Magmaweld ID 500 MW PULSE EXPERT de handleiding
- Categorie
- Lassysteem
- Type
- de handleiding
Deze handleiding is ook geschikt voor

EXPERT SERIES
(+90) 444 93 53
magmaweld.com
info@magmaweld.com (+90) 538 927 12 62
USER MANUAL

All rights reserved. It is prohibited to reproduce this documentation, or any part thereof, without the prior written
Magma Mekatronik may modify the information and the images without any prior notice.

3
MIG / MAG WELDING MACHINE EN
POSTE À SOUDER MIG / MAG FR
MÁQUINA DE SOLDAR MIG/MAG PT
MÁQUINA DE SOLDADURA MIG / MAG ES
MIG/MAG-LASAPPARAAT NL
/ AR
TR
MIG / MAG-SCHWEISSMASCHINE DE
RU

4
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
CONTENTS
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
SAFETY PRECAUTIONS
TECHNICAL INFORMATION
General Information
Machine Components
Product Label
Technical Data
Accessories
INSTALLATION
Delivery Control
Installation and Operation Recommendations
Connections
Mains Plug Connection
Connecting the Grounding Clamp to the Workpiece
Connecting the Gas Cylinder
Water Cooling Unit (for MW Models)
Connection of Interconnection Hose Package
OPERATION
User Interface
Menu Structure
Remote Control
Arc Length Adjustment (ArC)
MIG Curve
Connection to Mains
Selection and Replacement of Wire Feed Rollers
Placing The Wire Spool And Wire Feeding Process
Adjustment of Gas Flow
Machine Features
MAINTENANCE AND SERVICE
Maintenance
Non-Periodic Maintenance
Troubleshooting
Error Codes
ANNEX
Fine Settings in the Wire Feed Unit
Spare Parts Lists
Block Diagram
Water Unit Circuit Diagram
5
11
11
13
14
16
17
17
18
18
18
18
19
19
20
21
31
32
32
33
33
34
35
36
37
37
38
39
40
41
44
45
Contents

5
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES Safety Precautions
Be Sure To Follow All Safety Rules In This Manual!
• Safety symbols found in the manual are used to identify potential hazards.
• When any one of the safety symbols are seen in this manual, it must be understood that there is
a risk of injury and the following instructions should be read carefully to avoid potential hazards.
• The possessor of the machine is responsible for preventing unauthorized persons from
accessing the equipment.
• Persons using the machine must be experienced or fully trained in welding / cutting they have to
read the user manual before operation and follow the safety instructions.
Explanation Of Safety
Information
• Read the user manual, the label on the machine and the safety instructions carefully.
• Make sure that the warning labels on the machine are in good condition. Replace missing and
damaged labels.
• Learn how to operate the machine, how to make the checks in a correct manner.
• Use your machine in suitable working environments.
• Improper changes made in your machine will negatively affect the safe operation and its
longevity.
• The manufacturer is not responsible for the consequences resulting from the operation of the
Comprehending Safety
Precautions
Explanation Of Safety
Symbols
ATTENTION
Indicates a potentially hazardous situation that could cause injury or damage.
In case if no precaution is taken, it may cause injuries or material losses / damages.
IMPORTANT
DANGER
Indicates a serious danger. In case if not avoided, severe or fatal injuries may occur.
Make certain that the installation procedures comply with national electrical standards
persons.
• Wear dry and sturdy insulated gloves and working apron. Never use wet or damaged gloves and
working aprons.
operator must be protective against sparks, splashing and arc radiation.
• Do not work alone. In case of a danger make sure you have someone for help in your working
environment.
• Do not touch the electrode with the bare hand. Do not allow the electrode holder or electrode to
come in contact with any other person or any grounded object.
• Never touch parts that carry electricity.
• Never touch the electrode if you are in contact with the electrode attached to the work surface,
material that is large enough to cut off the operator’s contact with the work surface.
• Do not connect more than one electrode to the electrode holder.
• Clamp work cable with good metal-to-metal contact to workpiece or worktable as near the weld
as practical.
• Check the torch before operating the machine. Make sure the torch and its cables are in good
condition. Always replace a damaged, worn torch.
• Do not touch electrode holders connected to two machines at the same time since double
open-circuit voltage will be present.
• Keep the machine turned off and disconnect cables when not in use.
• Before repairing the machine, remove all power connections and / or connector plugs or turn
off the machine.
• Be careful when using a long mains cable.
Electric Shocks
May Kill
SAFETY PRECAUTIONS

6
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIESSafety Precautions
• Turn off the electric power.
• Use non-conducting material, such as dry wood, to free the victim from contact with live parts
or wires.
• Call for emergency services.
• If the victim is not breathing, Administer cardiopulmonary resuscitation (CPR) immediately
after breaking contact with the electrical source. Continue CPR (cardiac massage) until
breathing starts or until help arrives.
• Treat an electrical burn as a thermal burn by applying sterile, cold (iced) compresses. Prevent
contamination, and cover with a clean, dry dressing.
Procedures for
Electric Shock
Long-term inhalation of fumes and gases released from welding / cutting is very dangerous.
• Keep away from the moving parts.
closed and in locked position.
• Wear metal toe shoes against the possibility of heavy objects falling on to your feet.
• Burning sensations and irritations in the eyes, nose and throat are signs of inadequate
ventilation. In such a case, immediately boost the ventilation of the work area, and if the
problem persists, stop the welding / cutting process completely.
• Use a suitable fume extraction system where welding / cutting works are being carried out. If
necessary, install a system that can expel fumes and gases accumulated in the entire workshop.
cadmium, zinc, coated or painted materials, use masks that provide fresh air in addition to the
above precautions.
• If the gas tanks are grouped in a separate zone, ensure that they are well ventilated, keep the
main valves closed when gas cylinders are not in use, pay attention to possible gas leaks.
• Shielding gases such as argon are denser than air and can be inhaled instead of air if used in
• Do not perform welding / cutting operations in the presence of chlorinated hydrocarbon vapors
released during lubrication or painting operations.
• Some welded / cut parts require special ventilation. The safety rules of products that require
special ventilation should be read carefully. A suitable gas mask should be worn when
necessary.
Fumes and Gases
May Be Harmful To
Your Health
Moving Parts May
Cause Injuries
Make sure all connections are tight, clean, and dry.
• Keep cables dry, free of oil and grease, and protected from hot metal and sparks.
• Bare wiring can kill. Check all cables frequently for possible damage. If a damaged or an
uninsulated cable is detected, repair or replace it immediately.
• Insulate work clamp when not connected to workpiece to prevent contact with any metal
object.
• Make sure that the grounding of the power line is properly connected.
• Use AC output ONLY if required for the welding process.
• If AC output is required, use remote output control if present on unit.
Additional safety precautions are required when any of the following electrically hazardous
conditions are present :
• in damp locations or while wearing wet clothing,
• when in cramped positions such as sitting, kneeling, or lying,
• when there is a high risk of unavoidable or accidental contact with the workpiece or ground.
For these conditions, use the following equipment in order presented:
• Semiautomatic DC constant voltage (CV) MIG welding machine,
• DC manual MMA welding machine,
• DC or AC welding machine with reduced open-circuit voltage (VRD), if available.

7
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES Safety Precautions
• Performing works such as welding / cutting, surface grinding, and brushing cause sparks and
metal particles to splatter. Wear approved protective work goggles which have edge guards
under the welding masks to prevent sustaining possible injuries.
Sparks and Spattering
Particles May Get
Into Eyes and Cause
Damage
• Do not touch the hot parts with bare hands.
• Wait until the time required for the machine to cool down before working on its parts.
• If you need to hold hot parts, use suitable tools, welding / cutting gloves with high-level thermal
Hot Parts May Cause
Severe Burns
• Protect other naked parts of your body (arms, neck, ears, etc.) with suitable protective clothing
from these rays.
so that people around you will not sustain injuries from arc rays and hot metals.
• This machine is not used for heating of icebound pipes. This operation performed with the
Arc Light May Damage
Your Eyes and Skin
• The noise generated by some equipment and operations may damage your hearing ability.
• Wear approved personal ear protective equipment if the noise level is high.
Noise May Cause
Damage To Your
Hearing Ability
• Do not apply welding / cutting operations into completely closed tanks or pipes.
• Before welding to tanks and closed containers, open them, completely empty them, and clean
them. Pay the greatest attention possible to the welding / cutting operations you will perform in
such places.
• Do not weld in tanks and pipes which might have previously contained substances that may
• Welding / cutting equipment heats up. For this reason, do not place it on surfaces that could
easily burn or be damaged !
• Do not point the torch towards any part of the body, other persons, or any metal while
unwrapping the welding / cutting wire.
• When welding wire is run manually from the roller especially in thin diameters the wire can slip
out of your hand, like a spring or can cause damage to you or other people around, therefore you
must protect your eyes and face while working on this.
Welding Wires Can
Cause Injuries
explosions.
• Before starting the welding / cutting work, remove these materials form the environment or cover
• National and international special rules apply in these areas.
Welding Operations
May Cause Fire and
Explosion
extinguishers tubes, water, and sand in easily accessible places.
circuits. Make sure that they are periodically inspected and pay attention that they run reliably.
• Electrical equipment should not be repaired by unauthorized persons.
Errors occurred if failed to do so may result in serious injury or death when using the
equipment.
• The gas circuit elements operate under pressure; explosions may occur as a result of services
provided by unauthorized persons, users may sustain serious injuries.
• It is recommended to perform technical maintenance of the machine and its auxiliary units at
least once a year.
Maintenance Work
Persons To Machines
and Apparatus May
Cause Injuries

8
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIESSafety Precautions
operations, accompanied by another person.
• Avoid performing welding / cutting operations in such enclosed areas as much as possible.
• Take all necessary precautions when moving the machine. The areas where the machine to be
transported, parts to be used in transportation and the physical conditions and health of the
person carrying out the transportation works should be suitable for the transportation process.
• Some machines are extremely heavy; therefore, make sure that the necessary environmental
safety measures are taken when changing their places.
• If the machine is to be used on a platform, it must be checked that this platform has suitable load
bearing limits.
• If it is to be transported by means of a haulage vehicle (transport trolley, forklift etc.), make sure
of the durableness of the vehicle, and the connection points (carrying suspenders, straps, bolts,
nuts, wheels, etc.) that connect the machine to this vehicle.
• If the machine will be carried manually, make sure the durableness of the machine apparatuses
(carrying suspenders, straps, etc.) and connections.
• Observe the International Labor Organization’s rules on carriage weights and the transport
regulations in force in your country in order to ensure the necessary transport conditions.
• Always use handles or carrying rings when relocating the power-supply sources. Never pull
from torches, cables or hoses. Be absolutely sure to carry gas cylinders separately.
• Remove all interconnections before transporting the welding / cutting equipment, each being
separately, lift and transport small ones using its handles, and the big ones from its handling
rings or by using appropriate haulage equipment, such as forklifts.
Welding / Cutting in
Failure To Take
Precautions During
Transport May Cause
Accidents
of tripping over on cables and hoses; yet, large, easily ventilatable, dust-free areas. To prevent
way that they would not tip over for sure.
• Allow operators to easily access settings and connections on the machine.
Falling Parts May
Cause Injuries Improper positioning of the power-supply sources or other equipment can cause serious injury
to persons and physical damage to other objects.
• Allow the machine to cool down according to operation cycle rates.
• Reduce the current or operation cycle rate before starting the welding / cutting again.
• Do not block the fronts of air vents of the machines.
Excessive Use Of The
Machine Causes
Overheating
Excessive Use Of The
Machine Causes
Overheating
• This device is in group 2, class A in EMC tests according to TS EN 55011 standard.
• This class A device is not intended for use in residential areas where electrical power is supplied
compatibility due to radio frequency interference transmitted and emitted in such places.
• Make sure that the work area complies with electromagnetic compatibility (EMC).
Electromagnetic interferences during welding / cutting operations may cause undesired effects
on your electronic devices and network; and the effects of these interferences that may occur
during these operations are under the responsibility of the user.
• If there is any interference, to ensure compliance; extra measures may be taken, such as the
use of short cables, use of shielded (armored) cables, transportation of the welding machine to
the work area under protection in terms of EMC.
• To avoid possible EMC damage, make sure to perform your welding / cutting operations as far
away from your sensitive electronic devices as possible (100 m).
This device is not compliant with IEC 61000 -3-12. In case if it is desired to be
connected to the low voltage network used in the home, the installer to make the
electrical connection or the person who will use the machine must be aware that
the machine has been connected in such a manner; in this case the responsibility
belongs to the user.

9
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES Safety Precautions
• Ensure that your welding and/or cutting machine has been installed and situated in its place
according to the user manual.
Before installing the welding / cutting equipment, the person in charge of the operation and / or
the user must conduct an inspection of possible electromagnetic interference in the environment.
Aspects indicated below has to be taken into consideration;
a) Other supply cables, control cables, signal and telephone cables, above and below the welding
/ cutting machine and its equipment,
b) Radio and television transmitters and receivers,
c) Computer and other control hardware,
d) Critical safety equipment, e.g. protection of industrial equipment,
e) Medical apparatus for people in the vicinity, e.g. pacemakers and hearing aids,
f) Equipment used for measuring or calibration,
g) Immunity of other equipment in the environment. The user must ensure that the other
equipment in use in the environment is compatible. This may require additional protection
measures.
h) Considering the time during which the welding / cutting operations or other activities take
place during the day, the boundaries of the investigation area can be expanded according to the
size of the building, the structure of the building and other activities that are being performed
in the building.
for solving the interfering effect. In case if deemed necessary, on-site measurements can also be
(Source: IEC 60974-9).
• The appliance must be connected to the electricity supply in the recommended manner by a
tube or with an equivalent shielded cable. The housing of the power supply must be connected
and a good electrical contact between these two structures has to be provided.
• The recommended routine maintenance of the appliance must be carried out. All covers on the
body of the machine must be closed and / or locked when the device is in use. Any changes,
other than the standard settings without the written approval of the manufacturer, cannot be
possibly occur.
the work area, in a side by side manner. Welding / cutting cables should not be wound in any
way.
machine to pull metal parts on to itself. To avoid this attraction, make sure that the metal
interconnected metal materials.
• In cases where the workpiece cannot be connected to the ground due to electrical safety, or
because of its size and position (for example, in building marine vessel bodies or in steel
construction manufacturing), a connection between the workpiece and the grounding may
reduce emissions in some cases, it should be kept in mind that grounding of the workpiece may
cause users to sustain injuries or other electrical equipment in the environment to break down.
In cases where necessary, the workpiece and the grounding connection can be made as a direct
connection, but in some countries where direct connection is not permissible, the connection
can be established using appropriate capacity elements in accordance with local regulations
and ordinances.
• Screening and shielding of other devices and cables in the work area can prevent aliasing
applications.
Evaluation Of
Electromagnetic
Suitability Of The
Work Area
Electromagnetic
Interferance
Reduction Methods
(EMF).
All operators must follow the following procedures to minimize the risk of exposure to EMF;
secured as far as possible with the joining materials (tape, cable ties etc.).
• The operator’s body and head should be kept as far away from the welding / cutting machine
and cables as possible,
Electromagnetic Field
(EMF)

10
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIESSafety Precautions
• Choose the welding / cutting method and welding machine for the welding work you are to
perform.
• Select the welding / cutting current and/or voltage to match the material and thickness you are
going to weld.
• If you have to wait for a long time before you start your welding / cutting work, turn off the machine
after the fan has cooled it down. Our machines with smart fan control will turn off on their own.
• This device is not domestic waste. It must be directed to recycling within the framework of the
European Union directive and national laws.
• Obtain information from your dealer and authorized persons about the waste management of
your used machines.
Waste Procedure
(EMF).
All operators must follow the following procedures to minimize the risk of exposure to EMF;
secured as far as possible with the joining materials (tape, cable ties etc.).
• The operator’s body and head should be kept as far away from the welding / cutting machine
and cables as possible,
• Welding / cutting and electric cables should not be wrapped around the body of the machine in
any way,
• The body of the machine should not get caught between the welding / cutting cables. The source
cables must be kept away from the body of the machine, both being placed side by side,
• The return cable must be connected to the workpiece as close as possible to the work area,
• The welding / cutting machine should not rest against the power unit, ensconce on it and not
work too close to it,
• Welding / cutting work should not be performed when carrying the wire supply unit or power
unit.
EMF may also disrupt the operation of medical implants (materials placed inside the body), such
as pacemakers. Protective measures should be taken for people who carry medical implants. For
example, access limitation may be imposed for passers-by, or individual risk assessments may be
conducted for welders. Risk assessment should be conducted and recommendations should be
made by a medical professional for users who carry medical implants.
• Do not expose the machine to rain, prevent the machine from splashing water or
pressurized steam.
Protection
WARRANTY FORM
Please visit our website www.magmaweld.com/warranty-form/wr for warranty form.

11
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
TECHNICAL INFORMATION
1.1 General Information
1.2 Machine Components
Technical Information
The ID 300-400-500 M/MW PULSE EXPERT is a three-phase industrial inverter MIG/MAG welding machine
with pulse and double pulse technologies, designed for heavy duty applications. It offers excelent welding
characteristics with all type solid and cored wires. CC / CV power supply allows you to perform MIG, TIG, MMA
welding methods and carbon cutting with a single machine. With its synergistic feature, welding current and
voltage are adjusted automatically after determining the wire type, thickness and gas composition on the LCD
screen. Its classic and intelligent modes make it easy for the user to adapt to synergistic mode and accelerate their
acclimatization.
Figure 1 : ID 300-400-500 M PULSE EXPERT Front and Rear View
10- Remote Control Torch Socket
11- Power Led
12- Gas Output
13- Data Socket
14- Gas Inlet
15- Heater Socket
16- Energy Socket
17- Mains Cable
1- Digital Display
2- Digital Display
3- Torch Connection
4- On / Off Switch
5- Torch Connection
6- Pole Connection
7- Electrode (+) Pole Connection
8- Adjustment Pot
9- Adjustment Pot

12
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
Figure 2 : ID 300-400-500 MW PULSE EXPERT Front and Rear View
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Digital Display
2- Digital Display
3- Torch Connection
4- On / Off Switch
5- Torch Connection
6- Pole Connection
7- Electrode (+) Pole Connection
8- Adjustment Pot
9- Adjustment Pot
10- Hot Water Inlet
11- Cold Water Outlet
12- Remote Control Torch Socket
13- Power Led
14- Gas Output
15- Data Socket
16- Water Unit Led
17- Water Unit Hot Water Inlet
18- Water Unit Cold Water Outlet
19- Water Unit
20- Gas Inlet
21- Heater Socket
22- Cooling System Connection
23- Mains Cable
Technical Information

13
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
1.3 Product Label
Technical Information
CC / CV
Constant Current / Constant Voltage
Direct Current
MIG/MAG Welding
Mains Input 3-Phase Alternating
Current
Suitable for Operation at Hazardous
Environments
X
U
I
U
IP21S
U
S
I
Duty Cycle
Open Circuit Voltage
Rated Welding Current
Mains Voltage and Frequency
Protection Class
Rated Welding Voltage
Rated Power
Rated Mains Current

14
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
4 minutes should be kept idle for the machine cool down (zone 2).
Duty Cycle
6 min. 6 min.6 min.4 min. 4 min. 4 min. Time (min.)
1.4 Technical Data
400
UNIT
VMains Voltage (3-Phase 50-60 Hz)
300
82
50 - 300
VDC
ADC
ADC
Welding Current Range
Rated Welding Current
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Protection Class
Dimensions (l x w x h)
Weight
Open Circuit Voltage
TECHNICAL DATA ID 300 M/MW PULSE EXPERT
Technical Information
400
UNIT
VMains Voltage (3-Phase 50-60 Hz)
400
82
50 - 400
VDC
ADC
ADC
Welding Current Range
Rated Welding Current
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Protection Class
Dimensions (l x w x h)
Weight
Open Circuit Voltage
TECHNICAL DATA ID 400 M/MW PULSE EXPERT
kVARated Power
kVARated Power

15
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
400
500
82
50 - 500
UNIT
V
VDC
kVA
ADC
ADC
Mains Voltage (3-Phase 50-60 Hz)
Welding Current Range
Rated Power
Rated Welding Current
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Protection Class
Dimensions (l x w x h)
Weight
Open Circuit Voltage
TECHNICAL DATA ID 500 M/MW PULSE EXPERT
Technical Information

16
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
1.5 Accessories
STANDARD ACCESSORIES
Workpiece Clamp and Cable
Gas Hose
QTY
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
STANDARD ACCESSORIES
Workpiece Clamp and Cable
Gas Hose
QTY
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
STANDARD ACCESSORIES
Workpiece Clamp and Cable
Gas Hose
QTY
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
OPTIONAL ACCESSORIES
CO Heater
Gas Regulator (Mix)
Gas Regulator (CO)
Lava MIG 50W Water Cooled MIG Torch (3 m)
QTY
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
OPTIONAL ACCESSORIES
CO Heater
Gas Regulator (Mix)
Gas Regulator (CO)
Lava MIG 50W Water Cooled MIG Torch (3 m)
QTY
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
OPTIONAL ACCESSORIES
CO Heater
Gas Regulator (Mix)
Gas Regulator (CO)
Lava MIG 50W Water Cooled MIG Torch (3 m)
Lava MIG 65W Water Cooled MIG Torch (3 m)
QTY
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
Technical Information

17
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
INSTALLATION
2.1 Delivery Control
Make sure that all the materials you have ordered have been received. If any material is missing or damaged,
contact your place of purchase immediately.
The standard box includes the following;
• Workpiece clamp and cable • User manual
• Gas hose • Welding Wire
In case of a damaged delivery, record a report, take a picture of the damage and report to the transport
company together with a photocopy of the delivery note. If the problem persists, contact the customer service.
2.2 Installation and Operation Recommendations
• Lifting rings or forklifts should be used to move the machine. Do not lift the machine with the gas cylinder.
Place the power supply on a hard, level, smooth surface where it will not fall or tip over.
• For a better performance, place the machine at least 30 cm away from the surrounding objects. Pay attention
to overheating, dust and moisture near the machine. Do not operate the machine under direct sunlight. If the
• Avoid welding outdoors in windy and rainy weather circumstances. If welding is necessary in such cases,
protect the welding area and the welding machine with a curtain and canopy.
• When positioning the machine, make sure that materials such as walls, curtains, boards do not prevent easy
access to the machine’s controls and connections.
• If you weld indoors, use a suitable fume extraction system. Use breathing apparatus if there is a risk of
damage the machine and this may invalidate the warranty.
• Tighten the ground wire as close as possible to the workpiece. Do not allow the welding current to pass
through equipment other than the welding cables such as the machine itself, gas cylinder, chain and roller
bearing.
• When the gas cylinder is placed on the machine, secure the gas cylinder by connecting the chain immediately.
If you will not place the gas cylinder on the machine, secure the gas cylinder to the wall with a chain.
• The electrical outlet on the back of the machine is for the C0 heater. Never connect a device to the C0 outlet
other than the C0 heater !
Symbols and their meanings on the device
Welding may be dangerous. Proper working conditions should be ensured and necessary precautions
should be taken. Specialists are responsible for the machine and have to be equipped with the necessary
equipment and those who are not relevant should be kept away from the welding area.
This device is not compatible with IEC 61000-3-12. If it is desired to connect to the low voltage mains used
in homes, it is essential that the installer or the person who will operate the machine to make the electrical
connection has information on the machine’s connectivity. In this case the responsibility will be assumed
by the person who will perform the installation or by the operator.
The safety symbols and warning notes on the device and in the operating instructions must be observed
and the labels must not be removed.
Grids are intended for ventilation. The openings should not be covered in order to provide good cooling and
no foreign objects should be inserted.
Installation

18
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
2.3 Connections
For your safety, never use the mains cord of the machine without a plug.
2.3.1 Mains Plug Connection
Installation
• No plug has been connected to the mains cable since there may different types of outlets available in plants,
the grounding cable marked with and a yellow / green color is present.
• After connecting the plug to the cable, do not attach it to the outlet at this stage.
2.3.2 Connecting the Grounding Clamp to the Workpiece
• Firmly connect the grounding clamp to the workpiece as close as possible to the welding area.
Figure 3 : Gas Cylinder - Heater - Regulator Connections
2.3.3 Connecting the Gas Cylinder
• Use regulators and heaters that comply with international standards to work safely and achieve the best
results. Make sure the size of the hose connection of the gas regulator you are using is 3/8 .
• Open the gas cylinder valve, keeping your head and face away from the outlet of the valve and keep it open for
5 seconds. By this means, possible sediment and impurities will be discharged.
• If the CO heater to the gas cylinder. After connecting the gas
regulator to the CO heater, insert the plug of the CO heater into the CO heater outlet on the back of the
machine.
• If the CO heater will not be used, connect the gas regulator directly to the gas cylinder.
• Connect one end of the tube hose to the gas regulator and tighten the clamp. Connect the other end to the gas
inlet at the back of the machine and tighten the nut.
If you hear a noise and/or detect a smell of gas as a leak indicator, examine your connections and eliminate
leakage.
1- Gas Cylinder Valve 6- Gas Regulator
2- Gas Cylinder 7- Manometer
3- CO Heater 8- Flowmeter
4- Chain 9- Flow Adjustment Valve
5- CO Heater Energy Cable 10- Gas Hose
1
2
5
4
3
6
7 8
9
10

19
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES Installation
Dirty and lime (hard) waters reduce the operating life of the torch and the pump.
If the coolant is below the minimum value, there is a possibility of damage and malfunction
for the pump and torch.
• For easy transport of machines with hose package of 10 meters or longer, the wire feed unit and the interim
package have been designed to be detachable. Both ends of the long hose packages are the same and the
connections on the machine front must be made with the connectors and sockets on the back of the wire
feeder.
• If interconnection hose package is 10 meters or longer, connect the wire feed unit with the hose package as
follows.
2.3.5 Connection of Interconnection Hose Package
Figure 4 : Long Harness Connections
c
b
a
c
b
a
d
e
2.3.4 Water Cooling Unit (for MW Models)
• Unit the water cooling unit is used to cool the torch It is a closed circuit system consisting of radiator, fan,
pump coolant reservoir.
• Connect the cold (blue) water hose to the cold water outlet on the water cooling system, and the hot (red)
water hose to the hot water inlet on the water cooling system.
• Magmaweld welding machines come with Magmaweld coolant, which is produced to give the best
performance. In case of lack of coolant, open the coolant reservoir cap and add Magmaweld coolant suitable
for the temperature of the working environment. The coolant must be within the minimum and maximum
values shown on the front panel of the unit.
• Different coolant or water should not be added. Different liquid additives can cause chemical reactions or
different problems.
• Magmaweld is not responsible for the risks that may arise in case of adding different liquids. All warranty
provisions will be void if different coolant or water is added to the Magmaweld coolant.
• If it is desired to use a different brand of coolant, the inside of the coolant tank should be completely empty
and there should be no residue or liquid in it.
• It is not suitable to use the water-cooling units with welding machines other than manufactured by Magma
• There are 2 leds in front of the machine: The power led will light as soon as the machine is activated and the
water-cooling unit led will light when the water unit is activated.
• As soon as the machine starts welding, the water circulation will start and after the welding is completed, the
water-cooling unit led will remain on during the time set in the menu. In case of any air inlet or problem, the
water will not be recirculated.

20
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
3.1 User Interface
OPERATION
Operation
Digital Display
Shows the menu contents. All menu parameters are available on digital display.
Depending on the selected Mode, shows wire speed and welding current in the idle or
loaded position. Displays the error code.
Depending on the selected Mode, shows the idle value or welding voltage at the time
of welding.
Depending on the selected Mode, welding set current adjustment will be done with the
help of the adjustment knob. The current will be adjusted by turning the adjustment
knob to the right and left.
Depending on the selected Mode, welding set voltage adjustment will be done with the
help of the adjustment knob. The voltage will be adjusted by turning the adjustment
knob to the right and left.
Idle
Synergic Mode Welding Set Current Welding Current
Smart Mode Welding Set Current Welding Current
Classic Mode Wire Speed Welding Current
Load
Idle
Synergic Mode Welding Set Voltage Welding Voltage
Smart Mode Welding Set Voltage Welding Voltage
Classic Mode Welding Set Voltage Welding Voltage
Load

21
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
Menu Key
It is used to switch between pages in the menu. Press the button once to switch to the
other page. However, it provides return to the main page after the parameter settings.
Pressing any of the arrow directions once will toggle between the parameters (lines)
on the page. If down key is pressed, down direction will be progressed and if up key is
pressed, up direction will be progressed.
Changes the value of the selected parameter (line) in upwards direction.
Press the button once to switch.
Changes the value of the selected parameter (line) in downwards direction.
Press the button once to switch.
3.2 Menu Structure
Pages
Page 1
Page 2
Page 3
Page 4
Page 5
Page 6
Page 7
• Language
• Process
• Mode
• Cooling Time
• Wire Type
• Wire Dia
• Gas Type
• Thickness
• Pre Gas
• Post Gas
• Burn Back
• Crater
• Trigger
• Arc On
• Arc Off
• Soft Start
• Starting C.
• Starting T.
• Finish C.
• Finish T.
• Program
• Program no
• Save [Y(+)/N(-)]
• D. Pulse Freq
• D. Pulse Current Adj.
• D. Pulse Time Adj.
Parameters Setting Range
/
/
/
/
/
/
/
Operation

22
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
PAGE 1
Menu language is selected.
Setting Range
• TR (Turkish)
• EN (English)
• FR (French)
• DE (German)
Welding process will be selected.
Setting Range
• MMA
• MIG/MAG
• Pulse (Pulse MIG/MAG)
• D.Pulse (Double Pulse MIG/MAG)
a) LANGUAGE
b) PROCESS
c) MODE
Selecting from the METHOD menu creates a differentiation in the MODE menu options.
You need to adjust your connections and accessories according to the selected welding method. There is a
separate outlet for the MMA method in front of the machine.
If you select your source mode correctly, you will get better welded pieces. For example; the method mode
should be selected for the welding processes where continuous short welding seams will be made.
If you want to see which value the machine originally recommends and return to that value, simply press
the adjustment button once.
MIG/MAG
MMA
Setting Range
• Method
• Set / Carbon
• Rutile / Basic
Pulse (Pulse MIG/MAG)
Setting Range
• Classic
• Smart
• Synergic
D. Pulse (Double Pulse MIG/MAG)
Setting Range
• Classic
• Smart
• Synergic
MIG/MAG
Setting Range
• Classic
• Smart
• Synergic
CLASSIC MODE
You can adjust your wire speed and
welding voltage in certain tolerance
value ranges. Wire speed will be
adjusted between 1-24 m/min,
welding voltage will be adjusted
between 15-40 V.
SMART MODE
When selected, welding parameters
such as wire type, wire diameter, gas
type must be selected correctly. The
machine will automatically adjust the
optimum voltage according to the
selected welding current. You can
adjust the voltage by turning the
adjustment knob in the +/- direction
within a certain tolerance range.
SYNERGIC MODE
Welding parameters such as wire type,
wire diameter, gas type and thickness
must be selected correctly. Both the
current and the voltage will be
automatically adjusted according to
the selected welding parameters. The
user can navigate both in the current
and voltage within a certain tolerance
range. The machine will automatically
recalculate the voltage according to
the current value set at the specified
tolerance.
When the MIG/MAG welding method is selected in the METHOD menu, the modes will be as follows :
Operation

23
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
Pulse (Pulse MIG/MAG)
CLASSIC MODE
The classic mode will not be active in
the pulse method. When the Pulse
method is selected, you cannot see any
value in the classic mode. This is
because in the Pulse method, all the
settings come from the software base of
the machine and the user is not allowed
to make any adjustments.
SMART MODE
The settings are adjusted as in the
MIG/MAG method.
SYNERGIC MODE
The settings are adjusted as in the
MIG/MAG method.
When the Pulse welding method is selected in the METHOD menu, the modes will be as follows :
The machine determines how long the water in the system should circulate in the torch after the machine
has cut off the welding process. As soon as the machine starts welding, the water circulation will start and
after the welding is completed, the water-cooling unit led will remain on during the time set in the menu.
Setting Range
• 1-5 min.
d) COOLING TIME
D.Pulse (Double Pulse)
CLASSIC MODE
The classic mode is not active in the
Double Pulse method. When the
Double Pulse method is selected, you
cannot see any value in the classic
mode. This is because in the Double
Pulse method, all the settings come
from the software base of the machine
and the user is not allowed to make any
adjustments
SMART MODE
The settings are adjusted as in the
MIG/MAG method.
SYNERGIC MODE
The settings are adjusted as in the
MIG/MAG method.
When the D. Pulse (Double Pulse) welding method is selected in the METHOD menu, the modes will be
as follows :
When the D.Pulse option is selected, the D.Pulse parameters on pages 6 and 7 of the menu must be set.
With double pulse structure, welding process is done without deformation in the material especially in
root pass process. Double pulse provides more aesthetic welding seams.
Operation

24
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
PAGE 2
Select the wire types
The wire type to be used must be selected correctly.
Setting Range
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) WIRE TYPE
Select the wire diameter.
The wire diameter to be used must be selected correctly.
Setting Range
• 0.8-1.6 mm
b) WIRE DIA. (WIRE DIAMETER)
Gas type will be selected.
The type of gas to be used must be selected correctly.
Setting Range
• 82/18 • 92/8 • 97,5/2,5
c) GAS TYPE
Material thickness is selected.
The material thickness to be used must be selected correctly.
Setting Range
• 0.6-20 mm
While the smart mode is selected, if you select argon gas and wire as SG 0.8, the value 0 will be displayed on
the screen since this wire cannot be used with argon gas. If you see the value of 0 on the screen, in any case
something wrong has been selected in the menu such as method / wire type / gas mismatch.
d) THICKNESS
Operation

25
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
PAGE 3
The pre-gas time is set.
Setting Range
• 0-9.9 sec.
from 0.0 to 9.9 seconds. Provides protection of the welding pool at the start of the welding process.
a) PRE-GAS TIME
Post Gas time will be set.
Setting Range
• 0-9.9 sec.
to 9.9 seconds. Provides protection of the welding pool at the end of the welding process.
b) POST GAS TIME
The crater function will be set.
Setting Range
• Active-Passive
When the Crater Filling is active, the welding current is reduced by a certain linearity at the end of the
welding and the welding ends.
D) CRATER
c) ) BURN BACK
Burn back adjustment will be done.
Setting Range
• 25 - 25
If the arrow shown on the screen during burn back is on the right side, the wire will come forward for the
set to 25 in the maximum direction and 25 in the direction. Prevents the wire from sticking to the
The Crater Filling feature is recommended for the classic mode in MIG/MAG. If you use the 6 trigger
Operation

26
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
Trigger mode selection will be made.
Setting Range
• 2 Trigger
• 4 Trigger
• 6 Trigger
• Method
a) TRIGGER
2 TRIGGER MODE : When the torch trigger is pressed, welding starts and the trigger will be held pressed
until the welding ends. Releasing the trigger will end the welding.
PrG : Initial Gas Time
I : Welding Current
PoG : Final Gas Time
4 TRIGGER MODE : When the torch trigger is pressed and released once, welding starts and there is no
need to hold it pressed until the welding ends. Pressing and releasing the trigger again will end the welding
process.
PrG : Initial Gas Time
I : Welding Current
PoG : Final Gas Time
Press the Trigger Hold the Trigger Pressed Release Trigger
PAGE 4
• Press and hold the torch trigger.
• Shielding gas flow starts as long as the pre-gas period.
• At the end of the pre-gas period,
the wire feed motor runs at a slow speed.
• Welding current increases when
the workpiece is reached.
• Release the pressed torch trigger.
• The wire feed motor will stop.
• The arc extinguishes after the set burn-back time.
• The process ends after the final gas period.
• Press and hold the torch trigger.
• Shielding gas flow starts as long as the pre-gas period.
• At the end of the pre-gas period, the wire feed motor
runs at a slow speed.
• Welding current increases when the workpiece is
reached.
• Release the pressed torch trigger and the welding will
continue.
• Release the pressed torch trigger.
• The wire feed motor will stop.
• The arc extinguishes after the set burn-back time.
• The process ends after the final gas period.
Operation

27
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
6 TRIGGER MODE : The parameters on page 5 of the menu will be active. According to the parameters set
on page 5, the 6-trigger mode will run.
• Press and hold the torch trigger.
current value is reached then the operation continues at the main current.
• Press and hold the trigger. Transition from main current to end current is done, the process continues at
the end current.
You can use the 6 trigger functions to make a crater or prevent start and end welding errors.
PrG : Pre-Gas Period
IC : Initial current
ST : Start Time
I : Welding Current
FT : End time
FC : End Current
PoG : Final Gas Period
When the method mode is selected, the welding time will be set.
Setting Range
• 0.2-9.9 sec.
b) ARC ON TIME
When Method mode is selected, the non-welding time will be set.
Setting Range
• 0.0- 9.9 sec.
c) )ARC OFF TIME
Setting Range
• Active / Passive
clicking setting, the wire comes slowly and accelerates as soon as the welding starts. So the feeling of push
back disappears.
d) SOFT START
METHOD :
period. This period will continue as long as the trigger is not released.
Welding Time : 0.2-9.9 and void time : It is between 0.0 and 9.9 seconds.
It should be preferred when the same welding seam and penetration are desired every time. The lengths
of the welds made in Method mode will be equal.
Operation

28
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
PAGE 5
The starting current will be determined. It will operate as a percentage of the main current. It will be active
when 6 trigger mode is selected. Even though it allows setting for other modes, it will not work.
Setting Range
a) STARTING C. (STARTING CURRENT)
Start time will be set. It will be active when 6 trigger mode is selected. Even though it allows setting for other
modes, it will not work.
Setting Range
• 0-5 sec.
b) STARTING T. (STARTING TIME)
Finish Current will be determined. It operates as a percentage of the main current. It will be active when 6
trigger mode is selected. Even though it allows setting for other modes, it will not work.
Setting Range
c) FINISH C. (FINISH CURRENT)
other modes, it will not work.
Setting Range
• 0-5 sec.
d) FINISH T. (FINISH TIME)
Operation

29
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
PAGE 6
It is used for saving the works performed.
Setting Range
• Read / Write
ready to be saved.
a) PROGRAM
The program number will be selected.
Setting Range
• 0 - 99
After selecting the “Write” option in the program line, the program number you will save will be selected
from the “Program no” line. 100 programs are available between 0-99.
b) PROGRAM NO
c) Save[Y(+)/N(-)]
Program saving will be performed.
Setting Range
• Yes (+) / No (-)
After selecting the program number, select “yes” on the last line “Save” button: Yes (Y) or No (N) Option H
will be selected. Press + to select yes. If you do not want to save, press “-” button to select no.
If you want to proceed with any of the previously saved programs, you can recall this previously saved
program by one of the following methods;
1)If you are at the point where you can reach the machine, the Program on the display will be as follows: You
can select “Read” and recall the program you want to use by reaching the “program no” page and perform
the operations on that program.
2) If you are not within the reach of the machine, you will need to rapidly press the torch trigger 2 times
in succession so that the program reading will be active. After pressing 2 times to switch to the desired
program number, press the trigger once to switch between the programs (this period will not exceed 5
seconds in the total of all these operations).
If you want to switch to program 1 and if the program was on “0” before: Quickly press the torch trigger twice
and the program will be ready to be selected. After this operation, press the torch trigger one more time to
select program 1. If you wish to select program 2, you will need to press the torch trigger once again.
When the Double Pulse welding method is selected, double pulse frequency setting will be done.
Setting Range
• 0.5 - 5 Hz.
D) D. PULSE FREQ (DOUBLE PULSE FREQUENCY)
You can recall the programs stored in your machine’s memory with the help of the torch trigger button
without having to go near the machine while working on the workpiece.
Operation

30
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
PAGE 7
It operates as a percentage of the main current. The minimum and maximum current range to which the
double pulse will go will be determined.
Setting Range
The display shows both the setting in terms of percentage and the maximum and minimum current values.
A) D.PULSE CURRENT ADJ. (DOUBLE PULSE CURRENT ADJUSTMENT)
will be displayed on the screen.
D. Pulse Current Adj.
%10 129 / 106
When double pulse method is selected, the time of maximum and minimum current will be determined as
a percentage.
Setting Range
b) D.PULSE TIME ADJ. (DOUBLE PULSE TIME ADJUSTMENT)
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
Operation

31
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
2
A
1
B
Remote Control Torch Socket
Front View
TORCH CONTROL - BROWN
TORCH CONTROL - BLACK
TORCH CONTROL - RED
TORCH CONTROL - WHITE
TORCH CONTROL - GREEN
Mode
Classic Mode
Smart Mode
Synergic Mode
Setting Range : 0.5 m/min
Setting Range : 5 A
Setting Range : 5 A
Setting Range : 0.5 V
Setting Range : 0.5 m/min
Setting Range : 5 A
Setting Range : 5 A
Setting Range : 0.5 V
Setting Range : 0.5 V
Setting Range : 0.5 V
Setting Range : 0.5 V
Setting Range : 0.5 V
1
1
1
2
2
2
A
A
A
B
B
B
Button Position
Operation
3.3 Remote Control
With a torch with suitable properties and a connector, you can also change your welding current (wire speed) /
welding voltage through the torch without going near your machine. Connect the remote control torch socket.
Socket connections are as follows :

32
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
3.4 Arc Length Adjustment (ArC)
When button 9 is pressed for 3 seconds, arc length function will be active. The factory setting is 0.0. You can
change the arc length setting in the range of +7/-7 by turning the existing button left and right. In the change
made towards +7, the wire contact approaches the nozzle and the arc length becomes longer. In the change
made towards -7, the wire approaches the weld metal and the arc length becomes shorter. After the desired
setting is made, the current button is pressed once to exit the setting.
3.5 MIG Curve
Operation
Post Gas
Pre Gas
Spot
Pnt Mode
On
Pnt Mode
Off
Set Voltage
Voltage 0 - 25
Crater Open
Pre Gas
Slow Release
On
Crater Burn Back
Post Gas
Set Wire
Wire 0 - 25
Pre Gas
Slow Release
Off
Crater Closed
Burn Back
Post Gas
Set Wire
Wire 0 - 25 Slow Release
Off
Pre Gas
Crater Closed
Post Gas
Burn Back
Set Voltage
Voltage 0 - 25 Slow Release
On
Crater Open
Pre Gas Post Gas
Crater Burn Back
Value Range Factory Setting 2- Position MIG
0,0 - 9,9 sec 0,1 sec
0,0 - 9,9 sec 0,0 sec
Method / 2 / 4 / 6 2
25 - 0 - 25 0 step
Thickness
Wire Type
Trigger
Cooling Time
0,6 - 20,0 mm 1,0 mm
Arc On Time
Arc Off Time
0,0 - 9,9 sec 0,1 sec
Clicking Adjustment
Wire Diameter 0,8 - 1,6 mm 1,0 mm
MIG / MAG - MMA
1 - 5 min
MIG / MAG
1
0,2 - 9,9 sec 0,2 sec
SG/FE, Flux Rutil, Flux Basic, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
4- Position MIG 6- Position MIG
82/18, 92/8, %100 Ar, %100 CO2, %97,5/2,5
Synergic / Smart / Classic / Cell-Gauging / Ruile-Basic / Method
Active / Passive
Active / Passive
Passive
Passive
Method
Pre-Gas
Burn Back
Post Gas
Gas Type
Crater
Mode

33
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
Figure 7 : Wire Feed Roller Placement
• Place the roller to be used so that the cavities inside the wire feed roller overlap the protrusions on the wire
feed body. Turn to the right or left to ensure that the locking sound is heard and that the wire feed rollers are
in place. Then lower the pressure rollers and lift the pressure roll lever to lock it onto the pressure roller.
3.7 Selection and Replacement of Wire Feed Rollers
• When you open the cover of the wire feeding section, you can adjust the free gas and wire with the button on
the side. You will see the four-roller wire feeding system with an encoder structure. Thanks to its 4 WD
system structure, the wire is mechanically driven with the power applied to the four rollers. Even in
negativities such as motor heating and increased friction, the wire feed speed will not change, provides
excelent arc stability. As soon as the machine is energized, the led inside of the compartment will be active
which will make it easier to replace the roller.
• Use wire feed rollers suitable for the material and diameter of the welding wire you will use. Use
V-grooved wire feed rollers for steel and stainless steel, V-grooves type for cored wires and U-grooves
type for aluminum.
• If you need to replace the wire feed rollers, pull the pressure adjustment screw toward your side and after
lifting the roller covers, remove the existing rollers.
Figure 5 : Wire Feed System
a- Motor
b- Euro Connector
c- Pressure Adjustment Screw
d- Top Wire Feed Rollers
e- Bottom Wire Feed Reels
f- Wire Feed Rollers Locking Mechanism
• You must unlock the rollers before you can remove them. By reverse-turning the
locking direction, the cavities inside the wire feed roller must be overlapped with the
protrusions on the wire feed body in order to unlock the lock.
• Both sides of the rollers are marked according to the wire diameter used.
the side facing your side.
Figure 6 : Wire Feed Roller Removal
(1) (6)
(3) (4)
(3) (4)
a
b
d
e
f
d
cc
(2) (5)
3.6 Connection to Mains
• Start the machine with the on/off switch.
• Turn the machine off by turning the on / off switch back to off after hearing the fan noise and seeing the mains
lamp is illuminated.
Check the mains voltage before connecting the
machine to the mains.
When inserting the plug into the mains
socket, ensure that on/off switch is in the “O”
position.
Operation

34
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
3.8 Placing The Wire Spool And Wire Feeding Process
• Unscrew the screw of the wire transport system by turning it. Slide the welding wire roller onto the wire
carrier system shaft and re-tighten the screw.
• Pull and lower the pressure screw on the wire feed roller, which means bring the pressure rollers to idle position.
• Pass the wire through the wire entry slot without releasing the wire into the rollers and into the torch
through the rollers.
• Pull the pressure adjustment screws towards you and release the pressure on the rollers .
• Turn the on/off switch to position “1” to start the machine .
• Remove the nozzle and the contact nozzle and press the trigger until the wire comes out from the tip of the
torch, while observing that the welding wire roller rotates freely then push and release the trigger a few
times to check for any loosening of the winding .
• Re-attach the nozzle and contact nozzle to the torch when the wire comes out from the tip of the torch .
• Drive the wire on a non-insulating material such as wood and make the appropriate wire pressure
adjustment and cut the tip of the wire .
• Find and open the welding wire end from the wire spool and cut off the end with
a side chisel.
Figure 8 : Placement of Wire Spool
Figure 9 : Feeding the Wire to Rollers
If the end of the wire is missed, the wire can jump like a spring and damage you and others.
Tightening the screw of the wire transport system prevents the
wire from being fed and may cause failures. If the screw has not been
tightened adequately this can cause the wire spool to empty
after a period of time when the wire feed has stopped. For this
reason, do not connect the screw too tightly or too loosely.
BOARD
a
b
c
Operation
(1)
(3)
(2)

35
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
The following effects will occur if the pressure adjustment screw is overtightened,
left loose or if the wrong wire feed roller is used.
Make the gas adjustment and gas test by lifting the wire feed roller pressure lever!
A: Suitable wire pressure and conduit dimensions.
B: The wire is distorted since the pressure lever is too tight.
C: The roller surface is deteriorated due to excessive pressure on the pressure lever.
D: The conduit length of the roller is small for the wire used. Wire form is distorted.
E: The conduit length of the roller is big for the wire used. The wire cannot be transmitted to the welding area.
Figure 10 : Pressure Setting and Roller Selection Mistakes
3.9 Adjustment of Gas Flow
wire diameter.
For example, if the wire diameter is 0.9 mm, the gas
adjustment.
and close the wire feed unit door.
Operation
8 lt/min.
Mild Steel
and
Metal Cored
Diameter (mm)
0.8
0.9
1.0
1.2
Flux Cored Stainless
Steel Aluminium
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.

36
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
3.10 Machine Features
CC / CV Construction
• Allows MIG, MMA and TIG welding.
Smart Performance
• Thanks to the intelligent performance control, the welding parameters of the machine are continuously
monitored and analyzed.
• If compulsory conditions occur, the machine switches to the protection mode in order to extend its life and
protect itself against malfunctions.
• This protection is indicated by a thermal led warning on the machine panel.
• The machine is reactivated after 2 minutes of safe time.
Operation with generators
• Suitable for operation with generators. The kVA operating value should be determined by referring to the
Variety of Usage Functions
• Classic, smart and synergic MIG/MAG methods with pulse and double pulse feature provides an user
friendly operation.
Voltage Protection
• If the mains voltage is too high or too low, the machine automatically protects itself by giving an error code
on the display. By this means, no damage is caused to the machine components and long life of the machine
is ensured. After the ambient conditions have returned to normal, the machine functions will also be
activated.
Memory
• There are 4 job memories that can be saved.
Smart Fan
• The internal temperature of the machine is continuously measured. The cooling fan speed is increased or
decreased according to the measured temperature. When the temperature is below a certain degree, the
phase will be stopped completely. The amount of dust entering the machine is reduced by this function. As
the machine life is prolonged, energy will be saved. The fan provides continuous cooling performance
during welding.
Current/Voltage Control over the Torch
• With the control connection option, you can also change your welding current / welding voltage through
the torch without going near your machine.
Protection
• Protected against missing or incorrect phase.
Soft Start
• Performs spatter-free arc ignition.
Magnet Compatibility
• Source and media information is stored in real time form thanks to its magNET-ready structure.
Some values can be read on the LCD panel on the machine front, while other information (Original
Equipment Activity-OEE, Welding Parameters-WR, Quality, etc.) can be stored and monitored or reported
on the magNET platform. (Optional)
Robot Compatibility
• Provides ease of use with its robot compatible structure.
Operation

37
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
Every 3 Months
• Do not remove the warning labels on the device. Replace the worn/torn labels with
the new ones. Labels can be obtained from the authorized service.
• Check your torch, clamps and cables. Pay attention to the connections and the
durableness of the parts. Replace the damaged/defective parts with the new ones.
Do not ever make additions to/repair the cables.
• Ensure adequate space for ventilation.
process.
• Clean and tighten fasteners such as bolts and nuts.
• Check the lead of the electrode pliers and earth pliers.
• Open the side covers of the machine and clean with low pressure dry air. Do not
apply compressed air to electronic components at close range.
• Periodically replace the water in the tank of the water cooling unit with fresh, hard
water and protect it against freezing with antifreeze.
Every 6 Months
or
• The Wire Feeding Mechanism must be kept clean and the roller surfaces must not be
lubricated.
• Always remove any deposits on the mechanism with dry air each time you replace a
welding wire.
• The consumables on the torch should be cleaned regularly. It should be replaced if
necessary. Make sure that these materials are original products for long-term use.
4.2 Non-Periodic Maintenance
Never operate the machine when covers are open.
MAINTENANCE AND SERVICE
be responsible for any accidents that may occur by unauthorized interventions.
• Parts that will be used during repair can be obtained from our authorized services. The use of original spare
parts will extend the life of your machine and prevent performance losses.
• Always contact the manufacturer or an authorized service designated by the manufacturer.
• Never make interventions yourself. In this case the macufacturer warranty is no langer valid.
• Always comply with the applicable safety regulations during maintenance and repair.
• Before performing any work on the machine for repair, disconnect the machine’s power plug from the power
supply and wait for 10 seconds for the capacitors to discharge.
4.1 Maintenance
NOTE: The above mentioned periods are the maximum ones that should be applied if no problems are
encountered in your device. Depending on the work load and contamination of your work environment,
you can repeat the above processes more frequently.
Maintenance and Service

38
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
Maintenance and Service
4.3 Troubleshooting
The following tables contain possible errors to be encountered and their solutions.
Machine is not operating
Wire feed motor failure
The wire feed motor is operating,
but the wire is not moving further
Welding quality is not good
Unstable and / or non-adjustable
welding current
• Contact the authorized service
• Check the on/off switch
• Contact the authorized service
• Adjust the pressure roller
• Check the power supply fuses,
mains cable and plug
• Check whether the mains
connections are correct
• Select the appropriate wire feed
roller
• Replace the contact nozzle
• Make sure that the machine
is connected to the part of the
grounding clamp
• Make sure that the cables are
secure and that the connection
points are not worn
• Pressure roller settings must be
made correctly
• Make sure that the parameter
and process selection are correct
• Check the pole to which the
electrode should be connected
and the current value to be
adjusted in the machine
• Make sure the tungsten tip is
clean
• Make sure that the welding
torch is solid
• Contact the authorized service
• Check the gas used and its
setting. If gas adjustment cannot
be made, consult the authorized
service
• Change your voltage and wire
speed settings
• Make sure the machine is
connected to electricity
Failure Reason Solution
• Electronic card failure
• On/off switch not working
properly
• Electronic card / wire feeder
motor is faulty
• The pressure on the wire feed
rollers is too minimal
• The power supply fuses, mains
cable or plug are problematic
• The mains connections are not
correct
• Wire feed rollers were not chosen
• The pressure adjustment of the
rollers is not correct
• Cables and connection points are
worn out
• Parameter and process selection
are not correct
• Electrode pole and amperage
values are wrong
(in MMA welding)
• Tungsten tip worn
(in TIG welding)
• Welding torch is damaged
(in MIG, TIG welding)
• Shielding gas is coming in too
much or too little.
• Electronic card failure
• The machine’s grounding pliers
are not connected to the
workpiece
• The contact nozzle size is
incorrectly selected or damaged
• Welding parameters are not
selected properly
• The machine’s electrical
connection is problematic

39
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES Maintenance and Service
Fan is not operating
The value 0000 will be displayed
on the screen
• Contact the authorized service
• All parameters such as wire
type, gas type, etc. must be
selected according to your
welding method
• Electronic card / fan failure
• The welding parameters have not
been selected appropriately
Failure Reason Solution
4.4 Error Codes
• There may be problems at different
points in the machine • Contact the authorized serviceE01
E02
Communication
Error
• Visually inspect the fan for proper
operation. Please contact the
authorized service if it does not
operate
• Open the air ducts
• Wait for a while to allow the machine
to cool down. If the failure
disappears, try to run the machine at
lower amperage values
• Ensure that the machine is placed
in an area where it can work operate
comfortably
• The machine’s run time rate may have
been exceeded
• Fan may not be operating
• The air inlet and outlet ducts may
have been blocked
• The machine operating environment
can be extremely hot or lack of air
E03
E04
E05
E06
Thermal
Protection
• Contact the authorized service
• The machine may have been
overloaded
Overcurrent
Failure
Low mains
voltage
Temperature
Sensor
Reading Failure
High mains
voltage
• Contact the authorized service
• Check the mains connection cables
and voltage. Make sure that the
correct voltage input is provided. If
the mains voltage is normal, contact
the authorized service
• Check the mains connection cables
and voltage. Make sure that the
correct voltage input is provided.
If the mains voltage is normal,
contact the authorized service
• Contact the authorized service
• There may be problems at different
points in the machine
• Mains voltage may have decreased
• Mains voltage may have increased
• Temperature sensor may have failed
or there may be an electrical
connection problem
Error Code Error Cause Solution

40
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
1-Free Wire Feed Button
As long as the button is held pressed, the wire is fed and the gas valve does not operate. You can use this
button to feed the wire into the torch.
2-Free Gas Button
When the free gas button is pressed, the gas will come for 30 seconds and if the free gas button is not pressed
wire feed does not run. You can use this button to change the gas in the system after a gas change.
5.1 Fine Settings in the Wire Feed Unit
ANNEX
Annex

41
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
5.2 Spare Parts Lists
Power Source Spare Parts List
Annex
Switch Button
Connector (Complete)
Relay Socket
Relay
Power Connector
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
Connector
Welding Plug
Electronic Card E206A-1
Quick Coupling
Electronic Card E206A CNT3P
Control Transformer
Electronic Card E202A-FLT4
Electronic Card E121A-2
Electronic Card E206A FLT
Shock Coil
Pacco Switch
Fan Monophase
Hall Effect Sensor
Electronic Card E202A-4A
Shunt
NO DEFINITION
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT

42
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Wire Feeder Spare Parts List
Gas Valve
Fixed Wheel
Wire Feeding Unit
Wire Carr. Mac. System 3-Way Connection
Wire Spool Storage
Rocker Switch
Wire Feed Guide Slot
Cover Lock
Swivel Caster
Electronic Card E306A-1A
Welding Socket
Electronic Card E202A-CN3
Potential Button
Quick Coupling (Red)
Quick Coupling (Blue)
Membrane Label1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
Connector
NO DEFINITION
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Annex

