
Lasstroombron
XMT 350 MPa
Auto-Line
OM-231 242H/dut
2010−09
Processen
Beschrijving
Multiproces Lassen
™
™
www.MillerWelds.com
HANDLEIDING VOOR DE GEBRUIKER

Miller Electric maakt een complete lijn
lasapparaten en aanverwante
lasproducten. Wilt u meer informatie
over de andere kwaliteitsproducten van Miller, neem dan contact op met uw
Miller-leverancier. Hij heeft de nieuwste overzichtscatalogus en afzonderlijke
productleaflets voor u.
Bedankt en gefeliciteerd dat u voor Miller hebt gekozen. Nu kunt u aan de
slag en alles meteen goed doen. Wij weten dat u geen tijd heeft om het an-
ders dan meteen goed te doen.
Om die reden zorgde Niels Miller, toen hij in 1929 voor het eerst met het
bouwen van booglasapparatuur begon, er dan ook voor dat zijn producten
lang meegingen en van superieure kwaliteit waren. Net als u nu konden
zijn klanten toen zich geen mindere kwaliteit veroorloven. De producten
van Miller moesten het beste van het beste zijn. Zij moesten gewoon het
allerbeste zijn dat er te koop was.
Tegenwoordig zetten de mensen die Miller-producten bouwen en verkopen
die traditie voort. Ook zij zijn vastbesloten om apparatuur en service te
bieden die voldoet aan de hoge kwaliteits- en prestatiestandaards die in
1929 zijn vastgelegd.
Deze handleiding voor de eigenaar is gemaakt om u optimaal gebruik te
kunnen laten maken van uw Miller-producten. Neem even de tijd om de
veiligheidsvoorschriften door te lezen. Ze helpen u om uzelf te beschermen
tegen mogelijke gevaren op de werkplek. We hebben ervoor gezorgd, dat u
de apparatuur snel en gemakkelijk kunt installeren. Bij Miller kunt u reke-
nen op jarenlange betrouwbare service en goed
onderhoud. En mocht uw apparatuur om wat
voor reden dan ook ooit moeten worden gerepa-
reerd, dan kunt u in het hoofdstuk Onderhoud &
Storingen precies nagaan wat het probleem is.
Aan de hand van de onderdelenlijst kunt u bepa-
len welk onderdeel u precies nodig hebt om het
probleem te verhelpen. Ook vindt u de garantie
en de onderhoudsinformatie voor uw specifieke
model bijgesloten.
Miller was de allereerste
fabrikant van lasapparatuur in
de VS die het ISO 9001
kwaliteitscertificaat behaal-
de.
Elke krachtbron van Miller
gaat vergezeld de meest
probleemloze garantie in
onze bedrijfstak − u werkt er
hard genoeg voor.
Van Miller voor u

INHOUDSOPGAVE
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR GEBRUIK 1....................
1-1. De betekenis van de symbolen 1.........................................................
1-2. De risico’s van het booglassen 1.........................................................
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud 3.............................
1-4. Californië-voorstel 65, waarschuwingen 4..................................................
1-5. Belangrijkste Veiligheidsvoorschriften 5...................................................
1-6. Informatie over elektrische en magnetische velden (EMV -informatie) 5.........................
HOOFDSTUK 2 − INLEIDING 7................................................................
2-1. Technische gegevens 7.................................................................
2-2. Kenmerken en voordelen 7..............................................................
2-3. Boogregelingen 7......................................................................
2-4. Inschakelduur en oververhitting 8........................................................
HOOFDSTUK 3 − INSTALLATIE 9..............................................................
3-1. Locatie van typeplaatje met serienummer en aansluitgegevens 9..............................
3-2. Afmetingen en gewicht 9................................................................
3-3. Een locatie kiezen 9....................................................................
3-4. Monofase ingangsvermogen aansluiten 10..................................................
3-5. 3-fasen ingangsvermogen aansluiten 11....................................................
3-6. Leidraad voor elektrotechnisch onderhoud 12...............................................
3-7. Aansluitingen voor de laskabels en kabelafmetingen bepalen 13................................
3-8. Informatie over de 14-pens contrastekker 14................................................
3-9. Optionele 115 V/AC duplex contrastekker en bijhorende beveiligingen 14........................
3-10. Optionele gasklepbediening en beschermgasaansluiting 15....................................
HOOFDSTUK 4 − ALGEMENE WERKING 16.....................................................
4-1. Voorpaneel 16.........................................................................
4-2. Functie-instellingen op de schakelaar 17...................................................
4-3. Menu voor configuratieopties 18..........................................................
HOOFDSTUK 5 − TIG−WERKING 20............................................................
5-1. Meest gangbare aansluiting voor het TIG-proces 20..........................................
5-2. TIG lasfunctie met aanstrijkstart − TIG-proces 21............................................
5-3. Lift-Arc TIG-lasfunctie − TIG-proces 22.....................................................
5-4. TIG-lasstand − TIG-proces 23............................................................
HOOFDSTUK 6 − GMAW/GMAW−P/FCAW WERKING 24..........................................
6-1. Gangbare aansluiting voor draadaanvoerapparaat met spanningsregeling voor het GMAW/
GMAW-P/FCAW proces 24...............................................................
6-2. MIG lasstand − GMAW/FCAW-proces 25...................................................
6-3. MIG − Keuzetabel Draad− en Gastype 26...................................................
6-4. Pulserend MIG lasstand − GMAW-P proces 27..............................................
6-5. Pulserend MIG − Keuzetabel Draad- en Gastype 28..........................................
6-7. Gangbare aansluiting voor draadaanvoerapparaten die werken op de lasspanning GMAW/
GMAW-P/FCAW proces 30...............................................................
6-8. V-Sense Feeder lasstand − GMAW/FCAW proces 31.........................................
6-9. V−Sense Feeder lasstand− GMAW−P proces 32.............................................
HOOFDSTUK 7 − SMAW/CAC-A WERKING 33...................................................
7-1. Meest gangbare aansluiting voor SMAW en CAC-A proces 33.................................
7-2. CC lasstand − SMAW/CAC-A proces 34....................................................
7-3. Beklede elektrodelasstand − SMAW/CAC-A proces 35........................................
7-4. Optionele lasfuncties met lage open spanning (OCV) 36......................................
HOOFDSTUK 8 − ONDERHOUD & PROBLEMEN VERHELPEN 37..................................
8-1. Routineonderhoud 37...................................................................
8-2. De binnenzijde van het apparaat schoonblazen 37...........................................
8-3. Help-meldingen 38......................................................................
8-4. Storingen 39...........................................................................


OM-231 242 Pagina 1
HOOFDSTUK 1 − VEILIGHEIDSMAATREGELEN − LEES DIT VÓÓR
GEBRUIK
dut_som_2010−03
7
Bescherm uzelf en anderen tegen letsel; lees deze voorzorgsmaatregelen en volg ze op.
1-1. De betekenis van de symbolen
GEVAAR! − Duidt op een gevaarlijke situatie die moet
worden vermeden omdat hij anders leidt tot ernstig of
dodelijk letsel. De mogelijke gevaren worden getoond
met bijbehorende symbolen of uitgelegd in de tekst.
Duidt op een gevaarlijke situatie die moet worden ver-
meden omdat hij anders kan leiden tot ernstig of dode-
lijk letsel. De mogelijke gevaren worden getoond met
bijbehorende symbolen of uitgelegd in de tekst.
OPGELET − Aanduiding voor mededelingen die niet zijn gerelateerd
aan persoonlijk letsel.
. Aanduiding voor speciale instructies.
Deze groep symbolen duidt op Waarschuwing! Kijk uit! Gevaar voor/
van mogelijke ELEKTRISCHE SCHOK, BEWEGENDE ONDERDE-
LEN en HETE ONDERDELEN. Raadpleeg de symbolen en de bijbe-
horende instructies om deze risico’s te vermijden.
1-2. De risico’s van het booglassen
Onderstaande symbolen worden in de hele handleiding ge-
bruikt om u ergens op te attenderen en om mogelijke risico’s
aan te geven. Als u een dergelijk symbool ziet, wees dan voor-
zichtig en volg de bijbehorende instructies op om problemen
te voorkomen. De veiligheidsinformatie hieronder is slechts
een samenvatting van de veiligheidsvoorschriften in Sectie
{+}. Lees en volg alle veiligheidsvoorschriften.
Alleen bevoegde personen moeten dit onderdeel installeren,
bedienen, onderhouden en repareren.
Zorg dat iedereen, en vooral kinderen, uit de buurt blijven tij-
dens het gebruik van dit apparaat.
Een ELEKTRISCHE SCHOK kan do-
delijk zijn
Het aanraken van onder stroom staande onderdelen
kan fatale schokken en ernstige brandwonden
veroorzaken. De elektrode en het werkstuk staan
onder stroom als de machine ingeschakeld is. Het
voedingsgedeelte en de interne circuits van de
machine staan eveneens onder stroom als het
apparaat aan staat. Bij semi-automatisch of automa-
tisch draadlassen staat het draad, de spoel, de
ruimte waar het lasdraad zich in de machine bevindt
en alle metalen onderdelen die in aanraking zijn met
de lasdraad onder stroom. Verkeerd geïnstalleerde
of onvoldoende geaarde installaties kunnen geva-
ren opleveren.
D Raak onderdelen die onder stroom staan niet aan
D Draag droge, isolerende handschoenen en lichaamsbescherming
zonder gaten
D Isoleer u zelf van het werkstuk en de grond door droge isolatiema-
tjes of kleden te gebruiken die groot genoeg zijn om elk contact met
de grond of het werkstuk te voorkomen
D Gebruik geen wissel−(AC) uitgangsspanning in een vochtige om-
geving, als u beperkte bewegingsvrijheid hebt of als het gevaar
bestaat dat u kunt vallen
D Gebruik ALLEEN wissel− (AC) uitgangsspanning als het laspro-
ces dit vereist.
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Er zijn extra veiligheidsmaatregelen nodig als zich een van de vol-
gende elektrisch gevaarlijke omstandigheden voordoet: op
vochtige locaties of als u natte kleding draagt; op metalen con-
structies zoals vloeren, roosters of steigers; in een verkrampte
lichaamshouding bijvoorbeeld als u zit, knielt of ligt; of wanneer het
risico van onvermijdelijk of toevallig contact met het werkstuk of de
aarde groot is. Gebruik onder deze omstandigheden de volgende
apparatuur in de aangegeven volgorde: 1) een semi−automatisch
gelijkstroom (draad−) lasapparaat met constante spanning, 2) een
handbediend gelijkstroom (elektrode−) lasapparaat, of 3) een wis-
selstroom lasapparaat met een lagere spanning en open circuit. In
de meeste gevallen wordt het gebruik van een gelijkstroom lasap-
paraat met lagere spanning aanbevolen. En werk niet alleen!
D Als er wissel− (AC) uitgangsspanning is vereist, gebruik dan de af-
standsbediening als die op het apparaat aanwezig is.
D Zet de hoofdstroom uit of stop de motor voordat u deze installatie
installeert of nakijkt. Zet de stroom uit volgens OSHA 29 CFR
1910.147 (zie de Veiligheidsvoorschriften)
D Installeer en aard deze installatie volgens de Handleiding voor ge-
bruikers en nationale of locale codes.
D Controleer altijd de aarding van de voeding en wees er zeker van
dat de aardingsgeleider van de voedingskabel goed aangesloten
is op de aansluitklem van het apparaat en dat de stekker van de
kabel aangesloten is op een correct geaarde contactdoos.
D Als u het apparaat aansluit op het net, verbind dan eerst de aar-
dingsgeleider en controleer de aansluitingen grondig.
D Houd snoeren droog, vrij van olie en vet en bescherm deze tegen
heet metaal en vonken.
D Controleer de kabel regelmatig op beschadigingen of openlig-
gende bedrading en vervang de kabel onmiddellijk als deze
beschadigd is − openliggende bedrading kan dodelijk zijn.
D Zet alles af als het apparaat niet gebruikt wordt.
D Gebruik geen versleten, beschadigde, te korte of slecht verbon-
den kabels.
D Draag de kabels niet op uw lichaam.
D Als het werkstuk geaard moet worden, doe dit dan met een aparte
kabel- gebruik niet de massaklem of massakabel.
D Raak de elektrode niet aan als u in contact staat met het werkstuk,
de grond of een andere elektrode van een ander apparaat.
D Gebruik alleen goed onderhouden installaties. Repareer of ver-
vang beschadigde onderdelen onmiddellijk. Onderhoud het
apparaat zoals beschreven staat in de handleiding.
D Draag een veiligheidsharnas als u boven grond-niveau werkt
D Houd alle panelen en afdekplaten veilig op hun plaats.
D Klem de massakabel zo dicht mogelijk bij de las met een goed me-
taal-op-metaalcontact op het werkstuk of werktafel.
D Isoleer de massaklem wanneer deze niet is aangesloten op het
werkstuk om contact met een metalen object te voorkomen
D Sluit niet meer dan één elektrode of massakabel aan op één enke-
le lasbron.

OM-231 242 Pagina 2
Er staat ook NA het afsluiten van de voedingsspan-
ning nog een AANZIENLIJKE GELIJKSPANNING
op het voedingsgedeelte van de inverter lasstroom-
bronnen.
D Zet de gelijkstroom-wisselstroomomzetter uit, maak de voedings-
stekker los en ontlaad de invoercondensatoren overenkomstig de
aanwijzingen in de Sectie Onderhoud, voordat u enig onderdeeel
aanraakt.
Door HETE ONDERDELEN kunnen
brandwonden ontstaan.
D Hete onderdelen niet met blote handen aanra-
ken
D Laat apparatuur altijd afkoelen, voor u eraan gaat werken.
D Gebruik de juiste gereedschappen om hete onderdelen beet te
pakken en/of draag zware geïsoleerde lashandschoenen en
−kleding om brandwonden te voorkomen.
ROOK EN GASSEN kunnen gevaarlijk
zijn.
Tijdens het lassen komen rook en gassen vrij. Het
inademen hiervan kan gevaarlijk zijn voor uw
gezondheid.
D Zorg ervoor dat u niet in de rook staat. Adem de rook niet in.
D Als u binnen last, ventileer de ruimte dan goed en/of zorg dat las-
rook en gassen afgezogen worden.
D Als er een slechte ventilatie is, gebruik dan een goedgekeurd gas-
masker.
D Lees de Materiaalveiligheids informatiebladen en de instructies
van de fabrikant voor metalen, elektroden, elektrodebekledingen,
schoonmaakmiddelen en ontvetters.
D Werk alleen in een beslotenruimte als deze goed geventileerd
wordt. Of als u een beademingsapparaat draagt. Zorg ervoor dat
er altijd een ervaren persoon toekijkt. Lasdampen en gassen kun-
nen lucht verdringen en het zuurstofgehalte verlagen, wat
schadelijke invloed heeft op u lichaam en zelfs dodelijk kan zijn.
Zorg voor veilige ademlucht.
D Las niet in ruimtes waar dingen worden ontvet, schoongemaakt of
waar wordt gesproeid. De hitte en stralen van de boog kunnen rea-
geren met dampen en op deze manier zwaar vergiftigde en
irriterende gassen vormen
D Las geen beklede metalen zoals gegalvaniseerd of met lood-of
cadmium bedekt staal, tenzij de bekleding verwijderd wordt van
het gedeelte dat gelast moet worden, de ruimte goed geventileerd
wordt en u, indien nodig, een gasmasker draagt. De belkedingen
en metalen die deze elementen bevatten kunnen giftige dampen
produceren als ze gelast worden.
De STRALEN UIT DE BOOG kunnen
ogen en huid verbranden
Boogstralen van het lasproces produceren zichbare
en onzichtbare (ultraviolette en infrarood) stralen die
uw ogen en huid kunnen verbranden. Tijdens het
lassen vliegen lasspatten en vonken in het rond.
D Draag tijdens het lassen of toekijken tijdens het lassen een las-
helm voorzien van een lasglas met de juiste tint om uw gezicht en
ogen tegen boogstralen en vonken te beschermen. (zie ANSI
Z49.1 en Z87.1 in de Veiligheidsvoorschriften).
D Draag een goedgekeurde veiligheidsbril met zijschermen onder
uw helm
D Gebruik beschermende lasgordijnen of schermen om anderen te-
gen flitsen en verblindend licht te beschermen ; waarschuw
anderen om niet in de boog te kijken.
D Draag beschermende kleding, gemaakt van duurzaam, brandwe-
rend materiaal (leer en wol) en beschermend schoeisel
LASSEN kan brand of explosies ver-
oorzaken
Als er gelast wordt aan gesloten vaten zoals tanks,
trommels of pijpen, kunnen deze opgeblazen wor-
den Er kunnen vonken van de lasboog afvliegen. De
rondvliegende vonken, de temperatuur van het
werkstuk en van het gereedschap kunnen brand en brandwonden
veroorzaken. Toevallig contact van een elektrode met metalen
voorwerpen kan vonken, explosies, oververhitting of brand veroorza-
ken. Controleer eerst of de omgeving veilig is voordat u gaat lassen.
D Verwijder alle brandbare materialen in een straal van 10 meter van
de lasboog. Als dit niet mogelijk is, dek ze dan goed af met brand-
werende materialen.
D Las niet op plaatsen waar rondvliegende vonken brandbaar mate-
riaal kunnen raken.
D Bescherm uzelf en anderen tegen rondvliegende vonken en heet
metaal.
D Wees erop attent dat vonken en hete materialen van het laswerk
gemakkelijk door kleine hoeken en gaten naar naastliggende ruim-
tes kunnen vliegen.
D Kijk goed uit voor brand en houd een brandblusser in de buurt
D Wees erop bedacht dat bij het lassen van plafonds, vloeren, schei-
dingswanden of tussenschotten brand kan ontstaan aan de
tegenovergestelde zijde
D Las niet aan gesloten vaten zoals tanks, trommels of pijpen, tenzij
ze voldoende voorbereid zijn volgens AWS F4.1 (zie veiligheids-
voorschriften)
D Niet lassen op plaatsen waar de omgevingslucht brandbaar stof,
gas of vloeistofdampen (bijv. van benzine) kan bevatten.
D Verbind de massakabel met het werkstuk zo dicht mogelijk bij de
plaats waar gelast moet worden, zodat de lasstroom een direkte
en korte weg aflegt en elektrische schokken en brandrisico’s ver-
meden kunnen worden
D Gebruik een lasapparaat niet om bevroren pijpen te ontdooien.
D Haal de elektrode uit de elektrodehouder of knip de lasdraad af aan
de contactbuis als niet gelast wordt.
D Draag olie-vrije beschermende kleding zoals leren handschoenen
leren schort, broek zonder omslag, hoge schoenen en een helm.
D Zorg ervoor dat u geen brandbare voorwerpen zoals aanstekers of
lucifers bij u draagt als u gaat lassen.
D Inspecteer de omgeving als u klaar bent met uw werk om er zeker
van te zijn dat er geen vonken, gloeiende sintels en vlammen zijn.
D Alleen de juiste zekeringen of contactverbrekers gebruiken; geen
zwaardere nemen of deze doorverbinden.
D Volg de vereisten in OSHA 1910.252 (a) (2) (iv) en NFPA 51B voor
werken met hoge temperaturen, zorg dat er een brandmelder aan-
wezig is en dat u een blusapparaat onder handbereik hebt.
RONDVLIEGEND METAAL of STOF
kan de ogen verwonden.
D Door lassen, bikken, het gebruik van draad-
borstels en slijpen kunnen vonken en rodvlie-
gende metaal-schilfers ontstaan. Als lasrup-
sen afkoelen, kunnen er slakresten rondvlie-
gen.
D Draag een goedgekeurde veiligheidsbril met zijschermen, zelfs
onder uw lashelm.
GASVORMING kan schadelijk voor
de gezondheid of zelfs dodelijk zijn
D Draai de gastoevoer dicht, wanneer u geen gas
gebruikt.
D Zorg altijd voor ventilatie in enge ruimtes of ge-
bruik goedgekeurde beademingsapparatuur

