ESAB Caddy Arc 151i Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
Deze handleiding is ook geschikt voor

NL
Valid for serial no. 803-xxx-xxxx0460 446 001 NL 091020
Caddy™
Arc 151i, Arc 201i
Gebruiksaanwijzing

- 2 -
TOCh
Recht op wijzigingen zonder voorafgaande mededeling voorbehouden.
1 RICHTLIJN 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
2 VEILIGHEID 3. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3 INLEIDING 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.1 Apparatuur 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
3.2 Bedieningspaneel 5. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
4 TECHNISCHE GEGEVENS 6. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5 INSTALLATIE 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.1 Plaatsing 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2 Netspanning 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
5.2.1 Aanbevolen zekeringen en kabels 7. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6 GEBRUIK 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.1 PFC - Correctie arbeidsfactor 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.2 Aansluitingen en bedieningselementen 8. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.3 Aansluiting van las- en aardkabel 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.4 Oververhittingsbeveiliging 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.5 MMA-lassen 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.6 TIG-lassen 9. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
6.7 Afstandsbediening 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7 ONDERHOUD 10. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
7.1 Inspectie en reiniging 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8 PROBLEMEN OPLOSSEN 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
8.1 Foutcodes 11. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
9 RESERVEONDERDELEN BESTELLEN 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 ONTMANTELING EN VERSCHROTING 12. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
SCHEMA 14. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
BESTELNUMMER 18. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
ACCESSOIRES 19. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .

- 3 -
bh32d1h
1 RICHTLIJN
VERKLARING VAN OVEREENSTEMMING
ESAB AB, Welding Equipment, SE-695 81 Laxå, Zweden, verklaart geheel onder eigen verantwoor
delijkheid dat lasstroombron Arc 151i, Arc 201i van het serienummer 803 zodanig is geconstrueerd en
getest, dat deze in overeenstemming is met norm EN 60974-1 en EN 60974-10 (Class A) conform de
bespalingen in richtlijn (2006/95/EEG) en (2004/108/EEG).
--------------------------------------------------------------------------------------------------------------
Kent Eimbrodt
Global Director
Equipment and Automation
Laxå 2008-01-25
2 VEILIGHEID
De gebruiker van een ESAB lasuitrusting draagt de uiteindelijke verantwoordelijkheid voor de veiligheidsmaatregelen
die van toepassing zijn voor het personeel dat met of in de buurt van de installatie werkt. De veiligheidsmaatre
gelen moeten voldoen aan de eisen die aan dit type asuitrusting gesteld worden. De inhoud van deze aanbeve
lingen moet beschouwd worden als een aanvulling op de normale regels die van toepassing zijn voor een werk
plaats.
Alle handelingen moeten uitgevoerd worden door personeel dat goed op de hoogte is van de werking van de
lasuitrusting. Een verkeerd maneuver kan tot een abnormale situatie leiden waardoor de operateur gewond
kan raken en de machine beschadigd kan worden.
1. Al het personeel dat met de machine werkt, moet goed op de hoogte zijn van:
de bediening de plaats van de noodstop
de werking de geldende veiligheidsvoorschriften
de lastechniek
2. De operateur moet controleren:
of er zich geen onbevoegden binnen het werkgebied van de lasuitrusting bevinden, voor hij begint te werken.
of er niemand op een onbeschermde plaats staat wanneer de lichtboog wordt ontstoken.
3. De werkplaats moet:
doelmatig zijn tochtvrij zijn
4. Persoonlijke veiligheidsuitrusting
Draag altijd de aanbevolen persoonlijke veiligheidsuitrusting, waaronder een veiligheidsbril, niet-ont
vlambare kleding en veiligheidshandschoenen. Opmerking! Draag geen veiligheidshandschoenen bij
het vervangen van draad.
Draag nooit loszittende kleding zoals sjaals, armbanden, ringen e.d. die beklemd kunnen raken, of
brandwonden kunnen veroorzaken.
5. Algemene veiligheidsvoorschriften
Controleer of de aangeduide retourleiders goed aangesloten zijn.
Alleen bevoegd personeel mag aan de elektrische eenheden werken.
De benodigde brandblusuitrusting moet gemakkelijk bereikbaar zijn op een duidelijk aangegeven plaats.
LET OP!
Dit product is uitsluitend bedoeld voor booglassen.
NL

