet
knippert), is de materiaalaanvoer óf
kortgesloten (korte boog) of middels
kleine druppels (spray). Beide
MIG-lasprocessen zorgen voor een
stabiele boog en minimaal spatten.
Keuze L8 is synergisch gepulseerd
MIG-lassen. Zie hoofdstuk 4-12.
De waarde D1 is trim, de
standaardinstelling is 0,0 T (het bereik is
−5,0 tot 5,0).
De waarde D2 is de toevoersnelheid van
de lasdraad (van de minimum tot de
maximum waarde op basis van de selectie
van de laskromme).
Keuze L9 is synergisch gepulseerd
MIG-lassen. Zie hoofdstuk 4-12.
De waarde D1 is trim, de
standaardinstelling is 0,0 (het bereik is −5
tot 5).
De waarde D2 is de toevoersnelheid van
de lasdraad (van de minimum tot de
maximum waarde op basis van de selectie
van de laskromme).

OM-223 839 Pagina 16
4-4. Keuze van de trekkerfunctie
. Controleer altijd de trekkerfunctie en
stel deze in. Als de trekkerfunctie niet
is gedefinieerd voor een lasproces,
selecteer dan de gewenste functie.
De trekkerfunctie kan voor handmatig
MIG-, synergisch MIG-, synergisch
pulserend MIG- en synergisch dubbel
pulserend MIG-lassen zo worden
ingesteld dat deze kan worden gewijzigd
als er lasstroom aanwezig is bij de
lasconnectoren. Bij handmatig MIG-,
synergisch MIG-, synergisch pulserend
MIG- en synergisch dubbel pulserend
MIG-lassen wijzigt u de trekkerfunctie als
u op P1 drukt; de waarden van D1 en D2
veranderen echter niet.
Druk op P1 om de gewenste trekkerfunctie
te kiezen:
L10 AAN selecteert de trekkerfunctie 2x.
Wanneer de trekker wordt ingedrukt,
begint het lassen.
Wanneer de trekker wordt losgelaten, stopt
het lassen.
L11 AAN selecteert de trekkerfunctie 4x.
Wanneer de trekker wordt ingedrukt,
begint het lassen.
Wanneer de trekker wordt losgelaten, gaat
het lassen door.
Wanneer de trekker nogmaals wordt
ingedrukt en losgelaten, stopt het lassen.
L12 AAN selecteert de trekkerfunctie met
3 niveaus.
Wanneer de trekker wordt ingedrukt,
begint het lassen met de parameters van
niveau 1.
Wanneer de trekker wordt losgelaten, gaat
het lassen door met de hoofdparameters.
Wanneer de trekker nogmaals wordt
ingedrukt, gaat het lassen door met de
parameters van niveau 2.
Wanneer de trekker nogmaals wordt
losgelaten, stopt het lassen.
Trekkerfunctie L12 is handig bij aluminium
en voor een kratervulsequentie.
Bij handmatig MIG-lassen kan de
trekkerfunctie 2x en 4x worden gekozen.
Bij synergisch MIG-lassen kan de
trekkerfunctie 2x, 4x en 3 niveaus worden
gekozen.
Bij synergisch pulserend MIG-lassen kan
de trekkerfunctie 2x, 4x en 3 niveaus
worden gekozen.
Bij synergisch dubbel pulserend
MIG-lassen kan de trekkerfunctie 2x, 4x en
3 niveaus worden gekozen.
L10
L11
L12
P1
4-5. Selectie van het Setup-menu en het Memory-menu
L13 en L14 zijn over het algemeen UIT.
Met P2 selecteert u het Setup-menu en de
geavanceerde programmering van
MIG-lassen. De knop dient ook om
persoonlijke lasparameters bij
MIG-lassen te onthouden en te beheren.
Druk op P2 om het Setup-menu te
selecteren. L13 is AAN.
Druk nogmaals op P2 om het
Memory-menu te selecteren. L14 is AAN.
Druk nogmaals op P2 om het Setup-menu
en het Memory-menu te verlaten. L13 en
L14 zijn UIT.
Om de procedures van het Setup-menu
en/of het Memory-menu te voltooien, moet
u deze menu’s verlaten. L13 en L14
moeten uit zijn.
. In het Setup-menu en het
Memory-menu kunt u niet lassen. Dit
voorkomt fouten in de lasparameters
en in de opgeslagen lasparameters.
L13
L14
P2