OM-231 242 Pagina 3
ELEKTRISCHE EN MAGNETISCHE VELDEN
kunnen van invloed zijn op geïmplanteerde
medische apparatuur.
D Mensen die een pacemaker of een ander
geïmplanteerd medisch apparaat dragen,
moeten uit de buurt blijven.
D Mensen die een geïmplanteerd medisch apparaat dragen,
moeten hun arts en de fabrikant van het apparaat raadplegen
voordat ze in de buurt komen van werkzaamheden
met booglassen, puntlassen, gutsen, plasmaboogsnijden
of inductieverwarmen.
LAWAAI kan het gehoor aantasten
Lawaai van bepaalde werkzaamheden of appara-
tuur kan uw gehoor aantasten
D Draag goedgekeurde gehoorbescherming als
het geluidsniveau te hoog is
GASFLESSEN kunnen exploderen
als ze beschadigd worden
Gasflessen met beschermend gas bevatten gas
onder hoge druk. Als een gasfles beschadigd wordt,
kan deze exploderen. Aangezien gasflessen nor-
maal gesproken een onderdeel uitmaken van het
van het lasproces moet u er voorzichtig mee
omgaan.
D Bescherm gasflessen tegen hoge temperaturen, mechanische
schokken, slak, open vuur, vonken en vlambogen.
D Plaats de gasflessen rechtop in een rek of in de laskar zodat ze niet
kunnen vallen of omkantelen.
D Houd de flessen uit de buurt van alle las- of andere stroomkringen
D Hang nooit een elektrodehouder over een gasfles.
D Laat nooit een laselektrode in aanraking komen met een gasfles.
D Las nooit op een gasfles onder druk; een explosie zal het gevolg
zijn.
D Gebruik het juiste beschermgas, reduceerventielen, slangen en
hulpstukken die speciaal bedoeld zijn voor een bepaalde toepas-
sing; onderhoud deze en bijhorende onderdelen goed.
D Draai bij het openen van de gasfles uw gezicht weg van het redu-
ceerventiel.
D Laat de beschermende kap over het ventiel over het ventiel zitten
behalve als de fles gebruikt wordt of aangesloten is voor gebruik.
D Lees en volg de instructies op de flessen met gecomprimeerd gas,
bijbehorend materiaal en de CGA publikatie die in de Veiligheids-
voorschriften staat.
1-3. Aanvullende symbolen voor installatie, bediening en onderhoud
BRAND- EN EXPLOSIEGEVAAR
D Installeer of plaats het apparaat niet op, boven
of vlakbij ontbrandbare oppervlakken.
D Het apparaat niet in de buurt van brandbare
stoffen installeren.
D Overbelast de bedrading van het gebouw niet- controleer of het
voedingsnet sterk genoeg is, goed beschermd is en dit apparaat
aan kan.
TE LANGDURIG GEBRUIK kan leiden
tot OVERVERHITTING.
D Laat het apparaat goed afkoelen; houd u aan
de nominale inschakelduur.
D Verminder de stroomsterkte of de inschakel-
duur voordat u opnieuw begint met lassen.
D Blokkeer of filter de luchtaanvoer naar het apparaat niet.
VALLENDE APPARATUUR kan letsel
veroorzaken.
D Gebruik alleen het hijsoog om het apparaat op
te tillen, en NIET de laskar, gasflessen of an-
dere accessoires.
D Gebruik gereedschap met voldoende capaci-
teit om het apparaat op te tillen en te ondersteu-
nen.
D Als u hefvorken gebruikt om het apparaat te verplaatsen, zorg er
dan voor dat de vorken zo lang zijn, dat ze aan de andere kant on-
der het apparaat uitsteken.
D Let er bij het werken in de open lucht op dat kabels en snoeren niet
in aanraking kunnen komen met rijdende voertuigen.
D Volg bij het handmatig optillen van zware onderdelen of apparatuur
de Amerikaanse ARBO−richtlijn getiteld Applications Manual for
the Revised NIOSH Lifting Equation (Publication No. 94–110).
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming om de ogen en
het gezicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en op een veilige locatie. Draag hier-
bij de juiste gezichts-, hand- en lichaamsbescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
STATISCHE ELEKTRICITEIT kan PC-
kaarten beschadigen
D Doe een geaarde polsband om VOORDAT u
printplaten of onderdelen aanraakt.
D Gebruik goede anti-statische zakken of dozen
voor het opslaan, verplaatsen of transporteren
van PC-printplaten.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken.
D Blijf uit de buurt van bewegende onderdelen
D Blijf uit de buurt van afknijppunten zoals aan-
drijfrollen.

OM-231 242 Pagina 4
LASDRAAD kan letsel veroorzaken
D Bedien de toortsschakelaar pas als u de aan-
wijzing krijgt om dat te doen.
D Richt het pistool niet op enig lichaamsdeel, an-
dere mensen of op enig materiaal als de draad
wordt ingevoerd.
BEWEGENDE ONDERDELEN kunnen
letsel veroorzaken
D Blijf uit de buurt van bewegende delen zoals
ventilatoren.
D Laat deuren, panelen, deksels en
beschermplaten alleen verwijderen door
bevoegd personeel indien nodig voor
onderhoud en storingzoeken.
D Laat deuren, panelen, deksels en beschermplaten alleen ver-
wijderen door bevoegd personeel indien nodig voor onderhoud
en storingzoeken.
D Breng eerst deuren, panelen, deksels en beschermplaten weer
aan na afloop van het onderhoud en sluit pas dan de voeding
weer aan.
RONDVLIEGENDE LASSPATTEN
kunnen letsel veroorzaken.
D Draag gezichtsbescherming voor ogen en ge-
zicht te beschermen.
D Slijp de wolfraam elektrode alleen met een slijper die voorzien is
van de juiste beschermkast en die op een veilige locatie staat.
Draag tijdens het slijpen de nodige gezichts-, hand- en lichaams-
bescherming.
D Vonken kunnen brand veroorzaken − brandbare stoffen uit de
buurt houden.
LEES DE INSTRUCTIES.
D Lees nauwkeurig de gebruikershandleiding en
alle waarschuwingslabels, voordat u de
machine installeert, gebruikt of er onderhoud
aan pleegt, en volg de aanwijzingen steeds op.
Lees de veiligheidsinformatie aan het begin
van de handleiding en in elk hoofdstuk.
D Gebruik alleen originele vervangingsonderdelen van de fabri-
kant.
D Voer onderhoud en service uit zoals vermeld in de Handleidin-
gen, de industriële normen en de landelijke en ter plekke gelden-
de regelgeving.
H.F. STRALING kan storingen veroor-
zaken
D Hoog-frequente straling kan storing veroorza-
ken bij radio-navigatie, veiligheidsdiensten,
computers en communicatie-apparatuur.
D Laat alleen bevoegde personen die bekend zijn met elektronische
apparatuur deze installatie uitvoeren.
D De gebruiker is verantwoordelijk voor onmiddellijk herstel door
een bevoegd elektricien bij storingsproblemen als gevolg van de
installatie
D Als u van overheidswege klachten krijgt over storingen, stop dan
onmiddellijk met het gebruik van de apparatuur.
D Laat de installatie regelmatig nakijken en onderhouden.
D Houd deuren en panelen van hoogfrequentbronnen stevig dicht,
houd de elektrodeafstand op de juiste instelling en zorg voor aar-
ding en afscherming om de mogelijkheid van storingen tot een
minimum te beperken.
BOOGLASSEN kan interferentie
veroorzaken.
D Elektromagnetische energie kan interferentie
veroorzaken bij gevoelige elektronische
apparatuur zoals computers en
computergestuurde apparatuur zoals robots.
D Zorg ervoor dat alle apparatuur in het lasgebied elektromagnetisch
compatibel is.
D Om mogelijke interferentie te verminderen moet u de laskabels zo
kort mogelijk houden, dicht bij elkaar en laag, bijvoorbeeld op de
vloer.
D Voer de laswerkzaamheden uit op 100 meter afstand van
gevoelige elektronische apparatuur.
D Zorg ervoor dat dit lasapparaat conform de aanwijzingen in deze
handleiding wordt geïnstalleerd en geaard.
D Als er dan nog steeds interferentie optreedt, dient de gebruiker
extra maatregelen te nemen, zoals verplaatsing van het
lasapparaat, gebruik van afgeschermde kabels, gebruik van
lijnfilters of afscherming van het werkterrein.
1-4. Californië-voorstel 65, waarschuwingen
Las- en snijapparatuur produceert dampen of gassen die che-
micaliën bevatten waarvan het de Staat Californië bekend is
dat ze geboorteafwijkingen en, in sommige gevallen, kanker
veroorzaken. (California Health & Safety Code, sectie 25249.5
en volgend.)
Accupolen, -klemmen en soortgelijke accessoires bevatten
lood en loodverbindingen, chemicaliën waarvan het de Staat
Califorrnië bekend is dat ze kanker en geboorteafwijkingen of
andere voortplantingsproblemen veroorzaken. Was uw han-
den na aanraking.
Dit product bevat chemicaliën, waaronder lood waarvan het
de Staat Californië bekend is dat het kanker, geboorteafwij-
kingen of andere voortplantingsproblemen veroorzaakt. Was
na gebruik uw handen.
Benzinemotoren:
Uitlaatgassen van motoren bevatten chemicaliën waarvan
het de Staat Califorrnië bekend is dat ze kanker, geboorteaf-
wijkingen of andere voortplantingsproblemen veroorzaken.
Dieselmotoren:
Van uitlaatgassen van dieselmotoren en bepaalde bestand-
delen ervan is het de Staat Califorrnië bekend dat ze kanker,
geboorteafwijkingen en andere voortplantings problemen
veroorzaken.

OM-231 242 Pagina 5
1-5. Belangrijkste Veiligheidsvoorschriften
Safety in Welding, Cutting, and Allied Processes, ANSI Standard Z49.1,
from Global Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
Safe Practices for the Preparation of Containers and Piping for Welding
and Cutting, American Welding Society Standard AWS F4.1, from Glob-
al Engineering Documents (phone: 1-877-413-5184, website:
www.global.ihs.com).
National Electrical Code, NFPA Standard 70, from National Fire Protec-
tion Association, Quincy, MA 02269 (phone: 1-800-344-3555, website:
www.nfpa.org and www. sparky.org).
Safe Handling of Compressed Gases in Cylinders, CGA Pamphlet P-1,
from Compressed Gas Association, 4221 Walney Road, 5th Floor,
Chantilly, VA 20151 (phone: 703-788-2700, website:www.cganet.com).
Safety in Welding, Cutting, and Allied Processes, CSA Standard
W117.2, from Canadian Standards Association, Standards Sales, 5060
Spectrum Way, Suite 100, Ontario, Canada L4W 5NS (phone:
800-463-6727, website: www.csa-international.org).
Safe Practice For Occupational And Educational Eye And Face Protec-
tion, ANSI Standard Z87.1, from American National Standards Institute,
25 West 43rd Street, New York, NY 10036 (phone: 212-642-4900, web-
site: www.ansi.org).
Standard for Fire Prevention During Welding, Cutting, and Other Hot
Work, NFPA Standard 51B, from National Fire Protection Association,
Quincy, MA 02269 (phone: 1-800-344-3555, website: www.nfpa.org.
OSHA, Occupational Safety and Health Standards for General Indus-
try, Title 29, Code of Federal Regulations (CFR), Part 1910, Subpart Q,
and Part 1926, Subpart J, from U.S. Government Printing Office, Super-
intendent of Documents, P.O. Box 371954, Pittsburgh, PA 15250-7954
(phone: 1-866-512-1800) (there are 10 OSHA Regional Offices—
phone for Region 5, Chicago, is 312-353-2220, website:
www.osha.gov).
U.S. Consumer Product Safety Commission (CPSC), 4330 East West
Highway, Bethesda, MD 20814 (phone: 301-504-7923, website:
www.cpsc.gov).
Applications Manual for the Revised NIOSH Lifting Equation, The Na-
tional Institute for Occupational Safety and Health (NIOSH), 1600
Clifton Rd, Atlanta, GA 30333 (phone: 1-800-232-4636, website:
www.cdc.gov/NIOSH).
1-6. Informatie over elektrische en magnetische velden (EMV -informatie)
Elektrische stroom die door een draad stroomt veroorzaakt plaatselijk
elektrische en magnetische velden (EMV). Lasstroom veroorzaakt een
elektromagnetischveld rond de lasstroomkring en de lasapparatuur.
Elektromagnetischevelden kunnen interferentie veroorzaken bij
bepaalde medische implantaten zoals pacemakers. Voor personen die
medische implantaten hebben moeten beschermende maatregelen
worden genomen, bijv. toegangsbeperking voor passanten of een
risicoanalyse voor iedere afzonderlijke lasser. Alle lassers moeten de
volgende procedures naleven om zo blootstelling aan
elektro−magnetischevelden van de lasstroomkring tot een minimum te
beperken:
1. Houd kabels dicht bij elkaar door ze in elkaar te twisten of vast te
plakken of gebruik kabelbescherming.
2. Kom niet met uw lichaam tussen de laskabels. Leg de kabel aan
één kant en weg van de gebruiker.
3. Rol of hang de kabels niet rond of op uw lichaam.
4. Houd hoofd en romp zo ver mogelijk verwijderd van de
apparatuur in de lasstroomkring.
5. Monteer de massaklem aan het werkstuk zo dicht mogelijk bij de
las.
6. Niet direct naast de lasstroombron werken, er niet op gaan zitten
en er niet op leunen.
7. Niet lassen terwijl u de lasstroombron of het
draadaanvoersysteem draagt.
Over geïmplanteerde medische apparatuur:
Mensen die een geïmplanteerd medisch apparaat dragen, moeten hun
arts en de fabrikant van het apparaat raadplegen voordat ze in de buurt
komen van werkzaamheden met booglassen, puntlassen, gutsen, pla-
smaboogsnijden of inductieverhitting. Bij toestemming van de arts
wordt geadviseerd om bovenstaande procedures te volgen.