- 4 -
bh32d1h
WAARSCHUWING
Lees deze gebruiksaanwijzing grondig door voor u overgaat tot installatie en gebruik.
De vlamboog en het snijden kunnen gevaarlijk zijn voor uzelf en voor anderen; daarom met u
voorzichtig zign bij het lassen. Volg de veiligheidsvoorschriften van uw werkgever op. Ze
moeten gebaseerd zijn op de waarschuwingstekst van de producent.
ELEKTRISCHE SCHOK - Kan dodelijk zijn
Installeer en aard de lasuitrusting volgens de geldende normen.
Raak delen die onder stroom staan en elektroden niet aan met onbedekte handen of met natte
beschermuitrusting.
Zorg dat u geïsoleerd bent van aarde en van het werkstuk.
Zorg ervoor dat u een veilige werkhouding hebt.
ROOK EN GAS - Kunnen uw gezondheid schaden
Zorg ervoor dat u niet met uw gezicht in de lasrook hangt.
Ververs regelmatig de lucht in de werkruimte en zorg ervoor dat de lasrook en het gas afgezo
gen worden.
LICHTSTRALEN - Kunnen de ogen beschadigen en de huid verbranden
Bescherm uw ogen en uw lichaam. Gebruik een geschikte lashelm met filter en draag altijd be
schermende kleding.
Scherm uw werkruimte af met geschikte beschermmiddelen of gordijnen, zodat niemand anders
gewond kan raken.
BRANDGEVAAR
De vonken kunnen brand veroorzaken. Zorg er daarom voor dat er geen brandgevaarlijk mate
riaal in de buurt is.
LAWAAI - Geluidsoverlast kan het gehoor beschadigen
Bescherm uw oren. Gebruik gehoorbeschermers of andere gehoorbescherming.
Waarschuw omstanders voor de gevaren.
BIJ DEFECTEN - Neem contact op met een vakman.
BESCHERM UZELF EN ANDEREN!
WAARSCHUWING!
Gebruik de stroombron niet voor het ontdooien van bevroren pijpen.
LET OP!
Lees deze gebruiksaanwijzing grondig door voor u
overgaat tot installatie en gebruik.
LET OP!
Class A-apparatuur is niet bedoeld voor gebruik in woonomgevingen
waar de elektrische stroom wordt geleverd via het openbare
elektriciteitsnet, dat een lage spanning heeft. In dergelijke omgevingen
kunnen moeilijkheden ontstaan met de elektromagnetische
compatibiliteit van Class A-apparatuur als gevolg van geleidings- en
stralingsverstoringen.
ESAB heeft alle benodigde lasbeschermingsvoorzieningen en accessoires
voor u.
NL

- 5 -
bh32d1h
3 INLEIDING
De Arc 151i, Arc 201i zijn lasstroombronnen voor gebruik met beklede elektroden
(MMA-lassen) en TIG-lassen.
Zie pagina 19 voor details over ESAB-accessoires voor het product.
3.1 Apparatuur
De Arc 151i, Arc 201i worden geleverd met een laskabel van 3 m, een aardkabel, 3
m voedingskabel en een instructiehandleiding voor de stroombron en een
bedieningspaneel.
Handleidingen in andere talen kunnen worden gedownload vanaf de site
www.esab.com.
3.2 Bedieningspaneel
Bedieningspaneel A31
Knop voor instelling van de stroom
Voedingsspanning-LED (groen)
Indicatie overbelastingsbeveiliging
(geel)
Bedieningspaneel A33
De lasprocesparameters worden geregeld via het bedieningspaneel.
OPMERKING! Een gedetailleerde beschrijving van het bedieningspaneel vindt u in
de afzonderlijke instructiehandleiding.
NL

