
OM-253906N/dut 2016−03
Processen
MIG/MAG lassen (GTAW)
Pulserende MIG (GMAW-P)
Multiproces Lassen
Beschrijving
PipeWorx 400
Lassysteem
(380-400 Volt modellen)
CE
File: MIG (GMAW)
www.MillerWelds.com
TIG-lassen (GTAW)
Lassen met gevulde draad
(FCAW)
Beklede elektrodelassen
(SMAW)
Lasstroombron met draadaanvoersys-
teem
HANDLEIDING

Miller Electric maakt een complete lijn
lasapparaten en aanverwante
lasproducten. Wilt u meer informatie
over de andere kwaliteitsproducten van Miller, neem dan contact op met uw
Miller-leverancier. Hij heeft de nieuwste overzichtscatalogus en afzonderlijke
productleaflets voor u.
Bedankt en gefeliciteerd dat u voor Miller hebt gekozen. Nu kunt u aan de
slag en alles meteen goed doen. Wij weten dat u geen tijd heeft om het an-
ders dan meteen goed te doen.
Om die reden zorgde Niels Miller, toen hij in 1929 voor het eerst met het
bouwen van booglasapparatuur begon, er dan ook voor dat zijn producten
lang meegingen en van superieure kwaliteit waren. Net als u nu konden
zijn klanten toen zich geen mindere kwaliteit veroorloven. De producten
van Miller moesten het beste van het beste zijn. Zij moesten gewoon het
allerbeste zijn dat er te koop was.
Tegenwoordig zetten de mensen die Miller-producten bouwen en verkopen
die traditie voort. Ook zij zijn vastbesloten om apparatuur en service te
bieden die voldoet aan de hoge kwaliteits- en prestatiestandaards die in
1929 zijn vastgelegd.
Deze handleiding voor de eigenaar is gemaakt om u optimaal gebruik te
kunnen laten maken van uw Miller-producten. Neem even de tijd om de
veiligheidsvoorschriften door te lezen. Ze helpen u om uzelf te beschermen
tegen mogelijke gevaren op de werkplek. We hebben ervoor gezorgd, dat u
de apparatuur snel en gemakkelijk kunt installeren. Bij Miller kunt u reke-
nen op jarenlange betrouwbare service en goed
onderhoud. En mocht uw apparatuur om wat
voor reden dan ook ooit moeten worden gerepa-
reerd, dan kunt u in het hoofdstuk Onderhoud &
Storingen precies nagaan wat het probleem is.
Aan de hand van de onderdelenlijst kunt u bepa-
len welk onderdeel u precies nodig hebt om het
probleem te verhelpen. Ook vindt u de garantie
en de onderhoudsinformatie voor uw specifieke
model bijgesloten.
Miller was de allereerste
fabrikant van lasapparatuur in
de VS die het ISO 9001
kwaliteitscertificaat behaal-
de.
Elke krachtbron van Miller
gaat vergezeld de meest
probleemloze garantie in
onze bedrijfstak − u werkt er
hard genoeg voor.
Van Miller voor u

INHOUDSOPGAVE
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR GEBRUIK 1....................
1-1. De betekenis van de symbolen 1.........................................................
1-2. De risico’s van het booglassen 1.........................................................
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud 3.............................
1-4. Californië-voorstel 65, waarschuwingen 4..................................................
1-5. Belangrijkste Veiligheidsvoorschriften 5...................................................
1-6. Informatie over elektrische en magnetische velden (EMV -informatie) 5.........................
HOOFDSTUK 2 − DEFINITIES 7...............................................................
2-1. Meer veiligheidssymbolen en definities 7..................................................
2-2. Meer veiligheidssymbolen en definities 10..................................................
HOOFDSTUK 3 − TECHNISCHE GEGEVENS 11..................................................
3-1. Locatie van typeplaatje met serienummer en aansluitgegevens 11..............................
3-2. Algemene specificaties 11...............................................................
3-3. Inschakelduur en oververhitting bij MIG-lassen 12............................................
3-4. Inschakelduur en oververhitting bij beklede elektrode en TIG-lassen 12..........................
3-5. Omstandigheden gebruik en opslag 13.....................................................
3-6. Belangrijke informatie betreffende CE−producten (voor verkoop binnen de EU) 13.................
HOOFDSTUK 4 − INSTALLATIE 14..............................................................
4-1. Een locatie kiezen 14....................................................................
4-2. Informatie over de 14-pens aansluiting 15...................................................
4-3. 14-pens stekkerdoos activeren voor beklede elektrode 16.....................................
4-4. Aanvoersnelheid in meter per minuut (mpm) of inch per minuut (ipm) 17.........................
4-5. Info 14-pens stekkerdoos voor de draadaanvoerunit 18.......................................
4-6. Beveiliging CB2 voor hulpapparatuur 19....................................................
4-7. Enkelvoudig 115 V AC beveiligd stopcontact voor hulpapparatuur 20............................
4-8. Hijsoog aan de lasstroombron 21..........................................................
4-9. Leidraad voor elektrotechnisch onderhoud 22...............................................
4-10. 3-fasen ingangsvermogen aansluiten 24....................................................
4-10. 3-fasen ingangsvermogen aansluiten (Vervolg) 25...........................................
4-11. Aanbrengen van optionele handgrepen, wielonderstel en koeler 26.............................
4-12. Monteren en bevestigen van de kabelhanger 27.............................................
4-13. Juiste aansluiting van de draden voor de spanningsdetectie 28.................................
4-14. Detectiekabel en werkstukkabel aansluiten aan klem 28......................................
4-15. Aansluitklemmen voor de laskabels en kabelafmetingen bepalen* aanbevolen voor PipeWorx 400 29.
4-16. Klemmen lasuitgangen 29................................................................
4-17. De lasstroomkabels aansluiten 30.........................................................
4-18. Aansluitvoorbeeld MIG-/GMAW-lassen met draadaanvoerunit op de stroombron 31................
4-19. Aansluitvoorbeeld MIG-/GMAW-lassen met aanvoerunit op een kar 32..........................
4-20. Aansluitingen achterpaneel van de draadaanvoer met kantelbaar aanvoermechanisme 33..........
4-21. Aansluiting voor de toortsschakelaar 34....................................................
4-22. Het installeren van de lastoorts 35.........................................................
4-23. De lasdraad installeren en doorvoeren 36...................................................
4-24. Aansluitingen van spanningsdetectiekabel en werkstukkabel bij meerdere lasbogen 37.............
4-25. Laskabels zo leggen dat inductantie minimaal is 39...........................................
4-26. Aansluitvoorbeeld booglassen met beklede elektrode (SMAW) 40..............................
4-27. Aansluitvoorbeeld luchtgekoelde TIG-toorts (GTAW), aparte gasslang/laskabel,
gasklep in stroombron 41................................................................
4-28. Aansluitvoorbeeld luchtgekoelde TIG-toorts (GTAW), gecombineerde gasslang/laskabel, gasklep in
stroombron 42.........................................................................
4-29. Aansluitvoorbeeld vloeistofgekoelde TIG-toorts (GTAW), gasklep in stroombron 43................

INHOUDSOPGAVE
HOOFDSTUK 5 − BEDIENING 44...............................................................
5-1. Bedieningsterminologie 44...............................................................
5-2. Bedieningspaneel lasstroombron 46.......................................................
5-3. Sleuf voor geheugenkaart 47.............................................................
5-4. Regeling TIG-sequence 52...............................................................
5-5. Voorbeeld BMBE-instellingen 53..........................................................
5-6. Voorbeeld TIG-instellingen 54.............................................................
5-7. MIG-instellingen voorbeeld 1 55...........................................................
5-8. MIG-instellingen voorbeeld 2 56...........................................................
5-9. Bedieningspaneel draadaanvoerunit 57.....................................................
5-10. Afstelling van voorgas en nagas 60........................................................
5-11. Instelvoorbeeld draadaanvoerunit links actief 61.............................................
5-12. Instelvoorbeeld draadaanvoerunit recht actief (alleen bij dubbele unit) 62.........................
5-13. Instelvoorbeeld draadaanvoerunit niet-MIG 63...............................................
5-14. Instelvoorbeeld purge met timer 64........................................................
5-15. Instelvoorbeeld Auto Jog 65..............................................................
5-16. Basisparameters voor PipeWorx 400 66....................................................
5-17. Lift Arc™− en HF TIG-startprocedures 69...................................................
HOOFDSTUK 6 − ONDERHOUD EN STORINGEN VERHELPEN 70.................................
6-1. Routineonderhoud 70...................................................................
6-2. De binnenkant van het apparaat schoonblazen 70...........................................
6-3. Standaardwaarden terugzetten 71.........................................................
6-4. De softwarerevisie opvragen 71...........................................................
6-5. Kalibratieprocedure van de lasstroombron 71................................................
6-6. Rechterpaneel weghalen om de spanning van de ingangscondensator meten. 73.................
6-7. Diagnostische code lasstroombron en aanvoerunit 74........................................
6-8. Probleemoplossing lasstroombron / draadtoevoerunit 76......................................
6-9. Probleemoplossing lasstroombron 77......................................................
6-10. Problemen met de draadaanvoerunit 78....................................................
6-11. Problemen met de koeler 78..............................................................
HOOFDSTUK 7 − ELECTRISCH SCHEMA 80.....................................................
HOOFDSTUK 8 − HOGE FREQUENTIE 84.......................................................
8-1. Lasprocessen waarvoor hoge frequentie nodig is 84..........................................
8-2. Installatie waarbij mogelijke bronnen van HF-storing zijn aangegeven 84.........................
8-3. Aanbevolen installatie om HF-storing te verminderen 85.......................................
HOOFDSTUK 9 − ONDERDELENLIJST 86.......................................................
GARANTIE

VERKLARING VAN CONFORMITEIT
voor producten in de Europese Gemeenschap (gemarkeerd met EC).
MILLER Electric Mfg. Co., 1635 Spencer Street Appleton, WI 54914 VS verklaart dat het product
of de producten in deze verklaring voldoen aan de basisvereisten van de genoemde richtlijn(en)
en norm(en).
Product-/apparaatidentificatie:
Product
Serienummer
PIPEWORX 400 POWER SOURCE, 380-400 907534
PIPEWORX SINGLE BENCH FEEDER,CE 300949
PIPEWORX DUAL BENCH FEEDER 300950
Richtlijnen:
• 2014/35/EU Low Voltage
• 2014/30/EU Electromagnetic Compatibility
• 2011/65/EU Restriction of the use of certain Hazardous Substances in electrical and electronic equipment
Normen:
• IEC 60974-1:2012 Arc welding equipment – Part 1: Welding power sources
• IEC 60974-5:2013 Arc welding equipment – Part 5: Wire feeders
• IEC 60974-10:2007 Arc Welding Equipment – Part 10: Electromagnetic compatibility (EMC) requirements
Ondertekenaar:
May 12, 2015
_____________________________________ ___________________________________________
David A. Werba
Datum van verklaring
MANAGER, PRODUCTONTWERPNALEVING
255729‐C

EMV-GEGEVENSBLAD VOOR LASSTROOMBRON
Product-/apparaatidentificatie
Product
Serienummer
PIPEWORX 400 POWER SOURCE, 380-400V (CE) 907534
Overzicht nalevingsinformatie
Toepasbare richtlijn Richtlijn 2014/35/EU
Referentielimieten Richtlijn 2013/35/EU, aanbeveling 1999/519/EG
Toepasselijke normen IEC 62822-1:2016, IEC 62822-2:2016
Bedoeld gebruik ☒ voor bedrijfsmatig gebruik ☐ voor gebruik door leken
Voor werkplekbeoordeling moet rekening worden gehouden met niet-thermische effecten ☒ JA ☐ NEE
Voor werkplekbeoordeling moet rekening worden gehouden met thermische effecten ☐ JA ☒ NEE
☒ Gegevens zijn gebaseerd op maximaal voedingsvermogen (geldig tenzij firmware/hardware wordt gewijzigd)
☐ Gegevens zijn gebaseerd op slechtste-gevalinstelling/-programma (alleen geldig tot instelopties/lasprogramma
’s
worden gewijzigd)
☐ Gegevens zijn gebaseerd op meerdere instellingen/-programma's (alleen geldig tot instelopties/lasprogramma
’s
worden gewijzigd)
Beroepsmatige blootstelling is beneden de blootstellingsgrenswaarden (ELV's) ☒ JA ☐ NEE
voor gezondheidseffecten bij standaardconfiguraties (indien NEE gelden specifieke
vereiste minimale afstanden)
Beroepsmatige blootstelling is beneden de blootstellingsgrenswaarden (ELV's) ☐ n.v.t. ☒ JA ☐ NEE
voor sensorische effecten bij standaardconfiguraties (indien van toepassing en bij NEE zijn
specifieke maatregelen nodig)
Beroepsmatige blootstelling is beneden de ☐ n.v.t. ☐ JA ☒ NEE
actieniveaus (AL's) bij standaardconfiguraties (indien van toepassing en bij NEE zijn
specifieke waarschuwingsborden nodig)
EMV-gegevens voor niet-thermische effecten
Blootstellingsindices (EI's) en afstanden tot lasstroomkring (voor de diverse gebruiksmodi, voor zover van toepassing)
Hoofd
Romp
Ledematen
(handen)
Ledematen
(dijen)
Sensorische
effecten
Gezondheids
effecten
Genormeerde afstand 10 cm 10 cm 10 cm 3 cm 3 cm
ELV EI op genormeerde afstand 0,37 0,33 0,53 0,30 0,69
Vereiste minimumafstand
2 cm 2 cm 4 cm 1 cm 2 cm
Afstand waarop alle beroepsmatige ELV-blootstellingsindices vallen onder 0,20 (20%) 38 cm
Afstand waarop alle ELV-blootstellingsindices voor het algemene publiek vallen onder 1,00 (100 %) 425 cm
Getest door:
.Tony Samimi Datum van test: 2016-02-01
275552-A

OM-253906 Pagina 1
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR
GEBRUIK
dut_som_2015−09
Bescherm uzelf en anderen tegen letsel — Lees deze belangrijke veiligheidsvoorzorgsmaatregelen en bedieningsinstructies, volg ze
op en bewaar ze.
1-1. De betekenis van de symbolen
GEVAAR! − Duidt op een gevaarlijke situatie die moet
worden vermeden omdat hij anders leidt tot ernstig of
dodelijk letsel. De mogelijke gevaren worden getoond
met bijbehorende symbolen of uitgelegd in de tekst.
Duidt op een gevaarlijke situatie die moet worden ver-
meden omdat hij anders kan leiden tot ernstig of dode-
lijk letsel. De mogelijke gevaren worden getoond met
bijbehorende symbolen of uitgelegd in de tekst.
LET OP − Aanduiding voor mededelingen die niet zijn gerelateerd aan
persoonlijk letsel.
. Aanduiding voor speciale instructies.
Deze groep symbolen duidt op Waarschuwing! Kijk uit! Gevaar voor/
van mogelijke ELEKTRISCHE SCHOK, BEWEGENDE ONDERDE-
LEN en HETE ONDERDELEN. Raadpleeg de symbolen en de bijbe-
horende instructies om deze risico’s te vermijden.
1-2. De risico’s van het booglassen
Onderstaande symbolen worden in de hele handleiding ge-
bruikt om u ergens op te attenderen en om mogelijke risico’s
aan te geven. Als u een dergelijk symbool ziet, wees dan voor-
zichtig en volg de bijbehorende instructies op om problemen
te voorkomen. De veiligheidsinformatie hieronder is slechts
een samenvatting van de veiligheidsvoorschriften in Sectie
1-5. Lees en volg alle veiligheidsvoorschriften.
Alleen bevoegde personen moeten dit onderdeel installeren,
bedienen, onderhouden en repareren.
Zorg dat iedereen, en vooral kinderen, uit de buurt blijven
tijdens het gebruik van dit apparaat.
Een ELEKTRISCHE SCHOK kan do-
delijk zijn
Het aanraken van onder stroom staande onderdelen
kan fatale schokken en ernstige brandwonden
veroorzaken. De elektrode en het werkstuk staan
onder stroom als de machine ingeschakeld is. Het
voedingsgedeelte en de interne circuits van de
machine staan eveneens onder stroom als het
apparaat aan staat. Bij semi-automatisch of au-
tomatisch draadlassen staat het draad, de spoel, de
ruimte waar het lasdraad zich in de machine bevindt
en alle metalen onderdelen die in aanraking zijn met
de lasdraad onder stroom. Verkeerd geïnstalleerde
of onvoldoende geaarde installaties kunnen geva-
ren opleveren.
D Raak onderdelen die onder stroom staan niet aan
D Draag droge, isolerende handschoenen en lichaamsbescherming
zonder gaten
D Isoleer u zelf van het werkstuk en de grond door droge isolatiema-
tjes of kleden te gebruiken die groot genoeg zijn om elk contact met
de grond of het werkstuk te voorkomen
D Gebruik geen wissel−(AC) uitgangsspanning in een vochtige om-
geving, als u beperkte bewegingsvrijheid hebt of als het gevaar
bestaat dat u kunt vallen
D Gebruik ALLEEN wissel− (AC) uitgangsspanning als het laspro-
ces dit vereist.
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Er zijn extra veiligheidsmaatregelen nodig als zich een van de vol-
gende elektrisch gevaarlijke omstandigheden voordoet: op
vochtige locaties of als u natte kleding draagt; op metalen con-
structies zoals vloeren, roosters of steigers; in een verkrampte
lichaamshouding bijvoorbeeld als u zit, knielt of ligt; of wanneer het
risico van onvermijdelijk of toevallig contact met het werkstuk of de
aarde groot is. Gebruik onder deze omstandigheden de volgende
apparatuur in de aangegeven volgorde: 1) een semi−automatisch
gelijkstroom (draad−) lasapparaat met constante spanning, 2) een
handbediend gelijkstroom (elektrode−) lasapparaat, of 3) een wis-
selstroom lasapparaat met een lagere spanning en open circuit. In
de meeste gevallen wordt het gebruik van een gelijkstroom lasap-
paraat met lagere spanning aanbevolen. En… werk niet alleen!
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Zet de hoofdstroom uit of stop de motor voordat u deze installatie
installeert of nakijkt. Zet de stroom uit volgens OSHA 29 CFR
1910.147 (zie de Veiligheidsvoorschriften)
D Installeer, aard en bedien deze installatie in overeenstemming met
de Handleiding voor gebruikers en landelijke of lokale voor-
schriften.
D Controleer altijd de aarding van de voeding en wees er zeker van
dat de aardingsgeleider van de voedingskabel goed aangesloten
is op de aansluitklem van het apparaat en dat de stekker van de
kabel aangesloten is op een correct geaarde contactdoos.
D Controleer de ingaande voedingskabel en de massakabel
regelmatig op beschadigingen of blootliggende bedrading − en
vervang de kabel onmiddellijk als deze beschadigd is − blootlig-
gende bedrading kan dodelijk zijn.
D Houd snoeren droog, vrij van olie en vet en bescherm deze tegen
heet metaal en vonken.
D Controleer de kabel regelmatig op beschadigingen of openliggen-
de bedrading en vervang de kabel onmiddellijk als deze
beschadigd is − openliggende bedrading kan dodelijk zijn.
D Zet alles af als het apparaat niet gebruikt wordt.
D Gebruik geen versleten, beschadigde, te korte of slecht verbon-
den kabels.
D Draag de kabels niet op uw lichaam.
D Als het werkstuk geaard moet worden, doe dit dan met een aparte
kabel- gebruik niet de massaklem of massakabel.
D Raak de elektrode niet aan als u in contact staat met het werkstuk,
de grond of een andere elektrode van een ander apparaat.
D Gebruik alleen goed onderhouden installaties. Repareer of ver-
vang beschadigde onderdelen onmiddellijk. Onderhoud het
apparaat zoals beschreven staat in de handleiding.
D Draag een veiligheidsharnas als u boven grond-niveau werkt
D Houd alle panelen en afdekplaten veilig op hun plaats.
D Klem de massakabel zo dicht mogelijk bij de las met een goed me-
taal-op-metaalcontact op het werkstuk of werktafel.
D Isoleer de massaklem wanneer deze niet is aangesloten op het
werkstuk om contact met een metalen object te voorkomen
D Sluit niet meer dan één elektrode of massakabel aan op één enke-
le lasbron. Haal de kabel los voor het proces dat niet wordt
gebruikt.
D Maak gebruik van aardlekbescherming wanneer u hulpapparatuur
gebruikt in vochtige of natte locaties.

OM-253906 Pagina 2
Er staat ook NA het afsluiten van de
voedingsspanning nog een AANZIENLIJKE
GELIJKSPANNING op het voedingsgedeelte van de
inverter lasstroombronnen.
D Zet de gelijkstroom-wisselstroomomzetter uit, maak de voedings-
stekker los en ontlaad de invoercondensatoren overenkomstig de
aanwijzingen in de Sectie Onderhoud, voordat u enig onderdeeel
aanraakt.
Door HETE ONDERDELEN kunnen
brandwonden ontstaan.
D Hete onderdelen niet met blote handen aan-
raken
D Laat apparatuur altijd afkoelen, voor u eraan
gaat werken.
D Gebruik de juiste gereedschappen om hete onderdelen beet te
pakken en/of draag zware geïsoleerde lashandschoenen en
−kleding om brandwonden te voorkomen.
ROOK EN GASSEN kunnen gevaarlijk
zijn.
Tijdens het lassen komen rook en gassen vrij. Het
inademen hiervan kan gevaarlijk zijn voor uw
gezondheid.
D Zorg ervoor dat u niet in de rook staat. Adem de rook niet in.
D Als u binnen last, ventileer de ruimte dan goed en/of zorg dat las-
rook en gassen afgezogen worden. De aanbevolen manier om te
bepalen of er voldoende ventilatie is, is monsters te nemen van de
dampen en gassen waaraan het personeel wordt blootgesteld en
deze te analyseren op samenstelling en hoeveelheid.
D Als er een slechte ventilatie is, gebruik dan een goedgekeurd gas-
masker.
D Lees de Materiaalveiligheidsinformatiebladen en de instructies
van de fabrikant voor hechtmiddelen, coatings, schoonmaak-
middelen, slijtdelen, koelmiddelen, ontvetters, fluxpoeder en
metalen en zorg dat u alles goed begrijpt.
D Werk alleen in een beslotenruimte als deze goed geventileerd
wordt. Of als u een beademingsapparaat draagt. Zorg ervoor dat
er altijd een ervaren persoon toekijkt. Lasdampen en gassen kun-
nen lucht verdringen en het zuurstofgehalte verlagen, wat
schadelijke invloed heeft op u lichaam en zelfs dodelijk kan zijn.
Zorg voor veilige ademlucht.
D Las niet in ruimtes waar dingen worden ontvet, schoongemaakt of
waar wordt gesproeid. De hitte en stralen van de boog kunnen rea-
geren met dampen en op deze manier zwaar vergiftigde en
irriterende gassen vormen
D Las geen beklede metalen zoals gegalvaniseerd of met lood-of
cadmium bedekt staal, tenzij de bekleding verwijderd wordt van
het gedeelte dat gelast moet worden, de ruimte goed geventileerd
wordt en u, indien nodig, een gasmasker draagt. De belkedingen
en metalen die deze elementen bevatten kunnen giftige dampen
produceren als ze gelast worden.
De STRALEN UIT DE BOOG kunnen
ogen en huid verbranden
Boogstralen van het lasproces produceren zichbare
en onzichtbare (ultraviolette en infrarood) stralen die
uw ogen en huid kunnen verbranden. Tijdens het
lassen vliegen lasspatten en vonken in het rond.
D Draag tijdens het lassen of toekijken tijdens het lassen een las-
helm voorzien van een lasglas met de juiste tint om uw gezicht en
ogen tegen boogstralen en vonken te beschermen. (zie ANSI
Z49.1 en Z87.1 in de Veiligheidsvoorschriften).
D Draag een goedgekeurde veiligheidsbril met zijschermen onder
uw helm
D Gebruik beschermende lasgordijnen of schermen om anderen te-
gen flitsen en verblindend licht te beschermen ; waarschuw
anderen om niet in de boog te kijken.
D Draag lichaamsbescherming die is gemaakt van duurzaam
vuurbestendig materiaal (leer, zware katoen, wol). Lichaamsbe-
scherming houdt ook olievrije kleding in zoals leren
handschoenen, een zwaar overhemd, een broek zonder omslag,
hoge schoenen en een pet.
LASSEN kan brand of explosies ver-
oorzaken
Als er gelast wordt aan gesloten vaten zoals tanks,
trommels of pijpen, kunnen deze opgeblazen
worden Er kunnen vonken van de lasboog afvliegen.
De rondvliegende vonken, de temperatuur van het
werkstuk en van het gereedschap kunnen brand en brandwonden
veroorzaken. Toevallig contact van een elektrode met metalen
voorwerpen kan vonken, explosies, oververhitting of brand ver-
oorzaken. Controleer eerst of de omgeving veilig is voordat u gaat
lassen.
D Verwijder alle brandbare materialen in een straal van 10 meter van
de lasboog. Als dit niet mogelijk is, dek ze dan goed af met brand-
werende materialen.
D Las niet op plaatsen waar rondvliegende vonken brandbaar mate-
riaal kunnen raken.
D Bescherm uzelf en anderen tegen rondvliegende vonken en heet
metaal.
D Wees erop attent dat vonken en hete materialen van het laswerk
gemakkelijk door kleine hoeken en gaten naar naastliggende ruim-
tes kunnen vliegen.
D Kijk goed uit voor brand en houd een brandblusser in de buurt
D Wees erop bedacht dat bij het lassen van plafonds, vloeren, schei-
dingswanden of tussenschotten brand kan ontstaan aan de
tegenovergestelde zijde
D Las niet aan containers waarin ooit brandbare stoffen zijn opgesla-
gen of aan besloten ruimtes −zoals tanks, vaten of buizen tenzij ze
voldoende voorbereid zijn conform AWS F4.1 en AWS 6.0 (zie Vei-
ligheidsvoorschriften).
D Las nooit waar de lucht brandbaar stof, gas of vloeistofdamp (bij-
voorbeeld benzinedamp) kan bevatten.
D Verbind de massakabel met het werkstuk zo dicht mogelijk bij de
plaats waar gelast moet worden, zodat de lasstroom een direkte
en korte weg aflegt en elektrische schokken en brandrisico’s ver-
meden kunnen worden
D Gebruik een lasapparaat niet om bevroren pijpen te ontdooien.
D Haal de elektrode uit de elektrodehouder of knip de lasdraad af aan
de contactbuis als niet gelast wordt.
D Draag lichaamsbescherming die is gemaakt van duurzaam
vuurbestendig materiaal (leer, zware katoen, wol). Lichaamsbe-
scherming houdt ook olievrije kleding in zoals leren
handschoenen, een zwaar overhemd, een broek zonder omslag,
hoge schoenen en een pet.
D Zorg ervoor dat u geen brandbare voorwerpen zoals aanstekers of
lucifers bij u draagt als u gaat lassen.
D Inspecteer de omgeving als u klaar bent met uw werk om er zeker
van te zijn dat er geen vonken, gloeiende sintels en vlammen zijn.
D Alleen de juiste zekeringen of contactverbrekers gebruiken; geen
zwaardere nemen of deze doorverbinden.
D Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor
werken met hoge temperaturen, zorg dat er een brandmelder aan-
wezig is en dat u een blusapparaat onder handbereik hebt.
D Lees de Materiaalveiligheidsinformatiebladen en de instructies
van de fabrikant voor hechtmiddelen, coatings, schoonmaak-
middelen, slijtdelen, koelmiddelen, ontvetters, fluxpoeder en
metalen en zorg dat u alles goed begrijpt.