43
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
1
2
34
6
5
5
Water Cooling Unit Spare Parts List
Radiator
Quick Coupling (Red)
Water Tank
Water Pump
Quick Coupling (Blue)
Fan
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500
MW PULSE EXPERTNO DEFINITION
Annex

44
EN
www.magmaweld.comUSER MANUAL
EXPERT SERIES
R
S
T
Line Filter Primary Recti�ier Capacitors IGBT Module
Hall Effect
Control Unit
High Frequency Transformer Secondary Recti�ier
Control
Line
Membrane Panel
Output Choke
Gas
Wire Feeding Unit
Shunt
Output Filter
Workpiece
Welding Torch
Welding Torch
Control Line
Solenoid Valve
Control Transformer
5.3 Block Diagram
Annex

45
EN
www.magmaweld.com USER MANUAL
EXPERT SERIES
5.4 Water Unit Circuit Diagram
(Water Un�t Socket) GLASS FUSE FAST
WATER PUMP
Annex


Model
Serial Number
Dealer Name
City / Country
Phone / E-mail
Purchase Date
Name MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Address
Company Name
City / Country
Phone / E-mail
Phone / E-mail
Contact Name
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Company Name
Technician's Name
Commissioning Date
(Warranty Start Date)
WARRANTY CARD
Please visit out web site www.magmaweld.com/warranty-terms/wt for warranty
terms.
PRODUCT INFORMATION
MANUFACTURER
PURCHASE INFORMATION
CUSTOMER INFORMATION
SERVICE INFORMATION (if applicable)


49
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
SOMMAIRE
50
56
56
58
59
61
62
62
63
63
63
63
64
64
65
66
76
77
77
78
78
79
80
81
82
83
83
85
86
87
90
91
CONSIGNES DE SÉCURITÉ
SPÉCIFICATIONS TECHNIQUES
Explications Générales
Composants
Étiquette du Produit
Caractéristiques Techniques
Accessories
INSTALLATION
Considérations Relatives à la Réception du Poste de Soudage
Conseils d’Installation et de Fonctionnement
Branchements pour le Poste de Soudage
Branchements Électriques
Connexion de la Pince de Masse à la Pièce à Travailler
Connexion de la Bouteille de Gaz
Unité de Refroidissement Par Eau (Pour les Modèles MW)
Branchements des Boitiers Intermédiaires
UTILISATION
Interface Utilisateur
Structure Du Menu
Contrôle à Distance
Réglage de la Longueur de l’Arc (ArC)
Courbe de Soudage MIG
Branchement au Réseau
Choix et Remplacement des Galets de Dévidage
Installation de la Bobine de Fil et Dévidage
Ajustement du Débit de Gaz
Caractéristiques de la Machine
MAINTENANCE ET DÉFAILLANCES
Maintenance
Maintenance Non Périodique
Dépannage
Codes d’incident
ANNEXE
Réglages Précis du Dévidoir
Diagramme
Schéma du circuit de l’unité d’eau
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
Sommaire

50
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
dangers potentiels.
risque de blessure et que les dangers éventuels doivent être écartés en lisant attentivement les
explications fournies.
• Le propriétaire de la machine est responsable d’empêcher les personnes non autorisées
d’accéder à l’équipement.
• Toute personne appelée à travailler avec cette machine doit posséder l’expérience en soudage
/ coupage ou avoir terminé avec succès la formation requise, lire le présent manuel d’utilisation
avant de travailler et se conformer à tout moment aux consignes de sécurité.
Informations sur la
• Veuillez lire attentivement le présent manuel d’utilisation, les étiquettes et les consignes de
sécurité se trouvant sur la machine.
• Assurez-vous que les étiquettes d’avertissement sur la machine sont en bon état. Remplacez les
étiquettes manquantes ou endommagées.
• Veuillez prendre connaissance des informations concernant l’utilisation et les procédés de
• Utilisez votre machine dans des environnements de travail appropriés.
sécurité de fonctionnement et la durée de vie de votre machine.
• Le fabricant ne pourra pas être tenu responsable des conséquences du fonctionnement de
l’appareil en dehors des conditions préconisées.
Prise de connaissance
Pictogrammes de
ATTENTION
Indique une situation potentiellement dangereuse qui pourrait causer des blessures ou des
dommages. Le fait de ne pas prendre de précautions peut causer des blessures ou des pertes ou
dommages matériels.
REMARQUE
Indique des informations et des avertissements concernant l’utilisation de la machine.
DANGER
Indique une situation imminente dangereuse qui, si elle n’est pas évitée, entraînera une blessure
grave ou mortelle.
• Porter un tablier de travail et des gants de protection secs offrant une bonne isolation.
Ne jamais utiliser des gants et des tabliers de travail mouillés ou endommagés.
• Porter des vêtements de protection ignifuges contre le risque de brûlure. Les vêtements utilisés
par l’opérateur doivent être protégés contre les étincelles, les projections et le rayonnement
d’arc.
• Ne travaillez pas seul. Soyez sur d’avoir quelqu’un qui peut vous aider en cas de danger dans
votre lieu de travail
• Ne touchez pas l’électrode avec la main nue. Ne laissez pas être en contact la pince d’électrode
ou l’électrode avec quelqu’un ou avec un objet alimenté.
• Ne touchez aucun composant électrique.
• Ne touchez pas l’électrode si vous êtes en contact avec l’électrode reliée à la surface de travail,
au plancher ou à une autre machine.
• Vous pouvez vous protéger d’une électrisation potentielle en vous isolant de la surface de
travail.
• Ne connectez pas plus d’une électrode au porte-électrode.
• Placez bien la pince de masse métal-sur-métal sur votre objet de travail ou sur la table à souder.
entrainer la mort
CONSIGNES DE SÉCURITÉ
Consignes de Sécurité

51
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
bon état. Assurez-vous de remplacer une torche endommagée ou usée.
• Ne pas laisser toucher les deux pinces de masse connectés à deux différents postes. Ceci est
dangereux vu qu’il y aura deux tensions en circuit ouvert.
• Avant de réparer la machine, retirez toutes les connexions d’alimentation et / ou les
connecteurs ou éteignez la machine.
• Soyez sur que toutes les connexions sont bien serrées, propres et seches.
• Assurez-vous que la mise à la terre de la ligne d’alimentation est correctement connectée.
également les endroits où il y aura un risque de chute.
• Le courant alternatif doit être utilisé uniquement s’il est nécessaire pour le procès de soudage.
• Si le courant alternatif est obligatoire pour votre travail, utilisez (si existe) votre télécommande
pour régler votre poste.
Les précautions additionnelles sont nécessaires si une des conditions hasardeuses
ci-dessous existe :
• Dans des endroits humides ou si vos habilles sont mouillés,
• Sur les structures mettalliques comme les escaliers, les grilles ou les échafauds.,
• Dans des positions comme assises, à genoux ou allongées,
• Quand il ya un grand risque d’accident ou d’un contact inévitable avec l’objet de travail ou la
masse.
Pour les conditions mentionnées ci-dessus, utilisez les equippements ci-dessous dans l’ordre de
présentation :
• Un poste MIG semi-automatique en courant continu (DC),
• Un poste à souder MMA en courant continu (DC),
• Un poste en courant continue ou alternatif avec la tension réduit à circuit ouvert (VRD).
• Arrêtez le courant électrique.
• Utilisez des matériaux non conductibles comme le bois sec pour couper le contact de la victime
• Appelez les services de secours.
• Si la victime ne respire plus, après avoir coupé le contact de la victime avec le courant, effectuez
immédiatement la réanimation cardiorespiratoire (RCP). Continuez la RCP jusqu’au moment où
la victime respire de nouveau ou les secours arrivent.,
• Traiter une brulure électrique comme une brulure thermique. Appliquez des compresses
stériles et froides.
• Éloignez-vous des objets en mouvement.
• Gardez tous les capots de protection tels que les portes, les panneaux, les portes des machines
et des appareils fermés et verrouillés.
• Portez des chaussures à coque métallique à protection contre le risque de chute d’objets lourds.
Les pièces mobiles
peuvent causer des
blessures
• La sensation de brûlure et l’irritation au niveau des yeux, des muqueuses nasales et des voies
respiratoires sont des symptômes d’une ventilation inadéquate. Dans ce cas, veuillez
augmenter immédiatement le niveau de ventilation de la zone de travail et arrêter le processus
de soudage / coupage si le problème persiste.
• Utilisez un système d’absorption de fumée approprié à l’endroit où le soudage / coupage et le
découpage sont effectués. Si nécessaire, installez un système adéquat pour éliminer les fumées
pour éviter de polluer l’environnement lors du rejet.
du béryllium, du cadmium, du zinc, des matériaux revêtus ou peints, utilisez une protection
respiratoire autonome en plus des précautions susmentionnées.
Consignes de Sécurité

52
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
• Si les bouteilles de gaz sont groupées dans une zone séparée, assurez-y une bonne ventilation,
gardez les soupapes principales fermées lorsque les bouteilles de gaz ne sont pas utilisées, et
surveillez les fuites de gaz éventuelles.
• Les gaz protecteurs tels que l’argon étant plus denses que l’air, ils peuvent être inhalés à la place
de l’air s’ils sont utilisés à l’intérieur. Cela présente également un risque pour votre santé.
• Ne soudage / coupage pas dans des environnements contenant des vapeurs d’hydrocarbures
• Certaines pièces soudées / coupées nécessitent une ventilation spéciale. Aération spéciale Les
règles de sécurité des produits qui le nécessitent doivent être lues attentivement. Le masque à
gaz doit être porté Dans de tels cas, un masque à gaz approprié doit être porté.
• Les procédés tels que le soudage / coupage, le meulage, le brossage de la surface peuvent
générer des étincelles et des projections de particules métalliques. Portez des lunettes de
prévenir les blessures éventuelles.
protections de pièces
peuvent blesser vos
yeux
• Ne procédez à aucune opération de soudage / coupage e ni de découpage sur des tubes ou des
tuyaux entièrement fermés.
• Avant de soudage / coupage des tubes et des conteneurs fermés, ouvrez-les, videz-les
complètement, ventilez-les et nettoyez-les. Prenez toutes les précautions nécessaires lors d’un
soudage / coupage dans ces types d’endroits.
• Ne soudez pas les tubes ou les tuyaux destinés aux substances susceptibles de provoquer une
explosion, un incendie ou d’autres réactions, même s’ils sont vides.
• L’équipement de soudage / coupage chauffe. Par conséquent, ne le placez pas sur des surfaces
qui peuvent facilement être brûlées ou endommagées !
peuvent se produire.
• Enlevez ces matériaux de l’environnement avant de commencer à soudage / coupage ou
couvrez-les avec des couvertures protectrices pour éviter les brûlures.
• Le bruit créé par certains équipements et processus peut altérer l’ouïe.
• Si le niveau de bruit est élevé, portez des protège-oreilles agréés.
• Ne maintenez pas la torche contre une partie du corps, d’autres personnes ou tout autre métal
blesser ou blesser des tiers, protégez particulièrement vos yeux et votre visage lors de cette
manipulation.
causer des blessures
• Ne touchez pas les pièces chaudes à mains nues.
• Avant d’intervenir sur les pièces de la machine, attendez un certain temps pour les laissera
refroidir.
• Si vous devez manipuler les pièces chaudes, portez des outils appropriés, gants de soudage
/ coupage à isolation thermique et vêtements résistant au feu.
Les surfaces chaudes
peuvent causer de
brûlures graves
coupage peut entraîner des
incendies et des explosions
• Pour protéger vos yeux et votre visage, utilisez un masque et un écran de protection en verre
appropriés (4 à 13 selon la norme EN 379).
• Protégez les autres parties nues de votre corps (bras, cou, oreilles, etc.) contre ces rayons à
l’aide des vêtements de protection adéquats.
l’arc et métaux chauds.
• Cette machine n’est pas destinée à chauffer des tuyaux gelés. Ce procédé provoquera une
explosion, un incendie ou des dommages à votre installation.
endommager vos yeux
et votre peau
Consignes de Sécurité

53
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
• Les étincelles générées lors du soudage peuvent provoquer un incendie. Par conséquent, gardez
un extincteur, de l’eau, du sable et autres matériaux à portée de la main.
• Utilisez des clapets anti-retour, régulateurs de gaz et vannes sur les circuits de gaz
effectuées et qu’elles fonctionnent correctement.
• Les équipements électriques ne doivent pas être réparés par des personnes non autorisées. Les
erreurs éventuelles peuvent entraîner des blessures graves, voire mortelles, lors de l’utilisation.
• Les éléments du circuit de gaz fonctionnent sous pression; l’intervention de personnes non
autorisées peut causer des explosions et des blessures graves pour les utilisateurs.
• Il est recommandé d’effectuer la maintenance technique de la machine et de ses unités
auxiliaires au moins une fois par an.
petits volumes et en compagnie d’une autre personne.
• Évitez autant que possible le soudage / coupage et le découpage dans des endroits fermés.
La maintenance des
machines et appareils par
des personnes non
des blessures
Soudage / Coupage dans
pour éviter les chutes et les renversements. Préférez les zones immobiles, mais vastes,
équipées d’une plate-forme à gaz adaptée à la bouteille et sur le mur à l’aide une chaîne pour les
• Les opérateurs doivent facilement et rapidement accéder aux paramètres de commande et
connexions de la machine.
La chute de pièces
peut causer des
blessures
• Laissez la machine refroidir en fonction des cycles de fonctionnement.
• Réduisez le courant ou le taux de cycle de fonctionnement avant de recommencer le soudage.
• Ne bloquez pas les entrées de ventilation de la machine.
fabricant.
Une utilisation excessive
provoque la surchauffe
de la machine”
• Prenez toutes les précautions nécessaires pour le transport de la machine. Les zones à
transporter, les équipements à utiliser pour le transport et les conditions physiques et la santé
de la personne chargée de la manutention doivent être conformes au processus de transport.
• Certaines machines étant extrêmement lourdes, il est important de veiller à ce que les
précautions nécessaires en matière de sécurité environnementale soient prises pour la
manutention.
• Si la machine de soudage doit être utilisée sur une plateforme, la capacité de charge de la
• En cas d’utilisation d’un véhicule (chariot, chariot élévateur à fourche, etc.) lors du transport
de la machine, assurez-vous que le véhicule et les accessoires d’élingage et d’arrimage
(élingues, sangles d’arrimage, boulons, écrous, roues, etc.) reliant la machine au véhicule sont
intacts.
• S’il s’agit d’un transport manuel, assurez-vous que les accessoires d’élingage et d’arrimage
Internationale du Travail sur le poids du transport et les réglementations en vigueur dans votre
pays.
• Utilisez toujours des poignées ou des anneaux pour le déplacement du bloc d’alimentation. Ne
séparément.
• Avant de transporter le matériel de soudage / coupage et de découpe, débranchez toutes les
connexions intermédiaires, puis soulevez et transportez les petites pièces séparément en les
tenant par leurs poignées, et les grandes à l’aide d’un équipement de manutention approprié tel
que des anneaux de transport ou des chariots élévateurs.
Le fait de ne pas
transport peut
causer des accidents
Consignes de Sécurité

54
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
• Cet appareil appartient au groupe 2, classe A dans les tests de CEM selon la norme TS EN 55011.
• Cet appareil de classe A n’est pas destiné à une utilisation dans les zones résidentielles où
compatibilité électromagnétique en raison des interférences radioélectriques transmises et
émises dans ces endroits.
• Assurez-vous que la zone d’exploitation soit conforme à la compatibilité électromagnétique
(CEM). Les interférences électromagnétiques qui peuvent se produire lors du soudage /
coupage ou du découpage peuvent causer des effets indésirables sur vos appareils
électroniques et votre secteur. Les effets qui peuvent se produire au cours du processus sont
sous la responsabilité de l’opérateur.
• Si des interférences se produisent, des mesures supplémentaires peuvent être prises pour
• Effectuez les opérations de soudage / coupage le plus loin possible (100 m) de vos appareils
électroniques sensibles pour prévenir les dommages CEM potentiels.
• Assurez-vous que votre machine de soudage et de découpe est installée et placée
conformément aux consignes d’utilisation.
Cet appareil n’est pas conforme à la norme CEI 61000-312. Si vous souhaitez vous
connecter au réseau basse tension utilisé dans les maisons, l’installateur ou la
personne qui utilisera la machine doit être familiarisé avec la connexion de la
machine, dans ce cas la responsabilité appartient à l’opérateur.
peut causer des
Avant d’installer la machine de soudage / coupage et de découpe, le responsable du site et / ou
l’environnement. Les conditions suivantes sont à considérer ;
a)
téléphoniques au-dessus, au-dessous et à côté de la machine et du matériel de soudage / coupage,
b) Émetteurs et récepteurs de radio et de télévision,
c) Matériel informatique et autre matériel de contrôle,
d) Équipements de sécurité critiques, par exemple protection de l’équipement industriel,
e) Appareils médicaux des personnes à proximité, tels que stimulateurs cardiaques et appareils
auditifs,
f) Équipement utilisé pour la mesure ou l’étalonnage,
g) Immunité des autres équipements dans l’environnement. L’opérateur doi s’assurer que tout
autre matériel utilisé dans l’environnement soit compatible. Cela peut nécessiter des mesures
de protection supplémentaires,
h) Les limites de la zone d’inspection peuvent se varier en fonction du temps pendant lequel le
procédé de soudage / coupage ou d’autres activités seront effectués pendant la journée, de la
En plus de l’évaluation des conditions de la zone, l’évaluation de l’installation des appareils peut
également être nécessaire pour résoudre l’effet perturbateur. Si nécessaire, des mesures sur site
(Source: CEI 60974-9)
• La machine doit être branchée à un réseau électrique tel que recommandé et par une personne
contact électrique doivent être assurés entre le blindage et le boîtier de l’alimentation.
• L’entretien de routine recommandé pour la machine doit être effectué. Lors del’utilisation de la
machine, tous les capots de protection doivent être fermées et / ou consignés. Aucun changement
l’approbation écrite du fabricant. Sinon, l’opérateur sera responsable de toutes les conséquences.
cas être enroulés autour du corps.
• Un champ magnétique se forme dans la machine lors du soudage / coupage. Cela peut amener la
que les matériaux métalliques soient à une distance de sécurité et sécurisés. L’opérateur doit être
isolé de tous ces matériaux métalliques interconnectés.
Évaluation de la com-
-
fonctionnement
Consignes de Sécurité

55
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
Le courant électrique passant par n’importe quel conducteur crée des champs électriques et
minimiser les risques engendrés par l’exposition aux CEM du circuit de soudage :
soudage / coupage doivent être rassemblés
• Le corps et la tête de l’opérateur doivent être tenus aussi loin que possible de la machine à
soudage / coupage
soudage / coupage ne doivent jamais être enroulés autour du corps
du poste à souder.
soudage / coupage
être tenus à l’écart du qq corps, côte à côte.
soudage / coupage.
• Ne vous appuyez pas sur le groupe électrogène de soudage, ne vous asseyez pas dessus et ne
travaillez pas trop près.
• Le soudage / coupage ne doit pas être effectué pendant le transport de l’unité d’alimentation en
Les CEM peuvent également perturber le fonctionnement des implants médicaux (substance
placée à l’intérieur du corps), tels que les stimulateurs cardiaques. Des mesures de protection
doivent être prises pour les personnes portant des implants médicaux. Par exemple, l’accès dans
la zone du travail pourraient être restreint pour les passants, ou des évaluations individuelles des
risques pourraient être effectuées pour les soudeurs. Une évaluation des risques doit être
effectuée par un spécialiste médical pour les utilisateurs d’implants médicaux.
(CEM)
• Toutefois, dans certains pays où la connexion directe n’est pas autorisée, la connexion peut être
établie à l’aide d’éléments de capacité appropriés, conformément aux réglementations locales
peuvent prévenir les effets perturbateurs. Le cas échéant, la connexion entre la pièce à usiner
et la terre peut être réalisée sous forme de connexion directe. Toutefois, dans certains pays
où la connexion directe n’est pas autorisée, la connexion peut être établie à l’aide d’éléments de
capacité appropriés, conformément aux réglementations locales en vigueur.
prévenir des effets perturbateurs. Le blindage de toute la zone de soudage / coupage peut être
• Choisissez la méthode et la machine de soudage / coupage appropriées pour votre soudage.
• Sélectionnez le courant et/ou la tension de soudage / coupage en fonction du matériau et de l’épais
seur auxquels vous soudez.
• Si vous devez attendre longtemps pour le soudage / coupage, éteignez la machine une fois que le
ventilateur l’a refroidie. Nos machines (produits) munies d’un système de ventilateur intelligent
s’arrêteront automatiquement.
• Cet appareil n’est pas un déchet ménager. Elle doit être déposée dans un centre de recyclage
agrée dans le cadre de la directive de l’Union Européenne et du droit national.
• Renseignez-vous auprès de votre revendeur et des personnes autorisées sur la gestion des
déchets de votre machine usagée.
• N’exposez pas la machine à la pluie, empêchez les éclaboussures d’eau ou de la vapeur
pressurisée d’y pénétrer.
Protection
Consignes de Sécurité
FORMULAIRE DE GARANTIE
Pour le formulaire de garantie, visitez notre site web www.magmaweld.fr/formulaire-de-garantie/wr.

56
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
1-
2-
3- Connexion de la torche
4- Interrupteur marche / arrêt
5- Connexion de la torche
6- Connexion du pôle
7- Connexion du pôle d’électrode (+)
8- Pot d’ajustement
9- Pot d’ajustement
10- Prise de torche de la télécommande
11- LED d’alimentation
12- Sortie de gaz
13- Prise de données
14- Entrée de gaz
15- Prise de courant pour chauffage
16- Prise d’énergie
17-
SPÉCIFICATIONS TECHNIQUES
1.2 Composants
ID 300-400-500 M/MW PULSE EXPERT est un poste de soudage onduleur industriel MIG / MAG triphasé, muni
de la technologie Pulse et Double Pulse et conçu pour des conditions sévères. Il offre d’excellentes propriétés de
et la tension de soudage sont ajustés automatiquement. Les modes “classique” et “intelligent” facilitent
l’adaptation de l’utilisateur au mode synergique.
Figure 1 : ID 300-400-500 M PULSE EXPERT Vue Avant et Arrière
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7

57
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
1-
2-
3- Connexion de la torche
4- Interrupteur marche / arrêt
5- Connexion de la torche
6- Connexion du pôle
7- Connexion du pôle d’électrode (+)
8- Pot d’ajustement
9- Pot d’ajustement
10- Sac à eau chaude Entrée
11- Sortie d’eau froide du sac
12- Prise de torche de la télécommande
13- Led d’alimentation
14- Sortie de gaz
15- Prise de données
16- Led unité hydroélectrique
17- Entrée d’eau chaude de l’unité d’eau
18- Sortie d’eau froide de l’unité d’eau
19- Unité d’eau
20- Entrée de gaz
21- Prise de courant pour chauffage
22- Prise d’énergie de l’unité hydroélectrique
23-
Figure 2 : ID 300-400-500 MW PULSE EXPERT Vue Avant et Arrière
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5

58
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
1.3 Étiquette du Produit
CC / CV
Transformateur Redresseur Triphasé
Courant Constant / Tension Constante
Courant Continu
Soudage MIG / MAG
Entrée Secteur -
Courant Alternatif Triphasé
Compatible Pour Travailler dans des
Environnements Dangereux
X
U
I
U
IP21S
U
S
I
Cycle de Fonctionnement
Tension de Fonctionnement à Vide
Courant d’entrée Nominal
Tension et Fréquence du Secteur
Classe de Protection
Tension Nominale de Soudage
Tension d’entrée Assignée
Courant d’entrée Assigné

59
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
/ coupage sans arrêt (zone 1) pendant les 6 premières minutes de la période de 10 minutes. Cependant, doit
rester inactive pendant les 4 minutes suivantes pour se refroidir.
Cycle de Fonctionnement
6 min. 6 min.6 min.4 min. 4 min. 4 min. Temps (min.)
400V
ID 300 M/MW PULSE EXPERT
UNITÉSPÉCIFICATIONS TECHNIQUES
Tension Réseau (3 phase - 50-60 Hz)
300
82
50 - 300
VDC
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Zone d’ajustement de Courant de Soudage
Dimensions (L X L X H)
Courant d’entrée Nominal
Poids
Tension de Fonctionnement à Vide
Classe de Protection
400V
ID 400 M/MW PULSE EXPERTUNITÉSPÉCIFICATIONS TECHNIQUES
Tension Réseau (3 phase - 50-60 Hz)
Poids
400
82
50 - 400
VDC
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Zone d’ajustement de Courant de Soudage
Dimensions (L X L X H)
Courant d’entrée Nominal
Tension de Fonctionnement à Vide
Classe de Protection
kVATension d’entrée Assignée
kVATension d’entrée Assignée

60
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
400
500
82
50 - 500
V
VDC
kVA
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
ID 500 M/MW PULSE EXPERTUNITÉSPÉCIFICATIONS TECHNIQUES
Tension Réseau (3 phase - 50-60 Hz)
Zone d’ajustement de Courant de Soudage
Tension d’entrée Assignée
Dimensions (L X L X H)
Courant d’entrée Nominal
Poids
Tension de Fonctionnement à Vide
Classe de Protection

61
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
1.5 Accessories
ACCESSOIRES STANDARDS
Tuyau de Gaz
QUANTITÉ
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
ACCESSOIRES STANDARDS
Tuyau de Gaz
QUANTITÉ
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
ACCESSOIRES STANDARDS
Tuyau de Gaz
QUANTITÉ
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
ACCESSOIRES EN OPTION
Régulateur de Gaz (Mix)
Lava MIG 50W (3 m) Refroidi À l’Eau MIG Flamme
QUANTITÉ
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
ACCESSOIRES EN OPTION
Régulateur de Gaz (Mix)
Lava MIG 50W (3 m) Refroidi À l’Eau MIG Flamme
QUANTITÉ
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
ACCESSOIRES EN OPTION
Régulateur de Gaz (Mix)
Lava MIG 50W (3 m) Refroidi À l’Eau MIG Flamme
Lava MIG 65W (3 m) Refroidi À l’Eau MIG Flamme
QUANTITÉ
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT

62
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
INSTALLATION
Assurez-vous que tous les composants que vous avez commandés soient livrés. Si un matériel quelconque est
manquant ou endommagé, contactez immédiatement votre revendeur.
La boîte standard comprend les éléments suivants :
• Tuyau de gaz • Fil de soudage
transporteur avec une copie du bon de livraison. Si le problème persiste, contactez le service client.
• Des anneaux de levage ou un chariot élévateur doivent être utilisés pour la manutention de la machine.
plane, rigide et non inclinée.
• Pour une meilleure performance, installez votre machine à au moins 30 cm des objets environnants. Faites
attention à la surchauffe, à la poussière et à l’humidité autour de la machine. Ne pas utiliser la machine en
faible ou à un cycle de fonctionnement plus faible.
• Évitez de souder à l’extérieur lorsqu’il y a du vent et de la pluie. Si le soudage est nécessaire dans de tels cas,
protégez la zone de soudage et la machine de soudage avec des rideaux et des auvents.
• Lors de l’installation de la machine, assurez-vous que des éléments tels que des murs, des rideaux, des
panneaux, etc. n’empêchent pas l’accès facile aux commandes et aux connexions de la machine.
• Si vous soudez à l’intérieur, utilisez un système approprié d’absorption de fumée. Utilisez un appareil
respiratoire s’il y a un risque d’inhalation de fumée et de gaz à l’intérieur.
nombre de cycle approprié peut endommager la machine et annuler la garantie.
chaîne et le roulement.
• La prise électrique située à l’arrière de la machine est destinée au réchauffeur de gaz CO. Ne brancher jamais
un appareil autre que le réchauffeur de gaz CO à la prise CO.
Le procédé de soudage est dangereux. Les conditions de travail appropriées doivent être fournies et les
précautions nécessaires doivent être prises. Les experts sont responsables de la machine et doivent fournir
le matériel nécessaire. Les personnes non concernées doivent être tenues à l’écart de la zone de soudage.
Ce poste de soudage n’est pas conforme à la norme CEI 61000-3-12. Si vous souhaitez vous connecter au
réseau basse tension utilisé dans les résidences, l’installateur ou la personne qui utilisera la machine doit
être familiarisé avec la connexion de la machine, dans ce cas la responsabilité appartient à l’opérateur.
d’assurer un bon refroidissement et aucun corps étranger ne doit être y introduit.
Il faut respecter les symboles de sécurité et les avertissements qui se trouvent sur le poste et dans
le manuel d’utilisation et ne pas retirer les étiquettes.
Installation

63
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
2.3 Branchements pour le Poste de Soudage
• Connectez la pince de masse à la pièce le plus près possible de la zone de soudage.
Figure 3 : Raccordements de la Bouteille / du Réchauffeur / du Régulateur de Gaz
• Utilisez des régulateurs et des réchauffeurs conformes aux normes pour travailler en toute sécurité et obtenir
des résultats optimaux. Assurez-vous que le raccord du tuyau du régulateur de gaz à utiliser mesure 3/8.
• Ouvrez la valve de la bouteille de gaz en gardant la tête et le visage à l’écart de la sortie de la valve de la
bouteille et laissez-la ouverte pendant 5 secondes. De cette façon, les éventuels sédiments et saletés seront
évacués.
• Si un réchauffeur de CO sera utilisé, connectez d’abord le réchauffeur de CO à la bouteille de gaz. Après
avoir connecté le régulateur de gaz au réchauffeur de CO dans la prise.
• Si un réchauffeur de CO ne sera pas utilisé, connectez d’abord le régulateur de gaz à la bouteille de gaz.
extrémité à l’entrée de gaz à l’arrière de la machine et serrez l’écrou.
connexions et remédier au problème.
1- Vanne de la Bouteille de Gaz
2- Bouteille de Gaz
3- Réchauffeur de Gaz CO
4- Chaîne
5-
6- Régulateur de gaz
7- Manomètre
8- Débitmètre
9- Vanne de Régulation de Débit
10- Tuyau de gaz
1
2
5
4
3
6
7 8
9
10
2.3.1 Branchements Électriques
• Puisqu’il peut y avoir différentes prises en fonction de l’usine, des chantiers de construction et des ateliers,
Installation

64
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Installation
Si le niveau du liquide de refroidissement est en dessous de la valeur minimale, il existe un risque
de brûlure et de dysfonctionnement du moteur et de la torche.
• Pour les machines disposant d’un boîtier intermédiaire de 10 mètres ou plus, le dévidoir et le boîtier
des boitiers intermédiaires longs sont identiques. Les connexions réalisées à l’avant de la machine doivent
également être effectuées avec des connecteurs et des prises se trouvant à l’arrière du dévidoir.
• Si le boitier intermédiaire de votre machine est inférieur à 10 mètres, les boitiers intermédiaires sont livrés
• Si le boîtier intermédiaire de votre poste mesure 10 mètres ou plus, connectez le boîtier intermédiaire et le
dévidoir comme suit.
Figure 4 : Connexions de harnais longues
c
b
a
c
b
a
d
e
• L'unité de refroidissement par eau est utilisée pour refroidir la torche. Il s'agit d'un système en circuit fermé
composé d'un radiateur, d'un ventilateur, d'un réservoir de liquide de refroidissement de la pompe.
• Connectez le tuyau d'eau froide (bleu) à la sortie d'eau froide du système de refroidissement par eau et le
tuyau d'eau chaude (rouge) à l'entrée d'eau chaude du système de refroidissement par eau.
• Les machines à souder Magmaweld sont livrées avec le liquide de refroidissement Magmaweld, qui est
produit pour donner les meilleures performances. En cas de manque de liquide de refroidissement, ouvrez
le bouchon du réservoir de liquide de refroidissement et ajoutez du liquide de refroidissement Magmaweld
adapté à la température de l'environnement de travail. Le liquide de refroidissement doit être compris dans
les valeurs minimales et maximales indiquées sur le panneau avant de l'unité.
• Un autre liquide de refroidissement ou de l'eau ne doit pas être ajouté. Différents additifs liquides peuvent
provoquer des réactions chimiques ou différents problèmes.
• Magmaweld n'est pas responsable des risques pouvant survenir en cas d'ajout de liquides différents. Toutes
les dispositions de la garantie seront annulées si un liquide de refroidissement ou de l'eau différent est ajouté
au liquide de refroidissement Magmaweld.
• Si vous souhaitez utiliser une autre marque de liquide de refroidissement, l'intérieur du réservoir de liquide
de refroidissement doit être complètement vide et il ne doit y avoir aucun résidu ou liquide à l'intérieur.
• Il n'est pas approprié d'utiliser les unités de refroidissement par eau avec des machines à souder autres que
pas fonctionner avec une alimentation externe.
• 2 voyants led se trouvent sur le panneau avant de la machine ; le voyant d’alimentation s’allume dès que
la machine est sous tension et le voyant de l’unité de refroidissement à eau s’allume lorsque l’unité à eau est
activée.
• Dès que la machine commence à souder, la circulation de l’eau démarre et une fois le procédé de soudage
dans le menu. En cas d’air ou de problème quelconque, la circulation d’eau ne sera pas permanente.

65
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
numérique.
courant de soudage et les messages d’erreur.
Indique la tension de soudage sans charge ou sous charge, selon le mode sélectionné.
du bouton de réglage. Le courant se fait en tournant le bouton de réglage vers la droite
et la gauche.
bouton de réglage. La tension se fait en tournant le bouton de réglage vers la droite et
la gauche.
Sans Charge
Mode Synergique Courant de Soudage Réglé Courant de Soudage
Mode Intelligent Courant de Soudage Réglé Courant de Soudage
Mode Classique Vitesse de Fil Courant de Soudage
Sous Charge
Sans Charge
Mode Synergique Tension de Soudage Réglée Tension de Soudage
Mode Intelligent Tension de Soudage Réglée Tension de Soudage
Mode Classique Tension de Soudage Réglée Tension de Soudage
Sous Charge
3.1 Interface Utilisateur
UTILISATION
Utilisation

66
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Touche Menu
Permet de basculer entre les pages du menu. Pour passer à une autre page, appuyez
une fois sur le bouton; Permet également le retour à la page d’accueil après le réglage
des paramètres.
Pour basculer entre les paramètres (lignes) sur la page, appuyez une fois sur l’une des
3.2 Structure Du Menu
Pages
Page 1
Page 2
Page 3
Page 4
Page 5
Page 6
Page 7
• Langue
• Méthode
• Mode
• Temps de Refroidissement
• Type du Fil
• Diamètre du Fil
• Type du Gaz
• Épaisseur
• Pré-Gaz
• Gaz Final
• Retour de Flamme
• Cratère
• Gâchette
• Temps De Soudage
• Réglage Des À-Coups
• Heure De Démarrage
• Courant Final
• Heure D’arrêt
• Programme
• N° Du Programme
• Sauvegarder
• D.Pulse Freq
• Réglage Du Courant D’impulsion
D.Pulse
• Réglage Du Temps D’impulsion
D.Pulse
Paramètres Plage de Réglage
/
/
/
/
/
/
/
Utilisation

67
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 1
La langue du menu est sélectionnée.
Plage de Réglage
• Turc
• Anglais
• Français
• Allemand
La méthode de soudage est définie.
Plage de Réglage
• MMA
• MIG / MAG
• Pulse (Pulse MIG/MAG)
• D.Pulse (Double Pulse MIG/MAG)
a) LANGUE
b) MÉTHODE
c) MODE
Les sélections effectuées dans le menu MÉTHODE affectent les options du menu MODE.
Vous devez ajuster vos connexions et accessoires selon la méthode de soudage choisie. Une sortie distincte,
destinée à la méthode MMA se trouve devant la machine.
Par exemple, pour réaliser le soudage par points il faudra choisir le mode de méthode.
Si vous voulez consulter la valeur que la machine a initialement suggérée et revenir à cette valeur,
appuyez simplement une fois sur le bouton de réglage.
MIG/MAG
MMA
Plage dea Réglage
• Méthode
• Cel/Carbone
• Rutile/Basique
Pulse (Pulse MIG/MAG)
Plage dea Réglage
• Classique
• Intelligent
• Synergique
D.Pulse (Double Pulse MIG/MAG)
Plage dea Réglage
• Classique
• Intelligent
• Synergique
MIG/MAG
Plage dea Réglage
• Classique
• Intelligent
• Synergique
MODE CLASSIQUE
Vous pouvez régler vous-même la
vitesse du fil et la tension de soudage
dans une certaine plage de tolérance.
La vitesse du fil est réglée entre 1 et 24
m / min et la tension de soudage entre
15 et 40 V.
MODE INTELLIGENT
Les paramètres de soudage tels que le
type de fil, le diamètre du fil, le type de
gaz doivent être choisis correctement.
La machine ajuste automatiquement
la tension optimale en fonction du
courant de soudage sélectionné. Vous
pouvez régler la tension en tournant
le bouton de réglage dans le sens +/-
dans une certaine plage de tolérance.
MODE SYNERGIQUE
Les paramètres de soudage tels que le
type de fil, le diamètre du fil,
l’épaisseur doivent être choisis
correctement. Le courant et la tension
s’ajustent automatiquement en
fonction des paramètres de soudage
sélectionnés. L’utilisateur peut
modifier le courant et la tension dans
une certaine plage de tolérance. La
machine recalcule automatiquement
la tension en fonction de la valeur de
courant définie dans la plage de
tolérance spécifique.
Lorsque la méthode de soudage MIG / MAG est sélectionnée dans le menu MÉTHODE, les modes sont les suivants :
Utilisation

68
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Pulse (Pulse MIG/MAG)
MODE CLASSIQUE
Dans la méthode Pulse, le mode
classique n’est pas disponible. Lorsque
la méthode Pulse est sélectionnée, vous
ne pourrez voir aucune valeur en mode
classique. Dans la méthode Pulse, tous
les paramètres provenant de la base
de données du logiciel de la machine
l’utilisateur n’est pas autorisé à
procéder à des réglages.
MODE INTELLIGENT
Les paramètres sont ajustés comme
dans la méthode MIG / MAG.
MODE SYNERGIQUE
Les paramètres sont ajustés comme
dans la méthode MIG / MAG.
Lorsque la méthode de soudage Pulse est sélectionnée dans le menu MÉTHODE, les modes sont les suivants :
La machine détermine la durée de circulation de l’eau dans le système dans la torche après l’arrêt de la
source. Dès que la machine commence à souder, la circulation de l’eau démarre et une fois le procédé de
soudage complètement terminé, le voyant de l’unité de refroidissement à eau reste allumé pendant la durée
Plage de Réglage
• 1-5 min.
d) TEMPS DE REFROIDISSEMENT
et 7 du menu. ! Double pulse permet de procéder un soudage sans déformer le matériau notamment lors
du procédé de soudure par passe de fond. Grâce à Double pulse, les cordons de soudures plus esthétiques
sont obtenus.
D.Pulse (Double Pulse)
Lorsque la méthode de soudage D.Pulse (Double Pulse) est sélectionnée dans le menu MÉTHODE, les
modes sont les suivants:
MODE CLASSIQUE
Dans la méthode Double Pulse, le mode
classique n’est pas disponible.
Lorsque la méthode Double Pulse est
sélectionnée, vous ne pourrez voir
aucune valeur en mode classique.
Dans la méthode Double Pulse, tous
les paramètres provenant de la base
de données du logiciel de la machine
l’utilisateur n’est pas autorisé à
procéder à des réglages.
MODE INTELLIGENT
Les paramètres sont ajustés comme
dans la méthode MIG / MAG.
MODE SYNERGIQUE
Les paramètres sont ajustés comme
dans la méthode MIG / MAG.
Utilisation

69
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 2
Le type de fil est sélectionné.
Le type de fil à utiliser doit être sélectionné correctement.
Plage de Réglage
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) TYPE DE FIL
Plage de Réglage
• 0.8-1.6 mm
b) DIAMÈTRE DU FIL
Le type de gaz est sélectionné.
Le type de gaz à utiliser doit être sélectionné correctement.
Plage de Réglage
• 82/18 • 92/8 • 97,5/2,5
c) TYPE DE GAZ
L’épaisseur du matériau est sélectionnée.
L’épaisseur du matériau à utiliser doit être sélectionnée correctement.
Plage de Réglage
• 0.6-20 mm
effectuées correctement via ce menu.
d) ÉPAISSEUR
Utilisation

70
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 3
La durée de pré-gaz est réglée.
Plage de Réglage
• 0-9.9 sec.
La durée peut être réglée entre 0,0 et 9,9 secondes. Cela permet de protéger le bain de soudure au début du
soudage.
a) DURÉE DE PRE-GAZ
Plage de Réglage
• 0-9.9 sec.
entre 0,0 et 9,9 secondes. Cela permet de protéger le bain de soudure après le soudage.
b) DURÉE DE GAZ FINAL
La fonction du cratère est réglée.
Plage de Réglage
• Actif-Passif
une certaine linéarité.
d) CRATÈRE
c) BURN BACK
Le réglage du Burn Back est effectué.
Plage de Réglage
• 25 - 25
maximale peut être réglée sur 25 dans le sens et 25 dans le sens .
La fonction “cratère” est recommandée pour le mode classique en MIG / MAG. En mode “Pulse”, si vous
utilisez la position 6 de la gâchette dans la fonction Pulse tout en utilisant la fonction “cratère”, vous
Utilisation

71
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
Plage de Réglage
• Méthode
a) GÂCHETTE
MODE 2 GÂCHETTES :
4 MODE GÂCHETTE:
Appuyez sur La Gâchette Maintenez La Gâchette Relâchez La Gâchette
PAGE 4
PrG : Temps de Pré-Gaz
I : Courant de Soudage
PoG : Temps de Gaz Final
PrG : Temps de Pré-Gaz
I : Courant de Soudage
PoG : Temps de Gaz Final
enfoncée.
longtemps que la durée de pré-gaz.
tourne à une vitesse lente.
• Le courant de soudage augmente lorsque la pièce est
atteinte.
Le moteur du dévidoir s’arrête.
réglée.
enfoncée.
que la durée de pré-gaz.
tourne à une vitesse lente.
• Le courant de soudage augmente lorsque la pièce est
atteinte.
• Le moteur du dévidoir s’arrête.
réglée.
Utilisation

72
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
MODE 6 GÂCHETTES :
Par Exemple :
initial.
La fonction “6 gâchettes” peut être utilisée pour remplir le cratère ou éviter les irrégularités de début et de
PrG : Temps de Pré-Gaz
IC : Courant Initial
ST : Durée Initiale
I : Courant de Soudage
FT : Durée de Fin
FC : Courant Final
PoG : Temps de Gaz Final
Le temps de soudage est réglé lorsque le mode “méthode” est sélectionné.
Plage de Réglage
• 0.2-9.9 sec.
b) TEMPS DE SOUDAGE
Le temps inactif est réglé lorsque le mode “méthode” est sélectionné.
Plage de Réglage
• 0.0- 9.9 sec.
c) TEMPS INACTIF
Plage de Réglage
• Actif-Passif
sensation de poussée est évitée.
d) RÉGLAGES DES À-COUPS
MÉTHODE : Il s’agit du mode ponctuel (soudage par points). Le soudage se poursuit pendant la durée de
et Temps inactif : 0.0 à 9.9 sec.
Cette option doit être choisie chaque fois que l’on souhaite obtenir le même cordon de soudage.
Les soudures crées en mode “méthode” seront de longueur égale.
Utilisation

73
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 5
est sélectionné. Il ne sera pas disponible pour d’autres mode même si le réglage restera possible.
Plage de Réglage
a) COURANT INITIAL
disponible pour d’autres mode même si le réglage restera possible.
Plage de Réglage
• 0 - 5 sec.
b) DURÉE INITIALE
Plage de Réglage
c) COURANT FINAL
disponible pour d’autres mode même si le réglage restera possible.
Plage de Réglage
• 0 - 5 sec.
d) TEMPS D’ARRÊT
Utilisation

74
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 6
Permet l’enregistrement du travail effectué.
Plage de Réglage
• Lecture/Écriture
être enregistré.
a) PROGRAMME
La sélection du numéro de programme est effectuée.
Plage de Réglage
• 0-99
Après avoir sélectionné l’option “Écriture” dans la ligne de programme, le numéro de programme à enregistrer
b) N° Du Programme
c) SAUVEGARDER
Permet de sauvegarder le programme.
Plage de Réglage
• oui (+) / non (-)
Après avoir sélectionné le numéro de programme, l’option “oui : E” ou “non: H” est sélectionnée à l’aide
du bouton “Sauvegarder”. . . “Oui” est sélectionné en appuyant sur le bouton + pour sauvegarder. Si vous ne
souhaitez pas sauvegarder appuyez sur le bouton.
Si vous souhaitez travailler avec l’un des programmes que vous avez déjà enregistrés, vous devez appeler le
programme.
1) Si vous parvenez à atteindre la machine, vous pouvez sélectionner le programme “Lecture” sur l’écran de la
2) Si vous n’êtes pas dans un endroit où vous pouvez atteindre la machine, vous devrez appuyer rapidement
au numéro de programme souhaité après 2 pressions, changez de programme en appuyant une fois sur la
Si le numéro de programme est à «0» et vous voulez passer au 1er programme ; en appuyant 2 fois rapidement
Lorsque la méthode source Double Pulse est sélectionnée, le réglage de la fréquence double impulsion est
effectué.
Plage de Réglage
• 0,5-5 Hz
d) D. PULSE FREQ
Vous pouvez appeler les programmes que vous avez précédemment enregistrés dans la mémoire de votre
machine à l’aide du bouton de gâchette de la torche, sans avoir à vous rendre près de votre machine, tout
en travaillant sur la pièce.
Utilisation

75
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
PAGE 7
Plage de Réglage
Par Exemple :
a) RÉGLAGE DU COURANT D.PULSE
Supposons que le courant soit réglé sur 118 A. Si une plage de réglage de
D. Pulse Current Adj.
%10 129 / 106
Lorsque la méthode Double impulsion est sélectionnée, la durée du courant maximum et minimum est
Plage de Réglage
Par Exemple :
b) RÉGLAGE DU TEMPS D.PULSE
Supposons que le courant soit réglé sur 118 A. Si une plage de réglage de
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
Utilisation

76
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
la torche de la télécommande.
Les connexions de prise sont les suivantes :
2
A
1
B
Vue avant de la prise de la
torche de la télécommande
COMMANDE DE TORCHE - MARRON
COMMANDE DE TORCHE - NOIR
COMMANDE DE TORCHE - ROUGE
COMMANDE DE TORCHE - BLANC
COMMANDE DE TORCHE - VERT
Mode
Mode Classique
Mode Intelligent
Mode Synergique
Plage de réglage : 0.5 m/min
Vous pouvez réduire le courant de soudage jusqu’à la valeur de tolérance minimale
Plage de réglage : 5 A
Vous pouvez réduire le courant de soudage jusqu’à la valeur de tolérance minimale
Plage de réglage : 5 A
Vous pouvez augmenter la tension de soudage jusqu’à la valeur de tolérance maximale
Plage de réglage : 0.5 V
Plage de réglage : 0.5 m/min
Vous pouvez augmenter le courant de soudage jusqu’à la valeur de tolérance maximale
Plage de réglage : 5 A
Vous pouvez augmenter le courant de soudage jusqu’à la valeur de tolérance maximale
Plage de réglage : 5 A
Vous pouvez augmenter la tension de soudage jusqu’à la valeur de tolérance maximale
Plage de réglage : 0.5 V
Vous pouvez augmenter la tension de soudage jusqu’à la valeur de tolérance maximale
Vous pouvez réduire la tension de soudage jusqu’à la valeur de tolérance minimale
Plage de réglage : 0.5 V
Vous pouvez réduire la tension de soudage jusqu’à la valeur de tolérance minimale
Plage de réglage : 0.5 V
Vous pouvez réduire la tension de soudage jusqu’à la valeur de toléranceminimale
Plage de réglage : 0.5 V
1
1
1
2
2
2
A
A
A
B
B
B
Touche Fonction
Utilisation

77
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
Lorsque vous maintenez le bouton de réglage (9) enfoncé pendant 3 secondes, la fonction de
longueur de l’arc dans la plage + 7 / -7 en tournant le même bouton vers la droite ou la gauche.
du métal à souder et la longueur de l ’arc diminue. Une fois le réglage souhaité effectué, le réglage est quitté
en appuyant sur le même bouton.
3.5 Courbe de Soudage MIG
Gaz Final
Pré-Gaz
Points
Soudage
par points
Activé Soudage
par points
*Désactivé
Tension Faisceau
Tension 0 - 25
Critère Activé
Pré-Gaz
Démarrage
Lent Activé
Cratère Burn Back
Gaz Final
Fil
Fil 0 - 25
Pré-Gaz
Démarrage
Lent Désactivé
Cratère Désactivé
Burn Back
Gaz Final
Fil
Fil 0 - 25 Démarrage
Lent Désactivé
Pré-Gaz
Cratère Désactivé
Gaz Final
Burn Back
Tension Faisceau
Tension 0 - 25 Démarrage
Lent Activé
Krater Açık
Pré-Gaz Gaz Final
Cratère Burn Back
Plage de Valeurs
Réglage d’usine 2- Position MIG
0,0 - 9,9 sec 0,1 sec
0,0 - 9,9 sec 0,0 sec
Méthode / 2 / 4 / 6
2
25 - 0 - 25 0 step
Épaisseur
Type du Fil
Gâchette
Temps de Refroidissement
0,6 - 20,0 mm 1,0 mm
Temps de Soudage
Temps İnactif
0,0 - 9,9 sec 0,1 sec
Réglage des À-Coups
Diamètre du Fil 0,8 - 1,6 mm 1,0 mm
MIG / MAG - MMA
1 - 5 min
MIG / MAG
1
0,2 - 9,9 sec 0,2 sec
SG/FE, Flux Rutil, Flux Basic, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
4- Position MIG 6- Position MIG
82/18, 92/8, %100 Ar, %100 CO2, %97,5/2,5
Synergique / Intelligent / Classique /Sel-Carbone / Rutile-Basique / Méthode
Activé-Désactivé
Activé-Désactivé
Désactivé
Désactivé
Méthode
Pré-Gaz
Burn Back
Gaz Final
Type du Gaz
Cratère
Mode
Utilisation

78
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Utilisation
• Allumez la poste à souder en utilisant l’interrupteur Marche / Arrêt.
• Éteignez la machine en remettant l’interrupteur marche / arrêt en position d’arrêt après avoir entendu le
bruit du ventilateur et vu que la lampe principale est allumée.
brancher la machine sur le secteur
assurez-vous que l’interrupteur marche/arrêt est
en position “O”.
les 4 poulies à fois. Ainsi le réchauffement du moteur et l’augmentation de la friction n’affectent pas la vitesse
sous tension, la led à l’intérieur sera active pour faciliter le remplacement de la poulie.
• Lorsque vous devez remplacer les poulies de dévidage, tirez la vis de réglage de la pression vers vous pour
ensuite retirer les couvercles supérieurs et enlever les poulies présentes.
Figure 5 : Système du Dévidoir
a- Moteur
b- Connecteur Euro
c- Vis de réglage de la pression
d- Poulie de dévidage supérieure
e- Poulie de dévidage inférieure
f- Mécanisme de verrouillage du système de dévidage
• Vous devez déverrouiller les poulies avant de pouvoir les retirer. Tournez la poulie
dévidage dans le sens inverse de verrouillage pour que les encoches se trouvant à la
partie intérieure de la poulie de dévidage soient chevauchés par les saillies du corps
du dévidoir, de sorte que vous déverrouillez.
utiliserez soit du côté qui vous fait face.
a
b
d
e
f
d
c
c

79
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
dans la torche.
Figure 8 : Dévidage du Fil vers les Galets
Figure 9 : Dévidage du Fil vers les Galets
blessures.
pourrait causer des dysfonctionnements. Un serrage
conséquent, le serrage de la vis ne doit être ni trop fort, ni trop
lâche.
a
b
c
(1)
(3)
(2)
Figure 7 : Installation des Galets de Dévidage
• Placez la poulie que vous allez utiliser de sorte que les encoches se trouvant à la partie intérieure de la poulie
de dévidage soient chevauchés par les saillies du corps du dévidoir. Tournez-la vers la droite ou la gauche
pour entendre le clic de verrouillage et pour vous assurer la poulie est en place. Abaissez ensuite les rouleaux
de pression et soulevez le levier du rouleau de pression pour ensuite le verrouiller sur le rouleau de pression.
Figure 6 : Retrait des Galets de Dévidage
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)
Utilisation

80
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Ce qui suit se produit lorsque la vis de réglage de la pression est trop serrée, laissée
desserrée ou lorsqu’une poulie non adaptée est utilisée.
Figure 10 : Pression de réglage et la bobine de sélection erreurs
PLANCHE
8 lt/min.
Fil Fourré En
Acier Et Métal
Non Allié
Diamètre du �il
(mm)
0.8
0.9
1.0
1.2
Fil Fourré Acier
Inoxydable Aluminium
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.
• Appuyez sur les galets presseurs et soulevez le levier de pression .
• Démarrez la machine en tournant l’interrupteur marche / arrêt sur la position “1” .
ne se desserre pas . Si vous observez un desserrage et / ou un rembobinage, serrez un peu plus la vis du
A :
B :
C : Le levier de pression étant trop serré, la surface de la poulie est déformée.
D :
E :
soudage.
• Réglez le débit de gaz avec la vanne de régulation
de débit.
• Le débit de gaz (CO, mixe) utilisé est 10 fois le di
de 0,9 mm, le débit de gaz peut être réglé à
• Vous pouvez vous référer au tableau ci-dessous
pour un réglage plus précis du débit.
• Après avoir réglé le débit de gaz, relevez le levier du
galet presseur et fermez le capot du dévidoir.
Utilisation

81
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
Structure CC/CV
• Permet le soudage MIG, MMA et TIG.
Smart Performance
soudage de la machine.
se protéger contre les dysfonctionnements.
• Cette protection est signalée par l’indicateur led thermique se trouvant sur le panneau de la machine.
Fonctionnement avec des Générateurs
• Le poste convient pour travailler avec des générateurs. La valeur en kVA doit être déterminée en
Diversité des Fonctions d’utilisation
• Les modes MIG / MAG classiques, intelligents et synergiques avec les fonctions Pulse et Double Pulse
offrent une utilisation conviviale.
Protection Contre Tension
• Si la tension secteur est trop élevée ou trop basse, la machine se met automatiquement en état de
tout dommage et la longévité de la machine est garantie. Une fois que les conditions ambiantes sont
redevenues normales, les fonctions de la machine sont également activées.
Mémoire
• Il existe 4 mémoires permettant de sauvegarder le travail effectué.
Smart Fan
• La température interne de la machine est mesurée de manière permanente. La vitesse du ventilateur de
refroidissement augmente ou diminue en fonction de la température mesurée. Lorsque la température
quantité de poussière entrant dans la machine est réduite. Une durée de vie prolongée de la machine et des
économies d’énergie sont ainsi assurés. Le ventilateur se met en route pour assurer le refroidissement
pendant le soudage.
Contrôle de Courant / Tension Via la Torche
de soudage via la torche sans vous rendre près de votre machine.
Protection Contre Phase
• La machine est protégée contre les phases manquantes ou erronées.
Soft Start
• Permet un démarrage sans éclaboussures.
Compatibilité avec Magnet
compatible avec Magnet Alors que certaines valeurs peuvent être lues à partir du panneau LCD se trouvant
soudage-WP, qualité, etc.) sont archivées et surveillées sur la plateforme Magnet. (en option)
Compatibilité avec l’automate
Utilisation