- 6 -
bh32d1h
4 TECHNISCHE GEGEVENS
Arc 151i Arc 201i
Netspanning 230 V, 1 50/60 Hz 230 V, 1 50/60 Hz
Primaire stroom
I
max.
TIG
I
max.
MMA
13,8 A
21,3 A
24,1 A
24,9 A
Netvoeding Z
max.
0,35 ohm Z
max.
0,30 ohm
Nullastvermogen 30 W 30 W
Spannings-/stroombereik, MMA
A31
8 A /20 V - 150 A /26 V -
A33 4 A /20 V - 150 A /26 V 4 A /20 V - 170 A /26,8 V
Spannings-/stroombereik TIG 3 - 150 A 3 - 220 A
Maximaal vermogen bij MMA
25% inschakelduur
60% inschakelduur
100% inschakelduur
150 A / 26,0 V
100 A / 24,0 V
90 A / 23,6 V
170 A / 26,8 V
130 A / 25,2 V
110 A / 24,4 V
Maximaal vermogen bij TIG
20% inschakelduur
25% inschakelduur
60% inschakelduur
100% inschakelduur
-
150 A / 16,0 V
120 A / 14,8 V
110 A / 14,4 V
220 A / 18,8 V
-
150 A / 16,0 V
110 A / 14,4 V
Arbeidsfactor bij maximale stroom 0.99 0.99
Rendement bij maximale stroom 80% 81%
Open spanning
A31
A33
58-72 V
72 V
-
72 V
Bedrijfstemperatuur -10° C - +40° C -10° C - +40° C
Transporttemperatuur -20° C - +55° C -20° C - +55° C
Geluidsdruk continu (A-meting) < 70 dB < 70 dB
Afmetingen, l x b x h 418 x 188 x 208 mm 418 x 188 x 208 mm
Gewicht
met A31
met A33
7,9 kg
8,1 kg
-
8,3 kg
Beschermingsklasse behuizing IP 23 IP 23
Gebruiksklasse
Netvoeding, Z
max
Maximaal toegestane invloed op de netwerkimpedantie in overeenstemming met IEC 61000-3-11.
Relatieve inschakelduur
De relatieve inschakelduur geeft de tijd weer als een percentage van een periode van tien minuten
waarin u kunt lassen met een bepaalde belasting. De inschakelduur geldt bij 40° C.
Veiligheidsnorm
De IP-code geeft de beveiligingsklasse aan, d.w.z. de graad van bescherming tegen vaste voorwer
pen en vocht. Een apparaat met IP 23 is bestemd voor gebruik zowel binnen- als buitenshuis.
Gebruiksklasse
Het symbool betekent dat de lasstroombron geconstrueerd is voor het gebruik in ruimten
met een verhoogd elektrisch risico.
NL