OM-231 242 Pagina 6

OM-231 242 Page 7
OM−231 242 Pagina 7
HOOFDSTUK 2 − INLEIDING
2-1. Technische gegevens
Voeding
Nominale
opbrengst
Spanningsbereik
in de CV−functie
Bereik
stroomsterkte
in de CC−functie
(constante
stroom)
Max.
nullast-
spanning
RMS Amp ingangsvermogen bij
de nominale opbrengst: 60 Hz 3−fasen
bij NEMA−lastspanningen en Klasse I
KVA KW
208 V 230 V 400 V 460 V 575 V
3−fasen 350 A
bij 34 V/DC, 60%
inschakelduur
10−38 V 5−425 A 75 V/DC 40,4 36,1 20,6 17,8 14,1 14,2 13,6
Monofase 300 A
bij 32 V/DC, 60%
inschakelduur*
60,8 54,6 29,7 25,4 19,9 11,7 11,2
*Zie sectie 2-4 voor de inschakelduur.
2-2. Kenmerken en voordelen
De Auto−Linet vermogensmanagementtechnologie is een schakelsysteem dat de stroombron automatisch
aanpast aan de primaire spanning die wordt gebruikt (zie hoofdstukken 3-4 en 3-5).
De LVCt lijnspanningcompensatie is een systeem dat het uitgangsvermogen van de stroombron constant houdt,
ongeacht schommelingen in de voeding.
De Windtunneltechnologie t blaast lucht over componenten die koeling nodig hebben, maar niet over
elektronische print onderdelen, waardoor er minder vervuiling optreedt en de betrouwbaarheid wordt verhoogd
in zware lasomgevingen.
Het Fan−On−Demandt koelsysteem werkt alleen als het nodig is en vermindert het geluidsniveau,
het energieverbruik en de hoeveelheid verontreiniging die door de machine wordt aangezogen.
De thermische overbelastingsbeveiliging schakelt automatisch het apparaat uit, maar alleen om schade
te voorkomen aan interne componenten als de inschakelduur wordt overschreden of de luchtstroom of de koeling
wordt beperkt (zie Hoofdstuk 2-4).
Met de Auto Remote Sense kan het apparaat automatisch detecteren of er een afstandsbediening is aangesloten.
De werking van de afstandsbediening hangt af van de instelling van de functieschakelaar (zie Hoofdstuk 4-2).
Het starten met Lift−Arct TIG lassen zorgt voor een verontreinigingsvrije las zonder gebruik te maken van HF
(zie Hoofdstuk 5-3).
Adaptive Hot Startt voor beklede elektrode verhoogt de uitgaande stroomsterkte bij de start van de las en voorkomt
het blijven plakken van de elektrode in de CC− en beklede elektrode stand (zie Hoofdstuk 7-2 en 7-3).
Met Synergisch pulserend MIG kan de lasboog met één knop worden geregeld. Naarmate de
draadaanvoersnelheid hoger of lager wordt, gaan ook de pulsparameters omhoog of omlaag, waarbij de uitgaande
spanning wordt aangepast aan de draadsnelheid (zie Hoofdstuk 4-3).
2-3. Boogregelingen
Met de DIG−regeling kunnen de boogkarakteristieken − zacht versus hard − worden veranderd voor specifieke toe-
passingen en elektrodes in de CC− en beklede elektrode stand (zie Hoofdstuk 7-2 en 7-3).
Inductantie beïnvloedt de hardheid van de boog, de breedte van de lasnaad en de vloeibaarheid van het lasbad
in de MIG− en de V−Sense Feeder−stand (zie Hoofdstukken 6-2 en 6-8).
SharpArct optimaliseert het formaat en de vorm van de boogkegel, de breedte en het uiterlijk van de lasnaad
en de vloeibaarheid van het lasbad in de Pulserend MIG−stand (zie Hoofdstuk 6-4).

OM-231 242 Page 8
OM−231 242 Pagina 8
6 minuten lassen 4 minuten rusten
2-4. Inschakelduur en oververhitting
De inschakelduur is het percentage van 10 minuten dat
het apparaat kan lassen op nominale belasting zonder oververhit
te raken.
Als het apparaat oververhit raakt, is er geen uitgangsspanning
meer, verschijnt er een Help−melding en gaat de koelventilator
draaien. Wacht vijftien minuten om het apparaat te laten afkoelen.
Verlaag de stroomsterkte, de spanning of de inschakelduur voor
u gaat lassen.
. Werking bij 1 fase: Het apparaat wordt geleverd met een
8 AWG (8,35 mm
2
) voedingskabel. De nominale opbrengst
bij 8 AWG is 300 A, 32 V bij een inschakelduur van 40%.
Om een inschakelduur van 60% te verkrijgen moet u
de kabel vervangen door een 6 AWG (13,3mm
2
) kabel.
OPGELET − Door overschrijding van de inschakelduur kan het
apparaat beschadigen en daarmee komt de garantie te vervallen.
60% inschakelduur
Oververhitting
0
15
OF
verlaag de inschakelduur
Minuten
Ref. 216 568−A
LASSTROOM
DRIEFASEN
Werking bij 1 fase
% INSCHAKELDUUR
6 AWG (13,3 mm
2
) VOEDINGSKABEL
8 AWG (8,35 mm
2
) VOEDINGSKABEL
A of V

OM-231 242 Page 9
OM−231 242 Pagina 9
HOOFDSTUK 3 − INSTALLATIE
3-1. Locatie van typeplaatje met serienummer en aansluitgegevens
Het serienummer en de aansluitgegevens zijn bij dit product aan de voorzijde te vinden. Op het typeplaatje kunt u de elektrische spanning en het
vermogen aflezen dat de apparatuur nodig heeft, en welk vermogen het kan leveren. Wij raden aan het serienummer te noteren op de achterzijde van
deze handleiding, in het daarvoor bestemde vak, zodat u dit nummer altijd bij de hand hebt als u het in de toekomst nodig hebt.
3-2. Afmetingen en gewicht
Gatmaten
24 inch
(610
mm)
17 inch
(432 mm)
12−1/2 inch
(318 mm)
804 801−A
A
D
C
B
E
G
F
A 11−3/4 in (298 mm)
B 1−11/16 in (42 mm)
C 15−3/4 in (400 mm)
D 19−3/32 in (485 mm)
E 8−11/16 in (221 mm)
F 1−17/32 in (39 mm)
G 1/4−20 UNC −2B draad
Gewicht
36,3 kg (80 lb)
93.5 lb (42,4 kg)
met optionele 115 VAC
3-3. Een locatie kiezen
XMT Location 1
1 Hefgrepen
Gebruik de hefgrepen om het appa-
raat op te tillen.
2 Handkar
Gebruik een kar of een soortgelijk
vervoermiddel om het apparaat
te verplaatsen.
3 Lijnscheidingsmechanisme
Plaats het apparaat in de buurt van
een stroombron die de juiste
voeding biedt.
! Mogelijk is een speciale in-
stallatie nodig, wanneer
er benzine of vluchtige vloei-
stoffen aanwezig zijn − zie
NEC artikel 511 of CEC sectie
20.
Verplaatsing
! Verplaats het apparaat niet naar en gebruik
het niet op plaatsen waar het kan omvallen.
Plaats
3
18 inch
(460 mm)
18 inch
(460 mm)
1
2
1

OM-231 242 Page 10
OM−231 242 Pagina 10
! De installatie moet voldoen
aan alle nationale en lokale
regels en voorschriften −
alleen daartoe bevoegde
personen mogen deze
installatie uitvoeren.
! Ontkoppel en blokkeer de
stroomvoorziening voordat u
de ingaande geleiders vanaf
het systeem aansluit.
! Sluit altijd eerst de groene of
groengele conductor aan op
een voedingsmassaklem en
nooit op een lijnklem.
. Het automatische−lijncircuit in dit
systeem past de voedingsbron
automatisch aan aan de primaire
spanning die wordt toegepast.
Controleer de ingangsspanning
die op de werkplek voorhanden
is. Dit systeem kan aangesloten
worden op elke bron tussen 208
en 575 VAC zonder dat de kap
hoeft te worden verwijderd om de
voedingsbron opnieuw te
koppelen.
1 Zwart−witte ingaande draad
(L1 en L2)
2 Rode ingaande draad
3 Groene of groengele
aardegeleider
4 Isolatiemantel
5 Isolatietape
Isoleer de rode draad zoals
afgebeeld.
6 Voedingskabel
7 Ontkoppel het apparaat (de
schakelaar staat afgebeeld in
de OFF−stand)
8 Ontkoppel de aardingsklem van
het apparaat
9 Ontkoppel de lijnklemmen van
het apparaat
Sluit eerst de groene of groengele
aardstroomgeleider aan op de ont-
koppelde aardingsklem van het ap-
paraat.
Sluit de ingaande draden L1 en L2
aan op de klemmen van schakelkast.
10 Overbelastingsbeveiliging
Bepaal het type en de maat van
de overbelastingsbeveiliging aan
de hand van sectie 3-6 (afgebeeld:
gezekerde ontkoppelingsschakelaar).
Sluit de toegangsdeur van het
scheidingsmechanisme en sluit hem
stevig af. Verwijder de blokkering en
zet de schakelaar in de ON−stand.
3-4. Monofase ingangsvermogen aansluiten
804 531−A
7
6
L1
L2
1
= GND/PE
aarding
3
1
8
9
10
Benodigde gereedschappen:
1
6
5
4
2
3

OM-231 242 Page 11
OM−231 242 Pagina 11
3-5. 3-fasen ingangsvermogen aansluiten
804 531−A
! De installatie moet voldoen aan alle
nationale en lokale regels en
voorschriften − alleen daartoe
bevoegde personen mogen deze
installatie uitvoeren.
! Ontkoppel en blokkeer de
stroomvoorziening voordat u de
ingaande geleiders vanaf het
systeem aansluit.
! Sluit altijd eerst de groene of
groengele conductor aan op een
voedingsmassaklem en nooit op
een lijnklem.
. Het automatische−lijncircuit in dit
systeem past de voedingsbron
automatisch aan aan de primaire
spanning die wordt toegepast.
Controleer de ingangsspanning die
op de werkplek voorhanden is. Dit
systeem kan aangesloten worden op
elke bron tussen 208 en 575 VAC
zonder dat de kap hoeft te worden
verwijderd om de voedingsbron
opnieuw te koppelen.
Voor driefase:
1 Voedingskabel.
2 Ontkoppel het apparaat
(de schakelaar staat afgebeeld in
de OFF−stand)
3 Groene of groengele aardegeleider
4 Ontkoppel de aardingsklem van het
apparaat
5 Ingaande geleiders (L1, L2 en L3)
6 Ontkoppel de lijnklemmen van het
apparaat
Sluit eerst de groene of groengele
aardstroomgeleider aan op de
ontkoppelde aardingsklem van het
apparaat.
Sluit de ingaande geleiders L1, L2 en L3
aan op de ontkoppelde lijnklemmen
van het apparaat.
7 Overbelastingsbeveiliging
Bepaal het type en de maat van de
overbelastingsbeveiliging aan de hand
van sectie 3-6 (afgebeeld: gezekerde
ontkoppelingsschakelaar).
Sluit de toegangsdeur van het
scheidingsmechanisme en sluit hem
stevig af. Verwijder de blokkering en zet
de schakelaar in de ON−stand.
= GND/PE aarding
L1
2
1
L2
L3
3
3
4
5
6
7
Benodigde gereedschappen:

OM-231 242 Page 12
OM−231 242 Pagina 12
3-6. Leidraad voor elektrotechnisch onderhoud
OPGELET − ONJUISTE VOEDING kan deze lasstroombron beschadigen. De fase−naar−massa spanning mag niet meer bedragen dan +10% van
de nominale ingaande spanning.
OPGELET − De werkelijke voedingsspanning (ingangs− spanning) mag niet lager of hoger zijn dan 10% t.o.v. de spanning zoals aangegeven in de
tabel. Als de werkelijke voedingsspanning buiten dit bereik is, kan er mogelijk geen uitgangsspanning zijn.
Als u deze adviezen voor elektrische service niet opvolgt, kan dit leiden tot elektrische schokken en brandgevaar. Deze adviezen
zijn voor een afzonderlijk (eigen) circuit dat het vermogen heeft voor de nominale uitgangsspanning en inschakelduur
van de lasstroombron.
Monofase
Ingaande spanning (V) 208 230 400 460 575
Ingaande stroomsterkte bij de nominale uitgangsspanning (A) 60,8 54,6 29,7 25,4 19,9
Max. aanbevolen standaard zekering of grenswaarde van onderbreker
in ampères
1
Met vertraging
2
70 60 35 30 25
Normaal
3
80 80 45 40 30
Min. formaat invoerconductor in mm
2
,
4
10 10 6 4 4
Max. aanbevolen lengte invoerconductor in meters 22 27 54 43 67
Min. formaat aardingsconductor in mm
2
,
4
10 10 6 4 4
Driefasen
Ingaande spanning (V) 208 230 400 460 575
Ingaande stroomsterkte bij de nominale uitgangsspanning (A) 40,4 36,1 20,6 17,8 14,1
Max. aanbevolen standaard zekering of grenswaarde van onderbreker
in ampères
1
Met vertraging
2
45 40 25 20 15
Normaal
3
60 50 30 25 20
Min. formaat invoerconductor in mm
2
,
4
10 6 4 2,5 2,5
Max. aanbevolen lengte invoerconductor in meters 36 29 53 46 71
Min. formaat aardingsconductor in mm
2
,
4
10 10 12 14 14
Referentie: Amerikaanse National Electrical Code (NEC) voor 2008 (met inbegrip van artikel 630)
1 Als er een automatische zekering wordt gebruikt in plaats van een smeltzekering, gebruik dan een automatische zekering met een tijd/
stroomkromme die vergelijkbaar is met de aanbevolen smeltzekering.
2 De “vertragende” zekeringen zijn van klasse UL “RK5”. Zie UL248.
3 De normale zekeringen zijn van klasse UL “K5” (t/m 60A), en UL “H” (65A en meer).
4 De geleidergegevens in dit gedeelte hebben betrekking op het geleiderformaat (met uitzondering van het buigbare snoer of de buigbare kabel)
tussen de paneelkaart en de apparatuur conform NEC−tabel 310.16. Als er een buigbare snoer of kabel wordt gebruikt, moeten de minimum
afmetingen van de geleider mogelijk groter zijn. Zie NEC−tabel 400.5(A) voor de vereisten voor een buigbare snoer of kabel.