82
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR • L’entretien et la réparation de la machine doivent être effectués par des personnes compétentes.
Notre société n’est pas responsable des accidents qui se produisent à la suite d’interventions par des
personnes non autorisées.
• Les pièces à utiliser pendant la réparation peuvent être obtenues auprès de nos services autorisés.
L’utilisation de pièces détachées d’origine prolongera la durée de vie de votre machine et empêchera les
pertes de rendement.
• Toute tentative non autorisée par le fabricant pendant la période de garantie annulera toutes les dispositions
de la garantie.
• Respectez scrupuleusement les consignes de sécurité applicables pendant les procédures d’entretien et de
réparation.
• Avant toute opération de réparation de la machine, déconnectez la sortie électrique de la machine du secteur
et attendez 10 secondes pour que les condenseurs se déchargent.
4.1 Maintenance
Tous les 3 Mois
• Ouvrez les capots latéraux de la machine et nettoyez-les à l’air sec à basse pression.
N’appliquez pas d’air comprimé de près sur des composants électroniques.
• Remplacez périodiquement l’eau dans le réservoir de l’unité de refroidissement par
de l’eau non dure et propre et protégez-la du gel avec de l’antigel.
Tous les 6 Mois
MAINTENANCE ET DÉFAILLANCES
ou
• Ne retirez pas les étiquettes d’avertissement sur l’appareil. Remplacez les étiquettes usées
/ déchirées par des neuves. Vous pouvez obtenir les étiquettes auprès de votre revendeur.
Remplacez les pièces endommagées ou défectueuses par des nouvelles. N’utilisez pas des
d’un débitmètre. Si le débit de gaz est élevé ou faible, amenez-le au niveau adapté pour le
soudage.
Maintenance et Défaillances

83
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
Les tableaux suivants contiennent des erreurs possibles à rencontrer et leurs solutions.
• Le mécanisme du dévidoir doit être toujours maintenu propre et les surfaces des
• Éliminez toujours les dépôts accumulés sur le mécanisme avec de l’air sec lors de
• Les consommables sur la torche doivent être nettoyés régulièrement et remplacés si
nécessaire. Pour une utilisation longue durée de ces matériaux, assurez-vous que ce
sont des produits originaux.
La machine nace fonctionne pas
Le moteur du dévidoir ne
fonctionne pas
Le moteur d’alimentation de
n’avance pas
La soudure n’est pas bonne
• Contactez le service agréé
marche/arrêt
• Ajustez le galet presseur
• Contactez le service agréé
• Choisissez des galets
• Remplacer le tube contact
• Les réglages des galets presseurs
doivent être effectués
correctement
réglage. Si le réglage du gaz ne
peut pas être effectué, consultez
le service agréé.
secteur sont correctes
• Assurez-vous que la machine est
connectée à l’électricité
Incident Cause Solution
• La carte électronique est
défectueuse
• L’interrupteur marche/arrêt
ne fonctionne pas correctement
• Le moteur de la carte
électronique/du dévidoir est
défectueux
• Les fusibles d’alimentation
défectueux
• La pression appliquée sur les
galets est très faible
ne correspondent pas au
• Le réglage de pression des
presseurs bobines n’est pas
correct
ou défaillant
• La taille du tube contact n’est pas
correctement sélectionnée ou est
endommagée
• Les paramètres de soudage ne
sont pas correctement
sélectionnés
• Les connexions réseau sont
incorrectes
• Le raccordement électrique de
la machine est problématique
Maintenance et Défaillances

84
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
Le courant de soudage est
instable et / ou ne peut pas
être réglé
• Assurez-vous que la machine est
connectée à la partie de la pince
de masse
solides et que les points de
connexion ne sont pas corrodés
• Assurez-vous que la sélection du
paramètre et du processus est
correcte
doit être connectée et la valeur
du courant à régler sur la
machine
• Assurez-vous que la pointe en
tungstène est propre
• Assurez-vous que la torche de
soudage est solide
• Contactez le service agréé
endommagés
• La sélection du paramétrage et du
processus n’est pas correcte
• Les valeurs de pôle et
d’ampérage de l’électrode sont
erronées (en soudage MMA)
• Pointe en tungstène usée
(en soudage TIG)
• Torche de soudage endommagée
(en soudage MIG, TIG)
• La pince de masse de la machine
n’est pas connectée à la pièce
• La carte électronique est
défectueuse
Incident Cause Solution
Le ventilateur ne fonctionne pas
La valeur 0000 apparaît à l’écran
• Tous les paramètres tels que le
doivent être sélectionnés en
fonction de votre méthode de
soudage
• Les paramètres de soudage ne
sont pas correctement choisis
• Carte électronique/ventilateur
défectueux • Contactez le service agréé
Maintenance et Défaillances

85
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
• Le ventilateur est en panne
• Les conduits d’entrée et de sortie d’air
sont bloqués
• La durée appropriée pour le
fonctionnement de la machine est
dépassée
E02 Protection
Thermique
fonctionnement du ventilateur. En cas
de panne, contactez le service agrée
• Libérez le passage de l’air
• Assurez-vous que la machine est
placée dans un endroit adapté aux
conditions d’utilisation
• L’environnement de travail de la
ventilé ou la température ambiante est
trop élevée
• Laissez la machine refroidir pendant
un certain temps. Si le défaut
disparaît, essayez d’utiliser des
ampérages inférieurs
• Contactez le service agrée
• Contactez le service agrée
• Contactez le service agrée
secteur et la tension. Assurez-vous
que la tension fournie est correcte.
Avant toute opération de réparation
de la machine, dé connectez la sortie
électrique de la machine du secteur et
attendez 10 secondes pour que les
condenseurs se déchargent
secteur et la tension. Assurez-vous
que la tension fournie est correcte.
Avant toute opération de réparation
de la machine, dé connectez la sortie
électrique de la machine du secteur et
attendez 10 secondes pour que
les condenseurs se déchargent
• Il est possible que la machine
consomme un courant excessif
• Il peut y avoir un problème électrique
à l’intérieur du poste
• La tension secteur peut être basse
• Le capteur est en panne ou le
branchement électrique est défaillant
• La tension secteur peut être élevée
E03
E04
E05
E06
Erreur de
Surintensité
Tension Secteur
Basse
Erreur de
Capteur de
Température
Tension Secteur
Élevée
• Il peut y avoir un problème électrique
à l’intérieur du poste • Contactez le service agréeE01 Erreur de
Communication
Code d’incident Incident Cause Solution
Maintenance et Défaillances

86
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
1- Bouton de Dévidage Libre
2- Bouton de Gaz Libre
Lorsque le bouton de gaz libre est enfoncé, le gaz arrive pendant 30 secondes et si le bouton de gaz libre n’est
pas enfoncé à nouveau dans les 30 secondes suivants, le débit de gaz s’arrête. Si vous appuyez à nouveau sur
le bouton de gaz libre dans les 30 secondes, le débit de gaz s’arrête immédiatement. Le débit de gaz est fourni
avec un bouton de gaz libre, le dévidoir ne fonctionne pas. Vous pouvez utiliser ce bouton pour changer le gaz
dans le système après le changement de gaz.
Dév�dage L�bre Gaz L�bre
ANNEXE
Annexe

87
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
Liste Des Pièces de Rechange de l'Alimentation
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
N° DESCRIPTION
Interrupteur Bouton
Prise Relais
Connecteur d’Alimentation
Relais
Connecteur
Prise de Soudage
Carte Électronique E206A-1
Raccord Rapide
Carte Électronique E206A CNT3P
Transformateur de Commande
Carte Électronique E202A-CN3
Carte Électronique E121A-2
Carte Électronique E206A FLT
Self de Choc
Interrupteur à Cames
Ventilateur Monophasé
Capteur à Effet Hall
Carte Électronique E202A-4A
Shunt
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
Annexe

88
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Liste Des Pièces de Rechange du Dévidoir
1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
N° DESCRIPTION
Valve à Gaz
Roue Fixe
Dévidoir
Triple Connexion pour Le Système de Dévidage
Boîtier en Treillis de Fil
Interrupteue à Basculer
Boîtier de Guidage de Fil
Verrou de Capot
Roue Mobile
Carte Électronique E306A-1A
Prise de Soudage
Carte Électronique E202A-CN3
Bouton de Puissance
Raccord Rapide Rouge
Raccord Rapide Bleu
Étiquette de Membrane
Connecteur
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Annexe

89
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
1
2
34
6
5
5
Liste Des Pièces de Rechange pour Unité de Refroidissement par Eau
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500
MW PULSE EXPERTN° DESCRIPTION
Radiateur
Raccord Rapide Rouge
Réservoir d’eau
Pompe à Eau
Raccord Rapide Bleu
Ventilateur
Annexe

90
www.magmaweld.comMANUEL D’UTILISATION
SÉRIE EXPERT
FR
R
S
T
Filtre de ligne Redresseur primaire Condensateurs Module IGBT
Effet Hall
Unité de contrôle
Transformateur haute fréquence Redresseur primaire
Ligne de
contrôle
Panneau à membrane
Self de sortie
Gas
Unité d'alimentation de �il
Shunter
Filtre de sortie
Pièce
Torche de Soudage
Ligne de contrôle de
torche de souVdage
Électrovanne
Transformateur de contrôle
5.3 Diagramme
Annexe

91
www.magmaweld.com MANUEL D’UTILISATION
SÉRIE EXPERT
FR
(F�che de l’un�té d’eau)
FUSİBLE VERRE RAPIDE
Pompe à eau
Vent�lateur
Vent�lateur
Annexe


Modèle
Numéro de série
Nom du revendeur
Ville / Pays
Téléphone / Courriel
Date d'achat
Nom MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Adresse
Nom de l'entreprise
Ville / Pays
Téléphone / Courriel
Téléphone / Courriel
Nom du contact
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Nom de l'entreprise de la
mise en route
Nom du technicien
Date de la mise en route
(Date de début de garantie)
FORMULAIRE DE GARANTIE
Veuillez visiter notre site web www.magmaweld.fr/conditions-de-garantie/wt
pour les conditions de garantie.
INFORMATION PRODUIT
FABRICANT
INFORMATIONS D'ACHAT
INFORMATIONS CLIENT
INFORMATIONS SUR LA MISE EN ROUTE (le cas échéant)


95
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
INHALT
96
103
103
105
106
107
109
109
110
110
110
110
111
111
112
113
123
124
124
125
125
126
128
128
130
131
131
133
134
135
138
139
Inhalt
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
SICHERHEITSVORSCHRIFTEN
TECHNISCHE DATEN
Allgemeine Erläuterungen
Maschinenkomponenten
Produktkennzeichnung
Zubehör
INSTALLATIONSHINWEISE
Zu beachtende Punkte beim Empfang
Empfehlungen für Installation und Betrieb
Schweißanschlüsse
Netzsteckeranschluss
Verbinden der Massezange mit dem Werkstück
Gasanschlüsse
Wasserkühleinheit (MW-Modelle)
Anschluss langer Zwischenschlauchpakete
NUTZUNGSINFORMATIONEN
Menüstruktur
Fernregelung
Einstellung der Lichtbogenlänge (ArC)
MIG-Kurve
Anschluss an das Stromnetz
Auswahl und Austausch der Drahtvorschubrollen
Positionierung der Drahtspule und Antrieb des Drahtes
WARTUNGS- UND STÖRUNGSINFORMATIONEN
Wartung
Nicht-periodische Wartung
Fehlersuche
Fehlercodes
ANHÄNGE
Feineinstellungen in der Drahtvorschubeinheit
Ersatzteillisten
Blockdiagramm
Schaltplan der Wassereinheit

96
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Befolgen Sie alle Sicherheitsvorschriften in dieser Bedienungsanleitung!
• Die Sicherheitssymbole in dieser Bedienungsanleitung werden verwendet, um potenzielle
Gefahren zu beschreiben.
• Bei jedem Sicherheitssymbol in dieser Bedienungsanleitung müssen Sie beachten, dass ein
Verletzungsrisiko besteht und die folgenden Erläuterungen sorgfältig lesen, um mögliche
Gefahren zu vermeiden.
• Der Maschinenbesitzer ist dafür verantwortlich, dass Unbefugte keinen Zugriff auf das Gerät
haben.
• Personen, die diese Maschine benutzen, müssen im Schweißen/Schneiden erfahren oder
geschult sein und müssen vor der Arbeit die Bedienungsanleitung lesen und die
Sicherheitshinweise beachten.
Sicherheitsinformationen
SICHERHEITSVORSCHRIFTEN
Sicherheitssymbole
VORSICHT
Weist auf eine potenziell gefährliche Situation hin, die zu Verletzungen oder Schäden führen kann.
Die Nichtbeachtung von Vorsichtsmaßnahmen kann zu Verletzungen oder
Materialverlusten/-schäden führen.
WICHTIG
Weist auf Informationen und Warnungen zur Verwendung hin.
GEFAHR
Zeigt eine ernste Gefahr an. Die Nichtbeachtung kann zum Tod oder zu schweren Verletzungen
führen.
• Lesen Sie die Bedienungsanleitung und die Kennzeichnungen und Sicherheitshinweise auf dem
Gerät sorgfältig durch.
• Vergewissern Sie sich, dass die Warnschilder an der Maschine in gutem Zustand sind. Ersetzen
Sie fehlende oder beschädigte Etiketten.
• Lernen Sie, wie man die Maschine bedient und die Wartung durchführt.
• Verwenden Sie Ihre Maschine in einer geeigneten Arbeitsumgebung.
• Unsachgemäße Änderungen an der Maschine haben negative Auswirkungen auf den sicheren
Betrieb und die Lebensdauer der Maschine.
• Der Hersteller ist nicht verantwortlich für etwaige Folgen des Betriebs der Maschine außerhalb
der angegebenen Bedingungen.
Sicherheitshinweise
begreifen
Stellen Sie sicher, dass die Einrichtungen den nationalen elektrischen Normen und anderen
relevanten Vorschriften entsprechen und dass die Maschine nur von autorisiertem Personal
in Betrieb genommen wird.
• Tragen Sie trockene, robuste und isolierende Handschuhe und Schutzkleidung. Verwenden Sie
niemals nasse oder beschädigte Handschuhe und Kleidung.
Bediener getragene Kleidung muss gegen Funken, Spritzer und Lichtbogenstrahlung schützen.
Sie sich im Falle einer Gefährdung wenden können.
• Berühren Sie die Elektrode/Draht nicht mit bloßen Händen. Achten Sie darauf, dass der
Elektrodenhalter/Brenner oder die Elektrode/Draht nicht mit einer Person oder einem
geerdeten Gegenstand in Berührung kommt.
• Berühren Sie niemals stromführende Teile.
einer anderen Maschine in Berührung stehen.
und dem Boden isolieren. Verwenden Sie nicht brennbares, elektrisch isolierendes, trockenes
und unbeschädigtes Isoliermaterial, das groß genug ist, um den Kontakt des Bedieners mit der
• Schließen Sie nicht mehr als eine Elektrode an den Elektrodenhalter an.
• Schließen Sie die Massezange so nah wie möglich an das Werkstück oder den Werktisch an, so
dass ein guter Metall-Metall-Kontakt besteht.
Stromschlag
Sicherheitsvorschriften

97
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Überprüfen Sie den Brenner, bevor Sie die Maschine starten. Vergewissern Sie sich, dass der
Brenner und das Kabel in gutem Zustand sind. Ersetzen Sie immer einen beschädigten oder
abgenutzten Brenner.
• Berühren Sie keinen Elektrodenhalter, der an 2 verschiedene Geräte gleichzeitig angeschlossen
ist, da sonst eine doppelte Leerlaufspannung entsteht.
• Schalten Sie die Maschine aus, wenn sie nicht benutzt wird, und stecken Sie die Kabel ab.
• Stecken Sie alle Stromanschlüsse und/oder Anschlussstecker ab und schalten Sie die Maschine
aus, bevor Sie sie reparieren.
• Seien Sie vorsichtig, wenn Sie ein langes Netzkabel verwenden.
• Stellen Sie sicher, dass alle Anschlüsse fest, sauber und trocken sind.
• Stellen Sie sicher, dass die Kabel trocken, sauber und fettfrei sind. Schützen Sie sie vor heißen
Metallteilen und Funken.
• Unisolierte, blanke Kabel stellen eine tödliche Gefahr dar. Überprüfen Sie alle Kabel regelmäßig
oder ersetzen Sie es sofort.
• Wenn die Masseklemme nicht mit dem Werkstück verbunden ist, vermeiden Sie unbedingt den
Kontakt mit einem Metallgegenstand.
• Stellen Sie sicher, dass die Stromleitung korrekt geerdet ist.
• Verwenden Sie die AC-Schweißsteckdose nicht in nassen, feuchten oder beengten
Gegebenheiten, oder bei Sturzgefahr.
• Verwenden Sie den AC-Ausgang nur, wenn der Schweißprozess UNBEDINGT erforderlich ist.
• Wenn Sie einen Wechselstromausgang benötigen, verwenden Sie die Fernbedienung, falls Ihre
Maschine mit einer solchen ausgestattet ist.
Treffen Sie besondere Sicherheitsvorkehrungen, wenn eine der folgenden elektrisch
gefährlichen Bedingungen vorliegt:
• In beengten Positionen wie dem Sitzen, Knien oder Liegen,
• Wenn das Risiko eines Kontakts mit dem Werkstück oder dem Boden hoch oder unvermeidbar
ist. Die folgenden Maschinen können in diesen Fällen verwendet werden:
• Halbautomatische DC-Konstantspannungs (CV)- MIG - Schweißgeräte,
• DC-Elektroden-Handschweißgeräte mit ummantelter Elektrode,
• Gleich- oder Wechselstromschweißgeräte mit reduzierter Leerlaufspannung (VRD), falls
vorhanden.
• Schalten Sie den Strom ab.
• Zur Rettung des Opfers vor einem Stromschlag durch stromführende Kabel oder Teile
verwenden Sie nichtleitende Materialien wie trockenes Holz.
• Rufen Sie den Notdienst an.
• Wenn die Person nicht atmet, führen Sie sofort eine Herz-Lungen-Wiederbelebung (HLW)
durch, nachdem der Kontakt mit der Stromquelle unterbrochen wurde. Setzen Sie die
Reanimation fort, bis die Atmung einsetzt oder Hilfe eintrifft.
ihn wie vorgeschrieben.
• Behandeln Sie eine elektrische Verbrennung wie eine thermische Verbrennung, indem Sie eine
trockenen Tuch ab.
Was Sie im Falle eines
Stromschlags tun
müssen
Gefahr droht durch längeres Einatmen von Dämpfen und Gasen, die beim Schweißen und
Schneiden entstehen
• Halten Sie sich von sich bewegenden Objekten fern.
• Halten Sie alle Abdeckungen, Verkleidungen, Türen usw. von Maschinen und Geräten
geschlossen und verriegelt.
• Tragen Sie Schuhe mit Metallkappen, falls schwere Gegenstände herunterfallen können.
• Brennen und Reizungen der Augen, der Nase und des Rachens sind Symptome einer schlechten
Belüftung. Erhöhen Sie in einem solchen Fall sofort die Belüftung und stellen Sie das
Schweißen/Schneiden ein, wenn das Problem weiterhin besteht.
• Sorgen Sie für ein natürliches oder künstliches Belüftungssystem im Arbeitsbereich.
Dämpfe und Gase
Ihre Gesundheit sein
Sicherheitsvorschriften

98
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
und Spritzer von Metallpartikeln. Tragen Sie notfalls eine zugelassene Arbeitsschutzbrille mit
Seitenschutz unter der Schweißmaske, um mögliche Verletzungen zu vermeiden.
• Der von einigen Maschinen und Prozessen erzeugte Lärm kann Ihr Gehör schädigen.
• Wenn der Lärmpegel hoch ist, tragen Sie einen zugelassenen Gehörschutz.
Lärm kann Ihr
• Richten Sie den Schweißbrenner bei laufendem Antrieb der Drahtspule nicht auf einen
Körperteil, andere Personen oder Metallteile, die nicht bearbeitet werden.
• Wenn Sie den Schweißdraht mit der Hand von der Spule abwickeln (vor allem bei dünnen
Durchmessern) kann der Draht wie eine Feder aus Ihrer Hand springen und Sie oder andere
Personen in Ihrer Umgebung verletzen. Schützen Sie dabei besonders Augen und Gesicht.
• Berühren Sie heiße Teile nicht mit bloßen Händen.
• Lassen Sie die Maschinenteile abkühlen, bevor Sie an ihnen arbeiten.
• Wenn Sie mit heißen Teilen hantieren müssen, verwenden Sie geeignete Werkzeuge, Schweiß-/
Schutzhandschuhe mit hoher Wärmedämmung und feuerfeste Kleidung.
schwere Verbrennungen
verursachen
• Schweißen / schneiden Sie niemals in der Nähe von brennbaren Materialien. Es kann zu
Bränden oder Explosionen kommen.
• Bevor Sie mit dem Schweißen/Schneiden beginnen, entfernen Sie brennbare Materialien aus
der Umgebung oder decken Sie sie mit Schutzabdeckungen ab, um zu verhindern, dass sie sich
entzünden.
• Halten Sie in diesen Bereichen die geltenden nationalen und internationalen Vorschriften ein!
Schweißen / Schneiden
Explosionen führen
• Um Augen und Gesicht zu schützen, tragen Sie eine genormte Schweißmaske bzw. Schweißhelm
mit geeigneter Filterstufe.
• Schützen Sie andere exponierte Körperteile (Arme, Hals, Nacken usw.) durch geeignete
Schutzkleidung vor Schweißspritzern und UV-Strahlen.
Warnschilder in Augenhöhe auf, um Personen vor Lichtbogen und heißen Metallteilen zu
schützen.
Das kann zu Explosionen, Feuer oder Schäden an Ihrer Anlage führen.
schädlich für Ihre
Augen und Haut sein
• Verwenden Sie beim Schweißen/Schneiden ein geeignetes Rauchabzugssystem. Installieren Sie
gegebenenfalls ein System, das die in der gesamten Werkstatt angesammelten Dämpfe und
Gase absaugen kann. Verwenden Sie ein geeignetes Filtersystem, um eine Verschmutzung der
Umwelt beim Ablassen zu vermeiden.
• Wenn Sie in engen und geschlossenen Räumen arbeiten oder mit Blei, Beryllium, Kadmium,
Zink beschichtete oder lackierte Materialien schweißen, verwenden Sie zusätzlich zu den oben
genannten Vorsichtsmaßnahmen Masken, die für frische Luft sorgen.
in Gebrauch sind und achten Sie auf Gaslecks.
• Schutzgase wie Argon sind schwerer als Luft und können in geschlossenen Räumen anstelle von
Luft eingeatmet werden. Dies ist gefährlich für Ihre Gesundheit.
• Führen Sie keine Schweiß-/Schneidarbeiten bei Vorhandensein von
Chlorkohlenwasserstoff-dämpfen aus Schmier- oder Lackierprozessen durch.
• Einige geschweißte/geschnittene Materialien erfordern eine besondere Belüftung.
Die Sicherheitsvorschriften für solche Produkte sollten Sie sorgfältig lesen. Falls erforderlich,
muss eine entsprechende Atemschutzmaske getragen werden.
Sicherheitsvorschriften

99
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Schweißen/Schneiden Sie keine vollständig geschlossenen Rohre oder Leitungen.
• Öffnen, entleeren, belüften und reinigen Sie Rohre und geschlossene Behälter vor dem
Schweißen/Schneiden vollständig. Gehen Sie beim Schweißen/Schneiden an solchen Stellen
mit größtmöglicher Sorgfalt vor.
• Schweißen / schneiden Sie nicht, auch nicht im leeren Zustand, an Rohren und Schläuchen, die
zuvor Stoffe enthielten, die Explosionen, Brände oder andere Reaktionen verursachen können.
• Während des Schweiß-/Schneidevorgangs entstehen hohe Temperaturen. Arbeiten Sie daher
explosive und unter Druck stehende Gaskreisläufe. Stellen Sie sicher, dass diese regelmäßig
überprüft werden und ordnungsgemäß funktionieren.
• Elektrische Anlagen dürfen nicht von Unbefugten repariert werden. Fehler bei der
Instandsetzung können elektrische Schläge, Explosionen und Brände verursachen und
Personen können schwer verletzt werden.
• Die Gaskreiselemente arbeiten unter Druck; die Wartung durch Unbefugte kann zu Explosionen
und schweren Verletzungen der Benutzer führen.
• Es wird empfohlen, die Maschine und ihre Nebenaggregate mindestens einmal pro Jahr von
kompetenter Stelle technisch warten zu lassen.
Wartung von Maschinen
und Geräten durch
Unbefugte kann
• Führen Sie Schweiß-/ Schneidearbeiten in engen Räumen nur in Anwesenheit einer weiteren
Person durch.
• Vermeiden Sie Schweiß- und Schneidarbeiten in solchen geschlossenen Räumen so weit wie
möglich.
• Treffen Sie alle notwendigen Vorsichtsmaßnahmen, wenn Sie das Gerät transportieren. Die
Bereiche, wohin transportiert wird, die beim Transport eingesetzten Gegenstände und die
körperliche Verfassung und Gesundheit der Personen, die den Transport durchführt, müssen für
den Transportvorgang geeignet sein.
• Einige Maschinen sind extrem schwer, so dass für einen Transport Sicherheitsvorkehrungen für
die Umgebung getroffen werden müssen.
• Wenn die Maschine von einer Plattform aus benutzt werden soll, muss geprüft werden, ob die
Plattform über entsprechende Tragfähigkeit verfügt.
• Soll die Maschine mit Hilfe eines Verkehrsmittels (Wagen, Gabelstapler usw.) transportiert
werden, vergewissern Sie sich, dass das Fahrzeug und die Verbindungspunkte, die die Maschine
mit dem Fahrzeug verbinden (Tragegurt, Gurt, Schraube, Mutter, Rad usw.), stabil sind.
• Wenn Sie die Maschine von Hand transportieren müssen, vergewissern Sie sich, dass die
Hilfsmittel (Tragegurt, Gürtel usw.) und die Anschlüsse sicher sind.
• Um die notwendigen Transportbedingungen zu gewährleisten, beachten Sie die Regeln der
Internationalen Arbeitsorganisation zum Transportgewicht und die in Ihrem Land geltenden
Transportvorschriften.
• Benutzen Sie immer die Griffe oder Trageschlaufen, wenn Sie das Schweißgerät an einen
anderen Ort bringen. Ziehen Sie niemals am Brenner, am Kabel oder an den Schläuchen. Tragen
• Entfernen Sie vor dem Transport von Schweißgeräten alle Verbindungsteile und transportieren
Sie sie einzeln, heben Sie kleine Geräte an den Griffen, große Geräte an den Trageringen oder
mit einem geeigneten Hebezeug wie einem Gabelstapler.
Schweißen / Schneiden
in kleinen Räumen mit
Die Nichtbeachtung der
notwendigen
Vorsichtsmaßnahmen
Unfällen führen
nicht behindern und in denen keine Gefahr besteht, über Kabel und Schläuche zu stolpern. Am
stellen Sie die Flasche auf die vorgesehene Plattform an dem Gerät und sichern Sie sie mit einer
• Ermöglichen Sie den Bedienern einen einfachen Zugriff auf die Einstellungen und Anschlüsse
des Geräts.
Herabfallende Teile
führen
Sicherheitsvorschriften

100
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Lassen Sie das Gerät entsprechend den Betriebszyklen abkühlen.
• Verringern Sie den Strom oder planen Sie kürzere Einschaltzeiten, bevor Sie wieder mit dem
Schweißen beginnen.
• Blockieren Sie nicht die Belüftungsschlitze der Maschine.
• Installieren Sie keine Filter in den Belüftungsöffnungen der Maschine ohne die Genehmigung
des Herstellers.
Übermäßiger Gebrauch
der Maschine
Lichtbogenschweißen
kann elektromagnetische
verursachen
• Diese Maschine ist Gruppe 2, Klasse A in den EMV-Tests gemäß der Norm TS EN 55011.
• Maschinen der Klasse A sind nicht für die Verwendung in Wohngebieten bestimmt, in denen
Schwierigkeiten bei der Gewährleistung der elektromagnetischen Kompatibilität aufgrund von
Hochfrequenzstörungen, die an solchen Orten übertragen und abgestrahlt werden.
• Stellen Sie sicher, dass der Arbeitsbereich die elektromagnetische Verträglichkeit (EMV)
erfüllt. Elektromagnetische Störungen beim Schweißen können unerwünschte Auswirkungen
auf Ihre elektronischen Geräte und das Stromnetz haben. Der Benutzer ist für die
Auswirkungen verantwortlich, die durch diese Störungen während des Betriebs verursacht
werden können.
• Falls Störungen auftreten, können zusätzliche Maßnahmen ergriffen werden, um die Einhaltung
der Vorschriften zu gewährleisten, z. B. die Verwendung kurzer Kabel, die Verwendung
isolierter (gepanzerter) Kabel, die Verlegung der Maschine, die Entfernung von Kabeln aus dem
betroffenen Gerät und/oder Bereich, die Verwendung von Filtern oder der EMV-Schutz des
Arbeitsbereichs.
• Um mögliche EMV-Schäden zu vermeiden, sollten Sie Schweiß- und Schneidarbeiten so weit wie
• Vergewissern Sie sich, dass Ihre Maschine in Übereinstimmung mit der Bedienungsanleitung
aufgestellt und positioniert ist.
Diese Maschine entspricht nicht der IEC 61000 -3 - 12. Wenn die Maschine an das
in Haushalten verwendete Niederspannungsnetz angeschlossen werden soll, muss
der Installateur, der den elektrischen Anschluss vornimmt, oder die Person, die die
Maschine benutzen wird, über die Anschlussfähigkeit der Maschine informiert
werden; in diesem Fall liegt die Verantwortung beim Benutzer.
Vor der Installation eines Schweißgeräts muss der Betreiber und/oder der Benutzer eine Prüfung
auf mögliche elektromagnetische Störungen in der Umgebung durchführen.
Die folgenden Bedingungen müssen beachtet werden.
a) Andere Versorgungskabel, Steuerkabel, Signal- und Telefonkabel über, unter und neben dem
Schweißgerät und der Ausrüstung,
b) Radio- und Fernsehsender und -empfänger,
c) Computer und andere Kontrollgeräte,
d) Kritische Sicherheitsausrüstung, z.B. Schutz von Industrieanlagen,
e) Medizinische Geräte von Menschen in der Nachbarschaft, z.B. Herzschrittmacher und
Hörgeräte,
f) Geräte, die zur Messung oder Kalibrierung verwendet werden,
g) Störfestigkeit von anderen Geräten in der Umgebung. Der Benutzer muss sicherstellen, dass
andere in der Umgebung verwendete Geräte kompatibel sind. Dies kann zusätzliche
Schutzmaßnahmen erfordern.
h) Die Grenzen des Inspektionsbereichs können je nach Größe der Umgebung, der
Gebäudestruktur und anderen Aktivitäten im Gebäude erweitert werden, wobei die Tageszeit,
zu der der Schweißvorgang durchgeführt wird, berücksichtigt werden sollte.
Neben der Bewertung des Gebiets kann auch die Bewertung der Geräteinstallationen für die
Behebung der Störung erforderlich sein. Falls erforderlich, können auch Messungen vor Ort
(Quelle: IEC 60974-9).
Bewertung der Gemäß
elektromagnetischen
Verträglichkeit des
Arbeitsbereichs
• Das Gerät muss wie empfohlen und von einer autorisierten Person an das Stromnetz
angeschlossen werden. FFalls Interferenzen auftreten, können zusätzliche Maßnahmen wie
Lichtbogenschweißgeräten muss über ein Metallrohr oder ein gleichwertiges abgeschirmtes
Kabel erfolgen. Das Display und das Gehäuse des Netzteils müssen miteinander verbunden sein
und es muss ein guter elektrischer Kontakt zwischen den beiden Strukturen bestehen.
elektromagnetischen
Sicherheitsvorschriften

101
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Die empfohlene Wartung des Geräts muss regelmäßig durchgeführt werden. Wenn das Gerät in
Gebrauch ist, müssen alle Abdeckungen geschlossen und/oder verriegelt sein. Ohne
Gerät vorgenommen werden, die über die Standardeinstellungen hinausgehen. Andernfalls ist
der Benutzer für die Folgen verantwortlich, die daraus entstehen können.
• Schweißkabel sollten so kurz wie möglich gehalten werden. Sie müssen nebeneinander auf dem
Boden des Arbeitsbereichs liegen und dürfen sich nicht verwickeln.
• Beim Schweißen/Schneiden wird in der Maschine ein Magnetfeld erzeugt. Dies kann dazu
führen, dass das Gerät Metallteile an sich zieht. Um diese Anziehungskraft zu verhindern,
stellen Sie sicher, dass metallische Materialien in einem sicheren Abstand gehalten oder
gesichert werden. Der Bediener muss von miteinander verbundenen Metallmaterialien isoliert
sein.
• Wenn das Werkstück aus Gründen der elektrischen Sicherheit oder aufgrund seiner Größe und
Lage nicht geerdet ist (z. B. bei der Herstellung von Schiffsrümpfen oder im Stahlbau), kann
eine Verbindung zwischen Werkstück und Erde in einigen Fällen die Emissionen verringern.
Beachten Sie, dass die Erdung des Werkstücks zu Verletzungen der Benutzer oder zu
Fehlfunktionen anderer elektrischer Geräte in der Umgebung führen kann. Wo erforderlich,
kann die Verbindung zwischen Werkstück und Erde als Direktverbindung hergestellt werden.
Aber in einigen Ländern, in denen eine Direktverbindung nicht zulässig ist, kann die
Verbindung mit geeigneten Kondensatoren gemäß den örtlichen Vorschriften und
Bestimmungen hergestellt werden.
• Abschirmung und Einhüllung anderer Geräte und Kabel im Arbeitsbereich können helfen,
störende Effekte zu vermeiden. Die komplette Abschirmung der gesamten Schweiß-/
Schneidezone kann für einige spezielle Anwendungen in Betracht gezogen werden.
magnetische Felder (EMF).
Bediener sollten die folgenden Hinweise befolgen, um das Risiko einer EMF-Exposition zu
minimieren:
• Um das Magnetfeld zu reduzieren, sollten Schweißleitungen so weit wie möglich eng verlaufen
und mit Verbindungsmaterialien (Klebeband, Kabelbinder usw.) gesichert werden.
• Der Oberkörper und der Kopf des Bedieners sollten so weit wie möglich von der Schweiß-/
Schneidemaschine und den Kabeln entfernt gehalten werden,
• Schweiß-/Schneide- und Elektrokabel dürfen in keiner Weise um den Körper gewickelt werden,
• Der Körper darf nicht zwischen Kabeln eingeklemmt werden. Alle Schweiß-/Schneidekabel
sollten nebeneinander und vom Körper entfernt verlegt werden,
angeschlossen werden,
• Lehnen Sie sich nicht gegen das Schweißgerät, setzen Sie sich nicht darauf und arbeiten Sie
nicht zu nahe daran,
• Während des Transports des Schweißgeräts oder der Drahtvorschubeinheit darf nicht
geschweißt / geschnitten werden.
EMF können auch die Funktion von medizinischen Implantaten (Material, das in den Körper
eingesetzt wird) wie Herzschrittmachern beeinträchtigen. Für Menschen mit medizinischen
Implantaten müssen Schutzmaßnahmen getroffen werden. So kann beispielsweise der Zugang
für Passanten eingeschränkt werden oder es können individuelle Risikobewertungen für die
Betreiber vorgenommen werden. Bei Benutzern mit medizinischen Implantaten sollte eine
Risikobewertung und Empfehlung durch einen Arzt erfolgen.
Elektronenmagnetisches
Feld (EMF)
• Setzen Sie das Gerät nicht Regen, Spritzwasser oder unter Druck stehendem Dampf aus.
• Wählen Sie den Prozess und das Gerät, die für den Schweiß-/Schneidevorgang geeignet sind,
den Sie durchführen möchten.
• Wählen Sie den Strom und / oder die Spannung, die für das Material und die Dicke des zu
schweißenden / schneidenden Materials geeignet sind.
• Wenn Sie längere Zeit nicht Schweißen/Schneiden, schalten Sie die Maschine aus, nachdem der
Ventilator die Maschine abgekühlt hat. Unsere Maschinen mit intelligenter Lüftersteuerung
stoppen von selbst.
Sicherheitsvorschriften

102
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Diese Maschine gehört nicht in den Hausmüll. Sie muss im Rahmen der Richtlinie der
Europäischen Union und des nationalen Rechts recycelt werden.
• Informieren Sie sich bei Ihrem Händler und bei autorisierten Personen über die Entsorgung
Ihrer gebrauchten Maschine.
Abfallverfahren
GARANTIEFORMULAR
Bitte besuchen Sie unsere Website www.magmaweld.com/warranty-form/wr für das
Garantieformular.
Sicherheitsvorschriften

103
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
TECHNISCHE DATEN
1.1 Allgemeine Erläuterungen
1.2 Maschinenkomponenten
ID 300-400-500 M/MW PULSE EXPERT ist ein dreiphasiges industrielles Inverter-MIG/MAG-Schweißgerät
mit Puls- und Doppelpuls-Technologie, das für schweren Einsatz entwickelt wurde mit hervorragenden
Schweißeigenschaften für alle Massiv- und Fülldrähte. CCCV Stromversorgung ermöglicht MIG-, TIG-,
MMA-Schweißverfahren und Fugenhobeln mit einer einzigen Maschine. Dank der Synergie-Funktion
werden Schweißstrom und -spannung automatisch eingestellt, nachdem Drahttyp, Wandstärke und Gasart
auf dem LCD-Bildschirm festgelegt wurden. Der Classic- und der Smart-Modus machen es dem Benutzer
Figur 1 : ID 300-400-500 M PULSE EXPERT Vorder- und Rückansicht
10- Brenner-Fernregelbuchse
11- Power-LED
12- Gas-Ausgang
13- Steuerbuchse
14- Gas-Eingang
15- CO-Heizungsbuchse
16- Versorgungsbuchse
17- Netzkabel
1- Digitales Display
2- Digitales Display
3- Brenneranschluss
4- Ein/Aus-Schalter
5- Brenneranschluss
6- Masseanschluss (-)
7- Elektrodenanschluss (+)
8- Einstell-Drehknopf
9- Einstell-Drehknopf
Technische Daten

104
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Figur 2 : ID 300-400-500 MW PULSE EXPERT Vorder- und Rückansicht
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Digitales Display
2- Digitales Display
3- Brenneranschluss
4- Ein/Aus-Schalter
5- Anschlussbuchse
6- Masseanschluss (-)
7- Elektrodenanschluss (+)
8- Einstell-Drehknopf
9- Einstell-Drehknopf
10- Warmwasseranschluss
11- Kaltwasseranschluss
12- Brenner-Fernregelbuchse
13- Power-LED
14- Gas-Ausgang
15- Steuerbuchse
16- Wasserkühlung-LED
17- Warmwasserzulauf Kühlgerät
18- Kaltwasserausgang Kühlgerät
19- Wasserkühleinheit
20- Gas-Eingang
21- CO-Heizungsbuchse
22- Kühleinheit-Anschluss
23- Netzkabel
Technische Daten

105
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
CC / CV
Dreiphasen-Transformator-Gleichrichter
Konstantstrom / Konstantspannung
Gleichstrom
MIG / MAG-Schweißen
Netzeingang - 3-Phasen-Wechselstrom
Geeignet für Arbeiten in
gefährlichen Umgebungen
X
U
I
U
IP21S
U
S
I
Einschaltdauer
Leerlaufspannung
Nennschweißstrom
Netzspannung und -frequenz
Schutzklasse
Nennschweißspannung
Nennleistung
Nennstrom aus dem Netz
Technische Daten

106
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
kann die Maschine in den ersten 6 Minuten des 10-minütigen Zeitraums (1 Zone) ohne Unterbrechung
schweißen/schneiden. Die Maschine muss jedoch für die nächsten 4 Minuten im Leerlauf bleiben, um
abzukühlen (Zone 2).
6 Minuten 6 Minuten6 Minuten4 Minuten 4 Minuten 4 Minuten Zeit (Min.)
400
EINHEIT
VNetzspannung (3 Phasen 50-60 Hz)
300
82
50 - 300
VDC
ADC
ADC
Bereich zur Einstellung des Schweißstroms
Nennschweißstrom
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Schutzklasse
Abmessungen (l x b x h)
Gewicht
Leerlaufspannung
TECHNISCHE SPEZIFIKATIONEN ID 300 M/MW PULSE EXPERT
400V
400
82
50 - 400
VDC
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
ID 400 M/MW PULSE EXPERT
kVA
kVANennleistung
EINHEITTECHNISCHE SPEZIFIKATIONEN
Technische Daten
Netzspannung (3 Phasen 50-60 Hz)
Bereich zur Einstellung des Schweißstroms
Nennschweißstrom
Schutzklasse
Abmessungen (l x b x h)
Gewicht
Leerlaufspannung
Nennleistung
Einschaltdauer

107
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
400
500
82
50 - 500
V
VDC
kVA
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
ID 500 M/MW PULSE EXPERT
EINHEITTECHNISCHE SPEZIFIKATIONEN
STANDARDZUBEHÖR
Masseklemme und Kabel
Gasschlauch
ANZAHL
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
STANDARDZUBEHÖR
Masseklemme und Kabel
Gasschlauch
ANZAHL
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
STANDARDZUBEHÖR
Masseklemme und Kabel
Gasschlauch
ANZAHL
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
Technische Daten
Netzspannung (3 Phasen 50-60 Hz)
Bereich zur Einstellung des Schweißstroms
Nennschweißstrom
Schutzklasse
Abmessungen (l x b x h)
Gewicht
Leerlaufspannung
Nennleistung

108
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
OPTIONALES ZUBEHÖR
CO Heizung
Gasdruckregler (Mix)
Gasdruckregler (CO)
Lava MIG 50W (3 m) Wassergekühlter MIG-Brenner
ANZAHL
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
OPTIONALES ZUBEHÖR
CO Heizung
Gasdruckregler (Mix)
Gasdruckregler (CO)
Lava MIG 50W (3 m) Wassergekühlter MIG-Brenner
ANZAHL
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
OPTIONALES ZUBEHÖR
CO Heizung
Gasdruckregler (Mix)
Gasdruckregler (CO)
Lava MIG 50W (3 m) Wassergekühlter MIG-Brenner
Lava MIG 65W (3 m) Wassergekühlter MIG-Brenner
ANZAHL
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
Technische Daten

109
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
INSTALLATIONSHINWEISE
2.1 Zu beachtende Punkte beim Empfang
Vergewissern Sie sich, dass alle alle Teile, die Sie bestellt haben, eingetroffen sind. Wenn Teile fehlen oder
beschädigt ist, wenden Sie sich sofort an die Verkaufsstelle.
Die Standardbox enthält :
• Masseklemme und Kabel • Gebrauchsanweisung
• Gasschlauch • Schweißdraht
zusammen mit einer Fotokopie des Lieferscheins dem Transportunternehmen melden. Wenn das Problem
weiterhin besteht, wenden Sie sich an den Kundendienst.
2.2 Empfehlungen für Installation und Betrieb
• Für den Transport der Maschine müssen Hebeösen oder ein Gabelstapler verwendet werden. Heben Sie die
nicht herunterfallen oder umkippen kann.
• Um eine bessere Leistung zu erzielen, müssen Sie die Maschine in einem Abstand von mindestens 30 cm
zu umliegenden Gegenständen aufstellen. Achten Sie auf Überhitzung, Staub und Feuchtigkeit rund um die
übersteigt, lassen Sie die Maschine in einem niedrigeren Leistungsbereich laufen.
• Vermeiden Sie das Schweißen im Freien bei Wind und Regen. Wenn in solchen Situationen geschweißt
werden muss, schützen Sie den Schweißbereich und das Schweißgerät mit Vorhängen und Markisen.
• Achten Sie bei der Aufstellung des Geräts darauf, dass Materialien wie Wände, Vorhänge, Verkleidungen usw.
den einfachen Zugang zu den Bedienelementen und Anschlüssen der Maschine nicht behindern.
• Wenn Sie in geschlossenen Räumen schweißen, verwenden Sie eine geeignete Rauchabsauganlage. Wenn die
Gefahr des Einatmens von Schweißdämpfen und -gasen in geschlossenen Räumen besteht, verwenden Sie
ein Atemschutzgerät.
empfohlenen Einschaltdauer kann die Maschine beschädigen und zum Erlöschen der Garantie führen.
• Das Versorgungskabel muss entsprechend dem angegebenen Sicherungswert verwendet werden.
• Schließen Sie das Massekabel so nah wie möglich an den Schweißbereich an. Achten Sie darauf, dass der
Symbole auf dem Gerät und ihre Bedeutungen
Der Schweißvorgang birgt Gefahren. Sorgen Sie für geeignete Arbeitsbedingungen und treffen Sie die
notwendigen Vorsichtsmaßnahmen. Fachpersonal sollte für die Maschine verantwortlich sein und muss
die notwendige Ausrüstung erhalten und verwenden. Unbeteiligte Personen sollten von der Schweißstelle
ferngehalten werden.
Diese Maschine entspricht nicht der IEC 61000-3-12. Wenn die Maschine an das in Haushalten
verwendete Niederspannungsnetz angeschlossen werden soll, muss der Elektriker, der den elektrischen
Anschluss vornimmt, oder die Person, die die Maschine benutzen wird, sich über die Anschlussfähigkeit
der Maschine informieren; in diesem Fall liegt die Verantwortung beim Elektriker oder beim Benutzer.
Achten Sie auf die Sicherheitssymbole und Warnhinweise auf der Maschine und in dieser
Die Gitter dienen der Belüftung. Die Öffnungen dürfen nicht abgedeckt werden, um eine gute Kühlung zu
gewährleisten, und es dürfen keine Fremdkörper in den Innenraum gelangen.
Installationshinweise

110
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Die Steckdose auf der Rückseite des Geräts ist für die CO-Heizung. Schließen Sie niemals ein anderes Gerät
als einen CO-Heizer an die CO-Heizungsbuchse an!
2.3 Schweißanschlüsse
• Das Netzkabel wird ohne Stecker geliefert, da in Fabriken, auf Baustellen und in Werkstätten
Elektriker angeschlossen werden. Vergewissern Sie sich, dass das gelb/grün markierte Erdungskabel
vorhanden und entsprechend angeschlossen ist.
• Nachdem Sie den Stecker mit dem Kabel verbunden haben, stecken Sie ihn noch nicht in die Steckdose.
2.3.2 Verbinden der Masseklemme mit dem Werkstück
• Befestigen Sie die Erdungszange fest am Werkstück, so nah wie möglich an der zu schweißenden Stelle.
2.3.3 Gasanschlüsse
• Vergewissern Sie sich, dass der Schlauchanschluss des von Ihnen verwendeten Gasreglers die passende
Größe hat.
fern. Halten Sie es 5 Sekunden lang geöffnet. Auf diese Weise werden eventuelle Ablagerungen und Schmutz
herausgeschleudert.
• Schließen Sie das eine Ende des Flaschenschlauchs an den Gasregler an und ziehen Sie die Schelle fest.
Schließen Sie das andere Ende an den Gaseinlass auf der Rückseite der Maschine an und ziehen Sie die
Mutter fest.
Gasleitung gibt. Wenn Sie ein Geräusch hören und/oder einen Gasgeruch riechen, der auf ein Leck hinweist,
überprüfen Sie Ihre Anschlüsse und beseitigen Sie das Leck.
1- Gasflaschenventil 6- Gasdruckregler
2- Gasflasche 7- Inhaltsmanometer
3- 8- Arbeitsmanometer
4- Kette 9- Durchfluss-Einstellventil
5- 10- Gasschlauch
1
2
5
4
3
6
7 8
9
10
Installationshinweise

111
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Installationshinweise
• Bei Maschinen mit einem Zwischenschlauchpaket von 10 Metern oder länger sind die Drahtvorschubeinheit
und das Zwischenschlauchpaket so konzipiert, dass sie für einen einfachen Transport getrennt werden
können. Die beiden Enden der langen Zwischenschlauchpakete sind identisch. Die Anschlüsse an die
Vorderseite der Maschine und die Rückseite der Drahtvorschubeinheit sind somit auch gleich.
• Verbinden Sie das Zwischenschlauchpaket und die Drahtvorschubeinheit demnach wie folgt:
Figur 4 : Anschluss langes Zwischenschlauchpaket
c
b
a
c
b
a
d
e
2.3.4 Wasserkühleinheit (MW-Modelle)
• Die Wasserkühleinheit ist ein geschlossenes Kreislaufsystem, das aus einem Kühler, einem Ventilator, einer
Pumpe und einem Kühlmitteltank besteht und zur Kühlung des Brenners dient.
• Verbinden Sie den Kaltwasserschlauch (blau) des Zwischenschlauchpakets mit dem Kaltwasserausgang der
Wasserkühleinheit und den Heißwasserschlauch (rot) mit dem Heißwassereinlass der Wasserkühleinheit.
• Magmaweld-Schweißmaschinen werden mit Magmaweld-Kühlmittel geliefert, das für deren beste Leistung
entwickelt wurde. Wenn der Kühlmittelstand niedrig ist, öffnen Sie den Deckel des Kühlmitteltanks und
füllen Sie ein Magmaweld-Kühlmittel nach, das für die Temperatur der Arbeitsumgebung geeignet ist. Die
angegeben sind.
chemische Reaktionen oder andere Probleme verursachen.
• Magmaweld ist nicht verantwortlich für Risiken, die bei unterschiedlichen Flüssigkeitszusätzen entstehen
können. Alle Garantiebestimmungen werden ungültig, wenn dem Magmaweld-Kühlmittel ein anderes
Kühlmittel oder Wasser hinzugefügt wird.
• Wenn Sie eine andere Kühlmittelmarke verwenden möchten, muss der Kühlmittelbehälter vollständig
• Wasserkühlgeräte sind nur für Schweißmaschinen der Firma “Magma Mekatronik Makine Sanayi ve Ticaret
eingeschaltet ist, und die LED für die Wasserkühlung leuchtet, wenn die Wasserkühlung aktiviert ist.
• Sobald die Maschine mit dem Schweißen beginnt, startet die Wasserzirkulation und nach Abschluss des
Schweißvorgangs leuchtet die LED der Wasserkühleinheit für die im Menü eingestellte Zeit. Falls Luft in den
Kreislauf gerät oder es Probleme gibt, wird der Wasserkreislauf unterbrochen.
2.3.5 Anschluss langer Zwischenschlauchpakete

112
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
NUTZUNGSINFORMATIONEN
Digitales Display
Zeigt den Inhalt des Menüs. Alle Menüparameter werden auf dem digitalen Display
angezeigt.
Je nach gewähltem Modus werden die Drahtgeschwindigkeit und der Schweißstrom
mit Hilfe des Einstell-Drehknopfs voreingestellt. Der Strom wird durch Drehen des
Einstellknopfes nach links und rechts eingestellt.
Je nach gewähltem Modus wird die Schweißspannung mit Hilfe des Einstell-Drehknopfs
angepasst. Die Spannung wird durch Drehen des Einstellknopfes nach links und rechts
eingestellt.
Zeigt je nach gewähltem Modus die Drahtgeschwindigkeit und den Schweißstrom im
Leerlauf oder unter Last an. Zeigt eine Fehlermeldung.
Untätig
Synergie-Modus Schweißgerät Strom Schweißstrom
Smart-Modus Schweißgerät Strom Schweißstrom
Classic-Modus Drahtgeschwindigkeit Schweißstrom
Unter Spannung
Zeigt die Schweißspannung im Leerlauf oder unter Last an, je nach ausgewähltem Modus.
Untätig
Synergie-Modus Spannungsvorwahl Schweißspannung
Smart-Modus Spannungsvorwahl Schweißspannung
Classic-Modus Spannungsvorwahl Schweißspannung
Unter Spannung
Nutzungsangaben

113
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Menü-Taste
Sie wird verwendet, um zwischen den Seiten des Menüs zu wechseln. Drücken Sie
einmal, um zur nächsten Seite zu wechseln. Nach der Einstellung der Parameter kehrt
es jedoch zur Hauptseite zurück.
Wenn Sie eine der Pfeilrichtungen einmal drücken, wird zwischen den Parametern
(Zeilen) auf der Seite gewechselt. Wenn Sie die Abwärtstaste drücken, bewegt er sich
nach unten und wenn Sie die Aufwärtstaste drücken, bewegt er sich nach oben.
Ändert den Wert des ausgewählten Parameters (Zeile) nach oben. Drücken Sie die Taste
bis der gewünschte Wert erreicht ist.
Ändert den Wert des ausgewählten Parameters (Linie) nach unten. Drücken Sie die
Taste bis der gewünschte Wert erreicht ist.
3.2 Menüstruktur
Seiten
Seite 1
Seite 2
Seite 3
Seite 4
Seite 5
Seite 6
Seite 7
• Sprache
• Prozess
• Modus
• Abkühlzeit
• Draht-Typ
• Draht-Durchmesser
• Gasart
• Wandstärke
• Gasvorlauf
• Gasnachlauf
• Rückbrand
• Kraterfüllung
• 2/4/6/Punkt Takt
• Arc Ein
• Arc Aus
• Softstart
• Startstrom
• Startzeit
• Endstrom
• Endzeit
• JOB
• JOB-Nr.
• Speichern[J(+)/N(-)]
• D.Pulse Freq
• D.Pulse Strom
• D.Pulse Zeit
Parameter Einstellmöglichkeiten
/
/
/
/
/
/
/
Nutzungsangaben

114
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 1
Auswahl der Menüsprache.
Einstellmöglichkeiten
• TR (Türkisch)
• EN (Englisch)
• FR (Französisch)
• DE (Deutsch)
Der Schweißprozess wird festgelegt.
Einstellmöglichkeiten
• MMA (Elektroden)
• MIG/MAG
• Pulse (Pulse MIG/MAG)
• D.Puls (Doppelpuls MIG/MAG)
a) SPRACHE
b) PROZESS
c) MOD
Die Auswahl, die Sie im Menüpunkt Prozess treffen, wirkt sich auf die Optionen des MOD-Menüs aus.
Sie müssen Ihr Zubehör entsprechend des gewählten Schweißprozesses anpassen.
Wenn Sie den Schweißmodus richtig wählen, wird das Schweißen gleichmäßiger. Zum Beispiel sollte
der Methodenmodus für Schweißungen gewählt werden, bei denen durchgehende kurze Schweißnähte
geschweißt werden sollen.
Wenn Sie sehen möchten, welchen Wert das Gerät ursprünglich vorgeschlagen hat und zu diesem Wert
zurückkehren möchten, drücken Sie einfach einmal auf die Einstellungstaste.
MIG/MAG
MMA
Einstellbereich
• Prozess
• Cel/Schneiden
• Rutil/Basisch
Pulse (Pulse MIG/MAG)
Einstellbereich
• Classic
• Smart
• Synergie
D.Pulse (Double Pulse MIG/MAG)
Einstellbereich
• Classic
• Smart
• Synergie
MIG/MAG
Einstellbereich
• Classic
• Smart
• Synergie
CLASSIC-MODUS
Sie können die Drahtgeschwindigkeit
und die Schweißspannung selbst
innerhalb eines bestimmten
Toleranzbereichs einstellen. Die
Drahtgeschwindigkeit wird zwischen
1-24 m/min und die Schweißspannung
zwischen 15-40 V eingestellt.
SMART-MODUS
Bei dieser Auswahl müssen die
Schweißparameter wie Drahttyp
(Material), Drahtdurchmesser und
Gasart korrekt ausgewählt werden.
Die Maschine stellt automatisch die
optimale Spannung entsprechend
dem gewählten Schweißstrom ein.
Drehen Sie den Einstellungsknopf
und wählen Sie die Spannung mit +/-
innerhalb des Toleranzbereichs.
SYNERGIE-MODUS
Schweißparameter wie Drahttyp,
Drahtdurchmesser, Gasart und Nah-
tstärke/Wandstärke müssen richtig
gewählt werden.
Sowohl Strom als auch Spannung
passen sich automatisch an die
gewählten Schweißparameter an. Der
Benutzer kann sowohl den Strom als
auch die Spannung innerhalb eines
bestimmten Toleranzbereichs steuern.
Die Maschine berechnet die Spannung
automatisch entsprechend dem
eingestellten Stromwert.
Wenn das MIG/MAG-Schweißverfahren im Menüpunkt Prozess ausgewählt wird, sind die Modi wie folgt:
Nutzungsangaben