- 7 -
bh32d1h
5 INSTALLATIE
De installatie dient door een bevoegd persoon te worden uitgevoerd.
Opmerking!
Vereisten voor de netvoeding
Apparatuur met een hoog vermogen kan de vermogenskwaliteit van het openbare elektriciteitsnet
beïnvloeden door de primaire stroom die van het net wordt afgenomen. Voor sommige typen
apparatuur kunnen daarom aansluitbeperkingen of -vereisten gelden met betrekking tot de
maximaal toegestane netimpedantie of de vereiste minimale toevoercapaciteit bij het aansluitpunt
op het net (zie technische gegevens). In dat geval is het de verantwoordelijkheid van de
installateur of gebruiker van de apparatuur om indien nodig in overleg met de netwerkbeheerder te
waarborgen dat de apparatuur kan worden aangesloten.
5.1 Plaatsing
Plaats de lasstroombron zodanig dat de ventilatieopeningen niet geblokkeerd
worden.
5.2 Netspanning
Controleer of lasstroombron is aangesloten op de
correcte netspanning en of de zekering sterk genoeg is.
Zorg dat het apparaat wordt geaard volgens de
voorschriften
Plaatje met technische gegevens
5.2.1 Aanbevolen zekeringen en kabels
Arc 151i Arc 201i
Netspanning 230 V 10%, enkele fase 230 V 10%, enkele fase
Frequentie voedingsspan
ning
50-60 Hz 50-60 Hz
Diameter voedingskabel 3G2,5 mm
2
3G2,5 mm
2
Primaire stroom I
1eff
11,5 A 13,4 A
Diameter laskabel 16 mm
2
16 mm
2
Zekering
anti-piekstroom
Type C MCB
16 A
13 A
16 A
16 A
OPMERKING!
Bovenstaande kabeldiameters en zekeringen zijn in overeenstemming met de
Zweedse regelgeving. Gebruik de lasstroombron in overeenstemming met de
relevante nationale regelgeving.
NL

- 8 -
bh32d1h
6 GEBRUIK
De algemene veiligheidsvoorschriften voor het gebruik van de hier beschre
ven uitrusting vindt u op pagina 3. Lees deze voorschriften zorgvuldig door,
voordat u de uitrusting in gebruik neemt.
6.1 PFC - Correctie arbeidsfactor
De Caddy Arc 151i/201i zijn stroombronnen voor 230 V enkelfase, voorzien van
een PFC-schakeling waarmee bij een zekering van 16 A het volledige vermogen van
het apparaat kan worden gebruikt. De PFC beveiligt het lasapparaat ook tegen fluc
tuaties in de netspanning en maakt het werken met een generator veiliger. Caddy
Arc 151i/201i zijn geschikt voor extra lange voedingskabels, meer dan 100 m, zodat
uw werkbereik veel groter wordt.
6.2 Aansluitingen en bedieningselementen
1 Connector (+)
MMA: aardkabel of laskabel
TIG: aardkabel
4 Connector (+)
MMA: aardkabel of laskabel
TIG: TIG-toorts 1
2 Aansluiting voor afstandsbediening 5 Netschakelaar, 0 / 1
3 Bedieningspaneel, zie hoofdstuk 3.2 6 Voedingskabel
NL

cmha2p11
cmha2p10
- 9 -
bh32d1h
6.3 Aansluiting van las- en aardkabel
De lasstroombron heeft twee uitgangen, een plusklem (+) en een minklem (-) voor
de aansluiting van de las- en aardkabel. Het type laselektrode bepaalt op welke
uitgang de laskabel wordt aangesloten. Op de verpakking van de elektrode staat de
polariteit. Verbind de laskabel met de uitgang die op de elektrodeverpakking is
aangegeven.
Sluit de aardkabel aan op de andere aansluiting. Sluit de aardklem van de aardkabel
aan op het werkstuk en let er daarbij op dat er goed contact is tussen het werkstuk
en de aansluiting van de aardkabel op de lasstroombron.
6.4 Oververhittingsbeveiliging
De lasstroombron heeft een beveiliging tegen oververhitting die in werking treedt als
de temperatuur te hoog wordt. De lasstroom wordt onderbroken en het gele
indicatielampje aan de voorzijde van de eenheid gaat branden. Als de temperatuur is
gedaald, wordt de oververhittingsbeveiliging weer uitgeschakeld.
6.5 MMA-lassen
De Arc 151i / 201i leveren gelijkstroom en u kunt de meeste metalen op gelegeerd en
niet-gelegeerd staal, roestvrijstaal en gietijzer lassen.Met de
Arc 151i / 201i kunt u de meeste beklede elektroden van Ø 1,6 tot Ø 3,25 gebruiken.
MMA-lassen wordt ook wel lassen met beklede elektroden genoemd. De lasboog smelt
de elektrode en de bekleding van de elektrode vormt de beschermende slak.
Als het begin van de elektrode bij het ontsteken van de boog tegen het metaal wordt
gedrukt, smelt deze onmiddellijk en blijft aan het metaal plakken. Aan één stuk door
lassen is daarom niet mogelijk.
Daarom moet de lasboog worden ontstoken zoals u een lucifer zou aanstrijken.
Strijk de elektrode even tegen het metaal en haal deze daarna
omhoog om een goede lasbooglengte te krijgen (ong. 2 mm).
Als de lasboog te lang is, zal deze spetteren alvorens helemaal
te doven.
Als u op een lasbank werkt, kijk dan voordat u de lasboog aan
strijkt of afvalmateriaal, stukjes elektrode of andere voorwerpen
het te lassen deel niet isoleren.
Na het ontsteken van de boog beweegt u de elektrode van links
naar rechts. De elektrode moet ten opzichte van de lasrichting
een hoek van 60° maken met het metaal.
Als u brede stukken gaat lassen of als u de las zo dik wilt ma
ken dat u in meerdere lagen moet lassen, moet u zijwaartse
bewegingen maken.
6.6 TIG-lassen
Bij TIG-lassen wordt het metaal van het werkstuk gesmolten met behulp van een
boog die wordt ontstoken door een wolframelektrode. De elektrode zelf smelt niet.
Het lasbad en de elektrode worden beschermd door een beschermgas.
TIG-lassen is vooral nuttig als de hoogste kwaliteit vereist is en bij dun plaatwerk. De
Arc 151i / 201i zijn ook uitstekend geschikt voor TIG-lassen.
NL