OM-223 839 Pagina 17
4-6. Instelmenu (Setup)
Druk op P2 om in het instelmenu (SET UP)
te komen.
In het instelmenu kunt u standaard
parameterwaarden bekijken en
veranderen voor alle lasprocessen voor de
gewenste laskarakteristieken.
D1 toont de lasparameter.
D2 toont de parameterwaarde.
E1 verandert de lasparameter.
E2 verandert de parameterwaarde.
Met P2 kunt u het instelmenu en
Geavanceerd programmeren verlaten en
de gewijzigde parameters opslaan.
. Onjuiste instellingen in enig proces
kan ongewenste laskarakteristieken
tot gevolg hebben. Alleen lassers die
bekend zijn met de verschillende
lasprocessen en parameters, mogen
het instelmenu gebruiken.
4-7. Geheugenmenu (Memory)
Druk op P2 om in het Memory-menu te
komen.
D1 toont de eerste vrije geheugenpositie of
het laatst gebruikte geheugen.
E1 wijzigt het nummer van de
geheugenpositie van P.01 in P.99.
Elke geheugenpositie bevat alle
geselecteerde MIG-lasparameters in de
draadtoevoer en in de voedingsbron.
Wanneer een opgeslagen laspunt wordt
geladen, worden ook de draadtoevoer en
de voedingsbron dienovereenkomstig
ingesteld.
Controleer zo nodig de status van de
stroombron voordat u gaat lassen.
D1 toont de geheugenpositie.
E1 wijzigt de geheugenpositie.
D2 toont de actie die u kunt uitvoeren op de
geheugenpositie.
E2 wijzigt actie op de geheugenpositie.
Wanneer D2 Ld (load: laden) toont, kunt u
de parameters in het lasapparaat laden die
in de geheugenpositie staan die is geselec-
teerd met D1.
Wanneer D2 Sto (storage: opslaan) toont,
kunt u de huidige lasparameters opslaan in
de geheugenpositie die is geselecteerd
met D1.
Wanneer D2 dEL (delete: wissen) toont, kunt
u de lasparameters wissen in de
geheugenpositie die is geselecteerd met D1.
Om de actie te bevestigen, moet u op P2
drukken tot D1 en D2 knipperen.
Laat P2 los en wacht tot het knipperen
stopt. De actie wordt nu uitgevoerd en het
lasapparaat verlaat het Memory-menu.
. Voer geen enkele handeling uit met het
lasapparaat als u in het Memory-menu
bent om onjuiste lasparameters en
slechte werking te voorkomen.
4-8. Doorblazen en reinigen met lasdraad kiezen
. Als een functie wordt geselecteerd en
niet binnen enige seconden wordt
gebruikt, gaat de LED weer uit.
Om de functie voor doorblazen en reinigen
met lasdraad te gebruiken, gaat u als volgt
te werk:
Als u eenmaal op P3 drukt, dan kiest u
reinigen met lasdraad. Drukt u nogmaals
op P3, dan kiest u voor doorblazen.
Als L15 gaat branden, druk dan op P3 en
houd de knop ingedrukt voor de
reinigingsfunctie met lasdraad.
Met deze methode voert u lasdraad door
zonder dat er lasstroom op de draad wordt
gezet.
In deze functie ziet u JOG op D1; D2 toont
de doorvoersnelheid van de draad.
Met E2 verandert u de instelling voor de
doorvoersnelheid van de draad.
. De doorvoer vindt plaats als de trekker
wordt ingedrukt en vastgehouden
zonder dat een lasboog wordt
geactiveerd. Voorpaneelreiniging
wordt aanbevolen.
Als L16 gaat branden, druk dan op P3 en
houd hem ingedrukt voor de doorblaas-
functie.
. Doorblazen wordt gebruikt om
verontreinigingen te verwijderen en de
gasleiding te vullen met beschermgas.
Pre-Gas is een soortgelijke functie,
maar deze werkt alleen aan het begin
van een lasproces. Doorblazen is
mogelijk in het TIG-proces door de
trekker van de toorts in te drukken
zonder een boog te starten.
L15
L16
P3

OM-223 839 Pagina 18
4-9. Het apparaat gereed maken voor MIG-lassen
Om het MIG-lasproces te kiezen, gaat
u als volgt te werk:
Volg de veiligheidsmaatregelen zoals
aangegeven in hoofdstuk 1.
Bereid het apparaat voor zoals
aangegeven in hoofdstuk 3.
1 Sluit met behulp van een kabel met
de juiste adapter het pistool aan op
de stekker van het MIG-pistool.
Sluit de werkklemkabel aan op de
connector WORK (werk) op de
voedingsbron.
2 Als u een watergekoeld pistool
gebruikt, sluit dan de leiding voor de
ingaande koelvloeistof aan op de
blauwe snelkoppeling
3 Sluit de leiding voor de
retourkoelvloeistof aan op de rode
snelkoppeling.
Controleer het peil van de koelvloeistof
na het aanbrengen van de koelleidingen
voor de toorts en als de koeler heeft
gedraaid. Zorg ervoor dat er
koelvloeistof te zien is in de bovenste
helft van de indicator. Vul zo nodig
koelvloeistof bij (zie de handleiding van
de voedingsbron).
4 Als een afstandsbediening
gewenst is, sluit deze dan aan op
de contrastekker voor de
afstandsbediening.
Zet het apparaat aan.
Geef het apparaat de tijd om de
opstartcyclus af te ronden.
Stel het MIG-lasproces in op de
voedingsbron en controleer L1, L2, L3
en L4 op de draadtoevoer.
Blaas lucht uit de gasleiding voor het
pistool met behulp van drukknop P3
(zie hoofdstuk 4-8).
4
2
3
1

OM-223 839 Pagina 19
4-10. Handmatig MIG-lassen kiezen
Stel het handmatige MIG-lasproces in op de voedingsbron. L6 is aan.
In de functie handmatig MIG-lassen moet de lasser mogelijk de
hoofdparameters voor het lassen bijstellen voor specifieke
boogkarakteristieken. De draadtoevoersnelheid en de
boogspanning verschijnen op D1 en D2.
Tijdens het instellen:
Waarde D1 is de standaardinstelling voor de spanning van 18,5 V
(het bereik is 10 V tot 50 V). L1 is aan.
Wijzig de spanning met E1.
Waarde D2 is de standaardinstelling voor de draadtoevoersnelheid
van 5,0 m/min (het bereik is 1,0 m/min tot 20,0 m/min). L3 is aan.
Wijzig de draadtoevoersnelheid met E2.
Tijdens het lassen:
D1 toont de gemeten lasspanning in volts. L1 is aan.
D2 toont de gemeten lasstroom in ampères. L4 is aan.
Stel de draadsnelheid en de lasspanning in met E1 en E2.
Kies de trekkerfunctie met drukknop P1 (zie hoofdstuk 4-4).
Stel zo nodig de lasparameters bij met P2.
Verwijder de lucht uit de slang van het pistool met drukknop P3
(zie hoofdstuk 4-8).
De inductantie instellen
Druk op P2 om in het instelmenu (SET UP) te komen.
Wijzig met E1 de instelling van D1 in ind. D2 geeft 100.wi aan.
Stel zo nodig de inductantiewaarde bij met E2 (het bereik is 1% tot
200%).
. Een hogere inductantie-instelling zorgt voor een zachter lasbad
en minder spatten, maar het starten van de boog kan lastiger
zijn. Een lagere inductantie-instelling zorgt voor een stijver las-
bad en meer spatten, maar het starten van de boog kan eenvou-
diger zijn.
Pre-Gas instellen (alleen in SETUP FULL)
Wijzig met E1 de instelling van D1 in PrE.
De waarde D2 is de standaardinstelling van 0,0 s
(het bereik is 0,0 s tot 10,0 s).
Wijzig met E2 de waarde van D2.
Post-Gas (na-gas) instellen (alleen in SETUP FULL)
Wijzig met E1 de instelling van D1 in PoS.
De waarde D2 is de standaardinstelling van 0,1 s
(het bereik is 0,0 s tot 10,0 s).
Wijzig met E2 de waarde van D2.
BurnBack instellen (alleen in SETUP FULL)
Wijzig met E1 de instelling van D1 in bur.
De waarde D2 is de standaardinstelling Automatisch
(het bereik is 1% tot 200%).
Automatisch is een instelling van minder dan 1% die zorgt voor een
automatische burnback-tijd.
Wijzig met E2 de waarde van D2.
Run-In (inlopen) instellen (alleen in SETUP FULL)
Wijzig met E1 de instelling van D1 in rin.
De waarde D2 is de standaardinstelling Automatisch
(het bereik is 1% tot 200%).
Automatisch is een instelling van minder dan 1% die zorgt voor een
automatische inlooptijd.
Wijzig met E2 de waarde van D2.
Run-In is de snelheid van de draadtoevoer voor de start van de boog
als percentage van de ingestelde draadsnelheid. Deze instelling
wordt gebruikt voor het verbeteren van de start van een boog.
P1
E1
D1
D2
E2
P2
L6
L1
L3
L4