OM-253906 Pagina 3
RONDVLIEGEND METAAL of STOF
kan de ogen verwonden.
D Door lassen, bikken, het gebruik van draadbor-
stels en slijpen kunnen vonken en rodvliegen-
de metaal-schilfers ontstaan. Als lasrupsen af-
koelen, kunnen er slakresten rondvliegen.
D Draag een goedgekeurde veiligheidsbril met zijschermen, zelfs
onder uw lashelm.
GASVORMING kan schadelijk voor
de gezondheid of zelfs dodelijk zijn
D Draai de persgastoevoer dicht, wanneer u
geen gas gebruikt.
D Zorg altijd voor ventilatie in enge ruimtes of ge-
bruik goedgekeurde beademingsapparatuur
ELEKTRISCHE EN MAGNETISCHE
VELDEN kunnen van invloed zijn op
geïmplanteerde medische apparatuur.
D Mensen die een pacemaker of een ander
geïmplanteerd medisch apparaat dragen,
moeten uit de buurt blijven.
D Mensen die een geïmplanteerd medisch apparaat dragen,
moeten hun arts en de fabrikant van het apparaat raadplegen
voordat ze in de buurt komen van werkzaamheden met
booglassen, puntlassen, gutsen, plasmaboogsnijden of
inductieverwarmen.
LAWAAI kan het gehoor aantasten
Lawaai van bepaalde werkzaamheden of appara-
tuur kan uw gehoor aantasten
D Draag goedgekeurde gehoorbescherming als
het geluidsniveau te hoog is
GASFLESSEN kunnen exploderen
als ze beschadigd worden
Persgasflessen bevatten gas dat onder hoge druk
staat. Als een gasfles beschadigd wordt, kan deze
exploderen. Aangezien gasflessen normaal ge-
sproken een onderdeel uitmaken van het van het
lasproces moet u er voorzichtig mee omgaan.
D Bescherm gasflessen tegen hoge temperaturen, mechanische
schokken, slak, open vuur, vonken en vlambogen.
D Plaats de gasflessen rechtop in een rek of in de laskar zodat ze
niet kunnen vallen of omkantelen.
D Houd de flessen uit de buurt van alle las- of andere stroom-
kringen
D Hang nooit een elektrodehouder over een gasfles.
D Laat nooit een laselektrode in aanraking komen met een gasfles.
D Las nooit op een gasfles onder druk; een explosie zal het gevolg
zijn.
D Gebruik het juiste beschermgas, reduceerventielen, slangen en
hulpstukken die speciaal bedoeld zijn voor een bepaalde toe-
passing; onderhoud deze en bijhorende onderdelen goed.
D Draai uw gezicht weg van de uitgang van het ventiel wanneer u
het cilinderventiel opent. Niet vóór of achter de regelaar gaan
staan wanneer u het ventiel opent.
D Laat de beschermende kap over het ventiel over het ventiel zit-
ten behalve als de fles gebruikt wordt of aangesloten is voor ge-
bruik.
D Gebruik de juiste apparatuur, de juiste procedures en een vol-
doende aantal personen om gasflessen te tillen en verplaatsen
D Lees en volg de instructies op de flessen met gecomprimeerd
gas, bijbehorend materiaal en de CGA publikatie die in de Veilig-
heidsvoorschriften staat.
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
BRAND- EN EXPLOSIEGEVAAR
D Installeer of plaats het apparaat niet op, boven
of vlakbij ontbrandbare oppervlakken.
D Het apparaat niet in de buurt van brandbare
stoffen installeren.
D Overbelast de bedrading van het gebouw niet- controleer of het
voedingsnet sterk genoeg is, goed beschermd is en dit apparaat
aan kan.
VALLENDE APPARATUUR kan letsel
veroorzaken.
D Gebruik alleen het hijsoog om het apparaat op
te tillen, en NIET de laskar, gasflessen of ande-
re accessoires.
D Gebruik gereedschap met voldoende capaciteit om het apparaat
op te tillen en te ondersteunen.
D Als u hefvorken gebruikt om het apparaat te verplaatsen, zorg er
dan voor dat de vorken zo lang zijn, dat ze aan de andere kant
onder het apparaat uitsteken.
D Let er bij het werken in de open lucht op dat kabels en snoeren
niet in aanraking kunnen komen met rijdende voertuigen.
D Volg bij het handmatig optillen van zware onderdelen of
apparatuur de Amerikaanse ARBO−richtlijn getiteld
Applications Manual for the Revised NIOSH Lifting Equation
(Publication No. 94–110).
TE LANGDURIG GEBRUIK kan leiden
tot OVERVERHITTING.
D Laat het apparaat goed afkoelen; houd u aan
de nominale inschakelduur.
D Verminder de stroomsterkte of de inschakel-
duur voordat u opnieuw begint met lassen.
D Blokkeer of filter de luchtaanvoer naar het apparaat niet.
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming om de ogen en
het gezicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en op een veilige locatie. Draag hier-
bij de juiste gezichts-, hand- en lichaamsbescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
STATISCHE ELEKTRICITEIT kan PC-
kaarten beschadigen
D Doe een geaarde polsband om VOORDAT u
printplaten of onderdelen aanraakt.
D Gebruik goede anti-statische zakken of dozen
voor het opslaan, verplaatsen of transporteren
van PC-printplaten.

OM-253906 Pagina 4
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken.
D Blijf uit de buurt van bewegende onderdelen
D Blijf uit de buurt van afknijppunten zoals aan-
drijfrollen.
LASDRAAD kan letsel veroorzaken
D Bedien de toortsschakelaar pas als u de aan-
wijzing krijgt om dat te doen.
D Richt het pistool niet op enig lichaamsdeel, an-
dere mensen of op enig materiaal als de draad
wordt ingevoerd.
ONTPLOFFEN VAN DE ACCU kan
letsel veroorzaken.
D Gebruik het lasapparaat niet om accu’s op te
laden of om voertuigen te starten tenzij het een
acculaadvoorziening heeft die hiervoor
speciaal is bedoeld.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken
D Blijf uit de buurt van bewegende delen zoals
ventilatoren.
D Laat deuren, panelen, deksels en beschermplaten alleen ver-
wijderen door bevoegd personeel indien nodig voor onderhoud
en storingzoeken.
D Laat deuren, panelen, deksels en beschermplaten alleen ver-
wijderen door bevoegd personeel indien nodig voor onderhoud
en storingzoeken.
D Breng eerst deuren, panelen, deksels en beschermplaten weer
aan na afloop van het onderhoud en sluit pas dan de voeding
weer aan.
LEES DE INSTRUCTIES.
D Lees nauwkeurig de gebruikershandleiding en
alle waarschuwingslabels, voordat u de
machine installeert, gebruikt of er onderhoud
aan pleegt, en volg de aanwijzingen steeds op.
Lees de veiligheidsinformatie aan het begin
van de handleiding en in elk hoofdstuk.
D Gebruik alleen originele vervangingsonderdelen van de fabri-
kant.
D Voer installatie, onderhoud en service uit in overeenstemming
met de gebruikershandleidingen, de industriële normen en de
landelijke en ter plekke geldende regelgeving.
H.F. STRALING kan storingen veroor-
zaken
D Hoog-frequente straling kan storing ver-
oorzaken bij radio-navigatie, veiligheidsdien-
sten, computers en communicatie-apparatuur.
D Laat alleen bevoegde personen die bekend zijn met elektroni-
sche apparatuur deze installatie uitvoeren.
D De gebruiker is verantwoordelijk voor onmiddellijk herstel door
een bevoegd elektricien bij storingsproblemen als gevolg van de
installatie
D Als u van overheidswege klachten krijgt over storingen, stop dan
onmiddellijk met het gebruik van de apparatuur.
D Laat de installatie regelmatig nakijken en onderhouden.
D Houd deuren en panelen van hoogfrequentbronnen stevig dicht,
houd de elektrodeafstand op de juiste instelling en zorg voor aar-
ding en afscherming om de mogelijkheid van storingen tot een
minimum te beperken.
BOOGLASSEN kan interferentie
veroorzaken.
D Elektromagnetische energie kan interferentie
veroorzaken bij gevoelige elektronische
apparatuur zoals computers en
computergestuurde apparatuur zoals robots.
D Zorg ervoor dat alle apparatuur in het lasgebied elektromagne-
tisch compatibel is.
D Om mogelijke interferentie te verminderen moet u de laskabels
zo kort mogelijk houden, dicht bij elkaar en laag, bijvoorbeeld op
de vloer.
D Voer de laswerkzaamheden uit op 100 meter afstand van
gevoelige elektronische apparatuur.
D Zorg ervoor dat dit lasapparaat conform de aanwijzingen in deze
handleiding wordt geïnstalleerd en geaard.
D Als er dan nog steeds interferentie optreedt, dient de gebruiker
extra maatregelen te nemen, zoals verplaatsing van het
lasapparaat, gebruik van afgeschermde kabels, gebruik van
lijnfilters of afscherming van het werkterrein.
1-4. Californië-voorstel 65, waarschuwingen
Las- en snijapparatuur produceert dampen of gassen die che-
micaliën bevatten waarvan het de Staat Californië bekend is
dat ze geboorteafwijkingen en, in sommige gevallen, kanker
veroorzaken. (California Health & Safety Code, sectie 25249.5
en volgend.)
Dit product bevat chemicaliën, waaronder lood waarvan het
de Staat Californië bekend is dat het kanker, geboorteafwij-
kingen of andere voortplantingsproblemen veroorzaakt. Was
na gebruik uw handen.

OM-253906 Pagina 5
1-5. Belangrijkste Veiligheidsvoorschriften
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
is available as a free download from the American Welding Society at
http://www.aws.org or purchased from Global Engineering Documents
(phone: 1-877-413-5184, website: www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for Welding and Cutting Containers that have Held Com-
bustibles, American Welding Society Standard AWS A6.0, from Global
Engineering Documents (phone: 1-877-413-5184,
website: www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 14501 George Carter Way, Suite
103, Chantilly, VA 20151 (phone: 703-788-2700, website:www.cga-
net.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Mississauga, Ontario, Canada L4W 5NS
(phone: 800-463-6727, website: www.csagroup.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org).
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30329-4027 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informatie over elektrische en magnetische velden (EMV -informatie)
Elektrische stroom die door een draad stroomt veroorzaakt plaatselijk
elektrische en magnetische velden (EMV). De stroom bij booglassen
(en verwante processen zoals puntlassen, gutsen, plasmasnijden
en inductieverwarmingsprocessen) zorgt voor een elektromagnetisch
veld rondom het lascircuit. Elektromagnetische velden (EMV) kunnen
invloed hebben op medische implantaten, zoals pacemakers. Voor per-
sonen die medische implantaten hebben moeten beschermende
maatregelen worden genomen, bijv. toegangsbeperking voor pas-
santen of een risicoanalyse voor iedere afzonderlijke lasser. Beperk
bijvoorbeeld de toegang voor omstanders of voer afzonderlijke risico-
beoordelingen uit voor lassers. Alle lassers moeten de volgende
procedures naleven om zo blootstelling aan elektro−magneti-
schevelden van de lasstroomkring tot een minimum te beperken:
1. Houd kabels dicht bij elkaar door ze in elkaar te twisten of vast te
plakken of gebruik kabelbescherming.
2. Kom niet met uw lichaam tussen de laskabels. Leg de kabel aan
één kant en weg van de gebruiker.
3. Rol of hang de kabels niet rond of op uw lichaam.
4. Houd hoofd en romp zo ver mogelijk verwijderd van de
apparatuur in de lasstroomkring.
5. Monteer de massaklem aan het werkstuk zo dicht mogelijk bij de
las.
6. Niet direct naast de lasstroombron werken, er niet op gaan zitten
en er niet op leunen.
7. Niet lassen terwijl u de lasstroombron of het
draadaanvoersysteem draagt.
Over geïmplanteerde medische apparatuur:
Mensen die een geïmplanteerd medisch apparaat dragen, moeten hun
arts en de fabrikant van het apparaat raadplegen voordat ze in de buurt
komen van werkzaamheden met booglassen, puntlassen, gutsen, pla-
smaboogsnijden of inductieverhitting. Bij toestemming van de arts
wordt geadviseerd om bovenstaande procedures te volgen.

OM-253906 Pagina 6

OM−253906 Pagina 7
HOOFDSTUK 2 − DEFINITIES
2-1. Meer veiligheidssymbolen en definities
. Bepaalde symbolen worden alleen aangetroffen op CE-producten.
Waarschuwing! Pas op! Kans op gevaar (zie de symbolen).
Safe1 2012−05
Draag droge, geïsoleerde handschoenen. De elektrode niet met de blote hand aanraken. Geen natte of kapotte
handschoenen dragen.
Safe2 2012−05
Bescherm uzelf tegen elektrische schokken door uzelf te isoleren van het werk en de aarde.
Safe3 2012−05
Zorg ervoor dat u niet in de rook staat.
Safe6 2012−05
Gebruik actieve ventilatie of een afvoersysteem om de dampen van de werkplek af te voeren.
Safe8 2012−05
Gebruik een ventilator om de dampen af te voeren.
Safe10 2012−05
Houd brandbare stoffen uit de buurt van het laswerk. Niet lassen vlakbij brandbare stoffen.
Safe12 2012−05
Lasvonken kunnen brand veroorzaken. Zorg dat er een brandblusapparaat in de buurt is en zorg dat
er een toezichthouder is die klaarstaat om dit gebruiken.
Safe14 2012−05
Niet aan vaten of dichte containers e.d. lassen.
Safe16 2012−05
Verwijder het label niet; verf het ook niet over en dek het niet af.
Safe20 2012−05

OM−253906 Pagina 8
Haal de stekker van de machine uit het stopcontact, voordat u aan de machine gaat werken.
Safe5 2012−05
Bij ingeschakeld apparaat kunnen defecte onderdelen exploderen of andere onderdelen doen exploderen.
Safe26 2012−05
Rondvliegende stukken van onderdelen kunnen letsel veroorzaken. Draag altijd een gezichtsscherm
als u onderhoud pleegt aan een apparaat.
Safe27 2012−05
Draag altijd lange mouwen en knoop uw kraag dicht, als u onderhoud pleegt aan een apparaat.
Safe28 2012−05
Nadat u de nodige voorzorgsmaatregelen hebt genomen, kunt u het apparaat aansluiten op de stroomvoorziening.
Safe29 2012−05
Het product niet meegeven met het gewone afval (waar van toepassing).
Hergebruik of recycle afgedankte elektrische en elektronische apparatuur (AEEA-regels). Voer de apparaten
af naar een daarvoor bestemd inleverstation.
Neem contact op met de gemeente of uw lokale dealer voor nadere informatie.
Safe37 2012−05
Let op elektrische schokken door de bedrading.
Safe94 2012−08
Haal de stekker van de machine uit het stopcontact, voordat u aan de machine gaat werken.
Safe30 2012−05
Sluit eerst de groene of groen-gele aarddraad aan op de aardaansluiting. Sluit daarna de fasedraden L1,
L2 en L3 aan.
Safe36 2012−05
Zorg dat u geoefend raakt en lees alle instructies en labels, voordat u aan of met de machine gaat werken.
Safe35 2012−05
Safe57 2012−05
Draag droge, geïsoleerde handschoenen. De elektrode of lasdraad niet met de blote hand aanraken.
Draag geen natte of kapotte handschoenen.

OM−253906 Pagina 9
?
V
?
A
Op het typeplaatje staat vermeld welke elektrische aansluitspanning en welk vermogen het apparaat nodig heeft.
Safe34 2012−05
Aandrijfrollen kunnen de vingers verwonden.
Safe32 2012−05
De lasdraad en de onderdelen van de aandrijving staan tijdens het lassen onder lasspanning - houd handen
en metalen objecten uit de buurt ervan.
Safe33 2012−05
Zorg dat u geoefend raakt en lees de aanwijzingen,
voordat u aan de machine gaat werken of gaat lassen.
Safe65 2012−06
Draag een hoofddeksel en een veiligheidsbril. Bescherm uw oren
en knoop de kraag van uw overhemd dicht. Gebruik een lashelm met
de juiste filtersterkte. Draag bescherming voor uw hele lichaam.
Safe38 2012−05
Zorg dat u geoefend raakt en lees de aanwijzingen,
voordat u aan de machine gaat werken of gaat lassen.
Safe40 2012−05
V
V
V
Op de ingangscondensatoren blijft gevaarlijke elektrische spanning
aanwezig, ook nadat de elektrische voeding is uitgeschakeld.
Raak geen geladen condensatoren aan. Wacht na het uitschakelen
van de voeding eerst 5 minuten voordat u aan het apparaat gaat
werken. Of controleer eerst de spanning over de condensatoren,
zodat u zeker weet dat die vrijwel 0 is, voordat u iets aanraakt.
Safe43 2012−05

OM−253906 Pagina 10
2-2. Meer veiligheidssymbolen en definities
. Bepaalde symbolen worden alleen aangetroffen op CE-producten.
A
Stroomsterkte Gelijkstroom (DC) Wisselstroom (AC)
V
Spanning
Gasinvoer
Automatische
zekering
Naar de
stroombron
Aan
Uit Positief Gasuitvoer
Beklede
elektrode-lassen
TIG lassen Werkstukaansluiting Draadaanvoer Aarding
Verhogen Netaansluiting MIG/MAG lassen Driefasen inverter
U
0
Nominale
nullastspanning
(OCV)
U
1
Primaire spanning
U
2
Uitgangsspanning
belast
X
Inschakelduur
Hz
Hertz
S
Geschikt voor
bepaalde
gevaarlijke
omstandigheden
I
2
Nominale
lasstroom
%
Percent
Pulserend Driefasen Enkelfase Type gas
Toortsschakelaar-
functie
Opslaan in het
geheugen
Terughalen uit
geheugen
Bezet
Het SD-logo is een
handelsmerk van
SD-3C, LLC
Type elektrode
Booglassen met
gevulde draad
(FCAW)
Pulsoverdracht
Draadtype Draaddiameter
Tweetakt
toortsschakelaar
(TIG)
Viertakt
toortsschakelaar
(TIG)
Gasvoorstroom
Hoogfrequent Start
(TIG)
LiftArc Start (TIG) Programma
Gasnastroom Procescyclus Lassen (algemeen) Seconden
Aanvangsvolgorde Up-slope tijd Uitkratertijd
Uiteindelijke
volgorde
Drukken Gekozen zijde
I
1
Nominale
voedings-
stroomsterkte
IP
Interne
beschermingsgraad
VS
Ingang
Spanningsdetectie
14
14 polige
stekkeraansluiting
voor
afstandsbediening
Houdfunctie
van de toorts-
schakelaar uit
Houdfunctie
van de
toortsschakelaar
aan
Doorspoelen
met gas
Linkerkant
gekozen
Rechterkant
gekozen
RMD-proces
Boogregeling

OM−253906 Pagina 11
HOOFDSTUK 3 − TECHNISCHE GEGEVENS
3-1. Locatie van typeplaatje met serienummer en aansluitgegevens
Het serienummer en de aansluitgegevens zijn bij dit product aan de voorzijde te vinden. Op het typeplaatje kunt u de elektrische aansluitspanning
en het vermogen aflezen dat de apparatuur nodig heeft, en welk vermogen het kan leveren. Wij raden aan het serienummer te noteren op de achterzijde
van deze handleiding, in het daarvoor bestemde vak, zodat u dit nummer altijd bij de hand hebt.
3-2. Algemene specificaties
. Gebruik niet de informatie in de tabel met specificaties voor de eenheid om de elektrische onderhoudsvereisten te bepalen. Zie hoofdstukken 4-9
en 4-10 voor meer informatie over het aansluiten van de ingangsspanning.
A. Specificaties lasstroom en -spanning
Voeding Lasproces
Nominale
lasstroom
en -spanning
Stroombereik
bij CC
(constante
stroom)
Spannings-
bereik
bij CV
(constante
spanning)
Maximum
open
spanning
DC
Stroomverbruik
bij een nominale
uitgangsbelasting,
50/60 Hz,
driefasen
kVA kW
380 V 400 V 380 400 380 400
Driefasen
Beklede
elektrode
400 A bij 36 volt DC,
100% inschakelduur
40 − 400 — —
90
26,3 25,5 17,6 17,8 16,5 16,5
TIG
350 A bij 24 V DC,
100% inschakelduur
10−350 — — 19,0 18,1 12,4 12,5 9,7 9,8
MIG
400 A bij 34 V DC,
100% inschakelduur
— — 10−44 27,1 25,7 18 18 15,5 15,6
Met
gevulde
draad
400 A bij 34 V DC,
100% inschakelduur
— — 10−44 27,1 25,7 18 18 15,5 15,6
Voor de juiste waarden van beveiligingen en zekeringen zie hoofdstuk 4-9.
B. Afmetingen en gewicht
Gatmaten
A
B
C
D
E
805 142−A
806 mm
495 mm
724 mm
A 495 mm
B 429 mm
C 806 mm
D 406,4 mm
E
Schroefdraad UNC
5/16−18 inch
Gewicht
102 kg
C. Technische gegevens draadaanvoerunit
Voeding
Type
lasstroombron
Snelheidsbereik
draadtoevoer
Bereik
draaddiameter
Nominale
lasstroom
Algehele
afmetingen
Gewicht
Enkel Dubbel
24 volt AC
11 ampère
PipeWorx 400 1,3 tot 19,8 m/min. 0,9 tot 1,6 mm
Maximum
spoelgewicht:
27 kg
100 V, 750 A,
100%
inschakelduur
Lengte: 737 mm
Breedte: 483 mm
Hoogte: 356 mm
30 kg 41 kg

OM−253906 Pagina 12
3-3. Inschakelduur en oververhitting bij MIG-lassen
De inschakelduur is het percentage van
10 minuten dat het apparaat kan lassen
met nominaal vermogen zonder
oververhit te raken.
Als het apparaat oververhit raakt, zorgt
een thermostaat (thermostaten) er voor
dat er geen uitgangsspanning meer is
en gaat de koelventilator draaien.
Wacht vijftien minuten om het apparaat
te laten afkoelen. Verlaag de
stroomsterkte of de inschakelduur
voor u weer gaat lassen.
LET OP − Door overschrijding van de
inschakelduur kan het apparaat
beschadigen en daarmee komt de
garantie te vervallen.
Oververhitting
0
15
A/V
OF
verminder de inschakelduur
minuten
duty1 4/95 − 240 110−A
Ononderbroken lassen
100% inschakelduur bij 400 ampère 60% inschakelduur bij 500 ampère
6 minuten lassen 4 minuten rusten
LASSTROOM
% INSCHAKELDUUR
DRIEFASEN-
VOEDING
3-4. Inschakelduur en oververhitting bij beklede elektrode en TIG-lassen
Oververhitting
0
15
A/V
OF
verminder de inschakelduur
minuten
duty1 4/95 − 240 110−A
Ononderbroken lassen
100% inschakelduur bij 400 ampère
LASSTROOM
% INSCHAKELDUUR
DRIEFASEN-
VOEDING
De inschakelduur is het percentage
van 10 minuten dat het apparaat kan
lassen met nominaal vermogen zonder
oververhit te raken.
Als het apparaat oververhit raakt, zor-
gen een of meer thermostaten er voor
dat er geen uitgangsspanning meer is en
gaat de koelventilator draaien. Wacht
vijftien minuten om het apparaat te laten
afkoelen. Verlaag voordat u weer gaat
lassen de stroomsterkte, de spanning,
de draadtoevoersnelheid of de in-
schakelduur.
LET OP − Door overschrijding van de
inschakelduur kan het apparaat
beschadigen en daarmee komt de
garantie te vervallen.

OM−253906 Pagina 13
3-5. Omstandigheden gebruik en opslag
A. IP-graad − Draadaanvoer apparaat
IP graad
IP21
Deze apparatuur is ontworpen voor gebruik binnen, en niet voor opslag of gebruik buiten.
IP21 2014−06
3-6. Belangrijke informatie betreffende CE−producten (voor verkoop binnen de EU)
A. Informatie over Elektromagnetische Compatibiliteit (EMC)
! Deze Klasse A apparatuur is niet bedoeld voor gebruik op plaatsen in woongebieden waar de elektrische stroom afkomstig is van
het openbaar laagspanningsnetwerk. Op dergelijke plaatsen ontstaan er mogelijk problemen met de elektromagnetische
compatibiliteit als gevolg van storingen door geleiding en straling.
Deze apparatuur voldoet aan IEC 61000−3−11 en IEC 61000−3−12 en kan worden aangesloten op het openbare laagspanningsnet, op
voorwaarde dat dit net op het gemeenschappelijk koppelpunt een systeemimpedantie Z
max
heeft van minder dan 17,70mW (of het
kortsluitvermogen S
sc
is groter dan 9 041 859VA). Het is de verantwoordelijkheid van de installateur of gebruiker van de apparatuur om, zo nodig
door raadpleging van de netwerkbeheerder, zeker te stellen dat de systeemimpedantie aan de eisen voldoet.
ce−emc 1 2014-07

OM−253906 Pagina 14
HOOFDSTUK 4 − INSTALLATIE
! Mogelijk is een speciale in-
stallatie nodig, wanneer er
benzine of vluchtige vloei-
stoffen aanwezig zijn − zie
NEC artikel 511 of CEC sectie
20.
1 Hijsoog
2 Hefvorken
Gebruik het hijsoog of hefvorken
om het apparaat te verplaatsen.
Indien hefvorken gebruikt worden,
gebruik hefvorken om het apparaat
te verplaatsen.
3 Lijnscheidingsmechanisme
Plaats het apparaat in de buurt van
een stroombron die de juiste
voeding biedt.
4-1. Een locatie kiezen
OF
1
2
loc_large 2015-04
! Verplaats het apparaat niet naar en gebruik
het niet op plaatsen waar het kan omvallen.
Locatie en luchtstroom
Verplaatsing
460 mm
460 mm
3

OM−253906 Pagina 15
4-2. Informatie over de 14-pens aansluiting
Als op de 14-pens stekkerdoos een afstandsbediening is aangesloten, gaat het apparaat automatisch werken met een primaire/secundaire bediening.
Dat betekent dat de stroominstelknop op het apparaat primair is. Dit bepaalt een maximum stroomsterkte. De afstandsbediening is dan secundair.
Hiermee is te variëren tussen 0 en 100% van het maximum dat met de andere knop was ingesteld.
. In de fabriek is ingesteld dat de 14-pens stekkerdoos alleen geactiveerd is bij TIG-lassen. Optioneel kan het ook actief worden bij het booglassen
met beklede elektrode (BMBE). Zie hoofdstuk 4-3.
AJ
B
K
I
C
L
NH
D
M
G
E
F
805 143−−A
14-pens
aansluiting
Pen* Functie van de pennen
15 VOLTS DC
UITGANG
VOOR
SCHAKELAAR
A 15 volt DC.
B Door contact te maken met A wordt het 15 volt
gelijkspanningscircuit gesloten.
REMOTE
CONTROL
AFSTANDS-
BEDIENING
C Uitgangsspanning naar afstandsbediening;
+10 volt DC.
D Nulleiding van de afstandsbediening.
E 0 tot +10 V/DC inkomend stuursignaal
vanaf de afstandsbediening.
GND
K Massa van behuizing.
*De overige contacten worden niet gebruikt.
Aantekeningen

OM−253906 Pagina 16
4-3. 14-pens stekkerdoos activeren voor beklede elektrode
805 288−A
! Schakel de lasstroombron uit,
verbreek de elektrische ver-
binding met de netvoeding, en
controleer vóór u verder gaat
of er nog spanning staat op de
ingangscondensatoren. Zie
over die controle hoofd-
stuk 6-6.
Als deze instelling is gemaakt en
op de 14-pens stekkerdoos aan
de voorkant van de stroombron is
een stroomregelaar / schakelaar
aangesloten, dat geldt de primaire /
secundaire regeling voor zowel
TIG-lassen als booglassen met
beklede elektrode (BMBE).
1 Interface printplaat bediening
2 DIP-schakelaar
Verwijder de draadaanvoerunit en de
kabelbeugels aan de zijkant, indien
aanwezig.
Haal de bovenkap van de stroombron.
Zet DIP-schakelaar 2 in de bovenste
stand (met aanduiding ON). Gebruik
voor het verzetten van de DIP-
schakelaar zo nodig een kleine
schroevendraaier.
Plaats de kap weer.
Breng de kabelbeugels weer aan de
zijkant aan en de draadaanvoerunit
bovenop, voor zover ze verwijderd
waren.
2
Benodigde gereedschappen:
1
Afstands-
bediening
beklede
elektrode uit
Afstandsbedi-
ening beklede
elektrode aan
ON ON
1122
5/16 inch

OM−253906 Pagina 17
4-4. Aanvoersnelheid in meter per minuut (mpm) of inch per minuut (ipm)
805 298−A / 805 429−A
! Schakel de lasstroombron
uit, verbreek de elektrische
verbinding met de netvoe-
ding, en controleer vóór u
verder gaat of er nog
spanning staat op de in-
gangsscondensatoren.
Zie over die controle hoofd-
stuk 6-6.
1 Draadaanvoerunit
van PipeWorx
2 Printplaat bedieningsinterface
3 DIP-schakelaar
Haal de kap van de draadaanvoer-
unit.
Zet DIP-schakelaar nr. 1 (de bo-
venste schakelaar) in de stand
“ON”. Gebruik voor het verzetten
van de DIP-schakelaar zo nodig
een kleine schroevendraaier.
Monteer de kap.
Benodigde gereedschappen:
1
2
3
Achteraanzicht
van het voorpaneel
van de draadaanvoerunit
Stand voor ipm
(inch/min.)
Stand voor mpm
(m/min.)
5/16 inch

OM−253906 Pagina 18
4-5. Info 14-pens stekkerdoos voor de draadaanvoerunit
Ref. 805 144−A / ref. 048 286−B
14-pens aansluiting
afstandsbediening
draadaanvoer
Pen* Functie van de pennen
24 VOLT AC
8, 12 24 volt AC voor hulpapparatuur,
beveiligd door CB2.
1,4 Retourleiding 24 volt AC. Verbonden met
massa (chassis). Dit sluit het 24 volt AC
voedingscircuit naar de draadaanvoerunit.
SERIËLE COMMUNICATIE
6 Geïsoleerde plus voor seriële communicatie
volgens RS-485.
3 Geïsoleerde min voor seriële communicatie
volgens RS-485.
5 Geïsoleerde gemeenschappelijke
ader voor seriële communicatie.
POSITIVE VOLT SENSE
14 Detectiesignaal van de positieve lasspanning.
NEGATIVE VOLT SENSE
11 Detectiesignaal van de negatieve lasspanning.
GND
2,10 Massa van behuizing.
*De overige contacten worden niet gebruikt.
Aantekeningen


OM−253906 Pagina 20
4-7. Enkelvoudig 115 V AC beveiligd stopcontact voor hulpapparatuur
254 087−A
2
1
115V 10A AC Receptacle
(Cooler Power Supply Only)
READ OWNER'S MANUAL
NEUTRAL BONDED TO GROUND
1 115 V 10 A AC stekkerdoos RC2
(voor de koeler, staat alleen onder
spanning bij ingeschakelde
stroombron).
. RC2 is een stekkerdoos speciaal bedoeld
voor het leveren van wisselstroom aan
een PipeWorx-koeler.
Spanning is alleen aanwezig op de
stekkerdoos RC2 als de stroombron aan
staat.
2 Extra beveiligingsautomaat CB1
CB1 beveiligt de enkel fase 115 volt AC
stekkerdoos.
Druk op de knop om de apparatuur beveiliging
te resetten.