- 10 -
bh32d1h
Voordat de Arc 151i / 201i worden gebruikt voor TIG-lassen moeten deze worden
uitgerust met:
een TIG-toorts met gaskraan
een cilinder met lasgas (geschikt lasgas)
een lasgasregelaar (geschikte gasregelaar)
wolframelektrode
geschikt hulpmateriaal, indien nodig
TIG kruipstart (alleen A31)
Voor een kruipstart strijkt u de elektrode licht
tegen het werkstuk om een boog te genereren.
”Live TIG-start” (alleen A33)
Met ”Live TIG start” ontsteekt de boog als de wolframelektrode in contact wordt
gebracht met het werkstuk en er daarna weer van wordt verwijderd.
6.7 Afstandsbediening
De afstandsbediening moet worden aangesloten op de daarvoor bestemde
connector op de stroombron.
7 ONDERHOUD
Regelmatig onderhoud is belangrijk voor een veilige, betrouwbare werking.
De beplating mag alleen worden verwijderd door (daartoe bevoegde) personen met
de vereiste elektronicakennis, voor: aansluiting, service, onderhoud en reparaties op
of aan een lasinstallatie.
LET OP!
Alle garantievoorwaarden van de leverancier komen te vervallen als de klant zelf tijdens
de garantieperiode reparaties uitvoert.
NL