OM-223 839 Pagina 20
4-11. Synergisch MIG-lassen kiezen
Stel het synergisch MIG-lasproces in op de
voedingsbron. L7 is AAN.
In de synergische MIG-functie moet de
lasser mogelijk de lasgegevens bijstellen
(draadtype, draaddiameter en gastype) en
slechts één lasparameter. Over het
algemeen wordt de draadtoevoersnelheid
aangepast en stelt het synergische proces
automatisch de toepasselijke lasspanning
in. Synergisch lassen stelt ook
automatisch veel secundaire
lasparameters in voor verbeterde
laskwaliteit.
De trimparameter verschijnt op D1 en D2:
Waarde D1 is de standaard triminstelling
van 0,0 T (het bereik is −5,0 T tot 5.0 T).
Waarde D2 is de standaardinstelling voor
de draadtoevoersnelheid van 5,0 m/min
(minimum (MIN), maximum (MAX) of stan-
daard (DEF) waarden zijn arbitrair op basis
van de ingestelde lasgegevens). Met P2 en
E2 kan dit display worden gewijzigd in
ampères of in de materiaaldikte.
Bij het instellen van de parameters:
- L2 AAN betekent dat D1 de trimwaarde
aangeeft.
- L3 AAN betekent dat D2 de draadsnelheid
aangeeft in meter/min of inch/min.
- L4 AAN betekent dat D2 de ingestelde
lasstroom aangeeft in ampères.
- L5 AAN betekent dat D2 de dikte van het
te lassen materiaal aangeeft.
Tijdens het lassen:
- D1 toont de gemeten lasspanning in volts.
L1 is AAN.
- D2 toont de gemeten lasstroom in
ampères. L4 is AAN.
Stel de draadsnelheid en de lasstroom of
de materiaaldikte en de lasspanning in met
E1 en E2.
Kies de trekkerfunctie met drukknop P1
(zie hoofdstuk 4-4).
Stel zo nodig de lasparameters bij met P2.
Verwijder de lucht uit de slang van het pis-
tool met drukknop P3 (zie hoofdstuk 4-8).
De trim instellen
Waarde D1 is de standaard triminstelling
van 0,0 T (het bereik is −5,0 T tot 5.0 T).
Trim is een arbitraire waarde die is gerela-
teerd aan de MIG-booglengte. Hogere
waarden produceren een langere en het-
ere boog. Lagere waarden produceren een
kortere en koelere boog. De aanbevolen
waarde voor de trim is de standaardinstel-
ling van circa 0,0T. L2 is AAN.
De hoofdregelingen voor het lassen
instellen
Ga naar SET UP en selecteer rEG op D1
met E1.
D2 toont de hoofdparameter, met E2 wijzigt
u deze.
Wanneer SPE (draadsnelheid) te zien is op
D2, is de snelheid van de lasdraad de hoof-
dregeling. L3 is AAN.
Wanneer A (ampère) te zien is op D2, is de
lasstroom in ampères de hoofdregeling. L4
is AAN.
Wanneer thc (dikte) te zien is op D2, is de
materiaaldikte in mm de hoofdregeling. L5
is AAN.
. De aanpassing van de hoofdregeling voor
het lassen wordt bevestigd als u het Setup-
menu verlaat.
. De gemeten lasstroom kan verschillen van
de ingestelde waarde. Dit verschil kan
groter zijn als er wijzigingen zijn in de
standaardparameters en als de
lasomstandigheden niet de gebruikelijke
zijn. De instelling van de stroomwaarde
moet worden beschouwd als een
referentiewaarde.
. De instelling van de materiaaldikte is louter
een referentiewaarde.
De inductantie instellen
Druk op P2 om in het instelmenu (SET UP)
te komen.
Wijzig met E1 de instelling van D1 in ind. D2
geeft 100 aan.
Stel zo nodig de inductantiewaarde bij met
E2 (het bereik is 1% tot 200%).
. Een hogere inductantie-instelling zorgt voor
een zachter lasbad en minder spatten, maar
het starten van de boog kan lastiger zijn. Een
lagere inductantie-instelling zorgt voor een
stijver lasbad en meer spatten, maar het
starten van de boog kan eenvoudiger zijn.
Pre-Gas instellen (alleen in SETUP
FULL)
Zie hoofdstuk 4-10.
Post-Gas instellen
(alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Burnback instellen
(alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Run-In instellen (alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Trekkerfunctie met 3 niveaus instellen
(alleen in SETUP FULL)
Wijzig met E1 de instelling van D1 in 3L.1
De waarde van D2 is de standaardinstel-
ling van 130% (het bereik is 20% tot 200%).
Wijzig met E2 de waarde van D2.
Wijzig met E1 de instelling van D1 in 3L.2
De waarde van D2 is de standaardinstel-
ling van 80% (het bereik is 20% tot 200%).
Wijzig met E2 de waarde van D2.
Wijzig met E1 de instelling van D1 in 3L.r
De waarde van D2 is de standaardinstel-
ling van 0,5 s (het bereik is 0,1 s tot 5,0 s).
Deze waarde is de overgangstijd in sec-
onden om het volgende niveau voor de
draadsnelheid te bereiken.
E1 D1 D2 E2
P1 P2 P3
L1
L2 L3 L4 L5
L7