115
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Pulse (Puls MIG/MAG)
CLASSIC-MODUS
Bei der Impulsmethode ist der
Classic-Modus nicht aktiv. Wenn die
Impulsmethode ausgewählt ist, können
Sie im Classic-Modus keine Werte
sehen. Da bei Pulse alle Einstellungen
von der Softwarebasis des Geräts
kommen, hat der Benutzer keine
Möglichkeit, Einstellungen
vorzunehmen.
SMART-MODUS
Die Einstellungen werden wie bei der
MIG/MAG-Methode angepasst.
SYNERGIE-MODUS
Die Einstellungen werden wie bei der
MIG/MAG-Methode angepasst.
Wenn im Menü Prozess das Schweißverfahren Pulse ausgewählt wird, gibt es folgende Modi:
SYNERGIE-MODUS
Die Einstellungen werden wie beim
MIG/MAG-Verfahren angepasst.
D.Pulse (Doppelpuls)
CLASSIC-MODUS
Beim Verfahren Doppelpuls ist der Clas-
sic-Modus nicht aktiv. Wenn die Dop-
pelpuls ausgewählt ist, können Sie im
Classic-Modus keinen Wert sehen. Bei
Doppelpuls kommen alle Einstellungen
von der Softwarebasis des Geräts, so
dass der Benutzer keine Möglichkeit
hat, sie anzupassen.
SMART-MODUS
Die Einstellungen werden wie beim
MIG/MAG-Verfahren angepasst.
Wenn im Menü Prozess das Schweißverfahren D.Pulse (Doppelpuls) ausgewählt wird, gibt es folgende
Modi:
Im Schweißgerät ist festgelegt, wie lange das Wasser im Brenner zirkulieren soll nachdem der
Schweißvorgang beendet wurde. Sobald das Gerät mit dem Schweißen beginnt, wird die Wasserzirkulation
gestartet und nach Abschluss des Schweißvorgangs leuchtet die LED der Wasserkühlung für die im Menü
Einstellmöglichkeiten
• 1-5 Minuten
d)ABKÜHLZEIT
werden. Doppelpuls hat den Vorteil, dass das Material sich nicht so stark verformt, insbesondere bei der
Nutzungsangaben

116
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 2
Der Schweißdrahttyp wird ausgewählt.
Das verwendete Zusatzmaterial muss richtig ausgewählt werden.
Einstellmöglichkeiten
• Fe / Stahl • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) DRAHTTYP
Der Drahtdurchmesser wird ausgewählt.
Der verwendete Schweißdrahtdurchmesser muss richtig gewählt werden.
Einstellmöglichkeiten
• 0.8-1.6 mm
b) DRAHTDURCHMESSER
Der Gastyp wird ausgewählt.
Die Art des verwendeten Gases muss richtig gewählt werden.
Einstellmöglichkeiten
• 82/18 • 92/8 • 97,5/2,5
c) GASTYP
Die Materialstärke wird ausgewählt.
Die Wandstärke des geschweißten Werkstücks bzw. die gewünschte Nahtstärke muss ausgewählt werden.
Einstellmöglichkeiten
• 0.6-20 mm
WICHTIG:
auf dem Display 0 angezeigt, da dieser Draht nicht mit Reinargon-Gas verwendet werden kann. Wenn Sie
einen Wert von 0 auf dem Display sehen, wurde im Menü etwas falsch ausgewählt: Prozess/Drahttyp/
Gasunverträglichkeit.
d) WANDSTÄRKE
Nutzungsangaben

117
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 3
Die Gasvorlaufzeit wird eingestellt.
Einstellmöglichkeiten
• 0-9.9 Sek.
Bevor Sie mit dem Schweißen beginnen, wird für die angegebene Zeit Gas zugeführt und dann mit dem
Schweißen begonnen. Die Dauer kann zwischen 0,0 - 9,9 Sekunden eingestellt werden. Gasvorlauf schützt
das Schweißbad zu Beginn des Schweißens.
a) GASVORLAUFZEIT
Die Gasnachlaufzeit wird eingestellt.
Einstellmöglichkeiten
• 0-9.9 Sek.
Nach dem Ende des Schweißens strömt noch Gas für die hier angegebene Zeit. Die Dauer kann zwischen 0,0
- 9,9 Sekunden eingestellt werden. Schützt das Schweißbad am Ende des Schweißens.
b) GASNACHLAUFZEIT
Die Kraterfüllfunktion kann eingestellt werden.
Einstellmöglichkeiten
• Aktiv-Inaktiv
Hierbei handelt es sich um ein Füllverfahren, um Rissbildung am Ende der Schweißnaht zu verhindern.
Diese Funktion hat einen aktiven und einen inaktiven Modus. Wenn die Kraterfüllung aktiv ist, wird der
Schweißstrom am Ende der Schweißung mit langsam kontinuierlich reduziert und die Schweißung wird
automatisch beendet.
d) KRATERFÜLLUNG
c) RÜCKBRAND
Die Neuzündung wird eingestellt.
Einstellmöglichkeiten
• 25 - 25
Wenn der Pfeil auf dem Bildschirm nach rechts zeigt, wird der Draht am Schweißvorgangende für die
angegebene Zeit vorwärts geschoben, wenn der Pfeil nach links zeigt, wird der Rückbrand für die
angegebene Zeit fortgesetzt. Als Maximum kann 25 in jede Richtung eingestellt werden. Verhindert das
Festkleben des Schweißdrahtes an der Kontaktdüse, wenn der Schweißvorgang beendet ist.
Ergebnisse, wenn Sie 6 Takt in der Impulsfunktion verwenden und die Kraterfüllung durchführen.
Nutzungsangaben

118
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Der Takt-Modus wird ausgewählt.
Einstellmöglichkeiten
• 2 Takt
• 4 Takt
• 6 Takt
• Methode
a) 2/4/6 TAKT
2 TAKT-MODUS : Wenn die Brennertaste gedrückt wird, beginnt das Schweißen und wird gedrückt
gehalten, bis das Schweißen beendet ist. Das Schweißen endet, wenn die Taste losgelassen wird.
PrG : Gasvorlaufzeit
I : Schweißstrom
PoG : Gasnachlaufzeit
4 TAKT-MODUS : Sobald die Brennertaste gedrückt und losgelassen wird, beginnt das Schweißen und Sie
brauchen den Taster nicht bis zum Ende des Schweißens gedrückt halten. Wenn die Taste gedrückt und
wieder losgelassen wird, wird die Schweißung beendet.
PrG : Gasvorlaufzeit
I : Schweißstrom
PoG : Gasnachlaufzeit
Drücken Sie die Brennertaste Halten Sie die Taste Lassen Sie die Taster los
SEITE 4
• Drücken und halten Sie den Auslöser des Brenners,
• Der Schutzgasfluss beginnt.
• Am Ende der voreingestellten Gasvorlaufzeit läuft der
Drahtvorschubmotor mit langsamer Geschwindigkeit
an.
• Der Schweißstrom erhöht sich, wenn der
Schweißdraht das Werkstück erreicht.
• Lassen Sie die gedrückte Brennertaste los
und der Drahtvorschubmotor stoppt.
• Der Lichtbogen erlischt nach der eingestellten
Rückbrandzeit.
• Der Prozess endet am Ende der Gasnachlaufzeit.
Schweißvorgang einleiten:
• Drücken und halten Sie die Brennertaste.
• Am Ende der voreingestellten Gasvorlaufzeit läuft der
Drahtvorschubmotor mit langsamer Geschwindigkeit
an.
• Der Schweißstrom erhöht sich, wenn der
Schweißdraht das Werkstück erreicht.
• Lassen Sie die Brennertaste los und das Schweißen
wird fortgesetzt.
• Drücken Sie die Brennertaste und lassen Sie sie
wieder los.
• Drahtvorschubmotor stoppt.
• Der Lichtbogen erlischt nach der eingestellten
Rückbrandzeit.
• Der Prozess endet am Ende der Gasnachlaufzeit.
Nutzungsangaben

119
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
6 TAKT-MODUS : Die Parameter auf Seite 5 des Menüs sind nun aktiv. 6 Takt-Modi funktionieren gemäß den
auf Seite 5 angegebenen Parametern.
• Drücken und halten Sie die Brennertaste.
• Die Brennertaste wird losgelassen und der Strom nimmt während der eingestellten Startzeit ab bis der
Hauptstromwert erreicht ist und der Schweißvorgang wird mit dem Hauptstrom fortgesetzt.
• Zum Beenden drücken und halten Sie die Brennertaste erneut. Der Hauptstrom nimmt bis auf den
Endstrom ab. Es wird im Endstrom geschweißt solange die Brennertaste gehalten wird.
• Wenn Sie den Schweißvorgang beenden möchten, lassen Sie die Brennertaste los. Der Lichtbogen stoppt.
Der Vorgang endet am Ende der Gasnachlaufzeit.
PrG : Gasvorlaufzeit
IC : Startstrom
ST : Startzeit
I : Schweißstrom
FT : Endzeit
FC : Endstrom
PoG : Gasnachlaufzeit
Wenn der Punkt-Modus ausgewählt ist, wird die Schweißzeit in der der Lichtbogen brennt eingestellt.
Einstellmöglichkeiten
• 0.2-9.9 Sek.
b) ARC EIN
Wenn der Punkt-Modus ausgewählt ist, wird die Zeitspanne, in der nicht geschweißt werden soll, eingestellt.
Einstellmöglichkeiten
• 0.0- 9.9 Sek.
c) ARC AUS
Die Geschwindigkeit des Drahtes bis zum Lichtbogenstart wird angepasst.
Einstellbereich
• Aktiv / Passiv
Normalerweise hat man das Gefühl, dass der schnell ausfahrende Draht den Benutzer nach hinten drückt.
Wenn Sie den Softstart aktivieren, fängt der Draht langsam an und erhöht erst die Geschwindigkeit, sobald
der Lichtbogen startet. Der Rückstoß wird somit verhindert.
d) SOFTSTART
Punkt: Mit dem Punkt-Modus ist das Punktschweißen bzw. Heftschweißen gemeint. Das Schweißen wird
für die angegebene Schweißzeit (ARC EIN) fortgesetzt und am Ende der Schweißzeit beendet. In der vorein-
gestellten Zeitlücke (ARC AUS) wird keine Schweißung durchgeführt. Dieser Vorgang dauert so lange an, wie
der Brennertaster nicht betätigt wird.
Schweißzeit (ARC Ein) : 0,2 - 9,9 und Zeitlücke (ARC Aus) : 0,0 - 9,9 Sekunden.
Dieser Prozess ist zu bevorzugen, wenn Sie jedes Mal die gleiche Schweißnahtlänge und den gleichen
Einbrand erzielen möchten. Die Schweißnähte sind alle gleich lang.
Nutzungsangaben

120
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 5
Der Startstrom wird ermittelt. Er funktioniert in Form eines Prozentsatzes des Hauptstroms. Er ist aktiv,
wenn der 6 TAKT-Modus ausgewählt ist. Obwohl er Einstellungen für andere Modi zulässt, funktioniert er
dort nicht.
Einstellmöglichkeiten
a) STARTSTROM
Die Zeitspanne zu Beginn des Schweißvorgangs für die Absenkung des Startstroms auf den Schweißstrom
wird festgelegt. Er ist aktiv, wenn der 6 TAKT-Modus ausgewählt sind. Obwohl er Einstellungen für andere
Modi zulässt, funktioniert er dort nicht.
Einstellmöglichkeiten
• 0-5 Sek.
b) STARTZEIT
Der Endstrom wird festgelegt. Er funktioniert in Form eines Prozentsatzes des Hauptstroms. Er ist aktiv,
wenn der 6 TAKT-Modus ausgewählt sind. Obwohl er Einstellungen für andere Modi zulässt, funktioniert
er dort nicht.
Einstellmöglichkeiten
c) ENDSTROM
Die Zeitspanne für die Absenkung auf den Endstrom wird festgelegt. Er ist aktiv, wenn der 6 TAKT-Modus
ausgewählt sind. Obwohl er die Einstellungen für andere Modi zulässt, funktioniert er dort nicht
Einstellmöglichkeiten
• 0-5 Sek.
d) ENDZEIT
Nutzungsangaben

121
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 6
Hier können die Arbeitsparameter abgespeichert und verändert werden.
Einstellmöglichkeiten
• Lesen / Schreiben
Im Zustand “Lesen” können die Parameter verändert werden. Wenn der Auswahlpunkt “Schreiben” erreicht
ist, ist das Programm bereit zum Speichern.
a) JOB
Der JOB wird unter einer Nummer abgespeichert.
Einstellmöglichkeiten
• 0 - 99
Nachdem Sie in der Programmzeile die Option “Schreiben” gewählt haben, wählen Sie in der Zeile “JOB-Nr.”
die zu speichernde Nummer für den jeweiligen JOB. Es stehen 100 Programmplätze zwischen 0-99 frei.
b) JOB-NR.
c) SPEICHERN [J(+)/N(-)]
Die Speicherung des JOB-Programms ist abgeschlossen.
Einstellmöglichkeiten
• Ja (+) / Nein (-)
Nachdem die JOB-Nummer ausgewählt wurde, kann man die Option “Ja : J” oder “Nein: N” auswählen. Um
zu speichern, drücken Sie die Taste + (Y). Wenn Sie nicht speichern möchten, drücken Sie die Taste – (N)
Wenn Sie die Parameter, die Sie zuvor mit einer JOB-Nr. gespeichert haben, durchführen möchten, können
Sie den JOB aufrufen:
1)
Option Programm: “Lesen” wählen, zur Seite “JOB-Nr.” gehen, das gewünschte Programm aufrufen und den
Schweißvorgang mit diesem Programm durchführen.
2)
hintereinander drücken, um die Programmanzeige “Lesen“ zu aktivieren. Nachdem Sie 2 Mal gedrückt
haben, wechseln Sie zwischen den JOBs, indem Sie die Taste einmal drücken, um die gewünschte
JOB-Nummer zu erreichen (die Zeit dafür beträgt insgesamt nicht mehr als 5 Sekunden).
Zum Beispiel:
Wenn “JOB-Nr.” zuvor auf “0” eingestellt war und Sie zu Programm 1 wechseln möchten, drücken Sie
den Brennertaster zweimal schnell um zur JOB-Auswahl zu gelangen. Danach wird durch erneutes
Drücken des Brennertasters der JOB 1 ausgewählt. Wenn Sie den JOB 2 auswählen möchten, müssen Sie den
Brennertaster erneut drücken.
Wenn der Schweißprozess Doppelpulse ausgewählt ist, kann die Doppelpulse-Frequenz eingestellt werden.
Einstellmöglichkeiten
• 0.5 - 5 Hz.
d) D.PULSE FREQ (DOPPELPULSE FREQUENZ)
Sie können die JOBs, die Sie im Speicher Ihrer Maschine abgelegt haben, mit Hilfe der Brennertaste
abrufen, ohne sich während der Bearbeitung des Werkstücks zur Maschine begeben zu müssen.
Nutzungsangaben

122
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
SEITE 7
Die Einstellung funktioniert in Form eines Prozentsatzes vom Schweißstrom. Der minimale und maximale
Strombereich des Doppelpulses wird bestimmt.
Einstellmöglichkeiten
Das Display zeigt sowohl die prozentuale Einstellung als auch den maximalen und minimalen Stromwert an.
Zum Beispiel:
a) D.PULSE STROM (DOPPELPULSE STROMEINSTELLUNG)
Sie stellen den Schweißstrom auf 118 A ein. Wenn der Stromeinstellbereich auf
angezeigt.
D. Pulse Current Adj.
%10 129 / 106
Wenn der Schweißprozess Doppelpulse ausgewählt ist, kann hier die Zeit des maximalen und minimalen
Stroms als Prozentsatz bestimmt werden.
Einstellmöglichkeiten
Zum Beispiel:
b) D.PULSE ZEIT (DOPPELPULSE ZEITEINSTELLUNG)
Sie stellen den Schweißstrom auf 118 A ein. Wenn der Stromeinstellbereich auf
angezeigt.
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
Nutzungsangaben

123
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
2
A
1
B
Vorderansicht der Fernregelbuchse:
BRENNERSTEUERUNG - BRAUN
BRENNERSTEUERUNG - SCHWARZ
BRENNERSTEUERUNG - ROT
BRENNERSTEUERUNG - WEISS
BRENNERSTEUERUNG - GRÜN
Modus
Classic-
Modus
Smart-
Modus
Synergie-
Modus
reduzieren. Einstellbereich: 0.5 m/Min.
Einstellbereich: 5 A
Einstellbereich: 5 A
Sie können Ihre Schweißspannung bis zum maximalen Toleranzwert (+10) erhöhen.
Einstellbereich: 0.5 V
Sie können Ihre Drahtgeschwindigkeit bis zum maximalen Toleranzwert (+10)
erhöhen. Einstellbereich: 0.5 m/Min.
Einstellbereich: 5 A
Einstellbereich: 5 A
erhöhen. Einstellbereich: 0.5 V
Einstellbereich: 0.5 V
Sie können Ihre Schweißspannung bis zum minimalen Toleranzwert (-10) reduzieren.
Einstellbereich: 0.5 V
reduzieren. Einstellbereich: 0.5 V
reduzieren. Einstellbereich: 0.5 V
1
1
1
2
2
2
A
A
A
B
B
B
Taste Funktion
3.3 Fernregelung
Mit einem geeigneten Brenner und einer entsprechenden Steuerleitung können Sie Ihren Schweißstrom
(Vorschubgeschwindigkeit) / Ihre Schweißspannung am Brenner ändern, ohne direkt zu Ihrer
Maschine zu gehen. Sie müssen dazu die Fernregelung des Schweißbrenners an die Buchse anschließen.
Die Anschlüsse sind unten angegeben:
Nutzungsangaben

124
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
3.4 Einstellung der Lichtbogenlänge (ARC)
Wenn Sie den Drehknopf 9 drücken und 3 Sekunden lang gedrückt halten, wird die Funktion Lichtbogenlänge
aktiviert. Die Werkseinstellung ist 0.0. Sie können die Einstellung der Bogenlänge im Bereich von +7/-7
ändern, indem Sie den Stromknopf nach rechts oder links drehen. Bei der Änderung in Richtung +7
wandert der Draht näher an die Stromdüse und die Bogenlänge wird länger. Bei der Veränderung in Richtung -7
nähert sich der Draht dem Schweißgut und die Lichtbogenlänge verkürzt sich. Nachdem Sie die gewünschte
Einstellung vorgenommen haben, drücken Sie den aktuellen Knopf einmal, um die Einstellung zu verlassen.
3.5 MIG-Kurve
Gasnachlauf
Gasvorlauf
Punkten
Pnt-Modus
Ein
Pnt-Modus
Aus
Einstellung Spannung
Spannung 0 - 25
Krater geöffnet
Gasvorlauf
Langsame
Freigabe ein
Krater Neuzündung
Gasnachlauf
Draht einstellen
Draht 0 - 25
Gasvorlauf
Langsame
Freigabe aus
Krater geschlossen
Neuzündung
Gasnachlauf
Draht einstellen
Draht 0 - 25 Langsame
Freigabe aus
Gasvorlauf
Krater geschlossen
Gasnachlauf
Neuzündung
Spannung einstellen
Spannung 0 - 25 Langsame
Freigabe ein
Krater geöffnet
Gasvorlauf Gasnachlauf
Krater Neuzündung
Wertebereich Werkseinstellung
2- Lokation MIG
0,0 - 9,9 Sek. 0,1 Sek.
0,0 - 9,9 Sek. 0,0 Sek.
Methode / 2 / 4 / 6
2
25 - 0 - 25 0 Schritt
Wandstärke
Draht-Typ
Takt
Abkühlungszeit
0,6 - 20,0 mm 1,0 mm
Schweißzeit (ARC Ein)
Zeitlücke (ARC Aus)
0,0 - 9,9 Sek. 0,1 Sek.
Anpassung mit Taste
Draht-Durchmesser 0,8 - 1,6 mm 1,0 mm
MIG / MAG - MMA
1 - 5 min.
MIG / MAG
1
0,2 - 9,9 Sek. 0,2 Sek.
SG/FE, Flux Rutil, Flux Basic, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
4- Lokation MIG 6- Lokation MIG
82/18, 92/8, %100 Ar, %100 CO2, %97,5/2,5
Synergic / Smart / Classic / Cel-Gauging / Rutil-Basisch / Methode
Aktiv / Passiv
Aktiv / Passiv
Passiv
Passiv
Prozess
Gasvorlauf
Rückbrand
Gasnachlauf
Gasart
Kraterfüllung
Modus
Nutzungsangaben

125
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
• Positionieren Sie die zu verwendende Rolle so, dass die Lücken an der Innenseite der Drahtvorschubrolle die
Aussparungen am Drahtvorschubkörper überlappen. Drehen Sie nach rechts oder links und vergewissern
Sie sich, dass das Verriegelungsgeräusch zu hören ist und die Drahtantriebsrollen in Position sind. Senken Sie
3.7 Auswahl und Austausch der Drahtvorschubrollen
• Wenn Sie die Abdeckung des Drahtvorschubs öffnen, können Sie mit dem Knopf an der Seite das Gas und
den Draht frei einstellen. In dem Drahtvorschubgerät sehen Sie das Vorschubsystem mit einer 4-Rollen-
Encoder-Struktur. Dank des 4-WD-Systems wird der Draht mechanisch durch die auf alle 4 Rollen wirkende
Kraft angetrieben. Auch unter schwierigen Voraussetzungen wie Motorerwärmung und erhöhter Reibung
ändert sich die Drahtvorschubgeschwindigkeit nicht. Die Bogenstabilität ist ausgezeichnet. Wenn das Gerät
unter Strom steht, leuchtet die interne LED auf und erleichtert somit das Auswechseln der Rolle.
• Verwenden Sie Drahtvorschubrollen, die für das Material und den Durchmesser des Schweißdrahtes
geeignet sind, den Sie verwenden. Verwenden Sie die V-Rille für Stahl und Edelstahl, die gerändelte
V-Rille für Fülldraht, die U-Rille für Aluminium.
• Wenn Sie die Drahtvorschubrollen ersetzen müssen, entfernen Sie die vorhandenen Rollen, nachdem Sie die
Druckeinstellschraube zu sich gezogen und die oberen Rollenabdeckungen angehoben haben.
Figur 5 : Drahtvorschubsystem
a- Motor
b- Euro-Zentralanschluss
c- Druckeinstellschraube
d- Obere Drahtvorschubrollen
e- Untere Drahtvorschubrollen
f- Verriegelungsmechanismus für den Drahtvorschub
• Um die Rollen entfernen zu können, müssen Sie sie entriegeln. Durch Drehen in die
entgegengesetzte Richtung zur Verriegelungsrichtung müssen die Schlitze an der
Innenseite der Drahtvorschubrolle die Aussparungen am Drahtvorschubkörper
überlappen, wodurch die Verriegelung aufgehoben wird.
• Beide Seiten der Rollen sind entsprechend dem Drahtdurchmesser, für den sie
verwendet werden, gekennzeichnet.
• Schieben Sie die Rollen so auf den Flansch, dass der Drahtdurchmesser, den Sie
verwenden werden, auf der Ihnen zugewandten Seite liegt.
a
b
d
e
f
d
cc
Nutzungsangaben
• Schalten Sie das Gerät mit dem Ein/Aus-Schalter ein.
• Wenn Sie das Gebläsegeräusch hören und die Netzlampe leuchtet, schalten Sie das Gerät aus, indem Sie den
Ein-/Ausschalter wieder auf die Position “Aus” stellen.
Prüfen Sie vor dem Anschließen die Netzspannung Maschine ans Netz.
Beim Einstecken des Steckers in die Steckdose Stellen Sie sicher, dass sich der Ein-/Ausschalter in der

126
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Figur 7 : Einlegen der DrahtvorschubrollenFigur 6 : Entfernen der Drahtvorschubrollen
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)
3.8 Positionierung der Drahtspule und Drahtantrieb
• Drehen Sie die Befestigungsmutter des Drahtspulendorns herunter. Fädeln Sie die Schweißdrahtspule auf
den Dorn und ziehen Sie die Befestitungsmutter leicht an.
• Ziehen Sie Druckeinstellschrauben nach vorne und heben die oberen Drahtvorschubrollen an.
• Ohne den Draht loszulassen, führen Sie den Schweißdraht durch die Drahteinführung auf die
Vorschubrollen und über diese Rollen und den Zentralanschluss in den Schweißbrenner.
• Entfernen Sie den Schweißdraht von der Stelle, an der die Drahtspule angeschlossen
ist, und schneiden Sie das Ende mit einem Seitenmeißel ab, ohne es zu verfehlen.
Figur 8 : Platzieren der Drahtspule
Figur 9 : Anbringen des Drahtes auf der Spule
Wenn das Ende des Drahtes verfehlt wird, kann der Draht wie eine Feder herausschießen
und Ihnen und anderen in Ihrer Umgebung Schaden zufügen.
Wenn Sie die Befestigungsmutter am Drahtspulendorn zu fest
anziehen, kann der Draht nicht abgespult werden und es kann
zu Fehlfunktionen kommen. Wenn Sie die Mutter zu leicht
anziehen, läuft der Spulenkorb beim Stoppen des Antriebs
nach und kann sich abspulen und verheddern. Ziehen Sie die
Mutter daher weder zu fest noch zu locker an.
a
b
c
(1)
(3)
(2)
Nutzungsangaben

127
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Wenn die Druckeinstellschraube zu fest angezogen oder zu locker gestellt wird,
oder die falsche Drahtvorschubrolle verwendet wird, treten folgende Effekte auf:
A: Geeignete Drahtstärke und Druck (Schweißdraht bleibt rund).
B: Wenn die Einstellschraube zu stark andrückt, wird der Schweißdraht verformt.
C:
D: Die Rille der Vorschubrolle ist zu klein für den verwendeten Draht. Der Schweißdraht wird verformt und es
kann zu Problemen bei der Drahtführungsseele und der Kontaktdüse kommen.
E: Die Rillengröße der Vorschubrolle ist zu groß für den verwendeten Draht. Die Drahtförderung funktioniert
nicht richtig.
Figur 10 : Fehler bei der Druckanpassung und Rollenauswahl
• Drücken Sie die oberen Vorschubrollen nach unten und die Druckeinstellschrauben nach oben .
• Schalten Sie das Gerät ein, indem Sie den Ein/Aus-Schalter auf Position “1” stellen .
• Drücken Sie den Brennertaster, bis der Draht vorne raus kommt. Achten Sie dabei darauf, dass sich die
Schweißdrahtspule gleichmäßig dreht, und prüfen Sie, ob sich die Wicklung lockert, indem Sie den Taster
mehrmals drücken und wieder loslassen . Wenn Sie eine Lockerung und/oder ein Abspulen
beobachten, ziehen Sie die Einstellschraube des Drahttransportsystems noch etwas fester an.
• Wenn der Draht aus der Brennerspitze herauskommt, stoppen Sie und setzen Sie die Gasdüse und die
Kontaktdüse wieder auf den Brenner .
• Legen Sie den Draht auf ein Brett, stellen Sie den entsprechenden Drahtdruck ein und schneiden Sie das
Drahtende ab .
BOARD
Nutzungsangaben

128
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Nehmen Sie die Gaseinstellung und den Gastest vor, indem Sie die Druckeinstellschraube der
Drahtvorschubrollen nach vorne drücken!
Gasdruckregler ein.
ungefähr das 10-fache des Drahtdurchmessers. Wenn
der Drahtdurchmesser z.B. 1,2 mm beträgt, kann der
werden.
• Sie können die Tabelle an der Seite verwenden, um die
Druck-einstellschraube der Andruckrolle wieder an
und schließen die Abdeckung der Drahtvorschubeinheit.
8 lt/min.
Unlegierter
Stahl Stahl- und
Metall-Fülldraht
Drahtdurchmesser
(mm)
0.8
0.9
1.0
1.2
Fülldraht Rostfrei
Stahl Aluminium
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.
CC/CV-Struktur
• Sie ermöglicht MAG/MIG-, MMA- und WIG-Schweißen.
Smart Performance
• Die intelligente Performance-Kontrolle überwacht und analysiert kontinuierlich die Schweißparameter
der Maschine.
• Bei belastenden Bedingungen wird der Schutzmodus aktiv, um die Lebensdauer zu verlängern und vor u
Fehlfunktionen zu bewahren.
• Dieser Schutzmodus wird durch eine thermische LED-Warnung auf dem Bedienfeld des Geräts angezeigt.
• Zu ihrem Schutz schaltet sich die Maschine erst nach 2 Minuten wieder ein.
Vielfältige Nutzungsfunktionen
• Es bietet einen benutzerfreundlichen Betrieb mit CLASSIC-, SMART- und SYNERGIE - MIG/MAG-Modi mit
Pulse und Doppel-Pulse.
Speicher
• Es gibt 4 Job-Speicher, um die eingestellten Parameter abzuspeichern.
Smart Fan
• Die Innentemperatur der Maschine wird kontinuierlich gemessen. Die Geschwindigkeit des Kühl-
ventilators wird entsprechend der gemessenen Temperatur erhöht oder verringert. Unterhalb einer
bestimmten Temperatur wird die Kühlung vollständig gestoppt. Diese Funktion reduziert die Staubmenge,
die in die Maschine gelangt. Die Lebensdauer der Maschine wird verlängert und es wird Energie gespart.
Während des Schweißens arbeitet der Ventilator, um für Kühlung zu sorgen.
Strom-/Spannungssteuerung am Brenner
• Mit der Option des Steuerungsanschlusses können Sie den Schweißstrom/die Schweißspannung direkt
am Brenner ändern, ohne zum Schweißgerät zu gehen.
Soft Start
• Spritzerfreie Zündung des Lichtbogens.
Nutzungsangaben

129
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Arbeiten mit Generatoren
• Geeignet für die Arbeit mit Generatoren. Den kVA-Bedarf sollten Sie anhand der technischen
Spannungsschutz
• Wenn die Netzspannung zu hoch oder zu niedrig ist, schützt sich die Maschine automatisch, indem sie
einen Fehlercode auf dem Display anzeigt. Auf diese Weise werden die Maschinenteile nicht beschädigt
und eine lange Lebensdauer der Maschine ist gewährleistet. Nachdem sich die Umgebungsbedingungen
normalisiert haben, werden auch die Maschinenfunktionen reaktiviert.
Phasenschutz
• Geschützt gegen fehlende oder falsche Phasen.
Kompatibilität mit Magnet
• Dank der Vorbereitung für MagNET-Kompatibilität werden Schweiß- und Umgebungsinformationen in
Echtzeit gespeichert. Einige Werte können auf dem LCD-Paneel der Maschine abgelesen werden, während
andere Daten (Gesamtanlageneffektivität OEE, Schweißparameter-WP, Qualität usw.) auf der MagNET-
Plattform gespeichert und überwacht werden. (Optional)
Kompatibilität mit Roboter
• Die Geräte sind für Roboter kompatibel konzipiert und ermöglichen eine einfache Handhabung.
Nutzungsangaben

130
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
WARTUNGS- UND STÖRUNGSINFORMATIONEN
Unternehmen haftet nicht für Unfälle, die durch Eingriffe von Unbefugten verursacht werden.
• Die bei der Reparatur zu verwendenden Teile erhalten Sie bei unseren autorisierten Händlern.
Die Verwendung von Original-Ersatzteilen verlängert die Lebensdauer Ihrer Maschine und verhindert
Leistungsverluste.
• Wenden Sie sich immer an den Hersteller oder eine vom Hersteller angegebene Vertragswerkstatt.
• Jeder nicht vom Hersteller autorisierte Eingriff während der Garantiezeit führt zum Erlöschen aller
Garantiebestimmungen.
• Beachten Sie bei Wartungs- und Reparaturarbeiten stets die geltenden Sicherheitsvorschriften.
• Bevor Sie Reparaturarbeiten am Gerät durchführen, ziehen Sie den Netzstecker aus der Steckdose und
warten Sie 10 Sekunden, bis sich die Kondensatoren entladen haben.
Alle 3 Monate
• Entfernen Sie keine Warnhinweise auf der Maschine. Ersetzen Sie abgenutzte/
beschädige Etiketten durch neue. Sie können die Etiketten bei einem autorisierten
Händler erhalten.
• Überprüfen Sie den Brenner, die Masseklemme und die Kabel. Achten Sie auf die
Verbin-dungen und die Stabilität der Teile. Ersetzen Sie beschädigte/defekte Teile
durch neue. Nehmen Sie keine Änderungen/Reparaturen an den Kabeln vor.
• Stellen Sie sicher, dass genügend Platz für die Belüftung vorhanden ist.
oder zu niedrig ist, bringen Sie ihn auf den für das Schweißen geeigneten Wert.
4.1 Wartung
• Reinigen Sie Verbindungsteile wie Schrauben und Muttern und ziehen Sie sie fest.
• Überprüfen Sie die Kabel des Elektrodenhalters und der Masseklemme.
• Öffnen Sie die Seitenabdeckungen der Maschine und reinigen Sie sie mit trockener
Niederdruckluft. Blasen Sie Druckluft nicht aus nächster Nähe auf elektronische
Bauteile, sondern vorsichtig rundherum.
• Füllen Sie das Wasser im Tank des Wasserkühlgeräts regelmäßig mit sauberem,
enthärtetem Wasser auf und schützen Sie es mit Frostschutzmittel vor dem Einfrieren.
Alle 6 Monate
oder
HINWEIS: Die oben genannten Zeiträume sind die maximalen Zeiträume, die angewendet werden sollten,
Wartungs- und Störungsinformationen

131
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Wartungs- und Störungsinformationen
4.3 Fehlersuche
Die folgenden Tabellen enthalten mögliche Fehler und Lösungsvorschläge.
Maschine arbeitet nicht
• Kontaktieren Sie den
autorisierten Service
• Überprüfen Sie den
Ein/Aus-Schalter
• Prüfen Sie Netzsicherungen,
Netzkabel und Stecker
• Prüfen Sie, ob die Netzanschlüsse
korrekt sind
• Vergewissern Sie sich, dass das
Gerät an das Stromnetz
angeschlossen ist
Störung Grund Lösung
• Fehlfunktion der Elektronikkarte • Kontaktieren Sie den
autorisierten Service
• Ein/Aus-Schalter funktioniert
nicht richtig
• Sicherung der Netzversorgung
defekt oder Netzkabel beschädigt
• Fehlerhafte Netzanschlüsse
• Der elektrische Anschluss der
Maschine ist defekt
Drahtvorschubmotor startet nicht • Elektronische Karte /
Drahtantrieb Motor defekt
Der Drahtvorschubmotor
funktioniert, aber der
Draht bewegt sich nicht
Nicht gut geschweißt
• Wählen Sie die passende
Drahtvorschubrolle
• Drahtantriebsrollen nicht
entsprechend dem
Drahtdurchmesser ausgewählt
• Zu wenig Druck auf die
Drahtantriebsrollen • Stellen Sie die richtige
Druckwalzeneinstellung ein
• Stellen Sie die richtige
Druckwalzeneinstellung ein
• Überprüfen Sie das verwendete
Gas und dessen Einstellung.
Wenn das Gas nicht eingestellt
werden kann, wenden Sie sich an
einen autorisierten Service
• Ändern Sie die Einstellungen für
die Spannung und die
Drahtgeschwindigkeit
• Ersetzen Sie die Kontaktdüse
• Schweißparameter nicht richtig
ausgewählt
• Kontaktdüsengröße falsch
gewählt oder beschädigt
• Niedriger Druck der Druckwalzen
• Zu viel oder zu wenig Schutzgas
• Der Drahtvorschubmechanismus muss sauber gehalten werden und die
• Entfernen Sie die Rückstände, die sich auf dem Drahtvorschub angesammelt haben,
jedes Mal mit trockener Luft, wenn Sie den Schweißdraht wechseln.
• Die Verschleißteile des Brenners müssen regelmäßig gereinigt werden und falls
erforderlich, ausgetauscht werden. Vergewissern Sie sich, dass sie Originalteile
verwenden für eine hohe Lebensdauer des Brenners.
4.2 Nicht-periodische Wartung

132
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
Wartungs- und Störungsinformationen
• Vergewissern Sie sich, dass die
Kabel fest sitzen und die
Anschlussstellen nicht
korrodiert sind
• Vergewissern Sie sich, dass die
Parameter- und Prozessauswahl
korrekt ist
• Kabel und Verbindungsstellen
sind beschädigt
• Falscher Parameter und Prozess
ausgewählt
• Die Erdungszange des Geräts ist
nicht mit dem Werkstück
verbunden
• Schweißparameter nicht richtig
ausgewählt
• Ausfall der elektronischen Karte /
des Lüfters
• Alle Parameter wie Drahttyp,
Gastyp, usw. müssen
entsprechend Ihrer
Schweißmethode ausgewählt
werden
• Kontaktieren Sie den
autorisierten Service
Das Display zeigt den 0000
Wert an
Ventilator funktioniert nicht
Der Schweißstrom ist nicht
stabil und/oder nicht reguliert • Kontrollieren Sie den Pol, an den
die Elektrode angeschlossen
werden muss, und den am Gerät
einzustellenden Stromwert
• Stellen Sie sicher, dass der
Schweißbrenner sicher ist
• Stellen Sie sicher, dass die
Wolframspitze sauber ist
• Vergewissern Sie sich, dass das
Gerät mit dem Teil der
Erdungsklemme verbunden ist
• Kontaktieren Sie den
autorisierten Service
• Elektrodenpol und Stromstärke
falsch (MMA-Schweißen)
• Schweißbrenner beschädigt
(MIG, WIG-Schweißen)
• Wolframspitze abgenutzt
(beim WIG-Schweißen)
• Ausfall der Elektronikplatine
Störung Grund Lösung

133
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
4.4 Fehlercodes
• Es kann an verschiedenen Stellen in
der Maschine Probleme geben
• Kontaktieren Sie den autorisierten
Service
E01
E02
Kommunikationsfehler
• Prüfen Sie visuell, dass der Ventilator
funktioniert. Im Falle einer Störung
wenden Sie sich bitte an den
autorisierten Service
• Entfernen Sie die Blockaden oder
reinigen Sie die Luftkanäle
• Lassen Sie die Maschine abkühlen,
indem Sie eine Weile warten. Wenn
die Störung weg ist, versuchen Sie,
niedrigere Stromstärken zu
verwenden
• Stellen Sie sicher, dass die Maschine
an einem für die Arbeit
zuträglicheren Ort steht.
• Ihre Maschine hat möglicherweise die
maximale Temperatur überschritten
• Der Ventilator funktioniert
möglicherweise nicht
• Die Luftein- und -auslasskanäle sind
möglicherweise blockiert
• Die Arbeitsumgebung der Maschine
kann zu heiß oder stickig sein
E03
E04
E05
E06
Thermischer
Schutz
• Kontaktieren Sie den autorisierten
Service
• Die Maschine ist möglicherweise
überlastet (Stromüberlast)
Überstrom-
Fehler
Netzspannung
niedrig
Fehler beim Lesen
des
Temperatursensors
Netzspannung
Hoch
• Kontaktieren Sie den autorisierten
Service
• Überprüfen Sie die
Netzanschlusskabel und die
Spannung. Vergewissern Sie sich,
dass der richtige Spannungseingang
vorhanden ist. Wenn die
Netzspannung normal ist, wenden
Sie sich an den autorisierten Service
• Überprüfen Sie die
Netzanschlusskabel und die
Spannung. Vergewissern Sie sich,
dass der richtige Spannungseingang
vorhanden ist. Wenn die
Netzspannung normal ist, wenden
Sie sich an den autorisierten Service
• Kontaktieren Sie den autorisierten
Service
• Es kann an verschiedenen Stellen
der Maschine Probleme geben
• Die Netzspannung ist möglicherweise
zu niedrig
• Die Netzspannung ist möglicherweise
höher
• Der Temperatursensor ist
möglicherweise defekt oder es liegt
ein Problem mit dem elektrischen
Anschluss vor
Fehlercode Fehler Grund Lösung
Wartungs- und Störungsinformationen

134
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE 1- Taste für Drahteinlauf
Solange die Taste gedrückt gehalten wird, wird der Draht angetrieben, das Gasventil aber nicht aktiviert. Mit
dieser Taste können Sie den Draht in den Brenner bis nach vorne einführen.
2- Taste für Gastest
Wenn die Taste für Gastest gedrückt wird, strömt das Gas 30 Sekunden lang. Wenn Sie die Taste für Gastest
dieser Taste bereitgestellt, der Drahtantrieb funktioniert dabei nicht. Mit dieser Taste können Sie das Gas im
Kostenlose
Drahtzuführung Gastest
5.1 Feineinstellungen in der Drahtvorschubeinheit
ANHÄNGE
Anhänge

135
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
Ersatzteilliste für die Stromversorgung
Einschaltknopf
Anschluss (komplett)
Relaissockel
Relais
Stromconnector
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
Connector
Schweißbuchse
E-Baugruppe E206A-1
Schnellkupplung
E-Baugruppe E206A CNT3P
Steuerungstransformator
E-Baugruppe E202A-FLT4
E-Baugruppe E121A-2
E-Baugruppe E206A FLT
Drossel
Hauptschalter
Fan Monophase
Hall-Effekt-Sensor
E-Baugruppe E202A-4A
Shunt
NR BESCHREIBUNG
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
Anhänge

136
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Ersatzteilliste für Drahtvorschubeinheit
Gasentlüftung
Rad ist feststehend
Drahtantriebseinheit
Drahttransport Rollensystem
Dreifachverbindung
Drahtkorb-Gehäuse
Elektrischer Schalter
Drahtführung
Deckelschloss
Rad ist schwenkend
E-Baugruppe E306A-1A
Schweißbuchse
E-Baugruppe E202A-CN3
Drehknopf
Schnellkupplung Rot
Schnellkupplung Blau
Schutzabdeckung1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
Connector
NR BESCHREIBUNG
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Anhänge

137
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
1
2
34
6
5
5
Wasser-Kühleinheit Ersatzteilliste
Kühler
Schnellkupplung Rot
Wassertank
Wasserpumpe
Schnellkupplung Blau
Ventilator
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500
MW PULSE EXPERTNR BESCHREIBUNG
Anhänge

138
www.magmaweld.comBEDIENUNGSANLEITUNG
EXPERT SERIE
DE
R
S
T
Eingangs�ilter Eingangsgleichrichter Kondensatoren IGBT-Modul
Hall-Effekt
Steuereinheit
Hochfrequenz-Transformator Ausgang Gleichrichter
Kontrolllinie
Membranplatte
Ausgangsdrossel
Gas
Drahtantriebseinheit
Nebenschluss
AusgabeFilter
Werkstück
Schweißbrenner
Steuerleitung für
Schweißbrenner
Solenoidventil
Steuerungstransformator
5.3 Blockdiagramm
Anhänge

139
www.magmaweld.com BEDIENUNGSANLEITUNG
EXPERT SERIE
DE
5.4 Schaltplan der Wasser-Kühleinheit
(Wassere�nhe�t-Steckdose)
GLASSICHERUNG SCHNELL
WASSERPUMPE
Anhänge


Modell
Seriennummer
Name des Händlers
Stadt / Land
Telefon / E-Mail
Datum des Kaufs
Name MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Adresse
Name der Firma
Stadt / Land
Telefon / E-Mail
Telefon / E-Mail
Name der Kontaktperson
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Name der Firma
Name des Technikers
Datum der Inbetriebnahme
(Datum des Garantiebeginns)
GARANTIEKARTE
Bitte besuchen Sie unsere Website www.magmaweld.com/warranty-terms/wt
für die Garantiebedingungen.
PRODUKTINFORMATION
HERSTELLER
KAUFINFORMATIONEN
KUNDENINFORMATIONEN
SERVICE-INFORMATIONEN (falls zutreffend)


143
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
144
151
151
153
154
156
157
157
158
158
158
158
159
160
161
162
174
175
175
176
176
177
179
179
181
182
182
184
185
186
189
190
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4

144
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

145
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

146
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

147
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

148
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

149
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
a)
b)
c)
d)
e)
f)
g)
h)

150
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
ФОРМА ГАРАНТИИ
Пожалуйста, посетите наш сайт www.magmaweld.ru/гарантийный-талон/wr для формы
гарантии.

151
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
10-
11-
12-
13-
14-
15-
16-
17-
1-
2-
3-
4-
5-
6-
7-
8-
9-
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7

152
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1-
2-
3-
4-
5-
6-
7-
8-
9-
10-
11-
12-
13-
14-
15-
16-
17-
18-
19-
20-
21-
22-
23-

153
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
CC / CV
X
U
I
U
IP21S
U
S
I

154
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
400
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
400
400
82
50 - 400
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 400 M/MW PULSE EXPERT

155
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
400
500
82
50 - 500
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 500 M/MW PULSE EXPERT

156
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
)
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
)
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
)
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT

157
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

158
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
CO

159
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
1
2
5
4
3
6
7 8
9
10
1-
2-
3-
4-
5-
6-
7-
8-
9-
10-

160
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
c
b
a
c
b
a
d
e

161
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

162
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
/
/
/
/
/

163
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
/
/

164
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
• MMA
• MIG/MAG
MIG/MAG
MIG/MAG
MMA
(DoublePulse MIG/MAG)
MIG/MAG

165
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
.

166
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
• 0.8 - 1.6 mm
• 82/18 • 92/8 • 97,5/2,5
• 0.6 - 20 mm

167
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
• 25 - 25

168
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
PrG:
I :
PoG:

169
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
PrG :
IC :
ST :
I :
FT :
FC :
PoG :
PrG:
I :
PoG:

170
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

171
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

172
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
• 0-99
1)
2)

173
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20

174
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
2
A
1
B
вид спереди разъема горелки
с дистанционным управлением
УПРАВЛЕНИЕ ФАКЕЛОМ - КОРИЧНЕВЫЙ
УПРАВЛЕНИЕ ФАКЕЛОМ - ЧЕРНЫЙ
УПРАВЛЕНИЕ ФАКЕЛОМ - КРАСНЫЙ
УПРАВЛЕНИЕ ФАКЕЛОМ - БЕЛЫЙ
УПРАВЛЕНИЕ ФАКЕЛОМ - ЗЕЛЕНЫЙ
5 A
5 A
5 A
5 A
1
1
1
2
2
2
A
A
A
B
B
B

175
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
Почтовый газпредварительный газ
Пятно
Режим
Pnt
включен Режим
пункта
выкл.
Установить напряжение
Напряжение 0 - 25
Кратер открыт
предварительный газ
Медленный
выпуск вкл.
Кратер Сгореть назад
Почтовый газ
Установить провод
Провод 0–25
предварительный газ
Медленный
релиз выкл.
Кратер закрыт
Сгореть назад
Почтовый газ
Установить провод
Провод 0–25 Медленный
релиз выкл.
предварительный газ
Кратер закрыт
Почтовый газ
Сгореть назад
Установить напряжение
Напряжение 0 - 25 Медленный
выпуск вкл.
Кратер открыт
предварительный газ
Почтовый газ
Кратер Сгореть назад
MAG - MMA
1
MIG
MIG
MIG

176
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
a-
b-
c-
d-
e-
f-
a
b
d
e
f
d
cc

177
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)
a
b
c

178
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
ДОСКА
(1)
(3)
(2)
A:
B:
C:
D:
E:

179
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
8 л/мин.
Проволока из
нелегированной
стали и с
металлическим
сердечником
Диаметр сварочной
проволоки (мм)
0.8
0.9
1.0
1.2
Сварочная
проволока с
порошковым
сердечником
Нержавеющая
сталь Алюминий
7 л/мин. 8 л/мин. 8 л/мин.
9 л/мин. 8 л/мин. 9 л/мин. 9 л/мин.
10 л/мин. 9 л/мин. 10 л/мин. 10 л/мин.
12 л/мин. 11 л/мин. 12 л/мин. 12 л/мин.

180
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

181
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

182
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU

183
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
0000

184
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
E01
E02
E04
E05
E06
E03

185
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
Свободная подача
проволоки Продувка
газом

186
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU 1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT

187
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
1
4
7
10
2
5
8
3
6
9
12
16
17
11
15
13
14
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT

188
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
1
2
34
6
5
5
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500
MW PULSE EXPERT

189
www.magmaweld.com РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
R
S
T
Линейный фильтр Первичный выпрямитель Конденсаторы Модуль IGBT
эффекта Холла
Устройство
управления
Трансформатор
высокой частоты
Первичный
выпрямитель
Контрольная
линия
Выходной дроссель
Газ
Блок подачи проволоки
Шунт
Выходной фильтр
Заготовка
Сварочная горелка
Линия управления
сварочной горелкой
Соленоидный клапан
Мембранная панель
Управляющий трансформатор

190
www.magmaweld.comРУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ЭКСПЕРТНАЯ СЕРИЯ
RU
(Розетка водяного блока)
Быстрый предохранитель, стекло
Водяной насос
Вентилятор
Вентилятор

Модель
Серийный номер
Имя дилера
Город / Страна
Телефон / Электронная почта
Дата покупки
Имя MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Адрес
Название компании
Город / Страна
Телефон / Электронная почта
Телефон / Электронная почта
Имя контакта
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Название компании
Имя техника
Дата сдачи
(дата начала гарантии)
ГАРАНТИЙНЫЙ ТАЛОН
Пожалуйста, посетите наш веб-сайт www.magmaweld.ru/условия-гарантии/wt
чтобы ознакомиться с условиями гарантии.
ИНФОРМАЦИЯ О ТОВАРЕ
ПРОИЗВОДИТЕЛЬ
ИНФОРМАЦИЯ О ПОКУПКЕ
ИНФОРМАЦИЯ О КЛИЕНТЕ
СЕРВИСНАЯ ИНФОРМАЦИЯ (если применимо)


193
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
CONTEÚDO
PRECAUÇÕES DE SEGURANÇA
INFORMAÇÃO TÉCNICA
Informações gerais
Componentes da máquina
Dados técnicos
Acessórios
INSTALAÇÃO
Ligações
OPERAÇÃO
Interface do utilizador
Ajuste do comprimento do arco (ArC)
Curva MIG
Funcionalidades da máquina
MANUTENÇÃO E REPARAÇÃO
Códigos de erro
ANEXO
Diagrama de blocos
Diagrama do circuito da unidade de água
Diagrama do circuito da unidade de água
194
200
200
202
203
205
206
206
207
207
207
207
208
208
209
210
220
221
221
222
222
223
224
225
226
226
227
228
229
230
233
234
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
Conteúdo

194
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
• A existência de um símbolo de segurança neste manual indica que existe perigo de ferimento e
que as instruções de segurança seguintes devem ser lidas atentamente de modo a evitar
potenciais perigos.
• O proprietário da máquina é responsável por evitar o acesso ao equipamento por parte de
segurança.
• Leia atentamente o manual do utilizador, a etiqueta na máquina e as instruções de segurança.
• Utilize a sua máquina em ambientes de trabalho adequados.
funcionamento e a durabilidade da mesma.
• Use luvas secas e resistentes e um avental de trabalho. Nunca use luvas e aventais de trabalho
local de trabalho.
• Nunca toque em peças com carga elétrica.
• Fixe o cabo de trabalho com contacto metal/metal adequado à peça de trabalho ou à mesa de
trabalho, o mais próximo da soldadura possível.
ATENÇÃO
IMPORTANTE
PERIGO
podem ser fatais
PRECAUÇÕES DE SEGURANÇA
Precauções de segurança

195
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
desligue a máquina.
• Mantenha os cabos secos, sem óleo e gordura, e protegidos contra metal seco e faíscas.
imediato.
contacto com objetos metálicos.
perigo de queda.
• Utilize a saída AC APENAS se necessário para o processo de soldadura.
seguintes de risco elétrico:
• em estruturas metálicas, tais como pisos, grades ou andaimes,
• em posições limitadoras, tais como sentado, ajoelhado ou deitado,
Nestas condições, utilize o seguinte equipamento pela ordem apresentada:
• Máquina de soldar MMA manual DC,
• Desligue a energia elétrica.
• Ligue para o serviço de emergência.
instruções.
• Trate as queimaduras elétricas como queimaduras térmicas, aplicando compressas
seco.
Procedimentos em
• Mantenha-se afastado de peças em movimento.
máquina e do equipamento fechados e bloqueados.
• Use calçado com biqueira de aço para efeitos da possível queda de objetos pesados sobre os pés.
causar ferimentos
caso o problema persista, interrompa o processo de soldadura/corte imediatamente.
soldadura/corte. Se necessário, instale um sistema capaz de expelir os fumos e os gases
zinco, materiais revestidos ou pintados, use máscaras que forneçam ar fresco em complemento
às precauções indicadas.
possíveis fugas de gás.
Os fumos e os gases
podem ser prejudiciais
para a sua saúde
Precauções de segurança

196
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
com abas para prevenir possíveis ferimentos.
As faíscas e os salpicos
podem entrar nos
olhos e ferir
• Antes de tocar nas peças, aguarde o tempo previsto para o arrefecimento da máquina.
• Se for necessário segurar em peças quentes, use as ferramentas adequadas, luvas de soldadura/
corte com isolamento térmico elevado e vestuário à prova de fogo.
podem provocar
queimaduras graves
rosto.
• Proteja destes raios outras partes expostas do seu corpo (braços, pescoço, ouvidos, etc.) com
dos olhos, evitando que as pessoas ao seu redor sofram ferimentos provocados pelos raios do
arco e pelos metais quentes.
instalações.
uma máscara antigás adequada, quando necessário.
ferir os olhos e a pele
• O ruído gerado por certos equipamentos e durante certas operações pode prejudicar a sua
capacidade auditiva.
O ruído pode
prejudicar a sua
capacidade auditiva
• Antes de soldar depósitos e recipientes fechados, abra-os, esvazie-os totalmente e limpe-os.
outras pessoas ou de qualquer metal.
proteger os seus olhos e rosto.
provocar ferimentos
Podem ocorrer incêndios ou explosões.
• Antes de começar a soldar/cortar, remova estes materiais ou cubra-os com coberturas de
soldadura podem
provocar fogo e
• As faíscas e os salpicos de peças podem provocar incêndio. Por este motivo, mantenha materiais
como extintores, água e areia em locais facilmente acessíveis.
Precauções de segurança

197
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Os erros ocorridos por incumprimento desta regra podem resultar em ferimento grave ou
graves.
auxiliares, no mínimo, anualmente.
e aparelhos efetuada por
originar ferimentos
corte acompanhado por outra pessoa.
• Evite, tanto quanto possível, soldar/cortar em espaços fechados.
• Adote todas as precauções necessárias ao movimentar a máquina. As áreas para onde a
pessoa responsável pelo transporte devem ser adequadas ao processo em causa.
limites de carga adequados.
• Em caso de transporte da máquina através de veículo (carro de transporte, empilhadora, etc.),
parafusos, porcas, rodas, etc.) que ligam a máquina ao veículo.
mesma (suspensores de carga, cintas, etc.) e conexões.
transporte em vigor no seu país, de modo a assegurar as condições de transporte necessárias.
de gás em separado.
• Antes de transportar o equipamento de soldar/cortar, remova todas as interligações
separadamente, eleve e transporte os mais pequenos pelos cabos e os maiores pelos olhais ou
utilizando o equipamento de transporte adequado, tal como empilhadoras.
Soldar/cortar em
transporte pode causar
acidentes
pode causar
ferimentos
fabricante.
O uso prolongado da
máquina provoca
sobreaquecimento
grupo 2, classe A, nos termos da norma TS EN 55011.
compatibilidade eletromagnética devido à interferência por radiofrequência transmitida e
emitida nesses locais.
O uso prolongado
da máquina provoca
sobreaquecimento
Precauções de segurança

198
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
observados os seguintes aspetos:
a)
da máquina de soldar/corte e respetivo equipamento,
b)
c) Computadores e outros equipamentos de controlo,
d)
e) Dispositivos médicos pessoais, tais como pacemakers e aparelhos auditivos,
f)
g) A imunidade de outros equipamentos circundantes. O utilizador deve assegurar a
adicionais;
h) Atendendo ao período durante o qual as operações de soldadura/corte ou outras atividades
-
sitivos para prevenir o efeito de interferência. Caso se considere necessário, podem também ser
(Fonte: IEC 60974-9).
entre ambas as estruturas, deve existir um bom contacto elétrico.
escrito do fabricante. Caso tais alterações sejam efetuadas, o utilizador é responsável pelas
possíveis consequências.
• Os cabos de soldar/cortar devem manter-se o mais curtos possível. Devem ser dispostos no
emaranhar-se.
• Durante a soldadura/corte, é gerado um campo magnético na máquina. Tal pode fazer com
isolado quanto a todos os objetos metálicos interligados.
compatibilidade
área de trabalho
interferência
interferências eletromagnéticas durante as operações de soldadura/corte podem causar efeitos
utilizador.
• De modo a evitar possíveis danos resultantes da CEM, proceda à soldadura em local o mais
afastado possível (100 metros) de equipamentos eletrónicos sensíveis.
condições previstas no manual do utilizador.
deve ter conhecimento de que a mesma foi ligada naqueles termos; neste caso, a
responsabilidade incumbe totalmente ao utilizador.
Precauções de segurança

199
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
reduzir as emissões. Note-se que o aterramento da peça de trabalho pode resultar em
ferimentos no utilizador ou em avaria do equipamento elétrico circundante. Se necessário, é
soldadura/corte.
A corrente elétrica que passa por um condutor é passível de formar campos eletromagnéticos
(EMF) a nível local.
• O corpo e cabeça do operador devem estar o mais afastados possível da máquina de soldar/cortar
e dos cabos,
• O cabo de retorno deve estar ligado à peça de trabalho o mais próximo possível da área a soldar,
Os EMF podem também interferir com o funcionamento de implantes médicos (materiais no
interior do corpo humano), tais como pacemakers. Na presença de portadores de tais dispositivos
médicos, devem ser implementadas medidas preventivas. Por exemplo, limitações de acesso para
terceiros ou avaliações de risco individual para operadores. Devem ser realizadas avaliações de
riscos e prestado aconselhamento por especialistas médicos a portadores de dispositivos médicos.
(CEM)
• Selecione o método e a máquina de soldar/cortar para a soldura que pretende executar.
que vai soldar.
• Se necessitar de aguardar muito tempo antes de começar a soldar/cortar, desligue a máquina
depois de a ventoinha a ter arrefecido. As nossas máquinas com controlo inteligente da
ventoinha desligam-se automaticamente.
máquinas usadas.
Precauções de segurança
FORMULÁRIO DE GARANTIA
Para consultar o formulário de garantia, visite a nossa página
www.magmaweld.com/warranty-form/wr .