OM−253906 Pagina 21
4-8. Hijsoog aan de lasstroombron
805 293−A
! Schakel de stroombron uit
en verbreek de elektrische
verbinding met de netvoeding.
1 Hijsoog
Het hijsoog van de stroombron is
bereikbaar via de draadaanvoerunit.
Het complete afgebeelde lassysteem,
met kabelbeugels, koeler met
koelvloeistof, dubbele aanvoerunit en
het wielonderstel, kan worden
opgehesen aan het hijsoog.
De besturingskabel moet van de
draadaanvoerunit worden afgekop-
peld. Gebruik zo nodig een rondstrop
of hijsbanden.
Het totale gewicht is ongeveer 238 kg
exclusief lastoortsen en kabels.
. Verwijder voor het ophijsen van
het lassysteem eerst draad-
spoelen, kabels en gasflessen.
1

OM−253906 Pagina 22
4-9. Leidraad voor elektrotechnisch onderhoud
LET OP − ONJUISTE VOEDING kan deze lasstroombron beschadigen. Deze lasstroombron vereist een CONTINUE voeding met nominale
frequentie (+10%) en nominale spanning (+10%). De spanning tussen fase en nul mag niet meer bedragen dan +10% van de nominale
ingangsspanning. Gebruik voor de voeding van deze lasstroombron geen generator met een automatische stationairvoorziening (die de motor
stationair laat draaien bij onbelaste generator).
LET OP − De werkelijke voedingsspanning (ingangsspanning) mag niet lager of hoger zijn dan 10% t.o.v. de spanning zoals aangegeven in de tabel.
Als de werkelijke voedingsspanning buiten dit bereik is, kan er mogelijk geen uitgangsspanning zijn.
Deze apparatuur mag alleen worden gebruikt met een stroomnetwerk dat bestaat uit een 3−fasig 4−draadssysteem met een geaarde
neutraaldraad.
Het niet opvolgen van deze elektrische adviezen kan leiden tot elektrische schokken en brandgevaar. Deze adviezen gelden voor
een specifiek circuit ontworpen voor het nominale uitgangsvermogen en inschakelduur van de lasstroombron.
In specifieke circuits staat het Amerikaanse voorschrift de National Electrical Code (NEC) toe om lagere waardes voor stopcontacten
en geleiders te gebruiken dan de waarde van de circuitbeveiliging. Alle onderdelen van het circuit moeten op elkaar zijn afgestemd.
Zie de NEC-artikelen 210.21, 630.11 en 630.12.
50/60 Hz
Driefasen
Voedingsspanning (V) 380 400
Stroomopname (A) bij nominaal uitgangsvermogen 26,3 25,5
Max. aanbevolen standaard zekering in ampères
1
Trage zekeringen
2
30 30
Normale zekeringen
3
40 40
Min. afmeting invoerconductor in AWG (10 AWG = 6 mm
2
)
4
5.26 5.26
Max. aanbevolen lengte invoergeleider in meters 66 72
Min. afmeting aardgeleider in AWG (10 AWG = 6 mm
2
)
4
5.26 5.26
Referentie: Amerikaanse National Electrical Code (NEC) voor 2014 (met inbegrip van artikel 630)
1 Als er een automatische zekering wordt gebruikt in plaats van een smeltzekering, gebruik dan een automatische zekering met een tijd/
stroomkromme die vergelijkbaar is met de aanbevolen smeltzekering.
2 De “trage” zekeringen zijn van klasse UL “RK5”. Zie UL 248.
3 “De normale” zekeringen zijn van klasse UL “K5” (t/m 60A), en UL “H” (65 A en meer).
4 De kabelgegevens in dit hoofdstuk geven de doorsnede aan van de geleider (m.u.v. flexibel snoer of kabel) tussen de zekeringkast en de apparatuur
conform NEC Tabel 310.15(B)(16). Als er een flexibel snoer of kabel wordt gebruikt, moet de minimumdoorsnede van de geleider mogelijk groter zijn.
Zie NEC-tabel 400.5(A) voor de vereisten bij een snoer of kabel.

OM−253906 Pagina 23
Aantekeningen

OM−253906 Pagina 24
4-10. 3-fasen ingangsvermogen aansluiten
5/16”
Benodigde gereedschappen:
Input3 2015−01 − 254 080-B
2
3
= GND/PE Earth Ground
L1 L2
L3
3
4
5
6
L1
7
1
L2
L3
4
8
6
9
10

OM−253906 Pagina 25
! De installatie moet voldoen aan alle
nationale en lokale regels en voor-
schriften – alleen daartoe bevoegde
personen mogen deze installatie uit-
voeren.
! Ontkoppel en blokkeer de stroom-
voorziening voordat u de ingaande
geleiders vanaf het systeem aansluit.
! Maak eerst de ingaande stroomver-
bindingen naar de lasstroombron.
! Sluit altijd eerst de groene of
groengele stroomgeleider aan op
een voedingsmassaklem en nooit op
een lijnklem.
Zie de gegevens label op de machine en
meet de beschikbare netspanning.
. Het rechterzijpaneel kan verwijderd
worden voor het aansluiten van de
primaire kabel, zonder de handgrepen
te moeten loshalen.
1 Voedingskabel (door klant zelf aan te
te schaffen)
Bepaal dikte en lengte aan de hand van
Hoofdstuk 4-9. De kabel moet voldoen aan
de nationale en lokale voorschriften. Ge-
bruik kabelschoenen van het juiste formaat
en stroomwaarde.
Netkabel aansluitingen van de stroom-
bron
2 Trekontlasting
Leid de kabels door de trekontlasting en
draai de schroeven vast.
3 Aarde−aansluitklem van de machine
4 Groene of groen/gele draad
Monteer eerst de groene of groen/gele draad
op de aarde−aansluitklem van de machine.
5 Fase−aansluitklemmen van
stroombron
6 Fasedraden L1 (U), L2 (V) en L3 (W)
Monteer de fasedraden L1 (U), L2 (V) en L3
(W) op de aansluitklemmen van stroombron.
Sluit en borg het toegangspaneel van de
stroombron.
Schakel netspanning op de werk-
schakelaar uit
7 Open de bekasting van de
werkschakelaar (staat uit)
8 Schroef de aardeklem los
9 Schroef de faseklemmen los
Monteer eerst de groene of geel/groene
draad op de aardeklem van de werk-
schakelaar.
Monteer de fasedraden L1 (U), L2 (V) en L3
(W) op de faseklemmen
10 Stroom beveiliging.
Bepaal de waarde van de stroombeveiliging
aan de hand van hoofdstuk 4-9.
Sluit en borg de werkschakelaar kast Zet
spanning op de schakelaar en zet deze aan.
4-10. 3-fasen ingangsvermogen aansluiten (Vervolg)
input3 2015−01

OM−253906 Pagina 26
4-11. Aanbrengen van optionele handgrepen, wielonderstel en koeler
Benodigde gereedschappen:
1/2 inch
5/16 inch
2
6
7
8
9
1
2
3
4
15
18
5
6
7
8
13
20
21
22
23
24
25
26
19
10
9
11
12
11
14
16
17
805 302-A / 805 141-B
! Schakel de stroombron uit en verbreek de
elektrische verbinding met de netvoeding.
1 Onderstel 234359
2 Koeler
3 Wiel 163463 (2)
4 Sluitring 602250 (4)
5 Borgring 121614 (2)
Bevestig de wielen aan het onderstel
voor de gascilinders. Zie afbeelding.
Zet de koeler op het wielonderstel.
. Wordt de koeler niet toegepast, dan komt de
stroombron rechtstreeks op het onderstel.
6 Sluitring 602240 (4)
7 Borgring 602211 (4)
8 Schroef 601944 (4)
Verwijder de hoes van de apparatuur en haal de
slang uit de binnenkant van de koeler. Bevestig de
koeler op het onderstel met behulp van de
bijgeleverde sluitringen, borgringen en schroeven.
9 Stroomvoorziening
! Laat het stroomsnoer van de koeler niet
bekneld raken tussen de koeler en de
stroomvoorziening van de lasser.
Activeer de stroomvoorziening naar de koeler.
Bevestig de stroomvoorziening naar de koeler met
behulp van hetzelfde gereedschap dat gebruikt is
voor het bevestigen van de koeler op het onderstel.
10 Cilindersteunbeugel
11 Lagerbus 170647 (2)
12 Lagerbus 004214 (1)
13 Schroef 128237 (4)
14 Ketting 188441 (2)
Monteer de cilinder beugels aan de achterkant van
de stroombron en zet die vast met de bijgeleverde
bouten. Plaats de doorvoeren en de kettingen.
15 Handgreepbeugel
16 Pistoolhouder (2)
17 Schroef 195666 (4)
18 Handgreep (2)
19 Buisdop (4)
Duw de doppen in de uiteinden van de handgrepen.
Verwijder de 5 schroeven boven het paneel met de
ventilatie aan de voorkant van de
stroomvoorziening.
Bevestig de handgreepbeugel aan de voorkant van
de stroomvoorziening met de 5 schroeven die u
eerder verwijderd heeft. Gebruik de 4 bijgeleverde
schroeven om de pistoolhouder aan de
handgreepbeugel te bevestigen.
Verwijder de 2 schroeven aan de zijkant van de
beschermkap aan de voorkant van de
stroomvoorziening.
20 Schroef 234483 (2)
Monteer de bovenkant van de handgrepen aan de
zijkanten door de bijgeleverde bouten met de hand
erin te draaien.
21 Schroef 604535 (2)
22 Borgring 602211 (2)
23 Sluitring 602240 (2)
Draai in het midden van de handgrepen
de bijgeleverde bouten met de hand aan,
met gebruikmaking van de sluitringen
en borgringen.
24 Schroef 604535 (4)
25 Borgring 602211 (4)
26 Sluitring 602240 (4)
Draai onderaan de handgrepen de bijgeleverde
bouten met de hand aan, met gebruikmaking van
de sluitringen en borgringen.
Draai nu alle bouten met gereedschap vast.

OM−253906 Pagina 27
4-12. Monteren en bevestigen van de kabelhanger
1 Beugel
2 Buisdop (4)
3 Kabelhouder (2)
Plaats de doppen in de buizen.
Bevestig de kabelhouders aan
de beugel met de bijgeleverde
bevestigingsmiddelen.
Plaats de gemonteerde kabel-
houder op de stroombron of de kar
en zet de draadaanvoerunit op
de kabelbeugel.
Benodigde gereedschappen:
7/16 inch
3/8 inch
1
2
3
805 148-B / 805 141-B

OM−253906 Pagina 28
4-13. Juiste aansluiting van de draden voor de spanningsdetectie
Als een detectordraad bij de
ringaansluiting gebroken of beschadigd is,
dan moet een nieuwe ring worden
aangebracht volgens de tekening.
1 Mantel
2 Isolatietape of krimphuls
3 Centrale geleider 10 AWG (6 mm
2
)
4 Ringaansluiting met opening 1/2 inch
1
Benodigde gereedschappen:
3
4
2
Ref. 239 780−B
1/4” − 5/16”
8” 0.5”
25” 6”
1/4” − 5/16”
4-14. Detectiekabel en werkstukkabel aansluiten aan klem
805 030−A
Benodigde gereedschappen:
1/2 inch
3
2
1
1 Draad van de
spanningsdetector
2 Werkstukkabel
3 Klem
. De ringaansluiting van de de-
tectiedraad moet bij het aan-
sluiting aan de klem boven op
de ring van de werkstukkabel
zitten.
Sluit de detectiekabel en de
werkstukkabel aan op de klem.
1/2 inch

OM−253906 Pagina 29
4-15. Aansluitklemmen voor de laskabels en kabelafmetingen bepalen* aanbevolen
voor PipeWorx 400
LET OP − De totale kabellengte in de lasstroomkring (zie onderstaande tabel) is de lengte van beide laskabels tezamen. Als bijvoorbeeld
de stroombron 30 meter van het laswerkstuk is, dan is de totale kabellengte in de lasstroomkring 60 meter (2 kabels x 30 meter). Neem de 60 m-kolom
voor het bepalen van de kabelafmetingen.
Laskabelformaat** en maximale totale lengte van de kabel (koper) in de lasstroomkring niet groter dan***
30 m of minder 45 m 60 m 70 m 90 m 105 m 120 m
Lasstroom
10 − 60 %
inschakeld-
uur
AWG (mm
2
)
60 − 100 %
inschakeld-
uur
AWG (mm
2
)
10 − 100 % inschakelduur
AWG (mm
2
)
100 4 (20) 4 (20) 4 (20) 3 (30) 2 (35) 1 (50) 1/0 (60) 1/0 (60)
150 3 (30) 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 3/0 (95)
200 3 (30) 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 4/0 (120)
250 2 (35) 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x2/0 (2x70)
300 1 (50) 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95)
350 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x3/0 (2x95) 2x4/0 (2x120)
400 1/0 (60) 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 2x4/0 (2x120)
500 2/0 (70) 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x3/0 (3x95)
600 3/0 (95) 4/0 (120) 2x2/0 (2x70) 2x3/0 (2x95) 2x4/0 (2x120) 3x3/0 (3x95) 3x4/0 (3x120) 3x4/0 (3x120)
* Dit schema is een algemene richtlijn en is mogelijk niet geschikt voor alle toepassingen. Als de kabel oververhit raakt, gebruik dan een kabel
die één maat dikker is.
**De laskabeldraaddiameter (AWG) is gebaseerd op een spanningsval van 4 volt of minder of een stroomdichtheid van minimaal 300 mils/A.
***Neem voor grotere lengtes dan aangegeven in deze handleiding contact op met Miller (+1-920-735-4505) of Hobart (+1-800-332-3281).
Ref. S-0007-L 2015−02
4-16. Klemmen lasuitgangen
! Schakel de elektrische voeding uit
vóór aansluiting op de klemmen
van de lasuitgangen.
! Gebruik geen versleten,
beschadigde, te dunne of
herstelde kabels.
1 Stick (+) uitgang
2 Werk uitgang
3 TIG (−) uitgang
. Zie het gedeelte 4-17 voor informa-
tie over het aansluiten op de aan-
sluitingen van de las, en de gedeel-
tes 4-18 t/m 4-19 voor standaard
aansluitschema’s.
output term1 2015−02 / Ref. 805 143-A
1 23

OM−253906 Pagina 30
4-17. De lasstroomkabels aansluiten
803 778−B
! Schakel de voeding uit voordat u de
laskabels aansluit op de laskoppe-
lingen.
! Als u de laskabels niet goed
aansluit, kan dat sterke verhitting en
brand veroorzaken of uw machine
beschadigen.
1 Laskabelbout
2 Meegeleverde klemmoer voor
de laskabelbout
3 Kabelschoen van de laskabel
4 Koperen zitting
Haal de meegeleverde moer van
de aansluitbout voor de laskabel. Schuif
de kabelschoen op de aansluitbout en zet
het zodanig met de moer vast dat
de kabelschoen strak tegen de koperen
staaf zit. Er mag niets tussen
de kabelschoen en de koperen zitting
zitten. Zorg dat de oppervlakken van de
kabelschoen en de koperen zitting
schoon zijn.
Benodigde gereedschappen:
4
2
3
Onjuiste installatie
1
Er mag niets tussen
de kabelschoen
van de laskabel
en de koperen
zitting zitten.
19 mm (3/4 inch)
Aantekeningen

OM−253906 Pagina 31
4-18. Aansluitvoorbeeld MIG-/GMAW-lassen met draadaanvoerunit op de stroombron
! Plaats de draadaanvoerunit niet
zodanig dat de lasdraad de cilinder
raakt.
! Verplaats en gebruik het apparaat
niet in een situatie waarin omvallen
mogelijk is.
1 Lasstroombron
2 Draadaanvoerunit
3 MIG-aansluiting
4 Positieve (+) laskabel
5 Aansluiting besturingskabel draad-
aanvoerunit
6 Gasslang
7 Gascilinder
Sluit de 14-pens stekker aan op
de achterkant van de stroombron, en sluit
de 14-pens contrastekker aan de
achterkant van de draadaanvoerunit. Sluit
één uiteinde van de laskabel aan op
de aansluitklem aan de achterkant van
de stroombron. Sluit het andere einde van
de laskabel aan op het huis van de aan-
drijving van de draadaanvoerunit. Sluit één
einde van de gasslang aan op het redu-
ceerventiel van de gascilinder. Sluit het an-
dere eind van de gasslang aan op de gas-
klepaansluiting aan de achterkant van de
aanvoerunit, of bij een dubbele aanvoerunit
op het Y-stuk.
8 Laskabel voor werkstuk (−)
. Sluit de draad van de spanningsdetector
aan op de werkstukklem en bevestig
de werkstukklem zo dicht mogelijk bij
de lasboog.
9 Kabel van spanningsdetector
10 Werkstuk
11 Laspistool
254 079−A
1
6
4
7
2
5
3
9
8
11
9
10

OM−253906 Pagina 32
4-19. Aansluitvoorbeeld MIG-/GMAW-lassen met aanvoerunit op een kar
! Plaats de draadaanvoerunit niet
zodanig dat de lasdraad de cilinder
raakt.
! Verplaats en gebruik het apparaat
niet in een situatie waarin omvallen
mogelijk is.
1 Lasstroombron
2 Draadaanvoerunit
3 Kar voor draadaanvoer
4 Samengestelde kabel
5 MIG-aansluiting
6 Positieve (+) laskabel
7 Gasslang
8 Gascilinder
Het eind van de samengestelde kabel waar
de gasslang uit de mantel steekt, moet
op ongeveer 1270 mm zitten. Dit uiteinde
van de samengestelde kabel wordt aange-
sloten op de stroombron. Sluit de 14-pins
stekker aan op de achterkant van de
stroombron, en sluit de 14-pens contras-
tekker aan de achterkant van de draadaan-
voerunit. Sluit één uiteinde van de laskabel
aan op de aansluitklem aan de achterkant
van de stroombron en zet de kabel vast in
het klemmenblok op het achterpaneel. Sluit
het andere eind van de laskabel aan op het
huis van de aandrijving van de draadaan-
voerunit en zet de kabel vast in het klem-
menblok op de basis van de aanvoerunit.
Sluit één einde van de gasslang aan op het
reduceerventiel van de gascilinder.
Sluit het andere eind van de gasslang aan
op de gasklepaansluiting aan de
achterkant van de aanvoerunit, of bij een
dubbele aanvoerunit op het Y-stuk.
9 Werkstuklaskabel (−)
(minimaal 2/0 AWG ofwel 70 mm
2
)
. Sluit de draad van de spanningsdetector
aan op de werkstukklem en bevestig
de werkstukklem zo dicht mogelijk bij
de lasboog.
10 Kabel van spanningsdetector
11 Werkstuk
12 Laspistool
13 Klem voor trekontlasting
254 086−A
6
10
7
1
4
2
5
8
3
13
13
10
11
9
12

OM−253906 Pagina 33
4-20. Aansluitingen achterpaneel van de draadaanvoer met kantelbaar
aanvoermechanisme
805 155−A / ref. 804 766−A / 802 825−A
1 14-pens bedieningskabel
2 Beschermgasaansluitingen
Fitting met rechtsdraaiende 5/8−18
schroefdraad noodzakelijk. Sluit
de door de klant geleverde
gasslang aan.
3 Kabelschoen van de laskabel
4 Doorverbinding laskabel vanaf
de aandrijving aan rechterzij-
de (alleen bij het dubbele
model)
5 Laskabel
6 Draadaanvoermechanisme
7 Klemschroef voor het roteren-
de draadaanvoermechanisme
U verdraait het draadaanvoerme-
chanisme door de schroef los
te draaien, het mechanisme te
draaien en de schroef weer vast
te draaien.
8 Plaats van typeplaatje
9 Klem van spanningsdetectie
9/16, 5/8 inch
Benodigde gereedschappen:
3/16 inch
6
7
3
9
4
5
2
1
8
2
9

OM−253906 Pagina 34
4-21. Aansluiting voor de toortsschakelaar
254 083−A
1 Linkeraansluiting voor
toortsschakelaar RC2
2 Rechteraansluiting voor
toortsschakelaar RC3
(alleen bij het dubbele model).
Sluit de stekker van de toorts-
schakelaar aan op de daarvoor
bedoelde stekkerdoos van de aan-
voerunit.
1 2
Aantekeningen

OM−253906 Pagina 35
4-22. Het installeren van de lastoorts
245 985-A
3
4
2
2
1
1
1 Vergrendeling−pal voor pistool
2 Vergrendelknop
3 Aansluiting lastoorts
4 Uitsparing in aansluitpen
Aansluiten van toorts met
Accu−Mate
Draai de vergrendelknop los zodat
de vergrendel−lip vrijkomt.
Duw de aansluitpen van de toorts
zo ver mogelijk naar binnen, zodat
de groef gelijk komt met de ver-
grendel−lip.
Draai de vergrendelknop weer aan.
De aansluitpen zit nu vast.
Aansluiten van toorts zonder
Accu−Mate
Als de aansluitpen geen groef
heeft, draait u de vergrendelknop
los en draait de vergrendellip 180
graden. Hierdoor zal de vergrendel-
lip niet uitsteken in de groef van de
aansluitpen.
Duw de aansluitpen zo ver mogelijk
in de aansluiting.
Draai de vergrendelknop weer aan.
De aansluitpen zit nu vast.
Aansluiten van toorts
met Accu−Mate
Aansluiten van toorts
zonder Accu−Mate

OM−253906 Pagina 36
. De beste draadaanvoer krijgt men als
de liner in de lastoorts is aangepast aan
de gebruikte lasdraad. Bovendien moet
deze liner doorlopen tot de aandrijfrollen,
zonder deze te raken.
Installeer de toorts. Leg de toortskabel
zo recht mogelijk. Knip einde van de draad
af. Duw de draad door de invoer naar
de aandrijfrollen; houd de draad vast. Druk
op de jog-toets om de draad uit de toorts
te voeren.
. Bij zachte draad of dunne roestvrij
staaldraad de druk van de achterste
aandrijfrollen instellen op de helft van
de druk van de voorste aandrijfrollen.
. U kunt de druk van de aandrijfrollen af-
stellen door het toortseind ongeveer
5 cm van een niet-geleidende oppervlak-
te te houden en de toortsschakelaar in te
drukken om de draad tegen het op-
pervlak te voeren. Aandraaien, zodat de
draad net niet slipt. Niet te strak vast-
draaien. Wanneer de draad vastzit in de
tip moet de draad kunnen slippen bij de
aandrijfrollen (zie aanpassen van
de druk, hierboven). Knip de draad af.
Sluit de kap.
4-23. De lasdraad installeren en doorvoeren
Ref. 156 929−A / ref. 150 922 / ref. 156 930 / 804 743−A
Benodigde gereedschappen:
NIET-GELEIDEND
OPPERVLAK
NIET-GELEIDEND
OPPERVLAK
Draad slipt niet
Draad slipt
Installeer draadspoelen. Stel de spanmoeren
zodanig in dat de elektrodedraad strak blijft als
de draadaanvoer stopt.
Installeer de draadgeleiders
en de antislijtagegeleider.
Installeer aandrijfrollen.
3/16, 5/64 inch
15/16, 3/8 inch
Aanpassen
druk
voorste
rollen
Aanpassen
druk
achterste
rollen
Aandrijfrollen
Uiteinde van
de draadgeleider
Achterkant
van pistool
Druk-
indicatie

OM−253906 Pagina 37
4-24. Aansluitingen van spanningsdetectiekabel en werkstukkabel bij meerdere lasbogen
A. Ideale opstelling
805 289−B
1 Lasstroombron
2 Samengestelde kabel
3 Werkstukkabel
4 Draad van de spanningsdetector
De draad voor de spanningsdetectie dient
om een nauwkeurige terugkoppeling van
de lasspanning naar het lassysteem
te verkrijgen. Het gebruik van deze draad
is van wezenlijk belang voor stabiele
lasresultaten.
5 Draadaanvoerunit
6 Werkstuk
Deze aansluitingswijze is een ideale op-
stelling voor de ondersteuning van afzon-
derlijke terugkoppeling naar de las-
stroombronnen. De kans bestaat dat niet
de meest nauwkeurige spanningsdetectie
wordt bereikt als gevolg van spanningsval
in het werkstuk. Mogelijk moeten de laspa-
rameters ter compensatie worden aange-
past.
1
2
3
4
5
6
1
2
3
4
5

OM−253906 Pagina 38
B. Slechte opstelling
805 290−B
1 Lasstroombron
2 Samengestelde kabel
3 Werkstukkabel
4 Spanningsdetectiekabel
5 Draadaanvoerunit
6 Werkstuk
Deze aansluitingswijze is een slechte
opstelling omdat de detectiekabels zich
in de stroomrichting van de lasboog
bevinden. De interactie tussen
de lascircuits zal van negatieve invloed
zijn op de spanningsval in het werkstuk.
De spanningsval over het werkstuk wordt
zo niet correct gemeten en geeft
een verkeerd terugkoppelingssignaal.
De teruggekoppelde spanning naar
de lasstroombronnen zal voor beide
detectiekabels niet correct zijn, hetgeen
slecht starten van de boog tot gevolg
heeft alsmede een slechte boogkwaliteit.
1
2
3
4
5
6