OM-223 839 Pagina 21
4-12. Synergisch pulserend MIG-lassen selecteren
Stel het synergisch pulserend MIG-lasproces in
op de voedingsbron. L7 is AAN.
Synergisch pulserend MIG-lassen is een kwali-
tatief hoogwaardig lasproces dat zeer weinig
spatten veroorzaakt. Dit proces werkt goed op
dunne metalen als roestvast staal en aluminium.
In de functie synergisch pulserend MIG-lassen
moet de lasser mogelijk de lasgegevens bijstel-
len (draadtype, draaddiameter en gastype) en
slechts één lasparameter. Over het algemeen
wordt de draadtoevoersnelheid aangepast en
stelt het synergische proces automatisch de toe-
passelijke lasspanning in. Synergisch lassen
stelt ook automatisch veel secundaire laspara-
meters in voor verbeterde laskwaliteit.
De trimparameter verschijnt op D1 en D2:
Waarde D1 is de standaard triminstelling van
0,0 T (het bereik is −5,0 T tot 5.0 T).
Waarde D2 is de standaardinstelling voor de
draadtoevoersnelheid van 5,0 m/min (minimum
(MIN), maximum (MAX) of standaard (DEF)
waarden zijn arbitrair op basis van de ingestelde
lasgegevens). Met P2 en E2 kan dit display wor-
den gewijzigd in ampères of in de materiaaldikte.
Bij het instellen van de parameters:
- L2 AAN betekent dat D1 de trimwaarde
aangeeft.
- L3 AAN betekent dat D2 de draadsnelheid
aangeeft in meter/min of inch/min.
- L4 AAN betekent dat D2 de ingestelde
lasstroom aangeeft in ampères.
- L5 AAN betekent dat D2 de dikte van het te
lassen materiaal aangeeft.
Tijdens het lassen:
- D1 toont de gemeten lasspanning in volts.
L1 is AAN.
- D2 toont de gemeten lasstroom in ampères.
L4 is AAN.
Stel de draadsnelheid en de lasstroom of
materiaaldikte en de lasspanning in met E1 en E2.
Kies de trekkerfunctie met drukknop P1 (zie
hoofdstuk 4-4).
Stel zonodig de lasparameters bij met P2.
Verwijder de lucht uit de slang van het pistool met
drukknop P3 (zie hoofdstuk 4-8).
De trim instellen
Zie hoofdstuk 4-11.
De hoofdregeling voor het lassen instellen
Zie hoofdstuk 4-11.
De inductantie instellen voor synergisch pulser-
end MIG-lassen
Druk op P2 om in het SET UP-menu te komen.
Wijzig met E1 de instelling van D1 in ind. D2
geeft 100 aan.
Stel zo nodig de inductantiewaarde bij met E2
(het bereik is 1% tot 200%).
Deze parameter is gerelateerd aan de puls-
breedte. Een hogere waarde geeft een hetere
lasboog.
. Verander deze parameters zo weinig mogelijk,
aangezien de fabrieksinstellingen de voorkeur
verdienen voor de meeste toepassingen.Grote
veranderingen kunnen de stabiliteit van de
boog en de lasprestaties negatief beïnvloe-
den.De algemene stelregel is dat u binnen het
bereik 70% tot 130% moet blijven.
Snelheid draadtoevoerunit (alleen in SETUP
FULL)
Zie hoofdstuk 4-10.
Pre-Gas instellen (alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Post-Gas instellen (alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Burnback instellen (alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Run-In instellen (alleen in SETUP FULL)
Zie hoofdstuk 4-10.
Trekkerfunctie met 3 niveaus instellen
Zie hoofdstuk 4-11.
Synergisch dubbel pulserend MIG instellen
. Het synergisch dubbel pulserend
MIG-proces wordt op de voedingsbron
gekozen of opgeroepen in de draadtoevoer
met de programma’s voor synergisch
dubbel pulseren. Alle parameters voor
dubbel pulseren worden geselecteerd op de
draadtoevoer. Alle andere MIG-parameters
zijn hetzelfde als bij het standaard
pulserend MIG-proces.
Bepaalde materialen zijn beter te lassen met het
synergisch dubbel pulserend MIG-lasproces,
dankzij het unieke pulseren van de lasboog. De
warmte die in het te bewerken object wordt ge-
genereerd, is over het algemeen lager en de
boogkarakteristieken produceren een beter uit-
ziende lasnaad, met name op aluminium. Met
het synergisch dubbel pulserend MIG-lasproces
is het mogelijk om alle parameters in te regelen
en kwalitatief hoogwaardige lassen op alumini-
um te produceren.
. Onjuiste instellingen kunnen bij het synergisch
dubbel pulserend MIG-lasproces leiden tot een
programma met ongewenste laskenmerken. De
instellingen mogen alleen worden gedaan door
lassers die weten wat de verschillende
lasprocessen en -parameters inhouden. In
bepaalde gevallen produceert standaard
synergisch pulserend MIG-lassen betere lassen.
Druk op P2 om naar het SET UP-menu te
gaan. Wijzig met E1 de instelling van D1 in
2P.F.
Wijzig met E2 de waarde van D2.
Het bereik van deze instelling is 0,1 Hz tot
5,0 Hz. Deze instelling maakt het mogelijk om
dubbele pulsfrequentie in hertz te wijzigen (cy-
cli per seconde). Een aanbevolen frequentie is
ca. 1 hertz.
Wijzig met E1 de instelling van D1 in 2P.C.
De waarde van D2 is de standaardinstelling
van 50%.
Wijzig met E2 de waarde van D2.
Het bereik van deze instelling is 25% tot 75%.
Deze instelling maakt het mogelijk om de tijd
te wijzigen dat de puls op hoge uitvoer staat.
Een lagere instelling produceert minder verhit-
ting bij het lasbad.
Wijzig met E1 de instelling van D1 in 2P.O. De
waarde van D2 is de standaardinstelling van
20%. Wijzig met E2 de waarde van D2. Het
bereik van deze instelling is 20% tot 80%.
Deze instelling maakt het mogelijk om het
verschil in hoge en lage draadtoevoersnelheid
ten opzichte van de hoofdinstelling voor de
draadtoevoersnelheid procentueel te
wijzigen. Bijvoorbeeld: als de hoofdinstelling
van de draadtoevoersnelheid 5 M is en de
instelling van 2P.0 in D2 is 40%, dan verandert
de draadtoevoersnelheid tussen 4 m/min en 6
m/min. Een aanbevolen instelling is 20%.
Wijzig met E1 de instelling van D1 in 2P.A. De
waarde van D2 is de standaardinstelling van
0,0. Wijzig met E2 de waarde van D2. Het
bereik van deze instelling is −5,0 tot 5,0.
Deze instelling maakt het mogelijk om de
onderinstelling van de trim te veranderen in
dubbele pulsering. De hoofdinstelling van de
trim wordt dan de onderkant. Een hogere
2P.A-instelling produceert een langere, hetere
boog en een lagere instelling produceert een
kortere, koelere boog.
E1 D1 D2 E2
P1 P2 P3
L1
L2 L3 L4 L5
L8
L9