OM-231 242 Page 13
OM−231 242 Pagina 13
3-7. Aansluitingen voor de laskabels en kabelafmetingen bepalen*
OPGELET − De totale kabellengte in de lasstroomkring (zie onderstaande tabel) is de lengte van beide laskabels tezamen. Als bijvoorbeeld de stroom-
bron 30 meter van het laswerkstuk is, dan is de totale kabellengte in de lasstroomkring 60 meter (2 kabels x 30 meter). Neem de 60m−kolom voor
het bepalen van de kabelafmetingen.
! Aansluitklemmen van
lasuitgangsspanning.
! Gebruik geen vers-
leten, beschadigde, te
korte of slecht ver-
bonden kabels.
Aansluitklemmen van
lasuitgangsspanning
Laskabelformaat** en maximale totale lengte van de kabel (koper) in de
lasstroomkring net groter dan***
30 m of minder 45 m 60 m 70 m 90 m 105 m 120 m
Lasstroom
10 − 60%
insch-
akelduur
mm
2
(AWG)
60 − 100%
insch-
akelduur
mm
2
(AWG)
10 − 100% inschakelduur
mm
2
(AWG)
+
−
Uitgangscontrastekkers
100 20 (4) 20 (4) 20 (4) 30 (3) 35 (2) 50 (1) 60 (1/0) 60 (1/0)
150 30 (3) 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 95 (3/0)
200 30 (3) 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0) 120 (4/0)
250 35 (2) 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 stuks
2/0)
2x70
(2 stuks
2/0)
300 50 (1) 60 (1/0) 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 stuks
2/0)
2x95
(2 stuks
3/0)
2x95
(2 stuks
3/0)
350 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2 stuks
2/0)
2x95
(2 stuks
3/0)
2x95
(2 stuks
3/0)
2x120
(2 stuks
4/0)
400 60 (1/0) 70 (2/0) 95 (3/0)
120
(4/0)
2x70
(2 stuks
2/0)
2x95
(2 stuks
3/0)
2x120
(2 stuks
4/0)
2x120
(2 stuks
4/0)
500 70 (2/0) 95 (3/0) 120 (4/0)
2x70
(2 stuks
2/0)
2x95
(2 stuks
3/0)
2x120
(2 stuks
4/0)
3x95
(3 stuks
3/0)
3x95
(3 stuks
3/0)
600 95 (3/0) 120 (4/0)
2x70
(2 stuks
2/0)
2x95
(2 stuks
3/0)
2x120
(2 stuks
4/0)
3x95
(3 stuks
3/0)
3x120
(3 stuks
4/0)
3x120
(3 stuks
4/0)
* Dit schema is een algemene richtlijn en is mogelijk niet geschikt voor alle toepassingen. Als de kabel oververhit raakt, gebruik dan een kabel die
één maat groter is.
**De laskabelsectie in mm is gebaseerd op een spanningsval van 4 volt of minder of op een stroomdichtheid van minimaal 300 cirkel−mils per
ampère.
***Raadpleeg voor afstanden die langer zijn dan de afstanden in deze gids een vertegenwoordiger van de fabriek. Milan Ref. S-0007-G 2009−08

OM-231 242 Page 14
OM−231 242 Pagina 14
3-8. Informatie over de 14-pens contrastekker
AJ
B
K
I
C
L
NH
D
M
G
E
F
Contact
doos*
Contactdoosinformatie
24 VOLT AC
UITGANGS-
SPANNING
(CONTACTOR)
A 24 Volt AC, beschermd door extra beveiliging CB2.
B Het sluiten van het contact naar A maakt het 24V AC
contactorstuurcircuit volledig en zorgt dat
er uitgangsspanning mogelijk is.
115 VOLTS AC
UITGANGS-
SPANNING
(CONTACTOR)
I 115 Volt AC, beschermd door extra beveiliging CB1.
J Het sluiten van het contact naar I maakt het 115
V/AC contactorstuurcircuit en zorgt dat er
uitgangsspanning mogelijk is.
AFSTANDS-
BEDIENDE
UITGANGSSPA
NNING
C Uitgangsspanning naar afstandsbediening: 0 tot
+10 V/DC, +10 V/DC in MIG.
D Gemeenschappelijke van het
afstandsbedieningscircuit.
E 0 tot +10 V/DC ingaand stuursignaal vanaf de
afstandsbediening.
L 0 tot +10 V/DC uitgaand
draadaanvoer−snelheidsstuursignaal komende
vanaf het draadaanvoerapparaat.
M CC/CV-keuze; 0 tot +10 V/DC.
AFSTANDS-
BEDIENDE
UITGANGSSPA
NNING
N Gemeenschappelijke aansluiting voor
draadaanvoersnelheid signaal.
A/V
STROOMSTERKT
E
(AMPERAGE)
SPANNING
(VOLTAGE)
F Stroomterugkoppeling; +1 volt DC per 100 ampère.
H Terugkoppeling spanning; +1V DC per 10 V
uitgangsspanning van de contrastekker.
GND
G Gemeenschappelijke voor 24V en 115V AC
circuits.
K Gemeenschappelijk chassis.
*De overige contactdozen worden niet gebruikt.
803 691−C
1 115 V 10 A AC contrastekker
De voeding wordt verdeeld tussen de
duplex contrastekker en de “Remote
14”−contrastekker (zie Sectie 3-8).
2 Aanvullende beschermer CB1
3 Extra beveiliging CB2
CB1 beveiligt de duplex contrastekker
en het 115-volt AC deel van de
“Remote 14”-contrastekker tegen
overbelasting.
CB2 beveiligt het 24-volt AC deel van
de “Remote 14”-contrastekker tegen
overbelasting.
Druk op de knop om de extra
beveiliging weer te resetten
2 3
1
3-9. Optionele 115 V/AC duplex contrastekker en bijhorende beveiligingen

OM-231 242 Page 15
OM−231 242 Pagina 15
Schaf een gascilinder aan en bevestig
hem met een ketting aan de laswagen,
de wand of een andere vaste
ondersteuning, zodat de cilinder niet
kan vallen en de klep kan afbreken.
1 Cilinder
2 Gasontspanner/stroommeter
Installeer deze zodanig dat de voorzijde
verticaal zit.
3 Aansluiting gasslang
De fitting heeft 5/8-18 rechtsdraaiend
schroefdraad. Schaf een gasslang aan
en installeer deze.
4 Fitting Gas-in
5 Fitting Gas-uit
De gas-in en gas-uit fittingen hebben
5/8-18 rechtsdraaiend schroefdraad.
Schaf een slang aan van het juiste
formaat en type en met de juiste lengte
en maak de aansluitingen als volgt:
Sluit de slang vanaf de gasontspanner/
flowmeter van de beschermgastoevoer
aan op de gas-in fitting.
Sluit de slangkoppeling aan op de
toorts. Sluit één uiteinde van de
gasslang aan op de slangkoppeling.
Sluit het andere uiteinde van de
gasslang aan op de gas-uit fitting.
Bediening
De gasklep regelt de gasstroom tijdens
het TIG-proces als volgt:
Afstandsbediende TIG
De gasstroom start met de
afstandsbediende contactor aan.
De gasstroom stopt aan het einde van
de nastroom als er elektrische stroom
werd gedetecteerd, of met de
afstandsbediende contactor uit als er
geen elektrische stroom werd
gedetecteerd.
TIG-booglassen met ingedrukte
trekker
De gasstroom start wanneer de
uitvoerknop wordt ingedrukt.
De gasstroom stopt aan het einde van
de nastroom.
TIG-lassen met strijkstart
De gasstroom stopt wanneer er
elektrische stroom wordt gedetecteerd.
De gasstroom stopt aan het einde van
de nastroom.
De nastroomtijd is in de fabriek
ingesteld op 5 seconden per 100 A
lasstroom. De minimum nastroomtijd is
5 seconden. De maximum nastroomtijd
is 20 seconden (nastroominstellingen
kunnen niet worden bijgesteld door de
eindgebruiker).
4
GAS IN
GAS UIT
3-10. Optionele gasklepbediening en beschermgasaansluiting
Ref. 803 705-A / Ref. 803 691-C
3
1
2
5

OM-231 242 Page 16
OM−231 242 Pagina 16
HOOFDSTUK 4 − ALGEMENE WERKING
4-1. Voorpaneel
. De hoofdstukken over de werking van het
lasproces beschrijven de functie van de
betreffende onderdelen.
114−pens contrastekker
voor afstandsbediening
2 Uitgangsspanning AAN indicatielampje
3 Volt−indicatielampje
4 Linker scherm
5 Booglengte−indicatielampje
6 Rechter scherm
. De meters geven de werkelijke
lasuitgangswaarden aan nadat de boog
is gestart. Ze blijven nog circa drie
seconden lang dit tonen nadat de boog
is gedoofd.
7 Ampère−indicatielampje
8 Setup−indicatielampje
9 Instelknop
10 Draadtype−indicatielampje
11 Indicatielampje van de boogregeling
12 Interface aansluiting
13 Setup−toets
14 Gastype−indicatielampje
15 Functieschakelaar
16 Aan/uit schakelaar
17 Klem lasuitgangsspanning (−)
18 Optionele gasklep−uitsparing
19 Klem lasuitgangsspanning (+)
804 772−A / 226 611−A
16
4
6
9
151
13
2
12
19
18
17
3
5
7
8
14
11
10

OM-231 242 Page 17
OM−231 242 Pagina 17
4-2. Functie-instellingen op de schakelaar
Schakelaarstand
Proces Regeling uitgang Paneelregeling
Regeling via
afstandsbediening
TIG−lassen
met strijkstart
TIG Elektrode Hot Amps % A paneel*
Lift Arc TIG TIG Elektrode Hot Amps % A paneel*
TIG TIG Remote 14 Amps % A paneel
MIG TIG Remote 14 Volt Volt
Pulserend MIG TIG−P Remote 14 Booglengte (0−100)* Booglengte (0−100)*
CC (constante
stroom)
Beklede elektrode
CAC−A
Remote 14 Amps % A paneel
Stick (vuldraad)
Beklede elektrode
CAC−A
Elektrode Hot Amps % A paneel*
Vsense TIG* Elektrode Hot Volt Volt
* Zie Menu voor configuratieopties (zie Hoofdstuk 4-3) voor de afstelalternatieven.
Aantekeningen

OM-231 242 Page 18
OM−231 242 Pagina 18
4-3. Menu voor configuratieopties
1 Functieschakelaar
214−pens contrastekker
voor afstandsbediening
3 Linker scherm
4 Rechter scherm
5 Afstelregeling
6 Interface aansluiting
7 Setup−toets
Instellen
Het Menu voor configuratieopties biedt de
mogelijkheid om bepaalde machinefuncties
op maat in te stellen voor de gewenste wer-
king.
Houd om in het Menu voor configuratieopties
te komen de Setup−toets ingedrukt tijdens het
aanzetten van het apparaat gedurende de tijd
dat op het linker en rechter scherm van het
apparaat 8888 te zien is. Het scherm geeft
even SET−UP aan.
De configuratieopties zijn op het linker
scherm aangegeven. De instellingen staan
op het rechter scherm. De instellingen kun-
nen worden veranderd door de regelknop te
verdraaien. Als een bepaalde instelling niet
verandert als u de knop verdraait, dan kan
deze specifieke optie niet worden ingesteld.
Als u op de regelknop drukt, gaat u naar de
volgende configuratieoptie.
226 611−A
3
4
5
1
6
2
SET -UP
7

OM-231 242 Page 19
OM−231 242 Pagina 19
4-3 Menu voor configuratieopties (vervolg)
V−Sense Draadaanvoersysteem−lasproces
Met deze optie is MIG (V.SEN MIG) of pulserend MIG (V.SEN PULS) mogelijk als
de functieschakelaar op de stand V−SENSE FEEDER staat. Zie Hoofdstuk 6-2
voor MIG of Hoofdstuk 6-4 voor pulserend MIG.
Regeling Pulserend MIG Handbediening/ Automatisch
Met deze optie zet u de PULSEREND MIG−regeling op handbediening l (PULS
MAN) of op automatisch (PULS AUTO). Wanneer het apparaat op handbediening
wordt gezet moeten de instelling voor de booglengte op de stroombron en de
draadsnelheid op het draadaanvoerapparaat onafhankelijk worden afgesteld om
de gewenste booglengte te verkrijgen. Bij de automatische instelling hoeft de
waarde voor de booglengte als hij eenmaal is ingesteld niet opnieuw te worden
ingesteld als de draadaanvoersnelheid verandert.
Bij de XMT 350 MPa en synergische draadaanvoerapparaten kan de boog met
één knop worden geregeld. Naarmate de draadaanvoersnelheid sneller of
langzamer wordt afgesteld, gaan ook de pulsparameters omhoog of omlaag om
de uitgangsspanning exact af te stemmen op de draadsnelheid.
. Automatisch werkt alleen in combinatie met synergische
draadaanvoerapparaten. Alle andere draadaanvoerapparaten werken alleen
op handbediening. Zelfs als Auto wordt aangegeven, is de bediening toch
handmatig als er een ander aanvoerapparaat wordt aangesloten. Zie de
produkt−literatuur voor een lijst vergelijkbare synergische
draadaanvoerapparaten.
Afstelling pulserend MIG
Met deze optie kunt u het pulserend MIG−proces afstellen op basis van eenheden
van de booglengte (PULS ARC.L) of vooringestelde spanning (PULS VOLT).
Spanningsvermindering (VRD)
Deze optie schakelt de lage open−spanning (OCV) in de beklede−elektrodestand
en de TIG−stand met aanstrijkstart, in (ON) of uit (OFF). Zie hoofdstuk 7-4 voor
het instellen van de lage open−spanning (OCV). Wanneer deze stand is gekozen,
zal bij het inschakelen van het apparaat na de LED−test even VRD ON op de
display worden getoond.
. Als er VRD −ON te zien is met een liggend streepje voor ON, dan is de lage
open−spanning (OCV) door de hardware ingeschakeld en kan deze in dit
menu niet worden uitgeschakeld.
Afstelling van het paneel en afstandsbediening
Als de functieschakelaar wordt ingesteld op SCRATCH START TIG (TIG met
strijkstart), LIFT−ARC TIG of STICK (beklede elektrode), dan kan de reactie van
opdrachten vanaf de afstandsbediening worden geconfigureerd. SCRATCH
START TIG en LIFT−ARC TIG passen zich voor zowel het paneel als de
afstandsbediening steeds aan elkaar (PANL RMT) aan voor wat betreft de
stroomsterkte−afstelling, maar ze kunnen ook worden geconfigureerd voor
afstelling alleen op het paneel (PANL ONLY). De standaard
stroomsterkte−afstelling voor STICK is alleen paneel (PANL ONLY) maar kan
ook worden geconfigureerd voor afstelling via het paneel en afstandsbediening
(PANL RMT). Alle andere standen van de functieschakelaar zijn niet
configureerbaar en kunnen zowel via het paneel als de afstandsbediening
worden afgesteld.
. Afstellen via het paneel gebeurt met behulp van de afstelregeling op het
voorpaneel. Afstellen via de afstandsbediening gebeurt met behulp van de
afstandsbediening dat wordt aangesloten op de 14-pens contrastekker.
PULS
ARC.L
PANL
RMT
PULS
AUTO
V.SEN
MIG
VRD
OFF

OM-231 242 Page 20
OM−231 242 Pagina 20
4-3 Menu voor configuratieopties (vervolg)
Revisie−informatie
Deze optie verwijst naar de lasbibliotheek van het
apparaat (INFO LIB) en de revisie van de firmware
(INFO REV).
Druk op de Setup−toets als er op het scherm van het
apparaat INFO LIB staat om de lasbibliotheek van het
apparaat te bekijken.
Druk op de Setup−toets als er op het scherm van het
apparaat INFO REV staat om te kijken wat het
revisienummer van de firmware is.
Als u op de Setup−toets drukt als er op het scherm van het
apparaat INFO NO staat, gaat u naar de volgende
configuratieoptie.
Het Menu voor configuratieopties verlaten
Druk op de Setup−toets als er op het scherm van het
apparaat EXIT NO staat om naar de eerste
configuratieoptie terug te gaan. Druk op de Setup−toets
als er op het scherm van het apparaat EXIT YES staat om
het Menu voor configuratieopties te verlaten.
. U kunt het Menu voor configuratieopties op elk
moment verlaten door het apparaat uit te schakelen.
Alleen wanneer het apparaat wordt uitgeschakeld
nadat er EXIT NO op het scherm is getoond, worden
de wijzigingen van de configuratieopties opgeslagen.
INFO
NO
EXIT
NO
HOOFDSTUK 5 − TIG−WERKING
5-1. Meest gangbare aansluiting voor het TIG-proces
804 841−B
! Schakel de stroom uit voordat
u de aansluitingen maakt.
1 Voetbediening
2 Aansluiting gasuitvoer (optie)
3 Positieve (+) lasuitgang
414−pens contrastekker
voor afstandsbediening
De gewenste afstandsbediening
aansluiten op de 14−pens contras-
tekker, indien gewenst.
5 Aansluiting gastoevoer (optie)
6 Gascilinder
7 Negatieve (−) lasuitgang
8 TIG toorts
9 Lasobject
4
7
5
3
2
1
8
6
9

OM-231 242 Page 21
OM−231 242 Pagina 21
5-2. TIG lasfunctie met aanstrijkstart − TIG-proces
! De lasklemmen staan altijd onder
spanning in de TIG lasstand
met aanstrijkstart.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Ampère−indicatielampje
6 Instelknop
Instellen
Zie Hoofdstuk 5-1 voor gangbare sys-
teemaansluitingen.
Draai de functieschakelaar op de stand
SCRATCH START TIG zoals aangegeven.
De open−circuitspanning wordt weerge-
geven in het linker scherm waarbij het
spannings−indicatielampje oplicht. De
vooringestelde stroomsterkte wordt
weergegeven in het rechter scherm waarbij
het stroomsterkte−indicatielampje oplicht.
Bediening
Gebruik de afstelknop om de gewenste
vooringestelde stroomsterkte in te stellen.
. Als de afstandsbediening wordt ge-
bruikt voor het instellen van de
stroomsterkte, dan functioneert de in-
stelling als percentage van de voorin-
gestelde stroomsterkte.
. Voor de beste resultaten moet u de
wolfraamelektrode zacht over het
werkstuk strijken om een boog te star-
ten. Om de grootte van de boogvlam
aan het einde van de las tot een mini-
mum te beperken moet u de elektrode
snel terugtrekken om de boog te laten
doven.
226 611−A
3
1
4
5
62
72. 0
8 5