200
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
INFORMAÇÃO TÉCNICA
Figura 1 : ID 300 - 400 - 500 M PULSE EXPERT Vista frontal e traseira
A ID 300-400-500 M/MW PULSE EXPERT é uma máquina de soldar MIG/MAG do tipo inverter trifásica com
tecnologia “pulse” (pulsado) e “double pulse” (duplo pulsado) concebida para aplicações pesadas. Oferece
1.2 Componentes da máquina
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
10-
11- LED piloto
12- Saída de gás
13- Tomada de dados
14- Entrada de gás
15- Tomada de aquecedor
16- Tomada de energia
17- Cabo principal
1- Mostrador Digital
2- Mostrador Digital
3-
4- Interruptor ON/OFF
5-
6-
7-
8-
9-
Informações técnicas

201
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Figura 2 : ID 300 - 400 - 500 MW PULSE EXPERT Vista frontal e traseira
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Mostrador Digital
2- Mostrador Digital
3-
4- Interruptor ON/OFF
5-
6-
7-
8-
9-
10- Entrada de água quente
11- Saída de água fria
12-
13- LED piloto
14- Saída de gás
15- Tomada de dados
16- LED de unidade de água
17- Entrada de água quente de unidade de água
18- Saída de água fria de unidade de água
19- Unidade de água
20- Entrada de gás
21- Tomada de aquecedor
22-
23- Cabo principal
Informações técnicas

202
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
X
U
I
U
IP21S
U
S
I
CC / CV
Corrente contínua
Soldadura MIG/MAG
Corrente alternada trifásica de entrada
ambientes perigosos
Fator de marcha
Corrente nominal de soldadura
Potência nominal
Corrente de rede nominal
Informações técnicas

203
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
400
ID 400 M/MW PULSE EXPERT
400
82
50 - 400
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
400
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
devem manter-se inativos, para que a máquina arrefeça (zona 2).
Fator de marcha
6 min. 6 min.6 min.4 min. 4 min. 4 min. Tempo (min.)
UNIDADE
V
DADOS TÉCNICOS
VDC
ADC
ADC
kg
mm
Amplitude da corrente de soldadura
Dimensões (c x l x a)
Corrente nominal de soldadura
Peso
kVAPotência nominal
UNIDADE
V
DADOS TÉCNICOS
VDC
ADC
ADC
kg
mm
Amplitude da corrente de soldadura
Dimensões (c x l x a)
Corrente nominal de soldadura
Peso
kVAPotência nominal
Informações técnicas

204
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
400
500
82
50 - 500
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 500 M/MW PULSE EXPERTUNIDADE
V
DADOS TÉCNICOS
VDC
ADC
ADC
kg
mm
Amplitude da corrente de soldadura
Dimensões (c x l x a)
Corrente nominal de soldadura
Peso
kVAPotência nominal
Informações técnicas

205
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
1
1
1
1
QUANT.ACESSÓRIOS PADRÃO
Grampo da peça de trabalho e cabo
Conjunto de acessórios MIG/MAG CO
Mangueira de gás
1
1
1
1
QUANT.ACESSÓRIOS PADRÃO
Grampo da peça de trabalho e cabo
Conjunto de acessórios MIG/MAG CO
Mangueira de gás
1
1
1
1
QUANT.ACESSÓRIOS PADRÃO
Grampo da peça de trabalho e cabo
Conjunto de acessórios MIG/MAG CO
Mangueira de gás
ACESSÓRIOS OPCIONAIS
Aquecedor de CO
Regulador do gás (mix)
Regulador do gás (CO)
Tocha Lava MIG 50 W refrigerada a água (3 m)
QUANT.
1
1
1
1
ACESSÓRIOS OPCIONAIS
Aquecedor de CO
Regulador do gás (mix)
Regulador do gás (CO)
Tocha Lava MIG 50 W refrigerada a água (3 m)
QUANT.
1
1
1
1
Tocha Lava MIG 65 W refrigerada a água (3 m) 1
ACESSÓRIOS OPCIONAIS
Aquecedor de CO
Regulador do gás (mix)
Regulador do gás (CO)
Tocha Lava MIG 50 W refrigerada a água (3 m)
QUANT.
1
1
1
1
Informações técnicas

206
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
INSTALAÇÃO
contacte imediatamente o ponto de venda.
• Grampo da peça de trabalho e cabo • Manual do Utilizador
• Mangueira de gás • Fio de soldar
Em caso de entrega com danos, registo um relatório, fotografe os danos e envie à transportadora em conjunto
com uma cópia da guia de remessa. Caso o problema persista, contacte o serviço de apoio ao cliente.
• Para um melhor desempenho, mantenha a máquina 30 cm, no mínimo, afastada de outros objetos. Preste
por materiais como paredes, cortinas, placas.
corrente e rolamento.
• A tomada elétrica na traseira da máquina destina-se ao aquecedor de CO. Nunca ligue outro dispositivo à
tomada de CO para além do aquecedor de CO!
Soldar pode ser perigoso. Devem estar previstas as condições de trabalho adequadas e as precauções
necessário. Os demais devem manter-se afastados da área de soldadura.
Instalação

207
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
• Para efeitos de segurança e para obter os melhores resultados, use reguladores e aquecedores que cumpram
utilizar é 3/8.
• Abra a válvula da garrafa de gás, mantendo a cabeça e o rosto afastados da saída da válvula, e mantenha-a
• Caso seja utilizado o aquecedor de CO, ligue-o primeiro à garrafa de gás. Depois de ligar o regulador do gás
ao aquecedor de CO, na traseira da máquina.
, ligue o regulador do gás diretamente à garrafa de gás.
• Ligue uma extremidade da mangueira ao regulador do gás e aperte o grampo. Ligue a outra extremidade à
entrada de gás, na traseira da máquina, e aperte a porca.
1- Válvula da garrafa de gás
2- Garrafa de gás
3- Aquecedor de CO
4- Corrente
5- Cabo do aquecedor de CO
6- Regulador do gás
7- Manómetro
8- Fluxómetro
9-
10- Mangueira de gás
Figura 3 : Ligações garrafa de gás-aquecedor-regulador
1
2
5
4
3
6
7 8
9
10
Instalação

208
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Instalação
fechado composto por radiador, ventoinha, bomba, refrigerador e depósito.
• Ligue a mangueira de água fria (azul) à saída de água fria e a mangueira de água quente (vermelha) à entrada
melhor desempenho. Em caso de falta de refrigerador, abra a tampa do depósito de refrigerador e adicione o
refrigerador Magmaweld adequado à temperatura do ambiente de trabalho. O refrigerador deve estar entre
os valores mínimo e máximo apresentados no painel frontal da unidade.
reações químicas ou outros problemas.
água ao refrigerador Magmaweld.
• Caso pretenda utilizar uma marca diferente de refrigerador, o interior do depósito de refrigerador deve ser
totalmente esvaziado, eliminando quaisquer resíduos ou líquido.
Caso o refrigerador esteja abaixo do nível mínimo, podem ocorrer danos e avarias na bomba
e na tocha.
Figura 4 : Ligações de cabo longo
as ligações na frente da máquina devem ser executadas com os conectores e as tomadas na traseira do
da seguinte forma.
c
b
a
c
b
a
d
e

209
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Ecrã digital
esquerda, é possível ajustar a corrente.
OPERAÇÃO
Operação
Inatividade
M. sinérgico Corrente sold.def. Corrente sold.
M. inteligente Corrente sold.def. Corrente sold.
M. clássico Corrente sold.
Carga
durante da soldadura.
Inatividade
M. sinérgico
M. inteligente
M. clássico
Carga

210
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Tecla de menu
página. Se premir a tecla para baixo, desce e, se premir a tecla para cima, sobe.
uma vez para alternar.
uma vez para alternar.
3.2 Estrutura do menu
Páginas
Página 1
Página 2
Página 3
Página 4
Página 5
Página 6
Página 7
Parâmetros
/
/
/
/
/
/
/
Operação
• Idioma
• Processo
• Modo
• Tempo de refrigeração
• Tipo de fio
• Wire Dia.
• Tipo de gás
• Espessura
• Pre Gas
• Post Gas
• Burn Back
• Depressão
• Gatilho
• Arc On
• Arc Off
• Arranque progressivo
• Starting C.
• Starting T.
• Finish C.
• Finish T.
• Programa
• N.º programa
• Guardar [Y(+)/N(-)]
• D. Pulse Freq
• D. Pulse Current Adj.
• D. Pulse Time Adj.

211
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 1
• TR (Turco)
• EN (Inglês)
• FR (Francês)
• MMA
• MIG/MAG
• Pulse (Pulse MIG/MAG)
• D.Pulse (Double Pulse MIG/MAG)
a) DIOMA
b) Processo
c) MODO
MÉTODO determina diferentes opções no menu MODO.
Deve ajustar as suas ligações e acessórios ao método de soldadura selecionado. Na parte da frente da
A seleção correta do modo permitirá obter melhores resultados de soldadura. Por exemplo: o modo
de método deve ser selecionado para processos de soldadura em que serão realizados cordões curtos
contínuos de solda.
MMA
Opções de
• Método
• Rutílico/básico
Pulse (Pulse MIG/MAG)
• Clássico
• Inteligente
• Sinérgico
D. Pulse (Double Pulse MIG/MAG)
• Clássico
• Inteligente
• Sinérgico
MIG/MAG
Opções de
• Clássico
• Inteligente
• Sinérgico
Caso pretenda visualizar e regressar ao valor recomendado originalmente pela máquina, basta premir
uma vez o botão de ajuste.
MIG/MAG
MODO CLÁSSICO
de soldadura entre determinados
intervalos. A velocidade do fio será
de soldadura será ajustada entre
15-40 V.
MODO INTELIGENTE
do fio e tipo de gás devem ser
selecionados corretamente. A máquina
soldadura selecionada. Pode ajustar
determinado intervalo.
MODO SINÉRGICO
e espessura devem ser selecionados
selecionados. O utilizador pode
um determinado intervalo. A máquina
do intervalo previsto.
Ao selecionar o método de soldadura MIG/MAG no menu MÉTODO

212
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
Pulse (MIG/MAG pulsada)
MODO CLÁSSICO
método pulsado. Ao selecionar o
qualquer valor no modo clássico. Isto
porque, no método pulsado, todas as
configurações resultam do software
MODO INTELIGENTE
como no método MIG/MAG.
MODO SINÉRGICO
como no método MIG/MAG.
Ao selecionar o método de soldadura Pulse no menu MÉTODO
• 1-5 min.
d) Tempo de refrigeração
D. Pulse (duplo pulsado)
MODO CLÁSSICO
método duplo pulsado. Ao selecionar
ver qualquer valor no modo clássico.
Isto porque, no método duplo
pulsado, todas as configurações
resultam do software da máquina e
proceder a
MODO INTELIGENTE
como no método MIG/MAG.
MODO SINÉRGICO
como no método MIG/MAG.
Ao selecionar o método D. Pulse (duplo pulsado), no menu MÉTODO
6 e 7 do menu. Com a estrutura de duplo pulsado, o processo de soldadura é realizado sem deformação
no material, sobretudo em passes de raiz. O duplo pulsado permite obter cordões de soldadura mais
estéticos.

213
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 2
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) TIPO DE FIO
• 0.8-1.6 mm
b) WIRE DIA. (DIÂMETRO DO FIO)
O tipo de gás a utilizar deve ser corretamente selecionado.
• 82/18 • 92/8 • 97,5/2,5
c) TIPO DE GÁS
A espessura do material a utilizar deve ser corretamente selecionada.
• 0.6-20 mm
Exemplo :
d) ESPESSURA

214
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 3
Opções de configuração
• 0-9.9 segundos
O gás inicia durante um período determinado antes da soldadura e, depois, esta inicia-se. O período pode ser
a) Pre Gas (TEMPO DE PRÉ-GÁS)
Opções de configuração
• 0-9.9 segundos
b) Post Gas (TEMPO DE PÓS-GÁS)
Opções de configuração
• Ativo/passivo
soldadura é reduzida dentro de determinada linearidade e a soldadura termina.
d) DEPRESSÃO
c) ) BURN BACK
Ajuste do burn back.
Opções de configuração
• 25 - 25
concluir o processo de soldadura.
O preenchimento de depressão é recomendado para o modo clássico em MIG/MAG. Obterá resultados
preenchimento de depressão.

215
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Permite selecionar o modo do gatilho.
Opções de configuração
• 2 passos
• 4 passos
• 6 passos
• Método
a) GATILHO
MODO 2 PASSOS: Ao premir o gatilho da tocha, a soldadura inicia e o gatilho manter-se-á premido até ao
PrG : Período de gás inicial
I : Corrente de soldadura
PoG : Período de gás final
MODO 4 PASSOS:
o gatilho premido até ao final da soldadura. Voltando a premir e a soltar o gatilho, concluirá o processo de
soldadura.
PrG : Período de gás inicial
I : Corrente de soldadura
PoG : Período de gás final
Premir gatilho Manter o gatilho premido Libertar gatilho
Iniciar a soldadura:
• Prima e mantenha premido o gatilho da tocha.
• No final do pré-gás, o motor de avanço do fio entra
modo lento.
• A corrente de soldadura aumenta quando a peça de
trabalho é alcançada.
Concluir a soldadura:
• Liberte o gatilho da tocha premido.
• O motor de avanço do fio parará.
• O arco extingue-se, após o tempo de “burn back”
definido.
• O processo está concluído após o período de gás
final.
Iniciar a soldadura:
• Prima e mantenha premido o gatilho da tocha.
• No final do pré-gás, o motor de avanço do fio entra
modo lento.
• A corrente de soldadura aumenta quando a peça de
trabalho é alcançada.
• Liberte o gatilho da tocha premido e a soldadura
continuará.
Concluir a soldadura:
• Liberte o gatilho da tocha premido.
• O motor de avanço do fio parará.
• O arco extingue-se, após o tempo de “burn back”
definido.
• O processo está concluído após o período de gás
final.
PÁGINA 4
Operação

216
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
MODO 6 PASSOS :
página 5, será executado o modo de 6 passos.
Por exemplo:
• Prima e mantenha premido o gatilho da tocha.
• O gatilho da tocha é libertado e a corrente diminui durante o tempo de início determinado; o valor da
• Liberte o gatilho, quando pretender terminar o processo; o processo termina ao concluir o tempo de gás
soldadura.
PrG : período de pré-gás
PrG : corrente inicial
ST : tempo de início
I : corrente de soldadura
FT : tempo de fim
FC : corrente final
PoG : período de gás final
Opções de configuração
• 0.2-9.9 segundos
b) ARC ON (TEMPO DE ARCO ON)
Opções de configuração
• 0.0- 9.9 segundos
c) ARC OFF (TEMPO DE ARCO OFF)
Opções de configuração
• Ativo/passivo
desaparece.
d) ARRANQUE PROGRESSIVO
MÉTODO: Trata-se da soldadura pnt a mencionar no modo. A soldadura continua durante o tempo de
Tempo de soldadura: 0,2-9,9 e tempo vazio: entre 0,0 e 9,9 segundos.
Deve ser preferido, caso pretenda sempre o mesmo cordão de soldadura e penetração. Os comprimentos

217
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 5
Opções de configuração
a) STARTING C. (CORRENTE INICIAL)
Opções de configuração
• 0-5 segundos
b) STARTING T. (TEMPO DE INÍCIO)
Opções de configuração
c) FINISH C. (CORRENTE FINAL)
Opções de configuração
• 0-5 segundos
d) FINISH T. (TEMPO DE FIM)

218
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 6
Utilizado para guardar as tarefas realizadas.
Opções de configuração
• Ler / gravar
gravar.”
a) PROGRAMA
Opções de configuração
• 0 - 99
b) N.º PROGRAMA
c) GUARDAR [Y(+)/N(-)]
O programa será guardado.
Opções de configuração
Caso pretenda prosseguir com um dos programas anteriormente guardados, pode executá-lo através de um
dos seguintes métodos:
o programa que pretende, através da página “n.º programa” e realizando as operações do mesmo.
segundos).
Por exemplo :
Se pretender mudar para o programa 1 e, antes disso, o programa estiver em “0”: Prima rapidamente o
gatilho da tocha duas vezes e o programa estará pronto a ser selecionado. Depois, prima o gatilho da tocha
novamente para selecionar o programa 1. Caso pretenda selecionar o programa 2, deve premir o gatilho da
tocha mais uma vez.”
Quando o método de soldadura duplo pulsado é selecionado, a frequência de duplo pulsado será configurada.
Opções de configuração
• 0.5 - 5 Hz.
d) D. PULSE FREQ (FREQUÊNCIA DUPLO PULSADO)
Enquanto trabalha na peça de trabalho, pode executar os programas armazenados na memória da sua
máquina, através do botão de gatilho da tocha, sem ter de se aproximar da mesma.

219
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
Operação
PÁGINA 7
corrente do duplo pulsado.
Opções de configuração
Por exemplo:
a) D. PULSE CURRENT ADJ. (AJUSTE DE CORRENTE DE DUPLO PULSADO)
D. Pulse Current Adj.
%10 129 / 106
Quando o método duplo pulsado é selecionado, o tempo de corrente mínima e máxima é determinado como
percentagem.
Opções de configuração
Por exemplo:
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20

220
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
2
A
1
B
COM. TOCHA - VERDE
COM. TOCHA - BRANCO
COM. TOCHA - VERMELHO
COM. TOCHA - PRETO
COM. TOCHA - CASTANHO
Tomada do comando à distância da tocha
Vista frontal
Modo
Modo clássico
Modo
inteligente
Modo sinérgico
0,5 m/min
5 A
5 A
0,5 V
0,5 m/min
5 A
5 A
0,5 V
0,5 V
0,5 V
0,5 V
0,5 V
1
1
1
2
2
2
A
A
A
B
B
B
Botão Posição
Com uma tocha com as propriedades adequadas e um conector, poderá também alterar a corrente de
Operação

221
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
3.4 Ajuste do comprimento do arco (ArC)
existente para a esquerda e para a direita. Na mudança feita para +7, o contato do arame se aproxima do bocal
3.5 Curva MIG
0,0 - 9,9 s 0,1 s
0,0 - 9,9 s 0,0 s
25 - 0 - 25 0
0,6 - 20,0 mm 1,0 mm
0,0 - 9,9 s 0,1 s
0,8 - 1,6 mm 1,0 mm
0,2 - 9,9 s 0,2 s
SG/FE, Flux Rutilo, Flux Basic, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
82/18, 92/8, %100 Ar, %100 CO, %97,5/2,5
Método / 2 / 4 / 6
2
Ajuste de batida
MIG / MAG - MMA MIG / MAG
1 - 5 min
1Tempo de Resfriamento
Sinérgico / Inteligente / Clássico / Sel-Carbon / Rutilo-Basic / Método
Ativo/passivo Passivo
Ativo/passivo Passivo
IntervaloParâmetro
Pré-gás
Espessura
Tipo de gás
Pós-gás
Burn back
Tempo de arco On
Tempo de arco Off
Gatilho
Método
Modo
Operação
Pós-gásPré-gás
Ponto
Modo
Pnt
On Modo
Pnt
Off
Tensão de�inida
Tensão 0 - 25
Depressão aberta
Pré-gás
Libertação
lenta
On Depressão Burn back
Pós-gás
Fio de�inido
Fio 0 - 25
Pré-gás
Libertação
lenta
Off
Depressão fechada
Burn back
Pós-gás
Fio de�inido
Fio 0 - 25 Libertação
lenta
Off
Pré-gás
Depressão fechada
Pós-gás
Burn back
Tensão de�inida
Tensão 0 - 25 Libertação
lenta
On
Depressão aberta
Pré-gás Pós-gás
Depressão Burn back

222
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
uma excelente estabilidade do arco. Assim que a máquina é ligada, o LED no interior do compartimento
e ranhuras em U para alumínio.
levantar as coberturas dos rolos, remova-os.
a- Motor
b- Conector europeu
c-
d-
e-
f-
• Antes de remover os rolos, deve desbloqueá-los. Invertendo a rotação no sentido do
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)
Operação
• Ligue a máquina através do interruptor ON/OFF.
e ver a luz principal acesa.
máquina à rede elétrica.
“O”.
a
b
d
e
f
d
cc

223
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
um alicate.
ferimentos.
tenha sido adequadamente apertado, pode fazer com que a
após um certo período. Por isso, não aperte o parafuso em
no enrolamento .
SUPERFÍCIE
a
b
c
Operação
(1)
(3)
(2)

224
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
O excesso de aperto ou frouxidão do parafuso de ajuste da pressão ou a utilização do rolo de
A:
B:
C:
D:
E:
área de soldadura.
, Ar, mistura)
à tabela aqui disponibilizada.
mancal de impulso e feche a porta do alimentador
8 lt/min.
Aço macio
e metálico
Diâmetro (mm)
0.8
0.9
1.0
1.2
Fluxado Aço
inoxidável Alumínio
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.
Operação

225
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
3.10 Funcionalidades da máquina
Construção CC/CV
• Permite soldadura MIG, MMA e TIG.
Desempenho inteligente
monitorizados e analisados.
durabilidade e a proteger-se contra avarias.
• A máquina é reativada após 2 minutos de tempo de segurança.
Operação com geradores
Variedade de funções de utilização
• Os métodos MIG/MAG clássico, inteligente e sinérgico com funcionalidade “pulsado” e “duplo pulsado”
Proteção de tensão
garante-se a durabilidade da mesma. Uma vez restauradas as condições normais, as funções da máquina
Memória
• Existem 4 memórias que podem ser guardadas.
Ventoinha inteligente
• A temperatura interna da máquina é medida em modo permanente. A velocidade da ventoinha de
ingressam na máquina. Assim, é possível uma maior durabilidade da máquina, bem como poupança
Controlo de corrente/tensão através da tocha
sem ter de se aproximar da máquina.
Proteção
• Protegida contra ausência de fase ou fase incorreta.
Arranque progressivo
Compatibilidade magnética
É possível ler alguns valores no painel LCD, na parte da frente da máquina. Outras informações (OEE do
ou comunicados na plataforma magNET. (Opcional)
Compatibilidade com robô
Operação

226
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
MANUTENÇÃO E REPARAÇÃO
• Nunca proceda a intervenções por si próprio. Caso o faça, a garantia do fabricante perde a validade.
durante 10 segundos pela descarga dos condensadores.
A cada 3 meses
autorizado.
cabos.
para o processo de soldadura.
comprimido muito próximo de componente eletrónicos..
água fresca e dura e proteja-a com anticongelante.
A cada 6 meses
ou
mecanismo com ar seco.
• Limpe regularmente os consumíveis da tocha. Substitua, se necessário. Para uma
Manutenção e reparação

227
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
As tabelas seguintes indicam erros possíveis e respetivas soluções.
• Substitua o bocal de contato
deve ser correta
correta
tungstênio esteja limpa
soldagem esteja sólida
deve ser conectado e o valor da
corrente a ser ajustada na máquina
protegidos e de que os pontos de
fazer o ajuste do gás, consulte o
serviço autorizado
problemática
apresentam problemas
é demasiado baixa
adequado
• Falha da placa eletrónica
incorreto
• O tamanho do bico de contato está
selecionado incorretamente ou
foram selecionados corretamente
processo
• Ponta de tungstênio desgastada
(em soldagem TIG)
• O alicate de aterramento da máquina
(em soldagem MIG, TIG)
• Falha da placa eletrónica
• Os valores de pólo e amperagem do
MMA)
muito ou pouco
alimentador de arame está com
defeito
funcionando corretamente
Fraca qualidade de soldadura
Corrente de soldadura instável
Falha Motivo Solução
• Contacte o serviço de assistência
autorizado
esteja conectada à eletricidade
(on/off)
• Contacte o serviço de assistência
autorizado
• Contacte o serviço de assistência
autorizado
esteja conectada à parte do grampo
de aterramento
• Contacte o serviço de assistência
autorizado
Manutenção e reparação

228
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
E01
E02
E03
E04
E05
E06
Código de erro Erro Causa Solução
Erro de
• Contacte o serviço de assistência
autorizado
• Contacte o serviço de assistência
autorizado
• Contacte o serviço de assistência
autorizado
• Contacte o serviço de assistência
autorizado
normal, contacte o serviço de
assistência autorizado
normal, contacte o serviço de
assistência autorizado
funcione, contacte o serviço de
assistência autorizado
• Abra os canais de ar
• Podem existir problemas em
diferentes pontos da máquina
funcionar
• Possível sobrecarga da máquina
• Podem existir problemas em
diferentes pontos da máquina
• Possível falha do sensor térmico ou
• Os canais de entrada e de saída de ar
podem estar obstruídos
pode estar extremamente quente ou
excedido
• Garanta que a máquina está numa
área em que é possível operar
adequadamente
• Aguarde um pouco até que a
máquina arrefeça. Caso a falha
desapareça, tente ligar a máquina
com valores de amperagem mais
baixos
térmica
Falha de
reduzida
Falha na leitura
do sensor
térmico
elevada
Falha Motivo Solução
• Contacte o serviço de assistência
autorizado
ser selecionados de acordo com o
método de soldadura
foram selecionados adequadamente
O valor 0000
Manutenção e reparação

229
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
2- Botão de gás livre
troca de gás.
Alimentação livre de fio Gás livre
ANEXO
Anexo

230
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
Lista de peças de substituição da fonte de alimentação
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
DEFINIÇÃO
Interruptor
Conector (completo)
Placa eletrónica E206A FLT
Bobina
Tomada de relé
Interruptor Pacco
Transformador de controlo
Tomada de soldadura
Ventoinha monofásica
Placa eletrónica E206A-1
Sensor de Efeito Hall
Placa eletrónica E202A-FLT4
Placa eletrónica E202A-4A
Placa eletrónica E206A CNT3P
Shunt
Relé
Placa eletrónica E121A-2
Conector
N.º
Anexo

231
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
Válvula de gás
Roda Fixa
Interruptor elétrico
Bloqueio da cobertura
Roda giratória
Placa eletrónica E306A-1A
Tomada de soldadura
Placa eletrónica E202A-CN3
Potenciómetro
Conector
Etiqueta de membrana
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
N.º DEFINIÇÃO
Anexo

232
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
1
2
34
6
5
5
Lista de peças de substituição da unidade de refrigeração a água
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500 MW
PULSE EXPERT
N.º DEFINIÇÃO
Radiador
Reservatório de água
Bomba de água
Ventoinha
Anexo

233
www.magmaweld.com MANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
R
S
T
Filtro de linha Reti�icador primário Capacitadores Módulo IGBT Transformador de
frequência elevada Reti�icador secundário Bloqueador de saída
Efeito Hall
Unidade de
controlo
Linha de
controlo
Gás
Unidade de avanço de �io
Shunt
Filtro de saída
Peça de trabalho
Tocha de soldadura
Cabo de controlo
tocha de soldadura
Válvula solenoide
Painel de membrana
Transformador de controlo
5.3 Diagrama de blocos
Anexo

234
www.magmaweld.comMANUAL DO UTILIZADOR
SÉRIE EXPERT
PT
VENTOINHA 308VAC
VENTOINHA 308VAC
BOMBA DE ÁGUA 380VAC
LED 5MM
(Tomada da unidade de água)
FUSÍVEL DE VIDRO DE AÇÃO RÁPIDA
5.4 Diagrama do circuito da unidade de água
Anexo

Modelo
Número de série
Nome do distribuidor
Cidade/país
Telefone/e-mail
Data de aquisição
Nome MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Morada
Nome da empresa
Cidade/país
Telefone/e-mail
Telefone/e-mail
Nome de contacto
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Nome da empresa
Nome do técnico
Data de entrada em funcionamento
(data de início da garantia)
CARTÃO DE GARANTIA
Para consultar os termos da garantia, visite a nossa página
www.magmaweld.com/warranty-terms/wt .
INFORMAÇÃO DO PRODUTO
FABRICANTE
DADOS DA AQUISIÇÃO
DADOS DO CLIENTE
DADOS DE ASSISTÊNCIA (se aplicável)


ES
237
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
NORMAS DE SEGURIDAD
INFORMACIÓN TÉCNICA
Descripciones generales
Componentes de la máquina
Etiqueta del producto
Accesorios
INSTALACIÓN
Consideraciones al recibir
Recomendaciones de instalación y funcionamiento
Conexiones de soldadura
Conexión de enchufe eléctrico
Conexión de las pinzas de tierra a la pieza de trabajo
Conexiones de gas
Unidad de refrigeración por agua (modelos MW)
Conexión de Paquetes Intermedios Largos
INFORMACIÓN DE USO
Interfaz de usuario
Control Remoto
Ajuste de longitud de arco (ArC)
Curva MIG
Conexión a la red eléctrica
Selección y reemplazo del rodillo alimentador de alambre
Inserción del rodillo de alambre y manejo del alambre
Características de la máquina
MANTENIMIENTO Y FALLAS
Mantenimiento
Mantenimiento no periódico
Reparación de averías
Códigos de error
ANEXOS
Listas de repuestos
Diagrama de bloques
Diagrama del circuito de la unidad de agua
238
244
244
246
247
249
250
250
251
251
251
251
252
252
253
254
264
265
265
266
266
267
268
269
270
270
271
272
273
274
277
278
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
ÍNDICE
Índice

238
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
Siga todas las normas de seguridad incluidas en el manual!
• Cuando aparezca cualquier símbolo de seguridad en este manual, debe entenderse que existe
un riesgo de lesiones y los peligros potenciales deben evitarse leyendo atentamente las
siguientes explicaciones.
• El propietario de la máquina es responsable de evitar que personas no autorizadas accedan al
equipo.
• Las personas que utilizan la máquina tienen experiencia o están completamente capacitadas en
soldadura/corte, debeN leer el manual del usuario y seguir las advertencias de seguridad antes
de comenzar el trabajo.
• Lea atentamente el manual de usuario, las etiquetas y las advertencias de seguridad de la máquina.
las etiquetas faltantes o dañadas.
• Aprenda cómo se opera la máquina y cómo hacer debidamente los controles.
• Utilice la máquina en entornos de trabajo adecuados.
• Los cambios inapropiados que se puedan realizar en su máquina afectarán negativamente la
• El fabricante no asume responsabilidad de las consecuencias de operar el dispositivo fuera de
Comprender las
advertencias de
seguridad
de seguridad
ATENCIÓN
Indica una situación potencialmente peligrosa que podría provocar lesiones o daños.
En caso de no tomar precauciones, se pueden producir lesiones o pérdidas/daños materiales.
IMPORTANTE
Indica información y advertencias de uso.
PELIGRO
Indica peligro grave. Cuando no proceda, puede provocar la muerte o lesiones graves.
máquina.
• Use guantes y delantal secos y bien aislados. Nunca use guantes y delantales mojados o dañados.
• Lleve ropa protectora ignífuga contra el riesgo de quemaduras. La ropa utilizada por el operario
debe ser protectora contra chispas, salpicaduras y radiación de arco.
informarle.
• No toque el electrodo con las manos desprotegidas. Evite que los alicates o electrodos del
electrodo entren en contacto con cualquier persona u objeto conectado a tierra.
• Nunca toque partes con acumulación de cargas eléctricas.
nunca toque el electrodo.
• No conecte más de un electrodo al portaelectrodos.
• Fije las pinzas de puesta a tierra a la pieza de trabajo oa la mesa de trabajo lo más cerca posible
para garantizar un buen contacto de metal con metal.
• No toque los portaelectrodos conectados a 2 máquinas diferentes al mismo tiempo ya que
habrá doble tensión de circuito abierto.
• Mantenga la máquina apagada cuando no esté en uso y desconecte los cables.
• Desconecte todas las conexiones de alimentación y/o enchufes o apague la máquina antes de
repararla.
Peligro de muerte por
NORMAS DE SEGURIDAD
Normas de seguridad

ES
239
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
• Apague la eléctrica.
• Utilice materiales no conductores, como madera seca, para liberar a la víctima de la descarga
eléctrica de cables o piezas con corriente.
• Llame a los servicios de emergencia.
• Si la víctima no respira, realice la RCP inmediatamente después de perder el contacto con la
automático (DEA).
• Trate una quemadura eléctrica, por ej. una quemadura térmica, por medio de compresa fría.
Prevenga la infección y cubra con un paño limpio y seco.
Cosas que hacer en
caso de descarga
Es muy peligroso respirar el humo y el gas que se liberan durante la soldadura y el corte
durante mucho tiempo.
• Manténgase alejado de los objetos en movimiento.
• Mantenga todas las cubiertas, paneles, puertas, etc. de la máquina y los dispositivos cerrados y
bloqueados.
pesados.
En tal caso, aumente inmediatamente la ventilación; si el problema persiste, pare de soldar/
cortar.
• Utilice un sistema de extracción de humos adecuado en los puntos de soldadura/corte.
Si es necesario, instale un sistema que pueda expulsar los humos y gases acumulados en todo
medio ambiente.
pintados, además de las precauciones anteriores, use respiradores que proporcionen aire fresco.
• Si los cilindros de gas están agrupados en un área separado, asegure una buena ventilación de
estas áreas, mantenga las válvulas principales cerradas cuando los cilindros de gas no estén en
uso, preste atención a las fugas de gas.
• Los gases protectores como el argón son más densos que el aire y existe la posibilidad de
El humo y los gases
pueden ser perjudiciales
para la salud
pueden causar
lesiones
• Tenga cuidado al utilizar un cable de red largo.
calientes y chispas.
• Los cables pelados sin aislamiento representan un peligro mortal. Compruebe con frecuencia
todos los cables para detectar posibles daños. Si detecte un cable dañado o sin aislamiento,
repárelo o reemplácelo de inmediato.
• Si las pinzas de puesta a tierra no están conectadas a la pieza de trabajo, aíslela para evitar el
contacto con cualquier objeto metálico.
peligro de caída.
• Use la salida de CA solo cuando sea necesario para el proceso de soldadura.
• Cuando se requiera salida de CA, use la unidad de control remoto si está disponible en su
máquina.
cuando exista una de las siguientes situaciones eléctricamente peligrosas, tome
• Cuando se encuentre en pisos de metal, estructuras de rejilla o andamios,
• Cuando esté en posiciones estrechas, como sentarse, arrodillarse o acostarse,
• Cuando el riesgo de contacto con la pieza o el suelo sea alto o inevitable.
Se pueden utilizar los siguientes equipos:
• Máquina de soldadura MIG de tensión constante (CV) CC semiautomática,
• Máquina de soldadura MMA manual de CC,
• Máquina de soldar CC o CA con bajo tensión de circuito abierto (VRD), si corresponde.
Normas de seguridad

240
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
salpicaduras de partículas metálicas. Para evitar posibles lesiones, use gafas de seguridad
aprobadas con protectores laterales debajo de la máscara protectora.
Las chispas y las
pueden dañar sus ojos
• No toque las piezas calientes con las manos desprotegidas.
• Antes de trabajar en las piezas de la máquina deje que se enfríen.
• Cuando necesite manipular piezas calientes, utilice herramientas adecuadas, guantes de
soldadura/corte con alto aislamiento térmico y ropa ignífuga.
pueden causar
quemaduras graves
cara.
• Proteja demás partes expuestas de su cuerpo (brazos, cuello, orejas, etc.) de salpicaduras y
rayos de arco con ropa protectora adecuada.
• Rodee su área de trabajo con pantallas a prueba de llamas más altas que el nivel de los ojos
y cuelgue carteles de advertencia para que las personas a su alrededor no sufran daños por los
rayos del arco y los metales calientes.
• No se utiliza para calentar tuberías heladas. Operar con una máquina de soldar/cortar
provocará una explosión, un incendio o daños en su instalación.
Las salpicaduras y la
dañar los ojos y la piel
• El ruido generado por algunos equipos y procesos puede afectar su audición.
• Si el nivel de ruido es alto, use protectores auditivos aprobados.
El ruido puede dañar
• No suelde/corte tubos o tuberías completamente cerrados.
• Antes de soldar/cortar tubos y recipientes cerrados, ábralos, vacíelos completamente,
ventílelos y límpielos. Tenga el mayor cuidado posible cuando suelde/corte en tales lugares.
• No suelde/corte tubos o tuberías que contengan sustancias que puedan causar explosión,
incendio u otras reacciones, incluso si están vacíos.
• Se producen altas temperaturas durante el proceso de soldadura/corte. ¡Debido a esto, no se
desenrolla el alambre de soldadura.
• Cuando desenrolle manualmente el alambre de soldadura, el alambre delgado puede saltar de su
mano como un resorte y dañar a usted oa otras personas a su alrededor. Al hacer esto, protéjase
los ojos y la cara.
El alambre de
soldadura puede
causar lesiones
• Antes de comenzar el proceso de soldadura/corte, retire estos materiales del ambiente o
• En estas áreas se aplican normas particulares nacionales e internacionales.
La soldadura/corte
puede provocar
incendios y
explosiones
• Las chispas y salpicaduras pueden provocar un incendio. Mantenga materiales como tubos de
extintores, agua y arena al alcance de la mano.
una manera correcta.
• No realice operaciones de soldadura/corte en presencia de vapores de hidrocarburos clorados
liberados durante los procesos de lubricación o pintura.
• Algunas piezas soldadas/cortadas requieren ventilación particular. Se deben leer con atención
las normas de seguridad de los productos que requieran una ventilación particular. En los casos
en que se requiera, se debe usar una máscara antigás adecuada.
Normas de seguridad

ES
241
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
• Los dispositivos eléctricos no deben ser reparados por personas no autorizadas. Los errores
cometidos aquí pueden provocar lesiones graves o la muerte durante el uso.
• Los elementos del circuito de gas funcionan bajo presión; los servicios por personas no
autorizadas pueden resultar con explosiones y lesiones graves de los usuarios.
• Se recomienda realizar el mantenimiento técnico de la máquina y sus periféricos al menos una
vez al año.
El mantenimiento de
por parte de personas no
lesiones
• Evite en la medida de lo posible las operaciones de soldadura/corte en lugares tan cerrados.
• Tome todas las precauciones requeridas durante el transporte de la máquina. Las áreas a
la persona que realizará el transporte deben ser adecuadas para el proceso de transporte.
• Algunas máquinas son extremadamente pesadas, por lo que al trasladarlas se debe asegurarse
de que se toman las precauciones de seguridad ambiental requeridas.
carga adecuados.
• En caso de transportar con el medio de un vehículo (carro de transporte, carretilla elevadora,
(gancho de transporte, correa, tornillo, tuerca, rueda, etc.) están intactos.
de transporte, cinturón, etc.) y las conexiones estén intactos.
• Para garantizar las condiciones de transporte necesarias, respetad las normas de la
Organización Internacional del Trabajo relativas al peso de transporte y las normas de
transporte de su país.
• Utilice siempre las asas o las agarraderas de transporte en el momento de reubicar la fuente de
alimentación. Nunca tire de sopletes, cables o mangueras. Lleve siempre los cilindros de gas por
separado.
• Antes de transportar el equipo de soldadura/corte, retire todas las interconexiones, levante y
transporte las pequeñas por sus asas, las más grandes por las agarraderas de transporte o
utilizando equipos de elevación adecuados, como carretillas elevadoras.
Soldadura/Corte en
Pequeño Volumen
No tomar las precauciones
requeridas durante el
transporte puede causar
accidentes
plataforma de gas adecuada para la botella, y a la pared con una cadena para que no vuelquen
en usos estacionarios.
pueden causar
lesiones
graves a las personas y daños materiales a otros objetos.
• Deje que la máquina se enfríe de acuerdo con los ciclos de trabajo.
• Disminuya la relación del ciclo de trabajo o corriente antes de comenzar a soldar/cortar
nuevamente.
• No bloquee las aberturas de ventilación de la máquina.
El uso excesivo provoca el
sobrecalentamiento de la
máquina
• Este dispositivo de clase A no está diseñado para usarse en áreas residenciales donde la energía
potenciales para garantizar la compatibilidad electromagnética debido a la interferencia de
radiofrecuencia transmitida y radiada.
Este dispositivoV no cumple con IEC 61000 -3 - 12 Si se desea conectarse a la red de
baja tensión que se utiliza en el hogar, el instalador que realizará la conexión eléctrica
o la persona que utilizará la máquina debe tener conocimiento de la conectividad de la
máquina, en este caso es bajo la responsabilidad del usuario .ir.
La soldadura por arco
puede causar
interferencias
Normas de seguridad

242
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
Según IEC 60974-9 cláusula 5.2
Antes de instalar equipos de soldadura/corte, el operario y/o el usuario deben realizar una
investigación de posibles interferencias electromagnéticas en el entorno. Deben tenerse en
cuenta las siguientes situaciones:
a) Otros cables de alimentación, cables de control, cables de señal y telefónicos arriba, abajo y
junto a la máquina de soldar/cortar y sus equipos;
b) Transmisores y receptores de radio y televisión;
c) Ordenadores y otros equipos de control;
d) Equipos críticos de seguridad, por ejemplo, la protección de equipos industriales;
e) la tensións médicos de personas cercanas, por ejemplo, marcapasos y audífonos;
f) Equipos utilizados para la medición o calibración;
g) Inmunidad de otro equipo en el entorno. El usuario debe asegurarse de que otros equipos que
se utilicen en el entorno sean compatibles. Esto puede requerir medidas de protección
suplementarias,
h) Los límites del área de estudio se pueden ampliar de acuerdo con el tamaño del entorno, la
el tiempo de la operación de soldadura/corte a lo largo del día.
Además de la evaluación del área, también puede exigirse la evaluación de las instalaciones del
dispositivo para resolver el solapamiento. Cuando sea necesario, las mediciones in situ también
(Fuente: IEC 60974-9).
El suministro de equipos de soldadura por arco montados permanentemente debe ser a través de
un conducto metálico o un cable blindado equivalente.
El blindaje y la carcasa de la fuente de alimentación deben estar conectados y se debe mantener
un buen contacto eléctrico entre las dos estructuras.
• Se debe realizar el mantenimiento periódico recomendado del dispositivo. Todas las escotillas
deben estar cerradas y/o bloqueadas cuando el la tensión está en uso. No se pueden realizar
aprobación por escrito del fabricante. En caso contrario, el usuario será responsable de toda la
consecuencia que pudiera derivarse.
• Los cables de soldadura/corte deben mantenerse lo más cortos posible. Deben correr uno al lado
del otro desde el piso del área de trabajo. Los cables de soldadura/corte no deben enrollarse.
• Se forma un campo magnético en la máquina durante la soldadura/corte. Esto puede hacer que
todos estos materiales metálicos interconectados.
• En los casos en que la pieza de trabajo no esté conectada a tierra por motivos de seguridad
eléctrica o debido a su tamaño y posición (p. ej., casco de barco o fabricación de construcciones
de acero), una conexión entre la pieza de trabajo y tierra puede reducir las emisiones en algunos
casos. Debe tenerse en cuenta que conectar a tierra la pieza de trabajo puede causar lesiones a los
usuarios o el mal funcionamiento de otros equipos eléctricos en el entorno. Cuando sea necesario,
la conexión a tierra y la pieza de trabajo se pueden realizar como una conexión directa, pero en
algunos países donde la conexión directa no está permitida, la conexión se puede establecer
utilizando elementos de capacidad adecuados de acuerdo con las normas y reglamentos locales.
• El blindaje y la protección de otros dispositivos y cables en el área de trabajo pueden evitar
efectos disruptivos. Se puede considerar el blindaje de toda la zona de soldadura/corte para
Compatibilidad
Área de Estudio
de ruidoV
Las interferencias electromagnéticas que pueden ocurrir durante el proceso de soldadura/
corte pueden causar efectos no deseados en sus dispositivos electrónicos y en su red. Cualquier
efecto causado por estas interferencias durante el funcionamiento es bajo la responsabilidad
del usuario.
• En caso de alguna interferencia, para garantizar el cumplimiento; se pueden tomar medidas
adicionales, como usar cables cortos, usar cables blindados, reubicar la máquina, quitar cables
EMC.
• Realice sus operaciones de soldadura/corte lo más lejos posible (100 m) de sus dispositivos
electrónicos sensibles para evitar posibles daños EMC.
instrucciones.
Normas de seguridad

ES
243
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
La corriente eléctrica que pasa a través de cualquier conductor crea campos eléctricos y magnéticos
(CEM) locales.
representa la exposición a CEM;
• Los cables de soldadura/corte deben juntarse y asegurarse con materiales de unión (cinta, bridas,
etc.) tanto como sea posible, para reducir el campo magnético.
• El cuerpo y la cabeza del operario deben mantenerse lo más alejados posible de las máquinas de
soldar/cortar y los cables;
• Los cables de soldadura/corte y eléctricos no deben enrollarse alrededor del cuerpo;
• El cuerpo no debe quedar atrapado entre los cables de soldadura/corte. Los cables de soldadura/
corte deben mantenerse alejados del cuerpo, ambos uno al lado del otro;
• El cable de retorno debe conectarse a la pieza de trabajo lo más cerca posible del área de
soldadura / corte;
• No debe apoyarse en la unidad de potencia, no debe sentirse ni trabajar muy cerca de esa;
• No se debe soldar/cortar mientras se transporta la unidad de potencia o el alimentador de
alambre.
Los CEM también pueden afectar el funcionamiento de los implantes médicos (material
implantado) como los marcapasos. Se deben tomar medidas de protección para las personas con
evaluaciones de riesgo individuales para los operarios. Un profesional médico debe realizar una
evaluación de riesgos y una recomendación para los usuarios con implantes médicos..
(CEM)
• Seleccione la corriente y/o tensión adecuado para el material y espesor que de soldadura/corte.
• Si el período de inactividad será largo, deje que el ventilador enfríe la máquina y apaguela. Las
máquinas con control inteligente de ventiladores se detendrán automáticamente.
nacional con la directiva de la Unión Europea.
• Obtenga información de su distribuidor y personas autorizadas sobre la gestión de residuos de
su máquina.
Procedimiento de
Residuos
• No exponga la máquina a la lluvia, salpicaduras de agua o vapor a presión.
FORMULARIO DE GARANTÍA
Para obtener el formulario de garantía, visite nuestro sitio web
www.magmaweld.com/warranty-form/wr.
Normas de seguridad

244
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
ID 300-400-500 M/MW PULSE EXPERT es una soldadura industrial invertidor MIG/MAG trifásica con
tecnología Pulse y Double Pulse, diseñada para condiciones duras. Ofrece excelentes propiedades de
soldadura con todos los alambres macizos y tubulares. La fuente de alimentación CC/CV le permite realizar
métodos de soldadura MIG, TIG, MMA y corte de carbono con una sola máquina. Gracias a su función
sinérgica, la corriente y el voltaje de soldadura se ajustan automáticamente después de determinar el tipo de
alambre, el grosor y el tipo de gas en la pantalla LCD. Los modos clásico e inteligente facilitan la adaptación
del usuario al modo sinérgico.
1.2 Componentes de la máquina
Figura 1 : ID 300-400-500 M PULSE EXPERT Vista frontal y trasera
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
10- Zócalo de la antorcha con control remoto
11- LED de encendido
12- Salida de gases
13- Toma de datos
14- Entrada de gas
15- Zócalo de calefacción
16- Toma de energía
17- Cable de red
1- Pantalla digital
2- Pantalla digital
3- Conexión antorcha
4- Interruptor de encendido/apagado
5- Conexión antorcha
6- Conexión de polos
7- Electrodo (+) Conexión Polo
8- Potenciómetro
9- Potenciómetro
Información Técnica
INFORMACIÓN TÉCNICA
1.1 Descripciones generales

ES
245
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Figura 2 : ID 300-400-500 MW PULSE EXPERT Vista frontal y trasera
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Pantalla digital
2- Pantalla digital
3- Conexión antorcha
4- Interruptor de encendido/apagado
5- Conexión antorcha
6- Conexión de polos
7- Electrodo (+) Conexión Polo
8- Potenciómetro
9- Potenciómetro
10- Bolsa entrada de agua caliente
11- Bolsa salida agua fría
12- Zócalo de la antorcha con control remoto
13- LED de encendido
14- Salida de gases
15- Toma de datos
16- Led Unidad Agua
17- Unidad de agua Entrada de agua caliente
18- Unidad de agua Salida de agua fría
19- Unidad de agua
20- Entrada de gas
21- Zócalo de calefacción
22- Unidad de agua Toma de energía
23- Cable de red
Información Técnica

246
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
CC / CV
Corriente constante/tensión constante
Corriente directa
Soldadura MIG/MAG
Entrada de red-3 fase de corriente alterna
Adecuado para trabajar en entornos peligrosos
X
U
I
U
IP21S
U
S
I
Ciclo de trabajo
Tensión de funcionamiento inactivo
Corriente de soldadura nominal
Tensión y frecuencia de red
Clase de Protección
tensión de fuente nominal
Potencia extraída de la red eléctrica
Corriente nominal extraída de la red
1.3 Etiqueta del producto
Información Técnica

ES
247
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT Información Técnica
sin parar en los primeros 10 minutos del tiempo de 6 minutos (zona 1). No obstante, la máquina debe dejarse
inactiva durante los siguientes 4 minutos para que se enfríe (zona 2).
Ciclo de trabajo
Temperatura (ºC)
6 min. 6 min.6 min.4 min. 4 min. 4 min. Tiempo (min.)
400
ID 400 M/MW PULSE EXPERT
400
82
50 - 400
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
400
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kVAPotencia extraída de la red eléctrica
UNIDAD
V
ESPECIFICACIONES TÉCNICAS
Voltaje de red (trifásico (3 Hz)
VDC
ADC
ADC
kg
mm
Corriente de soldadura Rango de ajuste
Clase de Protección
Tamaños (Largo ancho alto)
Corriente de soldadura nominal
Peso
Abra el circuito de voltaje
kVAPotencia extraída de la red eléctrica
UNIDAD
V
ESPECIFICACIONES TÉCNICAS
Voltaje de red (trifásico (3 Hz)
VDC
ADC
ADC
kg
mm
Corriente de soldadura Rango de ajuste
Clase de Protección
Tamaños (Largo ancho alto)
Corriente de soldadura nominal
Peso
Abra el circuito de voltaje

248
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
400
500
82
50 - 500
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 500 M/MW PULSE EXPERT
Información Técnica
kVAPotencia extraída de la red eléctrica
UNIDAD
V
ESPECIFICACIONES TÉCNICAS
Voltaje de red (trifásico (3 Hz)
VDC
ADC
ADC
kg
mm
Corriente de soldadura Rango de ajuste
Clase de Protección
Tamaños (Largo ancho alto)
Corriente de soldadura nominal
Peso
Abra el circuito de voltaje

ES
249
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
1.5 Accesorios
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
ACCESORIOS OPCIONALES
Regulador de gas (mezcla)
Lava MIG 50W (3 m)
Antorcha MIG enfriada por agua
CANTIDAD
1
1
1
1
ACCESORIOS OPCIONALES
Regulador de gas (mezcla)
Lava MIG 50W (3 m)
Antorcha MIG enfriada por agua
ACCESORIOS OPCIONALES
Regulador de gas (mezcla)
Lava MIG 50W (3 m)
Antorcha MIG enfriada por agua
Lava MIG 65W (3 m)
Antorcha MIG enfriada por agua
CANTIDAD
1
1
1
1
CANTIDAD
1
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
Información Técnica
Alicates y cable de puesta a tierra
Manguera de gasolina
1
1
1
1
ACCESORIOS ESTÁNDAR CANTIDAD
Alicates y cable de puesta a tierra
Manguera de gasolina
1
1
1
1
ACCESORIOS ESTÁNDAR CANTIDAD
Alicates y cable de puesta a tierra
Manguera de gasolina
1
1
1
1
ACCESORIOS ESTÁNDAR CANTIDAD

250
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
comuníquese con el punto de venta de inmediato.
La caja estándar debe contener;
• Alicates y cable de puesta a tierra • Manual de usuario
• Manguera de gasolina • Alambre de soldadura
con una fotocopia de la hoja de ruta. En el caso de que el problema persista, póngase en contacto con el servicio
de atención al cliente.
• La máquina debe moverse por medio de carretillas elevadoras o agarraderas. No levante la máquina con el
cilindro de gas. Coloque la fuente de alimentación en un piso duro, liso y poco inclinado donde no se caiga.
• Para un mejor rendimiento, coloque la máquina al menos a 30 cm de distancia de los objetos circundantes.
máquina a una corriente más baja o a una velocidad de ciclo más alta.
• Evite soldar al aire libre en presencia de viento y lluvia. Si es necesario soldar en tales casos, proteja el área
de soldadura y la máquina de soldar con cortinas y toldos.
el fácil acceso a los controles y conexiones de la máquina.
• Si suelda en interiores, utilice un sistema de extracción de humos adecuado. Si existe el riesgo de respirar
humos y gases de soldadura en interiores, utilice un respirador.
• Cumplase con las tasas de ciclo de operación indicadas en la etiqueta. La superación frecuente de las tasas
del ciclo de funcionamiento puede dañar la máquina, lo que puede anular la garantía.
corriente de soldadura atraviese elementos que no sean los cables de soldadura, la propia máquina, el
cilindro de gas, la cadena, el rodamiento.
La soldadura es peligrosa. Deben proporcionarse condiciones de trabajo apropiadas y deben tomarse
las medidas necesarias. Los expertos son responsables de la máquina y deben proporcionar el equipo
requerido. Las personas no encargadas deben mantenerse alejadas del área de soldadura.
Este dispositivo no cumple con IEC 61000-3-12 Si se desea conectarse a la red de baja tensión que
se utiliza en el hogar, el instalador que realizará la conexión eléctrica o la persona que utilizará la
máquina debe tener conocimiento de la conectividad de la máquina, en este caso es bajo la
responsabilidad del usuario.
Se debe prestar atención a los símbolos de seguridad y las notas de advertencia en el dispositivo y en
el manual del usuario, y no se deben quitar las etiquetas.
Las parrillas son para la ventilación. Para garantizar un buen enfriamiento, las aberturas no deben
cubrirse y no se deben insertar objetos.
Instalación
2.1 Consideraciones al recibir
INSTALACIÓN