OM-223 839 Pagina 22
HOOFDSTUK 5 − ONDERHOUD EN STORINGEN
VERHELPEN
5-1. Routineonderhoud
! Ontkoppel de voeding
voordat u met het onder-
houd begint.
. Geef vaker een onder-
houdsbeurt als het appa-
raat zwaar belast wordt.
3 maanden
Vervang
beschadigde
of onleesbare
labels
Maak de
lasbornen
schoon en
draai ze aan
Vervang
beschadigde
gasslangen
Repareer of
vervang kapotte
kabels en snoeren
6 maanden
Reinig de
aandrijfrollen
Blaas de binnenkant
schoon of gebruik
daarvoor een stofzuiger
5-2. Help-schermen
De XMS 44 microprocessor regelt alle interne parameters van
de units.
Bij storingen tonen D1 en D2 de volgende foutsignalen.
HLP 100
Geeft aan dat de 24 volt AC die aan het systeem wordt geleverd zwak
is.
Controleer de aanvoer naar het systeem en de status van de
automatische zekering op de draadtoevoer en de voedingsbron.
HLP 101
Geeft aan dat de stroom in de motor te hoog is.
Ga na of de draadtoevoer niet is gestopt.
HLP 102
Geeft aan dat de spanning op de motor te hoog is.
Ga na of de draadtoevoer niet is gestopt.
HLP 103
Geeft aan dat er kortsluiting in de motor of in de bekabeling is.
Ga na of de motor en de bekabeling goed functioneren.
HLP 104
Geeft aan dat de motorsnelheid te laag is of dat de codeerinstallatie
op de motor onjuiste signalen afgeeft.
Ga na of de motor niet is gestopt en kijk de bekabeling van de
codeerinstallatie na.
HLP 105
Geeft een communicatiestoring aan tussen de voedingsbron en de
draadtoevoer.
Ga na of alle connectoren in het pad van de besturingskaart van de
voedingsbron en de motorkaart van de draadtoevoer goed zijn
bevestigd.
HLP 106
Geeft een communicatiestoring aan in de RS 485.
Ga na of alle connectoren in het pad van de besturingskaart van de
voedingsbron en de motorkaart van de draadtoevoer goed zijn
bevestigd.

OM-223 839 Pagina 23
5-3. Storingen
Probleem Oplossing
Het apparaat werkt totaal niet. Controleer de continuïteit van de hoofdschakelaar S1 en vervang hem indien nodig.
Reset de automatische zekering CB1 als deze open is.
Controleer de ingaande voedingsbron. Zie de technische handleiding voor de lasstroombron.
Er is geen elektrodedraadtoevoer, he
t
hele apparaat werkt niet.
Zet de hoofdschakelaar op On.
Controleer de aansluitingen van de 14-pens contrastekker.
Controleer de ingaande voeding of de CB
Er komt geen elektrodedraad uit. Kijk de aansluiting van de schakelaar van het pistool na bij de draadtoevoer. Kijk de draden van de trekker
van het pistool en de schakelaar na. Zie de handleiding van het pistool.
Laat een door de fabriek erkende servicemonteur de aandrijfmotor en printkaart PC1 nakijken.
De toevoer van elektrodedraad is onre-
gelmatig.
Stel de naafspanning en de druk van de aandrijfrol opnieuw in.
Gebruik het correcte formaat aandrijfrol (zie de onderdelenlijst).
Reinig of vervang een vuile of versleten aandrijfrol.
Verwijder lasspatten rond de opening waar de draad uitkomt.
Vervang de contacttip of de geleiding. Zie de handleiding van het pistool.
Controleer de bedrading tussen de motorkaart en de codeerinstallatie
Tijden het lassen stopt de voeding via
de elektrodedraad of de voeding
verloopt niet correct.
Lijn de aandrijfrollen opnieuw uit.
Controleer de complete naaf (zie de onderdelenlijst).
Er komt draad uit, zodra de stroom wordt
ingeschakeld.
Kijk de schakelaar van het pistool na. Zie de handleiding van het pistool.
Het gasventiel rammelt behoorlijk hard
en de toevoer van elektrodedraad is
traag en onregelmatig.
Controleer of er kortsluiting is tussen de draden van de schakelaar van het pistool en de laskabel. Repa-
reer of vervang de draden van de schakelaar van het pistool.
Het gas stroomt niet, maar er is wel
toevoer van elektrodedraad.
Controleer het gasventiel en de gasontspanner.
Er is toevoer van elektrodedraad maa
r
geen toestroom van gas als de trekke
r
wordt ingedrukt.
Controleer de spanning op de spoel en de aansluitingen van de gasklep. Controleer de continuïteit van
de spoel. Vervang hem indien nodig.
Controleer de continuïteit van de doorblaasschakelaar en vervang hem indien nodig.
Problemen met software of visualisatie
.
Roep de fabrieksinstellingen opnieuw op zoals beschreven in deze handleiding.
Roep er een door de fabriek erkende onderhoudsmonteur bij.
Er is toevoer van draad en de
elektrodedraad komt onder spanning
maar de toestroom van gas i
s
onregelmatig.
Controleer de spanning van de spoel en de aansluitingen van gasklep GS1. Controleer de continuïteit
van de spoel. Vervang hem indien nodig.
Verhelp de verstopping in de gasslang of vervang de slang.
Verhelp de verstopping in het pistool. Zie de handleiding van het pistool.
De motor draait op volle snelheid. Controleer de motorkaart en de aansluitingen en vervang deze indien nodig.
Controleer de bedrading tussen de motorkaart en de codeerinstallatie.
De motor van de draadaandrijving slaat
steeds af (geen rem als de trekker wordt
losgelaten).
Controleer motorkaart PC1 en de aansluitingen en vervang deze indien nodig.
De meter werkt niet goed. Roep de fabrieksinstellingen opnieuw op zoals beschreven in deze handleiding.