OM-231 242 Page 22
OM−231 242 Pagina 22
5-3. Lift-Arc TIG-lasfunctie − TIG-proces
! De lasklemmen staan altijd onder
spanning in de Lift Arc TIG lasstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Ampère−indicatielampje
6 Instelknop
7 Lasobject
8 Wolfraamelektrode
Instellen
Zie Hoofdstuk 5-1 voor gangbare systeem-
aansluitingen.
Verdraai de functieschakelaar naar de
stand LIFT−ARC TIG zoals aangegeven.
De open circuitspanning wordt
weergegeven in het linker scherm waarbij
het spannings−indicatielampje oplicht. De
vooringestelde stroomsterkte wordt
weergegeven in het rechter scherm waarbij
het stroomsterkte−indicatielampje oplicht.
De normale open−circuitspanning is pas
aanwezig als de elektrode het werkstuk
raakt; daarentegen is een lage
meetspanning aanwezig. Door de
meetspanning kan de elektrode het
lasobject raken zonder te oververhitten,
vast te komen zitten of vervuild te raken.
Bediening
Gebruik de afstelknop om de gewenste
vooringestelde stroomsterkte in te stellen.
. Als de afstandsbediening wordt
gebruikt voor het instellen van de
stroomsterkte, dan functioneert de
instelling als percentage van de
vooringestelde stroomsterkte.
. Maak voor het beste resultaat met het
werkstuk stevig contact met de
wolfraamelektrode op de plek waar de
las moet beginnen. Houd de elektrode
1 à 2 seconden op het werkstuk en til
de elektrode op. Er vormt zich nu een
boog. Om de grootte van de boog aan
het einde van de las tot een minimum
te beperken moet u de elektrode snel
terugtrekken om de boog te laten
doven.
226 611−A
1
6
NIET aanstrijken als een lucifer!
8
7
3
4
52
“Aanraken”
1 à 2 seconden
1 3. 5 8 5

OM-231 242 Page 23
OM−231 242 Pagina 23
5-4. TIG-lasstand − TIG-proces
! De lasklemmen krijgen spanning
door de afstandsbediening in de TIG
lasstand.
1 Functieschakelaar
2 Linker scherm
3 Rechter scherm
4 Ampère−indicatielampje
5 Instelknop
Instellen
Zie Hoofdstuk 5-1 voor gangbare systeem-
aansluitingen.
Verdraai de functieschakelaar naar de
stand TIG zoals aangegeven.
De vooringestelde stroomsterkte wordt
weergegeven in het rechter scherm waarbij
het stroomsterkte−indicatielampje oplicht.
Bediening
Gebruik de afstelknop om de gewenste
vooringestelde stroomsterkte in te stellen.
Voor het activeren van de lasspanning is
een afstandsbediening vereist.
. Als de afstandsbediening een regeling
voor stroomsterkte heeft, dan
functioneert de instelling als
percentage van de vooringestelde
stroomsterkte.
. Voor de beste resultaten moet u de
wolfraamelektrode zacht over het
werkstuk strijken om een boog te
starten. Om de grootte van de
boogvlam aan het einde van de las tot
een minimum te beperken moet u de
elektrode snel terugtrekken om de
boog te laten doven.
1
5
226 611−A
2 3 4
8 5

OM-231 242 Page 24
OM−231 242 Pagina 24
HOOFDSTUK 6 − GMAW/GMAW−P/FCAW WERKING
6-1. Gangbare aansluiting voor draadaanvoerapparaat met spanningsregeling voor het
GMAW/GMAW-P/FCAW proces
804 938−A
! Schakel de stroom uit voordat u de
aansluitingen maakt.
114−pens contrastekker
afstandsbediening
2 Positieve (+) lasuitgang
3 Negatieve (−) lasuitgang
4 Aardekabel naar het werkstuk
5 Lasobject
6 Pistool
7 Draadaanvoer
8 Gasslang
9 Gascilinder
Het gebruik van beschermgas is af-
hankelijk van de draadsoort.
. Het aansluitschema laat de DCEP (om-
gekeerde polariteit) zien die geschikt is
voor alle draden met uitzondering van
zelfbeschermd FCAW. De meeste zelf-
beschermde FCAW−draden vereisen
DCEN (normale polariteit).
2
3
4
5
1
6
7
8
9

OM-231 242 Page 25
OM−231 242 Pagina 25
6-2. MIG lasstand − GMAW/FCAW-proces
! De lasklemmen komen onder
spanning door de afstandsbediening
in de MIG lasstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Instelknop
6 Draadtype−indicatielampje
7 Indicatielampje van de boogregeling
8 Setup−toets
9 Gastype−indicatielampje
Instellen
Zie Hoofdstuk 6-1 voor gangbare
systeemaansluitingen.
Verdraai de functieschakelaar naar
de stand MIG zoals aangegeven.
De vooringestelde spanning wordt
weergegeven in het linker scherm waarbij
het spannings−indicatielampje oplicht.
Bediening
Terwijl het spannings−indicatielampje
oplicht onder het linker scherm, wordt de
afstelknop gebruikt om de vooringestelde
spanning bij te regelen.
. De vooringestelde spanning kan op
afstand worden bijgesteld als het
draadaanvoerapparaat een
spanningsregeling heeft. Deze
spanningsregeling krijgt de voorkeur
boven de regelknop op de
lasstroombron.
Als u op de Setup−toets drukt, kunt u
de boogregeling, het draadtype, gassoort
en de vooringestelde spanning bij regelen.
. Kies voor de beste resultaten het juiste
Draad− en Gastype dat past bij de
draad en het gas dat wordt gebruikt.
Zie de tabel MIG − Draad− en Gastype
kiezen voor de beschikbare draden en
gassen (zie Hoofdstuk 6-3).
Een Draad en Gas kiezen
Druk enkele malen op de Setup−toets tot
het indicatielampje voor draadtype oplicht.
Het actieve draadtype wordt getoond in de
linker en het rechter scherm.
Verdraai de regelknop om de gewenste
draad te kiezen.
Druk nogmaals op de Setup−toets tot het
indicatielampje voor gastype oplicht. Het
actieve gastype wordt getoond in de linker
en het rechter scherm.
Verdraai de regelknop om het gewenste
gas te kiezen.
Druk op de Setup−toets om de keuze te
bevestigen. Het apparaat geeft aan dat de
wijziging van de draad− en gasinformatie
goed is ontvangen door even PROG LOAD
op het scherm aan te geven.
Boogregeling (inductantie)
Druk enkele malen op de Setup−toets tot
het indicatielampje voor de boogregeling
oplicht. Er verschijnt INDU op het linker
scherm, en de bijbehorende inductantie−
instelling verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
inductantie−instelling te kiezen van 0 tot
100. Gebruik de lagere inductantie−
instellingen om de boog harder te maken en
de vloeibaarheid van het lasbad te
verminderen. Gebruik de hogere
inductantie−instellingen om de boog
zachter te maken en de vloeibaarheid van
het lasbad te verhogen.
Zie MIG − Keuzetabel Draad− en Gastype
(zie Sectie 6-3) voor aanbevolen
inductantie−instellingen voor de specifieke
draad en het specifieke gas dat wordt
gebruikt.
Druk op de Setup−toets om weer terug te
gaan naar het instellen van de
vooringestelde spanning.
. Elke combinatie gas/draad heeft eigen
instellingen voor vooringestelde
spanning en inductantie. Deze
instellingen worden opgeslagen als het
apparaat wordt uitgeschakeld.
1
5
43
226 611−A
2
6
7
8
9
2 5. 0

OM-231 242 Page 26
OM−231 242 Pagina 26
6-3. MIG − Keuzetabel Draad− en Gastype
DRAADTYPES GASTYPES
ESTANDAARD
INDUCTANTIE
Staal
0,035 STL (1 mm)
0,045 STL (1,2 mm)
0,052 STL (1,4 mm)
ARGN CO2 (ARGON / KOOLDIOXIDE)
ARGN OXY (ARGON / ZUURSTOF)
30
0,035 STL (1 mm)
0,045 STL (1,2 mm)
CO2 (KOOLDIOXIDE) 10
Gevulde draad
0,035 FCAW (1 mm)
0,045 FCAW (1,2 mm)
0,052 FCAW (1,4 mm)
1/16 FCAW (1,6 mm)
ARGN CO2 (ARGON / KOOLDIOXIDE) *
CO2 (KOOLDIOXIDE)
10
Metaalpoeder
gevuld
0,035 MCOR (1 mm)
0,045 MCOR (1,2 mm)
0,052 MCOR (1,4 mm)
1/16 MCOR (1,6 mm)
ARGN CO2 (ARGON / KOOLDIOXIDE) 30 *
Roestvrij staal
0,035 RVS (1 mm)
0,045 RVS (1,2 mm)
TRI MIX (TRI−GASMENGSEL)
ARGN OXY (ARGON / ZUURSTOF)
30
Aluminum
.035 AL4X (4000 serie)
.040 AL4X (4000 serie)
3/64 AL4X (4000 serie)
1/16 AL4X (4000 series)
.035 AL5X (5000 serie)
.040 AL5X (5000 serie)
3/64 AL5X (5000 serie)
1/16 AL5X (5000 serie)
ARGN (ARGON) 10
*Voor zelfbeschermde FCAW draden moet u de gaskeuze ARGN CO2 kiezen en de inductantie op minder dan 10 instellen.

OM-231 242 Page 27
OM−231 242 Pagina 27
6-4. Pulserend MIG lasstand − GMAW-P proces
! De lasklemmen krijgen spanning
door de afstandsbediening in de
Pulserend MIG lasstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Booglengte−indicatielampje
6 Instelknop
7 Draadtype−indicatielampje
8 Indicatielampje van de boogregeling
9 Setup−toets
10 Gastype−indicatielampje
Instellen
Zie Hoofdstuk 6-1 voor gangbare
systeemaansluitingen.
Verdraai de functieschakelaar naar de
stand PULSED MIG zoals aangegeven.
De instelling voor de booglengte wordt
weergegeven in het linker scherm waarbij
het indicatielampje voor de booglengte
oplicht.
Bediening
Terwijl het indicatielampje voor de
booglengte oplicht onder het linker scherm,
wordt de regelknop gebruikt om de
gewenste booglengte in te stellen.
. De booglengte kan op afstand worden
ingesteld als het draadaanvoer-
apparaat een spanningsregeling heeft.
Deze spanningsregeling krijgt de
voorkeur boven de regelknop op de
lasstroombron.
Als u op de Setup−toets drukt, kunt u de
boogregeling, het draadtype, gassoort en
de booglengte instellen.
. Kies voor de beste resultaten het juiste
Draad− en Gastype dat past bij de
draad en het gas dat wordt gebruikt.
Zie de tabel Pulserend MIG − Draad−
en Gastype kiezen voor de
beschikbare draden en gassen (zie
Sectie 6-5).
Een Draad en Gas kiezen
Druk enkele malen op de Setup−toets tot
het indicatielampje voor draadtype oplicht.
Het actieve draadtype wordt getoond in de
linker en het rechter scherm.
Verdraai de regelknop om de gewenste
draad te kiezen.
Druk nogmaals op de Setup−toets tot het
indicatielampje voor gastype oplicht. Het
actieve gastype wordt getoond in de linker
en het rechter scherm.
Verdraai de regelknop om het gewenste
gas te kiezen.
Druk nogmaals op de Setuptoets om de
keuze te bevestigen. Het apparaat geeft
aan dat de wijziging van de draad− en
gasinformatie is gewijzigd door even
PROG LOAD op het scherm aan te geven.
Boogregeling (SharpArc)
Druk enkele malen op de Setup−toets tot
het indicatielampje voor de boogregeling
oplicht. Er verschijnt SHRP op het linker
scherm, en de bijbehorende ShapArc−
instelling verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
ShapArc−instelling te kiezen van 0 tot 50,
de standaard instelling is 25. Door
aanpassing van de ShapArc−instelling
verandert ook de kegelvorm van de lasboog.
Een lagere instelling verbreedt de
kegelvorm, verhoogt de vloeibaarheid van
het lasbad en maakt de lasnaad qua uiterlijk
vlakker.
Een hogere instelling versmalt de
kegelvorm, vermindert de vloeibaarheid
van het lasbad en maakt de lasnaad qua
uiterlijk meer kroonvormig.
. Elke combinatie gas/draad heeft eigen
instellingen voor booglengte en
SharpArc. Deze instellingen worden
opgeslagen als het apparaat wordt
uitgeschakeld.
Booglengte − Pulserend MIG
Handbediening (zie Hoofdstuk 4-3)
De booglengte komt overeen met het
niveau van de energie die nodig is om de
laselektrode af te branden. Naarmate de
draadsnelheid toeneemt, is ook een hogere
instelling voor de booglengte nodig om de
extra draad af te branden. De instelling voor
de booglengte wordt weergegeven in het
linker scherm waarbij het indicatielampje
voor de booglengte oplicht. De booglengte
kan worden afgesteld van 0 tot 100.
Nadat er spanning komt op de
lasuitgangsklemmen maar voordat er een
boog is gestart, wordt de letter “R”
weergegeven op het apparaat en een
referentiedraadsnelheid (IPM) op het
rechter scherm. De referentiedraad-
snelheid kan worden genomen als
uitgangspunt voor de instelling van de
draadsnelheid op het draadaanvoer-
apparaat. De instellingen voor de
draadsnelheid en de booglengte kunnen
verder worden ingesteld om de gewenste
booglengte te verkrijgen.
Het Menu voor configuratieopties (zie
Hoofdstuk 4-1) kan worden gebruikt om
de instelling voor de booglengte te
wijzigen (0 tot 100) op basis van de
gemiddelde boogspanning. De gemiddelde
boogspanning kan worden gebruikt als
alternatieve methode om de lasboog bij
Pulserend MIG in te stellen met dezelfde
parameters (spanning en draadsnelheid)
als een conventionele MIG−boog. Lagere
spanningsinstellingen komen overeen met
nauwere booglengtes en hogere
spanningsinstellingen komen overeen met
langere booglengtes. Als de
spanningsfunctie wordt gekozen dat wordt
de vooringestelde gemiddelde spanning
weergegeven op het linker scherm, waarbij
het spannings− indicatielampje oplicht.
Booglengte − Pulserend MIG
automatische regeling
(zie Hoofdstuk 4-3)
Op de Automatische stand is de instelling
voor de booglengte van 0 tot 100. De
programma’s zijn ontwikkeld op een
booglengte−instelling van 50. Door het
verhogen of verlagen van de booglengte−
instelling van 50 verandert de booglengte.
Het is niet nodig om de waarde van de
booglengte−instelling te wijzigen als u de
instellingen voor de draadaanvoersnelheid
wijzigt.
1
643
226 611−A
2 5
7
8
9
10
25.0

OM-231 242 Page 28
OM−231 242 Pagina 28
6-5. Pulserend MIG − Keuzetabel Draad- en Gastype
DRAADTYPES GASTYPES
Staal
0,035 STL (1 mm)
0,045 STL (1,2 mm)
ARGN CO2 (ARGON / KOOLDIOXIDE)
ARGN OXY (ARGON / ZUURSTOF)
Metaalpoeder gevuld
0,045 MCOR (1,2 mm)
0,052 MCOR (1,4 mm)
ARGN CO2 (ARGON / KOOLDIOXIDE)
Roestvrij staal
0,035 RVS (1 mm)
0,045 RVS (1,2 mm)
TRI MIX (TRI−GASMENGSEL)
ARGN OXY (ARGON / ZUURSTOF)
ARGN CO2 (ARGON / KOOLDIOXIDE)
Aluminium
0,035 AL4X (4000 serie) (1 mm)
3/64 AL4X (4000 serie)
0,035 AL5X (5000 serie)
3/64 AL5X (5000 serie)
ARGN (ARGON)
Aluminum
0,035 AL4X (4000 serie)
0,040 AL4X (4000 serie)
3/64 AL4X (4000 serie)
1/16 AL4X (4000 serie)
ARGN (ARGON)
0,035 AL5X (5000 serie)
0,040 AL5X (5000 serie)
3/64 AL5X (5000 serie)
1/16 AL5X (5000 serie)
ARGN (ARGON)
HE ARGN25 (HELIUM / ARGON)
Nikkel
0,035 NI (1 mm)
0,045 NI (1,2 mm)
ARGN HE (ARGON / HELIUM)
ARGN (ARGON)
Kopernikkel
0,035 CUNI (1 mm)
0,045 CUNI (1,2 mm)
HE ARGN (HELIUM / ARGON)
Siliciumbrons
0,035 SIBR (1 mm)
0,045 SIBR (1,2 mm)
ARGN (ARGON)
. Andere gasmengsels kunnen worden gebruikt na bijstellen van de booglengte en boogbreedte . Gebruik het programma dat het meest in de buurt
komt van het gasmengsel, draadsoort en draaddiameter.