ES
251
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
• El enchufe eléctrico en la parte posterior de la máquina es para el calentador CO.
Nunca conecte un dispositivo que no sea un calentador de CO a la toma de CO!
2.3 Conexiones de soldadura
• El enchufe no está conectado al cable de alimentación, ya que puede haber diferentes enchufes en fábricas,
obras de construcción y talleres. Un enchufe adecuado para la toma de corriente debe ser conectado por un
• Después de conectar el enchufe al cable, no lo enchufe en esta etapa.
• Abra la válvula del cilindro de gas manteniendo la cabeza y la cara alejadas de la salida de la válvula del
cilindro y manténgala abierta durante 5 segundos. De esta forma, se expulsarán posibles sedimentos y
suciedad.
posterior de la máquina.
• Conecte un extremo de la manguera del cilindro al regulador de gas y apriete la abrazadera. Conecte el otro
extremo a la entrada de gas en la parte trasera de la máquina y apriete la tuerca.
En caso de oir un sonido y/o holer a gas que indica una fuga, inspeccione sus conexiones y elimine la fuga.
2.3.3 Conexiones de gas
1- Válvula de cilindro de gas
2- Cilindro de gas
3-
4- Cadena
5-
6- Regulador de Gas
7- Manómetro
8- Caudalímetro
9- Válvula reguladora de caudal
10- Manguera de tubo
1
2
5
4
3
6
7 8
9
10
Figura 3 : Cilindro de gas - Calentador - Conexiones del regulador
Instalación

252
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
• La unidad de refrigeración por agua es un sistema de circuito cerrado que consta de radiador, ventilador,
depósito de refrigerante de la bomba.
• Conecte la manguera de agua fría (azul) del paquete intermedio a la salida de agua fría del sistema de
refrigeración por agua y la manguera de agua caliente (roja) a la entrada de agua caliente del sistema de
refrigeración por agua.
• Las máquinas de soldar Magmaweld vienen con refrigerante Magmaweld que se produce para brindar el
mejor rendimiento. En caso de falta de refrigerante, abra la tapa del depósito y agregue refrigerante
Magmaweld adecuado para la temperatura del entorno de trabajo. El refrigerante debe estar dentro de los
valores mínimos y máximos que se muestran en el panel frontal de la unidad.
• No se debe agregar otro refrigerante o agua. Otros aditivos líquidos pueden causar reacciones químicas o
diferentes problemas.
Si se agrega un refrigerante diferente o agua al refrigerante Magmaweld, todas las disposiciones de la
garantía quedarán anuladas.
• Si se desea utilizar una marca diferente de refrigerante, el interior del tanque de refrigerante debe estar
completamente vacío y no debe haber residuos ni líquidos en eso.
• El uso de las unidades de refrigeración por agua no es adecuado para un uso distinto de las máquinas de
funcionar con una fuente de alimentación externa.
• Hay 2 LED delante de la máquina; LED de alimentación se encenderá tan pronto como se active la máquina, y
la led de la unidad de refrigeración por agua se encenderá cuando se active la unidad de agua.
soldadura, la led de la unidad de refrigeración por agua permanecerá encendida durante el tiempo
Figura 4 : Conexiones del alimentador de alambre de paquete intermedio largo
El uso de agua sucia y calcárea (dura) acortará la vida útil de la antorcha y la bomba.
Si el refrigerante permanece por debajo del valor mínimo, existe la posibilidad de que el
motor y la antorcha se quemen o funcionen mal.
c
b
a
c
b
a
d
e
• El alimentador de alambre y el paquete intermedio están diseñados para ser desmontables para facilitar
el transporte en máquinas con un paquete intermedio de 10 metros o más. Ambos extremos de los paquetes
intermedios largos son iguales y las mismas conexiones hechas en el frente de la máquina deben hacerse con
los conectores y tomas en la parte posterior del alimentador de alambre.
• Si el paquete intermedio de su máquina mide 10 metros o más, conecte el paquete intermedio y el
alimentador de alambre de la siguiente manera.
Instalación

ES
253
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Pantalla digital
digital.
modo seleccionado. Muestra el mensaje de error.
Indica el voltaje de la soldadura en reposo o carga dependiendo del modo seleccionado.
Dependiendo del modo seleccionado, la velocidad del alambre y la corriente de
soldadura se ajustan con la ayuda del botón de ajuste.
La corriente se realiza girando el botón de ajuste hacia la derecha y hacia la izquierda.
Dependiendo del modo seleccionado, el voltaje de ajuste de soldadura se realiza con
la ayuda del botón de ajuste. El voltaje se realiza girando el botón de ajuste hacia la
derecha y hacia la izquierda.
Libre
Modo sinérgico Soldadura Corriente establecida Corriente de soldadura
Modo inteligente Soldadura Corriente establecida Corriente de soldadura
Modo Clásico Velocidad de cable Corriente de soldadura
En cargo
Libre
Modo sinérgico Voltaje de ajuste de soldadura Voltaje de soldadura
Modo inteligente Voltaje de ajuste de soldadura Voltaje de soldadura
Modo Clásico Voltaje de ajuste de soldadura Voltaje de soldadura
En cargo
INFORMACIÓN DE USO
Información de uso

254
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
Tecla de menu
siguiente. Sin embargo, proporciona un regreso a la página principal después del ajuste
de los parámetros.
Se puede cambiar entre los parámetros (líneas) en la página presionando una vez
avanzará hacia abajo, y si se presiona la tecla de dirección hacia arriba, avanzará hacia
arriba.
Permite que el valor del parámetro seleccionado (línea) cambie hacia arriba.
Al presionar el botón una vez, se lleva a cabo el proceso de cambio.
Permite que el valor del parámetro seleccionado (línea) cambie hacia abajo.
Al presionar el botón una vez, se lleva a cabo el proceso de cambio.
3.2 Estructura del menú
Páginas
Página 1
Página 2
Página 3
Página 4
Página 5
Página 6
Página 7
• Idioma
• Método
• Modo
• Tiempo Frío
• Tipo de alambre
• Diámetro de alambre
• Tipo de gas
• Espesor
• Tiempo Pre-Gas
• Tiempo Última Gasolina
• Retroquemado
• Cráter
• El gatillo
• Tiempo de soldadura
• Tiempo libre
• Ajuste de denotación
• Arranque a.
• Arranque z.
• Fin a.
• Fin z.
• Programa
• Número de programa
• Guardar[S(+)/N(-)]
• D.Pulse Freq
• D. ajuste de corriente
de impulso
• Ajuste de tiempo
de Pulso D.
Parámetros Rango de ajuste
/
/
/
/
/
/
/
Información de uso

ES
255
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
PÁGINA 1
Rango de ajuste
• TR (Turco)
• EN (Inglés)
• FR (francés)
• DE (alemán)
Se determina el método de soldadura.
Rango de ajuste
• MMA
• MIG/MAG
• Pulso (Pulso MIG/MAG)
• D.Pulse (Doble Pulso MIG/MAG)
a) IDIOMA
b) MÉTODO
c) MODO
MÉTODOMOD.
Debe ajustar sus conexiones y accesorios de acuerdo con el método de soldadura seleccionado.
Hay una salida separada para el método MMA delante de la máquina.
ejemplo; El modo de método debe seleccionarse para soldaduras en las que se van a coser puntadas de
deslizamiento cortas y continuas.
Si quiere ver el valor sugerida originalmente por la máquina y volver a ese valor, bastará con pulsar una
vez el botón de ajuste.
MIG/MAG
Cuando se selecciona el método de soldadura MIG/MAGMÉTODO, los modos son los siguientes:
MM
Rango de ajuste
• Método
• Inundación/Carbono
• Rutilo/Básico
Pulso (Pulso MIG/MAG)
Rango de ajuste
• Clásico
• Inteligente
• Sinérgico
D.Pulso (Doble Pulso MIG/MAG)
Rango de ajuste
• Clásico
• Inteligente
• Sinérgico
MIG/MAG
Rango de ajuste
• Clásico
• Inteligente
• Sinérgico
MODO CLÁSICO
Puede ajustar usted mismo la
velocidad del alambre y el voltaje de
soldadura dentro de un cierto rango
de tolerancia. La velocidad del alambre
se ajusta entre 1-24 m/min, voltaje de
soldadura 15-40 V.
MODO INTELIGENTE
Cuando seleccionado, los parámetros
de soldadura como el tipo de alambre,
el diámetro del alambre, el tipo de gas
deben seleccionarse correctamente.r.
La máquina ajusta automáticamente
el voltaje óptimo de acuerdo con la
corriente de soldadura seleccionada.r.
Puede ajustar el voltaje girando el
botón de ajuste en dirección +/-
dentro de un cierto rango de
tolerancia.z.
MODO SINÉRGICO
Los parámetros de soldadura como
el tipo de alambre, el diámetro del
alambre, el tipo de gas y el espesor
deben seleccionarse correctamente.
Tanto la corriente como el voltaje se
ajustan automáticamente de acuerdo
con los parámetros de soldadura
seleccionados. El usuario puede
navegar tanto por la corriente como
por el voltaje dentro de un cierto
rango de tolerancia. La máquina
recalculará automáticamente el
voltaje de acuerdo con el valor actual
establecido en una cierta tolerancia.
Información de uso

256
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
Pulso (Pulso MIG/MAG)
Cuando se selecciona el método de soldadura por PulsoMÉTODO, los modos son los siguientes:
Después de que la máquina corta el suministro, determina cuánto tiempo debe regresar el agua del sistema
a la antorcha. Tan pronto como la máquina comience a soldar, comenzará la circulación de agua y, una vez
Rango de ajuste
• 1-5 min.
d) TIEMPO FRÍO
D.Pulse (doble pulso)
Cuando se selecciona el método de soldadura D.Pulse (doble pulso)MÉTODO, los modos son
los siguientes:
Cuando se selecciona la opción D.Pulse, se deben ajustar los parámetros D.Pulse en las páginas
6. y 7. del menú. Con su estructura de doble pulso, la soldadura se realiza sin deformación en el material,
especialmente en el proceso de pasada de raíz. Gracias al doble pulso se obtienen cordones de soldadura
más estéticos.
MODO CLÁSICO
El modo clásico no está activo en el
método de pulso. Cuando se selecciona
valor en el modo clásico. Debido a
que en el método Pulse, todas las
configuraciones provienen de la base
de software de la máquina, el usuario
no puede realizar ajustes.ez.
MODO INTELIGENTE
Los ajustes se realizan como en el
método MIG/MAG..
MODO SINÉRGICO
Los ajustes se realizan como en el
método MIG/MAG..
MODO CLÁSICO
Pulso el modo clásico no está activo
en el método de pulso.. Pulso cuando
se selecciona el método Pulse, no verá
a que en el método de doble pulso,
todas las configuraciones provienen de
la base de software de la máquina, el
usuario no puede realizar ajustes.
MODO INTELIGENTE
Los ajustes se realizan como en el
método MIG/MAG.
MODO SINÉRGICO
Los ajustes se realizan como en el
método MIG/MAG.
Información de uso

ES
257
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
PÁGINA 2
Se selecciona el tipo de alambre.
El tipo de alambre a utilizar debe seleccionarse de una manera correcta.
Rango de ajuste
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) TIPO DE ALAMBRE
Se selecciona el diámetro del alambre.
El tipo de alambre a utilizar debe seleccionarse de una manera correcta.
Rango de ajuste
• 0.8-1.6 mm
b) DIÁMETRO DEL ALAMBRE
Se realiza la selección del tipo de gas.
El tipo de gas a utilizar debe elegirse correctamente.
Rango de ajuste
• 82/18 • 92/8 • 97,5/2,5
c) TIPO DE GAS
Se selecciona el grosor del material.
El grosor del material a utilizar debe elegirse correctamente.
Rango de ajuste
• 0.6 - 20 mm.
Si selecciona gas argón y cable SG 0.8 mientras está seleccionado el modo inteligente, aparecerá 0 en la
pantalla porque este cable no se puede usar con gas argón. Si ve un valor de 0 en la pantalla, en cualquier caso,
d) ESPESOR
Información de uso

258
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
PÁGINA 3
Se ajusta el tiempo de pregas.
Rango de ajuste
• 0-9.9 seg.
La duración se puede ajustar en el rango de 0.0 - 9.9 segundos. Proporciona la protección del grupo de
soldado al comienzo de la soldadura.
a) TIEMPO PRE-GAS
Se establece el tiempo de gas final.
Rango de ajuste
• 0-9.9 seg.
soldadura.
b) TIEMPO ÚLTIMA GASOLINA
Se ajuste el función de cráter.
Rango de ajuste
• Activo - pasivo
modo activo y pasivo. Cuando se activa el cráter, la corriente de soldadura se reduce con cierta linealidad al
d) CRÁTER
c) RETROQUEMADO
Se hace el ajuste de retroquemado.
Rango de ajuste
• 25 - 25
el alambre de soldadura se pegue a la boquilla de contacto.
La función de cráter se recomienda para el modo clásico en MIG/MAG. En la función de pulso,si hace un
Información de uso

ES
259
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Se realiza la selección del modo de disparo.
Rango de ajuste
• 2 gatillos
• 4 gatillos
• 6 gatillos
• Método
a) EL GATILLO
2 MODOS DE GATILLO : Cuando se presiona el gatillo de la antorcha, comienza la soldadura y se mantiene
presionado el gatillo hasta que finaliza la soldadura. La soldadura terminará cuando se suelte el gatillo.
PrG : Tiempo de Pre-Gas
I : Corriente de soldadura
PoG : Tiempo posterior al gas
PrG : Tiempo de Pre-Gas
I : Corriente de soldadura
PoG : Tiempo posterior al gas
4 MODOS DE GATILLO : Una vez que se presiona y suelta el gatillo de la antorcha, comienza la soldadura
y no se requiere mantenerlo presionado hasta que se termine la soldadura. Se presione y suelte el gatillo
nuevamente para terminar la soldadura.
Presione el gatillo Mantenga presionado el gatillo Suelte el gatillo
• Mantenga presionado el gatillo de la antorcha,
• El flujo de gas de protección comienza durante el
tiempo de pregas.
• Al final del período de pregas, el motor de
alimentación de alambre funciona a baja velocidad.
• La corriente de soldadura aumenta cuando véne la
pieza de trabajo.
• Suelte el gatillo de la antorcha presionado,
• Se detendrá el motor de alimentación de alambre.
• El arco se apaga después del tiempo de
retroquemado establecido.
termina.
• Mantenga presionado el gatillo de la antorcha,
• El flujo de gas de protección comienza durante el
tiempo de pregas.
• Al final del período de pregas, el motor de
alimentación de alambre funciona a baja velocidad.
• La corriente de soldadura aumenta cuando véne la
pieza de trabajo.
• Suelte el gatillo de la antorcha para continuar la
soldadura.
• Presione y suelte el gatillo de la antorcha
• Se detiene el motor de alimentación de alambre.
• El arco se apaga después del tiempo de
retroquemado establecido.
termina.
PÁGINA 4
Información de uso

260
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
6 MODOS DE GATILLO :
• Mantenga presionado el gatillo de la antorcha,
PrG : Tiempo de Pre-Gas
IC : Corriente de arranque
ST : Tiempo de arranque
I : Corriente de soldadura
FT : Tiempo de finalización
FC : Corriente final
PoG : Tiempo posterior al gas
Cuando se selecciona el modo de método, se establece el tiempo para soldar.
Rango de ajuste
• 0.2 - 9.9 seg.
b) TIEMPO DE SOLDADURA
Cuando se selecciona el modo de método, se establece el tiempo sin soldadura.
Rango de ajuste
• 0.0 - 9.9 seg.
c) TIEMPO LIBRE
Se ajusta la velocidad del alambre a la velocidad inicial.
Rango de ajuste
• Activo / pasivo
El alambre que viene rápido al principio crea una sensación de empujar hacia atrás. Al activar la
Así, desaparece la sensación de empujar hacia atrás.
d) AJUSTE DE DENOTACIÓN
MÉTODO:
determinado, no se realiza la soldadura. Este período continuará hasta que se suelte el gatillo.
El tiempo de soldadura: 0.2 - 9.9 y tiempo de separación: 0.0 - 9.9 segundos.
Debe preferirse cuando se desea obtener siempre la misma costura de soldadura y penetración. Las
soldaduras realizadas en el modo de método tendrán el mismo tamaño.
Información de uso

ES
261
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Se determina la corriente de arranque. Funciona como un porcentaje de la corriente principal. Se activará
Rango de ajuste
a) ARRANQUE A. (CORRIENTE DE ARRANQUE)
Se determina el tiempo de inicio. Se activará cuando se seleccione el modo de gatillo 6. No funciona, incluso
Rango de ajuste
• 0 - 5 seg.
b) ARRANQUE Z. (TIEMPO DE INICIO)
Rango de ajuste
c) FIN A. (CORRIENTE FINAL)
Rango de ajuste
• 0 - 5 seg.
d) FIN Z. (HORA FINAL)
Información de uso
PÁGINA 5

262
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
Se utiliza para grabar el trabajo realizado.
Rango de ajuste
• Leer / Escribir
En el estado “Leer”, se pueden realizar cambios en los parámetros. En el estado de “Escritura”, el programa
está listo para ser guardado.
a) PROGRAMA
Rango de ajuste
• 0 - 99
b) NÚMERO DE PROGRAMA
c) GUARDAR [S(+)/N(-)]
Se guarda el programa.
Rango de ajuste
• Sí (+) / No (-)
presione el botón – para la opción “no”.
Si desea operar con alguno de los programas que ha guardado anteriormente, llamar al programa es el
siguiente;
1) Si está en el alcance a la máquina, puede seleccionar la opción Programa: “Leer” en la pantalla, ir a la
sección “programa no”, llamar al programa deseado y realizar operaciones en ese mismo.
2) Si está fuera del alcance a la máquina, deberá presionar el gatillo de la antorcha dos veces en rápida
sucesión para que la lectura del programa se active. Una vez presionado 2 veces, se puede cambiar entre
gatillo de la antorcha dos veces y el programa estará listo para seleccionar. Después de este proceso, cuando
presione el gatillo de la antorcha una vez más 1. El 1er programa está seleccionado. Si desea seleccionar el
Programa 2. deberá presionar el gatillo de la antorcha una vez más.
Cuando se selecciona el método de soldadura de doble pulso, se realiza el ajuste de frecuencia de doble
pulso.
Rango de ajuste
• 0,5-5 Hz
d) D.PULSE FREQ (FRECUENCIA DE PULSO DOBLE)
Puede llamar a los programas que ha guardado en la memoria de su máquina con la ayuda del botón del
gatillo de la antorcha, sin tener que ir a la máquina mientras trabajando.
Información de uso
PÁGINA 6

ES
263
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Funciona como un porcentaje de la corriente principal. Se determina el rango de corriente mínimo y máximo
del doble pulso.
Rango de ajuste
En pantalla se ven tanto el ajuste determinado en porcentaje como los valores máximos y mínimos de
corriente.
a) D. AJUSTE DE CORRIENTE DE IMPULSO (AJUSTE DE CORRIENTE DE DOBLE IMPULSO)
El ajuste del corriente sea 118 A. Si se selecciona un rango de ajuste de corriente
D. Pulse Current Adj.
%10 129 / 106
Cuando se selecciona el método de doble pulso, el tiempo de la corriente máxima y mínima se determina
por un porcentaje.
Rango de ajuste
b) AJUSTE DE TIEMPO DE PULSO D. (AJUSTE DE TIEMPO DE PULSO DOBLE)
El ajuste del corriente sea 118 A. Si se selecciona un rango de ajuste de corriente
tiempo en la función de doble pulso.
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
Información de uso
PÁGINA 7

264
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
2
A
1
B
CONTROLADOR DE ANTORCHA - VERDE
CONTROLADOR DE ANTORCHA - BLANCO
CONTROLADOR DE ANTORCHA - ROJO
CONTROLADOR DE ANTORCHA - NEGRO
CONTROLADOR DE ANTORCHA - MARRÓN
Vista frontal del zócalo de
la antorcha del control remoto
Modo
Modo clásico
Modo
inteligente
Modo sinérgico
Rango de ajuste: 0.5 m/min
Rango de ajuste: 5 A
Rango de ajuste: 5 A
Puede aumentar el voltaje de soldadura hasta el valor máximo de tolerancia (+10).
Rango de ajuste: 0.5 V
Puede aumentar la velocidad de su hilo hasta el valor máximo de tolerancia (+10).
Rango de ajuste: 0.5 m/min
Puede aumentar su corriente de soldadura hasta el valor máximo de tolerancia
Rango de ajuste: 5 A
Puede aumentar su corriente de soldadura hasta el valor máximo de tolerancia
Rango de ajuste: 5 A
Puede aumentar el voltaje de su soldadura hasta el valor máximo de tolerancia
Rango de ajuste: 0.5 V
Rango de ajuste: 0.5 V
Puede reducir el voltaje de soldadura hasta el valor de tolerancia mínimo (-10).
Rango de ajuste: 0.5 V
Rango de ajuste: 0.5 V
Rango de ajuste: 0.5 V
1
1
1
2
2
2
A
A
A
B
B
B
Tecla Cargo
3.3 Control Remoto
Por medio de una antorcha y un conector adecuados, puede cambiar su corriente de soldadura (velocidad del
alambre) / voltaje de soldadura a través de la antorcha sin tener que ir a la máquina. Debe conectar el enchufe
de la antorcha de control remoto.
A continuación se indican las conexiones de enchufe:
Información de uso

ES
265
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
3.4 Ajuste de longitud de arco (ArC)
Cuando se presiona el botón 9 durante 3 segundos, se activará la función de longitud de arco. El ajuste de
existente hacia la izquierda y hacia la derecha. Al cambiar hacia +7 el contacto del hilo se acerca a la boquilla y
la longitud del arco se alarga. Al cambiar hacia -7 el alambre se acerca al metal de soldadura y la longitud del
3.5 Curva MIG
Gas �inal
Gas delantero
Spot
Punto
abierto Punto
cerrado
Establecer voltios
Voltaje 0 - 25
Cráter abierto
Gas delantero
Arranque
lento abierto
Cráter
Retroquemado
Gas �inal
Establecer alambre
Alambre 0 - 25
Gas delantero
Comienzo
lento Apagado
Cráter cerrado
Retroquemado
Gas �inal
Establecer alambre
Alambre 0 - 25 Comienzo
lento Apagado
Gas delantero
Cráter cerrado
Gas �inal
Retroquemado
Establecer voltios
Voltaje 0 - 25 Arranque
lento abierto
Cráter abierto
Gas delantero Gas �inal
Cráter
Retroquemado
Rango de valores
Parámetro Ajuste de fábrica 2- Ubicación MIG
Gas delantero 0,0 - 9,9 seg 0,1 seg
0,0 - 9,9 seg 0,0 seg
25 - 0 - 25 0 paso
Grosor
Tipo de gas
Tipo de alambre
0,6 - 20,0 mm 1,0 mm
Gas �inal
Retroquemado
Tiempo de soldadura
Tiempo en reposo
0,0 - 9,9 seg 0,1 seg
Diámetro del alambre 0,8 - 1,6 mm 1,0 mm
0,2 - 9,9 seg 0,2 seg
SG/FE, Fundente Rutilo, Fundente Básico, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
4- Ubicación MIG
82/18, 92/8, %100 Ar, %100 CO2, %97,5/2,5
Método / 2 / 4 / 6
2
Ajuste de detonación
Gatillo
El método MIG / MAG - MMA MIG / MAG
Modo
6- Ubicación MIG
1 - 5 min
1Tiempo de enfriamiento
Sinérgico / Inteligente / Clásico / Cel-Carbono / Rutilo-Básico / Método
Activo / Pasivo Pasivo
Cráter Activo / Pasivo Pasivo
Información de uso

266
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
• Coloque el rodillo de modo que los espacios dentro del rodillo del alimentador de alambre se superpongan
de alimentación de alambre estén en su lugar girándolos hacia la derecha o hacia la izquierda. Luego baje los
rodillos de presión y levante la palanca del rodillo de presión para bloquearla en el rodillo de presión.
• Cuando abre la cubierta de la sección del alimentador de alambre, puede hacer ajustes de gas libre y alambre
con el botón lateral. En la sección de alimentación de alambre, verá el sistema de alimentación estructurado
mecánicamente por la fuerza aplicada a los 4 rodillos. La velocidad de alimentación del alambre no cambia
incluso en condiciones negativas como el calentamiento del motor y el aumento de la fricción. La estabilidad
del arco es impecable. Tan pronto como la máquina esté energizada, el LED interior se activará, brindando
comodidad al cambiar los rodillos.
• Use rodillos de alimentación de alambre adecuados para el material y el diámetro del alambre de
soldadura que utilizará. Utilice rodillos de alimentación de alambre con ranura en V para acero y
acero inoxidable, ranura en V moleteada para alambre tubular y ranura en U para aluminio.
• Para reemplazar los rodillos de alimentación de alambre, tire del tornillo de ajuste de presión hacia usted y
retire las cubiertas de los rodillos superiores, luego retire los rodillos existentes.
Figura 5 : Sistema de alimentación de alambre
a- Motor
b- Euroconector
c- Tornillo de ajuste de presión
d- Rodillos de alimentación de alambre superior
e- Rodillos de alimentación de alambre inferior
f- Mecanismo de bloqueo deslizante de alambre
• Antes de que pueda quitar los rodillos , debe desbloquearlos. Para desbloquear, se debe
girar en la dirección opuesta al bloqueo, los espacios dentro del rodillo del alimentador
de alambre deben superponerse con las protuberancias en el cuerpo del mismo.
• Ambos lados de los rodillos están marcados de acuerdo con el diámetro del alambre
relacionado.
• Coloque los rodillos en la brida de modo que el valor del diámetro del alambre esté en
el lado que mira hacia usted.
a
b
d
e
f
d
cc
• Arranque la máquina con el interruptor de encendido/apagado.
• Después de oir el ruido del ventilador y ver que se enciende la luz de alimentación, apague la máquina
poniendo el interruptor de encendido/apagado en la posición de apagado.
Compruebe la tensión de red antes de
conectar la máquina a la red eléctrica.
encendido/apagado esté en la posición “0”
cuando lo conecte.
Información de uso

ES
267
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Figura 7 : Colocación de los rodillos
de alimentación ade alambre
Figura 6 : Extracción de los rodillos de
alimentación de alambre
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)
• Desatornille el tornillo del sistema de transporte de alambre. Ingrese la bobina de alambre de soldadura en
el husillo del sistema de transporte de alambre y vuelva a apretar el tornillo.
• Tire de la palanca de presión del rodillo de alimentación de hilo y bájela, es decir, vacíe el rodillo de presión.
• Sin soltar el hilo, paselo por la guía de entrada hasta los rodillos, y sobre los rodillos hasta la antorcha.
• Retire el alambre de soldadura de donde está sujeta la bobina de alambre y corte el
extremo con un cortador lateral sin dejar.
Figura 8 : Inserción del rodillo de alambre
Figura 9 : Conducción del alambre al rodillo
Apretar demasiado el tornillo del sistema de transporte
de alambre impide que el alambre se alimente y puede
causar fallas de funcionamiento. Apretar poco el tornillo puede
causar que la cesta de alambre se vacíe y se enrede después de
un tiempo cuando se detiene la alimentación de alambre. Por lo
tanto, apriete el tornillo ni demasiado apretado ni demasiado
Si se pierde el extremo del cable, el alambre puede saltar como un resorte y dañarlo a usted
y a su entorno.
a
b
c
(1)
(3)
(2)
Información de uso

268
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
alimentación de alambre incorrecto, ocurrirán los siguientes efectos.
A: Presión de alambre y tamaño de canal adecuados.
B: Como resultado de la palanca demasiado presionada, se deforma el alambre.
C:
D: La longitud del canal del rodillo es pequeña para el alambre utilizado. Hay deformaciones en el alambre.
E: La longitud del canal del rodillo es grande para el alambre utilizado. El alambre no se puede enviar a la zona
de soldadura.
8 lt/min.
Alambre de
núcleo de
metal y acero
no aleado
Diámetro del alambre
(mm)
0.8
0.9
1.0
1.2
Alambre
relleno Acero
inoxidable Aluminio
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.
veces el diámetro del alambre.
Por ejemplo, si el diámetro del alambre es de
1,2 mm, el caudal de gas se puede ajustar como
• Puede consultar la tabla adyacente para un ajuste
gas, levante la palanca del rodillo y cierre la
cubierta del alimentador de alambre.
alambre!
Información de uso
MADERA
• Presione los rodillos de presión y levante la palanca de presión.
• Arranque la máquina girando el interruptor de encendido/apagado a la posición “1”.
• Presione el gatillo hasta que el hilo salga por la punta del soplete, mientras tanto observe que la bobina de hilo gire
alambre.
• Cuando el alambre salga de la punta de la antorcha, vuelva a colocar la boquilla y la punta de contacto en la
antorcha.
• Conduzca el alambre sobre una tabla para ajustar la tensión del alambre y corte el extremo del mismo.

ES
269
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
3.10 Características de la máquina
Estructura CC/CV
• Permite soldadura MIG, MMA y TIG.
Rendimiento inteligente
• Supervisa y analiza continuamente los parámetros de soldadura de la máquina por medio de su control de
rendimiento inteligente.
funcionamiento.
• Esta protección se indica en el panel de la máquina mediante un led de aviso térmico.
Trabajar con generadores
técnicas.
Variedad de funciones de uso
• Proporciona una operación fácil de usar con modos MIG / MAG clásicos, inteligentes y sinérgicos con
funciones de pulso y doble pulso.
Protección de voltaje
• Si la tensión de red es demasiado alta o baja, la máquina se protege automáticamente dando un código de
falla en la pantalla. De esta manera, no se dañan los componentes de la máquina y se garantiza que la vida
también se activan las funciones de la máquina.
Memoria
• Hay 4 memorias de trabajo que permiten el registro del trabajo realizado.
Ventilador inteligente
• La temperatura interna de la máquina se mide de una manera continua. La velocidad del ventilador de
temperatura, la fase se detiene por completo. De este modo, se reduce la cantidad de polvo que entra en
rendimiento de enfriamiento al hacer funcionar el ventilador durante la soldadura.
Control de corriente/voltaje mediante antorcha
• Por medio de conexión de control, puede cambiar el corriente/voltaje de soldadura a través de la antorcha
sin tener que ir a la máquina, con una antorcha con las características adecuadas.
Protección de fase
• Está protegido contra falta de fase o fase incorrecta.
Arranque suave
• Realiza la ignición del arco sin salpicaduras.
Compatibilidad con Magnet
• Gracias a la estructura elaborada para Magnet, la información de soldadura y medios se almacena en
tiempo real. Si bien algunos valores se pueden leer desde el panel LCD en la parte frontal de la máquina,
otra información (Efectividad total del equipo OEE, Parámetros de soldadura-WP, Calidad, etc.) se
almacena y monitorea en la plataforma Magnet. (Opcional)
Compatibilidad con robots
• Proporciona facilidad de uso con su estructura compatible con robots.
Información de uso

270
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
• El mantenimiento y las reparaciones de la máquina deben ser realizados por personas competentes.
La compañia no asume responsabilidad de los accidentes que puedan ocurrir como consecuencia de
intervenciones de personas no autorizadas.
• Puede obtener las piezas que se utilizarán durante la reparación de nuestros servicios autorizados. El uso de
• Cualquier interposición no autorizada por el fabricante queda fuera de la garantía.
reparación.
• Antes de realizar cualquier acción en la máquina para su reparación, desconecte el enchufe de red de la
máquina y espere 10 segundos para que se descarguen los condensadores.
4.1 Mantenimiento
Cada 3 meses
• No retire las etiquetas de advertencia del dispositivo. Reemplace las etiquetas
gastadas o rotas por otras nuevas. Puede obtener las etiquetas en el servicio
autorizado.
• Revise la antorcha, las pinzas y los cables. Preste atención a las conexiones y la
durabilidad de las partes. Reemplace las piezas dañadas o defectuosas. Nunca
agregue/repare cables.
soldadura.
• Limpie y apriete las piezas de conexión como pernos y tuercas.
• Compruebe los cables de la pinza de electrodos y de la pinza de tierra.
• Abra las tapas laterales de la máquina y límpiela con aire seco a baja presión. No
aplique aire comprimido desde una distancia cercana a los componentes
electrónicos.
• Refresque con agua limpia que no sea dura periódicamente el agua del depósito de la
unidad de refrigeración por agua y protejala con anticongelante.
Cada 6 meses
o
NOTA: Los períodos mencionados son los períodos máximos que deben aplicarse si su dispositivo no
presenta ningún problema. Puede repetir los procesos mencionados anteriormente con mayor
Nunca suelde con las cubiertas de la soldadura abiertas.
los rodillos nunca deben engrasarse.
• Limpie los residuos acumulados en el mecanismo con la ayuda de aire seco en cada
cambio de hilo de soldadura.
• Los consumibles de la antorcha deben limpiarse regularmente. Si es necesario, debe
uso a largo plazo.
MANTENIMIENTO Y FALLAS
Mantenimiento y fallas

ES
271
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
Las siguientes tablas contienen las posibles fallas y sus soluciones.
La maquina no funciona
• Póngase en contacto con el servicio
autorizado
• La conexión eléctrica de la máquina
es problemática
• Fusible de red defectuoso o cable de
red dañado
• Los rodillos de alimentación de
diámetro del alambre
• Demasiado o muy poco gas de
protección
• Parámetro y proceso incorrectos
• Fallo de la placa electrónica
• Falla de placa electrónica/ventilador
• Seleccione el rodillo alimentador de
alambre adecuado
Si no se puede realizar el ajuste de
gas, consulte con el servicio
autorizado
parámetros y procesos sea correcta
• Póngase en contacto con el servicio
autorizado
• Póngase en contacto con el servicio
autorizado
• Reemplace la boquilla de contacto
conectada a la parte de los alicates
de puesta a tierra
tungsteno esté limpia
• Conexiones de red incorrectas
• Tarjeta electrónica defectuosa
• Tarjeta electrónica / motor del
alimentador de alambre defectuoso
• El interruptor de encendido/apagado
no funciona correctamente
• Muy poca presión en los rodillos de
alimentación de alambre
• El tamaño de la boquilla de contacto
está mal seleccionado o dañado
• Los parámetros de soldadura no están
seleccionados correctamente
• Los alicates de conexión a tierra de la
máquina no están conectados a la
pieza de trabajo
• Extremo de tungsteno desgastado
(en soldadura TIG)
• Los valores de polo y amperaje del
electrodo incorrectos
(en soldadura MMA)
• Los rodillos de presión están bajos
• Cables y puntos de conexiones
dañados
• Antorcha dañada
(en soldadura MIG, TIG)
• Ajuste correctamente el rodillo de
presión
la velocidad del cable
conectar el electrodo y el valor de
corriente a ajustar en la máquina
• Ajuste correctamente el rodillo de
presión
resistentes y que los puntos de
conexión no estén corroídos
soldadura sea sólida
El motor del alimentador de alambre
no funciona
El motor de alimentación de alambre
funciona, pero el alambre no avanza
No suelda bien
La corriente de soldadura
no es estable y/o no está
regulada
El ventilador no funciona
Falla Causa Resolución
• Póngase en contacto con el servicio
autorizado
conectada a la electricidad
• Compruebe los fusibles de
alimentación de red, el cable de red
y el enchufe
• Compruebe que las conexiones a la
red son correctas
• Compruebe el interruptor de
encendido/apagado
Mantenimiento y fallas

272
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
E01
E02
E03
E04
E05
E06
Código de Error Error Causa Resolución
Error de
comunicación
• Póngase en contacto con el servicio
autorizado
• Póngase en contacto con el servicio
autorizado
• Póngase en contacto con el servicio
autorizado
• Póngase en contacto con el servicio
autorizado
• Comprobar los cables de conexión a
se proporcione la entrada de voltaje
correcta. Si la tensión de red es
normal, contactar con el servicio
autorizado
• Comprobar los cables de conexión a
se proporcione la entrada de voltaje
correcta. Si la tensión de red es
normal, contactar con el servicio
autorizado
• Compruebe visualmente si el
ventilador funciona o no. Si no
funciona, contacte con el servicio
autorizado
• Abra los conductos de aire
• Puede haber problemas en diferentes
puntos de la máquina
• Es posible que el ventilador no esté
funcionando
• Es posible que la máquina haya
consumido demasiada corriente
• Puede haber problemas en diferentes
puntos de la máquina
• Es posible que haya caído la tensión
de red
• El sensor de temperatura puede
estar roto o puede haber un
problema en su conexión eléctrica
• La tensión de red puede haber
aumentado
• La parte delantera de los canales de
entrada y salida de aire puede estar
bloqueada
• El ambiente de trabajo de la máquina
puede ser extremadamente caluroso
o sofocante
• Es posible que se haya excedido el
tiempo de actividad de su máquina
colocada en un área donde pueda
trabajar más cómodamente
• Deje que la máquina se enfríe
esperando un momento. Si la falla
desaparece, intente usarlo en valores
de amperaje más bajos
Protección
térmica
Error de
sobrecorriente
Tensión de red
baja
Error de lectura
del sensor de
temperatura
Tensión de red
alta
Mantenimiento y fallas
• Los parámetros de soldadura no
están seleccionados correctamente
• Todos los parámetros (Tipo de
cable, tipo de gas, etc.) deben
seleccionarse de acuerdo con su
método de soldadura
El valor 0000 se muestra en la pantalla
Falla Causa Resolución

ES
273
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
1- Botón de alimentación de alambre libre
Mientras se presiona el botón, el alambre se acciona, la válvula de gas no funciona. Puede utilizar este botón
para introducir el alambre en la antorcha.
2- Botón de aceleración libre
Cuando se presiona el botón de gas libre, ese saldrá durante 30 segundos, si no se vuelve a presionar el botón
Puede usar este botón para cambiar el gas en el sistema después del cambio de gas.
Alambre l�bre Gas l�bre
ANEXOS
Anexos

274
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
5.2 Listas de repuestos
La fuente de alimentación Lista de piezas de repuesto
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
NÚMERO DESCRIPCIÓN
Interruptor de encendido
Conector (Completo)
Conector
Placa Electrónica E206A FLT
Bobina de choque
Toma de relé
Conmutación de paquete
Relé
Transformador de control
Zócalo de soldadura
Ventilador Monofásico
Placa Electrónica E206A-1
Sensor de efecto Hall
Placa Electrónica E202A-FLT4
Conector de alimentación
Acoplador rápido
Placa Electrónica E202A-4A
Placa Electrónica E206A CNT3P
Derivación
Placa Electrónica E121A-2
Anexos

ES
275
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
NÚMERO DESCRIPCIÓN
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Lista de piezas de repuesto del alimentador de alambre
A253006019A253006019 A253006019
A229900003A229900003
A229900101A229900101
A229900003
A229900101
K405000298Y524000054
A377900106A377900106
K405000234K405000234
1
4
7
10
2
5
8
11
3
6
9
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
Válvula de gas
Sistema de rodillos de transporte
de alambre 3-Link
Carcasa de cesta de alambre
Placa Electrónica E306A-1A
Zócalo de soldadura
Placa Electrónica E202A-CN3
Botón de potencia
Acoplamiento Rápido Rojo
Acoplamiento Rápido Azul
Conector
Etiqueta de membrana
12
16
17
15
13
14
A225100014A225100014 A225100014
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
Unidad de alimentación de alambre
Interruptor eléctrico
Ranura de guía del alimentador de alambre
Bloqueo de la cubierta
Rueda giratoria
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Anexos

276
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
1
2
34
6
5
5
Lista de piezas de repuesto de la unidad de refrigeración por agua
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500 MW
PULSE EXPERT
Radiador
Depósito de agua
Bomba de agua
Ventilador
NÚMERO DESCRIPCIÓN
Acoplamiento Rápido Rojo
Acoplamiento Rápido Azul
Anexos

ES
277
www.magmaweld.com GUÍA DE USUARIO
SERIE EXPERT
R
S
T
Filtro de entrada Recti�icador de entrada Condensadores Módulo IGBT
Efecto Hall
Unidad de
Control
Transformador de
alta frecuencia
Recti�icador de salida
Línea de control
Panel de membrana
Bobina Choque de salida
Gas
Unidad de alimentación
de alambre
Derivación
Filtmro de
salida
Pieza de trabajo
Antorcha de soldadura
Línea de control del
soplete de soldadura
Válvula de solenoide
Transformador de control
5.3 Diagrama de bloques
Anexos

278
www.magmaweld.comGUÍA DE USUARIO
SERIE EXPERT
ES
(Toma de un�dad de agua)
Fus�ble de cr�stal ráp�do
Vent�lador 380VAC
Vent�lador 380VAC
Bomba de agua 380VAC
LED de 5 mm
5.4 Diagrama del circuito de la unidad de agua
Anexos

Modelo
Número de serie
Título
Ciudad / País
Teléfono / E-mail
Fecha y número de factura
Título MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Dirección
Título
Ciudad / País
Teléfono / E-mail
Teléfono / E-mail
Nombre y Apellidos del Destinatario
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Título
Nombre y Apellido del Técnico
Fecha de puesta en servicio
(Fecha de inicio de la garantía)
CERTIFICADO DE GARANTÍA
PRODUCTO
MANUFACTURERO
INFORMACIÓN DE COMPRA
INFORMACIÓN DEL CLIENTE
INFORMACIÓN DE SERVICIO (si aplica)
Para conocer las condiciones de la garantía, visite nuestro sitio web
www.magmaweld.com/warranty-terms/wt.


NL
281
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
INHOUD
VEILIGHEIDSVOORSCHRIFTEN
TECHNISCHE GEGEVENS
Algemene verklaringen
Onderdelen van het apparaat
Productlabel
Accessoires
INSTALLATIE-INFORMATIE
Aandachtspunten bij ontvangst
Aanbevelingen voor installatie en gebruik
Lasverbindingen
Elektrische aansluiting
De aardtang aansluiten op het werkstuk
Gasaansluitingen
Waterkoelingseenheid (MW-modellen)
Verbinding van lange tussenpakkingen
GEBRUIKSAANWIJZIGEN
Gebruikersinterface
Menustructuur
Afstandsbediening
Booglengte aanpassen (ArC)
MIG-curve
Op het net aansluiten
Keuze en vervanging van draadaandrijfrollen
De draadspoel positioneren en de draad aandrijven
Gasstroomsnelheid aanpassen
ONDERHOUDS- EN STORINGSINFORMATIE
Onderhoud
Niet-periodiek onderhoud
Problemen oplossen
Foutcodes
BIJLAGEN
Fijnafstellingen in de draadaanvoereenheid
Lijsten met reserveonderdelen
Blokdiagram
Schakelschema waterunit
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
Inhoud
282
288
288
290
291
293
294
294
295
295
295
295
296
296
297
298
308
309
309
310
310
311
312
313
314
314
315
316
317
318
321
322

282
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Volg alle veiligheidsvoorschriften in de handleiding!
• De veiligheidssymbolen in de handleiding worden gebruikt om potentiële gevaren te
• Telkens wanneer er een veiligheidssymbool in deze handleiding voorkomt, moet worden
erkend dat er een risico op letsel bestaat en moet de volgende uitleg aandachtig worden gelezen
om mogelijke gevaren te voorkomen.
• De eigenaar van het apparaat is verantwoordelijk voor het voorkomen dat onbevoegden
toegang krijgen tot de apparatuur.
• Personen die het apparaat gebruiken, moeten ervaren of volledig getraind zijn in lassen/
snijden en moeten de bedieningshandleiding lezen voordat zij aan het werk gaan en moeten de
veiligheidswaarschuwingen in acht nemen.
Aannames voor de
beveiligingsinformatie
• Lees de gebruiksaanwijzing, labels en veiligheidswaarschuwingen op het apparaat zorgvuldig
door.
• Controleer of de waarschuwingslabels op het apparaat in goede staat zijn. Vervang ontbrekende
of beschadigde labels.
• Leer hoe u het apparaat bedient en hoe u de controles correct uitvoert.
• Gebruik uw apparaat in een geschikte werkomgeving.
• Ongepaste wijzigingen aan uw apparaat kunnen de veilige werking en de levensduur van uw
apparaat negatief beïnvloeden.
• De fabrikant is niet verantwoordelijk voor de gevolgen van het gebruik van het apparaat anders
dan de aangegeven omstandigheden.
Begrijpen van de
veiligheidswaarschuwingen
Toelichting op de
veiligheidssymbolen
LET OP
Duidt op een potentieel gevaarlijke situatie die letsel of schade kan veroorzaken. Het niet nemen
van voorzorgsmaatregelen kan leiden tot persoonlijk letsel of verlies/beschadiging van materiaal.
BELANGRIJK
Verwijst naar gebruiksinstructies en waarschuwingen.
GEVAAR
Geeft aan dat er ernstig gevaar dreigt. Het niet opvolgen van deze instructie kan tot de dood
of ernstig letsel leiden.
Zorg ervoor dat de installatieprocedures voldoen aan de nationale elektrische normen en
andere relevante voorschriften. Zorg ervoor dat het apparaat door deskundige personen
• Draag droge en stevige geïsoleerde handschoenen en een werkschort. Gebruik nooit natte of
beschadigde handschoenen en werkschorten.
• Draag vlambestendige beschermende kleding tegen het risico op brandwonden. De kleding van
de gebruiker moet bescherming bieden tegen vonken, spatten en boogstraling.
• Werk nooit alleen. Zorg ervoor dat er in uw werkomgeving iemand is aan wie u een gevaar kunt
melden.
• Raak de elektrode niet aan met blote handen. Zorg dat de elektrodeklem of elektrode niet in
contact komt met personen of geaarde voorwerpen.
• Raak nooit onderdelen onder spanning aan.
• Raak de elektrode nooit aan als u in contact bent met de elektrode die verbonden is met het
werkoppervlak, de vloer of een andere machine.
• Bescherm uzelf tegen mogelijke elektrische schokken door uzelf te isoleren van het
werkoppervlak en de vloer. Gebruik onbrandbaar, elektrisch isolerend, droog en onbeschadigd
isolatiemateriaal dat groot genoeg is om te voorkomen dat de operator in contact komt met het
werkoppervlak.
• Sluit niet meer dan één elektrode aan op de elektrodetang.
• Sluit de aardtang zo dicht mogelijk bij het werkstuk of de werktafel aan, zodat er een goed
metaal-op-metaalcontact is.
• Controleer de toorts voordat u de machine start. Zorg ervoor dat de zaklamp en de kabels in
goede staat zijn. Vervang een beschadigde, versleten toorts altijd.
Elektrische
schokken kunnen
VEILIGHEIDSVOORSCHRIFTEN
Veiligheidsvoorschriften

NL
283
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
• Schakel de elektrische voeding uit.
• Gebruik niet-geleidende materialen, zoals droog hout, om het slachtoffer van een elektrische
schok te bevrijden van stroomvoerende draden of onderdelen.
• Bel de hulpdiensten.
• Als het slachtoffer niet ademt, voer dan onmiddellijk reanimatie uit nadat het contact met de
elektrische bron verbroken is. Ga door met reanimeren totdat de ademhaling op gang komt of
hulp arriveert.
zoals aangegeven.
• Behandel een elektrische brandwond als een thermische brandwond door een koud kompres
aan te leggen. Voorkom infectie en dek af met een schone, droge doek.
Wat te doen in geval van
een elektrische schok
Het is erg gevaarlijk om de rook en gassen die vrijkomen tijdens het lassen en snijden
langdurig in te ademen.
• Blijf uit de buurt van bewegende voorwerpen.
• Houd alle afdekkingen, panelen, deuren, enz. van machines en apparaten gesloten en
vergrendeld.
• Draag schoenen met metalen neuzen voor het geval er zware voorwerpen vallen.
• Een brandend gevoel en irritatie in de ogen, neus en keel zijn symptomen van slechte
ventilatie. Verhoog in zo’n geval onmiddellijk de ventilatie, stop met lassen/snijden als het
probleem aanhoudt.
• Zorg voor een natuurlijk of kunstmatig ventilatiesysteem in de werkruimte.
• Gebruik een geschikt dampafzuigsysteem op plaatsen waar gelast/gesneden wordt. Installeer
indien nodig een systeem dat de dampen en gassen die zich in de hele werkplaats ophopen, kan
voorkomen.
Dampen en gassen
Bewegende onderdelen
kunnen letsel
• Raak de elektrodetang die op 2 verschillende machines is aangesloten niet tegelijkertijd aan,
aangezien er dan een dubbele open circuitspanning ontstaat.
• Schakel het apparaat uit als u het niet gebruikt en ontkoppel de kabels.
• Koppel alle stroomaansluitingen en/of verbindingsstekkers los of schakel de machine uit
voordat u de machine repareert.
• Wees voorzichtig wanneer u een lange netkabel gebruikt.
• Controleer of alle aansluitingen goed vastzitten, schoon en droog zijn.
• Zorg ervoor dat de kabels droog, schoon en vetvrij zijn. Bescherm tegen hete metalen
onderdelen en vonken.
• Ongeïsoleerde, onbedekte kabels vormen een levensgevaarlijk gevaar. Controleer alle kabels
regelmatig op mogelijke schade. Als u een beschadigde of ongeïsoleerde kabel aantreft,
repareer of vervang deze dan onmiddellijk.
• Als de aardtang niet met het werkstuk verbonden is, isoleer deze dan om contact met een
metalen voorwerp te voorkomen.
• Zorg ervoor dat de voedingskabel correct geaard is.
• Gebruik de AC lasuitgang niet in natte, vochtige of krappe ruimtes en op plaatsen waar
valgevaar bestaat.
• Gebruik de wisselstroomuitgang alleen als deze nodig is voor het lasproces.
• Als AC-uitgang vereist is, gebruik dan de afstandsbediening als uw machine daarmee uitgerust
is.
Neem extra veiligheidsmaatregelen als een van de volgende elektrisch gevaarlijke
• Wanneer u op vochtige plaatsen bent of natte kleren draagt,
• Op metalen vloeren, roosters of steigerconstructies,
• Bij verkrampte posities zoals zitten, knielen of liggen,
• Wanneer het risico van contact met het werkstuk of de vloer groot of onvermijdelijk is.
De volgende apparatuur kan in deze gevallen worden gebruikt;
• Halfautomatische DC constante spanning (CV) MIG lasmachine,
• DC handmatige beklede elektrode lasmachine,
• DC- of AC-lasmachine met lage open circuitspanning (VRD), indien beschikbaar.
Veiligheidsvoorschriften

284
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
• Handelingen zoals lassen/snijden, oppervlakteslijpen, borstelen enz. veroorzaken vonken en
spatten van metaaldeeltjes. Draag een goedgekeurde veiligheidsbril met randbescherming
onder het veiligheidsmasker om mogelijk letsel te voorkomen.
Vonken en rondvliegende
scherven kunnen uw
ogen verwonden
• Raak hete onderdelen niet met blote handen aan.
• Als u hete onderdelen moet hanteren, gebruik dan geschikt gereedschap, las-/
snijhandschoenen met hoge thermische isolatie en vuurvaste kleding
Hete onderdelen
kunnen ernstige
brandwonden
gezicht te beschermen.
• Bescherm andere blootgestelde lichaamsdelen (armen, nek, oren, enz.) tegen spatten en
boogstralen met geschikte beschermende kleding.
• Omsingel uw werkgebied met vlamwerende schermen boven ooghoogte en hang
waarschuwingsborden op om de mensen om u heen te beschermen tegen boogstralen en hete
metalen.
• Het wordt niet gebruikt voor het verwarmen van bevroren leidingen. Dit proces met een las/
snijmachine kan explosie, brand of schade aan uw installatie veroorzaken.
Lasspatten en booglicht
kunnen uw ogen en huid
beschadigen
• Het lawaai van sommige apparatuur en processen kan uw gehoor beschadigen.
• Draag goedgekeurde gehoorbescherming als het geluidsniveau hoog is.
Lawaai kan uw
gehoor beschadigen
• Richt de toorts niet op lichaamsdelen, andere personen of metaal wanneer u de lasdraadspoel
afrolt.
• Wanneer u de lasdraad met de hand van de spoel afrolt, vooral bij dunne diameters, kan de draad
als een veer uit uw hand vliegen en u of andere personen in uw omgeving verwonden.
Laskabel kan
verwondingen
• Las/snijd geen volledig gesloten buizen of pijpen.
• Open buizen en gesloten houders vóór het lassen/snijden, maak ze volledig leeg, ventileer en
reinig ze. Wees uiterst voorzichtig bij las- / snijwerkzaamheden op dergelijke plaatsen.
• Las/snijd niet, zelfs niet als ze leeg zijn, op buizen en pijpen die eerder stoffen hebben bevat die
explosie, brand of andere reacties kunnen veroorzaken.
• Las/snijd nooit in de buurt van brandbare materialen. Er kan brand of explosie ontstaan.
• Verwijder deze materialen uit de omgeving voordat u begint met lassen/snijden of bedek ze
met beschermkappen om te voorkomen dat ze verbranden en ontbranden.
• Op deze gebieden zijn speciale nationale en internationale regels van toepassing.
Lassen /snijden kan
leiden tot brand en
explosies
• Als u in besloten ruimtes werkt of als u lood-, beryllium-, cadmium-, zink-, gecoate of geverfde
materialen last, gebruik dan naast de bovenstaande voorzorgsmaatregelen maskers die frisse
lucht leveren.
• Als gascilinders in een aparte ruimte zijn gegroepeerd, zorg er dan voor dat deze ruimtes goed
geventileerd zijn, houd de hoofdkranen gesloten als gascilinders niet in gebruik zijn, let op
gaslekken.
• Beschermende gassen zoals argon zijn dichter dan lucht en kunnen worden ingeademd in
plaats van lucht als ze in gesloten ruimten worden gebruikt. Dit is gevaarlijk voor uw
gezondheid.
• Voer geen las- / snijwerkzaamheden uit in de aanwezigheid van gechloreerde
• Sommige gelaste/gesneden onderdelen vereisen speciale ventilatie. Lees aandachtig de
veiligheidsregels voor producten die speciale ventilatie vereisen. Als een gasmasker vereist is,
moet het juiste gasmasker worden gedragen.
Veiligheidsvoorschriften

NL
285
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
• Vonken en rondvliegende scherven kunnen brand veroorzaken. Houd daarom materialen zoals
een brandblusserbuis, water en zand binnen handbereik.
• Gebruik terugslagkleppen, gasregelaars en afsluiters op circuits met ontvlambaar, explosief gas
en gas onder druk. Zorg ervoor dat deze regelmatig gecontroleerd worden en goed functioneren.
• Elektrische apparaten mogen niet door onbevoegden gerepareerd worden. Hier kunnen fouten
ernstig letsel of de dood veroorzaken bij gebruik
• De gascircuitelementen werken onder druk; onderhoud door onbevoegden kan leiden tot
explosies en ernstig letsel bij gebruikers.
• Het wordt aanbevolen om de machine en de bijbehorende eenheden minstens één keer per jaar
technisch te onderhouden.
Onderhoud van machines
en apparaten door
onbevoegden kan letsel
• Tijdens het lassen/snijden wordt een hoge temperatuur gegenereerd. Plaats het daarom niet op
oppervlakken die gemakkelijk kunnen verbranden of beschadigen!
• Voer las- / snijwerkzaamheden in kleine volumes en besloten ruimten altijd uit in het bijzijn
van een andere persoon.
• Vermijd zoveel mogelijk las- / snijwerkzaamheden in dergelijke kleine ruimtes.
• Neem alle nodige voorzorgsmaatregelen bij het transporteren van de machine. De gebieden die
vervoerd moeten worden, de onderdelen die bij het transport gebruikt moeten worden en de
fysieke omstandigheden en gezondheid van de persoon die het transport uitvoert, moeten
geschikt zijn voor het transportproces.
• Sommige apparaten zijn extreem zwaar, dus er moet voor worden gezorgd dat de nodige
voorzorgsmaatregelen voor milieuveiligheid worden genomen bij het verplaatsen ervan.
• Als het apparaat vanaf een platform gebruikt moet worden, moet gecontroleerd worden of het
platform geschikte belastingsgrenzen heeft.
• Als het apparaat met behulp van een voertuig (trolley, vorkheftruck, enz.) vervoerd moet
worden, zorg er dan voor dat het voertuig en de verbindingspunten die het apparaat met het
voertuig verbinden (draagriem, riem, bout, moer, wiel, enz.) sterk zijn.
• Als u het apparaat met de hand moet hanteren, zorg er dan voor dat het apparaat (draagriem,
riem, enz.) en de aansluitingen goed vastzitten.
• Houd u aan de regels voor transportgewicht van de Internationale Arbeidsorganisatie en de
transportvoorschriften die in uw land van toepassing zijn, om de noodzakelijke
transportomstandigheden te garanderen.
• Gebruik altijd de handgrepen of draaglussen wanneer u de voeding verplaatst. Trek nooit aan
• Voordat u las-/snijapparatuur vervoert, moet u alle onderlinge verbindingen verwijderen, ze
afzonderlijk optillen en vervoeren, kleine aan de handgrepen, grote aan de draagringen of met
behulp van geschikte hefapparatuur zoals een vorkheftruck.
Lassen / snijden
in kleine besloten
ruimtes
Het niet nemen
van de nodige
tijdens transport kan
ongelukken
• Plaats uw machine op vloeren en platforms met een maximale helling van 10 , zodat de machine
niet kan vallen of kantelen. Geef de voorkeur aan ruimten die de materiaalstroom niet
belemmeren, waar u niet over kabels en slangen kunt struikelen en waar geen beweging is,
maar wel grote, goed geventileerde, stofvrije ruimten. Om te voorkomen dat de gascilinders
omvallen, bevestigt u ze op het plateau in machines met een gasplateau dat geschikt is voor de
cilinder, en bevestigt u ze aan de muur met een ketting zodat ze bij vast gebruik niet omvallen.
• Bied operators gemakkelijke toegang tot instellingen en aansluitingen op de machine.
Vallende scherven
kunnen letsel
Een onjuiste plaatsing van de voeding of andere apparatuur kan leiden tot ernstig persoonlijk
letsel en materiële schade aan andere objecten.
• Verminder de stroomsterkte of de inschakelduur voordat u opnieuw begint te lassen/snijden.
• Blokkeer de ventilatieopeningen van de machine niet.
fabrikant.
Overmatig gebruik
oververhitting van de
machine
Veiligheidsvoorschriften