OM-223 839 Pagina 24
Aantekeningen

OM-223 839 Pagina 25
HOOFDSTUK 6 − ELECTRISCH SCHEMA
956142626C

OM-223 839 Pagina 26
HOOFDSTUK 7 − ONDERDELENLIJST
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
2
6
27
12
28
29
30
31
32
33
48
34
47
35
36
37
38
39
40
41
42
43
44
45
46
1
Fig. 2
2
3
4
5
6
7
Figuur 7-1. Hoofdassemblage

OM-223 839 Pagina 27
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figuur 7-1. Hoofdassemblage
Quanti
ty
1 V57052030 Euro Adapter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 156090015 Guide, Wire Inlet 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 V56014271 Board Protection Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 000178937 Label, Warning, Gears 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 V56033124 Bushing, Grommet 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 PC1 V57084045 Circuit Board, Motor 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 CB1 000083432 Circuit Breaker, 10a 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 000151187 Latch 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 V56122270 Panel, Side Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 000178936a Label, Warning 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 195585 Handle 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 156034004 Hinge 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 +V56121269 Wrapper, Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 V56161034 Reel, Holder 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 V56031169 Baffle, Intermediate 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 V56118268 Panel, Rear Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 V57060135 Baffle Plate 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 V56079197 Collar, Stauff Din 1593 15,5mm 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 058066057 Gas, Connection Kit 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 156018115 Nut 5/8 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 057052044 Fitting, Hose Brs Barbed M 1/4tbg X 5/8 18 Sae 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 057052045 Fitting, Quick Connector 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 057052043 Adapter 5/8 Unc 3/8 Bsp 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 956142618 Label, Side Rear Panel 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 V56034387 Quick Locking 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
26 000204326 Consumable Storage Box,W/Door (Includes) 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
000151187 Latch 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
27 V56122272 Panel, Side Rear Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
28 220805 Nut 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
29 057028111 Kit, Receptacle, 14 Pin M 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
30 056076216 Power Connector M 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
31 556049404 Fitting, Quick Connect Water, Male Blue 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
32 556049403 Fitting, Quick Connect Water, Male Red 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
33 GSV 000228036 Gsv1 Valve, 24 Vac 1 Way .750−14 Thd 2mm Orf 100 Psi 1. . . . . . . . . . . . . . . . . . . . . . . .
34 V56118267 Panel, Front Al 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
35 +V17026131 Base 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
36 057028110 Kit, Receptacle, 7 Pin 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
37 656110012 Foot, Rubber Mount 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
38 556049402 Fitting, Quick Connect Water, Female Blue 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
39 556049401 Fitting, Quick Connect Water, Female Red 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
40 V16029155 Nameplate,Front, Lower 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
41 756005024 Flange, Euro Adapter 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
42 PCX V57084166 Digital Meter Board 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
43 V16029137 Label, Front, Upper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
44 V16029154 Nameplate, Front, Upper 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
45 000193919 Knob, Pointer 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
46 656026084 Hose, Gas Braided 5x8,5x600 Black 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
47 656026092 Hose, 6x11x350 Blu Water 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
48 656026093 Hose, 6x11x350 Red Water 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-223 839 Pagina 28
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
1
2
3
4
5
6
7
8
9
10
26
11
12
27
13
14
15
16
17
4
18
19
20
21
22
23
24
25
Figuur 7-2. Wire Drive Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figuur 7-2. Wire Drive Assembly
Quanti
ty
1 M V57010029 Motor, 24 VDC, 60 W 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 000601966 Screw 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 156018021 Nut 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 000602213 Washer 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 656005026 Insulator 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 000604673 Screw, hex 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 656005027 Insulator, drive assembly 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 000166338 Lever, mounting pressure gear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 000166337 Housing adapter gun/feeder 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 000072010 Bushing, insulating 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
11 000108943 Screw 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
12 000173618 Carrier, drive roll, keyed, 24 pitch 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
13 000602239 Washer 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
14 000174609 Screw, .250-20 x .500 soc hd 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 000602009 Screw, .250-20 x 1.250 soc hd hex gr 8 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
16 000172075 Carrier, drive roll, with component, 24 pitch 4. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
17 000601872 Nut 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
18 000602213 Washer 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
19 000010224 Pin, spring CS .187 x 1.000 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
20 000166071 Lever, mounting pressure gear 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
21 000089562 Fastener, pinned 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
22 000085244 Washer, cupped stl, .328 ID x .812 OD x .125 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
23 000089477 Spring, cprsn .770 OD x .105 wire x 1.225 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
24 00089243 Knob, tension adjustment 2. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 000202562 Screw 1. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