OM-231 242 Page 29
OM−231 242 Pagina 29
6-6. Remote Process Select (Op afstand omschakelen van het lasproces)
Deze stroombron kan worden gebruikt
met draadaanvoersystemen die het op afstand
omschakelen van het proces (Remote Process
Select) ondersteunen. Hiermee kan de gebruiker op
het draadaanvoersysteem het actieve lasproces
schakelen tussen MIG en Pulserend MIG.
Om te bepalen of het lassysteem Remote Process
Select ondersteunt, moet u het draad−
aanvoersysteem aansluiten op de stroombron
en kijken of op het display van de stroombron
onderstaande varianten te zien zijn.
. Bij gebruik met een XMT stroombron, moet de
Process Select knop op Pulserend MIG worden
gezet om Remote Process Select te kunnen
activeren.
Display op stroombron − draadaanvoersysteem
met Remote Process Select niet aangetroffen
Als het rechter display van de stroombron leeg blijft,
dan wordt er geen draadaanvoersysteem
met Remote Process Select aangetroffen.
Stel het actieve lasproces in bij de stroombron.
Display op stroombron − draadaanvoersysteem
met Remote Process Select aangetroffen
Als het rechter display van de stroombron MIG
aangeeft, dan wordt er een draadaanvoersysteem
met Remote Process Select aangetroffen en
ingesteld op MIG. Het actieve lasproces kan alleen
op het draadaanvoersysteem worden gewijzigd.
Display op stroombron − draadaanvoersysteem
met Remote Process Select aangetroffen
en ingesteld op Pulserend MIG
Als het rechter display van de stroombron PULS
aangeeft, dan wordt er een draadaanvoersysteem
met Remote Process Select aangetroffen en
ingesteld op Pulserend MIG. Het actieve lasproces
kan alleen op het draadaanvoersysteem worden
gewijzigd.
Bij gebruik van een dubbel draadaanvoer−
systeem met Remote Process Select
Bij gebruik van een dubbel draadaanvoersysteem
met Remote Process Select kunnen verschillende
lasprogramma’s worden gekozen voor de linker
en de rechterkant. Het MIG−programma en
het Pulserend MIG−programma voor de linkerkant
van het draadaanvoersysteem worden gekozen
met de linkerkant van het actieve
draadaanvoersysteem. Het MIG−programma
en het Pulserend MIG−programma voor
de rechterkant van het draadaanvoersysteem
worden gekozen met de rechterkant van het actieve
draadaanvoersysteem. Als de rechterkant van
het draadaanvoersysteem actief is, vertoont
het rechter display van de stroombron een decimale
punt rechtsonder in de hoek zoals aangegeven
op de afbeelding.
Display op stroombron − dubbel
draadaanvoersysteem met actieve Remote
Process Select en ingesteld op MIG
Display op stroombron − dubbel
draadaanvoersysteem met actieve Remote
Process Select en ingesteld op Pulserend MIG
Decimale punt duidt erop dat de rechterkant
van het draadaanvoersysteem actief is.
Decimale punt duidt erop dat de rechterkant
van het draadaanvoersysteem actief is.
50
25.0
MIG
50
PULS
25.0
MIG.
50
PULS.

OM-231 242 Page 30
OM−231 242 Pagina 30
6-7. Gangbare aansluiting voor draadaanvoerapparaten die werken op de lasspanning
GMAW/GMAW-P/FCAW proces
804 843−B
! Schakel de stroom uit voordat
u de aansluitingen maakt.
1 Positieve (+) lasuitgang
2 Negatieve (−) lasuitgang
3 Aardekabel naar het werkstuk
4 Lasobject
5 Voelspanningsklem
6 Pistool
7 Aansluiting voor de
pistoolschakelaar
8 Draadaanvoer
9 Gasslang
10 Gascilinder
Het gebruik van beschermgas is af-
hankelijk van de draadsoort.
. Het aansluitschema laat de
DCEP (omgekeerde polariteit)
zien die geschikt is voor alle
draden met uitzondering van
zelfbeschermd FCAW.
De meeste zelfbeschermde
FCAW-draden vereisen DCEN
(normale polariteit).
1
2
3
9
10
8
7
5
6
4

OM-231 242 Page 31
OM−231 242 Pagina 31
6-8. V-Sense Feeder lasstand − GMAW/FCAW proces
! Op de lasklemmen staat altijd
spanning in de V-Sense lasstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Instelknop
6 Draadtype−indicatielampje
7 Indicatielampje van de boogregeling
8 Setup−toets
9 Gastype−indicatielampje
Instellen
Zie Sectie 6-7 voor de meest gangbare
systeemaansluitingen.
Verdraai de functieschakelaar naar de
stand V−SENSE FEEDER zoals
aangegeven.
Het linker scherm geeft afwisselend de
open−circuitspanning en de vooringestelde
spanning weer waarbij het spannings
indicatielampje oplicht.
Bediening
Terwijl het spannings−indicatielampje op-
licht onder het linker scherm, wordt de af-
stelknop gebruikt om de vooringestelde
spanning bij te regelen.
. Het wisselen van de weergave op het
linker scherm stopt even wanneer de
vooringestelde spanning wordt
ingesteld.
Als u op de Setup−toets drukt, kunt u de
boogregeling, het draadtype, gassoort en
de vooringestelde spanning bij regelen.
. Kies voor de beste resultaten het juiste
Draad− en Gastype dat past bij de
draad en het gas dat wordt gebruikt.
Zie de tabel MIG − Draad− en Gastype
kiezen voor de beschikbare draden en
gassen (zie Hoofdstuk 6-3).
Een Draad en Gas kiezen
Druk enkele malen op de Setup−toets tot
het indicatielampje voor draadtype oplicht.
Het actieve draadtype wordt getoond in de
linker en het rechter scherm.
Verdraai de regelknop om de gewenste
draad te kiezen.
Druk nogmaals op de Setup−toets tot het
indicatielampje voor gastype oplicht. Het
actieve gastype wordt getoond in de linker
en het rechter scherm.
Verdraai de regelknop om het gewenste
gas te kiezen.
Druk nogmaals op de Setuptoets om de
keuze te bevestigen. Het apparaat geeft
aan dat de wijziging van de draad− en
gasinformatie is gewijzigd door even
PROG LOAD op het scherm aan te geven.
Boogregeling (inductantie)
Druk enkele malen op de Setup−toets tot
het indicatielampje voor de boogregeling
oplicht. Er verschijnt INDU op het linker
scherm, en de bijbehorende inductantie−
instelling verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
inductantie−instelling te kiezen van 0 tot
100. Gebruik de lagere inductantie−
instellingen om de boog harder te maken en
de vloeibaarheid van het lasbad te
verminderen. Gebruik de hogere
inductantie−instellingen om de boog
zachter te maken en de vloeibaarheid van
het lasbad te verhogen.
Zie MIG − Keuzetabel Draad− en Gastype
(zie Sectie 6-3) voor aanbevolen
inductantie−instellingen voor de specifieke
draad en het specifieke gas dat wordt
gebruikt.
. Elke combinatie gas/draad heeft eigen
instellingen voor vooringestelde
spanning en inductantie. Deze
instellingen worden opgeslagen als het
apparaat wordt uitgeschakeld.
226 611−A
1
5
43
2
6
7
8
9
2 5.0

OM-231 242 Page 32
OM−231 242 Pagina 32
6-9. V−Sense Feeder lasstand− GMAW−P proces
! Op de lasklemmen staat altijd
spanning in de V−Sense lasstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Booglengte−indicatielampje
6 Instelknop
7 Draadtype−indicatielampje
8 Indicatielampje van de boogregeling
9 Setup−toets
10 Gastype−indicatielampje
Instellen
Zie Sectie 6-7 voor de meest gangbare
systeemaansluitingen
Verdraai de functieschakelaar naar de
stand V−SENSE FEEDER zoals
aangegeven.
Het linker scherm geeft afwisselend de
open−circuitspanning en de instelling van
de booglengte. De open−circuitspanning
wordt weergegeven terwijl het spannings
indicatielampje oplicht; de instelling van de
booglengte wordt getoond als het
booglengte−indicatielampje oplicht.
Bediening
Terwijl het indicatielampje voor de
booglengte oplicht onder het linker scherm,
wordt de regelknop gebruikt om de
gewenste booglengte in te stellen.
. Het wisselen van de weergave op het
linker scherm stopt even wanneer de
booglengte wordt ingesteld.
Als u op de Setup−toets drukt, kunt u de
boogregeling, het draadtype, gassoort en
de booglengte instellen.
. Kies voor de beste resultaten het juiste
Draad− en Gastype dat past bij de
draad en het gas dat wordt gebruikt.
Zie de tabel Pulserend MIG − Draad− en
Gastype kiezen voor de beschikbare
draden en gassen (zie Hoofdstuk 6-5).
Een Draad en Gas kiezen
Druk enkele malen op de Setup-toets tot
het indicatielampje voor draadtype oplicht.
Het actieve draadtype wordt getoond in de
linker en het rechter scherm.
Verdraai de regelknop om de gewenste
draad te kiezen.
Druk nogmaals op de Setup-toets tot het
indicatielampje voor gastype oplicht. Het
actieve gastype wordt getoond in de linker
en het rechter scherm.
Verdraai de regelknop om het gewenste
gas te kiezen.
Druk nogmaals op de Setuptoets om de
keuze te bevestigen. Het apparaat geeft
aan dat de wijziging van de draad− en
gasinformatie is gewijzigd door even
PROG LOAD op het scherm aan te geven.
Boogregeling (SharpArc)
Druk enkele malen op de Setup−toets tot
het indicatielampje voor de boogregeling
oplicht. Er verschijnt SHRP op het linker
scherm, en de bijbehorende ShapArc−
instelling verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
ShapArc−instelling te kiezen van 0 tot 50,
de standaard instelling is 25. Door
aanpassing van de ShapArc−instelling
verandert ook de kegelvorm van de
lasboog. Een lagere instelling verbreedt de
kegelvorm, verhoogt de vloeibaarheid van
het lasbad en maakt de lasnaad qua uiterlijk
vlakker.
Een hogere instelling versmalt de
kegelvorm, vermindert de vloeibaarheid
van het lasbad en maakt de lasnaad qua
uiterlijk meer kroonvormig.
. Elke combinatie gas/draad heeft eigen
instellingen voor booglengte en
SharpArc. Deze instellingen worden
opgeslagen als het apparaat wordt
uitgeschakeld.
Booglengte
De booglengte komt overeen met het
niveau van de energie die nodig is om de
laselektrode af te branden. Naarmate de
draadsnelheid toeneemt, is ook een hogere
instelling voor de booglengte nodig om de
extra draad af te branden. De instelling voor
de booglengte wordt weergegeven in het
linker scherm waarbij het indicatielampje
voor de booglengte oplicht. De booglengte
kan worden afgesteld van 0 tot 100.
Voordat er een boog is gestart, wordt de
letter “R” weergegeven op het apparaat en
een referentiedraadsnelheid (IPM) op het
rechter scherm. De referentiedraad-
snelheid kan worden genomen als
uitgangspunt voor de instelling van de
draadsnelheid op het draadaan-
voerapparaat. De draadsnelheid en de
booglengte kunnen verder worden
ingesteld om de gewenste booglengte te
verkrijgen.
Het Menu voor configuratieopties (zie
Hoofdstuk 4-3) kan worden gebruikt om de
instelling voor de booglengte te wijzigen (0
tot 100) op basis van de gemiddelde
boogspanning. De gemiddelde
boogspanning kan worden gebruikt als
alternatieve methode om de lasboog bij
Pulserend MIG in te stellen met dezelfde
parameters (spanning en draadsnelheid)
als een conventionele MIG−boog. Lagere
spanningsinstellingen komen overeen met
kleinere booglengtes en hogere
spanningsinstellingen komen overeen met
langere booglengtes. Als de
spanningsfunctie wordt gekozen dat wordt
de vooringestelde gemiddelde spanning
weergegeven op het linker scherm, waarbij
het spannings−indicatielampje oplicht.
226 611−A
1
6432
5
7
8
9
10
5.02
R200

OM-231 242 Page 33
OM−231 242 Pagina 33
HOOFDSTUK 7 − SMAW/CAC-A WERKING
6
3
4
2
1
7-1. Meest gangbare aansluiting voor SMAW en CAC-A proces
Ref. 804 842−B
! Schakel de stroom uit
voordat u de aansluitingen
maakt.
1 Elektrodehouder
(koolstofboog)
Sluit voor het CAC−A proces de
koolstofboog snijtoorts aan op de
positieve lasuitgangsklem.
2 Elektrodehouder
3 Positieve (+) lasuitgang
414−pens contrastekker voor
afstandsbediening
De gewenste afstandsbediening
aansluiten op de 14−pens contras-
tekker, indien gewenst.
5 Persluchtleiding
6 Negatieve (−) lasuitgang
7 Lasobject
5
7

OM-231 242 Page 34
OM−231 242 Pagina 34
7-2. CC lasstand − SMAW/CAC-A proces
! De lasklemmen komen onder
spanning door de afstandsbediening
in de CC lasstand.
1 Functieschakelaar
2 Linker scherm
3 Rechter scherm
4 Ampère−indicatielampje
5 Instelknop
6 Indicatielampje van de boogregeling
7 Setup−toets
Instellen
Zie Hoofdstuk 7-1 voor gangbare
systeemaansluitingen.
Verdraai de functieschakelaar naar de
stand CC zoals aangegeven.
De vooringestelde stroomsterkte wordt
weergegeven in het rechter scherm waarbij
het stroomsterkte−indicatielampje oplicht.
Bediening
Terwijl het stroomsterkte-indicatielampje
oplicht onder het rechter scherm, wordt de
regelknop gebruikt om de gewenste voorin-
gestelde stroomsterkte in te stellen.
Voor het activeren van de lasspanning is
een afstandsbediening vereist.
. Als de afstandsbediening een regeling
voor stroomsterkte heeft, dan
functioneert de instelling als
percentage van de vooringestelde
stroomsterkte.
Als u op de Setup-toets drukt, kunt u de
boogregeling bijstellen.
Adaptive Hot Start verhoogt automatisch
de lasstroomsterkte bij het starten van de
las. Dit voorkomt mede dat de elektrode
blijft plakken bij het starten van de boog.
. Voor de beste resultaten aan het einde
van de las moet u de elektrode snel
terugtrekken om de boog te laten
doven.
Boogregeling (Dig)
Druk op de Setup-toets tot het
indicatielampje voor de boogregeling
oplicht. Er verschijnt DIG op het linker
scherm, en de bijbehorende Dig-instelling
verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
Dig−instelling te kiezen van 0 tot 100.
Met de Dig-regeling kunnen de
karakteristieken van de boog − zacht
versus hard − worden veranderd voor
specifieke toepassingen en elektrodes.
Verlaag de Dig−instelling voor soepel
lopende elektrodes als de E7018 en
verhoog de Dig-instelling voor stijvere,
meer penetrerende elektrodes als de
E6010.
Druk op de Setup-toets om weer terug te
gaan naar het instellen van de
vooringestelde stroomsterkte.
. Gebruik deze functie voor Air Carbon
Arc (CAC-A) snijden en gutsen. Stel
voor de beste resultaten de Dig in op de
maximum stand.
1
52
7
226 611−A
3
4
6
58

OM-231 242 Page 35
OM−231 242 Pagina 35
7-3. Beklede elektrodelasstand − SMAW/CAC-A proces
! Op de lasklemmen staat altijd
spanning in de Beklede elektrodel-
asstand.
1 Functieschakelaar
2 Volt−indicatielampje
3 Linker scherm
4 Rechter scherm
5 Ampère−indicatielampje
6 Instelknop
7 Indicatielampje van de boogregeling
8 Setup−toets
Instellen
Zie Hoofdstuk 7-1 voor gangbare
systeemaansluitingen.
Verdraai de functieschakelaar naar de
stand STICK zoals aangegeven.
De open circuitspanning wordt
weergegeven in het linker scherm waarbij
het spannings−indicatielampje oplicht en
de vooringestelde stroomsterkte wordt
weergegeven in het rechter scherm waarbij
het stroomsterkte−indicatielampje oplicht.
Bediening
Terwijl het stroomsterkte−indicatielampje
oplicht onder het rechter scherm, wordt de
regelknop gebruikt om de gewenste
vooringestelde stroomsterkte in te stellen.
Als u op de Setup−toets drukt, kunt u de
boogregeling bijstellen.
Adaptive Hot Start verhoogt automatisch
de lasstroomsterkte bij het starten van de
las. Dit voorkomt mede dat de elektrode
blijft plakken bij het starten van de boog.
. Voor de beste resultaten aan het einde
van de las moet u de elektrode snel
terugtrekken om de boog te laten
doven.
Boogregeling (Dig)
Druk op de Setup−toets tot het
indicatielampje voor de boogregeling
oplicht. Er verschijnt DIG op het linker
scherm, en de bijbehorende Dig−instelling
verschijnt op het rechter scherm.
Verdraai de regelknop om de gewenste
Dig instelling te kiezen van 0 tot 100.
Met de Dig−regeling kunnen de
karakteristieken van de boog − zacht
versus hard − worden veranderd voor
specifieke toepassingen en elektrodes.
Verlaag de Dig−instelling voor soepel
lopende elektrodes als de E7018 en
verhoog de Dig−instelling voor stijvere,
meer penetrerende elektrodes als de
E6010.
Druk op de Setup−toets om weer terug te
gaan naar het instellen van de
vooringestelde stroomsterkte.
. Gebruik deze functie voor Air Carbon
Arc (CAC−A) snijden en gutsen. Stel
voor de beste resultaten de Dig in op de
maximum stand.
1
6
3
8
226 611−A
7
4 5
2
5872. 0

OM-231 242 Page 36
OM−231 242 Pagina 36
7-4. Optionele lasfuncties met lage open spanning (OCV)
Werking met lage OCV
Het systeem kan als optie worden gecon-
figureerd voor bediening met lage open−
spanning (OCV) in de beklede−elek-
trodefunctie en de TIG−functie met aan-
strijkstart. Als het systeem is geconfigu-
reerd voor bediening met lage OCV, dan
is er slechts een lage meetspanning (cir-
ca 15 V/DC) aanwezig tussen de elektro-
de en het werkstuk voordat de elektrode
het werkstuk raakt. Raadpleeg een door
de fabriek erkende serviceagent voor in-
formatie over hoe u het systeem kunt
configureren voor het lassen met lage
open−spanning (OCV).