286
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Voordat las- / snijapparatuur wordt geïnstalleerd, moet de bedieningsinstantie en/of de
gebruiker een onderzoek uitvoeren naar mogelijke elektromagnetische interferentie in de
omgeving. De volgende voorwaarden moeten in acht worden genomen;
a) Andere voedingskabels, besturingskabels, signaal- en telefoonkabels boven, onder en naast de
las-/snijmachine en apparatuur,
b) Radio- en televisiezenders en -ontvangers,
c) Computer en andere regelapparatuur,
d) Kritische veiligheidsapparatuur, bijv. bescherming van industriële apparatuur,
e) Medische apparatuur van mensen in de buurt, bijv. pacemakers en gehoorapparaten,
f) Apparatuur die voor meting of kalibratie wordt gebruikt,
g) Immuniteit van andere apparatuur in de omgeving. De gebruiker moet ervoor zorgen dat
andere apparatuur die in de omgeving wordt gebruikt, compatibel is. Hiervoor kunnen extra
beschermingsmaatregelen nodig zijn,
h)
de omgeving, de structuur van het gebouw en andere activiteiten die in het gebouw worden
uitgevoerd, rekening houdend met het tijdstip van de dag waarop het las- / snijproces zal
worden uitgevoerd.
Naast de beoordeling van het gebied kan ook de evaluatie van de apparaatinstallaties nodig zijn
om de storing op te lossen. Indien nodig kunnen metingen ter plaatse ook worden gebruikt om de
• Het apparaat moet op de aanbevolen manier en door een bevoegd persoon op het lichtnet worden
aangesloten. Als er interferentie optreedt, kunnen er extra maatregelen worden genomen, zoals
metalen pijp of een gelijkwaardige afgeschermde kabel lopen. Het display en de behuizing van de
voeding moeten met elkaar verbonden zijn en er moet een goed elektrisch contact zijn tussen de
twee structuren.
• Het aanbevolen routineonderhoud van het apparaat moet worden uitgevoerd. Wanneer het
apparaat in gebruik is, moeten alle luiken van de motorkap gesloten en/of vergrendeld zijn. Er
mogen geen andere wijzigingen of aanpassingen aan het apparaat worden aangebracht dan de
standaardinstellingen zonder schriftelijke toestemming van de fabrikant. Anders is de gebruiker
verantwoordelijk voor eventuele gevolgen.
• Las- / snijkabels moeten zo kort mogelijk worden gehouden. Ze moeten naast elkaar over de vloer
van het werkgebied bewegen. Las- / snijkabels mogen op geen enkele manier opgerold worden.
• Tijdens het lassen/snijden wordt er een magnetisch veld in de machine opgewekt. Hierdoor kan
het apparaat metalen onderdelen naar zich toe trekken. Om deze aantrekkingskracht te
voorkomen, moet u ervoor zorgen dat metalen materialen zich op een veilige afstand bevinden of
beveiligd zijn. De operator moet geïsoleerd zijn van al deze onderling verbonden metalen
materialen.
Beoordeling van
elektromagnetische
compatibiliteit van het
werkgebied
Methoden voor
vermindering van
storingen
• Dit apparaat is groep 2, klasse A in EMC-tests volgens de TS EN 55011 norm.
• Dit apparaat van klasse A is niet bedoeld voor gebruik in woonwijken waar de elektrische
stroom wordt geleverd door het laagspanningsnet. Er kunnen problemen optreden bij het
garanderen van elektromagnetische compatibiliteit door radiofrequentie-interferentie die op
dergelijke locaties wordt uitgezonden en uitgestraald.
• Zorg ervoor dat het werkgebied voldoet aan de elektromagnetische compatibiliteit (EMC).
Elektromagnetische interferentie tijdens het lassen/snijden kan ongewenste effecten hebben
op uw elektronische apparaten en het lichtnet. De gebruiker is verantwoordelijk voor de
effecten die deze storingen tijdens het gebruik kunnen veroorzaken.
• Als er interferentie optreedt, kunnen extra maatregelen worden genomen om naleving te
garanderen, zoals het gebruik van korte kabels, het gebruik van afgeschermde (gepantserde)
kabels, verplaatsing van de machine, verwijdering van kabels uit het getroffen apparaat en/of
• Om mogelijke EMC-schade te voorkomen, dient u las- / snijwerkzaamheden zo ver mogelijk
(100 m) van uw gevoelige elektronische apparaten uit te voeren.
• Zorg ervoor dat uw apparaat geïnstalleerd en geplaatst is in overeenstemming met de
gebruiksaanwijzing.
Dit apparaat voldoet niet aan IEC 61000 -3 - 12. Als het apparaat bedoeld is om
aangesloten te worden op het laagspanningsnet dat in huishoudens gebruikt wordt,
moet de installateur die de elektrische aansluiting zal maken of de persoon die het
apparaat zal gebruiken, geïnformeerd worden over de connectiviteit van het apparaat,
in welk geval de verantwoordelijkheid bij de gebruiker ligt.
Booglassen kan
elektromagnetische
Veiligheidsvoorschriften

NL
287
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
• Wanneer het werkstuk om elektrische veiligheidsredenen of vanwege de grootte en positie niet
met de aarde verbonden is (bijv. bij de vervaardiging van scheepsrompen of staalconstructies),
kan een verbinding tussen het werkstuk en de aarde in sommige gevallen de emissies
verminderen. Houd er rekening mee dat aarding van het werkstuk letsel bij gebruikers of
storingen in andere elektrische apparatuur in de omgeving kan veroorzaken. Indien nodig kan de
verbinding tussen het werkstuk en de aarde worden gemaakt als een directe verbinding, maar in
sommige landen waar een directe verbinding niet is toegestaan, kan de verbinding worden
gemaakt met behulp van geschikte capaciteitselementen in overeenstemming met de plaatselijke
regelgeving en voorschriften.
• Afscherming en afscherming van andere apparaten en kabels in het werkgebied kunnen helpen
om interferentie te voorkomen. Afscherming van de gehele las-/snijzone kan overwogen worden
voor sommige speciale toepassingen.
Elektrische stroom die door een geleider loopt, genereert gelokaliseerde elektrische en
magnetische velden (EMF). Bedieners moeten de volgende procedures volgen om het risico van
blootstelling aan EMF tot een minimum te beperken;
• Om het magnetische veld te verminderen, moeten las-/snijkabels zoveel mogelijk bij elkaar
worden gebracht en worden vastgezet met verbindingsmateriaal (tape, kabelbinders, enz.).
• Het bovenlichaam en het hoofd van de bediener moeten zo ver mogelijk uit de buurt van de las-/
snijmachine en kabels worden gehouden,
• Lassen/snijden en elektrische kabels mogen op geen enkele manier om het lichaam gewikkeld
worden,
• Het lichaam mag niet tussen de las- / snijkabels vast komen te zitten. Beide las- / snijkabels
moeten naast elkaar uit de buurt van het lichaam worden gehouden,
• De retourkabel moet zo dicht mogelijk bij het las-/snijgebied op het werkstuk worden
aangesloten,
• Leun niet tegen de voedingseenheid, ga er niet op zitten en werk er niet te dicht bij,
• Tijdens het transport van de voedingseenheid of draadaanvoereenheid mag er niet gelast/
gesneden worden.
EMF kan ook de werking van medische implantaten (materiaal dat in het lichaam wordt geplaatst),
zoals pacemakers, nadelig beïnvloeden. Er moeten beschermende maatregelen worden genomen
voor mensen met medische implantaten. De toegang kan bijvoorbeeld worden beperkt voor
voorbijgangers of er kunnen individuele risicobeoordelingen worden gemaakt voor operators.
Voor gebruikers met medische implantaten moet een medische deskundige een risicobeoordeling
uitvoeren en een aanbeveling doen.
Elektron-magnetisch
veld (EMF)
• Kies de methode en machine die geschikt zijn voor het las-/snijproces dat u gaat uitvoeren.
• Selecteer de stroom en/of spanning die geschikt is voor het materiaal en de dikte van het te
lassen/snijden materiaal.
• Als u lange tijd wacht zonder te lassen/snijden, schakel de machine dan uit nadat de ventilator
de machine heeft afgekoeld. Onze apparaten met intelligente ventilatorregeling stoppen
vanzelf.
• Dit apparaat is geen huishoudelijk afval. Het moet gericht zijn op recycling binnen het kader van
de richtlijn van de Europese Unie en de nationale wetgeving.
• Vraag uw dealer en bevoegde personen om informatie over het afvalbeheer van uw gebruikte
machine.
Afvalprocedure
• Stel het apparaat niet bloot aan regen, waterspatten of stoom onder druk.Bescherming
GARANTIEFORMULIER
Ga naar onze website www.magmaweld.com/warranty-form/wr voor het garantieformulier.
Veiligheidsvoorschriften

288
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
TECHNISCHE GEGEVENS
1.1 Algemene verklaringen
Figuur 1 : ID 300-400-500 M PULSE EXPERT Voor- en achteraanzicht
ID 300-400-500 M/MW PULSE EXPERT is een driefasig industrieel inverter MIG / MAG lasapparaat met
Pulse en Double Pulse technologie, ontworpen voor zware omstandigheden. Uitstekende laseigenschappen
met alle massieve en gevulde draden. CC / CV voeding; Hiermee kunt u MIG-, TIG-, MMA-lasmethoden en
koolstof snijden met één enkele machine. Dankzij de synergetische functie worden de lasstroom en de
lasspanning automatisch aangepast na het bepalen van het draadtype, de dikte en het gastype op het
LCD-scherm. De klassieke en slimme modi maken het de gebruiker gemakkelijk om zich aan te passen aan
de synergetische modus.
1.2 Onderdelen van het apparaat
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
10- Zaklamp met afstandsbediening
11- Stroom-LED
12- Gasuitvoer
13- Datasocket
14- Gasinvoer
15- Contactdoos Heater
16- Stopcontact
17- Netkabel
1- Digitaal scherm
2- Digitaal scherm
3- Aansluiting voor toorts
4- Aan/Uit-schakelaar
5- Aansluiting voor toorts
6- Poolaansluiting
7- Elektrode (+) Poolaansluiting
8- Afstelpot
9- Afstelpot
Technische Gegevens

NL
289
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
Figuur 2 : ID 300-400-500 MW PULSE EXPERT Voor- en achteraanzicht
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Digitaal scherm
2- Digitaal scherm
3- Aansluiting voor toorts
4- Aan/Uit-schakelaar
5- Aansluiting voor toorts
6- Poolaansluiting
7- Elektrode (+) Poolaansluiting
8- Afstelpot
9- Afstelpot
10- Zak warm watertoevoer
11- Zak koudwateruitvoer
12- Zaklamp met afstandsbediening
13- Stroom-LED
14- Gasuitvoer
15- Datasocket
16- Led-waterunit
17- Waterunit warmwaterinvoer
18- Waterunit koudwateruitvoer
19- Waterunit
20- Gasinvoer
21- Contactdoos Heater
22- Waterunit stopcontact elektriciteit
23- Netkabel
Technische Gegevens

290
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
1.3 Productlabel
CC / CV
Driefasige transformatorgelijkrichter
Constante stroom / constante spanning
Gelijkstroom
MIG / MAG-lassen
Netingang-3-fase wisselstroom
Geschikt voor werken in gevaarlijke
omgevingen
X
U
I
U
IP21S
U
S
I
Werkingscyclus
Onbelast werkvoltage
Nominale bronstroom
Netspanning en -frequentie
Beschermingsklasse
Nominale bronspanning
Inkomend stroom van het net
Nominale stroom uit het stopcontact
Technische Gegevens

NL
291
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
de machine lassen/snijden zonder te stoppen in de eerste 6 minuten van de tijdsperiode van 10 minuten
(1 zone). De machine moet echter de volgende 4 minuten niet gebruikt worden om af te koelen (zone 2).
Werkingscyclus
Temperatuur (C )
6 minuten 6 minuten6 minuten4 minuten 4 minuten 4 minuten Tijd (min.)
400
ID 400 M/MW PULSE EXPERT
400
82
50 - 400
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
400
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kVAInkomend stroom van het net
EENHEID
V
TECHNISCHE SPECIFICATIES
Netspanning (3 Fasen 50-60 Hz)
VDC
ADC
ADC
kg
mm
Instelgebied lasstroom
Beschermingsklasse
Afmetingen (lengte x breedte x diepte)
Nominale bronstroom
Gewicht
Open-circuit spanning
Technische Gegevens
kVAInkomend stroom van het net
EENHEID
V
TECHNISCHE SPECIFICATIES
Netspanning (3 Fasen 50-60 Hz)
VDC
ADC
ADC
kg
mm
Instelgebied lasstroom
Beschermingsklasse
Afmetingen (lengte x breedte x diepte)
Nominale bronstroom
Gewicht
Open-circuit spanning

292
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
400
500
82
50 - 500
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 500 M/MW PULSE EXPERT
Technische Gegevens
kVAInkomend stroom van het net
EENHEID
V
TECHNISCHE SPECIFICATIES
Netspanning (3 Fasen 50-60 Hz)
VDC
ADC
ADC
kg
mm
Instelgebied lasstroom
Beschermingsklasse
Afmetingen (lengte x breedte x diepte)
Nominale bronstroom
Gewicht
Open-circuit spanning

NL
293
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
1.5 Accessoires
STANDAARD ACCESSOIRES
Aardingstang en kabel
Gasslang
AANTAL
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
AANTAL
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
OPTIONELE ACCESSOIRES
Gasregelaar (Mix)
Lava MIG 50W (3 m) watergekoelde MIG-toorts
OPTIONELE ACCESSOIRES
Gasregelaar (Mix)
Lava MIG 50W (3 m) watergekoelde MIG-toorts
OPTIONELE ACCESSOIRES
Gasregelaar (Mix)
Lava MIG 50W (3 m) watergekoelde MIG-toorts
AANTAL
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
Lava MIG 65W (3 m) watergekoelde MIG-toorts
AANTAL
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
Technische Gegevens
STANDAARD ACCESSOIRES
Aardingstang en kabel
Gasslang
AANTAL
1
1
1
1
STANDAARD ACCESSOIRES
Aardingstang en kabel
Gasslang
AANTAL
1
1
1
1

294
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
INSTALLATIE-INFORMATIE
2.1 Aandachtspunten bij ontvangst
Controleer of alle onderdelen die u besteld hebt, aangekomen zijn. Als er materiaal ontbreekt of beschadigd is,
neem dan onmiddellijk contact op met de plaats van aankoop.
De standaard doos bevat :
• Hoofdapparaat met bijbehorende netkabel • Gebruiksaanwijzing
• Aardingstang en kabel • Lasdraad
Als de levering beschadigd is, houd dit dan bij, maak een foto van de schade en meld dit aan het
probleem aanhoudt.
2.2 Aanbevelingen voor installatie en gebruik
• Voor het transport van de machine moeten hijsogen of een vorkheftruck worden gebruikt. Til het apparaat
kan vallen of kantelen.
• Voor betere prestaties plaatst u het apparaat op minstens 30 cm afstand van omringende voorwerpen. Pas
op voor oververhitting, stof en vocht rond het apparaat. Gebruik het apparaat niet in direct zonlicht. Wanneer
de omgevingstemperatuur hoger is dan 40 C, laat u de machine met een lagere stroomsterkte of met een
lagere cyclussnelheid werken.
• Vermijd lassen buiten in wind en regen. Als er in dergelijke situaties gelast moet worden, bescherm het
lasgebied en de lasmachine dan met gordijnen en zonneschermen.
• Zorg er bij het plaatsen van het apparaat voor dat materialen zoals muren, gordijnen, panelen enz. de
gemakkelijke toegang tot de bedieningselementen en aansluitingen van het apparaat niet belemmeren.
• Gebruik bij lassen binnenshuis een geschikt dampafzuigsysteem. Gebruik ademhalingsapparatuur als er een
risico bestaat op het inademen van lasrook en gassen in gesloten ruimten.
• Houd u aan de gebruikscycli die op het productlabel staan aangegeven. Frequente overschrijding van de
bedrijfscycli kan de machine beschadigen en de garantie ongeldig maken.
• De voedingskabel moet worden gebruikt in overeenstemming met de opgegeven waarde van de zekering.
• Sluit de aardkabel zo dicht mogelijk bij het lasgebied aan. Laat geen lasstroom door andere elementen dan de
laskabels lopen, bijv. de machine zelf, gascilinder, ketting, lager.
Symbolen op het apparaat en hun betekenis
Aan het lasproces zijn gevaren verbonden. Er moet worden gezorgd voor geschikte
werkomstandigheden en de nodige voorzorgsmaatregelen moeten worden genomen.
Gespecialiseerde personen zijn verantwoordelijk voor de machine en moeten voor de nodige
uitrusting zorgen. Niet-verwante personen moeten uit de buurt van het brongebied worden
gehouden.
Dit apparaat voldoet niet aan IEC 61000-3-12. Als het apparaat bedoeld is om aangesloten te worden
op het laagspanningsnet dat in huishoudens gebruikt wordt, moet de installateur die de elektrische
aansluiting zal maken of de persoon die het apparaat zal gebruiken, geïnformeerd worden over de
connectiviteit van het apparaat, in welk geval de verantwoordelijkheid bij de gebruiker ligt.
Let op de veiligheidssymbolen en waarschuwingen op het apparaat en in de gebruikershandleiding
en verwijder de labels niet.
Roosters zijn voor ventilatiedoeleinden. Openingen mogen niet afgedekt worden voor een goede
koeling en er mogen geen vreemde voorwerpen in zitten.
Installatie-Informatie

NL
295
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
• Wanneer de gascilinder op de machine is geplaatst, maakt u onmiddellijk de ketting vast om de gascilinder
vast te zetten. Als u de gascilinder niet op de machine plaatst, moet u de cilinder met een ketting aan de muur
bevestigen.
• Het stopcontact aan de achterkant van de machine is voor de CO-verwarmer. Sluit nooit een ander apparaat
dan een CO-verwarming op de CO-aansluiting aan!
2.3 Lasverbindingen
2.3.1 Elektrische aansluiting
• Er is geen stekker aangesloten op het netsnoer omdat er verschillende stopcontacten beschikbaar kunnen
stekker op het stopcontact aansluiten. Controleer of de aardkabel, geel/groen gekleurd en gemarkeerd met
, aanwezig is.
• Steek de stekker nog niet in het stopcontact nadat u de stekker op de kabel hebt aangesloten.
2.3.2 De aardtang aansluiten op het werkstuk
• Bevestig de aardtang stevig aan het werkstuk, zo dicht mogelijk bij het te lassen gedeelte.
• Zorg ervoor dat de maat van de slangaansluiting van de gasregelaar die u gaat gebruiken 3/8 is.
• Sluit één uiteinde van de cilinderslang aan op de gasregelaar en draai de klem vast. Sluit het andere uiteinde
aan op de gasinlaat aan de achterkant van de machine en draai de moer vast.
Als u een geluid hoort en/of een gasgeur ruikt die op een lek wijst, controleer dan uw aansluitingen en
verhelp het lek.
2.3.3 Gasaansluitingen
1-
2- Gascilinder
3- CO-verwarming
4- Ketting
5- CO Verwarmer Energiekabel
6- Gasregelaar
7- Manometer
8- Debietmeter
9- Stroomregelklep
10- Slang
1
2
5
4
3
6
7 8
9
10
Installatie-Informatie

296
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
• De waterkoeleenheid is een gesloten circuit dat bestaat uit een radiator, ventilator, pomp en koelvloeistoftank
die gebruikt worden om de toorts te koelen.
• Sluit de koude (blauwe) waterslang van het tussenstuk aan op de koudwateruitlaat van het
waterkoelsysteem en de warme (rode) waterslang op de warmwaterinlaat van het waterkoelsysteem.
• Lasapparaten van Magmaweld worden geleverd met Magmaweld-koelmiddel, dat geproduceerd wordt om
de beste prestaties te leveren. Als de koelvloeistof bijna op is, opent u de dop van de koelvloeistoftank en
voegt u Magmaweld-koelvloeistof toe die geschikt is voor de temperatuur van de werkomgeving. De
koelvloeistof moet zich binnen de minimum- en maximumwaarden bevinden die op het voorpaneel van het
apparaat staan aangegeven.
• Voeg geen andere koelvloeistof of water toe. Verschillende vloeibare additieven kunnen chemische reacties
of andere problemen veroorzaken.
• Magmaweld is niet verantwoordelijk voor risico’s die kunnen ontstaan bij verschillende
vloeistoftoevoegingen. Alle garantiebepalingen komen te vervallen indien andere koelvloeistof of water aan
Magmaweld-koelvloeistof wordt toegevoegd.
• Als u een ander merk koelvloeistof wilt gebruiken, moet het koelvloeistofreservoir helemaal leeg zijn en mag
er geen residu of vloeistof in zitten.
• Waterkoelingseenheden zijn niet geschikt voor gebruik, behalve voor lasapparaten van Magma Mekatronik
2.3.4 Waterkoelingseenheid (MW-modellen)
Figuur 4 : Aansluitingen draadaanvoereenheid voor lange tussenpakkingen
Het gebruik van vuil en kalkhoudend (hard) water verkort de levensduur van de toorts en
de pomp. Als de koelvloeistof onder de minimumwaarde is, bestaat de kans op doorbranden
en uitvallen van de motor en toorts.
c
b
a
c
b
a
d
e
• Voor apparaten met een tussenpakking van 10 meter of langer zijn de draadaanvoereenheid en de
tussenpakking zo ontworpen dat ze gemakkelijk te scheiden zijn voor transport. De twee uiteinden van de
lange tussenpakkingen zijn identiek en dezelfde aansluitingen die aan de voorkant van de machine
gemaakt zijn, moeten ook gemaakt worden met de connectoren en bussen aan de achterkant van de
draadaanvoereenheid.
• Als de tussenpakking van uw apparaat 10 meter of langer is, sluit u de tussenpakking en de
draadaanvoereenheid als volgt aan.
2.3.5 Verbinding van lange tussenpakkingen
Installatie-Informatie

NL
297
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
Digitaal scherm
Toont de inhoud van het menu. Alle menuparameters worden op het digitale display
weergegeven.
aangepast met behulp van de instelknop. De stroom wordt gerealiseerd door de
instelknop naar links en rechts te draaien.
met behulp van de insteltoets. De spanning wordt gerealiseerd door de instelknop naar
links en rechts te draaien.
geselecteerde modus. Geeft een foutbericht weer.
Stationair
Synergetische modus Bron instelstroom Lasstroom
Smart-modus Bron instelstroom Lasstroom
Klassieke modus Draadsnelheid Lasstroom
Belast
3.1 Gebruikersinterface
GEBRUIKSAANWIJZIGEN
Gebruiksaanwijzigen
modus.
Stationair Belast
Volt lasapparaat Lasspanning
Volt lasapparaat Lasspanning
Volt lasapparaat Lasspanning
Synergetische modus
Smart-modus
Klassieke modus

298
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Menutoets
Deze wordt gebruikt om tussen pagina’s in het menu te schakelen. Druk eenmaal om
naar de volgende pagina te gaan. Het keert echter terug naar de hoofdpagina na het
instellen van de parameters.
Door één keer op een van de pijlrichtingen te drukken, wordt er tussen de parameters
(regels) op de pagina gewisseld. Als u op de omlaag-richtingknop drukt, beweegt hij
omlaag en als u op de omhoog-richtingknop drukt, beweegt hij omhoog.
Verandert de waarde van de geselecteerde parameter (regel) naar boven. Door één keer
op de knop te drukken, schakelt u het schakelproces.
Verandert de waarde van de geselecteerde parameter (regel) naar beneden. Door één
keer op de knop te drukken, schakelt u het schakelproces.
3.2 Menustructuur
Pagina’s
Pagina 1
Pagina 2
Pagina 3
Pagina 4
Pagina 5
Pagina 6
Pagina 7
• Taal
• Methode
• Mod
• Koeltijd
• Draadtype
• Draaddiameter
• Gastype
• Dikte
• Voorgastijd
• Laatste Gastijd
• Herverbranding
• Krater
• Trigger
• Lasduur
• Laattijd
• Volume Afstelling
• Start A.
• Start Z.
• Einde A.
• Eindtijd Z.
• Programma
• Programma-Nummer
• Opslaan [E(+)/H(-)]
• D.pulse Freq
• D.pulse Stroominstelling
• D.pulsetijdinstelling
Parameters Afstelbereik
/
/
/
/
/
/
/
Gebruiksaanwijzigen

NL
299
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
PAGINA 1
Instelling menutaal.
Afstelbereik
• TR (Turks)
• EN (Engels)
• FR (Frans)
• DE (Duits)
De lasmethode wordt bepaald.
Afstelbereik
• MMA
• MIG/MAG
• Pulse (Puls MIG/MAG)
• D.Pulse (Double Puls MIG/MAG)
a) TAAL
b) METHODE
c) MOD
De selectie die u maakt in het menu METHODE zorgt voor een differentiatie in de menuopties van MOD.
U moet uw aansluitingen en accessoires aanpassen aan de gekozen lasmethode. Er is een apart
Als u uw bronmodus juist kiest, krijgt u vloeiendere bronnen. De methode modus moet bijvoorbeeld
Als u wilt zien welke waarde het apparaat oorspronkelijk voorstelde en naar die waarde wilt terugkeren,
drukt u gewoon één keer op de insteltoets.
MIG/MAG
MMA
Afstelbereik
• Methode
• Sel/Koolstof
• Rutiel/Basic
Pulse (Pulse MIG/MAG)
Afstelbereik
• Klassiek
• Smart
• Synergetisch
D.Pulse (Double Pulse MIG/MAG)
Afstelbereik
• Klassiek
• Smart
• Synergetisch
MIG/MAG
Afstelbereik
• Klassiek
• Smart
• Synergetisch
KLASSIEKE MODUS
U kunt de draadsnelheid en
lasspanning zelf instellen binnen een
bepaald tolerantiebereik.
De draadsnelheid wordt ingesteld
tussen 1-24 m/min en de lasspanning
tussen 15-40 V.
SMART-MODUS
Wanneer u deze selecteert, moeten
lasparameters zoals draadtype,
draaddiameter en gastype correct
worden geselecteerd. Het apparaat
stelt automatisch de optimale
spanning in op basis van de
geselecteerde lasstroom. U kunt
de spanning binnen een bepaald
tolerantiebereik instellen door de
instelknop +/- te draaien.
SYNERGIE-MODUS
Lasparameters zoals draadtype,
draaddiameter, gastype en dikte
moeten correct worden gekozen.
Zowel stroom als spanning passen
zich automatisch aan volgens de
geselecteerde lasparameters.
De gebruiker kan zowel stroom als
spanning binnen een bepaald
tolerantiebereik navigeren.
Het apparaat zal automatisch de
spanning herberekenen aan de hand
van de ingestelde stroomwaarde
binnen een bepaalde tolerantie.
Wanneer de MIG/MAG lasmethode is geselecteerd in het menu METHODE zijn de modi als volgt:
Gebruiksaanwijzigen

300
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Pulse (Pulse MIG/MAG)
Wanneer de Pulsbronmethode in het menu METHODE is geselecteerd, zijn de modi als volgt Pulse:
Nadat het apparaat de lasnaad heeft gesneden, bepaalt het hoe lang het water in het systeem in de toorts
moet draaien. Zodra het apparaat begint te lassen, start de watercirculatie en nadat het lassen is voltooid,
blijft de led van de waterkoeleenheid aan gedurende de tijd die in het menu is ingesteld.
Afstelbereik
• 1-5 minuten
d) KOELTIJD
D.Pulse (Double Pulse)
Wanneer D.Pulse (Double Pulse) als bronmethode is geselecteerd in het menu METHODE, zijn de modi
als volgt:
Wanneer de optie D.Pulse is geselecteerd, moeten de D.Pulse parameters op pagina 6 en 7 van het menu
worden ingesteld. Dankzij de dubbele pulsstructuur wordt er zonder vervorming in het materiaal gelast,
KLASSIEKE MODUS
Bij de Impulsmethode is de klassieke
modus niet actief. Wanneer de Pulse
methode geselecteerd is, kunt u geen
waarden zien in de klassieke modus.
Omdat bij de Pulse-methode alle
instellingen vanuit de softwarebasis
van het apparaat komen, krijgt de
gebruiker niet de mogelijkheid om in
te stellen.
SMART-MODUS
De instellingen worden aangepast
zoals bij de MIG/MAG-methode.
SYNERGIE-MODUS
De instellingen worden aangepast
zoals bij de MIG/MAG-methode.
KLASSIEKE MODUS
Bij de Double Pulse methode is de
klassieke modus niet actief. Wanneer
de Double Pulse methode geselecteerd
is, kunt u geen waarde zien in de
klassieke modus. Omdat bij de Double
Pulse methode alle instellingen vanuit
de softwarebasis van de machine
komen, krijgt de gebruiker niet de
mogelijkheid om aanpassingen te
maken.
SMART-MODUS
De instellingen worden aangepast
zoals bij de MIG/MAG-methode.
SYNERGIE-MODUS
De instellingen worden aangepast
zoals bij de MIG/MAG-methode.
Gebruiksaanwijzigen

NL
301
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
PAGINA 2
Draadtype wordt geselecteerd.Het te gebruiken draadtype moet correct worden geselecteerd.
Afstelbereik
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
a) DRAADTYPE
De draaddiameter wordt geselecteerd.
De te gebruiken draaddiameter moet correct worden gekozen.
Afstelbereik
• 0.8-1.6 mm
b) DRAADDIAMETER
Het gastype wordt geselecteerd.
Het te gebruiken gastype moet correct worden geselecteerd.
Afstelbereik
• 82/18 • 92/8 • 97,5/2,5
c) GASTYPE
De materiaaldikte wordt geselecteerd.
De dikte van het te gebruiken materiaal moet juist worden gekozen.
Afstelbereik
• 0.6-20 mm.
Als u argongas en SG 0,8 draad selecteert terwijl de slimme modus geselecteerd is, wordt er 0 weergegeven op
het scherm omdat deze draad niet gebruikt kan worden met argongas. Als u een waarde 0 op het display ziet,
is er iets verkeerd geselecteerd in het menu: methode/draadtype/gas incompatibiliteit.
d) DIKTE
Gebruiksaanwijzigen

302
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
PAGINA 3
De voorgastijd wordt ingesteld.
Afstelbereik
• 0-9.9 sec.
Voordat u begint met lassen gedurende de opgegeven tijd, wordt er gas toegevoerd en dan begint het lassen.
De duur kan worden ingesteld tussen 0,0 - 9,9 seconden. Beschermt het smeltbad aan het begin van het
lassen.
a) VOORGASTIJD
De laatste gastijd is ingesteld.
Afstelbereik
• 0-9.9 sec.
kan worden ingesteld tussen 0,0 - 9,9 seconden. Beschermt het smeltbad aan het einde van het lassen.
b) LAATSTE GASTIJD
De kraterfunctie wordt ingesteld.
Afstelbereik
• • Actief-Passief
Hierbij wordt een opvulproces uitgevoerd om scheuren aan het einde van het lassen te voorkomen. Deze
functie heeft een actieve en passieve modus. Wanneer de krater actief is, wordt de lasstroom aan het einde
van het lassen met een zekere lineariteit verlaagd en wordt het lassen beëindigd.
d) KRATER
c) HERVERBRANDING
De herverbranding wordt afgesteld.
Afstelbereik
• 25 - 25
Als de pijl rechts op het scherm staat, zal de draad gedurende de aangegeven tijd naar voren komen, als de
pijl links staat, zal de draad gedurende de aangegeven tijd naar achteren blijven branden. Het maximum
kan worden ingesteld op 25 in de richting en 25 in de richting. Voorkomt dat de lasdraad aan het
contactmondstuk blijft plakken wanneer het lasproces klaar is.
resultaten als u 6 triggerposities in de pulsfunctie gebruikt en een kraterbewerking uitvoert.
Gebruiksaanwijzigen

NL
303
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
De triggermodus wordt geselecteerd.
Afstelbereik
• 2 Triggers
• 4 Triggers
• 6 Triggers
• Methode
a) TRIGGER
2 TRIGGERMODUS : Wanneer de trigger van de toorts wordt ingedrukt, begint het lassen en wordt de
trekker ingedrukt gehouden totdat het lassen klaar is. Het lassen stopt wanneer de trigger wordt losgelaten.
PrG : Voorgastijd
I : Lasstroom
PoG : Nagastijd
PrG : Voorgastijd
I : Lasstroom
PoG : Nagastijd
4 TRIGGERMODUS : Zodra de trigger van de toorts ingedrukt en losgelaten wordt, begint het lassen en hoeft
u hem niet ingedrukt te houden tot het einde van het lassen. Wanneer de triger wordt ingedrukt en weer
losgelaten, wordt de las beëindigd.
Druk op de trigger De trigger ingedrukt houden De trigger loslaten
• Houd de trigger ingedrukt,
• De beschermgasstroom start voor de duur van de
voorgastijd.
• Aan het einde van de voorgloeiperiode draait de
draadaanvoermotor op lage snelheid.
• De lasstroom neemt toe wanneer het werkstuk
wordt bereikt.
• Laat hierbij de ingedrukte trigger van de toorts los,
• De draadaanvoermotor stopt.
• De boog gaat uit na de ingestelde terugbrandtijd.
• Het proces eindigt aan het einde van de laatste
gasperiode.
• Houd de trigger ingedrukt,
• De beschermgasstroom start voor de duur van de vo
orgastijd.
• Aan het einde van de voorgloeiperiode draait de
draadaanvoermotor op lage snelheid.
• De lasstroom neemt toe wanneer het werkstuk wordt
bereikt.
• Laat de trigger van de toorts los en het lassen gaat door.
• Druk de trigger van de toorts in en laat hem los
• Draadaanvoermotor stopt
• De boog gaat uit na de ingestelde terugbrandtijd.
• Het proces eindigt aan het einde van de laatste
gasperiode.
PAGINA 4
Gebruiksaanwijzigen

304
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
6 TRIGGERMODUS: De parameters op pagina 5 van het menu zullen actief zijn. 6 triggermodi werken
volgens de parameters op pagina 5.
wat 50 procent van de hoofdstroom is.
• Houd de trigger van de toorts ingedrukt
• De beschermgasstroom start voor de duur van de voorgastijd, gaat door met de startstroom
• De toortstrigger wordt losgelaten en de stroom neemt gedurende de ingestelde starttijd af om de
hoofdstroomwaarde te bereiken en de bewerking wordt voortgezet met de hoofdstroom.
• Houd de trigger nogmaals ingedrukt. De hoofdstroom wordt naar de eindstroom geschakeld. Het proces
gaat verder in de eindstroom.
• Wanneer u het proces wilt beëindigen, laat u de trigger los, het proces eindigt aan het einde van de laatste
gastijd.
PrG : Voorgastijd
IC : Beginstroom
ST : Starttijd
I : Lasstroom
FT : Eindtijd
FC : Eindstroom
PoG : Nagastijd
Wanneer de methode geselecteerd is, wordt de lastijd ingesteld.
Afstelbereik
• 0.2 - 9.9 sec.
b) LASDUUR
Wanneer de methode geselecteerd is, wordt de tijd ingesteld waarin niet gelast mag worden.
Afstelbereik
• 0.0 - 9.9 sec.
c) LAATTIJD
De snelheid van de draad bij aankomst wordt aangepast.
Afstelbereik
• Actief / Passief
Op het eerste moment geeft de snelle draad de gebruiker het gevoel dat hij achteruit wordt geduwd. Als u de
klopinstelling activeert, komt de draad langzaam op gang en versnelt deze zodra de bron start. Dit elimineert
het gevoel van terugduwen.
d) VOLUME AFSTELLING
METHODE: In deze modus wordt naar puntlassen verwezen. Het lassen gaat door gedurende de opgegeven
lastijd en eindigt aan het einde van de lastijd. Als de opgegeven vrijgavetijd te lang is, wordt er niet gelast.
Deze periode duurt zolang de trigger niet wordt losgelaten.
Brontijd: 0,2 - 9,9 en blanco tijd: 0,0 - 9,9 seconden.
Dit verdient de voorkeur als het gewenst is om telkens dezelfde lasnaad en inbranding te verkrijgen. De
lassen die in de methodemodus worden gemaakt, zullen even lang zijn.
Gebruiksaanwijzigen

NL
305
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
De startstroom wordt bepaald. Het werkt in de vorm van een percentage van de hoofdstroom. Deze zal actief
zijn wanneer de 6-triggermodus geselecteerd is. Hoewel het instellingen voor andere modi toestaat, werkt
het niet.
Afstelbereik
a) START A. (STARTSTROOM)
De starttijd wordt bepaald. Deze zal actief zijn wanneer de 6-triggermodus geselecteerd is. Hoewel het
instellingen voor andere modi toestaat, werkt het niet.
Afstelbereik
• 0 - 5 sec.
b) START Z. (STARTTIJD)
De eindstroom wordt bepaald. Het werkt in de vorm van een percentage van de hoofdstroom. Deze zal actief
zijn wanneer de 6-triggermodus geselecteerd is. Hoewel het instellingen voor andere modi toestaat, werkt
het niet.
Afstelbereik
c) EINDE A. (EINDE STROOM)
De eindtijd is vastgesteld. Deze zal actief zijn wanneer de 6-triggermodus geselecteerd is. Hoewel het
instellingen voor andere modi toestaat, werkt het niet.
Afstelbereik
• 0 - 5 sec.
d) EINDTIJD Z. (EINDTIJD)
Gebruiksaanwijzigen
PAGINA 5

306
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Het wordt gebruikt om het uitgevoerde werk te registreren.
Afstelbereik
• Lezen / Schrijven
In de status “Lezen” kunnen er wijzigingen in de parameters worden aangebracht. Wanneer de status
“Schrijven” is bereikt, is het programma klaar om te worden opgeslagen.
a) PROGRAMMA
Het programmanummer wordt geselecteerd.
Afstelbereik
• 0 - 99
Nadat u de optie “Schrijven” op de programmaregel hebt geselecteerd, selecteert u het programmanummer
dat u wilt opslaan op de regel “Programmanummer”. Er zijn 100 programma’s tussen 0-99.
b) PROGRAMMA-NUMMER
c) OPSLAAN [E(+)/H(-)]
Het programma wordt opgeslagen.
Afstelbereik
• Ja (+) / Nee (-)
Nadat het programmanummer is geselecteerd, wordt de optie “Ja : E” of “Nee: H” optie geselecteerd. Om
op te slaan, drukt u op de knop + en selecteert u Ja. Als u niet wilt opslaan, druk dan op de - toets voor de
nee-optie.
Als u bewerkingen wilt uitvoeren met een van de programma’s die u eerder hebt opgeslagen, kunt u het
programma oproepen;
1) Als u op een punt bent waar u de machine kunt bereiken, kunt u de optie Programma: “Lezen” op het
scherm van de machine selecteren, naar de pagina “programmanummer” gaan, het gewenste programma
oproepen en bewerkingen in dat programma uitvoeren.
2) Als u zich niet binnen het bereik van de machine bevindt, moet u twee keer snel achter elkaar op de
drukken tussen de programma’s door één keer op de knop te drukken om het gewenste programmanummer
te bereiken (deze tijd duurt in totaal niet langer dan 5 seconden).
“Programmanrummer” stond eerder op “0” en is nu 1. Als u naar een programma wilt overschakelen, drukt
u tweemaal snel op de trekker van de toorts, waarna het programma klaar is om geselecteerd te worden.
Druk hierna nogmaals op de toortstrekker en programma 1 wordt geselecteerd. Als u het 2e programma wilt
selecteren, moet u nogmaals op de trekker van de zaklamp drukken.
Wanneer de Double Pulse bronmethode geselecteerd is, wordt de dubbele pulsfrequentie ingesteld.
Afstelbereik
• 0,5-5 Hz
d) D.PULSE FREQ (DOUBLE PULSE FREQUENTIE)
U kunt de programma’s die u in het geheugen van uw machine hebt opgeslagen, oproepen met behulp
van de activeringsknop van de toorts, zonder dat u tijdens het werken aan het werkstuk in de buurt van
de machine hoeft te komen.
PAGINA 6
Gebruiksaanwijzigen

NL
307
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
Het werkt in de vorm van een percentage van de hoofdstroom. Het minimale en maximale stroombereik van
de dubbele puls wordt bepaald.
Afstelbereik
Het scherm toont zowel de percentage-instelling als de maximale en minimale stroomwaarden.
a) D.PULSE STROOMINSTELLING (DOUBLE PULSE STROOMINSTELLING)
D. Pulse Current Adj.
%10 129 / 106
Als de dubbele pulsmethode is geselecteerd, wordt de tijd van de maximale en minimale stroom procentueel
bepaald.
Afstelbereik
waargenomen.
b) D.PULSETIJDINSTELLING (DOUBLE PULSE TIJDINSTELLING)
geselecteerd, wordt de waarde afgelezen als 129/106. Met andere woorden, het
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
PAGINA 7
Gebruiksaanwijzigen

308
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
2
A
1
B
TOORTSREGELING - GROEN
TOORTSREGELING - WIT
TOORTSREGELING - ROOD
TOORTSREGELING - ZWART
TOORTSREGELING - BRUIN
Aansluiting voor afstandsbediening
Vooraanzicht
Modus
Klassieke
modus
Slimme
modus
Synergiemodus
Aanpassingsbereik: 0,5 m/min
Aanpassingsbereik: 5 A
Aanpassingsbereik: 5 A
U kunt uw bronspanning verhogen tot de maximale tolerantiewaarde (+10).
Aanpassingsbereik: 0,5 V
U kunt uw draadsnelheid verhogen tot de maximale tolerantiewaarde (+10).
Aanpassingsbereik: 0,5 m/min
Aanpassingsbereik: 5 A
Aanpassingsbereik: 5 A
Aanpassingsbereik: 0,5 V
Aanpassingsbereik: 0,5 V
U kunt uw lasspanning verlagen tot de minimale tolerantiewaarde (-10).
Aanpassingsbereik: 0,5 V
Aanpassingsbereik: 0,5 V
Aanpassingsbereik: 0,5 V
1
1
1
2
2
2
A
A
A
B
B
B
Toets Taak
3.3 Afstandsbediening
Met een geschikte toorts en connector kunt u uw lasstroom (draadsnelheid) / lasspanning op de toorts
veranderen zonder in de buurt van uw machine te komen. U moet de aansluiting voor de externe zaklamp
aansluiten.
De socketverbindingen worden hieronder gegeven:
Gebruiksaanwijzigen

NL
309
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
3.4 Booglengte aanpassen (ArC)
Als u 3 seconden lang knop 9 ingedrukt houdt, wordt de booglengtefunctie geactiveerd. De fabrieksinstelling is
0,0. U kunt de instelling van de booglengte veranderen in het bereik van +7/-7 door de stroomknop naar links
en rechts te draaien. Bij de verandering naar +7 komt het draadcontact dichter bij het mondstuk en wordt de
booglengte langer. In de overgang naar -7 nadert de draad het lasmetaal en wordt de booglengte korter. Nadat
de gewenste instelling is gemaakt, drukt u eenmaal op de huidige knop om de instelling te verlaten.
3.5 MIG-curve
Waardebereik
Parameter
Fabrieksinstelling
2- MIG locatie
Voorgas 0,0 - 9,9 sec 0,1 sec
0,0 - 9,9 sec 0,0 sec
25 - 0 - 25 0 step
Dikte
Gastype
Draadtype
0,6 - 20,0 mm 1,0 mm
Laatste gas
Herverbranding
Lasduur
Gap-duur
0,0 - 9,9 sec 0,1 sec
Draaddiameter 0,8 - 1,6 mm 1,0 mm
0,2 - 9,9 sec 0,2 sec
SG/FE, Flux Rutil, Flux Basic, AIMg 4,5Mn, AIMg5, AIsi 5, AL 99,5
4- MIG locatie
82/18, 92/8, %100 Ar, %100 CO2, %97,5/2,5
Methode / 2 / 4 / 6
2
Klopafstelling
Trigger
Methode MIG / MAG - MMA MIG / MAG
Modus
6- MIG locatie
1 - 5 min
1Koeltijd
Synergetisch / Smart / Klassiek / Sel-Koolstof / Rutiel-Basic / Methode
Actief / passief Passief
Krater Actief / passief Passief
Laatste gas
Voorgas
Spot
Punt
open Punt
gesloten
Volt instellen
Spanning 0 - 25
Krater open
Voorgas
Langzaam
starten
open Krater
Herverbranding
Laatste gas
Draad instellen
Draad 0 - 25
Voorgas
Langzaam
starten uit
Krater gesloten
Herverbranding
Laatste gas
Draad instellen
Draad 0 - 25 Langzaam
starten uit
Voorgas
Krater gesloten
Laatste gas
Herverbranding
Volt instellen
Spanning 0 - 25 Langzaam
starten
open
Krater open
Voorgas Laatste gas
Krater
Herverbranding
Gebruiksaanwijzigen

310
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
• Wanneer u de klep van het draadaanvoergedeelte opent, kunt u het gas en de draad vrij afstellen met de knop
aan de zijkant. In het draadaanvoergedeelte ziet u het aandrijfsysteem met een structuur van 4 rollencoders.
Dankzij de structuur van het 4 WD-systeem wordt de draad mechanisch aangedreven door de kracht die op
alle 4 de rollen wordt uitgeoefend. Zelfs onder ongunstige omstandigheden, zoals verhitting van de motor en
verhoogde wrijving, verandert de rijsnelheid van de draad niet. De boogstabiliteit is uitstekend. Wanneer het
apparaat wordt ingeschakeld, zal de led binnenin actief zijn, wat handig is bij het verwisselen van de haspel.
• Gebruik draadaanvoerrollen die geschikt zijn voor het materiaal en de diameter van de lasdraad die
u gaat gebruiken. Gebruik V-groef voor staal en roestvrij staal, gekartelde V-groef voor gevulde draad,
U-groef voor aluminium.
• Als u de draadaandrijfrollen moet vervangen, verwijdert u de bestaande rollen nadat u de drukinstelschroef
naar u toe hebt getrokken en de bovenste roldeksels hebt opgetild.
Figuur 5 : Draadschuifsysteem
a- Motor
b- Eurostekker
c- Drukregelschroef
d-Bovenste draadschuifrollen
e- Onderste draadschuifrollen
f- Draadschuifslot
• U moet deze ontgrendelen zodat u de rollen kunt verwijderen. Door in de
tegenovergestelde richting van de vergrendelingsrichting te draaien, moeten de
openingen aan de binnenkant van de draadaanvoerspoel de uitsteeksels op het
draadaanvoerhuis overlappen, waardoor de vergrendeling wordt ontgrendeld.
• Beide zijden van de spoelen zijn gemarkeerd volgens de draaddiameter waarvoor ze
worden gebruikt.
die naar u toe wijst.
a
b
d
e
f
d
cc
3.6 Op het net aansluiten
• Zet het apparaat aan met de aan/uit-schakelaar.
• Nadat u het geluid van de ventilator hoort en het lampje op het lichtnet ziet branden, schakelt u het apparaat
uit door de aan/uit-schakelaar weer in de uit-stand te zetten.
Controleer de netspanning voordat u de
machine op het lichtnet aansluit.
Zorg er bij het aansluiten voor dat de
aan/uit-schakelaar in de “0”-positie staat.
Gebruiksaanwijzigen

NL
311
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
Figuur 7 : Plaatsing van de draadaandrijfrollenFiguur 6 : De draadaanvoerrollen verwijderen
• Plaats de te gebruiken spoel zodanig dat de openingen aan de binnenkant van de draadaanvoerspoel de
uitsteeksels op het draadaanvoerhuis overlappen. Draai naar rechts of links en controleer of u het
vergrendelingsgeluid hoort en of de draadaandrijfrollen op hun plaats zitten. Laat vervolgens de drukrollen
zakken en til de drukrolhendel op om deze op de drukrol te vergrendelen.
(1) (6)
(3) (4)
(3) (4)
(2) (5)
3.8 De draadspoel positioneren en de draad aandrijven
• Draai de schroef van het draadtransportsysteem los. Rijg de lasdraadspoel op de as van het
draadtransportsysteem en draai de schroef weer vast.
• Trek aan de drukhendel op de draadaandrijfspoel en laat hem zakken, d.w.z. ontlaad de drukspoel.
• Zonder de draad los te laten, voert u de draad door de
draadinvoergeleider, op de spoelen en over de spoelen in de
toorts.
• Verwijder de lasdraad van de plaats waar de draadspoel is aangesloten en knip het
uiteinde af met een zijbeitel zonder het te missen.
Figuur 8 : De draadspoel plaatsen
Figuur 9 : De draad op de spoel aanbrengen
Als het uiteinde van de draad wordt gemist, kan de draad als een veer naar buiten schieten
en schade aan u en anderen om u heen veroorzaken.
Als u de schroef van het draadtransportsysteem te strak
aandraait, kan de draad niet worden aangedreven en kunnen
er storingen optreden. Als u de schroef te vast aandraait, kan de
draadkorf na enige tijd leeglopen en in de war raken wanneer
de draadaanvoer wordt gestopt. Draai de schroef daarom niet
te vast of te los aan.
a
b
c
(1)
(3)
(2)
Gebruiksaanwijzigen

312
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
Als de drukinstelschroef te strak wordt aangedraaid, los wordt gelaten of de verkeerde
draadspoel wordt gebruikt, zullen de volgende effecten optreden.
8 lt/min.
Niet-gelegeerd
staal en metaal
gevulde draad
Draaddiameter
(mm)
0.8
0.9
1.0
1.2
Gevulde
draad Roestvrij
staal Aluminium
7 lt/min. 8 lt/min. 8 lt/min.
9 lt/min. 8 lt/min. 9 lt/min. 9 lt/min.
10 lt/min. 9 lt/min. 10 lt/min. 10 lt/min.
12 lt/min. 11 lt/min. 12 lt/min. 12 lt/min.
A: Geschikte draadmaat en kanaal.
B: De draad is vervormd omdat de persarm te strak is samengedrukt.
C: Er treden vervormingen op het roloppervlak op omdat de persarm te veel wordt samengedrukt.
D: De groefmaat van de spoel is te klein voor de gebruikte draad. Er treden vervormingen op in de vorm van
de draad.
E: De groefmaat van de spoel is te groot voor de gebruikte draad. Kan niet naar het draadlasgebied worden
verzonden.
3.9 Gasstroomsnelheid aanpassen
• Pas de gasstroom aan met de stroomregelklep.
• De stroomsnelheid van het praktische gas
Als de draaddiameter bijvoorbeeld 1,2 mm is, kan
de gasstroomsnelheid worden ingesteld op
• U kunt de tabel aan de zijkant gebruiken om de
stroomsnelheid nauwkeuriger in te stellen. Til na
het afstellen van de gasstroom de drukrolhendel
op en sluit het deksel van de draadaanvoereenheid.
Figuur 10 : Fouten bij het afstellen en selecteren van de spoel
Gebruiksaanwijzigen
BORD
• Druk de persrollen in en til de pershendel op.
• Schakel de machine in door de Aan/Uit-schakelaar in stand “1” te zetten.
• Druk de trekker in totdat de draad uit de toortspunt komt, terwijl u erop let dat de lasdraadspoel soepel
ronddraait, controleer of de wikkeling niet loskomt door de trekker een paar keer in te drukken en los te laten.
Als u merkt dat de draad losraakt en/of oprolt, draai de schroef van het draadtransportsysteem dan iets
vaster aan.
• Als de draad uit de toortspunt is, plaatst u het mondstuk en het contactmondstuk terug op de toorts.
• Leg de draad op een plank , stel de juiste draaddrukinstelling in en knip het draadeinde door.