OM−253906 Pagina 39
805 291−B
1 Lasstroombron
2 Samengestelde kabel
3 Werkstukkabel
4 Draad van de spanningsdetector
5 Draadaanvoerunit
6 Werkstuk
De manier waarop de laskabels gelegd
worden heeft een aanzienlijk invloed op
de lasprestaties. Bijvoorbeeld Pro-
Pulse- en RMD-lasprocessen kunnen
een hoge inductantie in het lascircuit
produceren afhankelijk van de kabel-
lengte en de manier waarop de kabels
zijn gelegd. Dit kan resulteren in een be-
perkte verhoging van de stroomsterkte
tijdens druppelverplaatsing in het las-
bad.
Draden voor elektrodedetectie en
spanningsdetectie bevinden zich in
de besturingskabel van de aanvoerunit.
De draden zijn bij alle lasprocessen ac-
tief. De spanningsdetectie zorgt
dat spanningsval in de werkstukkabel
automatisch gecompenseerd wordt.
Wikkel te lange kabels niet op.
Gebruik kabels van de juiste lengte.
Koppel de detectiekabel niet met de
laskabels.
4-25. Laskabels zo leggen dat inductantie minimaal is
Verkeerd
S Wikkel kabel NIET op
S Deel GEEN werkstukklemmen (niet meer dan 1 machine per klem)
S Laat GEEN kabels van verschillende machines door elkaar lopen
S Verleng een laskabel NIET met een ander stuk kabel
Ideaal
S Gebruik zo kort mogelijke kabels voor de klus
S Gebruik een werkstukklem en laskabels van de juiste afmetingen,
zodat piekstromen geen problemen geven
S Houd de spanningsdetectiekabel en de bedieningskabel van de aanvoerunit
gescheiden van de laskabels
S Plaats laskabels zo veel mogelijk bij elkaar
S Sluit de werkstukklem aan zo dicht mogelijk bij de lasboog
1
2
3
4
5
6
1
5
4
2
3
6

OM−253906 Pagina 40
805 294−A
1 Lasstroombron
2 Laskabel naar werkstuk (−)
3 Laskabel naar beklede elektrode (+)
4 Werkstuk
5 Elektrodehouder
6 Draad van de spanningsdetector
. Sluit de draad van de spanningsde-
tector aan op de werkstukklem en
bevestig de werkstukklem zo dicht
mogelijk bij de lasboog.
4-26. Aansluitvoorbeeld booglassen met beklede elektrode (SMAW)
1
2
3
5
4
6

OM−253906 Pagina 41
805 295−A
1 Lasstroombron
2 Gasslang
3 Laskabel naar TIG−toorts (−)
4 Laskabel naar werkstuk (+)
5 Werkstuk
6 TIG-toorts
7 Draad van de
spanningsdetector
8 Voetpedaal (optioneel)
. Sluit de draad van de spannings-
detector aan op de werkstukklem
en bevestig de werkstukklem
zo dicht mogelijk bij de lasboog.
4-27. Aansluitvoorbeeld luchtgekoelde TIG-toorts (GTAW), aparte gasslang/laskabel,
gasklep in stroombron
1
2
3
4
6
5
7
8

OM−253906 Pagina 42
805 296−A
1 Lasstroombron
2 Gasslang 237415 (korte zwarte
slang, geleverd bij stroombron)
3 TIG-blok (door klant geleverd)
4 Laskabel naar TIG-toorts (−)
5 Laskabel naar werkstuk (+)
6 Werkstuk
7 TIG-toorts
8 Draad van de spanningsdetector
9 Voetpedaal (optioneel)
. Sluit de draad van de spannings-
detector aan op de werkstukklem
en bevestig de werkstukklem
zo dicht mogelijk bij de lasboog.
4-28. Aansluitvoorbeeld luchtgekoelde TIG-toorts (GTAW), gecombineerde
gasslang/laskabel, gasklep in stroombron
1
2
3
4
5
6
7
8
9

OM−253906 Pagina 43
254 084−A
1 Lasstroombron
2 Gasslang
3 TIG-blok (door klant geleverd)
4 Uitgaande koelvloeistof-
slang 237416 (korte rode
slang, geleverd bij koeler)
5 Laskabel naar TIG-toorts (−)
6 Retourslang koelmiddel
7 Laskabel naar werkstuk (+)
8 Werkstuk
9 TIG-toorts
10 Draad van de
spanningsdetector
11 Voetpedaal (optioneel)
. Sluit de draad van de spannings-
detector aan op de werkstukklem
en bevestig de werkstukklem
zo dicht mogelijk bij de lasboog.
4-29. Aansluitvoorbeeld vloeistofgekoelde TIG-toorts (GTAW), gasklep in stroombron
1
10
2
6
4
5
3
7
8
9
11

OM−253906 Pagina 44
HOOFDSTUK 5 − BEDIENING
5-1. Bedieningsterminologie
Hier volgt een lijst termen en definities met betrekking tot deze interface-eenheid.
Algemene termen:
98/2 Ox Gasmengsel van 98% argon en 2% O
2
.
Ampèrage Geeft de gemiddelde stroomsterkte in ampère (A) aan, deze waarde blijft na het lassen 10 seconden
gehandhaafd.
Boogregeling Afstelling van de breedte van de boogkegel en de boogeigenschappen bij RMD- en pulsbooglassen.
Een hogere waarde geeft een bredere boogkegel en beïnvloedt ook de booglengte (uiteinde van elektrode
naar werkstuk). Zie hoofdstuk 5-9, de punten 1 en 4, voor het instellen van de waarde voor de boogregeling.
Booglengte Afstand van het uiteinde van de draad tot het werkstuk. De term wordt ook gebruikt bij de lengteafstelling
voor RMD- en pulsbooglassen. Een hogere waarde geeft een langere boog, omgekeerd is de boog korter
bij een lagere instelling van deze parameter. Zie hoofdstuk 5-9, de punten 2 en 3, voor het instellen van
de waarde van de booglengte.
C2 Gasmengsel van 98% argon en 2% CO
2.
C20 Gasmengsel van voornamelijk argon en 20% CO
2.
C20−C25 Gasmengsel van voornamelijk argon en 25% CO
2.
C8−C15 Gasmengsel van voornamelijk argon en 8−15% CO
2.
Dig Instelbare waarde voor het beklede elektrode lassen. Een lagere waarde geeft extra stroom als de spanning
relatief laag is (geringe booglengte). Voorkomt het “vastplakken” van de elektrode en het uitdoven van de boog
bij een geringe booglengte.
Dual Schedule
(2 programma’s)
Een twee standenschakelaar die in of aan de handgreep van de toorts zit. Met de schakelaar kunnen tijdens
de MIG-lasprocessen lasparameters worden veranderd. De toortsschakelaar werkt als een gewone schakelaar.
Dual Schedule is altijd geactiveerd. Zie hoofdstuk 5-2 punt F 8 voor het instellen hiervan.
EXX10 Type beklede elektrode. Bij deze instelling wordt gewoonlijk EXXX1 of EXXX2 gebruikt (cellulose elektrode).
EXX18 Type beklede elektrode. Bij deze instelling wordt gewoonlijk EXXX3 t/m EXXX8 of roestvast staal gebruikt,
elektrodes met een laag waterstofgehalte.
FCAW
(Flux Cored Arc Welding)
Bij het lassen met gevulde draad wordt een draad gebruikt die in de boog wordt gevoerd. Er is beschermgas
nodig uit een externe of interne bron. Het gas kan ook worden gevormd door kernmateriaal van de draad.
Voor de PipeWorx 400 wordt alleen dubbel afgeschermd draad aanbevolen. Het is niet nodig een gasmengsel
of draaddiameter te kiezen. Zie de gegevens van de fabrikant voor het aanbevolen gasmengsel. Draaddikten
van 0,9 tot 1,6 zijn bruikbaar.
Type gas Keuze van toe te passen beschermgas: C8−C15 (argon/8−15% CO
2
), C20 (argon/20% CO
2
),
C25 (argon/25% CO
2
), 100% CO
2,
C2 (argon/2% CO
2
), 98/2 Ox (Argon/2% O
2
), CO
2
(100% CO
2
).
HF Startmethode voor TIG-lassen. Hoogfrequent wordt in het begin geactiveerd, om gemakkelijker de lasboog
te starten bij het inschakelen van de lasstroom. Als er eenmaal een lasboog is, stopt het hoogfrequent.
Als de boog wegvalt wordt het hoogfrequent weer ingeschakeld om opnieuw een lasboog te creëren. HF-start
(hoogfrequent starten) wordt toegepast bij GTAW-lassen wanneer contact met het werkstuk niet is toegestaan
als startmethode.
Hot Start Instelbare waarde voor beklede elektrodelassen. Hiermee is de lasstroom aan het begin van het beklede
elektrodelassen aan te passen, voor het geval dat dat nodig is om te starten. Zo wordt voorkomen dat de
elektrode gaat vastzitten bij het starten van de boog. Bij een hogere instelwaarde geldt een grote lasstroom.
Met een lagere waarde verkrijgt u een lagere stroom.
Inductantieregeling Voor het instellen van de inductantie bij MIG en FCAW. Bij kortsluitboog−GMAW−lassen geeft een verhoging
van de inductantie een vermindering van het aantal kortsluitingen per seconden (als er tenminste geen andere
wijzigingen worden gemaakt) en verhoogt het de boog-aan tijd. De verhoogde boog-aan tijd maakt het lasbad
meer vloeibaar. Zie hoofdstuk 5-9, de punten 1 en 4, voor het instellen van de inductantiewaarde.
Jog Een methode om lasdraad toe te voeren zonder dat de contactor of de gasklep wordt ingeschakeld.
Zie hoofdstuk 5-9 punt 9.
Lift Arc Startmethode voor TIG-lassen. Maak met de wolfraam elektrode contact met het werkstuk, bij het begin
van de lasnaad. Schakel de lasstroom en de gastoevoer in met de toortsschakelaar, of desgewenst met
een voetschakelaar of handbediening. Houd de elektrode één tot twee seconden op het werkstuk en til
langzaam de elektrode op om een lasboog te vormen. Lift Arc wordt gebruikt bij het GTAW-lassen als
de HF-startmethode niet toegestaan is.
MIG (GMAW) Ook wel genoemd lassen met massieve draad. Het is een lasproces waarbij metalen worden verbonden door
ze te verhitten met een lasboog. De lasboog is aanwezig tussen het werkstuk en een doorlopend aangevoerde,
wegsmeltende lasdraad, die als elektrode dient. Extern toegevoerd gas of een mengsel van gassen zorgt voor
bescherming tegen oxidatie.
Nagas De tijd dat het beschermgas blijft doorstromen terwijl de lasboog er niet meer is.
Voorgas De tijd dat het beschermgas al stroomt voordat de lasboog ontstaat.

OM−253906 Pagina 45
5-1. Bedieningsterminologie (vervolg)
Proces Er is keus uit MIG, puls, RMD, beklede elektrode, Flux Core (FCAW, gevulde draad) en TIG
(Lift Arc of HF start).
Geheugenlocaties,
toetsen 1−4
Na de keuze van een lasproces, zoals stick, TIG, MIG links van de aanvoerunit, of MIG rechts van
de aanvoerunit, zijn er vier geheugenlocaties kiesbaar. Bij een dubbele aanvoerunit leidt die keuze naar
in totaal 16 geheugenlocaties. Bij een enkele aanvoerunit zijn er slechts 12 geheugenlocaties beschikbaar.
Puls
(Pro-Pulset)
Een geavanceerd pulserend sproeiboogproces, geschikt voor het vullassen en sluitlassen van buizen. Het puls-
boogproces gebruikt een CC-karakteristiek (constante stroom) aan de flanken, terwijl de piek- en dalwaarden
geregeld wordt volgens de CV-karakteristiek (constante spanning). Aanpassingsregeling wordt bediend door
maximum- en minimumstroomniveaus. De voordelen zijn: een kortere lasboog, betere controle van het lasbad,
meer tolerantie voor variaties tussen tip en werkstuk, minder lawaai, geen boogverloop, betere vulling van las-
naadranden waardoor met een hogere voorloopsnelheid gewerkt kan worden met betere afzetting van het las-
materiaal, grotere tolerantie tegen slecht voorbereide lasranden en gaten. Instellingen voor Pulse zijn boogleng-
te, draadaanvoersnelheid en boogregeling.
Purge Handmatig activeren van gasaanvoer: een methode voor het bekrachtigen van de gasklep(pen) om de gas-
leidingen voor het lassen schoon te blazen en om de gasdruk vooraf in te stellen
(zie hoofdstuk 5-9, punt 11).
RMD RMD staat voor Regulated Metal Deposition, een nauwkeurig geregeld kortsluitoverdrachtproces. De voordelen
van RMD maken met erg geschikt voor de grondlaag bij het buislassen. Gaten worden beter gevuld en het spat
minder. Er is minder warmte-inbreng in het werkstuk, een minimale vervorming en er kunnen dikkere lasdraden
worden gebruikt bij dunner materiaal. Instellingen voor RMD zijn booglengte, draadaanvoersnelheid en boogregeling.
Beklede elektrode (SMAW) Booglassen met beklede elektrode (SMAW) gebruikt een afsmeltende lasdraad als elektrode met flux erom-
heen. De flux produceert het beschermgas en slak ter bescherming van de lasboog en het gesmolten lasbad.
Synergisch Synergic (synergisch) geeft aan dat het apparaat voorgeprogrammeerde parameters kan gebruiken voor
het bepalen van de feitelijke pulsinstellingen van de piekstroom, dalstroom, pulsfrequentie en pulsbreedte
bij een bepaalde lasdraadaanvoersnelheid. Dit wordt gebruikt bij de lasprocessen RMD en Pulse.
TIG (GTAW) TIG-lassen (GTAW) werkt met een niet-afsmeltende wolfraamelektrode en een beschermgas, voor een sterke,
schone lasnaad van hoge kwaliteit.
Houdfunctie v.d. toorts-
schakelaar
Hierdoor wordt de lasser minder snel moe, doordat het niet meer nodig is de toortsschakelaar steeds te blijven
indrukken. Zie hoofdstuk 5-9 punt 10 voor het instellen van Trigger Hold.
Keuze d.m.v. toorts-
schakelaar
Hierdoor kan de lasser MIG-processen in geheugenlocaties 1−4 kiezen door middel van de toortsschakelaar.
Zie hoofdstuk 5-2 punt F 6 voor het instellen van de keuze d.m.v. de toortsschakelaar (Trigger Select).
Trim Zie de beschrijving van de booglengte.
Volt Voorinstelling van de lasspanning bij MIG, tijdens het lassen de actuele spanning, na afloop nog 10 seconden
de laatst gemeten spanning.
Draaddiameter Keuze van draaddiameter voor MIG RMD en pulsbooglassen. Bij MIG RMD en pulslassen is er alleen keus uit
de draaddiktes 0,9, 1,0 en 1,2. Bij FCAW kunt u kiezen uit 0,9 t/m 1,6. maar daarbij is een keuze niet verplicht.
Draadtype Keuze van de soort lasdraad: carbon (koolstof), metal core (koolstof met metaalkern) of stainless
(roestvast staal).
WFS Dit staat voor de “wire feed speed” ofwel de lasdraadaanvoersnelheid. Bij MIG-lassen is de aanvoersnelheid
onafhankelijk van de instelling van de spanning. Bij pulsbooglassen en RMD gaat door het afstellen van
de aanvoersnelheid ook het vermogen op de draadelektrode omhoog (instelling met één enkele knop).

OM−253906 Pagina 46
5-2. Bedieningspaneel lasstroombron
A. Bedieningsfuncties op het voorpaneel
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Indicator dat geheugenkaart
in werking is
2 Toets “opslaan” voor geheugenkaart
3 Toets “laden” voor geheugenkaart
4 Indicator geheugenkaart
5 Geheugenlocaties, toetsen 1−4
6 Keuzetoets beklede elektrode
7 Keuzetoets type beklede elektrode
8 Aflezing ampèremeter
9 Instelknop stroomsterkte
10 Keuzetoets TIG-lassen
11 Keuzetoets startmethode TIG-lassen
12 Keuzetoets soort MIG proces
13 Keuzetoets type lasdraad
14 Keuzetoets draaddiameter
15 Keuzetoets type beschermgas
16 Keuzetabel type gas
17 Keuzetoets toortsschakelaar
18 Keuzetoets linker- of rechterzijde
19 TIG-sequences
252 613−B
12
11 10
9
8
76
4
3
1
2
5
17
19
18
16
15
14
13

OM−253906 Pagina 47
5-3. Sleuf voor geheugenkaart
1 Sleuf voor geheugenkaart
Dit is de sleuf om een geheugenkaart
in te schuiven. Op de geheugenkaart
kunt u bedieningsinstellingen opslaan
en er weer van teruglezen, bijvoorbeeld
specifieke MIG-procesgegevens. Ook
kan via een geheugenkaart de firmware
van het apparaat worden bijgewerkt.
Als de lasstroombron door meerdere
lassers gebruikt wordt, kan elk van hen
een eigen geheugenkaart gebruiken om
met hun eigen instellingen te werken.
Om de geheugenkaart weer uit de sleuf
te halen drukt u licht op de hoek van
de kaart en laat die weer los.
1
A. Bedieningsknoppen geheugenkaart
1. Indicator dat geheugenkaart in werking is
Deze led gaat in de volgende situaties branden: terwijl gebruikersinstellingen worden opgeslagen of teruggelezen, bij het gebruik van een eigen
MIG-lasproces, en tijdens firmware-bijwerkingen.
2. Toets “opslaan” voor geheugenkaart
Door deze toets kort in te drukken worden alle bedieningsinstellingen die in geheugenlocaties 1−4 staan, ook als een bestand opgeslagen
op de geheugenkaart. De led “busy” licht op om aan te geven dat de gegevens naar de geheugenkaart worden weggeschreven. Bovendien wordt,
steeds als de toets “Opslaan” (Save) wordt ingedrukt, het bestand met de naam PIPEWORX.TXT op de geheugenkaart bijgewerkt. Dit bestand bevat
een samenvatting van de status van de PipeWorx, het revisienummer van de firmware, en de foutenhistorie. Het bestand kan worden uitgelezen
op elke computer die is voorzien van een geheugenkaartlezer. De vastgelegde informatie is zo te gebruiken voor onderhoudsschema’s en het
oplossen van eventuele problemen.
3. Toets “laden” voor geheugenkaart
Door deze toets kort in te drukken wordt een eerder opgeslagen configuratiebestand van de kaart gelezen en geladen in het lasapparaat. Zo kunt
u eerder bewaarde instellingen in geheugenlocaties 1−4 terughalen. De led “busy” licht op om aan te geven dat de gegevens van de geheugen-
kaart worden gelezen.
4. Indicator geheugenkaart
Het tekstlogo van de geheugenkaart licht op terwijl een specifiek eigen MIG- of TIG-lasproces actief is, geladen vanaf de geheugenkaart.

OM−253906 Pagina 48
B. Gebruik van de optionele geheugenkaart
1. Insteken van de geheugenkaart
a. Til het klepje van de geheugenkaartsleuf op en houd het omhoog.
b. Steek de geheugenkaart in de sleuf. Duw de kaart helemaal naar binnen en laat hem dan los.
c. Sluit het klepje weer.
2. Uitnemen van de geheugenkaart
a. Til het klepje van de geheugenkaartsleuf op en houd het omhoog.
b. Druk de kaart iets in en laat hem los. De geheugenkaart komt dan naar buiten.
c. U kunt de kaart nu pakken en uit de sleuf trekken.
d. Sluit het klepje weer.
3. Gebruik van kaart met optioneel programma
a. Schuif de kaart in de sleuf.
b. Kies als volgt de draadaanvoerunit:
Druk (alleen bij dubbele aanvoer) op de toets LEFT of RIGHT van de aanvoerunit om de linker- of de rechterkant daarvan te selecteren.
of
Druk op de stroombron op de toets SIDE SELECT totdat de gewenste zijde van de aanvoerunit oplicht.
c. Kies het lasproces door aan de voorkant van de stroombron op de toets MIG TYPE te drukken, totdat het gewenste proces oplicht.
Op het voorpaneel van de stroombron zal nu de aanduiding CARD oplichten, evenals op het voorpaneel van de aanvoerunit,
om aan te geven dat het programma vanaf de kaart wordt gebruikt.
d. Kies als volgt de draaddiameter (indien van toepassing):
Druk op het voorpaneel van de stroombron op de toets WIRE DIA totdat de gewenste draaddiameter oplicht.
. Sommige optionele programmakaarten ondersteunen slechts één draaddiameter, in dat geval zal alleen die diameter oplichten.
e. Door de geheugenkaart eruit te halen kunt u teruggaan naar de normale werking van het apparaat.
4. Gebruik van kaart met optionele functie
a. Steek de kaart met de optionele functie in de sleuf.
b. De specifieke functie wordt weergegeven op de voltmeter van de aanvoerunit.
c. Draai aan de WFS-knop (wire feed speed) om de functie in of uit te schakelen.
d. Haal de kaart uit de sleuf.
. Eén kaart kan meerdere machines in- of uitschakelen.
5. Kaart voor bijwerken systeemsoftware
a. Schuif de kaart met de software-update in de sleuf.
b. Laat de systeemsoftware bijwerken door op het voorpaneel van de stroombron de toets LOAD in te drukken en ingedrukt te houden,
totdat op de 7-segments led-display de aanduiding UPd verschijnt.
c. Wacht tot de software is bijgewerkt. Dit kan ongeveer twee minuten duren.
. Tijdens de software-update kunnen de displays van zowel de stroombron als de aanvoerunit H99, H98 of UPd weergeven, of ook enige tijd
blanco zijn. Dit is normaal. Haal de kaart niet uit de sleuf zolang de bijwerking nog niet voltooid is. Schakel tijdens het bijwerken de stroombron
ook niet uit.
d. Haal de geheugenkaart uit de sleuf.
C. Geheugenlocaties
1. Geheugenlocaties, toetsen 1−4
Dit zijn locaties voor het opslaan van lasparameter, om ze gemakkelijk weer te kunnen oproepen. Door zo’n toets kort in te drukken activeert u een
eerder opgeslagen instelling. Slechts één geheugenlocatie tegelijk kan actief zijn. Het nummer naast de toets licht op om aan te geven welke
geheugenlocatie actief is. Wijzigingen in de configuratie op de voorpanelen worden automatisch na één seconde vastgelegd in de actieve
geheugenlocatie. Zo onthoudt de unit vanzelf de voorkeuren van de lasser. Deze instellingen zijn altijd weer terug te roepen door de betreffende
geheugenlocatie, het proces en de aanvoerzijde te selecteren. U heeft keus uit STICK, TIG, MIG LEFT (linkerkant van de aanvoerunit) en MIG RIGHT
(rechterkant van de aanvoerunit). Elk daarvan geeft 4 geheugenlocaties, dus 16 in totaal (bij een dubbele aanvoerunit). Bij een enkele aanvoerunit zijn
er slechts 12 geheugenlocaties beschikbaar.
2. Reset van geheugenlocatie
Door de toets van een geheugenlocatie langer dan twee seconden ingedrukt te houden, haalt u de standaard fabrieksinstellingen terug voor het huidige
lasproces en deze ene geheugenlocatie. Het lampje van die locatie gaat uit, en weer aan als het resetten voltooid is.

OM−253906 Pagina 49
D. Instellingen voor beklede elektrode en TIG-lassen
1. Keuzetoets beklede elektrode
Door deze toets kort in te drukken activeert u de lasinstellingen voor beklede elektrodelassen. De tekst STICK onder de toets licht op evenals
de aanduiding van het actieve elektrodetype en de “swoosh” boven de draaiknop voor de stroomsterkte. De gebruiker moet het gewenste soort
beklede elektrode kiezen en de stroomknop instellen op het juiste amperage in het gebied 40 tot 400 A.
2. Keuzetoets type elektrode voor BMBE
Door de toets kort in te drukken kiest u het soort beklede elektrode, EXX10 of EXX18. De tekst boven of onder de toets licht op voor het actieve
elektrodetype. Deze toets is alleen actief voor BMBE en alleen dan licht tekst op voor het type elektrode.
3. Instelbare Dig en Hot Start
Deze instellingen zijn beschikbaar bij BMBE (beklede elektrodelassen). De instellingen voor Dig en Hot Start op de elektrodes EXX10 en EXX18 zijn
onafhankelijk: ieder heeft zijn eigen instellingen. Zo bereikt u de instellingen door Dig en Hot Start:
a. In de STICK-modus houdt u de STICK-toets twee seconden lang ingedrukt.
De stroomweergave toont nu de Dig-instelling met de decimale punt rechts verlicht.
De standaardwaarde voor Dig is 40.
b. Door aan de stroomknop te draaien kunt u de Dig-waarde veranderen.
Het bereik is 0 t/m 99.
c. Als u in de Dig-modus weer op de STICK-toets drukt, komt u in de instelmodus voor Hot Start.
De stroomweergave toont nu de Dig-instelling met de decimale punt in het midden verlicht.
De standaardwaarde 1,3.
d. Door aan de stroomknop te draaien kunt u de Hot Start-waarde veranderen. Het bereik is 0,0 t/m 2,0.
e. U kunt de instelling voor Dig of Hot Start verlaten door op STICK of een andere toets van het bedieningspaneel te drukken.
4. Aflezing ampèremeter
Als gekozen is voor het lasproces TIG of STICK (BMBE), dan licht de display op met de stroominstelling. Bij de keuze voor een van
de MIG-lasprocessen staan er streepjes om aan te geven dat de instelling inactief is; tijdens het lassen (met welk proces dan ook) staat echter
de feitelijke stroomsterkte aangegeven. Na het lassen blijft de laatste gemeten stroomsterkte nog 10 seconden lang zichtbaar.
5. Instelknop stroomsterkte
Bij BMBE of TIG-lassen kunt u met deze knop de gewenste stroomsterkte instellen. Rechtsom draaien (met de klok mee) geeft meer stroom en linksom
draaien minder stroom. Het “zwiep”-symbool boven de knop licht op als de stroominstelling actief is. Als op de 14-pens stekkerdoos
een afstandsbediening is aangesloten, gaat het apparaat automatisch werken met een primaire/secundaire bediening. Dat betekent dat
de stroominstelknop op het apparaat primair is. Dit bepaalt een maximum stroomsterkte. De afstandsbediening is dan secundair. Hiermee is
te variëren tussen 0 en 100% van het maximum dat met de andere knop was ingesteld.
. In de fabriek is ingesteld dat de 14-pens stekkerdoos alleen geactiveerd is bij TIG-lassen. Optioneel kan het ook actief worden bij het booglassen
met beklede elektrode (BMBE). Zie hoofdstuk 4-3.
6. Keuzetoets TIG-lassen
Door deze toets kort in te drukken activeert u de lasinstellingen voor TIG-lassen. De tekst TIG onder de toets licht op evenals de aanduiding van
de actieve startmethode en de “zwiep” boven de draaiknop voor de stroomsterkte. De bediener moet de gewenste startmethode kiezen en
de stroomknop instellen op het juiste amperage in het gebied 10 tot 350 A. Als TIG is geselecteerd en er is een afstandsbediening aangesloten, dan
kunt u door de TIG-toets 2 seconden ingedrukt te houden de werkelijke gevraagde stroomsterkte laten weergeven. Die is gebaseerd op het ingestelde
maximum en wat daarbinnen met de afstandsbediening is gekozen.
7. Keuzetoets startmethode TIG-lassen
Door deze toets kort in te drukken kiest u uit de mogelijke startmethoden, HF of Lift Arc. De tekst boven of onder de toets licht op voor de actieve
startmethode. Deze toets is alleen actief voor TIG en alleen dan licht tekst op voor de startmethode.
E. TIG-sequences
De TIG-sequences geven flexibele mogelijkheden bij het TIG-lassen. Mogelijkheden zijn “Std.” (geen sequences), 2T- en 4T-werking
van de toortsschakelaar. De TIG-sequences zijn actief voor zowel Lift Arc als HF als startmethode. U kunt als volgt de TIG-sequences activeren:
a. Druk op de TIG-insteltoets.
De display van de stroomwaarde toont dan “Std”, “2T” of “4T”.
Door aan de stroomknop te draaien kunt u hieruit een keuze maken. Bij een keuze voor “2T” of “4T” licht het betreffende pictogram
op het bedieningspaneel op.
b. Door steeds opnieuw op de TIG-insteltoets te drukken doorloopt u de instelmogelijkheden. Bij elke mogelijkheid licht een led op om aan te geven
dat die optie actief is.
S Gasvoorstroomtijd − 0,0 tot 10,0 s (alleen bij HF start)
S Startstroom − 10 tot 350 A
S Starttijd − 0,0 tot 10,0 s (alleen bij 2T)
S Stijgtijd − 0,0 tot 10,0 s
S Afvaltijd − 0,0 tot 10,0 s