OM-231 242 Page 37
OM−231 242 Pagina 37
HOOFDSTUK 8 − ONDERHOUD & PROBLEMEN
VERHELPEN
8-1. Routineonderhoud
. Geef vaker een onderhoudsbeurt
als het apparaat zwaar belast wordt.
! Ontkoppel de voeding voordat
u met het onderhoud begint.
3 maanden
Vervang
beschadigde of
onleesbare
labels
Vervang behuizing
waar scheurtjes in
zitten
Reparen of
vervangen
van kapotte
kabels
Repareer of
vervang kapotte
kabels en snoeren
Schoonmaken en
vastzetten van
aansluitingen
6 maanden
De binnenzijde
schoonblazen
8-2. De binnenzijde van het apparaat schoonblazen
! De kast niet verwijderen als
u de binnenzijde van het ap-
paraat schoon blaast.
Om het apparaat schoon te blazen
moet u de luchtstroom op de
afgebeelde wijze door het
ventilatiekanaal blazen.
blowing out unit 2020-01

OM-231 242 Page 38
OM−231 242 Pagina 38
8-3. Help-meldingen
. Alle richtingen zijn t.o.v. de voorzijde
van het apparaat. Alle schakelingen
waarnaar wordt verwezen bevinden zich
in het apparaat.
Hulpscherm 1
Geeft een storing aan in de primaire
stroomkring. Als dit scherm te zien is, neem
dan contact op met een door de fabrikant
erkend servicebedrijf.
Hulpscherm 2
Geeft een storing aan in het thermische
beveiligingscircuit. Als dit scherm te zien is,
neem dan contact op met een door
de fabrikant erkend servicebedrijf.
Hulpscherm 3
Geeft aan dat de linkerkant van het apparaat
oververhit is. Het apparaat is gestopt om
de ventilator de gelegenheid te geven om
het af te koelen (zie Sectie 2-4). Wanneer
het apparaat is afgekoeld, kunt u verder
werken.
Hulpscherm 5
Geeft aan dat de rechterkant van het
apparaat oververhit is. Het apparaat is
gestopt om de ventilator de gelegenheid
te geven om het af te koelen (zie Sectie 2-4).
Wanneer het apparaat is afgekoeld, kunt u
verder werken.
Hulpscherm 6
Geeft aan dat er op maximale ingaande
stroomsterkte wordt gewerkt. Het apparaat
heeft een maximaal toegestane ingaande
stroomsterkte. Naarmate de lijnspanning
toeneemt, neemt ook de vereiste ingaande
stroomsterkte toe. Als de lijnspanning te laag
is, wordt het uitgangsvermogen beperkt door
de ingaande stroomsterkte. Wanneer deze
grens wordt bereikt, verlaagt het apparaat
automatisch het uitgangsvermogen teneinde
door te kunnen werken. Als dit op het scherm
te zien is, laat dan een gediplomeerde
elektricien de ingaande spanning
controleren.
Hulpscherm 8
Duidt op een storing in de secundaire
stroomkring van het apparaat. Als dit scherm
te zien is, neem dan contact op met een door
de fabrikant erkende serviceagent.
HELP
1
2
3
5
6
8
HELP
HELP
HELP
HELP
HELP

OM-231 242 Page 39
OM−231 242 Pagina 39
8-4. Storingen
Probleem Oplossing
Geen uitgangsspanning voor het lassen; het apparaat werkt
totaal niet.
Zet de werkschakelaar aan (zie Hoofdstuk 3-4 en 3-5).
Controleer de netzekering(en) en vervang ze indien noodzakelijk; of reset
de stroomonderbreker (zie hoofdstuk 3-4 en 3-5).
Controleer of de voeding goed is aangesloten (zie Hoofdstuk 3-4 en 3-5).
Geen uitgangsspanning om te lassen; de meter staat op ON. De ingaande spanning is buiten het toegestane variatiebereik (zie sectie 3-6).
Kijk de afstandsbediening na, repareer hem of vervang hem.
Het apparaat is oververhit. Laat het apparaat afkoelen met de ventilator aan
(zie sectie 2-4).
Onregelmatige of onjuiste lasuitgangsspanning. Gebruik een laskabel van het juiste formaat en type (zie sectie 3-7).
Reinig alle laskoppelingen en draai ze vast.
Controleer of de polariteit juist is.
Geen 115V AC uitgangsspanning op de optionele duplex
contrastekker of de 14−pens contrastekker.
Reset extra beveiliging CB1 (zie Sectie 3-9).
Geen 24 volt AC uitgangsspanning bij de 14−pens
contrastekker voor de afstandsbediening.
Reset extra beveiliging CB2 (zie Sectie 3-9).
Aantekeningen

OM-231 242 Pagina 40
HOOFDSTUK 9 − ELECTRISCH SCHEMA
Waarschuwing
Gevaar voor
electrische schok
S Raak onderdelen die onder stroom staan niet aan.
S Zet de hoofdstroom uit of stop de motor voordat u
deze installatie installeert of nakijkt.
S Niet doen werken met het plaatwerk verwijderd.
S Enkel bevoegde personen de installatie, het gebruik
en het onderhoud laten doen.
Figuur 9-1. Stroomkringschema

OM-231 242 Pagina 41
249 903-A

OM-231 242 Pagina 42
HOOFDSTUK 10 − ONDERDELENLIJST
MOD 2
Ref. 804 771-C
1
2
3
4
5
11
12
10
9
14
15
18
19
20
21
22
23
6
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
42
43
45
47
46
49
48
50
51
52
55
54
53
56
57
58
61
62
63
77
76
74
65
73
72
66
67
68
13
44
75
69
41
7
8
48
64
MOD 1
40
20
16
17
59
78
70
71
60
64
Figuur 10-1. Volledige installatie

OM-231 242 Pagina 43
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figuur 10-1. Volledige installatie
Quantity
1 216 034 Wrapper (Includes Insulators and Safety Labels) 1... ............... .. ...................
175 256 Insulator, Side Rh (Not Shown) 1..................... .. ..................................
178 551 Insulator, Side (Not Shown) 1..................... .. .....................................
2 134 327 Label, Warning General Precautionary Static & Wire Feed 2... ............... .. ...........
3 138 442 Label, Caution Falling Equip Can Cause Injury 2... ............... .. .....................
4 195 585 Handle, Rubberized Carrying 2... ............... .. ....................................
5 135 483 Label, Important Remove These Two Handle Screws 2... ............... .. ...............
6 225 097 Heat Sink, Lh Rect 1... ............... .. .............................................
7 211 503 Insulator, Heat Sink 1... ............... .. ............................................
8 +212 207 Windtunnel, Lh 1... .............. .. ................................................
9 196 355 Insulator, Screw 4... ............... .. ...............................................
10 199 840 Bus Bar, Diode 2... ............... .. ................................................
11 R3/C4 233 052 Resistor/Capacitor 1... .... .... .. .............................................
12 SR1 201 530 Kit, Diode Fast Recovery Bridge 1... ..... ..... .. .................................
13 D1,D2 201 531 Kit, Diode Power Module 2... .... .... .. ........................................
14 RT1 199 798 Thermistor, NTC 30K Ohm @ 25 Deg C 18In Lead 1... ..... ..... .. .................
15 CR1 198 549 Relay, Encl 24VDC Spst 35A/300VAC 4Pin Flange Mtg 1... ..... ..... .. .............
16 227 127 Label, Warning Electric Shock/Exploding Parts 1... ............... .. .....................
17 227 746 Gasket, Inductor Mounting 1... ............... .. ......................................
18 010 546 Bushing, Snap-In Nyl .375 Id X .500 Mtg Hole 1... ............... .. .....................
19 L4 218 020 Inductor, Boost 1... ...... ...... .. ................................................
20 179 276 Bushing, Snap-In Nyl 1.000 Id X 1.375 Mtg Hole Cent 3... ............... .. ..............
21 170 647 Bushing, Snap-In Nyl 1.312 Id X 1.500 Mtg Hole 1... ............... .. ...................
22 L3 212 150 Inductor, Output 1... ...... ...... .. ...............................................
23 T1 212 132 XFMR, HF Litz/Litz W/Boost 1... ...... ...... .. .....................................
24 L1 212 091 Inductor, Input 1... ...... ...... .. .................................................
25 083 147 Grommet, Scr No 8/10 Panel Hole .312 Sq .500 High 4... ............... .. ...............
26 PC1 242 812 Circuit Card Assy, Control W/Program 1... ..... ..... .. ............................
26 PC1 ♦242 341 Circuit Card Assy, Control/Aux Power W/Program 1... ..... ... .. ..................
216 113 Stand-Off Support, PC Card .187 Dia W/P&l .375 2..................... .. ..................
PLG1 115 091 Housing Plug+Pins (Service Kit) RC1 1.......... .... .. .............................
PLG2 201 665 Housing Plug+Pins (Service Kit) RC2 1.......... .... .. .............................
PLG3 131 056 Housing Plug+Pins (Service Kit) RC3 1.......... .... .. .............................
PLG5 131 204 Housing Plug+Pins (Service Kit) RC5 1.......... .... .. .............................
PLG7 131 054 Housing Plug+Pins (Service Kit) RC7 1.......... .... .. .............................
PLG8 131 054 Housing Plug+Pins (Service Kit) RC8 1.......... .... .. .............................
PLG9 115 093 Housing Plug+Pins (Service Kit) RC9 1.......... .... .. .............................
PLG10 115 094 Housing Plug+Pins (Service Kit) RC10 1.......... .... .. ............................
PLG11 115 094 Housing Plug+Pins (Service Kit) RC11 1.......... .... .. ............................
PLG12 115 092 Housing Plug+Pins (Service Kit) RC12 1.......... .... .. ............................
27 212 072 Bracket, Mtg Capacitor/PC Board 1... ............... .. ................................
28 C12,13 219 930 Kit, Capacitor Elctlt Replacement 1... .... .... .. ................................
RC2 ♦604 176 Rcpt, Str Dx Grd 2P3W 15A 125V *5−15R 1........... ... .. ........................
29 CB2 083 432 Supplementary Protector, Man Reset 1P 10A 250VAC Frict 1... ..... ..... .. ..........
30 CB1 089 807 Supplementary Protector, Man Reset 1P 2.5A 250VAC Frict 1... ..... ..... .. .........
30 CB1 ♦083 432 Supplementary Protector, Man Reset 1P 10A 250VAC Frict 1... ..... ... .. ..........
31 +212 071 Panel, Rear Standard 1... .............. .. ..........................................
31 ♦+212 202 Panel, Rear 1... ............ .. ...................................................
32 126 026 Label, Warning Electric Shock Can Kill Significant 1... ............... .. ..................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
♦Part of 115V Aux Power Option.
♦♦Part of Tweco Type Connector Option
BE SURE TO PROVIDE MODEL AND SERIAL NUMBER WHEN ORDERING REPLACEMENT PARTS.

OM-231 242 Pagina 44
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figuur 10-1. Volledige installatie (vervolg)
Quantity
33 Nameplate, Rear (Order by Model and Serial Number) 1... .......................... ..............
33 ♦ Nameplate, Rear Aux (Order by Model and Serial Number) 1... .................... .. ..........
♦217 297 Cover, Receptacle Weatherproof Duplex Rcpt 1................... .. .....................
34 217 480 Label, Warning Incorrect Connections 1... ............... .. ............................
35 215 980 Bushing, Strain Relief .709/.984 Id X1.375 Mtg Hole 1... ............... .. ................
36 219 487 Cable, Power 12 Ft 8Ga 4C (Non-Stripped End) 1... ............... .. ...................
37 234 126 Nut, Conduit 1.000 Npt Knurled 1... ............... .. ..................................
38 T2 211 109 XFMR, Control 665V 336Va Syn Aux Pwr 1... ...... ...... .. .........................
38 T2 ♦211 968 XFMR, Control Toroidal 665 VAC Pri 1536 Va 60 Hz 1... ...... .... .. ................
♦212 947 Plate, Mtg Toroid XFMR 1................... .... .......................................
39 L2 218 018 Inductor, Pre-Regulator 1... ...... ...... .. .........................................
40 218 566 Gasket, Inductor Mounting 1... ............... .. ......................................
41 CT1 196 231 XMFR, Current Sensing 200/1 1... ..... ..... .. ...................................
42 C15 196 143 Capacitor, Polyp Met Film 16. Uf 400 VAC 10% 1... ..... ..... .. ....................
43 216 117 Bracket, Mtg Capacitor Series 1... ............... .. ...................................
44 RT2 199 798 Thermistor, Ntc 30K Ohm @ 25 Deg C 18in Lead 1... ..... ..... .. ..................
45 PC2 225 442 Circuit Card Assy, Interconnect W/Label & Clips (Includes) 1... ..... ..... .. ..........
46 126 026 Label, Warning Electric Shock Can Kill Significant 1... ............... .... ................
223 343 Clip, Wire Stdf .40−.50 Bndl .156Hole .031−.078Thk 2..................... .... ..............
47 153 403 Bushing, Snap-In Nyl .750 Id X 1.000 Mtg Hole Cent 2... ............... .. ................
48 217 625 Kit, Input/Pre-Regulator And Inverter Module (Includes) 1... ............... .. .............
MOD 1, SKiip 83 HEC 1.................................. ........................................
MOD 2, SKiip 83 EC 1.................................. ..........................................
PLG13 130 203 Housing Plug+Pins (Service Kit) RC1 1.......... .... .. .............................
PLG14 201 665 Housing Plug+Pins (Service Kit) RC2 1.......... .... .. .............................
PLG15 115 092 Housing Plug+Pins (Service Kit) RC3 1.......... .... .. .............................
PLG20 115 093 Housing Plug+Pins (Service Kit) RC6 1.......... .... .. .............................
49 RM1 205 751 Module, Power Resistor W/Plug 1... ..... ..... .. .................................
50 212 206 Windtunnel, Rh 1... ............... .. ................................................
51 196 330 Heat Sink, Power Module 1... ............... .. .......................................
52 +175 132 Base 1... .............. .. .........................................................
53 153 178 Label, Warning Exploding Parts Can Serious Injury 1... ............... .. .................
54 176 736 Screw, Mtg Foot 4... ............... .. ...............................................
55 229 325 Foot, Mtg Unit 4... ............... .. .................................................
56 212 074 Bus Bar, Output 1... ............... .. ...............................................
57 HD1 182 918 Transducer, Current 400A Module Supply V +/− 15V 1... ..... ..... .. ................
58 PC3 242 725 Circuit Card Assy, Front Panel & Display W/Program 1... ..... ..... .. ...............
PLG18 131 204 Housing Plug+Pins (Service Kit) RC2 1.......... .... .. .............................
RC50 210 233 Rcpt, W/Pins (Service Kit) 1.......... .... .. .......................................
PLG21 212 088 Plug, W/Leads 1.......... .... .. .................................................
RC21 167 640 Housing Plug+Pins (Service Kit) 1.......... .... .. .................................
59 230 943 Enclosure, Connector DB−91... ............... .. .....................................
60 230 944 Cover, Enclosure Connector DB−91... ............... .. ...............................
61 S1 244 920 Switch, Tgl 3Pst 40A 600VAC Scr Term Wide Tgl 1... ...... ..... .. ..................
62 176 226 Insulator, Switch Power 1... ............... .. .........................................
63 FM1 196 313 Fan, Muffin 115V 50/60Hz 3000 RPM 6.378 Mtg Holes 1... ..... ..... .. ..............
PLG16 131 054 Housing Plug+Pins (Service Kit) 1.......... .... .. .................................
RC16 135 635 Housing Plug+Pins (Service Kit) 1.......... .... .. .................................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
♦Part of 115V Aux Power Option.
♦♦Part of Tweco Type Connector Option
BE SURE TO PROVIDE MODEL AND SERIAL NUMBER WHEN ORDERING REPLACEMENT PARTS.