- 11 -
bh32d1h
7.1 Inspectie en reiniging
Stroombron
Controleer regelmatig of de stroombron niet vervuild is.
Hoe vaak en op welke manier er gereinigd moet worden, is afhankelijk van: het
lasproces, de lasboogtijden, plaatsing van de apparatuur en de omgeving.
Normaliter volstaat het om de stroombron jaarlijks schoon te blazen met droge
perslucht (lage druk).
Verstopte of afgesloten ventilatieopeningen kunnen oververhitting veroorzaken.
TIG-toorts
De slijtagegevoelige onderdelen van de TIG-lastoorts moeten regelmatig worden
gereinigd en vervangen om probleemloos te blijven lassen.
8 PROBLEMEN OPLOSSEN
Voer deze controles uit voordat u contact opneemt met een erkende reparateur.
Probleem Oplossing
Geen lasboog.
Controleer of de netspanningsschakelaar is
ingeschakeld.
Controleer of de lasstroomkabel en de aardkabels
op de juiste manier zijn aangesloten.
Controleer of de juiste stroomwaarde is ingesteld.
Controleer of de MCB (miniatuurschakelaar) is
geactiveerd.
Onderbroken lasstroom tijdens
het lassen.
Controleer of de oververhittingsbeveiligingen in
werking zijn getreden (aangegeven door het
oranje lampje op de voorzijde).
Controleer de netspanningszekeringen.
De oververhittingsbeveiliging tre
edt regelmatig in werking.
Controleer of het stoffilter verstopt is.
Zorg ervoor dat u de aangegeven waarden voor
de stroombron niet overschrijdt (de eenheid wordt
overbelast).
Slechte lasprestaties.
Controleer of de lasstroomkabel en de aardkabels
op de juiste manier zijn aangesloten.
Controleer of de juiste stroomwaarde is ingesteld.
Controleer of de juiste elektroden worden
gebruikt.
Controleer de gasstroom.
8.1 Foutcodes
Arc 151i, 201i hebben een ingebouwde foutenbewaking. Als er een fout optreedt,
verschijnt er een code op het display. Zie de instructiehandleiding voor het
bedieningspaneel.
NL

- 12 -
bh32d1h
9 RESERVEONDERDELEN BESTELLEN
Reparaties en elektrisch onderhoud moeten worden uitgevoerd door een erkende
ESAB-onderhoudsmonteur.
Gebruik alleen originele ESAB-onderdelen.
Arc 151i, Arc 201i is zodanig geconstrueerd en getest dat deze voldoet aan de inter
nationale en europese norm 60974-1 en 60984-10 . Na onderhoud- of reparatie
werkzaamheden dient de uitvoerende instantie erop toe te zien dat het product nog
steeds voldoet aan de bovengenoemde norm.
Reserveonderdelen kunt u bestellen via de ESAB-dealer. Zie de laatste pagina van
deze publicatie.
10 ONTMANTELING EN VERSCHROTING
Lasapparatuur bestaat vooral uit staal, kunststoffen en non-ferrometalen en moet in
overeenstemming met de plaatselijk geldende milieuvoorschriften worden verwerkt.
Het koelmiddel dient te worden verwerkt volgens de plaatselijk geldende milieuvoor
schriften.
Voer nooit elektrische apparatuur met gewoon afval af!
In overeenstemming met de Europese richtlijn 2002/96/EC voor Afval van Elektrische en
Elektronische Apparatuur en de toepassing hiervan overeenkomstig nationale
regelgeving, moeten producten aan het einde van de levensduur apart worden
ingezameld en worden aangeboden bij een recyclingsinrichting. Als de eigenaar van de
apparatuur moet u bij uw lokale contactpersoon informatie opvragen over een
goedgekeurd inzamelplan.
Naleving van deze Europese richtlijn verbetert het milieu en uw gezondheid!
NL

- 13 -
p1
NOTES
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________

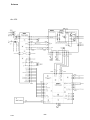
Schema
- 14 -
bh32e
Arc 151i

- 15 -
bh32e

- 16 -
bh32e
Arc 201i

- 17 -
bh32e

Arc 151i/Arc 201i
Edition 091020
Bestelnummer
- 18 -
bh32o
Ordering no. Denomination Type
0460 445 881 Welding Power source Caddy Arc 151i, A31
0460 445 883 Welding Power source Caddy Arc 151i, A33
0460 445 884 Welding Power source Caddy Arc 201i, A33
0460 449 074 Instruction manual Control
panel
Caddy A32, A33, A33
0459 839 027 Spare parts list Caddy Arc 151i, Arc 152i, A31
0459 839 028 Spare parts list Caddy Arc 151i, Arc 201i, A33
Instruction manuals and the spare parts list are available on the Internet at www.esab.com