NL
313
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
CC/CV-structuur
• Geschikt voor MIG-, MMA- en TIG-lassen
Smart Performance
• Dankzij de smart performance control worden de lasparameters van de machine continu bewaakt en
geanalyseerd.
• In geval van verplichte omstandigheden beschermt de machine zichzelf om de levensduur te verlengen en
de machine tegen storingen te beschermen.
• Deze beveiliging wordt aangegeven door een thermische led-waarschuwing op het machinepaneel.
• Na 2 minuten beschermingstijd wordt de machine weer ingeschakeld.
Werken met generatoren
• Geschikt voor het werken met generatoren. Met hoeveel kVA het systeem zal werken, kunt u bepalen aan
Verschillende gebruiksfuncties
• Hij biedt een gebruiksvriendelijke bediening met klassieke, intelligente en synergetische MIG/MAG-modi
met Puls- en Dubbele Puls-functies.
Spanningsbeveiliging
• Als de netspanning te hoog of te laag is, beschermt de machine zichzelf automatisch door een foutcode
op het display weer te geven. Op deze manier worden de onderdelen van het apparaat niet beschadigd en
gaat het apparaat lang mee. Na het normaliseren van de omgevingscondities worden ook de functies van
het apparaat geactiveerd.
Geheugen
• Er zijn 4 taakgeheugens om het uitgevoerde werk op te slaan.
Smart Fan
• De interne temperatuur van de machine wordt continu gemeten. De snelheid van de koelventilator wordt
verhoogd of verlaagd op basis van de gemeten temperatuur. Onder een bepaalde temperatuur stopt de fase
volledig. Deze functie vermindert de hoeveelheid stof die de machine binnenkomt. De levensduur van de
machine wordt verlengd en er wordt energie bespaard. Tijdens het lassen werkt de ventilator om te
koelen.
Stroom-/spanningsregeling op toorts
• Met de optie voor controleaansluiting kunt u uw lasstroom/spanning op de toorts wijzigen zonder in de
Fasebescherming
• Beschermd tegen ontbrekende of verkeerde fase.
Soft Start
• Realiseert een spatvrije boogontsteking
Compatibiliteit met magneet
• Magneetgeschikte structuur slaat bron- en omgevingsinformatie in realtime op. Sommige waarden
kunnen van het LCD-paneel voor de machine worden afgelezen, terwijl andere informatie (Total
Equipment Effectiveness OEE, Resource Parameters-WP, Kwaliteit, enz. Opgeslagen en bewaakt op het
Magnet-platform. (Optioneel)
Compatibiliteit met robot
• Biedt gebruiksgemak dankzij de structuur die compatibel is met de robot
Gebruiksaanwijzigen

314
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
ONDERHOUDS- EN STORINGSINFORMATIE
• Onderhoud en reparaties aan het apparaat moeten worden uitgevoerd door bevoegde personen. Ons bedrijf
is niet verantwoordelijk voor ongevallen die veroorzaakt worden door ingrepen van onbevoegde personen.
• U kunt de onderdelen die u tijdens de reparatie gebruikt bij onze geautoriseerde diensten verkrijgen.
Het gebruik van originele reserveonderdelen verlengt de levensduur van uw apparaat en voorkomt
prestatieverlies.
• Neem altijd contact op met de fabrikant of een door de fabrikant aangegeven erkende werkplaats.
• Elke poging die tijdens de garantieperiode niet door de fabrikant is goedgekeurd, maakt alle
garantiebepalingen ongeldig.
• Neem tijdens onderhouds- en reparatiewerkzaamheden altijd de geldende veiligheidsvoorschriften in acht.
• Voordat er reparatiewerkzaamheden aan de machine worden uitgevoerd, moet u de stekker uit het
stopcontact trekken en 10 seconden wachten tot de condensatoren ontladen zijn.
4.1 Onderhoud
Elke 3 maanden
• Verwijder de waarschuwingslabels op het apparaat niet. Vervang versleten/
gescheurde etiketten door nieuwe. U kunt de etiketten bij de geautoriseerde service
verkrijgen.
• Controleer de toorts, tang en kabels. Let op de verbindingen en de stabiliteit van de
onderdelen. Vervang beschadigde/defecte onderdelen door nieuwe. Maak geen
lassen/reparaties aan de kabels.
• Zorg voor voldoende ventilatieruimte.
• Controleer voordat u met lassen begint de gasstroom vanaf de tip van de toorts met
een debietmeter. Als de stroomsnelheid van het gas te hoog of te laag is, breng deze
dan op het juiste niveau voor het uit te voeren laswerk.
• Reinig verbindingsonderdelen zoals bouten en moeren en draai ze vast.
• Controleer de kabels van de elektrodeklem en de aardklem.
• Open de zijkappen van de machine en reinig deze met droge lucht onder lage druk.
Gebruik geen perslucht van dichtbij op elektronische onderdelen.
• Vul het water in de tank van de waterkoeler regelmatig bij met schoon, niet hard
water en bescherm het tegen bevriezing met antivries.
Elke 6 maanden
of
uw werkomgeving kunt u de bovenstaande handelingen vaker herhalen.
• Het draadaanvoermechanisme moet schoon worden gehouden en de roloppervlakken
mogen nooit worden ingevet.
• Reinig altijd de resten die zich op het apparaat hebben opgehoopt met behulp van
droge lucht telkens wanneer de lasdraad wordt vervangen.
• Reinig de verbruiksartikelen op de toorts regelmatig. Indien nodig moet deze worden
vervangen. Zorg ervoor dat deze materialen originele producten zijn voor langdurig
gebruik.
4.2 Niet-periodiek onderhoud
Las nooit met de deuren van de lasmachine open.
Onderhouds- En Storingsinformatie

NL
315
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE Onderhouds- En Storingsinformatie
4.3 Problemen oplossen
In de onderstaande tabellen worden mogelijke fouten en oplossingssuggesties vermeld.
Apparaat werkt niet
• Neem contact op met de
geautoriseerde service
• Neem contact op met de
geautoriseerde service
• Probleem met de elektrische
aansluiting van het apparaat
• Controleer of het apparaat op het
lichtnet is aangesloten
• Netzekering defect of netkabel
beschadigd
• Te veel of te weinig beschermend gas
• Verkeerde parameter en proces
geselecteerd
• Elektronische kaartstoring
• Elektronische kaart / ventilatorstoring
• Controleer de zekeringen van de
netvoeding, het netsnoer en de
stekker
• Selecteer de juiste draadopvoerhaspel
• Controleer het gebruikte gas en de
afstelling ervan. Raadpleeg een
erkend servicecentrum als
gasafstelling niet mogelijk is
• Controleer of de parameter- en
processelectie juist is
• Neem contact op met de
geautoriseerde service
• Neem contact op met de
geautoriseerde service
• Vervang het contactmondstuk
• Zorg ervoor dat de machine is
aangesloten op het deel van de
aardklem
• Zorg ervoor dat de wolfraamtip
schoon is
• Defecte netaansluitingen • Controleer of de netaansluitingen
juist zijn
• Elektronische kaart defect
• Elektronische kaart/draad
aandrijfmotor defect
• Aan/uit-schakelaar werkt niet goed
• Draadaanvoerrollen niet
geselecteerd op basis van
draaddiameter
• Te weinig druk op de
draadaanvoerrollen
• Maat contactsproeier verkeerd
gekozen of beschadigd
• Lasparameters zijn niet juist gekozen
• De aardtang van de machine is niet
verbonden met het werkstuk
• Wolfraamtip versleten
(bij TIG-lassen)
• Elektrodepool- en
stroomsterktewaarden zijn onjuist
(MMA-lassen)
• Lage druk van de drukrollen
• Kabels en aansluitpunten zijn
beschadigd
• Beschadigde lastoorts
(MIG, TIG lassen)
• Controleer de aan/uit-schakelaar
• Stel de juiste drukrolinstelling in
• Verander uw instellingen voor voltage
en draadsnelheid
• Controleer de pool waarop de
elektrode moet worden aangesloten
en de stroomwaarde die op de
machine moet worden ingesteld
• Stel de juiste drukrolinstelling in
• Controleer of de kabels goed
vastzitten en de aansluitpunten niet
gecorrodeerd zijn.
• Controleer of de lastoorts goed
vastzit
Draadaandrijfmotor start niet
De draadaanvoermotor werkt,
maar de draad gaat niet vooruit
Niet goed gelast
De bronstroom is niet stabiel
en/of niet geregeld
Ventilator werkt niet
Storing Oorzaak Oplossing

316
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
4.4 Foutcodes
E01
E02
E03
E04
E05
E06
Foutcode Fout Oorzaak Oplossing
Communicatie
fout
• Neem contact op met de
geautoriseerde service
• Neem contact op met de
geautoriseerde service
• Neem contact op met de
geautoriseerde service
• Neem contact op met de
geautoriseerde service
• Controleer de netaansluitkabels en
de spanning. Zorg voor de juiste
spanningsingang. Als de netspanning
normaal is, neem dan contact op met
de erkende serviceafdeling
• Controleer de netaansluitkabels en
de spanning. Zorg voor de juiste
spanningsingang. Als de netspanning
normaal is, neem dan contact op met
de erkende serviceafdeling
• Controleer visueel of de ventilator
werkt of niet. Als het probleem
aanhoudt, neem dan contact op met
de erkende serviceafdeling
• Open de voorkant van de luchtkanalen
• Er kunnen problemen optreden op
verschillende punten in de machine
• De ventilator werkt mogelijk niet
• De machine heeft mogelijk te veel
stroom getrokken
• Er kunnen problemen optreden op
verschillende punten in de machine
• De netspanning kan gedaald zijn
• De temperatuursensor is mogelijk
kapot of er is mogelijk een probleem
met de elektrische verbinding.
• De netspanning kan toegenomen zijn
• Luchtinlaat- en luchtuitlaatkanalen
kunnen geblokkeerd zijn
• De werkomgeving van de machine
kan te warm of benauwd zijn
• Uw apparaat heeft mogelijk de
activeringsfrequentie overschreden
• Zorg ervoor dat de werkomgeving
van de machine niet te warm of
benauwd is
storing verdwijnt, probeer dan
lagere stroomsterktes te gebruiken.
Als het probleem aanhoudt, neem
dan contact op met de erkende
serviceafdeling
Thermische
bescherming
Overstroomfout
Netspanning
Laag
Leesfout
temperatuursensor
Netspanning
Hoog
• Lasparameters zijn niet juist gekozen
• Alle parameters zoals draadtype,
gastype, enz. moeten geselecteerd
worden op basis van uw lasmethode
Het scherm geeft een
waarde van 0000 weer.
Storing Oorzaak Oplossing
Onderhouds- En Storingsinformatie

NL
317
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
Zolang de knop ingedrukt blijft, wordt de draad aangedreven, het gasblok werkt niet. U kunt deze knop
gebruiken om de draad in de toorts te drijven.
2- Knop voor vrije gas
Als de knop voor vrij gas wordt ingedrukt, stroomt het gas gedurende 30 seconden. Als de knop voor vrij gas
niet binnen 30 seconden opnieuw wordt ingedrukt, stopt de gasstroom aan het einde van de 30 seconden.
Als de knop voor vrij gas binnen 30 seconden opnieuw wordt ingedrukt, stopt de gasstroom zodra de knop
wordt ingedrukt. De gasstroom wordt geleverd met de knop voor vrij gas, de draadaandrijving werkt niet. U
kunt deze knop gebruiken om het gas in het systeem te wijzigen na een gaswissel.
Vr�je draad Vr�j gas
BIJLAGEN
5.1 Fijnafstellingen in de draadaanvoereenheid
Bijlagen

318
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
5.2 Lijsten met reserveonderdelen
Lijst met reserveonderdelen voor de voeding
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
NO BESCHRIJVING
Schakelknop
Aansluiting (Compleet)
Aansluiting
Elektronische printplaat E206A FLT
Schokspoel
Relaiscontactdoos
Pako-schakelaar
Relais
Regeltransformator
Lasmof
Ventilator Monofase
Elektronische printplaat E206A-1
Hall-effectsensor
Elektronische printplaat E202A-FLT4
Aansluiting voor voeding
Snelkoppeling
Elektronische printplaat E202A-4A
Elektronische printplaat E206A CNT3P
Shuntweerstand
Elektronische printplaat E121A-2
Bijlagen

NL
319
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
BESCHRIJVING
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Onderdelenlijst draadaanvoereenheid
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
NO
Gasventilatie
Vast wiel
Draadaandrijfeenheid
Draadtransportmachinesysteem 3-wegverbinding
Draadmand Behuizing
Elektrische schakelaar
Schuifgeleider voor draad
Dekselvergrendeling
Zwenkwiel
Elektronische printplaat E306A-1A
Lasmof
Elektronische printplaat E202A-CN3
Potknop
Snelkoppeling Rood
Snelkoppeling Blauw
Aansluiting
Membraan Label
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Bijlagen

320
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
1
2
34
6
5
5
Onderdelenlijst waterkoeleenheid
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500 MW
PULSE EXPERTNO
Radiator
Snelkoppeling Rood
Watertank
Waterpomp
Snelkoppeling Blauw
Fan
Bijlagen
BESCHRIJVING

NL
321
www.magmaweld.com GEBRUIKERSHANDLEIDING
EXPERT-SERIE
R
S
T
Ingangs�ilter Ingangsgelijkrichter Condensatoren IGBT-module
Hall-effect
Besturingseenheid
Hoogfrequente transformator Uitgangsgelijkrichter
Controlelijn
Membraanpaneel
Uitvoer schokspoel
Gas
Draadaandrijfeenheid
Shuntweerstand
Uitvoer�ilter
Werkstuk
Lasbrander
Regellijn lastoorts
Magneetventiel
Regeltransformator
5.3 Blokdiagram
Bijlagen

322
www.magmaweld.comGEBRUIKERSHANDLEIDING
EXPERT-SERIE
NL
(Watereenhe�daanslu�t�ng)
GLAZEN ZEKERING SNEL
WATERPOMP
5.4 Schakelschema waterunit
Bijlagen

Model
Serienummer
Naam dealer
Stad / Land
Telefoon / E-mail
Aankoopdatum
Naam MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Adres
Bedrijfsnaam
Stad / Land
Telefoon / E-mail
Telefoon / E-mail
Naam contactpersoon
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Bedrijfsnaam
Naam technicus
Datum inbedrijfstelling
(Startdatum garantie)
Bezoek onze website www.magmaweld.com/warranty-terms/wt voor
garantievoorwaarden.
PRODUCTINFORMATIE
FABRIKANT
AANKOOPINFORMATIE
KLANTINFORMATIE
DIENSTINFORMATIE (indien van toepassing)
GARANTIEKAART


325
www.magmaweld.com
AR
( )
(ArC)
MIG
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4
326
331
331
333
334
336
337
337
338
338
338
338
339
340
341
351
352
352
353
353
354
355
356
357
357
358
359
360
361
364
365

326
AR
www.magmaweld.com
!
. •
• .
. •
. / • .
. •
. . •
. •
. •
. •
. •
.
. /
.
. .
.
. . •
. • .
. . •
. . •
. •
. •
. • .
. •
. •
. . . •
. •
. •
. / •
. •
. •
. . •
. . • .
. •
. •
. •
. •

327
www.magmaweld.com
AR
. •
. •
. •
. • .
. (AED) •
. •
.
.
. •
. •
. •
. • / .
. •
. / •
. .
• .
• .
. • .
. / •
. / • . .
. •
•
•
•
. •
•
•
.(VRD) •
. •
. ( )
•
• .
/ . • .

328
AR
www.magmaweld.com
. / • .
. •
.
•
/ • .
.
•
. •
. / •
. / • / .
. / •
! . / •
. •
• .
. . / •
/ • .
. •
/
. • .
. • .
. • .
• .
. •
. / •
. / •
/
. • .
. •
. •

329
www.magmaweld.com
AR
. 10 •
.
.
. •
.
. •
. / •
. •
. •
.TS EN 55011 2 •
. “” •
.
.(EMC) •
. / .
•
/ () .
( 100) / • .
. •
.IEC 61000 -3 - 12 ”
.
5.2 IEC 60974-9
. / /
/ (
(
(
(
(
. (
. . (
(
/ .
.
.(IEC 60974-9 :) .
( ) • ( ) .
. ( ) •
. •
. . • .
/ • .

330
AR
www.magmaweld.com
. • . .
.
. / . •
. .
. . / • / .
. . / • . .
•
.( )
.
.
. • / .
.(EMF)
( ) / • .
/ •
. / •
. / . / •
/ •
•
. / •
( )
”
. .
. .
(EMF)
. / •
. / / •
. / • .
. . •
. •
. •

331
www.magmaweld.com
AR
11
M PULSE EXPERT 500-400-300 :1
/ M/MW PULSE EXPERT 500-400-300
.
\ .
.
. .LCD
12
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
10-
11-
12-
13-
14-
15-
16-
17-
1-
2-
3-
/ 4-
5-
6-
(+) 7-
8-
9-

332
AR
www.magmaweld.com
MW PULSE EXPERT 500-400-300 :2
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1-
2-
3-
/ 4-
5-
6-
(+) 7-
8-
9-
10-
11-
12-
13-
14-
15-
16-
17-
18-
19-
20-
21-
22-
23-

333
www.magmaweld.com
AR
13
CC / CV
\
\MIG
MAG
-
X
U
I
U
IP21S
U
S
I

334
AR
www.magmaweld.com
250 . 10 EN 60974-1
.(1 ) 10 6 / %60 250
.(2 ) 4
( )
6 6 6 4 4 4
()
14
400
ID 400 M/MW PULSE EXPERT
400
82
50 - 400
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
400
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
( 60-50 3)
( × × )
( 60-50 3)
( × × )

335
www.magmaweld.com
AR
( 60-50 3)
( × × )
400
500
82
50 - 500
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
ID 500 M/MW PULSE EXPERT

336
AR
www.magmaweld.com
15
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
\ *
\ *
\ *
\ \ *
\ \ *
\ \ *
. *
CO
()
(CO )
( 3) 50 Lava
CO
()
(CO )
( 3) 50 Lava
CO
()
(CO )
( 3) 50 Lava
( 3) 65 Lava

337
www.magmaweld.com
AR
21
. .
:
• •
• •
• •
.
.
22
. . • .
. . 30 •
40 . .
. • .
. •
. • .
. . •
. •
. • .
. • .
. • !
. .
. .
.IEC 61000-3-12
.
.
. .

338
AR
www.magmaweld.com
23
231
. • / . .
. •
232
. •
.8/3 •
. 5 • .
. • .
. •
. . •
. •
. /
233
6- 1-
7- 2-
8- 3-
9- 4-
10- 5-
1
2
5
4
3
6
7 8
9
10
- - :3
. •
() () •
.
. Magmaweld Magmaweld •
Magmaweld . .
. . •
234

339
www.magmaweld.com
AR
. Magmaweld •
Magmaweld .
• .
Magma • . .
2 •
.
. • .
. ()
.
:4
ج
ب
أ
ج
ب
أ
د
ل
•
. 10
.
. 10 •
235

340
AR
www.magmaweld.com
. .
.
.
.
.
. .
.
31

341
www.magmaweld.com
AR
. .
.
. ()
.
. . ()
. . ()
32
1
2
3
4
5
6
7
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
•
[(-) /(+) ] •
•
•
•
/
/
/
/
/
/
/

342
AR
www.magmaweld.com
1
() TR •
() EN •
() FR •
() DE •
.
•
MAG \MIG •
(MAG \MIG ) •
(MAG \MIG ) •
(
(
(
.
MAG \ MIG
: MAG / MIG
•
/ •
/ •
)
(MAG \MIG
•
•
•
)
(MAG \MIG
•
•
•
MAG \MIG
•
•
•
-15 / 24-1 .
. 40
.
. -/+ .
.
. .
.

343
www.magmaweld.com
AR
(MAG \MIG )
:
.
.
. 1-5 •
(
(MAG \MIG )
: D.Pulse
. .
.
.MAG / MIG
.MAG / MIG
. .
.
.MAG / MIG
.MAG / MIG

344
AR
www.magmaweld.com
2
. .
• 309L • CuSn • CuAl8 • 307 Fe •
• AlMg 5 • AlSi 5 • Al 99.5 • CrNiER316 • CrNiER308
• FCW-R • FCW-B • AlMg 4.5Mn
(
. .
0.8-1.6 •
(
.
.
97,5/2,5 • 92/8 • 82/18 •
• %100 C02 Ar %100 •
(
.
.
0.6-20 •
0 SG 0.8
. / / : 0 .
(

345
www.magmaweld.com
AR
3
.
. 0-9.9 •
. 9.9 - 0.0 .
.
(
.
. 0-9.9 •
. 9.9 - 0.0 .
.
(
.
- •
. .
.
(
(
.
25 - 25 •
ok ok
. 25 25 .
.
MAG MIG
6

346
AR
www.magmaweld.com
.
2 •
4 •
6 •
•
(
. . :2
:PrG
: I
:PoG
:PrG
: I
:PoG
. : 4
.
•
. •
. •
. •
•
. •
. •
. •
•
. •
. •
. •
. •
•
•
. •
. •
4

347
www.magmaweld.com
AR
6 5 . :6
.
200 400 2 : 50 : 200 : 200 : ”
. 50 100 .
•
. •
. •
. . . •
. •
6
:PrG
: IC
: ST
:
:FT
:FC
:PoG
.
9.9 - 0.2 •
(
.
9.9 - 0.0 •
(
.
- •
.
. .
(
. . :
. .
. 9.9 - 0.0 : 9.9 - 0.2 :

348
AR
www.magmaweld.com
.6 . .
.
200 - %0 •
(
.6 . .
.
5 - 0 •
(
.6 . .
.
200 - %0 •
(
.6 . .
.
5 - 0 •
(
5

349
www.magmaweld.com
AR
.
\ •
. “” .” ”
(
.
99 - 0 •
.99-0 100 .“ ” “”
(
[(-) /(+) ] (
.
(-) / (+) • •
.+ . “” “H :” “E :”
. -
“” : (1
. “ ”
(2
) .
.( 5
“0” “ ”
2 .1 .
” .
.
0.5-5 •
(
6

350
AR
www.magmaweld.com
. .
5-50 •
.
(
10 . 118
. 118 10 118 10 .106/129
D. Pulse Current Adj.
%10 129 / 106
.
20-80 •
.
(
10 . 118
. 118 10 118 10 .106/129
20 129 20
. 80 106
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
7

351
www.magmaweld.com
AR
2
A
1
B
-
-
-
-
-
.(10-)
/ 0.5 :
.(10-)
5 :
.(10+)
0.5 :
.(10+)
/ 0.5 :
.(10 +)
5 :
.(10 +)
5 :
.(10 +)
0.5 :
.(10 +)
0.5 :
.(10-)
0.5 :
.(10-)
0.5 :
.(10-)
5 :
.(10-)
0.5 :
1
1
2
2
2
1
33
. / ( )
: .

352
AR
www.magmaweld.com
ArC 34
7- / 7 + .0.0 . 3 9
. 7+ .
. 7-
.
MIG 35
25 - 0
25 - 0
25-0
25-0

353
www.magmaweld.com
AR
36
:6
. •
. “.
. / •
. / •
37
. • 4 . WD
. . . .
V . • V U .
. •
:5
-
-
-
-
-
-
. •
.
. •
. •
. “0” /
.
:7
(1)
(3)
(3)
(2)
(6)
(4)
(4)
(5)

354
AR
www.magmaweld.com
38
. . •
. •
• .
. •
:8
:9
.
.
.
.
أ
ب
ج
(1)
(3)
(2)
. •
.“1” / •
• .
. /
. •
. •

355
www.magmaweld.com
AR
.
:
. :
. :
. . :
. :
39
. •
10 ( CO Ar) •
1.2 .
/ 12 = 1.2 × 10 .
. • .
:10

356
AR
www.magmaweld.com
310
\
TIG MMA MIG •
. •
. •
. •
. •
. . •
. MIG / MAG •
.
•
. .
. 4 •
. . •
.
. . .
/
. / •
. •
•
. • ( OEE - WP )
() . ”
. •

357
www.magmaweld.com
AR
. • .
. • .
. •
. •
. •
. 10 •
41
3
. / . • .
/ . . • / . .
. •
. • .
. •
. •
. • .
• .
6
. •
. •
. . • .
42

358
AR
www.magmaweld.com
43
.
•
•
•
•
/ •
•
•
/ •
•
/ •
•
•
•
•
/
0000
•
•
•
•
•
. •
•
•
•
•
•
•
•
•
/ •
•
•
•
•
•
•
•
•
•
(TIG ) •
) • MMA)
•
(MIG TIG ) •

359
www.magmaweld.com
AR
44
E01
E02
E03
E04
E05
E06
•
•
•
•
•
• .
•
- •
. •
•
•
•
• .
.
• .
.
•
•
• •
( )
. •
”
“
”
“
•

360
AR
www.magmaweld.com
-1
. .
-2
30 30 30
. 30 .
. .
51

361
www.magmaweld.com
AR
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
52
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001
A308033102
A312100018
K405000386
A378020009
A378002002
A312900020
K405000251
A377900106
A308900004
K366100006
K405000233
A250001015
K405000254
A421050002
A833000003
A245700004
A378000050
Y524000053
K405000250
ID 300 M-MW
PULSE EXPERT
A834000002
A308033102
A312100018
K405000386
A378020009
A378002002
A312900020
K405000251
A377900106
A308900004
K366100006
K405000253
A250001015
K405000254
A421050002
A833000004
A245700004
A378000050
K405000290
K405000255
ID 400 M-MW
PULSE EXPERT
A834000003
A308033102
A312100018
K405000386
A378020009
A378002002
A312900020
K405000251
A377900106
A308900004
K366100006
K405000280
A250001015
K405000254
A421050002
A833000005
A245700004
A378000050
K405000290
K405000255
ID 500 M-MW
PULSE EXPERT
()
E206A FLT
E206A-1
E202A-FLT4
E202A-4A
E206A CNT3P
E121A-2

362
AR
www.magmaweld.com
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
A225100014
A253006019
A225222002
K309003213
A229900003
A229900101
A310100010
K107909065
A229300006
1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
A229500005
A245700003
A245700002
K109900168
K405000298
A377900106
K405000234
A378000103
A225100014
A253006019
A225222002
K309003213
A229900003
A229900101
A310100010
K107909065
A229300006
Y524000054
A377900106
K405000234
A229500005
K109900168
A378000103
-
-
ID 300 M
PULSE EXPERT
A225100014
A253006019
A225222002
K309003213
A229900003
A229900101
A310100010
K107909065
A229300006
K405000298
A377900106
K405000234
A229500005
K109900168
A378000103
-
-
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
E306A-1A
E202A-CN3

363
www.magmaweld.com
AR
1
2
34
6
5
5
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500 MW
PULSE EXPERT

364
AR
www.magmaweld.com
53

365
www.magmaweld.com
AR
54


MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com


369
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
Ürün Etiketi
Teknik Özellikler
Aksesuarlar
Uzaktan Kontrol
Gaz Debisini Ayarlama
Makine Özellikleri
Hata Giderme
EKLER
Yedek Parça Listeleri
Blok Diyagram
370
376
376
378
379
381
382
382
383
383
383
383
384
384
385
386
396
397
397
398
398
399
400
401
402
402
403
404
405
406
409
410
1
1.1
1.2
1.3
1.4
1.5
2
2.1
2.2
2.3
2.3.1
2.3.2
2.3.3
2.3.4
2.3.5
3
3.1
3.2
3.3
3.4
3.5
3.6
3.7
3.8
3.9
3.10
4
4.1
4.2
4.3
4.4
5
5.1
5.2
5.3
5.4

370
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
Güvenlik Bilgilerinin
okuyunuz.
ömrüne olumsuz etki eder.
Güvenlik Sembollerinin
Yaralanma ya da hasara neden olabilecek potansiyel tehlikeli bir durumu belirtir.
meydana gelebilir.
Öldürebilir

371
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
Durumunda
Gerekenler
• Hareket halinde olan nesnelerden uzak durun.
Yaralanmalara
için izole edin.
• DC manuel Örtülü elektrod kaynak makinesi,

372
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
Yaralayabilir
bekleyin.
Neden Olabilir
• Gözlerinizi ve yüzünüzü korumak için standarda uygun koruyucu maske ile ona uygun cam
Zarar Verebilir
Gürültü, Duyma
Zarar Verebilir
yüzünüzü koruyun.
Kaynak Teli
Yaralanmalara
patlamalar olabilir.
Patlamalara
Neden Olabilir

373
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
emin olunuz.
Kaynak / Kesme
Gerekli Önlemlerin
Neden Olabilir
edin. Gaz tüplerinin devrilmemesi için tüpe uygun gaz platformu bulunan makinelerde
Yaralanmalara Sebep
Olabilir
Neden Olur
-
Elektromanyetik
Neden Olabilir

374
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
a)
b)
c)
d)
e)
f)
g)
h)
(Kaynak: IEC 60974-9).
Elektromanyetik
Elektronmanyetik Alan
(EMF)

375
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
engel olun.
Koruma
GARANTİ FORMU
Garanti Formu için www.magmaweld.com.tr/garanti-formu/wr web sitemizi ziyaret ediniz.

376
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
14
17
15
16
1
8
9
10
11
12
13
2
3
4
5
6
7
10-
11- Güç Ledi
12-
13- Data Soketi
14-
15-
16- Enerji Soketi
17-
1- Dijital Ekran
2- Dijital Ekran
3-
4-
5-
6-
7-
8- Ayar Potu
9- Ayar Potu
Teknik Bilgiler

377
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
1
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
2
3
4
5
1- Dijital Ekran
2- Dijital Ekran
3-
4-
5-
6-
7-
8- Ayar Potu
9- Ayar Potu
10-
11-
12-
13- Güç Ledi
14-
15- Data Soketi
16- Su Ünitesi Ledi
17-
18-
19- Su Ünitesi
20-
21-
22- Su Ünitesi Enerji Soketi
23-
Teknik Bilgiler

378
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
1.3 Ürün Etiketi
CC / CV
X
U
I
U
IP21S
U
S
I
Anma Kaynak Gerilimi
Teknik Bilgiler

379
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
6 dak. 6 dak.6 dak.4 dak. 4 dak. 4 dak. Zaman (dak.)
kVA
kVA
400
V
ID 400 M/MW PULSE EXPERT
400
82
50 - 400
VDC
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Boyutlar (u x g x y)
400
V
ID 300 M/MW PULSE EXPERT
300
82
50 - 300
VDC
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
Boyutlar (u x g x y)
Teknik Bilgiler

380
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
400
500
82
50 - 500
V
VDC
kVA
ADC
ADC
1075 x 531 x 1334
M : 103.5
MW : 113.5
IP 21
kg
mm
ID 500 M/MW PULSE EXPERT
Boyutlar (u x g x y)
Teknik Bilgiler

381
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
1.5 Aksesuarlar
STANDART AKSESUARLAR
Topraklama Pensesi ve Kablosu
Gaz Hortumu
ADET
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 300 M/MW PULSE EXPERT
STANDART AKSESUARLAR
Topraklama Pensesi ve Kablosu
Gaz Hortumu
ADET
1
1
1
1
7905305005 (50 mm² - 5 m)
-
7907000002
-
ID 400 M/MW PULSE EXPERT
STANDART AKSESUARLAR
Topraklama Pensesi ve Kablosu
Gaz Hortumu
ADET
1
1
1
1
7905509505 (95 mm² - 5 m)
-
7907000002
-
ID 500 M/MW PULSE EXPERT
CO
Gaz Regülatörü (Mix)
Gaz Regülatörü (CO)
ADET
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 400 M/MW PULSE EXPERT
CO
Gaz Regülatörü (Mix)
Gaz Regülatörü (CO)
ADET
1
1
1
1
7020009003
7120050003
7020001005 / 7020001007
7020001004 / 7020001006
ID 300 M/MW PULSE EXPERT
CO
Gaz Regülatörü (Mix)
Gaz Regülatörü (CO)
ADET
1
1
1
1
1
7020009003
7120050003
7120160003
7020001005 / 7020001007
7020001004 / 7020001006
ID 500 M/MW PULSE EXPERT
Teknik Bilgiler

382
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
• Gaz hortumu • Kaynak teli
zorunluysa, kaynak bölgesini ve kaynak makinesini perde ve tenteyle koruyun.
izin vermeyin.
prizine CO
-
-
aittir.
-
meli, etiketleri sökülmemelidir.
Kurulum Bilgileri

383
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
1- 6- Gaz Regülatörü
2- Gaz Tüpü 7- Manometre
3- CO 8- Debimetre
4- Zincir 9-
5- CO10- Tüp Hortumu
1
2
5
4
3
6
7 8
9
10
Kurulum Bilgileri

384
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
Kurulum Bilgileri
problemlere neden olabilir.
c
b
a
c
b
a
d
e

385
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
Dijital Ekran
Sinerjik Mod
Klasik Mod
Yükte
Sinerjik Mod Kaynak Set Volt
Kaynak Set Volt
Klasik Mod Kaynak Set Volt
Yükte

386
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
Sayfalar
Sayfa 1
Sayfa 2
Sayfa 3
Sayfa 4
Sayfa 5
Sayfa 6
Sayfa 7
• Dil
• Yöntem
• Mod
• Tel Tipi
• Gaz Tipi
• Ön Gaz
• Son Gaz
• Geri Yanma
• Krater
• Tetik
• Kaynak Süresi
• Program
• Program No
• Kaydet[E(+)/H(-)]
• D.Pulse Freq
Parametreler
/
/
/
/
/
/
/

387
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
SAYFA 1
Menü dili seçilir.
• TR (Türkçe)
• DE (Almanca)
Kaynak yöntemi belirlenir.
• MMA
• MIG/MAG
• Pulse (Pulse MIG/MAG)
• D.Pulse (Double Pulse MIG/MAG)
b) YÖNTEM
c) MOD
YÖNTEMMOD
MIG/MAG
MMA
• Metod
• Sel/Karbon
• Rutil/Bazik
Pulse (Pulse MIG/MAG)
• Klasik
• Sinerjik
D.Pulse (Double Pulse MIG/MAG)
• Klasik
• Sinerjik
MIG/MAG
• Klasik
• Sinerjik
-
-
-
AKILLI MOD
-
rak seçilmesi gerekmektedir. Seçilen
makine otomatik olarak ayarlar. Belir-
-
bilirsiniz.
olarak seçilmesi gerekmektedir. Se-
çilen kaynak parametrelerine göre
-
voltajda gezinebilir. Belirli toleransta
-
YÖNTEM menüsü içerisinde MIG/MAG

388
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
Pulse (Pulse MIG/MAG)
YÖNTEM menüsü içerisinde Pulse
• 1-5 dk.
D.Pulse (Double Pulse)
YÖNTEM menüsü içerisinde D.Pulse (Double Pulse)
Pulse yönteminde klasik mod aktif de-
-
siniz. Çünkü Pulse yönteminde bütün
-
-
AKILLI MOD
Double Pulse yönteminde klasik mod
-
-
se yönteminde bütün ayarlar makine-
AKILLI MOD

389
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
SAYFA 2
• Fe • 307 • CuAl8 • CuSn • 309L
• CrNiER308 • CrNiER316 • Al 99.5 • AlSi 5 • AlMg 5
• AlMg 4.5Mn • FCW-B • FCW-R
• 0.8-1.6 mm
b) TEL ÇAPI
• 82/18 • 92/8 • 97,5/2,5
• 0.6-20 mm.
d) KALINLIK

390
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
SAYFA 3
• 0-9.9 sn.
• 0-9.9 sn.
-
• Aktif- Pasif
-
d) KRATER
• 25 - 25
-
len süre kadar telde geri yanma devam edecektir. Maksimum yönünde 25 ve yönünde 25 olmak üzere

391
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
• 2 Tetik
• 4 Tetik
• 6 Tetik
• Metod
PrG : Ön Gaz Süresi
I :
PoG : Son Gaz Süresi
PrG : Ön Gaz Süresi
I :
PoG : Son Gaz Süresi
• Ayarlanan geri yanma süresi sonunda ark söner.
• Son gaz süresi sonunda süreç biter.
• Tel besleme motoru durur
• Ayarlanan geri yanma süresi sonunda ark söner.
• Son gaz süresi sonunda süreç biter.
SAYFA 4

392
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
PrG : Ön Gaz Süresi
IC :
ST :
I :
FT :
FC :
PoG : Son Gaz Süresi
• 0.2 - 9.9 sn
• 0.0 - 9.9 sn
• Aktif / Pasif
d) VURUNTU AYARI
METOD:
boyunca bu periyot devam edecektir.

393
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
• 0 - 5 sn.
-
• 0 - 5 sn.
SAYFA 5

394
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
• Oku / Yaz
a) PROGRAM
• 0 - 99
-
b) PROGRAM NO
c) KAYDET [E(+)/H(-)]
-
mak yol ile olur;
1)
2)-
süre 5 saniyeyi geçmeyecektir).
-
gerekecektir.
• 0,5-5 Hz
d) D.PULSE FREQ (DOUBLE PULSE FREKANSI)
SAYFA 6

395
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
a) D.PULSE AKIM AYARI (DOUBLE PULSE AKIM AYARI)
-
randa görülür.
D. Pulse Current Adj.
%10 129 / 106
b) D.PULSE ZAMAN AYARI (DOUBLE PULSE ZAMAN AYARI)
-
-
D. Pulse Current Adj.
%10 129 / 106
D. Pulse Time Adj.
%20
SAYFA 7

396
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
2
A
1
B
TORÇ KUMANDA - YEŞİL
TORÇ KUMANDA - BEYAZ
TORÇ KUMANDA - KIRMIZI
TORÇ KUMANDA - SİYAH
TORÇ KUMANDA - KAHVE
Uzaktan Kumandalı Torç Soketi
Önden Görünümü
Mod
Klasik Mod
Sinerjik Mod
0.5 m/dk
5 A
5 A
0.5 V
0.5 m/dk
5 A
5 A
0.5 V
0.5 V
0.5 V
0.5 V
0.5 V
1
1
1
2
2
2
A
A
A
B
B
B
Görevi
gerekmektedir.

397
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
-
Ö
tep
S
Ç
2
öt
1
t
Son Gaz
Ön Gaz
Spot
Punta
Açık Punta
Kapalı
Set Volt
Voltaj 0 - 25
Krater Açık
Ön Gaz
Yavaş Kalkış
Açık
Krater Geri Yanma
Son Gaz
Set Tel
Tel 0 - 25
Ön Gaz
Yavaş Kalkış
Kapalı
Krater Kapalı
Geri Yanma
Son Gaz
Set Tel
Tel 0 - 25 Yavaş Kalkış
Kapalı
Ön Gaz
Krater Kapalı
Son Gaz
Geri Yanma
Set Volt
Voltaj 0 - 25 Yavaş Kalkış
Açık
Krater Açık
Ön Gaz Son Gaz
Krater Geri Yanma

398
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
a- Motor
b- Euro Konnektör
c-
d-
e-
f-
(1) (6)
(3) (4)
(3) (4)
a
b
d
e
f
d
cc
(2) (5)
gerilimini kontrol edin.

399
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
yan keskiyle kesin.
zarar verebilir.
TAHTA
a
b
c
(1)
(3)
(2)

400
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
8 lt/dak.
Alaşımsız
Çelik ve Metal
Özlü Tel
Tel Çapı (mm)
0.8
0.9
1.0
1.2
Özlü Tel Paslanmaz
Çelik Alüminyum
7 lt/dak. 8 lt/dak. 8 lt/dak.
9 lt/dak. 8 lt/dak. 9 lt/dak. 9 lt/dak.
10 lt/dak. 9 lt/dak. 10 lt/dak. 10 lt/dak.
12 lt/dak. 11 lt/dak. 12 lt/dak. 12 lt/dak.
A:
B:
C:
D:
E:

401
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
Smart Performance
Voltaj Koruma
Smart Fan
Faz Koruma
Soft Start
Magnet ile Uyumluluk
Robot ile Uyumluluk

402
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
3 Ayda Bir
6 Ayda Bir
veya
• Torç üzerindeki sarf malzemeler düzenli olarak temizlenmeli.

403
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
4.3 Hata Giderme
• Koruyucu gaz çok fazla veya çok az
geliyor
• Kaynak parametreleri uygun
• Tel tipi, gaz tipi vb. gibi tüm
parametreler kaynak yönteminize
uygun olarak seçilmelidir
• Makinenin topraklama pensesinin
olunuz
emin olunuz
• Elektronik kart / tel sürme motoru
• Kaynak parametreleri uygun
kontrol ediniz
emin olunuz
fakat tel ilerlemiyor
Ekranda 0000
Neden Çözüm

404
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
E01
E02
E03
E04
E05
E06
Hata Kodu Hata Neden Çözüm
kontrol ediniz.
servis ile irtibata geçiniz
sorun olabilir
sorun olabilir
olabilir
• Bir süre bekleyerek makinenin
Termal
Koruma
Yüksek

405
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
-
nabilirsiniz.
-
-
EKLER
Ekler

406
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
1
2
2233
45
6
10
11
13
14
15 16 17
18
19
12
7
8
9
1
12
4
15
7
18
10
2
13
5
16
8
19
11
3
14
6
17
9
A834000001 A834000002 A834000003
A308033102 A308033102 A308033102
A312100018 A312100018 A312100018
K405000386 K405000386 K405000386
A378020009 A378020009 A378020009
A378002002 A378002002 A378002002
A312900020 A312900020 A312900020
K405000251 K405000251 K405000251
A377900106 A377900106 A377900106
A308900004 A308900004 A308900004
K366100006 K366100006 K366100006
K405000233 K405000253 K405000280
A250001015 A250001015 A250001015
K405000254 K405000254 K405000254
A421050002 A421050002 A421050002
A833000003 A833000004 A833000005
A245700004 A245700004 A245700004
A378000050 A378000050 A378000050
Y524000053 K405000290 K405000290
K405000250 K405000255 K405000255
ID 300 M-MW
PULSE EXPERT
ID 400 M-MW
PULSE EXPERT
ID 500 M-MW
PULSE EXPERT
NO TANIM
Konnektör (Komple)
Konnektör
Elektronik Kart E206A FLT
Röle Soketi
Röle
Kumanda Trafosu
Kaynak Prizi
Fan Monofaz
Elektronik Kart E206A-1
Hall Effect Sensör
Elektronik Kart E202A-FLT4
Güç Konnektörü
Quick Kaplin
Elektronik Kart E202A-4A
Elektronik Kart E206A CNT3P
Elektronik Kart E121A-2
Ekler

407
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
1
2
2
3
3
4
4
67
89
10
11
12 13
14
15
16
17
5
Tel Sürme Ünitesi Yedek Parça Listesi
A225100014A225100014 A225100014
A253006019A253006019 A253006019
A225222002A225222002 A225222002
K309003213K309003213 K309003213
A229900003A229900003
A229900101A229900101
A229900003
A229900101
A310100010A310100010
K107909065K107909065
A229300006A229300006
A310100010
K107909065
A229300006
K405000298Y524000054
A377900106A377900106
K405000234K405000234
1
4
7
10
12
16
17
2
5
8
11
15
13
14
3
6
9
A229500005 A229500005 A229500005
A245700003
A245700002
K109900168K109900168 K109900168
K405000298
A377900106
K405000234
A378000103A378000103 A378000103
--
--
NO TANIM
Gaz Ventili
Tekerlek Sabit
Tel Sürme Ünitesi
Kapak Kilidi
Tekerlek Döner
Elektronik Kart E306A-1A
Kaynak Prizi
Elektronik Kart E202A-CN3
Quick Kaplin Mavi
Konnektör
Membran Etiket
ID 300 M
PULSE EXPERT
ID 400-500 M
PULSE EXPERT
ID 300-400-500 MW
PULSE EXPERT
Ekler

408
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
1
2
34
6
5
5
1
4
2
5
3
6
A260000004
A245700003
A249000005
A240000006
A245700002
A250001126
ID 300 - 400 - 500 MW
PULSE EXPERTNO TANIM
Radyatör
Su Deposu
Quick Kaplin Mavi
Fan
Ekler

409
www.magmaweld.com KULLANIM KILAVUZU
EXPERT SERİSİ
TR
R
S
T
Giriş Filtresi Giriş Doğrultucu Kapasitörler IGBT Modül
Hall Effect
Kontrol Ünitesi
Yüksek Frekans Trafosu Çıkış Doğrultucu
Kontrol
Hattı
Membran Paneli
Çıkış Şok Bobini
Gaz
Tel Sürme Ünitesi
Şönt
Çıkış Filtresi
İş Parçası
Kaynak Torcu
Kaynak Torç
Kontrol Hattı
Solenoid Valf
Kumanda Trafosu
5.3 Blok Diyagram
Ekler

410
www.magmaweld.comKULLANIM KILAVUZU
EXPERT SERİSİ
TR
CAM SİGORTA HIZLI
Ekler

Modeli
Seri Numarası
Ünvanı
Adresi
Telefonu / E-Postası
Fatura Tarihi ve No.
Ünvanı MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Adresi
Ünvanı
Adresi
Telefonu / E - Postası
Telefonu / E - Postası
Teslim Alanın Adı Soyadı
Organize Sanayi Bölgesi 5. Kısım MANİSA
+90 236 226 27 00 / info@magmaweld.com
Ünvanı
Teknisyenin Adı Soyadı
Devreye Alma Tarihi
(Garanti Başlama Tarihi)
GARANTİ BELGESİ
Garanti Şartları için www.magmaweld.com.tr/garanti-sartlari/wt web sitemizi
ziyaret ediniz.
MALIN
İMALATÇI / İTHALATÇI FİRMANIN
SATICI FİRMANIN
ALICININ
KURULUMU YAPAN SERVİSİN


08.09.2020
www.magmaweld.com
DECLARATION OF CONFORMITY
UYGUNLUK DEKLARASYONU
Company / Firma
Factory / Fabrika
The Product / Ürün
Date of assessment / Değerlendirme Tarihi
European Standard / Avrupa Standartı
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Approprate for professonal and ndustral usage.
ID 300 M PULSE EXPERT 300A (%40) MIG/MAG Weldng Machne
Profesyonel ve endüstryel kullanıma uygun
ID 300 M PULSE EXPERT 300A (%40) MIG/MAG Kaynak Maknes
EMC Drectve 2014/30/EU - LVD Drectve 2014/35/EU
Meet the requirements of the European Directive
/
Gereklilikler Karşılanan Avrupa Direktifleri
Magma Mekatronk Makne Industry and Trade Co. We declare that the above mentoned
products comply wth the standard. Ths declaraton wll loose ts valdty n case of
modficaton on the weldng machne wthout our wrtten authorzaton.
Magma Mekatronk Makne Sanay ve Tcaret A.Ş. olarak yukarıda geçen ürünün standartlara
uygun olduğunu beyan ederz. Yazılı znmz olmaksızın makne üzernde yapılan değşklkler
bu belgey geçersz kılacaktır.
Date of issue / Yayın Tarihi
Manisa - 12.10.2021
Barış Özgür TUĞGAN
MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Ar-Ge Müdürü / R&D Manager
EN IEC 60974-1:2018 , EN 60974-10:2014

08.09.2020
www.magmaweld.com
DECLARATION OF CONFORMITY
UYGUNLUK DEKLARASYONU
Company / Firma
Factory / Fabrika
The Product / Ürün
Date of assessment / Değerlendirme Tarihi
European Standard / Avrupa Standartı
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Approprate for professonal and ndustral usage.
ID 300 MW PULSE EXPERT 300A (%40) MIG/MAG Weldng Machne
Profesyonel ve endüstryel kullanıma uygun
ID 300 MW PULSE EXPERT 300A (%40) MIG/MAG Kaynak Maknes
EMC Drectve 2014/30/EU - LVD Drectve 2014/35/EU
Meet the requirements of the European Directive
/
Gereklilikler Karşılanan Avrupa Direktifleri
Magma Mekatronk Makne Industry and Trade Co. We declare that the above mentoned
products comply wth the standard. Ths declaraton wll loose ts valdty n case of
modficaton on the weldng machne wthout our wrtten authorzaton.
Magma Mekatronk Makne Sanay ve Tcaret A.Ş. olarak yukarıda geçen ürünün standartlara
uygun olduğunu beyan ederz. Yazılı znmz olmaksızın makne üzernde yapılan değşklkler
bu belgey geçersz kılacaktır.
Date of issue / Yayın Tarihi
Manisa - 12.10.2021
Barış Özgür TUĞGAN
MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Ar-Ge Müdürü / R&D Manager
EN IEC 60974-1:2018 , EN 60974-10:2014

08.09.2020
www.magmaweld.com
DECLARATION OF CONFORMITY
UYGUNLUK DEKLARASYONU
Company / Firma
Factory / Fabrika
The Product / Ürün
Date of assessment / Değerlendirme Tarihi
European Standard / Avrupa Standartı
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Approprate for professonal and ndustral usage.
ID 400M Pulse EXPERT 400Amp (%40) MIG/MAG Weldng Machne
Profesyonel ve endüstryel kullanıma uygun
ID 400M Pulse EXPERT 400Amp (%40) MIG/MAG Kaynak Maknes
EMC Drectve 2014/30/EU - LVD Drectve 2014/35/EU
Meet the requirements of the European Directive
/
Gereklilikler Karşılanan Avrupa Direktifleri
Magma Mekatronk Makne Industry and Trade Co. We declare that the above mentoned
products comply wth the standard. Ths declaraton wll loose ts valdty n case of
modficaton on the weldng machne wthout our wrtten authorzaton.
Magma Mekatronk Makne Sanay ve Tcaret A.Ş. olarak yukarıda geçen ürünün standartlara
uygun olduğunu beyan ederz. Yazılı znmz olmaksızın makne üzernde yapılan değşklkler
bu belgey geçersz kılacaktır.
Date of issue / Yayın Tarihi
Manisa - 12.10.2021
Barış Özgür TUĞGAN
MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Ar-Ge Müdürü / R&D Manager
EN IEC 60974-1:2018 , EN 60974-10:2014

08.09.2020
www.magmaweld.com
DECLARATION OF CONFORMITY
UYGUNLUK DEKLARASYONU
Company / Firma
Factory / Fabrika
The Product / Ürün
Date of assessment / Değerlendirme Tarihi
European Standard / Avrupa Standartı
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Magma Mekatronk Makne Sanay ve Tcaret A.Ş.
Organze Sanay Bölges 5. Kısım Yalçın Özaras Caddes No:1 45030 Mansa / TÜRKİYE
Approprate for professonal and ndustral usage.
ID 400MW Pulse EXPERT 400Amp (%40) MIG/MAG Weldng Machne
Profesyonel ve endüstryel kullanıma uygun
ID 400MW Pulse EXPERT 400Amp (%40) MIG/MAG Kaynak Maknes
EMC Drectve 2014/30/EU - LVD Drectve 2014/35/EU
Meet the requirements of the European Directive
/
Gereklilikler Karşılanan Avrupa Direktifleri
Magma Mekatronk Makne Industry and Trade Co. We declare that the above mentoned
products comply wth the standard. Ths declaraton wll loose ts valdty n case of
modficaton on the weldng machne wthout our wrtten authorzaton.
Magma Mekatronk Makne Sanay ve Tcaret A.Ş. olarak yukarıda geçen ürünün standartlara
uygun olduğunu beyan ederz. Yazılı znmz olmaksızın makne üzernde yapılan değşklkler
bu belgey geçersz kılacaktır.
Date of issue / Yayın Tarihi
Manisa - 12.10.2021
Barış Özgür TUĞGAN
MAGMA MEKATRONİK MAKİNE SANAYİ VE TİCARET A.Ş.
Ar-Ge Müdürü / R&D Manager
EN IEC 60974-1:2018 , EN 60974-10:2014






YETKİLİ SERVİSLER
Güncel servis listemiz için www.magmaweld.com.tr/servis-listesi
web sitemizi ziyaret ediniz.
Organize Sanayi Bölgesi, 5. Kısım 45030 MANİSA
Telefon : 444 93 53
E-Posta : [email protected]
MERKEZ SERVİS
YETKİLİ SERVİSLER

YETKİLİ SERVİSLER
Güncel servis listemiz için www.magmaweld.com.tr/servis-listesi
web sitemizi ziyaret ediniz.
Organize Sanayi Bölgesi, 5. Kısım 45030 MANİSA
Telefon : 444 93 53
E-Posta : [email protected]
MERKEZ SERVİS
YETKİLİ SERVİSLER

(+90) 444 93 53
magmaweld.com
info@magmaweld.com
01.11.2023
UM_IDMMWPE500_102022_112023_002_424
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
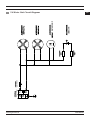 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
 86
86
-
 87
87
-
 88
88
-
 89
89
-
 90
90
-
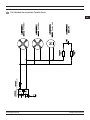 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112
-
 113
113
-
 114
114
-
 115
115
-
 116
116
-
 117
117
-
 118
118
-
 119
119
-
 120
120
-
 121
121
-
 122
122
-
 123
123
-
 124
124
-
 125
125
-
 126
126
-
 127
127
-
 128
128
-
 129
129
-
 130
130
-
 131
131
-
 132
132
-
 133
133
-
 134
134
-
 135
135
-
 136
136
-
 137
137
-
 138
138
-
 139
139
-
 140
140
-
 141
141
-
 142
142
-
 143
143
-
 144
144
-
 145
145
-
 146
146
-
 147
147
-
 148
148
-
 149
149
-
 150
150
-
 151
151
-
 152
152
-
 153
153
-
 154
154
-
 155
155
-
 156
156
-
 157
157
-
 158
158
-
 159
159
-
 160
160
-
 161
161
-
 162
162
-
 163
163
-
 164
164
-
 165
165
-
 166
166
-
 167
167
-
 168
168
-
 169
169
-
 170
170
-
 171
171
-
 172
172
-
 173
173
-
 174
174
-
 175
175
-
 176
176
-
 177
177
-
 178
178
-
 179
179
-
 180
180
-
 181
181
-
 182
182
-
 183
183
-
 184
184
-
 185
185
-
 186
186
-
 187
187
-
 188
188
-
 189
189
-
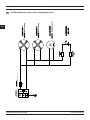 190
190
-
 191
191
-
 192
192
-
 193
193
-
 194
194
-
 195
195
-
 196
196
-
 197
197
-
 198
198
-
 199
199
-
 200
200
-
 201
201
-
 202
202
-
 203
203
-
 204
204
-
 205
205
-
 206
206
-
 207
207
-
 208
208
-
 209
209
-
 210
210
-
 211
211
-
 212
212
-
 213
213
-
 214
214
-
 215
215
-
 216
216
-
 217
217
-
 218
218
-
 219
219
-
 220
220
-
 221
221
-
 222
222
-
 223
223
-
 224
224
-
 225
225
-
 226
226
-
 227
227
-
 228
228
-
 229
229
-
 230
230
-
 231
231
-
 232
232
-
 233
233
-
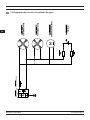 234
234
-
 235
235
-
 236
236
-
 237
237
-
 238
238
-
 239
239
-
 240
240
-
 241
241
-
 242
242
-
 243
243
-
 244
244
-
 245
245
-
 246
246
-
 247
247
-
 248
248
-
 249
249
-
 250
250
-
 251
251
-
 252
252
-
 253
253
-
 254
254
-
 255
255
-
 256
256
-
 257
257
-
 258
258
-
 259
259
-
 260
260
-
 261
261
-
 262
262
-
 263
263
-
 264
264
-
 265
265
-
 266
266
-
 267
267
-
 268
268
-
 269
269
-
 270
270
-
 271
271
-
 272
272
-
 273
273
-
 274
274
-
 275
275
-
 276
276
-
 277
277
-
 278
278
-
 279
279
-
 280
280
-
 281
281
-
 282
282
-
 283
283
-
 284
284
-
 285
285
-
 286
286
-
 287
287
-
 288
288
-
 289
289
-
 290
290
-
 291
291
-
 292
292
-
 293
293
-
 294
294
-
 295
295
-
 296
296
-
 297
297
-
 298
298
-
 299
299
-
 300
300
-
 301
301
-
 302
302
-
 303
303
-
 304
304
-
 305
305
-
 306
306
-
 307
307
-
 308
308
-
 309
309
-
 310
310
-
 311
311
-
 312
312
-
 313
313
-
 314
314
-
 315
315
-
 316
316
-
 317
317
-
 318
318
-
 319
319
-
 320
320
-
 321
321
-
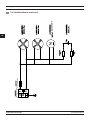 322
322
-
 323
323
-
 324
324
-
 325
325
-
 326
326
-
 327
327
-
 328
328
-
 329
329
-
 330
330
-
 331
331
-
 332
332
-
 333
333
-
 334
334
-
 335
335
-
 336
336
-
 337
337
-
 338
338
-
 339
339
-
 340
340
-
 341
341
-
 342
342
-
 343
343
-
 344
344
-
 345
345
-
 346
346
-
 347
347
-
 348
348
-
 349
349
-
 350
350
-
 351
351
-
 352
352
-
 353
353
-
 354
354
-
 355
355
-
 356
356
-
 357
357
-
 358
358
-
 359
359
-
 360
360
-
 361
361
-
 362
362
-
 363
363
-
 364
364
-
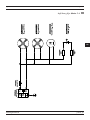 365
365
-
 366
366
-
 367
367
-
 368
368
-
 369
369
-
 370
370
-
 371
371
-
 372
372
-
 373
373
-
 374
374
-
 375
375
-
 376
376
-
 377
377
-
 378
378
-
 379
379
-
 380
380
-
 381
381
-
 382
382
-
 383
383
-
 384
384
-
 385
385
-
 386
386
-
 387
387
-
 388
388
-
 389
389
-
 390
390
-
 391
391
-
 392
392
-
 393
393
-
 394
394
-
 395
395
-
 396
396
-
 397
397
-
 398
398
-
 399
399
-
 400
400
-
 401
401
-
 402
402
-
 403
403
-
 404
404
-
 405
405
-
 406
406
-
 407
407
-
 408
408
-
 409
409
-
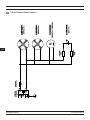 410
410
-
 411
411
-
 412
412
-
 413
413
-
 414
414
-
 415
415
-
 416
416
-
 417
417
-
 418
418
-
 419
419
-
 420
420
-
 421
421
-
 422
422
-
 423
423
-
 424
424








































































































































































































































































































































































































































Magmaweld ID 500 MW PULSE EXPERT de handleiding
- Categorie
- Lassysteem
- Type
- de handleiding
- Deze handleiding is ook geschikt voor
in andere talen
Gerelateerde papieren
-
 Magmaweld ID 500 MW PULSE SMART de handleiding
Magmaweld ID 500 MW PULSE SMART de handleiding
-
 Magmaweld ID 500 MW ECO de handleiding
Magmaweld ID 500 MW ECO de handleiding
-
 Magmaweld ID 65 P Plasma Cutting Mechanized de handleiding
Magmaweld ID 65 P Plasma Cutting Mechanized de handleiding
-
 Magmaweld MONOCUT 45ix Plasma Cutting Mechanized de handleiding
Magmaweld MONOCUT 45ix Plasma Cutting Mechanized de handleiding
-
 Magmaweld MONOCUT 45i Plasma Cutting Mechanized de handleiding
Magmaweld MONOCUT 45i Plasma Cutting Mechanized de handleiding
-
 Magmaweld MONOCUT 45ix Plasma Cutting Mechanized de handleiding
Magmaweld MONOCUT 45ix Plasma Cutting Mechanized de handleiding






Andere documenten
-
Miller ECONOTIG 50HZ 380/415V CE de handleiding
-
Miller KG253517 de handleiding
-
-
Miller XMT 304 CC AND CC/CV (460/575) de handleiding
-
-
-
-
Miller DELTAWELD 452 de handleiding
-
-