OM−253906 Pagina 50
S Eindstroom − 10 to 350 A
S Eindtijd − 0,0 to 10,0 s (alleen bij 2T)
S Gasnastroomtijd − 0 tot 60 s
2T-werking toortsschakelaar
In de 2T-modus verloopt de lascyclus als volgt:
S Druk de toortsschakelaar in en houd die ingedrukt. Hiermee start de sequence.
S De gasvoorstroom vindt plaats gedurende de ingestelde tijd.
S Na het voorgas begint de lassequence volgens de ingestelde parameters (startstroom en starttijd, stijgtijd).
S Na het bereiken van de lasstroom gaat het lassen door zolang de TIG-toortsschakelaar ingedrukt blijft.
S Laat de toortsschakelaar los om de stopsequence te activeren. De stopsequence verloopt volgens de ingestelde parameters
(afvaltijd, eindstroom -tijd, nagastijd).
4T-werking toortsschakelaar
In de 4T-modus verloopt de lascyclus als volgt:
S Druk de toortsschakelaar in en houd die ingedrukt. Hiermee start de sequence.
S De gasvoorstroom vindt plaats gedurende de ingestelde tijd.
S Na de gasvoorstroomtijd wordt gestart met de beginstroomsterkte, indien die geprogrammeerd was.
Deze start stroomsterkte blijft gehandhaafd zolang de toortsschakelaar ingedrukt blijft.
S Door loslaten van de TIG-toortsschakelaar begint de stijgtijd totdat de lasstroom bereikt is.
S Het lassen gaat door met de ingestelde lasstroom.
S Door de TIG-toortsschakelaar in te drukken en ingedrukt te houden, begint de afvaltijd tot aan de eindstroomsterkte.
Deze eindstroom blijft gehandhaafd zolang de TIG-toortsschakelaar ingedrukt blijft.
S Laat de TIG-toortsschakelaar los om het lasproces te beëindigen. Dan begint de gasnastroom gedurende de ingestelde tijd.
F. Instellingen voor MIG-lassen
. Waar verwezen wordt naar bedieningen van de linkerzijde van de aanvoerunit of de toortsschakelaar van de linkerzijde, kan dat betrekking hebben
op een enkele aanvoerunit of een dubbele aanvoerunit. Waar verwezen wordt naar bedieningen van de rechterzijde van de aanvoerunit of de
toortsschakelaar van de rechterzijde, dan gaat het altijd over een dubbele aanvoerunit.
De bedieningsknoppen in het MIG-instelpaneel zijn alleen actief binnen het MIG-lasproces. Druk kort op de toets SIDE SELECT om
het MIG-lasproces te activeren en de gewenste zijde van de aanvoerunit. De tekst LEFT of RIGHT licht op om de actieve kant van de aanvoerunit
aan te geven, of alleen LEFT in geval van een enkele aanvoerunit. De bedieningsorganen voor het MIG-lasproces kunnen ook op het voorpaneel
van de aan aanvoerunit worden geactiveerd door LEFT of RIGHT in te drukken, of met de rechter of linker toortsschakelaar (zie hoofdstuk 5-9A).
De MIG-instellingen op de lasstroombron moeten van links naar rechts worden doorlopen, te beginnen bij MIG-type en eindigend bij Trigger Select.
1. Keuzetoets soort MIG-proces
Druk kort de toets MIG TYPE in om het gewenste lasproces te kiezen (FCAW, MIG, RMD of PULSE). Rechts van de toets licht de test van het actieve
proces op:
FCAW − gas shielded flux cored (gasbeschermd met flux in kern)
MIG (GMAW) − standaard kortsluitboog- of sproeiboogproces
RMDt (regulated metal deposition), een aangepast kortsluitboogproces
PULSE (GMAW−P) − Pro-Pulset pulsboogproces.
2. Keuzetoets type lasdraad
Druk kort op WIRE TYPE om het gewenste type draad het kiezen: CARBON (koolstof), CARBON METAL CORE (koolstof met metaalkern)
of STAINLESS (roestvast staal). De tekst boven of onder de toets licht op voor de gekozen soort lasdraad. Deze keuze is vereist voor alle
MIG-processen behalve FCAW.
3. Keuzetoets draaddiameter
Druk kort de toets WIRE DIA in om de gewenste draaddiameter te kiezen, 0,9, 1,0 of 1,2. De tekst boven of onder de toets licht op voor de gekozen
draaddikte. Deze keuze is nodig voor alle MIG-lasprocessen behalve FCAW.
4. Keuzetoets type beschermgas
Door kort de toets GAS TYPE in te drukken kiest u het gewenste beschermgas. Met de toets doorloopt u alleen de beschikbare gaskeuzen in één
bepaalde kolom van de gastabel op basis van het gekozen MIG-proces en draadtype (WIRE TYPE). De tekst licht op als een MIG-proces
is geselecteerd, uitgezonderd FCAW.

OM−253906 Pagina 51
5. Keuzetabel type gas
De gaskeuzetabel toont de beschikbare gasopties. Voor MIG-processen behalve FCAW zijn de gaskeuzen gestructureerd in kolommen,
eerst op basis van het draadtype (WIRE TYPE) en daarna op MIG-proceskeuzen. De tekst van het gastype licht op om de keuze aan te duiden.
Voor het beschermgas zijn er de volgende opties:
C8−C15 (92% argon / 8% CO
2
tot 85% argon / 15% CO
2
)
C20 (80% argon / 20% CO
2
)
C25 (75% argon / 25% CO
2
)
CO
2
(100% CO
2
)
C2 (98% argon / 2% CO
2
)
98/2 Ox (98% argon / 2% O
2
)
6. Keuzetoets toortsschakelaar
Door kort de toets TRIGGER SELECT in te drukken kunt u de voorziening in- en uitschakelen om via toortsschakelaar de geheugenlocaties 1−4
te selecteren. De indicator boven of onder de toets, On of Off, licht op om de status van deze functie aan te duiden. Deze functie kan alleen werken als
er minstens twee geheugenlocaties ingeschakeld zijn. Maximaal kunnen vier locaties door de functie bestreken worden. Het gewenste MIG-lasproces
of lasprocessen en de instellingen moeten voor het lassen eerst in de geheugenlocaties geladen zijn. Die instellingen (spanning/booglengte
en draadaanvoersnelheid) zijn te maken op het voorpaneel van de draadaanvoerunit (zie hoofdstuk 5-9). Zijn de instellingen eenmaal vastgelegd,
dan kunt u door indrukken van de toortsschakelaar, binnen 0,2 seconden terwijl niet gelast wordt, de volgende ingeschakeld geheugenlocatie kiezen.
Als de toortsschakelaar langer dan 0,2 seconden wordt vastgehouden, dan blijft de huidige geheugenlocatie gelden en ook alle instellingen blijven
hetzelfde.
7. Keuzetoets linker- of rechterzijde
Door kort op deze toets SIDE SELECT te drukken kiest u een MIG-lasproces en de gewenste zijde van de dubbele aanvoerunit. Als de aanvoerunit
enkelvoudig is, dan licht alleen LEFT (links) op.
8. Dual Schedule (2 programma’s)
Om Dual Schedule te gebruiken plugt u de schakelaar in en kiest u het MIG-lasproces met de nodige keuzes en parameters, met de schakelaar
in één stand. Daarna zet u de schakelaar in de andere stand en kiest u weer een MIG-lasproces met de nodige keuzes en parameters. In wezen zijn
er twee programma’s opgeslagen in de geselecteerde geheugenlocatie.
Aantekeningen

OM−253906 Pagina 52
5-4. Regeling TIG-sequence
1 Pictogram 2T-werking
toortsschakelaar
2 Pictogram 4T-werking
toortsschakelaar
3 Indicator gasvoorstroom
4 Indicator startstroom
5 Indicator stijgtijd
6 Indicator afvaltijd
7 Indicator eindstroom
8 Indicator gasnastroom
9 Insteltoets TIG-sequences
1
2
3
4 5
6 789
252 613−B

OM−253906 Pagina 53
5-5. Voorbeeld BMBE-instellingen
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Lassen met beklede elektrode actief
2 Gekozen elektrodetype EXX10
3 Lasstroom is 350 A
4 Geheugenlocatie 1 actief
Ref. 252 613−B
1
2
3
4
350

OM−253906 Pagina 54
5-6. Voorbeeld TIG-instellingen
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 TIG-lassen actief
2 Startmethode is HF
3 Lasstroom is 350 A
4 Geheugenlocatie 2 actief
Ref. 252 613−B
350
1
23 4

OM−253906 Pagina 55
5-7. MIG-instellingen voorbeeld 1
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 MIG-proces actief
2 Gekozen draadtype is koolstofstaal
3 Gekozen draaddiameter 0,9
4 Gekozen beschermgas is C8−C15
5 Keuze toortsschakelaar aan
6 Gekozen zijde is links
7 Geheugenlocatie 3 actief
1
2
3 4
5
6
252 613−B
7

OM−253906 Pagina 56
5-8. MIG-instellingen voorbeeld 2
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 MIG-proces Pro-Pulse actief
2 Gekozen draadtype is roestvast
staal
3 Gekozen draaddiameter 0,9
4 Gekozen beschermgas is 98/2 Ox
5 Keuze toortsschakelaar aan
6 Gekozen zijde is links
7 Geheugenlocatie 4 actief
1
2
3
252 613−B
7
4
5 6

OM−253906 Pagina 57
5-9. Bedieningspaneel draadaanvoerunit
A. Bedieningsfuncties op het voorpaneel
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Keuzetoets linkerzijde
2 Weergave van spanning/booglengte
3 Instelknop spanning/booglengte
4 Keuzetoets rechterzijde *
5 Weergave draadaanvoersnelheid
6 Instelknop draadaanvoersnelheid
7 Indicator geheugenkaart
8 Indicator MIG-lasproces
9 Jog toets
10 Keuzetoets Trigger Hold
(houdfunctie toorts.schak.)
11 Purge (handm. gasaanvoer)
12 Keuze en aanduiding geheugenlocatie
13 Indicator draadaanvoersnelheid
14 Indicator lasvermogen
* Alleen bij dubbele aanvoerunit
252 620−C
2
5
1
7
13
14
8
12
1110
9
3
6
4

OM−253906 Pagina 58
1. Keuzetoets linkerzijde aanvoerunit
Door deze toets kort in te drukken activeert u de bedieningen van de linkerzijde van draadaanvoerunit. De tekst LEFT onder de toets licht op evenals
de “zwiep” boven de knop voor de spanning/booglengte en die boven de knop voor de draadaanvoersnelheid. Zie hoofdstuk 5-2 voor de procedure
voor het kiezen van de parameters van het MIG-lasproces. De linkerinstellingen zijn ook te activeren met de linkse toortsschakelaar.
Bij de lasprocessen Pulse en RMD is het mogelijk bij de boogregeling te komen door de keuzetoets voor de linkerzijde langer dan twee seconden
ingedrukt te houden. Op de onderste display verschijnt dan “ARC” en de waarde voor de boogregeling komt op de bovenste display. Het instelbereik
is −25 tot +25 met 0 als nominale waarde. Een hogere waarde geeft een bredere boogkegel en beïnvloedt ook de booglengte (afstand tussen uiteinde
van elektrode en werkstuk). Een lagere waarde geeft een smallere boogkegel en beïnvloedt ook de booglengte (elektrode-eind naar werkstuk).
Bij MIG en FCAW is het mogelijk bij de inductantieregeling te komen door de keuzetoets voor de linkerzijde langer dan twee seconden ingedrukt
te houden. Op de onderste display verschijnt dan “IND” en de waarde voor de inductantieregeling komt op de bovenste display. Het instelbereik
is 0 t/m 99, de nominale hangt af van het programma. Een hogere inductantie leidt tot minder kortsluitoverdrachten per seconde (voor zover verder
alles gelijk blijft) en de tijd dat er een lasboog is neemt toe. Doordat er vaker een lasboog is wordt het lasbad vloeibaarder. Een lagere inductantie leidt
tot meer kortsluitoverdrachten per seconde (voor zover verder alles gelijk blijft) en de tijd dat er een lasboog is neemt af. Doordat er minder vaak
een lasboog is wordt het lasbad minder vloeibaar.
2. Weergave van spanning/booglengte
Deze display toont de ingestelde spanning bij MIG en FCAW (tussen 10,0 en 44,0 volt). Bij RMD en Pro-Pulse is de booglengte te zien (−3,0 tot +3,0 in
stappen van 0,1, nominale waarde is 0). Tijdens het lassen is de werkelijke boogspanning te zien. Nadat de boog is gedoofd blijft die spanning nog
10 seconden staan. Bij andere lasprocessen staan er streepjes op de display.
3. Instelknop spanning/booglengte
Gebruik deze knop voor het instellen van de spanning (10,0 tot 44,0 volt) of de booglengte (−3,0 tot +3,0 in stappen van 0,1 met 0 als nominale waarde),
afhankelijk van het type MIG-lasproces. Rechtsom draaien (met de klok mee) geeft meer stroom of een langere boog, linksom draaien geeft minder
stroom of een kortere boog. Het “zwiep”-symbool boven de knop licht op als de stroom- of booglengte-instelling actief is. De instelling kan verschillend
zijn voor links en rechts, het apparaat onthoudt die waarden apart.
4. Keuzetoets rechterzijde (alleen bij dubbele aanvoerunit)
Door deze toets kort in te drukken activeert u de bedieningen voor de rechterzijde. De tekst RIGHT onder de toets licht op evenals de “zwiep” boven
de knop voor de spanning/booglengte en die boven de knop voor de draadaanvoersnelheid. Zie hoofdstuk 5-2 voor de procedure voor het kiezen van
de parameters van het MIG-lasproces. De rechterinstellingen zijn ook te activeren met de rechtse toortsschakelaar.
Bij de lasprocessen Pulse en RMD is het mogelijk bij de boogregeling te komen door de keuzetoets voor de rechterzijde langer dan twee seconden
ingedrukt te houden. Op de onderste display verschijnt dan “ARC” en de waarde voor de boogregeling komt op de bovenste display. Het instelbereik
is −25 tot +25 met 0 als nominale waarde. Een hogere waarde geeft een bredere boogkegel en beïnvloedt ook de booglengte (afstand tussen uiteinde
van elektrode en werkstuk). Een lagere waarde geeft een smallere boogkegel en beïnvloedt ook de booglengte (elektrode-eind naar werkstuk).
Bij MIG en FCAW is het mogelijk bij de inductantieregeling te komen door de keuzetoets voor de linkerzijde langer dan twee seconden ingedrukt
te houden. Op de onderste display verschijnt dan “IND” en de waarde voor de inductantieregeling komt op de bovenste display. Het instelbereik
is 0 t/m 99, de nominale hangt af van het programma. Een hogere inductantie leidt tot minder kortsluitoverdrachten per seconde (voor zover verder
alles gelijk blijft) en de tijd dat er een lasboog is neemt toe. Doordat er vaker een lasboog is wordt het lasbad vloeibaarder. Een lagere inductantie leidt
tot meer kortsluitoverdrachten per seconde (voor zover verder alles gelijk blijft) en de tijd dat er een lasboog is neemt af. Doordat er minder vaak
een lasboog is wordt het lasbad minder vloeibaar.
5. Weergave van de draadaanvoersnelheid
Deze display toont de ingestelde draadaanvoersnelheid als een van MIG-processen is ingesteld. Bij andere lasprocessen is de display blanco.
De draadaanvoersnelheid kan liggen tussen 1,3 en 19,8 meter per minuut (mpm). Door het indrukken van de jog-toets (toets voor tornbedrijf) verschijnt
de actuele aanvoersnelheid op de display.

OM−253906 Pagina 59
6. Instelknop draadaanvoersnelheid
Met deze knop kunt de aanvoersnelheid van de lasdraad instellen tussen 1,3 en 19,8 meter per minuut (mpm). Rechtsom draaien (met de klok mee)
geeft een snellere aanvoer, linksom draaien maakt de snelheid kleiner. Het “zwiep”-symbool boven de knop licht op als de instelling van de
aanvoersnelheid actief is. De instelling kan verschillend zijn voor links en rechts, en per MIG-procestype. Het apparaat onthoudt die waarden apart.
7. Indicator geheugenkaart
Het tekstlogo van de geheugenkaart licht op om aan te geven dat een standaard MIG-lasproces is geladen vanaf de geheugenkaart.
8. Indicator MIG-lasproces
De tekst FCAW, MIG, RMD of PULSE licht op om aan te geven welk soort MIG-proces gekozen is op de lasstroombron (zie hoofdstuk 5-2). Bij andere
lasprocessen staat er geen tekst.
9. Jog toets
Door deze in te drukken en vast te houden kunt u handmatig lasdraad aan de linker- of rechterzijde aanvoeren afhankelijk welke actief is. Verdraai
de snelheidsinstelknop om sneller of langzamer lasdraad aan te voeren. Rechtsom draaien (met de klok mee) geeft een snellere toevoer en linksom
draaien langzamer. Laat u de toets los, dan stopt de draadtoevoer en de display keert terug naar de oorspronkelijk ingestelde draadaanvoersnelheid.
Jog is ook te activeren door de MIG-toortsschakelaar in de drukken en ingedrukt te houden, zonder een lasboog te maken. Als de toortsschakelaar
wordt ingeknepen en er is na 2 seconden nog geen lasboog, dan begint automatisch de draadaanvoer in Jog.
Auto Jog
S De autojog-functie is te activeren door tegelijk op de jog-toets en de “trigger hold”-toets te drukken. Afhankelijk welke actief is, wordt aan
de linkerzijde, of (alleen mogelijk bij een dubbele aanvoerunit) de rechterzijde, in Jog een vooraf ingestelde hoeveelheid lasdraad aangevoerd.
De weergave van spanning/booglengte telt af in stappen van 0,01 meter (of 0,1 voet), te beginnen bij de vooringestelde draadlengte.
De standaardwaarde voor die lengte is 4,7 meter, maar is met de draaiknop voor de spanning/booglengte instelbaar tussen 1,5 en 9,1 meter.
Rechtsom draaien (met de klok mee) geeft meer draad, linksom draaien minder. De display van de spanning/booglengte geeft na een aanpassing
korte tijd weer wat de ingestelde lengte is. Als geen verdere aanpassing wordt gedaan gaat het apparaat na één seconde weer verder met aftellen.
Jog is ook instelbaar, en wel tussen 1,3 en 19,9 meter per minuut. Dit gaat met de knop voor de draadaanvoersnelheid. De snelheidsdisplay laat
de huidige instelling daarvan zien.
10. Keuzetoets Trigger Hold (houdfunctie toorts.schak.)
Door kort de toets Trigger Hold in te drukken kunt u de houdfunctie van de toortsschakelaar in- of uitschakelen. De tekst boven of onder de toets, ON
of OFF, licht op om de status van deze functie aan te duiden. Als de houdfunctie actief is, moet de toortsschakelaar worden ingedrukt en vastgehouden
voor minstens een halve seconde, maar niet langer dan zes seconden. Als dan de schakelaar wordt losgelaten, dan activeert dat de houdfunctie.
Om te stoppen met lassen drukt u nogmaals de schakelaar in en laat die weer los.
11. Purge (handm. gasaanvoer)
Door deze toets in te drukken en vast te houden kunt u de gasleiding voor het lassen schoonblazen, d.w.z. vullen met gas zodat de lucht eruit gaat.
Ook kan de gasdruk bij het reduceerventiel worden vooringesteld, voor de linkerzijde of (bij dubbele aanvoer) ook voor de rechterkant. Deze toets
reinigt ook de TIG-gasklep aan de lasstroombron, in het geval als lasproces TIG is gekozen. Laat de toets los om het “purgen” (doorblazen)
te beëindigen.
Purge met timer
S De purgefunctie kan ook werken met een timer, door de purge-toets en de “trigger hold”-toets tegelijk even in te drukken. De weergave
van spanning/booglengte telt af in stappen van 1 seconde, te beginnen bij de vooringestelde tijdsduur. De standaardwaarde voor die tijdsduur
is 30 seconden, maar ze is met de draaiknop voor de spanning/booglengte instelbaar tussen 5 en 60 seconden. Rechtsom draaien (met de klok
mee) maakt de tijd langer en linksom draaien korter. De display van de spanning/booglengte geeft na een aanpassing korte tijd weer wat de
ingestelde tijdsduur is. Als geen verdere aanpassing wordt gedaan gaat het apparaat na één seconde weer verder met aftellen.
12. Keuze en aanduiding geheugenlocatie
Druk deze toets kort in om te bladeren door de opgeslagen configuraties in geheugenlocaties 1−4. De toets dient alleen om configuraties op te roepen,
maar kan niet gebruikt worden op fabrieksstandaardwaarden te herstellen. Zie hoofdstuk 5-2. Het cijfer naast de toets geeft de actieve locatie aan.
13. Indicator draadaanvoersnelheid
De eenheid waarin de snelheid van de lasdraadaanvoer wordt uitgedrukt staat op het paneel aangegeven: mpm = meter per minuut en ipm = inch
per minuut.
14. Indicatie lasvermogen
De indicator licht op als de functie Accu-Power van het lassysteem is ingeschakeld. Accu-Power toont het actuele lasvermogen tijdens het lassen,
om te voldoen aan de nieuwe ASME-eisen voor het berekenen van de warmteontwikkeling bij lasprocessen met complexe golfvormen (“RMD”
en Pro-Pulset). Hiervoor is minimaal versie 1.07 van de software noodzakelijk. Zie de productliteratuur.

OM−253906 Pagina 60
5-10. Afstelling van voorgas en nagas
. De gasnastroom vindt niet plaats als er geen lasboog is geweest.
De voorstroom- en nastroomtijd is instelbaar voor elk van de uitgangen TIG, aanvoerunit links en aanvoerunit rechts. Het gaat hier
om gemeenschappelijke waarden, d.w.z. de drie ingestelde gasvoorstroom- en nastroomtijden gelden voor alle geheugenplaatsen.
Bij levering staat het apparaat in de standaardconfiguratie. Op de display staat dan “Std”. In deze standaardconfiguratie worden de voorgas- en
nagastijd automatisch als volgt berekend:
Voorgas
Voorgas is alleen actief bij de HF startmethode. Voor TIG is de voorstroomtijd standaard 0,1 seconde.
Voor draadprocessen zijn de voorstroomtijden vastgesteld op 0,25 seconde, dat is de standaardwaarde in de lasprogramma’s.
Nagas
Voor TIG hangt de duur van de gasnastroom af van de uitgangsstroom. De nastroomtijd is 8 seconden bij een stroom tussen 0 en 175 A, en neemt
daarboven lineair toe van 8 naar 16 seconden bij een stroom tussen 175 en 350 ampère.
Bij draadprocessen hangt de nastroomtijd af van de draadaanvoersnelheid. Het minimum is 8 seconden bij een snelheid tussen 0 en 9,9 m/min,
daarboven stijgt de tijd lineair van 8 naar 16 seconden bij een aanvoersnelheid tussen 9,9 en 19,8 meter per minuut.
252 620−C
PrE
Std Std
PSt
Om de voorstroomtijd (PrE = preflow) en nastroomtijd (PSt = postflow) aan te passen, gaat u als volgt te werk:
1. Kies de gewenste uitgang: TIG, LEFT of RIGHT.
2. Druk op de Purge-toets, de gasklep gaat dan open.
3. Verdraai de knop voor de spanning of aanvoersnelheid, de gasklep gaat dan weer dicht.
Op de spannings display ziet u PrE staan en voorgas op de draadsnelheid display. De eerste keer staat daar Std, want dan geldt nog
de standaardwaarde.
4. Laat de Purge-toets los.
5. Stel de gewenste voorgaswaarde in door te draaien aan de knop voor de draadsnelheid.
Mogelijke waarden zijn Std en numerieke waarden van 0,9 tot 10,0 seconden.
Als Trigger Select (keuze d.m.v. toortsschakelaar) is ingeschakeld, dan geldt een minimale voorgastijd van 0,25 s, zelfs als die op nul
gezet wordt.