R0460 446/E091020/P24
Arc 151i/Arc 201i
Accessoires
- 19 -
bh32a
Strap . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 001
Cable holder 2 pcs . . . . . . . . . . . . . . . . . . . . . . 0460 265 002
Shoulder strap . . . . . . . . . . . . . . . . . . . . . . . . . . 0460 265 003
Trolley . . . . . .
for 5-10 litre gasbottle . . . . . . . . . . . . . . . . . . . . . 0459 366 885
Welding cable kit, Arc 151i . . . . . . . . . . . . . .
Return cable kit, Arc 151i . . . . . . . . . . . . . . . .
Welding cable kit, Arc 201i . . . . . . . . . . . . . . .
Return cable kit, Arc 201i . . . . . . . . . . . . . . . .
0700 006 898
0700 006 899
0700 006 900
0700 006 901
Tig torch TXH 150V, Arc 151i . . . . . . . . . . . .
Tig torch TXH 200V, Arc 201i . . . . . . . . . . . . .
0460 011 843
0460 012 841

R0460 446/E091020/P24
Arc 151i/Arc 201i
- 20 -
bh32a
Only for A33 control panel
Remote control MMA 1 (10 m cable) . . . . . . .
MMA and TIG: current
0349 501 024
Foot control FS002 . . . . . . . . . . . . . . . . . . . . . .
MMA and TIG current
0349 090 886
Remote control unit AT1 . . . . . . . . . . . . . . . . .
MMA and TIG: current
0459 491 896
Remote control unit AT1 CF . . . . . . . . . . . . .
MMA and TIG: rough and fine setting of
current.
0459 491 897
Remote cable 12 pole - 8 pole
5 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
10 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
15 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
25 m . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
0459 552 880
0459 552 881
0459 552 882
0459 552 883

- 21 -
pn
NOTES
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________

- 22 -
pn
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________
___________________________________________________________________