OM-231 242 Pagina 45
Description
Part
No.
Dia.
Mkgs.
Item
No.
Figuur 10-1. Volledige installatie (vervolg)
Quantity
64 208 967 Rcpt Assy, Tw Lk Insul Fem (Dinse Type) 50/70 Series (Includes) 2... ............... .. ....
208 968 Rcpt, Tw Lk Insul W/O-Ring 1..................... .... ...................................
185 712 Insulator, Bulkhead Front 1..................... .... ......................................
185 713 Insulator, Bulkhead Rear 1..................... .... ......................................
185 714 Washer, Tooth 22Mmid X 31.5Mmod 1.310-1Mmt Intern 1..................... .... ...........
185 717 Nut, M20-1.5 1.00Hex .19H Brs Locking 1..................... .... .........................
185 718 O-Ring, 0.989 Id X 0.070 H 1..................... .... ....................................
186 228 O-Ring, 0.739 Id X 0.070 H 1..................... .... ....................................
64 ♦♦218 183 Rcpt Assy, Tw Lk Insul Fem(Tweco Type) (Fac−Op) (Includes) 2... ............ .. .......
209 473 Rcpt, Twist Lock Tweco Style (Female) Power 1..................... .... ...................
185 712 Insulator, Bulkhead Front 1..................... .... ......................................
185 713 Insulator, Bulkhead Rear 1..................... .... ......................................
185 714 Washer, Tooth 22Mmid X 31.5Mmod 1.310-1Mmt Intern 1..................... .... ...........
185 717 Nut, M20-1.5 1.00Hex .19H Brs Locking 1..................... .... .........................
185 718 O-Ring, 0.989 Id X 0.070 H 1..................... .... ....................................
186 228 O-Ring, 0.739 Id X 0.070 H 1..................... .... ....................................
65 Nameplate, Power (Order by Model and Serial Number) 1... .......................... .............
66 240 959 Label, Process 1... ............... .. ................................................
67 218 041 Door, W/Quick Access Ball Fasteners 1... ............... .. ............................
68 175 138 Box, Louver 1... ............... .. ...................................................
69 Label, (Order by Model and Serial Number) 1... .......................... .......................
70 174 991 Knob, Pointer 1.250 Dia X .250 Id W/Spring Clip−.21 2... ............... .. ...............
71 231 468 Nut, 375−32 .56Hex .22H Brs Conical Knurl 1... ............... .. .......................
72 231 469 Nut, 500−28 .69Hex .28H Brs Conical Knurl 1... ............... .. .......................
73 Nameplate, Connection (Order by Model and Serial Number) 1... .......................... ........
74 Nameplate (Order by Model and Serial Number) 1... .......................... ...................
75 216 112 Fastener, Panel Receptacle Quick Access 2... ............... .. ........................
76 C6,7 214 749 Capacitor Assy, W/Plug And Leads (Voltage Feedback) 1... ..... ..... .. .............
77 226 590 Panel, Front Standard 1... ............... .. ..........................................
78 231 470 Nut, Adapter Encoder Shaft Mtg 375−32 To 500−28 1... ............... .. ................
+When ordering a component originally displaying a precautionary label, the label should also be ordered.
♦Part of 115V Aux Power Option.
♦♦Part of Tweco Type Connector Option
BE SURE TO PROVIDE MODEL AND SERIAL NUMBER WHEN ORDERING REPLACEMENT PARTS.

Aantekeningen

Geldig vanaf 1 januari 2010
(Installaties waarvan het serienummer begint met “MA” of nieuwer)
Deze beperkte garantie vervangt alle vorige Miller garanties en is exclusief zonder andere expliciete of impliciete
waarborgen of garanties.
BEPERKTE GARANTIE − Afhankelijk van de onderstaande bepa-
lingen en voorwaarden garandeert Miller Electric Mfg. Co., Apple-
ton, Wisconsin, zijn erkende verdeler dat nieuwe Miller installaties
die verkocht zijn na de geldende datum van deze beperkte garantie
geen materiaal- en/of fabricagefouten hebben. DEZE GARANTIE
VERVANGT UITDRUKKELIJK ALLE ANDERE GARANTIES, EX-
PLICIET OF IMPLICIET, VAN VERKOOPBAARHEID EN
GESCHIKTHEID.
Binnen de onderstaande garantieperioden zal Miller alle onderde-
len of componenten die niet meer functioneren door dergelijke fa-
bricage- en materiaalfouten met garantie repareren of vervangen.
Miller moet binnen dertig (30) dagen schriftelijk op de hoogte wor-
den gebracht van een dergelijke fout of storing, waarop Miller in-
structies zal geven over de garantieclaim-procedure die hierop
volgt.
In het geval van een dergelijke storing binnen de garantieperiode
zal Miller garantieclaims toestaan op installaties met garantie die
hieronder zijn vermeld. Alle garantieperioden gelden vanaf de dag
dat de installatie geleverd werd aan de erkende verdeler, of acht-
tien maanden nadat de installatie naar een internationale distribu-
teur gezonden is.
1. 5 jaar op onderdelen — 3 jaar op arbeidsloon
* Bij originele hoofdstroomgelijkrichters alleen de thyristo-
ren (SCR’s), de diodes en de afzonderlijke gelijkrichter-
modules
2. 3 jaar — op onderdelen en arbeidsloon
* Lasaggregaten met aandrijfmotor
(OPMERKING: Motoren vallen onder een aparte
garantie, bij de fabrikant van de motor.)
* Inverter stroombronnen (tenzij anders aangegeven)
* Stroombronnen plasmasnijders
* Procesbeheersingsapparatuur
* Semiautomatische en automatische draadaanvoereen-
heden
* De Flowregelaar en Flowmeter uit de Smith 30 Serie (geen
arbeidsloon)
* Transformator/gelijkrichter stroombronnen
* Waterkoelingsystemen (geïntegreerd)
3. 2 jaar — op onderdelen
* Automatisch verduisterende helmlenzen
(geen arbeidsloon)
4. 1 jaar — op onderdelen en arbeidsloon tenzij anders
aangegeven
* Automatisch bewegende apparatuur
* CoolBelt− en CoolBand−ventilatorunit (geen arbeidsloon)
* Externe controleapparatuur en −sensoren
* Opties van onderdelen achteraf ingebouwd
(OPMERKING: Opties van onderdelen die achteraf zijn in-
gebouwd zijn gedekt voor de resterende garantieperiode
van het product waarin ze in zijn geïnstalleerd of voor een
minimum van één jaar — afhankelijk van welke van de
twee het langste duurt.)
* Flowregelaars− en Flowmeters (geen arbeidsloon)
* RFCS voetbedieningen (m.u.v. RFCS−RJ45)
* Rookgasafzuigers
* HF Units
* ICE plasmasnijtoortsen (geen arbeidsloon)
* Stroombronnen voor inductieverwarming, koelers en
elektronische regelapparatuur/recorders
* Elektrische belastingsbanken
* Motoraangedreven laspistolen
(m.u.v. de Spoolmate −laspistolen)
* PAPR−ventilatorunit (geen arbeidsloon)
* Positionerings− en regelapparatuur
* Rekken
* Laskarren/trailers
* Puntlasapparaten
* Onderpoederdek−draadaanvoersystemen
* Waterkoelsystemen (niet−geïntegreerd)
* Weldcraft TIG toortsen (geen arbeidsloon)
* Werkstations/Lastafels (geen arbeidsloon)
5. 6 maanden — op onderdelen
* Accu’s
* Bernard pistolen (geen arbeidsloon)
* Tregaskiss pistolen (geen arbeidsloon)
6. 90 dagen — op onderdelen
* Toebehoren (sets)
* Beschermzeilen
* Inductieverwarmingsspoelen en dekens, kabels en niet
elektronische regelapparatuur
*M−pistolen
* MIG pistolen en onderpoederdek (SAW) pistolen
* Afstandsbedieningen en RFCS−RJ45
* Vervangende onderdelen (geen arbeidsloon)
* Roughneck−pistolen
* Spoolmate pistolen
Millers True Blue® beperkte garantie geldt niet voor:
1. Slijtonderdelen zoals contacttips, snijmondstukken,
magneetschakelaars, koolborstels, relais, bovenbladen
van werkstations en lasgordijnen of andere onderdelen
die niet meer goed werken als gevolg van normale
slijtage. (Uitzondering: borstels en relais zijn wel gedekt
bij alle motoraangedreven producten.)
2. Onderdelen geleverd door Miller maar geproduceerd door an-
deren, zoals motoren of handelsaccessoires. Deze onderde-
len vallen onder de eventuele garanties door de fabrikanten.
3. Installaties die veranderingen hebben ondergaan door andere
partijen dan Miller, of installaties die onjuist geïnstalleerd of
verkeerd gebruikt zijn volgens industrierichtlijnen, of installa-
ties die geen redelijk en noodzakelijk onderhoud hebben ge-
had, of installaties die gebruikt zijn voor andere dan de
aangegeven toepassingen voor de installatie.
MILLER PRODUKTEN ZIJN BEDOELD VOOR VERKOOP EN
GEBRUIK DOOR COMMERCIËLE/INDUSTRIËLE GEBRUI-
KERS EN PERSONEN DIE OPGELEID ZIJN EN ERVARING
HEBBEN MET HET GEBRUIK EN ONDERHOUD VAN LASIN-
STALLATIES.
In het geval van een garantieclaim gedekt door deze garantie,
zullen de exclusieve Miller-oplossingen zijn: (1) repareren; of (2)
vervangen; of, als dit schriftelijk door Miller is toegestaan in
bepaalde gevallen, (3) de redelijke kosten van repareren of
vervangen bij een goedgekeurd Miller onderhoudsbedrijf; of (4)
krediet of betaling van de aankoopprijs (redelijke
waardevermindering op basis van het eigenlijke gebruik) bij het
retourneren van de goederen op risico en kosten van de klant.
Miller’s optie van repareren of vervangen zal f.o.b. zijn (met
inbegrip van vervoerskosten tot in de boot), naar de fabriek in
Appleton, Wisconsin of f.o.b. naar een door Miller goedgekeurd
onderhoudsbedrijf zoals bepaald is door Miller. Daarom zal er geen
compensatie of terugbetaling voor transportkosten worden
toegestaan.
VOOR ZOVER DE WET DIT TOESTAAT, STAAN ER GEEN AN-
DERE VERHAALSMOGELIJKHEDEN OPEN DAN DEGENE DIE
HIER VOORZIEN ZIJN. IN GEEN GEVAL ZAL MILLER CON-
TRACTUEEL, UIT ONRECHTMATIGE DAAD, OF ANDERSZINS,
AANSPRAKELIJK ZIJN VOOR RECHTSTREEKSE, ON-
RECHTSTREEKSE, BIJZONDERE, INCIDENTELE, OF GE-
VOLGSCHADE (HIERIN BEGREPEN GEDERFDE WINST).
MILLER VERWERPT EN SLUIT, M.B.T. ALLE GEREEDSCHAP
DAT DOOR HAAR GELEVERD WORDT, ELKE
UITDRUKKELIJKE GARANTIE DIE HIER NIET VOORZIEN IS,
EN ELKE GEÏMPLICEERDE GARANTIE OF VERKLARING
M.B.T. PRESTATIE, EN ELK VERHAAL OP GROND VAN
CONTRACTUELE WANPRESTATIE, UIT ONRECHTMATIGE
DAAD, OF DAT, WARE DEZE BEPALING NIET OPGENOMEN,
IMPLICIET, VAN RECHTSWEGE, NAAR HANDELSGEWOONTE
OF NAAR AANLEIDING VAN DE CONCRETE
OMSTANDIGHEDEN VAN DE TRANSACTIE ZOU
VOORTVLOEIEN UIT GELIJK WELKE ANDERE
RECHTSTHEORIE, HIERIN BEGREPEN ELKE
GEÏMPLICEERDE GARANTIE M.B.T. VERKOOPBAARHEID OF
GESCHIKTHEID VOOR EEN BEPAALD GEBRUIK, UIT.
Sommige staten in de V.S. staan geen beperkingen toe met betrek-
king tot de duur van de garantie, noch uitsluiting van bijkomende
schade, indirecte schade, speciale schade of gevolgschade, dus
bovenstaande beperking kan mogelijk niet van toepassing zijn
voor u. Deze garantie biedt specifieke wettelijke rechten en er kun-
nen eventueel ook andere rechten van toepassing zijn; deze kun-
nen echter per staat verschillen.
In Canada biedt de wetgeving in enkele provincies bepaalde extra
garanties of oplossingen die afwijken van de bepalingen die hierin
zijn opgenomen, en bovenstaande beperkingen en uitsluitingen
zijn mogelijk niet van toepassing, voorzover er niet van mag wor-
den afgezien. Deze Beperkte Garantie biedt specifieke wettelijke
rechten en er kunnen eventueel ook andere rechten zijn; deze kun-
nen echter per provincie verschillen.
miller warr_dut 2010−01

Vertaling van de originele instructies − UITGEGEVEN IN DE VS. © 2010 Miller Electric Mfg. Co 2010-01
Miller Electric Mfg. Co.
An Illinois Tool Works Company
1635 West Spencer Street
Appleton, WI 54914 USA
International Headquarters−USA
USA Phone: 920-735-4505 Auto-attended
USA & Canada FAX: 920-735-4134
International FAX: 920-735-4125
Voor internationale vestigingen bezoek
website: www.MillerWelds.com
Naam van het model Serie-/typenumber
Aankoopdatum (datum waarop de apparatuur bij de oorspronkelijke klant werd bezorgd.)
Leverancier
Adres
Plaats
Staat Postcode
S.v.p. volledig invullen en goed bewaren.
Vermeld altijd de naam van het model en het serie-/typenummer
Ga naar uw leverancier voor: Toebehoren en elektroden
Optionele apparatuur en accessoires
Persoonlijke beschermingsmiddelen
Service en reparaties
Vervangende onderdelen
Trainingen en opleidingen (scholen, videos,
boeken)
Technische handboeken (onderhoudsinformatie
en onderdelen)
Stroomkringschema’s
Handboeken over lasprocessen
Neem contact op met het
vervoersbedrijf:
Neem contact op met de transportafdeling van uw
distributeur en/of de fabrikant van de apparatuur
voor hulp bij het indienen en afhandelen van scha-
declaims.
Service
Papieren van de eigenaar
Om een schadeclaim in te dienen bij verlies of
beschadiging tijdens verscheping,
Contacteer een verdeler of een service bureau
-
 1
1
-
 2
2
-
 3
3
-
 4
4
-
 5
5
-
 6
6
-
 7
7
-
 8
8
-
 9
9
-
 10
10
-
 11
11
-
 12
12
-
 13
13
-
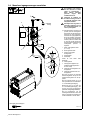 14
14
-
 15
15
-
 16
16
-
 17
17
-
 18
18
-
 19
19
-
 20
20
-
 21
21
-
 22
22
-
 23
23
-
 24
24
-
 25
25
-
 26
26
-
 27
27
-
 28
28
-
 29
29
-
 30
30
-
 31
31
-
 32
32
-
 33
33
-
 34
34
-
 35
35
-
 36
36
-
 37
37
-
 38
38
-
 39
39
-
 40
40
-
 41
41
-
 42
42
-
 43
43
-
 44
44
-
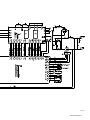 45
45
-
 46
46
-
 47
47
-
 48
48
-
 49
49
-
 50
50
-
 51
51
-
 52
52




















































Miller XMT 350 MPA AUTO-LINE de handleiding
- Type
- de handleiding
- Deze handleiding is ook geschikt voor
Gerelateerde papieren
-
Miller MB420121A de handleiding
-
-
-
-
-
-
Miller MF062544U de handleiding
-