OM−253906 Pagina 61
6. Draai aan de spanningsknop om te schakelen van voorgas naar nagas.
In plaats van PrE ziet u nu PSt op de display.
7. Stel de gewenste nagaswaarde in door te draaien aan de knop voor de draadsnelheid.
Mogelijke waarden zijn Std en numerieke waarden van 0 tot 60 seconden.
8. Door een willekeurige toets in te drukken kunt u terugkeren naar de normale weergave van de display.
5-11. Instelvoorbeeld draadaanvoerunit links actief
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Bediening linkerzijde actief
2 Gekozen lasproces is MIG
3 Houdfunctie van de toortsschakelaar uit
4 Geheugenlocatie 1 actief
4
1
2
3
16.5
225
252 620−C

OM−253906 Pagina 62
5-12. Instelvoorbeeld draadaanvoerunit recht actief (alleen bij dubbele unit)
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Bediening rechterzijde actief
2 Gekozen lasproces is Pulse
3 Houdfunctie van de toortsschakelaar
aan
4 Geheugenlocatie 2 actief
4
1
2
3
0
150
252 620−C

OM−253906 Pagina 63
5-13. Instelvoorbeeld draadaanvoerunit niet-MIG
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Geen MIG lasproces gekozen 2 Geheugenlocatie 3 actief
2
1
−−−
252 620−C

OM−253906 Pagina 64
5-14. Instelvoorbeeld purge met timer
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Druk beide toetsen tegelijk in
2 Knop voor instellen van purge-tijd
3 Nog resterende purge-tijd
30
252 620−C
3
2
1

OM−253906 Pagina 65
5-15. Instelvoorbeeld Auto Jog
. Alleen oplichtende regelknoppen
kunnen worden veranderd of
bijgesteld.
1 Druk beide toetsen tegelijk in
2 Instelknop aan te voeren draadlengte
bij Jog
3 Nog aan te voeren draadlengte bij Jog
4 Instelknop draadaanvoersnelheid
bij Jog
5 Weergave draadaanvoersnelheid
bij Jog
15.3
252 620−C
3
2
4
5
1
780

OM−253906 Pagina 66
5-16. Basisparameters voor PipeWorx 400
Staal
Proces
Draaddi-
ameter
mm
Draadaanvoersnelheid
m/min (mpm)
Booglengte Beschermgas
RMD koolstofstaal
0,9 2,5 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C8−C15
0,9 2,5 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C20
0,9 2,5 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C25
0,9 3,8 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
100% CO
2
1,0 2,5 − 6,4; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C8−C15
1,0 2,5 − 7,6; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C20
1,0 2,5 − 7,6; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C25
1,0 3,8 − 6,4; nominaal 4,4 +3,0 tot −3,0
nominaal nul
100% CO
2
1,2 1,9 − 6,4; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C8−C15
1,2 1,9 − 6,4; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C20
1,2 1,9 − 6,4; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C25
1,2 2,5 − 5,1; nominaal 3,8 +3,0 tot −3,0
nominaal nul
100% CO
2
RMD koolstofstaal
met metaalkern
1,2 1,9 − 5,7; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C20
1,2 1,9 − 5,7; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C25

OM−253906 Pagina 67
Staal
Proces
Draaddi-
ameter
mm
Draadaanvoersnelheid
m/min (mpm)
Booglengte Beschermgas
ProPulse koolstofstaal
met draaiende pijp
0,9 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C8−C15
0,9 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C20
1,0 2,5 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C8−C15
1,0 2,5 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C20
1,2 1,9 − 12,7; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C8−C15
1,2 1,9 − 12,7; nominaal 3,2 +3,0 tot −3,0
nominaal nul
C20
ProPulse koolstofstaal
in positie
0,9 2,5 − 19,8; nominaal 5,7 +3,0 tot −3,0
nominaal nul
C8−C15
0,9 2,5 − 19,8; nominaal 5,7 +3,0 tot −3,0
nominaal nul
C20
1,0 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C8−C15
1,0 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C20
1,2 2,5 − 12,7; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C8−C15
1,2 1,9 − 12,7; nominaal 3,2 +3,0 tot −3,0
nominaal nul
C20

OM−253906 Pagina 68
Roestvast staal
Proces
Draaddi-
ameter
mm
Draadaanvoersnelheid
m/min (mpm)
Booglengte Beschermgas
RMD roestvast staal
0,9 2,5 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C2
0,9 2,5 − 8,9; nominaal 5,1 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,0 2,5 − 7,6; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C2
1,0 2,5 − 7,6; nominaal 4,4 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,2 1,9 − 6,4; nominaal 3,8 +3,0 tot −3,0
nominaal nul
C2
1,2 1,9 − 6,4; nominaal 3,8 +3,0 tot −3,0
nominaal nul
98/2 Ox
ProPulse roestvast staal
met draaiende pijp
0,9 1,9 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C2
0,9 1,9 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,0 1,9 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C2
1,0 1,9 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,2 1,9 − 19,8; nominaal 3,2 +3,0 tot −3,0
nominaal nul
C2
1,2 1,9 − 19,8; nominaal 3,2 +3,0 tot −3,0
nominaal nul
98/2 Ox
ProPulse roestvast staal
in positie
0,9 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
C2
0,9 2,5 − 19,8; nominaal 5,1 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,0 2,5 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
C2
1,0 2,5 − 19,8; nominaal 4,4 +3,0 tot −3,0
nominaal nul
98/2 Ox
1,2 1,9 − 19,8; nominaal 3,2 +3,0 tot −3,0
nominaal nul
C2
1,2 1,9 − 19,8; nominaal 3,2 +3,0 tot −3,0
nominaal nul
98/2 Ox

OM−253906 Pagina 69
Gevulde draad (flux core)
Proces
Draaddi-
ameter
mm
Pijp draaiend/in positie
Draadaanvoersnelheid
m/min (mpm)
Spanning Beschermgas
Gevulde draad / GMAW
Onafhankelijk 1,3 − 19,8; nominaal 6,4 * 24,5 − 32; nominaal 25,0 Onafhankelijk
Opmerking: de booglengte is de afstand tussen het uiteinde van de lasdraad tot het lasbad. De draadaanvoersnel-
heid en de spanning zijn synergisch bij de lasprocessen RMD en ProPulse. Dit betekent dat als de aanvoersnelheid
wordt afgesteld, de spanning daar automatisch bij wordt aangepast, zodat het niet nodig is de booglengte
af te stellen.
*Zie de gegevens van de fabrikant van de lasdraad voor de aanbevolen aanvoersnelheid en het juist gasmengsel.
5-17. Lift Arc™− en HF TIG-startprocedures
Lift Arc ontstekingsmethode
Wanneer het lampje bij de Lift-Arct-knop
brandt, start u de boog als volgt:
1 TIG-elektrode
2 Werkstuk
Raak met de wolfraam elektrode het
werkstuk aan bij het beginpunt en zorg
met de toortsschakelaar, de voetbediening
of de handbediening (voor zover aange-
sloten) dat er uitgangsspanning en be-
schermgas is. Houd de elektrode 1 tot 2
seconden tegen het werkstuk aan en til
de elektrode langzaam op. Wanneer de
elektrode wordt opgetild, vormt zich een
boog.
Normale nullastspanning is niet aanwezig
voordat de wolfraam elektrode het werk-
stuk raakt; er is slechts een lage meet-
spanning aanwezig tussen de elektrode
het object. Het volledige uitgangsver-
mogen is dan pas aanwezig nadat de
elektrode het object heeft geraakt. Hier-
door kan de elektrode het object raken
zonder oververhitting, zonder vast te
komen zitten of vervuild te raken.
Toepassing:
Lift Arc wordt gebruikt voor het DC
TIG-lassen met elektrode negatief
(DCEN GTAW), indien de HF-startmetho-
de niet toegelaten of niet wenselijk is, of
om de aanstrijkmethode te vervangen.
HF Start
Wanneer het lampje van de HF-starttoets
brandt, start dan de boog als volgt:
Het hoogfrequent wordt ingeschakeld
zodra er uitgangsspanning is om te
helpen bij het starten van de boog.
Wanneer de boog er eenmaal is, wordt het
hoogfrequent weer uitgeschakeld;
telkens als de boog wordt verbroken,
wordt hij weer ingeschakeld om te helpen
bij het herstarten van de boog.
Toepassing:
HF-start wordt gebruikt voor het TIG-
proces met elektrode negatief (DCEN
GTAW) als er een boogstartmethode ver-
eist is waarbij geen contact mag worden
gemaakt.
1
NIET aanstrijken als een lucifer!
2
Lift Arc-startmethode.
“Aanraken” 1 tot 2 seconden

OM−253906 Pagina 70
HOOFDSTUK 6 − ONDERHOUD EN STORINGEN
VERHELPEN
! Verbreek de verbinding met de netvoeding voordat
u met het onderhoud begint.
6-1. Routineonderhoud
n = controleren ~ = reinigen l = vervangen
Elke
drie
maanden
l Onleesbare labels ~ Lasklemmen nl Laskabel l Onderdelen met barsten
of scheurtjes
n 14-pens snoer n Gasslang en -aansluitingen n Pistoolkabel
l Delen van de toortshouder
vertonen barsten
l Toortslichaam
met scheurtjes
Elke
zes
maanden
Of
~ Binnenkant
van het apparaat
~ Aandrijfrollen
6-2. De binnenkant van het apparaat schoonblazen
! Om het inwendige van het
apparaat schoon te blazen
hoeft de behuizing er niet
eerst af.
U blaast de lucht door
de ventilatieroosters aan de voor-
en achterzijde. Zie de afbeelding.
Ref. 805 142−A

OM−253906 Pagina 71
6-3. Standaardwaarden terugzetten
Volledig systeem
Een volledige reset naar fabrieksinstellingen is mogelijk door op de stroombron de toetsen 1 en 4 van de geheugenlocaties langer dan vier seconden
ingedrukt te houden. Op de display staat rSt en daarna streepjes als de reset geheel is uitgevoerd.
Een geheugenlocatie
Zie hoofdstuk 5-2 punt C2 voor de resetprocedure.
6-4. De softwarerevisie opvragen
U kunt het revisienummer van de systeemsoftware van het apparaat te weten komen, door de toetsen MIG TYPE en SIDE SELECT tegelijk
in te drukken. Deze toetsen bevinden zich achter de klep op lasstroombron.
6-5. Kalibratieprocedure van de lasstroombron
Alleen bevoegde personen moeten dit onderdeel installeren, bedienen, onderhouden en repareren.
A. Benodigde hulpmiddelen
1. Een gekalibreerde voltmeter en stroomtang (bijv. Fluke 337), beide voor gelijkspanning/stroom
2. Een kalibratiekaart
3. Een kortsluitkabel (AWG 2/0 ofwel 70 mm
2
)
B. Kalibratieprocedure
1. Maak de kabels los van alle aansluitbouten.
2. Schakel de elektrische voeding naar de lasstroombron in.
3. Steek de kalibratiekaart erin.
a. Til het klepje van de geheugenkaartsleuf op en houd het omhoog.
b. Steek de geheugenkaart in de sleuf. Duw de kaart helemaal naar binnen en laat hem dan los.
c. Sluit het klepje weer.
d. De stroombron geeft aan: CAL.
4. Kalibreer als volgt de MIG-spanning:
a. Sluit de voltmeter aan tussen de MIG-aansluitbout (achter op het apparaat) en de aansluitbout voor de werkstukkabel (midden voor).
b. Druk op geheugentoets (memory) 1, op het voorpaneel van de stroombron. Tussen de MIG-aansluitbout en de aansluitbout voor
de werkstuklaskabel moet de open spanning aanwezig zijn.
c. Met de draaiknop op het voorpaneel van de stroombron stelt u nu de spanning (aangegeven op de display) in op de spanning die zojuist
gemeten is met de voltmeter.
d. Druk op geheugentoets (memory) 1, op het voorpaneel van de stroombron, om het kalibreren van de MIG-spanning te voltooien.
e. De stroombron geeft aan: CAL.
5. Kalibreer als volgt de MIG-spanning:
a. Sluit de voltmeter aan tussen aansluitbout voor de werkstukkabel (aan de voorkant in het midden) en de TIG-aansluitbout
(aan de voorkant rechts).
b. Druk op geheugentoets (memory) 2, op het voorpaneel van de stroombron. Tussen de TIG-aansluitbout en de aansluitbout
voor de werkstuklaskabel moet de open spanning aanwezig zijn.
c. Met de draaiknop op het voorpaneel van de stroombron stelt u nu de spanning (aangegeven op de display) in op de spanning die zojuist
gemeten is met de voltmeter.
d. Druk op geheugentoets (memory) 2, op het voorpaneel van de stroombron, om het kalibreren van de TIG-spanning te voltooien.
e. De stroombron geeft aan: CAL.

OM−253906 Pagina 72
6. Kalibreer als volgt de BMBE-spanning (beklede elektrodelassen):
a. Sluit de voltmeter aan tussen de STICK-aansluitbout (aan de voorkant links) en de aansluitbout voor de werkstukkabel
(aan de voorkant in het midden).
b. Druk op geheugentoets (memory) 3, op het voorpaneel van de stroombron. Tussen de STICK-aansluitbout en de aansluitbout
voor de werkstuklaskabel moet de open spanning aanwezig zijn.
c. Met de draaiknop op het voorpaneel van de stroombron stelt u nu de spanning (aangegeven op de display) in op de spanning die zojuist
gemeten is met de voltmeter.
d. Druk op geheugentoets (memory) 3, op het voorpaneel van de stroombron, om het kalibreren van de BMBE-spanning te voltooien.
e. De stroombron geeft aan: CAL.
7. Het kalibreren van de stroomsterkte gaat als volgt:
a. Sluit de kortsluitkabel aan tussen de STICK-aansluitbout (aan de voorkant links) en de aansluitbout voor de werkstukkabel
(aan de voorkant in het midden).
b. Klem de stroomtang om de kortsluitkabel.
c. Druk op geheugentoets (memory) 4, op het voorpaneel van de stroombron. Er moet nu stroom vloeien door de kortsluitkabel.
d. Met de draaiknop op het voorpaneel van de stroombron stelt u nu de stroomsterkte (aangegeven op de display) in op de stroom die zojuist
gemeten is met de stroomtang.
e. Druk op geheugentoets (memory) 4, op het voorpaneel van de stroombron, om het kalibreren van de stroomsterkte (het amperage)
te voltooien.
f. De stroombron geeft aan: CAL.
g. Maak de kortsluitkabel los.
8. Verwijder als volgt de kalibratiekaart:
a. Til het klepje van de geheugenkaartsleuf op en houd het omhoog.
b. Druk de kaart iets in en laat hem los. De geheugenkaart komt dan naar buiten.
c. U kunt de kaart nu pakken en uit de sleuf trekken.
d. Sluit het klepje weer.
9. Schakel de elektrische voeding naar de lasstroombron uit.

OM−253906 Pagina 73
6-6. Rechterpaneel weghalen om de spanning van de ingangscondensator meten.
! Schakel de lasstroombron uit en
verbreek de elektrische verbinding
met de netvoeding.
! Er kan een aanzienlijke gelijks-
panning achterblijven op de
condensatoren nadat het apparaat
is uitgeschakeld. Controleer voor-
dat u aan de slag gaat met het on-
derhoud aan het apparaat altijd de
spanning op de afgebeelde wijze
om er zeker van te zijn dat de in-
gangcondensatoren zich hebben
ontladen.
Schakel de lasstroombron uit en verbreek
de elektrische verbinding met de
netvoeding.
1 Rechterzijpaneel
Maak de bevestigingsbouten los om het
beschermpaneel van de rechterkant van
het apparaat af te kunnen halen.
2 Spanningaanpassingskaart PC10
3 Voltmeter
Meet de DC spanning bij de afgebeelde
schroefklemmen op de PC10, totdat
de spanning tot vlakbij 0 (nul) volt daalt.
. Als de condensatorspanning na een
paar minuten nog steeds niet bijna nul
is, moet de condensator ontladen
worden. Gebruik hiervoor een weer-
stand van tussen de 25 en 1000 ohm,
minstens 5 watt, en geïsoleerde dra-
den (geschikt voor 1000 volt gelijks-
panning), diameter 1,5 mm
2
(AWG 16)
of meer.
4 Voorbeeld van een
ontladingsweerstand
U ziet op deze pagina een voorbeeld
van een geschikte ontladingsweerstand.
Ga verder met uw werk in het apparaat.
Breng het rechterpaneel weer aan als u klaar
bent.
Benodigde gereedschappen:
5/16 inch
Ref. 805 142−A / ref. 805 145−A
2
3
+ draad naar de onderste klem
rechts; − draad naar
de bovenste klem rechts
1
4
Voorbeeld van een
ontladingsweerstand
1,5 mm
2
, met isolatie
voor 1000 V DC,
lengte ca. 76 mm
Weerstand 25 tot
1000 ohm, 5 watt

OM−253906 Pagina 74
6-7. Diagnostische code lasstroombron en aanvoerunit
H1
Voorbeeld weergave van de code
0
Code Probleem Beschrijving
H01 Te hoge stroom in het primaire circuit Geeft een storing aan in de primaire stroomkring. Als dit scherm te zien
is, neem dan contact op met het dichtstbijzijnde door de fabrikant
erkende servicebedrijf.
H02 Storing in de temperatuursensor Het thermisch beveiligingscircuit werkt niet goed. Ziet u deze code op
de display, neem dan contact op met de dichtstbijzijnde door de fabrikant
erkende onderhoudsmonteur.
H03 Te hoge temperatuur in het secundaire circuit Dit geeft aan dat de linkerzijde van het apparaat oververhit is geraakt.
Het apparaat heeft zichzelf uitgeschakeld zodat de ventilatoren
de linkerkant kunnen afkoelen. Het apparaat schakelt weer in zodra
deze weer op normale werktemperatuur is.
H04 Te hoge temperatuur in het secundaire circuit Dit geeft aan dat de onderzijde van het apparaat oververhit is geraakt.
Het apparaat heeft zichzelf uitgeschakeld zodat de ventilatoren
de onderkant kunnen afkoelen. Het apparaat schakelt weer in zodra
deze weer op normale werktemperatuur is.
H05 Te hoge temperatuur in het primaire circuit Dit geeft aan dat de rechterzijde van het apparaat oververhit is geraakt.
Het apparaat heeft zichzelf uitgeschakeld zodat de ventilatoren
de rechterkant kunnen afkoelen. Het apparaat schakelt weer in zodra
deze weer op een normale werktemperatuur is.
H08 Te hoge uitgangsspanning, storing Dit wijst op een storing in het secundaire voedingscircuit Ziet u deze
code op de display, neem dan contact op met de dichtstbijzijnde door
de fabrikant erkende onderhoudsmonteur.
H09 Storing in de stroomdetectie van het primaire circuit Dit wijst erop dat het primaire voedingscircuit niet goed werkt. Ziet u deze
code op de display, neem dan contact op met de dichtstbijzijnde door
de fabrikant erkende onderhoudsmonteur.
H10 Storing in de regeling van het primaire voedingscircuit Dit wijst erop dat het primaire voedingscircuit niet goed werkt. Ziet u deze
code op de display, neem dan contact op met de dichtstbijzijnde door
de fabrikant erkende onderhoudsmonteur.
H11 Spannings-onbalans bij de buscondensator
van de voedingsspanning
Dit wijst erop dat het primaire voedingscircuit niet goed werkt. Ziet u deze
code op de display, neem dan contact op met de dichtstbijzijnde door
de fabrikant erkende onderhoudsmonteur.
H12 Er is een probleem met de netspanning
aan primaire zijde
De primaire netspanning is waarschijnlijk te laag.
Verhoog de primaire netspanning tot minstens 90% van de opgegeven
nominale spanning.
H25 Inschakelduur De maximale inschakelduur is overschreden. De secundaire spanning valt
weg maar de koelingsventilator blijft draaien. Wacht 15 minuten om
het apparaat te laten afkoelen. Verminder de stroomsterkte, spanning,
draadaanvoersnelheid of de inschakelduur.
H26 Een toets op de stroombron zit vast Dit geeft aan dat een van de bedieningstoetsen op de stroombron vast
zit. Zodra de toets weer vrijkomt verdwijnt het probleem.
H30 Vastzittende schakelaar bij TIG Dit betekent dat bij het TIG-lassen een externe schakelaar wordt
toegepast, en dat die klem zit. Het probleem verdwijnt zodra
de schakelaar van het voetpedaal of een andere afstandsbediening
weer vrijkomt.
H31 Vastzittende schakelaar bij bekleed elektrodelassen Dit betekent dat bij het bekleed elektrodelassen een externe schakelaar
wordt toegepast, en dat die klem zit. Het probleem verdwijnt zodra
de schakelaar van het voetpedaal of een andere afstandsbediening
weer vrijkomt.
H40 Tacho links Er is een fout opgetreden bij de tacho van de linkermotor. Controleer
het aandrijfhuis en de draadspoel van de linker aanvoerunit op blokkades.
Blijft u deze code steeds op de display zien, neem dan contact op met
de dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
H41 Tacho rechts Er is een fout opgetreden bij de tacho van de rechtermotor. Controleer
het aandrijfhuis en de draadspoel van de rechter aanvoerunit op
blokkades. Blijft u deze code steeds op de display zien, neem
dan contact op met de dichtstbijzijnde door de fabrikant erkende
onderhoudsmonteur.

OM−253906 Pagina 75
H42 Motor links Er is een fout opgetreden bij de linkermotor. Controleer het aandrijfhuis
en de draadpoel van de linker aanvoerunit op blokkades. Blijft u deze
code steeds op de display zien, neem dan contact op met de
dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
H43 Motor rechts Er is een fout opgetreden bij de rechtermotor. Controleer het aandrijfhuis
en de draadspoel van de rechter aanvoerunit op blokkades.
Blijft u deze code steeds op de display zien, neem dan contact op met
de dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
H44 Te lage motorspanning De primaire netspanning is waarschijnlijk te laag.
Verhoog de primaire netspanning tot minstens 90% van de opgegeven
nominale spanning.
Blijft u deze code steeds op de display zien, neem dan contact op met
de dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
H45 Een toets van de aanvoerunit zit vast Dit geeft aan dat een van de bedieningstoetsen van de aanvoerunit
bij het inschakelen ingedrukt is blijven vastzitten. Zodra de toets weer
vrijkomt verdwijnt het probleem.
H46 Toortsschakelaar links zit vast De toortsschakelaar aan linkerzijde zit vast. Zodra de schakelaar weer
loskomt verdwijnt het probleem.
H47 Toortsschakelaar rechts zit vast De toortsschakelaar aan rechterzijde zit vast. Zodra de schakelaar weer
loskomt verdwijnt het probleem.
H48 Fout toortsschakelaar links De linkse toortsschakelaar is te lang ingedrukt gehouden in stand Jog
(langer dan 60 seconden of 9 meter lasdraad).
H49 Fout toortsschakelaar rechts De rechtse toortsschakelaar is te lang ingedrukt gehouden in stand Jog
(langer dan 60 seconden of 9 meter lasdraad).
H60 Fout met geheugenkaart De lezer kan de geheugenkaart niet lezen. Defecte geheugenkaart
of kaart van verkeerd formaat of indeling.
H61 Leesfout bestand Het bestand op de geheugenkaart is beschadigd.
H62 Schrijffout bestand Dit wijst op een volle of defecte geheugenkaart.
H63 Ongeldig bestand Het bestand op de geheugenkaart is ongeldig. De kaartlezer kon
het bestand wel van de geheugenkaart lezen. Echter, de inhoud van
het bestand deugt niet. Verwijder de kaart of druk op een willekeurige
toets om de foutmelding weg te krijgen.
H64 Geheugenkaart geblokkeerd Men probeert een bestand op te slaan op de geheugenkaart die
beveiligd is tegen schrijven. Dit verwijst naar een beveiligingsschakelaar
op de kaart. Deblokkeer de kaart en probeer het opnieuw. Probeer een
andere geheugenkaart. Verwijder de kaart of druk op een willekeurige
toets om de foutmelding weg te krijgen. Blijft u deze code steeds op
de display zien, neem dan contact op met de dichtstbijzijnde door de
fabrikant erkende onderhoudsmonteur.
H65 Bestand voor “alleen lezen” Er werd geprobeerd een bestand te overschrijven dat is gemarkeerd voor
“alleen lezen” (read only). Stem af met de eigenaar van de geheugen-
kaart, of het bestand bewust is beveiligd tegen schrijven of dat het een
vergissing is. Met behulp van een pc kan het bestand beschrijfbaar
worden gemaakt. Gebruik een andere geheugenkaart. Verwijder de kaart
of druk op een willekeurige toets om de foutmelding weg te krijgen.
H66 Geen geheugenkaart aangetroffen Wanneer een geheugenkaart wordt gebruikt, kon de kaartlezer niet
de aanwezigheid van een kaart detecteren. Steek een geheugenkaart
in de sleuf of druk op een willekeurige toets om de foutmelding weg te
krijgen. Probeer een andere geheugenkaart. Blijft u deze code steeds
op de display zien, neem dan contact op met de dichtstbijzijnde door
de fabrikant erkende onderhoudsmonteur.
H70 Lasgegevens De “weld library” (set met lasgegevens) in de lasstroombron is onvolledig
of ontbreekt geheel. De “weld library” moet worden geladen vanaf een
geheugenkaart.
H71 Ongeldig model Geef aan of het apparaat een standaarduitvoering, een IEC- of een
CE-machine is.
H98 Seriële communicatie verbroken De seriële communicatie was eerst wel tot stand gekomen maar werkt
nu niet goed meer. Controleer de kabel tussen de draadaanvoerunit en
stroombron. Draai connectoren zo nodig goed vast. Tijdens een update
van de firmware kan het normaal zijn dat deze melding verschijnt.
Blijft u deze code steeds op de display zien, neem dan contact op met
de dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
H99 Storing in seriële communicatie De seriële communicatie functioneert niet goed. Controleer de kabel
tussen de draadaanvoerunit en de stroombron. Draai connectoren zo
nodig goed vast. Tijdens een update van de firmware kan het normaal
zijn dat deze melding verschijnt. Blijft u deze code steeds op de display
zien, neem dan contact op met de dichtstbijzijnde door de fabrikant
erkende onderhoudsmonteur.

OM−253906 Pagina 76
6-8. Probleemoplossing lasstroombron / draadtoevoerunit
Als de lasstroombron en de draadaanvoerunit NIET reageren nadat alles is aangesloten, loop dan eerst onderstaande punten na voordat u contact
opneemt met de dichtstbijzijnde door de fabrikant erkende onderhoudsmonteur.
De lasstroombron is aangesloten op de netspanning maar na het inschakelen geeft hij geen spanning.
S Als het apparaat rechtstreeks aangesloten op een werkschakelaar, of op een stopcontact van een werkschakelaar zit, controleer dan
of die werkschakelaar en de zekeringsautomaat zijn ingeschakeld.
De lasdraad komt niet vanaf de aanvoerunit tot aan het uiteinde van de lastoorts.
S Controleer of de draaddiameter klopt met de groefmaat van de aandrijfrollen.
S Controleer of de spanning op de aandrijfrollen te slap of te strak is.
S Controleer of de liner (draadgeleider) van de toorts de juiste maat heeft gezien de lasdraaddikte.
S Controleer of de contacttip de juiste maat heeft gezien de lasdraaddikte, en dat het uiteinde van de contacttip niet verstopt is.
S Controleer of het toortsuiteinde bij de aanvoerunit helemaal in het aandrijfhuis gestoken zit, en dat de knop goed omlaag zit om het toortsuiteinde
vast te zetten.
De lasresultaten zijn niet gelijk tussen de verschillende lastoepassingen.
S Zorg dat de werkstukklem is aangesloten op een schoon, verfvrij gedeelte van de pijp. Schuur zo nodig een stuk op om een goede elektrische
verbinding te krijgen.
S De werkstukklem moet zo dicht mogelijk bij de te maken lasverbinding zitten.
S Controleer dat de draad voor de spanningsdetectie is aangesloten op de lasstroombron en dat de verbinding met het werkstuk goed vast zit.
Controleer of de detectiedraad aan de kant van het werkstuk niet gerafeld is waardoor er geen goede verbinding is.
S Zorg dat de spanningsdetectiekabel gescheiden ligt van de laskabels.
S Zorg dat de lastoorts bij het lassen een hoek maakt van 15 graden bij de lasnaad.
S Volg de aanbevolen instellingen in het bedieningsgedeelte van de handleiding om een startpunt voor het lassen te kiezen.
S Aanbevolen lasvoorbereiding is 0,8−1,6 mm voor de randen en 3,2 mm voor de grondnaad.
S Zie de dvd Pipe Welding Techniques (pijplastechnieken).
Lasrups is poreus.
S Controleer of er voldoende beschermgas is en of de gastoevoer wel ingeschakeld is.
S Controleer de stroming van het beschermgas bij het reduceerventiel.
S Controleer dat de gasdruk naar de aanvoerunit niet hoger is dan 620 kPa.
S Controleer alle slangaansluitingen voor het beschermgas en draai ze zo nodig aan.
S Verwijder het toortsuiteinde uit het aandrijfhuis van de aanvoerunit, en controleer de conditie van de O-ringen. Vervang beschadigde
of ontbrekende O-ringen.
S Controleer het uiteinde van de toorts met de voedingspen en draai het zo nodig aan met een sleutel.
S Controleer of het toortsuiteinde bij de aanvoerunit helemaal in het aandrijfhuis gestoken zit, en dat de knop voor de vergrendeling goed vast zit.
S Controleer en reinig aan de toorts het gasmondstuk.
S Scherm de lasplek af voor wind.
Problemen met draadaanvoer tijdens het lassen. Controleer de aandrijfrollen en draadgeleiders om zeker te weten dat ze geschikt zijn voor
type en dikte van de gebruikte lasdraad.
S Controleer de drukspanning op de aandrijfrollen en stel die zo nodig beter af.
S Controleer of het toortsuiteinde bij de aanvoerunit helemaal in het aandrijfhuis gestoken zit, en dat de knop voor de vergrendeling goed vast zit.
S Controleer of de naafspanning van de draadhaspel te groot of te klein is. Stel de spanning zo nodig beter af.
S Zorg dat de laskabel zo recht mogelijk van de aanvoerunit naar het werkstuk loopt.
S Controleer of de contacttip de juiste maat heeft gezien de lasdraaddikte, en dat het uiteinde van de contacttip niet verstopt is.
S Controleer of de liner (draadgeleider) van de toorts de juiste maat heeft gezien de lasdraaddikte, en dat die liner niet vervuild of beschadigd is.
Reinig of vervang zo nodig de liner.