- 23 -
p

ESAB AB
SE-695 81 LAXÅ
SWEDEN
Phone +46 584 81 000
www.esab.com
081016
ESAB subsidiaries and representative offices
Europe
AUSTRIA
ESAB Ges.m.b.H
Vienna-Liesing
Tel: +43 1 888 25 11
Fax: +43 1 888 25 11 85
BELGIUM
S.A. ESAB N.V.
Brussels
Tel: +32 2 745 11 00
Fax: +32 2 745 11 28
THE CZECH REPUBLIC
ESAB VAMBERK s.r.o.
Vamberk
Tel: +420 2 819 40 885
Fax: +420 2 819 40 120
DENMARK
Aktieselskabet ESAB
Herlev
Tel: +45 36 30 01 11
Fax: +45 36 30 40 03
FINLAND
ESAB Oy
Helsinki
Tel: +358 9 547 761
Fax: +358 9 547 77 71
FRANCE
ESAB France S.A.
Cergy Pontoise
Tel: +33 1 30 75 55 00
Fax: +33 1 30 75 55 24
GERMANY
ESAB GmbH
Solingen
Tel: +49 212 298 0
Fax: +49 212 298 218
GREAT BRITAIN
ESAB Group (UK) Ltd
Waltham Cross
Tel: +44 1992 76 85 15
Fax: +44 1992 71 58 03
ESAB Automation Ltd
Andover
Tel: +44 1264 33 22 33
Fax: +44 1264 33 20 74
HUNGARY
ESAB Kft
Budapest
Tel: +36 1 20 44 182
Fax: +36 1 20 44 186
ITALY
ESAB Saldatura S.p.A.
Mesero (Mi)
Tel: +39 02 97 96 81
Fax: +39 02 97 28 91 81
THE NETHERLANDS
ESAB Nederland B.V.
Amersfoort
Tel: +31 33 422 35 55
Fax: +31 33 422 35 44
NORWAY
AS ESAB
Larvik
Tel: +47 33 12 10 00
Fax: +47 33 11 52 03
POLAND
ESAB Sp.zo.o.
Katowice
Tel: +48 32 351 11 00
Fax: +48 32 351 11 20
PORTUGAL
ESAB Lda
Lisbon
Tel: +351 8 310 960
Fax: +351 1 859 1277
SLOVAKIA
ESAB Slovakia s.r.o.
Bratislava
Tel: +421 7 44 88 24 26
Fax: +421 7 44 88 87 41
SPAIN
ESAB Ibérica S.A.
Alcalá de Henares (MADRID)
Tel: +34 91 878 3600
Fax: +34 91 802 3461
SWEDEN
ESAB Sverige AB
Gothenburg
Tel: +46 31 50 95 00
Fax: +46 31 50 92 22
ESAB international AB
Gothenburg
Tel: +46 31 50 90 00
Fax: +46 31 50 93 60
SWITZERLAND
ESAB AG
Dietikon
Tel: +41 1 741 25 25
Fax: +41 1 740 30 55
North and South America
ARGENTINA
CONARCO
Buenos Aires
Tel: +54 11 4 753 4039
Fax: +54 11 4 753 6313
BRAZIL
ESAB S.A.
Contagem-MG
Tel: +55 31 2191 4333
Fax: +55 31 2191 4440
CANADA
ESAB Group Canada Inc.
Missisauga, Ontario
Tel: +1 905 670 02 20
Fax: +1 905 670 48 79
MEXICO
ESAB Mexico S.A.
Monterrey
Tel: +52 8 350 5959
Fax: +52 8 350 7554
USA
ESAB Welding & Cutting Products
Florence, SC
Tel: +1 843 669 44 11
Fax: +1 843 664 57 48
Asia/Pacific
CHINA
Shanghai ESAB A/P
Shanghai
Tel: +86 21 2326 3000
Fax: +86 21 6566 6622
INDIA
ESAB India Ltd
Calcutta
Tel: +91 33 478 45 17
Fax: +91 33 468 18 80
INDONESIA
P.T. ESABindo Pratama
Jakarta
Tel: +62 21 460 0188
Fax: +62 21 461 2929
JAPAN
ESAB Japan
Tokyo
Tel: +81 45 670 7073
Fax: +81 45 670 7001
MALAYSIA
ESAB (Malaysia) Snd Bhd
USJ
Tel: +603 8023 7835
Fax: +603 8023 0225
SINGAPORE
ESAB Asia/Pacific Pte Ltd
Singapore
Tel: +65 6861 43 22
Fax: +65 6861 31 95
SOUTH KOREA
ESAB SeAH Corporation
Kyungnam
Tel: +82 55 269 8170
Fax: +82 55 289 8864
UNITED ARAB EMIRATES
ESAB Middle East FZE
Dubai
Tel: +971 4 887 21 11
Fax: +971 4 887 22 63
Representative offices
BULGARIA
ESAB Representative Office
Sofia
Tel/Fax: +359 2 974 42 88
EGYPT
ESAB Egypt
Dokki-Cairo
Tel: +20 2 390 96 69
Fax: +20 2 393 32 13
ROMANIA
ESAB Representative Office
Bucharest
Tel/Fax: +40 1 322 36 74
RUSSIA
LLC ESAB
Moscow
Tel: +7 095 543 9281
Fax: +7 095 543 9280
LLC ESAB
St Petersburg
Tel: +7 812 336 7080
Fax: +7 812 336 7060
Distributors
For addresses and phone
numbers to our distributors in
other countries, please visit our
home page
www.esab.com
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
























ESAB Caddy Arc 151i Handleiding
- Categorie
- Lassysteem
- Type
- Handleiding
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
ESAB Caddy Arc 151i Handleiding
-
ESAB Arc 151i Handleiding
-
ESAB Caddy Arc 150 Handleiding
-
ESAB Origo™Arc 150 Handleiding
-
-
-
ESAB A32, A33, A34 Caddy® Handleiding
-
ESAB LHN 250 Handleiding
-
ESAB Caddy®Tig HF Handleiding
-
ESAB Tig 2200i AC/DC - Caddy Tig 2200i AC/DC Handleiding