OM-223 839 Pagina 29
Table 7-1. Drive Roll And Wire Guide Kits (4 Drive Roll)
. Base selection of drive rolls upon the following recommended usages:
1. V-Grooved rolls for hard wire.
2. U-Grooved rolls for soft and soft shelled cored wires.
3. U-Cogged rolls for extremely soft shelled wires (usually hard surfacing types).
4. V-Knurled rolls for hard shelled cored wires.
5. Drive roll types may be mixed to suit particular requirements (example: V-Knurled roll in combination with U-Grooved).
Wire Diameter
Kit No.
Drive Roll Wire Guide
Metric Fraction Decimal Part No. Type Inlet Intermediate
0.6 mm 0.023/0.025 in 0.023/0.025 in 087 132 087 130 V-Grooved 056 192 056 206
0.8 mm 0.030 in 0.030 in 046 780 053 695 V-Grooved 056 192 056 206
0.9 mm 0.035 in 0.035 in 046 781 053 700 V-Grooved 056 192 056 206
1.0/1.2 mm 0.035/0.045 in 0.035/0.045 in N/A 189 285 V-Grooved 156 193 056 207
1.0 mm 0.040 in 0.040 in 191 917 053 696 V-Grooved 056 192 056 206
1.2 mm 0.045 in 0.045 in 046 782 053 697 V-Grooved 056 193 056 207
1.6 mm 1/16 in 0.062 in 046 784 053 699 V-Grooved 056 195 056 209
0.9 mm 0.035 in 0.035 in 044 750 072 000 U-Grooved 056 192 056 206
1.2 mm 0.045 in 0.045 in 046 785 053 701 U-Grooved 056 193 056 207
1.3 mm 0.052 in 0.052 in 046 786 053 702 U-Grooved 056 193 056 207
1.6 mm 1/16 in 0.062 in 046 787 053 706 U-Grooved 056 195 056 209
2.0 mm 5/64 in 0.079 in 046 788 053 704 U-Grooved 056 195 056 209
0.9 mm 0.035 in 0.035 in 046 782 132 958 V-Knurled 056 192 056 206
1.2 mm 0.045 in 0.045 in 046 793 132 957 V-Knurled 056 193 056 207
1.3 mm 0.052 in 0.052 in 046 794 132 956 V-Knurled 056 193 056 207
1.6 mm 1/16 in 0.062 in 046 795 132 955 V-Knurled 056 195 056 209
1.8 mm 0.068-0.072 in 0.068-0.072 in 089 985 132 959 V-Knurled 056 195 056 209
2.0 mm 5/64 in 0.079 in 046 796 132 960 V-Knurled 056 195 056 209
1.2 mm 0.045 in 0.045 in 083 319 083 489 U-Cogged 056 193 056 207
1.3 mm 0.052 in 0.052 in 083 320 083 490 U-Cogged 056 193 056 207
1.6 mm 1/16 in 0.062 in 046 800 053 708 U-Cogged 056 195 056 209
2.0 mm 5/64 in 0.079 in 046 801 053 710 U-Cogged 056 195 056 209