OM−253906 Pagina 77
6-9. Probleemoplossing lasstroombron
! Ontkoppel de voeding voordat u met het
verhelpen van de storing begint.
Probleem Oplossing
Geen lasuitgangsspanning; het
apparaat werkt totaal niet.
Zet de werkschakelaar aan (zie hoofdstuk 4-10).
Controleer de netzekering(en) en vervang ze indien noodzakelijk; of reset de automatische zekering
(zie hoofdstuk 4-10).
Controleer of de voeding goed is aangesloten (zie hoofdstuk 4-10).
Geen lasuitgangsspanning; de meter
staat op ON.
Kijk de afstandsbediening na, repareer hem of vervang hem.
Het apparaat is oververhit. Laat het apparaat afkoelen met de ventilator aan (zie hoofdstuk 3-4).
Bekijk hulpschermen van voltmeter/ampèremeter.
Onregelmatige of onjuiste
lasuitgangsspanning.
Gebruik een laskabel van het juiste formaat en type (zie hoofdstuk 4-15).
Reinig alle laskoppelingen en draai ze vast.
Controleer de kabel voor de spanningsdetectie. Opgerolde kabels uitleggen.
Geen 115 V wisselspanning op
enkelvoudige stekkerdoos.
Reset beveiliging CB1 voor hulpapparatuur (zie hoofdstuk 4-7).
Geen 24 V wisselspanning op de
14-pens stekkerdoos voor de
afstandsbediening.
Reset beveiliging CB2 voor hulpapparatuur (zie hoofdstuk 4-6).
Als de afstandsbediening is aangesloten
geeft het lasapparaat continue
spanning.
Controleer de schakelaar en de potentiometer van de afstandsbediening.
Aantekeningen

OM−253906 Pagina 78
! Ontkoppel de voeding voordat u met het
verhelpen van de storing begint.
6-10. Problemen met de draadaanvoerunit
Probleem Oplossing
De draad wordt aangevoerd,
het beschermgas stroomt, maar
op de elektrodedraad staat geen
lasspanning.
Controleer kabelaansluitingen. Controleer kabels op breuk en repareer of vervang kabels indien
nodig.
De draadaanvoerunit is ingeschakeld,
de display licht niet op, de motor loopt
niet, de gasklep en contactor van de
stroombron komen niet in.
Controleer en reset zekeringautomaat bij de lasbron.
Tijden het lassen stopt de aanvoer
van de elektrodedraad of de aanvoer
is onregelmatig.
Kijk de aansluiting van de schakelaar van het pistool na. Zie de gebruikershandleiding van het pistool.
Kijk de schakelaar van het pistool na. Zie de gebruikershandleiding van het pistool.
Stel de naafspanning en de druk van de aandrijfrol opnieuw af (zie hoofdstuk 4-23).
Kies het juiste formaat aandrijfrol (zie tabel 9−1).
Reinig of vervang een vuile of versleten aandrijfrol.
Foute afmeting of versleten draadgeleiders.
Vervang de contacttip of liner. Zie de Handleiding voor de Eigenaar van het pistool.
Verwijder lasspatten of vreemde afzetting rondom de opening van het mondstuk.
Laat een door de fabriek erkende servicemonteur de aandrijfmotor en printkaart PC1 nakijken.
Motor loopt langzaam. Controleer op juiste ingangsspanning.
De display van de draadaanvoerunit
licht op, de funties Jog en Purge
werken, maar machine werkt verders
niet.
Controleer de draden van de toortsschakelaar op onderbrekingen, en repareer de draden of vervang
het pistool.
Bij ingedrukte toortsschakelaar is er
draadaanvoer, maar geen gas,
de contactor reageert niet.
Als niet binnen 2 seconden na het indrukken van de toortsschakelaar een lasboog ontstaat,
dan wordt wel draad aangevoerd, maar de contactor en de gasklep worden uitgeschakeld.
Als na 60 seconden of 9,1 meter draadaanvoer de toortsschakelaar nog steeds is ingedrukt,
dan stopt de draadaanvoer.
! Ontkoppel de voeding voordat u met het verhelpen
van de storing begint.
6-11. Problemen met de koeler
Probleem Oplossing
Het koelsysteem werkt niet.
Controleer of de voedingsstekker in de stekkerdoos zit.
Controleer beveiliging CB1 op de lasstroombron en reset die indien nodig.
Motor oververhit. De unit gaat draaien als de motor is afgekoeld.
Laat een door de fabriek geautoriseerde onderhoudsmonteur de motor nakijken.
Er stroomt minder
of geen koelvloeistof.
Koelvloeistof bijvullen.
Kijk of er verstoppingen zitten in de slangen of dat het filter voor de koelvloeistof verstopt is.
Ontkoppel de pomp en kijk of de koppeling beschadigd is. De koppeling zo nodig vervangen.

OM−253906 Pagina 79
Aantekeningen

OM-253906 Pagina 80
HOOFDSTUK 7 − ELECTRISCH SCHEMA
Afbeelding 7-1. Stroomkringschema voor lasstroombronnen

OM-253906 Pagina 81
272 307-A

OM-253906 Pagina 82
Afbeelding 7-2. Circuit Diagram For Single Or Dual Wire Feeder

OM-253906 Pagina 83
236 220-G

OM-253906 Pagina 84
HOOFDSTUK 8 − HOGE FREQUENTIE
8-1. Lasprocessen waarvoor hoge frequentie nodig is
high_freq1_05_10dut − S-0693
1
TIG
Werk
1 HF-spanning
TIG − helpt de boog om de lucht-
spleet te overbruggen tussen de
toorts en het lasobject en/of om de
boog te stabiliseren.
8-2. Installatie waarbij mogelijke bronnen van HF-storing zijn aangegeven
50 ft
(15 m)
S-0694
13
9
8
7
1
2
4 5 6
3
10
11, 12
14
Slechte toepassing
niet gebruiken
Laszone
Bronnen die directe hoogfrequente
straling afgeven
1 Bron van de hoge frequentie
(lasstroombron met ingebouwd of los
HF-apparaat)
2 Laskabels
3 Toorts
4 Werkklem
5 Lasobject
6 Werkbank
HF-geleidingsbronnen
7 Ingaande stroomkabel
8 Lijnscheidingsmechanisme
9 Ingaande voedingskabels
HF-terugstralingsbronnen
10 Ongeaarde metalen objecten
11 Verlichting
12 Bedrading
13 Waterbuizen en fittingen
14 Externe telefoon- en stroomdraden

OM-253906 Pagina 85
8-3. Aanbevolen installatie om HF-storing te verminderen
Ref. S-0695 / Ref. S-0695
1
2
3
50 ft
(15 m)
4
7
50 ft
(15 m)
8
5
8
6
9
11
10
8
8
Beste toepassing
Laszone
Aard het lasobject
als de voorschrif-
ten dit vereisen.
Aard alle metalen objecten en
alle bedrading in de laszone.
Geen
metaalbouw
1 Bron van de hoge frequentie
(lasstroombron met ingebouwd of los
HF-apparaat)
Geaarde metalen machinekast (verwijder
verf rondom opening in machinekast en
gebruik bout van machinekast), werkuit-
gangsklem, lijnscheidingsmechanisme, in-
gaande voeding en werkbank.
2 Middelpunt van laszone
Middelpunt tussen HF-bron en lastoorts.
3 Laszone
Een cirkel van 15m in alle richtingen vanaf
het middelpunt.
4 Uitgaande lasspanningskabels
Houd de kabels kort en dicht bij elkaar.
5 Buisverbindingen en aarding
Verbind alle buisstukken elektrisch met
behulp van koperstrippen of omvlochten
draad. Zorg om de 15 m voor aarding van
de buis.
6 Waterbuizen en fittingen
Zorg om de 15 m voor aarding van de
waterbuizen.
7 Externe stroom- of telefoonkabels
Plaat de HF-bron op minimaal 15 m afstand
van stroom- en telefoonkabels.
8 Aardingsstang
Raadpleeg de geldende landelijke richt-
lijnen voor de specificaties.
Vereisten voor metaalbouw
9 Hechtmethoden voor
metaalbouwpanelen
Las bouwpanelen aan elkaar of verbind ze
met bouten, breng koperen verbinding-
splaatjes of omvlochten draad aan over de
naden heen en aard het frame.
10 Ramen en deuren
Dek alle ramen en deuren af met geaard
koper gaas met een maasgrootte van niet
meer dan 6,4 mm.
11 Gedeelte boven de deur
Aard dit gedeelte.
Metaalbouw

OM-253906 Pagina 86
HOOFDSTUK 9 − ONDERDELENLIJST
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
254 067-D
1
6
7
2
3
4
5
8
9
10
78
12
14
15
16
17
18
31
28
20
30
21
22
23
24
25
26
27
33
34
37
36
35
38
39
32
42
72
73
74
75
40
41
42
43
44
60
59
45
47
49
48
50
51
52
53
54
56
57
58
55
62
66
61
63
79
80
64
68
69
71
70
81
83
76
82
78
84
88
86
85
89
91
90
77
19
29
46
67
87
100
11
13
65
93
92
93
94
95
96
97
98
99
103
102
104
105
101
106
107
Afbeelding 9-1. Hoofdmontage

OM-253906 Pagina 87
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-1. Hoofdmontage
Quantity
1 +250832 Panel, Rear 1... ......... .. ........................................................
2 CB2 093995 Supplementary Pro, Man Reset 1P 15A 250VAC Frict 1... ... .. .. ...................
3 PC11 244471 Circuit Card Assy, PS/Feeder Interface 1... .. . .. ................................
4 228036 Valve, 24VAC 1way .750−14 Thd 2.0mm Orf 100 PSI 1... .......... .. ....................
5 236638 Hose, Nprn Brd No 1 x .187 ID x 40.000 1... .......... .. ...............................
6 220805 Nut, 750−14 NPS 1.48Hex .41h Nyl 1... .......... .. ...................................
7 185526 Label, Warning Electric Shock And Incorrect Input 1... .......... .. .......................
237163 Label, MIG Output 1................ .. ..................................................
237157 Label, CB2 1................ .. .........................................................
238560 Label, TIG Gas In 1................ .. ...................................................
254053 Label, To Wirefeeder 1................ .. ................................................
8 C3, C4,... .
C5, C6 270608 Capacitor, Elctlt 2700 uf 450 VDC Can 2.52 Dia 4.. .........................
218004 Label, Warning Electric Shock/Exploding Parts 3................ .. ..........................
217040 Nut, Nylon M12 Thread Capacitor Mounting 4................ .. ............................
9 PC4 231559 Circuit Card Assy, Interconnecting 1... ... .. .. .....................................
10 185214 Bus Bar, Interconnecting 1... .......... .. .............................................
11 +240841 Panel, Side RH 1... ......... .. .....................................................
12 237155 Label, Important Input Power/Relink Connections 1... .......... .. .......................
13 234271 Sheet, Insulator Side Panel 1... .......... .. ..........................................
14 FM1, FM2 224694 Fan, Muffin 24VDC 4000 RPM 302 CFM 2... .. ...............................
15 233501 Bracket, Fan 1... .......... .. .......................................................
16 L1 180026 Inductor, Input 1... ... .. .. ......................................................
Windtunnel, RH w/Cmpnts (Includes) 1........................... ..................................
17 030170 Bushing, Snap−In Nyl .750 ID x 1.000 Mtg Hole 2... .......... .... .......................
18 025248 Stand−Off, Insul .250−20 x 1.250 Lg x .437 Thd 4... .......... .... .......................
19 W1 180270 Contactor, Def Prp 40A 3P 24VAC Coil w/Boxlug 1... ... .. .... ......................
20 CT1 233620 Xfmr, Current 500 Turn Polarized 1... ... .. .... ....................................
21 177547 Bushing, Snap−In Nyl Ct−Mount 1.125 Mtg Hole 1... .......... .... .......................
22 010493 Bushing, Snap−In Nyl .625 ID x .875 Mtg Hole 4... .......... .... ........................
23 233462 Windtunnel, RH 1... .......... .... ...................................................
24 PM1, PM2 240144 Kit, Transistor IGBT Module 1... .... ........................................
25 179930 Heat Sink, Power Module 1... .......... .... ..........................................
26 RT1 173632 Thermistor, Ntc 30k ohm @ 25 Deg C 12.00 in Lead 1... ... .. .... ...................
27 SR1 249052 Kit, Rectifier, Integ Bridge 1... ... .. .... ..........................................
28 C1, C2 230273 Capacitor, Polyp Film .5 uf 1000 VRMS +/−10% 2... .. .. .........................
29 L2 270740 Inductor, Output 1... ... .. .. ....................................................
30 L3, L4 233617 Inductor, DI−DT 2... .. . .. .....................................................
31 218566 Gasket, Inductor Mounting E70 Ferrite Core 2... .......... .. ............................
32 CB1 083432 Supplementary Pro, Man Reset 1P 10A 250VAC Frict 1... ... .. .. ...................
33 RC2 134837 Rcpt, Str Grd 2P3W 15A 125V Single *5−15R 1... ... .. .. ..........................
34 170647 Bushing, Snap−In Nyl 1.312 ID x 1.500 Mtg Hole 2... .......... .. ........................
35 HD1 168829 Transducer, Current 1000A Module 1... ... .. .. ....................................
36 234358 Base, w/ Pem Nuts 1... .......... .. ..................................................
37 229325 Foot, Mtg Unit 4... .......... .. ......................................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 88
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-1. Hoofdmontage (vervolg)
Quantity
38 210866 Terminal, Pwr Output Black 1... .......... .. ...........................................
39 PC6 244459 Circuit Card Assy, Remote Interface 1... ... .. .. ...................................
40 182665 Terminal, Pwr Output Neutral 1... .......... .. .........................................
41 210865 Terminal, Pwr Output Red 2... .......... .. ............................................
42 236968 Overlay, Secondary Panel 1... .......... .. ............................................
43 231191 Switch, Tgl 3PST 50A 600VAC SCR Term Wide Tgl 1... ........... .. .....................
176226 Insulator, Switch Power 1................ .. ..............................................
44 120854 Ftg, Gas 1... .......... .. ...........................................................
45 237415 Hose, Gas Braided 5 in 1... .......... .. ..............................................
46 236596 Plate, Switch 1... .......... .. .......................................................
47 241087 Cover, Output Stud w/Labels (Includes) 1... .......... .. ................................
238574 Label, Connection Secondary Panel 1................ .... .................................
238535 Label, Pipeworx 400 1................ .... ...............................................
48 PC3 267965 Kit, Circuit Card Assy UI w/Program 1... ... .. .. ...................................
49 261114 Overlay, Power Source 1... ........... .. ..............................................
50 174991 Knob, Pointer 1.250 Dia x .250 ID w/Spring Clip−.21 1... .......... .. .....................
51 236828 Door, Bezel, Mig Setup 1... .......... .. ..............................................
52 234497 Bezel, Power Source 1... .......... .. ................................................
53 236830 Door, SD Reader 1... .......... .. ...................................................
54 234344 Bracket, SD Card Reader 1... .......... .. ............................................
55 PC12 244447 Circuit Card Assy, SD Card 1... .. . .. ...........................................
56 236748 Whiteboard, Magnetic 1... .......... .. ...............................................
57 233479 Panel, Front 1... .......... .. ........................................................
212810 Label, On−Off w/Symbols 1................ .. ............................................
Windtunnel, LH w/Cmpnts (Includes) 1........................... ..................................
58 233910 Heat Sink, Power Module 1... .......... .... ..........................................
59 D1, D2,... .
D3, D4 249053 Kit, Diode, Ultra−Fast Recovery 4.... .....................................
60 233490 Bus Bar, Diode 2... .......... .... ....................................................
61 233461 Windtunnel, LH 1... .......... .... ...................................................
62 057358 Bushing, Snap−In Nyl 1.000 ID x 1.375 Mtg Hole 2... .......... .... ......................
63 RT2 222327 Thermistor, NTC 30k ohm @ 25 Deg C 24.00 in Lead 1... ... .. .... ................
64 254046 Resistor/Capacitor Assy 2... .......... .... ............................................
65 233911 Windtunnel Bottom, w/ Pem Nuts 1... ........... .. .....................................
66 T1 269566 Xfmr, HF 380−400 Unit PipeWorx (CE) 1... .... .. .. ................................
67 SCR1,... ..
SCR2,SCR3 249352 Kit, Thyristor, SCR Module 3.. ...........................................
RT3,RT4 234339 Thermistor, NTC 30k ohm @ 25 Deg C 12.00 in Lead 2....... .. .................
68 234056 Heat Sink, SCR Polarity Switching 1... .......... .. ....................................
69 234279 Bus Bar, SCR 1... .......... .. ......................................................
70 252520 Coil, HF Coupling 1... .......... .. ...................................................
71 179848 Boot, Positive Output Stud 1... .......... .. ...........................................
72 180735 Washer, Output Stud 1... .......... .. ................................................
Windtunnel, Top Assy (Includes) 1........................... ......................................
73 234280 Baffle, Windtunnel 1... .......... .... .................................................
74 233476 Windtunnel, Top 1... .......... .... ...................................................
75 233489 Bracket, Capacitor Support 1... .......... .... .........................................
76 216366 Bushing, Snap−In Nyl .500 ID x .625 Mtg Hole 1... .......... .... ........................
216596 Strap, Grounding 4.50 in Long 1................ .... ......................................
77 233485 Panel, Side LH 1... .......... .. .....................................................
78 179310 Label, Warning General Precautionary Static 2... .......... .. ...........................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 89
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-1. Hoofdmontage (vervolg)
Quantity
79 233483 Cover, Top 1... .......... .. .........................................................
80 233488 Frame, Lifting 1... .......... .. ......................................................
81 026627 Gasket, Lifting Eye Cover 1... .......... .. ............................................
247632 Bracket, Mtg Circuit Cards Assy (Includes) 1................ .. .............................
82 PC9 244465 Circuit Card Assy, Secondary Gate Driver 1... ... .. .... ............................
83 248768 Bracket, Mtg Circuit Cards 1... .......... .... ..........................................
84 PC1 244428 Circuit Card Assy, Process Control w/Program 1... ... .. .... ........................
85 PC2 270528 Circuit Card Assy, Inverter Control w/Program 1... ... .. .... .........................
198122 Stand−Off Support, PC Card .250 w/Post&Lock 10................ .... .......................
86 236299 Choke, Common Mode 1... .......... .. ..............................................
236770 Bracket, Mtg Xfmr Assy (Includes) 1................ .. ....................................
87 233478 Bracket, Mtg Xfmr 1... .......... .... .................................................
88 198122 Stand−Off Support, PC Card .250 w/Post&Lock 4... .......... .... .......................
89 PC5 244452 Circuit Card Assy, HF Arc Starter 1... ... .. .... ....................................
90 T2 256583 Xfmr, Control 400 VAC Pri 1160 VA 50 Hz 1... .... .. .. ..............................
91 057358 Bushing, Snap−In Nyl 1.000 ID x 1.375 Mtg Hole 1... .......... .. ........................
92 C7,8 236678 Capacitor Assy 2... ... . .. .....................................................
93 C15,16,17 247825 Capacitor Assy 3... .. .....................................................
94 FM3 183918 Fan, Muffin 1... ... .. .. .........................................................
95 253334 Grommet, Rbr 1.000 ID x 1.375 Mtg Hole .063 Groove 1... .......... .. ...................
96 PC11 231563 Circuit Card Assy, Input Filter 1... .. . .. .........................................
97 253764 Bracket, Mtg Filter Board 1... .......... .. ............................................
98 254572 Insulator, Side Panel CE 1... .......... .. .............................................
99 255006 Washer, Flat Seal .265 ID x 0.500 OD x .125T EPDM 1... .......... .. ....................
100 170647 Bushing, Snap−In Nyl 1.312 ID x 1.500 Mtg Hole 2.. ......... .. ........................
101 R3/C11 272257 Capacitor/Resistor 1.. . .. ..................................................
102 271847 Block, Term 115 Amp 1 Pole Screw Term 2−14 Wire 1.. ......... .. .....................
103 267037 Lead w/Ferrite (Includes) 1.. ......... .. .............................................
241027 Core, Toriodal .748 ID x 1.142 OD x .6000 Thk 1................ .... ........................
104 255736 Core, Ferrite Emi Snap−On .393ID x .877OD x 1.290L 1.. ......... .. ...................
105 255735 Core, Toroidal .900ID x 1.400OD x .500 Thk 2.. ......... .. ............................
106 269049 Washer, Shldr.375id 0.750odx.063t .500odx.188t Nyl 1.. ......... .. ....................
107 272842 Label, Warning Falling Equipment Can Injure−Wordles 2.. ......... .. ...................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.


OM-253906 Pagina 91
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-2. Single Wire Feeder
Quantity
1 +234243 Wrapper, Single Feeder 1... ......... .. ..............................................
2 179310 Label, Warning General Precautionary Static&Wire Fe 1... .......... .. ...................
Panel Assy, PCB Support (Includes) 1........................... ...................................
3 236556 Panel, PC Board Support 1... .......... .... ...........................................
198122 Stand−Off Support, PC Card .250 w/Post&Lock .500 7................ .... ...................
4 PC1 244483 Circuit Card Assy, Pipeworx Feeder Mtr Ctrl 1... ... .. .... ..........................
5 010494 Bushing, Snap−In Nyl 1.375 ID x 1.750 Mtg Hole 3... .......... .... ......................
6 143160 Hub+Spindle Assy 1... .......... .. ..................................................
7 058427 Ring, Retaining Spool 1... .......... .... ..............................................
8 180573 Shaft Assy, Support Spool 1... .......... .... ..........................................
9 010233 Spring, CPRSN .970 OD x .120 Wire x 1.250 Pld 1... .......... .... ......................
10 057971 Washer, Flat .632 ID x1.500 OD x.125t Stl Pld .175key 2... .......... .... .................
11 010191 Washer, Flat .656 ID x1.500 OD x.125t Fbr 2... .......... .... ...........................
12 058628 Washer, Brake Stl 2... .......... .... .................................................
13 058428 Hub, Spool 1... .......... .... .......................................................
14 071730 Tubing, Stl .875 OD x12ga Wall x 2.500 1... .......... .... ..............................
15 135205 Nut, 625−11 .94hex .77h Stl Pld Elastic Stop Nut 1... .......... .... ......................
16 200556 Support, Spool 1... .......... .. .....................................................
17 233559 Base, Feeder w/Pem Nuts 1... .......... .. ...........................................
18 134306 Foot, Rubber 1.250 Dia x 1.375 High No 10 Screw 4... .......... .. ......................
19 254049 Label, Single Feeder Lower 1... .......... .. ..........................................
Panel, Front w/Cmpnts Single Bench Feeder (Includes) 1........................... ..................
20 PC2 267543 Kit, Circuit Card Assy UI w/Program 1... ... .. .... .................................
21 266045 Overlay, Single Feeder 1... .......... .... .............................................
22 234501 Bezel, Feeder 1... .......... .... ....................................................
23 213134 Knob, Encoder 1.670 Dia x .250 ID Push On w/Spring 2... .......... .... .................
24 233560 Panel, Front 1... .......... .... ......................................................
25 Plug Assy, Trigger LH (Includes) 1... ....................... ....................................
PLG17 115093 Housing Plug+Skts,(Service Kit) 1........ . ..... ...................................
RC2 048282 Rcpt w/Skts, (Service Kit) 1......... .. ..... .........................................
26 Plug Assy, Remote (Includes) 1... ....................... .......................................
RC4 222857 Housing Plug+Skts, (Service Kit) 1......... .. ..... ..................................
PLG35 115093 Housing Plug+Skts, (Service Kit) 1........ . ..... ..................................
200822 Housing Plug+Pins, (Service Kit) 1................ ..... ..................................
27 000527 Blank, Snap−In Nyl .875 Mtg Hole Black 1... .......... .... ..............................
28 159647 Insulator, Motor Clamp 1... .......... .. ...............................................
29 159360 Insulator, Screw Machine 4... .......... .. ............................................
30 125473 Hose, SAE .187 ID x .410 OD x 27.000 1... .......... .. ................................
31 275489 Drive Assy, Wire S/L 4 Roll w/Tach 1... .......... .. ....................................
32 145639 Strip, Buna−N .062 x 3.000 x 4.000 Compressed Sht 1... .......... .. ....................
33 156243 Clamp, Motor Top 1... .......... .. ...................................................
34 234426 Knob, w/Extension (LH) Clamp 1... .......... .. .......................................
35 159646 Clamp, Motor Base 1... .......... .. ..................................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 92
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-2. Single Wire Feeder (Continued)
Quantity
Rear Panel Assy, Single Feeder (Includes) 1........................... .............................
36 PC3 244471 Circuit Card Assy, PS/Feeder Interface 1... ... .. .... ...............................
37 GS1 228036 Valve, 24VAC 1way .750−14 Thd 2.0mm Orf 100 PSI 1... ... .. .... ..................
38 220805 Nut, 750−14 NPS 1.48hex .41h Nyl 1... .......... .... ..................................
39 211989 Fitting, w/Screen 1... ........... .... ..................................................
40 030170 Bushing, Snap−In Nyl .750 ID x 1.000 Mtg Hole 2... .......... .... .......................
41 239737 Receptacle, Banana Jack Blk 10−32 Binding Post 1... .......... .... .....................
42 238498 Enclosure, Rear Single Feeder 1... .......... .... ......................................
074481 Label, Left 1................ .... ........................................................
254054 Label, To Power Source 1................ .... ............................................
287140 Label, Volt Sense 1................ .... .................................................
43 266171 Seal, Cover UI 1... .......... .. ......................................................
44 255006 Washer, Flat Seal .265 ID x 0.500 OD x .125T EPDM 2... .......... .. ....................
45 269049 Washer, Shldr.375id 0.750odx.063t .500odx.188t Nyl 2... .......... .. ....................
46 272842 Label, Warning Falling Equipment Can Injure−Wordles 2... .......... .. ...................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.


OM-253906 Pagina 94
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-3. Dual Wire Feeder
Quantity
1 142838 Bracket, Mtg Spool RH 1... .......... .. ..............................................
2 143160 Hub+Spindle Assy 2... .......... .. ..................................................
3 135205 Nut, 625−11 .94hex .77h Stl Pld Elastic Stop Nut 2... .......... .... ......................
4 071730 Tubing, Stl .875 OD x 12ga Wall x 2.500 2... .......... .... .............................
5 057971 Washer, Flat .632 ID x 1.500 OD x.125t Stl Pld .175key 4... .......... .... ................
6 010191 Washer, Flat .656 ID x1.500 OD x.125t Fbr 4... .......... .... ...........................
7 058628 Washer, Brake Stl 4... .......... .... .................................................
8 058428 Hub, Spool 2... .......... .... .......................................................
9 010233 Spring, CPRSN .970 OD x .120 Wire x 1.250 Pld 2... .......... .... ......................
10 180573 Shaft Assy, Support Spool 2... .......... .... ..........................................
11 058427 Ring, Retaining Spool 2... .......... .... ..............................................
12 141411 Support, Spool 1... ........... .. .....................................................
13 211989 Fitting, w/Screen 2... ........... .... ..................................................
14 239737 Receptacle, Banana Jack Blk 10−32 Binding Post 1... .......... .... .....................
15 030170 Bushing, Snap−In Nyl .750 ID x 1.000 Mtg Hole 2... .......... .... .......................
16 233559 Base, Feeder w/Pem Nuts 1... .......... .. ...........................................
17 134306 Foot, Rubber 1.250 Dia x 1.375 High No 10 Screw 4... .......... .. ......................
18 254048 Label, Dual Feeder Lower 1... .......... .. ............................................
Panel, Front w/Cmpnts Dual Bench Feeder (Includes) 1........................... ...................
19 PC2 267543 Kit, Circuit Card Assy UI w/Program 1... ... .. .... .................................
20 266047 Overlay, Feeder 1... .......... .... ...................................................
21 234501 Bezel, Feeder 1... .......... .... ....................................................
22 213134 Knob, Encoder 1.670 Dia x .250 ID Push On w/Spring 2... .......... .... .................
23 233560 Panel, Front 1... .......... .... ......................................................
24 Plug Assy, Trigger LH (Includes) 1... ....................... ....................................
PLG17 115093 Housing Plug+Skts, (Service Kit) 1........ . ..... ..................................
RC2 048282 Rcpt w/Skts, (Service Kit) 1......... .. ..... .........................................
25 Plug Assy, Remote (Includes) 1... ....................... .......................................
RC4 222857 Housing Plug+Skts, (Service Kit) 1......... .. ..... ..................................
PLG35 115093 Housing Plug+Skts, (Service Kit) 1........ . ..... ..................................
200822 Housing Plug+Pins, (Service Kit) 1................ ..... ..................................
26 Plug Assy, Trigger RH (Includes) 1... ....................... ....................................
L 2 213030 Core, Toroidal 19.00mm ID x 29.01mm OD x 7.62mm Th 1......... .. ..... .............
PLG16 115093 Housing Plug+Skts, (Service Kit) 1........ . ..... ..................................
RC3 048282 Rcpt w/Skts, (Service Kit) 1......... .. ..... .........................................
27 159647 Insulator, Motor Clamp 2... .......... .. ...............................................
28 159360 Insulator, Screw Machine 8... .......... .. ............................................
29 125473 Hose, SAE .187 ID x .410 OD x 27.000 2... .......... .. ................................
30 275489 Drive Assy, Wire S/L 4 Roll w/Tach 1... .......... .. ....................................
31 275490 Drive Assy, Wire R 4 Roll w/Tach 1... .......... .. ......................................
32 145639 Strip, Buna−N .062 x 3.000 x 4.000 Compressed Sht 2... .......... .. ....................
33 156243 Clamp, Motor Top 2... .......... .. ...................................................
34 159646 Clamp, Motor Base 2... .......... .. ..................................................
35 234424 Knob, w/Extension (RH) Clamp 1... .......... .. .......................................
35 234426 Knob, w/Extension (LH) Clamp 1... .......... .. .......................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 95
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-3. Dual Wire Feeder (Continued)
Quantity
Rear Panel Assy, Dual Feeder (Includes) 1........................... ...............................
36 PC3 244471 Circuit Card Assy, PS/Feeder Interface 1... ... .. .... ...............................
37 233561 Enclosure, Rear Dual Feeder 1... .......... .... .......................................
38 GS 1,... ..
GS 2 228036 Valve, 24VAC 1 way .750−14 Thd 2.0mm Orf 100 PSI 2. .... ..................
39 220805 Nut, 750−14 NPS 1.48 hex .41h Nyl 2... .......... .... .................................
074479 Label, Right 1................ .. ........................................................
074481 Label, Left 1................ .. .........................................................
254054 Label, To Power Source 1................ .. .............................................
287140 Label, Volt Sense 1................ .. ...................................................
40 +233562 Wrapper, Dual Feeder 1... ......... .. ...............................................
41 179310 Label, Warning General Precautionary Static&Wire Fe 1... .......... .. ...................
Panel Assy, PCB Support (Includes) 1........................... ...................................
42 236556 Panel, PC Board Support 1... .......... .... ...........................................
198122 Stand−Off Support, PC Card .250 w/Post&Lock .500 7................ .... ...................
43 010494 Bushing, Snap−In Nyl 1.375 ID x 1.750 Mtg Hole 3... .......... .... ......................
44 PC1 244483 Circuit Card Assy, Pipeworx Feeder Mtr Ctrl 1... ... .. .... ..........................
237210 Hose Assy, Gas Y 1................ .. ..................................................
143838 Cable, Weld 26 in 4/0 w/Terms 1................ .. ........................................
45 266171 Seal, Cover UI 1... .......... .. ......................................................
46 255006 Washer, Flat Seal .265 ID x 0.500 OD x .125T EPDM 2... .......... .. ....................
47 269049 Washer, Shldr.375id 0.750odx.063t .500odx.188t Nyl 2... .......... .. ....................
48 272842 Label, Warning Falling Equipment Can Injure−Wordles 2... .......... .. ...................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 96
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
See Table 9-1 For
Drive Roll & Wire Guide Kits
Ref. 245244A
20
11
37
36
35
34
30
29
28
27
6
22
21
19
18
17
16
15
14
19
13
12
11
9
10
8
7
6
5
4
3
2
1
26
25
24
23
1
2
3
4
5
31
32
33
Afbeelding 9-4. Drive Assembly, Wire
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-4. Drive Assembly, Wire (Afbeelding 9-2
Item 31 And Afbeelding 9-3 Items 30 And 31)
1 010668 Screw, Cap Stl Sch .250-20 x 1.500 4... ............... .. ............................
2 172075 Carrier, Drive Roll w/Components 4... ............... .. ..............................
3 149962 Spacer, Carrier Drive Roll 4... ............... .. .....................................
4 149486 Pin, Rotation Arm Rocker 2... ............... .. .....................................
5 132750 Arm, Pressure 2... ............... .. ...............................................
6 150520 Spacer, Flat Stl .257 ID x .619 OD x .105 2... ............... .. .......................
7 133493 Ring, Retaining Ext .250 Shaft x .025thk 2... ............... .. ........................
8 133350 Pin, Hinge 1... ............... .. ..................................................
9 M1,101 201230 Motor, Gear 1/8hp 24VDC Standard Speed 1... ... .... .. ......................
153491 Kit, Brush Replacement (Includes) 1..................... .... ............................
153492 Cap, Brush 2..................... ..... ..............................................
*153493 Brush, Carbon 2..................... ..... ...........................................
184136 Kit, Brush Holder Replacement 1..................... .... ..............................
10 155098 Kit, Cover Motor Gearbox (Includes) 1... ............... .. ............................
153550 Cover, Motor Gearbox (Includes) 1..................... .... .............................
155099 Gasket, Cover 1..................... ..... ...........................................
155100 Screw, Cover 5..................... ..... ............................................
154031 Spacer, Locating 2..................... .... ...........................................
133493 Ring, Rtng Ext .250 Shaft Grv x .025thk 1..................... .... .......................

OM-253906 Pagina 97
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-4. Drive Assembly, Wire (Continued)
203642 Pressure Arm, R & Vert L 4 Roll (Includes) 1..................... .. ......................
203631 Pressure Arm, S/L & Vert S/R 4 Roll (Includes) 1..................... .. ..................
11 203641 Washer, Flat Indicator Spring Tension 2... ............... .... .........................
12 182415 Pin, Cotter Hair 1... ............... .... ............................................
13 203640 Knob, w/Extension Short Pressure Arm 1... ............... .... .......................
14 182156 Spring, CPRSN 2... ............... .... ............................................
15 182155 Spring 2... ............... .... ....................................................
16 132746 Bushing, Spring 2... ............... .... ............................................
17 203633 Shaft, Spring 1... ............... .... ..............................................
18 203632 Carrier, Shaft 1... ............... .... ..............................................
19 133739 Washer, Flat Buna .375 ID x .625 OD x .062Thk 2... ............... .... ...............
20 203637 Knob, w/Extension Long Pressure Arm 1... ............... .... ........................
21 PC51,151 237048 Circuit Card Assy, Digital Tach (Includes) 2... .. ... .. ........................
PLG5 131204 Connector & Sockets 1.......... ..... .... .......................................
604311 Grommet, Rbr .250 ID x .375 Mtg Hole .062 Groove 1...................... .... ............
22 132611 Optical Encoder Disc 1... ................ .. .........................................
603115 Weather Stripping, Adh .125 x .375 1...................... .. .............................
23 167387 Spacer, Locating 2... ............... .. .............................................
24 168825 Drive, Pinion 1... ............... .. ................................................
25 133308 Ring, Retaining Ext .375 Shaft x .025Thk 1... ............... .. ........................
26 134834 Hose, SAE .187 ID x .410 OD (order by ft) 2 ft (0.6 m)... ............... .. .................
27 108940 Screw, Cap Stl Hexhd .250-20 x .750 4... ............... .. ...........................
28 244579 Adapter, Gun/Feeder LH Accu−Mate (Includes) 1... ............... .. ..................
28 244587 Adapter, Gun/Feeder RH Accu−Mate (Includes) 1... ............... .. ..................
29 149959 Fitting, Brs Barbed M 3/16Tbg x .312-24 1... ............... .... ......................
30 242259 Clamp, Power Pin 1... ............... .... ..........................................
31 242261 Lock, Power Pin 1... ............... .... ...........................................
32 604538 Washer, Flat Stl SAE .312 1... ............... .... ...................................
33 151437 Knob, Plstc T 1.125 Lg x .312-18 x 1.500 1... ............... .... ......................
34 185624 Screw, 010−32x .50 Hexwhd.40d Stl 2... ............... .... ..........................
35 167788 Nut, 375−16 .56hex .34h Stl Pld Sem Cone 1... ............... .... ...................
36 601966 Screw, Cap Stl Hexhed .375−16 x 1.250 1... ............... .... ......................
37 179277 Cover, Drive Roll (Includes) 1... ............... .. ...................................
196956 Label, Warning Electric Shock 1..................... .... ...............................
*Recommended Spare Parts.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 98
Table 9-1. Drive Roll And Wire Guide Kits
Wire Size
Inlet Guide
Intermediate
Guide
V-GROOVE VK-GROOVE
Fraction Metric 4 Roll Kit Drive Roll 4 Roll Kit Drive Roll
.035 in. 0.9 mm 150993 149518 151026 053700 151052 132958
.040 in. 1.0 mm 150993 149518 161189 053696
.045 in. 1.1/1.2 mm 150994 149519 151027 053697 151053 132957
.052 in. 1.3/1.4 mm 150994 149519 151028 053698 151054 132956
1/16 in.
(.062 in.)
1.6 mm 150995 149520 151029 053699 151055 132955
.068-.072 in. 1.8 mm 150995 149520 151056 132959
5/64 in.
(.079 in.)
2.0 mm 150995 149520 151057 132960
3/32 in.
(.094 in.)
2.4 mm 150996 149521 151058 132961
Each Kit Contains An Inlet Guide, Intermediate Guide, And 045233 Antiwear Guide With 604612 Setscrew 8-32 x .125, Along With 4 Drive Rolls.

OM-253906 Pagina 99
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
805 302-C
13
1
3
5
8
9
10
10
11
12
2
6
7
6
4
Afbeelding 9-5. Running Gear

OM-253906 Pagina 100
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-5. Running Gear
Quantity
1 236827 Handle, Power Source 2... .......... .. ...............................................
2 238611 Cap, Tube .865 OD 4... ........... .. .................................................
3 273522 Bracket, PipeWorx 400 Gun Holder 1... .......... .. ....................................
4 Gun Holder Assembly (Includes) 2... ..................... ......................................
273518 Bracket, Gun Holder 1................ .... ...............................................
273519 Cap, Gun Holder 1................ .... ..................................................
271830 Tube, Gun Holder 1................ .... .................................................
273520 Grommet, Rbr 1.375 Id x 1.625 Mtg Hole .125 Groove 2................ .... .................
5 +233666 Bracket, Support Cylinder Dual 1... ......... .. .......................................
200285 Label, Warning Cylinder May Explode If Damaged 1................ .. .......................
6 170647 Bushing, Snap−In Nyl 1.312 ID x 1.500 Mtg Hole 2... .......... .. ........................
7 004214 Bushing, Snap−In Nyl 1.625 ID x 2.000 Mtg Hole 1... .......... .. ........................
8 188441 Chain, Weldless 2/0 x 31. Bright Zinc Pld 2... .......... .. ...............................
9 234359 Rack Wheel Assy, Running Gear 1... .......... .. ......................................
10 602250 Washer, Flat .812 ID x 1.469 OD x.134T Stl Pld ANSI .750 4... .......... .. ...............
11 121614 Ring, Rtng Ext .750 Shaft x .085 Thk E Style Pld 2... .......... .. ........................
12 163463 Wheel, Rbr Tire 10.000 OD x 2.000 Wide x .750 Bore 2... .......... .. ....................
13 209479 Caster, Swvl 5.00 in. Urethane w/Brake 2.000 in. Wide 2... .......... .. ...................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 101
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
805 301-A / Ref. 239 780-B
8
1
2
3
4
5
6
7
4
4
9
Afbeelding 9-6. Composite Cables
Quantity
Description
Part
No.
Dia.
Mkgs.
Item
No.
25 ft 50 ft
Afbeelding 9-6. Composite Cables
Model
300454 300456
5 ft
300367
1 300508 Cable, Interconnecting 5 ft 1... .............. .. ..........................
1 300465 Cable, Interconnecting 31 ft 1... .............. .. ................................
1 300466 Cable, Interconnecting 56 ft 1... .............. .. .......................................
2 238108 Hose Assy, Gas 33 ft 1... .............. .. .....................................
2 238109 Hose Assy, Gas 58 ft 1... .............. .. ............................................
3 238110 Cable, Weld 4.5 ft 2/0 w/Terms 1... .............. .. ......................
3 238111 Cable, Weld 31 ft 2/0 w/Terms 1... .............. .. .............................
3 238112 Cable, Weld 56 ft 2/0 w/Terms 1... .............. .. ....................................
4 238432 Clamp, Strain Relief 2 2... .............. .. ...................................... ....
5 238263 Cover, Cable 28 ft (Black) 1... .............. .. .................................
5 238264 Cover, Cable 53 ft (Black) 1... .............. .. ........................................
6 210253 Cable Tie, 0−1.750 Bundle Dia 2 2... .............. .. ............................. ....
7 047636 Housing Plug + Pins, (Service Kit) 2 2 2... .............. .. ................... .... ....
8 143922 Conn, Circ Cpc Clamp Str Rlf 2 2 2... .............. .. ....................... .... ....
9 300461 Cable, Volt Sense 1 1... .............. .. ................................. ....
9 300462 Cable, Volt Sense 1... .............. .. ...............................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 102
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
805 148-B
1
3
2
Afbeelding 9-7. Cable Hanger Assembly
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-7. Cable Hanger Assembly
Quantity
1 285304 Bracket, Cable Holder w/Edge Trim 1... .......... .. ...................................
2 238611 Cap, Tube .865 OD 4... ........... .. .................................................
3 236826 Tube, Cable Holder 2... .......... .. .................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

OM-253906 Pagina 103
. De bevestigingsmaterialen zijn algemeen gangbaar en alleen te bestellen als ze op de lijst staan.
805 318-A
8
1
2
3
4
5
6
7
9
10
13
11
12
14
15
Afbeelding 9-8. Feeder Cart

OM-253906 Pagina 104
Description
Part
No.
Dia.
Mkgs.
Item
No.
Afbeelding 9-8. Feeder Cart
Quantity
1 217255 Slide, Drawer 2... .......... .. .......................................................
2 234505 Handle Assy, Feeder Cart 1... .......... .. ............................................
3 234546 Tab, Lift Slot 1... .......... .. ........................................................
4 234554 Shelf, Upper, Feeder Cart 1... .......... .. ............................................
5 235121 Holder, Cable Gun 1... .......... .. ..................................................
6 234556 Leg, Rear Rh Cart 2... .......... .. ..................................................
7 234553 Axle, Cart 1... .......... .. ..........................................................
8 163463 Wheel, Rbr Tire 10.000 OD x 2.000 Wide x .750 Bore 2... .......... .. ....................
9 602250 Washer, Flat .812 ID x 1.469 OD x .134t Stl Pld 4... .......... .. .........................
10 121614 Ring, Rtng Ext .750 Shaft x .085 Thk E Style Pld 2... .......... .. ........................
11 234545 Shelf, Lower, Feeder Cart 1... .......... .. ............................................
12 123557 Caster, Swvl 5.00 in Polyolefin x 1.375 x .437−14 2... .......... .. .......................
13 234555 Leg, Rear LH Cart 2... .......... .. ..................................................
14 237215 Bracket, Drawer LH 1... .......... .. .................................................
15 232470 Drawer, Assy 1... .......... .. .......................................................
To maintain the factory original performance of your equipment, use only Manufacturer’s Suggested
Replacement Parts. Model and serial number required when ordering parts from your local distributor.

Geldig vanaf 1 januari 2016 (Installaties waarvan het serienummer begint met “MG” of nieuwer)
Deze beperkte garantie vervangt alle vorige Miller garanties en is exclusief zonder andere expliciete of impliciete waarborgen of garanties.
BEPERKTE GARANTIE − Afhankelijk van de onderstaande bepalin-
gen en voorwaarden garandeert Miller Electric Mfg. Co., Appleton,
Wisconsin, zijn erkende verdeler dat nieuwe Miller installaties die ver-
kocht zijn na de geldende datum van deze beperkte garantie geen
materiaal- en/of fabricagefouten hebben. DEZE GARANTIE VER-
VANGT UITDRUKKELIJK ALLE ANDERE GARANTIES, EXPLICIET
OF IMPLICIET, VAN VERKOOPBAARHEID EN GESCHIKTHEID.
Binnen de onderstaande garantieperioden zal Miller alle onderdelen of
componenten die niet meer functioneren door dergelijke fabricage- en
materiaalfouten met garantie repareren of vervangen. Miller moet bin-
nen dertig (30) dagen schriftelijk op de hoogte worden gebracht van
een dergelijke fout of storing, waarop Miller instructies zal geven over
de garantieclaim-procedure die hierop volgt. Wanneer een melding
wordt ingediend als een online garantieclaim, moet de claim een gede-
tailleerde omschrijving bevatten van de storing en de stappen die zijn
genomen om de defecte onderdelen en de oorzaak van het defect te
identificeren.
In het geval van een dergelijke storing binnen de garantieperiode zal
Miller garantieclaims toestaan op installaties met garantie die hieron-
der zijn vermeld. Alle garantieperioden gelden vanaf de dag dat de in-
stallatie geleverd werd aan de erkende verdeler, of 18 maanden nadat
de installatie naar een internationale distributeur gezonden is.
1. 5 jaar onderdelen — 3 jaar arbeidsloon
* Originele gelijkrichters van de hoofdvoeding alleen
thyristoren, diodes en losse gelijkrichtcellen
2. 3 jaar — Onderdelen en arbeidsloon
* Automatisch verduisterende helmlenzen (uitgezonderd de
Classic-serie) (geen arbeidsloon)
* Lasapparaten/generatoren met motor
(OPMERKING: Motoren vallen onder een aparte garantie
van de motorfabrikant.)
* Voedingsbronnen van invertermachines (tenzij anders
aangegeven)
* Stroombronnen plasmasnijders
* Procesregelapparatuur
* Semi-automatische en automatische draadaanvoer-
systemen
* Transformator/gelijkrichter stroombronnen
3. 2 jaar — Onderdelen en arbeidsloon
* Automatisch verduisterende helmlenzen − alleen
Classic-serie (geen arbeidsloon)
* Rookafzuigers − Capture 5 Filtair 400 en Industrial
Collector-serie
4. 1 jaar — Onderdelen en arbeidsloon tenzij gespecificeerd
* Automatisch bewegende apparatuur
* CoolBelt en CoolBand blaasapparaten (geen arbeidsloon)
* Luchtdroogsysteem met droogmiddel
* Externe bewakingsapparatuur en sensoren
* Inbouwopties
(OPMERKING: Field Options zijn gedekt voor de
resterende garantieperiode van het product waarin ze in
geïnstalleerd zijn, of voor een minimum van één jaar —
afhankelijk van welke van de twee het langste duurt.)
* RFCS voetbedieningen (m.u.v. RFCS-RJ45)
* Rookafzuigers − Filtair 130, MWX- en SWX-serie
* HF units
* ICE/XT plasmasnijdtoortsen (geen arbeidsloon)
* Stroombronnen voor inductieverwarming, koelers
(OPMERKING: Digitale recorders vallen onder aparte
garantie van de fabrikant.)
* Belastingsbanken
* Motoraangedreven pistolen (m.u.v. de Spoolmate pistolen)
* PAPR blaasunit (geen arbeidsloon)
* Positionerings- en regelapparatuur
* Rekken
* Wielonderstellen/trailers
* Puntlasapparatuur
* Draadaanvoer systemen voor onder poederdek lassen
* Waterkoelingssystemen
* TIG toortsen (geen arbeidsloon)
* Draadloze voet-/hand-afstandsbediening en ontvangers
* Werkstations/Lastafels (geen arbeidsloon)
* LiveArc- een computer las-help systeem
5. 6 maanden — op onderdelen
* Accu’s
* Bernard pistolen (geen arbeidsloon)
* Tregaskiss pistolen (geen arbeidsloon)
6. 90 dagen — op onderdelen
* Toebehoren (sets)
* Beschermzeilen
* Inductieverwarmingsspoelen en dekens, kabels en niet
elektronische regelapparatuur
*M
−pistolen
* MIG−toortsen en Subarc−toortsen (SAW)
* Afstandsbedieningen en RFCS−RJ45
* Vervangende onderdelen (geen arbeidsloon)
* Roughneck−pistolen
* Spoolmate pistolen
Millers True Blue® beperkte garantie geldt niet voor:
1. Slijtonderdelen zoals contacttips, snijmondstukken, mag-
neetschakelaars, koolborstels, relais, bovenbladen van
werkstations en lasgordijnen of andere onderdelen die niet
meer goed werken als gevolg van normale slijtage. (Uitzon-
dering: borstels en relais zijn wel gedekt bij alle motoraan-
gedreven producten.)
2. Onderdelen geleverd door Miller maar geproduceerd door ande-
ren, zoals motoren of handelsaccessoires. Deze onderdelen val-
len onder de eventuele garanties door de fabrikanten.
3. Installaties die veranderingen hebben ondergaan door andere
partijen dan Miller, of installaties die onjuist geïnstalleerd of ver-
keerd gebruikt zijn volgens industrierichtlijnen, of installaties die
geen redelijk en noodzakelijk onderhoud hebben gehad, of instal-
laties die gebruikt zijn voor andere dan de aangegeven toepas-
singen voor de installatie.
MILLER PRODUKTEN ZIJN BEDOELD VOOR VERKOOP EN GE-
BRUIK DOOR COMMERCIËLE/INDUSTRIËLE GEBRUIKERS EN
PERSONEN DIE OPGELEID ZIJN EN ERVARING HEBBEN MET
HET GEBRUIK EN ONDERHOUD VAN LASINSTALLATIES.
In het geval van een garantieclaim gedekt door deze garantie, zullen
de exclusieve Miller-oplossingen zijn: (1) repareren; of (2) vervangen;
of, als dit schriftelijk door Miller is toegestaan in bepaalde gevallen, (3)
de redelijke kosten van repareren of vervangen bij een goedgekeurd
Miller onderhoudsbedrijf; of (4) krediet of betaling van de aankoopprijs
(redelijke waardevermindering op basis van het eigenlijke gebruik) bij
het retourneren van de goederen op risico en kosten van de klant.
Miller’s optie van repareren of vervangen zal f.o.b. zijn (met inbegrip
van vervoerskosten tot in de boot), naar de fabriek in Appleton,
Wisconsin of f.o.b. naar een door Miller goedgekeurd
onderhoudsbedrijf zoals bepaald is door Miller. Daarom zal er geen
compensatie of terugbetaling voor transportkosten worden
toegestaan.
VOOR ZOVER DE WET DIT TOESTAAT, STAAN ER GEEN ANDERE
VERHAALSMOGELIJKHEDEN OPEN DAN DEGENE DIE HIER
VOORZIEN ZIJN. IN GEEN GEVAL ZAL MILLER CONTRACTUEEL,
UIT ONRECHTMATIGE DAAD, OF ANDERSZINS, AAN-
SPRAKELIJK ZIJN VOOR RECHTSTREEKSE, ON-
RECHTSTREEKSE, BIJZONDERE, INCIDENTELE, OF
GEVOLGSCHADE (HIERIN BEGREPEN GEDERFDE WINST).
MILLER VERWERPT EN SLUIT, M.B.T. ALLE GEREEDSCHAP DAT
DOOR HAAR GELEVERD WORDT, ELKE UITDRUKKELIJKE
GARANTIE DIE HIER NIET VOORZIEN IS, EN ELKE
GEÏMPLICEERDE GARANTIE OF VERKLARING M.B.T.
PRESTATIE, EN ELK VERHAAL OP GROND VAN CONTRACTUELE
WANPRESTATIE, UIT ONRECHTMATIGE DAAD, OF DAT, WARE
DEZE BEPALING NIET OPGENOMEN, IMPLICIET, VAN
RECHTSWEGE, NAAR HANDELSGEWOONTE OF NAAR
AANLEIDING VAN DE CONCRETE OMSTANDIGHEDEN VAN DE
TRANSACTIE ZOU VOORTVLOEIEN UIT GELIJK WELKE ANDERE
RECHTSTHEORIE, HIERIN BEGREPEN ELKE GEÏMPLICEERDE
GARANTIE M.B.T. VERKOOPBAARHEID OF GESCHIKTHEID
VOOR EEN BEPAALD GEBRUIK, UIT.
Sommige staten in de V.S. staan geen beperkingen toe met betrekking
tot de duur van de garantie, noch uitsluiting van bijkomende schade,
indirecte schade, speciale schade of gevolgschade, dus bovenstaan-
de beperking kan mogelijk niet van toepassing zijn voor u. Deze ga-
rantie biedt specifieke wettelijke rechten en er kunnen eventueel ook
andere rechten van toepassing zijn; deze kunnen echter per staat ver-
schillen.
In Canada biedt de wetgeving in enkele provincies bepaalde extra ga-
ranties of oplossingen die afwijken van de bepalingen die hierin zijn op-
genomen, en bovenstaande beperkingen en uitsluitingen zijn mogelijk
niet van toepassing, voorzover er niet van mag worden afgezien.
Deze Beperkte Garantie biedt specifieke wettelijke rechten en er kun-
nen eventueel ook andere rechten zijn; deze kunnen echter per pro-
vincie verschillen.
Deze originele garantie is in Engelse juridische begrippen ge-
schreven. Bij klachten of onenigheid heeft de betekenis van de
woorden in het Engels voorrang.
miller warr_dut 2016−01

Vertaling van de originele instructies − UITGEGEVEN IN DE VS. © 2016 Miller Electric Mfg. Co 2016-01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Voor internationale vestigingen bezoek
website: www.MillerWelds.com
Naam van het model Serie-/typenumber
Aankoopdatum (datum waarop de apparatuur bij de oorspronkelijke klant werd bezorgd.)
Leverancier
Adres
Plaats
Staat Postcode
Volledig invullen en goed bewaren a.u.b.
Vermeld altijd de naam van het model en het serie-/typenummer
Ga naar uw leverancier voor:
Toebehoren en elektroden
Optionele apparatuur en accessoires
Persoonlijke beschermingsmiddelen
Service en reparaties
Vervangende onderdelen
Trainingen en opleidingen (scholen, videos,
boeken)
Technische handboeken (onderhoudsinformatie
en onderdelen)
Stroomkringschema’s
Handboeken over lasprocessen
Wanneer u een dealer of servicebedrijf zoekt, ga naar
www.millerwelds.com of bel 1−800−4−A−Miller
Neem contact op met het
vervoersbedrijf:
Service
Eigendomspapieren
Om een schadeclaim in te dienen bij verlies of
beschadiging tijdens transport.
Neem contact op met de transportafdeling van uw distribu-
teur en/of de fabrikant van de apparatuur voor hulp bij het
indienen en afhandelen van schadeclaims.
Neem contact op met een distributeur of servicebedrijf
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52
-
 53
53
-
 54
54
-
 55
55
-
 56
56
-
 57
57
-
 58
58
-
 59
59
-
 60
60
-
 61
61
-
 62
62
-
 63
63
-
 64
64
-
 65
65
-
 66
66
-
 67
67
-
 68
68
-
 69
69
-
 70
70
-
 71
71
-
 72
72
-
 73
73
-
 74
74
-
 75
75
-
 76
76
-
 77
77
-
 78
78
-
 79
79
-
 80
80
-
 81
81
-
 82
82
-
 83
83
-
 84
84
-
 85
85
-
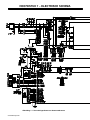 86
86
-
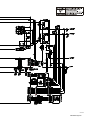 87
87
-
 88
88
-
 89
89
-
 90
90
-
 91
91
-
 92
92
-
 93
93
-
 94
94
-
 95
95
-
 96
96
-
 97
97
-
 98
98
-
 99
99
-
 100
100
-
 101
101
-
 102
102
-
 103
103
-
 104
104
-
 105
105
-
 106
106
-
 107
107
-
 108
108
-
 109
109
-
 110
110
-
 111
111
-
 112
112















































































