Aantekeningen

Geldig vanaf 1 januari 2010
(Installaties waarvan het serienummer begint met “MA” of nieuwer)
Deze beperkte garantie vervangt alle vorige Miller garanties en is exclusief zonder
andere expliciete of impliciete waarborgen of garanties.
BEPERKTE GARANTIE − Afhankelijk van de onderstaande
bepalingen en voorwaarden garandeert ITW Weldiing
Products Italy S.r.l., zijn erkende verdeler dat nieuwe Miller
installaties die verkocht zijn na de geldende datum van deze
beperkte garantie geen materiaal- en/of fabricagefouten
hebben. DEZE GARANTIE VERVANGT UITDRUKKELIJK
ALLE ANDERE GARANTIES, EXPLICIET OF IMPLICIET,
VAN VERKOOPBAARHEID EN GESCHIKTHEID.
Binnen de onderstaande garantieperioden zal Miller alle
onderdelen of componenten die niet meer functioneren door
dergelijke fabricage- en materiaalfouten met garantie repare-
ren of vervangen. Miller moet binnen dertig (30) dagen schrifte-
lijk op de hoogte worden gebracht van een dergelijke fout of
storing, waarop Miller instructies zal geven over de garantie-
claim-procedure die hierop volgt.
In het geval van een dergelijke storing binnen de garantieperio-
de zal MILLER garantiesclaims toestaan op installaties met ga-
rantie die hieronder zijn vermeld. Alle garantieperioden gelden
vanaf de dag dat de installatie geleverd werd aan de oor-
spronkelijke kleinhandelkoper, of één jaar nadat een installatie
naar een Europese distributeur gezonden is, of achttien maan-
den nadat de installatie naar een internationale distributeur ge-
zonden is.
1. 5 jaar op onderdelen — 3 jaar op arbeidsloon
* Bij originele hoofdstroomgelijkrichters alleen de
thyristoren (SCR’s), de diodes en de afzonderlijke
gelijkrichtermodules
2. 3 jaar — op onderdelen en arbeidsloon
* Lasaggregaten met aandrijfmotor
(OPMERKING: Motoren vallen onder een aparte
garantie, bij de fabrikant van de motor.)
* HF Units
* Inverter stroombronnen (tenzij anders aangegeven)
* Procesbeheersingsapparatuur
* Semiautomatische en automatische draadaanvo-
ereenheden
* Transformator/gelijkrichter −stroombronnen
* Waterkoelsystemen (Hydramate 1 en 2)
3. 2 jaar — op onderdelen
* Automatisch verduisterende helmlenzen
(geen arbeidsloon)
* Migmatic 171
4. 1 jaar — op onderdelen en arbeidsloon tenzij anders
aangegeven
* Automatisch bewegende apparatuur
* Inbouwopties
(OPMERKING: Inbouwopties zijn gedekt onder
True Blue®
voor de resterende garantieperiode van
het product waarin ze in geïnstalleerd zijn, of voor
een minimum van één jaar — afhankelijk van welke
van de twee het langste duurt.)
* Stroombronnen voor inductieverwarming, koelers
en elektronische regelapparatuur/recorders
* Motoraangedreven laspistolen
(m.u.v. de Spoolmate −laspistolen)
* Positionerings en regelapparatuur
* Powered Air Purifying Respirator (PAPR) de ventil-
atorunit (geen arbeidsloon)
* Rekken
* Wielonderstellen en trailers
* Onderpoederdek−draadaanvoersystemen
* Waterkoelsystemen
(Amerikaanse modellen, niet geïntegreerd)
* Werkstations/Lastafels (geen arbeidsloon)
5. 6 maanden — op onderdelen
* Accu’s
6. 90 dagen — op onderdelen
* Toebehoren (sets)
* Beschermzeilen
* Windingen en dekens voor inductieverwarming
* MIG−pistolen
* Afstandsbedieningen
* Vervangende onderdelen (geen arbeidsloon)
* Spoolmate pistolen
Millers True Blue® beperkte garantie geldt niet voor:
1. Slijtonderdelen zoals contacttips, snijmondstukken,
magneetschakelaars, koolborstels, schakelaars,
sleepringen, relais of andere onderdelen die niet
meer goed werken als gevolg van normale slijtage.
2. Items furnished by Miller, but manufactured by others,
such as engines or trade accessories. These items are
covered by the manufacturer’s warranty, if any.
3. Onderdelen geleverd door Miller maar geproduceerd door
anderen, zoals motoren of handelsaccessoires. Deze on-
derdelen vallen onder de eventuele garanties door de fa-
brikanten.
4. Installaties die veranderingen hebben ondergaan door
andere partijen dan Miller, of installaties die onjuist
geïnstalleerd of verkeerd gebruikt zijn volgens industrie-
richtlijnen, of installaties die geen redelijk en noodzakelijk
onderhoud hebben gehad, of installaties die gebruikt zijn
voor andere dan de aangegeven toepassingen voor de in-
stallatie.
MILLER PRODUKTEN ZIJN BEDOELD VOOR VERKOOP
EN GEBRUIK DOOR COMMERCIËLE/INDUSTRIËLE
GEBRUIKERS EN PERSONEN DIE OPGELEID ZIJN EN ER-
VARING HEBBEN MET HET GEBRUIK EN ONDERHOUD
VAN LASINSTALLATIES.
In het geval van een garantieclaim gedekt door deze garantie,
zullen de exclusieve Miller-oplossingen zijn: (1) repareren; of
(2) vervangen; of, als dit schriftelijk door Miller is toegestaan in
bepaalde gevallen, (3) de redelijke kosten van repareren of
vervangen bij een goedgekeurd Miller onderhoudsbedrijf; of
(4) krediet of betaling van de aankoopprijs (redelijke
waardevermindering op basis van het eigenlijke gebruik) bij het
retourneren van de goederen op risico en kosten van de klant.
Miller’s optie van repareren of vervangen zal f.o.b. zijn (met
inbegrip van vervoerskosten tot in de boot), naar de fabriek in
ITW Welding Products Group Europe of f.o.b. naar een door
Miller goedgekeurd onderhoudsbedrijf zoals bepaald is door
Miller. Daarom zal er geen compensatie of terugbetaling voor
transportkosten worden toegestaan.
VOOR ZOVER DE WET DIT TOESTAAT, STAAN ER GEEN
ANDERE VERHAALSMOGELIJKHEDEN OPEN DAN DEGE-
NE DIE HIER VOORZIEN ZIJN. IN GEEN GEVAL ZAL MIL-
LER CONTRACTUEEL, UIT ONRECHTMATIGE DAAD, OF
ANDERSZINS, AANSPRAKELIJK ZIJN VOOR RECHTS-
TREEKSE, ONRECHTSTREEKSE, BIJZONDERE, INCI-
DENTELE, OF GEVOLGSCHADE (HIERIN BEGREPEN
GEDERFDE WINST).
MILLER VERWERPT EN SLUIT, M.B.T. ALLE
GEREEDSCHAP DAT DOOR HAAR GELEVERD WORDT,
ELKE UITDRUKKELIJKE GARANTIE DIE HIER NIET
VOORZIEN IS, EN ELKE GEÏMPLICEERDE GARANTIE OF
VERKLARING M.B.T. PRESTATIE, EN ELK VERHAAL OP
GROND VAN CONTRACTUELE WANPRESTATIE, UIT
ONRECHTMATIGE DAAD, OF DAT, WARE DEZE BEPALING
NIET OPGENOMEN, IMPLICIET, VAN RECHTSWEGE,
NAAR HANDELSGEWOONTE OF NAAR AANLEIDING VAN
DE CONCRETE OMSTANDIGHEDEN VAN DE
TRANSACTIE ZOU VOORTVLOEIEN UIT GELIJK WELKE
ANDERE RECHTSTHEORIE, HIERIN BEGREPEN ELKE
GEÏMPLICEERDE GARANTIE M.B.T. VERKOOPBAARHEID
OF GESCHIKTHEID VOOR EEN BEPAALD GEBRUIK, UIT.
milan_warr_dut2010-01

Vertaling van de originele instructies − UITGEGEVEN IN DE VS. © 2010 Miller Electric Mfg. Co 2010−01
Naam van het model Serie-/typenumber
Aankoopdatum (datum waarop de apparatuur bij de oorspronkelijke klant werd bezorgd.)
Leverancier
Adres
Plaats
Staat Postcode
S.v.p. volledig invullen en goed bewaren.
Papieren van de eigenaar
ITW Welding Products Italy S.r.l.
Via Privata Iseo, 6/E
20098 San Giuliano
Milanese, Italy
Tel: 39 (0) 2982901
Fax: 39 (0) 298290-203
email: miller@itw−welding.it
Vermeld altijd de naam van het model en het serie-/typenummer
Ga naar uw leverancier voor: Toebehoren en elektroden
Optionele apparatuur en accessoires
Service en reparaties
Vervangende onderdelen
Handleiding
Neem contact op met het
vervoersbedrijf:
Service
Om een schadeclaim in te dienen bij verlies of
beschadiging tijdens verscheping,
Neem contact op met de transportafdeling van uw distribu-
teur en/of de fabrikant van de apparatuur voor hulp bij het
indienen en afhandelen van schadeclaims.
Contacteer een verdeler of een service bureau
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
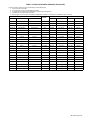 33
33
-
 34
34
-
 35
35
-
 36
36




































Miller XMS 44 de handleiding
- Type
- de handleiding
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
Miller MD026806D de handleiding
-
-
-
-
-
-
-
Miller Electric 206460 de handleiding
-
-